/















































































































































































Author: Франц В.Я. Исаев В.В.
Tags: швейная промышленность производство одежды индустрия красоты швейное производство швейные машины
Year: 1986




Text
В.Я.Франц, В.В.Исаев
ШВЕЙНЫЕ МАШИНЫ
•ИЛЛЮСТРИРОВАННОЕ ПОСОБИЕ*
Издание второе, переработанное и дополненное
Одобрено Ученым советом Государственного комитета СССР по профессионально-техническому образованию в качестве иллюстрированного пособия для средних профессионально-технических училищ
Scan Pirat
МОСКВА ЛЕГПРОМБЫТИЗДАТ 1986
ББК 37.24—5 Ф 84
УДК 687.05 1075.32)
Рецензенты: зам. главного конструктора ПМЗ им. М. И. Калинина канд. техн, наук Л. Б. Рейбарх, зав. сектором ЦНИИШПа Е. И.-8оронин
Франц В. Я., Исаев В. В.
Ф84 Швейные машины: Иллюстрированное пособие. 2-е изд., перераб. и доп. — М.: Легпромбытиздат, 1986. — 184 с.: ил.
Приведены краткие технические характеристики швейного оборудования, схемы машин и их механизмов, циклограммы работы машин. Указаны места наибольшего износа деталей и узлов и возникающие из-за этого неполадки. Описаны правила установки механизмов, их регулировка, способы устранения неполадок и схемы мест смазки.
Первое издание книги было в 1976 г. Настоящее издание переработано и дополнено описанием новых швейных машин.
Для учащихся профессионально-технических училищ. Пособие может быть использовано при профессиональном обучении рабочих на производстве.
3103000000—114 044I01J—86
114—86
ББК 37.24—5
бС Издательство «Легкая индустрия», 1976
(С Издательство «Легкая промышленность и бытовое обслуживание», 1986, с изменениями
ПРЕДИСЛОВИЕ
Важнейшим направлением неуклонного подъема народного хозяйства является ускорение его перевода на преимущественно интенсивный путь развития. В связи с этим возникает необходимость осуществления работ по всемерному повышению эффективности использования основных промышленно-производственных фондов, и в первую очередь их активной части.
В двенадцатой пятилетке заводы швейного машиностроения поставят швейным предприятиям высокоскоростные базовые швейные машины и их модификации с автоматическим приводом и устройствами для механизации и автоматизации ручных и вспомогательных приемов; швейные полуавтоматы для выполнения швов прямых и небольшой кривизны, средней и большой длины; новые петельные, пуговичные и закрепочные полуавтоматы. Кроме того, парк швейного оборудования пополнится машинами из стран — членов СЭВ и некоторых капиталистических стран.
Учебное пособие предназначено для учащихся средних профессионально-технических училищ и может быть рекомендовано ремонтному персоналу швейных предприятий при выполнении работ по регулировке и наладке машин. При составлении пособия авторы исходили из того, что учащиеся знакомы с основной терминологией, относящейся к швейным машинам, по нашей книге «Устройство, наладка и ремонт швейных машин» (М., 1982).
Материал пособия расположен в соответствии с технологической классификацией швейных машин, предусматривающей деление машин на группы в зависимости от их назначения.
В настоящем издании по сравнению с первым (М., 1976) почти полностью обновлена номенклатура рассматриваемых машин.
Авторы благодарят канд. техн, наук Л. Б. Рей-барха и инж. Е. И. Воронина за помощь в подготовке учебного пособия.
1
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ОДНОНИТОЧНЫХ СТРОЧЕК С ЧЕЛНОЧНЫМ ПЕРЕПЛЕТЕНИЕМ
1.1. Машина 1022-М кл. ОЗЛМ
Швейная промышленная машина 1022-М
кл. ОЗЛМ (рис. 1) предназначена для стачивания пальтовых, костюмных материалов из натуральных и смешанных волокон, шинельных материалов однолинейной строчкой с челночным переплетением.
Заправка верхней и нижней ниток. Верхнюю нитку с бобины или катушки, надетой соответственно на стержень бобинной стойки или на катушечный стержень 8 (рис. 2), сверху вниз проводят в правое нитенаправительное отверстие ните-направителя 6, а затем по часовой стрелке — между шайбами дополнительного регулятора натяжения 11. Далее нитку последовательно проводят через три нитенаправительных отверстия нитенаправителя 6, затем справа налево — через три нитенаправительных отверстия нитенаправителя 5.
Нитку по часовой стрелке проводят между шайбами основного регулятора натяжения 18, справа налево вниз заводят за нитепритягиватель-ную пружину 17, снизу вверх обводят вокруг нитенаправительного угольника 19, проводят вверх в нитенаправитель 16, справа налево вводят в ушко нитепритягивателя 4. Затем нитку проводят вниз через нитенаправитель 3, заводят в проволочный нитенаправитель 2, закрепленный на игловодителе 20. Поворотом махового колеса 9 иглу 21 ставят в крайнее верхнее положение и нитку слева направо вводят в ушко иглы 21, установленной коротким желобком вправо.
Перед заправкой нижней нитки ее нужно намотать на шпульку. Для этого в рукав машины вмонтирована моталка 14. Нитку проводят сверху вниз в отверстие нитенаправителя 7, по часовой стрелке — между шайбами регулятора натяжения 10, а затем налево последовательно через три нитенаправляющих отверстия нитенаправителя 7. На шпульку 12 вручную по часовой стрелке наматывают несколько витков нитки и надевают шпульку на шпиндель 13. При легком нажиме на шпиндель 13 ограничитель 15 входит между стенками шпульки 12. Включают машину, и нитка автоматически наматывается на шпульку. Отодвинув задвижную пластину 1 влево, вынимают из челнока шпульный колпачок 1 (рис. 3), на его полый стержень 9 надевают шпульку 8
с намотанной на нее ниткой. Конец нитки в направлении от себя заправляют в прорезь 10, затем нитку протягивают под пластинчатую пружину 2 и выводят наружу. Шпульный колпачок 1 поворачивают на угол 90°, оттягивают пластину 7 замочка и шпульный колпачок 1 надевают на стержень 6 шпуледержателя 5. Проверяют плотность закрывания замочка и убеждаются в том, что нитка не попала под пластину 7. Так выполняется заправка нижней нитки в челнок 4.
Регулировка иглы. Высоту иглы 1 (рис. 4) относительно носика челнока регулируют вертикальным перемещением игловодителя 2 после ослабления винта 3 в поводке 4. Ориентировочно о правильности установки иглы 1 судят по тому, можно ли из-под нижней стенки паза шпуледержателя увидеть половину ушка иглы в ее крайнем нижнем положении.
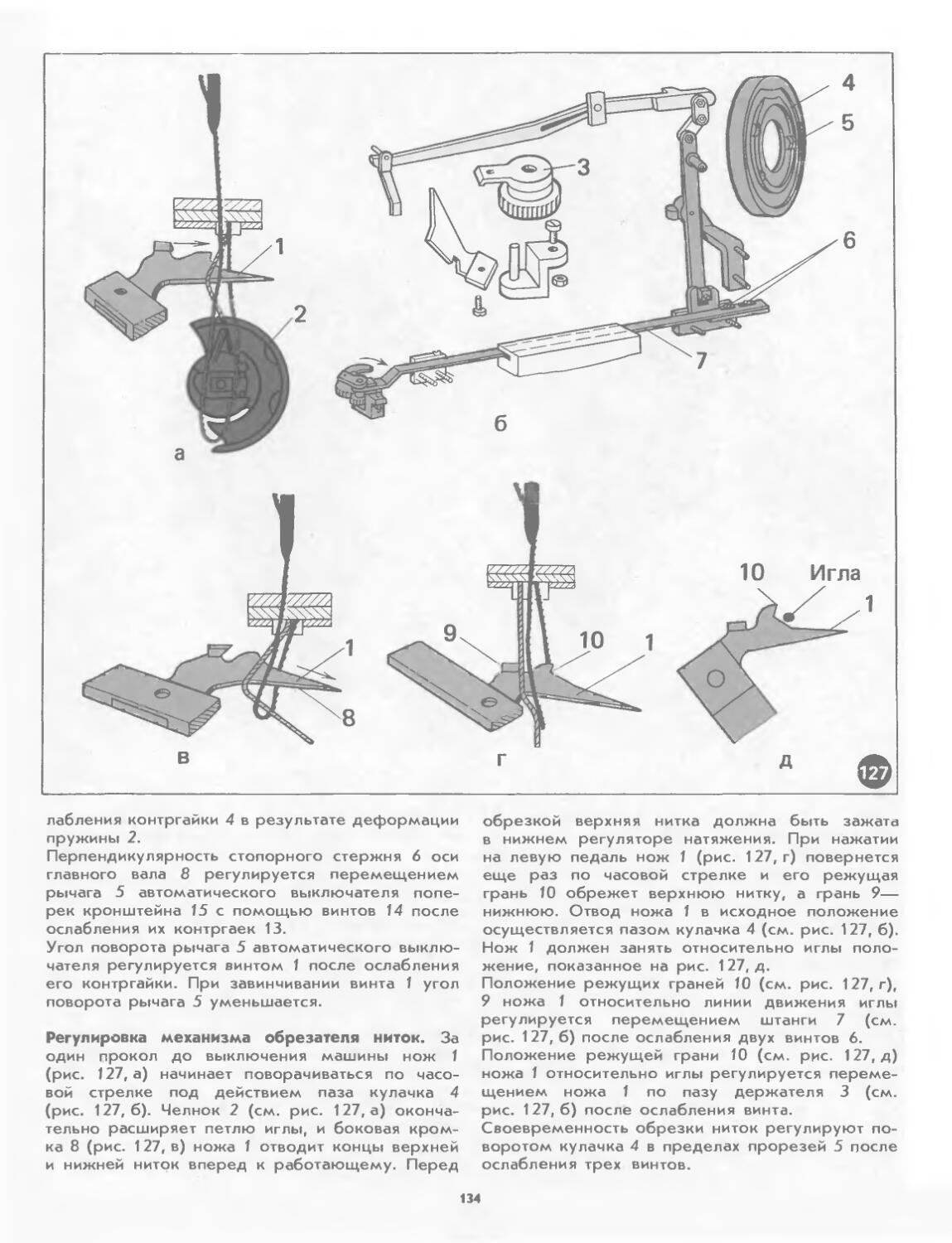
Регулировка челнока. Своевременность подхода носика 8 (рис. 5, а) челнока 1 к игле регулируется поворотом челнока в плоскости его вращения после ослабления двух упорных винтов 7. При выполнении этой регулировки необходимо достигнуть того, чтобы при подъеме иглы, из крайнего нижнего положения на 1,6—1,9 мм носик 8 был выше верхней кромки ушка иглы на 0,9—1,1 мм (рис. 5,6).
Зазор между иглой и носиком челнока, который должен быть равен 0,1—0,05 мм, регулируется осевым перемещением внешней втулки 2 (см. рис. 5, а) челночного вала 3 вместе с челноком 1 после ослабления установочного винта 4. Для подхода к винту 4 вывинчивают прижимной винт 5, прикрепляющий крышку нижнего масляного картера к платформе машины.
Необходимый для вывода из челнока 1 переплетающихся ниток зазор между пальцем 12 (рис. 5, в) установочной пластины 11 и левой стенкой паза 10 шпуледержателя 9 (он должен быть равен 0,5—0,6 мм) регулируется осевым смещением челнока 1 (см. рис. 5, а) вдоль оси челночного вала 3 после ослабления двух упорных винтов 7.
Количество масла, подаваемого к челноку 1, регулируется винтом 6. Если этот винт завинчивать, то количество масла увеличится. При выполнении этой регулировки рекомендуется завинтить винт 6 до конца, затем вывернуть его на 2—
5
I
2,5 оборота. Меньше чем на 2,5 оборота винт необходимо вывертывать в тех случаях, когда машина работает непрерывно или стачиваемый материал имеет значительную толщину.
Для определения необходимого количества подаваемого масла надо поместить под челнок лист белой бумаги на 15 с. Если на бумаге останется масляная полоса шириной около 0,8 мм, то это означает, что подача смазки челноку нормальная. Можно применить и другой способ: снять челнок и поднести лист бумаги к торцу челночного вала. Если через 15 с работы машины с максимальной частотой вращения главного вала ширина полоски масла на бумаге будет примерно 1,5 мм, значит, подача масла удовлетворительная.
Натяжение нижней нитки регулируется прижимным винтом 3 (см. рис. 3) благодаря деформации пластинчатой пружины 2. Если винт 3 завинчивать, то натяжение нижней нитки увеличится.
Регулировка механизма перемещения материала. Длина стежка регулируется поворотом
рычага вместе с рукояткой 15 (рис. 6) относительно шкалы, прикрепленной к стойке рукава машины. Например, чтобы увеличить длину стежка, работающий нажимает на рукоятку 15 и завинчивает гайку 14, при этом винтовая втулка 13 отходит от шкалы и рукоятка 15 перемещается на больший угол. В этом положении рукоятку 15 фиксируют с помощью гайки 14. При перемещении рукоятки 15 вверх вал 11, коромысло 10 и рамка 22 вместе с осью 7 повернутся по часовой стрелке. Чем дальше будет ось 7 от работающего, тем больше будут вертикальные перемещения шатуна 8 и тем больше будет длина стежка.
Чтобы закрепить строчку, работающий нажимает на рукоятку 15 вниз. При этом ось 7 перемещается к работающему, шатун 8 и вал 6 двигаются в противоположных друг другу направлениях и рейка 3 перемещает материал к работающему.
Высота подъема рейки 3 над уровнем игольной пластины регулируется поворотом коромысла 2 после ослабления стягивающего винта 1 или по-
7
воротом вала 21 подъема после ослабления стягивающего винта 20 коромысла 19. Зубцы рейки 3 рекомендуется устанавливать на 0,8—1,2 мм выше игольной пластины (в зависимости от толщины стачиваемых материалов). При переходе на стачивание толстых материалов рейку 3 поднимают.
Положение рейки 3 в пазах игольной пластины регулируется поворотом коромысла 5 после ослабления стягивающего винта 4, если рейку перемещают поперек платформы машины. Если рейку надо переместить вдоль платформы, то кроме винта 4 ослабляют винт 1 и рейку 3 вместе с коромыслами 2 и 5 перемещают вдоль осей вала 21 подъема и вала 6 перемещения материала.
Своевременность перемещения материала регулируется поворотом главного вала 12 или распределительного вала 18 после ослабления двух упорных винтов 17 нижнего зубчатого барабана 16. Рекомендуется выполнять регулировку в такой последовательности: поворотом главного вала 12 острие иглы подвести к материалу, а
поворотом распределительного вала рейку 3 переместить в положение начала ее опускания, затем закрепить винты 17. Далее следует произвести регулировку своевременности подхода носика челнока к игле, так как их взаимодействие было нарушено.
Равенство длин стежков при прямом и обратном перемещении материала регулируется поворотом коромысла 10 на валу 11 после ослабления стягивающего винта 9. Если ось 7 перемещать ближе к работающему, то длина стежков при закреплении будет возрастать.
Регулировка лапки. Давление лапки 1 (рис. 7) на материал регулируется винтом 3 благодаря деформации пружины 2. При завинчивании винта 3 давление лапки увеличится.
Высота подъема лапки 1 над материалом регулируется вертикальным перемещением пружи-нодержателя 4 после ослабления винта 5. При подъеме пружинодержателя 4 лапка 1 будет подниматься на меньшую величину.
Положение рожков лапки 1 относительно линии
8
1
движения иглы регулируется поворотом стержня 6 после ослабления винта 5.
Высота подъема лапки при нажиме коленом на коленоподъемник регулируется винтом 8. Если винт 8 завинчивать, то угол поворота рычага 7 уменьшится, соответственно уменьшится и подъем лапки.
Регулировка регулятора натяжения верхней нитки. Натяжение верхней нитки регулируется гайкой 12 (рис. 8) в результате изменения давления пружины 11 на шайбы натяжения 10. Если гайку 12 завинчивать, то натяжение верхней нитки увеличится.
Для изменения натяжения нитепритягивательной пружины 7 ослабляют установочный винт 2 и вынимают корпус 5. Затем ослабляют упорный винт 4, лезвие отвертки вставляют в прорезь винтовой шпильки 8 и поворачивают ее внутри корпуса 5. При повороте винтовой шпильки 8 по часовой стрелке натяжение нитепритягивательной пружины 7 увеличивается.
Положение крючка 1 нитепритягивательной пружины 7 регулируется поворотом корпуса 5 после ослабления винта 2. Вертикальная часть крючка 1 должна быть расположена слева под углом 45° к горизонтали.
Ход крючка 1, который должен быть равен приблизительно 6—9 мм, регулируется ослаблением винта 2 и съемом корпуса 5. Далее ослабляют винт 4 и отверткой поворачивают винтовую шпильку 8, перемещая крючок 1 относительно стенок окна 6, ограничивающих движение крючка 1.
Положение стержня 9 относительно переднего плеча рычага 3, ослабляющего натяжение нитки при подъеме лапки, регулируется осевым перемещением корпуса 5 после ослабления винта 2.
Регулировка моталки для намотки ниток на шпульку. Количество ниток, наматываемых на шпульку (вместимость шпульки), регулируется поворотом ограничителя 2 (рис. 9) на валу 3 после ослабления стягивающего винта 1. Если огра-
9
ничитель 2 поворачивать по часовой стрелке, то вместимость шпульки уменьшится.
Натяжение нитки регулируется винтом 5. Если винт завинчивать, то натяжение увеличится.
Если нитки наматываются на шпульку неравномерно, то ослабляют упорный винт 4 и ось 7 регулятора натяжения 5 перемещают вдоль отверстия рукава машины. Регулятор следует установить так, чтобы отверстие 6 нитенаправителя было расположено посредине оси шпульки.
1.2. Машина 97-А кл. ОЗЛМ
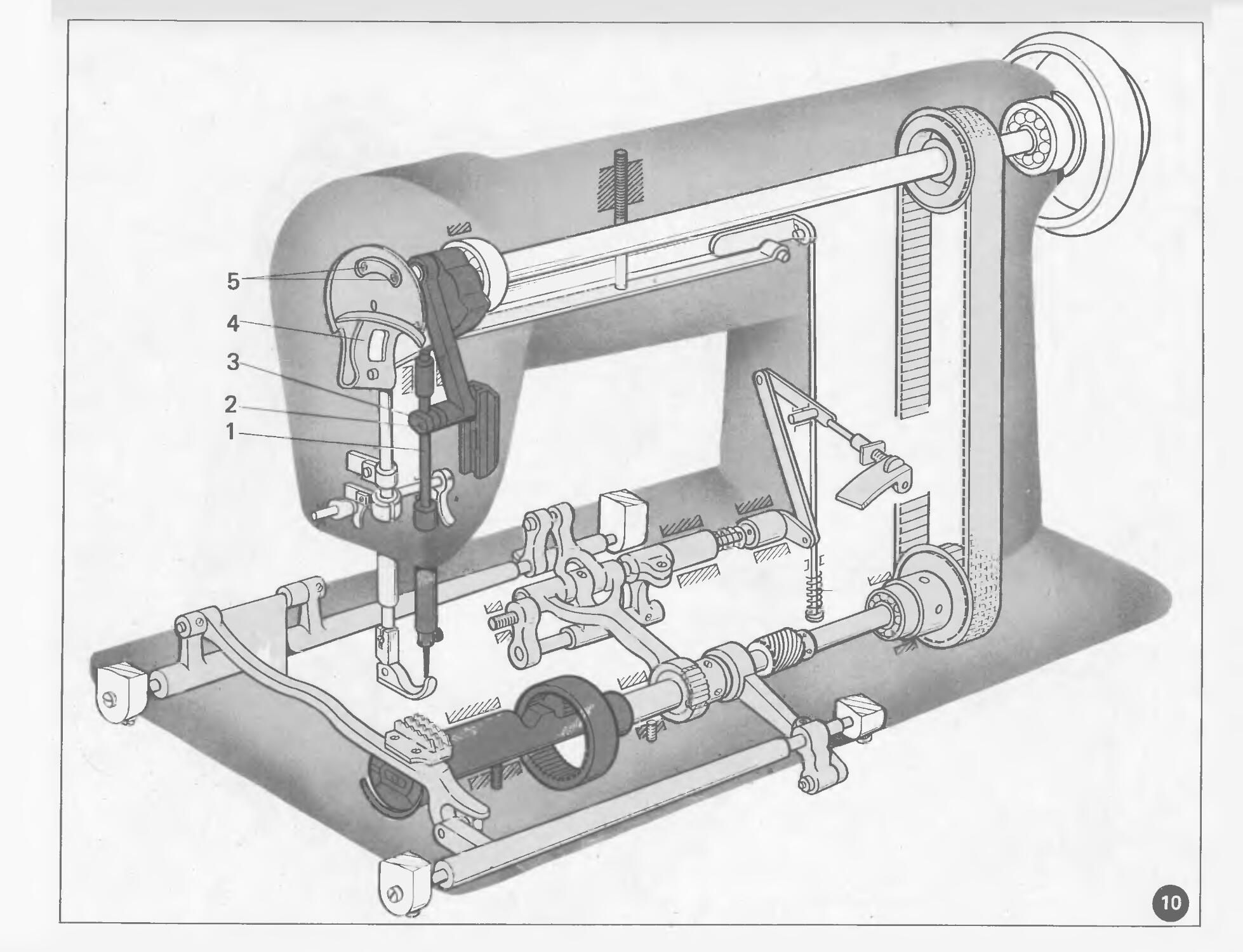
Швейная промышленная машина 97-А кл. ОЗЛМ (рис. 10) предназначена для стачивания костюмных, сорочечных, бельевых материалов из натуральных и смешанных волокон однолинейной строчкой с челночным переплетением.
Заправка верхней и нижней ниток. Верхнюю нитку с бобины или катушки, надетой на стержень бобинной стойки, последовательно вводят в три отверстия нитенаправителя 1 (рис. 11), про
водят вдоль рукава машины, вводят последовательно в три отверстия нитенаправителя 2 и проводят в нитенаправительную щель 12 фронтовой доски сверху вниз. Нитку выводят из нитенаправительной щели 12 наружу через отверстие 11 фронтовой доски, проводят между шайбами регулятора натяжения 10 верхней нитки, заводят сверху вниз за крючок нитепритягивательной пружины 9, обводят снизу вверх вокруг нитенаправительного угольника 8.
Затем нитку вводят в щель между фронтовой доской и кольцом 3 и заводят за кулачковую поверхность нитепритягивателя 4, выводят вниз из-под кольца 3 и вводят в нитенаправитель 5, закрепленный на фронтовой доске, в проволочный нитенаправитель 6, надетый на нижнюю втулку игловодителя, и слева направо вводят в ушко иглы 7, установленной коротким желобком вправо. Оставляют конец нитки длиной 70— 80 мм, чтобы с его помощью можно было вывести в ушко игольной пластины конец нижней нитки.
Нижнюю нитку наматывают на шпульку с помощью моталки, прикрепленной к промышленному столу справа от головки машины. Нитку
12
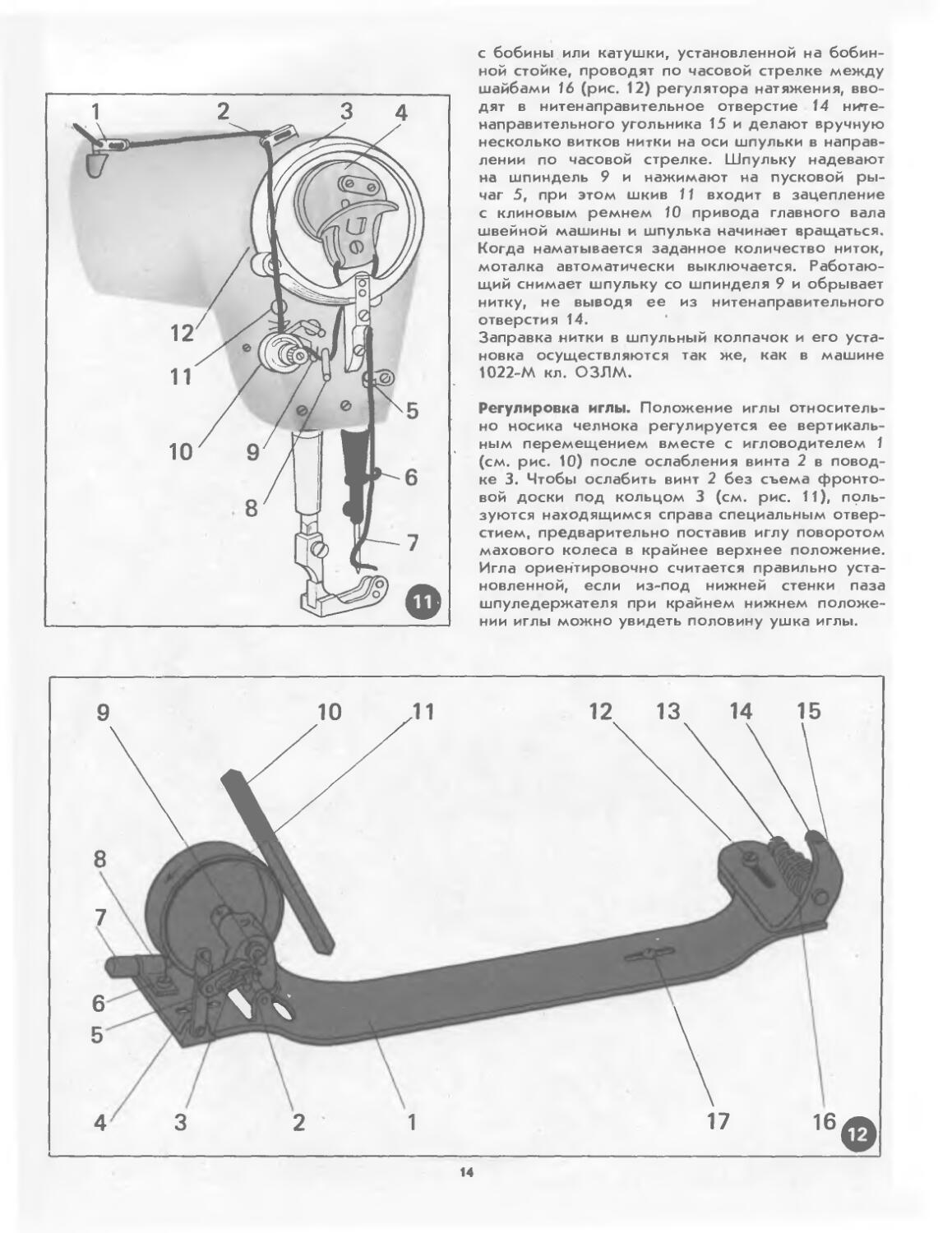
с бобины или катушки, установленной на бобин-ной стойке, проводят по часовой стрелке между шайбами 16 (рис. 12) регулятора натяжения, вводят в нитенаправительное отверстие 14 нитенаправительного угольника 15 и делают вручную несколько витков нитки на оси шпульки в направлении по часовой стрелке. Шпульку надевают на шпиндель 9 и нажимают на пусковой рычаг 5, при этом шкив 11 входит в зацепление с клиновым ремнем 10 привода главного вала швейной машины и шпулька начинает вращаться. Когда наматывается заданное количество ниток, моталка автоматически выключается. Работающий снимает шпульку со шпинделя 9 и обрывает нитку, не выводя ее из нитенаправительного отверстия 14.
Заправка нитки в шпульный колпачок и его установка осуществляются так же, как в машине 1022-М кл. ОЗЛМ.
Регулировка иглы. Положение иглы относительно носика челнока регулируется ее вертикальным перемещением вместе с игловодителем 1 (см. рис. 10) после ослабления винта 2 в поводке 3. Чтобы ослабить винт 2 без съема фронтовой доски под кольцом 3 (см. рис. 11), пользуются находящимся справа специальным отверстием, предварительно поставив иглу поворотом махового колеса в крайнее верхнее положение. Игла ориентировочно считается правильно установленной, если из-под нижней стенки паза шпуледержателя при крайнем нижнем положении иглы можно увидеть половину ушка иглы.
14
Регулировка нитепритягивателя. Своевременность затяжки стежка или подачи нитки регулируют поворотом нитепритягивателя 4 (см. рис. 10) после ослабления двух винтов 5. Если нитепри-тягиватель 4 поворачивать против часовой стрелки, то стежок будет затягиваться раньше. При выполнении этой регулировки верхняя нитка должна быть заправлена в иглу. Основное внимание следует уделить моменту выхода петли из челночного устройства.
Регулировка челнока. Своевременность подхода носика 6 (рис. 13) челнока 5 к игле регулируется поворотом челнока в плоскости его вращения после ослабления двух упорных винтов 4. При выполнении данной регулировки необходимо достичь того, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик 6 был выше ушка иглы на 1,6 мм.
Зазор между иглой и носиком 6 челнока 5, который должен быть равен 0,1—0,05 мм, регулируется осевым перемещением внешней втулки 1 после ослабления установочного винта 2. При повороте втулки может нарушиться нормальная подача масла челноку.
Зазор между пальцем 5 (рис. 14) установочной пластины 4 и правой стенкой паза 6 шпуледержателя 7, который должен '’быть равен 0,5— 0,6 мм, регулируется осевым перемещением челнока 3 вдоль оси вала 1 после ослабления двух упорных винтов 2.
Количество масла, подаваемого челноку 5 (см. рис. 13), регулируется винтом 3. Если этот винт завинчивать, то количество масла, подаваемого
15
челноку, будет увеличиваться. Для определения необходимой подачи масла челноку под него подносят лист белой бумаги и держат его неподвижно в течение 15 с при максимальной частоте вращения главного вала машины. Если на бумаге остается масляная полоска шириной около 0,8 мм, то это значит, что подача масла нормальная. Правильность подачи масла можно проверить и другим способом: снять челнок, к штуцеру 7 поднести лист белой бумаги. Если через 15 с работы машины при максимальной частоте вращения главного вала образуется полоска шириной-примерно 1,5 мм, то подача масла нормальная.
Натяжение нижней нитки регулируется так же, как в машине 1022-М кл. ОЗЛМ.
Регулировка механизма перемещения материала. Длина стежка регулируется перемеще
нием рукоятки 14 (рис. 15) относительно шкалы 11. Например, чтобы увеличить длину стежка, работающий нажимает на рукоятку 14 и завинчивает гайку 13. При этом винтовая втулка 12 отходит от шкалы 11 и рукоятка 14 получает возможность переместиться на больший угол вверх относительно нулевой отметки шкалы. В этом положении рукоятку 14 фиксируют с помощью гайки 13. Звено 18 при этом будет перемещаться от работающего и угол поворота вала 5 увеличится. Соответственно возрастет и длина стежка.
Для закрепления строчки работающий нажимает на рукоятку 14 вниз, звено 18, перемещаясь к работающему, изменяет направление поворота вала 5, и рейка 2 начинает перемещать материал к работающему.
Высота подъема рейки 2 над уровнем игольной пластины регулируется поворотом вала 1 после
17
ослабления стягивающего винта 17. Зубцы рейки 2 рекомендуется устанавливать на 0,8—1,2 мм выше игольной пластины в зависимости от толщины стачиваемых материалов.
Положение рейки 2 в пазах игольной пластины регулируется поворотом вала 5 после ослабления винта 6, если рейку необходимо переместить поперек платформы машины. Если же рейку нужно переместить вдоль платформы машины, то кроме винта 6 ослабляют винты 3, 8 и вал 5 с помощью центровых пальцев 4 и 7 перемещают вдоль его оси.
Своевременность перемещения материала регулируется ослаблением двух упорных винтов 15 нижнего зубчатого барабана 16. Эту регулировку следует выполнять в такой последовательности: поворотом главного вала острие иглы подвести к материалу, а поворотом нижнего зубчатого барабана 16 вместе с распределительным валом рейку 2 начать опускать. Затем нужно закрепить винты 15. Далее следует отрегулировать своевременность подхода носика челнока к игле, так как их взаимодействие было нарушено.
Равенство длин стежков при прямом и закрепочном перемещении материала регулируется поворотом коромысла 10 вместе со звеном 18 после ослабления стягивающего винта 9. При повороте звена к работающему длина закрепочных стежков увеличивается.
Регулировка лапки. Давление лапки 1 (рис. 16) на материал регулируется винтом 5 благодаря деформации пластинчатой пружины: при завинчивании винта 5 давление лапки 1 на материал увеличивается.
Высота подъема лапки 1 над игольной пластиной регулируется вертикальным перемещением муфты 6 вдоль оси стержня 8 после ослабления стягивающего винта 4. Если муфту 6 опускать, то лапка 1 будет подниматься на большую величину, так как уменьшается свободный ход кронштейна 7 из-за его приближения к нижнему торцу муфты 6.
Положение рожков лапки 1 относительно линии движения иглы регулируется поворотом стержня 8 после ослабления винта 4.
Положение кулачка 2 относительно стержня регулятора натяжения верхней нитки регулируется вертикальным перемещением кулачка после ослабления винта 3. Перед выполнением регулировки регулятор натяжения 10 (см. рис. 11) после ослабления винта 11 необходимо вынуть.
Регулировка моталки для намотки ниток на шпульку. Натяжение нитки регулируется гайкой 13 (см. рис. 12). Количество ниток, наматываемых на шпульку, регулируется изменением положения пластинчатой пружины 2 относительно оси шпинделя 9 с помощью винта 3. Если винт 3 завинчивать, то правый конец пластинчатой пружины 2 будет опускаться и количество ниток на шпульке увеличится.
Если нитки на шпульку Наматываются неравномерно (односторонне), то ослабляют прижимной винт 12 и нитенаправительный угольник 15 перемещают поперек основания 1. При этом нитенаправительное отверстие 14 должно быть расположено перпендикулярно середине оси шпульки. Если при нажиме на рычаг 5 моталка не включается, т. е. 'если шкив 11 находится далеко от клинового ремня 10, то основание 1 перемещают ближе к клиновому ремню после ослабления шурупов 4 и 17. Если при выключении моталки шкив 11 по инерции продолжает вращаться и не затормаживается резиновым тормозом 7, то ослабляют прижимной винт 6 держателя 8 и тормоз 7 перемещают вдоль его оси.
1.3. Машина 397-М кл. ОЗЛМ
Швейная промышленная машина 397-М кл, ОЗЛМ предназначена для стачивания шерстяных, хлопчатобумажных тканей и сукна (т. е. тканей костюмной и пальтовой группы) однолинейной строчкой с челночным переплетением с одновременной обрезкой срезов параллельно линии строчки.
Машина создана на базе машины 97 кл. ОЗЛМ. В ней добавлены механизмы ножей и отводчика шпуледержателя, применен шарнирно-стержневой нитепритягиватель, в рукав машины встроена моталка для намотки ниток на шпульку.
Регулировка механизма ножей. Высота верхнего ножа 5 (рис. 17) регулируется его вертикальным перемещением после ослабления двух прижимных винтов 6. В крайнем нижнем положении режущая грань верхнего ножа 5 должна опускаться ниже режущей грани ножа 4 на 1,5— 2 мм.
Прижим верхнего ножа 5 к ножу 4 регулируется осевым перемещением держателя 14 после ослабления болта 13. Параллельность верхнего ножа 5 ножу 4 регулируется поворотом кронштейна 12 на стержне 11 после ослабления болта 7.
Своевременность движения верхнего ножа 5 регулируется поворотом главного вала 8 после ослабления двух упорных винтов 9 эксцентрика. Рез материалов должен начинаться с момента входа иглы в материал.
Расстояние между линией реза и линией строчки регулируется смещением держателя 14 и пластины 1 вдоль паза игольной пластины 2 после ослабления болта 13 и винтов 15.
Для отключения верхнего ножа 5 рукоятку 10 поворачивают против часовой стрелки.
Чтобы снять верхний нож 5, отвинчивают винты 6. Для съема ножа 4 для заточки отвинчивают два прижимных винта 3.
Регулировка механизма отводчика. Положение зуба отводчика 7 (рис. 18) относительно высту
18
па 8 шпуледержателя 1 регулируется поворотом отводчика 7 после ослабления винта 6.
Зазор между стенкой шпуледержателя 1 и зубом отводчика 7 регулируется осевым перемещением вала 5 и отводчика 7 после ослабления винтов 4.
Своевременность воздействия зуба отводчика 7 на выступ 8 регулируется поворотом главного вала или эксцентрика 2 после ослабления двух упорных винтов 3. Чтобы верхняя нитка не получила дополнительного натяжения, отводчик 7 должен нажимать на выступ 8 в момент выхода петли иглы из челночного устройства.
1.4. Машина 597-М кл. ОЗЛМ
Швейная промышленная машина 597-М кл. ОЗЛМ предназначена для стачивания изделии из синтетических (например, лавсана), хлопчатобумажных, шелковых, шерстяных и льняных материалов из натуральных и смешанных волокон однолинейной строчкой с челночным переплетением. Машина создана на базе машины 97 кл. ОЗЛМ и отличается от нее тем, что игла кроме вертикальных движений отклоняется вдоль строчки (рис. 19). Узел горизонтальных отклонений иглы кинематически связан с валом перемещения механизма перемещения материалов.
Высота иглы 1 (рис. 20) относительно носика челнока регулируется вертикальным перемещением игловодителя после ослабления винта 6 в поводке 5.
Положение иглы 1 относительно стенок отверстия в рейке 2 в направлении поперек платформы регулируется поворотом рамки 7 вместе с валом 8 после ослабления винта 9 коромысла 10. Имеется возможность отрегулировать положение стенок отверстия в рейке относительно иглы путем поворота рамки 4 после ослабления винтов 3.
