/













































Author: Табунщиков Н.П. Аксенов Э.Т. Гуревич Р.Я. Шевцов Л.Д.
Tags: сахарное производство пищевая промышленность сахарная промышленность
Year: 1981




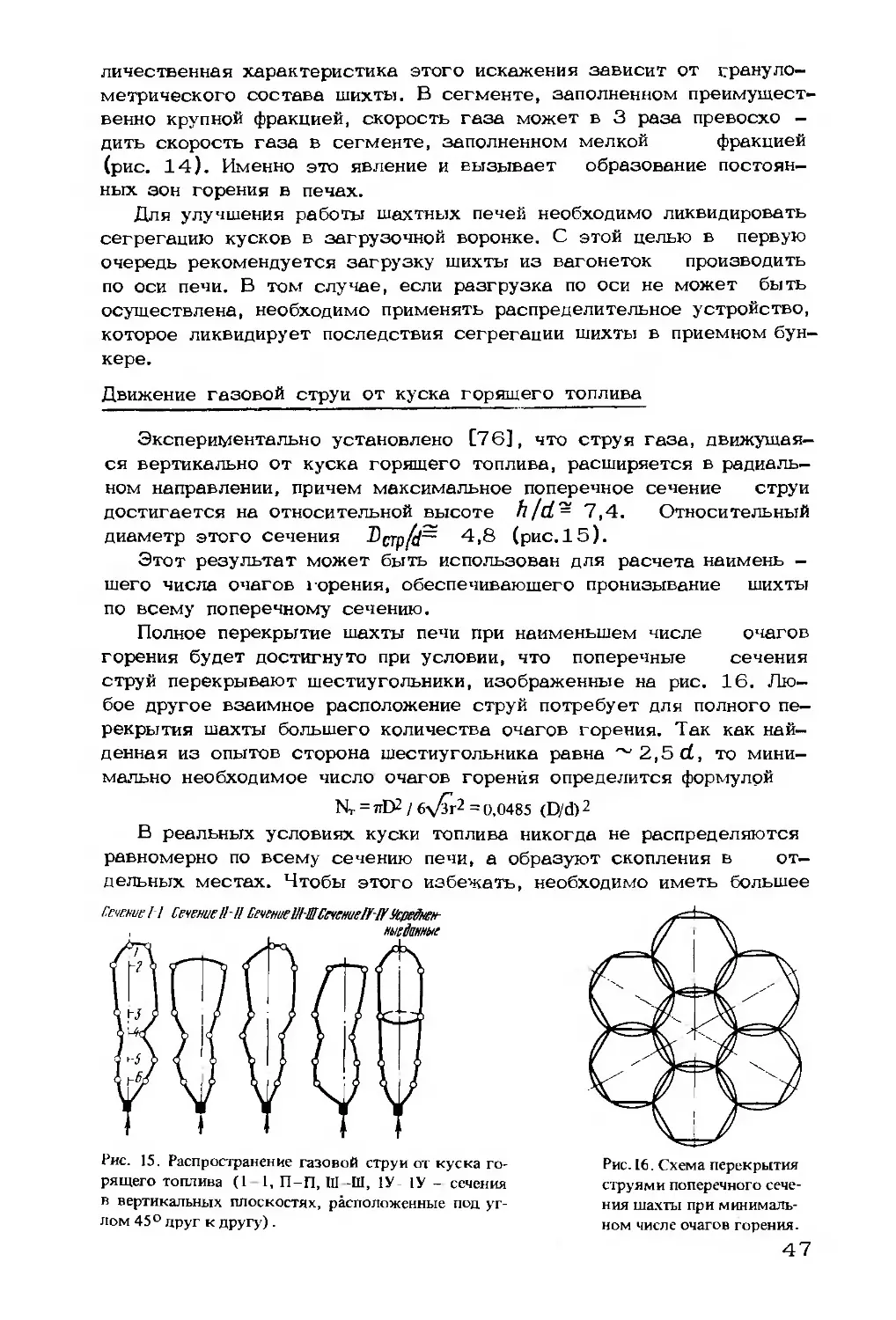
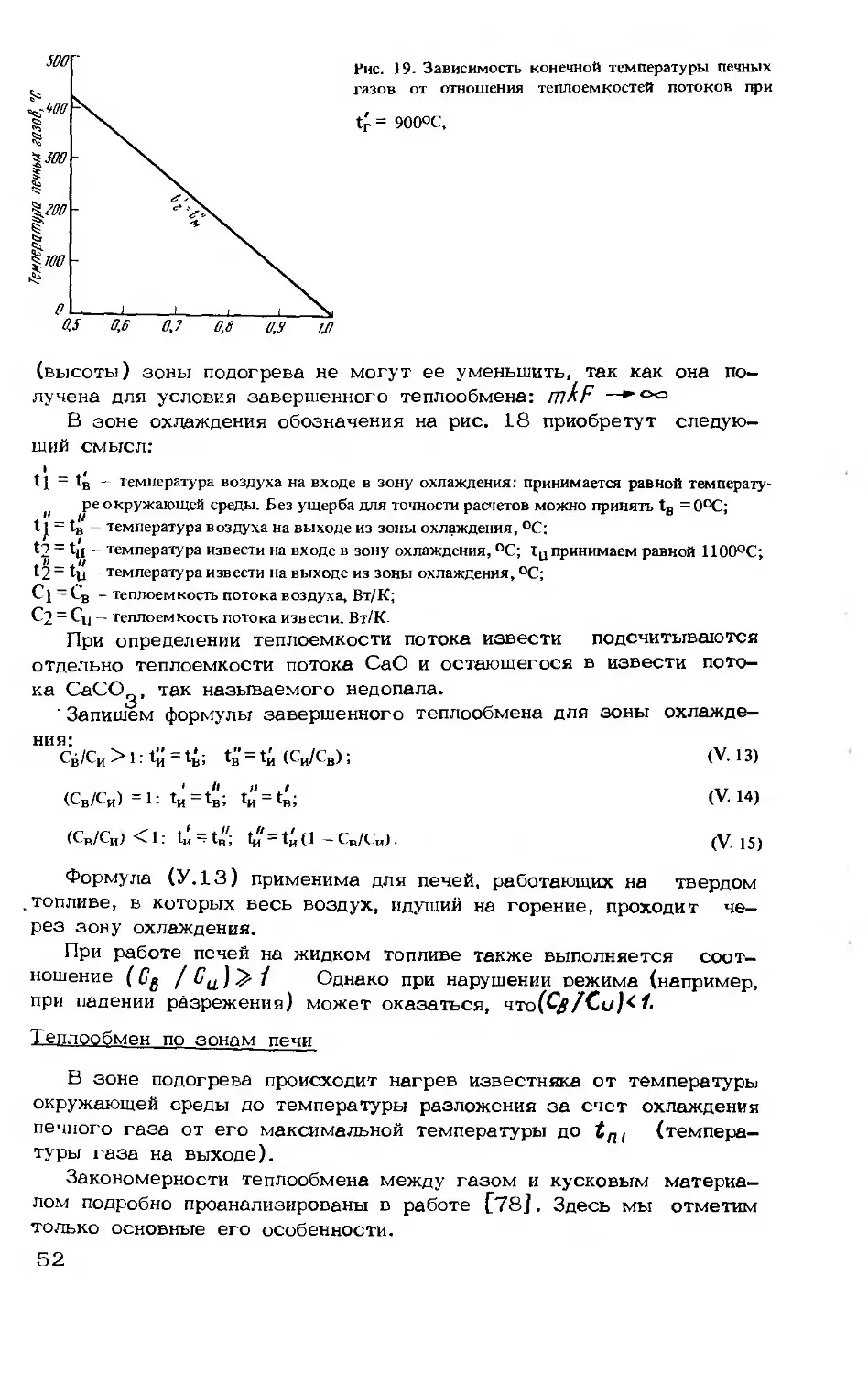
Text
Производство
извести
и сатурационного
газа
на сахарных
заводах
Москва
’’Легкая и пищевая промышленность”
1981
ББК 36.84
П80
УДК (666.923/. 925+ 662.765): 664.1
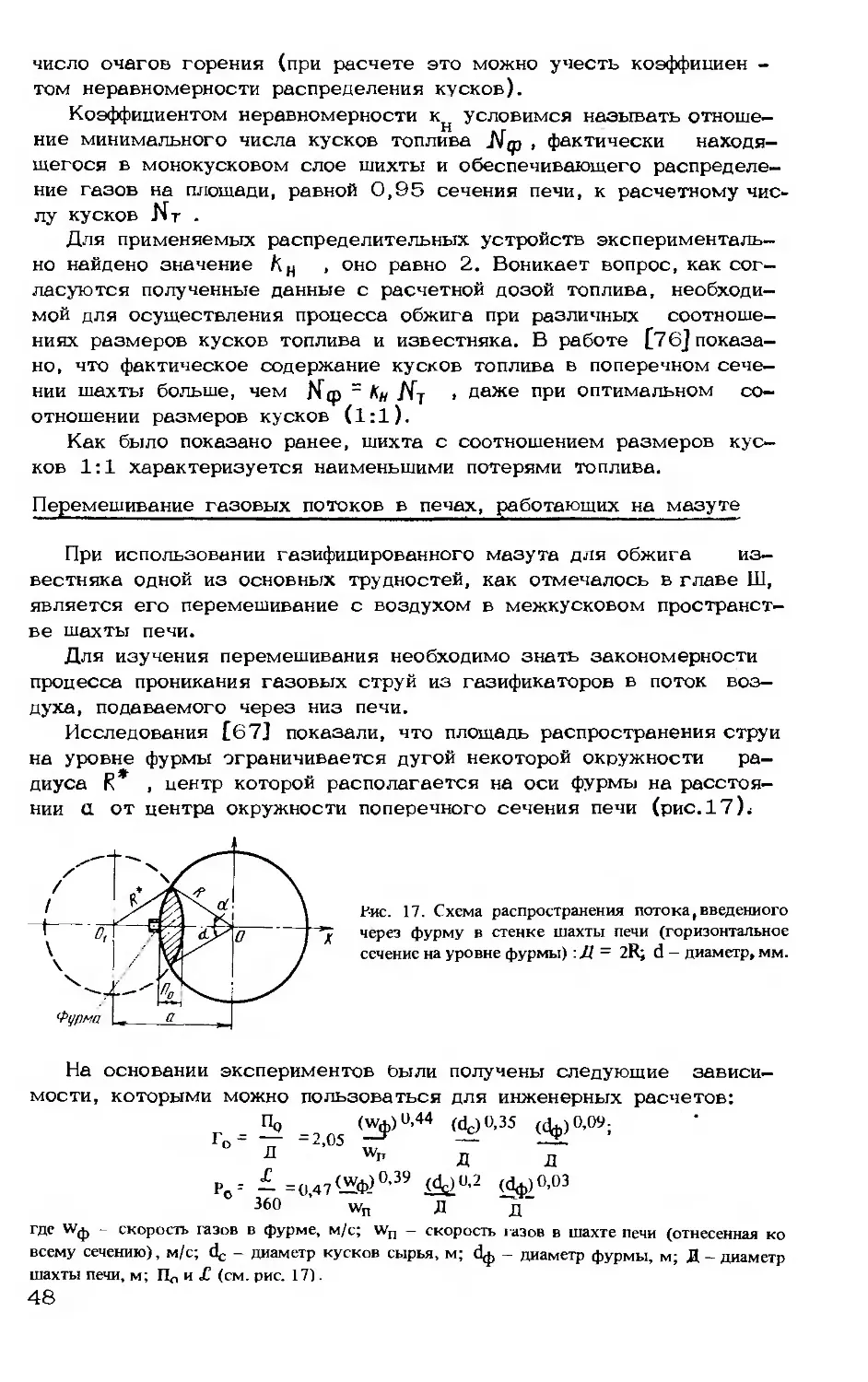
Н.П.Табуншиков Р.Я.Гуревич
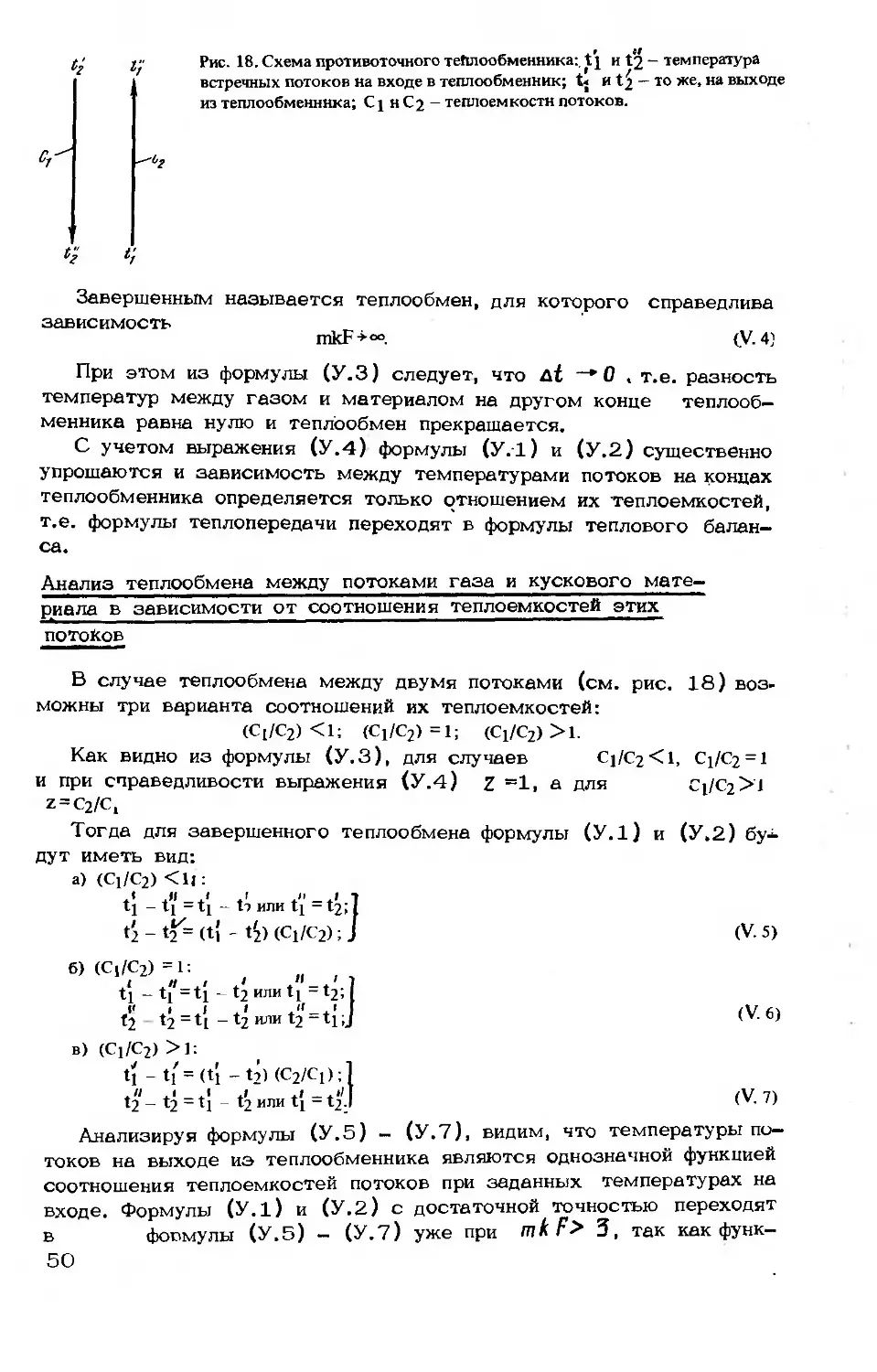
Э.Т.Аксенов Л.Д.Шевцов
Производство извести и с^ тур донного ГйЭа на д&^ных заь
ддх /Н.П.Табунщиков, Э.Т.Аксенов, Р.Я.Гуревич, Л.Д.Шевцов. - М.:
Легкая и пищевая пром-сть, 1981 - ... с.
Дальнейшее развитие производства извести в сахарной промыш-
ленности, связанное с интенсификацией процессов и увеличением
мощности оборудования, невозможно без знания физико-химических
свойств сырья, топлива и получаемых продуктов. Поэтому в книге
эти вопросы освещены в необходимом объеме, причем основное
внимание уделено сущности процессов разложения известняка и го-
рения жидкого топлива, выявлению факторов, влияющих на эти про-
цессы.
Приведены расчеты теплопередачи в шахтных печах, лежащей в
основе получения извести. Впервые в литературе последовательно
изложены теплотехнические основы процесса обжига и приведены
соотношения, необходимые для определения важнейших параметров,
определяющих работу печи: расхода топлива, высоты основных тех-
нологических зон и т.д.
Описаны конструкции печи и освещены вопросы их эксплуатации,
рассмотрены современные схемы очистки газов и получения из-
весткового молока на сахарных заводах.
Книга предназначена для инженерно-технических работников са-
харной промышленности.
Таблиц 16. Иллюстраций 81. Список литературы — 148 названий.
Рецензенты: инж. Г.С Терещенко, ииж. И.П. Лепешкин, кацд. техн, наук Ю.Е. Малга
31707 - 121
П ----—121 - 81 (П.П.) 2907000000
044(01) -81
©Издательство ’’Легкая и пищевая
промышленность”, 1981 г.
ВВЕДЕНИЕ
Известь и сатурационный газ на протяжении двух веков являют-
ся основными и почти единственными веществами, применяемыми
для очистки соков из свеклы, - важнейшего технологического про-
цесса свеклосахарного производства.
В настоящее время в целях лучшей очистки и особенно обесцве-
чивания (или осветления) сока применяют активированный уголь,
иониты и другие адсорбенты. Однако все эти вещества служат лишь
дополнительными средствами к основному способу очистки - извест-
ковому. Развитие техники свеклосахарного производства в СССР и
за рубежом показывает, что нет оснований ожидать в ближайшем
будущем массового применения для очистки диффузионного сока
вместо извести других вешеств. Способ очистки известью в соче-
тании с диоксидом углерода (СО2) наиболее универсален, техни-
чески прост и экономически наиболее эффективен при удалении мно-
гочисленных несахаров из диффузионного сока.
Для нейтрализации сока и собственно дефекации достаточно
0,5% СаО к массе свеклы (против 2,0-2,5% фактического расхода
извести). Однако при таком соотношении сок очень плохо фильтру-
ется, имеет большую вязкость и окрашенность. Поэтому приходит -
ся вводить трех-, четырех- или даже пятикратные количества СаО.
На станции сатурации СаО реагирует с диоксидом углерода и обра-
зует карбонат кальция (СаСОэ), частицы которого в момент обра-
зования адсорбируют на своей огромной поверхности не только кра-
сящие вещества, но и ряд несахаров, повышая таким образом эф-
фект очистки и значительно облегчая фильтрацию сока.
Применение способов очистки сока с уменьшением количества
извести и одновременным добавлением мела и других «веществ,
улучшающих фильтрацию, как показала практика, не позволяет дос-
тичь желаемой степени очистки.
Так как расход извести на очистку сока невелик, потребность
сахарного завода в ней обычно удовлетворяется установкой одной
печи. Например, для завода, перерабатывающего 3 тыс.т свеклы в
сутки, достаточно иметь одну шахтную печь производительностью по
извести 100 т/сут. Сконцентрировать производство извести и газа
на территории камнеразработок, а затем транспортировать известь
и диоксид углерода на свеклосахарные заводы, как предлагают не-
которые специалисты, экономически невыгодно.
Следовательно, в ближайшей перспективе производство извести и
газа будет находиться на каждом свеклосахарном заводе, т.е. свек-
лосахарная промышленность останется крупным производителем из-
вести и потребителем известняка.
Разведанные запасы известняка в европейской части СССР, а
именно здесь размещена основная производственная база свеклоса—
3
Когда же нарушается нормальная подача в завод известкового
пока или сатурационного газа, а вместе с этим и нормальная
1стка сока, эти нарушения уже нельзя компенсировать. Даже ес-
ценой ухудшения очистки производительность завода все же ос—
>тся номинальной, через определенное время возникают • затруд-
(ия в работе фильтров, выпарной станции, вакуум-аппаратов и да-
станции пробеливания, что влечет за собой ухудшение качества
яра и повышение его содержания в мелассе, т.е. снижение вы—
а сахара.
В книге нашли отражение работы лаборатории известково-газо -
о хозяйства Всесоюзного научно-исследовательского института
арной промышленности (ВНИИСПа) по созданию типовых шахт-
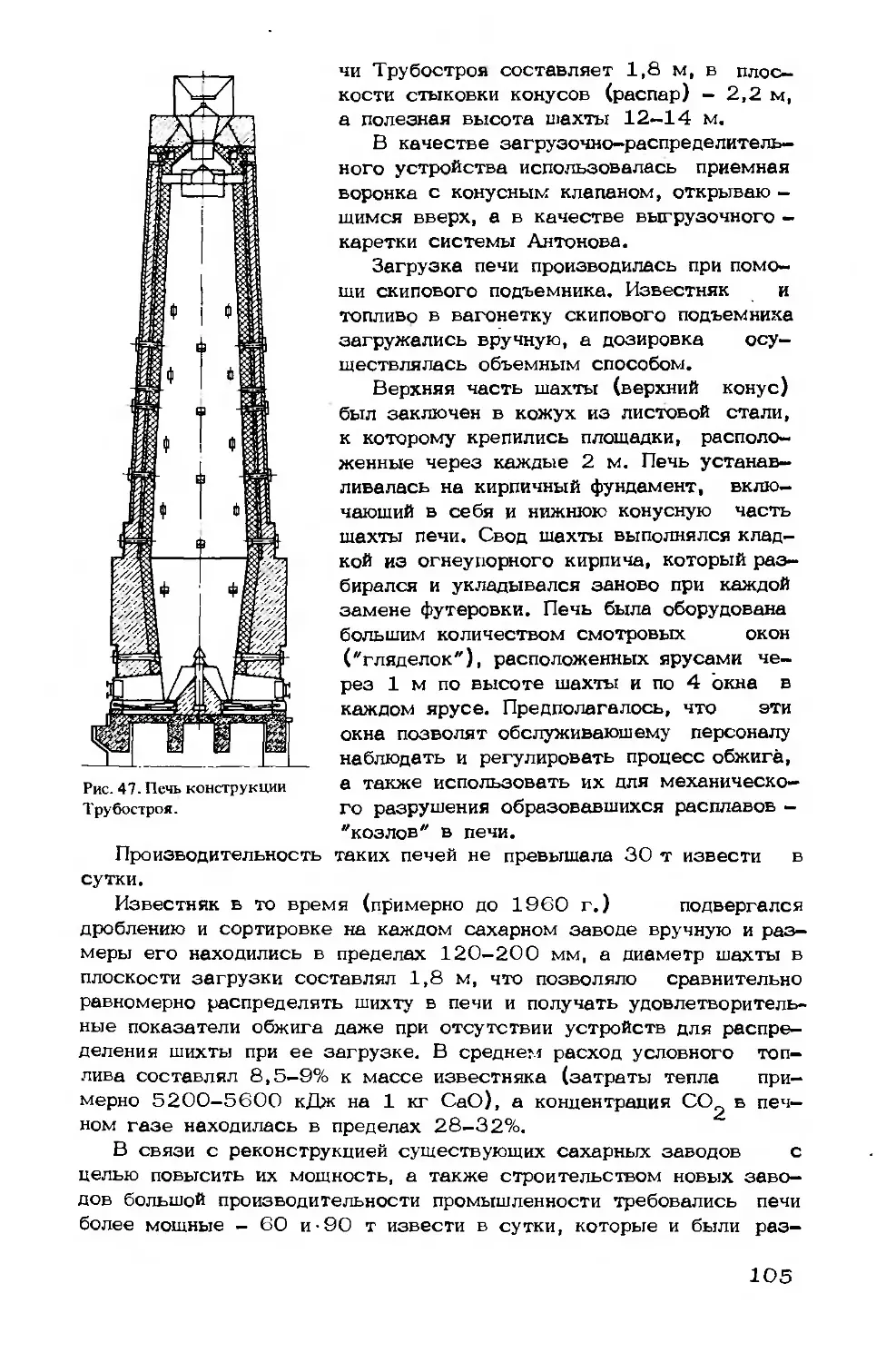
; печей для сахарной промышленности на твердом и жидком топ-
е, совершенствованию технологии приготовления и очистки из-
ткового молока, разработка технологии применения известковой
ты для очистки сока, выявлению причин образования оксида уг—
эда (СО) в шахтных печах, разработка норм расхода сырья и
пива.
"лавы 1,11 и 1У написаны д-ром техн, наук Н.П. Табуншиковым
зы III, У и У1 - совместно с канд. техн, наук Р.Я. Гуревичем,
зы УП и УШ - с Р.Я. Гуревичем и канд. техн, наук Л.Д. Шев-
ям, глава IX - с Л.Д. Шевцовым и инж. Л.М. Верченко, гла—
< - с инж. З.Т.Аксеновым.
коллектив авторов выражает свою признательность канд. техн.
; В.Л. Марьяннику, написавшему введение и инж. С.М. Калаба-
>й, оказавшей большую помощь в подготовке рукописи к печати.
ные обозначения
G — масса вещества, кг;
g - масса вещества в 1 м3 объема, кг;
t - температура, °C;
С - теплоемкость потока, Вт/К;
F — поверхность, м2;
к - коэффициент теплопередачи, Вт/ (м2-К);
£ - коэффициент теплоотдачи, Вт/ (м2-К);
с - средняя удельная теплоемкость в интервале 0 т- t°C, кДж/ (кг-К);
Q - количество тепла, кДж;
Л - коэффициент теплопроводности, Вт/ (м-К);
р — плотность, кг/мЗ;
V - коэффициент кинематической вязкости, м2/с;
р - давление, Па;
V — объем, м3;
Хсл - коэффициент сопротивления слоя; величина безмерная;
СаСОЗисх ~ СаСО3„
- ..I - ост____ -100 - степень обжига известняка, %;
СаСО3
•’исх
q — потери тепла, %;
К^- расход топлива, кг на 1 кг СаО;
Кг - расход влажного известняка, кг на 1 кг СаО;
К£- расход сухого известняка (сырья), кг на 1 кг СаО;
Кц - выход извести, кг на 1 кг СаО;
Q? - низшая теплота сгорания топлива, кДж/кг;
- влажность известняка (сырья), %;
W*3 — влажность топлива (рабочая), %;
р
К - зольность топлива (рабочая),
СР,О₽,ЫР,8Р,Н₽ — содержание компонентов рабочей массы топлива, %;
CaCOj — содержание карбоната кальция в сухом известняке, %;
MgCOj ~ содержание карбоната магния в сухом известняке, %;
Р ~ коэффициент расхода воздуха;
W — скорость, отнесенная ко всему сечению шахты, м/с;
МСаО “ съем СаО с 1 м2 поперечного сечения шахты, т/ (м2-ч);
D, d - диаметр, определяющий размер, м;
Г — радиус, м;
R — радиус шахты, м;
Z — координата высоты слоя, м;
Н - высота засыпки шахтной печи, м;
Re — критерий Рейнольдса;
Nu - критерий Нуссельта;
Ре — критерий Пекле;
у - коэффициент объема шихты;
X - текущая концентрация кислорода.
Индексы
в — воздух;
в.п - водяной пар;
г — газ;
гор - горение;
и — известь;
исх - исходный;
м - известняк;
мех — механический;
нас — насыпная;
О - начальный;
об — общая;
ост — остаточный;
сг — сгоревший;
с — сырье;
с. п. г- — сухой печной газ;
т - топливо;
ф — физический;
хим - химический;
— на входе в зону теплообмена (горения) ;
— на выходе из зоны теплообмена (горения).
ГЛАВА 1. СЫРЬЕ, ТОПЛИВО, ИЗВЕСТЬ
Карбонат кальция
Карбонат кальция в природе встречается в виде известняка, ме-
ла, мрамора, ракушечника, туфа, являющихся осадочными породами,
содержащими некоторое количество примесей. Чистый СаСОд, нап-
ример исландский шпат и кальцит, в природе встречается редко.
Карбонат кальция кристаллизуется в двух модификациях: кальцит
и арагонит. Кальцит [1,2]имеет наиболее стабильную структуру —
плотнейшую гексагональную, элементарная ячейка которой содержит
две молекулы СаСОа и имеет форму римбоэдра (0=6,361* 10~Юм
и 06 = 46°8')*
Твердость кальцита равна 3. Плотность 2,711 г/см3. Кристал-
лы его обладают различными коэффициентами термического расши-
рения: вдоль главной оси — 2,58 • 10“^ к -1 перпендикулярно
главной оси - 0,54 • 10“5 К_1.
Осадочный карбонат кальция с течением времени подвергался
декристаллизации. В зависимости от условий протекания процесса
бразовывались породы с различной степенью дисперсности кристаллов.
гак, например, мрамор имеет крупнокристаллическую структуру,
:ел — мелкокристаллическую, известняк занимает промежуточное по-
ожение между двумя упомянутыми породами, ракушечники и туфы
риближаются по своим физическим свойствам к мелу.
Для обжига в сахарной промышленности используют известняки,
удержат ие:
Не менее 93% СаСОз
До 4% S1O2
До 2% (AI2Q3 + FeyQj)
До 0,4% SO3
До 15% влаги
Химический состав природного карбоната кальция некоторых мес-
рождений приведен в табл. 1.
В виде неорганических примесей в карбонатных породах встречают-
хлориды натрия и калия, фосфор, марганец, медь, титан, фтор, мышь-
, стронций, а также органические примеси (битуминозное вешест-
). Обычно содержание этих веществ ничтожно, и при химическом
1лизе их часто даже не определяют. Однако они могут оказывать
«етное влияние на работу станции газоочистки и газодувок, так
при обжиге некоторые из примесей (особенно соединения нат-
, калия и битуминозные вещества) возгоняются и уносятся печ-
( газом, плохо удаляются при очистке газа и отлагаются на ро—
у газодувок.
4то касается прочности карбоната кальция, то эксплуатация
гных печей показывает возможность обжига пород с временным
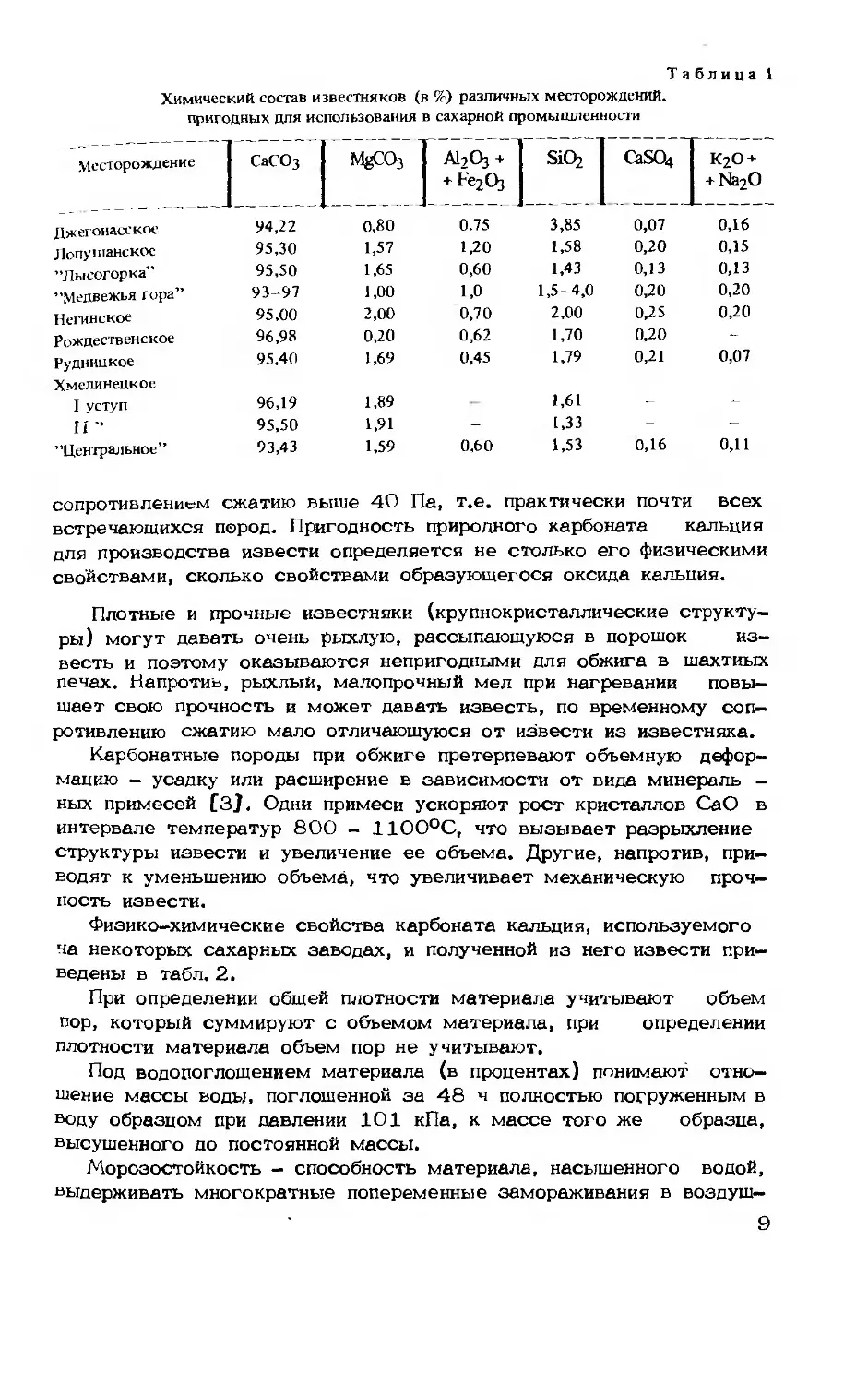
Таблица 1
Химический состав известняков (в %) различных месторождений,
пригодных для использования в сахарной промышленности
Месторождение СаСОз MgC03 AI2Q3 + + Ре2Оз SiC>2 CaSC>4 ( 1 1 +0 0^ ! *7 ।
Джегонасское 94,22 0,80 0.75 3,85 0,07 0,16
Допу шанс кое 95,30 1,57 1,20 1,58 0,20 0,15
’’Лысогорка” 95,50 1,65 0,60 1,43 0,13 0,13
’’Медвежья гора” 93 97 1,00 1,0 1,5—4,0 0,20 0,20
Негинское 95,00 2,00 0,70 2,00 0,25 0,20
Рождественское 96,98 0,20 0,62 1,70 0,20 -
Руднидкое 95,40 1,69 0,45 1,79 0,21 0,07
Хмединедкое
Т уступ 96,19 1,89 1,61 — -
II ” 95,50 1,91 — 1,33 - —
’’Центральное” 93,43 1,59 0,60 1,53 0,16 0,11
сопротивлением сжатию выше 40 Па, т.е. практически почти всех
встречающихся пород. Пригодность природного карбоната кальция
для производства извести определяется не столько его физическими
свойствами, сколько свойствами образующегося оксида кальция.
Плотные и прочные известняки (крупнокристаллические структу-
ры) могут давать очень рыхлую, рассыпающуюся в порошок из-
весть и поэтому оказываются непригодными для обжига в шахтиых
печах. Напротив, рыхлый, малопрочный мел при нагревании повы-
шает свою прочность и может давать известь, по временному соп-
ротивлению сжатию мало отличающуюся от извести из известняка.
Карбонатные породы при обжиге претерпевают объемную дефор-
мацию — усадку или расширение в зависимости от вида минераль —
ных примесей [3J. Одни примеси ускоряют рост кристаллов СаО в
интервале температур 800 - 1100°С, что вызывает разрыхление
структуры извести и увеличение ее объема. Другие, напротив, при-
водят к уменьшению объема, что увеличивает механическую проч-
ность извести.
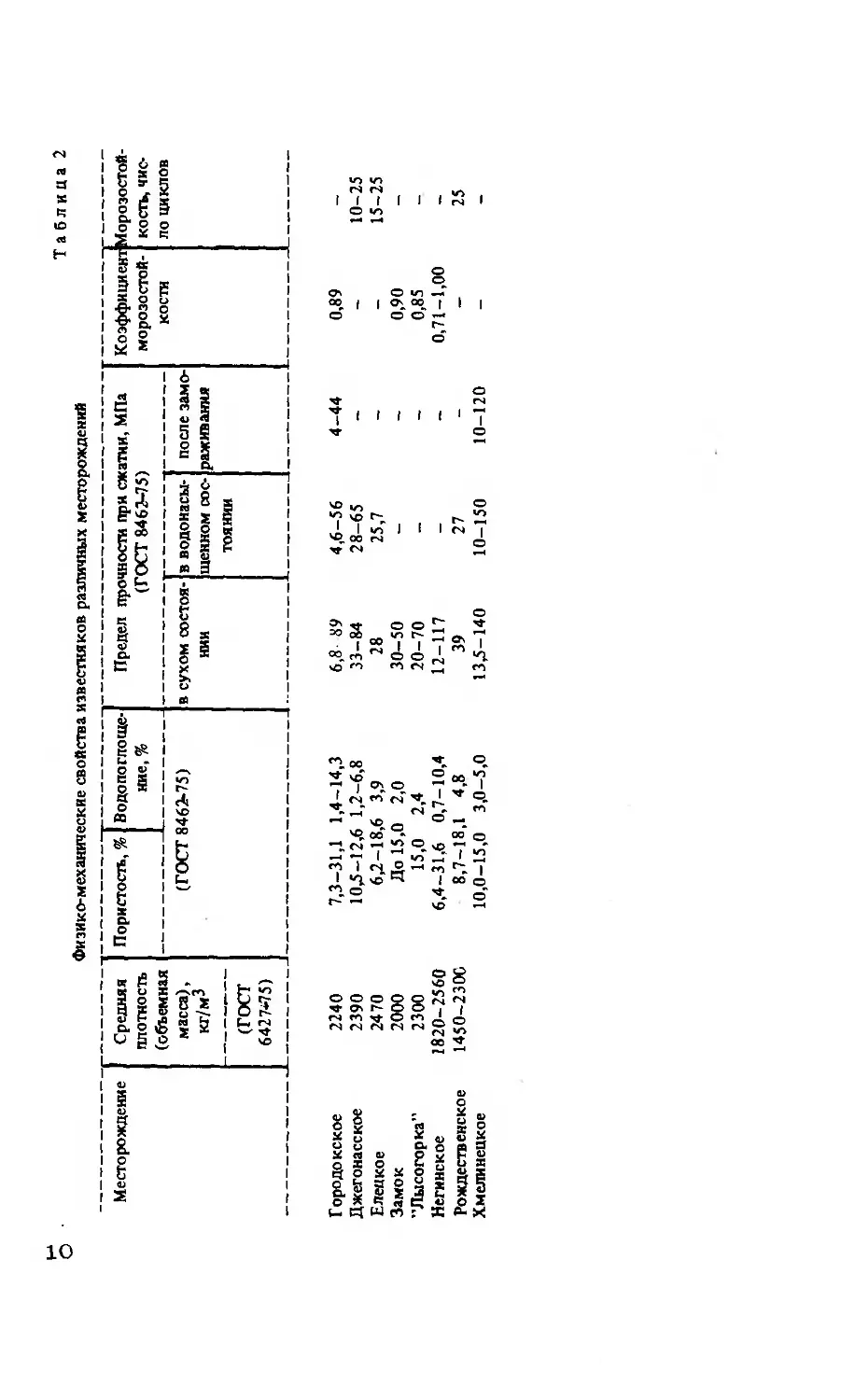
Физико-химические свойства карбоната кальция, используемого
на некоторых сахарных заводах, и полученной из него извести при-
ведены в табл. 2.
При определении обшей плотности материала учитывают объем
пор, который суммируют с объемом материала, при определении
плотности материала объем пор не учитывают.
Под водопоглощением материала (в процентах) понимают отно-
шение массы воды, поглощенной за 48 ч полностью погруженным в
воду образцом при давлении 101 кПа, к массе того же образца,
высушенного до постоянной массы.
Морозостойкость — способность материала, насыщенного водой,
выдерживать многократные попеременные замораживания в воздуш—
9
харной промышленности, весьма ограничена. Поэтому необходимо
повышать технический уровень производства извести, с тем чтобы
увеличивался выход готовой извести из известняка.
Несмотря на то что известковая очистка является самой удоб —
ной в эксплуатации, издержки производства при ее применении до-
вольно высоки и составляют существенную статью в затратах при
получении сахара из свеклы и основную в стоимости производствен-
ных материалов.
Однако влияние технике—экономического уровня оборудования из-
весткового хозяйства на экономику свеклосахарного производства в
целом определяется не только и не столько затратами на извест-
няк, его обжиг, приготовление известкового молока, его очистку и
процессы дефекосатурации, сколько влиянием работы завода на це-
лый ряд производственно—технических показателей, и в частности на
такие важные показатели, как качество сахара, его потери и рас-
ход топлива.. Так, полнота очистки известкового молока от твердых
частиц примесей связана с величиной потерь сахара и расходом топ-
лива в производстве.
Чем больше в извести балласта, тем больше осадок на станции
фильтрации. Как известно, количество фильтрационного осадка с со-
держанием влаги 50% равно четырехкратному количеству извести,
задаваемой на дефекосатурацию. На высолаживание фильтрационного
осадка расходуется около 200% воды к массе осадка. Высолажива—
юшая вода, так называемый промой, направляется частично с из-
вестковым молоком, а частично непосредственно в сок. На ее вы-
паривание из сока расходуется тепло. Чем выше содержание при-
месей в известковом молоке, тем больше масса фильтрационного
осадка и, следовательно, тем больше требуется промывной воды и
пара на ее испарение.
Кроме того, даже при самом тщательном высолаживании фильт-
рационного осадка в нем остается около 1% сахара к массе осад-
ка. При принятых в СССР методах известковой очистки сока с рас-
ходом извести 2,5% к массе перерабатываемой свеклы осадка по-
лучается 10%, а в нем 0,1% сахара к массе перерабатываемой
свеклы. Эти потери значительны. Так, при мощности завода по пе-
реработке свеклы 3 тыс.т в сутки с фильтрационным осадком да-
же по нормативам теряется 300 т сахара за сезон. Наличие твер-
дых примесей в известковом молоке является причиной сильного
абразивного износа оборудования и трубопроводов, так как твердые
частицы, оседая в дефекаторах и сатураторах, а также трубопрово-
дах, засоряют их, что вызывает необходимость их периодической
чистки, а иногда приводит и к поломке оборудования.
От качества работы известкового отделения зависит эффект
очистки сока, а следовательно, и выход сахара. Обычно эффект
очистки достигает примерно 30%, нередко понижаясь до 25%, осо-
бенно при неудовлетворительной работе известкового отделения. В
результате того, что в очищенных соках остается большое коли-
чество несахаров, значительная часть сахара — до 20% к массе
4
всего сахара, содержащегося в сиропе, — остается после кристал-
лизации в мелассе. Хотя сахар, ушедший с мелассой, используется
для производства пищевых продуктов, его цена в 3 раза ниже, чем
кристаллического. Следовательно, экономическая эффективность ра-
боты сахарного завода снижается.
Так, при снижении эффекта очистки на 3%, что возможно при
нарушении работы известкового отделения, выход сахара уменьша-
ется на 0,25 — 0,3% к массе свеклы. Для свеклосахарного завода
мощностью по переработке свеклы 3,0 тыс.т в сутки это означает,
что за 120 сут. сезона переработки в мелассе останется примерно
800 - 1000 т сахара (доход завода уменьшается на 200 - 250
тыс.руб.).
Качество работы известково—газовой печи влияет не только на
расход топлива при обжиге извести, но и на содержание диоксида
углерода в сатурационном газе. При использовании твердого топли-
ва в сатурационном газе содержится 30-34% СС^, а при работе
на жидком топливе «г 28%. Остальная часть сатурационного газа
(главным образок! азот) не реагирует с соком. Коэффициент ис-
пользования диоксида углерода даже при совершенных оборудовании
и процессе сатурации едва достигает 70%. Следовательно, пример-
но 80% газа, вводимого в сатуратор, выходит из него, нагреваясь
и насыщаясь парами. Поскольку и нагрев газа в сатурато'ре, и ис-
парение происходят за счет тепла сока, последний охлаждается. В
результате сок перед фильтрацией приходится дополнительно подог-
ревать.
Естественно, что чем меньше содержание СС>2 в сатурационном
газе, тем большее количество газа требуется для процесса сатура-
ции и тем большими будут потери тепла. Их величина колеблется
от 1 до 2% пара к массе перерабатываемой свеклы. Разница в 1%
весьма сушественно сказывается на расходе тепла. Кроме того,
чем больше требуется сатурационного газа, тем больше расход во-
ды на его охлаждение, тем больше количество сбросных вод и рас-
ход энергии на газовые компрессоры. Все это свидетельствует о
важности поддержания концентрации СС>2 в сатурационном газе на
максимально возможном уровне.
Этим не ограничивается значение правильной работы известко —
вого отделения. В цепи технологических процессов производства
бывают нарушения установленного технологического режима на от-
дельных участках. Вредные последствия этих нарушений в опреде-
ленной мере могут быть компенсированы изменением режима рабо-
ты последующих участков, хотя и более дорогой ценой. Например,
при неудовлетворительной работе свеклорезок и получении некаче-
ственной стружки для поддержания нормативных потерь сахаоа в
жоме увеличивают откачку диффузионного сока. Если с выпарной
станции поступает сироп недостаточной плотности, то форсируют ра—
ооту вакуум-аппаратов и т.д. При этом в определенных пределах
Удается поддержать производительность завода и главные произ-
водственные показатели.
5
ной среде и оттаивания в воде — оценивается коэффициентом моро-
зостойкости, который определяется по формуле
Л— (^контр - К>сн) /^КОНТР’
где Rkohto - среднее арифметическое значение предела прочности при сжатии контрольных
образцов; КоСН — среднее арифметическое значение предела прочности при сжатии основных
образцов после испытания их на морозостойкость.
Удельная теплоемкость с* по Келли [4 ]
Ск = 1/100 (105 + 22 10-2t - 26105t-2) кДж/ (кг-К). (1. 1)
Коэффициент теплопроводности [в Вт/(м • К)] согласно рабо-
там [5,б]:
для известняка Л.£ = 1,99 - 0,0015t, (1. 2)
для мела = 0,55 — 0,0001281. (1.3)
Растворимость кальцита в дистиллированной воде при температу-
ре от 17 до 25°С в отсутствии СОр составляет(1,441,5)-1О“5кг/л.
При повышении температуры до Ю0°С растворимость СаСОа уве-
личивается до (3 - 4) • 1О“5кг/л.
В присутствии СС>2 растворимость известняков также заметно
увеличивается (за счет образования бикарбоната кальция),'однако с
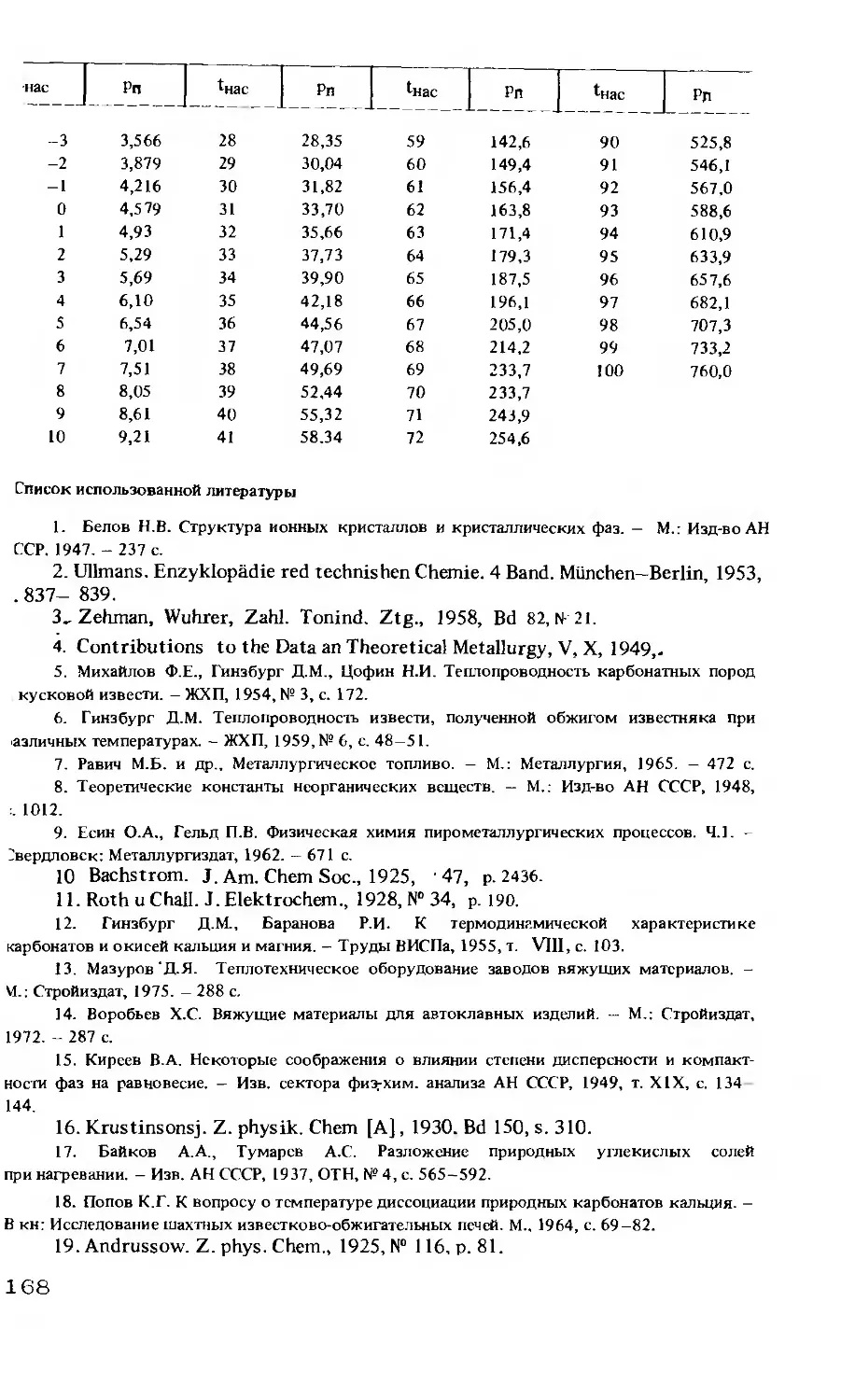
повышением температуры она падает:
Температура, иС 9 25 35
Растворимость, кг/л 1,30-10-3 0,943-10~3 0,765-10-3
Известняки энергично реагируют с большинством сильных кис-
лот, образуя при этом кальциевую соль соответствующей кислоты и
газообразный COg.
Топливе
Топливом для обжига карбонатных пород в шахтных печах слу-
жат кокс, антрацит, мазут и природный газ.
Кокс — наиболее дефицитное дорогостоящее топливо. Теплота
его сгорания (25,1 4- 29,4) 10° кДж/кг. Ввиду того что при кок-
совании выделяются практически все летучие вещества исходного
угля, летучие кокса состоят из адсорбированных газов (азот, диок-
сид углерода, следы метаиа), в которых почти отсутствуют горю-
чие компоненты.
Для шахтных печей используют кокс с размерами кусков 30—
80 мм. Он не должен содержать более 12% золы, так как зола в
процессе обжига попадает в известь и загрязняет ее. Для обжига
извести можно применять кокс, непригодный в металлургии, с по-
вышенным содержанием серы и фосфора.
Антрациты — угли, в которых процесс обуглероживания расти-
тельных остатков достиг высшего предела. Они не подвергаются
выветриванию и хорошо переносят продолжительное хранение. Ант-
рацит содержит летучих веществ меньше, чем все другие иско-
паемые твердые топлива, однако в состав его летучих в отличие от
летучих кокса входят горючие компоненты: метан и водород. В pe-
ll
Таблица 2
Физико-механические свойства известняков различных месторождений
Месторождение Средняя плотность (объемная масса), кг/мЗ (ГОСТ 6427*75) Пористость, % Водо поглоще- ние, % Предел прочности при сжатии, МПа (ГОСТ 8462-75) Коэффициент морозостой- кости Морозостой- кость, чис- ло циклов
(ГОСТ 8462-75) в сухом состоя- нии в водонасы- щенном сос- тоянии после замо- раживания
Городокское 2240 7,3-31,1 1,4-14,3 6,8 89 4,6-56 4-44 0,89 —
Джегонасское 2390 10,5—12,6 1,2-6,8 33-84 28-65 — — 10-25
Елецкое 2470 6,2-18,6 3,9 28 25,7 — — 15-25
Замок 2000 До 15,0 2,0 30-50 — — 0,90 —
"Лысогор ка” 2300 15,0 2,4 20-70 — - 0,85 —
Негинское 1820-2560 6,4-31,6 0,7-10,4 12-117 — — 0,71-1,00
Рождественское 1450-2300 8,7-18,1 4,8 39 27 - — 25
Хмелинецкое 10,0-15,0 3,0-5,0 13,5-140 10-150 10-120 - -
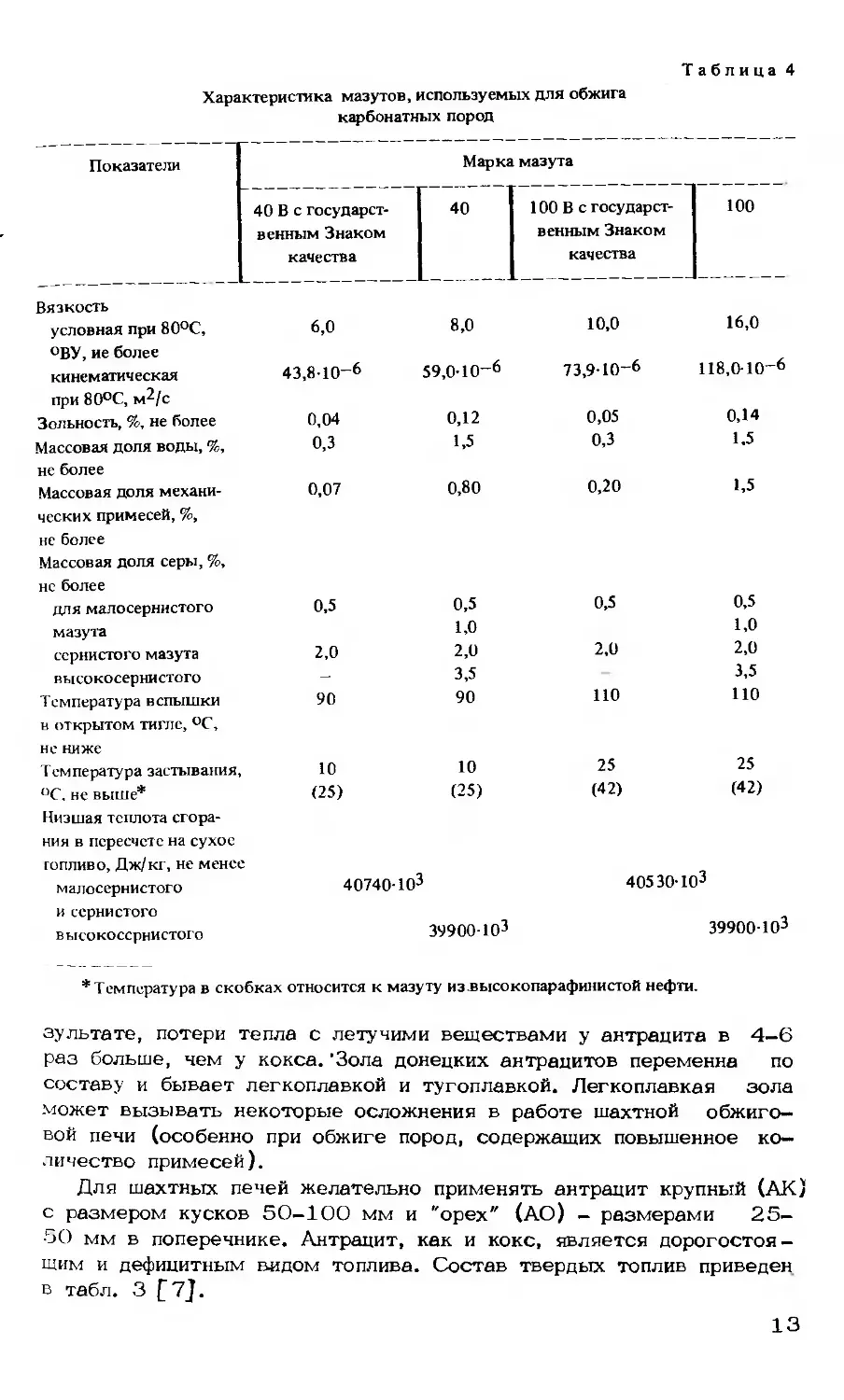
Таблица 4
Характеристика мазутов, используемых для обжига
карбонатных пород
Показатели Марка мазута
40 В с государст- венным Знаком качества 40 100 В с государст- венным Знаком качества 100
Вязкость условная при 80°С, 6,о 8,0 10,0 16,0
°ВУ, ие более кинематическая 43,810-6 59,0-10-6 73,9-10-6 118,0-10-6
при 80°С, м?/с Зольность, %, не более 0,04 0,12 0,05 0,14
Массовая доля воды, %, 0,3 1,5 0,3 1.5
не более Массовая доля механи- 0,07 0,80 0,20 1,5
ческих примесей, %, не более Массовая доля серы, %, нс более для малосернистого 0,5 0,5 0,5 0,5
мазута сернистого мазута 2,0 1,0 2,0 2,0 1,0 2,0
высокосернистого — 3,5 3,5
Температура вспышки 90 90 ПО 110
в открытом тигле, °C, не ниже Температура застывания 10 10 25 25
°C, не выше* (25) (25) (42) (42)
Низшая теплота сгора- ния в пересчете на сухое топливо, Дж/кг, не менее малосернистого 40740-10^ 40530-Ю3
и сернистого высокоссрнистого 39900-Ю3 39900-Ю3
* Температура в скобках относится к мазуту из высокопарафинистой нефти.
зультате, потери тепла с летучими веществами у антрацита в 4-6
раз больше, чем у кокса. ’Зола донецких антрацитов переменна по
составу и бывает легкоплавкой и тугоплавкой. Легкоплавкая зола
может вызывать некоторые осложнения в работе шахтной обжиго-
вой печи (особенно при обжиге пород, содержащих повышенное ко-
личество примесей).
Для шахтных печей желательно применять антрацит крупный (АК
с размером кусков 50-100 мм и "орех" (АО) - размерами 25-
50 мм в поперечнике. Антрацит, как и кокс, является дорогостоя-
щим и дефицитным видом топлива. Состав твердых топлив приведен
в табл. 3 [7].
13
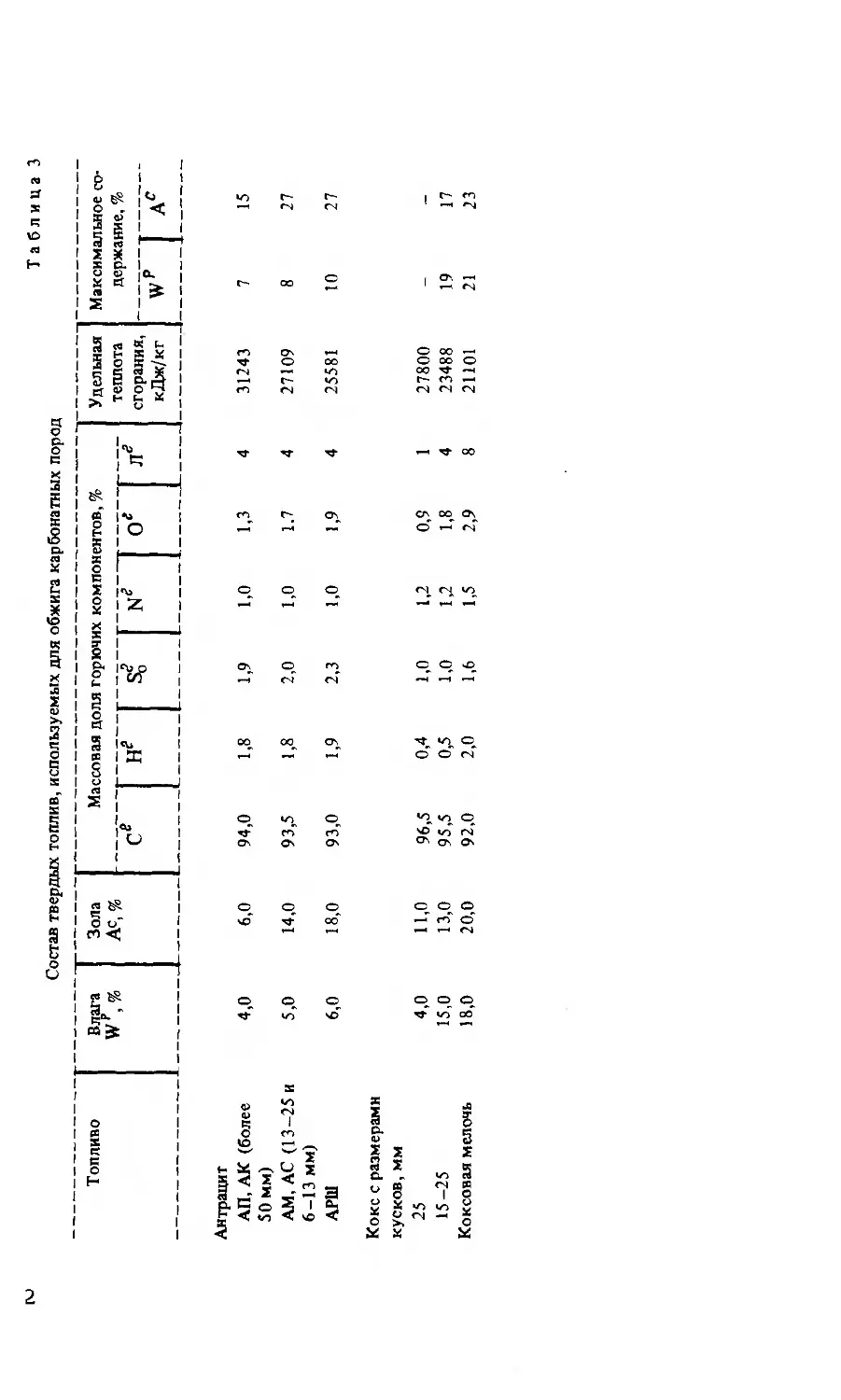
Таблица 3
Состав твердых топлив, используемых для обжига карбонатных пород
Топливо Влага w₽,% Зола Ас, % Массовая доля горючих компонентов, % Удельная теплота сгорания, кДж/кг Максимальное со- держание, % Wp | Ас
се нг $ N* 0г лг
Антрацит
АП, ЛК (более 50 мм) 4,0 6,0 94,0 1,8 1,9 1,0 1,3 4 31243 7 15
AM, АС (13-25 и 6-13 мм) 5,0 14,0 93,5 1,8 2,0 1,0 1.7 4 27109 8 27
АРШ 6,0 18,0 93,0 1,9 2,3 1,0 1,9 4 25581 10 27
Кокс с размерами
кусков, мм
25 4,0 11,0 96,5 0,4 1,0 1,2 0,9 1 27800 - -
15-25 15,0 13,0 95,5 0,5 1,0 1,2 1,8 4 23488 19 17
Коксовая мелочь 18,0 20,0 92,0 2.0 1,6 1,5 2,9 8 21101 21 23
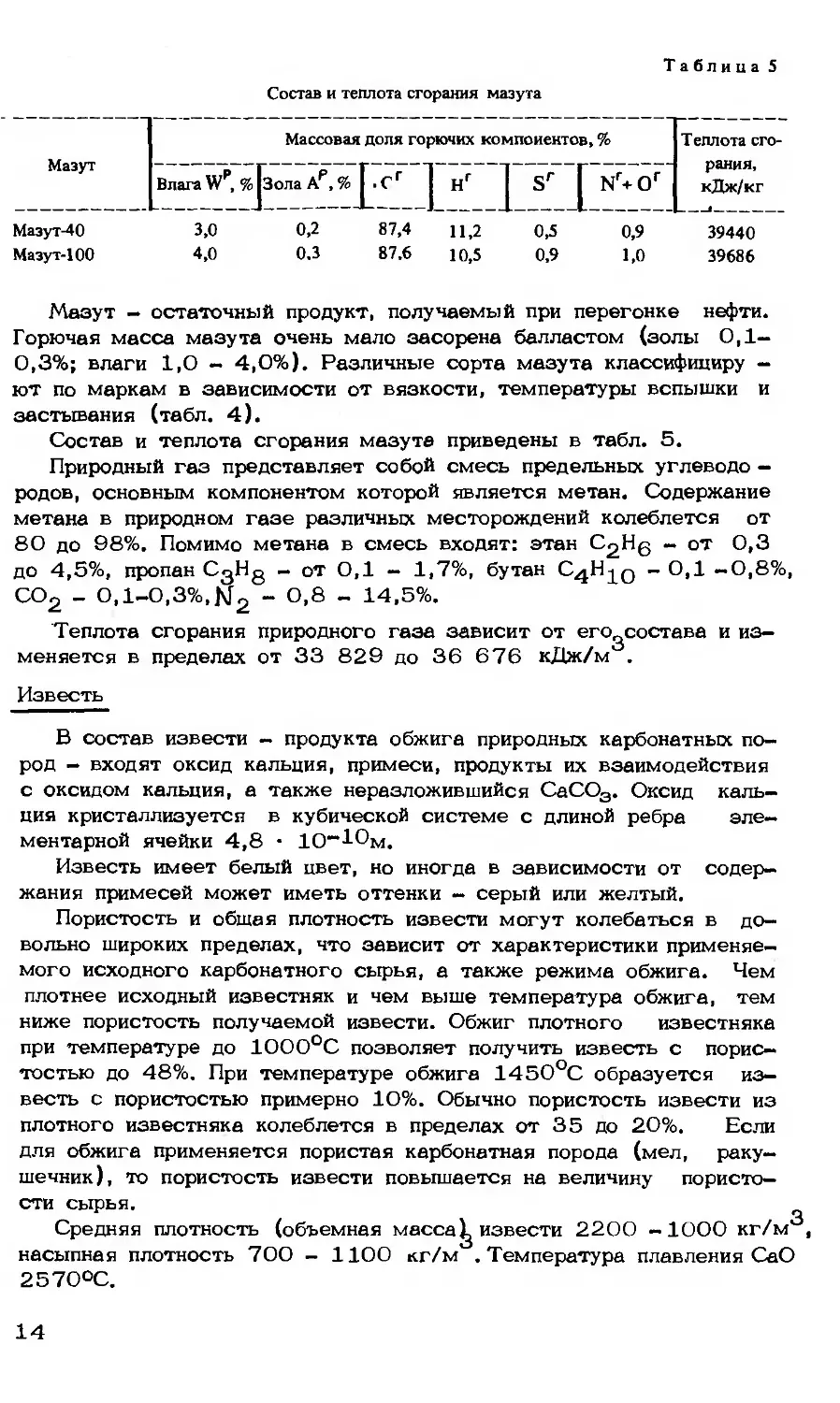
Таблица 5
Состав и теплота сгорания мазута
Мазут Массовая доля горючих компонентов, % Теллота его- рання, кДж/кг
Влага WP, % Зола Ар, % л л Nr+0r
Мазут-40 3.0 0,2 87,4 11,2 0,5 0,9 39440
Мазут-100 4.0 0.3 87.6 Ю,5 0,9 1,0 39686
Мазут - остаточный продукт, получаемый при перегонке нефти.
