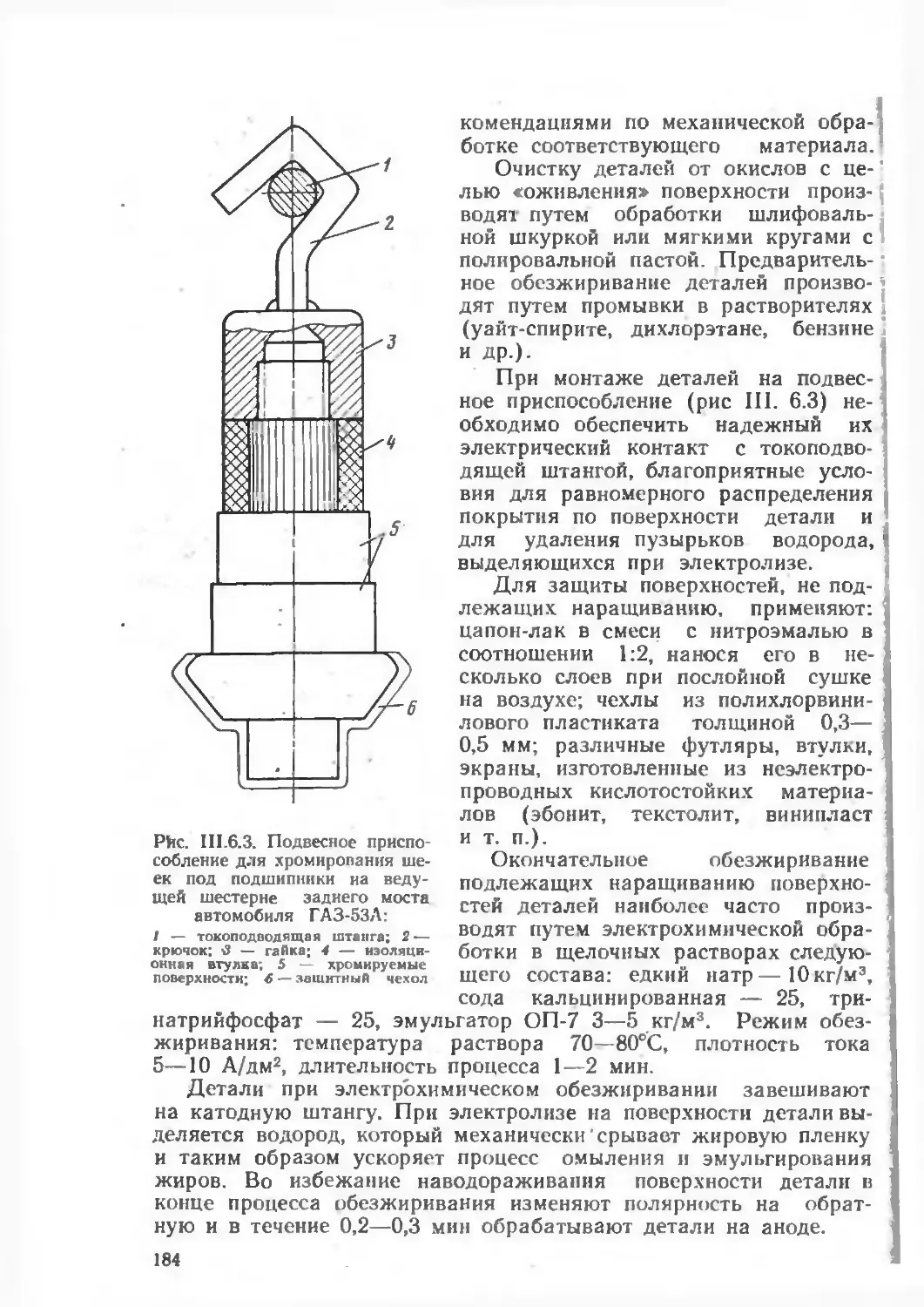
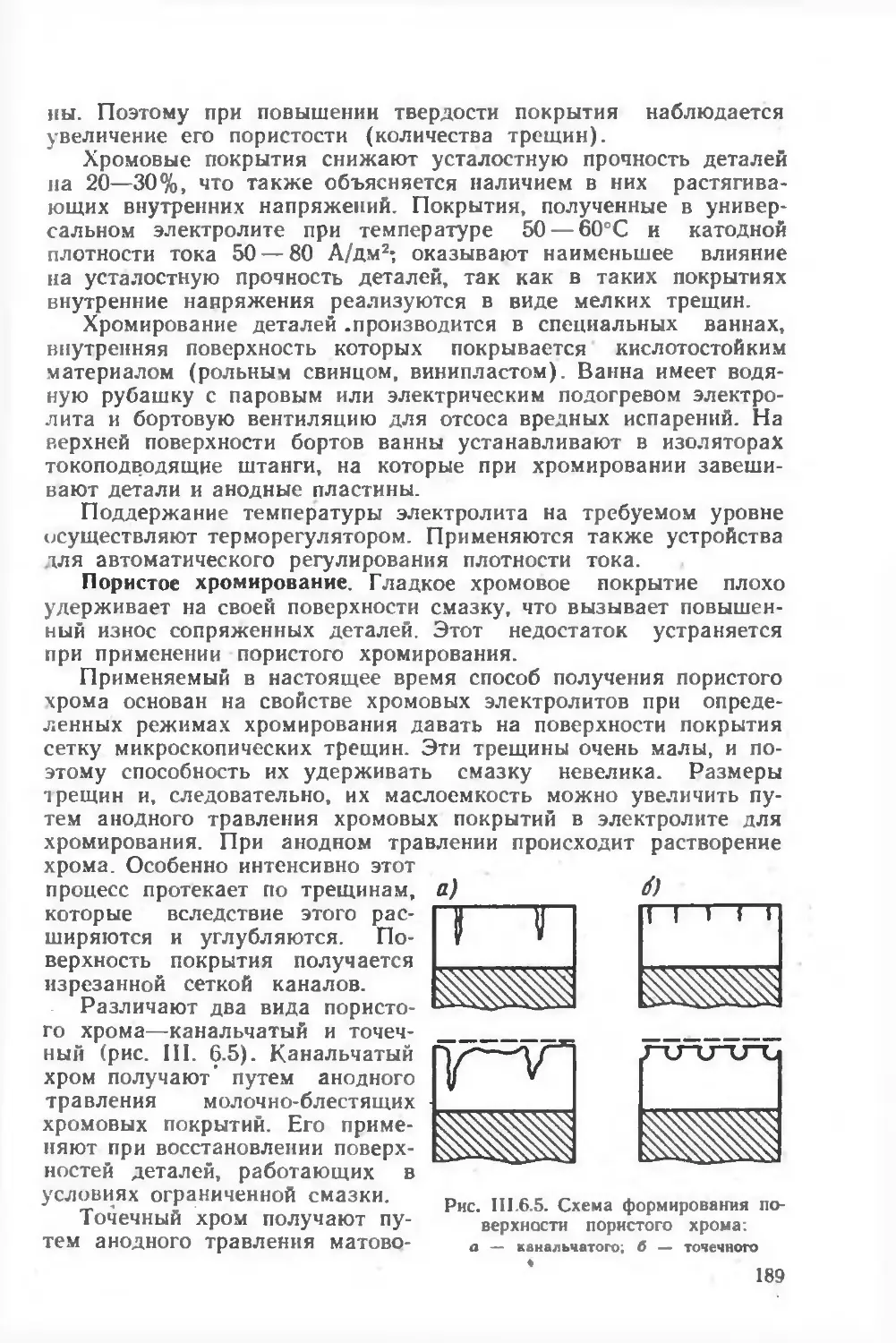
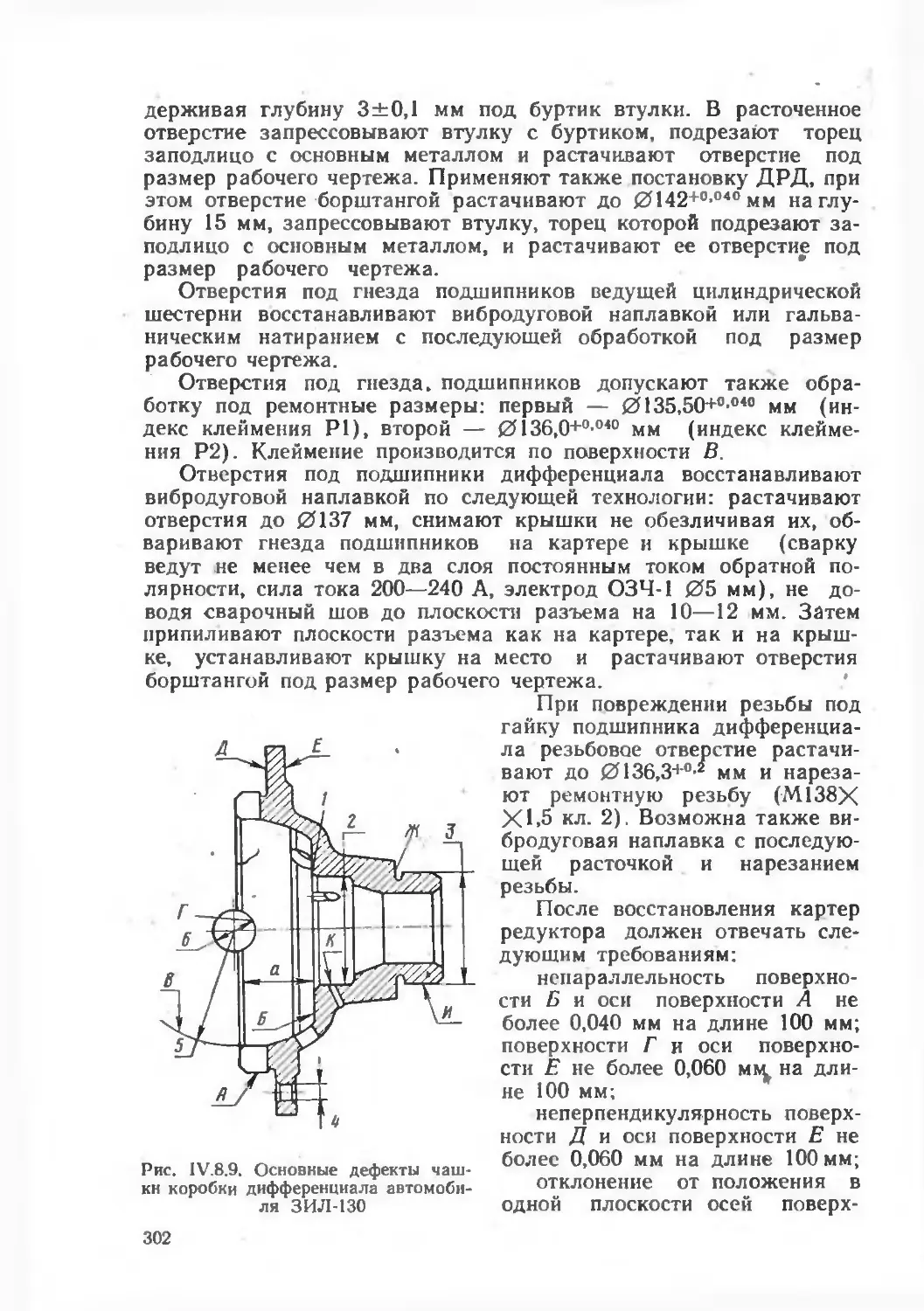
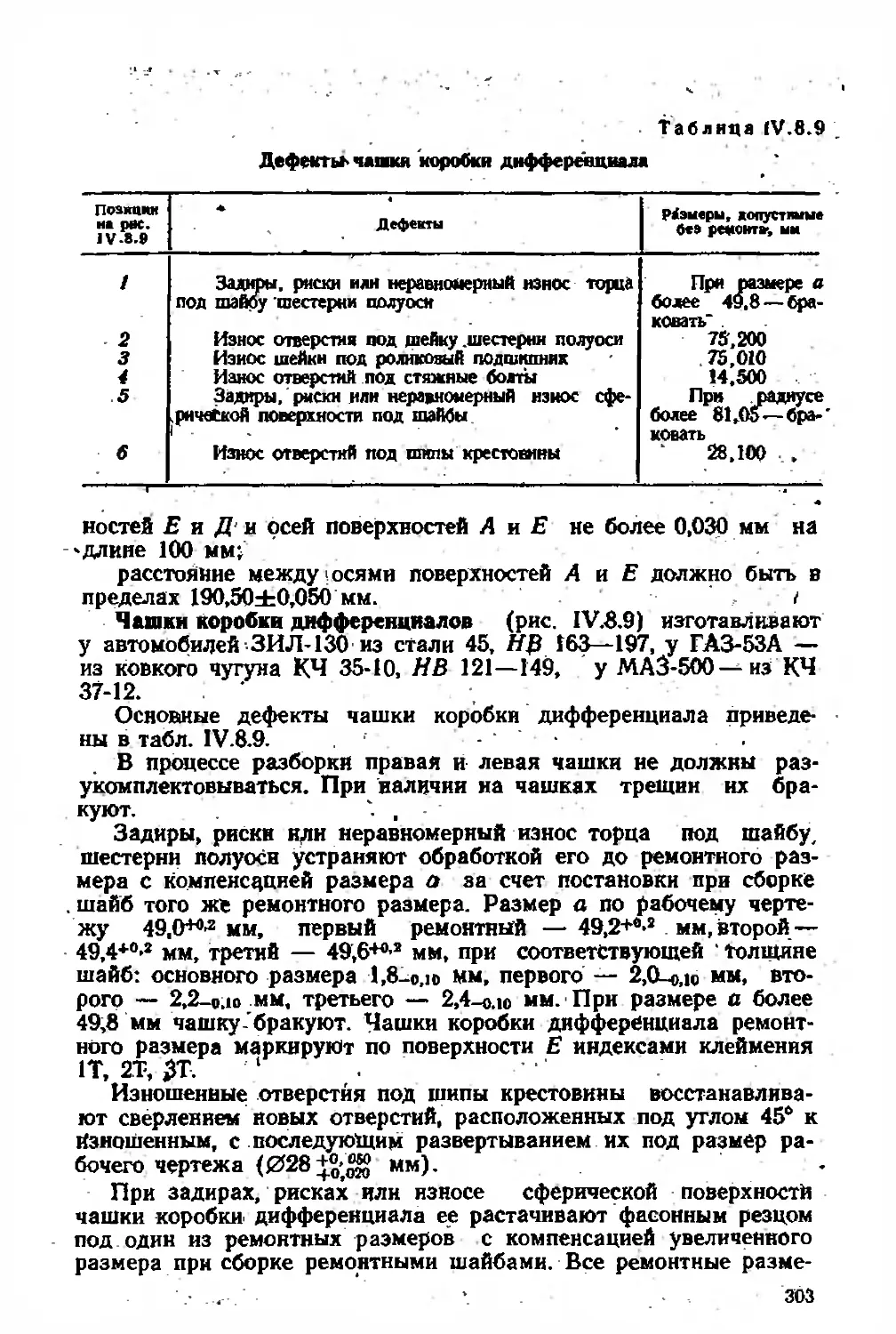
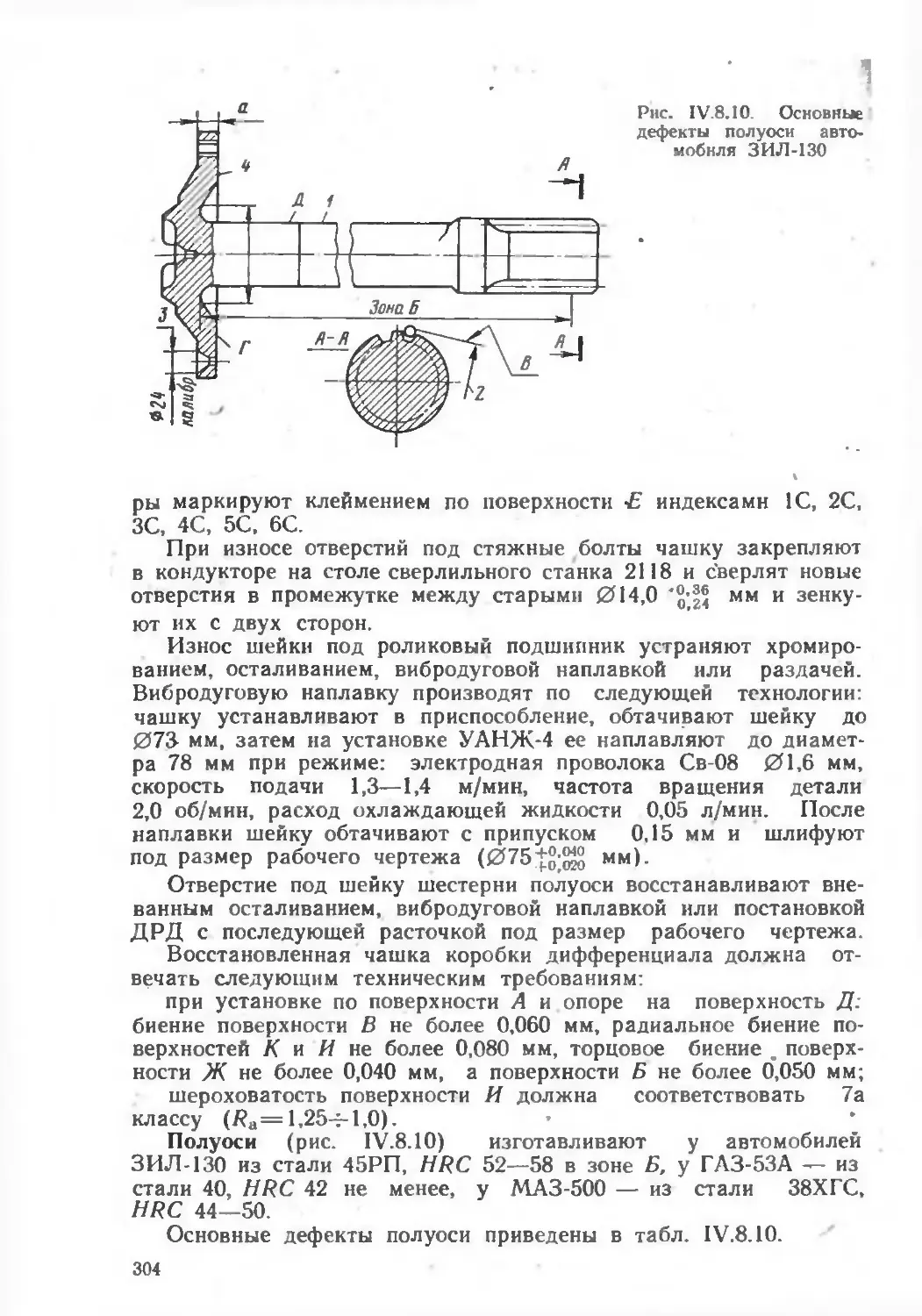
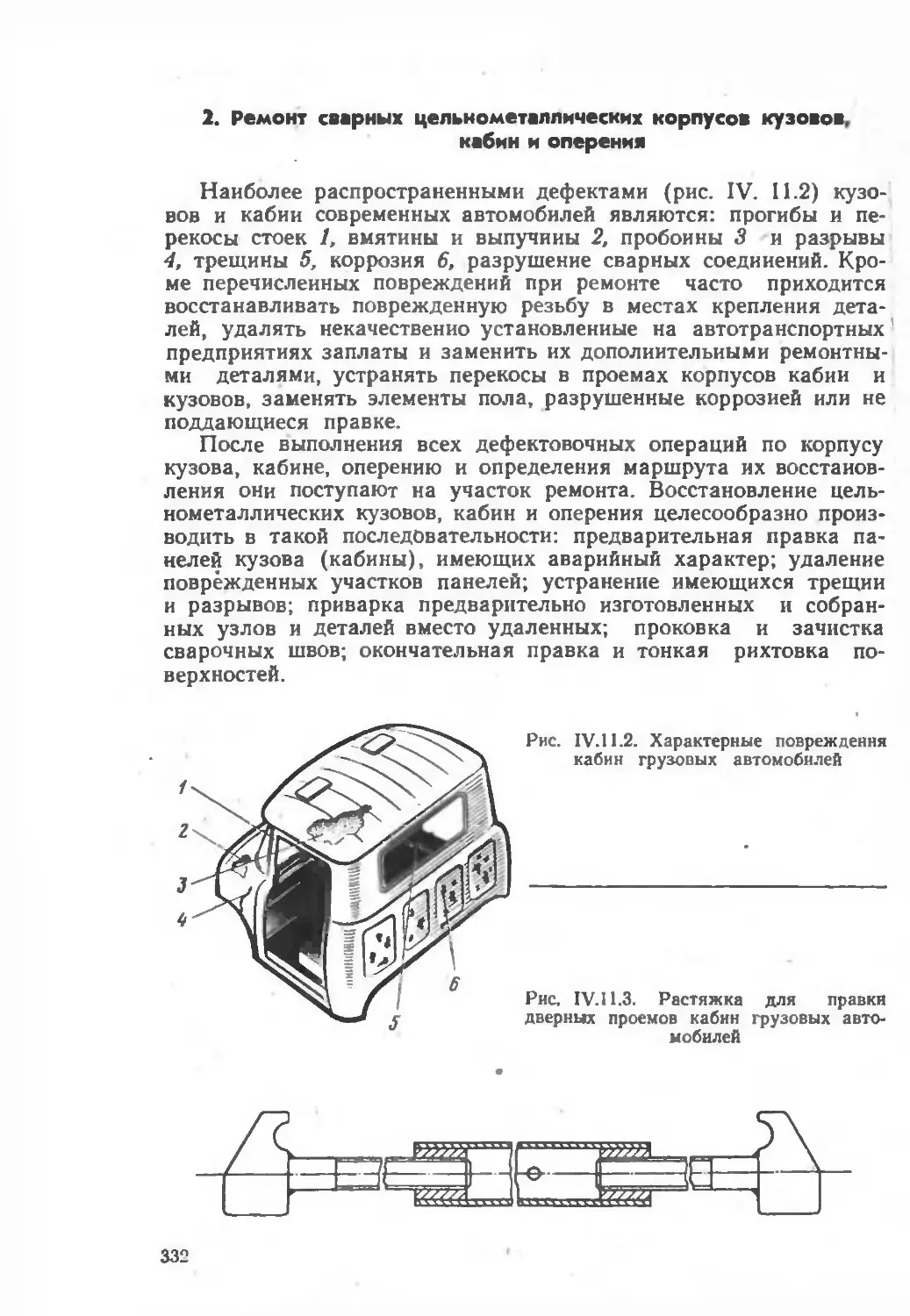
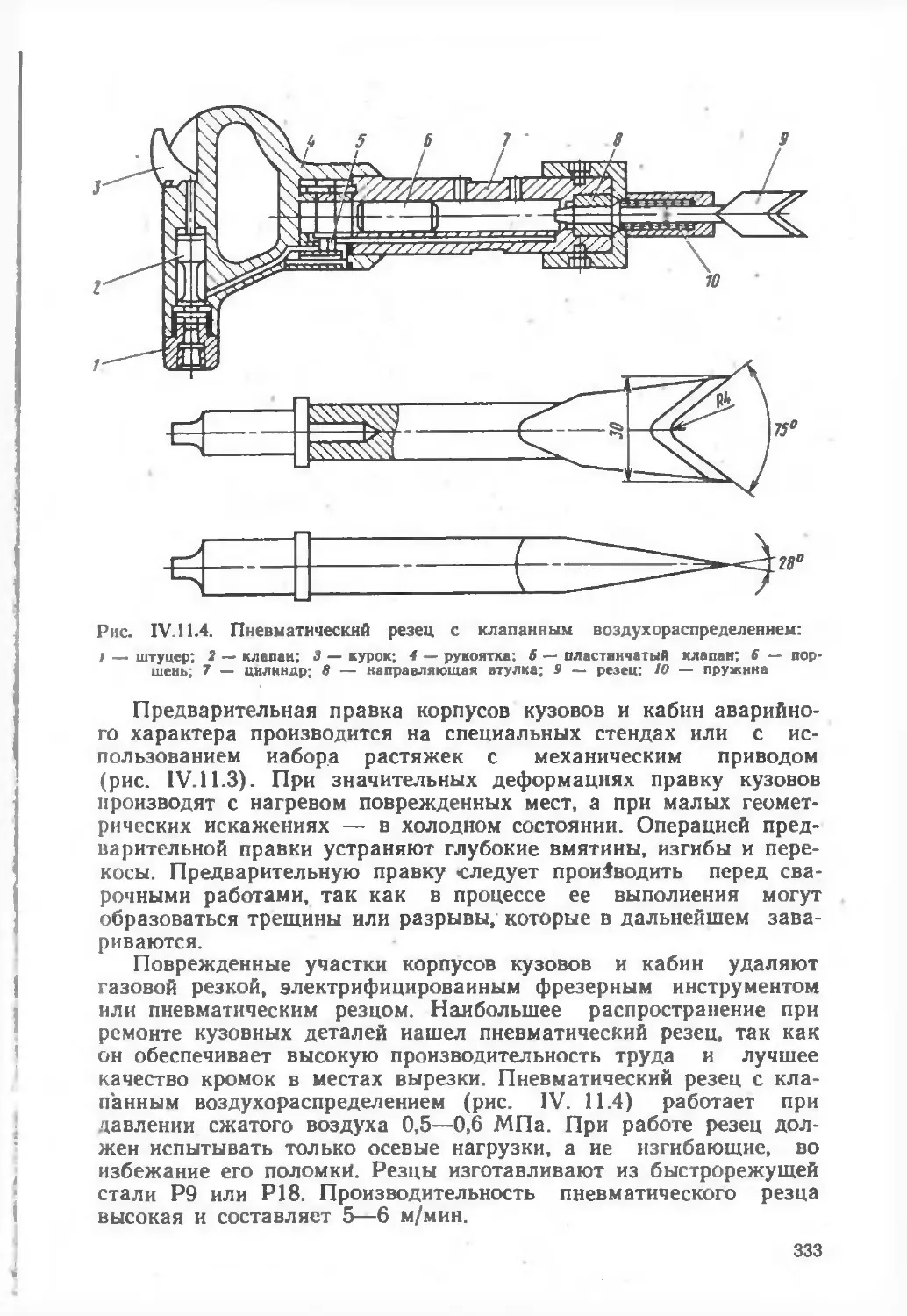
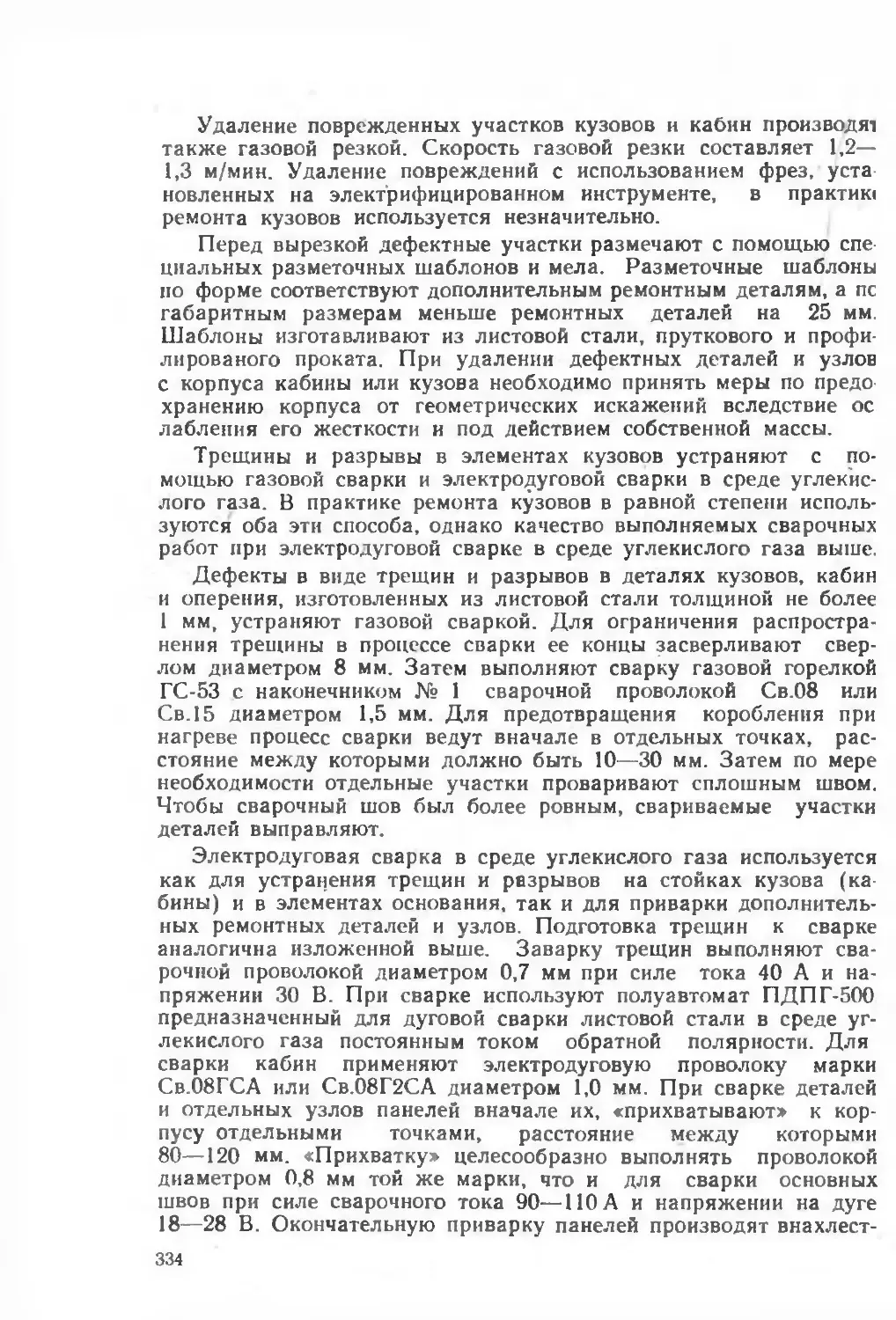
/








































Author: Румянцев С.И. Боршов В.Ф. Боднев А.Г.
Tags: техника средств транспорта автодорожный транспорт автомобили ремонт автомобилей
Year: 1981


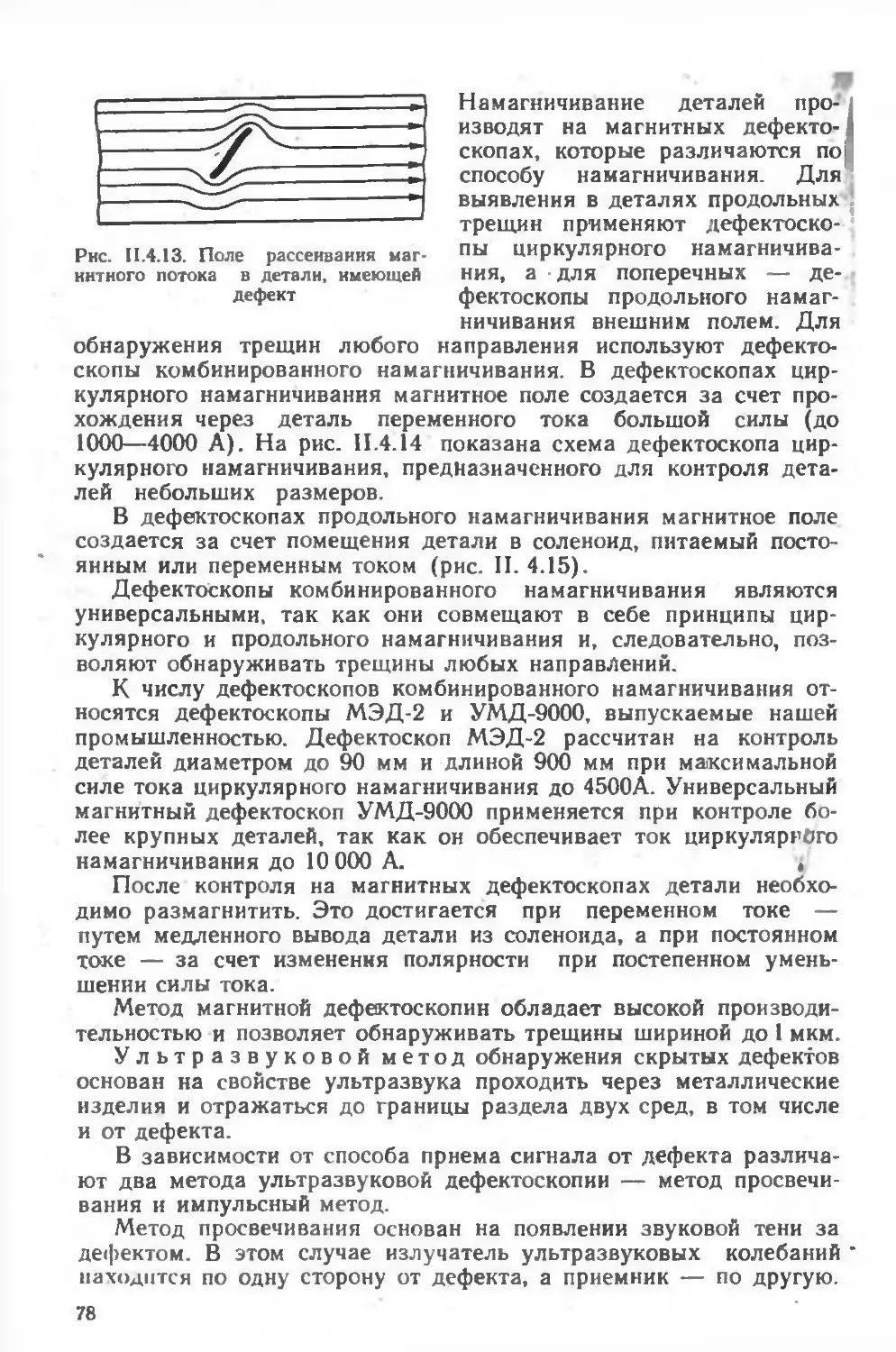
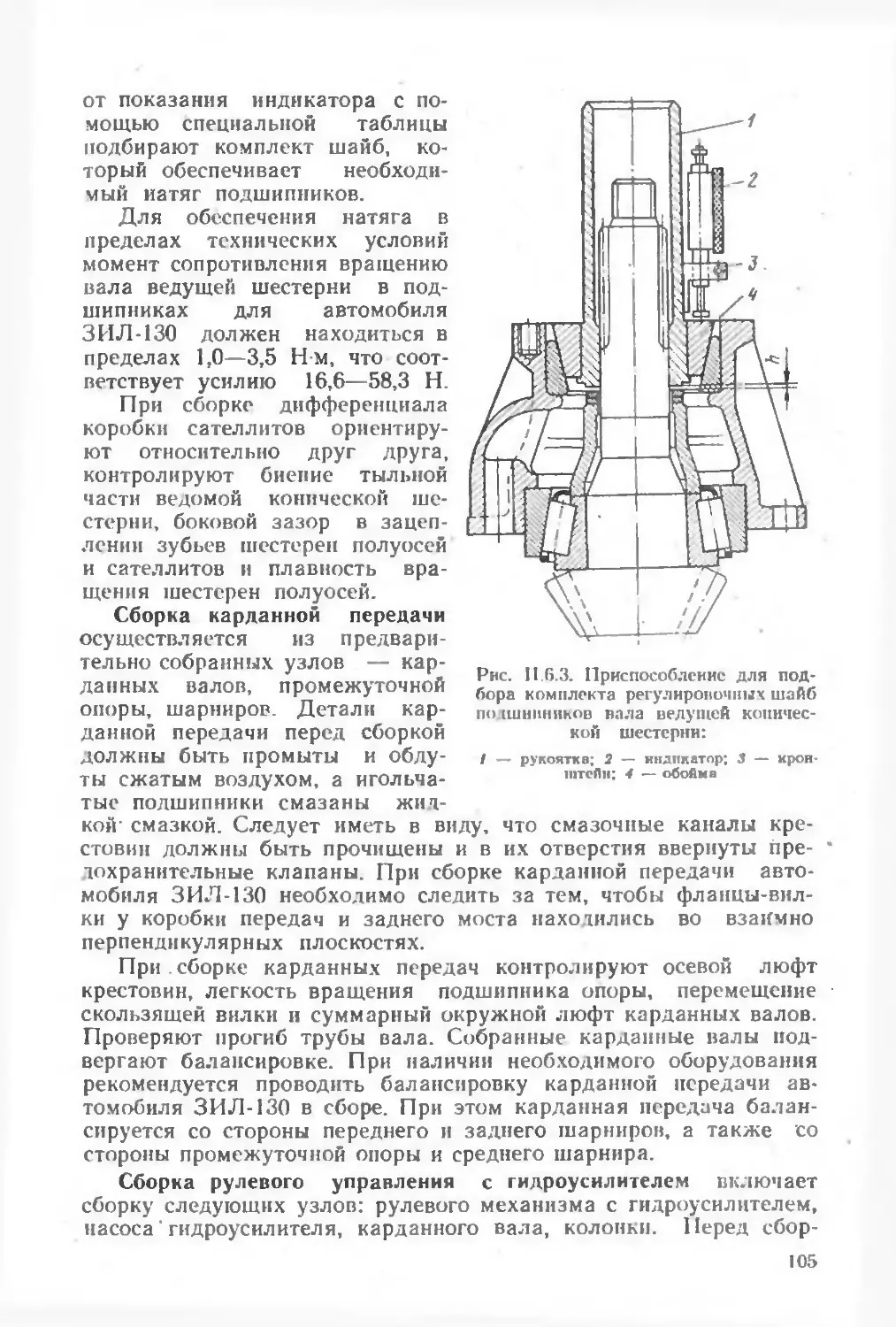
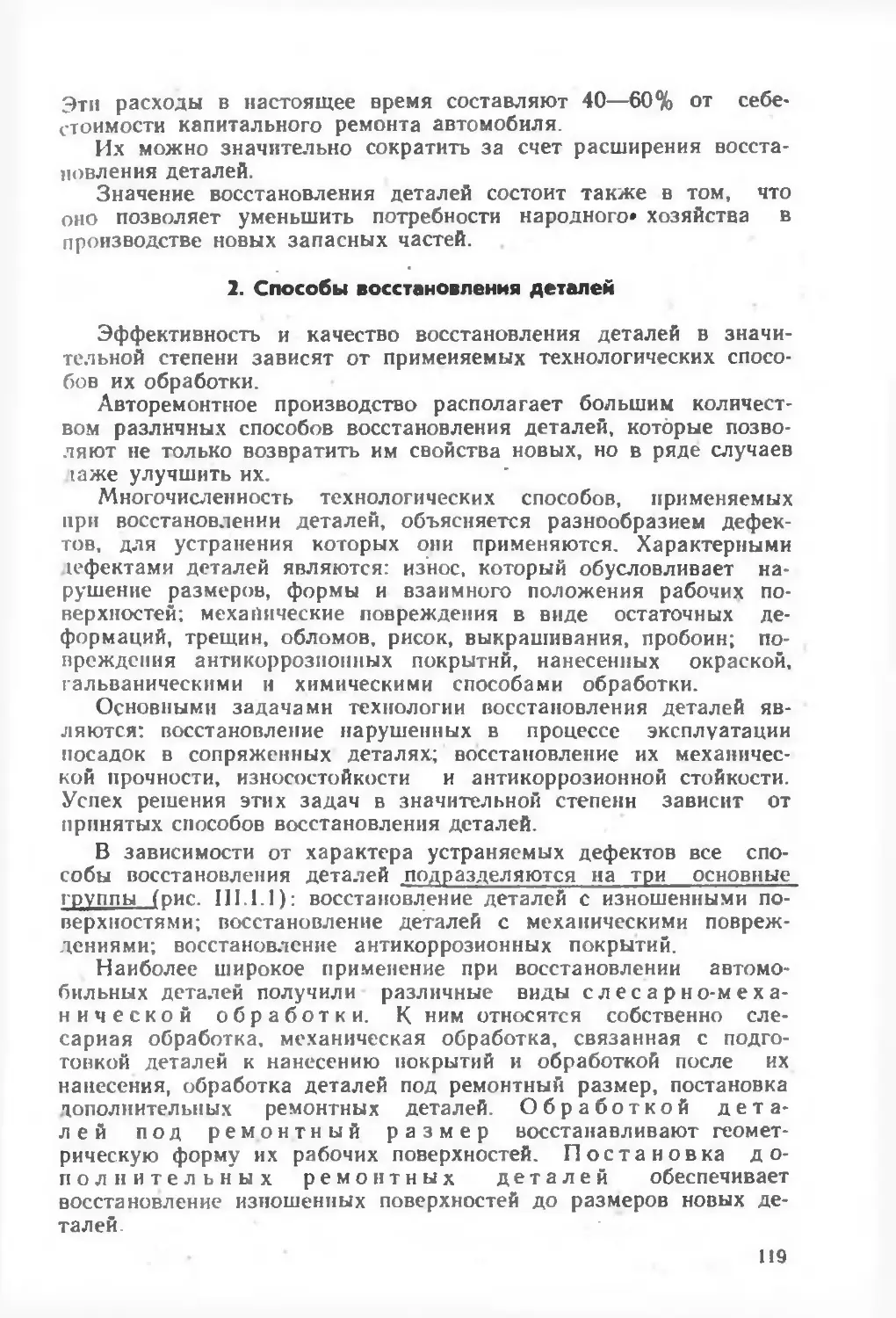
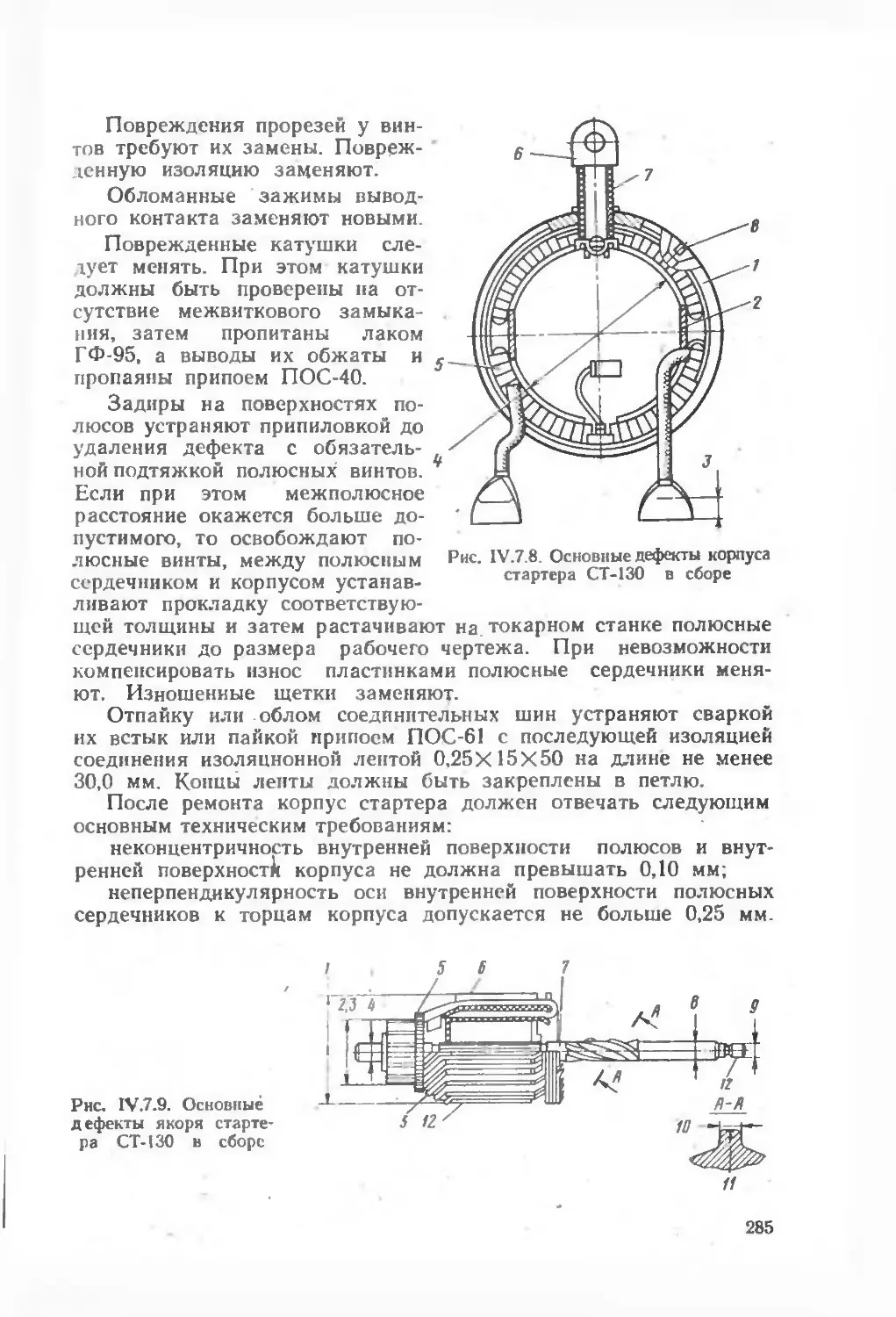
Text
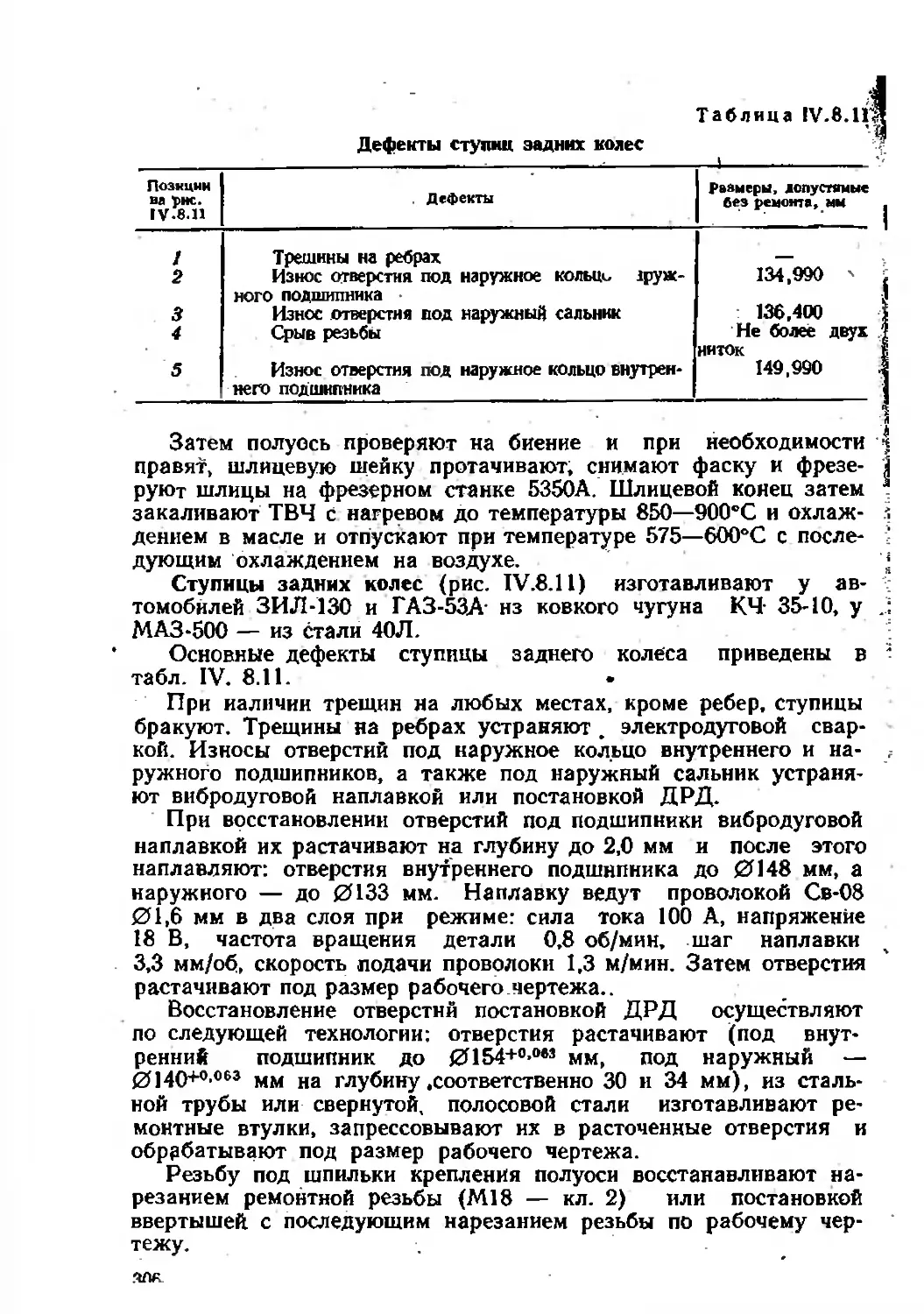
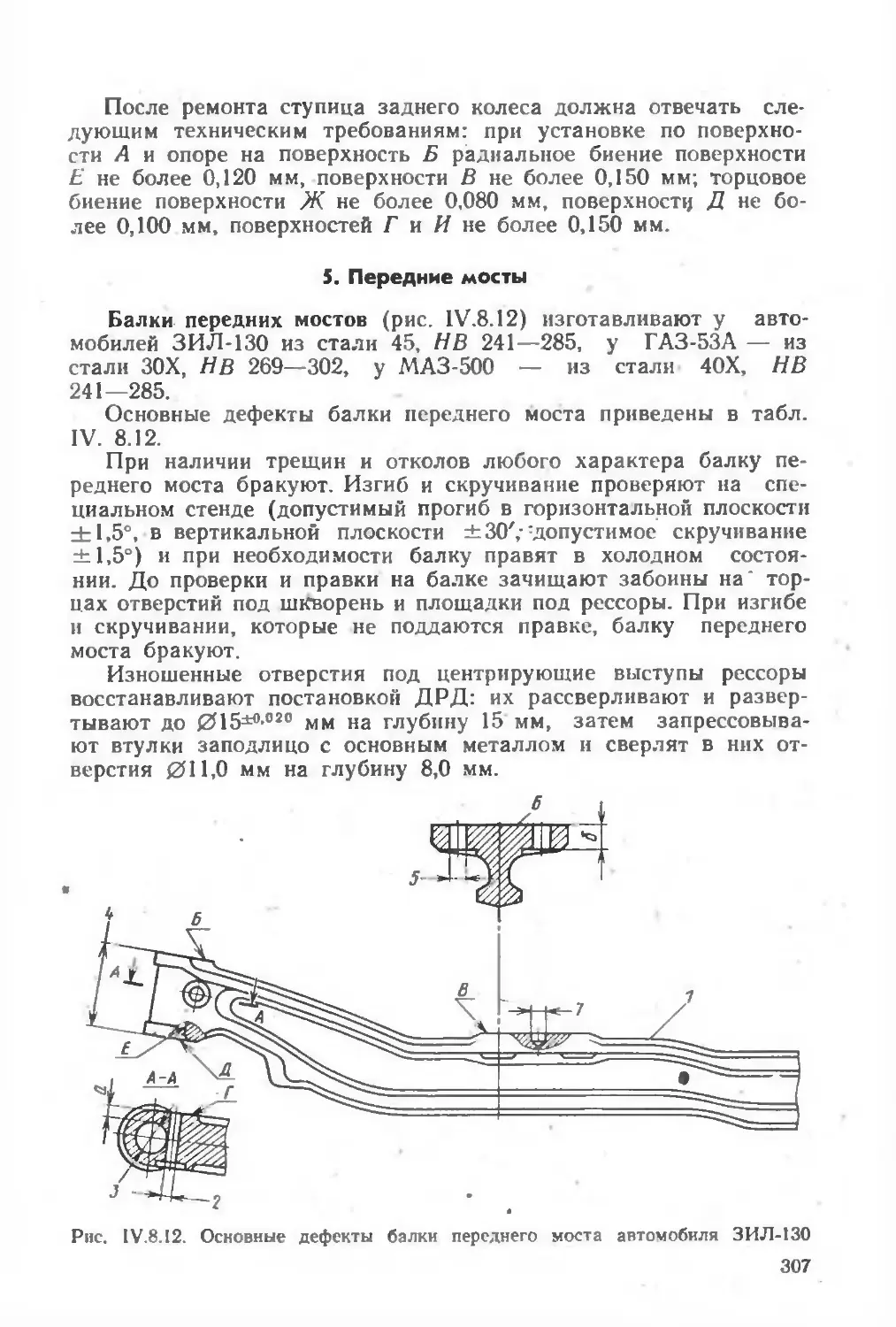
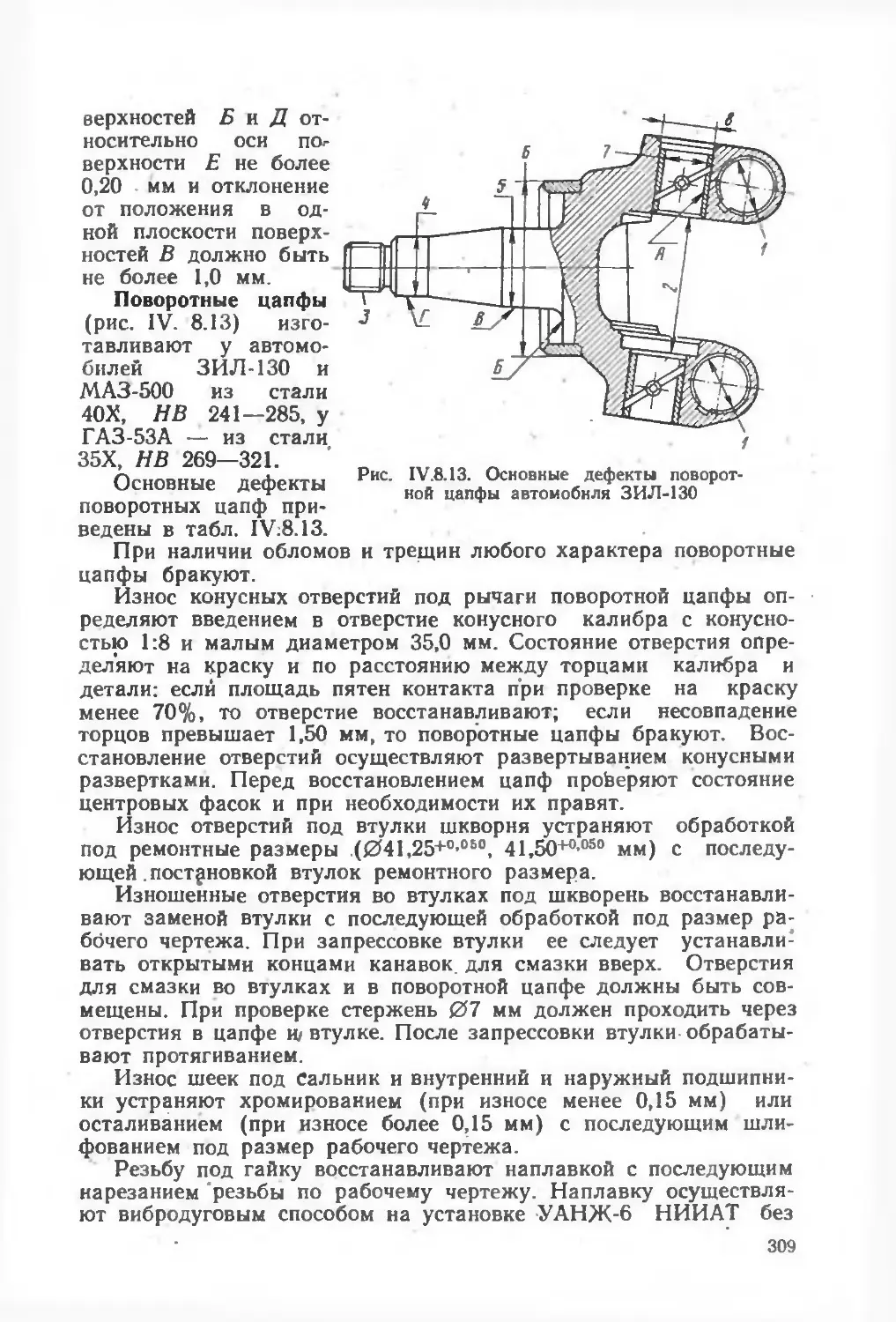
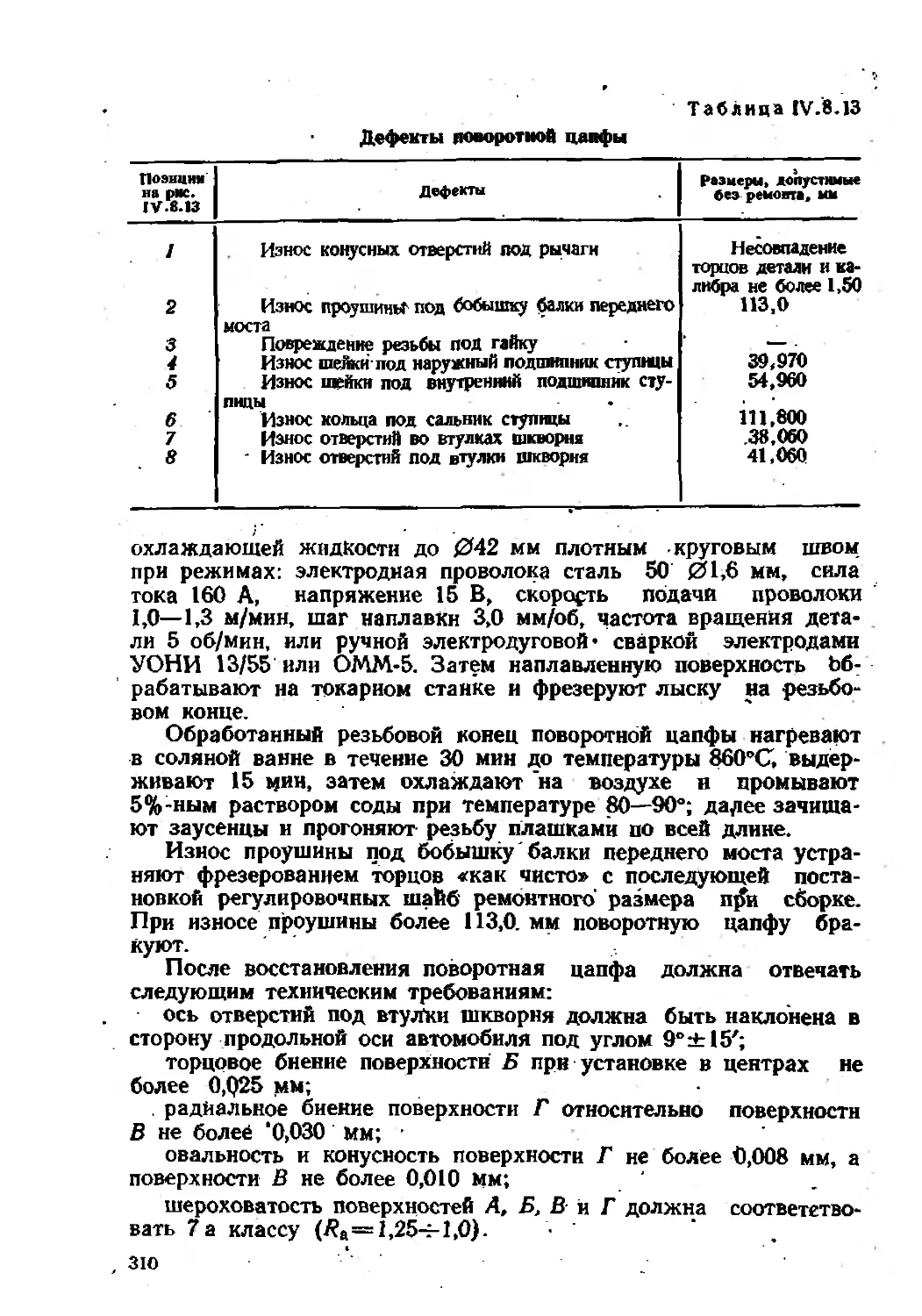
Р37
ЬБК 39.33—08
Р37
УДК 629 113.004.67
Рецензенты: Горьковский автотранспортный 'ехникум, канд. техн, наук А. Г. Липкинд.
Предисловие, гл. 4 раздела 11 и гл. 1—6, 8 раздели III написаны канд. техн, наук С. И. Румянцевым; раздел 1 — канд. техн, наук Н. Г. Бойко; гл. 1—3 раздела 11 — канд. техн, наук 3. С. Колясмнскем; гл. Б—7 раздела 11 и гл. 1—3 раздела IV — канд, техн, наук В. П. Крюковым; гл. 7 раздела III и гл. 11 раздела IV — канд. техн, ньуа Ф. Синельниковым; гл. 4—10 раздела IV и раздел V — инж. А. Г. Беляевым, раздел VI — канд. техн, наук В. Ф. Борщовым.
Ремонт автомобилей: Учебник/Румянцев С. И., Бор-
щов В. Ф„ Боднев А. Г. и др.: Под ред. С. И. Румянцева. М.: Транспорт, 1981. — 462 с., 210 ил., 60 табл.
В учебнике изложены основы авторемонтного производства и общие полож.'. ння по спгьнизачяч и технологии ремонта автомобилей. Подробно расснотпея технологически* процесс капитального ремонта автомобиле* и их агрегатов. Большое внимание уделено рассмотрению прогоессивных технологических способов, применяемых при восстаШ>вЛе.1ин деталей. Приведены типовые технологические процессы ремонта детали* и узло, автомобиля, а также методика технического нормирования труда при рем >нт автомобилей. Даны основы проектирования авторемонтных пр >дп| ml
'гчебя— нслчсаи для учащихся азтотрхиспортлых техникумов и может быть иеппльзов >н инженерно-технмческнми работниками авторемонтного производства.
Р 049(ЬГ)-81 -8-81. 3603030000
Б БК 39.33-08 6Т2.13
О Издательство <Транспорт>, 1981.
ПРЕДИСЛОВИЕ
В удовлетворении постоянно растущих потребностей народного хозяйства нашей страны в перевозках пассажиров и грузов автомобильный транспорт занимает ведущее место.
Решение задач по дальнейшему развитию автомобильного транспорта обеспечивается постоянным увеличением производства автомобилей. Одним из резервов увеличения автомобильного парка страны является ремонт автомобилей, поэтому его развитию и совершенствованию в нашей стране уделяется большое внимание.
В процессе эксплуатации автомобиля его надежность и другие свойства постепенно снижаются вследствие изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены. В автомобиле появляются различные неисправности, которые устраняют при техническом обслуживании и ремонте.
Ремонт машин, как об тасть человеческой деятельности, возник одновременно с появлением машин. К. Маркс в своем гениальном труде «Капитал» писал: «Например, какой бы совершенной конструкции машина ни вступала в процесс производства, при ее употреблении на практике обнаруживаются недостатки, которые приходится исправлять дополнительным трудом. С другой стороны, чем больше вышла она за предел своего среднего возраста, следовательно, чем больше сказывается действие нормального изнашивания, чем больше изношен и старчески ослаб материал, из которого она сделана, тем многочисленнее и значи-тьлгнее становятся ремонтные работы, необходимые для того, чтобы поддержать существование машины до конца периода средней продолжительности ее жизни, ... в высшей степени важно немедленно исправлять всякое повреждение машин...»1.
В этих словах К- Маркса очень ярко выражена мысль о том, что с технической точки зрения ремонт машин это объективная необходимость. Только благодаря ремонту возможно поддерживать существование машины до истечения средней продолжительности ее жизни
Это положение в полной мере относится к современным машинам и в том числе к автомобилям. Необходимость и целесообразность ремонта автомобилей обусловлена прежде всего нерав-нопрочностью их деталей и агрегатов. Известно, что создать равнопрочную машину, все детали которой изнашивались бы равно-
1 Маркс К. и Энгельс Ф. Соч. Изд. 2-е, т. 24, с. 196—197.
3
мерно и имели бы одинаковый срок службы — невозможно. Следовательно, ремонт автомобиля даже только путем замены некоторых его деталей и агрегатов, имеющих небольшой ресурс, всегда целесообразен и с экономической точки зрения оправдан. Поэтому в процессе эксплуатации автомобили проходят в автотранспортных предприятиях периодическое техническое обслуживание и при необходимости текущий ремонт, который осуществляется путем замены отдельных деталей и агрегатов, отказавших в работе. Это позволяет поддерживать автомобили . в технически исправном состоянии.
При длительной эксплуатации автомобили достигают такого состояния, когда затраты средств и труда, связанные с поддержанием их в работоспособном состоянии в условиях автотранспортных предприятий, становятся больше прибыли, которую они приносят в эксплуатации. Такое техническое состояние автомобилей считается предельным и они направляются в капитальный ремонт на авторемонтные предприятия.
Задача капитального ремонта состоит в том, чтобы с Наименьшими затратами восстановить утраченную автомобилями работоспособность.
Капитальный ремонт автомобилей имеет большое экономическое и, следовательно, народнохозяйственное значение. Основным источником экономической эффективности капитального ремонта автомобилей является использование остаточного ресурса их деталей. Около 70—75% деталей автомобилей, прошедших срок службы до первого капитального ремонта, имеют остаточный ресурс и могут быть использованы повторно либо без ремонта, либо после небольшого ремонтного воздействия.
Все детали с поступающих в капитальный ремонт автомобилей можно разбить на три rpj ппы. К первой группе относятся детали, которые полностью исчерпали, свой ресурс и при ремонте автомобиля должны быть заменены новыми. Количество таких деталей сравнительно невелико и составляет 25- -30%. К деталям этой группы относятся поршни, поршневые кольца, вкладыши подшипников, различные втулки, подшипники качения, резинотехнические изделия и др.
Вторая группа деталей, количество которых достигает 30— 35%, это детали, ресурс которых позволяет использовать их без ремонта. К этой группе относятся все детали, износ рабочих поверхностей которых находится в допустимых пределах
К третьей группе относятся остальные детали автомобиля (40—45%). Эти детали мшут быть использованы повторно только после их восстановления. К этой группе относится большннст-" во наиболее сложных и дорогостоящих базовых деталей автомобиля и, в частности, блок цилиндров, коленчатый вал, головка блока, картеры коробки передач и заднего моста, распределительный вал и др. Стоимость восстановления этих деталей не превышает 10—50% от стоимости их изготовления.
4
Таких: образом, основным источником экономической эффективности капитального ремонта автомобилей является использование остаточного ресурса деталей второй и третьей групп.
Себестоимость капитального ремонта автомобилей и их агрегатов даже в’условиях сравнительно небольших современных предприятий обычно не превышает 60—70% от стоимости новых автомобилей. При этом достигается большая экономия в металлах и трудовых ресурсах. Капитальный ремонт автомобилей позволяет также поддерживать на высоком уровне численность автомобильного парка страны.
Организации ремонта автомобилей в нашей стране постоянно уделяется большое внимание.
В первые годы после Великой Октябрьской социалистичес; кой революции автомобильный парк в нашей стране был очень небольшим и состоял' из нескольких тысяч автомобилей главным образом иностранного производства. Тем не менее уже в мае 1918 г. Совет Народных Комиссаров принял декрет об организации автомобильного транспорта в молодой Советской республике. В этом декрете, подписанном В. И. Лениным, вопросы организации производства автомобилей и их капитального ремонта возлагались на Высший Совет Народного хозяйства (ВСНХ)
Для организации производства автомобилей в молодой Советской республике не было ни материальной базы, ни опыта, ни соответствующих кадров, поэтому обстановка сложилась так, что развитие авторемонтного производства исторически опередило развитие советского’ автомобилестроения.
В первые годы после революции ремонт автомобилей производился в гаражах и мелких мастерских. Но уже в 1921 г. Наркомат продовольствия построил в Москве Миусский авторемонтный завод, а в 1929 г. был создан завод АРЕМЗ-1, который и в настоящее время является одним из наиболее крупных и передовых ремонтных заводов в нашей стране.
Дальнейшая история развития авторемонтного производства самым тесным образом связана с историей развития отечественного автомобилестроения. В 1932—1933 гг. были построены и сданы в эксплуатацию первые заводы массового производства автомобилей в городах Горьком, Москве и Ярославле. Одновременно (в 1932 г.) был построен авторемонтный завод МАРЗ-1 в Москве, а в последующие годы такие же заводы были созданы в Ленинграде, Харькове, К,иеве Иркутске, Хабаровске и. в других городах страны. Большое развитие авторемонтное производство получило в годы Великой Отечественной войны. Оно сыграло решающую роль в обеспечении Советской Армии автомобильной техникой. ,
В целях более полного удовлетворения возросшей потребности в ремонте автомобильной техники в тылу на базе некоторых предприятий промышленности были открыты новые ремонтные заводы, а также созваны подвижные ремонтные части тля теку
5
щего и капитального ремонтов автомобилей и их агрегатов в полевых условиях.
Послевоенные годы ознаменовались бурным ростом автомобильной промышленности. Одновременно с развитием автомобилестроения получило дальнейшее развитие и авторемонтное производство. В настоящее время авторемонтное производство по объему выпускаемой продукции и количеству занятых рабочих превратилось в самостоятельную отрасль промышленности.
Большое внимание уделяется подготовке научных и инженерно-технических кадров по ремонту автомобилей. В 1930 г. был организован Московский автомобильно-дорожный институт, в котором была создана кафедра производства и ремонта автомобилей. Такие же кафедры в последующие годы были организованы в автомобильно-дорожных институтах в городах Киеве, Харькове, Омске, Ташкенте и во многих политехнических институтах нашей страны. В настоящее время автомобильно-дорожные и автотранспортные техникумы выпускают высококвалифицированных специалистов по эксплуатации и ремонту автомобилей.
Авторемонтное производство в нашей стране непрерывно развивается и совершенствуется. Проводимый в настоящее время курс на сосредоточение капитального ремонта автомобилей в производственных объединениях автомобильной промышленности позволит укрупнить и специализировать предприятия.
На крупных специализированных авторемонтных предприятиях создаются условия для широкого применения наиболее совершенных технологических процессов, современного оборудования, средств механизации и автоматизации. Это генеральное направление в развитии авторемонтного производства приведет к резкому повышению качества капитального ремонта автомобилей и наиболее полной реализации его экономических преимуществ.
Рассмотрению основ авторемонтного производства и организации капитального ремонта автомобилей посвящен I раздел.
Вопросы технологии капитального ремонта автомобилей составляют основное содержание II раздела. В III разделе учебника рассматривают современные способы восстановления деталей. Вопросы проектирования технологических процессов восстановления деталей и сборки, а также технология восстановления типовых деталей и ремонта узлов и приборов приведены в IV разделе учебника. Основы технического нормирования труда на авторемонтных предприятиях рассмотрены в V разделе. Раздел VI «Основы проектирования авторемонтных предприятий» имеет своей целью дать учащимся знания, необходимые^для решения задач по реконструкции участков авторемонтных предприятий в соответствии с требованиями технического прогресса, внедрением новой технологии и повышением эффективности производства.
Авторы с благодарностью примут все замечания и пожелания по улучшению содержания книги.
Канд. техн, наук С. И. РУМЯНЦЕВ
Раздел I
ОСНОВЫ АВТОРЕМОНТНОГО ПРОИЗВОДСТВА
Г л а • в 1 ОБЩИЕ положения ПО РЕМОНТУ АВТОМОБИЛЕЙ
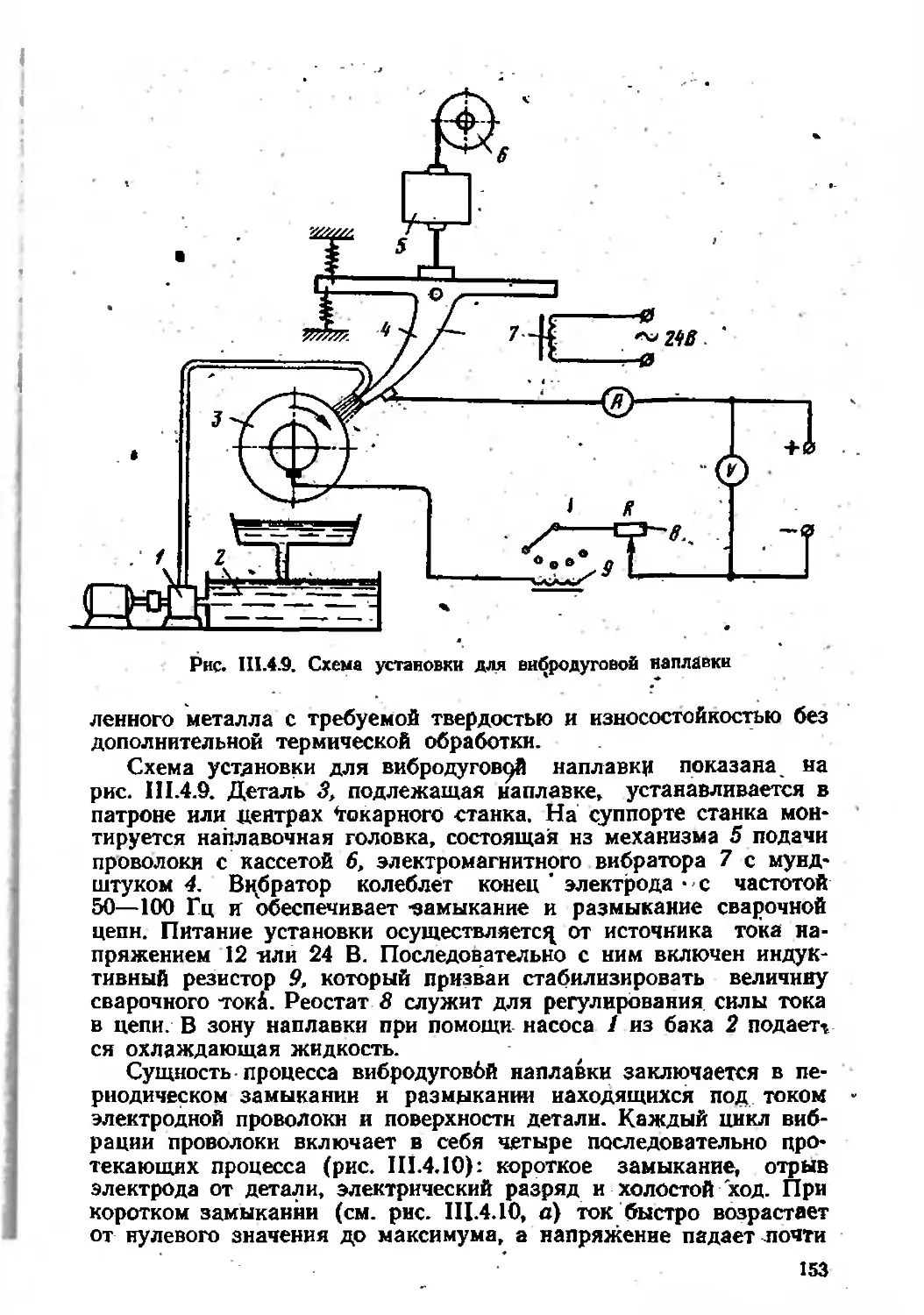
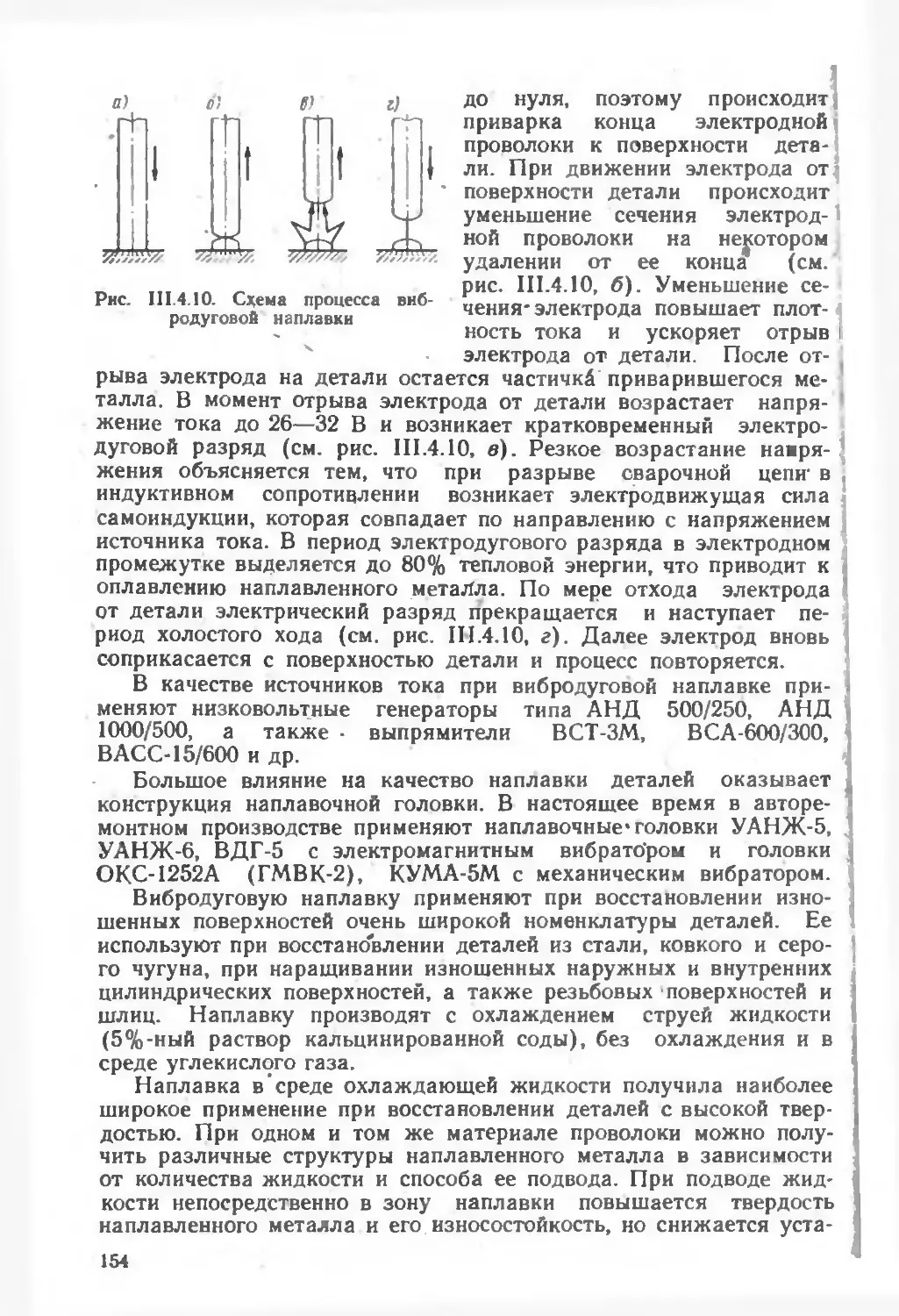
1. Понятие о старении автомобиля и его предельном состоянии
Современные автомобили представляют собой сложные технические системы длительного пользования. В процессе эксплуатации автомобилей происходит необратимое ухудшение рабочих характеристик их элементов—деталей, называемое старением. В основе старения лежат явления физического изнашивания деталей, происходящие как при эксплуатации автомобиля,, так и при его хранении. В первом случае имеют место -ивносы первого рода, которые проявляются в изменениях геометрических размеров и геометрической формы деталей, в снижении усталостной прочности их материала. Во втором случае отмечаются так называемые взносы второго рода, проявляющиеся в основном в . изменениях, связанных с явлениями коррозии, потерей жесткости, преобразованиями в структуре и свойствах. некоторых. материалов.
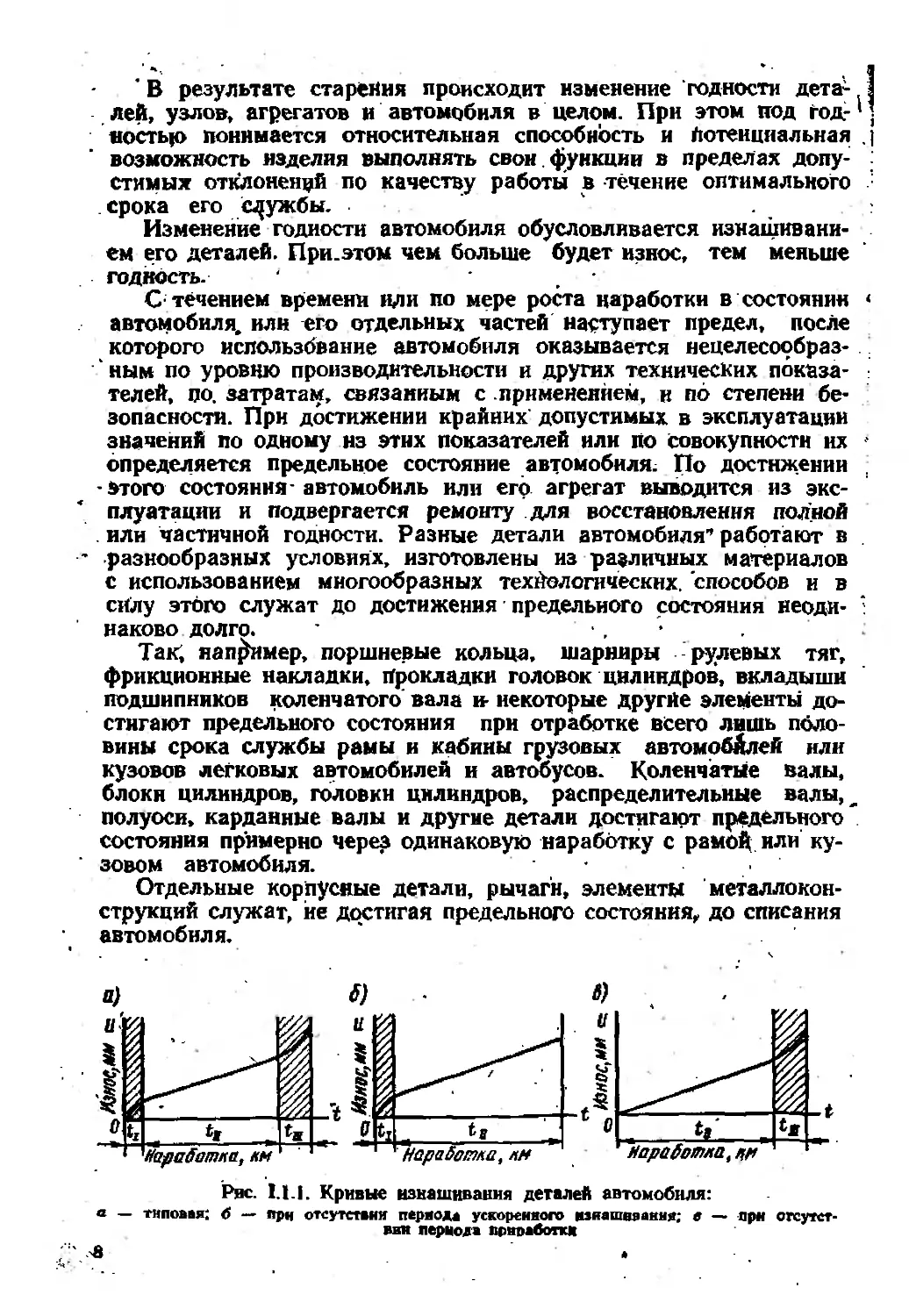
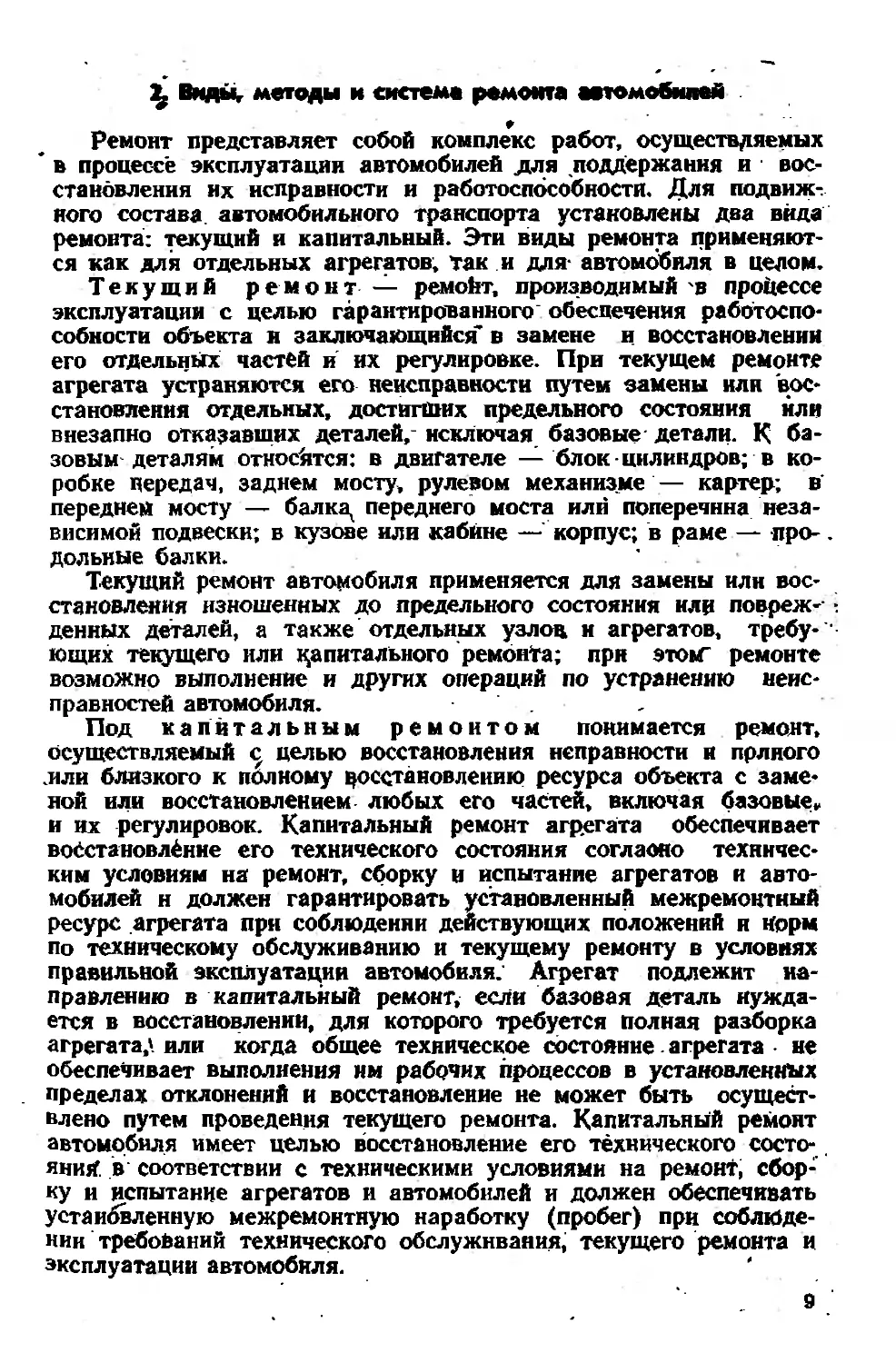
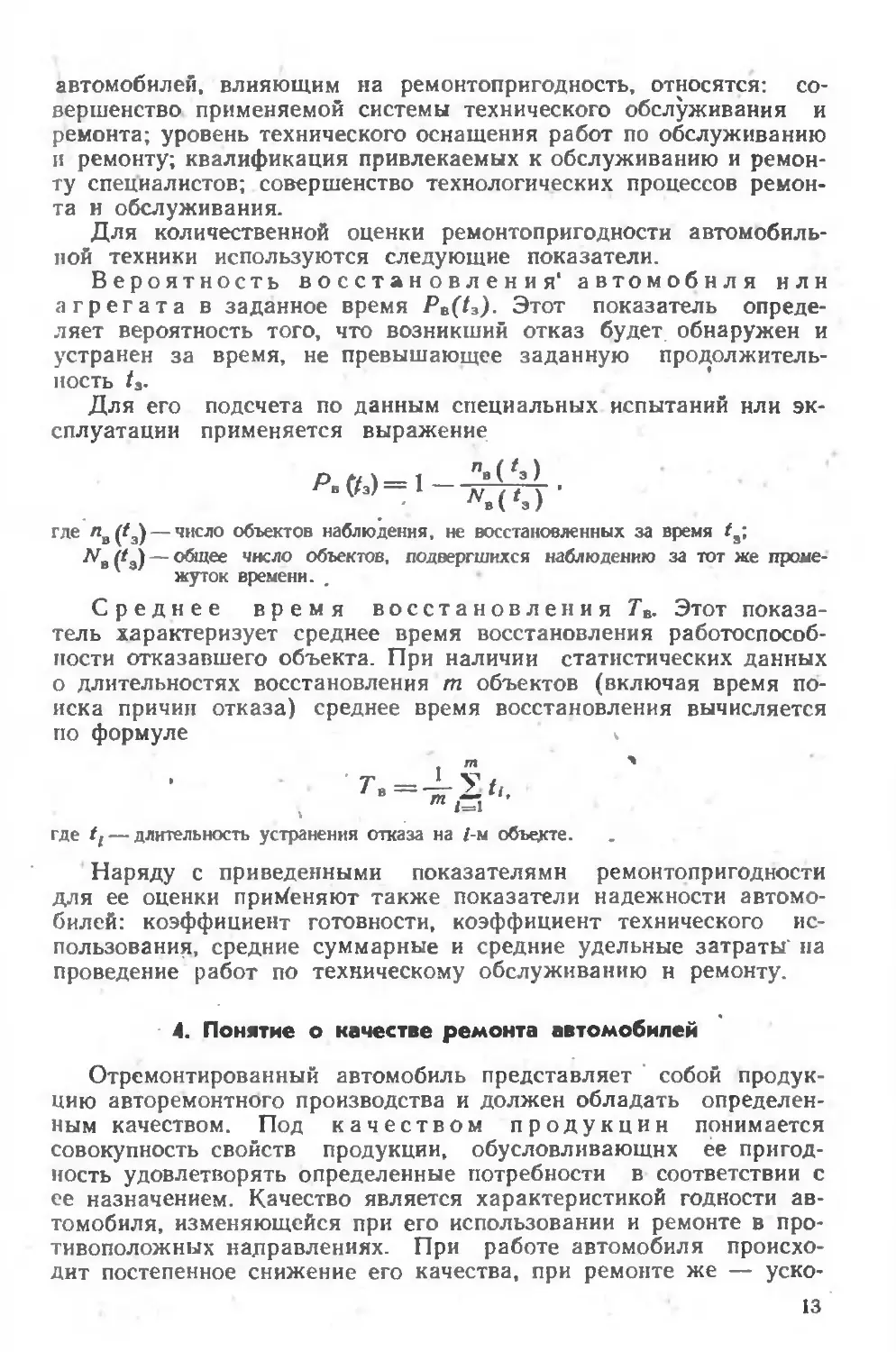
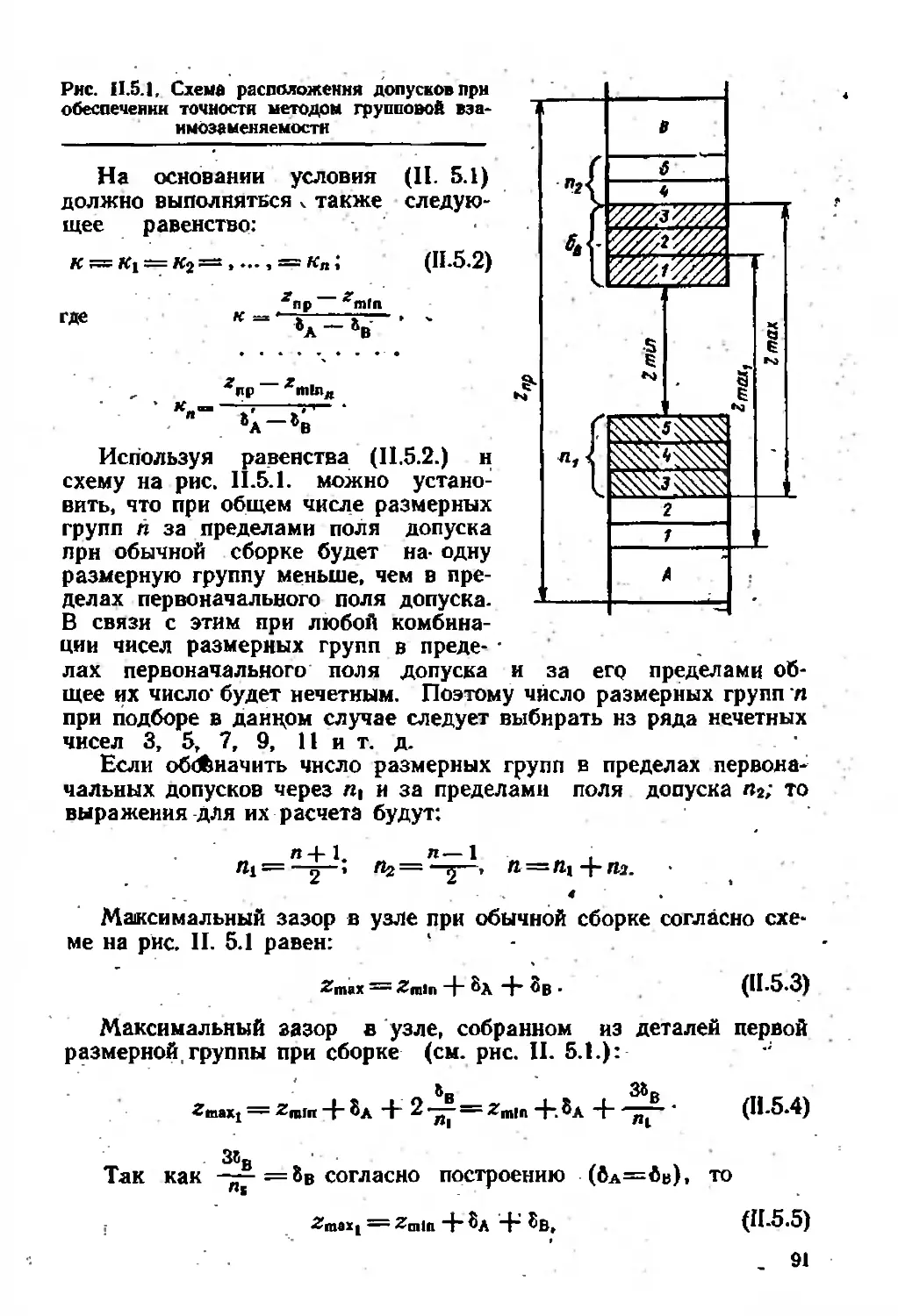
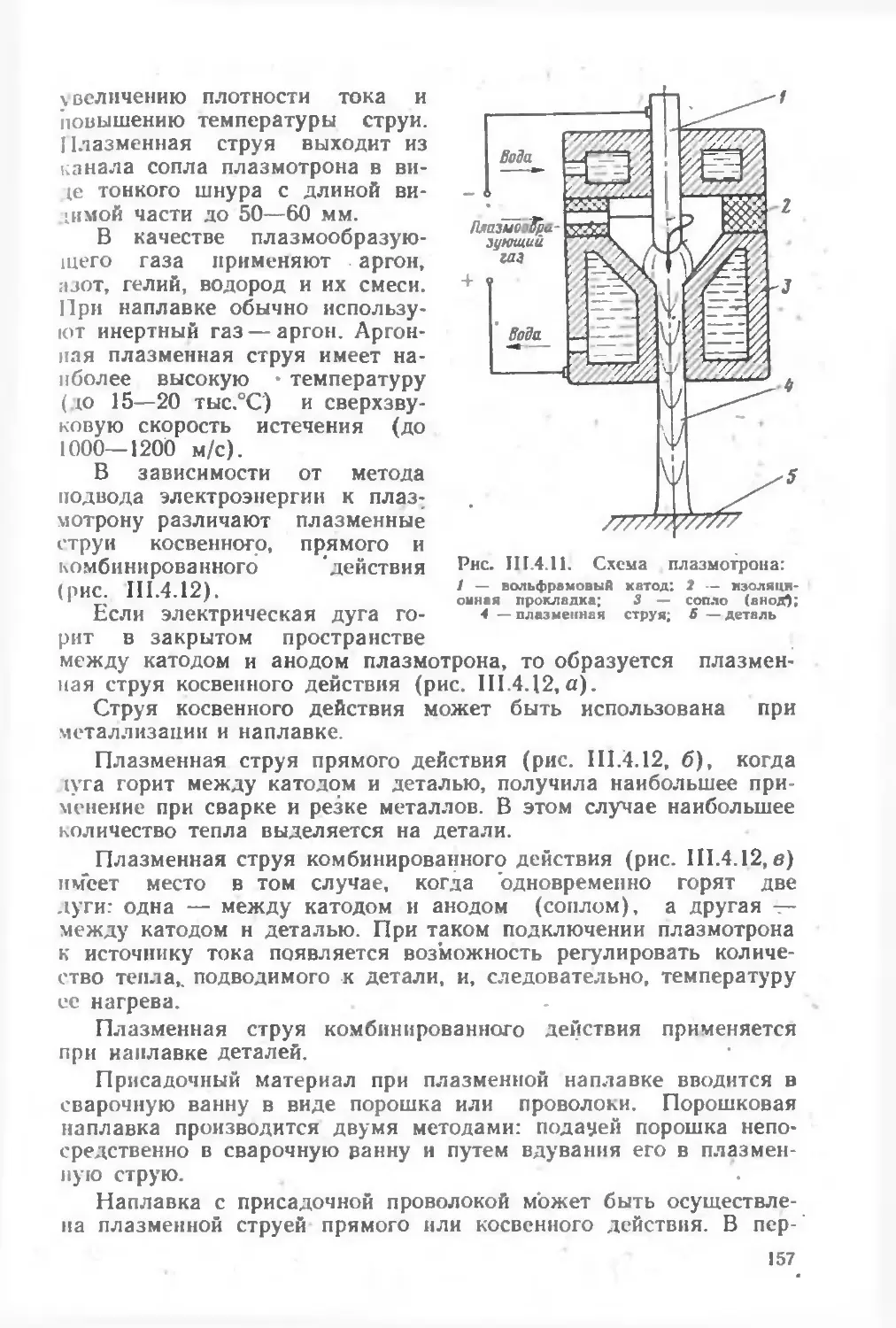
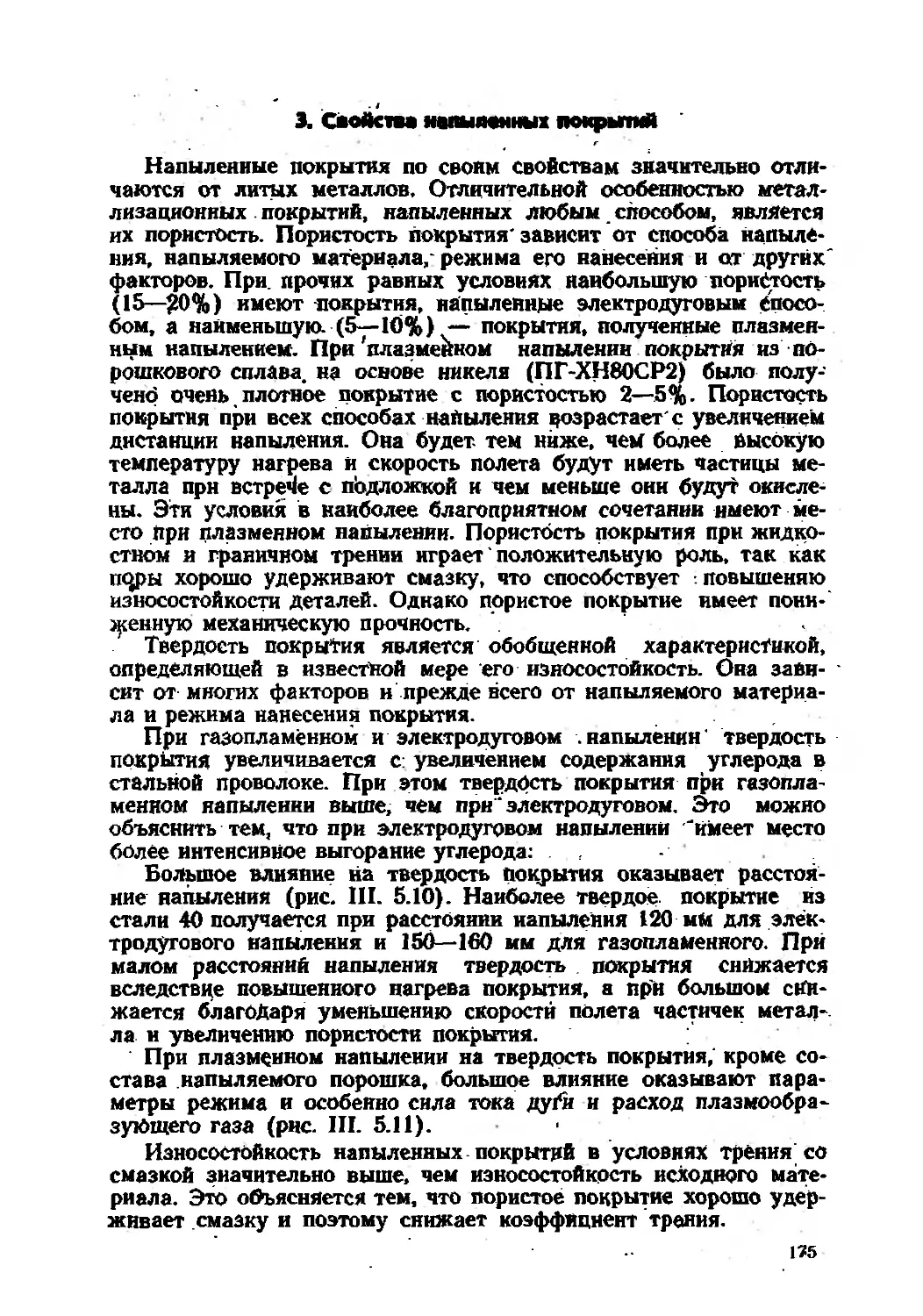
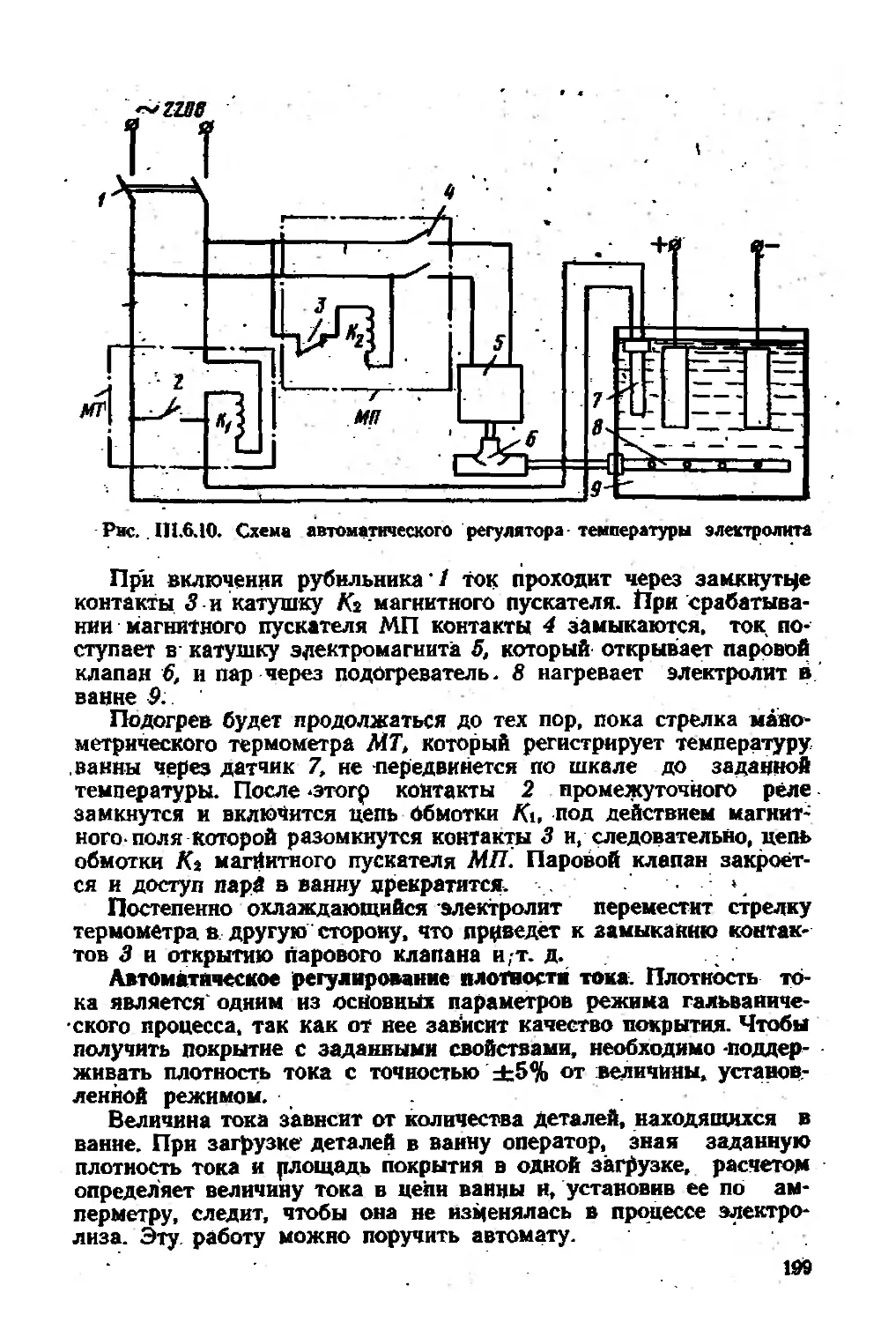
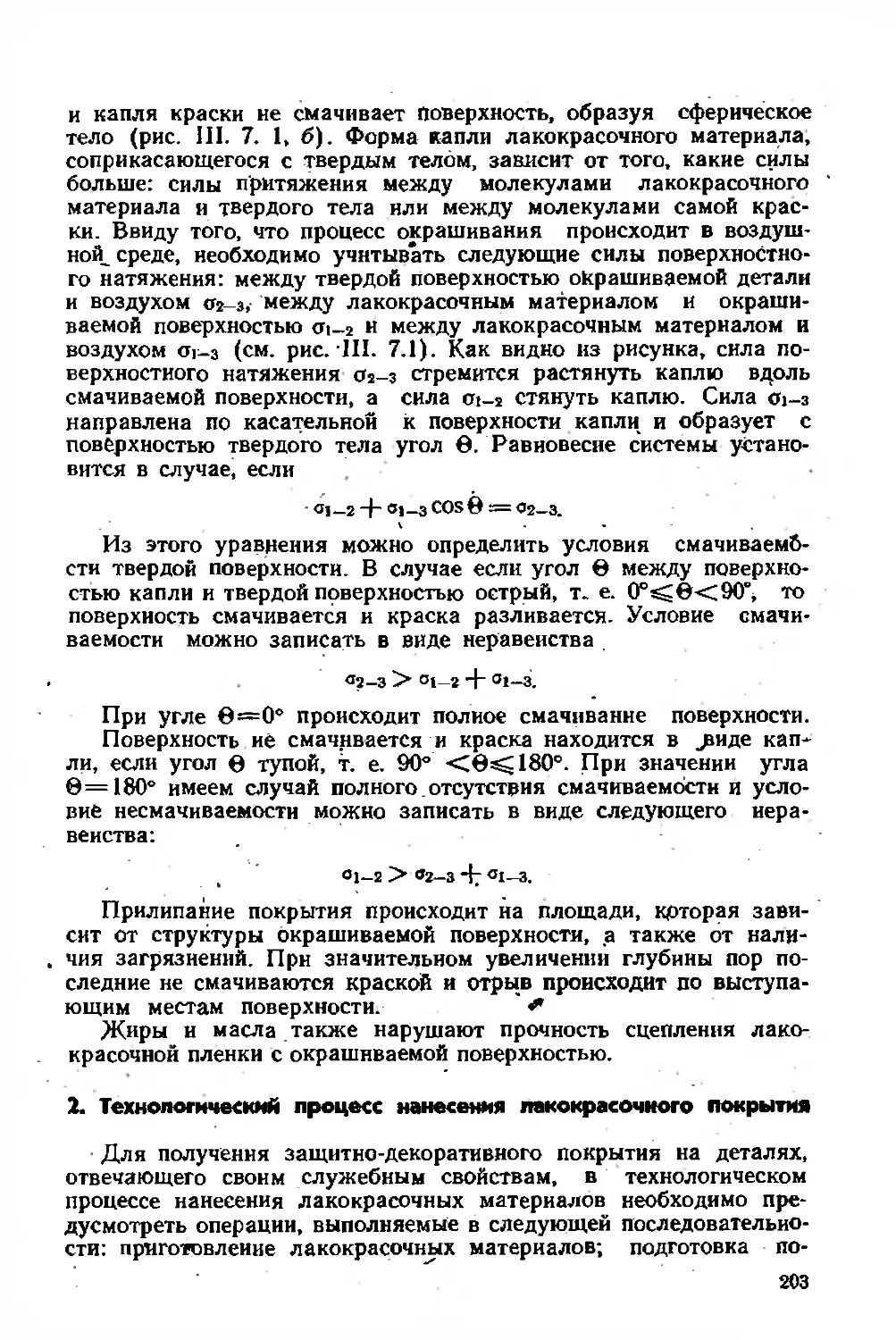
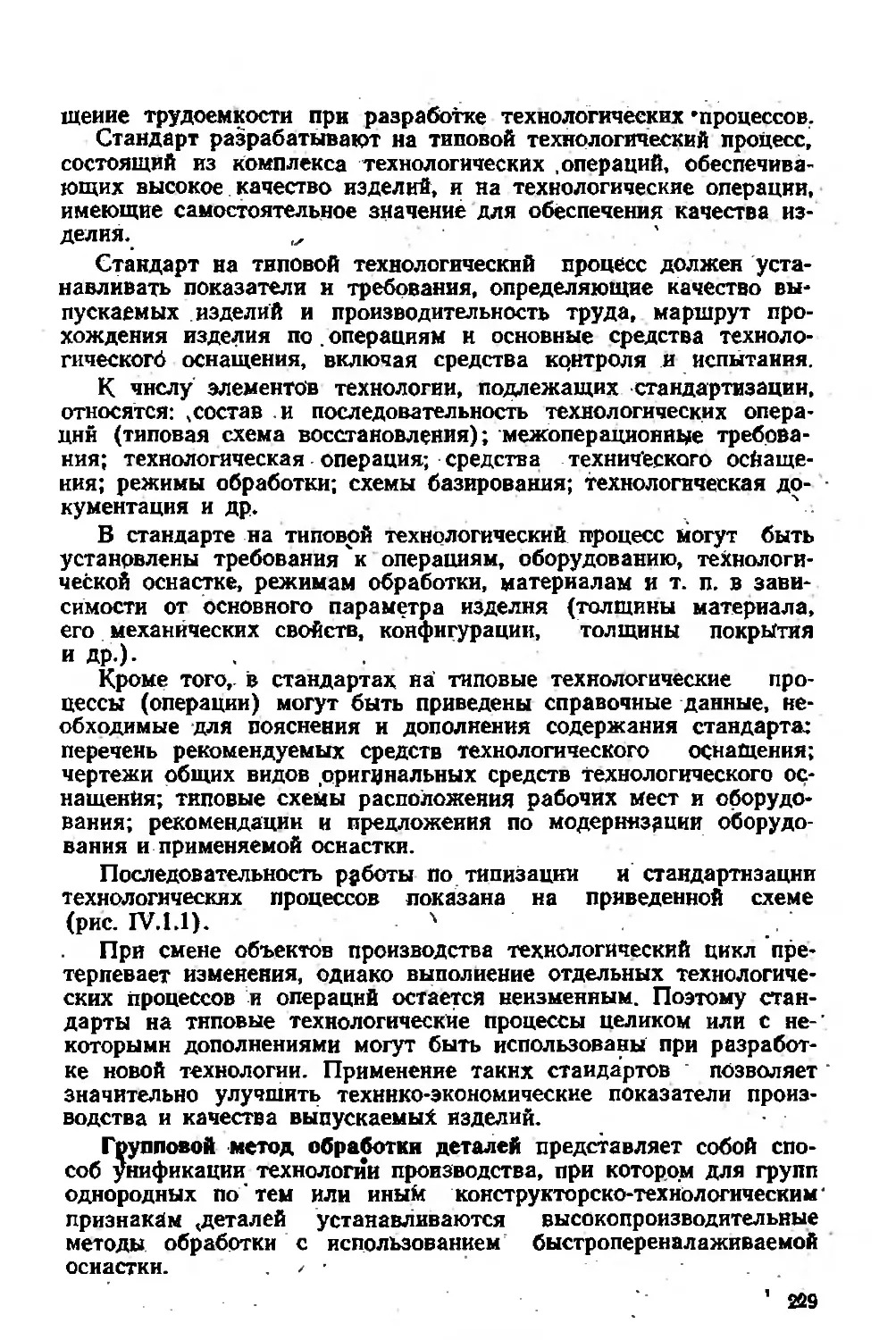
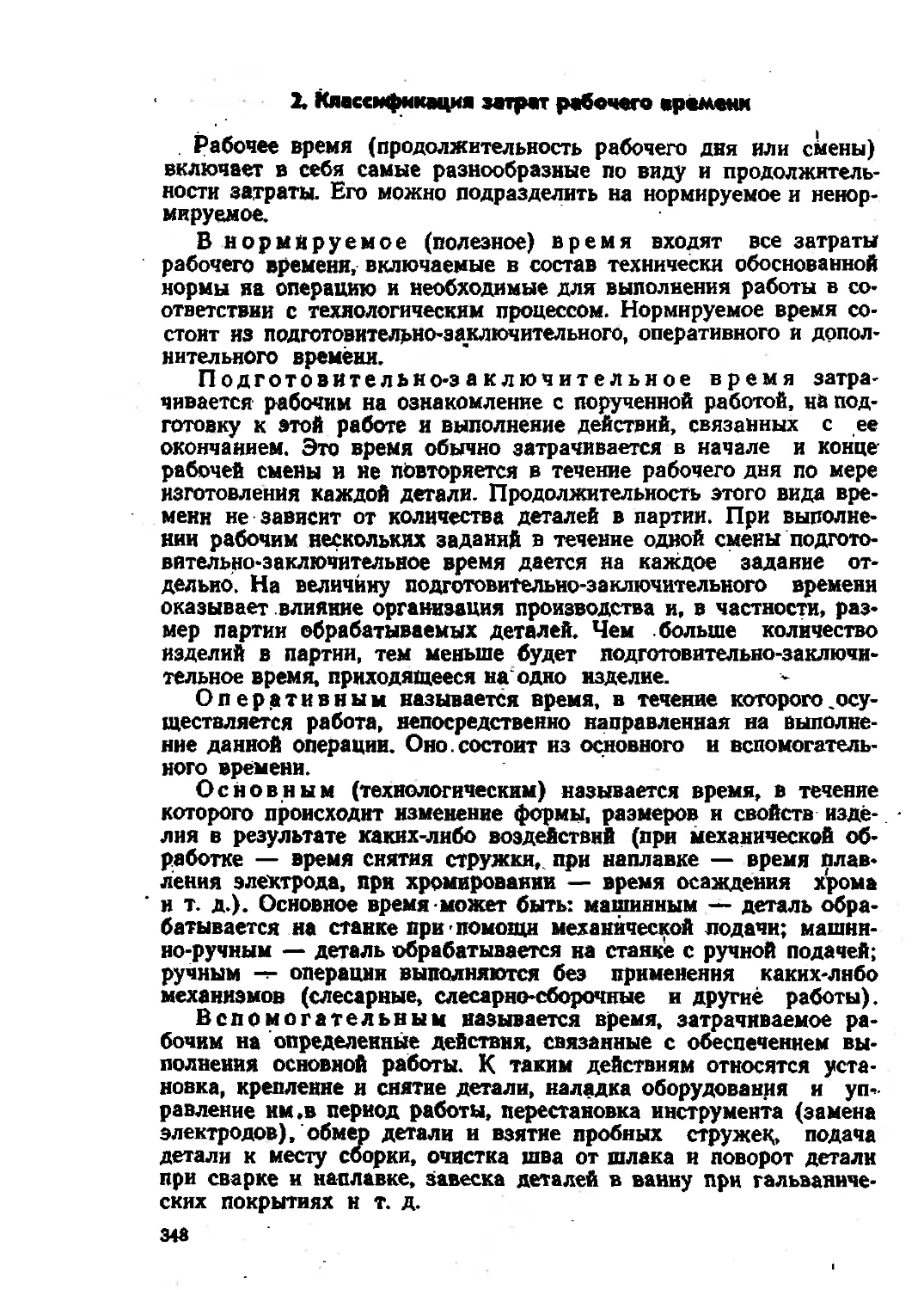
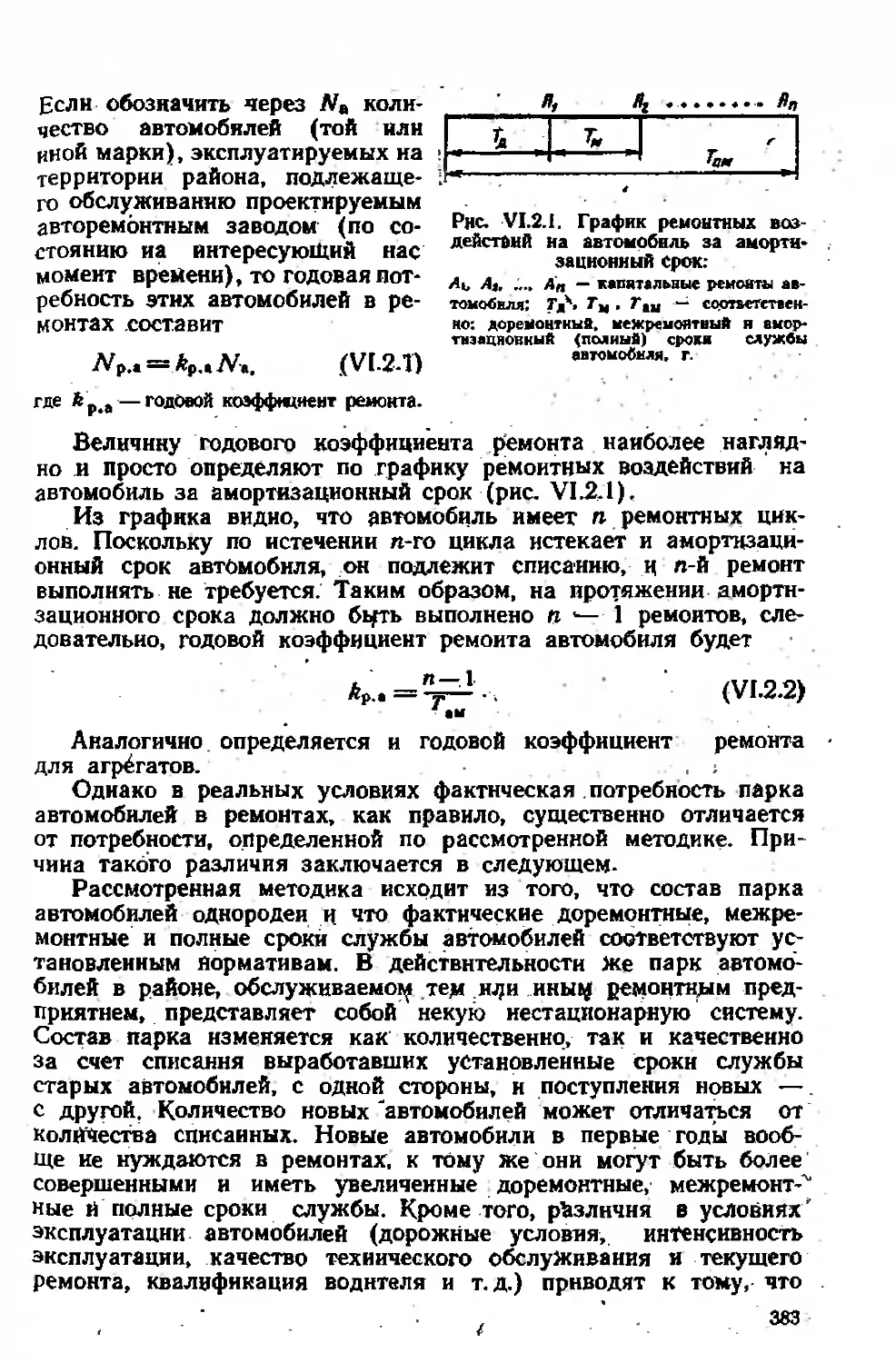
Возникающие вследствие процессов старения износы имеют ' направленный характер — они-нарастают во времени. Нарастание износа с течением времени для различных элементов неоди-. наково. В одних случаях * (рис. 1.1.1, а)-это нарастание происходит по кривой, для которой характерны три периода: период приработки 6, период нормального изнашивания и период ускоренного (аварийного) изнашивания /щ. В других случаях (см. рис. L1.1, б и е) процесс изнашивания протекает без явно выраженных периодов приработки или ускоренного изнашивания. При рассмотрении общей картины изнашивания ’ необходимо иметь в виду следующие обстоятельства: во-первых, границы отдельных периодов'изнашивания на графиках нарастания взносов четко не определяются; во-вторых, основным для потребителя и наиболее длительным по времени периодом является период нормального изнашивания, в ходе которого нарастание износа происходит по закону прямой линии; в-третьих, период приработки представляется относительно кратковременным и реализуется в . основном при изготовлении в процессе стендовых испытаний и обкатки агрегатов и автомобиля; период же ускоренного- изнашивания элемента, как правило, не допускается при эксплуатации в интересах предупреждения аварийного отказа автомобиля в работе. С учетом сказанного износ деталей при использовании автомобиля принимается нарастающим с увеличением наработки, по линейному' закону.