Своевременность перемещений материала рейкой 2 регулируется так же, как в машине 97-А кл. В момент прокола материала иглой 1 рейка 2 должна закончить свой подъем и начать перемещать материал вместе с иглой.
1.5. Машина 697 кл. ОЗЛМ
Швейная промышленная машина 697 кл. ОЗЛМ предназначена для стачивания деталей одежды из материалов легкой и костюмной группы, содержащих натуральные и синтетические волокна, однолинейной строчкой с челночным переплетением.
Машина создана на базе машины 97 кл. ОЗЛМ и отличается от нее наличием дифференциального механизма перемещения материала, служащего также для растягивания материала в месте его прокола иглой и для создания посадки.
Высота подъема основной 15 (рис. 21) и дифференциальной 16 реек регулируется раздельно путем поворота коромысел 2, 6 после ослабления винтов 4, 5 на валу подъема 3.
Величина перемещения дифференциальной рейки 16 регулируется вертикальным перемещением кронштейна 14 относительно шкалы ры-учага дифференциального механизма перемеще-
19
ния материала с помощью винта 13 после ослабления его контргайки. Если винт 13 вывинчивать, то пружина 12 поднимет кронштейн 14 и перемещение дифференциальной рейки 16 уменьшится. При совмещении метки кронштейна 14 с верхним делением «2» шкалы перемещение дифференциальной рейки 16 будет в два раза меньше перемещения основной рейки 15. При установке метки на нуль обе рейки будут перемещать материал на одинаковую величину (длину стежка). Если метку установить на нижнее деление «2», то перемещение дифференциальной рейки 16 будет в два раза больше перемещения основной рейки 15.
Давление пружины 12 на кронштейн 14 регулируется гайкой 11.
Положение пальца 9 коромысла 8 относительно крючка 10 регулируется поворотом коромысла 8 после ослабления винта 7 или поворотом вала 17 после ослабления винта 18 коромысла 1. Необходимость выполнения регулировки появляется в том случае, если при закреплении строчки наблюдается сборение материала.
1.6. Машина 897 кл. ОЗЛМ
Швейная промышленная машина 897 кл. ОЗЛМ предназначена для стачивания трудно-транспортируемых плащевых материалов малой и средней поверхностной плотности однолинейной строчкой с челночным переплетением. Машина создана на базе машины 97 кл. ОЗЛМ и отличается от нее тем, что она снабжена механизмом верхнего перемещения материала, в ней применяется шарнирно-стержневой механизм нитепритягивателя, ее челнок снабжен отводчиком шпуледержателя, а моталка для намотки нитки на шпульку вмонтирована в рукав. Перемещение верхней 32 (рис. 22) и нижней 31
реек можно регулировать раздельно поворотом соответствующих рычагов 23 и 24 после ослабления гаек 27® 29. Если рычаги 23, 24 поворачивать против часовой стрелки, то перемещение реек 31, 32 возрастет.
Чтобы закрепить строчку, работающий нажимает на рукоятку 28, и рычаги 23, 24 поворачиваются по часовой стрелке. Рейки 31, 32 перемещают материал к работающему.
Своевременность вертикальных перемещений верхней рейки 32 и лапки 12 регулируется поворотом эксцентрика 15 или главного вала 17 после ослабления упорных винтов 16. Вертикальное перемещение верхней рейки 32 и лапки 12 регулируется вертикальным перемещением винтовой шпильки 18 по прорези коромысла 37 после ослабления гайки 19. Если винтовую шпильку 18 поднимать, то вертикальное перемещение верхней рейки 32 и лапки 12 уменьшится.
Положение верхней рейки 32 и лапки 12 по вертикали регулируется поворотом коромысла 35 после ослабления винта 36 или поворотом вала 38 после ослабления винта 20.
Положение по вертикали верхней рейки 32 относительно лапки 12 регулируется ее вертикальным перемещением вдоль стержня 34 после ослабления винта 33.
Положение лапки 12 по вертикали относительно верхней рейки 32 регулируется вертикальным перемещением лапки 12 вместе с ее стержнем после ослабления винтов 13, 14.
Положение рожков лапки 12 относительно верхней рейки 32 регулируется поворотом лапки 12 вместе со стержнем после ослабления винтов 13, 14.
Своевременность перемещений верхней рейки 32 регулируется поворотом эксцентрика 5 после ослабления винтов 4.
Своевременность перемещений нижней рейки 31 регулируется съемом вправо ремня 1
20
с зубчатого барабана 2 и поворотом главного вала 17 или распределительного вала 3 с последующими регулировками своевременности перемещения верхней рейки 32 и подхода носика челнока к игле.
Положение верхней рейки 32 относительно лапки 12 в горизонтальном направлении регулируется поворотом вала 21 после ослабления винта 22.
Высота подъема нижней рейки 31 регулируется поворотом коромысла 30 после ослабления стягивающего винта 9 или поворотом вала подъема 8 после ослабления стягивающего винта 7 коромысла 6.
Положение зубцов нижней рейки 31 в прорезях игольной пластины регулируется поворотом рамки 11 после ослабления двух стягивающих винтов 10, если рейку требуется переместить поперек платформы машины; для перемещения нижней рейки 31 вдоль платформы кроме винтов 10 ослабляют винт 9, после чего рамку 11 и коромысло 30 перемещают вдоль осей валовч Давление пружин 26 регулируется перестановкой их верхних концов в соответствующие отверстия кронштейна 25.
1.7. Машина 8332/3705 кл.
объединения «Текстима» (ГДР)
Швейная промышленная машина 8332/3705 кл. объединения народных предприятий «Текстима»* (рис. 23) предназначена для стачивания материалов из натуральных и смешанных волокон невысокой поверхностной плотности однолинейной строчкой с челночным переплетением. Машина имеет верхний механизм перемещения материала и подвижную лапку. В машине предусмотрена раздельная регулировка верхней и нижней реек.
* Объединение «Текстима» классифицирует свои машины, указывая основной класс до косой черты. Первая цифра после косой черты обозначает некоторые конструктивные особенности исполнения машины (встроенный механизм намотки шпульки, конструкция рычага закрепления строчки и т. д.); вторая — вид механизма перемещения материала; третья — степень автоматизации машины (наличие механизмов обрезки ниток, подъема и опускания нажимной лапки и т. д.); четвертая — максимальную толщину стачиваемых материалов.
21
о
Заправка верхней и нижней ниток. Верхнюю нитку с бобины или катушки, надетой на стержень бобинной стойки, сверху направо проводят в три отверстия пластинчатого нитенаправителя 1 (рис. 24), в три отверстия второго пластинчатого нитенаправителя 2, сверху вниз вводят в нитенаправительную трубку 12, против часовой стрелки проводят между шайбами 10 регулятора натяжения, заводят в петлю нитепритягивательной пружины 11 и направо вверх проводят в проволочный нитенаправитель 4, слева направо заправляют в ушко нитепритягивателя 3, проводят вниз через проволочные нитенапра-вители 4, 5, 6, 7, закрепленные на фронтовой крышке. Нитку вводят в петлю проволочного нитенаправителя 8, закрепленного на игловоди-теле, и справа налево вводят в ушко иглы 9, установленной коротким желобком вправо.
Нижнюю нитку справа налево последовательно проводят через три отверстия пластинчатого нитенаправителя 24 (рис. 25), по часовой стрелке — между шайбами 25 регулятора натяжения 12, справа налево — под нитенаправительной скобой 13, над шпинделем 5. Конец нитки против часовой стрелки заводят под крышку 18 обрезателя нитки. Затем берут пустую шпульку и надевают ее на шпиндель 5, ориентируя паз шпульки относительно выступающей части пружины 6, причем нитка должна зажаться между задней стенкой шпульки и торцевой поверхностью шпинделя 5. Затем рычаг 17 поворачивают против часовой стрелки, и ограничитель 4 входит между стенками шпульки. При включении машины нитки наматываются на шпульку. Когда на шпульку намотается заданное количество ниток, моталка автоматически выключится, причем крышка 14 повернется по часовой стрелке и появится возможность снять шпульку со шпинделя 5. Нитку шпульки подводят под крышку 18 и резким движением руки вперед обрезают нитку с помощью ножа 7.
Регулировка механизма иглы. Высота иглы 13 (рис. 26) относительно носика челнока 10 регулируется вертикальным перемещением иглодержателя 14 внутри игловодителя 19 после ослабления стягивающего винта 20 установочного кольца 15.
Положение иглы 13 относительно центра отверстия в игольной пластине регулируется поворотом направляющей 17 после ослабления винта 18 и болта 16.
Регулировка механизма челнока и отводчика. Своевременность подхода носика челнока 10 к игле регулируется поворотом челнока в плоскости его вращения после ослабления винтов 21. При регулировке необходимо достичь того, чтобы при подъеме иглы 13 из крайнего нижнего положения на 1,8—2 мм носик челнока был выше ушка иглы на 1—1,1 мм.
Зазор между носиком челнока и иглой, кото-
рый должен быть равен 0,1—0,05 мм, регулируется осевым перемещением челнока 10 вдоль вала 1 после ослабления винтов 21. В том же направлении необходимо переместить картер 6 после ослабления винта 5.
Зазор между установочным пальцем пластины 12 и стенкой паза шпуледержателя, который должен быть равен 0,7 мм, регулируется продольным смещением пластины 12 после ослабления винта 11.
Количество масла, подаваемого челноку 10 из картера 6, регулируется винтом 22. Если этот винт вывинчйвать, то количество подаваемого челноку масла увеличится.
Своевременность нажима отводчика 9 на выступ шпуледержателя регулируется поворотом главного вала после ослабления двух винтов 24 эксцентрика 23. Отводчик 9 должен начать нажим на выступ в момент начала выхода петли верхней нитки из челночного устройства (между установочным пальцем пластины 12 и стенкой паза шпуледержателя).
Положение отводчика 9 относительно выступа шпуледержателя регулируется поворотом вала 8 вместе с отводчиком 9 после ослабления двух стягивающих винтов 2 коромысла 3.
Положение отводчика 9 в осевом направлении относительно выступа шпуледержателя регулируется осевым перемещением вала 8, отвод-
25
чика 9 и втулки 7 после ослабления винтов 4 и 2.
Регулировка механизма перемещения материала. Перемещение материала нижней рейкой 11 (рис. 27) регулируется поворотом рычага 1 после ослабления гайки 2. Если поворачивать его против часовой стрелки (если смотреть с фронтальной стороны машины), то перемещение увеличится.
Перемещение материала верхней рейкой 36 регулируется поворотом рычага 5 после ослабления гайки 3. При его повороте против часовой стрелки перемещение рейки 36 увеличится. Чтобы закрепить строчку, работающий отводит рукоятку 4 вниз.
Высота подъема нижней рейки 11 регулируется поворотом коромысла 10 после ослабления винта 9. Зубцы рейки должны подниматься над уровнем игольной пластины на высоту 1 мм. Местоположение зубцов рейки 11 в прорезях игольной пластины регулируется поворотом коромысла 14 после ослабления стягивающего винта 13, если рейку 11 нужно переместить поперек платформы машины. При необходимости перемещения рейки 11 вдоль платформы ослабляют винты 9 и 13 и коромысла 10 и 14 вместе с рычагом 12 перемещают вдоль валов 8, 15.
Высота подъема верхней рейки 36 и лапки 34 регулируется перемещением винтовой шпильки 26 по прорези коромысла 27. Если винтовую шпильку 26 вместе с передней головкой шатуна 24 опускать, то вертикальные перемещения верхней рейки 36 и лапки 34 возрастут.
Своевременность вертикальных перемещений верхней рейки 36 и лапки 34 регулируется поворотом главного вала после ослабления винтов 23 эксцентрика 22.
Положение верхней рейки 36 относительно лапки 34 регулируется поворотом коромысла 29 после ослабления стягивающего винта 28.
Положение лапки 34 по вертикали относительно верхней рейки 36 регулируется вертикальным перемещением стержня 18 после ослабления винтов 19, 17 муфты 16.
Положение верхней рейки 36 относительно лапки 34 в направлении поперек платформы машины регулируется поворотом рамки 32 после ослабления винта 30 коромысла 31.
Положение верхней рейки 36 по вертикали относительно лапки 34 и параллельность их рожков регулируются вертикальным перемещением верхней рейки 36 вдоль стержня 33 или поворотом рейки 36 после ослабления винта 35.
Регулировка узла лапки. Давление лапки на материал регулируется винтом 25 благодаря деформации пластинчатой пружины.
Угол поворота рычага 6 в исходное положение при опускании лапки регулируется винтом 7 после ослабления его контргайки.
Угол поворота нитепритягивательной пружины в результате натяжения верхней нитки регулируется вертикальным перемещением ограничителя 21 после ослабления винта 20.
Регулировка моталки для намотки ниток на шпульку. Положение диска 23 (см. рис. 25) относительно фрикционного шкива 10 регулируется его осевым смещением вдоль оси главного вала 22 после ослабления винта 21.
Количество ниток, наматываемых на шпульку, регулируется поворотом ограничителя 4 вместе с валом 3 после ослабления винта 1 коромысла 2. Перед регулировкой необходимо демонтировать моталку, для чего отвинчивают три винта 19, ослабляют винт 16, закрепляющий в картере 15 трубку фитиля, и крышку 20 выдвигают вперед.
Положение вилки коромысла 9 относительно коромысла 2 для фиксации моталки в рабочем положении регулируется поворотом коромысла 9 после ослабления винта 8.
Натяжение нитки на шпульке регулируется поворотом рукоятки 26, равномерность намотки ниток на шпульку — осевым перемещением регулятора натяжения 12 после ослабления винта 11 в такое положение, чтобы шайбы 25 размещались посередине оси шпульки, надетой на шпиндель 5.
1.8. Машина 852 (ХЯ ил. ПМЗ
Швейная промышленная машина 852 (Х5) кл. ПМЗ предназначена для стачивания двумя параллельными строчками с челночным переплетением бельевых, костюмных, плащевых материалов из натуральных и смешанных волокон (рис. 28).
Особенности машины заключаются в том, что иглы кроме вертикальных движений отклоняются вдоль строчек; применяются центральношпульные челноки, вращающиеся в горизонтальной плоскости и снабженные отводчиками.
Заправка верхних и нижних ниток. Бобины или катушки с нитками устанавливают на бобинных стойках. Нитки проводят через отверстия трубчатых нитенаправителей 11 (рис. 29), 12, сверху вниз заправляют в отверстия нитенаправительного угольника 13. Одну нитку в направлении по часовой стрелке проводят между шайбами регулятора натяжения 14, другую против часовой стрелки — между шайбами регулятора натяжения 17. Далее обе нитки по часовой стрелке вводят в канавку регулятора 15 и снизу вверх подводят под нитепритягивательную пружину 16, проводят под пластинчатый нитенаправи-тель 9 и справа налево заправляют в два ушка нитепритягивателя 10. Нитки проводят вниз под пластинчатые нитенаправители 9, 8t в два отверстия на иглодержателе 7 и со стороны длинных
29
желобков, обращенных друг к другу, заправляют в ушки игл 5, 6.
Нижние нитки наматывают на две шпульки, как в машине 1022-ЛЛ кл. ОЗЛЛЛ. Затем одну шпульку 1 при поднятой защелке 2 вставляют в шпу-ледержатель 3. Когда петли нижних ниток будут выведены из отверстий рейки, нитки затягивают под пластинчатые пружины 4.
Со второй шпулькой поступают так же.
Регулировка механизма игл. Высота игл 1 (рис. 30) относительно носиков челноков регулируется вертикальным перемещением иглодержателя 2 внутри полого игловодителя 5 после ослабления стягивающего винта 3 установочного кольца 4.
Положение игл 1 относительно стенок отверстий в рейке регулируется поворотом рамки 6 и верхнего вала 7 после ослабления стягивающего винта 8 коромысла 9.
Регулировка механизмов челноков и отводчиков. Своевременность подхода носиков челноков к иглам регулируется поворотом челночных валов 13 (рис. 31) после ослабления двух упорных винтов 11 зубчатого колеса 12. При подъеме игл из крайнего нижнего положения на 2 мм носики челноков должны быть выше ушков игл на 1,6 мм.
Зазор между иглами и носиками челноков, который должен быть равен 0,05—0,1 мм, регулируется перемещением картеров 3 вдоль вала 16. Для выполнения регулировки ослабляют винты 14 зубчатых колес 15, винт 8 крепления сухариков 7, 19 и инт 4. Затем перемещают картер вместе с зубчатым колесом 15 вдоль оси вала 16.
Своевременности движения отводчиков 17 для нажима на выступы шпуледержателей достигают поворотом валов 20 после ослабления винтов 6 зубчатых колес 5. Отводчики 17 должны
31
надавливать на выступы шпуледержателей в момент ввода игольных петель внутрь челночных комплектов, т. е. образовывать зазор между пальцами шпуледержателей и стенками пазов игольной пластины.
Положение отводчиков 17 относительно выступов шпуледержателей регулируется их перемещением по пазу рычагов после ослабления винтов 18.
Количество масла, подаваемого челнокам, регулируется винтами 10 после ослабления винтов 9. Если винт 10 завинчивать, то количество подаваемого к челноку масла уменьшится. Так же регулируется подача масла в сопряжения звеньев отводчиков.
Натяжение нижних ниток регулируется винтом 1 благодаря деформации пластинчатых пружин 2. Для изменения расстояния между параллельными строчками заменяют иглодержатель, лапку, рейку, игольную пластину; картеры 3 вместе с зубчатыми колесами 15 перемещают вдоль оси
вала 16, как при изменении зазоров между иглами и носиками челноков.
Регулировка механизма перемещения материала. Длина стежка регулируется поворотом рычага 17 (рис. 32) относительно шкалы 18 после завинчивания гайки 20. Если рычаг повернуть против часовой стрелки и его положение зафиксировать упором 19, отвинтив гайку 20, то длина стежка увеличится благодаря повороту рамки 22 против часовой стрелки.
Чтобы закрепить строчку, работающий нажимает на рукоятку 21, отчего рычаг 17 поворачивается по часовой стрелке. При этом материал начнет перемещаться к работающему.
Высота подъема рейки 7 над игольной пластиной регулируется поворотом коромысла 10 на валу 11 подъема после ослабления стягивающего винта 9.
Горизонтальность зубчиков рейки 7 регулируется ее вертикальным смещением с помощью
32
700
см
4
3
винта 5 после ослабления винтов 8, 6.
Своевременность подъема рейки 7 и своевременность перемещения материала регулируются раздельно поворотом эксцентриков 12, 15 после ослабления винтов 13, 16 или поворотом главного вала машины. В момент прокола материала иглами рейка должна начать свое движение. Положение рейки 7 в прорезях игольной пластины регулируется поворотом коромысла 3 после ослабления винтов 4 на валу перемещения 2, если рейку следует переместить поперек платформы. Для перемещения рейки 7 вдоль платформы ослабляют винты 4, 9 и коромысла 3, 10 перемещают вдоль валов 11, 2.
Равенство длин стежков при прямом и обратном перемещении рейки 7 регулируется поворотом рамки 22 после ослабления винтов 1.
Натяжение пружины 14, необходимое для возврата рычага 17 в исходное положение после закрепления строчки, регулируется перемещением ее резьбового крючка 23.
Регулировка узла лапки. Давление лапки 1 (рис. 33) на материал регулируется винтом 7 благодаря деформации пластинчатой пружины 5 относительно оси угольника 6. Если винт 7 вывинчивать, то давление лапки увеличится.
Высота подъема лапки 1 над игольной пластиной регулируется вертикальным перемещением муфты 3 вдоль стержня 2 после ослабления стягивающего винта 4. Если муфту 3 опускать, то лапка 1 будет подниматься на большую величину.
Положение рожков лапки 1 относительно линии движения игл регулируется поворотом стержня 2 после ослабления винта 4.
Регулировка моталки для намотки шпульки.
Количество ниток, наматываемых на шпульку, регулируется вертикальным перемещением ограничителя 12 после ослабления винта 11. Если ограничитель 12 переместить вверх от оси шпинделя 13, то количество ниток на шпульке увеличится.
Зацепление зубьев зубчатого колеса 8 с зубчатым колесом моталки регулируется осевым перемещением зубчатого колеса 8 после ослабления винтов 9 вдоль главного вала 10.
Равномерность намотки ниток на шпульку регулируется поворотом нитенаправляющего угольника 14 после ослабления винта 16. Натяжение нитки при намотке на шпульку регулируется гайкой 15.
1.9. Машина 1852 кл. ПМЗ
Швейная промышленная машина 1852 кл. ПМЗ предназначена для стачивания платьевых; плащевых, костюмных материалов из натуральных и смешанных волокон двумя параллельными строчками с челночным переплетением.
2* 35
Машина создана на базе машины 852 (Х5) кл. ПМЗ и отличается от нее тем, что в процессе работы одну из игл можно отключить. Кроме того, в машине 1852 кл. применен кулисностержневой нитепритягиватель.
Чтобы отключить одну из игл, например правую 1 (рис. 34), нажимают на рукоятку 6, и ее рычаг поворачивается против часовой стрелки. Игла 1 при крайнем верхнем положении отключается. Чтобы включить две иглы, нажимают на рукоятку 7, и иглы 1, 2 начинают работать совместно.
Высоту установки игл 1, 2 относительно носиков челноков не регулируют, но при необходимости изменения высоты под иглодержатели 10 между торцами игловодителей 11 прокладывают шайбы, предварительно ослабив винты 17.
Положение пальцев пластины 15 относительно пазов 16 на игловодителях 11 регулируется перемещением переключателя 9 вдоль оси 12 после ослабления винта 8.
Положение штифтов 4 относительно отверстий на игловодителях 11 регулируется вертикальным перемещением направляющих 3 после ослабления винтов 5.
Давление пружины 13 для обеспечения среднего положения рычага рукоятки 6 (когда включены две иглы) регулируется гайками 14.
1.10. Машина 1862 кл. ПМЗ
Машина 1862 кл. ПМЗ предназначена для пошива кожгалантерейных изделий однолинейной строчкой с челночным переплетением. В швейной промышленности используется для стачивания деталей меховых пальто.
Эта машина создана на базе машины 852 (Х5) кл. ПМЗ, но имеет одну отклоняющуюся иглу и один челнок (правый), механизмы верхней рейки и подвижной лапки, а также нитепритягиватель кулисно-стержневой системы.
Регулировка механизма иглы. Высота иглы 7 (рис. 35) относительно носика челнока регулируется вертикальным перемещением игловоди-теля 5 в направляющих рамки 6 после ослабления винта 16 в поводке 4.
Положение иглы 7 относительно стенок отверстия нижней рейки регулируется поворотом рамки 6, верхнего вала 3 после ослабления винта 2 коромысла 1. При этом верхняя рейка 8 изменит свое положение относительно лапки 9, так как ее стержень 13 проходит через направляющую рамки 6.
Регулировка механизма верхней рейки и лапки. Высота вертикальных перемещений верхней рейки 8 и лапки 9 регулируется перемещением винтовой шпильки 22 вместе с задней головкой шатуна 23 по прорези коромысла 24 после
8 9 10
17 IHt'-w’
16
13 14 t I Ц I И v*
ий® jIl
51 <
4 / j 1 rw is
В к
2-^| 1
ослабления гайки винтовой шпильки 22. Если винтовую шпильку 22 опускать, то верхняя рейка 8 и лапка 9 будут подниматься над игольной пластиной на меньшую величину.
Положение верхней рейки 8 относительно лапки 9 по вертикали регулируется поворотом коромысла 19 после ослабления винта 20 или поворотом вала 21 после ослабления винта 25 коромысла 24.
Своевременности подъема верхней рейки 8 и лапки 9 добиваются поворотом эксцентрика 26 или главного вала после ослабления винтов 27. Положение зубчиков верхней рейки 8 относительно рожка лапки 9 регулируется поворотом верхней рейки 8 после ослабления винта 11, стягивающего держатель 10.
Верхнюю рейку 8 можно регулировать по высоте относительно лапки 9 вертикальным перемещением стержня 13 после ослабления винта 15 направляющей муфты 14.
Лапку 9 можно регулировать по высоте относительно верхней рейки 8 путем вертикального перемещения стержня 12 после ослабления винтов 17 в муфте 18.
1.11. Машина 302 кл. ПМЗ
Швейная промышленная машина 302 кл. ПМЗ предназначена для втачивания рукавов женских платьев в проймы однолинейной строч
кой с челночным переплетением с посадкой рукава по окату. ПМЗ им. М. И. Калинина выпускает модификации 302-1 кл. для втачивания рукавов в проймы костюмов, 302-2 кл. для втачивания рукавов в проймы пальто.
Машина 302 кл. (рис. 36) и ее модификации имеют устройство для посадки рукава по окату, кулисно-стержневой нитепритягиватель, устройство для фиксации посадки, вращающийся челнок, снабженный отводчиком. Устройство для закрепления строчки отсутствует.
Регулировка механизма иглы. Высота иглы 1 (рис. 37) относительно носика челнока регулируется вертикальным перемещением игловоди-теля 2 после ослабления стягивающего винта 3 в поводке 4 так, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик челнока подходил к ней.
Регулировка механизмов челнока и отводчика.
Своевременность подхода носика челнока к игле регулируется поворотом челночного вала 22 (рис. 38) вместе с челноком после ослабления двух винтов 12 зубчатого колеса 11. При подъеме иглы из крайнего нижнего положения на 2—2,5 мм носик челнока должен быть выше ушка иглы на 2—2,5 мм.
Зазор между иглой и носиком челнока, который должен быть равен 0,05—0,1 мм, регулируется перемещением зубчатого колеса 10 вдоль вала 17 после ослабления двух его винтов 7 вместе с колонкой 2 (рис. 39) после ослабления двух ее прижимных винтов 10.
Положение зуба отводчика 8 относительно выступа 3 шпуледержателя 7 регулируется поворотом опоры 1 после ослабления винта 9.
Натяжение нижней нитки регулируется винтом 5 благодаря деформации пластинчатой пружины 6, прикрепленной к шпульному колпачку 4.
Регулировка механизма нижнего перемещения материала. Длина стежка регулируется, поворотом рукоятки 1 (см. рис. 38). Благодаря ее кулачковому пазу рычаг 2 получает поворотные движения, соответственно изменяются горизонтальные перемещения нижней рейки 13. При повороте рукоятки 1 по часовой стрелке длина стежка будет увеличиваться.
Высота подъема нижней рейки 13 над уровнем игольной пластины регулируется поворотом коромысла 9 после ослабления стягивающего винта 8.
Положение зубчиков нижней рейки 13 в пазах игольной пластины регулируется поворотом коромысла 15 на валу перемещения 16 после ослабления двух стягивающих винтов 14, если рейку нужно переместить поперек платформы машины. Для перемещения рейки вдоль платформы кроме винтов 14 ослабляют винт 8 и коромысла 15, 9 перемещают вдоль валов 6, 16. Своевременности подъема нижней рейки 13
40
добиваются поворотом эксцентрика 18 после ослабления двух упорных винтов 19.
Своевременность перемещения материала нижней рейкой 13 обеспечивается поворотом эксцентрика 5 или главного вала машины после ослабления двух упорных винтов 25.
Соответствие двух стежков, обозначенных на рукоятке 1, перемещениям нижней рейки 13 регулируется поворотом рамки 4 после ослабления двух стягивающих винтов 3.
Положение упорной пластины 24 относительно разделительной пластины 21 регулируется ее перемещением после ослабления двух прижимных винтов 23.
Положение разделительной пластины 21 относительно линии движения иглы регулируется ее продольным смещением после ослабления двух винтов 20.
Регулировка верхнего механизма перемещения материала и лапки. Величина посадки рукава, осуществляемой верхней рейкой 13 (рис. 40), изменяется винтом 7. Если его вывинчивать, то при нажатии на левую педаль угол поворота коромысла 6 возрастет, соответственно увеличится посадка.
Вертикальные перемещения верхней рейки 13 и лапки 14 регулируются перемещением по прорези коромысла 21 задней головки шатуна 27 вместе с шарнирным винтом 9 после ослабления гайки 28. Если шарнирный винт 9 вместе с задней головкой шатуна 27 переместить вверх, то высота подъема верхней рейки 13 и лапки 14 увеличится.
Вертикальное положение верхней рейки 13 относительно лапки 14 регулируется поворотом коромысла 19 после ослабления винта 18 или поворотом вала 20 после ослабления винта 22 коромысла 21.
Своевременности вертикальных перемещений верхней рейки 13 и лапки 14 добиваются поворотом эксцентрика 25 или главного вала после ослабления двух винтов 26.
Положение рожков верхней рейки 13 относительно лапки 14 регулируется поворотом рейки 13 относительно стержня 11 после ослабления стягивающего винта 12.
Положение верхней рейки 13 относительно лапки 14 в поперечном направлении регулируется поворотом рамки 10 вместе с верхним валом 8 после ослабления стягивающего винта 4 коромысла 3.
Высота подъема лапки 14 и положение ее рожков относительно верхней рейки 13 регулируются вертикальным перемещением стержня 15 или его поворотом после ослабления двух винтов 17 муфты 16.
Положение стрелки 24, определяющей величину посадки, относительно нулевой отметки шкалы 23 регулируется изменением длины составной тяги 2 после ослабления гаек 1, 5. Если длину тяги 2 увеличить, то стрелка 24 повернется против часовой стрелки.
Давление лапки 14 и рейки 13 регулируется так же, как в машине 852 кл. ПМЗ.
Следует учитывать, что кроме ручного подъема лапки 14 и верхней рейки 13 предусмотрен ножной подъем, осуществляемый путем нажима на коленоподъемник, расположенный под крышкой
промышленного стола, через систему звеньев. Следовательно, с подъемом лапки 14 поднимается и верхняя рейка 13. Их опускание будет происходить под действием пластинчатой пружины, осуществляющей давление лапки 14 на материал.
2
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ОДНОНИТОЧНЫХ СТРОЧЕК С ЦЕПНЫМ ПЕРЕПЛЕТЕНИЕМ
2.1. Машина 2222 кл. ОЗЛМ
Швейная промышленная машина 2222 кл. ОЗЛМ (рис. 41) предназначена для выметывания бортов, лацканов и воротников верхней одежды однолинейной строчкой с однониточным цепным переплетением (рис. 42, а). Эта машина создана на базе машины 1022 кл. ОЗЛМ и отличается от нее тем, что челнок заменен петлителем, изменено передаточное отношение от главного вала к валу петлителя (i=1 : 1), вместо нитепритягивателя применяется нитеподатчик, работающий от игловодителя, изменена конструкция регулятора длины стежка и отсутствует устройство для закрепления строчки.
Заправка игольной нитки. Нитку с бобины или катушки справа налево последовательно прово
дят в три отверстия нитенаправителя 10 (рис. 42, б), справа налево вниз в три отверстия нитенаправителя 9, вводят в отверстие регулируемого нитенаправителя 2, проводят в правую петлю пластинчатого нитенаправителя 3, обводят по часовой стрелке между шайбами регулятора натяжения 4, проводят вверх слева в правую петлю пластинчатого нитенаправителя 3, справа налево вводят в ушко нитеподатчика 8, проводят вниз в левую петлю пластинчатого нитенаправителя 3, в нитенаправительное отверстие 7 иглодержателя 5 и слева направо заправляют в ушко иглы 6.
Регулировка подвижного нитенаправителя. Перемещением подвижного нитенаправителя 2 вдоль платформы машины после ослабления
45
прижимного винта 1 регулируют длину нитки, подаваемой игле 6 нитеподатчиком 8.
Регулировка механизма петлителя. Своевременность подхода носика петлителя 2 (см. рис. 41) к игле регулируется поворотом петлителя 2 в плоскости его вращения после ослабления двух упорных винтов 1. При выполнении данной регулировки необходимо достичь того, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик петлителя был выше ушка иглы на 1,5—2 мм.
Зазор между иглой и носиком петлителя, который должен быть равен 0,05—0,1 мм, регулируется перемещением хвостовика петлителя 2 вдоль его вала после ослабления винтов 1.
Регулировка механизма перемещения материала. Длину стежка регулируют нажатием на кнопку 1 (рис. 43) и поворотом главного вала до момента входа острия кнопки в паз 3 муфты 4. З-атем, поворачивая маховое колесо, определяют длину стежка по делениям лимба 7 (см. рис. 41) в окне платформы машины. Когда лезвие кнопки 1 (см. рис. 43) входит в паз 3, муфта 4 останавливается. При дальнейшем повороте махового колеса палец 8 ползуна 6 перемещается по неподвижному кулачковому пазу 9. При этом ползун 6, его эксцентрик 7 и корпус 5 участвуют во вращательном движении.
Кроме того, ползун 6 получает добавочное поступательное движение вдоль паза корпуса 5. Эксцентриситет между центрами главного вала и эксцентриком 7 меняется, что вызывает изменение длины стежка. Когда работающий отпускает кнопку 1, пружина 2 перемещает ее вперед, а пружина 10 фиксирует новое положение ползуна 6 и эксцентрика 7.
Своевременность перемещения и подъема материала регулируется раздельно путем ослабления винтов 4 (см. рис. 41) корпуса 3, винтов 6 эксцентрика подъема 5 и соответствующего поворота главного вала машины. В машинах цепного стежка материал должен начать свое перемещение сразу после выхода иглы из него. Необходимо обратить внимание на то, что затяжка стежка при резком изменении его длины может привести к сборению материала, обрыву нитки или слабой строчке. Необходимо отрегулировать подачу нитки смещением регулируемого нитенаправителя 2 (см. рис. 42) и степень натяжения нитки.
2.2. Машина 1622 кл. ОЗЛМ
ОЗЛМ выпускает швейную промышленную машину 1622 кл. для прокладывания силков на деталях кроя верхней одежды двумя строчками однониточного цепного переплетения.
46
3
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ДВУХНИТОЧНЫХ СТРОЧЕК С ЦЕПНЫМ ПЕРЕПЛЕТЕНИЕМ
3.1. Машина 976-1 кл. ПМЗ
Швейная промышленная машина 976-1 кл. ПМЗ (рис. 44) предназначена для стачивания средних срезов брюк двумя параллельными строчками с двухниточным цепным переплетением (рис. 45).
Машина имеет две поступательно движущиеся иглы, два петлителя, совершающих сложное пространственное движение, реечный механизм перемещения материала. Машина снабжена автоматической централизованной системой смазки, функционирующей от шестеренного насоса (рис. 46).
Заправка верхних и нижних ниток. Поворотом махового колеса 1 (рис. 47) иглы 7, 29 поднимают в крайнее верхнее положение и заправляют верхнюю нитку в левую иглу 7. Для этого с бобины или катушки проводят нитку в два отверстия рамки, расположенные над бобинной стойкой, через отверстия в стержне (на рисунке не показаны), через нитенаправительные отверстия 16, 17, между шайбами 13 регулятора натяжения и вводят в нитенаправительное отверстие 12. Далее нитку справа налево проводят через левое отверстие нитенаправите-ля 11, вводят в дальние отверстия нитеподат-чиков 9, 10, сверху вниз проводят в петлю проволочного нитенаправителя 8, заводят за крючок нитенаправителя 30, прикрепленного к иглодержателю, и в направлении от работающего вводят в ушко иглы 7. Иглы 7 и 29 устанавливают длинными желобками к работающему.
Так же заправляют нитку в правую иглу 29. Прежде чем перейти к заправке нижних ниток в петлители 5, 28, выдвигают пластину 23. Поворотом махового колеса 1 петлители 5 и 28 следует установить в крайнее правое положение.
Для заправки нитки в задний петлитель 28 нитку с бобины или катушки проводят через два отверстия в рамке, расположенной над бобинной стойкой, через отверстия на стержне (на рисунке не показаны), через нитенаправительные отверстия 19, 20, снизу между шайбами 21 регулятора натяжения и вводят в нитенаправительное отверстие 22, Затем нитку через верхнее отверстие нитенаправителя 2 справа
налево вводят в петлю 25, снизу вверх подводят под правую ветвь проволочного нитенаправителя 4 и сверху вниз через нитеподатчик 24 вводят под левую ветвь проволочного нитенаправителя 4. Наконец нитку вводят в петлю 26, проводят в крючок нитенаправителя 27, а затем последовательно в два отверстия заднего петлителя 28. Так же заправляют нижнюю нитку в передний петлитель 5. Задвигают пластину 23 и закрывают крышку 3.
При подъеме лапки 6 палец 15 поднимает планку 14, ее выступы 18, раздвигая шайбы регуляторов натяжения ниток, ослабляют их натяжение.
Регулировка механизма игл. Ориентация желобков осуществляется поворотом игл 1 (рис. 48) после ослабления винтов 14 иглодержателя 3. Иглы 1 по высоте регулируются вертикальным перемещением игловодителя 4 после ослабления стягивающего винта 7 в поводке 8. Иглы должны быть установлены так, чтобы при крайнем нижнем положении игловодителя 4 середина ушка каждой иглы была ниже верхней плоскости игольной пластины на 15 мм. Поворотом игловодителя 4 вокруг его оси можно отрегулировать положение иглы 1 относительно отверстий в лапке и игольной пластине.
Своевременность подъема и опускания игл 1 регулируется поворотом вала 10 после ослабления стягивающих винтов 12 коромысла 11. Вал 10 устанавливают таким образом, чтобы угол поворота коромысла 9, равный 70°, делился горизонтальной плоскостью, проходящей через ось вала 10, пополам.
Положение нитеподатчиков 5, 6 относительно друг друга регулируется их вертикальным перемещением после ослабления винтов 7, 13.
Положение нитенаправителя на иглодержателе по высоте можно регулировать его перемещением после ослабления винта 2.
Регулировка механизма петлителей. Носики петлителей 4 (рис. 49), 5 при их поперечных движениях должны быть развернуты под углом 5° к плоскости их движения. Поворот петлителей относительно держателя 9 осуществляется после ослабления винтов 6.
Своевременность подхода петлителей 4, 5 к иглам регулируется поворотом держателя 9 после ослабления болта 7. При выполнении
данной регулировки иглы должны находиться в крайнем нижнем положении, а носики петлителей должны отстоять от своих игл на 4 мм. Носики петлителей 4, 5 при этом должны находиться на расстоянии 6 мм от верхнего среза игольной пластины. Положение носиков петлителей по высоте регулируется их вертикальным перемещением после ослабления винтов 6. Носик левого петлителя выдвинут на 0,5 мм по отношению к правому петлителю.