Горючая масса мазута очень мало засорена балластом (золы 0,1—
0,3%; влаги 1,0 - 4,0%). Различные сорта мазута классифициру —
ют по маркам в зависимости от вязкости, температуры вспышки и
застывания (табл. 4).
Состав и теплота сгорания мазута приведены в табл. 5.
Природный газ представляет собой смесь предельных углеводо —
родов, основным компонентом которой является метан. Содержание
метана в природном газе различных месторождений колеблется от
80 до 98%. Помимо метана в смесь входят: этан C2Hg - от 0,3
до 4,5%, пропан CgHg — от 0,1 — 1,7%, бутан C^Hjq - 0,1 —0,8%,
СО2 - 0,1-0,3%, Н2 - 0,8 - 14,5%.
Теплота сгорания природного газа зависит от егОдСостава и из-
меняется в пределах от 33 829 до 36 676 кДж/м .
Известь
В состав извести — продукта обжига природных карбонатных по-
род - входят оксид кальция, примеси, продукты их взаимодействия
с оксидом кальция, а также неразложившийся СаСО3. Оксид каль-
ция кристаллизуется в кубической системе с длиной ребра эле-
ментарной ячейки 4,8 • 1О“ЮМ.
Известь имеет белый цвет, но иногда в зависимости от содер-
жания примесей может иметь оттенки — серый или желтый.
Пористость и общая плотность извести могут колебаться в до-
вольно широких пределах, что зависит от характеристики применяе-
мого исходного карбонатного сырья, а также режима обжига. Чем
плотнее исходный известняк и чем выше температура обжига, тем
ниже пористость получаемой извести. Обжиг плотного известняка
при температуре до 1000°С позволяет получить известь с порис-
тостью до 48%. При температуре обжига 1450°С образуется из-
весть с пористостью примерно 10%. Обычно пористость извести из
плотного известняка колеблется в пределах от 35 до 20%. Если
для обжига применяется пористая карбонатная порода (мел, раку-
шечник), то пористость извести повышается на величину пористо-
сти сырья.
Средняя плотность (объемная массаизвести 2200 -1000 кг/м*3,
насыпная плотность 700 - 1100 кг/м .Температура плавления СаО
2570°С.
14
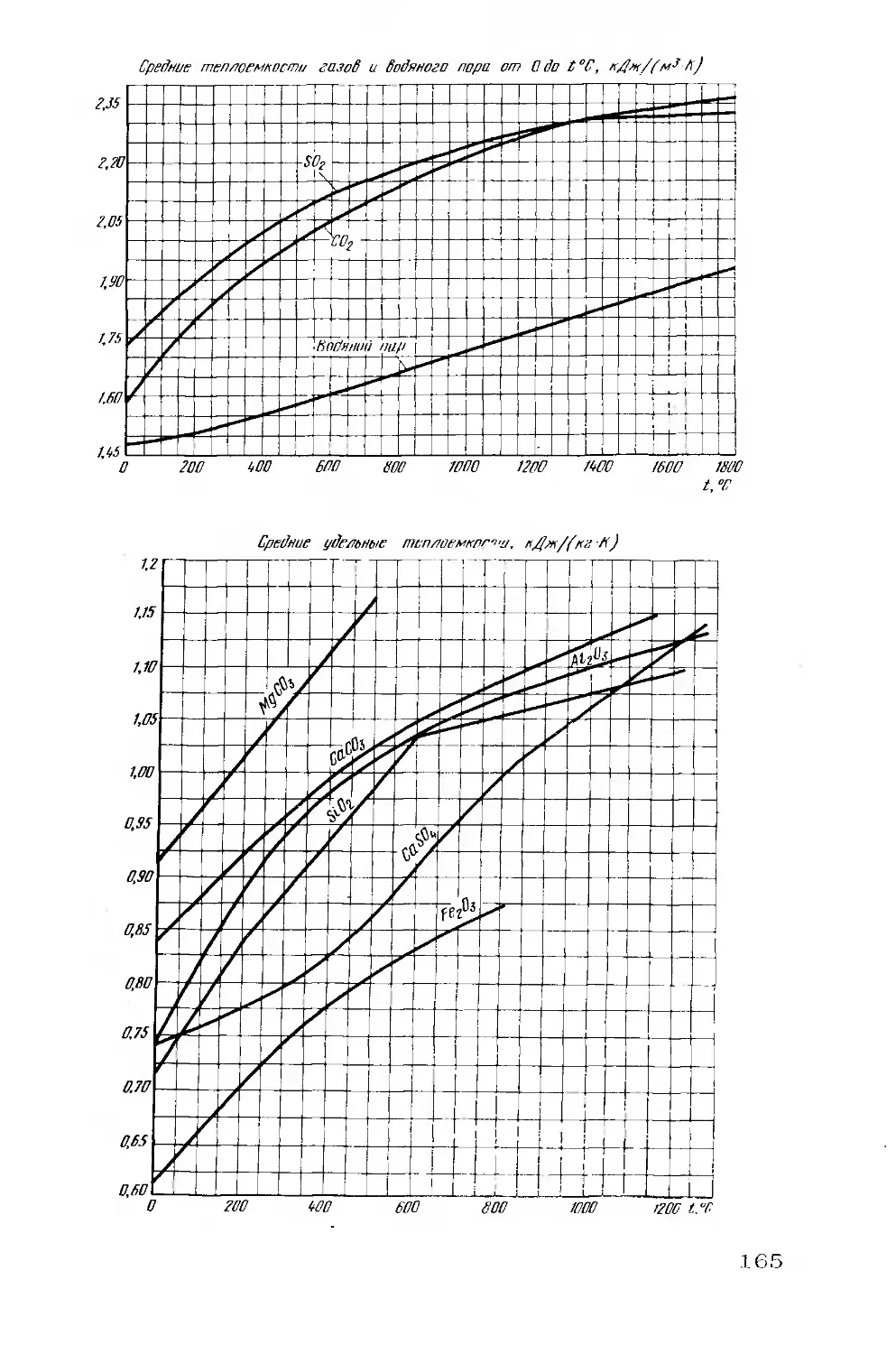
Теплоемкость извести [в кДж/(кг • К) ] находят по следующей
формуле [8]:
q, =(49,7 + 4,53-10—3t - 6,96105t-2).
Теплопроводность извести [в Вт(м-К)] вычисляют по формулам
работ [5,6]
из мела Х^ = 0,919 — 0,57-Ю-2t;
из известняка Х{ = — 1,18 — 0,768-10~2t+ 1,76-Ю-3Роб>
(1.4)
Роб ~ средняя плотность извести, кг/м J.
ГЛАВА П. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПРОЦЕССА ОБЖИГА
КАРБОНАТА КАЛЬЦИЯ
Термохимия диссоциации карбоната кальция
Процесс диссоциации карбоната кальция протекает с поглощени-
ем тепла [9-12J:
СаСОз —►СаО + СОг + 178 кДж. (П'
Величина теплового эффекта реакции 178 кДж соответствует
температуре 25°С. Если температура реакции равна £ (в °C), то
тепловой эффект ее определяется законом Кирхгофа:
Qt = Q25 + fccpdt- (П- 2)
о
где /£р - разность мольных теплоемкостей конечных и начальных продуктов реакции.
Для температуры разложения СаСО„, равной 900°С, Ч900 ~
=164,19 кДж/моль.
В расчете на 1 кг СаО тепловой эффект реакции при t = 25°С
составит О. 25 - 3177,5 кДж, при t = 900°С Оддд=2930,8кДж.
Согласно правилу фаз в системе СаСОд—*СаО + СОд при трех
фазах и двух компонентах в состоянии равновесия имеется только
одна степень свободы. В качестве независимого параметра обычно
принимают температуру Т (в К). Тогда, учитывая что общее дав-
ление р совпадает с давлением диоксида углерода Рсог ; полу-
чаем
Р=РСО2=/(Т)- п,3)
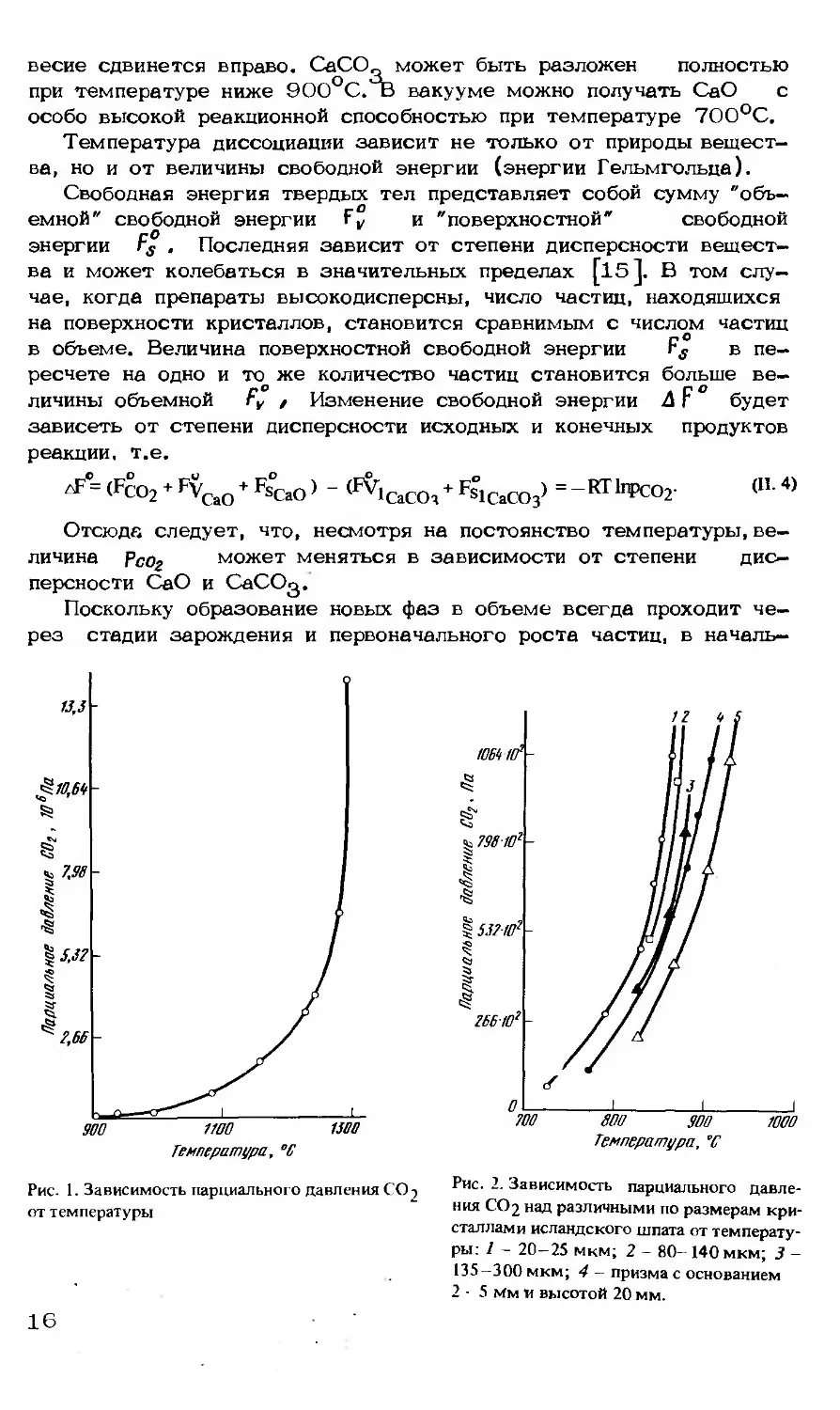
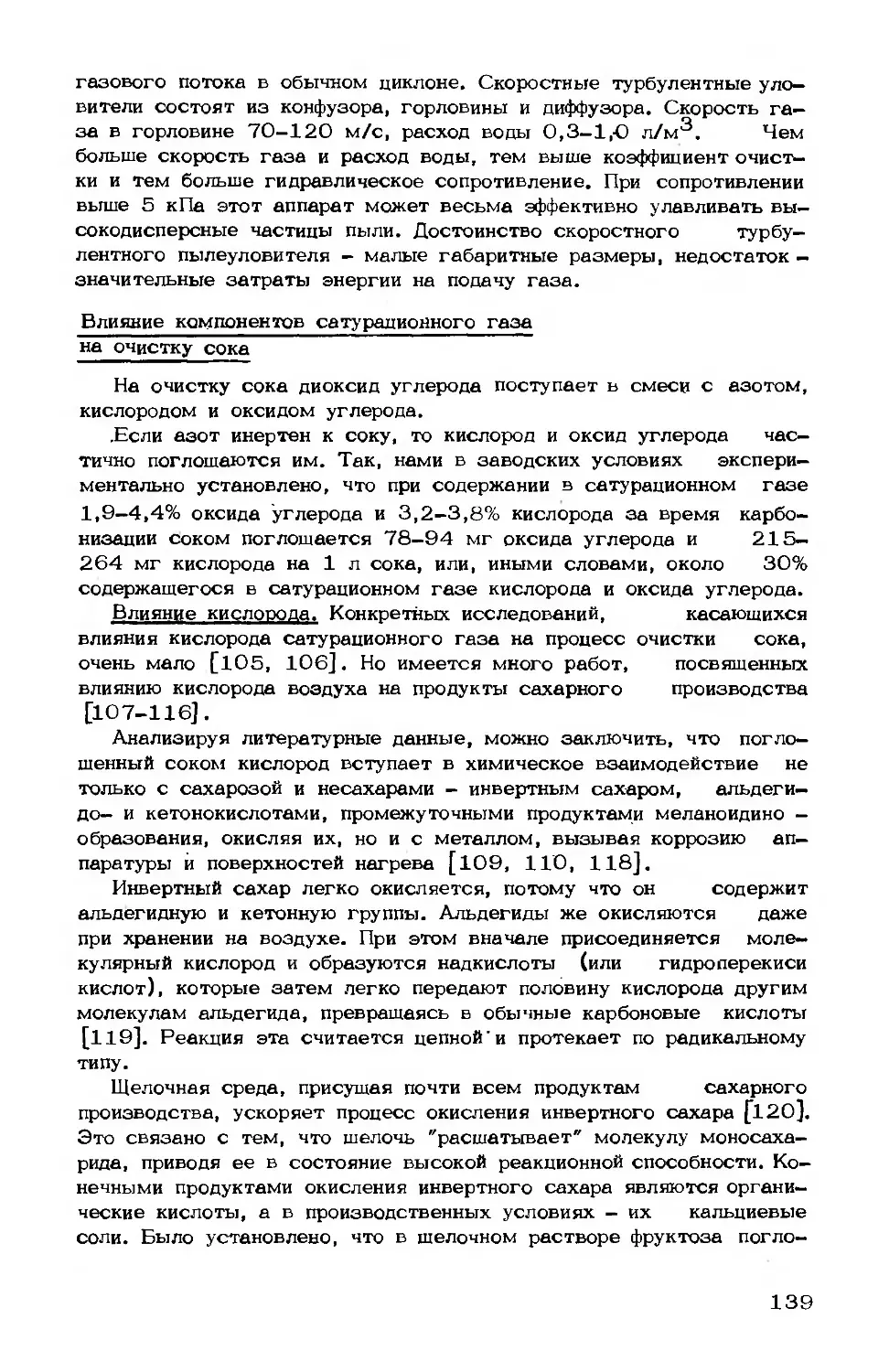
Зависимость рСОг от Г графически изображается в виде
восходящей кривой (рис.1). Эта кривая представляет собой гео-
метрическое место точек, отображающих условия равновесного со-
существования всех трех веществ: СаСОд, СаО и СО2. Такие зна-
чения принято называть давлением диссоциации СаСОз.
Температура, при которой парциальное давление Рсо? равно
101’10 Па, называется температурой диссоциации.
Утверждение, что парциальное давление " обусловливает степень
разложения СаСОд" [13, 14], неверно. Так, достаточно обеспечить
давление СО2 в газовой фазе над разлагающимся СаСОд ниже рав-
новесного (например, за счет продувки инертного газа), и равно-
15
весне сдвинется вправо. СаСО„ может быть разложен полностью
при температуре ниже 9ОО°С.ТЗ вакууме можно получать СаО с
особо высокой реакционной способностью при температуре 700°С.
Температура диссоциации зависит не только от природы вещест-
ва, но и от величины свободной энергии (энергии Гельмгольца).
Свободная энергия твердых тел представляет собой сумму "объ-
емной" свободной энергии Fv и "поверхностной" свободной
энергии Fs , Последняя зависит от степени дисперсности вещест-
ва и может колебаться в значительных пределах [15]. В том слу-
чае, когда препараты высокодисперсны, число частиц, находящихся
на поверхности кристаллов, становится сравнимым с числом частиц
в объеме. Величина поверхностной свободной энергии Fj в пе-
ресчете на одно и то же количество частиц становится больше ве-
личины объемной Fv , Изменение свободной энергии 4 F будет
зависеть от степени дисперсности исходных и конечных продуктов
реакции, т.е.
^=(FCO2 + Fvcao + Fscao) - (^сасог^сасп? *
Отсюда следует, что, несмотря на постоянство температуры, ве-
личина Рсог может меняться в зависимости от степени дис-
персности СаО и СаСОд.
Поскольку образование новых фаз в объеме всегда проходит че-
рез стадии зарождения и первоначального роста частиц, в началь—
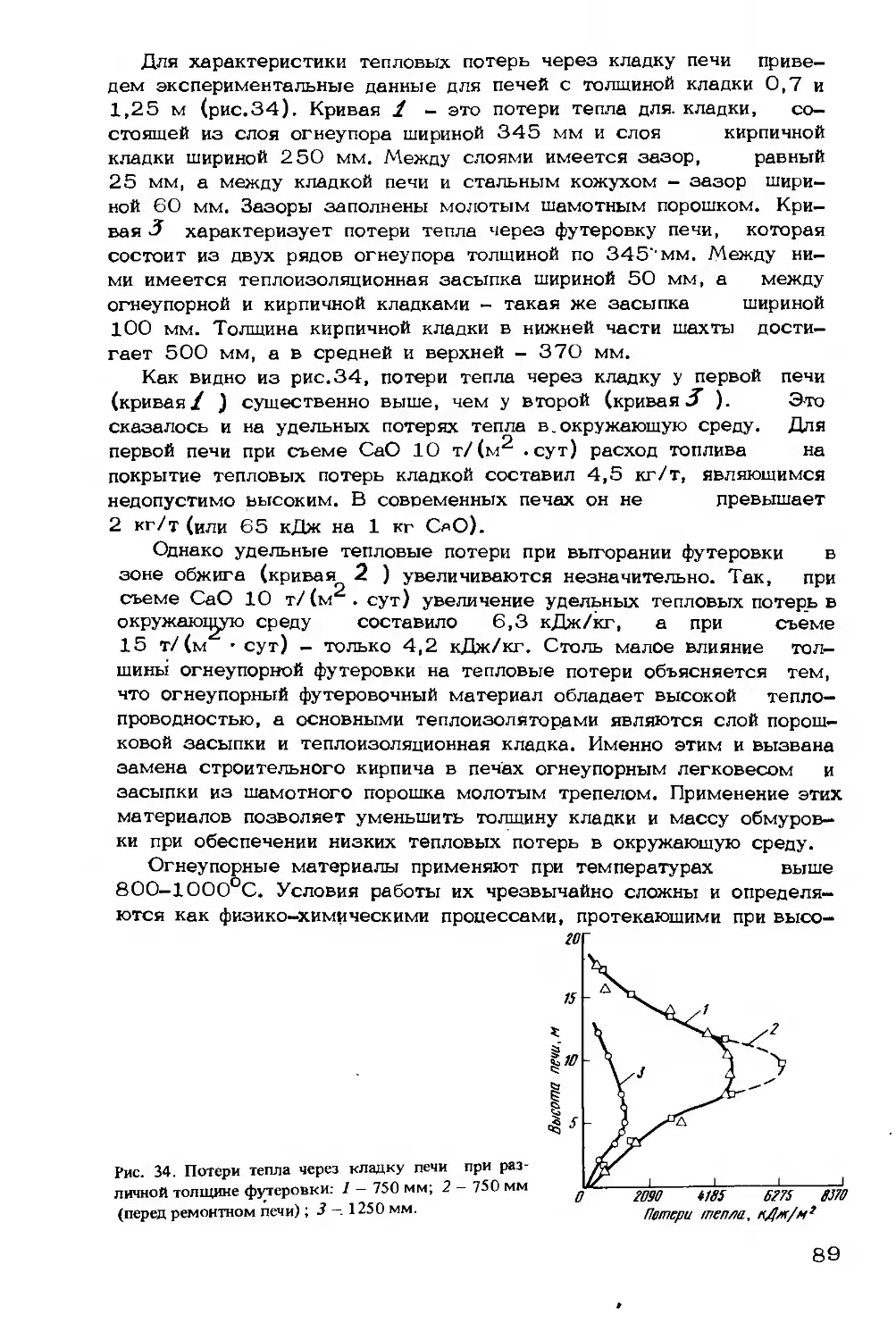
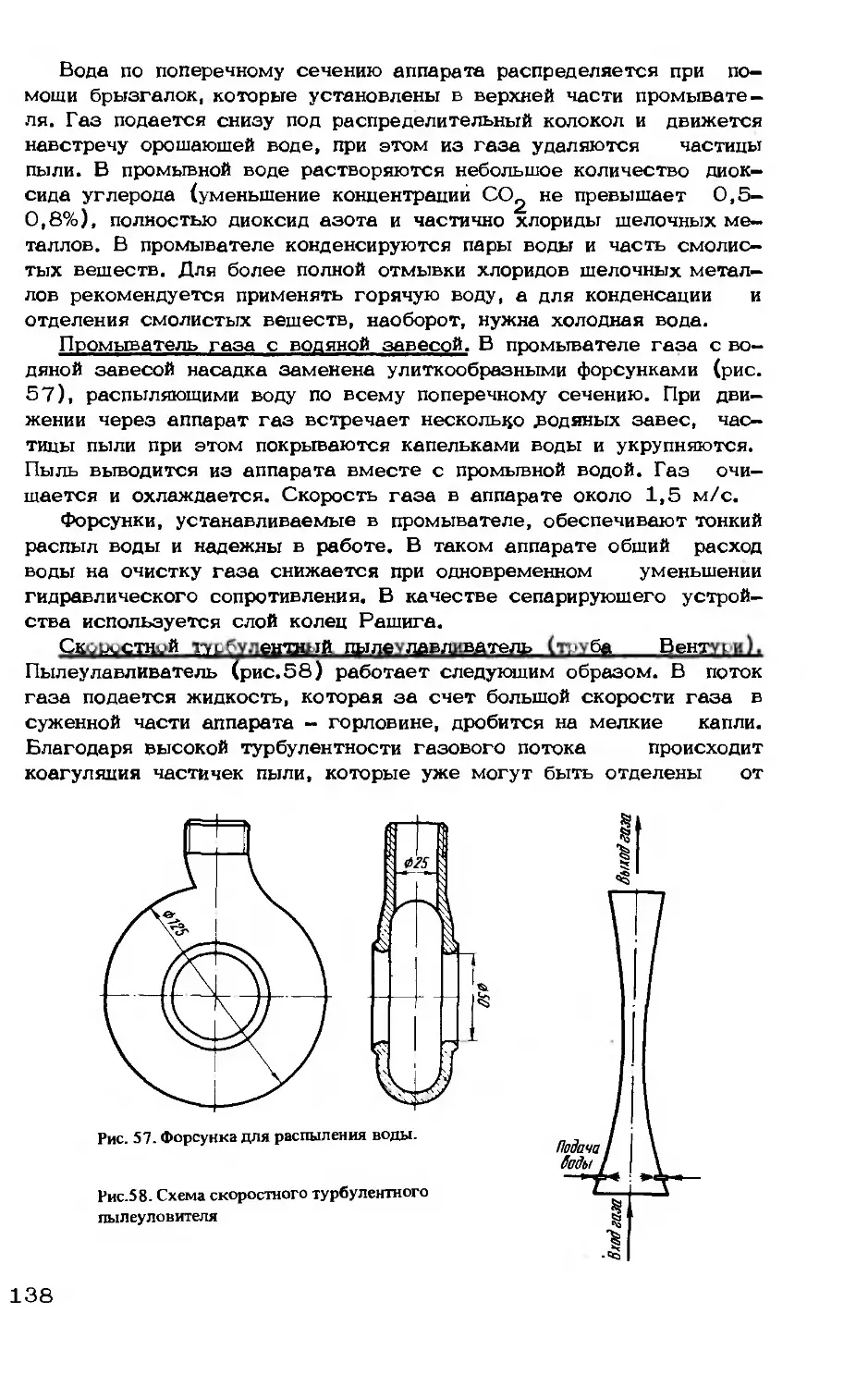
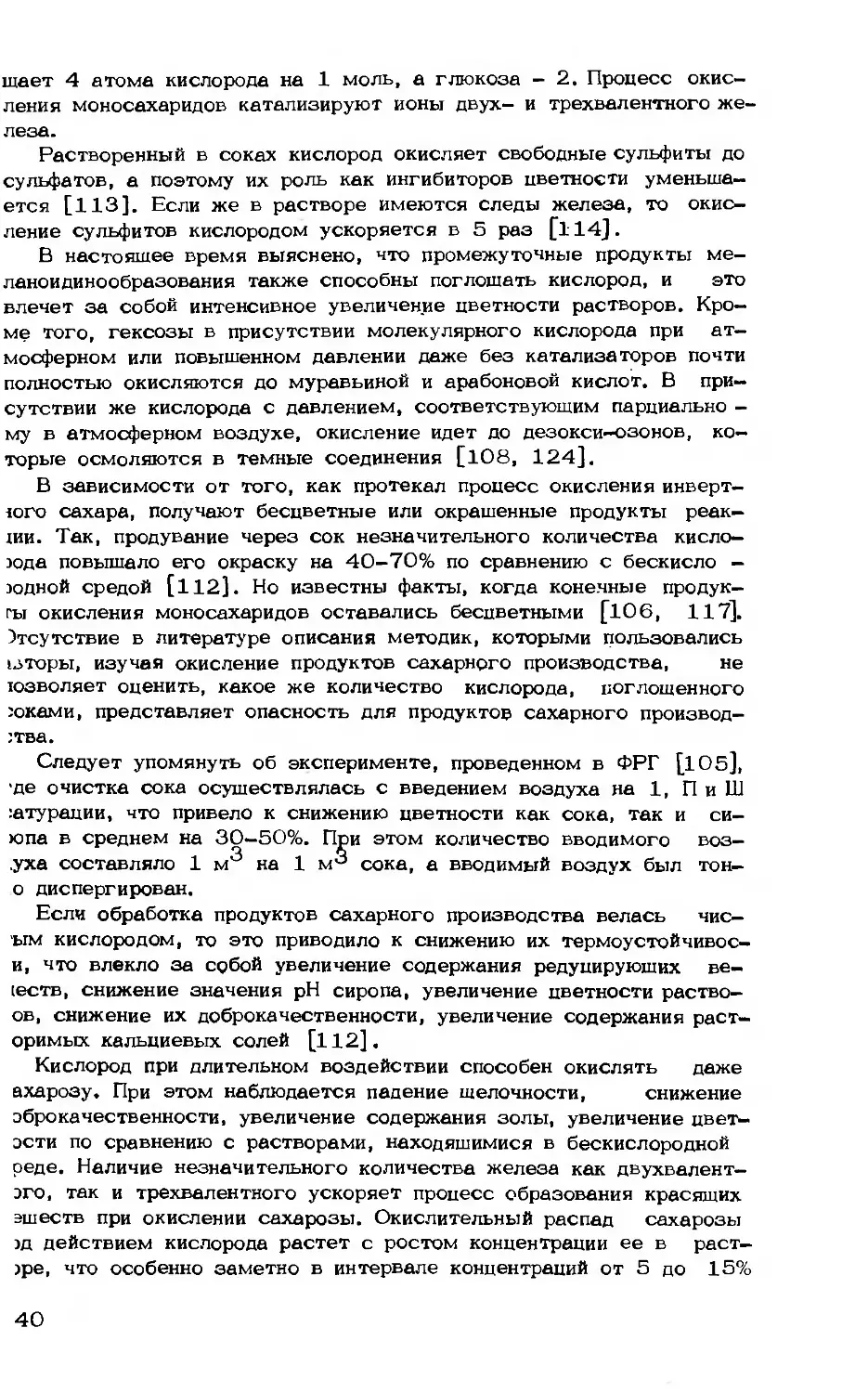
Рис. 1. Зависимость парциального давления СО->
от температуры
Рис. 2. Зависимость парциального давле-
ния СО2 над различными по размерам кри-
сталлами исландского шпата от температу-
ры: I - 20-25 мкм; 2 - 80- 140 мкм; 3 -
135—300 мкм; 4 - призма с основанием
2 - 5 мм и высотой 20 мм.
16
ный период разложения СаСО^ в системе будет присутствовать вы—-
сокодисперсный оксид кальция (СаО). Обладая повышенной свобод-
ной энергией, мелкие кристаллы СаО будут стремиться к рекрис-
таллизации (рост крупных кристаллов за счет мелких), в результа-
те которой запас свободной энергии уменьшится.
Если полученный оксид кальция крупнокристаллический, то ве-
s можно пренебречь. В этом случае с ростом rSf
возрастает и Рсо^ • Легко видеть, что с увеличением дисперс-
ности СаО при неизменных размерах кристаллов СаСОд PcOg
понизится.
Следовательно, благодаря различному соотношению размеров
кристаллов СаО и СаСОз можно получить несколько функциональных
зависимостей Рсо^Нт).
Исследования [16] показывают, что различные по величине
кристаллы исландского шпата имеют соответственно и различные
Рсог (рис. 2). Аналогичные данные о влиянии степени дис-
персности были получены А.А. Байковым и А.С. Тумаревым [17],
К.Г. Поповым [18] для нескольких природных карбонатов кальция.
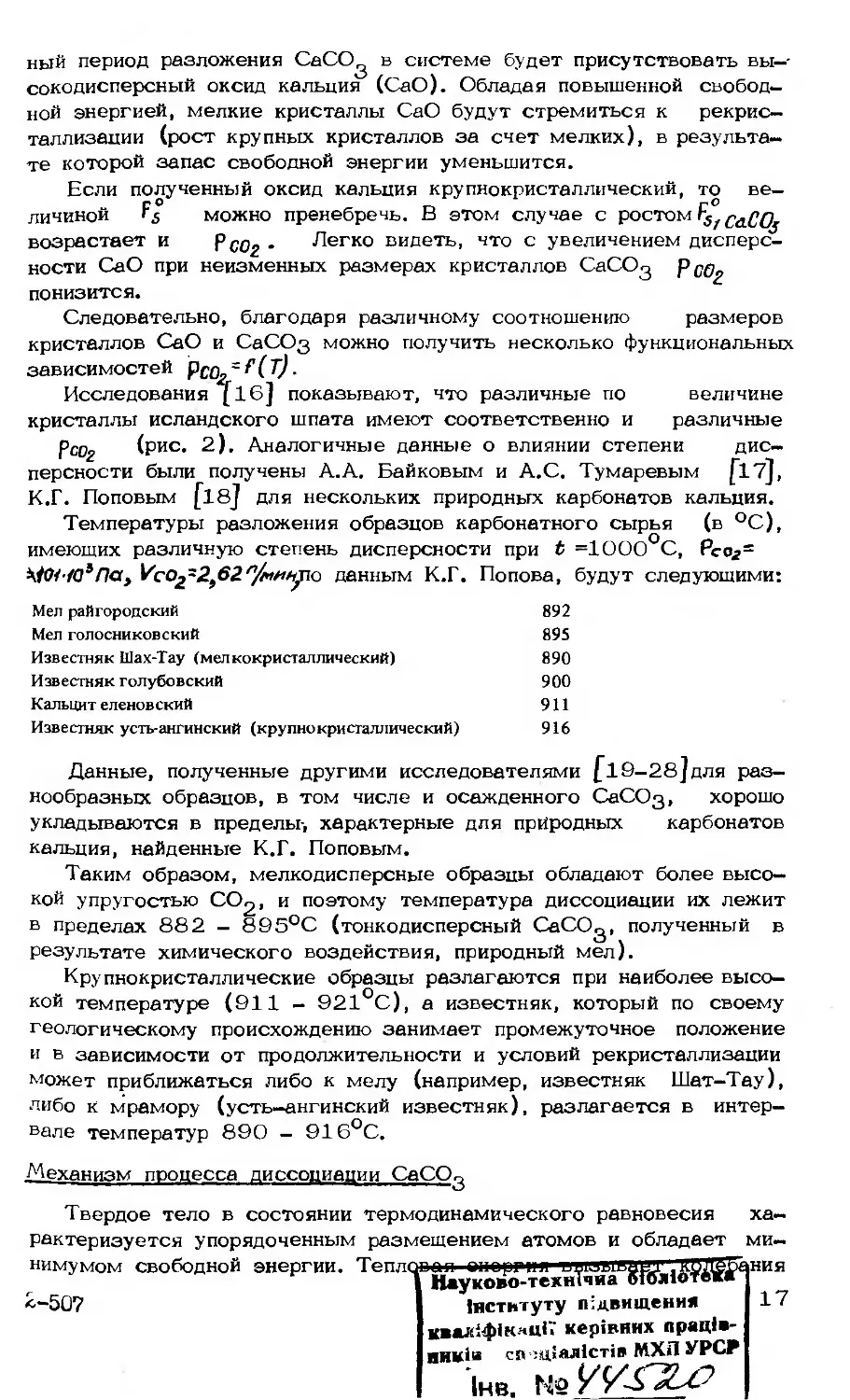
Температуры разложения образцов карбонатного сырья (в °C),
имеющих различную степень дисперсности при t =1000°С, Рсог=
biOl-ffPna, Vco2~2)62',/i»tin^io данным К.Г. Попова, будут следующими:
Мел райгородский 892
Мел голосниковский 895
Известняк Шах-Тау (мелкокристаллический) 890
Известняк Голубовский 900
Кальцит еленов ский 911
Известняк усть-ангинский (крупнокристаллический) 916
Данные, полученные другими исследователями fl 9-28] для раз-
нообразных образцов, в том числе и осажденного СаСОз, хорошо
укладываются в пределы-, характерные для природных карбонатов
кальция, найденные К.Г. Поповым.
Таким образом, мелкодисперсные образцы обладают более высо-
кой упругостью СОд, и поэтому температура диссоциации их лежит
в пределах 882 - 895°С (тонкодисперсный СаСОд, полученный в
результате химического воздействия, природный мел).
Крупнокристаллические образцы разлагаются при наиболее высо-
кой температуре (911 - 921°С), а известняк, который по своему
геологическому происхождению занимает промежуточное положение
и в зависимости от продолжительности и условий рекристаллизации
может приближаться либо к мелу (например, известняк Шат-Тау),
либо к мрамору (усть—ангинский известняк), разлагается в интер-
вале температур 890 - 916°С.
Механизм процесса диссоциации СаСОд
Твердое тело в состоянии термодинамического равновесия ха-
рактеризуется упорядоченным размещением атомов и обладает ми-
нимумом свободной энергии. Тепле апориил ния
2-507 1нстнтуту гНдвищени* 17
Кв*я1ф<кяцК кер1вних npauie-
иик!а св :ц.1ал1ст!» МХИ УРСР
1нв. №
атомов кристаллической решетки около центров равновесия. С по-
вышением температуры тела возрастает и интенсивность колебаний
атомов, которые приобретают способность перемешаться, диффунди-
ровать. При определенной температуре, характерной для данного
кристаллического вещества, атомы становятся настолько подвижны-
ми, что они могут отделяться от кристаллов, которые при этом
разрушаются.
Кристаллы различают идеальные и реальные. Понятие идеально-
го кристалла применимо к кристаллам, лишенным каких бы то ни
было дефектов. Структура их совершенна, и к ним применимы за-
коны кристаллографии.
Реальные кристаллы, встречающиеся в природе, являются сово-
купностью монокристаллов, которые несколько дезориентированы
один относительно другого и образуют "мозаичную" структуру. Меж-
ду монокристаллами имеются щели и поры, образованные незакон-
ченными в своем росте поверхностями кристаллов с выступами' и
впадинами. При диссоциации разрушению подвергаются монокристал-
лы, .вторичная же структура вещества сохраняется, поэтому разме-
ры кусков при обжиге изменяются незначительно.
Разрушение частиц СаСОд при нагревании сводится к отрыву
иона О-^ от аниона С0^~ Для этого частицы должны накопить из-
вестный запас кинетической энергии, необходимой для разрушения
старых связей и образования новых.
Распад наиболее вероятен в местах наибольших искажений ре-
шеток, где связь между частицами ослаблена, а запас свободной
энергии достаточно высок (вершины, ребра, грани кристаллов).
По мере развития процесса распада COj вблизи активных
центров будет происходить накопление адсорбированных молекул
COg и увеличение концентрации ионов О'2" в поверхностном слое, что
приведет к искажению кристаллической решетки в этом месте. Де-
сорбция СС>2 происходит относительно легко и быстро.
Увеличение концентрации ионов 02~ вызовет через короткое вре-
мя образование пересыщенного раствора СаО в СаСОд, так как
растворимость первого в последнем невелика. При достаточно боль-
ших концентрациях 0г в поверхностном слое активных участков мо-
гут возникать кристаллические зародыши. Размеры кристаллических
зародышей и величина образующихся кристаллов СаО будут малы.
Возникающая новая фаза будет высокодисперсной и, следовательно,
она будет обладать повышенным запасом свободной энергии.
С уменьшением количества дефектных мест у исходных кристал-
лов СаСОд, а также с уменьшением отклонения системы от рав-
новесия (малые пересыщения) снижается и количество возникающих
зародышей в единицу времени. Таким образом, чем крупнее крис-
таллы исходного СаСОд и чем правильнее они огранены, тем мед-
леннее совершается переход активных центров исходной фазы в за-
родыши новой, т.е. тем сильнее растягивается так называемый ин-
дукционный период, во время которого может наблюдаться перегрев
реакционной зоны.
18
Наглядной иллюстрацией к описанной схеме механизма процесса
диссоциации является факт наличия перегрева СаСОг в начальный
период разложения крупнокристаллических образцов. Температура
начала заметного разложения этих образцов на 6-7°С выше тем-
пературы куска в основном периоде диссоциации [18-27].
Повышение температуры ускоряет все этапы процесса, в частно-
сти разрушение кристаллической решетки и диффузионное перемеще-
ние ионов, необходимых для возникновения и роста кристаллов но-
вой фазы. С момента образования кристаллических зародышей раз-
витие процесса сосредоточивается на границе раздела СаО-СаСОд.
Образующийся СаО будет оказывать деформирующее действие на
анион и этим самым облегчит его распад. Температура реак-
ционной зоны при этом понизится.
Следовательно, после образования кристаллических зародышей
СаО процесс разложения будет протекать при более низкой темпе-
ратуре.
Количество образующихся в единицу времени зародышей опреде-
ляет размеры конечных кристаллов. Если число кристаллических за-
родышей велико, то для их роста может оказаться недостаточным
количество образующейся новой фазы и кристаллы будут мелкими.
В том случае, когда зародышей мало, образующееся вещество рас-
ходуется в основном на рост кристаллов, продукт получается круп-
нокристаллическим.
Легко заметить, что помимо начального количества зародышей на
конечный размер кристаллов продукта будет влиять соотношение ско-
ростей образования зародышей и роста кристаллов; Если скорость
кристаллизации Скорость роста кристаллов) выше скорости зарож-
дения зародышей, то продукт будет крупнокристаллическим, и .нао-
борот [29].
Появление границы раздела фаз СаО - СаСОд действует как
фактор, ускоряющий процесс разложения СаСОд.
Кинетика процесса диссоциации
При рассмотрении кинетики процесса необходимо различать хи-
мическую и макроскопическую кинетику. Первый вид кинетики изу-
чает протекание химической реакции в идеальных условиях: при
постоянной как во времени так и в объеме температуре и постоян-
ных в объеме концентрациях веществ.
Задачей второго вида кинетики является изучение химической
реакции в реальных условиях ее протекания, т.е. с учетом физиче-
ских процессов (диффузия продуктов реакции, поглошение и распро-
странение тепла и др.), накладывающихся на основной химический
процесс [ЗО].
Согласно представлениям химической кинетики скорость реакции
диссоциации СаСОд зависит от температуры и степени удаления
системы от равновесного состояния. Чем выше температура нагре-
ва материала, тем большим запасом кинетической (колебательной)
энергии обладают ионы, тем большее количество молекул СО^ мо-
19
жет выделиться из кристаллической решетки в единицу времени. С
повышением температуры повышается и диффузионное перемещение
ионов, формирующих кристаллическую решетку СаО. Скорость реак-
ции диссоциации возрастает с увеличением разности между равно-
весным давлением диоксида углерода над СаСОд и давлением СОд
в окружающей среде.
Однако общие положения химической кинетики не могут харак-
теризовать реальный процесс, поскольку они не учитывают условий,
в которых он осуществляется, и в частности не учитывают тепло-
передачу, которая оказывает решающее влияние на скорость диссо-
циации СаСОд. В некотором интервале температур скорость распа-
да СаСОд оказывается соизмеримой со скоростью подвода тепла,
и тогда результирующее значение ее будет определяться обоими
этими факторами.
При установившемся равновесии между теплом, подводимым и
расходуемым на покрытие эндотермического эффекта реакции и на
повышение внутренней энергии, в зоне разложения устанавливается
постоянная температура.
Для тех процессов, скорость которых ограничивается теплопере-
дачей, температура разложения не изменяется с ростом температу-
ры окружающей среды (кинетика процесса не является лимитирую —
щей стадией). Для процессов, скорость которых определяется как
скоростью реакции разложения, так и подводом тепла (скорость
подвода тепла и скорость его поглощения одного порядка), темпе-
ратура зоны реакции не может оставаться постоянной, а будет уве-
личиваться с ростом температуры окружающей среды. Эта зависи-
мость наблюдается при обжиге карбонатного сырья.
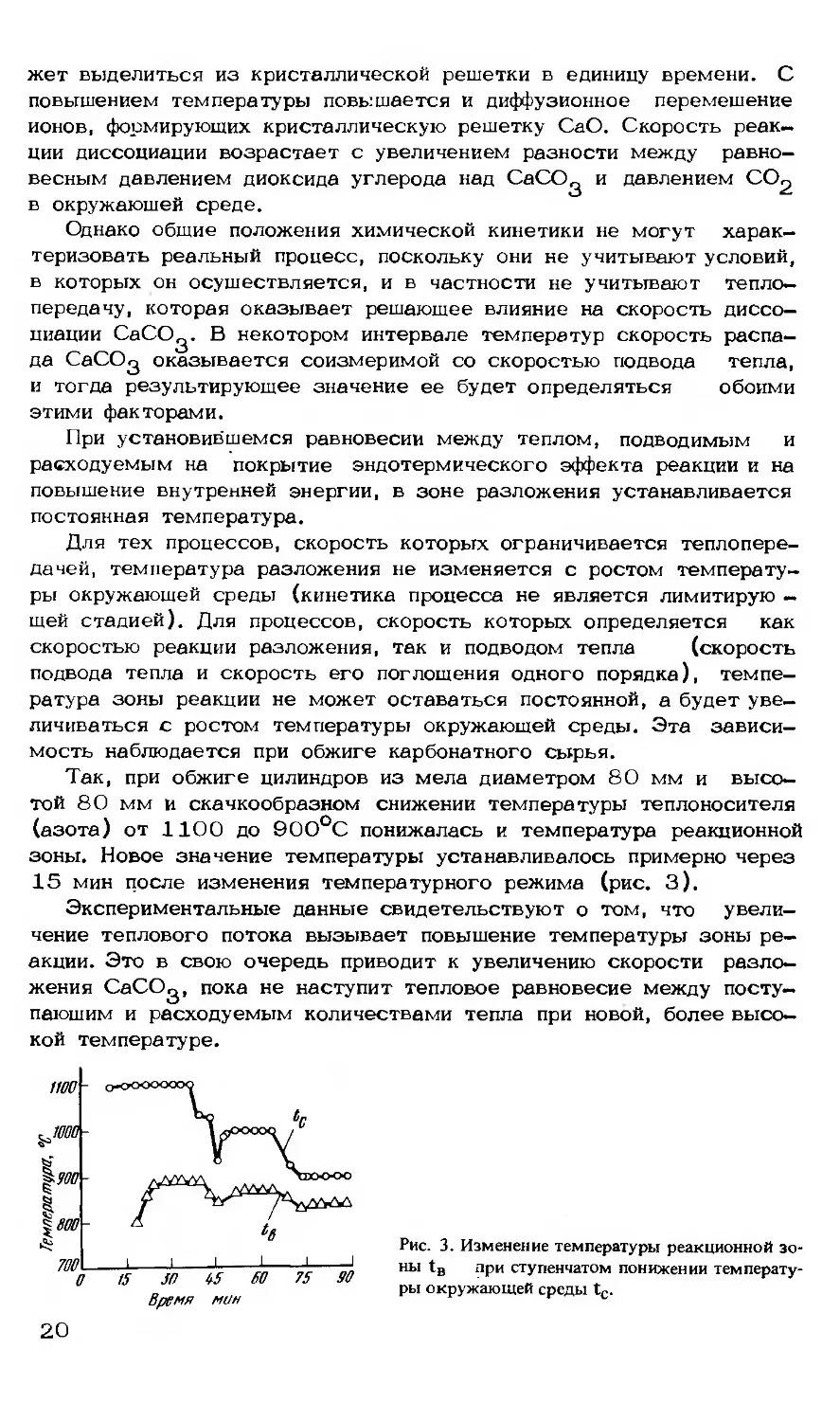
Так, при обжиге цилиндров из мела диаметром 80 мм и высо-
той 80 мм и скачкообразном снижении температуры теплоносителя
(азота) от 1100 до 900°С понижалась и температура реакционной
зоны. Новое значение температуры устанавливалось примерно через
15 мин после изменения температурного режима (рис. 3).
Экспериментальные данные свидетельствуют о том, что увели-
чение теплового потока вызывает повышение температуры зоны ре-
акции. Это в свою очередь приводит к увеличению скорости разло-
жения СаСОд, пока не наступит тепловое равновесие между посту-
пающим и расходуемым количествами тепла при новой, более высо-
кой температуре.
Рис. 3. Изменение температуры реакционной зо-
ны tB при ступенчатом понижении температу-
ры окружающей среды tc.
20
Влияние температуры газовой среды tr и процентного жания в ней диоксида углерода СО? на температуру дисс содер- :оциа -
ции описывается следующими эмпирическими уравнениями: а) при обжиге мела [18] гдис = 618 + O,235tr + 0,67 со£ (П.5)
когда 924 < tr < 1213°С и 0<С0^<^^ б) при обжиге известняка [31] tjmc = 740 + 0,148t2 + 0.13СО2, (П.6)
когда 1025 4 1г< 1214°С и QtCO^lOO# Изменение скорости газовой среды (в пределах, в которых коэффициент теплоотдачи от газов к поверхности кусков остается постоянным) влияет на температуру разложения СаСО^ только вследствие парциальной упругости COg. Температура разложения СаСО^ изменяется в зависимости от скорости потока азота следующим образом [18] :
tf,uC 1000 1000 1000 1000 999 1000 992 VTcm/c 0.0 1.5 1,9 3,0 5,5 7,8 10,6 Гдис, °C 859 846 848 847 850 ' 848 850 999 14,0 849
Следовательно, при движении газов со скоростью от 1,5 см/с обеспечивается разбавление выделяющегося диоксида углерода, пос- ле чего увеличение скорости газового потока уже не оказывает влияния на температуру зоны реакции. Это подтверждают и иссле- дования В. И. Логинова [32].
Процессы спекания при обжиге СаСО^ и их влияние на
свойства СаО
При нагревании карбоната кальция до температуры диссоциации,
а также при прокалке образующегося оксида кальция происходит спе-
кание материала, сопровождающееся повышением предела прочности
на раздавливание.
Механизм процесса спекания заключается в следующем. Малые
кристаллические зерна под влиянием сил молекулярного (атомного)
сцепления срастаются друг с другом в компактное кристаллическое
тело. Некоторая часть пор оказывается окруженной со всех сторон
кристаллическим веществом. Образовавшееся таким образом тело
еще сохраняет поликристаллическую структуру. Дальнейшее прока-
ливание (при более высокой температуре) вызывает рекристаллиза-
цию _ рост кристаллов [33, 34]. Процессы спекания карбонатов
подробно рассмотрены в работе [35]. Было установлено, что, на-
чиная с 700°С, прочность спеков резко повышается.
Аналогичное явление наблюдается и при прокалке СаО [32, 36,
37, 38, 39, 40J. Первоначально образовавшиеся кристаллики СаО
высокодисперсны, и число искажений в кристаллической решетке ве-
лико. По мере дальнейшего нагревания происходит "заживление"
кристаллов и их спекание. Наглядное представление об этом про-
21
цессе дают результаты определения температурной зависимости
средней и общей плотности извести (рис.4), рентгеноструктурный
анализ и наблюдения вторичной кристаллической структуры в элек-
тронном микроскопе.
Известь, полученная при низких температурах обжига (в вакуу-
ме), имела пониженную плотность и максимальную пористость. Вре-
мя гашения ее водой, характеризующее реакционную способность,
весьма незначительно и до to&« ~ 800°С измерялось секундами.
Высокая активность извести объясняется наличием большого ко-
личества дефектов строения и высокой дисперсностью кристаллов.
На фотографиях, полученных в электронном микроскопе (рис. 5, а),
контуры частичек извести, обожженной при - 750° в вакуу-
ме, как бы усыпаны мельчайшими кристалликами, размер которых
не превышает 0,03 - 0,05 мкм. Рентгеноструктурный анализ об-
разцов подтвердил их высокую дисперсность при неизменных пара-
метрах кристаллической решетки CaO^Cl = (4,80 ±0,01). 10_'*‘^)mJ.
Рис. 4. Зависимость плотности (1), средней плотно-
сти р (объемной массы) (2), пористости, времени
гашения извести из кальцита от температуры обжига.
Рис. 5. Вид частиц СаО под электронным микроско-
пом после обжига при различной температуре:
а~^обж = 750°С; ^-tO6>K - 1100°С; в—1Обж =
1700°С.
22
В интервале температур 950 - 1200°С (см. рис. 4) происхо-
дило уплотнение и упрочнение структуры (процесс спекания), умень-
шалась пористость, увеличивались в размере зерна вещества с не-
которым ростом размеров кристаллов до 8—12 мкм. При темпера-
туре обжига 1100 С известь имела мелкопористую структуру, но
на поверхности зерен уже почти не было субмикроскопических крис-
таллов (рис. 5,6). При температуре прокаливания 1200 - 1400°С
протекал процесс рекристаллизации.
На рентгенограммах наблюдался значительный рост размеров
кристаллов. Несколько снижающаяся плотность образца указывает,
по-видимому, на образование разобщенных пор. Реакционная актив-
ность извести снижалась.
Дальнейшее повышение температуры сопровождалось ростом раз-
меров кристаллов и заполнением скрытых пор. Компактность струк-
туры СаО возрастала, на снимках были хорошо видны грани крис-
таллов (рис. 5,6).
Процесс спекания протекает во времени, причем каждой темпе-
ратуре по окончании спекания соответствует определенное состоя-
ние вторичной кристаллической структуры, а следовательно, и оп-
ределенная реакционная активность оксида кальция. Реакционную ак-
тивность оксида кальция можно характеризовать временем достиже-
ния максимальной температуры при взаимодействии СаО с водой,
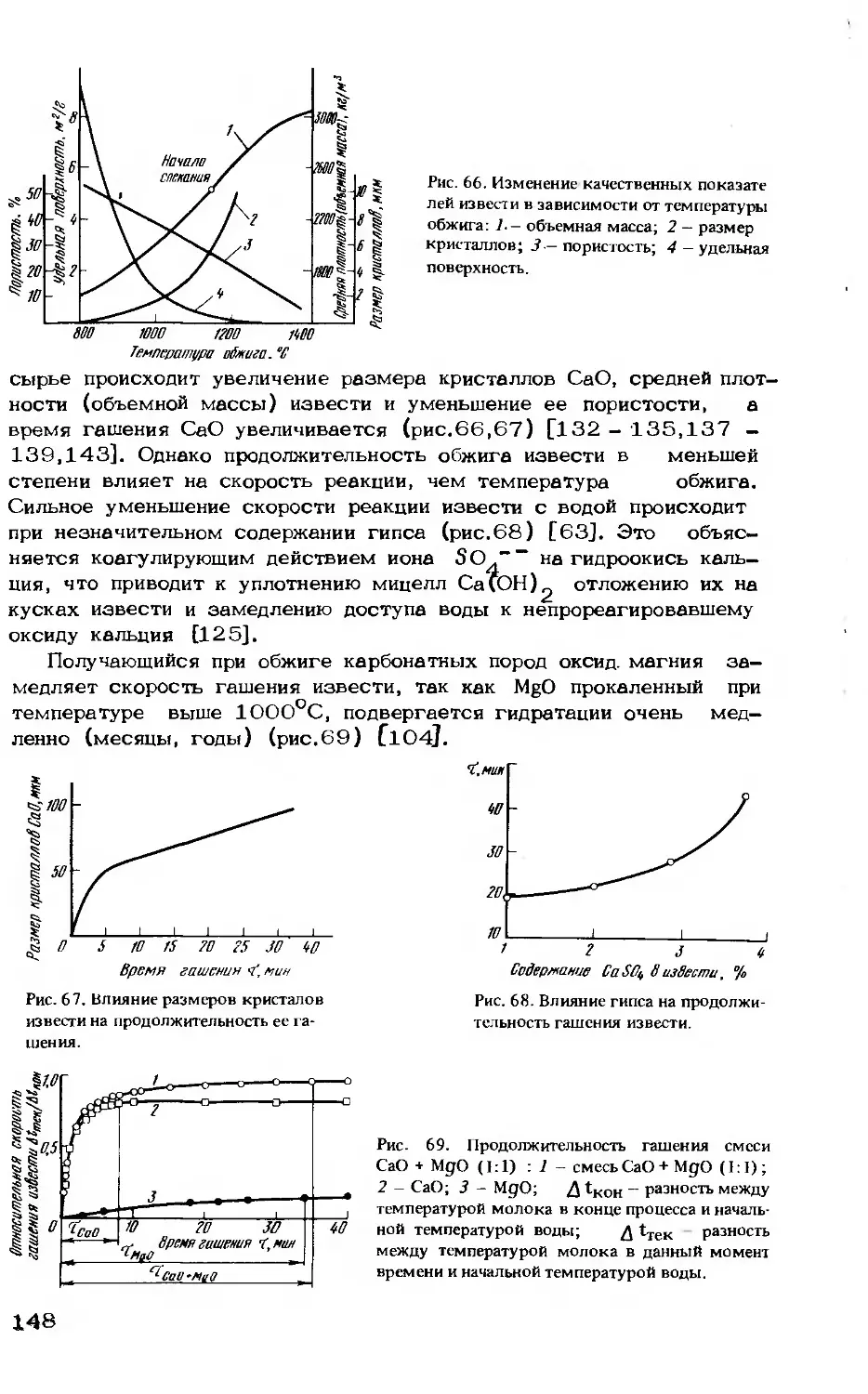
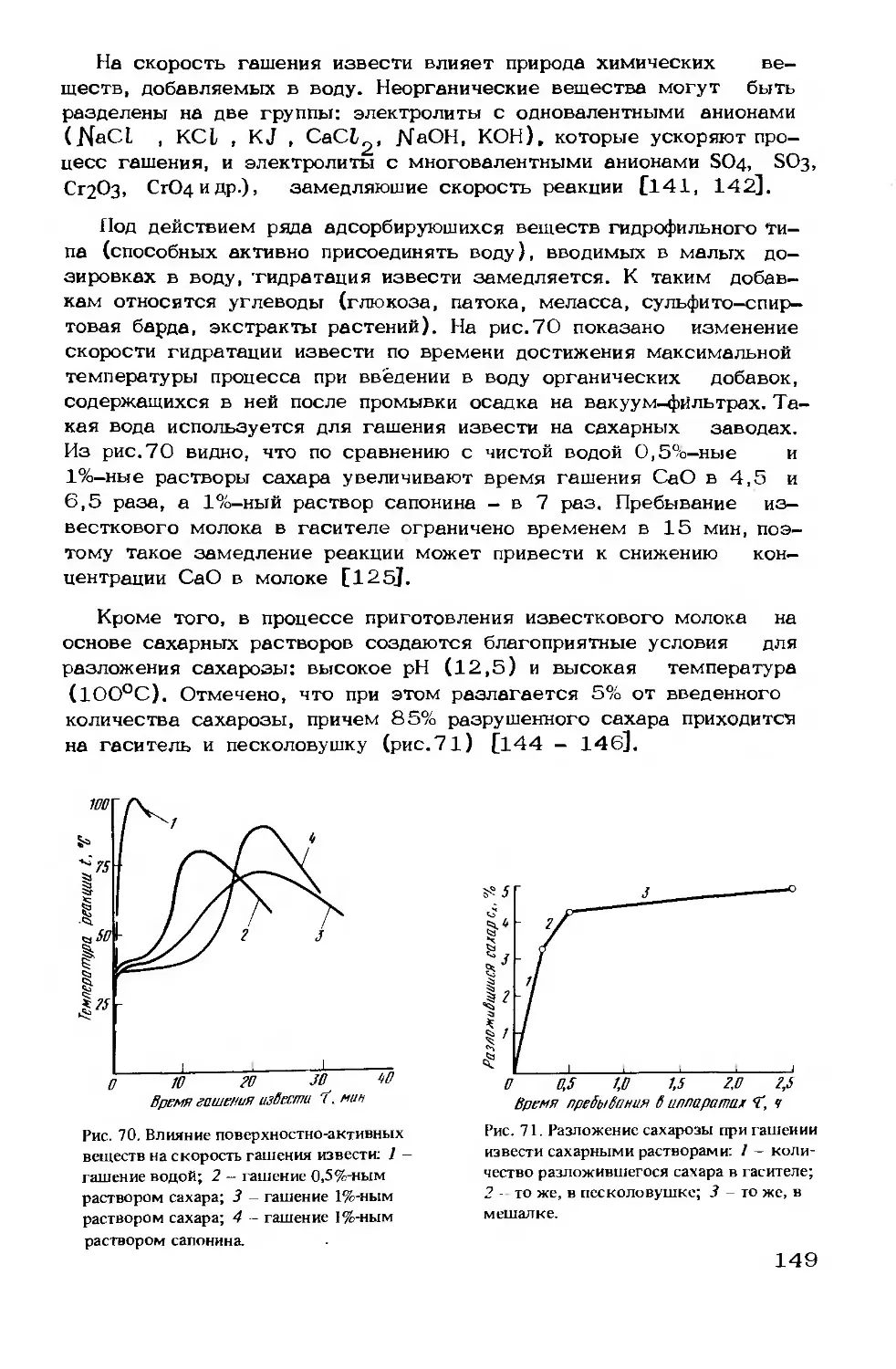
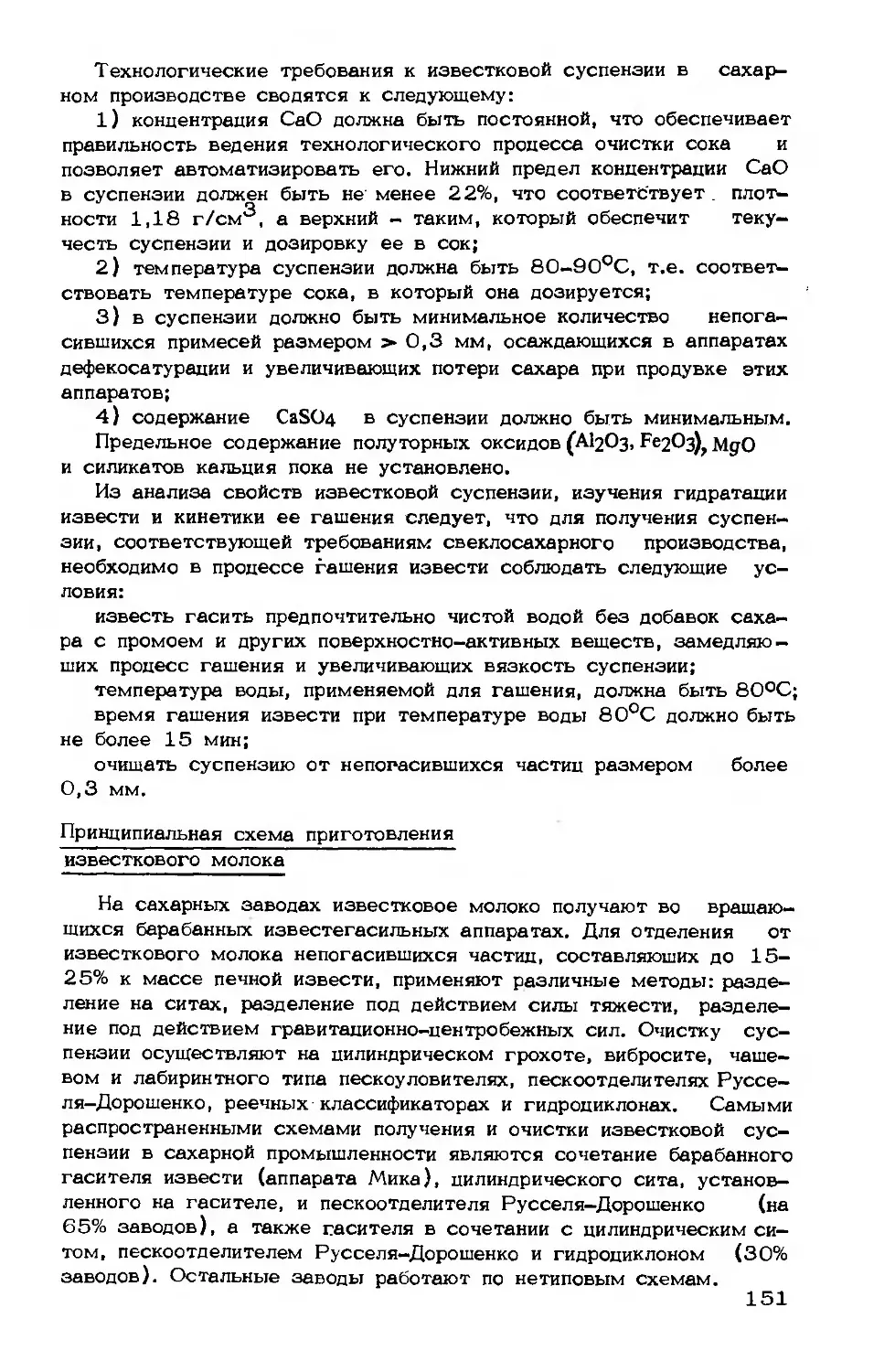
что принято называть "относительной активностью извести".