7
' В результате старения происходит изменение годности дета» 1 лей, узлов, агрегатов и автомобиля в целом. При этом под год-' HOCTbjo понимается относительная способность и Потенциальная . возможность изделия выполнять свои , функции в пределах допустимых отклонений по качеству работы в -течение оптимального срока его службы.
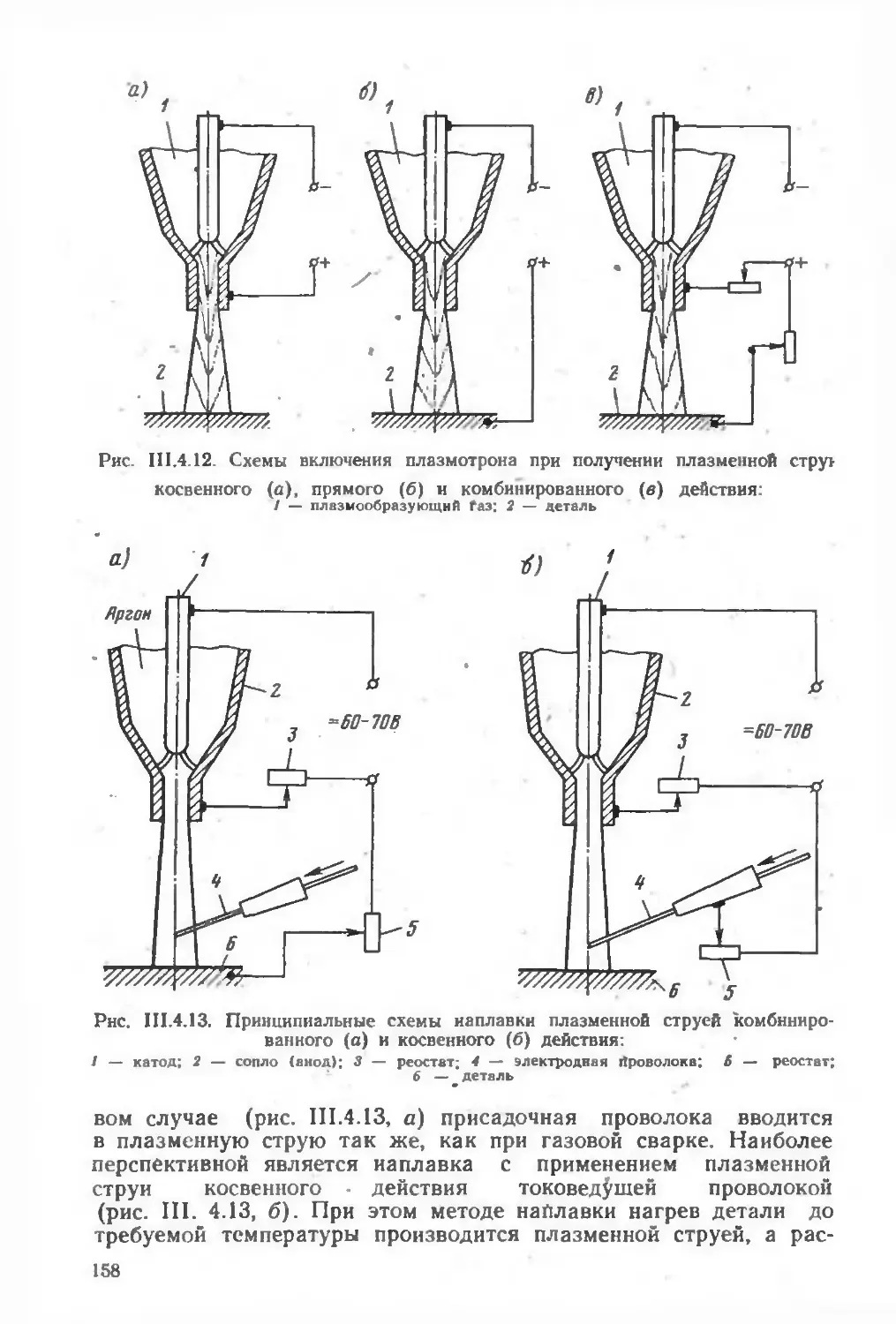
Изменение годности автомобиля обусловливается изнашиванием его деталей. При.этом чем больше будет износ, тем меньше годность.
С течением времени иди по мере роста наработки в состоянии < автомобиля, илн его отдельных частей наступает предел, после которого использование автомобиля оказывается нецелесообраз- . ' ным по уровню производительности и других технических показа- телей, по. затратам, связанным с применением, в по степени безопасности. При достижении крайних допустимых в эксплуатации значений по одному нз этих показателей или по совокупности их ’ определяется предельное состояние автомобиля. По достижении -этого состояния- автомобиль или его агрегат выводится из эксплуатации и подвергается ремонту для восстановления полной . или частичной годности. Разные детали автомобиля” работают в ' -разнообразных условиях, изготовлены из различных материалов с использованием многообразных технологических, способов и в силу этого служат до достижения предельного состояния неоди- : маково долго. •
Так, например, поршневые кольца, шарниры рулевых тяг, фрикционные накладки. Прокладки головок цилиндров, вкладыши подшипников коленчатого' вала и- некоторые другйе элементы достигают предельного состояния при отработке всего лишь половины срока службы рамы и кабины грузовых автомобилей или кузовов легковых автомобилей и автобусов. Коленчатые валы, блоки цилиндров, головки цилиндров, распределительные валы, полуоси, карданные валы и другие детали достигают предельного' состояния примерно через одинаковую наработку с рамой или кузовом автомобиля.
Отдельные корпусные детали, рычаги, элементы металлоконструкций служат, не достигая предельного состояния, до списания автомобиля.
Рис. 1.1.1. Кривые изнашивания деталей автомобиля: а — типовая: <5 — при отсутствии периода ускоренного изнашивания; в — при отсутствии периода приработки
Л »
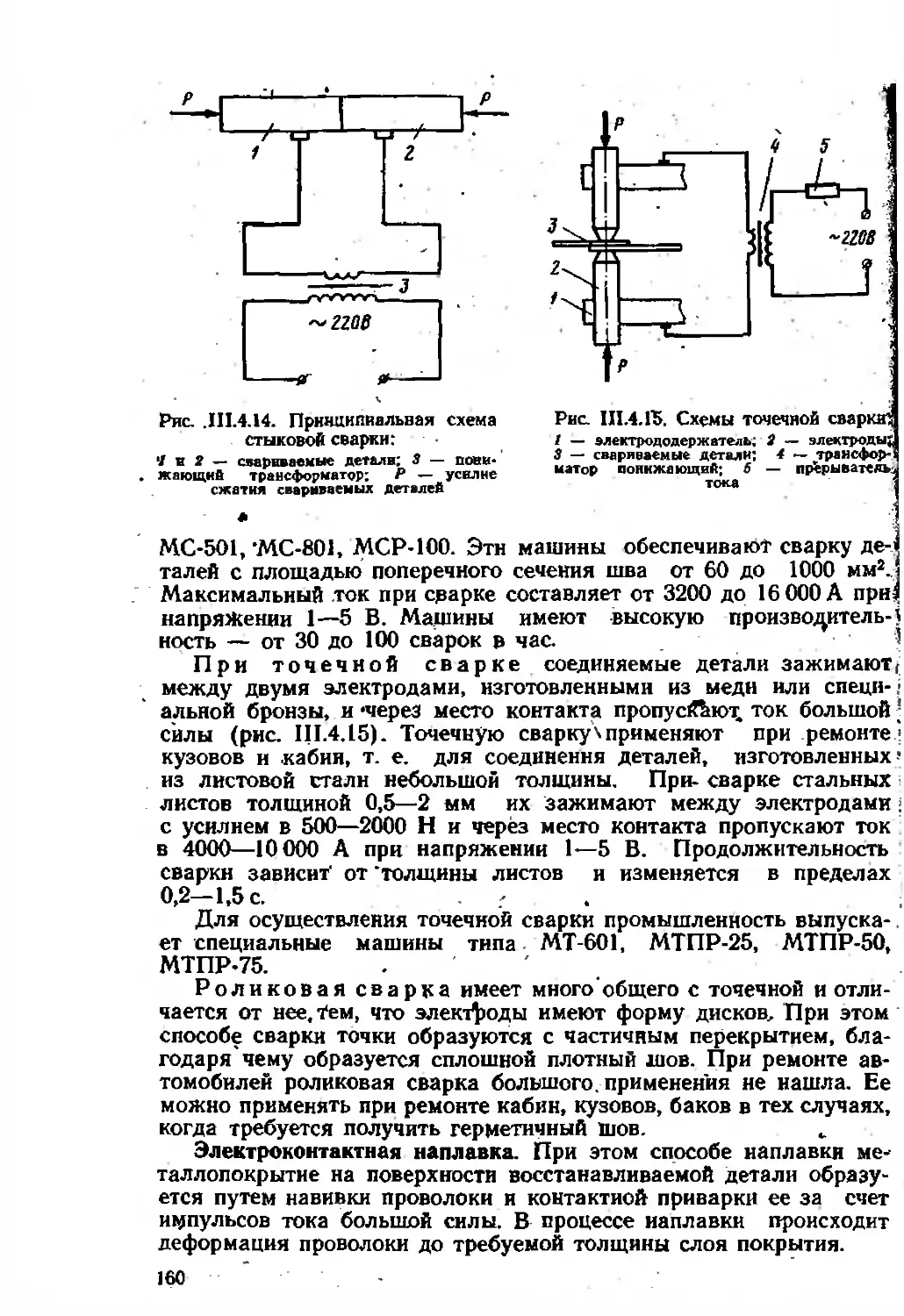
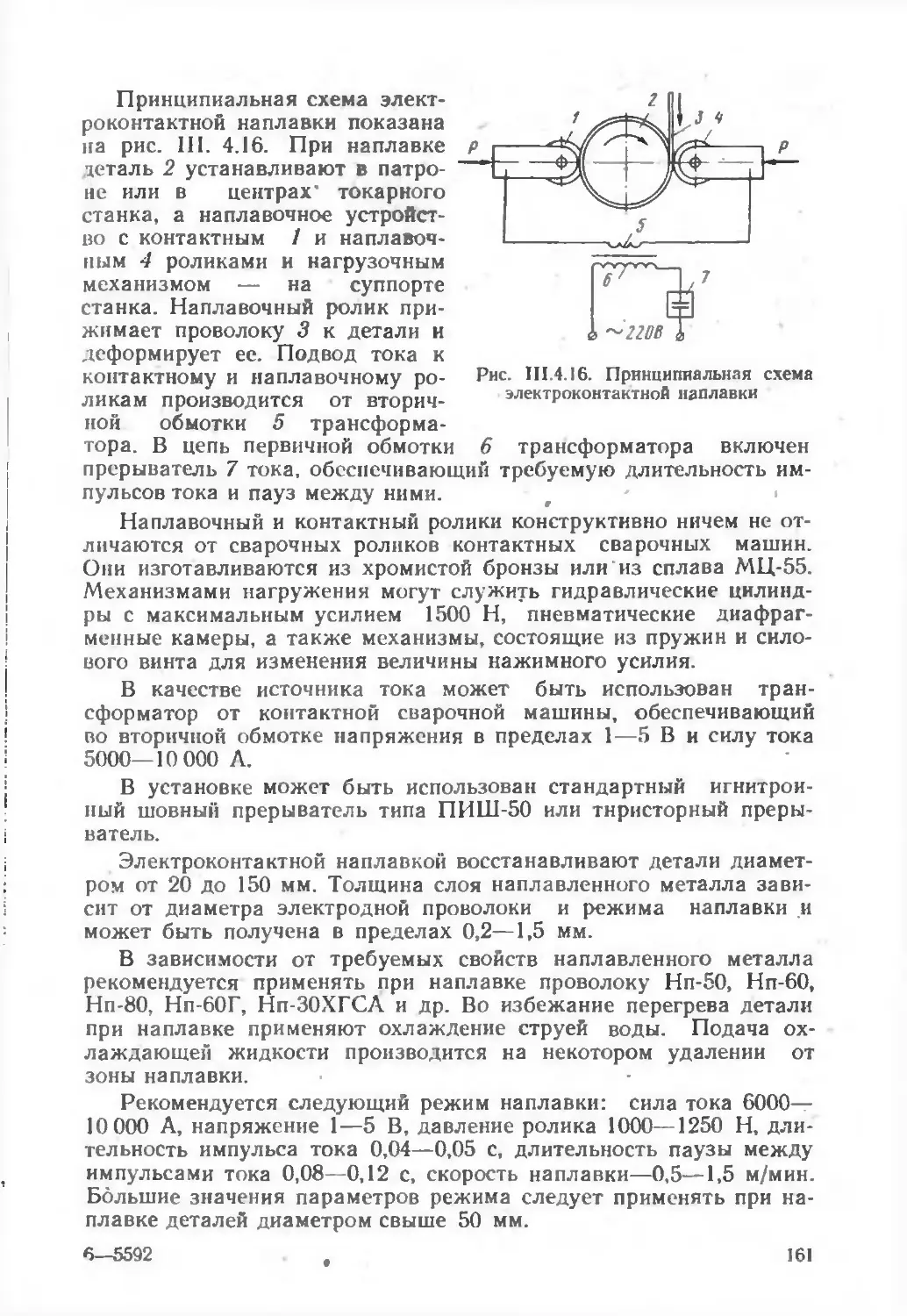
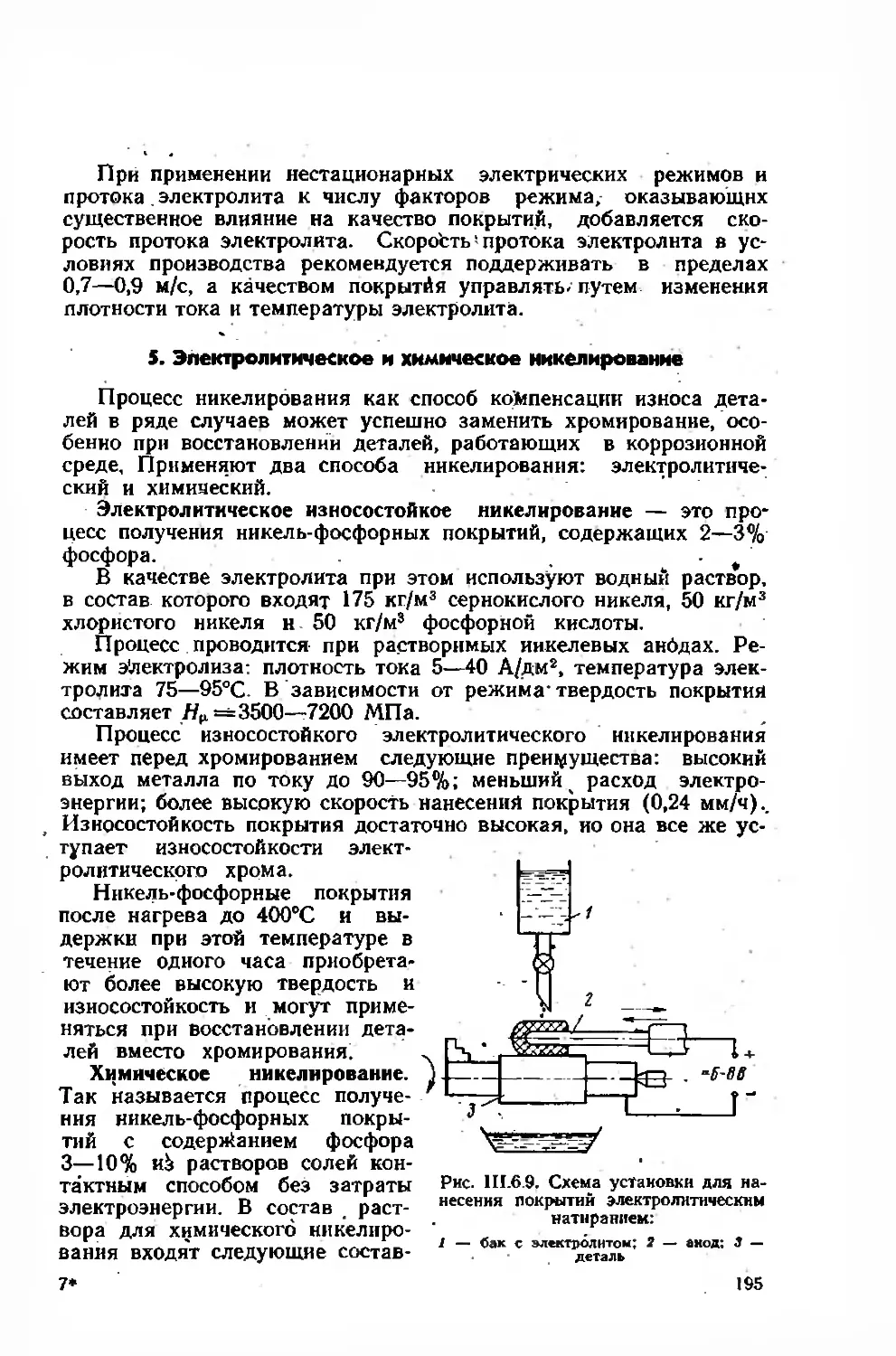
Виды, методы и система ремонта автомобилей ♦
Ремонт представляет собой комплекс работ, осуществляемых * в процессе эксплуатации автомобилей для поддержания и восстановления их исправности и работоспособности. Для подвижного состава, автомобильного транспорта установлены два вида ремонта: текущий и капитальный. Эти виды ремонта применяются как для отдельных агрегатов, так и для- автомобиля в целом.
Текущий ремонт — ремойт, производимый 'в процессе эксплуатации с целью гарантированного обеспечения работоспособности объекта и заключающийся" в замене и восстановлении его отдельных частей и их регулировке. При текущем ремонте агрегата устраняются его неисправности путем замены или восстановления отдельных, достигших предельного состояния или внезапно отказавших деталей/ исключая базовые- детали. К базовым деталям относится: в двигателе — блок-цилиндров; в коробке передач, заднем мосту, рулевом механизме — картер; в" передней мосту — балка, переднего моста или поперечина независимой подвески; в кузове или кабйне — корпус; в раме — про-. дольные балки.
Текущий ремонт автомобиля применяется для замены или восстановления изношенных до предельного состояния или повреж-- • денных деталей, а также отдельных узлов, и агрегатов, требующих текущего или капитального ремонта; прн этом' ремонте возможно выполнение и других операций по устранению неисправностей автомобиля.
Под капитальным ремонтом понимается ремонт, осуществляемый с целью восстановления исправности и прлного .или близкого к полному восстановлению ресурса объекта с заменой или восстановлением любых его частей, включая базовые,, и их регулировок. Капитальный ремонт агрегата обеспечивает восстановление его технического состояния согласно техническим условиям на ремонт, сборку и испытание агрегатов и автомобилей н должен гарантировать установленный межремонтный ресурс агрегата при соблюдении действующих положений и Корм по техническому обслуживанию и текущему ремонту в условиях правильной эксплуатации автомобиля. Агрегат подлежит направлению в капитальный ремонт, если базовая деталь нуждается в восстановлении, для которого требуется полная разборка агрегата,* или когда общее техническое состояние - агрегата не обеспечивает выполнения нм рабочих процессов в установленных пределах отклонений и восстановление не может быть осуществлено путем проведения текущего ремонта. Капитальный ремонт автомобиля имеет целью восстановление его технического состо-. яниЯ. в соответствии с техническими условиями на ремонт, сборку и испытание агрегатов и автомобилей и должен обеспечивать установленную межремонтную наработку (пробег) при соблюдении требований технического обслуживания, текущего ремонта и эксплуатации автомобиля.
9
Кроме текущего и капитального ремонтов, в виде исключения допускается производство среднего ремонта автомобилей для случаев эксплуатации подвижного состава в тяжелых условиях. J При среднем ремонте автомобиля производится замена двигателя, Требующего капитального ремонта, углубленный контроль технического состояния всех других агрегатов, узлов и приборов I автомобиля с одновременным устранением обнаруженных неисправностей, с за меной или восстановлением деталей; при этом предусматривается окраска кузова и выполнение других опера- • ций, обеспечивающих восстановление эксплуатационных качеств ьсего автомобиля.
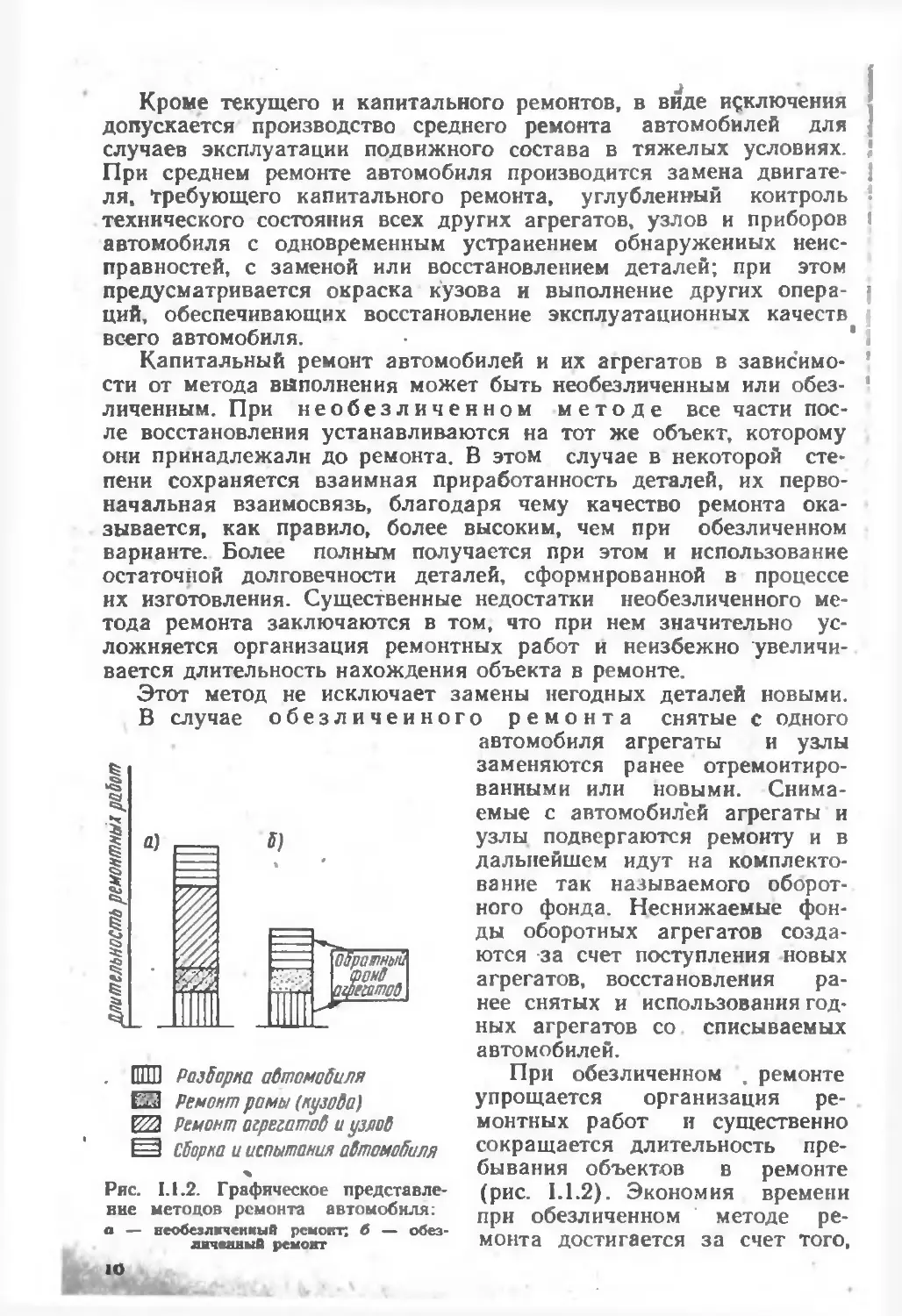
Капитальный ремонт автомобилей и их агрегатов в зависимо- 1 сти от метода выполнения может быть необезличенным или обез- 1 личенным. При необезличенном методе все части после восстановления устанавливаются на тот же объект, которому они принадлежали до ремонта. В этом случае в некоторой степени сохраняется взаимная приработанность деталей, их первоначальная взаимосвязь, благодаря чему качество ремонта оказывается, как правило, более высоким, чем при обезличенном варианте. Более полным получается при этом и использование остаточ"эй долговечности деталей, сформированной в процессе их изготовления. Существенные недостатки необезличенного ме
тода ремонта заключаются в том, что при нем значительно усложняется организация ремонтных работ и неизбежно увеличивается длительность нахождения объекта в ремонте.
Этот метод не исключает замены негодных деталей новыми.
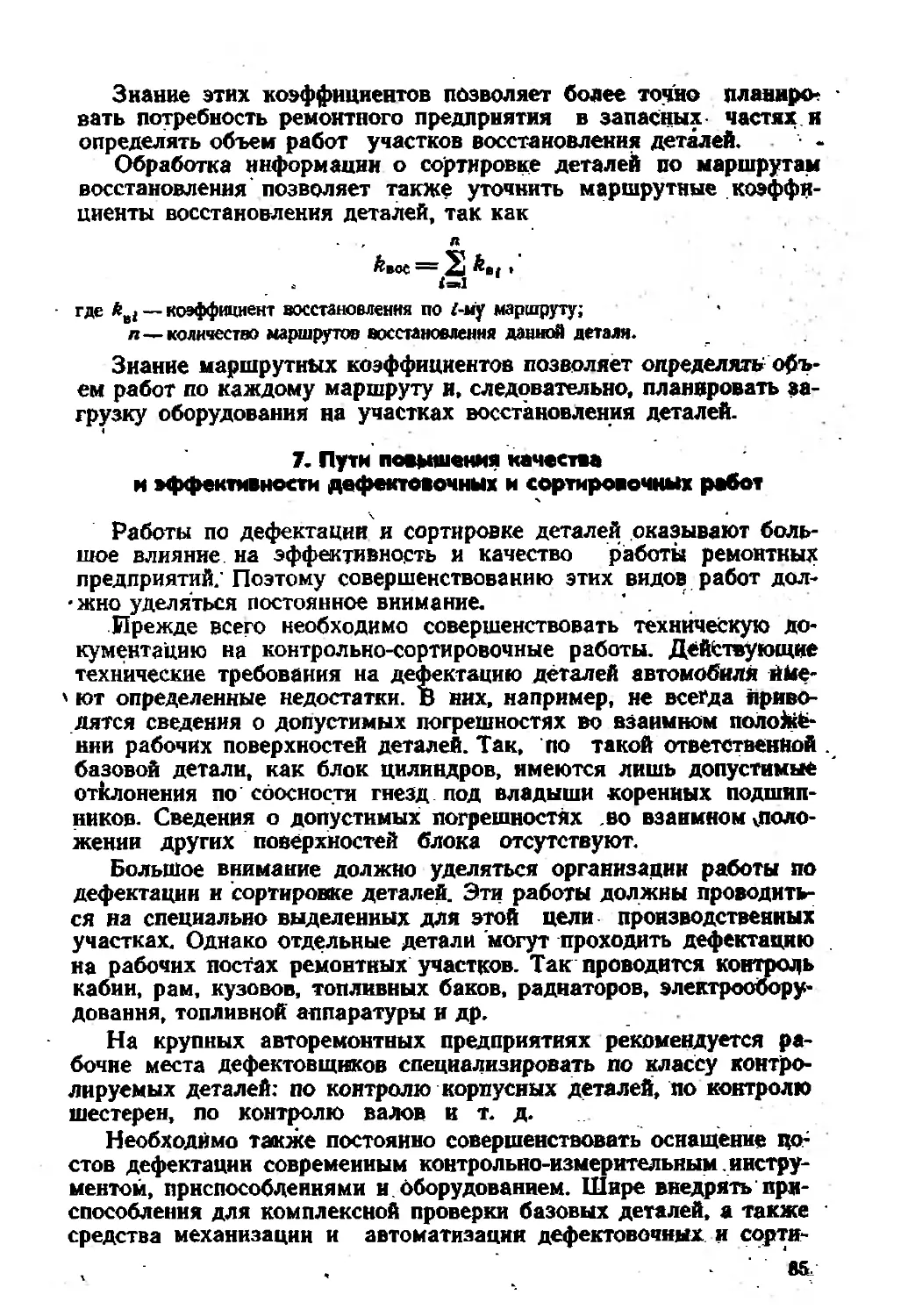
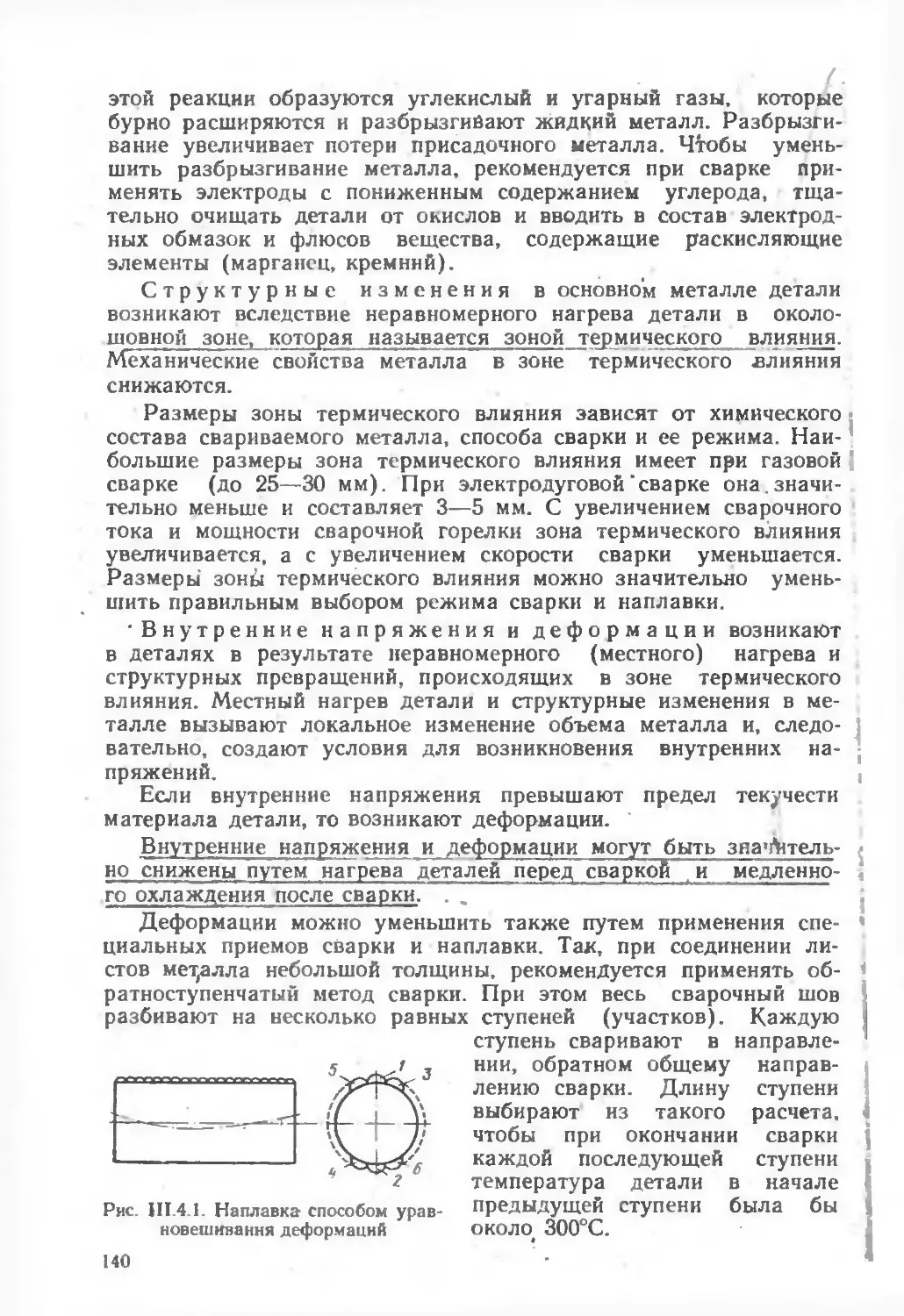
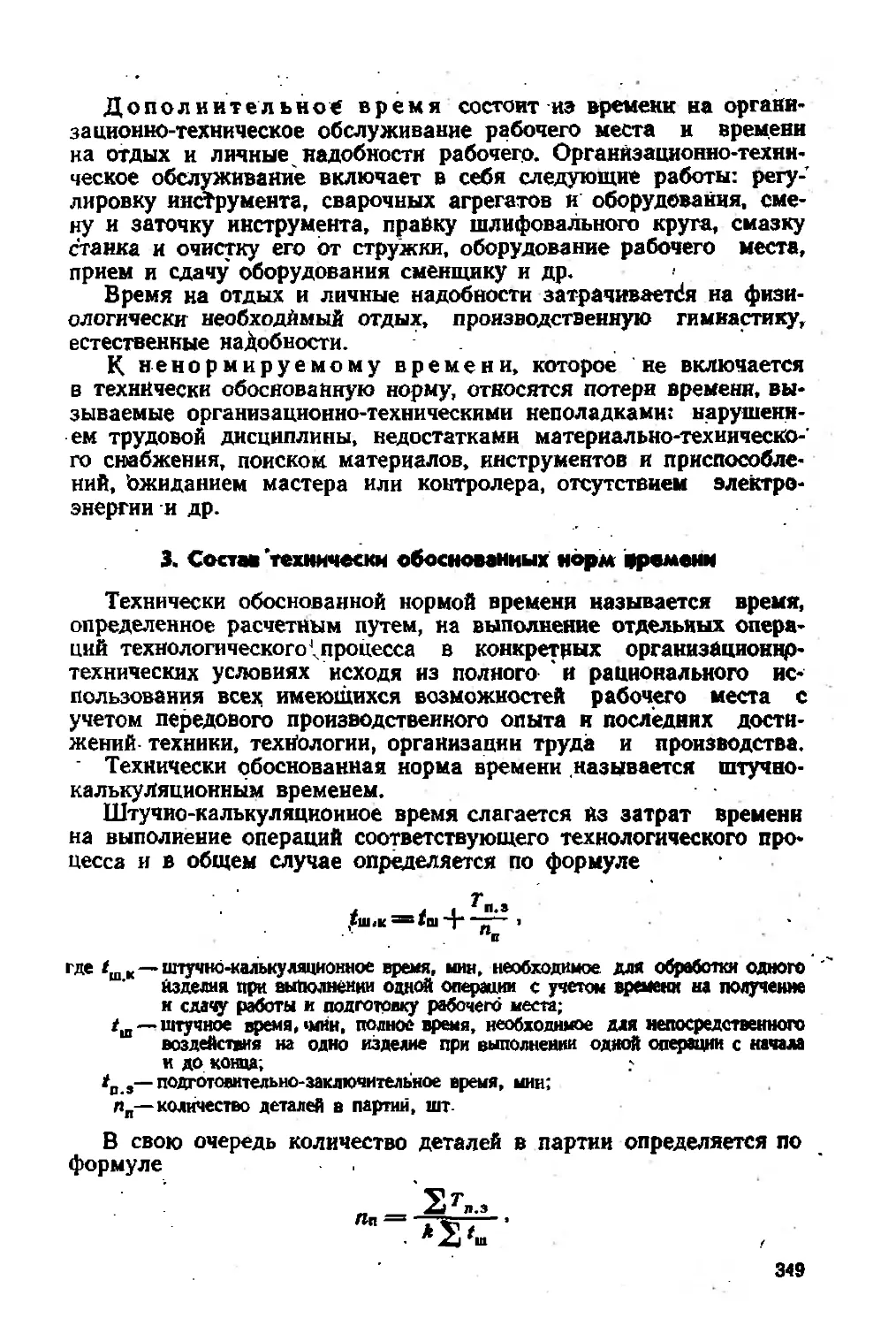
В случае обезличенного ремонта снятые с одного
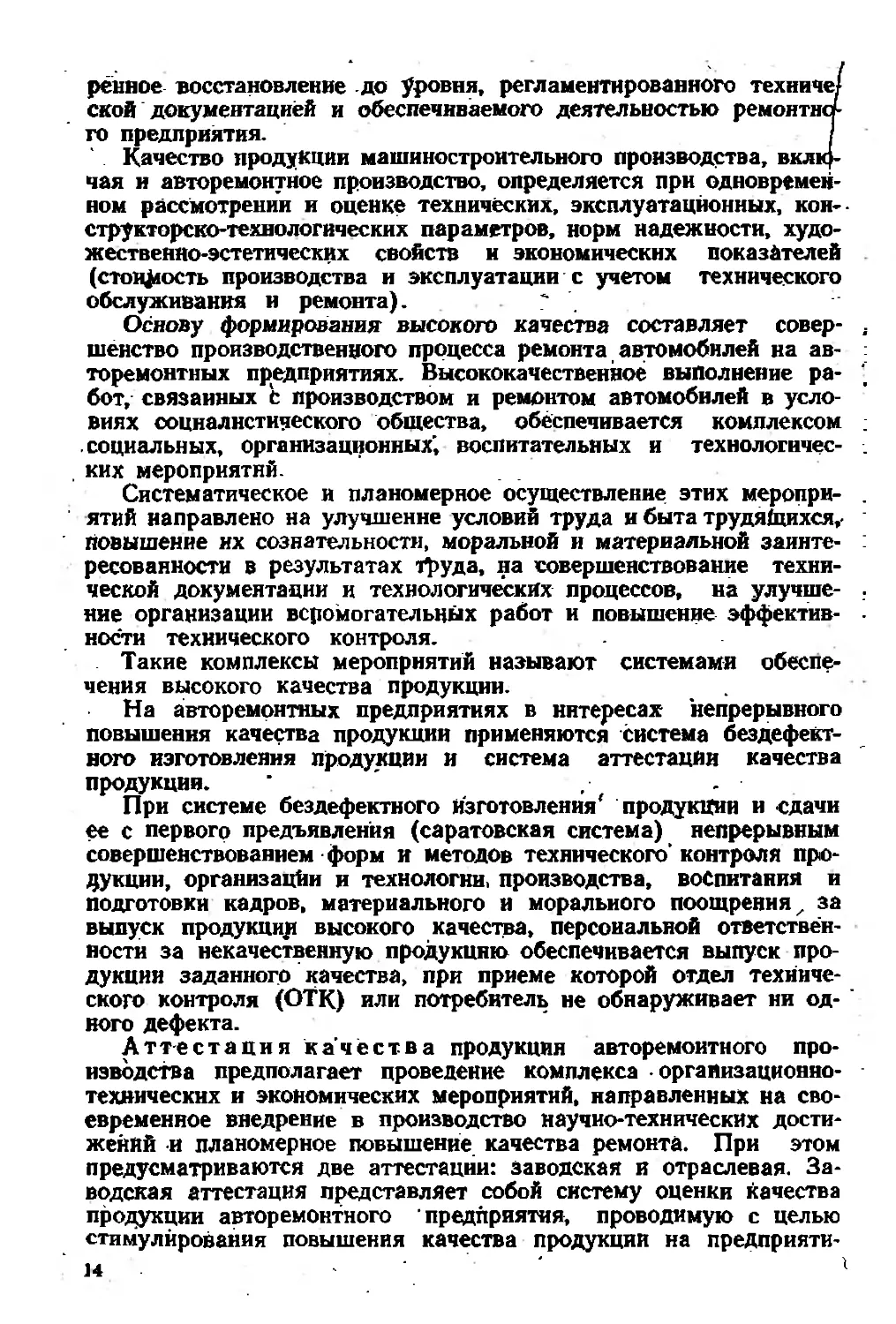
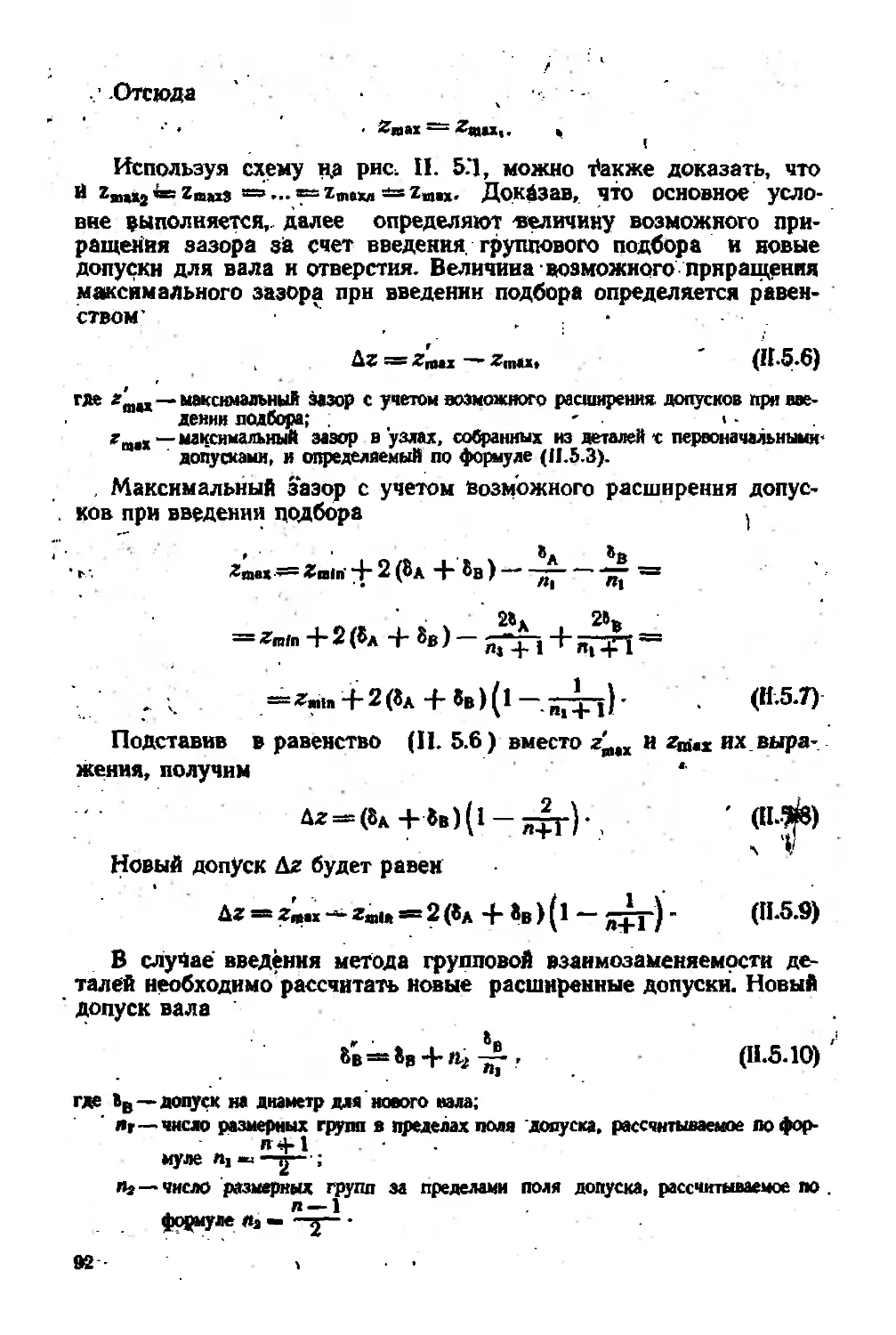
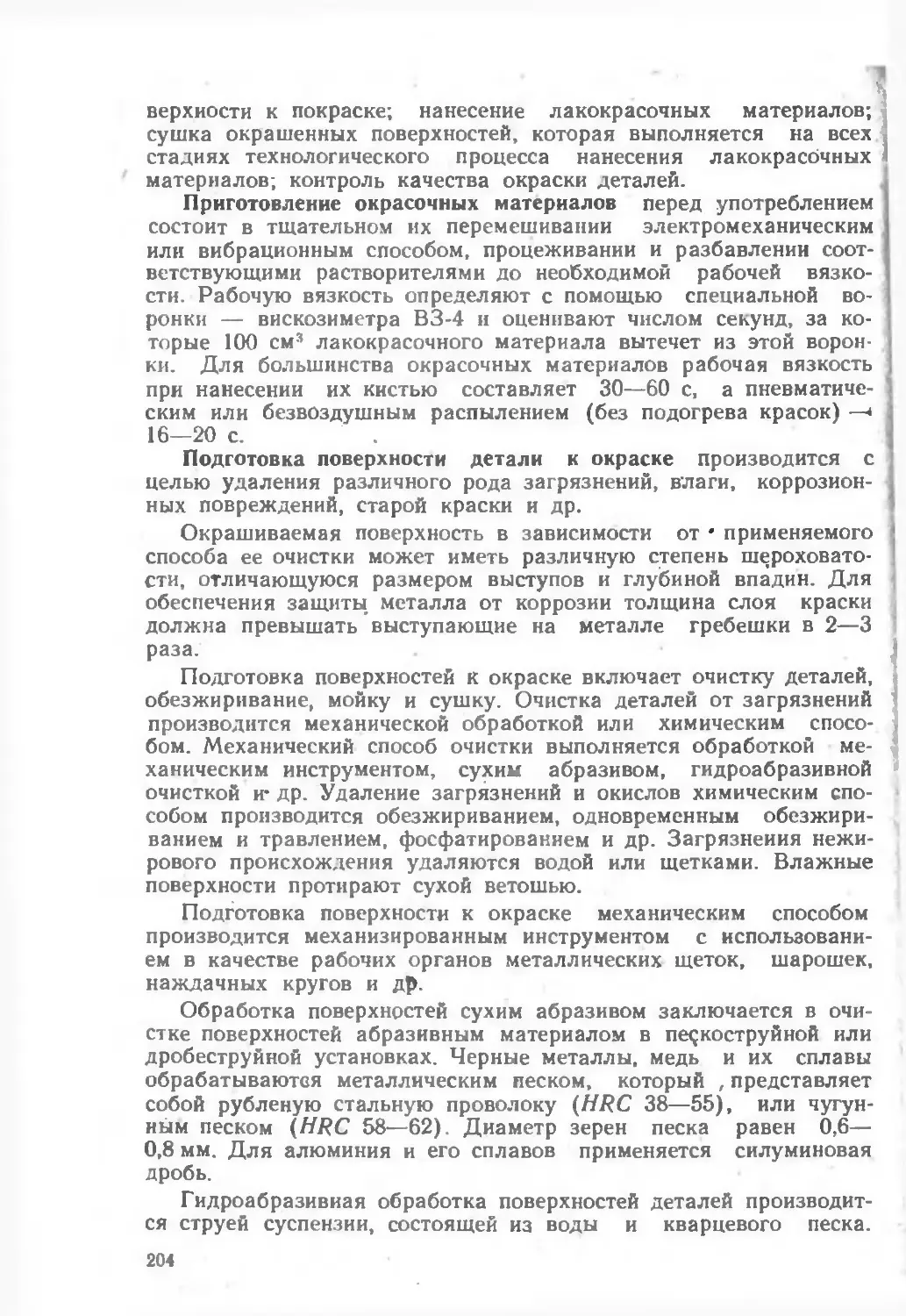
ШШ Разборка абтомобиля йЗ Ремонт рамы (кузова) ЕЗ Ремонт atpetamoB и узлоб
Сборка и испытания абтомобиля
ч
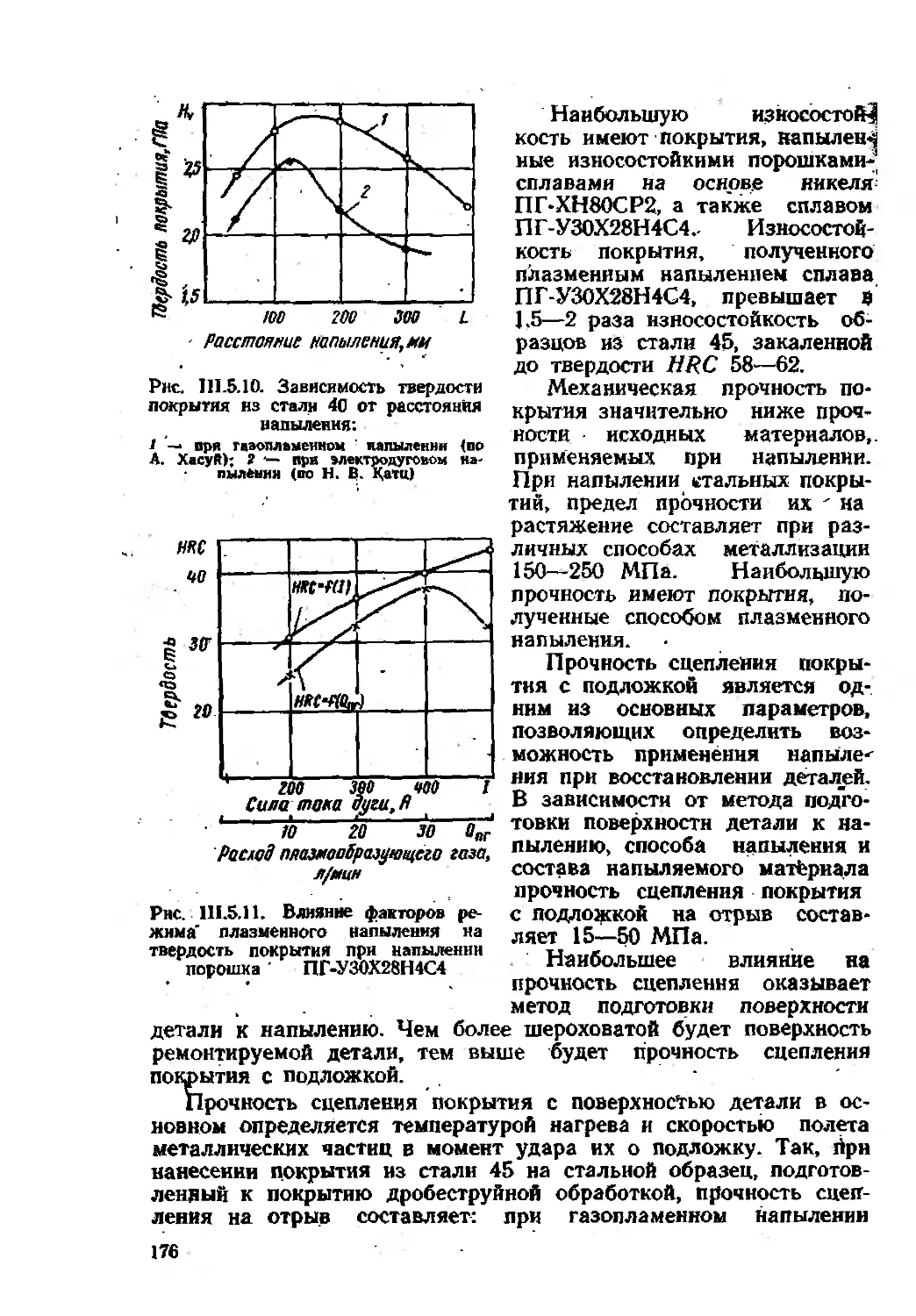
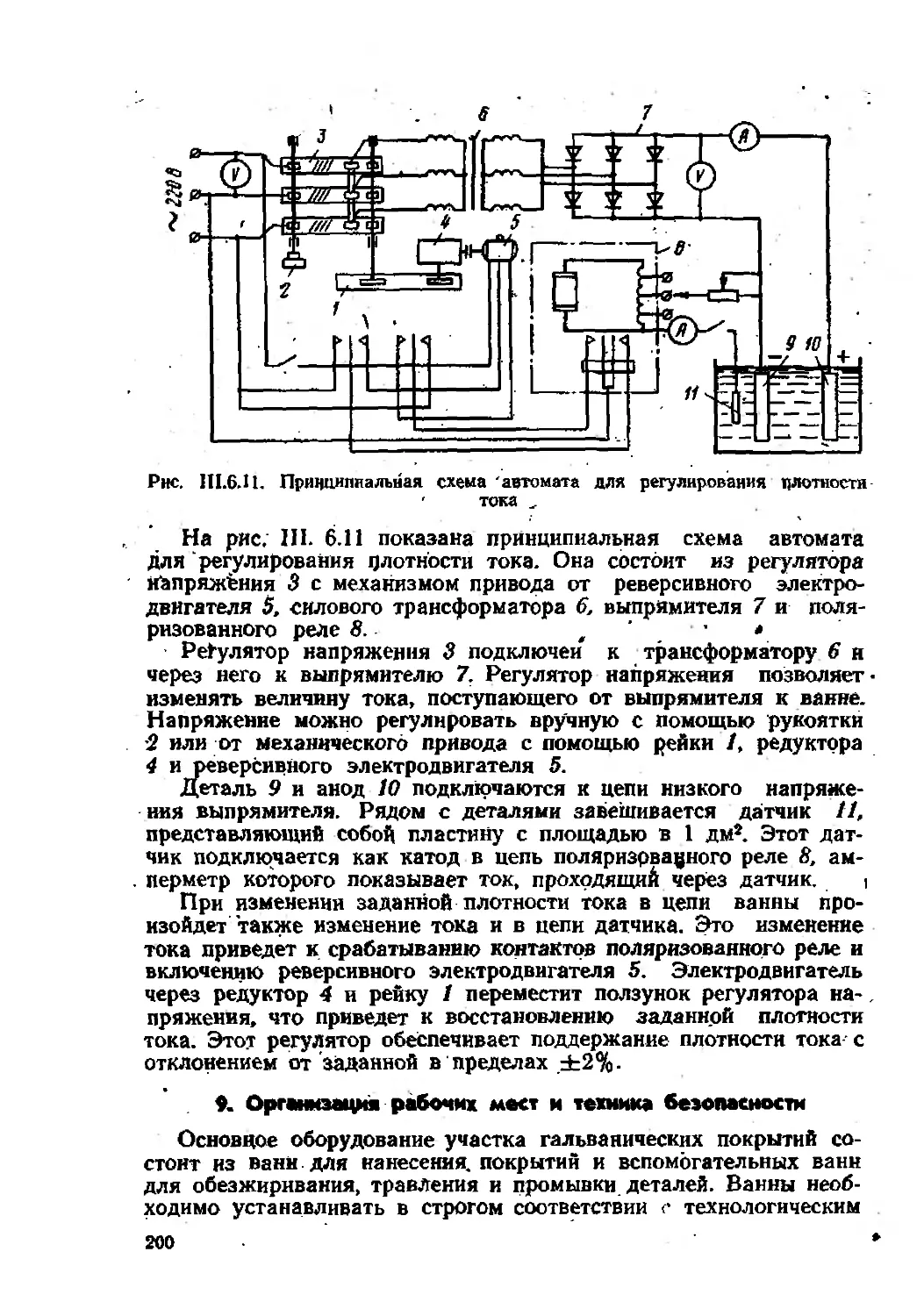
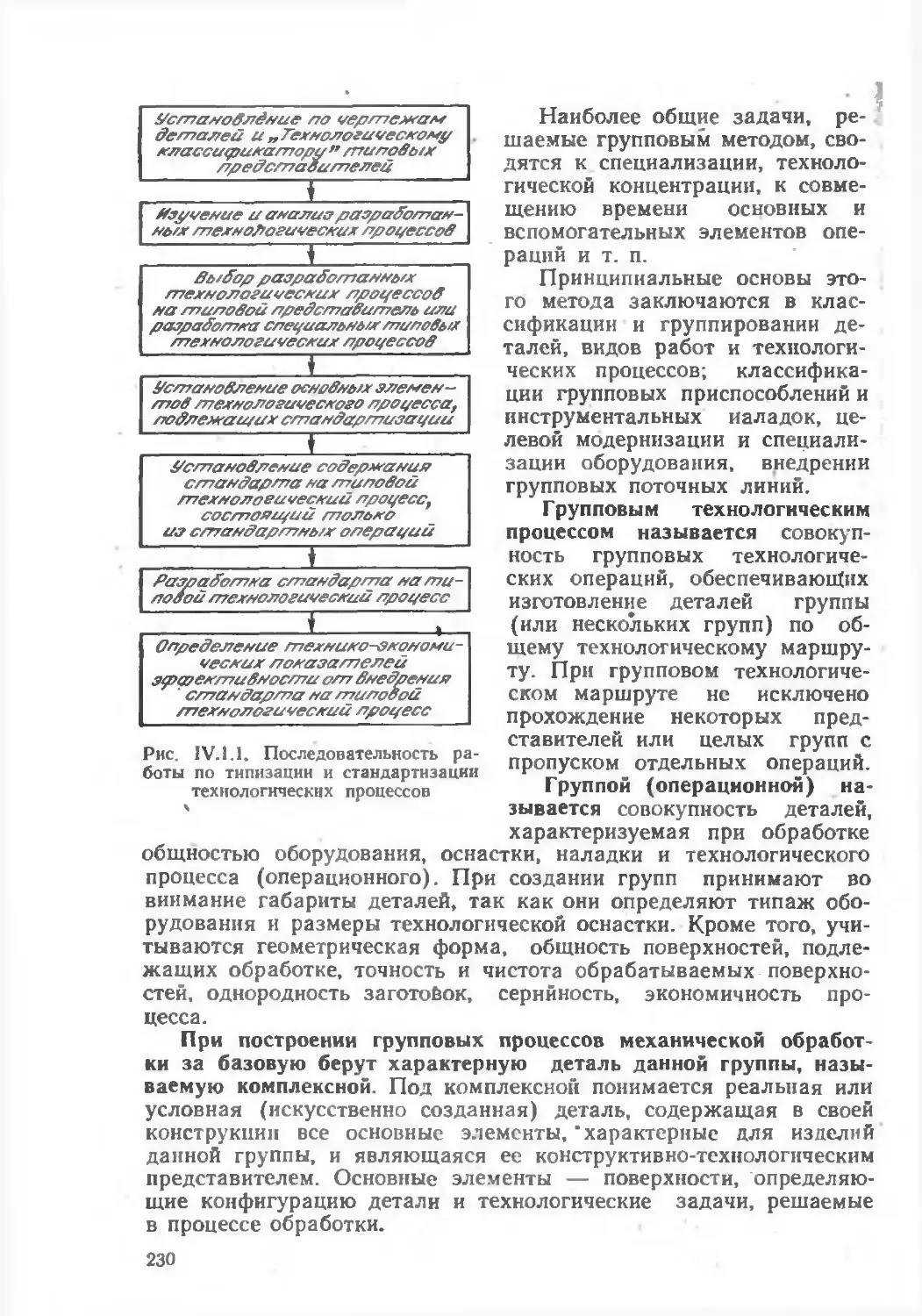
Ряс. 1.1.2. Графическое представление методов ремонта автомобиля: а — необезлкченмый ремонт; б — обез-лнчшшыА ремонт
10
автомобиля агрегаты и узлы заменяются ранее отремонтированными или новыми. Снимаемые с автомобилей агрегаты и узлы подвергаются ремонту и в дальнейшем идут на комплектование так называемого оборотного фонда. Неснижаечые фонды оборотных агрегатов создаются -за счет поступления новых агрегатов, восстановления ранее снятых и использования годных агрегатов со списываемых автомобилей.
При обезличенном , ремонте упрощается организация ремонтных работ и существенно сокращается длительность пребывания объектов в ремонте (рис. 1.1.2). Экономия времени при обезличенном методе ремонта достигается за счет того.
что объекты ремонта не ожидают, пока будут отремонтированы заменяемые агрегаты й узлы.
Высокая эффективность ремонта обеспечивается правильным определением общего характера и главной цели ремонтных работ и выбором наилучшего (оптимального) порядка их проведения в 'заданных организационно-технических условиях использования автомобилей.
Основные положения, определяющие цель и характер ремонта автомобилей, -составляют содержание так называемой системы ремонта.
В СССР для подавляющего большинства машин, в том числе и для подвижного состава автомобильного транспорта, принята планово-предупредительная система ремонта. При этой системе ремонт основывается на- плановых началах и имеет своей целью предупреждение Непредвиденного (аварийного) отказа автомобилей в работе.
Плановый характер ремонта, с одной стороны, предусматривает, плановое проведений технического обслуживания, что обеспечивает регулярное получение информации 6 технически сос-* тоянии автомобилей, с другой — предполагает планируемые наработки агрегатов и автомобилей до вывода их в ремонт, а также -объемы работ при ремонте, что способствует повышению рит мичности в работе ремонтных предприятий и улучшению усло--вий их обеспечения материалами, запасными частями и другими видами ресурсов.
Предупредительная цель системы состоит в том, что оиа пред- полагает проведение ремонта агрегатов и автомобиля в целом до наступления периода ускоренного изнашивания базовых и основных деталей. Дальнейшее использование объектов с базовыми и основными элементами, достигшими этой стадии в процессе изнашивания, сопряжено с опасностью аварий и неизбежно приводит к увеличению объема, сложности и соответственно стоимости работ при ремонте.
3. Ремонтопригодность автомобилей
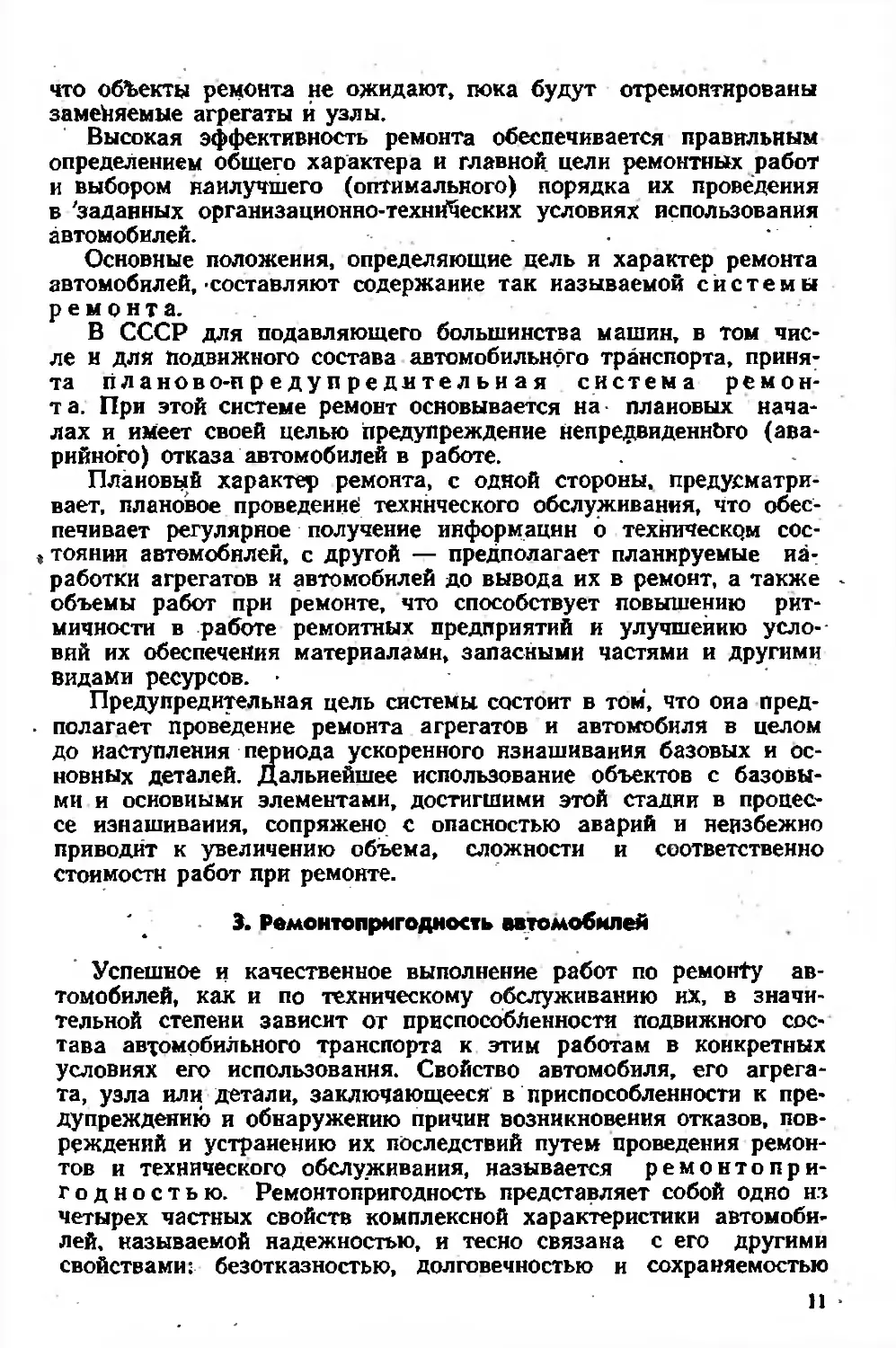
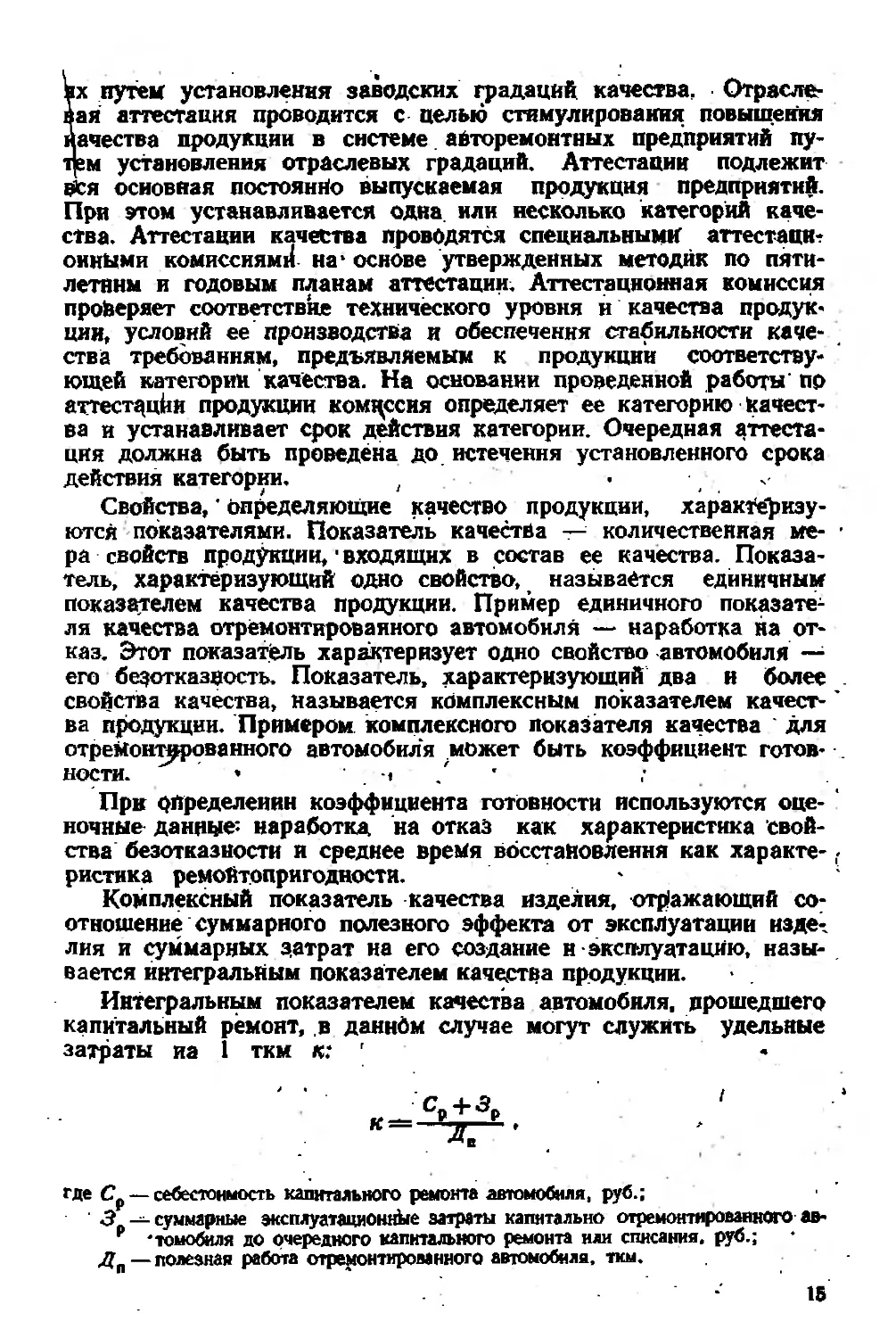
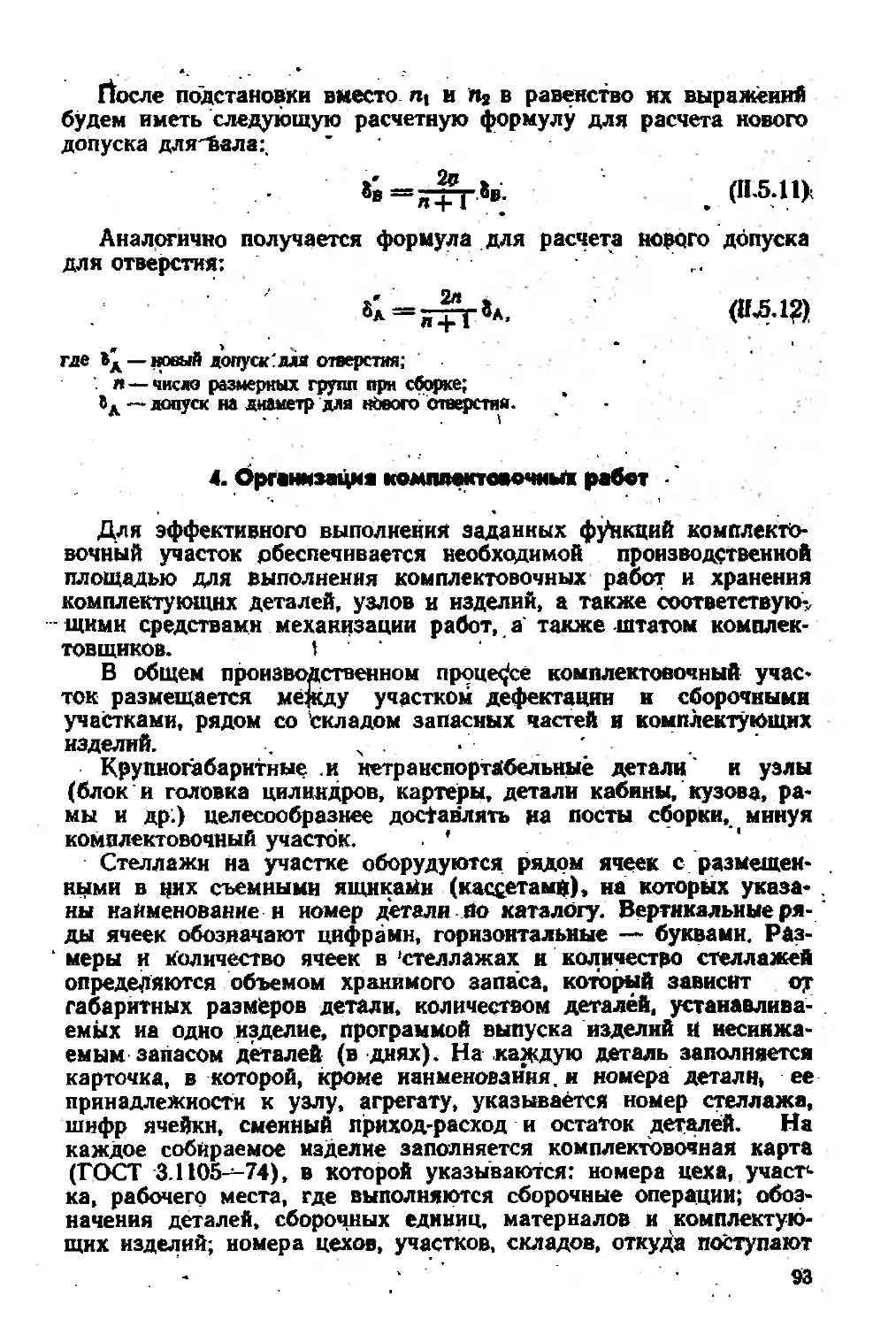
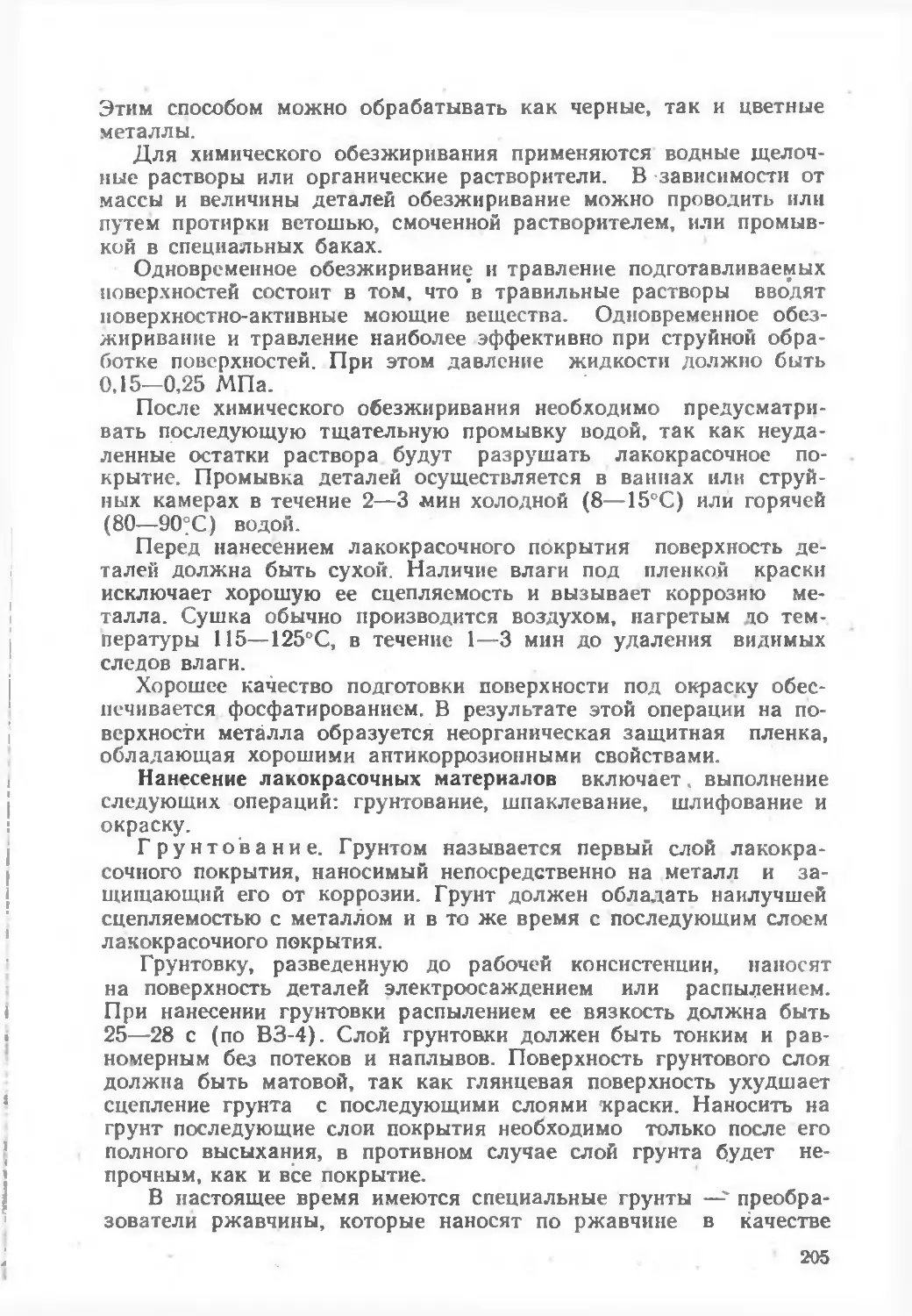
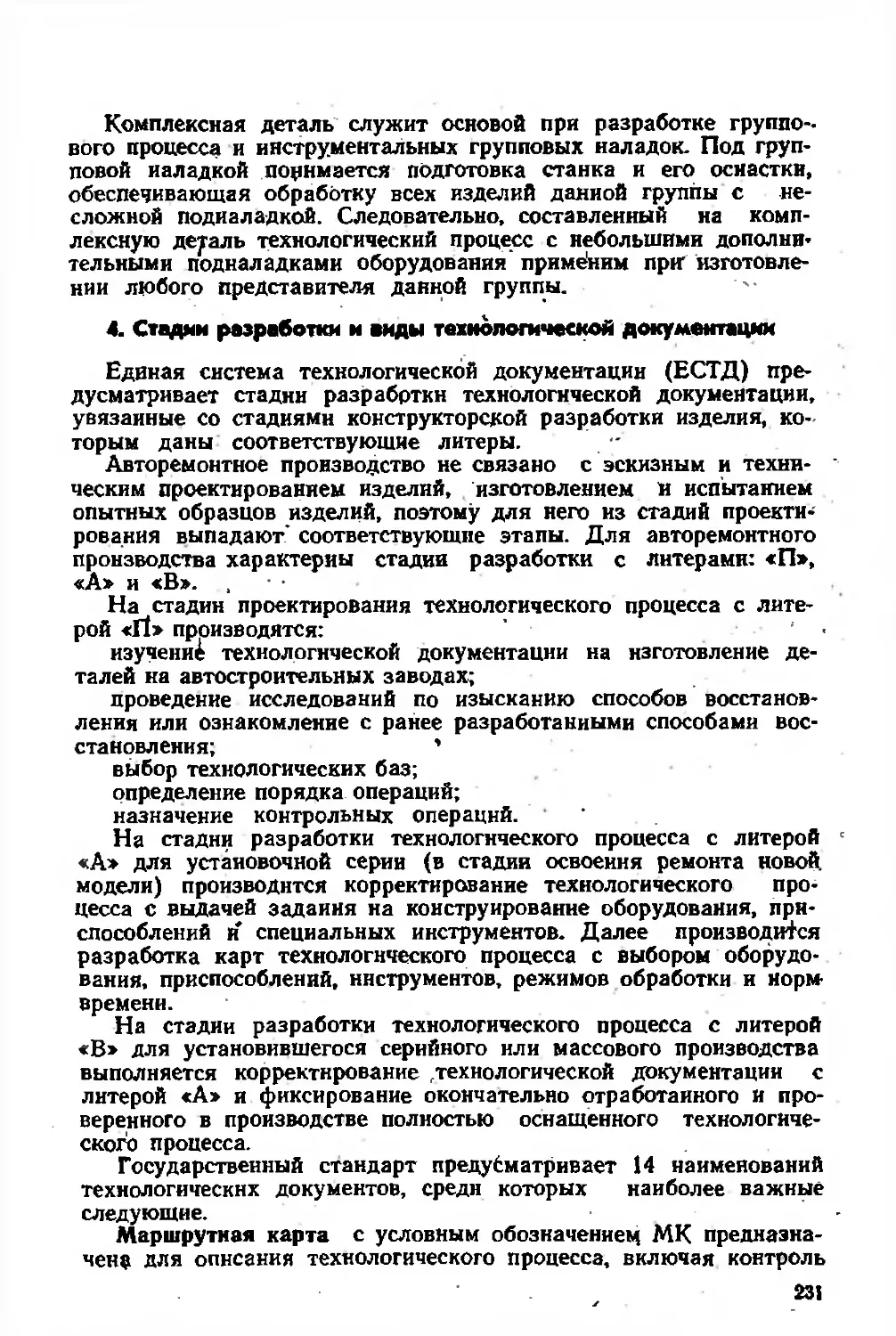
Успешное и качественное выполнение работ по ремон+у автомобилей, как и по техническому обслуживанию их, в значительной степени зависит от приспособленности подвижного состава автомобильного транспорта к этим работам в конкретных условиях его использования. Свойство автомобиля, его агрегата, узла ил, детали, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения отказов, повреждений и устранению их последствий путем проведения ремонтов и технического обслуживания, называется ремонтопригодностью. Ремонтопригодность представляет собой одно из четырех частных свойств комплексной характеристики автомобилей, называемой надежностью, и тесно связана с его другими свойствами, безотказностью, долговечностью и сохраняемостью
11 •
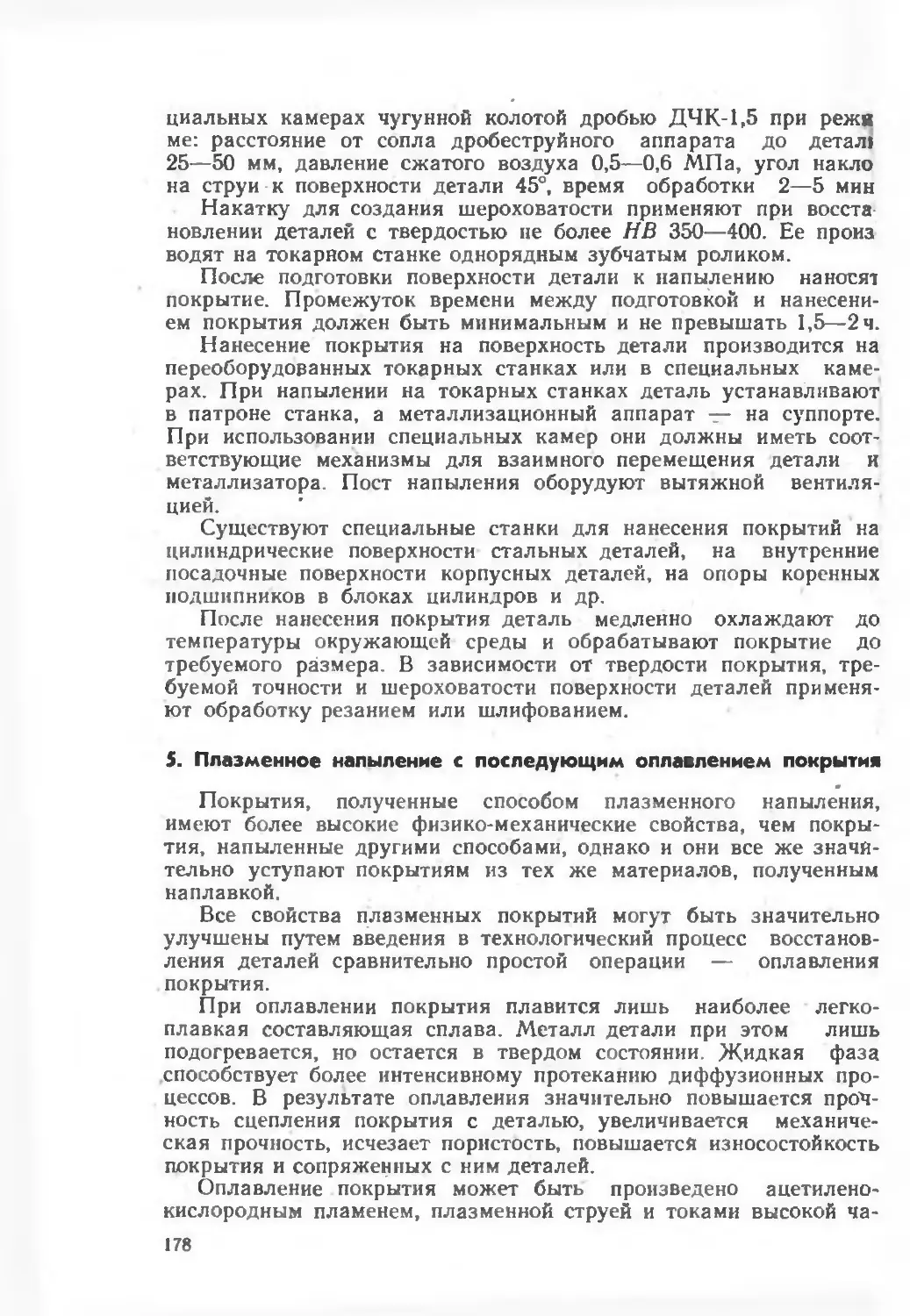
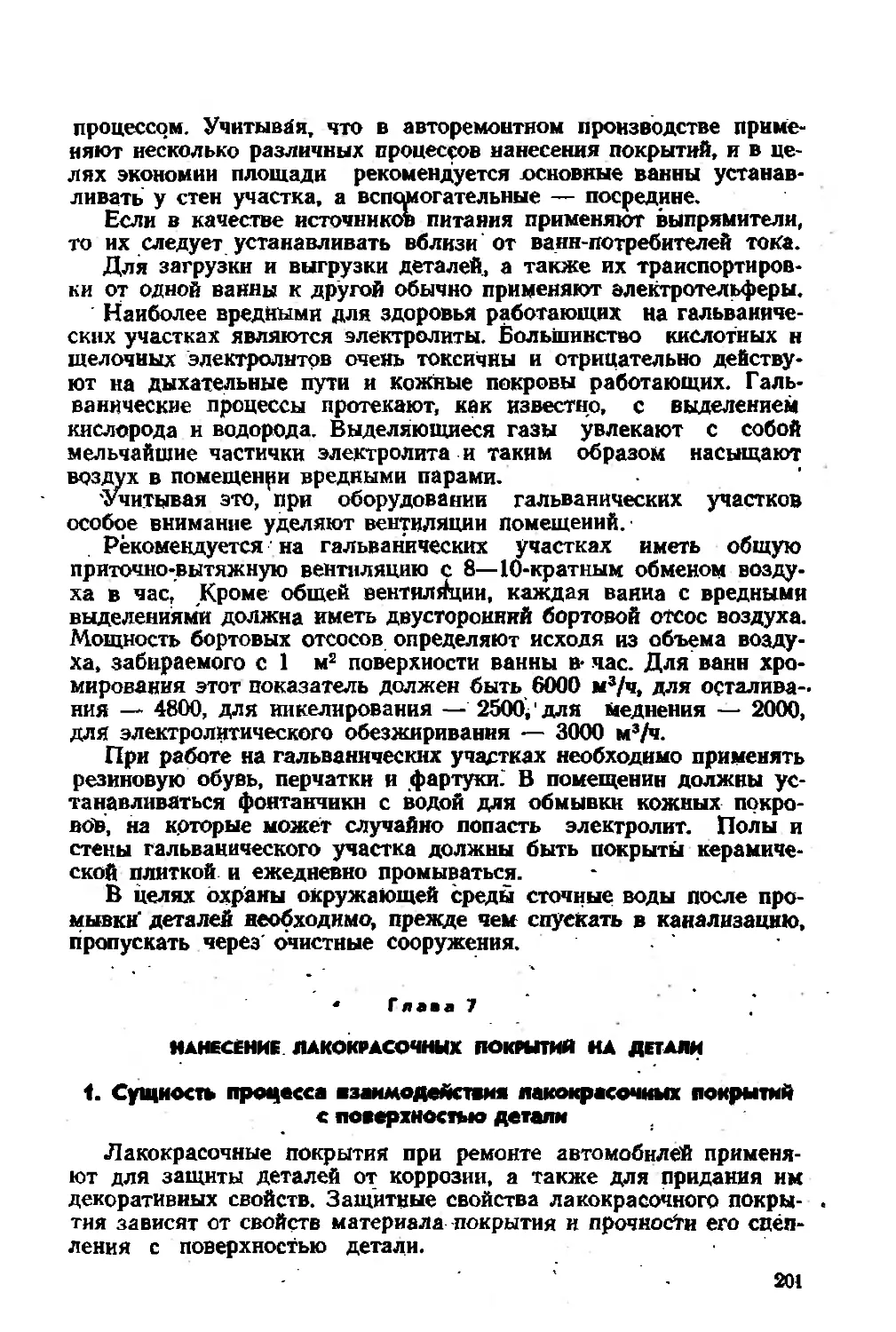
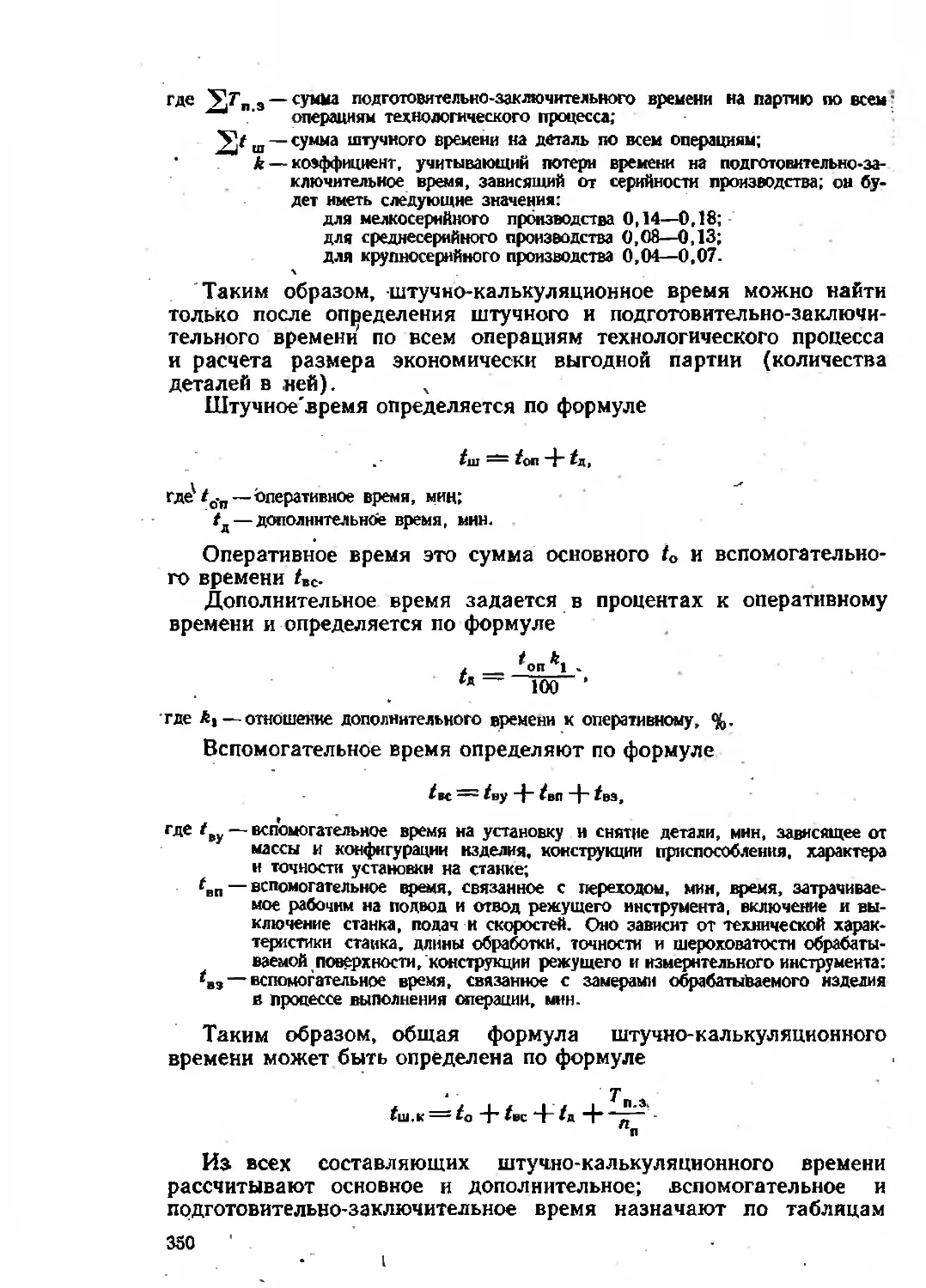
Фа/гторь/, or/реве-ля/ои/ие свойства автомобиля
бвиниияь/е свойства автомобиля
бомллелсяое свойство автомобиля
Рис. 1.1.3. Ремонтопригодность автомобиля в общей системе его свойств
(рис. 1.1.3). Чем выше уровень безотказности, долговечности и сохраняемости, тем меньше значение затрат труда и средств по поддержанию работоспособности и ресурса автомобилей, тем меньше время их простоев при обслуживании и ремонте за одинаковые периоды эксплуатации и тем выше, следовательно, ре- • мрнтопригодность.
Наряду с общим понятием ремонтопригодности, характеризующим приспособленность автомобиля как к ремонту, так и к обслуживанию, применяются такие частные понятия, как ремонтная технологичность и эксплуатационная технологичность.
Ремонтная технологичность характеризует приспособленность конструкции автомобиля или его элементов к ремонтным работам, проводимым для восстановления работоспособности и ресурса.
Эксплуатационная технологичность определяет приспособленность автомобиля к работам по техническому обслуживанию в процессе использования и хранения. Ремонтопригодность автомобиля (агрегата) определяется совершенством его конструкции, качеством изготовления и условиями использования, ремонта и технического обслуживания. Высокая ремонтопригодность при разработке конструкции обеспечивается: рациональным делением устройства на отдельно изготавливаемые, обслуживаемые и ремонтируемые части; простотой доступа к отдельным частям для работ по ремонту и обслуживанию; применением удобных видов разъемных соединений деталей; использованием материалов, форм и размеров деталей, обеспечивающих оптимальные сроки службы без восстановления и обслуживания; надежной защитой деталей от вредного воздействия внешней среды. При изготовлении автомобилей ремонтопригодность обеспечивается: применением прогрессивных технологических процессов получения деталей необходимой прочности и высокой износостойкости; предупреждением брака при обработке деталей и сборке узлов, агрегатов; качественным проведением испытаний и приработки. К условиям использования, обслуживания н ремонта 12
автомобилей, влияющим на ремонтопригодность, относятся: совершенство применяемой системы технического обслуживания и ремонта; уровень технического оснащения работ по обслуживанию и ремонту; квалификация привлекаемых к обслуживанию и ремонту специалистов; совершенство технологических процессов ремонта и обслуживания.
Для количественной оценки ремонтопригодности автомобильной техники используются следующие показатели.
Вероятность восстановления* автомобиля или агрегата в заданное время PB(t3). Этот показатель определяет вероятность того, что возникший отказ будет обнаружен и устранен за время, не превышающее заданную продолжительность t3.
Для его подсчета по данным специальных испытаний или эксплуатации применяется выражение
Р tf} — 1 — Пв (*3) Л'в('э)
где лв(^э) — число объектов наблюдения, не восстановленных за время fs;
JVBrta)— общее число объектов, подвергшихся наблюдению за тот же промежуток времени.
Среднее время восстановления Тв. Этот показатель характеризует среднее время восстановления работоспособности отказавшего объекта. При наличии статистических данных о длительностях восстановления т объектов (включая время поиска причин отказа) среднее время восстановления вычисляется по формуле ч
т
где tt — длительность устранения отказа на l-ы объекте.
Наряду с приведенными показателями ремонтопригодности для ее оценки применяют также показатели надежности автомобилей: коэффициент пользования, средние проведение работ по 4
готовности, коэффициент технического ис-суммарные и средние удельные затраты' на техническому обслуживанию н ремонту.
4. Понятие о качестве ремонта автомобилей
Отремонтированный автомобиль представляет собой продукцию авторемонтного производства и должен обладать определенным качеством. Под качеством продукции понимается совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество является характеристикой годности автомобиля, изменяющейся при его использовании и ремонте в противоположных направлениях. При работе автомобиля происходит постепенное снижение его качества, при ремонте же — уско-
13
репное восстановление до уровня, регламентированного техниче! ской документацией и обеспечиваемого деятельностью ремонтного предприятия. I
Качество продукции машиностроительного производства, включая и авторемонтное производство, определяется при одновременном рассмотрении и оценке технических, эксплуатационных, конструкторско-технологических параметров, норм надежности, художественно-эстетических свойств и экономических показателей (стоимость производства и эксплуатации с учетом технического обслуживания и ремонта). "
Основу формирования высокого качества составляет совер- , шенство производственного процесса ремонта автомобилей на ав- : торемонтных предприятиях. Высококачественное выполнение работ, связанных с производством и ремонтом автомобилей в условиях социалистического общества, обеспечивается комплексом ; социальных, организационных', воспитательных и технологичес- . . ких мероприятий.
Систематическое и планомерное осуществление этих меропри- . ятий направлено на улучшение условий труда и быта трудящихся,-повышение их сознательности, моральной и материальной заинте- : ресованности в результатах труда, на совершенствование технической документации и технологических процессов, на улучше- ние организации вспомогательных работ и повышение эффектив- ности технического контроля.
Такие комплексы мероприятий называют системами обеспечения высокого качества продукции.
На авторемонтных предприятиях в интересах непрерывного повышения качества продукции применяются система бездефектного изготовления продукции и система аттестации качества продукции.
При системе бездефектного изготовления' продукции и -сдачи ее с первого предъявления (саратовская система) непрерывным совершенствованием форм и методов технического* контроля продукции, организации и технологии, производства, воспитания и подготовки кадров, материального и морального поощрения z за выпуск продукции высокого качества, персональной ответственности за некачественную продукцию обеспечивается выпуск продукции заданного качества, при приеме которой отдел технического контроля (ОТК) или потребитель не обнаруживает ни од- ' ного дефекта.
Аттестация качества продукции авторемонтного производства предполагает проведение комплекса • организационно-технических и экономических мероприятий, направленных на своевременное внедрение в производство научно-технических достижений -и планомерное повышение качества ремонта. При этом предусматриваются две аттестации: заводская и отраслевая. Заводская аттестация представляет собой систему оценки качества продукции авторемонтного предприятия, проводимую с целью стимулирования повышения качества продукции на предприяти-
ях путем установления заводских градаций качества, Отраслевая аттестация проводится с целью стимулирования повышения качества продукции в системе. авторемонтных предприятий путчем установления отраслевых градаций. Аттестации подлежит ВСя основная постоянно выпускаемая продукция предприятий. При этом устанавливается одна, или несколько категорий качества. Аттестации качества проводятся специальными аттестационными комиссиям]! на* основе утвержденных методик по пятилетию* и годовым планам аттестации. Аттестационная комиссия проверяет соответствие технического уровня и качества продукции, условий ее производства и обеспечения стабильности качества требованиям, предъявляемым к продукции соответствующей категории качества. На основании проведенной работы' пр аттест^цйи продукции комиссия определяет ее категорию Качества и устанавливает срок действия категории. Очередная аттестация должна быть проведена до истечения установленного срока действия категории. /
Свойства,' определяющие качество продукции, характеризуются показателями. Показатель качества — количественная ме- ра свойств продукции,1 входящих в состав ее качества. Показатель, характеризующий одно свойство, называется единичным показателем качества продукции. Пример единичного показателя качества отремонтированного автомобиля —- наработка на отказ. Этот показатель характеризует одно свойство автомобиля — его безотказность. Показатель, характеризующий два и более свойства качества, называется комплексным показателем качест- ’ ва продукции. Примером, комплексного показателя качества ' для отремонтированного автомобиля .может быть коэффициент готовности. » ч ;
При определении коэффициента готовности используются оце- ‘ ночные данные: наработка на отказ как характеристика свойства безотказности и среднее время восстановления как характе- ристика ремонтопригодности. -
Комплексный показатель качества изделия, отражающий соотношение суммарного полезного эффекта от эксплуатации изделия и суммарных затрат на его создание и - эксплуатацию, называется интегральным показателем качества продукции.
Интегральным показателем качества автомобиля, прошедшего капитальный ремонт, в данном случае могут служить удельные затраты на 1 тки к.*
где Ср — себестоимость капитального ремонта автомобиля, руб.;
3 —суммарные эксплуатационное затраты капитально отремонтированного ав-₽ -томобиля до очередного капитального ремонта или списания, руб.;
Д—полезная работа отремонтированного автомобиля, ткм.
1S
Наряду с отмечеЛыми показателями качества продукция для сравнения достигнутых результатов с некоторым желаемым нлЩ заданным -значением используется понятие - базового показателя качества продукции. В качестве базовых показателей принима- ются показатели качества передовых образцов продукции, показатели перспективных Образцов или ' показатели - качества, заданные в требованиях на продукцию.
Базовые показатели качества моГут быть единичными, комплексными и интегральными.
Степень соответствия'любых рассматриваемых показателей ‘качества и базовых показателей называется уровнем качества продукции. ,
При сравнении показателей качества продукции с базовыми показателями удобно пользоваться безразмерными относительными характеристиками, т. е. отношениями рассматриваемы* показателей качества к соответствующим базовым показателям.