Зазор между иглами и носиками петлителей 4, 5, который должен быть равен 0,1—0,15 мм, регулируется осевым перемещением держателя 9 вдоль вала 8 после ослабления болта 7.
Ход петлителей 4, 5 в направлении поперек строчек регулируется перемещением пальца 10 внутри коромысла 11 после ослабления винта 12. Если палец 10 приблизить к оси вала 8, то ход петлителей увеличится. Ход петлителей регулируется в пределах 27—31,5 мм.
Своевременность движения петлителей 4, 5 вдоль строчки регулируется поворотом главного вала 3 после ослабления двух упорных винтов 2 эксцентрика 1 либо его поворотом на главном валу 3.
Регулировка нитеподатчика петлителей. Своевременность подачи нижних ниток и момент начала их выбора регулируются поворотом кулачка 4 (рис. 50) на главном валу 2 после ослабления упорных винтов 3. При крайнем верхнем положении игл участок кулачка 4, имеющий минимальный радиус профиля, должен занимать верхнее положение.
Количество выбираемых ниток при затягивании стежков регулируется вертикальным перемещением скобы 5 после ослабления винтов 1. Если планку опускать, то количество выбираемых ниток увеличивается.
Регулировка механизма перемещения материала. Высоту подъема рейки 17 (рис. 51) над уровнем игольной пластины регулируют ее вертикальным перемещением относительно держателя 2 после ослабления болта 1.
Длину стежка изменяют нажатием на стержень 5 и поворотом махового колеса до тех пор, пока лезвие стержня 5 не войдет в паз 7 эксцентрика 8 и, следовательно, пока этот эксцентрик не будет остановлен. Поворачивая маховое колесо в требуемом направлении, устанавливают необходимую длину стежка. При повороте махового колеса относительно неподвижного эксцентрика 8 эксцентрик 9 вращается вместе с корпусом 11, отчего эксцентриситет между центром главного вала 12 и центром эксцентрика 9 изменяется. Соответственно изменяется и длина стежка.
Положение рейки 17 в прорезях игольной пластины регулируется поворотом коромысла 15 на валу 13 после ослабления стягивающего винта 14 или перемещением держателя 2 вдоль
49
16
17
18
пальца 3 после ослабления стягивающего винта 4. Поворотом держателя 2 регулируют горизонтальность зубчиков рейки 17.
Своевременность перемещения и подъема рейки 17 регулируется раздельно поворотом махового колеса и главного вала 12 после ослабления упорных винтов 10 корпуса 11 или винтов 6 эксцентрика 16. Следует добиться того, чтобы при выходе игл из материала рейка начала свой рабочий ход.
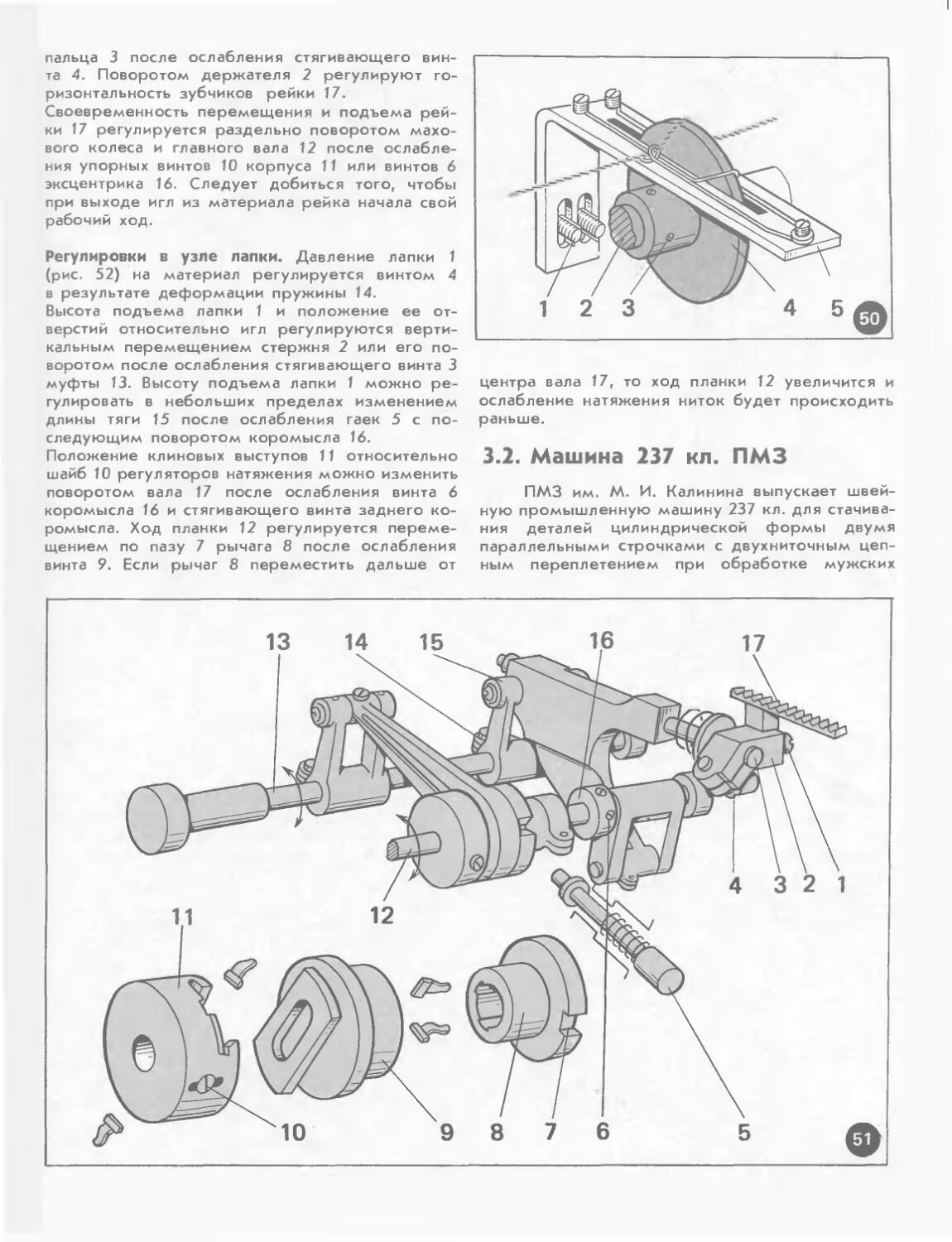
Регулировки в узле лапки. Давление лапки 1 (рис. 52) на материал регулируется винтом 4 в результате деформации пружины 14.
Высота подъема лапки 1 и положение ее отверстий относительно игл регулируются вертикальным перемещением стержня 2 или его поворотом после ослабления стягивающего винта 3 муфты 13. Высоту подъема лапки 1 можно регулировать в небольших пределах изменением длины тяги 15 после ослабления гаек 5 с последующим поворотом коромысла 16.
Положение клиновых выступов 11 относительно шайб 10 регуляторов натяжения можно изменить поворотом вала 17 после ослабления винта 6 коромысла 16 и стягивающего винта заднего коромысла. Ход планки 12 регулируется перемещением по пазу 7 рычага 8 после ослабления винта 9. Если рычаг 8 переместить дальше от
центра вала 17, то ход планки 12 увеличится и ослабление натяжения ниток будет происходить раньше.
3.2. Машина 237 кл. ПМЗ
ПМЗ им. М. И. Калинина выпускает швейную промышленную машину 237 кл. для стачивания деталей цилиндрической формы двумя параллельными строчками с двухниточным цепным переплетением при обработке мужских
сорочек. Для удобства обработки цилиндрических деталей головка машины имеет Г-образ-ную цилиндрическую платформу.
ПМЗ им. М. И. Калинина выпускает швейную промышленную машину 1176 кл. для выполнения отделочных строчек типа защипов с прокладыванием в шов нитки; швейную промышленную машину 1076-1 кл. для выполнения отделочных
строчек типа защипов с прокладыванием в шов шнура. Первая машина является двухигольной, вторая — четырехигол ьной. Машины используются при отделке женских платьев.
ПМЗ им. М. И. Калинина выпускает также швейную промышленную машину 3076-1 кл. для изготовления шлевок. Машина имеет две иглы и один петлитель, а также две нижние рейки.
4
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ЗИГЗАГООБРАЗНЫХ СТРОЧЕК
4.1. Машина 72520-101 кл.
фирмы «Минерва» (ЧССР)
Швейная промышленная машина 72520-101 кл. фирмы «Минерва» (ЧССР) (рис. 53) предназначена для выполнения вышивальных строчек с периодически повторяющимися рисунками зигзагообразными строчками с челночным переплетением, причем вышивать можно одной или двумя иглами, взаимодействующими с одним челноком.
Машина 72520-101 кл. создана на базе машины 335 кл. фирмы «Минерва» и отличается от нее конструкцией механизма иглы.
Заправка верхней и нижней ниток. Верхнюю нитку заправляют так же, как в прямострочных швейных машинах с челночным переплетением.
Нижнюю нитку, намотанную на шпульку, надевают на ось шпульного колпачка 6 (рис. 54). Конец нитки выводят в прорезь 9, подводят под пластинчатую пружину 8 и заводят в прорезь 5.
Регулировка механизма иглы. Положение иглы относительно носика 25 челнока 1 регулируют вертикальным перемещением игловодителя 7 (рис. 55) после ослабления винта 8 в поводке 9. Регулировка может быть выполнена без съема фронтовой крышки через отверстие на фронтовой части машины при крайнем нижнем положении иглы.
Положение иглы 2 относительно стенок отверстия в игольной пластине регулируется поворотом эксцентрического пальца 4 после ослабления стягивающего винта 5 в результате продольных перемещений рамки 6.
Ширину рисунка (строчки) регулируют перемещением винтовой шпильки 27 вдоль прорези рычага 24 после ослабления гайки 28. Если винтовую шпильку 27 поднимать, то ширина рисунка будет увеличиваться. Положение винтовой шпильки фиксируют винтом 11 после ослабления гайки 12. Максимальная ширина рисунка может быть 10 мм.
Своевременность отклонений иглы 2 регулируется поворотом червяка 14 на главном валу после ослабления двух упорных винтов 13. Игла должна отклоняться в верхнем положении.
Рисунок выбирают по табл. 1, в которой указаны номера кулачков 20, прилагаемых к машине. Подобрав необходимый номер кулачка в соответствии с видом нового рисунка, отвинчивают гайку 21, снимают шайбу и кулачок 20, использованный при предыдущем рисунке. Устанавливают новый кулачок так, чтобы в его паз вошла шпонка 22. Кроме того, повернув кулачок, в его внутренний паз вводят ролик 23 рычага 24. С помощью таблицы определяют ширину выбранного рисунка, длину стежка и максимальную частоту вращения главного вала. Путем перевода клинового ремня на соответствующий шкив вала электродвигателя устанавливают вал таким образом, чтобы он вращался в соответствии с указанной в таблице частотой вращения главного вала.
Предыдущие объяснения относились ко всем кулачкам, кроме № 222. Перед использованием кулачка № 222 с 24 проколами иглы в раппорте рисунка устанавливают новую червячную передачу (i = 24 : 1). Для этого снимают кулачок 20, ослабляют установочный винт крепления червячного колеса 25 и снимают колесо, ставят на вал 26 новое червячное колесо, ослабляют винты 18 установочного кольца 19, винт 16 втулки 17, винты 13 и перемещают сдвоенный червяк 14, 15 вправо, вводя червяк 14 в зацепление с червячным колесом 25, фиксируют винтами 16, 18 новое положение втулки 17 и установочного кольца 19. Поворотом махового колеса проверяют, легко ли вращается главный вал 10.
Чтобы выполнить две параллельные вышивальные строчки, ослабляют винт 1, снимают иглодержатель 3 и устанавливают иглодержатель с двумя иглами.
Регулировка механизмов челнока и отводчика. Своевременность подхода носика 25 (см. рис. 54) челнока 1 к игле регулируется поворотом челнока после ослабления винтов 3. Для выполнения регулировки находят среднее положение иглы относительно центра отверстия в игольной пластине, опускают иглу в крайнее нижнее положение, затем поднимают ее на 2,5 ±0,2 мм. В этот момент носик челнока должен быть выше ушка иглы на 2,6 мм, причем если такое взаимодействие не достигается, то необходимо отрегулировать высоту иглы.
55
Зазор между иглой и носиком челнока, который должен быть равен 0,1 мм, регулируется осевым перемещением челнока 1 после ослабления винтов 3 вдоль челночного вала 22.
Зазор между установочным пальцем пластины 13 и задней стенкой паза 26 шпуледержа-теля 2, который должен быть равен 0,8 мм, регулируется продольным смещением пластины 13 после ослабления винта 12.
Положение зуба отводчика 14 относительно выступа 4 шпуледержателя 2 регулируется его вертикальным смещением после ослабления винта 15 вдоль паза ступицы 16.
Осевой зазор между зубом отводчика 14 и поверхностью шпуледержателя 2, который должен быть равен 0,8 мм, регулируется осевым перемещением вала со ступицей 16, втулкой 17 после ослабления винтов 18, 19.
Радиальный зазор между зубом отводчика 14 и выступом 4 шпуледержателя 2, который должен быть равен 0,5 мм, т. е. толщине нитки, регулируется поворотом отводчика и ступицы 16 вала после ослабления винта 19 коромысла 20. Своевременность нажатия отводчика 14 на выступ 4 шпуледержателя 2 регулируется поворотом вала 21 после ослабления винтов 23 крепления вала 21 внутри вала 24. При выполнении этой регулировки следует добиться того, чтобы нажатие отводчика 14 на выступ 4 начиналось сразу после обвода нитки на угол более 180°.
Количество масла, подаваемого челноку 1, регулируется винтом 11 в картере 10. Если его завинчивать, то подача смазки челноку уменьшится.
Натяжение нижней нитки регулируется винтом 7
благодаря изменению деформации пластинчатой пружины 8.
Регулировка механизма перемещения материала. Длина стежка регулируется поворотом рукоятки 1 (рис. 56). Если ее поворачивать по часовой стрелке, ползун 24 под действием кулачкового паза рукоятки 1 будет подниматься. Благодаря подъему пальца 25 пружина 5 повернет коромысла 4, 22 и вал 2 по часовой стрелке. Ось 6, поводок 7 и обойма 18 вместе с эксцентриком 17 переместятся влево. Под головку шатуна передвинется та часть эксцентрика 17, у которой больше эксцентриситет. Длина стежка увеличится.
Чтобы закрепить строчку, работающий нажимает на рукоятку 3, в результате чего вал 2 и коромысло 22 поворачиваются против часовой стрелки вместе с коромыслом 4. Ось 6, поводок 7 и обойма 18 вместе с эксцентриком 17 перемещаются вправо.
Под головку шатуна переместится правая часть эксцентрика, которая имеет эксцентриситет, равный прежнему, но направленный в противоположную сторону. Рейка 14 перемещает материал к работающему.
Высота подъема рейки 14 над игольной пластиной регулируется поворотом коромысла 12 после ослабления стягивающего винта 13 на валу подъема 11. Рейка 14 должна подниматься над игольной пластиной на 1,3±0,1 мм.
Если рейку 14 необходимо переместить поперек платформы машины, положение рейки в прорезях игольной пластины регулируют поворотом коромысла 16 после ослабления стягивающего винта 15. Если рейку 14 нужно переместить
57
О) 00 Г» СО in co CM
вдоль платформы машины, то ослабляют винты 15, 13 и перемещают коромысла 16, 12 вдоль осей валов.
Своевременность вертикальных перемещений рейки 14 регулируется поворотом главного вала после ослабления двух упорных винтов 9 эксцентрика 10.
Своевременность перемещения материала регулируется путем ослабления двух упорных винтов крепления барабана 20 зубчатого ремня 21 на валу 19. Поворотом главного вала иглу подводят к материалу, поворотом распределительного вала 19 ставят рейку в положение, при котором она опускается. После этого в связи с нарушением взаимодействия иглы и челнока регулируют своевременность подхода носика челнока к игле.
Соответствие длин стежков градуировке шкалы
рукоятки 1 регулируется перемещением поводка 7 вдоль оси 6 после ослабления винта 8.
Равенства длин стежков при прямом и обратном перемещении материала добиваются поворотом коромысла 22 после ослабления стягивающего винта 23.
Регулировка узла лапки. Давление лапки 1 (рис. 57) на материал регулируется винтом 4 путем деформации пружины 5.
Высота подъема лапки 1 над игольной пластиной регулируется вертикальным перемещением пружинодержателя 6 после ослабления винта 3. При опускании пружинодержателя 6 высота подъема лапки 1 увеличивается.
Положение рожков лапки 1 относительно линии движения иглы регулируется поворотом стержня 2 после ослабления винта 3.
60
Таблица 1
Номер кулачка Число проколов иглы за один оборот кулачка Длина стежка, мм Количество уколов иглы в рисунке Ширина рисунка, мм Максимальная частота вращения главного^ зала, мин Вид рисунка
ОДНОИГОЛЬНОГО двухигольного
202 203 12 12 4 12 1—3 1—3 4,5—10 4,5—10 " v\ 4200 \ / д д www ' V \ www
204 12 6 1.5—3 3,5—6 4200 1 Д Д A_A_AJ\_A \ /\ A_A_A_AJ\
205 12 12 4,5—10 4,5—10 3800 \ У
206 12 3 1,5—4 3,5—6 ... W \ДД VWWWVA V V \ WVYVWVA
211 12 4 1,5—3 4—6 3800 \ /~ и / WWW J U WWW
214 12 6 1—3 4—10 3800 \/
218 12 12 1,5—3 2—5 з». w.’/
219 12 12 1.5—3 2—5 3800 W 1 Ш
220 12 2 1—3 3,5—6 W W AAAA Ш\ шшш
61
Окончание табл. 1
Номер кулачка Число проколов иглы за один оборот кулачка Длина стежка, мм Количество уколов иглы в рисунке Ширина рисунка, мм Максимальная частота вращен ия главного iana, мин Вид рисунка
Одноигольного двухигольного
4.2. Машина 335 кл.
фирмы «Минерва» (ЧССР)
Швейная промышленная машина 335 кл. фирмы «Минерва» (ЧССР) предназначена для выполнения зигзагообразной строчки с челночным переплетением и выпускается в двух вариантах: 335-121 кл. — для обработки костюмов и пальто и 335-221 кл. — для обработки трикотажных изделий и изделий из тканей небольшой поверхностной плотности. В машинах обоих вариантов есть устройства для регулирования ширины строчки и для смещения строчки относительно центра игольной пластины.
Для пришивания кружев к белью строчкой зигзагообразного челночного переплетения с одновременной обрезкой материала под кружевами параллельно строчке фирма «Минерва» выпускает машину 337 кл., базовой машиной для которой является машина 335 кл. Машина 337 кл. отличается от базовой тем, что в ней добавлен механизм ножей, причем верхний подвижной нож получает вертикальные перемещения относительно нижнего ножа, закрепленного в игольной пластине, от механизма, расположенного под платформой машины. В процессе работы подвижной нож можно отключить, и он опустится под игольную пластину. Тогда машину можно использовать для выполнения различных стегально-подшивочных операций. Изменение длины стежка и закрепление
строчки, а также изменение ширины строчки и ее положения относительно центра игольной пластины производятся так же, как в машине 335 кл.
Для стегально-подшивочных работ зигзагообразной строчкой челночного переплетения при обработке бельевых и костюмных материалов фирма «Минерва» выпускает машины 72524-105 кл. Машины этого класса отличаются от машины 335 кл. только тем, что в нее добавлен автоостанов для выключения машины при нижнем положении иглы без обрезки ниток и для выключения иглы при ее крайнем верхнем положении с обрезкой ниток под платформой машины.
Для стегально-подшивочных работ зигзагообразной строчкой челночного переплетения при обработке бельевых и костюмных материалов ПМЗ им. М. И. Калинина выпускает машину 1026 кл. Машина имеет кривошипно-шатунный механизм иглы, причем игла может отклоняться вдоль платформы машины. Имеется возможность изменять положение зигзагообразной строчки относительно центра игольной пластины. Челнок центрально-шпульный, вращающийся (как в машине 97-А кл.), снабжен отводчиком. Нитепритягиватель шарнирно-стержневой, механизм перемещения материалов реечного типа с закреплением строчки (как в машине 852 кл.). В рукав машины вмонтирована моталка для намотки ниток на шпульку (так же, как в машине 852 кл.).
62
5
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ СТАЧИВАЮЩЕ-ОБМЕТОЧНЫХ СТРОЧЕК
5.1. Машина 508-М кл. РЗЛМ
Швейная промышленная машина 508-М кл. РЗЛМ (рис. 58) предназначена для стачивания двухниточной строчкой с цепным переплетением и одновременного обметывания деталей трехниточной обметочной строчкой с цепным переплетением (рис. 59).
Стачивание и обметывание осуществляются двумя поступательно движущимися иглами при их взаимодействии с тремя петлителями. Обметочные петлители совершают колебательные движения в вертикальной плоскости, стачивающий петлитель движется по сложной пространственной траектории. Применен дифференциальный механизм перемещения материала. Машина имеет автоматическую систему смазки всех механизмов с помощью шестеренного насоса.
Заправка ниток. При заправке верхней нитки в левую иглу 54 (рис. 60) нитку с бобины проводят снизу вверх через отверстие 23 нитенаправительного угольника 24, закрепленного на бобин-ной стойке. Затем нитку вводят в нитенаправительное отверстие 21 цилиндрического ните-направителя 22, обводят вокруг него против часовой стрелки и вводят в нитенаправительное отверстие 20. Далее нитку сверху вниз вводят в нитенаправительное отверстие 18 пластины регулятора натяжения, по часовой стрелке проводят между шайбами регулятора натяжения 19, проводят сверху вниз в нитенаправительное отверстие 17, с помощью проволочного нитепродергивателя вводят в нитенаправительные трубки 16, 15. Потом нитку заводят за задний крючок нитеподатчика 14, проводят в канал нитенаправителя 13, вводят сверху вниз в левую прорезь нитенаправителя 12, в нитенаправительное ушко 55 иглодержателя, заправляют в ушко иглы 54 в направлении от работающего. Иглы 53, 54 устанавливают длинными желобками без бугорков к работающему.
Верхнюю нитку заправляют в правую иглу 53 так же, как в левую, но нитку пропускают через отверстие 25, нитенаправительную трубку 38, проводят между шайбами регулятора натяжения 58 по часовой стрелке.
При заправке нитки в стачивающий петлитель 52 ее с бобины проводят сверху вниз в отверстие 27 нитенаправительного угольника 24, в
отверстие 32 цилиндрического нитенаправителя 22, обводят вокруг него по часовой стрелке и заводят в отверстие 31. Спереди нитку вводят в отверстие 37 пластины регулятора натяжения, против часовой стрелки проводят между шайбами регулятора натяжения 35 и выводят в нитенаправительное отверстие 36. Нитепродергивате-лем нитку вводят в нитенаправительную трубку 11, сзади наперед проводят в два отверстия пластинчатого нитенаправителя 57, справа налево подводят под проволочный нитенаправитель 56, огибают ею сверху нитеподатчик 9, заводят влево под второй проволочный нитенаправитель 10, слева направо вводят в два отверстия нитенаправителя 8, проводят в окно дифференциальной рейки 7 и слева направо пинцетом заправляют в два отверстия стачивающего петлителя 52.
Нижнюю нитку левого петлителя 6 заправляют следующим образом. С бобины сверху вниз нитку проводят в нитенаправительное отверстие 28, в отверстие 30 цилиндрического нитенаправителя 22, обводят вокруг него по часовой стрелке и вводят в отверстие 29. Заправляют нитку в нитенаправительную трубку 40, по часовой стрелке проводят между шайбами регулятора натяжения 42, сверху вниз с помощью нитепродергивателя — через трубки 44, 46, вводят в ушко 47, справа налево вводят в отверстие пластинчатого нитенаправителя 48, справа налево в отверстие 1, заводят в отверстие 49 нитенаправителя 2, снизу вверх в отверстие 3, затем в отверстие 5 держателя левого петлителя и пинцетом заправляют в отверстия левого петлителя 6.
Заправка нижней нитки правого петлителя 51 осуществляется с бобины через отверстие 26. Сверху вниз нитку проводят в отверстие 34 цилиндрического нитенаправителя 22, обводят вокруг него против часовой стрелки и выводят в отверстие 33. Далее нитку сверху вниз проводят в трубчатый нитенаправитель 39, по часовой стрелке обводят между шайбами регулятора натяжения 41, последовательно вводят нитепродергивателем в трубчатые нитенапра-вители 43, 45, проводят сверху в отверстие нитенаправителя 2 и снизу в отверстие 4, снизу вверх в отверстие нитенаправительного угольника 50 и спереди назад заправляют в ушко правого петлителя 51, используя для этой цели пинцет.
63
Регулировка механизма игл. Положение игл 1 (рис. 61), 2 можно регулировать по высоте поворотом игольного вала 8 и кривошипа 3 после ослабления стягивающих болтов 6 коромысла 7. При выполнении данной регулировки поворотом махового колеса иглодержатель 9 ставят в крайнее верхнее положение так, чтобы между его торцом и кольцом 4 направляющего стержня 5 был зазор, равный 1,5 мм, а иглы 1, 2 находились на 9 мм (рис. 62, а) выше игольной пластины.
Регулировка механизма левого обметочного петлителя. Своевременность подхода носика левого петлителя 1 (рис. 63) к обметочной игле регулируется поворотом держателя 3 на валу 6 после ослабления болта 8. При крайнем нижнем
положении обметочной иглы носик левого петлителя 1 должен находиться слева от линии движения иглы на расстоянии 4 мм (рис. 62, 6) от нее.
Положение левого петлителя 1 (см. рис. 63) по высоте относительно ушка обметочной иглы, или зазор между левым и правым петлителями, регулируется вертикальным перемещением петлителя 1 или его поворотом после ослабления винта 2.
Регулировка механизма стачивающего петлителя. Своевременность движений стачивающего петлителя 15 к стачивающей игле регулируется поворотом держателя 10 и коромысла 7 после ослабления стягивающих винтов 5, 9. Когда иглы находятся в крайнем нижнем положении, носик
64
стачивающего петлителя 13 должен отстоять от поверхности иглы на 3 мм (рис. 62, в).
Положение стачивающего петлителя 15 (см. рис. 63) по высоте и его зазор между стачивающей иглой регулируются вертикальным перемещением петлителя или его поворотом в держателе 10 после ослабления винта 17. При крайнем верхнем положении стачивающей иглы верхний контур стачивающего петлителя должен отстоять от нижней поверхности игольной пластины на 1—1,5 мм (рис. 62, г).
Ход стачивающего петлителя 15 (см. рис. 63) поперек строчки регулируется перемещением винтовой шпильки 4 по прорези коромысла 7 после ослабления контргайки. Если винтовую шпильку 4 поднимать вверх, ход петлителя увеличится.
Своевременность продольных движений стачивающего петлителя 15 регулируется поворотом главного вала 16 после ослабления двух упорных винтов 13 эксцентрика 14.
Регулировка стачивающего нитеподатчика. Своевременность подачи нитки и затягивания стежка регулируется поворотом нитеподатчика 12 после ослабления винтов 11. При выполнении данной регулировки иглы поднимают в крайнее верхнее положение, при этом правый наклонный срез нитеподатчика, расположенный справа, должен образовать угол 10° с горизонталью, проведенной через него (см. рис. 10, а).
Регулировка механизма правого обметочного петлителя. Своевременность подхода правого петлителя 5 (рис. 64) к обметочной игле регулируется поворотом коромысла 2 после ослабления стягивающего болта 1. Правый петлитель 5 в своем крайнем левом положении должен заходить за линию движения контура иглы на 4,5 мм (рис. 62, д).
Положение правого петлителя 5 (см. рис. 64) по высоте и относительно носика левого петлителя регулируется вертикальным перемещением петлителя 5 или его поворотом после ослабления винта 3 в держателе 4. В момент перекрещивания левого петлителя с правым расстояние от ушка левого петлителя до контура правого петлителя должно быть равно 0,2—0,3 мм (рис. 62, е).
Регулировка механизма перемещения материала. Чтобы изменить длину стежков основной рейки 3 (рис. 65) и дифференциальной рейки 4, работающий нажимает на стержень 7 и вручную поворачивает маховое колесо до входа в паз 8 эксцентрика 9 его заднего конца. Затем в соответствии с делениями крышки махового колеса устанавливает необходимую длину стежка для всех реек. Конец стержня 7, войдя в паз 8, останавливает эксцентрик 9. Когда главный вал 2 поворачивается, эксцентриситет между эксцентриком 10 и центром главного вала 2
меняется. Соответственно изменяется и длина стежка.
Величина перемещений дифференциальной рейки 4 регулируется поворотом рычага 12 по прорези шкалы 14 после ослабления гайки 13. При повороте рычага 12 по часовой стрелке величина перемещений рейки 4 возрастает, так как муфта 21 будет удаляться от вала 17. Рычаг 12 можно присоединить к ножной педали с помощью тяги и в процессе выполнения операции в зависимости от усилия нажима на педаль изменять величину перемещений рейки 4 благодаря изменению угла поворота рычага 12. Высоту подъема рейки 3 можно регулировать ее вертикальным перемещением после ослабления винта крепления к рычагу 23.
Высота подъема рейки 4 регулируется ее вертикальным перемещением относительно рычага 22 после ослабления болта 5.
Угол наклона зубчиков реек 3, 4 регулируется поворотом эксцентрической оси 25 после ослабления винта 24.
Положение реек 3, 4 в прорезях игольной пластины регулируется поворотом вала 17 после ослабления болУа 15 коромысла 16, если рейки необходимо переместить поперек оси главного вала 2. Если рейки 3, 4 нужно переместить в этом же направлении раздельно, то поворачивают коромысла 19, 27 после ослабления винтов 18, 26. Если рейки 3, 4 следует переместить вдоль оси главного вала 2, перемещают коромысла 19, 6, 27 после ослабления винтов их крепления и винтов 18, 26 вместе с шатунами 20, 1 вдоль осей валов 17, 11.
3—700
65
Регулировка узла лапки. Чтобы установить лапку 2 (рис. 66) в рабочее положение, рычаг 16 поворачивают против часовой стрелки. Перед этим рычаг 5 поворачивают против часовой стрелки и стержни 12, 10 поднимаются. При повороте рычага 16 против часовой стрелки в паз 15 рычага 16 должно войти коромысло 14, а в'паз 4 — ролик 11. Стержни под действием пружин 13, 9 опускаются и создают давление лапки 2 на материал.
Давление лапки на материал регулируется винтом 6 в результате изменения деформации пружины 9.
Положение предохранителя 1 относительно линии движения иглы регулируется его перемещением поперек лапки 2 после ослабления винта 3. Давление головки втулки 8 на палец болта 7 регулируется поворотом втулки 8 после ослабления ее контргайки. Если головка втулки 8 будет приближаться к пальцу болта 7, давление на ножную педаль нужно увеГличить.
Регулировка механизма ножей. Для заточки верхнего 1 (рис. 67) и нижнего 2 ножей ос
3*
лабляют болт 11 и винт 5 и демонтируют ножи. Шлифовку ножей ведут в соответствии с углами заточки, показанными на рисунке.
Ширина обметочного шва регулируется перемещением ножей 1, 2 относительно линии движения обметочной иглы. Для выполнения данной регулировки ослабляют винты 6, 4. Колодочка 3 освобождается. Далее ослабляют болт 11 и перемещают цилиндр 9 вместе с держателем 10. Затем болтом 11 закрепляют в новом положении верхний нож 1 и по нему регулируют новое положение колодочки 3, фиксируя ее положение винтами 6, 4.
Высота верхнего ножа 1 относительно режущей грани нижнего ножа 2 регулируется ослаблением болта 11 и его перемещением вместе с цилиндром 9 и относительно него. Режущая грань верхнего ножа при его крайнем нижнем положении "должна заходить за режущую грань нижнего ножа 2 на 1—2 мм.
Высота нижнего ножа 2 относительно верхней поверхности игольной пластины регулируется вертикальным перемещением ножа по пазу колодочки 3 после ослабления винта 5. Нижний
а
нож 2 устанавливают по уровню верхней поверхности игольной пластины.
Положение предохранителя иглы 8 относительно линии ее движения регулируется перемещением предохранителя иглы после ослабления винта 7.
5.2. Машина МО-816 кл.
фирмы «Джуки» (Япония)
Швейная промышленная машина МО-816 кл. фирмы «Джуки» (Япония) предназначена для стачивания деталей женских платьев, детской одежды, мужских сорочек, трикотажных изделий двухниточной строчкой с цепным переплетением с одновременным обметыванием срезов трехниточной обметочной строчкой с цепным переплетением.
Машина (рис. 68) пятиниточная, имеет две иглы и три петлителя. Дифференциальный реечный механизм перемещения материалов состоит из двух реек. Передняя дифференциальная рейка может выполнять посадку или растяжение
материала. В машине применяется электромагнитное устройство для обрезки цепочек ниток после выхода материала из-под лапки. Машина имеет автоматическую централизованную систему смазки, функционирующую от шестеренного насоса.
Заправка ниток. Нитку обметочной иглы 28 (рис. 69) с бобины I проводят сверху вниз в отверстие нитенаправительного рычага 14 через два отверстия угольника 10, вводят в нитенаправительную втулку 18, проводят между шайбами регулятора натяжения 44 и справа налево заводят под щиток, закрывающий механизм иглы. Далее нитку вводят в два отверстия ни-тенаправителя 43, сверху вниз подводят под пластину 42 дополнительного регулятора натяжения ниток и в направлении от работающего заправляют в ушко иглы 28. Иглы устанавливают длинными желобками без бугорков к работающему.
Нитку стачивающей иглы 39 с бобины II проводят сверху вперед через отверстия рычагов 12, 11, заправляют сверху вниз последова-
68
тельно в два отверстия нитенаправителя 10, вводят в нитенаправительное отверстие 16, проводят между шайбами 17 регулятора натяжения, проводят вперед и вниз через нитенаправительное отверстие в пластине опоры регулятора натяжения, справа налево вводят в нитенаправительное отверстие 26, заводят за петлю проволочного нитенаправителя 27, затем сверху вниз проводят в нитенаправительные отверстия 41, 40 и в направлении от работающего заправляют в ушко иглы 39.
Нитку левого петлителя 30 с бобины IV проводят через отверстия рычага 15, угольника 10, сверху вниз в нитенаправительную втулку 20, в нитенаправительное отверстие 22, между шайбами 23 регулятора натяжения, вводят в нитенаправительное отверстие 24, затем в нитенаправительную втулку 31, в отверстие нитенаправителя 33 и снизу вверх в отверстия 36, 37, в отверстие нитеподатчика, закрепленного на рычаге левого петлителя. Поворотом махового колеса левый петлитель 30 устанавливают в крайнее левое положение и с помощью пинцета заправляют нитку в три его отверстия.
Нитку правого петлителя 29 с бобины III проводят сзади наперед через отверстия рычагов 13, 15, заводят в два отверстия угольника 10, сверху вниз проводят через нитенаправительную втулку 19, вводят в нитенаправительное отверстие 21, между шайбами 45 регулятора натяжения и выводят в нитенаправительное отверстие 25. Затем нитку проводят через нитенаправительную втулку 32, через отверстие нитенаправителя 34, справа налево через дальнее отверстие 36 нитенаправителя и отверстие 37 нитеподатчика и спереди вводят в отверстие нитенаправителя 35. Поворотом махового колеса правый петлитель 29 устанавливают в крайнее правое положение и с.помощью пинцета заправляют нитку в два его отверстия.
Нитку стачивающего петлителя 38 с бобины V проводят через отверстия рычага 11, угольника 10, с помощью проволочного нитепродер-гивателя заправляют справа налево в трубку 9, в нитенаправительное отверстие 8, проводят между шайбами 7 регулятора натяжения и вводят в нитенаправительное отверстие справа от шайб. Далее нитку подводят вперед под пра-
69
вую ветвь 6 и поверх нитеподатчика 5, проводят через два отверстия 4, 3 передней ветви ните-направителя, слева направо заводят ее в два отверстия 2, 1 пластинчатого нитенаправителя. Поворотом махового колеса стачивающий петлитель 38 ставят в крайнее левое положение и с помощью пинцета заправляют нитку в два его отверстия.
Регулировка механизма игл. Иглы 1 (рис. 70), 2 в иглодержателе 4 закрепляют винтами 3. Иглы 1, 2 устанавливают длинными желобками без бугорков в направлении к работающему. Высота игл 1, 2 относительно носиков обметочных и стачивающего петлителей регулируется поворотом игольного вала 6, коромысла 5 после ослабления стягивающего болта 8 коромысла 7. Иглы по высоте установлены правильно, если при их крайнем верхнем положении расстояние между обметочной иглой 1 и верхней поверхностью игольной пластины равно 10 мм (рис. 71, а).
Регулировка механизма левого петлителя. Положение левого петлителя 3 (рис. 72) по высоте,
угол его наклона относительно линии движения и зазор между петлителем и иглой регулируются вертикальным смещением петлителя 3 или его поворотом после ослабления упорного винта 18 в держателе 1. При выполнении данных регулировок устанавливают радиус движения петлителя 3 от центра вала 19 до его носика, равный 67 мм (рис. 71,6). Далее поворотом петлителя устанавливают смещение от пяточки до острия носика, равное 2 мм. Одновременно проверяют зазор между носиком петлителя и иглой, который должен быть равен 0,05—0,1 мм (рис. 71, в). Если этот зазор нельзя получить поворотом петлителя 3 (см. рис. 72), ослабляют стягивающий болт 2 и держатель 1 перемещают вдоль оси вала 19.