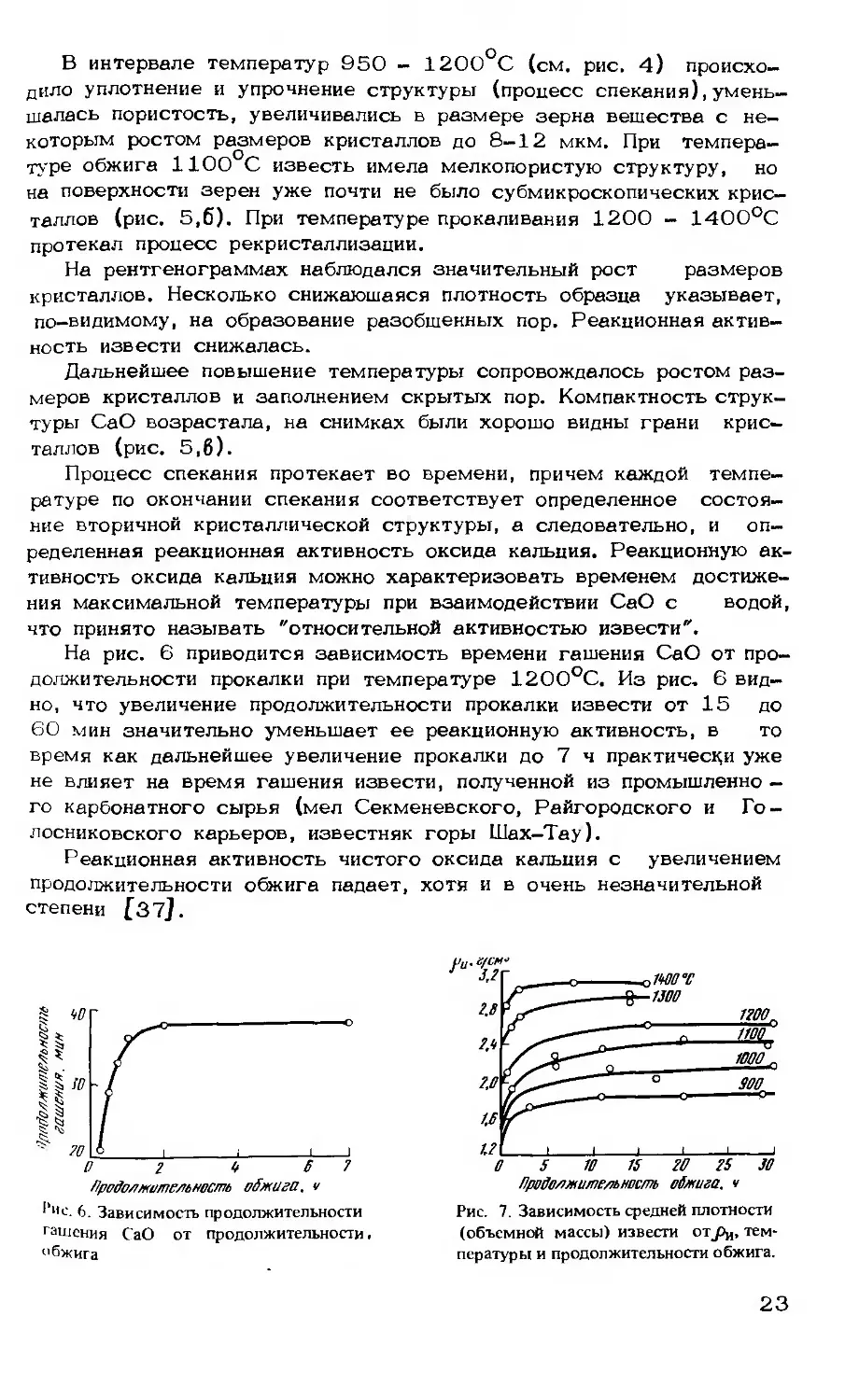
На рис. 6 приводится зависимость времени гашения СаО от про-
должительности прокалки при температуре 1200°С. Из рис. 6 вид-
но, что увеличение продолжительности прокалки извести от 15 до
60 мин значительно уменьшает ее реакционную активность, в то
время как дальнейшее увеличение прокалки до 7 ч практически уже
не влияет на время гашения извести, полученной из промышленно —
го карбонатного сырья (мел Секменевского, Райгородского и Го-
лосниковского карьеров, известняк горы Шах-Тау).
Реакционная активность чистого оксида кальция с увеличением
продолжительности обжига падает, хотя и в очень незначительной
степени [37].
Продолжительность о&жига. v
6. Зависимость продолжительности
гашения СаО от продолжительности.
обжига
Рис. 7. Зависимость средней плотности
(объемной массы) извести otj^, тем-
пературы и продолжительности обжига.
23
Влияние температуры и продолжительности обжига на величину
средней плотности (объемной массы), по данным Вурера [31] , по-
казано на рис. 7.
Изменение средней плотности также характеризует состояние
вторичной кристаллической структуры, т.е. реакционную активность
СаО. В первые 2 ч наблюдается увеличение средней плотности, за-
тем она остается постоянной, характерной для данной температуры.
В работе Эсби [41] приводятся результаты измерения размеров
кристаллов СаО. При температуре обжига 800°С и~ выдержке 10 ч
размеры кристаллов составляли 0,3 мкм; при 900°С -
0,5 - 0,7 мкм; при 1200°С через 1,5 ч прокаливания - 3-5мкм,
а после 10 ч они увеличились до 6-13 мкм.
Степень усадки образцов СаО (исландский шпат) при темпера-
туре обжига 910°С составила 5%. При температуре 1120 С усад-
ка увеличилась до 10-15%, а при 1210°С она достигла 20%. При
этом был получен плотно спекшийся продукт [42, 43], степень
усадки достигла теоретического максимума.
Легкоплавкие соединения, образующиеся из примесей извести,
заполняют межкристальные поры, при этом способствуют или в не-
которых случаях препятствуют спеканию и рекристаллизации.
Ряд легкоплавких добавок, как, например Na2O> KgO и неко-
торые другие, значительно ухудшают спекание [44], несмотря на
то что содержание расплава в массе увеличивается. Оксиды железа
и алюминия, наоборот, способствуют процессу спекания.
Некоторые природные карбонаты кальция содержат хлорид нат-
рия. После их обжига известь получается очень рыхлая, рассыпаю-
щаяся в порошок, непригодная в сахарном производстве. Поэтому
такие карбонатные породы не могут быть использованы для обжига
в шахтных печах.
Состав печной извести
Схематически состав печной извести можно представить
сле-
дующим образом:
СаСОз
СаБОд
2CaO-SlC>2
2СаО-А12О3
ЗСаОА12Оз
СаО-Ре2Оз
2CaO-Fe2O3
Сво бедный СаО - это суммарное содержание активного и неак-
тивного оксида кальция, который не вступил во взаимодействие с
другими соединениями.
Связанным СаО является та часть оксида кальция, которая всту-
пила во взаимодействие с примесями и образовала новые химичес—
24
кие соединения, а также неразложенный СаСО^. Связанный СаО
представляет собой безвозвратные потери и не может называться
неактивной известью.
Неактивный СаО следует называть ту часть СаОсво6, которая в
обычных условиях гашения не реагирует с водой, но при тонком
размрле может быть превращена в активную.
Под активным СаО следует понимать ту часть свободного окси-
да кальция, которая реагирует с водой в обычных условиях (без
предварительного размола).
В целях снижения удельного расхода карбонатного сырья на по-
лучение извести, а следовательно, и в целях снижения себестои-
мости сахара желательно получать только активный оксид кальция.
Для того чтобы избежать образования неактивного и связанного
оксида кальция, необходимо знать причины его возникновения. Хи-
мический анализ такой извести показывает, что по сравнению с
обычной известью в ней содержится повышенное количество приме-
сей.
Для выяснения влияния примесей на реакционную активность из-
вести необходимо рассмотреть реакции взаимодействия СаО с при-
месями и свойства образующихся веществ.
Взаимодействие оксида кальция с кремнеземом
Кремнезем ( 810% ) является постоянным спутником карбо-
натных пород, он находится в породе в виде отдельных включений
или равномерно распределен в ней по всей массе. Содержание
в известняках и меле, применяемых на сахарных заводах, обычно
не превышает 3,0 - 3,5%. Кремнезем содержится также в золе
топлива и в футеровочном материале (в его состав входит ~ 60%
SLOg).
Чистый кремнезем плавится при температуре 1713°С. В реакцию
с СаО вступает в твердом состоянии уже при 700 - 300°С f46?.
Реакция взаимодействия протекает тем быстрее и полнее, чем рав-
номернее распределен SiO? в известняке и чем выше температу-
ра в зоне обжига. С оксидом кальция может реагировать также
кремнезем, содержащийся в золе топлива и шамотной футеровке,
особенно при условии неподвижности шихты. Чем дольше не выгру-
жается известь из печи, тем больше вероятность ее взаимодейст -
вия с шамотной футеровкой. Отсюда следует, что известь должна
выгружаться непрерывно.
В результате взаимодействия оксида кальция с кремнеземом об-
разуется главным образом двухкальциевый силикат с температурой
плавления =2130°С [47]:
2СаО + S1Q2 = 2CaO-SiQ2-
Двухкальциевый силикат существует в нескольких формах, пере-
ход из одной формы в другую сопровождается рассыпанием мате-
риала. В печи может ооразоваться и трехкальциевый силикат
(3 СаО -JiO? ) с t^=1900°C.
25
Химический состав различных фракций извести (в %)
Таблица 6
Размеры Содержание СаО Примеси Суммарное Содержа-
кусков в извести содержание ние оста-
извести, данной общий свободный R2°3 SiQ> CaSO4 MgO примесей точного
мм фракции, % со2
Обжиг на коксе
0-1 2,5 74,21 64,85 5,71 10,22 5,10 0,55 21.79 4,0
1 4 5,0 79,46 70,83 4,48 7,82 3,27 0,64 16,22 4,1
4-15 15,0 83,53 76,95 4,08 5,08 1,54 0,52 11,22 4,3
15-40 18,2 89,16 83,67 1,98 3,14 1,05 0,75 6,92 3,6
40 и выше 59,3 90,64 86,00 1,70 3,77 0,63 0,75 6,85 1,8
Обжиг на антраците
0-3 5,5 79,80 66,80 3,75 7,23 4,04 0,64 15,66 2,70
3-20 18,6 87,40 74,30 2,57 2,59 1,21 0,49 6,85 1,80
20-50 49,6 82,85 75,70 1,76 0,80 1,07 0,37 4,00 2,30
50 и выше 26,3 92,80 68,90 1,29 0,70 1,47 0,46 3,92 3,40
Силикаты кальция являются весьма тугоплаьл-ими соединениями:
при температуре 1300°С они не плавятся, но способствуют рас-
плавлению других соединений. При этом сами растворяются в них.
Оксид кальция, связанный с кремнеземом, представляет собой
безвозвратные потери.
Влияние на диссоциацию СаСОз оксидов, сульфатов, карбонатов
и водяных паров
Влияние оксидов. Оксиды железа и алюминия, как и SiOp яв-
ляются непременными спутниками карбонатных пород. Они входят
также в состав золы топлива и шамота (содержание оксида алюми-
ния в шамоте достигает '"-40%). Оксид железа часто вызывает жел-
тую или бурую окраску природного карбонатного кальция.
При взаимодействии СаО с оксидом железа могут образоваться
ферриты: однокальциевый СаО • FCgOj ( £д/7=1225°С) и двух-
кальциевый 2 СаО • Oj (tw=1300°C). Такие температуры
характерны для зоны обжига, и поэтому в присутствии оксида же-
леза возможно образование в печи так называемых козлов. Ферри-
ты кальция, отличаясь легкоплавкостью, способствуют понижению
температуры плавления других соединений.
Большое влияние оказывает оксид железа и на стойкость футе-
ровки (при высоких температурах стойкость шамота к оксидам же-
леза невелика).
Оксид алюминия, или глинозем {Alp 0$ ), образует с оксидом
кальция моноалюминат кальция СаО • Д (7j > который постепенно
переходит в трехкальциевый алюминат 3 СаО- Alp Oj ( taj] ~
= 1530°С). Это соединение обволакивает зерна оксида кальция не-
реакционноспособной пленкой, превращая активную известь в неак-
тивную [46].
Влияние сульфата кальция, В карбонатных породах всегда нез-
начительно присутствует сульфат кальция. Некоторое количество
его попадает в известь с золой топлива. Кроме того, он может
также образовываться в печи, если для обжига используется топ-
ливо, содержащее серу.
Сульфат кальция понижает температура плавления веществ и за-
медляет процесс гашения извести.
Влияние карбоната магния. При диссоциации природного карбо-
ната кальция разлагается также карбонат магния ( Мд COj ),
всегда содержащийся в известняке и меле.
Образующийся оксид магния менее активен, чем оксид кальция,
поэтому он не вступает во взаимодействие с другими примесями.
Некоторые исследователи [48] считают, что Л7 Q понижает темпе-
ратуру образования расплава и отрицательно действует на' шамот-
ную футеровку.
Влияние водяных паров. Присутствие водяных паров оказывает
влияние на процесс диссоциации СаСОд в том случае, если послед-
ний протекает при низких температурах окружающей среды. Ката-
26
литическое действие водяного пара особенно резко выражено при
650 - 750°С [49].
При высоких температурах обжига (1000 С и выше), которые
обычно характерны для промышленных печей, водяные пары не ока-
зывают каталитического действия. Они подобно инертным газам
диффундируют в зону разложения куска и понижают парциальную уп-
ругость диоксида углерода [31] .
Влияние вторичных карбонатов, Взаимодействие оксида кальция
с диоксидом углерода начинается при 350°С и ускоряется при
дальнейшем повышении температуры. Значительная скорость реак-
ции достигается при 600°С и выше [50, 51].
Когда оксид кальция в известковой печи будет находиться в ат-
мосфере, содержащей СО^, при 600 - 800°С может произойти ре-
акция вторичной карбонизации. При этом куски извести будут пок-
рываться плотной коркой СаСОд.
Таким образом, оксид кальция, вступая во взаимодействие с
различными веществами, содержащимися в сырье, образует легко-
плавкие ферриты и алюминаты кальция, в которых частично раство-
ряются силикаты кальция и свободный СаО, при этом поверхность
зерен оксида кальция покрывается пленкой, вследствие чего часть
извести становится неактивной.
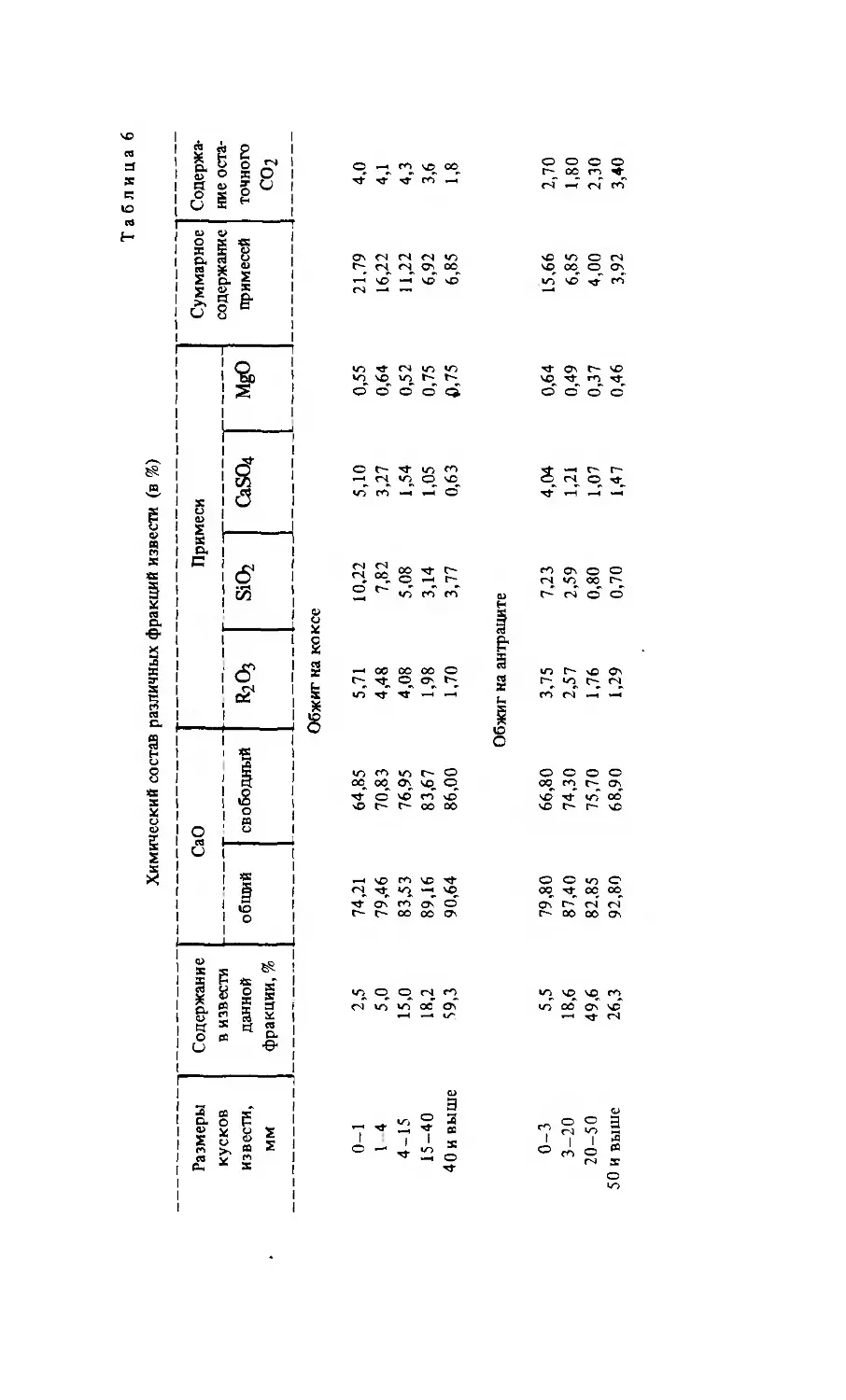
В процессе обжига карбоната кальция примеси взаимодействуют
главным образом с наиболее мелкими кусочками извести. Именно
поэтому в мелких фракциях извести образуется наибольшее коли-
чество плава, который покрывает их инертной пленкой. Такие ку-
сочки не успевают погаситься в гасителе извести и отделяются от
известкового молока при его очистке. В табл. 6 приведены данные
о содержании примесей в различных фракциях извести [52]. Неак-
тивная известь может образоваться не только в результате обво-
лакивания мелких кусочков инертной пленкой, но и при высокотем-
пературном обжиге карбоната кальция. Так, при температуре
1350°С появляется крупнокристаллическая известь, которая менее
активно вступает в реакцию гашения. По этой причине температура
в печи выше 1300°С нежелательна.
ГЛАВА Ш. ГОРЕНИЕ ТОПЛИВА
Слоевое горение твердого топлива
Под слоевым горением твердого топлива понимают горение плот-
ного слоя кусков топлива, лежащего на колосниковой решетке. Ког-
да топливо смешивается с негорючим материалом, подвергаемым
термообработке, образуется очаговое горение топлива, характеризуе-
мое рядом особенностей. Для выяснения его особенностей необхо-
димо познакомиться с характеристиками слоевого горения твердого
топлива.
Процесс слоевого горения топлива состоит из следующих ста-
дий: подготовки топлива, восстановления диоксида углерода на по-
28
верхности раскаленного топлива и выжига коксового остатка
[43-58].
При подготовке топлива происходит сушка его и отгонка лету-
чих вешеств (коксование). В восстановительной зоне протекает ре-
акция СС>2 + С = 2СО. В зоне выжига коксового остатка, назы-
ваемой кислородной зоной горения, кислород расходуется на горе-
ние углерода, в результате чего происходит интенсивное тепловы-
деление. Определяющей и лимитирующей стадией горения оказыва-
ется выжиг коксового остатка.
Горение углерода можно характеризовать следующими химичес -
кими реакциями:
1. Соединение кислорода с углеродом с образованием как окси-
да, так и диоксида углерода:
С + 02 =СО2 - 394606 Дж/моль,
2С + 02 = 2СО - 218970 Дж/моль.
2. Взаимодействие диоксида углерода с углеродом
С + СО2 =2СО - 175636 Дж/моль.
3. Соединение кислорода с диоксидом углерода
2СО + 02 = 2СО2 - 570242 Дж/моль.
Все эти реакции протекают через образование промежуточных уг-
леродо-кислородных соединений и их распад. Механизм реакций сво-
дится к следующим стадиям:
диссоциация молекул кислорода;
образование промежуточных соединений атомарного кислорода с
углеродом;
распад промежуточных соединений, структура и химическое
строение которых определяют состав первичных продуктов горения.
На процесс горения существенное влияние оказывают внутреннее
строение твердого топлива, его петрографический состав и химиче-
ский состав минеральной части (золы).
Количество сгорающего в единицу времени углерода зависит от
концентрации кислорода у его поверхности (т.е. от скорости диффу-
зии кислорода через газовую пленку) и температуры, которой оп-
ределяется кинетика взаимодействия углерода с кислородом.
Скорость горения определяется диффузионным переносом газо-
вых реагентов и их соединением с углеродом.
Суммарный процесс слоевого горения слагается из двух стадий:
кислородной, в которой кислород соединяется с углеродом, и вос-
становительной, в которой диоксид углерода реагирует с углеродом,
образуя СО.
Особенности очагового горения топлива
Для объяснения очагового горения топлива рассмотрим техноло-
гические зоны шахтной печи. Известняк, загруженный в шахтную
печь, вначале подогревается, а затем разлагается с образованием
извести и диоксида углерода. Образовавшаяся известь охлаждается
воздухом, подаваемым- через низ печи, и выгружается. Воздух же.
29
подаваемый в печь, нагревается, забирая тепло у извести, затем
вступает в реакцию с углеродом топлива. Продукты горения смеши-
ваются с диоксидом углерода, образовавшимся от разложения из-
вестняка, и, поднимаясь вверх по шахте печи, нагревают загружен-
ный известняк.
В зависимости от процессов, протекающих в шахте печи, разли-
чают 3 зоны: подогрева, обжига и охлаждения. В первой зоне про-
исходит подогрев известняка от температуры окружающей среды до
температуры его разложения. Верхняя граница зоны подогрева на-
ходится на уровне отбора печного газа, нижняя совпадает с пло-
скостью, в которой температура известняка достигает температуры
его разложения Л,9ОО°С.
Верхняя граница второй зоны - зоны обжига, в которой разла-
гается известняк совпадает с нижней границей зоны подогрева.
Снизу зона обжига ограничена плоскостью, в которой прекраща-
ется потребление тепла на разложение известняка. Это происходит
либо при полном разложении известняка, либо при совпадении ниж-
ней границы с плоскостью, в которой температура неразложившего-
ся известняка становится ниже 900 С.
В третьей зоне печи известь охлаждается от ее максимальной
температуры до температуры, при которой она выгружается.
Кроме того, в шахтной печи выделяют зону горения - часть
шахты печи, в которой происходит выгорание топлива с образовани-
ем диоксида углерода.
Как будет показано ниже, высота зоны горения определяется в
основном размерами кусков топлива и числом очагов в слое и сла-
бо зависит от скорости воздуха, т.е. от съема
извести с единицы площади печи. Так, например,
увеличение съема в 2 раза уменьшает высоту
зоны горения не более чем на 10%.
Зона горения может быть стабилизирована на
определенной высоте шахты или может переме-
шаться вдоль шахты, вверх или вниз. Так как
положение зоны горения является основным мо-
ментом в работе шахтной печи, рассмотрим это
явление подробнее.
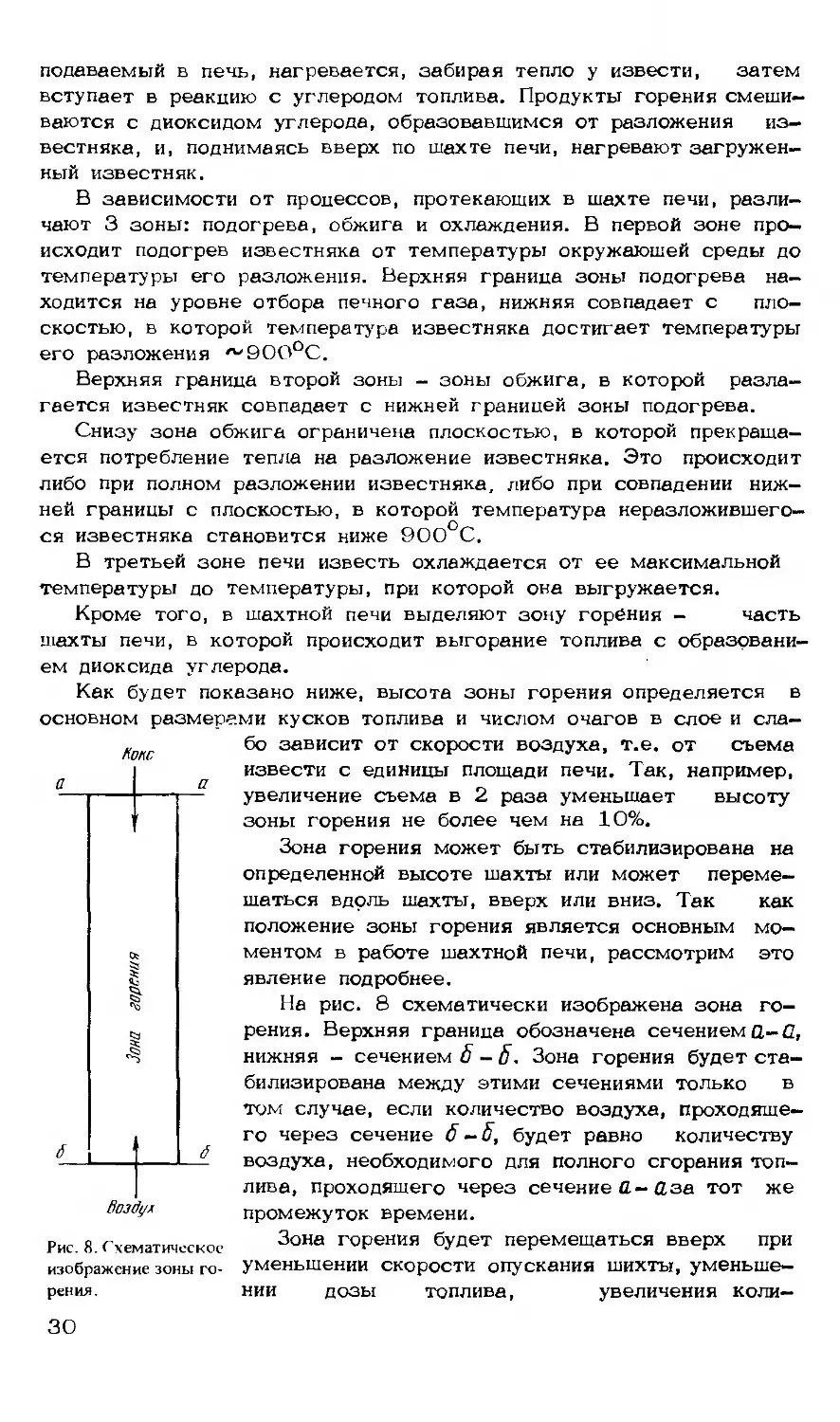
На рис. 8 схематически изображена зона го-
рения. Верхняя граница обозначена сечением Q-C,
нижняя - сечением 5 - 5. Зона горения будет ста-
билизирована между этими сечениями только в
том случае, если количество воздуха, проходяще-
го через сечение б — 5, будет равно количеству
воздуха, необходимого для полного сгорания топ-
лива, проходящего через сечение й—йза тот же
промежуток времени.
Зона горения будет перемещаться вверх при
уменьшении скорости опускания шихты, уменьше-
нии дозы топлива, увеличения коли—
Кокс
Воздух
Рис, 8. Схематическое
изображение зоны го-
30
чества воздуха (увеличении количества отсасываемого печного па-
за). И она будет перемещаться вниз при обратных явлениях.
Если во время перемещения зоны горения вдоль шахты по одной
из указанных причин привести в соответствие топливо и воздух,
входящие в зону горения, то зона будет стабилизирована на любой,
произвольной высоте шахты.
Оптимальное положение зоны горения, при котором размеры зон
подогрева, обжига и охлаждения будут равны расчетным, подбира -
ется для данной печи по температуре отходящих газов, которая вы-
числяется в результате составления материального и теплового ба-
ланса (подробнее об этом см. главу У). Здесь заметим лишь, что
для печей, обжигающих известняк, эта температура должна быть
равна ~120°С.
Сжигание твердого топлива в шахтных печах характеризуется
следующими специфическими условиями:
1) шихта известково-обжигательных печей содержит 6,5 -
10 мае.% топлива, а остальное - инертная к горению масса. Поэ-
тому в печи вместо сплошного горящего слоя топлива образуются
очаги горения, разобщенные между собой обжигаемым материалом;
2) выделяющееся тепло расходуется на разложение СаСОд не-
посредственно в зоне горения;
3) воздух, идущий на горение, предварительно нагревается в зо-
не охлаждения извести;
4) кусковой слой, который выполняет функции колосниковой ре-
шетки, непрерывно перемещается. Опережающее перемещение ком-
понентов шихты может существенно сказываться на процессе горе-
ния в целом.
Процесс горения очагов топлива, так же как и при горении
сплошного слоя, слагается из нескольких стадий. Вначале из топ-
лива выделяется влага, потом — летучие вещества. Топливо посте-
пенно нагревается до температуры воспламенения (зона подготовки
топлива), затем образовавшийся топливный остаток в присутствии
кислорода воздуха сгорает £б2, 633.
Выделение летучих веществ на стадии подготовки топлива. Из
антрацита летучие вещества начинают выделяться при температуре
2()0°С, а заканчивается этот процесс при 1100 — 1200°С в зоне
подготовки топлива, в которой практически отсутствует кислород.
Летучие антрацита состоят главным образом из горючих компонен-
тов - водорода и метана (а также азота), в то время как в сос-
таве летучих вешеств кокса горючие компоненты почти полностью
отсутствуют.
Анализ печного газа при работе на антраците показал, что в
нем содеожится ~ 0,2% предельных углеводородов и ~0,4% водо—
1ЮДЫ.
Для количественной оценки потерь тепла с летучими были опре-
делены изменения элементарного состава антрацита, происходящие
ь зоне подготовки [64]. В результате термообработки антрацита в
нем уменьшилось содержание серы с 2,12 до 1,31%, водорода - с
31
1,8 до 0,08%, азота и кислорода - с 1,41 до 0%. Вследствие уда-
ления летучих веществ в массовой единице топлива увеличилось со-
держание негорючих компонентов с 7,2 до 7,84% и углерода - с
83,64 до 90,69%. После пересчета на исходный состав содержа-
ние компонентов будет следующим: 1,2% серы, 83,29% углерода,
0,07% водорода.
В шахтных печах летучие вещества сжечь не удается из-за от-
сутствия кислорода в зоне подогрева. Ввиду высокой теплоты, сго-
рания метана и водорода потери с летучими веществами у антраци-
та достигают 8,5% от его теплоты сгорания. Для кокса они не
превышают 2%.
Величина потерь тепла (в кДж/кг) от недожога летучих веществ
может быть подсчитана по формуле
Ялет = Ю05Н + 629 СН4 + 42S. (™- D
Ввиду того что содержание летучей серы достигает примерно
1%, потери тепла с серой составляют всего '“'42 кДж/кг, или ме-
нее 0,02%. В технических расчетах эти потери тепла можно не
учитывать.
При сравнении расходных коэффициентов по топливу в пересып-
ных шахтных известковых печах необходимо учитывать неизбежное
увеличение расхода антрацита по сравнению с расходом кокса (при-
мерно на 6-8% из-за потерь с горючими летучими веществами).
Стадия выжига кокса. В результате многочисленных эксперимен-
тов установлено, что в обычных эксплуатационных условиях извест-
ково-обжигательных печей стадия выжига кокса характеризуется на-
личием только кислородной зоны горения, которая оказывается силь-
но растянутой (примерно в 30 раз длиннее, чем при слоевом сжи-
гании топлива). Зона восстановления почти отсутствует, о чем сви-
детельствует низкая концентрация СО в отходящих газах (1,0—
2,0%).
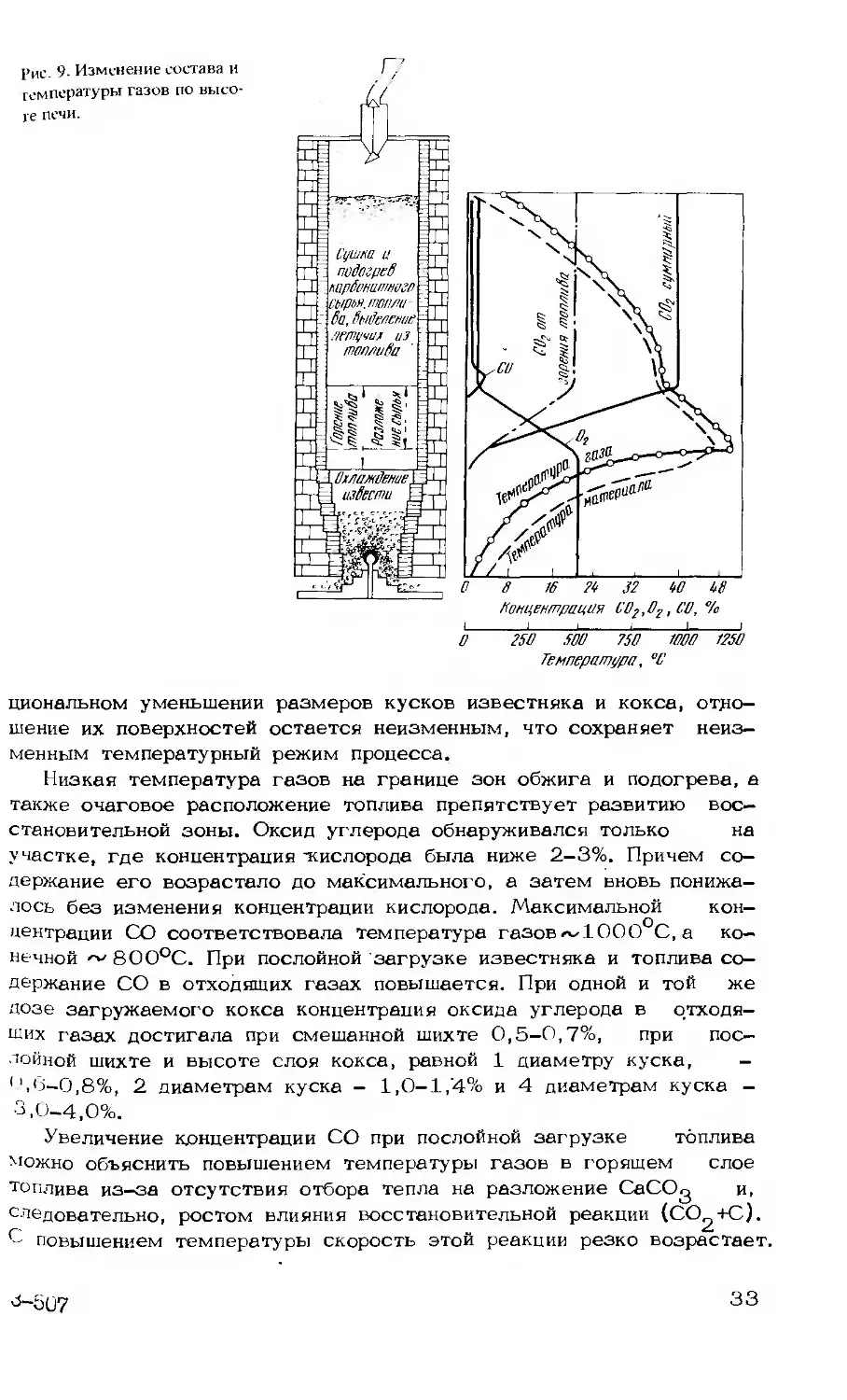
Изменение состава и температуры газов по высоте печи пока-
зано на рис. 9.
Температурный режим кислородной зоны очагового горения при
обжиге карбонатных пород резко отличается от температурного ре-
жима слоевого сжигания топлива. По мере расходования кислорода
на горение топлива температура газов вначале повышается, затем,
достигнув максимума, начинает понижаться. Снижение температуры
газов связано с интенсивным расходом тепла на обжиг СаСОд. Рас-
ход тепла в этой части печи преобладает над его выделением.
Температура газов по высоте слоя зависит от размеров кусков
известняка и топлива и от соотношения размеров. Чем меньше кус-
ки топлива, тем больше будет тепловое напряжение в объеме зоны
горения. С изменением величины тепловоспринимаюшей поверхности
(размеров кусков карбоната кальция) будет изменяться и темпера-
турный режим в печи: увеличение размера кусков карбоната каль-
ция приведет к уменьшению тепловоспринимающей поверхности еди-
ницы объема и, следовательно, к росту температуры в зоне обжига,
а уменьшение их, наоборот, к снижению температуры. При пгепор—
32
Рис. 9. Изменение состава и
температуры газов по высо-
те печи.
циональном уменьшении размеров кусков известняка и кокса, отно-
шение их поверхностей остается неизменным, что сохраняет неиз-
менным температурный режим процесса.
Низкая температура газов на границе зон обжига и подогрева, а
также очаговое расположение топлива препятствует развитию вос-
становительной зоны. Оксид углерода обнаруживался только на
участке, где концентрация -кислорода была ниже 2-3%. Причем со-
держание его возрастало до максимального, а затем вновь понижа-
лось без изменения концентрации кислорода. Максимальной кон-
центрации СО соответствовала температура газов<^1000 С, а ко-
нечной ~ 800°С. При послойной загрузке известняка и топлива со-
держание СО в отходящих газах повышается. При одной и той же
лозе загружаемого кокса концентрация оксида углерода в отходя-
щих газах достигала при смешанной шихте 0,5—0,7%, при пос-
лойной шихте и высоте слоя кокса, равной 1 диаметру куска, -
",3-0,8%, 2 диаметрам куска - 1,0-1,4% и 4 диаметрам куска -
3,0-4,0%.
Увеличение концентрации СО при послойной загрузке топлива
можно объяснить повышением температуры газов в горящем слое
топлива из-за отсутствия отбора тепла на разложение СаСОд и,
следовательно, ростом влияния восстановительной реакции (СО^+С).
С повышением температуры скорость этой реакции резко возрастает,
3-5U7
33
Аналогичные условия в печи могут наблюдаться при неправиль -
ной дозировке топлива или неравномерном распределении его по по-
перечному сечению шахты. Избыточное тепло будет расходоваться
на образование оксида углерода и выводиться из печи в виде хи-
мического недожога топлива. В этих условиях увеличение дутья,
т.е. форсирование процесса горения, может привести лишь к повы-
шению температуры и дальнейшему увеличению концентрации оксида
углерода в отходящих газах.
Таким образом, повышенное содержание СаО в печном газе (бо-
лее 3%) указывает на возможность образования "козлов". В этом
случае нельзя уменьшать отбор извести, так как уменьшение ско-
рости движения шихты будет способствовать взаимодействию СаО с
шамотной футеровкой. Уменьшить содержание’ оксида углерода в
печном газе можно путем снижения температуры в зоне горения за
счет правильной дозировки топлива и равномерного его распределе-
ния по сечению шахты.
Встречающееся иногда в литературе объяснение наличия СО в
газах из-за недостатка воздуха лишено смысла. В печи всегда име-
ется подготовленное к горению топливо, и увеличение подачи воз-
духа приведет лишь к интенсификации горения.
Выбор расположения зон в шахтной печи
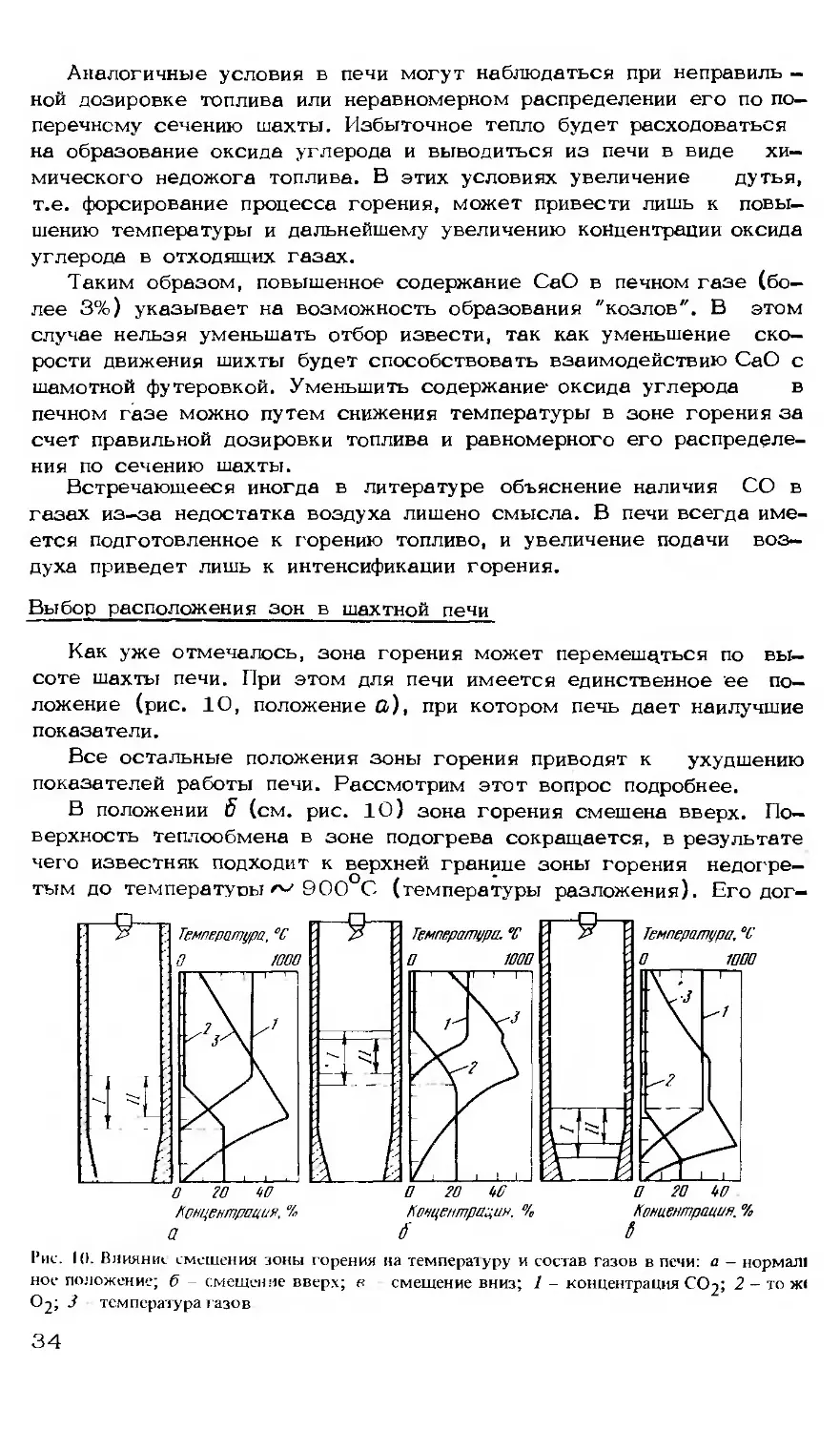
Как уже отмечалось, зона горения может перемешаться по вы-
соте шахты печи. При этом для печи имеется единственное ее по-
ложение (рис. 10, положение о), при котором печь дает наилучшие
показатели.
Все остальные положения зоны горения приводят к ухудшению
показателей работы печи. Рассмотрим этот вопрос подробнее.
В положении S (см. рис. 10) зона горения смещена вверх. По-
верхность теплообмена в зоне подогрева сокращается, в результате
чего известняк подходит к верхней границе зоны горения недогре-
тым до температуоы 900 С (температуры разложения). Его дог-
Рис. 10. Влияние смещения зоны горения на температуру и состав газов в печи: а — нормаЛ!
ное положение; б - смещение вверх; в смещение вниз; 1 - концентрация СО2; 2 — то ж<
С>2; 1 температура газов
34
рев происходит в верхней части зоны горения. Так как длина этой
зоны постоянна при любом перемещении ее по высоте шахты, тс
происходит сокращение зоны разложения, т.е. уменьшается время
разложения известняка и известь выходит из зоны разложения с
"недопалом". При этом возрастает температура отходящих газов,
(а следовательно, и потери тепла с ними), так как поверхности зо-
ны подогрева недостаточно для охлаждения их до оптимальной тем-
пературы. И наконец, уменьшение количества разложившегося из-
вестняка (соответственно уменьшение выделившегося СО^) при не-
изменном количестве сгоревшего топлива приводит к понижению кон-
центрации СО2 в печном газе.
При значительном смешении зоны горения вверх может произой-
ти проскок кислорода через нее, что вызовет дополнительное умень-
шение содержания СО2 в печном газе и увеличение расхода топли-
ва.
В положении б (см. рис. 10) зона горения смещена вниз. В ре-
зультате высота зоны охлаждения сократится. Поверхность тепло-
обмена между воздухом и охлаждаемой известью уменьшится, и
воздух не будет иметь на выходе из зоны охлаждения оптимальную
температуру. Этот недогретый воздух, попадая в зону горения, по-
низит температуру в нижней ее части, что приведет к ухудшению
теплообмена между горящим топливом и разлагающимся известия —
ком. Так как высота зоны горения постоянна, то количество раз—
недо-
из—за
уве-
ложившегося известняка уменьшится и в извести останется
пал. При этом из-за уменьшения высоты зоны охлаждения и
"недопала" температура выгружаемой извести повысится, т.е
дичатся потери -тепла с выгружаемой известью.
Из-за уменьшения количества разложившегося СаСО^
лившегося СС>2 при неизменном количестве сгоревшего
процентное содержание СО2 в печном газе несколько понизится. Ес-
ли зона горения опустится существенно, то известь будет выгру-
и выде—
топлива
жаться с кусками топлива и это резко повысит потери тепла с ме-
ханическим недожогом.
Все это справедливо для случая равномерного распределения
шихты и воздуха по поперечному сечению шахты печи, когда гра-
ницы зон представляют собой горизонтальные плоскости. На прак-
тике в печи, имеющей равномерное распределение шихты, воздух
неравномерно распределен по сечению (см. главу 1У). Поэтому
верхняя и нижняя границы зоны горения представляют собой криво-
линейные поверхности типа параболоида вращения с выпуклостью,
обращенной вниз.
Если шихта распределена по сечению шахты неравномерно, наб-
людается так называемый перекос зоны горения. В части печи, за-
полненной крупными кусками, зона горения перемещается вверх, мел-
кими — вниз. При этом возрастают потери с уходящими газами, выг-
ружаемой известью, механическим недожогом топлива; снижается
концентрация СО в печном газе, снижается степень обжига извес-
ти (появляется "недопал"), возрастает расход тепла на 1 кг СаО.
35
В крайних случаях из-за чрезмерно высокой температуры могут
быть повреждены как загрузочное, так и выгрузочное устройства.
Перекос зоны горения может быть устранен только обеспечением
равномерного распределения шихты по поперечному сечению шахты.
Рациональное соотношение размеров кусков карбонатного
сырья и топлива
Непрерывное движение шихты вдоль шахты печи способствует
тому, что мелкие куски топлива опережают куски обжигаемого ма-
териала, проваливаясь в промежутки между ними. Вследствие этого
зысота зоны горения и величина потерь от механического недожога
иогут существенно возрасти. О хорошем использовании топлива в
иахтной печи при оптимальном количестве его в шихте можно су—
1ить по степени обжига карбонатной породы. Чем выше степень об-
кига СаСОд, тем лучше использовано тепло от сгорания топлива.
Сопоставляя данные по обжигу мела антрацитом с различным
«отношением размеров кусков (табл. 7), можно видеть, что наи—
учшее использование тепла достигается при соотношении средних
азмеров кусков 1:1.
О том, что происходит в печи при изменении размеров кусков
эплива, дают ответ опыты по определению длины кислородной зо—
□г горения. При соотношении размеров кусков 1:1 в условиях опы-
1 длина кислородной зоны была равна 60—85 диаметрам куска
>плива. При соотношении размеров кусков 3:1 даже в условиях
^подвижной шихты кислородная зона резко увеличивалась и пости-
ла 120 - 175 диаметров. Зти данные указывают на возможность
кусственного удлинения зоны горения из-за проскакивания топлива
промежутки между крупными кусками карбонатного сырья. Куски
рящего топлива, попавшие на выгрузной механизм, обычно не до—
Т абл ица 7
Обжиг мела антрацитом в условиях неподвижной шихты
при различном соотношении размеров кусков
«мер кус ков,мм Соотно- шение размеров кусков Анализ извести Анализ газа
ела антрацита свобод- ный СаО, % СО2. % степень обжига, % СО2, % о2,% со, %
17 4-7 3:1 48.0 16,4 69,0 28,0 0,2 0,0
-32 7-12 3:1 59,3 14,3 76,5 30,2 1,0 0,3
12 4-7 2:1 60,2 11,4 80,2 30,6 0,8 0,0
22 7-12 2:1 72,0 9,8 85,0 30,0 0,5 0,2
32 12-17 2:1 60,7 10,3 79,0 31,2 1.2 0,2
17 12-17 1: 61,0 8,9 84,7 30,0 1,6 0,5
22 17-22 1:1 68,7 9,8 84,8 32,5 0,6 0,2
27 22-27 1:1 74,0 7,6 88,5 33,0 0,6 0,2
горают и представляют собой потери от механического недожога.
Температура низа печи при этом возрастает.
По мере выгорания куска топлива размеры его все время умень-
шаются и неизбежно образуются мелкие частицы, которые могут
проваливаться между кусками извести. Следовательно, потери от
механического недожога будут во всех случаях, но величина их бу-
дет различна в зависимости от исходного соотношения размеров
кусков карбонатного сырья и топлива.
Методика расчета зоны горения топлива
В основу расчета высоты зоны горения в шахтных печах С 65,
66] положена методика расчета слоевого горения топлива [5б].
Для неизотермического слоевого горения
ти распределение концентрации кислорода по
ется следующим уравнением:
to/tc
в диффузионной облас—
высоте слоя определя-
(III. 2)
Х/Хо -------------------------
ехр (3,8^7.) - 1.0+ to/t,
o-t
где Хо - концентрация кислорода при Z = 0%; s₽ — функция переноса.
Для Re от 40 - 50 до 1000 функцию переноса можно рассчи-
тать по уравнению
t
Ф = NWPe 0,28Re-0,17.
Для применения формулы (П1.2) к расчету очагового горения
топлива введем понятие коэффициента объема шихты.
Коэффициентом объема шихты Л условимся называть отношение
объема шихты к объему кусков топлива, заключенных в ней,
gc/Pca$ gT/P?^
ёт/pf^
(HI. 3)
Тогда формула, устанавливающая зависимость между текущей ко-
ординатой слоя шихты и концентрацией кислорода, соответствующей
этой координате, примет вид
z/dj =2,16 1g [t0/tc(X0/x - 1) + 1] ReO,i7x. (Ш 4)
Если задаться значением остаточной концентрации Л на выходе
из зоны горения, то z в формуле (III.4) будет высотой зоны го-
рения.
В шахтной печи отношение бр/бр близко к единице, поэтому
высоту зоны горения можно рассчитать по упрощенной формуле
z/dr=xRe°’i7 2,16 Ig(Xo/X). (Ш. 5)
Эта формула устанавливает взаимосвязь между основными пока-
зателями процесса, а именно: высотой зоны горения, остаточной
концентрацией кислорода в газе, скоростью газов и коэффициентом
объема шихты. Необходимо отметить, что при определении критерия
Re, подставляемого в формулу (III.4) или (П1.5), учитывается
W — скорость газов, отнесенная к полному сечению незаполненной
37
_|_______I________I-------1-------1-------I--------1
5 10 15 20 25 30 35
Концентрация 00г и Ог, %
Рис. 11. Изменение состава газов по высоте печи.
шахты печи, и - средний диаметр кусков шихты, а при вычис-
лении отношения z/dT берется во внимание средний размер кус-
ка топлива. В последнем случае размер куска карбонатного сырья
не оказывает влияния на величину 7./dp , если только не происхо-
дит просыпания топлива в промежутки между крупными кусками об-
жигаемого материала.
При подсчете высоты зоны горения на работающей печи средний
диаметр кусков шихты рекомендуется определять как средневзве —
шейный размер, а концентрацию кислорода в газе пересчитывать,
исключая из объема газа объем диоксида углерода (СО^), выде-
ляющийся при разложении СаСОд. Результаты расчета длины зоны
горения по предложенной методике сопоставлялись с эксперимен -
тельными данными, полученными на действующей печи [бб, 67]. С
этой целью в печь погружался вместе с шихтой водоохлаждаемый
газоотборник и каждые 15 мин отбиралась проба газа на анализ.
Результаты анализа проб газа по высоте печи приведены на рис.
11. Протяженность зоны горения при изменении концентрации СО^
эт 21 до 2,9% составила 2,1 м, а по расчету для этой печи по-
лучено значение 2,0 м (подробный расчет см. в главе У1). Хоро —
цее совпадение результатов говорит о г!рименимости предложенной
летодики расчетов при очаговом горении топлива.
'орение жидкого топлива в слое кускового
латериала
Из всех видов жидкого топлива для шахтных печей сахарных за-
зодов наиболее приемлемым по технико-экономическим показателе
является мазут. Поэтому здесь и ниже, говоря о жидком топливе,
лы будем иметь в виду только мазут.
Основные трудности при сжигании мазута в слое кускового ма-
-ериала - это организация равномерного распределения мазута по
’.ечению известково—обжигательной печи и перемешивание его с
оздухом, подаваемым в нижнюю часть печи для охлаждения из-
ести.
>8
В настоящее время используют три способа сжигания мазута:
подача мазута непосредственно на обжигаемый материал в виде
компактной струи или в распыленном состоянии;
полное сжигание мазута в циклонных предтопках с последующей
подачей продуктов сгорания в слой кускового материала;
предварительная газификация мазута с подачей продуктов гази-
фикации в шахту печи.
При первом способе мазут попадает на раскаленный кусковой
материал. Под действием высокой температуры мазут испаряется и,
так как в межкусковом пространстве перемешивание его паров с
воздухом затруднено, он подвергается термическому разложению с
образованием сажистого углерода. Сажистый углерод плохо догора-
ет в слое кускового материала, и поэтому печные газы содержат
большое количество сажи. Кроме того, что сажистый углерод пред-
ставляет собой прямую потерю топлива, он еше создает и большие
эксплуатационные трудности. Наблюдаются большие потери от хи-
мического недожога, так как продукты термического разложения ма-
зута из-за плохого перемешивания с воздухом не догорают пол-
ностью и печной газ содержит повышенное количество оксида угле-
рода и водорода. Все это приводит к перерасходу топлива и, как
следствие, к уменьшению содержания СО^ в печном газе.
При втором способе полное сгорание мазута организуется в со-
вершенных устройствах с коэффициентом расхода воздуха =1,05.
Однако применение этого способа в известково—обжигательных пе-
чах сахарных заводов нецелесообразно. Необходимость охлаждения
извести требует подачи через низ печи воздуха, не участвующего в
горении, с коэффициентом расхода ;6 =0,4. По этой причине сум-
марный коэффициент расхода воздуха по печи не может быть (даже
в идеальном случае) менее 1,4. При таких значениях fl возраста-
ют потери тепла с отходящими газами, концентрация СО^ в печном
газе снижается как за счет повышенного расхода тепла, так и за
счет разбавления его воздухом. Использование воздуха, охлаждаю-
щего известь, могло бы устранить этот недостаток, однако привело
бы к очень сложной конструкции печи. Кроме перечисленных недос-
татков ввод в шахту печи продуктов полного сгорания мазута с
J3 ~ 1 образует зону высоких температур (порядка 1700 С). Вы-
сокая температура продуктов сгорания, во-первых, требует приме-
нения дорогостоящих специальных огнеупоров, а во-вторых, приводит
к образованию жесткообожженной извести с низкой реакционной спо-
собностью. Попытка снизить температуру за счет добавления хо-
лодных рециркуляционных газов приведет к увеличению объема от-
ходящих газов, расхода тепла и к снижению концентрации СС>2 в
печном газе.
Третий способ лишен перечисленных недостатков. Основная идея
его заключается в том, что воздух, подаваемый на горение, раз-
деляется на два потока. Один поток направляется в нижнюю часть
печи для охлаждения извести, другой - в специальные топочные
устройства, где происходит неполное сгорание мазута с образова -
39
нием горючего газа. Процесс этот называется газификацией мазу-
та, а устройства — газификаторами.
Продукты газификации попадают в шахту печи, где встречаются
С потоком воздуха, направленным на охлаждение извести. Имея
достаточно большой объем, эти продукты проникают глубоко в слой
кускового материала и перемешиваются с воздухом по всему сече-
нию шахты. Зто приводит к сгоранию горючего газа по всему объе-
му зоны обжига и, как следствие, к умеренной температуре 'и по-
лучению извести с высокой реакционной способностью. Сравнитель-
но невысокая (я/ 1100°С) температура продуктов газификации ма-
зута позволяет обойтись без специальных высокоглиноземистых ог-
неупоров в зоне обжига.
Разделение общего количества воздуха на два потока позволяет
вести процесс обжига известняка при небольших значениях коэффи-
циента расхода воздуха (jB =1,2), что сохраняет расход тепла на
обжиг и обеспечивает концентрацию СО^ в печном газе,
ную для производства сахара.
достаточ-
Продукты газификации мазута состоят в основном из оксида уг-
лерода и водорода и почти не содержат сложных углеводородов, поэ-
тому в межкусковом пространстве процесс разложения их под дей-
ствием высокой температуры незначителен. Следовательно, и со-
держание сажи в печном газе невелико ( ~ 300 мг/м^). Успешное
применение мазута для обжига известняка в шахтных печах сахар-
ных заводов зависит в первую очередь от хорошей организации про-
цесса его газификации.
Газификация жидкого топлива
Газификация заключается в сжигании жидкого топлива при недо-
статке воздуха в целях получения горючего газа, содержащего про-
дукты неполного сгорания. Процесс идет по следующей схеме.
При температуре выше 150°С начинается испарение жидкого
топлива и переход сложных углеводородов, из которых оно состоит,
в парообразное состояние. При температуре выше 200 С начинает-
ся процесс термического разложения сложных углеводородов на
более простые, типа метана, этана, этилена и др.
При недостатке кислорода ( fl < 1) и высокой температуре од-
новременно протекает два процесса: окисление углеводородов, иду-
щее по реакции
2СхНу + zCh -*-mCO + пн2, (J1I. 6)
и термическое разложение под действием высокой температуры, иду-
щее по реакции
СхНу-*хС+ (у/2)Н2. (111 7)
Последняя реакция приводит к образованию сажистого углерода
и потому крайне нежелательна. Возможно также образование тяже-
лых высокомолекулярных углеводородов, предельно насыщенных уг-
леродом (до 95-9о%).
40
Исследованию процессов образования сажи при газификации жидких
топлив посвящен целый ряд работ [68-70] . Основная цель их -
отыскание оптимальных режимов газификации. Анализируя резуль-
таты этих работ, можно заключить следующее.
Процесс необходимо организовать так, чтобы он протекал по ре-
акции (П1.6), не допуская осуществления реакции (Ш.7). Для этого
нужно создать условия хорошего контакта топлива с воздухом, что
в свою очередь обеспечивается такими факторами, как тонина рас-
пыла жидкого топлива, совершенное перемешивание распыленного
топлива с воздухом и оптимальное время контакта топлива с воз-
духом [68-70] .
Распыл жидкого топлива производят с помощью форсунок. По
способу распыления они делятся на механические, пневматические и
форсунки высокого давления, причем в последних распыл осущест-
вляется либо воздухом высокого давления, либо паром. Форсунки
механические и пневматические (т.е. воздушные низкого давления)
непригодны для газифицирующих устройств из-за большого размера
капель мазута, получаемых в них (0,2 мм в механических форсун-
ках и 0,02 - 0,04 мм в пневматических форсунках). Кроме того,
механические форсунки малой производительности ( ~ 0,03 кг/с)
должны иметь очень маленький диаметр выходного отверстия, что
приводит к его забиванию и закоксовыванию.
Самое гонкое распыление достигается форсунками высокого дав-
ления. Энергетически выгодней применять в этих форсунках сжатый
воздух, однако в этом случае требуется устанавливать специальное
компрессорное оборудование. Учитывая также резкое понижение тем-
пературы воздуха в сопле форсунки, необходимо применять его наг-
рев до температуры порядка 250 - 300 С. В. противном случае на
выходе из сопла воздух будет иметь температуру минус 100°С, что
резко повысит вязкость мазута и ухудшит тонину распыла. Следо-
вательно, применение сжатого воздуха требует сооружения специ-
альных воздухоподогревателей высокого давления.
В случае использования пара для распыления мазута не нужно
никакого специального оборудования. Кроме того, в работе пар
способствует уменьшению сажеобразования -[70] по реакции
с+ н2оз—со +Н2. (ИГ. 8)
Учитывая, что пар всегда имеется на сахарном заводе, а про-
изводительность форсунок для шахтных печей мала, следует отдать
предпочтение форсункам с паровым распылом. Для парового распы-
ления мазута желательно использовать перегретый пар с темпера -
турой перегрева ~ 350°С, так как при дросселировании в сопле
форсунки происходит понижение температуры пара и его увлажнение
Перемешивание распыленного топлива с воздухом может осу-
ществляться либо за счет тангенциального, либо за счет аксиаль-
ного подвода воздуха. Наилучшее перемешивание достигается при
тангенциальном подводе воздуха, однако при этом происходит наб-
расывание мазута на раскаленную поверхность газификационной ка-
41
меры, что приводит к образованию плохо выгорающего коксового ос-
татка. Из-за этого приходится часто останавливать и чистить гаэи-
фикационные устройства.
Подобного недостатка лишены газификаторы с осевой (аксиаль-
ной) подачей воздуха. Хорошее перемешивание распыленного мазу-
та с воздухом в этом случае достигается за счет подбора диамет-
ра камеры, угла раскрытия факела мазутной форсунки „и Соотноше -
ния скоростей распыленного топлива и воздуха. Все эти .величины,
как правило, подбираются опытным путем.
Третий фактор, определяющий состав продуктов газификации, -
оптимальное время контакта топлива и окислителя. За это время
должна пройти до конца реакция окисления [см. формулу (111.6) j .
При недостаточном времени высокомолекулярные углеводороды не
успеют вступить в реакцию с кислородом и с продуктами газифика-
ции попадут в слой кускового материала. Поскольку в межкусковом
пространстве шахтной печи условия для перемешивания менее благо-
приятны, чем в газификаторе, часть этих углеводородов подвергнет-
ся термическому разложению с образованием сажистого углерода.
Кроме того, время контакта определяет собой длину газификацион-
ной камеры, которая, конечно, не может быть как угодно большой.
Поэтому в применении к нуждам сахарной промышленности нера-
зумно добиваться столь же глубокой газификации жидкого топлива,
как это делают в стационарных газогенераторных установках, в ко-
торых время контакта доходит до 4 с. Газ, получаемый -в этих ус-
тановках, содержит минимальное количество СО^ и практически
не содержит углеводородов. Этого добиваются за счет усложнения
конструкции газогенераторов и применения специальной насадки.
Такой путь для газификации мазута с последующим его сжиганием
в шахтной печи неприемлем.
Газификаторы должны иметь предельно простую конструкцию
удобную в монтаже и обслуживании. Поэтому в данном случае при-
ходится идти на получение газа, содержащего как сажистый угле-
род, так и углеводороды, учитывая, что в шахте печи происходит
их частичное догорание. Разумеется, содержание их в продуктах
газификации должно быть минимальным: сажистого углерода - не
более 2-3% к массе газифицированного мазута; углеводородов (в
основном метана) - не более 1-2% к объему продуктов газифика -
ции.
Для газификаторов, подобранных по этим требованиям, время
контакта топлива с окислителем составляет примерно 1 с. При со-
ответствующих расходах топлива и воздуха и диаметрах газифика-
ционной камеры это время определяет длину газификатора, которая
находится в пределах 1,5 - 2 м. Длина газификатора подбирается
экспериментальным путем по анализам продуктов газификации, от-
бираемых в различных точках по длине газификационной камеры.
42
Учитывая все сказанное, можно сформулировать основные тре-
бования, предъявляемые к газу, получаемому при газификации ма-
зута: газ должен содержать минимальное количестве сажистого уг-
лерода и углеводородов и иметь температуру не более 1100°С.
ГЛАВА 1У. АЭРОДИНАМИКА ШАХТНЫХ ИЗВЕСТКОВО-ГАЗОВЫХ
ПЕЧЕЙ
Аэгопинампческое сопротивление слоя кусковой засыпки
При заполнении печи кусками известняка (мела/ и топлива меж-
ду ’ними остаются пустоты. Эти пустоты образуют каналы непра-
вильной формы, по которым движутся газы. Опыт показывает, что
чем мельче куски шихты, тем больше ее аэродинамическое сопро-
тивление газам, движущимся по этим каналам. Оно не является
постоянной величиной и меняется в зависимости от скорости газа.
Чем она выше, т.е. чем больше воздуха подается в печь в единицу
времени, тем большее сопротивление он испытывает. Поэтому при
увеличении производительности печи всегда увеличивают разреже-
ние в верхней части печи.
Сопротивление кусковых материалов зависит также от высоты
образуемого ими слоя. Чем больше высота слоя материалов в пе-
чи, тем большее сопротивление он оказывает движущимся газам.
В зависимости от величины критерия Re при движении газов в
слое кускового материала наблюдаются два режима течения - ла-
минарный и турбулентный. Ламинарный режим характеризуется ли-
нейной зависимостью между аэродинамическим сопротивлением и
скоростью течения, турбулентный — квадратичной. Причем для те-
чения газов в слое кусковой засыпки характерен плавный переход
от ламинарного к турбулентному режиму. Переходный режим явля-
ется также турбулентным, но зависимость аэродинамического соп-
ротивления слоя от скорости потока не является квадратичной. По-
казатель степени у скорости газов в этом случае изменяется от 1
до 2.
