/



































































































































Author: Делль Р.А. Афанасьева А.И. Серова Т.М. Илларионова Т.И.
Tags: швейная промышленность производство одежды индустрия красоты швейное производство легкая промышленность
ISBN: 5-87055-063-7
Year: 2004




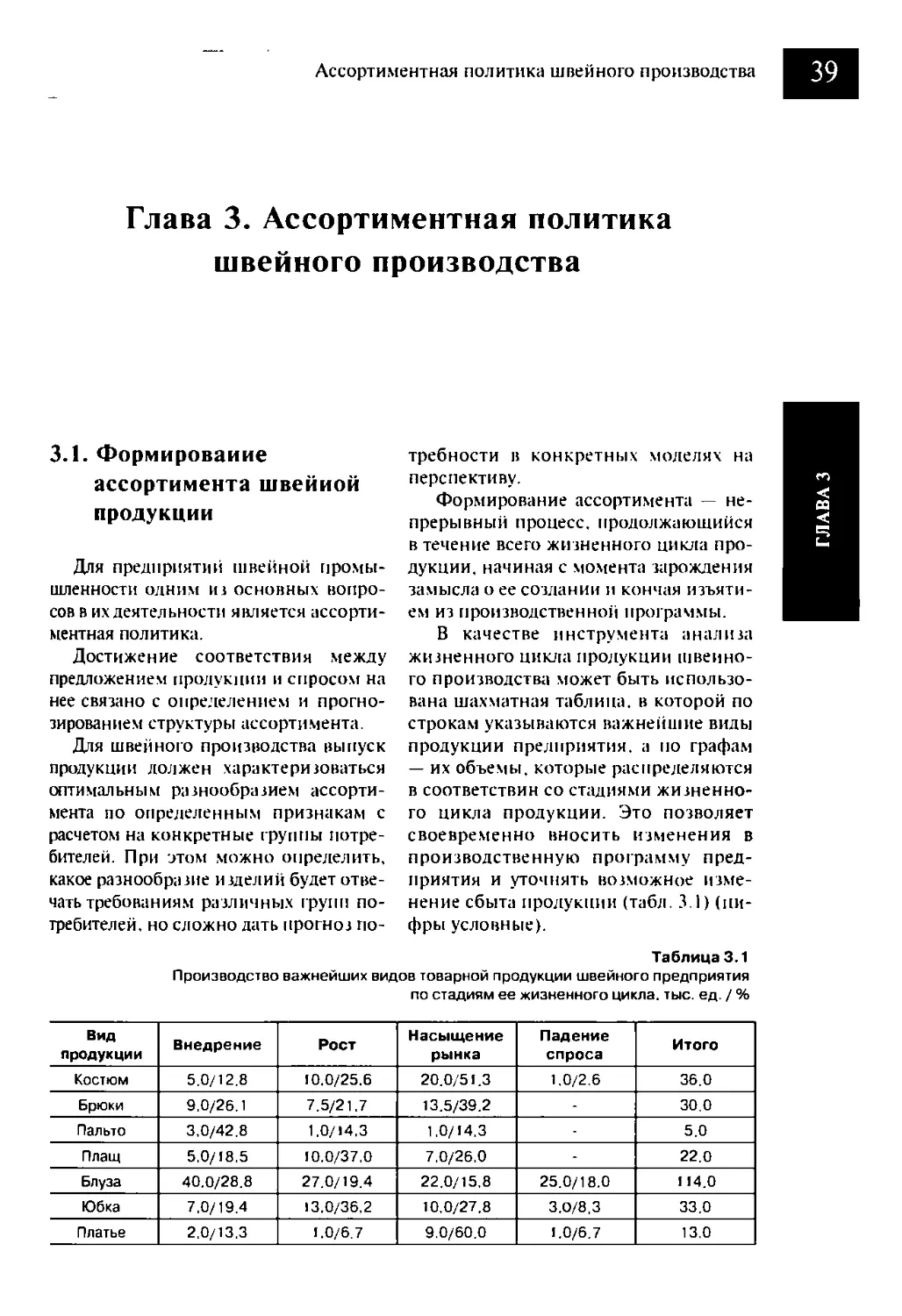
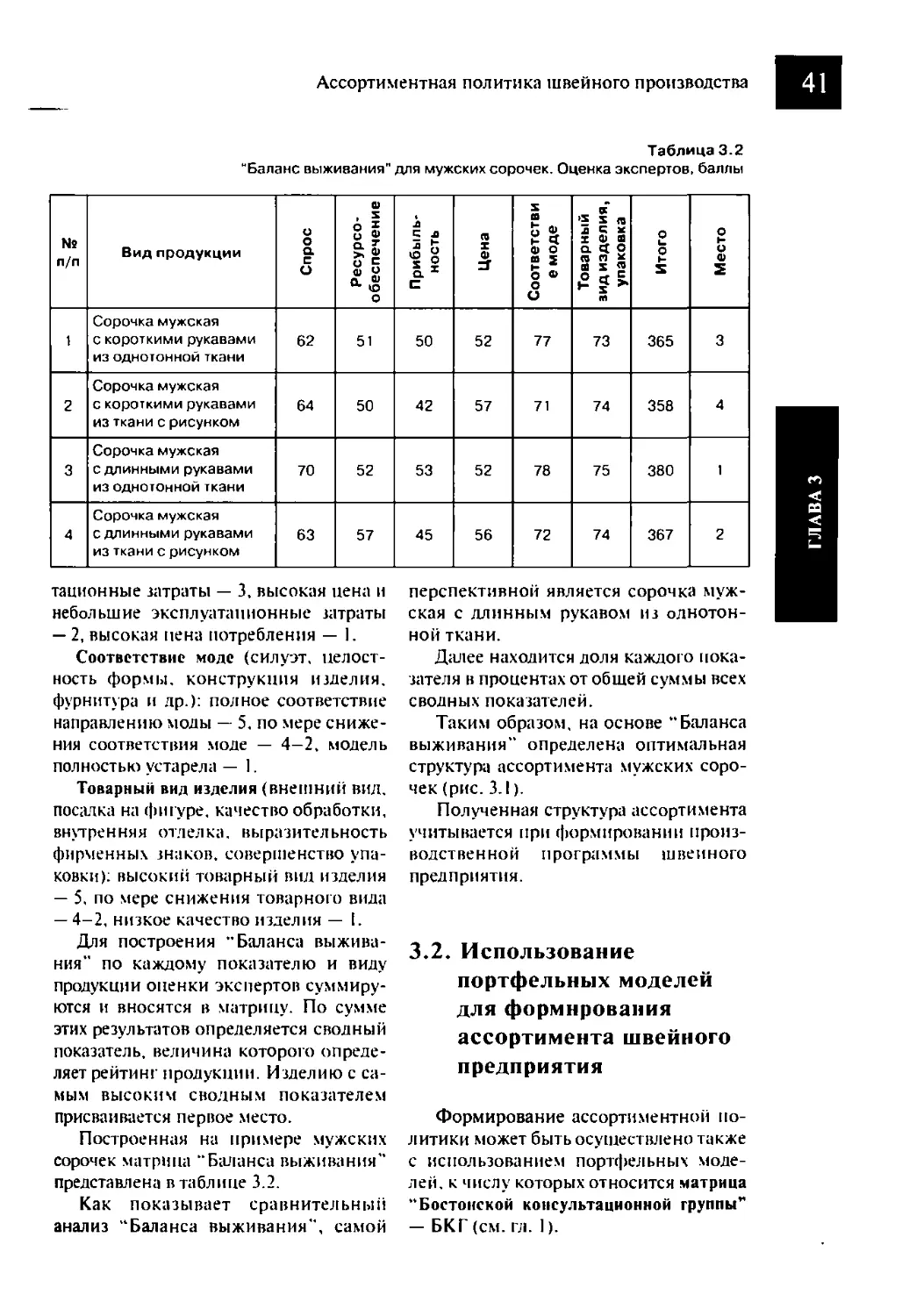
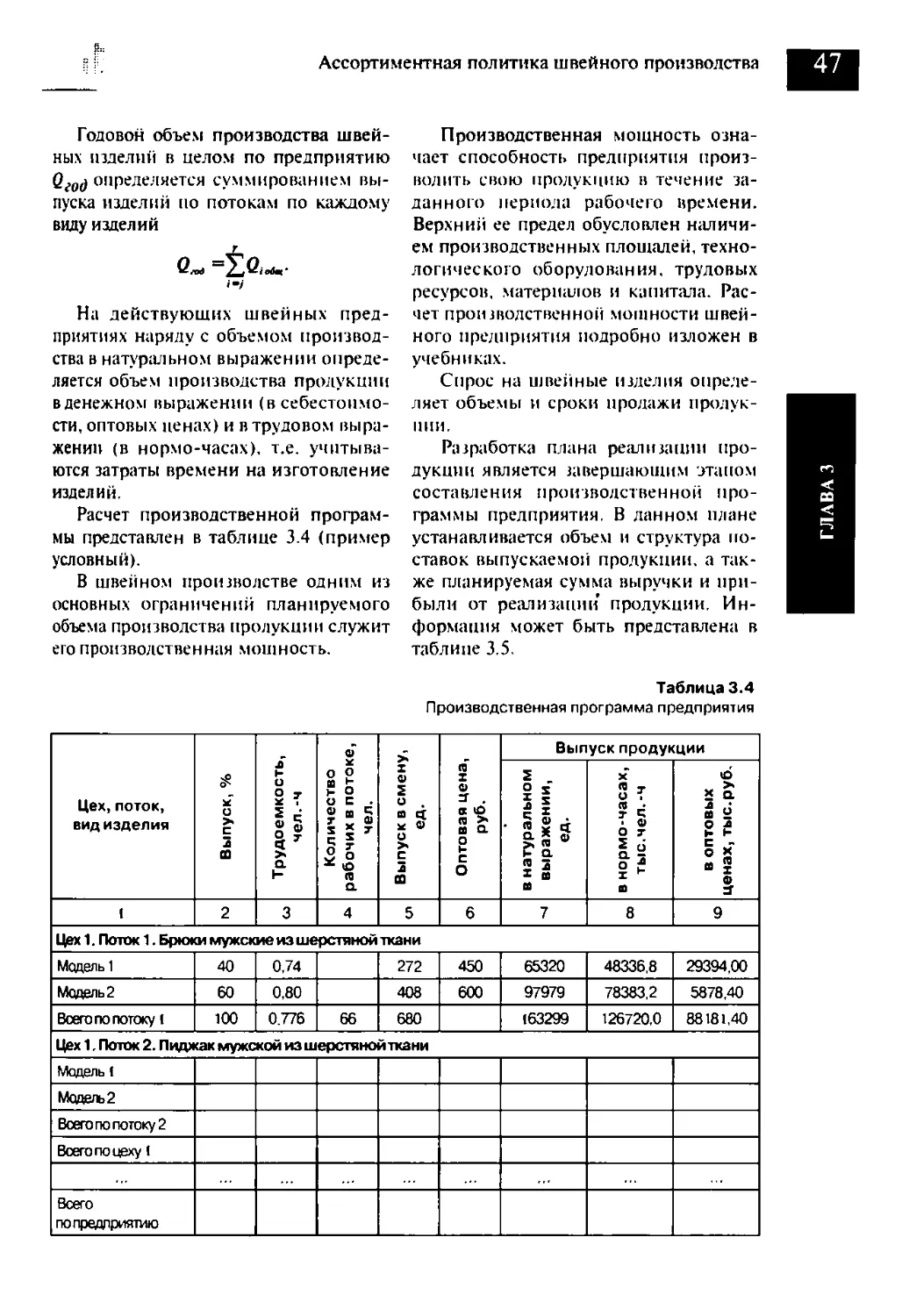
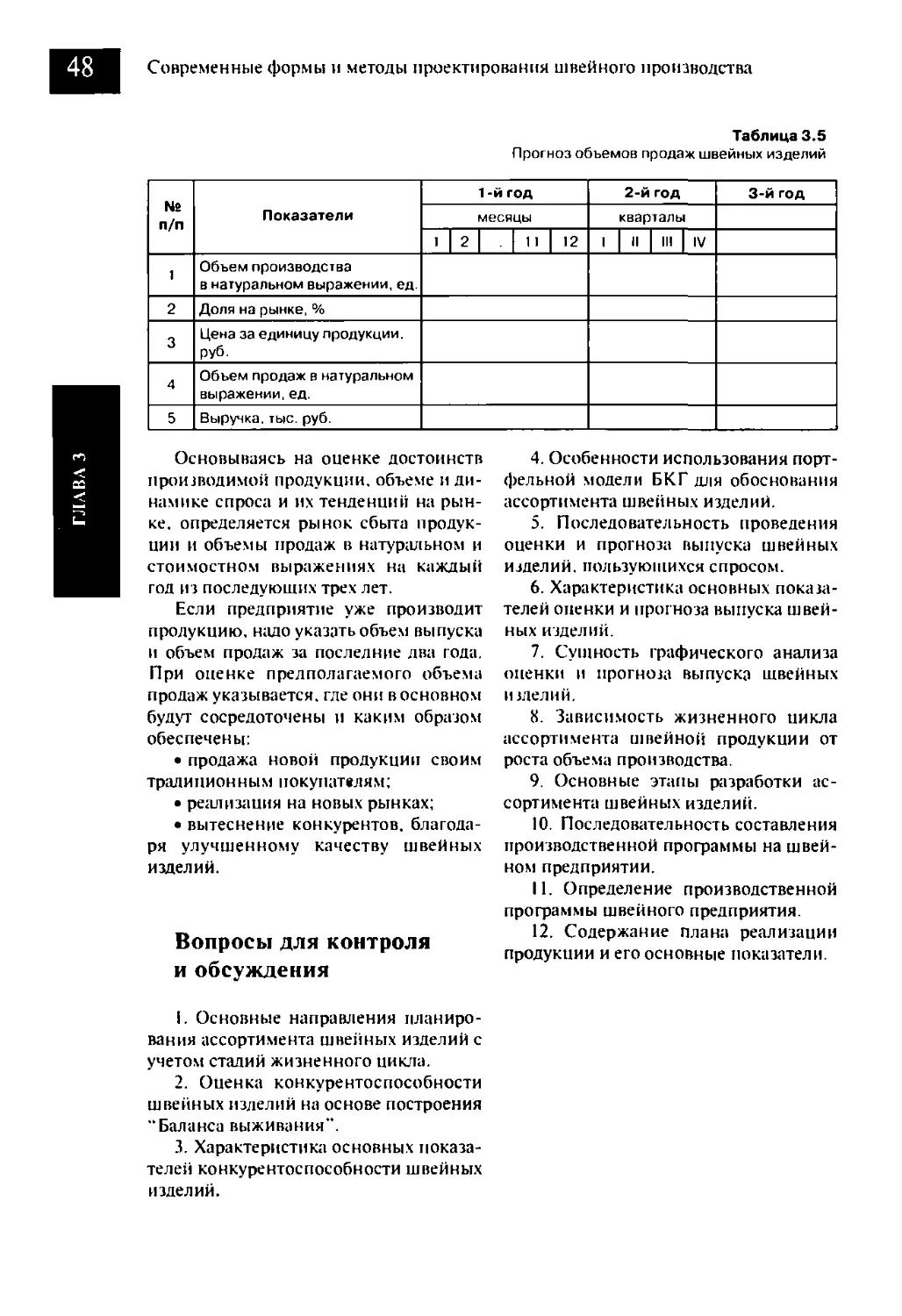
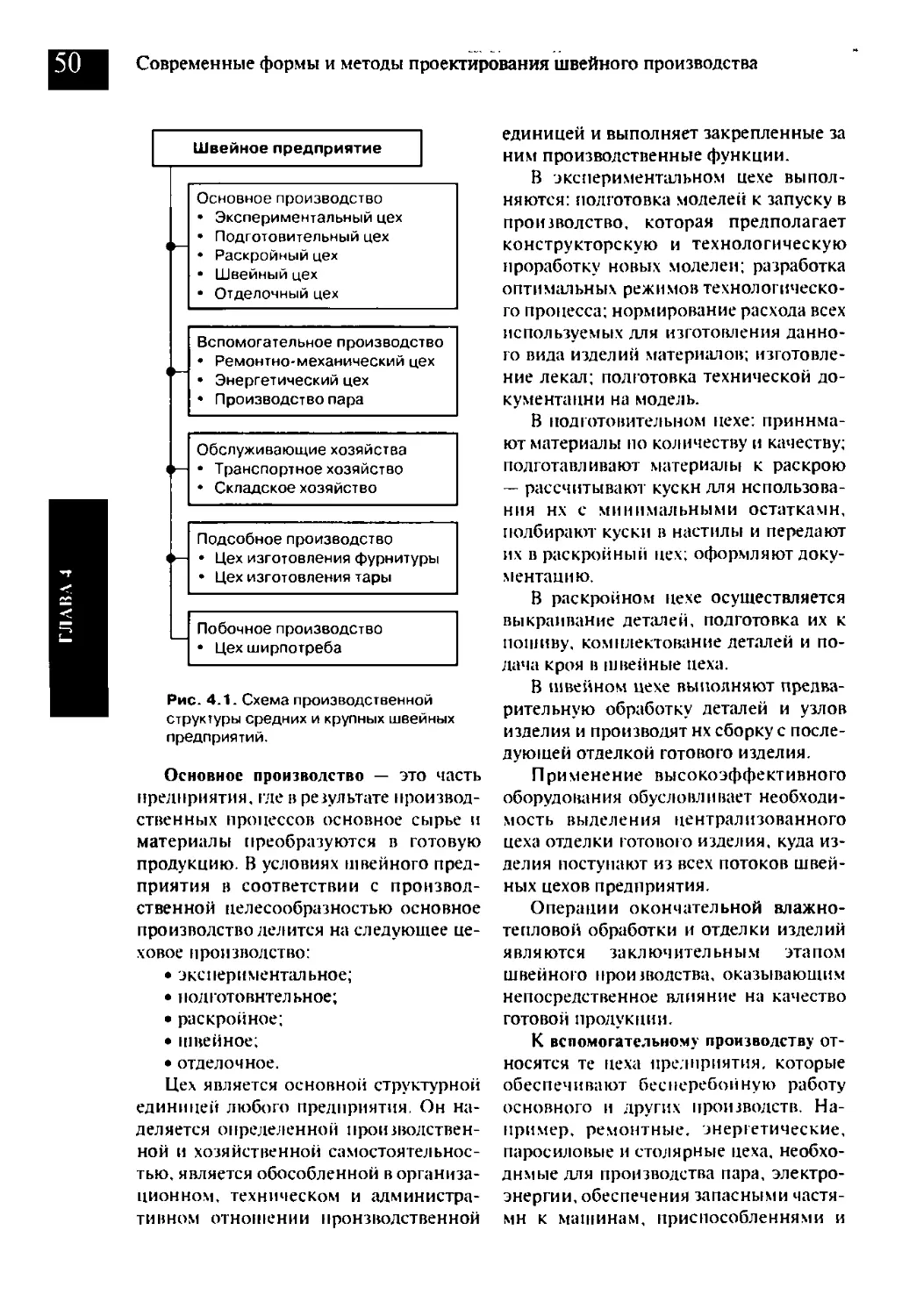
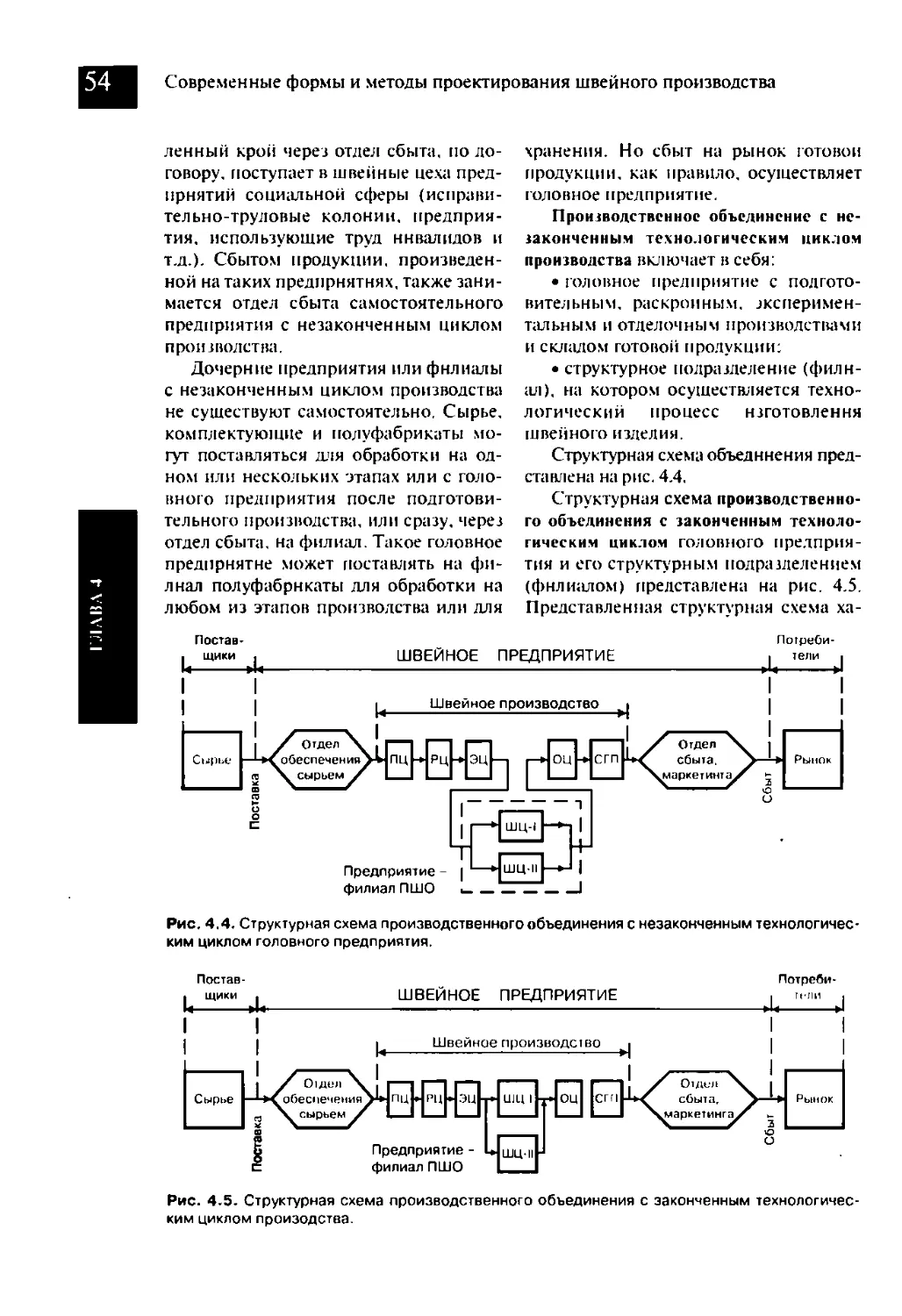
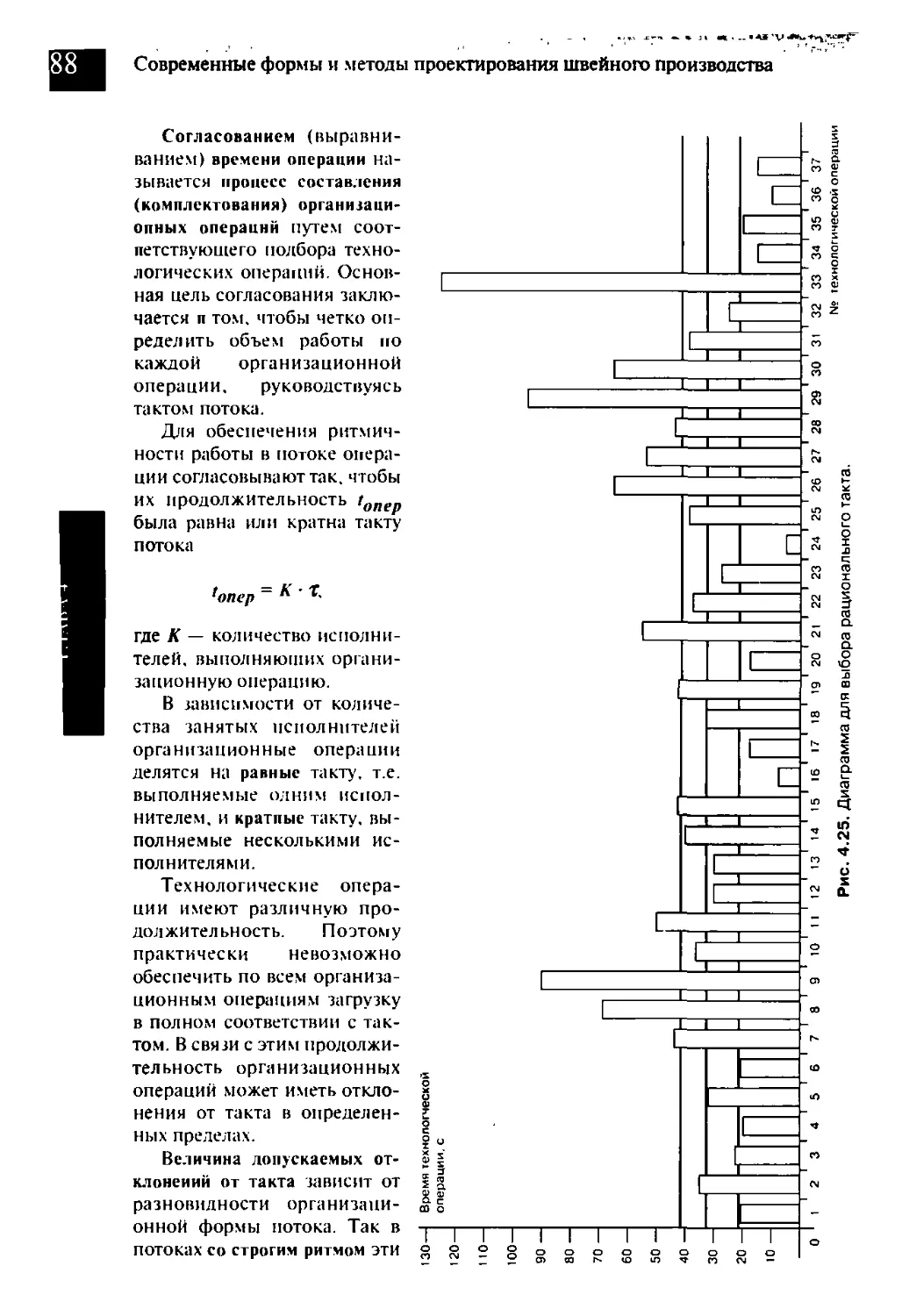
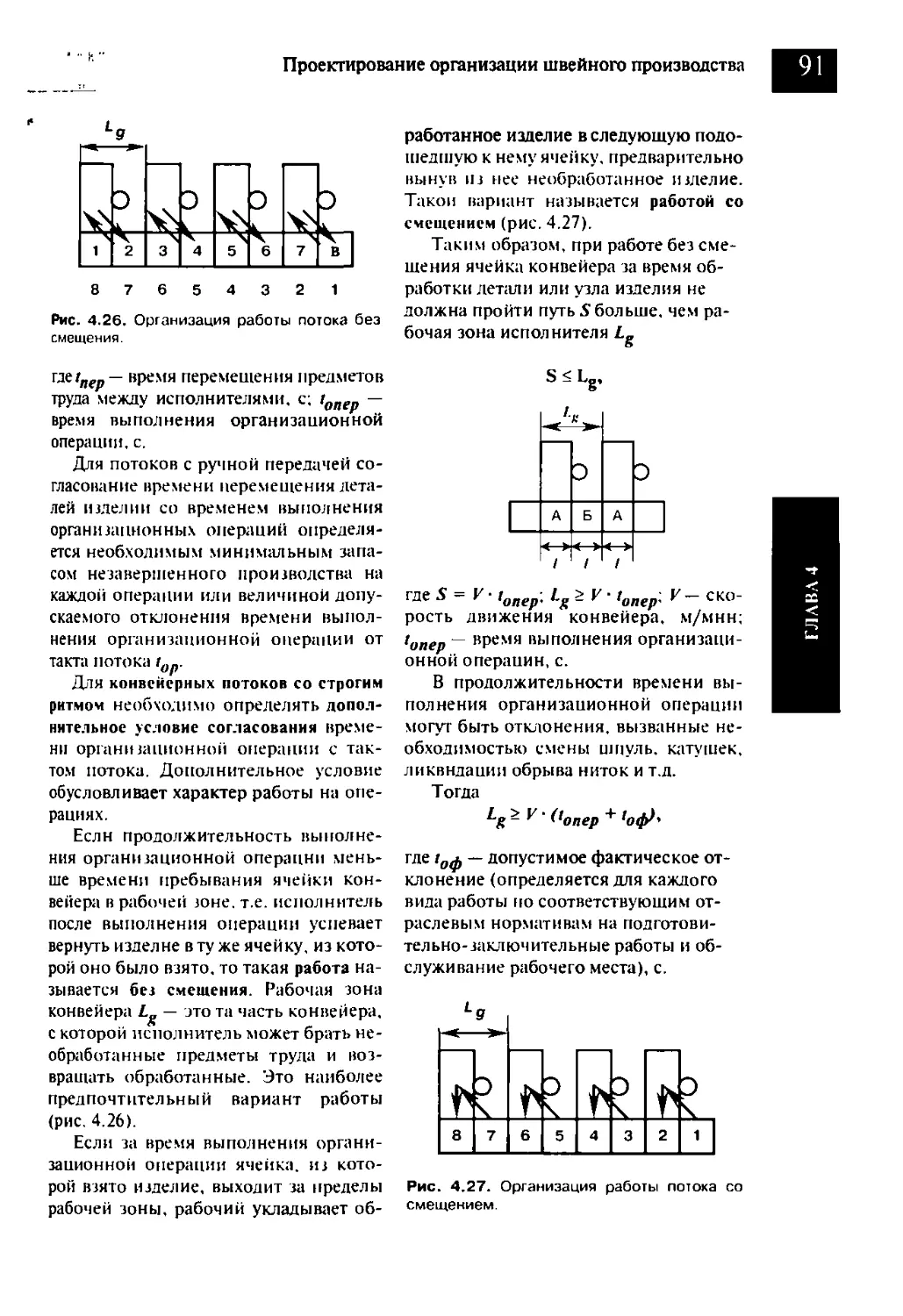
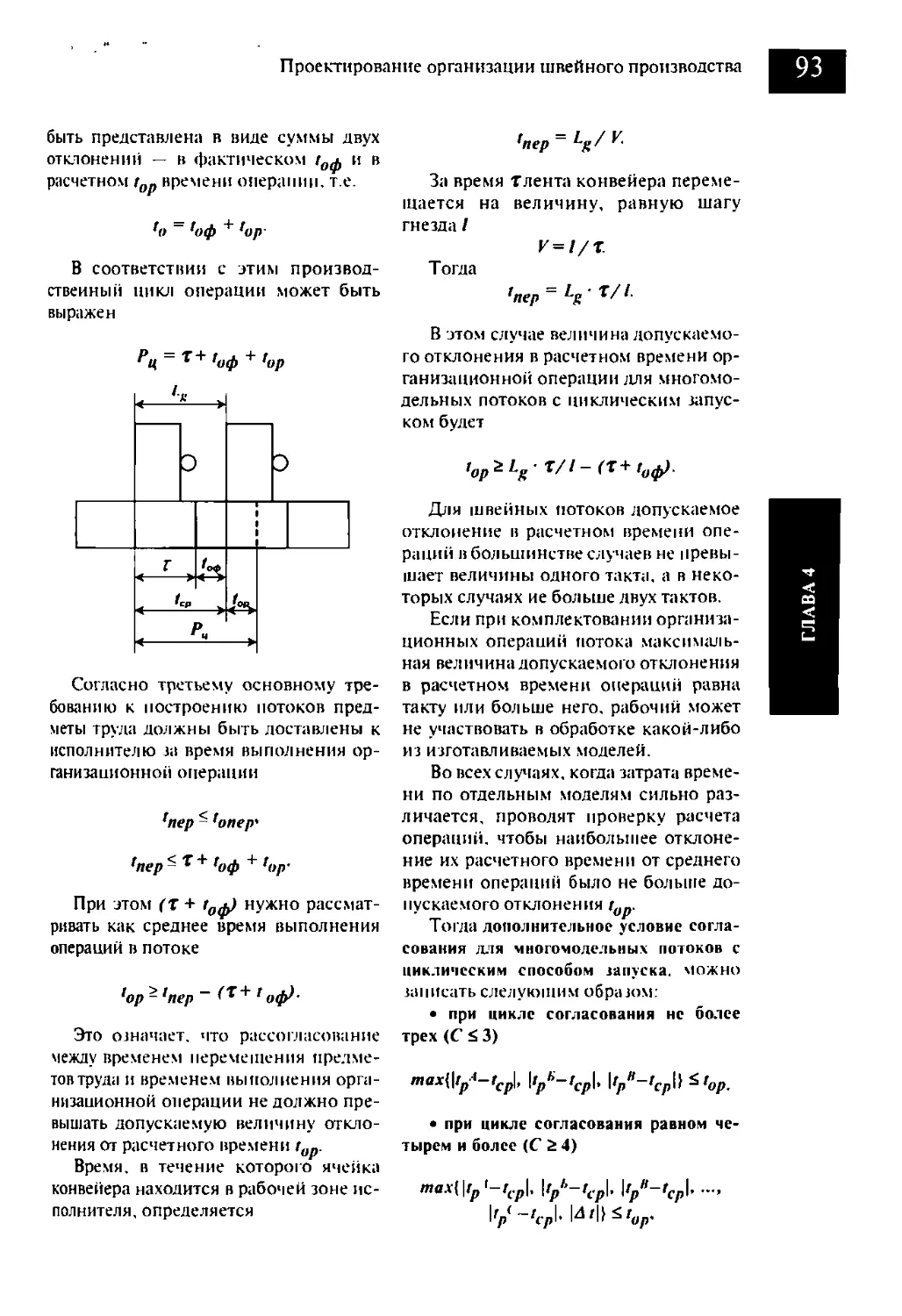
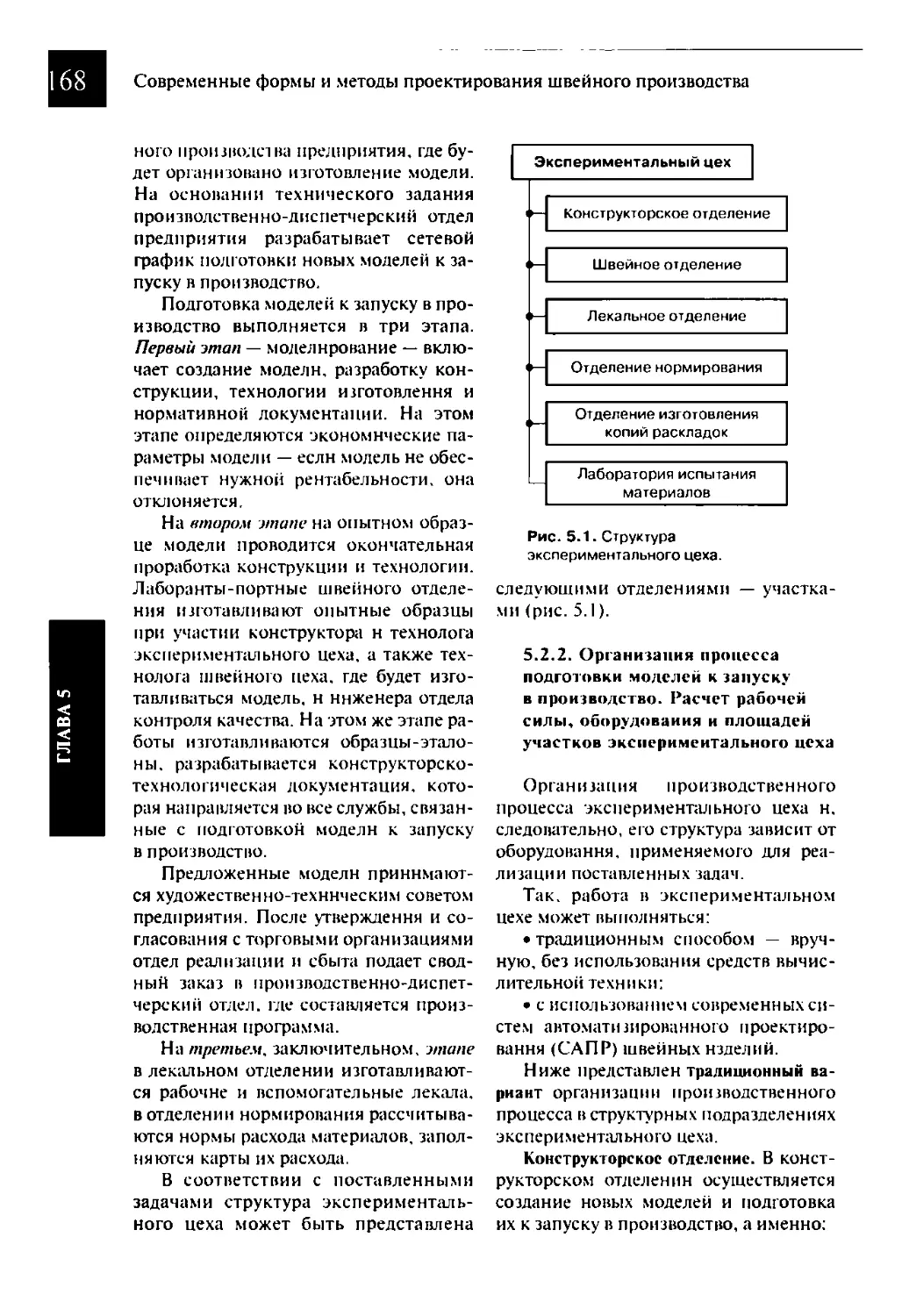
Text
Серова Т.М.
Афанасьева А.И.
Илларионова Т.И.
Делль Р.А.
Современные формы и методы
проектирования швейного производства
©Т.М. Серова, А.И. Афанасьева,
ISBN 5-87055-063-7 т и Илларионова1 Р А делль> 2004
ББК 37.24-02я73
С56
УДК [658:687|(07)
Рецензенты:
профессор кафедры Менеджмента и предпринимательства РОС'ЗИТЛП Лебедена Г.Н.;
канд. техн. наук, профессор, зав. группой автоматизации и управления швейными
предприятиями ОАО ЦНИИШП Доможиров Ю.А.
СОВРЕМЕННЫЕ ФОРМЫ И МЕТОДЫ ПРОЕКТИРОВАНИЯ ШВЕЙНОГО
ПРОИЗВОДСТВА: Учебное пособие для вузов и сузов / Т.М. Серова,
А.И. Афанасьева, Т.И. Илларионова, Р.А. Делль. — М.: Московский
государственный университет дизайна и технологии, 2004. — 288 стр., с ил.
ISBN 5-87055-063-7
Изложены современные <|i
iотоплении швейных и мслии
ности бнэ
нимателы
сгва швейных изделии. Рассм
кройного производств.
В учебном пособии преде
и лисийнлина.х "Проект;
тинг", "Организация и пл
Данное пособие пре.:
напраапенню 6S6I00 Т<
"Инженер"), а так же пап
иышпенностн" (квалиф
ОрМЫ и методы разработки гехноло] пческих и прои июле гиен иы
предприятия. Дана характеристика оркшишпионно-прано!
>ценка л||фективиоети принимаемых решении при проект
грены процессы проектирования иесперинентального и по
процессов
tuособен-
орм предпри*
ии произвол-
овительно-рас-
Для студентов ву job легки
авлены основные попросы iipocKi iipofs.iiiiiM швейного upon июле ma, и iy4acMi>it:
ше швейных предприятий" "Основы экономической деятельности*1, "Марке-
панпс производства".
гено для учебных заведений, готовящих дипломированных специалистов по
ия и конструирование изделий легкой промышленности" (квалификация
ию 55390(1 "Техноло! ия и конструирование щлслий и материалы легкой про-
1 Бакалавр техники и технологии*1).
работниками легкой промышленности, предпринимателями
промышленности. Может ИСПОЛЬЗОВЯТЬСЯ учащимися техникумов, колледжей.
ISBN 5-87055-063-7
©Т.М. Серова, А.И. Афанасьева,
Т.И. Илларионова, Р.А. Делль, 2004
Предисловие
Главной целью коллектива анторов
было стремление создать современное
учебное пособие, отвечающее
растущим требованиям к технологической и
экономической подготовке российских
специалистов для легкой
промышленности, втом числе и швейной отрасли.
В последние годы наметилось
отставание в написании и издании
учебников и учебных пособий по основным
дисциплинам полготовки студентов-
технологов швейного производства.
Центральной проблемой
настоящего издания является обобщение научно-
технических достижений в области
технологии и организации швейного
производства и изменений, произошедших
за последние годы в производственно-
экономической деятельности швейных
предприятий.
Одной из характерных особенностей
учебного пособия является широкий
спектр проблем, составляющих его
содержание. Читатель (студент,
специалист) найдет в нем отпеты на основные
вопросы, связанные не только с
выбором современных форм и методов
проектирования производства швейных
изделий, но и принятием решения о
необходимости предпринимательской
деятельности в современных условиях.
Новые условия деятельности
предприятий предполагают глубокую
перестройку механизма функционирования
на основе расширения хозяйственной
самостоятельности, усиления
ответственности за результаты деятельности и
обеспечение реагирования
производства на спрос.
Насыщение потребительскою рынка
швейными предприятиями повышает
необходимость применения рыночной
ориентации производства в гибком
сочетании с совершенствованием как
технической подготовки, так и основного
производств;) при запуске новых
моделей. Тем самым, на первое место
выдвигается задача ориентации всем
деятельности швейного производств;! на
удовлетворение потребностей населения
В этих условиях особая роль
отводится повышению маневренности
производства, для чего необходима новая
методология проектирования,
основанная на рыночной информации.
В учебном пособии с единых
научных позиций изложены современные
формы и методы разработки
технологических и производственных процессов
изготовления швейных изделий и
предложена современная методика их
проектирования.
Излагаемый в учебном пособии
материал опирается на современные
методы формирования стратегии
маркетинга в условиях швейного производства.
Раскрываются особенности процесса
бизнес-планирования, и определяется
структура бизнес-плана швейного
предприятия.
В условиях постоянного обновления
и расширения ассортимента на швей-
ных предприятиях предлагается форми-
роваиие ассортиментной политики
метолом баланса выживания и
портфельных моделей с учетом жишенного
цикла продукции.
Важное место в условиях рынка
отводится рекламе. В связи с этим дается
характеристика различных видов
рекламы и методика опенки ее
эффективности, а так же рассматриваются
показатели опенки рынка сбыта.
Повышение уровня проектных
решений, их эффективности и качества
можно осуществлять только при усло-
1ши непрерывного совершенствопанпя
методологии процесса проектирования.
Этим обстоятельством обусловлена
необходимость коренного
преобразования технологии и организации самого
процесса проектирования производства
швейных изделий.
На основе общих положений о
процессе дается современное представление
о технологическом и производственном
процессах изготовления швейных
изделий.
Проблема создания эффективного
производственного процесса связана с
необходимостью формирования общих
принципов создания процессов и учета
большого количества факторов,
условий и ограничений, которые
определяют среду принятия решений.
При НЗЛ0Ж9НЯИ вопросов
построения прои шодственных процессов
использованы принципы моделирования
производственных систем
применительно к швейному производству,
характеристика поточного производства,
принципы его построения.
Учебное пособие "Современное
формы и методы проектирования
швейного производства" рассчитано на
широкий круг студентов. Оно призвано
помочь им изучить как теоретические, так
и практические аспекты современного
производства швейных изделий и
вооружить их инструментарием
экономической оценки принимаемых решении.
Книга будет полезна всем тем. кто в
современных условиях либо уже занят
практической деятельностью, либо
желает заняться бизнесом по производству
товаров, в частности швейных изделий,
поскольку успех этой деятельности во
многом зависит от применения
современных форм и методов
проектирования швейного производства.
Изложенные в учебном пособии
материалы отражают научные
исследования, выполненные коллективом
преподавателей и аспирантов кафедр
Технологии швейного производства и
Экономики и менеджмента Московского
государственного университета дизайна и
технологии.
Авторы выражают особую
благодарность заведующей кафедрой Технологии
швейного производства МГУДТ, д-ру
техн. наук. проф. Андреевой Е.Г. за
оказанную поддержку и помощь в
подготовке учебного пособия к изданию.
Авторы выражают благодарность:
рецензентам: Лебедевой Г.Н.. Доможи-
рову Ю.А.; оппонентам кафедры:
Оболенской Г.Д.. Чижовой Н.И. ia ценные
советы при подготовке издания.
()соОук) Г> |,но [арность авторы иыра
жают кандидату технических наук,
доценту Булановой Т.И., которая была
одним in оспоиных рафаботчиков науч
ного подхода к созданию методологии
проектирования функционирующих в
швейном производстве
технологических потоков.
Авторский коллектив будет
благодарен уважаемым читателям за пожелания
и критические замечания в его адрес,
которые будут непременно учтены в
дальнейшей работе.
РАЗДЕЛ I
ОБЩАЯ ХАРАКТЕРИСТИКА ПРОИЗВОДСТВА
mm мны\ м ;.u him
Глава 1. Предпринимательство
в швейной промышленности
1.1. Стратегия и цели
предприятия
но производству
швейных изделий
Предпринимательской
деятельностью в соответствии с Гражданским
кодексом РФ является ""самостоятельная,
осуществляемая на свой риск
деятельность, направляемая на
систематическое получение прибыли от пользования
имуществом, продажи товаров,
выполнения работ или оказания услуг липами,
зарегистрированными в этом качестве
в установленном законом порядке".
Разработка предпринимательского
проекта, требующего создания нового
или существенного изменения уже
существующего предприятия по
производству швейных изделий, начинается
с осмысления его места в системе
сложившихся рыночных отношений,
выработки стратегии и целей развития.
В конкурентной борьбе
предприятия широко используют преимущества
планирования. Поэтому всякий, кто
всерьез намерен заниматься
предпринимательской деятельностью и
получать прибыль, должен иметь хорошо
продуманный и всесторонне
обоснованный план — документ,
определяющий стратегию и тактику ведения
бизнеса. Наличие детально разработанного
плана позволяет активно развивать
предпринимательство в сфере
производства продукции, нтом числе и
швейных изделий, привлекать инвесторов
и партнеров.
Наличие плана позволяет:
• отслеживать новые тенденции
развития швейного производства и
использовать их в своей деятельности;
• максимально использовать свои
конкурентные преимущества;
• смягчать влияние слабых сторон
деятельности предприятия:
• своевременно принимать
защитные меры против разного рода рисков;
• оценивать результаты
производствен ной и коммерческой деятельности
предприятия.
Каждый предприниматель, начиная
свою деятельность, должен:
• определить потребность на
перспективу и источники получения
финансовых, материальных и
интеллектуальных ресурсов;
• уметь четко рассчитать
эффективность использования ресурсов в
процессе работы предприятия.
Следует отметить, что предприятие
является главным звеном, где
непосредственно решается основная
экономическая проблема — производство и
распределение материальных благ в
условиях ограниченности ресурсов, и оно
будет работать в уже сложившейся
рыночной структуре. Поэтому
предпринимателю необходимо оценить внешние
и внутренние факторы, которые будут
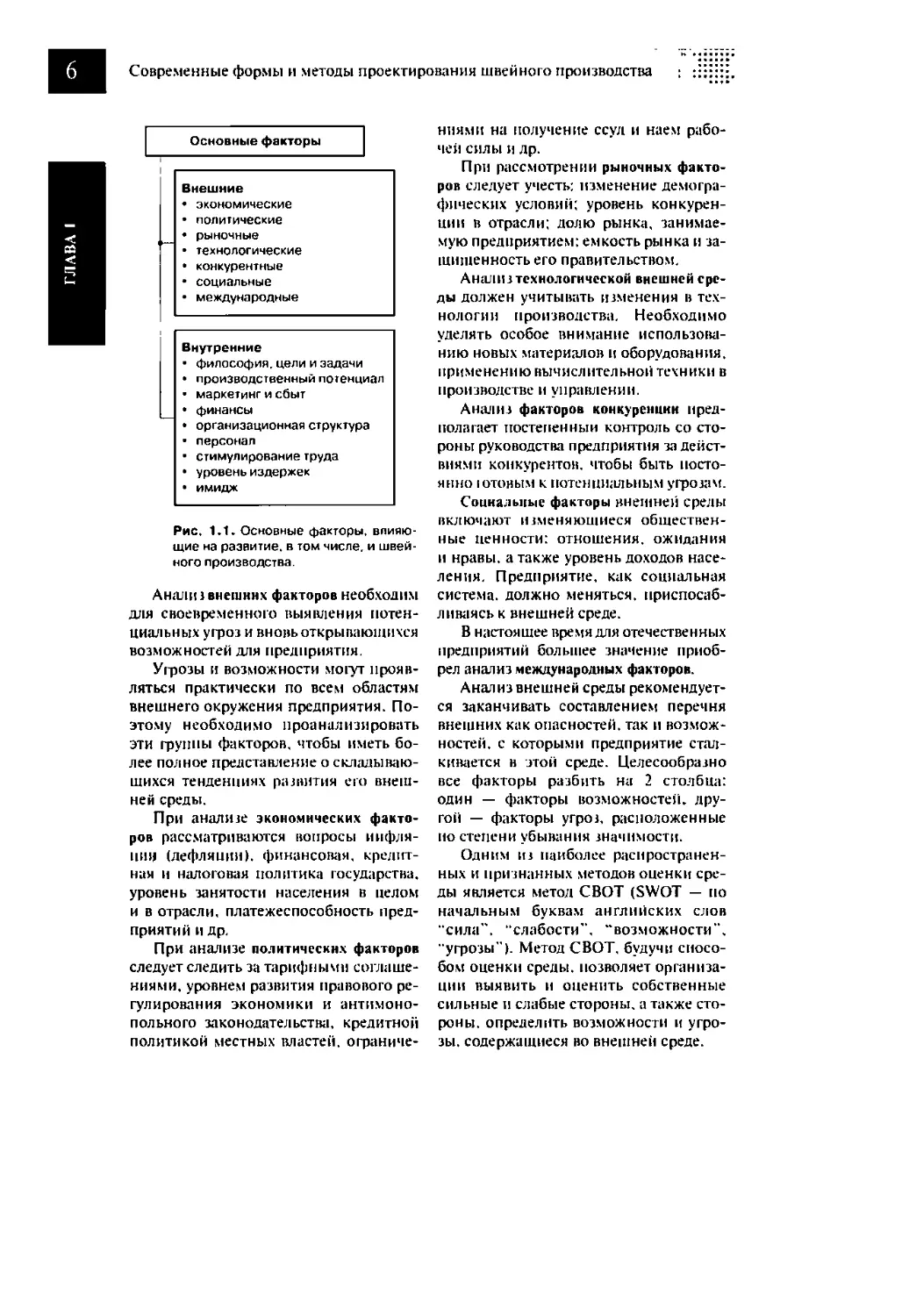
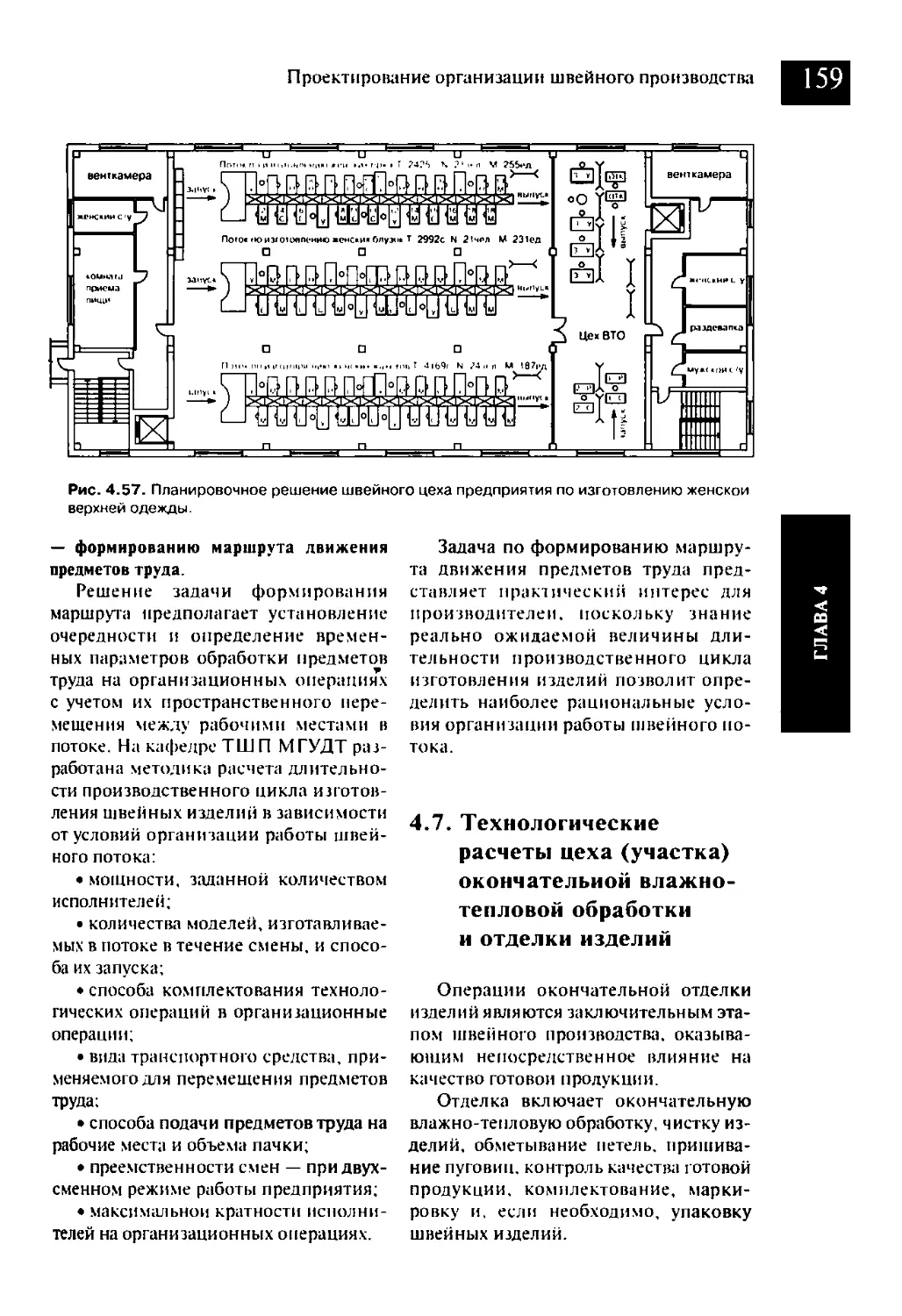
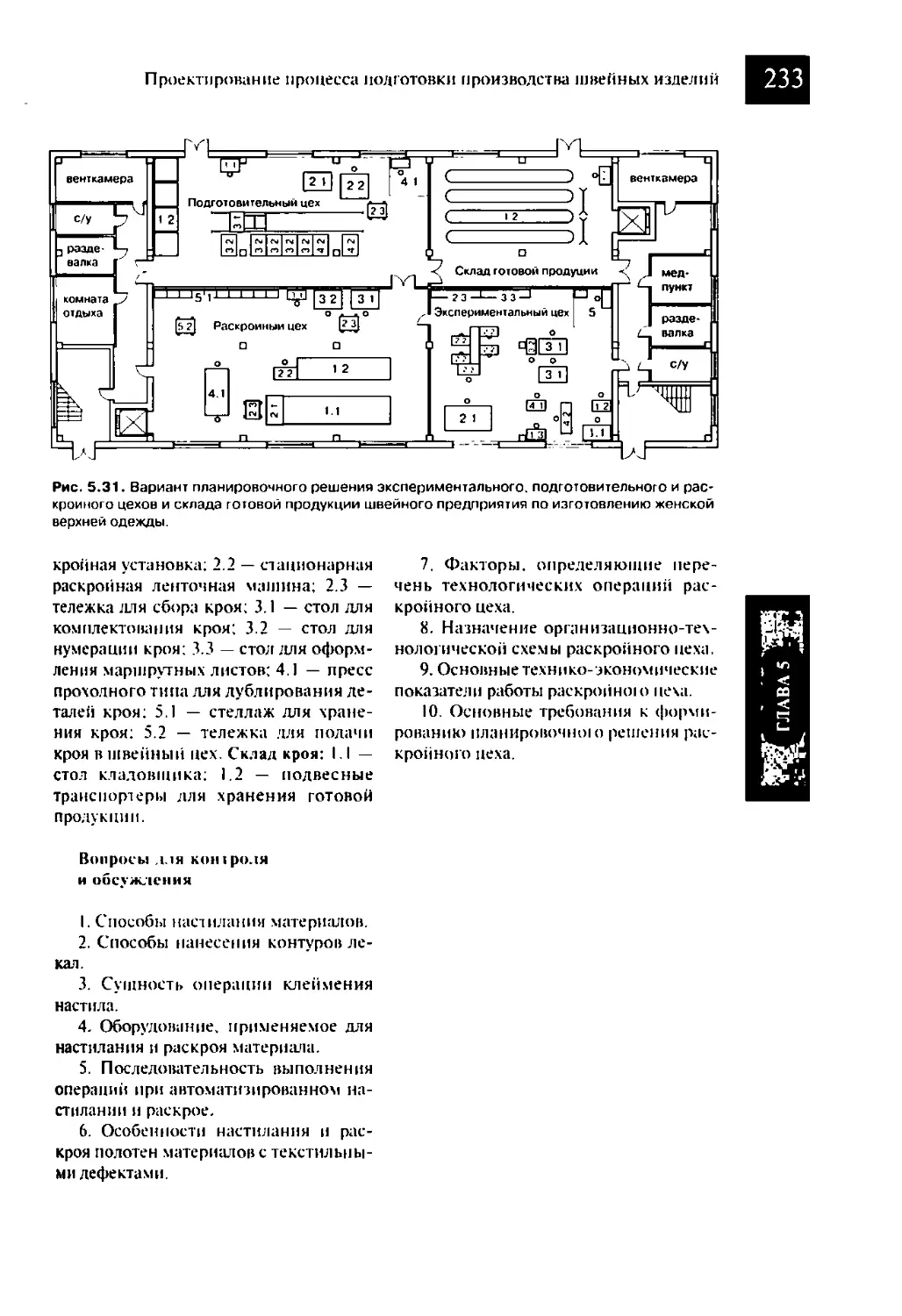
влиять на его деятельность (рис. 1.1).
Современные формы и методы проектирования швейного производства
Основные факторы
экономические
политические
рыночные
технологические
конкурентные
социальные
международные
Внутренние
• философия, цели и задачи
• производственный потенциал
• маркетинг и сбыт
• финансы
• организационная структура
• персонал
• стимулирование труда
• уровень издержек
• имидж
Рис. 1.1. Основные факторы, i
щие на развитие, в том числе, и
ного производства.
i.i-.ii.
иввй
Анали з внешних факторов необходим
для своевременного выявления
потенциальных угроз и вновь открывающихся
возможностей для предприятия.
Угрозы и возможности могут
проявляться практически по всем областям
внешнего окружения предприятия.
Поэтому необходимо проанализировать
эти [руины факторов, чтобы иметь
более полное представление о
складывающихся тенденциях развития его
внешней среды.
При анализе экономических
факторов рассматриваются вопросы
инфляции (дефляции!, финансовая,
кредитная и налоговая политика государства,
уровень занятости населения в целом
и в отрасли, платежеспособность
предприятии и др.
При анализе политических факторов
следует следить за тарифными
соглашениями, уровнем развития правового
регулирования экономики и
антимонопольного законодательства, кредитной
политикой местных властей,
ограничениями на получение ссуд и наем
рабочей силы и лр.
При рассмотрении рыночных
факторов следует учесть: изменение
демографических условий; уровень
конкуренции в отрасли; долю рынка,
занимаемую предприятием; емкость рынка и
защищенность его правительством.
Анализ технологической внешней
среды должен учитывать изменения в
технологии производства. Необходимо
уделять особое внимание
использованию новых материалов и оборудования,
применению вычислительной техники в
производстве и управлении.
Анализ факторов конкуренции
предполагает постепенный контроль со
стороны руководства прел при яти я за
действиями конкурентов, чтобы быть
постоянно готовым к ПОТенЦИвЛЬНЫМ угрозам.
Социальные факторы внешней среды
включают изменяющиеся
общественные ценности: отношения, ожидания
и нравы, а также уровень доходов
населения. Предприятие, как социальная
система, должно меняться,
приспосабливаясь к внешней среде.
В настоящее время для отечественных
предприятий большее значение
приобрел анализ международных факторов.
Анализ внешней среды
рекомендуется заканчивать составлением перечня
внешних как опасностей, так и
возможностей, с которыми предприятие
сталкивается в этой среде. Целесообразно
все факторы разбить на 2 столбца:
один — факторы возможностей,
другой — факторы угроз, расположенные
но степени убЫЕ{ания значимости.
Одним из наиболее
распространенных и признанных методов оценки
среды является метод СВОТ (SWOT — по
начальным буквам английских слов
"сила", "слабости", "возможности",
"угрозы"). Метод СВОТ. будучи
способом оценки среды, позволяет
организации выявить и оценить собственные
сильные и слабые стороны, а также
стороны, определить возможности и
угрозы, содержащиеся во внешней среде.
Предпринимательство в швейной промышленности
По результатам анализа внешней
и внутренней среды предприятие
определяет основные ориентиры своей
деятельности.
Вся совокупность ориентиров
предприятия может быть разделена на три
основных типа.
1. Идеалы — ориентиры, которые
мы не рассчитываем достичь и
обозримом периоде, но допускаем
приближение к ним.
2. Цели — наиболее общие
ориентиры деятельности фирмы в плановом
периоде, достижение которых
предполагается в полном объеме или в своей
большей части.
3. Задачи — конкретные,
количественно измеряемые ориентиры.
Разработка стратегии предполагает
определение и lea юн и не leii К рамках
оперативного планирования фирма
намечает конкретные задачи для каждого
из участков работы.
In швейных предприятий к
идеалам можно отнести видение.
Видение — это руководящая
философия бизнеса, обоснование
существования фирмы, не сама цель, а. скорее,
чувство основной цели фирмы. То есть
видение — это идеальная картина
будущего, то состояние, которое может быть
достигнуто при самых благоприятных
условиях.
Видение создает чувство
перспективы и деятельности организации,
обеспечивает преемственность следующих
друг за другом целей предприятии.
Любая цель ограничивает рамки действии
предприятия, а у видения нет
финишной черты, оно создает возможности
для постоянного прогресса.
Более конкретным ориентиром, чем
видение, в деятельности предприятий
является миссия.
Миссия — это цель, для которой
организация существует и которая должна
быть выполнена в плановом периоде.
Миссия является комплексной целью,
она включает как внутренние
(например, повышение производительности
труда), так и внешние (например,
связанные с конкуренцией) ориентиры
деятельности предприятия, направленные
на получение экономического успеха.
Содержание миссии должно
включать следующие основные пункты:
• описание товаров или услуг,
предлагаемых предприятием:
• характеристику рынка, где
предприятие определяет своих основных
потребителей;
• цели предприятия, выраженные
в решении ншач выживания, роста,
доходности;
• технологию, где приводится
характеристика оборудования и ТСХНОЛОГИЧе-
скиж процессов, инновации в области
технологии:
• философию, которая выражает
базовые взгляды и ценности предприятия.
служащие основой для создания систем
мотивации:
• внутреннюю концепцию, в рамках
которой указываются сильные и слабые
стороны предприятия, степень
конкурентоспособности, фактор выживания:
«внешний образ предприятия, его
имидж, подчеркивающий
экономическую и социальную ответственность
предприятия перед партнерами,
потребителями и обществом в целом.
Миссия дает общие направления
деятельности предприятия и является
базисом для всех принимаемых решений.
Предпочтительным является
сочетание короткого лозунга, определяющею
основное направление действий
предприятия с хорошо проработанным
текстом миссии, включающим все
перечисленные пункты.
Следует отметить, что наукой
менеджмента не ныработаны какие-либо
универсальные правила, применяемые
при формулировании миссии.
Центральным моментом миссии является
ответ на вопрос — каков;) главная цель
предприятия. На нервом месте должны
стоять интересы и ценность
потребителей. В качестве примера формулировки
миссии швейного предприятия может
Современные формы и методы проектирования швейного производства
выступать "разнообразная одежда лю-
лям в соответствии с их ишросамн"
или "производство к реализация
швейных примни, доступных потребителям
с различным достатком*1 и др.
Срок выполнения миссии должен
быть oftoipiiMbiM и достаточно невелик
(чаще всего jto пять лет). Однако в
миссии не принято указывать в качестве
i пинии item получение прибыли, i к.
прибыль может существенно
ограничить спектр рассматриваемых
предприятием путей к направлений развития и.
в конечном счете, приведет к
неэффективной работе.
Цели, в отличие от миссии,
выражают конкретные направления
деятельности предприятия. Как указывает
известный специалист по менеджменту
П.Ф. Дракер. организация не может
быть сосредоточена на единственной
челн и должна определить несколько
наиболее значимых направлений
действий. Выделяют восемь ключевых
направлений, в рамках которых
предприятие должно определить свои пели.
1. Положение на рынке:
определяется позиция по отношению к
конкурентам, рассчитываются показатели
конкурентоспособности.
2. Инновации в направлении:
• upon ЛЮДСТШ1 новых товаров;
• внедрения на новые рынки;
• применения новых технологий;
• использовании новых методов
организации производства и труда.
3. Производительность: приводятся
способы производства определенного
КОЛИЧеСТВЯ продукции при
использовании меньших экономических ресурсов.
4. Ресурсы: сравнивается наличный
уровень всех видов имеющихся
ресурсов с необходимым и определяется
потребность в них.
5. Доходность (прибыльность):
характеризуется способность
предприятии зарабатывать доходы (прибыль)
сверх издержек производства.
6. Управленческие аспекты: ныра-
жаются в качестве менеджмента, шкале
персональных достижений менеджеров.
работающих на предприятии.
7, Персонал: выполнение трудовых
функции и отношение к работе.
8. Социальная ответственность:
повышение благосостояния членов
коллектива и общества в целом.
Для предприятий швейной
промышленности рассмотренные пели
должны быть конкретизированы с учетом
специфических особенностей каждого
производств;) и количественно
измерены с помощью соответствующих
показателей.
Наиболее шачпмымп в организации
деятельности предприятий, в том числе,
и швейной отрасли, являются
финансовые пели и, прежде всего, показатели
доходности.
После анализа внешних опасностей
и новых возможностей,
предприниматель или руководство предприятия
выбирают стратегию.
Концепция стратегического
планирования деятельности предприятия
предусматривает использование
методического приема — стратегической
сегментации — выделение
стратегических юн чошиствонания (( IX). на кот
рые предприятие уже имеет выход или
желает его получить. При выработке
стратегии необходимо учитывать
внешнюю и внутреннюю среду деятельности
предприятия.
Любое предприятие выбирает свою
стратегию из нескольких возможных
вариантов. Все многообразие стратегий,
существующих в реальной жизни,
является различными модификациями
нескольких базовых стратегий, каждая из
которых эффективна при определенных
условиях внутренней и внешней среды.
УЧИТЬПИЮТ, как правило, четыре вида
базовых стратегий:
• ограниченного роста;
• роста;
• сокращения:
• комбинирования.
Стратегию ограниченного роста
применяют opt atuuaiinii со стабильной тех-
Предпринимательство и швейной промышленности
Стратегии р
предприя
1
Интенсивный рост
• углубление рынка
• расширение рыма
* совершенствование
товара
Интеграция
* регрессивная
• прогрессивная
• горизонтальная
Диверсификация
- концвнтричесшя
* вертикальная
Рис. 1.2. Стратегии роста предприятия.
нологией. При лом цели развития
устанавливаются "от достигнутого" и
корректируются на изменение условий.
В условиях швейного производства
эта стратегия характерна для
предприятии, выпускающих стабильный
ассортимент, который с учетом спроса на него
не претерпевает существенных
изменений. Как правило, jto предприятия по
производству белья, спеиодежлы и др.
Стратегия роста чаше всею
применяется в производствах С быстро
меняющейся технологией. Для них характерно
установление значительного
повышения уровни развития в текущем периоде
над уровнем предыдущего периода.
Стратегия роста предприятия имеет
несколько направлений (рис. I.2).
При шпененвноч росте ВОЗМОЖНОСТИ
предприятия следует рассматривать при
существующих масштабах деятельности.
Интеграционный рост (вертикальная
Интеграция) предполагает:
• объединение предприятия с
другими элементами маркетинговой системы
отрасли;
• регрессивную (обратную)
интеграцию — получение во владение и ВЗЯТИС
но 1 Ж1.ч Iкии контроль глимлншикон;
• прогрессивную (прямую)
интеграцию — получение во владение и взятие
под жесткий контроль системы
распределен ия;
• горизонтальную интеграцию —
получение во впадение и взятие под
жесткий контроль предприятие-конкурента.
Ливсрскфнканионмый рост
предполагает:
• объединение предприятия с
другими отраслями, например с
текстильными предприятиями;
• концентрическую
диверсификацию — пополнение ассортимента
изделиями, похожими на уже выпускаемые
предприятием изделия;
• горизонтальную диверсификацию
— пополнение ассортимента
изделиями, не похожими на выпускаемые
изделия, но пользующимися спросом
потребителей:
• вертикальную диверсификацию —
организация на предприятии выпуска
продукции, получаемой от поставщиков;
• конгламерантную
диверсификацию — выход в новую отрасль, т.е.
пополнение ассортимента изделиями, не
имеющими никакого отношения к
продукции и технологии предприятия.
Для швейных предприятий наиболее
целесообразно развивать стратегию
ограниченного роста или стратегию роста.
Базовые стратегии служат
вариантами общей стратегии и проверяются
в соответствии с целями фирмы.
Одновременно формулируются
стратегические улплчи. которые придется
решать в процессе достижения целей,
устанавливаются сроки решения задач (по
этапам), определяются потребные
ресурсы (укрупненно).
Существует несколько
методических ПОДХОДОВ к планированию
стратегических альтернатив и их оценке.
Применительно к условиям швейного
производства для выработки общей
стратегии может быть успешно использована
Современные формы и методы проектировании швейного производства
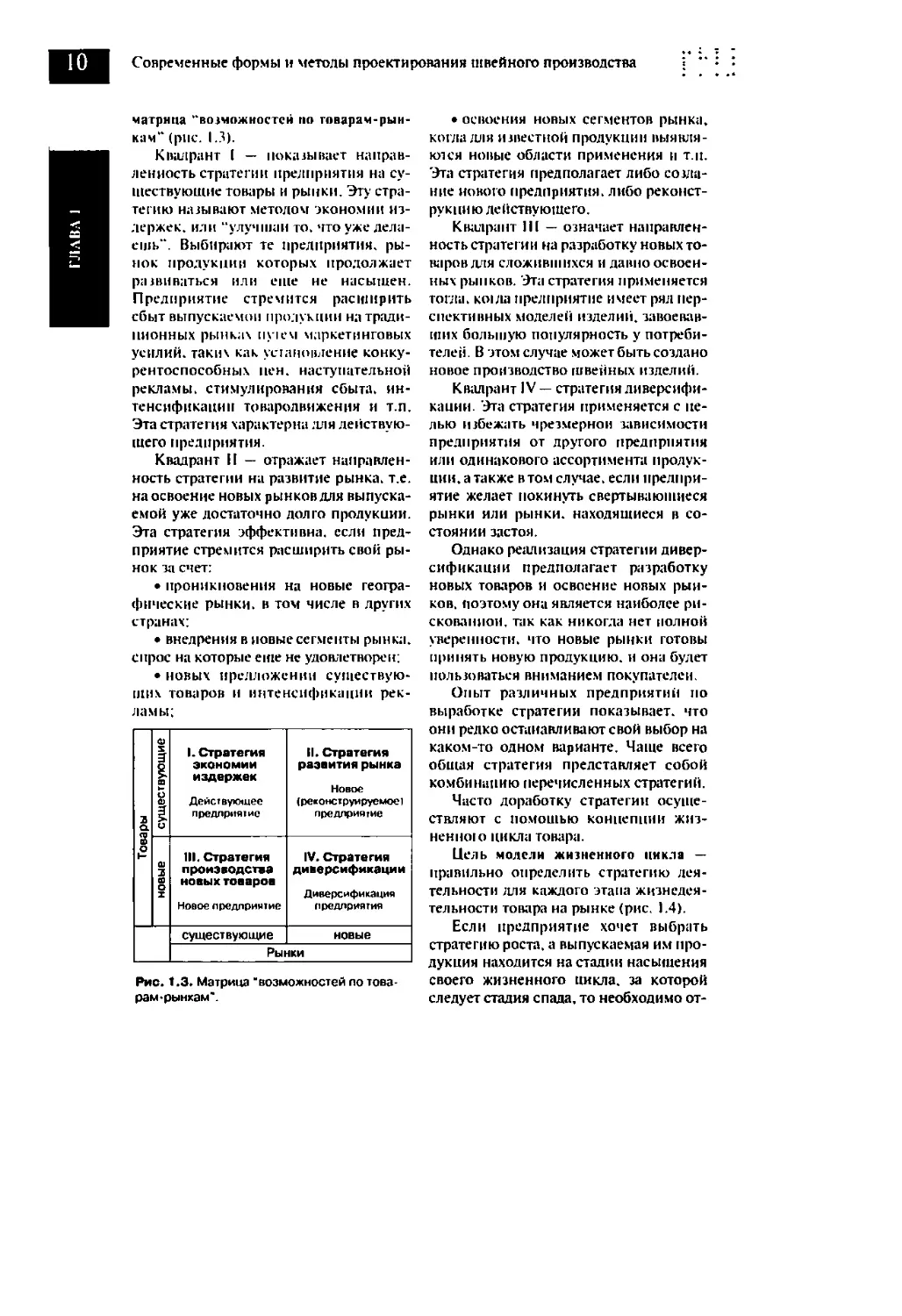
кач" (рис. 1.3).
Квадрант I — пока ш пае т наираи-
ленность стратегии предприятия на
существующие товары и рынки. Эту
стратегию называют методом ЭКОНОМИИ
издержек, или "улучшай то. что уже
делаешь". Выбирают те предприятия,
рынок продукции которых продолжает
развиваться пли еще не насыщен.
Предприятие стремится расширить
сбыт выпускаемой продукции на
традиционных рынках путем маркетинговых
усилии, таких как установление
конкурентоспособных цен, наступательной
рекламы, стимулирования сбыта,
интенсификации товародвижения и т.п.
Эта стратегия характерна для
действующего предприятия.
Квадрант II — отражает
направленность стратегии на развитие рынка, т.е.
на освоение новых рынков для
выпускаемой уже .luLLiiочно .hi no itpo ivkuhh.
Эта стратегия эффективна, если
предприятие стремится расширить СВОЙ
рынок за счет:
• проникновения на новые
географические рынки, в том числе в других
странах:
• внедрения в новые сегменты рынка,
спрос на которые еще не удовлетворен:
• новых предложении
существующих товарок и интенсификации
рекламы;
!
?
S
Г
1. Стратегия
экономии
издержек
Действующее
предприятие
III. Стратегия
производства
Новое предпришис
1 ymi'i гнующис
II. Стратегия
развития рынка
(реи онс г р уи руемое)
предприятие
IV. Стратегия
диверсификации
Диверсификация
предприятия
новые
Рынки
Рис. 1.3. Матрица "возможностей по т
рам-рынкам".
• освоения новых сегментов рынка,
когда для известной продукции выянля-
кпея новые области применения и т.п.
Эта стратегия предполагает либо
создание ноною предприятия, либо
реконструкцию действующего.
Квадрант Ш — означает
направленность стратегии на разработку новых то-
ВВрОВДЛЯ СЛОЖИВШИХСЯ и давно
освоенных рынков. Эта стратегия применяется
тогда, когда предприятие имеет ряд
перспективных моделей изделий. IBBOGBaB-
птих большую популярность у
потребителей. И лом случае может быть создано
новое производство пшенных ние.ши.
Квадрант IV — стратегия
диверсификации. Эта стратегия применяется с
целью избежать чрезмерной зависимости
Предприятия от другого предприятия
или одинакового ассортимента
продукции, а также втом случае, если
предприятие желает покинуть свертывающиеся
рынки или рынки, находящиеся в
состоянии застоя.
Однако реализация стратегии
диверсификации предполагает разработку
новых товарок и освоение новых
рынков. ПОЭТОМУ она является наиболее ри-
скованной, так как никогда нет полной
уверенности, что новые рынки готовы
принять новую продукцию, и она будет
пользоваться вниманием покупателей.
Опыт различных предприятий по
выработке стратегии показывает, что
они редко останавливают свой выбор на
каком-то одном варианте. Чаше всего
обшая стратегия представляет собой
комбинацию перечисленных стратегий.
Часто доработку стратегии
осуществляют с помощью концепции
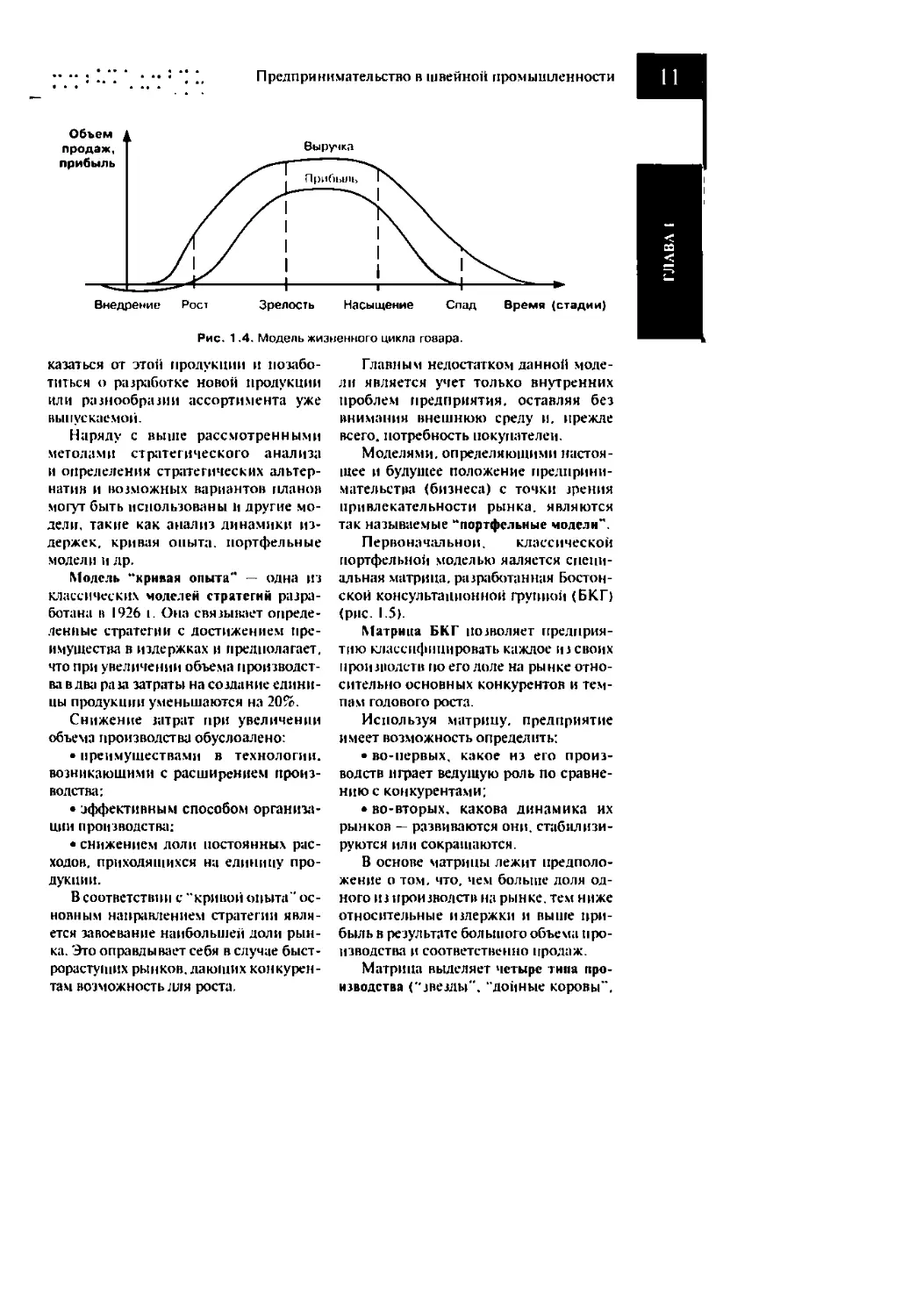
жизненного цикла товара.
Цель модели жизненного цикла —
правильно определить стратегию
деятельности для каждого этапа
жизнедеятельности товара на рынке (рис. 1.4).
Если предприятие хочет выбрать
стратегию роста, а выпускаемая им
продукция находится на стадии насыщения
своего жизненного цикла, за которой
следует стадия спала, то необходимо от-
Предпринимательство в швейной промышленности
Рис. 1.4. Модель жил
казаться от этой продукции и
позаботиться о разработке новой продукции
или разнообразии ассортимента уже
выпускаемой.
Наряду с выше рассмотренными
методами стратегического анализа
и определения стратегических
альтернатив и возможных вариантов планов
могут быть использованы и другие
модели, такие как анализ динамики
издержек, кривая опыта, портфельные
модели и др.
Модель "кривая опыта" — одна из
классических моделей стратегий patpa-
ботана и 1926 г. Она связывает
определенные стратегии с достижением ире-
ИМущества и издержках и предполагает,
что при увеличении объема
производства ВДВЯ раза ШТраТЫ на создание
единицы продукции уменьшаются на 20£г.
Снижение затрат при увеличении
объема производства обусловлено:
• преимуществами и технологии,
возникающими с расширением
производства;
• эффективным способом организа-
Uiut производства;
• снижением доли постоянных
расходов, приходящихся на единицу
продукции.
В соответствии с "кривой опыта"
основным направлением стратегии
является завоевание наибольшей доли
рынка. Это оправдывает себя в случае
быстрорастущих рынков, дающих
конкурентам возможность для роста.
Сгкщ Время (стадии)
Главным недостатком данной
модели является учет только внутренних
проблем предприятия, оставляя без
внимания внешнюю среду и. прежде
всего, потребность покупателей.
Моделями, определяющими
настоящее и будущее положение
предпринимательства (бизнеса) с точки зрения
привлекательности рынка, являются
так называемые "портфельные модели".
Первоначальной, классической
портфельной моделью является
специальная матрица, разработанная
Бостонской консультационной группой (БКГ)
(рис. 1.5).
Матрмш ЬКГ позволяет
предприятию КЛаССИфИЦИрОВаТЬ каждое и i своих
производств по его доле на рынке
относительно основных конкурентов и
темпам голового роста.
Используя матрицу, предприятие
имеет возможность определить:
• во-первых, какое из его
производств играет велушую роль ПО
сравнению с конкурентами;
• во-вторых, какова динамика их
рынков — развиваются они.
стабилизируются или сокращаются.
В основе матрицы лежит
предположение о том, что, чем больше доля
одного из производств на рынке, тем ниже
относительные издержки и выше
прибыль в результате большого объема
производств;! и соответственно продаж.
Матрица выделяет четыре пша
производства ("звезды", "дойные коровы".
Современные формы и методы проектирования швейного производства
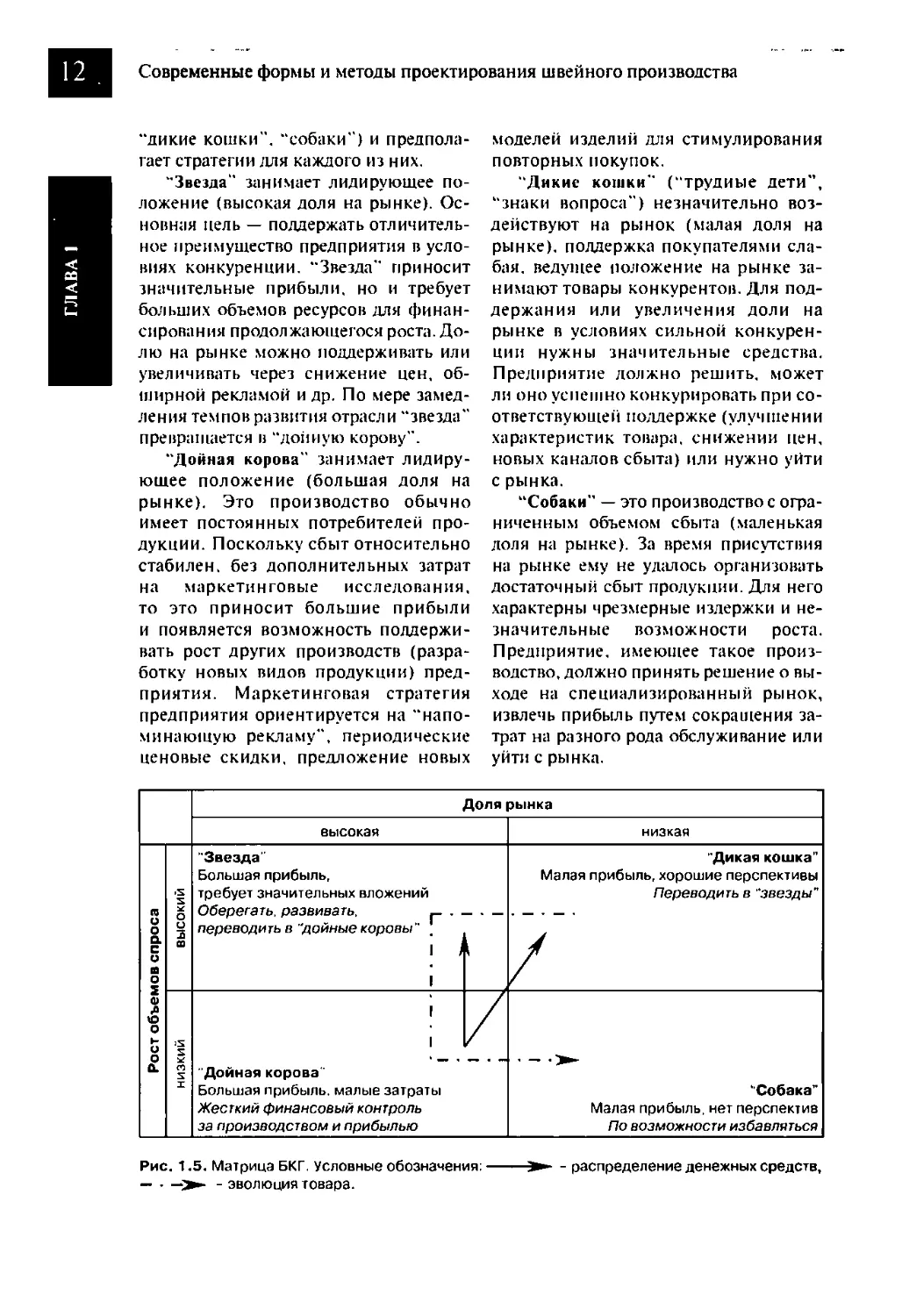
"дикие кошки", "собаки") и
предполагает стратегии для каждого из них.
"Звезда" занимает лидирующее
положение (высокая доля на рынке).
Основная цель — поддержать
отличительное преимущество предприятия в
условиях конкуренции. "Звезда" приносит
значительные прибыли, но и требует
больших объемов ресурсов для
финансирования продолжающегося роста.
Долю на рынке можно поддерживать или
увеличивать через снижение цен,
обширной рекламой и др. По мере
замедления темпов развития отрасли "звезда"
превращается в "дойную корову".
"Дойная корова" занимает
лидирующее положение {большая доля на
рынке). Это производство обычно
имеет постоянных потребителей
продукции. Поскольку сбыт относительно
стабилен, без дополнительных затрат
на маркетинговые исследования,
то это приносит большие прибыли
и появляется возможность
поддерживать рост других производств
(разработку новых видов продукции)
предприятия. Маркетинговая стратегия
предприятия ориентируется на
"напоминающую рекламу", периодические
ценовые скидки, предложение новых
моделей изделий для стимулирования
повторных покупок.
"Дикие кошки" ("трудные дети",
"знаки вопроса") незначительно
воздействуют на рынок (малая доля на
рынке), поддержка покупателями
слабая, ведущее положение на рынке
занимают товары конкурентов. Для
поддержания или увеличения доли на
рынке в условиях сильной
конкуренции нужны значительные средства.
Предприятие должно решить, может
ли оно успешно конкурировать при
соответствующей поддержке (улучшении
характеристик товара, снижении цен,
новых каналов сбыта) или нужно уйти
с рынка.
"Собаки" — это производство с
ограниченным объемом сбыта (маленькая
доля на рынке). За время присутствия
на рынке ему не удалось организовать
достаточный сбыт продукции. Для него
характерны чрезмерные издержки и
незначительные возможности роста.
Предприятие, имеющее такое
производство, должно принять решение о
выходе на специализированный рынок,
извлечь прибыль путем сокращения
затрат на разного рода обслуживание или
уйти с рынка.
Рост объемов спроса
высокий
низкий
Доля рынка
высокая
Звезда
Большая прибыль,
требует значительных вложений
Оберегать, развивать, _ .
переводить в "дойные коровы ' \
1 |
1
1
1
Дойная корова'
Большая прибыль, малые затраты
Жесткий финансовый контроль
,\; upon {(i(i/(i том и П1>1Юыш,к>
-■-
/
низкая
Дикая кошка'
Малая прибыль, хорошие перспективы
Переводить в "звезды"
7
Собака
Малая прибыль, нет перспектив
По возможности избавляться
Рис. 1.5. Матрица БКГ. Условные обозначения: -
— ■ —^- - эволюция товара.
- - распределение денежных средств,
Предпринимательство в швейной промышленности
Тип
предприятия
/тхИ JHGHHblH
цикл
предприятия
Оцениваемая
стадия
деятельности
предприятия
Дикая кошка
Зарождение
предприятия,
подьем
производства
Создание нового
предприятия
Звездэ
Замедление
роста
предприятия, замедление
обьема
производства
Функционирование
действующего предприятия
Дойная корова
Зрелость
предприятия,
стабильность
производства
Диверсификация
предприятия
Собака
Упадок
предприятия,
спад
производства
Поиск
направления
финансового
оздоровления
предприятия
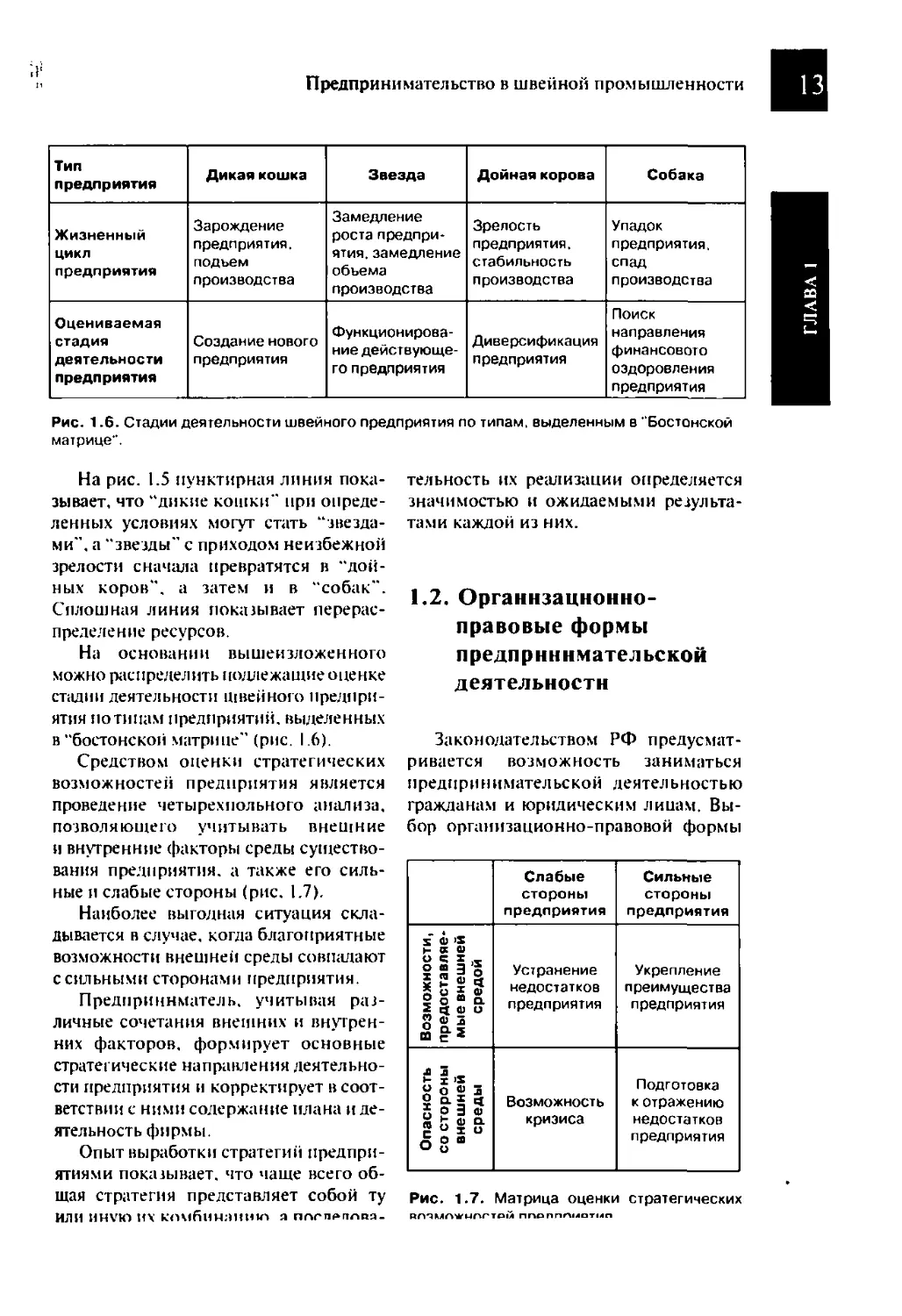
Рис. 1.6. Стадии деятельности швейного предприяти
матрице".
по типам, выделенным в "Бостонской
На рис. I.5 пунктирная линия
показывает, что "дикие кошки" при
определенных условиях могут стать
"звездами", а "звезды" с приходом неизбежной
зрелости сначала превратятся н
"дойных коров", а затем и в "собак".
Сплошная линия показывает
перераспределение ресурсов.
На основании вышеизложенного
можно распределить подлежащие опенке
стадии деятельности швейного
предприятия по тинам предприятий, выделенных
в "бостонской матрице" (рис. I.6).
Средством оценки стратегических
возможностей предприятия является
проведение четырехпольного анализа,
позволяющего учитывать внешние
и внутренние факторы среды
существовании предприятия, а также его
сильные и слабые стороны (рис. I.7).
Наиболее выгодная ситуация
складывается в случае, когда благоприятные
возможности внешней среды совпадают
с сильными сторонами предприятия.
Предприниматель, учитывая
различные сочетания внешних и
внутренних факторов, формирует основные
стратегические направления
деятельности предприятия и корректирует в
соответствии с ними содержание плана и
деятельность фирмы.
Опыт выработки стратегий
предприятиями показывает, что чаше всего
общая стратегия представляет собой ту
ИЛИ IIHVK1 ИХ k'n\lfiliu:iillim я ппгпрппия-
тельность их реализации определяется
значимостью и ожидаемыми
результатами каждой из них.
1.2. Организационно-
правовые формы
предпринимательской
деятельности
Законодательством РФ
предусматривается возможность заниматься
предпринимательской деятельностью
гражданам и юридическим лицам.
Выбор организационно-правовой формы
Возможности,
предоставляемые внешней
средой
Опасность
со стороны
внешней
среды
Слабые
стороны
предприятия
Устранение
недостатков
предприятия
Возможность
кризиса
Сильные
стороны
предприятия
Укрепление
преимущества
предприятия
Подготовка
к отражению
недостатков
предприятия
Рис. 1.7. Матрица оценки стратегических
Современные формы и методы проектирования швейного производства
зависит от характера и масштабов
предпринимательской деятельности,
наличия собственного капитала либо
возможностей по его привлечению, сроков
реализации предпринимательского
проекта и многих существенных
особенностей начинающегося бизнеса.
С другой стороны, правильный выбор
организационно-правовой формы
должен существенным образом обеспечить
возможности реализации проекта.
Характеристика и особенности
организационно-правовых форм (ОПФ)
предусмотренных Гражданским
кодексом РФ представлены в таблице 1.1.
а формы собственности, характерные
для швейных предприятий и источники
формирования имущества
представлены на рис. 1.8.