Своевременность подхода петлителя 3 к обметочной игле регулируется поворотом держателя 1 на валу 19 после ослабления болта 2. Для выполнения данной регулировки поворотом махового колеса устанавливают иглы в крайнее нижнее положение. В этот момент носик петлителя должен отстоять от линии движения обметочной иглы на 6 мм (см. рис. 71, в).
70
Можно регулировать ход левого петлителя 3 (см. рис. 72) одновременно с регулировкой хода стачивающего петлителя 21 путем перемещения шарового пальца 16 внутри коромысла 15 после ослабления винта 17. Если палец 16 приближать к оси вала 19, то ход петлителей увеличится.
Регулировка механизма правого петлителя. Зазор между правым петлителем 6 (рис. 73) и левым петлителем, а также положение его носика относительно верхней поверхности игольной пластины регулируют осевым перемещением держателя 9 или его поворотом после ослабления болта 7. При выполнении регулировки по
изменению зазора, который должен быть равен 0,1 мм (рис. 71, г), держатель 9 (см. рис. 73) перемещают вдоль его оси. Чтобы изменить положение держателя 9, поворачивают его вокруг оси так, чтобы носик петлителя находился на расстоянии 11 мм от верхней поверхности игольной пластины (см. рис. 71, г). Эту же регулировку можно выполнить поворотом коромысла 3 (см. рис. 73) на валу 2 после ослабления болта 1.
Своевременность подачи нитки правым петлителем 6 обметочной игле регулируется осевым перемещением петлителя после ослабления винта 8 в держателе 9 или путем продольного смещения опоры 5 после ослабления винтов 4.
71
При выполнении данной регулировки следует достичь того, чтобы носик правого петлителя 6 в своем крайнем левом положении заходил за линию движения обметочной иглы на 4 мм (см. рис. 71, г).
Изменение подачи нитки правому петлителю 6 (см. рис. 73) регулируется продольным смещением нитеподатчика 10 после ослабления винта 11.
Регулировка механизма стачивающего петлителя. Положение стачивающего петлителя 21 (см. рис. 72) по высоте, угол его наклона к линии движения поперек строчки, а также зазор между иглой и носиком петлителя регулируют
вертикальным перемещением или поворотом петлителя после ослабления винта 20. В ходе выполнения комплекса регулировок вначале устанавливают радиус перемещения петлителя, равный 64,5 мм, затем — смещение петлителя к линии его движения, равное 1,5 мм (рис. 71, д), и зазор между его носиком и иглой, равный 0,05—0,1 мм (рис. 71, е).
Своевременность подхода стачивающего петлителя 21 (см. рис. 72) к игле регулируют поворотом держателя 5 относительно вала 23 после ослабления болта 4. Стачивающий петлитель 21 в своем крайнем левом положении должен заходить за линию движения стачивающей иглы на 2,5 мм (рис. 71, ж).
72
Ход стачивающего петлителя 21 (см. рис. 72) вдоль строчки регулируют поворотом пальца 11 внутри отверстий коромысла 12 после ослабления винта 10. Если участок пальца 11, имеющий эксцентрическую поверхность, переместить вместе с ползуном 13 ближе к оси вала 23, то ход петлителя увеличится.
Своевременность продольных перемещений стачивающего петлителя 21 регулируют поворотом главного вала после ослабления двух винтов 14 эксцентрика 22.
Регулировка нитеподатчика стачивающего петлителя. Своевременность подачи нитки стачивающему петлителю 21 регулируют поворотом нитеподатчика 8 на главном валу после ослабления винтов 9. При выполнении данной регулировки необходимо добиться того, чтобы передний срез кулачковой поверхности нитеподатчика 8, когда его радиусная часть находится внизу, совпал с верхней левой плоскостью нитенаправительной скобы 6 при крайнем верхнем положении игл (рис. 71, з).
Положение нитенаправительной скобы 6 (см. рис. 72) в горизонтальном направлении регулируется ее перемещением после ослабления винта 7.
Регулировка механизма перемещения материала. Длину стежка основной рейки 31 (рис. 74) и дифференциальной рейки 32 регулируют нажимом на кнопку 7 и поворотом главного вала 34. Главный вал поворачивают до тех пор, пока лезвие кнопки 7 не войдет в паз 11 корпу
са эксцентрика 10, который от этого остановится. Поворачивая маховое колесо 1 и ориентируясь на его деления, устанавливают необходимую длину стежка относительно метки на корпусе машины. При повороте главного вала 34 и махового колеса 1 ведущий эксцентрик 9 будет поворачиваться относительно неподвижного эксцентрика 10 и ползун эксцентрика 9 сместится вдоль паза- корпуса 8. Эксцентриситет между центрами главного вала 34 и эксцентриком 9 при этом изменится соответственно длине стежка.
Величина перемещения дифференциальной рейки 32 регулируется поворотом рычага 2 относительно градуированной шкалы 4 после ослабления гайки 5. Перед выполнением регулировки рычаг 2 ' нужно отпереть, повернув рукоятку 14, вал 15 и зубчатое колесо 16 против часовой стрелки. При этом выступ сектора 17 выйдет из впадины 3 рычага 2 и его можно будет повернуть. При повороте рычага 2 по часовой стрелке коромысло 36 повернется в том же направлении, звено 35 вместе с ползуном 21 поднимется. Ползун 21 переместится вдоль коромысла 20, и величина перемещений дифференциальной рейки 32 возрастет. Новое положение рычага 2 фиксируется гайкой 5. Рычаг 2 через отверстие 6 можно подключить к педали машины, т. е. изменение длины стежка можно осуществить нажимом на педаль, изменяя положение рычага 2.
Высота подъема дифференциальной рейки 32 регулируется ее вертикальным перемещением после ослабления винта 33. Высота подъема
73
основной рейки 31 регулируется после ослабления винта ее крепления к рычагу 29.
Горизонтальность зубцов реек 32, 31 регулируется поворотом эксцентрической оси 23 после ослабления винта 22 в результате вертикального перемещения задних плеч рычагов 29, 30 и соответственно реек 31, 32.
Положение зубчиков реек 31, 32 относительно оси главного вала 34 в поперечном направлении регулируется поворотом вала 18 после ослабления болта 12 коромысла 13. Эту регулировку можно осуществить для каждой рейки в отдельности: поворотом коромысла 20 после ослабления винта 19 или поворотом коромысла 27 после ослабления винта 24. Кроме того, небольшим сдвигом коромысел 20, 27 вдоль оси вала 18 после ослабления винтов их крепле
ния можно изменить положение реек 31, 32 в направлении оси главного вала 34.
Величина перемещений основной рейки 31 может быть отрегулирована отдельно от дифференциальной рейки путем перемещения вин/ товой шпильки 26 вместе с головкой шатуна 25 по прорези коромысла 27 после ослабления гайки 28. Если винтовую шпильку 26 перемещать вверх от оси вала 18, то величина перемещений основной рейки 31 увеличится благодаря увеличению перемещений шатуна 25.
Регулировка узла лапки. Чтобы установить лапку 1 (рис. 75) в рабочее положение, рычаг 5 поворачивают против часовой стрелки, отчего упор 4, поднимаясь, нажимает на вилку 9 и она поднимается. Рычаг 2 поворачивают на
74
оси 3 против часовой стрелки до соприкосновения с правым рожком вилки 9. Затем рычаг 5 поворачивают по часовой стрелке и пружины 7, 8 опускают упор 4 и вилку 9, которая своими рожками фиксирует рычаг 2 и лапку 1 в рабочем положении.
Давление лапки на материал регулируется винтом 6 в результате деформации пружины 8. Высота подъема рычага 10 и ножного подъема лапки 1 регулируется винтом 11. Если его завинчивать, то рычаг 10 будет подниматься на меньшую величину, так как величина перемещений рычага 10 уменьшится.
Положение лапки 1 относительно реек регулируется ее перемещением вдоль цилиндрической поверхности рычага 2 после ослабления болта 12.
Регулировка механизма ножей. Нижний нож 28 (рис. 76) устанавливают по высоте на уровне верхней поверхности игольной пластины после ослабления болта 25 прижимной пластины 24
путем его перемещения вдоль паза держателя 26.
Верхний нож 10 по высоте регулируется поворотом коромысла 5 после ослабления болта 7 коромысла 6. При крайнем нижнем положении верхнего ножа 10 его режущая грань должна опускаться ниже режущей грани нижнего ножа 28 на 1,5—2 мм.
Прижим верхнего ножа 10 к нижнему ножу 28 регулируется его перемещением вдоль паза держателя 8 после ослабления болта 9.
Давление нижнего ножа 28 на верхний нож 10 регулируется винтом 1 после ослабления его контргайки.
Если винт 1 завинчивать в колодочку 2, то давление ножа 28 увеличится.
Ширину обметочного шва регулируют перемещением ножей 10; 28 относительно линии движения обметочной иглы. Если ширину обметочного шва нужно увеличить, то ослабляют болт 9 и винт 23, а держатели 8, 26 вместе с цилиндром 4 перемещают вправо.
76
Параллельность предохранителей 13, 21, 22 линии движения игл 11, 12 регулируется их' поворотом вместе с осями 17, 20 после ослабления винтов 15, 16.
Положение предохранителей 13, 21, 22 по высоте регулируют их вертикальным перемещением после ослабления винтов 18, 19, а также отдельно предохранителя 13 после ослабления винтов его крепления 14.
Зазор между предохранителями 13, 3 регулируется горизонтальным перемещением предохранителя 3 после ослабления винта 27.
5.3. Машина MO-1516-GFF-6 кл. фирмы «Джуки» (Япония)
Для стачивания деталей и изделий из джинсовых и других труднотранспортируемых материалов двухниточной строчкой с цепным переплетением с одновременным обметыванием
срезов трехниточной строчкой с цепным переплетением применяется промышленная швейная машина МО-151 6-GFF-6 кл. фирмы «Джуки» (Япония). Машина имеет лапку, состоящую из трех взаимно подвижных частей, крупнозубчатую рейку и электромагнитное устройство для обрезки цепочек ниток.
5.4. Машина 8515/700 кл.
объединения «Текстима» (ГДР)
Швейная промышленная машина 8515/700 кл. объединения «Текстима» (ГДР) предназначена для стачивания двухниточной строчкой с цепным переплетением с одновременным обметыванием трех^иточной обметочной строчкой с цепным переплетением деталей женских платьев и детской верхней одежды.
Машина (рис. 77) пятиниточная, имеет две иглы и три петлителя, дифференциальный механизм перемещения материала, причем перед-
77
няя дифференциальная рейка может производить посадку или растяжение материала. Машина имеет автоматическую систему смазки всех механизмов и охлаждения масляного картера.
Заправка ниток. Для заправки обметывающей иглы 6 (рис. 78) нитку сверху вниз вводят в трубчатый нитенаправитель 19, по часовой стрелке проводят между шайбами регулятора натяжения 18, справа налево в нитенаправитель 17, далее в нижние нитенаправительные отверстия угольников 13, 12, в верхнее нитенаправительное отверстие стойки 10, в верхнее нитенаправительное отверстие направителя 8, сверху вниз в правое нитенаправительное отверстие на иглодержателе 7 и в направлении от работающего вводят в ушко обметочной иглы 6. Иглы 5 и 6 устанавливают длинными желобками к работающему.
Для заправки стачивающей иглы 5 нитку сверху вниз вводят в трубчатый нитенаправитель 16,
по часовой стрелке проводят /лежду шайбами регулятора натяжения 15, справа налево в нитенаправитель 14, далее в верхние отверстия нитенаправителей угольников 13, 12, заводят с передней стороны нитепритягивательной пружины 11, вводят в нижнее нитенаправительное отверстие стойки 9 и снизу вверх заводят за крючок нитеподатчика, закрепленного на рычаге ножа, проводят через нижнее нитенаправительное отверстие нитенаправителя 8, сверху вниз заправляют в левое нитенаправительное отверстие на иглодержателе 7, затем в направлении от работающего вводят в ушко стачивающей иглы 5.
Перед заправкой петлителей откидной щиток 30 перемещают вправо и поворачивают вперед, к работающему.
Нитку, предназначенную для левого петлителя 38, сначала вводят в нитенаправительную трубку 25, по часовой стрелке проводят между шайбами регулятора натяжения 24, справа налево вниз в нитенаправитель 23, вводят в среднее
78
нитенаправительное отверстие направителя 29, далее в среднее нитенаправительное отверстие нитенаправителя 31, в нижнее нитенаправительное отверстие направителя 32, спереди назад в левое ушко нитенаправительной вилки 34, в левую прорезь нитенаправителя 33, в левое ушко нитенаправительной вилки 36, снизу вверх в нитенаправительное отверстие направителя 37. Поворотом махового колеса 28 левый петлитель 38 ставят в крайнее правое положение и пинцетом сзади наперед проводят нитку сначала в левое отверстие, а затем спереди назад — в правое.
Нитку для правого петлителя 4 сверху вниз проводят через нитенаправительную трубку 22,
против часовой стрелки проводят между шайбами регулятора натяжения 20, вводят в нитенаправительное отверстие направителя 21, сверху вниз направо заправляют в верхние нитенаправительные отверстия направителей 29, 31, 32, вводят в правое нитенаправительное отверстие вилки 34, проводят вверх в нитенаправительное отверстие направителя 35. Поворотом махового колеса 28 правый петлитель 4 переводят в крайнее левое положение и пинцетом заправляют нитку в два его отверстия.
Нитку для стачивающего петлителя 39 проводят сверху в трубчатый нитенаправитель 26, против часовой стрелки между шайбами регулятора натяжения 27, вниз налево через нижние ните-
79
14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
9 8 3 2
направительные отверстия направителей 29, 31, нитепродергивателем справа налево протаскивают через нитенаправительную трубку 41, заправляют под два крючковых нитенаправи-теля 2 и нитенаправительную скобу 3 поверх нитеподатчика 1, слева направо проводят в два отверстия нитенаправителя, закрепленного на корпусе машины, и вводят в проволочный направитель 40. Поворотом махового колеса стачивающий петлитель 39 переводят в крайнее левое положение и пинцетом проводят нитку слева направо в левое отверстие, затем в направлении от работающего — в правое отверстие.
Регулировка механизма игл. Высоту игл относительно носиков петлителей регулируют поворотом кривошипа 3 (рис. 79) вместе с валом 4 после ослабления винта 5 коромысла 6. При выполнении данной регулировки стачивающую иглу 2 и обметочную иглу 1 поворотом махового колеса устанавливают в крайнее верхнее положение. При этом расстояние от острия обметочной иглы 1 до верхней поверхности игольной пластины должно быть равно 10 мм (рис. 80, а). Объединение «Текстима» рекомендует данную регулировку выполнять только при сборочно-разборочных работах во время средних и капитальных ремонтов.
81
Положение предохранителей 7 (см. рис. 79), 9 относительно линии движения обметочной иглы 1 регулируют их совместным перемещением после ослабления болтов 12.
Зазор между предохранителями 7, 9, который должен быть равен 0,1—0,2 мм, регулируют перемещением предохранителя 7 в пределах его овальной прорези после ослабления винта 10.
Положение предохранителя 8 относительно стачивающей иглы 2 регулируют его горизонтальным перемещением после ослабления винтов 11.
Регулировка механизма левого петлителя. Положение носика левого петлителя 1 (рис. 81) относительно оси вала 5 регулируют вертикальным перемещением левого петлителя 1 после ослабления винта 2. При выполнении данной регулировки расстояние от центра вала 5 до носика левого петлителя 1 должно быть 62,8 мм (рис. 80, б).
Угол наклона петлителя к линии его движения, который должен быть равен 4°45', регулируется поворотом петлителя 1 (см. рис. 81) после ослабления винта 2.
Своевременность подхода левого петлителя 1 к игле регулируется поворотом держателя 3
82
41 40 39 38 37 36 35 34 33 32 31 30
на валу 5 после ослабления болта 4. Левый петлитель 1 в своем крайнем левом положении должен отстоять от линии движения иглы на 1,8 мм (см. рис. 80,6).
Регулировка правого петлителя. Положение правого' петлителя 6 (рис. 82) по высоте относительно игольной пластины регулируют вертикальным перемещением правого петлителя 6 после ослабления винта 7 в держателе 8. Правый петлитель 6 в своем крайнем левом положении должен подниматься над игольной пластиной на 10 мм (рис. 80, в).
Зазор между правым петлителем 6 (см. рис. 82) и левым петлителем регулируют поворотом петлителя 6 после ослабления винта 7. Правый петлитель 6 должен захватывать петлю левого петлителя сразу за его ушком при расстоянии между ними 0,1—0,05 мм и не отгибать обметочную иглу.
Положение правого петлителя 6 относительно обметочной иглы регулируется поворотом коромысла 2 после ослабления винта 12. При выполнении данной регулировки поворотом махового колеса правый петлитель 6 ставят в крайнее левое положение. Его носик в зависимости от вида обрабатываемых материалов должен заходить за линию движения иглы на 2,5—4 мм (рис. 80, г).
Подача ниток правому петлителю 6 (см. рис. 82) и левому петлителю регулируется поворотом нитеподатчика 10 на валу 11 после ослабления винта 1. Расстояние от верхней точки левой прорези нитеподатчика 10 до центра нитена
правительных отверстий угольника 9 в момент, когда нитеподатчик 10 находится в крайнем нижнем положении, должно быть равно 13 мм. Если это расстояние увеличивать, подача ниток петлителям возрастает.
Соотношение длины ниток, подаваемых левому и правому петлителям, регулируется поворотом нитенаправителя 3 относительно звена 5 после ослабления винта 4. При перемещении нитенаправителя 3 вниз увеличивается подача нитки левому петлителю.
Регулировка стачивающего петлителя и нитеподатчика. Положение носика стачивающего петлителя 5 (рис. 83) относительно центра вала 9 регулируют вертикальным перемещением стачивающего петлителя 5 после ослабления винта 6. При выполнении данной регулировки следует добиться, чтобы расстояние от центра вала 9 до носика петлителя было 66,3 мм (рис. 80, д).
Угол наклона носика петлителя 5 (см. рис. 83) регулируют его поворотом после ослабления винта 6 в держателе 7. Угол наклона носика петлителя 5 (см. рис. 80, д) к линии его движения должен быть равен 5°.
Своевременность подхода петлителя 5 (см. рис. 83) к стачивающей игле регулируется поворотом держателя 7 на валу 9 после ослабления болта 8.
Стачивающий петлитель 5 в своем крайнем левом положении должен отстоять от линии движения стачивающей иглы на 1,8 мм (см. рис. 80, д).
85
Своевременность подачи нитки стачивающему петлителю 5 (см. рис. 83) регулируется поворотом нитеподатчика 2 на главном валу 4 после ослабления двух упорных винтов 3.
Длину подаваемой нитки регулируют перемещением нитенаправительной скобы 1 поперек оси главного вала 4 после ослабления двух прижимных винтов 10. Если нитенаправительную скобу перемещать от работающего, то длина подаваемой нитеподатчиком 2 стачивающему петлителю 5 нитки будет больше.
Регулировка механизма перемещения материала. Высоту подъема дифференциальной рейки 2 (рис. 84) регулируют ее вертикальным перемещением в пазу рычага 21 после ослабления винта 3. Зубцы дифференциальной рейки 2 должны выступать над уровнем игольной пластины на 1 мм.
Высоту подъема основной рейки 1 над уровнем игольной пластины регулируют ее вертикальным перемещением в пазу рычага 20 после ослабления винта 4.
Длина стежка дифференциальной рейки 2 регулируется нажатием на кнопку 7 и поворотом махового колеса до входа лезвия кнопки 7 в паз 14 диска 8. При дальнейшем повороте главного вала относительно неподвижного диска 8, в кулачковый паз которого вставлен палец 9 ползуна 10, последний получает продольное перемещение в пазу корпуса 13, эксцентриситет между центрами главного вала 12 и эксцентриком 11 меняется, соответственно изменяется длина стежка. При повороте главного вала против часовой стрелки (по ходу вращения) длина стежка будет уменьшаться.
Длина стежка основной рейки 1 регулируется нажатием на кнопку 6 и поворотом главного вала до ее входа в паз 5 диска 15. Далее регулировка выполняется так же, как для изменения длины стежка дифференциальной рейки 2.
Положение дифференциальной рейки 2 в прорезях игольной пластины регулируется поворотом коромысла 16 на валу механизма перемещения после ослабления болта 17.
Горизонтальность зубцов реек 1, 2 регулируется поворотом эксцентрической шпильки 19 после ослабления винта 18.
Регулировка узла лапки. Лапку 10 (рис. 85) приводят в рабочее положение поворотом рычага 13 против часовой стрелки (при этом иглы должны находиться в крайнем верхнем положении). Предварительно рычаг 14 нужно повернуть против часовой стрелки. При повороте рычага 13 следят за тем, чтобы коромысло 6 вошло в паз 8 для обеспечения возможности ножного подъема лапки. Затем рычаг 14 поворачивают по часовой стрелке, пружина 5 нажимает на муфту 4 и она вместе с пальцем 3 и вилкой 2 опускается. Вилка 2 охватывает верхнюю поверхность рычага 13 и фиксирует его вместе с лапкой 10 в рабочем положении.
Давление лапки 10 на материал регулируется винтом 18 благодаря деформации пружины 20. Положение лапки 10 в продольном направлении относительно реек регулируется ее смещением вместе с рычагом 13 после ослабления винтов 9, 7.
Высота ножного подъема лапки 10 регулируется винтом 16 после ослабления его контргайки 17. Если винт 16 завинчивать, то лапка 10 будет подниматься на большую высоту в резуль
тате увеличения перемещения рычага 15, причем высота ее подъема ограничена роликом 1. Угол поворота рычага 15 по часовой стрелке регулируется винтом 19 после ослабления его контргайки.
Если винт 19 вывинчивать, то угол поворота уменьшится.
Положение прижимной пластины 11 относительно кромки нижнего ножа регулируется ее перемещением поперек лапки 10 после ослабления винта 12.
Регулировка механизма ножей. Установку ножей начинают с нижнего ножа 16 (рис. 86), который вставляют снизу в паз колодочки 4 и закрепляют винтом 6, причем режущая грань нижнего ножа 16 при этом должна быть на уровне верхней поверхности игольной пластины.
Верхний нож 17 устанавливают в держателе 18 сверху и закрепляют его винтом 20. Режущая грань верхнего ножа 17 в своем крайнем нижнем положении должна опускаться ниже режущей грани нижнего ножа 16 на 1—1,5 мм. Предварительно верхний нож 17 по высоте устанавливается поворотом коромысла 7 и вала 8 после ослабления болта 9 коромысла 10. При этой установке центр держателя 18 при крайнем верхнем положении ножа 17 должен отстоять на 27,5 мм от верхней поверхности игольной пластины.
Ширина обметочного шва регулируется перемещением ножей относительно линии движения обметочной иглы. Например, чтобы увеличить ширину обметочного шва, ослабляют винты 19, 15, и колодочка 4 под действием пружины 5 перемещается вправо вместе с ножами 16, 17. При изменении ширины обметочного шва следует отрегулировать положение откидного щитка 1 и его пластины 3 для отвода обрези. В этих целях ослабляют контргайку 12 и завинчивают винт 13, уменьшая перемещения оси 11 и щитка 1 влево.
Давление пружины 5 на колодочку 4 регулируется винтом 14. Если его завинчивать, то давление пружины 5 увеличится.
Откидной щиток 1 запирается поперечным перемещением пластины 3 после ослабления винтов 2. Нижняя левая кромка пластины 3 должна заходить за заднюю торцевую поверхность колодочки 4.
6
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ПОТАЙНЫХ СТРОЧЕК
6.1. Машина Cs-790 кл.
фирмы «Паннония» (ВНР)
Швейная промышленная машина Cs-790 кл. фирмы «Паннония» (ВНР) предназначена для выполнения строчкой однониточного цепного потайного стежка стегально-подшивочных работ при изготовлении платьев, костюмов и пальто (рис. 87).
Особенностью этой машины, отличающей ее от других машин для выполнения потайных строчек, является то, что в ней отсутствует поворотный мостик, вместо которого применена цилиндрическая платформа 1 (рис. 88). Для удобства выполнения стегальных операций машина снабжена откидным столиком 2. Для размещения материала под игольной пластиной работающий нажимает на правую педаль, связанную с рычагом 14. При этом лапки 3 и выдавливатель поворачиваются по направлению к работающему.
Заправка нитки. Нитку с бобины или катушки сверху налево вводят в нитенаправительное отверстие 12, против часовой стрелки проводят между шайбами регулятора натяжения 11, затем вперед в нитенаправительное отверстие 10 и в нитенаправительную трубку 8. Поворотом махового колеса 13 игловодитель 7 устанавливают в крайнее левое положение и вводят нитку в нитенаправительное отверстие 6 прижимной пластины, затем снизу вверх проводят в ушко иглы 4. При обработке костюмных или пальтовых материалов нитку из нитенаправительного отверстия 10 рекомендуется проводить в нитенаправительное отверстие 9, а затем как указано выше. Иглу 4 в игловодителе 7 закрепляют винтом через пластину 5 и устанавливают коротким желобком вверх.
Регулировка механизма иглы. Положение иглы 1 (рис. 89) относительно стенок прорези 12 игольной пластины 18 регулируется перемещением игловодителя 2 вдоль оси вала 15 после ослабления болта 23.
Своевременность движения иглы 1 регулируется поворотом игловодителя 2 на валу 15 после ослабления болта 23.
Положение игольной пластины 18 по высоте нужно регулировать так, чтобы игла 1 отстояла
от нижней стенки паза 12 на 0,5—0,2 мм. При выполнении регулировки ослабляют винты 14 и игольную пластину 18 вместе с ее стойкой 13 перемещают вертикально.
Ход иглы регулируется поворотом шарового эксцентрического пальца 20 в коромысле 22 после ослабления стягивающего винта 21. Если центр пальца 20 повернуть ближе к'оси вала 15, то ход иглы 1 увеличится.
Положение тормозной пластины 11 в прорези игольной пластины 18 регулируется осевым смещением держателя 6 после ослабления упорного винта 16 коромысла 4.
Глубина опускания тормозной пластины 11 в прорезь игольной пластины 18 регулируется винтом 9 после ослабления его контргайки 10. Если винт 9 завинчивать, то тормозная пластина будет опускаться на меньшую величину.
Положение тормозной пластины 11 относительно стенок прорези игольной пластины 18 в небольших пределах можно регулировать поворотом тормозной пластины 11 после ослабления винта 8.
Давление тормозной пластины 11 на материал регулируется винтом 3. Если его завинчивать в гайку 17, то пружина 19 будет растягиваться и давление увеличится.
Положение направляющей линейки 7 относительно среза подгибаемого материала регулируется ее перемещением поперек игольной пластины 18 после ослабления винта 5.
Регулировка механизма петлителя. Положение петлителя 1 (рис. 90) относительно иглы регулируется его осевым смещением после ослабления винта 11. Петлитель 1 при своем крайнем переднем положении должен заходить за линию движения иглы на 6—6,5 мм. Чтобы петлитель 1 переместить вдоль игольной пластины на большую величину, отвинчивают гайку 3, ослабляют два стягивающих винта 8 и винт 5 и вынимают ось 6 из отверстий вилки 4 и муфты 7. Затем вилку 4 поворачивают для совмещения с отверстием муфты 7 целое число раз. Если ее вывинчивать, то петлитель 1 будет перемещаться к работающему.
Положение петлителя 1 по высоте можно регулировать путем поворота эксцентрического вкладыша 9 после ослабления винта 10.
Положение петлителя 1 в направлении поперек игольной пластины можно регулировать осевым
91
Г2
перемещением вкладыша 9 вместе с подвесным подшипником, стержнем 2 и петлителем 1 после ослабления винта 10.
Регулировка механизма перемещения материала. Длина стежка регулируется нажатием на кнопку 4 (рис. 91) и поворотом махового колеса' по ходу его вращения до тех пор, пока стержень кнопки 4 не войдет во впадину 5 регулируемого эксцентрика 3 (слышен глухой щелчок). Затем маховое колесо вращают по часовой стрелке до тех пор, пока снова не раздастся щелчок. Щелчок означает, что изменилась длина стежка. Таким образом, за один поворот главного вала вручную можно получить четыре длины стежка — от 3 до 7 мм. После установки соответствующей длины стежка кнопку 4 отпускают и она под действием своей пружины поднимается.
Глубину захвата материала рейкой 1 регулируют ее вертикальным перемещением относительно рычага 6 механизма перемещения материала после ослабления двух прижимных винтов 2.
Регулировка механизма выдавливателя и лапок. Высоту выдавливания материала регулируют поворотом гайки 19 (рис. 92). Если ее завинчивать, то высота выдавливания материала уменьшится. Порядок выдавливания материала (при каждом проколе иглы, через один прокол, через два или через три прокола) регулируют нажатием на рукоятку 10 и ее поворотом по часовой стрелке или против нее в соответствии с делениями шкалы 11. При повороте рукоятки 10 палец 13 коромысла войдет в соответствующие пазы колодочки 12, а вилка 14 переместит ролик 3 относительно образующих поверхностей кулачков 1, 2, 15, 16. При соприкосновении ролика 3 с кулачком 2 выдавливание материала будет происходить при каждом проколе иглы, с кулачком 1 — через один прокол иглы, с кулачком 15 — через два прокола иглы, с кулачком 16 — через три прокола иглы. При прекращении давления на рукоятку 10 она под действием своей пружины должна подняться. Своевременность выдавливания материала при каждом проколе иглы регулируется поворотом
94
главного вала после ослабления двух винтов 7 эксцентрика 6. В момент прокола материала иглой выдавливатель 34 должен начать их выдавливание в прорезь игольной пластины.
Своевременность выдавливания материала через один, два или три прокола иглы регулируется поворотом главного вала после ослабления двух винтов 9 зубчатого колеса 8.
Положение выдавливателя 34 относительно лапок 33, 35, а также в плоскости его колебаний регулируется перемещением выдавливателя 34 вдоль вала 36 после ослабления винта 31 или его поворота относительно вала 36.
Положение лапки 35 относительно выдавливателя 34 регулируется ее поворотом или перемещением вдоль вала 29 после ослабления винта 30.
Положение лапки 33 относительно выдавливателя 34 регулируется поворотом вала 32 после ослабления винта 40 коромысла 41.
Давление лапок 33, 35 на материал регулируется раздельно с помощью винтов 37, 38 благодаря изменению давления пружин 28, 39. При завин
чивании винтов 37, 38 давление лапок будет возрастать.
Усилие нажатия ролика 3 на поверхности кулачков 1, 2, 15, 16 регулируется винтом 5 в результате изменения давления пружины 4. При завинчивании винта 5 усилие нажатия ролика 3 увеличится;
Давление коромысла 42 на палец рукоятки 19 регулируется винтом 18 путем изменения давления пружины 17. При завинчивании винта 18 давление коромысла 42 будет увеличиваться.
Положение коромысла 22 ограничителя поворота на валу 25 регулируется перемещением или поворотом коромысла 22 на валу 25 после ослабления винта 23.
Глубина опускания лапок 33, 35 и выдавливателя 34 для установки материала под игольную пластину регулируется винтом 21 после ослабления его контргайки. Если винт 21 вывинчивать, то лапки и выдавливатель будут опускаться на большую величину.
Угол поворота вала 25, коромысел 22, 20 регулируется винтом 24 после ослабления его контр-
95
гайки. Если винт 24 завинчивать, то угол поворота вала 25 уменьшится.
Давление на правую педаль для перевода лапок и выдавливателя в нерабочее положение регулируется винтом 27 в результате изменения давления пружины 26.
При завинчивании винта 27 давление на педаль увеличится.
На базе машины Cs-790 кл. выпускается ряд модификаций: для выстегивания изделий из легких материалов Cs-790-AF, изделий из материалов средней плотности Cs-790-AG, Cs-790-BF,
Cs-790-BG, Cs-790-CG и изделий из плотных материалов Cs-790-C, Cs-790-DC, Cs-790-D; для подшивания низа изделий из тонких материалов Cs-790-AF-l-2, изделий из материалов средней плотности Cs-790-AG-1-2, Cs-790-BF-1-2, Cs-790-BG-1-2, Cs-790-CG-l-2, изделий из плотных и тяжелых материалов Cs-790-C-2, Cs-790-CG-2, Cs-790-DC-2, Cs-790-D-2. Машины перечисленных выше модификаций отличаются друг от друга шириной прорези в игольной пластине и шагом изменения длины стежка.
6.2. Машина 85 кл. ПМЗ
Швейная промышленная машина 85 кл. ПМЗ предназначена для выполнения подшивочных операций однониточной потайной строчкой с цепным переплетением при изготовлении изделий из материалов небольшой поверхностной плотности. Эта машина имеет подвижной мостик, ее игла совершает колебательные движения в одной плоскости, а петлитель — сложные пространственные. Дисковый выдавливатель совершает поворотные и вертикальные движения, что необходимо для подшивания низа изделия через один прокол иглы.
К особенностям работы машины следует отнести то, что при нажатии на левую педаль опускается мостик и под игольную пластину на лапки и выдавливатель лицевой стороной вниз укладывается материал, причем подгибка низа изделия выравнивается по плоскости линейки-направителя, прикрепленной снизу к игольной пластине, что обеспечивает высококачественное подшивание низа изделия.
Для выполнения стегально-подшивочных операций строчкой однониточного цепного потайного переплетения до сих пор используется машина Cs-761 кл. фирмы «Паннония» (ВНР).
Данная машина отличается от машины Cs-790 кл.
тем, что в ней применяется поворотный мостик, в котором размещаются механизм выдавливателя и прижимные лапки. Чтобы подложить материал под игольную пластину, работающий нажимает на левую педаль, и мостик вместе с лапками и выдавливателем поворачивается по часовой стрелке, создавая свободное пространство под игольной пластиной.
Регулировка механизмов иглы, петлителя и перемещения материала производится так же, как в машине Cs-790 кл. Отличие заключается в иной конструкции механизма, выдавливателя и лапок. Справа от мостика на платформе машины находится градуированная гайка, с помощью которой регулируют высоту выдавливания материала. Если гайку завинчивать, то материал будет выдавливаться на меньшую величину. На передней части мостика расположено два регулировочных винта для изменения давления лапок на материал. Например, при завинчивании правого винта правая лапка увеличит свое давление на материал. Давление мостика на материал регулируется поворотом винта, расположенного на нижней поверхности мостика за его точкой опоры. Если этот винт завинчивать, то в результате деформации внутренней рессоры давление мостика на материал увеличится.
Своевременность выдавливания материала регулируется поворотом главного вала после ослабления двух винтов крепления эксцентрика выдавливателя. Чтобы выполнить данную регулировку, машину откидывают на шарнирных петлях и слева на распределительном валу находят эксцентрик выдавливателя. Выдавливатель должен прекратить выдавливание материала сразу после выхода иглы из него и в этот момент должно начаться перемещение материала на длину стежка. Параллельность лапок для обеспечения равномерного давления на материал регулируется их поворотом относительно рычагов после ослабления стягивающих винтов. Чтобы обеспечить свободный доступ к этим винтам, на передней части мостика ослабляют винты крепления кожуха и снимают кожух.
Фирма «Паннония» может поставлять к машинам Cs-790 и Cs-761 кл. автоматические выключо-тели механического действия для выключения машин при левом крайнем положении иглы, создающие удобство при съеме материала после выполнения операции. Таким автоматическим выключателям предприятие-изготовитель присваивает цифровое обозначение 953.
4—700
7
МАШИНЫ ПОЛУАВТОМАТИЧЕСКОГО ДЕЙСТВИЯ
7.1. Полуавтомат 570 кл. ПМЗ
Швейная промышленная машина 570 кл. ПМЗ предназначена для обтачивания мелких деталей сложной криволинейной конфигурации пальто, плащей, детской одежды, мужских сорочек однолинейной строчкой с челночным переплетением.
Головка машины устанавливается на специальном промышленном столе фронтом к работающему и снабжена двухпозиционной кассетой 6 (рис. 93), обод которой имеет фрикционный выступ, эквидистантный обрабатываемой детали, и входит в контакт с фрикционным ведущим роликом 3. Прижатие кассеты 6 к ролику 3 осуществляется подпружиненным роликом 4, который можно отвести при нажатии на правую педаль для перевода кассеты 6 в нерабочее положение, т. е. для ее съема. На передней части кассеты 6, обращенной к работающему, детали укладывают под поднятую крышку 7. На задней части кассеты 6 детали обтачиваются, причем задняя крышка автоматически закрывается роликом 5.
В процессе обтачивания участвуют: игла 11, отклоняющаяся внизу вдоль строчки; подвижная лапка 10, совершающая эллипсообразное движение; верхний нож 2, двигающийся одновременно вертикально и горизонтально по направлению вдоль линии строчки. По окончании обтачивания ролик 9 нажимает на замковое устройство 8 и крышка 7 поднимается.
Для удобства обслуживания машины ролики 5, 9, стержень которых удерживается в рамке 14, могут быть выведены из зоны контакта с крышками 7 путем поворота рамки 14 по часовой стрелке на шарнирном винте 13. Кроме того, ролики 5, 9 могут быть подняты над крышками 8 путем поворота ручного рычага 1 против часовой стрелки. Перед работой на машине необходимо нажать на стержень 17 и включить масляную систему смазки.
Заправка ниток. Верхнюю нитку с бобины или катушки сверху вниз проводят последовательно через три отверстия нитенаправителя 19, по часовой стрелке между шайбами основного регулятора натяжения 20, справа налево заводят за нитепритягивательную пружину 21, снизу вверх подводят под нитенаправительную скобу 22, справа налево вводят в ушко нитепритягивате-
ля 16, закрытого предохранительной скобой 15, подводят под левую часть нитенаправительной скобы 22, по часовой стрелке проводят между шайбами дополнительного регулятора натяжения 23, вниз нитенаправительную трубку 24, через нитенаправительное отверстие игловодите-ля 12 и в направлении от работающего заправляют в ушко иглы 11. Иглу устанавливают длинным желобком к работающему.
Нитку наматывают на шпульку с помощью моталки 18, вмонтированной в рукав машины. Устройство моталки аналогично ее устройству в машине 852 (Х5) кл. ПМЗ.