Чем ближе движение потока к ламинарному режиму (работа пе-
чи на естественной тяге), тем большее влияние на сопротивление
оказывают силы трения, и, наоборот, с увеличением турбулентности
потока (увеличения производительности печи) возрастает влияние
сил инерции (потери на сужение и расширение газовых струй, их
слияние и разделение и т.п.).
Переходный турбулентный режим характеризуется областью зна-
чений критерия Re от 7-9 до -^1000 - 4000.
Зависимость коэффициента сопротивления слоя от критерия
Не для слоя известняка выражается уравнением (71]
Лсл = 1800/Re + 46/Re°’U!i, (IV 1)
а для слоя мела [72J
АсЛ = 38OO/Re + 46/ReO,o& (IV 2)
43
I_____I______I 1_____I_____>_____! I
о №u wo m wo iooo m mo
oc
Рис. 12. Изменение температуры газов и значений
числа Кв по высоте слоя обжигаемого материала.
Значение критерия Re меняется по
высоте печи и особенно резко в зоне
подогрева вследствие изменения объема
газов и их кинематической вязкости
(рис.12). Для технических расчетов
необходимо усреднять значения
по зонам и рассчитывать сопротивление
1 м слоя для каждой зоны в отдель-
ности.
Ориентировочную оценку сопротивле-
ния слоя (разрежения pS! в верху
печи) в современных печах, работающих
в режиме, близком к квадратичному
турбулентному при интенсификации про-
цесса, можно пройзвести по соотноше -
НИЮ
РП =рт 1<мСаО)2/ (МсаО) 2].
Поле скоростей газа в аппарате с кусковой засыпкой
Движение газа через аппарат с кусковой засыпкой характеризу-
ется определенным полем скоростей, представляющим собой сово-
купность зависимостей скорости газа от пространственных коорди-
нат.
Будем различать установившееся и неустановившееся поле ско-
ростей. Установившимся назовем поле, в котором скорости зависят
только от радиальной и не зависят от вертикальной координаты.
Неустановившимся - поле, в котором на скорость влияют как ради-
альная, так и вертикальная координаты.
Конфигурация установившегося поля скоростей зависит от рас-
пределения материала по размерам кусков в поперечном сечении
аппарата и от характера движения газового потока (критерия Re ),
а конфигурация неустановившегося поля скоростей определяется
главным образом условиями ввода газа. Чем равномернее распре-
деляется газ (воздух) по поперечному сечению на входе в аппарат,
тем быстрее достигается распределение газового потока, характер-
ное для установившегося поля, и тем короче оказывается область,
в которой происходит перераспределение газового потока.
При заполнении шахты печи даже одинаковыми по размеру кус-
ками доля свободного объема у стен всегда больше, чем в цент-
ральной части. Вследствие этого потери давления на преодоление
местных сопротивлений и трения в центральной части выше, чем у
футеровки печи, и поэтому газовый поток характеризуется более
высокими скоростями у футеровки. При значениях критерия Re до
110 и 27/Й4 30 распределение скоростей описывается следующим
уравнением [73, 74]:
Wr/WR = 0,7 + 0.3(r/R)2
44
С турбулизацией газового потока неравномерность его распре-
деления по поперечному сечению уменьшается.
В нижней части печи распределение воздуха зависит от способа
подачи его в печь. Если воздух вводится как по периферии (через
выгрузочные люки), так и по оси шахты (через керн), то быстро
создается установившееся поле скоростей (примерно на высоте^
равной диаметру шахты на входе воздуха). Если воздух подается
только по периферии, то, по опытным данным, установившееся поле
скоростей достигается только на высоте, равной четырем диамет-
рам шахты [73]. Так, например, если диаметр шахты в низу печи
равен 2 м, го установившееся поле скоростей достигается только
на высоте 8 м. Изменения характера поля скоростей по высоте пе-
чи при вводе воздуха только по периферии показано на рис. 13.
Стрелками обозначены относительные скорости газов по се-
чению печи ( Wp/Wg ). На высоте 4 м (равной двум
диаметрам шахты) скорость газов вдоль оси печи составляет
только 1/3 скорости газов у стен. Так как на этой
высоте заканчивается зона обжига, то в центральной
части шахты (при условии, что скорость опускания шихты подобра-
на по скорости воздуха у футеровки) топливо не успевает сгореть,
и раскаленные куски его вместе с недопалом будут выгружаться из
печи. В то же самое время у стен шахты известь будет нормаль-
но обжигаться и охлаждаться. На высоте 6 м скорость газа вдоль
оси в 2 раза меньше скорости газа у стены. И только на высоте
8 м, т.е. в зоне подогрева шихты, скорость газов по оси достиг-
нет своего обычного значения (0.7 скорости у стены). Дальнейшее
увеличение высоты слоя шихты уже не
оказывает влияния на распределение га-
за.
При вводе газового потока только по
оси аппарата высота области неустано —
вившегося поля скоростей сокращается до
2D.
Высота промышленных печей обычно
находится в пределах от 3 до 6 диамет-
ров шахты. Таким образом, при вводе
воздуха по периферии печи распределение
его по сечению происходит крайне не-
равномерно, причем область неустановив-
шегося поля скоростей захватывает зна-
чительную часть или даже всю высоту
засыпки. Вследствие этого процессы го-
рения топлива и теплообмена между газом
Рис. 13. Профиль скоростей газа в различных по высоте
сечениях шахты печи при вводе воздуха только по пери-
ферийному зазору (шкалы 0—100 — значения относитель-
ных скоростей газа).
45
и шихтой б центральной части печи протекают менее интенсивно,
чем у стен, что вызывает неравномерность обжига материала, пе-
рерасход топлива и увеличение коэффициента расхода воздуха в от-
ходящих газах. Опыт показывает, что для обеспечения равномерно-
го распределения воздуха по всей шахте необходимо 30% его
ввести по оси, а 70% — по периферии или же ввести воздух по все-
му сечению печи с помощью колосниковых выгрузочных устройств
(см. главу УП).
Размер кусков загружаемого известняка влияет на распределе —
ние газов в шихте только в том случае, если отношение диаметра
печи к диаметру куска 10. Если диаметр печи в 15-20 раз
больше диаметра кусков наиболее крупной фракции шихты, то рас-
пределение газов в печи не зависит от диаметра кусков. Отсюда
следует, что на распределение воздуха по сечению печи не влияет
размер шихты. Однако смешивать крупные (40 - 120 мм) и мел-
кие (10 - 40 мм) фракции и загружать их в печь одновременно
нельзя, так как невозможно будет добиться равномерного распре-
деления шихты в печи, что приведет и к неравномерному распреде-
лению газов. Такие фракции должны обжигаться раздельно.
Форма низа шахты печи также оказывает некоторое влияние на
распределение газов. При применении выгрузочных устройств типа
кареток Антонова и тому подобных устройств, предусматривающих
раздельный подвод воздуха в печь, наличие сужающегося конуса в
нижней части шахты способствует сокращению неустановившегося
поля скоростей. Поэтому сочетание цилиндрической шахты с усе-
ченным конусом внизу целесообразно с точки зрения распределения
воздуха. При равномерном подводе воздуха по всему сечению шах-
ты (колосниковый под) конфигурация низа печи не оказывает влия-
ния на поле скоростей.
При односторонней подаче полидисперсной шихты скиповым подъ-
емником в загрузочный бункер происходит ее сегрегация, которая
может сохраняться и при распределении шихты по поперечному се-
чению печи [75] . В результате неравномерного распределения кус-
кового материала происходит резкое искажение поля скоростей. Ко—
Рис. 14. Влияние сегрегации кусков на про-
филь скоростей газа: а ~ односторонняя за-
грузка полидисперсной шихты; б — двусто-
понняя загрузка той же шихты.
46
личественная характеристика этого искажения зависит от грануло-
метрического состава шихты. В сегменте, заполненном преимущест-
венно крупной фракцией, скорость газа может в 3 раза превосхо —
дить скорость газа в сегменте, заполненном мелкой фракцией
(рис. 14). Именно это явление и вызывает образование постоян-
ных эон горения в печах.
Для улучшения работы шахтных печей необходимо ликвидировать
сегрегацию кусков в загрузочной воронке. С этой целью в первую
очередь рекомендуется загрузку шихты из вагонеток производить
по оси печи. В том случае, если разгрузка по оси не может быть
осуществлена, необходимо применять распределительное устройство,
которое ликвидирует последствия сегрегации шихты в приемном бун-
кере.
Движение газовой струи от куска горящего топлива
Экспериментально установлено [76], что струя газа, движущая-
ся вертикально от куска горящего топлива, расширяется в радиаль-
ном направлении, причем максимальное поперечное сечение струи
достигается на относительной высоте h/d- 7,4. Относительный
диаметр этого сечения Dcrp/d~ 4,8 (рис. 15).
Этот результат может быть использован для расчета наимень —
шего числа очагов горения, обеспечивающего пронизывание шихты
по всему поперечному сечению.
Полное перекрытие шахты печи при наименьшем числе очагов
горения будет достигнуто при условии, что поперечные сечения
струй перекрывают шестиугольники, изображенные на рис. 16. Лю-
бое другое взаимное расположение струй потребует для полного пе-
рекрытия шахты большего количества очагов горения. Так как най-
денная из опытов сторона шестиугольника равна ~2,5d, то мини-
мально необходимое число очагов горения определится формулой
NT = ttD2 / бу/Гг2 = 0,0485 (D/d)2
В реальных условиях куски топлива никогда не распределяются
равномерно по всему сечению печи, а образуют скопления в от-
дельных местах. Чтобы этого избежать, необходимо иметь большее
Рис. 15. Распространение газовой струи от куска го-
рящего топлива (1 1, П-П, Ш -Ш, 1У 1У - сечения
в вертикальных плоскостях, расположенные под уг-
лом 45° друг к другу).
Рис. 16. Схема перекрытия
струям и поперечного сече-
ния шахты при минималь-
ном числе очагов горения.
47
число очагов горения (при расчете это можно учесть коэффиниен -
том неравномерности распределения кусков).
Коэффициентом неравномерности кн условимся называть отноше-
ние минимального числа кусков топлива , фактически находя-
щегося в монокусковом слое шихты и обеспечивающего распределе-
ние газов на площади, равной 0,95 сечения печи, к расчетному чис-
лу кусков Кт .
Для применяемых распределительных устройств эксперименталь-
но найдено значение Кн , оно равно 2. Воникает вопрос, как сог-
ласуются полученные данные с расчетной дозой топлива, необходи-
мой для осуществления процесса обжига при различных соотноше-
ниях размеров кусков топлива и известняка. В работе [7 6]показа-
но, что фактическое содержание кусков топлива в поперечном сече-
нии шахты больше, чем = Л# Кт , даже при оптимальном со-
отношении размеров кусков (1:1).
Как было показано ранее, шихта с соотношением размеров кус-
ков 1:1 характеризуется наименьшими потерями топлива.
Перемешивание газовых потоков в печах, работающих на мазуте
При использовании газифицированного мазута для обжига из-
вестняка одной из основных трудностей, как отмечалось в главе Ш,
является его перемешивание с воздухом в межкусковом пространст-
ве шахты печи.
Для изучения перемешивания необходимо знать закономерности
процесса проникания газовых струй из газификаторов в поток воз-
духа, подаваемого через низ печи.
Исследования [67] показали, что площадь распространения струи
на уровне фурмы ограничивается дугой некоторой окружности ра-
диуса К* , центр которой располагается на оси фурмы на расстоя-
нии а от центра окружности поперечного сечения печи (рис.17);
Вис. 17. Схема распространения потока,введенного
через фурму в стенке шахты печи (горизонтальное
сечение на уровне фурмы): Д = 2R; d — диаметр, мм.
На основании экспериментов были получены следующие зависи-
мости, которыми можно пользоваться для инженерных расчетов:
_ Пр _ (w«J>)0’44 (de) 0,35 (d$)0,09.
Го ~ 2,05 ~~~ —~
Д wn Д д
ро_- £ =о,47(^Ф)°’39 (i)u-2 <йф10-03
360 wn Д д
где v/ф - скорость газов в фурме, м/с; wn - скорость газов в шахте печи (отнесенная ко
всему сечению), м/с; dc - диаметр кусков сырья, м; Сф диаметр фурмы, м; Д - диаметр
шахты печи, м; ГД и £ (см. рис. 17).
48
По ним можно рассчитать количество .периферийных фурм П и
обосновать необходимый диаметр шахты печи.
Количество периферийных фурм П =1/ 2.Р0 . При значении
1^, 0,5 потоки газов, введенные по фурмам, перекроют все се-
чение печи и обеспечат полное перемешивание газового потока с
воздухом. При Г7 -С 0,5 в центральной части шахты будет поле, в
которое не проникнут потоки газифицированного мазута. В этой
части известняк' не будет обожжен. Формулы для Го и Ро позволят
рассчитать процент недопала и на основании этого выбрать опти-
мальный диаметр шахты.
При движении вдоль шахты газовая струя смешивается с основ-
ным газовым потоком и омывает всевозрастающую площадь сече-
ния аппарата. Величина максимального радиального проникания воз-
растает пропорционально ( h - высота данного сече-
ния от оси фурмы). Конфигурация фурмы не оказывает влияния на
глубину проникания газов в слой.
ГЛАВА У. ТЕПЛОПЕРЕДАЧА В ШАХТНЫХ ИЗВЕСТКОВО-ГАЗО-
ВЫХ ПЕЧАХ.
Теплообмен в противотоке
Шахтные Известково-газовые печи в сахарной промыш-
ленности работают по принципу противотока, т.е. по всей высоте
печи кусковой материал и газ движутся навстречу друг другу.
Известняк проходит последовательно зону подогрева, в которой
он за счет тепла печных газов подсушивается и нагревается до
температуры разложения (~ 900 С), затем - зону обжига, где
происходит его термическое разложение, и, наконец, - зону охлаж-
дения, в которой образовавшаяся известь отдает тепло поступающе-
му в печь воздуху.
При анализе тепловой работы печи используется понятие завер-
шенного теплообмена. Суть его заключается в следующем.
Для противоточного теплообменника (рис. 18) справедливы та-
кие расчетные соотношения (771:
tj =ti*'= (Д -t2)Z; (V. 1)
t" - tj = (tj - t2) (Ci/C2)Z. (V. 2)
гдег=(-1- (C1/C2) e-^nkl)j m= (i/Cj - i/c2), если c?i <c2 , и
m = (1/C2 — 1/Cj), еслиС1>С2,
At=At1e_rrlkF (V. 3)
где At - текущая разность температур, °C; At - разность температур на одном из концов
теплообменника, °C; Cj и С2 - теплоемкости потоков, участвующих в теплообмене.
4-507
49
l" Рис. 18. Схема противоточного теплообменника:, t'j и t2 - температура
встречных потоков на входе в теплообменник; t« и t2 - то же, на выходе
из теплообменника; Cj нС2 - теплоемкости потоков.
tj
Завершенным называется теплообмен, для которого справедлива
зависимость
mkF(V. 4)
При этом из формулы (У.З) следует, что сЛ 0 , т.е. разность
температур между газом и материалом на другом конце теплооб-
менника равна нулю и теплообмен прекращается.
С учетом выражения (У.4) формулы (У.1) и (У.2) существенно
упрощаются и зависимость между температурами потоков на концах
теплообменника определяется только отношением их теплоемкостей,
т.е. формулы теплопередачи переходят в формулы теплового балан-
са.
Анализ теплообмена между потоками газа и кускового мате-
риала в зависимости от соотношения теплоемкостей этих
потоков
В случае теплообмена между двумя потоками (см. рис. 18) воз-
можны три варианта соотношений их теплоемкостей:
(С[/С2) <1; (С1/С2) =1; (Ci/C2) >1.
Как видно из формулы (У.З), для случаев Ci/C2<l, Ci/C2 = l
и при справедливости выражения (У.4) Z =1, а для Ci/C2>l
г = С2/С,
Тогда для завершенного теплообмена формулы (У.1) и (У.2) бу-
дут иметь вид:
а) (С1/С2) <Ц:
tj - t” = t* *| - ti или t’i = t2; 1
*2 - t2 = (t{ - t'2) (C[/C2); J (V. 5)
6) (Ci/C2) =1: , t tl
t'l - tf = ti - t2 или t| = t2; I
t2 t2 = t[ - t2 или t2 = t} ;J (V. 6)
в) (Ci/C2) >1:
t{ -ti = (tj -t2) (C2/C!) ;1
t2 - t2 = tj - t2 или t{ = t2.l (V- 7)
Анализируя формулы (У.5) — (У.7), видим, что температуры по-
токов на выходе из теплообменника являются однозначной функцией
соотношения теплоемкостей потоков при заданных температурах на
входе. Формулы (У.1) и (У.2) с достаточной точностью переходят
в формулы (У.5) - (У.7) уже при mkF> 3, так как функ-
50
ция em*F быстро убывает с ростом гпКР .В связи с тем что в эо-
нах подогрева и охлаждения правильно спроектированных печах
всегда выполняется это соотношение, анализ их тепловой работы
можно проводить по формулам завершенного теплообмена. Рассмот-
рим это на примере шахтной известково-обжигательной печи.
Для зоны подогрева обозначения, введенные на рис. 18, будут
выглядеть так:
tj = tj* — температура печного газа на входе его в зону подогрева (в расчетах принимается
равной температуре разложения известняка~ 900°С) ;
бД = tn.^ - температура газа ня выходе из печн, °C:
Т2 = tM — температура известняка, загружаемого в печь (принимается равной Температуре
окружающей среды).
Для упрощения расчетов (и без ущерба для их точности) полагаем t^, = 0°С;
t2 = tjj - температура известняка на выходе его из зоны подогрева, °C;
С1 =Сг - теплоемкость потока печного газа, рассчитанная на 1 кг СаО, Вт/°С;
С2 = См - теплоемкость потока ’’известняк + топливо”, рассчитанная на 1 кг СаО для печей
на твердом топливе, или теплоемкость известняка для печей на мазуте, Вт/К.
При расчете теплоемкости потока известняка следует учитывать
количество Выражение топливе тепла, идущего на испарение влаги и разложение для подсчета теплоемкости потока шихты на твердом „ Ов.п + Ом^Оз t-м ^мСм + gQQ GfCr (V.
(V.,9)
Для печи, работающей на мазуте,
г =г г * QBn + QMgCO3.
VM ,JMCM+ 650’
где 800 и 650 - разность температур печного газа на входе и выходе из зоны подогрева, харак-
терная для печей на твердом и жидком топливе, °C.
Запишем формулы завершенного теплообмена для зоны подогрева
(при условии tn = 0)
(Сг/См) > 1: tr — tM; tn r — tr (1 — См/Сг). (V. 10)
(Сг/См) — l:tr—tM; tn.r — ^м- (V. 11)
^г^м < 1 ^n.r — tni tM — tr (Сг/См). (V. 12)
Из формул (У.11) и (У. 12) видно, что при Ср/См темпе-
ратура печного газа на выходе из печи равна температуре загру-
жаемого известняка. Такая величина tnp недопустима, так как
при этом будут происходить конденсация водяных паров и их на-
копление в зоне подогрева. Следовательно, работа шахтной печи
возможна только при СГ1С^У1
Расчеты показывают (см. главу У1): при нормативных расходах
тепла и известняка на получение 1 кг СаО соотношение Сг/Сщ >1
всегда выполняется. Зависимость tп г от Сг/С^ представлена на
рис. 19.
Здесь важно подчеркнуть, что t/цг • ВЬ1ЧИСленная по формуле
(У. 10), минимально возможная и никакие увеличения поверхности
51
Гис. 19. Зависимость конечной температуры печных
газов от отношения теплоемкостей потоков при
t[ = 900°С,
могут ее уменьшить, так как она по-
(высоты) зоны подогрева не _ „
лучена для условия завершенного теплообмена: fflkF —*'°о
В зоне охлаждения обозначения на рис. 18 приобретут следую-
щий смысл:
I t
tl = tB — температура воздуха на входе в зону охлаждения: принимается равной температу-
ре окружающей среды. Без ущерба для точности расчетов можно принять tB = 0°С;
11 = tB - температура воздуха на выходе из зоны охлаждения, °C:
t2 = - температура извести на входе в зону охлаждения, °C; tL1 принимаем равной 1100°С;
t2 = tu ' температура извести на выходе из зоны охлаждения, °C;
С1 = Св - теплоемкость потока воздуха, Вт/К;
С2 = Сц — теплоемкость потока извести. Вт/К
При определении теплоемкости потока извести подсчитываются
отдельно теплоемкости потока СаО и остающегося в извести пото-
ка СаСОд, так называемого недопала.
' Запишем формулы завершенного теплообмена для зоны охлажде-
ния:
Св/Си > 1: ^и _ ^в; tB — tH (Си/Св);
(Св/Си) =1: tB—tB; tH = tB;
(V. 13)
(V. 14)
(Св/Си) 1: tM . tB; tB(l — CR/CB).
(V. 15)
Формула (У. 13) применима для печей, работающих на твердом
топливе, в которых весь воздух, идущий на горение, проходит че-
рез зону охлаждения.
При работе печей на жидком топливе также выполняется соот-
ношение (Cg / 0Однако при нарушении режима (например,
при падении разрежения) может оказаться, 4To(ty/Си)^ 1-
Теплообмен по зонам печи
В зоне подогрева происходит нагрев известняка от температуры
окружающей среды до температуры разложения за счет охлаждения
печного газа от его максимальной температуры до tnl (темпера-
туры газа на выходе).
Закономерности теплообмена между газом и кусковым материа-
лом подробно проанализированы в работе [78]. Здесь мы отметим
только основные его особенности.
52
Передача тепла от газа к нагреваемому кусковому материалу
состоит из двух стадий: передачи тепла от газа к поверхности кус-
ка (внешний теплообмен) и передачи тепла внутри куска (внутрен-
ний теплообмен).
В щахтных известково-газовых печах в зоне подогрева макси-
мальная температура газов сравнительно невысокая ( ~900°С) и
расстояние между кусками известняка, т.е. толщина газовых струй,
невелика. Следовательно, в этой зоне теплообмен излучением меж-
ду газами и поверхностью куска играет незначительную роль и
тепло от газа к поверхности известняка передается в основном вы-
нужденной конвекцией.
Передача тепла внутри куска происходит за счет теплопровод -
ности и зависит от размеров кусков известняка и его теплофизи -
ческих свойств.
Точное решение задачи о нагреве кускового материала потоком
газа требует громоздких расчетов. Обработка многочисленных опы-
тов по моделированию этого процесса методами гидроаналогии поз-
волила получить простую зависимость для коэффициента теплопере-
дачи [78]:
к=£: а + апгха/Хм). (v. i6>
Формула (У.1б) выведена для кусков шаровой формы.
Из выражения (У.16) видно, что при увеличении коэффициента
внешнего теплообмена ( СХ —*• 00 ) коэффициент теплопередачи стре-
мится к конечной величине: / 0,112 d . В этом случае процесс
теплопередачи будет полностью определяться внутренним теплооб-
меном’.
Исследования по конвективному теплообмену в плотном слое бы-
ли обобщены В.Н. Тимофеевым [79]. В результате им были полу-
чены следующие зависимости:
£ = 0,106Re(Xr/d) приКе<200; (V, 17)
£ = 0,61Re0,67 (^/d) при Re >200.
(V. 181
Исследования других ученых по изучению теплообмена в плот-
ном неподвижном и движущемся кусковом слое [80-83] подтверди-
ли справедливость формул (У.17) и (У. 18).
В зону обжига поступает известняк, нагретый до температуры
разложения ( ~ 900°С). При разложении образуются известь (СаО)
и диоксид углерода СО^. Как показывают многочисленные опыты,
процесс этот начинается с поверхности куска, при этом возникает
четкая граница между слоем образовавшейся извести и неразложив-
шимся известняком (рис.20), которая перемещается в глубь кус-
ка. Тепло, подводимое к поверхности А/В^С,!^ в основном рас-
ходуется на разложение известняка на поверхности ABCD (2930 кДж
на 1 кг СаО) и частично - на нагрев слоя образовавшейся извести
(между поверхностями AfBjC/D/ и ABCD^- Температура ядра кус-
ка (неразложившегося известняка) в течение всего процесса оста-
ется постоянной и равной температуре разложения tpas/i ~ 900°С.
53
Рис. 20. Схема разложения
куска известняка: Тс — тем-
пература среды; Тп — темпе-
ратура поверхности куска;
Тр — температура разложения.
Процесс разложения СаСО^ аналогичен
процессу промерзания грунта, оттаивания
льда, застывания отливок и т.д. В теории
тепло— и массообмена задача определения за-
кономерности движения фронта A BCD известна
под названием задачи Стефана (по имени
австрийского ученого, впервые ее решивше —
го). Для случая разложения известняка она1
была решена Д.К. Коллеровым [84].
Процесс теплообмена в зоне обжига сос-
тоит из двух стадий: теплообмена между га-
зовым потоком и поверхностью куска (внеш-
ний теплообмен) и теплопровод-
ности через слой образовавшейся из-
вести к поверхности неразложенного ядра с поглощением тепла на
реакцию разложения СаСО^ на этой поверхности (внутренний теп-
лообмен).
Интенсивность теплообмена между газом и поверхностью куска
определяется коэффициентом теплоотдачи ОС, интенсивность тепло-
обмена внутри куска - теплофизическими свойствами извести и раз-
мерами куска известняка. Суммарный эффект - скорость разложе-
ния известняка (скорость перемещения границы ABCD в глубь кус-
ка) — характеризуется различным сочетанием влияний этих двух ви-
дов теплообмена. Например, при ОС <110 Вт/(м^.К) скорость
разложения определяется суммарным влиянием внешнего и внутрен-
него теплообмена, а при ОС? 110 Вт/(м^.К) она уже определя-
ется только внутренним теплообменом и не зависит от величины ОС
Коэффициент ОС зависит от скорости движения печных газов и
для печей, работающих на жидком или газообразном топливе, вы-
числяется по формулам (У. 17) и (У. 18). При анализе теплообме-
на печей, работающих на твердом топливе, следует учитывать и
теплообмен излучением, о чем пойдет речь несколько ниже.
Так как скорость разложения опоеделяет собой интенсивность ра-
боты печи (съем извести с 1 м шахты в единицу времени), то су-
ществует предел этой интенсивности, устанавливаемый в результа-
те решения задачи о разложении известняка. При этом необходимо
найти величину ОС , при которой скорость разложения полностью оп-
ределяется внутренним теплообменом (величина ОС =
= 110 Вт/(м2. К) - ориентировочная и будет варьироваться в за-
висимости от размеров известняка). Таким образом, дальнейший
рост ОС , который достигается за счет увеличения скорости газов,
не приведет к ускорению процесса.
Попытка увеличить съем за счет увеличения расхода топлива
приведет только к перегреву образовавшейся извести и к снижению
ее реакционной способности (подробнее об этом — в конце данной
главы).
В зоне охлаждения происходит теплообмен между известью и
воздухом, подаваемым с низу печи. Закономерное!)! этого процесса
54
такие же, как и в зоне подогрева известняка. Формулы (У.It?) -
(У. 18) справедливы и для зоны охлаждения.
Отметим одну особенность, характерную для зоны охлаждения.
Пусть а - а (рис. 21) - верхняя граница зоны охлаждения, т.е.
в этом сечении известь имеет максимальную температуру: выше
д- а известь нагревается, ниже - охлаждается. Если Cg/C^-^1
топливо ниже сечения а. - а не сгорает, так как тепла извести
достаточно для нагревания воздуха до L см* форму-
лы (У.14) и (У.15)]. Если Cg/C^^l (что наблюдается практи-
чески у всех шахтных печей), ниже U - d располагается часть зо-
ны горения с нижней границей 6 — б . На высоте h сгорает топ-
ливо, за счет его тепла происходит нагрев воздуха до ty
При анализе теплообмена в зонах подогрева и охлаждения ос-
новную роль играет отношение теплоемкостей потоков газа и кус-
кового материала, поэтому на рис. 22 приводится изменение этих
величин по высоте шахтной печи на твердом и жидком топливе.
Формулы теплообмена в противотоке позволяют выяснить еще
одно обстоятельство. Количество тепла, передаваемого на единицу
высоты зоны подогрева или охлаждения, определяется формулой
.^где f - поверхность кускового материала на едини-
цу высоты, м ; a At определяется по формуле (У.З). Так как
e-mkF gbICTpO убывает, для F , при которых mkF >3 7 у состав-
ляет ~ 5% от количества тепла, передаваемого на единицу высоты
в начале зоны ( F =0). Ясно, что, начиная с высоты, для которой
mkF>3 , развивать зону подогрева или охлаждения нецелесообраз-
но.
Участок зоны подогрева, имеющий малые Л t (при mkF>3 ) и,
следовательно, мало изменяющий температуру печного газа и ма-
териала, называется резервной зоной. Она практически не влияет
на тепловой режим работы печи, но представляет собой дополни -
тельное гидравлическое сопротивление. Ясно, что перемещения зо-
Рис. 21.Схемати-
ческое изображе-
ние зоны охлаж-
дения шахтной
печи.
Рнс. 22. Изменение теплоемкостей потоков С (в
относительных единицах) по высоте печи при рабо-
те: а — на твердом топливе; б — на мазуте.
55
Рис. 23. Изменение температуры потоков и интенсивности теплообмена по высоте печи: а -
высота печи обеспечивает завершенный теплообмен; б,в - высота печи превышает потребную
для завершенного теплообмена.
ны горения, которые рассматривались в главе Ш, в пределах ре-
зервной зоны не скажутся на тепловой работе печи. Из изложенно-
го следует: увеличивая высоту печи, нельзя увеличить ее произво-
дительность при условии, чтобы зона подогрева обеспечивала за-
вершенный теплообмен ( ITlKF 2). Все приведенные выводы
справедливы и для зоны охлаждения.
Причем в зоне охлаждения при Сц/Cg >/ резервная зона
располагается между зоной обжига и охлаждения, а при Сц/Сg </
(что обычно и имеет место в печах) - на выходе из печи.
Наглядное представление о тепловой работе печи дают графиче-
ские зависимости интенсивности теплопередачи по зонам печи, при-
веденные на рис. 23.
Из рис. 23 видно, что максимальная интенсивность теплопере -
дачи (количество тепла, переданного кусковому материалу на еди-
ницу высоты печи) приходится на зону обжига, минимальная - на
зону подогрева.
Как уже отмечалось, в зоне обжига печей, работающих на твер-
дом топливе, теплообмен между газом и кусковым материалом пред-
ставляет собой сложный процесс: конвекция плюс излучение.
Сопоставление значений коэффициентов теплоотдачи конвекцией
и излучением показывает, что даже при температуре поверхности
горящего кокса 1200°С сСизл значительно выше ОС к. . Температу-
ра поверхности куска горящего топлива в реальной печи не заме-
рялась, но, по-видимому, изменения ее в зоне горения могут быть
оценены в пределах 1200-1600°С.
Для оценки доли тепла, переданного излучением, необходимо
учитывать величину тепловоспринимающей поверхности, участвую —
щей в этом виде теплообмена. Так как содержание твердого топли-
ва в шихте обычно не превышает 8-9%, то при равных размерах
кусков материала и топлива доля тепловоспринимающей излучение
поверхности может быть оценена примерно в 10-20%.
56
Несмотря на незначительную величину теплоизлучающей поверх-
ности, фактор передачи тепла излучением становится весьма су-
щественным. Так, если даже принять, что температура поверхности
горящего кокса равна температуре газов (а температура кокса вы-
ше температуры газов), то с учетом доли лучевоспринимающей по-
верхности количество переданного тепла в зоне обжига излучением
в 3-5 раз больше, чем конвекцией.
О роли лучистого теплообмена можно судить по реакционной ак-
тивности получающейся извести. Так, например, на практике уста-
новлено, что при получении извести на газообразном топливе, где
превалирует конвективный теплообмен, ее реакционная активность
значительно выше, чем при обжиге на твердом топливе. В послед-
нем случае всегда образуется некоторое количество жестко обож-
женной извести, т.е. извести, подвергающейся воздействию высокой
температуры (1300°С).
Величины коэффициентов излучения [85] приведены в табл. 8.
Таблица 8
Значение коэффициентов теплоотдачи излучением Хцзл
[ в Вт/ (м—К) j
Температура поверх- ности извести, °C Температура поверхности кокса, °C
1200 1300 1400 1500 1600
900 540 610 685 768 860
1000 500 670 750 835 930
1100 670 735 825 915 1010
1200 735 815 900 995 1095
1300 - 895 985 1085 1190
1400 — - 1075 1180 1280
1500 - - — 1280 1400
1600 - - - 1510
Математическое описание процесса разложения известняка
Математическое описание процесса разложения известняка, как уже отмечалось, предс-
тавляет собой так называемую задачу Стефана.
Решение ее в полном объеме сопряжено с большими трудностями, особенно для слу-
чая, когда известны температура газа и коэффициент теплообмена между газом и поверх-
ностью кускового материала, а температура поверхности материала величина переменная.
Для получения решения в конечном- виде необходим ряд допущений, упрощающих
задачу. Такие допущения были сделаны Д.К. Коллеровым [ 84] . Суть их заключается в том,
что для слоя образовавшейся извести принимается распределение температур, соответствую-
щее стационарной теплопроводности через шаровой слой. Кроме того, предполагается, что
в течение всего процесса температура неразлсжившегося известняка (внутри поверхности
ЛВСД, рис. 20) постоянна и равна температуре разложения. Тем самым допускается, что
тепло, переданное от газа к поверхности куска, расходуется только на разложение известня-
ка на подвижной границе АВСД. Теплом, идущим на нагрев слоя образовавшейся извести
свыше температуры разложения, пренебрегают (оно составляет 5% от тепла, идущего на
разложение известняка). При решении предполагается, также, что куски известняка имеют
форму шара, а теплофизические свойства извести постоянны.
57
Температура газов постоянна и равна Тс, температура разложения извести также пос-
тоянна и равна Тр — температуре поверхности АВСД, коэффициент £ характеризует тепло-
отдачу от газа к поверхности куска (поверхности А]В. Температура поверхности
AfBjCiMi — переменная и равна Тп ; X — коэффициент теплопроводности извести; Qy —
тепловой эффект реакции разложения 1 кг СаСОз ПРИ t^900°C.
В результате решения получены такие формулы:
1. Зависимость концентрации СаСОз в куске от времени
„ Хг°1 И/т Гг I кх ¥/3 u. ш Р - ЗООХ-LaT r (V 19)
)-[з/гХгЦ-^-у +(Х-£го)(—)
где дТ = Тс — Тр, Го — начальный радиус куска известняка; Кх — отношение массы оставше-
гося СаСОз к первоначальной массе СаСОз в куске.
2. Формула для подсчета времени полного разложения (Кх = 0)
т _0уА>Кого . (1 + £г0) . (V. 20)
п 1080jter " 2Х
Коэффициент Хв формулах (V. 19) и (V. 20) берется для Т = (Тс + Тр) /2.
3. Формула для определения скорости продвижения границы АВСД
ЗбОХХАТГр.__________
w“ QyPoKo[£(ro - г) ГоГ+ Xr2] 1V?1)
Из выражения (V. 21) видно, что скорость возрастает по мере продвижения фронта
в глубь куска (Г *0; W* °°).
Формулы (V. 19) — (V.21) верны для условия Тс = const. Однако в печах температу-
ра Тс меняется по высоте зоны обжига. Так как изменение плавное, можно воспользовать-
ся линейной аппроксимацией:
Тс = Тр(1+ Ьт), (V. 22)
где То — температура греющей среды в начале зоны обжига.
Коэффициент b определяется из опыта. Для промышленных печей можно принять
Ь = 0,11.
Следуя схеме рассуждений Д.К. Коллеров а, получим уравнения:
1. Для определения концентрации СаСОз в куске в зависимости от времени 7
(X* *2) - [3/2£rJM/3 + (X-JCrJJSs) 1 =5.40X£rnb^ + 1080Xm
2 (ко/ ОуРоКоГо ОуЬКог/ (
2. Для определения времени полного разложения (Кх =0)
Л - (Х+ )=0- (V-24)
МуРокого ' CfyPo^oro z
В формуле (V. 24) т = Tq — Тр. Если принять То = Тр, т.е. m - 0, получим для 7П сле-
дующее выражение:
7П = х/ ( 1 4- ) 0уРоК9го- (V 75)
2Х ' 540ЙрЬ 1 ’
Коэффициент теплопроводности извести X в формуле (V. 23) — (V. 25) соответству-
ет средней температуре ~ 1050°С и принимается равным 1,53 Вт/ (м-К).
Формулы (V. 19) и (V. 23) были получены при допущении независимости коэффици-
ента от температуры. Фактически такая зависимость существует. Так как в слое образовав-
шейся извести (между поверхностями АВСД и А]В}С}Д], рис. 20) температура меняется
отТрДо Тп, то зависимость X от температуры нужно учесть. Самой простой является линей-
ная зависимость вида
Х = хо (1 4-<JT). (V. 26)
В работе [88] приведены значения Xq и со:
Хо = 2,34 Вт/(м-К); CJ = -0,316- 10‘ 3 1/град,
58
Рис. 24. Изменение концентрации вещества п от
времени при постоянной температуре грею-
щей среды Тс — 1200°С для го = 0,05 м при <Х
[Вт/(м2 • К)] : 1 - 25,2-40,5 -55,4- 75,5 -
95,6- 115, 7- 140.
Для .случая Тс = const и зависимости коэффициента теплопроводности извести от тем-
пературы [см. выражение (V. 26) ] кинетика разложения известняка дана в работе [87] ,
а вывод уравнений этого процесса приведен в работе [67] Решения их были получены чис-
ленным методом на ЭВМ ”Мир-2”
Расчеты проводились для следующих исходных данных: начальное содержание СаСОз
в известняке Kq = 98%; удельный расход тепла на разложение 1 кг СаСОз Оу = 1655 кДж/кг;
средняя плотность известняка ро = 2553 кг/м^; Тр — 900°С. На рис. 24 приведено изменение
концентрации вещества К от времени при температуре греющей среды t^= 1200°С для куска
с начальным радиусом Tq = 0,05 м. Значения 7, соответствующие К = 0, представляют собой
время полного разложения 7П.
Из рис. 24 видно, что при изменении коэффициента теплоотдачи от греющей среды
к поверхности £ от ~ 25 до 140 Вт/ (м-К) время полного разложения куска сокращается
примерно в 2 раза. Дальнейшее увеличение £ уже не дает существенного сокращения Тп.
Были подсчитаны также текущие скорости продвижения ’фронта диссоциации для
куска с Го -0,05 м и различных значений £ (рис. 25).
В работе [88] было получено численным методом решение задачи разложения кус-
ка известняка с учетом зависимости X = \>(1 + для переменной температуры греющей
среды, которая аппроксимируется линейной зависимостью вида Тс = То (1 + Ьт). На ЭВМ
”Мир-2” были подсчитаны зависимости содержания СаСОз от времени для кусков с радиу-
сом Го -0,03 и 0,05 м. Исходными данными для расчета являлись: То -=900°С; Ь = 0,11 1/ч;
Kq = 98%; ро = 2553 кг/м^; Qy = 1640 кДж/кг. Коэффициент теплоотдачи £ изменялся
от 25 до 140 Вт/ (м-К). Результаты расчета приведены на рис. 26, 27.
Как видим, увеличение коэффициентов теплоотдачи с 25 до 140 Вт/(м-К) опять при-
водит к уменьшению времени полного разложения куска почти в 2 раза, причем на рис. 27
конечная температура поверхности куска Тп, соответствующая концу процесса разложения,
не возрастает. Это очень важный факт. Работа современных шахтных печей на сахарных заво-
дах характеризуется коэффициентами £ ^ 35 45 Вт/(м-К). Из полученных решений следу-
ет. что возможна существенная интенсификация процесса обжига путем увеличения £. При
этом, как уже говорилось, температура поверхности куска, соответствующая окончанию
процесса разложения, будет не более 1200°С, что обеспечит получение извести с высокой
реакционной способностью (’’мягкий обжиг”).
Результаты, полученные в работах [87, 88] и представленные в виде графиков, ох-
Рис. 25. Изменение скорости перемещения фронта диссо-
циации W внутри куска Го = 0,05 м при £ [ВтДм2 • К) ]
/ - 75, 2 - 40; 3 - 55, 4 - 75; 5 - 95; 6 - 115; 7 - 140.
59
Рис 26 Изменение концентрации вещества К от времени Т при переменной температуре
греющей среды Тс, при о( [Вт/ (М2-К)] : I - 25; 2 - 40; 3 - 55; 4 - 75; 5 - 95; 6 - 115;
7 - 140; а - го = 0,03 м; б - го -0,05 м.
Рис. 27. Изменение радиуса неразложенного ядра г и температуры поверхности куска Тп
от времени Т при переменной температуре греющей среды при X [Вт/ (м^-К) ] : 1 - 25;
2 -40; 3 -55; 4 - 75; 5 -95; б - 115; 7- 140; а - Го=0,03 м, б - Го =0,05 м.
ватывают практически все случаи, которые могут быть при обжиге известняка в шахтных
печах сахарных заводов.
Если же какие-то исходные данные будут отличаться от принятых в работах [87, 88],
можно воспользоваться для определения времени полного разложения формулами (V. 20),
(V. 24), (V. 25). Сравнение результатов, вычисленных по этим формулам, с результатами,
приведенными на рис. 24, 26 и 27, показывают, что ошибка не превышает 5% и это вполне
приемлемо для инженерных расчетов.
В известково-обжигательных печах никогда не применяется известняк, состоящий
из кусков одного и того же размера. Следовательно, куски различных размеров будут об-
жигаться по-разному, т.е. через одинаковые промежутки времени степень обжига кусков
различных размеров будет неодинаковой, разным будет также и время полного разложения.
Рассмотрим повеление совокупности кусков различных размеров в зоне обжига [89]
Принимаем, что куски имеют шаровукЗ форму, а их радиусы лежат в пределах ri~ri + n»
где П — число различных размеров. Все куски данного радиуса Tj имеют суммарную массу
Gj. Масса совокупности кусков известняка всех размеров — G. Отношение g = Gj / G оп-
ределяет собой массовую долю кусков данного размера. Для каждого размера куска, вхо-
дящего в совокупность, определяем величину Кх для различных моментов времени 7. Если
принять температуру греющей среды постоянной, а коэффициент теплопроводности не зави-
сящим от температуры, то следует пользоваться формулой (V. 19). Если температура грею-
щей среды определяется соотношением (V. 22), а коэффициент теплопроводности принят
независимым от температуры, то Кх найдется из уравнения (V. 23). Если же Тс определя-
ется соотношением (V. 22), а X - соотношением (V. 26), то задачу по определению Кх ре-
шают численным методом, как это и сделано в работе [89] . Зная Кх для различных момен-
тов времени, вычисляют степень обжига 0 для куска каждого размера. Причем 0 = 1— Кх.
60
Таблица 9
Кинетика разложения совокупности кусков известняка
! .°? Массовая доля кусков радиусом г0 Время
7] =0,5 ч 72 = 1 ч 73 = 1,5ч 74 = 2 ч 75 = 2,5 ч 76 = 3ч ту = 3,5 ч
в ис- ход- ном СаСС на 1 кг СаО ъ <70,5 q, кДж <71,0 q, кДж а1,5 q, кДж <72,0 q, кДж <72.5 q, кДж <73,0 q, кДж <73,5 q, кДж
0,010 0.003 0,003 0,27 0,6 0,73 1,5 1,00 2,1 - - - - - - -
0,015 0.012 0,013 0,18 1,6 0,49 4,5 0,85 7,7 1,00 9,1 - - - - -
0,020 0,032 0,033 0,13 3,0 0,37 8,5 0,68 15,7 0,99 22,9 1,00 23,1 - -
0,025 0,065 0,068 0,10 4,8 0,30 14,3 0,55 26,2 0,84 40,0 1,00 46,7 - - -
0,030 0,102 0,107 0,09 6,7 0,25 18,7 0,46 35,5 0,71 53,2 0,94 70,4 1,00 74,9 -
0,035 0,138 0,144 0,07 7,0 0,21 21,2 0,40 40,3 0,61 61,5 0,84 84,7 1,00 100,8 - -
0,040 0,155 0,162 0,07 7,9 0,19 21,5 0,35 39,7 0,54 61,2 0,74 83,9 0,93 105,5 1,00 113,0
0,045 0,159 0,166 0,06 7,0 0,17 19,8 0,31 36,0 0,48 55,8 0,67 77,9 0,84 97,6 1,00 116,0
0,050 0,134 0,140 0,05 4,9 0,15 14,7 0,28 27,4 0,44 43,1 0,61 59,8 0,78 76,4 0,93 91,0
0,055 0,112 0,117 0,05 4,1 0,14 11,5 0,25 20,5 0,39 31,9 0,55 45,0 0,71 58,1 0,87 71,0
0.060 0,087 0,091 0,04 2,5 0,12 7,6 0,23 14.7 0,37 23,6 0,51 32,5 0,66 42,0 0,81 51,5
При расчете Кх необходимо знать коэффициент теплоотдачи X [см. формулу (V. 18)1 .
Его можно определять либо для кусков каждого размера в отдельности, либо для всей сово-
купности принимать коэффициент £, соответствующий среднему размеру куска г^.
При этом Гср = Srj/n.
Далее, если нам известны длина зоны обжига (об ее вычислении см. главу .VI) и произ-
водительность печи, мы легко можем вычислить скорость движения материала и время его
пребывания в зоне обжига. Затем подсчитываем степень обжига всей совокупности кусков
за это время по формуле = 2Z jgA, где — степень обжига кусков размером rj за время
пребывания в зоне обжига.
Получив все перечисленные величины, легко рассчитать тепло, потребленное всеми
кусками известняка данного размера в различные промежутки времени (через 0,5, 1, 1,5 ч
и т.д.). Если масса совокупности кусков рассчитана на получение 1 кг СаО, тогда это тепло
(в кДж) определится по формуле
qi= (1,786/32) 16543jgj. (V. 27)
В формуле (V. 27) 1,786/<<£ - это масса СаСОз в совокупности кусков, необходимая
для получения 1 кг СаО. Тепло, потребленное в различные промежутки времени, всей сово-
купностью кусков известняка будет равно сумме всех qj,T.e. Qr= 2qj.
Рис. 28. Изменение теплопотребления по
высоте зоны обжига.
Рис. 29. Схема разложения кусков в зоне
обжига шахтной печи.
В табл. 9 приведены данные по разложению совокупности кусков известняка с раз-
мерами от 0,01 до 0,06 м, заимствованные из работы £89j . Расчеты были проведены для
коэффициента теплообмена £ = 55 Вт/ (м*К). По данным табл. 9 построен график изменения
теплопотребления по высоте зоны обжига, который представлен на рис. 28. На рис. 29 схема-
тически изображена кинетика разложения различных кусков в зоне обжига. Кусок соответст-
вующего размера нарисован на уровне, на котором происходит его полное разложение. Ис-
ключение составляет куски с Г ^0,05 м.
За все время пребывания в зоне обжига (3,5 ч) они не успевают полностью разложить-
ся, поэтому внутри этих кусков заштрихованными кружками изображен недопал.
62
ГЛАВА У1. МЕТОДИКА ТЕПЛОВОГО РАСЧЕТА ШАХТНОЙ ПЕЧИ
Виды расчета
Различают два вида расчета: расчет работающей печи по результатам испытаний и рас-
чет проектируемой печи.
Последний включает в себя расчет печи по зонам и определение размеров зоны подог-
рева, обжига и охлаждения. Суть расчета печи по зонам состоит в следующем.
В главе 111 дано определение зон в шахтной печи. Верхняя граница зоны обжига предс-
тавлена как горизонтальная плоскость, в которой температура известняка достигает темпе-
ратуры разложения СаСОз- Эта температура нам заранее известна (~ 900°С).
Для расчета проектируемой печи следует также знать температуру печного газа на
границе зон обжига и подогрева. Как будет показано ниже, величина tr — tM определяет
собой длину зоны подогрева ( tr и tM — температуры газа и материала на Гранине зон обжи-
га и подогрева). С одной стороны, чем меньше эта величина, тем больше длина зоны подог-
рева. Если принять ~ 900°С, то длина зоны подогрева будет бесконечной (завершен-
ный теплообмен в чистом виде), что, конечно, лишено смысла. С другой стороны, что так-
же будет ясно из последующего изложения, чем меньше разность tr — tM, тем меньше рас-
ход топлива на обжиг известняка. Поэтому вопрос выбора температуры газа на границе зон
обжига и подогрева (tr) с технико-экономической точки зрения очень важен. Результатом
его должна быть такая величина tr, при которой затраты на строительство печи и ее эксп-
луатацию, связанные с длиной зоны подогрева, плюс затраты на топливо, в данной конк-
ретной ситуации, были бы минимальными.
На основании опыта проектирования и эксплуатации печей примем tp — = 10°С,
что соответствует tr = 910°С.
Знание температур известняка и печного газа на границе зон обжига и подогрева поз-
воляет разбить печи на две расчетные зоны 1 и 11 (рис. 30). Зона 1 включает в себя зону
обжига и охлаждения, зона 11 - зону подогрева.
Расчет производится в такой последовательности. Начинают с теплового расчета зоны 1,
из которого определяют расход тепла на получение 1 кг СаО, а затем составляют тепловой
баланс зоны 11, из которого находят температуру печного газа 1пг. При этом возможны
два варианта: tn г > tH или tn г < tH, где tH*- температура насыщения водяных паров, соот-
ветствующая их парциальному давлению в печном газе (ее определение см. ниже в данном
разделе). Если tn<r > tH, расчет закончен. Если tn г < tH, задаются новым значением tr, уве-
личив его на 10°С, т.е. tr = 920°С и повторяют расчет. Расчет повторяют до тех пор (каждый
раз увеличивая значение tr), пока не получат tn r > tH, так как печь с tn г < tH работать не
сможет из-за конденсации водяных паров на выходе из печи.
Рис. 30. Расчетная схема печи, работающей на твердом топливе: Q-
приход тепла от сгорания топлива; Qo - тепло на разложение
СаСОз; Q] - тепловой эффект реакции разложения СаСОз ПРИ t=
— 900°С; Q2 - тепло, затраченное на разложение МдСОз; Оз “
потери тепла с сухими печными газами; Q3 тепло, вносимое в зо-
ну II сухими печными газами; Q4 - потери тепла с водяными па-
рами; Q4 - тепло, вносимое в зону 11 водяными парами; Q5 — по-
тери тепла в окружающую среду в зоне 1; Q5 - потери тепла в ок-
ружающую среду в зоне II; Qg — тепло, выносимое из зоны 1 (и из
зоны II) с химическим недожогом топлива; Q7 - тепло, выносимое
из зоны И подогретым известняком и топливом; Qg — тепло, выно-
симое из печи нагретой известью; Q9 - тепло, выносимое из печи
летучими веществами топлива; Qjq - тепло, выносимое из зоны I
с механическим недожогом.
63
Расчет печи по зонам используется не только при проектировании новых печей, но и
при испытании работающих. В этом случае он помогает проверить достоверность данных,
полученных в результате испытаний.
Расчет проектируемой печи на твердом топливе
Для расчета необходимо располагать исходными данными:
иметь характеристику сырья и топлива, знать съем извести (напряжение поперечного сечения
печи) в т/(м^- сут), проектируемую степень обжига известняка (7, и проектируемые потери
от механического <Елех и химического Яхим недожога топлива.
Тепловой расчет зоны 1. Этот расчет (см. рис. 30) составляется на 1 кг СаО.
Уравнение для определения расхода тепла, необходимого для получения 1 кг СаО
при температуре разложения СаСОз (1р ~ 900°С), имеет вид
Qi + 05 =Q'-Kjsv^t;- q6 Q) - Q10 + Оф + 0фГ (VI. 1)
Поясним это уравнение, предварительно подчеркнув, что под встречающимися в дан-
ной книге удельными теплоемкостями для температуры t понимаются средние удельные
теплоемкости интервала температур 0 - t Чтобы разложить известняк, нагретый до темпе-
ратуры разложения, и получить 1 кг СаО, нужно передать известняку количество тепла Qj,
равное тепловому эффекту реакции разложения СаСОз при t ~ 900°С. Кроме того, необхо-
димо затратить тепло на компенсацию потерь в окружающую среду -Q5. Если бы тепло пере-
давалось при t = 0°С, то было бы использовано все тепло Q . Но так как температурный
уровень передачи тепла 900°С, то продукты сгорания топлива на выходе из зоны I должны
иметь температуру tr 900°С, и поэтому из всего количества тепла может быть использова-
— Ivj- 2. Vj Cjtp.
Это уравнение справедливо при полном сгорании топлива. Если есть потери с химичес-
ким, механическим недожогом, а также потери с летучими топлива, то количество использо-
ванного тепла должно быть еще уменьшено на величину (Qg + Q} +Q10) «И наконец, в горении
топлива участвуют подогретый воздух и подогретое топливо, поэтому тепло, вносимое с
ними, должно ^быть учтено в приходной части уравнения (VI. 1) , поскольку низшая тепло-
та сгорания Qu, входящая в величину Q учитывает только теплоту сгорания топлива и не
учитывает физическое тепло воздуха и топлива.
При составлении уравнения (VI. 1), мы пренебрегли членом 0,4 (Ct^ - С&00), кото-
рый следовало добавить в левую, расходную, часть уравнения. Это - количество тепла, ко-
торое необходимо затратить для нагрева образовавшегося при разложении СО2 от tp =900°С
до t = tr. Так как разность температур tr — 900 в шахтных печах не превышает 20—30°С,
то величина 0.4 (dtp — С?900) не превышает 0.5% от расхода тепла на процесс обжига Qj.
Поясним члены, входящие в уравнение (VI. 1) :
Q1 =2930 кДж (согласно главе II) ;
Q5 принимается в размере 2—3% от Q (по опытным данным);
р гор t
Кт L Vj Cjtr - энтальпия продуктов сгорания при температуре газов на границе зон
обжига н подогрева;
Cfe, Cfe,Q10 (см. рис. 30);
Cfe=к£ о?Чхим • 10~2 кД*; (VI- 2)
09 = КТ" (1634 H+-45,7S/‘) ; (VI. 3)
Q10 Чмех * 10~кДж; (VI. За)
Qj, - физическое тепло воздуха, идущего на горение. Воздух в печи нагревается в
64
зоне охлаждения извести. Количество тепла, которое известь передает.воздуху, определяется
выражением
Оф = Кц (Си 900 - cG tu); (VI. 4)
Оф — физическое тепло топлива. Топливо, входящее в зону I, подогревается в зоне 11
за счет тепла отходящих газов. Согласно работе L67J оно может быть вычисление по фор-
= К? 10'2 (С₽1,5 НР + А₽ + 0,5 SP) Ст 900. (VI. 5)
После подстановки значений отдельных членов уравнения ( VJ . 1) и приведения подоб-
ных получим
Кг [От [1 - (Чхим + QwexI-lO 2] - SVi Cj tr - (1634H+ 45.7 S ) + IO”2 (С - 1.5H +
+ A₽ + O.ss1’) cT-9Oo} =Q1 - C (Cu-900 - CutJi) +Q5. (VI 6)
В уравнении (VI. 6) принято, что tp = 900°С. Если tp *900°С, следует вместо 900 подс-
тавить принятую величину tp.
Уравнение (VI. 6) можно преобразовать к вйду стандартного теплового баланса, в
котором учтены все тепловые потоки, входящие в зону 1 и выходящие из нее.
Для этого напомним термодинамику процесса разложения известняка. Вначале рас-
смотрим разложение 100% СаСОз (рис. 31.).
Точка А характеризует СаСОз ПРИ тем-
пературе 0°С. Пусть в данном процессе образу-
ется 1 кг СаО. Тогда в точке А находится 1,786
кг СаСОз-
Прямая АВ - это нагрев СаСОз до
tp = 900°С. Количество тепла, необходимое для
этого, обозначим через Qrarp- Прямая ВС харак.
Рис. 31. Схема цикла разложения СаСОз
теризует разложение известняка при постоян-
ной температуре tp — 900°С. Количество тепла, затрачиваемое на эту реакцию,* равно Q900 "
тепловому эффекту реакции при 900°С.
Прямая СД - это охлаждение продуктов реакции (СаО и СО2). Суммарное количест-
во тепла, отобранное от продуктов реакции, обозначим через QOXJI. Точка Д характеризует
продукты реакции разложения СаСОз (1 «г СаО и 0,4 м3 СО2), находящиеся при темпера-
туре 0°С.
Переход из точки А в точку Д можно осуществить по прямой АД и ломаной АВСД.
Тепловой эффект перехода по прямой АД равен Qo — тепловому эффекту реакции
при t =0°С. Тепловой эффект перехода по АВСД равен Онагр + 0900 ~ Оохл-
Тепловой эффект перехода из А в Д согласно закону Гесса [ 90 J не зависит от пути
этого перехода, поэтому
Онагр + 0900 ~ Оохл — Qo
или
Онагр - Оохл ~ Qo ~ Q100-
При этом
Онагр = 1,786 См- 900; Qoxn =0,4Ссо2 * 900+ 1сй*900,
гДе Онагр и QOXJ1 измеряются в кДж на 1 кг СаО.
(VI. 7)
Из приведенного анализа следует важный вывод. Если имеется 1,786 кг СаСОз, то
для его разложения на СаО и СО2 с использованием всего тепла 0ОХЛ на нагревание СаСОз
нужно затратить Qo = 3184 кДж. Это - минимальное количество тепла, которое необходимо
для проведения процесса, при условии отсутствия тепловых потерь. В статьях теплового
баланса оно называется ’’теплом на разложение СаСОз”. В цействительностн количество
тепла, необходимое для проведения процесса разложения СаСОз, будет равно Qo плюс все
тепловые потери.
5-5 U7
65
Соотношение (VL 7) после подстановки Qoxn и Онагр примет вид
1,786 См-900 - 900 (С^ + 0,4сСО2) = Qo - C^qO- (VL 8)
Легко показать, что из (VI. 8) следует равенство
КсСм-900- (К2сц-900 + 0,4Ссо2 900)~ Qo - Q)00. (VI. 9)
Используя это равенство, можно преобразовать уравнение ( VI . 6). Для этого к левой
и правой частям уравнения (V/ .6) прибавим выражение К^См-900 +- 0,4(£02 * 9 00. После
небольших преобразований получим
КсСм'900 + Оф + KtQh — 01 + Qj + ci + 0,4 ССО2’900 + КтОн (Яхим + Ямех) 'Ю"~2 +
+ KJCutu + Q9 + Р&м900 - (К^Сц-900 + 0,4ссо2-900) ]. (VI. 10)
В формуле ( VI . 10) От - Q)oo; Q9 “ потери с летучими [см. формулу ( VJ. 3)J.
Так как согласно формуле ( VI 9) выражение в квадратных скобках равно Qo — Q)00 =
= Qo —01» окончательно имеем
^•900 + 0ф + Кт Он = Qo + 05 + ^г + КтОМЯхим + Ямех) '10 2 + KyCutJ + Q). (VI. 11
В ( V/. 11) с учетом того, что
°»4сСО2’900 °’4 ^С^Г’
trSVj q + 0,4ссо2 tr = tr^Vici-
Если члены уравнения ( VI . 11) обозначить символами расчетной схемы, изображен-
ной на рнс. 30, то оно примет вид
07 +cQ' =QO + Qs + (Оз + О4) + (Об + Q10) +0в + Q)> (VI. 12)
гДе 0? = КсСм -900 + 0ф;
О' =КЖ
Q5 - потери в окружающую среду зоны Т;
Оз + 04 = V SVjCj;
Об =^т0нЯхим»
010 “КтОнЯмех^
0§ = KuCutu;
Q9 — потери с летучими топлива.
Итак, в результате преобразований уравнение (VI. 6) приведено к виду (VI. 12) »
т.е. оно представляет собой тепловой баланс, построенный по стандартному принципу: в
левой части - приходные статьи, в правой - расходные. Важно подчеркнуть, что в уравне-
ние ( V{ . 12) входит величина 0о = 3184 кДж, в то время как в (VI 6) - величина Q] =
“0900 =2930 кДж.
Уравнение (V/. 12) эквивалентно уравнению ( V/ - 6), и расчет зоны I может проводить-
ся по обоим этим уравнениям. Уравнение ( VI . 6) соответствует физической модели процес-
са разложения известняка в печи при температуре 900°С.
Искомой величиной в уравнениях (VI. 6) и (VI. 12) является к£. Для ее определе-
ния необходимо вычислить величины материального баланса шахтной печи, причем не толь-
ко те, которые входят в уравнение (VI. 6) и (VI. 12)i. но и те, которые понадобятся при
расчете зоны 11. Все соотношения материального баланса взяты из работы [67J .
Расход сухого известняка С л с Кс= (1,786- 104)/(СаСО3а). (VI. 13)
Расход влажного известняка
К^=к£/(1 -W^-IO--2). (VI. 14)
Выход извести
Кц = к£(1 - 0,52 MgCO^- 10-2) 0,786 + а. (VI. 15)
66
где а — иесгоревший остаток топлива, кг;
д =Кг • 10“2 [qnex + (1 — Ямех • 10~2) (А₽ + S£) ]. (VI. 16)
Расход воздуха * (в на 1 кг СаО) определяется по формуле
VB =8,9 Жт- 10-2 (1 - Чмех • Ю~2) (С- 3-0,5НР). (VI. 17)
Объем сухих печных газов и СО2> выходящих из зоны I, в расчете на 1 кг СаО
vc.n.r = VCO2 + Vco + Vo2 + Vn2 + VH2 + VCH4; (VI. 18)
Vco2 = 0,4 + KP- l,87Ccr-10~2 _ o,79KjQ^qco ’ ЮА (VI- 19)
где 0,4 - объем CO2, образовавшегося от разложения СаСОз;
К£ 1,87ССТ • 10~2 _ объем СО2, образовавшегося при сгорании топлива; Ссг - доля фак-
тически сгоревшего углерода, %;
Ссг = (1 - Чмех : 10-2) (С₽ - 1,5 Нр) ; (VI. 20)
Vco = о,79 Kfojfao- ю-6; (VI. 21)
Vq2 = 0,21 VBO3X( ((3-l)/(3 + 0,7 10-2KPOP+0,5VCO; (VI.22)
V]\J2 =0,79VBO3n + 0,8 10-2K?N₽ ; (VI. 23)
VH2 = 5,6 • 10-2K?HP; (VI. 24)
Vch4=0,5Vh2. (VI. 25)
Следует учесть, что величины Н" , Np , Ор для твердого топлива оченьмалы и в прак-
тических расчетах принимаются равными нулю. При этом упрощаются формулы ( VI. 22) —
(VI. 25).
Член SVjCjtr входящий в уравнение (VI. 6), с учетом формул материального балан-
са (при условии, что Н % N О - 0) будет иметь вид
глл. ГОР пр Г°Р
2-ViCitr-tr(Vco2cco2 + VcqCcO + Vo2 Co2 + Vn2 CN2), (VI. 26)
где Vj рассчитаны на 1 кг топлива.
VCO2 = I-87 Ссг • Ю-2;
Г0/> гор ГоР
Vco> Уо2, VjsJ2 - вычисляются соответственно из формул ( VL 21), ( VI. 22) и ( VI.i23)
целением Vco; Vq2; ^12 на ^Т Удельные теплоемкости известняка, извести, газообразных
продуктов и водяного пара находят по номограмме (приложение 1).
Подставив все величины материального баланса в формулу ( VI. 6) или ( VI. 12),
получим уравнение с одним неизвестным — КР. Вычислив Кт, определим расход тепла на
процесс обжига: Q = K^Qh и вычислим все величины, зависящие от КР [см. формулы (VI.16)
- ( VI. 25) ]. После этого приступают к расчету зоны 11.
Тепловой расчет зоны II. Цель расчета — определить температуру печного газа на
выходе из печи.
Тепловой баланс зоны II (см. рис. 30):
,Q3;Q(=Q3 + Q4 + Q5+Q2+Q7- (VI.27)
где 0з = t[ SVjCj, ( VI. 28'
Vj определяются по формулам ( VI. 19) - (VI- 25).
Q4 =0; (VI. 29)
Q3=tn.rSVi4- (VI. 30)
Составные тепла Qg; Q; - это тепло, выносимое из зоны I, проходит транзитом че-
рез зону 11 и потому в баланс этой зоны не входит.
Здесь и ниже объемы газов приведены к нормальным условиям.
67
Объемы газов, входящих в формулу ( VI. 30), исключая V(2O2» рассчитывают по фор-
мам ( VI. 21) - ( VI. 25). Объем СО2, выходящего из зоны П.
ГСО2 =0-4 + КГ' 1.82Ссг 10'2 _ 0,79К№сО ' Ю”6 + 0,266-lO^MgCCh, ( VI.31)
це 0,266- 10-6]<®MgCO3 - объем СО2, образовавшегося от разложения
Q4 = IO’2 (K$VC+ К!Х) (2493 + 1,97tn г), < VI. 32)
де 2493 + l,97t„ г - энтальпия водяного пара при t = tnr.
Тепло Qs принимается по опытным данным Qs =65 кДж. (VI. 33)
Q2 = 1144KcMgCO3- IO-2, ( VI.34)
•де 1144 — теплота разложения MgCQ}, кДж на 1 кг СаО.
>7=к5(1 - 0,52-10-2 Mgcof) CM-900 + Kf- Ю2 (CF 1,5НР+ А₽ + 0,5SP) <<900. (VI. 35)
Для твердого топлива можно принять Ср = 1,47 кДж/(кг-К).
В уравнении тепловогб баланса ( VI. 27) единственной неизвестной является tnr.
ледовательно, температура печного газа на выходе из печи является функцией исходных
.анных и не может задаваться произвольно.
