/












































































Text
УДК 664.1:628.1
Авторы: В.В. Спичак, В.Н. Базлов, П.А. Ананьева, Т.В. Поливанова Рецензенты: д-р техн, наук, проф. В.А. Голыбин, Воронежская государства ная технологическая академия и канд. техн, наук, проф. В.Г. Полищук, Курский Государственный технический университет
Водное хозяйство сахарных заводов /В.В.Спичак, В.Н. Базлов, П.А.Ананьева, Т.В.Поливанова; Под ред. д-ра техн, наук, проф. В.В.Спичака. - Курск: ГНУ РНИИСП Россельхозакаде-мии, 2005. - 167 с.
В книге приведена характеристика современного состояния водного хозяйства сахарного завода, представлены нормы расхода воды на основные производственные операции и обслуживание оборудования.
Основное внимание уделено вопросам рационального использования воды на производственные нужды на основе максимального применения систем оборотного водоснабжения.
Книга предназначена для специалистов сахарных заводов, проектировщиков, а также студентов учебных заведений соответствующей специальности.
© ГНУ РНИИСП Россельхозакадемии, 2005.
ВВЕДЕНИЕ
«Вода стоит особняком в истории нашей планеты. Нет природного тела, которое могло бы сравниться с ней по влиянию на ход основных жизненных процессов. Нет земного вещества -минерала, горной породы, живого тела, которое ее бы не заключало. Все земное вещество ... ею проникнуто и охвачено», -так определил значение воды академик В.И. Вернадский.
Вода, являясь самым главным и важным веществом в окружающем нас материальном мире, играет двойственную роль. С одной стороны, она выступает как носитель жизни, как условие для воспроизводства, развития, существования живых организмов, природной среды в целом, самого человека; с другой - используется как природное сырье, участвуя практически во всех видах хозяйственной деятельности человека, в производстве всех видов полезной продукции.
Человек использует воду с давних времен, но масштабы этого процесса долгое время были незначительны. И только в последние полвека потребление водных ресурсов на нужды промышленности и сельского хозяйства резко возросло, что выдвинуло на передний план проблему ее качества как ведущего экологического фактора вследствие возрастающего химического загрязнения гидросферы и всей природной среды в целом.
Для повышения эффективности потребления воды в технологических линиях наиболее важным и ответственным является этап поиска способов и методов решения этой проблемы. От того, насколько качественно будет выполнен этот этап, зависит результативность всей последующей работы. Эту сложную задачу необходимо решать последовательно, шаг за шагом. Причем первый шаг должен быть направлен не на модернизацию, а на изыскание и реализацию резервов, анализ неиспользованных потенциальных возможностей повышения эффективности производства.
Широкое использование воды как одного из основных компонентов при промышленной переработке сахарной свеклы и
3
тростникового сахара-сырца требует научного подхода к исследованию технологических процессов, включающих водо-потребление, - рассмотрению его как системы, состоящей из ряда объектов (подсистем), связанных между собой определенными зависимостями. Системный подход необходим для оценки реальной эффективности использования воды в производстве и изыскания резервов ее повышения.
Для определения реальной эффективности необходимы системные исследования технологических потоков на предприятиях (проведение диагностики - количественного измерения уровня эффективности). Чувствительным инструментом анализа технологической системы и оценки ее возможностей является фактическая структура конкретного технологического потока, поскольку структура отражает логические связи между ее звеньями (подсистемами), соответствующие принципу построения и закономерностям функционирования системы производства сахара.
Системные методы исследования (диагностики) технологических линий завода помогают установить факторы, приводящие к значительному повышению норм потребления воды, выявить «узкие места». Систематизация знаний в этой области позволяет определить и основные направления исследований.
Тепловые материальные потоки на всех стадиях непрерывного технологического потока тесно взаимосвязаны между собой и составляют единую систему, поэтому эффективность потребления водных ресурсов сахарного производства можно обеспечить только при системном подходе к этой проблеме. Если к анализу использования воды любого производства или к оценке эффективности намечаемого водосберегающего мероприятия подходить без определенной системы, при частной (местной) экономии на какой-либо стадии можно не получить никакого эффекта во всей технологической системе производства. В основе системного анализа должна лежать балансовая схема использования воды в производстве, соответствующая проектным данным конкретного завода.
4
Вода и водное хозяйство играют важнейшую роль в обеспечении устойчивого функционирования экономики страны и решения социальных проблем. Развитие промышленного производства в значительной степени зависит от обеспечения его водой требуемого качества и в достаточном количестве на основе комплексного использования и охраны водных ресурсов.
Основные положения государственной политики по охране окружающей среды, изложенные в приложениях к Указу Президента РФ «О государственной стратегии Российской Федерации по охране окружающей среды и обеспечению устойчивого развития», предусматривают комплексное решение проблемы улучшения состояния окружающей среды. Обеспечение экологически безопасного устойчивого развития экономики в условиях рыночных отношений должно осуществляться путем государственного регулирования природопользования и стимулирования природоохранной деятельности, при этом хозяйственная деятельность должна ориентироваться на достижение экономического благосостояния в сочетании с экологической безопасностью России.
Сахарная промышленность - одна из ведущих перерабатывающих отраслей, входящих в систему государственного агропромышленного комплекса, - характеризуется высокой степенью потребления воды. Значительно количество и сточных вод, образующихся при этом на сахарных заводах. Оно зависит от схемы водного хозяйства предприятия, совершенства водооборота и производительности основного технологического оборудования. Состав сточных вод определяется местными климатическими и почвенными условиями, наличием систем локальной очистки для отдельных технологических потоков.
Воду в свеклосахарном производстве используют как хла-доноситель при охлаждении продуктов через стенку, при конденсации водяных паров в результате охлаждения через стенку, или при непосредственном контакте, смешении. Ее применяют в качестве растворителя и химического реагента в технологических процессах (выщелачивание сахарозы из свеклы в
5
диффузионном процессе, промывка фильтрационного осадка и сахара в центрифугах, гашение оксида кальция и приготовление известкового молока).
Кроме того, воду используют в производстве сахара комплексно, т.е. она может быть средой, поглощающей и транспортирующей механические примеси, и одновременно служит хладоносителем.
Особенность сточных вод сахарных заводов заключается в высокой концентрации в их составе взвешенных веществ органического и минерального происхождения и растворенных органических загрязнений, в дефиците биогенных веществ (соединений азота и фосфора), возможности наличия сапонина, отрицательно влияющего на биологическую очистку стоков, а также сезонности их образования.
Определяющий фактор экологичности сахарного производства — организация системы водного хозяйства сахарного завода, лимитирующая количество сточных вод и соответственно размеры земельных площадей, занятых под очистными сооружениями.
Сточные воды сахарных заводов содержат большое количество минеральных и органических загрязнений. Попав в открытые водоемы, они создают обширные зоны устойчивого загрязнения, нарушающие нормальное использование водоемов для промышленного водоснабжения и других народнохозяйственных целей.
Большая часть сахарных заводов в качестве источника промышленного водоснабжения использует поверхностные водоемы (водохранилища, пруды, реки). Эти водоемы, помимо их основного назначения, играют большую народнохозяйственную роль в обводнении территории, регулировании поверхностного стока. Представляя собой водоемы замедленного стока, пруды и водохранилища подвержены интенсивному заилению, зарастанию. Если своевременно не бороться с этими явлениями, то пруды заболачиваются и могут служить очагами распространения инфекций.
Поля фильтрации - самые распространенные очистные сооружения на сахарных заводах, применяемые для естествен
6
ной биологической очистки сточных вод III категории и транспортерно-моечного осадка.
Для устройства полей фильтрации следует выбирать открытые места, доступные для воздуха и света, со слабо выраженным рельефом местности, имеющим небольшой уклон в сторону балки или открытого водоема.
Нагрузку на поля фильтрации необходимо определять на основании технических условий и норм нагрузки.
При самых благоприятных условиях работы полей фильтрации в сточных водах остается некоторое количество (5-10 %) растворенных неокисленных органических веществ. Биохимическая потребность очищенных на полях фильтрации высококонцентрированных (100-200 мг/л) сточных вод. Дальнейшее окисление органических веществ в такой воде может продолжаться и за пределами полей фильтрации, когда профильтрованная вода попадает в поток грунтовых вод или в открытый водоем. Поэтому поля фильтрации необходимо располагать на участках с низким стоянием грунтовых вод, движение которых направлено в обратную сторону от колодцев и других источников водоснабжения.
На некоторых заводах плохая работа полей фильтрации превратила их в пруды-накопители, что стало причиной переполнения карт и даже сброса неочищенных вод в открытые водоемы.
Все это в сочетании с постоянным ухудшением общей экологической обстановки и ужесточением требований к охране источников воды от загрязнений требует совершенствования методов очистки сточных вод, разработке прогрессивных очистных сооружений и технологических процессов, созданию очистных сооружений, отличающихся высокими технико-экономическими, энерго- и материалоемкими показателями.
Основные направления совершенствования водного хозяйства сахарных заводов на современном этапе:
- внедрение оборотного водоснабжения;
- переход с системы учета и контроля за расходованием воды на автоматизированную систему управления водным хозяйством;
7
- полное смыкание основных оборотных систем с технологическим процессом;
- совершенствование локальных и основных очистных сооружений с целью повышения их эффекта, снижения материалоемкости, трудозатрат и стоимости строительства, уменьшения земельных площадей, занятых очистными сооружениями.
Авторы книги поставили перед собой цель - изложить сведения о состоянии систем водоснабжения и водоотведения на современных сахарных заводах, сформулировать требования к качеству воды для различных технологических процессов, рассмотреть традиционные и новейшие методы очистки и кондиционирования воды.
ГЛАВА 1.
ОБЩИЕ СВЕДЕНИЯ О ВОДНОМ ХОЗЯЙСТВЕ САХАРНЫХ ЗАВОДОВ
Свеклосахарное производство - одно из наиболее емких пользователей воды. Количество потребляемой воды при прямоточной схеме ее использования (без повторного и оборотного водоис пользования) составляет около 1800 % к массе перерабатываемой свеклы. При наличии повторного и оборотного водоиспользования расход воды снижается в 10 и более раз. Виды воды, расход и требования, предъявляемые к ее качеству, разнообразны. Оценка качества воды позволяет определить возможность ее использования на данном объекте и способ обработки на очистных сооружениях.
По загрязненности сточные воды сахарных заводов подразделяют на три категории:
I категория:
> группа А - вода, использованная для охлаждения утфеля последней кристаллизации, сернистой печи, насосов. Эта вода отличается от исходной только повышенной температурой;
> группа Б - барометрическая и аммиачная вода, образовавшаяся при конденсации вторичных паров, она имеет температуру 35-50 °C, содержит аммиак и незначительное количество органических веществ;
II категория:
> транспортерно-моечная вода, содержащая большое количество органических и минеральных примесей. Она может быть использована вторично после осветления и очистки;
III категория:
> группа А - жомопрессовая вода, содержащая небольшое количество сахара, после осветления она может быть использована для замены части свежей воды при экстрагировании сахарозы в диффузионном аппарате;
> группа Б - малоконцентрированные сточные воды (декантат транспортерно-моечной воды, которая не была повтор
9
но использована вследствие неритмичности работы сахарного завода, и хозяйственно-бытовые воды);
> группа В — высококонцентрированные сточные воды (фильтрационный осадок, отстой жомопрессовых и транспортерно-моечных вод).
1.1. Источники промышленного водоснабжения
Промышленное снабжение сахарных заводов водой осуществляется из источников двух видов: внешнего и внутреннего. Внешними источниками являются природные пресные воды как поверхностные (реки, озера, пруды), так и подземные.
Внутренний источник - вода в свекле. Она поступает с сырьем (сок свеклы) и в процессе ее переработки выделяется из обессахаренной стружки (жом) в виде жомопрессовой воды. В настоящее время эту воду в технологическом потоке по разным причинам используют не на всех сахарных заводах.
Для производственных нужд, как правило, применяют воду из поверхностных источников. Воду из артезианских скважин (подземные воды) используют в основном в заводских лабораториях, ТЭЦ, для хозяйственно-бытовых и питьевых нужд.
Норма потребления или отведения воды на предприятиях отрасли состоит из:
• чистого расхода воды на технологическую операцию;
• технологических потерь и отходов (потери на испарение и утечка в технологических аппаратах, унос с осадками и т. п.);
• потерь, обусловленных организационно-техническими особенностями производства (расход на собственные нужды систем водоснабжения, потери на испарение и фильтрацию в резервуарах, трубопроводах, расход воды на отбор проб, анализы, санитарную обработку аппаратов, коммуникаций и т.д.).
Среднегодовые нормы потребления и отведения воды для свеклосахарного завода в расчете на 1 т переработанной свеклы приведены в табл. 1.1.
10
Таблица 1.1. Среднегодовые нормы потребления и отведения воды • для свеклосахарного завода
Нормы воды, м3/т свеклы
Потребление
Оборотная, последовательно используемая вода 20
Свежая вода, всего* в том числе - техническая - питьевая для нужд: ✓ ✓ производственных хозяйственных 2,49 1,64 0,05 0,05
Отведение
Общее количество сточных вод в том числе подлежащих очистке от загрязнений: - производственных - бытовых не требующих очистки 1,7 1,62 0,08 0
*С учетом воды, поступающей с сырьем
По направлениям использования воды нормы подразделяются на:
> технологические;
> потребления воды вспомогательным и подсобным производствами;
> нормы для хозяйственно-питьевых нужд.
В технологическую норму входит объем воды, потребляемой при переработке 1 т свеклы, предусмотренной технологией основного производства. Нормы водопотребления по операциям основного производства свеклосахарного завода приведены в табл. 1.2.
На нормативы и объемы образования промышленных сточных вод влияют применение различных систем использования воды и методов ее очистки, а также применение разных видов оборудования.
По схемам водоснабжения и водоотведения свеклосахарные заводы России можно условно разделить на две группы: первая группа - заводы с оборотным водоснабжением (74 за-
1 1
Таблица 1.2. Потребление воды по операциям основного производства свеклосахарного завода
Объект потребления волы, процесс Примерное значение расхода, м3/т свеклы
Гидравлический транспортер свеклы: J без гидрантов J с гидрантами 6,0 7,0
Промывка уплотнений: J в свеклонасосе S насосов транспортерно-моечных вод 0,1-0,25 0,1-0,11
Мойка свеклы 0,71
Промывка элеватора и свекловичных весов 0,01-0,02
Диффузионная установка 0,85-1,1
Промывка осадка в вакуум-фильтрах: - БО1У-40-3 - БОУ-40-3-Ю - БСХ ШУ 80-3,75 0,22 0,13 0,09-0,11
Конденсатор вакуум-фильтров 0,54-0,57
Стирка фильтровальной ткани 0,04
Промывка дисковых фильтров сока I и 11 сатураций 0,17-0,4
Разбавление фильтрационного осадка 0,55-0,60
Конденсатор выпарной установки и вакуум-аппаратов: J предварительный J основной 1,0 5,28
Охлаждение утфеля в утфелемешалках последнего продукта 0,25
Раскачка утфеля в утфелемешалках последнего продукта 0,004
Подогрев утфеля в утфелемешалках последнего продукта 0,02
Растворение комков сахара в упаковочной 0,003
Промывка сахара в центрифугах I продукта 0,015
Охлаждение вакуум-насосов, компрессоров, подшипников центробежных насосов 0.48-0,55
Лаборатории завода 0,13
Гашение извести 0,11
Промывка сатурационного газа в газопромывателе 0,5
1 2
вода); вторая группа - заводы с комбинированными схемами водоиспользования (21 завод). На предприятиях первой группы имеются оборотные схемы вод I категории, включающие градирни или разбрызгивающие установки, а также оборотные схемы вод II категории с радиальными, вертикальными, неме-ханизированпыми секционными отстойниками.
Для сахарных заводов второй группы характерно наличие оборотной системы вод II категории, где чаще всего в качестве очистных сооружений применяют немеханизированные секционные отстойники, а оборотная система вод I категории либо отсутствует, либо используются технические пруды для их охлаждения.
1.2. Требования к качеству воды источников водоснабжения
Качество природных вод, используемых сахарными заводами, характеризуется следующими показателями (табл. 1.3).
Таблица 1.3. Характеристика вод, используемых сахарными заводами
Показатель Вода
речная прудовая артезианская
Физические свойства
Температура, °C 0,3-21 1,5-22 6-11
Цвет Без цвета
Запах Без запаха
Прозрачность, см 4,7-22,5 3,5-19 21-22
Взвешенные вещества, мг/л 13,4-104 9,9-141,4 0-29,6
Химический состав
Реакция среды, pH 6,5-8,3 5-8,7 7,7-8
ХПК, мг/л 15,1-96 24-186,6 5-19,2
БПКу мг/л 9,7-61,4 15,4-119,4 9,6-12,3
Сухой остаток, мг/л 13,2-65,2 153-647 120-788
Жесткость, мг-экв/л: J общая ✓ карбонатная 2,6-10,7 0-7,4 2-9,4 0-6,8 5,4-13,1 0-7
1 3
Таблица 1.4. Допустимые показатели воды
Показатель Максимальное значение
Температура, °C 25
Цвет Без цвета
Запах Без запаха
Прозрачность, см 15
Взвешенные вещества, мг/л 120
Реакция среды, pH 6,5-8,5
ХПК, мг/л 200
БПК5, мг/л 150
Сухой остаток, мг/л 1000
Жесткость, мг-экв/л: J общая Jкарбонатная 15 8
При выборе источника водоснабжения сахарного завода можно оценить его пригодность, если показатели качества воды не превышают указанные максимальные значения на 10-15 % (табл. 1.4).
ГЛАВА 2.
ПОТРЕБИТЕЛИ ВОДЫ И ИХ ХАРАКТЕРИСТИКА.
НОРМЫ ПОТРЕБЛЕНИЯ И ОТВЕДЕНИЯ ВОДЫ
В табл. 2.1 приведены типовые потребители воды по процессам свеклосахарного производства.
Состав потребителей воды на сахарных заводах может быть разным в зависимости от применяемого оборудования и технологической схемы, норм потребления и требований к качеству воды.
2.1. Удельные расходы потребления воды в основном производстве
В табл. 2.2 приведен средний удельный расход воды (в процентах к массе свеклы) по отдельным операциям свеклосахарного производства. Он соответствует общему расходу воды на указанную операцию без разделения ее по видам. Для каждого сахарного завода нормы расхода воды необходимо уточнять с учетом состава, типа, паспортной характеристики оборудования и принятой на заводе схемы водоиспользования.
2.2. Удельные нормы отведения воды
2.2.1. Потери воды в системах промышленного водоснабжения
2.2.1.1. Расход воды на гидравлическую транспортировку транспортерно-моечного осадка в земляной отстойник-накопитель
Транспортерно-моечную воду, как правило, освобождают от основной массы взвешенных веществ в призаводских отстойниках. Осадок из этих отстойников в разбавленном виде перекачивают в земляной отстойник-накопитель для хранения в них до конца сезона переработки свеклы. Количество воды на разбавление транспортерно-моечного осадка зависит от влажности разбавленного осадка и его количества, а также от загрязненности свеклы.
1 5
Таблица 2.1. Основные потребители воды
Процесс, участок, оборудование Потребляемая вода
Гидравлическая транспортировка свеклы Оборотная вода системы транспортерно-моечных вод
Мойка свеклы Оборотная вода системы транспортерномоечных вод
Ополаскивание свеклы Свежая техническая вода
Экстрагирование сахарозы Аммиачный конденсат, жомопрессовая вода и свежая техническая вода
Промывка осадка сока I сатурации на вакуум-фильтрах Аммиачный конденсат
Конденсатор вакуум-фильтров Оборотная вода I категории
Гидравлическая транспортировка фильтрационного осадка Оборотная вода этой системы
Конденсатор выпарной установки и вакуум-аппаратов Оборотная вода 1 категории
П редконденсатор Свежая вода (речная или артезианская)
Охлаждение утфеля в утфелемешалках последней ступени кристаллизации Оборотная вода 1 категории
Раскачка утфеля в утфелемешалках последней ступени кристаллизации Питьевая подогретая вода или конденсат I—II ступеней вакуумной установки (ВУ)
Подогрев сока перед ВУ Конденсаты вторичного и технологического паров
Охлаждение вакуум-насосов, компрессоров, подшипников центробежных насосов Свежая техническая вода или оборотная вода I категории главного корпуса
Гашение извести Аммиачный конденсат и свежая техническая вода
Охлаждение вспомогательного оборудования ТЭЦ Оборотная вода системы ТЭЦ
Питание паровых котлов ТЭЦ Конденсат греющих и соковых паров ВУ, питательная вода после химводо-очистки
Продувка паровых котлов ТЭЦ Питательная вода паровых котлов
Химводоочистка ТЭЦ Свежая техническая или питьевая вода
Подогрев утфеля 111 кристаллизации в мешалках Аммиачный конденсат
Газопромыватель сатурационного газа Оборотная вода этой системы
Лаборатории завода Питьевая вода, аммиачный конденсат
16
Таблица 2.2. Удельный расход воды по операциям
производства сахара из свеклы
Потребитель воды Расход воды, % к массе свеклы
Гидравлическая подача свеклы в завод 700-800
Мойка свеклы 70
Ополаскивание свеклы после свекломойки 30
Сырьевая лаборатория 2,0
Экстракция сахара из свекловичной стружки 100-110
Промывка осадка сока I сатурации в вакуум-фильтрах 13
Гидравлическая транспортировка осадка I сатурации после промывки в вакуум-фильтрах 50-60
Конденсатор выпарной установки и вакуум-аппаратов при температурном перепаде охлаждающей воды 15 °C 850
Охлаждение утфеля в утфелемешалках последней кристаллизации при температурном перепаде охлаждающей воды 8—10 °C 13-15
Промывка сахара в центрифугах 2,5-3,0
Охлаждение вакуум-насосов и компрессоров 45-55
Гашение извести при ее расходе по СаО 3 % к массе свеклы 12
Очистка сатурационного газа в газопромывателях 30
Питание паровых котлов ТЭЦ 50-60
Вспомогательное оборудование ТЭЦ: - питательные, сетевые и другие насосы - воздухоохладители турбоагрегатов - охладители масла турбоагрегатов 5 64 40
Химическая очистка воды ТЭЦ 8-10
Содержание воды в удаляемом из призаводского отстойника транспортерно-моечном осадке, % к массе свеклы, определяют по формуле:
Втт
₽•*>
где №ж - масса воды в осадке, удаляемого в земляной отстойник-накопитель, % к массе свеклы;
2. Заказ Na 2911
1 7
Вл - влажность транспортерно-моечного осадка при удалении его из призаводского отстойника, % к его массе;
Ктс - количество примесей (земли) без учета естественной влажности, % к массе свеклы.
„ К'(100-Во)
Кос =—-------—, (2 2}
ос 100-К У )
где К' - количество твердых примесей (земли) в составе общей загрязненности свеклы, % к массе пробы. В наших расчетах К' = 0,86К;
Во - естественная влажность твердых примесей (земли), % к массе земли. В наших расчетах Во = 20 %;
К - общая загрязненность свеклы, % к массе пробы.
Используя формулы (2.1) и (2.2), определяем расход воды при разной общей загрязненности свеклы и влажности удаляемого транспортерно-моечного осадка. Результаты расчетов приведены в табл. 2.3.
Если на действующем сахарном заводе общая загрязненность свеклы и доля в ней земли отличаются от принятых в приведенных выше расчетах, то расход воды необходимо определить с учетом фактической общей загрязненности свеклы и содержания земли по изложенной методике.
Для снижения расхода свежей воды на удаление транспортерно-моечного осадка и сокращения количества сточных вод часть осветленной в земляном отстойнике-накопителе воды необходимо вернуть в сборник осветленной воды после призаводского отстойника. В возвращаемой воде рекомендуется поддерживать pH не ниже 10. Следует
Таблица 2.3. Расход воды на удаление транспортерно-моечного осадка в земляной отстойник-накопитель, % к массе свеклы
Влажность осадка, % Общая загрязненность свеклы, %
5 10 15 20 25 30 35 40
95 69 145 231 327 436 560 704 871
90 33 69 109 155 206 265 333 413
85 21 39 69 98 130 167 210 260
18
также не допускать попадания в земляной отстойник-накопитель жомопрессовой воды, сточных вод после химической очистки воды, ТЭЦ и гидравлического удаления фильтрационного осадка.
2.2.1.2. Потери воды с транспортерно-моечным осадком
Объем воды (W), м3, в единице объема осадка определяют из уравнения материального баланса (2.3):
х^хЛ-па-п (23)
где у , ув, ут - плотность соответственно осадка в земляном отстойнике, воды (ув~ 1) и твердой фазы осадка, т/м3;
W - объем воды в единице объема осадка, м3.
После преобразований формулы (2.3), получают:
_ 'Ут ~ Уос Ут — Ув
Для удобства последующих расчетов определяют ство воды на 1 т твердой фазы осадка (W'), м3:
, W
W’ =-------.
ут(1-иэ
Количество воды в осадке (И^), % к массе свеклы, определяют по формуле:
K-W
ис = w too, п 6)
где К - загрязненность свеклы землей, % к массе пробы;
Kt - общая загрязненность свеклы, % к массе пробы;
IV - содержание влаги в земле при естественной влажности 20%, W = 0,2К.
Используя формулы (2.5) и (2.6), определяют количество воды (И^), удерживаемой транспортерно-моечным осадком в земляном отстойнике-накопителе. Полученные расчеты приведены в табл. 2.4 при изменении общей загрязненности свеклы от 5 до 40 %, содержании твердых примесей (земли) в количестве 86 % общей загрязненности корнеплодов, плотности
(2.4)
количе-
(2-5)
19
Таблица 2.4. Количество воды, теряемой с транспортерно-моечным осадком % к массе свеклы, при различных значениях Кр К, Wm, и
к}, % К, % не, % вл Тт
2,4 2,5
Yoe
1,2 1,3 1,35 1,4 1,2 1,3 1,35 1,4
5 4,3 0,86 9,2 5,5 4.5 3,8 9,3 5,8 4,7 4,0
10 8,6 1,72 19,2 11,6 9,6 8,0 19,5 12,2 10,0 8,5
15 13 2,6 30,8 18,6 15,3 12,8 31,4 19,6 16,0 13,6
20 17,2 3,44 43,3 26,1 21,5 18,0 44,1 27,5 22,4 19,1
25 21,5 4,3 57,3 35,0 28,7 23,9 59,6 36,7 30,1 25,2
30 25,8 5,16 73,4 45,0 36,9 30,7 76,7 47,2 38,7 32,4
40 34,4 6,88 114,6 70,1 57,3 47,8 119,2 73,4 60,3 50,4
твердых примесей ут= 2,4 и 2,5 т/м3 и плотности транспортерно-моечного осадка в земляном отстойнике-накопителе 7^= 1,2; 1,3; 1,35 и 1,4 т/м3.
Пользуясь изложенной методикой, на каждом сахарном заводе при необходимости могут быть определены количества остающейся в транспортерно-моечном осадке воды в зависимости от количества осадка, его структуры, общей загрязненности свеклы и содержания земли в составе поступающих с корнеплодами примесей.
2.2.2. Потери воды со свеклой
Когда свекла находится в гидротранспортере и свекломойке, некоторое количество воды впитывается в корнеплоды, смачивает их и уносится из транспортерно-моечной системы, т.е. теряется безвозвратно.
Количество прилипшей и впитавшейся воды зависит от продолжительности пребывания корнеплодов в воде, их состояния и других факторов. По данным исследований, если свекла находится в гидротранспортере и свекломойке в течение 10-80 мин, количество прилипшей и впитавшейся воды колеблется от 1,18 до 2,68 % к массе сухой свеклы,
20
или от 1,16 до 2,60 % к массе свеклы, что соответствует нетто-массе свеклы, учитываемой весами на заводе.
На сахарных заводах указанное количество впитавшейся воды определяют в соответствии с фактическими возможностями транспортировки свеклы.
2.2.3. Потери воды с фильтрационным осадком
Потери воды с фильтрационным осадком можно вычислить по формуле
Yoc=YW + yT(l-W), (2.7)
В = Ка, (2.9)
где у - плотность осадка в отстойнике-накопителе, т/м3; ув- плотность воды, т/м3;
ут- плотность твердой фазы, т/м3;
W- объем жидкой фазы в единице объема осадка, м3;
К- масса воды на единицу массы твердой фазы осадка, т; а - масса твердой фазы осадка, % к массе свеклы;
В - масса воды, остающейся в осадке, % к массе свеклы После преобразования формул получают:
_ Ут Уос п ‘ Т(Уос-1)
(2.Ю)
Полученные по формуле (2.10) значения В при разных значениях Уос, уги а приведены в табл. 2.5.
Таблица 2.5. Потери воды с фильтрационным осадком при различных значениях ут, уж и а
а Ут = 2’5 Ут = 2,6 Ут = 2J
Уос
1,2 1,25 1,3 1,2 1,25 1,3 1,2 1,25 1,3
5,5 14,3 11,0 8,8 14,8 И,4 9,2 15,3 11,8 9,5
5,4 14,0 10,8 8,6 14,5 11,2 9,0 15,0 11,6 9,3
5,3 13,8 10,6 8,5 14,3 11,9 8,8 14,7 11,4 9,2
2 1
2.2.4. Потери воды с сахаром
В упаковочную поступает сахар влажностью 0,14 %. При среднем выходе сахара 12 % к массе свеклы (выход сахара принимают по данным технологического отчета) содержание воды в сахаре, % к массе свеклы:
12
0,14-2=-= 0,02.
100
2.2.5. Потери воды с мелассой
Содержание воды в мелассе в среднем составляет 18 %. При образовании мелассы 3,6 % к массе свеклы потери воды с ней, % к массе свеклы:
3,6—= 0,65.
100
Показатели выхода мелассы и содержания в ней воды принимают по данным технологического отчета на сахарном заводе.