Регулировка механизма иглы. Положение иглы 16 (рис. 94) по высоте относительно носика челнока 11 регулируют вертикальным перемещением игловодителя 22 после ослабления стягивающего винта 23 в поводке 25.
Величину отклонения иглы вдоль линии строчки регулируют перемещением ползуна 42 в пазу корпуса 40 с помощью буртика винта 41 после ослабления прижимного винта 39. При перемещении ползуна 42 меняется эксцентриситет между его пальцем и центром верхнего вала 32.
Чем больше будет эксцентриситет, тем на большую величину начнет перемещаться игла 16 вдоль линии строчки.
Своевременность отклонений иглы 16 вдоль линии строчки регулируют поворотом корпуса 40 на верхнем валу 32 после ослабления двух упорных винтов 46. Игла 16 должна отклоняться внизу и транспортировать материал влево от работающего.
Натяжение зубчатого ремня 1 регулируют поворотом кронштейна 4 на шарнирном винте 2 вместе с натяжным зубчатым барабаном 3 после ослабления винта 5. При повороте кронштейна 4 против часовой стрелки натяжение зубчатого ремня 1 увеличивается.
Регулировка механизма челнока. Своевременность подхода носика челнока 11 к игле регулируют поворотом челнока на челночном валу 7 после ослабления двух винтов 10. При выполнении данной регулировки необходимо достичь того, чтобы при подъеме иглы 16 из крайнего нижнего положения на 2±0,5 мм носик челнока был выше ушка иглы на 1,5—2 мм.
4*
99
Зазор между иглой 16 и носиком челнока 11, который должен быть равен 0,05—0,1 мм, регулируется осевым перемещением челнока 11 вдоль вала 7 после ослабления винтов 10. Зазор между установочным пальцем 50 и задней стенкой паза шпуледержателя должен быть равен 0,5—0,6 мм.
Осевые смещения челночного вала 7 устраняют с помощью установочного кольца 9 после ослабления двух упорных винтов 8.
Количество масла, подаваемого челноку 11, регулируется винтом 6. Если винт завинчивать, то количество масла увеличится.
Регулировка механизма подвижной лапки. Положение лапки 17 относительно линии движения иглы 16 регулируется ее поворотом на стержне 24 после ослабления винта 18.
Давление лапки 17 на материал регулируется вертикальным перемещением муфты 20 после ослабления винта 19 благодаря изменению давления пружины 21. При подъеме муфты 20 давление лапки на материал увеличивается.
Положение кронштейна 27 в вертикальном направлении или его пальца в пазу корпуса машины регулируется вертикальным перемещением или поворотом кронштейна 27 после ослабления винта 26.
Положение лапки 17 в горизонтальном направлении регулируется поворотом коромысла 28 на валу 29 после ослабления винта 30.
Своевременность горизонтальных перемещений лапки 17 регулируется поворотом главного вала 31 после ослабления двух винтов 35 эксцентрика 36, что обеспечивает смещение эксцентрика 36 относительно главного вала. Горизонталь-
101
ное перемещение лапки 17 должно закончиться в момент выхода иглы 16 из материала.
Положение толкателя 44 относительно ролика муфты 20 регулируется поворотом толкателя 44 на оси 45 после ослабления стягивающего винта 43.
Регулировка механизма ножей. Положение подвижного ножа 13 по высоте относительно режущей грани неподвижного ножа 51 регулируется его вертикальным перемещением после ослабления двух винтов 14. При выполнении данной регулировки нож 13 поворотом махового колеса устанавливают в крайнее нижнее положение. Его режущая грань должна опускаться ниже режущей грани ножа 51 на 1—1,5 мм. Чтобы снять подвижной нож 13 для его заточки, ослабляют винты 14. Нож 13 вынимают из паза
держателя 52. Неподвижный нож 51 снимают после ослабления двух винтов 15, 12.
Положение подвижного ножа 13 по горизонтали относительно паза в лапке 17 регулируют поворотом вала 49 после ослабления винта 48 коромысла 47.
Своевременность вертикальных перемещений подвижного ножа 13 регулируют поворотом на валу'32 эксцентрика 38 после ослабления винтов 37. Рез материала должен начинаться в момент прокола его иглой.
Своевременность горизонтальных перемещений подвижного ножа 13 регулируют поворотом главного вала 31 или эксцентрика 34 на валу 32 после ослабления двух упорных винтов 33.
Регулировка привода кассеты. Усилие прижатия фрикционного выступа кассеты 8 (рис. 95) к ве
102
дущему фрикционному ролику 5 под действием ролика 4 регулируют винтом 7 благодаря деформации пружины. При завинчивании винта 7 усилие прижатия кассеты 8 увеличивается.
Торможение ведущего фрикционного ролика 5 осуществляется в результате деформации пластинчатой пружины 6 с помощью эксцентрического винта 9. Необходимость выполнения данной регулировки возникает в том случае, если появляется строчка со стежками разной длины.
Регулировка механизма прижимных роликов. Высота ручного подъема роликов ТО, 12 над крышкой 11 кассеты 8 регулируется вертикальным перемещением муфты 15 вдоль оси стержня 19 после ослабления винта 16. Если муфту 15 поднимать, то высота подъема роликов 10, 12 с помощью ручного рычага 1 уменьшается. Положение прижимного ролика 10 по высоте относительно поверхности крышки 11 регулируется вертикальным перемещением держателя 3 вдоль оси стержня 19 после ослабления двух винтов 2.
Положение ролика 12 относительно замка крышки 11 регулируется вертикальным перемещением держателя 13 после ослабления гайки 14. Давление ролика 10 на поверхность крышки 11 регулируется винтом 18 в результате деформации пружины 17.
На базе машины 570 кл. ПМЗ им. М. И. Калинина выпускает следующие модификации: 570-1 кл. — для обтачивания клапанов карманов мужских пальто, 570-2 кл. — для обтачивания закругленных манжет мужских сорочек, 570-3 кл. — для обтачивания воротников платьев для девочек, 570-4 кл. — для обтачивания клапанов костюмов для мальчиков и школьных форм, 570-5 кл. — для обтачивания деталей женских плащей. Все эти машины снабжены двухпозиционными кассетами.
7.2. Полуавтомат 3022-М кл. ОЗЛМ
Швейный промышленный полуавтомат 3022-М кл. ОЗЛМ (рис. 96) предназначен для выполнения клиновых неразрезных вытачек на деталях брюк из костюмных чистошерстяных и смешанных материалов путем прокладывания однолинейной строчки с челночным переплетением.
Полуавтомат состоит из швейной головки 6, снабженной механизмом для обрезки ниток, устройства образования вытачек 8, устройства перемещения заготовки 5, столика 9 для укладывания пачки заготовок и их фиксации с помощью прижима 2, разглаживателя 1 заготовок, пульта управления 7, выносной педали 11, аппаратуры электроуправления 10 и пневмоуправления.
Механизм перемещения материала в головке отсутствует.
Заправка ниток. Верхняя и нижняя нитки заправляются так же, как в машине 1022-М кл. ОЗЛМ.
Так же производятся намотка нитки на шпульку, регулировка механизмов иглы, челнока и лапки.
Регулировка обрезателя нитки. Параллельность прижима 4 (рис. 97) и обрезателя 3 пазу 1 игольной пластины регулируют поворотом пневматического цилиндра 7 после ослабления стягивающего болта 5 кронштейна 6.
Положение прижима 4 и обрезателя 3 по высоте относительно паза 1 регулируют осевым перемещением пневматического цилиндра 7 после ослабления болта 5.
Чтобы снять обрезатель 3 для его заточки, отвинчивают два прижимных винта 8 и вынимают обрезатель в направлении к работающему.
Регулировка устройства для прижатия транспортирующей рейки. Давление пальцев 2 на плоскости рейки, транспортирующей заготовку, регулируют нажатием на кнопку 11 и перемещением груза 10 вдоль штанги 9. Если груз перемещать к работающему, то давление пальцев 2 на рейку увеличится.
Положение пальцев 2 относительно линии движения иглы регулируют перемещением кронштейна 12 вдоль платформы машины после ослабления двух прижимных винтов 13.
Регулировка механизма формования вытачек. Наладку шаблона 5 (рис. 98) для формования вытачки нужного размера производят в соответствии с табл. 2.
При настройке шаблона на нужную вытачку на линейке 4 (см. рис. 96) устанавливают в соответствии с делениями указатель длины 3, ослабляют винт 18 (см. рис. 98) и совмещают упор 7 с соответствующим делением, поворачивая, его относительно держателя после ослабления винта 19. Затем ослабляют винт 17 и при новом повороте шаблона 5 совмещают скос 16 с рисками кронштейна 1.
Люфт между шаблоном 5 и кронштейном 1 устраняют, завинтив гайку 3, отчего сжимается пружина 4.
Величину вертикальных перемещений прижима 6 регулируют перемещением кронштейна 15
Таблица 2
Длина вытачки, мм Глубина вытачки, мм Угол сдвига шаблона Индекс риски
100 33 9° А
120 36 8°8' Б
175 52 8° 18' Б
70 20 7°54' В
85 24 7°54' В
95 27 7°54' В
110 22 6° Г
120 24 6° Г
135 28 6° Г
140 29 6° Г
160 33 6° Г
180 37 6° Г
190 42 6° Г
103
5—700
вдоль оси пневматического цилиндра 13 после ослабления винта 14.
Положение шаблона 5 относительно платформы головки машины по высоте регулируют вертикальным перемещением кронштейна 1 после ослабления трех болтов 2.
Величину продольных перемещений кронштейна 1 и шаблона 5 регулируют сдвигом выключателей 9, 12 вдоль оси винта после ослабления гаек 10, 11. Если выключатель 9 перемещать от работающего, то величина перемещений шаблона 5 в направлении от работающего увеличится. При перемещении выключателя 12 к работающему шаблон 5 будет перемещаться на большую величину от головки машины.
Регулировка редуктора для привода рейки. Зазор между рабочей полумуфтой 3 (рис. 99) и холостой полумуфтой 2, который должен быть равен 0,2 мм, регулируется поворотом головки 1 относительно рычага 5 после ослабления гайки 6. Если головку 1 ввинчивать, то рычаг 5 повернется на своей оси по часовой стрелке и подшипник 4 переместит холостую полумуфту 2 вправо.
Регулировка механизма перемещения заготовки. Давление рейки 10 (рис. 100) на заготовку регулируют гайкой 1 благодаря изменению давления пружинь! 6 с помощью винта 5.
Высоту подъема рейки 10 регулируют поворотом гайки 9 после ослабления контргайки 8 на штоке 7. Если гайку 9 вывинчивать, то рейка 10 будет подниматься на большую величину.
Положение зубчатой холостой полумуфты 4 относительно рабочей полумуфты регулируется
перемещением толкателя 3 вдоль осей валов после ослабления винта 2.
Регулировка столика для заготовок и разглажи-вателя. Положение столика 1 (рис. 101) по высоте можно регулировать вместе с кронштейном 2 после ослабления двух гаек 3 винтов 4 и их перемещения относительно основания 5. Положение разглаживателя 8 относительно поверхности столика 1 по высоте регулируется вертикальным смещением разглаживателя 8 относительно держателя 6 после ослабления болта 7.
7.3. Полуавтомат 260 кл. ПМЗ
Швейный промышленный полуавтомат 260 кл. ПМЗ предназначен для соединения внутреннего среза подборта с прикладом (бортовой прокладкой, ватной прокладкой и подкладкой) при изготовлении женских зимних пальто однолинейной строчкой с челночным переплетением (рис. 102).
Полуавтомат состоит из швейной головки 5, перемещающейся вдоль промышленного стола 6 относительно неподвижного полуфабриката. К передней части промышленного стола 6 крепится лоток 1 для размещения полуфабриката и с помощью шарниров присоединяется прижимная штанга 3. На угольнике 4 удерживаются шесть прижимных лапок 2 для фиксации деталей полуфабриката.
Заправка и регулировка натяжения ниток выполняется так же, как в машине 1022-М кл. ОЗЛМ. Регулировка механизма иглы. Положение иглы 4 (рис. 103) относительно носика челнока 3 по вы-
106
соте регулируется вертикальным перемещением игловодителя 9 в направляющих рамки 11 после ослабления винта 7 в поводке 8.
Величина перемещения иглы 4 по горизонтали регулируется поворотом эксцентрического пальца 6 в рычаге 10 после ослабления гайки 5. Если эксцентрическую часть пальца 6 поворачивать вниз, то игла 4 увеличит свои горизонтальные перемещения.
Регулировка механизма челнока. Своевременность подхода носика челнока к игле 4 регулируется поворотом челнока 3 на челночном валу 1 после ослабления винтов 2. При выполнении
данной регулировки необходимо достичь того, чтобы при подъеме иглы из крайнего нижнего положения на 2 мм носик челнока 3 был выше центра ушка иглы на 2—2,5 мм.
Зазор между иглой 4 и носиком челнока 3 регулируется осевым перемещением челнока 3 вдоль оси челночного вала 1 после ослабления винтов 2. Зазор должен быть равен 0,05—0,1 мм.
Регулировка механизма перемещения головки машины. Своевременность переключения головки машины на холостой ход регулируется поворотом тяги 3 (рис. 104) в головке 5 после ослабления контргайки 4. Если тягу 3 вывинтить, то
108
переключение на холостой ход произойдет раньше.
Давление пружины 1 на тягу 3 регулируется изменением положения установочного кольца 2. Если кольцо 2 перемещать влево, давление пружины 1 увеличится.
Останов головки машины в крайнем правом положении регулируется перемещением упора 7 в резьбовое отверстие картера 6. Шарнирный винт 8 вывинчивают и устанавливают упор 7 в левое резьбовое отверстие. В этом случае упор 7 будет позже надавливать на контакт 9, чем в первоначальном положении выключателя 10, и головка машины будет проходить больший путь вправо, чем в первом случае.
Регулировка механизма автоматического выключателя. Положение отводчика 22 (рис. 105) относительно канавок рабочего шкива 23 и холостого шкива 24 регулируется его осевым смещением после ослабления винта 21.
Угол поворота рычага 4 автоматического выключателя регулируется перемещением установочного кольца 9 вдоль оси рычага 12 после ослабления винта 10. Если установочное кольцо 9 перемещать в направлении к работающему, то угол поворота рычага '4 увеличится.
Давление пружины 25 на стопорный стержень 11 регулируется винтом 3 после ослабления его контргайки.
При завинчивании винта 3 давление стопорного стержня 11 увеличивается.
Перпендикулярность оси стопорного стержня 11 оси главного вала регулируется перемещением рычага 4 с помощью центровых винтов 5 после ослабления их контргаек.
Положение рычага 13 включения головки машины по высоте регулируется его вертикальным перемещением после ослабления винта 7.
Положение по высоте запорного стержня 8 относительно установочного кольца 9 регулируется его вертикальным смещением в приливе рычага 4 после ослабления упорного винта 6.
Устранение люфта головки машины в направлении оси главного вала выполняется поворотом эксцентрических винтов 1 и соответствующего смещения опорных шарикоподшипников 2 относительно направляющей штанги.
Регулировка узла роликовой лапки. Давление пружины 16 на толкатель 15 регулируется вертикальным перемещением угольника 17 после ослабления двух прижимных винтов 18.
Натяжение лески 19, сообщающей вращательное движение роликовой лапке 14, осуществляется ее укорочением или намоткой на винт 20.
Регулировка механизма обрезки ниток. Положение неподвижного обрезателя 6 (рис. 106) относительно подвижного 1 регулируется продольным перемещением обрезателя 6 после ослабления винтов 2.
Длина резервной нитки, сматываемой оттяги-вателем 7, регулируется его перемещением
109
2 1
вдоль оси рычага 4 после ослабления прижимных винтов 3. Если оттягиватель 7 перемещать к работающему, то длина резервной нитки уве-
личивается.
Положение обрезателей 6, 1 в направлении поперек платформы машины регулируется перемещением рычага 4 после ослабления стягивающего винта 5.
Регулировка механизма прижимных лапок. Лапки 12 (рис. 107) запирают в крайнем нижнем положении изменением положения торца стержня 2 относительно пластины упора 11 внутри головки 7 после ослабления гайки 6. Если стержень 2 вывинчивать, то его торец будет приближаться к пластине упора 11.
Усилие, необходимое для подъема лапок 12, регулируется винтами 9 путем деформации пружин 8 с помощью пластины 10. Если винты 9 завинчивать, усилие, необходимое для подъема лапок 12, возрастет.
Положение рукояток 1 относительно оси рычагов лапок 12 регулируется поворотом стержня 3 внутри головки 5 после ослабления гайки 4. Если стержень 3 завинчивать в головку 5, то рукоятка 1 будет перемещаться от работающего.
113
15,20
МАШИНЫ-ПОЛУАВТОМАТЫ ДЛЯ ПРИШИВАНИЯ ФУРНИТУРЫ И ИЗГОТОВЛЕНИЯ ЗАКРЕПОК
8.1. Особенности работы машин-полуавтоматов
Машины-полуавтоматы для пришивания фурнитуры и изготовления закрепок выполняют трудоемкие технологические операции. Перемещение материала, отклонения иглы в них выполняются механизмами особой конструкции, которые зажимают материал и удерживают фурнитуру до конца выполняемой операции.
При выполнении операции работающий сидит перед фронтальной частью машины. Когда машина выключается, зажим или пуговицедержа-тель вместе с экраном автоматически поднимаются. При нажатии на педаль зажим или пуго-вицедержатель опускаются и машина автоматически включается.
Машины-полуавтоматы снабжены механизмами для обрезки ниток.
8.2. Полуавтомат 827 кл. ПМЗ
Швейный промышленный полуавтомат 827 кл. ПМЗ предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями вплотную к сорочкам, костюмам, плащам, спецодежде двухниточным стежком с челночным переплетением (рис. 108). Пуговица пришивается за 20 проколов иглы. Расположение проколов показано на рисунке.
Механизм иглы кривошипно-шатунный, отклоняющий иглу поперек платформы, нитепритяги-ватель шарнирно-стержневой, челнок вращающийся центрально-шпульный, как в машине 97-А кл. ПМЗ. Материал вместе с пуговицей может перемещаться только вдоль платформы. Машина имеет основной обрезатель ниток и механизм обрезки игольной нитки в начале работы для устранения пропуска стежков в начальной стадии пришивания пуговицы и образования минимального (до 5 мм) конца обрезанной нитки над пуговицей.
Машина управляется одной педалью.
Заправка и регулировка натяжения ниток осуществляются так же, как на обычных прямострочных машинах с челночным переплетением. Для намотки ниток на шпульку сверху в рукав машины встроена моталка, как в машине 852 кл. ПМЗ.
Регулировка механизма иглы. Положение иглы 6 (рис. 109) относительно носика челнока 4 по высоте регулируется вертикальным перемещением игловодителя 7 относительно направляющих рамки 8 после ослабления стягивающего винта 9 поводка 10.
Величина поперечных отклонений иглы 6 регулируется перемещением винтовой шпильки 12 по прорези рычага 14 после ослабления гайки 13. Если винтовую шпильку 12 вместе с верхней головкой шатуна 11 приближать к точке опоры рычага 14, то поперечные отклонения иглы 6 уменьшатся.
Положение иглы 6 относительно поперечных стенок окна планки 23 регулируется поворотом вала 24 вместе с рамкой 8 после ослабления стягивающего винта 26 коромысла 25.
Своевременность отклонений иглы 6 регулируется вертикальным перемещением оси ролика 15 по пазу копира 17 и прорези рычага 14 после ослабления гайки 16. При выполнении данной регулировки следует добиться того, чтобы игла отклонялась вверху.
Регулировка механизма челнока. Своевременность подхода носика челнока 4 к игле 6 регулируется поворотом челнока на челночном валу 1 после ослабления двух винтов 5. Наладку своевременности подхода носика челнока к игле следует производить при максимальных отклонениях иглы, обеспечивая захват петель при правом и левом проколах.
Зазор между иглой 6 и носиком челнока 4, который должен быть равен 0,05—0,1 мм, регулируется осевым перемещением челнока 4 после ослабления винтов 5.
Количество масла, подаваемого к челноку 4, регулируется винтом 2 после ослабления гайки 3. Если винт 2 завинчивать, то количество масла для смазки челнока будет уменьшаться.
Регулировка механизма перемещения материала. Величина продольных смещений планки 23 механизма перемещения материала регулируется вертикальным перемещением муфты 19 вдоль оси стержня 18 после ослабления упорного винта 20. Если муфту 19 перемещать вниз, то продольные смещения планки 23 увеличатся. При пришивании пуговиц с двумя отверстиями муфту 19 поднимают и устанавливают на уровень оси
115
43 44 45 46 47
рычага 29 продольных смещений. При этом планка 23 остается неподвижной.
Положение окна планки в продольном направ-"}нии относительно иглы 6 регулируется поворо-м рычага 29 в пределах овальной прорези после ослабления гайки 28 оси ролика 27.
При повороте рычага 29 по часовой стрелке окно планки 23 будет перемещаться к работающему. Поперечный люфт планки 23 устраняется с помощью перемещения пластины 21 поперек платформы машины, после того как будет ослаблен винт 22.
Положение лапок 31 (рис. 110) и упора 30 относительно окна планки 21 в продольном направ
лении регулируется перемещением пуговицедер-жателя 22 вдоль платформы после ослабления винтов 17.
Параллельность лапок 31 друг другу регулируется их продольным перемещением относительно рычагов 27 после ослабления винтов 28.
При изменении диаметра пуговицы ее устанавливают между лапками 31 и упором 30, предварительно нажав на левую или правую рукоятку 26, затем перемещают пластину 24 вдоль лугов ицедержател я 22 после ослабления винтов 25. При перемещении пластины 24 от работающего расстояние между лапками и упором увеличивается.
119
Давление лапок 31 на материал регулируется поворотом винта 18. Если его вывинчивать, то гильза 19, опускаясь, сожмет пружину 20 и давление лапок увеличится.
Регулировка механизма автоматического выключателя. Положение ремня относительно ободов рабочего и холостого шкивов регулируется осевым перемещением отводчика 2 после ослабления винтов 3.
Давление стопорного стержня 10 на кулачок останова 49 регулируется винтом 9 благодаря деформации пружины 8. При завинчивании винта 9 давление стопорного стержня 10 будет возрастать.
Перпендикулярность оси стопорного стержня 10 оси 1 регулируется поперечным перемещением рычага 4 автоматического выключателя относительно кронштейна 5 с помощью двух центровых винтов 7 после ослабления гаек 6. Своевременность выключения машины регулируется перемещением кулачка 53, установленного на внутренней поверхности копира, после ослабления двух винтов 52. Если кулачок 53 перемещать против часовой стрелки, то машина будет выключаться раньше. Выключение машины должно происходить при крайнем верхнем положении иглы.
Положение ролика 50 относительно кулачка 53 регулируется поворотом коромысла 51 на своей оси после ослабления винта 54.
Положение защелки 56 относительно левого плеча рычага 4 автоматического выключателя регулируется поворотам защелки 56 на ее оси после ослабления винта 55.
Угол поворота рычага 4 автоматического выключателя регулируется винтом 59 после ослабления его контргайки 58. Если винт 59 вывинчивать, то рычаг 4 будет поворачиваться на меньший угол. Эта регулировка выполняется в том случае, когда стопорный стержень 10 при выключении машины ударяется по торцу ведущего зубчатого колеса или не доходит до кулачка останова.
Высота подъема лапок 31 регулируется поворотом оси 14, коромысла 13 и упора 12 относительно выемки 11 стопорного стержня 10 после ослабления стягивающего винта 15 на коромысле 16. При повороте упора 12 по часовой стрелке вместе с коромыслом 13 лапки 31 будут подниматься над планкой 21 на меньшую величину. Положение переднего плеча рычага 46 относительно пальца 41 муфты 40 регулируется изменением длины составной тяги 57, 47 после ослабления винтов 48. Если длину тяги увеличить, то переднее плечо рычага 46 опустится. Положение пальца 41 внутри паза звена 42 регулируется поворотом муфты 40 после ослабления винта 43. Перемещая муфту 40 вдоль оси стержня 36, можно регулировать положение экрана 34 относительно пришиваемой пуговицы. Затем нужно регулировать положение пе
реднего плеча рычага 46 относительно пальца 41.
Положение пальца кронштейна 33 относительно крючка 35 пуговицедержателя 22 регулируется поворотом кронштейна 33 вокруг оси стержня 36 после ослабления винта 32 и его контргайки 29.
Положение отводчика 23 верхней нитки относительно линии движения иглы регулируется перемещением кронштейна 37 вдоль оси стержня 36 после ослабления винта 38. Если кронштейн 37 поднимать, то отводчик 33 будет приближаться к игле.
Положение кулачка 44 относительно ©слабительного стержня 45 основного регулятора натяжения верхней нитки регулируется вертикальным перемещением кулачка 44 после ослабления стягивающего винта 39. Ослабление натяжения верхней нитки при подъеме лапок 31 необходимо для ее обрезки основным обрезателем ниток.
Регулировка механизмов обрезателей ниток. Положение ножа-рамки 11 (рис. 111) относительно линии движения иглы регулируется изменением длины шатуна 17 после ослабления контргаек 18. Если длина шатуна будет уменьшаться, то нож-рамка 11 переместится вправо от работающего. Положение неподвижного ножа 13 в поперечном направлении регулируется его смещением после ослабления винта 12.
Своевременность движения ножа-рамки 11 регулируется вертикальным перемещением оси 21 ролика вдоль паза рычага•19 после ослабления гайки 20. Движение ножа-рамки 11 должно начинаться после первого прокола иглы, когда она находится над пуговицей и нитепритягиватель занимает крайнее верхнее положение.
Положение неподвижного ножа 14 относительно линии движения иглы регулируется перемещением поперек платформы машины держателя и неподвижного ножа 14 после ослабления двух винтов 16.
Чем ближе неподвижный нож 14 будет находиться к линии движения иглы, тем меньше будут концы обрезанных ниток.
Положение подвижного ножа 15 относительно неподвижного ножа 14 регулируется перемещением штанги 10 относительно пазовой головки 8 после ослабления двух прижимных винтов 9. Если штангу 10 перемещать к работающему, то подвижной нож будет перемещаться ближе к неподвижному ножу 14.
Своевременность входа подвижного ножа 15 в петлю игольной нитки регулируется поворотом кулачка 6 относительно копира 7 после ослабления трех прижимных винтов 4. Выступ кулачка 6 должен надавливать на палец 5 рычага перемещения штанги 10 после последнего прокола иглы при ее крайнем верхнем положении, но до момента затягивания стежка нитепритягива-телем.
122
Угол поворота подвижного ножа 15 регулируется перемещением планки 2 вдоль рычага 1 подъема прижимных лапок после ослабления болта 3. Если планку 2 переместить ближе к точке опоры рычага 1, то угол поворота подвижного ножа 15 уменьшится.
8.3. Полуавтомат 1095 кл. ПМЗ
Швейный промышленный полуавтомат 1095 кл. ПМЗ (рис. 112) предназначен для пришивания плоских пуговиц с двумя и четырьмя отверстиями к бельевым изделиям и верхней одежде однониточным стежком с цепным переплетением. Пуговицы можно пришивать к изделию вплотную, с ножкой, с подпуговицей и потайным стежком. Пуговица пришивается за 20 проколов иглы. Расположение проколов показано на рисунке.
Механизмы иглы, перемещения материала и пу-говицедержателя, автоматического выключателя аналогичны по своему устройству этим механизмам в полуавтомате 827 кл. Вместо нитепри-тягивателя применен нитеподатчик, работающий от игловодителя, петлитель неравномерно вращающийся, с отводчиком петель. Обрезатель нитки снабжен ширителем.
Заправка нитки. Нитку с бобины или катушки проводят в два отверстия трубчатого нитенапра-вителя 18 (рис. 113), против часовой стрелки между шайбами основного регулятора натяжения 17, по часовой стрелке между шайбами дополнительного регулятора натяжения 16, справа налево вводят в проволочный нитенаправи-тель 15, проводят поверх нитеоттягивающей скобы 13, в петлю проволочного нитенаправи-теля 14, вновь поверх левой ветви нитеоттягивающей скобы 13, между направляющими стержнями 19, поворачивают верхнее пле
чо рычага 11 к работающему и подводят нитку под зажимную пластину 12, проводят между направляющими стержнями 10, сверху вниз вводят в петлю проволочного нитенаправителя 9, по часовой стрелке вверх подводят под направляющий ролик нитенаправителя 7, справа налево вводят в ушко нитеподатчика 8, подводят под пластинчатый нитенаправитель 6, между прижимными шайбами 21 и в направлении от работающего заправляют в ушко иглы 5.
Регулировка механизма петлителя. Своевременность ускоренных движений петлителя 19 (рис. 114) в момент захвата петли иглы 22 регулируется поворотом ведущего 6 и ведомого 28 дисков после ослабления винтов 5, 31. При выполнении данной регулировки необходимо добиться того, чтобы петлитель 19 при правом уколе иглы 22 ускоренно подходил к ней. В этих целях при крайнем верхнем положении иглы 22 метку 32 ведомого диска 28 совмещают с горизонтальной поверхностью пластины 7, затем закрепляют винты 5, 31.
Своевременность подхода носика петлителя 19 к игле 22 регулируют поворотом петлителя 19 после ослабления двух винтов 18. Перед выполнением данной регулировки необходимо убедиться в том, что игла 22 симметрично отклоняется относительно оси вала 8 петлителя. Для этого, например, устанавливают величину отклонений иглы 22 равной 5 мм. При этом, когда игла выполняет правый укол и находится в крайнем нижнем положении, носик петлителя 19 должен отстоять от иглы на 4—4,5 мм. При подъеме иглы 22 из крайнего нижнего положения на 1,5—2 мм носик петлителя 19 должен быть выше ушка иглы на 1,8—2 мм.
Зазор между иглой 22 и носиком петлителя 19, который должен быть равен 0,1—0,2 мм, регулируется перемещением петлителя 19 вдоль оси вала 8 после ослабления двух винтов 18.
6*
123
Длина нитки, подаваемой нитеподатчиком 1 игле 22 и петлителю 19, регулируется перемещением вдоль платформы машины нитенапра-вителя 7 (см. рис. 113) после ослабления прижимного винта 20. Если перемещать его от работающего,, то длина подаваемой нитки увеличивается.
Своевременность ослабления натяжения нитки в основном регуляторе натяжения 2 (см. рис. 114) регулируется поворотом главного вала или эксцентрика 4 после ослабления двух упорных винтов 3. Ослабление натяжения нитки должно начинаться в момент перемещения изделия и пуговицы.
Регулировка механизма отводчика петель. Своевременность движения отводчика 17 регулируется поворотом главного вала или эксцентрика 9 после ослабления двух винтов 10. Следует добиться того, чтобы в момент прокола иглой 22 материала отводчик 17 подставлял на линию ее движения предыдущую петлю.
Положение отводчика 17 в плоскости его колебания относительно линии движения иглы регулируется поворотом вала 13 после ослабления стягивающего винта 12 коромысла 11.
Положение отводчика 17 относительно линии движения иглы 22 регулируется перемещением вала 13, втулки 14 и отводчика 17 после ослабления винтов 12, 15.
Положение отражателя петли при правом уколе иглы регулируется его перемещением вдоль оси вала 8 после ослабления двух винтов 16 так, чтобы игла попадала в предыдущую петлю.
Регулировка механизма обрезки нитки. Положение обрезателя 26 и ширителя 21 петли относительно петли на петлителе 19 регулируется перемещением штанги 27 вдоль ее оси относительно направляющего паза 30 после ослабления двух прижимных винтов 29.
Положение обрезателя 26 относительно петли в продольном направлении регулируется перемещением держателя 24 вдоль оси штанги 27 после ослабления двух прижимных винтов 23. Положение обрезателя 26 относительно петли в поперечном направлении регулируется перемещением обрезателя 26. относительно его держателя после ослабления двух прижимных винтов 25.
Положение ширителя 21 относительно обрезателя 26 регулируется его смещением поперек штанги 27 после ослабления прижимного винта 20.
Длина отрезанной нитки регулируется винтом 5 (рис. 115) после ослабления гайки 6. Если винт 5 завинчивать в стойку 7 рычага 8, то рычаг 4 и нитеоттягивательная скоба 2 повернутся на больший угол при выключении машины и на игле будет создаваться излишек нитки, необходимый для образования первого стежка при включении полуавтомата.
Положение нитеоттягивательной скобы 2 относительно нитенаправителя 1 регулируется его перемещением относительно рычага 4 после ослабления винта 3.
Усилие зажима нитки перед ее обрезкой регулируется вертикальным перемещением установочного кольца 6 (рис. 116) после ослабления винтов 7 вдоль стержня 3. Если установочное кольцо 6 поднимать, то пружина 5, сжимаясь, увеличит давление пластины 4 на нитку.
Своевременность зажима нитки регулируется перемещением винтового пальца 1 по прорези коромысла 16 после ослабления гайки 2. Если винтовой палец 1 перемещать от работающего, то выступ 13 копира 14 раньше повернет коромысло 16 и прижим 8 зажмет нитку.
Положение прижима 8 по высоте можно регулировать винтом 12. Если его -завинчивать, то прижим 8 будет подниматься.
Положение прижима 8 относительно центра пластины 4 регулируется осевым перемещением стержня 11 внутри вала 10 после ослабления винта 9.
Положение головки винтового пальца 1 относительно линии движения выступа 13 регулируется осевым перемещением коромысла 16 после ослабления стягивающего винта 15.
Регулировка и установка приспособлений. Чтобы пришить пуговицу с ножкой к пуговицедержа-телю 3 (см. рис. 113), через отверстия 22 двумя винтами 5 (рис. 117, а) прикрепляется опора 6. Положение выступов отделяющей лапки 7 относительно лапок пуговицедержателя в направлении поперек платформы регулируется винтом 3 после ослабления гайки 4. При завинчивании
124
I
1715 13 11 9 7
| 1614 1210 8
18,19,20,21
39,40,41,42 б
винта 3 лапка 7 будет перемещаться влево от работающего.
Положение лапки 7 по высоте регулируется ее вертикальным смещением относительно рычага 2 после ослабления винта 1.
Если нужно пришить пуговицу с подпуговицей, то к планке 2 (см. рис. 113) двумя передними винтами 4 через овальные прорези 9 (рис. 117, б) прикрепляется держатель 8 подпуговицы.
Положение отверстий подпуговицы относительно отверстий в пуговице регулируется перемещением держателя 8 вдоль планки 2 (см. рис. 113) после ослабления винтов 4.
При пришивании пуговицы потайными стежками к планке 2 через отверстие 1 прикрепляется
рычаг 10 (рис. 117, в) с помощью винта 14 и пружины 15. При в'воде пластины 12 вместе с подогнутым материалом под прижимные лапки стержень 13 должен войти в паз 23 (см. рис. 113).
Положение паза пластины 12 (см. рис. 117, в) относительно лапок и линии движения иглы регулируется продольным перемещением пластины 12 после ослабления винтов 11.
8.4. Полуавтомат 1495 кл. ПМЗ
Швейный промышленный полуавтомат 1495 кл. ПМЗ (рис. 118) предназначен для пришивания плоских пуговиц с четырьмя отверстия^
129
ми вплотную к изделиям однониточной строчкой с цепным переплетением. Пуговица пришивается за 20 проколов иглы. Расположение проколов показано на рисунке.
Полуавтомат состоит из головки 2 и бункерной приставки 5, жестко закрепленных на плите 1. Бункерная приставка 5 служит для ориентации пуговиц, подачи пуговиц в зазор между лапками пуговицедержателя и выталкивания пришитой пуговицы. В качестве головки использована машина-полуавтомат 1095 кл. ПМЗ (рис. 119), в которой изменены конструкция включения машины и устройство подъема пуговицедержателя. Пришивание пуговиц, заправку нитки, выполнение основных регулировок шьющих механизмов производят так же, как в машине-полуавтомате 1095 кл. ПМЗ.
Регулировка механизмов приставки. Положение паза кантователя 4 (рис. 120) относительно сориентированной пуговицы регулируется поворотом коромысла 6 после ослабления стягивающего винта 7. При повороте коромысла 6 по часовой стрелке кантователь 4 поворачивается в том же направлении.
Положение приемного отверстия канала 11 относительно пуговицы, подаваемой кантователем 4, по высоте регулируется вертикальным перемещением канала 11 после ослабления двух винтов 5, 10.
Положение отсекателя 9 в пазу канала 11 регулируется его поворотом после ослабления стягивающего винта 3.
Положение ориентатора 13 по высоте относительно верхней плоскости пуговицы, поданной в воронку 15, регулируется поворотом коромысла 1 после ослабления стягивающего винта 2. При повороте коромысла 1 по часовой стрелке ориентатор 13 и его вал 8 будут подниматься. Положение воронки 15 по высоте относительно нижней поверхности рычага подачи 26 регулируется повбротом коромысла 24 после ослабления стягивающего винта 22. При повороте коромысла 24 по часовой стрелке воронка 15 будет подниматься.
Усилие подъема воронки 15 регулируется перемещением вдоль вала 21 установочного кольца 23 после ослабления двух его упорных винтов. При опускании установочного кольца пружина 20 будет сжиматься и усилие подъема возрастет.
Положение ролика коромысла 12 включения приставки по вертикали регулируется поворотом коромысла 12 после ослабления его стягивающего винта 16.
Положение штырей подающего рычага 26 относительно ориентатора 13 и паза в воронке 15 регулируется поворотом подающего рычага 26, на оси 27 после ослабления винта 25, стягивающего два сухарика.
Натяжение клинового ремня регулируется поворотом коромысла 17 на втулке 19 после ослабления винта 18. Если коромысло 17 по юра-чивать по часовой стрелке, то натяжной ролик 14 усилит свое давление на клиновой ремень.
Своевременность включения приставки, т. е. подачи очередной пуговицы, регулируется поворотом кулачка 27 (рис. 121) на валу 26 червячного колеса головки машины после ослабления двух упорных винтов 28.