Нужно помнить, что удельные теплоемкости, входящие в формулы ( VI. 30) и ( VI. 32),
.олжны браться для температуры tn г. Так как tnr еще подлежит определению из уравнения
VI, 27), то теплоемкости выбираем для tn г = 100°С. Если tn.r, найденная по уравнению
VI. 27), отличается от принятой не более чем на 50—80°С, то значения удельных теплоем-
;остей Не уточняем. Если она разнится на 100°С и больше, задаемся значениями удельных
еплоемкостей для найденного значения tnr по формуле ( VI. 27) и повторяем расчет. Но
бычно повторять расчет не приходится.
Вычисленная по уравнению ( VI. 27) температура tn г должна быть больше темпера-
уры насыщения водяных паров, tH, определяемой из таблицы приложения 2 по парциаль-
цму давлению пара рп. Парциальное давление f90j равно
Рп= Pn.rd/ (0,622 + d); рп.г * Ю5 Па,
де d — в л аго содержание, которое находят из соотношения
d = VB.n Рв.п/Ус.п.г Рс.п.г- ( VI. 36)
В свою очередь VB п (в м3) вычисляют по формуле
УВ.П=(КУ*КУ) 10-2- 1;24, (VI.37)
дерв.п ”0,8 кг/мЗ; рсдьг = 1,5 кг/мЗ.
Тогда вместо ( VI. 36) получим
d - 0,5VB n/Vc п г. ( VI. 38)
Зная Рп, по таблице (см. приложение 2) находим tH, т.е. ту температуру, при которой
одяные пары начнут конденсироваться.
После составления материального и теплового баланса печи переходят к определению
ысоты каждой из зон печи в отдельности и ее общей высоты.
Определение высоты зоны подогрева. Зона подогрева в шахтной печи представляет
з себя противоточный теплообменник.
Уравнение теплопередачи имеет вид [17] :
Q = kE5, (VI.39)
(VL40)
Atg — AtM
At = ". ' Ate'"
In —r-
Л^М
где Atg и AtM - большая и меньшая разности температур между теплоносителем и тепло-
потребителем на концах теплообменника. Для зоны подогрева Atg = tn r — tM; AtM = tr—tp.
Из формулы ( VI. 39) найдем необходимую поверхность теплообмена (в м2)
F=Q/(kAt).
( VI.41)
68
В формуле ( VI.41) под Qможно понимать количество тепла, переданное в зоне подог-
рева всей шихте, проходящей за 1 ч через все сечение шахты. Тогда F будет суммарной поверх-
ностью всей шихты в зоне подогрева. При этом высота зоны подогрева будет определяться
как h = F/fo, где fo - поверхность шихты на 1 м высоты зоны подогрева.
Однако удобнее для определения h под Q понимать количество тепла, переданное в
зоне подогрева шихте, проходящей через 1 м2 поперечного сечения шахты за 1 ч. Тогда F
будет суммарной поверхностью шихты, находящейся в объеме, имеющем поперечное сече-
ние 1 м2 и высоту К
При этом высота зоны подогрева Ьпод определится формулой ЬпОд — F/f, где f — по-
верхность кускового материала в единице объема, которую можно найти из следующего
отношения [67] :
Рнас/f = Цроб/2Ф, ( VI. 42)
где d - средний размер куска, м; Ф - фактор формы, определяемый из работы [67J . При
расчетах по формуле ( VI. 42) для известняка и извести принимаем Ф = 2,75. Тогда форму-
ла (VI.-.42) преобразуется-
f = 5,5Рнас/фЭоб- ^VI.43)
Для зоны подогрева количество тепла, переданное материалу, проходящему за 1 ч
через 1 м2 поперечного сечения шахты,
Опод “ МсаОСм (tp — tM) .
В расчетах принимаем = 0, тогда
Опод = MCaOCMtp- (VI. 44)
Для зоны подогрева AtM = t/ - tp; Atg = tn г.
Выразим Atg через AtM:
Z^6 = (C^t/ CMtpVCr" ( VI.45)
Формула f VI. 45) получена из уравнения теплового баланса зоны подогрева. В ( VI. 45)
Ср и с/*— теплоемкости потоков газа, рассчитанные на 1 кг СаО, соответственно для Ij* и tn.r-
Подставляя значения AtM и Atg в ( VL‘40), определяют At. Из формул ( VI.l41), ( VI.43)
И ( VI. 44) с учетом соотношения Р = hnonf выведем формулу для определения высоты
зоны подогрева McaO^'d^,
Af М
где роб и рнас находят из табл. 2 или из сертификатов на известняк; dM — среднее арифме-
тическое из наибольшего и наименьшего размеров известняка данного фракционного сос-
тава.
Коэффициент теплопередачи к из уравнения ( у]. 46), как уже говорилось, определя-
ется по формуле ( VI. 1б)> коэффициент теплоотдачи от газа к поверхности куска X - по
формулам (V.17) и (У .18).
Для подсчета критерия Re, входящего в формулы V. 17) и (V 18), необходимо
знать wr, Рг и dM.
Скорость печного газа Wr, отнесенная ко всему поперечному сечению шахты, не за-
полненному кусковым материалом, рассчитывается следующим образом:
Wr = Vn_гМсаО (*г + 273) / 3600-273,
где tr - средняя температура газов в зоне подогрева. tr = (tr+ tn г) /2; Vn г -Vc n г+ VB п;
Vc.n.r - VCO2 + VCO + VO2 + VN2 + Vh2 + VCH4>
где VpQj вычисляется по формуле (VJ.31), объемы остальных газов — по формулам VI.21)
-(VI. 25).
Кинематическая вязкость печного газа Vr найдем по формуле
1/рг = пи/pi + т2/^2 + т3/Рз +... + тгу% (
69
s V\, кинематические вязкости отдельных компонентов печного газа, включая
иные пары для tr (приложение 1); ПЦ, ГП2, m3,.. , тд — объемные поли этих компонен-
1.
Коэффициент теплопроводности печного газа, который входит в (V. 17) и ( Va.18),
Xj- — mi Xi + ГП2Х2 +... +mnAn,
- ^1, ^2j— > ~ коэффициенты теплопроводности компонентов печного газа (см. прило-
ние 1); ГП], m2,..., ТПд - объемные доли этих компонентов.
Мы специально не подставляли в формулу (VI. 46) значения At и не давали конечно-
результата. Во-первых, выражение получается слишком громоздким, а во-вторых, при
следовательном определении AtM, Atg, At имеется возможность контролировать правиль-
сть расчета и оценивать порядок величин, входящих в уравнение (VI. 46).
Определение высоты зоны охлаждения. В верхней части зоны охлаждения, как было
азано в главе V, на участке h (см. рис. 21) обязательно происходит сгорание топлива и
грев воздуха до (^^Ьднако участок h невелик и составляет не более 10% от общей длины
ны горения. Поэтому для упрощения мы и примем это значение h Кроме того, примем,
/тч2Л / ц
5 известь охлаждается от tu = tuflo tu только иа участке ниже сечения б-б.
Длина части зоны охлаждения от сечения б-б до сечения выгрузки извести hi нахо-
тся из формулы ( VI. 41), причем для зоны охлаждения в формуле ( VI. 41) Q - коли-
:тво тепла, переданное от нагретой извести, проходящей, за 1 ч через 1 м^ поперечного
ения холодильника, F - суммарная поверхность всех кусков извести, находящихся в
ъеме с поперечным сечением 1 м^ и высотой hi. Q вычисляется по формуле
Q = МсаО ^11 (Сц^и — cut{j) • ( VI. 47)
Коэффициент К в формуле ( VI. 41) определяется из уравнения ( V. 16), At - по
>рмуле ( VI. 40), причем Atg = — tB; 1ц = tu ; tB - температура воздуха в сечении б—б
м. рис. 21), находится из уравнения теплового баланса участка зоны охлаждения от сече-
я б-б до сечения выгрузки извести
^ВОЗД Св ~ Ifi) Кц (ClAl cuhj) -
Принимая tB = 0, получим
*^И (Си^М - Си til),
(VI. 48)
„ УвоздСв
ie tu — температура выгружаемой извести; при проектировании печн является задаваемой
личиной.
// . I
В формуле ( VI. 40) AtM = tu — tB; tB - температура воздуха на входе в печь, прини-
земая равной нулю.
Из уравнений ( VI. 41) и (VI.48) видно, что, с одной стороны, чем больше задаваемая
личина Гц, тем больше At и, следовательно, тем меньше длина зоны охлаждения. С другой
ороны, чем больше tu, тем больше потери тепла с выгружаемой известью. Следовательно,
лбор величины ty - вопрос технико-экономический (как и выбор t{- для определения дли-
>1 зоны подогрева). Примем tu = 50°С. Из формул ( VI. 41), ( VI. 43) и (VI. 47) с учетом
отношения F = hi f, получим формулу для вычисления той части зоны охлаждения, кото-
зя находится между сечением б-б (см. рис. 21)ш сечением выгрузки извести из печи
hl = 0,278 МаоКи (С*г“ -_си^Роб2 , (VI. 49)
ЮЛ-5,5рвае
де d,, — средний размер кусков извести, ди = 0,86дм; 0,86 — коэффициент, учитывающий
инейную усадку известняка при обжиге.
В расчетах можно принять ро$ = 2000 кг/мЗ; р£ас = 1000 кг/мЗ. Коэффициент тепло-
ередачи ft в формуле ( VI. 49) рассчитывается по формуле ( V • 16), коэффициент тепло-
тдачи, входящий в уравнение ( v • 16) - по формуле (V -17) или ( v 18). Критерий
!еиз формул ( V ’. 17) и ( V- 18) для зоны охлаждения имеет вид
Re = (wBd„)/yB,
О
н
где Рв - коэффициент кинематической вязкости воздуха для t = tB (см. приложение 1). 1
Скорость воздуха wB (в м/с)
_ ’возд.МсаО Ив + 273), [
—......... ............. ) .;
3600-273
где tB - средняя температура воздуха, tB = (tB + tB*)/2. Если tB = 0, tB = 0,5tB; tB опреде-
ляется нз формулы (VI. 48).
После вычисления hi находим высоту зоны охлаждения по формуле
К>хл = h + hi - O.lhpop + hi.
Высота зоны охлаждения, полученная из расчета для tB “ 50°С и МсаО 400^500
кг/ (м2-ч), не превышает 1,5 м.
При проектировании печей высота зоны охлаждения, как правило, оказывается больше,
потому что она определяется конструктивными соображениями: в ней нужно ие только
охладить известь, но и равномерно распределить воздух по сечению шахты. Поэтому зона
охлаждения состоит из двух частей - конической и цилиндрической. Общая высота их в
современных печах колеблется от 3 до 4 м. Следовательно, прн проектировании печей теп-
ловой расчет зоны охлаждения носит только проверочный характер.
Определение высоты зоны обжига и зоны горения. Высота эоны обжига определяет-
ся временем, необходимым для полного разложения известняка, через простое соотноше-
ние
Ьобж “ Тп w,
где Тп — время полного разложения известняка данного размера, с; W — средняя скорость
движения кускового материала вдоль шахты печи в зоне обжига, м/с.
Для вычисления тп (см. главу V ) необходимо среди прочих величин знать коэффици-
ент теплоотдачи от горящего топлива к поверхности кусков известняка. В печах, работаю-
щих на твердом топливе, теплоотдача в зоне обжига осуществляется излучением и вынуж-
денной конвекцией. Из-за сложности процесса до настоящего времени нет формулы расчета
суммарного коэффициента теплоотдачи и поэтому не представляется возможным рассчи-
тать высоту зоны обжига из условий разложения известняка. Вследствие этого определение
высоты зоны обжига заменяют расчетом высоты всей зоны горения.
Высота эоны горения l^op вычисляется по формуле (Г11. 5)
hrop /dj = xRe4'72,161g (XOXK). ( VI. 50)
где Хо - начальная концентрация кислорода (нижняя граница зоны горения), Хо~ 21%;
Хк - конечная концентрация кислорода (верхняя граница эоны горения).
Если принять хк = 0,5%, т.е. предположить практически полное использование кисло-
рода в зоне горения, то, подставляя значения Хо 2СК в формулу ( VI. 50), получим
hrop = 3,5drxRe^ (VI. si)
где X ~ коэффициент, определяемый по формуле ( /7/. 3). Подставим в формулу для X вели-
чины, отнесенные к 1 кг СаО:
X" (Кс/Рнас + Кт/Рнас) (^т/Роб) • ( VI. 52)
Кт = Кт(1 - W'10-2); р^'с «= 1450 кг/м3;
для кокса = 550 кг/м^, pog = 880 кг/м^; для антрацита р£ас = 870 кг/м-*, PqQ =
= 1380 кг/м^; dj — средний размер кусков топлива, вычисляемый по формуле dT = Sgjdj,
где gj - массовая доля кусков с размером dj; gj = Gj / G (где Gj — суммарная масса всех
кусков с размером dj в данной партии топлива; G — суммарная масса партии топлива).
Критерий Re в формуле ( VI. 51) определяется как Re = wd/P (где W - средняя ско-
рость газов в зоне обжига, м/с).
МсаО (VB + Vc п г) (tCp + 273)
w= ------------------------------- ,
2-3600-273
71
te VB вычисляется по формуле ( у) 17); Vc п г определяется из ( VI. 18); tCp — средняя
:мпература газов в эоне обжига; tCp = (tr + 1200)/2, Средний размер кусков в
гне обжига d будет равен
. dM + d„ dM + 0,86dM
d = -----— = --------------- - 0,9 3d„.
Коэффициент кинематической вязкости газов V - (Рс<аг + где Рсльг находят,
:ак и Рг для зоны подогрева (см. главу VI. Определение высоты эоны подогрева).
Вычислив hrop по формуле ( VI. 51), вычитаем нз нее h, определенную в зоне охлаж-
ения. Эта разница и представляет собой часть эоны горения, совмещенную с зоной обжига.
Как уже отмечалось, h составляет примерно 10% от ЬрОр.
Проведем оценку высоты зоны горения для условий, характерных для известко-
о-обжигательных печей, работающих на твердом топливе, чтобы выяснить, достаточна ли
та высота для полного разложения известняка данного размера (вне эоны горения разложе-
ие известняка идти не может). В качестве исходных данных принимаем: МсаО = 400
г/ (м2ч), что соответствует съему 10 т/(м^-сут). Соотношение размеров известняка и топ-
ива 2:1, средний размер топлива dT = 0,04 м, средний размер известняка dM =0,08 м, что
оответствует известняку с размерами 40-120 мм.
Расход известняка IQ = 2 кг, расход топлива Кт ~ 0,15*Н),16 кг, выход извести Ки =
1,2 кг. Для этих условий X ~ 9.
Тогда из формулы ( VI. 51) получим
hrop = 3,5 0,04-9-400Ч - 3,5 м.
Если от этой величины отнять ту часть эоны горения, которая совмещена с зоной ох-
аждения. то получим высоту эоны горения, в которой происходит обжиг:
^гор “hrop — 0,1 hrop “ 3,15 м.
С другой стороны, из кинетики разложения известняка (см. главу у ) случая
остоянной температуры греющей среды^имеем формулу ( у. 20).
В начале раздела мы говорили, что £ для эоны обжига печи, работающей на твердом
эпливе, является суммарной величиной, включающей в себя коэффициент теплоотдачи
злучением и конвекцией. Не имея возможности точно подсчитать суммарный коэффициент
гплоотдачи £, мы примем этот коэффициент на порядок больше коэффициента теплоот-
1чи конвекцией £изп 3<£к» т-е- «£ ~ Д1зл + «А< ~ 4<£к.
Для выбранных исходных данных Re ~400. тогда по формуле (у . 18)
067
£K=0,6iRe (At/cIm),
ie Аг для температуры Тс = (1200 + 900)/2 = 1050°С будет равен 0,058 Вт/ (м-К).
При подсчете V можно принять состав газа: 30% СО£ и 70% N?, пренебрегая содержа-
ием O?J СО, СН4 н Н2- Величину \ для смеси подсчитываем так же, как и для зоны подо-
эева (см. Определение высоты зоны подогрева). Тогда
£к = 0,61 -4ОО0'67 0,058/0,06 = 25 Вт/ (м2-К)
Подставив значение £ 4<£к в формулу-для определения Тп, взяв остальные данные
з раздела ’’Математическое описание процесса разложения известняка”, получим Тп 3,4 ч.
Вычислим среднюю скорость движения кускового материала вдоль шахты печи в эоне
эжига Гб 71.
г С ф\ f .
мСаО/кс , ки I 2 . 1,2 |
w= ай</= li«o+ioob/~0-6 м/4- (VLS3)
Высота эоны обжига, необходимая для полного разложения куска известняка, Ьобж =
3,4 0,6 = 2,04 м. Из сравнения hrOp и Ьобж видно, что высоты эоны горения достаточно
тя полного разложения известняка.
Съем с 1 поперечного сечения шахты. Это основная величина, определяющая все
1змеры печи. Из формул, выведенных для определения высоты зон подогрева, обжига и
2
охлаждения, следует, что все эти высоты для данного известняка и топлива при заданных
требованиях к получаемой извести.однозначно зависят от М^аО ~ съема извести с 1 м^ по-
перечного сечения шахты.
Несмотря на очевидность сказанного, до сих пор в сахарной промышленности бытует
представление о том, что основной величиной следует считать съем с 1 м^ полезного объе-
ма печи. Неправильность этого представления уже была показана в работе [91J .
Пусть имеются две печи: лечь 1 и печь II. Диаметры печей одинаковые, а полезная
высота печи I в 2 раза больше, чем печи II. Следовательно, объем печн 1 также в два раза
больше. Если теперь задать в качестве нормативной величины съем с 1 м^ объема, то произ-
водительность печн I должна быть в два раза больше производительности печи 11.
Обратимся к эонам горения печей. Так как производительность печи I в два раза боль-
ше, чем печи П, а диаметры их шахт равны, то МсаО ~ 2МсаО- А так как ^обж пропорцио-
нальна Re0>17, т.е. МсаО’ то ^гор l>15hjOp. Следовательно, объем зоны горения печи 1
будет всего в 1,15 раза больше, чем печи Ц. С другой стороны, количество топлива, сгораю-
щего в зоне горения в единицу времени, прямо пропорционально производительности печи.
Тогда количество тепла, выделяющееся в единице объема печи I, будет в 2 : 1,15 — 1,7 раза
больше, чем в печи Ч. Тепловоспринимающие же поверхности в единице объема обеих пе-
чей одинаковы. Поэтому для передачи повышенного количества тепла в эоне горения (об-
жига) печи 1 температура в этой зоне должна повыситься. Если же положить, что съем с 1 м^
МСаО в печи И является предельно высоким, то н температура в зоне обжига печи И нахо-
дится на предельном уровне.
Таким образом, в зоне обжига печи I при задании съема с 1 м^ объема печи температу-
ра будет уже недопустимо высокой, что приведет к пережогу извести и образованию пла-
вов в печи.
Мы видим, что принятие в качестве норматива съема, извести с 1 м^ полезного объе-
ма печи не учитывает процессов, протекающих в ней. и поэтому его использовать недопусти-
мо.
Съем с 1 поперечного сечения печи определяет количество топлива, сгорающего
в единице объема эоны обжига, и, как следствие, температуру в этой эоне.
Точный расчет М^аО из условий теплообмена в эоне обжига и совмещенной с ней зоне
горения пока невозможен. Поэтому выбор МсаО в настоящее время опирается на практи-
ческий опыт. Известно, что нормальный процесс обжига в шахтных печах, работающих на
твердом топливе, обеспечивается при съемах СаО 8—12 т/ (м2-сут). Эти съемы и принимают-
ся за основу при проектировании печей на твердом топливе.
Пример расчета проектируемой печи на твердом топливе
Исходные данные. Известняк: СаСОз _ 96%, MgCC>3 - 1,5%, W = 1,0%. Размер кусков
40-120 мм, средний размер куска (^- = 0,08 м. Топливо: кокс АР= 12,5%, SP = NP=OP=HP=
= 0%. W-P=8,0%. Qj = 26100кДж/кг. Средний размер куска dT = 0,04 м.
Степень обжига G ~ 97%.
Коэффициент расхода воздуха 0 = 1,05.
Потери от недожога топлива Яхим = = 8%; Qxiex ~
Температура выгружаемой извести tH = 50°С.
Съем с поперечного сечения печи 12 т/ (м^-сут).
МсаО =500 кг/ (м^-ч), Температура разложения известняка tp =900°С.
Расчет ведем на 1 кг СаО.
с 1,786-Ю4 * 1,92
Кс - " =1,92 кг: Кс ---------= 1,94 кг;
96-97 с 1 0,01
К^= 1,92(1 -0.S2-l.5-10-2> - 0,786 + а,
o=Kr-10-2 [7+ (1 - 7-1Х)—2>-12,5] =0,186 К, кг;
73
KJ = 1, 12 + 0,186 Кт₽кг;
VB = 8,9-1,05-Kf IO-2 (1 - 0,07)CP ;C₽= (100 - AP-WP) =(100- 12,5 - 8) = 79 5%-
V,=6.91KPm3;
VCO2 = 0,4 + Kr 1.87 Cc r-10-2 _ 0,79 KtOhOCO10-6!
Cc.r = (1 - 0,07) -79,5 =73,9;
VCo2 = 0,4 + 1,22 KP, м3; Vcq2 = 1.22 Kt м3;
Vc0 =Kt₽0,79-26100-8 10-6 = 0,144-KtP m3;
Vq2 = 0,21 -6.91 Kt + 0,5-0,144Kt = 0,I41 KPm3
Vn2 =0,79-6,91KP=5,46-Kt м3.
VB.n = IO-2 (K’\vc + kJWP-1,24 = 10-2(1,94-1 +KP8)-1,24 = 0,025 +'o,l KtPm3.
Vc n.r = 0,4 + 6,97-KP M3 (для Зоны 1).
Тепловой расчет зоны I. Запишем уравнение ( VI. 6), подставив в него величины
материального баланса и исходные данные:
КР [26100- [1 - (8 +7) 10-2 -910 (1,22-2,178 + 0,144-1,428 + 0,141-1,47 + 5,46-1,382) +
+ IO'2 (79,5 + 12,5)-1,47-900 = 2930 + КР-26100-0,03 - (1,12 + 0,186-К^)-(0,888-900 - 0,779»
so);
12052-Кт = 2082; к£ = 0,173 кг.
kJ=1,12 + 0,186 0,173 =1,152 кг;
а = 0,186-0,173 =0,0322 кг;
VB =6,91-0,173 = 1,2 м3;
VCO2 =0,4 + 1,22-0,173 =0,611 м3;
Vc0 =0,144-0,173 =0,0249 м3;
Vo, =0,141-0,173 =0,0244 м3;
VN2 =5,46-0,173 =0,945 м*;
Vc п.г =0,4 + 6,97-0,173 = 1,6 м3 (для зоны 1).
Тепловой расчет эоны II. Определим компоненты, входящие в уравнение ( VI. 27):
Эз=910 (VCo2 СсО2 + VCO ССО + VO2 СО2 + VN2CN2 =910 (0,611-2,178 + 0,0249-1,428 +
0,0244-1,47 + 0,945-1,382);
Q3 = 910-2,71 =2466 кДж;
04=0;
Q3 = 1п.г (Vc02CcO2 + VCOC( O + VO2CO2 + Vn2
Объем Vqq2 находим по формуле (VI. 31)
Vpo2 = 0,621 м3.
Объемы V(;q, Vo2, Vjj2 — те же, что и для эоны I.
Q3 = tn.r (0,621-1,676 + 0,0249-1.3 + 0,0244-1,31 +0.945-1,3);
0з — 2,33 tn г;
Q4 = 10-2 (1,94-1 + 0,173-7) (2493+ l,97tnr);
Q4 = 78,6 + 0,062 tn г;
Q5 = 65 кДж;
Qi = 1144-1,92-1,5-10-2 =33.0 кДж;
07 = 1,92 (1 - 0,52-10-2-1.5) -1.13-900 + 0.173-10-2-92-1,47-900 = 2147 кДж;
р Р
Q9 - 0, так как Н = S =0.
Подставляя полученные величины в формулу ( VI. 27), будем иметь
2466 = 2,33tn r + 78,6 + 0,062tn r + 65 + 2147; 2,392tn r = 176, отсюда tn r = 74<>C.
74
Статьи материального баланса (на 1 кг СаО)
с
Расход сухого известняка Кс, ki [,928
Расход топлива к£ кг 0,173
<р
Выход извести Ки, кг 1,152
Расход воздуха VB, м3 1,2
Выход компонентов сухого печного газа, м3
СО2 0,611
СО 0,0249
02 0,0244
N2 0,945
Выход сухих печных газов Vc п г , м3 1,61
Выход водяных паров VB п, м3 0,0423
Объем печного газа на выходе из печи; м3 ] ,652
Состав печных газов на выходе из эоны I:
СО2 - 38%; СО - 1,55%; Ог - 1,52%; N2 =58,9%.
Состав печных газов на выходе из эоны II.-
СО2 - 37.6%; СО - 1,51%; О2 - 1,48%; N2 =57,2%; Н2О - 2,5%.
Статьи теплового баланса (в кДж)
Приход тепла
от сгорания топлива Q' 4515
Расход тепла
на разложение СаСОз Qo 3184
на разложение MgCO3 Q2 33,6
с уходящими сухими печными газами Q3 171
с водяными парами Q4 83
в окружающую среду в эоне 11 Q5 65
в окружающую среду в зоне 1 Q5 136
с химическим недожогом 0хИМ 361
с механическим недожогом QMex 316
с выгруженной известью Qg 45
Суммарный расход тепла 439;
Высота зоны подогрева НПод ~ определяется по формуле (VI. 46).
Предварительно определим все вспомогательные величины:
tr = 0,5 (910 + 86) =498°С; tM = 0,5-900 = 450°С;
1,652-500(498 -273)
wr = 3600-273 "О’65 «/с:
2__/038 + U015 +0^0148+ 0Д7 +ад2£) 1()4 = , 54 ,1о4.
0,49 0,8 0,8 0,8 1 /
Рг = 0,65-10-4 м2/с;
= 10-2 (37,6-0,0564 + 1,51-0,058 + 1,48-0,063 + 57,2-0,057 + 2,5-0,07) =0,057 Вт/(м-К)
0,65-0,08
“ ~ 0,65-10-4 =8-°°; = 131 ВТ/ (М К) ;
Коэффициент теплоотдачи находим по формуле ( V. 18):
£ = 0,61-800°.67 = 39,1 Вт/(м2-К) ,
75
к =
Коэффициент теплопередачи к вычисляем по формуле (V - 16)
39,1
~ згГо’,08 Вт/(м-К).
1,31
Т15 =35’4°С
8,6
Величину WM определяем по формуле ( у/. 8), полагая 0Г( п = (/4,
86 - 10
•л ----------
WMt"M = (1,92-1,13*
83 + 33,6
-------- + 0,173-1,47) -900 =2312.
800
0,278-500-2312-0,08-2550 ,
Оцод_ ~ ',5- М.
0,9-35.4-5,5-1450
Высоту зоны горения ЬГОр находим по формуле ( VI. 31), предварительно определив
вспомогательные величины:
tCp = (910 + 1200)/2 = 1055°С; d = 0,93-0,08 = 0,0744 м;
500(1,2 + 1,6) (1055 + 273)
w=----------ТТшГгтз-----------=0’9SMfc
Рв = 1,85-10 4 м2/с:
1 . (0,38 0,0155 0,0152 0,5841
Ъ— ТГ7Т + _ГяГ'*' ТЖ < Trs )104 = °-644 1°4 = I’51 1°“4 м2/с;
^с.п.г 1,о5 /
IKS + 1S1 л з тх 0»95-0,0744
I.»? * tpl. -Ю-4 = 1,68-10-4 м2/с; Re -------=420.
2 1,68-Ю-4
Л (1450 550Л 380
-где К? = к£-0,9 2 = 0,17 3 -0,92 =0,160;
х=/192£+ 160 ) ПЗ
\1450 550 / 880
tVop=°,04-8-2-4200’17 2.16-lg YJi ~2’3 м
Высоту зоны охлаждения не определяем. Ее, как было сказано, выбирают по конст-
руктивным соображениям.
Расчет работающей печи на твердом топливе по результатам
испытаний
Исходными данными для расчета являются: состав печного газа (СОт, О^, СО. N2),
состав известняка (СаСОз, MgCQj, W ), степень обжига, характеристика топлива, темпера-
тура печиого газа, температура выгружаемой извести.
Состав печных газов — основа расчета работающей печи. Из-за незначительного пребыва-
ния газов в печи они дают самую оперативную информацию о ходе процесса. Наиболее важ-
ной величиной, характеризующей работу печи, является расход тепла (топлива) на получе-
ние 1 мг СаО. От этой величины зависят многие статьи материального и теплового баланса.
Покажем, как. используя данные о составе печного газа, можно рассчитать величину Кт.
При обжиге известняка диоксид углерода образуется как от горения топлива, так
и от разложения СаСОз, причем в строго определенных объемах. А так как строго определен-
ным является и объем продуктов горения 1 кг топлива, то концентрация СО2 в газе явля-
ется однозначной функцией количества топлива, сгоревшего для образования 1 кг СаО (при
/3 = 1,0).
76
Действительно, njjcn, - объем сухих продуктов полного сгорания 1 кг топлива,
при Р = 1,0. Тогда Vc п легко подсчитывается по элементарному составу топлива и обычно
приводится в справочниках.
Например, для твердого топлива
Vc^ = VcO2+Vb; Vco2= 1.8710-2 Ссг, где Ссг = (С₽-1,5НР),
где VB определяется по формуле ( VI. 16) при 0=1; Vqq2 - объем СО2, образующегося
при сгорании 1 кг топлива
Объем СО2, выделяющегося при образовании 1 кг СаО:
VC^ = 0,4 + 0,266 к£MgCC>3- 10—2.
Суммарный объем сухих газов (в мЪ, образующихся при обжиге СаСОз (в расчете
на 1 кг СаО), составит
K?Vcrn + О.4 + 0,266K^MgCO310-2. (VI. 54)
Объем COj (в м3) при этом будет равен
0,4 + 0,266 KcMgCO3-10-2 + K?VcQ2- (VI. 55)
Концентрация диоксида углерода в этой смеси сухих газов определится следующим
выражением.
(VI. 56)
g 0,4 + 0,266MgCO3 -10 2 + КтУсо2
С°2- K;v™^,4 3^,266K£MgCC>3-10-2
Так как мы поставили условием полное сгорание топлива при р - 1, то газы, образо-
вавшиеся при обжиге CaCOj, не содержат кислорода. Поэтому выделившийся СО2 называют
бескислородным, а его содержание в газе, определяемое по формуле ( VI 56), обозначают
<Г >
через СО2-
Испольэуя эту формулу, легко получить выражение для Кт (в кг)
КР = (1 - COj) (0,4 + 0,266KcMgCO310~2) (VI 57)
Т ^апС°2 V'op СО2 g
Располагая составом печного газа, выводим формулу для определения СО2.
Пусть имеется 1 м^ печного газа при нормальных условиях с составом: СО2, СО. О2,
N2, Н2 и СНд. Компоненты даны в м^/м^ печного газа.
Для того чтобы выполнить условие (полное сгорание топлива лри (3 — 1), для которо-
го выводились формулы ( VI. 56) и ( VI. 57), надо произвести дожигание горючих компо-
нентов (СО, Н2, СН4) и затем из получившейся смеси удалить весь оставшийся воздух. Ес-
ли количество кислорода О2 в смеси меньше, чем необходимо для дожигания горючих ком-
понентов, следует добавить воздух в нужном количестве. Образующаяся в итоге газовая
смесь может содержать только СО2 и N2. Процесс этот по этапам выглядит следующим обра-
зом:
1. Дожигание СО
СО+ 1/2 О2 =СО2.
После дожигания СО смесь сухи 'газов будет иметь состав:
сог, о2, n2, н2, сн4,
где С02 =СО2 + СО; О2 =О2 - 0,5СО.
2. Дожигание СН4
СН4 + 2О2 =СО2 + 2Н2О.
После дожигания СО и СНд смесь сухих газов изменит свой состав:
СО2, О2, N2, н2,
гдеСо" =СО2 + СН4; Ог =02 - 2СН4.
3. Дожигание Н2
Н2 + 1/202 = Н2О.
77
После дожигания СО’ СНд и Нр смесь сухих газов будет иметь состав:
Л tn т хт
СО2; О2; N2.
Удалим из этой смеси воздух. Тогда
Vc.n.r =CthW+ о2 + N2 - 4,7602"=Со'2 + N2 - 3,76O2" ( VI. 58)
Подставляя в формулу (П . 58) эначения'СО2 и О2, получим
vc.n.r =СО2 + СО + СН4 + N2 - 3,76 (О2 - О,SCO - 2СН4 - 0,5Н2). ( VI.59)
Добавим и отнимем в правой части уравнения ( VI. 59) член (О2 + Н2), т.е.
vc.n.r = СО2 + СО + СН4 + N2 + О2 + Н2 - 3,76 (О2 - О,SCO - ZCfy - 0,5Н2) - О2 - Н2
Приводя подобные члены и учитывая, что СО2 + СО + СН4 + N2 + О2 + Н2 - 1 м2, полу-
чим
С.П.Г
= 1 - (4,76О2 - 1.88СО - 7.52СН4 - 0,88Н2);
СО2 _______________СО2 + СО + СН4______________
с°2 * Vcn.r = 1 - (4,76О2 - 1.88СО - 7.S2CH4 - 0,88Н2)
В формуле ( VI. 60) диоксид углерода выражен в долях, все компоненты газовой
смеси также представлены в долях.
Если компоненты представлены в процентах, то
б____________100 (СО2 + со + сн4)_______________
С°2 ~ 100 - (4,76О2 - 1.88CO - 7,52СН4 - 0,88Н2)
Для твердого топлива, для которого можно положить
СН4 ~ Н2 «= 0,
формула ( VI. 61) упрощается:
б_ 100(С02 + С0)
С°2 ' 100 - (4,76О2 - 1,88СО)
Расчеты показывают, что при значениях СО = 2%, СНд = 0,1%, Н2 = 1%, характерных
для нормально работающих печей, формулы ( VI. 61) и ( VI. 62) могут быть без ущерба
для точности расчетов заменены более простыми:
(VI. 60)
(VI. 61)
(VI. 62)
б 100 21
СО2-С02 100_4>76О2 -=со2 21 -02 (VI. 63)
По формуле ( VI. 63) обычно и вычисляют СОр, а затем по формуле ( VI. 57) — рас-
ход топлива на обжиг. По формуле ( VI. 63) построена иомограмма, приведенная на рис. 32.
Эта номограмма позволяет быстро определять расходы тепла на обжиг при оценке работы
печи.
Имея формулы расхода тепла для получения 1 кг СаО, можно приступить непосредст-
венно к расчету работающей печи по результатам испытаний.
Рис. 32. Номограмма определения расхода тепла по составу газа.
78
(VI 64)
( VI. 65)
(VI. 66)
Определим статьи материального баланса. Концентрацию СО2 (в %) в печном газе
можно представить в виде
V^COz + vrcB со,
СО2 = 700— V— -------------/
_ ралл с.П.Г
гпе vc.n.r = VCO2 + VB + O.SVco;
Vco2 =0,4 + 0,266-10- 2 MgCO3.
Объем CO2 от горения топлива
Vco2 = (21 - 0,5^ СО - O2)-0,01VB,
где N2 - содержание азота в печноМ^гаэе, %;
Vc0 = 0,01 ^COVB. ( VI. 67)
После подстановки выражений для Vco2 и Vco в уравнение ( VI. 64) и решения его
относительно VB, получим
(100 -CO2)Vco2
В СО2 (1 + 0,05 79/N2 СО) - (21 - 0,5-79/N2 СО - 79/N2 О2)
Таким образом,
Vc.n.r-VCO2+ (1 + 0,005 т— CO)VB. ( VI. 69)
Из уравнения ( VI 69) неравенства Vc п г = (79/N2) VB можно получить выражение
VCCH
V = ----------—-2---- - (VI. 70)
(VI. 68)
в ’ ----------------------- )
79/N2 (1 - 0.005СО) - 1
которое удобнее для расчетов.
Пример расчета работающей печи на твердом топливе
Исходные данные. Состав известняка СаСОз — 95,5%; MgCO3 — 2,5%; W — 5%. Топли-
во: кокс, 0£ = 26200 кДж/кг. Состав печного газа : СО2 - 33,8%; О2 - 4,2%; СО - 1,1%;
N2 - 60,9%. Температура печного газа - 83°С. Известь: температура 40°С, степень обжига -
96,5%.
Расчет будем вести на 1 кг СаО.
Статьи материального баланса. Найдем статьи материального баланса.
с 1,786-Ю4 р
Kz-= -------- = 1,937 кг; К, =0,1586 кг;
с 96,5 95,5
VCo£ =0,400 + 0,266-1,937-0,025 =0,129 м3.
0 4129 79
Vb - 79/60,9 (1 —0,005-1,1) - 1 =1’423 м3 Vco = 0,01 1,1 1,423 -0,0203 м3.
Vc.n.r = l.423 + 0,4129 + 0,5-0,0203 = 1,846 м3. К^= 1,937(1 -0,52-2,5-10-2) _ 0,785=1,270 кг.
Тепловой баланс. Приход тепла Q = 0,1586-26200 =4166 кДж.
Расход тепла:
на разложение СаСОз
Qo =3184 кДж (76,3%);
на разложение MgCO3
Q2 = 1,937-0,025-1143 =55 кДж (1.3%);
с сухим печным газом
0з = 1,846 1,436-83 =220 кДж (5,3%);
с водяными парами
04 =1,937-0,05 (1,968-83 + 2491) 10-2 =3 кДж (0,1%):
с известью
08 = 1.270-0,63-40 = 32 кДж (0,8%);
79
с химическим недожогом
Об =0,0203-12749 =259 кДж (6,2%)
Прочие потери (с летучими веществами, с механическим недожогом, в окружающую
реду) - по разности
Опр =4166 - (3178 +55 + 220+ 3 + 32 + 259) =419 кДж (10%).
Расчет проектируемой печи на мазуте
При расчете проектируемой(или работающей) печи на мазуте необходимо знать соот-
юшения материального баланса, характеризующие гореиие мазута.
Расход теоретически необходимого количества сухого воздуха (в м^) для полного
сжигания 1 кг мазута (при (3=1)
Vo =0,089 (Ср + 0,375SP) + 0,265Нр — 0,0330₽. ( VI.71)
Объем воздуха при этом отнесен к нормальным условиям. Т=273°К; р = 1,013-10^ Па.
Цля использования табл. 5 следует перевести С Г , Нг, Nr, S Г, О*в рабочую массу по соотноше-
нию р
С =СГМ,Н =НГМ, SF=S M,Op = OrM,Np=NrM.
100-(Ap-Wp)
м= Гет------------- ’
Расход сухого воздуха (в мЪ с учетом коэффициента /3
v=)3Vo.
Коэффициент расхода воздуха, по данным газового анализа,
(VI. 72)
1 VI. 73)
(VI. 74)
(VI 75)
N2 - 3,76(02 - 0,5.00 - О.5Н2 - 2СН4)
Объем продуктов сгорания, образовавшихся при сгорании 1 кг мазута,
Vq = 0,01 [1,86(0*” + 0.375S9+ 1,24 (9НР + WP) + 0,79j3Vo + 0,8NР.
В формуле ( VI. 74) ие учитывается влага, вносимая с воздухом. Количественный
состав продуктов сгорания (в мЪ находится из соотношений:
VCo2 =0,0186Ср;
VSG>2 =0,00696SP;
VcO2 + * VSO2=VRO2 = 0,0186(CP+0,375SP);
© р Z I VI. /о)
VN2 =1^0 0,79 + 0,08N ;
Vo2 = (Z?-I)Vo;
VB.n = 0.0124 (9H Р + W Р).
Кислородом Ор, содержащимся в мазуте, пренебрегаем, принимая сумму NP+ Ор ^Np
Процентное содержание отдельных составляющих продуктов полного сгорания легко
>пределить, разделив их объемы на объем продуктов сгорания Vr. Продукты сгорания предс-
•авляют собой сумму сухих газов и водяных паров (в мЪ-:
ООО
Vr=VCo+VB.n;o о (VI. 77)
Vc = VRQ, + Vn2 + Vo2. ( VI. 78)
При практических расчетах материальных и тепловых балансов печей, работающих
ia мазуте, удобно пользоваться данными табл. 10.
Исходные данные. Состав известняка (химический и фракционный), марка мазута,
тепень обжига известняка О, коэффициент расхода воздуха /3, потери тепла от химического
[едожога Охим> температура выгружаемой извести си, съем с 1 мх поперечного сечения шах-
гы МсаО- расход пара на распыление мазута Сп,температура пара tn> температура подогрева
лазу та tT.
30
Теплотехнические характеристики топочных мазутов (68}
для нормальных условий
Таблица 10
Марка мазута Теоретически необхо- димое количество воздуха Продукты сгорания при /3=1 Максималь- ное содер- жание RO; в сухих га- зах. % Макси- мальная температу- ра продук- тов сгора- ния, °C (при /3=1)
V° О ^в.п
кг/кг к м^/кг Vo
Мазут-40 13,9 10,75 10,18 1,42 16,00 2080
Мазут-100, мазут-200 В среднем 13,7 10,6 10,06 1,35 16,2 2090
малосернистый 13,8 10,7 10,0 1,4 16,3 2090
многосернистый 13,8 10,7 10,0 1,4 15,8 2050
Схема расчета проектируемой печи на мазуте та же, что и для печи на твердом топли-
ве.
Тепловой расчет зоны I. Уравнения для определения расхода тепла (топлива) на 1 кг
СаО получим из формул ( VI. О и ( VI. 12).
Для печи на мазуте Q9 = 0 (рис. 33). Если пренебречь потерями тепла с сажистым уг-
леродом (ошибка теплового баланса при этом не более 0,5—1%), то Qip ~ 0. Кроме того,
в уравнении ( VI. 1) добавится член Q. В результате получим
Qi * Os =Q+Q-k№ - Об * 0ф * 0ф- (VI. 79)
Смысл величин, входящих в ( VI. 79), ясен из рис. 33:
01 = 2930 кДж;
Q=K^Gr<ntn; (VI. 80)
Q=k£Q? в
Величина Q5 вычисляется по формуле (VI. 2) ; 0ф - по формуле ( VI. 4)
0ф“Ктст1т- VI. 81)
Тепло Q5 принимается в размере 2-3% от Q.
Рис. 33. Расчетная схема печи, работающей на мазуте: Q - приход
тепла от суорания топлива (физическим теплом топлива пренебре-
гаем) ; Q — тепло, вносимое в зону 1 паром; 0ф — тепло, вноси-
мое в зону 1 мазутом; 0о “ тепло на разложение СаСОз; Q1 -
тепловой эффект реакции разложения САСО3 при t — 900°С; 0? ~
тепло на разложение МдСОз'^-тепло, выносимое из зоны 11 сухими
печным и^газами; Q4 — тепло, выносимое из зоны И водяными па-
рами; 0з - тепло, выносимое из зоны 1 сухими газами; Q4 - теп-
ло, выносимое из зоны I водяными парами; Q5 - потери тепла в
окружающую среду в зоне И; Q, - тепло, выносимое из зоны 1 и
II с химическим недожогом топлива; Q7 - тепло, вносимое в зону
I подогретым материалом; Qg - потери тепла с выгружаемой из-
вестью; Q9 - потери тепла с сажей.
в*
6-507
81
Обычно в расчетах величиной Оф пренебрегают. После подстановки выражений для
отдельных членов в уравнение (VI . 79) получим
Кт[0н(1 Чхим 10—2) + GnCntn + Cjtr] — ZVjCjtr =Qi — Кн(Сц-900 - с^и) + Q§. (VI. 82)
В формуле ( VI. 82) ^^определяется из выражения ( VI. 76). Уравнение (VI. 12)
для печи на мазуте будет иметь вид
Q'+Q + (^ + Q7=Qo + Q5+Q3 + Q4 + Q6 + Q8 (V1.83)
В уравнении ( V]. 83):
Q - рассчитывается по формуле ( VI. 80);
Q7=K^CMtp; (VI. 84)
Qo =3184 кДж;
Q3 =Kr[Vo(|3- 1)Св+ (Vn2CNt + VCO2cCO2 + VCO4?O + VH2CH2 + VCH4CCH4] tr + 0-4CCO-.
4; 'VI 85>
Q4 —KT(VB n + Gn-l,24)Cntr; ( VI. 86)
Об - по формуле ( VI. 2); Qg =K„C11tH
Расход топлива можно определять по любому из уравнений ( VI. 82) или ( У/ 83)
Тепловой расчет зоны Ц. Уравнение теплового баланса .
(Оз+ 04 = Qi+ Оз+ Q4 + О?+ Qs- ( (VI. 87)
где Q3 вычисляется по формуле (у/. 85), Q4 по (VI 86), Q, - no ( VI. 34);
Q3 = Кт [Vo (Р - 1)Св + V]sj2CN2 + Vco2CcC)2 + VcqCcO + VH2CH2 + VCH4CCH4J tn.r + vCo2
Ссо2- W; (VI. 88)
Q4 = [К7₽ (VB п + Gn l,24) +l£\vC 10-2-1,24] Cntn.r; (VI. 89)
Q5 =60 кДж (принимаем по опытным данным). (VI. 90)
Из уравнения (. VI. 87) после подстановки его составляющих находим одно неизвест-
ное - tnr. Значения теплоемкостей в формулах ( VI. 88) и (VI. 89) выбирают для t = 300°С
(оптимальная температура печного газа на выходе из печи). Если tnr отличается от приня-
той не более чем на 5<К8О°С, то расчет не повторяем. В противном случае выбираем Cj для
t = tnr и расчет повторяем.
Для тепловых расчетов зоны 1 и 11 необходимо найти ряд величин из материального
С <Х>
баланса. Вычисляем Кс по формуле-( VI. 13); Кс - по (VIД 4); Ки - по ( VI. 15); Vo - по
Z,zf ’71х ...............................( К/. 76) или по табл. 10.
(VI. 71) или табл. 10; VcO2J Vffy Vj n - по
vCOi = 0,4 + 0,266l4MgCO3-10-2;
rqp- _ о
Vco2 - vco2 Vco - Vch4 ;
VB.n = VB.n - VH2 - 2Vch4;
v ОнЯСО
Qco
Qp-0 - 12750 кДж/мЗ
Qh4H2
V,Q = ^
ОНз
тепло сгорания CO;
Qht = 10750 кДж/м! - теплота сгорания Hj;
0сн4
VCH4
( VI 91)
( VI. 92)
(VI. 93)
,, _ 0нЧСН4
VCH4--------
Осн4
(VI. 94)
CO, H2, CH4.
гор
= 35880 кДж/мЗ теплота сгорания CH4; V(O2; VB п; Vp-g; Уц2;
объемы газов, отнесенные к 1 кг мазута.
В формуле ( VI. 94) C)ff), Чн7, ЧСН4 “ потери тепла соответственно с
При проектировании потери тепла с химическим недожогом следует распределить
между этими горючими газами, причем Чхим = QCO + ЧНт + ЧСН4:
Р о гор , Разл
Vc.n.r =КТ [Vo (3 - 1) + vN2 + VCo2 + VCo + vH2 + vCH4] + VCo2.
(VI. 95)
Состав сухого печного газа (в %):
82
р гор разл
ктусог>Уео;|(|0 со-fe. 1М ;
V V
*с.п.г *с.п.г
Н2=^100; СН4=^Ь141оо. N2 = [Уо<Р-1)0,79 + У^]к;1(1 .
Vc-nr Vcn-r Vc.n.r
[Vo (3 - 1) -0,21 + Vco + VH2 + Vch4] KTP
O2 = —--------------------------------------l0°-
Vc.n.r
После теплового расчета зон 1 и II определяют длину зон подогрева, обжига и охлажде-
ния.
Длину зон подогрева и охлаждения находят по формулам ( VI. 44 — VI. 49), длину
зоны обжига — по формуле = 7nW, где тп определяется по формулам (V • , 1 V- 25 ,
у 26), a w - по формуле ( 5 3).
Пример расчета проектируемой печи на мазуте
Исходные данные. Известняк: СаСОз — 95,3%J MgCQ} — 2,5%; W^- 2%. Топливо:
мазут .= 40. = 38800 кДж/кг, W^- 2%. Известь: tjj = 50°С; О = 95%. Пар: Gn = 0,6 кг; tn =
— 350ОС. Коэффициент расхода воздуха: (3 = 1.2.
Потери от химического недожога: 9хИМ = 5%; С£о = 2%; 0Н2 “ 1%; ЧСН4 ~ 2%. Оп-
ределим величины материального баланса.
К ~ —»786- 10* = । __ =2 01 кг*
Кс 95,3-95 1,97 ’ Кс 1 - 0,02 ’
Ки = 1,97 (1 - 0,52-0,025) - 0,786 = 1,16 кг.
По табл. 10 определяем: о
у°/>вм°’7м3; VCO2 = 1>58m3; Vn2 = 8,42 м3; Ув.п = 1,4м3;
Vco2 = 0,4+ 0,266-1,97-0,025 =0,413 м3;
Vco = 38800 0’02 =0 061 м3; Уц, = 388ОО'О.О1 =0.036 м3;
12750 10750
v _ 38800-0,02 _п .
*СНд----------!— =0,0216 м3;
4 35880
Vco2 = 1,58 - 0,061 - 0,0216 = 1,5 м3; Ув.п = 1,4 - 0,036 - 2,0-0,216 = 1,32 м3.
Тепловой расчет зоны 1(в кДж). Для расчета используем уравнение (VI. 83), в кото-
ром принимаем V = 910°С.
Q = К^-38800; QW= Kj-0,6-2,33-350 =к£-490; 0ф = 0 (пренебрегаем физическим теплом топ-’
лива);
07 = 1,97-1,13-900 = 2003 ; Qo = 3184; 05 =0,03; Q = KP0.03-38800 =к£1164;
Оз = Кт [10,7-0,2-1,4 + 8,42-1,38 + 1,5-2,18 + 0,061-1,4 + 0,036-1,32 + 0,0216-2,5]-910 + 0,4-.
-2,18-910 =Кт-16450 + 794;
04 =Ку (1,32 + 0,6-1.24)-1,7-910 = Ку-3193;
Q6 =Кр-38800-0,05 ; КР 1940; Qg = 1,16-0,77-50 =45.
Подставляем полученные величины в формулу ( VI. 83) :
Ку-38800 + Кт-490 + 2003 =3184 + Кт-1164 + к£ 16450 + 794 + KP3193 + КР-1940 + 45;
Кт-16543 =2020; Кт = 0,122кг; Q-0,122-38800 =4734.
Тепловой расчет зоны 11 (в кДж). Расчет ведем по уравнению (у]. 87).
0з =0,122-16450 + 794 =2801; Q4 = 0,122-3193 =390;
03 = 1144-1,97-0.025 =56;
83
Оз = 0,122(10,7-0,2-1,32.+ 8,42-1,31 + 1,5-1,9 + 0,061-1,34 + 0.036-1,3 + 0,0216-2,22) tn r -•
+ 0,413-1,9tnr = 2,844tn.r;
Q4= [0,122 (1,32 + 0,6-1,24) + 2,01-0,02-1.24]:i,55tn.r = 0,468tn.r;
07 = 2003; Q5' =60.
Подставляя полученные величины в < VI 87), наййем tn r:
2801 + 390 = 56 + 2.844tn.r + 0,468tnr + 2003 + 60;
1072 =3,312tn r; tnr = 324°C.
Расчет работающей печи на мазуте
Исходные данные. При расчете ими служат следующие результаты испытания печи,
состав печного газа в процентах (СО2, €>2» СО, Н2, СНд) и температура печного газа
1п.Г-
Статьи материального баланса. Количество известняка, загруженного за время испы-
таний, GM.
Состав известняка (СаСОз; MgCO3; W^), марка топлива, его теппоТВ°Рная способ-
ность и влажность , количество мазута, израсходованного за время испытаний, GT
степень обжига известняка О, температура выгружаемой извести tM, расход пара на распыле
ние мазута Gn, температура пара tn.
Величина к£ вычисляется по формуле (VI. 13), К^*- по (VI. 14), КJ — по (VI. 15).
Расход топлива на получение 1 кг СаО можно определить двумя способами-
1. По результатам взвешивания загруженного в печь известняка и израсх°Д°ваиного
топлива:
. р Gtk£
Кт= -7^- VI. 96)
4 р
2. По результаты газового анализа Кт находим по формуле ( VI. 57)
5 с
кр-_ (1 Си2> (0,4 + 0,266K^MgCO3-10-2) ,
ЮСО2 - 1.6
где СС>2 — рассчитывается по формулам ( VI. 61), ( VI. 63) или находят по номограмме
(см. рис. 32); 10 - объем сухих продуктов полного сгорания 1 кг мазута (см- табл. 10);
1,6 - объем СО2 при полном сгорании 1 кг мазута (см. табл. 10).
Объем сухого печного газа
р, .о ,
v _ Kt* VCO2 + VCO2
спг 0,01 (СОз +СО + СН4) ’
где Vco2~no формуле t VI ?6) или табл. 10; V(2Q2 — по формуле
Объемы компонентов сухого печного газа:
VCO2 =0.01CO2Vcnr; Vo2 = 0,01O2Vcnr; Vjq, = 0,0lN2Vcnr;
VH2 = 0,01H2Vc.nr; VCH4=0.01CH4VcnrT
Коэффициент расхода воздуха /3 рассчитываем по формуле (VI 74).
Расход воздуха на горение
VB=K>O;
Vo - находится по табл. 10.
Объем водяных паров в печном газе
VB.n =K?VB°n - 0,01 (Н2 + 2СН4) Vc n r + K?0,01WC-1,24 + К^п-1,24. .
Величина VB п находится в табл. 10.
Объем печного газа
^п.г = Vc.n.r + VB п.
Тепловой баланс. Приход тепла (в кДж) :
(VI. 98)
(VI. 91>-
(VI. 99)
(VI. 100)
( VI. 101)
( VI. 102)
84
Q* — тепло, полученное от сгорания топлива; „ Q'=QSkt₽; Q — физическое тепло пара, идущего на распыление мазута; Q -KTGnCntn- В приходных статьях не учтено физическое тепло нагретого мазута. Расход тепла (в кДж): ( VI. 103) ( VI. 104)
Qo — тепло на разложение СаСОз;
Qo = 3184;
02 - тепло на разложение MgCO3; Q2 = 1144K^MgCO3-10-2; Оз - потери тепла с сухими печными газами; (VI. 105)
0з = tn.rVc.n.r0,01 (Vcq2CcO2 + VCQCCO + VH2CH2 + vO2CQ2 + VN2CN2> 1 Q4 — потери тепла с водяными парами; 04 = П^т^в.п (Н2 + CH4)Vc п г+ КтОп-1,24]сп1п г 4- ( VI. Ю6)
+ K?10-2WC (2493 + l,97tn r) : Qg - потери тепла с известью; Об =Хи{<и1и; Об — потери тепла с химическим недожогом; Об= vcoQco + vh2Qh2 + Vch40ch4; Q5 + Q5 ~ потери тепла в окружающую cr*nv Пример расчета работающей печи на мазуте (VI. 107) (VI. Ю8) (VI. 1°9)
Исходные данные. Известняк: 95,3% СаСОз; 2,5% MgCQj; 2% . Топливо: Мазут
высокосернистый марки-40 ’ Он = 37700 кДж/кг. Влажность мазута W = 5%. Известь: темпе-
ратура 50°С, степень обжига О = 95%. Печной газ: 28% СО2; 4,1% О2; 0,6% СО; 0,4% Н2;
0,4% СН4; 66,5% N2.
Температура печного газа tnr = 32О°С. Температура окружающей среды 0°С. Пар
для распыления мазута: Gp = 0,5 кг, tn = 300°С.
Статьи материального баланса. Найдем предварительно значение (}
66,5 - 3,76(4,1 - 0,5-0,6 - 0,5 0.4 - 2-0,2)
1,786-Ю4
К? =-----------= 1,97 кг; К?= 1,97/ (1 - 0.02) = 2.01 кг.
с 95,3-95
Расход мазута (см. рис. 32) — К* = 0,146 кг.
К*= 1,96(1 — 0,52-0,025) -0,7857 = 1,154 кг.
О^ъ£(а СО2 при разложении
Vpo2 =0,4 + 0,266-1,97-0.025 =0,413 м3.
Объем сухих печных газов
0,01 (28 + 0,6 + 0,4)
При этом
VCO, =2.25-0,28 =0,63 м3; Vo, = 0,25-0.041 =0,092 м3,
Vco = 2,25-0.006= 0 0135 м3; VH2 = 2,25-0,004 = 0,095м 3;
VCH4 =2,25-O.OO(=O.OOSm3;
V\2 =2,25 0.667 = 1,5 м3.
Объем водяных паров
VB „ = 0,146-1,4 - 0,01 (2-0,4 + 0,4) 2,25 + 2,01 0,01-2-1,24 + 0,5-0,146-1,24 =0,322 м3
Объем печных газов
Ч1.г = Vc.n.r + Vh2O = 2,25 + 0,322 = 2,572 м3.
85
Тепловой баланс. Приход тепла:
от сгорания топлива
Q-0,146-37700 =5450;
от пара, идущего на распыление мазута,
Q''= 0,146-0,5-2,12-300 = 46,5.
Расход тепла:
на разложение СаСОз
0о = 3184 кДж (57,8%);
на разложение MgCQ}:
02 = 1,97-0,025 1144 =56,2 кДж (1,1%);
потери тепла с сухими печными газами
Оз = 320-2,25 0,01 (28-1,89 + 0,6 1,36 + 0,4-1,3 + 0,4-2,26 + 4,1-1,36 + 66,5-1,31) = 1100 кДж
(20%);
потери тепла с водяными парами
СЦ = [0,146-1,4 - 0,01-0,8-2,25 + 0,146-0,5-1,24] 1,5-320 + 2,01-10 (2493 + 1,97-320) = 255
кДж (4,7%);
потери тепла с известью
08 = 1,154-0,77-50 =43,3 кДж (0,79%);
потери тепла с химическим недожогом
0б= (0,0135-12750+ 0,009-10750+ 0,009-35880) =568 кДж (10,4%);
потери в окружающую среду и прочие потери:
Q+ Q"-(Qo + 02 + 0з + 04 + 08 + Об) = 5450 + 46,5 - (3184 + 56,2 + 1100 + 255 + 43,3 +
+ 568) =290 кДж (5,2%).
ГЛАВА УП. КОНСТРУКЦИИ ШАХТНЫХ ИЗВЕСТКОВО-ГАЗОВЫХ
ПЕЧЕЙ
Общие принципы конструкции известково-газовых печей
Шахтная известково-газовая печь представляет собой шахту,
заключенную в стальной кожух и имеющую загрузочно-распредели -
тельное и выгрузочное устройства. Известняк и топливо поступают
к загрузочно-распределительному устройству, расположенному в
верхней части шахты печи, по скиповому подъемнику.
Загрузочно-распределительное устройство должно обеспечивать
надежную герметизацию шахты и равномерность распределения из-
вестняка и топлива по ее горизонтальному сечению. Печной газ от-
бирается из верхней части печи, в результате создается разреже-
ние, необходимое для подсоса воздуха через выгрузочное устрой-
ство в количестве, требуемом для сгорания топлива в зоне горения
при заданной производительности печи. Процесс обжига известняка
протекает при температуре 1ООО-12ОО°С, поэтому шахту печи
выполняют из огнеупорного кирпича, а для уменьшения потерь теп-
ла между стальным кожухом печи и огнеупорной футеровкой разме-
щается слой теплоизоляции.
К конструкции выгрузочного устройства предъявляются требова-
ния равномерности отбора извести. При этом должен выдерживать-
ся заданный темп как по времени, так и по сечению шахты, а так-
же обеспечиваться равномерность ввода воздуха по сечению шахты.
86
Шахта печи
Конструкция шахты известково-газовой печи довольно проста:
стальной кожух футерован внутри огнеупорным кирпичом. Между
кожухом печи и огнеупорной кладкой имеется теплоизоляционный
слой из молотого трепела или другого материала.
В сахарной промышленности эксплуатируются печи, шахты кото-
рых имеют форму двух усеченных конусов, сочетающихся большими
основаниями, форму цилиндра или цилиндра с усеченным конусом.
Как уже указывалось, решающее влияние на технико-экономи -
ческие показатели обжига оказывает равномерность распределения
известняка и топлива по сечению шахты. С этой точки зрения на-
иболее приемлемым является круглое сечение шахты, принятое для
печей сахарной промышленности, так как при таком сечении сохра-
няется равномерность распределения материала во всех направле-
ниях.
Равномерность схода материала из шахты зависит главным об-
разом от конструкции выгрузочного устройства и в меньшей степе-
ни - от конфигурации шахты. Следует отметить, что для шахтных
цилиндрических печей этот вопрос решается легче, чем, например,
для шелевых печей, распространенных в других отраслях промыш-
ленности.
Конфигурация шахты влияет и на перераспределение компонентов
шихты при ее движении, особенно в конической шахте, верхний ко-
нус которой обращен большим основанием книзу.
Изучение характера движения карбонатного сырья и топлива бы-
ло проведено авторами работы Г92] на геометрических моделях пе-
чей, имеющих коническую и цилиндрическую форму шахты. Расши-
рение шахты вызывает разрыхление периферийного слоя и более ин-
тенсивный проскок топлива в нижележащие слои. Это говорит о
том, что куски топлива при опускании шихты движутся преимуще-
ственно по вертикальной траектории независимо от угла наклона
стенки шахты.
Обеднение периферийного слоя шихты благоприятно скажется на
условиях работы футеровки, однако для предохранения последней от
воздействия высоких температур достаточно иметь обедненный слой
шихты у стены, равный трем-четырем диаметрам среднего куска
карбонатного сырья. Увеличение толщины обедненного слоя вызовет
образование заметного количества недопала в извести.
Отсюда следует, что конусность шахты в зоне подогрева жела-
тельна, но в очень ограниченных пределах. Так, для печей, рабо-
тающих на шихте с кусками размером 40-120 мм, уменьшение
диаметра шахты у поверхности рассева шихты не должно превышать
0,5 - 0,6 м (в сравнении с наибольшим диаметром).
Что касается конфигурации низа печи, то в целях лучшего рас-
пределения воздуха по поперечному сечению и уменьшения габари-
тов выгрузочного устройства предпочтительна коническая форма
шахты. Опыт эксплуатации промышленных печей показывает, что в
87
зоне охлаждения допустима конусность, соответствующая углу на-
клона образующей шахты к горизонту 105°.
Футеровка печи
Стойкость футеровки печи существенно влияет на длительность
ее безремонтной работы и тем самым на ее технико-экономические
показатели. Чем больше период работы печи, тем больше объем
произведенной продукции, тем меньше затраты на 1 т извести. Дли-
тельность службы футеровки зависит от свойств и качества огне-
упоров, условий их хранения, качества кладки (толщины швов между
кирпичами и их количества), интенсивности работы печи, удельного
расхода тепла на 1 кг СаО, наличия золы топлива и ее состава,ко-
личества образующих расплав примесей, содержания СО и элемен-
тарного углерода в газах и др.
Влияние свойств и качества огнеупоров на работу печи будет
рассмотрено ниже. Здесь же проанализируем влияние технологичес-
ких показателей режима обжига и особенностей самой кладки.
Интенсивность работы печи и удельный расход тепла определяют
рабочую температуру в зоне обжига. С повышением температуры
создаются более жесткие условия для эксплуатации огнеупоров и
сокращается срок их службы.
Наличие отдельных примесей в сырье и золы в топливе может
способствовать образованию расплавов, которые отрицательно вли-
яют на износ огнеупоров. Образующийся в печи расплыв содержит
основные окислы (оксиды). Они легко проникают в стыки между
кирпичами, значительно увеличивая поверхность химического взаи-
модействия расплава с огнеупором, что резко ускоряет химическую
коррозию последнего.
Длительность службы огнеупоров футеровки существенно сокра-
щается, если при ее кладке приходится подтесывать кирпичи. Огне-
упор с поврежденными гранями и плоскостями быстрее разрушает -
ся, поэтому при ремонте футеровки нужно применять кирпич, не
требующий ручной подгонки.
Немаловажное значение имеет и сама кладка печи - размеры
кирпичей, толщина швов. Для увеличения срока службы футеровки
стремятся применять крупногабаритные кирпичи или огнеупорные
блоки, в результате число швов резко сокращается. Толщина швов
не должна превышать 2 мм. Ширина огнеупорной кладки обычно сос-
тавляет 1-2 длины кирпича. Чаще всего для футеровки используют
шамотный кирпич. За огнеупорной Гладкой оставляют небольшое
пространство для компенсации теплового расширения огнеупора, ко-
торый можно засыпать теплоизолирующим порошком, например тре-
пелом, или в крайнем случае шамотным порошком. Затем следует
теплоизоляционная кладка из легковесных огнеупоров. Между теп-
лоизоляционной кладкой и стальным кожухом печи также оставляют
зазор шириной от 65 до 120 мм, заполняемый теплоизолирующим
материалом.
88
Для характеристики тепловых потерь через кладку печи приве-
дем экспериментальные данные для печей с толщиной кладки 0,7 и
1,25 м (рис.34). Кривая 1 - это потери тепла для. кладки, со-
стоящей из слоя огнеупора шириной 345 мм и слоя кирпичной
кладки шириной 250 мм. Между слоями имеется зазор, равный
25 мм, а между кладкой печи и стальным кожухом - зазор шири-
ной 60 мм. Зазоры заполнены молотым шамотным порошком. Кри-
вая 3 характеризует потери тепла через футеровку печи, которая
состоит из двух рядов огнеупора толщиной по 345''мм. Между ни-
ми имеется теплоизоляционная засыпка шириной 50 мм, а между
огнеупорной и кирпичной кладками - такая же засыпка шириной
100 мм. Толщина кирпичной кладки в нижней части шахты дости-
гает 500 мм, а в средней и верхней - 370 мм.