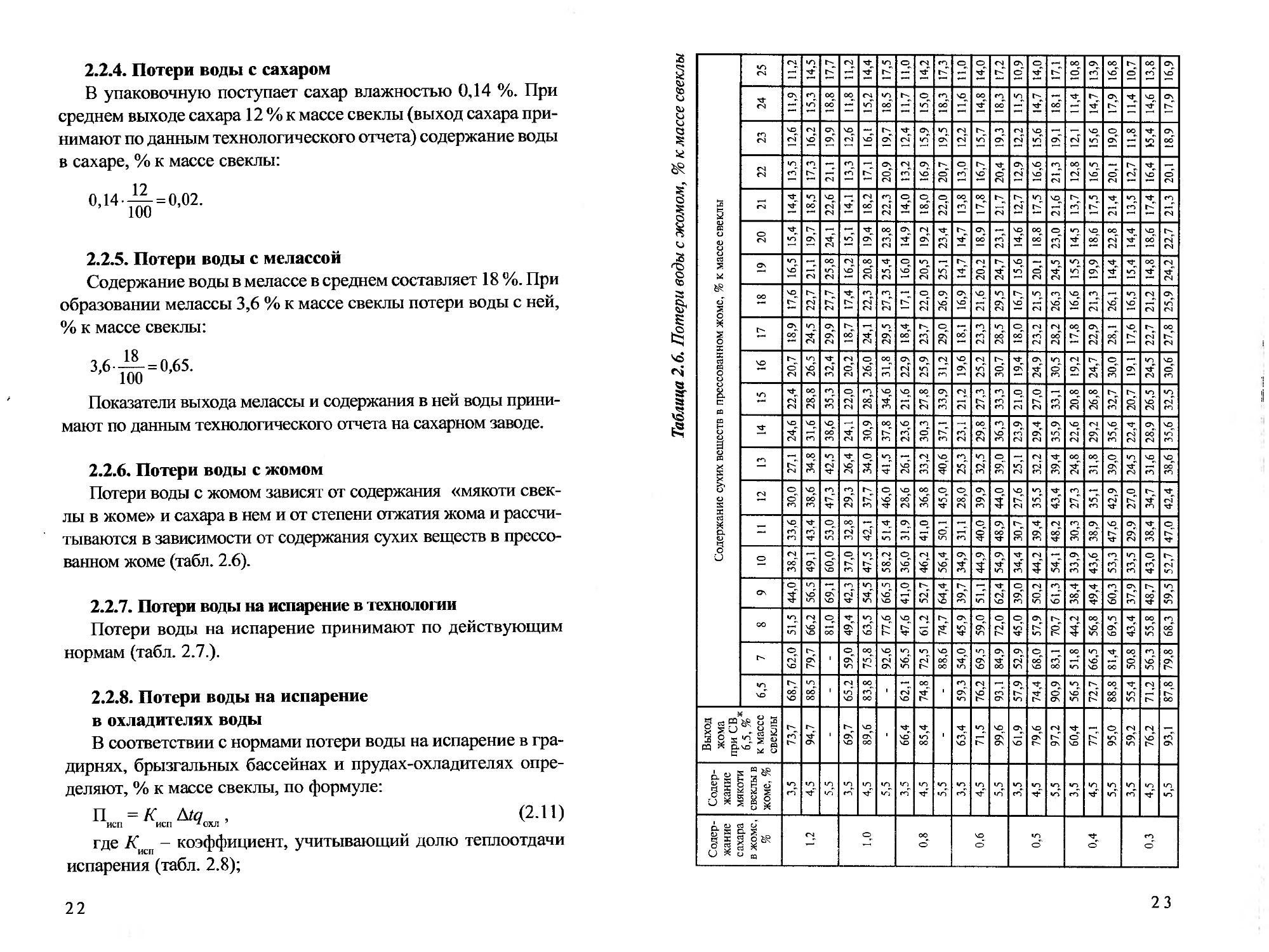
2.2.6. Потери воды с жомом
Потери воды с жомом зависят от содержания «мякоти свеклы в жоме» и сахара в нем и от степени отжатия жома и рассчитываются в зависимости от содержания сухих веществ в прессованном жоме (табл. 2.6).
2.2.7. Потери воды на испарение в технологии
Потери воды на испарение принимают по действующим нормам (табл. 2.7.).
2.2.8. Потери воды на испарение в охладителях воды
В соответствии с нормами потери воды на испарение в градирнях, брызгальных бассейнах и прудах-охладителях определяют, % к массе свеклы, по формуле:
П = К , (2.11)
исп исп -*охл ’ х '
где К - коэффициент, учитывающий долю теплоотдачи испарения (табл. 2.8);
22
Таблица 2.6. Потери воды с жомом, % к массе свеклы
Содержание сухих веществ в прессованном жоме, % к массе свеклы еч Ы.5 еч 14Д VI су еч о <э ♦ч 04 o' о ОО сб оу оо 40 с оо 04 40
СЧ оу оо об оо СЧ V? об' Г-у V? об 40 оо оо V) об оу ч 40 04
еч еч 40 04 40 СЧ 40 04 еч 04 04 еу еч V? 04 еч еч 'Я. 04 еч хгу о 04 оо 12 04 об
еч •'У еч 2 04 G СЧ еч 04 40 о еч о 40 О еч 04 еч 40 40 еч оо еч 40 О еч еч 40 а еч
еч ч об еч еч еч об' еГ еч су О об" с сч оо ОО еч <4 *4 еч г4 VI еч ч еч
о СЧ ч о? сч V) 04 осу сч 04 еч 04 еч 04 об еч 40 ОО оо о еч V) об оо сч" еч ч 40 об еч еч
04 еч оо СЧ еч оо о еч V) еч с V) еч еч 5^ е) С X 40 V) о еч V) СЧ 04 ч. V) ОО еч сч
СО 40 еч еч сч ч еч еч сч с еч сч 04 04 40 о? С1 \о сч сч 'Я, СЧ 40 сч VI 40 еч еч 04 СЧ
£ оу оо" vy сч 04 04 еч оо V) 04 еч оо еч 04 об еч об еч оо еч сч СЧ" ОО оу еч еч об" 40 еГ С1 оо еч
о еч 40 СЧ еч еч сч о 40 еч оо 04 еч 04 сч еч 40 04 сч vT сч О 04 04" еч о еч еч О О 04 еч 40 О
£ еч еч оо оо еч V) О еч еч со еч 'Я еч оо еч 04 еч еч еч о сч еч оо о еч оо еч R V) еч vy ci
Ч чу 40 об~ еч 04 осу 40 еч сб V) еч оо 04 еч jo 04 о? еч 04 сч сч сч 04 сч еч еч 04 ОО еч V?
22 сч оо 3 v> еч 40 се V) сч еч 8 еч с 04 V) еч еч сч 04 оо оо 04 еч ч°., 40 об
еч о 40 об' тГ О4~ еч СП о об еч оо Vi об' 04 04 О 3 сч V) еч й 04 с СЧ S еГ
- 40 ч о осу сч гч V) 04 с о Г*4 О ? 04 ОО о о? еч с 04 сб' 40 04 О? об О
о еч оо 04 o' 40 су •о сч об v> у сч 40 04 04 3 еч 3 vf 04 sj- Vi о СЧ V)
ст о 3 VI 40 S еГ 40 О, еч 3 оГ VI 40 о о? еч 40 ОО О? О 40 04 VI 04 V)
ОО vy vi СЧ оо 04 V) 'Я ''Ч еч 5 04 О 04 О сч У> 04 V4 р сч 3 ОО ч оо VI об 40
Г- еч 04 04 °я СЧ 04 V) 40 V) сч об оо с 04 40 04 ОО 04 еч со оо V) хй ОО оо о оо 04
vy 4о" оо 40 об' оо • еч 40 оо оо - еч оо 04 V) еч 40*' Ох 04 vi ч 04 V) еч оо об оо V4 еч оо оо
Выход жома при СВ 6,5, % к массе свеклы р 04 04 ОС 40 V) оо > 40 V) 4О~ 04 04 04 40 сч 04 S* £ О" V) 04 еч 04 (N 40 04
Содержание мякоти свеклы в жоме. % vy <Л <Л <Л <Л VT. V) 5 *2. 5 V) *4 •'I V) V) V) V? V) V) V?
& s 5 ® о * х S ю сч о оо 40 V) о- o'
23
Таблица 2.7. Действующие нормы потерь воды на испарение
Объект % к массе свеклы
Диффузия 0,2
Сатурация: - 1 2,0
- II 0,5
Вакуум-фильтры 2,0
Сульфитация:
- сока 0,25
- сиропа 0,15
- питательной воды 0,15
Выпарная установка 2,0
Вакуум -аппараты 2,0
Сушка сахара 0,1
Гашение извести 0,2
Очистка сатурационного газа 1,0
Центрифуги 0,1
Промывка фильтрационного осадка на: - вакуум-фильтрах 0,2 18,0*
- вакуум-аппаратах
*Уточняется по данным сахарного завода.
Таблица 2.8. Коэффициенты, учитывающие долю теплоотдачи испарением
Коэффициент испарения Температура воздуха, или воды в водотоке, °C
0 10 20 30
Для градирен и брызгальных бассейнов 0,001 0,0012 0,0014 0,0015
Для прудов-охладителей 0,0007 0,0009 0,0011 0,0013
= разница температур воды до и после охлаждения, °C;
qma - расход оборотной воды, % к массе свеклы.
2.2.9. Потери воды на унос ветром в охладителях
В соответствии с нормами потери воды на унос ветром принимают в процентах от расхода охлаждаемой воды:
- для вентиляторных градирен - 0,15
- для брызгальных бассейнов - 2,0.
2 4
ГЛАВА 3.
ОБОРОТНЫЕ СИСТЕМЫ ПРОМЫШЛЕННОГО ВОДОСНАБЖЕНИЯ
3.1. Расчет систем очистки и многократного использования сточных вод
Прогнозирование уровня загрязнений в оборотной воде имеет большое значение при проектировании систем технического водоснабжения. От него зависят выбор метода очистки, тип очистных сооружений, количество продувочных вод и решение других вопросов, связанных с проектированием оборотных систем.
Предлагаемые формулы более точно, чем опубликованные ранее, учитывают влияние различных факторов на качество воды оборотных систем. В данной работе приведены основные уравнения определения концентрации загрязнений и других показателей для основных вариантов оборотных систем.
3.1.1. Система без очистки оборотной воды (рис. 3.1, а)
Вариант с постоянным источником загрязнения оборотной воды.
Концентрация загрязнений в оборотной воде после циклов использования воды следует определять следующими уравнениями, составленными на основе материального баланса по z-тому компоненту:
после 1-го цикла
Ц= °0+ °уд’ (3-1)
после 2-го цикла
С = С.+ а = а Л 1а , (3.2)
после 3-го цикла
С = С + а = а„+ За и т.д. (3.3)
Как видно из приведенных уравнений, показатель С изменяется по закону арифметической прогрессии, поэтому после и-кратного использования воды:
С = а„+ п а , (3.4)
п 0 уд v 7
2 5
Технологический процесс °о J°yfl
°уд
°о+ °уд
Рис. 3.1. Балансовая схема системы многократного использования воды в обороте без очистки (а) и с очисткой отработанной воды и продувкой системы (б)
где Сп-концентрация загрязнений в оборотной воде по /-тому компоненту после /г-го цикла использования воды, мг/л;
п - число циклов (кратность) использования воды в процессе;
aG — начальная концентрация загрязнений в оборотной воде по /-тому компоненту;
ауд-удельное загрязнение, т.е. количество загрязнений, поступающих в воду после одного цикла ее использования, в расчете на принятую единицу измерения (л, кг, т).
Вариант с переменным источником загрязнения.
При транспортировке сырья оборотной водой (например, сахарной свеклы на сахарных заводах), отходов при использовании оборотной воды в качестве среды (например, для приготовления бумажной массы на бумажных фабриках) и т. п. в воду поступает, в том числе и экстрагируется, часть растворимых соединений из сырья или транспортируемых отходов. Ин
26
тенсивность экстракции при прочих равных условиях зависит от разности концентраций компонента в сырье и оборотной воде, а так как при бесконечно большом количестве циклов использования воды разность концентраций i-того компонента приближается к нулю, то и величина удельного загрязнения также стремится к нулю, т. е. lim «уд—>0 при п—Поэтому переход в воду растворимых веществ, являющихся для оборотной воды загрязнениями, можно определить по уравнению:
G=p(C0-QFT, (3.5)
где G- количество веществ, поступающих в воду за время т; Р - коэффициент пропорциональности (коэффициент мас-сообмена или массоотдачи);
Со и С - концентрация вещества соответственно в жидкости вблизи поверхности твердой частицы и в середине потока экстрагента, мг/л;
F - площадь поверхности твердой частицы, м2.
Принимая F = 1 и т = 1 и, заменив G на а п, получают:
а =Р(С0-С ,), УД” (3.6)
где аудп - удельное загрязнение оборотной воды при «-кратном цикле ее использования;
Со и Сп j - концентрация /-того компонента соответственно в сырье (отходах и т. п.) и в оборотной воде после (м-1) цикла.
Применительно к схеме оборотной системы на рис. 3.1 уравнение (3.4) после л-го цикла в общем виде примет вид:
С = С , + а (3.7)
или с учетом (3.6)
С = Сд_, + Р(С0- С ,), (3.8)
которое можно преобразовать в
С. = С0-(Сс-Л|Х1-₽Г. (3.9)
Из уравнения (3.9) видно, что при п —> °° lim Си—> Со и, следовательно, lim ауди —» 0.
Таким образом, для рассматриваемого варианта работы оборотной системы концентрация z-того компонента в оборотной воде в условиях непрерывного функционирования системы будет приближаться к концентрации в источнике загрязнения.
27
В данной работе исследовали оборотную систему без очистки сточных вод бумажного и свеклосахарного производства.
Исследования на лабораторной модели оборотной системы проводили на фабрике, выпускающей оберточную бумагу. По методике в сосуд емкостью 18 л заливали 15 л водопроводной воды и вносили все компоненты бумажной массы: целлюлозу, древесную массу, макулатуру, клей (канифоль), каолин и сульфат алюминия. Компоненты дозировали в количествах, соответствующих рецептуре бумажной массы по технологической инструкции. Всю бумажную массу перемешивали пропеллерной мешалкой с электроприводом в течение 1 ч и выливали на сетку для обезвоживания. В отделенную от бумажной массы воду вновь добавляли исходные компоненты, перемешивали и т. д. Всего было проведено 17 циклов. Чтобы исключить влияние продувки на изменение количества загрязнений в оборотной воде, унос воды с обезвоженной на сетке бумажной массой не компенсировался свежей водой в течение всего эксперимента, а компоненты бумажной массы вводили из расчета объема воды фактически оставшегося от предыдущего цикла. Полученные результаты анализов оборотной воды на содержание сухого остатка приведены в табл. 3.1.
При обработке полученных данных рассмотрены два варианта. В первом варианте принято, что а? = const. Приняв при переменных С по п коэффициент корреляции г = 0,999 и коэффициент регрессии ВСп= 162,3, получают уравнение регрессии:
Сп = С +Bfj (п-п)= 162,Зп+145,2. (3.10)
Вычисленные значения Си приведены в табл. 3.1, расчетное значение критерия Фишера F= 329,3, а табличное F= 10,7 для р = 0,01.
Во втором варианте принято, что удельное загрязнение по величине изменяется и поэтому экспериментальные данные обрабатывали применительно к формуле (3.9). Получили Со = = 162300 мг/л; aQ= 145,2 мг/л; Л = 0,00101, расчетное уравнение регрессии:
С = 162300 -162154,8*0,99899". (3.11)
2Х
Таблица 3.1. Содержание сухого остатка в оборотной воде системы без очистки, мг/л
п Экспе-римент Расчет по формуле
(3.10) (З.Н)
2 536 470 473
3 653 632 637
4 737 '794 799
9 1565 1606 1612
14 2359 2417 2423
16 2762 2742 2746
17 2959 2904 2907
Расчетное значение критерия Фишера F= 313,7; F= = 10,7 для р = 0,01.
Учитывая принятые допущения, уравнение (3.9) можно применять независимо от количества циклов использования воды, а уравнение (3.4) -только при ограниченной кратности использования воды, которая зависит от конкретных условий работы оборотной системы.
На сахарном заводе для вывода фильтрационного осадка (отхода свеклосахарного производ
ства, состоящего в основном из СаСО3) из технологического процесса было предложено применить бессточную
систему гидравлического удаления осадка в отвалы-накопители. Восполнение естественной убыли воды вследствие испарения, фильтрации и т.д. в отвалах осуществляли неочищенными отработанными водами от мойки полов и оборудования. Очистка оборотной воды от растворенных компонентов загрязнений не предусматривалась.
В результате работы системы установлено, что уровень загрязнения оборотной воды по БПК5 колеблется в пределах 5570-28208 мг/л и приближается к БПК5 межкристальной жидкости фильтрационного осадка. Колебание значений БПК5 обусловливается качеством промывки (удаление сахара) фильтрационного осадка в технологическом процессе, т. е. содержанием в выводимом из технологического процесса осадке растворенных веществ, загрязняющих воду. Наблюдаемые изменения качества оборотной воды по растворенным веществам полностью согласуются с формулой (3.9).
29
3.1.2 Система с очисткой оборотной воды (рис. 3.1, б)
Основные расчетные уравнения для определения /-того компонента в оборотной воде в системах с очисткой воды, опубликованные ранее, действительны для одного из частных случаев работы оборотной системы. Поэтому в данной работе приведены расчетные зависимости функционирования оборотной системы как в общем виде, так и для отдельных вариантов.
Применительно к приведенной на рис. 3.1,6 схеме оборотной системы балансовые уравнения по z-тому компоненту для отдельных циклов использования воды следующие:
после 1 -го цикла
С1 = а0+р(С0-а0), (3.12)
после 2-го цикла
С2 = QA+ аП + Р(С - СХА - а П), (3.13)
после 3-го цикла
С3 = С^А + аП + Р(С0- ЦЛ - аП) и т.д., (3.14)
где а - содержание /-того компонента в добавочной воде, мг/л; П = П,+ П2 - суммарная продувка системы по /-тому компоненту, включающая соответственно продувку до очистных сооружений П] и на очистных сооружениях П2, а также в необходимых случаях компенсацию потерь воды на испарение, доли ед.;
А = (1- П1)[1-а(Эос+ П2)] — коэффициент, учитывающий долю загрязнений, оставшихся после очистки оборотной воды и продувки системы, доли единицы (а - коэффициент, учитывающий загрязнения, оставшиеся в системе после продувки П и поступающие с водой на очистные сооружения, доли единицы; Эос - степень очистки воды на очистных сооружениях, доли ед.).
Подставив в правую часть уравнений значения С, С2, С3 и т.д., после преобразований получают:
с,=д.(1-|»аг|+£^1>+°п<'-Р)<1-аГ'), (3.15)
где А = (1 - р)Л, или
Л = (1 - Р)(1 - П3) • [1 - а(Э<к+ П2)]. (3.16)
30
(3.17)
При пуд= const концентрация загрязнений и другие показатели определяют по следующим формулам:
И_1 йуд(1->4") йП(1-Л"-1' сп-а°А + 1-Л +—Сл
Л = (1-П1)-[1-а(Эо + П2)]. (3.18)
Для варианта работы системы без продувок, без учета загрязнения исходной воды по z-тому компоненту и при очистке всей оборотной воды, т.е. при П = 0; П2= 0; а = 0; а = 1, получают: ^=1-Эос, ° (3.19)
_ауд[1-(1-Эос)"] -
(3.20)
Таблица 3.2. Содержание сухого остатка в оборотной воде системы с очисткой, мг/л
п Серия опытов
первая вторая
эксперимент расчет эксперимент расчет
1 352 310 192 290
5 679 718 446 569
10 1151 1163 1096 852
15 1593 1544 966 1052
20 — — 995 1200
25 — — 1192 1308
30 — — 1464 1388
35 — 1390 1446
40 — 1446 1489
45 — — 1648 1520
50 —- — 1494 1544
54 — — 1644 1558
Эос
limC„ =ауд/Э0С. (3.21)
В формулах (3.15), (3.17), (3.20) и (3.21) значение Сп определяют на выходе из процесса, поэтому при необходимости его определения на входе следует сделать пересчет по формуле:
С = С А. (3.22)
вх вых v z
Оборотную систему с очисткой воды исследовали на лабораторной модели системы транспортерно-моечных вод сахарных заводов. Экспериментальные и вычисленные данные о качестве оборотной воды по содержанию сухого остатка приведены в табл. 3.2.
Значения С рассчитывали по формуле (3.17) при следующих исходных данных (табл. 3.3).
Проверка соответствия уравнения (3.17), выпол-
3 1
Таблица 3.3. Концентрация загрязнений в оборотной воде по i-тому компоненту после п-ного цикла использования воды Сп
Параметры Серия опытов
первая вторая
ао, мг/л 200 200
%, мг/л ПО 90
а, мг/л 200 200
П = П2 0,030 0,032
а 1 1
0 0,028
А 0,97 0,94
ненная с использованием критерия Фишера, подтвердила его адекватность опытным данным как в первой, так и во второй серии опытов (7^=101,17, F="l,3, F?=99,V1, F;=W*ivap= = 0,01).
Таким образом, приведенные данные показывают, что предлагаемая методика позволяет с достаточной для практических целей точностью опреде
лять отдельные показатели проектируемых и эксплуатируемых оборотных систем при разных вариантах их работы.
3.2. Основные принципы рациональной организации водного хозяйства сахарных заводов в современных условиях
Создание оборотных систем на промышленных предприятиях - один из наиболее важных методов решения экологических проблем в условиях постоянно развивающейся промышленности. В настоящее время в сахарной промышленности удельный вес оборотных вод составляет только 80-85 % общего количества потребляемой воды.
Развитие оборотного водоснабжения в отрасли способствует решению вопроса защиты водных ресурсов от загрязнения и истощения, так как совершенствование схем оборотного водоснабжения является одним из этапов создания бессточного свеклосахарного производства.
При организации или совершенствовании оборотных систем необходимо учитывать следующие требования:
1. Отдельные системы и оборотные циклы должны объединять водопотребителей в зависимости от качества потреб-
32
ляемой ими воды и характеристики отработанных вод. При этом необходимо стремиться сгруппировать потребителей со сходными показателями в одной системе. К числу учитываемых показателей относятся как физико-химические, биохимические (температура, содержание взвешенных веществ, жесткость, БПК, ХПК и др.), так и технологические (напор, периодичность потребления, требуемая надежность подачи воды и т.д.);
2. Максимально возможное использование оборотной воды взамен свежей;
3. Четкое разделение отработанных вод по отдельным системам в зависимости от принятых метода их очистки и последующего использования очищенных вод. Необходимо учитывать, что оборотные воды в основном подвергают очистке только по тем показателям, которые лимитируют многократное использование воды для конкретных производственных операций и аппаратов;
4. При организации оборотного водоснабжения следует стремиться к созданию полностью автономных, замкнутых систем, т. е. оборотных систем без сброса воды за ее пределы (например, в виде продувок и избыточных вод) и с минимальными подпитками свежей водой;
5. Схема водного хозяйства должна быть экономичной независимо от мощности источника воды (по расходу основных материалов, электроэнергии, рабочей силы, капитальных вложений и др.) и обеспечивать технологические процессы основного производства при оптимальных условиях (температура, влажность, трудоемкость, санитарное состояние, износ оборудования и т. д.) без снижения технико-экономических показателей предприятия;
6. Необходимо учитывать территориальное расположение потребителей воды и стремиться к максимально возможному сокращению количества насосных станций и протяженности водопроводных и канализационных сетей.
Принципиальная блок-схема водного хозяйства сахарного завода представлена на рис. 3.2.
3. Заказ № 2911
3 3
75 Вода в свекле_______
2 Вода в примесях (грязиУ свеклы
5,4
25
20
10
Сахар, меласса
1,5 Вода питьевая
Условные обозначения:
,5
Мойка фильтровальном ткани
43 Промышлен-ная вода
MX6,
1 —унос воды капельный тгг и с осадком
rm
5.63
JO
сахара.
5
—потери на испарение
,3
1,5
Стоки /// категории
на очистные сооружения
28,
Лаборатория, мойка полов и оборудования, стирка мешков и др.
Жом у потребителя
Кислые жомовые ямы
0,5
Разбавленный фильтрационный осадок после вакуум-фильтров
(б5Л i ЙО
752,3
Изве сткование транспортерномоечной воды
Ц j23,3
промывку
Соко-грязевая суспензия
0,67
Пруд-охладитель, градирня, брызгательный бассейн
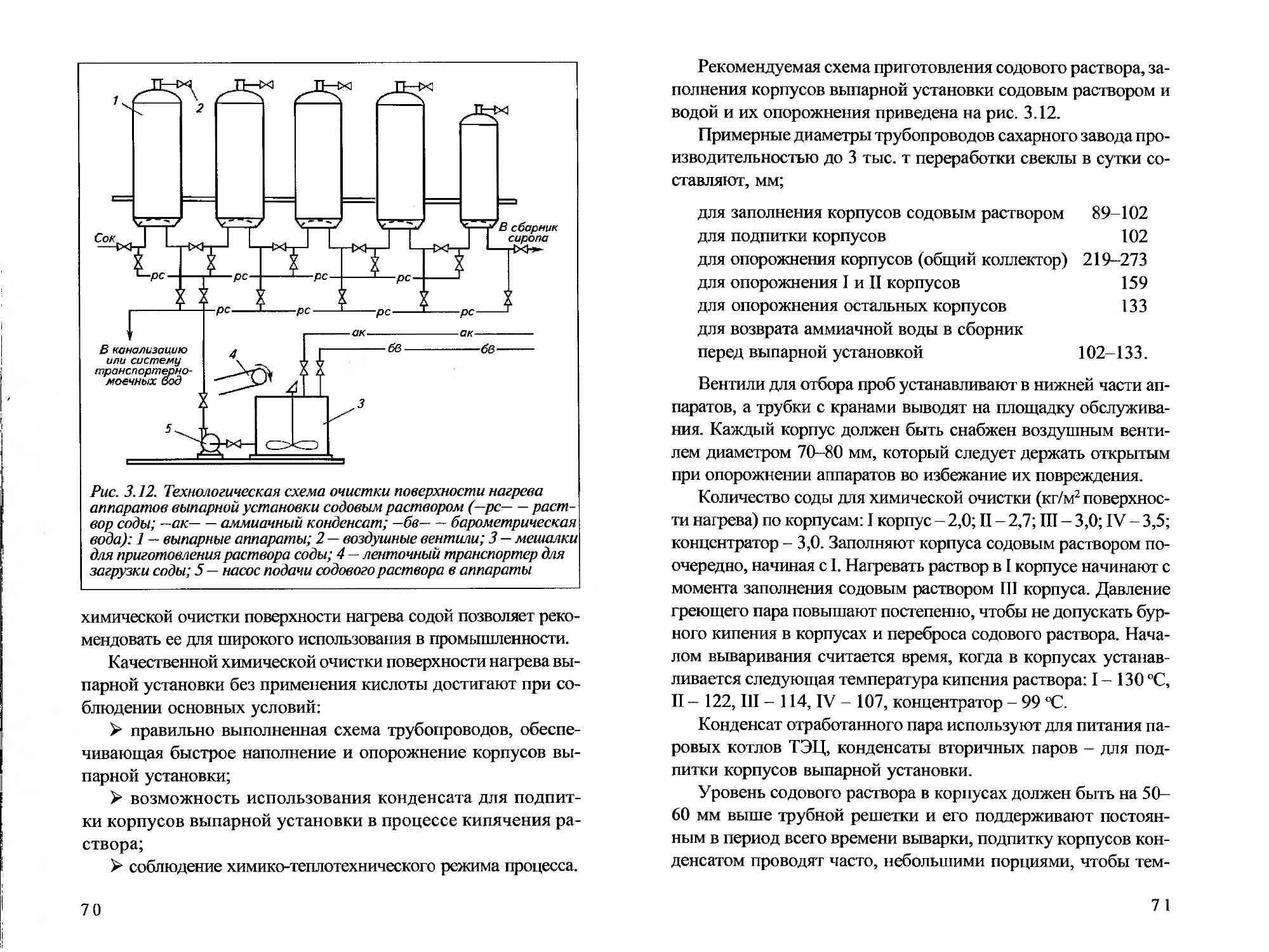
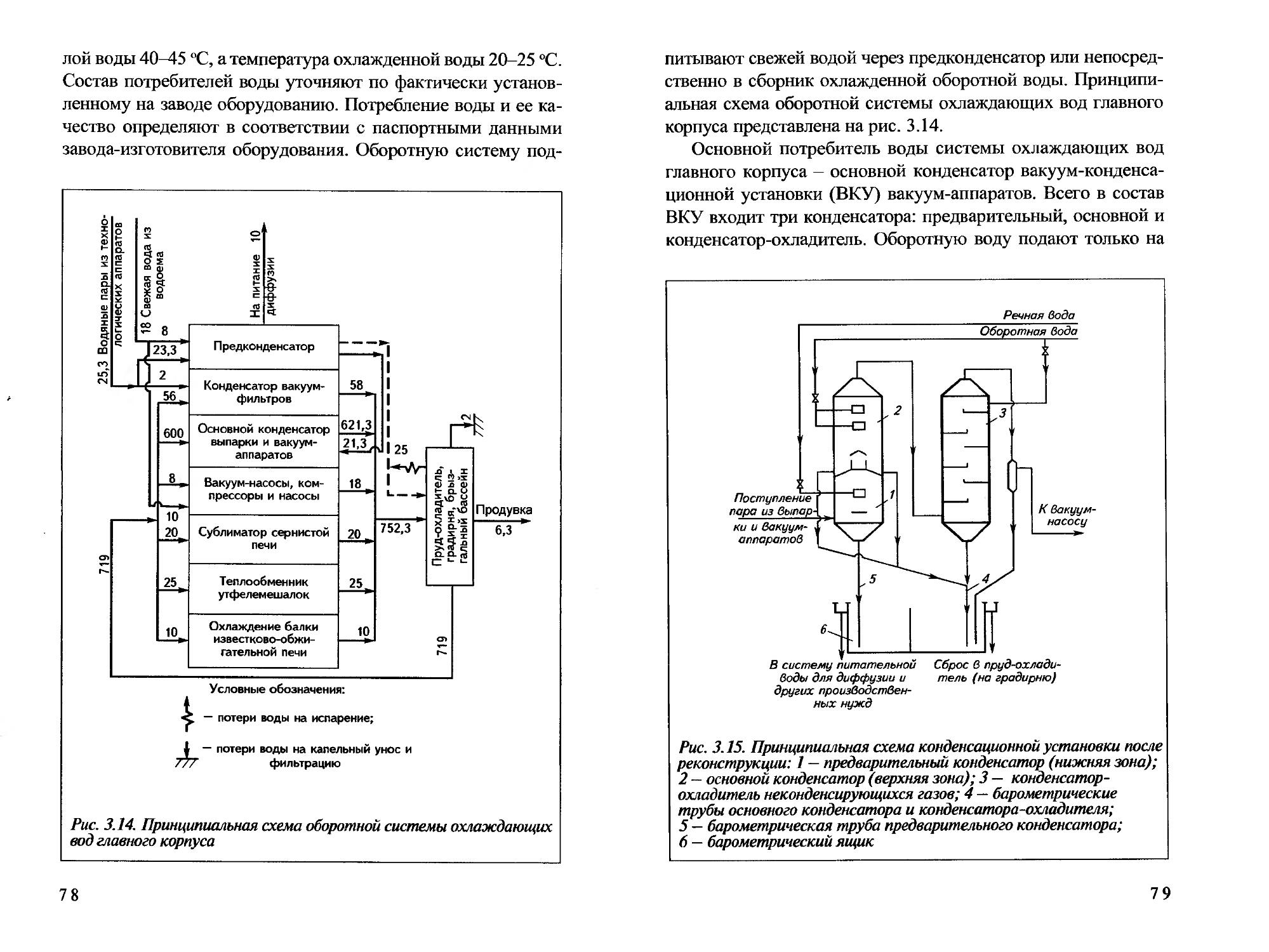
Рис. 3.2. Принципиальная блок-схема водного хозяйства свеклосахарного завода (цифры — расход воды, % к массе свеклы):
• основные оборотные циклы: I — технологических вод; 11 — охлаждающих вод главного корпуса; 111 — транспортерно-моечных вод; IV— гидравлического удаления фильтрационного осадка; V — охлаждающих вод ТЭЦ; VI — лазерных вод;
• вспомогательные системы повторного и оборотного использования воды: I—A — жомопрессовых вод; 1-Б — воды для промывки фильтрационного осадка и гашения извести; I-В — конденсатов ретурного пара; Ш-А — транспортных вод транспортерно-моечного осадка;
• сооружения и процессы: I — технологические процессы и аппараты основного производства (1-а — промывка фильтрационного осадка и гашения извести, 1-6 — паровые котлы ТЭЦ); 2 — барометрический конденсатор, компрессоры и насосы главного корпуса (2-а — предварительный конденсатор); 3 — гидротранспортер, свекломойка, элеватор, весы и др. оборудование моечного отделения (3-а — сооружения механической очистки транспортерно-моечных вод, З-б — грязенакопитель транспортерно-моечного осадка); 4 — грязенакопитель-отстойник фильтрационного осадка; 5 — охлаждаемое водой оборудование ТЭЦ; 6 — жомохранилище; 7 — газопромыватель (лавер); 8 — сооружения механической очистки лаверных вод
34
3.3. Оборотная система технологических (внутрипродуктовых) вод
Вода этой системы непосредственно соприкасается с продукцией на всех стадиях технологического процесса и некоторое ее количество входит в состав товарной продукции - сахара, поэтому требования к качеству воды устанавливают требованиями технологии основного производства, которые на разных операциях разные. Вода в систему поступает из двух источников: внешнего (реки, пруды), артезианские скважины (природные воды) и внутреннего, т.е. из сырья (свеклы) в виде жомопрессовой воды. Оборотная вода циркулирует в системе в виде конденсатов. Свежую воду перед вводом в систему обязательно подвергают соответствующей обработке для корректировки показателей (температура, наличие механических примесей, pH) в зависимости от качества исходной воды и от того, через какую операцию ее вводят в систему.
