











































































































Author: Третьякова Л.И. Турчинская Е.П.
Tags: организация производственного процесса производственное планирование управление качеством швейная промышленность производство одежды индустрия красоты швейное производство технология учебное пособие конструирование одежды издательство высшая школа технологические карты
ISBN: 5—11—000155—3
Year: 1988




ПРАКТИКУМ
Л.И.ТРЕТЬЯКОВА
Е.П. ТУРЧИНСКАЯ
МЕТОДЫ
ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ
Общие методические указания по выполнению работ Методы программированного обучения и контроля
' Разработка операционных и технологических карт обработки швейных изделий
Л.И.ТРЕТЬЯЮВА
Е.П. ТУРЧИНСКАЯ
МЕТОДЫ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИИ
ПРАКТИКУМ
Допущено Министерством высшего и среднего специального образования УССР в качестве учебного пособия для студентов вузов, обучающихся по специальности «Технология и конструирование швейных изделий»
ББК 37.24я73
Т66
УДК 658.512.2:687(07)
Авторы: Л. И. Третьякова (предисловие, гл. 1, 2 (кроме 2.1, 2.2.), 3), Е. П. Турчинская (гл. 2, 2.1, 2.2)
Рецензенты:
доктор технических наук Э. X. Меликов (Московский технологический институт легкой промышленности); кандидат технических наук А. И. Мищенко (Хмельницкий технологический институт бытового обслуживания)
Редакция литературы по экономике и управлению Редактор И. Н. Шевченко
Третьякова Л. И., Турчинская Е. П.
Т66 Методы обработки швейных изделий. Практикум: Учеб, пособие.— К.: Выща шк. Головное изд-во, 1988.—224 с.
ISBN 5—11—000155—3.
Даны сведения о современных способах соединения, отделка и придания необходимых физико-механических свойств одежде. Рассмотрены принципы, типизации и унификации методов обработки изделий; применение инженерных методов технологической подготовки массового производства одежды. Содержание лабораторно-практических работ предусматривает применение методов программированного обучения и контроля, графических и технологических карт, технико-экономический анализ.
Для студентов вузов, обучающихся по специальности «Технология и конструирование швейных изделий».
3103000000-147
Т М211(04)-88
КУ—№3—396—1988
ББК 37.24я73
ISBN 5—11—000155—3'
© Издательское объединение «Выща школа», 1988
ПРЕДИСЛОВИЕ
В Основных направлениях экономического и социального развития СССР на 1986—1990 годы и на период до 2000 года, принятых XXVII съездом КПСС, перед легкой промышленностью поставлена задача существенного улучшения работы на основе технического перевооружения и реконструкции предприятий, модернизации оборудования, комплексной механизации и автоматизации производства, внедрения новых высокопроизводительных, быстро переналаживаемых поточных линий по выпуску массовых видов модной красивой одежды высокого качества. Для швейной промышленности решение этих задач связано прежде всего с совершенствованием технологии обработки швейных изделий, занимающей основной удельный вес в общем цикле массового производства одежды.
Методы обработки швейных изделий постоянно совершенствуются и изменяются.
Научно-исследовательскими институтами страны под руководством Центрального научно-исследовательского института швейной промышленности (ЦНИИШПа) проведена большая работа по изучению и обобщению передового опыта отечественной и зарубежной швейной промышленности, систематизации методов обработки швейных изделий, разработке технической документации и поузловых методов обработки различных видов мужской, женской и детской одежды.
Работниками промышленности, учеными вузов и научно-исследовательских учреждений проведена большая работа по типизации и унификации конструкции и методов обработки различных видов одежды с целью уменьшения трудоемкости их обработки на основе сокращения ручных операций, внедрения параллельно-последовательных методов обработки, клеевых и сварных способов крепления, высокопроизводительного оборудования и приспособлений, обеспечивающих непрерывность процесса и др.
Перспективным направлением совершенствования обработки швейных изделий является разработка новой малооперационной технологии, при которой в конструкции деталей, узлов и изделий предусматривается минимальное количество швов, обеспечивается формирование за счет термопластичных свойств материалов на однопроцессных видах влажно-теплового оборудования типа виброманекенов, объединяются процессы соединения и отделки (например, при использовании окантовочных тесьм), широко используются клеевые материалы и т. п. Для улучшения качества одежды намечено использовать новые виды химических материалов: тканого и трикотажного искусственного меха, искусственной кожи и замши, тканей и трикотажных полотен, материалов с пленочным покрытием, нетканых материалов, специальных прокладок с клеевым покрытием, разнообразной фурнитуры и др. Наиболее эффективным способом соединения деталей одежды из синтетических и смесо-
вых с синтетическим волокном материалов является ультразвуковая сварка на оборудовании параллельного действия.
Дальнейшая химизация швейной промышленности открывает новое перспективное направление в технологии изготовления отдельных деталей, узлов и простейших изделий путем формирования их непосредственно из волокнистой массы или расплава полимера. При использовании такой технологии значительно возрастут производительность труда, возможности автоматизации. Кроме этого,, химические материалы весьма перспективны как средства, позволяющие придавать отдельным участкам или одежде в целом повышенную сопротивляемость износу, формоустойчивость, несминаемость, защитные свойства и т. п. В настоящее время распространен метод обработки тканей несминаемой отделкой «форниз» (формование несминаемых изделий) при обработке брюк, юбок, сорочек, плащей, спортивной и специальной одежды.
ГЛАВА 1
ОБЩИЕ МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ВЫПОЛНЕНИЮ РАБОТ
1.1. СПОСОБЫ ИЗГОТОВЛЕНИЯ ОДЕЖДЫ
Технологический процесс изготовления одежды' включает в себя соединение деталей, придание им необходимых физико-механических свойств, влажно-тепловую обработку (ВТО), выполнение различных отделок, заключительную отделку всего изделия и контроль качества.
Детали одежды соединяют ниточным, клеевым, сварным и комбинированным методами. Наиболее распространенный и простой ниточный метод крепления деталей, обеспечивающий достаточную прочность и эластичность швов, а также красивый внешний вид. Машинное оборудование практически полностью обеспечивает возможность выполнения любых швов, конструктивно-декоративных элементов, вышивок, оформление застежек в изделиях из различных материалов.
Клеевой способ крепления деталей — безниточное соединение деталей одежды. Клей применяют в виде пленки, нитки или порошка, прокладываемых между склеиваемыми деталями, а также наносят слоем на прокладочную ткань. При этом клеевое покрытие на; прокладке из ткани или нетканого материала может быть одно- или двухсторонним, сплошным или в виде точек, полос, сетки. Из прокладок выкраивают детали в воротники, манжеты, шлицы спинок, борта полочек для дублирования с деталями верха на прессах или специальных линийх. Клеевой * способ крепления позволяет использовать методы параллельной и параллельно-последовательной обработки, являющиеся более эффективными и менее трудоемкими.
При изготовлении одежды из синтетических или смесовых с синтетическим волокном материалов, обладающих термопластическими свойствами, применяют сварные способы. При этом исключается потребность в материалах для крепления (нитках, клее), уменьшается их расход вследствие уменьшения припусков на швы,
повышаются производительность труда и качество в результате использования машин параллельно-последовательного действия и многопозиционных полуавтоматов.
Комбинированные соединения получают при использовании ниточного и сварного, ниточного и клеевого методов, чаще всего при изготовлении спецодежды (герметизация швов),-отделке края деталей и др.
Физико-механические свойства одежды в основном зависят от свойств используемых материалов. Однако некоторые свойства деталям и изделиям придают в процессе их изготовления. Так, формоустойчивость воротников, лацканов, полочек, шлиц и других деталей одежды обеспечивают путем дублирования с прокладками, пропитки специальным составом, ниточным соединением, прокладывания параллельных потайных строчек, склеивания с прокладками.
Жесткость и эластичность деталей зависят от свойств материалов верха и прокладок, способов пропитки, вида переплетения ниток в строчке, расстояния между ними, вида и способа нанесения клея. Клеевое соединение обеспечивает большую формоустойчивость, чем ниточное, не вызывает смещения ткани при соединении и усадке. Поэтому комбинированный способ — фронтальное дублирование деталей с клеевыми прокладками — в настоящее время широко применяется.
Края бортов, карманов, разрезов и другие детали одежды в процессе носки растягиваются. Для предотвращения их деформации при растяжении используют кромку, прокладки, выкроенные по линии нитки основы (долевики). Так, кромку прокладывают по линии пройм, бортов, шлиц, долевики — по линии карманов, кокеток.
Для сопротивления участков одежды истиранию используют накладные детали (наколенники, нарукавники), специальную тесьму (низки брюк), подкладку (в передние половинки брюк, потайные застежки).
Большое значение при изготовлении одежды имеет влажно-тепловая обработка (ВТО), с помощью которой деталям придают безусадочные свойства (декатировка), а также разглаживают их от помятостей, разутюживают и заутюживают швы, загибают и прессуют края, придают пространственную форму, приклеивают прокладки (внутрипроцессная ВТО). При заключительной отделке с помощью ВТО изделиям придают товарный вид.
1.2. ОСНОВНЫЕ ПРИНЦИПЫ ТИПИЗАЦИИ И УНИФИКАЦИИ МЕТОДОВ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ
Унификация технологии изготовления швейных изделий предусматривает введение единых, наиболее рациональных методов обработки при максимальном использовании прогрессивного оборудования, сокращении ручных операций, широком применении клеевых материалов. Это достигается при разработке типовых технологичных конструкций деталей и изделий, позволяющих обеспечить точность кроя, использовании машинных спо-
Таблица 1. Классификация и кодирование ручных стежков
и строчек
Графическое н жение строчек Код* Вид строчки Область применения
н—> =N * Первые л ниточный руч третья — коли! количество ни! 11061 1/0 1102 1 1/0 1107 21/0 110421/0 1101 1 1/0 И 02 2 1/0 1ве цифры код ной, вторые tecTBo линий 'ок в строчке Строчка прямого стежка Строчка косого стежка Строчка крестообразного стежка Строчка петлеобразного стеж- Строчка петельного стежка а означают сп две — назнач в строчке (г верхней/нижт Для сметывания, наметывания, выметывания деталей, пришивания швов подкладки и утепляющей прокладки к швам верха изделия Для обметывания срезов деталей, прикрепления внутренних краев деталей (подбортов), подшивания подкладки по проймам Для стежки лацканов и подворотника ; Для подшивания краев в изделиях из плотных шерстяных тканей и бар- Для прикрепления прокладки к верху изделия по горловине и проймам (разметывания), стягивания концов раскепов Для обметывания срезов в углах и надсечках особ соединения (класс) — [ение строчки (подкласс), руппа) и последние две — гей (подгруппа).