Следует отметить, что в швейной
отрасли к унитарным предприятиям
относятся фабрики, где используется труд
инвалидов (муниципальные предприятия),
а также цехи в исправительно-трудовых
колониях (казенные предприятия).
Предприниматель, обладающий
достаточными для реализации проекта
ресурсами, предпочитает стать
единоличным хозяином предприятия и нести
полную материальную и юридическую
ответственность за коммерческую
деятельность.
Однако, для реализации крупных
проектов, требующих больших объемов
финансирования, высокую личную
материальную ответственность
предпринимателя и риск, более
предпочтительными организационно-правовыми
формами являются хозяйственные
товарищества и обществ;! (см. табл. 1.1).
Особенности хозяйственных
товариществ и обществ заключаются в
формировании уставного капитала и порядке
распределения прибыли. Уставной
капитал хозяйственных товариществ и
обществ формируется за счет долей
вкладов их учредителей (участников).
Имущество, созданное таким
способом, также произведенное и
приобретенное хозяйственным товариществом
или обществом, принадлежит ему на
праве собственности. Хозяйственное
общество может быть создано и одним
лицом, которое становится его
единственным участником.
Предпринимательская деятельность
может осуществляться с образованием
или без образования юридического лица.
Предпринимательская
деятельность без образования юридического
лица осуществляется гражданином —
индивидуальным предпринимателем,
прошедшим государственную
регистрацию.
Формы собственности
предприятий
Унитарное
предприятие
Хозяйственное
товарищество
Хозяйственное
общество
Казенное
предприятие
Государственное
предприятие
Муниципальное
предприятие
Общество
с ограниченной
ответственностью
Производственный кооператив
Общество
с дополнительной
ответственностью
Акционерное
общество
Рис. 1.8. Формы собственности,
характерные для швейных предприятий.
Предпринимательство в швейной промышленности
Таблица 1.1
Организационно-правовые формы предпринимательской деятельности
согласно Гражданскому Кодексу РФ
Организационно-
правовая
фор мл
1
1.1. На праве
хозяйственного ведения
1.2. На праве
оперативного
управления
2.1. Полное
гов 1рище гв! ■
2.2
Товарищество на
вере(коммандитное)
3.1. Общество
с
ограниченной
ответственностью
3.2. Общество
с
дополнительной
ответственно -
стью
3.3.
Акционерные
общества
3.4. Дочерние
общества
3.5.
Зависимое
хозяйственное
общество
Уставной
2
1.Государстве
Неделимый,
не может быть
меньше суммы,
определенной
законом об этих
предприятия»
По п. 1.1. Отличие —
больше
ограничений по сумме
фонда
Разделено
на доли
По п.3.2. Размер
уставного капитала
общества не может
быть менее суммы,
определенной
законом об этих
обществах
Разделен на доли
определенных
учредительными
документами раз'
меров
Разделен на
определенное число
акций
Преобладающее
участие в капитале
имеет основное
хозяйственное
общество
Более 20 % имеет
другое общество
4
Раздел на пай
Источники
формиро-
имущсствп
3
По п.3.4
плюс
бюджетные
ассигнова-
2. Хозяйстве
По п.3.4
плюс
вклады
участников
3. Хозяйс
По п.3.4
плюс
вклады
участников
По п.3.4
плюс
средства,
полученные от
продажи
акций
Полученная
прибыль и
другие
законные
По п.3.4
Произволе
Учредительные
документы
4
Устав
иные тов
Учредительный
договор
венные о
Учредительный
договор
и устав
Устав
Устав
Устав
венные к
Устав
Юридическая
ответственность
5
Отвечают по обязательствам
имуществом предприятия
эрищества
Члены товарищества отвечают
всем своим имуществом
Члены товарищества отвечают
всем своим имуществом, члены-
вкладчики несут ответственность
в пределах своего вклада
бщества
Участники общества отвечают по
его обязательствам в пределах
своих вкладов
Учаспики несут субсидиарную
ответственность по его обязательствам
своим имуществом в одинаковом для
всех кратном размере к ввеличине их
вкладов
Акционеры отвечают по
обязательствам общества только в
пределах своего вклада в
уставной капитал общества
(номинальной стоимости акций).
Не отвечает по долгам основного
общества. Основное общество
несет субсидиарную
ответственность по долгам дочернего
ооперативы
Несут субсидиарную
ответственность в размере и порядке,
предусмотренном ус кик >м
Собствен-
6
Находится в
государственной или
муниципальной
собственно-
Участники
товарищества на
правах
общей
долевой
собственности
Участники
общества
на правах
общей
долевой
собственности
Акционеры
Участники
общества
Акционеры
Члены
кооператива
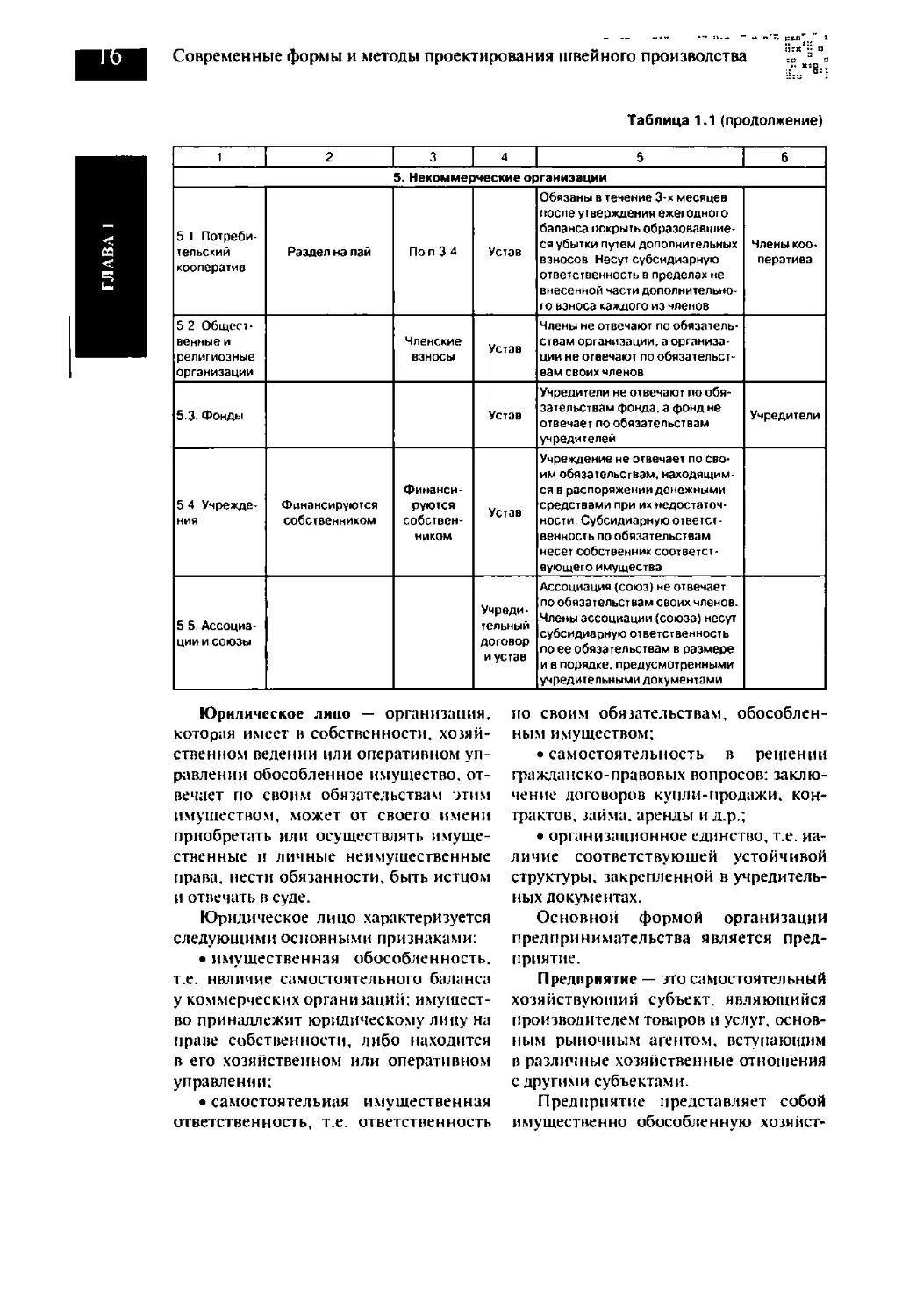
Современные формы и методы проектирования швейного производства
Таблица 1.1 (продолжение)
I I 2
3
4 |
6
5. Некоммерческие организации
5.1.По!реби-
кооперагив
5.2. Общест-
религиозные
организации
5.3. Фонды
5.4 Учрежде-
5.5.
Ассоциации И СОЮЗЫ
Раздел на пай
Финансируются
собственником
Поп.3.4
ВЗНОСЫ
Финансируются
собственником
Устав
Устав
Устав
Устав
Учредительный
договор
и устав
Обязаны в течение 3-х месяцев
после утверждения ежегодного
баланса покрыть
образовавшиеся убытки путем дополнительных
взносов. Несут субсидиарную
ответственность в пределах не
внесенной части
дополнительного взноса каждого из членов
Члены не отвечают по
обязательствам организации, а
организации не отвечают по
обязательствам своих членов
Учредители не отвечают по
обязательствам фонда, а фонд не
отвечает по обязательствам
учредителей
Учреждение не отвечает по
своим обязательствам, находящим -
средствами при их
недостаточности. Субсидиарную
ответственность по обязательствам
вующего имущества
Ассоциация (союз) не отвечает
по обязательствам своих членов.
Члены ассоциации (союза) несут
субсидиарную ответственность
по ее обязательствам в размере
и о порядке, предусмотренными
учредительными документами
Члены
кооператива
Учредители
Юрнлнчсскос лицо — организация,
которая имеет в собственности,
хозяйственном ведении или оперативном
управлении обособленное имущество,
отвечает по своим обязательствам ЭТИМ
имуществом, может от своего имени
приобретать или осуществлять
имущественные и личные неимущественные
права, нести обязанности, быть истцом
и отвечать в суде.
Юридическое лицо характеризуется
следующими основными признаками:
• имущественная обособленность,
т.е. наличие самостоятельного баланса
у коммерческих организаций;
имущество принадлежит юридическому лицу на
праве собственности, либо находится
в его хозяйственном или оперативном
управлении;
• самостоятельная имущественная
от не ил ценность, i.e. ответ иенносп i.
но своим обязательствам,
обособленным имуществом;
• самостоятельность в решении
гражданско-правовых вопросов:
заключение договоров купли-продажи,
контрактов, займа, аренды и д.р.;
• организационное единство, т.е.
наличие соответствующей устойчивой
структуры, закрепленной в
учредительных документах.
Основной формой организации
предпринимательства является
предприятие.
Предприятие — jto самостоятельный
хозяйствующий субъект, являющийся
производителем товаров и услуг,
основным рыночным агентом, вступающим
в различные хозяйственные отношения
с другими субъектами.
Предприятие представляет собой
имущественно обособленную хозяйст-
Предпринимательство в швейной промышленности
пенную единицу, организованную для
достижения определенной
хозяйственной цели, т.е. это экономическая
единица, которая самостоятельно
принимает решения, реально использует
производственный потенциал для
изготовления и реализации продукции,
стремится к получению дохода.
Предприятие является
коммерческой организацией, деятельность кото-
рои направлена на получение прибыли.
Одной из важнейших характеристик
предприятия являются его размеры,
определяемые в первую очередь
количеством занятых работников. Как правило,
по этому признаку предприятия
подразделяются следующим образом:
• мелкие — до 50 занятых работников:
• средние — от 50 до 500 (иногда до
300) работников;
• крупные — свыше 500 работников.
В швейной промышленности в
основном преобладают средние и близкие
к мелким предприятия.
Под производством в рыночной
экономике подразумеваются любые виды
деятельности, приносящие доход
независимо от того, происходят они в сфере
материального производства или в
сфере услуг.
Целесообразность организации
производственного процесса
изготовления швейных изделий может быть
определена по результатам опенки его
деятельности.
Обший подход к оценке
деятельности швейного предприятия рассмотрен
при его создании, когда при разработке
бизнес-плана рассчитываются
показатели, на основе которых составляется
технико-экономическое обоснование
проекта, представляющее сценарий
деятельности предприятия,
показывающее реальность, возможность и пути
реализации проекта.
При обшей оценке создаваемого
предприятия эффективность каждого
подразделения оценивается отдельно,
по соответствующим
технико-экономическим показателям (см. раздел 4).
Для обшей оценки деятельности
создаваемого швейного предприятия
необходимо разработать бизнес-план.
Вопросы для контроля
и обсуждения
1. Характеристика внутренних и
внешних факторов, влияющих на
организацию швейного производства.
2. Миссия швейного производства
и ее содержание.
3. Цели швейного производства.
4. Основные направления стратегии
роста предприятия. ,
5. Сущность методических
подходов к планированию стратегических
альтернатив и их оценке. Базовые
стратегии.
6. Характеристика матрицы
"возможностей по товарам-рынкам" для
выработки общей стратегии швейной
фирмы.
7. Сущность и назначение
портфельной модели Бостонской
консультационной группы.
8. Характеристику и особенности
организационно-правовых форм
предпринимательской деятельности
согласно Гражданскому кодексу РФ.
9. Характеристика предприятия по
производству швейных изделий.
Современные формы и методы проектирования швейного производства
leandr
САРР
Формирование
и классифицированное
хранение данных,
используемых при решении
проектных задач
Организация единого доступа
к справочной и проектной информации
на протяжении всего жизненного цикла
проектирования швейного изделия
и потока по его изготовлению
Автоматизированное выполнение
расчетов по нормированию затрат
времени и по расходу фурнитуры
с использованием электронных
нормативных справочников
Автоматизированное формирование
организационно-технологической
схемы процесса производства одежды
Учет фактических данных о выработке
отдельных исполнителей
и производства в целом за любой
период времени
Автоматическое формирование
выходной документации
"НТЦ дизайна и технологий". 115998, Россия, г. Москва, ул. Садовническая, д.ЗЗ, оф. 262, 256
Тел./факс: (095) 953-65-81, e-mail: info@eleandr.ru, http://www.eleandr.ru
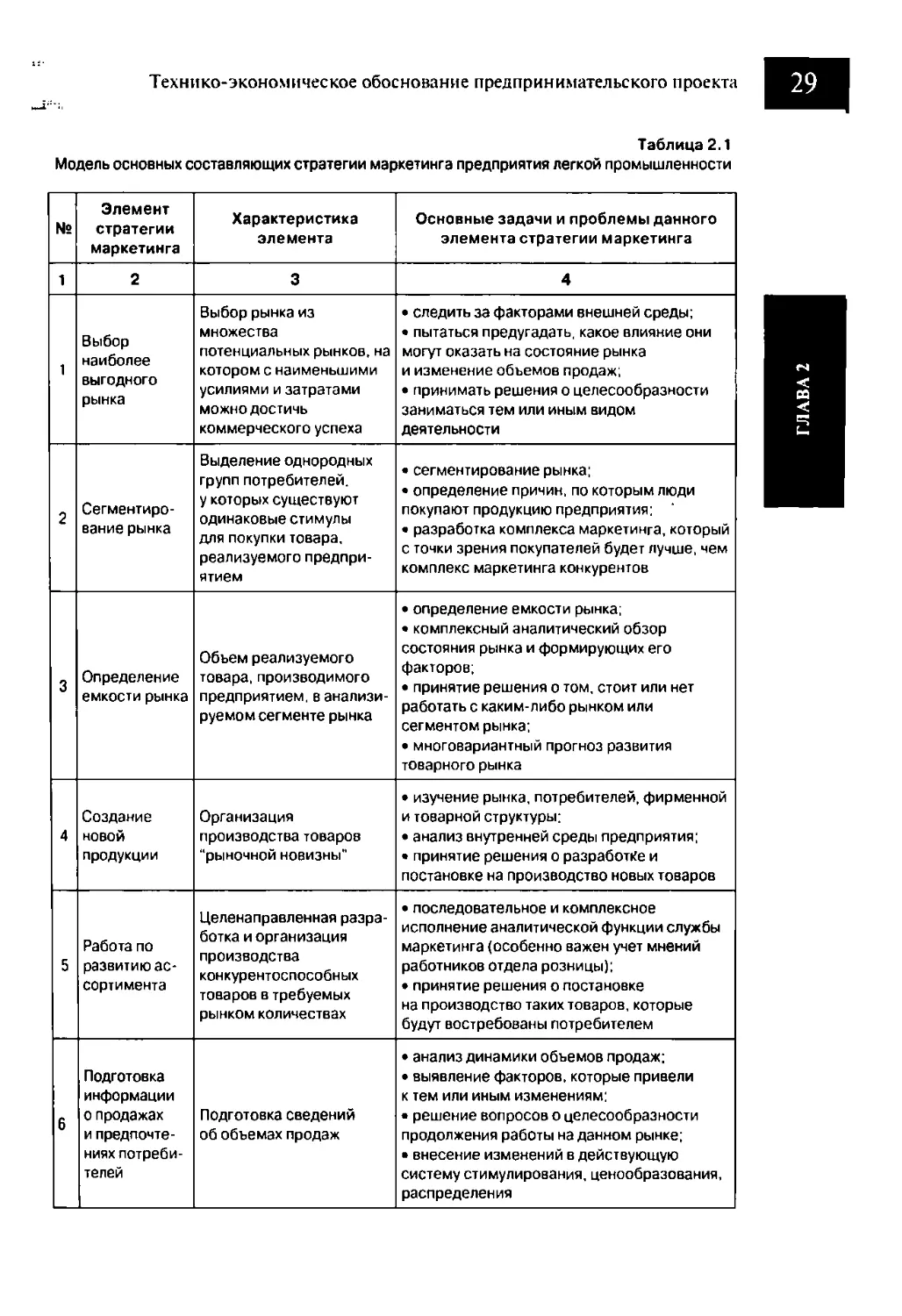
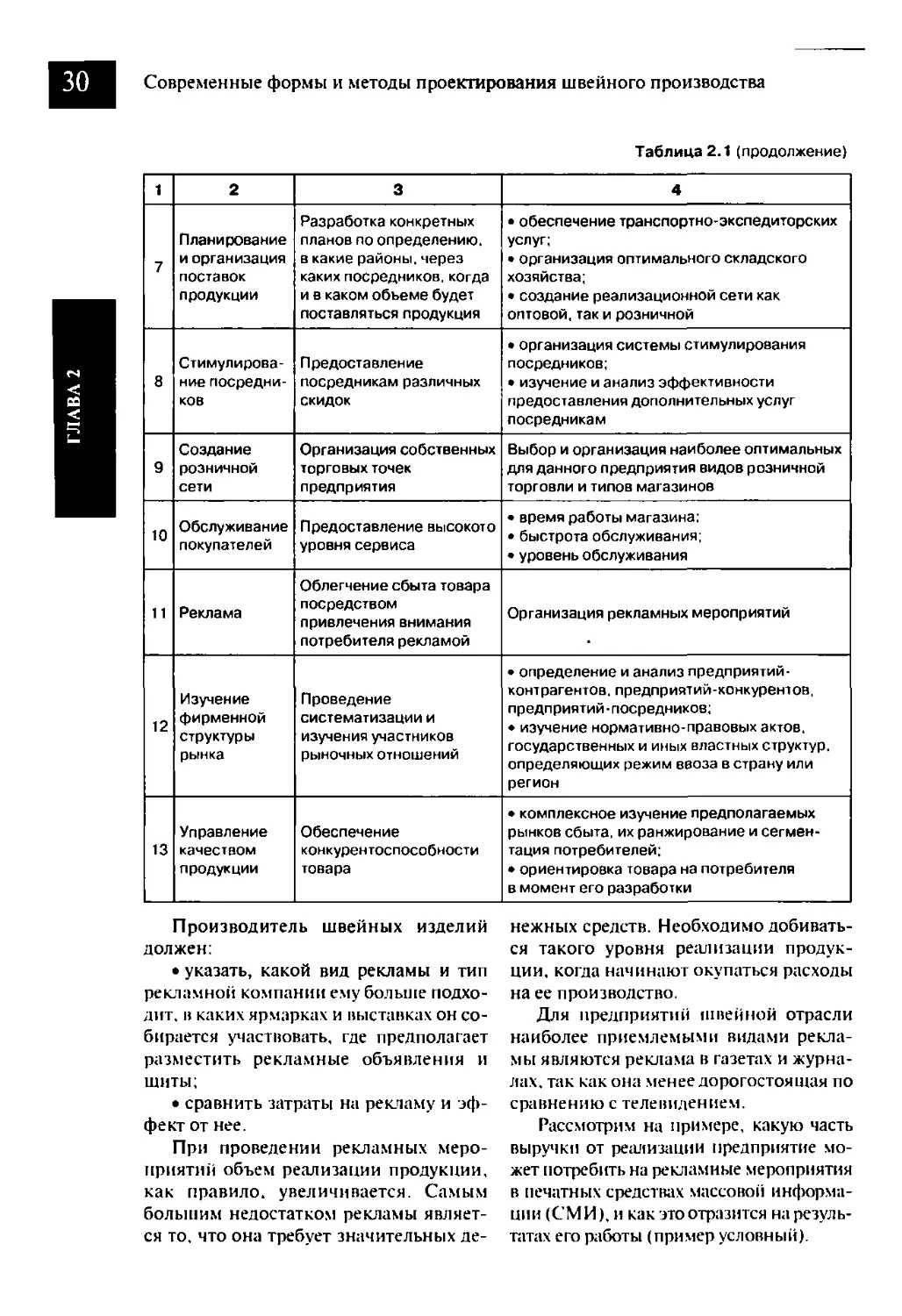
Технико-экономическое обоснование предпринимательского проекта
Глава 2. Технико-экономическое
обоснование предпринимательского проекта
в производстве швейных изделий
2.1. Процесс
бизнес планирования
Процесс бизнес планирования — это
последовательное, целенаправленное
решение вопроса реализации
коммерческого проекта, в частности,
производства швейных изделий.
Бизнес-план выступает как
объективная оценка собственной
предпринимательской деятельности предприятия
и, в тоже время, как необходимый
инструмент проектно-инвестиционных
решений в соответствии с потребностями
рынка. В нем характеризуются
основные аспекты коммерческого
предприятия, анализируются проблемы, с
которыми оно столкнется, и определяются
способы их решения.
Бизнес-план — основной документ,
определяющий стратегию развития
предприятия. Вместе с тем он
базируется на обшей концепции развития
предприятия. В нем более подробно
разрабатываются экономический и
финансовый аспекты стратегии, дается технико-
экономическое обоснование
конкретным мероприятиям. Бизнес-план
охватывает одну из частей инвестиционной
программы, срок реализации которой
обычно ограничен одним или
несколькими годами (часто
корреспондирующими со сроками средне- и
долгосрочных кредитов), позволяющей дать
достаточно четкую экономическую оценку
намеченным мероприятиям.
Бизнес-план дает объективное
представление о возможностях
развития производства, способах
продвижения товара на рынок, ценах,
возможной прибыли, основных финансово-
экономических результатах
деятельности предприятия, определяет зоны
риска, предлагает пути их снижения.
Бизнес-план разрабатывается независимо
от сферы деятельности, масштабов,
собственности и
организационно-правовой формы компании. В нем
решаются как внутренние задачи,
связанные с управлением предприятием, так
и внешние, обусловленные
установлением контактов и взаимоотношений
с другими предприятиями и
организациями.
Цель разработки бизнес-плана —
спланировать хозяйственную деятель-
нос редпрпятия на ближайший и
отдаленный периоды в соответствии с
потребностями рынка и возможностями
получения необходимых ресурсов.
Задачами бизнес-плана являются:
• формулирование долговременных
и краткосрочных целей предприятия,
стратегии и тактики их достижения;
• определение конкретных
направлений деятельности, целевых рынков
и места предприятия на этих рынках:
• выбор ассортимента и определение
показателей товаров и услуг, которые
будут предложены потребителям;
• оценка производственных и
непроизводственных издержек;
Современные формы и методы проектирования швейного производства
• определение состава
маркетинговых мероприятий по изучению рынка,
стимулированию продаж,
ценообразованию и т.п.;
• опенка финансового положения
предприятия и соответствия
имеющихся финансовых и материальных
ресурсов возможностям достижения
поставленных целей.
Бизнес-план — это план возможных
действий предприятия на рынке. Любая
информация представленная в бизнес-
плане (хозяйственная стратегия,
порядок распределения прибыли, схемы
работы с поставщиками и потребителями
и т.п.) может стать предметом
обсуждения, дальнейшего анализа.
Состав бизнес-плана и степень его
детализации зависят от размера и
характера создаваемого предприятия,
размеров предполагаемого рынка сбыта,
наличия конкурентов и перспектив роста
создаваемого (реконструируемого)
предприятия.
Ценность бизнес-плана
определяется тем, что он:
• дает возможность определить
жизнеспособность будущего предприятия
в условиях конкуренции;
• со 1сржи1 ориентиры, и
соответствии с которыми предприниматель будет
действовать на этапе становления
предприятия:
• служит важным инструментом
получения финансовой поддержки от
внешних инвесторов.
Бизнес-план разрабатывается на
различные инновационные объекты или
процессы, связанные с проектированием
или созданием новых предприятий и их
подразделений, разработкой и поставкой
на рынок требуемых товаров и услуг,
реконструкцией предприятий и
расширением выпуска продукции,
совершенствованием технологии и организации
производства, повышением качества
продукции и производительности труда.
На вновь создаваемые или
открываемые предприятия в соответствии с
проектом разрабатывается комплексный
бизнес-план, включающий подробные
технико-экономические расчеты по
всем разделам и показателям
проектирования, строительства и освоения
нового производства товаров и услуг.
На действующих предприятиях
бизнес-план создается с целью достижения
соответствующих стратегических,
тактических или оперативных
направлений или задач, связанных с дальнейшим
развитием производственных или
функциональных подразделений,
реструктуризацией или расширением
организаций и т.д.
При стабильной и устойчивой работе
предприятия бизнес-план может быть
направлен на обновление основных
производственных фондов
(оборудования) и развитие новых технологий,
поиск новых рынков, расширение сбыта
продукции и т.п.
Таким образом, разрабатываются
либо комплексные, либо локальные
бизнес-планы, и они необходимы для
открытия любого нового проекта или
своего дела всем предпринимателям.
2.2. Структура бизнес-плана
Стандартный бизнес-план имеет
определенную структуру и
последовательность разделов. Структура бизнес-плана
применительно к производству
швейных изделий представлена на рис. 2.1.
1. Резюме
Особенность этого раздела
заключается в том. что он разрабатывается в
самом конце составления всех разделов
бизнес-шиша, когда достигнута полная
ясность по всем остальным разделам.
В этом разделе помешается информация,
дающая представление о проектируемом
предприятии, а так же все необходимые
данные, характеризующие его
коммерческую и хозяйственную деятельность.
Резюме должно быть кратким (не
более 2—3-х страниц) и содержать
следующие моменты:
Технико-экономическое обоснование предпринимательского проекта
Структура бизнес-плана
2. Экономическое обоснование
2.1 Общее описание бизнеса
2.2 Продукция и услуги
2.3 Рынки сбыта. Конкуренция
2.4 План маркетинга
2.5 План производства
3. Организационная часть
3.1 Организационный план
3.2 Юридические аспекты
4. Экономика производства
4.1 Ресурсы производства
4.2 Оценка риска и страхование
4.3 Финансовый план
4.4 Стратегия финансирования
4.5 Оценка финансового
состояния
4.6 Основные технико-
экономические показатели
Рис. 2.1. Структура бизнес-плана
швейного предприятия.
1. Основные цели предприятия
(фирмы), т.е. конкретные достижения.
к которым оно стремится. В качестве
таких целей могут быть названы:
• увеличение оСгьемов продаж до... ед.,
• получение чистой прибыли ... руб.,
• увеличение доли предприятия на
соответствующем рынке до...% и другие.
2. Стратегии, разработанные для
достижения этих целей.
3. Состав конкретных мероприятий,
которые необходимо принять в рамках
определенной стратегии.
4. Род деятельности предприятия
в планируемом периоде.
5. Средства, необходимые для
этого, и источники их получения.
6. Отличительные особенности
выпускаемой продукции от продукции
предприятий-конкурентов.
7. Прогнозируемые объемы продаж
на ближайший период.
8. Ожидаемая выручка от продаж
и масса чистой прибыли.
9. Планируемые затраты на
производство продукции.
10. Уровень прибыльности
инвестиций.
11. Срок возврата заемных средств.
2. Экономическое обоснование
Для составления экономического
обоснования нужно собрать всю
необходимую информацию, и. в первую
очередь, информацию об объеме
потенциального спроса, производственных
и финансовых потребностях
предприятия. Имея такую информацию,
предприниматель сможет оценить
жизнеспособность самой концепции нового
предприятия (или его реконструкции).
Прежде всего, необходимо оценить
спрос на товар или услугу, которую он
собирается производить. Необходимые
данные для этого можно получить из
отчетов и публикаций в отраслевых и
научных журналах.
Возможные источники
информации: журналы — "Швейная
промышленность", "Человек и труд",
"Российский экономический журнал", газеты
"Экономика и жизнь" и "Российская
газета". Бизнес-карты, Каталоги
товаров и др.
Содержание экономического
обоснования проекта включает выполнение
пяти разделов бизнес-плана: "Общее
описание бизнеса", "Продукция и услуги",
"Рынки сбыта. Конкуренция", "План
маркетинга", "План производства".
2.1. Общее описание бизнеса. И
разделе "Общее описание бизнеса"
рекомендуется провести краткий
исторический экскурс, дать анализ текущего
состояния дел в швейной отрасли и
сведения о намечающихся тенденциях
развития, перечислить потенциальных
конкурентов, взять на заметку все прогнозы
по отрасли, охарактеризовать
отраслевую базу.
Необходимо также ответить на
вопрос, на какого именно потребителя
Современные формы и методы проектирования швейного производства
рассчитана продукция нового
предприятия и определить месторасположение
проектируемого предприятия.
Выбор и обоснование
месторасположения проектируемого предприятия
осуществляется на основе общих требо-
iuiiMii. мредьяиляемых к выбору района
и пункта строительства. Оптимальное
расположение предприятия (близость
к шоссейным дорогам, близость к
поставщикам, наличие трудовых ресурсов
и др.) позволит снизить транспортные
расходы, уменьшить арендную плату,
налог на землю и т.п.
2.2. Продукция и услуги. При
разработке этого раздела должны быть четко
определены направленность и сферы
деятельности предприятия. Границами
сфер деятельности могут быть
производимые товары, существующие рынки
и сегменты рынков, технологические
возможности предприятия.
Написанию раздела предшествует
значительная предварительная работа
по выбору вида товаров — продукции и
услуг, которые должны стать основой
деятельности предприятия. Здесь
должны учитываться возможности
предприятия, потребности рынка и требования
потенциальных покупателей к
показателям продукции. При выборе
ассортимента необходимо учитывать
жизненный цикл товаров и помнить, что
товарная политика предприятия
складывается из следующих трех элементов:
• своевременное внесение в товар
изменений (модификация товара),
• создание и введение на рынок
нового товара,
• прекращение производства товара,
не имеющего спроса.
В случае ориентации на политику
модификации товара, необходимо
учитывать требования потребителей,
климатические условия,
социально-культурный уровень населения; оценить
возможное увеличение уровня продаж
и повышение цены, сопоставив это
с дополнительными расходами на
модернизацию.
При создании и внедрении на рынок
нового товара должны быть показаны
его достоинства и отличительные
особенности по сравнению с товарами-
конкурентами.
Структура ассортимента в проекте
должна определяться с учетом
следующих направлений экономической
деятельности:
• сложившейся товарной и
фирменной структурой рынка, наличием
потребителей и емкостью рыночных
сегментов;
• структурой потребностей и спроса
населения;
• требованиями покупателей;
• тенденциями развития моды:
•
производственно-технологическими возможностями предприятия;
• ассортиментом сырья и материалов
и комплектующих изделии.
В соответствии с целью и
конкретными задачами процесса
проектирования в разделе дается назначение и
описание модели с подробным
обоснованием необходимости ее производства для
данного региона. Описываются
основные качественные характеристики,
связанные с условиями эксплуатации
проектируемой модели, включая
соответствие направлению моды и особенностям
традиций данного региона,
требованиям комфортности и экологии
применяемых материалов. В данном разделе
обосновывается структура
ассортимента предприятия (что производить),
объем выпуска (сколько производить),
особенности и потребительские свойства
товаров; оценивается
конкурентоспособность продукции.
Оценка конкурентоспособности
продукции может быть определена в три
этапа.
1. Анализ рынка и выбор наиболее
конкурентоспособного товара-образца
в качестве базы для сравнения и
определения уровня конкурентоспособности
предлагаемой продукции.
2. Определение набора
сравнительных параметров двух видов продукции.
Технико-экономическое обоснование предпринимательского проекта
При этом исходят из того, что часть
параметров характеризует
потребительские свойства продукции (его
потребительскую стоимость), а другая часть —
его экономические свойства (цену).
3. Расчет интегрального показателя
конкурентоспособности продукции,
основанного на сравнении его
параметров с параметрами разрабатываемого
изделия, наиболее полно отражающего
конкретные потребности покупателей.
Важно также привести сведения
о патентно-лицензионной защите,
торговых знаках, авторских правах и других
объектах интеллектуальной
собственности, связанных сданным товаром.
Следует помнить, что важным
моментом в этом разделе является
наглядное изображение продукции, которую
предполагается производить (дать
ссылку на эскиз модели с указанием
конструктивных решении, отделочных
материалов и фурнитуры, который
обычно представлен в технологической
части проекта).
В этот раздел должна быть включена
информация, дающая ответы на
следующие вопросы:
• Что представляет собой ваша
продукция?
• Какие запросы потребителей она
удовлетворяет?
• Какова конкурентоспособность
продукции и чем определяется ее
привлекательность?
• Какой метод продажи считается
наиболее эффективным?
• Какая упаковка будет
подчеркивать преимущество вашей продукции?
2.3. Рынки сбыта. Конкуренция.
Раздел направлен на изучение рынков
и позволяет четко представить, кто
будет покупать продукцию и определить
емкость рынка для каждого товара.
Важнейшим объектом изучения при
исследовании рынка является
потребитель. При этом необходимо
осуществить сегментирование рынка, т.е.
разделить общую совокупность потребителей
на определенные группы покупателей
(сегменты), имеющих сходные
потребительские запросы и предпочтения.
Сегментация позволяет детально и
глубоко изучить потребности отдельных
групп покупателей и оценить качество
удовлетворения этих потребностей.
Анализ емкости рынка должен
вскрыть привлекательные возможности
и ответить на ряд вопросов:
• Каким должен быть для
предприятия рынок сбыта проектируемого
ассортимента продукции?
• Какие рынки сбыта имеются в
настоящее время в данном
экономическом районе?
• Что требуется для привлечения
большого числа потребителей?
• Каков потенциал рынка сбыта
в перспективе?
Разрабатывая бизнес-план, необхо-
димо прпама.ш шронагь рыночную
конъюнктуру, дать характеристику
конкурентов, выявить их стратегию и
тактику. Раздел должен содержать
описание вида конкуренции и оценку
наиболее серьезных непосредственных
конкурентов предприятия. Следует
выявить несколько основных конкурентов
продукции предприятия на избранных
целевых рынках сбыта, а также
определить потенциальных конкурентов
и дать их описание. Для борьбы с
деловыми соперниками следует выбрать
курс либо на ценовую конкуренцию
(предлагая аналогичный товар по более
низкой цене), либо на конкуренцию
качества (продажа по той же цене, что
и у конкурентов, более качественного
или универсального товара), либо на
конкуренцию сервиса {обеспечивая
свои изделия более надежным
послепродажным обслуживанием).
Анализируя своих конкурентов, надо учесть как
можно больше факторов, влияющих на
спрос покупателей, и постараться
удовлетворить эти потребности.
2.4. План маркетинга. Предприятие
должно знать потребности рынка в
соответствующем товаре, а это влечет за
собой необходимость широкого изучения
Современные формы и методы проектирования швейного производства
и прогнозировании развития рынка, что
осуществляется с помощью маркетинга.
Современная концепция маркетинга
состоит в том. что вся деятельность
предприятия основывается на знании
потребительского спроса и его изменений
в ближайшей перспективе. К основным
элементам раздела относятся: схема
распространения товара, выбор метода
ценообразования, методы стимулирования
объема продаж, рек i,i\i.i и организации
послепродажного обслуживания.
Схема распространения товара — это
организация каналов сбыта, т.е.
определение пути, по которому товар движется
к покупателю. Уровень канала сбыта —
это любой посредник, который
выполняет работу но приближению товара
к конечному потребителю.
Посредниками мот быть розничный, оптовый
или мелкооптовый торговец, а канал,
в зависимости от количеств;!
посредников, может быть нулевым
одноуровневым, двухуровневым и трехуровневым.
Эффективное решение данного вопроса
состоит в выборе наилучшей
комбинации каналов сбыта.
Одним из важнейших элементов
плана маркетинга является
ценообразование. При выборе метода
ценообразования предприятие должно исходить из
себестоимости продукции, цены
конкурентов, уникальных достоинств товара,
цены, определяемой спросом на
данный товар. Главное при разработке
этого вопроса — установить какие цены
и как их изменять в зависимости от
ситуации на рынке, чтобы получить
планируемый объем прибыли и овладеть
определенной долей рынка.
Третьим элементом плана
маркетинга являются методы стимулирования
объема продаж. Стимулирование
сбыта — это использование разнообразных
средств, способствующих совершению
покупки. К ним относятся:
стимулирование потребителей, стимулирование
сферы торговли, стимулирование
собственного торгового персонала (при
использовании фирменной торговли).
Важнейшим элементом маркетинга
является реклама, предназначенная для
информирования покупателей,
привлечения их внимания к данному товару
и распространения предложений,
советов, рекомендаций по приобретению
данной продукции. Главной функцией
рекламы является индивидуализация
продукции, т.е. выделение ее из'осталь-
ной массы конкурирующих товаров
путем подчеркивания какой-либо
свойственной только ей отличительной черты
(высокое качество, надежность,
умеренная цена, оригинальные
потребительские свойства и т.д.).
Описание организации
послепродажного обслуживания предлагает
освещение вопросов, связанных с
условиями гарантийного и .послегарантийного
обслуживания, с предоставлением круга
услуг в каждом из этих видов
обслуживания, структурой и местоположением
сервисных подразделений и т.п.
2.5. План производства. В
экономическом обосновании освещаются
вопросы, включаемые в содержание плана
производства, а именно:
• Где будет изготавливаться
продукция — на действующем или вновь
создаваемом предприятии?
• Насколько удачно выбрано
месторасположение фирмы?
• Какие производственные
мощности предполагается создать?
Выполняются расчеты
производственной мощности швейного
предприятия и указывается как они будут
осваиваться.
План производства
(производственная программа) для проектируемого
предприятия разрабатывается с учетом
запланированной численности
технологических рабочих на предприятии,
режимов работы и максимально
возможного разнообразия ассортимента
выпускаемой продукции.
Для реконструируемого
предприятия разработанная производственная
программа должна быть сопоставлена
С производственной программой деист-
Технико-экономическое обоснование предпринимательского проекта
вуюшего прелприятия. принятой за
базу сопоставлении.
3. Opiaiui t;niiiniiii:i» часть бизнес-
плана ВКЛЮЧает разработку
"Организационного плана" и "Юридических
аспектов".
3.1. Организационный план. В
данном разделе бизнес-плана приводится
информация, характеризующая
организационную структуру предприятия,
сведения о персонале и уровне
заработной платы.
При изложении вопроса
"Организационная структура предприятия"
следует дать:
• организационную схему
управления с указанием функциональных
обязанностей основных категорий
работников;
• режим труда на предприятии с
учетом принятой сменности работы.
Затем формируется потребность в
кадрах и определяется фонд оплаты их
труда по методике расчета плана по труду,
кадрам и заработной плате (см. раздел 4).
Необходимо так же отразить
вопросы кадровой политики, проводимой на
предприятии; принципам найма (кон
трактная система, "пожизненный"
найм, испытательный срок и т.д.);
по созданию системы планирования
профессиональной подготовки и
переподготовки кадров, повышения
квалификации, продвижения работников по
службе и т.д.
В этом разделе предполагается также
разработка рациональной организации
рабочих мест основных профессий
и специальностей с учетом специфики
конкретного производства.
Разделы бизнес-плана 2.5 и 3.1
детально разрабатываются на основании
технологической части проекта, и
полученные результаты используются при
выполнении организационной части
(см. раздел 2).
3.2. Юридические аспекты. В лом
разделе приводится вся информация,
связанная с созданием и правовым
обеспечением хозяйственной
деятельности предприятия. Особое внимание
необходимо обратить на правовое
обоснование организационной
формы, т.е. на форме собственности
и правовом статусе предприятия.
Организационно-правовая форма
прелприятия обосновывается в
соответствии с Гражданским Кодексом РФ
(часть 1). Каждая из форм имеет свои
особенности, которые могут повлиять
и,! успех pea.in s.iiniii проекта. I In itom>
необходимо обосновать причину
выбора той или иной формы и наметить
возможные перспективы изменения
этой формы.
4. Экономика производства
4.1. Ресурсы проишолства. Раздел
"Экономика производства" при
проектировании швейного предприятия
начинается с определения необходимых
ресурсов в ценовом выражении, т.е.
с планирования издержек производства
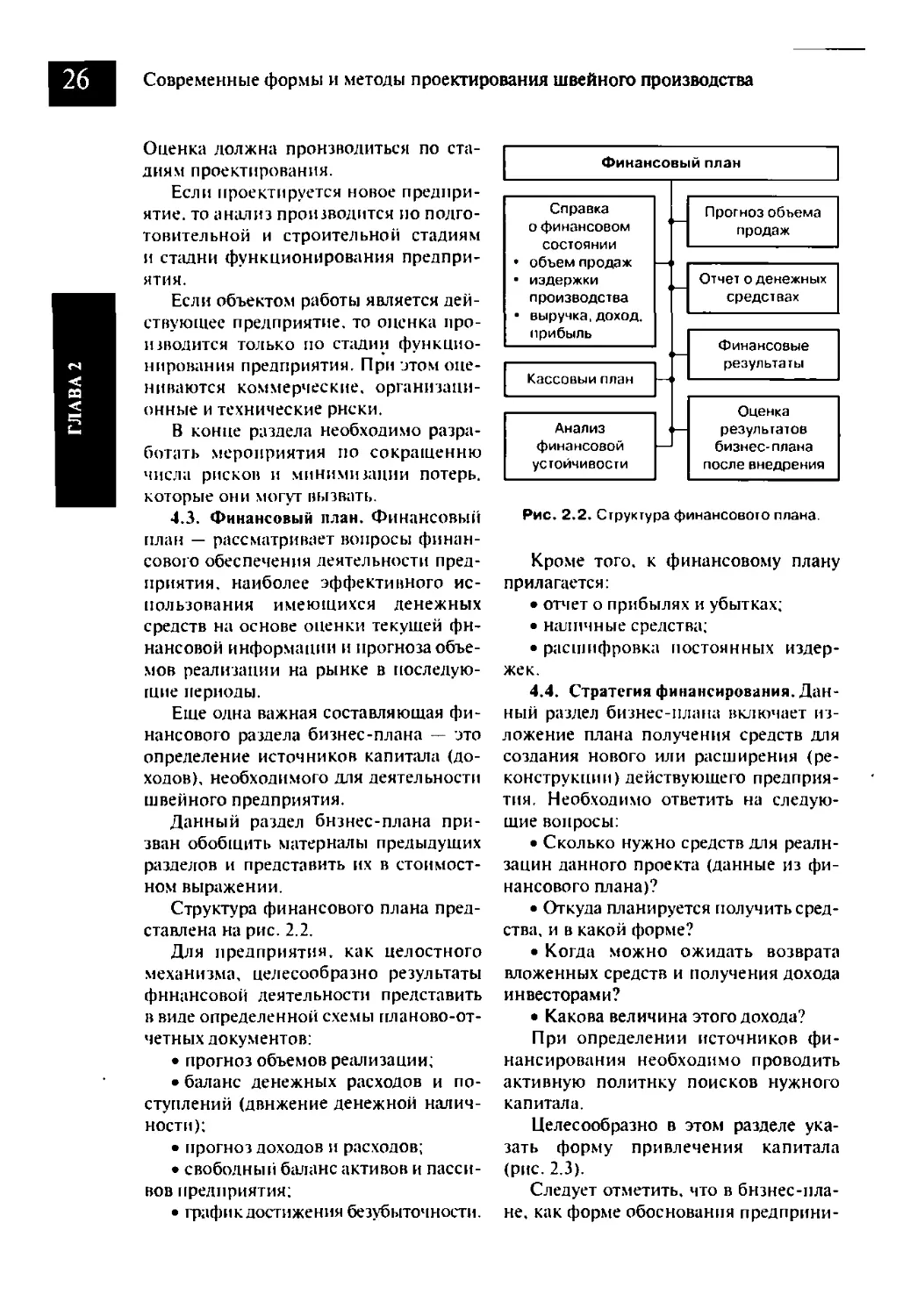
(себестоимости продукции) (см. п. 8.1).
Результаты расчетов затрат на
производство продукции являются основой
для составления завершающих разделов
бизнес-плана — "Финансового плана"
и "Стратегии финансирования".
4.2. Оценка риска и страхование.
Предпринимательская деятельность
в любом виде связана с определенным
риском, который принято называть
предпринимательским. Существуют
различные группы рисков: природные
(стихийные бедствия), политические,
кредитные, валютные, процентные,
законодательные и др. Вероятность
каждого типа риска различна, так же, как
сумма убытков, которые они могут
вызвать (см. раздел 4).
Риски могут быть обусловлены
различными обстоятельствами,
источниками опасности, видами
предпринимательства, зонами риска и т.д.
Необходимо хотя бы
ориентировочно оценить то. какие риски для
проектируемого предприятия наиболее
вероятны и во что они могут обойтись.
Современные формы и методы проектирования швейного производства
Оценка должна производиться по
стадиям проектирования.
Если проектируется новое
предприятие, то анализ производится но
подготовительной и строительной стадиям
и стадии функционирования
предприятия.
Если объектом работы является
действующее предприятие, то опенка
производится только по стадии
функционирования предприятия. При ЭТОМ
оцениваются коммерческие,
организационные и технические риски.
В конце раздела необходимо
разработать мероприятия по сокращению
числа рискни и минимизации потерь,
которые они могут вызвать.
4.3. Финансовый план. Финансовый
план — рассматривает вопросы
финансового обеспечения деятельности
предприятия, наиболее эффективного
использования имеющихся денежных
средств на основе опенки текущей
финансовой информации и прогноза
объемов реализации на рынке в
последующие периоды.
Еще одна важная составляющая
финансового раздела бизнес-плана — это
определение источников капитала
(доходов), необходимого для деятельности
швейного предприятия.
Данный раздел бизнес-плана
призван обобщить материалы предыдущих
разделов и представить их в
стоимостном выражении.
Структура финансового плана
представлена на рис. 2.2.
Для предприятия, как целостного
механизма, целесообразно результаты
финансовой деятельности представить
в виде определенной схемы
планово-отчетных документов:
• прогноз объемов реализации;
• баланс денежных расходов и
поступлений (движение денежной
наличности);
• прогноз доходов и расходов;
• свободный баланс активов и
пассивов предприятия;
• графикдостижения безубыточности.
Финансовый план
Справка
о фим;шс.()»ом
состоянии
объем продаж
издержки
производства
выручка, доход,
прибыль
ый план I
Анализ
|>ИИ,!М1 овии
устойчивости
Прогноз обьема
продаж
Отчетоденеж!
средствах
Финансовые
результаты
Оценка
результатов
бизнес-плана
после внедрения
Рис. 2.2. Структура финансового плана.
Кроме того, к финансовому плану
прилагается:
• отчет о прибылях и убытках;
• наличные средства;
• расшифровка постоянных
издержек.
4.4. Стратегия финансирования.
Данный раздел бизнес-плана включает
изложение плана получения средств для
создания нового или расширения
(реконструкции) действующего
предприятия. Необходимо ответить на
следующие вопросы:
• Сколько нужно средств для
реализации данного проекта (данные из
финансового плана)?
• Откуда планируется получить
средства, и в какой форме?
• Когда можно ожидать возврата
вложенных средств и получения дохода
инвесторами?
• Какова величина этого дохода?
При определении источников
финансирования необходимо проводить
активную политику поисков нужного
капитала.
Целесообразно в этом разделе
указать форму привлечения капитала
(рис. 2.3).
Следует отметить, что в
бизнес-плане, как форме обоснования предприни-
Технико-экономическое обоснование предпринимательского проекта
мательского проекта, заложены
преимущества гибкого сочетания
производственною и рыночного,
финансового и технического, внутреннего и
внешнего аспектов деятельности швейного
предприятия.
Содержание разделов бизнес-плана
"4.5. Опенка финансового состояния" и
"4.6. Основные
технико-экономические показатели" подробно изложено в
разделе 4.
2.3. Формирование
стратегии маркетинга
швейного производства
Разработка и производство
продукции, которая наиболее полно
удовлетворит потребности населения, ставят
перед швейным предприятием задачу
внедрения службы маркетинга.
Маркетинг позволяет избежать
прямой жесткой конкуренции,
формировать и стимулировать сбыт, то есть
увеличивать спрос на изделия, тем самым
улучшать возможности работы
предприятия.
Маркетинг — это деятельность,
направленная на достижение целей орга-
Собственный капитал
Акции
■ привилегированные
• привилегированные
конвертируемые
•обыкновенные
Кредит, срочная ссуда
Облигации
■обычные
• конвертируемые
Рис. 2.3. Схема формирования капитала.
низании путем определения
потребностей покупателей и направления товаров
и услуг, удовлетворяющих эту
потребность, от производителя к потребителю
(КотлерФ.).
Цель маркетинга — определение
потребностей покупателей и полное
удовлетворение этих потребностей с тем,
чтобы производить товар, который
потребитель купит, а не пытаться сбыть
уже произведенный товар.
Любая фирма, в том числе и
швейное предприятие, прежде чем заняться
производством определенного вида
продукции, должно:
• проанализировать потребности
людей и решить, хотят ли потребители
приобретать ту или иную
разновидность товара;
• предугадать, какая продукция будет
приобретаться разными потребителями,
и решить, каких людей предприятие
хочет удовлетворить своей продукцией;
• оценить, сколько будет таких
людей, и какое количество товара они
будут приобретать на протяжении
следующих нескольких лет;
• предугадать, где предприятие
может найти своего потребителя и как оно
доставит им свой товар;
• предугадать, когда данные
потребители захотят приобрести продукцию;
• оценить, какие виды
стимулирования будет использовать предприятие,
чтобы рассказать потребителям о своей
продукции;
• оценить, сколько других
конкурентов будут выпускать данную
продукцию, ПО какой цене и какое количество
будут продавать.
Каждое швейное предприятие
должно знать величину и структуру
потребностей рынка, прогноз дохода от
продаж с учетом таких факторов, как
ценообразование, продвижение товаров на
рынок и издержки.
Решение этого вопроса на
предприятии осуществляется с помощью
маркетинга. К основным элементам
структуры маркетинга относятся:
Современные формы и методы проектирования швейного производства
• анализ рынков сбыта,
• схема распространения товаров,
• выбор метода ценообразования.
• методы стимулирования продаж,
• реклама.
• организация послепродажного
обслуживания.
Основные направления стратегии
маркетинга на швейном предприятии
представлены в таблице 2.1.
Служба маркетинга необходима для
организации прибыльного
функционирования предприятия. Без нее не
обойтись при работе в рыночных УСЛОВИЯХ.
Чтобы противостоять конкуренции,
швейные предприятия должны взять на
вооружение маркетинг, создав службу
маркетинга.
Чтобы решить эту задачу наиболее
рационально, необходимо
сформировать комплекс взаимосвязанных
направлений в маркетинговых исследованиях.
Одними из основных задач и
проблем являются разработка стратегии
маркетинга и построение рациональной
структуры службы маркетинга.
Стратегия маркетинга должна
обеспечить выживание предприятия в
конкурентной борьбе. Рациональная
структура должна способствовать созданию
такого управленческого процесса,
который обеспечил бы превращение этой
стратегии в реальные планы.
Условия функционирования
швейного предприятия, требования к службе
маркетинга, цели предприятия во мно-
]ом будуч влиял, на структур} службы
маркетинга, на задачи, решаемые
каждым отделом.
В качестве примера представлены
основные элементы стратегии
маркетинга по двум предприятиям,
производящим разные вилы швейных изделий
(табл. 2.2).
Таким образом, маркетинг является
одним из видов управленческой
деятельности и влияет на расширение и
обновление производства путем
выявления запросов потребителей и их
удовлетворения.
Маркетинг не начинается там, где
завершается производство. Напротив,
характер и масштабы производства
диктуются маркетингом.
2.4. Реклама,
ее эффективность
Предприятие в своей деятельности
должно держать непрерывную связь с
потребителями. Эта связь должна идти
как от предприятия к потребителю, так
и в обратном направлении по вполне
определенным коммуникационным
каналам.
Реклама — деятельность, целью
которой является привлечение внимания,
создание широкой известности товару и
предприятию, выпускающему эту
продукцию. Виды рекламы представлены
на рис. 2.4.
Реклама разделяется на:
• престижную — формирует
долговременный образ
предприятия-изготовителя продукции (фирма "Салют",
концерн "Панинтер" и др.);
• рубричную — для
распространения информации о продаже, услуге или
сбыте;
• информационную — информирует
покупателей о распродаже по
сниженным ценам;
•
разъяснительно-пропагандистскую рекламу — для убеждения
покупателей в каких-либо идеях, которыми
руководствуется предприятие для
удовлетворения покупательского спроса;
• рекламу марки — для выделения
какого-либо марочного товара.
Крупные предприятия имеют в
своем составе рекламные полразделения
(концерн "Панинтер" и др.), более
мелкие — служащих, имеющих контакт с
рекламными фирмами.
Службами маркетинга
разрабатывается график использования различного
вида реклам и средств в течение
жизненного цикла товара.
Технико-экономическое обоснование предпринимательского проекта
Таблица 2.1
Модель основных составляющих стратегии маркетинга предприятия легкой промышленности
№
1
I
?
3
■1
5
6
Элемент
стратегии
маркетинга
2
Выбор
наиболее
выгодного
рынка
Сегментирование рынка
Определение
емкости рынка
Создание
НОВОЙ
продукции
Работа по
развитию
ассортимента
Подготовка
информации
о продажах
и
предпочтениях
потребителей
Характеристика
элемента
3
Выбор рынка из
множества
потенциальных рынков, на
котором с наименьшими
усилиями и затратами
можно достичь
коммерческого успеха
Выделение однородных
групп потребителей,
у которых существуют
одинаковые стимулы
для покупки товара,
реализуемого
предприятием
Обьем реализуемого
товара, производимого
предприятием, в
анализируемом сегменте рынка
Организация
производства товаров
"рыночной новизны"
Целенаправленная
разработка и организация
производства
конкурентоспособных
товаров в требуемых
рынком количествах
Подготовка сведений
об объемах продаж
Основные задачи и проблемы данного
элемента стратегии маркетинга
4
• следить за факторами внешней среды;
• пытаться предугадать, какое влияние они
могут оказать на состояние рынка
и изменение объемов продаж;
• принимать решения о целесообразности
заниматься тем или иным видом
деятельности
• сегментирование рынка;
• определение причин, по которым люди
покупают продукцию предприятия;
• разработка комплекса маркетинга, который
с точки зрения покупателей будет лучше, чем
комплекс маркетинга конкурентов
• определение емкости рынка;
• комплексный аналитический обзор
состояния рынка и формирующих его
факторов;
• принятие решения о том, стоит или нет
работать с каким-либо рынком или
сегментом рынка;
• многовариантный прогноз развития
товарного рынка
• изучение рынка, потребителей, фирменной
и товарной структуры;
• анализ внутренней среды предприятия;
• принятие решения о разработке и
постановке на производство новых товаров
• последовательное и комплексное
исполнение аналитической функции службы
маркетинга (особенно важен учет мнений
работников отдела розницы);
• принятие решения о постановке
на производство таких товаров, которые
будут востребованы потребителем
• анализ динамики объемов продаж;
• выявление факторов, которые привели
к тем или иным изменениям:
• решение вопросов о целесообразности
продолжения работы на данном рынке;
• внесение изменений в действующую
систему стимулирования, ценообразования,
распределения
Современные формы и методы проектирования швейного производства
Таблица 2.1 (продолжение)
1
7
8
9
К)
II
12
13
2
Планирование
и организация
поставок
продукции
Стимулирование
посредников
Создание
розничной
сети
Обслуживание
покупателей
Реклама
Изучение
фирменной
структуры
рынка
Управление
качеством
продукции
3
Разработка конкретных
планов по определению,
в какие районы, через
каких посредников, когда
и в каком обьеме будет
поставляться продукция
Предоставление
посредникам различных
СКИДОК
Организация собственных
торговых точек
предприятия
Предоставление высокого
уровня сервиса
Облегчение сбыта товара
посредством
привлечения внимания
MMipciHiicmi [ижлимои
Проведение
систематизации и
изучения участников
рыночных отношений
Обеспечение
конкурен юспособности
товара
4
• обеспечение транспортно-экспедиторских
услуг;
• организация оптимального складского
хозяйства;
• создание реализационной сети как
оптовой,так и розничной
• организация системы стимулирования
посредников;
• изучение и анализ эффективности
предоставления дополнительных услуг
посредникам
Выбор и организация наиболее оптимальных
для данного предприятия видов розничной
торговли и типов магазинов
• время работы магазина;
• быстрота обслуживания;
• уровень обслуживания
Организация рекламных мероприятий
• определение и анализ предприятий-
контрагентов, предприятий-конкурентов,
предприятий-посредников;
• изучение нормативно-правовых актов,
государственных и иных властных структур,
определяющих режим ввоза в страну или
|1(>1 ИОН
• комплексное изучение предполагаемых
рынков сбыта, их ранжирование и
сегментация потребителей;
• ориентировка товара на потребителя
в момент его разработки
Производитель швейных изделий
должен:
• указать, какой вид рекламы и тип
рекламной компании ему больше
подходит, I) каких ярмарках и выставках он
собирается участвовать, где предполагает
разместить рекламные объявления и
шиты;
• сравнить затраты на рекламу и
эффект от нее.
При проведении рекламных
мероприятий объем реализации продукции,
как правило, увеличивается. Самым
большим недостатком рекламы
является то, что она требует значительных
денежных средств. Необходимо
добиваться такого уровня реализации
продукции, когда начинают окупаться расходы
на ее производство.
Для предприятий швейной отрасли
наиболее приемлемыми вилами
рекламы являются реклама в газетах и
журналах, так как она менее дорогостоящая по
сравнению с телевидением.
Рассмотрим на примере, какую часть
выручки от реализации предприятие
может потребить на рекламные мероприятия
в печатных средствах массовой
информации (СМИ), и как это отразится на
результатах его работы (пример условный).
Технико-экономическое обоснование предпринимательского проекта
Таблица 2.2
Основные элементы стратегии маркетинга
N<>
1
2
3
4
Ь
8
7
8
9
10
11
12
13
i-i
15
16
17
18
19
20
21
27
23
Элементы стратегии
маркетинга
Выбор наиболее
выгодного рынка
Сегментирование
рынка
Ассортимент товара
Товары, пользующиеся
наибольшим спросом
Районы организации
поставок продукции
Организация розничной
торговли
Основная группа
посредников
Стимулирование
посредников
Основные поставщики
сырья
K;iit,'im,i
товародвижения
Маркетинговые каналы
распределения товаров
Географический район
Изучение спроса
Ценообразование
Уровень цен
Уровень качества
npOAyhНИИ
Назначение продукции
Особенности продукции
Наличие товарного
знака
Основные конкуренты
Реклама
Планирование
ассортимента
Частота обновления
ассортимента
Предприятие "А"
Рынок одежды
Для всех групп населения
Платья, брюки, жакеты,
костюмы, блузки, майки,
юбки, кардиганы, пиджаки
Брюки
Фирменные магазины
и палатки Москвы, а также
регионы России
Торговые точки
в Центральном округе Москвы
Оптовики
Количественная
и накопительная скидки
Предприятия текстильной
промышленности
Магазины, палатки, оптовые
склады
Канал нулевого уровня,
одноуровневый,
двухуровневый, трехуровневый
Москва
Учет всех продаж, анкетные
опросы, фокусирование
Рентабельность
не менее 100%
Низкий
Высокий
Для женщин, мужчин и детей
Большое разнообразие
ассортимента, оригинальный
дизайн
Собственная торговая марка
Отсутствуют
Показ коллекций в Торговом
Доме, участие в выставках
ярмарках
Ориентирование на модели,
которые пользовались
спросом в предшествующем
периоде
Зимняя одежда —
1 раз в сезон, летняя —
ежеквартально
Предприятие "Б"
Рынок женской одежды
Женское население
Женские брюки, платья,
костюмы, блузки, юбки,
пальто
Женские жакеты и платья
ЦУМ Москвы, выставки
ярмарки, регионы России,
собственные магазины
Магазины и магазин-салон
при фабрике, отделы
в крупных магазинах Москвы
Розничные торговцы
50% предоплата,
50% выплачивается
в течение месяца
Предприятия текстильной
промышленности
Магазины, склады
Канал нулевого уровня,
одноуровневый
Москва
Учет всех продаж,
анкетные опросы
Ориентирование
на продукцию конкурентов
Низкий
Высокий
Дли женщин и детей
Нетрадиционный подход
к материалам, необычные
цветовые гаммы
Собственная торговая марка
Предприятия, выпускающие
trim ую <)Д1'.»ду
Рекламные проспекты,
участие в выставках
Ориентирование на модели,
которые пользовались
спросом в предшествующем
периоде
Ежеквартально
Современные формы и методы проектирования швейного производства
Проанализируем данные о продажах
предприятия за 4 месяца,
представленные в таблице 2.3.
Средние показателя за месяц
поданным таблицы составляют:
• средняя выручка 1422500 руб..
• среднее количество продаж
10750 ед.,
• средняя прибыль от реализации
569000 руб.,
• средняя цена за единицу
продукции 132,61 руб.;
• средняя себестоимость продукции
132,61 ■ 10750-569000 =
= 856557.5 руб..
• рентабельность продукции
569000 ■ 100 / 856557,5 = 66%,
• средняя валовая прибыль
1422500 - 856557,5 = 565942,5 руб.
Предположим, что на рекламную
кампанию предприятие может выделить
средства в размере 1,5; 2,0; 3,0 или 5
процентов от выручки.
Рассмотрим вариант, когда на
рекламу выделяется 1,5%. В этом случае
бюджет на рекламу составит
1422500 ■ 0,015 = 21337,5 руб.
Эта сумма позволит предприятию
разместить рекламное объявление:
• в журнале, где стоимость
рекламного модуля составляет 14563 руб., с
тиражом 100000 экземпляров;
• в газете со стоимостью рекламного
модуля на первой полосе 6775 руб. и
тиражом 80000 экземпляров.
Предположим, что процент
откликнувшихся на рекламное объявление
составит: 0,35^ по журналу или 350
человек, 0.5% по газете или 400 человек.
Таким образом, дополнительно 750
человек совершает 750 средних покупок
по средней цене 132,61 руб.
Эта акция принесет дополнительную
выручку на сумму
132,61 -750 = 99457,5 руб.
Тогда средняя выручка за месяц
будет равна
1422500 + 99457,5= 1521957,5 руб.
Рекламные затраты относятся на
себестоимость товара. При средней
рентабельности 66пг средняя себестоимость
проданных товаров за месяц с учетом
расходов на рекламу составит
1521957.5/ 1.66 + 21337,5 =
= 938179,37 руб.,
Виды рекламы
■ —I 3. Теле- и радиореклама
1. Рассылка рекламных писем-
предложений отдельным
покупателям
—| 2. Вывески в магазине
4. Рекламные объявления
в журналах и газета
5. Рекламные щиты на улицах
вдоль автомагистралей,
издание плакатов
I 6. Реклама на мелких товарах
(календарях, ручках)
—-| 7. Издание брошюр
8. Реклама в телевизионных
справочниках
1 —] 9. Издание рекла!
ных проспектов
1—I 10. Реклама в Интернете
| 11 Другие ниды [х-кл.чмы
Рис. 2.4. Виды рекламы на швейном
предприятии.
Технико-экономическое обоснование предпринимательского проекта
Таблица 2.3
Данные о продажах за 4 месяца
Месяц
Январь
Февраль
Март
Апрель
Выручка, руб.
1190000
1100000
1900000
1500000
Количество
продаж, ед.
9000
8000
14000
12000
Прибыль от
реализации, руб.
476000
•1-1П()(Ю
760000
600000
Средняя цена
за единицу,
руб.
132,22
137 '.()
135,71
125,00
валовая прибыль составит
1521957,5-938179,37 =
= 583778,13 руб.
тоимости + затраты на рекламу) за
месяц составит
1422500 + 132610 = 1555110 руб.
Это больше, чем средняя валовая Тогда средняя себестоимость про-
прибыль без рекламной акции.
Рассмотрим второй вариант, при ко- рекламу составит
лукции за месяц с учетом расходов на
тором затраты на рекламу составят 2%
от средней выручки. В том случае
бюджет рекламной кампании составит
1422500 • 0,02 = 28450 руб.
На эти средства можно разместить
рекламное объявление:
• в журнале с тиражом 100000
экземпляров (стоимость рекламного
модуля 14563 рубля);
• в газетах: 1-я газета с тиражом
100000 экземпляров (стоимость
рекламного модуля 6775 руб.), 2-я газета с
тиражом 60000 экземпляров (стоимость
рекламного модуля 7112 руб.).
Процент откликнувшихся по
журналу остается прежним, а именно 0,35%
или 350 человек.
Процент откликнувшихся по
газетам составляет: 0,5% по 1-й газете или
500 человек, 0,25% по 2-й газете или 150
человек.
Тогда дополнительно 1000 человек
совершает 1000 средних покупок по
средней цене 132,61 руб.
Это рекламное мероприятие
принесет дополнительно к выручке
132.61 • 1000= 132610 руб.
Средняя выручка (затраты по себес-
1555110/ 1,66 + 28450 =
= 965263,25 руб.
Валовая прибыль составит
1555110-965263,25 =
= 589846.75 руб.
Этот показатель намного лучше,
чем в первом варианте при затратах на
рекламу в размере 1,5% от средней
выручки.
Рассмотрим третий вариант, если
рекламный бюджет будет составлять 3%
от средней выручки или
1422500 ■ 0,03 = 42675,0 руб.
Рекламное объявление размешается:
• в журнале, где стоимость
рекламного модуля составляет 14563 руб.,
тираж журнала 100000 экземпляров;
• в более дорогом журнале, где
стоимость рекламного модуля составляет
21319 руб., тираж журнала 90000
экземпляров;
• в газете со стоимостью рекламного
модуля 6775 руб., тираж газеты 100000
экземпляров.
Процент откликнувшихся на
рекламное послание составляет: 0,35% по
Современные формы и методы проектирования швейного производства
1-му журналу — это 350 человек, 0,15%
по 2-му журналу — это 135 человек.
Процент откликнувшихся по газете
остается прежним, а именно 0.5%, что
составляет 500 человек.
Следовательно, дополнительно 985
человек совершают 985 средних
покупок по средней цене 132.61 руб.
Эта рекламная акция может
принести дополнительную выручку на сумму
132,61 -985= 130620,85 руб.
Тогда средняя выручка за месяц
будет равна
1422500 + 130620.85 =
= 1553120,85 руб.
При средней рентабельности 66%
себестоимость проданных товаров с
учетом расходов на рекламу составит
1553120.85 / 1,66 + 42675,0 =
= 978289,97 руб.,
валовая прибыль равна:
1553120.85-978289,97 =
= 574830.88 руб.
Этот показатель значительно
меньше, чем при варианте 2% от выручки.
Следовательно, большие затраты на
рекламу не дают нам желаемых результатов
роста прибыли.
Рассмотрим четвертый вариант. При
увеличении средств до 5% от средней
выручки рекламный бюджет составит
1422500 0,05 = 71125,0 руб.
Рекламное объявление размешается:
• в престижном журнале со
стоимостью рекламного модуля на первой
странице 21319 руб.. тираж которого
составляет 100000 экземпляров;
• в журнале, где стоимость рекламы
- 14563 руб., тираж - 90000
экземпляров;
• в газетах: 1-я газета со стоимостью
рекламного модуля 6775 руб. и тиражом
100000 экземпляров, 2-я газета со
стоимостью рекламного модуля 5468 руб. и
тиражом 40000 экземпляров.
На оставшиеся 23000 рублей
изготовлены информационные листовки с
описанием выпускаемых товаров и
адресами фирменных магазинов в
количестве 20000 штук. Стоимость одной
информационной листовки составляет
1,15 руб.
Затраты на изготовление
информационных листовок составят
20000 0.75= 15000 руб.
Затраты на доставку
информационных листовок:
20000 0,40 = 8000 руб.
Процент откликнувшихся на
информацию составляет: 1.5% — по
размешенным листовкам — это 300 человек;
0,35% по 1-му журналу — это 350
человек; 0,15% по 2-му журналу — это 135
человек; 0,5% по 1-й газете — это 500
человек; 0,25% по 2-й газете — это 100
человек.
Тогда дополнительно 1385
покупателей совершают 1385 средних покупок по
средней цене 132,61 руб.
Данная рекламная акция принесет
дополнительную выручку на сумму
132,61 ■ 1385= 183664,85 руб.
Средняя выручка составит
1422500+ 183664,85 =
= 1606164,85 руб.
Затраты по себестоимости с учетом
расходов на рекламу составят
1606164,85/ 1,66 + 71125.0 =
= 1038694,19 руб.
Валовая прибыль составит
Технико-экономическое обоснование предпринимательского проекта
Таблица 2.4
Сводные показатели затрат на рекламу
Показатели
Размер рекламного
бюджета, % от валовой
выручки
Среднее количество
продаж, Ш1
Ожидаемая выручка, руб
Средняя себестоимость,
руб.
Ожидаемая валовая
прибыль, руб.
Ожидаемая валовая
прибыль. %
Фактич.
показатели
10750
1422500
856557.5
565942.5
Планируемые |шк.|:);и.чш
1 вариант
1.5
11500
1521957,5
938179.37
583778,13
103.15
2 вариант
2
11750
1555110.0
965263.25
589846.75
104.22
3 вариант
3
11735
1553120.85
978289.97
574830.88
101,57
4 вариант
5
12135
1606164.85
1038694.19
567470,66
100,27
1606164,85- 1038694.19 =
= 567470,66 руб.
Этот показатель роста валовой
прибыли лучше, чем в первом и третьем
вариантах (1.5% и 3%). Однако во втором
варианте при затратах на рекламу 1% от
средней выручки валовая прибыль
оказалась больше, чем при 5% отчислении
на рекламные мероприятия. Это
говорит о нецелесообразности увеличения
затрат на рекламу.
Расчеты представлены в сводной
таблице 2.4.
Из таблицы видно, что
предпочтительным является вариант при 2%
величине рекламного бюджета от средней
выручки против \%, предусмотренного
НК РФ и отнесенного на себестоимость
продукции. В этом варианте при
наиболее оптимальных вложениях в рекламу
получена наибольшая величина
ожидаемой валовой прибыли.
Предприятия по производству
швейных изделий должны так же добиваться
хорошей репутации, как своей
продукции, так и самих себя в глазах
общественности и создания благоприятного
имиджа, для чего необходимо использовать
"Паблнк рилскшенУ (ПР) — система
связей с общественностью, основной
задачей которой является создание и
поддержание благоприятного имиджа фирмы.
Выделяются следующие основные
направления деятельности ПР:
• пропаганда (или паблисити);
• спонсорство (или спонсоринг):
• создание фирменного стиля.
Паблисити — неоплачиваемое
стимулирование спроса на продукцию и
фирму с помошью распространения о
них сведений в СМИ, доступных для
чтения, просмотра или прослушивания
потенциальными клиентами фирмы.
Спонсоринг — это деятельность по
предоставлению финансовых средств
отдельным лицам или организациям,
занятым в сфере спорта, культуры,
образования и т.д.. для достижения одной из
подцелей маркетинга — рекламы товара.
Создание фирменного стиля является
одной из важных составляющих работ в
области ПР. Понятие фирменного
стиля включает:
• товарный знак — фирменный
знак, если совпадает с отличительным
элементом фирменного наименования
предприятия;
• логотип — специально
разработанное оригиначьное начертание полного
и.in сокращенного наименования
фирмы (например "Салют", "АКРО" и т.д.);
• фирменный блок —
объединенные в композицию знак и логотип, а
также разного рода поясняющие
надписи и т.д.
Современные формы и методы проектирования швейного производства
2.5. Оценка рынка сбыта
Важнейшим объектом изучения при
исследовании рынка является
потребитель. Изучение потребителя и спроса
осуществляется в следующей
последовательности:
• сегментация рынка;
• исследование поведения
покупателя на рыке;
• выявление неудовлетворенных
потребностей или ниш рынка.
Сегментация рынка — это
классификация потребителей на группы,
отличающиеся относительной
однородностью спроса, вкусов и предпочтений.
Целесообразно ориентировать
производство на конкретного потребителя,
выпуская продукцию,
удовлетворяющую его потребности.
Выбор метода сегментации рынка
зависит от того, какую стратегию
выбирает предприятие. Возможны
следующие варианты.
1. Концентрированная сегментация —
предложение одного товара для
отдельного сегмента рынка.
Например: малые предприятия с
ограниченными возможностями для
конкурентной борьбы стремятся завоевать
один "свой" рынок (сегмент).
2. Ассортиментная сегментация —
предложение нескольких видов
продукции одной ассортиментной группы
одному сегменту.
Например: предприятие оптовой
торговли предлагает "пакетное"
обслуживание магазинов, т.е. различные модели
и изделия, например, пальтовой группы
и т.д.
3. Дифференцированная
сегментация — предложение разнородных
товаров нескольким сегментам.
Сегментация осуществляется с
помощью ряда критериев {параметров),
характеризующих качество и объем
спроса определенной группы
потребителей.
Для классификации потребителей
продукции индивидуального
пользования используются следующие группы
критериев:
• географические (климат, рельеф,
урбанизация);
• демографические (численность
населения, уровень рождаемости,
половозрастная структура, состав семьи,
мобильность, национальность и др.);
• экономические (доходы, уровень
потребления, уровень сбережений,
отношение к престижному товару, к марке
товара);
• социально-культурные (профессия,
уровень образования, социальная среда,
обычаи, традиции и т.п.);
• психографнческие (привычки,
представления о себе, образ жизни, тип
личности и др.).
Следует также учитывать и такой
критерий, как отношение к новой про-
лукшш.
Для определения ниш рынка чаше
всего швейные предприятия
используют экспертный опрос как потребителей,
так и менеджеров по продажам.
В рамках комплексного исследования
рынка анализируется деятельность
конкурентов по следующим направлениям:
• выявление и классификация
конкурентов, т.е. составление банка данных
о конкурентах:
• анализ показателей деятельности
конкурентов:
• выявление сильных и слабых
сторон деятельности конкурентов.
Работа по моделированию
показателя, характеризующего уровень
конкурентоспособности товара, дает
возможность еще на стадии создания
продукции заложить характеристики качества,
издержки производства, а значит и
цены, т.е. создать продукцию, которая
в большей степени удовлетворит
покупателя, чем продукция конкурента.
Управление
конкурентоспособностью осуществляется через критерий
прибыли.
При анализе
предприятий-конкурентов основное внимание уделяется
задаче изучения специфики их марке-
Технико-экономическое обоснование предпринимательского проекта
тинговой и коммерческой работы в
направлении товарной политики,
методике изучения рынка, ценовой политике,
организации каналов товародвижения,
рекламе и средствам стимулирования
сбыта, кадровой политике,
особенностям контрактов и др.
В качестве расчетных показателей,
характеризующих спрос, используются
емкость рынка Е„, доля рынка //_ и
насыщенность рынка //_.
Емкость рынка Е„ — это ВОЗМОЖНЫЙ
объем спроса (продажи) на продукцию
приданном уровне цен и в данном
временном интервале. Рассчитывается по
формуле
где Я — производство; // — импорт; Э —
экспорт.
Доля рынка Др отражает удельный
вес. Доля продаж товара предприятия
на рынке (в %) определяется
отношением объема реализации (объема
продаж - Q ПрОдаж) к емкости рынка Ер
Появление признаков снижения
доли рынка свидетельствует о
неблагополучии на предприятии.
Насыщенность рынка //., —
показатель, характеризующий перспективы
изменения спроса (в %). Определяется
как отношение количества
покупателей, которые уже приобрели
продукцию Чпр, к общему количеству
потребителей чо6щ
Если насыщенность рынка большая
(70-90%). то рынок бесперспективный.
Анализ рынка в целях определения
спроса на конкретные виды продукции
ipcoyei доспи очно больших i;npm
времени и средств и охватывает:
• анализ планов производства и
развития соответствующей сферы бизнеса
(см. Бизнес-карты, Каталоги товаров,
а также анкетирование персонала
организаций, предприятий, финансовых
учреждений и инвесторов);
• анализ потребления товаров и
услуг, основывается на выборочном
опросе основных групп потребителей
(анкетный опрос);
• анализ торговли (опрос
менеджеров по оптовым и розничным
продажам, администраторов торговых точек).
Существование рынков для сбыта
ПРОИЗВОДИМОЙ продукции определяется
ответами на вопросы: кто, почему,
сколько и когда будет готов купить про-
ivkiiiiii) сего и in. чере i месяц, чере i гол
и т.д.
Если продукция предназначена для
потребителей с невысоким уровнем
дохода, то предприятие имеет основания
рассчитывать на сравнительно высокий
объем продаж, т.к. этот сегмент рынка
наиболее широк.
При определении объема
производства необходимо учитывать мотивы,
побуждающие купить именно п\ иродук
цию.
Учитывая, что наша продукция
(модель) будет выигрывать по сравнению
с продукцией конкурентов, необходимо
обеспечить ее достаточный объем
выпуска. Но. в то же время, надо исходить из
потребности продукции и сезонности
ассортимента.
Уточним сегмент рынка, на котором
будет функционировать предприятие.
Для чего следует разбить рынок по цене
изделий: а — низкая цена; б — средняя
цена; в — высокая цена.
Уточним виды одежды по
назначению: А — бытовая: В — рабочая; В — на-
рядмая.
Например: обслуживаемый
сегмент — бытовая (повседневная) одежда
для покупателей со средним уровнем
дохода (рис. 2.5).
Данный сегмент рынка подвергается
анализу по следующим направлениям:
• учитывается динамика
численности региона;
Современные формы и методы проектирования швейного производства
Цена
А Б В Назначение
одежды
Рис. 2.5. Обслуживаемый сегмент рынка.
• потребности населения;
• объем продаж;
• возможный темп роста рынка за
счет различных факторов и др.
Предположим, что объем продаж
^продаж = ' ^ тыс.ед. н год) на данном
сегменте рынка увеличивается на 5%
(6.450 тыс.ед.). тогда емкость рынка
в натуральном выражении будет
составлять 129.000 ■ 1.05 = 135,450 тыс.ед.
или 129.000 + 6,450= 135,450 тыс.ед.
Доля проектируемого предприятия
Др на рынке составит
"/j ~ см '"* год' У продаж •
где Рсм — выпуск в смену (например.
200 ед.), Дго1) — количество дней
изготовления продукции в году (например.
114 дней с учетом сезонности)
Д =(200- 114/135450)- 100 =
= 16.8%.
Проектируемое предприятие
рассчитывает увеличитьсвою долю на
рынке на 2% за счет рекламы и развития
фирменной торговой сети.
Тогда прогнозируемый объем
продаж определенного вида изделия
проектируемого предприятия составит
Q продаж = 135450 (16,8+ 2,0)/100 =
= 25464 ед.
объема продаж, либо меньше, либо
больше, но в последнем случае следует
предусмотреть дополнительные рынки
сбыта.
Вопросы для контроля
и обсуждения
1. Сущность процесса бизнес
планирования швейного предприятия.
2. Структура бизнес-плана
швейного предприятия.
3. Содержание разделов
бизнес-плана, включаемых в экономическое
обоснование проекта.
4. Содержание разделов
бизнес-плана, включаемых в организационную
часть проекта.
5. Характеристика разделов бизнес-
плана, входящих в экономику
производства проектируемого швейного
предприятия.
6. Содержание плана маркетинга.
7. Основные направления стратегии
маркетинга в условиях швейного
производства.
8. Основные виды рекламы. Их
преимущества и недостатки.
9. Основные показатели оценки
рекламы и их влияние на результаты
деятельности швейного предприятия.
10. Основные направления
изучения рынка сбыта и характеристика его
основных показателей.
Следовательно, предприятие может
запланировать выпуск данной
продукции либо в размере прогнозируемого
Ассортиментная политики швейного производства
Глава 3. Ассортиментная политика
швейного производства
3.1. Формирование
ассортимента швейной
продукции
Для предприятий швейной
промышленности одним ИЗ основных
вопросов в их деятельности является
ассортиментная политика.
Достижение соответствия между
предложением продукции и спросом на
нее связано с определением и
прогнозированием структуры ассортимента.
Для швейного производства выпуск
продукции должен характеризоваться
оптимальным разнообразием
ассортимента по определенным признакам с
расчетом на конкретные группы
потребителей. При этом можно определить,
какое разнообразие изделий будет
отвечать требованиям различных групп
потребителей, но сложно дать прогноз
потребности в конкретных моделях на
перспективу.
Формирование ассортимента —
непрерывный процесс, продолжающийся
в течение всего жизненного цикла
продукции, начиная с момента зарождения
замысла о ее создании и кончая
изъятием из производственной программы.
В качестве инструмента анализа
жизненного цикла продукции
швейного производства может быть
использована шахматная таблица, в которой по
строкам указываются важнейшие виды
продукции предприятия, а по графам
— их объемы, которые распределяются
в соответствии со стадиями
жизненного цикла продукции. Это позволяет
своевременно вносить изменения в
производственную программу
предприятия и уточнять возможное
изменение сбыта продукции (табл. 3.1 >
(цифры условные).
Таблица 3.1
Производство важнейших видов товарной продукции швейного предприятия
по стадиям ее жизненного цикла, тыс. ед. / %
Вид
продукции
Костюм
Брюки
Пальто
Плащ
Блуза
Юбка
Платье
Внедрение
5.0/12.8
9.0/26,1
3.0/42.8
5.0/18.5
40.0/28.8
7.0/19.4
2.0/13.3
Рост
10,0/25.6
7 5 2 1 7
1.0/14,3
10.0/37.0
27.0/19,4
13.0/36,2
1.0/6.7
Насыщение
рынка
20.0/51.3
13.5/39,2
1.0/14.3
7.0/26.0
22,0/15,8
10,0/27,8
9.0/60,0
Падение
спроса
1,0/2.6
25,0/18,0
3.0/8,3
1.0 (. 7
Итого
36,0
30,0
5,0
22,0
114,0
33,0
13.0
Современные формы и методы проектирования швейного производства
На этапе внедрения создается рынок
для новой продукции. Темп роста
продаж зависит от новизны, качества,
конкурентоспособности, цены продукции и
других показателей, определяющих
желание покупателей приобрести новую
продукцию.
На этом этапе обычно возникают
большие издержки производства и доля
прибыли получается незначительной
или даже отрицательной. В зависимости
от вида продукции и выбора
потребительского рынка устанавливается цена
на изделие. Предприятие может
начинать продажу продукции как с высокой
престижной, так и с низкой массовой
иены продукции. Продвижение
продукции на рынок должно быть хотя бы с
небольшими рекламными издержками.
На стадии роста расширяется сбыт
продукции и возрастает прибыль от ее
реализации. Осуществляется
разработка серии моделей данного вида
продукции и устанавливается планируемый
диапазон цен. используется массовая
реклама.
На этапе зрелости сохраняются
отличительные преимущества швейных
изделий определенного вида и
стабилизируется объем продаж. В конце этой
стадии происходит насыщение рынка
данной продукцией. Это приводит к
возрастанию конкуренции, снижению спроса
и. в конечном итоге, к сокращению
величины прибыли. Поскольку на рынке
имеется полная ассортиментная группа
продукции с разным уровнем цен.
продвижение ее на рынок усложняется.
На этапе спада снижается
количество продаж продукции и величина
прибыли. Это приводит к сокращению
объема производства данной продукции, а
затем к прекращению ее выпуска.
Планирование и управление
ассортиментом — неотъемлемая часть
маркетинга. Даже хорошо продуманные
планы сбыта и рекламы не смогут
нейтрализовать последствия ошибок,
допущенных при планировании
ассортимента.
Как известно,
конкурентоспособность изделий тесно связана с
ассортиментной политикой предприятия. В
связи с этим необходимо проведение
исследований потребительских и
экономических свойств швейных изделий
для выявления наиболее оптимального
ассортимента.
Конкурентоспособность швейных
изделий может быть определена по
результатам социологических опросов
потребителей (экспертов) путем
построения матрицы "Баланса выживания",
что рассмотрено на примере мужских
сорочек.
В анкету для опроса были включены
две группы показателей, каждая из
которых может быть расширена:
• экономические (спрос, ресурсо-
обеспечение. прибыльность изделия);
• потребительские (цена
приобретения, соответствие моде, товарный вид
изделия, упаковка).
Показатели оценивались по
пятибалльной шкале.
Сбыт продукции: возрастание спроса
на продукцию и долгосрочные
перспективы сбыта — 5. недолгосрочные
перспективы сбыта — 4. постоянный спрос
— 3, уменьшение спроса — 2. отсутствие
спроса и малая вероятность сбыта — I.
Ресурсообеспечение изделия:
устойчивые поставки сырья на длительный
промежуток времени — 5, устойчивые
поставки на короткий срок — 4,
неустойчивые поставки на короткий срок —
3, разовые поставки — 2,
необеспеченность сырьем — 1.
Рентабельность: возможность
высокого роста рентабельности продукции
— 5, нулевая рентабельность продукции
— 1.
Цена потребления с учетом затрат на
приобретение и эксплуатацию
(химчистка, стирка и т.п.): достаточно низкая
розничная цена и отсутствие затрат на
эксплуатацию — 5, достаточно низкая
розничная цена и небольшие
эксплуатационные затраты — 4, достаточно
низкая розничная цена и большие эксплуа-
Ассортиментная политика швейного производства
Таблица 3.2
"Баланс выживания" для мужских сорочек. Оценка экспертов, баллы
№
п/п
1
2
3
4
Вид ПРОДУКЦИИ
Сорочка мужская
с короткими рукавами
из однотонной ткани
Сорочка мужская
с короткими рукавами
из ткани с рисунком
Сорочка мужская
с длинными рукавами
из однотонной ткани
Сорочка мужская
с длинными рукавами
из ткани с рисунком
Спрос
62
64
70
63
Ресурсо-
обеспечение
51
50
52
57
Прибыльность
50
42
53
45
Цена
52
57
52
56
Соответстви
емоде
77
71
78
72
Товарный
зид изделия,
упаковка
73
74
75
74
Итого
365
358
380
367
Место
3
4
1
2
ташюнные затраты — 3, высокая пена и
небольшие эксплуатационные затраты
— 2, высокая иена потребления — 1.
Соответствие моде (силуэт,
целостность формы, конструкция изделия,
фурнитура и др.): полное соответствие
направлению моды — 5. по мере
снижения соответствия моде — 4—2, модель
полностью устарела — 1.
Товарный вил изделия (внешний вид.
посадка на фигуре, качество обработки,
внутренняя отделка, выразительность
фирменных знаков, совершенство
упаковки): высокий товарный вид изделия
— 5, по мере снижения товарного вила
— 4-2, низкое качество изделия — I.
Для построения "Баланса
выживания" по каждому показателю и виду
продукции оценки экспертов
суммируются и вносятся в матрицу. По сумме
этих результатов определяется сводный
показатель, величина которого
определяет рейтинг продукции. Изделию с
самым высоким сводным показателем
присваивается первое место.
Построенная на примере мужских
сорочек матрица "Баланса выживания"
представлена в таблице 3.2.
Как показывает сравнительный
анализ "Баланса выживания", самой
перспективной является сорочка
мужская с длинным рукавом из
однотонной ткани.
Далее находится доля каждого
показателя в процентах от обшей суммы всех
сводных показателей.
Таким образом, на основе "Баланса
выживания" определена оптимальная
структура ассортимента мужских
сорочек (рис. 3.1).
Полученная структура ассортимента
учитывается при формировании
производственной программы швейного
предприятия.
3.2. Использование
портфельных моделей
для формирования
ассортимента швейного
предприятия
Формирование ассортиментной
политики может быть осуществлено также
с использованием портфельных
моделей , к ч ИСЛу которых относится матрица
"Бостонской консультационной группы"
- БКГ(см. гл. !).
Современные формы и методы проектирования швейного производства
Матрица позволяет
классифицировать каждое из производств по доле на
рынке и темпам роста на рынке.
Используя матрицу, предприятие
может определить:
• во-первых, производство какого
пила продукции играет ведущую роль по
сравнению с конкурентами;
• во-вторых, какова динамика их
рынков (развиваются они,
стабилизируются или сокращаются).
В основе матрицы лежит
предположение, что, чем больше доля продукции
на рынке, тем ниже относительные
издержки и выше общая прибыль.
При создании ассортиментного
портфеля предприятию следует
провести маркетинговые исследования и
разработать маркетинговый план.
Например: на основе маркетинговых
исследований был составлен портфель
заказов и осуществлена оценка рынка
(см. п. 2.5) на примере мужских сорочек
(табл. 3.3, пример условный).
Анализ полученного портфеля
заказов покажет, насколько точно и реально
разработан план маркетинга.
Сначала проводится оценка
портфели с помощью матрицы БКГ(рис. 3.2). А
затем на этой основе представляется
жизненный цикл каждой
ассортиментной группы (рис. 3.3).
Из матрицы БКГ(см. рис. 3.2) и
жизненного цикла швейной продукции (см.
рис. 3.3) видно, что предприятию
следует прекратить (или уменьшить)
производство и вложение инвестиций в
развитие 1-й и 6-й ассортиментных групп
(сорочки мужские шелковые с
коротким рукавом и сорочки для мальчиков
хлопчатобумажные с коротким
рукавом). Данные ассортиментные группы
находятся в жизненном цикле на стадии
насыщения, а в матрице БКГ — в
положении "Дойных коров". Поэтому
следует ресурсы и мощности, используемые
для производства данных
ассортиментных групп, перенести в производство
тех видов продукции, которые
находятся в положении "Звезды" или "Дикие
кошки". Одним словом, распределение
денежных средств должно быть
перенесено на производство и развитие 3-й.
4-й и 5-й ассортиментных групп.
Анализ матрицы показал, что
значительную часть ресурсов предприятию
следует вложить в развитие 5-й
ассортиментной группы, которая находится в
позиции "Дикие кошки" на стадии
зарождения. Поэтому, от того, как
представить продукцию данной группы,
будет зависеть ее дальнейшая судьба —
либо она будет принята потребителями,
либо нет.
Для того, чтобы покупатели приняли
продукцию, необходимо предпринять
ряд мер.
Основная стадия — это проба
(реализация опытной партии товара
позволяет покупателю сделать свой выбор
либо в пользу данного товара, либо нет).
Поэтому все меры по продвижению
товара-новинки следует основывать
только на правдивой информации. Кроме
того, такая последовательность этапов
позволяет
предприятию-производителю новой продукции ускорить
продвижение товара от первого этапа жизнен-
сорочка мужская с короткими
рукавами из ткани с рисунком
сорочка мужская с короткими
рукавами из однотонной ткани
сорочка мужская с длинными
рукавами из однотонной ткани
сорочка мужская с длинными
рукавами из ткани с рисунком
Рис. 3.1. Структура ассортимента мужских сорочек.
Ассортиментная политика швейного производства
Таблица 3.3
Ассортиментный портфель
№
п/п
1
2
3
4
5
6
Ассортимент
Сорочки мужские шелковые
с короткими рукавами
Сорочки мужские шелковые
с длинными рукавами
Сорочки мужские х/б
1 длинш |ми pyt пнами
Сорочки мужские х/б
с короткими рукавами
Сорочки для мальчиков х/б
с длинными рукавами
Сорочки для мальчиков х/б
с короткими рукавами
Насыщенность, %
низкая
<30
<20
<80
<85
<50
<30
высокая
>30
>20
>80
>90
>70
>30
Рост объемов
спроса, %
20
10
80
85
65
25
Доля
рынка, %
3
2
5
2
1
4
ного цикла к последнему. Поэтому не-
обходимо привлечь дополнительные
ресурсы на производство и
продвижение новой ассортиментной партии, в
данном случае 5-й.
Так же есть хорошие возможности
для развития 4-й ассортиментной
группы (сорочки мужские
хлопчатобумажные с коротким рукавом). Данный вид
продукции находится на стадии
ускорения роста. Это говорит о том, что
покупатели уже приняли этот товар, и
предприятию нужно продолжать
производство данной продукции. При этом у 4-й
ассортиментной группы есть
великолепные возможности для дальнейшего
развития, поэтому предприятию
следует продолжать инвестировать
производство этого вида продукции.
Хорошие возможности развития
имеет также 3-я ассортиментная группа
(сорочки мужские хлопчатобумажные с
длинным рукавом). Изделия этой
группы находятся в положении "Звезды" на
100
90 -
80
7°
60 -
90
40 -
30-
J k Рост объемов спроса, "■
"Дикие кошки"
Спис
I
J |__
I I
J 12
I
"Звезды"
Дойные коровы'
Рис. 3.2. Матрица "Бостон
консалтинг групп" для
ассортимента продукции
швейного производства.
Доля рынка,
—►
3 4
Высокая
"Дикие кошки
Зарождение
s Стадии жизненного
цикла продукции
4и5 ' 3 ' 1 и 6 < 2 I
Ассортиментные группы
Рис. 3.3. Жизненный цикл продукции швейного производства {мужские сорочки).
стадии замедления роста. Но, несмотря
на это. можно предположить, что они
еше долго сохранят одно из
лидирующих положений и предприятие должно
продолжать вкладывать средства в их
производство. Это предположение
строится на том. что данная продукция
имеет высокий темп роста рынка и долю
предприятия на рынке.
Для 2-й ассортиментной группы
остается только один вариант — ее следует
снять с производства или свести к
минимуму. Об этом говорит то, что эта группа
находится на последней стадии
жизненного цикла — спаде в положении
"Собаки". Данное производство приносит
предприятию малую прибыль и, как
правило, у него нет перспектив для
развития. Поэтому по возможности следует
отказаться отданного производства.
Проанализировав ассортиментный
портфель швейного предприятия на
примере матрицы "Бостон консалтинг
групп", представляется возможным
предложить предприятию оптимальную
структуру ассортимента.
Таким образом, можно
стимулировать следующие условия формирования
оптимального ассортиментного
портфеля предприятия:
• действующие в быстро растущих
отраслях "Дикие кошки"
(ассортиментные группы 4 и 5) для расширения
бизнеса и укрепления своих позиций остро
нуждаются в постоянном притоке
средств, а у "Дойных коров" (1-я и 6-я
ассортиментные группы),
ограниченных в возможностях роста, часто
возникает излишек наличности. То есть
предприятие может вложить излишек этих
средств в развитие 4-й и 5-й
ассортиментных групп;
• анализ показал, что предприятию
следует прекратить производство 2-й
ассортиментной группы, а
освобождающиеся средства следует вложить в
производство перспективных групп
ассортимента.
3.3. План производства
и реализации продукции
Товарная стратегия швейного
предприятия предполагает обеспечение
преемственности решений и мер по
формированию ассортимента, поддержанию
конкурентоспособности продукции,
нахождению оптимальных ниш на
рынках (сегментов).
Товарная стратегия направлена на
создание на предприятии условий,
обеспечивающих систему
конструирования, моделирования, дизайна,
организации производства и труда,
механизма стимулирования и другие меры,
которые позволяют производить
продукцию, ориентированную на конкретного
потенциального покупателя.
Рыночные возможности швейных
предприятий
Ассортиментная политика швейного производства
вильной товарной политикой,
которая позволяет определять темпы
обновления продукции с учетом стадий
ее жизненного цикла и поведения
конкурентов.
Важное значение для предприятия
имеет успешное решение проблемы
формирования ассортимента и
управления им.
Формированию ассортимента
обычно предшествует разработка
предприятием ассортиментной концепции,
которая позволяет определить возможности
оптимального производства
предполагаемого ассортимента продукции. Цель
ассортиментной концепции — выпуск
продукции наиболее полно
удовлетворяющей постоянно меняющийся спрос
потребителей.
По укрупненным группам
ассортимента с помощью одной из
портфельных моделей следует оценить
ассортиментный портфель предприятия и
сделать вывод о жизненном цикле каждого
вида продукции (см. п. 3.2).
Планирование, формирование и
управление ассортиментом продукции —
непрерывный процесс,
продолжающийся в течение всего жизненного
цикла продукции, начиная с момента
художественного замысла о его создании и
кончая изъятием из производственной
программы. Типичный цикл
планирования ассортимента швейных изделий
представлен на рис. 3.4.