5. Пути повышения качестве . и надежности отремонтированных автомобилей
Основная задача авторемонтных предприятий в настоящий период заключается в совершенствовании качества своей продукции и *в первую очередь *в повышении наиболее важного комплексного показателя качества — надежности отремонтированных автомобилей.
Успешное решение этой общей задачи сопряжено с необходимостью дальнейшего ускоренного развития всей авторемонтной системы путем осуществления широкого комплекса разнообразных мероприятий, .важнейшими нз которых являются:
применение прогрессивных форм организации производства;
внедрение высокопроизводительного механизированного и автоматизированного технологического оборудования; "
использование технологических процессов ремонта, основанных на последних достижениях науки и техники; ..
совершенствование организации материально-техническогс обеспечения предприятий, • цехов, участков й рабочих- мест;
применение технической документации на ремонт, отвечающей требованиям действующих государственных стандартов;
строгое соблюдение технологической и трудовой дисциплины, обеспечение точного выполнения производственного процесса;
систематическое повышение уровня технической подготовки кадров и совершенствование воспитательной работы среди рабо-, чих и ИТР.;
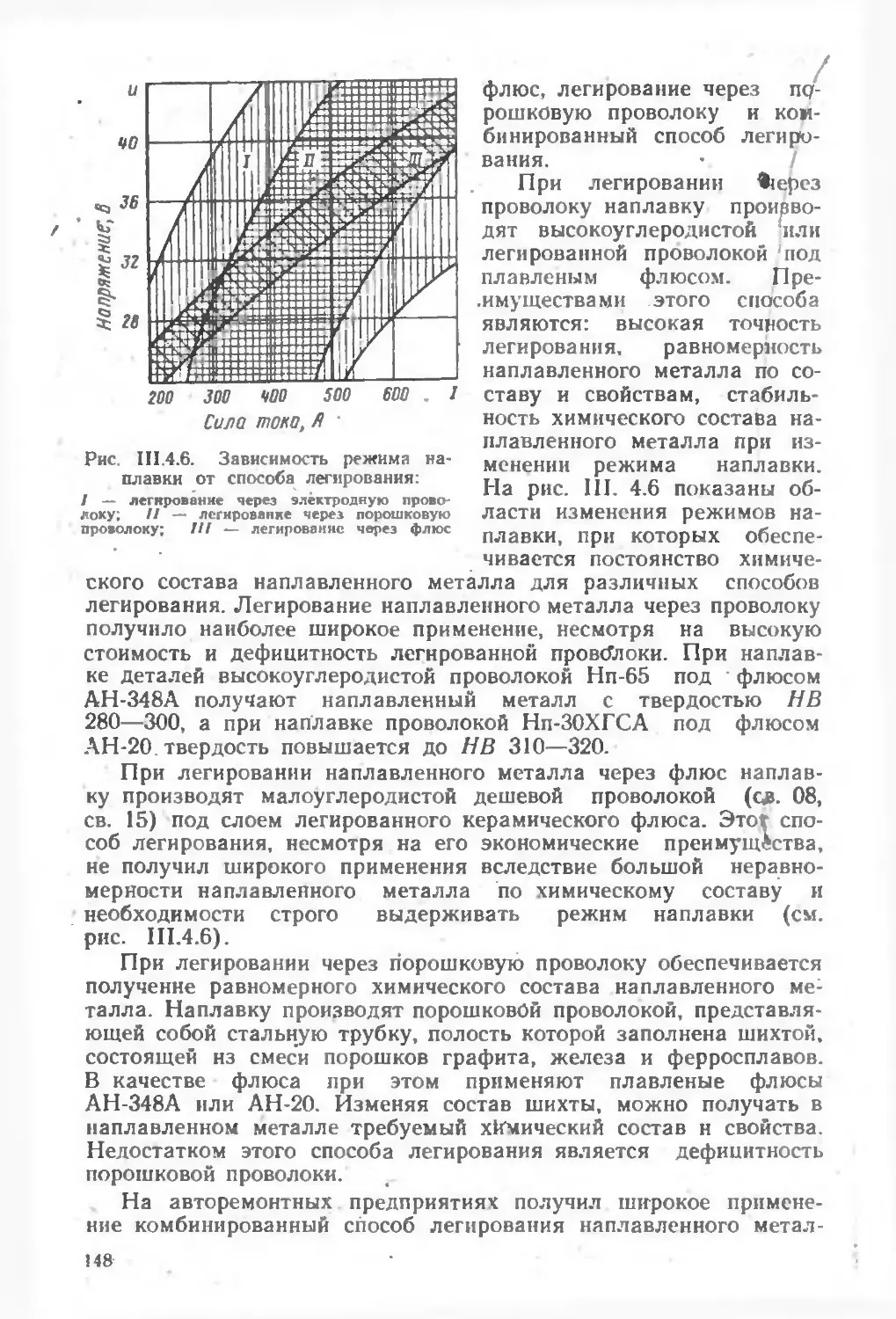
применение передовых форм оплаты труда, материального и морального стимулирования исполнителей;
улучшение социально-бытовых условий труда и жизни работ-‘ ников, создание в рабочих коллективах предприятий* здоровогс морального климата и творческой обстановки;
совершенствование форм социалистического соревнования отдельных исполнителей.и коллективов работников.
1в . '
\ Г ла** 2
ОСНОВЫ ТЕХНОЛОГИИ КАПИТАЛЬНОГО РЕМОНТА АВТОМрЬИЛЕЯ ,
1. Особенности авторемонтного производства
Авторемонтное производство, так же как н автомобилестрое—-нне, предназначено выпускать одну и ту же продукцию — автомобили и их агрегаты с определенной работоспособностью и ресурсом. Оба вида производств имеют много одноименных технологических процессов.
Однако авторемонтное производство существенно отличается от производства автомобилей. Основной причиной этих различий является неодинаковость исходного продукта, из которого в ходе производства формируется изделие. Основным исходным ' продуктом автомобильных заводов являются различные машиностроительные материалы, из которых получают заготовки и изготавливают детали. Исходным продуктом авторемонтного предприятия являются ранее выпущенные автомобили и их агрегаты, утратившие работоспособность — ремонтный фонд. Как автомобильные заводы, так и авторемонтные предприятия наряду с основным исходным продуктом используют дополнительно также детали, узлы, агрегаты и приборы, получаемые по кооперации от смежных предприятий. Но эти поставки для заводов, изготовляющих или ремонтирующих автомобильную технику, не имеют, определяющего значения. Отличия капитального ремонта от НЗГО-товления автомобилей, вытекающие из неодинаковости исходного продукта, довольно многочисленны. и имеют принципиальное зна-* чение для организации и технологии авторемонтного производства. Рассмотрим коротко основные из этих отличий, сведя их для удобства в-три группы.
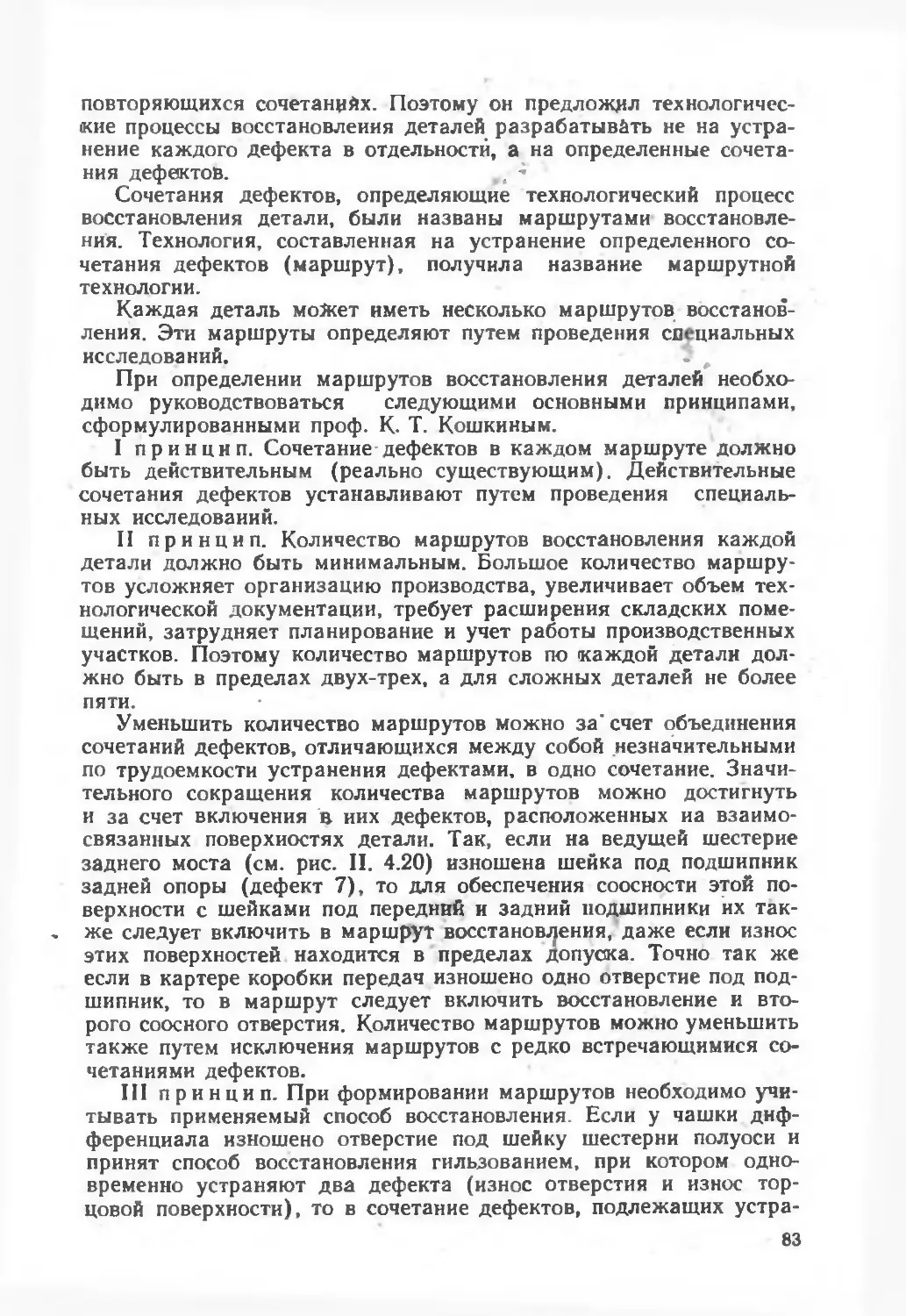
Первая группа отличий -.характеризуется наличием . при капитальном ремонте специфичных, ,т. е. свойственных только ремонту, видов работ. К ним относятся разборка автомобн-. лей, их мойка,* дефектация и сортировка деталей, а также восстановление деталей. Капитальный ремонт предполагает обязательную полную разборку ремонтируемого объекта, так как без этого практически невозможно оценить действительное техническое состояние его деталей, наметить и осуществить мероприятия по обеспечению необходимого уровня работоспособности и рабочего ресурса. .
Поступающие в ремонт- автомобили и агрегаты подвергаются мойке, а детали обезжириваются » очищаются от всех загрязнений. Проведение моечно-очистных операций обеспечивает наиболее благоприятные условия как для разборки, так и для последующих процессов дефектации, сортировки и восстановления деталей.
Дефектация имеет целью определение. технического состояния Деталей. По результатам дефектации детали сортируют на' три
17
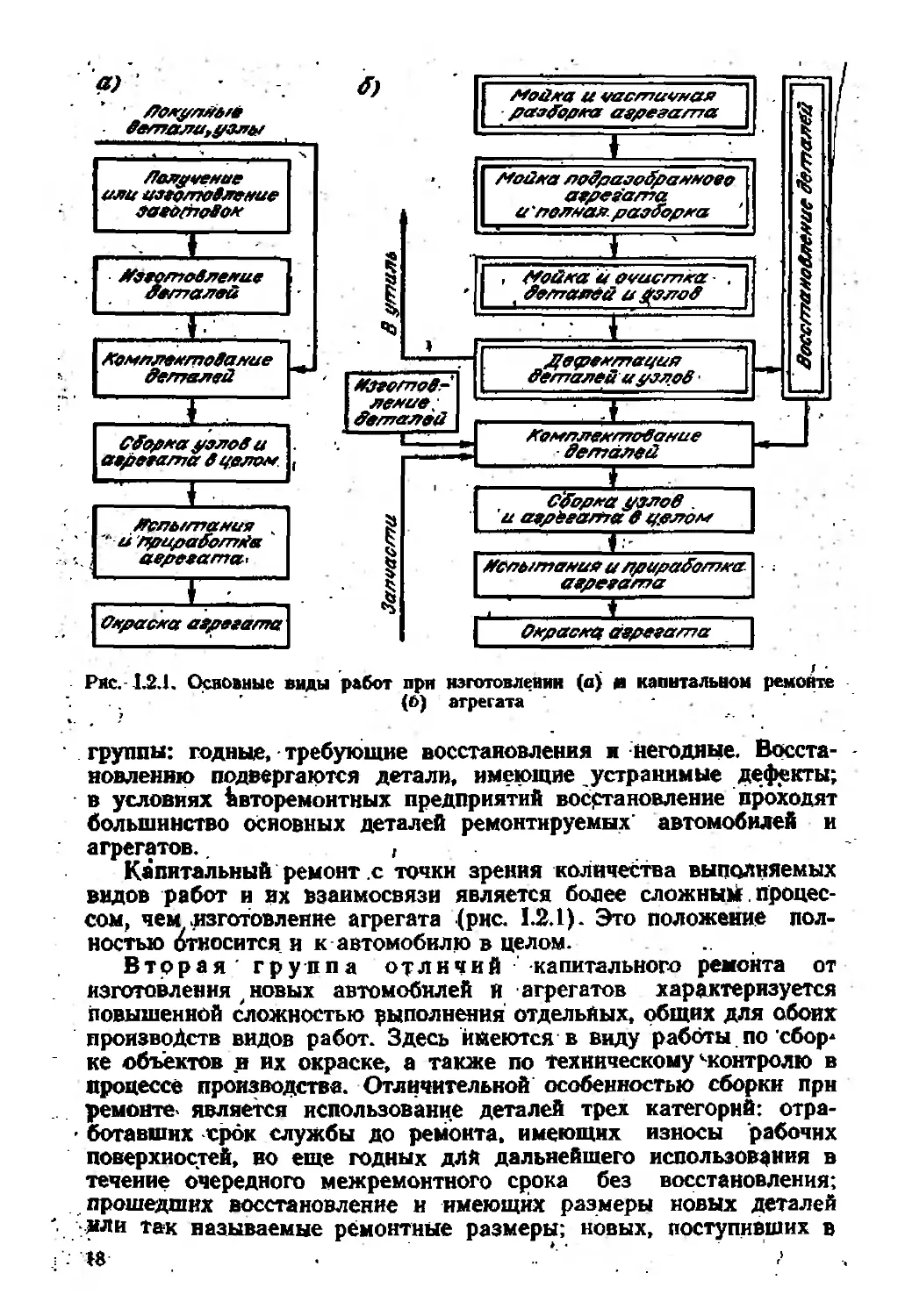
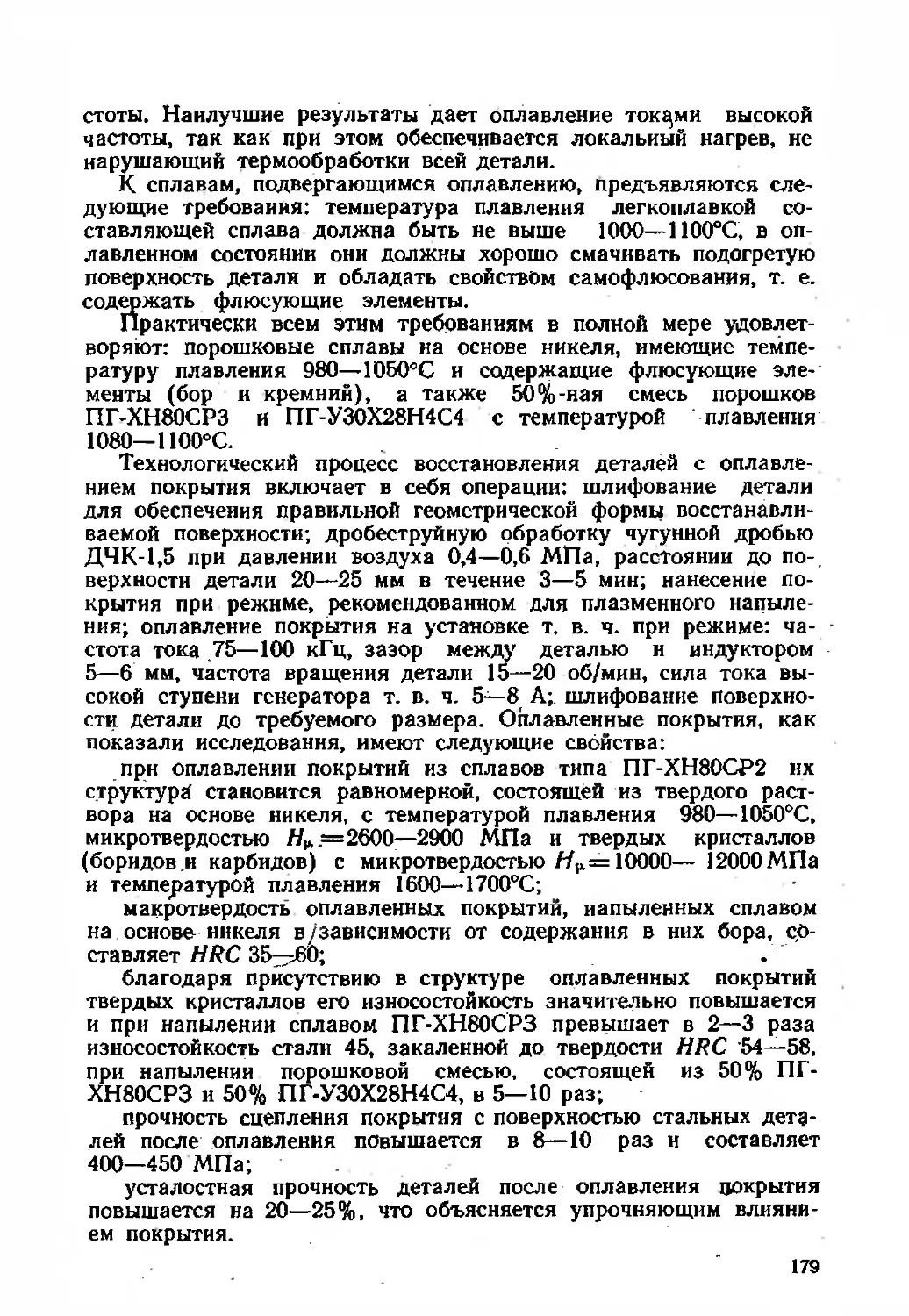
Рис. 1.2.1. Основные виды работ при изготовлении (а) и капитальном ремонте (6) агрегата ' .
‘ группы: годные, требующие восстановления и негодные. Восстановлению подвергаются детали, имеющие устранимые дефекты; в условиях Авторемонтных предприятий восстановление проходят большинство основных деталей ремонтируемых' автомобилей и агрегатов.. (
Капитальный ремонт .с точки зрения количества выполняемых видов работ и их взаимосвязи является более сложным. процессом, чем .изготовление агрегата (рис. 1.2.1). Это положение полностью относится и к автомобилю в целом.
Вторая' группа отличий капитального ремонта от изготовления t новых автомобилей и агрегатов характеризуется повышенной сложностью выполнения отдельных, общих для обоих производств видов работ. Здесь имеются в виду работы. по’сбор* ке объектов и их окраске, а также по техническому'контролю в процессе производства. Отличительной особенностью сборки прн ремонте, является использование деталей трех категорий: отра- ботавших срок службы до ремонта, имеющих износы рабочих поверхностей, но еще годных для дальнейшего использования в течение очередного межремонтного срока без восстановления; прошедших восстановление и имеющих размеры новых деталей ' или так называемые ремонтные размеры; новых, поступивших в /18 •
ткачестве запасных частей от автомобилестроительных 'заводов Или изготовленных самими ремонтными предприятиями.
। На заводах-изготовителях автомобильной техники на сббрку поступают только новые детали, т. е. детали одной категории. Применение при ремонтной сборке деталей трех категорий существенно -усложняет комплектование деталей для агрегатов и уз-\ лов с целью обеспечения заданных техническими условиями значений зазоров н натягов у сопрягаемых пар деталей. По этой причине в ходе ремонтной* сборки* приходится более широко, чем в основном производстве, применять метод 'групповой взаимозаменяемости. При использовании.этого метода для обеспечения требуемой точности сопряжений детали различных категорий сортируют на группы по размерам рабочих поверхностей и в последующем комплектуют пары сопрягаемых деталей из одинаковых групп. Группирование деталей и комплектование пар С учетом груйп усложняет сборку узлов И'агрегатов, складирование и хранение деталей? Усложнение окраски при капитальном ремонте объясняется необходимостью проведения в предварительном порядке работ по удалению старых -лакокрасочных покрытий и различных загрязнений эксплуатационного происхождения с подлежащих окраске изделий. В производстве автомобилей и агрегатов такой необходимости нет.
Функции технического контроля при ремонте более широкие, чем при изготовлении новой техники.
Кроме функций, выполняемых в автомобилестроении, при капитальном ремонте осуществляется еще и контроль поступающего ремонтного .фонда.
И, наконец, третья-группа отличий капитального ремонта от изготовления йвтрмобилей и агрегатов определяется нестабильностью, характера и объема работ, выполняемых при ремонте однотипных объектов, что объясняется разнородностью технического состояния ремонтного фонда.
2. Технологический процесс капитального ремонта автомобиля и характеристика его элементов
Проведение капитального ремонта автомобилей и их агрегатов в условиях современного авторемонтного предприятия связано с выполнением широкого комплекса разнообразных работ. При этом наряду с основными работами, такими как разборка, мойка и очистка, дефектация и сортировка, восстановление н изготовление деталей, комплектование и сборка, испытания и окраска', выполняются и вспомогательные работы: транспортирование, складские операции, содержание и ремонт оборудования и зданий, технический контроль, материально-техническое снабжение? обеспечение производства инструментом н всеми видами энергии.
Совокупность действий людей и средств. производства, в результате, которых из исходных материалов, заготовок и составных
" - 19
-частей получается продукция определенного назначения, называв ется производственным процессом. , )
-Под производственным процессом капитального ремонта ав/ томобилей и их агрегатов следует, понимать совокупность, bet-ионных и вспомогательных работ, выполняемых в условиях авторемонтного предприятия в целях превращения неработоспособ-* ной автомобильной техники, достигшей предельного состояния;
в работоспособные объекты с требуемым ресурсом.
Для всех видов промышленной продукции часть производи ственного процесса, содержащая Действия по изменению и последующему определению состояния, предмета'производства, .наз^ва-' ется технологическим процессом.. С учетом этого технологический процесс капитального ремонта автомобильной техники представляется как совокупность перечисленных выше основных работ. Но поскольку каждый вид работ из этого перечня представляет собой обособленную и законченную часть произведет-' венного процесса на авторемонтном предприятии, то наряду с понятием технологического процесса капитального ремонта автомобилей (агрегатов) в целом установлены отдельные -технологические процессы по основным видам работ, т. е. технологические процессы разборки, мойки-очистки, дефектации, восстанов-х ления и изготовления деталей, сборки, испытания, окраски.
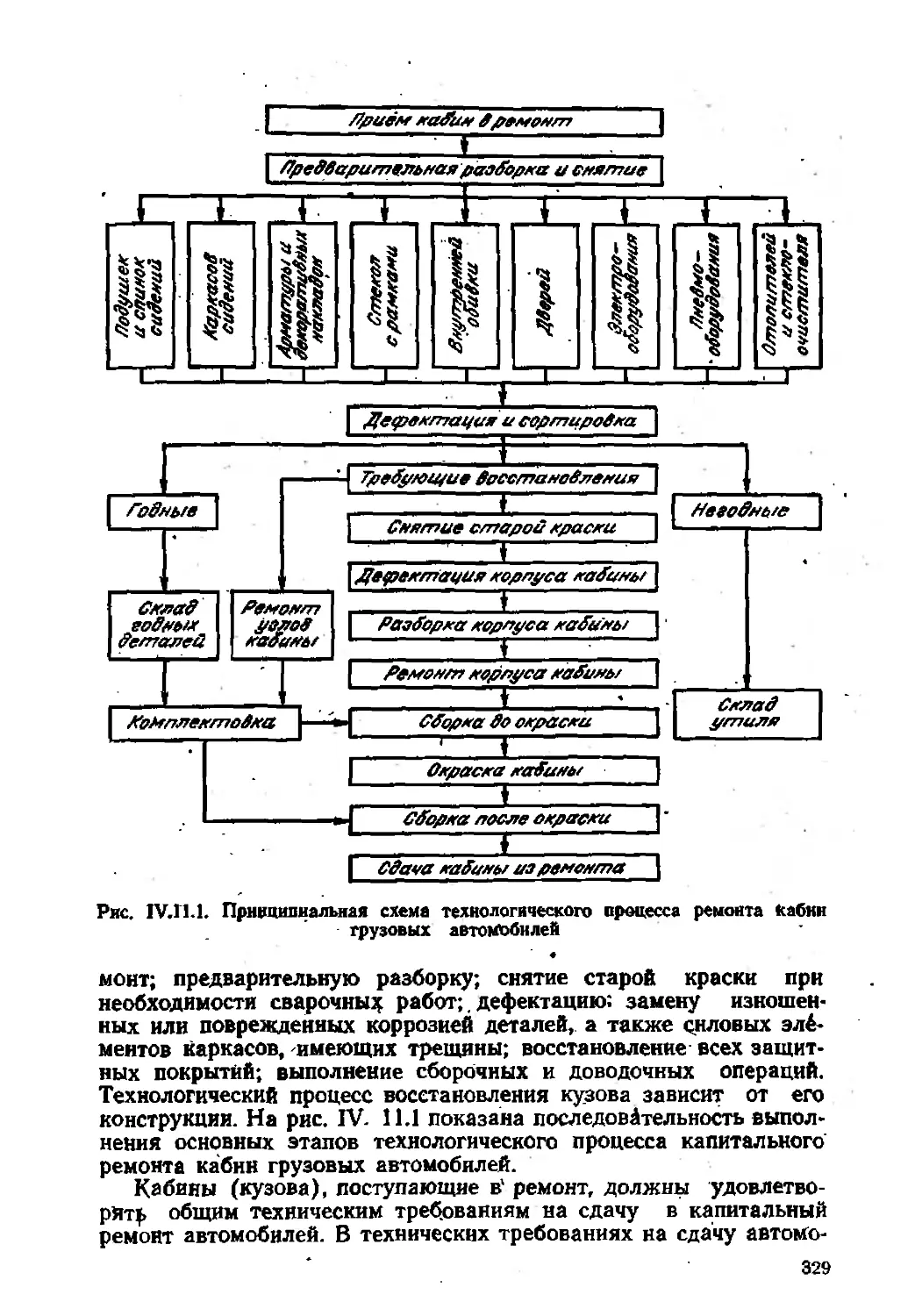
Технологический процесс капитального ремонта автомобиля как совокупность, выполняемых в рациональной последовательности технологических операций зависит главным образом от наз-_ начения ремонтируемых объектов, специализации ремонтного предприятия, его производственной программы и уровня технической оснащенности. При ремонте грузовых автомобилей особенности технологического процесса определяются работами -по ремонту рамы и кабины, при ремонте автобусов и легковых автомобилей — работами по ремонту кузовов.
На заводах по ремонту автомобилей технологический процесс охватывает ремонтные, работы по всем агрегатам -и узлам автомобиля; на заводах же, .осуществляющих ремонт автомобилей с использованием агрегатов, которые поставляются по кооперации другими предприятиями, из технологического процесса иск-. лючаются работы по ремонту этих агрегатов. Производственная - программа и уровень технической оснащенности предприятий вли-• яют ца технологический процесс в часТи содержания технологических операций, степени дифференцирования, а также в части применяемых оборудования, оснастки и режимов обработки.
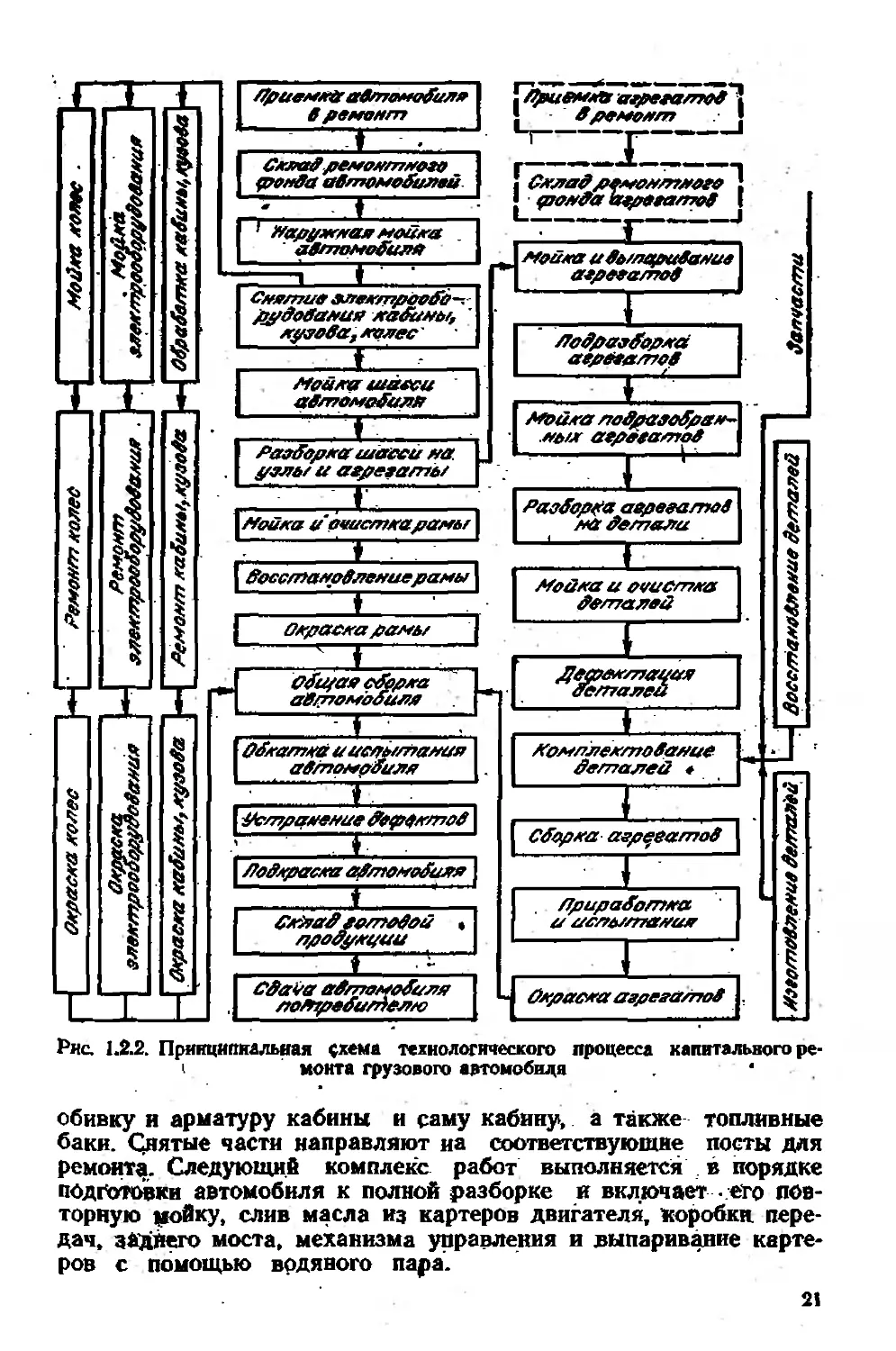
Рассмотрим технологический процесс капитального ремонта грузового автомобиля (рис. 1.2.2). С принятого в ремонт автомо-. биля -снимают аккумуляторные батареи, приборы питания и электрооборудование й направляют его на’цлощйдку хранения, ре-монтного фонда. После этого автомобиль буксиром переводят на транспортирующий конвейер поста мойки. После наружной мойки автомобиль подают" на пост предварительной разборки, - где с него, снимают платформу, колеса, спинки и сиденья, стекла,
Рис. 1.2.2. Принципиальная схема технологического процесса капитального ре-i монта грузового автомобиля
обивку и арматуру кабины и саму кабину, а также топливные баки. Снятые части направляют на соответствующие посты для ремонту. Следующие комплекс работ выполняется в порядке подготовки автомобиля к полной разборке и включает - его повторную ройку, слив масла из картеров двигателя. Коробки передач, заднего моста, механизма управления и выпаривание картеров с помощью водяного пара.
21
Выполнение этих работ существенно влияет иа условия тру-/ да. при последующей разборке, на ее качество и производительность.
Перемещаемый транспортером автомобиль в дальнейшем поступает на посты полной разборки. Здесь с него снимают механизм управления, силовой агрегат, карданные валы, передний и задний мосты, узлы подвески и привод тормозной системы. Все снятые агрегаты и узлы направляются на специализированные участки (цехи) и посты для последующего ремонта. Оставшуюся в конце разборки раму автомобиля подвергают мойке н отправляют в ремонт.
Рассмотренные группы работ составляют первый этап капитального ремонта автомобиля — его разборку и мойку. Второй этап — это ремонт его агрегатов и узлов. На этом этапе выполняются: разборка агрегата (узла), мойка и очистка деталей, дефектация их,. восстановление достигших предельного состояния деталей, сборка агрегата (узла), его испытание и обкатка' н окраска. Однако, как видно из схемы, ие по всем агрегатам и узлам выполняется полностью этот перечень работ, что объясняется особенностями назначения и устройства узла или агрегата.
Разборка узлов и. агрегатов представляют собой очень важный и ответственный процесс, так как от его качества зависит сохранность деталей, а следовательно, и объем работ по их восстановлению.
После разборки агрегатов и узлов наружные и внутренние поверхности деталей подвергают мойке и очистке от. таких загрязнений, как нагар, накипь, старая краска, продукты коррозии, коксовые и смолистые отложения.
В результате дефектации и сортировки деталей выясняется возможность их последующего! использования в агрегате или узле, определяются объем и характер восстановительных работ и количество потребных новых деталей.
Восстановление деталей является основным видом работ на ремонтном предприятии. От принятых иа заводе организации и технологии восстановления деталей * зависят качество и «экономическая эффективность ремонта.
Сборка узлов и .агрегатов; как к восстановление деталей, представляет собой важнейшее условие обеспечения необходимого качества ремонта при оптимальных производственных затратах. Сложность качественной сборки при ремонте, как это отмечалось ранее, обусловливается использованием на сборке деталей различных категорий. На сборку детали подаются комплектами. Комплектование деталей выполняют комплектовочные отделения. Сборку двигателей -производят иа поточных линиях, других агрегатов — на специализированных постах. *
Испытания агрегатов и узлов проводятся с целью проверки качества их сборки, и соответствия выходных характеристик требованиям технических условий на ремонт, а также для обеспе-яг
чения предварительной приработки подвижно сопряженных деталей?
Окраска отремонтированных агрегатов и узлов производится, как правило, после испытания и устранения дефектов перед общей сборкой автомобиля. Окраску платформы и кабины выполняют сразу после восстановления; колеса окрашивают др сборки (шиномонтажных работ). После испытаний и окраски агрегаты и, узлы предъявляют представителю отдела технического контроля!. Отремонтированные агрегаты и узлы в последующем направляют , на общую сборку автомобиля через промежуточные цеховые кладовые или минуя их. , •
Третьим этапом технологического процесса капитального ремонта автомобиля является его общая сборка. Общая сбор-кй ведется из отремонтированных агрегатов и узлов на спецИа--лизированных постах или на поточных линиях. - После общей сборки автомобиль заправляют топливом и подают/ на испытания, представляющие собой четвертый этап Технологического процесса капитального ремонта. Испытания проводятся пробегом или на испытательных стендах с беговыми барабана-' ми. Во время испытаний производятся необходимые регулировки и устраняются обнаруженные неисправности. После испытаний в дорожных условиях автомобиль подвергают мойке. При обнаружении в ходе испытаний неисправностей, не устранимых регулировкой, автомобиль направляют на пост устранения. дефектов. Полностью исправный автомобиль при необходимости подкрашивают. и сдают представителю отдела технического контроля или непосредственно заказчику.
3. Пути совершенствования технологии ремонта автомобилей
В повышении качеств^ и эффективности капитального ремонта автотранспортных средств решающую роль играет совершен? ствование технологии всех вадов ремонтных работ.
Совершенствование технологического процесса разборки должно идти в направлении' повышения производительности и качества разборки резьбовых, заклепочных и - прессовых соедине-. ний. Для- этого целесообразно1 перед разборкой вводить в резьбовые соединения поверхностно-активные, вещества или. разделяющие среды, облегчающие разборку и предохраняющие детали от срыва резьбы.
Улучшение разборки заклёпочных соединений возможно за счет > разработки, и применения механизированных -устройств для высверливания заклепок или срезания их головок. .
При разборке прессовых соединений необходимо более широко применять приспособления, а также пневматические и гидравлические, прессы.
В улучшении разборочных работ важное значение имеет применение совершенных гайковертов и удобных разборочных стендов и кантователей.
Ч / . 23
. Качество моечно-очистных работ может быть значительно улучшено за счет использования новых эффективных моюших растворов и высокопроизводительных устройств; Новые моющие растворы должны обладать высокой моющей способностью -но . отношению к различным видам загрязнений, обеспечивать их бы/ строе удаление, не оказывать вредного воздействия на детали и быть безопасными для работающие В новых моющих устройствах должны использоваться интенсифицирующие факторы — вибрации, ультразвуковые- колебания, твердые очищающие компоненты в моющих составах и пр.
В интересах охраны природной среды в экономии воды моечно-очистные системы рекомендуется создавать по замкнутому типу с регенерацией и многократным использованием моющих . составов. Прогрессивны^ следует считать применение наружной мойки автомобиля методом погружения в горячие моющие составы, при котором совмещается наружная мойка автомобиля с мойкой агрегатов, вываркой рам и кабин.
Совершенствование процесса дефектации предполагает, с одной стороны, внедрение новых, более совершенных средств об-v наружения дефектов, а с другой — разработку, и использование рационального порядка контроля, обеспечивающего надежную Оценку состояния деталей при наименьшем количестве проверок. Необходимо разрабатывать и - внедрять автоматизированные системы дефектации. 7
Решающим условием дальнейшего улучшения технологии капитального ремонта следует считать совершенствование технологических процессов восстановления деталей и' в первую очередь базовых и основных деталей автомобиля и его агрегатов.
Совершенствование процессов сборки требует улучшения моечно-очистных операций, производимых непосредственно перед сборкой деталей, повышения технических требований на комп-‘ лектование деталей, более широкого применения метода групповой взаимозаменяемости, установления оптимальных режимов выполнения всех видов соединения деталей. В процессе сборки необходимо более широко внедрять средства механизации и ав-' томатизации.
Основные мероприятия по совершенствованию испытаний ав-то мобил ей и' агрегатов после капитального, ремонта должны быть направлены на разработку н внедрение технологических процес-'сов автоматизированных испытаний, а•также на ускорение и повышение 'качества приработки. Перспективным направлением в совершенствовании системы испытаний автомобилей и агрегатов в процессе ремонта является создание на ремонтных предприятиях диагностических станций для комплексной проверки автомобилей или агрегатов до или после ремонта. Использование таких станций позволит более достоверно оценивать состояние ремонтного фонда и необходимый объем ремонтных работ и объективно судить о качестве .проведенного ремонта.
24 .
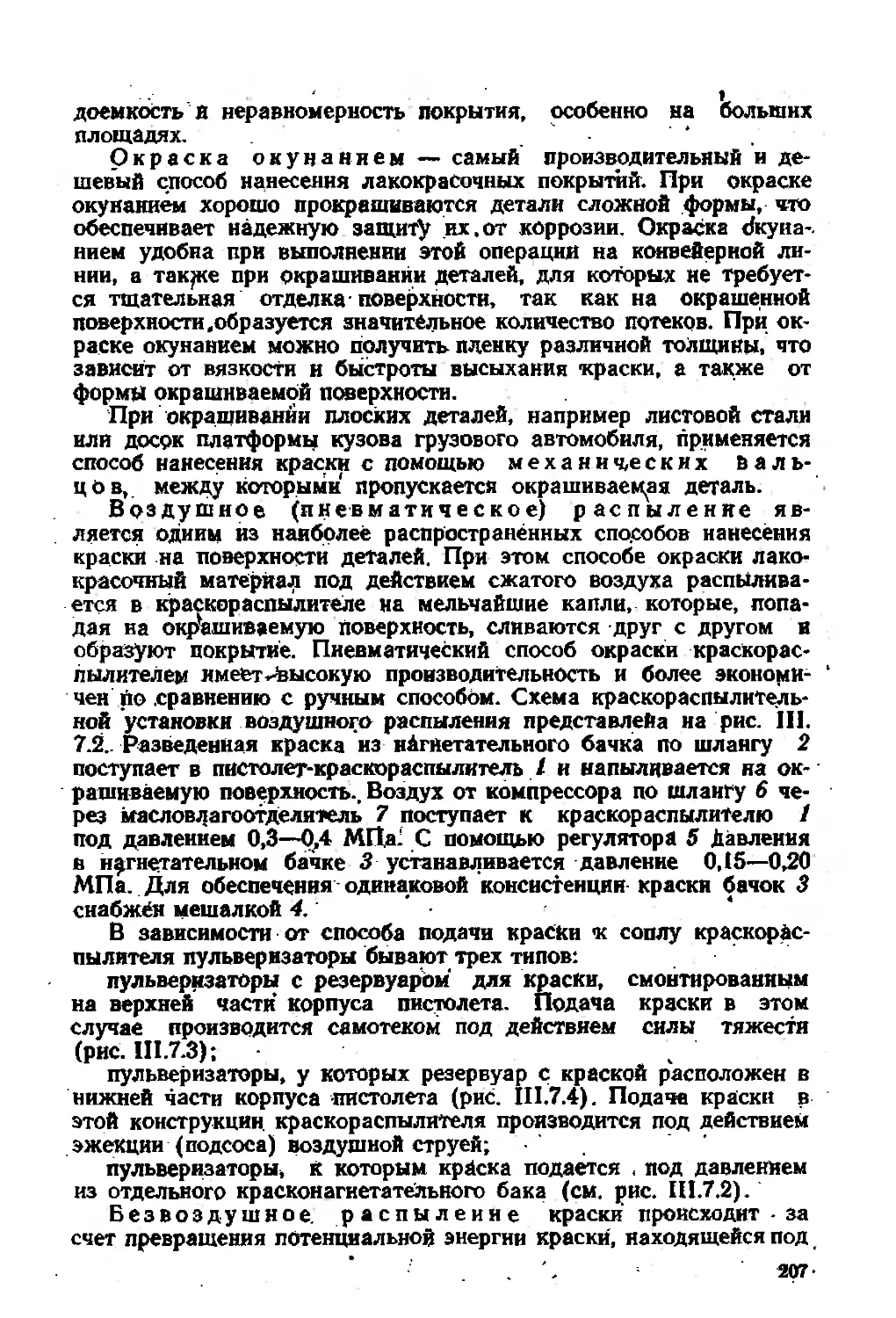
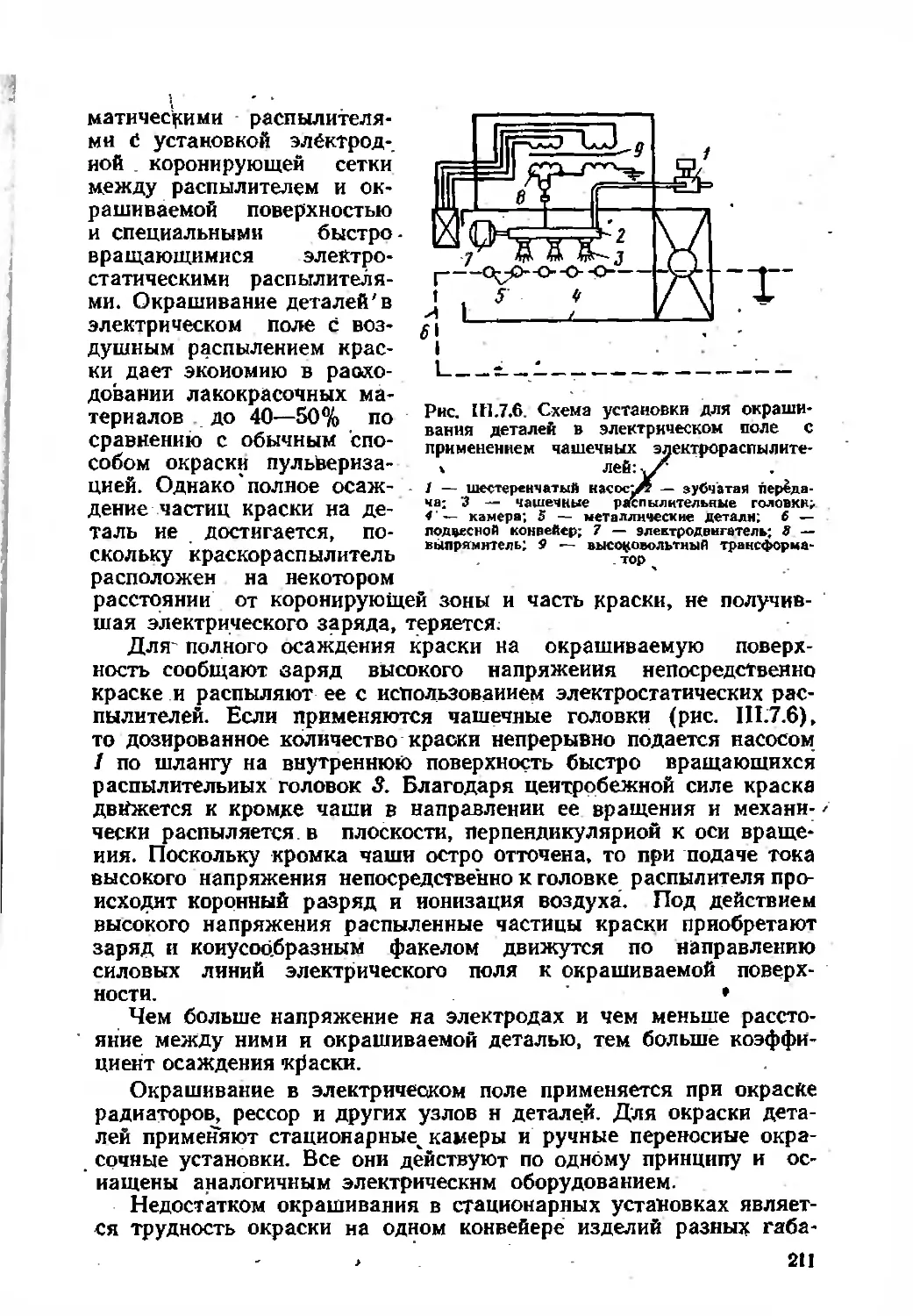
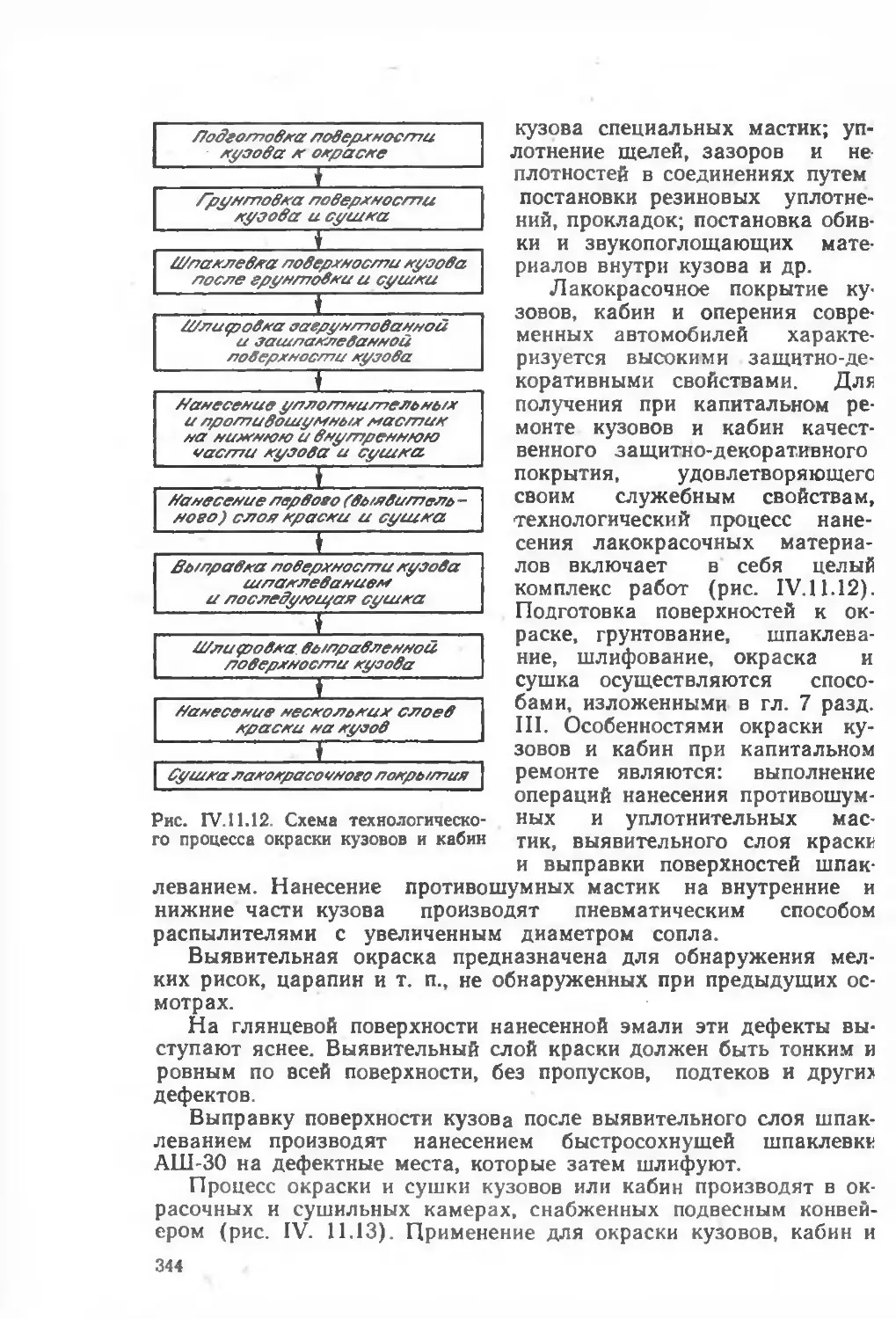
Технологический процесс окраски объектов после ремонта должен быть совершенным на всех стадиях (грунтование, общее и местное шпаклевание, окрашивание я сушка) в интересах улучшения качества покрытия и повышения производительности работ. С этой целью рекомендуется для деталей, к внешнему виду которых не предъявляется высоких требований (рама, рессоры и т.п.), применять окраску окунанием. При покрытии краской других частей автомобиля в качестве прогрессивных способов рекомендуются вместо пневматического распыления безвоздушное распыление под большим давлением, окраска распылением в электростатическом поле и в ваннах с электрофорезом.
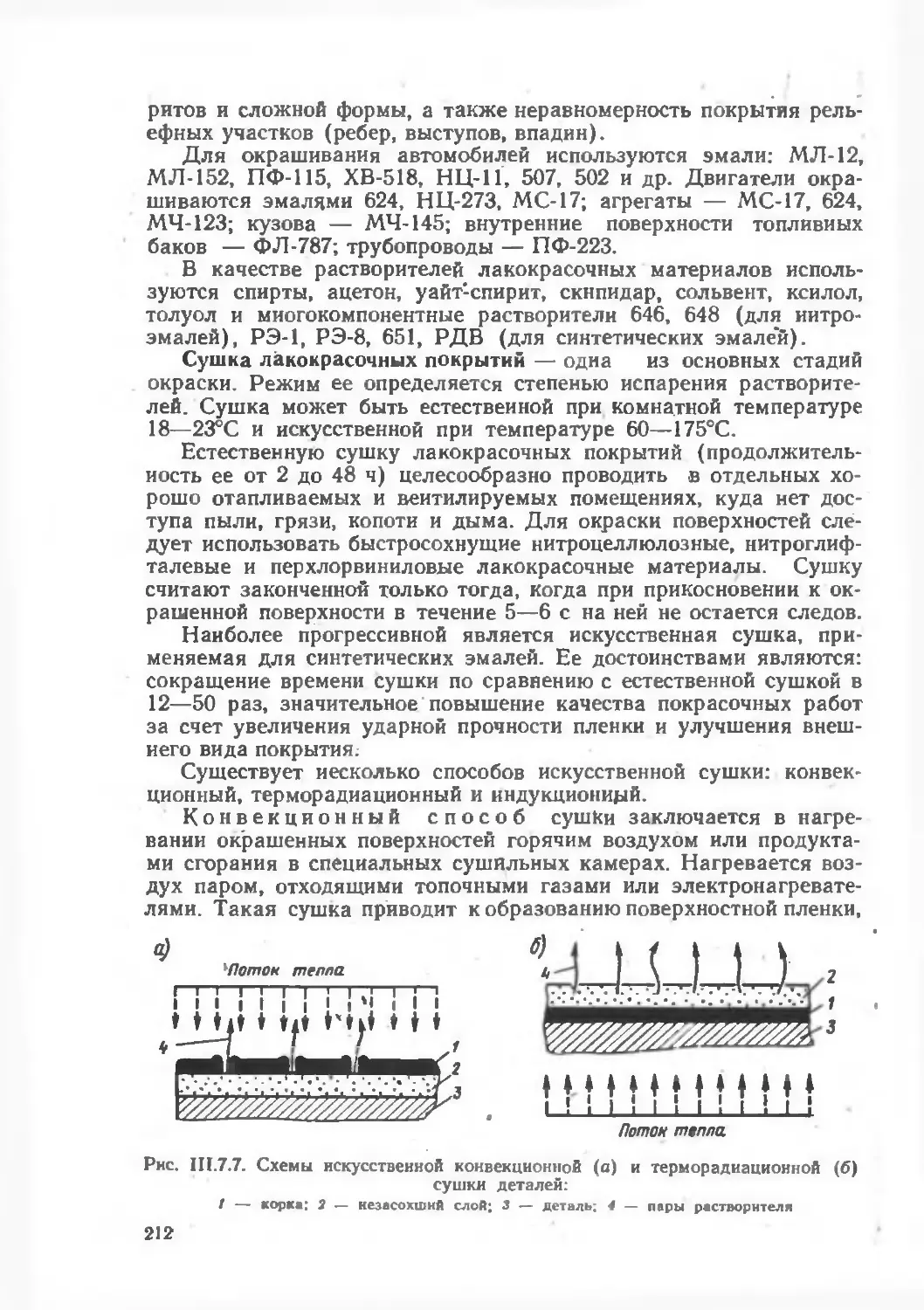
Перспективными способами сушки; являются тёрморадиацион-ная сушка с использованием .инфракрасных лучей и терморадиа-циоиио-конвективная.
•' ' Г л а в а 3
ОСНОВЫ ОРГАНИЗАЦИИ КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
1. Организация ремонта подвижного состава автотранспорта *
Проведение. капитальных ремонтов подвижного состава автомобильного транспорта организуется по территориальному принципу: каждое авторемонтное предприятие выполняет ремонты А для автотранспортных предприятий, размещающихся в . определенной территориальной зоне. Число авторемонтных предприятий и места их* расположения зависят в основном от количества автотранспортных .средств и условий нх. использования и размещения, а также от производственно-технических и других возможностей в обслуживаемой зоне. Общие производственные, мощности авторемонтных предприятий должны * соответствовать суммарным потребностям автотранспортных предприятий в капитальных ремонтах автомобилей и их агрегатов. Для оценки объема ожидаемого ремонтного фонда используются различные расчётные методы, в том числе и методы, .основанные на применении новых математических теорий и электронно-вычислительной техники. <
-Основанием для рассмотрения вопроса о направлении авто-, мобилей и.агрегатов в капитальный ремонт является достижение ими установленной доремонтиой и межремонтной наработки. Утвержденные нормы наработки до капитального, ремонта для автомобилей и нх агрегатов считаются минимальными. Организа-.ция и проведение технического обслуживания и текущего ремонта автомобильной техники должны обеспечивать их перекрытие.
Направление автомобилей и агрегатов в капитальный ремонт производится на основании тщательного анализа их действи*
25 •
тельного технического состояния с учетом наработки с начала эксплуатации до или после капитального ремонта, а также расхода запасных частей.
Легковые автомобили и автобусы направляются в капитальный ремонт при необходимости капитального ремонта кузова. Грузовые автомобили подвергаются капитальному ремонту при необходимости капитального ремонта рамы, кабины, а также не менее трех других основных агрегатов в любом сочетании. Капитальный ремонт грузовых автомобилей на авторемонтных предприятиях в интересах повышения эффективности использования автотранспорта, за счет сокращения простоя в ремонте следует максимально ограничивать путем замены агрегатов, требующих капитального ремонта, исправными из оборотного фонда автотранспортных предприятий.
За полный срок службы полнокомплектный автомобиль должен подвергаться только одному капитальному ремонту.
Автомобильный агрегат направляется в капитальный ремонт только в том случае, если базовая и основные детали нуждаются в ремонте, требующем полной разборки агретата, а также если работоспособность агрегата не может быть восстановлена текущим ремонтом или восстановление текущим ремонтом экономически нецелесообразно.
Капитальный ремонт прицепного состава в зависимости от конструктивной сложности выполняется на специализированных авторемонтных предприятиях и на автотранспортных предприятиях.
Доставка отремонтированных автомобилей и агрегатов на автотранспортные предприятия и ремонтного фонда на авторемонтные предприятия осуществляется партиями в плановом порядке. Отремонтированные автомобили и агрегаты должны выдаваться авторемонтными предприятиями в порядке прямого обмена на объекты, сдаваемые в ремонт.
Техническое состояние и комплектность подвижного состава и его агрегатов при сдаче в капитальный ремонт авторемонтным предприятиям и при получении из ремонта должны соответствовать действующим единым техническим условиям на сдачу автомобилей и агрегатов в капитальный ремонт н на выдачу их после ремонта.
Автомобили, непригодные по техническому состоянию ни к дальнейшему использованию, ни к капитальному ремонту и отслужившие установленные амортизационные сроки, списываются.
2. Классификация ремонтнь*х предприятий
Капитальный ремонт автотранспортных средств выполняют различные авторемонтные предприятия, которые в зависимости от масштаба производства, назначения (специализации) и типа производства классифицируются следующим образом.
26
По масштабу производства авторемонтные предприятия делятся иа Хве группы: ремонтные заводы и ремонтные мастерские. По основному назначению с учетом специализации авторемонтные предприятия могут быть разделены на виды, каждый из которых определяется номенклатурой товарной ^продукции. Различают следующие виды авторемонтных предприятий:
предприятия -по ремонту автомобилей, для которых, товарной продукцией являются отремонтированные автомобили;
предприятия по ремонту полнокомплектных автомобилей и агрегатов, выпускающие отремонтированные автомобили и комплекты агрегатов, включая или исключая двигатели;
предприятия по ремонту автомобилей на всех готовых агрегатах или только при готовом двигателе; -здесь товарную про-; дукцию составляют; отремонтированные автомобили;
предприятия по ремонту полного или неполного комплекта автомобильных агрегатов, товарной продукцией ’ которых могут быть полный комплект агрегатов автомобиля, агрегаты ограни-, ценной номенклатуры или только двигатели и силовые агрегаты;
предприятия по разборке или сборке автомобилей (агрегатов), выпускающие в качестве товарной продукции годные и. требующие восстановления' детали или собранные автомобили (агрегаты); - '
предприятия по ремонту и изготовлению, полнокомплектного прицепного Состава, для которых товарной продукцией являются отремонтированные й изготовленные прицепы и полуприцепы;
предприятия по восстановлению деталей или по ремонту отдельных сборочных единиц (аккумуляторные батареи, приборы электрооборудования и,питания, кузова,, кабины, рамы, рессоры, шины, карданные вйлы, радиаторы и т. п.), товарной продукцией которых являются восстановленные детали и отремонтированные сборочные единицы. '
По типу производства, зависящему от широты номенклатуры, а также от регулярности, стабильности ‘ и объема выпуска продукции, различают предприятия' единичного, серийного и массового производства.
Одной из основных характеристик' типа производства и соответственно типа авторемонтного предприятия по этой классификации является коэффициент з а й р е п.л е н н я операций К3.01 представляющий £обой"Ътношение числа всех различных технологических операций, выполняемых в течение месяца,' к числу рабочих мест, т. е.
где О —число различных операций;
р— число рабочих мест для выполнения различных операций.
На предприятиях единичноТо производства' выпускается обычно широкая, часто меняющаяся номенклатура изделий при малом объеме выпуска. При единичном производстве, что *
27
характерно для ремонтных мастерских, автомобили и агрегаты ремонтируются, как правило, необезличенным методом, применяемые оборудование и инструмент имеют универсальный характер, расстановка оборудования производится по групповому принципу, уровень механизации процессов низкий, квалификация рабочего персонала высокая и широкопрофильная.
Серийное производство характеризуется ограниченной номенклатурой изделий, выпускаемых периодически повторяющимися партиями (сериями), и сравнительно большим объемом выпуска. В зависимости от количества изделий в партии и значения коэффициента закрепления операций различают мелкосерийное (Кз.о=20, ..., 40), среднесерийное (кз.о=10..20) и
крупносерийное (Л3.о=1, .... 10) производство.
При серийном типе ремонтного производства автомобили и агрегаты ремонтируются сериями, запускаемыми в производство через определенные промежутки времени. Для этого типа производства характерно применение универсального оборудования со специальными приспособлениями и инструментом. Для среднесерийного и крупносерийного производства свойственно применение технологического потока. Технологическое оборудование в условиях серийного производства размещается смешанно — по групповому и поточному принципу. Уровень квалификации рабочих колеблется в широких пределах и с возрастанием серийности понижается.
Массовое производство характеризуется узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени. Закрепление за каждым рабочим местом одной технологической операции позволяет применять конвейеры, широко использовать специальное оборудование, механизировать и автоматизировать трудоемкие процессы. Требования к уровню квалификации рабочих при этом существенно снижаются.
• На принципах единичного производства осуществляется ремонт большегрузных автомобилей и разномарочных автобусов в авторемонтных мастерских, а также ремонт и изготовление прицепного состава на заводах и в мастерских. Серийное производство характерно для ремонта основных типов автомобилей и агрегатов на ремонтных заводах. К условиям массового производства приближается ремонт двигателей и других агрегатов и сборочных единиц на специализированных ремонтных заводах с большим установившимся объемом выпуска продукции.
3. Структура авторемонтных предприятий
Структура авторемонтного предприятия определяется в основном производственной программой, объемом и характером выполняемых ремонтных работ, а также группой предприятия по оплате труда. Наибольший перечень работ и соответственно наиболее развитая организационная структура характерна для
28
• * /
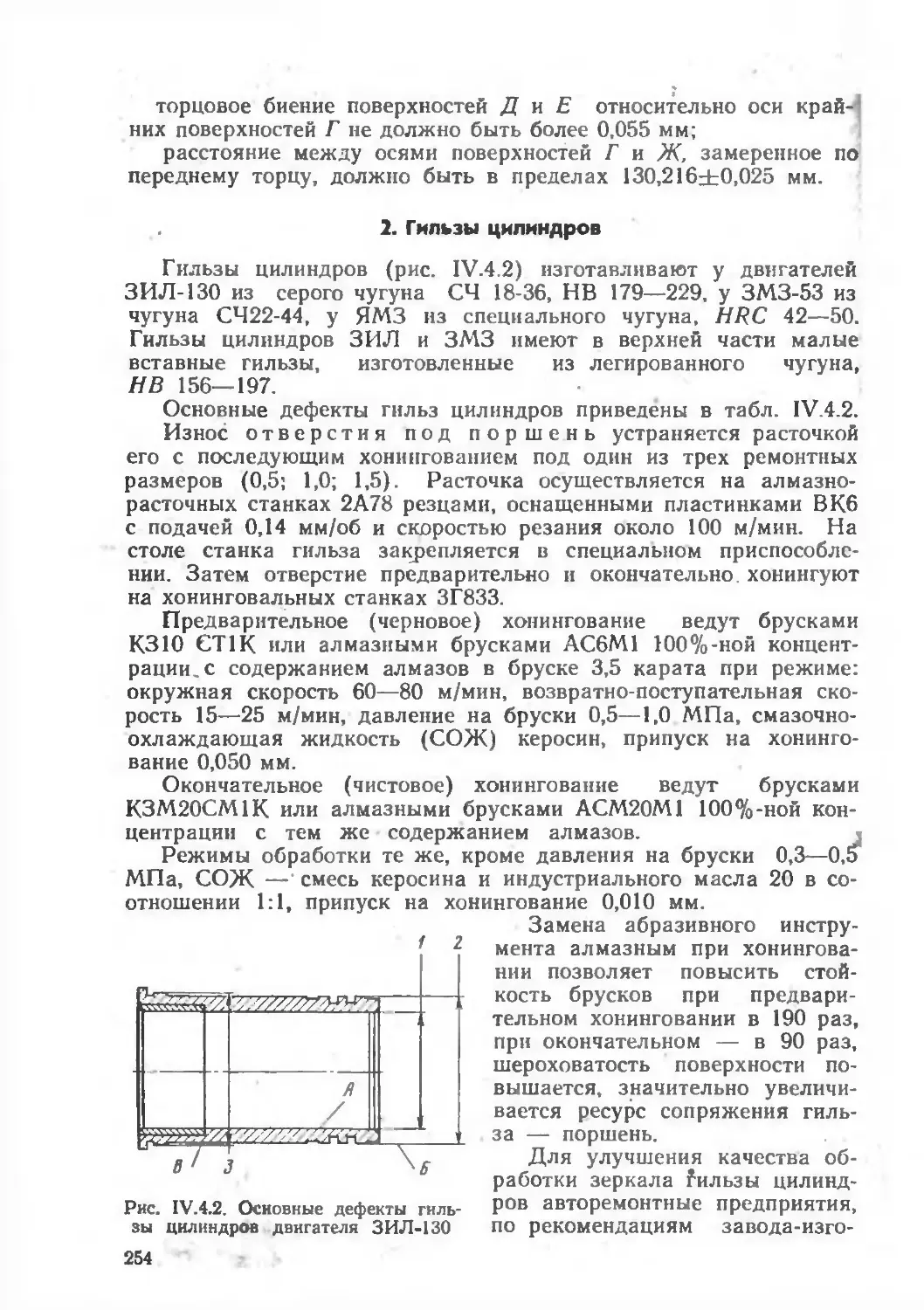
предприятий серийного типа по капитальному ремонту полно* -комплектных автомобилей.
Организационная структура такого предприятия включает ру‘ ководство (директор, главный инженер, заместители директора), подразделения управления производством (производственно^дис-петчерский отдел), службы и подразделения главного инженера (службы главного конструктора, главного технолога, главного механика и главного энергетика'; отдел механизации и автоматизации производственных процессов, заводская лаборатория), подразделения обеспечения производства (бухгалтерия, планово-экономический отдел, отдел технического контроля, отдел труда ’ и заработной цлаты, отдел кадров), подразделения- снабжения и сбыта (административногхозяйственный отдел, отдел снабжения, отдел сбыта, транспортный отдел и др.), производственные подразделения (основные производственные цехи или участки, службы вспомогательного производства и склады).
Рассмотрим производственные подразделения авторемонтного, предприятия.
.Разборочный цех включает: разбордчио-моечный участок, на котором производятся подразборка и разборка, предварительная- .и ’ окончательная мойка автомобилей и агрегатов, мойка и очистка деталей; контрольно-сортировочный участок, где детали дефектуются и сортируются на группы годных^ подлежащих восстановлению и негодных, а также назначаются маршруты их > восстановления; склад деталей,- ожидающих ремонту, для учета и хранения подлежащих восстановлению деталей и для комплект тованйя партий деталей по маршрутам восстановления.
Сборочный цех состоит из: комплектовочного и слесарно-подгоночного участка, на котором осуществляется- номенклатурный подбор- деталей для сборочных групп, комплектование-пар деталей для групповой сборки и слесарно-подгоночные работы; агрегатно-сборочного участка, на4 котором собираются, испытываются н окрашиваются все агрегаты, за исключением двигателя; участка двигателей, предназначенного для сборки,- испытаний и окраски двигателей; рамного участка, где разбираются, переклепываются и окрашиваются рамы; участка сборки авто- -мобилей, где осуществляется сборка автомобилей из агрегатов; регулировочного участка, на котором производится испытание автомобилей на стенде или пробегом и устраняются обнаруженные неисправности; мёдннцко-радиаторного участка,, где восстанавливаются радиаторы, топливные баки и различные трубопроводы; шиномонтажного р шиноремонтного участка для восстановления колес, покрышек и камер, балансировки и окраски ко-,лес; участка по ремонту электрооборудования, где проводятся работы по ремонту электроагрегатов, приборов и электропровод- • ки автомобиля; участка приборов питания, на котором ремонтируются топливные насосы, карбюраторы, форсунки; аккумуляторного участка длр ремонта и заряда аккумуляторных батарей.
4 , - ‘ 29
Кузовной цех имеет следующие участки:, деревообделочный участок, где сушится и обрабатывается древесина для деревянных платформ; участок по ремонту деревянных платформ; участок по ремонту металлических платформ и кузовов автомобилей-самосвалов, на котором очищаются, ремонтируются и ок-1 рашиваются металлические платформы и кузова; жестяницкий и арматурно-слесарный участок, где восстанавливаются крылья, двери кабины, арматура кабины, брызговики с применением сварочных работ и полимерных материалов и подготавливаются к окраске; кабиноремонтный участок, где производится ремонт ка-1 бины с применением. сварки и полимерных материалов и подго-. товка ее к окраске; малярный участок, где окрашиваются кабина, все кузовные узлы и детали; обойный участок, предназначенный для ремонта подушек и спинок сидений, и обивки кабины автомобиля*.
Цех восстановления и изготовления деталей хвключает: кузнечно-рессорный участок, где ремонтируются упругие элементы подвесок с устранением остаточных деформаций, восстанавливаются' детали других узлов методом пластического деформирования; сварочный участок, на котором осуществляется восстановление деталей с. применением различных видов сварки; гальванический участок, предназначенный для размерного и декоративного покрытия деталей гальваническим способом; метал-лизационный участок, где восстанавливаются изношенные детали напылением расплавленного металла; участок восстановления деталей с применением синтетических материалов; термический ' участок для термической й химико-термической обработки деталей; слесарно-механический участок, служащий для восстановления деталей механической и слесарной обработкой.
Участки вспомогательного производства: инструментальный участок, на котором изготовляются и ремонтируются средства технологической оснастки и инструмент» затачивается режущий инструмент, хранятся и выдаются приспособления и инструмент; ремонтно-механический участок отдела главного механика, предназначенный для обслуживания и .ремонта технологического оборудования и санитарно-технических установок, а также для изготовления нестандартнзированного оборудования; электроремонтный участок' осуществляющий ремонт электродвигателей и электрически# установок, ремонт и обслужи-. ванне комгфессорных систем, уход за осветительной сетью; ремонтно-строительный-участок, выполняющий работы по обслуживанию и ремонту водопровода, канализации, зданий, сооружений и подъездных путей.
Общезаводские склады служат для приемки, переработки, хранения н выдачи различных материалов и полуфабрикатов. К общезаводским складам относят склады материалов и химикатов, металла, запасных частей, лесоматериалов, ремонтного фонда, готовой продукции, топлива и смазки, утиля^
30
4. Основы организации пройзаодсяммного процесса на авторемонтном предприятии
Исходными данными для организации производственного процесса капитального ремонта автомобилей и агрегатов являются производственная программа предприятия по видам ремонтируемых объектов и принимаемые технологические процессы ремонта.
Организация производственного процесса должна обеспечить: распределение рабочих и оборудования на участка^ и рабочих местах пропорционально- трудоемкости выполняемых работ;
равенство времени на ремонт каждого объекта данного типа; f одновременное выпдянение работ на . нескольких объектах;
непрерывное выполнение работ на рабочих местах.
В условиях ремонтного предприятия возможно применение. различных организационных форм выполнения ремонтных работ: ремонт на универсальных постах; .
ремонт на специализированных постах;
поточный ремонт автомобилей и агрегатов.
Ремонт на универсальных постах производится в том случае, если производственная программа по данному.типу* изделий мала, а их конструкция не допускает обезличивания .составных частей. Эта форма организации ремонта является примитивной и применяется обычно в условиях небольших мастерских. При ней весь ремонт выполняется одной бригадой рабочий которая производит все работы от начала до .конца. Детали, требующие для'восстановления специального оборудования; ко-' торого нет на универсальных постах, направляются иа соответствующие участки предприятия. Недостатками такой формы являются длительный простой объекта в ремонте, потребность в высококвалифицированной рабочей силе и' высокая стоимость ремонта. Ее положительной стороной считается сравнительная простота организации работ и определенность исполнителя, отвечающего за качество выполненных работ. . '' >
При значительной производственной программе ремонт организуется’ на специализированных постах. В усЛо-виях такой организации работ на каждом посту выполняется -ремонт одного узла или совокупность "заранее‘'определенных технологических операций. Применение специализированных постов позволяет повысить производительность труда, снизить требования к уровню квалификаций рабочих н уменьшить за счет этого стоимость ремонта. Эта форма организации работ применяется • на ремонтных заводах, и в крупных мастерских по ремонту явто-транспортных средств.
Наиболее совершенной и поэтому наиболее распространенной формой организации производства является* поточный ремонт автомобилей и агрегатов. При этой форме технологические операции закрепляются за рабочими постами, расположенными в последовательном порядке. согласно технологическому В .
31
процессу ремонта. Перемещение объектов осуществляется механизированным способом непрерывно или с перерывом через некоторые интервалы времени, соответствующие рабочему такту. Поточное производство требует ритмичной синхронной работы всех рабочих постов, четкого и бесперебойного функционирования всех производственных подразделений предприятия, обслуживающих поточные линии. Поточная. форма организации ремонта обеспечивает наивысшую производительность труда, не требует использования высококвалифицированных рабочих и, следовательно, снижает стоимость ремонта.
5. Основы организации рабочих мест
Рабочее место является первичным и основным звеном производства. Правильная организация рабочего места предполагает четкое определение объема и характера выполняемых на нем работ, необходимое оснащение, рациональную планировку, систематическое обслуживание, благоприятные и безопасные условия труда.
На каждое рабочее место составляется паспорт, в котором указываются: содержание выполняемой работы, годовое задание в человеко-часах, режим и условия работы, планировка, оснащение и порядок обслуживания рабочего места и порядок размещения на нем обработанных деталей.
Оснащение рабочего места оЬуществляется по утвержденной технической документации на выполнение работ. Оно включает организационную и технологическую оснастку. К организационной оснастке относятся устройства для хранения и размещения при работе инструмента, приспособлений, чертежно-технической документации и предметов ухода за рабочим местом (верстаки, инструментальные шкафы, штативы и т.д.); устройства для временного размещения на рабочем месте заготовок, деталей, узлов и агрегатов (стеллажи, подставки, специальная тара и т. д.); устройства для обеспечения наиболее удобной рабочей позы ,и безопасных условий труда (подъемно-поворотные стулья, решетки под ноги, упоры для ног и подлокотники, щитки, защитные экраны и очки, крючки для снятия стружки и т. д.); средства для поддержания чистоты и порядка и обеспечения благоприятных условий труда (щетки, сметки, совки, урны для отходов, короба для стружки); светильники для местного освещения, местные вентиляционные и пылеотсасывающие устройства и пр.; подъемные механизмы и устройства для межоперационного транспортирования заготовок, деталей, узлов, агрегатов (тележки, рольча-ги, скаты и др.). Количество и номенклатура организационной оснастки должны обеспечивать непрерывность работы, ее высокую производительность и удобство. •
Количество и номенклатура средств технологической оснастки на рабочем месте определяется работами по принятому технологическому процессу. Технологическое оснащение включает обо-
32
рудованне и оснастку, измерительный, режущий, монтажный и вспомогательный инструмент, а также техническую документацию. Средства технологического оснащения на рабочем месте должны размещаться в определенном, удобном для работы порядке с тем, чтобы исключить потери времени на поиски и перекладывание с места на место. <
Для осуществления мероприятий по совершенствованию организаций. рабочих мест два раза в год проводят комплексный анализ условий труда. По результатам анализа разрабатывают мероприятия с целью совершенствования рабочих мест.
6. Организация контроля качества на авторемонт>шх предприятиях
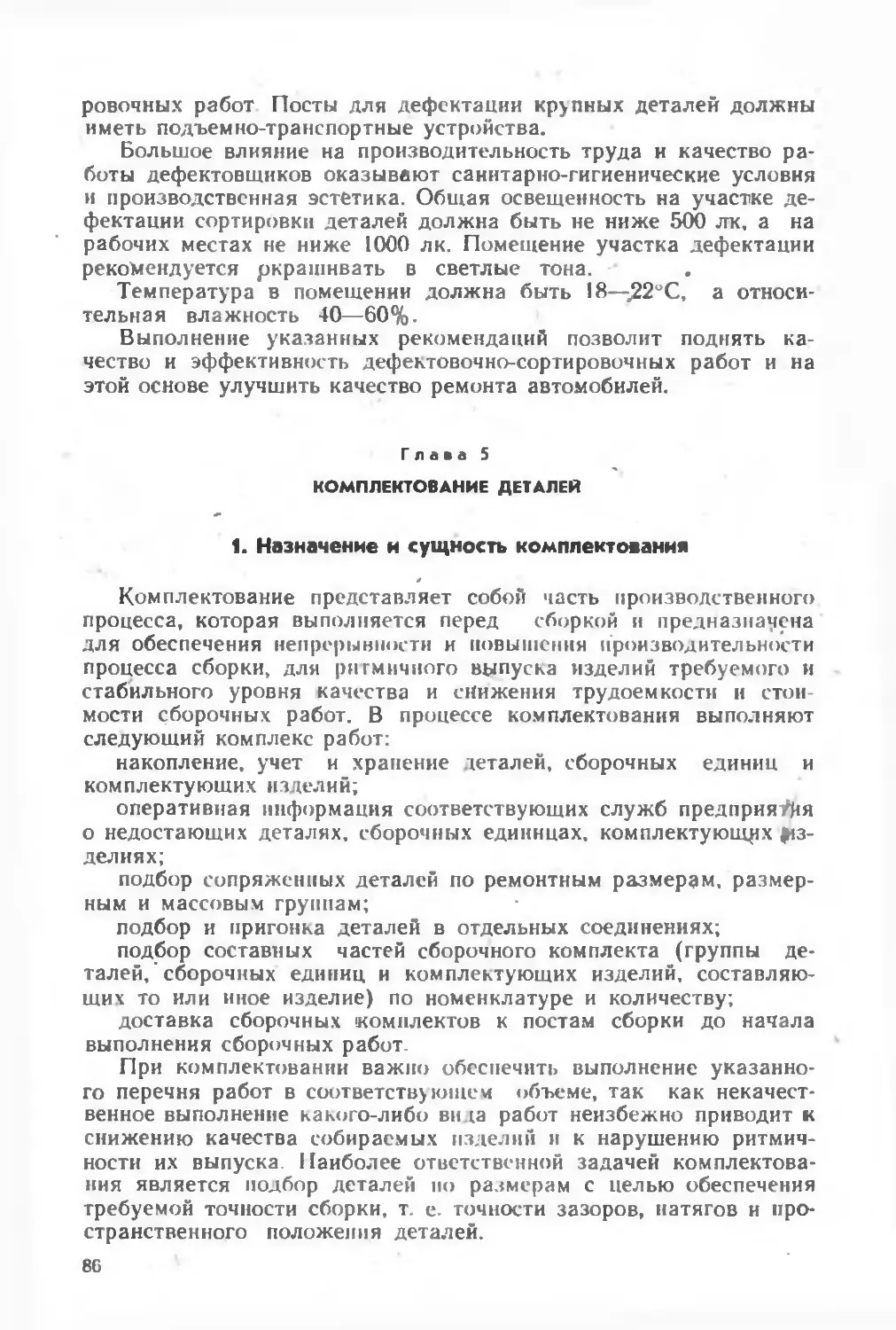
Контроль качества продукции заключается . в проверке соответствия показателей качества продукции установленным требованиям, зафиксированным в стандартах, технических условиях, паспорте изделия или в других документах. Для контроля качества продукции на авторемонтных предприятиях организуется служба технического контроля качества. Основная задача ее заключается в предотвращении выпуска отремонтированных объ-ектов, не соответствующих установленным требованиям, при минимальном уровне внутризаводского брака.
В задачи службы технического контроля авторемонтного предприятия входят:
входной контроль качества поступающих на предприятие сырья, материалов, полуфабрикатов и комплектующих изделий;
контроль точности применяемых технологических процессов и точности используемых технологического оборудования и технологической оснастки;
контроль качества изготавливаемых на предприятии инструмента и средств технологической оснастки;
инспекционный, контроль хранения сырья, материалов и полуфабрикатов;
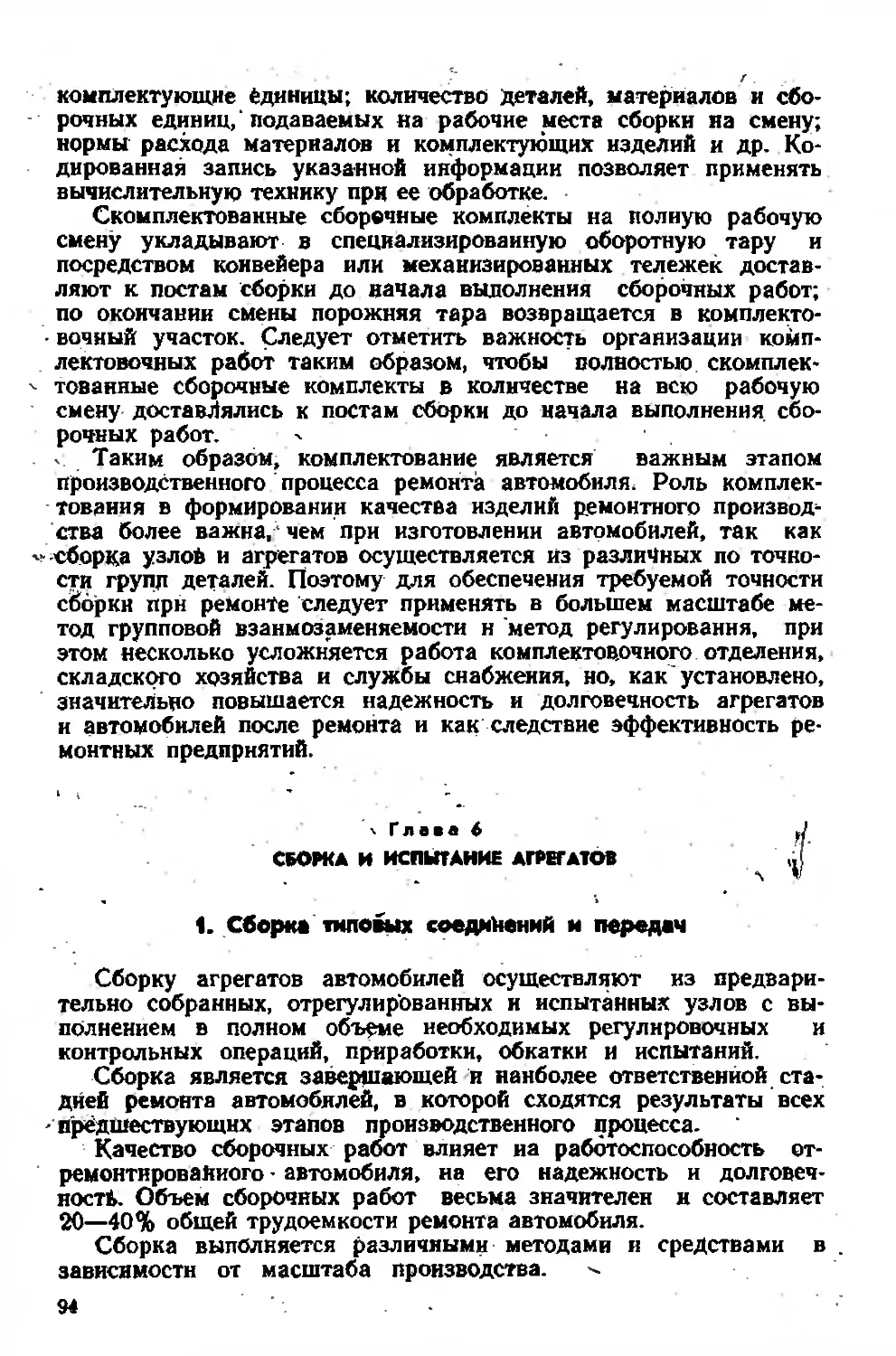
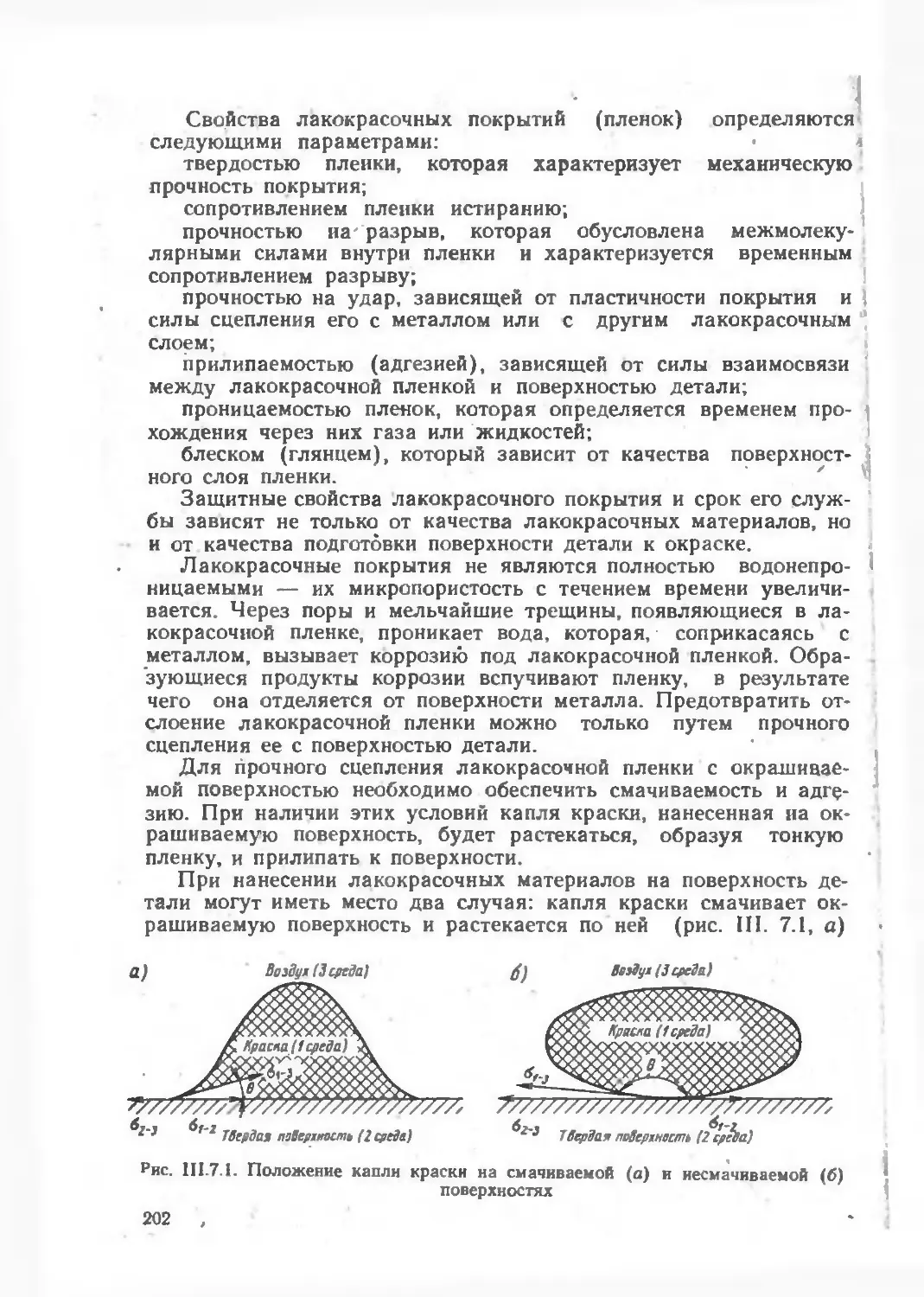
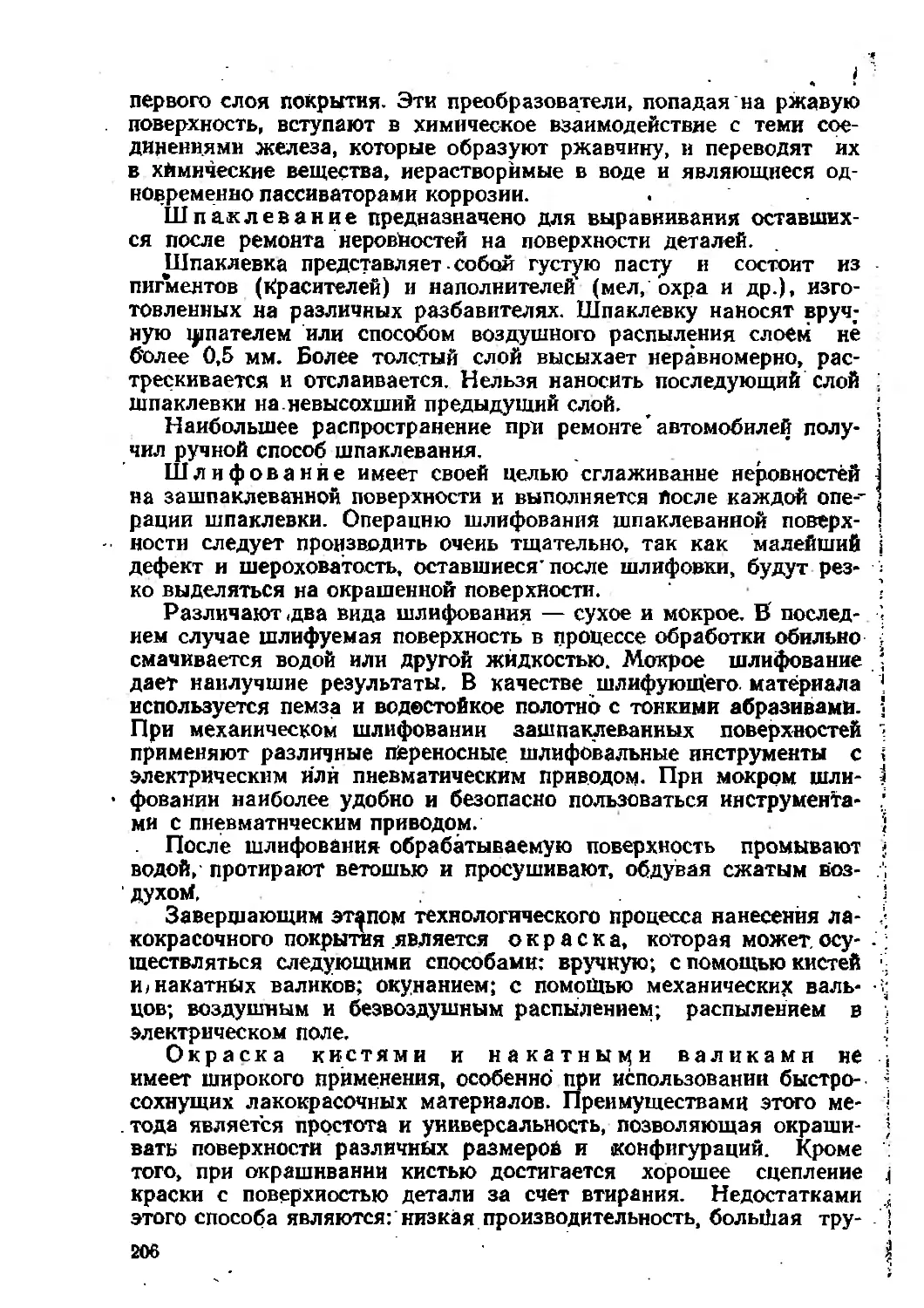
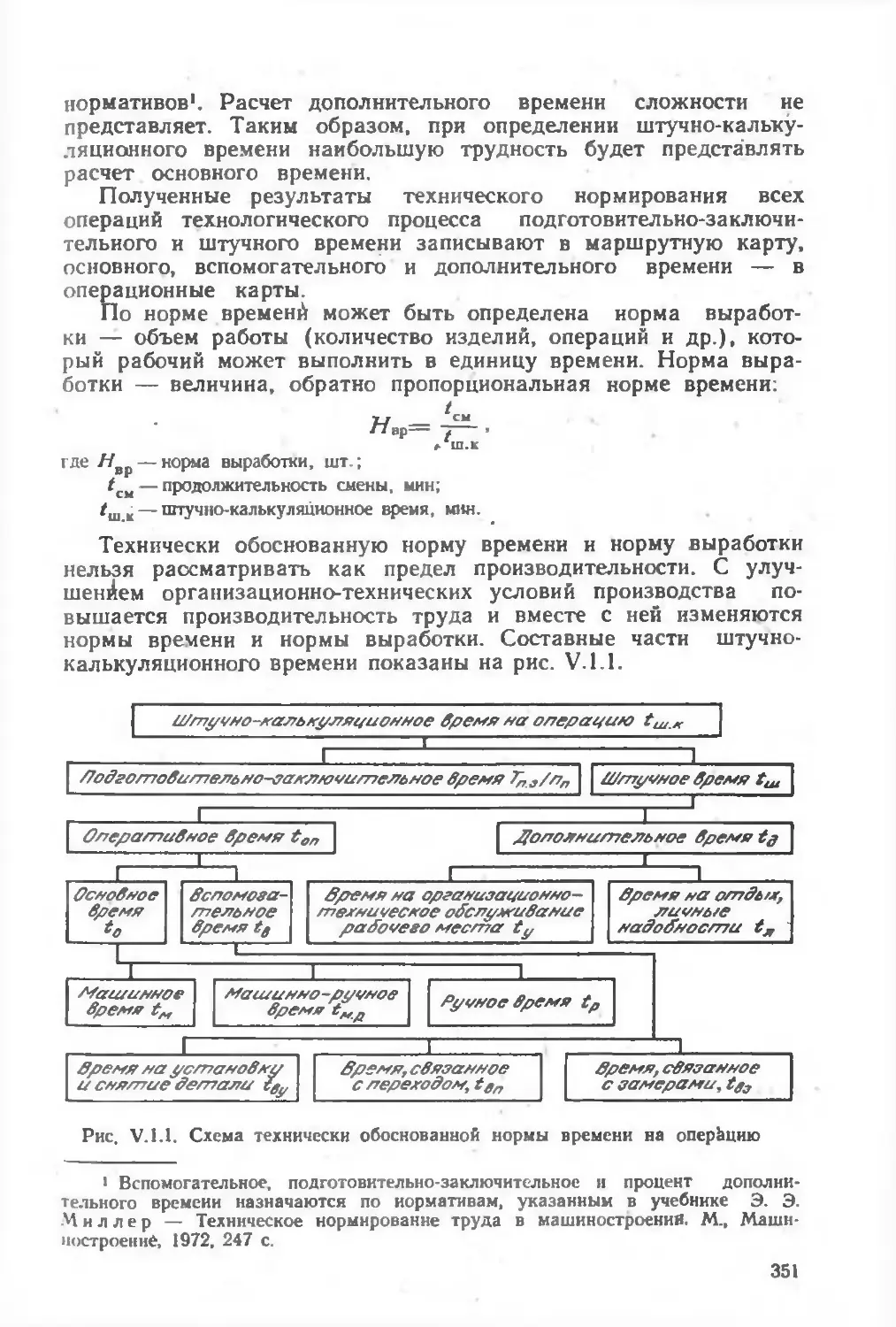
-^0/?ера£рлжм>/й лмгпроль
—| . входной контроль ' |
—| Лривмоинь/й контроль
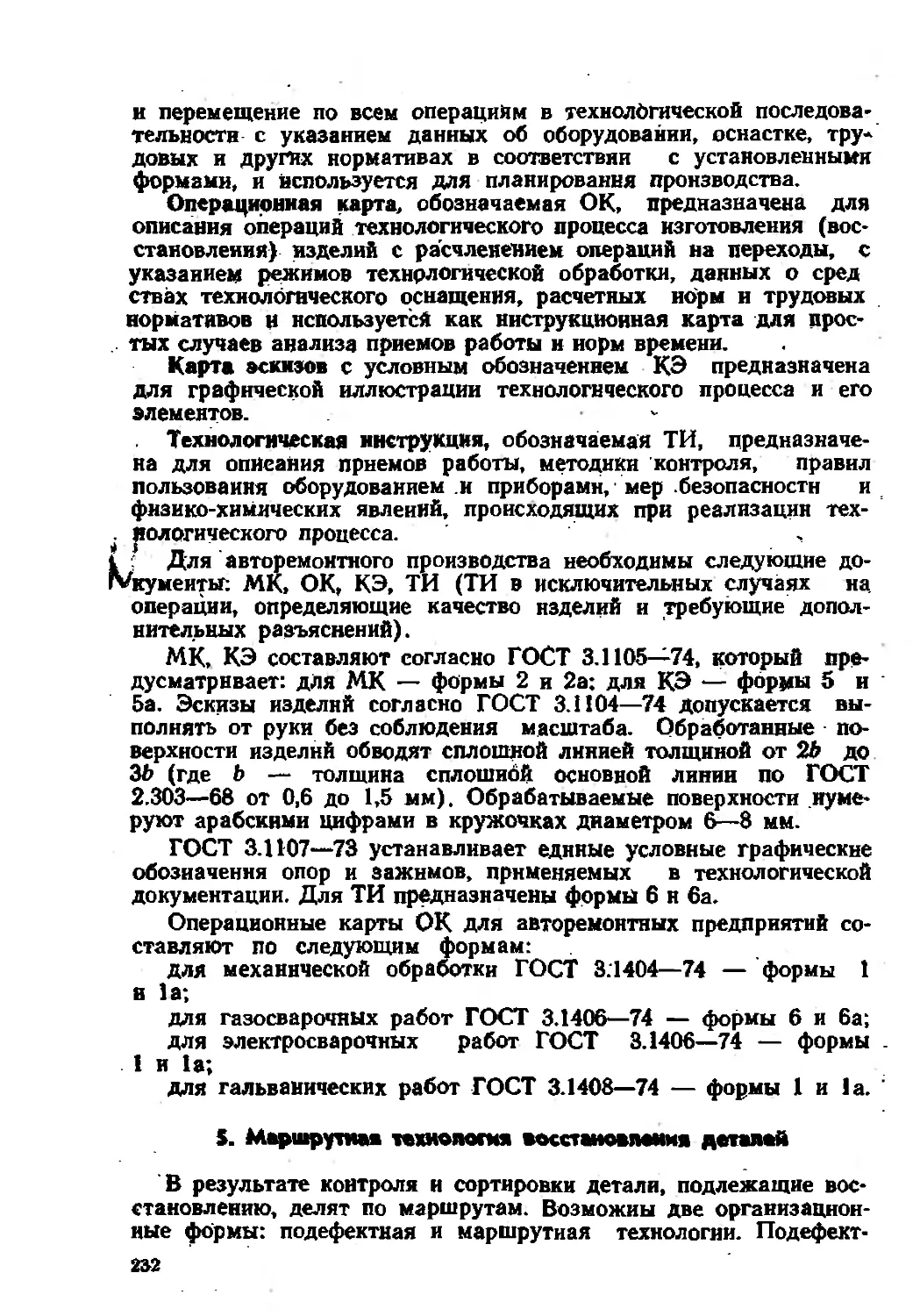
Рис 1.3.1. Виды технического, контроля
2—5592
.приемочный контроль деталей, узлов, агрегатов и автомобилей после ремонта;
клеймение принятой и забракованной продукции и ее документальное оформление;
контроль комплектности, упаковки и консервации готовой продукции;
анализ дефектов, появляющихся в процессе производства и обнаруживаемых при испытаниях и в эксплуатации;
участие в работе по управлению качеством продукции на предприятии.
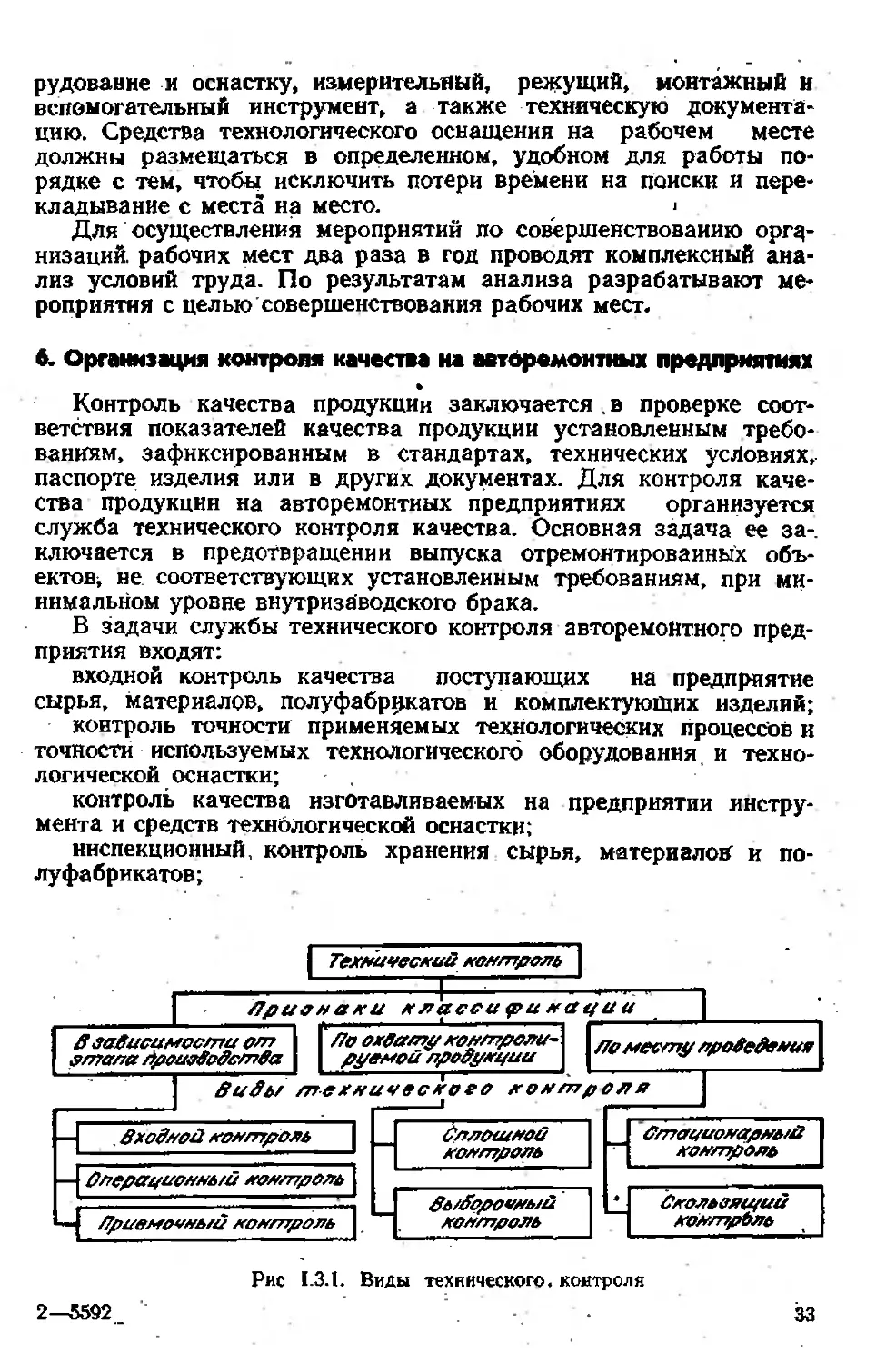
Для практического осуществления проверок в зависимости от задач проверок, применяются различные виды технического контроля, представленные с учетом их классификации на рис. 1.3.1.
Входной контроль используется для контроля качества поставляемых на предприятие сырья, материалов и комплектующих изделий. Операционный контроль служит для проверки качества продукции или технологического процесса после завершения определенной технологической операции или ряда операций. Приемочный контроль — контроль готовой продукции.
Сплошной контроль охватывает все единицы продукции. Выборочный контроль характеризуется проверкой одной единицы или нескольких единиц из определенной партии или потока продукции.
Стационарный контроль — контроль, выполняемый на специально оборудованном в цехе (на участке) контрольном пункте. Скользящий контроль проводится на рабочем месте, куда доставляются необходимые средства контроля и прибывает контролер.
Раздели ТЕХНОЛОГИЯ КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Глава 1
ПРИЕМ АВТОМОБИЛЕЙ И АГРЕГАТОВ В РЕМОНТ И ИХ НАРУЖНАЯ МОЙКА
1. Прием автомобилей и их агрегатов в ремонт и хранение ремонтного фонда
Эффективность капитального ремонта во многом 'зависит от состояния ремонтного фонда, поступающего из эксплуатации, его качества и комплектности. Состояние ремонтного. фонда оказывает большое влияние на технико-экономические показатели авторемонтного производства, так как оно обусловливает уровень трудовых и материальных затрат авторемонтного производства.
Прием ремонтного фонда от автотранспортных предприятий,,' передачу его на авторемонтнйе предприятия; и поставку, отремонтированной продукций на автотранспортные предприятия целесообразно организовывать через обменные пункты. Использование обменных пунктов в 1,5—2 раза уменьшает транспортные расходы и значительно повышает равномерность завоза ремонтного фонда на авторемонтные предприятия.,
Автомобиль, его агрегаты и узлы принимают в ремонт гфи наличии наряда на ремонт, выданного вышестоящей организацией по представлении следующих документов: справки о пробеге автомобиля, акта о его техническом состоянии, технического паспорта автомобиля, паспорта и карточки на баллоны (только для газобаллонных автомобилей). С агрегатами и узлами, помимо наряда на ремонт, сдают: справку о их техническом состояний, паспорт — только для ранее капитально ремонтировавшихся двигателей.
Автомобили и их составные части, сдаваемые в капитальный ремонт должны быть комплектными. Комплектность автомобиля его агрегатов и узлов, а также правила приемки ремонтного фонда указаны в ГОСТ 18505—73 и ГОСТ 18506—73. В соответствии с ГОСТ 18505—73, установлены первая и вторая комплектности автомобилей и их составных частей, сдаваемых в капитальный ремонт и получаемых из капитального ремонта.
Для пассажирских’автомобилей (автобусов н легковых), грузопассажирских и автомобилей-тягачей установлена только первая комплектность, для грузовых, специализированных и специальных — первая и вторая; для силовых агрегатов1 в сборе —
1 Силовой агрегат — это двигатель первой комплектности в сборе с коробкой передач.
2* ". Зо
первая; для дизельных двигателей — первая; для карбюраторных двигателей первая и вторая.
Автомобили первой комплектности — это полнокомплектные автомобили с кузовами, кабинами, платформами, со всеми составными частями, аппаратурой, приборами и всеми деталями,^ предусмотренными конструкцией конкретного автомобиля, включая запасное колесо, без комплекта инструментов. Допускаются отклонения в комплектности автомобилей в пределах конструктивных изменений, принятых за период выпуска данной модели.
Грузовые, специализированные и специальные автомобили второй комплектности отличаются от автомобилей первой комплектности тем, что сдаются в ремонт и выдаются из ремонта без платформы, металлических кузовов, специального оборудования (подъемников, цистерн, пожарного оборудования и т. п.) и деталей их крепления на шасси.
Двигатель первой комплектности — это двигатель в сборе со всеми составными частями, установленными на нем, включая компрессор, вентилятор, насос гидроусилителя рулевого управления, сцепление, систему питания (топливную аппаратуру), приборы систем охлаждения и смазки, электрооборудование и приборы системы выпуска газов без глушителя и приемной трубы.
Двигатель второй комплектности — это двигатель в сборе со сцеплением без вентилятора, водяного насоса, компрессора, насоса гидравлического усилителя рулевого привода, воздухоочис-. тителя масляных фильтров, водяных патрубков, генератора, стартера, датчиков контрольных приборов, системы вентиляции картера, карбюратора, топливных насосов, топливопроводов, распределителя и свечей зажигания.
Все остальные агрегаты и узлы в соответствии с ГОСТ 18505—73 имеют только одну комплектность. Они должны поступать в ремонт и выдаваться из ремонта в комплектности, установленной предприятием-изготовителем.
При приеме в ремонт ремонтного фонда оформляется приемо-сдаточный акт в трех экземплярах по рекомендуемой ГОСТ 18506—73 форме. В акте отмечают наименование объекта ремонта, его техническое состояние и комплектность, наименование заказчика, срок сдачи в ремонт. Акт подписывается представителями авторемонтного предприятия и заказчиком и заверяется печатью. Первый и третий экземпляры актов передаются в отдел сбыта. В дальнейшем третий экземпляр приемо-сдаточного акта вместе с объектом ремонта передается в производство. Второй экземпляр акта выдается заказчику.
Прием в капитальный ремонт автомобилей, их агрегатов и узлов производит представитель авторемонтного предприятия, который дает письменное заключение на приемо-сдаточном акте о соответствии технического состояния ремонтного фонда требованиям ГОСТ 18506—73.
36
Заключение sto • составляется по результатам наружного осмотра, испытаний пробегом до 3 <<м (только для автомобилей), проверки на контрольно-испытательных стендах или с применением других средств объективного контроля и диагностики, а также разборки в необходимом объеме для контроля технического состояния составных частей автомобиля.
ГОСТ 18506—73 устанавливает требования к состоянию автомобилей, поступающих в ремонт. Автомобили, принимаемые ' в ремонт, независимо от способа их доставки должны быть-в состоянии, обеспечивающем нх передвижение своим ходом (кроме автомобилей с аварийными повреждениями), и не иметь деталей, отремонтированных способами, исключающими возможность, их последующего использования или ремонта. Неисправности автомобилей и их составных частей, принимаемых в капитальный ремонт, должны быть следствием нормальной эксплуатации и естественного износа деталей.
Автомобили, сдаваемые в капитальный ремонт, должны иметь годные к эксплуатации аккумуляторные батареи, все колеса, включая запасные, с'шинами, накачанными й годными к эксплуатации. Шины не должны иметь каких-либо .повреждений, высота рисунка протектора шин пассажирских автомобилей должна быть не менее 1 мм, прочих автомобилей —• -не менее 0,5 мм.