Таблица 2. Классификация машинных стежков и строчек ।
Графическое и условное изображение Код Тип Вид строчки (класс и завод-изготовитель)
13 01 1 1/0 101 Стачивающая однолинейная с однониточным цепным переплетением 2222 ОЗЛМ
13011 1/1 401 Стачивающая однолинейная с двухниточным цепным переплетением 1276-6 ПМЗ 1276-5 ПМЗ
1301 1 1/1 301 Стачивающая однолинейная с двухниточным челночным переплетением 97-А ОЗЛМ и ее варианты (с 297 до 1597), 862 ПМЗ, 1022 ОЗЛМ и ее варианты (1022-3, 1022-4, 1322, 1822)
о 13 02 1 1/0 501 Обметочная с однониточным цепным переплетением 10 Б ПЗЛМ
о 13 021 1/1 503 Обметочная с двухниточным цепным переплетением 51-А ПМЗ, 851 ПМЗ, 208^Б «Легмаш»
— 13031 1/2 504 Стачивающе-обметочная с трехниточным цепным переплетением 51-А ПМЗ, 8515 (080) 229 «Текстима» (ГДР), 208, 208-А «Легмаш»
1303 2 2/2 506 Двухлинейная стачивающе-обметочная с четырехниточным цепным переплетением 308 «Легмаш»
1 30 1 1/1 И 13 02 1 1/2
12 ОП/Ги
13 021 1/2
802 '(504+401) Стачивающая двухниточная цепная и обметочная трехниточная цепная 408, 408-А, 508 «Легмаш»
803 (504+301) Стачивающая двухниточная челночная и обметочная трехниточная цепная 797 ОЗЛМ, 1097 ОЗЛМ
2x301 Стачивающая двухлинейная двухниточного челночного переплетения 852 ПМЗ и ее варианты (852-1, 582-12, 852-28. 852-32, 852-38, 852-2), 428-2 «Минерва» (ЧССР), 803 ПМЗ, 1052 ПМЗ
2x401 Стачивающая двухлинейная двухниточного цепного переплетения 237 ПМЗ, 976-1, 804 ПМЗ
406 Стачивающая двухлинейная трехниточного цепного переплетения 3076-1 ПМЗ
309 Стачивающая двухлинейная трехниточного челночного переплетения 72520 «Минерва»
304 Зигзагообразная. двухниточного челночного переплетения 26 ПМЗ, 1026 ПМЗ, 335-121 «Минерва» 220-М, 525 ОЗЛМ 72702-101 «Минерва»
404 Зигзагообразная с трехниточным цепным переплетением 62761 «Минерва», 73401-P3 «Минерва»
Продолжение
Код Тип (класс) Ввд строчки (класИП0В°е оборудование }
> =F — — st Примечи линина, ПЗЛМ на-Дону завод 13 05 1 1/0 13 04 1 1/0 13 04 1 1/1 12 04 1/1 j 13 14 10/1 13 14 21/2 н и е. ОЗЛМ — Полтавски «Легмаш», К 106 103 319 306 203 — Оршанский й завод легкс ЭМЗ — Киеве Зигзагообразная с однониточным цепным переплетением Подшивочная однониточного цепного переплетения Подшивочная с двухниточным цепным переплетением Подшивочная с двухниточным челноч-. ным переплетением Отделочная однолинейная с однониточным переплетением Отделочная двухлинейная однониточного цепного стежка с обкруткой завод «Легмаш», ПМЗ—Подольский меха )го^ машиностроения объединения «Промшв< кий экспериментально-механический завод. 59 ПМЗ, 811 «Минерва», 1095 ПМЗ, 4-600 «Панония» (ВНР) 4-761 «Панония», 85 ПМЗ СМ-4 РЛМЗ*, 75-1 «Бел- 44 ПМЗ МВ-50 КЭМЗ МВ-50 КЭМЗ нический завод им. М. И. Ка-еймаш», РЛМЗ — Ростовский-
Графическое и условное Код Вид ш» Типотижиа Применяемое приспособле-
— 105 106 С одним закрытым , срезом Накладной с открытыми сре- 3014-301 4014-401 301, 401 2X401, 304 Устройство для .подгибания среза Ограничитель срезов деталей
в 107 103 с закрытым сре- с закрытым срезом одной дета- с двумя закрытыми сразами с двумя закрытыми срезами и прокладкой с двумя закрытыми срезами и деталью между 301 301 или 401 Устройство , для подги- 1 бапия дета- | Комбинированный рубильник Устройство для ограни- зов деталей
109 Встык 301,401,304 Ограничитель срезов, приспособление для подгибания срезов по-
ПО Запошивочный 301 Лапка-запо-шиватель
ЯРЕ) 111 Взамок 2X301 Рубильник
ж 112 Двойной 301 Рубильник
Код Вид шва Тип стежка приспособле-
201 Окантовочный с открытым сре- с открытым и обметанным сре- с бейкой и открытыми среза- с кантом и одним закрытым срезом 301 301+503 или 504 301,401,406 301, 401 2X401 Окантовы-
202 с закрытыми 301, 401
с закрытыми срезами и прокладкой или эластичной тесьмой 2X401, 406 Рубильник
203 Вподгибку с открытым или обметанным сре- 301, 2X401, 406 103+504 401+504 Право- и левосторонние рубиль-
с открытым срезом и эластичной- тееьмой 406
—ф
—ф
НК
Код Вид шва Тип стежка Применяемое приспособле-
204 с закрытым сре- с закрытым срезом и эластичной тесьмой с образованием «ложной» план- с закрытыми срезами 301,401,404 404 2X301, 2X401 2 X301, 406 Приспособление для образования складки Рубильник
205 Вподгибку с окантованным срезом 301 Окантовы-
206 Вподгибку с притачной подклад- 301 Ограничи-тель срезов деталей
207 Обтачной в кант 301
208 Обтачной в рамку 301
301 Швы для образо- простых отделочных складок 301, 401 Лапка для закладывания складок
302 простых соеди- нительных скла- 301, 401 Направитель и ограничитель срезов
303 сложных скла-
.304 Рельефные швы 301, 401 Лапка и игольная пластинка с канавкой приспособлена для подачи шнура
изображение Код Вид шва Тип стежка прРпспособле-
305 Шов с кантом 301, 401 Направители и подги-
Таблица 4. Виды и кодирование клеевых и сварных швов
иЖжея» Код Вид ШВ"
|«| шиа
20 106' Соединительный по поверхности (накладной с открытыми срезами)
20 203 Вподгибку с открытым срезом
20 204 Вподгибку с закрытым срезом
' 30 101 Стачной
30 103 Стачной с одновременным оплавлением срезов
30 104 Настрочкой с открытыми срезами
30 105 Настрочкой с одним закрытым срезом
30 106 Накладной с открытыми срезами
30 107 Накладной с закрытым срезом
—ф— 30 109 Встык
30 111 Взамбк
д^ 30 112 Двойной
ЛобрТжён" Код Вид шва
S3 30 201 Окантовочный с открытым срезом
30 202 Окантовочный с закрытым срезом
30 203 Вподгибку с открытым срезом
SE> 30 204 Вподгибку с закрытым срезом
собов обработки, совмещении операций соединения и отделки, сокращении трудоемкости обработки деталей и узлов вследствие усовершенствования их конструкций (цельновыкроенные, без фигурных контуров и т. п.), максимальном использовании параллельно-последовательных и параллельных операций, сокращении внутрипроцессной и окончательной ВТО.
В основе унификации методов обработки лежит типизация способов соединения.
При ниточном способе крепления используются ручные и машинные строчки, классификация которых предусмотрена ГОСТ 12807—79. Графическое изображение ручных строчек и их кодирование представлено в табл. 1, а машинные стежки и строчки — в табл. 2.
Ниточные стежки и строчки используются для выполнения различных швов и операций (табл. 3).
Швы, выполненные склеиванием и свариванием, представлены в табл. 4.
Выбор оборудования и средств малой механизации зависит от вида изделия, конструкции соединений, а также организационных форм потоков, в которых предполагается изготовление. Так, применение полуавтоматов экономически эффективно лишь в узкоспециализированных мощных потоках, обеспечивающих их максимальное использование, и неэффективно в потоках малой мощности, поскольку здесь применяют методы ручной обработки.
1.3. ТЕХНОЛОГИЧЕСКАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ
ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ
Последовательность обработки изделия представляет собой определенный порядок чередования технологических операций по изготовлению отдельных деталей, узлов и сборке всего изделия.
При выполнении технологической операции используют определенное оборудование, инструмент или ручные приемы. Дальнейшее дробление или расчленение технологической операции нецелесообразно, поэтому ее условно называют неделимой операцией, например, стачивание плечевых срезов, разутюживание передних швов рукавов, вывертывание пояса и т. п. (ГОСТ 17037—77, ГОСТ 22977—78, ГОСТ 20521—75).
Содержание и количество неделимых операций зависят от вида изделия, свойств материалов и методов обработки.
Технологическая последовательность обработки изделия приведена в табл. 5.
В гр. 1 указывается нумерация неделимых операций, сквозная для всего изделия, в гр. 2 — содержание операции, например, стачивание, заутюживание, вывертывание, наметывание и т. д. Обработка симметричных деталей или вузов включается в одну технологически неделимую операцию.
В гр. 3 устанавливается вид выполняемой работы, которая имеет буквенное обозначение: М — машинная, С — специальная, А — работа на полуавтоматах, У — утюжильная, П — прессовая, Р — ручная. В гр. 4 ука
зывается разряд по тарифно-квалификационному справочнику.
Затрата времени (гр. 5) на неделимые операции проставляется по данным типовой технологической документации на изготовление изделия данного вида или
определяется расчетным путем. Схему обработки узла или операции (гр. 6) указывают в соответствии с принципами графического изображения сечений.
Оборудование, инструменты, приспособления (гр. 7} устанавливают по справочным данным.
В гр. 8 определяются ширина швов, частота строчек, номера игл и ниток, величина посадки одной детали относительно другой, величина канта, расстояние от края при прокладывании отделочной строчки, величина закрепки, размер петли, ширина обрезки, температура и давление греющей поверхности утюга или пресса, способ увлажнения, длительность прессования, пропаривания и т. п.
Таблица 6. Конструкция соединений при изготовлении женского шерстяного платья
Номер Содержание операции Код Рекомендуемое оборудование Приспособив-
шва BTP0,.