Если возникает необходимость
создания новых или усовершенствования
существующих моделей с целью
расширения ассортимента, на основе
исследований рынка определяется
предварительная калькуляция издержек
производства. На основе калькуляции
устанавливается экономическая
целесообразность обновления ассортимента
продукции.
Деятельность швейного
предприятия осуществляется на основе
разработанного плана производства
(производственной программы).
Информационная модель составления
производственной программы на швейном
предприятии представлена на рис. 3.5.
Производственная программа —
система плановых заданий по выпуску
продукции установленной номенклатуры,
ассортимента и качества,
предназначенной для удовлетворения различных
потребностей населения.
Предложение о производстве новой модели
1
Маркетинговые
исследования
Спецификация
Опытный образец
Решение о пробной продаже
1
Бюджет
Производство
партии изделий
1
График рекламных
мероприятий
Пробная продажа
I
Решение о выпуске новой модели на рынок
Рис. 3.4. Типичный цикл разработки новых моделей швейных изделий.
Современные формы и методы проектирования швейного производства
Маркетинговые исследования
издержек производства
Договор на изготовление модели.
Решение об изготовлении модели
Информация о модели
■ применяемые материалы,
• сроки изготовления,
• плановая калькуляция,
• цена за партию,
■ предполагаемая прибыль
Подготовка модели к производству
Эскиз, конструкция, образец модели.
Применяемые материалы.
Кадровый состав.
Способ запуска моделей
Техническое описание модели.
Нормирование расхода материалов.
Справочник технологических операций.
Параметры потока.
Организационно-технологическая
схема потока.
Производство опытной партии изделий
Формирование производственной
программы
Производство запланированного
выпуска изделий
Сбыт продукции
Расчет производственной программ]
швейного предприятия осуществляется
учетом спроса на изделия, специализа
ции предприятия, трудоемкости продук
пни и мощности швейных потоков.
Рекомендуемые мощности швейньс
потоков по численности работнике!
представлены в главе 4.
На основе принятой стратегии раз-
пития швейного производства с учетом
внешних и внутренних
производственных факторов, влияющих на
производственную программу, определяется
объем выпуска и ассортимент продукции
(см. гл. 1).
Ирой толстенную программ} pa i
рабатывают в виде системы показателей
в натуральном (штуках, единицах),
стоимостном (денежном) и трудовом (нор-
МО-часы) выражениях.
Планирование выпуска швейной
продукции в натуральном выражении
ведут для швейных цехов, для каждого
потока.
Для расчета проектируемого
выпуска швейных изделий в натуральном
выражении используются следующие
исходные данные:
• затраты времени на i-e изделие
(средневзвешенная технологическая
трудоемкость) Тр цзд,- ср, чел.-ч;
• численность рабочих в потоке Ч,
чел.;
• режим работы потока Ксм — число
смен; "
• продолжительность смены Тсч. ч;
• число рабочих дней изготовления
продукции Дра6:
• количество видов изделий/
Выпуск изделий в смену
рассчитывается но формуле
Pi см = 7с, p р
Выпуск изделий за премя
изготовления Qj определяется следующим
обраРис. 3.5. Информационная модель
составления производственной программы
швейного предприятия.
Ассортиментная политика швейного производства
Годовой объем производства
швейных изделий в целом по предприятию
@год определяется суммированием
выпуска изделий по потокам по каждому
виду изделий
На действующих швейных
предприятиях наряду с объемом
производства в натуральном выражении
определяется объем производства продукции
вденежном выражении (в
себестоимости, оптовых ценах) и в трудовом
выражении (в нормо-часах), т.е.
учитываются затраты времени на изготовление
изделий.
Расчет производственной
программы представлен в таблице 3.4 (пример
условный).
В швейном производстве одним из
основных ограничений планируемого
объема производства продукции служит
его производственная мощность.
Производственная мощность
означает способность предприятия
производить свою продукцию в течение
заданного периода рабочего времени.
Верхний ее предел обусловлен
наличием производственных площадей,
технологического оборудования, трудовых
ресурсов, материалов и капитала.
Расчет производственной мощности
швейного предприятия подробно изложен в
учебниках.
Спрос на швейные изделия
определяет объемы и сроки продажи
продукции.
Разработка плана реализации
продукции является завершающим этапом
составления произволе!венной
программы предприятия. В данном плане
устанавливается объем и структура
поставок выпускаемой продукции, а
также планируемая сумма выручки и
прибыли от реализации' продукции.
Информация может быть представлена в
таблице 3.5.
Таблица 3.4
Производственная программа предприятия
Цех, поток,
вид изделия
1
Выпуск, %
2
Трудоемкость,
чел.-ч
3
Количество
рабочих в потоке,
чел.
4
Выпуск в смену,
ед.
5
Г Оптовая цена,
РУ6.
6
Выпуск продукции
в натуральном
выражении,
ед.
7
в нормо-часах,
тыс.чел.-ч
8
в оптовых
ценах, тыс.руб.
9
Цех 1. Поток 1. Брюки мужские из шерстяной ткани
Модель 1
Модель 2
Всего по потоку 1
40
60
100
0 Л1
0,80
0,776
66
21?
■108
680
450
600
65320
97979
163299
48336,8
78383.2
126720.0
29394.00
5878.40
88181.40
Цех 1. Поток 2. Пиджак мужской из шерстяной ткани
Модель!
Модель 2
Всего по потоку 2
Всего по цеху 1
Всего
по предприятию
Современные формы и методы проектирования швейного производства
Таблица 3.5
Прогноз объемов продаж швейных изделий
№
П/П
1
2
3
4
5
Показатели
Объем производства
в натуральном выражении, ед.
Доля на рынке. %
Цена за единицу продукции,
руб.
Обьем продаж в натуральном
выражении, ед.
Выручка, тыс. руб.
1-й год
||2|... 11 | 12
2-й год
кварталы
I | II | III | IV
3-й год
Основываясь на оценке достоинств
производимой продукции, объеме и
динамике спроса и их тенденции на
рынке, определяется рынок сбыта
продукции и объемы продаж в натуральном и
стоимостном выражениях на каждый
год из последующих трех лет.
Если предприятие уже производит
продукцию, надо указать объем выпуска
и объем продаж за последние два года.
При оценке предполагаемого объема
продаж указывается, где они в основном
будут сосредоточены и каким образом
обеспечены:
• продажа новой продукции своим
традиционным покупателям;
• реализация на новых рынках;
• вытеснение конкурентов,
благодаря улучшенному качеству швейных
изделий.
Вопросы для контроля
и обсуждения
1. Основные направления
планирования ассортимента швейных изделий с
учетом стадий жизненного цикла.
2. Оценка конкурентоспособности
швейных изделий на основе построения
"Баланса выживания".
3. Характеристика основных
показателей конкурентоспособности швейных
изделий.
4. Особенности использования
портфельной модели БКГ для обоснования
ассортимента швейных изделий.
5. I loL-.kMoHauMi.ilне 11. проведении
оценки и прогноза выпуска швейных
изделий, пользующихся спросом.
6. Характеристика основных
показателей оценки и прогноза выпуска
швейных изделий.
7. Сущность графического анализа
оценки и прогноза выпуска швейных
изделий.
8. Зависимость жизненного цикла
ассортимента швейной продукции от
роста объема производства.
9. Основные этапы разработки
ассортимента швейных изделий.
10. Последовательность составления
производственной программы на
швейном предприятии.
11. Определение производственной
программы швейного предприятия.
12. Содержание плана реализации
продукции и его основные показатели.
Проектирование организации швейного производства
РАЗДЕЛ 2
ПРОЕКТИРОВАНИЕ ПРОЦЕССА ПРОИЗВОДСТВА
ШВЕЙНЫХ ИЗДЕЛИЙ
Глава 4. Проектирование организации
швейного производства
Основной задачей проектирования
является выбор некоторою способа
действия, направленного на составление
описания, необходимого для создания в
определенных условиях еще не
существующего объекта с возможной
оптимизацией заданных его характеристик.
Для этого необходимо произвести
технологические расчеты потребного
количества рабочей силы,
оборудования и занимаемой площади.
На швейных предприятиях
планирование производственной программы
начинают со швейных цехов. При этом
соблюдается принцип соответствия
заданий отделочного и раскройного цехов
производственной программе
предприятия. Это касается также участков
обработки бортовой, утепляющей
прокладок и др.
При формировании
производственной программы строящегося
предприятия важнейшим критерием опенки
эффективности его работы должен быть
высокий уровень использования
оборудования и производственных площадей
швейного, подготовительного и
раскройного цехов.
Необходимым условием
эффективной деятельности предприятия
является рациональное построение
организационной, производственной и
управленческой структуры.
Для успешного ведения
производства необходимо рационально построить
производственный процесс в
пространстве, т.е. определить, исходя из
особенностей производства, наиболее
эффективную структуру предприятия.
Пол производственной структурой
предприятия понимается состав
образующих его цехов, участков и служб,
формы их взаимосвязи в процессе
производства продукции.
Производственная структура
характеризует разделение труда между
подразделениями предприятия и их
кооперацию. Производственная структура
предприятия динамична. По мере
совершенствования техники и технологии
производства, управления,
организации производства и труда
совершенствуется и производственная структура.
Производственная структура
швейных предприятий несложна. В составе
швейного предприятия обычно имеется
несколько цехов, а внутри них —
участки и потоки.
Производственный процесс
предприятия включает:
• основное производство:
• вспомогательное производство;
• обслуживающее хозяйство;
• подсобное производство:
• побочное производство.
Производственная структура
швейного предприятия представлена на рис. 4.1.
Для любого промышленного
предприятия обязательно наличие основных
производственных процессов,
определяющих его принадлежность к той или
иной отрасли промышленности.
Современные формы и методы проектирования швейного производства
Швейное предприятие
Основное производство
• Экспериментальный цех
• Подготовительный цех
• Раскройный цех
• Швейный цех
• Отделочный цех
Вспомогательное производство
• Ремонтно-механический цех
• Энергетический цех
• Производство пара
Обслуживающие хозяйства
• Транспортное хозяйство
• Складское хозяйство
Подсобное производство
• Цех изготовления фурнитуры
• Цех изготовления тары
Побочное производство
• Цех ширпотреба
Рис. 4.1. Схема производственной
структуры средних и крупных швейных
предприятий.
Основное производство — это часть
предприятия, где в результате
производственных процессов основное сырье и
материалы преобразуются в готовую
продукцию. В условиях швейного
предприятия в соответствии с
производственной целесообразностью основное
производство делится на следующее
цеховое производство:
• экспериментальное;
• подготовительное;
• раскройное;
• швейное;
• отделочное.
Цех является ОСНОВНОЙ структурной
единицей любого предприятия. Он
наделяется определенной
производственной и хозяйственной
самостоятельностью, является обособленной в
организационном, техническом и
административном отношении производственной
единицей и выполняет закрепленные за
ним производственные функции.
В экспериментальном цехе
выполняются: подготовка моделей к запуску в
производство, которая предполагает
конструкторскую и технологическую
проработку новых моделей: разработка
оптимальных режимов
технологического процесса: нормирование расхода всех
используемых для изготовления данно-
го кила изделий материалов:
изготовление лекал; подготовка технической
документации на модель.
В подготовительном цехе:
принимают материалы по количеству и качеству;
подготавливают материалы к раскрою
— рассчитывают куски для
использования их с минимальными остатками,
подбирают куски в настилы и передают
их в раскройный цех; оформляют
документацию.
В раскройном цехе осуществляется
выкраивание деталей, подготовка их к
пошиву, комплектование деталей и
подача кроя в швейные цеха.
В швейном цехе выполняют
предварительную обработку деталей и узлов
изделия и производят их сборку с
последующей отделкой готового изделия.
Применение высокоэффективного
оборудования обусловливает
необходимость выделения централизованного
цеха отделки готовою изделия, куда
изделия поступают из всех потоков
швейных цехов предприятия.
Операции окончательной влажно-
тепловой обработки и отделки изделий
являются заключительным этапом
швейного производства, оказывающим
непосредственное влияние на качество
готовой продукции.
К вспомогательному производству
относятся те цеха предприятия, которые
обеспечивают бесперебойную работу
основного и других производств.
Например, ремонтные, энергетические,
паросиловые и столярные цеха,
необходимые для производства пара,
электроэнергии, обеспечения запасными
частями к машинам, приспособлениями и
Проектирование организации швейного производства
инструментами и выполнения ремонта
оборудования основного производства.
К обслуживающему хозяйству
относятся транспортное и складское
хозяйство, обеспечивающее
транспортировку, хранение материалов и ютовой
продукции.
Подсобное производство
предназначено для изготовления продукции,
потребляемой основным производством,
например, фурнитуры, тары,
маркировочной документации (этикеток,
ярлыков) и др.
К побочному производству относятся
цеха, занятые использованием и
переработкой отходов основною
производства (например, цех ширпотреба).
4.1. Типы швейных
предприятий
Тип швейного предприятия
определяется в зависимости от
специализации, кооперирования, схемы
производственного процесса и мощности.
Швейная промышленность
относится к числу отраслей, выпускающих
продукцию широкого, часто
меняющегося ассортимента. В связи с этим для
нее особенно важное значение имеет
специализация.
Основными видами специализации
являются предметная, подетальная и
постадийная (технологическая), а так
же специализация вспомогательных и
обслуживающих производств.
При прелмстной специализации на
предприятии изготавливают
определенное изделие или ограниченное
число видов изделий. Исполнители
швейных потоков специализируются на
обработке изделий одного вида, что
способствует закреплению рабочих
навыков, росту производительности труда и
возможности применения
специализированного оборудования.
При нелегальной специализации в
самостоятельные производства
выделяют изготовление отдельных деталей или
узлов изделия, а сборку осуществляют в
других цехах и на других предприятиях.
Подетальная специализация
подразделений предприятия может
осуществляться по специальным,
унифицированным и стандартным деталям. При
специализации по узлам могут быть
выделены подразделения по изготовлению
заготовок карманов, рукавов,
подкладки и бортовой прокладки.
Углубление подетальной сиециали-
jamni производства связано с
развитием унификации и стандартизации.
При посталийной (технологической)
специализации швейного производства
единый процесс изготовления одежды
расчленяют на ряд процессов с
присущими каждому из них технологическими и
организационными особенностями.
Постадийная специализация
предполагает на крупных предприятиях
централизацию работ по
моделированию и конструированию одежды,
подготовке и раскрою ткани,
влажно-тепловой обработке и окончательной
отделке изделий, хранению и реализации
|ОТОНЫ\ И l.kMHII.
Различия постадийной и
подетальной специализации заключается в том.
что при подетальной специализации из
единого процесса выделяются и
самостоятельные производства некоторые
элементы из одного или нескольких
участков, причем общая схема процесса
не меняется. При постадийной
специализации от единого процесса
отделяется больший или меньший целый
участок из последовательно выполняемых
операций, заканчивающихся четко
выраженным результатом работы.
Основная трудность проведения
специализации швейного производства
заключается в противоречии двух
одновременно действующих требований:
сужение ассортимента изделий на каждом
отдельно взятом предприятии и
одновременно удовлетворение в каждом
регионе потребностей в одежде широкого
ассортимента.
«сюды проектирования швейного производства
В швейной промышленности в
настоящее время осуществляется в
основном узкая специализация предприятий
по таким показателям, как волокнистый
состав материалов, половозрастные
признаки, назначение того или иного
вида одежды.
Примерный ассортимент швейных
изделий, рекомендованный для данных
предприятий, следующий:
• демисезонные и зимние пальто и
полупальто мужские, для мальчиков-
подростков, для мальчиков старшего
школьного возраста:
• демисезонные и зимние пальто и
полупальто женские, для девочек
подростков, для девочек старшего
школьного возраста:
• костюмы, брюки мужские, для
мальчиков-подростков, для мальчиков
старшего школьного возраста:
• платья женские, для
девочек-подростков и девочек старшего школьного
возраста:
• сорочки мужские и для мальчиков;
• предметы женского туалета (пояса,
бюстгальтеры, грации и т.п.).
По кооперированию работы
предприятия бывают самостоятельными или
объединенными с другими.
В практике сложились типы
объединений предприятий, которые
различаются в зависимости от целей
объединения, хозяйственных отношений между
их участниками, степени
самостоятельности входящих в объединение
предприятий. Это картели, синдикаты,
пулы, тресты, концерны, промышленные
холдинги, финансово-промышленные
группы.
Производственное объелинсние
представляет собой совокупность
производственных структурных подразделений
— филиалов (фирм), связанных
системой кооперирования по совместному
производству продукции. Как правило,
отдельные звенья, входящие в
объединение, не обладают правом
юридического лица. Управление
производственным объединением осуществляется в
большинстве случаев аппаратом го
вного предприятия.
Производственные объединения i
гут быть неспециализированными и i
пускать технологически неоднородн
продукцию. Однако наилучшие резу,
таты достигаются в тех из них. котор
создаются на основе технологическ
родственности ассортимента издел
(предметной специализации) и терр
ториальной близости предприятий, р;
положенных в одном городе или 6nv
лежащих населенных пунктах.
Предприятия могут объединяться
только по родственности их ассорт
мента. Оправдало себя объединен!
швейных предприятий с торговым
При этом образуются промышленн!
торговые объединения.
Структура производственного обЪ1
динения строится по тем же принт
нам. ЧТО и структура предприятия. О;
нако для этой структуры характерн
полная или частичная централизаци
экспериментального цеха, подготови
тельно-раскройного производства, а та
же отделочного цеха и складского хо
зяйства.
Независимо от того, какой организа
ционно-правовой форме принадлежи'
предприятие, и оттого, малое оно, сред
нее или крупное, по схеме
производственного процесса швейные
предприятия могут иметь законченный и
незаконченный производственный цикл
изготовления швейного изделия.
Многообразие структурных схем
производственного процесса швейного
предприятия обусловлено его
мощностью. Так, например, для швейного
предприятия малой мощности характерна
структурная схема , представленная на
рис. 4.2, а. Для швейных предприятий
средней и большой мощности в
структурной схеме (рис. 4.2,6) в
самостоятельное подразделение может быть
выделен отделочный цех.
К предприятиям с законченным
циклом производства относятся те предпри-
Проектирование организации швейного производства
Постав-
!. """" .1.
ШВЕЙНОЕ ПРЕДПРИЯТИЕ
ПпфГМИ
.1. те"" .1
Постав-
I. щики .1.
ШВЕЙНОЕ ПРЕДПРИЯТИЕ
Потреби-
.1 1ел" .1
Рис. 4.2. Структурная схема предприятий малой (а), средней и большой {б) мощности с
законченным технологическим циклом: ПЦ - подготовительный цех, РЦ - раскройный цех, ЭЦ -
экспериментальный цех, ШЦ - швейный цех, ОЦ - отделочный цех, СГП - склад готовой продукции.
Поста!
ШВЕЙНОЕ ПРЕДПРИЯТИЕ
Потреби-
• тели |
Рис. 4.3. Структурная схема предприятия-потока с законченным технологическим циклом: ЦЗ
- цех заготовки, ЦС - цех сборки.
цикл обработки от поступления сырья
до изготовления готовой продукции и
ее сбыта.
Законченный технологический цикл
процесса производства одежды чаще
применяется для средних и больших
мощностей отдельных предприятий.
Причем, чем ныше мощность, тем
глубже производится подетальная
специализация подразделений предприятия.
Примером может служить
структурная схема предприятия, работа которого
организована по типу потока (рис. 4.3).
На предприятиях с незаконченным
циклом производства не выполняется
какая-либо из конечных стадий
производства. Такие предприятия могут быть,
как филиалами или дочерними
компаниями, так и самостоятельными.
На самостоятельных предприятиях с
незаконченным циклом производства
поставляемое сырье проходит
обработку в подготовительном цехе, а затем
поступает на раскрой. На этом
технологический процесс обработки на данном
предприятии заканчивается. Подготов-
Современные формы и методы проектирования швейного производства
ленный крон через отдел сбыта, по
договору, поступает в швейные цеха
предприятий социальной сферы
(исправительно-трудовые колонии,
предприятия, использующие труд инвалидов и
т.д.). Сбытом продукции,
произведенной на таких предприятиях, также
занимается отдел сбыта самостоятельного
предприятия с незаконченным циклом
производства.
Дочерние предприятия или филиалы
с незаконченным циклом производства
не существуют самостоятельно. Сырье,
комплектующие и полуфабрикаты
могут поставляться для обработки на
одном или нескольких этапах или с
головного предприятия после
подготовительного производства, или сразу, через
отдел сбыта, на филиал. Такое головное
предприятие может поставлять на
филиал полуфабрикаты для обработки на
любом из этапов производства или для
хранения. Но сбыт на рынок готовой
продукции, как правило, осуществляет
головное предприятие.
Производственное объединение с
незаконченным технологическич циклом
производства включает в себя:
• головное предприятие с
подготовительным, раскройным,
экспериментальным и отделочным производствами
и складом ГОТОВОЙ продукции;
• структурное подразделение
(филиал), на котором осуществляется
технологический процесс изготовления
швейного изделия.
Структурная схема объединения
представлена на рис. 4.4.
Структурная схема
производственного пГн.с.ммн'мин i/ оконченным lexiw.iu-
гическим циклом головного
предприятия и его структурным подразделением
(филиалом) представлена на рис. 4.5.
Представленная структурная схема ха-
Постав-
ШВЕЙНОЕ ПРЕДПРИЯТИЕ
Пит [шОи-
Рис. 4.4. Структурная схема производственного объединения с незаконченным
технологическим циклом головного предприятия.
ШВЕЙНОЕ ПРЕДПРИЯТИЕ
Рис. 4.5. Структурная схема производственного объединения с законченным
технологическим циклом произодства.
Проектирование организации швейного производства
5 . Внедренческая (рисковая) фирма |
Рис. 4.6. Структурная схема предприятия с законченным технологическим циклом
производства, пользующегося услугами внедренческой (рисковой) фирмы.
рактерна дли предприятий большой
мощности.
В настоящее время широкое
распространение получили малые
внедренческие (рисковые) фирмы внутри крупных
предприятий. Эти фирмы наделяются
всеми полномочиями либо по
производству, либо по разработке, либо по
обеспечению сырьем и сбыту изделий.
В состав такой фирмы входят
руководители и исполнители, решающие
вопросы организации бизнеса в крупной
фирме и способствующие развитию
предприимчивости у работников,
повышению ответственности за конечный
результат работы. Схема предприятия с
законченным циклом производства,
пользующегося услугами малой
внедренческой фирмы, представлена на рис. 4.6.
Одними из основных проблем для
любого предприятия, независимо от его
формы собственности, мощности или
схемы производственного процесса,
являются проблемы обеспечения сырьем
и сбыта продукции. Существует
множество предприятий, которые могут быть
поставщиками сырья или
потребителями продукции швейного предприятия.
Варианты обеспечения сырьем и сбыта
продукции представлены на рис. 4.7.
В соответствии с существующей
методикой мощность швейного
предприятия измеряется количеством
производственных рабочих, занятых
изготовлением швейных изделий, иди
максимально возможным годовым
(суточным, сменным) выпуском продукции.
Кроме того, в настоящее время
мощность швейного предприятия
определяется нормо-часами. т.е. затратами
времени на выпуск изделий в смену
Варианты обеспечения сырьем
• Торгово-посреднические фирмы
• Магазины
• Промышленные фирмы,
организации, учреждения, фонды
• Государственные и муниципальные
предприятия
• Иностранные фирмы
• Дилеры
• Дистрибьютеры
• Дочерние или зависимые
предприятия
• Оптовые базы
• Товарно-сырьевые биржи
Варианты сбыта продукции
• Торгово-посреднические фирмы
• Магазины
• Промышленные фирмы,
организации, учреждения, фонды
• Государственные и муниципальные
предприятия
• Иностранные фирмы
• Дилеры
• Дистрибьютеры
■ Дочерние или зависимые
предприятия
• Оптовые базы
■ Товарно-сырьевые биржи
• Оптовики
• Фирменные магазины предприятия
• Склад предприятия
Рис. 4.7. Варианты обеспечения сырьем и
сбыта продукции швейных предприятий.
Современные формы и методы проектирования швейного производства
приятия, ед.; Л/£.ш* — выпуск в смену /"-
го изделия, ед.; 7) — трудоемкость
изготовления /-го изделия, час.
Установление мощности
проектируемого предприятия согласуется с
выбранным пунктом строительства таким
образом, чтобы при вводе в действие
предприятие удовлетворило
потребность в изделиях данного вида и не ис-
пытынало затруднений в
комплектовании кадров. Так как в большинстве
случаев в качестве пунктов строительства
рекомендуются средние и малые города,
то в проектах для обеспечении
оптимальных мощностей потоков
необходимо ориентироваться на предприятия
средней мощности.
Расчет мощности швейного
предприятия по залашюй производственной
площади (например, при
реконструкции) проводят, исходя из норм площади
на одного рабочего и затрат времени на
изготовление единицы изделия.
4.2. Предварительный
расчет и компоновка
площадей помещений
проектируемого
предприятия
Первым этапом проектирования
швейного предприятия является
предварительным расчет по укрупненным
показателям с целью выбора наиболее
оптимального варианта предприятия.
Предварительный расчет выполняют
как при строительстве новых
объектов, так и при реконструкции
действующих.
Предварительный расчет включает
следующие задачи:
• определение структуры
производства: уровня специализации
предприятия с обоснованием выбора
ассортимента и мощности;
• определение количества рабочих и
потребной производственной площади;
• выбор типа и размеров
производственного здания (форма, габаритные
размеры, этажность, сетка колон);
• выбор схемы поэтажной
планировки цехов (швейного, отделочного,
подготовительного, раскройного и
экспериментального цехов, склада готовой
продукции) и схемы грузопотоков.
Предварительный расчет начинается
после выполнения
технико-экономического обоснования строительства, в
результате которого определяется
мощность предприятия, тип и схема его
производства, выбирается экономический
район и место строительства,
составляется ориентировочная
производственная программа предприятия, в которой
предлагается распределение общего
количества рабочих по потокам в
зависимости от выбранного ассортимента.
При реконструкции действующего
предприятия исходными данными для
проектирования является общая
производственная площадь. Расчет
количества рабочих NP для изготовления
заданного ассортимента изделий производят
на основе нормы площади,
установленной на одного рабочего Н/ раб (м ) с
учетом вида изготавливаемого изделия
где S — площадь, отводимая под
изготовление данного ассортимента
изделий, м .
Далее с учетом трудоемкости
изготовления изделий, принятых
организационных форм потоков и занимаемой
швейным цехом плошади выбирают
мощность одного потока и определяют
количество рабочих в потоке. Затем
устанавливается количество потоков в швейном
цехе и объем всего производства.
При проектировании нового
предприятия исходными данными для
предварительного расчета служат:
Проектирование организации швейного производства
• ассортимент и мощность
предприятия, выраженная выпуском изделий в
год (сутки, смену), количеством
рабочих или размером производственной
площади;
• затраты времени на обработку
изделий заданного ассортимента.
Ассортимент изделий и мощность
предприятия (первый »пап) зависят от
задания на проектирование. Затраты
времени на обработку принимаются по
данным отраслевых нормативов с
учетом опыта передовых предприятий.
На втором этапе предварительного
расчета предприятия устанавливается
структурная схема производственного
процесса. Выбор схемы
производственного процесса осуществляется на
основе проектного задания. Проектным
заданием устанавливается, является ли
проектируемое предприятие головным
в двухзвенной структуре организации
швейного производства
(производственное объели пен не-предприятие).
или оно входит в состав объединения.
Заданная информация позволяет
определить, будет ли проектируемое
предприятие с полным производственным
циклом или с неполным. Одновременно
устанавливается не только перечень
производственных подразделений
предприятия, но и наличие побочного
производства, склада готовой продукции и т.д.
Расчет основных производственных
площадей предприятия начинают с
расчета площадей швейных цехов и
участков, исходя из заданного
производственной программой ассортимента
изделий.
Если мощность проектируемого
предприятия задана выпуском изделий
в год, то расчет выпуска изделий в
смену Л/си выполняют в соответствии с
выбранным режимом работы
проектируемого предприятия
Мсм = Мг/(Д-я),
где Мем — сменный выпуск изделий,
ед.; Мг — годовой выпуск изделий, ед.;
Д — количество рабочих дней в году; л —
количество смен в день.
Расчет количества рабочих /V
осуществляют по каждому виду изделий
производственной программы
предприятия
/V = Мсм • Г/ Д.
где /V — количество рабочих в смену по
i.iinin\i\ им i\ п 1 le.inH. чел.: / s.up.u ы
времени на обработку данного вида
изделия, с; R — продолжительность
смены, с.
Для предприятий средней и
большой мощности определяют
целесообразность выделения участков
централизованной заготовки деталей и узлов
изделия.
С целью максимального
использования специального оборудования
заготовка отдельных деталей и узлов
изделий может быть централизована.
Выделение самостоятельных участков
зависит от вида изготавливаемого изделия.
Так, например, при изготовлении
некоторых видов изделий (шубы,
пальто и костюмы мужские и женские,
сорочки мужские) в самостоятельное
производство целесообразно выделить
заготовку унифицированных деталей и
узлов из прокладочных (заготовка
утепляющих прокладок, бортовых
прокладок, плечевых накладок, мешковины
карманов, дублирование воротников и
манжет сорочек и др.) и подкладочных
материалов. Выделяются так же
централизованные участки изготовления
плиссе, гофре, вышивки и отделочных
элементов платьев (цветов, обтянутых
пуговиц, пряжек и др.), дублирования
деталей, изготовления продольных и
косых беек, декоративного
выстегивания подкладки и др.
Установив целесообразность
выделения таких участков, необходимо
определить количество рабочих в них и
соответственно уточнить количество
рабочих в проектируемых потоках
ШВеЙНЫХ цехов. Такие расчеты ВЫПОЛ-
Современные формы и методы проектирования швейного производства
няются на основе затрат времени на
обработку деталей и узлов на этих
участках согласно последовательности
обработки изделия. Количество рабочих по
операциям заготовки деталей и узлов
изделий на этих участках определяется
по формуле
где Нвр _ норма времени на операцию.
с; Л/ — количество заготавливаемых
деталей в смену, ед.; R —
продолжительность смены.
Расчет количества рабочих и
оборудования участка сводится в таблицу 4.1.
Сначала определяется расчетное
количество рабочих /VP, которое затем
округляется до ближайшего целого числа N*P.
Количеств в оборудования
устанавливается по принятому фактическому
количеству рабочих. На рис. 4.8, 4.9 даны
примеры планировочных решений
участков изготовления утепляющих
прокладок, дублирования деталей.
Площадь для выделенных участков
определяют
Руч = Яуч ' И1 раб-
где Нi раб — норма площади на одного
рабочего, м?;
Расчет производственной плошали,
необходимой для размещения одного
швейного потока, производится для
каждого вида изделий по формуле
Общая производственная площадь
швейных цехов Рпр слагается из
площадей, занимаемых всеми потоками.
Основная производственная площадь
предприятия РПП1 включает в себя
площади швейных цехов, участков и цеха
окончательной отделки швейных
изделий. Ее принимают в размере Ки[11 (%)
от производственной плошали
предприятия.
Зная основную производственную
площадь предприятия и удельный вес
площадей всех цехов и служб от общей
производственной плошали, можно
определить площади этих цехов и служб:
Pun = P//in' J
рин
Ррп =
)1Г
' ш и
где Р1П1, РРц, Р.)ц— производственные
площади соответственно
подготовительного, раскройного и
экспериментального цехов, м1' Рщц ~~ основная
пршчводственная площадь швейного
предприятия, м:; Кцц> ^/>//. ^эц ~
удельный вес плошали соответственно
подготовительного, раскройного и
экспериментального цехов от обшей
производственной плошали
предприятия, %.
Общую производственную площадь
определяют суммированием
полученных площадей основных цехов
рпот = Nnom ' Н1 раб- Общую площадь предприятия Ро6щ
определяют суммированием общей
где Nnom — количество рабочих в пото- производственной площади с доиолни-
ке, чел.; Рпот — площадь для размеще- тельной площадью других иодсобно-
ния одного швейного потока, м*. вспомогательных помещений
Таблица 4.1
Определение количества рабочих и оборудования на участках
Технологическая
операция
1
Норма
времени, с
2
Количество рабочих, чел.
расчетное
N
3
фактическое
4
Применяемое
оборудование
5
Количество
оборудования
6
Проектирование организации швейного производства
Рис. 4.8. Планировочное решение участка изготовления утепляющих прокладок: 1 -
стачивающие машины, 2 - машины М-12, 3 - концевая линейка КЛ-1, 4 - настилочный стол, 5 -
раскройная машина РЛ-4, 6 - ручные тележки, 7 - междустолье, 8 - стеллажи.
•общ '
На основании предварительного
расчета по укрупненным показателям
производится выбор типа здания и
схемы поэтажной планировки (третий
этап). При этом следует учитывать
взаимные связи всех цехов и участков
предприятия.
Выбор типа здания производят по
рекомендациям на строительство
производственных зданий швейных
предприятий в соответствии с заданием и
общей площадью Р0$щ- ^Ри этом
решают вопрос о форме здания, выбирают
сетку колонн (шаг колонн по ширине и
длине здания), определяют габаритные
размеры и этажность здания.
Современные здания для швейных
предприятий строят прямоугольной или
квадратной формы сечения. И те, и
другие здания строятся с сеткой колонн:
• для многоэтажных зданий — 6x6
м, 6 х 9 м, 6 х 12 м;
• для одноэтажных зданий — 6 х 6 м,
6х9м,6х12м,6х 18 м, 6 х 21м, 6 х 30 м.
Архитектурно они имеют
соотношение длины и ширины:
• 1:3 — для прямоугольной формы
сечения;
• 1:1 — для квадратной формы
сечения.
Исходя из указанных сведений о
зданиях, определяют количество этажей
проектируемого предприятия. Для это-
Рис. 4.9. Планировочное решение участка
дублирования деталей: 1 - стеллаж, 2 - столы
для комплектования деталей, 3 - столы для
подготовки деталей, 4 - пресс АНУ-1690
фирмы "Meyer" (Германия) с двумя рамами, 5 -
тележки.
Современные формы и методы проектирования швейного производства
го задаются последовательно шириной
этажа. Затем определяют длину этажа,
исходя из плошали пшенного цеха и
архитектурных соотношений коробки
здания, прибавляют но 6 м с каждой
стороны этажа для организации лестничных
площадок и лифтов и определяют
площадь этажа.
Делением обшей площади
предприятия на полученную площадь этажа
определяют количество этажей. Если при
этом получено не целое число, его
округляют до целого с учетом сетки
колонн. Умножением округленного числа
на площадь этажа находят уточненную
площадь здания.
На заключительном этапе
предварительного расчета предприятия
осуществляется компоновка по этажам
основных производственных подразделений.
При этом должна быть обеспечена пря-
моточность производственного
процесса, начиная от места поступления
материалов до выхода готовой продукции.
Подготовительный и раскройный цеха.
как создающие наибольшую нагрузку
на перекрытия, желательно располагать
на нижних этажах. Расиаковочное
отделение подготовительного цеха и склад
готовой продукции должны иметь
выход на улицу с одной стороны здания r
значительном отдалении друг от друга.
При решении задачи поэтажной
планировки следует учитывать взаимные
связи цехов. Перемещение материалов
и деталей кроя желательно осушеств-
лятьс помошьюлифта. расположенного
с одной стороны здания, а
полуфабрикатов и готовых изделий — с помощью
другого лифта в противоположенной
стороне здания (рис. 4.10).
Наиболее целесообразным принято
следующее размещение цехов и служб
предприятия по этажам.
Для четырехэтажных зданий: I этаж
— подготовительный цех и склад
готовой продукции; II этаж — раскройный и
экспериментальный цеха; III-IV этажи
— швейные цеха. Отделочный цех
может разметаться на I этаже рядом со
Швейное предприятие
с незаконченным
технологическим циклом
в швейных цехах
Швейное предприятие
с законченным
технологическим циклом
в швейных цехах
[Цнсиипс
предприятие-поток
/-
2
—*>
РЦ // ЭЦ
пц /сгп
7
/
/
А
/
/
f цз
эц /^цс~~
рц ///ых
пц /сгп
f
7'
/
Рис. 4.10. Схема грузопотоков швейного предприятия. ШЦ - швейный цех. ПЦ -
подготовительный цех. РЦ - раскройный цех, ЭЦ - экспериментальный цех, ЦЗ - цех заготовки, ЦС - цех
сборки, ОЦ - отделочный цех, СГП - склад готовой продукции.
Проектирование организации швейного производства
складом готовой продукции, а также на
Пили на III этаже.
Для трехэтажного здания: 1 этаж —
подготовительный и отделочный цеха,
склад готовой продукции; II этаж —
раскроши.in. экспериментальный и
швейные цеха: III этаж — швейный цех.
В случае, если предприятие
занимает два этажа здания: 1 этаж —
подготовительный, раскройный и
экспериментальный цеха, склад готовой
продукции; II этаж — швейные и отделочный
цеха.
Отделочный цех необходимо
размешать ближе к месту выпуска продукции
швейными потоками, а
подготовительный и раскройный цеха — ближе к
месту запуска кроя на заготовительных
участках потоков. Поступление ткани и
других материалов в подготовительный
цех и вывоз готовой продукции со
склада должны производиться со стороны,
обратной фасаду здания.
Для правильной организации
технологического процесса и выбора
наиболее рационального типа здания
составляют несколько схем технологических
потоков (без расстановки оборудования
и сетки колонн) для зданий различной
этажности и конфигурации. На схемах
необходимо указывать места
поступления сырья и вывоза готовых изделий,
последовательность расположения
переходов производства и движение
людского потока по цехам. При разработке
схем следует руководствоваться
требованиями технологии, организации
производства и транспорта с учетом
санитарных и противопожарных норм
техники безопасности.
4.3. Организация поточного
производства в швейных
цехах
Любое материальное производство
характеризуется составляющими его
элементами. Для швейной
промышленности, как и для многих других
отраслей, элементами производственного
процесса являются процесс труда,
средства труда и предметы труда.
Совокупность взаимоотношений указанных
элементов и составляет понятие
производственного процесса.
Между тем общего, достаточно
строгого, определения процесса пока не
выработано. В разных отраслях знаний по
мере необходимости определялось
специфическое его толкование. Например,
процессом называют некоторую
функцию F(t), где I имеет смысл временной
характеристики. Это связано с тем, что
само слово "процесс" (означающее
движение вперед, течение,
продвижение) вошло в научную терминологию
сравнительно недавно. В Большой
советской энциклопедии (т. 35. 2-е изд.)
есть такое определение: процесс — это
"совокупность последовательных
действий, направленных на достижение
определенного результата (например,
производственный процесс)".
Определение понятия процесса
может быть дано на базе таких понятии,
как движение, взаимодействие,
преобразование.
При этом должны быть соблюдены
общенаучные и общеметодологические
принципы, гарантирующие
принципиальную корректность каждой
конкретной интерпретации понятия "процесс".
Эти принципы следующие:
• процесс связан с конкретным
материальным объектом или системой
объектов и протекает в количественно
определенных
пространственно-временных границах;
• процесс во времени складывается
из качественно и количественно
различных стадий, фаз, событий или
состояний, протекающих соответственно
в более узких
пространственно-временных границах, чем рассматриваемый
процесс;
• данный процесс представляет
собой составную часть более широких в
Современные формы и методы проектирования швейного производства
пространственно-временном
отношении процессов;
• протекание процесса во времени
является закономерно упорядоченным.
Для полного отображения процесса
необходимо учитывать три группы его
характеристик:
• качественные, определяющие
материальную природу процесса;
• пространственные, определяющие
его пространственные масштабы и
координаты;
• временные, определяющие
временные масштабы и координаты
процесса.
Таким образом, определение
процесса, относящееся к сфере
производственной деятельности, может быть
следующим:
• процесс — это упорядоченное
взаимодействие между продуктом природы
и трудом, направленное на получение
требуемого результата;
• производственный процесс — это
совокупность действий, связанных с
функционированием какого-либо
производственного подразделения.
В ходе производственного процесса
предметы труда под воздействием
средств труда и с участием живого труда
превращаются в готовое изделие.
Производственный процесс в общем
виде можно представить как
управляемую систему (рис. 4.11).
Постоянными элементами
производственного процесса, с точки зрения
изготавливаемого вида одежды,
являются средства труда и предметы труда, со-
9, 9г 9п
I I 1 1 1 1
вокупность взаимоотношений которых
определяет понятие "технологический
процесс" изготовления изделия. В об-
шем случае понятие "технология"
определяется как способ воздействия орудия
труда на предмет труда. В связи с этим
под термином "технологический
процесс" понимается совокупность
отношений средств труда и предметов труда
для достижения определенной цели
получения готового изделия.
Живой труд или участие
исполнителя для осуществления технологического
процесса, при изготовлении швейных
ИЗДеЛНЙ может изменяться и иметь с
точки зрения условий производства три
ситуации:
ПРОИЗВОДСТВЕННЫЙ
ПРОЦЕСС
/V = /; / <
m; /V = О,
Рис. 4.11. Производственный процесс: X, -
предметы труда, Х„ - средства труда, Хт -
живой труд, Ги - готовое изделие, д,, д2...., fln-
ограничения внешней среды.
где /V — число исполнителей,
участвующих в производственном процессе; т —
конечное целое число.
При N = 1 производство
характеризуется как единичное или индивидуальное,
при котором весь производственный
процесс совершается одним человеком.
При единичном производстве выпуск
продукции исчисляется единицами. Под
единицей продукции понимается
отдельное пальто, костюм или другое
изделие. Образцы изделия или не
повторяются, или повторяются нерегулярно.
Изготовление каждой единицы
продукции характеризуется своими особыми
основными условиями производства.
Единичное производство
характеризуется:
• отсутствием закрепления операций
за рабочими местами:
• применением в основном
универсального оборудования:
• низкой специализацией
исполнителей;
• значительным удельным весом
ручных операций;
• высокой квалификацией
исполнителей;
• обшей высокой трудоемкостью
изделий:
Проектирование организации швейного производства
• длительным циклом их
изготовления:
• высокой себестоимостью
выпускаемой продукции.
Вместе с тем разнообразная
номенклатура делает единичное производство
более мобильным и приспособленным
к условиям колебания спроса на
выпускаемую продукцию.
При /V = 0 имеем автоматическое
производство, которое исключает
использование человека как
непосредственного исполнителя трудового
процесса.
Для / < /V^m получаем поточное
производство, при котором весь трудовой
процесс делится на отдельные элементы
и распределяется между исполнителями.
Поточное производство на
современном этапе научно-технического
развития является высшей формой
общественного разделения труда. Это
наиболее прогрессивный метод
организации производства, отличительной
особенностью которого является наличие
определенного числа исполнителей,
участвующих в изготовлении изделия.
Поточное производство наиболее
полно отвечает требованиям основных
направлении развития техники и
технологии и обеспечивает интенсивное
использование высокопроизводительного
технологического оборудования,
экономит трудовые, материальные,
энергетические ресурсы.
Поточная форма организации
производства имеет ряд преимуществ:
• значительно повышается
производительность труда за счет
специализации рабочих и рабочих мест,
многократной повторяемости выполняемых
работ, а так же за счет повышения
трудовой диспи пл и н ы, меха н и за пи и
транспортных работ и т.п.;
• повышается качество продукции,
чему также способствует
специализация рабочих;
• сокращается длительность
производственного цикла (время пребывания
каж к)1Ч) и Петя it цехе ш момента по
ступления его в крое до момента сдачи
готовой продукции) за счет повышения
производительности труда и
ритмичности работы;
• повышается коэффициент
использования оборудования;
• создаются благоприятные условия
для комплексной механизации и
автоматизации производства и т.д.
Однако организация поточного
производства требует бесперебойного
снабжения потока предметами труда,
вспомогательными материалами,
электроэнергией, паром и т.п., а также
четкой, налаженной работы оборудования.
Смена ассортимента и даже моделей
требует значительной перестройки
всего производственного процесса.
Отрицательно сказываются и случаи
невыходов рабочих.
Одним из основных показателей
поточного производства является ритм его
работы.
Под ритмом или тактом (как принято
его называть в швейной
промышленности) потока понимается определенный
промежуток времени между
следующими друг за другом запусками или
выпусками единицы продукции.
Обеспечение четкого ритма в
поточном производстве является одной из
основных задач, решаемых инженерно-
техническими работниками, ибо при
нарушении ритма поточное произвол
ство теряет свои преимущества.
Поточное производство одежды
характеризуется следующими основными
принципами построения.
1. Весь процесс изготовления
изделия делится на технологические
операции (элементы), выполняемые на
одном рабочем месте с помощью какого-
либо оборудования или рабочего
инструмента. Порядок выполнения
технологических операций устанавливается в
соответствии с последовательностью
технологического процесса
изготовления изделий.
2. Технологические операции
распределяются между исполнителями и
Современные формы и методы проектирования швейного производства
согласовываются но времени их
выполнения (объемами выполняемых работ).
3. Предметы труда передаются между
исполнителями непрерывно или с
небольшими интервалами. Время их
передачи должно быть согласовано в
определенных интервалах со временем
выполнения операций исполнителями.
Наличие трех основных принципов
построения поточного производства
предопределено необходимостью
создания непрерывного процесса
изготовления швейных изделий, когда предметы
труда передаются с одного рабочего
места на другое без задержки или с
небольшими интервалами,
регламентированными временем выполнения операций.
Непрерывность движения изделий в
процессе изготовления обеспечивается
строгим согласованием времени
выполнения операций — их
продолжительность должна быть равна или кратна
друг другу. В результате этого работа на
всех операциях протекает ритмично,
что является характерным признаком
поточного производства.
Давая определение поточному
производству, можно сказать, что поточной
называется такая организация
производства, при которой операции имеют
одинаковый уровень регламентации и
связаны между собой единым
непрерывно переметающимся потоком
предметов труда.
4.3.1. Характеристики
технологических потоков
швейных цехов. Классификация
потоков
Швейное производство
характеризуется значительным разнообразием
форм организации потоков, в которых
реализованы основные принципы
поточной организации производства.
Организация производства призвана
установить между процессами труда,
средствами труда и предметами труда
определенную взаимосвязь, которая
выражается через временной и
пространственный факторы. Основываясь на
этом, при построении процесса
производства одежды можно выделить три
принципиально различимые
организационные формы (рис. 4.12, первый
уровень классификации):
• поточное производство;
• непоточное производство;
• автоматическое производство.
В неноточном производстве
изготовлением изделия занят либо один
исполнитель, либо небольшая бригада из
3—II человек, связанных между собой
только технологически, т.е.
распределением операций между исполнителями
по виду выполняемых работ.
Согласование работ по времени практически
отсутствует.
Поточное ПрОИ зводство в
зависимости от степени выполнения основных
принципов его построения может иметь
три разновидности организационной
формы потоков (см. рис. 4.12, второй
уровень классификации):
• со строгим ритмом работы;
• со свободным ритмом работы;
• комбинированные.
, I el потоков со строгим ритмом
работы является обязательным выполнение
перечисленных выше принципов,
особенно последнего, строго
ограничивающего интервалы времени передачи
предметов труда от исполнителя к
исполнителю (строгое согласование
времени перемещения предметов труда со
временем выполнения операций).
В потоках со строгим ритмом
организация ритмичной работы достигается
за счет подачи предметов труда на
каждое рабочее место в строго
установленном количестве (обычно поштучно)
через определенные интервалы времени.
Рабочие места располагаются в
соответствии с последовательностью
технологическою процесса.
В потоках со строгим ритмом
обязательно использование конвейеров,
скорость движения которых согласована со
временем выполнения операций.
Поэтому потоки со строгим ритмом работы
ПОТОЧНОЕ ПРОИЗВОДСТВО АВТОМАТИЧЕСКОЕ ПРОИЗВОДСТВО НЕПОТОЧНОЕ ПРОИЗВОДСТВО
одно модельный.
последовательный.
|рамолинейнап (однолинейный.
многолинейный,
однорядный, многоводный)
-
многомодельный,
комбинированный
I5
I6
1'
1 ■
1
| ОДН,
*,»™»й.па.
СРКЦИОи.
,„,„„0.«.
.ы» |
групповой
з
многоассорти
последовате
комбиниров
ЬНЫЙ.
мнтшй
1ЬНЫЙ.
■
сьемнь
одно
мног
комб
1
лодепьныи
ниоованныи
ZI
■
Рис. 4.12. Классификация швейного производства.
1
ы
Современные формы и методы проектирования швейного производства
иногда называют конвейерными.
Конвейеры в этом случае не только
механизируют подачу предметов труда на
рабочие места, но, прежде всего,
принудительно поддерживают строгий ритм
работы всего потока и этим способствуют
укреплению трудовой дисциплины,
повышению роста производительности
труда.
Использование потоков со строгим
ритмом целесообразно г. условиях
выпуска стабильного ассортимента швейных
изделий. При необходимости выпуска
изделий широкого ассортимента с
частой сменяемостью моделей
организация работы в таких потоках
усложняется. Это является одним из недостатков
потоков со строгим ритмом. Кроме
того, в потоках со строгим ритмом работы
снижается возможность использования
индивидуальных способностей
исполни li'.k'll.
Для потоков со свободным ритмом
работы при сохранении всех прочих
принципов построения поточного
производства сфера действия последнего из них
(нимиic.ii.iu) расширяется. Иие.шя oi
исполнителя к исполнителю могут
передаваться с некоторыми интервалами,
сохраняя непрерывность и ритмичность
работы в потоке за счет
межоперационного запаса предметов труда на рабочем
месте.
В потоках со свободным ритмом
работы отсутствует четкий регулятор
ритма. Предметы труда на рабочие места
полаются:
• с помощью различных
бесприводных транспортных средств;
• с помощью механического
транспортера, скорость движения которого
не строго согласована со временем
выполнения операций;
• на высшем этапе развития
поточного производства — рабочими
инструментами машин.
Потоки со свободным ритмом
отличаются от потоков со строгим ритмом
работы тем, что в них обработка
отдельных деталей и узлов изделия
производится синхронно (параллельно), а
сборка и окончательная отделка изделий так
же, как и в конвейерных потоках,
выполняется последовательно.
Все узлы изделий должны поступать
для сборки одновременно, т.е. выпуск
узлов каждой группы должен быть
строго согласован.
Потоки со свободным ритмом по
сравнению с потоками строгого ритма
имеют ряд преимуществ:
• отличаются маневренностью при
выпуске изделий различных моделей;
• лучше используется рабочее время
исполнителей за счет снижения
времени на переместительные приемы — это
обусловлено пачковой подачей
предметов труда;
• увеличивается возможность
использования индивидуальных
способностей исполнителей.
В отдельных случаях при
изготовлении верхней одежды на разных стадиях
производства возможны различные
организационные формы потока. Потоки,
которые включают в себя элементы
потоков со строгим и свободным ритмом
работы, называются комбинированными.
При этом создаются условия, при
которых на отдельных стадиях изготовления
изделия в наибольшей степени
проявляются преимущества каждого из
вариантов организационных форм.
Изменение связей между
элементами поточного производства приводит к
появлению типов потоков (см. рис. 4.12,
третий уровень классификации). В
зависимости от размещения
оборудования в технологическом потоке,
применения различных транспортных
средств, позволяющих изменить
специализацию рабочих мест по видам
обработки, потоки делятся на:
• конвейерные;
• агрегатно-групповые;
• малых серий.
Конвейерные потоки
Конвейерные потоки — потоки со
строгим ритмом работы — характеризу-
Проектирование организации швейного производства
ются такой формой организации
процесса, в которой соблюдаются
следующие условия:
• рабочие места располагаются в
соответствии с технологической
последовательностью изготопления швейного
изделия, в результате чего создается
прямолинейное движение предметов
труда в потоке:
• выполнение каждой операции
исполнителем синхронизировано, в
результате чего создается ритмичность
работы потока;
• каждая операция, и зависимости от
продолжительности выполнения,
закреплена за одним или несколькими
исполнителями:
• предметы труда перемещаются к
рабочим местам с помощью конвейера в
заранее установленные интервалы
времени, в результате чего скорость
выполнения операций и движение предметов
труда согласованы;
В одном конвейерном потоке может
одновременно работать одна или
несколько групп рабочих. Конвейерные
потоки с одной группой рабочих
называются одногрупповыми, а с
несколькими группами рабочих — групповыми.
Наиболее распространены одногруппо-
вые потоки. Групповые потоки
применяются при изготовлении изделий
небольшой трудоемкости.
Рабочие места в потоке могут
располагаться так, что движение изделий
вдоль рядов (агрегатов) рабочих мест
может происходить в одном или двух
одинаковых или противоположенных
направлениях. Расположение рабочих
мест, при котором изделие
перемешается вдоль агрегата в одном направлении,
называется линией потока. При
движении изделий:
• в одном направлении — поток
однолинейный (рис. 4.13,а);
• в двух направлениях — поток двух-
лннейный (рис. 4.13,6):
• в трех направлениях — поток
трехлинейный (рис. 4.13.в).
Одногрупповые потоки могут быть
рппппп
ппппп
—
UUUUU
6)
ппппп
I
ппппп
UUUUU
Рис. 4.13. Схемы одно- (а), двух- (б) и
трехлинейных (в) потоков.
размешены на одном, двух или трех
рядах рабочих мест.
Тогда, характеризуя конвейерный
поток, называют не только количество
ЛИНИЙ, но и количество рядов рабочих
мест. Например, однолинейный
однорядный (рис. 4.13,а), двухлинейный
двухрядный (рис. 4.13,6),
трехлинейный трехрядный (рис. 4.13,в).
При этом если количество линий и
рядов рабочих мест одинаково, то
движение изделий в потоке
прямолинейное (рис. 4.13), а если неодинаково —
зигзагообразное (рис. 4.14,а) или
комбинированное (рис. 4.14,6).
Наиболее приемлемыми среди одно-
групповых конвейерных потоков
считают потоки с прямолинейным
движением предметов труда: однолинейные
однорядные, двух линейные двухрядные,
трехлинейные трехрядные.
Однолинейные однорядные
конвейерные потоки применяют при
изготовлении изделий не большой
трудоемкости (белье, женское платье и т.д.). двух-
Современные формы и методы проектирования швейного производства
" и и и и \Г
а)
ппппп
UUUUU
6)
Рис. 4.14. Схемы одногрупповых потоков.
линейные двухрядные и трехлинейные
трехрядные — при изготовлении
изделий верхнего ассортимента.
Групповые конвейерные потоки
также могут отличаться друг от друга
количеством линий и рядов рабочих мест.
Количество линий равно количеству
групп рабочих, занятых в одном потоке.
Чаше всего используют двухгрупповые
двухрядные потоки с
самостоятельными конвейерами (рис. 4.15.а).
При изготовлении изделий
небольшой трудоемкости может
использоваться групповой поток с одним конвейером.
В этом случае первая группа рабочих
изготавливает изделие, которое находится
в гнездах с нечетными номерами, а
вторая группа — с четными (рис. 4.15,6).
Групповые конвейерные потоки при
обработке изделий небольшой
трудоемкости имеют преимущества по
сравнению с одногрушювыми. Они позволяют
более полно использовать специальное
оборудование и специализировать труд
исполнителей, дают возможность
рабочим разных групп оказывать взаимную
помощь при ликвидации
кратковременных неполадок в работе.
Ранее было отмечено, что для
обеспечения ритмичной работы потоки со
строгим ритмом требуют строгого
соблюдения технологической
последовательности обработки и применения конвейера.
Скорость конвейера должна строго
согласовываться с тактом потока. При
малых тактах в конвейерных потоках
повышается монотонность труда и
увеличивается удельный вес продолжительности
монтажно-переместительных ручных
приемов (взять деталь, отложить).
Конвейерные потоки в настоящее
время имеют ограниченное
применение. В основном их применяют в
монтажных секциях при изготовлении
верхней одежды.
Агрегатно-грунповые потоки
Характерной чертой агрегатно-груп-
повых потоков (АГП) является
подетальная специализация участков поток;;
с выделением специализированны)
групп по обработке отдельных узлоЕ
одежды. Численность исполнителей i
группе зависит от трудоемкости узла.
Детали, имеющие небольшую
трудоемкость, могут быть объединены в одн)
группу с учетом возможности
использования одного и того же оборудования i
технологической оснастки. Деталь
имеющая наибольшую трудоемкость
выделяется в самостоятельную группу.
Для обеспечения максимальной
специализации рабочих мест внутри групг
допускаются возвраты.
Технологическая однородность мо
делей.однотипность методов обработи
по моделям и одинаковые режимы ра
a)
д| 1-я группа
^
2-я группа
Рис. 4.15. Схема групповых потоков.
Проектирование организации швейного производства
боты оборудования, а также
максимальное сосредоточение операций в
заготовительной секции с целью достижения
максимальной стабильности потока в
монтажной секции, не влекут за собой
перестройку рабочих мест в
заготовительной секции при смене моделей.
Перестройка ограничивается сменой
приспособлений, переходом одного или
нескольких исполнителей с одного
рабочего места на другое.
Для переметения предметов труда
между исполнителями внутри групп и
между группами применяют различные
внутрипроцессные транспортные
плоскости (скаты, междустолья, желоба),
напольные тележки различных видов и т.п.
Афегатно-групповые потоки — одна
из прогрессивных форм потоков,
которая позволяет:
• достигать минимальной
трудоемкости изготовления изделий за счет:
сокращения вспомогательных приемов при
обработке деталей пачкой; специализации
рабочих мест и максимального
использования высокопроизводительного
оборудования; рациональной организации
труда; рационального размещения рабочих
мест в группах, обеспечивающего
минимальный путь движения полуфабриката и
минимальные затраты времени на мон-
тажно-переместительные приемы;
• лучше использовать рабочее время
и индивидуальную производительность
труда рабочих, оперативно
маневрировать в случае невыходов рабочих;
• повышать качество обработки за
счет узкой специализации и
рациональной организации рабочих мест;
• проводить работы но
автоматизации и механизации отдельных участков
производства;
• использовать производственные
площади любой конфигурации.
• сокращать производственный
цикл изготовления изделий в потоке, за
счет параллельности обработки деталей
и узлов изделия.
Однако эти потоки имеют ряд
недостатков:
• сложность в организации
ритмичной работы потока в целом и отдельных
iруни;
• сложность планировки рабочих
мест из-за большой кратности
операций;
• значительное увеличение запасов
незавершенного производства.
Потоки малых серий
Необходимость расширения
ассортимента швейных изделий потребовала
создания таких организационных
форм потоков, которые позволили бы
выпускать разнообразные модели
изделий при рациональном
использовании рабочего времени и оборудования
без перестройки потоков. Такие
потоки получили название потоков малых
серий (ПМС).
В ПМС изготавливаются малые
серии изделий разнообразных моделей с
разной трудоемкостью. Способ запуска
моделей (изделий) в потоках малых
серий может быть
последовательно-ассортиментным, циклическим и
комбинированным.
Рабочие места располагаются не
строго но ходу технологического
процесса по всей длине агрегата
перпендикулярно осевой линии потока.
Организационные операции
комплектуются из технологических
операций строго по специальности, разряду,
оборудованию, без обязательного
соблюдения технологической
последовательности, что способствует
максимальному использованию
высокопроизводительного оборудования.
Для обеспечения ритмичности
выпуска изделий в ПМС предусматривают
так называемых ведущих рабочих. Это
высококвалифицированные работники,
умеющие выполнять любую операцию.
Перемещение предметов труда
может осуществляться с помощью:
• транспортеров:
• вручную с помощью внутрипро-
цессных транспортных плоскостей или
тележек.
Современные формы и методы проектирования швейного производства
Такое перемещение обусловливает
подачу предметов труда на рабочие
места пачкой, содержащей от 5 до 15 ед.
Все транспортеры, применяемые в
потоках малых серий, различаются
между собой конструктивными
особенностями. Однако общим для всех является
возможность движения предметов труда
по замкнутой траектории, а так же то,
что обрабатываемые предметы труда
находятся в коробках, перемешаемых
лентой транспортера. Конструкция
коробок может быть различной.
Используемые на потоках малых
серий транспортеры бывают двух видов:
• без автоматического адресования
коробок на рабочие места —
отечественные ТМС-1 иТМС-2;
• с автоматическим адресованием
коробок на рабочие места — 13950 кл.
объединения "Altin" (Германия), 755 кл.
фирмы "Durkopp" (Германия). ТКТ-1
(Югославия), транспортер ABC типа М-157
(Болгария).
Использование транспортеров с
автоматическим адресованием коробок на
рабочие места не только повышает
культуру производства, но и
значительно снижает время на выполнение таких
вспомогательных приемов, как "снять
коробку с транспортера" и т.д., а также
не отвлекает внимания рабочего на
поиск коробки.
Изделия, находящиеся н коробках,
распределяют между рабочими местами
с помощью специальных карточек. Для
каждой организационной операции
готовят специальную карточку, в которой
указан ее номер. На передней стенке
коробки имеется специальный карман для
этих карточек. При запуске заиускаль-
щик кладет изделие в коробку, а
карточки в ее карман, располагая их по
номерам в соответствии с
последовательностью обработки изделия.
Каждый рабочий берет с ленты ту
коробку, в кармане которой виден
номер его операции. После выполнения
своей операции рабочий возвращает
коробку на транспортер,
предварительно вынув карточку с номером
своей операции. При jtom становится
виден номер следующей операции. На
каждое рабочее место обычно
приходится три коробки: одна на
транспортере, две на рабочем месте. Такая
организация работы исключает перебои в
обеспечении рабочего предметами
труда, способствует появлению
резервов рабочего времени и
использованию индивидуальной
производительности труда рабочих.
Если на рабочем месте находятся две
коробки и к рабочему по транспортеру
подходит третья, то рабочий не берет ее.
При этом коробка совершает круг по
транспортеру и опять возвращается к
рабочему. Такое положение
свидетельствует о том, что рабочий отстает от
ритма потока.
Потоки малых серий, также как и
конвейерные потоки со строгим ритмом
работы, могут быть одногрупповыми и
групповыми.
Преимуществами потоков малых
серий являются:
• полное использование
индивидуальной производительности труда
рабочих;
• упрощение перестройки потока
при смене ассортимента (моделей), так
как не надо переставлять рабочие места
по ходу технологического процесса;
• упрощение расчета потока, так как
допускается возврат изделий при
комплектовании технологических
операций в организационные операции;
• увеличение допускаемых
отклонений от такта при комплектовании
организационных операций;
• достижение высокой степени
специализации рабочих мест и рабочих;
• наилучшее использование
оборудования;
• упрошенное обслуживание потока.
Недостатки ПМС:
• отсутствие организационного
ритма потока;
• большой объем незавершенного
производства;
Проектирование организации швейного производства
• увеличение производственного
цикла изготовления изделий.
Как правило, t;ik организуется
работа в потоках малой и средней мощности
при изготовлении малогабаритных
изделий небольшой массы с частой
сменяемостью моделей.
Комбинированные потоки
Комбинированные потоки
характеризуются тем, что на разных стадиях
изготовления швейного изделия в них
применяются различные
организационные формы. Например, в
заготовительной секции потока с целью
использования параллельности обработки
деталей и узлов изделия используются
потоки со свободным ритмом работы —
агрегатно-групповые или потоки малых
серий, а в монтажной секции,
отличающейся большей технологической
однородностью по моделям и более строгой
последовательностью обработки, —
конвейерные потоки со строгим
ритмом работы.
Если мощность потока большая {как
правило, такт менее 60 с), в монтажной
секции используют две или более
одинаковые поточные линии.
Чаще всего комбинированные
потоки применяются при изготовлении
верхней одежды.
В каждом типе потока в зависимости
от его мощности, числа
изготавливаемых моделей или видов изделий,
характера обработки изделий, расположения
рабочих мест, размещения операций
заготовки, монтажа и отделки, вида
передачи изделий к рабочим местам можно
выделить семь или восемь подтипов (СМ.
рис. 4.12. четвертый уровень
классификации).
Параметрами, определяющими
подтипы потока, являются: I — мощность;
2 — преемственность смен; 3 —
количество изготавливаемых моделей или
видов изделий; 4 — вид запуска моделей в
поток; 5 — способ подачи предметов
труда на рабочие места; 6 — размещение
операций заготовки, монтажа и отделки
изделий; 7 — количество групп рабочих;
8 — расположение рабочих мест.
В подтипах учитываются все
организационные условия построения потока.
Поэтому, чтобы дать полную
характеристику потоку, следует указать его тип
и подтип, например агрегатно-груипо-
вой ноток, средней мощности,
несъемный, многомодельный, с
последовательно-ассортиментным запуском
моделей, с пачковой подачей предметов
труда на рабочие места, секционный,
групповой, с прямолинейной
траекторией движения предметов труда.
Характеристика потоков
по мощности '
Мощность потока выражается
выпуском изделий в смену (или сутки), ко-
л ичеством рабоч их, ил и кол ичеством
рабочих мест, установленных в потоке.
Условно по мощности швейные
потоки можно разделить натри группы —
малую, среднюю и большую (табл. 4.2).
Потоки малой мощности позволяют
изготавливать изделия широкого
ассортимента. Однако в таких потоках в виду
разделения труда на малое количество
исполнителей:
• не удается добиться
специализации операций;
• нарушаются правила
комплектования;
• рабочие места перегружены
множеством разнородных технологических
операций;
• низок коэффициент
использования оборудования, уровень
механизации и автоматизации потока;
• снижается производительность
труда;
• ухудшаются технико-экономичес-
кие показатели.
Потоки средней мощности имеют
достаточно широкое распространение на
швейных предприятиях. Они
обеспечивают более высокую
производительность труда и лучшее использование
специальных машин. Эти потоки при
Современные формы и методы проектирования швейного производства
Таблица 4.2
Классификация швейных потоков по мощности
Вид изделия
1. Пальто мужское и женское
2. Пальто из искусственного меха
3. Плащ мужской и женский
4. Платья женские
5. Пальто детское
7. Сорочка мужская и детская
Количество рабочих, чел.
малая
до 50
до 50
до 40
до 30
до 50
до 90
до 25
средняя
51 100
41-70
41-80
31-70
1)1 81)
91 170
26-50
большая
более 100
более 70
более 80
более 70
более 80
более 170
более 50
более высоких технико-экономических
показателях, по сравнению с
показателями потоков малой мощности, дают
возможность выпускать изделия
достаточно широкого ассортимента.
Для потоков большой мощности
характерно:
• высокие технико-экономические
показатели;
• максимальное использование
высокопроизводительного специального
оборудования:
• создание условий для внедрения
новой технологии с применением
аппаратов для обработки и сборки деталей и
узлов изделия:
• максимальная специализация
труда на рабочих местах и однородность
выполняемых операций.
Однако в современных условиях
развития легкой промышленности потоки
большой мощности не являются
доминирующими.
Характеристика потоков
по преемственности смен
По преемственности смен потоки
делятся на съемные и несъемные.
В съемных потоках каждая смена
рабочих специализируется на выпуске
изделий определенного вида или
определенных моделей. По окончании
смены все изделия, находившиеся на
различных стадиях обработки, снимают с
потока и укладывают на хранение до
следующего рабочего дня, до начала
работы этого же коллектива рабочих.
При такой организации возможно в
одном потоке изготавливать большое
количество моделей или изделий,
имеющих существенные конструктивные и
технологические различия. Кроме
того, в съемных потоках значительно
упрощается учет выработки, легче
выявить виновника выпуска
недоброкачественной продукции. Съемные
потоки характерны для потоков малой и
средней мощности.
Вместе с тем съемным потокам
присущи существенные недостатки:
• потери времени на
подготовительно-заключительную работу составляют
2—3% от общей продолжительности
смены;
• увеличивается объем
незавершенного производства;
• для хранения полуфабрикатов
каждой смены требуется дополнительная
производственная площадь. При
хранении полуфабрикаты мнутся, теряют
товарный вид, что может вызвать
необходимость их повторной влажно-тепловой
обработки.
В несъемных потоках обработку
изделий, запушенных в одной смене,
продолжают рабочие другой смены.
В швейной промышленности
широко используются несъемные
потоки, представляющие собой более
высокую форму организации, чем съем-
Проектирование организации швейного производства
Е
ные, т.к. в них меньше потери
рабочего времени ни
подготовительно-заключительные операции, п два раза
уменьшается объем незавершенного
производства, нет надобности в
дополнительных площадях для хранения
полуфабрикатов.
Характеристика потоков
ло количеству одновременно
изготавливаемых моделей
и видов изделий
По этому показателю потоки
делятся на:
• узкоспециализированные, т.е.
специализированные на выпуске изделий
одного вида или одной модели
большими сериями на протяжении
длительного времени;
• многомолсльные. когда в течение
смены изготавливают несколько
моделей одного вида изделий;
• многоассортиментные, когда в
течение смены изготавливают несколько
видов изделий.
Характеристика потоков
по виду запуска моделей
В одномодельных потоках
используется единый последовательный запуск
моделей.
В многомолельных и
многоассортиментных потоках запуск моделей
(изделий) может осуществляться
различными способами. Наибольшее
применение в швейной промышленности имеют
три вида запуска: циклический,
последовательно-ассортиментный и
комбинированный.
При циклическом способе запуска
модели (изделия) в поток запускают по
циклам. Например, в трехмодельном
потоке при изготовлении моделей А. Б,
В запуск может осуществляться по
схеме Л, Б, В; А, Б, В: А, Б, В и т.д. или А, А,
Б, В: А, А, Б, В. и т.д. В первом случае
при цикле А, Б, В выпуск изделий по
моделям одинаков. Во втором случае
выпуск модели А составит 50% от
общего пыпуска. я моделей Бм В — 25%.
При циклическом запуске выпуск по
моделям может изменяться в кратном
соотношении.
Этот вид запуска прежде всего
целесообразно использовать в конвейерных
потоках со строгим ритмом работы.
Циклический запуск моделей
применяется при следующих условиях:
• изготовление моделей одежды
различной сложности и трудоемкости
(отклонения до 15—20%) В этом
основное преимущество циклического
способа запуска. Отклонения в
трудоемкости по моделям до 15-20%
допустимы при таком запуске потому, что
выравнивание времени
организационных операций с тактом потока
производится не на одной модели, а на
цикле моделей. В связи с этим в
одном потоке можно одновременно
изготавливать различные модели и даже
изделия;
• одновременное изготовление
небольшого числа моделей (две—три) в
равном или кратном количестве;
• использование однотипного
оборудования и однотипных средств
технологической оснастки;
• использование для моделей,
входящих в цикл согласования, материалов,
однотипных по свойствам и режимам
обработки и близких по расцветке
(смена ниток внутри цикла согласования не
допускается).
При
последовательно-ассортиментном (ПАЗ) запуск моделей (изделий) в
поток осуществляют
последовательно, т.е. в каждый отдельный момент
поток является специализированным.
а в течение одной или нескольких
смен происходит переход с одной
модели или изделия на другие. Так, в
трехмодельном потоке с
последовательно-ассортиментным запуском
модель А запускают на протяжении
времени Яд, Б — на протяжении времени
/fg, В — на протяжении времени RB .
При этом
RA + RK + RR= Rn,
Современные формы и методы проектирования швейного производства
i [с Н при ю [Aiiic.'iMincih CML-Hbi: n
число смен, в течение которых
осуществляется запуск моделей А, Б, В.
При органи tamiii работы мотокон с
таким запуском моделей или изделий
должны быть выполнены следующие
условия:
• различия в трудоемкости
изготовления следующих друг за другом
моделей могут быть: до 10% — в потоках
средней и большой мощности, сиыше
10% — в потоках малой мощности;
• небольшое количество моделей (ло
П1ести). Соотношение выпуска изделий
но моделям может быть любым;
• однотипность методов обработки,
необходимого оборудования и
технологической оснастки;
• однотипность технологических
свойств материалов и режимов их
обработки.
Этот вид запуска моделей имеет в
промышленности самое широкое
применение и используется во всех типах
многомодельных потоков.
Комбинированный шпуск применяю'!
при одновременном изготовлении
большого числа моделей одежды,
различающихся как по способам обработки
отдельных узлов, так и по трудоемкости.
В этом случае все модели разбиваются
на группы, состоящие из двух—трех
моделей. Внутри группы запуск моделей
производится по циклическому
способу, а сами группы моделей — по
последовательно-ассортиментному.
Комбинированный запуск осуществляется по
следующей схеме: модели первой
группы запускают на протяжении времени
R/, модели второй группы на
протяжении времени Я^ит.д.
Возможность изготовления в одном
потоке моделей различной
трудоемкости достигается за счет подбора моделей
в группы таким образом, чтобы
различия в средней трудоемкости групп были
минимальными и соответствовали
требованиям потоков с последовательно-
ассортиментным запуском, а различия \\
трудоемкости моделей внутри группы
были значительными и соответствовали
требованиям потоков с циклическим
I.IIIUkUM.
Характеристика потоков
по способу подачи предметов
груда на рабочие места
По способу подачи предметов труда
на рабочие места потоки МОГуг быть:
• с централизованным запуском, когда
запуск изделий осуществляется с
единого центра полным комплектом всех
деталей по одной единице (поштучно) или
пачками:
• с децентрализованным запуском,
когда отдельные узлы и детали подаются
пачками только на те рабочие места, где
их обрабатывают.
Поштучный запуск применяется в
конвейерных потоках со строгим
ритмом работы или на участках потока, где
изделие находится в собранном виде,
например, на заключительных стадиях
монтажной секции или в отделочной
секции.
При поштучном запуске могут быть
ДОСТИГНУТЫ минимальные запасы
незавершенною производства. В потоках с
таким запуском требуется четкая
организация всех звеньев, чтобы обеспечить
ритмичную работу.
Пачковый запуск обусловлен либо
ручным перемещением предметов
труда между рабочими местами с помощью
ннутрипроцессных транспортных
плоскостей и тележек, либо с помощью
транспортеров. Как правило, пачковый
tanycK предметов гр> ia применяется в
заготовительных секциях потоков со
свободным ритмом. При пачковой
системе работы сокращаются затраты
времени на вспомогательные приемы.
Наибольшая экономия времени на
выполнение вспомогательных приемов
достигается при так называемой работе
цепочкой, когда машинные операции
выполняются без отрыва одной детали
от другой.
Пачковый запуск способствует
более полному использованию индиви-
Проектирование организации швейного производства
дуальной производительности труда
рабочих, облегчает распределение
работы при отсутствии отдельных
исполнителей. Но при этом возрастает
объем незавершенного производства,
требуется более высокая
сознательность рабочих для поддержания ритма
работы.
Величина пачки зависит от вида
ткани и размеров изделия,
организационной формы потока, используемых
средств для транспортирования пачек и
т.д. Величина ее должна быть такой,
чтобы не появлялась монотонность в
работе, — продолжительность
обработки одной пачки не должна превышать
30 кинут.
Характеристики ПОТОКОВ
по размещению операций
заготовки, монтажа и отделки
II 1ЛС.1ИН
По количеству
специализированных участков или групп потоки
делятся на несекционные и секционные.
Это разделение основано на том, что
при всем разнообразии моделей
изделий сходные операции составляют
примерно 70-75% от общего
количества операций всего технологического
процесса изготовления швейного
изделия. При этом различные операции
сосредоточенны в основном в
процессе заготовки отдельных деталей и
узлов изделия.
Потоки малой мощности по
изготовлению нетрудоемких изделий могут
представлять собой единый
неразрывный поток без выделения каких-либо
участков или секций — несекционные
потоки.
В потоках средней и большой, а
иногда и малой мощности выделяют
специализированные по общности технологии
участки или секции. Секционные потоки
получили в промышленности большое
распространение, так как строятся на
принципах технологической
специализации. В швейных потоках выделяют
заготовительную секцию, монтажную
секцию и секцию влажно-тепловой
обработки и окончательной отделки изделий
(секцию отделки) (рис. 4.16).
В заготовительной секции
сосредоточены операции по заготовке
отдельных узлов и деталей, т.е. операций,
связанных обработкой модельных
особенностей швейных изделий. В свою
очередь в заготовительной секции
могут быть выделены
специализированные участки или группы, в которых
одновременно осуществляется обработка
и сборка отдельных узлов изделия. В
заготовительную секцию
целесообразно выносить как можно больший
объем работ, оставляя в монтажной сек-
Заготовительная секция
■ 1
Обработка подкладки
Обработка спинки
Обработка рукавов
1
Обработка мелких деталей I |
' I
Обработка полочки
Монтажная секция
Монтаж изделия
Монтаж изделия
. J
Секция влажно-тепловой
обработки и окончательной '
отделки изделий
Рис. 4.16. Структура секционного
потока по изготовлению верхней одежды.
Современные формы и методы проектирования швейного производства
иии только однородные, стабильные
операции.
В монтажную секцию выносят
наиболее стабильные операции и пилы
работ, которые в меньшей степени зависят
от молельных особенностей изделий.
Например, в потоках по изготовлению
верхней одежлы операции в монтажной
секции начинаются с соединения
боковых срезов изделия и обработки бортов, в
потоках по изготовлению мужских брюк
— с соединения боковых срезов и т. л.
Между секциями организуется меж-
секционнын контроль качества
полуфабрикатов, препятствующий
поступлению бракованной продукции на
последующую секцию.
Для обеспечения ритмичной работы
между секциями предусматривается
межсекционный запас.
Преимуществами секционных
потоков перед несекционными являются:
• повышение качества продукции и
производительности труда на 1.5-2,0%
за счет специализации рабочих мест;
• обеспечение работы потока при
переходе на новые модели за счет
межсекционных запасов и др.
Однако организация секционных
потоков значительно сложнее по
сравнению с несекционными потоками.
В потоках большой мощности
возможен различный ритм работы по
секциям. Это объясняется тем, что
трудоемкость отдельных технологических
операции в заготовительной секции не-
.Ik
||
1
||
1
|
1
R
/\
i i
\
1
большая, а в монтажной, наоборот,
большая.
В этом случае, чтобы избежать
операций с повышенной кратностью, в
монтажной секции выделяют два-три
параллельных, однотипных потока с
суммарной мощностью, ранной
мощности заготовительной секции.
Отделочную секцию
предусматривают в том случае, если на швейном
предприятия отсутствует
специализированный отделочный це\.
Характеристика потоков по числу
одновременно работающих в нем групп
рабочих (одногрупповые, групповые)
изложена ранее.
Характеристика потоков
по траектории движения
предметов труда
По характеру пути перемещения
предметов труда (рис. 4.17) потоки
делятся на:
• прямолинейные, когда предметы
труда последовательно перемешаются
от первого рабочего места к последнему;
• криволинейные (зигзагообразные).
когда сокращается расстояние
перемещения предметов труда между
соседними рабочими местами, что улучшает
условия ручной передачи и уменьшает путь
движения изделия в целом по потоку;
• круговые, когда предметы труда на
разных стадиях обработки несколько
раз попадают на одни и те же рабочие
места.
пппппп
\/\/\/\/\/\/\
б)
в]
Рис. 4.17. Схема движения предметов труда в швейном потоке: а - прямолинейное движение,
б - зигзагообразное движение, в - условное обозначение прямолинейного движения, г -
условное обозначение зигзагообразного движения, 3 - запуск, В - выпуск.
Проектирование организации швейного производства
4.4. Системный подход
к организационно-
технологическому
построению швейных
потоков
Основными компонентами
производственного процесса являются
изделие (объект производства),
технологический процесс его изготовления и
поток.
Швейный поток с позиции
целостности характеризуется как
относительная обособленная часть производства и
представляет собой производственную
систему, объединяющую исполнителей
трудового процесса, рабочие места
(расположенные в пространстве в
соответствии с принятой организационной
формой и оснащенные специальным
оборудованием) и предметы труда
(детали, узлы и полуфабрикаты изделия),
подвергаемые обработке и
перемещаемые с одного рабочего места на другое.
В связи с этим швейный поток, как
система, обладает следующими
системными характеристиками: функцией Ф;
структурой S: совокупностью свойств
(параметров) Z\ связью с окружающей
средой Н.
Было бы неправильно считать, что
между исполнителями, средствами
труда и предметами труда в процессе
изготовления швейных изделий нет
никакого единства, что свойства их абсолютно
хаотического порядка, а свойства
потока, составляющими которого они
являются, отличаются от свойств и
взаимосвязи этих составляющих.
Поток в целом характеризует не
сумма свойств его составляющих, взятых
изолированно, а наличие связей между
элементами потока и появление новых
свойств, не присущих элементам в
отдельности.
Элемент потока выступает как
своеобразный предел возможного
членения потока, на каком-то
определенном этапе организации его работы.
Учитывая, что между исполнителями
трудового процесса, предметами
труда и рабочими местами существует
тесная взаимосвязь, а связи между
ними осуществляются как во
времени, так и в пространстве, понятие
элемента потока не будет однозначно
определенным.
Элемент потока определяется, как
минимальная единица, способная к
относительно самостоятельному
осуществлению определенной функции.
Функция системы, т.е. функция потока,
будет представлять собой множество
функций элементов
Швейный поток, как элементарная
часть основного производственного
процесса (функционирование которого
осуществляется во времени и
пространстве), включает непосредственно
трудовые процессы, выполняющие функцию
основного производства, транспортные
и другие виды процессов, связанных с
его обслуживанием.
При организации работы потока во
времени технологические (неделимые)
операции процесса изготовления
изделия распределяются между
исполнителями согласно условиям
комплектования, формируя при этом
организационные операции. В результате
комплектования формируется новая система
связей, минимальной единицей которой
является организационная операция
(рис. 4.18).
Организационные операции несут
основную функциональную нагрузку в
системе — поток и являются
составляющими трудового процесса изготовления
швейного изделия. Они обладают
способностью к самостоятельному
существованию и выполнению завершенной
функциональной нагрузки.
Следовательно, именно организационная
операция и будет являться основным
элементом потока.
Современные формы и (методы проектирования швейного производства
Технологический
процесс
изготовления
швейного изделия
Технологические
операции
Организационные
операции
Рис. 4.18. Структурная модель организации работы потока во времени.
Таким образом, на этапе
функционирования потока во времени его
можно представить в качестве системы
взаимосвязанных организационных
операций — элементов потока.
Рассматривая поток как единое
целое, необходимо отметить, что
достижение конкретной функции
исполнителем осуществляется на рабочем месте
посредством воздействия на предмет
труда средствами труда. Законом
действия исполнителя на рабочем месте
является организационная операция.
Иными словами, на рабочем месте
осуществляется реализация организационной
операции.
Было бы ошибочно рассматривать
рабочее место потока как абсолютно
обособленную единицу, т.к. в этом
случае не может быть речи о поточном
производстве и о целостности потока
как системы. Целостность системы —
поток на этапе организации работы
исполнителей в пространстве создают
снят \1сжл\ рабочими местами. На ра
бочих местах, объединенных связями
функционирования потока,
осуществляется определенная функция, когда
следующее по времени состояние
предмета труда является функцией от
предыдущего.
Таким образом, на этапе
организации работы исполнителей потока в
пространстве, рабочее место является так же
равнозначным элементом системы,
идеологию существования которого
определяет организационная операция.
Совокупность отображения одной и
той же функции через пространство и
время является определением
элементарного взаимоотношения средств
труда, предметов труда и живого труда. В
свою очередь, совокупность
элементарных взаимоотношений основных
составляющих процесса производства и
определит понятие самого
производственного процесса.
Понятию "связи" в системном
подходе придается наибольшая смысловая
нагрузка, т.к. системность объекта
реально раскрывается прежде всего через
его связи. Лаже кратковременное
нарушение связи между элементами потока
приводит к нарушению нормального
режима работы всего потока.
Наибольшая определенность
потока, как системы, обусловлена его
структурой, под которой понимается
совокупность устойчивых отношений
между частями целостного объекта.
Структура потока, как системная
характеристика, может быть описана графом,
отражающим связи между элементами
потока. Связь является непременным
условием интеграции всей системы в
единое целое.
Организация производственного
процесса в потоке во времени и
пространстве обусловливает наличие двух
структур связей. Одна структура
отражает взаимосвязь предметов труда,
исполнителей операций потока и
рабочих мест во времени, другая — в
пространстве.
Проектирование организации швейного производства
Взаимосвязьорганизационныхопера-
шй во времени определяет органи зацион-
ю-технологическую структуру потока.
Структура связей организационных
)пераций во времени задается с помо-
лью фафа (рис. 4.19). Вершины графа
этображают организационные
операции потока Я/, Я?. Rj Rn. дуги
используются для указания нременных
технологических характеристик Vj V2
Vj Vn и направления связей между
организационными операциями.
Начальная вершина фафа — "А" —
обозначает начало процесса изготовления
изделия, окончание процесса
обозначено буквой "Я".
Организационно-технологическая
структура потока представляет собой
совокупность устойчивых отношений
между частями целого.
Правильный выбор способа
членения организационно-технологической
структуры потока позволит наиболее
рационально решать задачи
проектирования.
Вертикальное членение
организационно-технологической структуры (ОТО
определяет возможность выделения
технологически специализированных
участков потока (заготовка деталей, сборка
и отделка изделий).
Горизонтальное членение ОТС
операции потока определяет возможность
выделения на участке заготовки
подетально-специализированных участков
или групп параллельной обработки
деталей и узлов изделия.
Организационно-технологическая
структура потока представлена на
рис. 4.20.
Особенности преобразования при
реализации организационной операции
в пространстве связаны с числом
исполнителей й количеством оборудования на
одного исполнители. Н результате пре
образования происходит
трансформация связей фафа ОТС (рис. 4.21).
Таким образом, определение
структуры потока (системы) не может быть
однозначным. Функционирование по-
Рис. 4.19. Организационно-технологическая структура связей операций потока.
Швейный поток
Технологически
специализированные участки
Подетально-
специализированные участки
Рабочие места
Рис. 4.20. Организационно-технологическая структура швейного потока.
Современные формы и методы проектирования швейного производства
Последовательность преобразовании
предметов труда в готовое изделие
выглядит следующим образом
X
'с
1
X
б)
Рис. 4.21. Преобразование структуры ОТС
операций потока в структуру ТТС рабочих
мест: а - структура ОТС. б - структура ТТС.
тока во времени и пространстве
определяет существование двух структур —
орган ташюнно-технологических связей
операции потока и транспортно-техно-
логических связей рабочих мест.
Организационно-технологическая структура
связей операций потока является
исходной и в конечном итоге преобразуется в
трансиортно-технологическую структуру,
определяющую связи между рабочими
местами.
Следующей системной
характеристикой потока является наличие единой
пели функционирования его элементов.
Цель функционирования швейного
потока состоит в преобразовании исходного
состояния предметов труда С0 в
конечное состояние С.. — готовое изделие.
где Сд, Ск — исходное и конечное
состояние предметов труда; С,, С2.
CK_i — промежуточное состояние
предметов труда; <ph ty, , <pK —
взаимодействие живого труда и средств
труда.
Функция швейного потока может
быть определена как синтез изделий
из множества деталей (предметов
труда) посредством сложных
взаимодействии (р
Модель производственного
процесса реализации функций системы —
поток представлена на рис. 4.22.
Необходимо отметить, что поток,
как система, имеет комплекс
качественных и количественных характеристик,
которые описываются множеством
параметров
где Zf Z2i ZR — параметры,
описывающие определенные характеристики
потока.
Рассматривая швейный поток как
систему, необходимо учитывать, что в
методологии системного подхода
Условия производства
I I I I I
Рис. 4.22. Модель производственного процесса изготовления швейного изделия.
Проектирование организации швейного производи
важное место занимает положение о
том. что любая система состоит из
ряда подсистем, и в тоже время сама
является подсистемой системы более
высокого уровня. Следовательно,
швейный поток, как система,
является составной частью всего
предприятия в целом, т. е. сам является его
подсистемой и взаимодействует с
другими подсистемами.
Взаимодействие швейного потока с другими
потоками осуществляется через
множество входов и выходов. Через свои
входы подсистема — поток
воспринимает действие других подсистем
производства (подготовки ткани,
раскроя и др.), через выходы сама
воздействует на них. В целом входы и
выходы необходимо рассматривать
как отношение между системой —
поток и окружающей средой.
Таким образом, поток, являясь
сложным объектом, определяется
функцией, структурой, набором
параметров и связями с окружающей
средой. Следовательно, он, обладая всеми
системными характеристиками,
является системой
4.5. Характеристика
требований
к построению швейных
потоков как системы
На основе анализа потока, как
системы, была установлена группа
требований, которая учитывает условия
построения и определяет работу потока в
целом.
Эти требования подразделяется на
основные И дополнительные. Основные
требования обязательны для
выполнения. Невыполнение одного из них
отрицательно сказывается на четкой и
ритмичной работе потока.
Дополнительные требования не являются
определяющими в организации работы
потока из-за производственных
ограничений. Однако при проектировании
потоков желательно выполнять эти
требования, так как при этом повышается
эффективность работы потока. В таблице
4.3 приведены требования к
построению швейного потока как системы.
Согласно первому основному
требованию труп по изготовлению пшенного
Таблица 4.3
Требования к построению швейного потока как системы
Виды требований
Строгое соблюдение порядка выполнения технологических операций в сборочных
единицах изделия и на монтаже согласно их связям и структуре ТПШИ
Распределение технологических операций при изготовлении швейного изделия
между исполнителями и согласование выполняемых ими работ
Согласование времени перемещения предметов труда со временем выполнения
организационных операций
2. Дополнительные
Предметная специализация работ, выполняемых отдельными специалистами и
группами рабочих при изготовлении изделия (обеспечение групповой и поузловой
обработки)
Оптимизация количества кратных операций в потоке
Минимизация количества организационно-технологических связей при
формировании структуры потока (сокращение времени вспомогательных приемов)
2 4
Централизация выполнения операций на высокопроизводительном специальном
оборудовании для двух и более групп исполнителей в потоке
Исключение возвратов предметов труда и стремление к прямоточности их движения
Современные формы и методы проектирования швейного производства
изделия должен быть разделен на
части, которые затем будут закреплены за
определенными исполнителями. В
существующей практике процесс
изготовления изделия расчленяют на
элементы — технологические (неделимые)
операции.
Операция — часть
производственного процесса, выполняемая на одном или
нескольких рабочих местах одним или
несколькими рабочими и
характеризуемая комплексом последовательных
действий над определенным предметом
ipy.ia при отсутствии каких-либо
перерывов в этом действии.
Конечное множество
технологических операций, взаимосвязанных
определенным образом между собой,
отражает технологический процесс
изготовления швейного изделия (ТПШИ).
Функция любого технологического
процесса Ф определяется как
преобразование объекта обработки из
исходного состояния С„ в конечное С„
Ф: С„
>С\..
Исходное состояние швейного
изделия, как объекта обработки,
характеризуется множеством деталей кроя Д7), а
конечное определяет готовое изделие
ИЗ. Таким образом, функция ТШПИ
может быть описана как
Ф: (ДTj) -> ИЗ.
Так как технологический процесс
изготовления швейного изделия
расчленен на элементы, то функция
каждого элемента и,- ТПШИ связана с
функциями других элементов и/. ы_>
ип и направлена на выполнение общей
функции Ф всего технологического
процесса.
Основными характеристиками Z
ТПШИ являются: виды оборудования и
приспособлений, с помощью которых
выполняются отдельные
технологические операции: время выполнения
технологических операций; разряд;
режимы и параметры обработки и др. При
этом характеристики всего ТПШИ
зависят не только от характеристик его
элементов — технологических
операций, но и от отношений между этими
элементами.
В связи с этим технологический
процесс в целом характеризуется такими
показателями, как трудоемкость
изготовления швейного изделия, средний
тарифный коэффициент, удельный вес
машинных, специальных, прессовых,
ручных работ и т.д.
Связи технологического процесса
изготовления швейного изделия с
внешней средой // представляют собой связи
с множеством видов технологического
оборудования, с подразделениями
производственного процесса, работа
которых зависит от ТПШИ или оказывает на
него свое влияние.
Характерной чертой
технологического процесса изготовления является
то. что технологические операции
взаимно связаны между собой, т.е.
образуют определенную последовательность
выполнения операций.
Структура .VTn Ш И представляет
собой конечное множество элементов
технологического процесса с
взаимосвязями, определяющими отношения между
этими элементами — технологическими
операциями.
Структуру технологического
процесса изготовления швейных изделий
изображают в виде схем сборки, списков
технологических операций
(последовательности обработки), графа
технологического процесса.
Схема сборки дает л ишь общее
представление о последовательности
выполнения операций по обработки изделия.
Технологическая
последовательность составляется на основании
выбранных методов обработки и
представляется в табличной форме (табл. 4.4.
4.5). Технологические операции
записываются в повелительной форме
(стачать, обтачать и т.д.). Сначала
указываются заготовительные операции по об-
Проектирование организации швейного производства
Таблица 4.4
Технологическая последовательность обработки изделия для одномодельного потока
Номер
технологической
операции
1
Наименование
технологической
операции
2
Специальность
3
Разряд
4
Норма
времени,
с
5
Оборудование,
инструменты,
приспособление
6
Таблица 4.5
Технологическая последовательность обработки изделия для многомодельного потока
Номер
технологической
операции
1
Наименование
технологической
операции
2
Специальность
3
Разряд
4
Норма
времени по
моделям,с
А
5
Б
б
В
7
Оборудование,
инструменты,
8
работке изделия, затем монтажные и
отделочные.
Обработку симметричных швов
(деталей и узлов) изделия объединяют и
расе матрица ют как неделимые
операции, так как они должж>1 выполняться
на одном рабочем месте (стачать
боковые срезы, обтачать борта и д.р.).
Последовательность обработки
может быть представлена в виде карточек,
которые формируются в отдельную
картотеку по видам изделий. Карточки
складываются в порядке, выполнения
технологических операций и в своем
содержании отражают все параметры и
технические условия их выполнения.
Перечисленные формы
представления технологического процесса
изготовления швейного изделия не позволяют
оперативно судить о взаимосвязях
элементов обработки, порядке их
сочленения, наличии параллельной обработки и
т.д. Вместе с тем, порядок обработки
деталей и узлов изделия необязательно
жестко задан, так как технология допускает
различные варианты первоочередности
их обработки, и сам процесс
изготовления изделия характеризуется
различными вариантами структуры связей между
технологическими операциями.
В связи с этим наиболее приемлемой
формой представления
технологического процесса изготовления швейного
изделия является ориентированный
граф — граф ТПШИ. Граф позволяет
системно увязывать технологические
операции и их параметры со структурой
технологических связей между ними
(рис. 4.23). Каждая технологическая
операция изображается в виде кружка
(вершины графа), дуги указывают на
взаимосвязь между ними в процессе
изготовления изделия.
В вершинах графа записываются
основные параметры технологической
операции:
• номер операции JVbj,
соответствующий ее номеру по технологической
последовательности обработки:
• время выполнения операции t-r с;
• специальность и разряд с/г
исполнителя:
• оборудование Ко, применяемое
при выполнении данной операции.
В практической работе возможно
использование цветового или любого
другого способа выделения одного ИЗ
параметров, например, вид
применяемого оборудования.
При построении графа процесса
обработки изделия следует учитывать
особенности технологии изготовления одежды.
Так, последовательная обработка деталей
или узлов изделия на графе ТПШИ
изображается последовательной цепочкой
работ (рис. 4.24,а>. паралдельная обработка
разных деталей — двумя или более
ветвями дерева процесса (рис. 4.24,6). При
шиеиного производства
Технологическая группа
Техн. п/г ,011 1021 ,03
Детали изделия
, 04 . , 05, , 06,
101 Операциог-
уровни
001
002
003
КМ
009
I од
00 7
008
0О9
010
011
01?
01.4
014
этом порядок выполнения операций
строго фиксируется уровнем обработки
или порядком предшествования одной
операции относительно другой.
В технологии изготовления изделия
последовательная обработка детали или
соединения нескольких деталей может
иметь одинаковый приоритет начала их
обработки — "или первая эта, или
первая эта" (ситуация "или-или"). В этом
случае отдельные операции или группы
операций отображаются на графе
процесса на одном операционном уровне,
образуя "ромбики" в структуре графа
(рис. 4.24,в,г).
Другой технологической
особенностью обработки швейных изделий
является проявление условно названных
"плавающих" операций. "Плавающая"
операция может быть выполнена в лю-
Рис. 4.23. Структура графа ТПШИ.
бой момент на протяжении определе!
ного периода времени обработки изд
лия. Например, утюжка швов плат!
выполняется непосредственно после i
изготовления, а в процессе окончател!
ной утюжки всего платья — в конце е]
изготовления. На графе процесса Taw
операции условно выносят за основны
процесс с указанием интервала времен
из возможного последовательного вь
полнения с другими операциями (t.i
они могут быть вставлены в любой ирс
межуток между операциями на графе н
протяжении указанного периода време
ни) (рис. 4.24.Д).
Построение графа ТПШИ целесооб
разно начинать с выделения условно:
сборочной единицы изделия, т.е. тако!
детали, которая имеет наибольшее ко
личество конструктивно-технологичес
Проектирование организации швейного производства
ких связей с другими деталями. Такая
деталь принимается за основную. На
графе процесса она будет являться
стволом древовидного изображения
процесса обработки, к которому крепятся
ветви — другие сборочные единицы.
Для определения временных связей
между технологическими операциями и
установления параллельности в
обработке сборочных единиц изделия при
построении графа процесса введено
понятие операционного уровня.