Как видно из рис.34, потери тепла через кладку у первой печи
(кривая/ ) существенно выше, чем у второй (кривая ). Это
сказалось и на удельных потерях тепла в. окружающую среду. Для
первой печи при съеме СаО 10 т/(м^ .сут) расход топлива на
покрытие тепловых потерь кладкой составил 4,5 кг/т, являющимся
недопустимо высоким. В современных печах он не превышает
2 кг/т (или 65 кДж на 1 кг СяО).
Однако удельные тепловые потери при выгорании футеровки в
зоне обжига (кривая 2 ) увеличиваются незначительно. Так, при
съеме СаО 10 т/ (м^ . сут) увеличение удельных тепловых потерь в
окружаюц^ую среду составило 6,3 кДж/кг, а при съеме
15 т/(м • сут) - только 4,2 кДж/кг. Столь малое влияние тол-
щины огнеупорной футеровки на тепловые потери объясняется тем,
что огнеупорный футеровочный материал обладает высокой тепло-
проводностью, а основными теплоизоляторами являются слой порош-
ковой засыпки и теплоизоляционная кладка. Именно этим и вызвана
замена строительного кирпича в печах огнеупорным легковесом и
засыпки из шамотного порошка молотым трепелом. Применение этих
материалов позволяет уменьшить толщину кладки и массу обмуров-
ки при обеспечении низких тепловых потерь в окружающую среду.
Огнеупорные материалы применяют при температурах выше
800-1000°С. Условия работы их чрезвычайно сложны и определя-
ются как физико-химическими процессами, протекающими при высо-
Рис. 34. Потери тепла через кладку печи при раз-
личной толщине футеровки: 1 - 750 мм; 2 - 750 мм
(перед ремонтном печи); 3 1250 мм.
89
ких температурах внутри огнеупорною материала, так и процесса-
ми его взаимодействия с атмосферой внутри печи и обжигаемым
материалом. Кроме того, под воздействием высоких температур огне-
упоры претерпевают как упругие, так и пластические деформации [931.
Огнеупоры характеризуются такими свойствами как:
огнеупорность - температура полного размягчения огнеупора,
зависящая от его состава;
термостойкость - сопротивление огнеупора растрескиванию при
температурных напряжениях; зависит от структуры и теплофизичес—
ких свойств огнеупора (теплопроводности, температуропроводности,
коэффициента теплового расширения и др.);
постоянство объема - отсутствие самопроизвольных изменений
объема и линейных размеров при высоких температурах - усадки и
расширения;
шлакоустойчивость - сопротивление разрушению от воздействия
обжигаемого материала и газовой среды;
механическая прочность - стойкость против механических воз-
действий (удар, истирание).
Шамотные огнеупоры содержат от 30 до 46% Al^ , остальное
(от 70 до 54%) —ЗЮ? • Огнеупорность шамота растет с увеличе-
нием содержания AL^ty На свойства шамотных изделий сущест-
венно влияет фракционный состав шамотного порошка, используемо-
го для изготовления изделия, и метод формования. Шамотный поро-
шок является наиболее стабильной, устойчивой и плотной частью
огнеупора. Поэтому увеличение содержания шамота в массе повы-
шает термостойкость, точность размеров и плотность изделий.
Наиболее высококачественными считаются многошамотные изделия,
содержащие до 80-95% шамота.
Высокоглиноземистые огнеупоры содержат более 46% Al? Оз и
относятся к высокоогнеупорным изделиям (огнеупорность 1770-
2000°С).
Для ремонта шамотной футеровки применяют смесь, содержащую
60% и состоящую из глиноземистого цемента с высоко-
глиноземистым шамотным порошком. Масса наносится непосредст -
венно на остатки футеровки.
Хромомагнезитовые огнеупоры подразделяются на два вида в
зависимости от содержания : магнезитохромитовые и хро-
момагнезитовые.
Эти изделия обладают следующими свойствами:
Показатели Хромомагнезитовый Магнезитохромитовый
кирпич кирпич
Содержа ни е CrjCh. ) 15—30 8-15
С одержание MgO. ” 45-60 65-72
Огне хлорность. °C 1920-2000 1950-2050
Температура деформации пол
нагрузкой 20.0-104 Па. °C
в начальной стадии 1450-1530 1470-1620
Дри разрушении 1480-1600 1600-1700
90
Термостойкость (водные теплосмены)
Коэффициент линейного расширения,
м/К
Коэффициент теплопроводности
при 1000°С, Вт/ (м-К)
Плотность, т/м^
Обьемная плотность, т/м^
Кажущаяся пористость, %
Предел прочности при сжатии, Па
3-5
(8т10) Ю 5
1,7-2,0
3.7-3.8
2,8-3,1
10-20
(2-^5) 106
40-80
(9-1-10) Ю-6
2,3-3,3
3,0-3,3
2,7-3,0
10-25
(3-18) 106
Применение хромомагнезитового кирпича вместо шамотного по-
зволяет увеличить период работы печи вдвое, поэтому, несмотря на
более высокую стоимость, применение его оказывается экономи-
чески выгодным.
Легковесные теплоизоляционные огнеупоры, являющиеся одновре-
менно и огнеупором, и теплоизоляционным материалом, применяют-
ся в случаях отсутствия воздействия на них шлаков или золы топ-
лива. Они не могут нести какой-либо существенной механической
нагрузки и используются для кладки второго слоя футеровки за
стенкой первого слоя, выполненной из обычного плотного огнеупо-
ра.
Применение теплоизоляционных огнеупоров сокращает тепловые
потери в окружающую среду и аккумуляцию тепла кладкой при ра-
зогреве печи, а также уменьшает массу кладки. Снижение коэффи-
циента теплопроводности легковесных огнеупоров достигается уве-
личением их пористости.
В сахарной промышленности при замене и ремонте футеровки при-
меняется в основном шамотный доменный кирпич прямой и трапе-
цеидальной формы (рис.35 и табл.11).
Рис. 35. Форма и размеры огнеупорного шамотного кирпича для кладки доменных печей:
а - кирпич прямой: б - кирпич ребровой; в кирпич трапецеидальный.
В настоящее время для нужд сахарной промышленности выпус-
кается шамотный огнеупорный кирпич марки ШИ-е32 (ТУ-14—8-*,240-
77). Сортамент этого кирпича по размерам соответствует домен-
ному (см,табл. 11), а его свойства следующие:
Содержание AhQ), %, не менее 32
Огнеупорность, °C, не менее 1690
Пористость открытая, %, не более 20
Предел прочности при сжатии, Па, не менее 29,4-1об
Температура деформации под нагрузкой 20,0 1 (4 Па, °C, не менее 1300
91
co
ю
Таблица 11
Размеры, объем и масса шамотных изделий (ГОСТ 1598-75)
Номера изде- лий а Размеры, мм (см. рис. 35) Ь1 Объем, см3 Масса изделий по маркам, кг
5 | 61 1 Ь 1
ШПД-42 ШПД-41 ШПД-39 | ШУД-37
1 230 150 75 2588 6,1 6,0 5,8 5,6
2 345 150 - 75 - 3881 9,1 9,0 8,8 8,5
3 230 115 — 75 — 1984 4,7 4,6 4,5 4,4
4 345 115 - 75 - 2976 7,0 6,9 6,7 6,5
5 230 150 — 150 — 5176 12,2 — - -
6 345 150 — 150 — 7762 18,2 - - —
7 230 150 - 90 — 3105 7,2 — — —
8 230 150 — 109 62 2949 6,3 — — —
9 230 150 135 75 — 2458 5,8 5,7 5,5 5,4
10 345 150 1'25 75 — 3558 8,4 8,3 8,0 7,8
11 230 150 120 75 - 2329 5,5 5,4 5,3 5,2
12 345 150 110 75 — 3364 7,9 7,8 7,6 7.4
13 230 150 135 150 — 4916 11,5 — — -
14 345 150 125 150 — 7116 16,7 — —
Футеровку зоны обжига печей, работающих на мазуте и природ-
ном газе, а также мест для ввода в печь продуктов сгорания этих
видов топлива выполняют из хромомагнезитового кирпича. Форма и
размеры хромомагнезитового кирпича приведены на рис. 36 и в
табл. 12.
Рис. 36. Формы хромомагнезитового кирпича: а — кирпич прямой; б — клин торцевой; в
клин ребровый двусторонний; г - кирпич переходный двусторонний.
Таблица 12
Размеры и масса хромомагнезитового кирпича (ГОСТ 5381-72)
Кирпич Номера из де- ЛИЙ Размеры, мм (см. рис. 36) Объем, см3 Масса, кг
1, мм в, мм В1, мм S, мм S1. мм
Прямой 1 230 115 - 65 — 1720 4,80
2 300 150 - 65 - 2925 8,20
Клин торцевой 3 230 115 - 65 45 1460 4,10
двусторонний 4 230 115 - 65 55 1590 4,45
и односторонний 5 230 115 - 65 60 1653 4,60
6 230 120 - 70 •62 1580 4,40
Клин ребровый 7 230 115 - 65 45 1460 4,10
двусторонний 8 230 115 - 65 55 1590 4,45
Переходный 9 230 115 70 65 - 1380 3,85
двусторонний 10 230 115 93 65 — 1550 4,35
Примечание. По соглашению сторон допускается изготовление изделий других форм
и размеров.
Количество кирпича, треоуюшегося для футеровки шахты печи,
определяется расчетом. В качестве примера приведем расчет необ-
ходимого количества кирпича № 2 и 10 для одного ряда футеровки
цилиндрической шахты печи с внутренним диаметром DgH =3,5 м.
Наружный диаметр футеровки составит
Г^ар = ^вн + акирп — 3,5 + 2-0,345 = 4,19 м.
93
Длина наружной и внутренней окружностей соответственно будет:
L лар 77*4,19 13157 мм;
Цн =яОЬн =я'3,5 = 1099Л мм
Так как ширина прямого и трапецеидального кирпича с затылоч-
ной части составляет 150 мм, то с учетом толщины шва 2 мм об-
щее количество кирпичей в одном ряду
’•нар/^ + Ьшва) = 13157/(150 + 2) = 86.
Незаполненный остаток по наружной окружности в этом случае
составит 75 мм. Его придется заполнить замком - вытесанным
из нормального кирпича вкладышем.
По внутренней окружности расположатся торцы прямых и трапе-
цеидальных кирпичей. Количество тех и других определится реше-
нием двух уравнений:
х + у=86, (6j + 2)х + (6+ 2)у = 10990.
где х и у - количество трапецеидальных и прямых кирпичей; и 8 - ширина торцов трапе-
цеидального и прямого кирпича.
Отсюда х = 84, а у = 2.
Незаполненный участок составит
10990 - (127-84 + 152-2) = 18 мм.
Таким образом, для кладки одного ряда футеровки понадобится
84 шт. трапецеидального кирпича № 10, 2 шт. прямого кирпича
№ 2 и один замок (вкладыш), вытесанный из кирпича. Ширина тор-
цов вкладыша должна быть 18 и 75 мм.
Прибывающий на завод огнеупорный материал следует разгру-
жать и транспортировать в складские помещения в условиях, не до-
пускающих его увлажнения. Лучше всего разгружать огнеупорный
материал под н;- весом, в непосредственной близости к складским
помещениям, отсортировывая битый и увлажненный кирпич. В дожд-
ливую погоду в случае отдаленности места разгрузки от склада
кирпич при перевозке должен быть укрыт.
Склад для хранения огнеупорных материалов обязательно должен
быть крытым, сухим, проветриваемым и достаточно просторным. Во-
доразборные краны необходимо изолировать во избежание случай-
ного увлажнения кирпича.
Все хранимые на складе огнеупорные материалы следует раск-
ладывать в штабеля или клети по номерам (маркам) и сортам. Ма-
териалы, предназначенные для теплоизоляционных засыпок и приго-
товления специальных растворов, необходимо хранить в специальных
закромах, исключающих увлажнение и загрязнение этих материалов,
особенно известковой пылью.
Загрузочно-распределительные устройства
Равномерность распределения шихты в печи является решающим
фактором для достижения наилучших показателей ее работы.
В промышленности применяется большое число различных кон-
94
струкций загрузочно-распределительных устройств, что само по се-
бе указывает на их несовершенство [94].
Прямой конус-рассекатель. Устройство представляет собой при-
емную воронку с отверстием, которое закрывается снизу располо-
женным внутри печи прямым конусом-рассекателем. Конус-рассека-
тель при загрузке шихты отбрасывает ее в периферийное кольцо. В
этом случае у стен печи образуется гребень, а в центральной части
шахты возникает воронка. Наличие воронки вызывает сегрегацию мате-
риала за счет различия углов естественного откоса у кусков раз-
личного размера. В результате мелкая фракция накапливается на
гребне, а крупная скатывается к его основанию, т.е. к оси шахты.
Сопротивление слоя шихты вдоль оси становится существенно ни-
же, чем в периферийном кольце. У такой печи наблюдается так на-
зываемый "центральный ход". При этом количество воздуха, прохо-
дящее через единицу площади сечения по оси шахты, больше, чем
через такую же площадь на периферийных участках. В этом случае
скорость сгорания топлива в приосевом участке будет выше, чем
на периферии, а следовательно, и зона горения в приосевом участ-
ке будет смещаться в верхнюю часть шахты. В то же время зона
горения у стен шахты будет смещаться в сторону выгрузочных ка-
реток. Кроме того, поскольку куски твердого топлива всегда мень-
ше кусков известняка, то они будут накапливаться вместе с мел-
кой фракцией у стен, что приведет к быстрому износу футеровки.
Ввиду явного несовершенства конструкции прямой конус заменя-
ется другими распределительными устройствами, однако он пока
еще используется на некоторых заводах.
Поворотный конус со спиральным срезом и с отбойником. Уст-
ройство (рис.37) состоит из приемного бункера-воронки и подвиж-
Рис. 37. Поворотный конус
со спиральным срезом и с
отбойником.
Рис. 38. Схема распре-
деления шихты по се-
чению шахты печи ко-
нусом со спиральным
срезом и с отбойником
95
ного конуса со спиральным срезом, используемого в качестве зат-
вора. Помимо этого конус играет роль распределительного органа.
После каждой загрузки конус поворачивается на угол 90°.
При загрузке кусковой материал сползает по поверхности кону-
са и отбрасывается в зависимости от длины образующей на различ-
ные расстояния от футеровки печи. С самой короткой образующей
материал направляется на отбойник и далее - в центральную часть
печи. После каждой загрузки кусковой материал располагается в
горизонтальной плоскости печи по спирали, начало которой нахо-
дится на оси шахты против отбойника, а конец достигает стены
(рис.38).
Соотношение между компонентами шихты в отдельных участках
слоя зависит от размеров конструктивных’ элементов данного уст-
ройства, а именно: разворота спиралеобразного среза, длины и уг-
ла наклона отбойника, высоты сбрасывания материала., соотношения
диаметров шахты и конуса и т.п.
Одним из недостатков этого устройства, как и всех конструк-
ций конусов-рассекателей, является то, что они не могут ликвиди-
ровать сегрегацию материала, происшедшую в приемном бункере
вследствие односторонней подачи шихты скиповым подъемником. В
приемном бункере со стороны скипового подъемника образуется
гребень и скапливаются наиболее мелкие куски шихты, а к проти-
воположной стороне откатываются наиболее крупные. Сегрегирован-
ная шихта будет сепарироваться самим распределительным конусом,
однако расположение крупных и мелких кусков шихты по сечению
шахты сохранится таким же, как и в приемной воронке. Следова-
тельно, если наиболее мелкие куски в приемной воронке скаплива-
лись со стороны ствола скипового подъемника, то они будут преоб-
ладать с этой же стороны и в шахте печи (рис.39).
Для ликвидации такого распределения шихты вынуждены были
прибегнуть к установке поворотного приемного бункера, вращающе-
гося независимо от распределительного
конуса, что существенно усложнило кон-
струкцию верха печи. Но даже это ус-
ложнение не всегда приводило к замет-
ному улучшению распределения шихты.
При повороте конуса после каждой заг-
рузки на 45°, а бункера на 90° неза-
висимо от последовательности поворота
воронки (О — 180 - 90 - 270° или
О - 90 - 180 - 270°) распределение
крупной фракции происходило неравно-
мерно. В результате этого сопротивле-
ние слоя шихты по поперечному сече-
нию было неодинаковым: там, где пре-
обладали крупные куски, проходило боль-
шее количество газов на единицу попе-
речного сечения. Неодинаково про-
96
текало и сгорание топлива (даже при равномерном распределении
его в шихте): там, куда поступало больше воздуха, оно выгорало
быстрее. Из-за этого наблюдались прогары футеровки практически
всегда в одних и тех же местах.
Для борьбы с нежелательным распределением крупнокусковой
фракции необходимо, чтобы углы поворота конуса СХцон и бункера
OCg были соответственно 72 и 45°. Однако вполне удовлетво-
рительные результаты получаются и при ОСкон = 72°, 90°.
Немаловажное значение для распределения шихты имеет и отно-
шение наибольшего диаметра конуса к. диаметру шахты печи 95 .
При отношении U^q^/Uui ~ 0,48 за счет более равномерного
распределения топлива возрастает полнота его сгорания, уменьша-
ются потери от химического недожога, и общий расход тепла на по-
лучение СаО сокращается при одновременном увеличении произво-
дительности печи.
Кюбель, Загрузка с использованием кюбеля - емкости цилинд-
рической формы - осуществлена на известково-газовых печах фир-
мы "Эбергардт" (ФРГ), поставляемых в СССР. Распределение ших-
ты происходит при наполнении. Кюбель оборудован съемными дни-
щами, и загрузка шихты в кюбель осуществляется при снятом верх-
нем днище на платформе специальных весов. Вначале загружается
заданная порция кокса, а затем известняка. Шихта распределяется
при помоши вращающейся воронки, оборудованной направляющей
течкой. Кокс и известняк поочередно подаются в воронку ленточ-
ным транспортером.
После окончания загрузки кюбель попадает в ствол лифтового
подъемника, где герметично закрывается верхним днищем. По сиг-
налу уровнемера включается привод механизма подъема кюбеля.
После подъема кюбеля на верхнюю площадку печи вертикальное
направление его движения изменяется на горизонтальное. При этом
сдвигаются нижнее днище кюбеля и запорная плита загрузочного
устройства печи, а сам кюбель останавливается над загрузочным
отверстием шахты печи.
Как только кюбель остановится, открываются створки* располо-
женные в загрузочной горловине, и шихта ссыпается в печь. На
пути движения шихты установлены равнобокий конус и отбойное ци-
линдрическое кольцо, предохраняющее футеровку от механического
повреждения. Шихта сравнительно равномерно распределяется по
сечению шахты, так как отсутствует первичная сегрегация ее, а
диаметр шахты печи сравнительно невелик.
К недостаткам данной конструкции загрузочно-распределитель -
ного устройства следует отнести ее сложность при изготовлении,
ремонте и эксплуатации.
4vTK„frve •^>спье^е.,цт^льнус устройству, Загрузочное устройст-
во представляет собой одиоклапанную конструкцию, установленную
по оси шахты. Распределение шихты по сечению шахты осуществля-
ется при помощи наклонного лотка с отбойниками, закрепленного на
7-507
97
Рис. 40. Лотковое распределительное
устройство.
вертикальном валу, который про-
пущен внутрь шахты по оси за-
порного клапана (рис.40).
Загружаемая из приемной во-
ронки шихта при движении по
лотку разделяется на четыре по-
тока. Длина лотка выбрана с та-
ким расчетом, чтобы два потока
шихты, движущиеся по краям лот-
ка и не встречающие на своем пу-
ти отбойников, попадали на пери-
ферийные участки сечения шахты.
Два других потока шихты направ-
ляются отбойниками в приосевой
и средний кольцевой участок шах-
ты печи.
Количество шихты, сбрасывае-
мой на отдельные участки сечения
шахты, регулируется перед розжигом печи за счет изменения дли-
ны отбойников. При загрузке одной порции шихты заполняется рас-
положенный под лотком сектор, плошадь которого равна примерно
1/6 площади горизонтального сечения шахты. После загрузки каж-
дой порции шихты вал, на котором закреплен лоток, поворачивается
на 65 . Частота вращения вала не превышает 1 об/мин, что обес-
печивает его самоторможение после отключения электропривода.
Лотковое устройство не уступает по подаче топлива лучшим оте-
чественным и зарубежным образцам распределительных устройств,
а по простоте конструкции значительно превосходит их [67] . Оно
успешно эксплуатируется на заводах сахарной промышленности.
Выгрузочные устройства
В шахтных обжиговых печах сахарной промышленности нашли
распространение в основном три типа конструкции выгрузочных уст-
ройств: каретки системы Антонова, вращающийся под в виде улитки
и колосниковый под конструкции Гипрострома.
Каретки системы Антонова, На рис. 41 показаны чугунные сту-
пенчатые каретки системы Антонова, расположенные в коробках 10 ,
которые вмонтированы в выгрузочные ниши печи. Каретки попарно
соединены тягами 7 с приводными кривошипными валами 6 и с
приводным валом 11 Наличие разъемных муфт на приводных ва-
лах позволяет останавливать любую каретку. Ход каретки можно
изменять перестановкой пальца кривошипа. Регулируется и частота
вращения приводного вала. По оси печи расположен кирпичный керн
3 который используется для подвода воздуха в приосевой участок
шахты.
Известь располагается по длине каретки под углом естественно-
го откоса. При возвратно-поступательном движении каретка вытал-
кивает своими уступами куски извести к выгрузочным отверстиям.
98
Рис. 41. Каретка системы Антонова:
1 - течка; 2 - ниша; 3 - кери;
4 - бункер; 5 - пластинчатый
транспортер; 6 — кривошипный вал;
7 - тяга; 8 - ступенчатые каретки;
9 - ролики; 10 — коробка;
11 — приводной вал; 12 — шкивы.
Под печью установлены приемный бункер 4 и транспортирующее
устройство для извести 5. Выгрузка извести по сечению шахты
происходит неравномерно. Скорость опускания ее над каретками
значительно превышает скорость опускания в промежутках между
ними.
Преимущество устройства - в простоте конструкции. Недостат-
ки - неравномерный сход материала по поперечному сечению печи и
образование неподвижного столба извести над керном.
Вращающийся под. Конструкция пода (рис.42) представляет со-
бой массивную чугунную плиту со спиральными витками в виде
улитки. При вращении пода спиральные витки как бы ввинчиваются
в поток извести и своими вертикальными гранями выталкивают ее
на периферию, откуда известь при помощи двух ножей с регулируе-
мым углом атаки сбрасывается в бункер. Подвод воздуха по оси
шахты осуществляется при помощи полого вала, на котором зак-
реплен вращающийся под. Сверху вал закрыт чугунным колпаком, его
вершина смещена относительно оси шахты на 25-30 мм для луч-
шего разрыхления приосевого столба материала.
Преимущество устройства - надежность в работе. Недостатки -
неравномерность отбора извести и высокая металлоемкость.
Общим недостатком для кареток Антонова и вращающегося пода
является неравномерное' распределение воздушного потока по сече-
99
1
Рис. 42. Вращающийся под: 1 — колпак; 2 - улитка; 3 - нож для съема извести; 4 — течка
для извести.
нию шахты и образования вследствие этого участков, в которых
охлаждение извести происходит менее интенсивно.
Колосниковый под, Такой под (рис.43) представляет собой
опирающуюся на катки прямоугольную раму с чугунными колосни-
ками, установленными в виде двухскатной крыши. С помощью ме-
ханического или гидравлического привода решетка совершает воз-
вратно-поступательное движение, и мелкие куски извести провали-
ваются через зазоры между колосниками, а крупные куски перед-
вигаются по наклонным колосникам и сваливаются в зазор между
решеткой и кожухом печи.
Над гребнем решетки по диаметру шахты находится водоохлаж —
даемая полая балка, имеющая треугольное сечение. Балка принима-
ет на себя часть давления столба материала и одновременно пре-
пятствует движению извести вместе с решеткой. Выгрузочное уст-
ройство заключено в кожух, снабженный люками для обслуживания
решетки.
Известь попадает в бункер, расположенный под выгрузочным
устройством. Для герметизации низа печи на выходе извести из
бункера может быть установлен барабанный затвор - трефель.
Преимущества устройства - подвод воздуха по всему поперечно-
му сечению печи и равномерность отбора извести, его недостаток —
необходимость применения шахты сложной конфигурации (с перехо-
дом шахты от цилиндра к призме с квадратным сечением в месте
установки пода).
Кроме перечисленных выше выгрузочных устройств в промыш-
ленности в незначительном количестве эксплуатируются устройст-
ва, поставленные совместно с печами по импорту ПНР и фирмой
"Эбергардт" (ФРГ).
Выгрузочное устройство печей поставки ПНР выполнено по типу
кареток Антонова, только каретки заменены виброжеЛобами, а выг-
100
Рис. 43. Колосниковый под: 1 - гипропривод; 2 - колосники; 3 - балка-рассекатель; 4
бункер; 5 — колосниковый под; 6 — опоры; 7 — ролики пода; 8 — люк; 9 шток привода;
10 - затвор.
руэочное устройство печей фирмы "Эбергардт" представляет собой
систему из двух установленных один над другим бункеров и балки
для подачи воздуха по оси шахты. Отбор извести осуществляется
при помощи вибропитателя из нижнего бункера.
Недостатком выгрузочного устройства печи поставки ПНР явля-
ется неудачное расположение вибраторов, приводящее к чистому
выходу их из строя в результате теплового воздействия выгружае-
мой извести. Устройство фирмы "Эбергардт" довольно громоздко и
требует увеличения отметки установки печи примерно на 6-7 м.
J01
Горелочные устройства для сжигания жидкого топлива
В главе Ш было показано, что наилучшим способом сжигания ма-
зута в шахтных печах сахарных заводов является периферийный ввод
газифицированного мазута с последующим дожиганием продуктов
газификации в шахте печи.
Горелочные устройства, в которых осуществляется газификация
мазута, называются газификаторами. Рассмотрим конструкцию двух
типов газификаторов, применяемых для оснащения иэвестково-обжи-
гательных печей. Одним из них укомплектованы печи английской
фирмы "West’s Manchester” второй тип газификатора разработан во
Всесоюзном научно-исследовательском институте сахарной промыш-
ленности (ВНИИСП) [96].
Гаэификационная камера, установленная на печах фирмы "West’s
Manchester”, и являющаяся частью системы горения "Катагаэ", схе-
матически изображена на рис. 44. Цилиндрическая камера футеро-
вана высокоглиноэемистым огнеупором. Диаметр наружного сталь-
ного цилиндра камеры 0,65 м, длина 0,6 м. Футеровка опирается
на внутренний стальной цилиндр диаметром 0,45 м.
Между наружным и внутренним цилиндром имеется кольцевой
зазор, в который снаружи благодаря созданному в камере разреже-
нию засасывается воздух. Количество воздуха, засасываемого в
газификационные камерь;, характеризуется величиной fl = 0,2. Ка-
мера крепится неподвижно на цилиндрическом кожухе известково-об-
жигательной печи. В торцевой части камеры установлено своеобраз-
ное впрыскивающее устройство. Оно находится на специальной те-
лежке, позволяющей перемещать его вдоль оси камеры - вперед и
назад. Наконечник впрыскивающего устройства выполнен в виде
трубки, расположенной под некоторым углом к оси камеры. С по-
мощью зубчатой передачи трубка приводится во вращение вокруг
оси газификадионной камеры. Частота вращения наконечника
3 об/мин. Наконечник описывает боковую поверхность конуса, та-
кую же поверхность описывает и мазутная струя, выходящая из от-
верстия диаметром 1 мм под давлением 49- Па. Мазут пода-
Рис. 44. Схема газ иф и к анионной камеры системы’’Катагаз’: 1 - камера; 2 - впрыскивающее
устройство; 3 — привод впрыскивающего устройства; 4 - тележка.
102
ется нагретым до температуры 100°С из кольцевого коллектора.
Расстояние от места впрыскивания мазута до выхода из камеры
может регулироваться путем перемещения тележки, на которой
смонтировано впрыскивающее устройство.
Попадая на поверхность разогретой футеровки, мазут испаряется.
Пары его, перемешиваясь с воздухом, который специальным входным
устройством направляется вдоль стен гаэификационной камеры, частич-
но сгорают и газифицируются. Окончательная газификация и сгорание
происходят в слое известняка. Температура в камере не превышает
600°С, что обеспечивает долгий срок службы футеровки печи.
Безусловным достоинством этого газификатора является его
простота. Конструкция позволяет газифицировать мазут, не приме-
няя специальной системы для его распыления и вентилятора для
подачи воздуха в газификатор. В то же время отсутствие специ-
ального устройства для распыления мазута, малая длина камеры, а
также подача в нее всего 20% воздуха от теоретически необходи-
мого его количества приводят к образованию повышенного количе-
ства Сажи, которая плохо догорает в шахте печи.
Газификатор, разработанный во ВНИИСПе, изображен на рис.45.
Он состоит из двух стальных коаксиальных цилиндров длиной 1,2 м.
Диаметр наружного цилиндра 700 мм, диаметр внутреннего -
600 мм. В кольцевой зазор между двумя цилиндрами подается
воздух от вентилятора высокого давления. Проходя в полости меж-
ду цилиндрами, воздух охлаждает поверхность наружного цилиндра.
Внутренний цилиндр 2 футерован огнеупорными кольцами 3
размером 300 х 420 х 500 мм. В промежутке между цилиндром
и огнеупорным кольцом находится теплоизоляция, выполненная из
асбестовой крошки.
В торцевой части газификатора установлена паромазутная фор-
сунка конструкции доктора Переди (ВНР), показанная на рис.46.
Форсунка состоит из двух труб:- наружной 1 и внутренней 2 По
внутренней трубе 2 подается мазут, а в кольцевой зазор между
наружной и внутренней трубой поступает пар. К внутренней трубе 2
подсоединена на резьбе основная деталь форсунки - распылитель 3
имеющий камеру смешения а , в которую по оси подводится мазут,
Рис. 45. Газификатор мазута: 1 - кожух; 2 - внутренний цилиндр; 3 - огнеупорное коль-
цо; 4 - паромазутная форсунка.
103
Рис. 46- Паромазутная форсунка: 1 — наружная труба; 2 — внутренняя труба для подачи ма-
зута; 3 ~ распылитель; 4 — сопло Лаваля.
а через наклонные пять отверстий - пар. Расположение паровых от-
верстий хорошо видно из рис. 46. К распылителю подсоединяется с
помощью накидной гайки выходное сопло Лаваля 4.
Принципиальным отличием данной форсунки от других парома—
зутных и воздушных форсунок является наличие камеры смеше-
ния. Противодавление, создаваемое в этой камере паромазутной
смесью, позволяет делать отверстие для подвода мазута сущест-
венно большим, чем у других форсунок, что исключает его забива-
ние. Паромазутная смесь выбрасывается через сопло Лаваля. Даже
при производительностях 50 кг/ч (по мазуту) выходное отверстие
имеет диаметр около 7 мм. Такой размер выходного отверстия га-
рантирует форсунку от закоксовывания.
Форсунки могут быть изготовлены на очень широкий диапазон
производительности: от 20 до 200 кг мазута в час. (На рис.46
даны размеры для производительности 100 кг/ч.) Потребление па-
ра составляет 0,5 кг на 1 кг мазута. Пар, подаваемый на распыл,
должен быть перегретым с давлением 0,2-0,5 МПа. Давление мазу-
та определяется давлением пара и расходом мазута.
Газификатор, оборудованный форсункой описанной конструкции,
может работать на различных режимах [96J в зависимости от зна-
чения коэффициента расхода воздуха fl Оптимальное значение fl
для газификатора без применения рециркуляционных газов 0,4. При
этом получаются продукты газификации следующего состава:
С О2~ 7%, 02 ~ 1%, СО - 13%, Н2 ~ 7%, СН4 ~ 3%, N2 ~69%.
Содержание элементарного (сажистого^ углерода не более 2-
2,5% к массе газифицированного мазута. Температура продуктов
газификации 1100 - 1150°С.
Шахтные пересыпные печи
Печь конструкции Трубостроя. На рис.47 показана печь конст-
рукции Трубостроя. Ее модернизированные варианты до 1970 г.
являлись наиболее распространенными печами в сахарной промыш-
ленности. Внутренняя конфигурация шахты печи представляет собой
два усеченных конуса, сочетающихся между собой большими осно-
ваниями. Внутренний диаметр в верхней и нижней частях шахты пе-
104
чи Трубостроя составляет 1,8 м, в плос-
кости стыковки конусов (распар) — 2,2 м,
а полезная высота шахты 12—14 м.
В качестве загруэочно—распределитель-
ного устройства использовалась приемная
воронка с конусным клапаном, открываю -
шимся вверх, а в качестве выгрузочного -
каретки системы Антонова.
Загрузка печи производилась при помо-
щи скипового подъемника. Известняк и
топливо в вагонетку скипового подъемника
загружались вручную, а дозировка осу-
ществлялась объемным способом.
Верхняя часть шахты (верхний конус)
был заключен в кожух из листовой стали,
к которому крепились площадки, располо-
женные через каждые 2 м. Печь устанав-
ливалась на кирпичный фундамент, вклю-
чающий в себя и нижнюю конусную часть
шахты печи. Свод шахты выполнялся клад-
кой из огнеупорного кирпича, который раз-
бирался и укладывался заново при каждой
замене футеровки. Печь была оборудована
большим количеством смотровых окон
("гляделок"), расположенных ярусами че-
рез 1 м по высоте шахты и по 4 окна в
каждом ярусе. Предполагалось, что эти
окна позволят обслуживающему персоналу
наблюдать и регулировать процесс обжига,
а также использовать их для механическо-
го разрушения образовавшихся расплавов -
"козлов" в печи.
таких печей не превышала 30 т извести в
сутки.
Известняк в то время (примерно до 1960 г.) подвергался
дроблению и сортировке на каждом сахарном заводе вручную и раз-
меры его находились в пределах 120-200 мм, а диаметр шахты в
плоскости загрузки составлял 1,8 м, что позволяло сравнительно
равномерно распределять шихту в печи и получать удовлетворитель-
ные показатели обжига даже при отсутствии устройств для распре-
деления шихты при ее загрузке. В среднем расход условного топ-
лива составлял 8,5-9% к массе известняка (затраты тепла при-
мерно 5200-5600 кДж на 1 кг СаО), а концентрация СО^ в печ-
ном газе находилась в пределах 28-32%.
В связи с реконструкцией существующих сахарных заводов с
целью повысить их мощность, а также строительством новых заво-
дов большой производительности промышленности требовались печи
более мощные - 60 и-90 т извести в сутки, которые и были раз-
105
работаны Гипросахаром с использованием конструктивных решений
Трубостроя.
Однако из-за неправильного представления о процессах, проис-
ходящих в обжиговой печи [97], повышение производительности про-
ектировалось достичь путем увеличения объема печи за счет уве-
личения полезной высоты шахты, а в качеству основного показате-
ля был выбран удельный съем извести с 1 м° полезного объема
печи. В действительности величина этого показателя не имеет ни-
какого отношения к производительности печи. При повышении -про-
изводительности печи для сохранения качественных показателей по-
лучаемой извести необходимо сохранить постоянным тепловое нап-
ряжение и время пребывания материала в зоне обжига. Применение
показателя - удельный съем извести с 1 м® полезного объема
шахты - подразумевает, что при увеличении объема шахты в такой
же степени увеличивается и объем эоны обжига. Однако высота
зоны обжига зависит только от размеров и дозы топлива и не за-
висит от высоты шахты.
Для сохранения теплонапряжения при увеличении производитель-
ности печи необходимо увеличить плошадь поперечного сечения, т.е.
диаметр шахты. В этом случае, удельный съем извести с 1 м^ по-
перечного сечения шахты, характеризующий теплонапряжение в зоне
обжига, останется неизменным, а производительность печи по из-
вести будет увеличена пропорционально увеличению площади попе-
речного сечения.
При проектировании указанных печей была допущена еще одна
грубая ошибка - для увеличения объема печи кроме увеличения ее
высоты была резко увеличена конусность верхней части шахты. В
результате при неизменном верхнем диаметре диаметр в самом ши-
роком месте был увеличен до 3,4 м. В этом случае при движении
шихты, как уже указывалось в начале главы, происходит перерас-
пределение топлива, и.в зоне обжига обедняется периферийное коль-
цо шириной (3,4-1,8)/2 = 0,8 м и обогащается приосевой участок.
Перераспределение топлива приводит к получению неравномерно
обожженной извести, содержащей как недопал, так и перепал. При
этом зона горения растягивается практически на всю печь. Эти пе-
чи эксплуатировались с низкими технико-экономическими показате-
лями [98]. Известь, получаемая из этих печей, содержала значи-
тельное количество пережога, который не разгашивался в сущест-
вующих гасителях и направлялся в отходы.
В целях улучшения работы этих печей, еще эксплуатирующихся
на сахарных заводах, можно рекомендовать следующий комплекс
мероприятий:
уменьшение конусности печи с одновременным увеличением диа-
метра верхней части шахты, с тем чтобы разность диаметра рас-
пара и верха шахты не превышала 0,6 м (0,3 м на сторону);
использование современных загрузочно-распределительных уст-
ройств;
обеспечение непрерывности работы выгрузочного устройства и
загрузки печи по показаниям уровнемера;
106
соблюдение соответствия размеров обжигаемого известняка и
топлива располагаемой высоте шахты печи.
Пфчи конструкции Винндцкргр филиала Укргипросахара. Эти печи
имеют объем 90 и 120 ма и представляют собой, по существу,
одну и ту же печь (рис. 48), объем которой варьируется толщиной
футеровки. Форма шахты печи цилиндрическая с переходом на конус
в зоне охлаждения и выгрузки извести.
В качестве загрузочно-распределительного устройства использо-
ван неравнобокий поворотный конус, являющийся одновременно за-
порным устройством (см.рис.37). По сравнению с подобным рас-
пределительным конусом печей содовой промышленности проектан-
тами в этом устройстве безосновательно изменен угол при его вер-
шине и, кроме того, исключены отбойники для направления потоков
шихты.
Вращающийся выгрузочный под - улитка - предусмотрен без
кольцевого транспортера, и известь снимается неподвижными ножа-
ми непосредственно с вращающегося пода в двух точках. Такое
"упрощение" конструкции привело к тому, .что печь требует серьез-
ных переделок сразу же после ее монтажа. Вариант изменения
Рис. 48. Печь конструкции Винницкого
филиала У кргипросахара. •
107
конструкции загрузочного устройства, предложенный работниками
Винницкого аграрно-производственного объединения сахарной про-
мышленности, позволяет повысить технико-экономические показате-
ли работы печи, однако его осуществление проведено далеко не
на всех печах этой конструкции.
Печи ИПШ-100 и ИПШ—200, Данные печи (рис.49) созданы на
базе конструкций типовых печей Гипрострома производительностью
100 и 200 т извести в сутки.
Печь представляет собой цилиндрическую шахту, сечение кото-
рой переходит в зоне охлаждения на квадрат. В отличие от печей
Гипрострома эти печи оборудованы одноклапанным лотковым загру-
зочно-распределительным устройством, и в них предусмотрена ав-
томатизация процесса обжига по температуре печного газа, отби-
раемого из короба, который установлен ниже уровня загружаемой
шихты (рис. 50).
Количество окон ("гляделок") в этих печах по сравнению с пе-
чами конструкции Трубостроя резко сокращено. При эксплуатации
использовались только окна верхнего яруса для периодического
контроля работы уровнемера.
В качестве выгрузочного устройства сохранен качающийся под
конструкции Гипрострома, совершающий возвратно-поступательное
движение (см.рис.43). Производительность выгрузки регулируется
изменением числа ходов пода в единицу времени.
Приведем технике—экономические показатели печей ИПШ—100 и
ИПШ-200:
ИПШ-100 ИПШ-200
Производительность печи по извести, т/сут 100 200
Удельный съем извести, т/ (м^-сут) 11,1 13.8
Полезная высота шахты, м 16,0 16,0
Диаметр шахты, м 3,4 4,3
Удельный расход условного топлива, кг на 1 т СаО 145 145
108
Удельный расход известняка, кг на 1 тСаО 2000 2000
Содержание СО2 в печном газе, % 35-36 35-36
Степень обжига, % 90-95 90-95
Температура
печного газа 120 120
выгружаемой извести 50 50
Размер кусков, мм
известняка 40-120 40-120
топлива 30-80 30-80
Уровень шихты в печи контролируется при помощи изотопных по-
казателей уровня. Предусматривается работа печи с массовой до-
зировкой известняка и топлива при их загрузке в вагонетку скипо-
вого подъемника. Проектирующие организации при привязке этих пе-
чей к конкретным заводам предусматривают установку бункеров—на-
копителей для известняка и топлива, вместимость которых должна
соответствовать запасу компонентов шихты на 16—24 ч работы пе-
чи.
Приемочные испытания печей ИПШ-100 и ИПШ-200 подтверди-
ли правильность выбранных решений и возможность автоматизации
процесса обжига.
Конструкции печей на жидком топливе
В известковой промышленности применяется несколько типов пе-
чей, работающих на жидком топливе. Среди них имеется несколько
моделей, работающих с хорошими технико-экономическими показа-
телями. Однако почти все они имеют сложную конструкцию и не
подходят для эксплуатации в сахарной промышленности.
В последнее время за рубежом получила распространение печь
английской фирмы ’’West’s Manchester” в которой применяется
система горения "Катагаз".
Первые печи этой конструкции появились в 1961 г., и за 15 лет
было построено несколько десятков печей производительностью от
30 до 120 т извести в сутки [99]. Большинство из них работает
в промышленности строительных материалов. В периодической пе-
чати появилось описание опыта эксплуатации нескольких печей, ус-
тановленных на сахарных заводах [100]. Одна из них, вступившая
в строй на заводе "Мозуль" (Ирак) в 1971 г., имеет производи-
тельность 95 т извести в сутки, другая, начавшая работать в
1974 г. в Бельгии на заводе ’’Brygelette”,- 115 т извести в сут-
ки. Печи имеют одинаковую конструкцию й совпадающие основные
размеры. Схематически эти печи изображены на рис.51.
Шахта печи цилиндрическая. На кожухе в одной плоскости уста-
новлено 6 равнорасположенных газификаторов мазута системы "Ка-
тагаз". Шахта в эоне обжига футерована высокоглиноэемистым ша-
мотом на высоту 5 м от уровня расположения газификатора. Ос-
тальная часть футерована обычным шамотом.
Отбор газов осуществляется с помощью специальной балки,
109
расположенной ниже уровня загрузки печи. Часть воздуха (коэффи-
циент расхода cL =0,2) засасывается в газификаторы за счет раз-
режения, создаваемого в печи дымососом. Остальной воздух, необ-
ходимый для охлаждения извести ч догорания продуктов газифика -
ции мазута в межкусковом пространстве, засасывается через цент-
ральный конус, расположенный в зоне охлаждения, по 4 трубам,
выведенным наружу.
Так как количество воздуха, проходящего через низ печи, боль-
ше, чем необходимо для охлаждения извести, известь все, да выгру-
жается холодной.
Известняк загружается в печь загрузочным устройством типа
Эбергардт через отверстие, герметично перекрываемое горизонталь-
но расположенной чугунной плитой. Над балкой отбора печного газа
имеется емкость для запаса известняка, рассчитанная на 6 ч неп-
рерывной работы. Емкость обеспечивает бесперебойную работу печи
на случай временных неполадок в системе подачи известняка в
печь.
Привод выгрузки - механический,
с кривошипно—шатунным механизмом
Величина хода выгрузочного устрой-
ства регулируется. Печь
оборудована системой ре-
циркуляции печного газа. Печной
газ отбирается вентилятором, уста-
новленным либо на крыше помеще-
ния обслуживания, либо ниже отмет-
ки обслуживания. Газ отбирается из
трубопровода печного газа после
горячих циклонов. Газ имеет темпе-
ратуру порядка 250-320°С, а со-
держание кислорода в нем 4%. Ре-
циркулят подается вентилятором в
кольцевой коллектор, расположенный
вокру! печи, откуда по трубам раз-
водится как в газификаторы, так и
непосредственно в шахту печи.
С помощью рециркуляционного га-
за регулируется температурный ре-
жим обжига известняка. Количество
рециркулята колеблется в пределах
10-20% от общего объема печных
газов. Печь оборудована специальным
помещением облегченного типа,
находящимся на уровне уста-
новки газификаторов мазута. Вто-
рое помещение разме-
1’ис. 51 Схема печи фирмы ’’West's Manchester”.
1Ю
шено на верху печи и предназначено для создания нормальных ус-
ловий обслуживания и ремонта загрузочного устройства.
Ниже приводятся результаты эксплуатации этих печей на мазуте.
Сахарный завод "Мозуль” (Ирак) [100] Сахарный завод ’’Brugelette” (Бельгия) [101]
Диаметр шахты, м 2,75 2,75
Полезная высота (объем) печи, м (м^) Состав известняка, % 22 (ПО)
СаО 55 55
песок и прочие примеси до 5% до 5
Размеры кусков известняка, мм Имеется 12% мелких фракций) 100-150 90-130
Производительность по извести, т/сут 95 115
Содержание СО2 в печном газе, % 29-30 32
Расход тепла, кДж на 1 кг извести 5030 4700
Содержание СаО в извести, % 95 нет свед.
Удельный съем извести, т/м^ 16 нет свед.
Применение печей фирмы ’’West’s Manchester” сопряжено с не-
которыми трудностями. Так, изменение подачи воздуха в газифика-
торы за счет разрежения, создаваемого в печи газодувками, про-
извольно меняет режим их работы.
При появлении на входе газификатора в печь мелкой извести
разрежение в нем уменьшится. Количество воздуха, засасываемого
в газификатор, также уменьшится, и режим его работы нарушится.
Поскольку эти изменения случайны, поддерживать нормальный ре-
жим работы газификаторов непросто. Кроме того, газификатор мо-
жет оказаться под избыточном давлением, что повлечет за собой
его остановку.
Подобная конструкция печи не позволяет создать надежную сис-
тему автоматического управления процессом горения в газификато-
рах, а нарушения в режиме их работы неизбежно приведут к уси-
ленному сажеобразованию.
Для исключения этих недостатков в известковой газовой печи во
Всесоюзном научно-исследовательском институте сахарной промыш-
ленности (ВНИИСПе) разработана установка по использованию ма-
зута в шахтных печах, в которой применены газификаторы, описан-
ные в разделе "Горелочные устройства для сжигания жидкого топ-
лива" и работающие на принудительной подаче воздуха.
Печь, оборудованная этой установкой (рис.52), имеет цилинд-
рическую шахту диаметром 2,6 м (полезной высотой 18 м). Футе-
ровка шахты комбинированная. Зона обжига (4 м вверх и 1 м вниз
от уровня установки газификаторов) футерована хромомагнезитовым
кирпичом, зона подогрева и охлаждения - шамотным кирпичом.
Печь снабжена 4 газификаторами, расположенными в горизон -
тальной плоскости на двух взаимно перпендикулярных диаметрах.
Применение форсунок с паровым распылением мазута и при-
111
нудительной подачей воздуха в газификаторы обеспечивает хорошую
печи с
темпе-
помошью
работаю-
Рис. 52. Печь, оборудованная установкой для сжигания мазута (разработка НПО "Сахар”)
газификацию мазута, его качественное дожигание в шахте
минимальным сажеобразованием.
Распределение мазута по газификаторам и поддержание
ратуры в газификаторах осушествляются автоматически с
системы, описанной в главе УШ (см. Автоматизация печи,
1 12
В печи имеется двухклапанное лотковое загрузочно-распредели-
тельное устройство. Для отбора печных газов по диаметру шахты
установлен специальный короб. Расстояние по вертикали от оси ко-
роба до уровня известняка в печи ~ 2 м. Благодаря наличию коро-
ба, во-первых, сглаживаются колебания температуры, неизбежные
при загрузке, отсосе газа выше уровня известняка; во-вторых, от-
падает необходимость в бетонном своде печи.
Кроме того, использование короба отсоса газов позволяет при-
менить резиновое уплотнение для верхнего клапана.
Резиновое уплотнение увеличивает герметичность печи, что осо-
бенно важно, так как печи на мазуте могут эксплуатироваться с
высоким съемом извести с 1 м^ поперечного сечения (примерно в
два раза больше, чем печи на твердом топливе) и, как следствие,
потребуют большого разрежения на верху печи (5-7 кПа).
Снизу печь герметизирована при помощи секторного выгружа—
теля извести. Благодаря ему можно регулировать распределение
воздуха между газификаторами и низом печи, т.е. управлять про-
цессом обжига.
Система трубопроводов печи предназначена для подачи в нее
"рециркулята"х — печного газа, отбираемого после газового насоса.
Имеется 8 мест ввода рециркулята: 4 — в шахту печи между гази-
фикаторами на уровне их установки и 4 непосредственно в газифи-
каторы. Регулирование расхода рециркулируемого печного газа про-
изводится с помошью вентилей на каждом вводе. Можно регулиро —
вать и подачу "рециркулята" на всю печь.
Эксплуатация описанной печи на Яготинском сахарном заводе
дала следующие результаты:
Производительность по СаО, т/сут 65
Расход тепла на обжиг, кДж на 1 кг СаО 5000
Степень обжига, % 95 97
Состав печного газа, %
СО2 27-29
о2 4,5
со 1,5-2
Н2 0,8-1
СН4 0,01-0,02
Температура печного газа, °C ~250
Разрежение в точке отбора газа, Па (344) Ю3
Печь работала на известняке Комсомольского рудоуправления
Минчермета УССР. Размер известняка 80-130 мм. Мазут, приме-
няющийся на печи, марок 40 и 100 - высокосернистый с низшей
теплотворной способностью 41000 4 39800 кДж/кг. Температура
подогрева мазута была 85-100°С.
* Целесообразность применения термина ’’рециркуляг’ пояснена в главе IV.
Ь-507
113
ГЛАВА УШ. ЭКСПЛУАТАЦИЯ ИЗВЕСТКОВО-ОБЖИГАТЕЛЬНЫХ
ПЕЧЕЙ
Печи, работающие на твердом топливе
Розжиг печи, Перед розжигом новой печи или печи после ка-
питального ремонта необходимо тщательно высушить футеровку.
Сырая футеровка при интенсивном нагревании растрескивается и
быстро разрушается. Печь сушат в течение ~ 5 сут при постепен-
ном повышении температуры отходящих газов от 40 до 250°С. Пе-
ред сушкой выгрузочное устройство покрывают слоем известняка для
защиты от воздействия высоких температур. На защитном слое из-
вестняка раскладывают костер, горение которого регулируют по
температуре отходящих газов.
После окончания сушки печь охлаждают и осматривают футеров-
ку. Появившиеся в ней трещины заделывают и приступают к розжи-
гу печи. Розжиг печи производят следующим образом. На защищен-
ном слоем известняка выгрузочном устройстве укладывают дрова,
оставляя между ними каналы, расположенные против растопочных
лючков. Каналы заполняются стружкой или другим горючим мате-
риалом. Шахта печи загружается дровами примерно на 2,5—3 м по
ее высоте. Поверх дров загружается 2-3 вагонетки скипового подъ-
емника твердого топлива — кокса или антрацита. Затем подают
шихту, содержащую до 10% топлива (избыток топлива необходим для
прогрева шахты печи). К концу загрузки количество топлива в ших-
те снижают до 8%. Печь загружается до нормального уровня и про-
веряется работа загрузочно—распределительного устройства. При
нормальной работе распределительного устройства загруженная в
печь шихта должна располагаться в шахте печи горизонтально без
заметных впадин или выступов.
Так как показатели работы печи в значительной степени зави-
сят от равномерности распределения шихты по сечению шахты, то
только убедившись в нормальной работе загрузочно—распределитель-
ного устройства можно приступать к розжигу печи, который обычно
производится за 3 сут до пуска завода.
С целью предотвращения задымления помещения выгрузки при
розжиге печи вначале необходимо разжечь костер, дрова для кото-
рого укладываются поверх загруженной шихты. После розжига
верхнего костра и появления тяги в нижней части шахты приступа-
ют к розжигу печи. Через растопочные лючки стружка или ветошь,
заполняющая каналы, смачивается дизельным или бытовым жидким
топливом и поджигается. В зависимости от интенсивности горения
дров первая отгрузка производится через 16-24 ч после розжига.
Последующие отгрузки производятся небольшими порциями через
каждые 2 ч. Загрузку печи в процессе растопки ведут по показа-
ниям уровнемера, а выгрузку — по температуре печного газа, не
допуская повышения ее выше 150°С.
После появления на выгрузочном устройстве нормально обож—
114
женной извести включают в работу промыватель сатурационного га-
за и газовый насос, а дозу топлива в шихте уменьшают до нор-
мальной. Растопку печи в случаях крайней необходимости срочного
получения извести и сатурационного газа можно осуществлять с
созданием принудительной тяги. В этом случае дозу топлива в ших-
те устанавливают в нормальных пределах при первых же догрузках
шихты, а на режим номинальной производительности печь выводят
примерно через 48 ч после розжига.
Следует помнить, что растопка печи с принудительной тягой от-
рицательно сказывается на стойкости огнеупорной футеровки.
Загрузка шихты и выгрузка извести, Поддержание оптимальных
показателей обжига в процессе эксплуатации печи в большой сте-
пени зависит от соблюдения режима загрузки шихты и выгрузки
извести.
При равномерной загрузке установленного количества шихты в
печь и непрерывной выгрузке соответствующего количества извести
тепло отходящих газов используется наиболее полно, а следователь-
но, достигается и наиболее экономичная работа печи. Температура
отходящих газов при этом колеблется в пределах 110—140°С, а
уровень шихты в печи практически не изменяется; в результате
концентрации COg в печном газе получается максимальной.
Оптимальные показатели режима обжига извести в процессе
эксплуатации обеспечиваются соблюдением строгого соответствия
количества отбираемых газов количеству выгружаемой извести. В
этом случае скорость продвижения фронта горения равна скорости
опускания шихты, а следовательно, местоположение зоны горения и
совпадающей с ней зоны обжига стабилизируется относительно высо-
ты шахты печи. Стабилизация местоположения зоны обжига в свою
очередь обеспечивает сохранение оптимальных тепловых показате-
лей работы печи — температуры печного газа, температуры выгру-
жаемой извести и степени обжига последней. Таким образом, для
непрерывного получения извести заданного качества с обеспечени-
ем максимального теплоиспользования, а следовательно, и мини-
мального удельного расхода топлива необходимо стабилизировать
местоположение зоны обжига. Практически регулировку местополо-
жения этой зоны можно осуществить, увеличивая или уменьшая от-
бор либо извести, либо печного газа, используя в качестве основ-
ного показателя температуру последнего. Попытка осуществить ста-
билизацию положения зоны обжига по температуре выгружаемой из-
вести окончилась неудачей в связи с большой инерционностью это-
го показателя.
Огсюда следует, что необходимым и достаточным условием нор-
мальной эксплуатации шахтной печи при условии обеспечения неп-
рерывной работы выгрузочного устройства и загрузке шихты по по-
казаниям уровнемера является поддержание температуры печного
газа в заданных пределах (обычно не выше 125 ± 15°С).
Остальные показатели работы печи - химический состав печного
газа, разрежение в верхней части печи, количество загружаемого
115
известняка, доза топлива, температура выгружаемой извести и сте-
пень обжига - являются вспомогательными и используются в ос-
новном для анализа причин нарушения режима обжига и выработки
решений по их устранению.
Контроль производства и анализ показателей работы печи. Для
обеспечения нормальной работы печи и требуемого качества полу-
чаемой продукции (извести и печного газа) проводится непрерыв-
ный и периодический контроль производства.
При работе на твердом топливе непрерывно контролируются сле-
дующие параметры: температура отходящих газов и низа печи, раз-
режение в верхней части печи, уровень шнхты в печи.
К элементам периодического контроля относятся: состав печно-
го газа (содержание диоксида углерода, кислорода и оксида углеро-
да — один раз в 1-2 ч); химический состав сырья и извести (один
раз в декаду и при нарушениях режима, и необходимости проведе-
ния анализа для выявления причин этого нарушения), определение
размеров кусков загружаемой шихты и проверка правильности до-
зировки сырья и топлива (перед растопкой печи и при изменениях
режима обжига, связанных с изменением физико-химического сос-
тава сырья или топлива).
Температура печного газа и извести являются важнейшими по-
казателями процесса обжига (в особенности температура печного
газа), и, кроме того, по изменению этих показателей можно су-
дить о равномерности загрузки шихты и выгрузки извести. Повы-
шение температуры отходящих газов при нормальном уровне шихты
указывает на недостаточный отбор извести. В этом случае ско-
рость сгорания топлива превышает скорость опускания шихты, зона
горения постепенно поднимается вверх, сокращая тем самым высо-
ту зоны подогрева и, следовательно, поверхность теплообмена меж-
ду газом и известняком. Повышенная температура печного газа
приводит к дополнительным потерям тепла с печным газом и в ко-
нечном счете — к снижению степени обжига. Так, при температуре
печного газа 120-130°С потери тепла с ним составляют 350 кДж
на 1 кг СаО, или примерно 8,5% от общего расхода тепла, а при
повышении температуры до 280°С (что нередкс наблюдается на
заводах) потери тепла возрастут до ~ 820 кДж на 1 кг СаО, или
до 19,6%. В результате такого повышения температуры известняк
из зоны подогрева в зону горения будет поступать недостаточно
нагретым, а так как доза топлива при этом остается постоянной,
то часть тепла, которая ранее расходовалась на процесс диссоциа-
ции СаСОд, теперь будет затрачена на догрев известняка, степень
обжига понизится, и соответственно возрастет содержание недопала
в извести.
Повышение температуры выгружаемой из печи извести при од-
новременном снижении температуры печного газа свидетельствует
об увеличении количества отбираемой извести или снижении коли-
чества отсасываемого печного газа. В этом случае зона горения
смешается в нижнюю часть печи, уменьшается высота зоны охлаж-
116
дения, и на выгрузочное устройство попадает недостаточно охлаж-
денная известь. При этом уменьшается высота зоны охлаждения и
соответственно поверхность теплообмена между воздухом и охлаж-
даемой известью. Следовательно, воздух, поступающий в зону об-
жига, будет содержать меньшее количество тепла, и для его дог-
рева должно быть израсходовано какое-то количество топлива, ко-
торое при нормальном положении зоны расходовалось на процесс
диссоциации.
В результате, так же как и при повышении температуры печно-
го газа, повышение температуры выгружаемой извести приведет к
снижению степени обжига, или, иными словами, — повышению со-
держания недопала в извести.
Повышение температуры извести с 50 до 300°С приведет к
увеличению потерь тепла на 245 кДж на 1 кг СаО и соответствен-
ному снижению степени обжига.
Изменение величины расхода тепла на обжиг в зависимости от
местоположения зоны горения обычно учитывается обслуживающим
персоналом известкового отделения, и для предотвращения получе-
ния недопала при загрузке шихты заведомо задается избыточная
доза топлива, на 15—20% превышающая необходимую.
Однако при работе печи с повышенной дозой топлива и норма-
тивными показателями температуры печного газа и извести избы-
точное тепло расходуется на образование оксида углерода (повыша-
ются потери тепла с химическим недожогом), а при нарушении рав-
номерности распределения топлива по сечению шахты возможен пе-
регрев извести, приводящий к получению "перепала" и даже оплав-
лению шихты и футеровки. Кроме того, при повышении дозы топли-
ва снижается концентрация СО^ в печном газе и увеличивается
удельный объем последнего. Таким образом, для обеспечения ста-
бильных оптимальных технике—экономических показателей обжига
(удельного расхода топлива и известняка, степени обжига и кон-
центрации СО2) необходимо строго следить и поддерживать темпе-
ратуру печного газа в пределах 110-140°С, а температуру из-
вести — 40-80°С. Следует отметить, что одновременное повышение
температуры печного газа и выгружаемой извести может наблю -
даться при неудовлетворительной работе загрузочно—распределитель-
ного устройства, вызывающей перекос зоны горения, и при образо-
вании оплавления шихты ("козла"), перекрывающего часть сечения
шахты.
Для измерения температуры печного газа обычно применяется
термометр сопротивления с диапазоном О—400°С, который должен
быть установлен возможно ближе к месту отбора газа из печи.
Учитывая важность этого показателя для анализа работы печи, в
качестве вторичного прибора следует использовать автоматический
показывающий самопишущий прибор типа КСМ-3.
Разрежение в верхней части печи является косвенным показате-
лем количества поступающего в нее воздуха, следовательно, чем
выше разрежение в данйой печи при прочих равных условиях (фрак—
117
ционный состав шихты, доза топлива, местоположение зоны горе-
ния), тем больше воздуха поступает в нижнюю часть печи и тем
выше ее производительность.
Величина показателя разрежения отображает сопротивление стол-
ба шихты в печи при данных конкретных условиях и зависит от
фракционного состава шихты, наличия в ней мелочи, удельного
съема извести и высоты зоны охлаждения. Численное значение это-
го показателя в зависимости от перечисленных факторов может из-
меняться в широких пределах — от 4 • 10^ до 80 • 10^ Па. Однако
для каждого конкретного случая изменение величины разрежения мо-
жет быть использовано для анализа работы и принятия практичес —
ких мер по ведению процесса обжига. Так, например, повышение
разрежения при неизменной температуре печного газа и размеров
загружаемой шихты свидетельствует об увеличении количества от-
бираемого газа, а резкое падение его сразу же после загрузки
порции шихты - о неудовлетворительном закрытии загрузочного от-
верстия.
В связи с квадратичной зависимостью сопротивления столба
шихты от количества просасываемого газа увеличение производи —
тельности печи в 2 раза приведет к увеличению разрежения в
верхней части печи в 4 раза.
Контроль разрежения в верхней части печи ведут при помоши
заполняемых водвй И -образных либо пружинных тягонапоромеров.
Своевременная загрузка и непрерывное поддерживание уровня
шихты в печи обеспечивают стабильность распределения загружав —
мой шихты (постоянная высота падения) и тепловых показателей
работы печи. Задержки в загрузке печи и снижение уровня шихты
приводят к уменьшению высоты зоны подогрева и соответственному
увеличению потерь тепла с печным газом. Широкое распространение
в промышленности получили радиоизотопные уровнемеры типа БР—7
(ГР-7). При монтаже фурнитуры датчиков радиоизотопных уровне-
меров следует убедиться, что внутренние донца закладываемых в
футеровку печи стальных стаканов находятся заподлицо с внутрен-
ней поверхностью футеровки. Датчик уровня шихты должет быть ус-
тановлен в плоскости, расположенной на 0,9 - 1,4 м ниже распре-
делительного органа загрузочного устройства.
Весьма важным показателем,характеризующим теплоиспользова—
ние в печи, является состав печного газа - объемное содержание в
нем диоксида углерода, кислорода и оксида углерода, определяемое
ручным газоанализатором ГХП-Зм. Следует указать, что для ана-
лиза и характеристики работы печи недопустимо использование толь-
ко концентрации диоксида углерода, как это принято на большинст-
ве предприятий сахарной промышленности. Концентрация COg в печ-
ном газе зависит от разбавления COg воздухом, подсасываемым в
верхней части печи, и дозы топлива (см.рис.33).
Исходя из особенностей сжигания твердого топлива в шахтных
печах (см.главу Ш), концентрация кислорода на выходе из слоя
шихты не превышает 0,5%, а концентрация СО? составляет 39-43%
118
(в зависимости от дозы топлива). Последующее снижение концент-
рации СС>2 в печном газе вызывается присосами воздуха в голов-
ке печи. В качестве примера проанализируем три характерных для
различных печей сахарных заводов пробы печного газа (табл. 13).
Так как концентрации COg и СО даны с учетом разбавления
печного газа воздухом, подсосанным в верхней части печи, то для
проведения анализа работы печей прежде всего необходимо исклю-
чить это разбавление и определить так называемое "бескислород —
ное" содержание СО^ (см. главу У1):
Cof = СО2 21/(21 -О2) ,
Определенные в результате подсчета концентрации СО2 поме-
шены в табл. 13. Анализируя полученные данные, можно заключить,
что затраты тепла на обжиг извести в печах № 1 и 2 одинаковы
(см. рис.33) однако печной газ в печи № 2 существенно разбавлен
воздухом. Для достижения более высокой концентрации СОg в газе
из печи № 2 необходимо устранить присосы воздуха.
В печи № 3, несмотря на более высокую концентрацию COg в
печном газе по сравнению с печью № 2, на обжиг извести расхо-
дуется примерно на 12,5% больше тепла, чем в печах № 1 и 2.
Кроме того, повышенная концентрация оксида углерода в печном
газе печи № 3 указывает на значительные потери тепла от хими-
ческой неполноты сгорания топлива и вызывает снижение коэффи-
циента использования газа в процессе сатурации.
Для повышения технике—экономических показателей работы печи
№ 3 необходимо выяснить и устранить причину увеличенной дози-
ровки топлива. Наиболее часто встречающаяся причина — неудов-
летворительная работа загрузочно—распределительного устройства.
Химический состав сырья и извести обычно проверяется при
возникновении каких-либо сомнений и необходимости разработки
мероприятий по улучшению показателей процесса обжига.
Определение полного химического состава известняка и извести
обычно проводится специализированной лабораторией. В заводской
лаборатории используются данные сертификата карьера—поставщика,
а о качестве получаемой извести судят по времени ее гашения,
активности и степени обжига (см. главу X).