1 Стачивание вытачек переда 301 301 8332 «Тексти-ма», 211-3 «Дюркоп», 97 —ОЗШМ
2 Стачивание рельефа переда 302 302 8332-705 «Тек-стима», 219-103 «Дюркоп» 8332-405 «Текстами», 831-103 «Некки»
3 Отделочная строчка рельефа 302 301 Лапка для отделки
4-5 6 Втачивание мол- Обработка срезов: боковых, середины, спинки,кокетки, переда, низа 107 301-4-301 503 196-237 «Пфафф» 8515 «Тексти-ма», 327-00-1СР07 «Ри-мольди» Лапка для подгиба и направления молнии
7 Стачивание бокового шва переда 101 301 8332-005 «Тек-стима»
8 Стачивание плечевых швов 101 301 >
9 Втачивание рука- 103 301 541-104 «Дюр-копп»
10 Отделочная строчка складки пере- 301 8332-405 «Тек-стима» Лапка для отделочной строчки
11 обработка горловины и низа рукавов 202 304 265-101 «Дюркоп» Приспособление для рулика
12 Подгиб низа юб- 203 103 123-1 ОБ «Стро-бель»
При составлении технологической последовательности обработки изделия или узла целесообразно установить общую схему соединений (рис. 1), указать код шва и способ крепления, рекомендуемое оборудование и приспособление (табл. 6).
При составлении схемы соединений, а также выборе технических условий (ТУ) выполнения каждой технологически неделимой операции исполняют графические изображения для швов и строчек (табл. 1—4), а также для операции и материалов.
20
Наименование операций (работы)
Обтачивание петли
Втачивание петли из шнура
Пришивание пуговицы;
вплотную
в «потай»
на «ножке»
с подпуговицей
Продолжение
Графическое изображение
с ушком
с нижним выступом
Пришивание проволочного крючка и
Пришивание кнопки
° ®
Наименование операций (работы)
Втачивание тесьмы-молнии
4=4
4-4
Вид
Обозначение материалов
материала
Графическое обозначение
Ткани
Мех
Подкладка
Приклад
Прокладочная (бортовая) ткань
Вид материала
Графическое обозначение
1.4. МЕТОДЫ ПРОГРАММИРОВАННОГО ОБУЧЕНИЯ И КОНТРОЛЯ ПРИ ПРОВЕДЕНИИ РАБОТ
Лабораторно-практические занятия проводят в три этапа.
Первый этап — самостоятельная подготовка по контрольным вопросам программы во внеурочное время. При этом студенты используют учебники и конспект лекций по изучаемой теме. Каждое лабораторно-практическое занятие начинается , с перечня контрольных вопросов.
Второй этап — контроль подготовленности студентов по изучаемой теме в течение 10—15 мин на занятии. При этом преподаватель использует контрольные задания в виде карточек, разработанных по каждой теме и содержащих 3—5 вопросов.
Первые вопросы в контрольных карточках составляют таким образом, чтобы проверить знания студентов по конструкции швов, используемых для изготовления рассматриваемых деталей и узлов; вторые — для проверки знаний по видам используемых ниточных строчек или других способов соединений; третьи — по типам стежков при получении тех или иных соединений; четвертые — по установлению типов приспособлений или класса оборудования, с помощью которых можно выполнять операции. В пятых вопросах предусмотрено составление технологической последовательности обработки детали или узла изделия.
По каждому из первых четырех вопросов предлагают 3—5 вариантов ответов, один из которых правильный. В контрольной карточке правильный ответ студент отмечает знаком X в соответствующей графе табл. 7.
Ответы на первые четыре вопроса контрольных заданий имеют альтернативный характер и не исключают вероятности угадывания студентом, поэтому особое значение для проверки знаний имеет пятый вопрос, представляющий собой рисунок детали или узла и перечень неделимых операций, который не соответствует правильной последовательности.
Рассмотрим пример контрольного задания.
Контрольное задание по теме 7 «Обработка клапана»
Вариант 5
HW Наименование неделимых операций р%-
! А 2 Обметать верхний срез Проложить отделочную м
// А 3 строчку Подрезать излишки шва р
Обтачать клапан м
5 6 Приутюжить клапан, заутюживая кант Вывернуть клапан на лицевую сторону У р
Рис. 2. Обработка клапана кармана платья.
Ответы
п/п Вопросы 1 3 3 1 4
2 Укажите код шва Укажите код назначения строч- 112 207 108
ки 1 10 01 03
4 Укажите тип стежка 3 Укажите класс машины для опе- 503 506 803
рации 2 Установите порядок операций по 308 797 97
5 1 4 3 4
технологической последователь- 2 2 6 2
ности X 3 6 5
5 5 . 2 6
4 2 1
6 1 5 з
При безмашиниом программированном контроле карточки проверяют с помощью карточки-трафарета. Обнаружив неправильные ответы, преподаватель проводит беседу со студентами, допустившими ошибки.
Аналогичные контрольные задания используют при проведении 15-минутных контрольных работ после завершения изучения темы. В этом случае за все правильные ответы студент получает оценку «отлично», за четыре правильных ответа — «хорошо», за три правильных ответа — «удовлетворительно».
Третий этап лабораторно-практической работы продолжительностью 60—65 мин включает самостоятельную индивидуальную работу студента по составлению технологической последовательности и обработки узлов швейных изделий с указанием вида оборудования, приспособления, инструмента по каждой неделимой операции в соответствии с конкретным вариантом задания. При этом студенты используют нормативно-техническую и справочную литературу, плакаты, образцы изготовленных узлов и другие учебные пособия.
Для самоконтроля хода (шагов) работы предусмотрена оценка каждой операции различных по назначению видов работы и оборудования.
Вид работы операции
Сметывание
Заметывание
Наметывание, накалывание булав-ками
Приметывание
Выметывание
Обметывание (оплавление) Вметывание
Удаление строчек после выметывания, сметывания и т. д.
Высекание среза детали, части шва, разрезание детали
Нанесение линий вытачек, складок, заправка в кассету
Вывертывание деталей
Подшивание, вспушка Разметка шва, складки Скрепление буф, концов, уголков
Оценка, баллов
2
Выполнение отделочных строчек Стачивание
Стачивание и обметывание
Застрачивание
Обтачивание
Настрачивание
Притачивание
Втачивание
Расстрачивание
Прострачивание
Присбаривание
Окантовывание
Разутюживание
Заутюживание
Приутюживание
Прессование
Отпаривание
Клеевое закрепление среза детали
Приклеивание (дублирование) де-
Пришивание пуговиц и другой фурнитуры
Обметывание (обтачивание) петель, изготовление закрепок
Вид инструмента, оборудования
Ручная игла, лекало, мел, колышек, булавка и т. п.
Ножницы
Раскройная или оспоровочная ма-
Стачивающая одноигольная машина
Стачивающая многоигольная машина
Стачивающая специальная машина (втачивание рукавов, разметка пройм
Стачивающая машина, выполняющая зигзагообразную строчку Выметочная машина
Краеобметочная машина или с оплавлением края Стачивающе-обметочная машина Машина потайной строчки Вышивальная машина Пуговичная машина Закрепочная машина Петельная машина
Машина для прикрепления клеевой пленки, нитки и т. п.
Специальный аппарат или полуавтомат для сборки клеевым способом или сваркой
Полуавтомат для сборки ниточным способом
Определив сумму баллов по количеству неделимых операций к, содержанию операций с и принятому для их выполнения вида оборудования Б, контролируют
правильность выполнения задания (ответы указаны в задании). Если ответ не совпадает с указанной суммой баллов, студент должен проработать рекомендованные учебные пособия и исправить ошибку.
Рис. 3. Структурная схема класса программированного обуче-
При наличии автоматизированного класса для программированного обучения типа АК-30 контроль и самоконтроль знаний студентов проводят индивидуально, а также группой по заранее подготовленным контрольным (тестовым) карточкам.
Класс работает в комплексе пульта преподавателя (ПП) и тридцати пультов учащихся (ПУ). Программа класса состоит Из 6 вариантов (5 учащихся в варианте). В каждом варианте пять вопросов, которые реализуются выборочным, результативным или конструктивным методами ответов. Программу обрабатывают кодом по признаку правильных ответов. На рис. 3 представлена
структурная схема рабочего места класса в режиме «самоконтроль».
Устройство работает следующим образом. Учащий-
Рис. 4. Панель пульта учащегося:
вильном ответе индикатор гаснет и тем самым разрешается переход к следующему вопросу. Если индикатор продолжает гореть, ответ неправильный (рис. 4).
Для кодирования правильных ответов используются матрицы символов 2 (рис. 4), а также панель ПП (рис. 3).
Так, например, для кодирования ответов рассмотренного контрольного задания достаточно в ответе на первый вопрос установить переключатель сотен на число 207, на третий — 503, на четвертый — переключатель десятков на 97, на пятый — переключатель единиц на 2, соответствующее правильному варианту технологической последовательности.
Получив контрольное задание, учащийся в режиме «самоконтроль» набирает ответ на каждый вопрос, нажимая соответствующие кнопки ввода ответов. Так, если учащийся на первый вопрос нажмет кнопки 207, индикатор множителя гаснет, и учащийся может перейти к ответу на следующий вопрос. Если индикатор не гаснет, учащийся обращается к учебному пособию и устраняет ошибку.
При ответах на контрольные задания в режиме «контроль» по мере ввода правильных ответов с ПУ на передней панели ПП загораются индикаторы от каждо
го рабочего места. После ответа на все пять вопросов на индикаторе ПП высвечивается оценка, которая дублируется на индикаторе 4 ПУ.
По каждой лабораторно-практической работе студент должен представить отчет в специальной тетради. Оформляя отчет, он указывает тему занятия, список проработанной литературы и методические пособия, номер варианта задания, рисунок изучаемого узла с перечнем деталей и схемами соединений, а также технологическую последовательность обработки, составленную по табл. 5.
ГЛАВА 2
ИЗУЧЕНИЕ МЕТОДОВ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ
2.1. НАЧАЛЬНАЯ ОБРАБОТКА ДЕТАЛЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Методы обработки срезов деталей одежды в зависимости от вида материала, его волокнистого состава и степени осыпаемости.
2. Виды вытачек на деталях одежды.
3. Виды складок на деталях одежды.
4. Какие швы применяют для соединения отдельных частей деталей одежды?
5. Конструктивно-декоративные элементы при начальной обработке деталей.
'6. Машины для соединения частей деталей.
7. Как предохранить срезы деталей от растяжения?
8. Как придают устойчивую форму деталям и их отдельным участкам?
9. Приспособления малой механизации для выполнения разных соединительных швов, складок, сборок, буф.
10. Машины для обработки срезов деталей.
Задания для выполнения работы
Составить технологическую последовательность обработки основных и отделочных деталей легкого платья по табл. 5. Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Вариант 1
; = 46,S»H.