В случае отсутствия полного комплекта деталей в составных частях, а также замены деталей негодными > (подсборка) авто- • мобили и их составные части в ремонт не принимаются, о чем делается пометка в приемо-сдаточных актах. Акты направляются в автотранспортное предприятие и в его вышестоящую организацию. При наличии письменного ходатайства вышестоящей организации- заказчика и разрешения руководителя авторемонтного предприятия допускается приемка в капитальный ремонт автомобилей с аварийными повреждениями или неукомплектованных некоторыми крепежными и мелкими деталями при условии, что эта некомплектность не ухудшает технико-эксплуатационных показателей, влияющих на безопасность движения. Характер и размеры аварийных повреждений и некомплектность указывают в справке о состоянии автомобиля, сдаваемого в" ремонт, или в акте технического -состояния, в -приемо-сдаточном акте и соответствующей калькуляции авторемонтного предприятия, составляемой в связи с увеличением объема и стоимости ремонта за счет аварийных повреждений или некомплектности.
В- капитальный ремонт не принимают: грузовые автомобили любого назначения; если их кабины и рамы подлежат списанию; автобусы, легковые и грузопассажирские автомобили, если ' их кузова подлежат списанию. К категории, подлежащих списанию, относят кабины, рамы и кузова на основании дефектов, указанных в технических требованиях ГОСТ 18506—73.
Агрегаты и узлы автомобилей, сдаваемые в ремонт- отдельно, не принимаются в капитальный ремонт, если при приемке обнаружено, что их базовые детали (или основные детали оборонных . . ' - 31
единиц, не'имеющих базовых деталей) подлежат списанию в брак по действующим нормативным документам на капитальный ремонт автомобилей и агрегатов соответствующих моделей.
Сохранность ремонтного фонда на всех стадиях капитального ремонта, начиная, от приемки и хранения перед разборкой, оказывает большой влияние на экономику ремонтного предприятия.
-Для надлежащей организации приемки н хранения ремонтного фонда на авторемонтном предприятии должен быть склад ремонтного фонда. Этот склад обычно состоит нз площадок для приемки и хранения ремонтного фонда, площадки для автомобилей, принятых на хранение, площадки для хранения списанных автомобилей. Размер площадок определяют по расчетному количеству переходящего запаса с учетом габаритных размеров хранимых автомобилей и агрегатов, нормальных проходов, проездов и противопожарных разрывов между объектами хранения. Склад ремонтного фонда должен быть оборудован эстакадами для слива смазки из агрегатов, средствами механизации погрузочно-разгрузочных рдбот.
Опыт ряда авторемонтных предприятий показывает, что для . рационального использования площадей склада ремонтного фонда целесообразным 'является многоярусное хранение агрегатов. Для этого на складе устанавливаются многоярусные стеллажи, в ячейках которых хранятся агрегаты. Установка на стеллажах * и снятие агрегатов, а также транспортирование их внутри склада осуществляется кранами-штабелерами.
Чтобы сократить время хранения ремонтного фонда на площадке, необходимо соблюдать очередность подачи его в производство в соответствии с порядком поступления на склад. С этой целью площадку хранения ремонтного фонда разделяют на пронумерованные секторы и участки, с которых 'объекты ремонта поочередно передают в производство.
Освободившиеся участки снова заполняют поступившим ремонтным фондом.
Списанные автомобили, передаваемые в производство для ‘ разборки на запасные. части, сопровождаются накладной, с отметкой «писанный Автомобиль для разборки». Передача автомобилей и их составных частей с площадок хранения ремонтного фонда в цех разборки производится по месячному графику, разрабатываемому производственно-диспетчерским отделом. Выдача автомобилей со склада ремонтного фонда производится по накладным.
2. Наружная мойка автомобилей м их агрегатов
Автомобили, сдаваемые в капитальный ремонт, должны быть тщательно вымыты и очищены от загрязнений. Агрегаты, поступающие в капитальный ремонт отдельно, должны быть чистыми, без жидкой смазки, герметизированы, а неокрашенные поверхности покрыты консервирующей смазкой по ГОСТ 13168—69.
Зв
Мойку автомобилей перед приемкой в ремонт проводят' дт*' специальных бетонируемых площадках, которые оборудованы стоками для воды, эстакадой,-резервуаром для хранения оборотной, воды, грязеотстойником, уловителем нефтепродуктов, маслосборным колодцем..
Очистка объектов ремонта может выполняться холодной и горячей водой или растворами с добавлением моющих. средств.
В качестве моющих средств для струйной очистки применяют Лабомнд 101 или Лабомид 102.
Рекомендуемая концентрация моющих средств 10 кг/м8, а температура 65—80°С. /
Крупные ремонтные предприятия имеют на площадках ремонтного фонда теплые помещения и оборудуют их моечными машинами струйного типа. Для средних Авторемонтных предприятий рекомендуется производить мойку в машине ОМ-8036. В этой машине предварительная мойка производится с помощью арочной системы сопел, а окончательная очистка гидромонито- ' ром, управляемым вручную.
Для наружной очистки и сушки автомобилей ЗИЛ-130 и ГАЗ-51 иа крупных, авторемонтные предприятиях с программой 5—10 тыс. ремонтов в год предназначена стационарная проходу ная машина ОМ-7459 ГОСНИТИ, производительность которой 10 авт/ч, рабочее давление раствора в душевом>устройстве для очистки верхней части автомобиля 0,4 МПа, а для очистки нижней части автомобиля 2 МПа.
Тщательная наружная мойка автомобилей и агрегатов является необходимым условием, обеспечивающим должный осмотр и' приемку их в ремонт, в соответствии с требованиями ГОСТ 18506—73.
Главе 2 РАЗБОРКА АВТОМОБИЛЕЙ И ИХ АГРЕГАТОВ
, • 1 1. Организация разборочных работ
В производственном. процессе капитального ремонта автомобилей, их агрегатов и узлов важное место занимает разбороч-ный^процесс, который дает авторемонтным предприятиям около 70% деталей для-повторного использования.
Конечным продуктом разборочного процесса являются детали, которые в последующем используются в. производстве без ремонта или после их восстановления, поэтому при разборке автомобилей, их агрегатов н узлов необходимо обеспечить максимальную сохранность деталей.
Количество годных деталей, трудоемкость восстановления деталей, требующих ремонта, зависят от организации и технологии выполнения разборочных работ. Трещины,' пробоины, погну- (
89
тисть, обломы, срыв резьбы и другие дефекты в деталях часто появляются в результате нарушений технологических приемов разборки.
Получаемые после разборки разные группы деталей требуют от производства разных затрат. Годные детали обходятся производству примерно в 6—10% от их прейскурантной цены, отремонтированные — в 30—40%, а замена деталей — в ПО—150%. Тщательная и качественная разборка приводит к повышению сохранности деталей и нормалей, уменьшению дальнейших операций ремонта и в конечном счете оказывает влияние на качество и себестоимость продукции.
Разборочный процесс — одна из особенностей авторемонтного производства. Он представляет собой совокупность различных операций по разъединению всех объектов ремонта до деталей в определенной последовательности.
Разборочный процесс включает в себя следующие виды работ: моечно-очистные, собственно разборочные, подъемнотранспортные по перемещению объектов ремонта и контрольносортировочные. От общей трудоемкости разборочного процесса на долю собственно разборочных работ приходится 60—65%.
Разборка автомобилей при капитальном ремонте произво-дится по следующей схеме: общая разборка автомобиля на агрегаты, узлы и детали: разборка агрегатов на узлы и детали; разборка узлов и сборочных единиц на детали.
Разборка автомобилей начинается со снятия капота, кузова, оперения, топливных баков, радиаторов, приборов электрооборудования и топливной аппаратуры. Затем отсоединяют механизмы управления и пуска двигателя, выключения сцепления, рулевого управления, управления тормозами и др. После этого с рамы снимают двигатель, коробку передач и т. п. В последнюю очередь отсоединяют ходовую часть автомобиля (передний и задний мосты) и на месте разборки остается одна рама (рис. П.2.1).
На разборочный процесс существенное влияние оказывает его организация. Разборка в зависимости от объема производства может быть организована на стационарных постах или на поточных линиях.
Пост — это часть производственной площади, предназначенная для выполнения определенных операций технологического процесса, на которой имеется необходимое оборудование, приспособления и инструмент. На посту может быть одно или несколько рабочих мест
Рабочим местом называется зона трудовой деятельности одного или нескольких рабочих. Отдельная единица оборудования, обслуживаемая одним или несколькими рабочими, например стенд для разборки двигателя, считается одним рабочим местом. Каждая позиция конвейера независимо от числа рабочих на данной позиции, считается одним рабочим местом. Если оборудование предназначено для обслуживания определенного
40
рабочего места разборки, то оно относится к этому рабочему месту и не является самостоятельном рабочим местом. Например, станок для отвертывания гаек стремянок рессор не является самостоятельным рабочим местом, а обслуживает рабочее место разборки мостов автомобиля.
Передовая организация производственного процесса характеризуется достижением ритмичной работы Отдельных постов, наиболее коротким путем движения объектов ремонта, максимальным выходом годных деталей при наименьших затратах.
Основными организационными 'формами разборки (рис. П.2.2) являются непоточная и щпмчиая организация,- В свою очередь, при непоточиой орг анизации разборка может быть организована на универсальных, специализированных илн смешанных постах. ' При организации разборочного, процесса на потоке объекты ремонта могут быть неподвижны либо перемещаться." Поточные линии могут быть однопредметными, многопредметными, прерывно-поточными и непрерывно-поточными.
При поточном способе оборудование и рабочие посты располагаются последовательно друг за другом' в порядке выполнения операций технологического процесса, который производится на нескольких постах. Причем последовательность и .объем операций, а также число рабочих на постах такне< что за определенный промежуток времени, равный такту поточной линии, разбирается одно изделие.
Тактом разборки называется промежуток времени между разборкой двух последовательных автомобилей или агрегатов на поточной линии, т. е. промежуток времени, через который послед-
Рис. П.2.1. Схема разборки автомобиля
< 41
Рис. П.222. Формы организации разборочного процесса
мне составное части разбираемого объекта ремонта снимают с . последнего поста (рабочего места) поточной линии.
.Поточный способ разборки автомобилей на агрегаты осуще-ртвляют с помопХыо конвейеров. Разборку агрегатов на узлы и детали проводят на стендах, эстакадах или конвейерах.
, V < Лоточная форма организации разборочного процесса является наиболее прогрессивной и позволяет улучшить качество раз* борки, увеличить производительность труда, и снизить себестоимость разборочных работ.
Применение поточного метода разборки позволяет сосредоточить одноименные технологические операции на специализированных постах, сократить количество одноименных инструментов на 30%, увеличить интенсивность ' использования технологической оснастки на 50% и увеличить производительность труда разборщиков на £0%.
Одной нз разновидностей поточной формы организации разборочного процесса является применение 'Многопредметной поточной линии. Такие линии целесообразно применять на авторемонтных . предприятиях с раздомарочной небольшой программой по-капитальному ремонту. Они приспособлены для разборки одинаковых агрегатов и узлов автомобилей разных марок, имеющих общие технологические условия разборки.
Многопредметные поточные линии подразделяются на переменно-поточные и групповые. На переменно-поточных линиях предусматривают поочередную разборку всего или части суточного объема агрегатов одного наименования, затем другого и ,т.д. Такая организация разборки создает определенные удобства в работе и. на участке, контроля-сортировки, куда в течение определенного периода времени будут поступать детали разобранных агрегатов одного наименования.
Однако такая работа требует .более сложной организации производства (ступенчатый выход специализированных рабочих, создание большого задела агрегатов и др.).
Групповая поточная линия • приспособлена для одновременного выполнения разборки агрЦатов разных наименований с после-42
довательным чередованием "их в зависимости от наличия ремонтного фонда и потребности в,объектах для линий сборки.
На крупных специализированных авторемонтных предприятиях разборочный процесс следует организовывать на однопред-м^тных поточных линиях.
i Из экономических мероприятий в первую очередь следует отметить заинтересованность рабочих в улучшении качества своего труда и повышении прибыли цеха путем использования на производстве большего'Числа годных деталей, а также снижения доли дефектов в деталях из-за нарушения технологии разборки.
На ряде авторемонтных предприятий применяют такую систему заработной платы, при которой, помимо оплаты за разборку объекта ремонта, предусмотрена дополнительная оплата за увеличение выхода деталей, годных для повторного использования. При этом ббльшую доплату производят за увеличение выхода годных деталей из числа наиболее часто повреждаемых.
Организация разборочного процесса должна обеспечивать ритмичность всего производственного процесса. Количество разбираемых автомобилей и агрегатов должно строго соответствовать количеству выпуска и установленным нормам задела по всему производству.
В связи с этим должна предусматриваться быстрейшая передача разобранных деталей на последующие операции технологического процесса, так как это оказывает решающее влияние на общий ритм авторемонтного предприятия. Такую передачу целесообразно организовать с применением транспортировочной тары. Наличие в достаточном количестве специальной оборотной тары резко сокращает* время на погрузочно-разгрузочные работы и повышает сохранность деталей в процессе транспортировки.
2, Технологический процесс разборки
Разборка автомобилей на агрегаты, узлы и детали производится в строгой последовательности, предусмотренной технологическим .процессом, с применением необходимого оборудования, приспособлений и инструмента.
-Проектирование технологического процесса разборки включа-* ет в себя выполнение следующих работ: . выбор метода рациональной организации разборки, изучение конструкции разбираемого изделия,, разбивку изделия на разборочные группы и подгруппы, определение содержания разборочных операций и установление рациональной их последовательности, установление режимов разборки и норм времени на выполнение разборочных операций, разработку задания на конструирование необходимого инструмента,, приспособлений и оборудования, назначение технических условий на разборку изделий, узлов и сопряжений, определение рациональных способов транспортировки изделий на разборку, разработку технологической планировки разборочного участка (цеха) разработку и оформление технической документации.
43
Маршрутная карта (ГОСТ 3.1105—74)
Таблица 11.2.1
СМОВШ я н: жпи ь (ГОСТ 3.1103—74)
Номер Наименование и содержание операций Оборудование (нанменочанне, инвентарный номер) Приспособление, вспомогательный инструмент Рабочий инструмент Измерительный ЬпСТру-меит
Д я участка операции
. Таблица II.2.2
Опер щнонна । карта на разборочно-сборочные работы (ГОСТ 3.1407—74)
Номер Основная нздпнсь (ГОСТ 3.1103—74)
•V и м t © X X ES ©. о Наименование операции Оборудование (наименование, модель) 1 1
а ©.я О
Номер перехода
Содержание перехода
Технологи-ЧССКИЙ режим
Приспособление (наименование)
Инструмент (наименование}
« . .
Технологическая документация оформляется в виде маршрутной карты (табл. П.2.1), в которой приводятся наиболее рациональная последовательность выполнения операций, оборудование, приспособления и инструмент. Кроме того, на каждую операцию составляют операционные карты (табл. П.2.2).
Детали некоторых сопряжений, которые при изготовлении обрабатываются совместно, в процессе разборки нельзя обезличивать по отношению друг к другу, К г j им деталям относятся: картер сцепления и блок цилиндров; крышки коренных подшипников — блок цилиндров, крышки шатунных подшипников — шатуны и др. Детали, не подлежащие обезличиванию, после разборки вновь соединяют болтами (крышки подшипников) или связывают проволокой (шестерни) Агрегаты на детали разбирают в два этапа. Сначала проводят их подразборку для облегчения мойки и очистки. Например, в двигателе снимают поддон масля-
I
1
44 .
’ ного картера, головку цилиндров, крышки клапанных коробок и '^распределительных шестерен; в коробке передач снимают крышку Картера в сборе н боковую крышку добавочного привода я т. д. . Затем после мойки агрегаты полностью разбирают на детали.
\ Технологическим процессом должна предусматриваться полная разЪорка соединений на детали, в том числе н заклепочных соединений, что необходимо для качественной очистки деталей, тщательного контроля и определения возможности их ремонта. Нередко в деталях имеется трещина, идущая от отверстия под заклепку даже в неослабленном заклепочном соединении. Эту трещину обнаружить без полной разборки заклепочного соединения практически не представляется возможным. •
. При разборке автомобилей, агрегатов, а также узлов на детали приходится иметь дело с подвижными и неподвижнпмл ^соединениями. S
Подвижные и нецилнижиыс соединения подразделяются на разборные и неразбопные
.Разборными соединениями являются такие, которые могут быть разобраны без повреждения сопряженных деталей. Количе- •' ство разборных соединений в автомобилях в зависимости от конструктивных особенностей составляет 70—80% всех соединений. Остальные .соединения относятся к группе неразборных, хотя” в-условиях ремонта автомобилей некоторая часть этих соединений подвергается разборке.
Неподвижные неразборные соединения деталей с плоскими поверхностями выполняются при помощи сварки, пайки, клепки, а деталей с гладкими цилиндрическими поверхностями — при помощи сварки, пайки, склеивания, развальцовки ц горячих прессовых посадок.
Неподвижные разборные соединения с сопрягающимися плоскими поверхностями выполняются при помощи болтов, шпилек, ввертываемых в резьбовые отверстия одной из сопрягаемых деталей. Детали с цилиндрическими поверхностями соединяются при помощи соответствующих посадок, а также лри помощи шлиц, резьбы и дополнительных деталей: шпонок, штифтов, клиньев.
Подвижные разборные соединения применяются для деталей с гладкой цилиндрической или шлицевой поверхностью. '
Наиболее массовыми соединениями в конструкции автомобиля являются резьбовые, которые составляют- ‘60—70% всех его сое-? динеиий.
Кроме того, могут быть соединения двух деталей с применением посадок с натягом. Среди этих соединений наибольший процент падает на подшипники (около 28%), втулки (23%), шестерни (13%), как пальцы, оси, штифты (11%), сальники. (8%) нт. п.
К основным видам разборочных работ можно отнести разборку резьбовых соединений й соединений с гарантированным натягом. Трудоемкость разборки этих видов соединений составляет около 60% всей трудоемкостй собственно разборочных работ.
45
3. Механизация разборочных работ
\ Разборочные работы при ремонте автомобилей являются весьма трудоемкими и наименее оснащенными современным оборуДо-. ваннем. Поэтому вопросы их механизации представляют одну из основных задач развития авторемонтного производства,
I Для выполнения разборочных работ . применяют конвейеры, подъемники, кран-балки, электротали, эстакады, стенды, прессы, механизированный инструмент, съемники и т. д. .
I.Поточную разборку автомобилей и агрегатов «проводят на конвейерах или эстакадах.
| Конвейеры различают грузоведущие н грузонесущие. Первые только перемещают автомобиль во полу, не воспринимая нагрузки' от ёго массы, а вторые конвейеры также воспринимают на себя и нагрузку.'
На ри’с. П.2 Л приведен конвейер для разборки агрегатов.
• Для установки и закрепления разбираемых агрегатов н узлов применяют стенды, установки, эстакады, конвейеры. Онц классифицируются по следующим основным признакам; числу устанавливаемых агрегатов, характеру и способу их закрепления й назначению.
По. числу устанавливаемых агрегатов стенды могут быть одноместные и многоместные, а по назначению — универсальные ' и специализированные.
Универсальные стенды предназначены для установив однотипных агрегатов, различных моделей автомобилей или различных агрегатов одной модели автомобиля.
Многоместные стенды по характеру проведения работ делятся на два типа: обслуживаемые одним рабочим и несколькими рабочими. '
- Комбинированные стенды являются наиболее рациональными, так как неотъемлемыми элементами нх являются гайковерты, электромеханические головки, съемники, прессы я т. п. Классификация стендов приведена на рис. П.2.4.
Для разборки двигателей на подвижных постах поточной -линии, помимо конвейера, изображенного на рис. П.2.3, применяют "тенл-эстакаду (эстакадный конвейер) (рис. 11.2.5).
Основным оборудованием для разборки посадок с натягом являются прессы и съемники. В' зависимости от расположения штока и направления действия создаваемого усилия различают прес-. сы вертикальные и горизонтальные, а по характеру их использования — стационарные 'и переносные. Кроме того, прессы делятся на универсальные и специальные, ручные я приводные. Ручные прессы могут быть реечными, винтовыми и эксцентриковыми,, а приводные — пневматическими, гидравлическими, пневмогидравлическими и электромагнитными.
На рис. П.2.6 приведена схема гидравлического пресса для’ выпрессовки трудиоудаляемых шкворней из балки переднего »(ос-та автомобиля. Съемники обычно применяют с механическим, гид-
47.
стенды
ZZZ3---
Уисло моделей у\дниверсалеие/й\ I Стационар-
агпеяатпЯ. не/и
агрегатов, установленных на стенде
Сричне/м передвижением
Спеуиализи -рованнб/й
— Передвижной
Уисло агрегатов, одновременно установлен— нб/х на стенде
— Одноместнь/й —
С механизи-рованне/м передвижением
Сручне/м
— Многоместный —
’ —I перемещением
Характер закрепления аерегатов на стенде
Жесткое крепление
агрегата
С периодическим перемеще' иен агрегата
крепление, _ допускающее
поворот агрегатов
С механизированным перемещением аерегата
С нелрере/вче/м перемещением агрегата
барак,—гео работ, вб/лолняемь/х на стенде
Только раздоро чаесборочные работе/
_ Сручнь/м поворотом
Электромеханический
Комбиниро— ваннб/й стенд ~ (разнохарактер-нб/е работе/)
С механизи— рованне/м приводом механизма поворота
Пневматический
Гидравлический
Рис. 11.2.4. Классификация стендов
1 3
Рис II.2.5. Стенд-эстакада для разборки двигателей:
I — станина: 2 - каретка для установки и передвижения двигателя; 3 — поворотное устройство
Рис. П.2.6. Гидравлический пресс для выпрессовки шкворней
Рис П.2.7. Станок для отвертывания гаек крепления стремянок рессор:
1 - двигатель; 3 — редуктор: 3 — шпиндель; 4 — рессора; 6 — подставка
равлическим или пневматическим приводом (для разборки сопряжений с усилием до 30 кН применяют механический и пневматический привод, а при больших усилиях рекомендуется гидравлический привод).
В общем объеме разборочных работ значительное место занимает разборка резьбовых соединений, трудоемкость которой составляет около 40% от общей трудоемкости собственно разборочных работ.
Разборку резьбовых соединений производят с помощью ручного (ключей) и механизированного инструмента, а также на специальных станках.
Для разборки резьбовых соединений с сильно прокорродиро-ванной или забитой резьбой применяют специальные электромеханические станки. Схема такого станка приведена на рис. П.2.7.
Из ручных немеханизированных инструментов более эффективными являются коловоротные и трещоточные ключи. Установлено, что при замене рожковых ключей трещоточными и колово-ротными отвертывание болтов и гаек М16 ускоряется соответственно на 25 и 66%. Применение же механизированного инструмента повышает производительность груда собственно отвертывания в 3—5 раз и на 15—20% сокращает трудоемкость всего разборочного процесса
При разборке групповых резьбовых соединений применяют многошпиндельные гайковерты.
При подборе механизированного инструмента следует руководствоваться величиной крутящего момента, необходимого для отвертывания резьбового соединения, имеющего определенный размер резьбы (табл. 1 Г.2.3).
49
Крутящие моменты
Таблица П.2.
размер резьбы М8 мю М12 ММ J
Крутящий ломент, Н-м 15—20 50-100 50—120 80—200 120-^250 ! —
Продолжение табл. II 2.3
Размер резьбы М16 М1В М20 М24 М27
Крутящий момент, Н-м 150-300 200—400 200-450 150-500 200-000
Механизированный инструмент по виду используемой энергии может быть электрическим, пневматическим или гидравлическим. Каждый из перечисленных видов инструмента имеет свои достоинства и недостатки. Наиболее распространенным является механизированный инструмент с электрическим и пневматическим приводом.
Наиболее рациональным и перспективным из механизированного инструмента с электрическим приводом является высокочастотный механизированный инструмент с частотой 200 Гн и напряжением 36 В.
Пневматический инструмент наиболее широко применяется в
Рис. 11.2.8. Эластичные подвески
авторемонтном производстве из-за простоты конструкции, надежности и безопасности в работе.
При. выборе механизированного инструмента следует учитывать возможности авторемонтного предприятия, а для конкретных операций — обеспечение качественной разборки данного сопряжения.
Для обеспечения условий труда механизированный инструмент следует укреплять на подвесках над местом разборки уз-.юз, агрегатов или автомобилей.
Конструктивно подвески подразделяются на эластичные и жесткие. На рис. II.2.8 изображены подвески с цилиндрической и спиральной пружинами, которые не воспринимают на себя ре-
50
'.активный крутящий момент. Поэтому их следует применять для инструмента, развивающего крутящий момент до 120 Н-м.
\ Жесткая подвеска более удобна при пользовании, и ее можно применять для инструмента с крутящим моментом как до, так н свыше 12 кгс-м.
> Опыт передовых ремонтных предприятий показывает, что соблюдение технологии разборочных работ и применение при этом эффективных средств механизации позволяют увеличить объем повторного использования подшипников На 15—20%, нормализованных деталей до 25%, кронштейнов до 10% и снизить себестоимость ремонта автомобилей на 5—6%.
4. Организация рабочих мест и основные требования техники безопасности
Организация рабочих мест исходит из следующих ' основных требований:
на посты разборки ремонтный фонд должен поступать тщательно вымытый и очищенный; !
рабочие места должны быть специализированы, т. е. каждый рабочий должен выполнять определенные виды работ, что позволяет сократить время на подготовку к работе и более полно использовать инструмент и приспособления;
рабочее место должно предусматривать максимальную экономию движений рабочего, что должно быть заложено в конструкцию оборудования (высота конвейера, стенда)., взаимное расположение рабочих мест и т. д.;
рабочее место должно быть оснащено средствами механизации основных и вспомогательных работ, необходимой документацией, местом для инструмента, специализированной тарой.
Основные требования техники’ безопасности заключаются в следующем. Участок разборки должен иметь прочные несгораемые стены. Полы на участке должны иметь ровную (без порогов) гладкую, но не скользкую удароустойчивую, не впитывающую нефтепродукты поверхность. Их необходимо систематически очищать от смазки и грязи. Потолки и -стены следует закрашивать краской светлых тонов.
Оборудование должно быть расставлено с соблюдением необходимых разрывов. Нельзя допускать скопления на участке большого количества агрегатов и деталей. Запрещается загромождать проходы, проезды и подходы к доскам с пожарным инструментом и огнетушителями. ,
Агрегаты н детали, соприкасавшиеся во время работы с этилированным бензином, следует предварительно промывать керосином в специальных ваннах, имеющих местный отсос.
Агрегаты и детали, имеющие массу более 20 кг, необходимо снимать, транспортировать и устанавливать при помощи подъемно-транспортных средств. Усилие при подъеме груза механизмом
51
должно быть направлено вертикально. Подтаскивание пруэов-краном воспрещено. Разбирать агрегаты, имеющие пружины (ле> редияя независимая подвеска, сцепление, клапанный механизм и др-.), разрешается только на специальных стендах или при помр-щи приспособлений, обеспечивающих безопасную работу.
При выпрессовке деталей, имеющих плотную посадку, на прессах последние следует снабжать защитными решетками.
Освещенность рабочих мест искусственным светом должна •'соответствовать < для ррбот средней точности при малом контрасте различения объекта с фоном (фон светлый) для газоразрядных ламп: комбинированное 400 лк, общее — 200 лк; для ламп накаливания: комбинированное'400 лк, общее — 100 лк.
Для обеспечения электробезопасиости каждое производственное помещение окольцовывают шиной заземления, расположенной на 0,5 м от пола и снабженной надежными контактами. Сопротивление шины заземления в любом месте не должно превышать 4 Ом. Все корпусы электродвигателей, а также металлические части оборудования, которые могут оказаться под напряжением, должны быть занулены или заземлены.
Переносный электроинструмент можно применять при условии -его исправности при напряжении ие более 36 В. Если переносной электроинструмент работает от напряжения большего, чем.'Зб В, то он должен выдаваться вместе с защитными приспособлениям)! (диэлектрические перчатки, обувь, коврики й Др ). Общий свет может иметь любое напряжение, освещение станков 36 В, пере* йосные лампы 12 В/Применение голых ламп (без арматуры) запрещено.
Все стационарные светильники должны быть прочно укреплены, чтобы они не давали качающихся теней.
Использованный обтирочный, материал складывают- в металлические ящики с крышкой. В конце .смены ящики следует очищать во избежание самовозгорания обтирочного материала.
Г л • • а 3 МОЙКА И ОЧИСТКА ОБЪЕКТОВ РЕМОНТА
1. Значение моечно^очистных работ
Моечно-очистные работы представляют собой ряд миогоста»! днйиых операций мойки и очистки объектов ремонта, способствуй ющнх повышению качества ремонта, обеспечению . необходимы* санитарно-гигиенических условий работы разборщиков и повышению производительности их труда.
Особо велико влияние моечно-очистных работ, на качество и ресурс отремонтированных автомобилей и их агрегатов. Проведенные исследования показывают, что только за счет повышения '52
| ви&ь/загрязнений ofьеиптобремонта |
____[Ш
Доронгная : грязь
Старая нрасяа
Маслянь/е 'загрязнения
Раяиль
~|
АеаРеана и Зругие
I
•л
Загрязнения от трансмиссионных масел
Загрязнения от масел Зля Звазателей
Загрязнения От нонсаспгеялгнмо j масел
г
ЯаяоЗме отлогяекая
. ОсаЗки •
Смоль/ | Шлам
Назар
Рис. II.3.I. Виды загрязнений объектов ремонта
Рис. П.3.2. Принципиальная схема мойки я онистки деталей (для -полнокомплектного грузового автомобиля) \
/ Рекомендации по способам удаления загрязнений
Способы и средства _ r mt очистки поверхности ч нс ? «* € <^4 Продукты рмоокисления фтепродуктвв « Ц. «, СК i Ю® « »« i Продукты коррозии К
Механический Ручная A Z S. А б»
Механизированная /косточковая крошка)
Пароструйный без моющих средств , А
С моющими средствами — — — Я
Очистка струями низкого давления без моющая средств
Смеющими средствами <9 А А
Очистка струями высокого давления Ьез мтощих средств - — / S. А
С моющими средствами
Очистка погружением ванна со статическим дл положением деталей ж — = я»
Ванна с вибрацией — (щелочной раствор) — = ® *
Вана с Вибрацией. < (растворяющий состав) " ? — <9
Ванна с Винтами — (щелочной раствор) —
Комбинированная очистка ванна-ванна (растворяющий — состав щелочной раствор) — *
ищи состав-щелочной раствор) — ГУ —
Циркуляционная очистка Щелочной раствор А
Растворяющие составы
Кислотный раствор
Термохимическая (расплав солей) -
Гидровиброабразивная V = —
| | Применение перспективно
[Hill Обычно применяется
I I Применение нецелесообразно
А Применение малозшерективно
£ Применение не всегда Эффективно
Рис. И.3.3. Способы и средства очистки поверхности объектов ремонта
качества мойки, и очистки можно повысить ресурс отремонтированных агрегатов на 25—30% и на 15—20% повысить производительность труда разборщиков.
Очистка деталей в авторемонтном производстве весьма ’ важная и сложная задача. При ремонте с автомобиля и его составных частей, помимо производственных загрязнений (стружка, металлическая пыль, абразивные частицы и др.), необходимо удалять значительное количество специфических, эксплуатационных загрязнений, образовавшихся после продолжительного срока их эксплуатации.
54
Классификация загрязнений» встречающихся на объектах ремонта, представлена на рис. II.3.1.
Из загрязнений основными являются маслянисто-грязевые отложения, асфальто-смолистые; старая краска, нагар, накипь, продукты коррозии.
Для удаления всех видов загрязнений необходимо • применение многостадийной мойки и очистки. Принципиальная схема такой мойки и очистки (для грузового автомобиля) приведена на рис^ П.3.2.
Моечно-очистные работы (не считая наружной мойки автомобиля при его приемке в ремонтна схеме обозначены пунктирным прямоугольником) можно разделить на следующие стадии: мойка шасси (для грузовых автомобилей); мойка под разобранных агрегатов; мойка и очистка деталей. Операции мойки н очистки деталей, в свою одередь, выполняются в несколько стадий, что позволяет удалять загрязнения всех видов.
Для выполнения операций мойки и очцстки существуют различные способы и средства. Быбор рационального способа -и средства для удаления того или иного вида загрязнений является важной предпосылкой качественной очистии объектов ремонта.
На рис. П.3.3 приведены рекомендации по выбору способов мойки и очистки в зависимости от вида загрязнений.
2. Мойка и обезжиривание объектов ремонта
Поверхности большинства деталей, разбираемых при ремонте агрегатов, .узлов и. деталей автомобилей, покрыты жировыми пленками я' асфальто-смолистыми загрязнениями, которые нужно удалять' при выполнении моечно-очистных работ.
Сущность процесса мойки И обезжиривания состоит, в удалении загрязнений с поверхности детали н переводе их в йоющиЙ * раствор в виде растворов или . дисперсий. Для осуществления мойки и обезжиривания на авторемонтных предприятиях применяют моющие средства и специальное оборудование. В качестве моющих средств применяют синтетические моющие средства (СМС) типа Лабомид н МС, а при их отсутствии — водные растворы каусуика и кальцинированной соды.
Применение СМС является весьма перспективным, так как их моющая способность и сроки службы больше, чем у раство-. -ров каустической соды, и они более экономичны. Растворы синтетических моющих средств не вызывают коррозию черных металлов, не разрушают деталей из алюминиевых сплавов, не Оказывают вредного воздействия на кожу и одежду рабочих.
Детали, вымытые в этих растворах, не требуют последующего ополаскивания водой, что упрощает конструкцию моечного оборудования.
Большинство деталей объектов ремонта моется в йодных растворах смеси электролитов (кальцинированной соды, фосфатов и силикатов) и синтетических поверхностно-активных ве
55
ществ (ПАВ). ПАВ увеличивают смачивающую, эмульгирующую (отрыв жидкой фазы загрязнений), диспергирующую (измельчение загрязнений) и стабилизирующую способности растворов, а наличие щелочных добавок повышает их эффективность. Чаще всего моющий раствор приготовляют из трех-четырех различных щелочных добавок и одного-двух наименований ПАВ.
В качестве щелочных добавок обычно применяют едкий натр (каустик), кальцинированную соду, жидкое стекло, метасиликат натрия, тринатрийфосфат и триполифосфат натрия, а в качестве поверхностно-активных веществ ОП-7, ОП-Ю, препарат ОС-20, ДНС, ализариновое масло, Синт^нол ДС-10, Синтамид-5.
Для очистки деталей необходим определенный уровень щелочности моющего раствора. Эффективная очистка большинства загрязнений обеспечивается при щелочности рН=11,5—13,0. Источником щелочности в моющих средствах обычно является каль-,пикированная сода как наиболее доступная и дешевая щелочь.
Входящие в состав моющих средств фосфаты —" тринатрий-фосфат, триполифосфат являются умягчитслями воды и повышают диспергирующие (измельчающие) свойства растворов, а силикаты — метасиликат натрия и жидкое стекло — выполняют роль ингибиторов коррозии, повышают диспергирующие свойства растворов и предотвращают повторное осаждение загрязнений из раствора на очищенную поверхность. •
В табл. 11.3.1 приведен состав наиболее распространенных синтетических моющих средств.
Для струйной мойки рекомендуются следующие моющие средства: Лабомид-101 и МС-6 с концентрацией 10—20 кг/м3. Рабочая температура растворов 70—85°С.
При отсутствии рекомендованных выше препаратов непосредственно на предприятиях можно приготовлять достаточно эф фективные растворы для струйной мойки следующего состава: кальцинированная сода — 40—45%, тринатрийфосфат или триполифосфат натрия — 20—25%, жидкое стекло или метасиликат
Таблица [1.3.1
Состав синтетических моющих средстз
Компоненты моющих средств Марка н состав моюших средств, %
MC-S МС-6 МС-8 Лабомнл-101 Лабомнд-203
Сода кальцинированная 46 40 38 50 50
Тринатрийфосфат — — — — —
Триполифосфат натрия 24 25 25 30 30
Метасиликат > 24 29 29 16,5 10
Синтанол ДС-10 6 — 3.5 8
Синтамид-5 — — 8 —-
Алкилсульфаты — —— — — 2
ОС-20 6 — — — —
56
Рис. П.3.4. Установка для мойки н обезжиривания шасси автомобиля погружением:
I — кривошип; 2 — электродвигатель; 3 — редуктор; 4 — и слосборочные окна; 5 — корпус ванны; 6 — крышка; 7 — гидравлический привод; в — качающаяся рама; 9 — стойка; 10 — шатун; 11 — нагреватель; 12 — ось
натрия — 20 — 25%, а также поверхностно-активные вещества — 3 - 6%.
К недостаткам синтстичест их моющих средств для струйной мойки относится повышенное пенообразование при увеличении концентрации их растворов, увеличении рабочего давления или при подсосе воздуха в нагнетательную систему. Для устранения пенообразования в раствор следует вводить 0,2—0,3% пеногасящих добавок (дизельное топливо, керосин, уайт-спирит) к объему раствора. Пеногасители вводят по мере образования пены.
Промывка в струйных моющих машинах с применением соответствующих моющих средств, в том числе и синтетических, не обеспечивает должной степени очистки от смолистых отложений, особенно на поверхностях, не подвергающихся непосредственному воздействию сгруй. Весьма перспективна очистка деталей со смолистыми отложениями в ваннах (очистка погружением — «выьарка»), Таким способом можно, очищать шасси автомобиля (рис. 11.3.4).
Для очистки погружением в качестве моющих средств рекомендуются ’Лабомид-203 и МС-8 с концентрацией 20- -30 кг/м3. Рабочая температура растворов 80—100°С.
Применение при очистке погружением растворов каустический соды в концентрации более 50 кг/м3 нецелесообразно, так как их моющая способность с дальнейшим повышением концентрации не увеличивается. Для повышения моющей способности в раствор каустической соды надо вводить силикаты (жидкое стекло, метасиликат натрия) и различные поверхностно-активные вещества.
Растворы моющих средств Лабомид-203 и МС-8 в 3—4 раза эффективнее растворов каустической соды.
Интенсивность процесса очистки деталей погружением может быть увеличена за счет перемешивания раствора в ванне или перемещения очищаемых деталей. Выварочные ванны со статической выдержкой деталей должны быть заменены установками с винтами, осевыми насосами, вибрационными и колеблющимися платформами. В таких установках продолжительность очистки деталей сокращается в 1,5—2 раза по сравнению с обычными ваннами. Чтобы устранить вредные испарения при очистке деталей погружением, ванны должны быть оборудованы герметически закрывающейся крышкой.
Для удаления асфальтосмолистых отложений с деталей автомобиля можно использовать растворители и растворяюще-эмуль-гирующие средства (РЭС).
Наиболее распространенными растворителями являются хлорированные, ароматические и предельные.
Хлорированные (тетрахлорэтилен, трихлорэтилен, хлористый метилен, четыреххлористый углерод, дихлорэтан) хорошо растворяют минеральные масла, асфальтосмолистые отложения и старые лакокрасочные покрытия. Они пожаробезопасны, но обладают высокой токсичностью.
Ароматические (ксилол) хорошо растворяют минеральные масла и асфальтосмолистые отложения. Эти растворители токсичны.
Предельные (дизельное топливо, керосин тракторный, бензин, уайт-спирит) хорошо растворяют минеральные масла, консистентные смазки и консервационныс составы; они наименее токсичны в ряду растворителей.
К особой группе углеводородов относится ацетон, который в основном применяется как компонент составов для удаления лакокрасочных покрытий.
На авторемонтных предприятиях из растворителей применяют дизельное топливо, керосин, бензин и уайт-спирит.
Хлорированные углеводороды, которые по очищающей способности в десятки раз более эффективны, чем перечисленные выше, пока не применяются из-за высокой токсичности. Они могут быть применены при наличии специальных установок, работающих по замкнутому циклу с соблюдением требований техники безопасности.
Для очистки деталей от асфальто-смолистых отложений при низкой температуре рекомендуются растворяюще-эмульгирую-шие средства АМ-15 и Ритм-76. Основное отличие этих средств от синтетических моющих средств в том, что они удаляют загрязнения за счет частичного их растворения с последующим эмульгированием оставшихся загрязнений.
Очистка с помощью РЭС производится в два этапа: выдержка деталей в них при комнатной температуре и ополаскивание в растворе любого СМС при 50—60°С.
Средство АМ-15 приготовлено на основе растворителя ксилола, а Ритм-76 — на основе хлорированных углеводородов типа трихлорэтилена. Особенностью РЭС является их токсичность и некоторая огнеопасность, поэтому применять эти средства необходимо в герметизированных машинах погружного типа с соблюдением особых мер безопасности.
С помощью РЭС можно очищать детали из черных металлов и алюминиевых сплавов.
Рис. П.3.5. Схема установки двухэтапной очистки деталей:
/ — кассета с загрязненными деталями; 2 — ванна с РЭС; 3 — ванна с растворами СМС; 4 — внброплатформа; Б — кассета с очищенными деталями
59
Сравнение растворов СМС и РЭС при одинаковом спс применения в погруженных машинах показывает, что РЭС в 5—15 раз эффективнее.
Для двухэтапной технологии очистки с применением РЭС разработаны моечные машины погружного типа (рис. II.3.5) Конструктивно машины представляют собой ванну для моющего раствора, в которой имеется платформа, загружаемая очи щаемыми деталями. Платформа совершает возвратно-поступ9
тельные движения с частотой 1—2 Гн и величиной хода 50 200 мм. Привод движения платформы осуществляется от сети сжатого воздуха давлением 0,4—0,5 МПа. Выпускается несколь ко типов таких машин, а именно ОМ-5287, ОМ-5299 и др.
3. Очистка деталей от нагарл накипи, коррозии и старой краски
Очистка деталей от нагара, накипи и продуктов коррозии! производится механическим, термохимическим и комбинирован-1 ними методами.
Механическая очистка твердых отложений на автомобильных деталях осуществляется при помощи металлических щеток, косточковой крошкой, металлическим песком, гидропескоструйной обработкой. При очистке деталей металлическими щетками \по-] следние обычно приводят во вращение от электродрели. Несмотря на простоту такой очистки она применяется лишь на мелких предприятиях, так как не обеспечивает должного качества очистки и в целом ведет к понижению производительности труда.
Процесс очистки деталей от нагара косточковой крошкой яг ляется более совершенным способом, отличается высокой производительностью при вполне удовлетворительном качестве очистки. Косточковая крошка изготавливается из скорлупы зерен плодов, t является мягким материалом и, удаляя загрязнения, не разрушает поверхность деталей, включая алюминиевые. Перед обработкой косточковой крошкой масляные и асфальто-смолистые загрязнения должны быть удалены. Очистка деталей косточковой крошкой выполняется в специальных установка? (рис. И.3.6). Очистке косточковой крошкой поддаются лишь поверхности, которые попадают в зону прямого действия струи Внутренние полости, карманы и углубления сложной формы остаются неочищенными.
Пескоструйная очистка при ремонте не применяется, так как ведет к загрязнению помещений кварцевой пылью, которая способствует заболеванию опасной болезнью силикозом Гидропес-коструйная очистка исключает появление кварцевой пыли и может быть рекомендована для очистки деталей от коррозии и старой краски.
Термохимический метод представляет собой очистку деталей в щелочном расплаве. Наиболее распространенный состав расплава содержит 65% едкого натра, 30% азотнокислого и 5% 60
Рис. 11.3.6. Установка для очистки деталей косточковой крошкой:
/ — узел подачн косточковой крошки; 2 — камере очистки; 3 — рольганг; 4 —привод качания сопел; б — кулисный механизм качания сопел; б — сопла; 7 — вращающийся
стол
хлористого натрия. Температура расплава 400±20°С. Для очист* ки деталей от нагара, накипи и ржавчины в щелочном расплаве применяют установки ОМ-4944 и ОМ-5458. Установка (рис. 113.7) состоит из четырех ванн. В первой ванне со щелочным расплавом детали выдерживают 5—10 мин. Здесь происходит разрушение загрязнений. Затем детали переносят во вторую ванну с проточной водой, где резкий перепад температур вызывает бурное парообразование, что способствует разрушению разрыхленных остатков нагара, накипи, ржавчины и растворению остатков расплава. В третьей ванне производится кислотная обработка (травление) с целью осветления поверхности деталей и нейтрализации остатков щелочи. При одновременной очистке деталей из черных металлов и алюминиевых сплавов травление ведут раствором фосфорной кислоты (85 кг/м3) с
61
Рис. П.3.7. Схема установки для очистки деталей от нагара и накипи в расплаве солей и щелочи:
/ — ванна с расплавом: 2 — первая промывочная ванна; 3 — ванна с кислотным раствором; 4 — электротельфер для загрузки н выгрузки деталей; 5 — вторая промывочная ввина
добавлением хромового ангидрида (125 кг/м3) при температуре 30±5°С.-Окончательная промывка деталей производится горячей водой в четвертой ванне. Общее время цикла обработки составляет 20—25 мин. Загрузка и выгрузка контейнеров с де ’ талями, перемещение их из одной ванны в другую осуществляется электротельфером. Установка ОМ-5458 снабжена автооператором, позволяющим вести работу по перемещению деталей в автоматическом режиме.
К комбинированным методам относятся ультразвуковой, виб-роабразивный и метод с использованием электрогидравличе-ского эффекта.
Качественная очистка мелких деталей (клапанов, толкателей, нормалей и др.) осуществляется во вращающихся барабанах с жидким наполнителем — установка ОМ-6068А.
В качестве жидкого наполнителя используются керосин, дизельное топливо, Лабомид-203 или МС-8. Барабан загружают на 75% своего объема. В рабочем положении он должен быть погружен на 2/з—3/4 своей высоты и вращаться с частотой 16— 18 об/мин. Перспективной для очистки мелких деталей (клапаны, толкатели и др.) от твердых отложений является виброаб-разивная очистка в установке ОМ-9312, при которой детали и
62
обрабатывающая, среда (водные растворы Лабомида hJih МС и наполнители в 'виде уралита, мраморной крошки, измельченных абразивных кругов) помещаются в контейнер, которому /сообщается колебательное движение.
Для очистки деталей небольших размеров, но сложной конфигурации, в частности деталей системы питания и электрооборудования, рекомендуется применять моечные установки с использованием ультразвука. Детали, подлежащие очистке, помещают в ванну с моющим раствором. Под действием ультразвука в моющем растворе образуются области сжатия и разрежения. Образование пустот в жидкости и гидравлические удары, возникающие при разрушении пустот, .получилЛя название кавитации. Под действием кавитации загрязнения на поверхности детали разрушаются и уносятся вместе с моющим раствором. В качестве моющих растворов целесообразно применять,„ водные растворы Лабомида или МС. В зависимости от загрязненности концентрация * раствора составляет 10—30 кг/м8 Температура, раствора 55—65°С. В качестве моющих средств могут быть также использованы растворители и средства на их основе (керосин, дизельнбе топливо, АМ-15 и др.).
Оборудование, применяемое при ультразвуковой очистке, обычно состоит из ультразвуковой ванны, генератора тока высокой частоты и Излучателя (преобразователя тока высокой частоты, в ультразвуковые колебания), встроенного в дно ванны. В качестве излучателей’ в основном применяют магнитострикционные преобразователи, которые преобразуют электрические колебания ультразвукового генератора в механические, которые передаются моющей жидкости в ванне. Удаление накипи и продуктов коррозии, помимо очистки в расплаве солей, косточковой крошкой или металлическим песком, производится обработкой объектов ремонта 10—12%-ной ингибированной соляной кислотой при температуре 75—80°С. Время обработки — 20—25 мнн. После обработки в кислотном растворе объекты ремонта ополаскивают в растворе кальцинированной соды 5 кг/м3 и трииатрнй-фосфата 2 кг/м8. —-
Удаляют старые лакокрасочные покрытия-чаще всего .обработкой деталей в щелочных растворах каустической соды (едкий натр ГОСТ 2263—71) концентрацией 80—100 кг/м8 при температуре 80—90°С. Время обработки 6СМ-90 мнн. Затем детали промывают горячей водой в установках ванного или струйного типа. Завершающей операцией является ' пассивирование поверхности деталей в ванне с раствором нитрита натрия концентрацией 5 кг/м8 при температуре 50—60°С.
Когда удаление старой краски в щелочных растворах невоз; можно по технологическим иЛи конструктивным соображениям, ее удаляют при помощи смывок или растворителей. Химическая промышленность выпускает .следующие марки смывок; СД (СП), СД (ОБ) ц АФТ-1. Скорость действия смывок: СД (СП) ' 5 мин, СД(ОБ) — 30 мин и АФТ-1 — 20 мин; расход соответет-
венно — 0.17; 0,15 и 0,25 кг/м2. Разрешающее действие смывки АФТ-1 повышается при добавлении в нее фосфорной кислоты (ГОСТ 10678—76) из расчета 0,015 м3 кислоты на 1 м3 смывки. В качестве смывок можно применять растворители Р-4, № 646 и № 647. Для очистки масляных каналов блока цилиндров и коленчатого вала рекомендуется применение установок типа АКТБ-180 или ОМ-3600 с пульсирующим при промывке потоком жидкости.
Очистку деталей от юшсервационных смазок следует производить в растворах синтетических моющих средств (Лабо-мид-101 концентрацией 10 кг/м3) при температуре 90—100°С.
Важным фактором для качества отремонтированной продукции является чистота деталей и узлов, поступающих на сборку.
Очистку деталей от технологических загрязнений (пыли, стружки, смазочных эмульсий) следует производить в машинах струйного типа под давлением 0,4—0,6 МПа.
В качестве моющего раствора следует применять тринатрийфосфат или нитрит натрия при концентрации 3—5 кг/м3 и температуре 75—85°С.
Поддержание моющей способности раствора в зна штельной степени зависит от контроля за его концентрацией. Контроль проводится по плотности раствора с использованием индикаторной бумаги (наиболее простой способ) и методом титрования.
4. Организация рабочих мест и техника безопасности
В процессе выполнения моечно-очистных работ выделяются пары щелочных растворов, кислот, растворителей, керосина, которые вызывают раздражение дыхательных путей. Попадание ряда растворов на кожу может вызвать ожоги, а в лучшем случае сухость кожи. Вредное действие оказывает пыль, образующаяся при очистке деталей от нагара и ржавчины. Поэтому на участках мойки и очистки необходимы специальные меры защиты работающих.
Моечные машины и различные установки для моечно-очистных работ должны быть оборудованы местной вентиляцией. Ванны и установки для обезжиривания растворами щелочей и растворителями должны иметь плотно закрывающиеся крышки или дверки. Паропроводящие трубы и установки, имеющие температуру выше 75°С, должны иметь теплоизоляцию для предупреждения ожогов и уменьшения теплопотерь. Кроме местных вентиляционных отсосов, на участке должны быть обЩеобмен-ная приточно-вытяжная вентиляция. Полы в помещениях должны быть ровными, гладкими, но не скользкими, а также иметь уклон для стока воды при промывке. Имеющееся на участке электрооборудование должно быть занулено и заземлено. Общее и местное освещение должно иметь пожаробезопасное исполнение.
64
Пр5й приготовлении моющих растворов возможно образование «пылевого облака» и попадание брызг раствора на слизистую оболочку глаз. Чтобы исключить это, следует применять, индивидуальные . средства заШиты:, очки, респиратор, перчатки. Приступая к работе, мойщик должен нанести на кожу рук защитную пасту ХИОТ-6 или АБ-1 (при работе со щелочными растворами) или пасту ПМ-1 (при работе с керосином, дизельным топливом). Особую осторожность необходимо соблюдать при ^боте с каустической содой и ее растворами, так как попадание их на кожу вызывает ожоги. При рубке каустика необходимо надевать резиновую маску с защитными очками. Куски каустической соды можно брать только лопатами или- щипцами.' Применять для мойки раствор каустической соды концентрацией более 1%, а при выварочных работах более 12% запрещается. .На уставов-, ках для очистки деталей в расплавах солей разрешается работать только в защитных очках с небьющимися стеклами, в брезентовых рукавицах, резиновых сапогах, комбинезоне и фартуке. Загружать соляные ванны химикатами можно при температуре не более 250°С.
Детали для очистки загружают, в соляную ванну только после выдержки их для прогрева в течение 2-—3 мин над ванной во избежание выплесков расплава. При тепловых ожогах рекомендуется промывка раствором перманганзда калия (марганцовка), смазывание' вазелином и перевязка. При отравлении щелочами пострадавшему следует глотать кусочки льда или пить слабый раствор уксуса (0,5—1,5%). нейтрализующего щелочь. При ожо-. гах щелочами пораженное место следует промыть слабым раствором ytfcyca, затем водой и перевязать. Основными мероприятиями по обеспечению безопасности при работе с .растворителями является механизация и автоматизация процесса очистки.
На участках очистки деталей косточковой крошкой, металли-. ческим или влажным песком (гидропескоструйная очистка) должны быть устроены местные отсосы от камер закрытого типа и установок для создания в них разрежения, предотвращающего выбивание пыли в помещение.
Ремонт и техническое обслуживание моечного оборудования разрешается выполнять только после отключения его электрооборудования от сети.
/Глава 4
ДЕФЕКТАЦИЯ И СОРТИРОВКА ДЕТАЛЕЙ ‘ I
1. Сущность процесса дефектации и сортировки деталей
Детали автомобиля после мойки и очистки от загрязнений подвергаются дефектации и сортировке. Основными задачами дефектации “и сортировки деталей являются: контроль деталей
3-5592 65
1
с целью определения их технического состояния; сортировка де-талей на три группы: годные для дальнейшего использования, подлежащие восстановлению и неюдные; накопление информации о результатах дефектации и сортировки с целью использования ее при совершенствовании технологических процессов и для определения коэффициентов годности, сменности и восстановления деталей; сортировка деталей по маршрутам восстановления.
Работы по дефектации и сортировке деталей оказывают большое влияние на эффективность авторемонтного производства, а также на качество и надежность отремонтированных автомобилей. Поэтому дефектацию и сортировку деталей следует производить в строгом соответствии с техническими требованиями на дефектацию деталей.
Отступление от технических требований может привести к снижению качества и повышению стоимости ремонта автомобилей. Увеличение количества повторно используемых деталей позволяет снизить себестоимость ремонта, однако применение на сборке деталей с отклонениями от технических требований ухудшает показатели качества отремонтированных автомобилей.
Дефектацию деталей производят путем их внешнего осмотра, а также с помощью специального инструмента, приспособлений, приборов и оборудования.
Результаты дефектации и сортировки фиксируют путем маркировки деталей краской. При этом зуленрй краской отмечают годные для дальнейшего использования детали, красной — негодные, желтой — детали, требующие восстановления. Количест-. венные показатели дефектации и сортировки деталей фиксируют также в дефектовочных ведомостях или при п< мощи специальных суммирующих счетных устройств. Эти данные после статис-, тической обработки позволяют определять или корректировать коэффициенты годности, сменности и восстановления деталей.
Годные детали после дефектации направляются на комплектовочный участок предприятия и далее на сборку агрегатов и автомобилей, а негодные — на склад утиля. Детали, требующие восстановления, после определения маршрута ремонта поступают на склад деталей, ожидающих ремонта, и далее на соответствующие участки восстановления.
2. Характерные дефекты деталей
В процессе эксплуатации автомобилей в их деталях возникают дефекты. числу наиболее распространенных дефукток де-талей относятся следующие:
изменение размеров и геометрической формы рабочих поверхностей;
нарушение требуемой точности взаимного расположения рабочих поверхностей на детали;
механические повреждения.
66
коррозионные повреждения; . изменение физико-механических свойств материала деталей. .-
Изменение размеров -рабочих поверхностей деталей происходит в результате -их изнашивания. Пригнерав- | номерном изнашивании возникают различные погрешности в геометриче- “ 60 ской форме рабочих поверхностей де- & талей в виде овальности, конусности, ? gQ корсетности и т. и. §
В качестве примера ^рассмотрим 5 особенности изнашивания двух наи-более- ответственных деталей автомо- е бильного двигателя: гильзы цилин-д-ров и коленчатого вала. S
В гильзе цилиндров наибольший 5 износ имеет ее внутренняя, рабочая поверхность. В результате износа уве- £ личивается Диаметр рабочей поверх- /во ности гильзы, а ее форма искажает- ; ся. Внутренняя поверхность гильзы по feo длине- приобретает форму неправильного конуса, а по окружности — ова
ла- ‘ ’ Ряс. II .4.1. Износ, гильзы ни-
Наибольший износ гильзы: ЦиЛИНД- лнядров двигателя ЗИЛ-130-по ров наблюдается в верхней 'ее части, образующей в области трения верхнего компрес-
сионного кольца (рис. II.4.1). Это объясняется тем, что при сгора-
нии, топлива в верхней части гильзы резко повышается температура и давление газов. Газы проникают под поршневые кольца, что повышает их давление на поверхность гильзы. Под действием высокой температуры ухудшаются условия смазки верхней части гильзы, так как происходит разжижение масляной пленки, Кроме того,, смазка частично смывается рабочей смесью. При сгорании топлива образуются газы, содержащие углекислый газ, сернистые соединения. Эти газы с парами воды образуют серную и угольную кислоты, которые создают условия для коррозионного изна-
шивания. ,
Причиной появления овальности рабочей поверности гильзы является неравномерное давление поршня на стенки -• гильзы. В плоскости, перпендикулярной к оси поршневого пальца, это давление больше, поэтому и износ гильзы в этой плоскости выше. Образованию овальности гильзы способствуют также деформации. блока цилиндров, возникающие вследствие неправильной затяжки болтов крепления головки цилиндров и неравномерного нагрева блока цилиндров при работе двигателя.
Коленчатый вал двигателя в процессе работы подвергается действию циклических нагрузок от давления .рабочих газов, сил 3* 67
инерций /юступательно движущихся и вращающихся частей. | В этих условиях -коренные и шатунные шейки коленчатого вала ; подвергаются износу.
Неравномерность нагрузок, действующих на шейки коленчатого вала, вызывает неравномерный их изноС по окружности. Так, наибольший износ шатунных шеек имеет место со стороны, -обращенной к оси коренных шеек вала. Это объясняется тем,» что на эту сторону шейки постоянно действуют инерционные : силы.
Нарушение точности взаимного расположения рабочих по- ; верхностей является одним из весьма распространенных дефек-: тов автомобильных деталей. Этот дефект обычно проявляется в . виде нарушения расстояния между осями цилиндрических поверхностей, непараллельности или неперпендикулярности. осей и ' плоскостей, несоосиости цилиндрических поверхностей и т.п.
Причинами появления этих дефектов являются: - неравиомер- -ный износ рабочих поверхностей; • внутренние напряжения, возникающие в деталях при их изготовлении; остаточные дёформа-. цни от чрезмерных эксплуатационных нагрузок на детали и др.
Так, например, в коленчатом валу двигателя в результате деформаций от действующих нагрузок и неравномерного износа . шеек могут иметь место такие дефекты; как несоосность (взаимное биение)' коренных шеек, непараллелыгость коренных и шатунных шеек, неперпендикуляряость фланца, крепления маховика к оси коленчатого вала, изменение радиуса кривошипа.
Наиболее часто дефекты, связанные с нарушением взаимного положения рабочих поверхностей имеют место в корпусных деталях. Так, в блоках цилиндров вследствие их деформации в процессе эксплуатации появляются такие дефекты, как несоос- ‘ ность отверстий в опорах под коленчатый вал, непараллельиость оси этих отверстий и оси отверстий под втулки распределительного вала, нарушение расстояния между этими осями, неперпш-дякулярность осей отверстий в посадочных поясках под гильзы цилиндров к оси коленчатого вала н др.
Все эти дефекты нарушают нормальную работу агрегатов, так как вызывают перекосы деталей и, следовательно, дополнительные динамические нагрузки, ускоряющие их износ. Поэтому при дефектации и сортировке деталей их необходимо .выявлять, а в процессе ремонта устранять.
Механические повреждения в деталях возникают при воздействии на них в процессе эксплуатации нагрузок, превышающих допустимые, а также вследствие усталости материала, К числу механических повреждений относятся: трещины, пробоины, изломы и деформации (изгиб, скручивание, коробление).
Трещины в большинстве Случаев возникают вследствие усталости материала деталей, работающих в условиях циклических знакопеременных нагрузок. Наиболее часто они появляются в деталяк рамы, кузовах, коленчатых валах, поворотных цапфах, рессорах и многих других деталях. Чаще всего трещины устало-68
сти развиваются на поверхности деталей в местах концентрация напряжений (у отверстий, в галтелях и т.п.). Размеры трещин по ширине колеблются в больших пределах: от вНдимых нево-* оружейным глазом до микроскопических, которые обнаруживают с помо'щъю специальных приборов. ,
Поломки деталей могут возникать вследствие усталости мег таяла, ио причиной Их могут быть также большие ударные нагрузки.
Деформации возникают 6 деталях в результате динамических нагрузок н наблюдаются в таких деталях как коленчатые валы, шатуны, карданные валы, балки передних мостов, детали рам и кузовов.
коррозионные повреждения образуются на деталях в результате химического или электрохимического взаимодействия металла с коррозионной средой. •
Коррозио^ые повреждения появляются надеталях в виде сплошных окисных пленок или в виде местных повреждений (пятен, раковин, точек). Воздействию коррозии подвергаются многие детали автомобилей: выпускные клапаны, верхняя часть гильзы цилиндров, головки цилиндров, узлы рдмы, кузова, йод-вески я т. п.
Изменение физико-механических свойств материала деталей в процессе эксплуатации автомобилей выражается наиболее ча- -сто в снижении твердости и упругих свойств деталей.
Изменение твердости деталей может произойти в результате их нагрева в процессе работы до* температуры, .влияющей на термообработку, а также вследствие износа поверхностного слоя, упрочненного , методами химико-термической обработки.
. Упругие свойства деталей снижаются вследствие усталости материала, из которого они изготовлены. Этот дефект часто'возникает в таких деталях, как пружины клапанов и рессоры.
t 3. Технические требования на дефектацию деталей
При дефектации и сортировке деталей руководствуются техническими требованиями, которые содержатся в первой части руководства по капитальному ремонту автомобилей.
Технические требования на дефектацию деталей составляются , в виде карт (табл.. II.4.1), которые по каждой детали в отдельности содержат следующие сведения: общие сведения о детали, перечень возможных ее дефектов,1 способы выявления дефектов, допустимые без ремонта размеры детали и рекомендуемые способы устранения дефектов.
Общие сведения о детали включают ее эскиз с указанием мест расположения дефектов, основные размеры детали, материал и твердость основных поверхностей. Все эти сведения о детали могут быть получены из ее рабочего чертежа.
Возможные дефекты детали обычно устанавливают на основе опыта эксплуатации и ремонта автомобилей аналогичных марок.
69
Таблица 11.4.1
Kupia технических требований на де^/ектацию деталей
Номер позиции нв эскизе Возможные дефекты Способ установления дефекта и контрольный инструмент
1 Обломы и трещины на крышке Осмотр
2 Износ шейки под муфту выключения сцепления Скоба 43,8 мм или микрометр 25—50 мм
3 Износ отверстий под болты Пробка 9,2 мм
4 Износ отверстия с маслосгонной резьбой Пробка 35.65 мм •
5 Износ фланца по наружному диаметру Скоба 115,90 мм или микрометр 100— 150 мм
Деталь: Крышка подшипника ведущего вала < коробки передач м- детали: 52-1701040 Материал; чугун серый СЧ 18-36 (ГОСТ 1412—70) Твердость: НВ 170-229
Размер, мм
по рабочему чертежу допустимый без ремонта Заключение
— — Браковать 1
44-0,075 4 —0,115 43.80 Ремонтировать. Осталиванне или вибро чугивая наплавка j
8.5 9,2 Ремонтировх гь Завзрка
35.18+9-10 35,65 Браковать "{ж ра >мере бол ё 35,65 мм (
1 1А—0,01 П6-0,05 115,90 Ремонтировать. Внбродуговая наплавки
Способы выявления дефектов назначают по опыту работы автостроительных и авторемонтных предприятий с учетом научно-исследовательских работ, проводимых в нашей стране по разработке новых методов дефектации деталей.
При рекомендации способов устранения дефектов также опираются на богатый опыт, накопленный отечественными и зарубежными авторемонтными предприятиями по технологии восстановления деталей.
70
Наибольшую сложность при разработке технических требований на дефектацию деталей представляет определение допустимых размеров деталей.
Допустимый размер детали можно легко определить, если известна величина допустимого ее износа. Так, например, допустимый. диаметр вала при капитальном ремонте автомобиля
— И доп мм,
где dn—диаметр нового вала, мм;
77ДОП*—величина допустимого износа вала, мм.
Допустимым износом детали называется такой ее износ, при котором деталь, будучи установленной при капитальном ремонте на автомобиль, проработает до следующего капитального ремонта и ее износ не превысит предельного. При этом следует иметь в виду, что детали с допустимыми нзносамн можно использовать при капитальном ремонте только в том случае, если требуемая точность при сборке сопряжений обеспечивается применением методов регулирования или групповой взаимозаменяемости. Для определения величины допустимого износа детали необходимо знать ее предельный износ.
Предельным износом называется такой износ детали, при котором ее дальнейшее использование может привести к отказу. Деталь, достигшую предельного износа, восстанавливают или заменяют новой.
Величина предельного износа детали может быть определена при изучении процесса протекания износа во времени. Исследованиями установлено, что зависимость износа деталей от времени их работы имеет вид, показанный на рис. II.4.2.
Величина износа детали, соответствующая точке В на кривой, определяет предельный износ ЯПр, а промежуток времени /пр — срок службы детали до предельного износа.
Таким образом, величина предельного износа детали может быть определена по моменту наступления форсированного изнашивания Значение этой величины определяют также по таким показателям, как снижение прочности детали, нарушение установленной посадки в сопряжении, падение мощности и т п.
Предельный износ Деталей может быть установлен и по экономическим показателям: ‘снижению производительности, повышению расхода эксплуатационных материалов, возрастанию расходов на техническое обслуживание и др.
Наиболее объективным показателем, свидетельствующим о том, что механизмы автомобиля, а следовательно, и их детали достигли пре тельного состояния, является возрастание приведенных затрат на единицу выполненной работы. Известно, что приведенные амортизационные расходы и расходы, связанные с капитальным ремонтом автомобиля и его агрегатов с увеличением сроков их службы уменьшаются (рис. П.4.3, а), а приведенные расходы на техническое обслуживание, текущий ремонт и эксплуатацию увеличиваются (рис. П.4.3, б).
71
Суммарные приведенные затраты (рис. П.4.3, в) будут иметь минимум при определенной наработке автомобиля. Дальнейшее увеличение срока службы автомобиля приводит к повышению Приведенных затрат, что с экономической точки зрения неэффективно, поэтому автомобиль, его агрегаты, и ^детали считаются достигшими предельного состояния и должны быть направлены в ремонт.
Вопрос об определении допустимого нзноса деталей при капитальном ремонте автомобиля сводится к отысканию такой его величины, которая обеспечивает
Рис. П.4.2. Зависимость износа деталей от времени их работы:
G — период пр»р»ботхи детали (повытеа-и»я нвтевсимюсть намшмвамия); 6— период нормального ювилаваиня; <•*-период форсированного язниаавания
Рис. JJ.4.3. Зависимость приведенных Затрат от срока службы автомобиля
Рис. П.4.4. Определение допустимого \ нзноса
безотказную работу автомобиля в течение' очередного межремонтного срока службы. Методика определения допустимого износа деталей была разработана лроф. В. В. Ефремовым. '
Не допуская большой по-, грешности, можно принять, что зависимость нзноса детали . от времени работы имеет линейный характер (рис. II.4.4). Пусть величина, предельного нзноса'’известна и равна ВСОтложив от точки С, определяющей ^₽ок службы детали до предельного нзноса, отрезок СД, равный межремонтному сроку службы автомобиля /и, ' и восстановив перпендикуляр из точки Д до пересечения с прямой ОВ, получим отрезок ДЕ, величина которого Определяет Идол»
Из рис. П.4.4 видно, что. величина допустимого износа
Идоп == Ипр ~И и, где Ии—величина износа детали за межремонтный срок службы автомобиля (ее определяют как среднюю величину путем замера партии деталей, снятых с автомобилей, поступивших во второй' капитальный ремонт).
72
4, Методы контроля при дефектации деталей
При дефектации деталей придерживаются следующего по* рядка. Сначала производят внешний осмотр деталей с целью обнаружения повреждений, видимых невооруженным глазом: крупных трещин, пробоин, изломов, задиров, рисок, коррозии и т.п. Затем детали проверяют на специальных приспособлениях. для обнаружения дефектов, связанных с нарушениями взаимного расположения рабочих' поверхностей и физико-механических свойств материала деталей. После этого детали «контролируют на отсутствие скрытых дефектов (невидимых трещин и внутренних пороков). В заключение производят контроль «размеров и геометрической формы рабочих поверхностей деталей.
Контроль взаимного расположения рабочих поверхностей^ Метода контроля погрешностей взаимного расположения рабочих поверхностей на деталях рассмотрим на примере деталей класса валов и корпусных деталей. В деталях класса валов наиболее часто контролируют * несоосность шеек и неперпендику-лярность фланцев к оси вала.
Контроль несоосности шеек валов производят путем замера их радиального биения с помощью индикатора (рис. П.4.5). Контролируемый вал при этом устанавливают в центрах. Величина радиального биения шеек определяется как разность наибольшего и наименьшего показаний индикатора за один оборот вала.
Контроль нёперпендикуляркости фланца к оси вала производят также при установке вала в центрах (рис. П.4.6). При помощи индикатора замеряют торцовое биение фланца на определенном радиусе ft
В корпусных деталях контролируют следующие погрешности взаимного положения поверхностей: несоосность отверстий, не-параллельность оси отверстий относительно плоскости, непарал-лельность осей отверстий и нарушение межцентрового расстояния, непёрпендикулярность осей отверстий, неперпендикуляр-иость оси отверстия к плоскости.
. Контроль несоосности отверстий в корпусных деталях производят с помощью оптических, пневматических и индикаторных* приспособлений. Наибольшее применение в авторемонтном производстве нашли индикаторные приспособления. Схема замера несоосности отверстий под коренные подшипники коленчатого вала в блоке цилиндров при помощи индикаторного приспособления показана на рис. П.4.7. Приспособление состоит из контрольной оправки, втулок и индикатора часовогр типа. При проверке несоосности вращают втулку с индикатором и замеряют величину радиального биения. Радиальное биение покажет удвоенную величину несоосности (смещения осей). Несо« осность отверстий контролируют в блоках цилиндров двигателей, картерах коробок передач, картерах редукторов и других деталях. /
73
Рис. П.4.5. Контроль взаимного биения шеек вала
Рис. II.4.6. Контроль биения фланца на валу
Рис. 11.4.7 Контроль несоосности отверстий:
/ — контрольные втулки: 3 — оправка;
3 — индикатор
Рис. 11.4.8. Контроль непа рал дельности оси отверстий относительно плоскости разъема картера
Контроль н е п а р а л л е л ь и о ст и оси отверстий относительно плоскости производят на плите путем измерения размеров hi и h2 на длине I (рис. II.4.8). Разность этих размеров покажет величину непараллельности оси отверстий и плоскости.
При этом может быть проверено также расстояние от оси отверстий до плоскости. Это расстояние определяют по формуле
<_ _ + h3 d
h~ 2 '
где d— диаметр оправки.
Контроль межцентрового расстояния и не-параллельности осей отверстий производят путем измерения расстояний а\ и а2 (рис. П.4.9) между внутренними образующими контрольных оправок при помощи штихмаса или индикаторного нутромера.
Межцентровое расстояние определяют расчетом по формуле я «1 + at t di + d, Л— 2 -t- 2
где dt и dj — диаметры контрольных оправок.
Непараллельность осей отверстий определяют как разность замеров а»—а3 на длине L.
Контроль неперпендикулярности осей отверстий производят при помощи оправки с индикатором (рис. II.4.10, а) или калибром (рис. П.4.10, б) путем измерения зазо-74
ров Д1 и Д2 на длине L. Величина неперпендикулярности осей первом случае определяется как разность показаний индикатор) в двух противоположных положениях, а во втором — ка1 раз1 ность зазоров Д|—Да-
Контроль иепер пенднкулярности оси отъер стия к плоскости можно выполнить при помощи индика торного приспособления (рис. П.4.11, а) или специального ка либра (рис. II.4.11,6).
В первом случае неперпендикулярность оси отверстия к гор цовой плоскости на диаметре Д определяют как разность пока заний индикатора при вращении его относительно оси отверстия во втором случае — измерением зазоров в двух диаметральна противоположных точках по периферии контрольного диска Be личина неперпендикулярности в этом случае будет равна разно стн зазоров Л|—Д2 на диаметре Д.
Контроль нарушения физик о-м еханически: свойств материала деталей. Нарушение физнко-не ханических свойств материала детали, как отмечалось выще может проявляться в виде изменения твердости детали или е< жесткости. Изменение жесткости может иметь место в таких де талях, как рессоры и пружины.
Нарушение твердости контролируют с помощью универсаль ных приборов для измерения твердости ‘
Рис. II.4.9. Контроль не ти осей отверстий й s расстояния
Рнс. 11.4.10. Схема замеря непер днкулярности осей отьерстжй
Рис. П.4.11. Контроль неперпендикулярности оси отверстия к плоскости
Контроль скрытых дефектов. При контроле деталей очень важно проверять их на наличие скрытых дефектов (поверхностных и внутренних трещин). Этот контроль особенно необходим для деталей, от которых зависит безопасность движения автомобиля.
Существует большое количество различных методов обнаружения скрытых дефектов. В авторемонтном производстве нашли применение следующие методы: опрессовки, красок, люминесцентный, намагничивания и ультразвуковой.
Метод опрессовки применяют для обнаружения скрытых дефектов в полых деталях. Опрессовку деталей производят водой (гидравлический метод) или сжатым воздухом (пневматический метод).
Метод гидравлического испытания применяют для дцяьлнтя трещин в корпусных деталях (блок цилиндров, головка цил. «<д-ров). Испытание производится на специальных стендах, которые обеспечивают герметизацию всех отверстий в деталях. При испытании полость детали заполняют водой под давлением 0,3— 0,4 МПа. О наличии трещины судят по подтеканию воды.
Метод пневматического испытания применяют при контроле на герметичность таких деталей, как радиаторы, баки, трубопроводы и др. Деталь при этом заполняют сжатым воздухом под давлением, соответствующим техническим условиям на испытание, и затем погружают в ванну с водой.
Выходящие из трещины пузырьки воздуха укажут место нахождения дефектов.
Метод красок основан на свойстве жидких красок к взаимной диффузии. При этом методе на контролируемую поверхность детали, предварительно обезжиренную бензином, наносят красную краску, разведенную керосином. Краска проникает в трещину. Затем красную краску смывают растворителем и поверхность детали покрывают белой краской. Через несколь
76
ко минут-на белом фоне проявляющей краски появится рисунок увеличенной по ширине трещины.
Этот метод позволяет обнаруживать трещины, ширина которых не менее 20—30 мкм. •
Люминесцентный метод основан на свойстве некоторых веществ светиться при облучении их ультрафиолетовыми лучами.
• При' контроле детали этим методом ее сначала погружают в ванну с флюоресцирующей жидкостью, ’в качестве которой применяют смесь, состоящую из 50% керосина, 25% бензина и 25% трансформаторного масла с добавкой флюоресцирующего красителя (дефектоля) или эмульгатора ОП-7 в количестве 3 кг на 1 м* смеси.
Затем деталь промывают водой, просушивают струей -теплого воздуха и припудривают порошком селикагеля. Сел и кв гель вытягивает флюоресцирующую жидкость из трещины на поверхность детали. При облучении детали ультрафиолетовыми лучами порошок селикагеля, пропитанный флюоресцирующей жидкостью, будет ярко светиться, обнаруживая границы трещины.
Контроль деталей этим методом производят на специальном люминесцентном дефектоскопе, схема которого, показана на рис. II. 4.12. Люминесцентные дефектоскопы применяют при обнаружении трещин • шириной более 10 мкм в деталях, изготовленных нз немагнитных материалов.
Метод, магнитной дефектоскопии нашел наиболее широкое применение при контроле скрытых -дефектов в автомобильных деталях, изготовленных из ферромагнитных материалов (сталь, чугун). Для обнаружения .дефектов этим методом деталь сначала намагничивают. Магнитные силовые линии, проходя через-деталь и встречая на своем пути дефект (например, трешину), огибают его как препятствие с малой магнитной проницаемостью (рис. П.4.13). При этом над- дефектом образуется поле рассеивания магнитных 'силовых линий, . на краях трещины магнитные полюсы.
Для .того чтобы обнаружить неоднородность магнитного поля, деталь поливают суспензией, состоящей из 50%-ного раствора керосина и * трансформаторного масла, в котором во взвешенном . состоянии находится мельчайший Магнитный порошок (окись железа — магнетит).
При этом магнитный порошок будет притягиваться края- ми трещины и четко обрисует ее границы.
77
-0
~2206
0 .
Рис.- II.4.12. Схема люмия&центного дефектоскопа:
1 — рефлектор; J — светофильтр; 3 — ртутно-кварцевая лампа; 4 — высоковольтный трансформатор; 6 деталь
Рнс. II .4.13. Поле рассеивания магнитного потока в детали, имеющей дефект
Намагничивание деталей производят на магнитных дефектоскопах, которые различаются по способу намагничивания. Для । ыявления в деталях продольных трещин применяют дефектоскопы циркулярного намагничивания, а для поперечных — дефектоскопы продольного намагничивания внешним полем. Для
обнаружения трещин любого направления используют дефектоскопы комбинированного намагничивания. В дефектоскопах цир-
кулярного намагничивания магнитное поле создается за счет прохождения через деталь переменного тока большой силы (до 1000—4000 А). На рис. 11.4.14 показана схема дефектоскопа цир
кулярного намагничивания, предназначенного для контроля деталей небольших размеров.
В дефектоскопах продольного намагничивания магнитное поле создается за счет помещения детали в соленоид, питаемый постоянным или переменным током (рис. II. 4.15).
Дефектоскопы комбинированного намагничивания являются универсальными, так как они совмещают в себе принципы цир-
кулярного и продольного намагничивания и, следовательно, позволяют обнаруживать трещины любых направлений.
К числу дефектоскопов комбинированного намагничивания относятся дефектоскопы МЭД-2 и УМД-9000, выпускаемые нашей промышленностью. Дефектоскоп МЭД-2 рассчитан на контроль деталей диаметром до 90 мм и длиной 900 мм при максимальной силе тока циркулярного намагничивания до 4500А. Универсальный магнитный дефектоскоп УМД-9000 применяется при контроле более крупных деталей, так как он обеспечивает ток циркулярного намагничивания до 10 000 А. «
После контроля на магнитных дефектоскопах детали необходимо размагнитить. Это достигается при переменном токе — путем медленного вывода детали из соленоида, а при постоянном токе — за счет изменения полярности при постепенном умень
шении силы тока.
Метод магнитной дефектоскопии обладает высокой производительностью и позволяет обнаруживать трещины шириной до I мкм.
Ультразвуковой метод обнаружения скрытых дефектов основан на свойстве ультразвука проходить через металлические изделия и отражаться до границы раздела двух сред, в том числе и от дефекта.
В зависимости от способа приема сигнала от дефекта различают два метода ультразвуковой дефектоскопии — метод просвечивания и импульсный метод.
Метод просвечивания основан на появлении звуковой тени за дефектом. В этом случае излучатель ультразвуковых колебаний находится по одну сторону от дефекта, а приемник — по другую.
78
На рис. П.4.16 показана схема работы ультразвукового дефектоскопа с использованием метода просвечивания или звуковой тени. От генератора 1 электрические импульсы ультразвуковой частоты поступают к пьезоэлектрическому излучателю 2, преобразующему их в ультразвуковые колебания, котррые проходят через деталь 3. Если деталь не имеет дефекта, то ультразвуковые
лучи достигнут пьезоприемника 4. После преобразования в электрические импульсы и усиления в усилителе 5 они попадут в индикатор 6, стрелка которого отклонится (рис. II 4.16, а).
Если при перемещении излучателя 2 и приемника 4 по поверхности детали на пути ультразвуковых колебаний встретится дефект 7 (рис. П.4.16, б), то посланные излучателем ультразвуковые волны отразятся от дефекта и не попадут на приемник, так как он будет находиться в звуковой тени. Стрелка индикатора 6 не будет отклоняться от нулевого положения. Этот метод можно применять только при контроле деталей небольшой
Рис. 11.4.14. Дефектоскоп циркулярного намагничивания:
/ — медная плита; 3 — деталь: 3 — контактные диск; 4 —контактная грловка; 5 — пусковая кнопка; 6 — кронштейн: 7 — понижающий трансформатор; 8 — на шг.ный пуска чль
I — реостат; 3 — деталь; 3 — соленоид
толщины. Кроме того, при применении
этого метода требуется
двусторонний доступ к контролируемой детали, что не всегда воз
можно.
Этих недостатков не имеет импульсный метод, который и нашёл наиболее широкое применение.
На рис. П.4.17 приведена схема импульсного ультразвукового дефектоскопа. При контроле детали к ее поверхности подводят излучатель ультразвуковых колебаний, который питается от генератора. Если дефекта в детали нет, то ультразвуковые колебания, отразившись от противоположной стороны детали, возвратятся обратно и возбудят электрический сигнал в приемнике. При этом йа экране электронно-лучевой тр)бки будут видны два всплеска: слева — излученный импульс и справа — отраженный от противоположной стенки детали (донный).
Если в детали имеется дефект, то ультразвуковые колебания отразятся от дефекта и на экране трубки появится промежуточный всплеск.
79
Рис. 11.4.16. Схема ультразвукового дефектоскопа, работающего по методу звуковой тени
Рис. 11.4.17. Блок-схема импульсного ультразвукового дефектоскопа:
1 — деталь; 3 — излучатель (приемник) ультразвуковых колебаний; а — гене-ра.'пр импульсов; 4 — усн.1н.ель; 5 —и? лученный импульс; 6 — электронно-лучевая трубка; 7 — импульс, отраженный от дефекта; в — донный импульс; 9 — блок развертки; 10 — дефект
Путем сопоставления расстояний между импульсами на экране электронно-лучевой трубки и размеров детали можно определить не только 'местонахождение дефекта, но и глубину его залегания.
Метод ультразвуковой дефектоскопии обладает очень высокой чувствительностью и применяется при обнаружении внутренних дефектов в деталях (трещин, раковин, шлаковых включений и т. п.).
В авторемонтном производстве нашли применение ультразвуковые дефектоскопы УЗД 7М, УЗД-ЮМ и др. Дефектоскоп УЗД-7М работает на частотах 0,8 МГц. Максимальная глубина прозвучивания для стальных деталей 2,6 м, а минимальная 7 мм.
Контроль размеров и формы рабочих поверхностей деталей Наибольшее внимание при контроле и сортировке деталей уделяется определению геометрических размеров и формы их рабочих поверхностей. Контроль деталей по этим параметрам позволяет оценить величину их износа и решить вопрос с1" возможности их дальнейшего ис
пользования. При контроле размеров деталей в авторемонтном производстве используют как универсальный измерительный ин-
струмент, так и пневматические методы контроля.
К универсальному измерительному инструменту относятся: микрометры, штангенциркули, индикаторные нутромеры, микрометрические штих-масы и др.
Широкое применение в последнее время получил также пневматический метод контроля размеров деталей. Этот метод измерения бесконтактный, поэтому точность измерения не зависит от износа инструмента. Пневматический метод используется при из
мерении наружных и внутренних размеров. -
Принцип работы пневматического прибора для измерения диаметра отверстий показан на рис. 11.4.18. Сжатый воздух под давлением 0,3—0,5 МПа поступает через влагоотделитель 2 и двухступенчатый стабилизатор I давления в стеклянную конусную
80
трубку 6 и далее через шланг 8. к пневматическому калибру 9 с отверстиями для выхода воздуха. Внутри конусной трубки 6 помещается металлический поплавок 5, который силой воздушного потока устанавливается на определенном уровне.
Положение поплавка внутри конусной трубки 6 зависит от расхода сжатого воздуха, а величина расхода воздуха определяется зазором между измеряемой деталью и калибром 9. Если зазор между калибром и деталью большой, то расход воздуха будет увеличиваться и поплавок поднимется на более высокий уровень. Следовательно, по положению поплавка и шкале 3 можно определить размер детали. Точность показаний прибора регулируют при помощи крана 4, который изменяет расход воздуха через трубку 7, а также путем подбора поплавка по массе.
Пневматические измерительные приборы можно использовать для измерения деталей диаметром от 5—6 мм и более с точностью до 0,001 мм. Этим методом можно измерять также погрешности формы деталей по многим параметрам одновременно. Пневматический метод контроля позволяет легко автоматизировать процесс измерения деталей, поэтому его следует считать перспективным.
Погрешности в геометрической форме деталей определяют путем их измерения в нескольких направлениях в поперечном сечении и нескольких поясах по длине. Сопоставляя эти замеры, находят овальность, конусность, бочкообразность и другие отклонения от правильной геометрической формы.
Так, например, погрешность формы отверстия в поперечном сечении (овальность) определяют путем измерения его в нескольких радиальных направлениях (рис. II. 4.19, а). Овальность будет определяться разностью диаметров di—da.
Погрешности формы отверстия по длине (конусность, бочкообразность, корсетность) можно определить замером диаметров в нескольких поясах (рис. 1.4.19, б). Так, например, конусность отверстия ца длине / будет равна d3—di.
Рис. II.4.18. Схема пневматического измерительного прибора
Рис. П.4.19. Определение погрешности формы отверстия
81
5. Сортировка деталей по маршрутам восстановления
Одной из задач дефектации и сортировки деталей является сортировка их по маршрутам ^восстановления. Маршруты восстановления деталей разрабатываются заблаговременно. Методи-ка определения маршрутов восстановления деталей была разрабо-: тана проф. К. Т. Кошкиным.
Известно, что детали, требующие восстановления, имеют, как правило, не один дефект, а несколько. Их количество зависит от конструкции детали. .
Чем сложнее деталь, тем количество возможных дефектов на ней будет больше.
Так, например, ведущая шестерня заднего моста автомобиля ГА0-53А может иметь следующие дефекты (рис. II. 4.20):. 1 — срыв резьбы; 2 — помятость резьбы; 3 — износ шлицев по толщине; 4 — износ шейки под передний подшипник; 5 — износ шейки под задний подшипник; 6 — механические повреждения (забо-, ’ ины, риски) на зубьях шестерни; 7 — износ шейки под подшипник задней опоры. Рассматриваемая 'деталь может иметь и другие •• дефекты, например износ зубьев шестерни, но они не были включены в перечень потому, что при появлении этих дефектов деталь подлежит выбраковке.,
При организации восстановления деталей ранее применялась так называемая, подефектиая технология, при -которой технологические процессы разрабатывались на устранение каждого дефекта в отдельности. При подефектной технологии приходилось раз-' рабатывать большое количество технологических процессов для восстановления одной и той же детали. В нашем примере для восстановления ведущей шестерни заднего моста ГАЗ-бЗА пришлось , бы разработать ие менее семи технологических процессов. Поде-' фектная технология не предусматривала рациональную последовательность устранения дефектов иа детали. Значительно усложнялась также организация восстановления. деталей, так как при устранении иа детали нескольких дефектов необходимо было пользоваться несколькими технологическими процессами. Отсутст-
вие единого технологического процесса на восстановление детали приводило к снижению качества ремонта.
Указанные недостатки-стали особенно ощутимыми в условиях
Рис. П.4.20. Ведущая шестерня зад-» него моста
концентрации и специализации авторемонтного производства.
Наиболее рациональной формой организации восстановления деталей на современном авторемонтном- производстве является маршрутная технология.
Исследованиями, проведенными проф. К. Т. Кошкиным, было установлено, что дефекты на деталях появляются в определенных
82
повторяющихся сочетаний^ Поэтому он предложи ч технологические процессы восстановления деталей разрабатывать не на устранение каждого дефекта в отдельности, а на определенные сочетания дефектов. -
Сочетания дефектов, определяющие технологический процесс восстановления детали, были названы маршрутами восстановления. Технология, составленная на устранение определенного сочетания дефектов (маршрут), получила название маршрутной технологии.
Каждая деталь может иметь несколько маршрутов восстановления. Эти маршруты определяют путем проведения специальных исследований.
При определении маршрутов восстановления деталей необходимо руководствоваться следующими основными принципами, сформулированными проф. К. Т Кошкиным.
I принцип. Сочетание дефектов в каждом маршруте должно быть действительным (реально существующим). Действительные сочетания дефектов устанавливают путем проведения специальных исследований.
II принцип. Количество маршрутов восстановления каждой детали должно быть минимальным. Большое количество маршрутов усложняет организацию производства, увеличивает объем технологической документации, требует расширения складских помещений, затрудняет планирование и учет работы производственных участков. Поэтому количество маршрутов по каждой детали должно быть в пределах двух-трех, а для сложных деталей не более пяти.
Уменьшить количество маршрутов можно за'счет объединения сочетаний дефектов, отличающихся между собой незначительными по трудоемкости устранения дефектами, в одно сочетание. Значительного сокращения количества маршрутов можно достигнуть и за счет включения а них дефектов, расположенных иа взаимосвязанных поверхностях детали. Так, если на ведущей шестерне заднего моста (см. рис. II. 4.20) изношена шейка под подшипник задней опоры (дефект 7), то для обеспечения соосности эюй поверхности с шейками под передний и задний подшипники их также следует включить в маршрут восстановления, даже если износ этих поверхностей находится в пределах допуска. Точно так же если в картере коробки передач изношено одно отверстие под подшипник, то в маршрут следует включить восстановление и второго соосного отверстия. Количество маршрутов можно уменьшить также путем исключения маршрутов с редко встречающимися сочетаниями дефектов.
III принцип. При формировании маршрутов необходимо учитывать применяемый способ восстановления. Если у чашки днф ференциала изношено отверстие под шейку шестерни полуоси и принят способ восстановления гильзованием, при котором одновременно устраняют два дефекта (износ отверстия и износ торцовой поверхности), то в сочетание дефектов, подлежащих устра
83
нению, необходимо включить оба дефекта вне зависимости от того, имеется один из них или есть оба одновременно.
IV принцип. Восстановление детали по данному маршруту должно быть экономически целесообразным. Если затраты на восстановление детали, отнесенные к единице ее наработки, будут меньше соответствующих удельных затрат на изготовление детали, то восстановление детали по данному маршруту считается целесообразным.
При дефектации деталей контролер определяет действительное сочетание дефектов по каждой из деталей и сортирует их по маршрутам восстановления. Результаты- сортировки детален по маршрутам восстановления отмечают краской на самих деталях (указывается номер маршрута).
6. Определение коэффициентов годности, сменности и восстановления деталей
Результаты сортировки деталей на группы годных, негодных и требующих восстановления после статистической обработки большого количества дефектовочных ведомостей позволяют определить очень важные для организации ремонта автомобилей показатели — коэффициенты годности, сменности и восстановления.
Коэффициент годности показывает, какая часть деталей дан-' кого наименования может быть использована при капитальном ремонте автомобиля (агрегата) повторно без ремонтного воздействия. Он определяется как отношение количества годных деталей к общему количеству деталей данного наименования, прошедших дефектацию и сортировку:.
где лг — количество годных деталей;
Д'— общее количество деталей данного наименования, прошедших дефектацию.
Коэффициент сменности показывает, какая часть детален данного наименования при капитальном ремонте автомобиля требует замены и определяется как отношение количества негодных дета^ лей к общему количеству деталей, прошедших дефектацию:
где пя — количество негодных деталей.
Коэффициент восстановления показывает, какая часть деталей данного наименования требует восстановления:
где — количество деталей, требующих восстановления.
84'
Знание этих коэффициентов позволяет более точно планиро- -вать потребность ремонтного предприятия в запасных- частях и определять объем работ участков восстановления деталей. *
Обработка информации о сортировке деталей по маршрутам восстановления позволяет также уточнить маршрутные коэффициенты восстановления деталей, так как
Л
^вос == S ,
1»!
где kvi — коэффициент восстановления по Z-му маршруту;
л—количество маршрутов восстановления данной детали.
Знание маршрутных коэффициентов позволяет определятьобъем работ по каждому маршруту и. следовательно, планировать загрузку оборудования на участках восстановления деталей. <
7. Пути повышения качества и эффективности дефектовочных и сортировочных работ
Работы по дефектации и сортировке деталей оказывают большое влияние, на эффективность и качество работы ремонтных предприятий/ Поэтому совершенствованию этих видов работ дол-•жно уделяться постоянное внимание.
Прежде всего необходимо совершенствовать техническую документацию на контрольно-сортировочные работы. Действующие технические требования на дефектацию деталей автомобиля ййе-' ют определенные недостатки. В них, например, не всегда Приводятся сведения о допустимых погрешностях во взаимном полойсё-нни рабочих поверхностей деталей. Так, по такой ответственной . базовой детали, как блок цилиндров, имеются лишь допустимые отклонения по соосности гнезд под владыши коренных подшипников. Сведения о допустимых погрешностях .во взаимном <поло-жении других поверхностей блока отсутствуют.
Большое внимание должно уделяться организации работы по дефектации и сортировке деталей. Эти работы должны проводиться на специально выделенных для этой цели производственных участках. Однако отдельные детали могут проходить дефектацию на рабочих постах ремонтных участков. Так проводится контроль кабин, рам, кузовов, топливных баков, радиаторов, электрооборудования, топливной аппаратуры и др.
На крупных авторемонтных предприятиях рекомендуется рабочие места дефектовщиков специализировать по классу контролируемых деталей: по контролю корпусных деталей, по контролю шестерен, по контролю валов н т. д.
Необходимо также постоянно совершенствовать оснащение постов дефектации современным контрольно-измерительным.инструментом, приспособлениями и оборудованием. Шире внедрять'приспособления для комплексной проверки базовых деталей, а также средства механизации и автоматизации дефектовочных и сорта-
«5.
ровочных работ Посты для дефтктации крхпных деталей должны иметь подъемно-транспортные устройства.
Большое влияние на производительность труда н качество работы дефектовщиков оказывают санитарно-гигиенические условия и производственная эстетика. Общая освещенность на участке дефектации сортировки деталей должна быть не ниже 500 лк, а на рабочих местах не ниже 1000 лк. Помещение участка дефектации рекомендуется ркрашнвать в светлые тона.
Температура в помещении должна быть 18—_22°С, а относительная влажность 40—60%.
Выполнение указанных рекомендаций позволит поднять качество и эффективность дефектовочно-сортировочных работ и на этой основе улучшить качество ремонта автомобилей.
Глава 5
КОМПЛЕКТОВАНИЕ ДЕТАЛЕЙ
1. Назначение н сущность комплектования
Комплектование представляет собой часть производственного процесса, которая выполняется перед сборкой и предназначена для обеспечения непрерывности и повышения производительности процесса сборки, для ритмичного випус) а изделий требуемого и стабильного уровня качества и снижения трудоемкости и стоимости сборочных рзбот. В процессе комплектования выполняют следующий комплекс работ
накопление, учет и хранение деталей, сборочных единиц и комплектующих изделий;
оперативная информация соответствующих служб предприя/йя о недостающих деталях, сборочных единицах, комплектующих изделиях;
подбор сопряженных деталей по ремонтным размерам, размерным и массовым группам;
подбор и пригонка деталей в отдельных соединениях;
подбор составных частей сборочного комплекта (группы деталей, сборочных единиц и комплектующих изделий, составляющих то или иное изделие) по номенклатуре и количеству;
доставка сборочных комплектов к постам сборки до начала выполнения сборочных работ.
При комплектовании важно обеспечить выполнение указанного перечня работ в соответствующем объеме, так как некачественное выполненье какого-либо ви та работ неизбежно приводит к снижению качества собираемых изделии и к нарушению ритмичности их выпуска. Наиболее ответственной задачей комплектования является подбор деталей по ра ’.мерам с целью обеспечения требуемой точности сборки, т. е. точности зазоров, натягов и пространственного положения деталей.
86
2. Методы обеспечения точности сборки .
Точность зазоров, натягов и пространственного положения деталей в соединении может быть определена путем решения сборных размерных цепей.
Размерная цепь (термины, определения и обозначения по ГОСТ 16319—70) представляет собой замкнутый контур взаимосвязанных размеров, обусловливающих их численное значения и допуски. Размерная цепь состоит из составляющих, исходного (замыкающего) и других видов звеньев. ,
Составляющее звено — звено размерной цепи, изменение которого вызывает измейение исходного _ (замыкающего) звена. Составляющие звенья обозначаются прописными буквами русского алфавита с цифровыми индексами (например, А], А2 или Ьь Ба, i>8—)
Исходное (замыкающее) звено — звено, возникающее в результате постановки задачи при проектировании изделия (или получаемое в цепи последним в результате решения поставленной'задачи при изготовлении или ремонте). Оно обозначается той же буквой алфавита с индексом Д (например, АД или БД...).
Компенсирующее звено — звено., изменением размера 'которого достигается требуемая точность замыкающего звена. Компенсирующее звено обозначается той же буквой алфавита ' с соответствующим цифровым индексом И буквой К (например, чА4К или Б?к-). -
Звено, которое принадлежит одновременно нескольким размерным цепям, называют общим звеном и. обозначают буквами и индексами, указывающими на принадлежность к рассматриваемым цепям (например, As-Бе, По характеру воздействия на
замыкающее звено составляющие звенья могут быть увеличивающими или уменьшающими, т. е. при их увеличении замыкающее звено увеличивается или уменьшается. Увелнчивак^цие звенья могут обозначаться стрелками, направленными вправо — А,-, уменьшающие — влево Xi.
Решение размерных, цепей (по ГОСТ 16320—70) при ремонте автомобилей позволяет исходя из величин составляющих звеньев (числовые значения при этом могут отличаться от номинальных значений) определять величину действительного размера и допуск замыкающего звена. Сопоставление действительного размера замыкающего звена с его номинальным значением позволяет судить об отсутствии или наличии погрешности и' принять меры по ее устранению. . •
Сборочные .размерные цепи, у которых точность замыкающего звена обеспечивается методом полной взаимозаменяемости, должны рассчитываться по методу• максимума-минимума. -
Номинальный размер замыкающего звена размерной цепи А т—1
1 Ад = S в А/,
I .
— передаточное отношение (для цепей с параллельными звеньями I—для
увеличивающих звеньев; = — 1 для уменьшающих Звеньев);
m—число звеньев размерной цепи; i
А( — номинальный размер /-го составляющего звена. '
Допуск замыкающего звена 8Ад рассчитывается по методу максимума-минимума '
т-1 »Ж1 •
где 8Aj — допуск /го составляющего эвена.
Качество выполнения сборочных работ, которое формируется главным образом точностью сборки,' определяется качеством де- талей и сборочных единиц и качеством проведения комплектовочных работ. Под точностью сборки понимают степень соответствия действительных значений параметров, характеризующих соединение сопряженных деталей или сборочных единиц значениям, регламентированным технической документацией. Следовательно, точность сборки характеризуется величиной действительных от-клонений значений посадок (зазоров, натягов), пространственно- * гр положения осей н поверхностей и других параметров сопрягае-. мых деталей от значений, заданных технической документацией.
> Требуемая точность сборки достигается следующими пятью методами (ГОСТ 16319—70).
Метод полной взаимозаменяемости — метод взаимозаменяемости, при котором требуемая точность сборки достигается путем соединения деталей без их выбора, подбора или изменения разме- . ров. Например, точность сборки коренных и шатунных подшипников двигателя (т. е. величина допуска зазора в подшипниках 6Л) определяется величинами допусков размеров сопрягаемых деталей на диаметр гнезда под вкладыши бг на толщину вкладышёй -бв щднаметр шейки вала бш. Для двигателей ГАЗ, УАЗ и ЗМЗ,Йс-ходя из условий надежности и долговечности двигателя^ зазор в коренных подшипниках должен быть в пределах 0,036—0,079 мм, . допуск зазора-бп =0,043 мм, размер гнезд в блоке цилиндров под вкладыши — 68,500—68,518 мм, бг=0,018 мм, толщина вклады- . ' шей — 2,232 — 2,226 мм, бв=0,006 мм, диаметр коренных шеек коленчатого вала — 64,00 — 63,987 мм, бш=0,013 мм.
Сборка данного соединения методом полной взаимозаменяемости без подбора,'выбора и подгонки деталей обеспечивает требуемую точность сборки подшипников двигателя, так как бп=< =0,0184-2‘0,0064-0,013=0,043 мм. При ремонте блоков цилиндров и коленчатых валов необходимо выдерживать размеры указанных поверхностей в заданных пределах,, так как увеличенные погрешности обработки вызовут и снижение точности сборки данного. соединения.
Применение метода полной взаимозаменяемости целесообразно при сборке соединений, состоящих из небольшого количества деталей, так как увеличение количества деталей обусловливает 88
обработку сопряженных поверхностей с меньшими-допусками, что не всегда технически достижимо и экономически целесообразно.
Метод неполной взаимозаменяемости — метод взаимозаменяемости, при котором требуемая точность сборки достигается не у всех соединений при сопряжении деталей без их выбора, подбора или изменения размеров, а у заранее обусловленной' нх части, т. е. определенный процент (или доли процента) соединений не удовлетворяют требованиям точности сборки и требуют разборки и повторной сборки.
В этом случае дополнительные затраты на выполнение разборочно-сборочных работ будут значительно меньше затрат на изготовление сопрягаемых Деталей с более узкими допусками, обеспечивающими получение требуемой точности сборки у всех соединений. Например, в соединении'толкатель клапана (наружный диаметр 252o;«j.) —- блок цилиндров (диаметр отверстия под толкатель 25+0'023) двигателей ЗИЛ расчетный допуск посадки 5n=i5T-|-61Os==fl,014+0,023=0,037 мм, а требуемый допуск по условиям надежной и долговечной работы должен быть до 0,019 мм. Установлено, .что при сборке указанного сопряжения методам полной взаимозаменяемости около 3% соединений будут иметь повышенные отклонения от требуемой точности посадки,, но повторная сборка некачественных соединений потребует значительно меньше затрат, чем изготовление сопряженных деталей с уменьшенными примерно в 2 раза допусками.
Метод групповой взаимозаменяемости (так называемый селективный метод) — метод взаимозаменяемости, при котором требуемая точность сборки достигается путем соединения деталей, принадлежащих к одной из размерных групп, на которые оии предварительно рассортированы. В пределах каждой размерной группы требуемая точность сборки достигается методом полной взаимозаменяемости. Данный метод является наиболее эффективным, обеспечивающим высокую точность сборки при экономической точности и стоимости обработки сопрягаемых деталей. Hanpiytep, большинство двигателей внутреннего сгорания по условиям надежной и долговечной работы требует обеспечения допуска посадки поршневого пальца (допуск наружного диаметра — 0,010 мм) в бобышках поршня и во втулке верхней головки шатуна (допуск отверстий — 0,010 мм), равного 0,005 мм. Сборка указанных соединений методом полной взаимозаменяемости обеспечит величину допуска 0,010+0,010=^0,020 мм, что недопустимо. В этом случае действительный допуск посадки будет в 4 раза шире, чем требуется по технической документации. Поэтому для достижения требуемого допуска посадки 0,005 мм сопрягаемые детали сортируют на четыре размерные группы с допуском 0,0025 мм в каждой (табл. II. 5.1)
Метод регулирования — метод взаимозаменяемости, при котором требуемая точность сборки достигается путем изменения раз-89
Таблнца If.5.1
Размерные группы поршневых пальцев н отверстии в поршне ______________н шатуне двигателя ЗИЛ-130_____________
размеривя группа, маркировка । Диаметр поршневого пальца 26—0.010 мм Диаметр отверстия под палец, мм
В поршне 28 о*О15 В головке шатуна -4-0.007 2в_1(Л)
I, голубой if, красный III, белый IV, черный 28,0000—27,9975 27,9975—27,9950 27,9950—27.9925 27,9925-27,9900 27,9950—27,9925 27,9925-27,9900 27,9900—27,9875 27,9875—27,9850 28,0070—28,0045 28,0045—28,0020 28,0020—27,9995 27,9995—27.9970
мера одной из деталей (или группы деталей) соединения, называемой компенсатором без снятия слоя материала. Например, требуемая точность осевого зазора (натяга) соединений с коническими подшипниками качения (дифференциал, главная передача, механизм рулевого управления и др.) обеспечивается изменением толщины неподвижного компенсатора '(группа колец, прокладок, регулировочных шайб и т.п.), а точность зазора между торцом клапана и болтом толкателя или коромысла (клапаном-коромыслом) достигается путем изменения положения подвижного компенсатора — регулировочного болта в осевом направлении.
Метод пригонки — метод взаимозаменяемости, при котором требуемая точность сборки достигается путем изменения размера компенсатора со снятием слоя материала. Например, требуемая точность посадки плунжера в гильзе или клапана в корпусе форсунки, а также герметичность в Соединении клапан — гнездо головки цилиндров достигается путем притирки (доводки).
Анализ рассмотренных методов достижения точности сборки показывает, что при ремонте автомобилей наиболее эффективным методом является метод групповой взаимозаменяемости.
3. Обеспечение точности методом групповой взаимозаменяемости i
Сборка узлов при ремонте автомобилей осуществляется из новых, отремонтированных и изношенных, но годных к дальнейшей работе деталей. В связи с этим при сборке в подборе могут применяться новые, отремонтированные и изношенные в пределах.допуска детали. Полагаем, что в подборе участвуют новые и изношенные детали. Первоначально вал имел допуск 6В, отверстие 6а, минимальный зазор zrain в узле, максимальный zmax и предельный znp (рис. П.5.1). По условию Zmin допустимая величина наибольшего зазора в собранном узле равна zmax. Долговечность отремонтированных и новых узлов будет одинаковой в том случае, если
^max = 2\пах1 = ^тах2 = ••• == гтах„ < (II-5-1)
где л— число размерных групп при подборе. 90
Рис. II.5.1, Схема расположения допусков при обеспечении точности методом групповой взаимозаменяемости
На основании условия (II. 5.1) должно выполняться k также следующее равенство:
№= н, == «2 ; (П.5.2)
' „ глр *т!ля
’ . -;ч— •
" *А-*В
Используя равенства (П.5.2.) н схему на рис. 11.5.1. можно установить, что при общем числе размерных групп п за пределами поля допуска при обычной сборке будет на- одну размерную группу меньше, чем в пределах первоначального поля допуска. В связи с этим при любой комбина-
ции чисел размерных групп в преде- •
лах первоначального поля допуска и за его пределами общее их число* будет нечетным. Поэтому число размерных групп п при подборе в данцрм случае следует выбирать нз ряда нечетных чисел 3, 5, 7, 9, 11 и т. д.
Если обббиачить число размерных групп в пределах первона-
чальных допусков через nt и за пределами поля допуска Пг; то выражения для их расчета будут:
л+1. л—1 .
«2=-у-, Й —Й14-П2.
4
Максимальный зазор в узле при обычной сборке согласно схеме на рис. И. 5.1 равен:
Zmax = £(п1п “Ь &А “Ь ?В (II.5.3)
Максимальный зазор в узле, собранном из деталей первой размерной,группы при сборке (см. рис. II. 5.1.):
^maxt = 2niln + 8д + 2 — = Zmin +. &А + * (II-5.4)
. звв
Так как = 8в согласно построению (бА=бв), то
Zm»*i = Zinin 4- Sa + Sb, (П.5.5)
91
Отсюда
• ^яах==^шах1. i !
Используя схему на рис. II. 5.’1, можно т’акже доказать, что И гижХ2==: zmax3 => ...=zmOxfl — zra»x- Доказав, что основное условие выполняется,, далее определяют величину возможного приращения зазора за счет введения, группового подбора и новые допуски для вала и отверстия. Величина возможного приращения максимального зазора при введении подбора определяется равенством’ ' „ . •
Az=z«»z — z,„,x, ' (П.5.6)
где ~~~ максимальный зазор с учетом возможного расширения допусков при введении подбора; . ' < - .
г т1Х — максимальный зазор в узлах, собранных из деталей-с первоначальными* допусками, и определяемый по формуле (П.5.3).
, Максимальный зазор с учетом возможного расширения допусков при введения подбора ।
• »’. ^швх -^= 2miri 4- 2 (8а + 8в ) --- в
= + 2 (8л + 8в ) - =
-^ + 20а + М(1-~пЬ (Н.5.7)
Подставив в равенство (П. 5.6) вместо г^,х и Zaux их. выражения, получим *'
Новый допуск Az будет равен
Дг e z«ax Zmiii= 2 (8* ~Ь 8в) (1 — л+г)' (П.5.9)
В случае введения метода групповой взаимозаменяемости деталей необходимо рассчитать новые расширенные допуски. Новый допуск вала
8в«8в + »й-^-- (11.5.10)'
где Вв—допуск на диаметр для нового нала;
Лг—число размерных групп в пределах поля допуска, рассчитываемое по фор-пЦ-1 муле 2—I
%—число размерных групп за пределами поля допуска, рассчитываемое по . . л —1
формуле па — ——
•8-- ’ , . .
Йосле подстановки вместо щ и Пг в равенство их выражений будем иметь следующую расчетную формулу для расчета нового допуска для'Ъала:,
, (П.5.П>
Аналогично получается формула для расчета нового допуска для отверстия:
Sa = hVT«a. СМ-12)
где Вд — новый допуск:для отверстия;
п — число размерных групп при сборке;
ВА — допуск на диаметр для нового отверстия.
4. Организация комплектовочных работ - ’
Для эффективного выполнения заданных функций комплектовочный участок обеспечивается необходимой производственной площадью для выполнения комплектовочных работ и хранения комплектующих деталей, узлов и изделий, а также соответствую-, щими средствами механизации работ, а' также штатом комплектовщиков. I
В общем производственном процессе комплектовочный участок размещается между участком дефектации и сборочными участками, рядом со Складом запасных частей и комплектующих изделий. у . • ; •
Крупногабаритные .и нетранспортабельные детали' и узлы (блок и головка цилиндров, картеры, детали кабины, кузова, рамы и др;) целесообразнее доставлять на посты сборки, минуя комплектовочный участок. . * 1
Стеллажи на участке оборудуются рядом ячеек с размешенными в цих съемными ящиками (кассетами), на которых указаны наименование н номер детали ио каталогу. Вертикальные ряды ячеек обозначают цифрами, горизонтальные — буквами. Размеры я количество ячеек в 'стеллажах и количество стеллажей определяются объемом хранимого запаса, который зависит оу габаритных размёров детали, количеством деталей, устанавливаемых иа одно изделие, программой выпуска изделий И несинжа-емым запасом деталей (в днях). На каждую деталь заполняется карточка, в которой, кроме наименования. и номера детали» ее принадлежности к узлу, агрегату, указывается номер стеллажа, шифр ячейки, сменный приход-расход и остаток деталей. Иа каждое собираемое изделие заполняется комплектовочная карта (ГОСТ 3.1105—74), в которой указываются: номера цеха, участка, рабочего места, где выполняются сборочные операции; обозначения деталей, сборочных единиц, материалов и комплектующих изделий; номера цехов, участков, складов, откуда поступают
- ' 93
комплектующие единицы; количество деталей, материалов и сборочных единиц, 'подаваемых на рабочие места сборки на смену; нормы расхода материалов и комплектующих изделий и др. Кодированная запись указанной информации позволяет применять вычислительную технику при ее обработке. -
Скомплектованные сборочные комплекты на полную рабочую смену укладывают в специализированную оборотную тару и посредством конвейера или механизированных тележек доставляют к постам сборки до начала выполнения сборочных работ; по окончании смены порожняя тара возвращается в комплекто- вочный участок. Следует отметить важность организации комплектовочных работ таким образом, чтобы полностью, скомплектованные сборочные комплекты в количестве на всю рабочую смену доставлялись к постам сборки до начала выполнения сборочных работ.