От совершенствования схемы оборотного цикла технологических вод зависят количество потребляемой воды из внешнего источника и количество воды, сбрасываемое за пределы системы, в том числе в стоки III категории.
На рис. 3.3 приведена перспективная схема с минимальным сбросом отработанных вод, внедрение которой может быть начальным этапом при создании бессточного или малосточного водного хозяйства свеклосахарного завода. Однако надо иметь в виду, что многое зависит от совершенства технологии и состава оборудования, применяемых в основном производстве. Приведенная схема не учитывает всего многообразия факторов свеклосахарных заводов. Но в ней отражены особенности, характерные для любого завода. Во-первых, воду в системе учитывают независимо от ее фазового состояния (парообразного или жидкого) и в составе продуктов, полупродуктов и отходов. Во-вторых, в составе технологической линии имеется выпарная установка, которая наряду со сгущением сока обеспечивает образование из вторичных паров конденсата -практически обессоленной воды. Эту воду в дальнейшем ис-
3 5
36
Таблица 3.4. Расход воды в свеклосахарном производстве
Источник поступления воды в систему Количество поступившей воды, % к массе свеклы Источник убыли воды из системы Количество убывшей воды, % к массе свеклы
Свекловичная стружка 75 Сахар Меласса Прессованный жом 0,02 0,65 25,27
Питьевой водопровод 2 Фильтрационный осадок Пар из вакуум-фильтров Пар из вакуум-аппаратов 5,5 2,0 18,0
Промышленный водопровод 0,3 Пар из выпарной установки Испарение в атмосферу: - в диффузионной установке - при очистке сока и сиропа - при пропарке вакуум-аппаратов и центрифуг - при сушке сахара - при гашении извести Потери в системе отопления: - продуква паровых котлов и сброс конденсата от подогрева мазута - мойка фильтровального холста на вакуум-фильтрах Прочие мелкие неучтенные расходы и потери 2,0 0,2 3,15 0,76 0,08 1,17 9,5 2,0 1,0 6,0
Всего 77,3 77,3
пользуют для питания паровых котлов ТЭЦ, гашения извести, в качестве экстрагента для обессахаривания фильтрационного осадка и др.
Сводный баланс воды перспективной схемы с минимальным сбросом отработанных вод приведен в табл. 3.4.
Из оборотной системы в стоки III категории поступают кислые жомовые воды (3 %) и от мойки полов и оборудования (1,5 %); в систему гидроудаления фильтрационного осадка -загрязненная вода и вода в составе фильтрационного осадка (5,5 %); в систему транспортерно-моечных вод - вода от продувки паровых котлов ТЭЦ (2 %), конденсат от подогрева мазута (2 %) и вода с отходами известкового отделения (1 %); в
37
систему охлаждающих вод главного корпуса поступают воды в виде пара (через барометрические конденсаторы) от вакуум-фильтров (2 %), от выпарной установки (2 %) и от вакуум-аппаратов (18 %); для подпитки систем теплоснабжения завода и охлаждения оборудования ТЭЦ используют соответственно 9,5 и 0,5 % конденсата соковых паров.
Таким образом, в другие оборотные системы передают 41,5 % воды к массе переработанной свеклы.
Потери воды на испарение в атмосферу: в диффузионной установке - 0,2 %; при очистке сока и сиропа — 3,15; при сушке сахара - 0,08; при гашении извести - 1,17; при пропарке вакуум-фильтров и др. - 0,76;
Унос с товарной и побочной продукцией (без учета жома): с сахаром - 0,02 и мелассой - 0,65 %. Общее количество по-;• терь составляет 6,03 % к массе переработанной свеклы.
Всего в систему в виде жомопрессовой воды, % к массе свек-j лы, поступает: i 74,3 - 28,27 = 46,03,
где 74,3 — содержание воды в свежем жоме на выходе из диффузии, %;
28,27 - содержание воды в прессованном жоме на выходе из жомовых прессов, %.
Количество оборотной воды в системе, % к массе свеклы, составляет:
84,17 + 45 = 129,17,
где 84,17 — количество аммиачного конденсата, поступающего в напорный сборник для последующей подачи потребителям, %;
1 45 - количество конденсата, возвращаемого в ТЭЦ, %.
Рассматриваемая схема использования технологических вод предусматривает обеспечение водой основных процессов и аппаратов за счет оборотного использования аммиачных конденсатов и воды из свеклы при соблюдении соответствующего технологического режима: плотность сиропа после выпарной установки - 65 % СВ, степень отжатия жома - в среднем до 16 % СВ, потери и безвозвратный расход аммиачного конденсата -в пределах нормативов.
38
Поэтому при прессовании жома до 10-12 % СВ или отборе сиропа с выпарной установки с содержанием СВ 52-54 %, наличии других отклонений от расчетного режима потребуется дополнительная подпитка оборотной системы свежей водой из природных источников, что, соответственно, увеличивает объем сточных вод III категории.
Определение количеств жомопрессовой воды и аммиачных конденсатов при различных условиях работы завода и методы обработки этих вод перед подачей потребителям изложены в соответствующих разделах книги.
3.3.1. Жомопрессовая вода
3.3.1.1. Определение количества
жомопрессовой воды
Жомопрессовая вода (ЖВ) - это часть воды, содержащейся в свекле и выделенной прессованием обессахаренной свекловичной стружки - свежего жома (сж). Ее количество зависит от содержания в свекле мякоти, сахаристости свежего жома и содержания сухих веществ до и после прессования. Эти данные на заводах получают на основании анализов свеклы и жома.
Выход свежего (Лсж) и прессованного (Лп ), % к массе свеклы, жома определяют по формуле:
. юомсв
(3.23)
*жв
где Мсв- содержание мякоти в свекле, % к массе свеклы;
СВпж - содержание сухих веществ в прессованном жоме, % к массе прессованного жома;
Схсж - сахаристость свежего жома и жомопрессовой воды. В расчете Схсв = Сх = Схж % к массе свеклы;
Чжв - чистота жомопрессовой воды, %.
Усредненные значения Чжв приведены в табл. 3.5.
Таким образом, определив анализом содержание мякоти (Мсв), сахаристость жома (Схсж), содержание сухих веществ
39
Таблица 3.5. Чистота жомопрессовой воды
Сахаристость жома, % Чистота жомопрессовой воды, %
0,3 50,00
0,4 55,56
0,5 59,52
0,6 60,60
0,7 63,06
0,8 65,04
0,9 66,18
•,о 67,46
1,1 68,32
1,2 68,57
1,3 69,51
1,4 70,35
1,5 70,73
свежего (СВсж) и прессованного (СВ1ж) жома и приняв по табл. 3.5 чистоту жомопрессовой воды (Ч^) при известной ее сахаристости по формуле (3.23), можно рассчитать выход прессованного жома.
Пример. Дано: М = 4,5 %, СВ = = 15%, Сх =0,5% иЧ =59,52 %. Опре-делим выход прессованного жома, % к массе свеклы:
_ 100-4,5
15_12°£’5
59,52
Расчетные значения и Дпж приведены в табл. 3.6.
Количество получаемой при прессовании жома жомопрессовой воды определяют по формуле (3.24):
Сх
А»=(Аж - Аж)-v^(Аж - Аж) ^жв
ИЛИ
Асв (Аж Аж) ’
Схсж
ч
*жв
(3-24)
Пример. Прессованный жом имеет следующие показатели: Сх = 0,5 %, Ми = 4,5 %, СВ11ж = 15 %.
По таблицам 3.5 и 3.6 определяем Асж= 79,6 %, Апж = 31,8 %, Чм = 59,52 %.
И рассчитываем количество получаемой жомопрессовой воды, % к массе свеклы, согласно формуле (3.24):
4B=(79,6-31,8)(l-AAj=47,4.
Расчетные данные количества жомопрессовой воды при разных значениях Схжв, Мсв, СВнж и Чжв приведены в табл. 3.7.
В случае, если свежий жом выгружают из диффузионного аппарата с повышенным содержанием сухих веществ (СВсж> 6,5 %), то количество жомопрессовой воды, приведенное в табл. 3.7, уменьшается на величину Джв, указанной
40
Таблица 3.6. Выход свежего и прессованного жома, % к массе свеклы
1 Содержание, % 1 сухих веществ в жоме •п сч LM ок сч СК I 199,61 СЧ LM Ок об' гч ко. 1 18,7 1 | 22,9 | IM ко об 22,8 | IM об ко Ml оо” сч
гч V? 1 20,2 1 ш *П | 20,0 | LM in СЮ к ш Ок LM <пГ ОК оо гч о КП ок' Ml со сч~
я кб сч LM | 20,9 | KO СЧ ко” о гч м О О in сч оо ш О ОС гч i2 сч о сч 5 КО сб гч
гч П. сч гч к LM oo ко СЧ Ок сч •п ко гч ко сч ко LM 26,0 КО сч оо ш гч ко LM LM
сч сч~ об гб чэ об сч Ок <4 СЧ об СЧ t'V оо оо_ сч к, ш сч MJ к LM СЧ к. 1 I'll 1 сч «£ | 22,0 | ок ко”
о СЧ^ ок сч о" ок об' LM 29,7 KO OO о. ОК об' сч I 28,9 I об И- об гч об сч об сч об | 23,2 | 28,3 |
ск о” Ко” гч 1 31,91 о LM LM £ 25,3 | о £ LM О £ LM сб Ок LM сб о Ок LM | 6‘6С |
сю »п ГЧ сч | 33,8 | <4 гч *2. О ОО ко сч сю Сч” ко сб сч ко” сч сч кМ сч о” сч 26,0 | оо сб СЧ ОО сч ко
| 22,9 | «п ОК КО сб I 29,0 | k сч сч об СЧ Ок ОС_ сч сю сч гч сч 1 0‘tt сч сч 33,8 | сч сч"
ко КО | 38,6 | гч LM IM LM in о” СЧ сч | 30,0 | ко~ сЗ 1 29-7 1 ко' 22,9 | Ок СЧ 36,0 | сч” сч сч Ок сч IM
п СЧ MJ MJ ок MJ о 25,4 я Ок Ок <о сч СП сч^ Ок ок об ш nJ MJ *2-с^ <nj MJ 38,2 |
оо” сч VO | 44,9 | о оо” OK Ок СЧ «п ко” С-1 Ml КО сч сч оо сч 1 ко сч ко 1 41,0 |
<2 | 40,0 I ОК об о о о” об Ml ОК сч Ч- LM оо^ об сч о г2. MJ ко кб оо 28,2 | LM |_443j
к LM LM LM MJ СЧ m гЧ ОО ш оо оо 50,0 | in LM LM О ОК Ml о б СЧ
- оо Ml Ок °°-ко oo оо •П 1# ко LM 44,9 LM LM 5" •п IM к? ш ко~ сч сб 52,8
о ч MJ | 66.7 oo 64,6 | 40,0 | 151,3 S оо ос” 49,9 со ко 1 ^‘8£ | о; оо” гч о? сч 47,8 | <п об
Ок об гч КО LM 46k LM О ОК сю о ч 68,6 42k LM 167k LM £ ко” КО MJ LM 65,4 |
оо | 56,0 1М О об оо MJ MJ | V>8 | LM М сч оо 49,9 | 3 1 783 | 48,9 | сч ко 763 | 0‘8t> | ко ш ш” сч Ml СЧ
66,6 ОО • 63Л oo I 99,6 | LM 78,0 М об LM 913 _5бк ок” оо mJ кМ •п ОС LM 70,2 | 85,8 |
«п чб MJ LM • L69k KO oo • | 66,4 | ОО 1 к2 ш оо 99,6 М гч^ Ок 60,4 77k MJ гч^ ОК LM Ск
мякоти свеклы в жоме 1П к £ <n~ k' m «л к «2 к «п “3 £. 5 •п •п in сб 'б <п "2. •п "2.
сахарозы в жоме о ОО о ко о сб о” О
4 1
Таблица 3.7. Количество жомопрессовой воды, % к массе свеклы
Содержание сухих веществ в прессованном жоме. % к массе свеклы «о е4 1 L‘l£ 1 74,0 63,3 54,0 69,4 г? in 65.7 71,3 48.3 1 76.0 o. 1 60H OO^ 45,7 58,8 | 71Л 44,6 57,4 I | VOL
я In 73,5 62.2 1 53.4 68,6 74,1 50,4 ОС 70,3 |47,7 1 61.4 M t>'96 59,7 OO сч" 45,1 об 70,9 | 43,9 56,7 ОЧ $
gq 56,3 72,3 ЧО ИН М сч 492 1 kid kid сб kid OO OO OO 44,4 | OO I? 55,8 | СЧ s'
сч fr‘SS I 71,2 Q\ Оч ОО 66,7 71,7 1 48,9 ин 68,8 M .59,5 72,8 kid 57,8 70,6 X? 56,2 68,7 9‘U> 54,9 079
еч Lkd |70,0 ОС kid 65,5 сб LM ОО 66,7 kid об Ml 44,1 56.8 1 69.3 OO in' км 41,8 | in 65,8 |
53,5 68.8 56,9 o'os LM 04 об ГЧ 60,6 65,2 44,6 кН LM kid 55,5j 67,9j cy еч IM 66,0 0‘lt- in 64,4 |
S сч 67,4 гч 49,0 63,0 к kid 59,4 63,5 40 су 68,4 42,2 54,3 66,3 41,0 64,4 40.0 51,5 OO s
ОС 51,3 ОО 1П £'££ kid in 12 LM 04 In М MJ VO 66,6 ГЧ in 64,6 39,9 51,3 62,8 39,8 50,1
к | 50,0 64.0 m LM LM L63,2 1 £ гч 04 гч 52,9 LM 39.9 | in IM об m ст? 60,8 37,7 in 59,2 |
40 ОО 62,0 48,6 44,9 In 60,8 LM 53,9 57,4 39,7 IM lm S‘8£ kid 60,4 rl.. 48,0 58,6 36,3 46,7 in
in LM 59.7 kid LM 55,5 1 58,0 1 m |М 54,71 38,0 48,9 OO •П kid 47,4 OO In 35.6 6‘Sf 34,7 | L‘tt 54,6 |
44.3 56,9 kid 'ТГ kid 1 54,9 | 38,5 | 49,6 | LM OO O'S£ Ml Ml IM 53,2 32,9 OO m
22 ОС 1П m об' об m OO ш 46,6 48.0 ьн 43,7 53,3 oo 42,1 vy kid OO QO^ Ox OO L‘6£ 48,5 |
еч 38,9 49,9 33,7 LM 46,6 kid kid MJ сб kd 30,2 29,2 37,5 46,0 28,3 36,6 44,6 |
yn 1П OO IM кН kid 30,2 38,8 38,5 28,2 счг 27,2 35,0 42,6 lM OO 41,2 s‘sc °o Г4 40,1 |
о О t>‘6£ | сч ОС гч MJ LM ч© еч kid 32,2 of LM об 'П IM 36,8 ГЧ СЧ СЧ 65,5 | O\ M
о> гч 32,0 О\ 22,8 lM LM гч еч 1'П of lM Mj 61,7 24,2 9‘6Z об 23,2 об 04 n. 9‘ll un
ОО 22,3 ОО ОО ОО in 20,3 LM об' 04 kid 4 ГЧ сч" IM о lM ин 19,4 04 OO об
Г" Q> оо об 1 сч ОС 40 04 ге. LM in \o M об Гу л "4 'Ч о
Выход жома после диффу- зионного аппарата при СВ=6,5 % к массе свеклы 1 Zd 1 94,7 1 1 61? 1 L 9*68 I 1 66,4 | СП ОО 1 63,4 | | S‘T8 1 Id 1 1 6'19 79,6 | 97,2 | 60,4 | 77,1 | | 0‘S6 | res 76,2 1 | ГЕ6
g i мякоти свеклы в жоме се' £ in 2 И £ и in in en 3 in m’ m in
£ CD 5 о сахарозы । в жоме сч 0,8 сб' o' о 0,3
42
в этой таблице для жома при СВсж= СВпж, которое фактически содержится в свежем жоме.
Пример. На заводе установлен диффузионный аппарат А1-ПДС-20, из которого свежий жом выгружают с содержанием СВсж= 8 %.
При Схсж = 0,5 %, Мсв = 4,5 %, СВпж = 15 %.
По табл. 3.7 при СВпж = 8 % значение А8жв = 16,6 % и при СВпж = 15 % соответственно Л,5жв = 47,4 % к массе свеклы.
Для наших условий Д' = Л15 -Л8 , т. е. А' = 47,6 — 16,6 = 30,8 % к массе свеклы.
Аналогично определяют А1жв при других значениях СВсж в работающем диффузионном аппарате.
33.1.2. Использование жомопрессовой воды
Жомопрессовая вода по санитарно-технической оценке является водой с высоким содержанием органических веществ. Биохимическое потребление кислорода за 5 сут контакта с воздухом (БПК5) составляет 3000-5000 мг/л и более. Поэтому сброс жомопрессовой воды в стоки III категории с последующим поступлением их на сооружения биологической очистки создает большую дополнительную нагрузку на эти сооружения. Кроме этого, сброс жомопрессовой воды в канализацию увеличивает потребление заводом свежей воды из природных источников.
Поэтому на сахарных заводах с освоением непрерывнодействующих диффузионных аппаратов стали внедрять возврат жомопрессовой воды в диффузионный процесс. При этом руководствовались в основном тем, что возврат жомопрессовой воды позволяет сократить потери сахара в жоме за счет возврата в технологический поток завода сахара, содержащегося в этой воде. Однако мнения исследователей и производственников по этому вопросу не совпадают.
Так, П.М. Силин считал, что возврат жомопрессовой воды позволяет получить некоторое снижение потерь сахара. Но одновременно он отмечал, что «при высолаживании водой, содержащей сахар, процесс при этом будет идти так же, как и при высолаживании чистой водой, но лишь на более высоком
4 3
уровне сахаристости, т. е. содержание сахара в жоме будет выше, чем при работе на чистой воде, как раз на величину содержания сахара в высолаживающей воде».
Известно, что при возврате жомопрессовой воды в диффузионный аппарат вводится определенное количество сахара, что при прочих равных условиях (откачка сока, температура и продолжительность процесса) приводит к повышению содержания сахара в сыром жоме и соответственно в жомопрессовой воде, получаемой при его прессовании. С увеличением числа циклов возврата жомопрессовой воды обе эти величины будут возрастать.
Наш расчет системы «диффузионный аппарат - жомовый пресс» при установившемся режиме возврата жомопрессовой воды позволил сделать вывод, что в этом случае потери сахара не снижаются, т. е. они остаются такими же, какими были при работе диффузионного аппарата без возврата жомопрессовой воды. Пояснение этого вывода приведено ниже.
На рис. 3.4 дана схема рассматриваемой системы.
Обозначим: Лсж - количество свежего жома, % к массе свеклы; Лпх - количество прессованного жома, % к массе свеклы; Мсв - содержание мякоти свеклы в жоме, % к массе свеклы.
Прессованный жом (Схпж)
Свежий жом )Схо,Сх1,2,зСЖ) Питательная вода (Схпв)
Свекловичная стружка
2
Жомов рессовая вода (Схжв)
Свежая вода Диффузионный СОК
Рис. 3.4. Рабочая модель системы «диффузионный аппарат — жомовый пресс»: 1 — диффузионный аппарат; 2 — жомовые пресса; Схо — содержание сахара в свежем жоме до возврата жомопрессовой воды, % к массе свеклы; Сх, 2, сж — содержание сахара в свежем жоме после первого и последующих циклов возврата жомопрессовой воды, % к массе свеклы; Схпж — содержание сахара в прессованном жоме, % к массе свеклы;
— содержание сахара в жомопрессовой воде, % к массе свеклы;
Схпв — содержание сахара в питательной воде, % к массе свеклы
44
Количество клеточного сока в свежем и прессованном жоме равно, соответственно Л - Мсв и Лпж~ Мсв, % к массе свеклы, а в долях (а) количество сока в прессованном жоме к количеству сока в свежем жоме равно:
ф . Лпж Мсв
Д:ж ~ Мсв
(3.25)
тогда количество жомопрессовой воды в долях составит (1-ос).
Для удобства анализа процесс возврата жомопрессовой воды в диффузию условно разделим на отдельные циклы. По методике П.М. Силина при возврате жомопрессовой воды в диффузионный аппарат в смеси с чистой водой концентрация сахара в свежем жоме, % к массе свеклы, повысится на величину концентрации сахара в питательной воде, т. е. после первого цикла возврата жомопрессовой воды:
Сх,011 = Сх + Сх . (3.26)
1 о пв v '
Концентрацию сахара в клеточном соке свежего жома, прессованного жома и в жомопрессовой воде можно считать практически одинаковой.
Количество сахара, поступающего в питательную воду с жомопрессовой водой, составляет (1-а)Схо, а концентрация сахара в питательной воде, % к массе питательной воды:
. (1-а)Схо
пв IV " пв
(3.27)
где - масса питательной воды, % к массе свеклы.
В то же время концентрация сахара в питательной воде, % к массе свеклы,
Сх = Сх1 • W (3.28)
ПВ пв пв v '
ИЛИ (1-а)Сх0Жпв ..
Схпв =---- пв=(1-а)Схо. (3.29)
''пв
Подставляя в формулу (3.20) полученное значение Схпв= = (1-а)Схо, получим:
Сх Сх + (1-а)Сх = Схо[1+ (1-а)]. (3.30)
После второго и последующих циклов возврата жомопрессовой воды получаем:
45
Cx™= Cx + (l-oc)Cx = Cxo[l+(l-a)+(l-a)2]; (3.31)
Сх3сж= Cx°o[l+(l-a)+(l-a)2°+(l-a)3]; (3.32)
Сх4сж= Cx°[l+(l-a)+(l-a)2 +<l-a)3+(l-a)4]; (3-33)
Сх5сж= Cxjl+(l-a)+(l-a)2 +(l-a)3+(l-a)4+(l-a)5]; (3.34)
Приведенные зависимости представляют собой убывающую геометрическую прогрессию со знаменателем (1-а), максимальная сумма членов которой определяется по формуле (3.35):
гхсж _ Сх0 _ Сх0
СХмакс-1(1а)- a • (3.35)
Потери сахара с прессованным жомом:
П = аСх^=с&-=Схо. (3.36)
Полученные зависимости позволяют сделать вывод, что при возврате жомопрессовой воды устанавливается равновесие при Сх™кс и потери сахара с прессованным жомом становятся равными потерям сахара со свежим жомом до возврат жомопрессовой воды.
Установленное равновесие теоретически достигается за неопределенно длительное время, но практически, учитывая точность анализов в заводских условиях, равновесие можно достичь быстро. Например, при a = 0,5 (50 % жомопрессовой воды в общем содержании воды в свежем жоме) равновесие достигается за 5-6 циклов.
В этом можно убедиться, выполнив несложный расчет. Подставив в приведенные выше зависимости a = 0,5, получим:
Сх1сж= Схо+ 0,5Схо= 1,5Схо;
Сх2сж = Сх°(1+ 0,5+0,52) = °1,75Схо;
Сх3сж = Сх°(1+ 0,5+ 0,52+ 0,53) = 1°875Схо;
Сх4сж = Сх°(1+ 0,5+ 0,52+ 0,53+ 0,54) = 1,937Схо;
Сх Сх°(1+ 0,5+ 0,52+ 0,53+ 0,54+ 0,55) = 1,968Сх ;
Сх5сж ~ 2Схо;
П = «Сх+Ж = 0,5 • 2Сх = Сх .
При продолжительности одного цикла 3-3,5 ч равновесие в системе практически будет достигнуто за 15-17 ч. Итак, приведенные расчеты показывают, что возврат жомопрессовой воды в диффузионный процесс не снижает потерь сахара в нем.
46
Тем не менее, это обстоятельство не уменьшает важности работы завода с возвратом жомопрессовой воды на диффузию с целью сокращения потребления заводом свежей воды и ликвидации сброса в канализацию высококонцентрированных жомопрессовых вод. При этом необходимо учитывать, что очистка жомопрессовой воды перед ее возвратом на диффузию требует значительно меньше затрат в сравнении с ее обработкой на сооружениях для очистки сточных вод.
Поэтому в настоящее время основным объектом использования жомопрессовой воды следует считать диффузионный процесс.
Следует отметить, что при возврате жомопрессовой воды в диффузионный аппарат наблюдается повышенное содержание сахара в свежем жоме в сравнении с работой аппарата без возврата жомопрессовой воды. Это необходимо принимать во внимание при контроле работы диффузионного аппарата в заводских условиях.
Учитывая, что при возврате жомопрессовой воды в диффузионный аппарат требуется ее тщательная очистка от примесей, необходимо исследовать другие варианты использования жомопрессовой воды с меньшими затратами на обработку.
Состав жомопрессовой воды по основным показателям: взвешенных веществ 80-100 г/л, растворенных сухих веществ (сахар и несахара) - 5-25 г/л.
На рис. 3.5 приведена схема подготовки жомопрессовой воды. Жом после диффузионной установки поступает на шнек-водоотделитель /. После частичного отделения воды жом грабельным конвейером 2 подается в жомоотжимные пресса 3, а затем ленточным конвейером 10 удаляется в хранилище или на сушку.
Жомопрессовая вода после прессов поступает в сборник 8, откуда насосом ее подают на гравитационный щелевой сепаратор - дуговое сито 11 для механической очистки, т.е. удаления мезги из жомопрессовой воды. На этот же сепаратор поступает вода с шнека-водоотделителя 1.
Очищенная от мезги жомопрессовая вода после сепаратора поступает в сборник 9, из которого насосом ее подают в теплообменник «жидкость-жидкость» 4 и пароконтактный подогреватель 5, в котором подогревают до 95-96 °C.
47
Рис. 3.5. Принципиальная схема подготовки жомопрессовой воды: 1 — шнек-водоотделитель; 2 — грабельный конвейер; 3 — жомо-отжимной пресс; 4 — теплообменник «жидкость—жидкость»; 5 — пароконтактный подогреватель; 6 — гидрозатвор пароконтактного подогревателя; 7 — отстойник для термостатирования и отстаивания; 8 — сборник неочищенной жомопрессовой воды; 9 — сборник очищенной воды; 10 — ленточный конвейер;
11 — щелевой сепаратор;
После пароконтактного подогревателя вода через сборник-гидрозатвор 6 поступает в отстойник 7, а затем насосом ее направляют в теплообменник 4 для охлаждения до температуры 72-75 °C. Охлажденную жомопрессовую воду подают в диффузионную установку. Осадок из отстойника 7 направляют в сборник 8, а оттуда вместе с водой после жомовых прессов - на сепаратор 11.
Схема подготовки и возврата жомопрессовой воды должна быть оборудована приборами контроля и регулирования температуры нагрева и охлаждения воды.
При переработке свежей и кондиционной свеклы схема подготовки и возврата жомопрессовой воды может быть упрощена. В этом случае воду из сборника 8 подают сразу в пароконтактный подогреватель 5, где ее нагревают до 72-75 °C, затем через гидрозатвор 6 направляют в отстойник 7, и оттуда - в диффузионную установку.
48
Следует учитывать, что:
- щелевой сепаратор имеет сита с отверстием 50x1 мм;
- для более эффективной стерилизации жомопрессовой воды и коагуляции коллоидов при переработке свеклы пониженного качества воду необходимо нагревать до 85-90 °C.
Для обработки и использования жомопрессовой воды в последние годы применяют несколько схем.
Так, для подготовки экстрагента для диффузионной установки предлагают деаммонизировать аммиачный конденсат, добавляя в него известковое молоко (0,1-0,15 % СаО). Деаммонизиро-ванный конденсат затем смешать с жомопрессовой и барометрической водами и подвергнуть пересатурации до pH 6,4—6,8. Такой способ подготовки питательной воды для диффузионной установки с использованием жомопрессовой воды позволяет обеспечить стерильность процесса экстракции, образование гидрокарбоната кальция, способствует упрочению свекловичной стружки.
Разработана, опробована и внедрена схема обработки и использования жомопрессовой воды. По этой схеме жомопрессовую воду после мезголовушки охлаждают в теплообменнике до 48 °C, добавляя известковое молоко (0,3 % СаО к массе свеклы), а затем ее направляют в сатуратор, в котором доводят до pH 9,8-10,8. Обработанную воду подогревают в теплообменнике до 80-85 °C и подают в отстойник. Сгущенный осадок из отстойника сбрасывают в канализацию, а осветленную воду направляют в сульфитатор, где доводят до pH 6,2-6,7. Обработанную таким образом жомопрессовую воду подают в диффузионную установку.