Определение фракционного состава известняка и топлива и пра-
вильности озировки топлива обязательно проводится перед растоп-
Таб л и ц а 13
Состав печного газа
Печи Объемный состав печного газа, % Содержание бескис- лородного СО2, %
со2 СО
№ 1 36,0 3,0 0,6 42,0
№2 28,0 7,0 0,4 42,0
№ 3 32 3,6 2,4 38,6 119
кой печи, при изменении химического состава, вида сырья или топ-
лива либо при изменении показателей обжига. Например, при уве-
личении содержания недопала в извести, сопровождающемся увели-
ченными потерями тепла от механического недожога, следует про-
верить, не увеличилось ли содержание мелочи в загружаемом топ-
ливе, и в случае необходимости, организовать ее отсев. Если в
процессе работы необходимо перейти на использование известняка,
поставляемого из другого карьера либо измененного химического
или фракционного состава, то в этом случае в дозу топлива необ-
ходимо внести соответствующую корректировку на изменение со-
держания СаСОд в новом известняке. Наиболее просто эту коррек-
тировку в производственных условиях можно провести, добиваясь
сохранения содержания бескислородного СО^ в печном газе. Сле-
дует учитывать, что переход на обжиг известняка уменьшенного
фракционного состава приводит к повышению сопротивления столба
шихты (при сохранении прежней производительности печи) и соот-
ветственному повышению разрежения. Кроме того, применение бо-
лее мелкого известняка может привести к образованию "резервной"
зоны (см.главу У) и повышению потерь тепла с диоксидом углеро-
да.
Описанная система контроля и анализ показателей дают возмож-
ность своевременно обнаружить нарушения технологического режима
и устранить их.
Остановка печи, При остановке печи на ремонт останавливают
газовый насос и газ из коммуникаций удаляют в атмосферу. Печь
работает на естественной тяге; известь отбирают с таким расче-
том, чтобы зона горения не опустилась на выгрузочное устройство.
Во время остановки печи необходимо поддерживать температуру
отходящих газов не выше 300°С. При чрезмерном повышении тем-
пературы могут быть повреждены металлические конструкции. Если
температура отходящих газов поднимается выше 300°С, в печь пе-
риодически загружают известняк без топлива. После удаления из
шахты печи извести и охлаждения кладки производят осмотр футе-
ровки и механизмов печи. Осмотр шахты печи производят только
сверху вниз.
Нарушения технологического режима обжига и способы их устра-
нения, Подавляющее большинство нарушений технологического ре-
жима обжига связано либо с неисправностью загрузочно-распреде —
лительного устройства шихты, либо с грубыми нарушениями регла-
мента обжига.
Характерным признаком нарушения работы распределительного
устройства является перекос зоны горения - повышение температу-
ры печного газа и одновременное повышение температуры извести,
появление недопала и перепала в выгружаемой извести, снижение
концентраций СО^ в печном газе н образование плавов в печи.
Появление перепала или недопала может быть связано также с
нарушением работы дозирующего устройства, а повышение темпера-
120
туры извести - с применением топлива, содержащего большое ко-
личество мелочи.
К нарушениям регламента обжига относятся нарушение соответ-
ствия между количеством отбираемых газов и выгружаемой извес-
ти, нарушение равномерности загрузки печи (недогруз печи), чрез-
мерная выгрузка извести, необоснованное изменение дозы топлива.
Например, часто необоснованно увеличивают дозу топлива из-за
распространенного убеждения о необходимости ее увеличения в пе-
риод выпадания атмосферных осадков и в целях интенсификации ра-
боты печи.
В любом случае для выявления и устранения причин нарушения
технологического режима обжига проверку следует вести в следую-
щем порядке: проверка работы дозирующего устройства (в особен-
ности дозатора топлива) и размеров известняка и топлива, провер-
ка механизмов загрузочно-распределительного устройства - приво-
дов, клапанов и поворотного устройства, соблюдение угла поворота
распределительного устройства, проверка (визуальная) состояния
распределительного органа и равномерности распределения шихты,
проверка работы выгрузочного устройства.
При осмотре и мелком ремонте деталей распределительного уст-
ройства, расположенных в шахте печи, следует пользоваться шлан-
говым противогазом с соблюдением всех требований охраны труда.
Анализ показателей работы обжиговой печи с целью сравнения
их с показателями других печей и нормативными, а также выявле-
ние резервов и причин неудовлетворительной работы производятся
по результатам составления материального и теплового баланса
печи.
Автоматизация печей, работающих на твердом топливе
Система автоматизации известкового отделения сахарного заво-
да разработана ВНИИСПом и Укргипросахпромом. Система автома-
тизации шахтной печи является частью системы автоматизации из-
весткового отделения и включает в себя систему приготовления
шихты и загрузки ее в печь и систему поддержания параметров
технологического режима в стабильном режиме работы и при изме-
нениях производительности печи. Производительность печи может
изменяться автоматически в зависимости от потребности извести,
либо задаваться со щита управления.
Дозировка и загрузка шихты в печь осуществляются следующим
образом. Снижение уровня шихты в процессе выгрузки извести ни-
же заданного предела фиксируется датчиком радиоизотопного уров-
немера, в результате чего выдается разрешающий сигнал на вклю-
чение лебедки скипового подъемника. Скиповый подъемник в верх-
нем положении останавливается конечным выключателем. В этом
положении вагонетка скипового подъемника находится в течение
5-10 с, необходимых для полного ее опорожнения. После опорож-
нения вагонетки подъемника происходит включение лебедки для
121
возврата ее в исходное положение, и одновременно включается
привод клапана загрузочного устройства. Привод клапана также ра-
ботает в заданном режиме: открытие, выдержка в течение 4-7 с и
закрытие. Окончание работы привода загрузочного клапана являет-
ся сигналом для включения привода механизма поворота распреде-
лительного устройства, угол поворота которого регулируется зада-
ваемым временем работы привода при помоши реле времени. Ос-
тановка вагонетки скипового подъемника в нижнем (исходном) по-
ложении служит одновременно сигналом для начала работы транс-
портирующих и дозирующих устройств известняка и топлива. При
этом порция известняка определяется задаваемым временем работы
питателя либо взвешиванием на рычажных весах, а порция топлива
отвешивается на рычажных весах с автоматической разгрузкой
взвешенной дозы. Загрузка топлива должна осуществляться после
загрузки установленной порции известняка.
После окончания загрузки вагонетки, в случае наличия разре-
шающего сигнала уровнемера, цикл работы всех механизмов повто-
ряется.
Стабилизация места нахождения зоны горения относительно вы-
соты шахты печи сводится к поддержанию в заданных пределах
температуры печного газа путем уменьшения либо увеличения ко-
личества отбираемого печного газа. Практически ее регулируют
изменением количества рециркулируемого печного газа, возвращае-
мого от нагнетательной коммуникации после газового насоса в
коммуникацию печного газа между печью и промывателем газа. От-
бор печного газа из шахты печи осуществляется из пустотелого
короба (см.рис.50), расположенного ниже уровня загруженной ших-
ты, исключающего влияние периодичности загрузки шихты на тем-
пературу газа. Стабилизация местоположения зоны горения по тем
нературе газа позволяет поддерживать постоянными и технологи-
ческие показатели процесса обжига - расход тепла и степень об-
жига.
Производительность печи регулируется по уровню в мешалке
неочищенной известковой суспензии, который является показателем
соответствия производительности станции очистки сахарного завода
и известкового отделения.
Эксплуатация известково—обжигательных печей на жидком топливе
Как и печь на твердом топливе, печь на мазуте, вновь постро-
енная или вышедшая из капитального ремонта, нуждается в тща-
тельной сушке футеровки. Сушку проводят по той же схеме, что и
сушку печей на твердом топливе. Сушка печи мазутом через гази-
фикаторы нецелесообразна, так как при этом, во-первых, нельзя
высушить холодильник печи, а во-вторых, могут перегреться и пот-
рескаться места сочленения газификаторов с шахтой печи.
После сушки начинают загрузку печи. Предварительно следует
защитить выгрузочное устройство слоем известняка. Шахту" загру-
жают до верхнего уровня, после чего разжигают печь.
122
Производить розжиг печи при неполной загрузке шахты нельзя,
так как при этом в верхней части образуется свободное простран-
ство. в котором может накапливаться взрывоопасная смесь: полу-
чаемый в газификаторах газ содержит и СО, которые не дого-
рают в холодной печи и могут привести к взрыву в свободном объе-
ме. При нормальном заполнении печи, когда уровень известняка
покрывает короб для отсоса газов, взрыв в печи полностью исклю-
чен из-оа отсутствия объемов, незаполненных известняком.
Розжиг печи осуществляют в такой последовательности. Проду-
вают все мазутные коммуникации паром и включают мазутный на-
сос. Наблюдают за подогревом мазута. Температура подогрева ма-
зута выбирается в зависимости от его марки: 85°С для легких ма-
зутов марок 40 и 60, выше 100°С для тяжелых мазутов марки
100. После того как мазут нагреется до необходимой температу —
ры, открывают пар на форсунку и устанавливают по манометру нуж-
ное давление (обычно 0,3-0,4 МПа), затем вносят устройство для
зажигания, подают мазут и зажигают его. Последовательно разжи-
гают форсунки на всех газификаторах, доводя расход мазута до
паспортного, соответствующего 100%-ной производительности печи.
Одновременно с розжигом включают в работу выгрузочное устрой-
ство, регулируя выгрузку таким образом, чтобы загрузка печи из-
вестняком соответствовала 100%-ной производительности печи по
СаО. Другими словами, разогрев печи по режиму загрузки ничем не
отличается от ее нормальной работы.
При разогреве непрерывно отгружают известняк с последующим
его возвратом в печь. Отгрузку известняка производят до появле-
ния извести. Разогрев печи обычно продолжается ~ 36 ч, контро-
лируют его по температуре отходящих газов, по результатам газо-
вого анализа и по результатам определения степени обжига.
После того как анализ газа дает результаты, соответствующие
расчетным, анализ извести показывает расчетную степень обжига,
печь включается в работу.
При достижении рабочего режима стабилизируется температура
печных газов. В дальнейшем следует поддерживать эту температу-
ру. Она будет всегда ниже расчетной из-за присосов холодного
воздуха в верхней части печи примерно на 50°С и составлять
~ 250—300 С. Во время работы печи на мазуте непрерывно конт-
ролируют и ведут запись температуры отходящих газов, а также
периодически контролируют их состав. При анализе печного газа
определяют: СО£, О2, СО, СН^, так как только такой анализ
газа вместе с температурой отходящих газов дает полную инфор-
мацию о работе печи (см. главы У1 и УП). По анализу печных га-
зов оценивается процесс проникания, перемешивания и горения в
слое известняка, а по температуре отходящих газов оценивается
степень обжига извести. Понижение температуры отходящих газов
говорит о том, что количество выгружаемой извести (загружаемо-
го известняка) не соответствует количеству подаваемого топлива
123
при условии нормального состава печного газа. Это значит, что
через определенное время в выгружаемой извести появится "недо-
жог" в количествах, превышающих норму. Повышение температуры
печных газов, напротив, говорит о том, что количество выгружав —
мой извести меньше необходимого. Это бывает, как правило, из-за
остановки выгрузочного устройства.
При эксплуатации печи, работающей на мдзуте, повышение тем-
пературы выше нормы свидетельствует о повышении температуры в
зоне обжига до недопустимого предела, при котором происходит так
называемое "подвисание" материала.
Необходимо остановиться более подробно на движении кускового
материала вдоль шахты печи, работающей на мазуте.
В печах на твердом топливе по мере его выгорания образуются
дополнительные пустоты, что способствует движению материала
вдоль шахты. В печах, работающих на мазуте, это явление отсут-
ствует. Поэтому движение материала в них затруднено. Отсюда —
требование к непрерывности выгрузки. Это требование необходимо
и для печей на твердом топливе, но особенно жестким оно стано-
вится при работе печей на мазуте и газе.
Опыт эксплуатации показывает, что остановка выгрузочного уст-
ройства на 20-30 мин может привести к подвисанию. К такому же
результату может привести выход из строя одной или нескольких
кареток Антонова на печах, оборудованных этими каретками. Одна-
ко эти подвисания не имеют ничего общего с так называемыми
"козлообразованиями" в печах на твердом топливе: никаких оплав-
лений в печи не происходит из-за отсутствия очагового горения.
Выключение горелочных устройств на несколько минут ликвидирует
подвисание, и печь начинает работать нормально. Тем не менее по-
добные нарушения режима недопустимы. Отсюда ясно, каким важ-
ным параметром является температура печного газа при эксплуата-
ции печи, работающей на мазуте.
Анализ состава печного газа производится при разогреве печи и
выходе ее на режим не реже одного раза в час, а при нормальной
ее эксплуатации - не реже 2 раз за смену. Имея полный состав
печного газа, эксплуатационный персонал может провести анализ
работы печи. Анализ печного газа в совокупности с температурой
его позволяет определить расход тепла на получение 1 кг бескис-
лородного диоксида углерода, а также все статьи материального и
теплового баланса.
При этом нужно располагать данными по составу известняка и
мазута, а также знать его теплоту сгорания.
Рассмотрим здесь наиболее характерные нарушения нормального
режима работы печи, которые находят свое отражение в газовом
анализе (нормальными будем называть величины, которые получа-
ются при расчете печи по проектным данным главы У1).
1. Содержание СО превышает норму ( > 5%), содержание
мало ( < 1%), СО^ - мало, соответственно большой расход тепла
на разложение известняка.
24
Ясно, что воздуха, подаваемого в низ печи, недостаточно при
условии нормальной работы газификаторов и нормальном расходе
топлива. Для исправления режима необходимо увеличить подачу воз-
духа в печь за счет увеличения нагрузки газоотсосных устройств.
2. Содержание велико (7 - 8%); содержание СО и С©2 ни-
же нормы, СО^ - в пределах нормы. Степень обжига извести нор-
мальная. Температура печного газа ниже нормы.
Причина - повышенные присосы воздуха в верхней части печи.
Необходимо устранить эти присосы.
3. Содержание ©2 выше нормы; содержание СО и СО^ мало,
СО^ - ниже нормы; соответственно выше нормы и расход тепла на
1 кг СаО. При этом температура печного газа повышенная, а в
извести "недожог" в количествах, превышающих норму. Работа га-
зификаторов нормальная, расход топлива в норме.
Имеет место избыточная подача воздуха через холодильник пе-
чи. Для получения нормального режима с.1едует уменьшить коли-
чество воздуха за
ройств.
4. Содержание
выше нормы, СС>2
СаО повышенный.
счет уменьшения нагрузки газоотсосных
Og в норме или выше нормы; содержание
- ниже нормы, расход тепла на получение
уст-
СО
1 кг
Это наиболее неприятный случай нарушения режима работы.
Причиной его, как правило, является плохое распределение извест-
няка по сечению печи. Необходимо проверить работу загрузочного
устройства. Причиной может быть также плохая очистка известня-
ка от мелочи и грязи; следует проверить работу станции очистки
известняка.
При оценке работы печи необходимо принимать во внимание сле-
дующее обстоятельство. Если анализ газа характеризует работу пе-
чи в данный момент, то анализ извести дает нам результаты, со-
ответствующие работе печи за несколько часов до момента анали-
за. Причем время это определяется объемом холодильника печи и
производительностью печи.
Следовательно, недожог, выходящий из печи, говорит о наруше-
нии режима не в настоящий момент, а за несколько часов до выг-
рузки недопала, иногда за целую смену. Поэтому неоправданно из-
менять режим, например добавлять топливо.
Известь с повышенным содержанием недопала, находящуюся в
холодильнике ниже уровня 'ггновки газификаторов, уже ничем ис-
править нельзя. Ее нужно .дч-. жать, следя за поддержанием нор-
мального режима работы печи. После того как пройдет известь с
недопалом, начнет выгружаться известь нормального состава (ио
не раньше этого).
Опыт работы печей на жидком топливе показывает, что нор-
мальная их эксплуатация требует автоматизации как процессов го-
рения топлива, так и процессов загрузки и выгрузки печи. При этом
функции обслуживающего персонала сводятся к наблюдению за ра-
ботой системы автоматики и устранению появляющихся неполадок.
125
Если же процессами загрузки и выгрузки печи управляют вручную,
то необходимо тщательно следить за тем, чтобы выгрузка печи
производилась равномерно, а загрузка печи непрерывно.
Оператор, обслуживающий печь, следит за нормальной работой
мазутных форсунок и в случае их засорения или подтекания мазута
производит их замену. Для этого в помещении обслуживания гази-
фикаторов должны находиться в собранном виде запасные легкоза-
меняемые (как правило, в течение 1 мин) форсунки. Снятую фор-
сунку разбирают, промывают, устраняют неисправность, после чего
ее собирают и подготавливают к работе.
Нормальными величинами мы условились называть величины, ко-
торые получаем при расчете данной конкретной печи по проектным
показателям. Следовательно, для каждой печи в зависимости от ис-
пользуемого сырья и топлива эти величины будут разными. Однако
можнр говорить о некоторых средних величинах, годных для оценки
большинства печей сахарной промышленности, если они будут рабо-
тать на жидком топливе.
Известняки, применяемые в шахтных печах сахарных заводов,
содержат 90-95% СаСО_, а мазут имеет теплоту сгорания
4 • 104 кДж/кг.
Коэффициент расхода воздуха, необходимый для нормального ве-
дения процесса обжига в шахтной печи, колеблется в пределах
1,2-1,3. При этом :ечи с герметичным загрузочным устройством
будут иметь следующие показатели:
Расход тепла, кДж на 1 кг СаО
Степень обжига извести, %
Состав печного газа, %
С01
О2
СО
Н2
сн4
(5v5,5)103
95-97
27-28
4
1,5-2
0,8-1
0,02-0,05
На эти показатели можно в первом приближении ориентировать-
ся при оценке работы печи.
Кроме того, имеется еще один показатель работы печи на ма-
зуте - содержание элементарного углерода (сажи) в печном газе.
Он определяется при наладке работы печи по методике, указанной
в [102]. В период эксплуатации содержание сажи можно не прове-
рять, потому что при выдерживании всех остальных режимных па-
раметров в оптимальных пределах содержание сажи
также будет норма льным.^ Как уже отмечалось, оно
пределах 300-600 мг/м в зависимости от марки
в печном газе
колеблется в
мазута, причем
нижний предел относится к легким мазутам марок 40 и 60, верх-
ний - к тяжелым мазутам марок
Обслуживающий печи персонал
ботой газопромывателей, так как
одновременно и сажеуловителями
100 и 200.
должен тщательно следить за ра-
при работе на мазуте они служат
(см. главу IX).
126
При нарушении их работы может происходить занос сажей газо-
отсосных устройств. Разрежение в верхней части печи не является
показателем, прямо характеризующим работу печи. Оно зависит как
от среднего размера известняка, так и от широты его фракционно-
го состава (разницы между максимальным и минимальным куском
известняка). Чем меньше средний размер куска или чем шире фрак-
ционный состав, тем больше разрежение (разумеется, при неизмен-
ной удельной производительности печи, т.е. съеме СаО с 1 м^ по-
перечного сечения шахты).
Резкое падение разрежения в верхней части печи свидетельст -
вует о нарушении герметичности загрузочного устройства.
В то же время показатель разрежения является импульсом, по
которому работает автоматика безопасности, о чем будет сказано
ниже.
Автоматизация печей, работающих на мазуте
Автоматизация является необходимым условием надежной экс-
плуатации печей, работающих на мазуте. Система автоматики сос-
тоит из системы автоматической загрузки печи известняком и сис-
темы автоматического регулирования процесса обжига.
Система автоматической загрузки известняка в основном такая
же, как и в печах на твердом топливе.
По разрешающему сигналу уровня известняка в печи произво-
дится заполнение ковша. После достижения заданной порции запол-
нение ковша прекращается, одновременно включается лебедка ски-
пового подъемника, ковш движется вверх. В это же время включа-
ется привод открывания нижнего клапана загрузочного устройства.
Известняк, лежащий на нижнем клапане, ссыпается в печь. По
истечении заданного времени ( ~ 5 с) клапан закрывается. Ковш,
движущийся по направляющим скипового подъемника, доходит до
крайнего верхнего положения и опрокидывается. Известняк высыпа-
ется в приемную воронку на верхний клапан загрузочного устрой-
ства. При движении ковша вниз включается приьод поворота лотка.
Лоток поворачивается на заданный угол и останавливается в новом
положении, после чего происходит открывание верхнего клапана.
Известняк ссыпается в промежуточный бункер на нижний клапан.
По истечении заданного времени ( ~ 5 с) верхний клапан закрыва-
ется. Ковш опускается в крайнее нижнее положение, и при разре-
шающем сигнале уровня цикл повторяется.
Система автоматического регулирования процесса обжига пост-
роена по принципу стабилизации основных технологических пара-
метров, соответствующих заданной производительности. Произво-
дительность печи может изменяться дистанционно, с пульта управ-
ления. Все технологические параметры также дистанционно подст—
раиваются под выбранную производительность. Эта подстройка осу-
ществляется с учетом результатов газового анализа, температуры
отходящих газов и степени обжига извести. После того как этот
127
процесс заканчивается, основные технологические параметры под-
держивают на уровне, соответствующем заданной производительнос-
ти, автоматически.
Система автоматики осуществляет следующие процессы:
1. Равномерное распределение мазута по всем газификаторам.
Наиболее простой вариант реализации этого процесса - применение
дозаторов мазута.
Дозатор мазута — это поршневой насос с числом цилиндров,
равным числу газификаторов, причем конструкция его позволяет ре-
гулировать количество мазута, подаваемого каждым цилиндром. Та-
кие дозаторы серии ДА выпускаются рижским заводом "Ригахим -
маш".
Второй вариант — распределение мазута по газификаторам с по-
мощью системы регулирования, которая включает в себя мазуто—
мер, имеюший электрический выход, преобразователь электрическо-
го сигнала в пневматический, прибор ПВ-1О, регулятор и пневма-
тический регулирующий клапан.
В этом случае на задающем приборе устанавливается необходи-
мый расход, и прибор включается в автоматическую работу.
Если количество мазута, проходящее через мазутомер, отлича-
ется от заданного, появляется сигнал (электрический) рассогласо-
вания, который преобразуется в пневматический и затем подается
на регулятор. Регулятор открывает или закрывает клапан до тех
пор, пока расход мазута не станет равным заданному. Система ра-
ботает надежно, однако она сложнее варианта с дозатором мазута.
2. Поддержание температуры процесса газификации.
Оптимальной температурой газификации можно считать 1100 -
1200°С. При поддержании неизменного расхода мазута на форсун-
ку температура в газификаторе будет определяться количеством по-
даваемого воздуха, которое может колебаться в зависимости от
разрежения в газификаторе (см.Эксплуатация известково-газовых
печей на жидком топливе).
Следовательно, поддержание постоянной температуры - это под-
держание постоянного расхода воздуха. Система автоматики состо-
ит из следующих элементов: термопары, потенциометра с регулято-
ром и преобразователем электрического сигнала в пневматический,
задающего прибора, исполнительного механизма, который открывает
или закрывает заслонку, регулирующую подачу воздуха в газифика-
тор.
Регулирование температуры во всех газификаторах осуществля -
ется одним потенциометром и одним задающим прибором с помошью
специального обегающего устройства. Регулирование заключается в
поочередном подключении термопар газификаторов к потенциометру.
Отрегулированный расход воздуха остается неизменным до следую-
щего цикла регулирования.
3. Поддержание постоянного расхода печного газа.
Система автоматики состоит из измерительного устройства
(диафрагмы или сопла Вентури), дифманометра, прибора ПВ-10 с
128
регулятором и регулирующего клапана. При отклонении расхода печ-
ного газа от заданной на приборе ПВ-1О величины сигнал с диф-
манометра поступает на регулятор, воздействующий на регулирую -
ший клапан. Клапан открывается или закрывается до тех пор, пока
расход не станет равным заданному.
4. Поддержание расхода рециркулируемого печного газа на всю
печь в целом.
Распределение "рециркулята" по отдельным точкам ввода осу-
ществляется при наладке работы печи вручную. Система автомата -
ки по регулированию расхода печного газа включает в себя изме-
рительное устройство (диафрагмы или сопла Вентури), дифманометр
прибор ПВ-1О. с регулятором и регулирующим клапаном, который
устанавливается на трубопроводе рециркулируемого печного газа.
Принцип работы системы тот же, что и в случае стабилизации рас-
хода печного газа.
Все элементы системы автоматического регулирования процесса
обжига компонуются в отдельных шкафах, устанавливаемых в поме-
щении обслуживания газификаторов. Элементы системы автомата -
ческой загрузки печи известняком располагаются в шкафах, кото-
рые монтируются в помещении обслуживания загрузки и выгрузки
печи. Обычно они находятся на уровне загрузки известняка в ковш.
В помещении обслуживания газификаторов размещают также
приборы, показывающие и записывающие температуру печного газа,
разрежения в верхней части печи, расход пара на распыление ма-
зута. Кроме того, имеются приборы, установленные по месту, ко-
торые показывают давление пара и мазута перед форсунками, тем-
пературу мазута в коллекторе. На шит управления процессом обжи-
га выведен также прибор, контролирующий уровень известняка в пе-
чи.
Все перечисленные системы и приборы дают оператору полную
информацию о работе печи и позволяют веста грамотную ее эксплу-
атацию.
В систему автоматизации печи входит также автоматика без-
опасности, которая прекращает подачу мазута в случае падения
разрежения в верхней части печи ниже 500 Па и остановки дуть-
евого вентилятора, подающего воздух в газификаторы.
При прекращении подачи мазута из-за исчезновения разрежения
в верхней часта печи автоматически останавливается дутьевой вен-
тилятор.
Таким образом, автоматика безопасности исключает работу печи
под давлением. Давление в печи - опасно, так как в этом случае
продукты неполного сгорания мазута, вредные для здоровья чело-
века (особенно СО), попадут в помещение обслуживания.
Техника безопасности при эксплуатации известково-газовых
печей
Техника безопасности при эксплуатации известково-газовых пе-
чей, работающих на твердом топливе, подробно изложена в сборни—
Ь-507 1 29
ке "Правила по технике безопасности и производственной санитарии
в сахарной промышленности" [103]. Поэтому ниже приводятся
только специфические требования, относящиеся к работе известко-
во-газовой печи на мазуте.
К обслуживанию печи допускаются лица, прошедшие специальную
подготовку и сдавшие экзамен на знание правил техники безо-
пасности. Эксплуатация печи на жидком топливе имеет некоторые
отличия от эксплуатации печи на твердом топливе.
Прежде всего - это наличие газификации мазута, при которой
вырабатываются продукты (СО, Н^, СН^), способные при опреде-
ленных условиях создавать взрывоопасные смеси. Поэтому для бе-
зопасной работы следует исключать эти условия. Как уже говори-
лось, возможность взрыва появляется при неполной загрузке печи
(образуется свободный объем). Отсюда равномерная загрузка печи
и недопущение работы с недогрузом - одно из основных требова-
ний техники безопасности. Сюда же относится и контроль состояния
взрывных клапанов, устанавливаемых на кожухе печи, примерно на
уровне поворотного лотка.
В помещении обслуживания газификаторов необходимо устанав-
ливать прибор, контролирующий уровень загазованности, периодичес-
ки проверяя его исправность. Следует постоянно следить за беспе-
ребойной работой приточно-вытяжной вентиляции.
После монтажа новой печи или ремонта действующей следует
проверять на герметичность трубопровод рециркулируемого печного,
газа, особенно участок, находящийся в помещении обслуживания, так
как он может быть источником угарного газа (СО).
При розжиге газификаторов с помощью зажигающих устройств
следует сначала проверить их работу и только после этого осу-
ществить подачу мазута на форсунку. Запрещается контролировать
работу форсунки, заглядывая в газификатор через отверстие для
запальника. При внезапном потухании пламени последующее само-
воспламенение сопровождается хлопком, который может привести к
повреждению глаз. Наблюдать за пламенем можно только через
специальные смотровые лючки, оборудованные стеклами. Перед за-
меной форсунки предварительно убеждаются в отсутствии давления
пара и мазута в трубопроводах.
Обслуживающий персонал должен периодически проверять ис-
правность автоматики безопасности. Необходимо во избежание ожо-
гов следить за исправностью изоляции паро- и мазутопроводов.
В помещении обслуживания газификаторов должен находиться
полностью укомплектованный противопожарный щит, а' также ящик с
песком.
Так как опускание шихты в печи, работающей на мазуте, проис-
ходит в основном толчками, категорически запрещается иметь на
кожухе печи смотровые лючки, расположенные в помещении обслу-
живания. Также запрещается заглядывать при работе печи в смот-
ровые лючки, находящиеся вне помещения обслуживания.
Конструкция печи, работающей на мазуте, предусматривает гер-
130
метизацию монтажных дверок (люков) выгрузочных устройств.
Поэтому для периодического контроля за работой выгрузки на лю-
ках делают небольшие смотровые лючки. Если лючки не имеют за-
щитных стекол, наблюдать за работой выгрузочного устройства
можно только в защитной маске или защитных очках. В противном
случае, при очередной "посадке" печи известковая пыль, выброшен-
ная через смотровой лючок, может повредить глаза.
Для ликвидации "подвисания" в печи нужно просто выключить на
короткое время (5-10 мин) газификаторы мазута. Нельзя допус-
кать применения каких-либо других мер. Нужно помнить, что воз-
можные в печах, работающих на мазуте, "подвисания* не имеют
ничего общего с так называемыми козлами, образующимися иногда в
печах, работающих на твердом топливе.
ГЛАВА IX. САТУРАЦИОННЫЙ ГАЗ
Состав печного газа
Основными компонентами печного газа, получаемого в извест-
ково-газовых печах, являются азот - 60%, диоксид углерода -
30-40%, кислород - 1-5%, оксид углерода - 0,5-4%. Кроме того,
в газе содержатся оксиды азота, смолистые вещества, хлориды ще-
лочных металлов и пыль, состоящая из мелких частиц известняка
и твердого топлива. Температура печного газа 110-140 С. Запы-
ленный газ нельзя подавать в газовые насосы, так как это приве-
дет к их быстрому коррозионному и • абразивному изнашиванию, а
также к образованию отложений, состоящих из солей КС1,.№£1
частично солей Са и смолистых веществ.
Сатурационным газом условимся называть печной газ, охлаж-
денный и очищенный от пыли и некоторых растворимых в воде ком-
понентов.
Из известняка в печной газ попадают мелкие частички извест-
няка, соли щелочных металлов, в первую очередь KCL и N&CL и
битуминозные вещества, встречающиеся в небольших количествах в
природном сырье. Хлориды щелочных металлов при нагревании воз-
гоняются и уносятся газами. Количество KCL к N&CI в газе за-
висит от их исходного содержания в сырье. Даже присутствие
только следов этих солей приводит при длительной эксплуатации к
их отложению на рабочих органах газовых насосов.
Из твердого топлива в печной газ попадают летучие вещества,
образующиеся при нагревании топлива в результате термического
распада боковых цепей углеводородов, входящих в макромолекулу
угольного вещества. Чем выше температура нагрева, тем больше
боковых групп отщепляется от молекул. Уголь разлагается при
200 С, а в интервале 500-700 С начинают выделяться летучие
вещества, т.е. разложение угля происходит уже в зоне подогрева,
где в газовой фазе кислород практически отсутствует и, следова-
тельно, не может происходить горения летучих.
131
Летучие вещества топлива состоят из метана, водорода, диокси-
да углерода и азота. При работе печей на антраците к перечислен-
ным компонентам добавляются смолистые вещества, в состав кото-
рых входит фенол. Метан и водород являются потерями горючей
массы топлива, но не вызывают технологических осложнений на
станции сатурации. Однако при значительном содержании метана и
водорода в печном газе последний в случае разбавления его возду-
хом может оказаться взрывоопасной смесью.
Смолистые вещества загрязняют промывные воды лавера, от-
кладываются в газопроводах и турбогазодувках.
Дымовые газы, В состав печного газа входят дымовые газы,
образующиеся при сжигании топлива. Они состоят из диоксида уг-
лерода, азота, остаточного кислорода, водяного пара, продуктов
неполного сгорания топлива и оксидов азота. В дымовых газах мо-
жет содержаться до 20% диоксида углерода (СО^). Но обычно его
содержание не превышает 19% вследствие того, что около 1%
кислорода не вступает в реакцию горения, а некоторая часть диок-
сида углерода восстанавливается до СО на поверхности раскаленно-
го кокса.
При полном сгорании мазута и природного газа без избытка
воздуха концентрация СО2 в дымовых газах может достигать со-
ответственно 14 и 10%. Снижение концентрации СО^ в дымовых
газах по сравнению с газом от сжигания твердого топлива объяс-
няется тем, что в состав мазута и природного газа входит водо-
род, который при сгорании образует пары воды. Содержание паров
воды при сжигании мазута составляет 12%, а при сжигании при-
родного газа - 20%. При конденсации водяных паров содержание
СОв дымовых газах повышается: при сжигании мазута до 16%,
при сжигании природного газа до 12,5%.
Количество кислорода в печном газе зависит от вида применяе-
мого топлива и от величины подсосов воздуха через загрузочное
устройство при работе под разрежением. В шахтной печи, работаю-
щей на твердом топливе, всегда имеется избыток топлива в зоне
подогрева, т.е. топлива, не вступившего во взаимодействие с кис-
лородом воздуха из-за того, что практически весь кислород израс-
ходовался в нижележащих слоях шихты. Поэтому в печном газе со-
держится минимальное количество кислорода (0,5%). Более высо-
кое содержание кислорода вызывается, как правило, подсосами воз-
духа в верху печи и по всему газовому тракту. При работе печи под
давлением концентрация в газе составляет 0,5—0,8%.
Повышение концентрации кислорода в печном газе может
быть
вызвано и ненормальностями в работе печей. К ним в первую оче-
редь относится задержка выгрузки извести из печи. Выгрузка хо-
лодной извести свидетельствует о том, что часть объема печи
превращена в бункер для хранения готовой извести. Зона горения
оказывается смещенной вверх, и создаются условия для "проскока"
неиспользованного кислорода через .слой шихты. В этом случае уве-
личенным отбором извести можно быстро снизить содержание кис-
132
порода а печном газе, а следовательно, и увеличить содержание
СО^ в нем, так как на каждый объем кислорода в печь вводится
79:21е 3,76 объема азота, который разбавляет печной газ.
Другими причинами увеличения содержания кислорода в печном
газе могут быть частичное разрушение огнеупорной кладки и под-
висание шихты в печи. В этом случае требуется ликвидировать под-
висание, а иногда и восстановить огнеупорную футеровку.
Для полного сжигания мазута и природного газа приходится
вводить избыточное количество воздуха, и поэтому содержание кис-
лорода в печном газе из таких печей будет всегда более высоким,
чем при использовании твердого топлива. Величина избытка возду-
ха зависит от конструкции горелочных устройств и схемы ввода
этих видов топлива в печь.
Оксид углерода, образующийся в результате реакции горения
топлива, обычно догорает в газовой фазе [53-56]. Он может об-
разовываться и в результате восстановления СО^ на поверхности
раскаленного топлива ( СО^ + Си= 2СО). В шахтных известково-
газовых печах преобладающее значение имеет именно реакция вос-
становления СО^, которая протекает в кинетической области реа-
гирования. Количество образующегося оксида углерода зависит
только от температуры реакции и величины реакционной поверхнос-
ти и не зависит от концентрации диоксида углерода или от скорое-;
ти подвода реагента. При повышении температуры скорость реакции
существенно возрастает. Заметное образование оксида углерода
наблюдается при температуре реагирования выше 800°С.
Реакционная поверхность включает в себя кроме наружной по-
верхности еще и поверхность пор диаметром более 10 мкм.
Количество образующегося оксида углерода зависит также от
реакционной способности данного вида твердого топлива [7], при-
чины изменения которой мало изучены.
Процессы горения и газификации твердого топлива в слое, раз-
бавленном инертным к горению материалом, интенсивно поглощаю -
щим тепло, существенно отличаются от процессов горения и гази-
фикации топлива в неразбавленном слое и до настоящего времени
мало изучены.
Наиболее благоприятные условия для восстановления диоксида
углерода создаются в случае образования в печи так называемой
резервной зоны, расположенной выше зоны обжига. Резервная зона
появляется при увеличении высоты зоны подогрева до размеров
больших, чем это требуется из условий завершенного теплообмена
(см.главу У1).
Во ВНИИСПе на лабораторной установке изучали зависимость
выхода оксида углерода от температуры реакции и вида твердого
топлива, а на промышленных печах определяли местоположение
восстановительной зоны и зависимость удельного выхода оксида угле-
рода от объемного расхода газа и реакционной поверхности топлива.
Выяснилось, что температурные условия реакции связаны с мес-
тоположением восстановительной зоны относительно остальных зон
133
печи. Объемный расход газа и поверхность реагирования зависят от
производительности печи, высоты восстановительной зоны и дозы
топлива в шихте.
Местоположение восстановительной зоны и ее размеры опреде-
ляли, анализируя изменения состава газа по высоте шахты, пробы
которого последовательно отбирали при помоши водоохлаждаемого
пробоотборника, движущегося совместно с шихтой.
Данные анализа состава газа были представлены в виде графи-
ков изменения концентрации СО^, О^, СО относительно высоты
шахты печи. На рис.53, являющемся характерным для всех произ-
веденных замеров, по оси ординат отложено объемное процентное
содержание газовых компонентов, а по оси абсцисс - высота отбо-
ра пробы газа от выгрузочного устройства в метрах.
Анализы изменения состава газа по высоте шахты свидетельст-
вуют о том, что восстановительная зона расположена по движению
материала в начале зоны горения. Верхняя граница восстановитель-
ной зоны определяется температурой, при которой скорость реакции
практически равна нулю. Эта зона в печи расположена на границе
зон горения и подогрева, и ее высота не превышает 10-20 диа-
метров среднего размера кусков применяемого топлива.
Зависимость удельного выхода оксида углерода от объемного
расхода газа и реакционной поверхности определяли в зависимости
от производительности печи, смещения зоны горения относительно
высоты шахты и изменения дозы топлива. Кроме того, контролиро-
вали его выход при работе печи под давлением и под разрежением.
Для каждого из исследованных режимов фиксировали эксплуатацион-
ные показатели, необходимые для составления теплового и матери-
ального баланса.
По усредненным за время каждого опыта данным были состав-
лены материальные и тепловые балансы печи и зоны подогрева,
рассчитаны высота зоны подогрева, температура газа и материала
Состаб газа, %
134
Рис. 54. Зависимость выхода оксида
углерода от удельного объема извести.
Рис. 55. Зависимость выхода оксида углерода
от удельного расхода тепла.
Зависимость выхода оксида углерода от удельного съема извес-
ти представлена на рис. 54. Удельный выход оксида углерода при
увеличении производительности печи от 6 до 12,5 т СаО с 1 м^в
сутки снижался с 52 до 35 Md на 1 т СаО.
Повышение дозы топлива в шихте вызывает увеличение выхода
оксида углерода и потерь тепла от химического недожога топлива
(рис.55). При этом величина потерь от химического недожога прак-
тически соответствовала количеству избыточного тепла, выделенно-
го вследствие увеличения дозы топлива.
Изучение выхода оксида углерода в зависимости от высоты зо-
ны подогрева показало, что с уменьшением эоны подогрева его вы-
ход- уменьшается. Потери тепла от химического недожога снижают-
ся на 140 кДж на 1 кг СаО. При этом высота зоны подогрева из-
менялась от 10 до 3,5 м. Расчетная потребная высота зоны по-
догрева для этого случая 7 м.
Снижение выхода оксида углерода при уменьшении высоты зоны
подогрева следует объяснять ликвидацией резервной зоны, возникаю-
щей при увеличении зоны подогрева свыше 7 м. Однако при умень-
шении длины зоны подогрева менее 7 м повышалась температура
печных газов, что приводило к увеличению потерь тепла с печным
газом. Зависимость суммарных потерь тепла от химического недо-
жога и с печным газом от высоты эоны подогрева (рис.56) поз-
волила определить оптимальную температуру печного газа, при ко-
торой потери тепла будут минимальными.
В случае исключения влияния периодической загрузки темпера-
туру печного газа целесообразно•использовать для контроля и ав-
томатизации процесса обжига. Поддержание ее в заданных пределах
(110-140°С) обеспечит не только минимальные потери тепла от
химического недожога и с печным газом, но и стабилизацию поло-
жения зоны обжига, а следовательно, и получение равномерно обож-
женной извести.
В результате изучения потерь тепла от химического недожога
135
Рис. 56. Зависимость суммарных потерь тепла от хи-
мического недожога и с печным газом от длины зоны
подогрева; 1 — температура печного газа; 2 — потери
тепла с печным газом; 3 - потери тепла с оксидом
углерода; 4 — суммарные потери тепла с печным га-
зом и оксидом углерода.
при различных режимах эксплуатации печи - под давлением и под
разрежением, проведенных на одной и той же печи, установлено,
что они резко снижаются при эксплуатации печи под разрежением.
Объясняется это совокупностью ряда факторов, влияющих на умень-
шение температуры восстановительной реакции, а также снижением
скорости реакции при понижении давления.
При переводе печи, эксплуатировавшейся под давлением, на ра-
боту под разрежением потери тепла от химической неполноты сго-
рания топлива снижаются с 15 до 0,5-1%.
Проведенные на лабораторной установке опыты по изучению ре-
акционной способности доменного и литейного кокса и антрацита
позволили установить, что заметное восстановление диоксида угле-
рода начинается при температуре выше 800°С для доменного кок-
са и 850°С для кокса литейного и антрацита. Кроме того, было за-
мечено, что в температурном интервале 850-1100°С количество
восстановленного СО^ увеличивается в два раза при повышении
температуры на каждые 50 С.
До последнего времени считалось, что азот воздуха в процессе
обжига известняка не претерпевает никаких изменений и присутст-
вует в печном газе в свободном состоянии. Такая точка зрения ос-
новывалась на большой инертности молекулярного азота. При наг-
ревании азот становится более активным и при температуре, близ-
кой к 1000°С, вступает во взаимодействие с кислородом воздуха,
образуя оксид азота NO который при температуре ниже 600°С в
присутствии кислорода окисляется до диоксида (NO^).Диоксид азота
при обычных условиях диполимеризуется в 0^ . Все оксиды азо-
та физиологически активны и, за исключением ("веселящего
газа"), являются ядовитыми. Максимально допустимое содержание
оксидов азота в воздухе производственных помещений составляет
5 мг/м^ [104 Образование оксида азота начинается и протекает
136
после окончания горения топлива в той зоне, в которой нет горючих
веществ.
Присутствующий в печном газе диоксид азота должен растворяться
в лаверных водах. Если же за время контакта с лаверной водой
не успел раствориться, он попадает в сок. Образующиеся при сату-
рации нитрит и нитрат кальция хорошо растворимы в воде. Поэтому
содержащийся в сатурационном газе диоксид азота может увеличи-
вать содержание в соке растворимых кальциевых солей.
Отсутствие исследований по вопросу образования оксидов азота
при обжиге известняка для сахарной промышленности не позволяет
оценить увеличение растворимых кальциевых солей в соке за счет
содержания диоксида азота в сатурационном газе.
Вещества, образующиеся в результате термического распада уг-
леводородов. Как указывалось в главе Ш, углеводороды, движу-
щиеся через нагретый кусковой слой, подвергаются термической
диссоциации с образованием элементарного углерода (сажи), водо-
рода, оксида углерода. В некоторых случаях диссоциация высокомо-
лекулярных углеводородов может идти с образованием метана, ко-
торый по сравнению с другими углеводородами является наиболее
стойким. Метан может частично выноситься из печи и при плохом
перемешивании газообразного топлива с воздухом.
Таким образом, при работе на жидком и газообразном топливе
в печном газе могут присутствовать элементарный углерод в виде
сажи, водород, оксид углерода и метан.
Очистка и охлаждение сатурационного газа
Конструкция применяемых газовых насосов, которыми паз пода-
ется в производство, требует тщательной очистки газов. Поэтому
схемы очистки предусматривают двух- или многоступенчатую очист-
ку. На первой ступени в сухих циклонных ловушках происходит гру-
бая очистка от наиболее крупных частиц, на второй ступени - окон-
чательная (тонкая) очистка в промывателях газа.
Действие циклонов основано на использовании центробежной си-
лы, возникающей вследствие тангенциального ввода загрязненного
газа и последующего его движения по спирали. Пыль, отброшенная
центробежной силой к стенке циклона, выводится через нижнее от-
верстие в сборник пыли, а очищенный поток газа выходит из цент-
ральной трубы циклона. Улавливание пыли в циклонах способствует
коагуляции (укрупнению) частиц.
В промышленности широко распространены циклоны типа НИОгаз,
которые отличаются между собой только размерами диаметров (от
100 до 800 мм) и углом наклона между винтообразной крышкой и
входным патрубком. Циклоны довольно эффективно выводят из га-
зового потока частицы размером более 5 мкм.
Прфмывдтель газа с насадкой. Этот аппарат, собранный из от-
дельных чугунных царг, заполняется внутри насадкой. В качестве
насадки используются керамические кольца Рашига, иногда куски
кокса или деревянные решетки.
137
Вода по поперечному сечению аппарата распределяется при по-
мощи брызгалок, которые установлены в верхней части промыва те-
ля. Газ подается снизу под распределительный колокол и движется
навстречу орошающей воде, при этом из газа удаляются частицы
пыли. В промывной воде растворяются небольшое количество диок-
сида углерода (уменьшение концентраций СО^ не превышает 0,5-
0,8%), полностью диоксид азота и частично хлориды щелочных ме-
таллов. В промывателе конденсируются пары воды и часть смолис-
тых вешеств. Для более полной отмывки хлоридов щелочных метал-
лов рекомендуется применять горячую воду, а для конденсации и
отделения смолистых вешеств, наоборот, нужна холодная вода.
Промыватель газа с водяной завесой. В промывателе газа с во-
дяной завесой насадка заменена улиткообразными форсунками (рис.
57), распыляющими воду по всему поперечному сечению. При дви-
жении через аппарат газ встречает несколько водяных завес, час-
тицы пыли при этом покрываются капельками воды и укрупняются.
Пыль выводится из аппарата вместе с промывной водой. Газ очи-
щается и охлаждается. Скорость газа в аппарате около 1,5 м/с.
Форсунки, устанавливаемые в промывателе, обеспечивают тонкий
распыл воды и надежны в работе. В таком аппарате обший расход
воды на очистку газа снижается при одновременном уменьшении
гидравлического сопротивления. В качестве сепарирующего устрой-
ства используется слой колец Рашита.
Скоростной турбулентный пылеулавливатель (труба Вентури),
Пылеулавливатель (рис.58) работает следующим образом. В поток
газа подается жидкость, которая за счет большой скорости газа в
суженной части аппарата - горловине, дробится на мелкие капли.
Благодаря высокой турбулентности газового потока происходит
коагуляция частичек пыли, которые уже могут быть отделены от
Рис. 57. Форсунка для распыления воды.
Рис.58. Схема скоростного турбулентного
пылеуловителя
138
газового потока в обычном циклоне. Скоростные турбулентные уло-
вители состоят из конфузора, горловины и диффузора. Скорость га-
за в горловине 70-120 м/с, расход воды 0,3-1,0 л/м®. Чем
больше скорость газа и расход воды, тем выше коэффициент очист-
ки и тем больше гидравлическое сопротивление. При сопротивлении
выше 5 кПа этот аппарат может весьма эффективно улавливать вы-
сокодисперсные частицы пыли. Достоинство скоростного турбу-
лентного пылеуловителя - малые габаритные размеры, недостаток —
значительные затраты энергии на подачу газа.
Влияние компонентов сатурационного газа
на очистку сока
На очистку сока диоксид углерода поступает в смеси с азотом,
кислородом и оксидом углерода.
.Если азот инертен к соку, то кислород и оксид углерода час-
тично поглошаются им. Так, нами в заводских условиях экспери-
ментально установлено, что при содержании в сатурационном газе
1,9-4,4% оксида углерода и 3,2-3,8% кислорода за время карбо-
низации соком поглощается 78-94 мг оксида углерода и 215-
264 мг кислорода на 1 л сока, или, иными словами, около 30%
содержащегося в сатурационном газе кислорода и оксида углерода.
Влияние кислорода, Конкретных исследований, касающихся
влияния кислорода сатурационного газа на процесс очистки сока,
очень мало [105, 106]. Но имеется много работ, посвященных
влиянию кислорода воздуха на продукты сахарного производства
[107-116].
Анализируя литературные данные, можно заключить, что погло-
щенный соком кислород вступает в химическое взаимодействие не
только с сахарозой и несахарами - инвертным сахаром, альдеги-
де- и кетонокислотами, промежуточными продуктами меланоидино -
образования, окисляя их, но и с металлом, вызывая коррозию ап-
паратуры й поверхностей нагрева [109, 110, 118].
Инвертный сахар легко окисляется, потому что он содержит
альдегидную и кетонную группы. Альдегиды же окисляются даже
при хранении на воздухе. При этом вначале присоединяется моле-
кулярный кислород и образуются надкислоты (или гидроперекиси
кислот), которые затем легко передают половину кислорода другим
молекулам альдегида, превращаясь в обычные карбоновые кислоты
[119]. Реакция эта считается цепной’и протекает по радикальному
типу.
Щелочная среда, присущая почти всем продуктам сахарного
производства, ускоряет процесс окисления инвертного сахара [120].
Это связано с тем, что щелочь "расшатывает" молекулу моносаха-
рида, приводя ее в состояние высокой реакционной способности. Ко-
нечными продуктами окисления инвертного сахара являются органи-
ческие кислоты, а в производственных условиях - их кальциевые
соли. Было установлено, что в щелочном растворе фруктоза погло-
139
шает 4 атома кислорода на 1 моль, а глюкоза - 2. Процесс окис-
ления моносахаридов катализируют ионы двух- и трехвалентного же-
леза.
Растворенный в соках кислород окисляет свободные сульфиты до
сульфатов, а поэтому их роль как ингибиторов цветности уменьша-
ется [113]. Если же в растворе имеются следы железа, то окис-
ление сульфитов кислородом ускоряется в 5 раз [114J.
В настоящее время выяснено, что промежуточные продукты ме-
ланоидинообразования также способны поглотать кислород, и это
влечет за собой интенсивное увеличение цветности растворов. Кро-
ме того, гексозы в присутствии молекулярного кислорода при ат-
мосферном или повышенном давлении даже без катализаторов почти
полностью окисляются до муравьиной и арабоновой кислот. В при-
сутствии же кислорода с давлением, соответствующим парциально -
му в атмосферном воздухе, окисление идет до дезокси-озонов, ко-
торые осмоляются в темные соединения [108, 124].
В зависимости от того, как протекал процесс окисления инверт-
юго сахара, получают бесцветные или окрашенные продукты реак—
1ии. Так, продувание через сок незначительного количества кисло—
года повышало его окраску на 40-70% по сравнению с бескисло -
годной средой [112]. Но известны факты, когда конечные продук-
ты окисления моносахаридов оставались бесцветными [106, 117].
Отсутствие в литературе описания методик, которыми пользовались
готоры, изучая окисление продуктов сахарного производства, не
юзволяет оценить, какое же количество кислорода, поглощенного
гоками, представляет опасность для продуктов сахарного производ-
ства.
Следует упомянуть об эксперименте, проведенном в ФРГ [105],
•де очистка сока осуществлялась с введением воздуха на 1, П и Ш
сатурации, что привело к снижению цветности как сока, так и си-
юпа в среднем на 30—50%. При этом количество вводимого воз—
.уха составляло 1 м^ на 1 м^ сока, а вводимый воздух был тон-
о диспергирован.
Если обработка продуктов сахарного производства велась чис—
ым кислородом, то это приводило к снижению их термоустойчивос-
и, что влекло за собой увеличение содержания редуцирующих ве-
1еств, снижение значения pH сиропа, увеличение цветности раство-
ов, снижение их доброкачественности, увеличение содержания раст-
оримых кальциевых солей [112].
Кислород при длительном воздействии способен окислять даже
ахарозу. При этом наблюдается падение щелочности, снижение
эброкачественности, увеличение содержания золы, увеличение цветн-
ости по сравнению с растворами, находящимися в бескислородной
реде. Наличие незначительного количества железа как двухвалент-
эго, так и трехвалентного ускоряет процесс образования красящих
эшеств при окислении сахарозы. Окислительный распад сахарозы
эд действием кислорода растет с ростом концентрации ее в раст-
>ре, что особенно заметно в интервале концентраций от 5 до 15%
40
и является одним из источников неучтенных потерь сахара в
произ-
водстве.
Если же кислород содержится в соках в растворенном состоя-
нии, то он вызывает коррозию оборудования. В присутствии кисло-
рода активизируется корродирующее действие таких солей, как ок-
салат натрия, хлорид магния. Именно поэтому антикоррозионная за-
щита поверхностей нагрева, выполненная из магниевых катодов, в
присутствии кислорода не выполняет своей защитной роли. С точки
зрения коррозии, поверхностей нагрева в растворе опасны даже сле-
ды кислорода [118].
Влияние оксида углерода, Было замечено, что оксид углерода
(СО) замедляет процесс сатурации (карбонизации). Оксид углерода
может способствовать увеличению длительности карбонизации до
0,5 ч [122]. Так, при содержании в газе 0,5% СО время карбо-
низации возрастает на 1/3 по сравнению с процессом, идущим при
отсутствии СО. Газ, содержащий 10% СО, уменьшает скорость про-
цесса более чем вдвое.
Такое явление пагубно сказывается на качестве получаемых со-
ков [121]. Быстро отгазованные соки по сравнению с медленно
отгазованными имеют более высокую доброкачественность (на 0,7—
0,9%), меньшую цветность (на 20-30%), лучшую фильтруемость
(скорость фильтрации в 3-4 раза больше). В таких соках содержит-
ся меньше азота, золы и красящих веществ. Иными словами, чем
быстрее происходит процесс карбонизации, тем светлее и чище по-
лучаются соки.
Присутствующий в газе оксид углерода даже при высоком со-
держании диоксида углерода может создавать иллюзию недостатка
СО^, понижая его абсорбцию. В производственных условиях наблю-
далось резкое сокращение скорости карбонизации при содержании в
газе 35-36% СО^, 4% СО и следов Как только оксид уг-
лерода и сероводород исчезали, скорость процесса увеличивалась на
1/3, несмотря на то, что концентрация диоксида углерода снижа-
лась при этом до 28%.
Тормозящее влияние оксида углерода на процесс карбонизации
объясняется образованием в растворе кальциевой соли муравьиной
кислоты [122]. Это утверждение основывается на классических
опытах Вертело, синтезировавшего муравьиную кислоту из щелочи и
оксида углерода.
Вуков в лабораторных условиях карбонизовал сок газом, содер-
жащих 33% COq и 4% СО, и обнаружил увеличение содержания
кальциевых солеи в растворе. В соответствии с законом действия
масс произведение концентраций ионов малорастворимого сильного
электролита в его насыщенном растворе есть величина постоянная,
т.е.
ПРСа(ОН)2 = [Са++] [ОН~| 2 = const.
Рост концентрации ионов Са в растворе влечет за собой умень-
шение концентрации ионов ОН-.
141
Исходя из того, что скорость поглощения диоксида углерода V
по графику Фаургольта в области pH 1 и П карбонизаций пропор-
циональна концентрации активных ионов гидроксида [123], т.е.
-К1ОНЧ
Вуков делает вывод о снижении скорости процесса при увеличении
в растворах кальциевых солей. Причем, чем ниже pH сока, тем
больше оксид углерода тормозит скорость реакции, т.е. наибольшее
торможение наблюдается на П карбонизации.
Итак, состав газа существенно влияет на скорость карбониза-
ции и качество получаемых соков. Кислород, присутствующий в га-
зе, вызывает окисление ряда несахаров, а также повышенный кор-
розионный износ оборудования, в результате чего повышается цвет-
ность сока. Оксид углерода тормозит процесс карбонизации и сни-
жает .степень использования СО^. Повышение содержания кислорода
и оксида углерода в газе сопровождается уменьшением концентра -
ции СО^. Поэтому необходимо принимать все меры для снижения
содержания кислорода и оксида углерода в газе, поступающем на
карбонизацию, до минимума.
ГЛАВА X. ПРИГОТОВЛЕНИЕ ИЗВЕСТКОВОГО МОЛОКА
Физико-химические свойства известкового молока
В сахарной промышленности для очистки диффузионного сока от
несахаров применяют известковое молоко, представляющее собой
водную суспензию гидроокиси кальция в ее насыщенном растворе.
Способность СаСОН)^ растворяться в соке, скорость его взаи-
модействия с СО^ и другие физико-химические свойства суспензии
оказывают влияние на процесс очистки и качество очищенного сока.
Рассмотрим некоторые из этих свойств.
В известковой суспензии содержатся твердые частицы Са(ОН)_
различной дисперсности: от коллоидных размеров (0,1-0,001 мкм)
до нескольких миллиметров в поперечнике. В основном твердую фа-
зу суспензии составляют частицы коллоидных размеров. Это крис-
таллиты Са(ОН) и их агрегаты, покрытые водной оболочкой. С
увеличением расстояния от поверхности частиц силы, удерживающие
воду, уменьшаются. На поверхности частиц вода находится в дис-
социированном состоянии, т.е. в виде ОН и Н ионов, а в более
удаленных слоях она находится в свободном состоянии — в виде мо-
лекул Н^О. Количество слоев воды, удерживаемое на поверхности
частиц извести, зависит от условий образования СаО и его гашения.
Между коллоидными частицами, находящимися в суспензии, дейст-
вуют силы приближения и отталкивания. От соотношения этих сил
зависят такие физические свойства суспензии, как расслаиваемость,
вязкость, объем осадка (теста) [125].
На размер и форму образующихся частиц суспензии влияют ус-
ловия получения СаО и условия его гашения.
Исследования показали, что собственно гидраты кальция могут
12
иметь различную форму — шарообразную, игольчатую, шестиуголь —
ных пластин и др. (рис.59). Причинами такого разнообразия форм
кристаллов могут служить различные примеси в извести и воде,
температура, скорость образования кристаллов, количество молей в
гидратной воде и другие факторы. Считают, что наиболее устойчи-
вой формой являются шестиугольные пластины. Их плотность равна
2,23 г/см3 [126].
Форма вторичных частиц, образовавшихся при гашении извести,
зависит от прочности связи между первичными частицами СаО и
степени агрегации гидратированных коллоидных частиц в суспензии.
В главе П было показано, что в печной извести кроме СаО со-
держатся соединения оксида кальция с примесями, находящимися в
исходном известняке. Все эти соединения разлагаются кислотами, в
том числе и диоксидом углерода в водном растворе. Полуторные ок-
сиды (Ре20з, AI2O3) и их соединения с известью не мешают про-
цессу очистки сока, так как реагируют с сахарозой и СО^ и выде"
ляются в виде малорастворимых гидратов. Однако их присутствие в
извести влияет на плотность известковой суспензии и увеличивает
массу фильтрационного осадка, тем самым повышая потери сахара
с ним.
Химические свойства образовавшейся суспензии определяются
свойствами находящейся в ней гидроокиси кальция. CafOH)^ явля-
ется сильным основанием, которое диссоциирует в водном растворе
в две стадии:
Ca(OH)2S=tCaOH+ + ОН-;
СаОН+ 3=^ Са++ +ОН-
Первая стадия диссоциации идет практически нацело, в вторая - нез-
начительно. Степень диссоциации CatOH)^ при 25°С в. ненасыщен-
б г е
Рис. 59. Формы образований гидроокиси кальция (увеличение 100000) : а - шарообразные
частицы; б - гексагональные кристаллы; в - частицы с расщепленными концами; г - ните-
видные и сетчатые образования; d - плотный агрегат тонких игл; е - игольчатые образова-
ния.
143
ном растворе составляет 90%. В насыщенном растворе она значи-
тельно меньше.
Одним из главных свойств суспензии является растворимость
Ca(OH)g. Растворимость Ca(OH)g, как и других веществ, зависит
от размера кристаллов, находящихся в равновесии с раствором. Чем
мельче кристаллы, тем выше растворимость. Истинную величину
растворимости определить сложно, так как равновесие между крис-
таллами и раствором устанавливается очень медленно (несколько
суток). Начальное пересыщение раствора (более высокое значение
растворимости) обусловливается наличием малых кристаллов
Са(ОН) 2> которые со временем перекристаллизовываются в более
крупные.
На растворимость Са(ОН)^ влияют температура раствора и при-
рода растворителя. Так, в чистой воде при температуре 20°С раст-
воряется 1,75 г/л СаЮН)^ и 0,59 г/л при 90°С, а в 15%-ном
сахарном растворе растворяется соответственно 30,61 г/л и
2,00 г/л Са(ОН)^ [127]. В насыщенном растворе гипса при 20°С
CafOH)^ вообще не растворяе тся [125].
Самое важное свойство известковой суспензии - ее реакционная
активность, т.е. скорость реагирования с другими веществами, нап-
ример с диоксидом углерода, NagCOg, водородно-хлорной (соля-
ной) кислотой. Реакционная активность суспензии зависит от сте-
пени дисперсности частиц СаЮН)^. Так, грубодисперсная суспен-
зия, полученная из пушонки, реагирует с Na^CO^ за 330 мин, а
суспензия, полученная гашением извести 10-кратным количеством
воды - за 10 мин [126]. Механической обработкой суспензии в
специальных аппаратах (дезинтеграторах) при высоких скоростях
движущихся органов (от 40 до 120 м/с) можно увеличить ее ре-
акционную способность. Например, до обработки в дезинтеграторе
суспензия прореагировала с 1 н.раствором HCL за 10 мин на
84%, а после обработки — на 100% (рис.60) '[126]. Перемешива —
Рис. 60. Кривые титрования суспензии:
7 — до обработки в дезинтеграторе; 2 -
после обработки в дезинтеграторе при
3000 об/мин.
Размер частиц Са/0Р)г,мм
Рис. 61. Фракционный состав известко-
вой суспензии, полученной гашением во-
дой, нагретой до температуры: 1 — 80°С;
2 - 60°С; 3 - 40°С; 4 - 20°С.
144
ние суспензии при невысокой скорости мешалки - 10 м/с паже в
течение 3 ч не вызывает увеличения ее реакционной способности
[126] . Выдержка суспензии может только уменьшить ее дисперс-
ность в результате перекристаллизации CatOH)^, т.е. укрупнения
кристаллов за счет мелких [126]. Установлено, что в сахарных
растворах растворимость Са(ОН) из свежеприготовленной суспен-
зии больше, чем из "старой", - Z,54 г/л и 2,10 г/л соответст —
венно (при 90°С) [127].
При гашении извести горячей водой и с добавками сахарозы дис-
персность суспензии увеличивается (рис.61). Увеличение дисперс-
ности частиц в суспензии приводит к увеличению количества свя-
занной с известью воды и, следовательно, объема теста (табл. 14).
Таблица 14
Влияние способа гашения извести на объем теста [128 ]
Среда гашения
Объем теста (в л на 1 кг СаО) при температуре
15°С 50°С 90°С
Вода 2,0 О,О59^ный раствор сахара 3,9 2,8 3,6 4,5
От количества связанной с известью воды зависят текучесть и
вязкость суспензии, потому что в отличие от истинных растворов
известковая суспензия - коллоидно—дисперсная система. Такие сис-
темы относятся к пластично-вязким жидкостям. Для придания им
текучести требуется затратить большую мощность, чем для истин-
ных растворов. Поэтому вязкость и растёкаемость суспензии уве-
личиваются при гашении извести раствором, полученным после про-
мывки водой осадка на дисковых фильтрах или вакуум-фильтрах.
На вязкость суспензии влияет концентрация частиц гидроокиси
кальция: чем выше концентрация, тем больше вязкость (рис.62)
[129].
Рис. 62. Вязкость известковой
суспензии.
Рис. 63. Растекаемость известковой суспензии,
полученной гашением СаО: 1 - водой; 2 - 0,1%-
ным раствором сахара.
10-507
145
Косвенным показателем вязкости суспензии может быть значе-
ние величины ее растекаемости на горизонтальной поверхности. На
рис. 63 показана зависимость растекаемости суспензии от ее кон-
центрации. В данном случае содержание СаО в суспензии, при ко-
тором она становится неподвижной, близко к величине 30—32%
( р-1,27 4 1,30 г/см^). Физико-химические свойства суспензии
оказывают значительное влияние на ее очистку от неразгасившихся
примесей.
Механизм гашения извести
Механизм гашения извести состоит из нескольких стадий и яв-
ляется физико-химическим процессом гидратации СаО и дисперги -
рования кусков обожженой извести вплоть до коллоидных размеров
[125-127]. При погружении извести в воду вначале. происходит
впитывание воды в поры извести, сопровождающееся хорошо замет-
ным уплотнением исходного вещества. Этот процесс связан с обра-
зованием промежуточного соединения - оксигидрата (СаО . 2Н^О).
Затем уплотненная масса начинает интенсивно "кипеть" с выделе-
нием в раствор хлопьев СаО. При этом выделяется большое коли-
чество тепла. Процесс соответствует самопроизвольному разложе-
нию оксигидрата по уравнению
СаО2Н2О —► Са(ОН) 2 + Н2О + 65 кДж.
Одновременно происходит растворение СаО и образование насы-
щенного раствора СаСОН)^ [125].
Из образовавшегося раствора Са(ОН)^ происходит
ионов СаОН и Са++ на твердой поверхности частиц и
адсорбция
агрегатов
СаО [131]. Образуется ядро мицеллы с положительным зарядом:
[СаО]т+пСаОН+ —» [СаО]пгпСаОН+;
агрегат, частица ядро
[СаО]т+Са++ [СаО]пгпСа++.