Параллельно выполняемыми
операциями на графе ТПШИ являются те,
которые не расположены в цепочке
самых продолжительных по времени
выполнения операций, начиная от первой
до последней вершины графа.
Возможный одинаковый приоритет в обработке
при сборке деталей или узлов изделия
на графе указывается одинаковым
уровнем их сборки. Параллельная обработка
сборочных единиц, либо ее отдельных
технологических законченных частей
начинается с первого уровня. Все
технологические операции одного уровня
могут обрабатываться синхронно, если
не имеют перед собой предшествующих
операций. Движение же внутри
процесса может быть только
последовательным. Операционные уровни
обозначаются цифрами, на которые выделены
три позиции -001.002, 003 и т.д.
Последовательно выполняемые
операции записываются друг под другом,
образуя блоки технологических
операций (столбцы). Столбцы позволяют
определять взаимосвязь не только
технологических операций, но и узлов
изделия, устанавливать их сборочные
уровни. Столбец несет на себе функции
технологической полгруппы, в которой
осуществляется обработка конструктивно-
технологического элемента или
сборочной единицы до момента соединения их
с другими элементами. Если
технологическая подгруппа имеет завершенный
цикл технологической обработки, они
становятся технологической группой.
Технологической группой является ветвь
дерева процесса обработки изделий с
разветвлениями или без. имеющаяся
самостоятельный вход в ствол "дерева"'
процесса.
Например, технологическая группа
01 включает в себя технологические
подгруппы 01 и 02 и имеет вход в ствол
"дерева" процесса.
Таким образом, технологический
процесс изготовления швейного
изделия, обладая всеми системными
характеристиками (функцией — Ф, набором
характеристик — Z, структурой — S,
связями с окружающей средой — Н),
является системой, элементом которой
является технологическая операция.
а)
д)
Рис. 4.24. Особенности порядка следования операций в технологическом процессе
изготовления изделий: а - последовательная обработка, б - параллельная обработка, в, г - "или-или",
д- "плавающая" операция.
Современные формы и методы проектирования швейного производства
Согласно второму основному
требованию к построению потоков,
распределение технологических операций
изготовления швейного изделия среди
исполнителей и согласование
выполняемых ими работ осуществляется в
соответствии с тактом потока.
Тактом потока Т называется среднее
расчетное время, по истечении
которого в поток запускается или с потока
выпускается одно изделие.
Такт потока может быть определен
несколькими способами в зависимости
от исходных данных. Исходными
данными для расчета являются мощность
потока (выпуск изделий в смену или
количество рабочих), затрата времени на
обработку изделий (трудоемкость), или
производственная площадь,
занимаемая потоком.
Если мощность потока задана
количеством единиц изделий, выпускаемых в
смену, такт потока определяют по
формуле
где R — продолжительность рабочей
смены, с; Л/ — мощность потока
(выпуск изделий в смену), ед.
Если мощность потока задана
количеством рабочих, такт потока определяют
ПО <|>1>р\!\ 1С
Т = T/N,
где Г— трудоемкость изделия, с: N —
количество рабочих в потоке, чел.
Если задана производственная
площадь под поток, то сначала определяют
количество рабочих /V, которое может
разместиться на заданной площади в
одну смену, а затем рассчитывают такт
потока
где f — производственная площадь, на
которой размещается поток, м:; II j paQ
— норма площади на одного рабочего
с учетом переходов, запасного
оборудования, многостаночной работы и
т.д., и'.
Величина И/pag зависит от вида
изделия, организационной формы потока
или технологически
специализированного участка, расчет которого
осуществляется. Значения этой величины, по
данным ЦНИИШПа. приведены в
таблице 4.6.
При технологических расчетах
потоков действующих предприятий
мощность может быть задана количеством
установленных рабочих мест К ч В
этом случае расчет такта потока
проводят после определения количества
рабочих N
где / — коэффициент, показывающий
сколько рабочих мест приходится в
среднем на одного рабочего в потоке с
учетом установки запасного
оборудования и многостаночной работы if =
= 1,05-1,15).
Кроме того, такт потока может быть
определен графическим методом по
анализу времени технологических
операций изготовления швейного изделия.
Полученный таким образом такт
называется рациональным, а рассчитанная
по нему мощность — рациональной
мощностью. При этом на половине
рабочих мест выполняется
специализированная работа, в пределах такта
находится не менее 60% технологических
операций, достигаются максимально
высокие технико-экономические
показатели потока.
Для определения рационального
такта потока необходимо построить
диаграмму распределения времени
выполнения операций технологического
процесса изготовления швейного
изделия (рис. 4.25). Для этого по оси
абсцисс откладывают номера
технологических операций, по оси ординат —
время их выполнения в произвольном
масштабе. Затем по наибольшему скоп-
Проектирование организации швейного производства
Таблица 4.6
Типовые нормы площади на одного производственного рабочего
в швейных цехах по видам изделий, м".
Группа изделий
Пальто, полупальто мужские,
женские и для школьников
Пальто для детей
дошкольного возраста
Костюмы шерстяные
Платья, блузки женские
идетские
Сорочки мужские и детские
Плащи, остальные виды
верхней одежды
Производственная
и бытовая одежда
Головные уборы
Белье
Одеяла
Норма площади по типам потока, м1
Неконвейерный
( СУЦИЯ
заготовительно-
монтажная
7,3
6.8
6,7
6,2
5.9
7,0
6 7
5,6
4,8
22.0
ВТО и отделки
4,1
11.1
1 1 1
10,0
10,0
7,0
6,7
10.0
8.0
22,0
всего по потоку
7.9
7.4
7.3
6 8
6.5
7.0
6,7
6,3
5,3
22.0
Конвейерный
секция
заготовительно-
монтажная
в.е
8,2
6.0
5.5
5,2
(, J
6.1
■I (>
3.8
22.0
ВТО и отделки
11.1
11,1
1 1 1
10.0
10,0
6.4
6,1
10 0
8,0
22.0
всего по потоку
7.3
6.8
6,7
(..2
5.9
6,4
6,1
5.4
4.4
22.0
Комбинированный
секция
заготовительно-
монтажная
8,9
6.5
(> 3
5.9
5,5
6.7
6.4
5.3
•I 5
22.0
ВТО и отделки
11.1
11.1
II I
10,0
10,0
6,7
6.4
10.0
8.0
22 0
всего по потоку
7,6
7,2
7.0
6.5
6 2
6,7
6.4
60
5.0
22.0
Комплексно-
механизиров
анная линия
секция
заготовительно-
монтажная
8.1
7.7
7.8
5.8
6.6
7,8
6.7
5.6
■I 8
22 0
ВТО и отделки
11,1
11,1
1 1 1
10 0
10.0
7.8
6,7
10 0
8.0
22.0
всего по потоку
8.9
8.5
8.8
6.9
7 6
7.8
6,7
6.3
5.3
22.0
лению точек проводят ряд линий,
параллельных линии абсцисс и
соответствующих значениям предполагаемых
тактов, и подсчитывают время
операций, равных и кратных такту потока
(табл. 4.7).
Удельный вес времени операций по
каждому такту /(гр. 5) определяется по
формуле
где /— удельный вес времени ТО по
каждому такту,%; Т— трудоемкость
изготовления изделия: Е (tj + tj) — сумма
времени операций, равных такту и
кратных такту (графы 3,4), с.
Рациональным тактом является
такой, который имеет наибольший
удельный вес времени операции, равных и
кратных предполагаемому такту.
Применение данной методики, как
следствие оптимальной мощности,
необходимо осуществлять одновременно
с учетом наиболее рациональной
формы Организации потока для данного
вида изделия, а также допускаемой
кратности исполнителей в потоке.
Следовательно, рекомендации
относительно использования
рационального такта, рассчитанного по данной
методике, могут быть даны лишь
ориентировочно.
Согласно второму принципу
построения поточного производства
технологические операции распределяются
между исполнителями и согласовываются
по времени их выполнения.
Современные формы и методы проектирования швейного производства
Согласованием
(выравниванием) времени операции
называется процесс составления
(комплектования)
организационных операций путем
соответствующего подбора
технологических операций.
Основная цель согласования
заключается в том, чтобы четко
определить объем работы по
каждой организационной
операции, руководствуясь
тактом потока.
Для обеспечения
ритмичности работы в потоке
операции согласовывают так, чтобы
их продолжительность tonep
была равна или кратна такту
потока
где К — количество
исполнителей, выполняющих
организационную операцию.
В зависимости от
количества занятых исполнителей
организационные операции
делятся на равные такту, т.е.
выполняемые одним
исполнителем, и кратные такту,
выполняемые несколькими
исполнителями.
Технологические
операции имеют различную
продолжительность. Поэтому
практически невозможно
обеспечить по всем
организационным операциям iai py tK\
в полном соответствии с
тактом. В связи с этим
продолжительность организационных
операций может иметь
отклонения от такта в
определенных пределах.
Величина допускаемых
отклонений <м гакта laniicin 01
разновидности
организационной формы потока. Так в
потоках со строгим ритмом эти
UZ
IZZ
г|
i
1
1
1—i
,
1
Время технологческой
операции, с
1 1 1 1 1 1
gg°gooooo
!
__ J
1
з s
в
!
1
С
с
U
с
Проектирование организации
Таблица 4.7
Определение рационального такта потока
Предполагаемый
такт потоках, с
]
Диапазон времени
отклонения
от такта, с
2
Время на операции, с
равные
такту
3
кратные
такту
4
Удельный вес
времени операции
по каждому такту у, %
5
отклонения не должны превышать 5%.
В потоках со свободным ритмом нижний
предел отклонения не должен
превышать—5%. в противном случае в потоке
будет наблюдаться недоиспользование
рабочей силы, а верхний предел
отклонений -+10%,+15%.
Учитывая пределы допускаемых
отклонений, основное условие согласования
продолжительности организационной
операции с тактом потока имеет вид:
• для одномодельных потоков со
строгим ритмом работы
Ztp = (0,95-l,05)KT.
• для одномодельных потоков со
свободным ритмом работы
Ztp = (0,95-1,1)К Т,
где Ztp — сумма затрат времени на
технологические операции, входящие в
одну организационную операцию Z 1р =
~ *опер- с-
В одномодельных потоках
согласование времени организационной
операции с тактом потока происходит на
одном изделии.
В многомодсльных потоках с
последовательно-ассортиментным способом
запуска, если план выпуска по отдельным
моделям различен, расчет потоков
следует производить по каждой модели
отдельно. Это значит, что дли каждой
модели нужно определить такт 1(.
где Г; — трудоемкость изготовления
—ПАП,.Л пп илпрлян. с: М-. _ мощность
потока в смену по моделям, ед.; Я,- —
продолжительность выполнения
сменного задания, с; N — количество
рабочих в потоке (величина
постоянная), чел.
Тогда согласование времени
организационной операции с тактом потока
будет происходить в соответствии с
основным условием согласования так же,
как на одном изделии, поскольку в
каждый данный момент времени поток
работает как одномодельный. Например,
если в течение смены в потоке со
свободным ритмом работы изготавливаются
модели А. Б. В. основное условие
согласования будет иметь вид:
Zip' = (0,95-1,1>КгА,
Zlpn - (0,95-1,1)К ■ Ts;
£// = (0,95-1,1)КТ„.
Или в общем виде
Iip'= (0,95-l,l)KTj.
В многомодсльных потоках с
циклическим способом запуска моделей
согласование времени организационной
операции с тактом потока происходит на
нескольких изделиях, входящих в цикл
согласования. В связи с этим время
организационной операции tonep для этих
потоков является средней величиной.
Вследствие этого, обозначая через С"
цикл согласования (т.е. количество
моделей, на котором происходит
выравнивание времени организационной
операции с тактом потока), а через
Zip1, Zip1; Zip» Zipc - сумму
затрат на выполнение технологических
операций по моделям, входящим в
цикл, время организационной
операции можно выразить следующим
уравнением
+ ... +Ztp4/C.
Подставляя это в формулу
'опер
получим
Xt
t/ + Хг/ + X// +
т.
С учетом допускаемых отклонений
расчетного времени от такта основное
условие согласования времени
выполнения организационной операции для
многомодельных потоков со строгим
ритмом работы и с циклическим
способом запуска моделей может быть
записано следующим образом
= (0,95-1,05)С- К- Т.
Величина цикла С согласования
многомодельного потока с
циклическим способом запуска отражает
количество моделей, одновременно
изготавливаемых в потоке, и равна ему. если в
потоке изготовляются три модели А, Б, В в
одинаковом соотношении 1:1:1 и
порядок их запуска будет А - Б - В (С = 3).
Если же модели будут выпускаться в
соотношении 1:1:2 {А - Б - В - В),
величина С будет равна сумме
ассортиментных чисел (С = 4).
Ассортиментными числами С;
называются целые числа, отношением между
которыми выражается выпуск изделий
различных моделей в потоке. Сумма
всех ассортиментных чисел называется
ассортиментной суммой. Тогда цикл
согласования
Интервал времени, в тече!
рого осуществляется запуск
входящих в состав ассорти мен'
МЫ, называется цикловым такп
т„= т- Хс, = т- С.
Тогда основное условие сог.
времени выполнения организа
операции для многомодельньп
со строгим ритмом работы и с i
ским способом запуска моделей
виде будет иметь вид
гу + Хг/ + Хг/+... +2
= (0,95-1,05)К-Тц.
Необходимо отметить, что т
токи применяют лишь при не
ассортиментных суммах и про
сортиментных числах (1:1:1; 2:1
и т.д.), так как при других уело!
деление труда между исполнит
организация работы потока bi
определенные трудности.
Согласно третьему основном
ванию к построению потоков bj
ремешения предметов труда
быть строго согласовано со В|
выполнения организационной
НИИ
Разделение технологическо
цесса изготовления швейного
на элементы и согласование их
мени выполнения являются н
точными условиями ритмичной
любого потока. Несвоевременнг
дача предметов между исполнг
при любых средствах их перем
приводит к нарушению ритма
потока.
Устранение рассогласования
процессом труда и обеспечением
нителя предметами труда осущес
ся посредством согласования в
перемещения предметов труда со
нем выполнения органнзационн!
рации
С = ХС,
Проектирование организации швейного производства
L
V
1
9
э
2
3
■v
4
5
Э
6
7
Э
Рис. 4.26. Организация работы потока без
смешения.
где/™— время переметения предметов
труда между исполнителями, с; tonep —
время выполнения организационной
операции, с.
Для ПОТОКОВ с ручной передачей
согласование времени перемещения
деталей ИЗДСЯИИ со временем выполнения
организационных операций
определяется необходимым минимальным
запасом незавершенного производства на
каждой операции или величиной
допускаемого отклонения времени
выполнения организационной операции от
такта потоки го„.
ДЛЯ конвейерных потоков со строгим
ритмом необходимо определять
дополнительное условие согласования
времени организационной операции с
тактом потока. Дополнительное условие
обусловливает характер работы на
операциях.
Если продолжительность
выполнения организационной операции
меньше времени пребывания ячейки
конвейера в рабочей зоне, т.е. исполнитель
после выполнения операции успевает
вернутьизделие в ту же ячейку, из
которой оно было взято, то такая работа
называется бег смешения. Рабочая зона
конвейера /.„ — тто та часть конвейера,
с которой исполнитель может брать
необработанные предметы труда и
возвращать обработанные. Это наиболее
предпочтительный вариант работы
(рис. 4.26).
Если за время выполнения
организационной операции ячейка, из
которой взято изделие, выходит за пределы
рабочем зоны, рабочий укладывает
обработанное изделие в следующую
подошедшую к нему ячейку, предварительно
вынув из нее необработанное изделие.
Такой вариант называется работой со
смещением (рис. 4.27).
Таким образом, [три работе без
смешения ячейка конвейера за время
обработки детали или узла изделия не
должна пройти путь S больше, чем
рабочая зона исполнителя £„
S<LO,
L
А
-■
О
Б
-• >
э
где S = V■ tonep- Lg>V- t9nep; V-
скорость движения конвейера, м/мин;
'опер — вРемя выполнении
организационной операции, с.
В продолжительности времени
выполнения организационной операции
могут быть отклонения, вызванные
необходимостью смены шпуль, катушек,
ликвидации обрыва ниток и т.д.
Тогда
*-g - ' ' ('опер + 'оф)щ
где (оф — допустимое фактическое
отклонение (определяется для каждого
вида работы по соответствующим
отраслевым нормативам на
подготовительно-заключительные работы и
обслуживание рабочего места), с.
L
ft
0
9
э
\
7
f>
6
э
s
5
4
э
\
3
2
э
\
■
Рис. 4.27. Организация работы потока со
смещением.
Современные формы и методы проектирования швейного производства
Например, для машинных операций
при изготовлении женских пальто в
несъемном потоке максимальную
продолжительность имеет прием "смена
бобины для верхней нитки" — 27 с. Следова-
UMi.no. .1 ш обеспечении ритмичном ра
боты в таком потоке 10ф может быть
принято равным 27 с.
При работе бе з смещения
необходимо, чтобы за время выполнения
операции с учетом возможного отклонения
от ее продолжительности ячейка не
вышла за пределы рабочей зоны. Тогда
скорость конвейера, обеспечивающая
порядок работы без смешения, будет
равна
В тоже время лента конвейера
движется со скоростью У, рассчитанной
так, чтобы за время такта Тперемеще-
ние ее было равно шагу ячейки /, т.е.
Тогда
где tonep — продолжительность
организационной операции при работе без
смешения, с; Lg — рабочая зона
исполнителя, м; / — шаг ячейки конвейера, м;
гоф — допустимое фактическое
отклонение.
Эту завИСИМОСТЬ называют
дополнительным условием согласования для од-
номодельных и многомодельных с
последовательно-ассортиментным запуском
моделей потоков со строгим рнтмом
работы (конвейерных).
Продолжительность
организационной операции с учетом ее кратности со-
Тогда
K-T<LgT/l-t0<p
Данная зависимость показывает,
что работа без смещения при
определенных параметрах потока со строгим
ритмом возможна при количестве
исполнителей на операции, меньшем или
равном К.
Особо остро задача выполнения
третьего основного требования стоит при
организации работы многомодельных
потоков со строгим ритмом работы
(конвейерных) с циклическим
способом запуска моделей.
При одновременном изготовлении
нескольких моделей, запускаемых в
поток циклично, ритмичность потока
обеспечивается в течение времени
обработки всех моделей, входящих в
цикл С.
Однако внутри этого цикла
отдельные операции могут иметь отклонения
от такта или среднего времени больше
допускаемых. В результате этого в
потоке будут происходить пропуски
необработанных изделий, вызывающие
нарушение ритмичности работы не только
на операции с неправильно
согласованным временем, но и на других,
следующих за ней операциях.
Поэтому при циклическом способе
запуска моделей в потоке со строгим
ритмом работы учитывают, кроме
основного, и дополнительное условие
согласования, которое ограничивает
величину отклонений во времени
выполнения операций на отдельных
моделях.
Величина этого допускаемого
отклонения top определяется на основании
предположения, что максимальному
времени выполнения операции
соответствует максимальное расстояние, на
которое передвинется ячейка конвейе-
p;i. )ю расстояние ограничивается ире
делом охвата руки исполнителя.
Величина отклонения /0 на
цикловых операциях, имеющих различное
время по отдельным моделям, может
Проектирование организации швейного производства
быть представлена в виде суммы двух
отклонений — в фактическом t0(p и и
расчетном /0„ времени операции, т.е.
'о = 'оф + 'ор
В соответствии с этим
производственный цикл операции может быть
выражен
Ри
Согласно третьему основному
требованию к построению потоков
предметы труда должны быть доставлены к
исполнителю за время выполнения
организационной операции
При этом (X + 10ф} нужно
рассматривать как среднее время выполнения
операций в потоке
Это означает, что рассогласование
между временем переметения
предметов труда и временем выполнения
организационной операции не должно
превышать допускаемую величину
отклонения от расчетного времени top.
Время, в течение которого ячейка
конвейера находится в рабочей зоне
исполнителя, определяется
'пер = lg/ v-
За время Тлента конвейера
перемешается на величину, равную шагу
гнезда /
V=t/X.
Тогда
'пер
LeX/l.
В этом случае величина
допускаемого отклонения в расчетном времени
организационной операции для
многомодельных потоков с циклическим
запуском будет
Для швейных потоков допускаемое
отклонение в расчетном времени
операций в большинстве случаев не
превышает величины одного такта, а в
некоторых случаях не больше двух тактов.
I с in при комплектовании
организационных операций потока
максимальная величина допускаемого отклонения
в расчетном времени операций равна
такту или больше него, рабочий может
не участвовать в обработке какой-либо
из изготавливаемых моделей.
Во всех случаях, когда затрата
времени по отдельным моделям сильно
различается, проводят проверку расчета
операций, чтобы наибольшее
отклонение их расчетного времени от среднего
времени операций было не больше
допускаемого отклонения top.
Тогда дополнительное условие
согласования для многомолельных потоков с
циклическим способом запуска, можно
записать следующим образом:
• при цикле согласования не более
трех (С <, 3)
max{\t/-tcp\, \tp*-tcp\, \tpB-tcp\)Ztopm
• при цикле согласования равном
четырем и более (С £4)
max[\tp'-tcp\, \t/-tcp\, \tpB-tcp\
\tp<-tcpl\At\)Zt(tp,
Современные формы и методы проектирования швейного производства
где tpA, tpK,..., tpC — расчетное время
выполнения операций по отдельным,
следующим друг за другом в потоке
моделям данного цикла согласования; 1С„ —
среднее время операции, определяемое
по формуле
At — наибольшее значение из всех
подряд идущих отрицательных или
положительных отклонений на отдельных
моделях; шах — означает, что из всех
величин, находящихся в фигурных
скобках, нужно брать наибольшую; |...|
— эти скобки означают, что следует
принимать абсолютное значение
величины, т.е. без знака минус, если
величина будет отрицательной; top —
допускаемое отклонение в расчетном
времени операций.
Дополнительные требования не
являются определяющими в организации
работы потоков из-за производствен-
ных ограничении или организационно-
технологических соображений. Однако
при проектировании потоков
желательно выполнять JTH требования, так как
при этом повышается эффективность
их работы.
Первое требование обработки
изделия предполагает обработку одного или
нескольких узлов группами рабочих,
которые обеспечивают их параллельное
изготовление. Такая работа в потоке
сокращает продолжительность
производственного цикла изготовления узлов за
счет сосредоточения работы в руках
минимального количества исполнителей.
В конечном итоге это приводит к
сокращению пути движения
полуфабриката от участка заготовки до участка
монтажа.
Требование обеспечения поузловой
обработки изделия можно
рассматривать как частный случай групповой
обработки, когда один узел полностью
обрабатывает либо группа рабочих,
либо одна работница. При применении
поузловой обработки достигается тот
же результат, что и при групповой oi
работке.
Второе требование — оптимизаш
количества кратных операций. П(
кратностью операции понимается ki
личество исполнителе]!, выиолняюии
одну организационную операцию. Ув>
личение кратности операции, с однс
стороны, усложняет передачу предм>
тов труда, увеличивает путь их перем<
шения и время выполнения всномог;
тельных приемов, связанных с перед;
чей предметов труда лополнительно\
количеству рабочих.
В то же время кратность операци
позволяет выполнять специализирован
ные операции группами рабочих и по.1
нее использовать индивидуальные сп(
собности исполнителей. Выбор оп™
мального варианта при этом долже
производиться с учетом применяемых
потоке транспортных средств. Сокр;
щение затрат времени на вспомогател!
ные приемы {третье требование) r
всех типах потоков в свою очередь ее
кращает затраты труда, уменьшает ript
изводственный цикл изготовления и.
делия и является показателем уровн
механизации и автоматизации потока.
При централизации выполнены
операций на специальном высоко прс
изводительном оборудовании (четве/.
тое требование) ставится задача наибе
лее полного использовании идентичны
технологических операций в единичны
или различных группах потоков. Дл
этих целей операции иногда делают вн
процессными.
Исключение возвратов в движени
полуфабриката и стремление к прямо
линейному перемещению (питое mpt
бование) предполагает, что между рабо
чими местами, группами рабочих и сек
пнями полуфабрикат должен по воз
можности двигаться прямолинейно, бе
возвратов. Это сокращает время н
транспортные операции, величину про
изводственного цикла изготовления из
делия, уменьшает незавершенное про
изводство.
Формирование ассортиментной политики швейного производства
4.6. Этапы проектирования
и исходные данные
для расчета потоков
швейных цехов
Швейный поток, как объект
технологического проектирования,
представляет собой сложную производственную
систему взаимоотношений его
отдельных элементов. При этом
рассматривается не просто сумма этих элементов, а
их взаимосвязь.
Понятие процесса проектирования
швейных потоков включает в себя
совокупность последовательных действий с
целью создания нового объекта,
предназначенного для выполнения заранее
заданных функций.
Результатом процесса
проектирования является конкретный
материальный объект (поток), который
можно описать абстрактными и
материальными категориями, в связи с тем,
что он существует во времени и в
пространстве.
Понятия"время"и"пространство" не совместимы, что влечет за
собой декомпозицию процесса
проектирования швейного потока на
стадии. В начале решаются вопросы
абстрактного проектировании потока во
времени, где осуществляется
распределение работ между исполнителями.
Далее процесс проектирования
материализует то, что получается на
первой стадии, и согласно взаимосвязям
распределенной работы
осуществляется размещение рабочих мест на
площади цеха.
Исходной информацией для
проектирования потоков является
технологический процесс изготовления швейных
изделий, который представляет собой
конечное множество технологических
операций, взаимосвязанных
определенным образом.
При проектировании швейных
потоков технологические связи операций
по изготовлению изделия
преобразуются в организационно
технологические, а затем в транспортно-технологи-
ческие.
В связи с этим процесс
проектирования швейных потоков предлагается
рассматривать как совокупность
последовательных преобразований
технологических связей во временном и
пространственном аспектах.
Организацию швейных потоков
следует осуществлять с учетом выполнения
комплекса методологических,
технологических, технических и проектных
задач по следующим этапам.
Подбор и анализ исходных
материалов для разработки технологического
потока. На этом этапе производится:
определение характеристик объекта
разработки и показателей
технологического потока; ознакомление с
условиями производства и их оценка;
составление перечня дополнительной
справочной информации, необходимой для
разработки технологического потока, и
ее отбор.
Разработка технического задания.
Устанавливаются требования к
разрабатываемому потоку на основе
перспективного плана, анализа действующих на
предприятии или аналогичных в
отрасли потоков; изучаются результаты
научно-исследовательских работ.
Составляется проект плана работ по этапам,
выполняется предварительный расчет
экономической эффективности.
Утверждается и согласовывается
техническое задание.
Выбор моделей и методов обработки.
Подбираются коллекции для
одновременного изготовления моделей в
потоке. Выбирается рациональный
технологический процесс. Дается
технико-экономическая оценка выбора методов
обработки. Определяется
последовательность выполнения операций.
Выбор оборудования. Выбирается
оборудование, обеспечивающее
оптимальную производительность при
условии обеспечения требуемою
качества. Анализируются затраты
технологического процесса, выбираются вариан-
Современные формы и методы проектирования швейного производства
ты технологического оборудования.
Определяется загрузка
технологического оборудования и перечень средств
технологического оснащения по
операциям.
Нормирование технологического
процесса. Определяется разряд работ,
технические нормы по операциям,
тарифицируются операции.
Выбор базовых моделей лля расчета,
группировка моделей. Производится
анализ конструктивных и
технологических признаков моделей. Анализируется
технологический процесс изготовления
моделей. Определяются условия
изготовления моделей. Группируются и
выбираются базовые модели для расчета.
Структурно-информационная
модель проектирования швейных потоков
представлена в таблице 4.8.
Задание на проектирование пшенных
потоков включает:
• наименование изделия,
подлежащего к изготовлению в потоке;
• мощность потока, выраженную
выпуском изделий в смену М или
количеством рабочих в потоке /V;
• соотношение выпусков по
моделям, если поток многомодельный:
• площадь под поток;
• перечень технологических
операций (последовательность) по заданному
виду изделия;
• структуру связей технологических
операций в виде графа.
Анализ исходной информации
На этом этапе выполняют анализ
технологического процесса
изготовления изделия и расчет его параметров.
Основным показателем,
характеризующим ТПШ И, является его трудоемкость
Т, которая определяется как сумма за-
ф;п времени но всем гехно.югическим
операциям
В связи с тем. что характер
взаимосвязей операций определяет структуру
ТПШИ, а структура для
проектирования потоков представляется в виде
ориентированного графа технологического
процесса изготовления швейного
изделия, необходимо учитывать показатель,
характеризующий использование
параллельности обработки отдельных
деталей и узлов изделия. Таким
показателем является длительность
критического пути Ткр графа ТПШИ.
Критическим путем графа ТПШИ
является самая напряженная по
времени выполнения цепочка операций от
исходной до завершающей вершины.
С технологической точки зрения
данная непочка операций является
стержнем процесса изготовления
изделия в потоке. Увеличивать ее по
времени выполнения не
рекомендуется, так как она определяет то
минимальное время, в течение которого
изделие может быть изготовлено при
условии параллельного выполнения
всех работ.
При проектировании
многомодельных (многоассортиментных) потоков
необходимо определить способ запуска
моделей. Для этого проводят
сопоставление трудоемкости и совместимости
методов обработки.
При проектировании много
модельных потоков также необходимо
построить обобщенное дерево
процесса. Для формирования обобщенного
графа ТПШИ строят частные графы
обработки конкретных моделей
изделия или их частей. Один из графов
(как правило с наибольшей затратой
времени на обработку) принимают за
базовый и сравнивают с графом
другой модели: вершины графа,
характеризующие аналогичные операции,
заштриховывают, отличительные
операции второй модели включают в граф
первой. В обобщенном графе ТПШИ
сохраняют последовательность
выполнения операций индивидуальных
ТПШИ.
Основным свойством обобщенного
графа является то, что любой
конкретный технологический процесс каждой
модели представляет собой подграф
данного обобщенного графа.
Формирование ассортиментной политики швейного производства
Таблица 4.8
Структурно-информационная модель проектирования швейных потоков
1
2
3
-:
5
б
7
8
9
10
11
12
13
Этапы проектирования
Анализ исходной
информации:
• расчет параметров
технологического процесса;
• выбор способа запуска
моделей;
• построение обобщенного
дерева процесса
Расчет условий
проектирования
Компоновка организационных
операций потока
Составление
организационно-технологической
схемы потока
Анализ организационно-
технологической схемы
потока
Формирование структуры
организационно-
технологических связей
операций потока
Формирование
организационно-технологической
структуры потока (выделение
ТСУ. ПСУ. ОТМ). Выбор
транспортных средств
Формирование
планировочных модулей (ПМ)
Компоновка планировочных
модулей
Формирование типа потока
Размещение потока
на площади цеха
Расчет
технико-экономических показателей потока
Формирование выходных
документов
Входная информация
Задание на
проектирование потока:
• вид изделий;
• мощность;
• справочник операций;
• соотношение выпусков
по моделям;
• площадь под поток
Перечень технологических
операций по заданному
виду изделия
Структура связей
технологических операций в виде
графа
Справочник транспортных
средств для
межоперационного перемещения
предметов труда. Матрица
определения возможности
непрерывной передачи
предметов труда
Матрица и классификатор
схем расположения
рабочих мест
Выходная
и промежуточная информация
• Информация по параметрам
технологического процесса;
• Информация по способу
запуска моделей;
• Обобщенный графТПШИ
Информация по основным
параметрам потока
Таблица компоновок
Организационно-техноло -
гическая схема потока
Информация об использовании
рабочей силы, предметов труда
и оборудования
Граф (матрица) организационно-
технологических связей операций
потока
Информация о производственных
участках (ТСУ, ПСУ, ОТМ), видах
транспортных средств
Информация о планировочных
модулях
Планировочное решение
швейного потока
Информация об организационной
форме потока
Планировочное решение
швейного цеха
Сводная таблица технико-
экономических показателей
потока
• Паспорт технического проекта
на разработку потока с
основными данными и
технологическими характеристиками.
• Графические документы
11|)(Н> !,|
Современные формы и методы проектирования швейного производства
ОбобщенHbiii граф целесообразно
строить для одного вида изделия из-за
существенных отличий в технологии
обработки изделий различных видов,
которые вызваны особенностями их
конструктивных решений и
применяемых материалов.
Расчет условий проектирования
На этом этапе выполняют расчет
параметров потока: такта, мощности,
количества рабочих, расчет потребной
производственной площади пол
поток. Данный расчет может иметь пари-
анты it зависимости от ритма работы
потока (его организационной формы),
от количества моделей или изделий,
изготавливаемых в потоке, и способа
их запуска.
Однако для всех вариантов
предварительный расчет параметров
проводится по общей схеме
л,,., —*■ /.„„
где М — мощность потока в смену, ед.;
Т— такт потока, с; R —
продолжительность смены, с; Т — трудоемкость
изготовления изделия, с; jV — количество
рабочих в потоке, чел.: К„ м —
количество рабочих мест в потоке; Ln д —
длина поточной линии потока, м; S —
площадь под поток, м'; Hj pgQ— норма пло-
щали на одного рабочего и потоке, м ■
Если задано спроектировать поток
оптимальной мощности, то
предварительно проводят анализ распределения
времени технологических операций и
выбирают рациональный такт.
Расчет многомолельных потоков
В многомодельных потоках
возможны три способа запуска моделей:
последовательно-ассортиментный,
циклический и комбинированный.
Характеристика этих способов запуска была дана
ранее. Рассмотрим условия применения
и расчет основных параметров потоков
при этих запусках.
В свя in с необходимое! \,ю частой м-
мены моделей допускается расчет
основных параметров потока с ПАЗ
проводить не по каждой модели отдельно, а по
усредненной базовой модели со средней
трудоемкостью. В этом случае
определяют
тле Тср — средний такт потока; Тср —
средняя трудоемкость по п моделям;
Такой упрощенный расчет
целесообразно использовать, если
отклонения в трудоемкости изготовления
моделей составляют до 10% и план
выпуска по этим моделям одинаков. Если
отклонения п трудоемкости
составляют 10% и более и план выпуска по
отдельным моделям различен, расчет
потоков следует проводить по каждой
модели отдельно. Это значит, что для
каждой модели нужно определять такт,
мощность потока по моделям,
продолжительность изготовления сменного
задания, условия согласования и т.п.
При этом необходимо учитывать, что
при смене моделей количество
исполнителей в потоке в течение смены не
должно изменяться более чем на 2—3
человека.
Методика расчета потока с
последовательно-ассортиментным запуском
при задании его мощности количеством
выпускаемых в смену изделий
приведена в таблице 4.9, а при задании
мощности количеством исполнителей — в
таблице 4.10.
Циклический способ спуска моделей
в поток целесообразнее использовать в
конвейерных потоках со строгим
ритмом работы.
Поскольку выравнивание времени
операций с тактом потока происходит
на нескольких моделях (изделиях), вхо-
Формирование ассортиментной политики швейного производства
Таблица 4.9
Расчет потока с ПАЗ при задании мощности количеством единиц, выпускаемых в смену М
Задано: Модель (г) — А, Б, В
Соотношение выпуска по моделям — /И,: М6: М, = С,: Сь: С,
Трудоемкости по моделям — ТА, 7"6, Т„
Определяемый параметр
Средневзвешенная
трудоемкость, с
Выпуск изделий в смену
по моделям, ед.
Средний такт потока, с
Количество исполнителей
в потоке, чел.
Такт по моделям, с
Время выполнения сменного
задания по моделям, с
Основное условие
согласования времени выполнения
организационной операции
с тактом потока, с
Дополнительное условие
согласования времени
выполнения организационной
операции (для потоков со
строгим ритмом работы), с
Расчетная формула
7 „ =(ТЛСЛ + ТЛСЛ +
+ T.CJ/C.
где С = С, + С6 + С,
Mt = MCJC,
МЯ-М'СЯ/С\
м„ = мс„/с
Tte = R/M
N = Ttrmjm /rcp
Гля TJH;
Г, = TJN,
T, = T,/N
*, = М„ ■ Г„;
Я, = М6 ■ г6;
я« = м. ■ ?„
Ztp* = (0,95-1,1) К- Тл,
Ztf'= (0,95-1,1) К- гв;
Zt' = (0,95-1,1) К Гя
K*(Lt-T-htaJ/hT
Условные обозначения
Гу 'и Тя ~ трудоемкость по
моделям, с; Сд, С& С, —
соотношение выпуска по моделям;
С ,е сортиментная сумм-i
М — мощность потока
в смену, ед.
Я — продолжительность
смены, с (Я = 28800)
N — const для всего потока
Я„ + ЯВ+Я,= Я-
продолжительность смены
К — кратность исполнителей
на организационной операции
Lt — рабочая зона
исполнителя, м; / — шаг ячейки
конвейера, м; f^ — допустимое
фактическое отклонение,с; К —
кратность исполнителей на
организационной операции
дяших в цикл, нее расчеты ведутся по
средним показателям: Тср. Тг_. (с„.
Организация работы на кратных
операциях в потоках с циклическим
способом запуска моделей затруднена
тем, что за время выполнения кратной
цикловой операции ячейка, из
которой взято изделие, выходит за пределы
рабочей зоны. Поэтому в таких
потоках могут быть организационные
операции, н которые включена обработка
не всех моделей, входящих в цикл.
Такие операции называют операциями с
неполным циклом согласования.
Пример расчета потока с
циклическим запуском моделей приведен в
таблице 4.11.
После определения всех основных
параметров потока определяют
количество рабочих мест А'_ м в потоке
где / — коэффициент, определяющий
среднее количество рабочих мест на
одного рабочего в потоке.
Длину цепочной линии /,„ ,
определяют по формуле
Современные формы и методы проектирования швейного производства
Таблица 4.10
Расчет потока с ПАЗ при задании его мощности количеством исполнителей N
Задано: Модель(/) - А,Б,В
Соотношение выпуска по моделям — Мл : Мв ; Мв = С,: Сь: С,
Трудоемкость по моделям - Г., Г„ Т,
Средневзвешенная
трудоемкость, с
Такт по моделям, с
Средневзвешенный такт, с
Мощность потока, ед. в смену
Выпуск изделий в смену
по моделям, ед.
Время выполнения сменного
задания,с
Основное условие
согласования времени выполнения
организационной операции с
тактом потока,с
Дополнительное условие
согласования времени
выполнения организационной
операции (для потоков со строгим
ритмом работы), с
Гу_ =(ТЛСЛ + Т,СШ +
+ T.CJ/C.
где С = С, + С,+ С,
тл = Тл/Ы,
T. = Ta/N
Г,.,. I,.. N
м = я/тсг1„
М1 = МСЛ/С.\
мБ=мсБ/см,
мв = мсв/с.
Я, = М, ■ rt:
Я, = /И, • г»;
я, = мв- гв
It/= (0,95-1,1) К Тл\
£t*= (0,95-1,1) К -Гв;
It/= (0,95-1,1) К Г,
К й (LeT - htj / /■ Г
Г.» ть' тв трудоемкость по
моделям, с; С„, С„ Св —
соотношение выпуска по моделям;
С — ассортиментная сумма
N — const для всего потока
R — продолжительность смены,
с(Я 28800)
Я, + Я, + Я, = Я —
продолжительность мены
К — кратность исполнителей
на организационной операции
/я — рабочая зона исполнителя,
м; / — шаг ячейки конвейера, м;
t^— допустимое фактическое
отклонение, с; К — кратность
исполнителей на
организационной операции
где Lg — шаг рабочего места, м.
Площаль пол поток определяют
следующим образом
где 5 — производственная площадь, на
которой размешается поток, м ; Н j „ag —
норма производственной площади на
одного рабочего в потоке, м'.
Комбинированный способ запуска
применяют в потоках всех типов при
необходимости изготовления
большого числа моделей и условиях,
отвечающих требованиям
последовательно-ассортиментного и циклического
способов запуска. Возможность
изготовления в одном потоке моделей
различной трудоемкости достигается за счет
деления всех моделей на группы таким
образом, чтобы различия в средней
трудоемкости групп были
минимальными и соответствовали требованиям
потоков с
последовательно-ассортиментным запуском, а различия в
трудоемкости моделей внутри группы
были значительными и соответствовали
требованиям потоков с циклическим
запуском.
При смене групп моделей в составе
организационных операций не должно
быть резкого изменения, т.е. взаимоза-
Формирование ассортиментной политики швейного производства
Такт потока определяют по
формулам:
• для одномодельного потока
Т= T/N\
• для многомолельного потока при
равных выпусках изделий по моделям
меняемые модели должны иметь
сходное содержание технологических
операций и максимальное значение
парных коэффициентов технологической
однородности. После выделения групп
моделей определяют по группам
средневзвешенную трудоемкость, среднюю
мощность, средний такт, время
выполнения сменного задания, часовой
выпуск изделий и т.д. Условия
согласования времени организационных
операций с цикловым тактом рассчитывают
применительно к потоку с циклическим
запуском моделей.
Расчет потоков малых серий
Расчет потоков малых серий пронз- где Т/ — трудоемкость изготовления
водят аналогично расчету многомодель- модели; С — количество одновременно
ных потоков. изготавливаемых моделей (видов изде-
Таблица4.11
Расчет потока с циклическим способом запуска моделей
Задано: Модель {/) — А, Б, В
Соотношение выпуска по моделям Мя: Ms: Мв ■ Сл: С6: С„
Трудоемкость по моделям — Тл, Гв, 7",
Количество исполнителей в потоке — N
• для многомодельного потока при
разных выпусках изделии по моделям
Определяемый параметр
Средневзвешенная
трудоемкость, с
Средневзвешенный
(средний) такт потока, с
Цикловой такт, с
Основное условие
согласования времени выполнения
организационной операции
с тактом потока, с
Дополнительное условие
согласования времени
выполнения организационной
операции (для потоков со
строгим ритмом работы), с
Расчетная формула
где С, = СА + СВ+ Св
Tlp = R/M — если задана
мощность потока М, ед. в
смену
К = г»' с
ш(0,95-1,1)ТщС-К
max{\£t;-tj;
где t^ = tf • Х^ / / - (Т^ +1^
Условные обозначения
тл> ты Ti — трудоемкость
по моделям, с; Сл, С& Са —
соотношение выпуска по
моделям; С — ассортиментная
сумма (цикл согласования)
Я — продолжительность
смены.с
£tp\ £t*...., It'- сумма
i,ii|j;ii нремсни на выполнение
технологических операций
по моделям, входящим в цикл,
с; Т^— средний такт потока, с;
С — цикл согласования; К —
кратность исполнителей на
организационной операции
Современные формы и методы проектирования швейного произволе
лий) или сумма ассортиментных чисел;
Cj — соотношение выпуска по моделям
(изделиям).
Основное условие согласования
времени выполнения организационной
операции имеет вид
tonep = (0,95-1,1) С-К-X.
Основным условием
комплектования организационной операции
является подбор технологических операций,
выполняемых на одном и том же
оборудовании, что требует двух-,
трехкратного возврата одной и той же пачки
предметов труда к исполнителю.
4.6.1. Компоновка
организационных операций
потока. Преобразование
структуры технологических связей
операций по изготовлению
швейных изделий
Организационно-технологическое
проектирование потоков включает в
себя решение трудового процесса во
времени, определяющее все остальные
процессы. При организации потока во
времени технологические операции
процесса изготовления швейного
изделия распределяются между
исполнителями согласно условиям
комплектования, формируя организационные
операции, которые являются основным
элементом трудового процесса.
В результате комплектования
технологических операций в
организационные первоначальная структура
технологических связей операций по
изготовлению изделий преобразуется в
организационно- технологическую Пример га
кого преобразования представлен на
рис. 4.28.
Подбор технологических операций
процесса изготовления швейного
изделия в организационные осуществляется
целенаправленным способом согласно
порядку их выполнения в
технологическом процессе.
а)
б)
Рис. 4.28. Пример преобразования
структуры технологических связей операций по
изготовлению швейных изделий: а - структура
технологических связей операций до
комплектования, б - структура организационно-
технологических связей операций потока
после комплектования.
Содержание технологических
операций после комплектования их в
организационные операции остается
неизменным. Организационные операции,
сформированные согласно условиям
комплектования из технологических
операций, по содержанию становятся
более укрупненными и равномерными
по времени выполнения.
Для использования
параллельности в обработке деталей и узлов
изделия, а так же в целях сокращения
вспомогательно- переместится ьных
приемов работы в потоке в начале
проверяют возможность
комплектования технологических операций в
ветвях графа ТПШИ без смешивания
операций соседних ветвей. Если по
тем или иным причинам
(специализация исполнителей, совместимость
Формирование ассортиментной политики швейного производства
оборудования или время выполнения
операций) этого сделать не удается,
осуществляют подбор операций из
недоукомплектованных петвей и
формирую! ipyii[i\ по обрабшке нескольких
узлов. Ветви графаТПШИ подбирают
сначала попарно, затем по три.
четыре, и т. д.
Если условия проектирования
(мощность потока, такт) не позволяют
выделить ни одной самостоятельной
группы обработки, то осуществляют
"сквозное" комплектование
технологических операций в организационные
операции. В этом случае исключается
поузловая и групповая обработка,
снижается эффективность
функционирования работы потока.
В многомодельных потоках при
работе с обобщенным деревом процесса
необходимо предусмотреть различные
способы запуска моделей в поток.
Для многомодельных потоков с
последовательно-ассортиментным
запуском моделей комплектование
технологических операций в организационные
производят таким образом, чтобы при
изготовлении каждой модели
исполнитель был загружен полностью, имел
одну и ту же специализацию работ,
оборудование, одинаковый разряд. При этом
он должен выполнять (по возможности)
однотипные операции по моделям.
Модельные особенности в обработке
изделий целесообразно концентрировать в
отдельные операции.
При циклическом способе запуска
моделей в поток, кроме перечисленных
требований, допускается перегрузка
исполнителей операции на одной модели
за счет другой. Модельные особенности
изделий также целесообразно
концентрировать в отдельные организационные
операции.
Обеспечение непрерывности
функционирования предметов труда в
потоке, при одновременном максимально
возможном использовании рабочей
силы и оборудования, может быть
достигнуто целенаправленным
преобразованием технологических связей
графа ТПШ И с помощью основных
способов комплектования технологических
операций в организационные
операции.
Последовательно-смежный и
последовательно-несмежный способы
комплектования технологических
операций в организационные обеспечивают
поузловую обработку деталей и узлов
изделия в группах и являются наиболее
эффективными вследствие сокращения
производственного цикла изготовления
швейных изделий в потоке.
Последовательно-смежным способ
характеризуется сокращением числа
организационно-технологических
связей из-за объединения двух или
более последовательно расположенных
на графе ТПШ И операций в одну
организационную. Этот способ
обеспечивает поузловую обработку деталей и
узлов изделия и является самым
эффективным.
Последовательно-несмежный способ
компоновки, характеризующийся
объединением в организационную двух и
более технологических операции,
принадлежащих одной ветви графа ТПШИ.
но несмежных, также обеспечивает
поузловую обработку изделия в потоке.
Этот способ связан с возвратом изделий
на рабочие места ранее выполненных
операций. Возвраты, как правило,
затрудняют размещение оборудования в
потоке, транспортировку предметов
труда и ведут к увеличению
производственного цикла изготоЕшения изделия.
Исключение составляет возврат на
предыдущее рабочее место. При этом
предметы труда перемещаются между двумя
рабочими местами наподобие челнока
Современные формы и методы проектирования швейного производства
(челночная передача). Такой вариант
довольно эффективен, т.к. связи между
рабочими местами осуществляются
самими исполнителями (внутренние
связи). Однако он может быть обеспечен
только при одинаковом чередовании
оборудования технологических
операций н ветви графа ТПШИ.
Параллельно-смежный и
параллельно-несмежный способы компоновки
технологических операций в
организационные допускают обработку на
одном рабочем месте различных деталей и
узлов изделия. Применение данных
способов компоновки исключает
возможность поузловой обработки и
является менее эффективным. При этом
остается вероятность создания групп
параллельной обработки нескольких
деталей и узлов изделия.
Параллельно-смежный способ
характеризуется сокращением числа
организационно-технологических связей из-за
наложения друг на друга
технологических связей между операциями,
расположенными в параллельных ветвях графа.
Допускает обработку в одной
организационной операции различных деталей,
увеличивая при этом грузопоток между
рабочими местами.
Параллельно-несмежный способ
характеризуется объединением в
организационную операцию двух или более
технологических операций,
расположенных в параллельных ветвях графа
ТПШИ. При этом способе количество
организационно-технологических
связей не сокращается, но и не
увеличивается производственный цикл
изготовления изделия.
4.6.2. Требования к построению
элементов потока —
организационных операций
Поскольку производственный
процесс изготовления изделия относится к
абстрактной категории (совокупность
взаимоотношений предметов труда,
средств труда и живого труда), очевидно
и его элемент — организационная
операция — будет относиться к той же
абстрактной категории.
Материализация организационной
операции осуществляется через
совокупность требований к ее
существованию (построению). Эти же требования
обязательно (с точки зрения
диалектики) должны описывать временной и
пространственный аспекты
существования операции.
На основе анализа потока как
системы были выделены две группы
требований, которые определяют
условия функционирования любого
потока во времени и пространстве. Одна
группа требований учитывает условия
построения организационных
операций потока. Другая группа
требований определяет работу потока в
целом (рассмотрена ранее). Обе группы
требований, в свою очередь, подраз-
Формирование ассортиментной политики швейного производства
деляются на основные и
дополнительные.
Основные требования обязательны
для выполнения при построении
организационных опершими. Невыполнение
одного из них отрицательно
сказывается на четкой и ритмичной работе всего
потока.
Дополнительные требования
относятся к разряду желательных, т.к. их
выполнение обеспечивает повышение
эффективности работы потока. Однако
они не всегда могут быть выполнены в
силу различных производственных
условий.
Рассмотрим требования к
построению основного элемента потока —
организационной операции (табл. 4.12).
Организационные операции
строятся путем подбора технологических
операции целенаправленным способом
согласно порядку их выполнения в
технологическом процессе.
При этом необходимо соблюдать
совместимость специальностей
технологических операций, входящих в
состав организационной операции {первое
основное требование).
При выполнении данного
требования необходимо учитывать, в какой
степени специализация операций
потока способствует рациональной
загрузке исполнителей, повышению
производительности труда и
обеспечению максимальной
результативности труда
yc = Jc/J. Ус^/.
где Jc — количество
специализированных организационных операций; / —
общее количество организационных
операций.
Известно, что специализация
операций потока определяется не только
производственно-экономической
стороной,но и социальной и
психологической. Целесообразность
максимальной специализации операций
потока необходимо рассматривать с двух
позиций:
• в какой степени специализация
способствует повышению
производительности труда, ликвидации простоев
оборудования, рациональной загрузке
оборудования;
Таблица 4.12
Требования к построению элементов потока — организационных операций
Виды требований
Совместимость специальностей технологических операций, входящих в состав
организационной операции
Квалификационная однородность работ, выполняемых в организационной операции
Одноименность или технологическая совместимость оборудования в формируемы
организационных операциях с учетом его максимального использования
2. Дополнительные
2 1
Сосредоточение выполнения технологических операций по обработке отдельных
деталей и узлов в минимально возможном количестве организационных операций
Максимальное использование оборудования
Перекрытие времени выполнения технологических операций, входящих в
организационную операцию, при многостаночной работе
Ограничение величины кратности исполнителей в формируемой организационной
операции
Сокращение времени вспомогательных приемов при выполнении организационной
операции
Современные формы и методы проектирования швейного производства
• и какой мере специализации шшяет
на характер труда, повышает степень
удовлетворенности трулом при
минимальных его затратах.
Существующая в настоящее время
узкая специализация операций потока
по виду применяемого оборудования
направлена на повышение
производительности труда исполнителя. Однако в
этих условиях возможности такого
повышения производительности труда
ограничены, поскольку труд рабочего
становится однообразным (монотонным),
в нем отсутствует творческое начало и
по истечении некоторого времени
приводит, наоборот, к снижению
производительности трула (по данным НИИ
труда до 30-40% от плановой
производительности).
Вместе с этим, стремление к узкой
специализации исполнителя по виду
применяемого оборудования приводит
к резкому усложнению связей операции
в потоке за счет рассмотренного ранее
перехода ко второму, третьему и т.д.
способу комплектования операций.
Учитывая, что при этом возникают
дополнительные
организационно-технологические связи по передаче
предметов труда от одною исполнителя к
другому, указанный способ в большинстве
случаев не дает положительного
конечного эффекта.
Наибольшая эффективность работы
на организационных операциях
достигается при специализации исполнителя
по виду обрабатываемого
полуфабриката.
Творческое начало, сокращение
непроизводительных передач
предметов труда, смена видов работ и т.п.
обеспечивают меньшую
утомляемость исполнителей и в конечном
итоге повышают фактическую
производительность и качество работы.
Допускаемое при этом совмещение
специальностей по применяемому
оборудованию несколько расширяется и
может быть представлено следующей
схемой (рис. 4.29).
Рис. 4.29. Допускаемое совмещение
специальностей: М - работа, выполняемая на
универсальной машине, С - работа,
выполняемая на специальной машине. П - прессовая
операция, У - утюжильная операция. Рс -
ручная работа, выполняемая сидя, без иглы, Р -
ручная работа, выполняемая стоя, И - ручная
работа, выполняемая сидя, с иглой.
Соединение сплошной линией
означает возможность объединения
технологических операций этих
специальностей в организационную операцию.
Пунктирная линия —допускает
объединение разных специальностей, но при
определенных производственных и
технологических требованиях. Вершины с
двойными кружочками допускают
возможность комплектования
технологических операций одной специальности,
выполняемых на однородном
оборудовании различного типа. Совмещение
двух единиц однородного оборудования
может быть вызвано различными
технологическими режимами выполнения
операций или применением несъемных
приспособлений.
Второе основное требование
обеспечения квалификационной
однородности выполняемых работ предполагает
компоновку в организационные
операции технологических операций
одноименных или смежных разрядов.
Однако строгое соблюдение данного
требования приводит к большим
ограничением, что резко сокращает возможность
варьирования при компоновке
организационных операций. Расширение
границ действия данного требования дает
возможность увеличить поузловую и
Формирование ассортиментной политики швейного производства
групповую обработку изделия,
повысить спецнализацию операций потока.
Допускается комплектование в
организационные операции
технологических операций несмежных разрядов в
установленных пределах процентного
соотношения высшего н низшего
разрядов. Критерием, определяющим
процентное соотношение времени
комплектуемых технологических операций
несмежных разрядов, является, как
мера труда, заработная плата исполнителя
где Smax — дневная зарплата
исполнителя по высшему разряду технологических
операций, комплектуемых в
организационную операцию, руб.; tt — ячительность
технологической операции исполнителя
/-го разряда в организационной
операции, с; Sj — секундная тарифная ставка
исполнителя /-го разряда, коп; т —
число разрядов технологических операций,
комплектуемых в организационные
операции: Р — предельное значение потерь в
заработной плате исполнителя, руб.
Предельное значение потерь в
заработной плате исполнителя можно
установить, исходя из существующей
практики комплектования технологических
операций равных и смежных разрядов
Учитывая найденную величину
потерь в заработной плате исполнителя,
можно смешивать разряды
исполнителей технологических операций в
организационные в более широких
пределах.
Третьим основным требованием к
формированию организационных
операций является соблюдение
одноименности или технологической
совместимости оборудования в формируемых
организационных операциях с учетом
его максимального использования,
которое обеспечивает эффективное
функционирование организационной
операции.
Дополнительные требования к
формированию организационных
операций направлены на улучшение поузло-
вой обработки, специализацию
операций, максимальное использование
применяемого оборудования, улучшение
условий труда и повышение его
производительности.
Первое дополнительное требование
сосредоточения выполнения
технологических операций отдельных
деталей и узлов в минимально
возможном количестве организационных
операций потока предусматривает
уменьшение вспомогательно-пере-
местительных приемов при передаче
предметов труда, сокращая при лом
производственный цикл
изготовления изделия
где а(-, а: — разряды технологических
операций, скомплектованных в
организационную операцию.
При этом максимум потерь Р в
заработной плате исполнителя на операции
устанавливается в зависимости от
потерь смежных разрядов, умноженных на
время работы R исполнителя
где Sj — секундная тарифная станка /-го
разряда; Sj — секундная тарифная
ставка./'-го разряда.
ских операций, принадлежащих одному
узлу, с; g — количество деталей и узлов,
входящих в одну организационную
операцию, должно стремиться к оптимуму
g -» opt.
Максимальное использование
оборудования {второе дополнительное
требование) является показателем работы
всего потока. Оценку использования
оборудования в потоке, как средства
Современные формы и методы проектирования швейного производства
труда, производят по коэффициенту,
вычисляемому следующим образом
где Etm-0-Mex — суммарное значение
времени технологических операций,
выполняемых с использованием
швейных машин, полуавтоматов и
прессового оборудования, с; Et0 0 мех
— суммарное значение времени
организационных операций,
выполняемых с использованием швейных
машин, полуавтоматов и прессового
оборудования, с.
Перекрытие времени
технологических операций на организационных
операциях при многостаночной работе
(третье дополнительное требование)
обеспечивает наиболее полное
использование рабочего времени, живого труда
и средств труда в потоке
где tj — время выполнения
технологической операции, с; tog — время работы
оборудования, с.
Ограничение величины кратности
исполнителей организационной
операции (четвертое дополнительное
требование) вызвано тем, что увеличение
кратности приводит к невозможности
непосредственной передачи
предметов труда самим исполнителем.
Желательно, чтобы максимальная
кратность потока была ограничена величи-
„, т.е.
тах - 'max'
ной /_
пср
где tmgx — максимальная
продолжительность технологической операции
процесса изготовления изделия, с; Л^
— фактическое количество рабочих
потока; / — количество организационных
операций потока.
Сокращение времени
вспомогательных приемов при выполнении
организационной операции (питое
дополнительное требование) дает возможность
обеспечить ритмичную работу потока
при допускаемых перегрузках операций
потока
горгФ = It; + Д р -»/л/л.
где р — время вспомогательных
приемов при выполнении технологической
операции.
4.6.3. Составление
организационно-технологической
схемы потока
Поскольку технологически и процесс
изготовления швейного изделия в
производственных условиях
осуществляется во времени и пространстве, а
совместить последние в одном решении
сложно, возникают две задачи:
• проектирование организационно-
технологического решения потока —
организация трудового процесса во
времени;
• проектирование транспортно-тех-
нологического решения потока —
организация трудового процесса в
пространстве.
Пол формированием органнзаннонно-
технологического решения швейного
потока понимают распределение частей
технологического процесса среди
исполнителей равными по объему
времени долями. Для этих целей, согласно
технологическим связям элементов
технологического процесса изготовления
швейного изделия, производят подбор и
объединение технологических
операций в организационные, соблюдая при
этом все основные требования к их
построению, рассмотренные ранее.
По результатам комплектования
технологических операций в
организационные составляется таблица
согласования времени выполнения операций
потока.
Формирование ассортиментной политики швейного производства
В зависимости от количества
моделей, изготавливаемых в потоке, таблица
согласования времени выполнения
операций составляется по различной
форме (табл. 4.13, 4.14).
При согласовании времени
организационных операций потоков
различных организационных форм,
одномодел ьных и многомодельных
необходимо учитывать, что основное условие
согласования {определяемое формулами,
рассмотренными ранее), обеспечивает
правильность согласования
организационных операций в отдельности, но не
всего потока в целом.
В связи с этим по окончании
составления таблицы согласования времени
выполнения организационных
операций проверяется правильность
согласования всего потока по коэффициенту
загрузки (согласования) А . потока.
Коэффициент загрузки потока К3
определяется по формуле
к3 = т/ т- нФ
или
Ks = NP/ !ЧФ,
где Т — затрата времени на изготовление
изделия; Л^ — фактическое количество
рабочих в потоке: NP — расчетное
количество рабочих в потоке; X— такт потока.
Коэффициент загрузки потока при
последовательно-ассортиментном
запуске рассчитывают по каждой модели,
при циклическом — по среднему
времени. Допускаемые значения Ks .чля
потоков следующие:
• со строгим ритмом работы —
0.99-1,01:
• со свободным ритмом работы —
0,98-1,02.
Таблица 4.13
Таблица согласования (компоновок) времени выполнения операций для одномодельного
потока или многомодельного с циклическим способом запуска моделей
[II
Ъ S s s
§ I S §
lifts
|1
Количество исполнителей.
выполняющих
организационную
операцию, чел.
расчетное ЛГ
фактическое N*
as-
Si
Таблица 4.14
Таблица согласования (компоновок) времени выполнения операций
для многомодельного потока с последовательно-ассортиментным запуском моделей
I 3 5
Q) с Ш
III
■a s s
|5§
в I
I
± S
I
Затрата времени
на выполнение
организационной
операции,
по моделям, с
Количество
исполнителей, выполняющих
организационную
операцию по моделям, чел.
. I
г?
I О
ill
Современные формы и методы проектирования швейного производства
Изделие
Трудоемкость изготовления изделия, с, Т- _
Количество рабочих в потоке, чел., N=
Мощность потока, ед. в смену, М =
Такт потока, с, т=
Таблица 4.15
Организационно-технологическая схема для одномодельного потока
О Q. g
X О О
it
Количество
исполнителей
на организационной
операции, чел.
расчетное tf
фактическое W*
10
В случае отклонения коэффициента
загрузки потока от указанных выше
пределов производят уточнение
первоначального такта потока, приняв новое
значение коэффициента ранным
единице
Уточнение такта позволяет вырав-
нить ритмичность работы потока.
Установив правильность загрузки
потока п целом, приступают к
составлению организационно-технологической
схемы.
Ор га и тацион но- технологическая
схема является основным документом
потока, который определяет
содержание организационных операций. На его
основе производят учет работы и расчет
заработной платы исполнителя,
определяют потребное количество
оборудования и количество рабочих мест на
одного исполнителя и т.д.
Если поток разделен на
технологически специализированные участки
(заготовка, монтаж, отделка), необходимо
при составлении
организационно-технологической схемы потока выделить
эти участки.
В зависимости от количества
моделей, изготавливаемых в потоке, и
способа их запуска
организационно-технологическая схема составляется но
различной форме.
Для одномодельного потока она
составляется по следующей форме (табл.
4.I5).
При оформлении организационно-
технологической схемы по каждой
организационной операции подводится
итог всех ее показателей. Номер
организационной операции проставляется в ее
итоговой части. В итоговой части
организационной операции специальность
указывается по основному
оборудованию, с использованием которого
выполняется данная операция. Разряд
определяется по технологической
операции наивысшего разряда.
Одновременно специальность и разряд указываются
по каждой технологической операции.
Затрата времени по
технологическим операциям tm 0 указывается с
точностью до 0,01 с. В итоговой графе
указывается время выполнения
организационной операции t0 0
Расчетное количество исполнителей
NP определяется по каждой
технологической операции с точностью до 0,01 по
(|юр\1\ 1С
В итоговой графе проставляется
сумма. Фактическое количество исполни-
Формирование ассортиментной политики швейного производства
телей /V$ определяется округлением
суммарного расчетного количества
рабочих до целого и приводится в
итоговой грифе.
Расценку рт 0 определяют по
каждой технологической операции. В
итоговой графе указывается суммарная
расценка р0 0 в рублях
Ро.о.=Рт.о.'+Рт.о.:+-+Рт.о."-
где я — количество технологических
операций, входящих в
организационную операцию: ртд = СТС; ■ /,„,,.
CTCj — секундная тарифная ставка
исполнителя /-го разряда, руб.; tm 0 —
затрата времени на технологическую
операцию, с.
Норму выработки //вы« в единицах
определяют в итоговой графе по формуле
где R — продолжительность смены;
t00 — продолжительность
организационном операции.
В графе "Оборудование"
указывается количество рабочих мест Кр v ,
определяемое с учетом видов
оборудования, которое применяется для
выполнения технологических
операций.
В последней строке
организационно-технологической схемы потока
приводятся суммарные значения:
• времени выполнения
организационных операций t0 0 (гр. 6) — должно
соответствовать трудоемкости
изготовления изделия Т = £t0 g ;
• расчетного ЛР и фактического /V#
количества исполнителей (гр.7 и 8).
Фактическое количество исполнителей
должно соответствовать количеству
рабочих в потоке /V;
• расценок по организационным
операциям с0 0 (гр. 9) — определяет
стоимость технологической обработки
изделия;
• количества рабочих мест Кр м
(графа II) — необходимо для
формирования планировочного решения
потока.
Для многомолельных потоков (табл.
4.16, 4.17) показатели pOOt и Нвыр
рассчитывают по каждой модели
отдельно:
Таблица 4.16
Организационно-технологическая схема многомодельного потока
с последовательно-ассортиментным способом запуска моделей
Изделие
Трудоемкость изготовления Г, по моделям, с: Та = , 7", = _
Количество рабочих в потоке, чел., N=
Мощность потока, ед. в смену. М = ___
Мощность по моделям М, ед. в смену: Мл= , Мв =
Такт потока Гпо моделям, с: ТА = , tt =
В:!
;5°
|
с О.
oo
1 I
I
|
II
i!
CD CD
CO I
Количество
исполнителей по
моделям,чел.
г
|
1
- о
S г
С О)
S Ш s
i i s
5 о; t
ill
10 11 12 13 14 15 16
Современные формы и методы проектирования швейного производства
Таблица 4.17
Организационно-технологическая схема многомодельного потока
с циклическим способом запуска моделей
Изделие
Трудоемкость изготовления Г, по моделям, с: Тл = _
Количество рабочих в потоке, чел., N=
Мощность потока, ед. в смену, М =
Мощность по моделям М, ед. в смену: МА = _ ,Ме=
Цикл согласования, с, С =
Средневзвешенный такт, с, ТСВЯ1Я =
Цикловой такт, с, Тн=
-.Vs-
I
- т.
1 a
2 '-
i'
if
I?
Затрата времени
на выполнение
операции 1.
по моделям
III
Количество
полнителей, чел.
Расценка
по
моделям, руб.
Норма
выработки по
моделям
10
12 13 14 15 16 17
• с последовательно-ассортиментным
способом запуска моделей
"выр'г ~ "/"/ lo.o.i-
• с циклическим способом запуска
моделей
где Rj — продолжительность
изготовления /-й модели; С,- — ассортиментное
число для /-й модели.
После расчета
организационно-технологической схемы потока составляют
сводку рабочей силы (табл. 4.18).
Сводка рабочей силы характеризует
технический уровень потока —
квалификацию (разрядность) и
механизацию работ. Такие показатели, как
средний тарифный коэффициент или
сумма тарифных коэффициентов,
используют для проверки стоимости
обработки и т.д. На основании сводки
рабочей силы рассчитывают технико-
экономические показатели потока.
При
последовательно-ассортиментном способе запуска моделей сводку
рабочей силы составляют на каждую
мо.к- м..
Сводка рабочей силы включает
расчетное количество рабочих по каждой
специальности (гр. 2-7) и по каждому
разряду. Расчетное количество рабочих
по специальности и разряду
определяется выборочным путем из
организационно-технологической схемы потока.
На основе
организационно-технологической схемы составляют сводку
оборудования (табл. 4.19).
Количество запасного (гр. 3) и
резервного (гр. 4) оборудования зависит
от типа машин и предусматривается в
количестве 5— 10% от основного
оборудования.
4.6.4. Анализ организационно-
технологического
построения потока
Анализ
организационно-технологического построения швейного потока
заключается в определении
использования во времени основных составляю-
Формирование ассортиментной политики швейного производства
ших элементов поточного производства
— предметов труда, средств труда и
труда исполнителей, рассмотренных выше
(п.4.3). Поставленная задача решается с
использованием количественных и
качественных критериев оценки работы
потока.
Исходной информацией для
проведения анализа является
организационно-технологическая схема швейного
потока.
Количественными критериями опенки
организационно-технологического
построения потока являются следующие
коэффициенты:
• коэффициент загрузки К} потока —
по значению этого коэффициента
можно оценить степень загрузки всего
потока. Предварительный анализ работы
потока по этому показателю уже
проводился на этапе комплектования
технологических операций в
организационные операции (см. п. 4.6.3). На данном
этапе проектирования потока расчет
коэффициента загрузки производится
по данным
организационно-технологической схемы, в которой расчетное
количество рабочих определяется по
каждой i-й технологической операции
и поэтому суммарное значение
расчетного количества рабочих NP по всему
потоку может незначительно
отличаться от первоначального
По отклонению рассчитанного
значения K.t от нормативного — в пределах
2% (0,98-1,02) - оценивается работа
потока с точки зрения его
загруженности. Поток работает:
■ ритмично при значении К} = I;
• с допустимой долей недогрузки
при значении К.й < I:
■ с допустимой долей перегрузки
при значении К3> /;
• коэффициент использования
оборудования Ки 0 — оценивает, насколько
Таблица 4.18
Сводная таблица рабочей сипы
Разряд
1
2
3
4
5
6
Итого
по спец.
Уд. вес,
%
Расчетное количество
рабочих V по видам работ
м
С
А
П
У
р
Итого по
разрядам
Сумма
тарифных
разрядов
Тарифный
коэффициент
Сумма
тарифных
коэффициентов
Таблица 4.19
Сводка оборудования потока
Наименование и марка
оборудования
(приспособления)
1
Количество оборудования, ед.
установленного в потоке
основного
2
запасного
3
резервного
4
всего
5
Современные формы и методы проектирования швейного производства
полно использовано установленное в
потоке оборудование (средства труда)
где Х//я 0 мех — суммарное значение
времени технологических операций,
выполняемых с использованием
универсальных X (т 0 Л/ и специальных X tm 0 (
швейных машин, полуавтоматов X/m 0 ',
прессового оборудования Х/т 0 п
т, мех _
суммарное значение
времени организационных операций,
выполняемых с использованием
универсальных X tooyt и специальных X to 0(
швейных машин, полуавтоматов Хг0 0 4.
прессового оборудования Х/о 0 п
Определение суммарных значений
времени выполнения
механизированных технологических /т .,мех и
организационных to.o.Mex операций
производится выборкой операций
соответствующих специальностей из
организационно-технологической схемы потока.
Удовлетворительной считается
организация работы, когда оборудование в
потоке используется более чем на 80
процентов. При меньшем значении
Ки 0 принимается решение о
возможном перекомплектовывании
организационных операций с неполной
загрузкой оборудования. Как правило, это
касается операций, выполняемых на
дорогостоящем оборудовании —
специальном или полуавтоматического действия.
На таких операциях возможна также
организация работы для нескольких
потоков. В этом случае определяется
количество потоков, обеспечивающих загрузку
оборудования.
Качественными критериями оценки
распределения труда между
исполнителями в потоке являются:
• диаграмма согласования времени
выполнения организационных
операций с тактом потока (известен как
график синхронности) (рис. 4.30) —
наглядно отображает степень загрузки
66
15
i.l
S3
,:'
61 -
ВО
>■)
м
57
■,■■.'■■
выполнен
in организационной операции
с
9 о
Q
о
О
О
в
в
о
1
о
(
О
в
о
о
о
1
о
1 2 3 4 5 6 7 6 9 10 11 12 13 14 15 16 17 18
М/2 У/2 С/3 Р/1 С/3 М/3 А/4 Р/1 У/2 М/3 С/3 У/2 М/3 Р/2 П/4 Р/2 А/3 Р/3
Номер организационной операции, специальность / разряд
Рис. 4.30. Диаграмма согласования времени выполнения организационных операций с
тактом потока: О - К = 1 чел.. @ - к = 2 чел.
Формирование ассортиментной политики швейного производства
N д
01
о?
03
04
05
ое
07
Рис. 4.31. Граф ОТС организационных операций потока {фрагмент). Условные обозначения:
номер организационной операции №, специальность / разряд исполнителя С/Р, фактическое
количество рабочих Ыф, количество рабочих мест Крм , время организационной операции
Vo. (с)< номер обрабатываемой детали кроя №д„
всего потока, а также исполнителя
каждой организационной операции.
Для ее построения:
■ по оси ординат откладывается
время выполнения организационных
операций. При этом для кратных операций
откладывается среднее время. Величина
кратности обозначается окружностями
или дугами:
■ по оси абсцисс приводится
информация об организационных операциях
— номер, специальность и разряд
исполнителя;
■ проводятся три горизонтальные
линии, определяющие величину такта Т
потока и допускаемые отклонения от
такта, например. 0,95Х\\ /,/Т. с
указанием на оси ординат их численных
значений.
Анализу подлежат организационные
операции, время выполнения которых
выходит за границы допускаемых
отклонений. В зависимости от степени
загрузки исполнителя на данных
операциях принимается решение о
проведении организационных мероприятий,
исключающих нарушения ритмичности
работы потока:
• граф
организационно-технологических связей (ОТС) организационных
операций потока (рис. 4.3I) —
отображает движение предметов труда по
организационным операциям и служит в
дальнейшем для организации их
своевременной подачи на соответствующие
рабочие места исполнителей. При этом
оценивается использование во времени
предметов труда и порядок их
прохождения по организационным операциям.
В процессе комплектования
технологических операций в
организационные операции структура
технологических связей графа ТПШИ
преобразуется в организационно-технологическую
структуру связей организационных
операций потока.
Вершинами графа ОТС являются
организационные операции, а ребра
отображают взаимосвязи между
организационными операциями. Связи между
организационными операциями
обусловлены связями между технологическими
операциями, входящими в их состав.
Исходной информацией ДЛЯ
построения графа ОТС является
организационно-технологическая схема потока.
Первоначально с левой стороны
выписывается массив деталей кроя, из
которых изготавливается швейное
изделие. С правой стороны представляется
Современные формы и методы проектирования швейного производства
неупорядоченный массив
организационных операций. Затем для каждой
детали кроя по графу ТПШИ и
организационно-технологической схеме
устанавливаются связи между вершинами.
Для упорядочивания першим | рафа
ОТС определяется продолжительность
обработки каждой детали от исходной
вершины до конечной. Деталь кроя,
имеющая наибольшую по времени
продолжительность обработки, определяет
критический путь ТК„()ТС и является
"стволом" графа ОТС Остальные
цепочки организационных операций
образуют ветви, параллельные
критическому пути графа.
Таким образом, граф ОТС:
■ является ориентированным —
имеющим направленность связей от
исходной до конечной вершины:
■ является нагруженным — каждая
из его вершин содержит информацию
об организационной операции,
достаточную как для анализа, так и для
дальнейшего формирования
организационно-технологической структуры и
планировочного решения потока;
■также как и граф ТПШИ имеет
древовидную структуру — "стволом"
графа является деталь кроя,
определяющая критический путь.
По графу ОТС судят, насколько в
потоке в результате организации работы
между исполнителями сохранена
структура технологического процесса
изготовления швейных изделий.
Оценка соответствия структуры
потока структуре технологического
процесса проводится путем сравнения
величин критических путей двух графов —
технологического процесса Тк„тии111 и
организационно-технологических свя-
зей Ткротс
р рр
■ 100/ Tallinn. %.
Идеальным вариантом является
равенство этих величин, что возможно
только при использовании
последовательных способов комплектования
технологических операций в
организационные операции.
о шако:
■ применение только
последовательно-смежного способа комплектования
технологических операций в
организационные операции возможно при
идеальных условиях организации работы
потока — изготовлении трудоемких
изделий (верхняя одежда) и большой
мощности;
■ при изготовлении малотрудоемких
изделий и сравнительно небольшой
численности исполнителей в потоке (/V =
= 15—30 чел.) чаше используется
последовательно-несмежный способ
комплектования, что приводит к
неоднократному возвращению предмета труда
на предшествующее рабочее место. В
этом случае неизбежно увеличивается
время прохождения изделия по
рабочим местам — длительность
производственного цикла изготовления изделия.
Наличие разницы в критических
путях свидетельствует о недостаточном
использовании параллельности в
обработке и сборке отдельных деталей, узлов
и частей изделия. Это происходит при
параллельных способах
комплектования технологических операций в
организационные операции, что может
привести к увеличению длительности
критического пути графа ОТС и в конечном
итоге — к увеличению
продолжительности производственного цикла
изготовления швейных изделий.
Как правило, при организационно-
технологическом построении потока
используется комбинация
последовательно- и параллельно-смежных и
несмежных способов комплектования
технологических операций в
организационные операции.
После выполнения анализа и, в
частности, построения графа ОТС
переходят к следующему этапу
проектирования швейного потока — формированию
его организационно-технологической
структуры.
Проектирование организации швейного производства
4.6.5. Разработка
организационно-технологической
структуры швейного потока.
Выбор транспортных средств для
перемещения предметов труда
Пол организаиионно-техно.шгнчес-
кон структурой швейного потока
понимается формирование таких элементов
членения потока, которые позволяют
управлять его работой. Такими
элементами являются следующие структурные
образования:
• технологически
специализированные участки (ТСУ) — секции. В потоке
их может быть три — заготовительная
секция, монтажная секция, секция
влажно-тепловой обработки и
окончательной отделки (секция отделки);
• подетально-специализированные
участки (ПСУ) — группы по заготовке
отдельных узлов или частей,
прошедших полную технологическую
обработку на этапе заготовки и готовых к
сборке изделия. Частями в изделии могут
быть, например, полочки (перед),
спинка, воротник, рукава, подкладка.
Подетально-специализированных
участков в потоке может быть несколько, и
выделяются они только в
заготовительной секции;
• организационно-технологические
модули (ОТМ) — это группа рабочих
мест, в которых непрерывная передача
предметов труда обеспечивается
соответствующей расстановкой рабочих
мест и выполняется самими
исполнителями организационных операций по
внутрипроцессным транспортным
плоскостям (междустольям) без
привлечения дополнительных транспортных
средств. Напольные тележки
используются для перемещения предметов труда
между ОТМ.
Необходимость выделения в потоке
ТСУ и ПСУ обусловливается
технологическим признаком и нормой
управляемости. Технологический признак для
ТСУ — это завершенность этапа
технологической обработки, для ПСУ — это
наличие параллельной обработки, что
возможно только в заготовительной
секции. Для выделения ТСУ нормой
управляемости являются 10—20
человек, с выделением бригадира из числа
рабочих, и 20—50 человек, с выделением
мастера участка.
Подетально-специализированные участки выделяются при
наличии в группе не менее 3-4 человек.
Информация, необходимая для
решения этих вопросов, содержится в
следующих документах, получаемых при
решении предшествующих задач
проектирования швейного потока:
справочнике технологических операций по
изготовлению заданного вида изделия,
графе ТПШИ.
организационно-технологической схеме потока, графе ОТС.
Ниже представлена
последовательность шагов по формированию в потоке
ТСУ (1-й уровень):
• осуществление вертикального
членения графа ОТС с целью установления
технологических границ между
множествами, обусловливающими
заготовительные, монтажные и отделочные
организационные операции.
Для этого на графе ОТС с помощью
справочника технологических операций
и организационно-технологической
схемы потока находятся
организационные операции, содержащие
технологические операции, с которых начинаются
монтаж (сборка) и отделка изделия;
• определение численности рабочих
по выделенным множествам операций.
Эта задача решается выборкой
фактического числа рабочих №>; из графа
ОТС по установленным перечням
организационных операций;
• сопоставление суммарной
численности рабочих с нормативными
значениями.
Если численность рабочих
удовлетворяет нормативному значению,
выделение в потоке соответствующего ТСУ с
выделением бригадира или мастера
участка возможно. Если численность
рабочих больше нормативною (N^j > 50
чел.), целесообразно разбить участок на
Современные формы и методы проектирования швейного производства
два ТСУ. руководствуясь при этом
технологическим признаком. При
меньшей численности рабочих (/V#; < 10
чел.) производится объединение
смежных по технологическому признаку
участков, например монтажа и отделки. В
этом случае формируется монтажно-от-
делочная секция.
Аналогичным образом в
заготовительной секции выделяются
подетально-специализированные участки.
Последовательность шагов но
формированию в секции заготовки ПСУ (2-й
уровень) представлена ниже:
• осуществление горизонтального
членения графе ОТС с целью
установления технологических границ между
множествами, обусловливающими цепочки
параллельно выполняемых
заготовительных организационных операций:
• определение численности рабочих
по выделенным множествам операций.
Это решается выборкой
фактического числа рабочих N$j из графа ОТС по
установленным перечням
организационных операций;
• сопоставление суммарной
численности рабочих с нормативным значением.
Если численность рабочих
удовлетворяет нормативному значению,
выделение в заготовительной секции
соответствующей группы по обработке отдельных
узлов или частей изделий возможно. При
меньшей численности рабочих (jV$,- <
3-4 чел.) производится объединение
цепочек параллельно выполняемых
организационных операций. В этом случае
образуется группа по обработке
нескольких узлов или частей изделий.
Объединение цепочек организационных операций
производится при наличии
технологических связей между ними.
Организационно-технологические
модули (3-й уровень) формируются в
выделенных в потоке ПСУ и ТСУ тогда, когда
кратность исполнителей на
организационных операциях не позволяет при
размещении соответствующих им рабочих
мест обеспечить непрерывное
перемещение предметов труда. В этом случае в
цепочке взаимосвязанных
организационных операций происходят разрывы и
тогда ПСУ и ТСУ расчленяются на
несколько ОТМ.
Исходя из определения, органтаци-
онно-технологический модуль
предполагает только ручное перемещение
предметов труда. Следовательно, при
формировании
организационно-технологической структуры швейного потока
образование ОТМ происходит только в
том случае, когда перемещение
предметов труда между рабочими местами
исполнителей организационных
операций в потоке осуществляется вручную
посредством таких транспортных
средств, как внутрипроцессные
транспортные плоскости. Процесс
формирования
организационно-технологической структуры потока с ручным
перемещением предметов труда между
рабочими местами представлен на рис. 4.32.
При использовании механического
перемещения предметов труда
организационно-технологические модули не
образуются. В этом случае структура
потока представляется технологически и
подетально-специализированными
участками (1-й и 2-й уровни). Рабочие
места располагаются определенным
образом вдоль транспортного средства.
Таким образом, на этапе
формирования организационно-технологической
структуры швейного потока необходимо
осуществить выбор транспортных средств
для перемещения предметов труда
между рабочими местами исполнителей
организационных операций сначала для
выделенных подетально- и
технологически специализированных участков,
затем для потока в целом.
Выбранное транспортное средство
определит структуру потока.
В поточном производстве транспорт
является не только средством
перемещения предметов труда, но и важным
фактором организации производства,
обеспечивающим сокращение
длительности производственного цикла
изготовления швейных изделий. Следова-
Проектирование организации швейного производства
Рис, 4.32. Формирование организационно-технологической структуры швейного потока с
ручным перемещением предметов труда между рабочими местами.
тельно, организация процесса внутри-
процессного транспортирования
предметов труда между рабочими местами
находится в неразрывной связи с
организацией производства в целом. С
одной стороны, формы организации
производственного процесса
непосредственно воздействуют на организацию
процесса перемещения предметов
труда, с другой — организация внутрипро-
цессного перемещения предметов труда
влияет на организацию производства.
Правильный выбор
транспортирующих устройств обеспечит непрерывное и
ритмичное перемещение предметов труда
между рабочими местами исполнителей
организационных операций за время, не
превышающее время их обработки.
Пространственное перемещение
предметов труда задается траекторией
движения транспортного средства.
Траектория движения предметов
труда в целом по потоку может быть:
• прямоточной (рис. 4.33,а), когда
предмет труда последовательно
перемещается от первого рабочего места к
последнему;
• замкнутой (рис. 4.33,6), когда
предмет труда на разных этапах
производственного процесса может
возвращаться на одно и то же рабочее место
несколько раз.
В первом случае места запуска кроя
в производство и выпуска готовых
швейных изделий расположены в
противоположных концах потока, во
втором — места запуска кроя и выпуска
готовой продукции сосредоточены в
одном месте.
Как показывает практика, наиболее
предпочтительным вариантом
организации работы потока является первый,
поскольку в этом случае исключается
пересечение грузовых потоков как
непременное условие размещения
рабочих мест.
ппппп
UUUUU
ППППП
UUUUU
Рис. 4.33. Виды траектории движения предметов труда в потоке по изготовлению
швейных изделий: а - прямоточная, б - замкнутая.
Современные формы и методы проектирования швейного производства
При этом движение предметов труда
между рабочими местами исполнителей
организационных операции может быть:
• прямолинейным (рис. 4.34.а);
• зигзагообразным (рис. 4.34,6);
• смешанным (рис. 4.34,в).
Организация движения предметов
труда обеспечивается различными
способами перемещения предметен труда
между рабочими местами исполнителей
организационных операций. На основе
анализа принципов работы транспортных
средств выделены четыре способа
перемещения предметов труда: ручной,
механизированный, автоматизированный,
автоматический (роботизированный).
Основная функция транспортных
средств заключается в обеспечении
непрерывности движения предметов труда
в условиях максимальной загрузки
оборудования и исполнителей.
Пол транспортными средствами
понимается комплекс устройств,
осуществляющих подачу предметов труда к
рабочим местам, съем обработанных
предметов труда и перемещение их от
одного рабочего места к другому.
Все многообразие транспортных
средств подразделяется на:
п>г)г>г>г>г>г>г>
Рис. 4.34. Виды движения предметов труда
между рабочими местами: а -
прямолинейное, б - зигзагообразное, в - смешанное.
• грузоподъемные машины,
предназначенные для подъема различных грузов
и переметения их по горизонтали;
• транспортирующие машины
(устройства), предназначенные для
перемещения различных грузов по
горизонтали, по наклону, иногда по вертикали.
По существующим классификациям
транспортирующие устройства,
применяемые для перемещения предметов
труда между рабочими местами,
различаются по:
• способу передачи движущей силы
и.ш мо ро i> шергим приводные, бес
приводные;
• принципу действия или но
характеру движения тягового (несущего)
органа — непрерывного действия,
периодического действия;
• наличию тягового органа — с
тяговым органом, без тягового органа:
• виду тягового (несущего) органа —
ленточные, цепные, винтовые,
канатные, рельсовые, плоскостные, тележеч-
ные, комбинированные;
• расположению оси приводного
барабана или плоскости движения
тягового (несущего) органа —
вертикально-замкнутые, горизонтально-замкнутые, в
горизонтальной плоскости;
• виду установки — стационарные,
нестационарные;
• способу крепления — напольные,
подвесные;
• наличию систем адресования — с
адресованием, без адресования.
В дальнейшем под
транспортирующими устройствами будут
подразумеваться различные транспортные
средства.
К числу вышеперечисленных
классификационных признаков, по
которым различаются транспортные
средства, применяемые в швейных потоках,
можно отнести:
• характер регулирования ритма
работы потока — со строгим ритмом
работы, со свободным ритмом работы;
• траекторию движения предметов
труда — прямоточная, замкнутая;
Проектирование организации швейного производства
• режим работы транспортного
средства — диспетчер-операция-диспетчер,
дисметчер-операцин-операция;
• способ питания — поштучный,
пачковый. комплектный;
• способ транспортирования
предметов труда — на ленте, на кронштейне,
на каретке, в тележке, в люльке, в
зажиме, в коробке, в мешке,
комбинированный.
На этой основе все
классификационные признаки с соответствующими
им вариантами транспортных средств
сведены в единую схему (рис. 4.35).
Несмотря на все разнообразие,
существующие транспортные средства
можно разделить на две большие
группы:
• приводные;
• бесприводные.
Ниже приведены конструктивные
особенности транспортных средств,
используемых для межоперационного
перемещения предметов труда в швейных
потоках.
Одним из основных условий
организации поточного производства,
обеспечивающим непрерывную подачу
предметов труда на рабочие места, как
отмечалось выше, является не превышение
времени перемещения предметов труда
времени их обработки на
соответствующих рабочих местах.
Это условие должно быть очень
жестко выдержано в потоках со строгим
ритмом работы. Запись условия имеет
вид
где f0 _ — допускаемое отклонение
(величина рассогласования между
временем выполнения организационной
операции и временем перемещения
предмета труда), с; L — шаг рабочего места
(допустимая длина рабочей зоны
исполнителя), м; / — шаг гнезда
конвейера, м; т— такт потока, с; t0 ф —
отклонение в фактическом времени
выполнения организационной операции, с.
для перемещения предметов труда
• приводные
•бесприводные
по характеру риг улирования ритма
работы потока
• со строгим ритмом
• со свободным ритмом
по уровню автоматизации
■ автоматизированные
• неавтоматизированные
по виду установки
•стационарные
• нестационарные
по способу крепления
* напольные
•подвесные
• без тягового органа
по виду тягового органа
• ленточные
• цепные
• винтовые
• канатные
• рельсовые
• плоскостные
•тележечные
• комбинированные
по расположению оси приводного
барабана (по плоскости движения
тягового органа)
• вертикально-замкнутые
• горизонтально-замкнутые
• в горизонтальной плоскости
по характеру движения тягового орг ана
• непрерывного действия
* периодического деиствин
по числу линии движения готового органа
* однолинейные
•двухлинейные
поросполож. ю рабочих мест относи-
* однорядные левосторонние
■ однорядные правосторонние
• двухрядные
по траектории движения предметов труда
• с прямоточной траекторией
• г: замкнутой 1м;н>кю[н«;и
по виду
* конвейеры
• транспортеры
• роботы
•ВТП
Рис. 4.35. Виды транспортных средств для
перемещения предметов труда в потоке по
изготовлению швейных изделий.
Современные формы и методы проектирования швейного производства
Условие означает, что разница
между временем выполнения
организационной операции tg 0 и временем
пере'пер
предмета труда между
операциями не должна превышать
рассчитанную величину t0 p . В противном
случае обработанный предмет труда не
сможет вернуться на транспортное
средство, поскольку ячейка, из которой
он был взят, вышла из его рабочей зоны.
С целью более четкого
разграничения области применения таких
транспортирующих устройств, как
конвейеры и транспортеры, в дальнейшем
принято считать, что:
• конвейер — это приводное
транспортирующее устройство, в котором
скорость перемещения предметов труда
от одной организационной операции к
другой строго согласована с тактом
потока. Иными словами, работа
конвейера подчинена ритму работы потока.
Предназначен для перемещения
предметов труда в потоках со строгим
ритмом работы;
• транспортер — это
транспортирующее устройство (может быть приводным
и бесприводным), которое используется
только как средство механизации
процесса перемещения предметов труда, и
соблюдение требования согласования
времени этого перемещения со
временем выполнения организационной
операции является желательным, но не
обязательным. Применяется в потоках
со свободным ритмом работы.
Существуют следующие
разновидности приводных непрерывно
действующих конвейеров, применяемых для
поштучного перемещения предметов
труда между рабочими местами в потоках
со строгим ритмом работы.
Напольные конвейеры
Ленточные вертикально-замкнутые
конвейеры, грузонесушим и тяговым
элементом которых является лента.
Примерами таких конвейеров являются
(рис. 4.36):
• КТОЛ-1 — однолинейный (с одной
лентой) конвейер с однорядным
левосторонним расположением рабочих мест;
• КТОП-1 — однолинейный
конвейер с однорядным правосторонним
расположением рабочих мест;
Рис. 4.36. Конвейеры для перемещения предметов труда в швейном потоке. Напольные:
КТОЛ-1, б - КТОП-1, в - КТОД-1, г - КТДД-1. Подвесные: д - цепной, е - винтовой.
Проектирование организации швейного производства
• КТОД-1 —однолинейный
конвейер с двухрядным расположением
рабочих мест;
• КТДД-1 —двухлинейный (сдвумя
параллельными лентами, движущимися
в одном направлении) конвейер с
двухрядным расположением рабочих мест.
Лента конвейеров разделена
перегородками. Шаг образовавшихся ячеек
(гнезд) обусловлен видом изделия — его
габаритами и массой, и колеблется в
пределах 0,3-0,7 м. Эта величина
определяет расстояние /, на которое
предметы труда перемешаются за время,
равное такту потока. Область применения
конвейеров не ограничена видом
изделия и специализацией участка потока.
Цепные вертикально-замкнутые
конвейеры, тяговым элементом которых
является двухшарнирная цепь. Примерами
таких конвейеров являются (рис. 4.37):
• КЗ — двухлинейный конвейер с
двухрядным расположением рабочих
мест. Имеет две цепи, к которым
прикреплены несущие элементы: люлька
для укладывания мелких предметов
труда; кронштейн для навешивания
крупных предметов труда.
Шаг несущих элементов составляет
0,22-0,30 м. Применяется для
перемещения предметов труда в
заготовительной секции;
• КМ — однолинейный конвейер с
двухрядным расположением рабочих
мест, в отличие от КЗ имеет одну цепь.
к которой прикреплены каретки.
Обрабатываемые предметы труда
укладываются на каретки наперевес. Шаг
несущих элементов в зависимости от вида
изделия составляет 0,14—0,30 м.
Предназначен для перемещения предметов
труда в монтажной секции.
Скорость рассмотренных выше
конвейеров такова, что за время, равное
такту потока, ячейка ленточного или
несущий элемент цепного конвейера
перемешаются на величину шага гнезда
(люльки, каретки)
y=t/t.
б
Рис. 4.37. Напольные цепные конвейеры для
перемещения предметов труда в швейном
потоке: а - заготовительный КЗ (несущие
органы - люлька и кронштейн), 6 - монтажный
КМ (несущий орган - каретка).
Конвейеры имеют вариатор для
установления заданного скоростного
режима. Скорость колеблется в пределах
0,007-0,050 м/с (0,4-3,0 м/мин) для
ленточных конвейеров, а для цепных
составляет 0,002 м/с (0,122 м/мин).
Траектория движения предметов
труда в потоке при использовании
напольных конвейеров является
прямоточной (см. рис. 4.33,а).
Подвесные конвейеры (см. рис. 4.36):
• ценной горизонтально-замкнутый
конвейер ЦПК — однолинейный с
однорядным левосторонним
расположением рабочих мест. Тяговым элементом
является цепь. К цепи с определенным
шагом прикреплены подвески, на
которые наперевес навешиваются
обрабатываемые предметы труда. Является
примером грузонесущего конвейера.
Скорость перемещения цепи постоянна
и равна 0,1 м/с (6 м/мин). Траектория
движения предметов труда является
замкнутой (см. рис. 4.33,6);
Современные формы и методы проектирования швейного производства
• винтовой конвейер ВПК — может
быть одно- или двухлинейным с двух-
рнлным расположением рабочих мест.
Конвейер не имеет тягового элемента.
Перемещение грузонесушей подвески с
фигурным захватом происходит по
вращающемуся винту аналогично паре
винт-гайка. Винт изготавливается из
трубы, н;) поверхность которой с
заданным шагом напивается и приваривается
проволока диаметром 6—8 мм. Подвеска
своим фигурным захватом попадает
между витками проволоки и,
подталкиваемая ИМИ, переметается. Шаг
навивки проволоки на трубу 0,03—0,05 м,
частота вращения винта 150—200 мин ',
скорость переметения подвески
колеблется в пределах 0,075-0,167 м/с
(4,5-10,0 м/мин).
Все конвейеры работают в режиме
диспетчер-операния-операцня (ДОО).
Эффективность конвейерных
потоков обусловлена высокой дисциплиной
труда, минимальным объемом
незавершенного производства вследствие
поштучного запуска предметов труда,
простотой учета выпускаемой продукции.
Однако конвейерные потоки имеют
и ряд недостатков:
• увеличение затрат времени на
операцию, связанное с выполнением
технологических приемов "взять деталь из
ячейки конвейера" и "отложить деталь
на конвейер", что обусловлено
поштучным запуском предметов труда;
• конвейер рассчитан на
определенное число рабочих мест, которое
должно оставаться неизменным и при
переходе на выпуск новой модели изделия;
• непрерывная работа конвейера
возможна только при полном
обеспечении рабочей силой всех его рабочих
мест, что не всегда выполнимо;
• наличие кратных операций
усложняет процесс адресования ячеек на
рабочие места.
В настоящее время конвейерная
форма организации работы потока на
швейных предприятиях практически не
применяется.
В условиях современного рынка
промышленных товаров, требующего
постоянною обновления ассортимента и
частой сменяемости моделей,
наибольшее распространение получили афегат-
но-груииовые потоки с возможностью
параллельной заготовки отдельных
узлов и частей изделий, а также потоки
малых серий. Эти потоки относятся к
потокам со свободным ритмом работы, так
как соблюдение одного из основных
требований — согласование времени
перемещения предметов труда со
временем выполнения организационных
операций — не является жестким.
Если в потоках со строгим ритмом
работы применяются только приводные
стационарные транспортные средства и
по уровню автоматизации они являются
неавтоматизированными, то в потоках
со свободным ритмом работы это могут
быть приводные и бесприводные,
автоматизированные и
неавтоматизированные, стационарные и нестационарные,
напольные и подвесные транспортные
среда на.
Спектр транспортных средств,
применяемых для перемещения предметов
труда в потоках со свободным ритмом
работы, достаточно разнообразен.
Предметы труда перемещаются
(подаются на рабочие места):
• поштучно (в подвешенном
состоянии):
• пачками (партиями);
• комплектно.
К числу приводных напольных
транспортеров для межоперационной
доставки предметов труда можно отнести:
• ленточный
вертикально-замкнутый однолинейный транспортер
непрерывною действия с двухрядным
расположением рабочих мест ТМО2.