1 со вставкой -№ 2, с = 26, Б = 14
Вариант 12
2.2. ОБРАБОТКА ШЛИЦ (РАЗРЕЗОВ) СПИНОК И РУКАВОВ ВЕРХНЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Детали для обработки шлицы спинки клеевым способом.
2. Детали для обработки шлицы спинки ниточным способом.
3. В изделиях из каких материалов шлицу спинки можно обрабатывать без кромки? без прокладки?
4. Разновидности шлиц рукавов в изделиях.
5. Оборудование, применяемое для соединения прокладки, кромки в шлицах, в низках рукавов.
6. Как осуществляется сборка шлицы спинки на аппарате ПШ-2?
7. -Как производится сборка шлицы и низка рукава на аппарате ОНК?
8. Какое оборудование ВТО применяется при обработке шлиц?
9. Специальные машины для обработки шлиц.
10. Какие материалы используют для приклада в шлицах?
Задания для выполнения работы
Составить технологическую последовательность обработки шлиц по табл. 5. Осуществить самоконтроль правильности выполненной работы в соответствии с заданием.
Указать возможные изменения в обработке при применении другого оборудования или приспособления.
Индивидуальные задания
Вариант 4
Рис. 20. Шлица спинки пальто без подкладки; 1 - левая, 2 - правая половинки спинки, 3 -4 — клеевая кромка, 5 — клеевая прокладка.
Шаг I: обработка припусков на шлицу—к =. 3, с г= 69, Б = 24, Шаг! I: соединение частей спинки и обработка шлицы -к = 5, <
Рис. 21. Шлица неразрезной спинки:
1 - спинка, 2 - обтачка (две детали), 3- прокладка под петли, 4 - кромка.
Шаг II: обтачивание разреза спинки и ВТО — к = 5, с— 125, Б = 19.
Шаг III: прокладывание отделочных строчек - к = 3, с = 72, Б.= 15
2.3. ОБРАБОТКА ПРОРЕЗНЫХ КАРМАНОВ
ВЕРХНЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Какие виды прорезных карманов применяются при изготовлении верхней одежды?
2. Назначение клапанов карманов и их конструктивные разновидности.
3. Назначение листочек карманов и их конструктивные разновидности.
4. Назначение обтачек и способы образования из них рамки карманов.
5. Назначение долевиков карманов и способы соединения их с полочками.
6. Назначение подзора, используемые материалы и способы соединения с мешковиной.
7. Конструктивные разновидности мешковины карманов и способы обработки ее срезов.
8. Способы разметки и выполнения прорези карманов.
9. Какое оборудование применяется для обтачивания клапанов, листочек, притачивания обтачек?
10. Какие полуавтоматы используют для изготовления клапанов, листочек, настрачивания подзоров?
11. Какие полуавтоматы применяют при обработке прорези кармана обтачками, клапаном и обтачкой, ли-сточкой и мешковиной?
12. Применение клеевых способов соединения при обработке карманов.
13. Какие операции ВТО выполняются при обработке карманов?
14. Какое оборудование ВТО применяют при обработке карманов?
15. Какие приспособления малой механизации применяют при обработке карманов?
Задания для выполнения работы
Составить технологическую последовательность обработки прорезных карманов верхней одежды по табл. 5.
Осуществить самоконтроль правильности выполненной работы в соответствии с заданием.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
7 - мешковина, 2 — подзор, 3 — обтачка, 4 - клапан, 5 - подкладка клапана.
Шаг I: обработка мешковины — к = 2, с - 40, Б = 16.
Шаг 11: обработка клапана на полуавтомате - к = 2, с = 29, Б = 21.
Шаг IV: соединенна долевиков - к = 1, с = 29, Б = 18.
Шаг V: монтаж кармана — к = 8, с = 131, Б = 29.
1 — полочка, 2 — мешкозина, 3— подзор, 4 — обтачка, 5 — клапан, 6 — подкладка клапана, 7 - долевик.
Шаг I: обработка мешковины - к = 2, с - 41, Б = 10. .
Шаг 11: обработка клапана - к = 6, с = 97, Б = 17.
Шаг III: разметка кармана и клапана - к = 2,с = 20, Б = 2.
Шаг IV: соединение долевиков - к — 1, с = 29, Б = 18.
Шаг V: монтаж кармана - к = 9, с = 147, Б = 40.
Ш Ш
Рис. 34. Верхний прорезной карман с листочком:
1 - полочка, 2 - листочка, 3- подкладка листочки, 4 — прокладка, 5- мешковина (две детали), в - подзор.
Шаг I: обработка листочки на аппарате с клеевой прокладкой и соединение
с подкладкой - к = 2, с = 61, Б = 19.
Шаг II: обработка мешковины - к=2, с= 42, Б = 10.
Шаг III: соединение листочки и мешковины с полочкой на двухигольной
Шаг IV: монтаж кармана — к= 8, с '= 60, Б = 26.
2.4. ОБРАБОТКА ВНУТРЕННИХ КАРМАНОВ ВЕРХНЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Разновидности внутренних карманов, применяемых при изготовлении мужской верхней одежды.
2. Разновидности внутренних карманов, применяемых при изготовлении женской верхней одежды.
4. Какие детали используют для обработки входа во внутренние карманы?
4. Общая схема обработки внутренних карманов с одной обтачкой.
5. Общая схема обработки внутренних карманов с двумя обтачками.
6. Общая схема обработки внутренних карманов с листочкой из основной ткани.
7, Общая схема обработки внутренних карманов с листочкой из подкладочной ткани.
8. Общая схема обработки внутренних карманов с окантованными краями подкладочной тканью или тесьмой.
9. Виды отделки, используемые при обработке внутренних карманов.
10. Какое оборудование применяют при обработке внутренних карманов?
11. Какие полуавтоматы применяют при обработке внутренних карманов?
12. Приспособления Для обработки внутренних карманов.
13. Какие детали карманов можно унифицировать?
14. Как можно автоматизировать процесс изготовления внутренних карманов?
Задания для выполнения работы
Составить технологическую последовательность обработки внутренних карманов верхней одежды по табл. 5.
Осуществить самоконтроль правильности выполненной работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
на подкладке полочки У
1 полочка, 2 — мешковина,
Шаг !: обработка обтачек - к = 2, с - 43-, Б = 9. Шаг II: обработка мешковины —к=1, с = 20, Б = I Шаг III: обработка петли -к = 2,с = 42, Б = 10. Шаг IV: монтаж кармана - к = 7, с = 139, Б = 41.
2
I а
Шаг I: обработка листочки -№= 1, с = 21, £ = 5.
!' - ! : u'spaSoTiCi пупком:/.! - /•= 1, •?= 20, Л 5, Шаг III: монтаж кармана —к = 5,с = 72,Б = 14.
Шаг III: монтаж кармана — № 8, с = 143, Б = 30.
3 8-443
Рис. 44. Бортовой карман в женских изделиях;
1 - полочка с бортовой прокладкой, 2 — подборт, 3— подкладка полочки,
Шаг-Ill: соединение подкладки с подбортом
Рис. 45. Карман сянсточкой на подкладке, выстеганной с утепляющей прокладкой.
1 — полочка, 2 — мешковина, 3 - листочка, 4 - подзор, 5 - полоска для петли, 6— долевик.
Шаг i: обработка листочки - к~ 2, с я 52, Б = 8. .Шаг II: монтаж мешковины - к = 1, с = 20, Б = 5. Шаг 111: монтаж кармана - к я 7, с = 102, Б ~ 20.
2.5. ОБРАБОТКА НАКЛАДНЫХ И НЕПРОРЕЗНЫХ
КАРМАНОВ ВЕРХНЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Какие виды, накладных карманов применяются в верхней одежде?
2. Какие отделочные детали используют при обработке накладных карманов?
3. Какие отделочные швы . и декоративно-конструктивные элементы применяются при обработке накладных карманов?
4. Какие детали приклада применяются для накладных карманов и из каких материалов они изготовляются?
5. Какими способами соединяют накладные карманы с основными деталями?
6. Линии швов в верхней одежде, по которым обрабатываются непрорезные карманы.
7. Детали для оформления входа в непрорезных карманах.
8. Детали приклада при изготовлении непрорезных карманов.
9. Машины для обработки накладных карманов и карманов в швах.
10. Какие приспособления используются при обработке накладных карманов? карманов в швах?
11. Какие операции ВТО выполняются при обработке накладных и непрорезных карманов, на каком оборудовании?
Задания для выполнения работы
Составить технологическую последовательность обработки накладных и непрорезных карманов верхней одежды по табл. 5.
Осуществить самоконтроль правильности выполненной работы.
Указать возможные изменения в обработке при применении другого оборудования или приспособлений.
Индивидуальные задания
Рис. 46. Накладной карман с цельновыкроенной обтачкой; 1 — полечка, 2 — карман, 3 — подкладка, 4 — кромка.
Шаг I: обработка кармана - к = 7, с = 116, Б = 37.
Шаг 11: монтаж кармана — к = 3, с = 68, Б = 28.
Шаг I: обработка боковой части полочки - к = 1, с = 21, Б = 5. Шаг II: монтаж кармана - к = 5/с = 108, g = 47. .
2.8. ОБРАБОТКА КАРМАНОВ ЛЕГКОГО ПЛАТЬЯ
Контрольные вопросы
1. Какие виды карманов применяют в платьях?
2. Виды отделок при обработке карманов.
3. Как соединяются прокладки с деталями карманов и из каких материалов они изготавлива-
4. Методы обработки деталей карманов в зависимости от волокнистого состава тканей.
5. Схема сборки накладного кармана.
6. Схема сборки прорезных карманов.
7. Схема сборки карманов в швах.
8. Какое оборудование применяется при обработке деталей карманов, обработке срезов мешковины?
9. Какие полуавтоматы применяются при обработке карманов?
10. Приспособления при обработке и сборке карманов.
Задания для выполнения работы
Составить технологическую последовательность обработки карманов платьев по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Вариант 1
2.7. ОБРАБОТКА РУКАВОВ И ПРОЙМ
ВЕРХНЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Покрой рукавов верхней одежды.
2. Детали втачных рукавов.
3. Из каких деталей состоят цельновыкроенные рукава и рукава реглан?
4. Какие детали применяются при обработке низа рукавов?
' 5. Какие манжеты используются при обработке
рукавов?
И 6. Какие детали приклада применяются при обработке рукавов?
7. Детали подкладки и утепляющей прокладки в рукавах.
8. Какие машины используются для соединения частей рукавов, подкладки и утепляющей про-'кл адки?
9. Влажно-тепловое оборудование при обработке рукавов и пройм.
10. Какие детали применяются при обработке пройм?
11. Распошивка проймы и ее выполнение.
Задания для выполнения работы
Составить технологическую последовательность обработки рукавов и пройм верхней одежды по табл. 5.