Положение по высоте собачки 25 относительно ролика 24 коромысла 23 включения приставки регулируется перемещением по прорези рычага 29 оси собачки 25 после ослабления гайки 30. Своевременность подъема лапок 3 регулируется поворотом кулачка 21 относительно кулачка 22 после ослабления двух прижимных винтов 5. В случае отсутствия подачи пуговицы в пугови-цедержатель швейной головки следует, не нажимая на педаль, надавить на рычаг 4, и пуговица будет подана. В повторном случае отсутствия подачи пуговицы необходимо проверить наличие пуговиц в канале приставки.
Регулировка механизма подъема лапок и включения головки. Высота подъема лапок 3 регулируется изменением положения ролика 20 относительно кулачка 21. Если вал 6, коромысло 19 после ослабления стягивающего винта 10 коромысла 7 повернуть против часовой стрелки, то ролик 20 отойдет от кулачка 21. Соответственно коромысла 19, 11 и вал 6 будут поворачиваться на меньший угол и штанга 12 будет поднимать лапки 3 на меньшую величину.
Положение собачки 15 относительно ролика 13 рычага 14 включения головки машины регули-
130
руется горизонтальным перемещением рычага 18 и его кронштейна 16 после ослабления двух прижимных винтов 17. При горизонтальном смещении кронштейна 16 меняется положение горизонтальной площадки коромысла 7 относительно штока 8 электромагнита 9, но такое действие не будет влиять на включение головки Машины.
Положение по высоте пластин 1 относительно лапок 3 регулируется их вертикальным перемещением после ослабления винтов 2.
Параллельность платформы головки плоскости приставки регулируется вертикальным перемещением головки 2 (см. рис. 118) с помощью винта 3 после ослабления его контргайки 4.
8.5. Полуавтомат 220-М кл. ОЗЛМ
Швейный промышленный полуавтомат 220-М кл. ОЗЛМ предназначен для изготовления закрепок на костюмах и пальто двухниточной
131
строчкой с челночным переплетением (рис. 122). Малая закрепка изготовляется за 21 прокол (рис. 122, а), большая — за 42 прокола иглы (рис. 122,6).
Полуавтомат (рис. 122, в) имеет кривошипношатунный механизм иглы, центрально-шпульный колеблющийся челнок, шарнирно-стержневой нитепритягиватель, механизм, перемещающий материал вдоль и поперек платформы. Применен обрезатель ниток. Полуавтомат управляется двумя педалями.
Заправка ниток. Верхнюю нитку с бобины или катушки проводят через нитенаправитель 3 (рис. 123), против часовой стрелки между шайбами дополнительного регулятора натяжения 2, сверху вниз по часовой стрелке между шайбами основного регулятора натяжения 5, заводят в петлю нитепритягивательной пружины 4, снизу вверх подводят под нитенаправительный крючок 6, справа налево вводят в ушко нитепри-
тягивателя 1, затем вниз в нитенаправители 9, 8 и от работающего заправляют в ушко иглы 7. Нижнюю нитку, намотанную на шпульку, вставляют в шпульный колпачок 6 (рис. 124). Конец нитки проводят в прорезь шпульного колпачка 6 и подводят под пластинчатую пружину 4. Затем нитку вводят в отверстие пальца 5 шпульного колпачка 6. При открытом замочке 7 шпульный колпачок 6 надевают на центровую шпильку 2 челнока 8, при этом палец шпульного колпачка 6 должен войти в паз 10 корпуса 1.
Регулировка механизма челнока. Своевременность подхода носика 9 челнока 8 к игле регулируется поворотом двигателя 12 челнока после ослабления двух винтов 11 его крепления на челночном валу 13.
Ход челнока 8 регулируется перемещением ползуна 16 по пазу вилки 15. Эту регулировку выполняют, поворачивая эксцентрическую
132
шпильку 17 внутри коромысла 19 после ослабления гайки 18. При приближении линии эксцентриситета шпильки 17 к оси 14 ход челнока 8 уменьшается, а положение носика 9 челнока 8 относительно линии движения иглы изменяется. Натяжение нижней нитки регулируется винтом 3 благодаря деформации пластинчатой пружины 4.
Регулировка механизма перемещения материала. Узел продольного перемещения материала регулируется так же, как в полуавтомате 827 кл. ПМЗ.
Величину поперечных смещений планки 5 (рис. 125) регулируют перемещением по прорези рычага 9 винтовой шпильки 7 после ослабления гайки 8. Если винтовую шпильку 7 вместе с верхней головкой шатуна 6 перемещать от точки опоры рычага 9, то величина поперечных перемещений планки 5 увеличивается.
Положение планки 5 в поперечном направлении относительно линии движения иглы регулируется поворотом коромысла 4 после ослабления стягивающего винта 3 или поворотом вала 2 после ослабления стягивающего винта 1 на коромысле 13.
Своевременность перемещения материала в направлении вдоль и поперек платформы машины регулируют поворотом копира 10 на валу 12 червячного колеса после ослабления двух установочных болтов и гайки 11.
Регулировка механизма автоматического выключателя. Положение ремня относительно канавок рабочего 9 (рис. 126) и холостого 10 шкивов регулируется перемещением отводчика 7 вдоль оси главного вала 8 после ослабления двух установочных винтов 12.
Давление стопорного стержня 6 на кулачок останова 11 регулируется винтом 3 после ос-
133
лабления контргайки 4 в результате деформации пружины 2.
Перпендикулярность стопорного стержня 6 оси главного вала 8 регулируется перемещением рычага 5 автоматического выключателя поперек кронштейна 15 с помощью винтов 14 после ослабления их контргаек 13.
Угол поворота рычага 5 автоматического выключателя регулируется винтом 1 после ослабления его контргайки. При завинчивании винта 1 угол поворота рычага 5 уменьшается.
Регулировка механизма обрезателя ниток. За один прокол до выключения машины нож 1 (рис. 127, а) начинает поворачиваться по часовой стрелке под действием паза кулачка 4 (рис. 127,6). Челнок 2 (см. рис. 127, а) окончательно расширяет петлю иглы, и боковая кромка 8 (рис. 127, в) ножа 1 отводит концы верхней и нижней ниток вперед к работающему. Перед
обрезкой верхняя нитка должна быть зажата в нижнем регуляторе натяжения. При нажатии на левую педаль нож 1 (рис. 127, г) повернется еще раз по часовой стрелке и его режущая грань 10 обрежет верхнюю нитку, а грань 9— нижнюю. Отвод ножа 1 в исходное положение осуществляется пазом кулачка 4 (см. рис. 127, б). Нож 1 должен занять относительно иглы положение, показанное на рис. 127, д.
Положение режущих граней 10 (см. рис. 127, г), 9 ножа 1 относительно линии движения иглы регулируется перемещением штанги 7 (см. рис. 127,6) после ослабления двух винтов 6.
Положение режущей грани 10 (см. рис. 127, д) ножа 1 относительно иглы регулируется перемещением ножа 1 по пазу держателя 3 (см. рис. 127,6) после ослабления винта.
Своевременность обрезки ниток регулируют поворотом кулачка 4 в пределах прорезей 5 после ослабления трех винтов.
134
9
ПОЛУАВТОМАТЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ
9.1. Полуавтомат 525 кл. ОЗЛМ
Швейный промышленный полуавтомат 525 кл. ОЗЛМ предназначен для изготовления прямых петель с двумя закрепками на белье, мужских сорочках, платьях и костюмах двухниточной зигзагообразной строчкой с челночным переплетением. Расположение проколов иглы и стежков в кромках петли и закрепках показано на рис. 128.
Конструктивные особенности полуавтомата заключаются в том, что подъем лапки и обрезка ниток производятся от пневмосистемы. Кроме того, в механизм ножа, прорубающего вход в петлю, введено блокирующее устройство, устраняющее опускание ножа при обрыве верхней нитки.
Конструкция всех механизмов полуавтомата имеет оригинальное решение.
Заправка ниток. Верхнюю нитку с бобины или катушки последовательно проводят через три отверстия нитенаправителя 12 (рис. 129), слева направо вводят в нитенаправительное отверстие 13, проводят против часовой стрелки между шайбами верхнего регулятора натяжения 11, затем против часовой стрелки между шайбами нижнего регулятора натяжения 10, затем вперед, по направлению к работающему, над нитеот-тягивателем А и вводят в ушко 9 нитенаправительной пластины, слева направо подводят под стержень 8, который при обрыве нитки через систему звеньев отключает механизм ножа. Далее нитку против часовой стрелки проводят между шайбами направителя 6, слева направо вверх заправляют в петлю нитепритягивательной пружины 7, проводят вверх в нитенаправите-ли 3, 2 и сзади наперед в ушко нитепритя-гивателя 1. Затем нитку проводят вниз в ните-направитель 4 и сзади наперед заправляют в ушко иглы 5, которую устанавливают коротким желобком к работающему.
Нижнюю нитку, намотанную на шпульку 10 (рис. 130), вставляют в шпульный колпачок 9 и конец нитки проводят в прорезь 3 под пластинчатую пружину 4, прикрепленную к шпульному колпачку 9 двумя винтами 1, 2. Затем нитку через прорезь 5 выводят в окно 6, проводят внутри шпульного колпачка и через прорезь 8 вводят в окно 7. После этого шпульный колпа
чок 9 берут в правую руку, а левой рукой проверяют, протягивая нитку вверх, как происходит ее сматывание со шпульки 10. При этом шпулька должна вращаться по часовой стрелке, если смотреть на нее со стороны открытой части шпульного колпачка 9.
Регулировка механизма иглы. Положение иглы 9 (рис. 131) относительно носика челнока по высоте регулируется вертикальным перемещением игловодителя 13 в направляющих рамки 10 после ослабления гайки 11 поводка 12. При выполнении данной регулировки игла 9 в крайнем верхнем положении должна отстоять от уровня игольной пластины на 17 мм.
Ход иглы 9, который должен быть равен 33,5±0,16 мм, регулируется поворотом пальца 14 внутри кривошипа 16 после ослабления стягивающего винта 15. Если внешнее плечо пальца 14 поворачивать ближе к центру главного вала. 21, то ход иглы 9 будет уменьшаться. Для обеспечения захвата петли иглы 9 носиком челнока ее короткий желобок должен быть повернут по часовой стрелке на угол 5—8° относительно работающего, если на иглу смотреть сверху. Для достижения такого положения можно ослабить гайку 11 и повернуть игло-водитель 13 или ослабить винт 8 и повернуть иглу 9.
Ширина кромок петли и соответственно длина закрепки регулируются изменением положения оси пальца 27 ползуна 26 относительно центра распределительного вала 22 с помощью двух установочных винтов 25, причем один из них нужно вывинчивать, а другой завинчивать. Чем больше будет эксцентриситет между осью пальца 27 и осью распределительного вала 22, тем шире будут кромки. Соответственно увеличится длина закрепок.
Расстояние между кромками петли регулируется вертикальным перемещением держателя 6 относительно направляющей 5 после ослабления винтов 4, 7. Чем ближе ось пальца направляющей 6 будет находиться к оси вала 1, тем меньше будет расстояние между кромками петли.
Своевременность переключения иглы на изготовление задней закрепки регулируется поворотом кулачка 29 на валу механизма перемещения материала после ослабления двух упорных винтов 28.
135
6
Положение выступа 19 рычага 3 переключения на заднюю закрепку относительно левого плеча собачки 20 регулируется поворотом рычага 3 на валу 1 в пределах овальной прорези упора 17 после ослабления прижимного винта 18.
Своевременность переключения иглы на изготовление передней закрепки регулируется поворотом кулачка 23 на валу механизма перемещения материала после ослабления двух упорных винтов 24.
Положение выступа 2, отключающего собачку 20 после изготовления задней закрепки, относительно ее свободного плеча регулируется поворотом выступа 2 после ослабления стягивающего винта 31 толкателя 30.
Регулировка механизмов челнока и отводчика. Своевременность подхода носика челнока 2 (рис. 132) к игле регулируется поворотом челнока внутри бобышки 12 челночного вала 13 после ослабления восьми упорных винтов 11, 1. При выполнении данной регулировки необходимо достичь того, чтобы при подъеме иглы из край
него нижнего положения на 2,5—3 мм носик челнока 2 был выше ушка иглы на 1,5—2 мм. Зазор между носиком челнока 2 и иглой, который должен быть равен 0,1—0,2 мм, регулируется осевым смещением челнока 2 вдоль оси бобышки 12 после ослабления винтов 11, 1.
Положение проволоки 8 отводчика относительно правой стенки выступа 7 шпуледержателя 3 регулируется ее осевым смещением вдоль челночного вала 13 после ослабления винта 6. При выполнении данной регулировки следует добиться того, чтобы расстояние от центра винта 6 до заднего торца проволоки 8 было приблизительно равно 10 мм.
Положение держателя 10 и его. проволоки 8 относительно правой стенки выступа 7 регулируется перемещением держателя 10 поперек платформы машины после ослабления прижимного винта 9.
Положение упора 5 относительно левой стенки выступа 7 регулируется его перемещением поперек платформы машины после ослабления прижимного винта 4 для обеспечения свободного прохода верхней нитки.
137
Таблица 3
Натяжение нижней нитки в шпульном колпач-ке 9 (см. рис. 130) регулируется винтом 2 в результате деформации пластинчатой пружины 4.
Регулировка механизма перемещения материала. Длина петли регулируется перемещением винтовой шпильки 10 (рис. 133) по прорези кулисы 11 после ослабления гайки 9. Если винтовую шпильку 10 вместе с передней головкой тяги 12 приближать к оси 16, то длина петли будет уменьшаться. При изменении длины петли нужно заменить нож, прорубающий вход в петлю, и при необходимости изменить густоту кромок петли.
Густота кромок петли регулируется заменой зубчатых колес 20, 23 после съема пружинных шплинтов 21, 24. Полуавтомат обеспечивает изготовление петель, состоящих из различного количества стежков, причем оно зависит от количества зубьев в паре сменных зубчатых колес, подбираемых по табл. 3.
Подобранная пара сменных зубчатых колес устанавливается на шпонки валов 25, 19.
Положение пластины механизма перемещения материала 3 относительно линии движения иглы и ножа регулируется продольным смещением штанги 15 после ослабления двух прижимных винтов 14 на поводке 13.
Своевременность перемещения материала регулируется поворотом кулачка 2 или вала 19 после ослабления двух винтов 1 так, чтобы материал перемещался при верхнем положении иглы.
Сменное зубчатое колесо Количество проколов Сменное зубчатое колесо Количество
23 1 20 23 I 20
22 70 131 40 52 74
24 68 161 42 50 68
26 66 144 44 48 62
28 64 130 46 46 57
30 62 119 48 44 52
32 60 106 50 42 48
34 58 97 52 40 44
36 56 88 54 38 40
38 54 81 56 36 36
Кулиса 11 относительно своей вертикальной оси должна отклоняться на равные углы поворота, что достигается ее поворотом вместе с осью 16 после ослабления винта 18 толкателя 17.
Г оризонтальность поверхности пластины механизма перемещения материала 3 регулируется вертикальным смещением опоры 6 вместе с шарикоподшипником 5 после ослабления прижимного винта 7 крепления к кронштейну 8. При обрыве ниток или поломке иглы после аварийного выключения машины подвод пластины механизма перемещения материала 3 под линию движения иглы можно произвести поворотом по часовой стрелке ручного маховика 22. Для удобства подхода к челночному устройству пластину механизма перемещения материала при поднятой лапке можно снять после отвинчивания винта 4.
Регулировка механизма лапки. Положение лапки 1 (рис. 134) относительно игольной пластины регулируется ее поперечным смещением после ослабления винтов 2, 4 вдоль оси держателя 3.
Зазор между опорной пластиной 16 и нажимной частью коромысла 9, который при опущенной лапке 1 должен быть равен 6,5 мм, регулируется поворотом коромысла 9 на валу 11 после ослабления стягивающего винта 10. При правильной регулировке зазора лапка 1 будет подниматься над пластиной механизма перемещения материала на 8 мм.
Положение выступа 13 коромысла 15 относительно вертикального плеча рычага 14 включения машины регулируется поворотом коромысла 15 на валу 11 после ослабления винта 12. При этом пневмоцилиндр 7 со штоком 8 нужно переместить вертикально с помощью винтовой головки 6 после ослабления контргайки 5.
Регулировка механизма обрезателя верхней нитки. Угол поворота рычага 4 (рис. 135) регулируется поворотом коромысла 10 на валу 2 после ослабления винта 1. При его повороте по часовой стрелке угол поворота рычага 4 уменьшается.
Положение рычага 4 по высоте относительно опоры 5 и пальца коромысла 10 регулируется
138
26 25
27 28
29
вертикальным перемещением опоры 3 после ослабления двух прижимных винтов 9.
Положение подвижного 6 и неподвижного 7 ножей относительно линии движения иглы регулируется перемещением опоры 5 поперек платформы машины после ослабления прижимного винта 8.
Регулировка механизма обрезателя нижней нитки. Своевременность включения подвижного ножа 6 (рис. 136) регулируется поворотом коромысла 2 на валу 1 после ослабления стяги
вающего винта 3. Если вилку коромысла 2 приближать к пальцу рычага 4, то поворот подвижного ножа 6 начнется раньше и угол его поворота увеличится.
Положение неподвижного ножа 7 относительно режущей грани подвижного ножа 6 регулируется его перемещением по пазу опоры 5 после ослабления прижимного винта 8.
Регулировка механизма ножа для прорезания петли. Глубина опускания ножа 3 (рис. 137) в прорезь игольной пластины регулируется его
140
вертикальным перемещением после ослаоления прижимного винта 2 его крепления в держателе* 1. При выполнении данной регулировки нужно, чтобы задняя режущая кромка ножа 3 опускалась ниже прорези игольной пластины на 1 — 2 мм.
Параллельность режущей грани ножа 3 прорези в игольной пластине регулируется поворотом держателя 1 на стержне 5 после ослабления стягивающего винта 4.
Балансировка пальца 11 рычага 6 относительно верхней нитки осуществляется перемещением вдоль правого плеча рычага 6 противовеса 8 после ослабления прижимного винта 7. Рычаг 6 и его палец 11 должны быть сбалансированы так, чтобы при обрыве верхней нитки палец поворачивался против часовой стрелки и вертикальное плечо рычага 6 захватывало палец 18 рычага 19, но верхняя нитка перемещалась без затормаживания.
Положение стержня 21 относительно паза 20 шатуна регулируется поворотом коромысла 26 на валу 27 после ослабления стягивающего винта 25. Следует добиться того, чтобы в момент срабатывания механизма ножа паз 20 свободно захватывал стержень 21 коромысла 26.
Усилие, необходимое для приведения вала 27 в нерабочее положение, регулируется поворотом установочного кольца 24 после ослабления двух упорных винтов 23 в результате закручивания пружины 22.
Своевременность приведения рычага 19 в рабочее положение, необходимое для перемещения ножа 3 вниз, регулируется поворотом кулачка 10 на валу механизма перемещения материала после ослабления прижимного винта 12 или поворотом бобышки 17 после ослабления двух упорных винтов 16. При выполнении данной регулировки следует добиться того, чтобы палец 9 рычага 28 начал входить во впадину кулачка 10 в тот момент, когда будет обметано 2/з петли. Своевременность ослабления верхней нитки в регуляторе натяжения 13 регулируется поворотом кулачка 14 после ослабления прижимного винта 15. Чтобы повернуть кулачок 14, вывинчивают винт 12, снимают кулачок 10 и осуществляют регулировку, добиваясь того, чтобы ослабление верхней нитки происходило во время изготовления закрепок.
Регулировка механизма автоматического выключателя и привода. Своевременность выключения
141
машины регулируется перемещением кулачка 6 (рис. 138) в пределах его овальных прорезей после ослабления двух прижимных винтов 7. Если кулачок 6 приблизить к крючковому выступу коромысла 5, то машина будет выключаться раньше.
Положение крючкового выступа коромысла 5 относительно линии движения кулачка 6 можно отрегулировать поворотом вала 8 после ослабления стягивающего винта 3 защелки 4. Крючковой выступ коромысла 5 должен соприкасаться с цилиндрической поверхностью ступицы, на которой крепится кулачок 6.
Положение ремня 54 относительно цилиндрических поверхностей холостого 1 и рабочего 2 шкивов регулируется перемещением отводчика 57 вдоль оси главного вала после ослабления двух прижимных винтов 56.
Давление пружины на стопорный стержень 58 регулируется гайкой 47. Если ее завинчивать, то давление стопорного стержня 58 при торможении рабочего шкива 2 увеличится.
Усилие, необходимое для поглощения инерционных сил в момент выключения машины, регулируется вертикальным перемещением опорной пластины 16 относительно кронштейна 17 после ослабления двух прижимных винтов 15. При перемещении опорной пластины 16 и рычага 14 вверх пружина 19 растягивается и усилие, нужное для поглощения инерционных сил, увеличивается.
Своевременность переключения главного вала машины на пониженную частоту вращения, которая должна произойти за пять—восемь уколов иглы до конца изготовления петли, регулируется поворотом кулачка 11 относительно ручного маховика 12 после ослабления двух прижим
ных винтов 10. Перед выполнением регулировки с вала 9 нужно снять ведомое сменное зубчатое колесо. При регулировке нужно достичь того, чтобы после переключения на пониженную частоту верхний конец составной тяги 13 прикасался к выступу кулачка 11 на расстоянии 1,5—2 мм.
Положение штока пневмопереключателя 55 относительно опорной пластины рычага 51 автоматического выключателя регулируется перемещением пневмопереключателя 55 вдоль оси главного вала после ослабления двух прижимных винтов 53 в кронштейне 52. В процессе выполнения регулировки между штоком и опорной пластиной рычага 51 следует установить зазор, приблизительно равный 10 мм.
Давление пружины 48, соответствующее нажиму стопорного стержня 58 на кулачковый буртик 59 рабочего шкива 2, регулируется поворотом винтового стержня 49 в рычаге 51 после ослабления контргайки 50.
Положение торца составной тяги 13, 46 относительно кулачка 11 регулируется изменением ее длины путем ослабления двух прижимных винтов 18. Следует проследить, чтобы в процессе выполнения регулировки не нарушался контакт пальца 21 с рычагом-защелкой 35.
Положение нижней части ремня 54 относительно цилиндрических поверхностей тихоходного 38 и быстроходного 37 шкивов регулируется перемещением поперек промышленного стола опоры 23 после ослабления четырех шурупов 22. Величина продольных смещений ползуна 26 вдоль паза опоры 23 регулируется винтом 34 после ослабления контргайки 33. Если винт 34 завинчивать, то рычаг 25 будет поворачиваться на больший угол, соответственно ползун 26
142
3
4
10
будет перемещаться ближе к работающему. Положение коромысла 28 относительно горизонтального плеча рычага 25 регулируется изменением длины тяги 30 путем ее поворота относительно головок 29, 31. Если тягу 30 завинчивать, то коромысло 28 будет поворачиваться по часовой стрелке и приближаться к винту 34, а подножка 32 будет опускаться.
Положение нижнего горизонтального плеча рычага 20 включения машины относительно паза рычага 24 подъема лапки регулируется поворотом тяги (на рисунке не показана) относительно головки 45.
Натяжение тихоходного ремня 44 и быстроходного ремня 36 регулируется вертикальным перемещением стойки 42 после ослабления двух прижимных винтов 43. При опускании стойки 42 натяжение ремней увеличивается.
Натяжение тихоходного ремня 38 можно регулировать по этапам: сначала ослабить гайку оси натяжного ролика 41, а затем переместить эту ось по прорези горизонтальной части 40 стойки 42.
Натяжение быстроходного ремня 36 регулируется перемещением по прорези оси натяжного ролика горизонтальной части 40 стойки 42 после ослабления гайки 39.
Натяжение приводного ремня 54 может быть изменено путем вертикального смещения кронштейна (на рисунке не показан), стойки 42 и блока со шкивами 37, 38 после ослабления двух гаек его крепления к приливу опоры электродвигателя. При опускании всей этой системы натяжение ремня 54 возрастает.
При наладке полуавтомата возникает необходимость его работы с пониженной частотой
вращения. В этих целях рычаг 27 поворачивают против часовой стрелки, его вилка перемещает рычаг 25 вправо, винт 34 и ползун 26 не перемещаются к работающему, а это приводит к тому, что ремень 54 остается на шкиве 38 и шкиву 2 будет передаваться пониженная частота вращения.
Регулировка моталки для намотки ниток на шпульку. Количество ниток, наматываемых на шпульку, регулируется перемещением ограничителя 2 (рис. 139) относительно оси шпинделя 1 путем поворота оси 12 после ослабления упорного винта 11. Если ограничитель 2 приближать к оси шпинделя 1, то количество ниток на шпульке уменьшается.
Положение впадины кулачка 9 относительно пальца 3 регулируется поворотом кулачка 9 после ослабления винта 11. При выключенной моталке впадина кулачка 9 должна охватывать палец 3. Перемещением кулачка 9 вдоль оси 12 после ослабления винта 11 регулируется площадь контакта кулачка 9 с пальцем 3 и устраняются смещения оси 12.
Контактирование прорезиненного колеса 7 при включенной моталке с торцом холостого шкива 5 регулируется перемещением вдоль опорной пластины 4 в пределах ее овальных прорезей 10 корпуса моталки после ослабления двух прижимных винтов 6, 8.
9.2. Полуавтомат 25-1 кл. ПМЗ
Швейный промышленный полуавтомат 25-1 кл. ПМЗ предназначен для изготовления прямых петель с двумя закрепками на бельевых
144
15 16
8
26 25 24 23 22
7
швейных изделиях двухниточной зигзагообразной строчкой с челночным переплетением (рис. 140). Петля имеет две закрепки, выполняемые за 10—12 проколов иглы.
Полуавтомат выпускается вместо полуавтомата 25-А кл. и отличается от него механизмами ножа, прорубающего вход в петлю, и обрезателя верхней нитки. В нем повышена частота вращения главного вала.
Регулировка механизма иглы. Положение иглы 18 (рис. 141) относительно носика челнока 21 по высоте регулируется вертикальным перемещением игловодителя 16 в рамке 11 после ослабления упорного винта 14 в поводке 15. Для выполнения данной регулировки поворотом главного вала 1 иглу 18 устанавливают в крайнее нижнее положение и через окно, обращенное к стойке рукава машины, ослабляют винт 14. Для свободного движения рычага нитепритяги-вателя вверх и для предотвращения его удара о верхнюю полку рамки 11 нужно отрегулировать положение рамки 11 по высоте. Для этого ослабляют контргайку 8 и упорный винт 17 и с помощью центрового пальца 42 и центрового винта 7 перемещают рамку 11 по вертикали. При выполнении данной регулировки необходимо добиться того, чтобы при крайнем нижнем положении нижней головки шатуна 13 между ней и верхней плоскостью нижней полки рамки 11 оставался зазор 0,3—0,4 мм.
Ширина кромок петли регулируется винтом 38 после ослабления стягивающего винта 36, который завинчен в вертикальное плечо рычага 35, предназначенное для перевода иглы 18 на изготовление закрепок. При завинчивании винта 38 рычаг 37 регулирования ширины кромок будет поворачиваться по часовой стрелке и дуга, по которой колеблется правая головка звена 3, изменит свое положение; увеличится расстояние между крайними точками головки звена 3, отчего увеличится и ширина кромок петли.
Расстояние между кромками петли регулируется поворотом кулачка 6 после ослабления его зажима 5. Если участок кулачка 6 с эксцентрической поверхностью повернуть в направлении к работающему и закрепить кулачок 6 в этом положении, то рычаг 34 будет поворачиваться на меньший угол и расстояние между кромками уменьшится.
Длина закрепок регулируется винтом 41 после ослабления контргайки 40. Если винт 41 завинчивать, то рычаг 35 будет поворачиваться по часовой стрелке и его ролик^ 33 будет отходить от обода кулачка 32. Следовательно, рычаг 35 будет поворачиваться на меньший угол и длина закрепок в петле уменьшится. Затем винтом 38 нужно приравнять длину закрепок ширине кромок.
Следует отметить, что все три описанные выше регулировки взаимосвязаны и сложны. При их выполнении нужно придерживаться последова-
147
тельности, предложенной Ф. И. Червяковым и Б. С. Суконцевым.
Сначала нужно отрегулировать размах а рычага 6 (рис. 142, а) перевода иглы на закрепку. Для этого поворачивают рукоятку 2 (см. рис. 141) распределительного вала 31 в положение, соответствующее изготовлению задней закрепки, при котором ролик 5 (см. рис. 142, а) рычага 6 находится на выступе кулачка 4 закрепок. Винт 7 после ослабления контргайки 8
завинчивают до упора в стенку рычага 6 и поворачивают его против часовой стрелки на число оборотов, зависящее от нужной ширины петли (табл. 4).
При этом осевое перемещение винта 7 будет равно 4,4—5,2 мм (шаг винта 0,8 мм). Винт 7 закрепляют в нужном положении контргайкой 8. Шарнир 2 прижат пружиной 10 к пластинчатой пружине 1 и винту 9. При установке винта 9 его поворачивают до тех пор, пока не исчезнет
149
Таблица 4
Ширина, ММ Винт 7 Винт 9 Зазор m эксцентрика 12
кромки всей петли Размах а Число поворотов Зазор h Число поворотов
1,25 3,5 0 0 3,7 4,3 5,5
1,5 4 0,8 1 4,1 4,7 6
1,75 4,5 1,6 2 4,5 5 6,5
зазор h i между пластинчатой пружиной 1 И
внутренней стенкой рычага 6. Затем винт 9 поворачивают по часовой стрелке на один-два оборота в зависимости от требуемой ширины кромки петли. При этом осевое перемещение винта 9 и зазор h составят 0,8—1,6 мм. В этом положении винт 9 стягивают винтом 3.
При регулировке положения кулачка 12 (рис. 142,6) распределительный вал нужно установить в положение, соответствующее изготовлению левой кромки петли. После этого зажим 13 ослабляют и поворачивают кулачок 12 до тех пор, пока расстояние m между стенкой рычага 11, предназначенного для перевода иглы на боковые смещения, и кулачком 12 не станет равным 3,7—4,5 мм.
Положение петли относительно линии движения ножа, прорубающего вход в петлю, регулируется изменением длины тяги 4 (см. рис. 141) после ослабления прижимного винта 9. Если нож прорубает правую кромку петли, то длину тяги 4 следует уменьшить и переместить всю петлю вправо от работающего.
Своевременность горизонтальных отклонений иглы регулируется поворотом кулачка 28 на промежуточном валу 29 после ослабления двух упорных винтов 27 или поворотом главного вала 1. При выполнении регулировки необходимо добиться того, чтобы игла 18 отклонялась над материалом в тот момент, когда она находится в крайнем верхнем положении.
Если возникает необходимость увеличения числа проколов при изготовлении закрепок, то на кулачке 32 заменяют два выступа 30. При замене выступов 30 необходимо использовать новый кулачок, обеспечивающий новый контакт рычага 35 с роликом 33.
Регулировка механизма нитепритягивателя. Ход ушка нитепритягивателя регулируется поворотом пальца 12 в кривошипе 39 после ослабления двух упорных винтов 10. Чем ближе внешнее плечо пальца 12 к центру главного вала 1, тем меньше будет ход ушка нитепритягивателя. Ход ушка должен быть 65—70 мм.
Регулировка механизма челнока. Своевременность подхода носика челнока 21 к игле 18 регулируется поворотом челнока 21 на челночном валу 26 после ослабления двух упорных винтов 23. Необходимо достичь того, чтобы при правом положении иглы 18 в момент ее подъема из крайнего нижнего положения на 2 мм но-
ISO
сик челнока 21 был выше ушка иглы на 1 — 1,5 мм.
Зазор между носиком челнока 21 и иглой 18, который должен быть равен 0,05—0,1 мм, регулируется осевым смещением челнока 21 вдоль челночного вала 26 после ослабления двух винтов 23. После выполнения регулировки необходимо устранить зазор между торцом втулки 25 и ступицей челнока 21, для чего ослабить упорный винт 24 и переместить втулку вдоль оси челночного вала 26.
Зазор между пальцем установочной пластины 20 и задней стенкой паза шпуледержателя 22, который должен быть равен 0,5—0,6 мм, регулируется осевым смещением установочной пластины 20 после ослабления двух прижимных винтов 19.
Регулировка механизма отводчика. Своевременность движения отводчика 8 (рис. 143) регулируют поворотом челночного вала 4 или эксцентрика 2 после ослабления двух упорных винтов 3. При выполнении данной регулировки необходимо достичь того, чтобы отводчик 8 начал нажимать на выступ шпуледержателя 9 в тот момент, когда петля верхней и нижней ниток будет выводиться из челночного устройства между установочным пальцем 1 и правой стенкой паза шпуледержателя 9.
Положение отводчика 8 относительно выступа шпуледержателя 9 регулируется поворотом от
водчика 8 и его вала 5 после ослабления стягивающего винта 6.
Положение отводчика 8 относительно выступа шпуледержателя в продольном направлении регулируется осевым перемещением вала 5 и его втулки после ослабления винтов 6, 7.
Регулировка механизма перемещения материала. Длина петли регулируется перемещением винтовой шпильки 6 (рис. 144) по прорези рычага 7 регулятора длины петли после ослабления гайки. Если винтовую шпильку 6 перемещать влево, к точке опоры рычага 7, то длина петли будет уменьшаться.
Частота стежков в петле при обметывании кромок регулируется перемещением винтовой шпильки 9 по прорези рычага 11 регулятора частоты стежков в петле после ослабления гайки. Если винтовую шпильку 9 перемещать вверх, ближе к опоре рычага 11, т. е. к винту 10, частота стежков в петле будет меньше.
Своевременность перемещения материала регулируется поворотом промежуточного вала 23 вместе с зубчатым колесом 19. Перед выполнением регулировки ослабляют упорный и установочный винты 21 зубчатого колеса 20 и, перемещая его вдоль оси главного вала 22, выводят из зацепления с зубчатым колесом 19. Затем поворотом рабочего шкива устанавливают иглу в крайнее нижнее положение (палец кривошипа должен находиться в крайнем нижнем
151
положении). Далее поворачивают зубчатые колеса 19 так, чтобы ролик 18 отошел от своего крайнего левого положения на 1,2—1,5 мм.
В заключение необходимо отрегулировать своевременность горизонтальных перемещений иглы. Давление лапки 2 на материал регулируется винтом 1 в результате деформации пружины. При завинчивании винта 1 давление лапки 2 увеличивается.
Положение защелки 8 относительно паза рычага 11 регулируется винтом 12 после ослабления его контргайки. При отвинчивании винта 12 на один-два оборота зуб защелки 8 не будет входить в паз рычага 11 и замедления перемещения материала происходить не будет.
Следует помнить, что чрезмерное завинчивание винта 12 может вызвать заклинивание звеньев механизма.
Давление винтов 15 на пластинчатые пружины 16 колодочек 14 регулируется вращением этих винтов. Если их завинчивать в рычаг 17, то дав
ление на колодочки 14 увеличивается. Необходимость выполнения такой регулировки вызвана тем, что нужно обеспечить плавное проскальзывание колодочек 14 по ободу копира 13. Зазор между пластиной 3 и клином 4 регулируется винтами 5 после ослабления контргаек. Необходимо достичь того, чтобы пластина 3 перемещалась в своем пазу свободно и без поперечного люфта.
Регулировка механизма ножа. Высота ножа 9 (рис. 145) над игольной пластиной регулируется его вертикальным перемещением в пазу держателя 8 после ослабления винта 10. Данную регулировку можно выполнить и вертикальным перемещением стержня 7 после ослабления стягивающего шарнирного винта 6 в поводке 5. Нужно добиться того, чтобы нож своей режущей гранью опускался ниже верхнего уровня игольной пластины на 1—2 мм, чтобы обеспечить ровную прорезь по всей длине петли.
152
Положение впадины 21 относительно пальца 20 рычага 18 регулируется винтом 3 после ослабления контргайки 4. Если винт 3 завинчивать, то рычаг 2, поворачиваясь по часовой стрелке, переместит тягу 22 и ее впадину 21 от работающего. Нож 9 при этом опустится.
Своевременность включения ножа 9 (он должен включаться в начале изготовления передней закрепки) регулируется поворотом кулачка 13 на валу 1 после ослабления двух упорных винтов 14.
Положение выступа тяги 22 относительно клиновой площадки выключателя 19 регулируется поворотом рычага 25 относительно передней боковой поверхности отводки 26 после ослабления стягивающего болта 24. При выключенной машине выступ тяги 22 с помощью рычагов 23,
25 должен быть поднят над клиновой площадкой выключателя 19 на 1 мм. Если не оставить этого зазора, то при включении машины нож 9 может повредить обрезатели верхней нитки.
Положение ножа 9 относительно прорези в игольной пластине регулируется перемещением опоры 11 относительно держателя 8 вдоль пластины механизма перемещения материала после ослабления болта 12.
Чтобы изготовить петлю без прорубания входа, рычаг 17 поворачивают вверх. В этом случае рычаг 15 под действием кулачка 13 повернуться не сможет, соответственно нож 9 не прорубит входа в петлю.
При поломке иглы или обрыве нитки работающий на машине должен нажать на рукоятку 16 рычага 15 и удерживать ее до момента выключе-
7—700
153
ния машины, чтобы нож не прорубал вход в петлю.
Регулировка механизма автоматического выключателя. Положение отводки рычага 4 (рис. 146) относительно канавок холостых шкивов 8, 10 регулируется винтом 5 после ослабления его контргайки. Если винт 5 вывинчивать, то ремни с помощью отводки будут перемещаться в направлении от работающего.
Положение левого ремня относительно канавки быстроходного шкива 7 регулируется вертикальным перемещением клинового кулачка 12 вдоль рычага 3 после ослабления прижимного винта 11. Если кулачок 12 поднимать, то рычаг 3 будет поворачиваться против часовой стрелки и отводка рычага 4 переместит ремень от работающего.
Положение правого ремня относительно канавки тихоходного шкива 9 регулируется вертикальным перемещением клинового кулачка 15 вдоль рычага 4 после ослабления прижимного винта 16. Если кулачок 15 опускать, то рычаг 4 будет поворачиваться по часовой стрелке в пределах овальной прорези звена 6 и отводка переместит ремень к работающему.