Таким образом, комплектование является важным этапом производственного процесса ремонта автомобиля. Роль комплек-- товаиия в формировании качества изделий ремонтного производи ства более важна, чем при изготовлении автомобилей, так как -сборка узлоб и агрегатов осуществляется йз различных по точности групп деталей. Поэтому для обеспечения требуемой точности сборки прн ремонте следует применять в большем масштабе метод групповой взаимозаменяемости н метод регулирования, при этом несколько усложняется работа комплектов.очного. отделения, складского хозяйства и службы снабжения, но, как установлено, значительно повышается надежность и долговечность агрегатов и автомобилей после ремонта и как следствие эффективность ремонтных предприятий.
% Г л а • а 6 J
СБОРКА И ИСПЫТАНИЕ АГРЕГАТОВ
1. Сборка типовых соединений и передач
Сборку агрегатов автомобилей осуществляют из предварительно собранных, отрегулированных и испытанных узлов с выполнением в полном объеме необходимых регулировочных и контрольных операций, приработки, обкатки и испытаний.
Сборка является завершающей и наиболее ответственной стадией ремонта автомобилей, в которой сходятся результаты всех - предшествующих этапов производственного процесса.
Качество сборочных работ влияет на работоспособность отремонтированного - автомобиля, на его надежность и долговечности. Объем сборочных работ весьма значителен и составляет 20—40% общей трудоемкости ремонта автомобиля.
Сборка выполняется различными методами и средствами в . зависимости от масштаба производства.
94
При единичном производстве она выполняется по принципу концентрирования операций. С увеличением масштаба авторемонтного. производства происходит переход от концентрации операций к их дифференцированию.
Для упрощения процесса организации сборку подразделяют на узловую и общую. Под узловой понимают последовательную сборку подгрупп ~й групп, а под общей — сборку готовых изде-лий\
б—результате общей сборки получается готовое изделие, соответствующее всем предъявляемым к нему техническим требованиям.
При завершении сборки фиксируется окончательная точность выходных параметров автомобиля.
Технологический процесс сборки складывается из ряда операций, заключающихся в соединении деталей в узлы, а узлов в агрегаты и автомобиль, отвечающий требованиям чертежей и технических условий.
При сборке узлов автомобиля применяются резьбовые, прессовые, шлицевые, шпоночные и другие виды соединений. Наиболее широкое применение получили резьбовые и прессовые соединения, а из передач — зубчатые.
Сборка резьбовых соединений. Резьбовые соединения составляют примерно 25—30% от общего количества соединений деталей машин. При сборке резьбовых соединений должны быть выполнены следующие требования-
обеспечена соосность осей болтов, шпилек, винтов и резьбовых отверстий и необходимая плотность посадки в резьбе;
отсутствовать переко< ы торца гайки или головки болта, относительно поверхности сопрягаемой детали, т^к как перекос является основной причиной обрыва винтов и шпилек;
соблюдаться очередность и постоянство усилий затяжки группы гаек (голов~ка цилиндров и др-У
Выбор типа инструмента "определяется конструктивными особенностями соединяемых деталей и величиной крутящего момента, требуемого для сборки резьбового соединения.
Крутящий момент, необходимый для затягивания резьбового соединения, определяется по формуле
M^0,2Pd, ' (П.6.1)
где Р — сила затяжки, Н:
d — номинальный диаметр резьбы, м.
Сборка прессовых соединений. Прессовые соединения широко применяются при выполнении сборочных работ. Качество сборки прессовых содинений формируется под воздействием следующих факторов: материала сопрягаемых деталей, геометрических размеров, формы и шероховатости поверхностей, соосности деталей и прилагаемого усилия запрессовывания, наличия смазки и др.
Прессовые соединения считаются годными, если они обеспечивают прочность и надежность при восприятии нагрузок.
95
При сборке прессовых соединений с натягом необходимо знать ' величину усилия запрессовки, так как в зависимости от его величины подбирается необходимое оборудование.
При подборе пресса необходимое усилие Р3 запрессовки опре- . деляется по формуле w
P3=fprdl, где / — коэффициент трения при посадке с натягом;
d—диаметр запрессовываемой детали, мм;
р— удельное давление на контактирующей поверхности, МПа;
I — длина запрессовываемой детали, мм.
Для сборки прессовых соединений на авторемонтных предприятиях используются универсальные гидравлические прессы.
Сборка зубчатых передач. Зубчатые колеса насаживают на посадочные шейки валов с небольшим зазором или натягом вручную или при помощи специальных приспособлений. Процесс сборки зубчатых передач заключается в установке и закреплении их на валу, проверке и регулировке этих передач.
Для правильного зацепления зубчатых цилиндрических колес ... необходимо, чтобы оси валов лежали в одной плоскости и были параллельны. Их выверка производится регулированием положения гнезд под подшипники в корпусе^ После установки зубчатые колёса проверяют по зазору, зацеплению и контакту.
На вновь собираемых зубчатых передачах допускаются следующие величины зазоров: *
боковой зазор
Де = Ьт, (П.6.2)
где b-°*0,02—0,1 —коэффициент, принимаемый в зависимости от окружной скорости и типа передачи;
т — модуль, мм.
Радиальный зазор Др =(0,15-5-0,3)1». (1^6.3)
Качество сборки передач с коническими зубчатыми колёсами определяется правильностью пересечения осей валов. передачи, точностью углов между осями колес и величинами бокового и радиального зазоров. Отклонения 6 для осей конических зубчатых колес устанавливаются в зависимости от величины модуля:
8 «(0,015-5-0,06) т. (П.6.4)
Зазоры в передачах с коническими зубчатыми колесами регулируют перемещением парных колес вдоль вала.
Червячные передачи по сравнению с цилиндрическими и ко- А ническими зубчатыми колесами требуют более точного изготовления и сборки. Их работа зависит от наличия и величины бокового зазора между нитками червяка й зубьями, колеса. Величина бокового зазора .определяется по формуле
' Д® — (0,015-5-0,03)тг, г (П.6.5)
где тт — торцовый модуль передачи, мм.
96
Сборка шлицевых соединений. В шлицевых соединениях центрирование детали может производиться: по наружному диаметру выступов вала, по внутреннему диаметру впадин вала и'боковым сторонам шлиц. При центрировании детали do Наружному диаметру выступов вала последний шлифуют по наружному диаметру шлиц, а отверстие протягивают. При центрировании детали по внутреннему диаметру впадин вала шлифуют отверстие детали. Это шлицевое соединение наиболее дорогое в изготовлении. Третий вид шлицевого соединения (центрирование детали только по боковым сторонам) применяется в том случае, если на валу более 10 шлицев. На автомобилях чаше всего применяется первый тип шлицевого соединения
процессе механической обработки не всегда удается обеспечить точность сопрягаемых поверхностей, и поэтому при сборке по шлицам вала приходится подбирать отдельные детали (в частности, шестерни).
После сборки шлицевого соединения нужно проверить детали (в- частности, шестерни) на биение. Проверку выполняют на поверочной плите, устанавливая вал в центры или на призмы. Проверка на биение производится при помощи индикатора.
При подвижной посадке шестерни на шлицевом валу шестерня должна свободно перемещаться по валу без заедания и в то же время не качаться.
Сборка конусных соединений. При сборке конусных соединений особое внимание нужно обращать на прилегание конусных поверхностей. Для этого конусные поверхности ответственных деталей развертывают или притирают при помощи притирочных паст. Развертку ведут конусными развертками. Проверку притирки производят по цвету притираемых поверхностей (поверхность должна быть ровной и матовой) или по краске. Чтобы конусное соединение работало правильно, orfo должно иметь натяг. Без натяга конусное соединение быстро разрабатывается.
Сборка шпоночных соединений. При сборке комплектов автомобильных деталей широко применяются два вида шпоночных соединений: с призматической (обыкновенной), и с сегментной шпонкой.
При сборке шпоночных соединений обоих видов особое внимание должно быть уделено подгонке шпонок по торцам и зазору по наружной стороне шпонки. Так как через торцы шпонок обычно передаются, крутящие моменты от одной детали к другой, они должны быть очень точно пригнаны по шпоночному пазу сопряженной детали. При неточной пригонке . резко возрастает удельное давление в шпоночном соединении и торцы шпонки и шпоночные пазы сминаются. В шпоночном соединении образуется постепенно увеличивающийся зазор, и это разбивает соединение.
Сборка.деталей машин с подшипниками качения. -Во-всех машинах и механизмах применяются подшипники качения и скольжения..
4-5592
97
Шариковые и роликовые* подшипники качения за последнее время получили особенно широкое, применение в машиностроении. Надежная работа таких подшипников может быть обеспечена при условии строгого соблюдения правил их сборки.
При запрессовке подшипника качения размер его колец изменяется: внутреннее кольцо увеличивается, а наружное — уменьшается. Эти изменения вызывают уменьшение диаметрального зазора между рабочими поверхностями колец и шариков.
Внутреннее кольцо подшипника, сопряженное с цапфой вала, : должно иметь посадку с натягом, а наружное — с небольшим * зазором так, чтобы кольцо имело возможность во время работы незначительно провертываться.
При установке в узле двух или нескольких подшипников необходимо обеспечить самоцентрирование неподвижных колец. в радиальном и осевом направлениях. Это позволит компенсировать возможные неточности обработки, сборки и температурных деформаций базовых деталей.
Несоблюдение этого правила может привести к перекосам подшипников и заклиниванию шариков.
При запрессовке подшипников качения с помощью оправок необходимо, чтобы усилие запрессовки передавалось непосредственно на торец соответствующего кольца: внутреннего — при напрессовке на вал, наружного — при запрессовке в корпус и на оба торца колец, если подшипники одновременно напрессовываются на вал и входят в корпус.
При установке подшипника на коротком валу запрессовку можно производить, прикладывая осевое усилие к валу.
. Регулировка радиального зазора в коническом роликовом подшипнике производится смещением наружного или внутреннего кольца в осевом направлении регулировочным винтом или гайкой или путем подбора соответствующего комплекса прокладок. Срок службы подшипников качения Зависит в значительно» мере от степени предохранения их от грязи и пыли. Поэтому мосле сборки устанавливают прокладки, задерживающие смазку и предохраняющие подшипник от попадания в рабочую зону пыли и влаги. (
Неправильно установленный зазор в коническом роликовом подшипнике может вызывать преждевременный его износ.
Широкое ’распространение«в авторемонтном производстве находят сварные, паяные и заклепочные соединения. Они применяются в основном, когда необходимо упростить сборку, особенно в тех случаях, когда затруднен доступ к одной из соединяемых деталей. Чаще всего из этих соединений встречаются заклепочные соединения. Материалом для заклепок чаще всего служит проволока из стали 10 и из алюминиевых сплавов Д18 и В65. Прочность клепаного соединения зависит в основном от материала, из которого изготовлены заклепки, их термической обра--ботки, способа посадки, стержня заклепки и . диаметра отверстия под заклепку. Для получения прочного соединения размер от-98
Рис. 11.6.1. Виды неуравновешенности:’ . о — статическая; С — динамическая; в — смешанная
верстия под заклепку диаметром до 4 мм должен быть на 0,1 мм больше диаметра заклепки, для заклепок диаметром 'ст 5 до 8 мм — на 0,2 мм.
По способу образования замыкающей головки различают ударную клепку и клепку давлением (последняя обеспечивает лучшее качество ремонта). Клепальные'работы производятся при ремонте рам автомобилей, кожухов полуосей задних мостов, дифференциалов, дисков сцеплений и т. д. Клепальные работы весьма трудоемки, поэтому для их проведения используются пневматические, гидравлические и пневмогидравлические установки.
Точечную электросварку широко применяют при ре-* монте кузовов и кабин. Диаметр рабочей части электрода при точечной сварке подбирают по формуле
d = 2S-|-3, где & — толщина более тонкого из свариваемых листов, мм.
2. Балансировка деталей и узлов при сборке
Одним из факторов, определяющих надежность и долговечность отремонтированных автомобилей в эксплуатации, является дисбаланс деталей и узлов, который создает дополнительную нагрузку на опоры и повышенную вибрацию. Дисбаланс возникает вследствие погрешностей обработки деталей, неточностей сборки узлов, появления изяосов и деформаций в процессе' эксплуатации автомобилей.
Известны трн вида неуравновешенности: статическая, динамическая и смешанная (рис. 11.6.1).
Статическая неуравновешенность (рис. П.6.1, а) имеет место, когда центр тяжести детали или узла не расположен на оси вращения. В этом случае дисбаланс обнаруживается в статическом состоянии, а его величина определяется по формуле
4 = mfl = Gr, (П.6.6)
где Д— дисбаланс, измеряемый статическим моментом, Н-м;
/п —величина неуравновешенной массы, кг;
г — смешение центра тяжести от оси вращения, м;
G—масса детали, кг;
Д — расстояние от оси вращения до центра тяжести неуравновешенной массы, м.
4* 99
Вращение неуравновешенной массы создает центробежную силу инерции, постоянную по величине, но переменную по направлению и определению по формуле:
= = (П.6.7)
где <о — угловая скорость вращения, рад/с;
л — частота вращения детали, об/мин.
Для уравновешивания детали необходимо укрепить груз массой mt, чтобы выполнялось условие Ру—Рс или
/И! #1W2 = mR, (П.6.8).
где —расстояние массы т}, от оси вращения, м;
Ру — сила инерции от уравновешивающей массы т,
Другим способом уравновешивания является удаление с утяжеленного участка детали массы, вызвавшей смещение центра тяжести, и появление центробежной силы инерции.
Динамическая неуравновешенность (рис. 11.6.1, б) возникает в том случае, когда центр тяжести детали лежит на оси враще ния, а статические моменты от двух равных неуравновешенных масс т равны по величине и направлены в противоположные стороны.
Этот вид неуравновешенности проявляется только при вращении детали.
При вращении детали пара центробежных сил Рс на плече / создает статический момент в плоскости оси вращения, который вызывает дополнительные нагрузки и вибрации.
Единицей динамической неуравновешенности является Н м1. Для устранения динамической неуравновешенности поступают следующим образом: добавляют две равные массы на таком расстоянии от оси вращения детали, чтобы и статический момент этой пары сил был равен по величине и направлен противоположно неуравновешенному моменту центробежных сил, или удаляют с утяжеленных мест две равные массы деталей, вызвавшие появление дисбаланса.
Смешанная неуравновешенность (рис. 11.6.1, в) наиболее ча-то встречается в реальных условиях, когда имеет место статический момент от неуравновешенной массы и статический момент центробежных сил.
Силы Р и 5 от неуравновешенных масс mt н т3 заменим путем разложения силами Pi и Р3. St и S2 приложенными иа плече * / в произвольно выбранных плоскостях. Сложив силы Pi и Si, а также силы Р2 и S2 (по правилу параллелограмма), получим результирующие неуравновешенные центробежные силы /?1 и Pt-Разложив силу Pt на составляющие Р"а и Р$, получим смешанную неуравновешенность от пары центробежных сил инерции Р3 и R"t н центробежную силу R3- Д^я уравновешивания деталей, имеющих смешанную неуравновешенность, надо добавить 100
Таблица П.6.1
Допустимый дисбаланс деталей и узлов, Нм
Нинмеш'ввнне деталей и узлов Легковые автомобили i Грузовые автомобили автобусы
Коленчатый вал 0,10—0,15 0,2—0,3
То же, в сборе с маховиком и сцеплением 0,2—0,5 0.5—0,7
Маховичок 0.3—0,4 0,35—0,6
П.ИСК сцепления 0,10-0,25 0,3—0,5
Карданный в4л 0,15—0,25 0.5—0,75
Колесо 3,0-5.0 —
массы т3 и в выбранных плоскостях коррекции, чтобы созданные ими центробежные силы R'i и R'z были равны и противоположно направлены результирующим неуравновешенным силам Ri и Rz, или удалить массы т3 и т<.
Плоскости коррекции выбираются таким образом, чтобы было удобно производить балансировку. Единицей измерения такого вида неуравновешенности является Н-м.
Рис 11.6.2. Схема балансировочного станка модели ЦКБ-2468
101
Величины допустимых при ремонте значений дисбаланса деталей и узлов приведены в табл. 11.6.1.
При ремонте автомобилей для динамической балансировки коленчатых валов в сборе применяют станки: ЦКБ-2468, БМ-74, . 4274 и др.
Станок модели ЦКБ-2468 наиболее отвечает условиям авторемонтного производства. Принцип работы станка (рис. 11.6.2) состоит в том, что неуравновешенная масса узла 6 вызывает колебание маятниковой рамы 1, имеющей пружинную подвеску 5, ' в горизонтальной плоскости. При балансировке левого конца правый• конец запирают фиксатором 4. Чем больше неуравнове-* шейная масса, тем больше амплитуда колебаний рамы и тем больше индуктируется ток в катушке 3 индукционного датчика (имеющего линейную характеристику). Катушка, жестко связанная с рамой станка, колеблется в поле неподвижного постоянного магнита 2. Ток через полукольца 9 выпрямительного устройства и щетки 10 подается на милливольтметр 12. Для исключения влияния привода на балансируемый узел применяют шарнирное „соединение 7.
Чем больше дисбаланс узла, тем больше показание милливольтметра. С помощью лимба 11 вала выпрямительного устройства и лимба 8 вала привода определяют положение неуравновешенной массы.
3. Сборка агрегатов
Сборка агрегатов на авторемонтных заводах производится аналогично сборке этих агрегатов на автомобнле-стронтельных заводах.
Сборка двигателя. На специальных постах собирают следующие узлы: поршень с шатуном, головку цилиндров, коленчатый вал с маховиком и сцеплением, масляный насос, масляный и{ водяной насосы и т. д. - V
На автомобиле-строительных заводах некоторые сопряжеи-< ные детали двигателя (блок цилиндров — крышки коренных подшипников, блок цилиндров — картер сцепления, стержень шатуна — крышка, некоторые сопряженные пары гидроусилителя рулевого привода и др.) обработаны совместно, поэтому в процессе ремонта их нужно сохранять комплектно.
Для обеспечения качественной сборки двигателей рекомендуется все детали перед сборкой продуть сжатым воздухом, трущиеся поверхности тщательно протереть, промыть, а также смазать маслом.
Окончательную затяжку резьбовых соединений (крепление головки цилиндров, крышек шатунов и коренных подшипников н т. п.) выполняют с требуемым моментом и в соответствующей последовательности. После окончательной затяжки гаек коренных подшипников коленчатый вал должен свободно проворачиваться.
102
Если вал гуго проворачивается за маховик, то это свидетельствует о малых зазорах, несоосности постелей, изгибе вала или дефектах сборки После сборки двигатель направляют на приработку и испытания.
Сборка шатунно-поршневой группы производится с учетом того обстоятельства, что сопряжения кривошипно-шатунного механизма работают в тяжелых условиях, подвергаются нагреву, должны обеспечивать необходим' ю герметичность и имеют весьма жесткие допуски носа i6k. Ввиду этого сборке этих сопряжений уделяется особое внимание. Высокая точность посадок может быть обеспечена методом групповой взаимозаменяемости.
Для обеспечения качественной сборки шагунно-поршневой группы целесообразно организовать на линии сборки двигателей 1ва рабочих постц; первый—для подбора поршней по цилиндрам, второй — для сборки группы.
Цилиндры блока после механической обработки, мойки и тщательной очистки сортируют на размерные группы и маркируют. Поршни (одной массовой группы) подбирают по цилиндрам, согласовывая размерную группу поршня с размерной группой каждого цилиндра. На посту сборки группы по подобранному комплекту поршней подбирают комплект поршневых пальцев по размерным группам отверстий в бобышках и затем по поршневым пальцам подбирают комплект шатунов (одной массовой группы) соответствующих размерных групп отверстия в малой головке. После сборки группы рекомендуется проверить правильность взаимного положения образующей поверхности юбки поршня и отверстия в малой головке шатуна, используя для этого приспособление, аналогичное для проверки шатуна. Поршневые кольца перед установкой на поршень подвергают снача ia проверке их посадки в канавках, а затем подгонке по цилиндрам по величине зазора в стыке (замке) Надевают и снимают поршневые кольца при помощи съемника. Разница в массе поршней в сборе с шатунами, устанавливаемы к на один двигатель, для ЗИЛ-130 не должна превышать 16 г. •'
Сборка коробки передач. Технологический процесс сборки коробки передач состоит из сборки отдельных узлов, выполняемой на специальных постах, и общей сборки, осуществляемой поточным методом
На специально оборудованных рабочих местах вне липни общей сборки собирают следующие основные узлы: ведущий вал, промежуточный вал, ведомый вал, крышку коробки передач, механизм управления При установке узлов в картер обращают особое внимание на правильность монтажа подшипников, поса док в сопряжениях, служащих для переключения передач, а также на обеспечение требуемого бокового зазора между зубьями шестерен и осевые зазорь} блока шестерен промежуточного вала, шестерен ведомого вала и блокирующих колец синхронизаторов. Передвижные шестерни ведомого вала и синхронизаторы юлжны перемещаться вдоль шлицев свободно, без заеданий.
103
Собранные коробки передач направляют на испытания.
Сборка заднего моста включает сборку узлов: картера заднего моста с трубами полуосей, сальниками и пробками,- ведущей конической шестерни с картером подшипников, дифференциала с ведомой цилиндрической (конической) шестерней, ведомой конической шестерни с валом .ведущей цилиндрической (конической) шестерни, редуктора, ступицы с тормозным барабаном, опорного диска заднего тормоза, регулировочного рычага и колесного цилиндра. '
Особое внимание при сборке уделяется коническим шестерням гипоидной передачи. Качество зацепления этих шестерен определяется величиной бокового зазора между зубьями, уровнем шума, величиной и расположением пятна' контакта. Низкое качество сборки резко снижает работоспособность этой передачи вследствие появления задиров и усиливает шум.
- Величина бокового зазора гипоидной пары должна находиться в пределах 0,12—0,35 мм. Зазор между зубьями замеряют щупом у широкой части зуба не менее чем для трех зубьев ведомой шестерни. »
Для. нормальной установки зубьев по пятну контакта надо «закрепить стакан в сборе с ведущей конической шестерней на картере редуктора и нанести тонким слоем масляную краску на рабочие поверхности зубьев ведомой конической шестерни, после чего необходимо повернуть вал ведущей конической шестерни в одну и другую сторону, притормаживая ведомую шестерню. Если положение пятна контакта неправильное, необходимо произвести регулировку зацепления перемещением ведущей и ведомой шестерен в осевом- направлении, используя соответствующие наборы прокладок. Перемещение ведущей конической шестерни осуществляется изменением толщины прокладок, установленных между фланцами картера вала ведущей шестерни и картерошре-дуктора. Ведомая шестерня перемещается за счет перекладывания прокладок из-под фланцев одной крышки картера редуктора под фланец другой крышки без изменения их обшей толщины, чтобы не нарушить регулировку подшипников вала ведущей цилиндрической шестерни. Уровень шума должен быть в пределах допустимых норм: для легковых автомобилей не более 50, а для грузовых автомобилей не более 80 дБ. Для создания предварительного натяга конических подшипников вала ведущей конической шестерни применяют набор регулировочных шайб, уста-. навливаемых между торцами внутреннего кольца подшипника и распорной втулки. Для ускорения процедуры подбора комплекта шайб (прокладок) необходимых размеров применяется индикаторное приспособление (рис. П.6.3).
Приспособление обоймой 4 устанавливают на наружное кольцо подшипника. Рукоятка 1, свободно опускаясь в обойме 4, упирается в торец распорной втулки, при этом индикатор показывает величину расстояния между торцом рукоятки 1 в ее крайне верхнем положении и торцом распорной втулки. В зависимости 104
Рис. ГТ.б.З. Приспособление для подбора комплекта pel у.чировочных шайб подшипников вала ведущей конической шестерни:
/ — рукоятка; 2 — ин; пкатор; I — крои-штсЛп: 4 — обойма
от показания индикатора с помощью специальной таблицы подбирают комплект шайб, который обеспечивает необходимый иатяг подшипников.
Для обеспечения натяга в пределах технических условий момент сопротивления вращению вала ведущей шестерни в подшипниках для автомобиля ЗИЛ-130 должен находиться в пределах 1,0—3,5 Нм, что соответствует усилию 16,6—58,3 Н.
При сборке дифференциала коробки сателлитов ориентируют относительно друг друга, контролируют биение тыльной части ведомой конической шестерни, боковой зазор в зацеплении зубьев шестерен полуосей и сателлитов и плавность вращения шестерен полуосей.
Сборка карданной передачи осуществляется из претверн-тельно собранных узлов — карданных валов, промежуточной опоры, шарниров. Детали карданной передачи перед сборкой должны быть промыты и обдуты сжатым воздухом, а игольчатые подшипники смазаны жид
кой- смазкой. Следует иметь в виду, что смазочные каналы крестовин должны быть прочищены и в их отверстия ввернуты пре- • тохранительные клапаны. При сборке карданной передачи автомобиля ЗИЛ-130 необходимо следить за тем, чтобы фланцы-вилки у коробки передач и заднего моста находились во взаимно перпендикулярных плоскостях.
При.сборке карданных передач контролируют осевой люфт крестовин, легкость вращения подшипника опоры, перемещение скользящей вилки и суммарный окружной люфт карданных валов. Проверяют прогиб трубы вала. Собранные карданные валы подвергают балансировке. При наличии необходимого оборудования рекомендуется проводить балансировку карданной передачи автомобиля ЗИЛ-130 в сборе. При этом карданная передача балансируется со стороны переднего и заднего шарниров, а также со стороны промежуточной опоры и среднего шарнира.
Сборка рулевого управления с гидроусилителем включает сборку следующих узлов: рулевого механизма с гидроусилителем, насоса'гидроусилителя, карданного вала, колонки. Перед сбор
105
кой все детали необходимо тщательно промыть и просушить. При сборке необходимо смазывать детали маслом, применяемым для гидроусилителя. После сборки рулевого механизма контролируют момент вращения рулевого винта (он должен быть не более 500 Н-м), эффективность и величину усилия реактивных пружин на всем пути перемещения поршня-рейки. Момент вращения вала рулевого управления должен быть равен 0,3—0,8 Н-м, чго соответствует усилию 1,2 — 3,2 Н, приложенному на радиусе рулевого колеса 240 мм.
При сборке насоса гидроусилителя предварительно подбирают лопасти насоса по пазам ротора, золотник по отверстию в крышке, испытывают и регулируют клапаны.
4. Приртботка и испытание агрегатоп
Приработка и испытание явтяются завершающей операцией в технологическом процессе ремонта агрегатов. К основным задачам, решаемым в процессе приработки и испытаний, следует отнести: подготовку arpeiaTa к восприятию эксплуатационных нагрузок, выявление возможных дефектов, связанных с качеством восстановления деталей и сборки агрегатов, а также проверку характеристик агрегатов в соответствии с требованиями технических условий или другой нормативной документации. Под приработкой понимается совокупность мероприятий, направленных на изменение состояния сопряженных поверхностей трения с целью повышения их износостойкости. В процессе приработки изменяется микрогеометрия и микротвердость поверхностей трения, сглаживаются отклонения от правильной геометрической формы. Установлено, что в первый период приработки происходит интенсивное выравнивание шероховатостей, объясняющее интенсивное изнашивание и резкое падение потерь на тречие (рис 11.6.4).-
Процесс снятия микронеровностей обычно продолжается десятки минут, а макрогеометрическая приработка заканчивается через 30—40 ч.
При этом двигатель автомобиля должен быть собран по техническим условиям.
Для определенных условий работы той или иной детати существует некоторая оптимальная шероховатость, при которой интенсивность 'изнашивания имеет наименьшее значение. Отклонение состояния поверхности от оптимального как в сторону меньшей, так и в сторону большей шероховатости ведет к увеличению интенсивности изнашивания. При одинаковых условиях изнашивания (трущиеся материалы, режим работы, смазка) после пр.фаботки устанавливается примерно одинаковая оптимальная, с точки зрения износа, шероховатость, не зависящая от первоначальной, полученной при механической обработке (рис. 11.6.5).
Приработка и испытание двигателей обычно включает следующие стадии холодная приработка, корда коленчатый вал дви
106
Рис. П.6.4. График изменения потерь на трение в период приработки двигателей
Рис. П.6.5. График изменения шероховатости деталей в период приработки
гателя принудительно приводится во вращение от постороннего источника энергии; горячая приработка без нагрузки, горячая приработка под нагрузкой.
В табл. П.6.2 приведены режимы приработки и испытаний после капитального ремонта автомобильных двигателей, разработанные НИИАТом.
Завершают приработку снятием контрольной точки характеристики двигателя по эффективной мощности на тормозном стенде. При этом в процессе испытания на стенде выявляются дефекты двигателя, подлежащие устранению. Приработка на стенде является завершающим этапом капитального ремонта двигателя.
Полная приработка двигателя так же, как и остальных агрегатов, состоит из двух этапов: микро- и макрогеометрической приработок. Окончание приработки характеризуется стабилизацией интенсивности изнашивания деталей. Режимы приработки и испытания двигателей обусловливают следующие требования к оборудованию испытательных станций:
испытательные стенды должны иметь приводные и нагрузочные устройства;
испытательные стенды должны быть оснащены измерительными устройствами и приборами для определения величийы тормозного момента и частоты вращения коленчатого вала, а также аппаратурой дЛя соблюдения режимов смазки и охлаждения прирабатываемых двигателей.
107
Таблица II 6 2
Режимы приработки и испытания авто*ч>би.1ьных двигателей
ГАЗ-24 < Волги ГАЗ-53 ЗИЛ-130 ЯМЗ-236
Стадия приработки Частота вращения вала, об/мин Нагрузка, кВт Продолжительность испытанна, мня Частота вращения вала, об/мин Нагрузка, кВт Продолжительность испытания, мни | Частота вращения вала, об/мин Нагрузка, кВт Продолжительность испытания, мнн Частота вращения вала, об/мин Нагрузка, кВт • Продолжительность испытания, мин
Холодная приработка 500—700 850—900 — 15 15 800-1000 — 20 400-600 800 1000 — 15 20 500—600 700—800 900—1000 — 35 30 25
Горячая npi работка без нагрузки 1200—1500 — 20 1500-2000 — 20 1000- 1200 1500-2000 — 20 1000 — 15
Горячая прграбогка под нагрузкой 1500—1800 1800 -2000 7,3-11,0 11,0—14,7 25 20 1600-2200 2500—2800 11,0—14,7 22—36,8 25 25 1600—2000 2500-2800 11,0—14,7 29,4—44,1 25 25 1100 1300 J500 1700 1900 2100 2100 14,7 34,6 53,0 72,0 90,4 111,8 111,8 15 15 15 15 15 15 5-
Контрольная приемка Не болге 3000 5 Не более 3000 5 Не более 3000 — 5 500—600 1500 1800 2100 53,0 82,3 111,8 5 5 10 5
Итого: 100 К 95 125 225
1 С целью плавного повышения частоты вращения коленчатого вЗда двигателя и нагрузки стенд может быть автоматизирован. При помощи автоматического устройства можно управлять жидкостным реостатом и дросселем двигателя.
Автоматическое устройство включает электропривод с плане- тарным и червячным редукторами, переключателями и сигнальными лампами (рис. II.6.6). Работа- оператора при этом сводится к пуску стенда, установке автоматического устройства в исходное положение холодной, приработки и по сигналу ее окончания к переключению устройства на горячую приработку под нагрузкой. Автоматизация стенда обеспечивает оптимальные условия для приработки Отремонтированного двигателя.
Приработка и испытание коробок передач. Коробки передач после сборки подвергают испытанию. Целью этих испытаний является проверка работы шестерен на всех передачах, легкости включения и отсутствия самопроизвольного выключения шестерен. Допускается равномерный шум без стуков и ударов. Испытание проводят на всех передачах без нагрузки, а потом при постоян- . ной нагрузке при частоте вращения ведущего вала в пределах 1000—1400 об/мин.
Для испытания коробок передач под нагрузкой применяют, стенды различной конструкции: электромагнитные, стенды с асинхронным двигателем, стенды с нагрузкой внутренними сила- ’ ми (по замкнутому контуру) и с гидравлическим тормозом.
Для приработки и испытания применяют стенды, представляющие собой установки с замкнутым силовым контуром (рис. II.6.7). Мощность электродвигателя при работе на этих стендах используется только на преодоление сил трения в зацеплении шестерен и в Подшипниках. В результате этого мощность электродвигателя может быть меньше, чем на стенде с разомкнутый контуром. Нагружение коробок, осуществляется за счет использования внутренних сил системы, В этом случае имеет место циркуляция мощности. На этом стенде отсутствуют громоздкие тормозные устройства. Недостатком нх является большая сложность изготовления. Нагрузочный крутящий момент создается в результате закручивания на определенный. угол торсионного вала, расположенного между фланцами редукторов. Торсиои стремится раскрутиться за счет действия упругих сил и этим самым создает пару сил,! противоположных по направлению. При испытании коробок передач другие силы, возникающие внутри замкнутого контура, создают момент, под действием которого находятся шестерни коробки передач.
Для испытания коробок передач используют также стенды с асинхронным двигателем (рис. II.6.8). Электродвигатель 1 через муфту 2 и вал с промежуточной опорой приводит во вращение ведущий вал испытуемой коробки передач 3. Ведомый вал испытуемой коробки через промежуточный вал н двойной кардан соединяют с ведомым валом коробки передач 4 стенда. Коробка передач стенда служит для повышения частоты вращения вала
109
Рис. П.6.6. Автоматический стенд для приработки двигателей:-
I — электрод реостата; 2 — тяга переключения зубчатой передачи; 3 — плаистьрны! редуктор; 4 — зубчатая передача; 5 и 12 — конечные выключатели; 5 — во'.душяая за с..онка; 7 — тяга к рейке топливного насоса: 8 и 15 — червячные передачи; 9 — электродвигатель; 10 — ременная передача; II — кулачковая муфта;' 13 — тяга выключения кулачковой муфты; 14 — ручка реостата
Рис. П.6.7. Стенд для испытания коробок передач по замкнутому контуру:
1 — испытуем 1я коробка; 2 — стендовая коробка; 3 — правый редуктор; 4 — торсиои: 5 — указатель величины закручнвг ния торснона; 6 — рукоятка; 7 - нагружающее (закручивающее) устройство; 8 гсвый реауктор
ПО
испытуемой коробки выше синхронной и обеспечения тем самым нагрузки на испытуемую коробку. У этой\ коробки снимают крышку подшипника со стороны ведущего вала и на ее место ставят крышку, которая выполняет роль дополнительной опоры ведущего вала. Электродвигатель 5, выполняющий роль тормоза, установлен балансирно на двух опорах и соединен рычагом с весовым механизмом.
Таблица П 6.3
Режимы приработки и испытаний коробок передач
Условна приработки я испытанна ГА 3-24 < Вол га» ГАЗ-51 ГАЗ-53 ЗИЛ- 1Ю МАЗ-560
Тормо 1нсл момент на ведомом валу, Н м: на 1-й передаче 132 330 480 740 104и
» 2-й » 75 160 280 410 59и
» 3-й » 43.5 90 130 230 310
» 4-й > — 50 75 1% 170
» 5-й » — — 100 120
На передаче заднего хода 159 400 510 700 109<1
111
Рис. 11.6.9. Схема предельных углов отклонений рычагов амортизаторов: а — амортизатор задней подвески левый (правый): б — амортизатор передней подвески левый (правый); I — верхнее крайнее положение левого амортизатора; // — то же» правого амортизатора; III — ход рычага левого амортизатора: IV — ход рычага правого амортизатора
Величину тормозного момента регулируют жидкостным реостатом, включенным в цепь ротора электродвигателя-тормоза.
Приработку и испытание прои шодят при постоянной частоте вращения ведущего вала. Продолжительность испытания техническими условиями не регламентируется, на большинстве ремонтных заводов она составляет 20—25 мин, в том числе под нагрузкой 12—15 мин. Приработку и испытания рекомендуется производить на маслах пониженной вязкости для лучшего удаления из картера механических примесей при выпуске масла по окончании испытаний.
Режимы приработки и испытания коробок передач приведены в табл. П.6.3.
Задние мосты после сборки подвергают испытаниям на стенде и приработке как без нагрузки, так и под нагрузкой. При испытании и приработке задних мостов необходимо выявить j. дефекты и обнаружить шумы высокого тона. Допускается »1шь равномерный шум шестерен. При испытании регулируют гормоз-ные механизмы и проверяют работу главной передачи и дифференциала. Для этого применяют различные стенды, имеющие тормозные устройства, например универсальные стенды с асинхронным электродвшателем.
Приработ ку и испытание задних мостов можно выполнять и на стендах с нагрузкой внутренними силами — по замкнутому
Таблица II.6.4
Режим испытанчи задних мостов
Услоимв испытаний ГАЗ-21 ГАЗ-51 ГАЗ-53 ЗИЛ-130 МАЗ-560
Тормозной момент па каждой полуоси, Н-м 100 165 230 320 550
112
контуру. Режим испытаний задних мостов автомобилей приведен в\табл. П.6.4.
\ После капитального ремонта амортизаторы испытывают на преждевременный нагрев, а также снимают диаграммы (характеристики) для контроля и регулировки.
Определить условия на конце рычага амортизатора в любой точце его движения можно по эталонной диаграмме при сравнении! с ней диаграммы, записанной при испытании. Годность испытуемого амортизатора определяют наложением эталонной диаграммы на полученную при испытании. На рис. II.6.9 показана схема предельных углов отклонений рычагов амортизатора..
Г л а • а 7
ОБЩАЯ СрОГКА, ИСПЫТАНИЕ И СДАЧА АВТОМОБИЛЕЙ ИЗ РЕМОНТА
1. Организация сборки автомобилей
В зависимости от типа производства, трудоемкости процесса сборки и характерных особенностей автомобиля различают две организационйые формы сборки — стационарную и подвиж- ♦ ную.
Стационарная сборка характеризуется выполнением сборочных операций на постоянном рабочем месте, к которому подаются все детали и узлы собираемого автомобиля. Стационарная сборка может выполняться ио принципу концентрации и дифференциации операций. ,
При концентрации сборочных операций автомобиль собирается на одном рабочем (сборочном) месте. При такой организации сборки необходимо иметь сборщиков высокой квалификаций и сборка требует продолжительного времени.
При дифференциации операций сборка выполняется параллельно на нескольких рабочих местах.
Подвижная сборка осуществляется при принудительном передвижении собираемого автомобиля. Автомобиль перемешается конвейером, на котором производится процесс сборки.
Движение конвейера (непрерывное или периодическое) принимается в зависимости от размера производственной программы, такта выпуска, сложности сборочных операций и других технологических факторов.
Отрезок времени между выходом со сборки двух готовых автомобилей называется темпом сборки.
Длина рабочей части конвейера сборочной линии .
L = n(l + а). (11.7.1)
где и — число постов на линии сборки;
I — длина собираемого автомобиля, м:
а — свободный промежуток между двумя собираемыми автомобилями, обеспечи- вакдций удобство сборки, м.
113
Скорость движения конвейера: •' /
у—(/±а)?-, (П.7£)
где т,—теЫп сборки, мин. . I
Время на выполнение сборки при непрерывно движущемся конвейере - /
Ти = ЛТ,. (П/.3)
При периодически движущемся конвейере время, на сббрку ' автомобил? определяется по формуле
rc6=ntB + tn(n — 1), (II-7.4).
где тв —, время передвижения автомобиля, мнн.
Поточная подвижная сборка обеспечивает высокую производительность и является наиболее совершенной организационной формой'Сборки автомобилей.
Характерными признаками поточной подвижной сборки являются: '
- за рабочим местом закреплена определенная сборочная операция; !
собранный на предыдущем рабочем месте автомобиль передается; на следующую операцию немедленно по окончании предыдущей; г. •
на всех рабочих местах сборочной линии работа синхронизирована и производится по выбранному темпу; * .
сборка механизирована. '
Сборка грузового автомобиля осуществляется в определенной последовательности и заключается в установке - на базовую сборочную единицу (раму) собранных агрегатов и узлов: переднего и заднего мостов, карданной передачи» рулевого управления, двигателя в сборе с коробкой передач, радиатора, кабины; колёс и остальных узлов, механизмов н деталей. В процессе сборки выполняются необходимые регулировочные работы.
2. Механизация сборочных работ
При сборке автомобилей для облегчения труда и Повышения производительности применяют различные средства механизации сборочных работ.
Выбор этих средств зависит от количества собираемых авто- мобилей, а также от требуемой точности размерных н кинематических цепей автомобиля. • >
Наибольшая производительность и точность соединения деталей достигается с помощью различных механизированных инструментов и приспособлений. По принципу действия механизированный инструмент с электрическим, пневматическим я гидравлическим приводом делится на следующие группы,-ф
\ ударного действия — клепальные молотки, шиберы, кернеры;
\ вращательного действия — дрели, шлифовальные машины, гайковерты, отвертки.
Приспособления, применяемые при сборке, подразделяются на следующие виды:
для установки. и соединения деталей — подставки с призмами 1для сборки деталей на валу, поворотные столы для монтажа деталей и др.;
для напрессовки зубчатых колес, шкивов, подшипников и т. д.;
контрольные приспособления и стенды для проверки качества сборки и определения действительных эксплуатационных характеристик сборочного узла или автомобиля.
В качестве подъемно-транспортных средств для обеспечения сборочного процесса используются мостовые краны, электрические и гидравлические подъемники.
Подъемники устанавливают на кран-балках, поворотных и передвижных консольных кранах.
Транспортировка деталей и узлов осуществляется с помощью электрокар и рольгангов.
Для общей сборки автомобилей используются конвейеры модели П-501, П-502 и др.
Выбор средств механизации и автоматизации технологического процесса сборки автомобилей необходимо производить с учетом рекомендаций ГОСТ 14.309—74.
Рабочие места сборщиков располагают у рольганга и других транспортных средств в порядке последовательности операций технологического процесса сборки. Соблюдение правил техники безопасности и охраны труда — важнейшая обязанность каждого рабочего, занятого ремонтом автомобиля. При выполнении сборочных работ должны соблюдаться следующие основные правила техники безопасности.
Сборка. должна производиться на специальных стендах или приспособлениях, обеспечивающих устойчивое положение собираемого изделия или сборочной единицы.
Инструмент, используемый для сборочных работ, должен находиться в исправном состоянии и соответствовать своему назначению.
Электрические и пневматические инструменты перед началом работы необходимо опробовать вхолостую для проверки их исправности. Электрические провода и шланги пневмоинструмеита не должны быть натянуты.
Пользоваться неисправным оборудованием и инструментом запрещается.
При работе с незнакомым оборудованием ' сборщик обязан изучить инструкцию по его использованию и получить дополнительные указания .у мастера участка или цеха.
115
3. Испытание и регулирование автомобиля
После сборки автомобиль поступает на пост контроля и испытания. Контроль и испытание автомобиля проводят для проверки комплектности, качества сборочных, регулировочных и крепежных работ, проверки работы и технического состояния всех агрегатов, механизмов и приборов, дополнительной регулировки, а также для выявления соответствия технических показателей требуемым техническим условиям Испытания проводят на стенде с беговыми барабанами. Стенд позволяет проверить работу двигателя, агрегатов трансмиссии и ходовой части, а также оценить основные эксплуатационно-технические качества автомобиля, мощность двигателя, тяговое усилие на ведущих колесах, расход топлива на различных скоростных и нагрузочных режимах, путь и время разгона до заданной скорости, потери мощности на трение в агрегатах и ходовой части, наибольший допустимый тормозной путь с определенной скоростью и одновременность и интенсивность действия тормозных механизмов, проверить и отрегулировать установку углов управляемых колес и т. д. Все выявленные при испытании неисправности необходимо устранить
В дополнение к стендовым испытаниям каждый автомобиль после капитального ремонта должен пройти испытание пробегом на определенное расстояние с заданной нагрузкой и со скоростью, не превышающей установленной величины, для проверки на управляемость, а также для дополнительного определения соответствия технического состояния автомобиля требуемым техничес ким нормам на различных режимах работы и в различных до-0ожных условиях. При пробеге проверяют также исправность и надежность работы всех систем, механизмов и соединений. После испытания пробегом автомобиль тщательно осматривают, все выявленные пробегом и осмотром дефекты устраняю- При отсутствии дефектов (или после их устранения) автомобиль поступает на окончательную окраску, а затем на склад готовой продукции.
Качество отремонтированных автомобилей должно соответствовать техническим условиям на сдачу в капитальный ремонт и выдачу из капитального ремонта автомобилей, их агрегатов и узлов. На каждый выпускаемый из капитального ремонта авто-м<>биль авторемонтное предприятие выдает заказчику паспорт этого автомобиля, в котором фиксирует комплектность, техническое состояние и соответствие отремонтированного автомобиля техническим услогчям на его капитальный ремонт. Технические условия устанавливают гарантированную исправную работу автомобиля в течение определенного времени и до определенного пробега за этот период. Эти сроки службы и пробеги гарантированы при условии эксплуатации автомобилей в соответствии с «Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта» и инструкциями заво
116
дов-изготовителей по уходу и эксплуатации автомобилей. В течение гарантийного срока все обнаруженные заказчиком неисправности по вине авторемонтного предприятия должны быть устранены безвозмездно в течение 3 сут со дня предъявления рекламации. Карбюраторные двигатели отремонтированных автомобилей в целях ограничения нагрузки иа период обкатки снабжают запломбированной ограничительной шайбой, снимать которую в эксплуатации нужно в строгом соответствии с правилами, установленными для новых двигателей. Успешное выполнение требований технических условий может быть обеспечено в случае доведения их до каждого работника авторемонтного предприятия.
Раздел Ilf /
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ i .
Г л а-» а 1
КЛАССИФИКАЦИЯ СПОСОБОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
1. Значение восстановления деталей
При поступлении автомобилей в капитальный ремонт большое количество их деталей в результате износа, усталости материала, механических и коррозионных повреждений • теряет работоспособность. Однако лишь некоторые из зти\ деталей, наиболее простые и недорогие в изготовлении, утрачивают работоспособность полностью и требуют замены. Большинство деталей имеет остаточный ресурс и может быть использовано повторно после , проведения сравнительно небольшого объема работ по их восстановлению.
Восстановление деталей имеет большое народнохозяйственное значение. Стоимость восстановления деталей значительно ниже стоимости их изготовления. Затраты на восстановление -де--талей, даже в условиях современных авторемонтных предприятий, составляют в зависимости от конструктивных особенностей и степени изношенности деталей от 10 до 50% от стоимости новых деталей. При этом чем сложнеё деталь и, следовательно, чем дороже она в изготовлении, тем ниже затраты на ее восстановление. j
Экономическая эффективность восстановления деталей по сравнению с нх изготовлением объясняется рядом причин. ’При восстановлении деталей значительно сокращаются расходы на материалы и полностью.исключаются затраты, связанные с получением заготовок. По данным проф. М. А. Масино, расходы на материалы и получение заготовок при изготовлении деталей на автостроительных предприятиях составляют 70—75%. от нх себестоимости, а при восстановлении деталей они колеблются в пределах 1—12% в зависимости от способа восстановления.
При восстановлении деталей сокращаются также расходы, сьязаниые с обработкой деталей, так как при этом обрабатываются не все поверхности деталей, а лишь те, которые имеют дефекты.
Восстановление деталей являе.ся одним из основных источников повышения экономической эффективности авторемонтного производства. Известно, что основной статьей расходов, из которых складывается себестоимость капитального ремонта автомобилей, являются расходы на приобретение запасных -частей.
118
Эти расходы в настоящее время составляют 40—60% от себестоимости капитального ремонта автомобиля.
Их можно значительно сократить за счет расширения восстановления деталей
Значение восстановления деталей состоит также в том, что оно позволяет уменьшить потребности народного» хозяйства в производстве новых запасных частей.
2. Способы восстановления деталей
Эффективность и качество восстановления деталей в значительной степени зависят от применяемых технологических способов их обработки.
Авторемонтное производство располагает большим количеством различных способов восстановления деталей, которые позволяют не только возвратить им свойства новых, но в ряде случаев 1аже улучшить их.
Многочисленность технологических способов, применяемых при восстановлении деталей, объясняется разнообразием дефектов, для устранения которых они применяются. Характерными ефектами деталей являются: износ, который обусловливает нарушение размеров, формы и взаимного положения рабочих поверхностей; механические повреждения в виде остаточных деформаций, трещин, обломов, рисок, выкрашивания, пробоин; повреждения антикоррозионных покрытий, нанесенных окраской, гальваническими и химическими способами обработки.
Основными задачами технологии восстановления деталей являются: восстановление нарушенных в процессе эксплуатации посадок в сопряженных деталях; восстановление их механической прочности, износостойкости и антикоррозионной стойкости. Успех решения этих задач в значительной степени зависит от принятых способов восстановления деталей.
В зависимости от характера устраняемых дефектов все способы восстановления де галей подразделяются на три основные группы (рис. III.1.1): восстановление деталей с изношенными поверхностями; восстановление деталей с механическими повреждениями; восстановление антикоррозионных покрытий.
Наиболее широкое применение при восстановлении автомобильных деталей получили различные виды слесарно-механической обработки. К ним относятся собственно слесарная обработка, механическая обработка, связанная с подготовкой деталей к нанесению покрытий и обработкой после их нанесения, обработка деталей под ремонтный размер, постановка юполнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей. Постановка дополнительных ремонтных деталей обеспечивает восстановление изношенных поверхностей до размеров новых деталей
119
| 'Опосовь, восстановления деталей j
Смеханическими повреждениями
Симошвк^/^и поверхностями
О повреждениями 1 антикодроеаоняоео покрытия
Пластическая деформация
Лайка Заделка а склеивание синтетическими материалами
Слесарно-механическая обработка ^Пластическое дерормиро-
Наллавка напыление
Гальванические а химические покрытия
Нанесение синтетических материалов
Злектрофииические методы обработки
Окраска
Гальванические покрытия
Химическая обработка напыление
Рис. III.1.1. Классификация способов восстановления деталей
Пластическое деформирование как способ восстановления основан на использовании пластических свойств материала деталей. Этим способом восстанавливают не только размеры деталей, но также их форму и физико-механические, свойства. В зависимости от конструкции деталей применяют такие ' виды пластической деформации, как осадку,- раздачу, обжатие/ : вытяжку, накатку, правку и др.
Сварка и наплавка являются самыми распростра- . венными способами восстановления деталей. Сварку применяют при устранении механических повреждений на деталях (трещин, : пробоин и т, п.), а наплавку — для нанесения покрытий с целью компенсации износа рабочих поверхностей. На ремонтных пред- . приятиях применяют как ручные, так и механизированные^ способы сварки и наплавки. Среди механизированных способом на- . плавки наибольшее применение нашли: автоматическая Плектро-дуговая наплавка под слоем флюса и в среде защитных газов, . вибродуговая и электроконтактная наплавка. В настоящее время опытную проверку проходят плазменная сварка и наплавка, сварка трением, электроферромагнитная наплавка и др.
Напыление как способ восстановления деталей основан на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают следующие виды напыления: электродуговое, газопламенное, высокочастотное и плазменное.
Восстановление деталей нанесением гальванических и химических покрытий основано на осаждении металла на поверхности деталей из растворов ^олей гальваническим или химическим методом.
Гальванические и химические процессы применяют при восстановлении изношенных поверхностей деталей, а также для защиты их от коррозии. В целях компенсации износа деталей наиболее ча-120
сто применяют хромирование, осталивание (железнение) и химическое никелирование. Для защиты деталей от коррозии применяют гальванические процессы: хромирование^ никелирование, цинкование, а также химические процессы: оксидирование и фосфатирование.
Синтетические Материалы (пластмассы) применяют для компенсации износа деталей, работающих в условиях неподвижных посадок, а также при устранении механических повреждений (трещин, пробоин) в корпусных деталях.
Электрофизические методы применяют в основном при обработке деталей, восстановленных нанесением покрытий с. высокой твердостью, когда применение механической обработки нецелесообразно; К ним относятся -следующие виды обработки: электроискровая, анодно-механическая и'электроэрозионно-хими-ческая.
Электроискровая . обработка применяется также при наращивании поверхностей деталей с небольшим износом и для их упрочнения.
Перечисленные способы восстановления деталей нашли применение в авторемонтном производстве и обеспечивают требуемый уровень качества и надежную работу деталей в течение установленных межремонтных сроков службы автомобилей. Необходимый уровень качества восстановленных деталей достигается за счет Давильного выбора технологического способа, а также путем управления' процессами нанесения покрытий и последующей обработки деталей. Основными управляющими факторами, влияющими на качество восстановленных деталей, являются свойства исходных материалов, применяемых при нанесении покрытий, и режимы обработки.
Глав* 2 восстановление деталей слесамю-механическоя обработкой
1. Обработка деталей под ремонтный размер
При этом способе восстановления одна из сопряженных деталей, обычно наиболее сложная и дорогостоящая, обрабатывается под ремонтный размер, а вторая заменяется новой или восстановленной также до ремонтного размера. Обработкой под ремонтный размер восстанавливают геометрическую форму, требуемую шероховатость и точностные параметры изношенных поверхностей деталей.
Восстанавливаемые поверхности деталей могут иметь несколько ремонтных размеров. Их величина и количество зависят, от величины износа деталей за межремонтный срок службы автомобиля, от припуска на обработку и от запаса - прочности детали.
121
Рис. II 1.2.1. Определение ремонтных размеров: а — для вала; б — для отверстия
Метод определения величины и количества ремонтных размеров для вала и отверстия был впервые разработан проф. В. В. Ефремовым и заключается в следующем. Пусть вал и отверстие при поступлении деталей в ремонт имеют форму и размеры, показанные на рис. Ш.2.1. Для того чтобы придать поверхностям правильную геометрическую форму, необходимо подвергнуть их механической обработке. После обработки размеры поверхностей деталей будут отличаться от первоначальных на удвоенную величину максимального одностороннего износа и припуска на механическую обработку на сторону.
Следовательно, первый ремонтный размер может быть определен по формулам.
для наружных цилиндрических поверхностей (валов)
d₽i = - 2 (Ит„ 4- z); (Ш.2.1)
для внутренних цилиндрических поверхностей (отверстий)
D₽1 = Он 4- 2 (Ит„ + z), (Ш.2.2)
где d —первый ремонтный размер вала и отверстия, мм;
ан, DH— размер вала н отверстия по рабочему чертежу, мм;
Итп максимальный износ поверхности детали на сторону, мм;
г — припуск на механическую обработку на сторону мм
Припуск на механическую обработку зависит от вида обработки: при чистовой обточке и расточке он составляет 0.05—0,1 мм. при шлифовании — 0,03—0,05 мм на сторону.
Величина максимального одностороннего износа //max может быть определена опытным путем. Однако при контроле и сортировке деталей обычно замеряют не величину максимального износа, а износ детали на .наметр И
199
Поэтому, чтобы упростить пользование формулами (III.2.1) и (Ш.2.2), в них вводят коэффициент неравномерности износа ₽, который равен отношению максимального одностороннего износа к величине износа на диаметр;
И а "тех Р = “77--
И
При симметричном износе детали, когда
Я>"”==0,5
коэффициент неравномерности износа 0 —
При одностороннем износе, когда И^ш = О, Итй1~И, коэффициент неравномерности износа
-₽ = ^=1.
Таким образом значения коэффициента неравномерности износа могут изменяться в пределах от 0,5 ,до 1. Для конкретных деталей значения величины этого коэффициента устанавливают опытным путем.
. Имея в виду, что ИтаХ=$И, и подставляя это значение в формулы (1П.2.1) и (Ш.2.2) для' определения ремонтных размеров, получим:
dpI = dK - 2 (₽Я -I- г); (Ш.2 3)
Dpl=DB4-2(₽tf + z). (Ш.2.4)
В этих формулах величина 2(0Я+г)=у называется межремонтным интервалом. Следовательно, расчетные формулы для определения ремонтных размеров можно представить окончательно в следующем виде: I
для наружных цилиндрических поверхностей (валов):
dpi ~ г/н — т; dp2 =2 d» — 2у;
(Ш.2.5)
dpn = d„ — n-f,
для внутренних цилиндрических поверхностей (отверстий):
Dpi = Dk + 7:
Dp2 Dp -|- 27
(Ш.2.6)
Dpn =D„+ пт.
где л —число ремонтных размеров.
123
Число ремонтных размеров может быть определено по фор-| мулам: • 1
для валов'
д, = ; ’ (Ш.2.7)|
для отверстий $
= (Ш.2.8) j
где tfmln — минимальный диаметр вала, мм;
£>т„ — максимальный диаметр отверстия, мм.
Минимальный диаметр вала и максимальный диаметр отвер- i стня определяют по условиям прочности детали, из конструктив- ] них соображений или исходя из минимально-допустимой' толщи- ны слоя химико-термической обработки поверхности детали. ,
В качестве примера рассмотрим определение ремонтных размеров для шатунных шеек коленчатого вала двигателя ГАЗ-53А, : диаметр которых по рабочему чертежу 4н=60-о,01з мм.
Исследованиями установлено, что износ шеек за межремонт- i ный пробег автомобиля И=0,1 мм, а коэффициент неравномерно- '/: сти износа £=0,75. Минимально допустимый диаметр шеек по ус- : ловиям прочности drain“58,5 мм. Припуск на шлифование^ х=0,05 мм на сторону.
Пользуясь приведенными выше формулами, определим вели- > чину межремонтного интервала и количество ремонтных размеров:
7 = 2 + г)=2 (0,760,1 + 0,05)=0,25 мм;
” ^min 60—58,5 л j
л =------------= П
По формуле (1IL2.5) найдем ряд ремонтных размеров шАтун-иых шеек коленчатого вала двигателя ГАЗ-53А:
’ dpi = 59,75^0.0» мм; dp2s^*59,5«-0,613 мм;
1 dps s 59,25-о,о1з мм;
. dp<=59-0,013 мм; dp5== 58,75-о,о1з мм ,
и 58,5-о,о1з мм. > '
Обработка деталей под ремонтный размер нашла широкое применение при восстановлении автомобильных деталей.
Этим способом восстанавливают коренные и шатунные шейки коленчатых вадов, опорные шейки распределительных валов, i гильзы цилиндров и многие другие детали. К числу преимуществ ! этого способа восстановления деталей следует отнести: простоту Технологического процесса и применяемого оборудования, высокую экономическую эффективность, сохранение взаимозаменяемости ,
деталей в пределах определенного ремонтного размера- К недостаткам этого способа относятся: увеличение номенклатуры запасных частей, поставляемых промышленностью, н некоторое усложнение организации процессов комплектования деталей, сборки узлов и хранения деталей иа складах.
Постановка дополнительных ремонтных деталей (ДРД)
Дополнительные ремонтные детали применяют с целью компенсации износа рабочих поверхностей деталей, а также при замене изношенной или поврежденной части детали. .
В- первом случае ДРД устанавливают непосредственно на изношенную. поверхность детали. Этим способом восстанавливают посадочные отверстия под подшипники качения в картерах, коробок передач,' задних мостов, ступицах колес, отверстия с изношенной резьбой и другие детали.
В зависимости от вида восстанавливаемой поверхности ДРД могут иметь форму гильзы, кольца, шайбы, пластины резьбовой втулки или спирали (рис. Ш.2.2).
Если на детали сложной формы изношены отдельные ее поверхности, то ее можно восстановить путем ’ полного удаления поврежденной части и постановки вместо нее Заранее изготовленной дополнительной ремонтной детали. Этот способ црименяют при восстановлении крышек коробок передач, блоков шестерен, ведущей шестерни коробки передач, кузовов и кабин автомобилей и других деталей (рис, II 1.2.3).
Дополнительные- ремонтные детали обычно изготавливают нз того же материала, из которого изготовлена восстанавливаемая деталь. При восстановлении посадочных поверхностей в чугунных деталях втулки могут быть изготовлены также из стали. Рабочая поверхность ДРД по своим свойствам должна соответствовать свойствам восстанавливаемой поверхности детали. В связи с этим ДРД в случае необходимости должны подвергаться соответствующей термической обработке.
Крепление дополнительных ремонтных деталей обычно производится за счет посадок с натягом. В отдельных случаях могут
Рис. Ш.2.2. Дополнительные ремонтные детали
>25
дрд быть использованы дополнительные крепления приваркой по торцу, постановкой стопорных винтов или штифтов. Для обес-i печения прочной посадки ДРД, . имеющих форму втулок, необходимо обработку сопрягаемых поверхностей втулки и детали ' производить по допускам прессовых посадок 2-го класса точ- , ности с шероховатостью не ме-
Рис. I1I.2.3. Восстановление детали нее 7—8-го класса 1,25—
заменой ее части —0,32). При запрессовке втулок
для предупреждения их дефор- ’ мании рекомендуется сопрягаемые поверхности покрывать смесью машинного масла и графита.
После постановки и закрепления дополнительных ремонтных детален производят их окончательную механическую обработку до требуемых размеров.
Восстановление деталей постановкой ДРД нашло широкое применение при ремонте автомобилей. Это объясняется простотой технологического процесса и применяемого оборудования. Однако применение этого способа восстановления деталей не всегда оправ 1ано с экономической точки зрения из-за больших расходов на изготовление дополнительных ремонтных деталей. Кроме того, он в ряде случаев приводит к снижению механической прочности восстанавливаемой детали.
3. Организация рабочего места и техника безопасности
Производительность труда при выполнении слесарно-мекани-ческих работ во многом зависит от организации рабочего ме^та и условий труда рабочих.
Рабочие места слесаря и станочника должны быть организованы таким образом, чтобы на них в удобном для работы положении было размещено все необходимое оборудование, приспособления, инструмент, а также обрабатываемые детали.
Рабочее место станочника, кроме металлорежущего станка, должно быть оснащено стеллажом для обрабатываемых деталей, шкафчиком 1ля инструмента, грузоподъемным устройством для установки на станок тяжелых деталей, решетчатой деревянной подставкой для ног рабочего. На суппорте станка устанавливается кронштейн с электролампой для местного освещения рабочего места.
При работе на станке должны быть обеспечены безопасные условия труда. Станок должен иметь надежное заземление, а все вращающиеся части его должны быть защищены оградительными приспособлениями.
126
При организации рабочего места слесарь на его верстаке должны быть расположены тиски, контрольная и правочная плиты, полки для контрольного инструмента и технической документации, а также штатив для светильника. Рядом с верстаком необходимо иметь стеллаж для обрабатываемых деталей. В ящиках верстака в фиксированных местах должен быть расположен весь необходимый слесарный инструмент.
В помещении слесарно-механического участка должна ' поддерживаться температура 18—20°С и относительная влажность воздуха в пределах 40—60%. Освещенность на рабочем месте должна соответствовать 200—500 лк.
Главе 3 ’
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
1. Сущность процесса восстановления деталей пластическим деформированием
Устранение дефектов при восстановлении деталей автомобиля способом пластического деформирования основано на использование» пластических свойств металла, из которого они изготовлены.
' Под пластичностью металлов понимают их способность при определенных условиях под действием нагрузок изменять форму и размеры без разрушения.
Пластическую деформацию деталей производят как в холодном, так и в горячем состоянии в специальных приспособлениях на прессах. При обработке деталей в холодном состоянии пластическая деформация происходит за счет сдвига отдельных (частей кристаллов друг относительно друга по плоскостям скольжения. При сдвиге кристаллов происходит искажение кристаллической решетки и образование на плоскостях скольжения мелких оскол-. ков кристаллов, которые создают шероховатость, препятствующую-дальнейшему перемещению кристаллов. Таким образом пластическая деформация металла в холодном состоянии упрочняет металл. Это явление упрочнения металла при деформации в холодном состоянии получило название наклепа. В результате наклепа повышается предел прочности н твердость металла, а его пластические свойства - понижаются.
Пластическая деформация деталей в холодном состоянии тре-' бует приложения больших усилий, поэтому при- восстановлении деталей очень часто их нагревают. Температура нагрева деталей должна быть минимальной, но не ниже той, при которой повышаются пластические свойства металла. Очень .высокая температура нагрева может привести к возникновению окалины и обезуглероживанию поверхностных слоев металла, что снижает износостойкость и усталостную прочность деталей. После обработки
• 127
деталей пластическим деформированием в горячем состоянии их необходимо подвергать повторной термической обработке.
При определении условий, в которых должно произво, шться пластическое деформирование деталей при их восстановлении и, в частности, при расчете усилий деформации и конструировании приспособлений, необходимо руководствоваться следующими основными положениями:
пластическая деформация, т. е. необратимое изменение формы де1али, может наступить только в том случае, если напряжения сдвига, возникающие в материале детали, достигают определенной величины, превышающей предел его упругости. Используя этот закон, можно рассчитать усилия деформации;
пластическая деформация детали сопровождается ее упруюй деформацией, поэтому размеры детали в конечный момент нагружения могут отличаться от ее размеров после снятия нагрузки. Это отличие не очень велико, но при повышенных требованиях к размерам детали его нужно учитывать;
объем детали до пластической деформации равен объему ее после деформации. Закон постоянства объема позволяет рассчитать величину деформации, а также используется при конструировании приспособлений, применяемых при пластическом деформировании;
в случае возможности перемещения точек деформируемого тела в разных направлениях каждая точка перемещается в направлении наименьшего сопротивления. Этот закон позволяет сделать вывод о том, что если ограничить деформацию детали в каком-либо одном направлении, то она будет деформироваться в том направлении, где цет внешних препятствий. Пластическое деформирование применяют при восстановлении размеров деталей, их формы и механических свойств.
г
2. Восстановление размеров изношенных поверхностей деталей
Изменение размеров изношенных поверхностей деталей при восстановлении их способом пластического деформирования достигается за счет перемещения металла с нерабочих элементов цеталей на изношенные.
Процесс восстановления деталей пластическим деформированием состоит из подготовки детали, деформирования и обработки после деформирования. Подготовка деталей к деформированию включает отжиг или высокий отпуск обрабатываемых поверхностей перед холодным деформированием или нагрев их перед горячим деформированием.
Стальные детали с твердостью не более HRC 25—30, а также детали из цветных металлов подвергаются деформированию в холодном состоянии без предварительной термообработки. Во всех остальных случаях производится' термообработка деталей перед
128
Рис. Ш.З.]. Принципиальные схемы видов пластического деформирования: а — осадка; б — раздача; в — обжатие; г — вытяжка; д — накатка; Р' — усилие;
* 5 — деформация
холодным деформированием или нагрев перед горячим деформированием.
- Обработка деталей после деформации сводится \ механической обработке восстановленных поверхностей до требуемых размеров. При необходимости применяют также термическую обработку.
Пластическое деформирование деталей с целью восстановления изношенных поверхностей производят с помощью следующих видов обработки: осадки, раздачи, обжатия, вытяжки и накатки (рис. III. 3.1). #
Осадку применяют для уменьшения внутреннего 'и увеличения наружного диаметра полых деталей, а также увеличения наружного диаметра сплошных деталей за счет уменьшения их длины (см. рис. Ш.3.1, а). Осадку втулок из цветных металлов производят в специальных приспособлениях (рнс. II 1.3. 2) ’ в холодном состояний.
Для сохранения во втулках отверстий и прорезей в ннх устанавливают вставки,' копирующие форму и размеры этих элементов деталей. Если предусмотрена механическая обработка внутренней поверхности втулки после осадки, то размер оправки, ограничивающей деформацию втулки по внутреннему диаметру, принимают на 0,2 мм меньше, чем диаметр окончательно обработанного отверстия. Уменьшение высоты втулок, воспринимающих большие нагрузки, допускается не более чем на 5—8% . а 5—5592 ’ ! . 129
Рис. 1П.3.2. Приспособление для
осадки втулок:
/ — пуансон; 2 — опцапка; 3 — восстанавливаемая деталь; 4-— втулка
Рис. HI. 3.3. Схема приспособления для осадки толкателей клапанов:
/ — пуансон; 2 — матрица; 3 — восстанавливаемая деталь
для втулок менее нагруженных — на 10—15%. Для осадки втулок применяют гидравлические прессы.
Осадкой восстанавливают также стальные детали: шейки валов, расположенные на концах деталей, толкатели клапанов и др. Деформацию деталей при этом производят в специальных
Рис. I П.3.4. Схема раздачи чашки дифференциала
Рис. П1.3.5. Приспособление для обжатия втулок:
/ — оправка; 2 — восстанавливаемая втулка; 3 — калибрующая втулка; 4 — опорная втулка
130
штампах при нагреве до температуры ковки. На рис. III. 3.3. показана схема приспособления для осадки толкателя при восстановлении его цилиндрической поверхности.
Раздачей • восстанавливают наружные размеры полых деталей за счет увеличения их' внутренних размеров (см. рис. П1.3.1, б), раздачей восстанавливают поршневые пальцы, посадочные поверхности под подшипники чашек дифференциала, наружные цилиндрические поверхности труб полуосей-и др.
Раздачу деталей производят сферическими прошивками в холодном состоянии (рис. II). 3.4.). Если детали подвергались закалке или цементации, то их перед раздачей подвергают отжигу или высокому отпуску, а после раздачи восстанавливают первоначальную термическую обработку.
Величина удельного давления при раздаче может быть определена по формуле
/? = 1,15от In-у-МПа,
где ot-—.предел тасучести материала детали, МПа;
R и г—наружный и внутренний радиусы детали, мм.
Обжатие применяют для уменьшения внутреннего диаметра полых деталей за счет* уменьшения нх наружного диаметра (см. рис. III. 3.1, е). „ ’
Этим способом можно восстанавливать втулки из цветных металлов, отверстия в проушинах рулевых сошек, рычагах поворотных цапф и т. п. 1
Обжатие втулок. производят в холодном состоянии под прессом в специальном приспособлении (рис. 111/3.5). Приемная часть матрицы должна иметь угол не более 7—8°, а выходная — не более 18—20°. Калибрующий поясок должен иметь такой размер, чтобы при обжатии' втулки уменьшить ее внутренний диаметр на величину износа плюс припуск на развертывание до требуемого диаметра.
Наружный диаметр втулки после обжатия восстанавливают одним из способов наращивания.
При восстановлении конусного отверстия в проушине рулевой сошки ее нагревают до температуры 900—950®С и производят обжатие в горячем состоянии, используя специальное приспособление (рис. II 1.3.6). При обжатии с нагревом металл детали изменяет свою структуру, поэтому после деформации ее подвергают повторной термической обработке. Механическая обработка отверстия производится конусной разверткой до необходимого размера.
После восстановления обжатием детали должны /быть проверены на отсутствие трещир.
Вытяжка применяется для увеличения длины деталей за счет местного обжатия (см. рис. III.3.1, г). Этим способом восстанавливают длину всевозможных тяг, толкателей и других деталей. Деформацию производят чаще всего в холодном состоянии.
5* . 131
Рис. III.3.6. Приспособление для обжатия конусного отверстия рулевой сошкн:
/ — верхняя обжимка; 3 — вос< ганав ih ваемая деталь; 3 — нижняя обжимка
Рис. III.3.7. Схема электромеханической .высадки:
/ — деталь; 2 — выглаживающая пластина; 3 — понижающим трансформатор; 4 — высаживающая пластина
Накатка применяется при компенсации износа наружных цилиндрических поверхностей деталей за счет выдавливания металла из восстанавливаемой поверхности (ci#. рис. III. 3.1, д). При накатке детали ее устанавливают в патроне или центрах токарного станка, а оправку с накаточным роликом или шариком — на суппорте станка вместо резца. Накаткой восстанавливают поворотные цапфы, валы коробок передач и другие детали.
В процессе накатки необходимо получить восстановленную поверхность с высокой несущей способностью без нарушения структуры металла при минимальном уменьшении размеров опор ной поверхности.
Высота подъема металла на сторону не должна превышать 0,2 мм, а уменьшение опорной поверхности — не более 50%.
Шаг накатки должен быть кратным диаметру »об <ать. аемой поверхности, т. е.
nt = xdo,
где п — число зубцов накатного ролика;
do— диаметр обкатываемой поверхности, мм.
Накаткой можно восстанавливать детали с твердостью не более HRC 25—30. Если твердость выше, то деталь подвергают отпуску. Накатку производят роликом с шагом зубьев 1,5—1,8 мм. Режим накатки для деталей из стали 40Х с твердостью НВ 270- 300 рекомендуется следующий: скорость вращения детали 15 м/мин, продольная подача 0,6 мм/об, поперечная подача 0,1 мм/об, охлаждение машинным маслом. Накатку следует применять при восстановлении поверхностей деталей, воспринимающих удельную нагрузку не более 7 МПа.
Одним из способов восстановления изношенных поверхностей деталей пластическим деформированием является электроме-132
. ханическая £ысаДка (рис. III. 3.7). При . этом способе обработки увеличение, диаметра детали происходит за счёт вы* давливания металла. Процесс пластического деформирования значительно ускоряется за счет тепла, выделяющегося при прохождении электрического тока, и от трения инструмента о деталь. Это тепло обеспечивает местный нагрев детали до температуры 850—900°С. Источником тока п^и) этом виде Обработки может служить трансформатор для электроконтактвой сварки.
Этим способом можно восстанавливать стальные детали лю*. бой твердости. Максимальное увеличение диаметра восстанавливаемой поверхности при высадке составляет 0,4—0,5 мм. После . высадки рекомендуется производить электромеханическую обработку поверхности детали выглаживанием пластинкой с радиусом закругления 80—100 мм. При выглаживании получают требуемую точность обработки и шероховатость поверхности не ни-1 же 8—9 классов 0,63-—0,16).
Режим обработки: сила тока'300—600 А; напряжение 1—5 В; давление инструмента на деталь 0,8—1,2 кН; скорость вращения детали при высадке 1,5—6 м/мин, а при выглаживании 12—15 м/мнн; подача соответственно 1—1,5 мы/об и 0,3—0,4 мм^об; число проходов 2—3; При восстановлении деталей этим способом повышается их усталостная прочность на 25—50%, Оценивая пластическое деформирование как способ восстановления размеров изношенных поверхностей деталей, можно отметить следующие его преимущества: простоту технологического процесса и применяемого оборудования, особенно при выполнении деформирования деталей в холодном состоянии; высокую экономическую эффективность процесса, так как отсутствуют дополнительные расходы материалов, а трудоемкость работ нё-болыпая. (
К недостаткам-этого способа следует отнести-ограниченность номенклатуры восстанавливаемых деталей и невозможность повторного восстановления деталей, а также некоторое снижение механической прочности деталей.
3. Восстановление формы деталей
В процессе эксплуатации многие детали автомобилей теряют. свою первоначальную форму вследствие деформаций изгиба и скручивания. Этот дефект деталей устраняется правкой. Правке подвергают балки передних мостов, детали рамы, коленчатые и распределительные далы, шатуны и многие другие детали.. На авторемонтном производстве применяют два способа правки: правка статическим нагружением (под прессом) и правка наклепом. 'Подавляющее большинство деталей, правят под прессом в холодном состоянии. Для того чтобы при правке получить требуемую остаточную- деформацию детали, ее перегибают в направлении, обратном первоначальному прогибу иа величину, в 10—15. раз . большую.
>
133 •
Рис. II 1.3.8. Влияние температуры нагрева деталей после правки на восстановление их несущей способности
При Голодной правке в. дета-1 лих возникают внутренние напряжения, которые в процессе по< ледующей работы деталей могут складываться с напряжениями, возникающими под действием ра бочих нагрузок. В результате этого могут появиться вторичные деформации. Для повышения ста билыюсти правки и увеличения несущей способности деталей их подвергают после правки термической обработке.
На рис. Ш.3.8 показано влияние температуры нагрева деталей из стали 45 при выдержке в течение 1 ч на восстановление несущей способности их после правки. Как видно из рисунка, при нагреве детали до 400—500°С ее несущая способность восстанавливается до 90%. Такому нагреву
Рис. 1П.3.9. Схема правки наклепом можно подвергать лишь детали, коленчатого вала термообработка которых при из-
готовлении была не ниже 450—500°С, например шатуны, балки передних мостов и др. Стабилизация правки деталей, подвергаемых закалке т. в. ч. (коленчатые валы, распределительные валы и др.), должна производиться при температуре не выше 180—200°С. Такая стабилизация восстанавливает несущую способность деталей только до 60—70%. Правка под прессом снижает усталостную прочность деталей на 15—20%.
Правка наклепом не имеет недостатков, присущих Правке деталей статическим нагружением. Правку наклепом производят пневматическим молотком с закругленным бойком при нанесении ударов по нерабочим поверхностям детали. Так, например, правку коленчатых валов производят наклепом щек (рис. III. 3.9). Преимуществами правки наклепом являются: стабильность правки во времени; высокая точность (до 0,02 мм); высокая производительность; отсутствие снижения усталостной прочности.
4. Восстановление механических свойстс деталей пластическим 'деформированием
Многие детали автомобилей при их восстановлении различными методами компенсации износа утрачивают свою первоначальную усталостную прочность и износостойкость. Восстановить эти свойства можно путем поверхностного пластического деформирования металла (наклепа).
134
Рис. 1П.3.10. Шариковая накатка для упрочнения наружных цилиндрических поверхностей:
I — шарик; 1 — сепаратор; Л — к< рпус; 4 — дер-жавка; 5 — подшипник; 6 — ось
Рис II 1.3. II. Роликовая раскатка для упрочнения гильз цилиндров:
/ — корпус; 2 — гайка; 3 — стопорное кольцо; 4 — шайба; 5 — сепаратор; 6 — ролик, 7 — шпонка; 8 — коническая втулка; 9 — регулировочная гайка; 10 — стопорная шайба; // — гайка
Наклеп повышает твердость поверхностного слоя металла и создает в нем благоприятные сжимающие остаточные напряжения. Благодаря такой обработке повышается усталостная прочность деталей и их износостойкость.
К числу наиболее распространенных способов упрочнения деталей поверхностным пластическим деформированием относятся: обкатка рабочих поверхностей деталей роликами и шариками, чеканка, наклон с помошью ротационных упрочннтелей, дробеструйная обработка и др
Обкатка роликами и шариками применяется для упрочнения наружных и внутренних поверхностей деталей. Обкатывание наружных поверхностей производится на токарных станках при помощи специального инструмента — накатки (рис. III. 3.10), который устанавливается на суппорте станка и прижимается к детали за счет поперечной подачи.
Для обработки внутренних цилиндрических поверхностей (гильз цилиндров, отвеостий в головках шатунов и .др.) применяют шариковые или роликовые раскатки (рис. III. 3.11). При такой обработке достигается требуемая точность размерив деталей, высокое качество обработки с шероховатостью не ниже 8—9-го
135
класса (/?а=0,63—0,16) и по вышается на 20—30% усталостная прочность деталей.
Наиболее эффективным способом упрочнения галтелей на валах является обработка методом чеканки. При этом методе наклеп на упрочняемых поверхностях создается при помощи бойков ударного действия, приводимых в движение при помощи специальных приспособлений.
Для чеканки галтелей на валах может быть испольвованс механическое ударное приспособление УП-0.25 конструкции ЦНИИТМАШ (рис. III. 3.12). Приспособление при помощи угольника 2 устанавливается на суппорте токарного станка под углом к оси детали. Ударный боек 1, которым производится 'чеканка, вверну! в переднюю часть шпинделя 5. С другой стороны шпиндель поджимается пружиной 6. Шпиндель с бойком приводится в возвратно-поступательное движение вращающимся кулачком 3, через шариковый подшипник 4. Кулачок укреплен на валу, который получает вращение от электродвигателя 8 через клиноременную передачу 7. Глубина наклепа при применении метода чеканки по сравнению с обкатыванием роликом повышается в несколько раз.
Весьма эффективным способом повышения усталостной прочности, твердости и износостойкости восстанавливаемых поверхностей деталей является наклеп, ротационным упрочннтелем (рис. III. 3.13)., Кронштейн 9. приспособления закреплен в резцедержателе 8 токарного станка винтами 7. К нему бьл1ами 6 привернута стойка 5, в которой закреплена ось 12. Продольные пазы в стойке позволяют поднимать или опускать ось относительно опорной поверхности кронштейна. Упрочнитель 11 представляет собой диск,’ в который вмонтированы шарики. Диск получает вращение от электродвигателя 3 через шкивы 1 и 10. Комплект шкивов позволяет изменять скорость вращения упроч-нителя в пределах 13—25 м/с. Натяжение ремня 2 производится перемещением угольника 4.
При ротационном упрочнении шероховатость поверхности повышается до 9-го класса (/?о=0,32—0,16), глубина наклепанного слоя может быть получена в пределах 0,5—3 мм, твердость поверхности после обработки возрастает на 30—80%, а усталостная прочность деталей повышается на 50—100%.
При восстановлении пружин, рессор, торсионных валов с целью повышения их усталостной прочности применяется дробеструйная обработка.
136
Рис. III.3.13. Приспособление для ротационного упрочнения деталей
В механических, дробеметах дробь выбрасывается вращающимся с большой скоростью барабаном, а в пневматических — струей сжатого воздуха под давлением 0,5—0,6 МПа. При обработке деталей применяют стальную или чугунную дробь диаметром 0,5—1,5 мм. Режим обработки рекомендуется следующий:
137
скорость полета дроби 60—100 м/с, время обработки 3—10 мнн При этом режиме обработки детали наклепанный слой имеет глубину до 1 мм.
5. Организация рабочих мест и техника безопасности
На рабочем месте для обработки деталей пластическим деф< ip мированием в холодном состоянии должно быть предусмотренс следующее основное оборудование: гидравлический пресс необходимой мощности, стеллажи для обрабатываемых деталей, при способлений и инструмента, слесарный верстак для подготовки деталей к обработке
В том случае, если обработка производится методами накатки, электромеханической высадки, раскаткой, чеканкой и другими способами, на рабочем месте устанавливают переоборудован ный токарный станок. Для перемещения деталей с большой массой на рабочем месте должно быть предусмотрено грузоподъемное устройство.
Обработку деталей пластическим деформированием в горячем состоянии следует производить на кузнечном участке ремонтногс предприятия. В этом случае на рабочем месте используется то оборудование, которое установлено на кузнечном участке.
Организация рабочего места для- обработки деталей пластическим деформированием должна отвечать требованиям научной организации труда. Оборудование должно быть размещено с учетом требований техники безопасности и обеспечивать наибольшие удобства в работе при минимальных затратах времени на перемещение работающего.
Одновременно на рабочем месте должны быть обеспечены безопасные условия труда. Гидравлические прессы должны иметь защитные приспособления. Дробеструйную обработку деталей следует производить в специальных камерах, оборудованных вытяжной вентиляцией и устройством, исключающим возможность пуска дробемета при открытых загрузочных люках. Все оборудование с питанием от сети переменного тока (токарный станок, дробеструйная камера, гидравлический пресс и т. п.) должно быть надежно заземлено. Кроме общего освещения на рабочих местах должно быть предусмотрено местное освещение.
Глава 4
ВОССТАНОВЛЕНИЕ ДЕКАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
1. Общин сведения
Сварка и наплавка являются наиболее распространенными i авторемонтном производстве способами восстановления деталей Более 40% деталей восстанавливают этими способами. Широкое применение сварки и наплавки обусловлено простотой технологи-
138
четкого процесса и применяемого оборудования, возможностью восстановления деталей из любых металлов и сплавов, высокой производительностью и низкой себестоимостью.
(уварку применяют при устранении механических повреждений в деталях {трещин, отколов,, .пробоин и т. п.), а наплавку — для нанесения металлических покрытий на поверхности деталей . с целью компенсации их износа.
При устранении механических повреждений деталей примени-. ют электродуговую, газовую, аргоно-дуговую, в среде углекислого газа, електроконтактную и другие виды сварки.
Для нанесения металлических покрытий на изношенные по-, верхности деталей наиболее широкое применение получили следующие механизированные способы наплавки: автоматическая электродуговая наплавка под .слоем флюса, наплавка в среде углекислого газа, вибродуговая, плазменная и электроконтактная наплавки..
В процессе сварки наплавленный металл и прилегающие к нему участки основного металла детали-Нагреваются до температуры плавления. При этом в наплавленном -и основном металле протекают процессы, которые оказывают вредное влияние на качество восстанавливаемых деталей. К числу этих процессов отно-' сятся: металлургические процессы, протекающие’ в наплавленном металле, структурные изменения и образование внутренних . напряжений и деформаций в основном металле детали.
В наплавленном металле протекают следующие Металлургические процессы: окисление металла, выгорание легирующих. элементов, насыщение наплавленного металла азотом и водородом, разбрызгивание металла.
Окисление наплавленного металла и выгорание легирующих элементов (углерода, марванца, кремния и др.) происходят в результате соединения его с кислородом воздуха. Эти процессы снижают прочность наплавленного металла. Из воздуха в наплавленный металл проникает также азот, который образует нитриды. Нитриды несколько повышают предел прочности металла, но зато значительно ухудшают его пластичность. Для защиты металла от окисления, выгорания легирующих элементов и насыщения азотом при сварке и наплавке .применяют электродные обмазки и, флюсы, которые при плавлении образуют шлак, надежно изолирующий* металл от окружающей среды. Хорошие результаты также дает применение сварки в среде защитных тазов.
Насыщение металла водородом повышает пористость наплав-, ленного металла и способствует возникновению в нем значительных внутренних напряжений. Водород проникает в наплавленный металл из влаги, которая всегда содержится в гигроскопичных электродных обмазках и флюсах, поэтому при употреблении их рекомендуется тщательно просушивать.
Разбрызгивание металла при сварке и наплавке происходит • в результате восстановления окнслов железа углеродом. При
139
этой реакции образуются углекислый и угарный газы, которые бурно расширяются и разбрызгивают жидкий металл. Разбрызгивание увеличивает потери присадочного металла. Чтобы уменьшить разбрызгивание металла, рекомендуется при сварке применять электроды с пониженным содержанием углерода, тщательно очищать детали от окиелов и вводить в состав электродных обмазок и флюсов вещества, содержащие раскисляющие элементы (марганец, кремний).
Структурные изменения в основном металле детали возникают вследствие неравномерного нагрева детали в около-niOBHoii зоне, которая называется зоной терм и ческого вл и яния. Механические свойства металла в зоне термического влияния снижаются.
Размеры зоны термического влияния зависят от химического состава свариваемого металла, способа сварки и ее режима. Наибольшие размеры зона термического влияния имеет при газовой
сварке (до 25—30 мм). При электродуговой‘сварке она,значительно меньше и составляет 3—5 мм. С увеличением сварочного тока и мощности сварочной горелки зона термического влияния
увеличивается, а с увеличением скорости сварки уменьшается. Размеры зоны термического влияния можно значительно уменьшить правильным выбором режима сварки и наплавки.
•Внутренние напряжения и деформации возникают в деталях в результате неравномерного (местного) нагрева и структурных превращений, происходящих в зоне термического влияния Местный нагрев детали и структурные изменения в металле вызывают локальное изменение объема металла и, следовательно, создают условия для возникновения внутренних напряжений. ।
Если внутренние напряжения превышают предел текучести материала детали, то возникают деформации.
Внутренние напряжения и деформации могут быть значительно снижены путем нагрева деталей перед сваркой и медленно- < го охлаждения после сварки. . .
Деформации можно уменьшить также путем применения спе- * циальных приемов сварки и наплавки. Так, при соединении листов металла небольшой толщины, рекомендуется применять об- < ратноступенчатый метод сварки. При этом весь сварочный шов разбивают на несколько равных ступеней (участков). Каждую I ступень сваривают в направле- 1 нии, обратном общему направлению сварки. Длину ступени выбираю! из такого расчета, чтобы при окончании сварки каждой последующей ступени температура детали в начале предыдущей ступени была бы около 300°С.
Рис. III 4 1. Наплавка способом уравновешивали деформаций
140
При наплавке деталей методом наложения продольных ,<алн-ьов применяют способ уравновешивания деформаций. Последова-гетьность наложения сварочных валиков должна быть такой, как показано на рис. 111. 4.1. При таким способе наплавки деформации, возникшие при наложении предыдущего валика, будут уравновешиваться при наложении последующего. Общая деформация детали будет небольшой.
2. Ручная электродуговая сварка и наплавка стальных деталей
В авторемонтном производстве ручную электродуговую сварку обычно применяют при устранении в деталях трещин и изломов небольших размеров, когда применение механизированных способов сварки нерационально, а также при сварке деталей сложной формы.
Ручную наплавку применяют при восстановлении изношенных поверхностей деталей небольших размеров, а также при восстановлении гладких и резьбовых отверстий диаметром менее 25 мм.
Перед выполнением сварочных и наплавочных работ производят подготовку деталей к сварке. Объем и характер работ, выполняемых при подготовке детали к сьарке, зависят от вида дефекта. Так, при заварке трещины сначала сверлят отверстия диаметром 4—5 мм на концах трещины для предупреждения возможности ее дальнейшего распространения. Затем разделывают трещину шлифовальным кругом с помощью ручной шлифовальной машины. При толщине стенок детали менее 5 мм трещину можно не разделывать, а ограничиться только зачисткой ее кромок. Если толщина стенок детали больше 5 мм, то производят V-об-разную разделку кромок трещины (рис. 111.4.2, а), а при толщине стенок свыше 12 мм — Х-образную разделку.
При восстановлении резьбы в отверстии диаметром менее 25 мм подготовка к сварке заключается в удалении старой резьбы сверлением с последующей разделкой кромок сверлом большего диаметра (рис. III. 4, 2, б). Точно так же подготавливают к восстановлению гладкие отверстия небольшого диаметра. Подготовка изношенных поверхностей деталей к наплавке заключается в их механической обработке и очистке от загрязнений и окислов.
Большинство деталей автомобилей изготавливают из среднеуглеродистых (конструкционных) и иизколегированных сталей, подвергаемых термической обработке. При сварке и наплавке деталей, изготовленных из этих сталей, возникают определенные трудности, связанные с нарушением термической обработки, окислением наплавленного металла и выгоранием легирующих элементов. Все эти трудности можно преодолеть при правильном выборе электродов и режима сварки.
В качестве электродов при ручной сварке и наплавке применяют стальной стержень с покрытием (обмазкой). Стержень элек-
141
и отверстия (б) к заварке
трода при сварке изготавливают из проволоки по ГОСТ 2246—70, а при наплавке — из проволоки по ГОСТ 10543—75.
Электродные покрытия подразделяются на тонкие и толстые. Тонкие покрытия предназначены для стабилизации горения элек-трической дуги. Эти покрытия в своем составе имеют ионизирующие вещества. Наиболее распространенное тонкое электродное покрытие состоит из 80—85% мела и 15—20% жидкого стекла. Электроды с тонкими покрытиями применяют при восстановлении неответственных деталей.
При необходимости получения высоких механических свойств в наплавленном металле сварку производят электродами с толстым покрытием. Толстые покрытия, кроме ионизирующих веществ, имеют в своем составе шлакообразующие, раскисляющие и легирующие вещества. Шлакообразующие вещества при плавлении электрода образуют шлаки, защищающие расплавленный металл от воздействия воздуха и способствующие получению наплавленного металла без пор, раковин и окисных выключений. В качестве шлакообразующих веществ применяют полевой шпат, кварцевый песок, мрамор и др.
В качестве раскисляющих веществ в электродные покрытия вводят порошки ферромарганца, ферросилиция, алюминия и др^ Тегирующие вещества при плавлении электродов переходят в наплавленный металл в виде легирующих элементов, улучшающих его свойства. В качестве легирующих веществ применяют порош ки ферросплавов (феррохром, ферромарганец, ферромолибден и- ДР-)^
При сварке и наплавке большинства автомобильных деталей применяют электроды с толстыми качественными (легирующими) покрытиями. При сварке стальных деталей применяют электроды 1 142
Siuhx марок УОНИ-13/45, УОНИ-13/55. Цифры в знамена* • называют прочность шва при растяжении соответственно Й МПа.
1 наплавке стальных деталей наибольшее применение полу-наплавочнЫе электроды следующих марок ОЗН-250, Х>, O3H-350, ОЗН-400, Здесь цифры- показывают среднюю ’ 1ть наплавленного металла по Бринелю. Стержень всех пектродов изготовлен* из сварочной малоуглеродистой про* . Изменение свойств наплавленного металла достигается • качественных электродных покрытий. -ество сварки н наплавки в большой степени зависит от а, который устанавливается в зависимости от размеров и ала восстанавливаемой детали. Основными параметрами а сварки и наплавки являются диаметр электрода и сила кого тока, а при применении постоянного тока ещегй полярность. , , \
Диаметр электрода зависит от толщины свариваемой детали и определяется по таблицам, приводимым в справочниках по сварке. При наплавке деталей обычно применяют электроды диаметром 3—4 мм. Сила тока зависит от диаметра электрода и устанавливается равной 4(М-50 А на миллиметр диаметра электрода.
.При сварке деталей можно применять переменный ток. Наплавочные работы, как правило, производятся на постоянном токе при обратной полярности. Деталь при этом соединяют с отрицательным полюсом источника тока, что обеспечивает наименьший ее нагрев. ...
В качестве источников тока при ручной электродуговой сварке применяют сварочные трансформаторы (ТС-300, ТС-500), выпрямители (ВДГ-301, ВДГ-302, ВДГ-303) и машинные преобразователи (ПСО-ЗОО, ЦСО-500 и др.).
3. Газовая сварка деталей
Газовая сварка в* авторемонтном производстве применяется при ремонте кабин, кузовов, а также при . восстаиовле- нии деталей, изготовленных из чугуна и алюминиевых сплавов. • '
Газовая сварка основана на использовании тепла, выделяющегося при сгорании в среде кислорода горючих газов. Наибольшее применение нашла ацетилено-кислородиая сварка, которая обеспечивает получение концентрированного пламени с температурой 3100—3300°С.
Для смешивания горючего газа с кислородом в нужной пропорции и образования пламени применяют сварочные горелки. При ремонте автомобилей наиболее часто применяют инжекторные горелка типа ГС-53 и ГСМ-53, каждая горелка имеет несколько наконечников, которые имеют различный расход горю-. чего газа.
143
Рис. III.4.3. Зависимость свойств наплавленного металла рт вида пламени
н и.
Режим газовой сварки опр -деляется двумя параметра видом сварочного пламени мощностью сварочжф го
В зависимости от количественного соотношения п щих в* горелку кислорода и тилена различают три вида меня: нейтральное, наугле вающее и окислительной.
Различные виды пл оказывают разное влнянн
аю-аце-а-жи-
мени на свойства наплавленного металла. Наиболее высокие мЪха приобретает при сварке 1 стали ;
4.3). Другие виды пламени при ' сварке применяют редко« Например, науглероживающее пламя с небольшим избытком ацетилена применяется при сварке легко окисляющихся металлов.
Выбор мощности горелки при определении режима газовой сварки имеет такое же большое значение, как и выбор величины сварочного тока при электродуговой -сварке. От правильного выбора мощности горелки зависит производительность процесса и качество сварки. • , •*
Под мощностью горелки понимают ее пропускную способность в отношении ацетилена. Мощность горелки зависит от толщины ' свариваемого металла, температуры его плавления и теплопроводности. При определении мощности сварочной, горелки пользу- . ются формулой
свойства наплавленный металл нейтральным пламенем (рис. III.
еские
Q=Ak
1
где Q—расход, ацетилена, м»/у;
ft—толщина свариваемого металла,'мм; '
А—опытный коэффициент, определяющий расход ацетилена, м*/ч, при кварке
металла толщиной в 1 мм. Dptt-сварке стали его принимают равным 0,10— 0,12; при сварке чугуна—0,15; при сварке алюминиевого сплава 0,075— 0,10.
Присадочный материал по своему химическому составу дол* ' жен соответствовать составу материала» свариваемой детали.
Для защиты расплавленного металла от окисления и удаления образовавшихся окислов при газовой сварке применяют флюсы. Все флюсы подразделяются на две группы: флюсы, вступающие в химическое соединение с бкислами, и флюсы-растворители. Флюсы первой группы образуют с окисла ми легкоплавкие химические соединения, которые в виде шлака всплывают на поверхность сварочной ванны. Химически действующие флюсы подразделяются на кислые и основные. В состав кислых флюсов входят кварцевый песок, борная кислота, бура и другие, состав основных флюсов — сода, поташ. Выбор химически действующего флюса зависит от того, какие окислы образуются при сварке. Если окислы
144
Образуются кислые, то применяют флюсы основные, а при основных окисдах — флюсы кислые. При сварке углеродистой стали применяют кислые флюсы — буру или смесь, состоящую из равны*: частей буры и борной кислоты.
Если «кислы не образуют химических соединений с флюсами, то применяют флюсы^растворители, в состав которых входят хлористые и фтористые соединений. Они растворяют окисли и образуют шлаки, всплывающие на поверхность расплавленного' металла. Флюры-растворителн применяют-при газовой сварке деталей из алюминиевых сплавов.
Основными преимуществами газовой сварки являются воз-можгюсть регулирования температуры нагрева детали й Присадочного материала и меньшее окисление наплавленного металла . за счет защитных свойств факела сварочного пламени.
К ее недостаткам следует отнести высокую-стоимость кислорода и ацетилена и большую зону термического влияния.
4. Автоматическая алектродуговая наплавка под слоем флюса
При 'этом способе наплавки механизированы два основных движения электрода — подача его по мере оплавления к детали и перемещение вдоль сварочного шва.
Теория и практика процесса автоматической сварки и наплавки была разработана известным советским ученым акад. Е. О. Патоном. Дальнейшие работы по совершенствованию этого способа сварки ныне успешно продолжают его ученики в Институте электросварки АН УССР* имени Е. .О. Патона.
Деталь при автоматической электродуговой наплавке под слоем флюса устанавливают в патроне или центрах специально переоборудованного токарного станка, а наплавочный аппарат типа А-580М или ПАУ-1 иа его суппорте (рис. Ш.4.4). Электродная проволока подается цз кассеты роликами подающего, механизма наплавочного аппарата в зону горения электрической дуги. Движение, элек- • трода вдоль сварочного шва достигается за счет вращения, детали. Перемещение электрода Поч длине наплавляемой поверхности обеспечивается за счет продольного движения суппорта стайка. - Наплавка производится винтовыми валиками с Взаимным их перекрытием примерно на одну треть. Флюс в зону горения дуги поступает из бункера. i
При автоматической- наплавке электрическая дуга Горит не на открытом воздухе, как это имеет^место при' ручной, сварке, а под слоем расплавленного флюса (рис. Ш. 4.6). Выделяющиеся при плавлении электрода, основного металла и флюса газы образуют над сварочной ванной свод,'ограниченный сверху жидким шлаком, а снизу расплавленным металлом.- В зоне сварки всегда избыточное давление газов, которое препятствует- доступу воздуха к расплавленному металлу.
Наплавка «металла под флюсом обеспечивает наиболее высокое качество наплавленного металла, так как сварочная дуга и ванна
МБ
Рис. I1I.4.4. Принципиальная схема автоматической электро-дуговой наплавки деталей под флюсом:
I — наплавочный аппарат; 2 — кассе.а с проволокой; 3 — бункер с флюсом; 4 — электродная проволок). 5 — наплавляемая деталь
Рис. II 1.4.5 Схема автоматической наплавки под флюсом: / — электрод; 2 — расплавленный флюс; 3 — расплавленный металл; 4 — основной металл; 5 — наплавленный металл; 6 — шлаковая корка; 7 — флюс; е — смещение электрода с зенита
жидкого металла полностью защищены от вредного влияния кислорода/ и, азота воздуха, а медленное охлажде^ нне способствует наиболее полному удалению из наплавленного металла газов и шлаковых включений. Медленное . охлаждение наплавленного металла обеспечивает также более благоприятные условия для наиболее полного протекания диффузионных процесс! 1В и, следовательно, легирования металла через проволоку и флюс. Полностью исключается возможность разбрызгивания металла. Причиной разбрызгивания металла, как известно, является реакция восстановления окислов железа у!леро-дом с образованием углекислого газа. Возможность протекания этой реакции при наплавке под флюсом почти полностью исключается, так как от
сутствует окисление металла.
При автоматической наплавке заданный режим почти не изменяется, поэтому в каждый момент времени расплавляется вполне" определенное количество электродного металла и флюса. Это обеспечивает получение наплавленного металла, равномерного по химическому составу и свойствам.
Автоматическая наплавк.. под флюсом отличается высокой производительностью процесса. Коэффициент наплавки при автоматической наплавке под флюсом за счет более эффективного использования тепловой энергии в 1,5 раза • выше, чем при ручной наплавке, и составляет 14—15 г/А-ч.
В зависимости от величины сварочного тока производительность процесса автоматической наплавки колеблется от 1,5 до 10 кг/ч. Наплавленный слой металла получается равномерным по толщине, что позволяет уменьшить припуск на обработку деталей после наплавки. Толщина слоя наплавленного металла в зависимо-
146
сУи от. режима, может быть получена в пределах от 0,5 до 5 мм иХболее.
\При автоматической электродуговой наплавке, так же как и при ручкой, возможно возникновение трещин и образование пор' б направленном металле.
Возникающие при наплавке трещины бывнют двух видов: кристаллизационные (горячие), образующиеся при температуре lOOdj—1300°С, и Хрупкие (холодные), которые появляются при охлаждении детали до 200°С. Хрупкие (холодные)’ трещины образуются! вследствие внутренних напряжений, возникающих при наплавке деталей. Уменьшить возможность их возникновения можно путем подогрева 'Деталей перед наплавкой* и медленным охлажде-. нием после наплавки.
Причинами образования кристаллизационных (горячих) трещин являются растягивающие внутренние напряжения, возникающие в металле при охлаждении и образование прослоек жидкой эвтектики, которые ослабляк» межкристаллизационные. связи. ' Меры борьбы с этим видом трещин определяются причинами их возникновения и должны быть направлены на уменьшение внутренних напряжений и устранение эвтектических прослоек между кристаллами/ Растягивающие внутренние напряжения в наплавленном металле могут быть уменьшены за счет подогрева детали перед наплавкой до температуры 250—400<уС. Образование жидкой эвтектики по границам зерен можно уменьшить путем применения сварочной проволоки с минимальным содержанием углерода и серы, а также введением в состав проволоки.и флюса веществ, содержащих марганец, алюминий и титан,- которые связывают серу.
Основной причиной возникновения пор в наплавленном металле является проникновение в него водорода из влаги, содержащейся в гигроскопичном флюсе. Поэтому для уменьшения пористости наплавленного металла рекомендуется перед употреблением прокаливать флюс при температуре 300—350°С в течение 1—2 ч и вводить в состав флюса вещества, содержащие фтор и кремний, которые связывают водород.
Физико-механические свойства иаплавлеииого металла при автоматической, наплавке прд флюсом в значительной степени зависят от выбора электродной проволоки и флюса. Наибольшее при? менеиие в авторемонтном производстве нашли электродные проволоки 'следующих марок: для наплавки деталей из малоуглеродистых сталей — св. 08, св. 08ГС и др.; для наплавки деталей из средиеуглербдистых и низколегированных сталей — пружинная проволока 2 кл., Нп-65, Нп-80, Нп-ЗОХГСА и др.
При автоматической наплавке применяет два вида флюсов: плавленые (АН-348А, АН-20, АН-30) и керамические (АНК-18, АНК-19).
Для получения наплавленного металла требуемого химического состава и свойств применяют следующие способы легирования:, легирование через электродную проволоку, легирование через
.147
Рис. III.4.6. Зависимость режима наплавки от способа легирования:
/ — легирование через электродную проволоку; // — легирование через порошкиву! > проволоку; III — ле. ироваг ис через флюс
флюс, легирование через порошковую проволоку и ком-бинированчь'й способ легирования.
При легировании ^аерез проволоку наплавку проирво-дят высокоуглеродистой или легированной проволокой под плавленым флюсом. Пое-.имуществамн этого способа являются: высокая точность легирования, равномерность наплавленного металла по составу и свойствам, стабильность химического состава наплавленного металла при изменении режима наплавки. На рис. III. 4.6 показаны области изменения режимов наплавки, при которых обеспечивается постоянство химиче-
ского состава наплавленного металла для различных способов легирования. Легирование наплавленного металла через проволоку получило наиболее широкое применение, несмотря на высокую стоимость и дефицитность легированной проволоки. При наплавке деталей высокоуглеродистой проволокой Нп-65 под флюсом АН-348А получают наплавленный металл с твердостью НВ 280 300, а при наплавке проволокой Нп-ЗОХГСА под флюсом АН-20, твердость повышается до НВ 310—320.
При легировании наплавленного металла через флюс наплавку производят малоуглеродистой дешевой проволокой (сд. 08, св. 15) под слоем легированного керамического флюса. Этс способ легирования, несмотря на его экономические преимущества, не получил широкого применения вследствие большой неравномерности наплавленного металла по химическому составу и необходимости строго выдерживать режим наплавки (см рис. III.4.6).
При легировании через порошковую проволоку обеспечивается получение равномерного химического состава наплавленного металла Наплавку производят порошковой проволокой, представляющей собой стальную трубку, полость которой заполнена шихтой, состоящей нз смеси порошков графита, железа и ферросплавов. В качестве флюса при этом применяют плавленые флюсы АН-348А или АН-20. Изменяя состав шихты, можно получать в наплавленном металле требуемый химический состав н свойства. Недостатком этого способа легирования является дефицитность порошковой проволоки.
На авторемонтных предприятиях получил широкое применение комбинированный способ легирования наплавленного метал-
148
ла одновременйо через проволоку и' флюс. Так, при'наплавке шеек коленчатых, валов ЗИЛ-130 НИИАТ рекомендует, применять пружинную .проволоку 2 кл. с содержанием углерода 0,60—0,65% и флюс АН-348А. с добавкой легирующих- элементов (2,5-% графи га и 2% феррохрома в порошке). Твердость наплавленного металла при этом получают в пределах HRC 52—62 без термической обработки. -. _ *
Нежим автоматической наплавки под слоем флюса оказывает существенное влияние на производительность процесса, формирование валика наплавленного металла и.его физико-механические свойства. Режим наплавки определяется следующими параметрами: диаметром электрода, напряжением дуги, силой сварочного тока, скоростью наплавки, скоростью подачи проволоки, вылетом электрода, , шагом наплавки, смещением электрода с зенита. v
Диаметр, электродной проволоки выбирают в зависимости от диаметра наплавляемой детали. При наплавке автомобильных деталей применяют проволоку диаметрор( 1,6—2,5 мм.‘
Сила сварочного- тока оказывает большое влияние на глубину пропларления, размеры валика наплавленного металла и производительность процесса. С повышением силы тока увеличивается глубина проплавления основного металла, ширина н высота на-, плавленного валика, а- также производительность процесса.
Силу, тока выбирают в зависимости от диаметра электрода'по специальным таблицам. Приближенно ее можно определить так- ' же по формуле /= HOds-f-lOds, где d9—диаметр электрода, мм.
При наплавке применяют обычно достоянный ток обратной полярности..
Напряжение дуги связано с силой сварочного тока. Чем боль- . ше сила тока, тем выше должно быть напряжение дуги. С ростом напряжения, дуги увеличивается ширина валика и уменьшается его высота. Чтобы получить хорошее формирование сварочного валика, напряжение дуги выдерживают в пределах 25—35 В. Скорость наплавки .обычно выбирают в пределах 12—45 м/ч. С увеличением скорости наплавки ’уменьшается ширина наплавляемого валика и глубина проплавления. .
Скорость подачи проволоки выбирают в зависимости от диа- метра электрода и силы тока. Для электродов диаметром 1,6—2-мм при силе тока 140—360А скорость подачи проволоки изменяется в пределах 75—180 м/ч. Вылет электрода зависит от .силы ’тока и устанавливается равным 10—25 мм. Шаг наплавки выбирают в зависимости от требуемой толщины слоя, а также от величины тока и напряжения в пределах 3—6 мм.
Смещение электрода с зенита в -сторону, 'противоположную направлению вращения детали (см. рис. 111,4.5), позволяет предупредить стекание металла и флюса. Особенно это относится к , деталям малого диаметра. Смещение устанавливают в зависимости от диаметра детали. Для деталей диаметром от 50 до 150 мм оно должно быть в пределах 3—8 мм.
149
Оценивая автоматическую наплавку под флюсом как способ компенсации износа деталей при. их восстановлении следует обметить следующие ее достоинства: высокая производительность . процесса за счет применения больших плотностей тока ив 1,5 ра-* за более высокий, чем при ручной сварке, коэффициент' наплавки; экономичность процесса в отношении расхода электроэнергии (отсутствие потерь на излучение света и тепла) 'и электродного . металла; возможность получения слоя наплавленного металла большой толщины (от 1,5 до 5 мм и более); равномерность слоя и небольшие припуски, на последующую обработку; возможность получения, за счет легирования наплавленного металла с необходимыми физико-механическими свойствами; независимость качества наплавленного металла от квалификации исполнителя; улучшение условий труда сварщиков за смет отсутствия ультрафиолетовых излучений.
К недостаткам этого процесса следует отнести: высокий нагрев 'детали при наплавке; невозможность наплавки деталей диаметром меиее 40 мм из-за стекания наплавленного металла и трудности удержания флюса на поверхности детали; необходимость и опре-* деленную трудность удаления шлайовой корки; необходимость применения термической обработки наплавленного металла с целью повышения его износостойкости.
- 'Наплавку под флюсом применяют при восстановлении шеек - коленчатых валов двигателей, шлицевых поверхностей на различных валах, полуосей и -других деталей автомобилей.
5. Механизированная сварка и наплавка в среде углекислого газа
.При этом способе сварки и наплавки защита зонь горения электрической дуги и расплавленного металла от кислорода и азота воздуха осуществляется струей углекислого газа (рис. Ш.4.7). Углекислый газ надежно изолирует зону наплавки от окружающей среды и обеспечивает получение наплавленного ме- • ‘талла высокого качества с минимальным количеством пор и окиСлов.
Однако в процессе наплавки часть углекислого газа попадает в зону горения электрической дуги и подвергается диссоциации:
' 2CQ>-*2CO-j-O2.