Осуществить самоконтроль правильности выполненной работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Рис. 69. Соединение втачных рукавов и обработка пройм:
Шаг II: соединение частей рукава - к = 8, с = 161, j Шаг 111: обработка низа - к- 2, с = 54, Б = 23. .
4 8-443
2.8. ОБРАБОТКА РУКАВОВ И ПРОЙМ ПЛАТЬЕВ
Контрольные вопросы
1. Покрои рукавов в легких платьях.
2. Методы обработки открытых пройм в платьях.
3. Методы обработки низа коротких рукавов в платьях.
4. Методы обработки низа длинных рукавов в платьях.
5. Детали для отделки рукавов.
6. Отделочные швы н конструктивно-декоративные элементы при обработке пройм и рукавов в платьях.
7. Оборудование для обработки рукавов и пройм платьев.
8. Приспособления для обработки рукавов платьев.
9. Влияние химического состава тканей на методы обработки рукавов и пройм.
10. Какие методы соединения рукавов с изделием применяются и с помощью какого оборудования?
Задания для выполнения работы
Составить технологическую последовательность обработки рукавов и пройм платьев по табл. б.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Рис. 77. Пройма, обработанная подкройной обтачкой;
1 — изделие, 2 - обтачка.
Шаг I: обработка обтачки 3, с « 43, Б “ 18.
Шаг 11: соединение обтачки с проймой - К « 7, С=100, Б - 28.
Рис. 73. Пройма, обработанная руликом:
1 - изделие, 2 - рулик.
Шаг I: обработка рули ка—№ 4, с я 80, Б «13.
Шаг И: соединение руликас проймой -К «3, с - 16, К» 13.
Рис. 79. Пройма, обработанная обтачкой с прокладкой: 1 — изделие, 2 — обтачка, 3 * прокладка.
2.9. ОБРАБОТКА ВОРОТНИКОВ И СОЕДИНЕНИЕ ИХ С ГОРЛОВИНОЙ В ВЕРХНЕЙ ОДЕЖДЕ
Контрольные вопросы
1. Конструктивные разновидности воротников верхней одежды.
2. Из каких деталей состоит воротник верхней одежды? ;
3. Из каких материалов изготавливается нижний воротник?
4. Какие материалы используют для изготовления прокладки в воротник?
5. Методы соединения прокладки с нижним воротником.
6. Методы соединения верхнего воротника с нижним.
7. Методы соединения нижнего воротника с горловиной.
8. Как обеспечивается правильность посадки воротника по горловине?
9. Как соединяется меховой воротник с нижним воротником и изделием?
10. Как соединяется верхний воротник с подбортами и подкладкой?
11. Какое оборудование применяется при обработке воротников ниточным методом? клеевым?
12. Какое влажно-тепловое оборудование применяется при обработке воротников?
Задания для выполнения работы
Составить технологическую последовательность обработки воротников и соединения их с горловиной в верхней одежде по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
109
413
2.10. ОБРАБОТКА ВОРОТНИКОВ И СОЕДИНЕНИЕ ИХ
С ГОРЛОВИНОЙ В ПЛАТЬЯХ
Контрольные вопросы
1. Конструктивные разновидности воротников в легких платьях
2. Из каких деталей состоят воротники платьев?
3. Какие материалы используют для прокладки в воротники?
4. Какие виды отделок применяются при обработке воротников платьев?
5. Как влияет волокнистый состав тканей ва способ обработки воротников платьев?
6. Особенность обработки воротников из трикотажных полотен.
7. Методы соединения воротников с горловиной платьев.
8. Машины для обработки воротников.
9. Приспособления для обработки воротников.
10. Какие машины используются для соединения воротников с горловиной?
11. Оборудование для обработки воротников из синтетических материалов.
12. Какие операции ВТО и на каком оборудовании выполняются при обработке воротников и горловины?
Задания для выполнения работы
Составить технологическую последовательность обработки воротников и соединения их с горловиной в платьях по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Рис. S6. Отложной воротник.*
1 — верхний, 2 — нижний воротники (две детали). .
Шаг I: обработка нижнего воротника - к = 3, с - 52, Б = 10. Шаг 11: монтаж - № 7, с »105, Б=26,
120
2.11. ОБРАБОТКА ГОРЛОВИНЫ И ЗАСТЕЖЕК ПЛАТЬЕВ
Контрольные вопросы
1. Конструктивные разновидности застежек в платьях.
2. С помощью каких деталей обрабатывается горловина платьев?
3. Виды отделок при обработке горловины и застежек, платьев...
4. Методы обработки внутренних краев обтачек и подбортов при изготовлении платьев.
5. Машины для обработки горловины и застежек платьев.
6. Приспособления для обработки горловины и застежек платьев.
7. Влияние волокнистого состава материалов на метод обработки горловины и застежки платьев.
8. Материалы для изготовления прокладки при обработке застежек.
9. Какие полуавтоматы применяются для обметывания петель, пришивания пуговиц, крючков, кнопок на застежках платьев?
10. Как обрабатываются застежки в платьях при применении тесьмы-молнии?
Задания для выполнения работы
Составить технологическую последовательность обработки горловины и застежек платьев по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Вариант 1
Рис. 106. Обработка горловины обтачкой с прокладкой: 1 — прокладка, 2 — обтачка (дведетали), 3 — изделие.
Шаг I: обработка обтачки горловины - к = 4, с = 67, Б = 23.
Шаг 11: соединение обтачки и прокладки с горловиной - к = 2, с = 41, Б -Шаг III: прикрепление внутренних краев обтачек - к = 2, с = 43, 5 = 8.
2.12. ОБРАБОТКА ВОРОТНИКОВ И ЗАСТЕЖЕК
МУЖСКИХ СОРОЧЕК
Контрольные вопросы
1. Конструктивные разновидности застежек в мужских сорочках.
2. Какие покрои воротников используются в мужских сорочках?
3. Какие детали обеспечивают жесткость и упругость воротникам сорочек?
4. Материалы для изготовления прокладки в воротники сорочек, борта, планки.
5. Методы соединения верхнего воротника с нижним.
6. Методы соединения воротника с горловиной.
7. Методы обработки воротников из синтетических тканей.
8. Какие машины применяются при обработке воротников и застежек сорочек?
9. Какие полуавтоматы применяются при обработке воротников сорочек?
10. Какие операции ВТО применяются при обработке воротников сорочек? Оборудование для их обработки.
11. Приспособления для обработки воротников и застежек сорочек.
Задания для выполнения работы
Составить технологическую последовательность обработки воротников и застежек мужских сорочек по табл. б.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Рис. 116. Застежка переда сорочки с одной нижней планкой: 1 - перед, 2 — нижняя планка, 3- прокладка.
Шаг III: оформление конца разреза - к
Вариант 7
Шаг I: обработка воротника - к- 2, с = 48, Шаг 11: соединение воротника с горловиной -
= 69, S «16.
ВНпНИ
2.13. ОБРАБОТКА ЗАСТЕЖЕК И НИЖНИХ СРЕЗОВ
БРЮК И ЮБОК
Контрольные вопросы
1. Конструктивные разновидности застежек в брюках.
2. Конструктивные разновидности застежек в юбках.
3. Способы обработки низа брюк и юбок.
4. Особенности обработки застежек в брюках с цель-новыкроенными деталями гульфика, откоска, подкладки гульфика.
5. Особенность обработки застежек тесьмой-молния.
6. Оборудование для обработки застежек, низа юбок и брюк.
7. Приспособления для обработки застежек и низа брюк и юбок.
8. Прикладные и отделочные материалы для обработки застежек и низа брюк и юбок.
9. Какие операции ВТО и какое оборудование применяются при обработке брюк и юбок?
10. Особенность обработки застежек в брюках из трикотажных полотен, специальных материалов, джинсовых и других тканей.
Задания для выполнения работы
Составить технологическую последовательность обработки застежек и нижних срезов брюк и юбок по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
мм
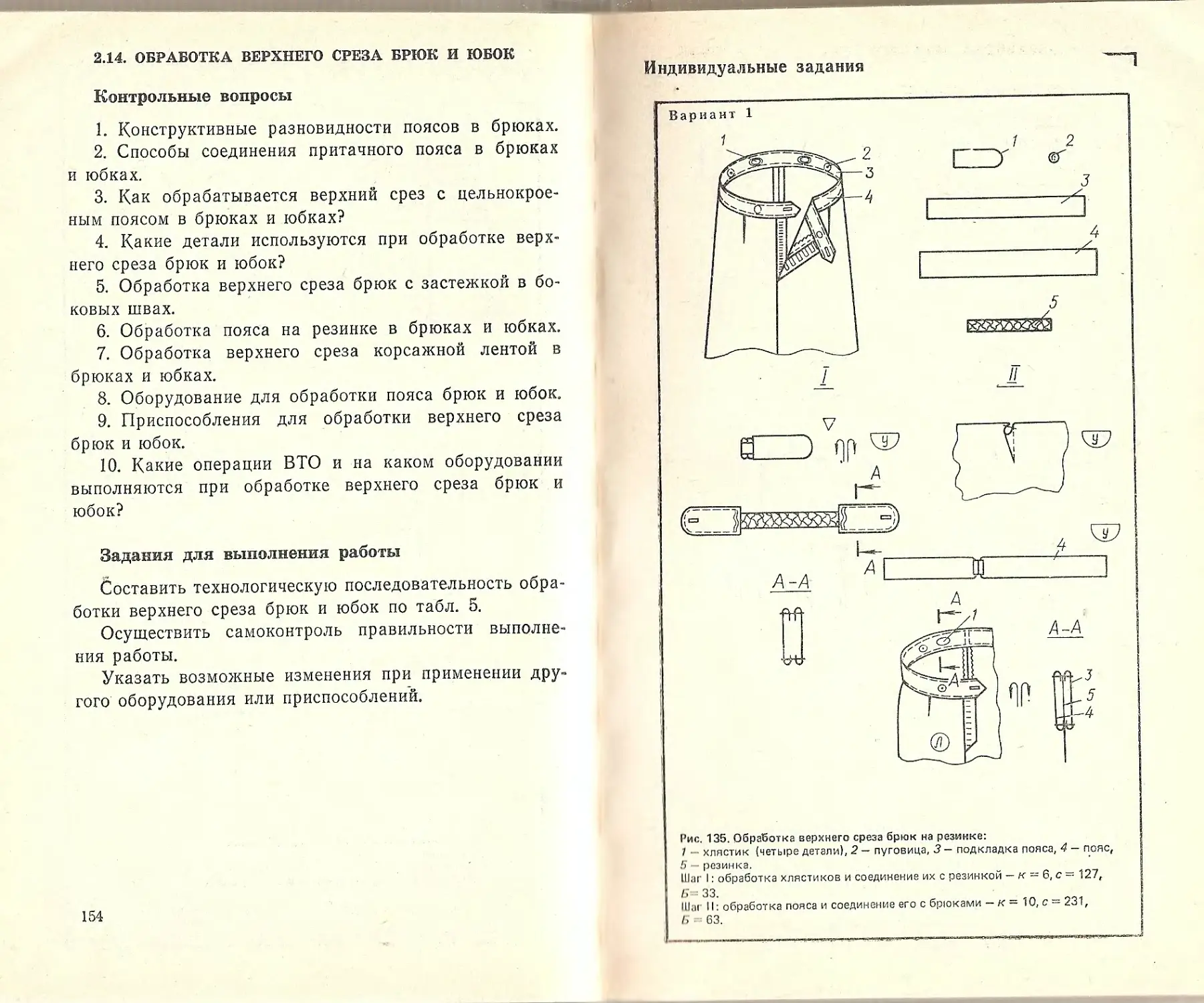
2.14. ОБРАБОТКА ВЕРХНЕГО СРЕЗА БРЮК И ЮБОК
Контрольные вопросы
1. Конструктивные разновидности поясов в брюках.