3.3.2. Конденсаты в свеклосахарном производстве
З.З.2.1. Определение количества и температуры аммиачных конденсатов
На сахарных заводах в зависимости от видов греющих паров образуются конденсаты двух категорий:
> ретурного технологического пара, поступающего из ТЭЦ;
> соковых паров - аммиачные конденсаты. Количество конденсатов зависит от количества используемых в производстве
4 Заказ № 2911
49
50
паров, что в свою очередь определяется тепловой и технологической схемами, а также составом и конструктивными особенностями применяемого оборудования, величиной откачки диффузионного сока и др. факторами.
На рис. 3.6 приведена принципиальная схема движения воды внутри продуктовых потоков от диффузионного сока до утфеля. Схема составлена на основании опубликованных расчетов продуктов при переработке свеклы высокого качества и откачке диффузионного сока 120 % к массе переработанной свеклы.
Вода из полупродукта выходит в виде конденсатов при выпаривании сока (105,64 %) и в дальнейшем полностью (за вычетом потерь) используется в системе технологических вод. Конденсат ретурного пара полностью возвращают в ТЭЦ для питания паровых котлов.
Конденсаты функционально являются частью не только водной, но и тепловой схемы. Их образование происходит при
Таблица 3.8. Температурный режим выпарной установки
Показатель Ступени корпуса выпарной установки Кондеи-сатор
I 11 III IV V
Температура греющего пара, °C 136 127,7 119,7 110,8 99,8 79,3
Полезная разность температур, °C 7 6,5 7 8 15 —
Температура кипения сока, °C 129 121,2 112,7 102,8 84,8 —
Физико-химическая депрессия, °C 0,3 0,5 0,9 2,0 4,5 —
Температура вторичного пара, °C 128,7 120,7 111,8 100,8 80,3 —
Скрытая теплота парообразования, ккал/кг: - греющего пара - вторичного пара 515 520,3 521 525,7 526,4 531,6 532,2 538,6 539,2 551,3 551,8
Давление пара, кг/см2: - греющего - вторичного 3,29 2,65 2,5 2,07 2,0 1,55 1,48 1,06 1,02 0,49 0,47
5 1
использовании пара для нагрева продуктов, что указывается в тепловой схеме. Отвод и сбор конденсатов осуществляют по конденсатной схеме завода.
На каждом сахарном заводе как тепловая, так и конденсатная схемы имеют отличия от типовых схем, в них учтены состав оборудования, особенности технологической схемы, климатические зоны расположения предприятия и др.
Таблица 3.9. Количество продуктов и их температурный режим
Потребитель тепла Пределы нагрева, °C Количество продуктов, % к массе свеклы
ОТ до
Диффузионная установка Подогрев за счет экстракционной и жомопрессовой воды
Подогреватели жомопрессовой воды: -1 группа 42 70 32,2
- II группа 70 85 32,2
Подогреватели сока перед I сатурацией: - ] группа 47 60 169,25
- 11 группа 60 75 169,25
Подогреватели сока I сатурации перед отстойниками 75 82 169,45
Подогреватель сока перед горячей основной дефекацией 81 85 147,53
Подогреватели сока перед выпарной установкой: -1 группа 83 90 149,96
- П группа 90 97 »
- III группа 97 102 »
- IV группа 102 ПО »
- V группа 110 112 »
- VI группа 112 120 »
- VII группа 120 122 »
- VIII группа 122 129 »
Сироп с клеровкой в сборниках у вакуум-аппаратов 75 85 40,27
Вакуум-аппараты I кристаллизации — — 40,27
Сборники первого и второго оттеков утфеля I кристаллизации — — 16,01
52
Таблица 3.10. Расчет потребностей тепла и пара на нагрев и уплотнение продуктов
Потребитель Расчет потребного количества тепла Расход тепла, Ккал на 100 кг свеклы Расход пара на 100 кг свеклы, кг
Подогрев жомопрессовой воды: -1 группа 32,2 • 1(70-42)1,03 924 1,68
- II группа 32,2- 1(85-70)1,03 497 0,92
Подогрев сока перед I сатурацией: -1 группа 169,25 0,9(60-47)1,03 2040 Конденсат
- II группа 169,25 • 0,9(75-60)1,03 2353 4,26
Нагрев сока I сатурации перед отстойниками 169,45 • 0,9(82-75)1,03 1100 2,04
Нагрев фильтрованного сока I сатурации перед горячей основной дефекацией 147,53-0,9(85-81)1,03 547 Конденсат
Нагрев сока перед выпарной установкой: -1 группа 149,96 • 0,9(90-83)1,03 973 1,8
- II группа 149,96 • 0,9(97-90)1,03 973 1,83
- Ill группа 149,96 - 0,9(102-97)1,03 695 Конденсат
- IV группа 149,96-0,9(110-102)1,03 1112 2,11
- V группа 149,96-0,9(112-110)1,03 278 Конденсат
- VI группа 149,96 0,9(120-112)1,03 1112 2,13
- VII группа 149,96 0,9(122-120)1,03 278 Конденсат
- VIII группа 149,96-0,9(129-122)1,03 973 1,89
Сироп с клеровкой в сборниках у вакуум-аппаратов 40,27 0,6(85-75)1,03 249 0,47
Вакуум-аппараты I кристаллизации 1,1-40,27(1-69,71/92,5) — 10,91
Сборники первого и второго оттеков утфеля 1 кристаллизации 16,01-0,5(85-55)1,1 264,2 0,5
Вакуум-аппараты II кристаллизации (17,11-1,1-13,38)1,1 — 2,89
Сборники первого и второго оттеков утфеля II кристаллизации 9,1 -0,5(85—55)1,1 150,2 0,29
Вакуум-аппараты III кристаллизации (7,71 + 1,39-7,72)1,1 — 1,52
Клеровка сахара II кристаллизации — — 0,3
Пропарка: - вакуум-аппаратов — 1,5
- центрифуг — — 0,2
Сушка: - сахара — — 0,5
- жома — — 0,2
Всею: 37,94
Таблица 3.11. Распределение греющих паров по технологическим станциям, кг/100 кг свеклы
Потребитель Пар из ТЭЦ Пар из корпусов выпарной установки
I 1 II П]| IV| V
Диффузионная установка Подогрев жомопрессовой воды
Подогреватели жомопрессовой воды: -1 группа - II группа 0,92 1,68
Подогреватели сока перед I сатурацией: -1 группа Конденсат
- II группа 4,28
Подогреватели сока I сатурации перед отстойниками 2,04
Подогреватели фильтрованного сока I сатурации перед горячей основной дефекацией Конденсат
Подогреватели сока перед выпарной установкой: - I группа 1,80
- II группа 1,83
- III группа Конденсат
- IV группа 2,11
- V группа Конденсат
- VI группа 2,13
- VII группа Конденсат
- VUI группа 1,89
Сироп с клеровкой в сборниках у вакуум-аппаратов 0,47
Сборники первого и второго оттеков I кристаллизации 0,5
Вакуум-аппараты II кристаллизации 2,89
Сборники первого и второго оттеков утфеля II кристаллизации 0,29
Вакуум-аппараты III кристаллизации 1,52
Клеровка сахара II кристаллизации 0,3
Пропарка - вакуум-аппаратов - центрифуг 1,5 0,2
Сушка - сахара - жома 0,2 0,5
Сброс пара на конденсатор 0,46
Отбор пара по корпусам 2,09 2,13 2,61 20,41 4,76 6,40
Всего 38,4 36,31 34,16 31,57 11,16 6,40
В табл. 3.8 и 3.9 в качестве примера приведены показатели тепловой и конденсатной схем в случае использования на заводе пятикорпусной выпарной установки, которые рассчитаны применительно к существующей тепловой схеме и составу оборудования.
В табл. 3.10 и 3.11 представлен пример расчета потребности тепла и пара на нагрев и уплотнение продуктов, а также распределение греющих паров по технологическим станциям.
Отвод конденсатов от теплопотребителей осуществляют в сборники по конденсатной схеме, где их группируют по принципу примерно равных температур. Конденсат из вакуум-аппаратов отводят в отдельный сборник.
Все сборники имеют оттяжки по принципу «на себя». Во избежание образования пара в результате самоиспарения конденсат охлаждают соком до требуемой температуры в теплообменниках «конденсат-сок».
Распределение конденсата по сборникам приведено в табл. 3.12.
Схемой принято использовать конденсат для подогрева соков и утфеля. Для основных потребителей тепла конденсата температурный режим следующий.
1. Сок перед выпарной установкой подогревают конденсатом ретурного пара (СБ-1) в теплообменнике «конденсат-сок» -VII группы, с 120 до 122 °C, расход тепла (см. табл. 3.10) 278 ккал/100 кг свеклы, количество конденсата 38,2 кг. При подогреве сока конденсат охлаждают, °C, на:
at=A=_2ZL=7i3,
Ст 1-38,2
где: Q — расход тепла, ккал,
С - удельная теплоемкость воды, ккал/кг -°C, т - масса воды, кг.
Конечная температура конденсата 134-7,3 = 126,7 °C. Конденсат такой температурой подают в ТЭЦ.
В теплообменнике V группы сок подогревают избыточным конденсатом пара I корпуса (СБ-2) с 110 до 112 °C, при этом конденсат охлаждают, °C, на
278/(1 • 27,81)= 10.
55
Таблица 3.12. Распределение конденсатов по сборникам
Наименование Греющий пар Температура конденсата, °C Средняя температура в сборнике, °C Количество конденсата, % к массе свеклы
Сборник конденсатов ретурного пара (СБ-1)
Паровая камера I корпуса Ретурный 134 36,31
Подогреватели сока перед выпарной установкой III группы » 134 1,89
134 38,20
Сборник конденсата вторичного пара корпуса (СБ-2)
Паровая камера II корпуса Вторичный пар I корпуса 125,7 34,18
Подогреватель сока перед выпарной установкой II группы » 125,7 2,13
125,7 36,31
Сборник конденсата вторичного пара II корпуса (СБ-3)
Паровая камера III корпуса Вторичный пар II корпуса 117,7 31,57
Подогреватели сока перед выпарной установкой I группы » 117,7 2,П
Сушка сахара » 117,7 0,5
Поступление избыточного конденсата из сборника I корпуса — 115,7 27,81
116,8 61,99
Сборник конденсата вторичного пара III корпуса (СБ-4)
Паровая камера IV корпуса Вторичный пар III корпуса 108,8 11,16
Подогреватели сока перед выпарной установкой II группы » 108,8 1,83
Сборник сиропа с клеровкой у вакуум-аппаратов » 108,8 0,47
56
Продолжение табл. 3.12
Наименование Греющий пар Температура конденсата, °C Средняя температура в сборнике, °C Количество конденсата, % к массе свеклы
Конденсат из сборника: - вакуум-аппаратов - IV корпуса - V корпуса - II корпуса » » 108,8 97,8 77,3 105,6 15,32 11,16 5,94 61,99
104,1 107,87
Колонка конденсата с вакуум-аппаратов (СБ-5)
Вакуум-аппараты - I кристаллизации - 11 кристаллизации - III кристаллизации Вторичный пар III корпуса » » 108,8 108,8 108,8 10,91 2,89 1,52
108,8 15,32
Сборник конденсата вторичного пара IV корпуса (СБ-6)
Паровая камера V корпуса Вторичный пар IV корпуса 97,8 6,40
Подогреватели перед выпарной установкой I группы » 97,8 1,80
Подогреватели сока I сатурации перед отстойниками » 97,8 2,04
Подогреватели жомопрессовой воды II группы » 97,8 0,92
97,8 11,16
Сборник конденсата вторичного пара V корпуса (СБ-7)
Подогреватели сока перед сатурацией II группы Вторичный пар V корпуса 77,3 4,26
Подогреватели жомопрессовой воды I группы » 77,3 1,68
77,3 5,94
57
Конденсат после теплообменника температурой 125,7-10 = = 115,7 °C поступает в сборник 3 конденсата вторичного пара II корпуса.
При необходимости охлаждения конденсата ретурного пара до температуры менее 126 °C в V группе может быть дополнительно установлен теплообменник для подогрева сока конденсатом ретурного пара.
В теплообменнике III группы сок перед выпарной установкой подогревают смесью конденсатов вторичного пара II корпуса из СБ-3.
Средняя температура смеси конденсатов составляет 116,8 °C, их количество - 61,99 кг. При подогреве сока с 97 до 102 °C конденсат охлаждается, °C, на
69,5/(1 • 61,99)= 11,2,
т. е. до 116,8- 11,2= 105,6 °C.
После теплообменников III группы конденсат поступает в СБ-4 конденсатов вторичного пара III корпуса, куда также поступают конденсаты от вакуум-аппаратов (СБ-5), конденсат паров IV корпуса (СБ-6) и паров V корпуса (СБ-7). Общее количество конденсатов 107,81 кг его средняя температура 104,1 °C.
Конденсат из СБ-4 направляют в сборник аммиачных конденсатов. С учетом потерь конденсата (3 %) и тепла количество его в сборнике 107,81 • 0,97 = 104,63 кг, температура 100 °C.
Аммиачный конденсат последовательно подают на подогрев фильтрованного сока перед горячей ступенью основной дефекации и подогрев сока перед I сатурацией (теплообменник -1 группа).
При подогреве фильтрованного сока с 81 до 85 °C конденсат охлаждаеют на:
547/(1 • 104,63) = 5,2 °C.
Его температура 100 - 5,2 = 94,8 °C.
При подогреве сока перед I сатурацией с 47 до 60 °C конденсат охлаждают на
2040/(1 • 104,63) = 19,5 °C.
Его температура 94,8 - 19,5 = 75,3 °C.
58
Принято, что конденсат в коммуникациях и сборниках охлаждается на 5 °C. Его расчетная конечная температура 75,3 - 5 = = 70,3 « 70 °C.
Температуру конденсата (охлаждение или подогрев до расчетной температуры) окончательно корректируют в термостабилизаторе.
Конденсат в термостабилизаторе подогревают за счет подачи в термостабилизатор необходимого количества пара, а ох-лажденают - за счет разряжения и соответствующего самоис-парения. Для контроля температуры устанавливают датчик, импульс-сигнал от которого поступает на соответствующие задвижки, регулирующие подачу пара или сброс паров самоиспарения на конденсатор.
3.3.2.2. Схемы использования конденсатов
Конденсат представляет собой практически полностью деминерализованную воду температурой 70-120 °C. В связи с этим он представляет особую ценность в свеклосахарном производстве не только в качестве жидкости, но и в качестве теплоносителя.
На рис. 3.7 приведена схема тепловых потоков основного производства сахарного завода. Значительную долю тепловых потоков обеспечивает тепло конденсатов, поэтому тепловая схема завода обязательно должна предусматривать максимальное его использование на нужды производства.
Конденсат ретурного (технологического) пара, как правило, полностью возвращают в ТЭЦ, где используют в качестве питательной воды для паровых котлов. Для компенсации потерь питательной воды (за счет продувки котлов и др.) добавляют небольшое количество (10-20 % к массе свеклы) аммиачного конденсата - конденсата сокового пара I корпуса выпарной установки.
Обычно в ТЭЦ подают весь конденсат сокового пара I ступени выпарной установки (ВУ), т.е. 40-50 % к массе свеклы, а неиспользованную часть этого конденсата возвращают в сбор-
59
Рис. 3.7. Схема тепловых потоков основного производства сахарного завода (цифры на схеме: без скобок количество тепла, ккал/100 кг свеклы, в скобках — количество пара, кг/1ООкг свеклы)
60
ник конденсата сокового пара II ступени выпарной установки (СБ-3) или в общезаводской сборник конденсата.
Поступающий в ТЭЦ аммиачный конденсат обязательно проверяют на наличие в нем следов сахара. В случае непригодности конденсата для питания котлов его возвращают в главный корпус полностью. Общее количество аммиачного конденсата (без учета потерь на ВУ) можно определить по количеству выпариваемой на ВУ воды из сока, % к массе свеклы, по формуле:
^1-^, (3.37)
k VDcnp >
где а — откачка диффузионного сока, % к массе свеклы.При а =130 %, СВ =19%иСВ =65 % получим:
’ сок сир J
Аммиачный конденсат в главном корпусе используют в основном на гашение извести, обессахаривание фильтрационного осадка, в кристаллизационном отделении (промывку сахара, раскачку утфелей и др.) и экстрагирование сахарозы. Если принять, что на гашение извести, обессахаривание фильтрационного осадка и в кристаллизационном отделении используют в среднем около 35 % аммиачного конденсата к массе свеклы, а на подпитку паровых котлов - около 10 %, то общий расход конденсата составит 45 % к массе свеклы. Таким образом, на питание диффузии может быть использовано
92 - 45 = 47 % конденсата к массе свеклы.
Состав потребителей и требования к качеству аммиачного конденсата приведены на схеме (см. рис. 3. 3) и в табл. 3.13.
В соответствии с требованиями потребителей к качеству аммиачного конденсата, в настоящее время решается вопрос о корректировке его показателей до требуемых значений или отказе его использования. Так, например, при наличии следов сахара в конденсате, подаваемого на питание паровых котлов, сразу же отказываются от его использования, и конденсат возвращают в главный корпус. Для конденсата, подаваемого на питание диф-
61
62
фузии, обязательно предусматривают деаммонизацию и сульфитацию или только сульфитацию с целью доведения pH конденсата с 8,5-9 до требуемых 6,2-6,5. Остальные потребители аммиачного конденсата используют его без предварительной подготовки непосредственно из общезаводского сборника.
Одна из схем подготовки питательной воды для диффузии с использованием аммиачных конденсатов представлена на рис. 3.8. Схема подготовки питательной воды для диффузии включает подогрев холодной речной воды до 45-55 °C в предварительном конденсаторе, сульфитацию, дополнительный подогрев до установленной лабораторией завода температуры (60-70 °C) в пароконтактном подогревателе и, при необходимости, обработку двойным неаммонизированным суперфосфатом.
Аммиачный конденсат, используемый для питания диффузии, первоначально деаммонизируют по схеме (рис. 3.9) и через сборник 3 направляют непосредственно в сульфитатор (ка-
Таблица 3.13. Требования к качеству аммиачных конденсатов
Потребитель конденсата Показатель
Температура, °C Содержание аммиака, г/л pH Содержание сахара, мг/л
Паровые котлы 100-130 Не регламентируется Не допускается
Диффузионная установка 65-70 30-40 6,2-6,5 <5-10
Обессахаривание фильтрационного осадка 65-70 Не регламентируется <5-10
Гашение извести 60-90 Не регламентируется < 5-10
Промывка сахара в центрифугах 90-105 Не регламентируется
Раскачка утфеля и другие потребители кристаллизационного отделения 60-90 Не регламентируется
Примечание:
1) Для всех потребителей не допускается содержания в конденсате взвешенных веществ.
2) Промывку сахара в центрифугах рекомендуется осуществлять подогретой (до 95—105 °C) артезианской водой.
63
Рис. 3.9. Технологическая схема деаммонизации конденсатов соковых паров: 1 — сборник аммиачного конденсата;
2 — деаммонизатор; 3 — водоструйный эжектор;
4 — теплообменник; 5 — регулирующая заслонка; 6 — насос для подачи воды после предконденсатора; 7 — щелевой расходомер;
8 — сборник конденсата парогазовой смеси; 9 — насос;
10 — сборник деаммонизированного конденсата и барометрической воды; И — регулирующий клапан;
12 — рециркуляционый сборник; 13 — насос
меру смешения), где в смеси с барометрической водой он суль-фитируется до pH 6,5-6,8.
После сульфитации воду подофевают до требуемой температуры (60-70 °C) в прямоточном пароконтактном подофевателе.
По предлагаемой схеме подогрев воды осуществляют после сульфитации во избежание интенсивного загорания насосов и трубопроводов при нафеве несульфитированной воды до температуры выше 60 °C. Если речная вода имеет пониженную жесткость (менее 3 мг-экв/л), то воду можно подофевать до сульфитации.
На рис. 3.9 представлена технологическая схема деаммонизации конденсатов соковых паров. Схема предусматривает весь избыточный конденсат из общезаводского сборника подавать в пароконтактный деаммонизатор, а затем в смеси с барометри-
64
5. Заказ № 2911
65
ческой водой из предконденсатора - на сульфитацию для подкисления его до pH 6,2-6,6, и направлять на диффузию.
В качестве деаммонизатора используют пароконтактный подогреватель РЗ-ПКП, в который дополнительно вмонтированы две форсунки для разбрызгивания конденсата.
Для подогрева конденсата до температуры 96-100 °C и удаления выделившегося из конденсата аммиака в нижнюю часть деаммонизатора подают соковой пар III корпуса выпарной установки. Парогазовый поток вместе с выделившимся из конденсата аммиаком направляют из деаммонизатора в подогреватель диффузионного сока. Полученный из парогазовой смеси конденсат после охлаждения в специальном теплообменнике барометрической водой из предконденсатора сбрасывают в свекломойку или в промышленную канализацию.
Неконденсирующиеся газы из подогревателя диффузионного сока отсасывают специальным водоструйным эжектором или направляют в общезаводскую вакуум-конденсационную установку.
На рис. 3.10 приведена принципиальная тепловая схема свеклосахарного завода, основным элементом которой является выпарная установка, состоящая обычно из четырех корпусов 4, 5,6,7 и концентратора 8 (четырехкорпусная выпарная установка с концентратором) или из пяти корпусов.
Сульфитационный сок подают насосом через подогреватели 1,2, 3 в I корпус ВУ. Проходя последовательно все корпуса, сок за счет испарения из него воды сгущается, и в виде сиропа насосом 15 его откачивают из последнего корпуса. Сироп в смеси с клеровкой желтого сахара подают на сульфитацию, затем насосом 14 через подогреватель 9 - на фильтрование, откуда направляют на уваривание и кристаллизацию.
Если в схеме предусмотрена межкорпусная сульфитация, сироп после IV корпуса насосом 17 направляют на станцию сульфитации, где смешивают с клеровкой желтого сахара, суль-фитируют и после фильтрования насосом 16 подают в V корпус ВУ или концентратор, откуда сгущенный сок до заданного значения массовой доли СВ сиропа насосом 15 направляют на уваривание и кристаллизацию.
66
Для обогрева 1 корпуса и подогревателя последней группы перед ВУ используют отработавший пар паровых турбин и редуцированный пар паровых котлов (технологический пар), смесь которых отбирают из парового коллектора. Технологический пар должен быть насыщенным или перегретым не более чем на 50 °C по сравнению с температурой насыщения. Перегрев пара уменьшают за счет распыления в потоке перегретого пара воды с помощью специального устройства (РОУ).
Вторичные пары, получаемые при выпаривании воды из сока в I, II, III и IV корпусах ВУ, направляют для обогрева последующих корпусов ВУ, подогревателей и остальным потребителям в соответствии с принятым пароотбором.
Вторичный пар из последнего корпуса ВУ используют в пароконтактных подогревателях 10 для нагрева жомопрессовой воды и питательной воды для диффузии, а избыточный вторичный пар направляют в конденсатор 11, из которого смесь неконденсирующихся газов выкачивают вакуум-насосом 12. Конденсат вторичного пара, смешавшись с охлаждающей водой, стекает по опускной трубе в сборник барометрической воды.
Конденсаты из аппаратов, использующих пар, отводят на гидравлические колонки 19 (сборники конденсата), где их группируют по принципу равных температур (давлений).
Конденсаты отработавшего пара и вторичного пара I корпуса ВУ насосами 20 откачивают в ТЭЦ: без снижения температуры при наличии деаэраторов повышенного давления и с температурой 104-107 °C, если деаэраторы работают при атмосферном давлении. Температуру конденсатов в последнем случае снижают в колонках-испарителях (сборниках-испарителях) посредством отвода паров самоиспарения в греющую камеру соответствующего корпуса.
Конденсаты вторичных паров II, III и IV корпусов, а также избыток возвращаемого из ТЭЦ конденсата, пропущенные последовательно через гидравлические колонки (сборники) соответствующих корпусов, направляют в сборник конденсата последнего корпуса 18 и из него через теплообменник диффузи
67
онного сока откачивают насосом 13 в заводской сборник конденсатов, откуда расходуют на технологические нужды.
Неконденсирующиеся газы из греющих камер выпарных аппаратов, подогревателей и вакуум-аппаратов отводят:
> из камер, работающих под давлением греющего пара выше атмосферного, - через регулирующие вентили в атмосферу;
> из камер, работающих под атмосферным давлением или разрежением, — через регулирующие вентили в специальный трубопровод-коллектор, сообщающийся с барометрическим конденсатором.
Конденсатная схема должна учитывать конкретные условия и состав оборудования завода, и при этом обеспечивать полный сбор конденсата и использование его на производственные нужды. Конденсат является не только наиболее качественной технической водой, но и теплоносителем.
Независимо от наличия на заводе схемы деаммонизации конденсата его следует сульфитироватъ. В зависимости от pH исходного конденсата сульфитация может осуществляться однократно или двукратно, т. е. вода последовательно сульфити-руется на двух сульфитаторах. При достаточной производительности сульфитаторов вместо сульфитации на двух аппаратах сульфитирование осуществляют на одном аппарате с рециркуляцией обрабатываемой воды.
При переработке сахара-сырца на свеклосахарных заводах используют все оборотные системы промышленного водоснабжения свеклосахарного производства за исключением системы транспортерно-моечных вод. При этом необходимо учитывать уменьшенное количество конденсатов, получаемых при переработке сахара-сырца. Поэтому для обеспечения чисто конденсатного режима питания паровых котлов ТЭЦ в тепловую схему включают испаритель.
В качестве испарителя можно применять специально установленный выпарной аппарат или использовать один или несколько корпусов существующей выпарной установки. Для питания испарителя рекомендуют подавать предварительно обработанную барометрическую воду.
68
Схема подготовки барометрической воды приведена на рис. 3.11. Барометрическую воду обрабатывают известью до pH 11-12, подавая ее непосредственно во всасывающую трубу насоса, а затем направляют в сатуратор и сатурируют до pH 9,0-9,2. Расход извести 0,15-0,2 % к массе воды. Отсатурированную воду подают в отстойник, из которого после подогрева до 90-92 °C направляют на питание испарителя и другие технологические нужды.
В настоящее время многие сахарные заводы для химической очистки поверхности нагрева выпарной установки применяют содово-кислотный способ, что вызывает повышенный коррозионный износ выпарных аппаратов, трубопроводов и запорной арматуры, а также значительно увеличивает время его проведения.
С целью снижения времени вываривания выпарной установки и уменьшения коррозионного износа выпарных аппаратов, трубопроводов и арматуры некоторые сахарные заводы вываривают выпарную установку только содой. Успешный многолетний опыт
Рис. 3.11. Принципиальная схема подготовки воды для питания испарителя при переработке сахара-сырца на свеклосахарных заводах: 1 — предварительный конденсатор; 2 — сатуратор; 3 — отстойник; 4 — подогреватели; 5 — бак для умягченной воды; 6 — выпарной аппарат (испаритель); 7— насосы; 8 — сборник умягченной воды; 9 — барометрический ящик
69
Рис. 3.12. Технологическая схема очистки поверхности нагрева аппаратов выпарной установки содовым раствором (—рс-----раствор соды; —ак---аммиачный конденсат; —бв-----барометрическая
вода): 1 — выпарные аппараты; 2 — воздушные вентили; 3 — мешалки для приготовления раствора соды; 4 — ленточный транспортер для загрузки соды; 5 — насос подачи содового раствора в аппараты
химической очистки поверхности нагрева содой позволяет рекомендовать ее для широкого использования в промышленности.
Качественной химической очистки поверхности нагрева выпарной установки без применения кислоты достигают при соблюдении основных условий:
> правильно выполненная схема трубопроводов, обеспечивающая быстрое наполнение и опорожнение корпусов выпарной установки;
> возможность использования конденсата для подпитки корпусов выпарной установки в процессе кипячения раствора;
> соблюдение химико-теплотехнического режима процесса.
70
Рекомендуемая схема приготовления содового раствора, заполнения корпусов выпарной установки содовым раствором и водой и их опорожнения приведена на рис. 3.12.
Примерные диаметры трубопроводов сахарного завода производительностью до 3 тыс. т переработки свеклы в сутки со
ставляют, мм;
для заполнения корпусов содовым раствором 89-102 для подпитки корпусов 102
для опорожнения корпусов (общий коллектор) 219-273 для опорожнения I и II корпусов 159
для опорожнения остальных корпусов 133
для возврата аммиачной воды в сборник
перед выпарной установкой 102-133.
Вентили для отбора проб устанавливают в нижней части аппаратов, а трубки с кранами выводят на площадку обслуживания. Каждый корпус должен быть снабжен воздушным вентилем диаметром 70-80 мм, который следует держать открытым при опорожнении аппаратов во избежание их повреждения.
Количество соды для химической очистки (кг/м2 поверхности нагрева) по корпусам: I корпус - 2,0; II - 2,7; III - 3,0; IV - 3,5; концентратор - 3,0. Заполняют корпуса содовым раствором поочередно, начиная с I. Нагревать раствор в I корпусе начинают с момента заполнения содовым раствором III корпуса. Давление греющего пара повышают постепенно, чтобы не допускать бурного кипения в корпусах и переброса содового раствора. Началом вываривания считается время, когда в корпусах устанавливается следующая температура кипения раствора: I - 130 °C, II - 122, III - 114, IV - 107, концентратор - 99 °C.
Конденсат отработанного пара используют для питания паровых котлов ТЭЦ, конденсаты вторичных паров - для подпитки корпусов выпарной установки.
Уровень содового раствора в корпусах должен быть на 50-60 мм выше трубной решетки и его поддерживают постоянным в период всего времени выварки, подпитку корпусов конденсатом проводят часто, небольшими порциями, чтобы тем
71
пература кипения раствора во время подпитки не снижалась более чем на 2-3 °C.
В процессе кипения температуру и концентрацию раствора контролируют по установленной методике. Анализы выполняют через каждые 15 мин, при этом концентрация соды в растворе в I корпусе не должна быть ниже 2,5 %; во II корпусе - 3,5; в III корпусе - 4,0; в IV корпусе - 4,0; в концентраторе - 4,0 %.
При снижении концентрации ниже указанных величин проводят подкачку необходимого количества раствора соды. Вываривание выпарной установки считают оконченным, если концентрация раствора в течение 1 ч остается постоянной.
После окончания кипячения осуществляют усиленную подпитку конденсатом и при рабочем давлении продувают спускные и переходные трубопроводы. Снижают давление пара, охлаждают и промывают корпуса в обычном установленном порядке.
Ориентировочная продолжительность очистки выпарной установки от накипи (в часах) для сахарных заводов производительностью до 3 тыс. т переработки свеклы в сутки следующая:
освобождение диффузионного аппарата 3
освобождение верстата до выпарной установки 3
освобождение корпусов от сока, промывка
первых корпусов водой 2
заполнение корпусов выпарной установки содовым раствором с одновременным
промыванием водой последних корпусов 5
кипячение содового раствора 10
продувка трубопроводов 1
опорожнение выпарных аппаратов и промывка их водой 2
Всего: 26
3.4. Водный режим работы паровых котлов
Для питания паровых котлов ТЭЦ свеклосахарных заводов используют только конденсаты или конденсаты с добавками умягченной воды.