Предназначен для перемещения пачек пред-,
метов труда в коробках. Нижняя ветвь
ленты транспортера является рабочей —
по ней коробки (пустые или с
предметами труда в случае возвратов на
предшествующее рабочее место) возвращаются
к столу запускалышшы. Перемещение
Проектирование организации швейного производства
коробки с верхней ветви h;i нижнюю и
обратно осуществляется по
спиральному спуску. Траектория движения
предметов труда при использовании ТМС-2
является прямоточной (см. рис. 4.33,а).
Аналогом ТМС-2 является
транспортер фирмы "ОгпеГ (Швеция).
Отличается от ТМС-2 наличием системы
адресования коробок к рабочим местам
и к местам их сброса;
• ленточный двухлинейный
транспортер с двухрядным расположением
рабочих мест ТМС-1. В отличие от
ТМС-2 представляет собой две
вертикально-замкнутые ленты, которые
движутся и противоположных
направлениях. При этом траектория движения ПТ
является замкнутой (см. рис. 4.33,6).
Переметение коробок с предметами
труда с одной транспортной ленты на
другую осуществляется с помощью
поворотных дисков, вращающихся
синхронно с лентой. Нижние ветви лент
транспортеров являются не рабочими.
Аналогом ТМС-1 является
транспортер фирмы "Varion" (Германия), но,
в отличие от него, имеет систему
адресования коробок и их сброса на рабочие
места.
Скорость движения ленты
транспортеров ТМС-1 и ТМС-2 постоянна и
равна 0,1-0,13 м/с (6—8 н/мин).
Транспортеры предназначены для
перемещения предметов труда в потоках по
изготовлению легкой одежды (платья,
сорочки) малыми сериями с числом
рабочих мест 18-30;
• цепной горизонтально-замкнутый
транспортер периодического действия
РКТ-1 — однолинейный с двухрядным
расположением рабочих мест и
замкнутой траекторией движения предметов
труда. Тяговым элементом является
цепь, к звеньям которой прикреплены
каретки. Каретка служит для
перемещения коробки с предметами труда.
Транспортер РКТ-1, в отличие от ТМС-1
и ТМС-2. оснащен системой
адресования коробок на рабочие места. По
достижении рабочего места, адрес
которого задан на адресователе. коробка
сбрасывается на наклонный стол. Если
рабочее место занято или предмет труда
должен вернуться на предшествующую
операцию, коробка проходит по
транспортеру круг. Скорость движения коробок
0,047-0,058 м/с (2.8-3,5 м/мин);
• транспортер непрерывного
действия 750 класса фирмы "Durkopp"
(Германия) — принцип организации работы
аналогичен РКТ-1.
Транспортеры ТМС-1, ТМС-2 и
РКТ-1 работают в режиме ДОО;
• ленточный двухъярусный
транспортер непрерывного действия ТКТ-1
(Югославия) — однолинейный с
двухрядным расположением рабочих мест.
Оснащен системой адресования коробок
на рабочие места. На каждом рабочем
месте имеются верхний приемный и
нижний отправной столики. В состав
комплекта входят полочный стеллаж для
хранения коробок с незавершенными
изделиями и вспомогательный
транспортер ;ыя доставки коробок к месту их
хранения. В зависимости от числа
рабочих мест в потоке (13-73) длина участка
колеблется в пределах 16.5-54,0 м.
Скорость движения ленты 0.117 м/с (7,0
м/мин). Транспортер работает в режиме
диспетчер-операция-диспетчер (ДОД).
Аналогом ТКТ-1 является
транспортер ABC типа М157 (Венгрия);
• транспортер периодического
действия ТПД — представляет собой
деревянный короб, внутри которого при
помощи троса перемешается коробка с
предметами труда. Габариты коробки
0,4 х 0,8 м, скорость ее движения 0,1 м/с
(6 м/мин). Транспортер работает в
режиме ДОД.
Из числа приводных стационарных
подвесных транспортных средств
известны цепные горизонтально-замкнутые
грузонесущие транспортеры
непрерывного действия с системой адресования:
• ГМ-200-Д/50 — однолинейный с
однорядным левосторонним или
двухрядным расположением рабочих мест.
Трасса транспортера крепится растяж-
Современные формы и методы проектирования швейного производства
ками к потолочному перекрытию, не
загромождая проходы и рабочие зоны. К
пластинам двухшарнирной цепи с
шагом 0,8 м крепятся подвески. Цепь
обеспечивает подъем ходового пути над
проходами и опускание его в местах, где
вешалка с изделием навешивается на
подвеску. Скорость движения цепи 0,123
м/с (7,4 м/мин). Возле каждого рабочего
места разметено приемное устройство
с кронштейном-накопителем длиной
0,5 м, вместимость которого составляет
пять зимних пальто. Предназначен для
организации движения предметов труда
в отделочной секции потока по
изготовлению верхней одежды (костюмы,
пальто) (рис. 4.38);
• КПН-250-Д-200 — однолинейный
с однорядным левосторонним
расположением рабочих мест. Принцип работы
аналогичен транспортеру ГМ-200-Д/50.
но в отличие от него скорость движения
цепи 0.007-0.25 м/с (0,4-15,0 м/мин).
На ось подвески можно навешивать
конструкцию с плоскостями для
укладывания на них пачек или установки
коробок с предметами труда; вешалки с
изделиями. Это позволяет расширить
область его применения и использовать
не только в отделочной секции, но и на
участках заготовки и монтажа.
Предназначен для потоков по изготовлению
верхней одежды.
К числу беснриводных средств
транспортирования предметов труда относятся:
• стационарные по тесные гране
портеры и внутрипроцессные транс-
MOpl IN.К' ПЛОСКОС1 И!
• нестационарные — напольные
тележки.
Использование бесприволных
транспортных средств предполагает
ручное переметение — путем толкания
— предметов труда между рабочими
местами. Такой способ исключает
поштучное переметение и обусловливает
только пачковую (партионную) или
комплектную подачу предметов труда.
При этом процесс переметения
предметов труда может осуществляться:
Рис. 4.38. Секция ВТО и окончательной
отделки, оснащенная подвесным
транспортером: а - приводным цепным (несущий орган -
тележка-подвеска, наличие сброса вешалки с
подвески в накопитель). 6 - бесприводным
монорельсовым (несущий орган - тележка-
кронштейн), в - схема расположения рабочих
мест (фрагмент).
Проектирование организации швейного производства
• самими исполнителями
организационных операции при использовании:
подвесных транспортеров, внутрипро-
цессных транспортных плоскостей,
напольных тележек — при условии
расположения взаимосвязанных рабочих
мест на расстоянии S, не
превышающем шаг рабочего места L = 1,1 — 1,6 м;
• вспомогательным рабочим с
помощью напольных тележек, когда
взаимосвязанные рабочие места находятся
друг от друга на значительном
расстоянии, и предметы труда не могут
перемещаться простым толканием
непосредственно исполнителем операции.
Скорость перемещения тележки 0,5-0,8 м/с
(30-48 м/мин).
Несущими элементами
бесприводных подвесных транспортеров являются
тележки-зажимы или каретки, ролики
которых катятся по ходовому пути
(монорельсу). В основе работы
транспортеров, как правило, заложен принцип гра-
витации.
Ниже приведены некоторые
примеры бесприводных транспортеров:
• транспортер, разработанный на
Тираспольском ПШО и используемый и
потоках по выпуску мужских сорочек.
Транспортер предназначен для
межоперационного перемещения пачек
предметов труда к рабочим местам на любом
участке потока и перегрузки
тележек-зажимов с одного ряда рабочих мест на
другой. Модульность конструкции
позволяет использовать его в потоках
любой мощности. Тележки-зажимы с
помощью роликов перемешаются по
основным направляющим между
рабочими местами, установленными вдоль
транспортера. Для передачи тележек с
одной направляющей на другую служит
поворотный механизм. Резервные
тележки размещаются в стационарном
накопи кие. [liici ui. in ас мним на имуске.
Для оперативного перераспределения
тележек-зажимов между рабочими
местами служит передвижной накопитель.
Рабочие места располагаются с левой
стороны от линии движения предметов
труда и могут образовывать один, два и
более рядов в зависимости от мощности
потока и имеющейся площади;
• транспортная система,
разработанная ЦНИИШПом. предназначена для
партионного перемещения кареток с
навешенными изделиями на участке ВТО и
окончательной отделки (см. рис. 4.38).
Для переметения пачек предметов
труда между рабочими местами,
образующими планировочный модуль,
используются внутрнпроцессныс
транспортные плоскости (ВТП) — междусто-
ЛЬЯ или скаты, несушим элементом
которых является плоскость (гладкая
поверхность). При этом процесс
перемещения осуществляется самим
исполнителем организационной операции
путем толкания пачки ПТ по плоскости
междустолья. При использовании
скатов действует принцип гравитации.
С целью предотвращения рассыпания
предметов труда при использовании
ВТП пачка либо связывается тесьмой,
либо закрепляется в устройствах
фиксации — зажимах.
Перемещение предметов труда
между группами, а также внутри группы
рабочих мест при их прямолинейном
расположении может осуществляться с
помощью напольных тележек различных
видов (рис. 4.39):
• тележки-контейнеры и тележки-
стеллажи используются для
перемещения пачек ПТ:
• тележки-крон штейны
используются для перемещения как пачек ПТ,
так и партий изделий в подвешенном
состоянии.
Габаритные размеры колеблются в
пределах (длина х ширина х высота):
• для тележек-контейнеров —
(0,51 -0.90) х (0,40-0,74) х (0.60-1.15) м;
• для тележек-стеллажей —
(0.50-1.18) х (0,25-0,82) х (0,60-1.28) м;
• для тележек-кронштейнов —
(0.60-1.18) х (0,35-0,50) х (0.68-1.68) м.
При использовании напольных
тележек пачки предметов труда:
• связываются тесьмой;
Современные формы и методы проектирования швейного производства
Рис. 4.39. Напольные тележки для
перемещения предметов труда в швейном потоке:
а - тележки-контейнеры, б -
тележки-стеллажи, в - тележки-кронштейны.
• закрепляются в переносных
зажимах или в зажимах, предусмотренных в
конструкции тележек.
При использовании ВТП и тележек
поток работает в режиме ДОО.
Преимуществом безрельсового теле-
жечного транспорта является
возможность их использования ;uw
перемещения ПТ к любому рабочему месту потока
по любому маршруту, недостатком — ис-
по.п.кжании мускульном силы человека.
Устройства фиксации предметов
труда (рис. 4.40) могут быть:
• напольными — представляют собой
тележки с зажимами, фиксирующими
пачку предметов труда. Относятся к
разряду тележек-стеллажей. Габаритные
размеры колеблются в пределах (0.50—0.60) х
(0.34-0.50) х (0,70-1.00) м.;
• подвесными — представляют собой
тележки-зажимы, в которые крепятся
один или несколько предметов труда вза-
Ш1СИМОСТИ от свойств материала и
конструкции ИЖИШ. Тележка является
несушим органом подвесного транспортера:
• переносными — представляют
собой зажим марки НП. в котором
крепится пачка ПТ. Габариты зажима 0.080
х 0.015 х 0,030 м. Зажиме пачкой ПТ
перемешается либо по плоскости между-
СТОЛЫ (ската), либо в тележке.
Разнообразие конструкций
напольных тележек и устройств фиксации
предметов труда как российских, так и
зарубежных производителей в полном
объеме представлено в книге Доможи-
рова Ю.А. и Полухина В.П.
Наиболее прогрессивными
средствами межоперационного перемещения
предметов труда в потоках со
свободным ритмом ЯВЛЯЮТСЯ подвесные
транспортные системы, управляемые )НМ и
осуществляющие автоматическое
адресование предметов труда на рабочие
места. Основу этих систем составляют
приводные грузонесущие или толкаю-
шие транспортеры.
Использование ЭВМ позволяет:
• управлять процессом подачи
предметов труда на рабочие места;
Проектирование организации швейного производства
• осуществлять обратную связь с
рабочим местом — ЭВМ на рабочем месте
фиксирует факт поступления
предметов труда и их возврат на основной
транспортер, тем самым, определяя
производительность каждого
исполнителя (выработку в течение смены);
• осуществлять постоянный
контроль за ходом производственного
процесса.
Все транспортеры, как правило,
оборудованы накопителями тележек для
создания запаса предметов труда на
рабочих местах. Движение предметов
труда осуществляется по замкнутой
траектории, что обеспечивает их возврат на
предшествующее рабочее место. Работа
в потоке при использовании
транспортеров Осуществляется в режиме ДОО.
Различия между транспортерами
заключаются в:
• конструкции несущих органов, что
обусловливает перемещение предметов
труда небольшими пачками (партиями)
ИЛИ комплектно. Это могут быть
тележки-корзины, тележки-полки, тележки-
зажимы, тележки-вешалки;
• расположении рабочих мест
относительно основной трассы движения
предметов труда — может быть одно- и
двухрядным;
• наличии и конструкции
накопителя тележек у рабочего места;
• наличии дополнительного
монорельса, позволяющего сократить путь
движения тележки.
Способ подачи предметов труда на
рабочие места — комплект или
небольшая пачка (партия из нескольких
единиц) — определяется конструкцией
несущего органа, зависящей от:
• специализации участка;
• вида изделия;
• свойств материала — возможности
удержания деталей в зажимах.
Использование таких систем
обеспечивает:
• повышение производительности
труда исполнителя — в отдельных
случаях обработка предметов труда может
Рис. 4.40. Устройства фиксации предметов
труда: а - напольные (тележки с зажимами),
б - подвесные,в - переносные.
Современные формы и методы проектирования швейного производства
осуществляться без выемки их из зажи~
ма (например, стачивание боковых или
шаговых срезов брюк);
• возможность произвольного
расположения рабочих мест;
• повышение культуры производства;
• повышение качества изделий —
перемещение предметов труда в
подвешенном состоянии снижает их сминае-
мость в процессе обработки;
• сокращение объема
незавершенного производства и. следовательно,
длительности производственного цикла
изготовления изделий за счет уменьшения
количества подаваемых на рабочие
места предметов труда.
Примерами транспортных систем
являются транспортеры: "Invesmove"
фирмы " Invest ronica" (Испания):
"Datatron" фирмы "Durkopp"
(Германия) (рис. 4.41); "Gerbermover" фирмы
"Gerber Garment Technology" (США)
(рис. 4.42); "Eton System" фирмы "Eton"
(Швеция); фирмы "ОгпеГ (Швейция)
(рис. 4.43); "lnamax" фирмы "1NA
Systems" (Канада); "Par Trans" фирмы
"PlaiT (Германия); "Twin Rail" фирмы
"Stockrail Services Ltd"
(Великобритания); "Malsubishi" (Япония) и др.
Одним из этапов развития
автоматизации является роботизация
производства, основанная на широком
применении микропроцессорных управляющих
устройств, промышленных роботов и
автоматизированных систем,
предназначенных в конечном счете для
построения гибких производственных систем,
функционирующих, в основном, при
МИНИМаЛЬНОМ числе обслуживающего и
контролирующего персонала.
ОСНОВОЙ создания гибких
автоматизированных швейных производств
являются роботизированные
технологические комплексы в совокупности с
транспортными робототехническими
комплексами, управляемыми ЭВМ и
Рис. 4.41. Швейный поток, оснащенный подвесной транспортной системой "Datatron" фирмы
"Durkopp" (Германия): а - организация рабочего места, б - схема расположения рабочих мест
в потоке.
Рис. 4.42. Схема расположения рабочих мест в потоке, оснащенном подвесной транспортной
системой "Gerbermover" фирмы "Gerber Garment Technology" (США).
Проектирование организации швейного производства
объединенными в единую
производственную систему при помощи АСУ.
В состав транспортных робототех-
нических комплексов входят:
• промышленные роботы — машины
для выполнения в процессе
двигательных и управляющих функций,
заменяющих аналогичные функции человека при
перемещении предметов груда.
Классифицируются по виду (универсальные,
специализированные, специальные) и
по тип\ устройства управления и
программного обеспечения: с программным
управлением (работают по заданной
программе, но легко
перепрограммируемые), адаптивные (их относят к классу
интеллектуачьных роботов):
• манипуляторы — автоматические
устройства, дистанционно и
программно управляемые, содержащие захват и
приводы для выполнения двигательных
функций, заменяющих при
переметении объектов аналогичные функции
руки человека.
Отличие организации работы
транспортных роботов от организации
работы механических транспортных средств
с автоматическим адресованием
полуфабрикатов на рабочие места состоит в
следующем. *
Один транспортный робот
обслуживает конкретную группу рабочих
мест согласно заданной программе. В
программу заложены не только
определенная последовательность передачи
полуфабрикатов от одного рабочего
места к другому, но и способ
регулирования передачи пачек полуфабрикатов
при отклонении от нормы времени их
обработки, включая передачу пачек на
запасное рабочее место или на место
запуска. Использование
автоматического адресования предполагает
останов транспортного средства
(например, зажима или контейнера с
полуфабрикатами) около определенного
рабочего места.
Различают подвесные и напольные
промышленные транспортные роботы
(ПТР).
Рис. 4.43. Швейный поток, оснащенный
подвесной транспортной системой: а - фирмы
"Ornel" (Швеция). Несущий орган - тележка-
корзина; б - "Eton System" фирмы "Eton"
(Швеция); в - разнообразие конструкций
тележек-вешалок, тележек-зажимов.
Современные формы и методы проектирования швейного производства
Подвесные ПТР позволяют
перемешать изделия и тару с изделиями, а
также осуществлять ориентацию, укладку,
перенос и перестановку деталей,
загрузку технологического оборудования
("Спрут-1". МАК-1 -50, ТРТ-250-1,
МАПП-40). Подвесные ПТР
целесообразно использовать при
транспортировке на небольшие расстояния.
Напольные ПТР могут быть
рельсовыми и безрельсовыми.
При Организации
автоматизированных транспортных систем в гибких ав-
• томатизированных производствах
наибольшее распространение в мировой
практике получили безрельсовые
автоматические [рузонесущие тележки (ро-
бокары). Напольные ПТР состоят из
подвижной тележки (шасси), на
которой размещаются тяговый и рулевой
приводы, манипулятор,
аккумуляторная батарея и система управления,
содержащая ряд подсистем: маршрутосле-
жения. программирования,
сигнализации и лр. Систем;] маршрутослежения
служит для обеспечения движения
напольных ПТР в заданном направлении.
Наиболее широкое распространение
получили напольные ПТР с
индуктивными и оптоэлектронными системами
маршрутослежения.
Система программирования
движения реализует повороты, выбор
маршрута в местах разветвления трасс. Для
этого система имеет размешенные на
ПТР датчики и программное
устройство, запоминающее маршрут движения и
вырабатывающее сигналы останова и
поворота в нужную сторону.
В швейной промышленности
транспортные операции занимают
значительное место и отличаются большим
разнообразием. Поэтому разработчики
предъявляют специфические
требования к характеристикам ПТР —
габаритным размерам, маневренности,
грузоподъемности, скорости и т.п.
Для швейной промышленности
наиболее перспективным типом являются
напольные роботы. В связи с этим
задача разработки напольных ПТРдля
предприятий отрасли становится
актуальной, решение которой возможно на базе
использования систем
автоматизированного проектирования.
Одним из примеров
роботизированного транспорта является
транспортный робот, предназначенный для
автоматической межоперационной
передачи зажимов с пачкой деталей. Робот
разработан и внедрен на
механизированном швейном потоке большой
мощности по выпуску мужских сорочек Тирас-
польского ПШО и состоит из тележки-
манипулятора (рис. 4.44). Тележка,
двигаясь между двумя рядами рабочих мест,
обеспечивает транспортировку
предметов труда в зажимах к заданному рабоче-
D>D>D>
ИНН
в
Рис. 4.44. Швейный поток, оснащенный роботом (тележкой-манипулятором): а - робот
(тележка-манипулятор), б - схема расположения рабочих мест (фрагмент).
Современные формы и методы проектирования швейного производства
Таблица 4.20
Рекомендуемые величины транспортной партии (пачки), ед.
Вид материала
Драп
Тонкосуконные пальтовые ткани
t (Ml'.' III.M,IV! Ilirpi 1ЯИаЯ If
Плательная шерстяная ткань
Хлопчатобумажные ткани
ситец
фланель
Подкладочная шелковая ткань
Количество
полотен
14-20
26-28
28-40
40-52
100-120
40-52
50-60
Специализация участка потока
/ 10
14-20
14-20
20-26
50-60
20-26
;>:, 30
7-10
7 0
1 10
10-13
25-30
10-13
ДО 15
7-10
7-10
7-10
10-13
25-30
10-13
ДО 1" > _,
вариантом организации работы
швейного потока. Однако, учитывая
современное состояние крупных швейных
предприятий, переходящих п настоящее
время на работу небольшими бригадами
(15—20 чел.) по выпуску изделии
малыми сериями, такой способ внутрипро-
цессного перемещения предметов труда
является наиболее оправданным с точки
зрения не увеличения себестоимости
изделия за счет применения
дорогостоящих автоматизированных
транспортеров и роботов.
Приведенный выше обзор средств
для межоперашюнного перемещения
предметов труда позволил показать их
конструктивные особенности,
преимущества, возможности для улучшения
организации работы швейных потоков.
Задача проектировщика состоит в
том. чтобы из всего многообразия
транспортных средств выбрать устройство,
наилучшим образом удовлетворяющее
условиям, в которых оно будет работать.
При выборе транспортных средств
необходимо учитывать:
• специализацию потока,
определяемую ассортиментом выпускаемых
швейных изделий, так как вид изделия в
свою очередь определяет габариты
обрабатываемых предметов труда, а
используемые для их изготовления
материалы определяют массу предметов
труда. Наличие информации об изделии и
свойствах материалов позволит
правильно подобрать конструкцию
несущего органа или устройства фиксации, а
также определить способ подачи прел-
ml'iob ipy.ia на рабочие меси
(поштучный, пачковый, комплектный);
• мощность потока — обусловливает
возможное членение потока на
технологически специализированные участки
— секции. Существуют
специализированные транспортные средства,
используемые для перемещения предметов
труда на конкретных участках, и
универсальные, применение которых не
ограничено только одним участком. При
этом в потоках средней и большой
мощности будет оправданным применение
дорогостоящих приводных
транспортных средств, тогда как в потоках малой
мощности наиболее целесообразно
использование ВТП и тележек;
• кратность исполнителей на
операции, так как при увеличении числа
исполнителей сложнее организовать
непрерывную подачу предметов труда на
рабочие места, что обусловлено
увеличением числа связей между
организационными операциями:
• площадь и конструкцию
помещения:
• габариты применяемого
технологического оборудования, которые
определяют возможное его расположение
относительно линии движения
предметов труда.
Для обеспечения правильности
выбора транспортных средств
информация об имеющихся средствах межопе-
Проектирование организации швейного производства
му месту. Манипулятор осуществляет
УСТАНОВКУ зажима на кронштейн
поворотного устройства и взятие зажима с
обработанными предметами труда.
Автоматизированным питанием
обеспечена монтажная секция, в
которой рабочие места разбиты на
отдельные группы, каждая из которых
обслуживается своим роботом. Количество
рабочих мест в группе 10—12. Каждая
группа состоит из двух рядов рабочих
мест. Работа робота осуществляется н
режиме ДОО.
Автоматическая работа робота в
каждой группе увязана с технологией
обработки изделий и подчинена
нескольким программам. Первая
программа включается при поступлении
вызова с рабочего места на первой
операции группы, вторая — при
поступлении вызова с промежуточной операции,
третья — с конечной операции,
четвертая — с пульта контролера для возврата
брака на переделку.
К достоинствам
автоматизированной системы следует отнести:
• возможность обслуживания
нескольких операций с различной
кратностью и возврата ПТ на одно и то же
рабочее место;
• автоматизация процесса питания
рабочих мест;
• перемещение зажима с пачкой
полуфабрикатов в скомплектованном и
зафиксированном виде.
Виды способов подачи предметов
труда на рабочие места исполнителей
организационных операций в
зависимости от применяемых транспортных
средств представлены на рис. 4.45.
При пачковом способе запуска
предметов труда объем пачки (количество
единиц) определяется объемом
выпуска, высотой настила и специализацией
участка потока. Как правило, пачка
деталей кроя, получаемая в процессе
настилания материалов в раскройном
цехе, при поступлении в швейный цех
дробится на более мелкие части в кратном
соотношении. Это обусловливается:
Способы подачи предметов труда
на рабочие места
Поштучный
применяется при использовании
• конвейеров;
• подвесных транспортеров
с тележками-вешалками
Пачковый (партионный)
применяется при использовании:
• роботов;
• напольных и некоторых видов
подвесных транспортеров
с тележками-зажимами
и тележками-кронштейнами;
• ВТП;
• напольных тележек
Комплектный
применяется при использовании:
• подвесных транспортеров
с тележками-вешалками-зажимами
Рис. 4.45. Способы подачи предметов
труда на рабочие места исполнителей
организационных операций в швейном
потоке.
• массой пачки (толщиной
материала);
• увеличением габаритов предметов
труда в процессе технологической
обработки (на участке заготовки — это
детали кроя, узлы, части изделия; на участке
монтажа — это постепенно
укрупняемый стан изделия; на участке отделки —
собранное изделие);
• удобством перемещения
предметов труда между рабочими местами.
В таблице 4.20 приведены
рекомендуемые величины объема пачек (в
единицах) для некоторых видов материалов.
Наиболее простыми в
обслуживании, надежными в эксплуатации и
дешевыми по стоимости из всех
перечисленных являются такие транспортные
средства, как внутрипроцессные
транспортные плоскости и напольные
тележки. С точки зрения механизации
транспортных операций и повышения
культуры производства использование ВТП
и тележек не является рациональным
Проектирование организации швейного производства
рационного перемещения предметов
труда должна быть систематизирована
и формализована. Систематизация
информации предполагает разработку
классификации транспортных средств,
а ее формализация — составление
справочника, построенного по
принципам группировки транспортных
средств.
Система классификации и
кодирования является одним из разделов
информационного обеспечения САПР и
обеспечивает проектировщику
возможность доступа к банку данных.
Классификация оформляется в виде
документа — классификатора, в
котором описывается принадлежность
элементов множества группам и групп
низших рангов группам высших рангов.
На основании признаков, которые
представлены на рис. 4.35, на кафедре
Технологии швейного производства
МГУДТ разработана укрупненная
классификация транспортных средств,
построенная по принципу подчиненности
признака низшего уровня высшему
(рис. 4.46). В основу классификации
положены первые пять признаков из
числа представленных на рис. 4.35:
• способ передачи движущей силы;
• характер регулирования ритма
работы потока;
• уровень автоматизации;
• вид установки;
Транспортные средства для перемещения предметов труда в швейном потоке
L
бесприводные
со строгим
ритмом
работы
со свободным
ритмом работы
со свободным
ритмом работы
и;;штм;пи
зированные
автоматизированные
1ИМ1П11Г.1,|1И
ИШСЖИННЫС!
неавтомати
зированные
стационарные
1
стационарные
нестационарные
1—|
стационарные
стационарные
нестационарные
Рис. 4.46. Укрупненная классификация транспортных средств для перемещения предметов
труда в потоке по изготовлению швейных изделий.
Современные формы и методы проектирования швейного производства
• способ крепления.
Согласно классификации все
транспортные средства, применяемые в
швейных потоках для межоперапион-
ного переметения предметов труда,
разделены на две группы — приводные
и бесприводные. Каждая из групп в
конечном итоге представлена
определенными видами транспортных средств.
Так, к приводным транспортным
средствам относятся конвейеры,
транспортеры, роботы; к бесприводным
—транспортеры, ВТП, тележки.
Таким образом, все многообразие
транспортных средств можно
представить пятью вилами. Это:
• конвейеры;
• транспортеры;
• роботы;
• внутрипроцессные транспортные
плоскости;
• напольные тележки.
Существует большое разнообразие
таких бесприводных средств перемещения
предметов труда, как напольные тележки.
Это обусловило необходимость
дополнительного введения в укрупненную
классификацию для бесприводных
транспортных средств таких признаков, как
вид установки и способ крепления. В
представленной на рис. 4.47.
классификации бесприводных транспортных средств
для каждого вида однозначно определены
все его возможные разновидности.
Бесприводные транспортные средства
для перемещения предметов труда в швейном потоке
сГационарные
нестационарные
напольные
подвесные
напольные
внутрипроцессные
транспортные
плоскости
• междустолья
• скаты
транспортеры
• с тележками-
зажимами
• с тележками-
вешалками
■ с тележками-
плоскостями
• с комбинирован
ными тележками
Рис. 4.47. Классификация бесприводных
транспортных средств для перемещения
предметов труда в потоке по
изготовлению швейных изделий.
тележки-стеллажи
• однополочные
• двухполочные
• трехполочные
• многополочные
гележки -кронштейны
' однорожковые
■ двухрожковые
1 четырехрожковые
' с одной
поперечной балкой
• с двумя
поперечными
балками
тележки-зажимы
• однопоэиционные
• двухпозиционные
• многопозицион-
тележки-контейнеры
* с несъемными
плоскостями и
закрытым бортом
■ с несъемными
плоскостями и
открытым бортом
■ со съемными
плоскостями и
закрытым бортом
• со съемными
ПЛОСКОСТЯМИ И
открытым бортом
комбинированные
тележки
• сферические
ПОДДОНОМ
• с поперечной
балкой и нижним
поддоном
• с зажимным
устройством
поддоном
Проектирование организации швейного производства
ххххххххххххх
I— вид ТС
траектория движения ПТ
расположение рабочих мест
число линий движения тягового (несущего) органа
характер движения тягового (несущего) органа
расположение оси приводного барабана
вид тягового (несущего) органа
наличие тягового органа
способ крепления
вид установки
уровень автоматизации
характер регулирования ритма работы потока
способ передачи движущей силы
Рис. 4.48. Структура кода транспортного средства.
Для определения полной
характеристики на рис. 4.48 представлена система
кодировании информации о
транспортных средствах. Полный код
транспортного средства представлен
тринадцатизначным числом, в котором каждая
цифра определяет конкретную
разновидность признака.
Принципы кодирования
транспортного средства в зависимости от
значения классификационного признака
представлены на рис. 4.49.
По назначению транспортные
средства могут быть:
• специализированными —
предназначены для использования на
определенном участке потока и для определенных
видов швейных изделий;
• универсальными.
Поэтому выбор возможных видов
транспортных средств осуществляется в
зависимости от условий организации
работы отдельных участков и потока в
целом.
Для того чтобы ознакомиться с
различными средствами
межоперационного перемещения предметов труда и
выбрать специализированные
транспортные средства для выделенных
структурных подразделений потока —
технологически и
подетально-специализированных участков, — или
универсальное транспортное средство для
всего швейного потока, в М ГУДТ
разработан справочник транспортных средств.
В таблице 4.21 приведен фрагмент
справочника, в котором представлены
основные разновидности
транспортных средств, встречающиеся в
швейных потоках.
В справочнике транспортные
средства разбиты:
• на группы — приводные и
бесприводные;
• внутри группы — на виды, о
которых сказано выше.
Такое построение облегчает поиск
транспортных средств как для ручного,
так и для автоматизированного
проектирования потоков.
Для каждого транспортного средства
в справочнике представлена
информация, необходимая для выполнения
расчетов и формирования планировочного
решения швейного потока:
• скорость транспортирования
предметов труда У;
• шаг гнезда / — для конвейеров и
транспортеров;
• шаг рабочего места L — определяет
расстояние между рабочими местами;
• тринадцатизначный код, по
которому при необходимости можно
составить техническое описание.
Число возможных к использованию
видов транспортных средств не должно
превышать число выделенных в потоке
технологически специализированных
участков.
Процесс выбора транспортных
средств представляется перечнем
следующих процедур:
Современные формы и методы проектирования швейного производства
Транспортные средства
по способу передачи движущеv
• приводные
• бесприводные
по характеру регулирования ри
• со строгим ритмом
* со свободным ритмом
по уровню автоматизации
* автоматизированные
* неавтоматизированные
по виду установки
• стационарные
* нестационарные
по способу крепления
* напольные
... , ,,,,!(■
- Н.ИШЧНЧ! IHIOflDIO (i|)l.
* с тяговым органом
• без тягового органа
1ХХХХХХХХХХХХ
2ХХХХХХХХХХХХ
иа работы потока
Х1ХХХХХХХХХХХ
Х2ХХХХХХХХХХХ
ХХ1ХХХХХХХХХХ
ХХ2ХХХХХХХХХХ
XXXIXXXXXXXXX
ХХХ2ХХХХХХХХХ
ХХХХ1ХХХХХХХХ
ХХХХ2ХХХХХХХХ
ХХХХХ1ХХХХХХХ
ХХХХХ2ХХХХХХХ
по виду тягового (несущего) органа
• ленточные
• цепные
• винтовые
• канатные
• рельсовые
• плоскостные
• тележечные
ХХХХХХ1ХХХХХХ
ХХХХХХ2ХХХХХХ
ххххххзхххххх
ХХХХХХ4ХХХХХХ
ХХХХХХ5ХХХХХХ
ХХХХХХ6ХХХХХХ
ХХХХХХ7ХХХХХХ
по расположению оси приводного барабана
(по плоскоС1и движения тягового (несущего) органа
• вертикально-замкнутые
* горизонтально-замкнутые
• в горизонт, плоскости
ХХХХХХХ1ХХХХХ
ХХХХХХХ2ХХХХХ
хххххххзххххх
по характеру движения тягового органа
• непрерывного действия
• периодического д<нк шт
по числу линий движения тягов
• однолинейные
• двухлинейные
по расположению рабочих мес
ХХХХХХХХ1ХХХХ
ХХХХХХХХ2ХХХХ
зго органа
ХХХХХХХХХ1ХХХ
ХХХХХХХХХ2ХХХ
относительно
линии движения тягового органа
• с однорядным левосторонни
рабочих мест
* с однорядным npaeociopOHHv
рабочих мест
• с двухрядным расположение
м расположением
ХХХХХХХХХХ1XX
м расположением
ХХХХХХХХХХ2ХХ
м рабочих мест
ххххххххххзхх
по траектории движения предметов труда
* с прямоточной траекторией
• ■ ■.!'.'• И\ ■ И Тр,1Г. 1 ( .'■ 11
по виду
■ конвейеры
• транспортеры
• роботы
• ВТП
• тележки
XXXXXXXXXXXIX
ХХХХХХХХХХХ2Х
ХХХХХХХХХХХХ1
ХХХХХХХХХХХХ2
ххххххххххххз
ХХХХХХХХХХХХ4
ХХХХХХХХХХХХ5
Рис. 4.49. Классификация транспортных
средств для перемещения предметов труда
в потоке по изготовлению швейных изделий.
• формирование условий,
определяющих работу швейного потока;
• выявление группы видов
транспортных средств (код и номер вида).
Код вила транспортного средства
определяется условиями организации
работы потока;
• выбор транспортных средств
(марка и классификационный код);
• формирование характеристик
транспортных средств в виде их полного
описания.
Факторами, определяющими вид
транспортного средства, являются
следующие условия организации работа
швейного потока:
• способ передачи движущей силы —
приводное или бесприводное;
• ритм работы потока — строгий или
свободный;
• специализация потока,
определяемая ассортиментом выпускаемых
швейных изделий — верхняя или легкая
одежда;
• специализация участка потока —
секция заготовки, монтажа или отделки;
• максимальная кратность
исполнителей на операции — максимальное
число исполнителей из всех
организационных операций, образующих
рассматриваемый участок потока.
Модель процесса определения вида
транспортного средства в виде графа
представлена на рис. 4.50. Вершины
отображают варианты выше
перечисленных условий и их кодовое
обозначение. Стрелками обозначен путь
следования к следующему условию.
В результате предварительного
выбора устанавливается набор кодов и
номеров видов транспортных средств для
каждого выделенного участка потока
(ПСУ. ТСУ), который фиксируется в
таблице 4.22.
Например, для второго подетально-
специализированного участка (ПСУ-2) в
секции заготовки (ТСУ-! Крис. 4.51)
потока по изготовлению женских пальто
(верхняя одежда), с максимальной
кратностью исполнителей на операции "4",
Марка
Длина агрегата
L, М
Скорость
транспортирования
V, м/мин
— О о О О
СО N"
О О
СО О
О О
Шаг гнезда /или
габариты (длинах
ширина х высота),
Шаг рабочего
места L, м
Внешний вид
тягового органа
й
й
й
cfb:
Ф
ф
Схема
расположения
рабочих мест
Классификацией
НЫЙ КОД
h
Р
1 *
5 к
кнхэ11онгиос1и 0.ЮНИЭНШ иитшгинклёо SHHuaodni
Таблица 4.21 (продолжение)
9
10
1.2.11.001-00
ГМ-200-Д-50
(Россия)
н о
74
1.1-1.6
OD-D-D-D-
1211212211122
1.2.01.111.00
до 35,00 х
х 0.74 к 0.80
1.1-1.6
1.2.11.011.00
"Datatron"
(фирма
"Durkopp".
Германия)
5,0-10.0
1.2.11.011.00
-ETON-2001"
ETON-2002"
(Швеция)
5,0-10,0
-D-D-DtK]
1211111111312
1211225211122
1211225211122
1.2.11.011.00
GERBER-
mover" GM-
100(фирма
GGT, США)
5,0-18.0
0 95
1.1-1,6
gs gs .]
1211225211322
Таблица 4.21 (продолжение)
Тележка-
манипулятор
(Тирасполь)
_D D> j
н н н
ссес
1212227321313
2.1 2.2.11.001.00
Подвесной
транспортер
(ОАО
ЦНИИШП)
С
2221225221122
DD-DD-D-
2.2 2.2.11.111.04
(1.1 -1,2)х
X (0,5-0,6) X
хО,7
2221126321314
Тележка-
стеллаж
СП-6-34
0.62 х 0.46 х
хО.80
О
2222127321325
Тележка-
стеллаж
Т499-01-05
0.66 х 0.40 х
хО,73
О
2222127321325
I
Таблица 4.21 (продолжение)
10
2-2.11.11000
Тележка-
контейнер
ТР-2С
788.00.000
1.1-1,6
о
2222127321325
2.2.11.11000
Тележка-
контейнер
Т499-01-13
0,66 х 0,40 х
хО.85
О
2222127321325
23 2.2.11.110.00
Тележка -
кронштейн
ТР-2С
753.00.000
1.18х0.50х
хО.90
00000
2222127321325
2.2.11.001.00
Тележка-
кронштейн
ТР-2С
718.00.000
1.18х0.50х
х 1,68
00000
2222127321325
2 2 01.110.00
30.0-48,0
с:
2222127321325
Проектирование организации швейного производств;!
Таблица 4.22
Выбор транспортных средств для перемещения предметов труда
в потоке по изготовлению швейных изделий
Структурное
подразделение потока
ТСУ-1:
ПСУ-1
ПСУ-i
ТСУ-i
Вид транспортного средства
КОД
номер
марка
Способ передачи
движущей силы
Ритм работы
потока
Специализация
потока
Специализация •'секция заготовки
участка потока Ч^ 100
Максимальная
кратность
исполнителей
на операции
Код вида
транспортного
средства
Номер вида
транспортного
средства
Рис. 4.50. Модель процесса определения вида транспортного средства для перемещения
предметов труда в пот оке по изготовлению швейных изделий.
Современные формы и методы проектирования швейного производства
Рис. 4.51. Фрагмент графа ОТС организационных операций швейного потока по изготовле-
них женских пальто.
следуя модели (см. рис. 4.50), может быть
получена группа кодов — I.I.I0.100.04,
I.2. 10. 100.04, 2.2.10.100.04. и номеров
видов транспортных средств — 1.1, 1.2, 1.3,
2.1, 2.2. 2.3. В вершине графа ОТС
отображены характеристики
организационной операции: в числителе — ее номер, в
знаменателе — кратность исполнителей.
Затем для каждого вила в
зависимости от условий работы потока по
справочнику (см. табл. 4.21) подбираются
все возможные разновидности
транспортных средств, которые также
фиксируются в таблице 4.22.
Далее производится окончательный
выбор транспортных средств —
выбирается либо специализированное
транспортное средство для каждого,
выделенного ТСУ, либо универсальное
транспортное средство для всего потока. При
этом руководствуются безопасностью и
надежностью работы, удобством
эксплуатации и экономичностью
транспортного средства. Выбор в качестве
средства межоперационного
перемещения конвейера означает, что
необходимо выполнить проверку на
дополнительное условие согласования —
соблюдение третьего основного требования
построения потока (см. п. 4.5).
Таким образом, вид транспортного
средства, применяемого для
межоперационного переметения предметов
труда, определяет:
• организационно-технологическую
структуру потока — расчлененность его
на секции, участки, модули;
• способ подачи предметов труда на
рабочие места;
• расположение рабочих мест.
Если для перемещения предметов
труда между рабочими местами
исполнителей организационных операций
выбран конвейер, транспортер или
робот, после формирования структуры
потока на уровне ТСУ и ПСУ приступают
к формированию планировочного
решения потока.
В случае если в качестве средства
межоперационного перемещения выбраны
внутрипропессные транспортные
плоскости, необходимо определить
возможность непрерывной передачи предметов
труда на рассматриваемом участке
потока (ПСУ или ТСУ), используя для этого
уточненную матрицу (табл. 4.23). Если
принцип непрерывности передачи
предметов труда нарушается (в матрице это
обозначено знаком "-"), участок
расчленяется на
организационно-технологические модули — формируется 3-й
уровень
организационно-технологической структуры потока (см. рис. 4.32). Это
возможно при определенных
сочетаниях кратности исполнителей в цепочке
организационных операций.
Матрица разработана для двух
вариантов расположения рабочих мест —
прямолинейного и группового. В
первом столбце матрицы представлены все
возможные коды сочетаний кратности
исполнителей для трех смежных
(взаимосвязанных) организационных
операций, образующих кортеж кратностей.
Проектирование организации швейного производства
Таблица 4.23
Матрица определения возможности непрерывной передачи предметов труда в потоке
по изготовлению швейных изделий
Код
сочетания
1
Самостоятельное
существование
2
Кратность
последующей
операции
1
3
2
4
3 1
5
4
6
Прямолинейное расположение рабочих мест
111
112
11 :
■ з i
21 '
212
213
??:
222
311
312
313
+
+
+
+
+
-
+
+
t
■
+
+
+
+
+
+
+
+
+
+
+
+
+
+
+
■
+
+
■
Групповое расположение рабочих мест
111
112
113
114
121
122
123
124
131
13?
133
134
141
142
143
144
211
212
213
214
221
222
+
+
■
+
■
■
+
+
.
1
t
t
.
t
■
■
+
+■
.
*
+
+
+
+
+
■
■
+
+
+
*
*
+
■
■
+
+
+
+
+
+
*
■
+
■
+
-
+
+
■
1
223
224
231
232
233
234
241
242
243
244
311
312
313
314
321
322
323
324
331
:>;л2
333
334
341
342
343
344
411
412
413
414
421
422
423
424
431
432
433
434
•1-11
442
443
444
2
+
+
■
+
■
+
+
+
+
•
*
+
+
+
+
+
+
+
+
+
+
t
+
■
+
3
+
+
+
+
+
.
.
■
+
+
+
-l
+
+
+
■
+
t
-
♦
i
+
.
■
•
5
+
+
+
+
+
+
+
+
+
+
+
+
6
+
+
+
■
+
+
+
t
-
t
+
*
+
+
+
-
■
Далее с помощью символьного
обозначения для каждого кортежа кратностеи
указана возможность (знак " + ") или
невозможность (знак "-"):
• самостоятельного существования
(столбец 2);
• непрерывной передачи предметов
труда на последующую организационную
операцию с кратностью исполнителей от
единицы до четырех (столбцы 3-6).
Алгоритм определения возможности
непрерывной передачи предметов труда
между исполнителями на
рассматриваемом участке (ПСУ или ТСУ) состоит
из следующих шагов:
• на основе графа ОТС (см. рис. 4.51)
составляется структурная формула,
представленная кратностями
исполнителей на операциях, образующих участок.
Например, для второго подетально-
специализированного участка (ПСУ-2)
формула имеет вид
3-2-2-1-4-1-3:
Современные формы и методы проектирования швейного производства
• выбирается кортеж кратностей,
состоящий из первых трех цифр этой
формулы, и отыскивается в столбце I
матрицы сначала в первой ее части
(прямолинейное расположение рабочих мест), в
случае отсутствия — во второй части
(групповое расположение рабочих мест).
Например, кортеж кратностей "322"
находим в столбце 1 таблицы 4.23 в
групповом расположении рабочих мест;
• проверяется возможность
самостоятельного существования группы рабочих
мест. Положительный знак на
пересечении рассматриваемой строки и столбца 2
свидетельствует о возможности
продолжения проверки технологической
цепочки операций на непрерывность.
Например, в строке для кортежа
"322" (столбец 1) по столбцу 2 этому
кортежу соответствует знак "+".
Следовательно, можно производить
дальнейшую проверку на непрерывность;
• проверяется возможность
непрерывной передачи предметов труда до
конца технологической цепочки. Для
этого берется четвертая цифра из
цепочки операций и отыскивается в столбцах
3—6 матрицы кратность последующей
операции. На пересечении
соответствующих строки и столбца определяется
знак. Положительный знак
свидетельствует о возможности непрерывной
передачи. В этом случае отбрасывается
первая цифра кортежа и добавляется
цифра, соответствующая кратности
последующей операции. Таким образом,
кортеж кратностей всегда состоит из
трех цифр. Проверка продолжается до
конца цепочки.
Например, на пересечении строки
для кортежа "322" и столбца 3
(кратность операции по цепочке равна
единице) имеем знак "+". Отбросив цифру
"3" и добавив "1" (см. цепочку кратнос-
icii). получаем c.ie тощий кортеж
кратностей "221", для которого в столбцах 2
и 6 (кратность последующей операции
равна "4") имеем положительные
знаки. Кортеж "214" самостоятельно
может существовать (в столбце 2 стоит
знак "+"), но на операцию с кратностью
"1" непрерывная передача невозможна
(в столбце 3 стоит знак "-"). Это
значит, что произошел разрыв цепочки
операций между цифрами "4" и "I".
Поэтому ПСУ-2 разбился на два модуля
ОТМ-1 3-2-2-1-4,
ОТМ-2 1-3:
• если в структурной формуле
кратность исполнителей на операциях не
превышает двух, рассматриваемый
участок целиком переводят в разряд ОТМ
без обращения к матрице. Это всегда
означает прямолинейное расположение
рабочих мест.
Таким образом, выбрав
транспортное средство для межоперационного
перемещения предметов труда и
сформировав
организационно-технологическую структуру потока, можно
приступить к формированию его
планировочного решения.
4.6.6. Формирование
планировочного решения
швейного потока, цеха
Сущность задачи формирования
планировочного решения потока состоит в
определении такого размещения
рабочих мест в потоке, которое обеспечит
удобство для работы исполнителей,
хранения и транспортирования предметов
труда, минимальный путь их движения.
Схемы расположения рабочих мест
при использовании различных видов
средств межоперационной доставки
имеют особенности (см. п. 4.6.5),
обусловленные:
• конструкцией транспортирующего
устройства;
• принципом его действия;
• траекторией движения предметов
труда.
При использовании конвейеров,
транспортеров и роботов рабочие места
располагаются вдоль трассы движения
тягового (несущего) органа по схеме,
представленной в справочнике
транспортных средств (см. табл. 4.21 >. Особен-
Проектирование организации швейного производства
ностью организации работы потока при
их использовании является
расположение рабочих мест в порядке,
обусловленном последовательностью
технологического процесса. Тяговый (несущий) орган
транспортного средства располагается
слева от исполнителя. При этом
возможны два варианта движения предметов
труда — от исполнителя и к
исполнителю. Предпочтение следует отдать
второму, так как. видя приближение
очередного предмета труда, исполнитель
соизмеряет время выполнения операции со
скоростью его перемещения.
Независимо от условий выполнения
операции — сидя или стоя —
рекомендуется следующий диапазон шага
рабочего места (см. п. 4.6.5)
L= 1.1-1,6 м.
При использовании нестандартного
оборудования — полуавтоматов с
укладчиками обработанных предметов
труда или крупногабаритного
прессового оборудования — шаг рабочего места
увеличивается.
Современные подвесные
транспортные системы, управляемые ЭВМ,
помимо преимуществ, обусловливающих
эффективную работу потока, имеют один
недостаток — для их установки
необходимы большие плошали, так как каждое
рабочее место оснащено накопителем
тележек (см. рис. 4.41, 4.42),
обеспечивающим непрерывную работу исполнителей.
Если при использовании
конвейеров и роботов рабочие места, как
правило, располагаются перпендикулярно к
линии движения предметов труда, то
при использовании транспортеров
рабочие места могут располагаться
перпендикулярно, параллельно или под
углом к основной трассе движения
тягового (несущего) органа. В целях
обеспечения удобства выполнения операции
накопители монтируют с левой от
исполнителя стороны.
При использовании внутрипроцесс-
ны\ ip;incnnpii!i.i\ м кк'коаеи
расположение рабочих мест в сформированных
организационно-технологических
модулях должно быть таким, чтобы
передачу предметов труда на следующую
операцию МОГ выполнять сам
исполнитель без привлечения дополнительных
транспортных средств — напольных
тележек. При этом расположение рабочих
мест, связанных технологической
обработкой одних и тех же предметов труда,
может быть прямолинейным или
групповым (рис. 4.52).
При прямолинейном расположении
рабочих мест траектория движения
предметов труда является прямоточной.
Это может быть достигнуто тремя
вариантами расположения рабочих мест
относительно линии движения предметов
труда:
• перпендикулярно (рис. 4.52,а);
• параллельно (рис. 4.52,6);
• иод углом (рис. 4.52,в).
Наибольшее распространение
получило перпендикулярное к осевой линии
расположение рабочих мест,
обеспечивающее кратчайший путь движения
предметов труда в потоке.
Практика показывает, что при
кратности исполнителей в цепочке
взаимосвязанных операций, не превышающей
двух человек, возможно
прямолинейное расположение рабочих мест.
При кратности три и более человек
расстановкой оборудования сложно
обеспечить непрерывное перемещение
предметов труда при прямолинейном
расположении рабочих мест. В этом
случае формируется групповое
расположение рабочих мест (рис. 4.52,г) с
криволинейной траекторией движения
предметов труда. Это обусловлено тем.
что линия движения предметов труда
между рабочими местами принимает
разветвленный вид. Вариантов
группового расположения рабочих мест может
быть несколько.
Однако общим при прямолинейном
и групповом расположении рабочих
мест является соблюдение следующих
условий:
Современные формы и методы проектирования швейного производства
ТэПэПэПз
с
о
С
о
>^
с
о
X
Рис. 4.52. Варианты расположения рабочих мест в потоке относительно линии движения
предметов труда при использовании внутрипроцессных транспортных плоскостей: а -
прямолинейное с перпендикулярным расположением рабочих мест, б - прямолинейное с
параллельным расположением рабочих мест, в - прямолинейное с расположением рабочих мест под
углом, г - групповое.
• транспортное средство должно
располагаться рядом с оборудованием,
на котором выполняется операция;
• рабочие места в сформированном
модуле должно располагаться в
соответствии с технологической
последовательностью, не допускающей ручной
переноски предметов труда за пределы
рабочей зоны исполнителя;
• каждое рабочее место должно
располагаться таким образом, чтобы
предмет труда находился слева от рабочего в
зоне охвата его руки.
Для формирования планировочного
решения модуля используются матрица
пользования классификатором (табл.
4.24) и классификатор схем
расположения рабочих мест (табл. 4.25).
Представленные матрицы (см. табл.
4.23, 4.24) и классификатор (см.
табл.4.25) уточнены и дополнены в
соответствии с установленными схемами
движения предметов труда между
смежными организационными операциями.
Схемы расположения рабочих мест уста-
коплены с помощью пик кираммлииже-
ния предметов труда между операциями
с различной кратностью исполнителей.
Цепочки переходов от циклограмм
движения предметов труда к схеме
интенсивности связей и далее к схеме
расположения рабочих мест представлены на
примере пар смежных организационных
операций с кратностью исполнителей
2-3 (рис. 4.53) и 3-2 (рис. 4.54).
Циклограммы представляют собой
линейные графики:
• обработки предметов труда на
организационных операциях с различной
кратностью исполнителей (в
рассматриваемых примерах — "2" и "3");
• перемещения предметов труда к
следующей операции.
Продолжительность обработки
предметов труда соответственно кратна 2Т и ЗХ
и на циклограмме она обозначена
отрезками соответствующей длины. По
окончании обработки предметы труда
перемещаются к следующей операции.
Предполагается, что рабочие места, на которых
Проектирование организации швейного производства
Таблица 4.24
Матрица пользования классификатором схем расположения рабочих мест в потоке
по изготовлению швейных изделии
Hi
III
1
11
12
С
Иф
z
2
1
02
03
04
05
06
07
08
09
01
02
03
Коды вариантов сх
распо
пожени*
при кратности
1
3
101
103
104
105
106
107
108
109
о о о о о
101
103
105
106
107
109
101
102
103
105
109
101
102
103
105
109
102
103
105
108
101
102
103
105
108
101
103
105
106
107
109
101
102
105
108
?км
2102
2104
>10б
>108
ЭМ
рабочих мест
последующей
операции
2
4
1201
1202
1203
1205
1206
1207
1208
1209
1204
1205
1207
1201
1202
1203
1204
1206
1207
1206
1209
1201
1202
1203
1204
1209
1201
1202
1203
1204
12 .'1
1202
1204
1202
1204
1201
1202
1203
1204
1206
1207
1208
1209
1202
1204
1205
2201
2202
2204
2207
3
5
1302
1303
1305
1306
1308
1309
1301
1304
1306
1307
1302
1307
1309
1302
1305
1308
1302
1305
1308
1305
1305
1302
1305
1307
1308
1309
1301
1304
1305
2301
4
6
1402
1403
1404
1405
1402
1403
1404
1405
1406
1403
1405
1406
1403
1405
1406
1406
1406
1405
1406
2403
2401
2102
2104
1204
1205
1203
1204
1206
1209
1202
1204
1202
1204
1201
12 12
1203
1209
1201
1202
1203
1205
1200
1207
120В
1202
1204
ТгЬТ
1202
I203
120в
1207
1208
1209
1301
1304
1302
1305
1308
1302
1309
1.Ч0Й
1303
1305
1308
i Ю9
1302
131 ■■
1зое
1309
1403
14 ■:
1405
14 В
1403
1404
140В
1403
1404
1405
14 ■■■
1405
Современные формы п методы проектирования швейного производства
Таблица 4.24 (продолжение)
1
21
22
23
24
31
2
10
1 1
12
13
14
01
02
03
04
05
06
07
08
09
0
1
.'
3
.1
01
02
03
04
05
06
07
02
03
04
05
06
07
08
09
01
02
03
04
3
102
104
108
102
105
108
101
105
108
01
0?
03
05
102
108
2101
2102
2104
:'!(■(,
2108
2113
2103
2113
2107
2114
2103
4102
101
103
105
109
103
105
101
102
103
101
102
103
105
4
1204
1202
1204
1204
2201
2202
2203
2206
2204
2207
2205
2214
2205
2210
2209
2210
2210
2213
2214
4201
421 1
4213
4209
4212
4209
4209
1201
1202
1203
1209
1202
1204
1202
1204
1202
1204
5
1301
1304
1305
2301
2302
2307
2302
2304
2307
3302
330?
3303
3302
3302
1302
1305
1308
1305
1305
1305
6
1406
2403
2401
2406
2409
2406
2408
2409
4401
4405
4401
4401
1403
1404
1405
1406
1406
1406
1
32
32
33
34
41
42
43
44
2
05
06
07
01
02
03
01
02
03
04
05
06
07
01
02
01
02
01
02
03
04
05
06
07
08
09
10
11
12
13
01
02
01
02
03
04
05
06
07
ое
3
102
108
102
104
108
101
103
105
106
107
109
2106
2108
2111
2110
101
103
105
106
109
102
103
105
2113
2107
2113
2101
4
1204
1204
1205
1201
1202
1203
1206
1207
1208
1209
2204
2206
2207
2208
.:
4209
1201
1202
1203
1206
1209
1202
1204
2205
2209
2205
2209
2212
2212
2210
2210
2211
2203
4212
Ъ
1301
1304
1302
1305
1308
1309
2301
3305
3307
3302
3307
3302
3307
1302
1305
1308
2302
2304
230?
2304
3302
3302
6
1403
1404
1405
2401
4401
4401
1403
1404
1405
1406
2406
2408
24116
2408
2402
240 7
2407
2407
4404
441 Г
Проектирование организации швейного производства
Таблица 4.25
лассификатор схем расположения рабочих мест в потоке по изготовлению швейных изделий
■['
Современные формы и методы проектирования швейного производства
Таблица 4.25 (продолжение
Проектирование организации швейного производства
Таблица 4.25 (продолжение)
2404
п
■ф:
\
--
\
У\
•<
1'
п
ж
п
"К
XIX
х1х
1-1
п
•
<]Х
К
п
-
-
1" \
X
-■
xlx] h i
Современные формы и методы проектирования швейного производства
Таблица 4.25 (продолжение)
1~°~1х1" I
xlx
-.
-
-
1- \
щ
И 1
хх
XIX
\ ^
t \
X
Г
у
V
X
-■
1
-
ixliX
XIX
\\\
г-л
Проектирование организации швейного производства
2»—
Г
"1
3
,
1
■
6 т '
.
1
3'
1'
6-
I2"
'1
3"
.1
X
X,
О
о
X,
X
X
f
г)
Рис. 4.53. Циклограмма движения предметов труда (а) и схемы интенсивности связей (6 -
правильно, в - неправильно) между парами смежных организационных операций с кратностью
исполнителей 2-3. Варианты схем расположения рабочих мест, исключенные из классификатора
схем расположения рабочих мест (г).
■
2 j
4 Ь '
ft
■
3
r
2,
i1
,
1
X
X
Рис. 4.54. Циклограмма движения предметов труда (а) и схемы интенсивности связей (б -
правильно, в - неправильно) между парами смежных организационных операций с кратностью
исполнителей 3-2. Вариант схемы расположения рабочих мест, исключенный из классификатора
схем расположения рабочих мест (г).
Современные формы и методы проектирования швейного производства
выполняются операции, располагаются
рядом и переметение предметов труда
ос\шеигн,]яею1 но междуетольям. По
этому время перемещения предметов
груда равно нулю и процесс подачи
обозначен вертикальными стрелками.
Л 1Я опреле к'ння схемы
интенсивности связей между организационными
операциями на циклограмме цифрой
обозначен: у горизонтального отрезка —
номер исполнителя, на вертикальной
стрелке — номер подачи предмета труда
(см. рис. 4.53,а и 4.54,а). Номера подач
предметов труда со штрихами
(например, Г и 1") означают, что происходит
процесс повторения подач ПТ к тем же
исполнителям — отсюда и название
"циклограмма движения ПТ".
Соответственно на схеме интенсивности связи:
> вершины ук;пап номер исполнителя;
на стрелке, определяющей
перемещение предмета труда, — номер подачи
предмета труда (см. рис. 4.53,б,в и
4.54,б,в).
Построенные циклограммы
однозначно определяют наличие только
одного варианта схемы интенсивности
связей между смежными
организационными операциями (см. рис.4.53,б и
4.54,6), в котором количество связей
(входящих или выходящих) одинаково
для каждого исполнителя
организационной операции, а не двух (см. рис.
4.53,б,в и 4.54,б,в). Поэтому из ранее
разработанных на кафедре ТШП
МГУДТ матриц и классификатора
исключены заведомо неверные схемы
расположения рабочих мест. Например,
для кратностей "2-Х' и "3—2" из
классификатора схем расположения рабочих
мест (см. табл. 4.25) исключены
варианты, представленные на рис. 4.53,г и
4.54,г
Матрица пользования
классификатором (см. табл. 4.24) представлена
набором кодов схем расположения
рабочих мест, совмещаемых друг с другом. В
столбце I представлен перечень пар
смежных операций с различной
кратностью исполнителей, для каждой из
которых в столбце 2 представлено
несколько вариантов схем расположения
рабочих мест.
В столбцах 3-6 представлены коды
вариантов схем расположения рабочих
мест для соответствующих кратностей
последующих организационных
операций от единицы до четырех. Код схемы
расположения рабочих мест (см. табл.
4.24, 4.25) состоит из четырех цифр.
Первые две цифры соответствуют
кратности исполнителей смежных
операций, следующие две цифры — номеру
варианта.
Алгоритм формирования
планировочного решения модуля состоит из
следующих шагов:
• выписывается структурная
формула ОТМ. представленная кратности ми
исполнителей на организационных
операциях (см. пример формирования
ОТМ — п.4.6.5).
Например, для ОТМ-1 (рис. 4.55,а)
формула имеет вид
3-2-2-1-4;
• формируется набор кодов схем
расположения рабочих мест в модуле. Для
этого из структурной формулы берутся
первые две цифры и в столбце 1 (см.
табл. 4.24) отыскивается
соответствующая строка. Далее для пары смежных
операций по столбцу 2 выписываются
номера вариантов. Затем для каждого
полученного варианта в столбцах 3—6 в
соответствии с кратностью
последующей операции отыскиваются коды
вариантов схем расположения рабочих
мест. Таких наборов кодов схем
расположения рабочих мест ДЛЯ одного ОТМ
может быть несколько.
Так, для ОТМ-1 имеются несколько
вариантов наборов кодов. Для примера
из множества вариантов выбрано два:
1-й вариант - 3201 + 2206 + 2103 +
1406 (рис. 4.55,г);
2-й вариант — 3202 + 2208.
Как видно, второй вариант
прервался на организационной операции
Проектирование организации швейного производства
3201 ♦ 2206 + 2103+ 1406
I)
(
X
ххххххх
■
Рис. 4.55. Пример формирования
планировочного решения модуля: а - структурная
формула ОТМ-1, 6 - циклограмма движения
предметов труда между исполнителями
организационных операций, в - схема движения
предметов труда между исполнителями
организационных операций, г - набор кодов схем
расположения рабочих мест, д -
планировочное решение.
с единичной кратностью
исполнителей "1". Это означает, что для
рассматриваемого ОТМ-1 возможен только
один вариант планировочного
решения;
• затем по полученному набору
кодов вариантов производится обращение
к классификатору схем расположения
рабочих мест (см. табл. 4.25), в котором
каждому коду соответствует
определенная схема расположения рабочих мест.
В представленных в классификаторе
схемах рабочие места, на которые
осуществляется передача уже
обработанных предметов труда, отмечены
затенением. Путем последовательного
наложения последних рабочих мест из
предшествующею варианта схемы на
первые рабочие места из следующего
варианта схемы формируется
планировочное решение модуля.
Например, для первого варианта
набора колов формирование
планировочного решения модуля производится
следующим образом:
• по классификатору (см. табл. 4.25)
выбирают схемы расположения
рабочих мест, соответствующие
полученным колам;
• выполняют наложение рабочих
мест. Рабочие места, на которые
производится наложение, обозначены
курсивом
3201^2206 2103 /406.
То есть к схеме расположения
рабочих мест с кодом 3201 последовательно
дорисовывают расположение рабочих
мест, отмеченных подчеркиванием. На
рис. 4.55,д они показаны разным
затенением.
• если в структурной формуле ОТМ
кратность исполнителей не превышает
двух, формируется прямолинейное
расположение рабочих мест. При ЭТОМ
рабочие места могут располагаться
перпендикулярно, либо под углом к линии
движения предметов труда (см.
рис.4.52.а.в).
Современные формы и методы проектирования швейного производства
Для наглядности рис. 4.55 дополнен
циклограммой (б) и схемой (в)
движения предметов труда.
Таким образом, ОТМ преобразуется
и планировочный модуль (ПМ). Для
контроля, правильность выполненного
планировочного решения модуля
проверяется сопоставлением суммарного
количества прорисованных рабочих
мест и суммарного количества
исполнителей в ОТМ.
После прорисовки рабочих мест в
соответствии с габаритами
применяемого оборудования определяются
площади для всех полученных
вариантов наборов кодов. Предпочтение
отдается варианту планировочного
решения модуля с меньшей
площадью.
Если в результате выполнения всех
перечисленных шагов будут
сформированы варианты планировочных
решений с прямолинейным и групповым
расположением рабочих мест,
предпочтение следует отдать первому, так как
он требует меньших затрат на установку
оборудования.
Расположение сформированных
модулей на плане цеха образует
планировочное решение потока. Нанесение на
планировочное решение схемы
взаимосвязей между рабочими местами
позволяет получить маршрутную схему
потока (рис. 4.56).
При формировании планировочного
решения швейного цеха необходимо
соблюдать следующие требования:
• недопустимо пересечение людских
и грузопотоков;
• в каждой секции должен быть
предусмотрен стол запуска,
устанавливаемый вплотную к первому агрегату
рабочих мест. Габариты стола определяются
шириной агрегата (1,5 х 3.0 м);
• расстояние между
планировочными модулями должно быть не менее
1.5м;
• расстояние между секциями
должно быть не менее 2.0—2,5м;
• расстояние от боковых стен до
рабочих мест должно быть не менее 1.2 м;
• при расположении мест запуска
деталей кроя и выпуска готовой
продукции в одном месте — расстояние от
торцевой стены до стола запуска
(выпуска) или расстояние между потоками по
длине цеха должно быть не менее
5,0-6,0 м, в противоположных концах
потока — расстояние от стены до стола
запуска (выпуска) должно быть не
менее 2,5-3.0 м;
• главный проход должен быть не
менее 3,0—3,5 м;
• при наличии в цехе нескольких
пшенных потоков расстояние между
потоками по ширине цеха должно быть не
менее 1,5-2,0 м;
• при использовании ленточных
конвейеров (транспортеров) длиной
более 25,0 м предусматриваются
переходные мостики шириной 1.0 м.
Вариант планировочного решения
швейного цеха представлен на рис. 4.57.
Информация о технических
характеристиках применяемых транспортных
средств и о расположении рабочих мест
позволит приступить к решению
завершающей задачи САПР швейного потока
Ji5 Ji7 J18 J20
Рис. 4.56. Маршрутная схема потока по изготовлению швейных изделий (фрагмент).
Проектирование организации швейного производства
Рис. 4.57. Планировочное решение швейного цеха предприятия по изготовлению женской
верхней одежды.
— формированию маршрута движения
предметов труда.
Решение задачи формировании
маршрута предполагает установление
очередности и определение
временных параметров обработки предметов
труда на организационных операциях
с учетом их пространственного
перемещения между рабочими местами в
потоке. На кафедре ТШП МГУДТ
разработана методика расчета
длительности производственного цикла
изготовления швейных изделий в зависимости
от условий организации работы
швейного потока:
• мощности, заданной количеством
исполнителей;
• количества моделей,
изготавливаемых в потоке в течение смены, и
способа их запуска;
• способа комплектования
технологических операций в организационные
операции;
• вида транспортного средства,
применяемого для перемещения предметов
труда;
• способа подачи предметов труда на
рабочие места и объема пачки:
• преемственности смен — при
двухсменном режиме работы предприятия;
• максимальной кратности
исполнителей на организационных операциях.
Задача по формированию
маршрута движения предметов труда
представляет практический интерес для
производителей, поскольку знание
реально ожидаемой величины
длительности производственного цикла
изготовления изделий позволит
определить наиболее рациональные
условия орган (нации работы швейного
потока.
4.7. Технологические
расчеты цеха (участка)
окончательной влажно-
тепловой обработки
и отделки изделий
Операции окончательной отделки
изделий являются заключительным
этапом швейного производства,
оказывающим непосредственное влияние на
качество готовой продукции.
Отделка включает окончательную
влажно-тепловую обработку, чистку
изделий, обметывание петель,
пришивание пуговиц, контроль качества готовой
продукции, комплектование,
маркировку и, если необходимо, упаковку
швейных изделий.
Современные формы и методы проектирования швейного производства
В настоящее время на предприятиях
встречаются три формы централизации
процессов влажно-тепловой обработки
и отделки:
• участок в помещении швейного
цеха, куда изделия поступают с
нескольких швейных потоков;
• специализированный цех, куда
изделия поступают из всех швейных
цехов;
• специализированный цех, куда
изделия поступают с нескольких
предприятий одного объединения.
Организация специализированных
цехов окончательной влажно-тепловой
обработки и отделки имеет ряд
преимуществ:
• более полное использование юро-
гостояшего специального и
полуавтоматического оборудования, что
приводит к сокращению их количества;
• меньшая протяженность
коммуникаций для подведения к оборудованию
воды, электроэнергии, пара, сжатого
воздуха, вакуум отсоса;
• создание условий для комплексной
механизации и автоматизации погру-
зочно-разгрузочных, транспортных и
складских операций;
• улучшение условий труда за счет
механизации операций, удаления из
швейных цехов оборудовании со
значительными паро- и тепловыделениями,
применения в цехах влажно-тепло во и
обработки и отделки усиленной ириточ-
но-вытяжной вентиляции;
• улучшение условий для
дальнейшей механизации и автоматизации
процессов, внедрения передовой
технологии;
• улучшение УСЛОВИЙ для
дальнейшей механизации и автоматизации
процессов, внедрения передовой
технологии;
• улучшение качества обработки;
• более полное использование
производственных площадей;
• повышение культуры производств;!.
Организация отделочных цехов
осуществляется на основе тех же
принципов, что и организация других стадии
производственного процесса
изготовления швейных изделий. При этом
необходимо учитывать специализацию и
техническое оснащение производства,
объем выпускаемой продукции,
наличие производственных площадей,
расстояние и способы транспортирования
изделий как в процессе отделки, так и из
швейных цехов на склад готовой
продукции.
Потоки отделочного производства
характеризуются в большинстве
случаев единой технологической
последовательностью, одинаковым
количеством технологических операций,
незначительным различием втрудоемко-
сти отделки разнообразных моделей
изделий. Поэтому наиболее
целесообразной формой организации работы
является специализированный поток,
оснащенный подвесным
транспортером для межоперационного
перемещения изделий в подвешенном
состоянии.
Исходными данными для расчета
отделочного цеха являются мощность
потоков швейных цехов и нормы времени
по операциям влажно ген ювой обра
ботки и отделки. Расчет цеха сводится к
выбору методов обработки и
оборудования, оптимального варианта
транспортирования изделий, определению
количества отделочных потоков и их
мощности, количества рабочих, оборудования,
решению вопросов организации
рабочих мест и расстановки оборудования.
В зависимости от условий
деятельности швейного предприятия потоки
окончательной отделки изделий могут
быть организованы по-разному. Это
может быть:
• единый технологический поток по
обработке всех изделий и моделей
мощностью, равной мощности всех потоков
швейных цехов;
• несколько потоков,
специализированных на обработке определенных
видов (пиджак и брюки, демисезонное и
зимнее пальто, шерстяное и шелковое
Проектирование организации швейного производства
Таблица 4.26
Организационно-технологическая схема потока по окончательной влажно-тепловой
обработке и отделке
Количество рабочих в потоке, чел., N =
Мощность потока, ед. в смену, М =
Количество
исполнителей на
организационной
операции,чел.
си
I
- ^
! а ЧI
Ills
: i § ф
10
11
платье, сорочки и др.) и моделей
(например, платье прямого и
трапециевидного силуэтов) изделий. Мощность
каждого потока соответствует выпуску
изделий с соответствующих потоков
швейных цехов;
• несколько потоков по обработке
одних и тех же видов и моделей
изделий, в каждом из которых установлен
полный комплект оборудования.
Характерной особенностью потоков
отделочных цехов является наличие
свободного ритма, стабильность
операций для разных моделей, сравнительно
большие нормы времени на
выполнение операций. Разница в трудоемкости
обработки составляет не более 2—3%.
Как правило, организационные
операции состоят из одной технологической,
т. е. нет необходимости в
комплектовании технологических операций в
организационные, а значит, и в расчете
такта потока. Вместо этого по каждой
операции рассчитывается количество
рабочих по формуле
где М — мощность отделочного
потока; Нд„ — норма времени на операцию,
с; R — продолжительность смены.
При расчете норм времени,
количества рабочих и оборудования
целесообразно предусмотреть многостаночное
обслуживание прессов, паровоздушных
манекенов и другого
полуавтоматического оборудования.
Организационно-технологическая
схема потока представлена в таблице
4.26.
Определив общее количество
исполнителей отделочного цеха (графа 8),
рассчитывают его площадь
SBW = lrf>- lllpa6.
где ffjpgg — норма площади на одного
исполнителя цеха ВТО.
Для равномерной загрузки рабочих
отдельные операции без нарушения
принципов специализации могут быть
объединены.
Расчеты расценок по операциям,
нормы выработки и
технико-экономических показателей, а также
составление сводных таблиц рабочих и
оборудования производятся, как и для потоков
швейных цехов (см. п.4.6.3 и 4.8).
Ввиду большой мощности потоков
важно правильно выбрать
транспортные средства для перемещения
предметов труда, способствующие
механизации и автоматизации процессов
транспортирования, сокращению
трудоемкости основных операций за счет
исключения ряда вспомогательных при-
Современные формы и методы проектирования швейного производства
емов, сокращению количества
вспомогательных рабочих.
Одновременно с выбором способа
транспортирования комплексно
должны быть решены вопросы меха-
ни заци и передач и издел и и из ш ве и -
ных цехов и из цехов отделки на склад
готовой продукции. При расстановке
оборудования в цехе важно также
рационально организовать рабочие
места как на основных, так и на
операциях запуска, комплектования, упаковки
и др. При передаче изделий в
подвешенном виде на каждом рабочем
месте должно быть два
кронштейна-накопителя — для необработанных и
обработанных изделий.
Планировочное решение цеха
выполняют с учетом общих требований
(см. п.4.6.6), выделяя участки по
выполнению перечисленных выше операций
и располагая оборудование группами.
Количество оборудования для
хранения изделия перед запуском, для
комплектования и сдачи на склад
рассчитывается, исходя из вместимости
оборудования и запаса изделий на этих
участках в размере 25-30% сменного
задания.
Площадь на одного
производственного рабочего в цехе окончательной
влажно-тепловой обработки и отделки,
в зависимости от вида изделия,
приведена в таблице 4.6.
4.8. Расчет основных
технико-экономических
показателей потока
Качественную оценку потока про- гс,
водят по его технико-экономическим
показателям (ТЭП). Эти показатели Qc,
используют для определения
себестоимости и рентабельности продукции, где £ ТР — сумма тарифных разрядов,
для расчета экономической эффектив- берется из графы 9 таблицы 4.18; X ТК
ности производства, для сопоставле- — сумма тарифных коэффициентов,
ния результатов с другими потоками и берется из графы 11 таблицы 4.18; ЛЛ,
т.д. Нормативного перечня ТЭП
потока нет.
Как правило, для швейных потоков
рассчитывают следующие
технико-экономические показатели.
Трудоемкость обработки изделия Т, с
где £tm 0 — сумма затрат времени на
технологические операции по
изделию, с.
Расчетную мощность М потока в
смену или количество рабочих N& в потоке.
Эти два показателя характеризуют
только количественную сторону потока,
но не дают качественной его оценки.
Выработку на одною рабочего в смену
или производительность труда В одного
рабочего, в единицах. Показатель В
наиболее полно отражает уровень
техники, технологии, организации
производства и труда швейного потока
В = М/ №.
Коэффициент загрузки А ( потока —
показывает расчетный уровень
использования рабочего времени в потоке
Средний тарифный разряд rf_ и
средний тарифный коэффициент Qc- —
характеризуют квалифицированную
сторону применяемой технологии, но не
прогрессивность потока, так как
рассчитываются по технологическим
операциям. Показатель Qс„ используют для
проверки расчета стоимости обработки
изделия
Проектирование организации швейного производства
— расчетное количество рабочих в
потоке.
Коэффициент использования
квалификации рабочих /Vfc.e — отражает
степень использования квалификации
рабочих по разрядам или уровень
специализации организационных операций по
разрядам
где гср — средний тарифный разряд по
технологическим операциям; гср °-°- —
средний тарифный разряд по
организационным операциям
где г.- — разряд организационной
операции, определяемый но наивысшему
разряду, соответствующему
квалификации исполнителя.
Суммарную расценку р —
определяется как сумма расценок по
организационным операциям
где Ер0 0 — сумма расценок по i-м
организационным операциям, i = /, .... т.
Чтобы исключить ошибку в расчете
суммарной расценки на изделие, ее
определяют расчетным путем
р = ДТС1рЕТК/М
i 1с.//( / р шевная кфифнаи ставка
исполнителя 1 разряда, определяется по
тарифной сетке для сдельщиков; ЕТК —
сумма тарифных коэффициентов; Л/ —
расчетная мощность потока, единиц в
смену.
Проверяют равенство
р = Ероо=дтс1р-Етк/м.
Коэффициент механизации потока
Км равен
— суммарное значение
времени технологических операций,
выполняемых с использованием
универсальных Е tm 0 Л/ и специальных
Х/т 0( швейных машин,
полуавтоматов X tm o '. прессового оборудования
Показатель Км определяет удельный
вес механизированных операций к
обшей трудоемкости и носит условный
характер, так как не учитывает
прогрессивности оборудования
Коэффициент использования
оборудования А'ц 0 — учитывает занятость
оборудования в течение смены,
характеризует качество технологической
схемы потока по специализации рабочих
мест
к - у. мех/ у, мех
— суммарное значение
времени технологических операций,
выполняемых с использованием
универсальных Е im 0 Л/ и специальных
Etmol швейных машин,
полуавтоматов Е tm 0 А, прессового оборудования
Efm.n"
Et0 омех — суммарное значение
времени организационных операций,
выполняемых с использованием
универсальных X t0 0 Л/ и специальных £ to.o.c
швейных машин, полуавтоматов
Е г0 о А прессового оборудования
У '
Так же как и Км показатель А'(| 0 не
учитывает действительного времени
использования оборудования.
Современные формы и методы проектирования швейного производства
Съем продукции Cj M: с одного
квадратного метра плошали F, ед.
Кроме указанных ТЭП, могут быть
рассчитаны и другие показатели.
Вопросы для контроля
и обсуждения
I Upon mo iLTWiuiiM структура швей-
НОГО предприятия.
2. Типы швейных предприятий с
законченным и незаконченным
производственным циклом изготовления
швейных изделий.
3. Сущность предварительного
расчета площадей проектируемого
предприятия.
4. Характеристика понятий
"Производственный процесс" и
"Технологический процесс".
5. Классификация технологических
потоков швейных цехов.
Характеристика потоков.
6. Швейный поток как система. Его
системные характеристики.
7. Характеристика требований к
построению швейных потоков как
системы.
8. Характеристика требований к
формированию элементов потока (орга-
ннзационных операций).
9. Этапы проектирования потоков
швейных цехов.
10. Расчет параметров потока.
Сущность предварительного расчета
потоков.
11. Проектирование структуры
технологических связей операций по
изготовлению изделий.
12.
Организационно-технологические схемы потоков в зависимости от его
подтипов.
13. Количественные и качественные
критерии оценки
организационно-технологического решения потока.
14.
Организационно-технологическая структура швейного потока.
Признаки формирования структурных
элементов потока.
15. Виды транспортных средств для
перемещения предметов труда в потоке
и их влияние на условия организации
работы потока.
16. Выбор транспортных средств для
перемещения предметов труда в потоке.
17. Сущность расчета цеха оконча-
KMi.Hun B.iaAHo-retLiimoii обработки и
отделки изделий.
18. Основные
технико-экономические показатели потока.
Проектирование процесса подготовки производства швейных изделий
Глава 5. Проектирование процесса
подготовки производства швейных изделий
5.1. Формирование исходной
информации
Исходной информацией для
проектирования производственного процесса
таких основных структурных
подразделений швейного предприятия, как
экспериментального, подготовительного и
раскройного цехов, являются:
• производственная программа;
• материальная смета;
• план сменяемости моделей.
Производственная программа (табл.
5.1) является основным документом
предприятия, в котором определены
ассортимент и объемы выпускаемой
продукции в установленные периоды
времени.
Швейное предприятие может
работать в одну или две смены. При этом
продолжительность смены R может
быть восьми- или двенадцатичасовой.
Как правило, для целей
проектирования принимается двухсменный режим
работы (т = 2) при восьмичасовом
рабочем дне. Малые предприятия в
основном проектируются с односменным
режимом работы при восьмичасовом
рабочем дне.
Выпуски изделий, в единицах,
определяются:
• в смену Мсм = R ■ N/ Г,
• в день М()и = Мсм ■ т,
• в гол Мгод = Мди ■ п,
где R — продолжительность смены, ч;
N — количество рабочих в потоке, чел.;
Т — трудоемкость изготовления
изделия, ч; m — количество смен; п —
количество рабочих дней в году, дн.
Итоговые значения определяются
по количеству рабочих (гр. 3) и выпуску
изделий (гр. 6-8).
На основе дневного Мдн выпуска
определяется численность рабочих на
операциях
подготовительно-раскройного производства предприятия.
Материальная смета предприятия
(табл. 5.2) отражает суточную иотреб-
Таблица 5.1
Производственная программа швейного предприятия
i
§
X
X
Трудоемкост
изделия Г, ч
Г Количество
рабочих
3
в потоке N, че/
Количество
.1
Z
X
о
И
о
Количество
рабочих дней
5
в подул, дн.
Выпуск изделий, ед.
1
о
■
6
1
■
7
3
■
8
Современные формы и методы проектирования швейного производства
Таблица 5.2
Материальная смета швейного предприятия
Выпуск
изделий, ед.
Основной материал
2 га с
Ни
* 2 а*
о 13
5 « »
I ,_■
О о
. 2 с
Другие виды
материалов
Таблица 5.3
План сменяемости моделей швейных изделий
Наименование
изделия
1
Количество
моделей
изготавливаемых в смену
2
Частота
сменяемости
моделей
3
Продолжительность
изготовления
моделей
4
Общее
количество
моделей
вгодф
5
ность L$Hi всех материалов,
используемых для изготовления
запланированного выпуска изделий (основных,
отделочных, подкладочных, прокладочных,
утепляющих).
Потребность материала, в погонных
метрах, определяется, исходя из нормы
расхода на одну единицу изделия IIj еф
соответствующего сменного Л/си или
дневного Mf)H выпуска изделий в
зависимости от режима работы предприятия
и наиболее часто встречаемой ширины
Ш материала:
• и смену Lcu = Hj e$ • Мсч/ Ш\
• вдень LdH = Н, ед ■ Мдн/ III.
Итоговые значения приводятся по
выпуску изделий в смену и в день
(гр. 2,3) и потребности по всем видам
материалов (гр. 6, 7, 10, II,...).
Расход материалов в течение смены
LCM (дня Ldll) является основой для
расчета площадей участков хранения
материалов на различных этапах подготовки
их к раскрою и необходимого
количества оборудования на операцию.
Объем работы экспериментального
цеха определяют, исходя из плана
сменяемости моделей (табл. 5.3).
Количество моделей,
изготавливаемых в потоке в течение смены (гр. 2),
определяется организацией работы
швейных потоков.
Частота сменяемости (гр. 3)
предполагает, сколько раз в течение месяца
или квартала происходит обновление
моделей запланированного
ассортимента изделий. Для целей
проектирования обычно частота сменяемости
моделей может приниматься один или два
раза в месяц или квартал. Обычно, чем
меньше моделей изготавливается в
потоке в течение смены, тем чаше
происходит их обновление.
Продолжительность изготовления
моделей (гр. 4) определяется частотой
их сменяемости. Например, если
модели сменяются один раз в месяц, то
продолжительность изготовления моделей
соответствует одному месяцу.
Как правило, частота сменяемости
моделей изделий и продолжительность
их изготовления определяется сроком
выполнения заказа.
Общее количество моделей Ф.
разрабатываемых в экспериментальном
цехе в течение года по всему ассортименту
Проектирование процесса подготовки производства швейных изделий
выпускаемых изделий (гр. 5). служит
основой для определения численности
исполнителей на операциях
экспериментального цеха.
Проектирование производственного
процесса предполагает выполнение
следующих этапов:
1. Выбор оборудования.
Формирование структуры цеха.
2. Расчет рабочей силы,
необходимого количества оборудования и
площадей участков цеха.
3. Формирование планировочного
решения цеха.
4. Разработка документации цеха.
5.2. Проектирование
организации процесса
конструкторско-
технологической
подготовки
производства швейных
изделий
5.2.1. Задачи конструкторски-
технологической подготовки
производства швейных изделий.
Структура экспериментального
цеха
Экспериментальный цех швейного
предприятия обычно работает на правах
Дома моделей. Поэтому его основной
задачей является разработка и
подготовка новых моделей изделий к запуску
в производство.
Для достижения поставленной цели
в экспериментальном цехе
выполняются следующие виды работы:
• создание новых моделей швейных
изделий, отвечающих современному
направлению моды и пользующихся
спросом у потребителя;
• разработка базовых и модельных
конструкций для созданных моделей
ичлелий:
• разработка рациональных для
проектируемого предприятия
технологических режимов обработки и сборки
изделий;
• изготовление комплекта лекал на
модель изделия;
• нормирование расхода всех
материалов, используемых для
изготовления изделий:
• изготовление копий раскладок
лекал;
• определение свойств новых
материалов;
• подготовка конструкторско-техно-
логической документации на модель
I! i КМ ИИ.
Вместе с тем работники
экспериментального цеха: осуществляют
авторский надзор за моделями, принятыми
к производству, и контроль за
использованием материалов;
усовершенствуют конструкцию и технологию
изготовления изделий; разрабатывают
мероприятия по использованию отходов
производства: участвуют в процессе
внедрения новых видов оборудования и
средств малой механизации.
Исходной информацией для
проектирования производственного процесса
экспериментального цеха является план
сменяемости моделей (см. табл. 5.3).
Создание и разработка моделей
начинается в конструкторском отделении.
Группа высококвалифицированных
специалистов, состоящая из
художников-модельеров, конструкторов и
технологов занимается: созданием
моделей одежды, удовлетворяющих
текущему и перспективному направлению
моды, технико-экономическим
требованиям промышленности,
художественно-эстетическим показателям и
показателям качества: разработкой
технологичных модельных конструкций;
проработкой модельных конструкций;
разработкой конструкторско-технологиче-
ской документации.
Разработка моделей начинается
с технического задания. В нем
учитываются особенности организации швей-
Современные формы и методы проектирования швейного производства
ного производства предприятия, где
будет организовано изготовление модели.
На основании технического задания
производственно-диспетчерский отдел
предприятия разрабатывает сетевой
график подготовки новых моделей к
запуску в производство.
Подготовка моделей к запуску в
производство выполняется в три этапа.
Первый этап — моделирование —
включает создание модели, разработку
конструкции, технологии изготовления и
нормативной документации. На этом
ЭТШ1е определяются экономические
параметры модели — если модель не обес-
печивает нужной рентабельности, она
отклоняется.
На втором mwne на опытном
образце модели проводится окончательная
проработка конструкции и технологии.
Лаборанты-портные швейного
отделения изготавливают опытные образцы
при участии конструктора и технолога
экспериментального цеха, а также
технолога швейного цеха, где будет
изготавливаться модель, и инженера отдела
контроля качества. На этом же этапе
работы изготавливаются
образцы-эталоны, разрабатывается конструкторско-
технологическая документация,
которая направляется во все службы,
связанные с подготовкой модели к запуску
в производство.
Предложенные модели
принимаются художественно-техническим советом
предприятия. После утверждения и
согласования с торговыми организациями
отдел реализации и сбыта подает
сводный заказ в
производственно-диспетчерский отдел, где составляется
производственная программа.
На третьем, заключительном, этапе
в лекальном отделении
изготавливаются рабочие и вспомогательные лекала,
в отделении нормирования
рассчитываются нормы расхода материалов,
заполняются карты их расхода.
В соответствии с поставленными
задачами структура
экспериментального цеха может быть представлена
Экспериментальный цех
-\ Кон.
-с
ютрукторское отделение
■•о
1екальное отделение
1 —I Отделение нормирования
Отделение изготовления
копий раскладок
Лаборатория испытания
материалов
Рис. 5.1. Структура
экспериментального цеха.
следующими отделениями —
участками (рис. 5.1).
5.2.2. Организация процесса
подготовки молслсй к запуску
в производство. Расчет рабочей
силы, оборудования и площадей
участков экспериментального цеха
Организация производственного
процесса экспериментального цеха и,
следовательно, его структура зависит от
оборудования, применяемого для
реализации поставленных задач.
Так, работа в экспериментальном
цехе может выполняться:
• традиционным способом —
вручную, без использования средств
вычислительной техники:
• с использованием современных
систем автоматизированного
проектирования (САПР) швейных изделий.
Ниже представлен традиционный
вариант организации производственного
процесса в структурных подразделениях
экспериментального цеха.
Конструкторское отделение. В
конструкторском отделении осуществляется
создание новых моделей и подготовка
их к запуску в производство, а именно:
Проектирование процесса подготовки производства швейных изделий
• чуложник mo ie.ii.cp аи taei и. mi
зы моделей, отвечающих требованиям
моды и потребительскому спросу;
• конструктор разрабатывает
базовую и модельную конструкции,
первичные лекала на базовый размеророст для
раскроя опытных образцов моделей из-
делии. ос\ iiicci пляс! их конструктор
ско-технологическую проработку;
• технолог разрабатывает
технологические режимы раскроя и изготовления
моделей изделий.
Для моделей швейных изделий,
прошедших художественно-технический
совет и утвержденных к запуску в
производство, разрабатывается конструк-
торско-технологическая документация.
Комплекс документов включает:
• техническое описание модели
изделия;
• дополнительные сведения по
технологии изготовления изделия и о
возможных отличиях технологической
обработки модели изделия:
• таблицу измерения изделия и
лекал (табель мер);
• спецификацию материалов
(перечень и расход основных, подкладочных,
прокладочных, утепляющих и
отделочных материалов, фурнитуры и т.д.);
• спецификацию деталей кроя и
лекал;
• сложность обработки модели
изделия;
• карту технического уровня;
• правила приема, сортировки,
маркировки, упаковки и транспортировки
изделия;
• комплект лекал на базовый разме-
ророст. принятый за основу при
конструировании;
• карту расхода и схемы раскладки
лекал.
Формы представления документов
рассматриваются в курсе "Конструк-
торско-технологическая подготовка
производства".
После внесенных в первичные
лекала изменений конструктор
разрабатывает лекала-эталоны (лекала по
заданным размерам и ростам), рабочие и
вспомогательные лекала, составляет
табель мер.
Размероростовочный диапазон для
конкретной модели швейного изделия
определяется либо по "Шкалам
процентного распределения типовых
фигур", либо заказом торгующей
организации.
Лекала изготавливаются из
патронной или крафт-бумаги и далее
передаются для копирования их в требуемом
количестве в лекальное отделение.
Технолог готовит нормативную
документацию на модель изделия. В его
обязанности входит:
• разработка технологии
изготовления новой модели и проработка
режимов обработки на опытных образцах;
• осуществление контроля за
изготовлением опытного образца и образца-
эталона;
• расчет технико-экономических
показателей модели: определение
площади лекал, установление сложности
обработки на образец модели в баллах,
расчет расхода материалов на образец
модели:
• составление спецификации
деталей кроя изделия;
• установление перечня
вспомогательных лекал для швейного цеха;
• в период запуска модели в
производство осуществление контроля за
технологическим процессом изготовления
изделия по всем структурным
подразделениям предприятия.
Оборудование. устанавливаемое
в конструкторском отделении: столы
для модельеров и технологов;
специально оборудованные столы для
конструкторов; манекены; шкафы для хранения
документации.
Швейное отделение. В швейном
отделении осуществляется подготовка
технологии и организации
производства в швейном цехе предприятия.
По первичным лекалам в швейном
отделении лаборанты-портные при
участии конструктора и технолога изготав-
Современные формы и методы проектирования швейного производства
ливают опытные образцы. Проработка
конструкции и технологии
изготовления швейного изделия производится на
одном — двух образцах. При
необходимости в первичные лекала и
технологические режимы обработки вносятся
изменения.
После тщательной конструкторско-
технологической проработки опытных
образцов по уточненным лекалам с
соблюдением технологических режимов
изготавливают, как правило, два
повторных образца. Один из этих образцов
в качестве эталона остается на хранении
в экспериментальном цехе. Второй
образец передается в швейный цех, где
будет осуществляться запуск модели.
Образцы моделей хранятся в
подвешенном виде либо на
тележках-кронштейнах или на одно- или двухъярусном
цепном подвесном транспортере в
закрытом помещении, либо в
двухъярусных шкафах с целью предотвращения
выгорания материалов. На одном
погонном метре транспортера размещается до
5 зимних и до 9 демисезонных пальто, до
10 мужских костюмов, до 20 платьев.
Для изготовления опытных образцов
в швейном отделении устанавливается
р;к кронный L-to:i. на котором пс\ шесп и
ляется раскрой материалов. В
распоряжении каждого лаборанта-портного
имеется универсальная швейная
машина. На группу лаборантов
устанавливаются: утюжильный стол для
выполнения операций влажно-тепловой
обработки; по одной специальной машине
для обметывания срезов и петель,
пришивания пуговиц и, если необходимо,
для подшивания низа изделия. Как
правило, установленное в отделении
оборудование соответствует оборудованию
швейного цеха предприятия.
Лекальное отделение. В лекальном
отделении лекальщики изготавливают из
картона обычно три комплекта рабочих
лекал, а также вспомогательные лекала.
Первый комплект рабочих лекал
передается в группу нормирования для
выполнения экспериментальной
раскладки, затем он используется для
зарисовки раскладки лекал на верхнем
полотне настила. Второй комплект лекал
с окантованными металлической
лентой срезами передаются в раскройный
цех в зону раскроя — к ленточным
машинам. Как правило, это лекала мелких
деталей или деталей со сложной
конфигурацией срезов. Третий комплект
используется в раскройном цехе для кон-
гро.ш иыре (анны.ч [сталей на участке
обработки кроя.
Вспомогательные лекала
используются в швейном цехе для нанесения на
деталях кроя вспомогательных линий и
меток мелом или карандашом при
подготовке их к пошиву. Для этого на них
делают прорези для разметки вытачек,
складок и т.п., контрольные надсечки
для совмещения деталей при их
соединении, наносят линию долевого
направления нити основы в ткани или
петельных столбиков в трикотажном
полотне и линии допускаемых отклонений
от долевого направления нити
(столбиков) в раскладках лекал.
На каждом лекале, входящем в
комплект рабочих и вспомогательных
лекал, указывают номер модели, размер,
рост и полнотную группу изделия,
наименование и количество деталей. На
крупном лекале приводят перечень всех
лекал, входящих в комплект.
Лекала-эталоны, используемые для
контроля рабочих лекал, остаются на
хранении в экспериментальном цехе.
Перечень материалов, применяемых
для изготовления лекал, представлен
в таблице 5.4.
Лекальщики работают за
специальными столами, габариты которых
зависят от вида изделия и колеблются в
пределах (2000-2500) х (800-1000), мм. Для
изготовления лекал и их обработки в
отделении устанавливается следующее
оборудование:
• машина для вырезания картонных
заготовок из рулона РЛЗ-2;
• машина для скрепления листов
картона 266 класса;
Проектирование процесса подготовки производства швейных изделий
Таблица 5.4
М,Пг|Н1.!ПМ ДЛЯ И.11 ОТОВЛОМИН )!<■> ,1)1
Материал
Бумага кабельная марок
КМ-170. КМ-120, КВМ-170
Бумага патронная марки А
Бумага патронная марки Б
Картон электроизоляционный марки ЭВ
Картон электроизоляционный марки Г
Картон шпульный
Бумага оберточная
Картон коробочный марки В
Картом обивочный водостойкий марки ОВ
Заменитель фибры
Лекала-эталоны
+
+
+
+
Чертежи
размножения
+
+
+
Рабочие лекала
для технической
документации
+
+
Рабочие лекала
для раскладок
и контроля
+
+
Рабочие лекала
(шаблоны)
+
+
+
+
Вспомогательные
лекала
+
+
Примечание. Знак (+) означает, что изданного материала можно изготовить лекала или чертежи
• машина для скрепления заготовок
лекал БШП-5;
• машина для вырезания лекал по
наружному контуру ВЛН-1;
• машина для пробивания фигурных
отверстий ВЛО-1;
• машина :шя разрезания лекал по
внутреннему контуру (вытачки,
складки и т.п.) ВЛВ-1:
• машина для клеймения лекал по
срезам КЛС-1;
• устройство для окантовки срезов
лекал металлической лентой.
Техническая характеристика
оборудования, применяемого в лекальном
отделении, приведена в таблице 5.5.
Хранение лекал осуществляется
либо на тележках-кронштейнах, либо на
одно- или двухъярусном цепном
подвесном транспортере, либо в
двухъярусных шкафах. На одном погонном метре
транспортера (кронштейна) обычно
размешается 2-3 комплекта лекал.
Отделение нормирования. В
отделении нормирования выполняются
экспериментальные раскладки лекал на все
виды материалов, используемых для
изготовления изделия, для наиболее часто
встречаемых ширин. Кроме того,
определяются нормы расхода ЭТИХ
материалов, включая нитки и фурнитуру.
Процесс нормирования включает
расчет следующих видов норм:
• пооперационных, куда входят
нормы на раскладку и на настил;
• поиздельных, определяемых
средневзвешенной нормой на единицу
изделия каждой модели и нормой на
единицу каждого вида изделия.