Образующийся при этом кислород может" вызвать окисление > металла. Для того чтобы исключить появление окислов при иа- ’ -плавке, и сварке деталей в среде углекислого газа, применяют : электродную проволоку с повышенным содержанием раскисляю- j щих элементов*(кремния и марганца). ’ j
Автоматическую наплавку в среде углекислого газа применя- |
150
Рис. 111.4.7. Схема горения дуги в среде углекислого газа:
/*—электрод; 3 —мундштук электрододержате-ля; 3 — струя защитного газа: 4 — электрическая дуга; 5 — наплавленный металл; б —
таль
Рис. 111.4.8. Принципиальная схема установки для электродугоцрй наплавки в среде углекислого газа:
1 — кассета с проволокой; 3 — наплавочный аппарат; 3 — ротаметр; 4 — редуктор: 5 — осушитель; 6 — подогреватель; 7 — баллон с углекислым газом; в — деталь
ют при восстановлении изношенных поверхностей деталей. Для этой цели обычно используют сварочные автоматы А-580М, применяемые при наплавке под флюсом, но на них устанавливают специальный мундштук с горелкой для подачи защитного газа. При наплавке используют токарный станок, в патроне которого устанавливают деталь, а на суппорте крепят наплавочную головку. Подача углекислого газа в зону наплавки осуществляется по схеме: баллон с углекислым газом — подогреватель — осушитель— понижающий редуктор — расходомер — горелка (рис. III.4.8). При выходе из баллона газ за счет резкого расширения переохлаждается. Чтобы подогреть, его пропускают через электрический подогреватель. Содержащуюся в углекислом газе воду уда
151
ляют с помощью осушителя, кот< >рый представляет собой патрон, наполненный обезвоженным медным купоросом или селнкагелем. Давление газа понижают с помощью кислородного редуктора, а расход его контролируют' ротаметром.
Полуавтоматическую сварку в среде углекислого газа применяют при ремонте кабин, кузоьов и других деталей, изготовленных из листовой стали небольшой толщины Прн этом используют полуавтоматы марок А-547У, А-537, ПДГ-301 и др.
В качестве источников тока прн сварке и наплавке в среде углекислого газа применяют сварочные преобразователи ПСУ-500, ПСГ-500-1 и сварочные выпрямители ВС-300, ВДГ-301, ВДГ-502 с жесткой внешней характеристикой.
При сварке деталей применяют электродную проволоку св. 08ГС, св. 08Г2С, св. 12ГС, а при наплавке деталей легированную проволоку св. 18ХГСА, Нп-ЗОХГСА, Нп-65Г. Наплавка проволокой Нп-ЗОХГСА обеспечивает получение наплавленного металла- с твердостью HRC 30—35. При использовании проволоки Нп-65Г твердость наплавленного металла повышается до HRC50. При необходимости получить более высокую твердость детали после наплавки подвергают термической обработке.
Режим наплавки определяется теми же параметрами, что и при наплавке под флюсом, однако имеются некоторые отличия в их величине. Диаметр электродной проволоки рекомендуется применять не более 0,8—2 мм. Сила сварочного тока устанавливается в зависимости от диаметра электрода в пределах 70—220А, напряжение дуги 18—22 В. Скорость наплавки может быть значительно повышена по сравнению с наплавкой под флюсом до 80—100 м/ч и более. Расход углекислого газа зависит от силы сварочного тока и устанавливается в пределах 8—15 л/мин.
Наплавка деталей в среде углекислого газа по сравнению с автоматической наплавкой под флюсом имеет следующие доста-инства: меньший нагрев деталей; возмижность наплавки при любом пространственном положении детали; более высокую по площади покрытия производительность процесса (на 20—30%); возможность наплавки деталей небольшого диаметра (от 10—20 мм и выше); отсутствие трудоемкой операции по отделению шлаковой корки.
К числу недостатков этого способа наплавки следует отнести: повышенное разбрызгивание металла, необходимость применения легированной проволоки для получения наплавленного металла с требуемыми свойствами.
6. Автоматическая вибродугова: наплавка
Наплавка деталей вибрирующим электродом с применением охлаждающей жидкости была впервые предложена в 1948 г. Г. П. Клековкиным. Основным преимуществом этого процесса наплавки является небольшой нагрев деталей (около 100°С), малая зона термического влияния и возможность получения наплав-
I
i
ленного металла с требуемой твердостью и износостойкостью без дополнительной термической обработки.
Схема установки для вибродугов^й наплавки показана на рис. Ш.4.9. Деталь 3, подлежащая наплавке, устанавливается в патроне или центрах Токарного станка. На суппорте станка монтируется наплавочная головка, состоящая из механизма 5 подачи проволоки с кассетой 6, электромагнитного вибратора 7 с мундштуком 4. Вибратор колеблет конец ' электрода • > с частотой 50—100 Гц и обеспечивает -замыкание и размыкание сварочной цепн. Питание установки осуществляете^ от источника тока напряжением 12 или 24 В. Последовательно с ним включен индуктивный резистор 9, который призван стабилизировать величину сварочного ток А. Реостат 8 служит для регулирования силы тока в цепи. В зону наплавки при помощи насоса 1 из бака 2 подает-? ся охлаждающая жидкость.
Сущность-процесса вибродуговбй наплавки заключается в периодическом замыкании и размыкании находящихся под током ~ электродной проволоки и поверхности детали. Каждый цикл вибрации проволоки включает в себя четыре последовательно протекающих процесса (рис. Ш.4.10): короткое замыкание, отрыв электрода от детали, электрический разряд и холостой ход. При коротком замыкании (см. рис. Ш.4.10, а) ток быстро возрастает от нулевого значения до максимума, а напряжение падает почти
153
до нуля, поэтому происходит приварка конца электродной проволоки к поверхности детали. При движении электрода от поверхности детали происходит уменьшение сечения электродной проволоки на некотором удалении от ее конца* (см
Рис. III.4.10. Схема процесса внб-родуговой наплавки
рис. III.4.10, б). Уменьшение сечения-электрода повышает плотность тока и ускоряет отрыв
электрода от детали. После отрыва электрода на детали остается частичкй приварившегося металла. В момент отрыва электрода от детали возрастает напряжение тока до 26—32 В и возникает кратковременный электро-дуговой разряд (см. рис. III.4.10, в). Резкое возрастание напряжения объясняется тем, что при разрыве сварочной цепи* в
индуктивном сопротивлении возникает электродвижущая сила
самоиндукции, которая совпадает по направлению с напряжением источника тока. В период электродугового разряда в электродном промежутке выделяется до 80% тепловой энергии, что приводит к оплавлению наплавленного металла. По мере отхода электрода от детали электрический разряд прекращается и наступает период холостого хода (см. рис. Ш.4.10, г). Далее электрод вновь соприкасается с поверхностью детали и процесс повторяется.
В качестве источников тока при вибродуговой наплавке применяют низковолыные генераторы типа АНД 500/250, АНД 1000/500, а также • выпрямители ВСТ-ЗМ, ВСА-600/300, ВАСС-15/600 и др.
Большое влияние на качество наплавки деталей оказывает
конструкция наплавочной головки. В настоящее время в авторемонтном производстве применяют наплавочные* головки УАНЖ-5, УАНЖ-6, ВДГ-5 с электромагнитным вибрато'ром и головки ОКС-1252А (ГМВК-2), КУМА-5М с механическим вибратором.
Вибродуговую наплавку применяют при восстановлении изношенных поверхностей очень широкой номенклатуры деталей. Ее используют при восстановлении деталей из стали, ковкого и серо-
го чугуна, при наращивании изношенных наружных и внутренних цилиндрических поверхностей, а также резьбовых поверхностей и шлиц. Наплавку производят с охлаждением струей жидкости (5%-ный раствор кальцинированной соды), без охлаждения и в среде углекислого газа.
Наплавка в среде охлаждающей жидкости получила наиболее широкое применение при восстановлении деталей с высокой твердостью. При одном и том же материале проволоки можно получить различные структуры наплавленного металла в зависимости от количества жидкости и способа ее подвода. При подводе жидкости непосредс~венно в зону наплавки повышается твердость наплавленного металла и его износостойкость, но снижается уста
154
лостная прочность на 30—40%. Снижение усталостной прочности будет менее значительным» если охлаждение наплавленного металла производить на некотором удалении от зоны наплавки, но при этом снижается твердость и износостойкость металла. Расход жидкости обычно принимают не более 0,5 л/мин.
. Выбор электродной проволоки зависит от твердости, которую необходимо получить в наплавленном металле. При восстановлении стальных деталей с твердостью HRC 50—55 следует применять проволоку Нп-65, Нп-80. Если требуется получить твердость наплавленного металла HRC 35—40, то наплавку следует производить проволокой Нп-ЗОХГСА, а прн твердости НВ 180—240 можно применять проволоку св. 08. ,
Для деталей, работающих в условиях знакопеременных нагрузок, можно применять те же марки электродной проволоки, но наплавку Следует производить в среде углекислого газа или в атмосфере воздуха. Однако при этом твердость наплавленного металла будет не выше НВ 160—450.
Режим вифюдуговой наплавки определяется электрическими и механическими параметрами, правильное назначение которых' определяет качество получаемых металлопокрытий.
К электрнчевким параметрам режима относятся полярность тока, напряжение и сила сварочного тока, индуктивность сварочной цепи. Вибродуговую наплавку производят при joke обратной полярности при напряжении холостого хода 12—24 В. Оптимальным напряжением источника тока является 18—20 В. Сила сварочного тока зависит от диаметра электродной Проволоки и скорости ее подачи. При диаметре проволоки 1,6—2 мм и изменении скорости подави проволоки в пределах от 1,6 до 3,5 м/мин сила тока изменяется от 100 до 200 А. Индуктивность сварочной цепи обычно принимают такой, которая ’ соответствует включению 6—8 витков дросселя- РСТЭ-34. t
К механическим параметрам режима, вибродуговой наплавки относятся; скорость наплавки, скорость подцчн проволоки, шаг йаплавки, амплитуда вибрации электрода; вылет электрода.
* Очень важным механическим параметром режима является скорость наплавкй, от .которой зависит производительность процесса и толщина слоя наплавленного металла. Наибольшую скорость наплавки определяют из опытной зависимости. . • '
== (0,4—0,7) т/пр м/мин,
где VOp — скорость подачи электродной проволоки, м/мин.
Скорость подачи проволоки может изменяться в пределах от 0,5 до 3,5 м/мин.
Шаг наплавки зависит от диаметра проволоки и обычно изменяется в пределах от 2,5 до 3,5 мм при диаметре проволоки 1,6—2 мм. Амплитуда вибрации электрода А = (.1,2—1,3) d, мм. Вылет электрода £== (5—8) d» мм.
155
Толщина Наплавленного слоя металла при указанных парай метрах режима может быть получена в пределах от 0,8 до 3,5 ммл
Ее значение можно определить по формуле' !
«Г5 ’ 1
где — диаметр электродной.проволоки, мы; J
. vnp — скорость подачи проволоки, м/мин;
ф — коэффициент потерь металла (ф =» 0,08—0,12); ]
ои — скорость наплавки, м/мин;
b— ширина валика, мы. * •
Оценивая автоматическую вибродуговую наплавку как способ j восстановления изношенных поверхностей деталей, можно отме-1 '1Ить следующие её достоинства: небольшой нагрев деталей, не 1 оказывающий влияние на их термообработку;' небольшая зона | термического влияния; достаточно , высокая производительность 1 .процесса, которая гю площади.покрытия составляем8—10 см2/мин. j
К числу недостатков следует отнести снижение усталостной ' прочности деталей после наплавки на 30—40%. 3
7. Плазменная наплавка
Плазменная наплавка является новым, но весьма перспектив- ! ным способом нанесения металлических покрытий на изношенные 1 поверхности деталей при их восстановлении. -!
В качестве источника тепловой энергии при плазменной на- j плавке используется струя плазмы. Плазма представляет собой .1 частично или полностью ионизированный газ, нагретый до очень j высокой температуры и обладающий свойством электропровод- > ности. При плазменной наплавке применяют низкотемператур- j ную плазму, температура которой составляет 10—30 тыс.°С. Плаз- ; менную струю получают в специальных устройствах, которые на- i зывают плазмотронами или плазменными горелками. Плазмотрон > (рис. Ш.4.11)' состоит из двух основных частей: катоднрй и 1 анодной. Катод плазмотрона представляет собой стержень диа- : метром 6—8 мм, изготовленный нз лантанироваиного' вольфрама, ' который через водяную рубашку охлаждается проточной водой.
Анодная часть (сопло), изготовленная из меди, также охлаждает- ; Iся водой. 1
Для тогд чтобы получить плазменную струю между . анодом . й катодом, возбуждают электрическую дугу и в зону ее горения вводят плазмообразующий газ, который, проходя через Дуговой промежуток, нагревается до высокой температуры и ионизирует- : ся, т. е. распадается на положительно и отрицательно .заряжен- ные ионы.' <
Под действием электромагнитного поля происходит обжатие ; столба дуги, а благодаря избыточному давлению газа дуга вытя- 1 гивается -в направлении движения струи Это приводит к резкому ; 156 J
чвсличению плотности тока и повышению температуры струи. Плазменная струя выходит из канала сопла плазмотрона в ви-ie гонкого шнура с длиной ви-чимой части до 50—60 мм.
В качестве плазмообразующего газа применяют аргон, азот, гелий, водород и их смеси. При наплавке обычно используют инертный газ — аргон. Аргон-ная плазменная стр} я имеет наиболее высокую • температуру (до 15—20 тыс.°С) и сверхзвуковую скорость истечения (до 1000—1200 м/с).
В зависимости от метода подвода электроэнергии к плазмотрону различают плазменные струи косвенного, прямого и комбинированного 'действия (рис. Ш.4.12).
Если электрическая дуга го
Рнс. Ш.4.11. Схема плазмотрона:
/ — вольфрамовый катод: 2 — изоляционная прокладка; 3 — сопло (анод);
4 — плазменная струя; 5 — деталь
рит в закрытом пространстве
между катодом и анодом плазмотрона, то образуется плазменная струя косвенного действия (рис. П1.4Д2, а).
Струя косвенного действия может быть использована при металлизации и наплавке.
Плазменная струя прямого действия (рис. П1.4.12, б), когда туга горит между катодом и деталью, получила наибольшее применение при сварке и резке металлов. В этом случае наибольшее количество тепла выделяется на детали.
Плазменная струя комбинированного действия (рис. 1П.4.12. в) имеет место в том случае, когда одновременно горят две дуги: одна — между катодом и анодом (соплом), а другая — между катодом н деталью. При таком подключении плазмотр< на к источнику тока появляется возможность регулировать количество тепла,, подводимого к детали, и, следовательно, температуру ее нагрева.
Плазменная струя комбинированного действия применяется при наплавке деталей.
Присадочный материал при плазменной наплавке вводится в сварочную ванну в виде порошка или проволоки. Порошковая наплавка производится двумя методами: подауей порошка непосредственно в сварочную ванну и путем вдувания его в плазменную струю.
Наплавка с присадочной проволокой может быть осуществлена плазменной струей прямого или косвенного действия. В пер
157
Рис. II 1.4.12. Схемы включения плазмотрона при получении плазменной струг косвенного (а), прямого (б) и комбинированного (в) действия:
1 — плазмообразующнй Газ; 2 — деталь
Рнс. III.4.13. Принципиальные схемы наплавки плазменной струей комбинированного (а) и косвенного (б) действия:
/ — катод; 2 — сопло (анод); 3 — реостат; 1 — электродная Н'юголока; S — реостат;
6 — деталь
вом случае (рис. III.4.I3, а) присадочная проволока вводится в плазменную струю так же, как при газовой сварке. Наиболее перспективной является наплавка с применением плазменной струи косвенного • действия токоведушей проволокой
(рис. III. 4.13, б). При этом методе найлавки нагрев детали до требуемой температуры производится плазменной струей, а рас-
158
плавление присадочной проволоки — за счет дополнительной дуги, горящей между, катодом плазмотрона и проволокой.
Для подачи электродной проволоки в плазменную струю может быть использован механизм подачи проволоки от сварочного полуавтомата ПШ-54 или ПДШМ-500. Для получения плазменной струи можно применить плазменную горелку ИМЕТ-107.
Плазменную наплавку производят обычно на переоборудованном токарном станке. Деталь при этом устанавливается в патроне или в. центрах станка, а плазменная горелка н механизм подачи проволоки — на его суппорте, •
Для управления работой 'плазменной горелки используют универсальную плазменную установку УПУ-3, в состав которой входят пульт управления, источник питания ЙПН-160/600 и г плазменная горелка. '
Высокая концентрация тепловой энергии в плазменной струе, стабильность дугового разряда,' возможность раздельного регули- • рования степени иагрева основного и присадочного материалов обусловливают преимущества применения плазмы при наплавке деталей.
Плазменная наплавка обеспечивает высокое качество наплай- , ленного металла и по двоим технико-экономическим показателям не уступает, а в ряде случаев даже превосходит другие .способы механизированной наплавки.
8. ЭлектрокоНтвктная сварка, и наплавка .
Электроконтактная сварка. Существуют три разновидности электрической контактной Сварки: стыковая, ‘точечная * и шов- ная (роликовая).' ’’ . . . t
Стыковая сварка деталей производится‘путем местного . нагрева соединяемых кромок за счет тока, проходящего через место контакта й одновременного пластического деформирования разогретых кромок деталей (рис. Ш.4.14).
В зависимости от материала свариваемых деталей плотность тока при сварке должна быть 10—30 А/мм2, а удельное давление между поверхностями соединяемых деталей — в пределах 30—120 МПа.
В авторемонтном производстве этот метод применяют при •восстановлении карданных валов, полуосей н других деталей способом замены части детали,
' Достоинством этого способа сварки является то, что он позволяет соединять детали, изготовленные из различных металлов и • сплавов.
. Для осуществления стыковой сваркц применяют .специальные машины, которые состоят из зЙжцмного устройства, осаживающего механизма и силового трансформатора. При ремонте автомобилей нашли применение следующие машины для стыковой сварки:
• * . .159
р
Рис. .111.4.14. Принципиальная схема стыковой сварки:
7 в г — свариваемые детали: 3 — понижающий трансформатор; Р — усилие сжатия свариваемых деталей
Рис. III.4.15. Схемы точечной сварки^
I — электрододержатель; 3 — э/ ..'Tpoj.tj; 3 — свариваемые детали; 4 — трансфер-, матор понижающий; 6 — прерыватель^ тока 1
МС-501, *МС-801, МСР-100. Этн машины обеспечивают сварку де-1 талей с площадью поперечного сечения шва от 60 до 1000 мм2.; Максимальный .ток при срарке составляет от 3200 до 16 000 А приз напряжении 1—5 В. Машины имеют -высокую производитель-! ность — от 30 до 100 сварок в час. 1
При точечной сварке соединяемые детали зажимают г
между двумя электродами, изготовленными из меди или спецн-i альной бронзы, и «через место контакта пропусйЪют ток большой' силы (рис. III.4.15). Точечную сваркуХ применяют при ремонте.’ кузовов н кабин, т. е. для соединения деталей, изготовленных •• из листовой стали небольшой толщины. При- сварке стальных листов толщиной 0,5—2 мм их зажимают между электродами с усилием в 500—2000 Н и через место контакта пропускают ток в 4000—10 000 А при напряжении 1—5 В. Продолжительность сварки зависит' от ‘толщины листов и изменяется в пределах 0,2—1,5 с.
Для осуществления точечной сварки промышленность выпуска-. ет специальные машины типа МТ-601, МТПР-25, МТПР-50, МТПР-75. . '
Роликовая сварка имеет много общего с точечной и отличается от нее. Тем, что электроды имеют форму дисков, При этом способе сварки точки образуются с частичным перекрытием, благодаря'чему образуется сплошной плотный шов. При ремонте автомобилей роликовая сварка большого, применения не нашла. Ее можно применять при ремонте кабин, кузовов, баков в тех случаях, когда требуется получить герметичный шов.
Электроконтактная наплавка. При этом способе наплавки металлопокрытие на поверхности восстанавливаемой детали образуется путем навивки проволоки и контактной приварки ее за счет импульсов тока большой силы. В процессе наплавки происходит деформация проволоки до требуемой толщины слоя покрытия.
160
Рис. III.4.16. Принципиальная схема электроконтактной наплавки
6 трансформатора включен
Принципиальная схема элект-роконтактной наплавки показана на рис. III. 4.16. При наплавке деталь 2 устанавливают г патроне или в центрах* токарного станка, а наплавочное устройство с контактным / и наплавочным 4 роликами и нагрузочным механизмом — на суппорте станка. Наплавочный ролик прижимает проволоку 3 к детали и деформирует ее. Подвод тока к контактному и наплавочному роликам производится от вторичной обмотки 5 трансформатора. В цепь первичной обмотки
прерыватель 7 тока, обеспечивающий требуемую длительность импульсов тока и пауз между ними.
Наплавочный и контактный ролики конструктивно ничем не отличаются от сварочных роликов контактных сварочных машин. Они изготавливаются из хромистой бронзы или из сплава МЦ-55. Механизмами нагружения могут служить гидравлические цилиндры с максимальным усилием 1500 Н, пневматические диафрагменные камеры, а также механизмы, состоящие из пружин и силового винта для изменения величины нажимного усилия.
В качестве источника тока может быть использован трансформатор от контактной сварочной машины, обеспечивающий во вторичной обмотке напряжения в пределах 1—5 В и силу тока 5000—10 000 А.
В установке может быть использован стандартный игнитронный шовный прерыватель типа ПИШ-50 или тиристорный прерыватель.
Электроконтактной наплавкой восстанавливают детали диаметром от 20 до 150 мм. Толщина слоя наплавленного металла зависит от диаметра электродной проволоки и режима наплавки и может быть получена в пределах 0,2—1,5 мм.
В зависимости от требуемых свойств наплавленного металла рекомендуется применять при наплавке проволоку Нп-50, Нп-60, Нп-80, Нп-бОГ, Нп-ЗОХГСА и др. Во избежание перегрева детали при наплавке применяют охлаждение струей воды. Подача охлаждающей жидкости производится на некотором удалении от зоны наплавки.
Рекомендуется следующий режим наплавки: сила тока 6000— 10 000 А, напряжение 1—5 В, давление ролика 1000—1250 Н, длительность импульса тока 0,04—0,05 с, длительность паузы между импульсами тока 0,08—0,12 с, скорость наплавки—0,5—1,5 м/мин. Большие значения параметров режима следует применять при на плавке деталей диаметром свыше 50 мм.
6—550*2 . 161
Отличительными особенностями электроконтактной наплавки являются: высокая производительность процесса, которая при толщине слоя в 1 мм достигает 60—100 см?/мин; незначительные потери присадочного металла; небольшая зона термического влия иия (менее 0,5 мм}, возможность получения наплавленного металла с любыми свойствами; незначительное снижение усталостной прочности детали вследствие пластического деформирования наплавляемого металла в горячем состоянии; благоприятные санитарно-производственные условия padoibi операторов.
После промышленного освоения выпуска установок для элек троконтактной наплазки этот способ нанесения металлопокрыги? на изношенные поверхности деталей найдет самое широкое при менение в авторемонтном производстве.
9. Особенности сварки чугунных деталей
При изготовлении многих деталей автомобилей применяют серый и ковкий чугуны. Из серого чугуна изготавливают такие корпусные детали, как блок цилиндров, картер сцепления, картер коробки передач и др. Ковкий чугун применяют при изготовлении ступиц задних колес, картеров редукторов задних мостов и других деталей.
Характерными дефектами этих деталей являются трещины, пробоины, отколы фланцев, повреждения резьбы в отверстиях и т. п. Наиболее распространенным способом устранения этих дефектов является сварка.
Основной трудностью сварки чугуна. является возможносп отбеливания шва, которое происходит в результате быстрого охлаждения наплавленного металла и выгорания кремния. При быстром охлаждении углерод не успевает выделиться в виде графита и остается в химически связанном состоянии в виде цементита. Сварочный шов получается очень твердым, хрупким и не поддается обработке.
При сварке в результате местного нагрева деталей и большой усадки чугуна при охлаждении из расплавленного состояния в деталях возникают значительные внутренние напряжения. Образующиеся при сварке чугуна тугоплавкие окислы с температурой плавления около 1400°С создают на поверхности сварочной ванночки твердую пленку, которая препятствует свободному выходу газов из расплавленного металла и, таким образом, способствует возникновению пор и раковин.
При восстановлении чугунных деталей применяют два основных способа сварки: «горячук» (с подогревом детали) и «хо-лодную> (без подогрева).
При горячем способе сварки сначала производят механическую подготовку детали к сварке (засверливание концов трещин, разделку кромок н т. п.), а затем в специальных печах ее подогревают до температуры 550—600°С. Сварку производят ацетилено-кислородным пламенем. В качестве присадочного ма-
162
териала используют стержни диаметром 6—8 мм, отлитые из серого чугуна с повышенным содержанием кремния (до 3—3,5%). Для защиты наплавленного металла от- окисления и удаления окислов используют флюс, состоящий из 50 %-ной смеси буры и двууглекислого натрия. ’
Режим сварки рекомендуется следующий: мощность сварочной горелки выбирают из расчета расхода 0,10—0,12 м3/ч ацетилена на 1 мм толщины свариваемого металла; сварочное пламя должно быть нейтральным или с небольшим избытком аце-' тилена. После сварки детали медленно охлаждают в термостатах (копильниках).
Горячий способ обеспечивает . высокое качество сварки,, однако в технологическом отношении он очень сложен и поэтому применяется сравнительно редко, главным образом при восстановлении сложных корпусных деталей.
Холодный способ сварки чугуна в технологическом отношении проще и поэтому в авторемонтном производстве нашел широкое применение. Наиболее часто при этом применяют ручную и полуавтоматическую электродуговую сварку стальными электродами и. электродами из цветных металлов и сплавов.
Сварка чугуна стальными электродами является наиболее простым н экономичным способом сварки, однако при это^ возможно науглероживание и закалка шва, что ухудшает его обрабатываемость. При этом способе сварки рекомендуется применять, электроды марки ЦЧ-4, изготовленные нз сварочной, проволоки св. 08 с толстым покрытием, содержащим титан.
Сварка чугуна электродами из цветных металлов менее экономична, но дает хорошие показатели с точки зрения прочности, пластичности н плотности шва. Наиболее широкое применение получили медные электроды марки ОЗЧ-1 с покрытием, содержащим железный порошок и медноникелевые электроды марки МНЧ-1 с покрытием типа УОНИ-55. Наилучшие результаты дает сварка электродами МНЧ-1. Сварочный шов при этом состоит из железоникелевого сплава и обладает высокой прочностью и пластичностью..
Холодную сварку чугуна рекомендуется производить электродами диаметром 3—4 мм иа постоянном токе обратной полярности при напряжении 20—25 В и силе тока 120—150 А.
Полуавтоматическую сварку серого и ковкого чугуна можно производить самозащитной электродной проволокой ПАНЧ-II. на основе никеля. При сварке чугунных деталей этой проволокой применяют, сварочный полуавтомат А-547-У.
Наибольшей склонностью к отбеливанию обладает ковкий чугун. Для предохранения от. отбеливания сварку ковкого чугуна следует вести при более низкой температуре, чем темйерй-тура распада углерода отжига (950°С). Наиболее хорошие результаты дает применение пайко-сварки латунными электродами марок ЛОМНА-54-10-4-0, ЛОК-59-1-03 и Л-62. Пайко-сварку 6* . 163
чугунных деталей производят ацетилено-кислородным пламенем с использованием флюса марки ФПСН-2, содержащего 50% бориой кислоты, 25% углекислого лития и 25% углекислого натрия.
При пайко-сварке кромки деталей нагревают до 700—750°С.
10. Особенности сварки деталей из алюминиевых сплавов
Многие детали автомобилей в настоящее время изготавливают из алюминиевых сплавов типа АЛ4 и АЛ9. Это головки цилиндров, картеры сцепления, корпуса водяных насосов и другие детали. Характерными дефектами этих деталей являются трещины, отколы и другие механические повреждения, которые устраняют сваркой.
Основной особенностью сварки алюминиевых сплавов является интенсивное их окисление с образованием тугоплавких окислов с температурой плавления 2050°С, которая более чем в 3 раза превышает температуру плавления алюминия. Окислы алюминия имеют большой удельный вес и поэтому остаются в наплавленном металле в виде включений и снижают его прочность. Из-за большого сродства алюминия с кислородом восстанови; ь окислы невозможно, поэтому для удаления их применяют флюсы — физические растворители типа АФ 4А, в состав которых входят: хлористый натрий — 28%, хлористый калий— 50%, хлористый литий—14% и фтористый Натрий—8%. Флюсы образуют с окислами легкоплавкие с небольшим удельным весом растворы, которые всплывают на поверхность сварочной ванны в виде шлака.
Алюминиевые сплавы в расплавленном состоянии активно растворяют водород, который при быстром охлаждении металла не успевает покинуть сварочную ванну и образует в наплавленном металле поры и раковины. Основным источником появления водорода в наплавленном металле является влага, поэтому перед сваркой детали рекомендуется прогреть, а гигроскопичный флюс просушить.
При сварке деталей из алюминиевых сплавов в них возникают значительные внутренние напряжения, которые вызывают реформации. Причинами внутренних напряжений являются большая литейная усадка при охлаждении сплава из расплавленного состояния и высокий коэффициент его линейного расширения. Для снижения внутренних напряжений рекомендуется подогреть детали перед сваркой до температуры 250—300°С и медленно охладить после сварки.
Наиболее широкое применение при восстановлении деталей из алюминиевых сплавов нашли ацетилено-кислородная газовая сварка и аргоно-дуговая сварка. Применяется также электроду-говая сварка.
Перед сваркой деталей производят разделку кромок и очистку свариваемых поверхностей от загрязнений и окислов. Ре
164
комендуется также обезжирить свариваемые поверхности растворителями.
В качестве присадочного материала при сварке применяют прутки диаметром -6—8 мм, - отлитые - из сплава алюминия с содержанием 5—6% кремния.
Ацетил ен.о-кисло род над'св а р к а алюминиевых сплавов производится строго нейтральным пламенем, горелкой, обеспечивающей расход, ацетилена 0,075—0,10 м3/ч на 1 мм толщины свариваемого металла. После сварки деталь медленно охлаждают, сварочный шов освобождают от шлака и промывают горячей водой от остатков неиспользованного флюса.
Хорошие результаты дает также сварка деталей из алюминиевых сплавов неплавящимся вольфрамовым электродом в среде инертного газа аргона (аргоно-дуговая сварка). Присадочный материал при этом вводят в электрическую дугу, горящую между деталью и вольфрамовым электродом, как при газовой сварке. Сварка производится без флюса, так как аргон надежно защищает расплавленный металл от окисления и способствует получению сварочного шва с высокой прочностью без пор- и окислов. Для аргоно-дуговой сварки промышленность вы--пускает специальные установки типа УДАР-300, УДАР-500, УДГ-301 и УДГ-501.
Электро дуговую сварку алюминиевых сплавов реко-‘ мендуется проводить постоянным током при обратной полярности . электродом ОЗА-2. Этот электрод изготавливают из сварочной проволоки св. АКЗ или св. АК10 по ГОСТ 7871—75. На элект: родную проволоку наносят покрытие, состоящее из 65% флюса АФ-4А, 25% криолита, 9% хлористого калия и 1% губчатого титана. Этот состав замешивают на растворе карбокснметилцел-люлозы в количестве 12—14% от массы сухих компонентов. Это покрытие очень гигроскопично, поэтому электроды перед употреблением необходимо тщательно просушить при температуре 200—230°С в течение 1—1,5 ч.
Режим сварки определяется диаметром электрода, силой тока и скоростью ‘ сварки. Диаметр электрода выбирают в зависимости от толщины свариваемой детали: при толщине детали-. 4—9 мм электрод применяютzдиаметром 5 мм, а при толщине детали 10—13 мм диаметр электрода должен быть 6 мм. Сила тока при диаметре электрода 5 мм должна быть 150—180 А, а при электроде диаметром 6 мм — 200—250 А, при ’этом скорость сварки 4—6 м/мин. Детали'с толщиной стенок менее 4 мм восстанавливать электродуговой сваркой не рекомендуется.
11. Организация рабочего места и техника безопасности при выполнении сварочных и наплавочных работ
Организация рабочего места при выполнении работ по восстановлению деталей сваркой н наплавкой зависит от применяемого метода сварки.
165
При ручной электродуговой сваркр на рабочем месте уста навливается следующее оборудование: стол сварщика, поворот ный стул, стеллажи для деталей, шкаф для хранения электродов и инструмента, кантователь для установки деталей при сварке и необходимые подъемные устройства.
При механизированной наплавке деталей на рабочем месте устанавливают переоборудованный токарный станок, негодный для использования по прямому назначению. На суппорте станка монтируется наплавочный автомат.
В качестве источников питания используют сварочные машины, трансформаторы и выпрямители. Сварочные машины рекомендуется устанавливать в отдельном помещении, а на рабочем месте в этом случае должен находиться шиток для дистанционного управления.
На рабочем месте газосварщика устанавливают сварочный стол с подставкой для газосварочной горелки. На расстоянии 3—4 м от сварочного стола монтируют рампу с кислородным и ацетиленовым редукторами и шкаф для хранения шлангов и горелок. Ацетиленовый генератор, а также баллоны с кислородом и ацетиленом хранятся в отдельных помещениях.
При выполнении сварочных и наплавочных работ необходимо обеспечить безопасные условия труда. К выполнению сварочных работ допускаются лица не моложе 18 лет, прошедшие медицинскую комиссию и специальный курс обучения в учебных комбинатах или ПТУ. Рабочий пост сварщика должен быть оборудован местной вытяжной вентиляцией для отсоса вредных паров, газов и аэрозолей, состоящих из окислов металлов и продуктов сгорания обмазок и флюсов.
При выполнении электросварочных работ все оборудование, находящееся под напряжением, должно быть надежно заземлено. Для защиты сварщиков от ультрафиолетовых и тепловых излучений на рабочем месте должны быть защитные маски со светофильтрами, рукавицы и фартуки из несгораемой ткани. Защита окружающих от ультрафиолетовых излучений обеспечи--вается установкой на рабочем месте сварщика специальной кабины.
Выполнение работ по газовой сварке требует строгого соблюдения правил обращения с кислородными баллонами и ацетиленовыми генераторами. Кислородные баллоны нельзя под-верзать ударам. Хранить баллоны необходимо в специальном помещении, а кислород на рабочие места сварки подавать по трубопроводам. Во избежание взрыва кислородные редукторы и вентили необходимо тщательно предохранять от загрязнения маслами и жирами.
Ацетилен с воздухом образует взрывоопасные смеси, поэтому нужно следить, ч^гобы не было утечки газа и перед началом работы тщательно проветривать рабочее помещение.
166
Глввд 5-ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ВЫСОКОТЕМПЕРАТУРНЫМ НАПЫЛЕНИЕМ
1. Сущность процесса и способы напыления
Напыление является одним из способов нанесения металлических покрытий на изношенные поверхности восстанавливаемых деталей. Сущность процесса состоит в напылении предварительно расплавленного металла на специально подготовленную поверхность детали струей сжатого газа (воздуха). Мелкие частицы распыленного металла t достигают поверхности детали в пластическом состоянии, имея большую скорость галета. При ударе о поверхность детали они деформируются и, внедряясь'в. . -ее поры и неровности, образуют покрытие. Соединение металлических частичек с поверхностью детали и между собой носит в основном. механический характер, и только в отдельных точках имеет место сваривание присадочного । металла ' р подложкой.
Основными достоинствами напыления, как способа нанесения покрытий при восстановлений деталей, являются: высокая производительность процесса, небольшой иагрев деталей (120— 180°С), высокая износостойкость покрытия, простота технологического процесса и применяемого оборудования, возможность нанесения покрытий толщиной от 0,1 до 10 мм и более из любых металлов и сплавов. К недостаткам процесса следует отнести пониженную механическую прочность покрытия и сравни- , тельно невысокую прочность сцёйления его с подложкой.
В зависимости от вида тепловой энергии, используемой в металлизацнониых аппаратах для плавления металла, различают четыре основных способа напыления:' газопламенное, элект-родуговое, высокочастотное и плазменное.
Газопламенное напыление осуществляется при помощи специальных аппаратов, в которых плавление напыляемого' металла производится ацетилено-кислородным йламенем, а его распыление струей сжатого воздуха (рис 1П. 5.1). Напыляемый материал в. виде проволоки подается через центральное отверстие горелки и, попадая в. зону пламени с наиболее высдкой температурой, расплавляется. Проволока подается с постоянной скоростью роликами, приводимыми в движение встроенной в аппарат воздушной турбинкой через червячный редуктор.
Б качестве напыляемого материала при газопламенном напылении применяют также металлические порошки (рис. Щ. 5.2.), которые поступают в горелку из бункера р помощью транспортирующего газа (воздуха). •
Наибольшее применение нашли аппараты для газопламенного напыления проволокой типа МГИ-1-57, ТИМ-1 и др.
Преимуществами газопламенного напыления являются: небольшое окисление металла, мелкий его распыл, достаточно
1Й7
Рис. II 1.5.1. Распылительная головка газоплазменного проволочного аппарата Для напыления:
/ — смесительная камера; 2 — канал подвода кислорода; 3 — проволока; 4 — направляющая втулка; 5 — канал подвода ацетилена; 6 — воздушный канал; 7 — ацетнлено-кнслороднос пламя; 8 — газометаллическая струя; 9 — металлизируемая поверхность
Рис. II 1.5.2. Распылительная головка газопламенного порошкового аппарата для напыления:
/ — сопло; 2 — факел газового пламени; 3 — покрытие; 4 — подложка; 5 — кислород и горючий газ; 6 — транспортирующий газ; 7 — напыляемый порлшок
высокая прочность покрытия. К недостаткам следует отнести сравнительно невысокую производительность процесса (2—4 кг/ч).
Электродуговое напыление производится аппаратами, в которых плавление металла осуществляется электрической дугой, горящей между двумя проволоками, а распыление — струей сжатого воздуха (рис. III. 5.3).
Для электродугового напыления отечественная промышленность выпускает аппараты ЭМ-3, ЭМ 9, ЭМ-14 (ручные) и ЭМ-6,
ICC
МЭС-1, ЭМ-12 (станочные). Привод для подачи проволоки в зону горения электрической дуги в ручных аппаратах осуществляется от воздушной турбинки, в станочных — от электродвигателя.
Основным преимуществом электродугового напыления является высокая производительность процесса (от 3 до 14 кг напыляемого металла в час). Высокая температура электрической дуги позволяет наносить покрытия из тугоплавких металлов. При использовании в качестве электродов проволок из двух различных металлов можно получить покрытие из их сплава. К преимуществам электродугового напыления следует отнести сравнительную простоту применяемого оборудования, 4 также небольшие эксплуатационные затраты. Недостатками электродугового напыления
Рис. III.5.3. Принципиальная схема электродугового аппарата для напыления:
I — напыляемая поверхность; 3 — направляющие наконечники: 3 — воздушное сопло; 4— подающие ролнкн; 5 — проволок-; 6 — сжатый газ
Рис. II 1.5.4 Распылительная головка высокочастотного аппарата для напыления: / — напыляемая поверхность; 2 — газометаллнческая струя; 3 — концентратор тока; 4— индуктор, охлаждаемый водой; 5 — воздушный капал; 6 — проволока; 7 — подающие ролики; 8 — направляющая втулка
169
Рис. 111.5.5. Схема горелки для плазменного напыления:
7 — порошковый дозатор: 2 — катод; Л — ичолн! ионш.я прокладка; 4 — анод (сопло); 5 — транспортирующий гаа; 6 — охлаждающая во ia: 7 — плазмообразующнй газ
являются повышенное окисление металла, значительное выгорание легирующих элементов и пониженная плотность покрнтия.
Высокочастотное напыление основано иа использовании принципа индукционного нагрева при плавлении исходного материала покрытия (проволоки). Распыление расплавленного металла производится струей сжатого воздуха. Головка высокочастотного аппарата для напыления (рис. Ш.5.4) имеет индуктор, питаемый от генератора тока высокой частоты, и концентратор тока, который обеспечивает плавление проволоки на небольшим участке длины проволоки.
Нагрев проволоки до температуры плавления в короткое время может быть обеспечен только при определенной частоте тока, которая определяется по формуле.
J &
где k— коэффициент зависящий ния;
Л - диаге/р проволоки, см.
от материала проволоки и температуры ее плавле-
При высокочастотном напылении автомобильных деталей применяют стальную проволоку, для которой коэффициент «=20 000. Следовательно, при применении проволоки диаметром 4—5 мм частота тока будет 80—125 кГц. Учитывая большую частоту тока при высокочастотном напылении, применяют ламповые генера-
Температура
170
Преимуществами высокочастотного напыления являются небольшое окисление металла благодаря возможности регулирования температуры его нагрева и достаточно высокая механическая прочность покрытия. К числу недостатков следует отнести сравнительно невысокую производительность процесса, а также сложность и высокую стоимость применяемого оборудования.
Плазменное напыление это новый способ нанесения металлических покрытий, при котором для расплавления и переноса металла на поверхность детали используются тепловые и динамические свойства плазменной струи (рис. Ш. 5.5). В качестве плазмообразующего газа применяют азот. Азотная плазма имеет сравнительно невысокую температуру (до 10—15 тыс.°С), ио обладает высокой энтальпией (теплосодержанием). Повышенная энтальпия III. 5.6) азотной
Расстояние от сопла пшим"трона,мп
Рис. II 1.5.7. Изменение содержания кислорода и азота по длине плазменной струи 1 (ток дуги 300 А, расход плазмообразующего газа 30 л/мин)
fO 20 30 W Q„r
Расход плазмооВразующего газа, л/мин
Рис.’ 111.5.8. Зависимость скорости полета металлических частиц в плазменной струе от факторов процесса напыления
диссоциацию ионизацию Обе стадии
протекают с поглощением тепловой аргониой плазмы имеет только одну образом, азотная плазма становится чем аргонная.
(рис. плазмы объясняется тем, что процесс ее.образования имеет две стадии: (Л'2-^2Л') и-W-*W++e). процесса получения плазмы энергии. Процесс получения стадию — ионизацию. Таким носителем большего количества тепловой энергия Высокая энтальпия азотной плазменной струи и низкая стоимость азота и обусловили его широкое применение в качестве плазмообразующего газа при плазменном напылении.
Аг отная плазменная струя надежно защищает напыляемый металл от окисления. Несмотря на то, что вследствие турбулентного характера истечения плазменная струя смешивается с
171
воздухом, содержание кислорода в ней достигает концентрации его в атмосфере только на расстоянии 120—150 мм от сопла плазмотрона (рис. III. 5.7), т. е. на расстоянии дистанции напыления.
Исходный материал покрытия вводится в сопло плазмотрона в виде проволоки или гранулированного порошка. Проволока в' качестве напыляемого материала используется реже, так как при ^е применении структура покрытия получается крупнозернистой и, I кроме того, не все материалы для напыления могут быть приготовлены в виде проволоки. Поэтому при плазменном напылении , в качестве присадочного материала применяют гранулированные ' порошки с размером частиц от 50 до 150 мкм.
Порошок в сопло плазмотрона подается из дозатора при помощи транспортирующего газа (азота). Дозатор определяет расход порошка и, следовательно, производительность процесса напыле-- ния. Расход порошка можно плавно регулировать в пределах от 3 до 12 кг/ч.
Попа пая в плазменную струю, металлический порошок расплавляется и, увлекаемый плазменной струей, наносится на поверхность детали, образуя покрытие.
Свойства покрытия зависят от температуры нагрева частиц и скорости их полета при встрече с поверхностью детали. Скорость полета металлических частиц определяется в основном двумя факторами — силой тока дуги и расходом плазмообразующего газа. В зависимости от значений этих факторов она может достигать 150—200 м/с (рис. III. 5.8). Наибольшей скорости расплавленные частицы металла достигают «на расстоянии 50—80 мм от сопла плазмотрона.
Большая скорость полета частиц порошка и высокая температура их нагрева в момент встречи с подложкой обеспечивают более высокие, чем при других способах напыления, механические свойства покрытия и более прочное его соединение с поверхностью детали.
Экономическая эффективность и производительность процесса напыления зависят от того, какая часть исходного материала попадает на деталь и закрепляется на ее поверхности, т. е. от коэффициента напыления.
Величина коэффициента напыления при плазменном напылении выше, чем при других способах напыления, и зависит от материала порошка, от диаметра напыляемой детали и от основных параметров режима. Так, при напылении порошка ПГ-У30Х28Н4С4 (сормайт-1) на деталь диаметром 26 мм в условиях оптимального режима коэффициент напыления не превышает 65— 70%. При напылении хромоникелевого порошка на деталь диаметром более 50 мм коэффициент напыления достигает 90—95%.
Из других достоинств процесса плазменного напыления следует отметить его высокую производительность, возможность нанесения покрытий из любых материалов, полную автоматизацию управления процессом.
172
Все эти достоинства процесса плазменного напыления позволяют сделать вывод о возможности его широкого применения при восстановлении автомобильных деталей.
При плазменном напылении применяются специальные установки, включающие в себя: плазменную горелку (плазмотрон), пульт управления, порошковый питатель (дозатор) и источник питания.
Промышленность выпускает два типа установок для плазменного напыления: универсальные плазменные установки типа УПУ-3 производства Ржевского механического завода и универсальные плазменно-металлиза-ционные установки УМП-4, УМП-5, выпускаемые Барнаульским аппаратно-механическим заводом. Установки УМП 4 и УМП-5 конструкции ВНИИАВ-ТОГЕНМХШ выпускаются без источника питания. В качестве источника питания для этих установок можно использовать вы-
Рис. II 1.5.9. Плазменная горелка ГН-5Р:
I — державка: 2 — катодный стержень; 3 — цанга; 4 — ьтулка; 5 — водяная рубашка охлаждения кат >да; 6 — изоляционная прокладка. 7 — корпус анода;
8 — сопло
прямитель ИПН-160/600 или два последовательно соединенных сварочных машинных преобразователя ПСО-500.
В указанных установках применены плазменные горелки ГН-5Р (рис. III. 5.9).
2. Напыляемые материалы
В качестве напыляемых материалов при восстановлении автомобильных деталей применяют проволоку или порошковые сплавы.
При газопламенном, электродуговом и высокочастотном напылении обычно используется проволока. При восстановлении стадь-ных и чугунных деталей применяют стальную проволоку с содержанием углерода 0,3—0,8%. Среднеуглеродистую проволоку используют при восстановлении посадочных поверхностей на стальных и чугунных деталях. Для деталей, работающих в условиях трения, рекомендуется применять стальную проволоку с повышенным содержанием углерода. При плазменном напылении применяют порошковые сплавы.
173
Для восстановления деталей, работающих в условиях трения, рекомендуется применять -износостойкие порошковые сплавы на основе никеля или более дешевые сплавы на основе железа с высокимсодержанием углерода. Эти сплавы обладают высокими технологическими и эксплуатационными свойствами. Наличие в их структуре твердых составляющих (карбидов и боридов) и сравнительно мягкой основы (твердого раствора) позволяет получать покрытия с высокими служебными свойствами.
Порошковые сплавы на основе никеля марок ПГ-ХН80СР2, ПГ-ХН80СРЗ и ПГ-ХН80СР4 обладают рядом ценных свойств: низкой температурой плавления (950—1050°С), твердостью HRC 35—60 в зависимости от содержания бора, жидкотекучестью, высокой износостойкостью и свойством самофлюсования благодаря наличию в составе бора (Р) и кремния (С), которые активно отнимают кислород от бкислов.
Основной их недостаток — высокая стоимость, которая снижает эффективность применения этих сплавов при восстановле- -нии деталей.
Сплавы на основе железа с высоким содержанием углерода ' типа ПГ-У30Х28Н4С4, ФБХ-6-2, КБХ имеют высокую твердость HRC 56—63, высокую износостойкость, недефицитны, но более тугоплавки (температура плавления 1250—1300°С) и не обладают свойством самофлюсования.
На практике получили применение композиционные смеси этих порошков с порошками сплавов на основе никеля. Порошковая смесь, состоящая из 50% ПГ-ХН80СРЗ ‘ и 50% ПГ-У30Х28Н4С4, имеет высокую износостойкость, невысокую температуру плавления (1100—1150°С), обладает свойством самофлюсования и стоит в 2 раза дешевле порошковых сплавов на основе никеля.
Порошковые сплавы на основе никеля и железа, а также их смеси обеспечивают высокую износостойкость напыленных деталей, но одновременно несколько повышают (на 15—20%) износ сопряженных деталей, изготовленных из мягких антифрикционных сплавов. Этот недостаток может быть устранен при применении порошковой смеси, состоящей нз 80—85% стального порош-ка ПЖ-5М н 15—20% порошка ПГ-ХН80СР4, которая при плазменном напылении обеспечивает, достаточно высокую износостой- ; кость покрытия ив то же времй не повышает износа сопряженных деталей из мягких антифрикционных сплавов.
При восстановлении посадочных поверхностей под подшипники качения в чугунных корпусных деталях следует применять стальной порошок ПЖ-5М с добавкой 1—2% порошка алюминия АКП. Эта же порошковая смесь с добавкой 4—5% медного порошка ПМС-2 или 2—3% никелевого порошка может быть 1 применена при восстановлении плазменным напылением опор род вкладыши коренных подшипников в чугунных блоках цилиндров • двигателей. ]
174 1
3. Свойства иапыпамных покрытий
Напыленные покрытия по своим свойствам значительно отличаются от литых металлов. Отличительной особенностью метал-лизационных . покрытий, напыленных любым _ способом, является их пористость. Пористость покрытия' зависит от способа напыления, напыляемого материала/ режима его нанесения и от других' факторов. При. прочих равных условиях наибольшую пористость (15—20%) имеют покрытия, напыленные электродуговым способом, а наименьшую. (5—10%) — покрытия, полученные плазменным напылением. При'плазменном напылении покрытия из порошкового сплава, на основе никеля (ПГ-ХН80СР2) было получено очень, плотное покрытие с пористостью 2—5%. Пористость покрытия при всех способах напыления возрастает'с увеличением дистанции напыления. Она будет тем ниже, чем более высокую температуру нагрева и скорость полета будут иметь частицы металла прн встрече с подложкой и чем меньше они будут окислены. Эти условия в наиболее благоприятном сочетании имеют место при плазменном напылении. Пористость покрытия при жидкостном и граничном трении играет' положительную роль, так как пс$ры хорошо удерживают смазку, что способствует .повышению износостойкости деталей. Однако пористое покрытие имеет пони-' ценную механическую прочность.
Твердость покрытия является обобщенной характеристикой, определяющей в известной мере его износостойкость. Она зависит от многих факторов и прежде всего от напыляемого материала и режима нанесения покрытия.
При газопламенном и электродуговом . напылении' твердость покрытия увеличивается с увеличением содержания углерода в стальной проволоке. При этом твердость покрытия при газопламенном напылении выше, чем прн ‘ электродуговом. Это можно объяснить тем, что при электродуговом напылении 'имеет место более интенсивное выгорание углерода: .
Большое влияние на твердость покрытия оказывает расстояние напыления (рис. Ш. 5.10). Наиболее твердое, покрытие из стали 40 получается при расстоянии напыления 120 мм для элёк-тродугового напыления и 150—160 мм для газопламенного. При малом расстояний напыления твердость покрытия снижается вследствие повышенного нагрева покрытия, а при большом снижается благодаря уменьшению скорости полета частичек металла и увеличению пористости покрытия.
При плазменном напылении на твердость покрытия, кроме состава напыляемого порошка, большое влияние оказывают параметры режима и особенно сила тока ду/и и расход плазмообра-зутдщего газа (рис. III. 5.11).
Износостойкость напыленных покрытий в условиях трения со смазкой значительно выше, чем износостойкость исходного материала. Это объясняется тем, что пористое покрытие хорошо удерживает смазку и поэтому снижает коэффициент трения.
175
Наибольшую износостой| кость имеют покрытия, напылен^ ные износостойкими порошками* сплавами на основе никеля ПГ*ХН80СР2, а также сплавом ПГ-У30Х28Н4С4.- Износостойкость покрытия, полученного плазменным напылением сплава ПГ-У30Х28Н4С4, превышает В 1,5—2 раза износостойкость образцов из стали 45, закаленной до твердости 11RC 58—62.
Механическая прочность покрытия значительно ниже прочности исходных материалов,, применяемых при напылении. При напылении стальных покрытий, предел прочности их ' на
Расстояние напыления, мм
Рис. 1П.5.10. Зависимость твердости покрытия из стали 40 от расстояния напыления:
1 —> при газопламенном ' напылении (по A. XacyR); I при злектродуговом на-пылеиин (по Н. В. Кати)
Распад пяазмоодраз^ющега газа, л/тин
Рис. 111.5.11. Влияние факторов режима’ плазменного напыления на твердость покрытия при напылении порошка ' ПГ-УЗОХ28Н4С4
растяжение составляет при различных способах металлизации 150—250 МПа. Наибольшую прочность имеют покрытия, полученные способом плазменного напыления.
Прочность сцепления покрытия с подложкой является одним из основных параметров, позволяющих определить возможность применения напыления при восстановлении деталей. В зависимости от метода подготовки поверхности детали к напылению, способа напыления и состава напыляемого материала прочность сцепления покрытия с подложкой на отрыв составляет 15—50 МПа.
Наибольшее влияние на прочность сцепления оказывает метод подготовки поверхности
детали к напылению. Чем более шероховатой будет поверхность ремонтируемой детали, тем выше будет прочность сцепления покрытия с подложкой.
Прочность сцепления покрытия с поверхностью детали в основном определяется температурой нагрева и скоростью полета металлических частиц в момент удара их о подложку. Так, йри нанесении покрытия из стали 45 на стальной образец, подготовленный к покрытию дробеструйной обработкой, прочность сцепления на отрыв составляет: при газопламенном напылении 176
15—16 МПа, при электродуговом — около 30 МПа. При плазменном напылении прочность сцепления покрытия из порошкового сплава ПГ-У30Х28Н4С4, нанесенного на образец из стали 45, подвергнутого дробеструйной подготовке, еще выше и составляет 40—45 МПа. Более прочное сцепление покрытия с подложкой при электродуговом и плазменном напылении объясняется более высокой температурой нагрева частиц. При всех способах напыления* отмечено снижение прочности сцепления покрытия с.подложкой при увеличении расстояния напыления свыше 80—100 мм, когда температура металлических частиц и скорость их полета значительно понижаются.
Прочность сцепления покрытия с поверхностью детали может быть повышена путем напыления на деталь подслоя из тугоплавких металлов, например, молибдена с. температурой4 плавления 2620°С. Повысить прочность сцепления можно'также при напылении в среде защитных газов или в вакууме.
Усталостная прочность деталей при их напылении почти не снижается, если при подготовке деталей к напылению применять методы создания шероховатости, не оказывающие влияния на усталостную прочность деталей.
К таким методам относятся дробеструйная обработка и накатка поверхности деталей зубчатым роликом. Эти методы подготовки обеспечивают высокую прочность сцепления покрытия с поверхностью детали и в то. же время не снижают усталостной прочности деталей.
Ранее применявшиеся методы подготовки поверхности деталей к напылению нарезанием «рванойэ резьбы и электроискровая обработка, как. показали исследования, снижают предел выносливости деталей и поэтому в настоящее время не применяются.
4. Процесс нанесения покрытий на детали
Напыление применяется в целях компенсации износа наружных и внутренних цилиндрических поверхностей деталей.
Процесс нанесения покрытий включает подготовку детали к напылению, нанесение покрытия и обработку деталей после напыления.
Подготовка детали к напылению служит для обеспечения прочного сцепления покрытия с поверхностью детали. Она включает в. себя: обезжиривание и очистку детали от загрязнений, механическую обработку и создание шероховатости на поверхности детали.
При механической обработке О поверхности детали снимают такой слой металла, чтобы после окончательной обработки напыленной детали иа ее поверхности оставалось покрытие толщиной не менее 0,5—0,8 мм.
Для получения на поверхности детали необходимой шероховатости ее подвергают дробеструйной обработке или накатывают зубчатым ролйком. Дробеструйную обработку производят в спе-
177
циальных камерах чугунной колотой дробью ДЧК-1,5 при режн ме: расстояние от сопла дробеструйного аппарата до детал! 25—50 мм, давление сжатого воздуха 0,5—0,6 МПа, угол накло на струи к поверхности детали 45°, время обработки 2—5 мин
Накатку для создания шероховатости применяют при восстз новлении деталей с твердостью не более НВ 350—400. Ее произ водят на токарном станке однорядным зубчатым роликом.
После подготовки поверхности детали к напылению наносят покрытие. Промежуток времени между подготовкой и нанесением покрытия должен быть минимальным и не превышать 1,5—2 ч
Нанесение покрытия на поверхность детали производится на переоборудованных тпкарных станках или в специальных камерах. При напылении на токарных станках деталь устанавливают в патроне станка, а металлизационный аппарат — на суппорте. При использовании специальных камер они должны иметь соответствующие механизмы для взаимного перемещения детали и металлизатора. Пост напыления оборудуют вытяжной вентиляцией.
Существуют специальные станки для нанесения покрытий на цилиндрические поверхности стальных деталей, на внутренние посадочные поверхности корпусных деталей, на опоры коренных подшипников в блоках цилиндров и др.
После нанесения покрытия деталь медленно охлаждают до температуры окружающей среды и обрабатывают покрытие до требуемого размера. В зависимости от твердости покрытия, требуемой точности и шероховатости поверхности деталей применяют обработку резанием или шлифованием.
5. Плазменное напыление с последующим оплавлением покрытия
Покрытия, подученные способом плазменного напыления, имеют более высокие физико-механические свойства, чем покрытия, напыленные другими способами, однако и они все же значительно уступают покрытиям из тех же материалов, полученным наплавкой.
Все свойства плазменных покрытий могут быть значительно улучшены путем введения в технологический процесс восстановления деталей сравнительно простой операции — оплавления покрытия.
При оплавлении покрытия плавится лишь наиболее легкоплавкая составляющая сплава. Металл детали при этом лишь подогревается, но остается в твердом состоянии. Жидкая фаза способствует более интенсивному протеканию диффузионных процессов. В результате оплавления значительно повышается прочность сцепления покрытия с деталью, увеличивается механическая прочность, исчезает пористость, повышается износостойкость покрытия и сопряженных с ним деталей.
Оплавление покрытия может быть произведено ацетиленокислородным пламенем, плазменной струей и токами высокой ча-178
стоты. Наилучшие результаты дает оплавление токами высокой частоты, так как при этом обеспечивается локальный нагрев, не нарушающий термообработки всей детали.
К сплавам, подвергающимся оплавлению, предъявляются следующие требования: температура плавления легкоплавкой составляющей сплава должна быть не выше 1000—1100°С, в оплавленном состоянии они должны хорошо смачивать подогретую поверхность детали и обладать свойством самофлюсования, т. е. содержать флюсующие элементы.
Практически всем этим требованиям в полной мере удовлетворяют: порошковые сплавы на основе никеля, имеющие температуру плавления 980—1050°С и содержащие флюсующие элементы (бор и кремнии), а также 50 %-пая смесь порошков ПГ-ХН80СРЗ и ПГ-У30Х28Н4С4 с температурой плавления 1080—1100°С.
Технологический процесс восстановления деталей с оплавлением покрытия включает в себя операции: шлифование детали для обеспечения правильной геометрической формы восстанавливаемой поверхности; дробеструйную обработку чугунной дробью ДЧК-1,5 при давлении воздуха 0,4—0,6 МПа, расстоянии до поверхности детали 20—25 мм в течение 3—5 мин; нанесение покрытия при режиме, рекомендованном для плазменного напыления; оплавление покрытия на установке т. в. ч. при режиме: частота тока .75—100 кГц, зазор между деталью и индуктором 5—6 мм, частота вращения детали 15—20 об/мин, сила тока высокой ступени генератора т. в. ч. 5—8 А;, шлифование поверхности детали до требуемого размера. Оплавленные покрытия, как показали исследования, имеют следующие свойства:
прн оплавлении покрытий из сплавов типа ПГ-ХН80СР2 их структура становится равномерной, состоящей из твердого раствора на основе никеля, с температурой плавления 980—1050°С, микротвердостью —2600—2900 МПа и твердых кристаллов (боридов и карбидов) с микротвердостью 10000— 12000МПа
и температурой плавления 1600—1700°С;
макротвердость оплавленных покрытий, напыленных сплавом на основе никеля в/зависимости от содержания в них бора, составляет HRC 35т^60;
благодаря присутствию в структуре оплавленных покрытий твердых кристаллов его износостойкость значительно повышается и при напылении сплавом ПГ-ХН80СРЗ превышает в 2—3 раза износостойкость стали 45, закаленной до твердости HRC ’54—58, при напылении порошковой смесью, состоящей из 50% ПГ-ХН80СРЗ и 50% ПГ-У30Х28Н4С4, в 5—10 раз;
прочность сцепления покрытия с поверхностью стальных деталей после оплавления повышается в 8—10 раз и составляет 400—450 МПа;
усталостная прочность деталей после оплавления покрытия повышается на 20—25%, что объясняется упрочняющим влиянием покрытия.
179
Таким образом, плазменное напыление с последующим оплавлением покрытия является весьма перспективным способом восстановления деталей, так как позволяет возвратить им не только свойства новых деталей, но и значительно их улучшить.
Плазменным напылением с оплавлением покрытия можно восстанавливать поверхности деталей, работающие в условиях значительных знакопеременных и контактных нагрузок (кулачки распределительных валов, шейки коленчатых валов и др.).
6. Организация рабочего места и техника безопасности при напылении деталей
Рабочее место для нанесения покрытий должно иметь следующее основное оборудование: стеллаж для хранения деталей; верстак для подготовки деталей к нанесению покрытий; стенд (камера) для напыления, пульт управления; источник питанья, рампу с редукторами для подачи газов и воздуха; шкаф для хранения оснастки.
На рис. III. 5.12 показана принципиальная схема поста плазменного напыления.
К работе на установках для плазменного, электродугового и высокочастотного напыления допускаются лица не моложе 18 лет, обученные приемам работы на оборудовании 2—3-й групп электробезопасности.
Наиболее сложными с точки зрения техники безопасности являются условия работы на установках для плазменного напыления. При этом наиболее вредными для здоровья работающих являются: шум, загрязнение воздуха, ультрафиолетовые и инфракрасные излучения.
Шум плазменной струи в непосредственной близости от плазмотрона может достигать 115—120‘дБ Для защиты оператора от шума рекомендуется покрытия наносить в специальных камерах.
Рис. I П.5.12. Схема поста плазменного напыления:
/ — передняя бабка станка; 2 — камера напыление; 3 — порои/ковый питатель (дозатор): 4 — плазменная горелка; 5 — деталь; 6 — задн°ч бабка: 7 — ш..ангн поди - э—ктро энергии н охлаждающей воды; в — пульт управления; 9 — трубопроводы подвода пл.з-мообрадующего газа; 10 — рампа с газовыми редукторами; II — источник питания; 12 — водяной насос
180
При плазменном напылении воздух помещения может загрязняться металлической пылью, аэрозолями обрабатываемых материалов и окислами азота. Для защиты оператора в этом случае также служат специальные камеры с местным отсосом воздуха.
Плазменная струя является интенсивным- источником инфракрасного и ультрафиолетового излучения, поэтому оператор должен работать в защитной маске со светофильтром. Металлизаци-онные камеры также оборудуются соответствующими светофильтрами. Защита рук от излучений производится за счет. применения при работе рукавиц из асбестовой ткани.
Требования к технике безопасности при газопламенном и элёк-тродуговом напылении предъявляются те же, что и при выполнении работ по газовой и электродуГовой сварке.
Глава 6
ВОССТАНОВЛЕНИЕ ДЕТАЛЕН НАНЕСЕНИЕМ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
-1. Сущность процесса гальванического осаждения металла на детали
В авторемонтном производстве при восстановлении деталей нашли широкое применение гальванические и химические процессы. Они применяются для компенсации износа рабочих поверхностей деталей, а также при нанесении на детали антикоррозионных и защитно-декоративных покрытий.
Из гальванических процессов наиболее широко применяются хромирование и осталивание, а также никелирование, цинкование и меднение. Применяются также химические процессы: химическое никелирование, оксидирование и фосфатирование..
Гальванические' покрытия получают из электролитов при прохождении через них постоянного тока. •
Катодом при гальваническом осаждении металлов из электролитов является восстанавливаемая деталь, анодом — металлическая пластика. Применяют два вида анодов': растворимые и нерастворимые. Растворимые аноды изготавливают из металла, который осаждается на детали, а нерастворимые — из свинца.
При прохождении постоянного тока через электролит на катоде разряжаются положительно заряженные ионы и, следовательно, выделяются металл и водород. На аноде при этом происходит разряд отрицательно заряженных ионов и выделение кислорода. Металл анода растворяется и переходит в раствор в виде ионов металла взамен выделившихся на катоде. В соответствии с законом Фарадея масса вещества, выделившегося при электрЬлизё на катоде, может быть определена по формуле.
Gt=
где с — электрохимический эквивалент, г/Ач;
Г—сила тока, А; (
io — продолжительность электролиза, ч.
181
Ввиду того, что при электролизе ток расходуется не только на отложение металла, но и на выделение других веществ (водорода), а также на нагрев электролита, фактическое количество металла, выделившегося на катоде, будет меньше и равно
Оф = -qc/ta, где >] — коэффициент выхода металла по току.
Коэффициент выхода металла по току показывает, какая часть тока расходуется на отложение металла, и определяется экспериментально по формуле
где g2" и gj — масса детали соответственно после и до покрытия ее металлом.
Толщина гальванических покрытий на поверхности детали обычно получается неравномерной. Причиной этого является неудовлетворительная рассеивающая способность электролитов.
Под рассеивающей способностью электролита понимают его свойство обеспечивать получение равномерных по толщине покрытий на деталях. Чем выше рассеивающая способность электролита, тем более равномерными по толщине получаются покрытия на деталях.
Рассеивающая способность электролита зависит от степени равномерности распределения электрических силовых линий, идущих от анода к катоду. Эти силовые линии распределяются не равномерно в объеме электролита, а концентрируются на краях катода и выступающих его частях (рис. III. 6.1). На тех участках катода, где силовых линий больше, плотность тока будет выше и, следовательно, толщина покрытия будет наибольшая.
Рассеивающая способность электролита может быть повышена за счет изменения состава электролита. Электролиты с малой концентрацией основной соли имеют более высокую рассеивающую способность. Более равномерное по толщине покрытие может быть также получено: при при-
Рис. II 1.6 I Распределение силовых линий в электролите
менении фигурных анодов, копирующих форму детали; за счет рационального размещения анодов относительно катода; постановкой дополнительных катодов и токонепроводящих экранов.
Большое влияние на равномерность распределения покрытия по поверхности детали оказывает число анодов и их расположение относительно катода (рис. III.6.2).
Кроме рассеивающей способности, различают еще так на-
182
зываемую кроющую способность электролита, под которой понимают свойство электролита обеспечивать получение покрытия на углубленных частях деталей, независимо от его толщины. Кроющая способность электролита в основном определяется его концентрацией. С увеличением концентрации основной соли в электролите кроющая способность улучшается.
Металлические покрытия, полученные в гальванических ваннах, имеют кристаллическое строение. Однако их кристалли-
Рис. II 1.6-2. Влияние расположения (аиодов на распределение силовых линий (а) и толщину слоя покрытия (б)
ческая решетка в значительной
степени искажена. Причиной этого являются большие внутрен-
ние напряжения и внедрение водорода, выделяющегося на катоде.
Такое состояние структуры электролитического металла обусловливает его свойства, которые значительно отличаются от свойств литого металла. Металлические покрытия, полученные методом электролиза, имеют, как правило, Высокую твердость и хрупкость. В покрытиях? имеют место весьма значительные внутренние напряжения, которые отрицательно сказываются на усталостной прочности деталей.
На величину внутренних напряжений и другие свойства покрытий большое влияние оказывают режим нх .нанесения и состав электролита.
Изменяя режим электролиза и состав электролита, можно управлять качеством гальванических покрытий.
2. Технологический процесс нанесения гальванических покрытий
Процесс нанесения покрытий на детали включает в себя три группы операций: подготовку деталей к нанесению покрытия, нанесение покрытия и обработку деталей после покрытия.
Подготовка деталей к нанесению покрытия включает следующие операции механическую обработку поверхностей, подлежащих наращиванию; очистку деталей от окислов и. предварительное обезжиривание; монтаж деталей на подвесное приспособление; изоляцию поверхностей, не подлежащих покрытию; обезжиривание деталей с последующей промывкой в воде; анодную обработку (декапирование).
Предварительная механическая обработка деталей имеет цель придать восстанавливаемым поверхностям правильную геометрическую форму. Производится эта обработка в соответствии с ре-
183
Phc. III.6.3. Подвесное приспособление для хромирования ше-
ек под подшипники на ведущей шестерне заднего мость автомобиля ГАЗ-53Л:
/ — токоподводящая штанга; 2— крючок; чЗ — гайка; 4 — изоляционная втулка; 5 — хромируемые поверхности; 6— защитный чехол
комендациями по механической обработке соответс гвующего материала.
Очистку деталей от окислов с це-' лью <оживления> поверхности произ-водя’1 путем обработки шлифовальной шкуркой или мягкими кругами с полировальной пастой. Предварительное обезжиривание деталей пронзво- * дят путем промывки в растворителях (уайт-спирите, дихлорэтане, бензине и др.).
При монтаже деталей на подвесное приспособление (рис III. 6.3) необходимо обеспечить надежный их электрический контакт с токоподводящей штангой, благоприятные условия для равномерного распределения покрытия по поверхности детали и для удаления пузырьков водорода, выделяющихся при электролизе.
Для защиты поверхностей, не подлежащих наращиванию, применяют: цапон-лак в смеси с нитроэмалью в соотношении 1:2, нанося его в несколько слоев при послойной сушке на воздухе; чехлы из полихлорвинилового пластиката толщиной 0,3— 0,5 мм; различные футляры, втулки, экраны, изготовленные из неэлектропроводных кислотостойких материалов (эбонит, текстолит, винипласт
и т. П.).
Окончательное
обезжиривание
подлежащих наращиванию поверхно-стей деталей наиболее часто производят путем электрохимической обработки в щелочных растворах следующего состава: едкий нагр—10 кг/м3, сода кальцинированная — 25, три
натрийфосфат — 25, эмульгатор ОП-7 3—5 кг/м3. Режим обезжиривания: температура раствора 70—80°С, плотность тока
5—10 А/дм2, длительность процесса 1—2 мин
Детали при электрохимическом обезжиривании завешивают
на катодную штангу. При электролизе на поверхности детали вы-
деляется водород, который механически'срывает жировую пленку и таким образом ускоряет процесс омыления и эмульгирования жиров. Во избежание наводораживания поверхности детали в конце процесса обезжиривания изменяют полярность на обратную и в течение 0,2—0,3 мин обрабатывают детали на аноде.
184
Детали простой формы можно обезжиривать также путем протирки кашицей венской извести, состоящей из смеси окиси кальция и окиси магния с добавкой 3% кальцинированной соды ' и 1,5% едкого натра. Эту смесь разводят водой до пастообразного состояния и наносят на детали' волосяными кистями.
После обезжиривания детали промывают в горячей, а затем в .холодной воде. Сплошная, без разрывов, пленка воды на обезжиренной поверхности свидетельствует о хорошем качестве удаления жиров.
Декапирование (анодную обработку) производят для удале ния тончайших окисных пленок с поверхности детали и обеспечения наиболее прочного сцепления гальванического покрытия с подложкой. Эта операция непосредственно предшествует нанесению покрытия.
При хромировании анодную обработку производят в основном электролите. Детали завешивают в ванну для хромирования и для прогрева выдерживают 1—2 мин фез тока, а затем подвергают обработке на аноде в течение 30—45 с при анодной плотности тока 25—35 А/дм2. После этого, не вынимая детали из электролита, переключают их на катод и наносят покрытие.
При осталивании (же лез нении) декапирование также производят путем анодной обработки деталей в специальной ванне с 30%-ным водным раствором серной кислоты в течение 2—3 мин, при температуре 18—25°С и анодной плотности тока для стальных деталей 60—70 А/дм2, для чугунных 10—15 А/дм? и для де-.талей из алюминиевых сплавов 100—120 А/дм2.
В ряде случаев перед декапированием осталиваемые детали подвергают анодному травлению. Анодному травлению перед декапированием подлежат детали, не подвергавшиеся механической обработке. Травление в этом случае производится,в специальной * ванне с хлористым электролитом для осталивания при температуре 70—80°С, анодноф плотности тока 20 А/дма в течение 1—2 мин для чугунных деталей и при 10—100 А/дм2 в течение 1—5 мин для стальных деталей. Детали из алюминиевых сплавов рекомендуется подвергать химическому травлению-в 20%-ном растворе соляной кислоты при комнатной температуре в течение 1—1,5 мин. После травления детали промывают в холодной воде и только после этого подвергают декапированию.
По- завершении декапирования детали, подлежащие осталива-нию, промывают в холодной воде, а затем в горячей при температуре 50—60°С, где их одновременно подогревают до температуры, близкой к температуре электролита для осталивания. Подогретые детали загружают в ванну для осталивания и после* выдержки в течение 10—20 с включают ток. Наращивание покрытия в начале в течение 2—5 мин ведут при катодной плотности тока 1—5 А/дм2, а затем постепенно (в течение 2—Ю мнн) повышают плотность тока до величины, установленной режимом.
Обработка деталей после нанесения покрытия включает следующие операции: нейтрализацию деталей от остат-- ’ ' 85 •
ков электролита; промывку деталей в холодной и горячей воде; демонтаж деталей с подвесного приспособления и удаление изоляции; сушку деталей, термическую обработку (при необходимости); механическую обработку деталей до требуемого размера.
Этот порядок- выполнения заключительных операций сохраняется при нанесении покрытий из любых электролитов, однако конкретные процессы имеют некоторые особенности.
Так, если детали подвергались хромированию, то их сначала промывают в ванне с дистиллированной водой (для улавливания электролита), а затем — в проточной воде, после чего погружают на 0,5—1 мин в 3—5%-ный раствор кальцинированной соды (для нейтрализации остатков электролита) и окончательно промывают в теплой воде. Затем детали снимает с подвесных приспособлений, удаляют с них изоляцию и сушат в сушильном шкафу при температуре 120—130°С. В некоторых случаях для снятия внутренних напряжений в хромовых покрытиях детали проходят термообработку с нагревом до 180—200°С в масляной ванне и выдержкой при этой температуре в течение 1—2 ч.
После осталивания детали промывают в горячей воде, затем подвергают нейтрализации от остатков электролита в 10%-ном растворе каустической соды при температуре 70—80°С в течение 5—10 мин, после чею снова промывают в горячей воде и демонтируют с подвесных приспособлений.
3. Хромирование деталей
Из всех гальванических процессов, применяемых в авторемонтном производстве, наиболее широкое применение получило хромирование, которое применяется для компенсации износа деталей, а также в качестве антикоррозионного и декоративного покрытия. Широкое применение хромирования объясняется высокой твердостью (Ну. =4000—12000 МПа) электролитического хрома и его большой износостойкостью, которая в 1,5—2 раза превышает износостойкость закаленной стали 45. Электролитический хром имеет высокую кислотостойкость и теплостойкость, а также прочно сцепляется почти с любыми металлами.
Наряду с достоинствами процесс хромирования имеет и недостатки, к числу которых следует отнести: сравнительно низкую производительность процесса (не более 0,03 мм/ч) из-за малых значений электрохимического эквивалента (0,324 г/А-ч) и выхода металла по току (12—15%); невозможность восстановления деталей с большим износом, так как хромовые покрытия толщиной более 0,3—0,4 мм имеют пониженные механические свойства; относительно высокую стоимость'процесса хромирования.
В качестве электролита при хромировании применяется водный раствор хромового ангидрида (СгО3) и серной кислоты. Концентрация хромового ангидоида может изменяться в электролите в пределах 150—400 кг/м3. Концентрация серной кислоты
должна соответствовать отношению H2SO4:CrO3= 1:100 [1: (80—125)].
Электролиты низкой концентрации (150 кг/м3 СгОз и 1,5 кг/м3 H2SO4) имеют более высокий выход хрома по току, хорошую рассеивающую способность и обеспечивают получение более твердых и износостойких покрытий, но требуют более частой корректировки состава из-за нарушений требуемого количественного соотношения хромового ангидрида и серной кислоты. Эти электролиты целесообразно применять при восстановлении деталей с повышенными требованиями к износостойкости.
Электролиты высокой. концентрации (350 кг/м3 QrO3 и 3,5 кг/м3 H2SO4) имеют плохую рассеивающую способность и пониженный выход металла по току, но обладают хорошей кроющей способностью, более устойчивы в работе и обеспечивают получение блестящих хромовых покрытий с высокой отражающей способностью. Эти свойства электролитов высокой концентрации обусловили их широкое применение для получения защитно-декоративных покрытий.
Электролиты средней концентрации (250 кг/м3 СгО3 и 2,5 кг/м3 H2SO4) по своим свойствам занимают , промежуточное положение по сравнению с двумя предыдущими. Их применяют как при износостойком, так н при защитно-декоративном хромировании, и поэтому они получили наименование универсальных электролитов.
При хромировании используют нерастворимые аноды, изготовленные из сплава свинца с сурьмой (6%). Катодом, как обычно при гальваническом процессе, является деталь.
В процессе хромирования на катоде происходит восстановление шестивалентного хрома '(СгОз) до трехвалентного (Сг2Оз), отложение металлического хрома и выделение водорода. На аноде при»этом протекают окислительные процессы: окисление трехвалентного хрома до шестивалентного и выделение кислорода.
Для нормальной работы электролита в его составе должны быть ионы трехвалентного хрома в количестве, которое определяется соотношением Сг20з'.Сг03=0,015—0,020. Накопление в свежеприготовленном электролите необходимого количества трехвалентного хрома достигается путем его проработки под током при площади катодов, в 2—3 раза превышающей площадь анодов. На проработку однбго литра электролита расходуется 5—8 А-ч электроэнергии. Если содержание трехвалентного хрома превысит допустимое количество, то электролит прорабатывают под током при увеличенной площади анодов.
Для того чтобы содержание трехвалентного хрома в электролите оставалось неизменным, необходимо в процессе хромирования -деталей следить за тем, чтобы площадь анодов была в 1,5—2 раза больше площади кдтодов.
Состав электролита при эксплуатации ванны хромирования непрерывно изменяется за счет расхода хромового ангидрида на отложение металлического хрома, поэтому его необходимо пери- 187
Температура злектро/iuma
Рис. II 1.6.4. Диаграмма расположения зон хромовых покрытий с различными свойствами для электролита средней концентрации:
/ — матовые покрытия; 2 — блестящие покрытия; 3 — молочные покрытия; 4 — нет покрытий
ся сетка пересекающихся
одически контролировать и корректировать.
Свойства хромовых покрытий зависят от режима хромирования и прежде всего от плотности тока Дк и температуры электролита /»л. Изменяя соотношение плотности тока и температуры электролита, можно получить три вида хромовых покрытий, отличающихся своими свойствами: матовые (серые), блестящие и молочные (рис. III. 6.4.).
Блестящие хромовые покрытия отличаются высокой твердостью (Л/и =6000—9000 МПа), повышенной износостойкостью и хрупкостью. На поверхности покрытия имеет-трещин.
Молочные покрытия имеют также высокую износостойкость, большую вязкость и пониженную твердость (Ну. =4000— 6000 МПа). Сетка трещин на этих покрытиях отсутствует. Мато-
вые покрытия хрома отличаются очень высокой твердостью (Ну. =9000—12000 МПа), хрупкостью и пониженной износостойкостью.
Твердость хромовых покрытий растет с повышением плотности тока и с понижением температуры электролита. Закономерность этого явления может быть объяснена следующим образом. Повышение плотности тока вызывает повышение напряжения на электродах. Понижение температуры электролита снижает его проводимость, поэтому, чтобы плотность тока оставалась на требуемом уровне, должно возрасти напряжение на электродах. Таким образом, при повышении плотности тока и снижении температуры электролита растет напряжение на электродах и ионы металла при их разряде на катоде будут обладать более высокой кинетической энергией, что повлечет за собой деформацию кристаллической решетки металла покрытия, увеличение внутренних напряжений и как следствие повышение твердости. Второй причиной повышения твердости металла покрытия является деформация кристаллической решетки вследствие внедрения в нее водорода. выделяющегося на катоде в повышенном количестве при более высокой плотности тока.
Внутренние напряжения, возникающие в покрытии, имеют положительное значение, следовательно, это растягивающие напряжения. Если внутренние напряжения превышают предел прочности покрытия на растяжение, то в нем возникают трещи
188
ны. Поэтому при повышении твердости покрытия наблюдается увеличение его пористости (количества трещин).
Хромовые покрытия снижают усталостную прочность деталей на 20—30%, что также объясняется наличием в них растягивающих внутренних напряжений. Покрытия, полученные в универсальном электролите при температуре 50 — 60°С и катодной плотности тока 50 — 80 А/дм2* оказывают наименьшее влияние на усталостную прочность деталей, так как в таких покрытиях внутренние напряжения реализуются в виде мелких трещин
Хромирование деталей .производится в специальных ваннах, внутренняя поверхность которых покрывается кислотостойким материалом (рольным свинцом, винипластом). Ванна имеет водяную рубашку с паровым или электрическим подогревом электролита и бортовую вентиляцию для отсоса вредных испарений. На верхней поверхности бортов ванны устанавливают в изоляторах токоподводящие штанги, на которые при хромировании завешивают детали и анодные пластины.
Поддержание температуры электролита на требуемом уровне осуществляют терморегулятором. Применяются также устройства для автоматического регулирования плотности тока.
Пористое хромирование. Гладкое хромовое покрытие плохо удерживает на своей поверхности смазку, что вызывает повышенный износ сопряженных деталей. Этот недостаток устраняется при применении пористого хромирования.
Применяемый в настоящее время способ получения пористого хрома основан на свойстве хромовых электролитов при определенных режимах хромирования давать на поверхности покрытия сетку микроскопических трещин. Эти трещины очень малы, и поэтому способность их удерживать смазку невелика. Размеры трещин и, следовательно, их маслоемкость можно увеличить путем анодного травления хромовых покрытий в электролите для хромирования. При анодном травлении происходит растворение хрома. Особенно интенсивно этот процесс протекает по трещинам, которые вследствие этого расширяются и углубляются. Поверхность покрытия получается изрезанной сеткой каналов.
Различают два вида пористого хрома—канальчатый и точечный (рис. III. 6.5). Канальчатый хром получают’ путем анодного травления молочно-блестящих хромовых покрытий. Его применяют при восстановлении поверхностей деталей, работающих в условиях ограниченной смазки.
Точечный хром получают путем анодного травления матово
Рис. II 1.6.5. Схема формирования поверхности пористого хрома: а — канальчатого; б — точечного
189
блестящих покрытий хрома. Точечный хром применяют' при восстановлении деталей, к которым предъявляется требование хорошей прирабатываемости.
Хромирование в саморегулирующемся электролите. Основными недостатками сернокислого хромового электролита являются:' низкая производительность вследствие малых значений выхода металла по току и необходимость частой корректировки состава из-за нарушения соотношения количества, хромового ангидрида и серной кислоты.'
Этн недостатки могут быть устранены при хромирований в саморегулирующемся электролите, в состав которого входят: хромовый ангидрид 200—300 кг/м3, сернокислый стронций (SrSO«) 5—6 кг/м3 и кремнефтористый калий (KjsSiFe) 18—20 кг/м3.
Этот электролит обладает свойством при определенной температуре растворять такое количество сернокислого стронция и кремнефтористого калия, которое необходимо для нормального протекания процесса хромирования (например, если электролит содержит 250 кг/м3 СгО3, то в растворе будет содержаться 2,5 кг/м3 SrSO,>). Так как эти вещества в электролите представлены в избыточном количестве, то часть их выпадает из раствора в осадок на дно ванны.
При работе ванны количество СгО3 в электролите будет падать. При этом автоматически будет уменьшаться и содержание SrSO4 и KiiSiF®. Когда концентрация СгО3 падает ниже допустимой нормы (200 кг/м3),’ в электролит вводят дополнительное количество хромового ангидрида. При этом вновь происходит автоматическое регулирование состава электролита за счет растворения находящихся на дне ваниы в твердом состоянии SrSO4 и K2SiFe.
Режим хромирования в саморегулирующемся электролйте: плотность тока 50—100 А/дм2, температура электролита 50—70°С, напряжение тока 12 В.
Преимуществами хромирования в саморегулирующемся электролите являются: автоматическое корректирование состава электролита; повышенная производительность процесса за счет более высокого выхода хрома по току (18—20%); более широкая зона получения блестящих осадков; хорошая рассеивающая способность; повышенная износостойкость покрытия.
; К числу его недостатков следует отнести повышенную агрессивность, в связи с чем усложняется защита нёхромируемых поверхностей деталей и возникает необходимость применять аноды из сплава свинца н олова.
Хромирование в тетрахроматном электролите. Тетрахроматный. электролит был предложен в связи с необходимостью повышения производительности процесса хромирования. В состав этого электролита входят: хромовый ангидрид (СгО3) 350—400 кг/м3, серная кислота (H2SO<) 2—2,5 кг/м3, едкий натр (NaOH) 40— 60 кг/м3 и сахар 1—3 кг/м3.
190
ТетраХроматным этот электролит^ был 'назван потому, что при введении в него едкого натра образуется тётрахромат натрия (КГагО-4СгО3) по реакции
2НаОН+4СгОзч* ЫагО-4СгОз4-Н2О.
Режим хромирования отличается повышенной плотностью, то* ка (60—80 А/дм’) и низкой температурой электролита (16— 24°С). При повышении температуры электролита выше 24®С тетрахромат натрия распадается и электролит теряет свои свойства. Так как температура электролита может повыситься в результате прохождения тока, то. в конструкции ванны должно быть предусмотрено- охлаждение.
Тетрахроматный электролит имеет высокую рассеивающую способность и выход хрома по току до 28—30%. Покрытия отличаются отсутствием пор; ‘ низкой твердостью (Яц — 3500—4000 МПа) и хорошей- прцрабатываемостыо. . ' '
Учитывая свойства покрытия, хромирование в тетр а хроматных электролитах рекомендуется применять для восстановления деталей с невысокой поверхностной твердостью и для получения, защитно-декоративных покрытий.
4. Осталивание (железнеиме) деталей
Осталиванием называется процесс получения твердых износостойких железных покрытий из горячих хлористых электролитов. Процесс осталивания был разработай проф. М; П. Мелкрвым и применяется в авторемонтном производстве главным образом в целях .компенсации износа деталей. По сравнению с процессом хромирования он имеет следующие преимущества: . высокий вы-. * ход металла по току, достигающий 85—90%. (в 5—6. раз выше,, чем при хромировании); большую скорость нанесе'ния покрытия, которая при ведении процесса в стационарном- электролите.достигает 0,3—0,5 мм/ч (в 10—15.раз выше, чем при хромировании); высокую-износостойкость покрытия (не ниже чём у стали 45 закаленной); возможность получения покрытий с твердостью /7|1=2000—6500 МПа толщиной в .1--1,5 мм и более; применение, простого и дешевого электролита. Эти достоинства, процесса оста--ливания объясняют его широкое применение в практике ремонта автомобилей. 1 •
В качестве электролита при осталнвании применяют водный раствор хлористого железа (FeCh-.4HsO), содержащий небольшое количество соляной кислоты (НС1), и некоторые другие компоненты, которые вводятся для повышения прочности сцепления покрытия с подложкой (хлористый Марганец Мп£12-4НгО)' кли для улучшения износостойкости (хлористый никель NlCla • 4Н2О).
Концентрация хлористого железа в электролите может изменяться в пределах 200—700 цг/м\ Электролиты с низкой концентрацией хлористого железа (200—220 кг/м8) обеспечивают Получение покрытий небольшой толщины (до 0,3—0,4 мм), ио с высо-.
• .141
Рис. IП.6.6. Влияние плотности то«| ка и температуры электролита на микротвердость покрытия при оста-ли ван ии в электролите средней кон-^ иентрании
Рис. II 1.6.7. Электрические схемы питания установок для осталиваиия:
а — асимметричным током; б — пульсиJ рующиы током; PH — регулятор напряжения; СТ — сетевой трансформатор; В — вентиль: • -^а — ампермет-
ры; — реостат анодной составляющей тока; К — катод (деталь); А —
а иод; Т — тиристор
кой твердостью. Из электролитов высокой концентрации (650—700 кг/м3 РеС1г-4Н2О) могут быть получены покрытия толщиной 0,8—1 мм и более, однако с меньшей твердостью.
Содержание соляной кислоты в электролите должно быть в пределах 1,2—3 кг/м3. При более низком содержании ее снижается выход металла по току и в электролите образуется гидроокись железа, которая, попадая в покрытие, ухудшает его качество. Повышение кислотности электролита не ухудшает качества покрытия, но также снижает выход металла по току. .
Наиболее рациональным является электролит средней концентрации, содержащий 400±20 кг/м3 FeC12-4H2O, 2гЪ0,2 кг/м3 НС1 и 10±2 кг/м3 МпС12-4Н2О. Этот электролит стабилен в работе и почти не требует корректирования состава по содержанию основной соли, обеспечивает получение равномерных покрытий с необходимой твердостью и толщиной, имеет высокий выход металла по току и способствует повышению прочности соединения покрытий с поверхностью детали, так как содержит хлористый марганец.
Осталивание производят с растворимыми анодами, которые изготавливают, обычно из малоуглеродистой стали 08 нли 10. При растворении анодов образуется шлам, поэтому во избежание загрязнения электролита аноды помещают в 'чехлы из стеклоткани.
Свойства железных покрытий, так же как и при хромировании, зависят от режима их нанесения. Твердость покрытия уве-
ion
личивается с повышением катодной плотности тока и с понижением температуры электролита. На рис. Ш. 6.6 представлена , зависимость твердости покрытия от температуры электролита и плотности «тока для электролита средней концентрации.
Электролитическое железное покрытие имеет высокую прочность сцепления с'подложкой. При осаждении покрытия на стальные детали прочность сцепления составляет 400—450 МПа.
Износостойкость покрытия приближается к износостойкости деталей, изготовленных из стали 45, закаленной т. в. Ч.
Усталостная прочность деталей, восстановленных осталивани-ем, снижается. Это снижение усталостной прочности при нанесении покрытия толщиной 0,75 мм на образцы из нормализованной стали 45 в зависимости от режима достигает 10—30%. Причиной снижения усталостной прочности являются растягивающие внутренние напряжения в покрытии. Низкотемпературный отпуск (150 — 250°С) восстановленных осталиванием деталей приводит к еще большему снижению усталостной прочности. Отпуск при температуре 450°€ значительно уменьшает снижение усталостной прочности, однако также не может быть рекомендован, так как при этом твёрдость покрытия снижается на 30%.
В целях повышения качества покрытий и интенсификации процесса., в последнее время при осталивании применяют нестационарные. электрические режимы. 6 электрических схемах установок для осталивания при этом применяют переменный ток (рис. III. 6.7) .- Эти схемы обеспечивают подачу в межэлектродное пространство в течение одного периода двух.импульсов тока — катодного и анодного, величина которых легко регулируется. Регуляторы напряжения PH в схемах обеспечивают плавную регулировку величины катодного тока. Величина анодной составляющей тока в - схеме рис. П1.6.7, а регулируется реостатом /?а, а в схеме рис. III. 6.7, б — путем смещения времени Д4 открытия тиристора Т.
При осталивании с применением нестационарных электрических 'режимов импульс анодного тока разрушает прикатодную пленку, богатую вредными включениями (например, гидроокисью железа), и имеющую пониженную - концентрацию ионов двухвалентного железа. В связи с этим снижается поляризация электродов и уменьшается количество инородных, включений в покрытии, т. е. улучшается его качество. Снижение поляризации электродов позволяет увеличить применяемую плотность тока и таким образом повысить производительность процесса. Применение нестационарных электрических режимов при осталивании повышает также равномерность покрытия по толщине, так как анодная составляющая тока при растворении металла покрытия снимает его прежде всего с выступающих частей.
Процесс нанесения покрытия при осталивании производится в стальных ваннах, внутренняя поверхность которых футерована кислотостойким материалом. Учитывая повышенную агрессивность хлористых электролитов, в качестве футеровки для ванн применя-7—5592 193
Рис. II1.6.8. Электролизная ячейка для осталирання отверстий в нижней головке шатунов:
прокачивается через электролизную ячейку, образованную восстанавливаемой поверхностью детали и уплотнениями. Внутрь восстанавливаемой поверхности устанавливается 'анодный стержень (рис. III. 6.8).
Проточное вневанное осталивание не только расширяет номенк- ' латуру восстанавливаемых деталей, но и повышает производительность процесса и улучшает качество покрытия. Производительность процесса возрастает в 10—15 раз за счет снижения поляризации электродов и возможности применения более высоких плотностей тока. Качество покрытия улучшается за счет уменьшения при протоке электролита посторонних включений.
При применении протока электролита в сочетании с электролизом на асимметричном переменном токе значительно расширяется область режимов, при которых получаются беспористые по- { крытия с твердостью до Н*. = 4500—4750 МПа. Применение проточного вневанного осталивания на асимметричном перемен-
/ — вержняя плита: 2 — уплотнительные прокладки, 3 ~ анод; 4 — нижняя плита; 5 — шатуны
ют графитовые плитки, пропитанные смолой, хорошая теплопроводность материала которых позволяет производить нагрев электролита в таких ваннах через водяную рубашку.
Ванны для осталивания изготавливают также из фаолита. Этот материал обладает высокой кислотос-. тойкостью, но имеет плохую теплопроводность, поэтому нагрев электролита до требуемой температуры в этом случае производят нагревателями, помещенными в электролит.
Проведение осталивания в ваннах затрудняет J его применение при восстановлении изношенных поверхностей крупногабаритных деталей (например, корпусных). Поэтому в последние годы получил применение процесс в и ев энного проточного ос- * таливания. В этом случае электролит насосом
ном токе снижает внутренние напряжения и, следовательно, уменьшает влияние покрытия на усталостную прочность деталей.
194
При применении нестационарных электрических режимов и протока. электролита к числу факторов режима, оказывающих существенное влияние на качество покрытий, добавляется скорость протока электролита. Скоро'сть! протока электролита в условиях производства рекомендуется поддерживать в пределах 0,7—0,9 м/с, а качеством покрытйя управлять-путем изменения плотности тока и температуры электролита.
5. Электролитическое и химическое никелирование
Процесс никелирования как способ компенсации износа деталей в ряде случаев может успешно заменить хромирование, особенно при восстановлении деталей, работающих в коррозионной среде. Применяют два способа никелирования: электролитический и химический.
Электролитическое износостойкое никелирование — это процесс получения никель-фосфорных покрытий, содержащих 2—3% фосфора. . ’
В качестве электролита при этом используют водный раствор, в состав которого входят 175 кг/м3 сернокислого никеля, 50 кг/м3 хлористого никеля н 50 кг/м3 фосфорной кислоты.
Процесс проводится при растворимых никелевых анбдах. Режим э!лектролиза: плотность тока 5—40 А/дм2, температура электролита 75—95°С. В "зависимости от режима-твердость покрытия составляет Яр. ==3500—7200 МПа.
Процесс износостойкого электролитического никелирования имеет перед хромированием следующие преимущества: высокий выход металла по току до 90—95%; меньший ч расход электроэнергии; более высокую скорость нанесения покрытия (0,24 мк ч)._ , Износостойкость покрытия достаточно высокая, ио она все же уступает износостойкости электролитического хрома.
Никель-фосфорные покрытия после нагрева до 400°С и выдержки при этой температуре в течение одного часа приобретают более высокую твердость и износостойкость и могут применяться при восстановлении деталей вместо хромирования"
Химическое никелирование.
Так называется процесс получения никель-фосфорных покрытий с содержанием фосфора 3—10% растворов солей контактным способом без затраты электроэнергии. В состав . раствора для химического никелирования входят следующие состав-
Рис. Ш.6.9. Схема установки для нанесения покрытий электролитическим натиранием
1 — бак с электролитом; 2 — акод; 3 — деталь
7*
195
ляющие: сернокислый никель — 20 кг/м3, гипофосфит натрия — 24 кг/м3, уксусно-кислый натрий — 10 кг/м3. Покрытие наносят в эмалированной стальной ванне при температуре раствора 90— 96°С. Скорость отложения покрытия 0,022—0,024 мм/ч. Раствор используется 1 раз и после нанесения покрытия на детали заменяется новым. Из одного раствора можно получить покрытие толщиной 25—30 мкм. При необходимости получить покрытие большей толщины детали погружают в свежий раствор.
Твердость покрытия составляет =3500—4000 МПа. Она может быть повышена термической обработкой (нагрев до 350—400°С с>выдержк * 1—1,5 ч) до /7И =8000—8500 МПа. Покрытие имеет высокую плотность и равномерно по толщине. Химическое никелирование применяют при восстановлении деталей с небольшим износом.
6. Электролитическое натирание
Электролитическое натирание применяют при восстановлении цилиндрических поверхностей деталей, имеющих небольшой износ. Восстанавливаемую деталь, являющуюся катодом, устанав-' ливают в патроне токарного станка или другого устройства, обеспечивающего ее вращение го скоростью 10—20 м/мин (рис. III. 6.9). Анодом служит графитовый стержень, покрытый адсорбирующим материалом (сукно, стеклянное волокно, хлопчатобумажная ткань и др.). На анод непрерывно подается электролит, который пропитывает адсорбирующий материал. Процесс осуществляется при относительном перемещении анода и катода. В зависимости от применяемого электролита можно наносить покрытия из хрома, цинка, меди, железа и других металлов.
Электролитическое натирание цинком применяют при восстановлении посадочных поверхностей отверстий в корпусных чугунных деталях. При этом используется электролит следующего состава: сернокислый цинк — 700 кг/м3, борная кислота—30 кг/м3. Процесс натирания начинают при плотности тока 30—50 А/дм2, постепенно повышая ее до 200 А/дм2. Скорость нанесения покрытия при этом составляет 8—10 мкм/мин. Прочность сцепления покрытия с чугунной деталью невысокая и не превышает 20 МПа.
Электролитическое натирание железом производится с применением хлористого электролита высокой концентрации (до 600 кг/м3 хлористого- железа) при плотности тока 200 А/дм2. Покрытие получают с твердостью Ни. =5800—6000 МПа.
7. Защитно-декоративные покрытия
Гальванические покрцтия' широко применяют в авторемонтном производстве для защиты деталей от коррозии и придания им красивого внешнего вида. По роду защитного действия гальванические покрытия подразделяются на анодные и катодные.
Известно, что при соединении двух металлов в присутствии коррозионной среды образуется пара, в которой более электро
196
отрицательный металл становится анодом и растворяется, а менее электроотрицательный — катодом. При анодной защите менее электроотрицательный металл (например, железо) покрывается более электроотрицательным (например, цинком). В этих условиях цинк будет подвергаться коррозии, защищая тем самым от окисления железо.
При катодной защите на более электроотрицательный металл наносят менее электроотрицательный. Защитное действие катодных покрытий состоит в изоляции деталей от воздействия коррозионной среды. Механическое повреждение таких покрытий, как правило, ведет к увеличению коррозии деталей Для стальных деталей катодными покрытиями являются никелевые, хромовые, медные.
В автомобилестроении наибольшее применение нашли многослойные катодные защитно-декоративные покрытия. Наибольшей стойкостью обладают четырехслойные покрытия, которые получают путем последовательного нанесения слоев никеля, меди, никеля и хрома. Первый слой никеля толщиной не более 5 мкм обеспечивает высокую прочность сцепления покрытия с’ деталью. Слой меди толщиной до 30 мкм имеет небольшую пористость и обеспечивает хорошую защиту от проникновения коррозионной среды. Второй слой никеля (20 мкм) придает покрытию красивый внешний вид, а очень тонкий (1—2 мкм) полупрозрачный слой хрома защищает его от механических повреждений.
Технологический нроцесс нанесения защитно-декоративных покрытий не отличается от процесса нанесения износостойких покрытий. Однако в процесс подготовки детали к покрытию а обработки ее после покрытия необходимо включить операцию полирования, которая производится войлочными кругами с пастой ГОИ.
При защите стальных деталей от коррозии поименяюг также химическую обработку — оксидирование и фосфатирование.
Меднение. Электролитическое меднение применяют в качестве подслоя при защитно-декоративном никелировании и хромировании, а также для защиты поверхностей деталей от цементации.
Наиболее часто при меднении применяют простой и недорогой сернокислый электролит, состояйшй из водного раствора медного купороса (200—250 кг/м3) и серной кислоты (50—75 кг/м3). Нанесение покрытия производится при использовании растворимых медных анодов при режиме: плотность тока 1—3 А/дм2, температура электролита 18—20°С.
Никелирование. Электролитическое никелирование применяют в качестве подслоя при декоративном хромировании. Электролитом при никелировании служит водный раствор сернокислого никеля, в который вводят различные добавки: сернокислый натрий для увеличения электропроводности, сернокислый магний для получения более светлых покрытий и хлористый натрий или калий для повышения растворимости никелевых анодов. Процесс осуществляется при комнатной температуре электролита и плотности тока 0,5—1 А/дм2.
197
Цинкование в авторемонтном производстве применяется глав*' ным образом для защиты от коррозии мелких крепежных дета-: лей. Наибольшее применение при цинковании нашли сернокис-, лые электролиты, в состав которых входят: сернокислый цинк; (200—250 кг/м3), сернокислый аммоний (20—30 кг/м3), сернокис-'^ лый натрий (50—100 кг/м3) и декстрин (8—12 кг/м3).> Нанесение ! покрытий производится в специальных вращающихся барабанах или колоколах при комнатной температуре электролита и плот-. ности тока 3—5 А/дм*.
Оксидирование стальных деталей производится путем их об-; работки в горячих щелочных растворах, содержащих окислители. I Г^н этом на поверхности 'деталей образуется оксидная пленка ’ толщиной 0,6—1,5 мкм, которая имеет высокую прочность и на- ? дежно защищает металл от коррозии. Оксидированию подвер- ; гают .нормали и некоторые детали арматуры кузова.
Оксидирование производят в растворе, содержащем 700,-800 кг/м3 едкого натра с добавкой в качестве окислителей 200— ‘ 250 кг/м3 азотнокислого натрия и 50—70 кг/м3 азотистокислого . натрия при температуре раствора 140—145°С с выдержкой 40— / 50 мин. После такой обработки детали промывают в воде и, для того чтобы закрыть поры- в-покрытии, пропитывают в машинном масле при температуре ПО—115°С.
Фосфатирование — это химический процесс создания на по? верхностн стальных деталей защитных пленок, состоящих из • сложных солей фосфора, марганца и железа. Защитная пленка имеет толщину от 8 до 40 мкм, обладает пористостью, имеет небольшую твердость и хорошо прирабатывается.
Фосфатирование производят в 30—35 %-ном водном растворе . , препарата «Мажеф» при температуре 95—98°С в течение 30—*. 50 мин. Его применяют в качестве грунта при окраске деталей кузова и для улучшения прирабатываемости деталей;
8. Автоматическое регулирование режимов гальванических процессов
Основными параметрами режима гальванических процессов являются температура электролита и1 плотность тока. От того, насколько точно выдерживаются эти параметры, зависят свойства покрытий.
Автоматические регуляторы температуры служат для поддержания заданной температуры электролита в ваине. Изменение температуры электролита в большинстве гальванических процессов не должно превышать ±2°С.
‘ На рис. III. 6.10 приведена принципиальная схема автоматического терморегулятора для гальванических ванн с паровым подогревом. В этой схеме автоматическое регулирование темпе-, ратуры электролита достигается включением и выключением парового клапана 6. а
198
Рис.. Ш.6.10. Схема автоматического регулятора -температуры электролита
При включении рубильника'/ ток проходит через замкнутее контакты 3 и катушку Хз магнитного пускателя. При срабатывании магнитного пускателя МП контакты 4 замыкаются, ток поступает в катушку электромагнита 5, который открывает паровой клапан 6, и пар через подогреватель. 8 нагревает электролит в. ванне 9.
Подогрев будет продолжаться до тех пор, пока стрелка манометрического термометра МТ, который регистрирует температуру .ванны через датчик 7, не передвинется по шкале до заданной температуры. После -этогр контакты 2 промежуточного реле замкнутся и включится цепь Обмотки К\, под действием магнитного-пол я которой разомкнутся контакты 3 н, следовательно, цепь обмотки Кз магйитного пускателя МП. Паровой клапан закроется и доступ парй в ванну прекратятся.
Постепенно охлаждающийся электролит переместит стрелку термометра в другую сторону, что приведёт к замыканию контактов 3 и открытию парового клапана и,т. д.
Автоматическое регулирование плотности тока. Плотность тока является одним из основных параметров режима гальваниче-ского процесса, так как от нее зависит качество покрытия. Чтобы получить покрытие с заданными свойствами, необходимо -поддерживать плотность тока с точностью ±5% от величины, установленной режимом.
Величина тока зависит от количества деталей, находящихся в ванне. При загрузке деталей в ванну оператор, зная заданную плотность тока и рлощадь покрытия в одной загрузке, расчетом определяет величину тока в цепи ванны н, установив ее по амперметру, следит, чтобы она не изменялась в процессе электролиза. Эту. работу можно поручить автомату.
199
Рис. И1.6.И. Принципиальная схема 'автомата для регулирования плотности ' тока _
На рис. HI. 6.11 показана принципиальная схема автомата для регулирования плотности тока. Она состоит из регулятора напряжения 3 с механизмом привода от реверсивного электродвигателя 5, силового трансформатора 6, выпрямителя 7 и поляризованного реле 8. . ' ' *
Регулятор напряжения 3 подключей к трансформатору 6 и через него к выпрямителю 7. Регулятор напряжения позволяет изменять величину тока, поступающего от выпрямителя к ванне. Напряжение можно регулировать вручную с помощью рукоятки 2 или от механического привода с помощью рейки /, редуктора 4 и реверсивного электродвигателя 5.
Деталь 9 и анод 10 подключаются к цепи низкого напряжения выпрямителя. Рядом с деталями завешивается датчик 11, представляющий собой пластину с площадью в 1 дм8. Этот датчик подключается как катод в цепь поляризованного реле 8, амперметр которого показывает ток, проходящий через датчик. i
При изменении заданной плотности тока в цепи ванны произойдет также изменение тока и в цепи датчика. Это изменение тока приведет к срабатыванию контактов поляризованного реле и включению реверсивного электродвигателя 5. Электродвигатель через редуктор 4 и рейку 1 переместит ползунок регулятора напряжения, что приведет к восстановлению заданной плотности тока. Этот регулятор обеспечивает поддержание плотности тока с отклонением от 'заданной в пределах ±2%.
9. Организация рабочих мест и техника безопасности
Основное оборудование участка гальванических покрытий состоит из ванн для нанесения, покрытий и вспомогательных ванн для обезжиривания, травления и промывки деталей. Ванны необходимо устанавливать в строгом соответствии <* технологическим 200
процессом. Учитывая, что в авторемонтном производстве применяют несколько различных процессов нанесения покрытий, и в целях экономии площади рекомендуется основные ванны устанавливать у стен участка, а вспомогательные — посредине.
Если в качестве источников питания применяют выпрямители, то их следует устанавливать вблизи от ванн-потребителей тока.
Для загрузки и выгрузки деталей, а также их транспортировки от одной ванны к другой обычно применяют электротельферы.
Наиболее вредными для здоровья работающих на гальванических участках являются электролиты. Большинство кислотных н щелочных электролитов очень токсичны и отрицательно действуют на дыхательные пути и кожные покровы работающих. Гальванические процессы протекают, как известно, с выделением кислорода н водорода. Выделяющиеся газы увлекают с собой мельчайшие частички электролита и таким образом насыщают воздух в помещении вредными парами.
Учитывая это, при оборудовании гальванических участков особое внимание уделяют вентиляции помещений.
Рекомендуется на гальванических участках иметь общую приточно-вытяжную вентиляцию с 8—10-кратным обменом воздуха в час, Кроме общей вентиляции, каждая ванна с вредными выделениями должна иметь двусторонний бортовой отсос воздуха. Мощность бортовых отсосов определяют исходя из объема воздуха, забираемого с 1 м2 поверхности ванны в* час. Для ванн хромирования этот показатель должен быть 6000 м3/ч, для осталивания — 4800, для никелирования — 2500/ для Меднения — 2000, для электролитического обезжиривания — 3000 м3/ч.
При работе на гальванических участках необходимо применять резиновую обувь, перчатки и фартуки! В помещении должны устанавливаться фонтанчики с водой для обмывки кожных покровов', на которые может случайно попасть электролит. Полы и стены гальванического участка должны быть покрыты керамической плиткой и ежедневно промываться.
В целях охраны окружающей среды сточные воды после промывки* деталей необходимо, прежде чем спускать в канализацию, пропускать через' очистные сооружения.
Глава 7
НАНЕСЕНИЕ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА ДЕТАЛИ
1. Сущность процесса взаимодействия лакокрасочных покрытий с поверхностью детали
Лакокрасочные покрытия при ремонте автомобилей применяют для защиты деталей от коррозия, а также для придания нм декоративных свойств. Защитные свойства лакокрасочного покры- . тия зависят от свойств материала покрытия и прочности его сцепления с поверхностью детали.
201
Свойства лакокрасочных покрытий (пленок) определяются следующими параметрами:
твердостью пленки, которая характеризует механическую прочность покрытия;
сопротивлением пленки истиранию;
прочностью на разрыв, которая обусловлена межмолекулярными силами внутри пленки и характеризуется временным сопротивлением разрыву;
прочностью на удар, зависящей от пластичности покрытия и I силы сцепления его с металлом или с другим лакокрасочным слоем;
прилипаемостью (адгезией), зависящей от силы взаимосвязи между лакокрасочной пленкой и поверхностью детали;
проницаемостью пленок, которая определяется временем прохождения через них газа или жидкостей;
блеском (глянцем), который зависит от качества поверхностного слоя пленки.
Защитные свойства лакокрасочного покрытия и срок его службы зависят не только от качества лакокрасочных материалов, но и от качества подготовки поверхности детали к окраске.
Лакокрасочные покрытия не являются полностью водонепроницаемыми — их микропористость с течением времени увеличивается. Через поры и мельчайшие трещины, появляющиеся в лакокрасочной пленке, проникает вода, которая, соприкасаясь с металлом, вызывает коррозию под лакокрасочной пленкой. Образующиеся продукты коррозии вспучивают пленку, в результате чего она отделяется от поверхности металла. Предотвратить отслоение лакокрасочной пленки можно только путем прочного сцепления ее с поверхностью детали.
Для прочного сцепления лакокрасочной пленки с окрашиваемой поверхностью необходимо обеспечить смачиваемость и адгезию. При наличии этих условий капля краски, нанесенная на окрашиваемую поверхность, будет растекаться, образуя тонкую пленку, и прилипать к поверхности.