72
Чисто конденсатный режим питания паровых котлов осуществляют в производственный период конденсатами отработанного пара турбин, РОУ и вторичного пара I корпуса выпарной установки, количество которого составляет 20-25 % в общем балансе питательной воды. В отдельных случаях при нехватке этих конденсатов, используют также и конденсат вторичного пара II корпуса выпарной установки.
Несмотря на то, что чисто конденсатный режим питания паровых котлов является наиболее оптимальным, в условиях работы ТЭЦ свеклосахарных заводов неизбежны отдельные периоды питания паровых котлов с добавлением умягченной воды.
Применяется и периодическое добавление умягченной воды для питания паровых котлов с общей длительностью питания не более 11-15 сут в течение сезона производства.
Периоды пуска заводов и их наладки. В пусковой период работы заводов конденсаты в значительной мере загрязнены продуктами коррозии теплоиспользующей аппаратуры и кон-денсатопроводов. Поэтому осуществляют предварительную отмывку в дренаж теплоиспользующей аппаратуры и паропроводов, а также питание паровых котлов умягченной водой.
Периоды очистки от накипи поверхности нагрева выпарной установки и в случаях засахаривания конденсатов вторичных паров. После наладки работы заводов и достижения полного обеспечения ТЭЦ конденсатами для питания паровых котлов их избытки должны быть направлены в резервуары для создания запасов чистых конденсатов. При перебоях в обеспечении ТЭЦ, в том числе при засахаривании конденсатов на выпарной установке, для питания паровых котлов в первую очередь используют запасы конденсатов. Только после того, как все конденсаты израсходованы, пускают станцию химво-доочистки, и умягченную воду направляют в деаэраторы.
Заключительный период работы свеклосахарных заводов. Когда заканчивается переработка свеклы, выпарную установку -основного поставщика производственных конденсатов выключают из производственного цикла, постепенно выключают и другие станции, оборудование моют и подготавливают к ремонту,
73
ТЭЦ переводят на питание с все возрастающими добавками умягченной воды. Примерный расход свежей технической воды на хим-водоочистку составляет 9,0 м3/100 т свеклы.
На ТЭЦ сахарных заводов для постоянного покрытия тепловых производственных нагрузок, которые не могут быть непосредственно обеспечены турбогенераторами ТЭЦ применяют редукционно-охладительные установки (РОУ). Они предназначены для снижения давления пара редуцированием и уменьшения его температуры путем распыления холодной воды.
Когда отработанный пар турбогенератора не обеспечивает технологический процесс, приходится дополнительно редуцировать пар до давления 0,4 МПа с последовательным увлажнением до 40 % общего потребного количества пара по заводу. Расход воды на увлажнение составляет 2—3,5 % к массе свеклы.
При переработке тростникового сахара-сырца на свеклосахарном заврде типовая тепловая схема не обеспечивает питания паровых котлов в чисто конденсатном режиме и конденсат для использования на технологические нужды (пробелка сахара в центрифугах и др.) полностью отсутствует. При работе по данной схеме к конденсату добавляют 38,5 % химически очищенной воды. Следует отметить, что добавление химически очищенной воды более низкого качества (жесткость 10-15 мкг-экв./л) к конденсату (жесткость 2-3 мкг-экв./л) приводит к образованию накипи на поверхности нагрева котлов, несмотря на интенсивную продувку. В итоге возможен пережог труб и аварийная ситуация.
Поэтому на заводах при переработке тростникового сахара-сырца применяют тепловую схему с испарителем, которая полностью обеспечивает чисто конденсатный режим питания паровых котлов, что является основным условием их безнакипной работы при минимально возможной загрузке станции химводоочистки. Как правило, в качестве испарителя используют I корпус выпарной установки. Длительная работа испарителя без очистки поверхности нагрева возможна благодаря рациональному водному режиму: на питание испарителя из ТЭЦ направляют весь избыточный конденсат его вторичного пара (до 92-91 % общей потребности испарителя), а также осуществляют периодическую подпитку химически
74
очищенной воды (6-8 %). Общая загрузка станции хим водоочистки складывается из: 1-1,5 м3/ч очищенной воды для урегулирования щелочности котловой воды и 1,5-2,5 м3/ч на подпитку испарителя. Конденсат ретурного пара полностью направляют на питание парогенераторов. В итоге жесткость питательных вод, поступающих на испаритель, не превышает 10-12 мкг-экв./л. К сборнику перед испарителем дополнительно подводят горячую артезианскую или барометрическую воду на случай аварийной ситуации.
3.5. Системы охлаждающих вод
По принятой в сахарной промышленности классификации все воды, используемые в оборотных системах для охлаждения оборудования и конденсации паров, относятся к водам 1 категории. При использовании в производстве они загрязняются значительно меньше, чем вода в системах транспортерно-моечных вод или гидравлического удаления фильтрационного осадка.
Основное загрязнение охлаждающих вод - тепловое. Поэтому в составе оборотных систем предусматривают сооружения только для охлаждения оборотных вод.
В настоящее время в качестве охладителей на сахарных заводах используют пруды-охладители, брызгальные бассейны, вентиляторные градирни, а также пруды-охладители, совмещенные с техническими прудами. Наиболее перспективными охладителями являются вентиляторные и башенные градирни. Для их устройства требуются значительно меньшие земельные участки. Они обеспечивают охлаждение оборотной воды на 15-20 °C при наличии одной ступени охлаждения. Основной недостаток градирни - наличие в них оросителей пленочного или капельного типа в виде блоков из деревянных планок (реек), которые при обледенении зимой разрушаются.
В последние годы вместо деревянных оросителей стали применять оросители с форсунками. Форсунки располагают таким образом, чтобы выходящие из них водяные струи сталкивались
7 5
со струями из другой форсунки. При столкновении этих струи водяной поток дробится на мелкие капли, за счет чего достигается значительное увеличение поверхности контакта воды с воздухом. Это способствует лучшему охлаждению поступающей на градирню оборотной воды.
Схема установки форсунок и устройства распределительной системы показаны на рис. 3.13 (размеры даны для градирни с площадью поверхности одной секции 192 м2).
При установке форсунок также ликвидируется типовая водораспределительная система с разбрызгивающими соплами.
Воду в оборотных системах, как правило, не обеззараживают. При ухудшении качества оборотной воды часть ее периодически заменяют свежей водой, т. е. осуществляют продувку оборотной системы. Продувочные воды рекомендуется сбрасывать в систему транспортерно-моечных вод.
Системы работают, как правило, в постоянном режиме, т. е. без регулирования объемов подаваемой воды. Избыток воды поступает в переливные коммуникации и отводится вместе с теплой водой на охладитель (градирня, пруд и др.).
3.5.1. Оборотная система охлаждающих вод
главного корпуса
Эта система является наиболее объемной по количеству циркулирующей в ней воды среди других систем охлаждающих вод.
В систему охлаждающих вод главного корпуса входят следующие потребители воды:
- конденсатор вакуум-аппаратов и выпарной установки;
- конденсатор вакуум-фильтров;
- вакуум-насосы, компрессоры, газодувки и т. п.;
- утфелемешалки последнего продукта (внешний контур системы охлаждения утфелемешалки);
- сублиматоры сернистых печей (при наличии их на сахарном заводе).
Общий расход воды в зависимости от местных условий составляет 700-850 % к массе свеклы, средняя температура теп-
76
Рис. 3.13. Схема установки форсунок на вентиляторной градирни
77
лой воды 4СМ5 °C, а температура охлажденной воды 20-25 °C. Состав потребителей воды уточняют по фактически установленному на заводе оборудованию. Потребление воды и ее качество определяют в соответствии с паспортными данными завода-изготовителя оборудования. Оборотную систему под-
Условные обозначения:
— потери воды на испарение;
— потери воды на капельный унос и фильтрацию
Рис. 3.14. Принципиальная схема оборотной системы охлаждающих вод главного корпуса
78
питывают свежей водой через предконденсатор или непосредственно в сборник охлажденной оборотной воды. Принципиальная схема оборотной системы охлаждающих вод главного корпуса представлена на рис. 3.14.
Основной потребитель воды системы охлаждающих вод главного корпуса - основной конденсатор вакуум-конденса-ционной установки (ВКУ) вакуум-аппаратов. Всего в состав ВКУ входит три конденсатора: предварительный, основной и конденсатор-охладитель. Оборотную воду подают только на
Рис. 3.15. Принципиальная схема конденсационной установки после реконструкции: 1 — предварительный конденсатор (нижняя зона);
2 — основной конденсатор (верхняя зона); 3 — конденсатор-охладитель неконденсирующихся газов; 4 — барометрические трубы основного конденсатора и конденсатора-охладителя;
5 — барометрическая труба предварительного конденсатора;
6 — барометрический ящик
79
основной и конденсатор-охладитель. Предварительный конденсатор по функциональному назначению является пароконтактным подогревателем воды для диффузии и других потребителей теплой технической воды. На предконденсатор подают только свежую воду и ее количество зависит от объемов потребления теплой (барометрической) воды на производственные нужды. Необходимое разрежение в вакуум-аппаратах поддерживают основным конденсатором и конденсатором-охладителем.
На большей части сахарных заводов установки для конденсации паров вакуум-аппаратов и выпарки оборудованы полочными конденсаторами, которые не позволяют эффективно использовать охлаждающую воду и имеют более низкую производительность на единицу объема в сравнении с современными аппаратами марки ПКБ, а увеличение нагрузки, в связи с ростом мощности завода, приводит к снижению создаваемого установкой разрежения и неустойчивой ее работе. Действующую установку на более производительную заменить быстро не всегда возможно.
Существующую установку предлагается реконструировать по схеме, приведенной на рис. 3.15. Реконструкции подлежит только предварительный конденсатор. Все полки в нем удаляют, конденсатор делят на две зоны: нижнюю - для подогрева воды на внутризаводские нужды, в том числе для питания диффузии и верхнюю - для конденсации основной массы вторичного пара.
Для распределения воды в обеих зонах устанавливают форсунки. В верхнюю зону подают оборотную воду, а в нижнюю -свежую речную. Барометрическую воду из каждой зоны отводят самостоятельными барометрическими трубами в соответствующие секции барометрического ящика.
Существующий основной конденсатор используют без дополнительных переделок для конденсации остатков вторичных паров и охлаждения неконденсирующихся газов.
Все работы по реконструкции установки могут быть выполнены силами завода.
80
В состав ВКУ входят также ловушки перебросов утфеля, которые устанавливают по тракту движения паров перед предварительным конденсатором. Наличие ловушек перебросов имеет важное значение не только для технологии (способствует сокращению потери сахара), но и для работы всей оборотной системы охлаждающих вод главного корпуса. В случае нарушения режима работы вакуум-аппаратов ловушки препятствуют попаданию утфеля (сахара) в оборотную воду и питательную воду для диффузии (через предконденсатор). Ловушки необходимо также устанавливать перед конденсатором вакуум-фильтров для
* Условные обозначения:
< — потери воды на испарение;
| — потери воды на капельный унос, 777 фильтрацию и с осадком
Рис. 3.16. Принципиальная схема оборотной системы охлаждающих вод ТЭЦ
6 Заказ №2911
8 1
улавливания капельного уноса загрязнений промоев при работе вакуум-фильтров.
Утфелемешалки-кристаллизаторы последнего продукта охлаждаются водой своего внутреннего контура, вода которого в свою очередь охлаждается в специальном теплообменнике водой из внешнего контура, т. е. водой оборотной системы охлаждающих вод главного корпуса. Внутренний контур охлаждения утфелемешалок-кристаллизаторов заполняют аммиачным конденсатом, что обеспечивает эксплуатацию внутреннего контура в безнакипном режиме.
3.5.2. Оборотная система охлаждающих вод
оборудования ТЭЦ
В состав оборотной системы ТЭЦ входят следующие потребители воды: охладители воздуха, масла, пара, а также питательные, циркуляционные насосы и другое вспомогательное оборудование.
Состав потребителей воды уточняют по их наличию на сахарном заводе, а расходы воды принимают по паспортным данным оборудования. Общий расход воды составляет ориентировочно 120-130 % к массе свеклы (рис. 3.16).
Для охлаждения воды предусматривают градирню. Оборотная система работает без хлорирования оборотной воды.
Учитывая незначительное загрязнение оборотной воды, продувка системы, т. е. замена части оборотной воды свежей технической, требует небольшого количества воды (0,1-0,2 % к массе свеклы). Эту величину корректируют в зависимости от конкретных условий эксплуатации системы. Продувочную воду рекомендуется сбрасывать в систему транспортерно-моечных вод.
3.5.3. Оборотные системы охлаждающих вод компрессорной, воздухоохладительной установки силосного хранения неупакованного сахара
Оборотные системы охлаждающих вод указанных объектов устраивают при их наличии на заводе. Водохозяйственные
82
сооружения монтируют по аналогии с сооружениями оборотной системы охлаждающих вод ТЭЦ.
Объем оборотной воды в системе составляет 30-50 % к массе свеклы. Расход воды на охлаждение оборудования принимают в соответствии с паспортными данными оборудования.
3.6. Система транспортерно-моечных вод
3.6.1. Примеси транспортерно-моечных вод
Транспортерно-моечные воды (ТМВ) (воды II категории) образуются при транспортировке и мойке свеклы. По степени загрязнения их относят к высококонцентрированным сточным водам свеклосахарного производства. Загрязняющие транспортерно-моечные вещества представляют собой механические примеси минерального и органического (растительного) происхождения, которые поступают в воду вместе с сахарной свеклой (земля, песок, ботва, корешки и обломки свеклы, мезга, кожура и др.) и находятся в ней во взвешенном состоянии. Кроме механических примесей, транспортерно-моечная вода загрязнена также и растворенными веществами: составными частями свеклы, которые при более или менее продолжительном соприкосновении с водой переходят в раствор, при этом большую часть органического вещества составляет сахар.
При однократном использовании транспортерно-моечных вод в оборотной системе водоснабжения содержание сахара в воде достигает 0,02-0,05 % массы воды, при многократном -содержание сахара в ней увеличивается до 0,15-0,35 %, т.е. в 5-7 раз. Степень загрязнения транспортерно-моечных вод как механическими, так и растворенными веществами зависит от загрязненности свеклы, ее качества, состава почвы, на которой ее выращивают, климатических условий во время ее уборки, способов ее уборки и хранения. Большое влияние на состав и свойства транспортерно-моечных вод оказывает технический уровень механизмов, применяемых для погрузки и разгрузки свеклы. При переработке сильно загрязненной свеклы в транспортерно-моечные воды поступает большое количество
83
почвы, которая достаточно долго находится в воде и под ее действием выделяет различные соли, а также органические вещества из корнеплодов свеклы. Механические примеси транспортерно-моечных вод характеризуются объемом осадка и количеством взвешенных веществ.
Перед поступлением транспортерно-моечной воды в отстойники механические примеси частично удаляют ботволо-вушками, песко- и камнеловушками, хвостикоулавливателя-ми. Количество таких примесей различно - от 10 до 30 %. Объясняется это тем, что не на всех заводах полностью используют комплект оборудования для удаления примесей из свекловодяной смеси.
Состав примесей, удаляемых перед отстойниками, %, к об
щей массе:
бой свеклы и хвостики 2,9-9,6
ботва и солома 1,5-8,3
камни, крупный песок 5,7-11,7
Всего: 10,1-29,6.
В отстойники с транспортерно-моечными водами поступа-
ют следующие примеси, %:
мелкий бой свеклы, хвостики и мезга 4,8-7,0
эпидермис свеклы 0,9-1,3;
мелкий песок, илистые частицы 64,3-86,2;
Всего: 70,4-89,9.
Исследования гранулометрического состава примесей в транспортерно-моечных водах, поступавших в отстойники, показали, что в них преобладают фракции частиц размером от 0,25 до 0,005 мм (83 % общей массы загрязнений). Полидисперсность примесей подтверждается и различной скоростью их осаждения (от 0,01 до 3 мм/с). Количество частиц взвеси, имеющих скорость осаждения от 0,05 до 0,5 мм/с, составляет около 60 % общего количества.
В осветленной воде не допускается содержания крупных взвесей (от 0,5 до 0,01 мм). Однако на действующих отстойниках некоторая часть их уносится вместе с осветленной водой в результате плохого гидродинамического режима в отстойнике
84
Таблица 3.14. Нормативные характеристики транспортерно-моечных вод
Показатель Транспортерно-моечная вода
поступающая в отстойники (исходная) после отстойников (осветленная) после осветлителей (доосветлен-ная)
Содержание в воде, мг/л: - взвешенных веществ 1971-22820 1200-8500 150-300
- сухого остатка 462-3648 450-3500 300-2500
- остатка после прокаливания 185-1128 150-1000 150-1250
- общего азота 9,4-27 10-30 10-30
- аммиака и солей аммония 2,1-12 2-12 2-12
- сульфатов 7,4-101 10-100 1-100
- фосфатов 2,8-12,1 2-9 2-9
- хлоридов 18,5-126 20-140 15-135
- сапонина 25-50 6-12 5-10
pH 6,0-7,3 10-12 10-12
ХПК, мг О/л 611-5394 600-5200 600-5200
Ы1К5, мг О2/л 470-.4150 400-4000 400-4000
из-за несовершенства его конструкции, обусловившей появление зон с повышенными скоростями движения воды.
Кроме механических, в транспортерно-моечных водах свеклосахарных заводов содержатся химические и микробиологические загрязняющие вещества. К ним относятся сахар, сапонин, минеральные соли, бактерии. Концентрация сапонина может достигать 40-150 мг/л. Транспортерно-мо-ечпые воды являются средой для размножения различных видов микроорганизмов, что нежелательно для свеклосахарного производства.
11а большей части сахарных заводов в настоящее время мытую свеклу не дезинфицируют, вследствие чего значительная часть микроорганизмов переходит из транспортерно-моечных иод в свекловичную стружку, разлагая сахар при дальнейшей экстракции. Применяемые для дезинфицирования транспортер-по-мосчпых вод мероприятия малоэффективны, о чем свидетельствует значительное количество микроорганизмов на свекловичной стружке. Например, 1 см3 смыва стружки содержит
85
9-102 термофилов, 22,6-106 мезофилов, 9,3-106 слизеобразующих мезофилов, 9,8-103 плесневых грибов. Иногда содержание микроорганизмов в 1 г свекловичной стружки достигает 5,7-1010, что приводит к дополнительным потерям содержащегося в свекле сахара.
Важным требованием к качеству воды, применяемой для гидротранспортировки свеклы, является отсутствие осаждаемых примесей, которые могут заиливать гидротранспортеры. Остаточное содержание взвешенных веществ в повторно используемой транспортерно-моечной воде не должно превышать 8,5 г/л.
Вода, применяемая для мойки свеклы, должна быть более чистой. Ее температура не должна превышать 20 25 °C. Нормативные требования к качеству транспортерной (осветленной) и моечной (доосветленной) вод приведены в табл. 3.14.
3.6.2. Механическая очистка
транспортерно-моечных вод
Содержащиеся в транспортерно-моечнвщ водах загрязняющие вещества по степени дисперсности представляют собой грубодисперсные и высокодисперсные взвеси, коллоидные и молекулярнодисперсные вещества. Частицы взвешенных веществ размером более 1 мкм не удерживаются во взвешенном состоянии длительное время и оседают или всплывают. Более мелкие частицы могут находиться в состоянии кинетической устойчивости (во взвешенном состоянии) достаточно продолжительное время.
Эти свойства нерастворимых примесей используют в современных методах механической очистки сточных вод. Для выделения грубодиспергированных органических и минеральных примесей из сточных вод широкое применение получили методы отстаивания (разделение в поле гравитационных сил) и центрифугирования (разделение в поле центробежных сил). Для очистки сточных вод этими методами в сахарной промышленности применяют различные конструкции соломоловушек, песколовушек, отстойников, гидроциклонов и осадительных центрифуг.
86
Рис. 3.17. Вертикальный отстойник: 1 — отражательный щит;
2 центральная труба; 3 — труба для выпуска осадка; 4 — труба для выпуска плавающих веществ; 5 — водосборный лоток;
(> проводящий лоток; 7 — отводящий лоток
87
Для удаления из транспортерно-моечных вод боя свеклы, хвостиков, корешков в моечном отделении сахарного завода устанавливают различные улавливатели примесей.
Принцип действия песколовушеки отстойников основан на процессе седиментации. Скорость осаждения зависит от размера, формы, плотности частиц, а также скорости и направления потока.
Для определения достоверной скорости осаждения взвешенных частиц, позволяющей сравнивать эффективность различных способов интенсификации очистки сточных вод, необходимо проводить лабораторные исследования. При этом следует иметь в виду, что надежные результаты будут получены в том случае, когда высота сосуда для отстаивания в лабораторных условиях равна или близка к глубине реального отстойника.
В настоящее время на сахарных заводах эксплуатируют отстойники транспортерно-моечных вод различных конструкций: горизонтальные, вертикальные, радиальные. Целесообразно использование гравитационных тонкослойных отстойников, позволяющих сократить время осаждения дисперсных частиц за счет уменьшения высоты слоя отстаивания.
Вертикальные отстойники представляют собой круглые резервуары с коническим днищем, поток осветляемой воды в которых движется в вертикальном направлении (рис. 3.17).
В зависимости от типа впускного устройства вертикальные отстойники бывают: с центральным впуском воды, нисходяще-восходящим движением и периферийным впуском воды.
В вертикальных отстойниках с центральным впуском сточную воду подводят лотком к центральной раструбной трубе, опускаясь по которой вниз, осветляемая вода отражается от конусного отражательного щита и поступает в зону осветления. В восходящем потоке осветляемой воды происходит флокуляция частиц взвеси, и образующиеся агломерации взвеси, гидравлическая крупность которых ио превосходит скорость восходящего вертикального потока F , выпадают в осадок. Более мелкая взвесь, для которой и < У выносится с восходящим потоком воды.
88
Осветленная вода собирается периферийным сборным лотком, высота гребня водослива которого определяет уровень воды в отстойнике. Всплывающие вещества собираются в центре отстойника кольцевым лотком, из которого по трубопроводу уходят в самотечную иловую сеть.
Выпадающий осадок накапливается в иловой конусной части отстойника, из которой под гидростатическим напором 1,5-2 м через иловую трубу удаляется в самотечную иловую сеть. Объем иловой части отстойника должен соответствовать двухсуточному объему образующегося осадка. Влажность выгружаемого осадка - 95 %.
| Достоинства вертикальных отстойников - простота конструкции и удобство в эксплуатации, недостатки - большая глу-/ бина сооружений, что ограничивает их максимальный диаметр (9 м), а также невысокая эффективность осветления воды, не i превышающая обычно 40 % по взвешенным веществам.
Рис. 3.18. Технологическая схема станции очистки транспортерномоечных вод с вертикальными отстойниками ВОУ-1:1 — сборник осветленных транспортерно-моечных вод; 2 — вертикальный отстойник ВОУ—I; 3 — трубопровод загрязненных вод; 4 — улавливатели примесей; 5 — бункер для примесей; 6 — устройство для удаления пены; 7 — насосы 1ОФ-12; 8 — сборник загрязненных транспортерно-моечных вод; 9 — трубопровод для сброса осадка; 10 — лоток-мешалка; 11 — спуск осадка в сборник
89
Принципиальная схема станции очистки транспортерно-моечных вод с использованием вертикальных отстойников изображена на рис. 3.18.
Рис. 3.19. Отстойник радиальный диаметром 18 м с периферийным впуском: 1 — подводящий канал; 2 — трубопровод для отвода плавающих веществ; 3 — отводящий трубопровод; 4 — затвор с подвижным водосливом для выпуска плавающих веществ из лотка; 5 — струенаправляющие трубки; 6 — распределительный лоток; 7 — полупогружная доска для задержания плавающих веществ;
8 — трубопровод для осадка
9 0
Эффект осветления транспортерно-моечных вод в вертикальных отстойниках достигает 85 % при известковании воды до pH 9,5-10. Содержание сухих веществ в удаляемом осадке можно регулировать периодическим или непрерывным отводом осадка или изменением расхода отводимой из отстойника суспензии. Влажность осадка в среднем может составлять 82-85 %.
Направление движения воды и осадка показаны на схеме (см. рис. 3.18).
Радиальные отстойники представляют собой круглые резервуары, в которых сточная вода подается в центр отстойника и движется радиально от центра к периферии (рис. 3.19). Скорость движения осветляемой воды изменяется от максимальных значений в центре до минимальных на периферии радиального отстойника.
£ Взвешенные вещества, выпадающие в осадок из движуще-т гося потока осветляемой воды, перемещаются в иловый при-ямок скребками, размещенными на вращающейся ферме. На этой же ферме расположено подвесное устройство, сгребающее всплывающие на поверхность вещества к сборнику. Частота вращения фермы с илоскрсбами составляет 2-3 ч ', привод фермы периферийный с тележкой на пневмоходу. Осадок удаляют с помощью плунжерных и центробежных насосов, что обеспечивает снижение его влажности до 93-93,5 %. Радиальные отстойники обеспечивают задержание 50-55 % взвешенных веществ.
Разработанные типовые проекты радиальных отстойников диаметром 18 м позволяют использовать их на очистных сооружениях практически любой пропускной способности, начиная с 20 тыс. м3 в сутки.
Круглая форма радиальных отстойников дает возможность уменьшить необходимую толщину стеновых панелей за счет применения высокопрочной предварительно напряженной арматуры, что сокращает их удельную материалоемкость, а вращающаяся ферма обеспечивает простоту их эксплуатации.
Указанные достоинства радиальных отстойников обусловили их широкое распространение на очистных сооружениях
9 1
свеклосахарных заводов. Вместе с тем для радиальных отстойников с центральным впуском характерны повышенные градиенты скорости в центральной части, приводящие к уменьшению их коэффициента объемного использования и эффективности осветления.
3.6.3. Очистка транспортерно-моечных вод
с применением реагентов
Применение механизированного способа уборки сахарной свеклы способствовало существенному увеличению загрязненности транспортерно-моечных вод. Поэтому широкое распространение нашло применение реагентов для интенсификации осаждения взвесей в отстойных сооружениях, а также для удаления присутствующих в оборотной воде высокодисперсных коллоидных веществ.
В качестве реагентов применяют минеральные коагулянты (известь), а иногда и высокомолекулярные органические флокулянты.
В связи с тем, что применение гидроксида кальция для осветления сточных вод оказалось высокоэффективным, в настоящее время одним из универсальных методов стало предварительное известкование транспортерно-моечных вод. Суще-
Таблица 3.15. Изменение состава осветленной воды в зависимости от расхода извести
Содержание, мг/л
Вола pH взвешенных сухого остатка потерь при прокаливании неорганической
веществ части
Исходная транспортерно-моечная 7,49 6374 3442 2568 874
Обработанная раствором с концентрацией извести, %: -0,05 10,35 639 1896 1151 745
-0,1 11,33 477 2827 1512 1315
-0,15 11,34 737 3360 2322 1038
-0,2 11,44 862 4124 2432 1692
92
ственного эффекта очистки достигают обычно при введении 0,02-0,04 % к массе воды гидроксида кальция и повышении при этом pH транспортерно-моечных вод до 9-12.
Гидроксид кальция при введении в обрабатываемую воду в результате обменной адсорбции катионов с примесями воды, а также образования карбоната кальция, обладающего высокой адсорбционной способностью, снижает агрегативную устойчивость коллоидных частиц.
Установлено, что если начальная величина pH транспортерно-моечной воды равна, например, 5, 6, 7, 8 или 9, то ее необходимо обрабатывать таким количеством известкового мо-f лока, чтобы конечное значение pH воды было соответственно 10,0; 10,2; 10,5; 10,8 или 11,0.
При обработке транспортерно-моечной воды известью в оп-* тимальных дозах количество взвесей уменьшается на 26-40 %, * pH повышается до 9,8-11,5, эффективность снижения химичес-I кого потребления кислорода (ХПК) по сравнению с обычным отстаиванием в статических условиях увеличивается в 1,5-1,66 раза (табл. 3.15).
При этом обнаружено существенное обеззараживание транспортерно-моечной воды: содержание термофилов уменьшилось в 1,75-4 раза, мезофилов в 2,2-3,5, плесневых грибов в 1,99-3,5, слизеобразующих мезофилов в 1,71-8,2 раза. Такое снижение концентрации микроорганизмов объясняется адсорбцией на поверхности образовавшихся при коагуляции хлопьев и захватом этими хлопьями частиц почвы, содержащей значительные количества бактерий.
При непрерывном введении извести в растворе уменьшается количество образовавшихся карбонатов кальция и магния, поэтому после снижения pH до значений ниже 8 рекомендуется проводить периодическое известкование при незначительных продувках оборотной системы вод II категории.
Для очистки оборотных и сточных вод свеклосахарных заводов используют также метод коагуляции другими неорганическими и органическими коагулянтами.
93
В качестве неорганических коагулянтов используют соли алюминия, железа, кремниевую кислоту. Для уплотнения осадка сточных вод перед отстаиванием предлагают вводить кальцинированную соду в количестве 15-20 г/л. Эти коагулянты не нашли широкого распространения в сахарной промышленности из-за недостаточной их эффективности.
В качестве коагулянтов также предлагались циануровая кислота в количестве 5-15 мг/л, сополимеры акриламида, а также смесь реагентов в определенных пропорциях, но все они ока зались неэкономичными.
Особо следует отметить перспективность предложений использовать в качестве коагулянта отход свеклосахарного производства — фильтрационный осадок I сатурации. Для повышения эффективности процесса его смешивают с размолотыми отходами известково-газового отделения в соотношении (500- 700): 1.
Более высокий эффект осветления достигается при обработке стоков фильтрационным осадком, содержащим гидролизованньш полиакрилоншрил, и активированным известковым молоком.
Гидролизованный полиакрилонитрил применяют в свеклосахарном производстве для осветления сока 1 сатурации и уда ляют вместе с фильтрационным осадком. Повторно его можно использовать в качестве флокулянта для очистки транспортерно-моечных вод. Оптимальное количество фильтрационного осадка 0,4-0,5 % к массе перерабатываемой свеклы, полиакрилонитрила 0,3-0,5 %, а известкового молока 0,8-1,1 % к массе осадка. Установлено, что данный способ уменьшает концентрацию микроорганизмов в свекловичной стружке на 30-35 %.
3.6.4. Способы обеззараживания
транспортерно-моечных вод
Количество разных видов микроорганизмов, присутствующих в транспортерно-моечных водах свеклосахарного завода, зависит от многих факторов, и прежде всего от применяемых методов очистки и обеззараживания воды, состояния свеклы и степени ее загрязнения, температуры, клима
94
тических условий, качества воды в источнике водоснабжения и других факторов.
Следует заметить, что известкование транспортерно-моечной воды значительно снижает содержание в ней микроорганизмов.