Для измерения площади лекал
используется фотоэлектронная машина
ИЛ-1. Машина предназначена для
бесконтактного измерения площади лекал
различной конфигурации из плотной
бумаги или картона. Техническая
характеристика машины ИЛ-1 приведена
в таблице 5.6.
Площадь одного лекала или
комплекта лекал измеряют три раза без сброса
показаний счетчика. Величина площади
лекал устанавливается как
среднеарифметическая результатов трех измерений.
Современные формы и методы проектирования швейного производства
Таблица 5.5
ческая характеристика оборудования лекального отделения
Марка
РЛЗ-2
266
класс
ВЛН-1
ВЛО-1
ВЛВ-1
КЛС-1
Назначение
Вырезание картонных
заготовок
Скрепление листов
картона
Вырезание лекал
по наружному контуру
Пробивание фигурных
отверстий
Разрезание лекал
по внутреннему контуру
Клеймение лекал
по срезам
Производительность max
0,3 м/с
750+50 мин '
1500 мин'
20 циклов/мин
2000 мин '
0,6 м/с
Толщина
материалов
max, мм
0,7-1,2
4,0
0.7-1,2
0,7-1,2
0,7-1,2
0.7-1,2
Габариты
крышки
стола, м (1 х d)
2,49 х 1.65
1,8x1.0
1,8х 1,0
0.9x0,75
1,035 х 0.65
1.1 х 0.7
Масса, кг
540,0
147,0
127,0
226,0
100.0
85,5
Таблица 5.6
Техническая характеристика машины ИЛ-1
Характеристика
Длина лекал (min-max), мм
Ширина лекал (mjn-max), мм
Ширина рабочего прохода (стола) машины, мм
Скорость перемещения каретки, мм/с
'Lit пп,| нршиения гурсли мим
Продолжительность измерения лекал наибольшей площади, с
Относительная погрешность при измерении
площади лекал деталей, %
крупных
мелких
Габариты: длина х ширина х высота (1 х d x в), мм
Мас< ,ч. Ki
Показатель
100-1500
100-750
800
23,5
235
60
0.5-0,25
1,0-1.2
:■;,■ i;>.is . i 13s
600
В техническом описании модели
указываются площади каждого лекала и
всего комплекта лекал изделия.
Для установления нормы на
раскладку выполняются
экспериментальные раскладки. Раскладки выполняют
опытные раскладчики по рабочим
лекалам, полученным из лекального
отделения, на установленные ширины
материалов при соблюдении технических
требований.
Для определения количества и
состава раскладок на заданную модель
изделия выполняется расчет серий,
методика которого изложена в курсе
"Технология швейных изделий".
Рабочее место для выполнения
раскладок лекал и последующего обведения
контуров (зарисовки) оборудовано
столом с габаритными размерами, мм:
длина 6000-7000, ширина 1600-1700.
высота 800-850. По длине крышки стола на
расстоянии 20 мм от краев
вмонтированы линейки с ценой деления I см,
предназначенные для измерения длины
рамки раскладки. Под крышкой стола
располагаются ящики для хранения
документов, альбомов рациональных
раскладок, мела, ножниц и другого
инструмента. С одной из сторон стола находится
размоточное устройство для рулона
бумаги (кальки). С противоположной сто-
Проектирование процесса подготовки производства швейных изделий
роны стола располагается кронштейн
(стойка) для временного хранения
лекал. Длина стойки соответствует
ширине стола, высота — длине лекала
наибольшей детали плюс 20—30 мм.
Раскладки с наименьшим
процентом межлекальных отходов
используются при составлении альбома
рациональных раскладок.
Информация о раскладке лекал
поступает в зону обмеловки верхнего
полотна настила или в зону раскроя в виде
копии раскладки, выполненной:
• в уменьшенном масштабе —
"миниатюрки";
• в натуральную величину.
В первом случае копирование
раскладки может осуществляться вручную
(в этом случае раскладчик на карточке
зарисовывает схему раскладки лекал
с указанием на деталях размеророста и
направления нити основы) или
механическим способом:
• с использованием фотоаппарата,
закрепленного на подвижной каретке.
Каретка расположена на некоторой
высоте относительно стола, на котором
Таблица 5.7
Техническая характеристика установки ПКУ-3
Характеристика
Скорость рабочего хода
каретки, м/с
Длина раскладки, мм
Максимальная ширина
раскладки, мм
Масштаб копии раскладки, мм
Фокусное расстояние, мм
Скорость перемещения
бумаги, м/с
Мощность лампы
накаливания, Вт
Напряжение лампы
накаливания.В
Длина, мм
Ширина, мм
Высота, мм
Масса, кг
Показатель
0,15
не огранич.
1600
1:15
110
0.01
50
220
600
1788
1050
40
выполнена раскладка лекал. Возможно
также фотографирование зеркального
отражения раскладок лекал. В этом
случае столы покрывают черной краской.
Участок потолка, под которым
выполняются экспериментальные раскладки,
должен иметь зеркальную поверхность.
Для получения фотографии раскладки
лекал в отделении предусматривается
фотол аборатори я;
• с использованием
электрографической установки ПКУ-3,
переметающейся над столом с раскладкой лекал.
Установка разметается на рабочем
столе с направляющими для перемещения
каретки, кронштейнами и концевыми
упорами для останова каретки.
Холостые перемещения вдоль стола вперед и
назад выполняются вручную.
Характеристика установки ПКУ-3 представлена
в таблице 5.7.
Зарисовка раскладки лекал в
уменьшенном масштабе используется также
для составления альбомов
рациональных раскладок.
Во втором случае, для получения
копии в натуральную величину,
экспериментальная раскладка выполняется:
• на плотной бумаге (бумага
патронная марки Б, кабельная марок КВМ-170
и КМ-170). После обводки лекала
снимают, а полотно бумаги закатывают
в рулон и передают в отделение
изготовления трафаретов;
• на кальке. При этом контуры лекал
обычно обводят карандашом
"Светокопия" или "Люмограф". Затем лекала
снимают, калькусворачиваютврулон и
передают в светокопировальное отделение.
На деталях обозначают номер
модели, размер, рост и полнотную группу
изделия, на полотне бумаги (кальки) —
длину и ширину рамки раскладки.
После определения площади лекал и
выполнения их раскладок
нормировщик производит нормирование всех
видов материалов, включая нитки и
фурнитуру:
• вручную:
• на ЭВМ.
Современные формы и методы проектирования швейного производства
Отделение изготовления копий
раскладок. Наличие или отсутствие
отделения изготовления копий раскладок
определяется видом выпускаемых
изделий, мощностью предприятия и тем,
в каком виде информация о раскладке
лекал поступает в зону настилания и
раскроя. Отделение по копированию
раскладок существует, если в зону
раскроя материалов поступает зарисовка
раскладки, выполненная на бумаге
(кальке) в натуральную величину.
В отделении изготовления трафаретов
на полотне бумаги с помощью
перфоратора ПО контурам лекал пробивают
отверстия диаметром 2-3 мм,
расположенные друг от друга на расстоянии 5 мм.
Д.ППК1 [рлфлрек! должна превышать
длину зарисовки раскладки лекал на
15—20 см. К одному концу трафарета
прикрепляют планку, которая должна
выступать за края трафарета на 15-17 см
с каждой стороны. К другому концу
прикрепляют тесьму или кромку для
завязывания трафарета. Для придания большей
прочности краям трафарета и
уменьшения его скольжения во время пропудри-
вания ВДОЛЬ краев трафарета
приклеивают кромку из ткани шириной 2—4 см.
Закатанные в рулон трафареты
хранятся на стеллажах таким образом,
чтобы штамп находился наружу. Один раз
в месяц трафареты проверяют и ставят
отметку об их пригодности.
Трафареты передаются в
раскройный цех для перенесения зарисовки
раскладки лекал на верхнее полотно
настила. Его прикрепляют к настилу и
пропудривают вдоль контуров лекал
измельченным мелом. После снятия
трафарета на полотне материала остаются
точечные контуры лекал. Процесс
укладывания трафарета и пропудривания
занимает меньше времени, чем
укладывание лекал по миниатюрке и их обводка.
Поэтому использование трафаретов
является более экономичным.
Такой способ нанесения раскладки
лекал на полотно материала
обеспечивает многократное использование
трафарета. Рекомендуется к применению
;и!я прикладных материалов или для
основных материалов при выпуске
изделий, не подверженных влиянию моды,
— например, рабочей или специальной
одежды.
Однако в настоящее время на
швейных предприятиях трафареты не
находят широкого применения.
В светокопировальном отделении
зарисовку, выполненную на кальке,
размножают на светокопировальной
установке СКА-3 в требуемом количестве.
Количество копий зарисовки раскладки
лекал зависит от объема выпуска — от
количества настилов по данной
раскладке (данные берутся из расчета
серий). С одного изображения раскладки
можно получить до 100 копий.
Светокопии, также как и трафареты, хранятся
на стеллажах в рулоне.
Использование светокопий является
наиболее экономичным способом
получения деталей кроя, поскольку в
отличие от использования "миниатюрок"
или трафаретов не требует нанесения
контуров лекал на верхнее полотно
настила. Тем самым увеличивается
оборачиваемость настилочных столов в
раскройном цехе.
Светокопия предполагает ее
однократное использование и применяется
на узкоспециализированных
предприятиях при выпуске изделий большими
партиями.
Получение информации о
раскладках лекал в виде "миниатюрок" —
раскладок, выполненных в масштабе 1:5,
1:7, — или фотографий исключает
наличие в экспериментальном цехе
светокопировального отделения или отделения
изготовления трафаретов.
Лаборатория испытания материалов.
Для расчета величины допускаемых
отклонений от долевого направления нити
основы с целью правильного
использования материалов в швейном
производстве, расчета припусков швов для
установления технологических режимов
обработки, а также определения возможно-
Проектирование процесса подготовки производства швейных изделий
сти и режимов соединения различных по
виду и волокнистому составу материалов
необходимо определение гигиенических
и физико-механических свойств
поступающих на предприятие материалов.
Исследование свойств материалов
осуществляется в специально
оборудованной лаборатории испытания
материалов.
Проверка гигиенических свойств
материала заключается в определении
эффекта несминаемости и соблюдении
текстильным предприятием режима
пропитки материалов.
Физи ко-механическим и
показателями, по которым оценивают качество
материалов всех видов, являются:
плотность по основе и утку, вес 1 м\
прочность на разрыв, усадка, устойчивость
окраски.
Для определения свойств
материалов применяют следующие приборы и
оборудование:
• разрывную машина РТ 25ОМ-2 для
испытания на разрыв:
• разрывную машина РМ-3-1 для
испытания ниток и пряжи:
• прибор Дит-М для определения
стойкости материалов к истиранию;
• психрометр МВ-4М для
определения влажности воздуха;
• толщиномер ТЭМ;
• прибор для определения сминае-
мости и усадки материалов;
• приборы для испытания тканей на
пиллингуемость (ииллингомер),
определения драпируемости и жесткости
при изгибе;
• технические весы:
• микроскоп "Биолам";
• круткомер универсальный КУ-500;
• сушильный шкаф ШС-3;
• центрифугу, ткацкую лупу,
утюжильный стол и утюг с
терморегулятором, металлические линейки, шаблоны,
приборы и реактивы для химического
анализа волокон и др.
Испытание материалов проводится
по методикам, изложенным в
действующих стандартах.
Таким образом, наличие
перечисленных ныше структурных подрапеле-
ний определяется применяемым
оборудованием и принятой организацией
работы экспериментального цеха
В настоящее время швейные
предприятия успешно применяют как
зарубежные, так и отечественные системы
автоматизированной конструкторско-
технологнчсской подготовки
производства, как правило, связанные локальными
сетями с системами
автоматизированного настилания и раскроя.
Наиболее известными
разработчиками таких систем являются фирмы
" Invest ronica" (Испания), "Gerber
Garment Technology" (США),
"Durkopp" (Германия). "Lectra Systems"
(Франция). "Cybrid"
"(Великобритания), "Toray" и "Juki" (Япония), "Pfaff"
(Германия). "Microdynamics" (США).
Среди производителей России и
стран ближнего зарубежья известны
системы фирм ВП "Семенов" и "Фалком"
(г. Жуковский, Московская область).
АО "Абрис" и ООО "Комтенс" (г.
Москва), НФП "Инфоком"ЛТД(г. Харьков).
ОКБМ "Эвистор" (г. Витебск) и др.
В состав системы входят
программное обеспечение САП I' и рабочие места:
• модельера;
• конструктора;
• лекальщика;
• раскладчика лекал;
• нормировщика;
Программное обеспечение САПР
одежды включает в себя основные
подсистемы:
• построения эскизов моделей;
• проектирования базовых
конструкций;
• конструктивного моделирования;
• проектирования лекал;
• градации лекал;
• раскладки лекал;
• нормирования расхода всех видов
материалов;
и обслуживающие:
• ввода-вывода, формирования и
ведения информации;
Современные формы и методы проектирования швейного производства
• управления вычислительным
процессом;
• информационно-поисковую;
Практически все системы
базируются на применении персональных
компьютеров типа IBM/PC, объединенных
в локальную сеть, и периферийного
оборудования:
• устройства ввода лекал
(дигитайзера):
• графопостроителей (плоттеров)
с устройствами для вычерчивания лекал
и раскладок и для вырезания
комплектов лекал из бумаги или картона.
Различия в организации работы
экспериментального цеха при
использовании САПР обусловлены возможностями
используемого программного
обеспечения — функциями, выполняемыми
системой, и комплектностью технических
средств — оснащенностью рабочих мест.
Так, фирма "Investronica", помимо
уже давно и успешно эксплуатируемой
системы "Invesmark" для
автоматической подготовки лекал, их Градации и
раскладки, разработала новое рабочее место
для художника-модельера и
конструктора "Invesdesigner". На графическом
дисплее рабочих мест модельера и
конструктора обеспечивается работа по
построению эскиза модели, а также ее
конструкции. При этом изображения выводятся
на плоттер в натуральную величину.
Использование программы PGS на
рабочем месте лекальщика "Invesmark"
позволяет:
• фиксировать и унифицировать
конструктивные линии;
• создавать схемы швов (изображать
детали в соединении друг с другом);
• автоматически выводить на экран
монитора данные, касающиеся
геометрии чертежей — площадь, периметр,
длину и ширину швов;
• составлять интерактивные таблицы
для расчета длины строчки и времени
выполнения технологических операций.
На рис. 5.2 представлено рабочее
место лекальщика "AccyMarkSOO System"
системы "Gerbermarker" фирмы "GGT"
(США).
Помимо цветного дисплея рабочее
место лекальщика оснащено:
• дигитайзером —
аналого-цифровым преобра ювателем лекал формата
АО (897x1120 мм). Представляет собой
электронный планшет на стандартной
подставке от чертежного кульмана.
Связь с ЭВМ осуществляется по
интерфейсу RS-232;
Рис. 5.2. Рабочее место лекальщика "AccyMark 500 System" системы "Gerbermarker".
Проектирование процесса подготовки производства швейных изделий
Таблица 5.8
Техническая характеристика периферийного оборудования ОКБМ "Эвистор" (г. Витебск)
Дигитайзеры для ввода координат лекал в ЭВМ
Марка
Размеры рабочего поля, мм
Скорость сьема координат (шах), координат/с
Погрешность считывания координат, мм
Потребляемая мощность, Вт
Габаритные размеры, мм
Масса, кг
ЭМ-7109
1219x914
100
±0,25
20
1485x665x1800
100
ЭМ-7109А
604 ■ 502
803x725x100
19
Графопостроители
Ма| ■ ■:
Назначение
Размеры рабочего поля,
мм
Скорость {max), мм/с
Ускорение (max), м/с'
Статическая
погрешность, мм
{L-длима
перемещ) пин мм i
Тип инструмента
Потребляемая
мощность, Вт
Габариты, мм
Масса, кг
МК-7010
Для вычерчивания
эскизов моделей и
лекал
600 х 840
600
40
±(0,2+0.05%L)
Фломастер,
шариковый узел,
рапидограф
80
1200х390х 1040
35
ГР-1600
Планшетный
с режущей головкой
для вырезки лекал
из картона
900x1600
резания - 100
черчения - 300
±(0,2+0,05%L)
Вибрационный
механический нож
250
1200х2000> 1500
120
ГШ-1600
Широкоформатный
рулонно-
планшетный
для вычерчивания
раскладки лекал
в натуральную
величину
400x1600
1000
10
±(0,2+0,1%Ц
Фломастер,
шариковый узел,
рапидограф
300
2300x1200x1100
260
• широкоформатным плоттером для
вычерчивания лекал в натуральную
величину как на бумаге, так и на картоне
с последующим вырезанием. Режущим
инструментом является
осциллирующий клинок, либо используется
графопостроитель с лазерной системой
вырезания лекал.
Рабочее место раскладчика лекал
оснащено:
• широкоформатным плоттером
с перемоткой бумаги для вычерчивания
раскладок в натуральную величину
произвольной длины;
• плоттером небольшого формата
(А4-АЗ) для вычерчивания раскладок
"миниатюрок" в масштабе от 1:2 до 1:9.
В таблице 5.8. представлены
технические характеристики оборудования
САПР — дигитайзера ЭМ-7109 и
плоттеров МК-7010. ГР-1600. ГШ-1600,
разработанной ОКБМ "Эвистор" (г.
Витебск). На рис. 5.3 представлен
внешний вид оборудования.
Современные формы и методы проектирования швейного производства
I
Рис. 5.3. Внешний вид периферийного
оборудования САПР: а - графопостроитель с
режущей головкой ГР1600, б -
широкоформатный графопостроитель ГШ1600. в -
графопостроитель МК-7010. г - дигитайзер ЭМ-7109.
САПР одежды ОКБМ "Эвистор"
обеспечивает:
• повышение производительности
труда конструктора в 2-3 раза за счет
компьютеризации трудоемких операций;
• сокращение цикла разработки
новых моделей, ускорение запуска модели
в производство в 10 раз;
• экономию раскраиваемого
материала до 20% за счет выполнения
оптимальной раскладки лекал;
• высвобождение
производственных площадей, занятых ранее
оборудованием для обработки лекал, участком
хранения лекал, столами дли ручного
выполнения экспериментальных
раскладок, отделением изготовления
трафаретов или светокопировальным
отделением;
• ускорение корректировки
конструкторской документации и внесения
изменений.
В системе автоматизированы
следующие подготовительные этапы раскроя:
• ввод в компьютер и корректировку
лекал;
• создание новых и модификацию
имеющихся в системе лекал;
• градацию лекал по размерам и
ростам;
• расчет и распечатку площадей,
габаритных размеров и длин участков лекал;
• построение и оптимизацию
раскладки;
• вырезку лекал, зарисовку
раскладок и сеток лекал;
• расчет норм расхода материалов.
Основные характеристики
плоттеров представлены в таблице 5.9.
Для сравнении в таблице 5.10
приведена техническая характеристика
высокоскоростного плоттера "AccuPlot 700"
фирмы "GGT" (США).
Для дигитайзеров и плоттеров
используется:
• бумага типографская (ГОСТ 9095-
83Е);
• бумага (ТУ ОП 13-0248643-126-89)
плотностью 60-80 г/м' в рулонах
шириной 165-168 см, диаметром 30 см;
Проектирование процесса подготовки производства швейных изделий
Таблица 5.9
Техническая характеристика плоттеров
Характеристика
Формат, мм
Функция
вырезания
Точность
вычерчивания, мм
Скорость
вычерчивания
(max), мм/с
Скорость
вырезания
(max), мм/с
Интерфейс
Габариты:
длинах ширина, м
Потребляемая
мощность, кВт
Масса, кг
Тип и марка
Рулонно-
планшетный
ГРАФ-1812
БАРС
1800x1200
есть
0.10'
400
20
Centronix
2,4x2,8
1.5-7
600
Планшетный
ГП-1900/900
1900x900
нет
0,05
660
RS-232
2.0x2.5
нет данных
нет данных
SECONIK
SPL-450
297x420
нет
0.10
400
RS-232,
Centronix
0.6x0,5
H.iCTOJl
0.1
8
Рулонный
PIF-0.1
917x2057
нет
0.25
250
RS-232
1.5x1.0
0.2
40
MDG-1
216x2000
нет
0.10
80
RS-232,
Centronix
0,3x0.2
настол.
0,1
3
" - приведена точность вычерчивания контура, точность на стыке кадров - 1 мм
• картон электроизоляционный Структура цеха, последовательность
(ГОСТ 2824-86) толщиной 0,5-1.5 мм. выполняемых операций и их взаимо-
Таким образом, использование САПР связь представляется графом техноло-
влечет за собой изменение структуры гического процесса. На рис. 5.4 пред-
экспериментального цеха — исключается
необходимость в копировании раскладок
лекал в натуральную величину в
светокопировальном отделении или отделении
изготовления трафаретов. Нет
необходимости в установлении в лекальном
отделении оборудования для обработки лекал
и в группе нормирования — столов для
выполнения экспериментальных
раскладок. В лекальном отделении не
предусматривается площадь для хранения лекал.
Без изменения остается организация
работы в швейном отделении и в
лаборатории испытания материалов.
Перечень возможного
оборудования, применяемого при традиционной
организации работы
экспериментального цеха и при использовании САПР,
представлен в таблице 5.11.
ставлены два варианта организации ра-
Таблица 5.10
Техническая характеристика
плоттера "AccuPlot 700"
Характеристика
Скорость вычерчивания, мм/с
Ширина рулона бумаги (max), мм
Длина рулона бумаги (max), мм
Ширина рамки вычерчивания, мм
Одноэтапное передвижение
бумаги (max), мм
Функция вырезания
Напряжение сети,в
Габариты (1 xd). м
Масса, кг
Показатель
2300
2030
450000
до 2020
1003
нет
220
1.80x2,67
420
Современные формы и методы проектирования швейного производства
определение
свойств
материалов
создание
модели
разработка
конструкции
разработка
технологии
раскрой
образцов
изготовление ,
образцов 1 V '
хранение
образцов
изготовление
лекал
хранение
лекал
выполнение
жспериментальных
раскладок лекал
нормирование
расхода
материалов
изготовление
светокопий
з подготовительный
(раскройный) цех
Рис. 5.4. Варианты организации работы
экспериментального цеха: а - по типовому
варианту: б - при использовании САПР.
Условные обозначения:
О - операции хранения,
передача информации об объекте.
боты экспериментального цеха —
типовой и с использованием САПР.
Расчет рабочей силы, оборудования
и площади производится по каждому
подразделению в соответствии с
выбранной организацией работы и
структурой цеха.
Количество исполнителей
рассчитывается, исходя из принятых
нормативов времени на выполнение конкретной
операции и объема работы, с учетом
годового фонда рабочею времени и
коэффициента его использования.
Объем работы на каждом участке
определяется планом сменяемости моделей
(см. табл. 5.2), в частности, либо общим
количеством моделей Ф, планируемым
к выпуску швейным цехом в течение
года, либо количеством моделей, вновь
разрабатываемых в конструкторском
отделении Фн, исключая переходящие Фп.
Формула определения расчетного
количества исполнителей на операции
имеет ВИД
где tj — норма времени на выполнение I-
й операции, час; Щв/, — коэффициент
дополнительного времени на решение
производственных вопросов. Значения
коэффициента в зависимости от вида
работы приведены в таблице 5.12; £ —
коэффициент невыходов на работу по
уважительным причинам (при средней
величине невыходов, равной 9%, § =
= 0.91 )\ В — годовой фонд рабочего
времени, час
И = п ■ т • R.
где я — количество рабочих дней в году,
дн.; т — количество смен (см. табл. 5.1);
R — продолжительность смены, час.
При отсутствии нормы времени на
выполнение операции количество
рабочих можно определить, зная норму
выработки Нвы„
Проектирование процесса подготовки производства швейных изделий
Таблица 5.11
Перечень оборудования экспериментального цеха при различной организации работы
Типовой вариант
Наименование
1
Стол модельера
Гтол конструктора
Стол технолога
Манекен
Габариты
(Ixdxb).M
2
Конструкторск
1.2 хО,6хО,8
2.0х 1.0х 0.8
1.2x0.6x0.8
С 10.5
Отсутствует
Шкаф для документации
Стол для раскроя
образцов
Универсальная швейная
машина 1022-М
Специальные
швейные
машины
525
!:»»!>
Ы 283
285
Утюжи ып • гон
СУ-В + УПП-ЗМ
Цепной подвесной
транспортер ТМ
Тележка-кронштейн
или Шкаф для хранения
образцов моделей
1,5хО.8х 1.8
Швейное о
4.Ох 1.6x0.8
1,2x0.6x0.8
1.2x0.6x0.8
1.2 ■ 0.6x0 ft
1 ? ■ 0.6x0.8
1.2 х 0.6x0.8
1.4x0.7x0.8
6,9x1.0x2.5
1.2 хО.5х 1.7
3.0x0.7х 1.8
Лекальное!
Стол лекальщика
МаШИН 1 ДНИ ИМ|М! l.illHM
картонных заготовок
лекал РЛЗ-2
Машина для скрепления
листов картона 266 кл
Машина для скрепления
заготовок лекал
проволочными
скрепками БШП-5
Машина для вырезания
наружных контуров лекал
ВЛН-1
Машина для высекания
фигурных отверстий на
лекалах ВЛО-1
Машина для вырезания
внутренних контуров
лекал ВЛВ-1
Станок для клеймения
срезов лекал КЛС-1
Устройство для
окантовки срезов лекал
Кронштейн поворотный
для лекал
Цепной подвесной
транспортер ТМ
Тележка-кронштейн
или Шкаф для хранения
лекал
2.5х 1.0x0.9
2,5 х 1,7 х 1,1
1.8 х 1.0x0.9
1,2 х 0,7 х 1.1
1.8 х 1.0x0.9
0.9 х 0.8 х 1.1
1,0x0,7x0,9
1,1 х 0,7x0.8
1.2хО,6х 1.0
01.6
6.9х 1.0x2,5
1.2хО.5х 1.7
3,0х0,7х 1.8
Вариант с использованием САПР
Наименование
3
ое отделение
АРМ модельера
АРМ конструктора
АРМ технолога
Аналоп
Дигитайзер ЭМ-7109
Плоттер для
вычерчивания МК-7010
Габариты
(lxdxb),M
4
1.6x0,9x0.8
1.6x0.9x0.8
1.6x0.9x0.8
чно
1.5 х 0.7 х 1,8
1,2 х 0.4 х 1,0
Аналогично
тделение
Аналог
чно
>тделение
АРМ некалыцика
Плоттер с режущей
головкой ГР-1600
Аналоп
1.5x0,9x0.75
1,2 х 2.0 х 1.5
чно
Современные формы и методы проектирования швейного производства
Таблица 5.11 (продолжение)
Отделение но
Стол для выполнения
раскладки лекал
Установка
электрографическая ПКУ-3
Стол для нормировщика
Машина для измерения
площадей лекал ИЛ
Шкаф для документации
Светокопировальный
аппарат СКА-3
Стол для обработки
светокопий
Вытяжной шкаф
Стеллаж для хранения
светокопий
Стол для пробивания
трафаретов
Перфоратор
Стеллаж для хранения
трафаретов
Разрывная машина
РТ-250М-2
Разрывная машина РМ-3-1
Прибор для определения
стойкости к истиранию
Дит-М
Психрометр МВ-4М
Толщиномер ТЭМ
Прибор для определения
сминасмости и усадки
Микроскоп Биолам
Круткомер
универсальный КУ-500-2М
Сушильный шкаф ШС-3
Технические весы
Прибор для испытания
материалов
на пиллингуемость
Прибор для определения
драпируемости
Прибор для определения
жесткости при изгибе
Утюжильный стол
СУ-В + УПП-ЗМ
10,0x1,7x0,9
0,6x1.8x1,0
1,2x0,6x0,8
3,8x1.3x1.2
1.5хО.8х 1.8
Светокопировалк
1.9 х 1.0x1.9
2,0x1,0x0,8
1.5x0.9x2,0
3,0x1,5x1.8
Отделение изготов/
1,6x0,9x0,9
3,0x1,5x1,8
Лпбордтория испьп
1,4x0,7x0,9
эмирования
АРМ раскладчика
Широкоформатный
плоттер ГШ-1600
АРМ нормировщик.')
1.5x0,9x0,8
2.3 х 1.2 х 1.1
1.5x0.9x0.8
Отсутствует
Аналогично
ное отделение
Отсутс
вует
ения трафаретов
Отсутст
вует
ания материалов
Аналог
1ЧНО
Отличие в формуле определения
имеет место при расчете количества:
• лаборантов-портных
Pj = Фн ■ Ц^.вА' ((-1''/ +
где С/ — количество опытных образцов
(С/ = I—2); С2 — количество повторных
образцов (С^ = 3—4); tj — время
изготовления опытного образца (// = I07).
час: Х2 ~ время изготовления повторно-
Проектирование процесса подготовки производства швейных изделий
го образца (t2 = 37), час; Г—
трудоемкость изготовления изделия в швейном
цехе (см. табл. 5.1). час;
• лекальщиков
где/— количество комплектов лекал на
один размер; р — сменяемость лекал
(как правило, лекала сменяются один
раз в гол. т.е./) = \);q — количество
размеров изделий одной модели;
• раскладчиков лекал
NPi=0Hrje- t
tpacKl ■
■ В,
где г — общее количество раскладок
лекал для каждого вида материала и вида
раскладки; j — удельный вес
экспериментальных раскладок лекал по
отношению к общему количеству раскладок
(устанавливается аналитическим путем;
как правило, не превышает 20%), %;е —
количество ширин материалов, для
которых выполняются
экспериментальные раскладки.
Количество размеров и ростов,
а также количество раскладок лекал
определяется, как отмечалось выше, по
результатам расчета серий.
Таблица 5.12
Значение коэффициента
дополнительного времени 7]дш-
Наименование операции
Создание модели
Разработка конструкции
изделия
Разработка технологии
изготовления изделия
Изготовление образца изделия
Размножение лекал
Изготовление лекал
Расчет площадей лекал
Выполнение
экспериментальной раскладки
Изготовление трафарета
(светокопии)
1.30
1.40
1,20
1.20
1.10
1,15
1,05
1.30
1.05
Фактическое количество рабочих
N$i определяется округлением
расчетного количества NPjjw ближайшего
целого числа. При относительно большом
числе исполнителей NPj > 4—5 чел.,
крупногабаритности применяемого
оборудования и ограниченности
производственных площадей на отдельных
участках экспериментального цеха
можно использовать двухсменный
режим работы. Это возможно в лекальном
отделении и отделении нормирования.
Количество устанавливаемого в пол-
разделении оборудования л определяется
нормами обслуживания и
комплектностью оборудования. Основной вид
оборудования устанавливается по
фактическому числу исполнителей операции
где 1чФ; — фактическое количество
исполнителей на операции (при
двухсменном режиме работы в расчет
берется максимальное из двух смен
количество исполнителей), чел.; Но6сл —
норма обслуживания (количество человек,
обслуживающих один вид
оборудования), чел.
Плошадь участка #\- определяется
площадью, занимаемой установленным
оборудованием для выполнения всех
операций, с учетом коэффициента
использования плошали
где FBg — суммарная площадь под
оборудование для выполнения всех 1-х
операций на рассматриваемом участке, м';
цпд — коэффициент использования
площади (т|ял = 0,35-0.45).
Площадь под оборудование
определяется
Fo0 = 2?! edi' "i-
где F/ e()j — площадь, занимаемая
одним видом оборудования для
выполнения /-и операции, м'
Современные формы и методы проектирования швейного производства
П edi
-//•А
где tj, dj — габариты (длина и ширина)
оборудования, применяемого для
выполнения 1-Я операции, м.
Помимо площади, занимаемой
оборудованием, в швейном и лекальном
отделениях предусматриваются площади
под хранение образцов ГХр.обр и лекал
Fx/) WK. Как правило, для хранения
образцов и лекал используются одно- или
двухъярусные цепные подвесные
транспортеры, тележки-кронштейны, одно-
или двухъярусные шкафы.
Площадь под хранение образцов
определяется по формуле
Fxp.o6p = ФЧ обри1хр.обр/ кярЩл-
где S/ ogp — площадь, занимаемая
одним образцом (j/ ogp = 0,14), м;; и —
количество образцов-эталонов из числа
повторных (и = 1-2); 1ХршОц — срок
хранения образцов ихр овр ~ I год); кя„ —
количество ярусов (кЯр = 1—2): т\п1 —
коэффициент использования площади
(Ци-0,5).
Iоi.i.i площадь, шнимасмлн
швейным отделением, составит
При использовании САПР
информация о лекалах хранится в памяти
ЭВМ, поэтому площадь под хранение
лекал не предусматривается.
Ввиду специфики выполняемых
работ и используемого оборудования,
производящего шум или выделяющего
вредные дли организма человека
вещества, некоторые структурные
подразделения выносятся в отдельные
помещения. Так, для светокопировального
отделения (или отделения изготовления
трафаретов) предусматривается
площадь не менее 25—45 м\ дли
лаборатории испытания материалов — площадь
не менее 15—20 м . При использовании
фотографирования раскладок лекал
предусматривается небольшое
помещение для фотолаборатории.
В случае использования САПР
отделения, где установлена компьютерная
техника, также должны располагаться
в отдельном помещении.
Таким образом, площадь
экспериментального цеха /f^/j складывается из
площадей всех структурных подразделений
hV
iue.omd
Fxp.o6p'
Площадь под хранение лекал
определяется по формуле
где sj к лек — площадь, занимаемая,
одним комплектом лекал (sjK 1ек = 0,1),
м'; а) — количество комплектов лекал-
эталонов (ш= I); q — количество
размеров изделий, если хранятся лекала всех
размеров, w q = 1, если хранятся лекала
базового размеророста; ixp 1ек — срок
хранения лекал UxpjeK = 1 год); кяр —
количество ярусов (кяр = 1-2); т)П1 —
коэффициент использования площади
Площадь, занимаемая лекальным
отделением, составляет
По результатам расчетов
составляется сводная таблица рабочей силы,
оборудования и площадей
экспериментального цеха (табл. 5.13).
Итоговые значения определяются по
количеству исполнителей (гр. 3-6) и
оборудования (гр. 10) и по площади
(гр. 11) по каждому структурному
подразделению и по всему цеху.
Далее определяются фактические
габариты цеха. При этом длина IJPуц и
ширина шФэц цеха должны быть
кратны принятой сетке колонн 6 х 6, 6 х 9 м.
Фактическая площадь цеха
является основой для формирования
его планировочного решения.
Проектирование процесса подготовки производства швейных изделий
Таблица 5.13
Сводная таблица рабочей силы, оборудования и площадей экспериментального цеха
I
0 £
1 p
О х
II
Количество
исполнителей, чел.
*
S
Распределение
исполнителей
по сменам, чел.
Оборудование
6
10
1 I
5.2.3. Формирование
планировочного решения
экспериментального цеха
Планировочное решение цеха с
расстановкой рабочих мести
используемого оборудования выполняется в
масштабе 1:100 с учетом следующих
требований:
• технологические операции,
следующие друг за другом, должны быть по
возможности территориально
расположены близко друг к другу;
• для обеспечения технологического
обслуживания к работающему
оборудованию должен быть обеспечен доступ со
всех сторон;
• расстояние между установленным
оборудованием должно обеспечивать
свободный подход исполнителей и быть
не менее 1,5 м;
• ширина главного прохода должна
быть не менее 2,5—3,0 м;
• участки хранения образцов и
лекал, фотолаборатория должны быть
изолированы от дневного освещения;
• расстояние между работающим
оборудованием и колонной должно
быть не менее 0,4 м;
• при использовании
электрофотографирования раскладок лекал с
помощью установки ПКУ-3 торцы столов
для экспериментальных раскладок
должны располагаться на одном уровне,
чтобы по рельсовому пути можно было
перемещать установку к другим столам.
Пример планировочного решения
экспериментального цеха представлен
на рис. 5.5.
**ЛЛ1
Рис. 5.5. Планировочное решение экспериментального цеха (сетка колонн 6 х 6 м).
Проектирование процесса подготовки производства швейных изделий
Подготовительный цех
<>—I
Распаковочное отделение
Разбраковочное отделение
Участок хранения
разбракованных материалов
Подсортировочное отделение
Обмеловочное отделение
Рис. 5.6. Структура подготовительного цеха.
• в контейнерах;
• в кипах;
• в рулонах.
В качестве упаковочного материала
для кип и рулонов могут быть
использованы мешки, бумага, полиэтиленовая
пленка.
При приемке поступивших
материалов проверяется:
• исправность пломб и наличие
оттисков на них при поступлении груза
в контейнерах, наличие защитной
маркировки груза и исправность тары;
• соответствие наименования и
транспортной маркировки груза
данным, указанным в транспортном
документе;
• соответствие количества (массы)
груза сопроводительным документам.
Нераспакованные материалы
транспортируются в зону временного
хранения.
Хранение нераспакованных
материалов может осуществляться различными
способами:
• на стационарных стеллажах
консольного типа или передвижных
двухрядных двух-, трех-, четырехъярусных
стеллажах — используется для хранения
материалов, поступающих в кипах.
Консольные стеллажи размещаются
у глухой стены цеха, при этом
используется вся высота помещения.
Передвижные стеллажи
представляют собой секцию из двух рядов ячеек,
выполненных по принципу консолей.
Для удобства обслуживания каждый
ряд имеет по три ячейки. В одной
ячейке стеллажа размешается одна кипа
материалов. Секционные стеллажи
перемещаются по рельсам от
электропривода, расположенного на одной из
секций. Габариты двухрядной секции
стеллажа в м: длина — 2,6; ширина —
1,5; высота — 2,5. Емкость секции
стеллажа составляет
к = к -к -к л-к
с кип яч пряо пяр'
где кс — количество кип в секции
стеллажа; ккип — количество кип в одной
ячейке стеллажа (ккип = 1); кяч —
количество ячеек в одном ряду секции
стеллажа (кяч = 3); кряд — количество рядов
ячеек в секции стеллажа (кряд = 2); кяр —
количество ярусов ячеек в секции
стеллажа (кяр = 2-4).
Схема расположения стеллажей
представлена на рис. 5.7. Укладывание
кип и съем их с консолей стеллажей
осуществляется напольным вильчатым
аккумуляторным электропогрузчиком
типа ЭП-103 (рис. 5.8). Техническая
характеристика электропогрузчиков
представлена в таблице 5.14;
• в двух-, трех-, четырехъярусных
стационарных стеллажах с поддонами —
используется для хранения материалов
в кипах и рулонах. Секции стеллажей
могут быть одно- и двухрядными и
представляют собой металлический
каркас с полками, на которые
устанавливаются поддоны типа У27-71 со
съемными стойками. Габариты поддона —
его длина /, ширина d и высота b —
определяются соответственно шириной
материала, глубиной и высотой ячеек
стеллажа (табл. 5.15).
Двух- и трехъярусные стеллажи
обслуживаются аккумуляторным
электропогрузчиком типа ЭП-103;
четырехъярусные стеллажи — краном-штабеле-
ром опорным типа КШО-0,25 или кра-
Современные формы и методы проектирования швейного производства
Вопросы для контроля
и обсуждения
1. Задачи экспериментального цеха.
2. Формирование структуры
экспериментального цеха.
3. Возможность применения
светокопий на швейном предприятии.
4. Способы передачи информации
о раскладке лекал в раскройный цех.
5. Исходная информация для расчета
рабочей силы, необходимого
количества оборудования на операциях
экспериментального цеха.
6. Задачи, решаемые системой
автоматизированной конструкторско-тех-
нологической подготовки
производства. САПР и структура
экспериментального цеха.
7. Требования к выполнению
планировочного решения
экспериментального цеха.
5.3. Проектирование
организации
производственного
процесса подготовки
материалов к раскрою
5.3.1. Задачи процесса подготовки
материалов к раскрою. Структура
подготовительного цеха
Основной функцией
подготовительного цеха швейного предприятия
является ритмичное обеспечение
раскройного цеха материалами.
С этой целью в подготовительном
цехе проводится количественная и
качественная оценка поступающих
материалов и подготовка их к раскрою. Для
организации бесперебойной работы
всего предприятия в подготовительном
цехе на различных этапах
технологического процесса создается определенный
запас материалов.
Поставленная цель обеспечивается
решением следующих задач:
• приемка и распаковка материалов;
• ко.] и честен мая и качественная
оценка материалов:
• хранение материалов;
• расчет кусков материалов;
• подбор материалов в настилы:
• нанесение раскладки лекал на
верхнее полотно настила;
• подача материалов в раскройный
цех.
В соответствии с поставленными
задачами структура подготовительного
цеха может быть представлена
следующими подразделениями (рис. 5.6).
После выбора соответствующей
структуры цеха, взаимосвязанной со
структурой экспериментального и
раскройного цехов, производится подбор
оборудования для решения
поставленных задач.
Исходной информацией для
проектирования производственного процесса
подготовительного цеха являются
производственная программа (см. табл. 5.1)
и материальная смета (см. табл. 5.2)
предприятия.
5.3.2. Организация
производственного процесса
подготовки материалов к раскрою.
Расчет рабочей силы,
оборудования и площадей
участков подготовительного цеха
В соответствии со структурой
экспериментального и раскройного цехов
работа в подготовительном цехе может
быть организована следующим образом.
Распаковочное отделение. Все
материалы, необходимые для изготовления
запланированного производственной
программой выпуска швейных
изделий, подаются в распаковочное
отделение цеха, в котором производится их
количественная приемка по
сопроводительным документам текстильных
предприятий.
На швейное предприятие материалы
с текстильных предприятий могут
поступать:
Современные формы и методы проектирования швейного производства
б)
Рис. 5.7. Консольные стеллажи для хранения
нераспакованных материалов в кипах: а -
внешний вид; б - вид сверху (1 - транспортер;
2 - электропогрузчик ЭП-103; 3 -
передвижной двухрядный секционный стеллаж; 4 -
стеллаж консольного типа; 5 - кипа
материалов; 6 - рельсы для перемещения секций
стеллажа).
ном-штабелером подвесным типа
ПП-0.25. Технические характеристики
кранов-штабелеров приведены в
таблице 5.16.
Схемы установки поддонов на
стеллажи и виды обслуживаемЕ>1х транспортных
средств представлены на рис. 5.9, 5.10;
• в стационарных сточных поддонах —
используется для хранения материалов
в кипах и рулонах. Схемы размещения
материалов на поддоне приведены на
рис. 5.11,8,6. Укладывание в поддоны и
съем рулонов материалов производится
вручную, кип — с помощью
электропогрузчика;
• в штабелях — используется для
хранения рулонов материалов. Рулоны
вручную укладываются на деревянные
подставки (настилы) штабелем по
схеме, представленной на рис. 5.11,в.
Далее по мере необходимости
материалы освобождают от тары и в
лотковых тележках типа У24-71 (табл. 5.17)
вручную или в поддонах с помощью
электропогрузчика транспортируют
в зону разбраковки.
Сазбраковочное отделение. В разбра-
ковочном отделении осуществляется
входной контроль качества
поступивших материалов — определение
дефектов внешнего вида, а также уточнение
ДЛИНЫ и ширины кусков.
Как правило, этой операции
подвергаются основные и подкладочные
материалы. Прокладочные (клеевые и
неклеевые) и утепляющие (ватин,
синтепон) материалы после распаковывания
сразу же направляются на участок
хранения разбракованных материалов —
они принимаются по метражу,
указанному в ярлыке рулона.
Входной контроль качества
осуществляется путем просмотра лицевой
стороны материалов:
• на смотровых экранах браковочно-
иромерочных машин;
• на промерочных машинах;
• на промерочных столах.
При просмотре фиксируют дефекты
внешнего вида. Каждый дефект обычно
отмечают мелом, а на кромке напротив
дефекта прикрепляют цветную или
белую нитку или кусочек материала.
Одновременно с контролем качества
осуществляется контроль их длины и
Рис. 5.8. Электропогрузчик 4004А.
Проектирование процесса подготовки производству швейных изделии
Таблица 5.14
Техническая характеристика электропогрузчиков
Наименование показателя
Грузоподъемность, кг
Высота подьема груза, мм
Расстояние от центра тяжести
до спинки сил мм
Ширина, мм, не более
Длина с вилами, мм
Высота при опущенных вилах, мм
Высота с поднятыми вилами, мм
Длина вил. мм
Скорость подьема груза, м/мин
Скорость перемещения с грузом.
км/час
Наименьший радиус поворота, мм
Масса.кг
4015М
500
1800
2800
500
1000
2200
1600
2000
3660
950
9
9.0
1200
1480
4004А
750
2800
400
910
2400
2000
3660
750
10
8.5
1550
1800
ЭП-103-1,8
1000
1800
500
930
2500
1495
2400
750
9
9.0
1600
2300
ЭП-103-2.8
КИЮ
1800
500
930
2500
1995
3400
750
9
9.0
1600
2580
Таблица 5.15
Габариты поддона У27-71
Вид материала
Узкие материалы
Широкие материалы
Габариты поддона (Ixdxb), устанавливаемого в стеллаж, м
двухъярусный
1.25x1,00x1,65
1,70x1,00x1,65
трехъярусный
1,25x1,00x0,70
1,70x1,00x0,70
четырехъярусный
1,15x0,60x0,70
1,65x0,60x0,70
Таблица 5.16
Техническая характеристика кранов-штабелеров
Марка
Грузоподъемность, кг
Высота подьема груза, м
Длина моста, м
Скорость подьема
груза, м/мин
Скорость
передвижения моста, м/мин
Скорость
передвижения тележки, м/мин
Частота вращения
колонны, мин
Масса, тонн
ОП-0,25
250
5.4-5.5
5.4-11,4
12.5/6.2
50/12.5
20/10
4
3.1-4.1
ОП-0,5
500
5.1-5.4
5.4-11,4
12.5/3.0
50/12,5
20/10
4
3.7-6.7
ПП-0,25
250
5.25
5,4-11.4
12,5/6.2
50/12,5
20/10
4
2.9-3.8
ПП-0,5
500
5.1
5 J 114
12,5/3,0
50/12.5
20/10
4
3.6-6.2
КШО-0.25
250
3 2 ■: с
5.0-11.0
8.0
36/10,0
12
4
1.4-2.1
КШО-0,5
500
3.2-4.0
5.0-11.0
8.0
36/10,0
12
4
1.5-2.2
КШО 1,0
1000
3.2-4.0
5.0-11.0
8,0
36/10.0
12
д
1,7-2.7
Примечание. Дробью для некоторых типов кранов- штабелеров обозначены две скорости.
Современные формы и методы проектирования швейного производства
Рис. 5.9. Хранение нераспакованных
материалов в поддонах У27-71 на стеллажах,
обслуживаемых электропогрузчиком ЭП-103:
двухрядный трехьярусный стеллаж (а - вид
спереди; б - вид сбоку); в - двухьярусный
стеллаж.
ширины. Ширину куска материала
измеряют через каждые 3 м.
Данные измерений длины и ширины
материала, а также выявленные
дефекты заносятся в паспорт куска и в ироме-
рочную ведомость.
Паспорт куска оформляется в двух
экземплярах: первый прикрепляется к
куску материала, другой хранится в
картотеке подготовительного цеха и
используется для расчета кусков материалов.
На основании данных паспорта
куска составляется промерочная
ведомость, в которой указывается общая
длина партии материалов, длина и
ширина каждого куска по документу
поставщика и по результатам измерений.
Промерочная ведомость составляется
на каждый артикул материала отдельно
и только на одну партию поступивших
материалов в двух экземплярах. Один
экземпляр передается в бухгалтерию
предприятия, другой используется
в подготовительном цехе для контроля
за расходом партии материалов.
Оборудование, на котором
производится количественная и качественная
оценка материалов:
• промерочный стол — имеет крышку
прямоугольной формы длиной 3 м и
шириной, превышающей ширину
материала на 0,1—0,2 м. В крышке
монтируются две линейки но длине стола для
фиксации длины через каждые 3 м и
одна—по ширине для измерения ширины
материала;
• проверочная машина МП-] —
служит для измерения длины материалов.
Счетчик регистрирует длину пробега
транспортных кардолент,
перемещающих измеряемый материал:
• мромсрочно-разбракопочныс
машины — используются для контроля и
измерения длины и ширины материалов.
Среди используемого оборудования
известны:
• браковочно-промерочныс машины
для контроля и измерения узких (до 1,20
м) материалов БПМ-2. широких (до
1.50 м) материалов БПМ-3. Длина
материалов регистрируется счетчиком по
длине пробега вращающегося обрези-
ненного ролика, приводимого во
вращение движущимся материалом.
Ширина материала измеряется с помощью
линейки, расположенной в нижней
части экрана. Для определения ДЛИНЫ
участков материала между дефектами по
боковым сторонам экрана укреплены
линейки. Проверенный материал
сматывают в рулон. Недостатком машин
является невозможность движения
материала в обратном направлении;
Таблица 5.17
Техническая характеристика
лотковой тележки У24-71
Характеристика
Грузоподъемность, кг
Длина, мм
Ширина, мм
Масса, кг
Показатель
250 300
800-1200
гею 900
51-67
Проектирование процесса подготовки производства швейных изделий
МЫ)
а)
и)
Рис. 5.10. Хранение нераспакованных материалов в поддонах У-27-71 на четырехъярусных
стеллажах, обслуживаемых краном-штабелером: а - подвесным; б - опорным (1 - мост; 2 -
крановая тележка; 3 - поворотная вертикальная колонна; 4 - грузовой захват).
• универсальная нромероч-
ио-разбраковочная машина
УПРО-1 для широких
материалов. Измерение и контроль
материалов производится из
рулонов. Предусмотрена
возможность движения
материалов it обратном направлении.
Контроль длины
осуществляется с помощью счетчика
УГН-1 и электронной
машины, контроль ширины — с
помощью линейки вручную;
• малогабаритная мернлыю-
браковочная машина МК-01
PC (Смоленский
авиационный завод) — для
автоматического измерения ДЛИНЫ и
ширины куска, выявление и
фиксации пороков материала
[
1
— 1400
—>
1
О
СО
(М
1
— и0° — —►
0
12
50
У
1
2
1
X
I
X
X
X
X
X
I
X
X
X
X
X )
X )
( I
i X
С X
I
X
X
I
X
X
I
X
X
I
X
X
I
X
X
X
X
X
1
)
Рис. 5.11. Схемы укладывания нераспакованных
материалов: а - кип в поддон; б - рулонов в поддон; в - руло-
ков в штабель.
читающее устройство или
персональный компьютер
типа IBM. Использование
специального устройства для
протяжки материала
исключает его натяжение и тем
самым обеспечивает высокую
точность измерения длины
куска;
• малогабаритная браковоч-
но-промерочная машина В-02
Современные формы и методы проектирования швейного производства
Рис. 5.12. Малогабаритная браковочно-про-
мерочная машина В-02 фирмы "Roll Тех".
(рис. 5.12) фирмы "Roll Тех" (г.
Калининград) — для разбраковки материалов
шириной до 1,80 м. Машина оснащена
поддоном для рулонов и накопителем
для пустых картонных труб, наклонным
экраном и подсветкой, электрической
режущей машинкой для отрезания
кусков определенной длины, счетчиком
длины с цифровым дисплеем.
Предусмотрено обратное движение материала
без перемотки в рулоне (реверс).
Техническая характеристика нроме-
рочно-браковочного оборудования
представлена в таблице 5.18.
Современные разбраковочные
машины обеспечивают: перематывание
материала без натяжения;
автоматический контроль дефектов и отклонении
ширины; бесступенчатое
регулирование скорости перематывания в
диапазоне 0-75 м/мин; автоматическое
измерение длины; автоматическую
регистрацию измерений. Они оснащены
компьютерами и считывающими
устройствами разных типов
(фотоэлектрические, сканирующие устройства,
сенсорные датчики и другие устройства,
обеспечивающие контроль и регистрацию
отклонений ширины, локализацию де-
фектоп и измерение длины).
Считывание данных осуществляется без
визуального контроля.
Зарубежные производители проме-
рочно-браковочного оборудования
предлагают:
• разбраковочный автомат (Япония)
— имеет несколько рабочих зон,
оснащенных различным оборудованием: 1
— загрузка рулона материала; 2 и 6 —
освещение материала (используются
двух-трехмерные сканирующие
системы — видеокамера для введения
информации и процессоры с устройством
ДЛЯ вывода информации об
обнаруженных дефектах, о длине и ширине
материалов); 3 — трехмерная система с
детектором, в которой используется
отраженный свет для фиксации мест распо-
Тэблица 5.18
Техническая характеристика промерочно-браковочного оборудования
Марка
МП-1
БМП-2
УПРО-1
МК 01 PC
В-02
Скорость
протяжки
(max),
м/мин.
25
16
36
80
40
Диаметр
рулона
(max), мм
500
500
500
800
400
Ширина
рулона
(max), мм
1600
1200
1800
1700
1800
Габариты
(lxdxb),M
2,25x1.97x0.9
1,6x1.4x1,6
2,4x1,4x2
2.75x1,65x1.55
1.79x2.25x2.15
Масса,
кг
-
550
700
320
Примечание
Масса рулона
до 80 кг
Автоматич.
управление
Ширина равна
ширине рулона
Проектирование процесса подготовки производства швейных изделий
Рис. 5.13. Разбраковочный автомат (Япония).
ложения дефектов и их размеров на
материалах, в том числе с ткаными и
печатными рисунками; 4 — система с
детектором для фиксации разнооттеноч-
ности материалов; 5 — двухмерная
система с детектором, «котором
используется прямой свет, освещающий
материалы снизу, для фиксации дыр, мор-
шин, сгибов; 7 — двухмерная система
с детектором, в которой используется
отраженный свет, для фиксации
узелков и загрязнений; 8 — система с
детектором для измерения ширины
материалов. Длина и ширина материалов
измеряется традиционными механическими
устройствами и оптическими
датчиками (рис. 5.13).
Скорость разбраковки на автомате
увеличивается на 30% — до 50 м/мин;
точность измерения ширины
материалов составляет ±3 мм, длины — ±3% от
общей длины материала в рулоне.
Автомат регистрирует местоположение и
количество пятен размером более 2 мм1,
дыр — размером более 5 мм'.
Каждый вид оборудования автомата
связан с отдельной ЭВМ. имеющей
связь с главной ЭВМ. Параметры
обрабатываемых материалов
регистрируются и сравниваются со стандартами.
После разбраковки материал принимается
или не принимается к производству
в зависимости от его соответствия
стандартам. Для материала, принятого
к производству, данные о дефектах,
длине и ширине регистрируются в
карте дефектов и передаются в систему
раскладки лекал и систему раскроя
материалов;
• машину МВК/4 — фирма
"Monforts" (Германия) — для
разбраковки и измерения длины и ширины
материалов (рис. 5.14). Машина имеет:
размоточное устройство 1 с
компенсатором 2, намоточное устройство 3,
откидной столик 4 для съема рулонов,
смотровой -jKpan 5 с подсветкой и
измерительный блок 6. Размоточное
устройство рассчитано на рулон диаметром до
0,6 м, намоточное — на рулон
диаметром до 0,4м. Намоточное устройство
имеет два приводных валика.
Регулированием разности частот их вращения
достигается требуемая плотность
намотки материала. Откидной столик
облегчает съем рулонов. Смотровой экран
оснащен устройствами ятя маркировки
дефектов и измерения длины и ширины
материалов. Скорость продвижения
материала регулируется в прямом
направлении в пределах 0—60 м/мин, в
обратном направлении — в пределах 0—30
м/мин. Включение и выключение
привода, скорость и направление
перемещения материала регулируется с
помощью одной рукоятки;
• ра!браковочную машину с рабочем
шириной 2000 мм — фирма "Bullmer-
werk" (Германия) — для просмотра
материала, подаваемого из рулона
диаметром до 600 мм. Перематывание
осуществляется без натяжения, скорость
перематывания регулируется в пределах
Рис. 5.14. Раэбраковочная машина МВК/4
фирмы "Monforts".
13-4300
Современные формы и методы проектирования швейного производства
0-75 м/мин. Машина оснащена
фотоэлектрическим устройством для
контроля ширины, устройствами для
автоматического измерения длины и
локализации дефектов. Результаты
измерений регистрирует компьютер.
Аналогичные разбраковочные
машины предлагают фирмы "Calator"
(Швеция), "Nortex" и "Shellon"
(Англия) и др.
При всем многообразии типов про-
мерочно-разбраковочных машин их
основные исполнительные механизмы и
инструменты имеют много общих
устройств:
• устройство для размотки рулонов
материала или платформу, если
материал уложен "в книжку";
• направляющие валики до
смотрового экрана;
• наклонный смотровой экран, по
которому скользит материал;
• устройство для подсчета длины
материала;
• направляющие валики после
смотрового экрана;
• устройство для наматывания
материала в рулон или укладывания "в
книжку".
Участок хранения разбракованных
материалов. Разбракованные рулоны
материалов укладывают в лотковую
тележку У24-71, которая перемещается
к участку хранения разбракованных
материалов. На этом участке создается
определенный запас материалов на случай
перебоев в поставках.
Существует два вида хранения
разбракованных материалов — партионное
и штучное. При партионном хранении
рулоны материалов складывают в
партии, которым на складе отведено
определенное место. При штучном хранении
каждый рулон хранится отдельно.
При партионном хранении рулоны
укладывают:
• на поддоны, устанавливаемые
в двух-, трехъярусные стеллажи (как
при хранении нераспакованных
материалов);
• в лотковые тележки У24-71;
• на стеллажи елочного типа.
Такой способ хранения затрудняет
поиск и изъятие рулона нужного цвета.
длины, ширины.
Наиболее предпочтительным
способом является штучное хранение
рулонов материалов.
Для штучного хранения рулонов
материалов используются:
• стационарные многоярусные
полочные стеллажи (рис. 5.15).
обслуживаемые напольным рельсовым штабелером
ТШП-89. Габариты ячейки стеллажа —
длина по фронту загрузки /, глубина d
(для удобства изъятия рулона глубина
немного меньше ширины материала),
высота b — определяются шириной
материала и диаметром рулона (табл. 5.19).
Расстояние между секциями стеллажей
для штабелера составляет 1,8 м. Высота
ячейки определяется диаметром рулона
материала, укладываемого в ячейку,
плюс 0,1 м на свободу размещения.
Высота стеллажа определяется
количеством ячеек по высоте и не должна
превышать высоты помещения до ригелей.
Перекладывание рулонов из
лотковой тележки на полку и обратно
выполняется вручную. Техническая
характеристика штабелера ТШП-89
представлена в таблице 5.20;
• автоматизированные вертикально-
замкнутые элеваторы — предполагают
полную автоматизацию погрузочно-
разгрузочных работ и могут быть
использованы как составная часть
автоматизированной системы управления
технологическими процессами (АСУТП).
Для обслуживания склада хранения
разбракованных материалов
применяются:
• укладчик рулона материала в
тележку загрузки элеватора
(перекладчик);
• тележка-загрузчик с
автоматическим управлением для
транспортирования рулонов материалов от промероч-
но-разбраковочных машин к
элеваторам по рельсовому пути;
Проектирование процесса подготовки производства швейных изделий
Рис. 5.15. Многоярусные полочные стеллажи для хранения разбракованных материалов,
обслуживаемых напольным рельсовым штабелером ТШП-89: а - внешний вид, б - схема (1 -
направляющие для перемещения платформы, 2 - защитная ограда с поручнями, 3 - подьем-
ная платформа, 4 - самоходная рельсовая тележка, 5 - лотковая тележка У24-71), в -
поперечный разрез.
• дистанционное устройство
сигнализации о наличии свободных люлек;
• устройство адресования тележек
с рулонами материалов, с помощью
которого диспетчер регулирует подачу
загруженных тележек к элеваторам;
• дистанционное устройство
сигнализации об окончании загрузки;
• устройство для автоматического
возврата тележки в исходное
положение;
• пульт управления разгрузкой
элеваторов;
• ленточный транспортер для
перемещения рулонов к участку
комплектования материалов.
Внешний вид и схема элеватора для
хранения рулонов материалов
представлены на рис. 5.! 6.а.6. К звеньям
цепи I (тяговый орган) шарнирно
крепятся люльки Здля размещения в них
рулонов материалов 2. Тяговый орган
элеватора приводится в движение от
электродвигателя через редуктор и звездочки 4.
Работа автоматизированного склада
заключается в следующем. К разбрако-
Таблица5.19
Габариты ячейки стеллажа
Материал
Широкие материалы
Узкие материалы
/xdxb,M
1,50х 1,40x0,40
1,20x1.00x0,32
Таблица 5.20
Техническая характеристика
штабелера ТШП-89
Характеристика
Грузоподьемность, кг
Скорость перемещения, м/мин
Скорость подъема
(опускания) каретки, м/мин
Высота подьема каретки
Ширина колеи, мм
Рабочий вылет вил, мм
Мощность электропривода, кВт
Управление
Длина, мм
Ширина, мм
Высота, мм
Масса, к|
Показатель
600
40
6
1100-2700
950 и 1100
550
2,5
кнопочное
2460-2990
1100 1250
2400-4000
730-870
Современные формы и методы проектирования швейного производства
Рис. 5.16. Автоматизированный
элеватор ЭМС-1 для хранения
разбракованных материалов: а -
внешний вид, б - схема (1 - цепь, 2 -
рулоны материала, 3 - люлька, 4 -
звездочка), в - рельсовый путь для
движения [ележки загрузки
элеватора, г - ленточный транспортер для
перемещения выгруженных с
элеватора рулонов материалов в зону
комплектования.
ванному и измеренному куску
материала прикрепляют паспорт, в котором
указаны данные для расчета куска.
Кусок (куски), смотанный в рулон,
укладывается в приемный лоток
перекладчика рулонов, к которому с пульта
управления вызывается тележка для
загрузки. По прибытии на пункт вызова
перекладчик загружает тележку
рулоном. Адресование тележки
выполняется с пульта управления. Тележка
перемешается по рельсовому пути к
заданному элеватору (рис. 5.16,в). Люлька
элеватора, расположенная около
приемного лотка, подготовлена для приема
адресованного рулона материала.
Происходит автоматическое
перекладывание рулона из тележки через
приемник-лоток в люльку элеватора.
Свободная тележка автоматически
возвращается к промерочно-разбраковочной
машине.
После загрузки люльки рулоном
материала автоматически включается
элеватор и движение тягового органа
продолжается до тех пор. пока следующая
свободная люлька не окажется около
места загрузки.
Для управления разгрузкой служит
второй пульт, с которого вызывают
люльки элеваторов заданных номеров.
Тяговый орган приходит в движение, и
когда люлька подходит к месту
разгрузки, то с помощью рычажного механизма
она наклоняется и рулон падает на
ленточный транспортер (рис. 5.16. г). Под
действием массы рулона материала
транспортер приводится в движение —
рулон перемешается из зоны хранения к
участку комплектования в настилы для
отправки в раскройный цех.
Техническая характеристика
элеватора приведена в таблице 5.21.
Полсортнровочнос отделение. В под-
сортировочном отделении
подготовительного цеха осуществляется расчет
кусков материалов и подбор их в
настилы для подачи в раскройный цех.
Методика безостаткового расчета
кусков в настилы заданной длины рас-
Проектирование процесса подготовки производства швейных изделий
сматривается в курсе "Технология
швейных изделий".
Расчет производится по
информации, заполненной в паспорте куска в
разбраковочном отделении, вручную
или с помощью персональной ЭВМ.
Пи реп.п.кмам расчетом оформ ы
ются следующие документы:
• карта расчета кусков в настилы по
одному или нескольким артикулам
материалов;
• карта раскроя.
По карте раскроя осуществляется
выборка необходимых рулонов
материала, которые хранятся:
• на многоярусных полочных
стеллажах — скомплектованные в настилы
рулоны материалов выбираются из ячеек
стеллажа, где хранятся разбракованные
материалы, и размещаются в
специально отведенных ячейках,
расположенных ближе к месту отгрузки материалов
в раскройный цех;
• в лотковых тележках У24-71 -
подобранные из многоярусных полочных
стеллажей или из элеватора рулоны
материалов укладываются в тележки.
По мере необходимости тележки
с материалами и сопроводительными
документами подаются в раскройный
цех.
Обмеловочное отделение. В
отдельных случаях при отсутствии
светокопировального отделения в
экспериментальном цехе и САПР раскроя, а также
для увеличения оборачиваемости
настилочных столов в раскройном цехе,
операция нанесения контуров
раскладки лекал на верхнее полотно настила
может выполняться в обмеловочном от-
леленпи.
Операция проводится на столах при
наличии комплекта лекал и информации
о раскладке в виде "миниатюрки" или
фотографии. Габариты стола
соответствуют столам для выполнения
экспериментальных раскладок в группе
нормирования экспериментального цеха.
Одним из перспективных
направлений развития подготовительного про-
Таблица 5.21
Техническая характеристика
автоматизированного элеватора
Характеристика
Скорость движения тягового
органа, м/мин
Длина секции элеватора, м
Ширина секции элеватора, м
Высота секции элеватора, м
Число секций
Число люлек в секции
Масса рулона материала
(max), кг
Время одного оборота цепи с
люльками, мин
Показатель
7
2.70
2.26
2,80
3 5
52
80
4.5
изводства швейного предприятия
является механизация и автоматизация погру-
зочно-разгрузочных работ.
Так, результатом
научно-технического содружества ученых
Санкт-Петербургского государственного
университета технологии и дизайна и швейного
объединения "Труд" явилась разработка
И внедрение манипуляторов ШБМ-150.
Манипуляторы предназначены для
выполнения погрузочно-разгрузочных
работ на участке разбраковки материалов.
На рис. 5.17 представлена схема
использования манипулятора ШБМ-150
для загрузки и съема рулонов с двух
нромерочных столов. Порядок работы
на этом участке следующий. В зону
разбраковки электропогрузчик подвозит
поддон 7 с распакованным рулоном
материалов 4. Работница снимает у
поддона переднюю и боковые стойки, с
помощью схвата 3 манипулятора 2
захватывает один из рулонов, подводит его
к месту установки на промерочном
столе I и устанавливает. Пока работница
промеряет и разбраковывает материал,
другая работница использует
манипулятор для установки рулона на втором
промерочном столе.
После промера и разбраковки при
помощи того же схвата работница снимает
рулон со стола и укладывает в транспорт-
но-накопительную тележку 6. В конце
Современные формы и методы проектирования швейного производства
смены работница откатывает
заполненные тележки к ленточному транспортеру
и выгружает рулоны 5 с помощью
манипулятора на транспортер.
Использование манипулятора
позволяет облегчить физический труд
работниц на этой операции и повысить
производительность труда на 6%.
На рис. 5.18 представлена схема ис-
пол ьзован ия мани пул ятора Ш Б М -150
для погрузочно-разгрузочных операций
на браковочно-промерочной машине.
Цикл работ заключается в
следующем. В начале смены к браковочно-
промерочной машине 7 подвозится
накопитель 10 с рулонами материалов.
Работница заправляет машину,
производит промер и разбраковку материалов,
регистрирует результаты в промерочной
ведомости и паспорте куска и с
помощью схвата 9 манипулятора 1
укладывает рулон 8 в одну из сводных секций
накопителя 5, расположенного на столе 6.
Разбраковав и промерив четыре рулона
и уложив их в накопитель, работница
нажатием сигнальной кнопки подает
сигнал на смену накопителя. Затем с
помощью схвата манипулятора работница
перемещает накопитель на посадочное
место 3 над ленточным транспортером.
Нажатием кнопки "Пуск" включается
система управления 4, освобождающая
задвижку накопителя, и рулоны под
действием своей массы падают на
транспортер 2. После этого с помощью
схвата работница возвращает пустой
накопитель на стол у
браковочно-промерочной машины.
Ниже представлено описание
структуры и состав технических средств, реа-
Рис. 5.17. Схема использования манипулятора ШБМ-150 для транспортно-погрузочных
операций на промерочных столах.
Рис. 5.18. Схема использования манипулятора ШБМ-150 для транспортно-погрузочных
операций на браковочно-промерочных машинах.
Проектирование процесса подготовки производства швейных изделий
t
Рис. 5.19. Структура и состав гибкого автоматизированного (роботизированного)
подготовительного производства швейного предприятия.
лнзуюших гибкое автоматизированное
(роботизированное) подготовительное
производство швейного предприятия
на основе использования
промышленных роботов-манипуляторов.
Внешний транспорт I (рис. 5.19) до-
СТавляет рулоны материалов с
текстильных предприятий в кассетах. Такой вид
доставки облегчает погрузочно-разгру-
зочные работы с помощью
автоматизированных транспортных средств 2 —
автопогрузчиков, оборудованных
манипуляторами с ручным управлением.
Манипулятор перегружает контейнеры 3 с
рулонами материалов на накопительно-
перегружаюшне устройства (НПУ) 4
автоматизированного склада
нераспакованных материалов (АСНТ).
В состав технических средств АСНТ
входит автоматическое штабелирующее
устройство <ШУ) 5. устройство
хранения 6 и НПУ 7.
Ассортимент и объем необходимых
материалов подбирают с учетом
выпускаемых изделий с помощью
автоматизированных систем управления
производством (АСУП).
Штабелирующее устройство 5
осуществляет также перегрузку
контейнеров с рулонами из ячеек устройства
хранения на НПУ 7. Управление
процессом загрузки и разгрузки устройства
хранения контейнеров осуществляется
локальными системами управления
складом неразбракованных материалов
(ЛСУ СНТ> и транспортными
средствами (ЛСУ ТС).
Автоматизированная перегрузка
контейнеров с НПУ 7 и дальнейшая
межцеховая транспортировка
контейнеров на участок разбраковки к нромероч-
ным столам осуществляется с помощью
напольных транспортных роботов 8 гру-
зонесушего или грузотянущеготипа.
Подача рулонов к промерочному
столу 9 и перемещение их после
промера и разбраковки в накопительно-пере-
гружаюшее устройство 7
осуществляется с помощью манипулятора ШБМ-150
10 с ручным управлением. Принцип
организации работы разбраковочного
участка рассмотрен выше. Управление
ТС на участке разбраковки
осуществляется с помощью ЛСУ разбраковочного
оборудования.
Загрузка склада разбракованных
материалов (СРТ) контейнерами с НПУ 7
производится с помощью
штабелирующего устройства 5.
Программу работ ЛСУ формирует
автоматизированная система
управления технологическими процессами
;•
i
l
1
о
-
1
P.I
1ИЯ
1
i
5
I
01
Ht,>l,
о
£
1
11
Q. •-
1 3
d
|J,I II py 1КП
и транспортировка
материалов
приемка
материалов
хранение
нераспакованных
материалов
хранение
распакованных
материалов
разбраковка
материалов
погрузка
и транспортировка
материалов
хранение
разбракованных
материалов
8 5 §
I!
расчет кусков
материалов
подбор
материалов
в настилы
нарезание
полотен
заданной длины
зарисовка
раскладки лекал
на полотне
материала
клеймение
деталей
на зарисовке
раскладки лекал
хранение
подсортированных
материалов
? I
] s
I
g I
5 ;-
11
11
6.8
Рис. 5.20. Граф технологического процесса подготовительного цеха.
Условные обозначения:
О - операции хранения,
Проектирование пронесся подготовки производства швейных изделий
(АСУТП) подготовительного
производства. В свою очередь задание режимов
работы АСУТП формируется АСУП.
На рис. 5.20 в виде графа
технологического процесса представлена
организация работы подготовительного цеха. При
использовании САПР в фафе
технологического процесса подготовительного цеха
в отличие от типового варианта будет
отсутствовать обмеловочное отделение.
Расчет рабочей силы, оборудования
и площадей подготовительного цеха
производится н соответствии с
выявленной структурой и принятыми
способами хранения материалов.
Перечень технологических
операций, обязательных к выполнению
в каждом из структурных
подразделений цеха, определен Типовой
технической документацией на
соответствующие виды швейных изделий. Там же
приведены затраты времени на
обработку единицы изделия применительно
к типовому оборудованию.
Исходя из затрат времени и объемов
работ, расчетное количество рабочих но
каждой операции определяется
где Мдн — дневной выпуск изделий, ед.;
tj — затрата времени на выполнение
технологической операции, с; R —
продолжительность смены, с.
При отсутствии затраты времени
расчетное количество рабочих можно
определить, исходя из:
• нормы выработки Нвыр на одного
рабочего в течение смены
NPj = L$H/ Hebipi где M*/ — фактическое количество
исполнителей на операции (при лвух-
• производительности применяемого сменном режиме работы в расчет берет-
для выполнения операции оборудования ся максимальное из двух смен
количество исполнителей), чел.; НОбсд — нор-
NPj= LfiM/ IIoq, ма обслуживания (количество человек,
обслуживающих один вид оборудова-
где Поб — объем работы, который мож- ния), чел./ед.
но выполнить на данном виде оборудо- При двухсменном режиме работы
вания в течение смены. предприятия количество устанавливае-
Фактическое количество
исполнителей определяется путем округления
расчетного количества исполнителей до
ближайшего целого числа с
допускаемой недогрузкой — перегрузкой
±(10—15)% в зависимости от разряда
выполняемой работы.
При невозможности округления NPj
до ближайшего целого числа
производится доукомплектовывать операции
другими работами, выполняемыми на
однотипном оборудовании. Так.
например, хорошо комплектуются
транспортные операции, выполняемые на
различных участках цеха.
Таким образом, правила
комплектования технологических операций в
организационные операции в
подготовительном цехе аналогичны правилам
комплектования операций в швейном
потоке. В зависимости от режима
работы предприятия (в одну или две смены)
производится распределение
исполнителей по сменам 1 и II. При этом
необходимо учитывать нормы обслуживания
оборудования Hoqcv В случае, если одна
единица оборудования обслуживается
двумя исполнителями, принятое
фактическое ЧИСЛО исполнителей на операции
не может быть числом нечетным.
Как правило, в подготовительном
цехе все виды применяемого оборудования
обслуживаются одним исполнителем.
Количество оборудования n-t,
необходимого для выполнения операции,
определяется по фактическому числу
NVj исполнителей
Современные формы и методы проектирования швейного производства
мого на операции оборудования
выбирается по максимальному из двух смен
числу исполнителей.
Площадь участка /Р-складывается in
площади, занимаемой оборудованием,
и, при необходимости, из площади,
занимаемой под хранение материалов Fxp
где Fog — суммарная площадь,
занимаемая оборудованием для выполнения
всех 1-х операции на рассматриваемом
участке. м:; цпл — коэффициент
использования площади (пял = 0,35-0,45): Fxp
— площадь, занимаемая материалами,
определяется способом их хранения, м'.
Площадь под оборудование
определяется его габаритами и количеством
— площадь, занимаемая одним
видом оборудования для выполнения /-и
операции, м'
Fledi = Ч ' dh
где I/, dj — габариты (длина и ширина)
оборудования, применяемого для
выполнения /-и операции, м.
Площадь, снимаемая материалами,
определяется способом их хранения.
Штабельный способ хранения —
хранение рулонов в распаковочном
отделении
Fxp = Ldn ' а ' У1 */'/ к' * " Чп.г
где Lfa — суточная потребность
материала, пог.м; а — запас хранения, дн.; Vj K
— объем куска (рулона), м;; // к —
средняя длина куска, пог.м; А — высота
укладки рулонов материалов (А =1,2—1,5),
м; т}пл — коэффициент использования
площади (rjn, = 0.35-0,45).
Стеллажный способ хранения:
• хранение кип материалов в
распаковочном отделении на стеллажах
консольного типа
где V — объем одной кипы. \Г (V = У] к •
пк); пк — количество кусков (рулонов)
материалов в кипе, ед.; А — высота
укладки до ригелей (высота помещения
4,8 м минус 0.5 м; А ■ 4,3). м; Tjnt = 0.5;
£— коэффициент использования
стеллажа (^= 0.8);
• хранение рулонов материалов на
участке хранения разбракованных
материалов и в подсортировочном
отделении на многоярусных полочных
стеллажах
Хранение на поддонах:
• хранение кип и рулонов материалов
в распаковочном отделении в поддонах
на двух-, трех-, четырехъярусных
стеллажах
I яр'
*яр.сгп
где Snod — площадь поддона У27-71
(Snod = lxd), м ;л/Яр— количество
кусков (рулонов) или кип материалов,
уложенных на поддон в один ярус (n j яр =
= d/0К). ел.; кяр п — количество
кусков (рулонов) или кип материалов,
уложенных по высоте поддона (Ая„ п =
= Ь / 0А-). ел.; кяр ст — количество
ярусов стеллажей; г\ПА = 0,5: 0А. — диаметр
куска, м;
• хранение кип и рулонов материалов
в распаковочном отделении в стоечных
поддонах, распакованных материалов
в разбраковочном отделении в поддонах
у промерочно-разбраковочного
оборудования
Хранение в элеваторе — хранение
рулонов материалов на участке
хранения разбракованных материалов
' "Ic.xt'
Проектирование процесса подготовки производства швейных изделий
Таблица 5.22
Информация о материалах в кипе
Ткань
Шерстяная
тонкосуконная (сукно,
трико, шевиот и др.)
Драп
Сукно грубое
Бобрик
Камвольная костюмная
Ситец х/б
Бязь х/б
Платьевая летняя
Платьевая
демисезонная
Фланель, байка
Одежная, смотанная в
рулон по всей ширине
Одежная, сложенная
вдвое и смотанная в
рулон
Подкладочная
Бортовка льняная
Полотно льняное
Платьевая шелковая
Подкладочная
шелковая
Плюш
Число
кусков
3
2
3
2
3
30
24
25
25
14
10
6
8
6
10
1." 1-1
8-10
6
Среднее
количество
материала
100
50
90
50
100
1260
1000
1000
1000
550
300
300
500
250-300
500
400
350-450
180 200
Средняя
масса, кг
60
50-60
75-90
45-50
40-45
70-75
70-75
70-75
70-75
65
60-70
70-75
65-68
50
50
45-50
45-50
45 50
Высота, см
80
70
80
80
70
80
80
80
80
80
80
80
49
60
60
50-60
50-60
70-80
Длина, см
70-75
70 75
70-75
70-75
65-75
60-65
60-65
60 65
60-65
60-65
60-65
60-65
74
70
60
1,0 (>0
50-60
110
Ширина
(диаметр),
см
40
60
60
60
50
60
60
60
60
60
60
60
30
40
40
50
50
но
где 5Э, — площадь, занимаемая
секциями одного элеватора, м•': л/ с зл — число
люлек ВОДНОЙ секции элеватора, ел; г\„ ,
= 0.5.
Информация о габаритах кип и о
материалах, необходимая хчя расчета
участков их хранения, представлена в
таблицах 5.22—5.24.
Для обеспечения бесперебойной
работы раскройного и швейного цехов на
участках хранения материалов
подготовительного цеха создается определенный
запас на случай срыва поставок (табл. 5.25).
Для выполнения расчетов
рекомендуется следующее распределение запаса
хранения материалов по структурным
подразделениям цеха (табл. 5.26).
Площадь подготовительного цеха
складывается из площадей его
структурных подразделений
FPjuj"ZPPj, м .
На основании выполненных
расчетов составляется сводная таблица
расчета рабочей силы, оборудования и
Современные формы и методы проектирования швейного производства
Таблица 5.23
Информация о материалах в рулоне
Материалы
Шерстя
Для мужских пальто
Для женских пальто
Плащевая
Костюмная
Платьевая широкая
Платьевая узкая
Ватин
Шелко!
Плащевая штапельная
Плащевая марокен
Коспомно-платьевая
Сорочечная
Подкладочная саржа
Подкладочная сатин-дубль
Хлопчатобу
Пальтовая
Костюмно-брючная
Плащевая с пропиткой
Ворсовая(вельвш)
Диагональ (для рабочей одежды)
Платьевая (зимняя)
Платьевая (демисезонная, летняя)
Сорочечная толстая
Сорочечная тонкая
Полотно простынное
Бельевая толстая
Бельевая тонкая
Прокладочная
Прикладная (коленкор, ситеци т.д.)
Карманная
Марля
Льнян
Плотьево-сорочечная с лавсаном
Прокладочная
Парусина
Друг но f
Повинол
Искусственный мех
Плащевая ткань болонья
Блузочная капроновая ткань
Флизелин
Искусственная замша
Ширина Ш,
см
ныеткани
142
и;-
73
142
142
106
150
ыеткани
82
96
85
96
85
90
лажные |клни
86
142
94
72
65
75
75
105
80
124
79
78
68
/8
78
70
ie ткани
80
70
74
атериалы
73
126
100
91
\?п
61
Средняя
длина',.,
пог.м
27
30
75
38
36
37
40
49
80
46
65
80
40
29
30
60
35
55
40
55
50
70
.11
70
85
45
85
85
1100
40
55
.1.1
37
15
70
75
160
55
Средняя
масса
пог.м, кг
0.920
0.680
0.340
0.450
0.330
0.175
0,300
0.250
0,120
0.245
0,100
0.121
0,145
0,460
0.340
0.200
0,230
0.150
0,135
0,085
0,210
0.099
0.196
0,100
(<()«(,
0 175
0.080
0,116
0,034
0,246
0.253
0.359
0,496
0 700
0.085
0.018
0.144
0.250
Проектирование процесса подготовки производства швейных изделии
Таблица 5.24
Средний диаметр рулона материала
Вид материала
Пальтовые
Шерстяные костюмно-плагьевые
Шелковые, хлопчатобумажные,
льняные, прокладочные
Утеплители
Диаметр
Ш.. м
0.25 0,35
0,15-0.25
0,15-0,20
0,40-0.50
площадей подготовительного цеха
(табл. 5.27).
При кшолнении сводной таблицы
для участков хранения материалов
в графе наименование оборудования
указывается способ хранения и марка
обслуживаемого транспортного
средства, а в последней графе суммарная
площадь под хранение по всем видам
материалов.
Итоговые значения определяются по
графам 4-7, II. 13 но каждому
структурному подразделению и по всему цеху.
Фактические габариты цеха —длина
Wflll и ширина ///^//// — должны
быть кратны принятой сетке колонн 6 х
6 м. 6 \ Ч м.
Фактическая площадь цеха
hWun = lvun ■ nFPim-4|
является основной ;пя формирования
планировочного решения цеха.
Таблица 5.26
Запас хранения материалов по структурным подразделениям подготовительного цеха
Таблица 5.25
Рекомендуемые средние величины запаса
материалов
Изделие
Верхняя мужская одежда
Верхняя женская одежда
Верхняя детская одежда
Плащи
Платья женские и детские
Сорочки верхние мужские
и детские
Дни
25-30
30-35
30-35
25 30
35-40
25-30
Участок подготовительного цеха
Распаковочное отделение
Разбраковочное отделение
Участок хранения разбракованных
материалов
Подсортировочное отделение
Запас хранения по видам материалов, дн.
основной
подкладочный,
прокладочный,
утепляющий
1 -2
0,5-1
10-15
15-20
0,5-1
Таблица 5.27
Сводная таблица рабочей силы, оборудования и площадей подготовительного цеха
lag
ill
ill
И
h
|i
Количество
исполнителей,
чел.
Распределение
исполнителей
по сменам, чел.
Оборудование
!
is
Современные формы и методы проектирования швейНОГО производства
5.3.3. Формирование
планировочного решения
п»лгониппельного цеха
Планировочное решение
подготовительного цеха выполняется и масштабе
М 1:100с учетом следующих требований:
• поток грузов по возможности
должен быть прямолинейным,
исключающим не I речные, не глеобра шые. но
торные перемещения:
• недопустимо пересечение
людского и грузовых потоков:
• структурные подразделения,
взаимосвязанные tcxhojioi ическими
операциями, должны быть территориально
расположены близко дру| к другу;
• к работающему оборудованию
должен бы гьобеспечен доступ со всех сторон;
• ширина главною проходи должна
быть не менее 2,5-3.0 м:
• расстояние между работающим
оборудованием и колонной должно
быть не менее 0,4 м;
• расстояние между Промерочно-
разбраковочным оборудованием
должно обеспечивать свободный проход
исполнителей и быть не менее 1.5 м;
• расстояние от стены до промером-
но- разбраконочного оборудования
должно быть не менее 1.5 м:
• при использовании
электропогрузчиков расстояние между секциями
стеллажей должно обеспечивать свободный
разворот электропогрузчика с поддоном
и быть не менее 4.0 м:
• при использовании напольного
рельсового штабелера ТШП-Х9
расстояние между стеллажами должно быть не
менее 1,5—1,8 м, при использовании
крана-штабелера — не менее 1.5 м.
Критериями опенки вариантов
планировочного решения цеха являются:
• эффективность использования
upon шодетвенной площади:
• удобство обслуживания и
эксплуатации оборудования и участков
храпения материалов;
• стоимость монтажных работ:
• обеспечение прямот очи ости ПрО-
и нюдства;
• выполнение требований техники
безопасности.
Вариант планировочного решения
подю'юшпельною цеха прелеганлен на
рис. 5.21.
[{опросы для контроля
и обсуждения
I.Задачи подготовительного цеха.
2.Формирование структуры
подготовительного цеха.
3. Структурные подразделения
подготовительного цеха, в которых
формируется запас материалов.
4. Сущность операции разбраковки
материалов. Оборудование, применяе-
з а
ОI СУ
БПМ 2 О БПМ-2
Рис. 5.21. Планировочное решение подготовительного цеха (сетка колонн 6x6 м).
Проектирование процесса подготовки производства швейных изделий
мое для количественной и
качественной оценки материалов.
5. Способы хранения материалов на
различных этапах технологического
процесса подготовительною цеха.
(> Документы, отражающие
информацию о количественной и
качественной оценке материалов.
7. Исходная информация для
расчета рабочей силы, необходимою
количества оборудования и площадей участков
подготовительною цеха.
8. Требования к формированию
планировочного решения подин они ic.ii>-
ного цеха.
5.4. Проектирование
организации
производственного
процесса раскроя
материалов
5.4.1. '.;i i:ipui процесса раскрой
материалов. Структура
раскройного цеха
Основная задача раскройного цеха
заключается в ритмичном и
бесперебойном снабжении швейных цехов
кроем швейных изделий в ассортименте и
количестве согласно плану
предприятия.
Раскройный цех имеет
производственные связи с подготовительным
цехом, складом фурнитуры, отделом
главного механика, экспериментальным и
швейным цехами.
Из подготовительного цеха
получают материалы для раскроя, со склада
фурнитуры — фурнитуру для каждого
вида изделий, из отдела главного
механика — техническую оснастку и
запасные части к оборудованию. и j
экспериментального цеха — лекала,
техническую документацию и др. В швейный цех
раскройный цех отправляет
скомплектованный крой.
Для достижения поставленной
задачи » раскройном цехе выполняется:
• настилание материалов и
обработка настилов;
• раскрои настилов;
• настилание и раскрой дефектных
полотен;
• контроль качества и комплектовка
кроя;
• дублирование деталей;
• заготовка утепляющей прокладки;
• хранение кроя.
Исходя из поставленных задач,
структура раскройного цеха может быть
представлена следующими
подразделениями (рис. 5.22).
Структура раскройного цеха
взаимоувязана со структурой
экспериментального и подготовительного цехов
предприятия. Поэтому, определив ее.
можно осуществлять подбор
соответствующего оборудования для решения
поставленных задач.
Исходной информацией для
проектирования производственного процесса
раскройного цеха является
производственная программа предприятия (см.
табл. 5.1).
Раскройный цех
L
Участок настилания материалов
Участок раскроя материалов
Участок дублирования
Участок обработки
дефектных полотен
Участок обработки кроя
Участок заготовки
утепляющей прокладки
Склад кроя
Рис. 5.22. Структура раскройного цеха.
Современные формы и методы проектирования швейного произволства
5.4.2. Органи спит
upon 1водственного процесса
раскроя материалов.
Расчс! рабочей силы,
оборудования и площадей
участков раскройного цеха
Технологический процесс раскрой-
ного производства разделен па
определенные операции, выполняемые одним
или группой рабочих на одном ИЛИ
нескольких рабочих местах.
Особенностью раскройного
производства является постоянно
меняющиеся условия организации процесса
настилания и раскроя материалов:
неодинаковая длина и ширина кусков
материалов, длина и высота настилов, качество
и фишко-механические свойства
материалов, непостоянный выпуск изделий
и др. Перечисленные условия
сказываются на ритмичной работе раскройного
цеха вследствие простоев и
неравномерной кируженностп исполнителей.
В раскройных цехах применяются
ра жообразные формы орган и шции
груда, обеспечивающие ритмичность
производства, снижение потерь из-за
простоев оборудовании и рабочих.
Выбор
организационно-технологического решения раскройного
производства следует прои шодить с учетом
ряда факторов:
• мощности предприятия;
• уровня специализации;
• ассортимента материалов и их
физико-механических свойств:
• способа зарисовки раскладки
лекал;
• способа рассекания настилов и
вырезания деталей кроя;
• размеров производственной
плошали;
• расположения раскройного цеха по
отношению к подготовительному и
швейному цехам.
При выборе рационального варианта
технологического процесса раскроя
проводят многовариантные расчеты
раскройного цеха, определяют и
сравнивают основные технико- жономичес-
кие пока штели: прои шодительность
груда па одного работающего;
трудоемкость и себестоимость и >готовления
единицы кроя; коэффициент
использования производственной площади и др.
Участок настилания материалов.
Подобранные в настилы материалы в
соответствии с картой раскроя в тележках
поступаю! из подготовительного цеха
к пастилочным столам.
Операция пасiплаи и я материалов
является наиболее сложной п
трудоемкой. Она определяет качество кроя и
экономное использование материалов.
создает предпосылки рациональной
работы на последующих лапах пропшол-
ства. Настилание материалов является
важным фактором качества будущего
изделия.
И шмон и'нис нас шла подразумеваем:
• способ naciилания материала
("липом вверх", "лицом вши", "липом
клипу");
• механизацию операции
настилания:
• настилание полотен щ целых
кусков материала или предварительно
нарезанных:
• настилание секционное или несек-
ционное;
• последовательное, параллельное
или последовательно-параллельное
выполнение настилов одного расчета.
Способ "липом к липу" используется
для настилания материалов
одноцветных и с симметричным рисунком в
полную ширину. Настилание материала
происходит непрерывно. Первое
полотно на настилочном столе
располагают лицом вверх. Количество полотен
в настиле четное. В конце настила
отрезание полотна материала не
производится.
Настилание "лицом вверх"
используют для ворсовых тканей, в которых
направление ворса определяет оттенок
изделия, "лицом вниз" — для других видов
материалов. При настилании "лицом
вверх" и "лицом вниз" полотна в концах
Проектирование процесса подготовки производства швейных изделий
настила отрезаются. Количество
полотен в настиле может быть нечетным.
Настилание материалов может
осуществляться вручную и.in с помощью
настилочного оборудования.
Средствами настилании являются
настилочные столы, настилочные машины и
ЛИНИИ с оборудованием для настилания-
раскрои.
Настилочные столы имеют
массивную конструкцию, обеспечивающую
работу бе i вибраций и свободное
перемещение материалов. Крышка
настилочного стола изготавливается из
прочною материала и имев! гладкую
поверхность. Поверхность
настилочного стола не должна быть подвержена
воздействию намочи, масла, чернил.
В некоторых конструкциях
предусматривается регулировка крышки стола по
высоте.
Для промышленного производства
настилание вручную двумя работницами
является дорогостоящим и грудоемким
процессом, не обеспечивающим
должного качества будущего кроя.
Применение пастилочных машин
является более л}>фсктмвным, позволяет
выполнять операцию более
рационально при одновременном повышении
скорости настилания и получении
настила длиной и высотой согласно карте
расчета материалов. Вместе с тем
использование настилочных машин
уменьшает долю ручного труда, обеспе-
чивает простоту обслуживания и
высокую точность настилания.
Следует учитывать способ подачи
кусков при настилании специальными
дополнительными устройствами, которые
обеспечивают определенную степень
механизации работ. Способ подачи
кусков зависит от размеров кусков,
количества кусков водном расчете и
организации процесса настилания.
Для механизации подачи материала
применяются:
• одно- и многорулонные тележки;
• кронштейны стационарные и
передвижные:
• многорулонные элеваторы
стационарные (под крышкой настилочного
стола, около торца стола) и
передвижные.
Fc.ni настилание организовано так.
что настилышшам не приходится
переходить на другие столы
(последовательный способ настилания материалов
одного расчета), то применяются
кронштейны стационарные, многорулонные
элеваторы под крышкой настилочного
стола или около торца стола.
В случае перехода настильшии на
другие столы (параллельный способ
настилания материалов одного расчета),
применяются передвижные механизмы
— тележки, кронштейны, элеваторы.
Выбор настилочного оборудования
швпеит от производственной
программы мре шрин i ин. upon nto ici конных
площадей и др.
Современные настилочные машины
перемешаются вдоль столон с помощью
электродвигателя (механизированное
настилание).
Они производят настилание
материалов таким образом, что верхний слой
настила находится в одной и той же
плоскости, что обеспечивается
специальным механизмом подъема
укладывающего устройства настилочной каретки.
Наличие вспомогательных
устройств в настилочных машинах
расширяет их технологические во (можности и
по ню [яе'1:
• автоматически переметать
каретку и тормозить ее в концах настила:
• уплотнять и приподнимать пастил:
• изменять положение настила
(перемешать):
• измерять параметры настила и др.
Отечественный механизированный
пастилочный комплекс МНК позволяет
выполнять и секционные настилы,
В этом случае на длинном столе
вплотную друг к другу размешают все рамки
обмеловок одной карты расчета кусков
материалов. Основные преимущества
секционного настилания по сравнению
с другими состоят в том. что материал
Современные формы и методы проектирования швейного производства
С одного рулона настилают от начала до
копна водин прием. При этом
исключается разрезание куска на отдельные
полотна, уменьшаются потери материалов
от припусков на концы.
В настоящее время секционные
настилы применяются в основном для
раскроя прикладных и бельевых
материалов.
В особую группу выделяют
автоматизированное нас ГНЛОЧНОС обо рулона мне
с программным управлением процесса
настилания.
Автоматизированные настилочные
машины отечественного и зарубежного
производства (Германия. Франция.
США. Япония и др.) снабжены
регулятором скорости. Скорость настилания
регулируется в зависимости от
растяжения материалов и длины настилочных
столов. Они имеют:
• устройство для подъема и загрузки
рулона;
• автоматический подъемный
механизм настилочной каретки;
• устройство, обеспечивающее
изменение длины настила;
• устройства равнения кромки и
выравнивания натяжения материала, в
результате чего обеспечивается
разматывание материала без натяжения и без
последующего выравнивания кромок;
• устройство автоматического
обрезания полотна материала в конце настила;
• счетчики, которые в процессе
настилания измеряют ширину материала
и количество полотен;
• устройство останова машины в
любом заданном месте настила.
Некоторые настилочные машины
оснащены просмотровым устройством
для фиксации текстильных дефектов
материала.
Предпочтение следует отдавать
настилочным машинам, на которых руло-
ноноситель совмещен с размоточным
устройством и выполнен в виде люльки,
образованной перекрещивающимися
замкнутыми ремнями с приводом.
Вращаясь в разные стороны, ремни
вращают рулон, разматывая материал с
минимальным натяжением.
Машины позволяют выполнять
настилы с укладыванием полотен как
"лицом к лицу", так и "лицом вниз" и
"липом вверх". Управление процессом
настилания осуществляется с помощью
ЭВМ.
Автоматизированные настилочные
машины эффективны, экономичны,
надежны, их легко обслуживать.
В таблице 5.2S представлена
техническая характеристика
автоматизированного настилочного оборудования
отечественных и зарубежных фирм-
производителей.
Применение настилочных машин
наиболее выгодно на длинных столах,
когда вместо последовательно
выполняемых операций сначала настилания,
а затем раскроя, можно использовать
специальные устройства
(многоплоскостные столы, столы с
транспортирующей лентой, воздушной подушкой)
для передачи настила из рабочей зоны
на последующие операции в другую
часть стола.
Такая конструкция стола
обеспечивает экономию рабочей силы,
производственных площадей, сокращение
длительности транспортировки,
повышение производительности труда.
Обработка настила включает
технологические операции нанесения
контуров лекал на настил, контроля и
клеймения настила.
Существуют следующие способы
нанесения контуров лекал на настиг.
• зарисовка раскладки лекал на
материале мелом, карандашом (обмеловка);
• зарисовка раскладки лекал на
бумаге.
Зарисовка раскладки лекал может
выполняться на полотне от куска
материала до настилания в обмеловочном
отделении подготовительного цеха или
непосредственно на верхнем полотне
ГОТОВОГО настила.
Обмеловку верхнего полотна
настила чаше применяют при изготовлении
Проектирование процесса подготовки производства швейных изделий
Таблица 5.28
Техническая характеристика автоматизированного настилочного оборудования
Марка
Производитель
Точность
выравнивания
кромок, мм
ТОЧНОСТЬ
настилания
подлине, мм
Скорость
настилания
(max), м/мин
Высота
настила (max), мм
Ширина
настилаемых
материалов
(птах), мм
Диаметр
рулона, мм
Масса
рулона,кг
Комета
"Смоленский
авиационный
iu!»m Pn ■ ия
14
12
60
185
1000, 1700,
2100.2400
500
100
Komet
Automatic
"Bullmerwerk".