При нанесении лакокрасочных материалов на поверхность детали могут иметь место два случая: капля краски смачивает окрашиваемую поверхность и растекается по ней (рис. III. 7.1, а)
йвзЗуя (3 tfefa)
₽ис. Ш.7.1. Положение капли краски на смачиваемой (а) и иесмачиваемий (б) поверхностях
202
и капля краски не смачивает Поверхность, образуя сферическое тело (рис. III. 7. 1, б). Форма капли лакокрасочного материал; соприкасающегося с твердым телом, зависит от того, какие силы больше: силы притяжения между молекулами лакокрасочного материала и твердого тела или между молекулами самой краски. Ввиду того, что процесс окрашивания происходит в воздушной^ среде, необходимо учитывать следующие силы поверхностного натяжения: между твердой поверхностью окрашиваемой детали и воздухом О2-з, между лакокрасочным материалом и окрашиваемой поверхностью <тт—2 н между лакокрасочным материалом и воздухом О1-з (см. рис. III. 7.1). Как видно из рисунка, сила поверхностного натяжения о2-з стремится растянуть каплю вдоль смачиваемой поверхности, а сила ot-2 стянуть каплю. Сила oi-з направлена по касательной к поверхности капли и образует с поверхностью твердого тела угол 6. Равновесие системы установится в случае, если
• <31—2 “1“ в|—з COS0 = 02—3.
Из этого уравнения можно определить условия смачиваемб-сти твердой поверхности. В случае если угол 0 между поверхностью капли и твердой поверхностью острый, т. е. О°^0<:9О\ то поверхность смачивается и краска разливается. Условие смачиваемости можно записать в виде неравенства
. «2-3 > °12 + °1-3.
При угле 0=0° происходит полное смачивание поверхности. Поверхность иё смачивается и краска находится в .диде капли, если угол 6 тупой, т. е. 90° <0^180°. При значении угла 0=180° имеем случай полного.отсутствия смачиваемости и условие несмачиваемости можно записать в виде следующего неравенства:
01-2 > «2-3 Чу 01-3.
Прилипание покрытия происходит на площади, которая зависит от структуры окрашиваемой поверхности, а также от нали-. чия загрязнений. Прн значительном увеличении глубины пор последние не смачиваются краской и отрыв происходит по выступающим местам поверхности. +
Жиры и масла , также нарушают прочность сцепления лакокрасочной пленки с окрашиваемой поверхностью.
2. Технологический процесс нанесения лакокрасочного покрытия
Для получения защитно-декоративного покрытия на деталях, отвечающего своим служебным свойствам, в технологическом процессе нанесения лакокрасочных материалов необходимо предусмотреть операции, выполняемые в следующей последовательности: приготовление лакокрасочных материалов; подготовка по-
203
верхиости к покраске; нанесение лакокрасочных материалов; сушка окрашенных поверхностей, которая выполняется на всех стадиях технологического процесса нанесения лакокрасочных материалов; контроль качестза окраски деталей.
Приготовление окрасочных материалов перед употреблением состоит в тщательном их перемешивании электромеханическим или вибрационным способом, процеживании и разбавлении соответствующими растворителями до необходимой рабочей вязкости. Рабочую вязкость определяют с помощью специальной воронки — вискозиметра ВЗ-4 и оценивают числом секунд, за которые 100 см3 лакокрасочного материала вытечет из этой ворон км. Для большинства окрасочных материалов рабочая вязкость при нанесении их кистью составляет 30—60 с, а пневматическим или безвоздушным распылением (без подогрева красок) —< 16—20 с.
Подготовка поверхности детали к окраске производится с целью удаления различного рода загрязнений, влаги, коррозионных повреждений, старой краски и др.
Окрашиваемая поверхность в зависимости от • применяемого способа ее очистки может иметь различную степень шероховатости, отличающуюся размером выступов и глубиной впадин. Для обеспечения защиты металла от коррозии толщина слоя краски должна превышать выступающие на металле гребешки в 2—3 раза.
Подготовка поверхностей к окраске включает очистку деталей, обезжиривание, мойку и сушку. Очистка деталей от загрязнений производится механической обработкой или химическим способом. Механический способ очистки выполняется обработкой механическим инструментом, сухим абразивом, гидроабразивной очисткой и- др. Удаление загрязнений и окислов химическим способом производится обезжириванием, одновременным обезжириванием и травлением, фосфатированием и др. Загрязнения нежирового происхождения удаляются водой или щетками. Влажные поверхности протирают сухой ветошью.
Подготовка поверхности к окраске механическим способом производится механизированным инструментом с использованием в качестве рабочих органов металлических щеток, шарошек, наждачных кругов и др
Обработка поверхностей сухим абразивом заключается в очистке поверхностей абразивным материалом в пескоструйной или дробесгруйной установках. Черные металлы, медь и их сплавы обрабатываются металлическим песком, который , представляет собой рубленую стальную проволоку (HRC 38—55), или чугунный песком (HRC 58—62). Диаметр зерен песка равен 0,6— 0,8 мм. Для алюминия и его сплавов применяется силуминовая дробь.
Гидроабразивиая обработка поверхностей деталей производится струей суспензии, состоящей из воды и кварцевого песка.
204
Этим способом можно обрабатывать как черные, так и цветные металлы.
Для химического обезжиривания применяются водные щелочные растворы или органические растворители. В -зависимости от массы и величины деталей обезжиривание можно проводить или путем протирки ветошью, смоченной растворителем, или промывкой в специальных баках.
Одновременное обезжиривание и травление подготавливаемых поверхностей состоит в том, что в травильные растворы вводят поверхностно-активные моющие вещества. Одновременное обезжиривание и травление наиболее аффективно при струйной обработке поверхностей. При этом давление жидкости должно быть 0,15—0,25 МПа.
После химического обезжиривания необходимо предусматривать последующую тщательную промывку водой, так как неудаленные остатки раствора будут разрушать лакокрасочное покрытие. Промывка деталей осуществляется в ваннах или струйных камерах в течение 2—3 мин холодной (8—15°С) или горячей (80—90°С) водой.
Перед нанесением лакокрасочного покрытия поверхность деталей должна быть сухой. Наличие влаги под пленкой краски исключает хорошую ее сцепляемисть и вызывает коррозию металла. Сушка обычно производится воздухом, нагретым до температуры 115—125°С, в течение 1—3 мин до удаления видимых следов влаги.
Хорошее качество подготовки поверхности под окраску обеспечивается фосфатированием. В результате этой операции на поверхности металла образуется неорганическая защитная пленка, обладающая хорошими антикоррозионными свойствами.
Нанесение лакокрасочных материалов включает, выполнение следующих операций: грунтование, шпаклевание, шлифование и окраску.
Грунтование. Грунтом называется первый слой лакокрасочного покрытия, наносимый непосредственно на металл и защищающий его от коррозии. Грунт должен обладать наилучшей сцепляемостью с металлом и в то же время с последующим слоем лакокрасочного покрытия.
Грунтовку, разведенную до рабочей консистенции, наносят на поверхность деталей элекгроосаждением или распылением. При нанесении грунтовки распылением ее язкость должна быть 25—28 с (по ВЗ-4). Слой грунтовки должен быть тонким и равномерным без потеков и наплывов. Поверхность грунтового слоя должна быть матовой, так как глянцевая поверхность ухудшает сцепление грунта с последующими слоями краски. Наносить на грунт последующие слои покрытия необходимо только после его полного высыхания, в противном случае слой грунта будет непрочным, как и все покрытие.
В настоящее время имеются специальные грунты — преобразователи ржа^ины, которые наносят по ржавчине в качестве
205
i :
первого слоя покрытия. Эти преобразователи, попадая на ржавую поверхность, вступают в химическое взаимодействие с теми соединениями железа, которые образуют ржавчину, и переводят их в хймнческие вещества, нерастворимые в воде и являющиеся одновременно пассиваторами коррозии.
Шпаклевание предназначено для выравнивания оставшихся после ремонта неровностей на поверхности деталей.
Шпаклевка представляет • собой густую пасту и состоит из пигментов (красителей) и наполнителей (мел, охра и др.), изготовленных на различных разбавителях. Шпаклевку наносят вруч; ную фпателем или способом воздушного распыления слоем нё более 0,5 мм. Более толстый слой высыхает неравномерно, растрескивается и отслаивается. Нельзя наносить последующий слой шпаклевки на.невысохший предыдущий слой. !
Наибольшее распространение при ремонте’автомобилей полу- j чил ручной способ шпаклевания. ’ |
Шлифование имеет своей целью сглаживание неровностей | на зашпаклеванной поверхности и выполняется после каждой one-* г рации шпаклевки. Операцию шлифования шпаклеванной поверх- | ностн следует производить очень тщательно, так как малейший i дефект и шероховатость, оставшиеся'после шлифовки, будут рез-ко выделяться на окрашенной поверхности. ;
Различают «два вида шлифования — сухое и мокрое. В послед- •*, нем случае шлифуемая поверхность в процессе обработки обильно i смачивается водой или другой жидкостью. Мокрое шлифование . ‘ дает нанлучшие результаты. В качестве шлифующего, материала ‘ используется пемза и водостойкое полотно с тонкими абразивами. ' При механическом шлифовании зашпаклеванных поверхностей '• применяют различные переносные шлифовальные инструменты с i электрическим или пневматическим приводом. При мокром шли- ?
* фовании наиболее удобно и безопасно пользоваться инструмента- : ми с пневматическим приводом. j
После шлифования обрабатываемую поверхность промывают ; водой, протирают ветошью и просушивают, обдувая сжатым воз-' духом, . j
Завершающим этапом технологического процесса нанесения ла- / кокрасочного покрытая является окраска, которая может, осу- . i шествляться следующими способами: вручную; с помощью кистей . и« накатных валиков; окунанием; с помощью механических валь-цов; воздушным и безвоздушным распылением; распылением в ' электрическом поле.
Окраска кистями и накатными валиками не , имеет широкого применения, особенно при использовании быстро- * сохнущих лакокрасочных материалов. Преимуществами этого ме- ; . тода является простота и универсальность, позволяющая окраши- j вать поверхности различных размеров и конфигураций. Кроме ' того, при окрашивании кистью достигается хорошее сцепление jj краски с поверхностью детали за счет втирания. Недостатками j этого способа являются: низкая производительность, болыЬая тру- J 206 |
доемкостьй неравномерность покрытия, особенно на больших площадях. • ‘ .
Окраска окунанием — самый производительный и дешевый способ нанесения лакокрасочных покрытий. При окраске окунанием хорошо прокрашиваются детали сложной формы, что обеспечивает надежную защиту их, от коррозии. Окраска Окунанием удобна при выполнении этой операции на конвейерной линии, а так^ке при окрашивании деталей, для которых не требуется тщательная отделка-поверхности, так как на окрашенной поверхности .образуется значительное количество потеков. При окраске окунанием можно получить пленку различной толщины, что зависит от вязкости и быстроты высыхания краски, а также от формы окрашиваемой поверхности.
При окрашивании плоских деталей, например листовой стали или досрк платформы кузова грузового автомобиля, применяется способ нанесения краски с помощью механич,еских вальцов,. между которыми пропускается окрашиваемая деталь.
Воздушное (пневматическое) распыление является одним из наиболее распространённых способов нанесения краски на поверхности деталей. При этом способе окраски лакокрасочный материал под действием сжатого воздуха распиливается в краскораспылителе на мельчайшие капли, которые, попадая на окрашиваемую Поверхность, сливаются друг с другом и образуют покрытие. Пневматический способ окраски краскораспылителем имеет --‘высокую производительность и более экономи- ‘ чей по .сравнению с ручным способом. Схема краскораспылительной установки воздушного распыления представлейа на рис. III. 7.2.. Разведенная краска из нагнетательного бачка по шлангу 2 поступает в пистолет-краскораспылитель / и напиливается на опрашиваемую поверхность.. Воздух от компрессора по шлангу 6 через масловлагоотделятель 7 поступает к краскораспылителю / под давлением 0,3—0,4 МПа! С помощью регулятора 5 Давления в нагнетательном бачке 3 устанавливается давление 0,15—0,20 МПа. Для обеспечения одинаковой консистенции- краски бачок 3 снабжён мешалкой 4.
В зависимости от способа подачи краски <к соплу краскораспылителя пульверизаторы бывают трех типов:
пульверизаторы с резервуаром' для краски, смонтированным на верхней части корпуса пистолета. Подача краски в этом случае производится самотеком под действием силы тяжести (рис. Ш.7.3);
пульверизаторы, у которых резервуар с краской расположен в нижней части корпуса пистолета (рис. III.7.4). Подача краски в этой конструкции, краскораспылителя производится под действием эжекции (подсоса) воздушной струей;
пульверизаторы, к которым краска подается , под давлением из отдельного красконагнетательного бака (см. рис. Ш.7.2).
Безвоздушное, распыление краски происходит за счет превращения потенциальной энергии краски, находящейся под
207-
Рис. III.7.2. Схема пневматической краскораспыли.ельчой установки
Рис. III.7.3. Схема пистолета-пульверизатора с верхним расположением емкости для краски:
/ — стакан для краски; 2 — корпус;
3 — рукоятка: 4 — регулятор подачи краски и воздуха; 5 — форсунка
Рис. IП.7.4. Схема бестумаиного пистолета распылителя БТО-ЗМ:
1 — головка; 2 — сопло; 3 — факельное колыХо; 4 — мгла; 5 — рычаг, 6 — затвор, 7 — регулировочная гайка; 8 — регулировочный винт; 9 — решетка; 10 — трансформатор; // — рукоятка, 12 — воздушное сопло; 13 — ниппели; 14 — спусковой курок; 15 и 17 — трубки; 16 — резервуар для краски; 18 — штуцер
высоким давлением, в кинетическую энергию при выходе ее в ат-мосферу.
Пока краска находится в системе под высоким давлением, растворитель не превращается в пар. При выходе краски из сопла давление падает до атмосферного и растворитель мгновенно испаряется, так как процесс сопровождается значительным (1 : 1500) расширением, что способствует размельчению краски. Схема уста-
209
I новки для безвоздушного распыления лакокрасочных материалов приведена на рис. III.7.5. В этой установке краска из емкости 1 по трубке засасывается насосом 2 и под высоким давлением пропускается через нагреватель 4, затем через фильтр 5, снабженный спускным краном, подается к краскораспылителю 7. Нагрев краски под высоким давлением способствует снижению ее вязкости, что облегчает ее размельчение. Температура краски фиксируется термометром 6, а давление — манометром 3. Неиспользованная часть краски направляется через клапан 9 обратно к насосу 2. После окончания работы краска из системы сливается через спускной кран 8.
Применение окрасочных аппаратов безвоздушного распыления тоебует более тонкого помола лакокрасочного материала. Частицы пигмента в краске должны быть не более 20 мкм.
Нанесение лакокрасочного покрытия безвоздушным распылом обеспечивает такую же адгезию с металлом, как и при использовании кистей, что позволяет применять его при нанесении грунтовочного слоя краски и последующих слоев покрытия. Достоинствами этого способа окраски являются: высокая производительность; небольшой удельный расход лакокрасочного материала и растворителей; высокое качество покрытия; требование при окраске ме нее мощной вентиляции, поскольку удаляю+ся только пары растворителей; снижение затрат на оборудование, так как-отсутствуют гидрофильтры и создается возможность при достаточном воздухообмене осуществлять окраску вне распылительных камер; снижение цикла окраски вследствие возможности нанесения меньшего числа слоея краски, но большей толщины: возможность применения всех лакокрасочных материалов, используемых для окраски.
Окраска деталей в электрическом поле яв- | ляется наиболее совершенным способом. Распыление краски в электрическом поле может осуществляться двумя способами: пнев-
210
Рис, IH.7.6. Схема установки для окрашивания деталей в электрическом поле с применением чашечных электрораспылите-\ лей: у/'
1 — шестеренчатый насос^? — зубчатая передача; У — чашечные распылительные головки;
<' —- камера; S — металлические детали; 6 — поддесной конвейер; 7 — электродвигатель; 3 — выпрямитель; 9 — высоковольтный трансформа-. тор
магическими распылителями С установкой электродной . коронирующей сетки между распылителем и окрашиваемой поверхностью и специальными быстро -
вращающимися электро-
статическими распылителями. Окрашивание деталей'в электрическом поле с воздушным распылением краски дает экономию в расходовании лакокрасочных материалов до 40—50% по сравнению с обычным способом окраски пульверизацией. Однако’полное осаж- -дение частиц краски на деталь не достигается, поскольку краскораспылитель расположен на некотором
расстоянии от коронирующей зоны и часть краски, не получившая электрического заряда, теряется;
Для~ полного осаждения краски на окрашиваемую поверхность сообщают заряд высокого напряжения непосредственно краске и распыляют ее с использованием электростатических распылителей. Если применяются чашечные головки (рис. 1П.7.6), то дозированное количество краски непрерывно подается насосом 1 по шлангу на внутреннюю поверхность быстро вращающихся распылительных головок 5. Благодаря центробежной силе краска движется к кромке чаши в направлении ее вращения и механи- > чески распыляется, в плоскости, перпендикулярной к оси вращения. Поскольку кромка чаши остро отточена, то при подаче тока высокого напряжения непосредственно к головке распылителя происходит коронный разряд и ионизация воздуха. Под действием высокого напряжения распыленные частицы краски приобретают заряд и конусообразным факелом движутся по направлению силовых линий электрического поля к окрашиваемой поверхности. ♦
Чем больше напряжение на электродах и чем меньше расстояние между ними и окрашиваемой деталью, тем больше коэффициент осаждения краски.
Окрашивание в электрическом поле применяется при окраске радиаторов, рессор и других узлов н деталей. Для окраски деталей применяют стационарные^ камеры и ручные переносные окрасочные установки. Все они действуют по одному принципу и оснащены аналогичным электрическим оборудованием.
Недостатком окрашивания в стационарных установках является трудность окраски на одном конвейере изделий разных габа
211
ритов и сложной формы, а также неравномерность покрытия рельефных участков (ребер, выступов, впадин).
Для окрашивания автомобилей используются эмали: МЛ-12, МЛ-152, ПФ 115, ХВ-518, НЦ-11, 507, 502 и др. Двигатели окрашиваются эмалями 624, НЦ-273, МС-17; агрегаты — МС-17, 624, МЧ-123; кузова — МЧ-145; внутренние поверхности топливных баков — ФЛ-787; трубопроводы — ПФ-223.
В качестве растворителей лакокрасочных материалов используются спирты, ацетон, уайт-спирит, скипидар, сольвент, ксилол, толуол и многокомпонентные растворители 646, 648 (для нитроэмалей), РЭ-1, РЭ-8, 651, РДВ (для синтетических эмалей).
Сушка лакокрасочных покрытий — одна из основных стадий окраски. Режим ее определяется степенью испарения растворителей. Сушка может быть естественной при комнатной температуре 18—23°С и искусственной при температуре 60—175°С.
Естественную сушку лакокрасочных покрытий (продолжительность ее от 2 до 48 ч) целесообразно проводить в отдельных хорошо отапливаемых и вентилируемых помещениях, куда нет доступа пыли, грязи, копоти и дыма. Для окраски поверхностей следует использовать быстросохнущие нитроцеллюлозные, нитроглиф-талевые и перхлорвиниловые лакокрасочные материалы. Сушку считают законченной только тогда, когда при прикосновении к окрашенной поверхности в течение 5—6 с на ней не остается следов.
Наиболее прогрессивной является искусственная сушка, применяемая для синтетических эмалей. Ее достоинствами являются: сокращение времени сушки по сравнению с естественной сушкой в 12—50 раз, значительное повышение качества покрасочных работ за счет увеличения ударной прочности пленки и улучшения внешнего вида покрытия.
Существует несколько способов искусственной сушки: конвекционный, терморадиадионный и индукционный.
Конвекционный способ сушки заключается в нагревании окрашенных поверхностей горячим воздухом или продуктами сгорания в специальных сушильных камерах. Нагревается воздух паром, отходящими топочеыми газами или электронагревателями. Такая сушка приводит к образованию поверхностной пленки,
'Лоток тепла
Поток толпа.
Рис. Ш.7.7. Схемы искусственней конвекционной (а) и терморадиационной (6) сушки деталей:
/ — корка; 2 — не.пСОлШий слой; 3 — деталь; 4 — пары растворителя
212
препятствующей высыханию нижних' слоев и испарению из слоя краски растворителя Пары испаряющегося в процессе сушки растворителя приводят ,к разрушению покрытия и образованию пор (рис. Ш.7.7, а). Продолжительность сушки при этом увеличи-- • вается.
Термо радиационная сушка представляет собой суш- . ку инфракрасными лучами, сущность которой состоит в поглощении инфракрасных лучей окрашиваемыми деталями. Нагрев ме- -галлнческой поверхности происходит в результате перехода лучистой энергии в тепловую. Перепад температуры, возникающий между внутренней поверхностью краски, соприкасающейся с металлом, и наружной, создает разность давления, способствующую быстрому испарению растворителя из слоя краски. Это явление значительно снижает время сушки. Действие термического эффекта способствует ускорению процесса сушки, который распространяется по всей толщине-покрытия равномерно, и процесс полимеризации в этом случае начинается с нижних слоев лакокрасочного покрытия (рйс. Ш.7.7,6). При терморадиациониой сушке в качестве источника тепловой энергии наиболее широко применяются трубчатые электронагреватели и ламповые излуча-’ тели. •
При индукционном способе сушки детали помещают в индуктор, по обмотке которого пропускается ток промышленной или высокой частоты. В деталях возникают вихревые токи, которые нагревают её. Сушка покрытия осуществляется от нижних слоев к верхним, что способствует лучшему улетучиванию растворителя. К недостаткам индукционного способа сушки деталей следует отнести сложность индукторов для нагрева я большой расход электроэнергии.
Контроль качества окраски деталей. Качество защитно-декоративного* покрытия обеспечивается тщательным контролем выполнения операций, предусмотренных' технологическим процессом. При этом необходимо контролировать следующие операции; подготовку поверхности под окраску; грунтовку поверхности; зашпаклеванные поверхности деталей; окраску поверхности.
Поверхность, подготовленная под окраску, должна быть чистой, без следов коррозии и жировых загрязнений,- Нанесенный слой грунтовки необходимо хорошо просушить, он должен иметь матовую поверхность, без потеков, наплывов и не давать отлипа. При нанесении шпаклевки необходимо следить, чтобы она наносилась по возможности тонким слоем. После шлифования зашпаклеванные поверхности должны иметь плавные переходы к основному металлу детали. Контроль окончательно окрашенных деталей включает проверку внешнего вида и однородности окрашенной поверхности, наличие должной степени глянца, отсутствие пятен, потеков, неровностей и др.
Твердость окрасочной пленки можно измерять карандашами-твердомерами. Для испытания твердости пленки покрытия карандашами используются два метода: метод ручного продавливания
. , 243
карандашей в пленку и метод прочерчивания карандашами ^иний на пленке. При последнем методе можно пользоваться не только карандашами, но и другими острыми инструментами.
3. Организация рабочего места и техника безопасности при быполнемм малярных работ
Организация окрасочных работ на авторемонтных предприятиях зависят от производственной программы и характера выполняемых работ. Обычно на авторемонтных предприятиях отделения ! окраски организуются на участках ремонта двигателей, электро- ; оборудования, рам, кабин, агрегатов, сборки автомобилей. Ок- > раска отдельных деталей производится, как правило, в специаль- • ных отделениях. Все окрасочные отделения оборудуются окрасоч-ными и сушильными камерами, необходимыми подъемно-*транс- ' портными и специальными устройствами, приточно-вытяжной' вентиляцией, устройствами для нанесения' и сушки . лакокрасоч- • ных материалов.
При проектировании отделений окраски следует строг»} соблюдать установленные строительные нормы.
При нанесении краски на поверхность деталей возникает так называемый туман и вредные для- здоровья пары растворителя, которые, соединяясь с воздухом, образуют взрывоопасную смесь. Поэтому-окрасочные работы должны производиться в специальных камерах. Существующие окрасочные камеры работают по принципу так называемого «избыточного давления». В окрасочную камеру постоянно подается вентилятором свежий воздух, объем которого должен значительно превышать объем отсасываемого воздуха. Так как свежий воздух всегда содержит некоторое количество пыли, то его предварительно необходимо очистить. „ •
Вентиляция помещений должна быть рассчитана таким образом, чтобы вредные вещертва не превышали предельно допустимых санитарных норм и взрывобезопасных концентраций.
. В настоящее время серьезное внимание уделяется вопросам ликвидации загрязнений окружающей среды вредными испарениями. Чтобы их избежать, отработавший воздух перед выходом в атмосферу очищается.
При выполнении окрасочных работ следует строго соблюдать , правила техники безопасности, и производственной санитарий, установленные для рабочих малярных отделений. Основные положения этих правил сводятся к выполнению следующих требований. При выполнении работ по окраске, необходимо применять средства индивидуальной защиты органов дыхания и зрения. Приготовление лакокрасочных'материалов следует производить только в специальных помещениях, оборудованных вентиляционной системой с использованием герметически закрывающихся бачков с механическими мешалками. Для защиты кожи рук, лица и шеи рекомендуется применять специальные профилактические мази и пасты.
214
Хранить материалы необходимо, только в специальных помещениях. Для окрасочных работ должны использоваться специальные ' взрывобезопасные вентиляционные установки и переносные * светильники напряжением не более 12 В; '
I
Г лав* В
ВОССТАНОВЛЕНИЕ ДЕТАЛЕН С ПРИМЕНЕНИЕМ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ
Г
1. Синтетически»' материалы, применяемые при восстановлении деталей-
*
В последние годы в авторемонтном производстве все более широкое применение при восстановлении деталей находят различные виды синтетических материалов (пластмасс). Их применяют при устранении механических повреждений на деталях (трещин, пробоин, отколов и т. п.), при компенсаций износа рабочих поверхностей деталей, а также при соединении деталей склеиванием.-Большое внимание к использованию синтетических материалов при восстановлении деталей объясняется, простотой технологического процесса и применяемого оборудования, невысокой трудоемкостью процесса, - достаточно высокими физико-механическими свойствами пластмасс, ннзкой нх стоимостью.
Главной составляющей частью пластмасс являются полимеры. Многие .пластмассы представляют собой чистые полимеры (полистирол, полиэтилен, полипропилен, и др.), но есть пластмассы, в состав которых, кроме .полимеров, входят и другие компоненты. К таким компонентам относятся наполнители, пластификаторы, красители, отвердители и другие добавки, 'сообщающие пластмассам, требуемые свойства. ,
Все полимеры подразделяются нй. две большие группы: реактопласты .(термореактивные), и термопласты .(термопластические). 1
* Реактопласты' при нормальной температуре могут, быть 'в жидком или твердом состоянии, при нагреве до определенной температуры переходят в вязкотекучее состояние, а .при дальнейшем наТреве затвердевают и -остаются в таком состоянии независимо от температуры.
Этот процесс необратимый, так как перевести реактопласт снова в пластическое состояние невозможно.
Термопласты при нормальной температуре находятся в твердом состоянии, а при нагреве размягчаются и в этом состоянии им можно придать любую форму. После охлаждения они снова затвердевают. При повторном - нагреве термопласты сохраняют пластические свойства, Г.’е. пригодны для дальнейшего использования. • • -
Из реактопластов наиболее широкое применение «при восстановлении деталей автомобилей нашли эпоксидные смолы ЭД-16 и
215
ЭД'20, представляющие собой вязкую жидкость светло-коричне1' вого цвета. *
При восстановлении деталей применяют эпоксидные компо- : зицни, в состав которых, кроме эпоксидной смолы, входят отвер- дители, пластификаторы и наполнители. Отвердители предназначены для того,' чтобы перевести эпоксидную’ смолу в необра- . тимо твердое состояние. На практике! нашли применение два ви- : да отвердителей — холодные-и горячие. В качестве холодных 1 отвердителей применяют полиэтиленполиамин' (ПЭПА) и амино-фенол (АФ-2). Прн использовании этих отвердителей эпоксидная смола переходит в твердое .состояние прн комнатной темпериту- : ре, но для ускорения процессаотвёрждения его обычно ведут -при температуре 60—70°С. При горячем отверждении смолы ис- ; пользуют малеиновый ангидрид. Процесс отверждения при применении этого отвердителя рекомендуется проводить при темпе- ратуре 120—16(РС.
, Для повышения пластических свойств эпоксидного состава, в l него входят пластификаторы, в качестве которых наиболее часто используют дибутилфталат (ДБФ), низкомолекулярную алифа- тическую смолу ДЭГ-1 и тиокол НВБ-2. Для придания эпоксид- : иому составу требуемых физико-механических свойств в него вводят наполнители: стальной или чугунный 'порошок, аэросил,. .
Таблица Ш.8.1
Эпоксидные составы н области* их применения
Составлявшие вещества в массовых -частях (м. ч.) 4 г* Области орнмеменм< .?
Связующие Пластификаторы Отвердители Наполнители
эд-ю K-11S ДБФ ДЭГ-1 ПЭПА АФ-2 Чугунный или стальной порошок Графит | гиооДеу «в 3 S а » Й о °* Ss.
100 ~ 10 13,5 —— 120 4 .— Заделка тре-
100 — — — 25 100 30 — — щии в чугунных .
100 — — 25 120 — 4 — корпусных Лета- :
100 » -* 15 — 10 < 150 — — — лях
100 18 . 10 — 25 Заделка трещин в деталях из алюминиевых ‘ сплавов
100 — 10 13,5 — 100 30 3 — Компенса-
. 100 —• —** 25 • — 60 — — ция износа в отверстиях корпусных деталей
100 — 30 Устранение ; повреждений в • кузовах
216
алюминиевую пудру, порошки слюды, талька, асбеста, а также графита. ' ’ „
Для приготовления эпоксидных составов могут быть использованы поставляемые промышленностью готовые композиции К-П5 к К-153, которые не Содержат наполнителей и отвердителей. Наиболее распространенные эпоксидные составы и области их . применения приведены в табл. Ш.8.1.
Из термопластов наибольшее применение нашли полиэтилены, полипропилены, полистиролы, винипласты, полиамиды. и фторопласты. Эти материалы обладают хорошей адгезией с металлами, достаточно высокой механической прочность^. и износостойкостью. Они выпускаются промышленностью в' виде гранул и применяются при восстановлении поверхностей деталей, работающих в условиях трения' скольжения. Для повышения твердости, износостойкости и других свойств в полиамидные смолы вводят наполнители: графит. тальк, дисульфид молибдена и металлические порошки. Эти материалы используют также для изго- <. товления небольших деталей, арматуры кузова и т. п.
• \
2. Применение эпоксидных составов при восстановлении деталей
Эпоксидные составы применяют для заделки трещин, раковин, пробоин и других механических повреждений в корпусных деталях, а также для восстановления и них посадочных поверхностей под подшипники.
Перед выполнением этих работ сначала приготавливают эпоксидный состав (пасту). Для этого эпоксидную смолу подогревают до температуры 50—60°, вводят в нее пластификатор и тщательно перемешивают. Затем в пасту при непрерывном перемешивании вводят в требуемом количестве наполнители. Полученный состав охлаждают до комнатной температуры. За 30—40 мин до применения в эпоксидный состав вводят отвердитель.
При заделке трещин в корпусных деталях их сначала подготавливают к нанесению эпоксидного состава: как и перед заваркой производят разделку трещин под . углом 90—120°, засверли-вают их концы, зачищают кромки от окислов и обезжиривают .растворителями (ацетоном, бензином). Далее в засверленные отверстия вставляют асбестовые пробки и при’помощи Шпателя в подготовленный шов наносят эпоксидную пасту в два слоя. Вначале наносят тонкий слой для того, чтобы только покрыть разделанный шов, а затем вторым слоем полностью заполняют шов с перекрытием кромок на 5—10 мм.
Отверждение пасты производят в сушильном -шкафу: При применении холодного отвердителя (полиэтиленполиамина) деталь нагревают до температуры 60—70°С и выдерживают при этой температуре в течение 4-*-5 ч.
' При устранении пробоины края повреждения зачищают до металлического блеска, из стеклоткани вырезают накла'дку. Размеры накладки должны быть такими, чтобы она на 16—20 мм
• \ 217
перекрывала края пробоины. После этого на очищенные и обезжиренные края пробоины наносят тонкий слой эпоксидного сос-, тава и на него накладывают стеклоткань и прикатывают ее роликом. Далее на поверхность накладки наносят слой эпоксидной пасты и его снова покрывают стеклотканью и т. д. В зависимости от размеров пробоины количество слоев может быть три—пять. После нанесения последнего слоя производят отверждение пасты в сушильном шкафу.
3. Восст_новление размерос деталей нанесением полимеров
При восстановлении цилиндрических поверхностей деталей i, применяют термопласты Нанесение этих полимеров на детали производится путем погружения деталей в расплав пластмассы, литьем под давлением и различными способами напыления порошков. Наиболее широкое применение нашли следующие способы напыления: вихревой, вибрационный, газопламенный и напыление порошка на нагретую поверхность детали.
Перед напылением гранулы полимеров превращают механическим или химическим путем в порошкообразное состояние с размером частиц 0,1—0,15 мм.
При вихревом напылении деталь, предварительно обезжиренную и подогретую до температуры 280 -300СС, помещают в специальную камеру с взпихренным (псевдоожиженным) порошком пластмассы (рис. III.8.1). Камера вихревого напыления разделена пористой перегородкой на две части. В нижнюю часть камеры поступает сжатый воздух или азот. Сверху на пористую перегородку загружают порошок пластмассы слоем толщиной Но. Сжатый газ, проходя через пористую перегородку, взвихривает порошок до высоты Нк; соприкасаясь с нагретой поверхностью детали, частицы порошка оплавляются и образуют на поверхности детали покрытие. Время выдержки детали в камере зависит от необходимой толщины покрытия. После напыления по
Рис. II 1.8.1. Схема установки для вихревого напыления пластч iccobux покрытий: / — уловитель порошка; 2 — напыляемая деталь; 3 — изоляция; 4 — камера; 5 — пористая перегородка
Рис. II 1.8.2. Схема вибрационной установки для нанесения пластмассовых покрытий:
1 — электромагпитыЯ вябр .тор: 2 — камера; 3 — напыляемая деталь
218
крытие подвергают термообработке для снятия внутренних напряжений путем нагрева в масле до температуры 140—160°С в течение 15—60 мин.
При вибрационном напылении порошок пластмассы приводят в псевдоожиженное состояние в специальной виброкамере (рис. П1.8.2) с помощыв'электромагнитного вибратора. Вибрационный способ напыления не требует подогрева детали до высокой температуры, так каГк она не охлаждается потоком сжатого газа, как это имеет место при вихревом напылении. Однако окончательное оплавление порошка-в этом случае ироизводят в специальном нагревательном шкафу при температуре плавления пластмассы. Экспериментально установлено, что наиболее эффективной для нанесения пластмассовых покрытий является частота вибрации в пределах 50—100 Гц, при которой ускорение напыляемых частиц достигает 30 м/с2.
Вибрационным напылением можно наносить покрытия толщиной до 1,5 мм. . '
Нанесение пластмассовых порошков можно производить также путем их напыления на предварительно подогретую поверхность детали. При этом деталь подогревают до температуры плавления пластмассы. Частицы порошка, попадая на нагретую поверхность детали, расплавляются и образуют покрытие.
Описанными способами напыления полимеров можно восстанавливать втулки, изготовленные из антифрикционных материалов, а также посадочные поверхности на других деталях.
При газопламенном напылении пластмассовый порошок расплавляется в пламени специальной горелки и распиливается струей сжатого воздуха.
Этот способ напыления пластмасс применяют для устранения неровностей после правки на поверхности, кузовов. При этом используется специальный порошок ПФН-12 или ТПФ-37. Перед нанесением покрытия поверхность кузова очищают от старой краски и ржавчины, обезжиривают, а затем предают'ей шероховатость при помощи электрошлифовальной машины крупнозернистым кругом или дробеструйной обработкой. Подготовленный таким образом участок поверхности кузова нагревают пламенем газовой горелки до температуры 200°С и только после этого включают подачу порошка и производят напыление. Напыленную поверхность перед окраской шлифуют шкуркой.
t 4. Применение синтетических клеев
Синтетические клеи применяют при ремонте автомобилей для приклеивания накладок на пробоины в баках,, бачках радиаторов и. других деталях, а также при восстановлении кузовов и%ня наклейки фрикционных накладок на тормозные колодки. В авторемонтном производстве нашли применение следующие синтетические клеи: ВС-350. БФ-2, ВС-ЮТ, МПФ-1, ВК-200, эпоксидные клеи и др-
\
219
Перед склеиванием поверхности 'деталей тщательно, очищают : от загрязнений, обезжиривают растворителями н придают им некоторую шероховатость. После этого на соединяемые -поверхности наносят два-три слоя клея толщиной окодо 0,1 мм. Учитывая^ i что большинство клеев (кроме эпоксидных) содержат летучие. растворители, после нанесения первого и поеледующих слоев клея их нужно подсушить.. Время выдержки при подсушивании ’ зависит от марки клея и обычно приводится в правилах применения. Так, например, при применении клея ВС-1.0Т, который используют для наклейки фрикционных накладок на тормозные колодки, необходимо после нанесения первого слоя клея выдер- j 'жать деталь на воздухе в течение 15—20 мин, а после .нанесения | второго слоя — в течение 10—15 мин. Выдержка на воздухе | может быть заменена сушкой в'сушильном' шкафу в 'течение 1 5 мин при температуре 60°С. - 1
..’После подсушивания клея соединяют склеиваемые поверхно- 1 сти. При этом очень важно строго выдержать режим отвержде- | ния клея: усилие прижатия поверхностей, температуру н длитель- < преть выдержки при отверждении. i
•Так, при применении клея-ВС-10Т должно быть обеспечено удельное давление между соединяемыми поверхностями в* пре- -делах 0,5—1,0 МПа. Отверждение должно производиться, при температуре 180°С путем, общего нагрева деталей в течение 45 '= "Мин или путем местного нагрева склеиваемый поверхностей \ электронагревателем, паяльной лампой и другими источниками тепла. Охлаждение деталей после склеивания необходимо произ- • водить, медленно. i
Склеивание синтетическими клеями — это сравнительно ] простой и экономически эффективный процесс соединения , деталей, обеспечивающий в то же время . высокую • прочность.
В заключение необходимо указать, что при работе с синтетн- , ческими клеевыми, составами и особенно с эпоксидными смол^-ми необходимо строго соблюдать правила техники безопасности, -так как многие вещества, входящие в. их состав, являются токсичными* и огнеопасными.
5. Организация рабочего места и техника безопасности
Участок восстановления деталей с, применением синтетичес-ких материалов должен быть изолирован‘ от других производственных помещений.
На рабочем месте восстановления деталей должно быть ус- * таиовл^но следующее основное оборудование: рабочий стол, ; стеллаж для деталей, вытяжной шкаф для приготовления эпоксидных составов, сушильный шкаф. Все оборудование должно • быть расположено так, чтобы обеспечить необходимую рабочую эону и В' то же время, чтобы рабочий не делал лишних движе- : иий.
220
Пластические массы в отвержденном состоянии, как правило, не токсичны и совершенно безопасны. Однако отдельные компоненты, входящие в их состав, вредны для здоровья работающих. К таким компонентам относятся отвердители и пластификаторы. Опасна работа со стекловолокном. Вредно действуют на здоровье также продукты разложения пластмасс при их перегреве.
Поэтому при работе с пластмассами необходимо рабочие, места 'Оборудовать вытяжной йентилянней. Общая вентиляция участка 'должна быть приточно-вытяжной с 4—5-кратным обменом воздуха в час. 1 « .
Помимо общёзащитных средств, рабочих необходимо обеспечить индивидуальными средствами защиты. Работать с жидкими компонентами следует в резиновых перчатках, а, со стеклотканью — в респираторе и защитных очках. На рабочем месте должны быть вывешены* подробные инструкции по.правилам безопасной работы.
Раздел IV
ТЕХфЭЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ И РЕМОНТА УЗЛОВ И ПРИБОРОВ '
Г лава 1 ОБЩИЕ ПОЛОЖЕНИЯ
1. Классификация видов технологических процессов
Проектирование технологического процесса имеет целью установление оптимальной последовательности и способов обработки отдельных поверхностей и всей детали в целом, подбор необходимого оборудования, .оснастки н инструмента для обработки и контроля, определение оптимальных режимов обработки и технических норм времени на выполнение работ за счет знания закономерностей н особенностей ремонтного производства. Главным требованием к‘технологии восстановления деталей является обеспечение требуемого уровня служебных свойств деталей при заданной производительности труда- с наименьшими общест-. венными затратами.
В настоящее время стандартом установлены два вида технологических процессов восстановления деталей: единичный н типовой.
Единичный технологический процесс отно<;ит-/ ся к изделиям одного наименования, типоразмера и исполнения независимо от типа производства.
.Типовой' технологический процесс характеризуется единством содержания и последовательности большинства технологических операций и переходов для групп изделий с общими конструктивными признаками;
Каждый вид технологического процесса характеризуется* следующими признаками:
а) основным назначением-процесса: рабочий, перспективный.
Рабочий технологический процесс выполняется по рабочей технологической и (или) конструкторской документации.
Перспективный технологический процесс соответствует современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии;
б) степенью детализации содержания процесса: маршрутный, операционный, маршрутно-операционный.
Маршрутный технологический процесс выполняется по документации, в которой содержание операций излагается без указания переходов и режимов обработки.
222
Операционный технологический .процесс выполняется по ^документации, р которой содержание операций, излагается с указанием переходов и режимов обработки.
Маршрутно-операционный, технологический процесс выполняется по документации, в которой содержание отдельных . операций налагается без указания переходов и режимов обработки. , <
Указания по применению технологических процессов, характеризующихся степенью детализации содержания процесса, устанавливаются отраслевыми-стандартами.
Подсистема проектирования технологических процессов является составной частью системы технологической подготовки производства. ....
Под. технологической подготовкой' производства понимается совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при. установленных сроках, объеме выпуска и затратах. ' . ,
В СССР создана Единая система технологической подготовки производства (ЕСТПП), т. е. установленная на базе государственных стандартов система организации ’и управления техно-1 логической подготовкой производства; непрерывно совершенствуемая на основе новейших достижений науки и техники я уп-ч
ТаблицаIV.1.1-
Классификация технологических процессов
Признаки классифнкишя Наименование технологичного процесса -Т— : г- ’ 1 • Указания по применению w ‘ ‘.
Количество Единичный Применяется для восстановления (изготовив-
изделий, ' охватываемых про- цессом _ 1 Типовой . ния) изделий одного" наименования, типдрвзцераи исполнения независимо от типа производства а) применяется как информационная основа
при разработке рабочего. технологического, процесса;
б) применяется, как рабочий технойюгичбб-кий процесс прн наличии для изготовления детали базы для разработки стандартов на' типовые технологические-процессы
Основное Рабочий Применяется для (восстановления) изгогов-
назначение 1 . • ления конкретного издедия в соответствии с
* Перспектив- требованиями рабочей технической документации Разрабатывается как информационная основа
иый для проектирования рабочих технологических
• f. процессов при техническом и организационном перевооружении производства. Рассчитан на применение более совершенных методов обработки, более производительных и экономически эффективных средств технологического. оснащения, а также на изменение принципов оргадозац нн производства » . •• <
рявляющая развитием технологической- подготовки производства } на уровнях, общесоюзном, отраслевом, предприятий или объеЧ динений.
Указания по применению технологических процессов привел деиы в табл. IV.1.1.
2. Структура технологического процесса
При разработке проекта технологического процесса восстав новления деталей важно определить число операций, на которые этот процесс должен быть расчленен.
Операция — законченная часть технологического процесса, выполняемая на одном рабочем месте одним рабочим (или группой рабочих) непрерывно .над определенной деталью или сборочной единицей (или совокупностью деталей, сборочных единиц).
Установ — чдсть операции; выполняемая при , одном закреплении обрабатываемой детали и , одной настройке оборудования.
Позиция — каждое из возможных фиксированных положений'Перемещающейся части приспособления с неизменно закрепленной деталью относительно оборудования, на . котором производится работа.
Переход — часть операции, при которой'обрабатывается один или несколько участков поверхности детали одним и тем же инструментом (или группой инструментов) при неизменном или Закономерно. изменяющемся. режиме работы оборудования. Применительно к сборке переход характеризуется неизменностью . сопрягаемых поверхностей и применяемого при этом, .инструмента (приспособления). Переход при обработке резанием ^может быть разделен на проходы.
", Проход — часть перехода, связанная со снятием слоя металла при однократном движении инструмента или группы ‘ инструментов относительно обрабатываемой поверхности детали. *
Прием — часть операции, представляющая собой совокупность действий, связанных каким-либо одним целевым назначением (установки изделия в приспособленке, а также включение станка).
Основным фактором, определяющим степень дифференциации технологического процесса;, является характер производства и связанный с ним объем выпуска продукции. Йод объемом выпуска понимается количество изделий определенного наименования, типоразмера и исполнения, ремонтируемых предприятием в течение планируемого интервала времени.
При выборе оптимальной технологии размер выпуска В, выше которого оптимальной является операционная технология, а ниже — маршрутная, определяется по формуле:
224
вв в0
Z го «W + £ тл В„ (Тмм Дрм - Ги.8.0 Дрл) - Т„ Цтм
В = -!—------------------------------------:----------------, (IV.1.1)
V Т, (Гщ, ы Цр-И ^шт.о ^р.о) 1
где Во — количество операций; - *-
Т0—время разработки и оформления операционной карты;
ZZT 0 — средняя стоимость единицы времени работников, разрабатывающих- операционную карту;
7"я—число лет действия технологии;
В,— среднее число партий одинаковых деталей в год;
Гп;9<и — подготовительно-заключительное время на операцию при применении маршрутных карт;
Цри — стоимость единицы, времени рабочего, работающего по маршрутным картам; 7п.з.о~ подготовительно-заключительное время на операцию при применении операционных карт;
о—стоимость единицы времени рабочего, работающего по {итерационным картам;
Ти—время разработки и оформления маршрутной карты;
Лт м—средняя стоимость единицы времени работников, разрабатывающих маршрутную карту;
Т'шт.м — штучное время при пользовании маршрутной картой;
^шт.ч—штучное время при пользовании операционной'картой.
Если штучное время не . меняется, то вместо формулы (IV. 1.1) следует пользоваться формулой (IV. 1.2), определяющей число партий в год, выше которого оптимальной является операционная технология, а ниже — маршрутная:
^Го^то-ТмЦт.м
B^^----------1--------------------— . (IV.L2)
2 Т’д (^П.З.И ^р.и Лг.з.о ^р.о)
Проектирование технологических процессов носит системный характер, так как для выбора оптимального варианта проводится комплексный анализ технической, организационной, экономической и социальной целесообразности конкурирующих вариантов.
Анализ технической целесообразности заключается в установлении возможности восстановления деталей, сборочных единиц и автомобилей в полном соответствии с техническими условиями .и выявлении преимуществ и недостатков рассматриваемого варианта с точки зрения повышения технического уровня производства.
Анализ организационной целесообразности сопоставляемых вариантов состоит в выявлении их преимуществ и недостатков с точки зрения сокращения длительности производственного цикла и обеспечения ритмичности производства.
При социальном анализе целесообразности варианта технологического процесса учитывается возможное изменение профессионального и квалификационного состава рабочих, повышение
8—5592 225
уровня механизации и автоматизации, труда/ улучшение условий! труда.
Экономический анализ состоит из расчета затрат» обусловлен^ них осуществлением сравниваемых вариантов процесса, из рас-| чета годового экономического эффекта, определения области эко*] комически выгодного применения сравниваемых средств, уставов-] ления их параметров, сроков функционирования и степени влия-; ния на технико-экономические показатели предприятия. 3
4
d
3. Типизация м стандартизация технологических процессов восстановления деталей J
Одним из путей повышения эффективности проектирования^ технологических процессов является проведение технологической] унификации процессов. Технологическая унификация позволяет! сократить сроки технологической подготовки производства и вы- \ полнить ее иа более высоком организационно-техническом уровне ] при меньших затратах материальных и трудовых ресурсов. '
Основными направлениями технологической унификации, на- j шедшими широкое применение, являются типизация технологических процессов и групповой метод обработки деталей.
Под типизацией технологических процессов понимается раз- ; бивка деталей иа конструктивно-технологические1 классы (типы) ] и составление для каждого из них типового' технологического; процесса. «
Сущность процесса типизации технологических процессов эа-^ ключается в следующем. , \
1. Детали различных изделий группируют в классы, подклас-| сы и типы в зависимости от конфигурации,' размеров; точности и| качества поверхности. Например, классами деталей являются. ва-лы, зубчатые колеса, втулки, корпуса и др. В свою очередь этил классы могут быть разбиты на подклассы в зависимости от фор-] мы деталей (для валов подклассами могут быть валы гладкие,! ступенчатые и т. д.). |
Подклассы делятся на типы, в которые входят однотипные'! детали, отличающиеся между собой размерами. 1
2. Для каждого класса технологически сходных деталей раз- i рабатывают типовой технологический процесс, который можно ; применять при обработке каждой детали, входящей в класс. ]
3. Типовой процесс содержит принципиальные указания о ме- -годах обработки деталей данного класса, план операций обра- < боткн деталей определенного подкласса или типа, полную последовательность операций и переходов обработки деталей определенного типа.
4. При построении типового технологического процесса систематизируют достижения промышленных предприятий и научные исследования, касающиеся восстановления подобных деталей.
Типизация технологических процессов строится. на базе классификации и типизации объектов производства. Технологическая 226
классификация деталей представлена в Технологическом классификаторе деталей машиностроения и приборостроения.
В классификаторе принята 14-значная структура технологического кода детали, состоящая из двух частей: кодов классификационных группировок основных признаков (постоянная часть кода) и признаков, определяющих вид детали (переменная часть).
Для группирования деталей по их конструкторско-технологическому подобию используется конструкторско-технологический код деталей, составленный из кода классификационных группировок конструктивных признаков и технологического кода детали.
В каждом отдельном случае в конкретных производственных условиях допускается использование различных частей и сочетаний частей конструкторско-технологического кода деталей в за-* висимосТи от характера решаемых задач, а также введение дополнительных признаков и кодов (после кодов по данному классификатору). При этом возможно применение части кода конструкторских классификационных группировок с необходимой степенью детализации.
При разработке технологического классификатора деталей учтено деление деталей на классы, подклассы и группы при классификации по конструктивным признакам, т. е. предусмотрена зависимость размерной характеристики от геометрической формы детали. В связи с этим при использовании конструкторско-технологического кода для решения конкретных задач разрешается использовать код конструкторских классификационных группировок с любой степенью детализации. Технологический классификатор детали создает предпосылки для решения следующих задач:
группирования деталей по конструкторско-технологическому подобию для разработки типовых технологических процессов н внедрения группового метода обработки;
подетальной специализации цехов, участков;
унификации и стандартизации технологических процессов; подбора технологического оборудования;
разработки укрупненного маршрута обработки.
Этапы проектирования типовых технологических процессов. При разработке типовых процессов используется базовая, руководящая и справочная информации.
Базовая информация включает сведения, имеющиеся в конструкторской документации,, и программу восстановления деталей.
Руководящая информация включает сведения о технологических процессах, методах управления ими, об оборудовании и оснастке содержащихся в стандартах, о документации и производственных инструкциях. Справочная информация содержит сведения о методах обработки, режимах обработки, припусках, нормах расхода материалов и др. ,
Разработка типовых процессов восстановления деталей осуществляется в следующей последовательности.
1. Классификация деталей ремонтного фонда. На этом этапе создаются группы деталей, обладающих общностью коиструктор-8* 227
ско-технологических характеристик. Выбираются типовые представители групп.
2. Количественная оценка групп деталей Определяется тип производства для каждого типового представителя групп (единичное, серийное, массовое) с учетом частот появления дефектов и их сочетаний.
3. Анализ типовых представителей групп по чертежам и техническим условиям, программам выпуска и типа производства. Разрабатываются варианты схем технологических маршрутов восстановления деталей.
4. Выбор технологических баз При выборе технологических баз оценивается точность и надежность базирования.
5. Выбор методов устранения дефектов. На этом этапе выбираются методы устранения дефектов,, определяются их технико-экономические показатели.
6. Составление вариантов технологических маршрутов обработки При этом определяется последовательность операций и определяются группы оборудования по операциям.
7. Разработка технологических операций. К числу задач, решаемых на этом этапе, относятся:
рациональное построение технологических операций;
выбор структуры операции;
установление рациональной ‘последовательности переходов в операции;
выбор оборудования, обеспечивающего оптимальную производительность при условии обеспечения требуемого качества;
расчет загрузки технологического оборудования;
выбор конструкции оснастки; ,
установление принадлёжности выбранной конструкции к стандартным системам оснастки;
установление исходных данных, необходимых для расчетов, и расчет припусков на обработку и межоперационных припусков;
установление исходных данных, необходимых для расчетов оптимальных режимов обработки и их расчет;
установление норм времени и разрядов исполнителей.
8. Расчет точности, производительности и экономической эффективности вариантов типовых технологических процессов. На этом этапе выбирается оптимальный вариант типового технологического процесса восстановления деталей.
9. Оформление типовых техноло! ических процессов. Разрабатываются, согласовываются и утверждаются необходимые технологические документы в соответствии с требованиями ЕСТД. Высшей ступенью типизации технологических процессов является их стандартизация.
Стандартизация типовых технологических процессов. Основ- J ными целями стандартизации типовых технологических процес- ] сов являются: установление правовой формы типизации; устранение разнообразия в технологии изготовления однотипных изделий; сокращение объема разрабатываемой документации; сокра- , 228
щеиие трудоемкости при разработке технологических ’процессов.
Стандарт разрабатывают на типовой технологический процесс, состоящий из комплекса технологических .операций, обеспечивающих высокое. качество изделий, и на технологические операции, имеющие самостоятельное значение для обеспечения качества изделия. „
Стандарт на типовой технологический процесс должен устанавливать показатели и требования, определяющие качество выпускаемых изделий и производительность труда, маршрут прохождения изделия по. операциям и основные средства технологического оснащения, включая средства контроля и испытания.
К числу элементов технологии, подлежащих стандартизации, относятся: ,состав .и последовательность технологических операций (типовая схема восстановления); межоперационные требования; технологическая операция; средства технического осйаще-ния; режимы обработки; схемы базирования; технологическая документация и др. ' .
В стандарте на типовой технологический процесс могут быть установлены требования к операциям, оборудованию, технологической оснастке, режимам обработки, материалам и т. п. в зависимости от основного параметра изделия (толщины материала, его механических свойств, конфигурации, толщины покрытия и др.).
Кроме того,, в стандартах на типовые технологические процессы (операции) могут быть приведены справочные данные, необходимые для пояснения и дополнения содержания стандарта: перечень рекомендуемых средств технологического оснащения; чертежи общих видов .оригинальных средств Технологического оснащения; типовые схемы расположения рабочих мест и оборудования; рекомендации и предложения по модернизации оборудования и применяемой оснастки.
Последовательность работы по типизации и стандартизации технологических процессов показана на приведенной схеме (рис. IV. 1.1). 4
При смене объектов производства технологический цикл претерпевает изменения, одиако выполнение отдельных технологических процессов и операций остается неизменным. Поэтому стандарты на типовые технологические процессы целиком или с некоторыми дополнениями могут быть использованы при разработке новой технологии. Применение таких стандартов ’ позволяет значительно улучшить технико-экономические показатели производства и качества выпускаемы* изделий.
Групповой метод обработки деталей представляет собой способ унификации технологии производства, при котором для групп однородных по ' тем или иным конструкторско-технологическим признакам ^деталей устанавливаются высокопроизводительные методы обработки с использованием' быстропереналаживаемой оснастки. . /
'229
Рис. IV.1.1. Последовательность работы по типизации и стандартизации технологических процессов
Наиболее общие задачи, решаемые групповым методом, сводятся к специализации, технологической концентрации, к совмещению времени основных и вспомогательных элементов операций и т. п.
Принципиальные основы этого метода заключаются в классификации и группировании деталей, видов работ и технологических процессов; классификации групповых приспособлю ний и инструментальных иаладок, целевой модернизации и специализации оборудования, внедрении групповых поточных линий.
Групповым технологическим процесс м называется совокупность групповых технологических операций, обеспечиваюпХих изготовление деталей группы (или нескольких групп) по общему технологическому маршруту. При групповом технологическом маршруте нс исключено прохождение некоторых представителей или целых групп с пропуском отдельных операций.
Группой (операционной) называется совокупность деталей,
характеризуемая при обработке общностью оборудования, оснастки, наладки и технологического процесса (операционного). При создании групп принимают во внимание габариты деталей, так как они определяют типаж оборудования и размеры технологической оснастки. Кроме того, учитываются геометрическая форма, общность поверхностей, подлежащих обработке, точность и чистота обрабатываемых поверхностей, однородность заготовок, серийность, экономичность про-
цесса.
При построении групповых процессов механической обработки за базовую берут характерную деталь данной группы, называемую комплексной. Под комплексной понимается реальная или условная (искусственно созданная) деталь, содержащая в своей конструкции все основные элементы, ‘характерные для изделий данной группы, и являющаяся ее конструктивно-технологическим представителем. Основные элементы — поверхности, определяющие конфигурацию детали и технологические задачи, решаемые в процессе обработки.
230
Комплексная деталь служит основой при разработке группового процесса и инструментальных групповых наладок. Под групповой наладкой понимается подготовка станка и его оснастки, обеспечивающая обработку всех изделий данной группы с несложной подналадкой. Следовательно, составленный на комплексную деталь технологический процесс с небольшими дополни-тельными подналадками оборудования применим при* чзггтовле-нии любого представителя данной группы.
4. Стадии разработки и виды технологической документации
Единая система технологической документации (ЕСТД) предусматривает стадии разработки технологической документации, увязанные со стадиями конструкторской разработки изделия, которым даны соответствующие литеры.
Авторемонтное производство не связано с эскизным и техни- * ческим проектированием изделий, изготовлением и испытанием опытных образцов изделий, поэтому для него из стадий проектирования выпадают* соответствующие этапы. Для авторемонтного производства характерны стадии разработки с литерами: «П», «А» и <В». •
На стадии проектирования технологического процесса с литерой <11> производятся:
изучений технологической документации на изготовление деталей на автостроительных заводах;
проведение исследований по изысканию способов восстановления или ознакомление с ранее разработанными способами восстановления; ’
выбор технологических баз;
определение порядка операций;
назначение контрольных операций.
На стадии разработки технологического процесса с литерой = «А» для установочной серин (в стадии освоения ремонта новой, модели) производится корректирование технологического процесса с выдачей задания на конструирование оборудования, приспособлений и специальных инструментов. Далее производится разработка карт технологического процесса с выбором оборудования, приспособлений, инструментов, режимов обработки и норм-времени.
На стадии разработки технологического процесса с литерой <В» для установившегося серийного или массового производства выполняется корректирование .технологической документации с литерой «А» и фиксирование окончательно отработанного и проверенного в производстве полностью оснащённого технологического процесса.
Государственный стандарт предусматривает 14 наименований технологических документов, средн которых наиболее важные следующие.
Маршрутная карта с условным обозначением МК предназначен? для описания технологического процесса, включая контроль
231
и перемещение по всем операциям в технологической последовательности с указанием данных об оборудовании, оснастке, трудовых и других нормативах в соответствии с установленными формами, и используется для планирования производства.
Операционная карта, обозначаемая ОК, предназначена для описания операций технологического процесса изготовления (восстановления) изделий с расчленением операций на переходы, с указанием режимов технологической обработки, данных о сред ствах технологического оснащения, расчетных норм и трудовых нормативов и используется как инструкционная карта для прос-. тых случаев анализа приемов работы и норм времени.
Карта эскизов с условным обозначением КЗ предназначена для графической иллюстрации технологического процесса и его элементов.
Технологическая инструкция, обозначаемая ТИ, предназначена для описания приемов работы, методики контроля, правил пользования оборудованием ,н приборами, мер .безопасности и физико-химических явлений, происходящих при реализации тех-. дологического процесса. ,
1 ; Для авторемонтного производства необходимы следующие до-1*кумеитьг. МК, ОК, КЗ, ТИ (ТИ в исключительных случаях на операции, определяющие качество изделий и требующие дополнительных разъяснений).
МК, КЗ составляют согласно ГОСТ 3.1105—74, который предусматривает: для МК — формы 2 и 2а; для КЗ — формы 5 и 5а. Эскизы изделий согласно ГОСТ 3.1104—74 допускается выполнять от руки без соблюдения масштаба. Обработанные поверхности изделий обводят сплошной линией толщиной от до ЗЬ (где b — толщина сплошной основной линии по ГОСТ 2.303—68 от 0,6 до 1,5 мм). Обрабатываемые поверхности нумеруют арабскими цифрами в кружочках диаметром 6—8 мм.
ГОСТ 3.1107—73 устанавливает единые условные графические обозначения опор и зажимов, применяемых в технологической документации. Для ТИ предназначены формы 6 и 6а.
Операционные карты ОК для авторемонтных предприятий составляют по следующим формам:
для механической обработки ГОСТ 3:1404—74 — формы 1 и 1а*,
для газосварочных работ ГОСТ 3.1406—74 — формы 6 и 6а;
для электросварочных работ ГОСТ 3.1406—74 — формы . 1 и 1а;
для гальванических работ ГОСТ 3.1408—74 — формы 1 и 1а. ’
5. Маршрутам технология восстановления деталей
В результате контроля н сортировки детали, подлежащие восстановлению, делят по маршрутам. Возможны две организационные формы: подефектная и маршрутная технологии. Подефект-232
ную технологию разрабатывают на отдельные дефекты деталей, маршрутную — на комплекс дефектов, принятых для определенного маршрута.
Известно, что детали, требующие восстановления, имеют, как правило, не один дефект. Кроме того, дефекты на деталях повторяются в определенных сочетаниях и подчиняются закономерностям, зависящим от конструктивной и технологической характеристики детали и условий эксплуатации. Поэтому сортировать детали по маршрутам нужно с учетом действительного сочетания дефектов.
На первой стадии существования авторемонтного производстве технологию разрабатывали на каждый дефект в отдельности. Такую технологию называли подефектной технологией восстановления деталей. Однако для авторемонтных предприятий , с большой производственной программой при концентрации и специализации авторемонтного производства применение пбдефект-ной технологии нецелесообразно и экономически неоправдано. Подефектная технология имеет ряд существенных недостатков: комплектование партий восстанавливаемых деталей осуществляют только по наименованиям без учета однотипности имеющихся сочетаний дефектов; партию деталей, запущенных в производство, нельзя восстанавливать по единому технологическому процессу. В результате каждая деталь партии требует выполнения восстановительных операций в .соответствии с имеющимися . на ней дефектами. Такая партия в производстве не сохраняется до конца, в результате чего учет значительно затрудняется. При обработке партии деталей с- разными сочетаниями дефектов усложняется учет трудовых и материальных затрат.
Очевидно, что при этих условиях невозможен запуск в производство больших партий деталей н нецелесообразно применение специализированного оборудования и оснастки.
Осложняется контроль за соблюдением последовательности выполнения восстановительных операций, предусмотренных технологией, а также правильностью движения детали по цехам завода.
Все сказанное привело к тому, что применение нодефектной технология на авторемонтных заводах стало неэффективным. Опыт капитального ремонта автомобилей промышленными * методами послужил основанием для создания новой организации производственного процесса восстановления деталей по системе маршрутной технологии.* Под маршрутной- технологией понима- । ется технология, состаВленнаяЯ'а комплекс дефектов, — ” маршрут. При этом технологический процесс составляют не механическим сложением технологических процессов устранения каждого дефекта в • отдельности. Состав операций определяют.естественным сочетанием дефектов, выявленных в результате дефектации деталей.
Маршрут должен предусматривать и технологическую взаимосвязь сочетаний дефектов со способами восстановления. Марш
233
рутная технология является необходимой прн массовом восста-• новлении деталей автомобиля промышленными методами.. Толь-| ко при маршрутной технологии создаются условия для применения современных технологических процессов. Все рассмотренное выше позволяет сформулировать принципы, которыми необходим мо руководствоваться при разработке маршрутов.
Глава 2 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
1..И сходные данные для разработки Технологического процесса восстановления деталей
Исходными данными, которыми необходимо. располагать при проектировании технологических процессов, служат:
1. Годовая производственная программа ремонта 'автомобилей, агрегатов и деталей. j
2, Чертеж узла или сборочной единицы, в который входит деталь. Данный чертеж позволяет проанализировать условия работы детали, требования к сборочной единице.
3. Рабочий чертеж детали. Рабочий чертеж изготовления детали на автомобилестроительном заводе необходим для представления о допустимых погрешностях на размеры детали, ее форму и расположение поверхностей, марке материала детали и Дополнительных требованиях к детали или ее элементам.
4. Технологический процесс изготовления детали на автомобилестроительном заводе. Важнейшим условием • обеспечения требуемого уровня качества восстановления деталей является технологическая преемственность между процессами 'изготовления и восстановления деталей. Это условие определяет исключительную ценность сведений о технологическом процессе изготовления деталей для технолога авторемонтного производства.
5. Ремонтный чертеж детали. Ремонтный чертеж выполняется в соответствии с требованиями, установленными ГОСТом на ремонтную документацию. Он должен иметь: необходимое количество проекций' размеров при правильной их расстановке, допуски на погрешности формы и расположения. поверхностей, дополнительные требования ' к детали.
6. Данные о числе повреждаемых поверхностей, характере повреждений, о вероятных сочетаниях дефектов у изношенных деталей, количестве деталей с определенными сочетаниями дефектов. Указанные сведения необходимы для: установления рациональной последовательности устранения дефектов, формирования оптимальных размеров партий, запускаемых в производство, определения количества технологических Маршрутов, восстановления деталей, выбора способов устранения дефектов.
234
7. Указания о предпочтительности применения методов обработки и способов устранения отдельных дефектов, об уровне восстановления служебных свойств детали. Большое разнообразие способов устранения дефектов и высокие требования к качеству восстановления деталей требуют знания объективных технологических возможностей каждого способа, условий его применения к конкретной детали, уровня восстановления функциональных свойств детали.
8. Справочные данные об оборудовании, его загрузке, руководящие и нормативные технические материалы, сведения о передовом опыте ремонта деталей данного наименования. К числу этих материалов относятся:
данные об оборудовании (технические характеристики, паспорта станков, каталоги, сведения о загрузке оборудования);
операционные припуски и допуски (нормали);
каталоги режущих, измерительных и вспомогательных инструментов; •
нормативы режимов резания, вспомогательного и подготовительно-заключительного времени и времени на обслуживание рабочего места и отдых рабочего;
таблицы величин врезания инструментов;
данные о твердости и относительной износостойкости отдель-. ных видов покрытий, полученные по результатам проведенных научно-исследовательских работ;
единый тарифно-квалификационный справочник.
2. Методика и последовательность проектирования технологических процессов восстановления деталей
Проектирование технологического процесса восстановления детали включает в себя целый комплекс работ:
анализ техно, югического процесса изготовления детали;
анализ информации о частотах и характере повреждений отдельных поверхностей деталей;
систематизацию и анализ возможных способов устранения отдельных дефектов;
разработку состава и последовательности технологических операций;
определение оптимальных объемов, ремонтных работ;
выбор технологических баз;
выбор средств технического оснащения (оборудования, приспособлений, обрабатывающего, вспомогательного и мерительного инструмента);
разработку оригинальных средств технического оснащения;
выбор режимов резания, схем базирования;
обоснование межоперационных допусков и припусков на обработку;
системный анализ разработанных вариантов технологического процесса и выбор оптимального;
235
разработку технологической документации на технологический процесс восстановления детали.
Разработка технологического процесса восстановления деталей ведется в следующей последовательности.
1. Строятся возможные схемы вариантов технологических маршрутов, основанные на предварительном анализе восстановления подобных деталей и опыте технолога.
2. Устанавливаются структурные схемы вариантов выполнения технологических операций.
3. Определяется оптимальный структурный состав операций.
4. На основе оптимальных структурных схем технЬлогических операций формируется оптимальный технологический маршрут восстановления детали.
5. Производится производственная корректировка технологического процесса восстановления детали.
6. Производится техническое нормирование технологических операций.
7. Составляется технологическая документация.
Ремонт детали предусматривает восстановление ее работоспособности, первоначальной посадки, размеров, геометрической формы и взаиморасположения осей, прочности, твердости, герметичности и др.
Устранять одни и те же дефекты возможно различными способами, например, изношенные места могут быть отремонтированы хромированием, металлизацией, наплавкой, механической обработкой и другими способами, и, наоборот, один и тот • же способ может быть применен для устранения разных дефектов. Например, сварка применима для восстановления изношенных участков детали, заварки трещин, наплавки резьбы и др.
3. Анализ возможности и целесообразности восстановления деталей и выбор способов устранения дефектов
На основе данных конструкторской документации и результатов ускоренных испытаний деталей данного наименования для запускаемых в производство автомобилей, а кроме того, на базе априорной информации решается вопрос о возможности устранения тех или иных дефектов, т. е. производится классификация дефектов на устранимые и неустранимые.
Вопрос о целесообразности восстановления деталей того или иного наименования может быть решен на основе зависимости, предложенной М А. Масино:
Afp =£ 0,8Af/7 + кДк, где Af—расходы на ремонтные материалы в % от полной себестоимости восста-р новления деталей Св ;
МП — расходы на материал и полуфабрикаты в % от полной себестоимости изготовления деталей Сы ;
236
Д„ — расходы на заработную плату в % хи полной себестоимости изготовления деталей Си;
А— коэффициент* зависящий от соотношения процентов накладных расходов приупрдизводстве и при восстановлении деталей данного наименования.
Этой зависимостью можно пользоваться для определения целесообразности восстановления деталей, имеющих необходимый -запас прочности (механической, усталостной и т. д.).
Выбор способа устранения дефектов производится на основе критериев, разработанных В. А. Шадричевым и уточненных М. А. Масино. >
Критерий применимости позволяет из существующих способов устранения дефекта выбрать те, которые йаилучшим образом соответствуют данной детали.
Этот критерий описывается функцией
/См = т(/Ил: Фд; 1)Я;ИЛ; Hx:£Tt).
/=1 1
где —материал детали:
Фл, Dn—форма и диаметр восстанавливаемой поверхности детали;
Ия— величина износа детали, подлежащей восстановлению;
—величина и характер воспринимаемой деталью нагрузки;
т
V Tt — сумма технологических особенностей способа, определяющих область его рационального применения.
Критерий долговечности определяет работоспособность восстанавливаемых деталей. Он выражается через коэффициент дол-, говечности, под которым понимается отношение долговечности восстановленной детали к долговечности новой'детали данного наименования. Этот коэффйцнеит определяется как функция
fi if н> ^cu)i
где Аи — коэффициент нзносЬстойкостн;
Ав—коэффициент выносливости;
Асц — коэффициент сцепляемости..
Технико-экономический критерий является функцией двух аргументов:.
&г.» =Уг(^п>' •?)*
где Ап — коэффициент производительности способа;,
Э — показатель экономичности способа.
Руководствуясь приведенными критериями, можно выбрать рациональный способ устранения дефектов или их совокупностей.
Следует иметь в виду, что для различных конкретных деталей формулы для определения значений критериев также имеют конкретный вид (функциональные зависимости).
237
4. Закономерности поступления на восстановление детелей с различным техническим состоянием
При подефектной технологии восстановления деталей решение вопроса о возможности их повторного использования и выборе рациональных способов устранения дефектов может приниматься на основе данных о характере и величине износа. В случае поо-мышленного восстановления деталей по маршрутной технологии наличие только этой информации совершенно недостаточно, так как большое влияние при этом на выбор способов, а также последовательность операций восстановления оказывает совокупность дефектов, составляющих тот или иной маршрут. Поэтому необходимо исследовать не только распределение размеров поверхностей изношенных деталей, но и выявить статистические закономерности в образовании действительных сочетаний дефектов, оценить вероятности поступления.деталей по ним.
Общее число возможных состояний изношенной детали может быть определено по формуле
n = RK, (IV.2.1)
где к — число возможных дефектов на детали;
R — число уровней контролируемых параметров.
При контроле деталей по альтернативному признаку число уровней контролируемого параметра равно двум (имеется дефект иа рабочей поверхности или отсутствует),
Для сложных деталей, имеющих большое количество изнашивающихся поверхностей, число возможных состояний (сочетаний дефектов) достигает значительных величин'. Например, промежуточный вал коробки передач автомобиля ЗИЛ-130, проверяемый согласно техническим условиям на контроль-сортировку по десяти параметрам, может иметь 1024 возможных сочетаний дефектов, ведущий вал — 2048, фланец ведомого вала — 256. В действительности детали имеют гораздо меньшее число сочетаний дефектов, так как износы поверхностей у большинства . деталей взаимосвязаны. Это в значительной степени и обусловливает устойчивость естественных сочетаний дефектов.
Практика показывает, что, несмотря на случайный характер образования тех или иных сочетаний дефектов, поступление деталей на восстановление имеет вполне определенные закономерности. Например, с увеличением объема выборки обследования частота поступления деталей с тем или иным состоянием постепенно стабилизируется, приближаясь к какому-то постоянному значению. При этом выявляются так называемые статистические закономерности или устойчивость поступления деталей, когда невозможно заранее предсказать, с каким именно сочетанием деф< ктов поступает на контроль-сортировку та или иная деталь, но можно предсказать вероятность этого события по результатам обследования большого количества таких деталей.
238
\ Исследование состояния значительной номенклатуры деталей, \анализ производственных условий их восстановления,- а также научно-исследовательских работ в области маршрутной технологии позволили установить в качестве основных следующие признаки, Использование которых дает возможность объединить изношенные детали с большим количеством возможных состояний в, группу технологических маршрутов восстановления деталей.
i Частота появление детали с определенным сочетанием дефектов. Из всех возможных состояний детали необходимо прежде всего выявить с заданной достоверностью устойчивые- сочетания дефектов, наиболее вероятные из которых и являются базой при формировании технологических маршрутов восстановления. Дефекты, составляющие такие сочетания, являются наиболее близкими, так как их устранение производится по единому технологическому процессу. Следовательно, частота появления того нли иного сочетания дефектов Р($<) является основным признаком группирования различных дефектов в маршруты восстановления.
Частота относится К типу классификационных призма- * ков с числом градаций, равным количеству выявленных сочетаний дефектов.
Функциональная связь поверхностей детали. Признак функциональной связи поверхностей детали предполагает необходимость включения в одни и те же маршруты, во-первых, дефектов, устранение которых по отдельности не обеспечивает необходимой точности восстановления, и, во-вторых, дефектов, устранение одного из которых автоматически ведет к устранению другого.
Первый случай предполагает тщательное изучение технических условий рабочего чертежа детали, которые задают определенную .взаимосвязь между различными ее поверхностями в виде допустимых отклонений в их взаимном расположении. Из-за повреждений установочных баз в условиях ремонтного производства зачастую трудно уложиться в пределы допуска во взаимном положения восстанавливаемых поверхностей относительно невосста-навливаемых. Это приводит к нарушению работы сопряжений и, в конечном счете, к снижению ресурса отремонтированных автомобилей. В связи с этим необходимо более строго, чем в процессе изготовления 'деталей, подходить к выбору установочных баз при их восстановлении. Если все-таки отклонения во взаимном расположении превышают допустимые, необходимо включать в маршрут восстановления соответствующие поверхности данной детали.
Во втором случае поверхности детали конструктивно связаны между собой таким образом, что устранение дефекта на одной из них приводит к одновременному устранению дефекта на другой. Так, например, при устранении износа шлицев ведущего вала коробки передач ЗИЛ-130 (деталь 130-1701030) одновременно устраняется и износ шейки под передний шариковый подшипник, лак как технологический процесс в этом случае предусматривает отрезание изношенного и иапрессовку с последующей приваркой
239
нового шлицевого конца (деталь 130-1701030/2). Следовательно, при износе шлицев в технологический маршрут необходимо вклк чить и восстановление шейки под передний шариковый подшипник независимо от ее состояния.
Признак функциональной связи, относящийся к типу качественных, позволяет четко классифицировать дефекты и их сочетания на отдельные классы за счет объединения таких дефектов в одни маршруты восстановления.
Связь размеров изношенных деталей. Следующим, классифи кационным признаком, характеризующим состояние деталей ремонтного фонда, является теснота связи между износами различных поверхностей детали. Это количественный признак, который устанавливает строгость соблюдения пропорциональности в появлении различных дефектов детали. В качестве оценки тесноты связи между дефектами служат коэффициенты взаимосвязи. Согласно этому классификационному признаку дефекты, имеющие между собой сильные связи, объединяются в общие технологические маршруты восстановления.
Техноло! ическое подобие дефектов и их сочетаний. Целью классификации деталей ремонтного фонда является формирование таких маршрутов их восстановления, которые характеризуются общностью как технологических задач, так и способов их решения. Поэтому наряду с признаками, характеризующими состояние деталей, необходимо ввести признак, разделяющий все дефекты и их сочетания на технологически подобные группы. Такое разделение осуществляется как по общности основных операций восстановления, имея в виду наиболее прогрессивные способы ремонта данного типа деталей, так и по общности применяемого оборудования.
Признак технологического подобия предполагает объединять в одни маршруты дефекты и сочетания дефектов, устранение которых производится по одинаковой технологии, а также дефекты, которые могут устраняться различными технологическими приемами, но на общих рабочих местах.
При классификации деталей ремонтного фонда по признаку технологического подобия, кроме общности основных операций и рабочих мест восстановления, необходимо учитывать схему организации цеха и расположения оборудования. При формировании технологических маршрутов восстановления надо избегать лишних транспортных расходов. Следовательно, должно быть выполнено условие
т г i = 1 2 т
= <lv-2-2)
где gt — масса отдельной детали Z-го наименования;
lt— длина /-го пути между участками цеха.
Минимизация пробега детали между отдельными участками восстановления является одним из основных требований при раз-240
Ьаботке технологических маршрутов. Следовательно, при проектировании новых специализированных предприятий по восстановлению деталей расстановку оборудования необходимо производить не группами, а по ходу типовых технологических процессов.
1 Экономическая целесообразность восстановления деталей с различным техническим состоянием. Прн выявлении целесообразности устранения различных дефектов детали в соответствии с ГОСТ 17102—71 все они подразделяются на три вида: критические, значительные и малозначительные.. Такое разделение основывается на оценке степени влияния каждого рассматриваемого дефекта детали на эффективность и безопасность использования детали.
'Критическим называется дефект, при наличии которого использование детали по назначению практически невозможно или исключается в соответствии с требованиями безопасности.
Значительным называется дефект, Который существенно влияет на использование детали по назначению и на ее долговечность, но не является критическим.
Малозначительным называется дефект, который не оказывает существенного влияния на использование детали по назначению и ее долговечность. Следует отмеТить, что определенные сочетания дефектов, каждый из которых при отдельном ею рассмотрении является малозначительным или значительным, могут быть эквивалентны критическому дефекту. Это обстоятельство позволяет сделать вывод о том, что изношенная деталь должна выбраковываться не только в случае, когда размер одной из ее поверхностей превышает допустимый для ремонта, но и когда совокупность нескольких дефектов (малозначительных и значительных) делает ее восстановление экономически нецелесообразным. Следовательно, экономическая целесообразность* восстановления деталей является одним из основных признаков классификации совокупности их состояний по маршрутам.
Выявив экономически целесообразные для восстановления группы деталей, необходимо найти оптимальный вариант организации их восстановления. Восстановление деталей может осуществляться по одному из вариантов:
по единому технологическому маршруту, включающему в себя все экономически целесообразные для восстановления группы;
по нескольким маршрутам, в основе которых лежат группы, вероятности поступления деталей по которым наибольшие;
по маршрутам, разработанным на каждую сформированную в результате последовательных объединений сочетаний дефектов группу.
Выбор лучшего варианта осуществляется с помощью целевой функции вида
1Гн = mln М [1 [(G + йз) + ЕК4 м}; (ГУ-2.3)
241
1
M = ATAipP(Af/); N^N2++Nn = Np\
P(Ml) = P(Sl) + PlS2)+--+PSJ. I
где At — знак среднего значения; /
И — количество маршрутов восстановления данной детали; /
Сi — себестоимость восстановления одной детали по 1-иу маршруту; I
3п1 — основная заработная плата рабочих при восстановлении деталей по Z-My маршруту;
Л9 — коэффициент, 'характеризующий отношение суммы стоимости прибавочного продукта и обобществленной зарплаты к индивидуализированной заработной плате; |
£ — норма народнохо шйственной эффективности капиталовложений;
Ki — удельные капиталовложения при воссташ вленин детали по Z-му маршруту;
— годовая программа восстановления деталей по Z-му маршруту;
N — годовая программа выпуска деталей;
kp — коэффициент восстановления (ремонта) детали;
P(Mt)—частота поступления деталей с сочетаниями дефектов $2,..., Sсоставляющих Z-й маршрут восстановления;
Np — годовое количество восстанавливаемых деталей по всем р маршрутам;
Р ( Sj ); Р (S2) . Р (S — частота поступления деталей с сочетаниями дефектов •Sp $2,.... Sj , составляющих Z-й маршрут восстановления.
5. Разработка технологических операций
Технологический процесс восстановления деталей составляется в операционном разрезе.
Для обеспечения соответствующих технических условий на детали должны быть восстановлены технол, гическне базы или выбраны вспомогательные базовые нензношенные поверхности. Последние должны быть связаны техническими условиями с восстановленными поверхностями, которые являются конструктивными базами. Например, у ступицы колеса гнезда под подшипники, являющиеся конструктивной базой, всегда изношены, а поверхности посадки тормозного барабана, связанные техническими условиями с гнездами под подшипники, не изношены и могут служить технологической базой. Эти поверхности и принимаются за вспомогательную базу для восстановления детали.
После назначения и восстановления базы обработки и выбора способа восстановления составляется схема и порядок операций, а затем маршрутная карта МК, для чего по каждой операции предварительно намечается оборудование, приспособления, вспомогательные, режущие и измерительные инструменты. Заполнение колонок, определяющих потребное время, до разработки операционных карт, не производится. Краткое содержание операции в маршрутной карте должно отражать полный объем работы (например, отрезание венца шестерни прямого зацепления). Заканчивается заполнение маршрутной карты МК после составления всех операционных карт, определения по всем операциям подготовительно-заключительного и штучного времени.
Операционные карты ОК составляются на все операции в последовательности, указанной в маршрутной карте
242
Операция расчленяется на переходы. Содержание перехода должно быть выражено в повелительном наклонении.
\ В наименовании переходов точно указывается способ установки и крепления. детали (например, установить деталь в трехку-л^чковый патрон с сырыми кулачками), производимая при переходе работа с указание^ номера поверхности обработки (например, расточить гнездо на длине I мм, перевернуть деталь н снять фаску). Размеры обработки указываются на эскизе. /
По-каждому переходу указываются вспомогательные, режущие, рабочие и измерительные инструменты и их заводской код; расчетные данные, т. е. диаметр обработки или рабочий ход; .длина или ширина обработки, припуск на обработку (общая толщина наплавки), глубина резания и т. д. На карте эскизов КЭ по каждому переходу показывается номер поверхности в кружочке 6— 8 мм.
Режим обработки и время по каждому переходу определяют и заносят в операционную карту при техническом нормировании операции (см. раздел V).
6. Выбор технологического оборудования
Выбор технологического оборудования основывается на анализе затрат на реализацию технологического процесса в установленный промежуток времени при заданном качестве восстановления деталей.
Анализ затрат предусматривает:.
сравнение вариантов оборудования, отвечающих одинаковым требованиям и обеспечивающих решение одинаковых задач в конкретных производственных условиях; . •
выбор вариантов, основывающийся на использовании следующей информации: плана развития предприятия; технических требований к изделию; количества и сроков восстановления изделия; затрат на приобретение технологического оборудования и его эксплуатацию; учет требований техники безопасности и промышленной санитарии.
Выбор технологического оборудования должен начинаться с анализа формирования типовых поверхностей деталей и сбороч-. ных единиц ц отдельных методов их'обработки для определения наиболее эффективных методов обработки исходя из назначения и параметров изделия.
При выборе наиболее эффективных методов обработки изношенных поверхностей деталей необходимо: _
дать классификацию типовых повреждаемых поверхностей деталей и выявить конструктивно-технологически подобные поверхности; ’
выявить конкурирующие методы обработки поврежденных поверхностей;
назначить систему показателей, оценивающих эффективность использования каждого из методов;
243
1
наложить ограничения на области применения рассматриваемых методов обработки в зависимости от коис^руктивно-техно^ логических особенностей восстанавливаемой детали, технических требований к уровню восстановления функциональных свойств детали, технико-экономических показателей конкурирующих методов обработки.
Результаты анализа должны быть представлены в виде отношений основных времен; отношений штучных времен; отношений приведенных затрат на выполнение работ различными методами. Лучшим вариантом считается тот, значения показателей которого минимальные.
Выбор оборудования производят по главному параметру, являющемуся наиболее показательным для выбираемого оборудования, т. е. в наибольшей степени выявляющему его функциональное значение и технические возможности.
Физическая величина, характеризующая главный параметр, устанавливает взаимосвязь оборудования с размером обрабатываемого на нем изделия.
Выбор вариантов оборудования, характеризующихся степенью механизации и автоматизации, должен производиться исходя из следующих усл< ций:
поиведенные затраты' на выполнение технологического процесса минимальные;
период окупаемости оборудования при его механизации и автоматизации минимальный.
Годовая потребность в оборудовании определяется из годового объема работ, устанавливаемого статистическим анализом затрат средств и времени на обработку изделия.
Годовые приведенные затраты на использование оборудования определяются размерами затрат на его эксплуатацию и изготовление. Затраты на эксплуатацию и изготовление должны характеризовать борудование, классифицированное по производительности и точности, одного и того же функционального назначения и года освоения производством.
Производительность оборудования необходимо определять путем анализа времени на обработку изделия заданного качества.
7. Выбор технологической оснастки
При выборе технологической оснастки осуществляется следующий комплекс работ:
проводится анализ, конструктивных характеристик детали (габаритные размеры, материал, точность и т. д.), а также организационных и технологических условий восстановления детали (схема базирования и фиксации детали, вид технологической операции, организационная форма процесса восстановления);
проводится группирование технологических операций для определения наиболее приемлемой системы технологической оснастки и повышения коэффициентов использования оснастки.
244
Группирование технологических операций проводят исходя из эксплуатационных характеристик систем оснастки, к которым относятся определяемые конструкции. Группирование технологических операций производится с учетом обеспечения рациональной загрузки каждой конструкции оснастки и на основе анализа объемов выпуска изделий на заданный. период (партиоиность и периодичность запусков, суммарная трудоемкость сгруппированных на конструкцию оснастки технологических операций);
устанавливается принадлежность выбираемых - конструкций оснастки к системам оснастки. К системам технологической оснастки следует относить системы: неразборной специальной оснастки (НСО), универсально-наладочной оснастки (УНО),'уин- , версальнр-сборочиой оснастки (УСО), сборно-разборной оснастки (СРО), универсально-бедналадочной оснастки (УБО), специализированной наладочной оснастки (СНО).
Система формируется комплексами технологической оснастки, предназначенными для выполнения различных видов работ. Принадлежность выбираемых конструкций к системам оснастки устанавливается с учетом следующих планово-экономических и организационных требований производства: плановые сроки и трудоемкость освоения выпуска изделий, планируемая продолжительность выпуска изделия, организационные формы производства в периоды освоения и выпуска;
определяются исходные требования к технологической оснастке;
отбираются конструкции оснастки, соответствующие установленным требованиям или выдаются задания на разработку . и . изготовление технологической оснастки в случае ее отсутствия в имеющейся номенклатуре.
Конструкции оснастки следует определять с учетом стандартных и типовых решений для данного вида технологических операций на основе габаритных размеров изделий, вида заготовки, характеристики материала изделия,' точности параметров и конструктивных характеристик поверхностей изделия, влияющих на конструкцию оснастки, технологических схем базирования и фиксации изделий, характеристик оборудования, объемов производства.
При технико-экономическом обосновании выбора систем - технологической оснастки рассчитывают следующие показатели: .
Коэффициент загрузки единицы технологической оснастки; затраты на оснащение’ технологических операций.
Коэффициент загрузки единицы технологической оснастки .вы-/ числяют по формуле
Т N
k9 = -%-. (IV.2.4)
♦
где — цпучно-калькулздионное время выполнения технологической операции;
N — планируемая месячная программа на единшу оснастки (количество повторов операций):
Тф — располагаемый месячный фонд временя работы оснастки (станка).
, 245.
и
Затраты на оснащение технологической операции на анализируемый период производства изделия универсальной наладоч^ ной оснасткой или специализированной наладочной оснасткой вычисляют по формуле
пУ™____Г' I Г' /7 । ено
' CHU - С- Н Т“ у 1 I у -J-ту— •
‘‘о
где Сн — себестоимость изготовления сменной части (наладки);
Су — затраты на установки (наладки);
/7у — число установок в анализируемый период (число запусков);
^сно — амортизационные отчисления за постоянную часть;
По — число наладок, закрепленных за постоянной частью (число оснащаемых 1 операций).
Глава 3 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ * ’ • j
*
1. Исходные данные
Исходными данными для разработки технологического процесса сборки являются: количество ремонтируемых автомобилей или их составных частей;
сборочные чертежи автомобиля, составных частей, каталоги и спецификации деталей, .входящих в узлы;
технические условия на сборку и испытания изделия, технологические инструкции на подбор деталей, контроль и регулировку сопряжений и сборочных единиц;
сведения об изменении в эксплуатации размеров рабочих поверхностей сопрягаемых деталей;
образец собираемого изделия;
каталоги и справочники по используемому при сборке оборудованию и технологической оснастке.
При проектировании технологического процесса сборки необходимо учитывать рекомендации ГОСТ 14.301—73, регламентирующего следующий порядок разработки: произвести технологический анализ сборочного чертежа и разбивку изделия на сборочные единицы;
составить комплектовочную карту;
провести размерный анализ основных сопряжений и выбрать методы сборки и их сочетаний с учетом специфики ремонтного производства, разработать технологические инструкции на сборку соединений, сборочных единиц, контроль, регулировку и испытания сборочных единиц и изделия;
246
Рис. IVA!. Схема сборочных единиц
Лроялабяи еясава лобшалнияов
' Г
болт ярепленля енеаЭа побшалнаяа ~Л°
Л»
Рис. 1V.3.2. Укрупненная схема сборки редуктора заднего моста
Лррлгияяая шайба
Лррнглнная шайба
Л*
И
и
Ребряторбсбсре
беб&щая яояиоесяая шестерня бсборе
~Л° . ГТ
Лнеобо лобшалнияа правое б сборе
, _
бебуа/ая риллябриоес--я-дяи/естеряявсборе
LZ
Лрокпабял енеова ловшитшяов Л° • Т5
болт яреллелия еяеаба лови/алнаяа
Лроялабяи чартера ло&ааляаяов /Г« -
болтяреояеяаяяертералоАагалялиа ~Л* ~ ~
шаЛба
л*
левое в сборе Л*
.разработать схемы технологического процесса сборки изделия и сборочных единиц;
определить состав и рациональную последовательность технологических и контрольных операций;
пронормировать процесс, определить профессии и квалификацию исполнителей:
247
определить характеристики технологического процесса сборки и выбрать организационные формы сборки;
определить и выбрать технологическое оборудование и оснастку;
, выбрать состав и количество подъемно-транспортного оборудования и разработать операции перемещения автомобиля и его составных частей;
составить планировку участка сборки;
произвести технико-экогомический анализ и обоснование принятого варианта сборки;
оформить технологическую документацию: карту технологического процесса, маршрутную карту, операционные карты, карты эскизов, карты технического контроля, технологические инструкции, комплектовочные карты, карты технологического процесса перемещения сборочных единиц и другие в соответствии с ГОСТ 3.1102—74, ГОСТ 3.1104—74, ГОСТ 3.1105—74, ГОСТ 3.1407—74, ГОСТ 3.1502—74, ГОСТ 3.1602—74.
2. Схема технологического процесса сборки
Схема сборки представляет собой графическое изображение технологического процесса сборки, иллюстрирующее состав частей изделия и последовательность их установки в процессе сборки, и служит для наглядного представления о процессе и для его ускорения.
Составление схемы сборки начинают с изображения базовой детали (базовой сборочной единицы), а затем наносят составные части изделия в установленной последовательности.
Базовой деталью (сборочн й единицей) называют деталь (сборочную единицу), с которой начинается технологический процесс сборки изделия соединения всех остальных деталей (узлов, механизмов, агрегатов), входящих в собираемое изделие Различают две схемы сборки:
схему сборочных единиц (рис. IV.3.1) и укрупненную схему сборки (рис. IV.3.2).
Глава 4
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ
1. Блоки цилиндров
Блоки цилиндров (рис. IV.4.1) относятся к классу корпусных деталей. Их изготавливают у двигателей ЗИЛ-130 из серого чугуна СЧ № 3, НВ 170—229, 3M3-53 — из алюминиевого сплава АЛ4 (крышки коренных подшипников из ковкого чугуна КЧ 35-10), двигателя ЯМЗ-236-— из легированного чугуна, НВ 170-241.
248
Рис. IV.4.1. Основные дефекты блока цилиндров двигателя ЗИЛ-130
Основные дефекты блоков цилиндров двигателя ЗИЛ-130 приведены в табл. IV.4.1.* '
Трещины на чугунном блоке цилиндров заваривают или заделывают эпоксидными пастами. Перед сваркий концы трещины заиверливают сверлом 5 мм и затем разделывают по всей длине при помощи шлифе 1ального круга, установленного на пневматической или электрической шлифовальной машинке под углом 90—120° на 4/в толщины стенки. Заварку ведут после
• В этой таблице и далее сведении относите» к автомобилю ЗИЛ-180.
Таблица IV.4.|
Дефекты блока цилиндров двигателя
ПОЗИЦИЯ на рис. 1V-4.1 Дефекты размеры, допустимые без ремонта, мм
1 Пробоины на стенках рубашки охлажде- При пробоинах более
ния или картера 150 см2 браке вать
2 Износ торцов 1-го коренного подшипника 26,95
3 Трещины и отколы всех видов
4 Износ нижнего посадочного отверстия под гильзу 122,09
5 Износ верхнего посадочного отверстия под гильзу 125,11
6 Износ отверстий под толкатели 25,04
7 Износ отверстий во втулках под опорные В пределах размера
шейки распределительного вала по рабочему чертежу
8 Износ гнезд вкладышей коренных подшипников 79,54
9 Несоосность тех же гнезд Износ отверстий под втулки распределительного вала: 0,05
передняя и промежуточная 55,56
задняя 49,56
Повреждения резьбы —
нагрева блока до температуры 600—650°С ацетилеио-кислородным пламенем горелкой с мундштуком № 3, используя чугунные прутки 05 мм if флюс — буру. Шов должен выступать над поверхностью основного металла не более чем на 1,5 мм; раковины и шлаковые включения не допускаются. При охлаждении блока до 450°С сварку останавливают и его вновь нагревают до заданной температуры.
По окончании сварки блок медленно охлаждают вместе с печью или в термостате.
Сварку можно вести и без предварительного подогрева. В этом случае применяют электродуговую сварку постоянным током обратной полярности в среде аргона на полуавтомате А-547Р (электродная проволока МНЖКТ 01,2 мм, давление аргона у сварочной дуги 30—50 кПа, сила тока 125—150 А, напряжение 27—30 В). При применении электродов ПАНЧ-11 полуавтоматическую сварку можно производить также без применения защитного газа.
Трещины без предварительного нагрева блока можно зг.вари-вать электродами МНЧ-1, состоящими из проволоки монель и константана 03—4 мм, покрытой фтористо-кальциевой обмазкой (сила тока 130 А, напряжение 70 В, твердость наплавленного металла ЯВ170). Сварочный шов получается плотным и хорошо обрабатываемым. Рекомендуется применение электродов ОЗЧ-1 и АНЧ-1, но обработка их шва более затруднительна. Электроды ЦЧ-3 и ЦЧ-4 применяются для заварки трещин без последующей обработки.
250
Трещины, проходящие через перемычки между верхними посадочными поясками под гильзы цилиндров, ремонтируют пайкой-сваркой припоем ДОМНА 49-1-10-02 с использованием флюса ФПСН-2. При зтом применяю! газовую сварку. Температура нагрева кромок шва не превышает 700—750°С. Это снижает опасность отбела и образование трещин, повышает производительность процесса по сравнению со сваркой с предварительным подогревом детали, сохраняет геометрические размеры элементов детали, прочность шва на разрыв не менее 300 МПа. Этот способ рекомендуется к применению при необходимости иметь прочный, герметичный и хорошо обрабатываемый шов.
Технологический процесс пайки-сварки: разделка и обезжиривание трещины, нагрев разделанной трещины до температуры 300—400°С, нанесение и расплавление флюса с последующим равномерным распределением по разделке, •расплавление конца прутка и заполнение шва припоем, проковка шва после его затвердевания медным молотком.
Заварка трещин if блоках цилиндров, отлитых из алюминиевых сплавов, имеет свои особенности: желательно, чтобы трешина находилась в горизонтальном положении, концы трещины засверливать не надо, разделку и зону шириной 15—20 мм необходимо зачистить до металлического блеска и затем место прохождения трещины простучать легкими ударами молотка. Перед заваркой производят местный нагрев зоны трещины пламенем газовой горелки до температуры 300°С. Заварку зрещины осуществляют аргоно-дуговой сваркой с присадочной проволокой из алюминиевого сплава марки АК 04—6 мм. Сварка осуществляется на установках УДГ-301 или УД Г 501, предназначенных для проведения аргоно-дуговой сварки на переменном токе. Для закрепления вольфрамового электрода, подвода к нему сварочного тока и подачи в зону дуги защитного газа служат горелки ГРАД-200 или ГРАД-400. После сварки блок цилиндров медленно охлаждают, прикрыв нагретое место листовым асбестом. Сварной шов зачищают от наплывов металла и окислив заподлицо с плоскостью основного металла шлифовальной машинкой с кругом диаметром 50 мм марки Э24-36 С1-СМК-Затем блок испытывают на герметичность под давлением 0,5 МПа.
Трещины можно заделывать и эпоксидной пастой, если они не проходят через поверхности, несущие нагрузки, по следующей технологии: поверхность вокруг трещины обрабатывают косточковой крошкой, а саму трещину разделывают шлифовальной машинкой под углом 60—90° на глубину 3/ч толшины стенки. Концы трзшин на блоках,' отлитых из чугуна, засверлнвают сверлом 03—4 мм и в полученные отверстия забивают заглушки из мед-нор или алюминилвой проволоки.
В зоне вокруг трещины шириной 30 мм создают шероховатость дробеструйной обработкой или насечкой и обезжиривают ее ацетоном.
251
На сухую поверхность наносят первый слой пасты толщиной до 1 мм, резко перемещая шпатель по поверхности металла. Затем наносят второй слой пасты толщиной не менее 2 мм, плавно перемещая шпатель по первому слою. Общая толщина слоя пасты по всей поверхности 3—4 мм. Блок помещают в сушильный шкаф, где при температуре 100°С его выдерживают около 1 ч, обеспечивая при этом отверждение эпоксидной пасты. После отверждения подтеки пасты срубают, неровности обрабатывают шлифовальным кругом.
Пробоины ремонтируют наложением заплат. На зачищенные и обезжиренные края пробоины наносят пасту, на которую накладывают заплату из стеклоткани толщиной 0,3 мм и прикатывают роликом. Заплата должна перекрывать пробоину со всех сторон на 15—20 мм, Затем на заплату и поверхность блока вокруг заплаты наносят второй слой пасты и накладывают вторую заплату так, чтобы она перекрывала первую на 10—15 мм со всех сторон. В таком порядке накладывают до восьми слоев стеклоткани. Каждый слой прокатывают роликом. Последний слой покрывают полностью пастой Пробоины в блоках можно устранять также приваркой металлических заплат.
Изношенные гнезда вкладышей коренных подшипников восстанавливаются расточкой их под размер рабочего чертежа на станке Р-135 одновременно с растачиванием втулок распределительного вала.
Перед расточкой гнезд крышки коренных подшипников снимают и маркируют, затем их привалочные плоскости фрезеруют или шлифуют на величину 0,7—0,8 мм. устанавливают на место, затягивают болты (момент ПО—130 Н-м) и растачивают борштангой за один проход, обеспечивая шероховатость поверхности по 8-му классу (7?а=0,63-5-0,50). Для устранения этого дефекта заводами автопромышленности, по рекомендации НАМИ, выпущена опытная партия ремонтных вкладышей с увеличенным размером наружной поверхности на 0,5 и 1,0 мм, которые после успешных испытаний будут внедрены в производство.
Гнезда под вкладыши коренных подшипников можно восстанавливать также плазменным напылением по' следующей технологии: перед нанесением покрытия растачивают гнезда под увеличенный размер для получения толщины покрытия 0,7—1,0 мм, обезжиривают, закрывают отверстия масляных каналов асбестовыми пробками и подвергают дробеструйной обработке дробью ДЧК-1,5. Для нанесения покрытия применяется стальной порошок марки ПЖ-5М с присадкой в качестве легирующих добавок порошков алюминия АКП и никеля 1—2%. В качестве плазмообразующего и транспортирующего газа применяют азот. Напыление производят при следующем режиме: расход плазмообразующего газа 20—25 л/мин, сила тока 325—350 А, дистанция на* пыления 145—155 мм. Затем гнезда растачивают под размер рабочего чертежа (резец Т15К6, частота вращения борштанги 200—250 об/мин, подача 0,05 мм/об, толщина снимаемого слоя за
252
один проход не более 0,5 мм).. Рассматриваемая технология обес-печивает также устранение несоосности гнезд -коренных подшипников.
Изношенные отверстия под толкатели восстанавли-вают развертыванием , под один из ремонтных размеров (025,2+0-023 или 25,8+0-028 мм) на радиально-сверлильном станке. Блок цилиндров устанавливают под углом 45°. на приспособлении, используя в качестве базьГ привалочную плоскость и технологи- . ческие отверстия 016.О+0'027 мм, затем с той же установки снимают фаску 1,5X45°.
При износе отверстий под толкатели диаметром более 25,8 мм их восстанавливают постановкой ДРД (дополнительная ремонтная деталь): отверстия развертывают до 030,(Н-0-045 мм, снимают фасйи 0,5X45°, запрессовывают втулки, совместив масляные отверстия во втулке и блоке, и развертывают втулки под размер рабочего чертежа?
Изношенные отверстия под втулки распределительного вала, восстанавливают расточкой на станке Р-135 под один из двух ремонтных размеров с интервалом 0,25 мм. Шероховатость поверхности после расточки должна соответствовать 7а классу (₽а= 1,254-1,0). Затем запрессовывают втулки и растачивают- их на станке * после установки резцов на борштанге на размер по рабочему чертежу или один из пяти ремонтных раз- * меров.
Прн запресс* вке втулок необходимо обеспечить совпадение масляных отверстий В блоке и втулках. Для средней втулки допускается перекрытие не более половины диаметра канала.
Изношенные торцы крышки первого коренного подшипника , восстанавливают наплавкой сплавом ЛОМНА с последующей обработкой под размер рабочего чертежа.
Поврежденные резьбы восстанавливают постановкой ввер-тышей или заваркой с доследующим сверлением отверстий и нарезанием резьбы. .
После ремонта блок цилиндров должен отвечать следующим техническим требованиям: - 1
прн испытаний на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается; • >
крышки коренных подшйпииков и картер сцепления не должны разукомплектовываться с блоком цилиндров;
неперпендикулярность осей поверхностей А и Б (см. рис. IV.4.1) относительно осн поверхности Г й оси поверхности В относительно поверхности Ж должна быть не боЛее 0,090 мм на длине 100 мм;
неперпендикулярность общей оси отверстий под привод распределителя относительно оси поверхности Г должна быть не более 0,075 мм на длине 100 мм; 1 -
несоосность поверхностей Ж должна быть ие более 0,030 мм, а поверхностей Г не более 0,050 мм на длине блока цилиндров;
.’ • 253.
'' •ъ. f
торцовое биение поверхностей Д и Е относительно оси крайних поверхностей Г не должно быть более 0,055 мм,
расстояние между осями поверхностей Г и Ж, замеренное лд переднему торцу, должно быть в пределах 130,216±0,025 мм.
2. Гильзы цилиндров
чугуна,
Гильзы цилиндров (рис. IV.4.2) изготавливают у двигателей ЗИЛ-130 из серого чугуна СЧ 18-36, НВ 179—229, у 3M3-53 из чугуна СЧ22-44, у ЯМЗ из специального чугуна, HRC 42—50. Гильзы цилиндров ЗИЛ и ЗМЗ имеют в верхней части малые вставные гильзы, изготовленные из легированного НВ 156—197.
Основные дефекты гильз цилиндров приведены в табл. IV.4.2. Износ отверстия под поршень устраняется расточкой его с последующим хонингованием под один из трех ремонтных размеров (0,5; 1,0; 1,5). Расточка осуществляется на алмазнорасточных станках 2А78 резцами, оснащенными пластинками ВК6 с подачей 0,14 мм/об и скоростью резания около 100 м/мин. На столе станка гильза закрепляется в специальном приспособлении. Затем отверстие предварительно и окончательно, хонингуют на хонинговальных станках ЗГ833.
Предварительное (черновое) хонингование ведут брусками К310 СТ1К или алмазными брусками АС6М1 100%-ной концентрации с содержанием алмазов в бруске 3,5 карата при режиме: окружная скорость 60—80 м/мин, возвратно-поступательная скорость 15—25 м/мин, давление на бруски 0,5—1,0 МПа, смазочноохлаждающая жидкость (СОЖ) керосин, припуск на хонингование 0,050 мм.
Окончательное (чистовое) хонингование ведут брусками КЗМ20СМ1К или алмазными брусками АСМ20М1 100%-ной концентрации с тем же содержанием алмазов.
Режимы обработки те же, кроме давления на МПа, СОЖ —' смесь керосина и индустриального масла отношении 1:1, припуск на хонингование 0,010 мм.
Замена абразивного мента алмазным при хонинговании позволяет повысить стойкость брусков при предварительном хонинговании в 190 раз, при окончательном — в 90 раз, шероховатость поверхности повышается, значительно увеличивается ресурс сопряжения гильза — поршень.
Для улучшения качества обработки зеркала Гильзы цилиндров авторемонтные предприятия, по рекомендациям завода-изго-
бруски 0,3—0,5" 20 в со-
инстру-
1 2
Рис. IV.4.2. Основные дефекты гильзы цилиндров двигателя ЗИЛ-130
254
Таблица IV.4.2
Дефекты гильзы цилиндров
Позиция 118 рис. IV.4.2 Дефекты Размеры, допустимые без ремонта, мм
1 Износ или задиры отверстия под поршень 100,060
2 Износ нижнего посадочного лояска 122,940
3 Изно. верхнего посадочного пояска 124,940
товителя, переходят на «эластичное хонингование». Этот процесс заключается в том, что хонингование ведется тремя операциями алмазными брусками на эластичной основе. Основные параметры процесса следующие: частота вращения хонинговальной головки на первой, второй и третьей операциях соответственно 120, 160 и 240 об/мин; число двойных ходов при всех трех операциях 60 ход/мин; давление брусков 1,5; 1,2 и 1,0 МПа; марки алмазных брусков соответственно АСВ80/63, АСМ60/40 и АСО80/63 при их размере 12X80X5X3 мм на первой и второй операциях и 12X100X6X3 мм на третьей операции; время хонингования соответственно 40—45, 20—25 и 15 с; получаемая шероховатость поверхности 7?а=0,8; /?а=0,63 и /?а=0,25.
После окончательного хонингойания определяют размерную группу отверстия под поршень и буквенное ее обозначение выбивают на верхнем торце гильзы. Размеры отверстий гильз под поршень, устанавливаемые на один двигатель, должны быть одинаковыми.
Для улучшения приработки сопряжения поршень—отверстие гильзы, увеличения их ресурса, применяют тонкое пластическое деформирование рабочей поверхности гильзы способом вибраци
онного обкатывания шариковой Коррозионный износ и деформации поясков гильзы восстанавливают способом осталивания с последующей обработкой под размер рабочего чертежа.
После ремонта гильзы цилиндров должны отвечать следующим техническим требованиям:
нецилиндричность поверхностей А, Б и В (см. рисунок IV. 4.2) должна быть не более 0,02 мм;
радиальное биение поверхностей Б и В относительно поверхности А должно быть не более
раскаткой.
Рис. IV.4.3. Основные дефекты шатуна двигателя ЗИЛ-130
25Б
0,085 мм, при этом непараллельность осей этих поверхностей -не более 0,035 мм;
шероховатость поверхности А должна соответствовать 9а классу (/?«=0,324-0,25), а поверхностей Б и В — 7а классу (Ял= 1,254-1,0). ,
3. Ш» гуны
Шатуны (рис. IV.4.3) изготавливаются у двигателей ЗИЛ-130 из стали 40Р, НВ 217—248, крышки — из стали 40, у ЗМЗ — из стали 45Г2, НВ 228—269, у ЯМЗ — из стали 40Х, НВ 228—269
Основные дефекты шатунов приведены в табл. IV.4.3.
Шатун и его крышка не должны разукомплектовываться; для предотвращения этого их клеймят. Шатунные болты должны затягиваться динамометрическим ключом (момент 70—80 Н-м).
Восстановление шатуна начинают с устранения изгиба и скручивания. Правку шатуна производят под прессом.
Втулки верхней головки шатунов при капитальном ремонте заменяют новыми. Новую втулку запрессовывают под прессом так, чтобы стык ее был расположен под углом 90' к оси симметрии шатуна против часовой стрелки. Затем втулку обрабатывают прошивкой до размера 027,5ОО+°-М5 мм (усилие выпрессовки после обработки должно быть не менее 6 кН), сверлят отверстие для прохождения масла 05 мм, с двух сторон снимают фаски 0,75X45° зенковкой диаметром 30 мм и растачивают втулку до размера по рабочему чертежу (028,0 ^оооз мм)*
Расточку втулки производят на токарно-винторезном или специальном станке после установки шатуна в приспособление, используя как базу отверстие в нижней головке, чю обеспечивает параллельность осей отверстий верхней и нижней головок шатуна.