Известные методы обеззараживания воды можно разделить на реагентные и безреагентные. К реагентным относятся способы обеззараживания с использованием окислителей, к без-реагентным — облучением воды ультрафиолетовыми лучами, ультразвуком, действием ионизирующего излучения и термообработкой.
В сахарной промышленности наиболее распространенным является способ обеззараживания хлорной известью или веществами, выделяющими активный хлор (гипохлорит натрия или кальция, газообразный хлор). На некоторых сахарных заводах для этой цели используют сжиженный хлор.
3.6.5. Схемы очистки и использования транспортерно-моечных вод в оборотной системе водоснабжения свеклосахарных заводов
На всех свеклосахарных заводах страны транспортерно-моечные воды используют повторно в системе оборотного водоснабжения, схема которого зависит от мощности завода и типа очистных сооружений.
По наиболее распространенной и простой схеме загрязненные транспортерно-моечные воды после водоотделителей, свекломоек, обмывки элеватора свеклы и весов поступают самотеком в сборник перед насосной станцией оборотного водоснабжения, откуда насосом их подают на отстойники для отделения от механических примесей. Осветленная вода поступает в сборник, из которого насосами ее направляют в гидротранспортеры кагатного поля и бурачной, в главный гидротранспортер для транспортировки свеклы в завод.
Осадок из отстойников самотеком или с помощью насосов пос тупает в сборник осадка, а оттуда - отдельно или вместе с
95
Условные обозначения:
— потери воды на испарение;
потери воды на капельный унос
Рис. 3.20. Принципиальная схема оборотной системы транспортерно-моечных вод
96
другими сточными водами III категории - в земляной отстойник-накопитель очистных сооружений.
Подпитку оборотной системы осуществляют свежей водой через предконденсатор или непосредственно в сборник охлажденной оборотной воды.
Осветленную в отстойнике-грязенакопителе воду в необходимом количестве возвращают в сборник осветленных транспортерно-моечных вод и в смеси с осветленной водой из заводского отстойника используют для гидротранспорта и мойки свеклы.
Такая схема оборотного цикла позволяет работать с минимальной подпиткой системы свежей водой (41 %) и минимальным сбросом избыточных вод на очистные сооружения вод III категории (33 %).
Для предупреждения брожения транспортерно-моечную воду после отстойников необходимо обеззараживать различными способами. Убыль части транспортерно-моечной воды с осадком восполняют свежей водой, добавляемой обычно в свекломойку.
Подобный метод использования воды в системе гидротранспорта и мойки свеклы предусмотрен принципиальной схемой оборотного водоснабжения и канализации действующего сахарного завода (рис. 3.20).
По этой схеме загрязненная транспортерно-моечная вода направляется самотеком в сборник, оттуда насосами ее подают на сооружения механической очистки I ступени. Большая часть ос-встленной воды из сборника осветленных вод насосом подается на кагатное поле и в бурачную для гидротранспортировки свеклы в завод, а меньшая часть - на доосветление в осветлители с взвешенным слоем осадка или в отстойники с длительным време-। гем пребывания, достаточным для осаждения взвеси мелких фракций. Для интенсификации осветления применяют флокулянты.
Доосветленную воду направляют в сборник, откуда насосом подают на мойку свеклы и свекловичных хвостиков.
Осадок из очистных сооружений I и II ступеней поступает в сборник, откуда его перекачивают на специальные земляные отстойники-накопители.
I Заказ №2911
97
3.6.6. Методика оценки работы очистных сооружений
Работа оборотной системы транспортерно-моечных вод во многом зависит от качества обработки оборотных вод на сооружении механической очистки. Концентрацию взвесей в загрязненной транспортерно-моечной воде (п^ при установившемся режиме работы оборотной системы определяют по формуле:
« = ао/Э, (3.38)
где ао- показатель удельного загрязнения, %;
Э - суммарный эффект очистки воды на очистных сооружениях, %.
Таким образом, увеличение количества загрязнений (ао), поступающих со свеклой в воду, может быть компенсировано за счет повышения суммарного эффекта очистки воды на отстойнике (Э).
Оценки работы отстойников в составе оборотной системы и при прямоточном режиме различны. Применительно к оборотной системе величина суммарного эффекта очистки зависит как от эффекта осветления воды на отстойных сооружениях (Э ), так и от эффекта очистки воды за счет продувки (Э ):
Э = Эм + Эпр. (3.39)
Исходя из уравнений материального баланса системы транспортерно-моечных вод, мы разработали методику определения величины Э. При установившемся режиме работы системы транспортерно-моечных вод материальный баланс на отстойнике описывается уравнениями:
9,= Чу (3.40)
«о=ЭС1^1’ (3.41)
Эс^ = с^ - с2д2, (3.42)
с1^г c2q = c3qv (3.43)
где ср с2, с3- концентрация взвешенных веществ соответственно в транспортерно-моечной воде до очистки, после очистки и осадке, кг/м3;
qv q2, q3 — удельное количество соответственно загрязненной транспортерно-моечной воды, очищенной и осадка, т/100 т свеклы (%).
Количество загрязнений, удаляемых из транспортерно-моечной воды, можно представить следующим образом:
98
Cflr С2^2= СхЯГ С2^Г = (Сг С2) ^1+ С2<Ъ’ отсюда из уравнения (3.42):
э=Ьг£1к+£л=£|Г£1+£Л, ,,44)
C|4i ЭД q с|(?| v • ’
гдеЭос=^-, или ЭО£=^100%; (3.45)
э«р = 7?. или Э„„=ТЖ100%. (3.46)
с141 441
Количество загрязнений, удаляемых в отстойнике с помощью осаждения, можно определить из уравнения (сг c2)q = (с3- <?2)т/3,
4з _ С1 ~с2 С2А1\
Д отсюда - - (3-47)
& 41 с3 ~ с2
I w Таким образом, при наличии значений срс2 и с3 можно с помощью уравнений (3.44), (3.45), (3.46) найти Э, Этс, Эпр. Зная величину q, которая является нормированной, с помощью уравнений (3.40), (3.41) и (3.47) можно определить q2, q^ и ао. Предлагаемые уравнения позволяют получить объективные показатели работы сооружений механической очистки транспортерно-моечных вод.
Исследованы качества транспортерно-моечной воды, осветляемой с помощью вертикального отстойника. По общеприня-
Таблица 3.16. Показатели осветленной транспортерно-моечной воды в вертикальном отстойнике
Дата отбора пробы Концентрация взвешенных веществ, км/м3 Удельные показатели, % Эффект очистки, %
ci С2 чг % Эпп Э
24.11.1991 г. 49,5 43,7 60,3 900 315 585 19,0 12 31 43
.1.12.1991 г. 9,2 6,4 32,0 900 99 801 3,1 30 8 38
24.09.1992 г. 1,66 0,12 13,4 900 104 794 1,4 93 1 94
«,10.1993 т. 11,7 5,7 61,4 900 103 797 6,2 54 5 59
2.12.1993 г. 24,0 8,5 44,3 900 387 513 17,2 65 15 80
99
тым методикам были определены значения ср с2, с3 разовых проб транспортерно-моечной воды. Величина qx ориентировочно составляла 900 %. По приведенным выше уравнениям были определены значения Э, Этс, Эпри «(табл. 3.16).
Суммарный эффект очистки не оставался постоянным, его величина изменялась от 94 % в начале до 38 % в конце сезона. Анализ изменения составляющих суммарного эффекта - Эос и Эпр показывает, что снижение величины Э обусловлено уменьшением к концу сезона величины Эос, что свидетельствует об ухудшении к этому времени условий осаждения взвешенных веществ.
Величина Эпр, напротив, имела тенденцию к увеличению по мере снижения величины Э^, компенсируя в какой-то мере это снижение. При ао менее 10 % параметры работы отстойника были в пределах нормы (<у3<150 %; с = 8,5 кг/м3), однако, при более высоком удельном загрязнении (проба от 24.11.91 г.) отстойник не справлялся с очисткой, о чем свидетельствует очень низкое значение (12 %), превышение нормативных значений величины с2 (43,7 кг/м3), несмотря на очень высокую продувку (<у3=315 %) и известкование воды. В другом случае при высоком удельном загрязнении воды (проба от 2.12.93 г.) величина Э (80 %) была достаточно высокой для того, чтобы обеспечить очистку транспортерно-моечной воды до нормативных значений (8,5 кг/м3), однако, и в этом случае величина q3 (387 %) была намного выше нормы, что ведет к образованию сверхнормативного количества сточных вод, а также является причиной дефицита воды в транспортерно-моечной системе.
Таким образом, предлагаемая методика позволяет проанализировать работу очистных сооружений транспортерно-моечных вод и подготовить рекомендации по устранению имеющихся недостатков.
3.7. Оборотная система гидравлического удаления фильтрационного осадка
Назначение указанной оборотной системы - удаление из главного корпуса отходов основного производства -
100
фильтрационного осадка в земляной отстойник-накопитель для хранения в период работы сахарного завода. В разные периоды существование сахарной промышленности фильтрационный осадок удалялся разными способами: транспортом (в вагонетках) по канатной или рельсовой дороге, пневмотранспортом (удаление воздухом). В настоящее время на отечественных заводах общепринятым способом является гидравлическое удаление, т. е. сплав фильтрационного осадка в разбавленном водой виде.
Однако только на 9 заводах России фильтрационный осадок удаляется в специально устроенные земляные отстойники-накопители. На остальных (более 80-ти заводов) он удаляется вместе с транспортерно-моечным осадком - это, так называемая, прямоточная система гидравлического удаления фильтрационного осадка.
Оборотная система гидравлического удаления фильтрационного осадка включает мешалку, в которую поступают фильтрационный осадок после вакуум-фильтров и вода для его разбавления. Из мешалки разбавленный фильтрационный осадок насосом перекачивают в земляные отстойники-накопители. Осветленная вода из отстойников самотеком или насосом возвращается обратно в мешалку и в корыто вакуум-фильтров. Для восполнения убыли добавляют необходимое количество сточной технической воды или воды из оборотной системы охлаждающих вод главного корпуса.
Принципиальная схема данной системы изображена на рисунке 3.21.
Загрязненность осветленной воды в зависимости от качества промывки осадка на вакуум-фильтрах может достигать 1»11К5 = 4000-5000 мг/л. Поэтому сброс этой воды на сооружения искусственной биологической очистки значительно увеличивает нагрузку на эти сооружения и существенно повыша-ci стоимость очистки сточных вод III категории. Оборотная сис тема гидроудаления фильтрационного осадка, при нормальном ее функционировании, позволяет улучшить состояние водного хозяйства сахарного завода.
101
Количество воды для разбавления и транспортировки фильтрационного осадка принимается 5-кратное к массе осадка 50%-й влажности. Если количество осадка, при принятом на заводе расходе извести, составляет 11 % к массе свеклы, то расход воды составляет 11 • 5 = 55 % к массе свеклы. Количество до-
Условные обозначения:
— потери воды на испарение;
— потери воды на капельный унос, фильтрацию и с осадком
Рис. 3.21. Принципиальная схема оборотной системы гидравлического удаления фильтрационного осадка с устройством отдельного отстойника-грязенакопителя
102
бавочной свежей воды зависит от потерь оборотной воды в системе, его определяют в процессе эксплуатации.
В перспективе возможна замена существующих вакуумных и листовых фильтров камерными, которые позволяют получить фильтрационный осадок влажностью около 30 %. При такой влажности осадок можно транспортировать автомобилями без разбавления водой. В этом случае оборотная система гидравлического удаления фильтрационного осадка отсутствует.
Многие заводы, как уже было отмечено, по различным причинам не имеют оборотных систем гидроудаления фильтрационного осадка и не используют в диффузионных аппаратах жомопрессовую воду. В связи с этим временно, до устранения имеющихся недостатков в схеме водного хозяйства, может быть рекомендована схема использования жомопрессовой воды в системе гидроудаления фильтрационного осадка.
По предлагаемой схеме вся жомопрессовая вода после мез-головушки поступает в сборник, располагаемый на 1,5-2 м выше вакуум-фильтров. Объем сборника 2-3 м3, днище коническое, воду отбирают с нижней точки дна сборника. В верхнюю часть сборника поступает, при необходимости, техническая (барометрическая) вода, расход которой регулируется поплавковым клапаном в зависимости от уровня воды в сборнике. Сборник должен иметь переливную трубу для сброса избыточной воды в канализацию стоков III категории. Предлагаемая схема использования жомопрессовой воды позволит сократить объем стоков III категории на величину количества жомопрессовой воды. Однако, необходимо еще раз отметить, что такая схема рекомендуется как временная, до решения вопросов использования жомопрессовой воды и транспортировки фильтрационного осадка по более совершенной схеме.
3.8. Оборотная система вод газопромывателей сатурационного газа
11 сахарном производстве для технологических нужд используют гашеную известь и углекислый газ (сатурационный
103
газ). Для получения этих реагентов непосредственно на сахарном заводе в известковообжигательной печи обжигают известняковый камень, получают негашеную известь и печной газ, т. е. смесь, в основном, азота воздуха и углекислого газа.
Неочищенный сатурационный газ (печной газ), полученный на сахарных заводах при обжиге известняка, содержит в среднем 50-60 % азота, 30-40 % - диоксида углерода, 1-5 % - кислорода, 0,5-4 % оксида углерода, некоторое количество оксида, азота, смолистых веществ, хлоридов, щелочных металлов, паров воды и пыль, состоящую из частиц известняка и твердого топлива.
Печной газ подвергают мокрой очистке в газопромывателях разных конструкций: с конвективным или испарительным охлаждением газа. Режим работы газопромывателя можно изменить без изменений его конструкций. Использованную при промывке газа воду (вода газопромывателей) на многих заводах сбрасывают в стоки III категории, что увеличивает общезаводской объем сточных вод на 25-30 % к массе свеклы.
Некоторые заводы используют воду газопромывателей для разбавления фильтрационного осадка после вакуум-фильтров.
До недавнего времени на всех сахарных заводах страны применяли только конвективное охлаждение газа.
Некоторые сахарные заводы перешли и на новый тип газопромывателя - ротоклон, который более приспособлен для испарительного охлаждения газа.
Ниже приведены некоторые данные изменения содержания тепла в сатурационном газе при его испарительном охлаждении. В расчетах приняты следующие исходные данные:
Плотность сатурационного газа р, кг/ком 1, 498
Удельный расход сырья, кг/кг СаО 2,04
Удельный выход печного газа:
по объему К м3/кг СаО 2,1
по массе а = Гор, кг/кг СаО 3,15
Теплоемкость, кДж/кг
газа Сг 1,04
водяных паров Св 2,00
104
Количество водяных паров в печном газе а, кг /кг СаО, при влажности известняка и топлива, %, соответственно:
0,5 и 5 (I вариант) 0,054
3 и 7 (II вариант) 0, 108
5 и 14,3 (III вариант) 1,162
Количество тепла, поступающего с печным газом в газопромыватель:
е=е+ев, (з.48)
где Qv, Qb - тепло, поступающее в газопромыватель соответственно с сухим печным газом и водяными парами, содержащимися в печном газе, кДж/кг СаО.
Qr=aTCrpt, (3.49)
Ов=«в Cp{t-ts)+hs ,
(3.50)
где t - температура печного газа на входе в газопромыватель, °C;
/v - температура насыщения газа водяным паром (точка «росы»), °C;
Таблица 3.17. Количество тепла, поступающего с печным газом в газопромыватель (без учета потерь его в окружающую среду), кДж/кг СаО
Температура печного га за, °C Q. Q
Вариант
I 11 111 I II III
Конвективное охлаждение газа
50—300 98,3 137,9 137,9 137,9 236,2 236,2 236,2
Испарительное охлаждение газа
50 163,8 140,0 280,1 419,6 303,8 443,9 583,4
100 327,6 145,4 290,9 435,8 473,0 618,5 763,4
200 655,2 156,2 312,5 468,2 811,2 967,7 1123,4
300 982,8 167,0 334,1 500,6 1149,8 1316,9 1483,4
Содержание тепла в охлажденном газе принято с учетом его температуры (30 °C) независимо от температуры печного газа.
105
h" - энтальпия пара при температуре насыщения, кДж/кг (табл. 3.17.).
Для I варианта удельный объем насыщения водяного пара, м3/кг:
V 21 у"- о -
ав 0,054
= 38,9,
ему соответствует температура насыщения (точка «росы») t = 27,1 °C и энтальпия пара h" = 2547,5 кДж/кг; II варианта -19,5; 40 и 2573,2; III варианта - 12,96; 48,5 и 2587,4.
Если для очистки газа используют оборотную воду без ее предварительного охлаждения, то температуры воды и газа в промывателе будут почти равными. Печной газ охлаждается только за счет испарения циркулирующей в системе жидкости. В этом случае выходящий из газопромывателя сатурационный газ будет дополнительно насыщен водяными парами, образовавшимися за счет тепла печного газа.
Уравнение теплового баланса для рассматриваемого случая
Qt=atfSt+arC$t, (3.51)
где а‘в - суммарное количество влаги в газе с учетом дополнительного испарившейся воды: h"Sl - удельная энтальпия насыщенного водяного пара при температуре t. Так как в наших расчетах потери тепла в окружающую среду не учитываются, то содержание тепла в печном газе остается без изменений, т.е. Q = Q-
Преобразуя уравнение (3.51), получим:
, _Q-aTCrt
ав~~Т (3.52)
St
Значение а‘в может быть также определено по формуле:
где Г, V" - удельный объем соответственно сухого и насыщенного паром газа при температуре t.
106
Таблица 3.18. Значение ав и другие показатели состояния газа после газопромывателя
Температура газа г, °C Содержание влаги в газе дв, кг/кг СаО Масса дополнительно испа-ренной воды, кг/кг СаО Удельная энтальпия водяного пара, кДж/кг кДж/кг СаО Л Цб кДж/кг СаО Г’,, м3/кг газа Парциальное давление водяных паров, кг/см2 vt, м’/кг СаО
до охлаждения после охлаждения
Конвективное охлаждение газа (I—III варианты)
50 -300 30 0,0739 0,0199 2552,3 188,6 98,3 32,9 0,0433 2,43
Испарительное охлаждение газа
I вариант
50 31,2 0,0790 0,0250 2556,6 202,0 102,2 30,9 0,0466 2,44
100 39,5 0,1330 0,0790 2573,1 342,2 129,4 19,5 0,0731 2,59
200 51,0 0,2484 0,1944 2593,6 644,2 167,1 11,5 0,1320 2,86
300 57,9 0,3682 0,3142 2605,8 959,46 189,7 8,42 0,1842 3,10
II вариант
50 38,8 0,1230 0,0150 2571,1 316,2 127,1 20,95 0,0709 2,57
100 45,5 0,1818 0,0738 2583,8 469,73 149,06 14,91 0,1003 2,71
200 54,6 0,3033 0,1943 2599,8 758,52 178,87 9,75 0,1571 2,97
300 60,6 0,4290 0,3210 2610,5 1119,90 198,5 7,48 0,2088 3,21
111 вариант
50 44,3 0,1695 0,0075 2581,7 437,6 145,1 15,8 0,0943 2,68
100 49,5 0,2307 0,0487 2591,0 597,7 162,2 12,34 0,1227 2,82
200 57,5 0,3585 0,1962 2605,1 933,9 188,4 8,57 0,1781 3,07
300 62,8 0,4885 0,3265 2614,3 1277,1 205,7 6,81 0,2309 3,32
273,15 + / ро
' ° 273,15 ро-рв’
(3.54)
где р - исходное давление = 1,033 кг /см2;
р - парциальное давление водных паров при температуре t.
Исходя из того, что значения а'в, найденные по формуле (3.52) и (3.53), должны быть равны между собой, температуру t определяют подбором. Учитывая, что t = ts (табл. 3.18).
Как видно из табл. 3.18, при испарительном охлаждении температура охлажденного газа и его объем изменяются в зависи
107
мости от температуры печного газа, влажности сырья и топлива. При максимальных влажности и температуре печного газа температура охлажденного газа повышается до 62,8 °C, т.е. по сравнению с конвективным охлаждением в 2,1 раза, и удельный объем газа увеличивается до 3,32 м3/кг СаО (на 36,6 %). Это необходимо учитывать при расчете газодувок и газового тракта.
Чтобы максимально использовать производительность существующих газодувок и пропускную способность газового тракта, рекомендуется тщательно следить за режимом работы печи и отбирать печной газ температурой около 100 °C.
Разработана схема оборотного использования воды газопромывателя с применением как механической, так и биологической очистки. Приведенная технология очистки вод газопромывателя предусматривает следующие операции (рис. 3.22).
Вода газопромывателя из ящика-гидрозатвора поступает в горизонтальный отстойник, где она освобождается от грубодисперсных взвесей, которые периодически удаляют в канализацию вод III категории. Осветленную воду насосом подают на 4-секционный барботажный аэратор. Здесь она аэрируется воздухом, при этом из воды газопромывателя удаляют растворенные газы и летучие соединения.
Пройдя секции аэратора, вода собирается в сборник под аэратором, из которого насосом ее подают в 3-ярусный напорный песчаный фильтр. Сквозь два яруса вода под давлением проходит через слой песка, освобождаясь при этом от высокодисперсной взвеси и коллоидальных загрязнений. Профильтрованную воду собирают в сборник, из которого направляют в газопромыватель или, при необходимости, сбрасывают в канализацию. Третий ярус при этом промывают и подготавливают к фильтрованию.
Предложенная схема сложна в эксплуатации и основывается на завышенных требованиях к качеству воды для промывки и охлаждения сатурационного газа.
Сотрудниками Российского НИИ сахарной промышленности разработана упрощенная схема охлаждения и очистки сатурационного газа. Схема предусматривает использование воды оборотного цикла только после механической очистки без ох-
108
ogunQOQenodu о евj
Рис. 3.22. Схема очистки и использования вод газопромывателя в локальной системе оборотного водоснабжения сахарного завода: 1 — мокрая ловушка; 2 — газопромыватель (лавер); 3 — дозатор известкового молока; 4 — дозатор подпиточной воды; 5 — напорный сборник; 6 — песчаный двухъярусный фильтр; 7 — теплообменник типа труба в трубе; 8, И — насосы; 9 — высоконапорный вентилятор; 10 — барботажный четырехсекционный аэратор; 12 — отстойник-гидрозатвор
109
Рис. 3.23. Схема подготовки и возврата осветленной воды газопромывателя: 1 — газопромыватель для очистки сатурационного газа; 2 — отстойник-осветлитель; 3 — сборник осветленной воды; 4 — нососы типа СОТ-ЗО; 5 — задвижка для вывода осадка
лаждения, сатурационный газ охлаждается теплой оборотной водой за счет ее частичного испарения (рис. 3.23).
Загрязненную воду осветляют в гравитационном отстойнике 2. Воду подают в нижнюю конусную часть отстойника. В вертикально-восходящем отстойнике примеси осаждаются. Их периодически выводят в промышленную канализацию через нижний патрубок с помощью задвижки 5. Осветленная вода поступает в сборник 3 и из него насосом 4 ее подают в газопромыватель.
Для более эффективного осаждения взвесей в отстойнике рекомендуется подщелачивать воду тринатрийфосфатом или кальцинированной содой.
Оборотный цикл воды газопромывателя рекомендуется подпитывать оборотной водой общезаводской системы охлаждающих вод.
Разработанная схема в 90-х годах прошлого века была внедрена на Лебедянском сахарном заводе с газопромывателем типа ротоклон и на 2-м Олымском сахарном заводе с газопромывателем оросительного типа с кольцами Рашига. Работа обо-
110
Условные обозначения:
— потери воды на испарение;
ротной системы вод газопромывателя, принципиальная схема которой представлена на рис. 3.24, в производственных условиях указанных сахарных заводов подтвердила ее надежность и простоту обслуживания. Тепловой режим системы соответствовал теоретическим расчетам.
Устройство оборотной системы вод газопромывателя позволяет сократить количество сточных вод III категории на 20-25 % к массе свекльг. Схема работает следующим образом. Газ из известняковообжигательной печи проходит через пылеулавливатель, в котором улавливаются крупные частицы топлива, известнякового камня и почвы. Затем газ подвергают более тонкой очистке от примесей и одновременно охлаждают в газопромывателе (лавере) и направляют в производство.
Воду из пылеулавливателя и газопромывателя непрерывно отводят в отстойник для механической очистки. Отстойник по объему рассчитан на 10-15 мин пребывания в нем оборотной воды. Осветленную воду насосом подают обратно в пылеулавливатель и газопромыватели. Отстойник освобождают от осевших в нем взвесей 1-2 раза в сутки. Загрязненную воду с осадком направляют в систему транспортерно-моечных вод или в стоки 111 категории. Систему вод газопромывателя пополняют свежей технической водой периодически (при продувке отстой
| — потери воды на капельный унос, 7/7 фильтрацию и с осадком
Рис. 3.24. Принципиальная схема оборотной системы вод газопромывателя
1 1 1
ников) и непрерывно для компенсации испарившейся в газопромывателе воды.
3.9. Контроль и регулирование работы оборотных систем
При устройстве оборотных систем необходимо стремиться к тому, чтобы режим их работы был максимально близок к постоянному и не требовал непрерывного или периодического регулировании, например расхода воды. Однако полностью отказаться от контроля и регулирования режима работы оборотных систем не представляется возможным. Общие для всех систем условия: все открытые емкости (резервуары, отстойники, баки) должны иметь переливные устройства для организованного отвода избыточных вод; насосы должны быть снабжены манометрами для контроля их работы.
При эксплуатации оборотных систем контроль и регулирование их работы осуществляется с учетом особенностей каждой системы.
3.9.1. Системы охлаждающих вод главного корпуса, ТЭЦ, компрессорной и др.
З.9.1.1. Контроль температуры охлажденной воды
Для контроля температуры охлажденной воды в доступном для персонала месте устанавливают термометр. Для периодического контроля температуры в нужных точках оборотной системы можно использовать и переносные термометры.
З.9.1.2. Расход циркулирующей в системе воды
Оборотную воду потребителям подают непрерывно. Если в схеме аппаратурного оснащения оборотной системы предусмотрена установка насосов разной производительности или несколько одновременно работающих, то количество подаваемой воды регулируют отключением или включением насосов вручную. В схеме автоматизации завода могут быть предусмотрены дистанционный контроль и управление работой насосов.
112
Убыль воды из оборотной системы в результате потерь на испарение, продувки и других причин должна восполняться свежей технической водой или за счет переброски воды из других оборотных систем. Например, систему охлаждающих вод главного корпуса можно пополнять за счет продувочных вод оборотной системы охлаждающих вод ТЭЦ или компрессорной, в которых качество воды приближается к качеству свежей технической воды.
Оборотные системы, при необходимости, в составе своих сооружений должны иметь аккумулирующие емкости, чтобы не допускать аварийных сбросов воды при остановке работы системы из-за отключения насосов или повреждения коммуникаций и т. д.
3.9.2. Система транспортерно-моечных
и технологических вод
Оборотная система транспортерно-моечных вод на сахарном заводе имеет в своем составе большое количество сооружений и оборудования. В зависимости от их состава и компоновки обязательно следует контролировать визуально или сигнальным прибором уровень воды в радиальных или вертикальных отстойниках, pH воды и ее температуру при минусовых температурах в холодное время года. Результаты контроля pH и температуры оборотной воды дают возможность корректировать эти показатели. Температуру питательной воды для диффузии, так же как и ее количество, следует регулировать автоматически, непрерывно.
Эти меры должны быть предусмотрены схемой контроля технологических процессов. Аналогично необходимо решить вопрос автоматизации подачи воды на охлаждение и подогрев утфеля последнего продукта в утфелемешалках и других технологических процессах с использованием воды и пара. Особо следует обратить внимание на контроль количества свежей технической воды, чтобы не допустить бесконтрольного сброса избыточных вод за пределы оборотных систем.
0 Заказ № 2911
113
Установка в резервуарах (баках) поплавковых датчиков в комплекте с запорными задвижками на подающих коммуникациях даст возможность не допустить подачи излишнего количества свежей воды. Для учета количества подаваемой свежей воды необходимо пользоваться расходомерами.
Наиболее важный показатель для оценки эффективности использования воды предприятием - суммарная подача воды в заводские системы, поэтому контроль этого показателя должен быть обязательным. При этом следует исходить из того, что в свеклосахарном производстве количество поступающей свежей воды и количество сточных вод разной загрязненности практически равны. Поэтому увеличение расхода свежей воды дает такое же увеличение объема сточных вод.
ГЛАВА 4.
СТОЧНЫЕ ВОДЫ САХАРНОГО ЗАВОДА
Водное хозяйство сахарных заводов характеризуется высокой степенью потребления воды и соответственно большим объемом образующихся сточных вод. Количество сточных вод (III категории) зависит от рациональности схем водного хозяйства предприятия, наличия и совершенства системы оборота воды, качества и производительности основного технологического оборудования, уровня систем контроля и автоматизации, профессионального мастерства работающего персонала.
Состав сточных вод зависит от местных климатических и почвенных условий, качества исходного сырья, наличия систем локальной очистки для отдельных технологических потоков. Сточные воды сахарных производств отличаются высокой концентрацией взвешенных веществ органического и минерального происхождения и растворенных органических загрязнений, наличием сапонина, затрудняющего очистку вод, и дефицитом биогенных веществ (соединений азота и фосфора). Другой особенностью указанных вод является сезонность их образования.
Во второй половине XIX века, когда началось массовое строительство новых сахарных заводов повышенной производительности, оснащенных диффузионными батареями и паровыми двигателями, резко возросло количество сточных вод, которые без очистки сбрасывали в водоемы. В эти же годы были предприняты первые попытки решить вопрос очистки сточных вод сахарных производств: перед сбросом в водоем стали применять различные варианты механической очистки. Но неудовлетворительные результаты механической очистки потребовали применения дополнительно естественной биологической очистки сточных вод почвенными методами.
Первые поля фильтрации были построены в России на
115
Корделевском и Ялтушковском сахарных заводах, а к 1902 г. этим методом очищали воду уже на нескольких десятках заводов. До 50-х годов XX века на всех сахарных предприятиях СССР сточные воды очищали, в основном, на полях фильтрации. В связи с тем, что в ряде случаев фунты полей фильтрации имели низкую фильтрационную способность и не обеспечивали эффективной очистки стоков, возникла необходимость изучить методы искусственной биологической очистки сточных вод, хотя первые промышленные опыты их использования были известны еще в 1901-1903 гт.