Германия
12
±2
90-110
200
1600-2000
300
100
Pionier-
Super
■KuTis",
Германия
12
12
100
200
1530. 1680,
1830. 1980,
2130
500
120
Synchron
55TTA-
252TTA
GcrbiM
technology",
США
11
11
100
230
1600-2200
500
50
GT-W-5
■N.C.ACo",
Япония
12
±2
60
200
1650, 1800.
2000. 2200.
2400
500
100
BCpXHCM n icА 1Ы. llpli Ш) 1МШ1М КО 1ИЧС
стне на материалах текстильных
дефектов.
Зарисовка раскладки лекал на
бумаге используется для материалов со
скольэяшей поверхностью, когда на
материале плохо видны линии карандаша
или мела, и может быть выполнена в
соответствующих отделениях
экспериментального цеха (см. п. 5.2.2) в виде:
• светокопии;
• трафарета.
Трудоемкость изготовления такой
раскладки меньше, чем на материале,
линии обводки лекал тонкие, четкие.
Большое количество деталей в
раскладке верхней одежды и наличие
сведений о текстильных дефектах в
полотнах позволяет выбрать схему
размещения лекал, при которой дефекты
располагаются в межлекальных отходах или
на невидимых участках изделия. В лом
случае количество полотен с
текстильными дефектами, раскраиваемых
индивидуально, сокращается.
В настоящее время применение
систем автоматизированного
проектирования (САПР) является общепризнанным
и эффективным средством ускорения
проектирования и подготовки
производства швейных изделий. Система
предназначена для автоматизации
процессов моделирования,
конструирования, градации лекал, выполнения
раскладок лекал и подготовки программ
раскроя для раскройных автоматов.
Н процессе работы система производит
зарисовку раскладок лекал на бумаге
в натуральную величину и в
уменьшенном масштабе, которые используются
при раскрое настилов.
При Konmpo.it' качества настилания
проверяют:
• правильность (роиноту)
укладывания полотна настила вдоль одной из
кромок и по концам настила;
К сожалению, данная страница в оригинале отсутсвовала :((
Проектирование процесса подготовки производства швейных изделий
Таблица 5.29
Техническая характеристика передвижных раскройных машин с прямым ножом
Марка
Производитель
Высота
раскраиваемого настила, мм
Скорость ножа, м/с
Вес машины, кг
ЭЗМ-4
ОАО Самарский
завод "Легмаш".
Россия
130-160
30
14,2
Cs-529
Д-1
Cs-530
"PANNONIA".
Венгрия
130
40
15.0
160
40
18,0
HF120
S
HF 140
S
•HOFFMAN".
Польша
120
40
11.5
140
40
II S
Komet 4.
KometS,
Komet 6
"BUUMER".
Германия
100-150
.10
15.0
Таблица 5.30
Техническая характеристика передвижных раскройных машин с дисковым ножом
Марка
Производитель
Вьк:о|а раскраиваемо! о настила, мм
Вес машины, кг
ЭЗДМ-2
ОАО Самарский завод
"Легмаш", Россия
20
7,2
HF100
HF- I2S
"HOFFMAN". Польша
85
3.5
<Ш
3.5
Таблица 5.31
Техническая характеристика стационарных раскройных ленточных машин
Марка
Производитель
Высота
раскраиваемого настила, мм
Скорость ножа, м/с
Длина раскройного
стола, мм
Ширина раскройного
стола, мм
РЛ-4
РЛ-5
РЛ-630
ОАО Самарский завод
"Легмаш", Россия
до 250
20.0
2806
1506
до 120
20,0
1700
1000
170
20.0
1500
950
РЛ-2
АО "Орша".
Белоруссия
200
20.0
1500
900
HF 200/750
"HOFFMAN".
Польша
200
(так 300)
16.0
1800
1500
777 "S"
BUI I t.1! H
1:рм;|ния
250
'1 М !)
1750
1250
нормирующей лентой или напольных и
настольных тележек, конвейеров с
подвесными поддонами-каретками и др.
Исполнительным инструментом
раскройных машин является нож в виде
бесконечной ленты, натянутой на
ведущие шкивы. Ленточные машины
применяются для вырезания сложных но
форме деталей, деталей с острыми
углами и обеспечивают чистое резание
(чистый крон). Применение ленточных
машин позволяет работать при высоте
настила до 250 мм.
В ленточных машинах скорость
раскроя регулируется. Машины
оборудованы системой для создания воздушной
подушки. Техническая характеристика
стационарных раскройных ленточных
машин представлена it таблице 5.31.
Существующий технологический
процесс раскроя передвижными и ста-
ционарными машинами
сопровождается большими затратами времени и
невысоким качеством кроя. Поэтому в
настоящее время разработана технология
получения точного кроя.
Современные формы и методы проектирования швейного производства
Основными элементами процесса.
обеспечивающими точность кроя,
являются:
• lapticoBKii раскладки лека.1! на
бумаге;
• надежное прикрепление зарисовки
к настилу приспособлениями с иглами
или путем приклеивания;
• настилание материалов без
растяжения с использованием специальных
приемов выполнения операций;
• выкраивание крупных деталей
передвижными раскройными машинами
в определенной последовательности;
• выкраивание мелких деталей по
зарисовке раскладки лекал на
ленточных машинах с шириной ножа не более
15 мм:
• использование различных
приспособлении для получения точного кроя
(надсекатели, приспособления со
сдвоенными иглами, площадки
прямоугольной и трапециевидной формы с
выдвижными иглами,
линейки-направите л и для вырезания деталей с прямыми
срезами, зажим для мелких деталей с
ограничительной стойкой).
В таблице 5.32 в качестве примера
приведена характеристика машин и
приспособлений ;ия раскроя
плательных тканей с содержанием льна,
хлопка, вискозы к др.
Качественно изменить ситуацию
раскроя можно за счет оснащения
раскройных цехов современным и
производительным оборудованием —
автоматизированными настилочно-раскрой-
ными комплексами.
Автоматизированный раскрой.
Наиболее эффективное использование на-
Тэблица 5.32
Техническая характеристика раскройных машин
Передвижные раскройные машины
Марка
ЭЗМ-4
Комет 4", 5". 6"
KVS900E/U.
KV1602E/U.
KV1605E
Производитель
Самарский завод
'Легмаш"
"Bullmer", Германия
km Cloth Culling
Machine Co.Ltd
Высота настила.
мм
130
160
100
125
150
90
160
200
Мощность. кВт
0.37
0.37
0.37-0.79
Масса, кг
14.2
14.0
8.4
14.5
15.0
Раскройные ленточные машины
Марка
РЛ-630
РЛ-2
775"S"
Тех Knife 492
Производитель
Орловский завод
"Легмаш"
"Орша". Белоруссия
"Bullmer", Германия
"Kuns", Германия
Высота настила,
мм
170
200
250
VAM
Рабочий вылет, мм
600
1000
1100
1270
Скорость
м ■ ! '.:
20
20
9.0 1.1 5
16
Маркировочное устройство (дырокол, спекатель настилов)
Марка
"Агат"
336 VS
Производитель
"Агат",
Росшв-на-Дон>
"Bullmer", Германия
Высота настила,
мм
120
160
Диаметр иглы, мм
1
3
1
3
Нагрев
иглы, С
100
Проектирование процесса подготовки производства швейных изделий
I I I
Рис. 5.23. Полуавтоматическая настилочно-раскройная линия: 1 - загрузка рулонов на
настилочную машину: 2 - зона настилания; 3 - зона рассечения настила на части: 4 - перемещение
рассеченных частей настила в зону раскроя: 5 - раскрой на стационарных ленточных машинах.
стилочного оборудования
осуществляется в автоматизированных протводст-
вах. Система автоматизированного
выполнения всею комплекса работ по
Проектированию и подготовке
производства позволяет выполнять раскрой
на полуавтоматических или
автоматизированных линиях
настилания-раскроя.
Процесс раскроя при
использовании полуавтоматической линии состоит
из подачи и настилания материалов
машиной, переноса на настил зарисовки
раскладки лекал, фиксации настила,
раскроя настила в два этапа —
передвижной раскройной машиной и рас-
кроНной ленточной машиной.
Технологические работы но настиланию и
раскрою выполняются на отдельных
участках, которые связаны между собой
ленточными транспортерами,
движущимися независимо друг от друга.
Транспортеры обеспечивают
механическое перемещение обработанного
материала по участкам технологического
процесса (рис. 5.23).
В автоматизированном пастилочно-
раскройном комплексе (АН PR)
процессы настилания и раскроя выполняются
разным оборудованием.
Автоматизированный настилочно-
раскройный комплекс включает:
• стол для настилания, как правило,
с перфорированной поверхностью;
• настилочную машину:
• устройство для буксировки
(перемещения) настила на раскройный стол;
• раскройный стол, оснащенный
необходимыми устройствами и
механизмами;
• трансферНОС устройство для
перемещения портала с режущей головкой;
• автоматизированную раскройную
установку — может быть оснащена
печатающим устройством для
автоматической маркировки пачек кроя;
• программное управление
настиланием и раскроем.
В АНРК настилание и раскрой
может выполняться на одном раскройном
столе, обслуживаемом олпом настилоч
ной машиной и одной раскройной
головкой. ИЛИ на двух раскройных столах,
обслуживаемых двумя настилочными
машинами и одной раскройной
головкой (рис. 5.24).
Базовый вариант расположения
настилочных и раскройных столон
рекомендуется использовать на
предприятиях, для технологического процесса
которых характерны следующие
данные:
• наличие производственных
площадей для организации процесса (не
менее 600 м).
• длина помещения не менее 50 м;
• ассортимент раскраиваемых
изделий — сорочки, платья женские, плащи,
костюмы, пальто, куртки, спецодежда;
• имеются условия для
механизированного настилания — длина кусков
ткани не менее 80 м, что позволяет
настилать полотна в длиннометражных
настилах;
• высота настила в зависимости от
вида материала до 100 полотен:
• объем перерабатываемых
материалов ЗООО-5ООО м в смену;
В другом варианте раскроя
раскройный стол с режущей головкой распола-
Современные формы и методы проектирования швейного производства
17 8 6 5 4 3 2 1
/— /— I— I— I— I— I—
Рис. 5.24. Схема расположения настилочных и раскройных столов при ручном настилании
в комплекте с автоматизированной раскройной установкой: 1 - лотковая тележка для рулонов;
2 - отрезная линейка; 3 - настилочный стол; 4 - прижимная линейка: 5 - устройство для
перемещения настила в зону раскроя; 6 - раскройный стол; 7 - портал; 8 - режущая головка; 9 -
трансферное устройство; 10 - рельсовый путь.
гается между двумя настилочными
столами (рис. 5.25),
И игом случае машинное настилание
материалов выполняют с двух концов
стола. Данный вариант расположения
настилочных столов используют при
раскрое того же ассортимента, что и
В предыдущем варианте, но при соблю-
лении слел\ юши\ условии:
• длина неха не менее 65 м;
• число полотен в настиле не более
100 и др.;
• производственный процесс
аналогичен предыдущему.
Поскольку настил в данном случае
переметают с настилочного стола на
раскройным стол не только со стороны
настилочной машины, но и со стороны
трансфертного устройства, необходимо
учитывать, что после перемещения
трансфертного устройства с режущей
головкой к другому раскройному столу,
раскройный и пастилочные столы со
единяют выдвижной плоскостью.
При всех существующих вариантах
размещения оборудования при
использовании АНРК технологический
процесс настилания и раскроя состоит
в следующем:
• настилание полотен материалов —
производится машиной на настилочном
столе, покрытом воздухонепроницаемой
бумагой. После настилания конец б\
Main, на которой лежит наспи.
Скрепляется в буксировочном устройстве;
• перемещение настила с
настилочного стола в зону раскроя —
осуществляется буксировочным устройством при
включенных во шуходувкал
пастилочного стола. Оператор следит ia
параллельностью перемещения пастила краю
стола, и выправляет положение,
подтягивая край настила;
• подготовка настила к раскрою —
после перемещения настила на
раскройный стол оператор контролируют
качество настила, и в случае
необходимости расправляет полотна. В
некоторых случаях на настил укладывают
зарисовку раскладки лекал в натуральную
величину, полученную из
экспериментального цеха. При обратном движении
буксировочного устройства с рулона,
установленного на лом уст роист ве.
сматывают полиэтиленовую пленку,
накрывают ею настил и включают
установку для создания вакуума. Настил
сжимается в несколько раз до плотного
состояния, предотвращая тем самым
смешение полотен;
• операция раскроя —
осуществляется на раскройном столе автоматически
после того, как оператор наберет шифр,
указанный на зарисовке раскладки.
Раскройный стол имеет щеточное
покрытие, которое обеспечивает
проникновение ножа в поверхность стола в
процессе раскроя, не повреждая ею и
обеспечивая точный крой нижних слоев на-
С1 И 1.1
Проектирование процесса подготовки производства швейных изделий
Автоматп шрованные раскройные
установки выполняют раскрой настила
с любой его ючки (по составленному
протоколу раскроя), что
обеспечивается трехкоординатной системой
перемещения подвижного портала и
осциллирующего ножа, управляемою Я1М.
Техническая характеристика
автоматизированных раскройных установок
приведена в таблице 5.33.
Технология получения точного кроя
деталей швейных изделии (отклонения
не превышают ± I мм) в
автоматизированной системе раскроя
предусматривает рациональный путь резания настила.
С JToii целью раскладка условно разле
ляется на участки, длина которых не
превышает 1,5 .пимы самой крупной
детали участка. В каждом участке
разрезание начинается с мелкой детали,
лежащей \ кромки, и заканчивается крупной
деталью .чанного участка. Мелкие детали
раскраиваются так. чтобы первый разрез
был ближе к краю настила, а последний
— ближе к центру настила, что удержи-
Baei .leuLiboi смешения при раскрое.
Автоматизированная режущая
установка обеспечивает разметку вытачек.
III
III
_ml
5 8 9 7 6
ггг.гт.
:ii
it
Рис. 5.25. Схема расположения автоматизированной раскройной установки и столов для
машинного настилания: 1,2- столы для механизированного настилания; 3. 4 - настилочные
машины; 5 - выдвижные столы для соединения настилочного и раскройного стонов; 6 -
раскройные столы; 7 - автоматизированная раскройная установка (режущая головка); 8 - трансферное
устройство; 9 - рельсовый путь.
Таблица 5.33
Техническая характеристика автоматизированных раскройных установок
Марка
АРУ
"Спутник"
S-91
High-Ply
Cutter
DCS 3500
Invescut
CV020
Производитель
ЗАО "Авиал", ОАО
"Семенов и К",
г. Жуковский
"Gerber
technology", США
"Gerbei
technology", США
Investronlca*,
Испания
Длина
настила
(max),
м
18
8.1
не
лимит
не
ЛИМИ1.
Ширина
зоны
раскроя,
мм
1800
3000
2500
3000
Высота
настила
в сжатом
состоянии
(max), мм
75
76
75
75
Скорость
резания
(max),
м/с
0.5
0.5
1,1
0.5
Примечание
Раскройный
стол -
модульная
сборка
Автоматический
контроль
рас»роя
Раскройная
система
конвейерного типа
Автоматическая
система
подгонки
рисунка
материала
Современные формы и методы проектирования швейного производства
карманов на деталях крои. Для этих
целей на режущей головке кроме ножа
устанавливаются специальные сверла.
Порядок раскроя деталей
контролируется по миниатюрной гармсонке
раскладки, либо по шрисовке раскладки,
уложенной па настил.
Для маркировки пачек деталей кроя
на режущей головке может иметься
специальное пишущее устройство. При
отсутствии такого устройства маркировка
осуществляется вручную по
миниатюрной раскладке. Если раскрой
выполнялся по зарисовке раскладки в
натуральную величину, уложенной на настил,
маркировка деталей не производится.
Стол для автоматизированного
раскроя может иметь либо щеточное
покрытие, либо выполнен в виде
транспортерных лент, также имеющих юны с
щеточным покрытием. В нервом случае
пачки деталей кроя снимают и комплек-
ryioi после окончания раскроя всего на
сига, и») втором настил раскраиваю!
секциями, выкроенные летали снимают
и укладывают в тележки.
После окончания всего раскроя
производя! комплектование деталей кроя.
В настоящее время на многих
швейных предприятиях России успешно
работает оборудование для автоматизации
технологических процессов
подготовительно-раскройного производства:
программная система САП Р.
специализированные графопостроители,
автоматизированное настилочное оборудование и
автоматические раскройные установки.
Среди автоматизированных ком-
твенный АНРК
(рис. 5.26) производства предприятий
Авиапрома; ирубежное оборудование
фирм "Gerber" (США) (рис. 5.27).
"Lectra" (Франция), "Investronica"
(Испания). Автоматизированные
комплексы по существу представляют
автоматические поточные линии, и требуют
применения новых организационных форм
швейного upon i во детва.
Автоматизированный раскрои вьпо-
ден — оборудование, несмотря на
высокую стоимость, быстро окунается:
значительно сокращается
производственный цикл; обеспечивается высокая
точность кроя и гибкость производства.
Новые технологии раскройных
процессов позволяют:
• повысить качество швейных
изделии:
• обеспечить дополнительный рост
ирои зволительности груда до И)°< и
жономию матсриа иж до 1,5'/:
• сократить сроки запуска моделей (в
3 раза).
Другие способы раскроя. В
производстве стабильного ассортимента одежды
из недорогих материалов для раскроя
применяют способ вырубания деталей.
Данный способ раскроя в настилах не
нашел широкого применения по ряду
причин:
• для каждого вида и размера деталей
необходим специальный режущий
инструмент (резак, матрица), что
удорожает производство:
• требует большего расхода материала.
Поэтому применение вырубания
деталей швейных и шел и и ограничивается
раскроем мелких и сложных по форме
Рис. 5.26.
Автоматизированный настилочно-раск-
ройный комплекс (АНРК).
Проектирование процесса подготовки производства швейных изделий
лет плен (вырубание прокладок в
воротник мужской сорочки, деталей
мастичного белья и др.),
К направлениям совершено вова-
ния производственных процессов
раскроя можно отнести способы раскроя
горячим воздухом, электрической искрой.
лучом лазера, плазмой, струей воды. Эти
способы являются перспективными и
позволяют использовать
автоматические устройства, управляемые '-)ИМ.
Например, использование автомати-
шрованного раскройного лазерного
комплекса существенно изменяет
технологию и органи шпик) работы
подготовите;! ьно-раскройного производства и
позволяет получить экономический
эффект на предприятиях с большим
выпуском изделий. Оборудование данного
типа выпускают фирмы России.
Франции. США, Японии.
Участок обработки дефектных
полотен. Настилание и раскрой полотен
материалов с текс i ильными дефектами
может выполняться в ОСНОВНОМ настиле
или при индивидуальном раскрое.
Использовать полотна материалов
с текстильными дефектами в основном
нас тле ВОЗМОЖНО при условии, что
дефект ткани попадает в межлекальные
отходы.
Настилание и раскрой полотен
материала с текстильными дефектами во
индивидуальным раскладкам
выполняют вручную на отдельных
настилочных столах. Обмеловщики используют
полный комплект лекал с указанными
на них зонами допустимости
текстильных дефектов. При выполнении
операции индивидуального раскроя
полотен с текстильными дефектами
используется традиционная технология:
полотна материалов настилают
"лицом вниз"; обмеловку картонных
лекал осуществляют мелом; раскрой
производят передвижной раскройной
машиной.
Рекомендуется проверять
возможность объединения полотен с
текстильными дефектами в один настил. В этом
Рис. 5.27. Автоматизированный процесс
настилания и раскроя материалов с
использованием системы "GERBERcutter" (США) 1
стол с настилочной кареткой; 2 - раскройный
стол с режущей головкой; 3 - пункт
управления автоматизированным раскроем; 4 -
транспортер для перемещения кроя в зону
комплектования.
случае полотна материала накладывают
друг на Друга и отмечают на верхнем
полотне места расположения дефектов во
всех объединенных полотнах
материала. Обмеловку верхнего слоя такого
настила выполняют с учетом всех
имеющихся в настиле дефектов, которые
выведены на верхнее полотно.
Наибольшее количество полотен в таком
настиле не превышает десяти.
По данным предприятий швейной
отрасли фактическая доля полотен с
дефектами в зависимости от ассортимента
швейных изделий составляет от 5 до
\0Гг. Нижое качество материалов
влечет за собой значительное увеличение
их расхода (3-5% на единицу изделия)
за счет увеличения концевых остатков,
межлекальных отходов и потерь при
замене деталей с дефектами.
Техническое решение переработки
материалов с текстильными дефектами
является одним из направлений
ресурсосберегающей технологии
раскройного производства.
Поданным ЦНИИШП сточки
фения переработки материалов на швей-
ных предприятиях выделяют четыре гн-
на дефектов:
• локальные (местные);
• условные разрезы (локальные по
всей ширине материала);
Современные формы и методы проектирования швейного производства
• разрезы нестыкуемые (из одного
куска материала нельзя раскроить
детали одного изделия);
• брак — протяженный порок,
который не должен попадать в изделие.
Эти дефекты обусловили три способа
раскроя материалов с дефектами:
• индивидуальный раскрои одного
дефектного полота;
• индивидуальный раскрои
дефектных полотен в настиле;
• секционная раскладка, когда
используются стыки, перекрытия,
перестилания, замена деталей с дефектами,
вырезание дефекта, выполнение
раскладки с учетом выведения дефектов на
верхнее полотно настила и др.
Использование компьютеров в
технологическом процессе раскроя
материалов позволяет на рабочем месте
раскладчика лекал предусмотреть
возможность отображения дефекта материала
на мониторе в виде цветного пятна,
наложенного па раскладку лекал.
При попадании дефекта на деталь
изделия проверяется возможность
внесения корректировки:
• раскрои полотна в другой раскладке;
• смешение полотна за счет
уменьшения концевого остатка;
• перекраивание изделия на
меньший размер и др.
Кроме того, может быть принято
решение о подкрое бракованной детали.
изъятии полотна из настила для
индивидуального раскроя.
Технология внесения оперативных
изменении в систему раскладки лекал с
целью обхода дефектов и выбор наиболее
рационального решения необходима для
предприятий, практикующих настилание
дефектных полотен в основном настиле
или индивидуальный раскрои дефектных
("красных") полотен.
Производительность труда обмеловщиков "красных"
полотен возрастает в 2-3 раза за счет
сокращения времени на поиск рационального
размещении деталей в раскладке. При
лом количеепю полотен, раскраиваемых
индивидуально, сокращается.
Участок обработки кроя. На участке
обработки кроя выполняются
следующие виды операций.
Контроль качества и комплектовка
кроя ип видам материала. Контроль каче-
ciва кроя выполняется контролером,
который проверяет наличие всех деталей
изделия (верха, подкладки и приклада) и
соответствие размеров деталей крон
лекалам с учетом допускаемых
отклонений. В произволе!венный процесс крой
поступает с сопроводительным
документом со штампом контролера.
Перед отправкой кроя на
последующие операции производится
комплектование пачек деталей изделия одной
модели, размера и роста, вырезанных из
одного настила. Скомплектованные
пачки связывают или укладывают
несвязанными в тележки-контейнеры для
передачи на участок нумерации деталей.
В процессе транспортировки кроя
должны использоваться транспортные
Средства, обеспечивающие
минимальную деформацию деталей (тележки-
контейнеры со съемными плоскостями
пли полками).
Нумерация деталей кроя исключает
перепутывание деталей при обработке
изделия.
Все детали в пачках нумеруют в
соответствии с последовательностью
расположения их в пачке. Одни и те же детали
изделия в каждой пачке имеют одинаковые
порядковые номера. Порядковый номер
детали может быть отпечатан на
бумажном талоне, который прикрепляют к
лицевой стороне детали на специальной
машине однониточного цепного стежка.
Детали кроя из плащевых и
подкладочных материалов нумеруют вручную
карандашом или мелом на изнаночной
стороне. Продублированные летали
нумеруют на лицевой стороне после
выполнения операции дублирования.
Маркировка деталей кроя может так
же выполняться на машинах стермокле-
евым прикреплением пли
специальными устройствами —
этикет-пистолетами, прикрепляющими к (ееимс талоны.
Проектирование процесса подготовки производства швейных изделий
Кроме порядкового номера на
талоне может быть указан размер изделия,
что упрощает использование различных
шаблонов при дальнейшей обработке
изделия.
Участок дублирования.
Дублирование деталей является частью процесса
формования и предполагает
фронтальное или зональное соединение деталей
верха с клеевыми прокладочными
материалами на оборудовании для
влажно-тепловой обработки. Как правиле).
для (того используются пресса
проходного типа.
Клееные прокладки могут быть из
тнлыюго материала с
термопластическим покрытием.
Ге\ноло[ ия [ублнрования детален
одежды изложена в курсе "Технология
швейных изделии". Применениедублп-
рования придает изделиям стабильную
форму, уменьшает сминаемость и
повышает товарный вид одежды.
Во п.шое тачение при выполнении
операции дублирования имеет
правильный выбор температуры, давления и
времени прессования для каждого вида
материала.
Одежда, дублированная клеевыми
прокладочными материалами, характе
ризуется новыми потребительскими и
эстетическими свойствами, которые
обеспечивают ей ведущее место на
рынке сбыта изделий.
Участок шгоговки > теилнкнией
прокладки. При изготовлении верхней
одежды с утепляющей прокладкой при
необходимости производится
соединение подкладки с утепляющей
прокладкой до операции раскрои деталей —
когда материалы находятся в рулоне. Для
выполнения лой операции, как
правило, применяются стегальные агрегаты
фирмы "Меса" (Италия).
Затем стеганые полотна проходят
процесс настилании и раскроя как
обычные материалы.
В настоящее время широко
используются готовые стеганые полотна.
Наличие данного участка определяется
мощностью швейного предприятия.
Документация раскройного цеха.
Документация содержит сведения о
порядке и технических требованиях
настилания и раскроя материала, порядке
следования кроя и др.
Основным документом раскройкою
производства является карта раскроя,
которая выписывается отдельно на
материалы верха, подкладки и приклада н
включает два раздела — "Задание" и
"Выполнение задания".
Раздел "Задание" заполняют в под-
сортировочном о [делении по.п
отопительного цеха (см. п. 5.3.2) и вместе
с материалами передают в раскройный
цех. В разделе "Выполнение идания"
приводятся сведения о настиле, расходе
материалов и другие нормативные
показатели.
Маршрутые листы выписываются
в нескольких экземплярах и
сопровождают крой при передаче его в швейные
цеха н на склад готовой продукции.
Маршрутные листы и
акты-накладные являются основными документами
движения материалов, кроя,
полуфабрикатов в раскройном, а затем и в
пшенном цехах предприятия.
В заключение обзора
технологического процесса настилания и раскроя
следует отметить, что использование
швейными предприятиями системы
автоматизированною проектирования
(САПР) и (АНРК) не исключает
применения в ряде случаев ручною пастила
ния материалов и раскроя их передвиж
ными и стационарными раскройными
машинами. Например, к связи со
значительной недогрузкой настилочной
машины для прокладочных материалов
настилание их целесообразно
выполнять вручную.
Учитывая это, технологический
процесс подготовки производства,
настилания и раскроя швейных изделий
может быть представлен гибкой
с груктурои, позволяющей орнентиро
ваться в решении ряда проблем при
Ввод
базового комплекта
лекал в систему
Градация лекал
по размерам
и ростам
Модификация
базового комплекта
лекал
Вырезание
на графопостроителе
(или вручную по зарисовке
графопостроителя)
лекал-эталонов, лекал
для раскроя полотен
с текстильными
дефектами,
вспомогательных лекал
Зарисовка
раскладки лекал
графопостроителе
Настилание полотен
с текстильными дефектами
и выполнение раскладки
лекал ручным способом
Механический
раскрой
по бумажной
раскладке лекал
Механический
раскрой полотен
с текстильными
дефектами
Комплектование
и нумерация
деталей кроя
Хранение кроя
Хранение
в базе данных
размноженных
лекал
Автоматическая
раскладка
лекал
Сохранение
в базе данных
и вывод
на магнитную
ленту
Автоматизированный
раскрой
Разбраковка
и промер
материалов
Хранение
разбракованных
материалов
Расчет
материалов
в настилы
Ручное
настилание
материалов
^
Автоматизированное
настилание
материалов
Рис. 5.28. Структура процесса конструкторско-технологической подготовки
производства, настилания и раскроя материалов. Пунктиром обозначен
комплекс работ по конструкторско-технологической подготовке производства,
выполняемых в экспериментальном цехе.
Проектирование процесса подготовки производства швейных изделий
Таблица 5.34
Справочник технологических операций раскройного цеха
N9
1
Наименование
операции,вида
материала
2
Специальность
3
Разряд
4
Норма времени
на выполнение
операции НЯ1, с
5
Наименование
оборудования
6
проектировании швейных
предприятии (рис. 5.28).
Разработку производственного
процесса раскроя материалов следует
производить по лапам.
Сначала изучаются существующие
технологические процессы раскроя.
Если возможны несколько вариантов
организации процесса настилания и
раскроя, выбирается варианте
максимальной загрузкой оборудования при
наименьших затратах времени на
выполнение операций. Для выбранного
варианта составляется перечень
технологических операций, рассчитывается
количество рабочих.
Затем с учетом формы организации
труда разрабатывается и анализируется
организационно-технологическая
схема — приводится состав
организационных операций, выполняемых в
технологической последовательности с
указанием затрат времени и средств
оснащения рабочих мест.
Организационно-технологическая
схема определяет необходимое
количество рабочей силы и оборудования,
илошадь раскройного цеха.
В заключение производится расчет
техНИКО-ЭКОНОмнческих показателей и
формируется планировочное решение
раскройного цеха.
Расчет раскройного цеха
выполняется по всему ассортименту изделий
производственной программы швейного
предприятия.
Перечень работ раскройного цеха по
принятому варианту технологического
процесса представляется в таблице 5.34.
Содержание справочника
технологических операций по настиланию и
раскрою определяется:
• способом выполнения настила —
механизацией операции настилания;
настиланием секционным или
несекционным; последовательным,
параллельным или
последовательно-параллельным выполнением настилов одного
расчета, и т.д.;
• способом нанесения контуров
лекал на настил — выполнением
зарисовки раскладки лекал на материале мелом,
карандашом по миниатюрке;
использованием зарисовки раскладки лекал на
бумаге: светокопии, трафарета и т.д.;
• формой организации труда —
индивидуальной или бригадной;
количественным и качественным составом
бригады; рациональными зонами и
границами действия бригад:
специализацией рабочих по видам изделий и
материалам; где и кем будут выполняться
операции по зарисовке раскладок
лекал; загрузкой и подачей рулонов при
настилании: переметением настилов и
их частей;
• способом вырезания деталей —
рассечением настила на части,
вырезанием деталей на раскройной ленточной
машине, вырубанием или
окончательным вырезанием деталей настила
передвижным ножом с программным
управлением и др.;
• способом этикетирования
(маркировки) деталей кроя — вручную мелом
или карандашом, приклеиванием или
настрачиванием бумажного талона с
одновременным печатанием реквизитов;
• способом разгрузки и
транспортирования материалов к местам хранения
и загрузки емкостей хранения в
раскройном цехе, учета остатков и
удаление отходов материалов от мест
раскроя, транспортировке предметов тру-
Современные формы и методы проектирования швейного производства
да по операциям технологического
процесса.
При этом следует учитывать, что:
• способ подачи кусков материала
при настилании зависит от размеров и
веса куска, количества кусков и одном
расчете, способа выполнения настила;
• способ передачи настилов и их
частей на последующие операции зависит
от способов настилания и организации
труда.
Количество рабочих по операциям
раскройного цеха определяется на
основании норм времени на выполнение
операций по каждому виду изделия и
пилу материала по формуле
NP - мдя- Нвр/Л,
lie: \ft)H — количество раскраиваемых
изделий вдень, ед.; Нв- — норма
времени на выполнение операции, с; R —
продолжительность смены, с.
Справочники технологических
операции по настиланию и раскрою
изделий, разработанные для различных
видов применяемого оборудования,
позволяют на основании анализа технико-
экономических показателей выбрать
рациональный вариант
технологического процесса для проектируемого
предприятия и приступить к
разработке организационно-технологической
схемы.
Рафаоогка и ana.uit органишшонно-
гехнологнческоб схемы раскройяого ие-
ха. Разработка
организационно-технологической схемы предполагает
объединение технологических операций в
организационные с учетом формы
организации труда, разряди и степени загрузки
рабочих
В швисимости от организации
настилания и раскроя, работа может быть
специализирована по операциям,
например, бригада настильщиков,
обмеловщиков, комплектовщиков и др.
В этом случае обеспечивается
максимальное использование квалификации
рабочих и оборудования.
Возможны организационные
операции, которые состоят из техполотчес-
ких операций разных специальностей.
В таких бригадах должны быть
обеспечены полная н равномерная нагрузка
рабочих, обучение смежным
специальностям. Например, рабочие выполняют
несколько смежных операций —
настилание, контроль качества настила,
раскладку (обмеловку) лекал, рассечение
настила на части (грубый крой). Группы
рабочих, выполняющих смежные
операции, называют
комплексно-универсальными бригадами (КУБ).
Применение КУГ> позволяет повысить
производительность труда, увеличить выпуск
кроя за счет ликвидации потерь из-за
аеннхронности операций и др.
При компоновке операций следуе!
учитывать особенности работы
оборудования с различными материалами,
а организационные операции,
обусловленные видом материала, желательно
составлять отдельно.
Работу с материалами не следуе!
объединять с операциями, связанными
с типографской краской, чернилами
и др.
Орган И за пи он но-тех пол отческая
схема раскройного цеха представлена
в таблице 5.35, в которой:
• номер и наименование
технологической операции (гр. 2, 3)
соответствуют номеру и наименованию операции
в справочнике технологических
операций:
• специальность (гр. 4) определяется
видом оборудования, применяемого
при выполнении технологической
операции, и имеет свое условное
обозначение;
• разряд работы (гр. 5)
устанавливается по тарифно-квалификационному
справочнику и соответствует разряду
работ в справочнике технологических
операций:
• пирата времени на выполнение
операции //в_ (гр, 6) соответствует
норме времени на операцию в справочнике
технологических операций:
Проектирование процесса подготовки производства швейных изделий
Таблица 5.35
Организационно- технологическая схема раскройного цеха
Выпуск в день {смену), ед. М^,^, =
Количество рабочих, чел. N =
Процент полотен с текстильными дефектами
Кол-во
исполнителей,
чел.
Распределение
ИСПОЛНИМ1
11,41 Mi !
сменам, чел.
Оборудование
и
с -:
• расчетное количество рабочих NP
по технологической операции (гр. 7)
определяется, исходя из дневного
выпуска Мди (при двухсменном режиме
работы предприятия) или сменного Мсм
(при односменном режиме), заданного
в производственно!! программе (см.
табл. 5.1) по каждому виду изделия, по
формуле
где R — продолжительность смены, с.
В итоговой строке по
организационной операции определяется суммарное
расчетное количество рабочих;
• фактическое количество рабочих
.\'Ф (гр. 8) определяется в итоговой
строке по организационной операции
путем округления суммарного
расчетного количества рабочих до целого
числа с учетом отклонения в пределах
±10-15%;
• в гр. 9 и 10 указывается
фактическое количество рабочих,
распределенное по сменам. При ЭТОМ оно может
быть неодинаковым, если фактическое
количество рабочих — нечетное число;
• применяемое оборудование (гр. 11)
соответствует оборудованию,
принятому в справочнике технологических
операций;
• габариты применяемого
оборудования (гр. 12, 13), необходимые для
формирования планировочного
решения цеха, определяются по справочной
литературе;
• количество оборудования л (гр. 14)
определяется либо по наибольшему
количеству рабочих в смену, либо, исходя
из условий выполнения операции
(примеры рассмотрены ниже);
• нлошадь под оборудование Fo6
(гр. 15) определяется его габаритами и
количеством. Расчет площади
раскройного цеха представлен ниже;
• в итоговой строке по раскройному
цеху приводятся суммарные значения
затраты времени (гр. 6), количества
рабочих (гр. 7-10) и оборудования (гр. 14),
плошали (гр. 15).
При детальных расчетах
подготовительно-раскройного производства в
организационно-технологическую схему
могут быть введены ряд других
показателей — расценка по операциям и нор-
Современные формы и методы проектирования швейного производства
ма выработки, основные требования
к качеству выполнения операции и др.
Количество столов при ручном масти-
данин определяется в зависимости
способа (последовательного или
параллельного) и количества рабочих,
запятых настиланием и обработкой настила.
Последовательный способ настилания
нашел наибольшее применение в
швейной промышленности. Ом наиболее
целесообразен при небольших мощностях
цехов и широком ассортименте
выпускаемых швейных изделий.
Количество настилочных столов п
при последовательном способе
настилания, когда
комплексно-универсальная бригада состоит m нескольких
человек, определяется
ра(личной продолжительности
операций образуются простои столов и
рабочих. И лом случае количество
настилочных столов увеличивается и
определяется по формуле
«„ - (Кн
... + ,\ФП) / П.
где уФ[. уФ2 уФп — суммарное
фактическое количество рабочих в смену по
технологическим операциям,
выполняемым на настилочном столе; У§„ —
количество рабочих водной бригаде;
Например, два человека
комплексно-универсальной бригады выполняют
все работы на настилочном столе
(настилание, укладывание полотна
материала верха с обмеловкой лекал или
зарисовки раскладки лекал,
выполненной на бумаге, рассечение настила на
части). При расчетном количестве
рабочих на организационном операции
УР — 7,81 чел. следует принять
фактическое количество рабочих уФ = 8 чел.
Тогда количество настилочных столов
равно
пн = 8 / 2 = 4 ел.
Следовательно, для обработки
материала верха на 4 столах необходимы
четыре комплексно-универсальные
бригады по 2 человека.
При последовательном способе
настилания и выполнении
технологических операций по обработке настилов
рабочими разных специальностей из-за
где А';/ -- фактическое количество бри-
i,i [ по пасти lanino \i;nepii;i ion и смену:
\Ф /. У&2 УФ„ — фактическое
количество рабочих, выполняющих
остальные операции на настилочных столах:
7J — коэффициент, учитывающий
простои настилочных столов, г\ ш 0,8-0,9.
При таком варианте организации
процесса настилания закрепление за
рабочими определенных столов
необязательно — после окончания операции
они будут переходить на любой
свободный настилочный стол. В этом
случае снижению простоев способствуют
Графики выполнения настилов. Но
из-за сложности расчетов такая
организация работы практически не
применяется.
///ш параллельном способе настилания
комплексно-универсальными
оршадами количество настилочных столов
определяется по общему количеству
рабочих, выполняющих операции па
настилочных столах, количеству рабочих
в бригаде, количеству столов,
закрепленных за бригадой
„„ = (УФ, + УФ2+... +УФП> • пбр/ Убр.
где УФ/. УФ2 УФп — фактическое
количество рабочих по настиланию и
другим операциям, выполняемым на
настилочных столах; п$р — количество
столов, закрепленных за одной
бригадой.
Например, на операции настилании
материала верха для мужских костюмов
фактическое количество рабочих
составило \Ф = 12 чел., из которых
организованы две комплексно-универсальные
бригады по 6 чел. в каждой. За каждой
бригадой закреплено 3 стола. В этом
Проектирование процесса подготовки производства швейных изделий
случае количество настилочных столов
принимаю!
п„= 12-3/6-6.
Пар;илельное выполнение настилов
требует дополнительных площадей лля
размещения механизмов перемещении
материалов, возникают сложности в
организации процесса настилания.
Исходными данными лли расчета
количества настилочных машин (столов)
н раскройных устройств при
автоматизированном настилании и раскрое
являются слелуюшие показатели:
• выпуск изделий вдень Л/^н. ел.;
• средним метраж рулона материала
/,м:
• средняя высота настила А. пол:
• средняя длина настила Z. м:
• время на подготовку настила
(укладка бумаги, разметка настила, запись
в журнале и др.) Тп. мин:
• время настилания одного полотна
г„.мин;
• время смены одного рулона /(.ч.
мин;
• количество размероростов н
настиле Г.
Последовательность расчета
количества настилочных столон и
автоматизированных раскройных устройств
приведена в таблицах 5.36-5.37 по данным
ЗАО МПШО "Москва".
Среднее время раскроя одного
изделия на автоматизированной
раскройной установке "Invescul 3" приведено
в таблице 5.38.
Ниже приведен пример расчета
оборудования для автоматизированного
настилания и раскроя на предприятии
по изготовлению мужских сорочек
с выпуском в день Мди = 10000 ед.
с двухсменным режимом работы (табл.
5.39-5.41).
Поскольку обе смены работают на
одних и тех же столах, то для
настилания основного материала по
полученным результатам (см. табл. 5.40)
принимается 2 настилочных стола (л = 3.56).
Настилочная машина для
прокладочных материалов значительно
недогружена (я = 0.12). Следовательно, их
настилание целесообразно выполнять
вручную.
На основании расчетов,
представленных в таблице 5.41. на два
настилочных стола принимается одна
раскройная головка.
Определение площади раскройного
цеха и расчет склада кроя. Площадь
раскройного цеха определяется площадью,
занимаемой применяемым
оборудованием и площадью иод склад кроя
где Fog - суммарная площадь под
оборудование лли выполнения всех i-.x
операций на рассматриваемом участке
цеха, м'
Fj e^j — площадь, занимаемая одним
видом оборудования для выполнения /*-й
операции, м'
Fl edi = Ц ' dr
lj. dj — габариты (длина и ширина)
оборудования, применяемого лля
выполнения /-Й операции, м; т\пл —
коэффициент использования плошали
раскройного производства {*\пл = 0,35-0.45):
Рскл к„ — площадь склада кроя.
Расчет склада кроя сводится к
определению количества оборудования
для хранения и складирования кроя,
которое зависит от принятого способа
хранения и вида транспортного
устройства.
Как правило, крон хранится на
многоярусных полочных стеллажах,
обслуживаемых напольным рельсовым шта-
белером. или в тележках-контейнерах.
В этих же тележках крой передается
в швейный цех.
Площадь склада кроя определяется
по формуле
Современные формы и методы проектирования швейного производства
Таблица 5.36
Расчет количества настилочных машин (столов)
№
1
2
3
■1
5
6
7
8
9
Последовательность расчетов
Время настилания всех полотен, мин
Время м.11 мещ и\ помов мин
Общее время на выполнение одного
ИЛ.11111,1 МИН
Количество изделий в настиле, ед.
Количество настилов по всему
выпуску, ед.
Время, необходимое для выполнения
всех настилов, мин
Добавочное время на съем кроя и сбор
отходов, мин
Итоговое время на выполнение
настила, мин
Количество настилочных столов, ед.
Расчетная формула
то=та+тв+тт
Л.-Й-С
Kn = MaJA_
т к т
Тя= 0,14Т
Тт - Т+ Тч
п. = Tr,/R
Значения показателей
по виду материала
Прокла-
основнои
Д11ЧНЫИ
Таблица 5.37
Расчет количества автоматизированных раскройных устройств (раскройных столов)
!
2
3
4
5
6
7
8
Количество изделий, выкраиваемых
л.\ один проход нож;), гд
Количество размеров изделий,
подлежащих раскрою, ед.
Среднее время раскроя изделия
одно1 оразмероросш*. мин
Время раскроя изделий всех
размероростов. мин
Общее время раскроя основных
и прокладочных материалов, мин
Дополнительное бремя, мин
Итоговое время выполнения раскроя
основного и прокладочного
материала, мин
Количество автоматизированных
раскрои ■ у» фениле, ед
с,=м/и„
to.
т с t
7 0.14Т
т„=т^+т.
п,= Т,/Я
Значения п
по виду м
основной
оказателей
атериала
прокладочный
' Среднее время раскроя одного изделия на автоматизированной
раскройной установке "Invescut 3" приведено в таблице 5.38.
Проектирование процесса подготовки производства швейных изделий
Таблица 5.3В
Характеристика скорости резания на автоматизированной раскройной установке "Invescut 3"
Тип ткани
Грубосуконная шерстяная
Камвольная шерстяная
Джинсовая
Хлопчатобумажное сукно
Плащевая хлопчатобумажная
Трикотаж для верхних
изделий
Трикотаж бельевой
ПОПЛИН,ХЛОПОК
Изделие
Пальто
Koi г» м
Пиджак
Брюки
Полупальто
Куртка
Спортивный
костюм
Майка
С"| к;1
Число
полотен
40
80
80
100
40
70
90
140
180
Скорость,
м/мин
4.25
4,35
3.84
4.88
3.61
3.71
4.64
5.01
5.01
Время раскроя
одного изделия
в настиле, мин
7.05
10.58
6.77
4.3
7 19
6.20
6.98
4.19
4.19
Таблица 5.39
Исходные данные для расчета количества настилочных машин (столов).
Изделие - сорочка мужская, ткань основная - хлопчатобумажная.
ткань прокладочная - хлопчатобумажная с пропиткой
Название показателя
Выпуск вдень, ед.
Средний метраж рулона материала, м
Средняя высота настила, полотна
Средняя длина настила, м
Время на подготовку (укладка бумаги, разметка
настила, запись и журнале и т п.), мин
Время нас1илания одного полотна, мин
Время смены рулонов, мин
Количество размероростов и настиле, ед.
Продолжительность смены, мин
Условное
обозначение
М
1
л
L
Т.
t.
Т _
С
я
Значения показателей
по виду материала
основной
10
100
180
10
5,21
0.54
3.32
6
прокладочный
00
100
80
7
4.49
0,44
3,32
140
480
рскл.кр.
s1са/'"In" 1с'кир%1.г
где М#н — выпуск изделии в день, ед.;
Sjc — площадь одной секции стеллажа,
м . Габариты секции в зависимости от
вида изделия обычно составляют 1,0 х 0,4
или 0.8 х 0,5 м; а — срок хранения кроя
(а = 1-3), дн.; mjn — количество
изделий в пачке. ед.:л/с— количество пачек
в одной секции стеллажа (л/с =
■ 2); кй- — количество ярусов полок
стеллажа; T)nj — коэффициент
использования плошали {цпг = 0,5).
Фактические габариты цеха — длина
1.Ф 1>ц\\ ширина шФрц — попжны быть
кратны принятой сетке колонн 6 х 6 м,
6 х 9 м. Фактическая площадь цеха
является основой для формирования
планировочного решения.
Оценку работы раскройного цеха
производят по ряду
технико-экономических показателей: выпуску кроя
вдень, количеству рабочих в смену, тру-
Современные формы и методы проектировании швейного производства
Таблица 5.40
Расчет количества настилочных машин (столов)
№
1
2
3
.1
5
6
7
S
9
Последовательность расчетов
Время настила всех полотен, мин
Время на смену рулонов, мин
Общее время на выполнение
одного настила, мин
Количество сорочек в настиле, ед.
Количество настилов по всему
выпуску, ед.
Время, необходимое для
выполнения всех настилов, мин
Добавочное время на уборку кроя
И Сбор ОТХОДОВ. МИН
Итоговое время на выполнение
насгила. мин
Количество настилочных столов
в сутки
Расчетная формула
Г=п (.
T,.= hZT,_/l
г.= т.+ т,+ г„
Л.-уС
К.= М„/А.
Т'К.-Т.
Т,-0,14Т
Т„=Т+ 7„
П."Г„/Я
Значения показателей
по виду материала
основной
97.2
59.7
162,17
1080
9.25
1500.0
210.0
1710.0
3.56
прокладочный
35,2
18.59
58.28
11200
0.89
52.03
7.28
59.31
0.12
Таблица 5.41
Расчет количества раскройных устройств (раскройных столов)
I
2
3
.1
ь
(.
7
8
Последовательность расчетов
Количество изделий, выкраиваемых
за 1 проход ножа. ед.
Количество размероростов,
подлежащих раскрою, ед
Среднее время раскроя изделия
одного размеророста
Время раскроя всех
размероростов. мин
Общее время раскроя основных
и прокладочных материалов, мин
Дополнительное время, мин
Итоговое время раскроя основного
и подкладочного материала, мин
КОЛИЧеСТВО раСкрОЙНЫХ ГОЛОВОК ДЛЯ
выполнения суточного задания, ед.
Расчетная формула
И.-*
с,=м„/и.
|_
(изтабл 5.34)
Г. = С, („
г.-с.-С
Т"„, = Г. + 7"„,
Т 0. I4T
K.-TJR
Значения показателей
по виду материала
основной
180
55.5
4.19
232.5
прокладочный
80
125
0.5
62.2
295,0
41,4
336,3
0.40
Проектирование процесса подготовки производства швейных изделий
доемкости изготовления единицы кроя,
прои зводительности труда одного
рабочего, коэффициенту механизации
работы, коэффициенту использования
рабочего времени, производственной
площади, приходящейся на одного
рабочего {Н]раб<, 17 м).
5.4.3. Формирование
планировочного решении
раскройного цеха
Планировка раскройного цеха
зависит от размеров и конфигурации цеха,
расположения рабочих мест запуска и
съема полуфабриката, ассортимента
швейных изделий, применяемого
оборудования.
При планировке раскройного цеха
следует сохранять прямолинейность
грузопотоков, не допускать их
пересечений, соблюдать санитарные нормы и
правила техники безопасности.
Основными условиями планировки
рабочих мест являются удобство
передачи кроя с одной операции на другую
и соблюдение технологической
последовательности работ. Схема
расположения оборудования в цехе в основном
определяется расположением
настилочных столов. На предприятиях чаше
применяется поперечное
расположение настилочных столов. Такая
расстановка наиболее рациональна для
осуществления механизации раскройных
цехов.
При большой длине настилочных
столов применяют продольное
расположение настилочных столов.
Торцевые концы настилочных столов
размешают по одной линии, что облегчает
механизацию подачи кусков.
Расположение раскройных
ленточных машин по одной линии позволяет
применять механизированное удаление
обрезков материала.
Для уменьшения пути
транспортировки кроя рабочие места по проверке
качества, подрезке, подгонке рисунка,
комплектованию, нумерации следует
размешать в непосредственной
близости от ленточных машин.
Ширина проходов и проездов в
раскройном цехе выбирается с учетом
свободного прохода рабочих, а так же
свободного проезда транспортных средств.
При наличии в проходе колонн ширима
прохода определяется расстоянием
между колонной и стационарным
оборудованием.
При этом:
• расстояние между настилочными
столами в рабочей зоне должно быть не
менее 1.3 м:
• расстояние от колонны до
настилочного стола — 0,2 м и 0,4 м в случае
необходимого прохода рабочего;
• расстояние между торцами
настилочных столов — не менее 2,0 м;
• расстояние от боковой стены до
оборудования по ширине цеха — 1.1 м:
• главный проход раскройного цеха
должен иметь направление к главному
выходу из цеха и быть не менее 2.5—3.0 м;
• прочие проходы — 0.8 м.
При планировке раскройного цеха
следует учесть рекомендации типовых
технологических схем. типовою
оборудования, рациональной организации
рабочих мест и др.
Варианты планировочных решений
раскройного цеха следует оценивать по
критериям: эффективности
использования производственной плошали,
удобства обслуживания и эксплуатации
оборудования, поточности
выполняемых работ, технике безопасности.
На рис. 5.29. 5.30 представлены
варианты планировочных решений
раскройного цеха. На рис. 5.31
представлено планировочное решение
экспериментального, подготовительного и
раскройного цехов и склада ютовой
продукции швейного предприятия по
изготовлению женской верхней одежды.
Условные обозначения, принятые
на рис. 5.31: Экспериментальный цех: 1.1
— стол модельера; 1.2 — стол
конструктора: 1.3 — стол технолога: 2.1 — стол
для раскроя образцов; 2.2 — оборудова-
Современные формы и методы проектирования швейного производства
ние дли изготовления образцов: 2.3 —
шкаф ДЛЯ хранении образцов; 3.1 — стол
лекальщика; 3.2 — машина для окан-
тонки срезов лекал; 3.3 — шкаф для
хранения лекал; 4.1 — рабочее место
оператора для выполнения
экспериментальной раскладки в САПР; 4.2 —
широкоформатным графопостроитель; 5 —
лаборатории испытании материалов.
Подготовительный цех: 1.1 — стол
приемщика; 1.2 — штабельное хранение
нераспакованных материалов; 2.1 — поддон для
хранении неразбракованных
материалов; 2.2 — браковочно-промерочная
машина; 2.3 — тележка ДЛЯ
разбракованных материалов; 3.1 — напольный
рельсовый штабелерТШП-89; 3.2 —
многоярусные полочные стеллажи для
хранения разбракованных материалов; 4.1 —
расчет кусков материалов в настилы; 4.2
— хранение несортированных
материалов. Раскройный цех: 1.1 — настилоч-
но-раскройный малогабаритный
комплекс для основных материалов; 1.2 —
настилочный стол для подкладочных и
прокладочных материалов; 2.1 — рас-
У'i, и гок дублирования
□ □
Участок обработки кроя Участок
—Щ раскроя О
;Doi° e=
Рис. 5.29. Планировочное решение раскройного цеха (сетка колонн 6 х 6 м).
Рис. 5.30. Планировочное решение раскройного цеха: 1 - автоматизированный настилочно-
рВСКрОЙНЫЙ комплекс; 2, 5 - тележки-накопители; 3 - настилочный стол; 4 - стационарная
ленточная раскройная машина; 6 - стол для проверки деталей кроя; 7 - стол для нумерации
деталей кроя; 8 - стол для печатания мягкой маркировки; 9 - пресс для дублирования деталей кроя;
10 - стационарная ленточная раскройная машина для подкроя дублированных деталей; 11 -
стол для комплектования деталей кроя; 12 - стол для заполнения контрольного ярлыка; 13 -
сю/1 для оформления маршрутного листа; 14 - склад кроя.
Проектирование процесса подготовки производства швейных изделий
Рис. 5.31. Вариант планировочного решения экспериментального, подготовительного и
раскройного цехов и склада готовой продукции швейного предприятия по изготовлению женской
верхней одежды.
кронная установка; 2.2 — стационарная
раскройная ленточная машина; 2.3 —
тележка для сбора кроя; 3.I — стол для
комплектования кроя; 3.2 — стол для
нумерации кроя: 3.3 — стол для
оформления маршрутных листов; 4.1 — пресс
прпчолного гипа ия [ублирования ie
талей кроя; 5.I — стеллаж для
хранения кроя; 5.2 — тележка для подачи
кроя в пшенный цех. Склад кроя: II
стол кладовщика; 1.2 — подвесные
транспортеры для хранения готовой
продукции.
Вопросы ДЛЯ Koinpo.iH
и обсужлення
1. Способы настилания материалов.
2. Способы нанесения контуров
лекал.
3. Сущность операции клеймения
настила.
4. Оборудование, применяемое для
настилания и раскроя материала.
5. Последовательность выполнения
операций при автоматизированном
настилании и раскрое.
6. Особенности настилания и
раскроя полотен материалов С
текстильными дефектами.
7. Факторы, определяющие
перечень технологических операций
раскройного цеха.
8. Назначение
организационно-технологической схемы раскройного цеха.
У. Основные технико-экономические
показатели работы раскройного цеха.
10. Основные требования к
формированию ПЛаИИрОВОЧНОГО решения
раскройного цеха.
Современные формы и методы проектирования швейного производства
САПР "EleandrCAD"
предназначена для конструирования и
конструктивного моделирования
одежды, построения комплектов
лекал и их градации, раскладки
лекал, разработки конструкторской
документации, подготопки
технологической информации.
САПР "EleandrCAD" включает
модули: построения базовых
конструкций, конструирования
моделей, разработки лекал, градации и
подсистему раскладки.
Особенностью модуля
построения базовых конструкции
является автоматическое построение
базовых конструкции одежды изтка-
ни, тканеподобного материала и
трикотажа по заданным исходным
данным. Остальные модули
системы включают все, уже ставшие
стандартом для швейных САПР
функции: построение припусков
на швы, градация лекал по
размерам, ростам и полнотам: функции
моделирования лекал и т.д.
Система позволяет вводить готовые
лекала (дигитайзер, цифровой
фотоаппарат, сканер) и выводить на
печать (плоттер, принтер, каттер).
Подсистема раскладки
обеспечивает ручную, полуавтоматическую
и автоматическую раскладку лекал
изделий.
Соответствие всем
современным требованиям,
предъявляемым к швейным САПР плюс
качественная техническая поддержка
делает "Eleandr CAD"
эффективной покупкой для предприятий.
f
"НТЦ дизайна и технологий". 115998, Россия, г. Москва, ул. Садовническая, д.ЗЗ, оф. 262, 256
Тел./Факс: (095) 953-65-81. е-mail: irifo<p>cleandr.ru, http://www.eleandr.ru
Проектирование склада готовой продукции
Глава 6. Проектирование
склада готовой продукции
Технологический процесс и средства
механизации склада готовой продукции
зависит от ассортимента швейных
изделий и способов хранения.
В ЯВНСИМОСТН ОТ способов
хранения, транспортирования и отгрузки
готовой продукции весь ассортимент
швейных изделий можно разделить:
• на швейные изделия, подлежащие
хранению и транспортированию в
подвешенном состоянии. К ним относится
верхняя одежда — костюмы, плащевые
и пальтовые пзде/шя и др.;
• на швейные изделия,
транспортирование и хранение которых
осуществляется в сложенном виде — это женские
платья из хлопчатобумажных тканей,
сорочки, брюки, специальная одежда и
все бельевые изделия.
6.1. Организация
производственного
процесса хранения
готовой пролукции
Технологически!! процесс на складе
готовой продукции включает
следующие операции:
• прием готовых изделий;
• комплектование изделий по
заказам торгующих организаций;
• складирование;
• хранение:
• отгрузка.
Средства механизации ;ыя
транспортирования готовых [швейных изделии
можно разделить на три группы:
• дляТранспортирования изделий из
цеха НТО на склад готовой продукции;
• для транспортирования изделий на
складе готовой продукции;
• для комплектования партий
изделий и транспортирования их из склада.
К первой группе относятся различные
вилы транспортных средств, выбор
которых осуществляется В ЗаВИСИМОСШ (VI
места расположения склада готовой
продукции по отношению к цеху
влажно-тепловой обработки, а так же от
массы изделия и вида упаковки.
При расположении склада готовой
продукции на первом этаже
предприятия пол цехом ИГО могу] был.
использованы:
• вертикально-замкнутые цепные
транспортеры для переметения
изделий в подвешенном состоянии на
вешалках, навешенных на держатели
подвесок, прикрепленных к цепи. Такие
транспортеры имеют небольшие
габаритные размеры и для их расположения
в промежутке между этажами требуется
выполнить небольшой проем в полу
или в потолке помещения;
• цепные полочные элеваторы дли
переметения на склад изделий,
упакованных it коробки или связанных в пачки;
Современные формы и методы проектирования швейного производства
• гравитационные спуски для
перемещения швейных изделий в
подвешенном состоянии на вешалках на коротких
участках пути там. где применение
транспортеров нерационально;
• Грузовые лифты, расположенные в
бытовых помещениях здания.
Для перемещения изделий в гори-
юнтальиоы направлении из цеха ВТО.
расположенного на том же этаже, что и
с клал, примснякя:
• приводные пенные транспортеры
с каретками, переметающимися по
направляющим из легких металлических
уголков, для изделий в подвешенном
состоянии и в сложенном виде:
• приводные и бесприволные
подвесные монорельсовые транспортеры
с тележками-вешалками или
тележками-кронштейнами для перемете н и я
изделий в подвешенном состоянии:
• напольные тележки-кронштейны
для перемещения изделий пальтовой и
костюмно-платьевой группы из
шерстяных и полушерстяных материалов.
Ко к горой группе относятся средства
механизации, выбор которых зависит от
ряда требований, среди которых
большое значение имеет максимально
возможное ра жешение количества изделий
на каретке или на I м несущего органа
транспортера. В эту группу входят
средства механизации для транспортировки
изделий в подвешенном состоянии:
• горизонтально-замкнутые
двухъярусные (при хранении пальто зимних и
демисезонных) и трехъярусные (при
хранении костюмов) цепные
транспортеры, которые рационально применять
при значительной .ишне склада готовой
продукции:
• транспортеры, оснащенные лвух-
шарНИрНЫМИ цепями, позволяющими
спускать изделия с верхнего яруса на
уровень нижнего в месте загрузки и
выгрузки изделий на складе;
• приводные и бесприволные
подвесные монорельсовые транспортеры
с тележкам и -вешалкам и или
тележками-кронштейнами;
• напольные тележки-кронштейны
для хранения изделий пальтовой и кос-
тюмно-платьевой группы.
Также в эту группу входят средства
механизации для хранения и
транспортирования изделий в коробках и пачках
— приводные и бесириводные
подвесные МОНОрельсовые транспортеры с
тележками-полками.
К третьей группе относятся средства
механизации для операций по
комплектованию партий изделий и
транспортированию их из склада. Выбор средств
этой группы определяется способом
хранения изделий (в подвешенном
состоянии, в сложенном виде). В эту
группу можно отнести:
• транспортеры комплектовки и вы-
грузки, оснащенные устройством для
автоматического вызова и разгрузки
изделий, хранящихся в подвешенном
состоянии:
• напольные тележки-кронштейны,
канатные и пенные транспортеры,
гравитационные спуски для выгрузки
изделий на вешалках;
• напольные тележки для
комплектования и выгрузки изделий,
хранящихся в сложенном виде.
Таким образом, на складе готовой
продукции хранение изделий в
подвешенном состянин на вешалках может
осуществляться:
• на напольных
тележках-кронштейнах;
• на двухъярусных стеллажах,
обслуживаемых напольным рельсовым шта-
белером. В ячейках стеллажа изделия
хранятся на кронштейнах;
• на подвесных транспортерах,
несущими органами которых являются
тележки-вешалки или тележки-кронштейны.
Хранение изделий в сложенном виде
в коробках или связанных пачках может
осуществляться:
• нателлажах с поддонами,
обслуживаемых краном -штабел ером;
• на подвесных транспортерах,
несущими органами которых являются
тележки-полки.
Проектирование склада готовой продукции
6.2. Расчет склада готовой
продукции
Расчет склада готовой продукции
заключается в установлении способа
хранения и транспортирования изделий,
выборе транспортных средств и
оборудования, опрело, юн и и необходимого
количества рабочих и upon теленком
плошали.
Способ приемки, хранении,
транспортировки и отгрузки готовых изделии
может быть партионным или
поштучным.
Основные характеристики готовых
изделий для их хранении и
транспортирования в подвешенном и в сложенном
виде Представлены в таблицах 6.1 и 6.2.
Результаты выбора способа
хранения швейных изделий оформляются
В табличной форме (табл. 6.3).
Количество рабочих по всем
операциям склада готовой продукции
определяется по формуле
где М^м — выпуск изделий к лень по
каждому виду, ед.; ИвЬ1„ — норма
выработки одного приемщика
(комплектовщика и т.д.) в смену, ед.; т —
количество смен работы склада.
Фактическое количество рабочих
N® определяется округлением
расчетного количества N1* после выполнения
комплектования технологических
операций по принципу совместимости
применяемого оборудования.
Средняя норма количества изделий,
проходящих через склад за смену,
составляет, например, на одного
кладовщика — пальто мужских и женских —
78 ед., костюмов — 88 ед., платьев и
сорочек — 190 ед.
Расчет площади склада начинается
с определения плошали иод хранение
готовых швейных изделий.
При хранении швейных изделий
в полвсшсвном состоянии:
• на горизонтально-шмкиутых
одно-, двух- и трехъярусных пенных или
монорельсовых транспортерах,
несущими органами которых являются
каретки (тележки-кронштейны), площадь
склада дли хранения одежды
определяется по формуле
Fxp.tn
кяр
где Мдн — выпуск изделий в день, ед.; а
— количество дней хранения готовой
продукции на складе (до 3-х дней): / —
длина каретки (тележки-кронштенна).
\\\d— ширина транспортера,
определяемая диаметром звездочки грузонесу-
nieii пени (d = 0,692 м); п — количество
изделий, размещаемых на каретке: 20
мужских костюмов, 40 платьев, 18 де-
мисезонных или 10 зимних пальто; кя„
— количество ярусов транспортера; цп,
— коэффициент использования
площади (пп/ = 0,5);
• на напольных
тележках-кронштейнах площадь определяется по ([юр-
муле
Fxp.lll = Щн ' о-1- d/ n- i)nv
где / — длина тележки-кронштейна, м;
d — ширина тележки-кронштейна,
определяемая максимальной шириной
изделия.
При хранении швейных изделий
в упакованном виде (в пачках и
коробках) на двух- или трехъярусных
стеллажах в поддонах учитывают габаритные
размеры поддонов и количество
готовых изделий, которое в них
размешается. Например, на одном поддоне
с габаритными размерами 1,2 х 1,3 х
0,9 м размешается готовая продукция:
сорочки мужские — 270 ед., платья
женские шелковые — 240 ел., платья
женские хлопчатобумажные — 320 ед.,
платья для девочек — 240—480 ед.,
брюки мужские — 300 ед., куртки —
60 ед.
При этом площадь для хранения
одежды определяется по формуле
Современные формы и методы проектирования швейного мроилюлства
Таблица 6.1
Основные характеристики готовых изделий для их хранения
и транспортирования в подвешенном виде
Наименование изделия
Пальто мужское зимнее
: МП ■.-. Д1Т.1И1 !■ '. Hi''
Пальто женское зимнее
Пальто женское демисезонное
Палыодетское зимнее
Пальто детское демисезонное
Плащи мужские и женские
Костюм мужской
Платье женское из шерстяной ткани
Габариты, мм
1400 ■ Г00> ВО
1400x700x60
1400x700x80
1400x700x60
1040x600x80
1040x600x60
1400x700x50
900 х 700 х 50
1100x600x40
Масса, кг
4.5
3.0
3.5
2.5
2.5
2.0
1.7
1.8
0.7
Таблица 6.2
Характеристики упаковки для хранения и транспортирования изделий в сложенном виде
изделия
Ппптье женское
Сорочка мужская
Брюки рабочие
Вид
коробка
коробка
пачка
Изделий
в упаковке, ед.
10
10
10
Габариты, мм
560 х 300 х 130
390 х 340 х 250
600 х 400 х 200
Масса, кг
4
3
5
Таблица 6.3
Способ хранения швейных изделий
Наименование
изделия
1
Способ
хранения. Вид
упаковки
2
Габаритные размеры
изделия (упаковки),
мм
3
Габаритные размеры
оборудования для
хранения изделия
4
Таблица 6.4
Сводная таблица количества рабочих, оборудования и занимаемых площадей
Количество
исполнителей,чел.
Оборудование и транспортные
средства
Kg
Проектирование склада готовой продукции
Fxp.ru = Щи a-Id/Ekxp- r\nv
где / ■ <1 — габариты одной секции стел-
лажа (1,25 х 1.35). м; Е ~ вместимость
поллона, ел.: кя„ — количество ярусов.
которое зависит от высоты помещения
и высоты поддона; Tjni —
коэффициент использования плошали стеллажа
<П„., = 0.5>.
Ьбшая площадь склада ютовой мри
лукпии \К)/ке1 Г>Ы1 (.определена на
основании сводной таблицы количества
рабочих, оборудования н занимаемых
площадей (табл. 6.4)
где r]nj - коэффициент использования
плошали (1)дл «- 0,35-0,45).
Площадь под оборудование
определяется
где Fj-д ,- — площадь, занимаемая
одним видом оборудования для
(выполнения 1-й операции, м .
Fled i = /i' di-
где Ij, </j — длина н ширина
оборудования, применяемого для выполнения i-й
операции.
Фактические габариты склада
готовой продукции — длина Л^(/7/и
ширина intern — должны быть кратны
принятой сетке колонн. Фактическая
площадь склада определяется
*Y/7/"
¥сгп'
ГС1II- у
На основании принятого способа
хранения готовых швейных изделии,
рассчитанного количества
применяемого оборудования и габаритов склада
выполняется его планировочное
решение.
6.3. Формирование
it i;iiiii|)oKo'iiiino
решения склада
готовой продукции
Планировочное решение склада
готовой продукции выполняют, учитывая
следующие основные положения:
• по структуре склад имеет три
участка: приемки изделий из швейных
цехов, хранения и он рузкн;
• по компоновке склады
располагаются под пшенными цехами или на
одном зтаже с ними.
Планировка склада готовой
продукции определяется технологической
схемой opiaini ianiiii пофуючно-рал ру-
ючных работ на участках склада.
Использование средств
механизации работ склада готовой продукции
обеспечивает сокращение тяжелою
ручного труда рабочих на подъемно-
транспортных, погрузочно-разгруюч-
ных и складских работах, улучшает
технологию обработки изделий и
организацию фузонотоков.
При организации на швейном
предприятии механизированного склада
готовой продукции к его планировке
предъявляется ряд требований:
• размещение склада
предусматривается на первом лаже
производственного корпуса в непосредственной
близости от швейного цеха (иди цеха НТО)
иди иод цехом ВТО;
• необходимо обеспечить
максимальное использование площади и
полезного объема помещения склада при
сохранении товарного вида готовых
изделий;
• необходимо добиваться
наилучших условий размещения и
использования в помещениях склада различных
средств механизации, для чего
использовать прямоугольные помещения без
выступов и пристроек:
Современные формы и методы проектирования швейного производства
• высота помещения склада должна
быть достаточной для использования
средств механизации, обеспечивающих
наилучшие условия транспортирования
и хранения изделий;
• разметаемые в помещении склада
средства механизации должны
обеспечивать непрерывное
транспортирование готовых изделий от начального до
конечного пункта грузопотока;
• средства механизации должны
иметь минимальные габаритные
размеры и массу;
• мри размещении оборудования по
вилам работ необходимо создать
благоприятные условия для организации на
складе прямолинейных грузопотоков;
• помещение склада должно
удовлетворять требованиям пожарной
безопасности.
Вопросы для контроля
и обсуждения
1. Способы хранения изделий на
складе готовой продукции.
2. Средства механизации для
хранения и транспортирования изделий на
складе готовой продукции.
3. Требования к формированию ила-
нировочного решения склада готовой
про [\ кипи
Малое предпренимательство в швейном производстве
РАЗДЕЛ 3
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ МАЛЫХ ПРЕДПРИЯТИЙ
Глава 7. Малое предпринимательство
в швейном производстве
7.1. Понятия и основные
черты малого
предпринимательства
Составной частью экономической
политики государства является
развитие малого предпринимательства. Это
наиболее важнейшим, гибкий и
динамичный элемент рыночной структуры.
M;i юс при шринимате ii.cnно (МП) на
правлено на решение следующих задач:
• формирование конкурентных
цивилизованных рыночных отношений,
способствующих лучшему удовлетворению
потребностей населения и общества;
• расширение ассортимента и
повышение качества товаров, работ, услуг;
• приближение производства товаров
и услуг к конкретным потребителям;
• содействие структурной nepeci -
ройке jkohomhkii. придание ей
гибкости, мобильности и маневренности;
• привлечение личных средств
населения на развитие производства (на
нравах обшей долевой собственности):
• создание дополнительных рабочих
мест, сокращение уровня безработицы:
• более эффективное использование
творческих возможностей людей,
раскрытие их талантов, развитие различных
видов ремесел, народных промыслов;
• вовлечение в трудовую
деятельность отдельных групп населения — до-
мохозяек, пенсионеров, инвалидов,
учащихся:
• формирование социального слоя
собственников, владельцев,
предпринимателей;
• активизацию научно-техническою
прогресса;
• освоение и использование
местных источников сырья;
• содействие крупным
предприятиям путем изготовления и поставки
комплектующих изделий и
оснастки.создание вспомогательных и
обслуживающих производств;
• освобождение государства от
низкорентабельных и убыточных
предприятий *а счет их аренды и выкупа.
Все эти и другие экономические и
социальные функции малого
предпринимательства ставят его развитие в
разряд важнейших государственных задач.
В Федеральном законе РФ № 88-ФЗ
от 14.06.95 г. "О государственной
поддержке малого предпринимательства в
РОССИЙСКОЙ Федерации" говорится, что
настоящий закон направлен на
реализацию установленного Конституцией
Российской Федерации права граждан
на свободное использование своих
способностей и имущества хчя
осуществления предпринимательской и иной, не
запрещенной законом, экономической
деятельности. Этим положением
устанавливается экономическая и
социальная роль малого предпринимательства.
В малом бизнесе различаются:
I. Собственники ШЛЫХ предприятии
— для них характерен высокий уровень
16-4300
Современные формы и методы проектирования швейного производства
личной мотивации в достижении
успеха, что положительно сказывается и
целом на деятельности предприятия. Они
более склонны к сбережениям и
инвестированию.
2. Непосредственно субъекты малого
предпринимательства, которые:
• лучше знают уровень спроса на
местных (локальных) рынках;
• как правило, производят товары по
заказу конкретных потребителей;
• располагают значительными
конкурентными преимуществами:
• широко используют местные
материальные и трудовые ресурсы;
• часто требуют меньше
капиталовложений it расчете на одного
работника по сравнению с крупными
предприятиями;
• дают средства к существованию
большему количеству людей, чем
крупные предприятия, тем самым
содействуют подготовке профессиональных
работников и распространению
практических знаний.
Указанным выше федеральным
законом определено отнесение
предприятий к субъектам малого
предпринимательства по определенным критериям
(рис. 7.1).
Средняя за отчетный период
численность работников малого предприятия
определяется с учетом всех его
работников, в том числе, работающих по
договорам гражданско-правового характера
и по совместительству с учетом реально
отработанного времени.
Малые предприятия, которые имеют
показатели, отвечающие
вышеперечисленным критериям, можно разделить на
2 группы:
• малые предприятия со
среднесписочной численностью свыше IS человек:
• малые предприятия со
среднесписочной численностью до 15 человек.
Следует также отметить, что к малым
относятся предприятия, являющиеся
юридическими лицами по
законодательству Российской Федерации (см.
Гражданский кодекс).
В настоящее время в швейной про-
mijiii.u'iiiuk'iii испоипое число пре три
ятий — jto средние и близкие к малым
предприятия.
Основные особенности малых
предприятий, определяющие их
преимущества по сравнению с крупным
производством, представлены на рис. 7.2.
Вместе с тем малому
предпринимательству свойственны и определенные
недостатки, среди которых можно
выделить наиболее существенные:
• более высок уровень риска,
поэтому высока степень неустойчивости
положения на рынке:
• зависимость от крупных компании:
• недостатки в управлении делом,
слабая компетентность руководителей:
• повышенная чувствительность к
изменениям условий хозяйствования;
• трудности в привлечении
дополнительных финансовых средств и
получении кредитов;
Критерии отнесения предприятий
к субъектам малого
предпринимательства
1. В уставном капитале МП доля
участия РФ, субьектов РФ,
общественных объединений
и фондов не должна превышать 25%
2. Доля, принадлежащая одному
или нескольким юридическим лицам,
не являющимся субьектами МП,
не должна превышать 25%
3. Средняя численность работников
за отчетный период не должна
превышать следующих предельных
уровней:
• и промышленности, строительстве
и на транспорте — 100 человек;
• в сельском хозяйстве, научно-
технической сфере — 60 человек;
• в оптовой торговле — 50 человек;
• в розничной торговле и бытовом
обслуживании — 30 человек
Рис. 7.1. Основные критерии
отнесения конкретного предприятия к субьек-
там малого предпринимательства.
Малое прелпренимательство в швейном производстве
Особенности малых предприятий
^ Быстрая адаптация к местным
условиям хозяйствования
^[lПJlЫii.'^ч мс \;нп\< iiMoi и,
действий субьектов МП
^ Гибкость и оперативность в принятии
и выполнении решений
Производство изделий малыми
партиями
Относительно невысокие расходы,
особенно затраты на управление
Возможность реализовать свои
идеи, проверить свои способности
■— Низкая потреби
осп, и к,шпиле
Возможность быстро вводить
изменения в продукцию и производство
Более высокая оборачиваемость
собственного капитала
Рис. 7.2. Основные особенности малых
предприятий
• неуверен и ость и осторожность
хозяйствующих партнеров при
заключении договоров (контрактов) и др.
Недостатки п неудачи в
деятельности малого предпринимательства
обусловлены как внутренними, так и
внешними причинами, а также условии ми
функционирования предприятии.
Как показывает практика,
большинство неудач свя ино с менеджерской
неопытностью иди профессиональной
неким не 1ентностью собственников
предприятий наличия одного
предпринимательского опыта и хватки
недостаточно. В современном малом бизнесе
крайне необходимы специальные знания.
Со (дание сети малых пшенных
предприятий является необходимым
условием формировании жомомическои
сферы в швейной отрасли,
благоприятствующей возникновению
конкуренции и развитию рыночных отношении.
Малые предприятия способны
быстро реагировать на изменения
потребительскою спроса. Они наиболее
восприимчивы к техническим новинкам,
обеспечивают быструю окупаемость затрат.
Вклад малых предприятий в
экономику отрасли и страны в целом
определяется:
• высокими темпами внедрения
нововведений;
• мобильностью технологических
изменений;
• внедрением изобретений:
• быстрым ростом сферы услуг и за-
■ зvi ик'1 и:
• острой ценовой и неценовой
конкуренцией, ведущей, с одной стороны,
к снижению цен. а с другой — к тому,
что потребитель получает продукцию и
услуги высокого качества;
• возможностью для государства
получать большие средства в форме
налоговых поступлении.
7. 2. Особенности
организации швейного
производства на малых
предприятиях
В современных условиях для малого
предприятия одной из основных задач в
его деятельности является
формирование ассортиментной политики.
После определения ассортимента
перед руководством предприятия
возникает сдача организации швейного
производства. Именно от организации
производства во многом зависит, будет
in ире шринтие рентабельно, сможет ли
прои толст венный процесс приносить
прибыль и долго ли данное
предприятие и современных рыночных условиях
сможет быть реальным конкурентом.
Современные формы и методы проектирования швейного производства
Эти показатели деятельности
предприятия определяются не только
конкурентоспособностью выпускаемой
продукции, но и ее разнообразием,
способностью удовлетворить требования
потенциального зака (чикл.
Необходимым условием
эффективной деятельности малого предприятия
является рациональное построение его
прои толстенной структуры.
В отличие от средних и крупных
швейных предприятий на малом
предприятии, как правило:
• отсутствуют вспомогательное,
подсобное и побочное производства:
• не выделяются в отдельную
структурную единицу экспериментальный
цех и цех отделки готового изделия:
• подготовительный и раскройный
цеха могут быть объединены
территориально.
Малые предприятия и швейной
отрасли создаются, как правило. ;uih
выпуска иислпй определенного вида, то
есть для них характерна предметная
спепиати запнн. Это обусловило органи-
шипю процесса изготовления швейного
изделия по схеме предприятия с
оконченным технологическим никлом про-
И жо детва (рис. 7.3).
Однако на малом предприятии могут
иметь место и отдельные стадии
производственного процесса (рис. 7.4).
Например, поставка деталей кроя в
соответствии с заказом малого предприятия
осуществляется с другого предприятии,
оснащенного автоматизированным
настил очно-раскройным комплексом,
обеспечивающим высокую точность
кроя.
Для предварительного расчета и
компоновки площадей малого
предприятия может быть использована
методика расчета средних и крупных
предприятий (см. п. 4.2). Однако необходимо
учитывать, что при проектировании
малого предприятия исходными данными,
как правило, является
производственная площадь, на которой планируется
его размещение.
При строительстве нового иапия
выбор его типа производится по
рекомендациям на строительство новых
зданий в соответствии с заданием и
обшей площадью Роащ Выбор сетки
колонн, определение габаритных
размеров и этажности здании
осуществляется по ранее предложенной методике
(см. п. 4.2).
При решении задачи поэтажной
планировки следует учитывать взаим-
ные свя (И цехов, руководствоваться
требованиями орган и шции
производства с учетом санитарных и
противопожарных норм техники безопасности.
Все административные помещения и по
возможности фирменный магазин
располагают в основном корпусе со
швейным производством.
7. 3. Организация поточного
производства в швейных
цехах малого
предприятия
Организация прон толст венного
процесса малого предприятия
подчиняется тем же закономерностям, что и ор-
ганизация производственного процесса
на средних и крупных предприятиях.
В основу производственного
процесса положен технологический процесс
изготовления швейного изделии,
который отражает совокупность отношении
средств труда и предметов труда дли
достижения определенной цели —
получение готового изделия.
Количество исполнителей в потоках
малого предприятии. 1лкже как и в
потоках средних предприятий, отражается
условием
ые: V чисто исполни i ел ей. учас ib\k>-
ших в производственном процессе (см.
и. 4.3).
Малое предпренимательство в швейном производстве
ШВЕЙНОЕ ПРЕДПРИЯТИЕ
ЩИПНИ!» |||1ОИ 1ИОД1 II!. >
ПРЦ
—
шц
->
сгп
Рис. 7.3. Структурная схема малого предприятия с законченным технологическим циклом
производства: ПРЦ — подготовительно-раскройный цех. ШЦ — швейный цех, СГП — склад
готовой продукции.
■ ШВЕЙНОЕ ПРЕДПРИЯТИЕ .
Рис. 7.4. Структурная схема малого предприятия с незаконченным технологическим циклом
производства.
Это позволяет разделить
технологический процесс на отдельные элементы,
которые распределяются между
исполнителями в равных объемах.
Наиболее приемлемой
организационной формой потоков для малых
предприятий являются потоки со свободным
ритмом работы. D частности агрегатно-
групповые. для которых характерны:
• групповое расположение рабочих
мест:
• как правило, ручное переметение
пачек предметов труда с
использованием внутрипроцессных транспортных
плоскостей между рабочими местами в
группе и напольных тележек — между
группами рабочих мест.
При организации поточного
производства на малом предприятии
необходимо учитывать, что одно из
важнейших требований потенциального
покупателя состоит втом, чтобы покупаемое
им изделие было единственным в своей
группе изделий.
Это требование может
удовлетворить ателье, т.е. индивидуальный
пошив изделий. Однако приблизиться к
iti.iiin.iiK-i ппо и ого гребонания ма [ые
предприятия вполне могут. Для
реализации этого требования предприятия
должны выпускать конкретную модель,
из запланированных к выпуску
моделей изделий, как можно более мелкими
партиями, осуществляя их частую
сменяемость.
Численность исполнителей в
швейном потоке малой мощности не должна
превышать 50 человек.
Современные формы и методы проектирования швейного производства
По количеству одновременно
изготавливаемых молелен изделий потоки
могут быть одномодельными и
многомодельными. В многомодельных
потоках возможны такие виды запуска
моделей, как
последовательно-ассортиментный и циклический.
При организации потоков с
последовательно-ассортиментным запуском
(ПАЗ) моделей должны выполняться
следующие условия:
• однотипность методов обработки.
оборудования и технологической
оснастки;
• различия в трудоемкости
изготовления следующих друг за другом
моделей не должны превышать \5гс.
Организация потоков с
циклическим запуском моделей возможна при
соблюдении следующих условии:
• однотипность методов обработки,
оборудования и технологической осна-
стки
• смена ниток внутри цикла не
допускается;
• при изготовлении моделей изделий
различной сложности отклонения в
трудоемкости не должны превышать
15-20%.
По способу подачи предметов труда
к рабочим местам наиболее
целесообразно применять децентрализованный
пачковый запуск.
По наличию специализированных
участков или групп потоки малой
мощности могут быть секционными и не-
секционными. Например, потоки по
изготовлению нетрудоемких изделий
могут представлять собой единый поток
без выделения секций или некоторые
секции могут быть объединены: загото-
вительно-монтажная; монтажно-отде-
лочная (рис. 7.5).
Заготовительно-монтажная
Знююншоимич
Построение потока в целом
выполняется в соответствии с требованиями к
построению потока как системы (см. п.
4.5,4.6.2)
При я ом необходимо учитывать, что
ноток малого предприятия должен быть
приспособлен к выпуску разнообра шы\
изделий мелкими партиями с частой
сменяемостью моделей.
Исходя из поставленной задачи,
предприятию необходимо определить
ДЛЯ себя новую концепцию,
направленную на совершенствование техно ни ни,
структуры и организации производства.
Такой концепцией является гибкая
организация производства.
Традиционно иод гибкостью
понимают способность производства
оперативно переходить на выпуск разнообразных
видов изделий при увеличении
количества моделей, изменении временного
режима их выпуска, разнообразии
применяемых материалов и оборудования.
Все это требует наличия у
производственной системы свойства,
позволяющего адаптироваться к новым условиям
с тем, чтобы параметры
функционирования потока были постоянно на
требуемом уровне.
Таким образом, в широком смысле
под гибкостью производственной
системы следует понимать ее способное и.
быть адекватной к изменяющимся
условиям ее функционирования.
В зависимости от решаемых задач
может быть выделено несколько форм
проявления свойств гибкости (рис. 7.6).
Техническая форма гибкости
характеризуется быстрой переналаживаемое-
тью оборудования.
Маршрутная гибкость
характеризуется возможностью изменения порядка
выполнения операций.
Отделочная
Монтажно-отделочная
Рис. 7.5, Структура секционных потоков малого предприятия.
Малое предпренимательство в швейном производстве
ая •
I Организационная I—
Надежностная —«
Структур
ная I—<
Маршрутная
Групповая
Технологическ;
Рис. 7.6. Формы гибкости.
Органи {анионная гибкость
определяется концентрацией однородной
продукции и временем непрерывной
занятости исполнителя при выполнении
одной и той же производственной работы.
Этот аспект гибкости в значительной
мере определяет структуру гибкого
производства.
Групповая гибкость характеризуется
разнообразием изделии,
изготавливаемых в потоке; отражает способность
производственной системы к
обновлению продукции: характеризуется
сокращением сроков и снижением затрат
на подготовку нового производства.
Надежностная форма гибкости
характеризуется возможностью сохранять
работоспособность системы длительное
время.
Технологическая гибкость
заключается в возможности решения
нескольких технологических задач на
имеющемся оборудовании. Это достигается
при: использовании многоцелевого и
многоинструментального
оборудования: наличии технологических
модулей, охватывающих круг
производственных операций по обработке групп
деталей без механической переналадки
оборудования. По отношению к
персоналу технологическая гибкость
означает высокую квалификацию и
повышенную готовность к смене рабочего места.
Структурная гибкость предполагает
свободу в выборе последовательности
обработки предметов труда,
взаимозаменяемость оборудования.
Объемная гибкость отражает
способность производственных потоков
функционировать при различных объемах
производства.
Перестройка швейных потоков на
выпуск новых моделей или изделии
нового ассортимента, отличающихся
технологией обработки, материальными и
трудовыми затратами, требует:
• частичной или полной замены
технологии:
• изменения состава применяемою
оборудования и оргтехоснастки;
• переналадок технологического
оборудования:
• изменения объема
незавершенного производства:
• переспециализации рабочих мест и
освоения, в связи с этим, рабочими
новых операций и новых видов
оборудования.
Из этого следует, что период
освоения новых моделей или новых видов
изделий характеризуется потерями в
выпуске продукции и снижением ряда
технико-экономических показателей
потока.
Снижение этих потерь можно
обеспечить:
• применением гибкой технологии:
• повышением автоматизации
производства на базе прогрессивного
оборудования:
• применением адресного
конструирования и моделирования —
конструирования и моделирования для
определенных технологических процессов;
• использованием гибких
организационных форм поточных линии.
Под гибкостью организационной
формы потока следует понимать такую
производственную структуру поточной
линий, которая должна обеспечивать
переход на новый ассортимент с
незначительной перестройкой потока.
Повышение гибкости
организационных форм швейного производства в
условиях интенсификации обновлении
Современные формы и методы проектирования швейного производства
продукции основывается на
усовершенствованной системе подготовки
производства, обеспечивающей создание
новых изделий в минимально короткие
сроки и включающей в себя:
• конструкторскую подготовку —
адресное конструирование и
моделирование и создание единых коллекций
данного ассортимента:
• технологическую подготовку про-
н толста — создание
унифицированной гибкой технологии для групп
изделий, имеющих общие конструктивно-
технологические признаки.
При группировке изделии,
предусмотренных для изготовления на одном
потоке, необходимо учитывать
следующие условия:
• степень
конструктивно-технологической однородности изделий;
• степень идентичности пакета
изделий:
• степень однородности структуры и
свойств применяемых материалов;
• степень однотипности
оборудования.
Разработка гибких
организационных форм потока должна базироваться
на применении наиболее
прогрессивных методов обработки изделий,
обеспечивающих: унификацию способов
сборки различных узлов в рамках всей
коллекции, особенно для тех узлов,
сборка которых осуществляется с
применением специального оборудования;
сходство технологических
последовательностей и схем сборки отдельных
узлов в изделие.
Для ритмично!! работы потока
устанавливается оптимальная последова-
те
л|к|)иинента однородности,
обеспечивающая наименьшие потери времени
при смене ассортимента. Это
достигается запуском изделий, близких по
технологии изготовления.
Необходимо заранее составлять
график перехода рабочих с одного
оборудования на другое и график переналадки
оборудования в целях ликвидации
простоев при смене изделия.
Оборудование, применяемое на
потоке с гибкой организационной
формой, определяется свойствами пакета
изделия и должно обладать высокой
степенью универсальности,
возможностью простого и быстрого переключения
с одной операции на другую с
минимальными затратами времени на
переналадку.
Принцип расстановки оборудования
заключается в следующем:
• создаются спаренные рабочие
места с разным оборудованием,
позволяющим выполнять разнородные операции
(например, стачивающая машина со
специальной):
• расположение рабочих мест
производится с учетом прямоточности
перемещения обрабатываемых предметов
труда;
t транспортирование пачек
предметов труда между рабочими местами
осуществляется с помощью междустолий и
различных напольных тележек.
При проектировании гибких
организационных форм потоков малого
швейного предприятия особое внимание
необходимо уделить загруже
исполнителей путем комплектования
технологических операций в организационные
операции
Существующая в настоящее время
методика компоновки
организационных операций, согласно которой объем
работ исполнителю формируется по
такту потока Т. рассмотрена ранее (см.
п. 4.6.1).
Тактовый способ широко
применяется при проектировании потоков,
давно изучен и признан классическим.
Однако при распределении работы между
исполнителями в настоящее время
стали применять бестактовый способ. Им
широко пользуются за рубежом.
Отличие этого способа заключается
в том, что он учитывает
индивидуальную производительность каждого ис-
Малое прелпренимательство в швейном производстве
нолнителя. Суть комплектования этим нологических операций в органнзаин-
способом сводится к следующему. онные по обоим способам. Однако вто-
Длн каждого исполнителя потока рой способ предполагает более строгие
рассчитываю! границы диапазона про- границы:
должительности организационных
операций
= т/ /v.
: ю r0 n """ \iiiiiu\i.i п.ная продолжи
тельность организационной операции.
• расчет по тактовому способу
t00J = (0,95-1, !>■ Т.
• расчет ПО бестактовому способу
toj = 0,0-1,1)-Т
к-.и.мпс: i. npi ами (анионной операции,
с: Т— трудоемкость изготовления
изделия в потоке, с; /V — количество
рабочих в потоке, чел.; Knnf —
коэффициент производительности —
рассчитывается индивидуально для каждого
исполнителя потока и может колебаться
от 1 до 1.1.
Соответственно,
продолжительность организационной операции t0 0J
для каждого исполнителя должна
укладываться в индивидуально
рассчитанные пределы
Если сравнить оба метода на уровне
расчетных формул, то можно заметить,
что такт потока Т рассчитывается в
обоих методах. Только в метоле
бестактового комплектования он учитывается в
скрытой форме:
Т= T/N.
При бестактовом способе комплек
тования технологических операций
необходимо рассчитывать А'ЛИ| для
каждого исполнителя потока и комплектовать
операции индивидуально с учетом его
upon юодительности.
При лом требуется постоянное на-
блюдение (а ритмом работы каждого
исполнителя с целью уточнения его Кпт.
Вновь оформленного, еще не
изученного, рабочего необходимо включить в
процесс производства и осуществлять
наблюдение за ним в течение трех меся-
пев, чтобы установить Кпт и
рассчитывать его индивидуальную работу.
Таким образом, говоря об
особенностях проектирования организации
швейного производства на малых
предприятиях, можно отметить, что
организация трудового процесса во времени и в
пространстве подчиняется тем же
закономерностям и осуществляется по тем
же этапам, что и проектирование
производственных процессов на
предприятиях средней и большой мощности.
В исследованиях Буйновской Е.В.
было выдвинуто предположение, что
прои тодительность каждого
исполнителя и потоке будет на уровне Кпт =1,1.
Если принять данную точку зрения,
прослеживается значительное сходство
основных условий комплектования тех-
7.4. Финансовое
планирование
на малом предприятии
Финансовый анализ и финансовое
планирование являются непременным
условием нормального ра шития малого
предприятия по производству швейных
п щелий.
Современные формы и методы проектирования швейного производства
Финансовый план малого
предприятия состоит из тех же разделов, что и на
крупном предприятии, но содержит
намного меньше разделов и
вспомогательных документов.
Одним из существенных
направлении государственной поддержки малого
предпринимательства является
предоставление его субъектам льготного
режима налогообложения, а также
применение упрошенной системы учета
отчетности (см. Федеральный закон от
29.12.95 г. № 222-ФЗ "Об упрошенной
системе налогообложения, учета и
отчетности субъектов малого
предпринимательства").
Для организаций, применяющих
упрошенную систему налогообложения,
сохраняется действующий порядок
уплаты таможенных платежей,
государственных пошлин, налога на
приобретение автотранспортных средств, липен
жонных сборов, отчислений в
государственные социальные внебюджетные
фонды.
Организации имеют право перейти
на упрошенную систему, если в течение
года, предшествующего кварталу, в
котором произошла подача заявления на
право применения упрошенной
системы, совокупный размер валовой
выручки организации не превысил суммы 100-
тысячекратного минимального размера
оплаты труда, установленного
законодательством на первый день квартала, в
котором произошла подача заявления.
Официальным документом,
удостоверяющим право малого предприятия
на применение упрошенной системы
налогообложения, учета и отчетности,
является патент, выдаваемый сроком на
один год налоговыми органами но
месту постановки организации на
налоговый учет.
Объект обложения единым налогом
и ставка единого налога, подлежащего
зачислению в бюджет, зависят от доли
совокупного дохода в валовой выручке
и видов деятельности, осуществляемых
юридическими липами.
Совокупный доход организации
исчисляется как разница между валовой
выручкой и (атратами на производство
и реализацию продукции (работ, услуг)
без сумм начисленной оплаты труда.
Ви.ювая выручка организации
исчисляется как сумма выручки, полученная
от реализации товаров (работ, услуг) и
имущества, а также не реализационных
юхо.иж.
Общеустановленная система
налогообложения предполагает ряд
преимуществ для субъектов малого
предпринимательства. Так, п. 4.4 инструкции МНС
России от 15.06.2000 № 62 "О порядке
исчисления и уплаты в бюджет налога на
прибыль предприятий и организаций"
малым предприятиям впервые
предоставлено право в течение двух лет
работы не уплачивать налог на прибыль.
Это право предоставляется органи-
зации в случае полного соответствия
критериям отнесения к субъектам
малого предпринимательства и если не менее
70% обшей суммы выручки от
реализации продукции (работ, услуг)
составляет выручка от:
• производства и переработки
сельскохозяйственной продукции;
• при и тол- i n;i проливальа пенных
говаров;
• upon !водстеш товаров народного
потребления;
• производства строительных
материалов;
• производства медицинской
техники, лекарственных средств и изделий
медицинского назначения;
• строительства объектов
жилищного, производственного, социального и
природоохранного назначения,
включая ремонтно-строительные работы.
Малым предприятиям и
индивидуальным предпринимателям
предоставлена возможность максимально
упростить учет результатов хозяйственной
деятельности, который осуществляется в
одной книге учета доходов и расходов.
Таким образом, формально эти
предприятия, а также индивидуальные
Малое предпренимательство в швейном производстве
предприниматели, освобождены от
необходимости ведения полного
бухгалтерского учет;! {счетов бухгалтерского
учета, ведомостей, журналов-ордеров,
составления бухгалтерского баланса).
Это позволяет указанным
налогоплательщикам получать значительную эко-
номпю средств за счет сокращения
управленческих расходов и снижения
налогового бремени.
Как одно из наиболее часто
используемых преимуществ, предоставленных
малым предприятиям, можно выделить
право применения субъектами малого
предпринимательства механизма
ускоренной амортизации основных
производственных фондов.
Механизм применения ускоренной
амортизации предусматривает
дополнительно, как амортизационные
отчисления, до 50гг первоначальной
стоимости основных фондов со сроком службы
свыше трех лет (см. закон № 88-ФЗ).
Малые предприятия вправе
применять ускоренную амортизацию
основных производственных фондов с
отнесением затрат на издержки
производства, в два раза превышающие нормы,
установленные для соответствующих
видов основных фондов.
Данное преимущество играет
ведущую роль при расчете налога на
прибыль и определении базы обложения по
налогу на имущество.
Например, малое предприятие
приобрело новое швейное оборудование на
сумму 360 тыс. руб., в том числе, налог
на добавленную стоимость (НДС) со-
сташшет 60 тыс. руб., норма
амортизационных отчислений — 105р.
Соответственно первоначальная
стоимость основных средств составляет
300 тыс. руб. Малое предприятие вправе
списать на издержки производства в
качестве амортизационных отчислений в
момент введения оборудования в экс-
плуакшию 150тыс. руб. <50Гг от 300тыс.