Своевременность выключения машины регулируется перемещением- кулачка 14 вдоль плеча рычага 2 после ослабления двух прижимных
винтов 13. Если кулачок 14 перемещать от работающего, то машина будет выключаться раньше.
При поломке иглы или обрыве ниток машину можно выключить, повернув рукоятку 1 два раза по часовой стрелке. При первом повороте машина переключится на замедленную частоту вращения главного вала, при втором повороте выключится.
Регулировка обрезателей верхней нитки. Для устойчивой работы обрезателей верхней нитки перед их установкой нужно убедиться в том, что режущие грани подвижного ножа 3 (рис. 147) и неподвижного ножа 2 на расстоянии 4—5 мм соприкасаются без зазора. Кроме того, прижимная пружина 1 должна без зазора соприкасаться с подвижным ножом 3 на расстоянии 2,5—3 мм, что обеспечит удерживание конца обрезанной нитки. Все эти условия можно выполнить, заточив ножи 2, 3 и прижимную пружину.
Далее выполняют регулировку положения эксцентрического пальца 17 относительно вертикальной стойки неподвижного ножа 2 путем его поворота после ослабления контргайки 16. Между пальцем 17 и стойкой неподвижного ножа 2 должно быть расстояние 12,6 мм.
Ножи 2, 3 в собранном виде регулируют по
154
мычки прижимной лапки. Положение ножей 2, 3 относительно линии
Швейный промышленный полуавтомат
движения иглы регулируется изменением длины тяги 14 после ослабления двух прижимных винтов 13. Если длину тяги 14 увеличивать, то ножи будут перемещаться к работающему.
Степень раскрытия ножей 2, 3 регулируется перемещением подвески 10 поперек платформы с помощью центровых винтов 12 после ослабления гаек 11. Если ножи при обрезке нитки закрываются не полностью, подвеску 10 перемещают вправо, а при слишком плотном закрывании ножей — влево.
Положение ножей 2, 3 после обрезки нитки по-
середине левой кромки петли регулируется перемещением пластины 6 поперек оси рычага 9 после ослабления прижимного винта 7. Следует проследить за тем, чтобы в процессе работы защелка 8 захватывала пластину 6.
Зазор между эксцентрическим пальцем 17 и левой стенкой паза 5, который должен быть равен 0,2—0,3 мм, в момент соприкосновения рычага 9 с кулачковой поверхностью 15 регулируется поворотом пальца 17 после ослабления контргайки 16.
Регулировка механизма обрезателя нижней нитки. Положение оттягивателя 5 (рис. 148) и подвижного ножа 4 относительно линии движения иглы в направлении поперек платформы машины регулируется поворотом коромысла 2 на валу 1 после ослабления стягивающего винта 3.
Положение неподвижного ножа 7 относительно линии движения иглы в направлении- поперек платформы машины регулируется его горизонтальным смещением после ослабления двух прижимных винтов 6 так, чтобы игла при своем левом положении при изготовлении закрепки не касалась ножа 7.
73401-P3 кл. предназначен для изготовления петель на верхней одежде зигзагообразной двухниточной строчкой с цепным переплетением с применением третьей (каркасной) нитки (рис. 149). На машине можно изготовлять петли прямые, с глазком, с прямой или клиновой закрепкой или без закрепки. В процессе петлеобразования при изготовлении петли участвуют нитка иглы (верхняя), нитка левого петлителя (нижняя) и каркасная.
Петля на полуавтомате может прорубаться как перед началом обметывания, так и после него.
Заправка ниток. Нитка для левого петлителя обычно бывает на два-три номера выше, чем нитка для иглы. Для петлителя рекомендуются крученые шелковые нитки № 65, 75. Для иглы применяют хлопчатобумажные нитки № 30— 60.
Для получения рельефности петли прокладывают каркасную нитку № 00, 0, 10.
Верхнюю нитку с бобины проводят в отверстие нитенаправительного стержня 1 (рис. 150), между шайбами регулятора натяжения 3, вводят снизу вверх в отверстие нитеподатчика 2 и с помощью проволочного нитепродергивателя пропускают через полый игловодитель 4. Далее нитку против часовой стрелки проводят между шайбами дополнительного регулятора 5 натяжения, закрепленного на игловодителе, и вводят в ушко иглы 6 со стороны длинного желобка.
Перед заправкой нитки в левый петлитель 1 (рис. 151) снимают пластины механизма перемещения материала, петлительную каретку поворачивают с помощью рукоятки ручного перемещения платформы так, чтобы петлители были обращены к работающему, переднюю часть
156
Каркасная нитка
нитка
Нижняя нитка
машины приподнимают и устанавливают на упор. От бобины нитку проводят через отверстие 9 в подставке машины и через отверстия трех нитенаправителей 8, 7, 6, закрепленных в подставке машины. Затем с помощью проволочного нитепродергивателя нитку проводят вверх через полый стержень 5 ширите-лей, обводят вокруг двух нитенаправительных стержней 18, подводят под прижимную пластину 16, проводят снизу вверх между шайбами регулятора 15 натяжения, обводят вокруг двух нитенаправительных стержней 17, вводят в отверстие нитепритягивательной пружины 4, в отверстие 19 петлительной каретки, в отверстие 20 ограничителя и с помощью пинцета снизу вверх вводят в отверстие левого петлителя 1. Затем нитку проводят в отверстие игольной пластины 3, а после установки пластин механизма перемещения материала заводят под зажим и обрезатель, предварительно проверив, свободно ли она проходит через детали заправки, потянув нитку из отверстия игольной пластины.
Перед заправкой каркасной нитки снимают пластины механизма перемещения материала и петлительную каретку поворачивают на угол 180°. Каркасную нитку с катушки или бобины с помощью проволочного нитепродергивателя вводят в отверстие нитенаправительной трубки 10, между пластинами натяжения 11, обводят вокруг трех нитенаправительных стержней 12, затем сверху вниз — в крючок нитепритягивательной пружины 13 и нитепродергивателем вводят во вторую нитенаправительную трубку 14. Нитку вводят в отверстия нитенаправи-теля 2 и игольной пластины 3. Проверив, свободно ли нитка перемещается между деталями заправки, заправляют ее под зажим и обрезатель правой пластины механизма перемещения материала.
Регулировка механизма иглы. Положение иглы 6 (рис. 152) относительно носиков петлителей по высоте регулируется вертикальным перемещением игловодителя 5 после ослабле-
158
ния стягивающих винтов 2, 4 установочных колец 1, 3.
Ширина кромок петли регулируется поворотом рукоятки 15. Если ее поворачивать против часовой стрелки, то кромки будут шире.
Положение кромок петли относительно линии движения ножа регулируют поворотом эксцентрической втулки 10 после ослабления гайки 11. При этом петлю можно переместить относитель
но линии реза влево или вправо на 1,5 мм. Радиальный зазор между зубьями зубчатых колес 16, 17 регулируется вертикальным перемещением зубчатого колеса 17 в результате поворота эксцентрического винта 18 после ослабления его контргайки.
Своевременность перехода иглы на изготовление закрепки регулируется перемещением кулачка 12 по цилиндрической поверхности дис-
159
ка 14 после ослабления двух прижимных винтов 13.
Зазор между иглой 6 и носиками петлителей, который должен быть равен 0,1—0,2 мм, устанавливают поворотом зубчатого сектора 7 после ослабления двух стягивающих болтов 8 на вертикальном валу 9. Изменение зазора осуществляется благодаря эксцентрическому положению осей отверстия для иглы 6 и игловодителя 5. Регулировка механизма петлителей и шири-телей. Зазор между петлителями 3 (рис. 153),
4 и иглой регулируется поворотом петлителей после ослабления винтов 25 и 5. Этот зазор должен быть равен 0,1—0,2 мм.
Положение петлителей 3, 4 относительно ушка иглы и ширителей 2, 6 регулируется их вертикальным перемещением после ослабления винтов 25, 5.
Положение ширителей 2, 6 относительно носиков петлителей 3, 4 регулируется поворотом ограничителей 1, 7 после ослабления винтов 24, 8. Ограничители 1, 7 должны быть ус-
161
тановлены так, чтобы носики ширителей 2, 6 располагались строго над петлителями 3, 4, не касаясь их и иглы, а вилочка левого ширителя 2 не должна закрывать отверстия левого петлителя 3.
Своевременность подхода носиков петлителей 3, 4 к игле достигается перемещением муфты 29 вдоль стержня 11 петлителей после ослабления стягивающего винта 28. При выполнении данной регулировки необходимо достичь такого положения, при котором при подъеме иглы из крайнего нижнего положения на 2,7—3,5 мм нижняя поверхность носиков петлителей 3, 4 была расположена выше ушка иглы на 2— 2,3 мм.
Своевременность поворота ширителей 2, 6 для расширения петель петлителей достигается перемещением муфты 9 после ослабления винта 10. Правильным следует считать такое положение, при котором ширители не касаются иглы при прямом и обратном движениях.
Своевременность совместного перемещения петлителей 3, 4 и их ширителей 2, 6 к игле достигается поворотом копира 12 после ослабления четырех стягивающих болтов 18 соединительной муфты 17.
Своевременность поворота петлительной каретки 26 регулируется перемещением оси 19 ролика 20 по прорези рычага 21 после ослабления гайки 16. Если ось переместить в направлении к работающему, то поворот произойдет позже.
Угол поворота шьющих механизмов (иглы и петлителей) регулируется перемещением винтовой шпильки 15 по прорези коромысла 13 после ослабления гайки 14. Если шпильку удалить от оси вертикального вала 27, то угол поворота шьющего аппарата уменьшится.
Игольную пластину 23 устанавливают по высоте на уровне пластин механизма перемещения материала после ослабления винта 22, перемещая их в пределах овальной прорези.
162
Регулировка механизмов лапок и расширения прорези ^1етли. Положение лапок 2 (рис. 154) относительно рифленых поверхностей пластин механизма перемещения материала 3 регулируется поперечным перемещением опор 17 после ослабления винтов 1. При выполнении данной регулировки следует установить лапки так, чтобы они совпадали со срезами рифленой поверхности пластин механизма перемещения материала.
Высота подъема лапок 2 регулируется винтом 13 после ослабления его контргайки. Если винт отвинчивать, то лапки будут подниматься на большую высоту.
Давление лапок 2 на материал регулируется перемещением винтовой шпильки 4 по прорези стойки 12 после ослабления ее контргайки. Шпильку 4 фиксируют винтом 6 и гайкой 5. Если винтовую шпильку 4 опускать, то давление лапок на материал уменьшится.
Положение наконечника 8 относительно площадок 11, 7 рычага вертикальных перемещений лапок регулируется его перемещением вдоль рычага 10 после ослабления болта 9.
Своевременность расширения прорези петли достигается перестановкой ролика 15 и его оси 14 в новое отверстие правой и левой пластины 3 механизма перемещения материала
после ослабления гайки 16. Если ролик переместить в направлении от работающего, то прорезь будет расширяться позже.
Равномерность расширения прорези петли можно регулировать перемещением винтовых шпилек 23 по прорезям задних плеч рычагов 22. Если винтовую шпильку 23 переместить в сторону пластины 24, то соответствующая кромка петли*будет расширяться больше.
Степень расширения прорези петли регулируется перемещением пластины 3 механизма перемещения материала поперек платформы машины с помощью упоров 20, 18 после ослабления винтов 19, 21. При сближении упоров петля будет расширяться больше.
При поломке иглы, обрыве верхней или нижней нитки работающий нажимает на кнопку, расположенную на платформе машины слева. Лезвие кнопки нажимает на рычаг 10 и поворачивает его по часовой стрелке, поэтому при выключении машины наконечник 8 не нажмет на площадку 11 и лапки 2 продолжат прижимать материал к пластинам 3.
Регулировка механизма перемещения платформы. Зазор, необходимый для свободного скольжения платформы 1 (рис. 155) по направляющим, регулируют перемещением по верти-
163
кали сухариков 2 с помощью винтов 3 после ослабления контргаек 4.
Своевременность поперечных движений платформы 1 при изготовлении глазка петли достигается поворотом копира 13 вместе с валом 7 после ослабления двух болтов 5 установочного кольца 6.
Положение центра платформы 1 относительно шьющего аппарата регулируется поворотом рычага 12 после ослабления гайки 8 винтовой шпильки 9, болта 11 рычага 10.
Регулировка механизмов холостых и рабочих ходов. Длина петли регулируется перемещением
пластины 12 (рис. 156) вдоль платформы после ослабления болта 7. Если пластину переместить в направлении от работающего, длина петли будет меньше. Частота стежков при обметывании кромок петли регулируется поворотом рычага 32 после ослабления гайки винта 31 в пределах его овальной прорези. При повороте рычага против часовой стрелки частота стежков в кромках увеличится.
Положение выреза 28 защелки 30 относительно зуба 29 трехплечего рычага 13 регулируется вертикальным перемещением защелки 30 после ослабления гайки винта 4. Вырез 28 защелки 30 при холостом ходе машины должен быть ниже зуба 29 на 0,8 мм.
Положение зуба 1 амортизатора 33 относительно цилиндрической поверхности рабочего шкива 2 регулируется поворотом оси 3 после ослабления болта 5 трехплечего рычага 13. При рабочем ходе машины зазор между зубом 1 и цилиндрической поверхностью рабочего шкива должен быть 1—2 мм.
Своевременность изменения частоты и количества стежков при изготовлении глазка петли достигается перемещением пластины 34 после ослабления винта 35. При смещении пластины в направлении от работающего изменение частоты стежков начнется позже и их будет меньше. Зацепление пальца 21 с зубом корпуса муфты обгона (закрыта крышкой 23) регулируется перемещением шкива 20 вдоль оси вала 26 после ослабления стягивающего винта 25 муфты 24. Своевременность перевода соединительного звена 6 в вертикальное положение и его запирание вырезом собачки 11 достигается перемещением упора 10 вдоль платформы после ослабления винта 8.
Положение наконечника 16 относительно нижнего плеча кнопки включения 9 регулируется перемещением этого наконечника вдоль рычага 14 после ослабления болта 15.
Давление пружины 18 на рычаг 14 регулируется винтом 17. При небольшом давлении пружины машина включаться не будет.
Своевременность выключения машины достигается перемещением винтовой шпильки 19 по прорези рычага 14 после ослабления гайки 27. При смещении шпильки 19 в направлении от работающего машина будет выключаться раньше.
При обрыве ниток или поломке иглы машину можно выключить поворотом защелки 30 к работающему.
Выключать машину в момент изготовления закрепки не рекомендуется.
Регулировка закрепочного механизма. Длина закрепки регулируется перемещением ползуна 25 (рис. 157) вместе с винтовой шпилькой 22 по прорезям коромысла 31 и рычага 21 после ослабления гайки 23. Если ползун 25 перемещать к работающему, то длина закрепки увеличивается.
164
Количество стежков в закрепке регулируется перемещением винтовой шпильки 34 вместе с задней головкой шатуна 20 по прорези копира 40 после ослабления гайки 35. Если винтовую шпильку 34 перемещать ближе к центру копира 40, то количество стежков в закрепке уменьшается.
Длина левой кромки петли должна быть отрегулирована так, чтобы закрепка изготовлялась на непрорубленном материале и закрывала 1—2 стежка правой кромки петли. Эта регулировка выполняется путем изменения положения штанги 11 после ослабления винтов 10. Если штангу 11 перемещать от работающего, то изготовление закрепки начнется раньше.
При изготовлении закрепки паз рычага 8 регулятора количества стежков в кромках должен быть расположен вертикально, иначе закрепка будет косой. Для выполнения данной регулировки ослабляют контргайку 12 винта 13 и, поворачивая этот винт, устанавливают рычаг 8 так, чтобы его паз был вертикален.
Своевременность возврата штанги 51 в рабочее положение достигается перемещением упора 52 вдоль платформы машины после ослабления гайки 53. Затем положение упора фиксируют винтом 54.
Положение закрепки относительно кромок петли может быть отрегулировано ручным перемещением платформы с помощью рукоятки 22 (см. рис. 156) до момента нажатия собачки 1 (см. рис. 157) на кулачок рычага 14. Затем ослабляют болт 33 и вновь вручную перемещают платформу до момента выключения копира 40, причем в этот момент ролик 24 должен наполовину выйти из прорези верхнего копира 18. Далее, поворачивая вручную рычаг 21, переводят ролик 38 в расширенную часть па
за 37 копира 40. Болт 33 затягивают, включают машину, и она заканчивает изготовление петли. Зазор между передним плечом рычага 16 и верхней плоскостью копира 40, который в нерабочем положении закрепочного механизма должен быть равен 1 мм, регулируют винтом 41 после ослабления его контргайки 46.
Своевременность выключения закрепочного механизма достигается перемещением кулачка 42 после ослабления винтов 41.
Положение нижнего плеча рычага 15 выключения закрепочного механизма регулируется изменением длины тяги 7 после ослабления контргайки винта 9.
Своевременность запирания шпильки 32 рычага 21 достигается поворотом кулачка 29 после ослабления его винтов 30. Если регулировка выполнена правильно, шпилька 32 захватывается рычагом 26 плавно, без заеданий. Точность захвата шпильки может быть установлена поворотом эксцентрического пальца 27 после ослабления болта 28.
Если шьющий механизм поворачивается на угол менее 90°, то платформу перемещают до момента включения закрепочного механизма, ослабляют правый болт 19 и вручную прижимают заднее плечо рычага 17 к кулачку 39 копира 40.
Для правильного запирания рычага 16 в рабочем положении между задним плечом рычага 16 и пластиной 45, которая выходит из паза 48, должен быть установлен зазор 0,6—0,8 мм. Эта регулировка может быть выполнена вертикальным перемещением кронштейна 49 после ослабления винтов 50.
При изготовлении петель без закрепок концы пружины 2 снимают со шпильки 3 собачки 1 и поднимают вверх собачку 1, ослабляют контр
166
гайку 5, а винт 6 завинчивают так, чтобы он упирался в пластину 4.
Усилие торможения копира 40 скобой 36 регулируют болтом 44 после ослабления контргайки 43.
При заклинивании рычагов закрепочного механизма рекомендуется отвернуть контргайку правого винта 19 и повернуть его несколько раз, затем ослабить болт 33 и включить машину, чтобы она полностью закончила процесс изготовления петли. Затем, руководствуясь методикой выполнения регулировок «Своевременность запирания шпильки» и «Усилие торможения копира», наладить закрепочный механизм.
Регулировка механизма ножа. Перемещение ножа 5 (рис. 158) в продольном направлении относительно резцовой колодки 6 регулируется винтами 9 и 3 с последующей их фиксацией ограничителем 4.
Перемещение резцовой колодки 6 в продольном направлении осуществляется по направляющей 13 и фиксируется ограничительной линейкой 10 после ослабления винтов 11 и 12.
Перемещение резцовой колодки 6 в вертикальном направлении осуществляется с помощью винта 14 после ослабления винта 12 или установкой опорных пластин 15.
Перемещение ножа 5 в поперечном направлении регулируется перемещением рычага 1 с помощью центровых винтов 7 после ослабления контргаек 8.
Давление ножа 5 на резцовую колодку 6 регулируется гайкой 2. Если эту гайку завинчивать, то давление ножа на резцовую колодку увеличится.
Наряду с машиной-полуавтоматом 73401-P3 кл. фирма «Минерва» в течение длительного времени выпускает машины-полуавтоматы 62761-Р2 и 62761-P3Z кл. Первая из них предназначена для изготовления прямых петель и петель с глазком на верхних изделиях путем прокладывания зигзагообразной строчки двухниточного цепного переплетения с применением третьей (каркасной) нитки, причем петля может изготовляться без закрепки или с закрепкой клинообразной формы, вторая — для выполнения аналогичных работ, но с выполнением прямой закрепки.
На базе машины 62761-Р2 кл. выпускаются следующие модификации: 62761-P2L кл. для выполнения петель на изделиях повышенного качества и плащах (конструктивным отличием от базовой машины является то, что нож, прорубающий вход в петлю, крепится под платформой машины, а резцовая колодка закрепляется в рычаге ножа. Прорубание входа в петлю в зависимости от свойств материала может происходить перед обметыванием или после, него), 62761-P2R кл. для выполнения петель на изделиях высокого качества (в качестве верхней нитки используется высококачественный шелк,
обметывание кромок и глазка петли осуществляется с большой частотой стежков); 62761-Р2Т кл. для выполнения петель на изделиях из трикотажа (нож для прорубания входа в петлю закреплен под платформой машины, а резцовая колодка — на рычаге ножа).
На базе машины 62761-P3Z кл. выпускаются следующие модификации: 62761-P3ZL кл. для выполнения петель на изделиях повышенного качества (конструктивным отличием от базовой машины является то, что нож, прорубающий вход в петлю, закреплен под платформой машины, а резцовая колодка — в рычаге ножа); 62761-P3ZT кл. для выполнения петель на трикотажных изделиях (нож, прорубающий вход в петлю, закреплен под платформой машины, резцовая колодка крепится в подвижном рычаге ножа).
Основное отличие второй машины от первой заключается в наличии закрепочного механизма и кинематических цепей его привода. На базовой машине 62761-P3Z кл. можно изготовлять петлю и с клиновой закрепкой. Для этого отключают закрепочный механизм и заменяют копир поперечных смещений платформы.
Для высококачественной наладки петельных машин-полуавтоматов, изготовляющих петли на верхней одежде двухниточным цепным переплетением, следует хорошо знать процесс образования петли, состоящий из следующих переходов: укладывания изделия лицом вниз; ручного или машинного опускания лапок; включения машины; прорубания входа в петлю; поворота шьющих механизмов на угол 180°; включения первого холостого хода с непрерывным перемещением платформы к работающему и расширением входа в петлю путем поперечного смещения лапок вместе с пластинами механизма перемещения материалов; включения рабочего хода и обметывания правой кромки петли с перемещением платформы к работающему после каждых двух проколов иглы; обметывания глазка петли при повороте шьющих механизмов на угол 180° и сложного плоскостного перемещения платформы, соответствующего форме глазка петли; обметывания левой кромки петли на изделии при перемещении платформы машины от работающего после каждых двух проколов иглы.
При переходе на изготовление закрепки шьющие механизмы поворачиваются на угол 90°, платформа смещается влево (прокладывается каркасный стежок), игла отклоняется вдоль платформы, а материал после каждых двух проколов иглы перемещается вправо. После изготовления закрепки шьющие механизмы снова поворачиваются на угол 90°, включается второй холостой ход и платформа непрерывно перемещается к работающему. В конце второго холостого хода машина автоматически выключается, лапки поднимаются вручную или автоматически.
167
10
НЕИСПРАВНОСТИ В РАБОТЕ ШВЕЙНЫХ МАШИН, ПРИЧИНЫ И СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
Время, затрачиваемое на устранение неисправностей в работе машин, во многом зависит от того, правильно ли определены причины неисправностей.
В табл. 5 приведены причины возникновения неисправностей и способы их устранения в зависимости от вида неисправности в работе швейной машины.
Таблица 5
Причины неисправности
Механизм, в котором надо устранить неисправность
Способ устранения неисправностей
Типы швейных машин
Поломка иглы
Игла погнута Игла вставлена в игловодитель не до отказа Игла проходит не посередине отверстия игольной пластины или рейки Механизм » » иглы » »
Номер иглы не соответствует номеру нитки или толщине стачиваемых материалов Слишком низко установлен игловодитель » » » »
Сработался или паз, или направляющий ролик, или хвостовик поводка или износилась нижняя головка шатуна Игла или рейка установлена неправильно » » Механизм иглы и перемещения материала
Большой износ деталей механизма иглы Талон при выдвигании из направляющей отгибает иглу Механизм » иглы »
Несвоевременность отклонения иглы » »
Несогласованность движения иглы и перемещения материала Неправильно установлена разделительная пластина Механизм перемещения материала То же
Неправильно установлена фурнитура в держателе Низкое качество фурнитуры Игла ударяет в лапки или фурнитуру при поперечном и продольном перемещении материалов Механизм перемещения материала и иглы То же »
Ослабло давление пластинчатой пружины узла прижимных лапок, и изделие во время работы машины смещается Отвернулся винт, определяющий заднее положение пластины механизма » Механизм поперечного смещения мате-
Заменить иглу Вставить иглу до отказа Все машины » »
Проверить и.гловодитель. Если он погнут или сработался его желобок, заменить игловодитель. Отрегулировать положение иглы относительно рейки Заменить иглу (табл. 6) » » » »
Поднять игловодитель вверх » »
Заменить изношенную деталь Все машины, имеющие направляющий паз
Отрегулировать положение иглы по отверстию в рейке или отверстие рейки по игле Машины с отклоняющимися иглами
Заменить изношенные детали Все машины
Установить момент подъема иглово-дителя Добиться своевременности отклонения иглы Отрегулировать своевременность перемещения материала Отрегулировать положение разделительной пластины или упора-ограничителя Правильно установить фурнитуру в держателе и отрегулировать положение иглы Заменить фурнитуру Установить нужную величину перемещения материала и нужное положение планки, лапок, держателей Отрегулировать давление пластинчатой пружины узла прижимных лапок Машины для пришивания талонов к деталям кроя Машины с отклоняющейся иглой и зигзагообразной строчки Все машины Машины для посадки материала Машины для пришивания фурнитуры То же Машины для пришивания фурнитуры и изготовления закрепок То же
Отрегулировать положение пластины механизма перемещения материала Машины для изготовления закрепок
168
Продолжение табл. 5
Причины неисправности Механизм, в котором надо устранить неисправность Способ устранения неисправностей Типы швейных машин
перемещения материала, и игла уда- риала ряет по пластине Наружные шаблоны не полностью Механизм наружных формуют обтачку шаблонов Чрезмерное защемление ниток оття- Механизм оттягива-гивателями телей Неправильно установлен челнок, Механизм челнока вследствие чего его носик или верхняя пластина задевает за иглу При работе челнока провертывается » » шпуледержатель Носик петлителя задевает за иглу Механизм петлителя Петлитель отгибает иглу при ее про- Механизмы петлите-ходе между его рожками лей и иглы Неправильно установлена лапка отно- Узел лапки сительно иглы, и игла отгибается в сторону Ослабли винты игольной пластины Игольная пластина или отсутствует один из них Высоко установлен выдавливатель Механизм выдавли- вателя Выдавливатель начинает поворот, ког- То же да игла находится в материале Слишком велико натяжение нитки, и Узел регулятора напри движении петлителя справа на- тяжения нитки лево игла отгибается в сторону Игла ударяется в подвижной нож Механизм ножей для обрезки нитки Перемещение ножей происходит, ког- То же да игла находится под игольной пластиной Обрезатели верхних ниток ударяют То же по игле Нитеотводчик при отходе в крайнее Механизм ножей для правое положение отгибает иглу обрезки ниток Нитеогводчик при срабатывании бьет То же по игле Игла, двигаясь вниз, задевает за от- Механизм отводчика водчик иглы Неправильно подобран капсюль по Механизм капсюля игле Погнут капсюль » » Погнута трубка обводчика Механизм обводчика Пропуски Неправильно установлена игла по вы- Механизм иглы соте Затупился или погнулся конец иглы » » Несвоевременная подача нитки петли- » .» телю Игловодитель слишком повернут на » » валу влево, и игла не успевает входить в свою петлю, поданную петлителем Неправильное положение короткого » » желобка иглы относительно носика в момент изготовления закрепки Отрегулировать положение наруж- Машины для обра-ных шаблонов или своевременность ботки карманов их движения Отрегулировать натяжение пружин Машины для обра-оттягивателей ботки карманов Отрегулировать положение челнока, Все машины с чел-добиться своевременности его под- ночным переплете-хода к игле нием Отрегулировать положение устано- То же вочного пальца или переместить челнок по оси вдоль вала Отрегулировать положение петли- Все машины с цеп-теля относительно иглы ным переплетением Отрегулировать положение петли- Машины потайного теля по высоте или положение иглы стежка относительно петлителей с изменением хода иглы Отрегулировать положение лапки от- Все машины носительно иглы Закрепить ослабленные винты или » » установить недостающий Отрегулировать высоту установки Машины потайного выдавливателя стежка Отрегулировать своевременность по- То же воротных движений выдавливателя относительно иглы Отрегулировать натяжение нитки » Отрегулировать исходное положение Закрепочные маши-ножей ны и машины для пришивания фурнитуры Отрегулировать своевременность То же движения ножей Отрегулировать положение обреза- Машины с челноч-телей относительно линии движения ным и цепным пере-иглы плетением для изго- товления петель Отрегулировать своевременность по- Машины для приши-ворота нитеотводчика и обрезателя вания талонов к деталям кроя Отрегулировать своевременность То же движения нитеотводчика и обрезателя Установить отводчик, повернув его в Машины с отводчи-нужное положение, или переместить ком для пришивания отводчик фурнитуры Подобрать капсюль соответственно Вышивальные машины номеру иглы Заменить капсюль новым » » Заменить обводчик новым » » стежков Отрегулировать положение иглы по Все машины высоте Заменить иглу » » Отрегулировать своевременность ра- Машины двухниточ-боты нитеподатчика ные с цепным пере- плетением и стачи-вающе-обметочные с нитепо датчиком Отрегулировать начальное положе- Машины потайного ние игловодителя стежка Повернуть иглу коротким желобком Все машины к носику челнока или петлителя
челнока или петлителя
169
Продолжение табл. 5
Причины неисправности Механизм, в котором надо устранить неисправность Способ устранения неисправностей Типы швейных машин
Игла установлена в иглодержателе не до упора Механизм иглы Установить иглу до упора Все машины
Несвоевременное отклонение иглы, >* » Отрегулировать своевременность от- Машины с отклоняю-
из-за чего она изгибается клонения иглы щил\ися иглами и зигзагообразной строчкой
Затупился носик челнока или петлителя Механизм челнока или петлителя Заменить челнок или петлитель Все машины
Носик челнока или петлителя рано или поздно подходит к игле То же Отрегулировать своевременность подхода носика челнока или петлителя к игле » »
Большой зазор между иглой и носиком челнока или петлителя » Изменить зазор между иглой, носиком челнока или петлителя » »
Ширители высоко проходят над петли- Механизмы петлите- Отрегулировать положение ширите- Машины для изготов-
телями лей и ширителей лей по высоте ления петель на пальто, пиджаках и т. п.
Не отрегулировано взаимодействие Механизм петлите- Установить правильное расстояние Обметочные машины
петлителей лей между носиками петлителей
Предохранитель отгибает иглу от Механизм челнока Заменить предохранитель или отре- Стачивающе-обметоч-
носика челнока или петлителя или петлителей гулировать его положение относительно иглы ные машины
Ослаблен ремень, передающий движение от главного вала к распределительному Механизм челнока Заменить ремень Машины челночного стежка с ременной передачей от главного вала к распределительному
Сработались зубья зубчатых колес » » Заменить зубчатые колеса Машины с шестеренным приводом челнока
Значительный осевой люфт челночного вала во втулках » » Заменить шайбу и сегментный упор Машины с автоматической смазкой челнока на базе машины 97 кл. ОЗЛМ
Неправильно изогнуты рожки петлите- Механизм петлителей Выправить рожки петлителя или за- Машины потайного
лей, из-за чего они не попадают в игольную петлю менить петлители стежка
Петлитель проходит слишком высоко над иглой >* » Отрегулировать положение петлителя относительно игольной пластины То же
Петлитель при движении вперед не полностью входит в петлю >* » Отрегулировать положение петлителя относительно иглы »
В связи с износом укоротились рожки петлителя или на левом рожке износился выступ » в Заменить петлитель новым »
Петлители или ширители имеют острые кромки или изогнуты » в Отполировать или заменить детали Машины для изготовления петель на пальто, пиджаках и т. д.
Короткий конец нитки остается в чел- в в Отрегулировать положение ножей Закрепочные маши-
ноке, так как нитка челнока перед окончанием закрепки не захватывается ножом относительно линии движения иглы ны и машины для пришивания фурнитуры
Пружины ширителей неправильно изогнуты или сломаны в в Заменить пружины Машины для изготовления петель на верхней одежде
Вилочка левого ширителя не совпадает с отверстием петлителя в в Отрегулировать положение ширителя относительно отверстия левого петлителя То же
Правый ширитель в недостаточной степени расширяет петлю в результате износа правого плеча в в Заменить правый ширитель »
Слишком большие люфты в механиз- Механизмы иглы, Завинтить крепежные винты или за- Все машины
мах иглы, челнока или петлителей челнока, петлителей менить их
Несвоевременное перемещение мате- Механизм переме- Отрегулировать своевременность пе- » »
риала, из-за которого игла отгибается в сторону щения материала ремещения материала
Слишком высоко установлена разде- Механизм переме- Отрегулировать положение раздели- Машины для посадки
лительная пластина щения материала тельной пластины по высоте материала
Игла касается лапок или пластины Механизм переме- Изменить положение лапок или пла- Машины для приши-
механизма перемещения материала щения материала и стины механизма перемещения мате- вания фурнитуры и
узел лапок риала изготовления петель
Лапка плохо прижимает материал к игольной пластине Узел лапок Отрегулировать давление лапки на материал Все машины
170
Продолжение табл. 5
Причины неисправности Механизм, в устранить н котором надо еисправность Способ устранения неисправностей Типы швейных машин
Слишком большое отверстие для иглы в лапке Велико отверстие в игольной пластине Игольная пластина опущена Заусенцы на стенках паза игольной пластины, за которые нитка задевает и соскакивает с рожков петлителя Линия паза игольной пластины непараллельна траектории движения иглы Слишком велико отклонение нитепри-тягивательной пружины Получение коротких концов ниток после предыдущих операций Номер иглы не соответствует номеру ниток Неправильно расположена трубка обводчика по отношению к игле Сработался вертикальный или горизонтальный червяк Сломалась трубка обводчика Большой люфт в механизме обводчика Неправильная заправка ниток Низкое качество ниток Номер ниток не соответствует номеру иглы Заусенцы и риски на корпусе шпуле-держателя Ослабла пружина замочка шпульного колпачка Пластина замочка в шпульном колпачке выступает над поверхностью шпу-ледержателя Острые края конуса пояска шпуле-держателя Сработалась выемка центровой шпильки шпуледержателя и во время работы машины открывается замочек шпульного колпачка Задерживается проход нитки между установочным пальцем и шпуледержа-телем, а также пальцем шпуледержателя и пазом игольной пластины Острые края и заусенцы на установочном пальце, удерживающем шпу-ледержатель от поворота Острые края или заусенцы на рожках петлителя или носике челнока Носик челнока поздно подходит к игле, и нитепритягиватель обрывает нитку, не успевшую обойти вокруг шпуледержателя и челнока Отражательная пластина установлена слишком близко к игле, и игла скользит по ней В кольцевую выточку челнока поступает недостаточно масла или оно совсем не поступает Уровень масла в картере ниже нижней риски маслоуказателя Узел лапок Игольная пластина » » » » » » Регулятор натяжения ниток Механизм оттягива-телей Механизм обводчика » » » » » » Обрыв вер Механизм челнока » » » » » » » » » » » » Механизм челнока или петлителей Механизм челнока или петлителей Механизм петлителей Механизм челнока » » Заменить лапку Заменить игольную пластину Отрегулировать положение игольной пластины по высоте Удалить заусенцы и заполировать края окна игольной пластины Отрегулировать положение иглы Изменить отклонение нитепритягива-тельной пружинь» Отрегулировать длину оттягиваемых ниток и положение подвижного ножа относительно ниток Заменить иглу Отрегулировать положение обводчика относительно иглы Заменить вертикальный или горизонтальный червяк Заменить обводчик Завинтить крепежные винты или заменить износившиеся детали хней нитки Проверить заправку ниток Заменить нитки Подобрать соответствующие нитки и иглы Зачистить и заполировать поверхность шпуледержателя Заменить пружину Сточить пластину или заменить весь замочек Заполировать конус пояска шпуледержателя Заменить шпуледержатель Изменить положение установочного пальца или челнока Зачистить и заполировать края установочного пальца Зачистить и заполировать петлитель или носик челнока Отрегулировать своевременность подхода носика челнока или петлителя к игле Отрегулировать положение отражательной пластины относительно иглы Отрегулировать подачу масла в выточку челнока или промыть маслоподающие каналы Долить масло Машины с отклоняющимися иглами и зигзагообразного стежка Все машины Машины для изготовления петель на пальто, пиджаках и т. д. Машины потайного стежка То же Все машины с челночным переплетением Машины для обработки карманов Все машины Вышивальные машины » » » » » » Все машины » » » » Все машины с челночным переплетением То же » » » Все машины с челночным переплетением То же Все машины Все машины челночного стежка Машины с цепным переплетением для изготовления прямых петель и обметочные Машины с автоматической смазкой челнока То же
171
Продолжение табл. 5
Причины неисправности Механизм, в котором надо устранить неисправность Способ устранения неисправностей Типы швейных машин
Вывернут регулировочный винт, и масло возвращается в картер, не попадая в челночное устройство Механизм челнока Отрегулировать подачу масла в челнок Машины с автоматической смазкой челнока
Засорился фитиль или выходное отверстие в торце челночного вала » » Промыть фитиль и прочистить выходное отверстие То же
На выступе предохранителя иглы имеются заусенцы » » Заполировать выступы предохранителя Стачивающе-обметоч-ные машины
Острые края цанги державки шпульки » » Зачистить и заполировать острые края цанги Машины для разметки пройм
Отводчик не отводит шпуледержатель или отводит его несвоевременно Механизм отводчика Отрегулировать положение отводчика по отношению к шпуледержа-телю Машины с челночным переплетением с отводчиком
Малы зазоры между рожками двигателя челнока и челноком Механизм челнока Отогнуть рожки, обеспечив нужный зазор между рожками и челноком Машины с колеблющимся челноком
Игла задевает за рожок двигателя челнока » » Переместить челночный вал со втулками, отогнуть рожок двигателя Заменить иглу То же
На краях канавок иглы и в ушке иглы имеются заусенцы и острые кромки Механизм иглы Все машины
Тупая игла » * » » » » »
Неправильная установка нитенаправи-телей по отношению к нитеподатчику » » Отрегулировать положение нитена-правителя по отношению к нитеподатчику Машины с цепным переплетением
Неправильно установлен нитеподатчик » » Изменить время начала движения нитеподатчика То же
Заусенцы в нитенаправителях, в ушке нитепритягивателя » » Зачистить и заполировать направители и ушко нитепритягивателя или заменить их Все машины с челночным переплетением
Не работает устройство ослабления нитки в момент изготовления закрепки » » Отрегулировать положение звеньев устройства ослабления нитки Машины с цепным переплетением для изготовления прямых петель
Рамка игловодителя имеет смещение вдоль платформы » » Устранить осевое смещение рамки Машины с цепным переплетением для изготовления прямых петель
Заусенцы или острые края в вырезе Механизм переме- Зачистить и заполировать вырезы в Машины для посадки
для иглы в верхней или нижней рейке щения материала верхней или нижней рейке материала и машины с отклоняющимися иглами
Игла отклоняется от своего пути из-за соприкосновения с рейкой То же Установить правильное положение верхней рейки относительно иглы Машины для посадки материала
Игла при опускании задевает за край среза разделительной пластины » Отрегулировать положение разделительной пластины по отношению к игле То же
Несвоевременное перемещение материала при изготовлении закрепки или пришивании фурнитуры » Отрегулировать время перемещения материала Машины для изготовления закрепок и пришивания фурнитуры
Нитепритягиватель несвоевременно Механизм нитепритя- Повернув нитепритягиватель, устано- Машины с регули-
затягивает стежок гивателя вить его в нужное положение руемым нитепритяги-вателем
Петлители или ширители имеют острые кромки или изогнуты Механизм петлителей Отполировать или заменить детали Машины для изготовления петель на пальто, пиджаках И т. д.