2. Способы соединения притачного пояса в брюках и юбках.
3. Как обрабатывается верхний срез с цельнокроеным поясом в брюках и юбках?
4. Какие детали используются при обработке верхнего среза брюк и юбок?
5. Обработка верхнего среза брюк с застежкой в боковых швах.
6. Обработка пояса на резинке в брюках и юбках.
7. Обработка верхнего среза корсажной лентой в брюках и юбках.
8. Оборудование для обработки пояса брюк и юбок.
9. Приспособления для обработки верхнего среза брюк и юбок.
10. Какие операции ВТО и на каком оборудовании выполняются при обработке верхнего среза брюк и юбок?
Задания для выполнения работы
Составить технологическую последовательность обработки верхнего среза брюк и юбок по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Рис. 138. Обработка верхнего среза брюк с застежкой по боковым швам: 1 - подкладка пояса, 2 - пояс, 3 - подкладка передних половинок, 4 — обтачка, б - брюки.
Шаг I: обработка передних половинок - к = 7, с == 158,Б — 45.
Шаг II: обработка задних половинок -к - 5, с -122, Б - 47.
0 tt - 443 161
2.15. ОБРАБОТКА БОРТОВОЙ ПРОКЛАДКИ
И СОЕДИНЕНИЕ ЕЕ С ПОЛОЧКОЙ
Контрольные вопросы
1. Конструктивные разновидности бортовых прокладок при изготовлении одежды верхнего ассортимента.
2. Материалы для изготовления детали бортовых прокладок.
3. Методы ниточного крепления при обработке бортовых прокладок.
4. Методы клеевого крепления при обработке бортовых прокладок.
5. Обработка прокладок комбинированными методами крепления.
6. Способы регулирования жесткостью бортовых прокладок.
7. Оборудование ВТО при сборке и формовании бортовых прокладок.
8. Какие машины и приспособления применяют при сборке бортовых прокладок?
9. Методы соединения бортовых прокладок с полочками.
10. Сущность метода фронтального дублирования.
Задания для выполнения работы
Составить технологическую последовательность обработки бортовой прокладки и соединения ее с полочкой по табл. 5.
Осуществить самоконтроль правильности выполне-/ ния работы.
Указать возможные изменения при применении дру-'того оборудования или приспособлений.
Индивидуальные задания
2.16. ОБРАБОТКА И СБОРКА ВОРТОВ
ВЕРХНЕЙ ОДЕЖДЫ
Контрольные вопросы
1. Конструктивные разновидности бортов в верхней одежде.
2. Какие детали применяются при обработке бортов?
8. Какие разновидности застежек в верхней одежде?
4. Какие детали применяются при обработке потайных застежек по бортам?
б. Обработка обтачных петель по бортам.
6. Закрепление навесных петель по бортам.
7. Методы прикрепления кромки по бортам.
8. Методы закрепления края борта.
S. Как осуществляется обработка края борта «в чистый край»?, «вспушку»?
10. Обработка цельновыкроенных бортов.
11. Какие машины применяются при обработке бортов?
12. Какие полуавтоматы применяются при обработке бортов?
13. Какие приспособления применяются при обработке бортов?
14. Способ обработки борта в зависимости от вида материала верха.
15. Какие операции ВТО и на каком оборудовании они выполняются при обработке бортов?
Задания для выполнения работы
Составить технологическую последовательность обработки борта по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
Вариант 4
Рис. 156. Борт женского пальто:
1 - полочка с бортовой прокладкой, 2 — подборт. Шаг I: обработка подборта - к - 1, с = 16, Б = 7. Шаг 11: сборка борта и низа - к = 6, с = 86, Б = 47. Шаг III: отделка - к=> 3, с = 55, Б = 29.
2.17. ОБРАБОТКА ПОДКЛАДКИ И УТЕПЛЯЮЩЕЙ ПРОКЛАДКИ И СОЕДИНЕНИЕ С ИЗДЕЛИЕМ
Контрольные вопросы
1. Обработка подкладки перед соединением с верхом изделия.
2. Обработка утепляющей прокладки перед соединением с верхом изделия.
3. Методы соединения подкладки с верхом в женских пальто, в мужских пальто и пиджаках.
4. Как соединяется утепляющая прокладка с верхом в женских и мужских пальто?
5. Обработка пристегивающейся утепленной прокладки.
6. Как соединяется подкладка с изделиями, в которых окантованы внутренние срезы подбортой?
7. Соединение подкладки, выстеганной с утепляющей прокладкощ с изделием.
8. Какое оборудование применяется при обработке подкладки, утепляющей прокладки, соединения подкладки с утепляющей прокладкой и изделием?
9. Какие операции ВТО и на каком оборудовании применяются при обработке и соединении подкладки с изделием?
10. Как обрабатываются двухсторонние изделия?
Задания для выполнения работы
Составить технологическую последовательность обработки и соединения подкладки и утепляющей прокладки с изделиями по табл. 5.
Осуществить самоконтроль правильности выполнения работы.
Указать возможные изменения при применении другого оборудования или приспособлений.
Индивидуальные задания
ГЛАВА 3
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ПОСЛЕДОВАТЕЛЬНОСТИ ИЗГОТОВЛЕНИЯ ШВЕЙНЫХ ИЗДЕЛИЙ
3.1. ЦЕЛИ И ЗАДАЧИ РАБОТ
Цель заданий по разработке технологической последовательности изготовления швейных изделий— систематизировать и закрепить знания студентов, научить их пользоваться справочной литературой, прейскурантами, стандартами, самостоятельно выполнять расчеты, проводить анализ параметров технологических операций и методов обработки отдельных деталей и узлов изделий, графически выполнять необходимые рисунки, оформлять технологическую документацию, разрабатывать операционные и технологические карты обработки швейных изделий.
При разработке технологической последовательности необходимо выбрать модель, охарактеризовать ее конструкцию и рекомендуемые материалы, определить сложность обработки, прейскурантный номер и цену, методы обработки, оборудование й приспособления, составить технологическую последовательность и общую схему соединений.
3.2. МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ПРОВЕДЕНИЮ РАБОТ ПО РАЗРАБОТКЕ ТЕХНОЛОГИЧЕСКОЙ ПОСЛЕДОВАТЕЛЬНОСТИ
Выбор модели
Выбор модели осуществляется по журналам мод в соответствии с наименованием вида изделия.
На выбранную модель составляют рисунок и описание. На рисунке модели необходимо изобразить вид спереди и сзади так, чтобы были четко видны все детали и конструктивные линии. В описании указывают наименование изделия, рекомендуемые ткани, силуэт, полноту, размер и рост, а также дают подробную характеристику деталей, имеющихся на них конструктивных 192
линий — вытачек, складок, разрезов, вида застежки, средств отделки.
После описания модели следует перечислить признаки, характеризующие соответствие модели, направление моды и обеспечивающие ее потребительский спрос, а также технологичность, обеспечивающую применение прогрессивных методов обработки с наименьшими трудовыми и материальными затратами.
Характеристика конструкций деталей модели
Все детали кроя зарисовывают в масштабе 1 : 5 или 1 : 10. При этом указывают направление нити основы и допустимые отклонения при выполнении раскладок, а также порядкового номера со спецификации (табл. 8).
Таблица 8. Спецификация деталей кроя
да™™ Эскиз де- Наименование детали | Акро™й
Кроме того, указывают, какие детали относятся к верху, подкладке и прикладу. Выделяют детали, определяющие конструктивную основу модели и характерные только для данной модели, но используемые как унифицированные при разработке других моделей.
Выбор материалов
В соответствии с рекомендуемыми при описании модели материалами необходимо по прейскурантам и справочникам выбрать конкретные ткани, нитки, фурнитуру, отделочные и прикладные материалы, указав:
нх новизну и перспективность выпуска текстильной промышленностью;
соответствие по цветовой гамме, рисунку или фактуре, выбранной модели;
возможности, обеспечивадощие качество модели;
возможности по эстетическому оформлению, физико-механическим свойствам, экономичности.