4.1 Характеристика сточных вод свеклосахарных заводов
Сточные воды в зависимости от их происхождения подразделяют на производственные, хозяйственно-бытовые и атмосферные. Сточные воды свеклосахарного завода (воды III категории) включают в себя:
♦ избыточные транспортерно-моечные воды с осадком из отстойников;
♦ воды газопромывателя;
♦ избыточные жомопрессовые воды;
♦ жомокислые воды;
♦ воды гидравлического удаления фильтрационного осадка или дренажные воды с площадки складирования дефеката;
♦ воды от мойки мешков и фильтрационного холста;
♦ воды от мытья полов и аппаратуры;
♦ воды лаборатории завода;
♦ продувки котлов;
♦ регенерационные растворы химической очистки воды ТЭЦ;
♦ от промывки весов для свеклы и свеклоэлеватора;
♦ от промывки свеклорезок и свеклорезных ножей;
♦ от продувки оборотных систем вод I категории главного корпуса и ТЭЦ;
♦ хозяйственно-бытовые воды промышленных площадок и жилого поселка.
116
Основными источниками загрязнения сточных вод в свеклосахарном производстве являются:
> сахарная свекла (вещества, вымываемые из поврежденных корнеплодов при транспортировке и мойке свеклы);
> земля и грубые примеси, поступающие в завод вместе со свеклой;
> примеси, поступающие с известковым молоком;
> примеси, содержащиеся в сатурационном газе;
> соковые пары и полупродукты, имеющие контакт с водой;
> реагенты и вспомогательные материалы (смазочные масла, соли и т. д.);
> растворимые вещества жома.
В производственные сточные воды сахарных заводов входят разные по своей природе и количественному соотношению компоненты. Такие воды характеризуются большой загрязненностью растворимыми и нерастворимыми минеральными и органическими веществами, из которых последние могут забродить и загнить. В результате разложения белков образуются аминокислоты, углекислота и аммиак. Брожение содержащегося в стоках сахара способствует образованию масленой, молочной, пропионовой, уксусной и др. органических кислот.
Физические свойства и химический состав сточных вод сахарных заводов представлен в табл. 4.1. (в числителе даны предел ы колебаний показателей, в знаменателе - их средние значения).
Следует отметить, что производственные сточные воды содержат кислый свекловичный сапонин, попадающий в стоки из сахарной свеклы при ее переработке. Это органическое вещество из группы гликозидов с сильно выраженными поверхностно-активными свойствами, вызывающее вспенивание водных растворов и являющееся токсичным для живых организмов, обитающих в водоемах. Предельно допустимая концентрация сапонина в воде объектов хозяйственно-питьевого и культурно-бытового назначения принята по органолептическому признаку 0,2 мг/л.
117
Таблица 4.1. Характеристика сточных вод сахарных заводов
Показатель Значение показателей
Температура, °C (12-28)/18,7
Цвет Серо-коричневый
Запах Затхлый, гнилостный
Прозрачность, см 0
Содержание взвешенных веществ, мг/л (666-49948)/21320
pH среды (7,5-8,91/8,0
Растворенный кислород, мг/л 0
БПК . мг/л (3248-7636)/5387
ХПК, мг/л (4547-101101/7542
Сухой остаток, мг/л (3760-101331/5340
Потери при прокаливании, мг/л (3518-86251/4392
Содержание, мг/л: - азот органических соединений - аммиак и соли аммония - нитриты, нитраты - сероводород - сульфаты - фосфаты - хлориды - сапонин (18-136J/55 (3,5-22,41/10,9 0-следы (1,9-13,5)/3,6 (9,8-1311/67,8 (3,2-16,01/5,7 (17-1981/84 (5-121/8
Общая жесткость, мг-экв/л (8,3-32,8)/21,4
Производственные сточные воды сахарных заводов в наибольшем количестве содержат транспортерно-моечный и фильтрационный осадки, а также лаверную и жомопрессовую воды. Эти компоненты сточных вод являются и самыми концентрированными. Исключение указанных стоков позволит значительно сократить общее количество сточных вод и существенно снизить их загрязненность. Кроме химических и механических зафязнений рассматриваемые сточные воды содержат бактерии различных видов и грибы.
4.2 Способы очистки сточных вод сахарных заводов
Для очистки сточных вод сахарных заводов применяют механические, физико-химические и биологические методы. Ме
118
ханические и физико-химические методы используют в качестве предварительной очистки вод или для окончательной их доочистки в случае утилизации или сброса в открытый водоем. Механические методы очистки применяют для отделения механических примесей с использованием решеток, песколо-вушек, земляных отстойников, песчано-гравийных и других фильтров (при доочистке вод).
Из физико-химических методов очистки обычно применяют нейтрализацию сточных вод с помощью добавок извести для оптимизации pH, а также обеззараживание дезинфицирующим агентом (обычно хлором) биологически очищенных сточных вод перед сбросом в водоем. Наиболее распространенный метод очистки сточных вод сахарных заводов - естественная биологическая очистка на полях фильтрации, в биологических прудах и на земледельческих полях орошения.
Поля фильтрации представляют собой участки земли, приспособленные для биологической очистки сточных вод путем их (фильтрации в фунт. Во время фильтрации органические соединения, содержащиеся в сточных водах, при участии разнообразных организмов, содержащихся в почве окисляются, благодаря жизнедеятельности находящихся в фильтрующем снос бактерий, фибов, водорослей, простейших, червей и членистоногих происходит очистка воды. Питательные вещества они получают из сточных вод, а необходимый для окисления кислород - в основном, из атмосферы. Черви и членистоногие разрыхляют верхний слой почвы и этим способствуют проникновению кислорода в почву на 20-30 см. Именно в этом слое происходит наиболее интенсивная минерализация органических веществ. Распад органических зафязнений заканчивается процессами нитрификации (превращения органического азота и нитраты) и денитрификации с образованием азота и СО2. Микроорганизмы, попадающие в почву вместе со сточными водами, частично приспосабливаются к почвенным условиям и участвуют в минерализации органических веществ.
11оля (фильтрации функционируют нормально, если количество очищаемой воды пе превышаеграсчетной нормы. Обычно на каж
I 19
дые 1000 т суточной переработки свеклы требуется 20-35 га полей фильтрации в зависимости от качества почв. Как очистные сооружения поля фильтрации работают эффективно и надежно в весенне-летний период, если они располагаются на участках с благоприятными гидрогеологическими и климатическими условиями и технически правильно эксплуатируются.
В состав полей фильтрации производственных сточных вод входят:
♦ земляные отстойники с железобетонными трубчатыми выпусками воды, которые предназначены для предварительного осветления сточных вод;
♦ фильтрационные карты;
♦ межсекционные и охранные валы, ограждающие площадь полей фильтрации;
♦ распределители и картовые оросители для подачи сточных вод в карты полей фильтрации;
♦ дренажные канавы.
Рис. 4.1. Схема полей фильтрации производственных сточных вод сахарного завода: 1 — напорный трубопровод производственных сточных вод; 2 — камера переключения; 3 — пруд-накопитель;
4 — земляной отстойник; 5—27— карты полей фильтрации
120
Поля фильтрации бытовых сточных вод включают иловые площадки, фильтрационные карты, распределительные устройства. Схема полей фильтрации производственных вод сахарного завода показана на рисунке 4.1.
Земляные отстойники имеют четное число секций для двухступенчатого отстаивания сточных вод, чтобы удалить из стоков максимально возможное количество взвешенных веществ, не допустить их попадания на карты полей фильтрации и предотвратить польматацию (заиливание) поверхностного слоя грунтов на картах. Продолжительность отстаивания сточных вод не менее 30 мин.
Размеры карт полей фильтрации зависят от рельефа местности, общей рабочей площади, способа обработки грунта и т. д. Исли грун т обрабатывают тракторами, то площадь одной карты должна быть не менее 1,5 га. Отношение ширины карты к се длине обычно находится в пределах от 1:2 до 1:4.
11а очистку сточных вод на полях фильтрации наибольшее влияние оказывает природа и структура грунта, количество и качество очищаемой воды на единицу площади поверхности, климатические условия. Оптимальные условия очистки сточных под на полях фильтрации в значительной мере зависят от величины нагрузки. Нагрузка-это суточное количество сточных под, допускаемое для фильтрации в грунт и очистки на I га полей фильтрации. Допустимая нагрузка на поля фильтрации определяется климатическими условиями региона, структурой грунта, его фильтрационной способностью и окислительной мощностью, уровнем грунтовых вод, а также природой и количеством загрязняющих веществ, поэтому она колеблется н широких пределах. Для ориентировочных расчетов нагрузки производственных сточных вод на поля фильтрации сахарных заводов можно пользоваться табл. 4.2.
Следует отметить, что эффективность работы полей филь-грпции зависит от уровня их технического обслуживания. В заводской практике известны случаи превышения допустимого количес тва сточных вод, подаваемых на поля фильтрации, в результате чего карты превращались в непроточные биологи-
121
Таблица 4.2. Нагрузка производственных сточных вод сахарных заводов на поля фильтрации
Грунт Среднегодовая температура воздуха, °C Нагрузка сточных вод на поля фильтрации, м3/га в сутки, при залегании грунтовых вод на глубине, м
1,5 2 3
0-3,5 — 30 45
Легкие 3,5-6 — 35 50
суглинки 6-11 — 40 55
Выше 11 — 45 60
0-3,5 35 50 65
Супеси 3,5-6 6-11 40 45 55 60 70 75
Выше 11 50 65 80
0-3,5 60 75 90
Пески 3,5-6 70 85 100
6—11 80 95 ПО
Выше 11 90 105 120
ческие пруды, переполнение которых приводило к загрязнению открытых водоемов.
Многие сахарные заводы не очищают полностью поля фильтрации от накопившегося осадка, что уменьшает фильтруемость почв и, соответственно, эффективность очистки.
На некоторых сахарных заводах естественную биологическую очистку осуществляют в биологических прудах. Биологические пруды представляют собой искусственные или естественные котлованы, рассчитанные на определенное время пребывания в них сточной воды, в течение которого происходит ее самоочищение за счет биоценоза - сообщества бактерий, фитопланктона и зоопланктона, обитающих в биологических прудах.
В отечественной сахарной промышленности применяют непроточные и проточные биологические пруды, а также пруды-накопители. Непроточный биологический пруд периодически заполняют неочищенной сточной водой и опорожняют после ее очистки. В проточном биологическом пруду сточные воды непрерывно движутся от места их впуска к месту выпуска. В пруде-накопителе неочищенные сточные воды отстаиваются
122
и биологически очищаются в результате естественных анаэробных и аэробных процессов. При проектировании биологических прудов предусматривают устройство отстойных секций перед прудами, естественную или искусственную аэрацию, число окислительных секций не менее двух, возможность очистки прудов.
Для очистки сточных вод в биологические пруды следует вводить развивающийся фитопланктон, который продуцирует в процессе фотосинтеза кислород (естественная аэрация), способствующий окислению органических веществ. Наиболее часто встречающимися в биопрудах видами фитопланктона являются Chlorella Vulgaris и Scenedesmuc obliguus.
Очистка сточных вод сахарных заводов в непроточных биологических прудах позволяет снизить БПК5 сточных вод на 98 %. По предлагаемому способу производственные сточные воды направляю! в сборник стоков, где с помощью извести pH корректируют до величины 7,2-7,5. Такую воду подают в земляные отстойники, где она осветляется. В земляных отстойниках также контролируют и поддерживают pH в пределах 7,5-8. Затем воду направляют в параллельно работающие непроточные биологические пруды, в которых поддерживают определенный ее уровень (0,9-1,2 м).
Более эффективной работы биологических прудов достигают внесением в пруды протококковых водорослей, применением искусственной аэрации или выращиванием в прудах высшей водной растительности.
Еще один вид естественной биологической очистки сточных вод сахарных заводов - направление их на земледельческие поля орошения. Орошение сточными водами преследует дне цели: очистку сточных вод и повышение плодородия почвы. При орошении сточными водами сельскохозяйственных угодий в почве разрушаются органические вещества и превращаются в соединения, пригодные для питания растений. Участки под строительство земледельческих полей орошения (ЗПО) выбирают вблизи существующих заводских полей фильтрации па зем лях, используемых для растениеводства. Земледельчес
123
кие поля орошения необходимо располагать на хорошо фильтрующих грунтах.
Для осветления сточных вод предусматривают земляные отстойники. Воду в них перекачивают насосами, установленными на территории сахарного завода. Из отстойников вода самотеком по специальному лотку поступает в оросительную сеть, состоящую из постоянных каналов, временных оросителей (или передвижных поливных трубопроводов), выводных борозд и полос, нарезаемых ежегодно одновременно с посевом. Участки полей в низинах ограждают валами высотой 0,5-0,8 м, не допускающими поверхностного стока воды по оврагам в водоем. Для приема сточных вод во время аварий на постоянной оросительной сети и в период продолжительных дождей на самых низких отметках полей в пределах границ севооборота устраивают буферные участки площадью 6 га на каждые 100 га полей.
Требования к воде, используемой для орошения сельскохозяйственных культур, определяют качественной ирригационной оценкой воды, которая учитывает возможность накопления солей и ощелачивания вод как по отдельным компонентам вод, так и при разных их сочетаниях. Сточные воды не должны содержать в излишнем количестве таких вредных или балластных для растений веществ, как натрий, хлор, серный ангидрид, взвешенные вещества.
Известна рекомендация использовать для орошения сельскохозяйственных культур сточные воды сахарных заводов с показателями, нс превышающими (мг/л): бикарбонаты 1700, хлориды 50, сульфаты 600, калий 400, натрий 300, кальций 500, магний 300, азот общий 150, сухой остаток 3000, прокаленный остаток 2000, фтор 1,3, железо общее 40, БПК5 1800.
Согласно одной из классификаций сточных вод по пригодности их для орошения, сточные воды сахарных заводов относят ко II группе, т. е. они пригодны для орошения после соответствующей подготовки (предварительное удаление осадков, небольшое разбавление в период вегетационных поливов) и рекомендуются к использованию на дерново-подзолистых, серых лесных, колитановых почвах, а также на черноземах.
124
4.3. Расчет полей фильтрации
Мощность сахарного завода 3000 т переработки свеклы в сутки. Расчетный расход производственных сточных вод (7 = 5100 м3/сут, бытовых - 1200 м3/сут. Биохимическая потребность в кислороде (БПК]юлн) осветленной сточной воды, поступающей из земляных отстойников на карты полей фильтрации £п лн производственных сточных вод 2350 г/м3.
Гранулометрический состав грунта полей фильтрации: содержание фракций размером 2-0,05 мм - 55 %, 0,05-0,002 мм -30 %, менее 0,002 мм - 15 %.
Средняя температура воздуха зимой в районе расположения полей фильтрации - 5 °C.
В районе расположения полей фильтрации сахарного завода по данным инженерно-гидрогеологических изысканий и гранулометрического состава грунтов преобладают супеси слоем от 2 до 3 м, грунтовые воды и водоупор отсутствуют; окислительная мощность таких грунтов Ом= 18 г/м3 в сут.
Коэффициент степени изменения окислительной мощности грунтов в зависимости от среднезимней температуры воздуха (-5 °C) в районе расположения полей фильтрации Ко= 0,7.
ВПКпроизводственных сточных вод с учетом снижения па К) % за счет осветления в земляных отстойниках равна:
2350 0,9 = 2115 г/м3.
Степень минерализации органических веществ, допускаемая санитарными условиями для супесей, С = 0,8.
Норма нагрузки на поля фильтрации Но в зависимости от окислительной мощности грунтов:
Ц(> = 10000Ко-^*-,
^полн''-'
где Ко - коэффициент степени изменения окислительной мощности грунтов в зависимости от среднезимней температуры воздуха, для районов со среднезимней температурой воздуха 10,5,0, -5, К) “С К() соответственно равен 1,5; 1,25; 1,0; 0,7; 0,2;
Ом - окислительная мощность грунтов для районов со сред-нсзимпсй температурой воздуха 0 °C, г/м3 в сутки;
125
£полн - биохимическая потребность в кислороде (БПК ) осветленной сточной воды, поступающей из земляных отстойников на карты полей фильтрации (определяется конкретно на каждом сахарном заводе), мг/л или г/м3;
С - степень минерализации органических веществ, допускаемая санитарными условиями, принимается равной 0,8 для песков и супесей и 0,75 для суглинков.
Но= 10000 • 0,7(18/(2115 • 0,8)) = 75м3/га в сутки. Площадь полей фильтрации нетто для производственных сточных вод:
= QM,
где Q - суточное количество производственных сточных вод сахарного завода, м3/сут;
Н - нагрузка на поля фильтрации, м3/га в сутки.
F = 5100/75 = 69 га. н
Норма нагрузки на поля фильтрации производственных сточных вод при сред негодовой температуре наружного воздуха +5 °C и отсутствии грунтовых вод составляет 75 м3/га в сутки.
Площадь полей фильтрации нетто для бытовых сточных вод:
/= 1200/75 = 16 га.
Общая площадь полей фильтрации нетто, необходимая для очистки производственных и бытовых сточных вод:
F 6 = 69 + 16 = 85 га.
Общая площадь полей фильтрации брутто, м2:
F6p = kl к2 Fh ,
где кх - коэффициент, учитывающий дополнительную площадь полей фильтрации для резервных карт на период весеннего снеготаяния и таяния намороженных сточных вод, а также ремонта карт полей фильтрации, принимается от 1,1 до 1,25;
к2 - коэффициент, учитывающий дополнительную площадь полей фильтрации для устройства оросительной и осушительной сети, дорог, оградительных валков карт и посадки древесных насаждений, принимается 1,35;
Fh - площадь полей фильтрации нетто.
F” =85- 1,2- 1,35 = 138 га.
бр ’ ’
126
4.3.1. Расчет площади полей фильтрации, необходимой для намораживания сточных вод
В зимнее время после промерзания почвы фильтрация сточных вод на полях фильтрации значительно снижается или полностью прекращается. Поступающие на поля сточные воды намораживаются, поэтому площадь полей фильтрации проверяют на намораживание сточных вод.
Требуемая площадь намораживания, м2:
f gT(l-p),
(йн -Ло)у’
а высота слоя намораживания, м:
. QT{\-р) .
и =——i---— + и
Н Jy °’
где Q — среднесуточное количество сточных вод, поступающих на поля, м3/сут;
Т - продолжительность намораживания, сут;
Р - коэффициент для определения величины фильтрации сточных вод в период намораживания, зависящий от вида грунта (период намораживания принимается равным числу дней со среднесуточной температурой воздуха ниже -10 °C);
ho - слой зимних осадков, м;
у - плотность льда, принимается 0,9 т/м3.
Q - 5100 м3/сут, Т = 15 сут, 0=0,45, h= 0,2 м, йо= 0,1 м, у= 0,9 т/м3.
Требуемая площадь намораживания:
5100 15(1—0,45) (0,2-0,1)0,9
= 46 га.
В приведенных расчетах площадь полей фильтрации равна 1ЗК га. Для намораживания сточных вод в зимний период требуется площадь 46 га. Следовательно, на указанных площадях можно намораживать сточные воды.
Несмотря на то, что методы естественной биологической очистки широко используют в отечественной практике сахарных производств, они обладают рядом существенных
недостатков:
127
- низкопроизводительны;
- требуют больших земельных площадей;
- существенно зависят от погодных условий;
- неуправляемы;
- в большей части случаев дают недостаточно высокую степень очистки.
В то же время эксплуатационные расходы при использовании методов естественной биологической очистки, по сравнению с другими известными методами, самые низкие.
4.4. Искусственная биологическая очистка сточных вод
Многие недостатки методов естественной биологической очистки были преодолены с применением для очистки производственных и бытовых стоков сахарных заводов методов искусственной биологической очистки, более интенсивных и не требующих значительных земельных площадей под очистные сооружения. При использовании этих методов очистка сточных вод происходит в искусственно созданных аэробных или анаэробных условиях в различных сооружениях и устройствах. Одним из основных сооружений искусственной биологической очистки являются аэротенки, в которых биохимическую очистку сточных вод осуществляют путем их аэрации в смеси с активным илом.
Активный ил представляет собой сложную смесь (биоценоз) различных организмов, в том числе бактериальных клеток и простейших. Благодаря большой площади поверхности активный ил обладает большой адсорбционной способностью по отношению к различным загрязнениям сточных вод. Органические вещества, растворенные в сточных водах, переносятся внутрь бактериальных клеток, где они подвергаются разрушению и перестройке. Для обеспечения нормальной жизнедеятельности организмов активного ила в аэротенк непрерывно подают воздух, который снабжает их кислородом, перемешивает иловую смесь и препятствует осаждению ила.
128
Перед повторным использованием активный ил регенерируют путем его аэрации при отсутствии вновь поступающих загрязненных сточных вод. В результате регенерации вещества, сорбированные активным илом, окисляются и сорбционная и окислительная способность ила восстанавливается.
По своей конструкции аэротенки представляют собой емкости, имеющие подводы очищаемой сточной воды и активного ила, отводы иловой смеси, а также системы аэрации обрабатываемой иловой смеси, которые насыщают смесь кислородом и перемешивают ее. Аэротенки обычно изготовляют из металла, монолитного или сборного железобетона, полимерных материалов.
На нескольких российских сахарных заводах используют двухступенчатые схемы искусственной биологической очистки, основными элементами которых являются:
- пруды-накопители для усреднения концентрации стоков и обеспечения равномерной работы очистных сооружений в течение всего года;
- 1 ступень очистки:
• аэротенк-смеситель, позволяющий усреднить концентрацию загрязнений сточной жидкости по всему объему сооружений и обеспечить относительно равномерное распределение активного ила;
• регенератор I ступени, создающий возможность увеличить концентрацию активного ила в системе и снизить величину БПК очищаемых стоков;
- II ступень очистки:
• аэротенк-смеситель или аэротенк-вытеснитель;
• биологические пруды для доочистки сточных вод.
1 1ринципиальная схема станции искусственной очистки производственных сточных вод сахарного завода показана на рис. 4.2.
1 1роизводственные сточные воды перекачивают в земляные отс тойники 1, откуда отстоянная вода по самотечному трубопроводу поступает в пруды-накопители 2.
Из прудов-накопителей воду постоянно и равномерно подают в приемный сборник 3 станции биологической очистки.
и Заказ No 2911
129
130
В 'йот же сборник поступают бытовые стоки жилого поселка и промышленной площадки, предварительно очищенные на решетках 4 и песколовушках 5, а также вода после промывки барабанных сеток, песчаных фильтров, дренажные воды песковых площадок и др. Смесь производственных и бытовых сточных вод через водоизмерительный лоток 7 направляют на первичные отстойники 8.
Осадок из первичных отстойников один-два раза в смену отводят в аэробный минерализатор (стабилизатор) 16.
Для удаления песка из песколовушек предусмотрены песковые площадки 6, дренажные воды из которых поступают в приемный сборник 3.
Осветленная вода из первичных отстойников через сборник 9, в который добавляют раствор биогенных веществ, перекачиваемых из станции биогенной подпитки 10, поступает на аэротенки-смесители I ступени Ис регенераторами.
Для гашения пены в аэротенках предусмотрен специальный трубопровод, по которому подводят сточную воду и с помощью сопел разбрызгивают на поверхность пены в аэротенках.
Иловую смесь из аэротенков-смесителей непрерывно отводят во вторичные отстойники I ступени 12. В процессе биологической очистки активный ил непрерывно циркулирует по илопроводу из зоны отстаивания вторичных отстойников в зону аэрации регенераторов, а из них переходит в аэротенки-смесители и, как указывалось выше, поступает во вторичные отстойники.
Осветленную сточную жидкость из вторичных отстойников I ступени по специальному трубопроводу направляют в аэротенки-вытеснители II ступени 13, иловая смесь из которых непрерывно поступает во вторичные отстойники II ступени 14. В процессе работы сооружений уплотненный активный ил из зоны отстаивания вторичных отстойников II ступени постоянно перекачивают в регенераторы II ступени.
Осветленная сточная вода из вторичных отстойников II ступени поступает на доочистку на гравийно-песчаные фильтры 20.
131
После фильтров концентрация загрязнений в сточной воде снижается по взвешенным веществам, БПК, ХПК и др.
Из фильтров сточную воду направляют в водоизмерительный лоток 21, в котором она перемешивается с обеззараживающим реагентом, поступающим из хлораторной 22, а затем идет в контактный резервуар 23, где ее выдерживают в течение 30 мин.
Перед выпуском в водоем очищенные сточные воды насыщаются кислородом воздуха, переливаясь через систему водосливов 24.
Избыточный активный ил из вторичных отстойников I и П ступеней насосом перекачивают в илоуплотнители 15. Сюда же периодически поступает осадок из контактного резервуара. Осветленную воду после отстаивания активного ила из илоуплотнителей самотеком отводят в лоток перед аэротенком.
Уплотненный активный ил периодически, один раз в смену, из илоуплотнителя самотеком направляется в аэробный минерализатор (стабилизатор) 16, а затем в илоуплотнитель 17 и выводится на иловые площадки 18.
Органические вещества окисляют микроорганизмами в присутствии кислорода воздуха, подаваемого в аэротенки-смесители, регенераторы, стабилизаторы и другие устройства из насосно-воздуходувной станции 19.
Обезвреженный осадок используют для удобрения.
В табл. 4.3. приведены параметры работы аэротенков при двухступенчатой схеме очистки сточных вод сахарных заводов.
Основной показатель работы аэротенков - качество очищенной воды. Если БПК5 воды достигает 6-8 мг/л, содержание растворенного кислорода - не менее 4 мг/л, содержание нитратов - 0,5-1 мг/л, то работа сооружения считается удовлетворительной.
Для искусственной биологической очистки могут быть использованы биофильтры, в которых сточная вода фильтруется через крупнозернистый загрузочный материал, покрытый биологической пленкой, образованной колониями аэробных микроорганизмов, снабжаемых кислородом за счет естественной или искусственной аэрации воздухом.
132
Таблица 4.3. Технологические параметры работы аэротенков на сахарных заводах при двухступенчатой схеме очистки
Показатель Очистка производственных сточных вод
менее загрязненных более загрязненных
I ступень [I ступень I ступень II ступень
ВПК мг/л 1000-1500 300-375 1500-2000 375-430
Снижение БПК . % 70-80 89-91 75-82 90-92
Скорость окисления и аэротенке, мг/(г/ч) 27-32 15-15,2 32-37 15,1-15,3
Доза ила, г/л: - в аэротенке - и регенераторе 2,3-2,8 5,0-6,0 1,2-1,4 2,8-3,2 2,8-3,3 6,0-7,0 1,4-1,7 3,2-3,5
Зольность ила, % 29-31 27-29 31-33 29-31
Иловый индекс*, мл/г 65-70 68-75 70-80 75-85
Доля циркулирующего ила, доли ед. 0,82-0,88 0,7-0,8 0,88-0,9 0,8-0,85
Прирост ила, мг/л 350-550 120-140 550-750 140-160
Удельный расход воздуха, м3/м3 воды 35-55 15-17 55-70 17-20
•Объем, занимаемый 1 г сухого вещества активного ила после (истаивания в течение условного времени (обычно принимают 30 мин).
В последние десятилетия получил распространение метод анаэробной очистки сточных вод сахарных заводов с получением биогаза, используемого в производстве. Биохимический аэробный процесс, позволяющий снизить БПК сточных вод на 90 95 %, имеет ряд существенных недостатков:
- значительные капиталовложения и большие затраты на эксплуатацию;
- большой расход энергии на аэрацию в очистных сооружениях (до 2 кВт«ч/кг ХПК);
- существенные затраты на химические добавки и утилизацию активного ила, образующегося в результате переработки органики микроорганизмами;
- невозможность очищать сточные воды с концентрацией Ы1К\ более 1000 мгО2/л;
133
- микроорганизмы активного ила могут существовать только в условиях поддержания определенной постоянной концентрации кислорода и питательных веществ. При прекращении аэрации они погибают, а повторное наращивание количества микроорганизмов активного ила до необходимой концентрации, требует значительного времени. Эта особенность делает процесс малопригодным для сезонных производств.
В последнее время наиболее успешно применяют биореакторы, в которых используют способность метаногенных бактерий образовывать прочные, хорошо сформированные гранулы размером 1,5-3 мм, выращиваемые в необходимом количестве.
В отличие от аэробных анаэробные микроорганизмы в виде гранул имеют преимущества при их использовании для очист ки стоков:
1. Концентрация активной биомассы в анаэробном процессе достигает 60-80 г/дм3 (при аэробном - 3-4 г/дм3). При этом увеличивается нагрузка по ХПК на единицу емкости биореактора - соответственно 40-60 и 0,6-4,9 кг ХПК/дм3 в сут-ки, что позволяет уменьшить размер очистных сооружений и увеличить концентрацию стока по ВПК, т.е. сточные воды можно подавать на очистку без предварительного разбавления водой. Например, для очистки 2500 м3/сут сточной воды с ВПК5 8 10 г О2/дм3и эффективностью 95-97 % необходим биореактор на 800 м3. Конструкция его проста - бак цилиндрической или прямоугольной формы, в середине которого находится устройство разделения вырабатываемого биогаза, гранул и жидкой фазы. Благодаря механической прочности гранул и удельной массе более 1 скорость их оседания пре вышает 10 мм/с, они накапливаются в нижней части реактора, образуя «подушку», через которую и подается сточная вода. Реактор не требует устройств для перемешивания или аэрации, что позволяет значительно экономить энергозатраты в сравнении с аэробным процессом.
2. Одним из преимуществ анаэробного процесса в сравнении с аэробным является получение биогаза, который состои г
134
Таблица 4.4. Сравнительная оценка эффективности аэробной и анаэробной технологии очистки сточных вод для сахарного завода мощностью 3000 т переработки свеклы в сутки
Показатель Технология очистки сточных вод
аэробная анаэробная
11нгрузка на очистные сооружения по ХПК, кг/сут 19530 19530
Количество избыточного ила: абсолютно сухого, кг/с концентрация ила (активного сухого вещества), % физический объем ила при естественном отстаивании, м3 6510 0,35 651 650 10-12 8
Расход энергии на аэрацию при полной очистке до ПДК, разрешенной для сброса в открытые водоемы, кВт 890 130
Установленная мощность воздуходувок, КВт-ч/сут 21360 3120
Расход электроэнергии на аэрацию и перекачку, КВт ч/сут — 18240
Экономия электроэнергии — —
Производство биогаза, м3/сут — 6633
11отребность земельных площадей под очистные сооружения (полная очистка с использованием прудов-аэраторов), га 80 5
Ожидаемый годовой эффект от сокращения расхода электроэнергии, утилизации биогаза и сокращения платы за землю, долл. США - -7000-8000
из 70 % метана (СН4) и 25 % углекислого газа (СО2) и используется как заменитель природного газа.
3. Гранулированная анаэробная биомасса сохраняет свою жизнедеятельность под слоем воды без подпитки органическими веществами. Эта особенность существенна при использовании биореакторов для обработки стоков сезонных производств. Ввод очистных сооружений на полную мощность после длительной остановки занимает от нескольких часов до нескольких дней. Аэробный же процесс остановки не допускает.
Сравнение эффективности аэробной и анаэробной технологий показано в табл. 4.4.
Данные таблицы свидетельствуют о перспективности метода искусственной анаэробной очистки сточных вод сахарных заводов.
135
ГЛАВА 5.