Ослаблено крепление стержня лапки в пружинодержателе Узел лапки Закрепить стержень в пружинодержателе Все машины
Велико натяжение нитки в регуляторе Регулятор натяжения Отрегулировать натяжение ниток » »
Пружина нитеоттягивателя срабатывает раньше, чем происходит раскрытие шайб в регуляторе натяжения » » Отрегулировать время срабатывания пружины нитеоттягивателя Машины для пришивания талонов к деталям кроя
Прорези от нитки в шайбах регулятора натяжения верхней нитки » » Зачистить и заполировать рабочие поверхности шайб или заменить их Все машины
Игольная пластина по высоте установлена неправильно Игольная пластина Отрегулировать положение Игольной пластины по высоте и относительно иглы Машины потайного стежка и скорняжные машины
172
Продолжение табл. 5
Причины неисправности
Механизм, в котором надо устранить неисправность
Способ устранения неисправностей
Типы швейных машин
Выступает винт или пружина регулирования натяжения нижней нитки имеет острые края
Велико натяжение нижней нитки
Боковое полукольцо челнока имеет острые края
Сработались края шпульки, и нитка попадает между шпулькой и шпуледер-жателем
Края у шпульки погнуты, выщерблены или острые
Острые края и прорези в глазке шпульного колпачка, предназначенном для прохода нитки
Шпулька имеет слишком большой диаметр и туго вращается в шпульном колпачке или слишком высока и туго зажимается между шпульным колпачком и шпуледержателем
Велик угол поворота челнока, из-за чего его крыло захватывает и обрывает нитку шпульки
Нитка левого петлителя зажимается вилкой ширителя
Неравномерная намотка нитки на шпульку
Обрыв нижней нитки
Механизм челнока Заменить винт или пружину Все машины с чел-
ночным переплетением
» « Ослабить натяжение нижней нитки То же
» » Зачистить и заполировать края полу- »
кольца
» » Заменить шпульку »
» » Заменить шпульку или зачистить ее »
края
» » Заменить шпульный колпачок или за- »
чистить и заполировать края глазка
» » Заменить шпульку новой, соответст- »
вующей данному классу машины
» Уменьшить угол поворота челнока
Механизм петлителей
Моталка
Мал зазор между пазом челнока и пояском шпуледержателя
Слишком поздний подход носика челнока к игле
Слишком слабое натяжение верхней нитки или слишком сильное натяжение нижней
В шайбах регулятора появились следы — прорези от нитки
Между шайбами регулятора натяжения попали обрезки или куски ниток или шайбы регулятора поржавели Отводчик несвоевременно поворачивает шпуледержатель
Слишком сильное натяжение верхней нитки
Под пластинчатую пружину шпульного колпачка попала грязь или нитка
Отрегулировать положение ширителя относительно глазка левого петлителя
Отрегулировать положение нитенаправительного ушка скобы моталки или положение нитенаправителя
Неправильная строчка (петляние снизу)
Челночный комплект
Механизм челнока
Регулятор натяжения верхней нитки, механизм челнока
Регулятор натяжения верхней нитки То же
Механизм отводчика
Отшлифовать поясок шпуледержателя
Отрегулировать время подхода носика челнока к игле
Отрегулировать натяжение ниток так, чтобы переплетение располагалось в середине материала
Заменить или отшлифовать шайбы регулятора
Прочистить шайбы регулятора натяжения
Отрегулировать время подхода отводчика к шпуледержателю
Неправильная строчка (петляние сверху)
Регулятор натяжения верхней нитки Механизм челнока
Ослабить натяжение верхней нитки
Снять пружину и удалить грязь или нитку
Заменить шпульный колпачок
Под пластинчатой пружиной на шпульном колпачке образовалась про-РеЗЬ Неправильная строчка (петляние сверху или снизу)
Неравномерная намотка ниток на бобине или катушке
Слабое натяжение обеих ниток
Заменить бобину
Неправильная (слабая) строчка
Запаздывание перемещения материала
Несвоевременная работа ускорителя
Механизм челнока и регулятор натяжения
Механизм перемещения материала Механизм петлителя
Отрегулировать натяжение обеих ниток, следя за тем, чтобы переплетение располагалось в середине стачиваемых материалов
Отрегулировать время перемещения материала
Отрегулировать время работы ускорителя
Машины с колеблющимся челноком
Машины для изго* товления петель на пальто, пиджаках и т. п. Все машины с челночным переплетением
Все машиАы с челночным переплетением То же
Все машины
» »
» »
Машины с отводчиком
Все машины
Все машины с челночным переплетением То же
Все машины
» »
Машины с ускорителем
173
Продолжение табл. 5
Причины неисправности Механизм, в котором надо устранить неисправность Способ устранения неисправностей Типы швейных машин
Неправильная (тугая) строчка
Сильное натяжение обеих ниток
Несвоевременно работает переменно действующий регулятор натяжения
Регулятор натяжения верхней нитки, механизм челнока
Регулятор натяжения
Ослабить натяжение обеих ниток, следя за тем, чтобы переплетение находилось в середине стачиваемых материалов
Отрегулировать время прижима нитки
Слишком высокий выступ на рожке Механизм петлителя
петлителя
На рожках петлителя имеются заусенцы
Сточить выступ и заполировать его
Заполировать заусенцы на петлителе
Рейка установлена слишком низко и при перемещении вытягивает нитку Палец лапки установлен слишком далеко от иглы
Ножи относительно пальца лапки установлены неправильно
Механизм перемещения материала Узел лапки
Механизм ножей
Отрегулировать высоту подъема рейки
Приблизить палец лапки
Отрегулировать положение ножей
Все машины с челночным переплетением
Машина, имеющая переменно действующий регулятор натяжения нитки Машины потайного стежка
Машины потайного стежка, стачивающе-обметочные, скорняжные Машины потайного стежка
Стачивающе-обметоч-ные машины То же
Неправильная строчка (изменение длины стежка)
Слабый прижим материала лапкой Узел лапки
Лапка не всей поверхностью прижи- » »
мает материал
Неодинаковый подъем верхней рейки
Затупились зубцы рейки
Вывернулся и качается палец кольца обгонной тормозной муфты
В обгонную муфту попала грязь или смазка
На поверхности разделительной пластины имеются задиры
Сработались края паза копира или ролика
Узел лапки, механизм перемещения материала
Механизм перемещения материала реечного типа То же
Механизм перемещения материала То же
Механизм перемещения материала
Отрегулировать давление лапки на материал
Правильно установить лапку по рейке и игольной пластине или заменить лапку
Отрегулировать величину перемещений лапки и верхней рейки
Заменить рейку
Закрепить палец
Разобрать и прочистить муфту
Отполировать поверхность разделительной пластины
Заменить изношенные детали
Ослабла гайка оси ролика
Износилась поверхность оси или отверстие в рычагах продольных или поперечных смещений материала
То же Механизм перемещения материала
Закрепить гайку
Заменить изношенные детали
Зубцы рейки механизма перемещения материала неравномерно захватывают материал
Ослабление соединений в устройстве закрепления строчки
Неправильное положение соединительного звена
Люфты в соединениях узла отклонения иглы
Игла смещена в сторону
Мало отклонение иглы
Тупая игла
Неправильный радиус изгиба иглы
Износ деталей или ослабление затяжки винтов регулятора длины стежка Слишком высоко установлен выдавли-ватель
То же
Механизм перемещения материала
Механизм иглы
» »
» »
» »
Регулятор длины стежка Механизм выдавли-вателя
Отрегулировать положение зубцов рейки
Затянуть винты
Отрегулировать положение соединительного звена
Завинтить крепежные винты или заменить изношенные детали Отрегулировать положение иглы относительно стойки пуговицы Отрегулировать отклонение иглы Заменить иглу
» »
Затянуть винты или заменить детали
Опустить выдавливатель
Все машины
Машины с реечным механизмом перемещения материала Машины с верхней рейкой
Все машины
Машины с обгонными муфтами Машины с обгонными муфтами Машины для посадки материала
Машины для изготовления закрепок и пришивания фурнитуры То же
Машины для изготовления закрепок и пришивания фурнитуры
Машины с реечным механизмом перемещения материала Машины на базе машины 97 кл. ОЗЛМ Машины на базе машин 97 кл. ОЗЛМ, 852 кл. ПМЗ Машины с отклоняющимися иглами Машины для обвивки ножки То же
Машины потайного стежка То же Все машины
Машины потайного стежка
174
Продолжение' табл. 5
Причины неисправности Механизм, в котором надо устранить неисправность Способ устранения неисправностей Типы швейных машин
Игольная пластина установлена неверно относительно иглы Игольная пластина Отрегулировать положение игольной пластины по высоте Машины потайного стежка
Тормозная пластина слабо прижимает материал » » Грязная Отрегулировать давление тормозной пластины строчка То же
Скопилась грязь под игольной пластиной или в челноке Игольная пластина Снять игольную пластину, удалить грязь и прочистить детали челночного комплекта Все машины
Скопились грязь и волокна между шайбами регулятора натяжения, в ни-тенаправителях и других местах заправки верхних и нижних ниток » » Прочистить детали заправки ниток » »
Замаслились детали заправки » » Отрегулировать подачу масла к чел- ноку, так как в челнок поступает слишком много масла. Протереть детали заправки ниток Плохое перемещение материала » »
Площадь нижней поверхности лапки не соответствует площади поверхности рейки Узел лапки Заменить лапку Машины с реечным механизмом перемещения материала
Неровности и заусенцы на нижней поверхности лапки » » Зашлифовать подошву лапки или заменить лапку Все машины
Люфт рейки вдоль платформы в результате износа деталей механизма перемещения материала Механизм перемещения материала Завинтить крепежные винты или заменить изношенные детали » »
Зубья рейки выходят из-под игольной пластины непараллельно плоскости пластины То же Проверить крепление рейки к рычагу механизма перемещения материала или заменить рейку » »
Правая и левая стороны разделительной пластины неодинаковы по толщине Механизм перемещения материала Заменить разделительную пластину Машины для посадки материала
Одна из сторон верхней рейки выше Другой То же Заменить рейку Машины с реечным механизмом перемещения материала
Задиры сверху на правой или левой стороне разделительной пластины » Зачистить и выровнять разделительную пластину и отшлифовать ее поверхность. Отрегулировать ее положение относительно иглы Машины для посадки материала
Осевой люфт вала механизма перемещения материала » Устранить осевой люфт вала механизма перемещения материала Машины с реечным механизмом перемещения материала
Плоскости зубцов верхней и нижней реек непараллельны друг другу » Заменить рейки Машины с верхней рейкой
Погнута разделительная пластина Механизм перемещения материала Выправить или заменить разделительную пластину Машины для посадки материала
Лопнула пружина в роликовой обгонной муфте То же Заменить пружину Машины для разметки пройм, скорняжные и для изготовления петель на пальто, пиджаках и т. д.
Неверно установлена направляющая линейка Игольная пластина Установить линейку в правильное положение Машины потайного стежка
Неправильный профиль тормозной пластины или она слабо прижимает материал » » Заменить тормозную пластину или отрегулировать ее давление на материал То же
Низко стоит верхний нож или высоко нижний Механизм ножей Отрегулировать положение ножей Неправильная посадка материала Машины с механизмом ножей
Износ в сочленениях дета/Тей нижнего Механизм переме- Завинтить крепежные винты или за- Машины для посадки
или верхнего механизма перемещения материала щения материала менить детали материала
Затупились зубцы верхней или нижней рейки То же Заменить рейки То же
175
Продолжение табл. 5
Причины неисправности
Механизм, в котором надо устранить неисправность
Способ устранения неисправностей
Типы швейных машин
Задиры на нижней или верхней по- Механизм перемеще-верхности разделительной пластины ния материала Неверно отрегулировано перемеще- То же ние материалов (верхний материал продвигается на большую величину, чем нижний, или наоборот)
Велико давление ведомого транспор- » тирующего ролика
Зачистить и отполировать пластину
Отрегулировать согласованность перемещений верхнего и нижнего материалов
Ослабить давление ролика на материал
Машины для посадки материала То же
Машина с дополнительным механизмом перемещения материала
Повреждение материала
Затупилась игла
Слишком высоко установлена нижняя рейка
Механизм иглы
Механизм перемещения материала
Заменить иглу
Изменить высоту подъема рейки
Слишком низко установлена верхняя рейка
То же Изменить величину опускания рейки
Заусенцы на подошве лапки и поверхности игольной пластины Неправильная заточка ножей
Узел лапки, игольная пластина Механизм ножей
Отполировать подошву лапки и поверхность игольной пластины Заточить ножи
Все машины
Все машины с реечным механизмом перемещения материала
Все машины с верхним механизмом перемещения материала
Все машины
Машины с механизмом ножей для обрезки материала
Несистематическое захватывание нижнего слоя
Неправильный радиус изгиба иглы
Механизм иглы
Заменить иглу
Неправильно установлена игольная пластина
Неправильно установлено начальное положение выдавливателя
Несвоевременно происходит поворот эксцентрической втулки
Неправильная установка выдавлива-теля по высоте
Из-за недостаточного натяжения пружины мостик во время работы машины вибрирует
Игольная пластина
Механизм выдавливателя То же
»
»
Установить игольную пластину в нужное положение
Отрегулировать время выдавливания материала
Отрегулировать время вертикальных движений выдавливателя
Отрегулировать положение выдавливателя по высоте
Усилить натяжение пружины
Машины стежка То же
Машины стежка То же
потайного
потайного
Машины потайного
стежка
Выскакивание нитки из иглы в
начале изготовления закрепки
На игольном стержне под пружиной нитка прорезала канавку
Укорочен толкатель, и рычаг не поджимает пружину
Неправильно установлен кулачок копира
Неправильно установлен отводчик относительно нитки
Механизм иглы
Устройство для зажима нитки То же
Узел вертикального перемещения
Заменить игловодитель
Удлинить толкатель
Ослабить винты и правильно установить кулачок
Отрегулировать положение отводчика относительно нитки
Закрепочные машины То же
»
Закрепочные машины
Затупился нож
Неправильная обрезка и отсутствие обрезки ниток
Механизм ножей Заточить или заменить нож
Нож при движении не захватывает » нитку челнока
Излишние люфты в механизме ножа, » уменьшающие его ход
Длинная или короткая пружина ниж- » него ножа
Нож не захватывает петлю »
» Отрегулировать положение нижнего
ножа
» Подтянуть крепеж или заменить из-
ношенные детали
» Заменить или укоротить пружину
» Отрегулировать время подхода ножа
к петле
Валик ползуна повернулся в коромысле, и нитка остается незажатой
Устройство для зажи- Отрегулировать зажим ма нитки
Машины-полуавтоматы с механизмом обрезки нитки То же
»
Машины-полуавтоматы для обвивки ножки пуговицы Закрепочные машины и машины для пришивания фурнитуры
Машины-полуавтоматы для пришивания пуговиц стежками с цепным переплетением
176
Окончание табл. 5
Способ устранения неисправностей
Типы швейных машин
Причины неисправности
Механизм, в котором надо устранить неисправность
Положение зажимной пластины не Устройство для за- Отрегулировать положение зажим- То же
обеспечивает зажим нитки жима нитки ной пластины относительно ползуна
Держатель отводчика нитки установ- Устройство для от- Отрегулировать высоту подъема дер- »
лей слишком низко вода нитки жателя отводчика нитки
Лопнула пружина держателя отводчи- То же Заменить пружину »
ка нитки
Неправильная обрезка материала
Несвоевременно работает нож Механизм ножей Отрегулировать время движения ножа Машины с механизмом ножей для обрезки материала
Затупились или неправильно заточены » » Заточить ножи То же
ножи Верхний нож слабо прижат к ниж- » » Переместить держатель с верхним »
нему Лопнула пружина, и штанга с ножом » » ножом в сторону нижнего ножа Заменить пружину »
не поднимается вверх Погнута штанга » » Выправить штангу или заменить ее »
Плохая работа механизма автоматического останова
Лопнула пружина поворота рычага ав- Механизм автомати- Установить новую пружину Машины-полуавтома-
томатического выключения ческого выключения ты
Лопнули или ослабли пружины в рабо- То же Установить новую пружину То же
чем шкиве Сработался выступ кулачка останову » Заменить кулачок »
Сработался стопорный стержень » Заменить стопорный стержень »
Недостаточное давление пружины сто- » Отрегулировать давление пружины »
порного стержня автоматического выключения Ослабла контргайка и вывернулся ог- » Отрегулировать угол поворота »
раничительный винт в рамке Неверно установлена отводка » » положение отводки »
Ось стопорного стержня неперпенди- » » положение рамки с »
кулярна оси главного вала При выключении машины стопорный » помощью центровых винтов Отрегулировать угол поворота рамки »
стержень ударяется о рабочий шкив
Таблица 6
Нитки
Номер игл Ы (ГОСТ 22249—82) хлопчатобумажные (ГОСТ 6309—73) лавсановые (ОСТ 17-257—72) капроновые (ТК 17-1371—75) шелковые (ГОСТ 22665—77) армированные
Линейная плотность, текс Условный (торговый) номер Линейная ПЛОТНОСТЬ, текс Условный (торговый) номер Линейная плотность, текс Условный (торговый) номер Линейная ПЛОТНОСТЬ, текс Условный (торговый) номер Линейная ПЛОТНОСТЬ, текс Условный (торговый) номер
60 20,3 100 1В 65
65 20,3 во 22,5 22Л(90/2) — — 1В 65 — —
70 22,7 во 22,5 22Л(90/2) —- —- 18 65 — —
75 22,7 80 22,5 22Л — — 18 65 — —
80 30,3 60 22,5 22Л — — 1В 65а — —_
В5 30,3 60 22,5 22Л —- 18 65а — —
90 39,4 50 33,7—41,3 ЗЗЛ (90/3) — — 33,3 33 43,6 44ЛХ4 44ЛХ-1
100 50 40 33,7—41,3 ЗЗЛ 54 50К (64/3) 33,3 33 43,6 —
110 50 40 33,7—41,3 ЗЗЛ 54 50К 33,3 33а 43,6 65ЛХ4 65ЛХ-1
120 63,6 30 60,3—73,7 60Л(34/2) 54 50к 62 18 43,6 —
130 63,6 30 60,3—73,7 60Л(34/2) 70,2 15к 64 1Ва — —
140 81,В 20 90 90Л(34/3) 80 13к 77,2 13 _— —
150 103 10 90 90Л(34/3) 90 11 к 77,2 13а — —
160 103 10 — 90,1 11 к 111,1 9 — -—
170 148,3 3 — — 90,1 11к 111,1 9а — —
180 178,2 1 — 110,4 9к — — —_ —
190 178,2 1 — — — — — — —
200 260 0 — — — — — — — —
177
11
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ-РЕМОНТНИКА
Слесарные работы занимают значительное место в ремонте швейного и другого оборудования. К ним относятся разборка и сборка машин, их узлов и механизмов, ручная обработка металлических изделий, ремонт и подгонка деталей машин.
Для выполнения всего комплекса работ следует создать благоприятные условия труда, обеспечиваемые рациональной планировкой рабочего места, подбором технологического оборудования, оргтехоснастки и инструментов, правильной освещенностью и рациональной окраской рабочего места.
Рабочим местом слесарей-ремонтников называется ограниченная зона, рассчитанная на одного или двух человек, занятых выполнением определенных ремонтных работ. Планировка рабочего места предусматривает пространственное размещение в рабочей зоне производственного оборудования, рабочей мебели, оргтехоснастки, транспортных и других средств, необходимых для осуществления трудового процесса.
Рациональная планировка рабочего места обеспечивает удобные и безопасные условия труда, эффективное использование производственной площади, полное использование рабочего времени. Она предполагает размещение оборудования и оснастки в зонах обзора и досягаемости.
Зоной обзора называется угол, в пределах которого отчетливо воспринимается форма и местоположение предмета. По горизонтали этот угол равен примерно 120°, а по вертикали 86°. Зоной досягаемости называется пространство, в пределах которого должны размещаться предметы труда и оборудование для обеспечения наилучших условий выполнения работы. Наиболее удобной для выполнения работы считается зона досягаемости, при которой расстояние между предметами труда и рабочим равно длине локтевого сустава.
При размещении предметов труда на рабочем месте необходимо иметь в виду некоторые факторы, способствующие снижению напряженности двигательного аппарата и повышению производительности труда. Расположение предметов труда должно соответствовать содержанию и последовательности выполнения трудовых приемов. Предметы труда, которыми исполнитель пользуется чаще, следует размещать ближе к
нему. Легкие предметы размещают на оптимальной высоте, тяжелые — несколько ниже. Предметы, которые рабочий должен брать левой рукой, должны быть расположены слева от него, а предметы, которые исполнитель должен брать правой рукой, — справа. Если материалы и инструменты берут обеими руками, материалы и инструменты следует размещать с той стороны, в которую во время работы обращен корпус работающего. На рабочем месте не должно быть предметов, не используемых в производственном процессе.
Большое значение имеет порядок хранения изделий и инструментов на рабочем месте. Рационально спроектированная рабочая мебель, учитывающая специфику выполняемой операции, требуемые размеры и число инструментов обеспечивают наиболее благоприятные условия выполнения трудовых движений.
Благодаря правильной планировке рабочего места при выполнении трудовых движений можно обеспечить наиболее рациональные направления перемещения изделий и инструментов: по вертикали — вниз и от себя, а по горизонтали — радиально-круговые. При планировке рабочих мест должны быть предусмотрены оптимальные размеры проходов, создающих удобство в обслуживании этих мест.
Рабочие места и вся площадь, на которой производится ремонт, должны быть хорошо освещены в любое время суток, когда выполняются работы.
На рабочем месте слесаря-ремонтника, обслуживающего швейные цехи и выполняющего первый средний ремонт, размещаются: верстаки для слесарных работ, подставки — деревянные решетки, на которых стоит слесарь при выполнении работы, зажимно-поворотное устройство, наждачно-шлифовальное устройство, настольносверлильный станок, испытательный стенд, стеллажи для хранения запасного оборудования.
Верстаки должны быть жесткой конструкции и прочно прикреплены к полу. Верхний щит верстака делают из досок толщиной 50—60 мм и обшивают кровельным железом. Обшивка должна быть гладкой, без пробоин, заусенцев, острых выступов, кромок и углов. Верстаки изготовляют для одного или двух слесарей. Длина верстаков соответственно 1,2 и 3—3,2 м, а ширина 0,75...0,8 м. Если верстаки расположены в проходе, их снабжают предохрани-
178
тельной проволочной сеткой высотой 0,5...0,6 м от уровня рабочей поверхности. Сетку высотой 0,75...0,8 м для защиты рабочих от поражения отлетающими частицами металла устанавливают вдоль двухрядных верстаков.
В состав технологического оборудования, которым пользуется слесарь-ремонтник в своей работе, входят электроточило ЭТ-62 с наждачным и полировальным кругами, настольно-сверлильный станок СН-12Л, тиски слесарные пово
ротные В-140 и стенд для ремонта швейных машин.
Тиски устанавливают в соответствии с ростом рабочего. Верхней поверхностью губок они должны подходить под локоть рабочего. Их прочно крепят к верстакам на расстоянии 1... ...1,25 м один от другого. Внизу или сбоку верстака расположены инструментальные ящики. Для создания нормальных и безопасных условий труда при сборке швейных машин при-
179
меняется разработанный в ЦНИИШПе стенд для ремонта швейных машин.
Стенд позволяет установить машину при ремонте в любое удобное для слесаря-ремонтника положение. На крышке стола 16 (рис. 159) винтами 15 закреплена стойка 14. Через нее проходит вертикальный вал 13, на нижний конец которого напрессован делительный диск 19. Верхний конец вертикального вала 13 проходит
через втулку 11. На валу 13 установочными винтами закреплен стакан 12.
Для облегчения поворота вертикального вала его нижний конец опирается на упорный подшипник 17, который фланцем 18 поджат к стойке 14. К верхней части стакана 12 прикреплен корпус 6, через который проходит вал 2. На конец вала 2 напрессован делительный диск 10. Втулка 4 также напрессована на вал 2.
180
На втулке 4 закреплена платформа 1, к ней крепится машина 3. Планка 5 платформы 1 имеет два отверстия под контрольные штифты, позволяющие установить машину 3 на платформе в строго определенном положении.
К платформе 1 прикреплен кронштейн 27, через его отверстие проходит ось 28. На ось 28 насажен рычаг 29, изготовленный заодно с кулачком 30. На оси кулачка 30 закреплена ручка 26. Верхняя часть рычага 29 является прижимом. На корпусе 6 смонтирован кронштейн 7. На его оси 8 удерживается защелка 9, входящая в зацепление с делительным диском 10, напрессованным на вал 2.
К нижней крышке стола 16 крепится кронштейн 21 с втулкой 22, через которую проходит фиксатор 20. Благодаря пружине 24 фиксатор находится в зацеплении с делительным диском 19. Через фиксатор 20 проходит шпилька 23, свободные концы которой находятся в пазах втулки 22. Пазы втулки являются направляющими, по ним фиксатор 30 входит в зацепление с делительным диском 19. К нижней стороне крышки стола 16 крепится электродвигатель 25, снабженный фрикционным устройством. Ремонтируемую машину 3 устанавливают на платформу 1 так, чтобы контрольные штифты через отверстия в планке 5 вошли в отверстия платформы машины. Затем, поворачивая ручку 26, фиксируют положение машины.
Чтобы повернуть машину в вертикальной плоскости, нужно поднять защелку 9, вывести ее из зацепления с делительным диском 10, повернуть машину на нужный угол и опустить защелку, введя ее в зацепление. Чтобы осуществить поворот в горизонтальной плоскости, нужно оттянуть фиксатор 20 так, чтобы шпилька 23 вышла из направляющего паза втулки. После поворота машины в горизонтальной плоскости шпильку выводят в направляющий паз, в результате чего фиксатор входит в зацепление с делительным диском 19 и фиксирует новое положение машины.
Применение стенда облегчает слесарю-ремонтнику проведение ремонтных работ и позволяет снизить затраты времени на их выполнение.
Для транспортировки швейных машин вместе с промышленным столом к месту ремонта, а также при перестройке технологического процесса в швейных цехах применяют напольные тележки. Несущая конструкция тележки представляет собой сварной трубчатый каркас 7 (рис. 160), на котором монтируются подъемный 3 и фиксирующий 4 механизмы. Тележка имеет четыре колеса, два из которых поворотные 1, что обеспечивает ей необходимую маневренность при перемещении.
Транспортировка рабочих мест швей-мотористок осуществляется следующим образом. Тележку подвозят к промышленному столу с торцевой (т. е. узкой) стороны таким образом, чтобы вилка 6 проходила вдоль стола под средними
перемычками станины. Неповоротные колеса 8 тележки проходят по периферии станины. Тележка вводится в промышленный стол до упора и его фиксируют боковыми прижимами 5 за стойки станины. Подъем стола осуществляется поворотом ручки 2. Подъем стола даже на 100 мм достаточен для необходимого маневра тележки.
Рабочее место слесаря-ремонтника должно быть обеспечено инструментами, необходимыми для технического обслуживания и первого среднего ремонта швейных машин. Перечень этих инструментов с указанием их числа приведен ниже.
Напильники 5
Надфили Ю
Шабер 1
Штангенциркуль 1
Нутромер 1
Линейка металлическая длиной 0,5 м 1
Отвертки разные 3
Пассатижи 1
Круглогубцы 1
Тиски ручные 1
Ключ гаечный разводной № 1 1
Ключи гаечные разные (комплект) 1
Ножовочный станок с набором полотен 1
Сверла диаметром 1,5—3,5 мм (набор) 1
Бруски абразивные разные 4
Наждак порошкообразный (коробка) 1
Стекло порошкообразное (коробка) 1
Молотки слесарные разные 2
Выколотки медные диаметром 6—12 мм 4
Бородки 4
Зубила 1
Крейцмейсель 1
Масленки (комплект) 1
Ванночка для промывки деталей 1
Плашки 2
Щетки для чистки 2
Метчики 2
Кисточки для чистки 3
При выполнении ремонтных работ следует использовать только исправный инструмент. При работе с незнакомым оборудованием слесарь-ремонтник должен внимательно изучить приложенную к этому оборудованию инструкцию или паспорт и получить дополнительные указания мастера.
Для устранения возможности травмирования при работе со слесарным инструментом запрещается:
отвертывать гайки с помощью молотка и зубила; применять ключи, не соответствующие размерам гаек, а также ставить прокладки в зев ключа;
наращивать ключ другим ключом;
ударять молотком по ключу при отвертывании гайки.
При выполнении слесарно-механических операций прежде всего уделяют внимание исправности инструмента. Перед работой проверяют действие инструмента и надежность его крепления на рукоятках. Поверхность бойков молотков должна быть слегка выпуклой, гладкой, без заусенцев и трещин. Молотки насаживают на
181
прямые овального сечения ручки из дерева твердых и вязких пород. Ручку заклинивают стальным клином. Ударная поверхность зубил, бородков должна иметь слегка выпуклую поверхность без скосов, выбоин, трещин и заусенцев. Йе разрешается работать зубилом длиной менее 150 мм. Напильниками, шаберами, отвертками разрешается пользоваться только при прочно закрепленных и гладких рукоятках с бандажными кольцами.
Зевы гаечных ключей должны соответствовать размерам гаек и головок болтов. Чтобы отвертка не соскакивала с винта при его вывертывании, длина ее рабочей части должна быть равна диаметру головки винта.
Работая разводным ключом, необходимо его губки прижимать вплотную к граням гайки и поворот производить в сторону подвижной части ключа.
При распрессовке или снятии отдельных деталей необходимо применять только исправные съемники, а при запрессовке пользоваться прессом. В особых случаях разрешается использовать выколотки с медными наконечниками и молотки с медными бойками.
Чтобы избежать травмирования при слесарномонтажных работах, нужно соблюдать следующие правила:
при сборке узлов совпадение отверстий проверять оправкой;
для очистки напильника от стружки применять специальную стальную щетку;
при рубке хрупких металлов, например чугуна, надевать защитные очки;
пользуясь сверлильным станком, помнить, что сверло в патрон можно устанавливать только при неподвижном шпинделе и что оно должно точно центрироваться с осью шпинделя. Биение сверла неизбежно приведет к его поломке;
следить, чтобы канавка сверла не забивалась стружкой;
при выходе сверла из отверстия (при сверлении насквозь) обязательно выключать автоматическую подачу и переходить на ручную со слабым нажимом на сверло;
перед началом сверлильных работ обрабатываемую деталь прочно закрепить в тисках с помощью зажимов и прихватов;
убирать стружку со станка специальными крючками или щетками при остановленном станке. При правке режущего инструмента на заточных станках необходимо проверить состояние и правильность установки заточного круга, а также защитного кожуха. Подручник должен быть плотно закреплен, зазор между ним и поверхностью круга должен быть 2—3 мм. Инструмент при заточке располагают на 10 мм'выше центра круга. Во время выполнения операции следует пользоваться защитными очками.
Электрический и пневматический инструмент перед началом работы следует опробовать вхолостую для проверки его исправности. При включении электроинструмента в сеть необходимо применять специальные штепсельные розетки с устройствами, заземляющими корпус электродвигателя до включения. При отсутствии таких розеток подключение электроинструмента к сети должен производить только электромонтер. Электрические провода и воздушные рукава пневмосети не должны быть натянутыми.
Продувать детали сжатым воздухом необходимо в защитных очках.
Разборочно-сборочный инструмент (ключи, отвертки, молотки, дрели, съемники и т. п.) должен быть в исправном состоянии и использоваться строго по назначению.
ОГЛАВЛЕНИЕ
1
2
3
4
5
6
8
9
Предисловие 3
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ОДНОНИТОЧНЫХ СТРОЧЕК С ЧЕЛНОЧНЫМ ПЕРЕ- 5 ПЛЕТЕНИЕМ
1.1. Машина 1022-М кл. ОЗЛМ 5
1.2. Машина 97-А кл. ОЗЛМ 12
1.3. Машина 397-М кл. ОЗЛМ 18
1.4. Машина 597-М кл. ОЗЛМ 19
1.5. Машина 697 кл. ОЗЛМ 19
1.6. Машина 897 кл. ОЗЛМ 20
1.7. Машина 8332/3705 кл. объединения 21
«Текстима» 1ГДР)
1.8. Машина 852 (Х*1 к"- ПМЗ 29
1.9. Машина 1852 кл. ПМЗ 35
1.10. Машина 1862 кл. ПМЗ 35
1.11. Машина 302 кл. ПМЗ 40
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ОДНОНИТОЧНЫХ СТРОЧЕК С ЦЕПНЫМ ПЕРЕПЛЕ- 45 ТЕНИЕМ
2.1. Машина 2222 кл. ОЗЛМ 45
2.2. Машина 1622 кл. ОЗЛМ 46
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ДВУХНИТОЧНЫХ СТРОЧЕК С ЦЕПНЫМ ПЕРЕПЛЕТЕНИЕМ 47
3.1. Машина 976-1 кл. ПМЗ 47
3.2. Машина 237 кл. ПМЗ 53
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ЗИГЗАГООБРАЗНЫХ СТРОЧЕК 55
4.1. Машина 72520-101 кл. фирмы «Ми- 55
нерва» (ЧССР)
4.2. Машина 335 кл. фирмы «Минерва» 62
(ЧССР)
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ СТАЧИВАЮЩЕ-ОБМЕТОЧНЫХ СТРОЧЕК 63
5.1. Машина 508-М кл. РЗЛМ 63
5.2. Машина МО-816 кл. фирмы «Джуки» 68
(Япония)
5.3. Машина MO-1S16-GFF-6 кл. фирмы 77
«Джуки» (Япония)
5.4. Машина 8515/700 кл. объединения 77
«Текстима» (ГДР)
МАШИНЫ ДЛЯ ВЫПОЛНЕНИЯ ПОТАЙНЫХ СТРОЧЕК 91
6.1. Машина С$-790кл. фирмы «Паннония» 9^
(ВНР)
6.2. Машина 85' кл. ПМЗ 97
МАШИНЫ ПОЛУАВТОМАТИЧЕСКОГО ДЕЙСТВИЯ 99
7.1. Полуавтомат 570 кл. ПМЗ 99
7.2. Полуавтомат 3022-М. кл. ОЗЛМ ЮЗ
7.3. Полуавтомат 260 кл. ПМЗ 106
МАШИНЫ-ПОЛУАВТОМАТЫ ДЛЯ ПРИШИВАНИЯ ФУРНИТУРЫ И ИЗГОТОВЛЕНИЯ ЗА- 115 КРЕПОК
8.1. Особенности работы машин-полу- 115
автоматов
8.2. Полуавтомат 827 кл. ПМЗ 115
8.3. Полуавтомат 1095 кл. ПМЗ 123
8.4. Полуавтомат 1495 кл. ПМЗ 129
8.5. Полуавтомат 220-М кл. ОЗЛМ 131
ПОЛУАВТОМАТЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕТЕЛЬ 135
9.1. Полуавтомат 525 кл. ОЗЛМ 135
9.2. Полуавтомат 25-1 кл. ПМЗ 144
9.3. Полуавтомат 73401-РЗ кл. фирмы 156
«Минерва» (ЧССР)
10
НЕИСПРАВНОСТИ В РАБОТЕ ШВЕЙНЫХ МАШИН, ПРИЧИНЫ И СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ-РЕМОНТНИКА
168
178
УЧЕБНОЕ ИЗДАНИЕ
Владимир Яковлевич Франц, Виолин Владимирович Исаев
ШВЕЙНЫЕ МАШИНЫ
Редактор И. С. Тарасова
Художественный редактор
В. В. Зеркаленкова
Технический редактор
Н. В. Черенкова
Корректор А. И. Г у р ы ч е в а
ИБ № 566
Сдано в набор 09.11.85. Подписано в печать 16.06.66. Т—11218. Формат В4Х10В'/1б. Бумага офсетная № 1. Журнально-рубленая гарнитура. Офсет. Объем 11,5 п. л. Усл. п. л. 19,32. Ус л. кр.-отт. 76,65. Уч.-изд. л. 21,45. Тираж 60 000 экз. Заказ № 700. Цена 1 р. 40 к.
Издательство «Легкая промышленность и бытовое обслуживание». 113184, Москва, М-184, 1-н Кадашевский пер., д. 12.
Ярославский полиграфкомбинат Союзполиграф-прома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли. 150014, Ярославль, ул. Свободы, 97.