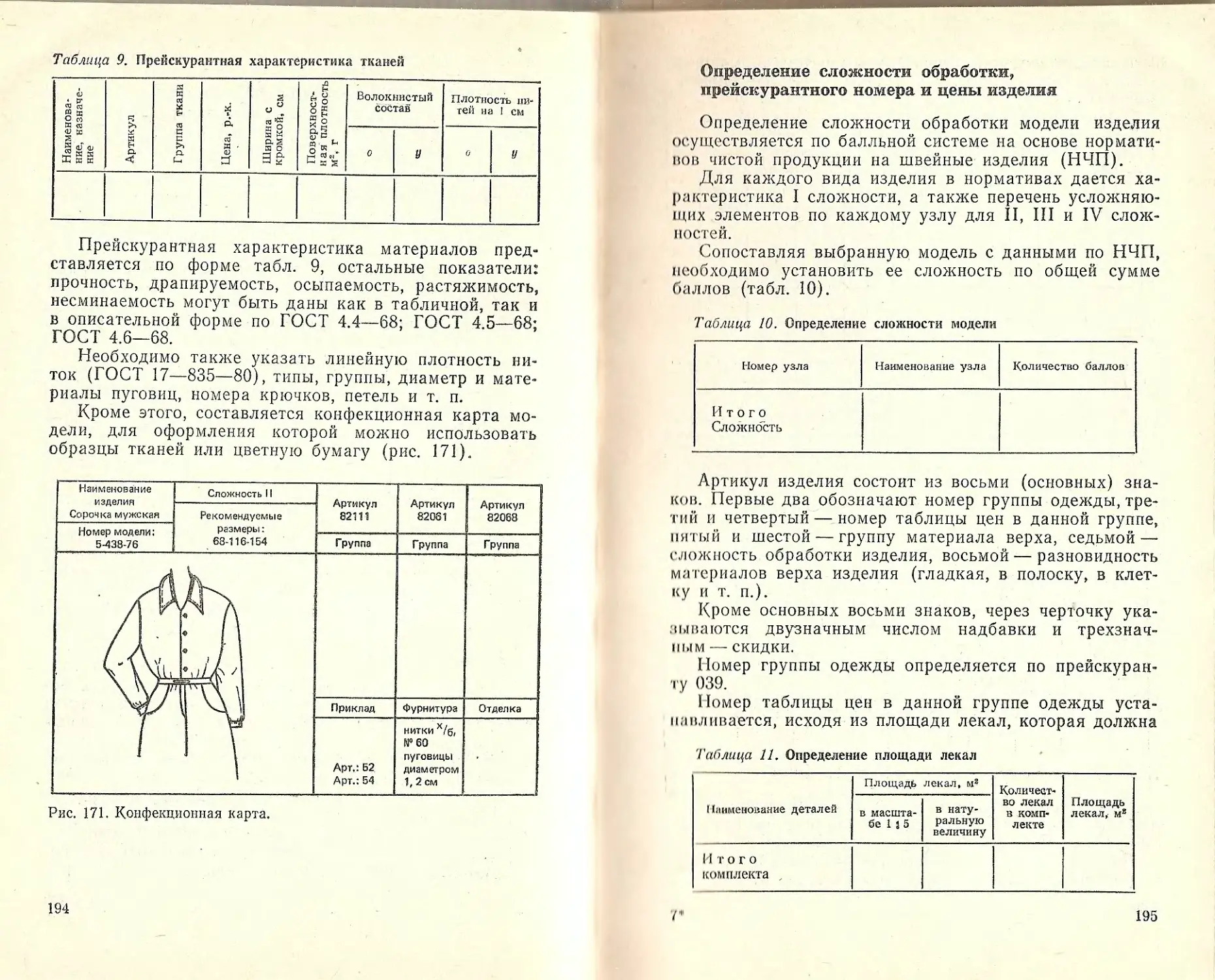
Таблица 9. Прейскурантная характеристика тканей
0 1 ! i 1 i й Волокнистый Плотность нитей на 1 см
о 1 У
1 1
Прейскурантная характеристика материалов представляется по форме табл. 9, остальные показатели: прочность, драпируемость, осыпаемость, растяжимость, несминаемость могут быть даны как в табличной, так и в описательной форме по ГОСТ 4.4—68; ГОСТ 4.5—68; ГОСТ 4.6—68.
Необходимо также указать линейную плотность виток (ГОСТ 17—835—80), типы, группы, диаметр и материалы пуговиц, номера крючков, петель и т. п.
Кроме этого, составляется конфекционная карта модели, для оформления которой можно использовать образцы тканей или цветную бумагу (рис. 171).
Определение сложности обработки, прейскурантного номера и цены изделия
Определение сложности обработки модели изделия осуществляется по балльной системе на основе нормативов чистой продукции на швейные изделия (НЧП).
Для каждого вида изделия в нормативах дается характеристика I сложности, а также перечень усложняющих элементов по каждому узлу для II, III и IV сложностей.
Сопоставляя выбранную модель с данными по НЧП, необходимо установить ее сложность по общей сумме баллов (табл. 10).
Таблица 10. Определение сложности модели
Номер узле Наименование узла Количество баллов
Итого Сложность
Артикул изделия состоит из восьми (основных) знаков. Первые два обозначают номер группы одежды, третий и четвертый — номер таблицы цен в данной группе, пятый и шестой — группу материала верха, седьмой — сложность обработки изделия, восьмой — разновидность материалов верха изделия (гладкая, в полоску, в клетку и т. п.).
Кроме основных восьми знаков, через черточку указываются двузначным числом надбавки и трехзнач-пым — скидки.
Номер группы одежды определяется по прейскуранту 039.
Номер таблицы цен в данной группе одежды устанавливается, исходя из площади лекал, которая должна
Таблица 11. Определение площади лекал
быть определена экспериментальным путем на машине ИЛ-2 или способом палетки. Данные расчетов заносят в табл. 11.
Розничная цена устанавливается по табл. 12.
Данные о материалах верха и их разновидности устанавливаются по табл. 13.
Таблица 13. Ниточные соединения, выполняемые ручными стежками
Надбавки устанавливаются на фурнитуру: пуговицы, пряжки, крючки, отделочные и другие материалы: кружева, тесьму и т. п. в зависимости от их количества и стоимости.
Например, цена 1 пуговицы 5, 10 или 15 к., 1 м кружева 0,5—1,5 р. Таким образом, если сорочка имеет 6 пуговиц по 10 к., то надбавка составит 6X10=60 к.; если на отделку платья уходит 2 м кружева по 1,0 р. за 1 м, то надбавка составит 2 р. и т. д.
Выбор методов обработки и оборудования
Для выбора, методов обработки и оборудования необходимо составить общую схему соединения (рис. 1, табл. 6), а также режимы и способы их выполнения.
Данные о режимах выполнения ниточных и клеевых соединений необходимо представить в табл, 13—15,
Таблица.14. Ниточные соединения, выполняемые машинными
рые сопровождают выполнение указанных соединений, па каком оборудовании и при каких режимах они выполняются (табл. 16).
Таблица 16. Операции и режимы влажно-тепловой обработки
Состав технологически неделимых операций при обработке одного и того же узла может быть различным и зависимости от его. конструкции, применяемого оборудо-
III ж Содержание технологически неделимых опера- 1 § <5 i 2 1 1 Оборудование, при-впособленил
2 3 4 5 6 Ва Обметать три петли на гульфике Гульфик перегнуть по' надсечкам на лицевую, сторону и сделать три закрепки между пет-1 Настрочить гульфик по j внутреннему краю Перегнуть откосок по надсечкам на изнаноч-1 ную сторону и настро- Пришить три пуговицы на откоске Сделать закрепку в1 конце застежки ри ai 3 3 4 м м А А (рис. 1 13,8 13,1 19,3 17,0 39,8 11,5 72, а) 811 «Минерва», приспособление 5—5, ножницы 811 «Минерва»., ножницы 8332 «Текстима». лапка 1—21 8332 «Текстима», лапка 1—1 95 класс ПМЗ, приспособление 5—9, ножницы, 220 ОЗЛМ, ножницы
7 8 9 10 11 Перегнуть гульфик по надсечкам на изнаночную сторону и настро- Перегнуть откосок по надсечкам на изнаночную сторону и настро- Обметать три петли на левой половинке Пришить три пуговицы на откоске Сделать закрепку в конце застежки it 2 3 3 1 1 (рис. i М М А А 114.5| 172, б) 1 17,9 17,0 13,8 39,8 11,5 8332 «Текстима», лапка 1—21 8332 «Текстима», лапка 1—1 811 «Минерва», приспособление 5—5, ножницы 95 ПЛЗ, приспособление 5—4, ножницы 220 ОЗЛМ, ножницы
Итого 100,0 |
Продолжение табл. 17.
||а lh Содержание технологически неделимых опера- 1 I I I 1 Обо=р„йхг,пр"-
В р и а н т 3 (рис. 172, в)
12 Перегнуть подзор' по длине пополам и обметать внутренние срезы вместе с застежкой-молнией 2 12,8 851 ПМЗ, ножницы
13 Соединить подзор с 3 м 20,2 8332 «Текстима»,
правой передней половинкой настрочным лапка 1—1
швом
14 Обметать внутренний срез обтачки левой пе- 2 с 8,5 851 ПМЗ, ножницы
15 редней половинки Настрочить на обтачку 3 м 18,8 8332 «Текстима»,
левой передней половинки застежку-мол- лапка 1—1
16 Сделать закрепку в 2 А 11,5 220 ОЗЛМ, ножни-
конце застежки цы
Итого 71,8
ваиия, использования клеевых материалов и других факторов, что приводит к различной трудоемкости обработки. Поэтому необходимо выполнить анализ возможных методов обработки с целью выбора наиболее рационального. Для этого используют типовую технологическую документацию по изготовлению швейных изделий и анализируют возможные варианты изготовления узлов и деталей применительно к выбранной модели.
В качестве примера рассмотрим варианты обработки застежки в среднем шве джинсовых брюк (табл. 17, 18), (рис. 172).
В числе причин отличия в методах обработки могут быть также различия в использовании параллельных методов обработки, клеевых материалов, разница в уровне нормирования при одинаковом оборудовании
Показатель Вариант
б «
Затрата времени на обработку, с Отклонения в затратах времени от варианта а, в том числе за счет раз- fl составе операций (конструкции) и применяемом оборудовании 114,5 0 0 0 100,0 —14,5 -14,5 0 71,8 —42,7 —21,4 —21,3
и содержании технологии неделимых операций и другие факторы. Предпочтение следует отдать варианту в, однако при применении застежки на пуговицы — варианту б (табл. 18).
При различиях в технологической последовательности, вызванных неодинаковым уровнем нормирования, предпочтение отдают операциям с наименьшей трудоемкостью. Это чаще всего встречается при сопоставлении технологических последовательностей на сходные модели, но изготавливаемые на различных предприятиях. Так как подобрать одинаковые модели невозможно, для анализаметодов обработки в данном случае необходимо выполнить предварительно специальный расчет с целью корректировки трудоемкости обработки изделия по каждому предприятию с учетом сложности модели. При этом средняя сложность одного из предприятий принимается за основу, распространяется на другие: с помощью коэффициентов изменения трудоемкости при переходе от одной сложности к другой.
Например, по первому предприятию сложность модели 2,2, трудоемкость 5,0 ч, по второму — сложность 3,0, а средняя трудоемкость 6,6 ч. Указанным группам сложности по нормативам соответствует трудоемкость 3,88 и 4,16 ч. Следовательно, коэффициент изменения трудоемкости равен: 1,072. Поэтому если условно
принять среднюю сложность (как базовую) по второму предприятию равную 3, то на первом предприятии трудоемкость модели должна быть равна 5,ОХ 1,072=5,36 ч. Этим пересчетом предприятия будут поставлены в равные условия по сложности моделей, а различие в трудоемкости на 0,36 ч показывает влияние отклонений в
сложности модели на общую трудоемкость. Расчет по каждому предприятию выполняют, как показано в табл. 19.
Таблица 19. Расчет средней сложности и средней трудоемкости изготовления изделия (определенного вида)
Затем проводят анализ технологических последовательностей обработки сходных моделей по каждому узлу и определяют причины различий в трудоемкости на разных предприятиях (табл. 20).