руб.). В дальнейшем, если малым
предприятием будет применен линейный
метод начисления амортизации, оно
сможет списывай, каждый год по 60
тыс. руб. (300000 руб. 0,1 ■ 2). Таким
образом, в первый год эксплуатации
малое предприятие уменьшает
облагаемую базу по налогу на прибыль на 210
тыс. руб.. во второй год — на 60 тыс. руб.
в третий — на 30 тыс. руб.
При методе исчисления
равномерной (линейной) ускоренной
амортизации при коэффициенте ускорения А' =
= 2, амортизационные отчисления в г-ом
периоде времени определяются по
формуле
где At — амортизационные отчисления,
руб.: Of — остаточная стоимость
основных фондов, руб.; Na — норма
амортизации. %; К — коэффициент ускорения
амортизации.
Например, балансовая стоимость
швейного оборудования на малом
предприятии составляет 200 тыс.руб.
Ежегодная норма амортизационных
отчислений составляет 20% (нормативный
срок службы оборудования — 5 лет).
Коэффициент ускорения амортизации
К = 2. Необходимо определить
ежегодные амортизационные отчисления.
Расчет представлен в таблице 7.1.
Тогда ликвидационная стоимость Л
составит
Л =11- ZA, = 200-184.46 =
= 15,54 тыс.руб..
где // — балансовая стоимость
основных средств, руб.
В некоторых случаях эта сумма
(15.54тыс.руб.) прибавляется к
последнему году как остаточная стоимость, но
чаше всею лу величину списываю] и
следующем году.
Ускоренный метод амортизации
по то. 1 не i малом\ пред при» гпю \ с
корить оборот капитала, так как
стоимость основных фондов (оборудования)
возмещается в более короткие сроки, и
снижается риск предпринимателя в ис-
Современные формы и методы проектирования швейного производства
Таблица 7.1
Расчет амортизационных отчислений при ускоренном методе
Год
1-й
2-й
3-й
4-й
5-й
Балансовая
стоимость/7,
тыс. руб.
200
200
200
200
200
Остаточная
стоимость О„
тыс. руб.
200 (износа нот)
120(200-80)
72(120-48)
43.2(72-28.8)
25.9
Двойная норма
амортизации Л/,,
'!„
20 2 = 40
40
40
40
40
Итого
Амортизационные
отчисления Д..
тыс. |>у6.
80(200 0,4)
48(1200.4)
28.8(72 0,4)
17,3(43.2 0,4)
10.36
184 46
пользовании морально устаревшего
оборудования.
О. шако его применение увеличиваем
и иержки прои шолстна мл начальном
стадии изготовления швейных изделий.
В результате уменьшается прибыль, но
одновременно снижается и масса
прибыли, облагаемой налогом, и налоги
уменьшаются.
Малое предприятие, и том числе и по
производству швейных изделий,
определяет свои затраты, включаемые в
себестоимость продукции, по методике,
рассмотренной при определении
издержек производства пшенных изделий.
В настоящее время для субъектов
малого бизнеса в упрошенной системе
налогообложения сохраняется единый
налог, который позволяет
налогоплательщику выбирать в качестве
налогооблагаемой базы, как совокупный доход, так
и валовую выручку.
Федеральным законом РФ от 24
июля 2002 г. № 104-ФЗ Налоговый кодекс
дополнен новой главой 26.2
"Упрошенная система налогообложения",
которая вводится с 1.01.2003 г.
Упрощенная система
налогообложения применяется организациями и
индивидуальными предпринимателями
наряду с обшей системой налогообложения.
В случае если объектом
налогообложения являются доходы, то налог
исчисляется по ставке 6%. Если объектом
налогообложения яиляются доходы,
уменьшенные на величину расходов,
налог исчисляется по ставке 15%. При
этом налог не должен быть меньше
минимального налога, который
исчисляется в размере I % от полученных доходов.
Таким образом, малым
предприятиям, втом числе, и производящим
швейные изделия, предоставлена
необходимая свобода в выборе системы
налогообложения.
Вопросы для контроля
и обсуждения
1. Преимущества малых
предприятий.
2. Основные особенности малых
предприятий.
3.Основные критерии отнесения
предприятия к субъектам малого
предпринимательства.
4. Организационные особенности
проектировании швейного
производства на малых предприятиях.
5.Организация производственного
процесса малого предприятия.
6. Разработка гибких
организационных форм потоков на малых
предприятиях.
7.Система налогообложения малого
предприятия.
Оценка эффективности производства швейных изделий
РАЗДЕЛ 4
ОЦЕНКА ЭФФЕКТИВНОСТИ ПРЕДПРИНИМАТЕЛЬСКОГО ПРОЕКТА
Глава 8. Оценка эффективности
производства швейных изделий
8.1. Определение излержек
производства
Одним из важнейших показателей,
характеризующих эффективность
деятельности швейного предприятия,
является себестоимость продукции или
издержки производства.
Под себестоимостью продукции
(работ, услуг) понимается стоимостная
опенка использованных и процессе
производства продукции природных
ресурсов, сырья, материалов, топлива,
энергии, основных фондов, трудовых
ресурсов, а также других затрат на ее
производство и реализацию.
Планирование затрат (издержек) на
производство швейных изделии может
осуществляться по смете затрат и
калькулированию себестоимости
продукции.
Планирование себестоимости
продукции путем разработки калькуляции
отдельных изделий или реализованной
продукции основано на расчетах с по-
МОЩЬЮ плановых норм прямых затрат
на изготовление швейных изделии и
распределении косвенных расходов, не
связанных непосредственное
конкретным изделием.
Калькулирование себестоимости
продукции предполагает установление
уровня цеховой, производственной и
полной себестоимости единицы
продукции, а также определение задания
на снижение себестоимости
продукции под влиянием изменения
организационно-технических условий
производства.
Планирование видов затрат
осуществляется в денежном выражении на
предусмотренную в проекте
производственную программу.
В соответствии с Федеральным
законом от 06.08.01 г. №М0-ФЗ "О
внесении изменений и дополнений в часть
вторую Налогового кодекса Российской
Федерации о налогах и сборах, а также о
признании утратившими силу
отдельных актов (положений актов)
законодательства Российской Федерации о
налогах и сборах" с I января 2002 года
введена в действие глава 25 "Налог на ири-
быль организаций" Налогового кодекса
Российской Федерации (НК РФ).
В целях налогообложения прибыли
И К РФ предусмотрены расходы и
доходы, связанные с производством и
реализацией товаров (работ, услуг).
Расходы, связанные с
производством и реализацией товаров, включают в
себя:
• расходы, связанные с
изготовлением (производством), хранением и
доставкой товаров, реализацией товаром
(работ, услуг);
• расходы на содержание и
эксплуатацию, ремонт и техническое
обслуживание основных средств и иного
имущества, а также на поддержание их и
исправном состоянии;
• расходы на научные исследовании
и опытно-конструкторские разработки:
Современные формы и методы проектирования швейного производства
• расходы на обязательное и
добровольное страхование;
• прочие расходы, связанные с
производством и реализацией.
Соответственно, расходы, связанные
с производством и реализацией, и
формирующие издержки (себестоимость)
изготовления швейных изделий,
подразделяется на:
• материальные расходы:
• расходы на оплату труда;
• суммы начислений амортизации;
• прочие расходы.
Расчету издержек производства
швейных изделий предшествует
планирование потребности в амортизируемом
имуществе (капитале). Потребность в
основном капитале выражается в
совокупных затратах финансовых средств для
приобретения активной части основных
фондов (основных средств), зданий и
сооружении. Величина финансовых
средств на приобретение основных
фондов (величина капитальных затрат)
зависит от количества необходимого
оборудования, производственных площадей,
эффективности их использования в
условиях производства и от
установившихся цен на технологическое
оборудование, производственные площади и др.
Капитальные затраты
рассчитываются по видам основных фондов (ОФ) с
целью исчисления в дальнейшем
амортизационных отчислений и других
затрат статей себестоимости продукции.
I. Расчет капитальных затрат на
производственное обо рулона н ис
осуществляется по основным видам
оборудования, количество которого определено в
проекте по технологии производства.
Цена за единицу оборудования
принимается либо по данным действующего
предприятия, либо но розничным
ценам. Если в проекте предусмотрена
установка оборудования, не
применяемого it настоящее время в
промышленности, то его стоимость может быть
принята ранной стоимости оборудования.
аналогичного действующему по
принципам работы и конструкции.
Результаты расчетов целесообразно представить
в таблице 8.1.
Затраты на монтаж оборудования
могут быть исчислены укрупненно в
размере 10% от пены оборудования.
2. Капитальные затраты на
электрооборудование рассчитываются в
зависимости от установленной мощности и
цены за I кВт-ч.
Средняя пена за I кВт мощности,
включая затраты на монтаж,
принимается поданным, сложившимся на
швейных предприятиях.
3. Капитальные затраты на прочее
неучтенное оборудование (транспортные,
передаточные устройства, средства
автоматики и т.п.) могут быть рассчитаны
укрупненно в размере 20-30% от
капитальных затрат на производственное
оборудование.
4. Капитальные затраты на зланис
рассчитываются, исходя из объема или
площади (участка, цеха, производства)
и средней пены за I м1 или I м'. При
разработке проекта пена за I м (или I м )
здания зависит от условий
строительства: типа здания, территориального
пояса, климатического района.
Таблица 8.1
Капитальные затраты на технологическое оборудование
№
п/п
Наименование
Итого:
Количество
единиц
Цена
за единицу,
руб.
Сумма, руб.
Мощность
мотора, кВт
Суммарная
установленная мощ-
НОСТЬ, кВт
Оценка эффективности производства швейных изделий
Результаты расчетов капитальных
затрат сводятся в таблицу 8.2.
Расчет расходов, связанных с
производством и реализацией продукции,
начинается с определения материальных
расходов.
I. Материальные расходы
К материальным расходам
относятся следующие виды ил рат
• на приобретение сырья и
материалов, используемых в производстве про-
[укнин:
• для упаковки и иной подготовки
upon толстенных и реализуемых i.m
ремонта оборудования, инструментов,
приспособлений и т.п.. специальной
одежды и другого имущества:
• на приобретение топлива, воды и
энергии всех видов, расходуемых на
технологические пели, отопление, ос-
нешение иании:
• другие виды.
R производстве швейных изделий в
затратах по статье "Материальные
расходы" сначала определяется стоимость
всех видов сырья и материалов,
необходимых для производства продукции,
уменьшенная на стоимость
реализуемых отходов, и увеличенная на
транспорт по- ими они тельные расходы.
Данные по расчету стоимости
материалов (основных и вспомогательных)
сводятся в таблицу 8.3.
Транспортно-заготовительные
расходы могут быть приняты по данным
действующего предприятия или взяты в
процентах от стоимости основных и
вспомогательных материалов.
Общая сумма затрат на основные и
вспомогательные материал].!
уменьшается на стоимость отходов, величина
которых принимается в процентах от
стоимости материалов, и пересчитыва-
ется на общий выпуск продукции с
учетом сменного задания и количества
рабочих смен.
Расходы ни отопление прои 1ВОД-
ственного помещения и затраты на
электроэнергию как на технологические
Таблица 8.2
Смета капитальных затрат
№
п/п
1
2
3
Виды затрат
Производственное
оборудование
Электрооборудование
Прочие виды основных
< |)<!Д1 III
Итого: основные средства
4
Здание
Всего:
Сумма,
руб.
цели, так и на освещение иання
определяются следующим обра юм:
• затраты на отопление
определяются, исходя из годового расхода топлива
Ртоя и цены за одну тонну ///т
топлива, последующем формуле
где К — условный коэффициент,
характеризующий расход пара на 1м в сутки
при разности температур te°—iH° = 1°С.
К = 0,019-0,021; V — объем здания, в
котором размешается проектируемый
поток, м1; Дотоц ~ длительность
отопительного периода, лн.; te° —
внутренняя температура помещения, °С; tN° —
наружная температура, средняя ю
отопительный се юн. °( :
• затраты электроэнергии на
технологические нужды i,m,xll определяются
по формуле
*техн ~ 'ЧкИпгч ' -*inexir
^техн ~ '"уст ' ^ ' *ем ' *см ' Яраб,
где Этехн — расход электроэнергии на
технологические нужды, к Hi: '//Адтч
— цена за I кВт-ч электроэнергии;
МуСт - установленная мощность
моторов. кВт; т\ — коэффициент югрузки
оборудования (ц 0.S О.1)): /(.w про
должительность смены, ч; Ксм — коэф-
Современные формы и методы проектирования швейного производства
Таблица 6.3
Стоимость основных и вспомогательных материалов
Наименование
Итого:
Единица
Норма расхода
Цена за единицу
Сумма затрат
на единицу
изделия, руб.
фициент сменности работы
предприятия: JlpaQ— число рабочих дней в году;
• штраты электроэнергии на
освещение определяются следующим образом
осв осв /кИтч
Эосв = N • т • Тем • KVM ■ Лраб/ Ю00,
где Эосв — расход электроэнергии на
освещение. кВт; N ~ мощность
светильника. Вт; m — количество
светильников.
По результатам всех расчетов
составляется итоговая таблица материальных
затрат, которая включает следующие
расходы: затраты на основные и
вспомогательные материалы; транспортно-
заготовительные затраты; реализуемые
отходы (вычитаются); затраты на
отопление; затраты электроэнергии на
технологические ну ж iu и освещение.
Следует отметить, что в соответствии
с НК РФ в состав материальных
расходов включаются затраты на содержание
природоохранных объектов и
финансирование мероприятий по улучшению
экологической ситуации.
фонд заработной платы, включающий
тарифный фонд заработной платы и все
доплаты и выплаты, предусмотренные
законодательством.
Расчет фонда оплаты труда ведется
по категориям работающих:
• фонд оплаты труда
технологических рабочих:
• фонд оплаты труда рабочих,
обслуживающих основное производство;
• фонд оплаты груда руководи]елей,
специалистов и служащих.
В основе оплаты труда
технологических рабочих лежит фонд оплаты труда
ФОТ1пар, который представляет собой
оплату по тарифным ставкам.
2. Расходы на снищу труда
В элементе "Расходы на оплату
труда" отражаются годовые затраты на
оплату труда работников
проектируемою потока (цеха, предприятия).
Затраты по этому элементу принимаются
на основании расчета фонда оплаты
труда всех категорий работников
потока (цеха).
Для запланированной численности
работников рассчитывают 6а ювый
где ДТС/р — дневная тарифная ставка
рабочего первого разряда, руб. Ставку
первого разряда следует принимать с
учетом установленного на данный
период минимального размера заработной
платы 3Hmjn и фонда рабочего времени
в месяц ФУ1ес. ТКср — средний
тарифный коэффициент рабочих: N& —
численность рабочих в потоке (цехе) с
учетом сменности работы.
При расчете фонда оплаты труда сле-
• премиальные выплаты;
• доплаты за работу в вечернее время;
• доплаты резервным рабочим:
• доплаты за квалификацию;
• доплаты за условия труда;
• доплаты запасы (или дни) невыходов
в соответствии с законодательством и др.
Аналогично рассчитывается фонд
оплаты труда для рабочих повременит-
Оценка эффективности производства швейных изделий
ков и рабочих по обслуживанию
оборудования.
Рассчитанные для различных
категории рабочих базовые фонды
заработной платы — тарифный фонд с учетом
всех доплат и выплат — представляют
собой оплату рабочих в расчете надень.
Головой фонд заработной платы
определяется с учетом числа рабочих дней
в год}.
Фон.1 ом i.ii ы фула |ФО ! i руково ш
гелей, спецпалиств и служащих
рассчитывают, исходя из окладов,
отработанною времени и доплат,
предусмотренных ДЛЯ данной категории работников.
Затраты по данному элементу
включают в себя и расходы на оплату труда
рабочих других подразделений
предприятии (подготовительно-раскройное
и экспериментальное производство).
которые следует учесть в виде
определенного процента (примерно 15-20%).
В расходы на оплату груда
включается также сумма платежей (взносов)
работодателей по договорам
обязательного и добровольного страхования.
Совокупная сумма платежей
работодателей, выплачиваемая по договорам
долгосрочною страхования жизни
работников, пенсионного страхования и
негосударственного неполного обеспечения
работников, учитывается в целях
налогообложения в размере, не превышающем
12fV 01 суммы расходов на оплату труда.
.1. Затраты на аморти шиит
В затратах на амортизацию
основных средств отражается сумма
начислении амортизации на полное
восстановление амортизационного имущества,
исчисленная, исходя m их стоимости и
определенных в установленном
порядке норм амортизации.
В целях налогообложения в главе 25
Налогового кодекса введен термин
"амортизируемое имущество". К нему
относятся основные средства и
нематериальные активы (ст.256 НК РФ).
Под основными средствами понимаем -
ся часть имущества, применяемого в
качестве средств труда для прои шодства и
реализации товаров или для управления
организацией, со сроком полезного
использования, превышающем 12 месяцев.
Сроком полезного иешмьшвания
Признается период, в течение которого объ-
ек1 основных срсдспзслужш i ш
выполнения пели деятельности
налогоплательщика. Срок полезною
использования определяется налогоплательщиком
самостоятельно на дату ввода в
эксплуатацию данною объекта аморти заиии.
Амортизируемое имущество
объединяется в следующие амортизационные
группы (табл. S.4).
В налоговом учете выбирается один
из двух способов начисления
амортизации:
• линейный:
• нелинейный.
Линейный метод начисления
амортизации применяется к зданиям,
сооружениям, передаточным устройствам,
входящим в восьмую—десятую
амортизационные группы, независимо 01 сроков
ввода в эксплуатацию этих объектов.
При линейном методе сумма
начисленной ta один месяц амортизации в
отношении аморти шруемого
имущества определяется как произведение его
первоначальной (восстановительном)
стоимости и нормы амортизации,
определенной для данного объекта.
Таблица 8.4
Группы амортизируемого имущества
Группа
1
;?
3
.1
5
6
7
8
9
10
Срок полезного
использования, лет
oi 1 до 2 включительно
свыше 2 до 3 включительно
свыше 3 до 5 включительно
свыше 5 до 7 включительно
свыше 7 до 10 включительно
свыше 10 до 15 включительно
свыше 15 до 20 включительно
свыше 20 до 25 включительно
свыше 25 до 30 включительно
свыше 30
Современные формы и методы проектирования швейного производства
Норма амортизации в процентах к
первоначальной (восстановительной)
стоимости объекта амортизируемого
имущества при линейном методе Na ,
определяется последующей формуле
•л t
где Г — срок полезного использования
данного объекта амортизируемого
имущества, выраженный в месяцах.
При применении нс.шнейного метода
сумма начисленной за один месяц
амортизации в отношении объекта
амортизируемого имущества определяется как
прои (ведение остаточной стоимости
объекта амортизируемого имущества и
нормы амортизации, определенной для
данного объекта.
Норма аморти ишии в процентах при
нелинейном метле Л'в и определяется
по формуле
Данный метод представляет собой
ускоренную a\iopi и laiuno. Oi носитель-
ная выгода применения лого метода
состоит втом, что в налоговые периоды,
непосредственно следующие ia
приобретением, например, нового
оборудования, предприятие относит к вычетам
большую сумму амортизационного
расхода, чем при линейном методе.
Например, первоначальная
(восстановительная) стоимость основного
средства (оборудования) составляет
24000 рублей, срок полезного
использования — 40 месяцев. Ниже приводится
метлика расчета амортизационных
отчислений.
Линейный метод
• норма амор! и lainin
/Vfl ; =(1/40)- 100 = 2,5%;
• сумма амортизации за месяц
использования имущества определяется
по формуле
где Амес — ежемесячная сумма
амортизации; П — первоначальная
(восстановительная) стоимость амортизируемого
имущества.
Тогда, ежемесячная сумма
амортизации по условиям данного примера
составит
Лмес = 24000 ■ 2,5/ 100 = 600 руб.
Норма амортизации применяется
каждый раз к первоначальной
стоимости, поэтому основное средство
полностью амортизируется равномерно в
течение 40 месяцев. Следовательно,
головая сумма амортизации основного
средства при использовании его в течение
гола составит
Агод в 4мм ' 12 = 600 • 12 = 7200 руб.
Нелинейный метод
В начале стоимость основного
средства списывается метолом
уменьшаемого остатка вплоть до момента, когда
остаточная стоимость приближается к 20%.
• норма амортизации
Na.it. =(2/40)100 = 5%;
• сумма амортизации за первый
месяц использования имущества составит
Лиес/ = 24000-5/ 100- 1200 руб.;
• сумма амортизации за второй
месяц использования имущества составит
Амес2 = (24000- 1200)-5/ 100 =
- М40руб.;
• сумма амортизации за
последующие месяцы использования имущества
осуществляется аналогично расчетам за
второй месяц.
При данном методе в течение
первого года сумма амортизации
определяется по формуле
иценка эокрективностн производства швейных изделий
Аеод -
где О о 0j — остаточная стоимость вмор-
гизируемого имущества в #-м месяце и
составит Agrf = 11674.20 руб.
Причем с момента, когда остаточная
стоимость основного средства составит
2tirc от первоначальной, амортизация в
последующие месяцы начисляется
линейным методом до полного его
списания.
Для совмещения бухгалтерского и
налогового учетов целесообразно
использовать линейный (равномерный)
метод начисления амортизации.
4. Прочие расходы
К прочим расходам, связанным с
производством и реализацией
продукции, относятся следующие расходы:
• расходы на ремонт основных
средств;
• расходы на научные исследования
и опытно-КОНСТрукторские разработки;
• расходы на обязательное и
добровольное страхование имущества;
• расходы на сертификацию
продукции и услуг;
• расходы но обеспечению
нормальных условий труда и техники
безопасности;
• расходы на текущее изучение
конъюнктуры рынка, сбор и
распространение информации,
непосредственно связанной с производством и реалп-
ШЦИей продукции (не более \СЪ от
выручки);
• расходы на подготовку и освоение
новых производств;
• взносы по обязательному
социальному страхованию от несчастных
случаев на проижодстве (норматив
страховых взносов, включаемых в издержки
(себестоимость) производства
установлен в размере 10 тысяч рублей в год на
человека);
• единым социальный налог
(принимается в размере ЗЗ.бТ от расходов на
оплату труда):
• расходы на подготовку и
переподготовку кадров;
• и другие виды расходов.
Величина "Прочих расходов" может
быть принята либо по данным
действующего предприятия, либо в процентах
от суммы всех вышеперечисленных
расходов.
На основании выполненных
расчетов по всем видам расходов
составляется смета затрат на производство
проектируемого вида продукции (табл. К.5).
Затраты на производство швейных
изделии обусловливаются объемом
выпускаемой продукции и складываются
из условно-постоянных и
условно-переменных затрат. Причем последние
составляют наибольшую долю в
себестоимости продукции. Поэтому их
определение и прогнозирование на
планируемый период лежит в основе всех эф-
фективных экономических методов
управления финансовым положением
предприятия.
Условно-переменные игра ты и-
траты на материалы, заработная плата
прои шолственных рабочих с учетом
единого социального налога — зависят
от объема выпуска продукции и
определяются на основе нормативов затрат на
единицу продукции.
Условно-постоянные »атраты — это
расходы на обслуживание производства
и управление им. Величина этих
расходов не зависит от изменения объема
производства. К ним относятся расходы
на содержание и эксплуатацию
оборудования (РСЭО), цеховые расходы,
общефабричные расходы и амортизаци-
Таблица 8.5
Смета затрат по элементам себестоимости
продукции
Перечень
элементов
затрат
Итого:
Сумма
затрат,.руб.
Процент
к общему
итогу
100%
Современные формы и методы проектирования швейного производства
онные отчисления, которые
рассматриваются отдельно, и др.
Доля средств, выплачиваемых за
кредит, так же включается в
себестоимость, п ее ежемесячная величина
устанавливается в зависимости от величины
кредита, срока погашения, процентной
станки кредита Центрального банка.
Расходы, связанные с рекламой
продукции, определяются расчетным путем
на базе заключения договоров по
каждому виду рекламы и так же входят в
состав себестоимости.
Выделив условно-постоянные
Ицост и условно-переменные ипе„
затраты, зная выпуск продукции в год
Огод- получаем
*'/ = "Peat' МО/ "общ
ИДИ
где Сi — себестоимость единицы
продукции, руб.
Следовательно, полную
себестоимость голового объема выпуска /-го
вида, продукции (общ1 можно выразить
уравнением
^ onuti
n
i
nepi
Себестоимость единицы продукции
С] может быть определена отношением
суммы расходов по всем элементам
себестоимости С0$щ} на ГОДОВОЙ выпуск
проектируемого вида продукции.
При планировании процента
рентабельности продукции Rej (до 50?р>
определяется оптовая (отпускная) цена
Цо,„„1 и прибыль единицы продукции
ПР}-
ej/ 100
где Rej — рентабельность единицы
продукции, %.
Рентабельность продукции
определяется по следующим формулам:
где Нрва1 — валовая (балансовая)
прибыль, руб.; Нобщ — общие затраты на
прои тодство продукции
(себестоимость всего объема продукции С 0£ш),
руб.
Затем определяется показатель
затрат на I руб. товарной продукции
*1р\б.т.п.- КОТОРЫЙ является
косвенным выражением себестоимости
'1руб.т.п, ~ *■ / / *чшлг
В настоящее время швейные
предприятия самостоятельно выбирают
методы и формы планирования затрат и
себестоимости и определяют два
варианта издержек (расходов):
• для целей налогообложения;
• для целей бухгалтерского учета.
Определив величину расходов на
производство швейных изделий, может
быть рассчитана налогооблагаемая и
чистая прибыль, остающаяся в
распоряжении предприятия.
В соответствии с НК РФ глава 25.
доходом от реализации признаются
выручка от реализации продукции, как
собственного производств;», так и ранее
приобретенной, и выручка от реализации
имущества (включая пенные бумаги) и
имущественных прав (статья 249 НК РФ).
Выручка от реализации (продажи)
продукции Выропределяется по формуле
Выр = Выро$щ - НДС — Ак.
где Выр — общая выручка (доход) от
реализации продукции: НДС — налог на
добавленную стоимость; Ак — акциз на
продукцию.
Величина НДС всего объема продаж
Ореол
где НДС =20%.
Оценка эффективности производства швейных изделий
Ниже приводится
последовательность действий по определению чистой
нераспределенной прибыли на
швейном предприятии.
1. Определяется валовая прибыль
Нрваг как разность между выручкой от
продажи продукции Выр и общими
издержками (затратами) Модщ или
себестоимостью проданной продукции
"Реал = Вь'Р ~ Иобщ
или
пРвал = ВыР ~ со6щ
2. Определяется прибыль от продаж
''Рот продаж
ПРот продаж = ПРвал ~ КР - УР
где КР — коммерческие расходы,
связанные с реализацией продукции;
УР — управленческие расходы,
связанные с управлением производственно-
хозяйственной деятельностью
предприятия.
3. Рассчитывается прибыль до
налогообложения При о
ПРн.о. = ПРот продаж +
операционные доходы (расходы) + внереалта-
цвоняыв доходы (расходы) +
проценты к получению — проценты к
уплате + доход от участия в совместных
предприятиях.
4. Определяется сумма налога Ена-
Еналога = Нр„ 0 • Нпр/ 100.
где Нпр — налог на прибыль по Н К РФ
составляет 24%.
При этом:
• сумма налога, исчисленная по
налоговой ставке в размере 7,5%.
зачисляется в федеральный бюджет;
• сумма налога, исчисленная по
налоговой ставке в размере 14,5%,
зачисляется в бюджет субъектов Российской
Федерации;
• сумма налога, исчисленная по
налоговой ставке в размере 2%,
зачисляется в местные бюджеты.
5. Рассчитывается прибыль от
обычной деятельности предприятия Иробычн
йРобычн = ПРн.о. - Аналога
или
ПРо6ычн = ПРн.о. - ПРн.о. ' Нпр/ 10°
6. Определяется чистая
(нераспределенная) прибыль Прч
Прц = ИРобычн — чРе1вЬ1чаи11ме доходы
(расходы).
Как правило, на швейных
предприятиях прибыль от обычной деятельности
равна чистой прибыли
Прч = Пробычн
Чистая прибыль предприятия
используется на собственные
производственно-хозяйственные цели и
является так же основным источником его
развития.
8.2. Финансовый
аспект бизнес-плана
производства швейных
изделий
При разработке
предпринимательских проектов, в том числе и по
производству швейных изделий,
источником финансирования мот сл\
жить либо собственный капитал, либо
акционерный, либо паевой, либо
привлечение инвестиций, либо
сочетание собственных средств и
кредитов банка и т.д. Главная проблема
состоит в том. чтобы найти
оптимальное сочетание средств и составить
график финансирования с указанием
источников средств и условий их
предоставления.
Современные формы и методы проектирования швейного производства
Финансовый аспект бизнес-плана
производства швейных изделий
обобщает в стоимостном выражении
материалы предыдущих разделов. Он
включает разработку следующих основных
документов.
1. Прогнозируемый баланс актинон и
пассивов предприятия.
2. Пронин прибылей и убытков.
.V Отчет о движении денежных
средств.
4. Таблицу доходов и расходов.
5. График достижения
безубыточности.
В данном разделе указывается план
получения денежных средств,
необходимых для создания или развития
предприятия: общая сумма для реализации
предлагаемого проекта; источники
финансировании: окупаемость проекта;
получение дохода инвестора на
вложенный капитал.
Про] позирование финансового
положения швейного предприятия осуществ-
.1яс1ся и.) базе финансово!) отчетности.
1. I l[u)i ыознруемыв баланс
рекомендуется составлять в целях н;илядного
отражении активов и пассивов
предприятия, т.е. надежности предприятия
и его экономической устойчивости.
Баланс детализирует использование и
вложение финансовых ресурсов, гре-
бусмых для поддержания
проектируемого уровня производства. Следуе!
отметит ь, что степень подробности
информации в балансе можно
выбираться самостоятельно, но
необходимо помнить о сохранении общей
формы и смысли документа. Этот
документ особенно тщательно изучают
специалисты коммерческих банков,
чтобы оценить суммы, вкладываемые
В проект.
2. Прогноз припм.к'и и убытков
осуществляется в целях определения
взаимосвязи между объемом продаж,
расходами и получаемой прибылью.
Баланс денежных доходов и
расходов по (воляет оценить, сколько средств
(денег) нужно вложить в проект,
причем в разбивке по времени. Главная ia-
дача баланса денежных доходов и
расходов проверка синхронности
поступления и расходования денежных
средств, а. следовательно, проверки п\-
дущей финансовой устойчивости
проектируемого предприятия при
реализации пинию проекта.
При определении >ффекта от
продаж учит ываются:
• расходы па приобретение
оборудования (см. П. N. I);
• торговые издержки, включающие
расходы по гранспортировке,
хранению, рекламе и продаже в кредит.
Расчет расходов, связанных с рекламой
продукции, подробно и (ложен в главе 2;
• общие
административно-управленческие расходы;
• затраты на юридическую и
бухгалтерскую помощь, страховые взносы,
телефонные переговоры и т.д.
3. Отчет о движении денежных
средств ("Клп-Ф.юу") необходим для
оценки финансовой устойчивости
проектируемою предприятия. Если
планируется функционирование
предприятия в течение длительного периода
времени и превышение доходов над
расходами на каждый момент времени
реализации проекта, необходимо
составить хотя бы этот единственный отчет.
Даже прибыльное предприятие может
разориться, если оно не в состоянии
вовремя оплачивать свои счета. Про-
1 низы денежных потоков предусмагри-
ваются на каждый месяц первою юла и
по кварталам второго и последующих
лет (табл. 8.6).
4. Таблица доходов и расходов
формируется для того, чтобы показать, как
будет изменяться прибыль от продажи
продукции в течение всего срока
реализации проекта по месяцам или по
кварталам. Данный документ включает:
• доход (выручку) от реализации
продукции:
• издержки производства
(себестоимость);
■ суммарную прибыль продаж:
Оценка эффективности производства швейных изделий
Таблица 8.6
Модель финансового потока швейного предприятия
Показатели
1 Денежные средства на начало
планового периода
2 Выручка от реализации
11| '1 ,Ч'.- 1 1ИИ
3. Дебиторская задолженность
4. Банковские кредиты
5. Прочие поступления
6. Всего денежных поступлений
7. Использование денежных
средств
7.1. Заработная плата
7.2. Реклама
7.3. Увеличение основного
капитала (покупка оборудования)
7.4 Увеличение оборотного
капитала(материальных запасов)
7.5. Аренда
7.6. Другие издержки
7.7. Прочие выплаты (включая
налоги, проценты, ссуды и т п )
8. Всего выплат
9. Накопленная денежная масса
10 Коэффициент текущей
стоимости при выбранной ставке
дисконтирования Д = 1/(1 + //,
где t — число лет
11 Текущая стоимость денежного
потока(стр. 9хстр. 10)
Годы
1-й
месяцы
1
2
12
2-й
кварталы
1
li
Ml
IV
3...N
кварталы
1
II
in
IV
• общепроизводственные расходы;
• чистую прибыль.
5. 1 'рафик достижения
Безубыточности определяет точку, при которой
выручка от произведенной и
реализованной продукции покрывает псе расходы.
График безубыточности отражает кон-
кретную динамику выручки и полных
затрат на производство и реализацию
продукции. Желательно, чтобы
планируемые затраты были значительно
больше, чем уровень безубыточности, так
как кривые выручки и затраты
существенно реагируют на изменение объема
реализации, цен и себестоимости
продукции (рис. S.I).
И 1 приведенного графика видно, что
i hi кил11женин ючки безубыточности
Tq своей деятельности швейное
предприятие должно обеспечить такой
объем производства (реализации)
продукции Qfg, при котором сумма чистого
дохода (чистой прибыли), (выручка за
вычетом налоговых платежей)
сравнивается с суммой издержек — как
постоянных, так и неременных.
Современные формы и методы проектирования швейного производства
О. ед-
Рис. 8.1. График безубыточности. Q - обь-
ем производства, реализации; V - прибыль,
себестоимость, выручка; Тб - точка
безубыточности; Ипост - сумма постоянных
издержек: Ипер - сумма переменных издержек.
Стоимостной объем реализации.
обеспечивающий достижение точки
безубыточности деятельности швейного
предприятия в краткосрочном периоде,
может быть определен по следующим
формулам:
QTS т иаост ' 10°/ упр.марж-
где Qjq — стоимостной объем
реализации продукции, обеспечивающий
достижение точки безубыточности в
краткосрочном периоде; Уч $ — уровень
чистого дохода к объему реализации
продукции. °с; Чпост — сумма постоянных
издержек: Уи пер — уровень
переменных и иержек к объему pea.ni шиш про-
i\ мши. '<•; Л' уцрщ- — уровень
маржинальной прибыли к объему реализации
продукции.Я;
Возможен также упрошенный
вариант определения точки безубыточности
Построение графиков безубыточно-
ciи. отражающих и шенение объема
ироишодства (реализации), издержек
производства и других факторов,
наглядно отражает смещение точки
безубыточности, а так же увеличение или
уменьшение прибыли, что дает
возможность инвесторам или кредиторам
принять правильное решение.
В некоторых случаях при
планировании величины прибыли используется
механизм управления прибылью,
который называется "операционным левери-
джем". Действие этот мехами i\ia
основано на том. что постоянные издержки
самим фактом своего существования
вызывают непропорционально более
высокое изменение суммы прибыли
прелприятия при любом изменении
объема реализации продукции
независимо от размера предприятия. Чем ны-
niL- удельный вес постоянных издержек
в обшей сумме затрат предприятия, тем
в большей степени будет изменяться
сумма прибыли по отношению к
темпам и шенеиия объема реализации
продукции.
Соотношение постоянных и
переменных затрат предприятия
характеризуется "коэффициентом
операционного левернджа". который рассчитывается
по формуле
"п
,;,>
где Ко , — коэффициент
операционного левериджа.
Конкретное соотношение прироста
суммы прибыли и суммы объема
реализации, достигаемое при определенном
коэффициенте леверилжа.
характеризуемся показателем м|м|>ем
операционнолевернджа" 90
-Этот показатель
рассчитывается по формуле
1ле Uonml ~ «итовая иена единицы Э(Ки =ЛИрва1/Л0рсаг
продукции, руб.; 11пе„/ — неременные
затраты, приходящиеся на единицу про- где Эо , — эффект операционного леве-
дуклии, руб. рплжа: А11рвал - темп роста валовой
Оценка эффективности производства швейных изделий
прибыли. %\ AQpeai — темп прироста
объема реализации, %.
Приведенная формула расчета
эффекта операционного левериджа имеет
ряд модификаций.
Так. в целях управления
маржинальной прибылью предприятия эффект
операционного леверилжа может быть
выражен следующими формулами:
где АНрцд„ж — темп прироста
маржинальной прибыли; АНрда1 — темп
прироста валовой прибыли. гг.
Чем выше значение коэффициента
операционного леверилжа на
предприятии, тем в большей степени оно способно
ускорять темпы роста прибыли но
отношению к темпам прироста объема реал и-
киши продукции. Это означает, что при
одинаковых темпах прироста объема реа-
ЛИЗашш продукции предприятие,
имеющее больший коэффициент
операционного левериджа, всегда будет в большей
степени приращивать сумму своей
прибыли, чем предприятие с меньшим
значением лого коэффициента.
Механизм проявления
операционного леверилжа позволяеп
целенаправленно управлять соотношением
постоянных и переменных издержек в целях
повышения эффективности
деятельности предприятия.
При управлении постоянными
затратами следует иметь в виду, что
постоянные затраты в меньшей степени
поддаются быстрому изменению.
Поэтому предприятия, имеющие высокий
коэффициент левериджа. теряют
гибкость в управлении издержками.
При неблагоприятной конъюнктуре
товарного рынка, определяющей
возможное снижение объема реализации
продукции, а так же на ранних стадиях
жизненного цикла предприятию, когда
им еше не преодолена точка
безубыточности, необходимо принимать меры к
снижению значении коэффициента
операционного левериджа. И.
наоборот, при благоприятной конъюнктуре
товарного рынка и наличии
определенного предела безопасности (запаса
финансовой прочности) требования к
осуществлению режима экономии
постоянных затрат могут быть существенно
ослаблены. В такие периоды
предприятие может расширить объем реальных
инвестиций, проводя реконструкцию и
модернизацию основных
производственных фондов (оборудования и т.д.).
При управлении переменными
издержками основным направлением
должно быть обеспечение экономии,
т.к. между суммой этих затрат и
объемом производства существует прямая
зависимость. Обеспечение этой
экономии ю и реп [оленин прел при я тем гоч
км безубыточности ведет к росту суммы
маржинальной прибыли, что позволит
быстрее преодолеть эту точку. После
преодоления точки безубыточности
сумма экономии переменных затрат
будет обеспечивать прямой прирост
дохода от реализации.
К числу основных направлений
снижении перемени 1.1 х затрат можно
oiikvin:
• снижение численности
работников основного и вспомогательною
производств;
• сокращение запасов сырья,
материалов, готовой продукции;
• обеспечение выгодных условий
поставки сырья и материалов и другие.
Реальность поставленных в бизнес-
плане задач определяется потребностью
В финансовых средствах текущего и
долгосрочною характера.
Финансовая деятельность
пронизывает все аспекты функционировании
швейного предприятия: производство,
реализацию продукции, впепропнюд-
ство основных и оборотных фондов.
Она направлена на формирование
денежных доходов, обеспечивающих
ритмичный процесс производства
швейных изделий.
Современные формы и методы проектирования ишеиного производства
Предприятие может быть надежным
и как партнер, и как объект вложения
каптала при условии устойчивого фи-
нансового состояния.
Устойчивое финансовое состояние
формируется в процессе всей
производственно-хозяйственной деятельности и
ШВИСИТ от величины активов и
пассивов предприятия, кредиторской и
дебиторской задолженности, состояния
собственных и заемных средств, от
налоговой системы и политической ситуации,
а так же от многих других факторов.
Ориентиром привлекательности и
возможности вложения средств служи!
оценка деятельноеi и предприятия.
Опенке подлежат имущество
предприятия, финансовое положение и
финансово-хозяйственная деятельность.
Оценка финансового состояния
деятельности швейного предприятия при
его со (ланий представлена на рис. Я.2.
Методика расчета показателей
эффективности проекта подробно
излагается в п. 8.4.
8.3. Определение "запаса
финансовой прочности"
пшенного предприятия
Финансово-устойчивым является
такое предприятие, которое и счет
собственных средств покрывает средства,
вложенные в основные фонды, оборотные
средства и другие активы и
расплачивается в срок по своим обя зательствам.
Необходимо определить, способно
ли швейное предприятие получать доход
(прибыль) после уплаты всех налогов и
выплат, то есть следует определить так
называемый "запас финансовой
прочности (устойчивости)" предприятия.
Для определения запаса
финансовой устойчивости швейного
предприятия необходимо на основе сметы затрат
на производство (себестоимости)
определить:
• величину средств, которые пред-
Приятие должно вкладывать в свое
развитие, чтобы получим, доход, i.e.
"порог рентабельности";
• пороговое (критическое) значение
объема производства, ниже которого
предприятию не выгодно изготавливать
продукцию;
• величину прибыли после
прохождения порога рентабельности.
"Порог рентабельности" — это такая
выручка от реализации, при которой
предприятие уже не имеет убытков, но
еще не имеет и прибыли, то есть
прибыль равна нулю. Иначе творя,
результата от реализации после
возмещения переменных затрат (валовой
маржи) в ТОЧНОСТИ хватает на покрытие
постоянных затрат (издержек).
Следовательно, величина прибыли равна нулю:
Прийьиь = Яа.ювая маржа -
- Постоянные штраты = 0.
1'ц шипи маржа -
= Выручка от реализации -
- Переменные штраты.
. latiiioe условие имееч вил
Щ
~ "„
Пр ш ИР . Прмарж/ Кыр - Инош = 0.
где Пр — прибыль предприятия:
"Рчарт- мл о пая маржа,
(маржинальная прибыль)
пРмарж = Вь'Р ~ ппеР
Выр — выручка от реализации
продукции определяется по зависимости
Выр = Honmr Qpca.,
Тогда "порог рентабельности" IIP
может быть определен кик отношение
постоянных затрат к валовой марже в
относительном выражении к выручке
от реализации
Опенка эффективности производства швейных изделий
ПР = И„оет / (Прмарж / Выр)
м in
При определении "порога
рентабельности" исходные данные
целесообразно представить в таблице 8.7.
По условию данного примера nopoi
рентабельности в неновом выражении
составит
ПР = 16911.0 : О.ЗХ = 44502.6S руб.
Величина издержек на единицу
продукции определяется на основе
калькуляции или сметы затрат и
представляется в виде таблицы S.S.
Затем следует определить, какое ко-
ш'кччно upon шодичои продукции при
данных пенах реализации соответствует
порогу рентабельности. Это будет иоро-
говое (критическое) значение объема
производства QKp- ниже которого
предприятию не выгодно изготавливать
продукцию
Пороговое количество продукции —
= Порог рентабельности /
/ Цена реализации изделия.
II II!
*кр
lpea. i
- "пер!'
Пройдя порог рентабельности,
предприятие имеет дополнительный
результат от реализации, после
возмещения переменных затрат —
положительную предельную (маржинальную)
прибыль.
Для определения массы прибыли
после прохождения порога
рентабельности, достаточно умножить
количество продукции, проданной сверх
критического объема производства, на
удельную величину валовой маржи Hpyf( ш„
Масса прибыли после прохождения
порога рентабельности определяется по
формуле
пРобщ ° (%бц " ®кр> '
Оценка финансовой эффективности
I Баланс денежных доходов и расходов
Таблица доходов и затрат
• доходы от реализации
• суммарная прибыль
• общепроизводственные расходы
• чистая прибыль
Сводный баланс активов и пасивов
• сумма вложений в активы
• проектно-балансовая стоимость
предприятия
График достижения безубыточности
• точка безубыточности
• целевая прибыль
[
Налоговые отчислен!-
Определение запасов
финансовой прочности
• запас финансовой прочности
• сумма производственного рычага
• масса прибыли
• процент финансовой прочности к
выручке от реализации
• маржинальная прибыль в
относительном выражении
• порог рентабельности
• пороговое количество продукции
• финансовая усюйчивость
Привлечение заемных средств
• коэффициент соотношения заемных
и собственных средств
• коэффициент досрочного
привлечения заемных средств
Прибыльность
• рентабельность продукции
• внутренняя норма доходности
• срок окупаемости проекта
• норма прибыли на вложенный
капитал
Рис. 8.2. Оценка эффективности
деятельности швейного предприятия при
его создании.
Современные формы и методы проектирования швейного производства
Таблица 8.7
Исходные данные для определения порога рентабельности (пример ус лонный)
№п/п
1
2
3
4
5
Показатели
Выручка от реализации
Переменные затраты
Валовая маржа (маржинальная прибыль)
(стр. 1 - стр. 2)
I || к |()ЯНИЫ(! !,И|),ПЫ
Прибыль
Сумма, руб.
162449.43
100624.392
61825.038
16911.02
44914,02
Доля к выручке
1
0,62
0,38
0.10
0.28
где Q о$щ — обшее количество продан-
ной продукции: Qhp поротное
количество продукции; НрмарЖ валовая
маржа.
Зная порог рентабельности, можно
определить "запас финансовой
прочности" предприятия 1Ф!1
Запас финансовой прочности —
■ выручка от реализации - порог
рентабельности
}ФП = Выр - ///'
Ъкч определяется процентное
отношение "запаса финансовой
прочности (устойчивости)" и выручки от
реализации продукции
■7 1ФП= ЗФП- 100/ Выр.
Например. Ч ЗФП = 2\Лгг>. Это
означает, что предприятие способно
выдержать 20rr снижения выручки от
реализации в краткосрочном периоде
времени без серьезной угрозы для своего
финансового положения.
После определения суммы
постоянных и переменных затрат необходимо
рассчитать показатель эффекта
производственного рычага Эпр р. который
показывает, на сколько процентов
возрастает сумма прибыли при увеличении
выручки от реализации на
определенный процент. Расчет этого показателя
дает возможность определения
выгодности иди невыгодности увеличения
объема производства изделий и
планируемом периоде
•)ффект прои модстненного рычага ■
= Валовая маржа / Прибыль
эпр.р. = ПРмарж/ ПР-
Например. Эпрр ■ 1.3S. Данный
показатель свидетельствует о том. что
увеличение выручки, например, на Vi
будет соответствовать увеличению
прибыли на 6,996 (1,38-5).
Выполненные расчеты будут
являться базой данных для построения
графика безубыточности (см. п. N.2).
Таблица 8.8
Величина постоянных и переменных затрат
(смета затрат годовая)
№
п/п
Виды затрат
Сумма,
руб.
Постоянные затраты И...
1
2
3
4
5
Заработная плата
упрапленческого персонала
Амортизация
оборудования, здания
Административные расходы
Расходы на реализацию
продукции, включая
рекламу
Прочие (50г от суммы
предыдущих за трвт)
Итого:
Переменные затраты И
6
7
8
9
Материалы
Топливо и электроэнергия
Заработная плата сдельных
ра< и>
Прочие (10% от суммы
предыдущих затрат)
Итого:
Оценка эффективности производства швейных изделий
По полученным результатам опенки .юная) ш вычетом налогов, руб; // — ин-
"занаса финансовом прочности" швей- вестиции (капитальные вложения).
ною предприятия делается вывод об На уровне предприятия А'опрелеля-
жономическои иелесообра шосги про- стен:
изводства данного пила продукции. «для прибыльных предприятий
8.4. Показатели
эффективности
производства швейных
изделий
Эффективность производства
непосредственно связана с достижением
конечной цели швейного предприятия.
Сущность проблемы повышения jko-
номической эффективности швейного
Производства состоит в увеличении
экономических результатов на каждую
единицу затрат в процессе
использования исходных ресурсов.
Одним из основных показателей
достижения наилучших экономических
результатов в современных условиях
становится получение наибольшей
массы прибыли с учетм юлговременной
перспективы развития.
Эффективность капитальных
вложении определяется с помощью
простых методов опенки и методов
дисконтирования денежных потоков.
К простым методам оценки относятся:
• метод ок\ паемос! и:
• метод расчета отдачи на
вложенный капитал.
Простые методы опенки, как
правило, используются в качестве
дополнения к методам дисконтирования
денежных потоков. В качестве исходного
критерия >ффекшвнос1И швеммою
производства может быть исполыована
годовая норма прибыли на вложенный
капитал
t; = up,,- wo/и.
где Е — норма прибыли на вложенный
капитал, %\ Прч — чистая прибыль (го-
Е„-АПр- 100/ И.
со = и/лпР.
где ЛНр — прирост прибыли на
предприятии за счет вложения капитала
(инвестиций); Со — срок окупаемости
капитальных вложений:
• для убыточных предприятий
где Сi и С2 — себестоимость и истин до
и после вложения инвестиций: Q —
объем выпуска Продукции после
использования инвестиций.
Метод окупаемости используется
для оценки периода (срока)
окупаемости инвестиционного проекта швейного
предприятия, т.е. определяется период
времени, в конце которого сумма
средств от реализации проекта будет
равна сумме вложенных инвестиций
(капитальных вложений). При
равномерном ежегодном притоке денежных
средств от реализации проекта срок
окупаемости рассчитывается по формуле
Период окупаемости ■
капитальные вложения / ежегодный
приток денежных средств
Например, капитальные вложения в
проект составляют — 160 тыс.руб. а
ежегодные денежные поступления — 40
тыс.руб. Тогда период окупаемости
составит — 4 года.
Показатель срока окупаемости без
учета фактора времени, когда равные
суммы доходов в разное время
рассматриваются как равноценные,
определяется по формуле
Современные формы и методы проектирования швейного производства
где Со у — упрощенный показатель
срока окупаемости; //„ - размер
первоначальных инвестиции
(капиталовложений); ///>,, ожидаемая чистая
прибыль.
Гели чистый доход поступает
неравномерно, то срок окупаемости
определяется последовательным с\ ммнрова-
нием поступлении и подсчетом времени
до тех пор. пока сумма прибыли не
окажется равной сумме инвестиции.
Определение срока окупаемости
проема по р;пличпым методикам
начисления амортизации представлено вв
таблице 8.9.
И з таблицы видно, что проект Л
окупается по истечении 4 лет. а проект Б —
3 лет. Однако суммарный приток
денежных средств (доход) при реализации
проекта Л больше, чем при реализации
проекта Б.
Инвестирование в условиях
рыночной экономики сопряжено с
определенным риском. Этот риск будет тем
больше, чем Польше срок окупаемости
вложении, так как за этот срок могут
существенно измениться конъюнктура
рынка, стоимость сырья и рабочей силы,
налоги и т.д.
Оценки рациональности вложения
средств должна осуществляться с учетом
дисконтирования, т.е. разном ценности
рубля сегодняшнего и завтрашнего.
Коэффициент дисконтирования Кд(
для определяющего года
рассчитывается по формуле
Ад, = 1/(1+1)'.
где / — теми изменения ценности денег
(обычно принимается на уровне среднего
пропета по банковским кредитам): t —
номер года с момента начала инвестиций.
Тогда срок окупаемости инвестиций
с учетом дисконтирования
определяется по формуле
Со = Пп/(Прч- Къ).
Наряду с ВЫШерйССМОТренными
пока кнелями для оценки проекта
применяются п др\ i ие пока кнели.
Показатель чистой текучей стоимос-
1П (\\ Р или ЧТО называется в
отечественных методиках "интегральным
экономическим *ффекп>м". Интегральный
жономический эффект ло разность
между гекушей стоимостью
поступлений от инвестиций за весь период
функционирования проекта и величиной
капиталовложения и всех видов расходов
за тот же период, дисконтированных на
6а ie расчетной ставки проекта.
Показатель интегрального
экономического эффекта определяется как
превышение стоимости опенки результатов
над стоимостной оценкой совокупных
затрат ресурсов
э,~я,-з„
где 3t — интегральный экономический
эффект от внедрения мероприятий
научно-технического прогресса в
швейной отрасли за расчетный период Т.Т —
горизонт расчета, равный периоду
жизни инвестиционного объекта (швейного
предприятия): Rf — стоимостная опенка
результатов за расчетный период
(доход), руб.; Зг — стоимостная оценка
затрат на мероприятия за расчетный
период Г, руб.
Таблица 8.9
Опр<УИ:ш!ни(! срока пкум;и!МП1 ш
Показатели
ClOHMOCIb.
тыс. руб.
Доход, тыс.руб..
1 -й год
г и год
3-й год
4-й ГОД
5-й год
Итого:
Срок окупаемости,
nei
Проект А
1000
200
200
300
300
500
1500
4
Проект Б
1000
500
300
200
100
50
1150
3
Опенка эффективности производства швейных изделии
Затраты и капитальные вложения
последующих лет следует проводить с
учетом фактора времени, т.е.
коэффициента приведения затрат а,
а, = (1 + Е)'.
где Е — принятый норматив
приведения разноразмерных затрат; / — период
времени, отделяющий год затрат и
результатов от года, к которому они
приводят (базисный год).
Нормы приведения Е исчисляются
В традиционных подходах а пределах
Е = 0.OS—0.10. В проектном подходе Е
исчисляется как норма дисконта,
равная приемлемой дли инвестора норме
дохода на капитал (см. ниже).
Тогда коэффициент
дисконтирования (приведения) будет определяться
ПО формуле
Тогда модифицированная формула
ЧДД примет вид
Наряду с рассмотренными выше
показателями сравнение различных
инвестиционных проектов может
производиться с использованием таких
показателей как:
• чистый дисконтированный доход
ВД?(или NPV) или интегральный доход.
• чистый дисконтированный доход
ЧДДили чистая приведенная стоимость
jVPFпредставляет собой опенку
настоящей стоимости будущею дохода.
Если расчет будет проводиться в ба-
1ИСНЫХ ценах или не учитывается
инфляционное изменение пен, то
величина ЧДД ДЛЯ постоянной нормы
дисконта определяется по формуле
ЧДД =Z(R,- у /1/(1 + E)'J,
На практике часто используют
модифицированную формулу хчя
определения ЧДД. При этом из состава 3t
исключают капитальные вложения
(инвестиции) и обозначают через Kf —
капиталовложения в /-м году, К — сумма
дисконтированных капиталовложений
где j/ — затраты в r-м юлу без учета
капитальных вложений.
Если величина ЧДД
инвестиционного проекта положительна, то проект
является эффективным. Чем больше
ЧДД. тем эффективнее проект.
Если ЧДД — отрицательный, то
проект считается неэффективным, т.е.
убыточным :итя инвестора.
В зарубежной литературе величину
чистого дисконтированного дохода
ЧДД обозначают NPVw определяют по
формуле
NPV = PV- //„,
где PV — текущая дисконтированная
стоимость проекта: //„ —
первоначальные инвестиции (капиталовложения).
Дисконтирование стоимости — это
определение текущей стоимости
будущих денежных доходов фирмы,
которые должны быть получены в
результате реализации проекта.
Чистая дисконтированная стоимость
— это показатель эффективности
инвестиций и рассчитывается по формуле
ЧТС= PV = CF/ (I +i)'
или
где CF — чистый Кэш-Флоу (поток
наличности) в будущий период времени.
Кеш-Флоу — это сумма чистого дохода
и амортизации, т.е. совокупные
накопления, характери зуюшие денежное
обогащение фирмы: / — ставка процента; /
— число лет, за которое производится
суммирование дохода.
Индекс доходности //^ (или PJ) —
это интегральным эффект или чистый
Современные формы и методы проектирования швейного производства
дисконтированный доход,
приходящимся на I руб. капиталовложений
(инвестиций)
Если ll() > I — проект эффективен,
если Нд< 1 — проект не эффективен.
В зарубежной практике используется
внутренняя норма доходности ВИЛ или
внутренний коэффициент зффектинно-
сти (Internal Rate of Return — IRR) — это
пороговое значение нормы дисконта
(коэффициента экономической эффек-
тивности — Едн$), которое
обеспечивает равенство нулю интегрального
эффекта (чистой текущей стоимости —
ЧТС. NPI). рассчитанного la период
функционирования инвестиционного
проекта.
Внутренняя норма доходности ВИД
(или JRR) выявляет ту норму дисконта
^■ннд- "Г111 которой величина
приведенных эффектов равна величине
приведенных капиталовложений
JRR = В/1Д =
Предварительное применение
ли ш чувствительности в рамках би
планирования позволяет снижать i
прииимательскни риск, избегать hi
и жолительных вложений капитала
['.I; шчие пс ieii и ус ювий pea
кии проектов сказывается на вь
минимального уровня эффектив]
капитальных вложений. Выделяю
сколько классов инвестиций, для i
рых возможно использование ра
ных пороговых значений £вН() р<
бельности (Платова СЮ. Метод]
Проект эффективен, если ВИД (JRR)
равна пли больше требуемой
инвестором нормы дохода на капитал.
Расчеты по ВИД и ЧДД могут
приводить к противоречивым результатам, И
этом случае предпочтение следует
отдать чистому дисконтированному
доходу ЧДД или чистой текущей стоимости.
При составлении бизнес-плана
производится тик называемы!! анализ
чувствительности.
Анализ чувствительности - это метол
изучения эффекта изменения текущей
чистой стоимости (чистой
дисконтированной стоимости) проекта в связи с
изменениями ключевых параметров
проекта (затрат на исследования и
разработки, строительных издержек,
размеров рынка, цены издержек
производства, затрат на рекламу и сбыт и т.п.)
кие подходы к расчету эконом ими
эффективности НИР. Межв) «>в
сборник научных трудов "Эконом]
менеджмент". РОС'ЗИТЛП. Mot
2001 с-130—135):
• вложения с пелью сохранение
зипий на рынке — 6%;
•обновление основных ripoin
ственных фондов — 12%;
• вложения с пелью экономии
ших затрат — 15%;
• вложения с целью увеличент
ходов — 20%;
• рисковые капитальные влояо
- 25%.
Пороговая ставка возрастает с у в
чением предпринимательского pnci
Основные технико-экономиче'
показатели проекта и последоват
ность их расчета представлены в та
не 8.10.
Наряду с выше принятыми пока,
лями для характеристики разрабаты
мою бизнес-плана могутбыть преде
лены также и другие показатели.
Опенка эффективности прини
мых к проекте бизнес-плана орган
пионпо-технических решений mi
бы i ь шкже определена методом ана
безубыточности. Посредством лаж
метода определяется влияние обт
производства (реализации продукт
на финансовые результаты деятелы
ти предприятия, так как объем iipi
водства является одним из важней
факторов изменения совокупных и j,
жек. выручки от реализации и npn6t
Оценка эффективности производства швейных изделий
Таблица 8.10
Основные технико-экономические показатели
п п
1
z
3
■1
5
6
7
8
9
Hi
'Г-
12
13
1-1
15
16
17
18
19
20
Показатели
Максимальный выпуск продукции
Цена единицы продукции
Переменные затраты на единицу
продукции
Маржинальная прибыль
Совокупная маржинальная прибыль
Постоянные затраты
Чистая прибыль
Критический обьем продаж
Чистая прибыль с единицы продукции
Прибыль, остающаяся в распоряжении
предприятия
Совокупные переменные затраты
Совокупные затраты
Рентабельность продукции, %
Выручка от реализации
Рентабельность продаж. %
Затраты на 1 руб. товарной продукции
Первоначальные инвестиции
Запас финансовой прочности, тыс. руб.
Срок окупаемости инвестиций с учетом
дисконтирования, год
Коэффициент эффективности инвестиций
Условные обозначения
и формулы расчета
О
ц
Пр . ц и , и [[. .' i м .-;.
£пР~*г.= nP~v. ■ О™ • <СТР- 4 СТР- !)
П^= X/7p-jp. - Итег1 (стр. 5 - стр. 6)
О„= И^./Пр^., (стр. 6 / Стр. 4)
Лрч1 = Лр./Q,^,, (стр. 7/стр. 1)
ЛПр,= ((}„,„ -QJ-Пр^,,
(стр.1 - стр.8) стр.9
1™о=И„„-О_1,(стр. 3 стр. 1)
и«и,= и,~, + 'С*,,<стр 6 +стр. 11)
Яе,= (HpjZC) ■ 100, (cip. 7 стр 12) ■ 100
Выр = Ц ■ OM|J,, (стр. 2 стр 1)
fle^. = (Лр./Выр>-100, (стр.7/стр. 14). 100
(стр. 6 / стр. 1 + стр. 3) / стр. 2
И
ЗПФ
Со = И„/(Пр,КД1>
Э.= 1/Св
На основе анализа
технико-экономических показателей делаются выводы
(заключение) о целесообразности и
эффективности принимаемых
организационно-технических, технологических
и финансовых решении.
8.5. Предпринимательские
риски и пути
ИХ преодоления
Проблема риска и дохода является
одной из ключевых концепций в
финансовой и производственной деятель-
ности предприятий. Избежать рисков
невозможно, потому в процессе
проектирования необходимо оценивать
риски и принимать решения с их учетом.
Для предприятий швейной
промышленности основным риском является
предпринимательский риск.
Предпринимательский риск —
вероятность тою. что предприятие понесет
убытки или потерн, если намеченное
мероприятие (управленческое
решение) не осуществиться, я так же если
были донушены просчеты или ошибки
мри принятии управленческого
решения. Принято различать следующие
основные вилы предпринимательского
риска (рис. 8.3).
Современные формы и методы проектирования швейного производства
Предпринимательский риск
Производственн
Невыполнение своих обязательств по
контракту или по договору с заказчиком
Финансовый риск
Следует из природы финансовых
операций. К нему относится кредитный
риск, процентный риск, валютный риск,
риск упущенной выгоды и т.д.
Инвестиционный риск
Связан с возможным обесцениванием
инвестиционно-финансового
портфеля, состоящего как из собственных
ценных бумаг, так и приобретенных
Рис. 8.3. Структура
предпринимательского риска.
Предпринимательский риск
складывается пол влиянием внешних и
внутренних факторов (рис. 8.4).
К наиболее важным внешним
факторам относятся:
• инфляция (значительным
неравномерный рост цен как на сырье,
материалы, топливо энергоресурсы, транспорт-
MI.U- м ip\ I ik- усл\ i и. гак и мл i r ролл к-
цию и услуги предприятия);
• изменение банковских
процентных ставок и условий кредитования,
налоговых ставок и др.
Внутренние факюры it основном
связаны с ошибками и упущениями
руководства и персонала. Так. опыт
показывает, что около 90% неудач малых фирм
связано с неопытностью руководства,
его неумением адаптироваться к
изменяющимся условиям, консерватизмом
мышления. Это приводит к
неэффективному управлению предприятием, к
принятию ошибочных решений, потере
позиций на рынке.
Финансовый риск является одним из
наиболее сложных категорий,
связанных с осуществлением хозяйственной
деятельности.
Под финансовым риском
предприятия понимается вероятность
возникновения неблагоприятных финансовых
последствии в форме потери дохода или
капитала в ситуации неопределенности
условий осуществления его финансовой
деятельности.
Основные виды финансовых рисков
представлены на рис. 8.5:
• риск снижения финансовой
устойчивости предприятия — связан с
несовершенством структуры капитала
(чрезмерна доля заемных средств). Природа
этого риска и форма его проявления
рассмотрены в процессе изложения
мехами зма финансового левериджа:
• риск неплатежеспособное in
предприятия — оперируется снижением
уровня ликвидности оборотных
активов;
• инвестиционный риск —
характеризует возможность возникновения
финансовых потерь в процессе
осуществления инвестиционной деятельности
предприятия. При этом следует
различать: риск реального инвестирования
(риск несвоевременной подготовки
инвестиционного проекта,
несвоевременного завершения проектно-конструк-
торских работ и др.) и риск
финансового инвестирования (несвоевременность
открытия финансирования по
инвестиционному проекту, потери инвестипи-
Факторы риска
Внешние
• политические
• социально-
экономические
• научно-технические
• экологические
Внутренние
• в сфере управления
• в сфере общения
• в производственной
деятельности
Рис. 8.4. Классификация
факторов риска предприятия.
Оценка эффективности производства швейных изделий
Финансовые риски
Снижения
финансовой устойчивости
Неплатежеспо-
КрИМИНОГенНЫЙ I—| I
1 *—I Инвестиционный
Структурный • |
' +
Упущенной выгоды
Инфляционный
Рис. 8.5. Основные виды финансовых
рисков предприятия.
онной привлекательности проекта в
связи с возможным снижением его
эффективности и др.);
• инфляционный риск —
характеризуется возможностью обесценивания
реальной стоимости капитала, атак же
ожидаемых доходов в условиях инфляции;
• процентный риск — состоит в
непредвиденном изменении процентной
ставки на финансовом рынке;
• валютный риск — присущ
предприятиям, ведущим внешне
экономическую деятельность (импортирующим
сырье, материалы, полуфабрикаты и
экспортирующим готовую продукцию).
Он проявляется в недополучении
предусмотренных доходов в результате
непосредственного воздействия
изменения обменного курса иностранной
валюты, используемой во
внешнеэкономических операциях предприятия:
• депозитные риск — отражает
возможность невозврата депозитных
вкладов (неудачный выбор коммерческого
банка ,г1дя осуществления депозитных
операции предприятия):
• кредитный риск — формой его
проявления является риск неплатежа или
несвоевременного расчета за
отпущенную предприятием в кредит продукцию;
• валоговы! риск — являясь для
предприятия в современных условиях
непредсказуемым, оказывает
существенное воздействие на результаты его
финансовой деятельности:
• структурный риск — связан с
неэффективным финансированием текущих
затрат предприятия, обусловливающим
ВЫСОКИЙ удельный вес постоянных
издержек в общей их сумме (механизм
проявления этого вила риска подробно
рассмотрен при изложении вопроса
операционного левериджа);
• криминогенный риск —
проявляется в объявлении фиктивного
банкротства предприятия его партнерами;
подделки документов, обеспечивающих
незаконное присвоение сторонними
липами денежных средств и других
активов и т.н.
• риск упущенной финансовой выгоды
связан с несвоевременным
выполнением производственных и финансовых
обязательств:
• прочие вилы рисков — стихийные
бедствия и другие аналогичные "фор-
смажорные" риски и др. Группа прочих
финансовых рисков довольно обширна,
но по вероятности возникновения они
не столь часто проявляются.
Лна.пн рисков можно подразделить
на два дополняющих друг друга вида:
• качественный позволяет
определить факторы и потенциальные области
риска, выявить возможные его вилы;
• количественный — направлен на то,
чтобы количественно выразить риски,
провести их анализ и сравнение.
При количественном анализе риска
используются различные методы.
Наиболее распространенными являются:
• метол экспертных оценок —
основан на обеспечении мнений
специалистов-экспертов о вероятностях риска.
Интуитивные характеристики, осно-
ванные на знаниях и опыте эксперта,
дают в ряде случаев достаточно точные
опенки. Экспертные методы позволяют
Современные формы и методы проектирования швейного производства
быстро и без больших временных и тру-
довых затрат получить информацию,
необходимую ллн выработки
управленческого решения;
• метод опенки платежеспособности и
финансовой устойчивое 1 и нре.шриишн
по шоляет предусмотреть вероятность
банкротства. В первую очередь анализу
подвергаются сведения, содержащиеся
и документах годовой бухгалтерской и
налоговой отчетности. Основными
критериями неплатежеспособности,
характеризующими структуру баланса,
являются: коэффициент текущей
ликвидности, коэффициент обеспечения
собственными средствами: коэффициент
восстановления (утраты)
платежеспособности. На основании указанной
системы показателей можно оценить
вероятность наступления
неплатежеспособное! и предприятия;
• метод целесообразности jarpar —
позволяет определить критический
объем производства пли продаж, т.е.
нижний предельный размер выпуска
продукции, при котором прибыль
равна нулю.
Производство продукции в объемах
меньше критического приносит только
убытки. Критический объем
производства необходимо оценивать при
освоении новой продукции и при
сокращении выпуска продукции, вызванного
падением спроса и по другим причинам
(см. и. S.2).
Чем выше разность между
фактическим объемом производства и
критическим, тем выше финансовая устойчи-
HOCI I.
Любое изменение объема
производства (продаж) оказывает существенное
влияние на прибыль. Данная швиси-
мость называется эффектом
производственного (пли операционного) девери-
джа (см. S.2).
Чем больше удельный вес
постоянных затрат в обшей сумме издержек
при некотором объеме производства,
тем выше и рои зводственный леве-
ридж. тем выше предпринимательский
риск. Это характерно для предприятий.
имеющих устойчивый спрос на свою
продукцию.
В финансовом менеджменте
используется группировка финансового
состояния предприятия ПО юлам риска
(рис. 8.6).
Везрисковая юна - в спи ш с безрнс-
КОВЫЫ характером осуществляемых в
ней операций возможные финансовые
потери по ним не прогнозируются.
'{она допустимою риска — критерием
допустимого уровня финансовых
рисков является возможность потерь в
размере суммы прибыли.
Зона критического риска —
критерием критического уровня рисков в
данной зоне является возможность потерь в
размере расчетной суммы дохода. В
этом случае убыток предприятия будет
исчисляться суммой понесенных им
затрат (издержек).
Зона катастрофического риска —
критерием катастрофического уровня
финансовых рисков является возможность
потерь всего собственного капитала или
существенной его части. Такие
финансовые операции при неудачном их ИСХО-
Гарантированный
результат
в размере расчетной
суммы прибыли
Безрисковая зона
возможные потери
в размере расчетной
суммы прибыли
Зона допустимого
риска
в размере расчетной
суммы дохода
Зона критического
риска
в размере суммы
собственного
Г капитала Д
Зона
катастрофического риска
Рис. 8.6. Характеристика различных зон финансовых рисков: А - точка полной расчетной
прибыли. Б - точка минимальной расчетной прибыли, В - точка безубыточности. Г - точка
бездоходности. Д - точка банкротства с потерей всего собственного капитала.
Оценка эффективности производства швейных изделий
ле. как правило, приводят предприятие
к банкротству.
Управление риском это процесс
полготовки и реализации мероприятия
для снижения опасности ошибочного
решения и уменьшение возможных пе-
'i.i п.ных его последствии. Вес \ihoi ооб-
разие применяемых в хозяйственной
практике предприятий методов
управления риском можно разделить на
четыре типа (рис. S.7).
Гражданский кодекс Российской
Федерации ввел новое определение
"страхование предпринимательского риска",
иод которым понимается "риск убытков
предпринимательской деятельности из-
ia нарушения своих обязательств
контрагентами предпринимателя или
изменения условий для ЭТОЙ деятельности по не
зависящим от предпринимателя
обстоятельствам, втом числе риск
"Неполучения ожидаемых доходов" (ст.929 ГК РФ).
В системе управления рисками
важная роль принадлежит выбору мер
предупреждения и минимизации риска,
которые в значительной степени
определяют ее эффективность.
Наиболее общими, широко ИСПОЛЬ-
зуемыми и эффективными методами
предупреждения и слежения, в
частности, экономическою риска являются:
• страхование — представляет собой
совокупность экономических
отношений между его участниками по поводу
формирования за счет денежных
взносов не кмюго страхового фон м и не
мои, пиемия ею i ш иошешенин \mep-
ба и выплаты страховых сумм;
• резервирование средств — как
способ снижения отрицательных
последствий наступления рисковых событий,
состоит в том. что предприниматель
создает обособленные фонды возмещения
убытков 38 счет части собственных
оборотных средств;
• диверсификация л о процесс
распределения инвестируемых средств
между различными объектами
вложения, которые непосредственно не свя-
К1ны между собой;
Методы управления рисками
Отказ от непроверенных партнеров
Отказ от рискованных проектов
Страхование хозяйственных рисков
Поиск гарантов
Создание отдельных бизнес-единиц
для выполнения рискованных проектов
Диверсификация видов
деятельности
Диверсификация сбыта и поставок
Д|11!|.'|1( ИфИ> .ЧЦИЧ Имтч М1ЦИИ
Распредление риска во времени
Распредление отвественности
между участниками производства
Компенсация
• Стратегическое управление и
планирование деятельности
• Прогнозирование внешней
обстановки
• Создание системы резервов
• Социально-экономический и
нормативно-правовой мониторин
среды
Рис. 8.7. Классификация методов
управления рисками.
• лимитирование — это установление
системы ограничений как сверху, так и
снизу, способствующей уменьшению
степени риска. В
предпринимательской деятельности лимитирование
применяется чаще всего при продаже
товаров в кредит, предоставлении
займов, определении сумм вложения
капиталов и т.п.
Каждый из методов снижения риска
отличается степенью воздействия на
снижение риска в конкретной
ситуации, а также необходимыми затратами
на их реализацию.
На практике наиболее эффективный
результат можно получить лишь при
Современные формы и методы проектирования швейного производства
комплексном испольюнании методов
снижения риска. Комбинируя их друг с
другом it самых различных сочетаниях,
можно достичь также оптимальной
соотносительности между уровнем
достигнутого снижения риска и
необходимыми для этого дополнительными
затратами.
Вопросы для контроля
и обсуждения
1. Расходы, связанные с
производством и реализацией продукции,
предусмотренные НК РФ.
2. Расходы, связанные с
производством и реализацией, и формирующие
издержки (себестоимость) изготовления
швейных изделий.
3. Планирование потребности в
капитале (амортизируемом имуществе).
4. Расчет капитальных затрат на
технологическое оборудование.
5. Содержание сметы капитальных
затрат.
6. Основные виды затрат,
включаемые в "Материальные расходы" в
соответствии с НК РФ.
7. Особенности расчета затрат на
основные и вспомогательные материалы
при изготовлении швейных изделий.
8. Особенности расчета затрат на
энергоресурсы в швейном производстве.
9. Содержание расходов,
включаемых в элемент сметы "Расходы на
оплату труда".
10. Основные виды доплат и выплат,
учитываемых при расчете фонда оплаты
труда (ФОТа).
11. Характеристика
амортизируемого имущества в соответствии с НК РФ.
12. Амортизационные группы
амортизируемого имущества в соответствии
с НК РФ.
13. Сущность основных методов
начисления сумм амортизации: линейного
и нелинейного.
14. Основные виды расходов,
включаемых в "Прочие расходы".
15. Деление затрат на условно-по-
стннные и условно-переменные.
16. Формирование прибыли на
швейном предприятии.
17. Содержание финансового плана
в бизнес-плане швейного предприятия.
18. Механизм управления прибылью
с использованием "операционного ле-
вериджа".
19. Основные показатели финансовой
устойчивости швейного предприятия.
20. Оценка эффективности
инвестиций (капиталовложений).
21. Основные технико-жономичес-
кне показатели и последовательность их
расчета.
22. Предпринимательские риски:
сущность, методы измерения, пути
снижения.
Список литературы
К разделу I
1.1. Гражданский кодекс Российской Федерации. Часть I. —
М.:Ось-89. 1994.-208 с.
1.2. Гражданский кодекс Российской Федерации. Часть II. —
М.:Ось-89. 1996.-288 с.
1.3. Налогоный кодекс РФ. Части 1 и И. Официальный текст. —
М.: ТД ЭЛИТ-2000, 2003. - 368 с.
1.4. Румянцева З.П.. Саломатин Н.А., Акбердин Р.З., и др. Менеджмент
организации. Учеб. пособие. — М.: ИНФРА. 1997. — 432 с.
1.5. Афанасьева А.И.. Овчинников СИ., Смирнова Л.Н. Управление швейными
предприятиями. Организация и планирование производства: Учебник для
вузов. — М.: Легпромбытиздат, 1990. — 432 с.
1.6. Алексеев;! М.М. Планирование деятельности фирмы: Учебно-методическое
пособие. — М.: Финансы и статистика. 1997. — 248 с.
1.7. Шмален Г. Основы и проблемы экономики предприятия / Под ред. проф.
А.Г. Порпшева. Пер. с нем. — М.: Финансы и статистика, 1996. — 512 с.
1.8. Экономика предприятия: Учебник / Под ред. проф. Н.А. Сафронова. —
М.: Юристъ. 2000.-584 с.
1.9. Андреева О.Д. Технология бизнеса: маркетинг. Учеб. пособие. —
М.: Издательская группа ИНФРА. М - НОРМА, 1997. - 224с.
ЫО.Симионова Н.Е. Методы анализа рынка. — М.: Экспертное бюро. 2000. — 128с.
1.11. Бизнес-план инвестиционного проекта: отечественный и зарубежный опыт.
Современная практика и документация: Учеб. пособие / Пол ред.
В.М. Попова. — 5-е изд. — М.: Финансы и статистика. 2001. — 432 с.
1.12. Сергеев А.А. Экономические основы бизнес планирования: Учеб. пособие
для вузов. - М.: ЮНИТИ-ДАНА, 1999. - 303 с.
ЫЗ.Фатхутдинов Р.А. Производственный менеджмент: Учебник, 2-е изд. —
М.: ЗАО Бизнес-школа "Интел-Синтез". 2000. — 464с.
1.14.Фатхутдинов Р.А. Организация производства: Учебник. —
М.: ЙНФРА-М.2001.-672с.
1.15. Шепеленко Г.И. Экономика, организация и планирование производства на
предприятии: Учеб. пособие, 2-е изд. — Ростов-на-Дону: Издательский
центр "МарТ", 2000. - 544 с.
1.16. Романов А.Н., Корлюгов Ю.Ю., Красильников С.А. Маркетинг: Учебник. —
М.: "Банки и Биржи". "Юнити", 1995. - 570 с.
1.17. Горемыкин В.А.. Богомолов А.Ю. Планирование предпринимательской
деятельности предприятия: Метод, пособие. — М.: ИНФРА, 1997. — 334 с.
1.18.Грахатуров В.М. Экономический риск: сущность, методы измерения, пути
снижения: Учебное пособие. — М.: Дело и Сервис. 1999.— 112 с.
К разделу 2
2.1. Трудовой кодекс Российской Федерации. — М.: ПРИОР, 2002. — 192 с.
2.2. Самочкин В.Н. Гибкое развитие предприятия: Анализ и планирование.
2-е издание. — М.: Дело, 2000. - 376с.
Современные формы и методы проектирования швейного производства
2.3. Кокеткин П.П.. Доможиров К).А.. Никитина И.Г. Планирование
и управление n;i швейных предприятиях: Справочник. —
М.: Легпромбытиздат. 1986. — 304 с.
2.4. Изместьева А.Я.. Юдина Л.П.. Умняков П.Н. и др. Проектирование
предприятий швейной промышленности: Учебник для втузов./ Пол ред.
А.Я. Изместьевой. — М.: Легкая и пищевая промышленность. I9K3. — 264с.
2.5. Мурыгин В.Е., Крючкова Т.И.. Геном ли н Р.З. Применение ЭВМ
для проектирования потоков швейных цехов. Обзорная информация:
Выпуск 3.- М.: ЦНИИТЭИлегпром. 1985.-57 с.
2.6. Савостипкий А.В., Меликоп Е.Х., Куликова И.А. Технология швейных
изделий. — М.: Легкая индустрия , 1971. — 600 с.
2.7. Кокеткин П.П.. Доможиров Ю.А.. Никитина И.Г и др. Справочник по
организации труда и производства на швейных предприятиях. —
М.: Легпромбытиздат, 1985. — 312 с.
2.8. Чечкин А.В., Гудим И.В., Мурыгин В.Е., Буданова Т.И. Проектирование
технологических процессов изготовления швейных изделий. —
М.: Легпромбытиздат. 1988.— 128 с.
2.9. Скирута М.А.. Комиссаров О.К).. Сайкин Н.И. Системное проектирование
технологических потоков в легкой промышленности. — Киев: Техника.
1989.- 182 с.
2.10. Буйновская Е.В. Разработка и исследование методики проектирования
гибкого модульного потока в условиях реального производства / Автореферат
дис. канд.техн. наук. — М.: МГАЛП. 1999.- 24 с.
2.11. Инструкция по расчету производственных мощностей действующих
предприятий, производственных объединений швейной промышленное! и
ЩНИИШП). - М.:ЦНИИТЭИлегпром. 1986.- 219с.
2.12. Васильев К.Г.. Тополиди К.Г. Конвейерные транспортирующие устройства
текстильной и легкой промышленности. — М.: Легкая индустрия. 1978. — 64 с.
2.13.Дамаскин Б.И. Кузнецов Л.В. Подъемно-транспортные средства в обувной,
швейной и кожевенной промышленности. —
М.: Легкая индустрия. 1970. — 296 с.
2.14.3ак И.С. Справочник по швейному оборудованию. —
М: Легкая индустрия. 1981. — 272 с.
2.15. Чауский А.Н. Ра tpafnvika автомат шрованной системы питании
полуфабрикатами швейного технологического процесса / Автореферат дис.
канд.техн. наук. - М: ЦНИИШП. 1983.
2.16.Кокеткин П.П..Доможиров Ю.Л.. Никитин И.Г.. Басалыго Л.И. Справочник
по организации труда и производства на швейных предприятиях. —
М.: Легпромбытиздат, 1985. — 312с.
2.17. Кокеткин П.П., КочегураТ.Н. Барышникова В.И. и др. Промышленная
технология одежды: Справочник. — М.: Легпромбытиздат, 1988. — 640с.
2.18. Доможиров Ю.А.. Полухин В.П. Внутринроцессный транспорт швейных
предприятий. — М: Легпромбытиздат. 1987. — 200 с.
2.19. Кокеткин П.П.. Сафронова И.В.. Першина Л.Ф. Рлсчет швейных потоков
с автоматизированным питанием полуфабрикатами. —
М.: Легпромбытиздат, 1992.— 160 с.
2.20. Климов В.А., Гончаренко В.Н., Ганулич А.А. и др. Робототехнические
системы в текстильной и легкой промышленное! и. М.: Легпромоытипат,
1991.-312с.
2.21. Гумилевская С. А.. Гарин В. А. и др. Органи шция раскрошим о прои толста
на швейных фабриках. — М.: Легкая индустрия, 1970. - 232 с.
2.22. Галынкер И.И.. Гущина К.Г.. Сафронова И.В. и др. Справочник
по подготовке и раскрою материалом при прои толсто олсжлы.
М.: Легкая индустрия, 1980. — 272 с.
2.23. Коблякова Е.Б.. Ивлева Г.С.. Романов В.Е. и др. Конструирование одежды
С элементами САПР: Учебник ;ши вузов. 4-е изд.. перераб. и доп. —
М.: Легпромоытиuai. 19SS. —464 с.
2.24. Бузов В.А.. Алыменкова Н.Д. Петропавловский Д.Г. и др. Лабораторный
практикум по материаловедению пшенного производства. Учеб.пособие для
вузов. 4-е изд.. перераб. и доп. — М.: Легпромбытиздат, 1991. — 432 с.
2.25. Мотеил В.. Машины и оборудование в швейном прои толсто: Машины л 1я
технической подготовки производства, раскроя, соединения, тепловой
обработки и отделки: Пер. с чеш. — М.: Легпромбытиздат, 1986. — 240 с.
2.26.Дополнения к типовой технической документации по конструированию.
технологии изготовления, организации производства и труда, основным
и прикладным материалам, применяемым при ипотовлении рлпичиыч
видов швейных изделии. — М.: ЦНИИТЭИлегпром, 1986.
2.27. Парыгина М.М. Технология получения точного кроя деталей швейных
изделий / "Швейная промышленность". № 5, 2000. с. 31-33.
2.2Я. Парыгина М.М. О работах института в области рационального
использования материалов и подготовительно-раскройного производства.
СборниктруловЦНИИШП.- М, 2000. — 248 с.
2.29. Технологическая документация по организации раскройного производства
швейных изделии с использованием АНРК — М.: АООТ РОСЛ ЕГПРОМ..
1994.
К раздел) Л
.VI. Грузинов В.П.. Грибов В.Д. Экономика предприятия: Учеб. пособие. —
М.: Финансы и статистика. 1998. — 208 с.
3.2. Крутик А.Б.. Горенбургов М.Д. Малое предпринимательство и бизнес
коммуникации: Учеб. пособие. — С/П-б: "Изд. дом "Бизнес-пресса".
1998. —295 с.
3.3. Медведев В.А., Вороненко В.П.. Брюхина В.Н. и др. Технологические
основы гибких производственных систем. — М.: Высшая школа. 2000. —
255 с.
3.4. Макаров И.М.. Белянин Н.Н., Любимов Л.В. и др. Гибкие
автоматизированные прои шодства в отраслях промышленное!и.
Учеб. пособие для вузов. — М.: Высшая шкода. 1986.
3.5. Анискин К).П. Организация и управление малым бизнесом.
Учеб. пособие. — М.: Финансы и статистика. 2001. — 160 с.
3.6. Системы автомат шрованного планирования и дисиетчирования групповых
производственных процессов / А.А. Павлов. 3. Банашак. С'.Н. Гриша.
Е.Б. Мисюра; Под ред. А.А. Павлова. — Киев: Техника; Вроцлав;
Ии-но Вроцлав, политехи, нн-та. 1990. — 19S с.
3.7. Кислой Д. В. Малые предприятия. 2-й выпуск. — М.: ЗАО "Издательский
Дом. "Главбух". 2003. - 364 с.
Современные формы и методы проектирования швейного производства
К разделу 4
4.1. Бухалков М.И. Внутрифирменное планирование: Учебник. —
М.:ИНФРА-М, 1999.-392 с.
4.2. Ильенкова Н.Д. Спрос: анализ и управление: Учеб. пособие / Пол рел.
И.К. Беляевского. — М.: Финансы и статистика, 1997. — 160 с.
4.3. Бланк И.А. Финансовый менеджмент: Учебный курс. —
Киев: Ника-Центр, 1999. - 528 с.
4.4. Риски в современном бизнесе. ГрабОВЫЙ П.Г.. Петрова С.Н., Полтавцев СИ.
И др. — М.: Алане. 1994. - 200 с.
4.5. Буянов В.П.. Курсанов К.А.. Михайлов Л.А. Управление рисками
(рискология). — М.: Экзамен. 2002. — 384 с.
4.6. Ильин А.И. Планирование на предприятии: Учебник, 2-е издание —
Мн.: Новое знание. 2001. — 635 с.
4.7. Сафронов Н.А. и др. Экономика предприятия: Учебник. —
М.: "Юристь". 2000. - 584 с.
4.8. Зайцев Н.Л. Экономика промышленного предприятия: Учебник.
3-е издание. - М.: ИНФРА-М. 2001. - 358 с.
Оглавление
! !|и пи нише 3
Раздел 1. Общая характеристика прои(водегва швейных ние.шн в условиях
рыночной жшюмики 5
Плана 1. Предпринимательство и швейной промышленности 5
1.1 Стратегия и пели предприятия по производству швейных изделий 5
1.2 Организационно-правовые формы предпринимательской
деятельности 13
Вопросы для контроля и обсуждения 17
Глава 2. Технико-экономическое обоснование предпринимательского
проекта в производстве швейных изделий 19
2.1 Процесс бизнес планирования 19
2.2 Структура бизнес-плана 20
2.3 Формирование стратег ии маркетинга швейного производства
2.4 Реклама, ее эффективность 28
2.5 Опенка рынка сбыта 36
Вопросы для контроля и обсуждения 38
Главн 3. Ассортиментная политика швейного производства 39
3.1 Формирование ассортимента швейной продукции 39
3.2 Исполыование портфельных моделей для формирования
ассортимента швейного предприятия -41
3.3 План производства и реализации продукции 44
Вопросы для контроля и обсуждения 48
Раздел 2. Проектирование процесса производства швейных изделий 49
Глава 4. Проектирование организации швейного производства 49
4.1 Типы швейных предприятий 51
4.2 Предварительный расчет и компоновка площадей помещений
проектируемою предприятия 56
4.3 Организация поточного производства в швейных цехах 61
4.3.1 Характеристика технологических потоков швейных цехов.
Классификация потоков 64
4.4 Системный подход к органшационно-технологическому
построению швейных потоков
4.5 Характеристика требований к построению швейных потоков
как системы 81
4.6 Этапы проектирования и исходные данные для расчета потоков
швейных цехов 95
4.6.1 Компоновка организационных операций потока.
Преобразование структуры технологических связей операций
по изготовлению швейных изделий 102
4.6.2 Требования к построению элементов потока —
организационных операций 104
Современные формы и методы проектирования швейного производства
4.6.л Составление органи шпионно-технологическоЙ схемы потока 1 OS
4.6.4 Анализ орган и лшионно-технологического построения потока I 12
4.6.5 Ра >работка организационно-технологической структуры
швейного потока. Выбор транспортных ере.чет
для перемещения предметов труда 117
4.6.6 Формирование планировочного решения пшенного потока, цеха 146
4.7 Технологические расчеты иеха (участка) окончательной влажно-
гепловой обработки и отделки изделий 159
4.S Расчет основных технико-экономических пока кислен потока 162
Вопросы дли контроля и обсуждения 164
Глава 5. Проектирование процесса подготовки производства
швейных и шелий 165
5.1 Формирование исходной информации 165
5.2 Проектирование орган и кшпи процесса конструкторско-
технологическои нолготовки производства швейных пасши 167
5.2.1 Задачи конструкторско-технологической подготовки производства
in венных и пели и. CrpYKivpa .жемерм ментального цеха 167
5.2.2 Организация процесса подготовки моделей к шпуску
в протволстно. Расчет рабочей силы, оборудования и плошалеи
участком экспериментального цеха 168
5.2.3 Формирование планировочного решения
экспериментального иеха 185
Вопросы :lih кот роля и оос\жленпя 1X6
5..1 Проектирование органн jaiimi upon нш [стенного процесса
подготовки материалов к раскрою 186
5.3.1 Задачи процесса подготовки материалов к раскрою.
Структура подготовительного цеха 186
5.3.2 Организация производственного процесса полготовки
материалов к раскрою. Расчет рабочей силы оборудования
и площадей участков подготовительного цеха 186
5.3.3 Формирование планировочного решения
подготовительною цеха 206
Вопросы для контроля и обсуждения 206
5.4 Mpoeki ирование opiami saumi ирои )водственного процесса
раскроя материалов 207
5.4.1 Задачи процесса раскроя материалов.
Структура раскройного цеха 207
5.4.2 Организация производственного процесса раскроя материалов.
Расчет рабочей силы, оборудования и площадей участков
раскройного неха 208
5.4.3 Формирование планировочного решении раскройного цеха 231
Вопросы для контроля и обсуждения 233
Глава 6. Проектирование склада готовой продукции 235
6.1 Организация производственного процесса храпения
готовой продукции 235
6.2 Расчет склада готовой продукции 237
6.3 Формирование планировочного решения склада готовой продукции 239
Вопросы для контроля и обсуждения 240
I1.11 и i 3. Особенноеiи проектирования малых предприятий 241
Глава 7. Малое предпринимательство в швейном производстве 241
7.1 Понятия н основные черты малого предпринимательства 241
7.2 Особенности организации швейного производства на малых
предприятиях 243
7.3 Организация поточного производства в швейных цехах малого
предприятия 244
7.4 Финансовое планирование на малом предприятии 249
Вопросы ;ыя контроля и обсуждения 252
Раздел 4. Опенка ^ффекшвности предпринимательского проекта 253
Глава 8. Оценка эффективности производства швейных изделий 253
5.1 Определение издержек производства 253
5.2 Финансовый аспект бизнес-плана производства швейных изделий 261
5.3 Определение "запаса финансовой Прочности" швейного
предприятия 266
5.4 Показатели эффективности производства швейных изделий 269
5.5 Предпринимательские риски и пути их преодоления 273
Вопросы ДЛЯ контроля и обсуждения 278
Список литературы 279
Оглавление 283
Библиотека леакой промышленности
http://t-STILE.info
Современные формы и методы проектирования швейного производства
ДИЗАЙНА И ТЕХНОЛОГИИ
□
при Московской Государственном Университете Дизайна и Технологии
- 115998. Росси», г. Мики. ул. Салоашрмскш, л. 33, оф. 262, 256
тел./факс (095) 953-65-81, «-mail: lnfoBeleandr.ru, http://www.ele.andr.
Продажа, внедрение и техническая
поддержка швейных САПР
Только у нас Вы сможете выбрать
систему, полностью удовлетворяющую
потребности Вашего предприятия:
Проектирование технологии
и 1Г0Т0ВЛеННЛ шпчии
eleandr САРР решает следующие задачи:
• составление справочника
технологических операции на проектируемую
модель,
• нормирование затрат времени.
• расчет фурнитуры,
• составление
организационно-технической схемы процесса
производства одежды.
• учет труда отдельных
исполнителей и производства в целом.
Конструирование одежды
eleandr CAD, Comtease, Grafts решают
следующие задачи:
• конструирование одежды.
• конструктивное моделирование
одежды,
• построение комплектов декад.
• градация изделия.
• раскладка лекал.
Выполнение t а клон k;i разработку
одежды
• Создание коллекций или
отдельных моделей одежды.
• Разработка конструкторской и
технологической документации на
швейную продукцию по эскизам н образцам
Заказчика или НТЦДТ.
• Градация лекал, вычерчивание или
вырезка лекал, составление раскладок
лекал.
Все работы ВЫПОЛНЯЮТСЯ на
компьютере с использованием САПР, результаты
выдаются в электронном виде и на
бумаге. Среди наших ШКВЗЧИКОВ -
Министерство атомной энергетики
(разработка спей, одежды), Валь Бимбо,
Самос. Консарди. Дамион и др.
Компьютерные курсы
• Обзорный курс "Системы
автоматизированного проектирования
(САПР) одежды",
• "САПР одежды Coniiense".
• "САПР одежды Grafis**,
• "САПР одежды",
• "Трехмерная САПР одежды —
Конструктор".
• "САПР AutoCAD 2000
применительно к задачам конструирования
одежды".
Наш класс оборудован современными
компьютерами, установлены дигитайзер
и плоттер формата АО. мы работаем на
лицензионном программном
обеспечении, наши специалисты обучат Вас всем
"премудростям" работы на компьютере.
Спецкурсы
• "Конструирование швейных
изделий".
• "Технология изготовления
швейных изделий".
• "Проектирование органи запил
подготовительно-раскройного и
швейного производств".
Институт повышения квалификации Московского
государственного университета дизайна и технологии
проводит обучение по двум основным
направлениям:
• повышение квалификации
преподавателей, включая заведующих
кафедрами колледжей, техникумов и вузов
легкой промышленности;
• повышение квалификации
работников, специалистов и руководителей
предприятии легкой промышленности.
В рамках каждого нанрав.к-ния
решаются следующие мдачн:
• осуществление образовательной
деятельности;
• организация и осуществление
систематического изучения слушателями
новейших достижений отечественной и
зарубежной науки и техники, зффектин-
ны\ методов организации производства,
широкою обмена передовым научным и
производственно-техническим опытом;
• разработка и издание учебных
планов, программ и методических указаний
по повышению квалификации кадров;
• подготовка и издание в помощь
слушателям конспектов лекции,
методических и наглядных пособии;
• обобщение и распространение
положительного опыта организаций, и
проведение занятии н различных формах.
Основными видами учебной
деятельности И ПК МГУДТ являются:
• проведение краткосрочных
семинаров и тренингов (до 72 часов) с выдачей
сертификата М ГУДТ установленного
образца;
• краткосрочное повышение
квалификации (72-100 часов) с выдачей
удостоверении государственного образна;
• повышение квалификации (свыше
100 часов) с выдачей свидетельства
государственного образца;
• профессиональная переподготовка
кадров (свыше 500) с выдачей диплома
государственного образца;
• проведение стажировок,
конференций, съездов, симпозиумов.
Примерная тематика конференций ti
семинаров:
• конструирование и моделирование
одежды;
• проектирование одежлы в системе
инженерной графики Auto CAD;
• создание эскизов моделей в
программе художественной графики Corel
DRAW;
• технология изготовления
специальной и рабочей одежды;
• экономические основы руководства
предприятием;
• сертификация и стандартизация
продукции;
• основы малого бизнеса, проблемы
организации продажи продукции;
• новые подходы к образовательной
деятельности, современные
педагогические технологии;
• специальные дисциплины, новые
формы подачи информации, методы
контроля и оценки знаний.
Базируясь на новых технологиях и
новейшей информации, ИПК более
мобилен, более приспособлен к
инновациям, быстро реагирует на любые
изменения внешней среды, способен
прогнозировать события.
Условия обучения
• Институт осуществляет подготовку
специалистов на договорной основе.
Договора заключаются, как с
предприятиями, так и с физическими липами.
Стоимость обучения зависит от
продолжительности и уровня получаемого
образования.
• Для обучения слушателей
привлекаются профессорско-преподавательский
состав МГУДТ. а так же ведущие
специалисты отраслевых НИИ. передовых
отечественных и зарубежных фирм,
представители министерств и ведомств РФ.
• Обучение проводится но
разработанным и утвержденным программам.
Возможна корректировка учебных
программ с учетом предварительных
предложений и пожелании направляющих
организаций.
• Сроки обучения определяются по
мере комплектации групп. Возможна
дневная и вечерняя форма обучения.
• Иногородним слушателям
предоставляется общежитие гостиничного
тина или бронируются места в гостиницах
г. Москвы по предварительным
пожеланиям (проживание в стоимость обучения
не входит).
Тел. (095) 951-94-69. факс (095) 953-65-78. E-mail mgalp.rnsk@g23.relcom.ru