агрегат, частица ядро
На ядрах адсорбируются слои гидроксильных ионов воды и об-
разуются коллоидные частицы с положительным зарядом. Эту ста-
дию реакции можно записать в следующем виде:
[СаО] т-пСаОЫ + (п х) ОН — ] [СаО] mnCaOH+- (п - х) ОН
[СаО] т'пСа++ + (п - у). ОН-*• ([СаО] птпСа++- (п у) ОН J +.
В результате дальнейшей гидратации частиц появляется допол -
нительный слой гидроксильных ионов с образованием коллоидной ми-
целлы гидроокиси кальция:
mnCaOH+‘ (п -х) ОН-1+ хОН-
мицелла J
m-nCa++'(n — у)ОН |+ уОН-
[[CaO]m-nCaOH-(n -x)OH~J+ + хОН—|[СаО]
|[Са0]п1пСа++(п-у)ОН-|+ + УОН—|[СаО]
146
Ионы этого слоя также удерживают воду, количество которой за-
висит от условий гашения извести. Так, установлено [128], что
1 моль извести может удерживать до 8 моль Н^О, имеющих крис-
таллогидратный характер. Осторожным высушиванием известкового
теста может быть получен гидрат состава СаСОН)^ • 6Н О. При
медленной сушке можно получить продукты состава СаСОП^’ТН^О
и CaCOHj^-O.S Н^О [125]. На кривой сушки гидрата (рис.64) яв-
но обнаруживаются резкие скачки температуры, соответствующие
образованию указанных гидратов [125].
Скорость взаимодействия СаО с водой зависит от температуры
воды, подаваемой на гашение, размеров кристаллов СаО, наличия
продуктов реакции СаО с примесями, химических вешеств, добав-
ляемых в воду.
Рассмотрим влияние каждого из перечисленных факторов более
подробно. Скорость и полнота гашения зависят главным образом от
температуры воды. На рис. 6 5 приводятся данные о продолжитель -
ностр гашения извести, полученной пуи различных температурах об-
жига карбоната кальция (900—1250 С) и разной начальной темпе-
ратуре воды для гашения. Из рис.65 видно, что температура обжи-
га извести существенно влияет на продолжительность гашения толь-
ко при низкой температуре воды (до 50°). С повышением темпера-
туры воды более 50° влияние условий обжига оказывается значи-
тельно слабее - основное значение приобретает температурный фак-
тор. Продолжительность гашения извести может сокращаться в де-
сятки раз, поэтому в эксплуатационных условиях температура воды
для гашения является самым важным фактором, обеспечивающим
полноту гашения извести и получение качественного молока, необ-
ходимого для технологического процесса.
Как уже было отмечено, с увеличением температуры и
жительности
продол-
наличии глинистых примесей в-
обжига извести, при
Рис. 64. Кривая сушки известкового
теста.
Рис. 65. Продолжительность гашения изве-
сти, полученной обжигом при температуре:
1 - 900 1000°С; 2 - П00°С; 3 - 1200 +
Н250°С.
147
Рис. 66. Изменение качественных показате
лей извести в зависимости от температуры
обжига: !- объемная масса; 2 — размер
кристаллов; 3 — пористость; 4 — удельная
поверхность.
сырье происходит увеличение размера кристаллов СаО, средней плот-
ности (объемной массы) извести и уменьшение ее пористости, а
время гашения СаО увеличивается (рис.66,67) [132 - 135,137 —
139,143]. Однако продолжительность обжига извести в меньшей
степени влияет на скорость реакции, чем температура обжига.
Сильное уменьшение скорости реакции извести с водой происходит
при незначительном содержании гипса (рис.68) [63]. Это объяс-
няется коагулирующим действием иона SO . на гидроокись каль-
ция, что приводит к уплотнению мицелл СаСОН)^ отложению их на
кусках извести и замедлению доступа воды к непрореагировавшему
оксиду кальция [125].
Получающийся при обжиге карбонатных пород оксид, магния за-
медляет скорость гашения извести, так как MgO прокаленный при
температуре выше 1000°С, подвергается гидратации очень мед-
ленно (месяцы, годы) (рис.69 ) С104].
Рис. 67. Влияние размеров Кристалов
извести на продолжительность ее га-
шения.
Рис. 68. Влияние гипса на продолжи-
тельность гашения извести.
Рис. 69. Продолжительность гашения смеси
СаО + МдО (1:1) : 1 - смесь СаО + МдО (1:1);
2 - СаО; 3 - МдО; Д tKOH ~ разность между
температурой молока в конце процесса и началь-
ной температурой воды; Д tTeK разность
между температурой молока в данный момент
времени и начальной температурой воды.
148
На скорость гашения извести влияет природа химических ве-
ществ, добавляемых в воду. Неорганические вещества могут быть
разделены на две группы: электролиты с одновалентными анионами
(jSfaCl , KCl , KJ , CaCl^i NaOH, KOH), которые ускоряют про-
цесс гашения, и электролиты с многовалентными анионами SO4, 80з,
СГ2О3, СгСЦидр.), замедляющие скорость реакции [141, 142].
Под действием ряда адсорбирующихся веществ гидрофильного Ти-
па (способных активно присоединять воду), вводимых в малых до-
зировках в воду, 'гидратация извести замедляется. К таким добав-
кам относятся углеводы (глюкоза, патока, меласса, сульфито-спир-
товая барда, экстракты растений). На рис.70 показано изменение
скорости гидратации извести по времени достижения максимальной
температуры процесса при введении в воду органических добавок,
содержащихся в ней после промывки осадка на вакуум-фильтрах. Та-
кая вода используется для гашения извести на сахарных заводах.
Из рис.70 видно, что по сравнению с чистой водой 0,5%-ные и
1%-ные растворы сахара увеличивают время гашения СаО в 4,5 и
6,5 раза, а 1%-ный раствор сапонина - в 7 раз. Пребывание из-
весткового молока в гасителе ограничено временем в 15 мин, поэ-
тому такое замедление реакции может привести к снижению кон-
центрации СаО в молоке [125J.
Кроме того, в процессе приготовления известкового молока на
основе сахарных растворов создаются благоприятные условия для
разложения сахарозы: высокое pH (12,5) и высокая температура
(100°С). Отмечено, что при этом разлагается 5% от введенного
количества сахарозы, причем 85% разрушенного сахара приходится
на гаситель и песколовушку (рис.71) [144 - 14б].
________I_________.________I--------
О № 20 J0 Ю
Время гашения извести 'i. ми и
Рис. 70. Влияние поверхностно-активных
веществ на скорость гашения извести: 1 -
гашение водой; 2 — гашение 0,5%-ным
раствором сахара; 3 - гашение 1%-ным
раствором сахара; 4 - гашение 1%-ным
раствором сапонина.
Время пребывания б аппаратах (в, ч
Рис. 71. Разложение сахарозы при гашении
извести сахарными растворами: 1 - коли-
чество разложившегося сахара в гасителе;
2 то же, в пссколовушке; 3 - то же, в
мешалке.
149
Требования, предъявляемые к известковой
-суспензии в сахарной промышленности
Обоснованных количественных требований к качеству и степени
очистки известковой суспензии в отрасли нет. Обычно придержива-
ются мнения, что известковое молоко должно быть очищено от при-
месей возможно полнее. Но чем полнее отделяются примеси, тем
выше потери СаО на очистке, тем выше затраты на получение из-
весткового молока, которые будут возрастать, с одной стороны, за
счет установки дополнительной очистной аппаратуры, с другой — за
счет увеличения потерь СаО с отходами. Поэтому для обоснования
требований к технологическому вспомогательному продукту — из-
вестковому молоку - необходимо еще изучить количественные за-
висимости: степень очистки — величина потерь СаО и длительность
пробега оборудования на дефекосатурации, дисперсность частиц
CaCOHjg - время сатурации — величина частиц СаСО^ в сатураци-
онном осадке и т.п.
В настоящее время можно лишь приблизительно сформулировать
некоторые требования, которые базируются на результатах начатых
исследований по этому вопросу и предусматривают использование
существующего оборудования для дефекосатурации.
В табл. 15 содержатся результаты анализа осадка из аппаратов
очистки диффузионного сока. Из фракционного состава осадка сле-
дует, что в этих аппаратах осаждаются в основном частицы разме-
ром более 0,3 мм. Химический состав осевших частиц, показыва-
ет, что они состоят из CaCOg, Si02, полуторных оксидов AI2O3
и Ре20з и, следовательно, были внесены в диффузионный сок с
известковой суспензией.
Из опыта работы сахарных заводов с известковой очисткой сока
известно, что колебания в плотности суспензии затрудняют пра-
вильную дозировку ее в сок и контроль за процессом очистки сока.
Кроме того, при низкой концентрации СаО в суспензии происходит
излишнее разбавление сока водой, что приводит к увеличению рас-
хода тепла на его выпаривание и СаО на очистку.
Таблица 15
Состав осадков после продувки аппаратов дефекосатурации
Состав осадков Диаметр частиц, мм
<0,3 | 0,3-0, | 0,5-1,0 | 1,0-2,0 >2,0
Фракционный, % Химический, % 10,0 21,0 33,0 27,0 9,0
СаСОз 34,0 40,4 43,0 38,7 49,5
MgO 2,0 1,6 1,8 1,3 1,0
Fe^Or + AI7O3 25,1 24,8 22,8 25,2 17,0
S1Q2 + нерастворимые вНС1 38,9 33,2 32,4 34,8 4 32,5
50
Технологические требования к известковой суспензии в сахар-
ном производстве сводятся к следующему:
1) концентрация СаО должна быть постоянной, что обеспечивает
правильность ведения технологического процесса очистки сока и
позволяет автоматизировать его. Нижний предел концентрации СаО
в суспензии должен быть не менее 22%, что соответствует, плот-
ности 1,18 г/см®, а верхний - таким, который обеспечит теку-
честь суспензии и дозировку ее в сок;
2) температура суспензии должна быть 80-90°С, т.е. соответ-
ствовать температуре сока, в который она дозируется;
3) в суспензии должно быть минимальное количество непога-
сившихся примесей размером > 0,3 мм, осаждающихся в аппаратах
дефекосатурации и увеличивающих потери сахара при продувке этих
аппаратов;
4) содержание CaS04 в суспензии должно быть минимальным.
Предельное содержание полуторных оксидов (AI2O3, Ре20з)? МдО
и силикатов кальция пока не установлено.
Из анализа свойств известковой суспензии, изучения гидратации
извести и кинетики ее гашения следует, что для получения суспен-
зии, соответствующей требованиям свеклосахарного производства,
необходимо в процессе гашения извести соблюдать следующие ус-
ловия:
известь гасить предпочтительно чистой водой без добавок саха-
ра с промоем и других поверхностно-активных веществ, замедляю-
щих процесс гашения и увеличивающих вязкость суспензии;
температура воды, применяемой для гашения, должна быть 80°С;
время гашения извести при температуре воды 80°С должно быть
не более 15 мин;
очищать суспензию от непогасившихся частиц размером более
0,3 мм.
Принципиальная схема приготовления
известкового молока
На сахарных заводах известковое молоко получают во вращаю-
щихся барабанных известегасильных аппаратах. Для отделения от
известкового молока непогасившихся частиц, составляющих до 15—
25% к массе печной извести, применяют различные методы: разде-
ление на ситах, разделение под действием силы тяжести, разделе-
ние под действием гравитационно-центробежных сил. Очистку сус-
пензии осуществляют на цилиндрическом грохоте, вибросите, чаше-
вом и лабиринтного типа пескоуловителях, пескоотделителях Руссе-
ля-Дорошенко, реечных классификаторах и гидроциклонах. Самыми
распространенными схемами получения и очистки известковой сус-
пензии в сахарной промышленности являются сочетание барабанного
гасителя извести (аппарата Мика), цилиндрического сита, установ-
ленного на гасителе, и пескоотделителя Русселя—Дорошенко (на
65% заводов), а также гасителя в сочетании с цилиндрическим си-
том, пескоотделителем Русселя-Дорошенко и гидроциклоном (30%
заводов). Остальные заводы работают по нетиповым схемам.
151
Гасители извести. Конструктивные особенности гасителя оказы-
вают влияние на качество получаемого в нем продукта, потери СаО
с удаляемыми из аппарата отходами, удобство управления процес-
сом гашения и возможность его автоматизации.
Для удобства дозирования известкового молока и минимального
разбавления сока необходимо получать суспензию с постоянной
концентрацией. Достичь этого можно при стабильном соотношении
входящих в гаситель потоков извест,и и воды. Следовательно, гаси-
тель должен быть снабжен дозирующим устройством.
При движении через гаситель необожженный известняк истира-
ется и загрязняет молоко частицами карбоната кальция, поэтому
время пребывания недопала в гасителе должно быть минимальным,
для чего выгрузку его из аппарата необходимо производить непре-
рывно.
Следует также учитывать, что печная известь содержит большое
количество мелкой (пылевидной) фракции СаО, а при гашении 1 т
СаО выделяется до 300 кг пара, что вызывает унос пыли из ап-
парата. Кроме того, в результате нарушения режима работы из-
вестково-обжигательной печи в гаситель вместе с известью может
поступать раскаленный кокс, который при взаимодействии с водой
выделяет СО. Поэтому при гашении извести из аппарата в окру-
жающую среду могут выделяться известковая пыль, оксид углерода
и водяные пары.
Во избежание отрицательных явлений гаситель должен быть
снабжен устройствами для дозировки сырья, непрерывной выгрузки
недопала, очистки, обеспечивающей минимальные потери СаО с от-
ходами и уплотнительными и аспирационным устройствами.
Применяемый в сахарной промышленности гаситель типа
АП-1.8М2 (рис.72) представляет собой стальной цилиндр, уста-
новленный горизонтально на роликовых опорах и вращающийся с
частотой 3 об/мин. Привод осуществляется через венцовую шес-
терню и редуктор. Диаметр цилиндра 1,8 м, длина 7 м. С обеих
торцевых сторон цилиндр имеет днища с центральными отверстиями,
а внутри него по винтовой линии прикреплены стальные лопатки,
способствующие перемешиванию материала и транспортировке его к
выгрузочному отверстию. Через центральные отверстия в днищах с
одной стороны аппарата подаются известь и вода для гашения, а с
другой вытекает известковое молоко и удаляются примеси. Со сто-
роны выгрузки на аппарате имеется цилиндрическое сито с разме-
ром отверстий 5x22 мм. Для транспортировки отходов к внутрен-
ней стороне сита по винтовой линии прикреплена направляющая по-
лоса. По оси выгрузочного отверстия аппарата установлен повора-
чивающийся ковш для подачи отходов на цилиндрическое сито. Над
ситом установлен кожух, в котором имеются патрубок вытяжной
трубы для паров и известковой пыли и приемные воронки для мо-
лока и отходов гашения. Степень заполнения аппарата известковым
молоком составляет 25% от общего его объема.
152
В результате гашения извести образуется известковое молоко,
которое процеживается на цилиндрическом сите и поступает через
приемную воронку в транспортный желоб. Отходы из барабана по-
даются лопатками в выгрузочный ковш, затем на сито и выгружа-
ются через приемную воронку на ленточный транспортер.
Описанный гаситель извести имеет существенные недостатки, не
позволяющие осуществить равномерность работы аппарата, стабили-
зировать плотность известкового молока, автоматизировать процесс
и улучшить санитарно-гигиенические условия труда. Отходы гаше-
ния выгружаются из аппарата по усмотрению аппаратчика. Так, нап-
ример, отсутствие питателя и регулятора соотношения известь: во-
да не позволяет производить регулировку подачи извести и стаби-
лизировать плотность известкового молока. Из-за периодичности
работы гасителя и ручного управления процессом гашения плот-
ность известкового молока колеблется в широких пределах - от
1,10 до 1,19 г/см®, что увеличивает разбавление им сока и со-
ответственно расход пара примерно на 2,7%. Из-за увеличения объ-
ема сока расход извести на его очистку возрастает на 0,22% к
массе свеклы. Отсутствие уплотнительных и аспирационного уст-
ройств создает неблагоприятные условия труда в известковом от-
делении.
Применение цилиндрического грохота, отделяющего от молока
фракцию размером выше 5 мм, приводит к существенным потерям
СаО - до 1,5% к массе погашенного оксида кальция |130J.
Отмеченными недостатками обладают также и гасители, постав-
ляемые импортными заводами.
В настоящее время по проектам НПО "Сахар" выпускаются но-
вые гасители извести РЗ-ПГА, АИ-2,0-4,5, АИ-2,5-6,0 (рис.73)
для сахарных заводов мощностью 3; 4,5 и 6,0 тыс.т свеклы в
сутки.
Отличительными особенностями этой конструкции аппаратов яв-
ляются обеспечение регулируемой загрузки извести и подачи воды
Рис. 72. Гаситель извести АИ-1.8М2: 1 - привод; 2 - опорные бандажи и ролики; 3 - вы-
грузочное устройство.
153
“ис. 73. Гаситель извести АИ-2,5-6,0: 1 - привод; 2 - опорные бандажи и ролики; 3 - вы-
грузочное устройство; 4 — уплотнительное устройство.
та гашение, непрерывной выгрузки недопала, наличие самоуплотняю-
цихся устройств и конденсатора паров. Это обеспечивает стабиль—
1ую плотность известкового молока, улучшение санитарно-гигиени-
теских условий труда и возможность автоматизировать процесс га—
пения извести, исключает применение ручного труда.
Наличие в гасителе цилиндрического грохота с отверстиями
маметром 10 мм позволяет снизить потери СаО с 1,5 до 0,4% к
тассе СаО, загружаемого в аппарат.
Сравним технические данные гасителей:
АИ-1, 8М2 РЗ-ПГА
рои зв одительно сть
по извести, т/сут 75 100
” свекле, тыс. т/сут 2,7 3,5
агрузка извести нерегулируемая регулируемая
ыгрузка недопала периодическая непрерывная
1змер отделяемых частиц, мм 5,0 10,0
отери СаО с отходами, % к массе >гашенной СаО 1,5 0,4
эемя пребывания суспензии в 5-15 15
сителе, мии
яброс пара в помещение и в атмос- зру, м3/ч 1500 0
шичие вредных выбросов на площад- г обслуживания аппарата, мг/м3
СО 6-90 Норма
СО2 2-10
СаО (пыль) 200-2000
рим ечание. Отличие аппаратов АИ-2,0-4 Д, АИ-2,5-6,0 от РЗ-ПГА заключается только в
их производительности.
Очистка суспензии от непогасившихся примесей.. Очистку сус-
пензии от частиц размером 1-5 мм на сахарных заводах осущест-
.ляют в основном по принципу отстоя. Только на некоторых сахар-
ых заводах эту фракцию отделяют на виброситах. Работа аппара—
ов отстойного типа происходит по следующей схеме: поток сус-
54
Рис. 74. Песколовушка Русселя-Дорошенко:/ - привод; 2 - вал с лопастями; 3 - выгру-
зочное устройство.
пензии вводится с одной стороны пескоотделителя (обычно, со сто-
роны выгрузки отходов), проходит через его емкость, в которой
под действием гравитационной силы осаждаются твердые частицы, и
выходит с другой стороны аппарата. Осевшие фракции продвигаются
транспортным устройством навстречу потоку суспензии и удаляют-
ся выгрузочным механизмом.
Типовая песколовушка Русселя-Дорошенко (рис.74) представля-
ет собой корытообразную емкость с полуцилиндрическим днишем,
установленную горизонтально. По длине аппарат разделен на секции
поперечными перегородками. Вдоль его емкости помешен вал с
прикрепленными к нему лопатками. На некоторых сахарных заводах
вместо перегородок и лопаток устанавливают ленточный шнек с
диаметром, равным внутренней ширине корыта, превратив, таким
образом, песколовушку Русселя в спиральный классификатор.
Чашевый пескоотделитель (рис.75) по конструкции прост - это
конус, установленный вершиной вниз. К верхней части конуса кре-
пится цилиндр со штуцерами для ввода и вывода суспензии. Аппа-
рат снабжен мешалкой и выгрузочным шнеком.
Реечный классификатор (рис.76) представляет собой прямоуголь-
ное корыто с наклонным днищем. Внутри корыта имеется рама со
скребками, приводимая в возвратно-поступательное движение вдоль
дна корыта. Осевшие фракции передвигаются выгребным механиз-
мом вверх по наклонному днищу и сбрасываются через открытый
торец корыта.
155
Рис. 75. Чашевый пескоотделитель:
1 — привод; 2 — вал с лопастями;
3 - выгрузочное устройство.
Рис. 76. Реечный классификатор; I — привод; 2 — выгрузочное устройство.
Рис. 77. Аппарат лабиринтного типа: / - привод; 2 - выгрузочное устройство.
Аппарат лабиринтного типа (рис.77), представляющий собой со-
зуд U - образной формы в поперечнике, разделен вертикальными пе-
>егородками. Они установлены так, что поток суспензии движется
ю зигзагообразному пути. Этим самым создаются условия для
турбулизации потока и его перемешивания. В нижней части аппара-
та имеется шнек для транспортировки осевших частиц, а в торце —
выгрузочный шнек.
В очистных устройствах, работающих по принципу отстоя сус—
156
Рис. 78. Эффект очистки молока в
отстойниках
пензии, происходит массовое осаждение твердой фазь!. Такое осаж-
дение характерно одновременным выпадением всей твердой фазы -
коллоидно-дисперсных и крупных частиц. Образуется осадок е прак-
тически постоянным фракционным и химическим составом по высо-
те. Поэтому с отходами из аппарата очистки выводится CatOHjg,
а в очищенной суспензии остается часть крупных частиц. Переме-
шивание уменьшает потери извести, но при этом значительно ухуд-
шает эффект очистки. Изменение скорости потока и времени пребы-
вания суспензии в пескоотделителе не оказывает существенного
влияния на эффект очистки. На таком принципе работают в сахар-
ной промышленности все аппараты отстойного типа. Различие меж-
ду ними заключается только в конструкции выгребного механизма,
который выполняет и функцию перемешивающего устройства. В не-
которых аппаратах, как, например, в чашевом пескоотделителе, пе-
ремешивание суспензии и выгрузка отходов' разделены.
Изучение работы отстойных пескоотделителей показало, что в
них отделяются частицы размером более 1 мм лишь на 50% (рис.
78), а содержание СаО в отходах составляет до 45-50%.
Увеличение времени пребывания суспензии в аппарате в 2,5 ра-
за нисколько не отражается на эффекте очистки. Эти данные сов-
падают с показателями работы отстойных классификаторов, приме-
няемых в промышленности обогащения руд, - спиральных, реечных,
чашевых и чашевых с реечным механизмом [147].
Рис. 79. Вибросито: 1 - привод; 2 - сито; 3 - пружины.
157
На некоторых сахарных заводах с целью повысить эффект очист-
ки суспензии включают последовательно с песколовушкой Русселя
(либо с другим отстойником) реечный классификатор, конусный пес-
коотделитель, спиральный классификатор и другие аппараты, рабо-
тающие по принципу отстоя. Обследование показало, что очистка
суспензии происходит в аппарате, стоящем первым по потоку, ос-
тальные аппараты не работают как очистные устройства - отходы
из них не выгружаются, и они выполняют роль резервного оборудо-
вания и емкости. Эффект очистки суспензии при этом остается та-
ким же, как и в схеме без дополнительного отстойника.
Для увеличения эффекта очистки суспензии от частиц размером
'1 мм применяются вибросита (рис.79). Под действием сил вибра-
ции в подаваемой на сито суспензии происходит сегрегация твердой
фазы по толщине слоя. У поверхности сита скапливаются мелкие
фракции, а в верхней части слоя - крупные частицы. Такое расслое-
ние способствует ускорению процесса очистки суспензии. Из теории
и практики грохочения известно, что если твердая фаза содержит
большое количество частиц размером значительно меньше отверстий
сита, то такие частицы проходят через сито очень быстро подобно
протеканию воды [147]. Количество такой фракции к общей массе
материала, поступающего на разделение, не влияет на производи -
тельность аппарата. Частицы размером больше отверстий сита
практически полностью отделяются от суспензии. Вибрация способ-
ствует встряхиванию продукта и эффективному отделению от него
налипших коллоидно-дисперсных фракций извести. На сите возможна
промывка отходов водой без разбавления суспензии. На единицу ве-
са и единицу занимаемой площади производительность вибросита
значительно больше, чем у аппаратов отстойного типа.
Большим преимуществом вибросита как аппарата для очистки
является то, что на нем не наблюдается массового осаждения
твердой фазы. Следовательно, этот аппарат позволяет добиться
лучшего эффекта очистки при меньших потерях извести с отхода-
ми. Такого положительного эффекта нельзя добиться ни в пескоот-
делителях гравитационного типа, ни в гидроциклонах.
Пескоотделители в виде вибросит широко применяются в зару-
бежной практике и вытесняют аппараты отстойного типа. Следует
отметить, что в содовой промышленности вибросито значительно
раньше нашло применение для очистки известкового молока, чем в
сахарной промышленности. В результате длительной эксплуатации
вибросит установлено, что срок службы сеток составляет 3—4 мес.
Профилактическая чистка сит производится вручную стальной щет-
кой 1-2 раза в неделю. Продолжительность чистки от 3 до 10 мин.
Ремонт и ревизия аппаратов, проводимые в межсезонный период,
заключаются в замене вала и пружин. Кроме профилактической чист-
ки сит дополнительного обслуживания они не требую .
Из сопоставления технологических показателей и конструктивных
эсобенностей пескоотделителей следует, что вибросито в настоящее
зремя является наиболее эффективным аппаратом для очистки из-
зесткового молока:
>8
Размер отделяемых частиц, мм Отстойники 10-1 Вибросита 10-1.2
Удельная нагрузка на аппарат
по молоку, м^/ (м^-ч) 1,3 40
по отделяемому продукту. 0,06 1,3
т/ (м2-ч)
Эффект очистки молока, % 50-60 95-98
Содержание СаО в отходах, % к массе до 3,0 0,5-1
СаО в молоке
Рабочая площадь, м^ 22 0,7-0,9
Металлоемкость, кг 9000 500
Потребляемая мощность, кВт ч 6,4 0,6
Чтобы уменьшить зарастание сетки известью, на нее необходи-
мо непрерывно независимо от остановок гасителя подавать извест-
ковое молоко, т.е. аппарат должен быть включен в замкнутый кон-
тур: вибросито — мешалка - насос - вибросито.
Для очистки известкового молока от частиц меньше 1 мм в са-
харной промышленности применяют метод, основанный на использо-
вании центробежной силы, во много раз превышающей силу тяжес-
ти. Для этой цели используют гидроциклоны, в которых центробеж-
ная сила создается за счет вводимого потока. Под действием этой
силы масса частицы становится больше ее массы в поле сил' тя-
жести. Отношение массы частицы в центробежном поле к массе ее
в поле сил тяжести называют центробежным фактором разделения
суспензии. Эта величина пропорциональна скорости вращения частиц
и обратно пропорциональна их радиусу вращения.
Фактор разделения гидроциклонов не превышает 100 даже при
высоких перепадах давления (до 2,5 МПа). От скорости движения
суспензии в гидроциклоне зависит характер касательных сил, дей-
ствующих на частицы суспензии и поддерживающих их в непрерыв -
ном относительном движении. При этом между слоями суспензии
возникает напряжение сдвига, действующее на твердые частицы как
поперечная сила и тем самым размельчающая их. Поэтому в гид—
роциклоне не происходит агломерации частиц подобно тому, как это
наблюдается в гравитационных отстойниках. Но солидарное осажде-
ние имеет место и в циклоне.
Гидроциклон (рис.80) состоит из двух частей: верхней - ци-
линдрической и нижней - конической. Тангенциально к цилиндричес-
кой части установлен питающий патрубок под углом 5-10° к гори-
зонту, чтобы подаваемая суспензия за один оборот опускалась
вниз на высоту сечения питающего патрубка. Очищенная суспензия
удаляется через сливной патрубок в крышке цилиндрической части
циклона. В вершине конуса имеется выходное сопло, по которому
выводятся твердые фракции вместе с частью жидкости. Кроме того,
через гидроциклон проходит воздух, который при нормальной работе ап-
парата входит через выходное сопло и уходит вместе с очищенной сус-
пензией через сливной патрубок. По оси циклона образуется воз-
душный столб, давление, в котором ниже атмосферного. Столб воз-
159
Рис. 80. Гидроциклов.
Рис. 81. Эффект очистки молока в гидроциклоне.
духа не исчезает даже тогда, когда нижнее отверстие полностью
закрыто. В этом случае он образуется за счет выделения раство-
ренных в жидкости газов. Диаметр воздушного столба не зависит
от давления поступающей суспензии, диаметров входного патрубка
и выходного сопла. Он изменяется пропорционально квадрату диа-
метра сливного патрубка. Воздушный столб ограничивает с внут-
ренней стороны восходящий поток очищенной суспензии и играет
важную роль в разделяющем действии аппарата. От диаметра воз-
душного столба зависят высота столба суспензии в гидроциклоне, а
следовательно, и время пребывания ее в аппарате.
Для того чтобы с отделяемыми частицами выходило наименьшее
количество суспензии, необходимо выдержать правильное соотноше-
ние диаметров сливного патрубка и выходного сопла. Оптимальное
соотношение этих диаметров находится в пределах 0,3-0,4. Для
более полного отделения мелких фракций это отношение должно
быть увеличено до 0,5-0,7, но при этом в нижний слив будет
уходить большее количество суспензии.
Диаметр отделяемых частиц в гидроциклоне и его производитель-
ность определяются по эмпирическим формулам, полученным на ос-
новании экспериментальных данных, применение которых ограниче-
но в каждом конкретнбм случаеj Поэтому считается, что наиболее
надежным является метод определения фактической крупности зе-
рен, выделяемых данным аппаратом при заданной производительнос-
ти. Для очистки суспензии в гидроциклоне от частиц размером
160
0,3 мм аппарат имеет следующую характеристику: скорость входя-
щего потока ~ 10 м/с, соотношение диаметров выходного сопла и
сливного патрубка -'-0,3. Гидроциклон диаметром 150 мм при рас-
ходе 25 м^/ч отделяет 76% частиц размером более 0,3 мм. От-
деленные фракции содержат до 50% СаО (по массе на сухое ве-
щество). Зависимость эффекта очистки от размера частиц показана
на рис.81. Для обеспечения бесперебойной работы аппарата он
должен быть включен в циркуляционный контур: гидроциклон - ме-
шалка — насос - гидроциклон. При неравномерном заборе известко-
вой суспензии на технологические нужды производства эта схема
позволяет исключить закупоривание выходного сопла аппарата.
Таблица 16
Техническая характеристика работы очистных устройств
Размер отде- ляемых частиц, мм Способ отделения Эффект отделения, % Состав отходов, СаО СаСОз % к массе R2O3 + S1Q2
10 Процеживанием на грохоте гасителя 95 10 60 30
10-1 Осаждением в от- стойниках 50-60 45-50 20-25 30
Процеживанием на вибросите 95-98 10 60 30
1-0,3 Осаждением в гид- роциклоне Д=150 мм 75 50 60 10 20 30
Показатели работы очистных устройств представлены в табл. 16.
Анализ этих данных показывает, что при очистке суспензии от
крупных кусков недопала с содержанием СаСО^ до 60% следует
применять сито цилиндрического грохота с размером отверстий не
менее 10 мм. После сортировки этих отходов их можно использо -
вать для обжига в печи. Примеси размером 10 - 1 мм эффективнее
отделять на виброситах, а не в гравитационных отстойниках типа
аппарата Русселя-Дорошенко. Мелкие примеси наиболее полно от-
деляются в гидроциклонах, при этом следует предусмотреть возмож-
ность утилизации из них СаО.
К указанному следует только добавить, что суммарный эффект
очистки суспензии в различных схемах будет зависеть от приме-
няемого оборудования и фракционного состава твердой фазы сус-
пензии.
Нормы технологического режима, контролируемые
параметры и управление процессом гашения извести
Основным технологическим показателем работы отделения при-
готовления и очистки известкового молока является концентрация
СаО в нем. Вспомогательным показателем, характеризующим эту
величину, является плотность молока. Чем выше плотность суспен-
зии, тем больше содержится в ней СаО.
Суспензия должна- легко транспортироваться и дозироваться в
161
аппарате очистки сока. Эти требования определяют максимально до-
пустимую концентрацию СаО в молоке. Практикой установлено, что
в условиях работы сахарных заводов следует применять суспензию
с плотностью 1,18-1,19 г/см°. При приготовлении известкового
молока с такой плотностью необходимо выдерживать следующие нор-
мы технологического режима:
температура воды, применяемой для гашения извести 80+5°С;
массовое соотношение извести и воды 1:3,2-3,3;
содержание СаО в очищенной суспензии 21-22%.
При управлении технологическим процессом контролируются сле-
дующие параметры:
Плотность известкового молока
Расход воды и извести
Температура воды
Уровень в мешалке неочищенного
известкового молока
Количество отходов после очистки
известкового молока
Качество печной извести
Содержание СаОакт в известковом молоке
1 раз в 30 мин
непрерывно в процессе гашения извести
непрерывно (автоматически)
непрерывно
1 раз в сутки
1 раз в декаду и в случае изменений в режиме
работы печи
химическим анализом 1 раз в декаду
Качество печной извести определяется содержанием активного
оксида кальция. Активный оксид кальци^ определяется по формуле
СаСОз-О
1,786 - 0,786СаСОз-О 7
где CaCOj — содержание СаСОз в обжигаемом известняке, доли единицы; О — степень
обжига известняка, доли единицы.
Степень обжига известняка с достаточной точностью можно оп-
ределить из соотношения
Сиз - Сотх,
где Сиз масса обожженного известняка, т/сут; GOTX - масса отходов после очистки извест-
кового молока, т/сут.
Плотность известкового молока следует определять пикнометри-
чески, а не денсиметром, так как денсиметр предназначен, для из-
мерения плотности истинных растворов, а не суспензий.
Для определения плотности известкового молока пикнометричес-
ки можно использовать калиброванную колбу Кольрауша емкостью
100 мл, так как существующие пикнометры с. узким горлом неу-
добны для заполнения их известковым молоком. Методика опреде-
ления плотности пикнометром проста и описана в технической ли-
тературе. Оперативный контроль плотности известкового молока на
заводе можно производить взвешиванием молока в тарированной од-
нолитровой емкости на технических весах. Содержание СаО^^^ в мо~
62
локе определяется титрованием 1 н. раствора НС1 при индикаторе
фенолфталеина в пробе молока, обезвоженной и высушенной при
180-200°С до постоянной массы и подсчитывается (в % к массе
сухого вещества) по формуле
1,32 0,028V-100
баОакт — >
где V - объем 1 н. раствора НС1, пошедшего на титрование, мм; G — навеска сухого вещест-
ва известкового молока, г.
По результатам определения плотности известкового молока ре-
гулируется расход воды в гаситель. Плотность молока может из-
меняться из-за неодинаковой скорости потока, и следовательно,вре-
мени пребывания его в гасителе. Это происходит потому, что ап-
парат переполнен кусковым материалом. Для того чтобы колебания
плотности молока были небольшими, выгрузочный ковш в гасителях
старой конструкции должен быть установлен в положение "Выгруз-
ка". При этом живое сечение аппарата не будет перекрываться
кусковым материалом и время пребывания молока в гасителе будет
постоянным.
Управление подачей извести и воды в гаситель производится по
изменению уровня в сборнике неочищенного известкового молока.
Система автоматизации получения известкового молока задан-
ных плотности и количества является частью системы автоматиза-
ции известкового отделения и связана с работой иэвестково-гаэо —
вой печи через уровень неочищенного молока в мешалке. Произво —
дительность гасителя по извести соответствует производительности
печи. Регулирование количества воды, подаваемой в гаситель, осу-
ществляется так же, как и подача извести: по уровню в мешалке и
с коррекцией по плотности молока после гасителя. Вода для гаше-
ния извести подогревается в специальном сборнике, и постоянный
запас ее поддерживается автоматически.
Приложение 1
t,°c
Шкала для И;
164
Средние теплоемкости газов и водяного пора от Одо t°C, кДж/См*д)
16 5
Средние удельные теплоемкости, кДж/(кг К)
1,20
возуириииент теплопроводности газов и водяного параХ-10^ Вт/(м Н)
Шкала для
166
Коэффициенты кинематической
Вязкости газов и Водяного пара д-Ю\мг/с
Приложение 2
Зависимость между давлением пара рп (в мм рт. ст.)
и его температурой tHac (в °C)
^нас 1 Рп ^нас | Рп ^нас | Рп 1нас Рп
-20 0,772 11 9,84 42 61,50 73 265,7
-19 0,850 12 10,92 43 64,80 74 277,2
-18 0,935 13 11,23 44 68,26 75 289,1
-17 1,027 14 11,99 45 71,88 76 301,4
-16 1,128 15 12,79 46 75,65 77 314,1
-15 1,238 16 13,63 47 79,60 78 327,3
14 1,357 17 14,53 48 83,71 79 341,1
-13 1,486 18 15.48 49 88,02 80 355,1
-12 1,627 19 16,48 50 92,51 81 369,7
-11 1,780 20 17,54 51 97,20 82 384,9
10 1,946 21 18,65 52 102,1 83 400,6
-9 2,125 22 19,83 53 107,2 84 416,8
-8 2,321 23 21,07 54 112,5 85 433,6
-7 2,532 24 22,38 55 118,0 86 450,9
-6 2,761 25 23,76 56 123,8 87 468,7
-5 3,008 26 25,21 57 129,8 88 487,1
4 3,276 27 . 26,74 58 136,1 89 506.1
167
•нас | Рп 1нас 1 РП ] hiac hiac | Рл
-3 3,566 28 28,35 59 142,6 90 525,8
-2 3,879 29 30,04 60 149,4 91 546,1
-1 4,216 30 31,82 61 156,4 92 567,0
0 4,579 31 33,70 62 163,8 93 588,6
1 4,93 32 35,66 63 171,4 94 610,9
2 5,29 33 37,73 64 179,3 95 633,9
3 5,69 34 39,90 65 187,5 96 657,6
4 6,10 35 42,18 66 196,1 97 682,1
5 6,54 36 44,56 67 205,0 98 707,3
6 7,01 37 47,07 68 214,2 99 733,2
7 7,51 38 49,69 69 233,7 100 760,0
8 8,05 39 52,44 70 233,7
9 8,61 40 55,32 71 243,9
10 9,21 41 58.34 72 254,6
Список использованной литературы
1. Белов Н.В. Структура ионных кристаллов и кристаллических фаз. - Мл Изд-во АН
ССР. 1947. - 237 с.
2. Ullmans. Enzyklopadie red technishen Chemie. 4 Band. Munchen—Berlin, 1953,
. 837- 839.
3„ Zehman, Wuhrer, Zahl. Tonind. Ztg., 1958, Bd 82, N- 21.
4. Contributions to the Data an Theoretical Metallurgy, V, X, 1949,-
5. Михайлов Ф.Е., Гинзбург Д.М., Цофин Н.И. Теплопроводность карбонатных пород
кусковой извести. — ЖХП, 1954, № 3, с. 172.
6. Гинзбург Д.М. Теплопроводность извести, полученной обжигом известняка при
наличных температурах. - ЖХП, 1959, № 6, с. 48-51.
7. Равич М.Б. и др.. Металлургическое топливо. — М.: Металлургия, 1965. — 472 с.
8. Теоретические константы неорганических веществ. — М._- Изд-во АН СССР, 1948,
1012.
9. Есин О.А., Гельд П.В. Физическая химия пирометаллургических процессов. 4.1. -
Звердловск: Металлургиздат, 1962. — 671 с.
10 Bachstrom. J. Am. Chem Soc., 1925, 47, p. 2436.
11. Roth u Chall. J. Elektrochem., 1928, № 34, p. 190.
12. Гинзбург Д.М., Баранова Р.И- К термодинамической характеристике
карбонатов и окисей кальция и магния. - Труды ВИСПа, 1955, т. VIII, с. 103.
13. Мазуров ‘Д.Я. Теплотехническое оборудование заводов вяжущих материалов. -
М.: Стройиздат, 1975. — 288 с.
14. Воробьев Х.С. Вяжущие материалы для автоклавных изделий. — М.: Стройиздат,
1972. - 287 с.
15. Киреев В.А. Некоторые соображения о влиянии степени дисперсности и компакт-
ности фаз на равновесие. — Изв. сектора фи^-хим. анализа АН СССР, 1949, т. XIX, с. 134
144.
16. Krustinsonsj. Z. physik. Chem [А], 1930. Bd 150, s. 310.
17. Байков А. А., Тумарев A.C. Разложение природных углекислых солей
при нагревании. - Изв. АН СССР, 1937, ОТН, № 4, с. 565-592.
18. Попов К.Г. К вопросу о температуре диссоциации природных карбонатов кальция. -
В кн: Исследование шахтных известково-обжигательных печей. М.. 1964, с. 69-82.
19. Andrussow. Z. phys. Chem., 1925, № 116, р. 81.
168
20, Tamaru, Siomi, Adati, Z. physik. Chem. [A], 1931, № 157, p. 447.
21. Smyth F., Adams L.J. Am Chem. Soc., 1923, № 45, p. 1172.
22. Johnston J.J. Chem. Soc., 1908, № 30, p. 1357.
23. Баларев Д. и Лукова В. Температура разложения карбонатного сырья. - Ко1-
loid Ztsch, 1930, № 52, с. 222.
24. Завриев Д.Х. О температуре диссоциации различных карбонатов кальция. — ЖРФХО.
1908, №40, с. 543-726; 1909, № 41, с. 34-52.
25. Rosenfeld, Pott. J. Chem. Phys., 1909, № 7, p. 561.
26. Потапенко C.B. Диссоциация известняков, доломитов, магнезитов. — Журнал прик-
ладной химии, 1932, № 6—7, с. 693.
27. Satterfield, Feakes J. Ch. E. Jorirnal, 1959, № l,p. 115—121.
28. Передерий И.А. Зависимость температуры диссоциации известняков от содержания
в них глинистых веществ и магнезии. - Строительные материалы, 1937, № 11, с. 55.
29. Кузнецов В.Д. Кристаллы и кристаллизация. - М.: Гостехиздат, 1954. — 411 с.
30. Франк-Кременецкий Д.А. Диффузия и теплопередача в химической кинетике. —
М.: Наука, 1967. - 440 с.
31. Wuhrer. J. Chem. Jng. Techn., 1958, № l,p. 19.
32. Логинов В.И. Разложение известняков. - Научные труды Днепропетровского метал-
лургического института, 1955, т. XXXI11, с. 33.
33. Френкель Я.И. Вязкое течение в кристаллических телах. — ЖЭТФ, 1946, вып. 1,
с. 29-52.
34, Ивенсен В.А. Исследование процессов уплотнения металлокерамических тел при
спекации. - ЖТФ, 1950, т. XX, вып. 12, с. 1483-1489.
35. Зворыкин А.Я. Спекание углекислых солей. — Журнал прикладной химии, 1951.
т. XXI V, с. 1131.
36. Табунщиков Н.П. К вопросу о физико-химическом механизме процесса обжига
карбоната кальция. — Труды ВИСПа, 1952, т. yj , с. 5—26.
37. Табунщиков Н.П. Физико-химические основы процесса обжига карбоната кальция. -
В кн.: Исследование шахтных известково-обжигательных пе«ей. М_, 1964, с. 41-66.
38. Никитин Е.Н. Сорбционные свойства прокаленных окислов кальция и магния. -
ДАН СССР. 1953, т. 90, № 4, с. 591 -594.
39. Хавкин Л.И. Получение быстрогасящейся извести из известняков различной плот-
ности. - Труды Республиканского института местных строительных материалов, 1953, № 4,
с. 99-114.
40. Gunther Р. Tonind, Ztg., 1953, Bd. 77, № 9/10, s. 165-170.
41. Azbe W. Rock. Prod., 1954, v. 57, № 2, p. 18.
42. Hedin Teknisk tidskrift, 1956, v. 86, № 37, p. 851.
43. Hedin. Zement—Kalk— Gips, 1956, Bd. 9, № 12, s. 521.
44. Кукалев Г.В., Дудавский И.Е. Процессы спекания высокоогнеупорных материа-
лов. — Труды Украинского института огнеупоров и кислотоупоров, 1939, вып. X1V, с. 6— 11.
45. Noda T.J. Soc. Chem. Jnd. Japan [Suppl], 1937, v. 40, p. 417.
46. Юнг В.Н. Технология вяжущих веществ. - M.: Стройиздат, 1947. - с. 347.
47. Кукалев Г.В. Химия кремния и физическая химия силикатов. — М.: Высшая школа,
1966. - 463 с.
48. Полубояринов А.М. Об огнеупорной футеровке для известково-обжигательных
печей. - Строительные материалы. 1932,№ 1. с. 11-16.
49. Иоффе М.А. Влияние водяных паров на процесс диссоциации CaCOj. — Стеколь-
ная промышленность, 1938, № 11, с. 24.
50. Knibbs N. Cement and Zime Manufacture, 1937, VI, p. 195.
51. Brumbaugh. Chem. End. Progress, 1948, 44, № 12, p. 881.
52. Табунщиков Н.П., Тимошенко B.B. О причинах образования неактивной извести. -
Труды ВИСПа, 1954, т. V11, с. 44—49.
169
53. Предводителей А.С. Горение углевода. - М.-Л.: Изд-во АН СССР, 1949. - 408 с.
54. Лавров Н.В. Физико-химические основы горения и газификации топлива. - М.:
Металлургиэдат, 1957. — 288 с.
55. Канторович В.В. Введение в теорию горения и газификации твердого топлива. -
М.: Металлургиэдат, 1961. - 355 с.
56. Чуханов З.Ф. Вопросы теории горения углерода - кокса и пути развития техники
сжигания и газификации твердых топлив. — Изв. АН СССР, ОТН, 1953, № 4, с. 562.
57. Чуханов З.Ф. Некоторые проблемы топлива и энергетики. - М.: Изд-во АН СССР,
1961. -479 с.
58. Хитрин Л.Н. Об основных характеристиках процесса горения углерода. - Изв.
АН СССР, ОТН, 1953, 4, с. 543.
59. Семечкова А.Ф., Франк-Каменецкий Д.А. О механизме реакции восстановления
двуокиси углерода. - ЖФХ, 1940, т. 19, с. 291.
60. Чуханов З.Ф. Механизм и кинетика взаимодействия двуокиси углерода с коксом. —
В кн.: Сб. трудов 3-й Всесоюзной конференции по газификации твердого топлива. - М., 1957,
с. 241-247.
61. Канторович Б.В. О роли вторичных реакций в процессе газификации твердого
топлива. - В кн.: Газификация твердого топлива. М, 1957, с. 325-340.
62. Табунщиков Н.П. О некоторых особенностях горения топлива в шахтных пере-
сыпных печах. — ЖХП, 1956, № 3, с. 32—40.
63. Табунщиков Н.П. Обжиг карбонатного сырья и приготовление известкового мо-
лока. - В кн.: Производство кальцинированной соды. М., 1959, с. 68-124.
64. Табунщиков Н.П. О потерях тепла с летучими веществами в шахтных известково-
обжигательных печах. — ЖХП, 1960, с. 425—426.
65. Табунщиков Н.П. Пути повышения производительности шахтных известковых
печей. - ЖХП, 1957, № 5, с. 279-283.
66. Табунщиков Н.П. Расчет высоты зоны горения топлива в шахтных пересыпных
печах. - Труды НИОХИМа, 1958, т. XI, с. 242—250.
67. Табунщиков Н.П. Производство извести. - М.: Химия, 1974. - 240 с.
68. Карабин А.И., Раменская Е.С., Энна И.К. Сжигание жидкого топлива в промышлен-
ных установках. - 2-е изд., исправ. и доп. - М.: Металлургия, 1966. - 372 с.
69. Алышулпер В.С., Клириков Г.В. Газификация мазута. — Электрические станции,
1964, №4, с. то-73.
70. Внуков А.К. Надежность и экономичность котлов для газа и мазута. - М.: Энергия,
1966. - 368 с.
71. Федоров Н.М. Современные проблемы сушильной техники. — М.: Госэнергоиздат,
1941. - 491 с.
72. Табунщиков Н.П. Расчет аэродинамического сопротивления шахтных известково-
обжигательных печей. - Труды ВИСПа, 1955, т V- с. 4-13.
73. Табунщиков Н.П. Попе скорости газа в шахтных известковых печах. - ЖПХ, 1956.
т. XXIX. № I, с. 32.
74. Табунщиков Н.П. Вопросы аэродинамики шахтных печей. В кн.: Исследование
шахтных известково-обжигательных печей. М., 1964, с. 5-12.
75. Табунщиков Н.П. О влиянии сегрегации кусков в загрузочной воронке на работу
шахтной печи. — Труды НИОХИМа, 1958, т. XI, с. 237—241.
76. Табунщиков Н.П., Панов В.И. Метод оценки равномерности распределения топлива
по сечению шахтиой печи. — Труды ВИСПа, 1956, т. IX, с. 52—55.
77. Михеев М.А., Михеева И.М. Основы теплопередачи. - 2-е изд., стереотип. - М.:
Энергия, 1977 - 344 с.
78. Китаев В.И., Ярошенко Ю.Г., Лазарев Б.Л. Теплообмен в доменной печи. - М.:
Металлургия, 1966. — 355 с.
79. Тимофеев В.Н. О коэффициенте теплообмена в плотном слое. - Изв. ВТИ, 1949,
№2, с. 1-17.
170
80. Аэров М.Э., Умник Н.Н. Теплопередача и массопередача в зернистом слое. Ч. I,
11. -ЖТФ, 1956, т. 26, вып. 6, с. 1233-1242, 1243-1250.
81. Гусев И.В., Никитина Н.И., Азров М.Э. Тепло-массопередача в зернистом слое,
Ч. II1. - ЖТФ, 1956, т. 26, вып. 9, с. 2005-2025.
82. Круглов С.А., Скобло А.И. Конвективный теплообмен в пористой среде. - Хи-
мия и технология топлив и масел, 1958, № 3, с. 23—25.
83. Чернятин А.И., Китаев В.И. Влияние характера шихтовых материалов на теплооб-
мен в слое. — Труды УПИ, 1958, сб. 73, с. 105—123.
84. Коллеров Д.К. Об основах теории термического разложения материала в кусках. —
ИФЖ, 1959, № 8, с. 3-14.
85. Wuhrer J., Goffmann. Zement—kalfr-Gips, 1965, № 8, p. 101.
86. Лейбензон Л.С. Руководство по нефтепромысловой механике. — М.—Л.: ОНТИ
НХТПСССР, 1934. - 120 с.
87. Кинетика термической диссоциации известняка в печах сахарного производства.
/Н.П. Табунщиков, А.В. Капац, Н.Н. Марутовская, А.М. Мзен]. - Сахарная промышленность,
1976, № 11, с. 45-48.
88. Кинетика термической диссоциации кускового материала в известково-газовых
печах сахарного завода. /Н.П. Табунщиков, А.В. Капац, Н.Н. Марутовская, А.М. Айзен/. - Са-
харная промышленность, 1977, № 1, с. 42-45.
89. Кинетика термической диссоциации кускового материала в известково-газовых
печах сахарного завода. Ч. 111. Учет полидисперсности материала/"Н.П. Табунщиков, А.В. Ка-
пац, Н.Н. Марутовская, А.М. Айзен/. — Сахарная промышленность, 1977, №2, с. 39—41.
90. Кириллин В.А., Сьиев В.В., Шейндлнн А.Е. Техническая термодинамика. - М.:
Энергия, 1974. — 447 с.
91. Табунщиков Н.П., Шевцов Л.Д. Получение известии сатурационного газа для техно
логических нужд сахарного производства. - М.: ЦНИИТЭИпищепром, 1973. - 41 с.
92. Стригунов Ф.И. Движение шихты в модели шахтной печи. - В кн.: Исследование
шахтных известково-обжигательных печей. М., 1964, с. 119—125.
93. Залкинд И.Я., Троянкин Ю.В. Огнеупоры и шлаки в металлургии. - М.: Металлург-
издат, 1963. - 288 с.
94. Баранова Р.И. Сравнительная оценка загрузочных механизмов. — В кн.: Исследова-
ние шахтных известково-обжигательных печей. М., 1964, с. 83-117.
95. Стригунов Ф.И. Распределение шихты в заводской известково-обжигательной печи.
—В кн.: Исследование шахтных известково-обжигательных печей. М., 1964, с. 126—136.
96. Гуревич Р.Я., Табунщиков Н.П., Панов В.В. Газификация мазута для обжига извест-
няка в шахтных печах. - Труды ВНИИЭСМа, вып. 8, 1976, с. 16-18.
97. Востоков А.И., Лепешкин И.П. Получение извести, известкового молока и сатура-
ционного газа. - М.: Пищепромиздат, 1958. - 46 с.
98. Табунщиков Н.П., Шевцов Л.Д. Обзор работы известково-газовых печей сахарных
заводов. — "Сахарная промышленность, 1970, № 9, с. 20—27.
99. Современные шахтные известково-обжигательные печи на жидком и газовом топ-
ливе. Обзорная информация. - М.: ВНИИЭСМ, 1976. - 53 с.
100. Sobek F. Z.f.d. Zuckerindustrie, 1975, № 4, s. 194—197.
101. Sue J. La sucreria Beige, 1975, vol. 94, sept., p. 345—352.
102. Коузов П.А., Иофинов Г.А. Единая методика сравнительных (стендовых) испы-
таний пылеуловителей. - Л.. ЛИОТ, 1967. - 109 с.
103. Правила по технике безопасности и производственной санитарии в сахарной про-
мышленности. - М.: Пищевая промышленность, 1974. - 120 с.
104. Санитарные нормы проектирования промышленных предприятий СН—245—71. -
М.: 1972. - 57 с.
105. Schiweck Н. Die Zerstorung des Invertzuckers wahrend der Saftrei—
nigung in Gegenwart von Zuftsauerstoff. - Zucker, 1973, № 8, s. 412—416.
171
106. Schiweck H. Die Zerstdrung des Invertzuckers wahrend der Saftrei—
nigunginGegeniwart von Zuftsauerstoff.- Zucker, 1975, № 12, s. 670—674.
107. Vukov K. Verfarbung der Zuckersafte als Folge der Zersetzung des
Invertsucker. — Zucker. 1965, № 7, s. 167—173, № 8, s. 200—204.
108. Vukov K. Invert zuckersetzung »nd Verfarbung der Zucker safte unter
Betriebsverhaltnissen. — Zucker, 1966, № 4, s. 87—94.
109. Dubourg J., Devillers P., Zemaitre A. Etude de laboratoire sur la cor-
rosion des tubes d’ evaparation influence du pH, de Iteration et de certains seis. —
X111CJTS, 1967, p. 597—605.
110. Devillers. P., Zemaitre A., Degrand M. Etude sur lacorrosion des tubes
d’efaparation. — Industrie alimentaires et agricoles, 1969, № 7—8, p. 965- 973.
111. Переработка свеклы пониженного качества/Голубев А.Д., Карташов А.К., Лиманс-
кая А.Я. и дрУ — Сахарная промышленность, 1969, № 10, с. 55—60.
112. Колесников В.А., Лейбович Д.Н. Влияние кислорода на термическую устойчивость
продуктов сахарного производства. — Сахарная промышленность, 1974, № 12, с. 21—23.
113. Бобровник Л.Д., Котельникова Л.П., Осадчук Л.М. До питания сульф1тацг в
цукровому виробництв/ - - Харчова промислов!сть, 1971, № 2, с. 31-35.
114. Siewert Р., Todt F. Elektrochemische Messung von Schwefliger Sati-
re und reduzierenden Zuckerzersetzungsprodukten. — Z.f.d. Zuckerindustrie,
1966, № 5, s. 255-262.
115. Федоткин И.М., Требин Л.И., Заруднев Л.П. Качество жидких продуктов сахар-
ного производства при их нагревании в смеси с воздухом. — Изв. вузов. Пищевая технология,
1968, № 3, с. 136-140.
116. Todt F. Die elektrochemische Messung der Oxydation von Glukose und
Fruktose durch gelosten sauerstoff. — Z.f.d. Zuckerindustrie, 1957, № 3, s. 109—
115.
117. Lange S. La degradation du glucose en Solution alcaline. — XCJTS, 1957,
p. 114 116.
118. Katz W. Die Korrosion von verdampferrikren. - Z.f.d. Zuckerindus-
trie, 1955, № 8, s. 367- 373.
119. Каррер П. Курс органической химии- перевод с немецкого 13-го переработанно-
го и дополненного издания./ под ред. М.Н. Колосова, пер. В.Ю. Вассерберг, Э.М. Левина и
Л.Д. Радионова. — Л.: Государственное научно-техническое издание химической литерату-
ры, 1960. - 1216 с.
120. Нахманович М.И. Реакция моносахаридов. — Пищспромиздат, 1960. — 196 с.
121. Гопак А.К., Пустоход А.П. Эффект очистки диффузионного сока при разной
продолжительности сатурирования. - Труды групповых лабораторий (Киев), 1959, с. 63—64.
122 Vukov К. Szenmonoaxidhata’sa az I szatura’cio’ g’askihd sznalasara. -
Cukoripar Kutatointe zet kaslemengei, 1954, apr. — aug., c. 97—98.
123. 3 ехнологня свеклосахарного производства (под ред. Мак-Джинниса): перевод
с английского /под ред. Г.С. Бенина, пер. М.А. Могильного и М.Ю. Сапожникова. - М.: Пи-
щепромиздат, 1958. - 486 с.
124. Сапронов А.Р., Колчсва Р.А. Красящие вещества и их влияние на качество сахара. -
М.: Пищевая промышленность, 1975. - 346 с.
125. Бут Ю.М., Рашкович Л.И. Твердение вяжущих при повышенных температурах. -
М.: Химия, 1965. - 350 с.
126. Ряии А.Э О некоторых свойствах известковой суспензии. — Труды НИПИсили-
сатобетона, 1968, № 1. с. 29-45; №2.с. 12-19; №3,с.49-72.
127. Поляченко М.М. Растворимость извести в сахарных растворах. — Труды КТИППа,
948, вып. 2, с. 21-25.
128. Осин Б.В. Негашеная известь как новое вяжущее вещество. - М.: Химия, 1954. -
30 с.
L72
129. Кунин Т.Н, Успенский В.П. Влияние некоторых факюров на вязкость концент-
рированного известкового молока. - ЖПХ, 1946, т. XIX, № 9, с. 990—1000.
130. Аксенов Э.Т., Харитоненко В.Ф. Изучение работы аппаратов для очистки извест-
ковой суспензии. — Сахарная промышленность, 1972, № 5, с. 17—21.
131. Жуков И.И. Коллоидная химия. — Л.: Химия. 1949. - 324 с.
132. Столовецкая М.М.. Бут Ю.М. Влияние условий обжига карбонатных пород на
кинетику рекристаллизации окиси кальция и качество строительной извести. - Труды
ВНИИСТРОМа. 1969. № 14. с. 32-36.
133. Завриев Д.Х. Гашение извести в экзотермических условиях. ~ Строительные
материалы, 1932, № 8, с. 17-19.
134. BaUarW. Zement, Zime, Gravel, Mag., 1949, p. 396—401.
135. Kinjira F.,WakicheK.'J. Amer. Ceram. Soc., 1974, 57, № 11, 492—497.
136. Патрушева В.И. Изменение размеров кристаллов извести в зависимости от различ-
ных примесей. - Труды ВНИИСТРОМа, 1972, № 24/52, с. 57-60.
137. Григорьев Н.И., Кузнецов А.М. Известь, ее производство и применение. - М-Л.:
Металлургиздат, 1944. — 167 с.
138. Григорьев П.И. Применение извести в строительстве. - М.: Стройиздат, 1952. —
215 с.
139. Wuhrer J. Chem. Ing. Techn., 1956, 28, p. 328-330.
140. Берг Л.Г., Казаринова M.E. Кинетика реакций гидратации окиси магния в доло-
митах различной степени обжита месторождений Татарской АССР. - Изв, вузов. Строительст-
во и архитектура, 1967, № 6, с. 74-78.
141. Канторович С.И., Сегалова Е.Е., Ребиндер П.А. Влияние электролитов на гидрота-
ционное твердение окиси кальция. - В кн • физико-химическая механика дисперсных струк-
тур. М., 1965, с. 212-215.
142. Ведь Е.И. Физико-химические основы технологии автоклавных строительных
материалов. — Буд/вельник, 1961, № 31, с. 235.
143. Вол женский АЗ., Виноградов Б.И- Влияние размеров кристаллов окиси кальция
и температурных условий на скорость гидратации извести. - Изв. вузов. Строительство и
архитектура, 1965, №8, с. 18—23-
144. Beersdorf Р., Z. des Vereins der DeutsJien Z—J. 1921, s. 75—87.
145. Сапронов A.P., Харин C.E. Влияние pH и температуры на устойчивость сахарозы
в растворах. - Сахарная промышленность, 1969. № 6, с. 10-15.
146. Аксенов Э.Т., Верченко Л.М. Разложение сахарозы при гашении извести сахарными
растворами Сахарная промышленность. 1977, № 2, с. 20 22.
147. Справочник по обогащению полезных ископаемых (под ред. Таггарта А.Ф.). -
М.: Металлургиздат, 1950, т. 2. - 520 с.
148. Инструкция по химико-техническому контролю и учету свеклосахарного произ-
водства. - К.: 1970. - 439 с.
Оглавление
Введение 3
Условные обозначения 6
Глава 1. Сырье, топливо, известь 8
Карбонат кальция 8
Топливо 11
Известь 14
Глава 11. Физико-химические основы процесса обжига карбоната кальция 15
Термохимия диссоциации карбоната кальция 15
Механизм процесса диссоциации СаСОз 17
Кинетика процесса диссоциации 19
Процессы спекания при обжиге СаСОз и их влияние на свойства СаО 21
Состав печной извести 24
Влияние на диссоциацию СаСОз оксидов, сульфатов, карбонатов и водяных паров 26
Глава 111. Горение топлива 28
Слоевое горение твердого топлива 28
Особенности очагового горения топлива 29
Рациональное соотношение размеров кусков карбонатного сырья и топлива 36
Методика расчета зоны горения топлива 37
Горение жидкого топлива в слое кускового материала 38
Газификация жидкого топлива 40
Глава IV. Аэродинамика шахтных известково-газовых печей 43
Аэродинамическое сопротивление слоя кусковой засыпки 43
Поле скоростей газа в аппарате с кусковой засыпкой 44
Движение газовой струи от куска горящего топлива 47
Перемешивание газовых потоков в печах, работающих на мазуте 48
Глава V. Теплопередача в шахтных известково-газовых печах 49
Теплообмен в противотоке 49
Анализ теплообмена между потоками газа и кускового материала в зависимости 50
от соотношения теплоемкостей этих потоков
Теплообмен по зонам печи 52
Математическое описание процесса разложения известняка 57
Глава VI. Методика теплового расчета шахтной печи 63
Виды расчета 63
Расчет проектируемой печи на твердом топливе 64
Пример расчета проектируемой печи на твердом топливе 73
Расчет работающей печи на твердом топливе по результатам испытаний 76
Пример расчета работающей печи на твердом топливе 79
Расчет проектируемой печи на мазуте 80
Пример расчета проектируемой печи на мазуте 83
Расчет работающей печи на мазуте 84
Пример расчета работающей печи на мазуте 85
174
Глава VII. Конструкции шахтных известково-газовых печей 86
Общие принципы конструкции нзвестково-газовых печей 86
Шахта печц 87
Футеровка печи 88
Загрузочно-распределительные устройства 94
Выгрузочные устройства 98
Горелочные устройства для сжигания жидкого топлива 102
Шахтные пересыпные печи 104
Конструкции печей на жидком топливе 109
Г л аваУ1П. Эксплуатация известково-обжигательных печей 114
Печи, работающие на твердом топливе 114
Автоматизация печей, работающих на твердом топливе 121
Эксплуатация нзвестково-обжш ательных печей на жидком топливе 122
Автоматизация печей, работающих на мазуте 127
Техника безопасности при эксплуатации известково-газовых печей 129
Глава IX. Сатурационный газ 131
Состав печного газа 131
Очистка и охлаждение сатурационного газа 137
Влияние компонентов сатурационного газа на очистку сока 139
Глава X. Приготовление известкового молока 142
Физико-химические свойства известкового молока 142
Механизм гашения извести 146
Требования, предъявляемые к известковой суспензии в сахарной промышленности 150
Принципиальная схема приготовления известкового молока 151
Нормы технологического режима, контролируемые параметры и управление процес-
сом гашения извести 161
Приложения 164
Список использованной литературы 168
Николай Петрович Табунщиков
Эдуард Терентьевич Аксенов
Роман Яковлевич Гуревич
Леонид Дмитриевич Шевцов
ПРОИЗВОДСТВО ИЗВЕСТИ И САТУРАЛЬНОГО ГАЗА
НА САХАРНЫХ ЗАВОДАХ
Редактор Л.В. Державина
Художник Е.Н. Волков
Художественный редактор В. А. Чуракова
Технический редактор Т.С. Пронченкова
Корректор Т.М. Родичева
ИБ № 887
Сдано в набор 22.12.80. Подписано 22.05-81. Т-05160. Формат 60 х 90 1/16.
Бумага офсетна. я № 1. С бьем 11,0 печ. л. Усл. печ. л. 11,0. Усл. л. кр.
отт. 11,38. Уч.-изд. л. 12,76. Тираж 1530 экз. Заказ 507. Цена 65 коп.
Издательство ’’Легкая и пищевая промышленность”,
113035, Москва, М-35, 14) Кадашевский пер., 12.
Тульская типография Сою зпол и граф пром а при Государственном
комитете СССР по делам издательств, полиграфии и книжной
торговли, г. Тула, проспект Ленина, 109.