Таблица 20. Трудоемкость обработки узлов
Наименование уз-ла (этапа) при Трудоемкость обработки по предприятию, с Процент отклоне-
1 2 мальная “.х,
Подготовка кроя к запуску Заготовка: полочки спинки подбортов воротника рукавов и т. д. Монтаж Отделка
Итого
Сравнивая результаты таблицы 19, необходимо установить, какие различия наиболее существенны и в чем причины этих различий. Проследим это по табл. 21.
После проведения анализа необходимо рекомендовать рациональные методы обработки:
выкраивание нижнего воротника из фильца;
исключение операций подрезки нижнего воротника и дублирование его с клеевой прокладкой;
Показатель и единица измерения. |М> 1МГ Опытно-техническая ^фаб-
Количество неделимых операций, шт. 17 17
Уровень механизации, % 53,0 65,6
Трудоемкость, с 680 459
Отклонения в затратах времени по отношению к Черниговскому ПШО за счет различий методов обработки, с: 220,0
оборудования — +6,0
уровня нормирования
замена машины 1026 класса ПМЗ машиной 335 класса «Минерва».
Аналогично выполняется анализ по всем узлам и этапам обработки изделия с обоснованием выбора рационального метода так, как указано выше.
Заканчивается работа составлением рациональной технологической последовательности обработки изделия по форме табл. 5.
3.3. МЕТОДИЧЕСКИЕ УКАЗАНИЯ К ПРОВЕДЕНИЮ РАБОТ ПО РАЗРАБОТКЕ ОПЕРАЦИОННЫХ И
ТЕХНОЛОГИЧЕСКИХ КАРТ ОБРАБОТКИ ШВЕЙНЫХ
ИЗДЕЛИЙ
Операционная карта предназначается для использования на рабочем месте технологического процесса изготовления швейного изделия и по своему назначению относится к инструкционным технологическим документам. Операционная карта должна содержать следующие необходимые сведения по выполнению одной технологически неделимой операции:
наименование участка процесса;
вид изделия;
номер операции;
содержание операции;
чертеж операции на виде и в разрезе с техническими условиями выполнения;
вид (шифр) оборудования, инструмента;
тип (шифр) приспособления;
режимы обработки;
вид работы;
разряд;
норму времени и норму выработки.
В швейной промышленности применяются различные виды инструкционно-технологических карт, в основном словесного описания, весьма трудоемких для восприятия и не содержащих основных технологических требований выполнения операций.
На основании рекомендаций и требований ЕСТД (Единой системы технологической документации), опыта других отраслей промышленности, анализа технологической документации зарубежных фирм по производству одежды на кафедре технологии одежды КТИЛП разработана форма операционной карты технологического процесса изготовления изделия на основе графических методов изображения применительно к объектам швейного производства.
Форма операционной карты следующая:
Эскиз детали или узла на конкретную, технологичес- • ки неделимую операцию выполняется как вид спереди ; в аксонометрии в произвольном масштабе. Для вы пол- । нения эскиза можно использовать картонные подсобные . лекала в соответствии с конструкцией рассматриваемой модели. При зарисовке эскиза необходимо учитывать положение детали (узла) на столе рабочего в процессе
и h А Содержание one- ! S 1 j & й I i! || lh Схема овработк» . ТУ
1 Стачать части нижнего воротника и разутюжить шов м 2 18 362 кл пмз
3 Приклеить к нижнему воротнику клеевую прокладку п 3 28 ПГУ-2
3 Обтачать нижний воротник С 3 54 206 пмз
4 Подрезать углы и вывернуть воротник р 2 14 Ножницы, шек
5 Выметать кант из верхнего воротника с 32 2222 ПМЗ
в Приутюжить воротник п 4 24 ПГУ-2
7 Прострочить отделочную строчку м 4 32 262 ПМЗ
8 Удалить наметку р 1 10 Колы-
Итого 212
выполнения данной операции. Если деталь при обработке закреплена в зажимах, необходимо указать место закрепления зажима в словесной форме «зажим». На виде спереди указываются также места разрезов, сечения которых вычерчиваются справа или внизу эскиза.
При выполнении рисунка модели, эскизов, разрезов, сечений следует руководствоваться правилами технического черчения, основанными на методах начертательной геометрии, и требованиями ЕСКД. Помимо этих правил необходимо использовать условные обозначения, указанные в главе I.
Технологическая карта в отличие от операционной составляется на отдельный узел или изделие в целом в форме технологической последовательности, в которой предусматривается графа с изображением схемы обработки по каждой технологически неделимой операции (табл. 22), готовые узлы или их эскизы (прил. 1).
3.4. ИНДИВИДУАЛЬНЫЕ ЗАДАНИЯ
1. Используя технологическую последовательность обработки узлов швейных изделий, разработать по заданию преподавателя:
операционную карту технологически неделимой операции;
технологическую карту обработки узла (табл. 22).
Варианты заданий
2. Разработать технологическую карту обработки изделия в виде графических схем соединений в соответствии с заданием варианта и номерами указанных позиций (табл. 23, рис. 173) и задания (прил. 2).
Таблица 23. Технологическая последовательность обработки узлов швейных изделий
II N 8-S Содержание операции 1 1 1 g I h И 1 Й1 I Is
Обработка клапана платья из шерстяной ткани
Обтачать клапан
Подрезать шов обтачивания клапана в углах
Вывернуть клапан и выправить
Приутюжить клапан
Прострочить отделочную строч-
Обметать открытый срез кла-
Обработка воротника платья из шерстяной ткани
Стачать нижний воротник из
Обтачать нижний воротник верхним воротником
Подрезать шов обтачивания воротника в углах Вывернуть воротник Приутюжить воротник
Обработка пояса платья
Стачать пояс из двух частей I I
Разутюжить шов пояса । |
Застрочить пояс
Застрочить деталь для двух I шлевок I
Нарезать шлевки по мерке | |
Обработка юбки платья
Стачать вытачки по линии талии переднего полотнища Стачать вытачки по линии талии заднего полотнища Заутюжить вытачки
Стачать боковые швы юбки Заутюжить боковые швы юбки
h О ih Содержание операции 1 1 1 1 S 1 i h 1 hi i t
Обработка полочки хлопчатобумажной блузки
[Заложить по надсечкам склад-1 I I I ки и застрочить их I
I Насторчить тесьму по линии
।талии
| Приутюжить полочку III I
Обработка накладного кармана с прямыми углами и соединение его с джинсовыми брюками
Обметать верхний срез кармана I ^Застрочить верхний край накладного кармана двумя строч-
Нрстрочить карман на деталь брюк по контрольным знакам Установить в верхних углах кармана на два хольнитена
Обработка кармана с отрезными бочками брюк
Обтачить верхний срез кармана мешковиной
Прострочить верхний срез кармана двумя строчками
Стачать срезы мешковины кар-
1 Закрепить боковой срез меш-
। Козины кармана
Обработка полочек пиджака
Соединить полочку с клеевой прокладкой
Наметить линию перегиба лац-
Обмелить и обрезать края бортов полочки
Проложить клеевую кромку по линии перегиба лацкана
Притачать надставки к подбортам и разутюжить швы Обмелить и обрезать подборта Обтачать борта подбортами
«а
Содержание операции
I
Вывернуть и выправить края бортов и лацканов
; Прострочить отделочную строчку по краю бортов
, Приутюжить борта
Обработка рукавов пиджака
Стачать передние срезы подкладки рукавов
Стачать передние срезы рукавов верха и разутюжить швы Наметить линию низа рукавов Проложить клеевую прокладку и заутюжить низ рукавов Притачать подкладку к низу рукавов
Стачать локтевые швы верха и подкладки рукавов Заутюжить швы подкладки Разутюжить локтевые швы рукавов верха
Прикрепить локтевые швы подкладки к локтевым швам
Вывернуть рукава на лицевую сторону
Примечание.. Аналогичным образом могут быть подго-1 товлены другие варианты заданий для проведения лабораторных работ по данной теме.
Б-Б
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
Савостицкий А. В., Меликов Е. X. Технология швейных изделий.— М. : Лег. и пищ. пром-сть, 1982.— 121 с.
Лабораторный практикум по технологии швейных изделий / Под ред. Е. X. Меликова.— М. : Лег. индустрия,-1977.*—251 с.
Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам при изготовлении женских и детских платьев.—М. : ЦНИИТЭИлегпром, 1979.—200 с.
Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам при изготовлении мужских и детских сорочек.—;М.: ЦНИИТЭИлегпром, 1981.—200 с.
Третьякова Л. И., Литвиненко Г. Е., Мирошниченко С. Г. Дже-. милев А. М. Поузловая обработка легкой женской и детской одежды.— К.; Техшка, 1981.—212 с.
Предисловие
ОГЛАВЛЕНИЕ
Глава 1. Общие методические указания по выполнению
1.1. Способы изготовления одежды , . .....................
1.2. Основные принципы типизации и унификации методов обработки швейных изделий................................
1.3. Технологическая последовательность обработки швейных изделий .................................................
1.4. Методы программированного обучения и контроля при проведении работ ........................................
Глава 2. Изучение методов обработки швейных изделий 31
Начальная обработка деталей одежды . . . . . . . Обработка шлиц (разрезов) спинок и рукавов верхней одежды..............................................
Обработка прорезных карманов верхней одежды . . . Обработка внутренних карманов верхней одежды . . . Обработка накладных и непрорезных карманов верхней одежды..............................................
Обработка карманов легкого платья...............
Обработка рукавов и пройм верхней одежды .... Обработка рукавов и пройм платьев ........ Обработка воротников и соединение их с горловиной в верхней одежде....................................
2.10. Обработка воротников и соединение их с горловиной в платьях............................................. ,
2.11. Обработка горловины и застежек платьев..............
2.12. Обработка воротников и застежек мужских сорочек . . 2.13. Обработка застежек и нижних срезов брюк и юбок . . ?.14. Обработка верхнего среза брюк и юбок................
2.15. Обработка бортовой прокладки и соединение ее с полоч-
2.2.
2.3.
2.5.
2.6.
2.7.
2.8.
2.9.
31
38
47
58
69
80
91
98
105
116
126
135
146
154
164
2.16. Обработка и сборка бортов верхней одежды .... 171
2.17. Обработка подкладки и утепляющей прокладки и соеди-
нение с изделием . , . . .......... , 130
Глава 3. Разработка технологической последовательности изготовления швейных изделий................................ 192
3.1. Цели и задачи работ ..............................
3.2. Методические указания к проведению работ по разработке технологической последовательности ....................
3.3. Методические указания к проведению работ по разработке операционных и технологических карт обработки швейных изделий...............................................
3.4. Индивидуальные задания . . . ......................
Приложение 1. Эскизы узлов для разработки технологической последовательности обработки..............................
Приложение 2. Задание к разработке графических схем соединений ....................................................
192
192
203
206
212
217
Список рекомендуемой литературы ..................... . 221