СОВЕРШЕНСТВОВАНИЕ ВОДНОГО ХОЗЯЙСТВА САХАРНЫХ ЗАВОДОВ
Совершенствование системы водного хозяйства следует начинать с исключения наиболее часто встречающихся на отечественных свеклосахарных заводах недостатков.
Необходимо отметить, что многие недостатки функционирования системы водного хозяйства являются следствием нерациональной схемы работы и устаревшего технологического оборудования основного производства, проектирования производства без учета особенностей климатических условий, качества свеклы и условий ее хранения и переработки, что в той или иной мере может влиять на работу сооружений водного хозяйства.
Основные недостатки комплекса водного хозяйства отечественных свеклосахарных заводов:
- отсутствие контроля за расходом свежей воды;
- отсутствие оборотных систем вод I категории и сброс их в технические пруды;
- смешение вод разных категорий в системах внутренней и наружной канализации, что приводит к нерациональному использованию воды и увеличению объема сточных вод;
- применение гидравлического транспортирования фильтрационного осадка;
- отсутствие отдельных площадок для хранения фильтрационного осадка (с возвратом декантированной воды в производство) и сброс его совместно с транспортерно-моечным осадком на поля фильтрации;
- применение для очистки транспортерно-моечных вод земляных и секционных отстойников: при этом образуется большое количество разжиженного осадка, направляемого в сточные воды III категории;
- частичное или полное отсутствие возврата жомопрессовой воды в технологический поток;
136
- отсутствие установок обеззараживания возвращаемых в оборот вод I и II категорий;
- отсутствие локальных систем оборотного водоснабжения газопромывателей;
- неэффективная работа очистных сооружений, что не позволяет использовать очищенные воды в системах оборотного водоснабжения, орошения или осуществить сброс их в открытые водоемы.
Главное стратегическое направление совершенствования водного хозяйства сахарных заводов - создание максимально возможного количества оборотных систем с минимальным сбросом воды в стоки.
При совершенствовании водного хозяйства свеклосахарного предприятия важное значение имеет модернизация технологических процессов и применяемого оборудования.
Оптимальным решением проблем транспортерно-моечных вод является организация сухой подачи и предварительной очистки свеклы без использования воды. Для очистки указанной воды целесообразно применение современных вертикальных отстойников, позволяющих существенно уменьшить объем удаляемой воды с осадком до величины 40-65 % к массе свеклы (на радиальных отстойниках - 101-189 %).
Использование в технологической схеме камерных фильтров (вместо вакуумных) дает возможность получить фильтрационный осадок с низкой влажностью (30 %), что упрощает его утилизацию в качестве удобрения и исключает необходимость гидротранспортировки осадка на очистные сооружения, значительно увеличивающего объем сточных вод.
Особое внимание следует уделить возврату в технологический поток жомопрессовой и лаверной вод, составляющих значительные объемы (соответственно 35-40 и 25-30 % к массе свеклы). Если для создания оборотной системы вод газопромывателей имеется несколько проверенных технических решений (например, с использованием испарительного охлаждения сатурационного газа, что исключает применение градирни), то для возврата жомопрессовых вод на диффузию большая часть
137
предложений является неэффективной. Следует заметить, что при утилизации жомопрессовой воды, в основном, рассматривают вариант возврата ее на диффузию, требующий существенной ее очистки. При этом одним из аргументов в пользу подобного использования воды приводится возможность сокращения потерь сахара. Наш расчет системы «диффузионный аппарат - жомовый пресс» при установившемся режиме возврата жомопрессовой воды позволил сделать вывод, что в этом случае снижения потерь сахара не происходит. Необходимо исследовать другие варианты возврата жомопрессовой воды в технологический поток с меньшими затратами на ее очистку, например, для гашения извести, гидротранспортировки осадков и т. д.
Организация эффективной утилизации жома, в том числе его сушка, позволяет исключить из состава сточных вод жомо-< кислые воды, образующиеся при скисании жома на жомовой площадке.
На современном сахарном производстве должно быть организовано рациональное использование конденсатов соковых паров I и II корпусов выпарной установки. Указанные конденсаты можно применять для таких нужд технологии, как ' получение питательной воды для диффузии, промывки осад-' i ков и т.д.
j! Для снижения большого расхода воды на вакуум-конден-
iij саторных установках смешения (450 % к массе свеклы) целе-ji сообразно использовать аппараты воздушного охлаждения.
Необходимо максимально ограничить объем воды, очищаемой на установке химической очистки воды ТЭЦ, что существенно уменьшит содержание соли, попадающей в сточные
II воды с регенерационными растворами.
' Учитывая тенденции развития экологического законода-
। тельства, необходимо обратить внимание на мероприятия по । сокращению земельных площадей, занимаемых различными сооружениями, входящими в водное хозяйство завода. Значительные земельные площади, занятые под поля фильтрации, на ряде ; предприятий обусловлены отсутствием должного уровня экс
138
плуатации очистных сооружений. На некоторых заводах из-за плохой работы поля фильтрации превратились в пруды-накопители, а в результате переполнения карт бывают случаи сброса неочищенных вод в открытые водоемы.
Многие недостатки естественной биологической очистки могут быть преодолены при использовании методов искусственной биологической очистки, более интенсивных и не требующих значительных земельных площадей под очистные сооружения.
Расчеты показывают, что осуществление только перечисленных выше мер поможет снизить потребление свежей воды и, соответственно, объем сточных вод более чем в 10 раз.
ГЛАВА 6.
ОСОБЕННОСТИ РАБОТЫ ОТДЕЛЬНЫХ СИСТЕМ ВОДНОГО ХОЗЯЙСТВА СВЕКЛОСАХАРНЫХ ЗАВОДОВ ПРИ ПЕРЕРАБОТКЕ САХАРА-СЫРЦА
При переработке сахара-сырца на свеклосахарных заводах водное хозяйство предприятия не требует изменений принципиального характера. Из всех оборотных систем свеклосахар-
Таблицаб.1. Ориентировочные расходы воды при переработке сахара-сырца
Потребитель Расход, % к массе сахара-сырца Используемая вода Место сброса отработанной воды
Конденсаторы вакуум-аппаратов и подварочного аппарата 5000 Оборотная вода Градирня
Конденсаторы вакуум-фильтров 200 » »
Сублиматоры серосжигательных печей 100 » »
Охлаждение газовых насосов 50 Речная вода На охлаждение вакуум-насосов, вакуум-фильтров
Охпаждение вакуум-насосов вакуум-фильтров 40 Вода после газовых насосов Градирня
Охлаждение мешалок-кристаллизаторов 10 Речная вода »
Охлаждение вакуум-насосов вакуум-аппаратов 60 » »
Охлаждение воздушных компрессоров 10 » »
Подогрев мешалок-кристаллизаторов последнего продукта 2 Конденсат Технологические воды
Промывка осадка на вакуум-фильтрах 20 Вода после предкоцден-сатора В продукт
Продолжение табл. 6.1.
Потребитель Расход, %к массе сахара-сырца Используемая вода Место сброса отработанной воды
Промывка полотна на вакуум-фильтрах 30 » Канализация
Обессахаривание осадка на дисковых фильтрах (2-я ступень обессахаривания) 30 Вода после ПКП В продукт
Смыв осадка на дисковых фильтрах 90 Вода после ПК »
Гашение извести 20 » »
Добавка в сборник промоев 6 Вода после ПКП В продукт
Мойка полов и аппаратуры 5 Вода после ПК В канализацию
Разбавление фильтрационного осадка 70 Оборотная вода »
Охлаждение сатурационного газа 150 » В свою оборотную систему
Подпитка системы вод газопромывателей 10 Речная вода »
Промывка сахара в центрифугах 4 Артезианская вода или конденсат В продукт
Лаборатория завода 2 Питьевая вода в канализацию
Маслоохладители турбин ТЭЦ 120 Речная вода В оборот
Воздухоохладители турбин ТЭЦ 240 » »
Питание котлов ТЭЦ 210 Химически очищенная вода и конденсат На питание котлов
Охлаждение вспомогательного оборудования ТЭЦ 20 Речная вода На градирню
Непрерывная и периодическая продувка котлов 10 Питательная вода В канализацию
Собственные нужды химводоочистки 5 Речная вода »
Неучтенные мелкие расходы 5 » »
ного производства при переработке сахара-сырца используют все системы охлаждающих вод: системы главного корпуса, ТЭЦ, компрессорной, а также системы охлаждения и очистки сатурационного газа. Г идротранспорт фильтрационного осадка осуществляется по схеме, принятой при переработке сахарной свеклы, а система транспортерно-моечных вод не используется.
Схема технологических вод требует изменений в связи с созданием клеровочного отделения, в котором готовится клеровка из сахара-сырца. Может быть также предусмотрена установка испарителя и некоторых других аппаратов по принятой на заводе технологической схеме переработки сахара-сырца, согласно которой выполняют все дополнительные коммуникации.
Расходы воды на отдельные операции приведены в табл. 6.1. Их количество уточняют в соответствии с условиями конкретного завода. Расходы воды на технологические нужды принимают по данным технологов.
ЗАКЛЮЧЕНИЕ
Авторы книги попытались показать, что главными направлениями модернизации водного хозяйства свеклосахарных заводов является совершенствование схемы и оборудования основного производства и максимальная реализация оборотного использования воды при производстве сахара.
Не претендуя на абсолютную полноту освещения проблем водного хозяйства сахарного производства, наибольшее внимание было уделено работе оборотной системы технологических вод, так как в современных условиях основное количество потребляемой свежей воды и образования сточных вод обусловлено неудовлетворительной работой и недостатками в организации именно этой системы.
Такое положение объясняется как объективными, так и субъективными причинами. К первым относится недостаточная проработка вопросов использования некоторых видов технологических вод (например жомопрессовой воды, конденсатов и др.) на стадии научно-исследовательских и проектных работ.
Ко вторым (субъективным) причинам можно отнести неудовлетворительный контроль за работой существующих оборотных систем, неоправданные перебросы из одной системы в другую, сбросы в стоки III категории воды, которая по качественным показателям не относится к стокам III категории. И наоборот, сточные воды III категории на большей части сахарных заводов сбрасывают в систему вод II категории и тем самым ограничивают работу этой системы территориями промышленных площадок и кагатных полей, исключая при этом систему удаления транспортерно-моечного осадка оборотной водой.
Приступая к совершенствованию водного хозяйства, авторы рекомендуют на каждом действующем сахарном заводе иметь графические схемы водоиспользования, соответствующие фактическому положению. Схемы должны быть двух видов: аппаратурная и балансовая. Аппаратурная схема включа
143
ет все сведения о размерах водных коммуникаций, задвижках, вентилях на них, сборниках и баках для воды, насосах и сооружениях водного хозяйства.
Балансовая схема содержит сведения о потреблении воды, количестве подаваемой и отводной воды, безвозвратных потерь с отходами или осадками и на испарение. Все расходы рекомендуется указывать в процентах к массе свеклы, соответствующей суточной производительности завода.
Работу по составлению схем рекомендуется выполнять в следующей последовательности:
- определить полный перечень потребителей воды с указанием количества потребляемой и сбрасываемой воды и ее потерь;
- сгруппировать всех потребителей по отдельным оборотным системам, руководствуясь основными принципами, изложенными в книге с учетом местных условий;
- составить балансовую схему с расположением потребителей по оборотным системам;
- проанализировать на основе составленных материалов эффективность использования воды на заводе, разработать программы по ликвидации существующих недостатков. Для выполнения работ по составлению схем и разработке мероприятий в случае необходимости следует привлекать проектные и научно-исследовательские организации.
Рациональному использованию воды будет способствовать учет поступления свежей технической и питьевой воды в завод (расходомеры) и сброса сточных вод III категории.
Авторы надеются, что книга поможет работникам заводов в совершенствовании водного хозяйства и более рациональном использовании воды в свеклосахарном производстве.
144
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
I. Белоспюцкий Л.Г. Интенсификация технологических процессов свеклосахарного производства. - М.: Агропромиздат, 1989.-223 с.
2. Белоспюцкий Л.Г., Милькевич В.М. Подготовка питательной воды для экстрагирования //Сахар. - 2000. - № 4 -С. 13-15.
3. Бугаенко И.Ф. Анализ производственных и сточных вод сахарного производства. - М.: 2000. - 64 с.
4. Вторичные сырьевые ресурсы пищевой и перерабатывающей промышленное-™ АПК России и охрана окружающей среды./ Под ред. Е.И. Сизенко - М.:1999. - 468 с.
5. Гризодубова Н.И. Определение количества воды, впитанной корнями свеклы и прилипшей к ним при транспортировке И Сахарная промышленность. - 1982. - № 6. - С. 47-48.
6. Даишев М.И. Пути ресурсосбережения и интенсификации в сахарном производстве. - М.: АгроНИИТЭИПП, 1991. Вып. 11.
7. Егорова М.И., Коновалов М.Б, Иванова В.В. Научные подходы к переработке ВСР и отходов сахарного производства // Экологически безопасные технологии производства сахара в России: настоящее и будущее. В сб.: Материалы научно-практической конференции. - Курск, 2001. - С. 93-95.
8. Инструкция по ведению технологического процесса свеклосахарного производства. - М.: ВНИИСП, 1985. - 372 с.
9. Карпович Н. С., Абелъянц В.Г. Новое в процессе очистки свеклы. - М.: ЦНИИТЭпищепром, 1983. - Сер. 11. - Вып.8. - 16 с.
10. Корытная комбинированная свекломойка/В.Г. Ярмил-ко, И.П. Вознюк, В.А. Головченко и др. // Сахарная свекла: производство и переработка. - 1990. - № 4. - С. 44—45.
11. Кулинич Н.В. Влияние качества питательной воды на процесс диффузии и усовершенствование технологии ее подготовки: Автореф. дис. канд. техн. наук. - Москва, 1980. - 23 с.
12. Кулинич Н.Ф., Карпович Н.С., Заец А.С. Новая схема для очистки и мойки свеклы // Сахарная промышленность. - 1980. -№3.-С. 26-31.
10. Заказ №2911
145
13. Лила Н.Г, Грановский К).А. Ротационная соломоботволо-вушка для гидротранспортеров // Сахарная промышленность. -1979.-№ 2.-С. 35-36.
14. Новая энерго- и ресурсосберегающая технология очистки сточных вод/ А.П. Потапенко, В.А. Потапенко, В.В. Яниц-кий и др. И Цукор Украши. - 2001. - № 5. - С. 24-26.
15. Пархомец А.П., Сергиенко В.И. Биологическая очистка сточных вод сахарных заводов. - М.: Легкая промышленность, 1984.- 110 с.
16. Патент 2131401 РФ. Способ очистки транспортерномоечных вод свеклосахарного завода/ Т.В. Поливанова, В.А. Морозов, А.В. Уваркин. - Б.И., 1999, № 16.
17. Пена в транспортерно-моечных водах свеклосахарного про-изводства/Кириченко А.Г., Тарасенко В.Е., Гончаренко Б.И. //Сахарная промышленность. - 1976. - № 4. - С. 32-35.
18. Поливанова Т.В., Морозов В.А., Уваркин А.В. Влияние коагулянтов на отстаивание транспортерно-моечных вод // Сахар. - 1999. - № 1 - С. 24-26.
19. Поливанова Т.В., Морозов В.А., Уваркин А.В. Очистка транспортерно-моечных вод свеклосахарного производства/ Сб. науч, работ. - Курск: РНИИСП, 1999. - С.112-117.
20. Рекомендации по дооснащению моечных отделений сахарных заводов многоступенчатым струйным отмыванием свеклы. - Киев: ВНИИСП,1984. - 9 с.
21. Рекомендации по модернизации трактов доочистки свеклы. - Киев: Концерн «Укрсахар», 1991. - 12 с.
22. Самойленко В. С. Исследование и разработка способа использования конденсатов вторичных паров в качестве экстрагента сахарозы из свекловичной стружки: Автореф. дис. канд. техн. наук. - Киев, 1983. - 26 с.
23. Сапронов А.Р., Жуилман А.И., Лосева В.А. Общая технология сахара и сахаристых веществ / Под ред. А.Р. Сапронова. -М.: Агропромиздат, 1990. -397 с.
24. Свекломойка Ш1-ПМД-3/В.Г. Ярмилко, И.П. Вознюк, О.Н. Пивторак и др.//Сахарная свекла: производство и переработка. - 1991. - № 4. - С. 45-47.
25. Совершенствование техники и технологии очистки, мойки
146
и переработки сахарной свеклы в целях снижения потерь свекло-м.ксы и сахара/В.Г. Ярмилко, И.П. Вознюк, В.Н. Нечитайло и др.
В сб.: «Повышение эффективности сахарного производства за счет снижения потерь сахара». -Киев: ВНИИСП, 1991. -С. 46-54.
26. Современные технологии и оборудование свеклосахарного производства: в 2-х ч. / Штангеев В.О., Кобер В.Т., Бело-сюцкий Л.Г. и др.: Под ред. В.О. Штангеева. - Киев: Цукор Vi<paiHH, 2003. - 352 с.
27. Сорокин А.И. Оборотное водоснабжение сахарных заводов. - М.: Агропромиздат, 1989. - 175 с.
28. Спичак В.В. Повышение эффективности сахарного производства при минимальных капитальных затратах // Отходы сахарного производства и охрана окружающей среды. В сб.: Материалы научно-практической конференции. 30 июня-I июля 1994 г. - Краснодар, 1994. - С. 78-82.
29. Спичак В.В. Экологические проблемы свеклосахарного производства И Сахарная свекла. - 2003. - № 9. - С. 29-30.
30. Спичак В.В., Базлов В.Н., Коновалов М.Б. Влияние возврата жомопрессовой воды на потери сахара с жомом. // Сахар. - 2004. - № 1. - С.62-63.
31. Спичак В.В., Базлов В.Н., Рыжкова Е.П. Очистка сатурационного газа с минимальным потреблением свежей воды // Сахар. - 2004. - № 5 - С. 23-24.
32. Спичак В.В., Коновалов М.Б. Совершенствование водного хозяйства - путь к повышению рентабельности производства // Сахар. - 2004. - № 4. - С. 41.
33. Справочник сахарника: В 2 т. / Под ред. И.П. Лепешкина. — М.: Пищепромиздат, 1963. - Т. 1. - 700 с.
34. Схемы для улавливания, очистки и классификации хвостиков и боя свеклы в сахарном производстве и эффективность их использования в народном хозяйстве // В.Г. Ярмилко, Н.Д. Хоменко, В.А. Гусев и др. - М.: ЦНИИТЭпищепром, 1980. - 64 с.
35. Чугунов И.Г. Создание бессточного сахарного завода // Сахарная промышленность. - 1976. - № 3 - С. 17-19.
36. Ярмилко В.Г., Осадчий Л.М., Кулинич Н.В. Определение выхода жома в диффузионном процессе // Сахарная промышленность. - 1985. - № 6. - С. 47-49.
147
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Аммиачный конденсат - конденсат, образующийся при конденсации паров выпарной установки и вакуум-аппаратов, содержащий растворенный аммиак.
Аэротенк - сооружение для биологической очистки сточных вод путем аэрации их в смеси с активным илом, представляющим собой рыхлую массу, насыщенную микроорганизмами, которые осуществляют биологическую очистку стоков.
Барометрическая вода - смесь конденсата паров и охлаждающей воды, образующаяся в барометрическом конденсаторе.
Безвозвратные потери - испарение, унос, естественное испарение, фильтрация и др.
Биологические пруды - сооружения для биологической очистки, представляющие собой искусственные и естественные котлованы, рассчитанные на определенное время пребывания в них сточной воды, в течение которого происходит ее самоочищение за счет биоценоза-сообщества организмов очистки (бактерий, фитопланктона, зоопланктона), обитающих в биологических прудах.
Биофильтр - сооружение, где сточная жидкость фильтруется через крупнозернистый материал, покрытый биологической пленкой, которая образована колониями аэробных микроорганизмов, обеспечиваемых кислородом за счет естественной или искусственной аэрации воздухом.
Биохимическая потребность в кислороде (БПКп:) -показатель оценки качества воды, выражаемый количеством кислорода, мг/л, потребного для окисления биохимическим путем органических веществ, находящихся в воде.
148
Ботволовушка - устройство для улавливания и удаления несвязанной ботвы и других легких плавающих примесей на свекловодяной смеси.
Вода техническая - вода природного источника, подаваемая для производственных целей (очищенная или неочищенная).
Водоотделитель - устройство для отделения воды, стекающей с поверхности свекловичных корнеплодов.
Возврат жомопрессовой воды в диффузионную установку - технологическая операция использования части жомопрессовой воды в качестве воды, подпитывающей диффузионную установку.
Вода газопромывателей - вода, использованная в газопромывателях для промывки сатурационного газа, образующегося при обжиге известняка.
Вода пиьевая - вода, по своему качеству отвечающая требованиям ГОСТ (вода питьевая) СанПин - 2.1.4.116-02, предназначенная для хозяйственно-питьевых целей, но может быть использована на производственные нужды, где по требованиям производства не может применяться техническая вода.
Водоотведение - удаление сточных вод за пределы населенного пункта, предприятия и других мест использования.
Водопотребление - количество воды, расходуемой в единицу времени для различных целей (охлаждение, растворение, экстракция, транспортировка продуктов и т.п.), включая безвозвратное потребление и потери воды в производстве.
Вторичный пар — пар, образующийся при выпаривании воды из сока в выпарных аппаратах и из утфеля -в вакуум-аппаратах.
149
Гидравлический транспортер (гидротранспортер) -желоб, имеющий небольшой уклон, по которому свекла сплавляется потоком воды.
Гидроподача свеклы - подача свеклы в завод сплавлением ее водой по желобам гидротранспортера.
Жом - обессахаренная свекловичная стружка после диффузионной установки.
Жомовый пресс - устройство для отжатия воды из жома.
Жомопрессовая вода - вода, отделенная от жома в процессе его прессования.
Земледельческие поля орошения (ЗПО) - специализированные комплексные водохозяйственные объекты круглогодичного действия, на которых для охраны вод от загрязнения и в интересах интенсификации сельскохозяйственного производства, почвенное обеззараживание сточных вод и их использование обеспечиваются мелиоративными средствами.
Камнеловушка - устройство для улавливания и удаления камней и других тяжелых примесей из свекловодяной смеси.
Качество воды - характеристика состава и свойств воды.
Кислая жомовая вода — вода, отделяющаяся из кислого жома в жомохранилище.
Мезга - мелкие частицы свекловичной стружки, содержащиеся в жомопрессовой воде.
Мезголовушка — устройство для улавливания мелких частиц стружки из жомопрессовой воды.
Минерализация воды - сумма всех найденных при химическом анализе минеральных веществ, обычно выражающаяся в мг/л и г/кг.
150
Мойка свеклы - операция по отмыванию водой корнеплодов свеклы от земли и отделению других смесей.
Нагрузка на поля фильтрации - суточное количество сточных вод, допускаемое для фильтрации их в грунт и очистки на площади 1 га полей фильтрации.
Норма водопотребления и водоотведения - удельное водопотребление или водоотведение, согласованное с соответствующим ведомством или утвержденное им и обязательное для водохозяйственных расчетов и учета воды при проектировании или эксплуатации промышленных предприятий.
Нормативно очищенные сточные воды - сточные воды, отведение которых после очистки в водные объекты не приводит к нарушению норм качества воды в контролируемом створе или пункте водопользования.
Нормативно чистые сточные воды - сточные воды, допустимые к сбросу без очистки, отведение которых в водные объекты не приводит к нарушению качества воды в контрольном створе или водопользования (при отсутствии соприкосновения воды с продуктами).
Оборотная вода - вода, использованная в технологическом процессе или для охлаждения продуктов и оборудования и после очистки и (или) охлаждения в градирнях или других сооружениях и снова подаваемая для тех же целей.
Оборотное водоснабжение (система оборотного водоснабжения) - система промышленного водоснабжения с рециркуляцией воды, предусматривающая необходимую очистку или (и) охлаждение при условии многократного использования воды одними и теми же потребителями.
151
Очистка сточных вод - обработка сточных вод с целью разрушения или удаления из них определенных веществ.
Поля фильтрации - участки земли, приспособленные для биологической очистки сточных вод путем их фильтрации в грунт.
Песколовушка - устройство для улавливания и удаления песка из свекловодяной смеси.
Прямоточное водоснабжение (система прямоточного водоснабжения) - система промышленного водоснабжения с однократным использованием воды потребителями и последующим сбросом ее из системы.
Самоочищение природных вод - совокупность всех природных процессов в загрязненных водах, направленных на восстановление первичных свойств и состава воды.
Свекломойка — устройство для отмывания земли с поверхности свекловичных корнеплодов, а также контрольное улавливание легких и тяжелых примесей.
Система водоснабжения и канализации - совокупность сооружений и оборудования, обеспечивающих получение воды из природного источника, очистку и подачу воды потребителям и отведение от них сточных вод, их очистку и сброс в водоем или водосток.
Сточные воды I категории (условно - чистые воды) -теплая вода от конденсаторов выпарных аппаратов, вакуум-аппаратов, конденсат ретурного пара, аммиачная вода, вода от подогрева утфелемешалок, охлаждения различного оборудования.
Сточные воды II категории - транспортерно-моечные воды. Смесь загрязненных вод из гидротранспортера и свекломойки.
152
Сточные воды III категории - смесь высококонцентрированных стоков после различных технологических и вспомогательных операций сахарного производства. В их состав входят компоненты: транспортерно-моечный и фильтрационный осадки, вода из лаве-ров, от салфетомоек, жомопрессовая вода, кислая жомовая вода, вода от продувки котлов, вода от гидрозолоудаления, сточные воды от станции химводо-очистки и др.
Транспортерно-моечная вода - смесь загрязненных вод из гидротранспортера и свекломойки.
Фильтрационный осадок — совокупность твердых частиц с заполняющей их поры жидкостью, полученная в процессе разделения соковой (сиропной) суспензии на фильтрах.
Хвостикоулавливатель - устройство для улавливания свекловичных хвостиков и обломков свеклы из транспортерно-моечной воды.
Химическое потребление кислорода (ХПК) - величина, характеризующая общее содержание в воде органических и неорганических восстановителей, выражаемая в количестве сильного окислителя (или эквивалентного количества кислорода), израсходованного на практически полное окисление восстановителей.
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ...................................................3
Глава 1. ОБЩИЕ СВЕДЕНИЯ О ВОДНОМ ХОЗЯЙСТВЕ САХАРНЫХ ЗАВОДОВ ..........................................9
1.1. Источники промышленного водоснабжения................ 10
1.2. Требования к качеству воды источников водоснабжения...13
Глава 2. ПОТРЕБИТЕЛИ ВОДЫ И ИХ ХАРАКТЕРИСТИКА. НОРМЫ ПОТРЕБЛЕНИЯ И ОТВЕДЕНИЯ ВОДЫ ...................... 15
2.1. Удельные расходы потребления воды в основном производстве.15
2.2. Удельные расходы отведения воды.......................15
2.2.1. Потери воды в системах промышленного водоснабжения...... 15
2.2.1.1. Расход воды на гидравлическую транспортировку транспортерно-моечного осадка в земляной отстойник-накопитель..15
2.2.1.2. Потери воды с транспортерно-моечным осадком......19
2.2.2. Потери воды со свеклой.............................20
2.2.3. Потери воды с фильтрационным осадком...............21
2.2.4. Потери воды с сахаром..............................22
2.2.5. Потери воды с мелассой.............................22
2.2.6. Потери воды с жомом................................22
2.2.7. Потери воды на испарение в технологии..............22
2.2.8. Потери воды на испарение в охладителях воды........22
2.2.9. Потери воды на унос ветром в охладителях...........24
Глава 3. ОБОРОТНЫЕ СИСТЕМЫ ПРОМЫШЛЕННОГО ВОДОСНАБЖЕНИЯ.............................................25
3.1. Расчет систем очистки и многократного использования сточных вод...............................................25
3.1.1. Система без очистки оборотной воды.................25
3.1.2. Система с очисткой оборотной воды..................30
3.2. Основные принципы рациональной организации водного хозяйства сахарных заводов в современных условиях.32
3.3. Оборотная система технологических (внутрипродуктовых) вод...................................35
3.3.1. Жомопрессовая вода.................................39
3.3.1.1. Определение количества жомопрессовой воды........39
3.3.1.2. Использование жомопрессовой воды.................43
3.3.2. Конденсаты в свеклосахарном производстве...........49
3.3.2.1. Определение количества и температуры аммиачных конденсатов.....................................49
3.3.2.2. Схемы использования конденсатов..................59
3.4. Водный режим работы паровых котлов...................72
3.5. Системы охлаждающих вод..............................75
154
V5.1. Оборотная система охлаждающих вод главного корпуса.....76
3.5.2. Оборотная система охлаждающих вод оборудования ТЭЦ....82
3.5.3. Оборотные системы охлаждающих вод компрессорной, воздухоохладительной установки силосного хранения неупакованного сахара..................82
3.6. Система транспортерно-моечных вод....................83
3.6.1. Примеси транспортерно-моечных вод..................83
3.6.2. Механическая очистка транспортерно-моечных вод.....86
3.6.3. Очистка транспортерно-моечных вод с применением реагентов...................................92
.3.6.4. Способы обеззараживания транспортерно-моечных вод.94
.3.6.5. Схемы очистки и использования транспортерно-моечных
вод в оборотной системе водоснабжения свеклосахарных заводов.95
.3.6.6. Методика оценки работы очистных сооружений........98
3.7. Оборотная система гидравлического удаления фильтрационного осадка.................................. 100
.3.8. Оборотная система вод газопромывателей сатурационного газа......................................103
3.9. Контроль и регулирование работы оборотных систем........112
3.9.1. Система охлаждающих вод главного корпуса, ТЭЦ, компрессорной и др.......................................112
3.9.1.1. Контроль температуры охлажденной воды.......... 112
3.9.1.2. Расход циркулирующей в системе воды.................112
.3.9.2. Система транспортерно-моечных и технологических вод..113
Глава 4. СТОЧНЫЕ ВОДЫ САХАРНОГО ЗАВОДА...................114
4.1. Характеристики сточных вод свеклосахарных заводов...116
4.2. Способы очистки сточных вод сахарных заводов........118
4.3. Расчет полей фильтрации.............................125
4.3.1. Расчет площади полей фильтрации, необходимой для намораживания сточных вод............................127
4.4. Искусственная биологическая очистка с точных вод.............................................128
I лава 5. СОВЕРШЕНСТВОВАНИЕ ВОДНОГО ХОЗЯЙСТВА САХАРНЫХ ЗАВОДОВ.........................................136
1 лава 6. ОСОБЕННОСТИ РАБОТЫ ОТДЕЛЬНЫХ СИСТЕМ ВОДНОГО ХОЗЯЙСТВА СВЕКЛОСАХАРНЫХ ЗАВОДОВ ПРИ ПЕРЕРАБОТКЕ САХАРА-СЫРЦА............................ 140
ЗАКЛЮЧЕНИЕ...............................................143
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ........................ 145
ГЕРМИНЫ И ОПРЕДЕЛЕНИЯ................................... 148
155