Восстановленные шатуны сортируют на четыре размерные группы по диаметру отверстия верхней головки при помощи пневматических длиномеров. Стержни шатуна первой размерной груп-
Таблица IV.4.3
Дефекты шатуна
Позиция ня рис. IV.4.3
Дефекты
Размеры, допустимые без ремонта, мм
Уменьшение расстояния между осями верхней и нижней головок до
Изгиб или скручивание
3 Износ отверстия в нижней головке
4 Износ отверстия в верхней головке под
втулку
5 Износ отверстия во втулке верхней го-
ловки
184.800
Изгиб 0,03, ск{ утнва-ние 0,04 на длине 100 мм 69,512 29,530
28,007
256
пы маркируют белым цветом, второй — зелёным,,третьей — желтым и четвертой — красным. 1
При износе отверстия в нижней головке плоскости* разъема шатуна и крышки фрезеруют» а затем -отверстие растачивают до размера по рабочему чертежу. Шатуны и крышки при фрезеровании закрепляют в специальные приспособления. Обработку производят на вертикально-фрезерном 'станке, используя торцовую фрезу 0160 мм с вставйыми ножами, изготовленными , из стали Р18. Толщина снимаемого'слоя до 0,25 мм. При небольших износах отверстия в нижней головке (до 0,07 мм) торцы крышки шлифуют на глубину 0,07—0,08 мм.
Площадки под гайки обрабатываются «как'чисто> (до размера не менее 30,0+0’26 мм) на вертикально-сверлильном стан--ке 2А125, используя цековку 020 мм, а затем снимают фаску 1X45° зенковкой. г
Замочные пазы под вкладыши углубляются дисковой фрезой 050 мм иа горизонтально-фрезерном станке 6М80Г, обес- *' печивая ширину, глубину и расстояние от боковой поверхности до паза по рабочему чертежу (ширина 5,0+ю-4в, глубина 7,0 мм).
После сборки крышки нижней головки с телом шатуна и затяжки гаек (соответствующим моментом) шатун устанавливают в приспособление и растачивают отверстие на алмазно-расточном' стайке 2А78, оставляя припуск на последующую обработку 001— 0,03 мм и снимают с двух сторон фаски 0,5X45°; До размера по рабочему чертежу (069,5О+0012 мм) расточенное отверстие доводят брусками из синтетических алмазов марок АСМ28М1 и АСМ40М1 на вертикально-хонинговальных станках 3A833, используя СОЖ, состоящую из 70% керосина и 30% веретенного масла при частоте вращения головки 35—40 об/мин, скорости возвратно-поступательного. движения 8—12 м/мий, давлении брусков иа обрабатываемую поверхность 0,3—0,6 МПа и продолжительности обработки 20—25 с. ’
После обработки шатуны промывают в керосине и горячей воде для удаления абразивных частиц, продувают сжатым воздухом! и при необходимости- прочищают боковые отверстия, че- ’ рез которые подается масло иа поверхности гильз цилиндров. -
После ремонта шатуны /должны отвечать следующим техническим требованиям: нецилиндричность поверхности А (см. рис. IV.4.3) должна быть не' более 0,08 мм, неперпендикуляр-ность поверхностей В и Г относительно оси поверхности А дол-. жна быть не более 0,08 мм на длине 100 мм, шероховатость поверхностей А и Б должна соответствовать 86 классу (R.=0,504-4-0,40), а поверхностей В и Г — 7а классу (/?.= 1,25ч-1,0).
4. Коленчатые валы
Коленчатые валы (рис. IV.4.4) изготавливаются у двигателей ЗИЛ-130 из стали 45, HRC 52—62, у 3M3-53 — из высокопрочного чугуна, HRC около 50, у ЯМЗ — из стали 50, HRC 52ч?62.’ 9—5592 .• . , < Г ' / - 257
Основные дефекты коленчатых валов приведены в табл. IV 4
Изгиб коленчатого вала устраняют правкой его на прессе. Вал устанавливают на призмы крайними коренными шей ками и, обеспечивая передачу усилия на среднюю шейку, пере гибают его в противоположную сторону на величину, превыша ю ную первоначальный прогиб примерно в 10 раз.
Увеличение длины шатунных шеек более допустимого размен ра ведет к выбраковке вала. Увеличение же длины передней ко ренной шейки компенсируют постановкой упорных шайб ремонтного размера. При длине шейки 32,64 мм вал бракуют.
Изношенные шпоночные и маслосгонные канавки восстанавливаются наплавкой с последующей обработкой до размера пс рабочему чертежу.
Изношенные шейки под шестерню и ступицу шкива восстанавливают до размера по рабочему чертежу хромированием ил» наплавкой.
Износ шатунных и коренных шеек в пределах ре моэтных размеров устраняется перешлифовкой под один из них Для рассматриваемых двигателей уменьшение диаметра шее» при обработке под ремонтные размеры происходит на величину 0,95; 0.50; 0,75; 1.0 и 1,5 мм.
Шлифование шеек ведется на круглошлифовальных станкал 3A432 шлифовальными кругами для стальных валов Э46-6С Cl 1-СТ25К, для чугунных — КЧ46СМ2-М25К размером ПП 900X30X305. Рекомендуемые режимы резания: скорость вращения шлифовального круга 25—30 м/с, коленчатого вала 10 —
Таблица IV.4
Дефекты коленчатого вала
Позиция ня рис. IV.4.4 Дефекты Размеры, допустимые без ремонта, мм
1 Обломы и трещины Браковать
2 Изгиб вала Не более 0,05
3 Износ фланца по диаметру 139,96
4 Биение торцовой поверхности фланца Не более 0,07
5 Износ маслосгониь'х канаво г по диаметру 78,90
6 Износ отверстия под подшипник направляющего конца ведущего вала коробки передач 52,01
7 Износ отверстия под болты крепления маховика 14,06
8 х Износ коренных и шатунных шеек В пределах допуск* по рабочему чертежу
9 Износ шейки под шестерню и ступицу шкива 45,92
10 Износ шпоночной канавки по ширине 6,05
11 Угеянченне длины передней коренной 32,64
12 Увеличение длины шатунных шеек 58,32
258
12 м/мин для шатунных шеек и 18—20 м/мин для коренных шеек, поперечная подача шлифовального круга 0,006 мм. При шлифовании необходимо выдерживать ра гиуе галтелей и не увеличивать длину шатунных шеек.
Первоначально шлифуют коренные шейки после установки вала в центрах станка фланцем к задней бабке. Забитость центровых отверстий устраняют проточкой фасок на токарно-винторезном станке с использованием в качестве базовых поверхностей шейки под шестерню и наружного диаметра фланца.
При шлифовании шатунных шеек вал устанавливают в цент-росмесители, обеспечивая совмещение оси данной шатунной шейки с осью станка (радиус кривошипа 47,50±0,08 мм). Шлифование ведут начиная с первой шейки; для шлифования следующих шеек вал поворачивают вокруг оси на соответствующий угол.
Все коренные и шатунные шейки должны иметь один ремонтный размер. На переднем противовесе коленчатого вала ставят клеймо с указанием ремонтных размеров коренных (Р\к, Рз«) и шатунных (Pim. Psm) шеек. Острые кромки фасок масляных каналов коренных и шатунных шеек притупляют шлифовальным конусным абразивным инструментом, используя пневматическую бормашинку.
Для получения необходимой шероховатости поверхности шеек их подвергают суперфинишированию на станке типа 2К34 Время обработки около 1 мин. Применяемые бруски: белый электрокорунд марки ЛОЗ-З сечением 20X20 мм; для предварительного суперфиниширования твердость брусков С2РВ83-88, для окончательного С1РВ77-82.
Шейки валов, вышедшие за пределы последнего ремонтного размера, восстанавливают наплавкой под слоем флюса АН-348А проволокой Нп-ЗОХГСА’ с последую-
9*
2S9
щей нормализацией, проточкой 'шеек, упрочнением галтелей поЯ верхностным пластическим деформированием, закалкой их ТВЦл .шлифованием и-полированием под размер рабочего чертежам
Применяют также наплавку под слоем легированного флюсяц (технология способа предложена НИИАТ), после которой шей-| ки коленчатого вала не требуют термической обработки. В этой| случае лёгированный флюс используется при наплавке цилиндр рической части шатунных и коренных шеек Пружинной проволо*| кой II класса 01,6 мм. Наплавку галтелей шатунных шеек про4 изводят электродной проволокой СВ-08 01,6 мм под обычным] фрюсом АН-348Д. Рекомендуют следующие режимы наплавки! цилиндрической части коренных и шатунных шеек: напряженка при холостом ходе 32—33 В, напряжение при наплавке 22—1 24 В, сила тока 180—190 А, частота вращения вала 2,3— 2,4 об/мин, при наплавке коренных шеек и 2,7 об/мин при нд^ плавке шатунных шеек, шаг наплавки 4 мм/об, скорость подачи; проволоки 1,9—2,0 м/мин, индуктивность — все витки дросселя РСТЭ-34. Галтели шатунных шеек наплавляют при следующем^ . режиме: напряжение в режиме холостого хода и при наплавке № сила тока те же, индуктивность 5—7 витков дросселя РСГЭ-34,. частота вращения вала 1,5 об/мин, скорость подачи проволоки^ 2,0 м/мин. • j
При этом способе план операций по восстановлению шеек коленчатого вала может, быть следующим: наплавка коренных И' шатунных шеек, черновое шлифование коренных и шатунных, шеек, правка вала, чистовое шлифование шеек и их полированием под размер рабочего чертежа. ’ л
Упрочнение наклепом галтелей шатунных шеек, восстанови:: ленных по указанной технологии, .позволяет повысить их устало- J стную прочность, до 40%. - 1
После восстановления коленчатые валы обмывают снаружи! и промывают их масляные каналы в специальной ванне моющей! жидкостью под давлением 0,5 МПа в течение 20 мин. 1
Изношенные отверстия под болты крепления на-; хови к а восстанавливают развертыванием их в сборе с маховн-5 ком под один из двух ремонтных размеров (014,25+°’М5 или? 014,5О+ЛОЗ$ мм), одинаковых для всех'отверстий.
Изношенное отверстие под подшипник восстанавли-' вают постановкой ДРД. При этом коленчатый вал устанавливают на токарно-вийторезный станок, используя в качестве базовых поверхностей шейки под распределительную шестерню н. пятую коренную, растачивают отверстие до 06О,О+О'О6<> мм, за- ' прессовывают ремонтную втулку до упора 'и растачивают.ее до размера по рабочему чертежу.
Биение торцовой поверхности фланца устраняют протачиванием ее «как чисто», выдерживая толщину фланца не менее 11,0 мм. ’
Износ наружной поверхности фланца устраняют накаткой (шаг сетчатой надатки 1,2 мм), хромированием или 260 ..
наплавкой с последующей обработкой до размера рабочего чертежа-.
При повреждении резьбы под храповик (M27XL5) менее двух ниток ее прогоняют под этот же размер. При срыве двух ниток нарезают ремонтную резьбу: коленчатый вал устанавливают на токарно-винторезный станок (фланец закрепляют в четырехкулачковый патрон, первуЬ коренную шейку — в люнет), растачивают отверстие с сорвайиой резьбой до 027,7+°>1мм на длине 45 мм и до 031 мм на длине 6 мм, исправляют резцом фаску 3X30° и нарезают резьбу МЗОХ 1,5 кл. 2.
После восстановления коленчатые валы должны отвечать следующим техническим требованиям:
полости масляных каналов шатунных шеек должны быть абсолютно чистыми (пробки необходимо выкручивать н полость прочищать)^
ненилиндричвостъ поверхностей А и Д (см. рис. IV.4.4) должна быть не более 0,005 мм; •
непараллельность осей шатунных и коренных шеек на длине каждой шатунной шейки должна быть ие более 0,020 мм;/ ;
радиусы галтелей шатунных шеек должны быть в пределах 1 ,5-о,5 мм, передней коренной 1,5±0,5 мм, остальных коренных 1,О-о,s мм;
допустимый дисбаланс вала 0,3 Н-см на каждом конце (при балансировке на каждую шатунную шейку должны- быть надеты разрезные кольца); ’
при установке вала на первую и пятую коренные шейки радиальное биение поверхностей должно быть не более (мм): Г — 0,05, В — 0,04, Ж — 0,05; торцовое биение поверхностей должно быть не более: В — 0,07, И — 0,06, К — 0,06;
шероховатость поверхности А должна 'соответствовать 9а классу (Ra=0,32-5-0,25), поверхности К — 8а классу (/?,= = 0,63-5-0,50), поверхностей Е, Ж, В — 7а классу (Я«и 1,25-ь 1,0).
S. Головин цилиндров
Головки цилиндров (рис. IV.4.5) изготавливают у двигателей ЗИЛ-130, 3M3-53 из алюминиевого сплава АЛ4, ЯВ70, у ЯМЗ из легированного чугуна. Вставные седла клапанов изготавливают у двигателей ЗИЛ, ЗМЗ, и выпускные у ЯМЗ из легированного чугуна, HRC 50—60.
Основные дефекты гбловок цилиндров приведены в табл. IV.4.5.
Трещины в головках цилиндров из алюминиевого сплава устраняют путем заварки. Сначала подготавливают трещины, к заварке, затем головку нагревают до температуры 180— 2ОО0С и заваривают трещины. Наибольшее применение нашла газовая сварка с использованием присадочной проволоки марок Св. АК-5 и Св.АК-12 я специального флюса для сварки алюминиевого сплава. После заварки металлической щеткой удаляют
' . 26Л
Таблица IV.4.5
Дефекты головки цилиндров
Позиция иа рис. IV-4.5
1
2
3
4
5
6
7
8
Дефекты
Размеры, допустимые для ремонта, мм
Пробоины, прогар и трещины на стенках камеры сгорания, разрушения перемычек между гнездами
Трещины любого характера, кроме указанных на поз. / (длиной до 150 мм)
Износ, риски или раковины на рабочих фасках седел клапанов
Износ гнезда под седло выпускного клапана
Коробление поверхности прилегания головки к блоку цилиндров
Износ отверстий в направляющих втулках клапанов
Износ гнезда под седло впускного клапана
Износ отверстий под направляющие втулки клапанов
Браковать
Ремонтировать
При утопанин калибр более 1 мм замена
46,030
Pcmi тировать
11,040
56,530
19,040
остатки флюса со шва и промывают его 10%-ным растворе* азотной кислоты и затем нейтрализуют горячей водой. Трещи ны, расположенные на поверхности рубашки охлаждения, мож но ремонтировать и эпоксидной пастой. Затем шов зачищают за подлицо с основным металлом наждачным кругом ЭБ25СТ1-СТ1 050 мм и головку цилиндров проверяют на герметичность.
Наиболее прогрессивных; методом является заделка трещш аргоно-Дуговой сваркой, которая дает более высокое качестве шва и не требует применения флюсов и электродных покрытий Этот вид сварки осуществляют на установках УДАР-300 УДАР-500 или на более современных установках УДГ-301 i УДГ-501. В качестве неплавящегося электрода применяют воль фрамовые прутки марки ВА-1А. диаметр которого зависит оз силы сварочного тока (140—190 А). Для закрепления вольфра мового электрода, подвода к нему сварочного тока и подачу в зону дуги аргона применяют горелки ГРАД-200 (расход аргона 7 л/мин, аргон марки А, ГОСТ 10157-73). В качестве присадочного материала используют проволоку Св-АК12 диаметром 4 мм
Коробление поверхности прилегания к блок) цилиндров устраняют обработкой ее на вертикально-фрезерно* станке 615 фрезой 0250 мм со вставными ножами из сплава ВК8. Плоскость разъема фрезеруют «как чисто», обеспечивая размер б (см. рис. IV.4.5) не менее 18,3 мм.
Износ отверстия в направляющей втулке клапана более допустимого устраняют заменой втулки с последующим развертыванием под уменьшенный ремонтный размер (01О.8+0-024 мм), а при повторном ремонте — под размер рабо
262
чего чертежа (011,О+0-024 мм). Ремонтные втулки маркируют по выступающей части зеленой краской.
При износе отверстий под направляющие втул-х и более допустимого размера их восстанавливают развертыванием под один из ремонтных размеров (019.3+01033, 019,6+0’033 мм) с последующей запрессовкой «тулок тех же ремонтных размеров (019,6 +°,'<М7, 019,6 +o,hjMm), которые клеймятся Р1 или Р2.
Дефектные фаски в седлах клапанов шлифуют для выпускных под углом 45°, для впускных — 60р к оси направляющих втулок. Ширина рабочей фаски должна быть в пределах 2,5—3,0 мм. Оправки для шлифовальных кругов центрируют при помощи хвостовика по предварительно обработанной направляющей втулке. Фаску седла клапана шлифуют «как чисто» и проверяют конусным калибром. При снижении калибра на величину более 1,0 мм седла заменяют. Замену седла осуществляют также при ослаблении посадки его в гнезде головки цилиндров. При этом отверстие под седло растачивают под ремонтный размер (впускное седло 056,8+0-030, выпускное 046,3+0-027 мм) и запрессовывают седла ремонтного размера (впускное 0 57,7_о,0зо, выпускное 0 46,5_о,о25 мм). Расточку отверстия ведут на глубину 9,0 мм, базируя резцовую оправку по отверстию в направляющей втулке клапана. При запрессовке седел реко-
263
мендуется головку нагревать до температуры 180°С, а седла о; лаждать в среде сжиженного азота при температуре —196'С
После восстановления головка цилиндров должна отвечать следующим техническим требованиям:
биение поверхностей В и Ж (см. рис. 1V.4.5) относительно поверхностей Д и Б не должно быть более 0,035 мм;
непараллельность образующих поверхностей Д и Б не более 0,010 мм; J
неперпендикулярность поверхностей Д и Б относительно линии пересечения поверхности А с плоскостью, проходящей через оси клапанов, не более 0,150 мм на длине 100 мм;
шероховатость поверхностей В, Ж, Д и Б должна соответствовать 9а классу (/?,=0,32-4-0,25).
6. Распределительные валы
Распределительные валы (рис. IV.4.6) изготавливаются* у рассматриваемых марок двигателей из стали 45, НДС 52—62.
Основные дефекты распределительных валов приведены в табл. IV.4.6.
Восстановление распределительного вала начинают с исправления центровых фасок на токарно-винторезном стайке, используя в качестве базовых поверхностей в одном случае шейку под распределительную шестерню, в другом — последнюю опорную шейку.
Изгиб вала более допустимого устраняют правкой на прессе. Изгиб определяют и правку вала осуществляют при установке его на крайние опорные шеики.
Изношенные опорные шейки шлифуют до одного из ремонтных размеров, которых всего пять (межремонтный интервал 0,20 мм). Шлифование осуществляют на круглошлифовальном станке 3161 шлифовальным кругом ПП 750X33X305 марки Э46-60СМ1-СМ2К. После шлифования шейки полируют абразивной лентой ЭБ220 или пастой ГОИ № 10.
Таблица IV.4.6
Дефекты распределительного вала
Познана на рнс. П .4.6 Дефекты Рдзмеры, допустимые без ремонта, мм
1 Изгиб вала Не более 0,040
2 Износ опорных шеек:
передней н промежуточных 50,980
за 1неи 44,980
3 Износ впускных и выпускных кулачков а — б — 5,80
6-34,0
4 Износ, задиры и риски эксцентрика 42,2
5 Износ шейки под распределительную шестерню/ 30,0
264 •
Рис. IV.4.6. Основные дефекты распределительного вала двигателя ЗИЛ-130
Изношенную шейку под распределительную шестерню восстанавливают хромированием или осталивани-ем. Перед гальваническим покрытием шейку шлифуют до 029,8-о.ов мм на длине 32 мм, затем наращивают до 031,2 мм и вновь шлифуют до размера по рабочему, чертежу (0 30.0J азТмм.
Изношенный эксцентрик восстанавливают шлифованием на круглошлифовальном станке, обеспечивая смещение оси эксцентрика по отношению к оси шпинделя на величину эксцентриситета.
При нарушении профиля кулачков их шлифуют на копировально-шлифовальных станках 3A433 шлифовальным кругом ПП 600X20X 305 марки Э46-60СМ1-СМ2К и затем полируют, как и шейки. При износе более а—6=5,8 мм вершину кулачка наплавляют сормайтом № 1 ацетилено-кислородным пламенем с использованием флюса состава: бура 50, двууглекислая сода 47, кремнезем 3.
Изношенную резьбу М30Х2 кл. 1 (более двух ниток) обтачивают до 0 27,5 мм на длине 16 мм, наплавляют вибридуговой наплавкой до 0 34 мм проволокой II класса 01,6 мм прн следующих режимах: сила тока 180—200А, напряжение 12—14 В, частота вращения вала 4 об/мин, подача наплавочной проволоки 2,5 мм/об, подача охлаждающей жидкости 0,5 л/мин. После наплавки проверяют биение промежуточных опорных шеек и при необходимости вал правят, затем наплавленную поверхность обтачивают до 0 ЗОЗо.'м мм, обеспечивая подрезание торца вала до основного металла, и, выдерживая размер 49,0 мм, снимают фаску 1X45° и нарезают резьбу по рабочему чертежу. После восстановления распределительные валы должны отвечать следующим техническим требованиям:
нецилиндричность поверхности В (см. рис. IV.4.6) для всех опорных шеек не более 0,006 мм,
при установке вала на крайние опорные шейки радиальное биение поверхности Д не более 0,020 мм, а торцовое биение поверхности Г не более 0,030 мм;
отклонение 5-го выпускного кулачка относительно шпоночной канадки ±30', а остальных кулачков относительно 5-го выпускного ±20';
шероховатость поверхностей должна соответствовать В—96 классу (R,=0,254-0,20), Б — 86 классу (Ra=0,504-0,40), Г— 9а классу (Ra=0,324-0,25), Д—7а классу (Ra= 1,254-1,0).
265
7. Клапаны
Клапаны (рис. IV.4.7) впускные изготавливают у двигателей ЗИЛ-130 из стали 40Х10С2М, HRC 28—38, v 3M3-53 — из стали 40Х9С2, HRC 30—40, ЯМЗ — из стали 4Х10СМ2, HRC 35 — 40; выпускные у ЗИЛ-130 из стали ЭИ-992, HRC 28—38, у 3M3-53 — из стали ЭП-303, HRC 30, у ЯМЗ — из стали 4X14HI4B2M, HRC 25—30, торец стержня клапана изготавливается из стали 40ХН. Рабочие фаски клапанов двигателей ЗИЛ и ЗМЗ имеют жаростойкую наплавку из сплава ВХН-1, HRC20—30, твердость торцов стержней всех клапанов HRC 43—57. Выпускные клапаны двигателей ЗИЛ-130 имеют полость, заполненную для лучшего охлаждения головки металлическим натрием; стержень его покрыт слоем хрома толщиной 0,002—0,006 мм для повышения износостойкости.
Основные дефекты клапанов- приведены в табл. IV.4.7.
Износ, риски и раковины на рабочей фаске устраняются шлифованием на специальном станке МШ-29 шлифовальным кругом ПП 500X20X305 марки Э60СМ1К «как чисто». Угол фаски впускного клапана равен 60°30'+,Б', выпускного 45n30'J ,s'. После шлифования размер а должен быть не менее допустимого.
Изгиб стержня устраняют правкой на плите вручную.
Изношенный торец стержня шлифуют «как чисто» на заточном станке ЗА64 шлифовальным кругом ПП 1000X13X20 марки Э46СМ1К. После шлифования размер б у клапанов, должен быть не менее 138,0 мм.
Таблица IV.4.7 Дефекты клапан*
Позиция на рнс. IV.4.7
Размеры, допустимые без ремонта, мм
1
2
3
4
5
Трещины коробление, выкрашивание наплавленного слоя
Износ стержня клапана: рпу кного выпускного
Износ на торце стержня ,
Изгиб стержня
Износ, риски и раковины на рабочей фаске клапана:
впускного
выпускного
Браковать
11 л—0,060
11 U-o.oes
11 О"0'-080
11 'и-0,005
Браковать при б менее 138,0
Непрямолинейность поверхности А не более 0,020
Браковать при а менее 2,0
Браковать при а менее 2,5
266
Изношенные стержни восстанавливают шлифованием их на бёсцентровошлифо-вальных станках 3180 шлифовальным кругом ПП 500Х X150X305 марки Э60СМ2К до ремонтного размера (впускной 010,8 выпускной 010,8 ~o,oos мм). Клапаны ремонтного размера клеймятся индексом Р на поверхности Г. При повторном восстановлении стержни хромируют или осталивают с последующим шлифованием под размер рабочего чертежа.
После -восстановления клапаны должны отвечать следующим техническим требованиям:
нецилиндричность поверхности А (см. рис. IV.4.7) должна . быть не более 0,010 мм; биение поверхности^ Б относительно поверхности А «е более 0,030 мм; торцовое биение поверхности Г относительно поверхности А не более 0,030 мм;
шероховатость поверхностей должна соответствовать: Л- 86 классу (Ра=0,504-0,40), Б—76 классу (/?«—1,04-0,8), Г—7а классу (Ра.= 1,254-1,0).
Главе 5
РЕМОНТ УЗЛОВ СИСТЕМ ОХЛАЖДЕНИЯ
1. Радиаторы
Радиаторы системы охлаждения (рис. IV.5.1) изготавливают из следующих материалов:, верхние и нижние бачки—латунь Л62, трубки—латунь Л90, охлаждающие пластины—медь М3- и каркас—сталь СтЗ. Бачки масляных радиаторов изготавливают из стали 08, охлаждающие трубки — из латуни Л90, охлаждающие пластины — из латуни Л62.
Основные дефекты радиаторов: пробоины, вмятины или трещины на бачках 1, обломы и трещины на пластинах каркаса 2, нарушение герметичности в местах пайки 5, помятость и обрыв охлаждающих пластин 3, повреждение охлаждающих трубок 4, отложение накипи.
После снятия с автомобиля радиатор поступает на участок ремонта, где его моют снаружи и дефектуют, внешне осматривая и проверяя на герметичность сжатым воздухом под давлением 0,15 МПа для радиаторов охлаждения и 0,4 МПа — для масляных радиаторов в ванне с водой при температуре 30—50°С
267
/
Рис. IV.5.1. Основные дефекты радиатора автомобиля ЗИЛ-130
црсле закрытия всех патрубков пробками. Пузырьки, выходящие на поверхность, указывают на наличие дефектов, которые отмечают краской.
Радиатор, требующий ремонта, разбирают: отпаивают контрольную трубку, пластины крепления, верхний и нижний бачки. Сердцевину и бачки погружают в ванну с 5%-ным раствором каустической срды, нагретой до температуры 60—80°С, и выдерживают до полного растворения накипи, после чего промывают горячей водой.
Вмятины бачков устраняют рихтовкой, для чего бачок надевают на деревянную болванку и деревянным молотком выравнивают повреждения. Пробоины устраняют накладывая заплаты из листовой латуни с последующей припайкой их. Трещины запаивают. Пайку латунных деталей радиатора ведут припоями ПОССу 20-0,5 или ПОССу 30-0,5.
Повреждения пластин каркаса устраняют заваркой газовым пламенем по обычной технологии. Помятые пластины радиатора выпрямляют при помощи гребенки.
Поврежденные охлаждающие трубки запаивают. В радиаторах ЗИЛ-130 допускается запайка не более 5% трубок, в радиаторах ГАЗ-53А — не более 10%. Трубки, пайка которых затруднена, заменяют новыми. Удаление старой трубки и установку новой осуществляют в такой последовательности: внутрь дефектной трубки вводят нагретый стержень и затем вынимают ее плоскогубцами после размягчения припоя вместе со стерж-268
нем. Новую трубку устанавливают в обратном порядке Концы установленной трубки развальцовывают и припаивают к опорным пластинам сердцевины.
Пайка замененных трубок может осуществляться паяльником или погружением в припой. В этом случае сердцевину радиатора сначала протравливают в ванне с соляной кислотой в течение 3—5 мин (глубина погружения трубок 10—15 мм), затем погружают в раствор хлористого цинка на 0,5—1,0 мин и опускают в расплавленный припой так, чтобы в нем оказалась опорная пластина и концы трубок на 5—8 мм. После этого сердцевину вынимают и встряхивают для удаления излишнего припоя.
После припайки бачков и установки радиатора в каркас его проверяют на перекос (разность размеров а и б см. рис. IV.5.1), который не толжен быть более 3,0 мм.
2. Водяные насосы
Корпус водяного насоса (рис. IV.5.2) изготавливают у ЗИЛ-130 из алюминиевого сплава АЛ4, а корпус подшипников — из серого чугуна, у 3M3-53 — из СЧ 18-36, у ЯМЗ — из СЧ 15-32.
Основные дефекты корпуса подшипников приведены в табл. IV.5.1.
Износ торцовой поверхности под упорную шайбу рыльчатки устраняют следующим способом: цековкой торцовой поверхности «как чисто», если размер а не менее 114,50 мм, при меньшем размере — наплавкой с последующей цековкой до получения размера а по рабочему чертежу (115,50-о.азо мм) или постановкой ДРД по следующей технологии: после установки корпуса подшипников в приспособление на шпинделе токарного станка подрезают торец и растачивают отверстие под втулку до 0 24 мм, затем запрессовывают втулку, подрезают торец ее до размера а и растачивают отверстие в ней до 0 19,0 мм. В за-
Таблнца IV.5.1
Дефекты корпуса подшипников
Позиция на рис. IV-B.2 Дефекты Размеры, допустимые без pCMOtfTl, мм
1 Обломы на корпусе, креме указанных на поз. 2 Браковать
2 Обломы торца гнезда под задний подшипник, бобышек с отверстиями под болты, трещины на корпусе Ремонтировать
3 Износ отверстия под задний подшипник 62,030
4 Износ отверстия под передний подшипник 47,030
5 Износ торца под упорную шайбу Размер а не менее 114,50
269
Рис. 1V.5.2. Основные дефекты корпуса подшипников водяного насоса двигателя ЗИЛ-130
ключение торец втулки обраб;^ тывают чугунным притиром, установленным в пиноле задней бабки станка.
Обломы торца гнезда под задний подшипник, бобышек с отверстиями под болты и трещины в корпусе устраняют наплавкой или заваркой ацетилено-кис-' дородным пламенем. В качестве присадочного материала используют латунные прутки марки МЖУ 59-1-1 06 мм. При значительных обломах или износах торец гнезда под задний подшипник восстанавливают постановкой ДРД. Для этого корпус подшипников устанавливают в приспособление на шлинцель токарного станка, отрезают дефектную
часть, растачивают отверстие в корпусе и запрессовывают в него ремонтную втулку. Затем ее приваривают и отверстие под подшипник, растачивают под размер рабочего чертежа. После ремонта гнезда наплавкой проточку наплавленного слоя ведут на том же приспособлении. Трещины на корпусе могут заделы-
ваться синтетическими материалами.
Изношенные отверстия под передний и задний подшипники восстанавливают постановкой ДРД по следующей технологии: корпус подшипников устанавливают в приспособление, закрепленное на шпинделе токарного станка, растачивают отверстия, запрессовывают ДРД и растачивают их под размер рабочего чертежа. Наиболее предпочтительный способ — применение эпоксидных паст.
После восстановления корпус водяного насоса должен отвечать следующим техническим требованиям:
при испытании на герметичность под давлением 0,3 МПа
подтекание воды не допускается;
торцовое биение поверхности А относительно поверхностей Г и В не более 0,050 мм, а поверхностей Д и Б относительно поверхностей Г и Вне более 0,150 мм;
шероховатость поверхностей должна соответствовать: А—7в классу (/?,=0,80-ь0,63), Г и В—7а классу (/?,= 1,254-1,0).
Рис. IV.5.3. Основные дефекты валика водяного насоса двигателя ЗИЛ-130.
270
Дефекты валика водяного насоса'
Таблица fV.5.2
Позкинн. ив рис. IV.5.B Дефекты размеры, допустимые без ремонта, ым
/ Погнутость валика Непрямолинейиость
не более 0,050
2 Износ поверхности под подшипник 16,980
3 Износ шейки под крыльчатку 17,010
4 Износ паза 14,400
— Повреждение резьбы —• •
Валики водяных насосов (рис. IV.5.3) изготавливают у ЗИЛ и ЗМЗ из стали'45, HRC 50,—60, у ЯМЗ — из стали 35, НВ 241—286.
Основные дефекты валика водяного насоса.приведены в табл. IV.5.2.
Износы поверхности валика ' под подшипник, шейки под крыльчатку и паза устраняют хромированием или осталивани-ем с последующим шлифованием на бесцентрово-шлифовальном станке до размера рабочего чертежа. После восстановления шероховатость поверхности В должна соответствовать 7а классу (Яа=1,25-М.О).
Г ла • • 6, РЕМОНТ УЗЛОВ Й ПРИБОРОВ СИСТЕМЫ ПИТАНИЯ
1. Топливные баки и топливопроводы
Топливные баки (рис. IV.6.1) изготавливают из стали 08.
Основные дефекты топливных баков: про'боины или сквозная коррбЗйя стенок 7, вмятины, стенок и наливной трубы 3, нарушение соединения перегородок со стенкой 4, нарушение герме- • тичиостн.в местах сварки и пайки 5, повреждение резьбы.
При общей площади пробоин и сквозных коррозионных разрушений более 600 см2 бак бракуют; при меньшей площади повреждений — ремонтируют- постановкой .заплат с последующей их приваркой или припайкой твердым припоем. При ремонте баков сваркой обязательно их выпаривание в течение . 3 -ч. до полного удаления паров топлива.
Незначительные вмятины «а стенках бака устраняют прав- \ кой. Для этого к центру вмятины приваривают стальной пруток, на другом конце которого имеется кольцо. Через кольцо пропускают рычаг и с его помощью выправляют вмятину. Затем прут отрезают, а место заварки зачищают. При значительных вмятинах на' противоположной стенке бака против вмятины вырезают прямоугольное окно с трех сторон и вырезанную часть ' 271
отгибают так, чтобы обеспечить доступ инструмента к дефекту. Затем в образованное окно вводят оправку и при помощи молотка выправляют вмятину, после чего металл отгибают на место и по периметру с трех сторон заваривают.
Нарушение соединения перегородок со стенками устраняют сваркой. Трещины, а также нарушение герметичности устраняют пайкой мягкими припоями, значительные трещины — твердыми припоями, а в некоторых случаях и постановкой заплат.
После ремонта баки испытывают на герметичность.
Топливопроводы низкого давления изготавливают из медных или латунных трубок, а также стальных трубок с антикоррозионным покрытием. Трубопроводы высокого давления изготавливают из толе гостенных стальных трубок. , 1
Основные дефекты трубопроводов; вмятины на стенках, трещины, переломы или перетирания, повреждения развальцован^ ных концов трубок в месте нахождения ниппеля. Перед ремон том трубопроводы промывают горячим раствором каустической соды и продувают воздухом. Вмятины на трубопроводах устраняют правкой (прогонкой шарика).
При наличии трещин или переломов, а ‘также перетирания трубок дефектные места вырезают, затем топливопроводы низкого давления соединяют при помощи соединительных трубок
Рнс. IV.6.2. Способы соединения топливопроводов: а — низкого давления; б — высокого давления
272
(рис. IV.6 2), а высокого давления — сваркой концов встык. Если при этом длина трубопровода уменьшилась, то вставляют дополнительный кусок-трубки.
Поврежденные развальцованные концы трубопроводов отрезают и вновь развальцовывают при помощи специального приспособления.
После ремонта трубопроводы проверяют на герметичность, а трубопроводы высокого давления и на пропускную способность. Отклонения величин пропускной способности трубопроводов, устанавливаемых на один двигатель, не должны превышать 10%.
2. Топливные насосы высокого давления и форсунки
Топливная аппаратура после снятия ее с двигателя поступает на участки ремонта, где после наружной мойки щетками в керосине ее разбирают. Прецизионные детали (корпус распылителя с иглой, гильза с плунжером, нагнетательный клапан с седлом и шток со втулкой) не разукомплектовываются. Затем детали моют в керосине (прецизионные детали отдельно); нагар с поверхности форсунок удаляют в моечных ультразвуковых
установках, отверстия в распылителях прочищают специальными приспособлениями — чистиками.
После мойки и чистки детали обдувают сжатым воздухом или вытирают чистыми салфетками, дефекгуют и сортируют согласно ТУ.
Корпус распылителя (рис. IV.6.3) изготавливают из стали 18Х2Н4ВА, HRC 56—60, иглу — из стали Р18, HRC 60—65.
Основные дефекты; риски и следы износа на торцовой поверхности корпуса распылителя 1, на направляющей 2, на конусных 3 поверхностях иглы и корпуса и износ сопловых отверстий 4. Корпус 5 распылителя с увеличением сопловых отверстий и со следами оплавления носика бракуется. Сопловые отверстия контролируют калибром 0 0,370 мм (если калибр проходит хотя бы в одно из отверстий — корпус распылителя бракуется).
Риски и следы износа на торцовой поверхности корпуса распылителя удаляют путем притирки и доводки до зеркального блеска на плите, применяя соответствующие притирочные пасты в зависимости от глубины рисок.
Рис. IV.6.3. Основные дефекты корпуса распылителя и иглы форсунки двигателя ЯМЗ
*273
Риски и следы износа на направляющей и конусной поверх/ ностях отверстий в корпусе удаляют при помощи притиров, до водя поверхность до требуемой геометрической формы и шероховатости и затем в зависимости от диаметра разбивают иа группы.
Иглу 6 обрабатывают на соответствующем притире, закрепляя ее через обойму в патрон токарного станка, притир же при помощи оправки держат в руке. При обработке корпуса притир закрепляют в пагрон, корпус держат в руке (частота вращения шпинделя 200—350 об/мин, притирку заканчивают при появлении на корпусе притира пояска шириной до 0,5 мм). Иглы разбивают на группы по диаметру направляющей поверхности, подбирают по соответствующим группам корпусов распылителей и доводят притиркой сопряженных деталей после нанесения тонкого слоя пасты сначала на цилиндрическую поверхность иглы, затем на конусную (предварительно промыв и смазав дизельным топливом цилиндрическую поверхность) .
Притирку и доводку производят тремя пастами: притирку — пастой 28 мкм (светло-зеленого цвета), доводку — пастой 7 мкм (темно-зеленого цвета), освежение — пастой 1 мкм (черного цвета с зеленым сттеиком). После каждого процесса притирки и доводки детали необходимо тщательно промывать в чистом дизельно«м топливе.
Сопряжение корпус распылителя — игла после ремонта должно соответствовать следующим техническим требованиям:
расстояние, между торцом иглы и корпуса должно быть O«34Zo;reo мм, этот размер обеспечивается доводкой торца;
игла после тщательной ее промывки и смазки дизельным топливом, выдвинутая на */з своей длины из корпуса, наклоненного на угол 45°, должна плавно без задержек опускаться до упора под действием собственной массы (проверка плотности, каче-стри распиливания и герметичности запорного конуса производится при испытании форсунки в сборе).
Детали плунжерной пары изготавливают из стали 25Х5МА.
Основной дефект плунжерной пару — потеря герметичности. Его устраняют перекомплектовкой. Для этого сам плунжер и его втулку притирают и доводят до шероховатости по 13а классу (/^=0,10-5-0,08) — допустимая овальность 0,2 мкм, конусность 0,4 мкм; затем плунжеры разбивают на размерные группы (интервал 4 мкм) и подбирают по соответствующим втулкам. Далее плунжер и втулку притирают, промывают в бензине и больше не обезличивают.
Затем плунжерную пару проверяют: плунжер и втулку смазывают дизельным топливом, выдвигают плунжер на 25 мм и он должен плавно опуститься до упора под действием собственной массы при нахождении плунжерной пары в вертикальном положении.
274
Нагнетательный клапан с седлом (рис. 1V.6.4) изготавливают из стали ШХ15, HRC 59—64. Основные дефекты, риски, задиры, следы износа и коррозия на конусных поверхностях 1, на направляющей поверхности 2 и торце седла 3, на разгрузочном пояске клапана 4. Все дефекты устраняют притиркой на плите притирочными пастами, при этом седло клапана крепят в цанговой державке за резьбовую поверхность Шероховатость торцовой поверхности седла должна соответствовать 10а классу (7?а=0,1604-0,125), а направляющего отверстия и уплотняющего конуса — На классу (R =0,0804-0,063).
После подбора и притирки клапанную пару
Рис. IV 6.4. Основные дефекты нагнетательного клапана в сборе
не обезличивают.
* Промытые и смазанные дизельным топливом'клапаны долж-
ны свободно садиться на уплотнительный конус под действием
собственной массы.
Шток толкателя подкачивающего насоса изготавливают из стали Р18, HRC 60 -65, втулку — из стали ШХ15, HRC 59—64. Основные дефекты,; износ, риски и задиры на трущихся поверхностях. Ремонтируют эти детали притиркой до устранения дефектов и затем спаривают и окончательно доводят. После до
водки шток и втулка должны иметь шероховатость, соответствующую 10а классу (/?а = 0.1604-0,125), овальность и конусность у штока не более 0,5 мкм, у втулки — 1,0 мкм.
После промывки, смазки дизельным топливом и подбора втулка, находящаяся в вертикальном положении, должна под действием собственной массы перемещаться по штоку.
Все непрецизионные детали восстанавливают ранее рассмотренными способами: трещины на корпусе — заваркой, по технологии, применяемой при сварке деталей из алюминиевых сплавов; .резьбу с повреждениями более двух ниток — заваркой и нарезанием резьбы по рабочему чертежу, а также нарезанием ремонтной резьбы или постановкой вверлышсй; изношенные опорные шейки — шлифованием под ремонтный размер или хромированием с последующим шлифованием под размер рабочего чертежа.
После сборки приборы системы питания высокого давления прирабатываются, регулируются и испытываются на стендах СДТА-1, СД'М 2- Форсунки испытывают на герметичность, на начало впрыска и качество распыла, на пропускную способность, по которой форсунки разбивают на четыре группы (0; 1; 2; 3) и клеймят их по наружной поверхности соединения со штуцером.
Топливный насос высокого давления (ТНВД) испытывают на
начало подачи топлива секциями, на герметичность, на производительность и равномерность подачи топлива.
Подкачивающий насос испытывают на максимальное противодавление, разрежение и производительность на стенде КИ-1404.
275
Глава 7
РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ 1
1. Аккумуляторные батареи /
Все дефекты аккумуляторных батарей подразделяются на внешние (трещины на стенках баков и крышек, растрескивание и отслаивание мастики, окисление контактов, расшатывание - штырей и' межэлементных соединений) и. внутренние (трещНны в перегородках Между банками, отклонения в состоянии электролита от ТУ, разрушение решетки и выкрашивание активной массы пластин, сульфатация пластин, короткое замыкание разноименных пластин, коробление пластин, уплотнение активной массы пластин, отрыв пластин от соединительных . мостиков (бареток) и разрушение сепараторов.
В зависимости от характера неисправностей и объема работ по их устранению ремонт аккумуляторных батарей подразделяют на текущий, средний, капитальный и восстановительный.
При текущем ремонте заменяют дефектные крышки д ' заливочную мастику, наваривают выводные зажимы и приваривают -межэлементиые соединения, удаляют всевозможные загрязнения с -поверхности.
.. При среднем ремЬнте заменяют моноблоки и сепараторы.
При капитальном ремонте заменяют полублоки пластин од-' ной из'полярностей, моноблоки и сепараторы.
Восстановительный ремонт производится при необходимости замены обоих полублоков, сепараторов и моноблока с крышками.
Поступившие в ремонт аккумуляторные -батареи очищают от грязи и предварительно проверяют наружным осмотром (нали-. чйе трещин, отколов, окисленных контактов и т. д.). Затем определяют ^состояние электролита: плотность, уровень над пластинами и напряжение под нагрузкой.
По результатам проверки, делают заключение о необходимом виде ремонта. ,
Восстановительный ремонт аккумуляторных батарей включает в себя: подготовку батареи к разборке, разборку, восстанов- •; ление и изготовление отдельных деталей, сборку, а также заряд-батарей.
• Подготовка батареи к разборке заключается в. ее наружной очистке, внешнем осмотре, разряде и сливе электролита. Прежде чем слить электролит, разряжают батареи силой тока, равной. */ю ее емкости, до напряжения 1,70—1,75 В на один акку-» мулятор. Разряд батареи необходим потому, что под действием кислорода воздуха активная масса отрицательно заряженных пластин разрушается и, кроме, того, образуется гидроокись свинца,. которая снижает емкость аккумуляторов. Если нет возможности разрядить пластины аккумуляторной батареи, то после разборки полублокн отрицательных пластин тщательно пропо->ласкивают и опускают в воду.
276 •
Рис. IV.7.1. Разборка аккумуляторных батарей:
а — удаление межэлементных соединений: б — удаление выводных штырей
Разборку батареи производят в такой последовательности: удаляют межэлементные соединения. Их отсоединяют от выводных штырей при помощи трубчатых сверл (рис. IV.7.1.O), которыми высверливают кольцевую канавку вокруг шгпря (диаметр пальца сверла должен со- . ответствовать диаметру выводного штыря);
удаляют выводные штыри высверливанием (рис. IV.7.1, б);
удаляют мастику шпателем после предварительного нагревания мастики под нагревательным колпаком или нагревательной лопаткой, устроенной аналогично электрическому паяльнику;
снимают крышки аккумуляторных батарей при помощи съемников;
удаляют блоки пластин из баков при помощи захватов;
ра тьединяют блоки на полублоки, очищают их и промывают в проточной воде в течение одного-двух часов;
промывают пластмассовые сепараторы (при отсутствии повреждений);
промывают и проверяют банки аккумуляторных батарей. Проверка осуществляется прибором (рис. IV.7.2), который работает на принципе прохождения тока высокого напряжения через зазор в трещине.
Восстановление и изготовление отдельных деталей. Восстанавливают при ремонте батарей пластмассовые моноблоки, пластины и сепараторы.
Моно’блоки могут иметь трещины, обломы и сколы. Обломы и сколы пластмассы на моноблоках глубиной не более 3 мм и общей площадью не более 5 см2 устраняют разделкой с последующим заполнением их пластмассой. При дефектах больших размеров, а также при трещинах в перегородках моноблоки и крышки бракуют.
Пластины (положительные — темно-коричневого цвета и более толстые, отрицательные — серогск цвета) имеют следу ю-щие дефекты: сульфатация, разрушение и коррозия решеток, уплотнение активной массы, коробления и обломы ушков.
277
Рис. IV.7.2. Проверка состояния моноблоков аккумуляторных батарей на герметичность:
а— током от сети: / — бак со слабым раствором серной кислоты; 2 — проверяемый моноблок батареи; 3 — пластины; 4 — амперметр (отклонение стрелки свидетельствует о наличии трещин): б — прибором высокого напряжения: / — моноблок; 2 — наконечники; 3 — разрядники; 4 — индукционная катушка; 5 — прерыватель; 6 — конденсатор; 7 — выключатель; 8 — аккумуляторная батарея пнтання
Рнс. IV.7.3. Приспособление для наплавки ушек:
1 — угольный электрод; 2 — свинцовый пруток; 3 — шаблон
Сульфатация — это образование крупных труднорастворимых кристаллов сернокислого свинца (PBSO4) на поверхности и в порах активной массы положительных и отрицательных пластин, при этом положительные пластины становятся светло-коричневыми, а на отрицательных появляется белый налет; в этих местах активная масса становится жесткой и хрупкой. Основные причины появления сульфатации: длительное хранение без подзаряда, пониженный уровень электролита, частые разряды тока большой силы, повышение плотности электролита, его температуры, саморазряда и короткое замыкание пластин. Признаки сульфатированных пластин: в процессе заряда — быстрое повышение напряжения и температуры электролита, бурное газовы-деление прн незначительном повышении плотности; при разряде — резкое падение напряжения при нагрузке.
Сильно сульфатированные пластины бракуют, слабо сульфатированные восстанавливают без разборки аккумуляторных батарей продолжительным зарядом током малой силы (не более 0,05 от емкости) при низкой плотности электролита (не более
278
Разрушение пластин и коррозия решеток возникают при длительном перезаряде, при заряде током большой силы, при повышении плотности и температуры электролита, при больших вибрациях. Ввиду меньшей механической прочности активная масса положительных пластин разрушается гораздо быстрее. Пластины, имеющие разрушение и коррозию решеток, бракуются.
Уплотнение активной массы отрицательных пластин возникает в процессе эксплуатации аккумуляторных 'батарей. При соприкосновении пластин с кислородом воздуха уплотнение происходит очень быстро. Уплотнение сопровождается уменьшением объема активной массы, отслаиванием ее от решеток, образованием трещин. Все это ведет к выбраковке пластин.’
Коробление пластин возникает из-за неодинакового объемного расширения активной массы по площади пластин, которое ведет к образованию трещин и ее дальнейшему выпадению из решеток. Коробленые пластины правят под прессом при медленном создании, нагрузки по всей площади. Наиболее подвержены короблению положительные пластины, поэтому отрицательных пластин в полублоке устанавливают на одну больше, что обеспечивает меньшее коробление положительных пластин.
Обломанные ушки пластин наплавляют прн .помощи приспособления (рнс. IV.7.3).
Сепаратрры изготавливают из микропористой пластмассы (мипласта), микропористого эбонита (мипора), стекловойло-ка и т. д. Основные дефекты:» сульфатация и коробление. Сульфатация устраняется кипячением в воде, коробление •—’ обжатием под прессом.
Некоторые детали аккумуляторных батарей, такие, как баретки, межэлементиые соединения, выводные штыри, изготавливают отливкой в соответствующие формы.
Сборка аккумуляторных батарей включает в себя следующие операции:
сборку пластин-в полублокй. Пластины в соответствующем количестве (отрицательных — на одну больше) устанавливают в приспособление (рис. IV.7.4), на ушки надевается прорезями баретка и они заливаются свинцом (в полублокй необходимо се бирать одинаково изношенные пластины, в противном случае будет возникать выравнивающий ток, который приведет к быстрому их разрушению);
сборку блоков нз полублоков. Полублокй вставляют один в другой так, чтобы каждая положительная пластина была расположена между двумя отрицательными;
между пластинами, начиная от середины блока вставляют Сепараторы так, чтобы ребра были’ обращены к положительным пластинам (при двойных сепараторах к положительным пластинам обращен стекловойлок);
блоки пластин обжимают «а приспособлении (рис. IV.7.5) и .устанавливают в баки (при наличии зазора ои устраняется установкой сепараторов между блоком и баком);
279
Рис. IV.7,4. Приспособление для сборки пластин в полублоки
Рис. 1V.7.5. Приспособление для обжатия блока пластин
каждый аккумулятор закрывают крышкой, уплотняют зазоры асбестовым шнуром и проверяют вольтметром электрическую, цепь на отсутствие короткого замыкания между пластинами;
крышки аккумуляторов заливают мастикой (нефтяной битум № 5 75%. авиационное или машинное масло 25%) при температуре 170— 180°С;
на выводные штыри надевают межэлементные соединения и ? приваривают их. Вывфдные зажимы батареи наплавляют при помощи шаблона. Малые диаметры конусных зажимов должны быть следующими: положительные (<+>) 17,25—17,75, отрицательные (<—») 15,75—16,25 мм при конусности 1:9.
Подготовка к заряду и заряд батарей включает:
заливку электролита (температура его должна быть не более-25°С, плотность на 0,02 меньше той, которую необходимо получить в конце заряда), выдержку в течение 4—6 ч и доливку при необходимости до требуемого уровня;
заряд при постоянной силе тока, который для новых аккумуляторных батарей берется равным 0,1 от номинальной емкости. Во время заряда периодически проверяют напряжение аккумуляторов, плотность и температуру электролита. В случае если температура электролита достигает 45°С, зарядный ток снижают наполовину или прерывают’на время, необходимое для снижения температуры до 30°С. Заряд батарей ведут до тех пор, * пока не наступит обильное газовыделение во всех батареях, а напряжение и плотность электролита будут оставаться постоянными в течение 2 ч, что служит признаком конца заряда.
При заряде аккумуляторных батарей необходимо строго соблюдать правила техники безопасности:
, заряд батарей производится при работающей вытяжной вен- , тиляции;
в помещениях заряда запрещается курить и пользоваться открытым огнем;
зарядные устройства и выключатели электрических цепей должны быть взрывобезопасными;
полюсные выводы батарей, подготовленных к заряду, соеди-
280
ня ют посредством плотно закрепляемых зажимов, не допускающих искрения;
включение батарей в цепь н выключение их осуществляются только после выключения электрической цепи зарядного' устройства;
заряд батарей производится при открытых заливных отверстиях в крышках аккумуляторов;
измерять напряжение аккумуляторов нагрузочной вилкой разрешается только при завернутых пробках;
электролит, попавший на кожу или одежду человека, нейтрализуют 10%-ным раствором нашатырного спирта или кальцинированной соды, а* затем промывают проточной водой;
при попадании . электролита в глаза нужно ' промыть их . 10%-иым раствором двууглекислой соды и немедленно обратиться к врачу.
После ремонта к аккумуляторным батареям предъявляют следующие технические требования:
прн испытании на герметичность в полости каждого аккумулятора создается избыточное давление воздуха, равное 20 кПа. Это давление не должно снижаться в течение 3 с; •
сила тока нагрузки должна быть численно равна 2—2,5 емкости батареи (для 6СТ-78 сила тока должна быть 156—159А);
напряжение каждого. аккумулятора, замеренное нагрузочной вилкой, через 5 с после включения нагрузки должно быть не менее 1,78 В;
при выборочных испытаниях йа электрическую емкость она у отремонтированных батарей должна составлять не менее 70% от номинальной;
гарантийный срок исправной работы аккумуляторных батарей после восстановительного ремонта: с сепараторами из мипла-ста или мипора 12 месяцев при пробеге до 25 тыс. им; с двойными сепараторами (со стекловойлоком) — 16 месяцев при пробеге 40 тыс. км. Гарантированный срок работы батарей, прошедших капитальный ремонт, в 2 раза меньше.
Ремонтные предприятия обеспечивают. вышеперечисленные гарантии только дари условии соблюдения заказчиком Единых правил ухода и эксплуатации автомобильных сВиицОво-кислот-ных батарей', при исправном состоянии электрооборудования и если батарея после получения нз ремонта не вскрывалась.
2. Генераторы и стартеры
Генераторы н стартеры, снятые при предварительной разборке с автомобилей, поступают на участок ремонта, где нх очищают от внешних загрязнений волосяными щетками и разбирают иа детали при помощи съемников и пресса. Затем металлические детали моют в растворе Лабомид-101 или другого синтетической го моющего 'вещества. Детали же, имеющие обмотки, протираЮт
281
можно определить замыкание на н других деталей, сопротивление вое замыкание обмоток.
ветошью, смоченной бензином, и продувают сжатым возд\ хом, после чего просушиваю! в сушильных шкафах при температуре 90—100°С в течение 45—90 мин.
Подготовленные таким образом детали подвергают дефектации. Все дефекты приборов электрооборудования можно подразделить на механические и электрические. Механические дефекты выявляют способами, указанными в гл. 4, разд. II, электрические —на приборе модели Э-202. На нем корпус обмоток якоря, статора изоляции, обрыв и межвитко-
На современных автомобилях устанавливают генераторы переменного трехфазного тока, ремонт основных деталей которых и будет рассмотрен.
Статор с катушками в сборе (рис. IV.7.6) может иметь сле
дующие дефекты: отпайка наконечника 1, обрыв вывода 2, пробой на массу, межвитковое замыкание, обрыв и обгорание изоляции катушки. Устранение неисправностей катушки требует ее
замены.
На статоре установлено 18 катушек. Каждая фаза включает в себя непрерывно намотанные 6 катушек, состоящие из 13 витков провода ПЭВ-2 01,35—1,46 мм, намотанного в три слоя. Намотка должна производиться плотно ниток к витку. Начало фазы необходимо зачистить и облудить-припоем ПОС-40 на длине 15±2 мм; на конец фазы надевают электроизоляционную трубку ТЛВ-2 длиной 80±2 мм, к которой припаивают нак 'печник припоем ПОС-40.
При сборке статора начала катушек фаз необходимо скрутить на длине 16±3 мм и пропаять припоем ПОС-40. Укладку катушек фаз необходимо проводить против часовой стрелки, при этом внутренний диаметр статора по проводам не должен быть менее 100 мм.
После сборки статор пропитывают лаком МЛ-92 или ГФ-95, выводные зажимы лаком не пропитывают. Наплыв лака по наружному и внутреннему диаметрам статора и на посадочных поверхностях под крышки не должно быть.
После ремонта к статору генератора предъявляют следующие технические требования:
внутренний диаметр железа статора должен быть 97.15+0'20 мм;
забоины на поверхностях сопряжения с крышками не допускаются.
282
Основные дефекты ротора генератора Г250-А1 в сборе (рис, IV.7.7) приведены в табл. IV.7.1.
Задиры н взносы железа устраняют слесарной обработкой до удаления дефектов; при диаметре менее 96,10 м<м ротор бракуют.
Износ обеих шеек под подшипники устраняют хромированием нли осталиванием с последующим шлифованием под размер рабочего чертежа.
Изношенные контактные кольца заменяют новыми с размерами по рабочему чертежу.
Износ паза под шпонку устраняют фрезерованием нового да-за с размерами по рабочему чертежу под углом 1-80° к изношенному.
Погнутость вала устраняют правкой после выпрессовки его из контактных колец и втулки обмотки возбуждения.
Электрические дефекты устраняют следующими способами: обрывы — припайкой припоем ПОС-40, межвитковое замыкание и замыкание на массу,-а также обрыв и обгорание изоляции — заменой катушки.
Катушку возбуждения наматывают из 510±10 витков провода ПЭВ-2 00,74 мм плотно виток к витку. Выводы начала и конца катушки должны быть зачищены и пропаяны припоем ПОС-40. Затем выводы катушки укладываются в пазы и припаиваются к контактным кольцам. В случае оголения выводов в пазу контактного кольца оголенную часть помещают в изоляционную трубку ТЛВ-1,5.
' Собранный ротор должен быть пропитан лаком ГФ-95 или МЛ-92. Лак с поверхностей а и б.после пропитки должен быть удален.
После ремонта к ротору генератора в сборе предъявляют следующие технические требования:
люфт ротора на валу не допускается;
обязательна динамическая балансировка, при которой дисбаланс в плоскостях Ж—Ж и К—К. должен быть не более 0,04 Н*м; устраняется больший дисбаланс сверлением отверстия 07,5 мм на глубину не более 5,0 мм на поверхности В;
сила тока в обмотке возбуждения должна быть 3,4 ±0,2 А при напряжении 12,5 В;
Рис, IV.7.7. Основные дефекты ротора генератора Г250-А1
283
1
Таблица IV.7.| Дефекты ротора генератора
Позиция на рис. IV.7.7 Дефекты Размеры, допустимые без ремонта, мм
1 Задиры и износ железа ротора 96 10
2 Износ шейки под подшипник со стороны контактных колец 14,990
3 Обрыв провода у контактного кольца —
4 Пробой на массу, межвитковое замыкание, обрыв и обгорание изоляции —
5 Износ шейки со стороны привода 16,99
6 Износ паза под шпонку шкива 4,02
7 Износ контактных колец 30,30
— Погнутость вала Биение поверхностей Л и Г не более 0,10
шероховатость поверхностей А, Д, Б и Г должна соответствовать 7<а классу (/?а= 1,254-1,0).
После ремонта отдельных деталей гецератор собирают В собранном генераторе проверяют:
давление пружины щеткодержателя на щетку; для этого поднимают щетку и прокладывают между ней и кольцом полоску тонкой бумаги, затем цепляют щетку динамометром и поднимают до свободного перемещения бумаги — показание динамометра в этот момент и соответствует давлению пружины;
легкость движения щетки в щеткодержателе (определяют ее перемещением, при необходимости промывают бензином);
прилегание щеток к кольцу (на кольцо укладывают полоску стеклянной бумаги зернистостью 80—100, зерном в сторону щетки, опускают щетку и протаскивают бумагу в обе стороны, пока не появятся закругления на торце щетки с радиусом, соответствующим радиусу кольца).
Затем генератор испытывают на стендах (532М, КИ968 и др.) Так, генератор Г250-А1 считается исправным, если при частоте вращения ротора 2000 об/мин и напряжении не менее 12,5 В сила тока цепи нагрузки будет не менее 28 А.
Корпус стартера в сборе (рис. IV.7.8) может иметь следующие основные дефекты: заусенцы и забоины на поверхностях прилегания к крышкам 1, повреждение прорезей под отвертку у полюсных винтов 8, повреждение изоляции выводного контакта 7, облом зажимов выводного контакта 6, замыкание катушеь на корпус 5, задиры поверхностей полюсов и нарушение в межполюсном расстоянии 4 (допустимый диаметр 79,05 мм), износ щеток 3 — допустимое значение 10,0 мм, отпайка нли облом соединительных шнн 2.
Заусенцы и забоины на поверхностях п’рилегання крышек устраняют зачисткой соответствующими надфилями «как чисто».
284
Повреждения прорезей у винтов требуют их замены. Поврежденную изоляцию заменяют.
Обломанные зажимы выводного контакта заменяют новыми.
Поврежденные катушки сле-тует менять. При этом катушки должны быть проверены на отсутствие межвиткового замыкания, затем пропитаны лаком ГФ-95, а выводы их обжаты и пропаяны припоем ПОС-40.
Задиры на поверхностях полюсов устраняют припиловкой до удаления дефекта с обязательной подтяжкой полюсных винтов. Если при этом межполюсное расстояние окажется больше допустимого, то освобождают полюсные винты, между полюсным сердечником и корпусом устанавливают прокладку соответствую-
Рис. IV.7.8. Основные дефекты корпуса стартера СТ-130 в сборе
щей толщины и затем растачивают на. токарном станке полюсные сердечники до размера рабочего чертежа. При невозможности
компенсирова гь износ пластинками полюсные сердечники меняют. Изношенные щетки заменяют.
Отпайку или облом соединительных шин устраняют сваркой их встык или пайкой припоем ПОС-61 с последующей изоляцией соединения изоляционной лентой 0,25X15X50 на длине не менее 30,0 мм. Концы лепты должны быть закреплены в петлю.
После ремонта корпус стартера должен отвечать следующим основным техническим требованиям:
неконцентричность внутренней поверхности полюсов и внутренней поверхности корпуса не должна превышать 0,10 мм;
неперпендикулярность оси внутренней поверхности полюсных сердечников к торцам корпуса допускается не больше 0,25 мм.
Рис. IV.7.9. Основные дефек.ы якоря старте' ра СТ-130 в сборе
285
1
Таблица 1V.7.!
Дефекты якоря стартера
Позиция из рис. 1V-7.9 Дефекты < 1 размеры, донустимыа' без ремонта, мм а
’/ Износ н задиры железа'якоря 76,90
2 Износ или обгорание коллектора 37,80
3 Биение коллектора 0,06
4 Износ шейки вала со стороны коллектора 16,09
5 Отпайка секций от коллектора, деформация лобовой части и ослабление крепления обмотки в пазах —
'6 Нарушение прочности изоляции и падение ее сопротивления, межвитковое замыкание н замыкание на массу —
7/ ’ Изно£ шейки под втулку шестерни привода 13,90
8 Износ шейки вала под промежуточную опору 18,87
9 Износ шейки вала со стороны привода 12,42
10 Износ шлицев по толщине 3,40
11 Износ шлицев по диаметру 19,60
12 Погнутость вала 0,30
'Основные дефекты якоря стартера СТ-130 (рис. IV.7.9) приведены в табл. 1V.7.2.
Износ и задиры на поверхности железа якоря устраняют за- ; чисткой до исчезновения дефекта; при «диаметре менее допусти- . мого якорь бракуют. Износ и обгорание коллектора, а также его \ биение относительно вала устраняют проточкой и последующим : шлифованием; при диаметре менее. 37,800 мм коллектор заме- няют.
При погнутости вала его выпрессовывают из якоря и правят.
Изношенные шейки вала ремонтируют хромированием или ; осталиванием с последующим шлифованием под размер рабо- чего чертежа.
При износе шлицев больше допустимых значений как по тол- ~ шине, так и по диаметру якоря бракуют. При обрыве секций обмотки с задирами пазов якоря также бракуют. Отпаянные секции от коллектора припаивают припоем ПОС-40. При ослаблении крепления обмотки в пазах последние расчеканивают до обеспечения необходимой плотности посадки. Деформацию лобовой части обмотки устраняют правкой.
Нарушение электрической прочности изоляции/ падение ее сопротивления, замыкание витков обмотки на корпус или между собой устраняют заменой изоляции. Обмотку якоря изолируют прокладыванием в пазах -железа изоляционного материала: снизу — электротехнического -картона ЭВС 0,33—0,44, .сверху — картона ЭВП 0,28—0,33; затем обмотку пропитывают лаком ГФ-95. При этом концы секций должны -быть - расчеканены и припаяны к коллектору припоем ПОС-40. До пропитки якоря необходимо проверить наличие бандажа на секциях со стороны привода; при отсутствии или повреждении бандажа его восстанавливают. Бандажирование секций осуществляют четырьмя
286 ,
витками хлопчатобумажного шнура, затем бандаж промазывают клеем БФ-2 или БФ-4 с добавлением 25 частей цинка по массе.
После .ремонта якорь должен отвечать следующим техяиче-’ ским требованиям:
при вращении с частотой' 10000 об/мин в течение 1 мин обмотка секций, коллектор, места соединения должны оставаться на месте;
изоляция 'должна обладать электрической прочностью (проверка осуществляется током 220 В через контрольную лампу" 60 Вт);
качество, пайки обмотки к коллектору должно быть высоким; , должны отсутствовать межвнтковые замыкания и замыкания на массу. . •
После' ремонта отдельных деталей стартер собирают. После сборки проверяют: наличие осевого люфта вала якоря, давление пружин на щетку, работу привода (должен свободно без заеданий перемещаться по ленточной нарезке или шлицам вала и при постановке в рабочее положение возвращаться в исходное положение под действием .возвратной пружицы; якорь не дол-, жен трогаться с места при повороте шестерни в ( направлении' рабочего движения), ...
Затем стартер регулируют и испытывают в режимах полного. торможения и холостого хода на стендах (532М, КМ968 и др.).
3. Приборы зажигания
Приборы системы зажигания после снятия йх с автомобиля при предварительной разборке поступают на участок ремонта, где их очищают от грязи волосяными щетками, промывают в бензине и продувают воздухом. Подготовленные таким образом детали дефектуют.
Основные дефекты корпуса распределителя Р4 (рис. IV.7.10) приведены в табл. IV.7.3.
Обломы и трещины любого характера на корпусе приводят-к его выбраковке; обломанные иля ослабленные пружины крышек заменяют; ослабленные заклепки крепления скобы пружины переклепывают.
Износ внутреннего диаметра втулки устраняют ее заменой с последующим развертыванием под размер рабочего чертежа.
Хвостовик, изношенный по наружному диаметру, восстанавливают осталиваиием или постановкой ДРД с последующей обработкой в обоих случаях под размер рабочего чертежа.
Изношенные отверстия под втулку восстанавливают развертыванием под ремонтный размер (016,12_о,озо мм) с последующей* постановкой ремонтной втулки по. наружному . диаметру (016,0±2:8бо мм).
Основные ° дефекты ; валика распределителя Р4 в сборе (рис. 1V.7.11) приведены в табл.'IV.7.4. ' . ‘ ’
287
Рис. IV.7.10. Основные дефекты корпуса распределителя Р4 в сборе
няют хромированием или
Погнутость валика определяете я индикаторной головкой, установлен" по ш^йке 5 под втулку кулачка 8, при укладке валика в призмы по шейкам 5 под втулки в корпусе 3. Погнутость более допустимого размера устраняй ется правкой на плите.
Погнутость пластины требует ег правки, ослабление чеканки — пере] чеканивания, ослабление креплен! осей грузиков — их замены. Оси за меняют также при износе более допустимого размера, если же изнисы меньше допустимых, но имеют забои ны их также меняют; непараллель-ность осей грузиков относительно оси валика должна быть не более 0,10 мм.
Износ шейки под втулку кулачка устраняют хромированием или оста-ливанием с последующим шлифованием под размер рабочего чер-1 ежа.
Износы и задиры на шейках устра-:таливанием с последующим шлифова
нием под размер рабочего чертежа
Износ выступа ведущего валика устраняют наваркой с последующим фрезерованием под размер рабочего чертежа.
Крушку в сборе прерывателя, пластину в сборе с пластиной грузиков, регулятор вакуумный. и другие детали при наличии у них дефектов — заменяют на новые.
Затем прерыватель собирают, проверяют на свободное проворачивание грузиков на своих осях, свободное вращение шарикового подшипника (люфт наружной обоймы относительно внутренней не должен быть более 0,050 мм), совмещение осей контактов (осуществляется подбором текстолитовых шайб), толщину слоя контактов (не менее 0,50 мм), свободное вращение валика прерывателя во втулках.
После проверки прерыватель обкатывают (в течение 30 мин при частоте вращения 2000 об/мин) и испытывают на стендах
Таблица IV.73.
Дефекты корпуса распределителя
Позиции на рис. IV-7.10 Дефекты Размеры, допустимые без ремонта ш
1 Обломы и трещины любого характера -
2 Износ отверстий под втулку 15,930
3 Изно( ха хп овика по наружному диаметру 26,900
4 Износ отверстий во втулке 12.730
5 Ослабление заклепок крепления скобы —
6 Облом пружины крепления крышки —
288
(СПЗ-8М-И др.) на изоляционную прочность крышки, бесперебойное нскрообразованиё, чередование искр и на натяжение пружины рычага прерывателя.
Основные .дефекты катушек зажигания,- обломы й трещины крышки, перегорание добавочного резистора .(вариатора), облом крепления лапок крышки добавочного резистора, межвитковое замыкание и замыкание на массу, а также обрыв' проводов как i обмотках.
Рис. IV.7.11. Основные дефекты валика распределителя Р4 в.сборе
первичной, так и во вторичной
Основная причина электрических дефектов — перегрев катушки зажигания, который происходит при неразомкнутой первичной цепи после остановки двигателя. Катушка при этом может нагреться до температуры 120°С и выше, что приводит к оплавлению изоляции и возникновению вышеперечисленных дефектов.
Обломы и трещины крышки, облом крепления лапок вариатора, как и его перегорание, требуют их замены.
Наличие электрических дефектов ведет к выбраковке катушки
зажигания.
После ремонта катушки зажигания испытывают на прочность изоляции первичной обмотки (при напряжении 550 В в течение 1 мин), на бесперебойность искрообразования в холодном и го-, рячем состоянии и на теплостойкость (катушку нагревают до температуры* 100°С, помещая ее на 2 ч в термостат крышкой вниз — из нее не должно вытекать масло). Сразу же после испытания на теплостойкость катушку испытывают на искрообра- , зованне в горячем состоянии на стендах (СПЗ-8М. и др.),
Таблица IV.7.4
Дефекты валика распределителя
Позиции на рис. 1V-7.11 । Дефекты Размеры, допустймые без ремонта, нм
1 Погнутость . Биение шейки под втулку кулачка 0,04 ,
2 Износ и забоины осей грузиков 6,460
3 Ослабление чеканки пластаны на валике 9
4 Износ ведущего выступа валика' 3,760
5 Износ и Задиры на шейках под втулки корпуса 12,660
6 Ослабление крепления осей грузиков
7 Погнутость пластины грузиков —
8 Износ шейки под втулку кулачка 7,980
10-5592 '
289
Глава 8
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ТРАНСМИССИИ
1, Сцепление
Картер сцепления (рис. IV.8.1) изготавливают в автомобилям ЗИЛ-130 и ЯМЗ из чугуна, в автомобиле ЗМЗ из алюминиевогс сплава АЛ4.
Основные дефекты картера сцепления приведены в табл IV.8 1
Картер сцепления нельзя разукомплектовывать с блоком цилиндров, так как при изготовлении центрирующие поверхности окончательно обрабатываются после сборки этих деталей. Поэтому при капитальном ремонте (при их разукомплектовании) необходима их расточка в сборе
При наличии трещин, проходящих более чем через одно отверстие крепления коробки передач или центрирующее отверстие, а также при наличии трещин, захватывающих более */2 пе риметра сечения лап, картер бракуют. Трещины другого харак тора, а также обломы устраняют электродуговой сваркой; тре щины, проходящие через поверхности, не несущие нагрузок, уст раняют заделкой их синтетическими материалами.
Отверстие под шейку фланца вилки выключения сцепленит восстанавливают заваркой его или постановкой ДРД с последующей обработкой под размер рабочего чертежа.
Износ отверстия во гудке вилки выключения сцепления уст раняют ее заменой; при износе отверстия под втулку отверстш развертывают под один из двух ремонтных размеров (03О,25‘И,-ОБ 30,50+0'0Б мм) с последующей запрессовкой ремонтных втулок
Таблица IV.8.1
Дефекты картера сцепления
Познани на рис. IV.8.1 Дефекты Размеры, допустимые без ремонта, мм
/ Трещины и обломы
2 Износ отверстия, центрирующего коробку передач относительно осн коленчатого вала 160,08
3 Износ установочных отверстии 18,10
4 Износ отверстия под стартер 82,20
5 Износ отверстий в опорных лапах 21,0
6 Износ опорных лап по высоте 64,0
7 Износ отверстия вилки выключения сцепления под втулку 30,06
8 Износ отверстия вилки выключения сцепления во втулке Износ отверстия под шейку фланца вилки выключения сцепления 25,13
9 42,10
290
(030,25+°;** 30,50+°;** мм) и развертыванием их под размер рабочего чертежа.
Износ отверстия в опорных лапах устраняют развертыванием их с последующей постановкой ДРД и развертыванием под размер рабочего чертежа. Изношенное установочное отверстие восстанавливают так же.
При износе опорных лап по высоте более допустимого размера картер сцепления устанавливают в приспособление горизонтальнофрезерного станка, затем при необходимости фрезеруют плоскости торцов на двух лапах «как чисто>, цекуют отверстия в лапах до 035,0 мм на глубину не менее 10. мм и зенкуют фаску 2X45°. В полученное отверстие устанавливают втулку й триваривают ее
Рис. IV.8.1. Основные дефекты картера сцепления автомобиля ЗИЛ-130
сплошным швом электроду-говой сваркой электродами УОНИ 13/55. При высоте лап менее 64,0 мм их после фрезерования торцов наплавляют и фрезеруют под размер рабочего чертежа.
Износ отверстия под стартер устраняют постановкой ДРД с последующей расточкой его под размер рабочего чертежа.
Изношенное центрирующее отверстие картера растачивают до 0166,0 1°><м мм, затем протачивают выточку до 0168,0 мм на глубину 2,5 мм, запрессовывают в получецное отверстие гильзу и растачивают ее до 016О,О+°108 мм, используя в качестве базовой по-
Рис. 1V.8.2. Основные дефекты ведомого диска сцепления автомобиля ЗИЛ-130
10*
291
Таблица IV.8.It
Дефекты ведомого диска сцепления
Позиции на рис. IV-8.2 Дефекты Размеры, допустимые без ремонте, мм
1 Обломы и тре пины на деталях диска
2 Износ фрикционных накладок —
3 Износ отверстия под ступиц, 82,300
4 Износ впадины шлицев ступицы по то^ицине 6,060
5 Ослабление заклепок креплении ступицы —
6 Ослабление заклепок диска и гасителя крутильных колебаний
верхности постели под коренные вкладыши блока цилиндров.
После восстановления к картеру сцепления предъявляют следующие технические требования:
после ‘обработки в сборе с блоком цилиндров: радиальное биение поверхности В не более 0,10 мм, торцовое биение поверх- ; ности Д относительно оси коленчатого вала не более 0,10 мм;
расстояние между осями установочных отверстий (размер а) должно быть в пределах 348±0,035 мм;
при установке на поверхность Б и опоре на поверхность Д рациаяьнсе биение поверхности В не более 0,150 мм;
несоосность поверхностей Г не более 0,250 мм;
неплоскостность поверхности Д после обработки в сборе не более 0,10 мм.
Ведомый диск (рис. IV.8.2) у всех рассматриваемых автомобилей изготавливают из стали 50 и фосфатируют, HRC 35—40.-(^тупицу изготавли laior из стали 40Х, фосфатируют и пассивируют.
Основные дефекты ведомого диска приведены в табл. IV.8.2.
Наличие обломов и трещин на любых деталях диска требует их выбраковки.
Ведомые диски при ремонте разбирают на составляющие де-тали, которые дефектукт и при возможности восстанавливают. Ослабленные ваклепки заменяют на новые и расклепывают. Ступицы с изношенными шлицами заменяют новыми. Изношенное отверстие в диске под ступицу наваривают и растачивают под размер рабочего чертежа.
После восстановления или замены отдельных деталей ведомый диск собирают и приклепывают или приклеивают к нему фрикционные накладки. При приклепывании накладок головки заклепок должны быть утоплены относительно поверхностей А и Б не менее чем на 1,5 мм.
После сборки диски статически балансируют в динамическом режиме, устанавливая их по боковым поверхностям шлицев. Величина дисбаланса должна быть не более 0,025 Н-м. Наличие дисбаланса устраняют установкой грузиков (не более трех) на 292
диск, которые кр епят отгибанием усиков’ Грузики должны быть неподвижны.
После восстановления ведомый диск сцепления должен отве* чать следующим основным техническим требованиям:
при установке диска по боковым поверхностям шлицев торцовое биение поверхностей А л Б не более 0,80 мм, радиальное биение поверхности В не более 1,0 мм;
при .поворачивании ступицы гасителя крутильных колебаний,-относительно диска,' закрепленного в приспособлении, исключающем радиальные нагрузки, с моментом 450 Н-м, угол ее поворота должен лежать в пределах РЭС/—2°30'.
2. Коробка передач
Картеры коробок передач (рис. IV.8.3) изготавливают для всех автомобилей, кроме ГАЗ-24, из серого или специального чугуна, НВ 170—229; картер >коробки передач ГАЗ-24 отливают из алюминиевого' сплава АЛ4; НВ 80.
Основные дефекты - картера коробки передач приведены в табл. IV.8.3. ч
Если обломЫ не захватывают тела картера или обломано только одно ушко, то эти места наплавляют газовой сваркой; трещины заваривают электродуговой сваркой, если они не проходят через отверстия под подшипники й ось блока шестерен заднего хода. Наличие Других видов пробоин, обломов или трещин требует выбраковки картера коробки передач.
Наплавку газовым пламенем осуществляют с подогревом;, первоначально картер нагревают до температуры 200—250*0 в течение 20—25 мин, затем до 600—650°С и .выдерживают в печи в течение 15—20 мин, после чего осуществляют заварку • ацети-лено-кисдородным пламенам, используя наконечники № 3 и 4.
• Таблица. TV.8.3
* . Дефекты картера коробки передач „
Позвени иа рже-IV-8.8 Дефекты рьзме,- , допустимы* без ремонта, мм
/ 2 3 и 4 5 6 7 8 Обломы и трещины Износ отверстия под задний подшипник промежуточного вала . Износ отверстий под подшипники ведущего и ведомого валов Износ отверстия под передний подшипник промежуточного вала Износ переднего отверстия под шейку осн блока шестерен заднего хода • Износ внутренней торцовой поверхности бобышек под блок шестерен заднего хода Износ заднего отверстия под шейку оси блока шестерен заднего хода , к . 90,050 110,050 72,040 30,050 ' Размер в .не более 161^500 32,06 л . > ’ •
293
Рис. IV.8.3. Основные дефекты картера коробки передач автомобиля ЗИЛ-130
В качестве присадочного материала применяют чугунные прутки 06 мм с содержанием кремния не менее 2,5%. После устранения дефектов наплавкой картер вновь нагревают до температуры 600—650°С и охлаждают вместе с печью.
При заварке трещин применяют электродуговую сварку мед-но-железными електродами ОЗЧ-1 04 мм с обмазкой УОНИ 13/55, содержащей железный пород'ок в количестве 18—20% от массы меди. Сварку ведут постоянным током силой 150—160 А. Трещину заваривают прерывистыми участками длиной 15— 20 мм.
Износы всех отверстий под подшипники устраняют вневан-ным осталиаанием, гальваническим натиранием или постановкой ДРД с буртиком. При этом оба отверстия предварительно растачивают борштангой (т.е. с одной установки), чтобы сохранить соосность,v затем одним из вышеперечисленных способов наращивают и вновь растачивают борштангой под размер рабочего чертежа. Аналогично восстанавливают переднее и заднее отверстия осизаднего хода.
294
Износы торцовых поверхностей бобышек под блок шестерен заднего хода устраняют фрезерованием. Увеличение при этом размера а компенсируется постановкой шайб соответствующей толщины или эпоксидными пастами.
После восстановления картер коробки передач должен отвечать следующим техническим требованиям:
межосевые расстояния: отверстий под подшипники ведущего и ведомого валов — промежуточного вала 123,£5±0,050 мм; отверстий подшипников ведущего и ведомого валов — блока шестерен заднего хода 127,50±0,05 мм; отверстий под подшипники промежуточного вала — блока шестерен заднего хода 89,25± ±0,05 мм;
непараллельность оси поверхности Л и осей поверхностей В и М не более 0,07 на длине 400 мм; оси поверхности Л и осей поверхностей Ж и Г не бплее 0,02 мм на длине 200 мм;
непараллельность поверхности Н относительно оси поверхностей Ж и Г и поверхности К относительно поверхностей М и В не более 0,05 мм иа длине 100 мм;
неплоскостность поверхности П не более 0,15 мм;
торцовое биение поверхности И относительно оси поверхности Л не более 0,10 мм на радиусе 85 мм; поверхности И относительно оси поверхностей М и В «е более 0,08 мм на радиусе 75,0 мм; поверхностей Е и Д относительно оси поверхностей Ж и Г не более 0.05 мм на длине 100 мм
Валы коробок передач изготавливают у автомобилей ЗИЛ-130 из стали 25ХГМ, HRC 60—65, у ГАЗ-53А — из стали 35Х, МАЗ-500 — из стали 15ХГНТА, HRC 58—62.
В качестве примера рассмотрим осн< >вные дефекты ведущего вала коробки передач автомобиля ЗИЛ-130 (рис. IV.8.4), которые приведены в табл. IV.8.4.
При толщине зуба (она определяется на высоте 6.128 мм) менее 6,950 мм вал выбраковывают. Для определения состояния
Рис. 1V.8.4. Основные дефекты ведущего вала коробки передач автонсбиля ЗИЛ-130
295
Таблица IV.8.4
Дефекты ведущего вала коробки передач
Познинм на рис. IV-8.4
Дефекты
Размеры, допустимые без ремонт», мм
1 2
3 4
5
6 7
8 9
10
Обломы и трещины
Износ шейки под передний шариковый подшипник
Выкрашивание рабочей поверхности зубьев
Износ отверстия под роликовый подшипник
Износ зубьев муфты по длине, забоины и отколы на торцах зубьев
Износ зубьев муфты по толщине
Износ конусной поверхности под кольцо синхронизатора
Износ шлицев по толщине
Износ зубьев шестерни по толщине
Износ шейки под задний шариковый подшипник
24,950
44,040
51,740
41,0
5,700
6,95, на измерительной высоте 6,128
59,980
зубьев муфты в диаметрально противоположные впадины зубьев устанавливают шарики 0 6,50 мм и замеряют размер б. Если размер б будет б<1льше 51,740 мм, то зубья считаются изношенными и вал бракуют.
Износы шеек под передний и задний шариковые подшипники устраняют вибродуговой наплавкой, хромированием или ос-таливанием с последующим шлифованием под размер рабочего чертежа.
Изношенные шлицы по толщине восстанавливают наплавкой под слоем флюса или в среде углекислого газа с последующим фрезерованием шлицев, их термической обработкой и шлифованием под размер рабочего чертежа.
Износ конусной* поверхности под кольцо синхронизатора, при котором размер в будет менее 41,0 мм, и при проверке на краску, при котором пятно контакта будет занимать менее 70% поверхности, требует выбраковки ведущего вала. Размер в определяют конусным калибром. Его малый диаметр должен быть 80 мм, а конусность 16°. Расстояние в замеряют от торца ка либра со стороны малого диаметра конуса до поверхности Е после надевания его на конусную поверхность кольца синхронизатора. Контактное пятно определяют перемещением калибра относительно конусной поверхности кольца после покрытия его поверхности краской.
Забоины и отколы на торцах зубьев муфты устраняют зачисткой заходной части: при длине зубьев (размер г) менее 6,0 мм вал бракуют.
Износ отверстия под роликовый подшипник устраняют рас-шлифовкой его под первый (044,18+’-027 мм) или второй (044,38+0'027 мм) ремонтные размеры, а также постановкой со
296
ответствующего размера ДРД и шлифованием ее под размер рабочего чертежа.
Восстановленный ведущий вал должен отвечать следующим техническим требованиям:
нецнлиндричиость поверхности В должна быть не более 0,008 мм;
биение поверхности Г относительно поверхностей. Л й К не более 0,030 мм;
радиальное биение поверхности Ж относительно поверхности И и К не более 0,050 мм, а поверхности В относительно поверхностей И и /С не более 0,020-мм;
торцовое биение поверхности £ относительно поверхностей И н К не более 0,025 мм и поверхности Д относительно поверхностей Л и К не более 0,080 мм;
шероховатость поверхностей В к Г должна соответствовать 9а классу (R»=0,324-0,25), а поверхностей И, К., Е и Ж 7а классу (&,>—!,254-1,0).
3. Карданная передача
Карданные валы (рис. IV.8.5). Трубы карданных валов, изготавливают из сталей 15—20, НВ 80—100, а вилкн — на сталей 35—40, НВ 170—235.
Основные дефекты карданных валов приведены в табл. IV.8.5.
Скрученность трубы вала - более 3" требует ее замены. Скрученность трубы определяется замером взаимного углового положения осей поверхности Б- вилок. Приварка новой трубы к вилкам производится под флюсом; допускается приварка- и в среде углекислого газа.
Погнутость вала определяют после его установки в приспособление по поверхностям Б п В, при этом радиальное биение его
Рис. IV.8.5. Основные дефекты карданного вала заднего моста в сборе а’втомо-. биля ЗИЛ-130
297
Таблица IV.8.5
Дефекты карданного вала
Позиции ни рнс. IV.8.5 Дефекты размеры, допустимые без ремонта, мм
1 Скручивание трубы вала
2 Износ отверстии в вилке под подшипники 39,050
3 Изменение размера (погнутость) между щеками 118,050
ВИЛКИ
4 Погнутость вала —
в сечении А—А должно быть не более 0,40 мм, а на всей длине трубы ие более 0,80 мм. При больших значениях радиального биения вал правят на прессе; при .невозможности устранить дефект — трубу заменяют.
Изменение размера между щеками вилки устраняют правкой. При невозможности устранить дефект данным способом — вилку заменяют.
При износе отверстия в вилке под подшипник ее заменяют.
Восстановленный карданный вал должен отвечать следующим техническим требованиям-
. при испытании на кручение (момент 4,6 кН-м) не должно возникать остаточных деформаций и не должно нарушаться ка
чество сварного шва;
размер а должен лежать в пределах 1422+2,5 мм.
Крестовины кардана (рис. IV.8.6) изютавливают у автомобилей ЗИЛ-130 из стали 55, HRC 60—65, у ГАЗ-53А—из стали 20Х, HRC 60 не менее, у МАЗ-500 — из стали 18ХГТ, HRC 58—64.
Дефекты крестовины кардана приведены в табл. IV.8.6.
Износ торцов шипов определяется замером расстояния между ними. При размере менее допустимого без ремонта крестови
Рис. I V.8.6. Основные дефекты коесто-вины кардана автомобиля ЗИЛ-130
на бракуется
Износ шипов по диаметру устраняют наплавкой их в среде углекислого газа с последующим шлифованием под размер рабочего чертежа.
Восстановленная крестовина кардана должна отвечать следующим техническим требованиям:
по поверхностям А: нецилиид-ричность (на длине 20,0 мм от поверхности Б) не более. 0,007 мм, отклонение осей от положения в одной плоскости не более
0,3 мм , ненерпендикулярность осей не более 0,2 мм;
^Таблица IV.8.6
Дефекты крестовины кардана
Позиции на рис. IV.8.6 Дефекты Размеры, допустимые без ремонта, мы
1 Износ торцов шипов 107,850
2, - Износ шипов по диаметру 24,950
торцовое биение поверхности Б относительно поверхности А для любого шипа не более 0,025 мм;
шероховатость поверхностей А по 8в классу (Л?» ^0,40-*-0,32).
1
4. Ведущие мосты
Картер ведущего моста (рис. IV.8.7) изготав ливают путем сварки верхней и нижней балок из стали 40, НВ 1-87—229; цапфы изготавливают из стали 40Х НВ 269—321, кольца сальников — из стали 45," HRC 56-62, крышки — из стали 20. ^Ведущий мост автомобиля ГАЗ-53Л сварен из тех же частей, и^ГОтовленА1х из стали 40, а у МАЗ-500 отлит из стали 40Л с запрессованными с обеих сторон кожухами полуосей, изготовленных Из стали 40Х, HRC 28 37. Основные дефекты картера ведущего моста приведены в табл. IV.8.7. . 4
При наличии трещин картер брткуют. Наруищенные сварные швы после удаления старой наплавки заваривакот вновь элект-родуговой сваркой электродами 0'5 мм н силоэй тока 210— 240А обратной полярности.
299
Таблица IV.8 7
* Дефекты картере ведущего мост.
Позиции на рис. IV.8.7 Дефекты Размеры, допустимые без ремонта, мм
1 Нарушение сварных швов
2 Износ шейки под внутренний подшипник ступицы заднего колеса 84,880»
3 Износ шейки под наружный подшипник ступицы заднего колеса 74,900
4 Износ кольца под сальник 141,700
Износ кольца под сальник устраняют постановкой нового кольца с предварительной проверкой размера посадочной шейки, который должен быть в пределах 0 93 мм на Дл™6 20 мм.
Изношенные шейки под наружный и внутренний подшипники ступицы колеса восстанавливают наплавкой под слоем флюса в среде углекислого газа или вибродуговой наплавкой без охлаждения.
При значительной коррозии шеек их обрабатывают «как чис; то», ио до диаметров не менее 74 мм и 84 мм и наплавляют под слоем флюса электродной проволокой из стали 45 01,2 мм с применением флюса АН-348А «елкой грануляции. Наплавку ведут постоянным током обратной полярности при напряжении 25—27 В, силе тока 120-140 А, частоте вращения детали 1,7— 1,8 об/мин и скорости наплавки 23—26 м/ч.
Восстановленный картер моста должен отвечать следующим техническим требованиям:'
радиальное биение поверхности Л относительно поверхности И не более 0,250 мм;
торцовое биение поверхности К относительно поверхности И не более 0,050 мм, а поверхности Д не более 0,100;
при приложении крутящего момента 2,5 кН-м к фланцу цапфы и зажиме картера в местах крепления рессор не должны возникать остаточная деформация и нарушение качества сварного шва;
шероховатость поверхностей И, Ж и Г должна соответствовать 7а классу (/?,= 1,254-1,0).
Картеры редукторов задних мостов (рис. IV.8.8) изготавливают у автомобилей ЗИЛ-130 из ковкого чугуна КЧ 35-10, как и картер главной передачи автомобилей ГАЗ-53А, у МАЗ-500 — из чугуна КЧ 37-12.
Основные дефекты картера редуктора заднего моста приведены в табл. IV.8.8.
В процессе разборки картер редуктора не должен разукомплектовываться с крышками подшипников дифференциала, так .как они обработаны совместно.
300
Рис. IV.8.8. Основные дефекты картера редуктора заднего моста автомобиля ЗИЛ-130
При обломах любого характера, кроме обломов фланца, картер редуктора бракуют. Если облом фланца захватывает более половины отверстия под болты, то картер бракуют. Обломы фланца крепления к картеру заднего поста, захватывающие менее половины отверстия под болты крепления, как и трещины на картере, устраняют электродуговой заваркой.
Изношенные отверстия под роликовый подшипник ведущей конической шестерни восстанавливают вибродуговой наплавкой с последующей обработкой под размер рабочего чертежа. Возможна также постановка ДРД, при этом картер редуктора устанавливают и закрепляют в приспособлении на горизонтальнорасточном Ьтанке, растачивают отверстие до 0148+0-1 мм, вы-
Таблица IV ,8.8
Дефекты картера редуктора заднего моста
Позиции на рис. IV.8.8 Дефекты < Размеры, допустимые вез ремонта, мм
1 Обломы фланца крепления к картеру и трещины —
2 Износ отверстия под роликовый подшипник ведущей конической шестерни МО. 100
3 Износ отверстий под гнезда подшипников ведущей цилиндрической шестерни 135,080
4 Износ отверстий под подшипники дифференциала 130,080
5 Повреждение резьбы под гайку подшипника дифферевдиала Срыв более двух ниток
301
держивая глубину 3±0,1 мм под буртик втулки. В расточенное отверстие запрессовывают втулку с буртиком, подрезают торец заподлицо с основным металлом и растачивают отверстие под размер рабочего чертежа. Применяют также постановку ДРД, при этом отверстие борштангой растачивают до 0142+°'О4Омм на глубину 15 мм, запрессовывают втулку, торец которой подрезают за
подлицо с основным металлом, и растачивают ее отверстие под размер рабочего чертежа.
Отверстия под гнезда подшипников ведущей цилиндрической шестерни восстанавливают вибродуговой наплавкой или гальваническим натиранием с последующей обработкой под размер рабочего чертежа.
Отверстия под гнезда, подшипников допускают также обработку под ремонтные размеры: первый — 0135,50+0-040 мм (индекс клеймения Р1), второй — 0136,О+0-040 мм (индекс клеймения Р2). Клеймение производится по поверхности В
Отверстия под подшипники дифференциала восстанавливают вибродуговой наплавкой по следующей технологии: растачивают отверстия до 0137 мм, снимают крышки не обезличивая их, обваривают гнезда подшипников на картере и крышке (сварку ведут не менее чем в два слоя постоянным током обратной полярности, сила тока 200—240 А, электрод ОЗЧ-1 05 мм), не доводя сварочный шов до плоскости разъема на 10—12 мм. Затем припиливают плоскости разъема как на картере, так и на крышке, устанавливают крышку на место и растачивают отверстия борштангой под размер рабочего чертежа.
Рис. 1V.8.9. Основные дефекты чашки коробки дифференциала автомобиля ЗИЛ-130
При повреждении резьбы под гайку подшипника дифференциала резьбовое отверстие растачивают до 0136,3+°-з мм и нарезают ремонтную резьбу (М138Х XI.5 кл. 2). Возможна также ви-бродуговая наплавка с последующей расточкой и нарезанием резьбы.
После восстановления картер редуктора должен отвечать следующим требованиям:
непараллельность поверхности Б и оси поверхности А не более 0,040 мм на длине 100 мм; поверхности Г и оси поверхности Е не более 0,060 м^ на длине 100 мм;
неперпендикулярность поверхности Д и оси поверхности Е не более 0,060 мм на длине 100 мм;
отклонение от положения в одной плоскости осей поверх-
302
Таблица tV Я.9 цефе< ты» чалки коробки дифференциала
Позиции на рис. IV-8.9 Дефекты Размеры. жопустямые без ремонта-, им
/ Задиры, риски или неравномерный износ торца под шайбу шестерни полуоси При размере а более 49,8 — бра-
ковать .
- 2 Износ отверстия под шейку .шестерни полуоси 73,200
3 Износ шейки под роликовый подшипник . 75,010
4 Износ отверстий под стяжные болты 14.500
.5 Задиры, ...ски или неравномерный износ сфе- При .радиусе
ричвской поверхности под шайбы. более 81,05—бра-
ковать
6 Износ отверстий под шипы крестовины 28,100 ...
костей Е и Д' и осей поверхностей Л и £ не более 0,030 мм на »длине 1СГ мм;
расстояние между'.осями поверхностей А и Е должно быть в пределах 190,50±0,05б мм. /
Чашки коробки дифференциалов (рис. IV.8.9) изготавливают у автомобилей -ЗИЛ-130 из стали 45, НВ 163—197, у ГАЗ-53А — из ковкого чугуна КЧ 35-10, НВ 121—149, у МАЗ-500—из КЧ 37-12.
Основные дефекты чашки коробки дифференциала приведены в табл. IV.8.9.
В процессе разборки правая й левая чашки не должны разукомплектовываться. При наличии иа чашках трещин их бракуют. \ -
Задиры, риски иди неравномерный износ торца под шайбу, шестерни полуоси устраняют обработкой его до ремонтного размера с компенсацией размера а за счет постановки при сборке . шайб того же ремонтного размера. Размер а по рабочему чертежу 49,0+0’2 мм, первый ремонтный — 49,2+в«2 . мм, второй —
• 49,4*°>2 мм, третий — 49,6+02 мм, при соответствующей ‘ Толщине шайб: основного размера 1,8-о,ю мм, первого — 2,0-о,к мм, второго — 2,2-одо мм, третьего — 2,4-оло мм. При размере а более 49,8 мм чашку-'бракуют. Чашки коробки дпфферёнциала ремонтного размера маркируют по поверхности £ индексами клеймения IT, 2.Т, $Т. 1
Изношенные отверстия под шипы крестовины восстанавливают сверлением новых отверстий, расположенных под углом 45° к Изношенным, с последующим развертыванием их под размер рабочего чертежа (028;$$ю мм).
При задирах, рисках или износе сферической поверхности чашки коробки дифференциала ее растачивают фасонным резцом под эдин из ремонтных размеров с компенсацией увеличенного размера при сборке ремонтными шайбами. Все ремонтные разме-
... *. . - 303
1
Рис. IV.8.10. Основные дефекты полуоси автомобиля ЗИЛ-130
ры маркируют клеймением ло поверхности -Е индексами 1С, 2С, ЗС, 4С, 5С, 6С.
При износе отверстий под стяжные болты чашку закрепляют в кондукторе на столе сверлильного станка 2118 и сверлят новые отверстия в промежутке между старыми 014,0 мм и зенкуют их с двух сторон.
Износ шейки под роликовый подшипник устраняют хромированием, осталиванием, вибродуговой наплавкой или раздачей. Вибродуговую наплавку производят по следующей технологии: чашку устанавливают в приспособление, обтачивают шейку до 073 мм, затем на установке УАНЖ-4 ее наплавляют до диаметра 78 мм при режиме: электродная проволока Св-08 01,6 мм, скорость подачи 1,3—1,4 м/мин, частота вращения детали 2,0 об/мин, расход охлаждающей жидкости 0,05 л/мин. После наплавки шейку обтачивают с припуском 0.15 мм и шлифуют под размер рабочего чертежа (075|о'^ мм).
Отверстие под шейку шестерни полуоси восстанавливают вне-ванным осталиванием, вибродуговой наплавкой или постановкой ДРД с последующей расточкой под размер рабочего чертежа.
Восстановленная чашка коробки дифференциала должна отвечать следующим техническим требованиям:
при установке по поверхности А и опоре на поверхность Д: биение поверхности В не более 0,060 мм, радиальное биение поверхностей К и И не более 0,080 мм, торцовое биение , поверхности Ж не более 0,040 мм, а поверхности Б не более 0,050 мм;
шероховатость поверхности И должна соответствовать 7а классу (/?а =1,25-т-1,0).
Полуоси (рис. IV.8.10) изготавливают у автомобилей ЗИЛ-130 из стали 45РП, HRC 52—58 в зоне Б, у ГАЗ-53А — из стали 40, HRC 42 не менее, у МАЗ-500 — из стали 38ХГС, HRC 44—50
Основные дефекты полуоси приведены в табл. IV.8.10.
304
Таблица IV.8.I0
Дефекты полуоси
Позиции на рнС-IV.8.10 Дефекты Размеры, допустимые без ремонта, ыы
1 Погнутость полуоси —
2 Износ шлицев по толщине 55,0
3 Износ конусных отверстий под разжимные —•
втулки ♦
4 Погнутость фланца —
При наличии обломав или трещин, а также скручивания по-
луоси -бракуют.
Погнутость определяют после установки полуоси в центрах при помощи индикаторной головки. Величина радиального биения должна быть: поверхности В не более 0,30 мм, поверхности Д не более 1,0 мм. Прн больших значениях погнутости полуоси правят на прессе ГАРО типа 208 до устранения дефекта с последующим подрезанием поверхности Г «как чисто», выдерживая при этом толщину фланца не менее 11,0 мм.
Погнутость фланца определяют' наличием торцового биения,
которое при установке полуоси в центрах должно быть на поверхности Г не более 0.10 мм. При большем значении биения фланца поверхность Г /тодрезают «как чисто». При размере а менее 11,0 мм полуось бракуют.
• Состояние конусных отверстий под разжимные втулки проверяют конусным калибром с углом кснуса 39° и большим диаметром 24 мм. При несовпадении торцов детали и калибра более чем на 1,0 мм отверстия подлежат восстановлению по следующей технологии: их рассверливают до 022 мм и заплавляют (сила постоянного тока 160—190 А, электроды-Э-42, 04 мм), затем с двух сторон подрезают торцы фланца и сверлят отверстия
012,5 мм с последующей зенковкой до'020 мм. \
Изношенные по толщине шлицы восстанавливают наплавкой под слоем флюса на установке УАНЖ-514 НИИАТ. Впадины между шлицами и шлицевую шейку наплавляют продольными швами. Наплавку, ведут до 057 мм (сила постоянного тока 230 А, напряжение 27 В, проволока марки Нп-ЗОХГСА диаметром 1,8 мм, скорость наплавки 14,4 м/ч, скорость подачи проволоки 137 м/ч, флюс АН-348А).
Рис. IV.8.11. Основные дефекты ступицы заднего колеса автомобиля ЗИЛ-130
305
Таблица !V.8.11|
Дефекты ступиц задних колес
х
Позиции ва рис. IV-8.11 . Дефекты Размеры, допустямые без ремонта, мм
1 Трещины на ребрах —
2 Износ отверстия под наружное кольцо дружного подшипника 134,990 '
3 Износ отверстия под наружный сальник : 136,400
4 Срыв резьбы Не более двух
ниток
5 Износ отверстия под наружное кольцо гнггрен-него подшипника 149,990
Затем полуось проверяют на биение и при необходимости j правят, шлицевую шейку протачивают, снимают фаску и фрезе- 1 руют шлицы на фрезерном станке 5350А. Шлицевой конец затем * закаливают ТВЧ с нагревом до температуры 850—900°С и охлаж- s дением в масле и отпускают при температуре 575—600°С с последующим охлаждением на воздухе. j
Ступицы задних колес {рис. IV.8.11) изготавливают у ав- томобйлей ЗИЛ-130 и ГАЗ-53А нз ковкого чугуна КЧ- 35-10, у МАЗ-500 — из стали 40Л.
Основные дефекты ступицы заднего колеса приведены в ? табл. IV. 8.11. •
При наличии трещин на любых местах, кроме ребер, ступицы бракуют. Трещины на ребрах устраняют . электродуговой сваркой. Износы отверстий под наружное кольцо внутреннего и на- ? ружного подшипников, а также под наружный сальник устраняют вибродуговой наплавкой или постановкой ДРД.
При восстановлении отверстий под подшипники вибродуговой наплавкой их растачивают на глубину до 2,0 мм и после этого наплавляют: отверстия внутреннего подшипника до 0148 мм, а наружного — до 0133 мм. Наплавку ведут проволокой Св-08 01,6 мм в два слоя при режиме: сила тока 100 А, напряжение 18 В, частота вращения детали 0,8 об/мин, шаг наплавки 3,3 мм/об, скорость подачи проволоки 1,3 м/мин. Затем отверстия растачивают под размер рабочего.чертежа..
Восстановление отверстий постановкой ДРД осуществляют по следующей технологии: отверстия растачивают (под внутренний подшипник до 0154+0-0*3 мм, под наружный — 014О+0-063 мм на глубину .соответственно 30 и 34 мм), из стальной трубы или свернутой, полосовой стали изготавливают ремонтные втулки, запрессовывают их в расточенные отверстия и обрабатывают под размер рабочего чертежа.
Резьбу под шпильки крепления полуоси восстанавливают нарезанием ремонтной резьбы (Ml8 — кл. 2) или постановкой ввертышей с последующим нарезанием резьбы по рабочему чертежу.
ялл.
После ремонта ступица заднего колеса должна отвечать следующим техническим требованиям: при установке по поверхности А и опоре на поверхность Б радиальное биение поверхности Е не более 0,120 мм, поверхности В не более 0,150 мм; торцовое биение поверхности Ж не более 0,080 мм, поверхности Д не более 0,100 мм, поверхностей Г и И не более 0,150 мм.
5. Передние мосты
Балки передних мостов (рис. IV 8.12) изготавливают у автомобилей ЗИЛ-130 из стали 45, НВ 241—285, у ГАЗ-53А — из стали ЗОХ, НВ 269—302, у МАЗ-500 — из стали 40Х, НВ 241—285.
Основные дефекты балки переднего моста приведены в табл. IV. 8.12.
При наличии трещин и отколов любого характера балку переднего моста бракуют. Изгиб и скручивание проверяют на специальном стенде (допустимый прогиб в горизонтальной плоскости ±1,5°, в вертикальной плоскости ±30',-допустимое скручивание ±1,5°) и при необходимости балку правят в холодном состоянии. До проверки и правки на балке зачищают забоины на торцах отверстий под шкворень и площадки под рессоры. При изгибе и скручивании, которые не поддаются правке, балку переднего моста бракуют.
Изношенные отверстия под центрирующие выступы рессоры восстанавливают постановкой ДРД: их рассверливают и развертывают до 015±0-020 мм на глубину 15 мм, затем запрессовывают втулки заподлицо с основным металлом и сверлят в них отверстия 011,0 мм на глубину 8,0 мм.
6
Рис. IV.8.I2. Основные дефекты балки переднего моста автомобиля ЗИЛ-130
307
Изношенные площадки под рессоры фрезеруют на >вертикалы-1 но-фрезерном станке 615 торцовой фрезой 0200 Мм с вставными * ножами, изготовленными из' сплава Т15К6. При толщине пло- • щадки (размер б) менее 14,5 мм балку бракуют. Поскольку площадки под рессоры являются базовыми, поверхностями прн устранении-почти всех дефектов балки, их восстанавливают в первую очередь. .!
Износ отверстий под стремянки крепления рессор устраняют j: постановкой ДРД С развертыванием их под размер рабочего ’ । чертежа. ‘ - j
Износ бобышки по высоте устраняют фрезерованием торцов ; На специальном фрезерном, станке, на котором и растачивают j отверстия пЬд. шкворень. При размере бобышки менее 8^,0 мм j ’балку бракуют. Уменьшение высоты бобышки компенсируют при 1 сборке постановкой регулировочных шайб трех ремонтных разме- j ров (0,50; 1,0; 2,0 мм). ' ' 1
Изношенные отверстия под шкворень восстанавливают поста- новкой ДРД до следующей технологии: отверстие растачивают - = . до 044+0’060 мм, в него запрессовывают втулку так, чтобы ради- j усйая канавка совпала с отверстием под клин. Запрессованную \ втулку растачивают под размер рабочего чертежа (038+<>'o3e мм) и подрезают торец бобышки с двух сторон 4как чисто». При толщине стенки бобышки (размер а) в средней ее части по высоте , менее 8,0 мм балку бракуют.
Изношенные отверстия' под клин шкворня обрабатывают до .одного из ремонтных размеров и маркируют краской на 'поверхности Г (первый ремонтный размер . 014,5+0’120 — зеленой, второй ремонтный размер 015,О+°-,2<> — голубой). При сборке устанавливают клин соответствующего- ремонтного размера.
Восстановленная балка переднего моста должна ' отвечать следующим техническим требованиям: неперпендикулярность по-
Та блица, IV 8.12
Дефекты балки переднего моста.
По&нпяк иа рис. IV <8.12
- Дефекты
размеры, допустимые без ремонта, мм ,
Изгиб и скручивание
рИзнос отверстия -под клин шкворня Износ отверстия под шкворень • Износ бобышки под шкворень по высоте Износ отверстий под стремянки крепления рессор
Износ площадок рессор по высоте
Износ отверстий под центрирующие выступы рессор .
Угол наклона
оси шкворня 8* + + 15'
14,250
38,060 8! 0 .
21,600
Размер б не менее 14,5. .
12,0
308
Рис. IV.8.13. Основные дефекты поворотной цапфы автомобиля ЗИЛ-130
верхностей Б н Д относительно ОСИ ПОг верхности Е не более 0,20 мм и отклонение от положения в одной плоскости поверхностей В должно быть не более 1,0 мм.
Поворотные цапфы (рис. IV. 8.13) изготавливают у автомобилей ЗИЛ-130 и МАЗ 500 из стали 40Х, НВ 241—285, у ГАЗ-53А — из стали 35Х, НВ 269—321.
Основные дефекты поворотных цапф приведены в табл. IV;8.13.
При наличии обломов и трещин любого характера поворотные цапфы бракуют.
Износ конусных отверстий под рычаги поворотной цапфы определяют введением в отверстие конусного калибра с конусностью 1:8 и малым диаметром 35,0 мм. Состояние отверстия определяют на краску и по расстоянию между торцами калибра и детали: если площадь пятен контакта пои проверке на краску менее 70%, то отверстие восстанавливают; если несовпадение торцов превышает 1,50 мм, то поворотные цапфы бракуют. Восстановление отверстий осуществляют развертыванием конусными развертками. Перед восстановлением цапф проверяют состояние центровых фасок и при необходимости их правят.
Износ отверстий под втулки шкворня устраняют обработкой под ремонтные размеры .(041,25+°’ОБО, 41,50+0-050 мм) с последующей . постенэвкой втулок ремонтного размера.
Изношенные отверстия во втулках под шкворень восстанавливают заменой втулки с последующей обработкой под размер рабочего чертежа. При запрессовке втулки ее следует устанавливать открытыми концами канавок, для смазки вверх. Отверстия для смазки во втулках и в поворотной цапфе должны быть совмещены. При проверке стержень 07 мм должен проходить через отверстия в цапфе п втулке. После запрессовки втулки-обрабатывают протягиванием.
Износ шеек под Сальник и внутренний и наружный подшипники устраняют хромированием (при износе менее 0,15 мм) или осталиванием (при износе более 0,15 мм) с последующим шлифованием под размер рабочего чертежа.
Резьбу под гайку восстанавливают наплавкой с последующим нарезанием 'резьбы по рабочему чертежу. Наплавку осуществляют вибрсдуговым способом на установке УАНЖ-6 НИИАТ без
ЗОЭ
Таблица 1V.8.13
Дефекты поворотной цапфы
Позиции
ни рис. IV.8.13
Дефекты
Размеры, допустимые без ремонта, мм
Износ конусных отверстий под рычаги
2
3
4
5
6 7
8
Износ проушины под бобышиу балки переднего моста
Повреждение резьбы под гайку
Износ шейки под наружный подшипник ступицы
Износ шейки под внутренний подшипник ступицы
Износ кольца под сальник ступицы
Износ отверстий во втулках шкворня
Износ отверстий под втулки шкворня
Несовпадение торцов детали и калибра не более 1,80
113,0
39,970
54,960
111,800 .38,060 41,060
охлаждающей жидкости до 042 мм плотным -круговым швом при режимах: электродная проволока сталь 50 01,6 мм, сила тока 160 А, напряжение 15 В, скорость подачи проволоки 1,0—1,3 м/мин, шаг наплавки 3,0 мм/об, частота вращения детали 5 об/мин, или ручной электродуговой • сваркой электродами УОНИ 13/55 или ОММ-5. Затем наплавленную поверхность Ьб-рабатывают на токарном станке и фрезеруют лыску на резьбовом конце.
Обработанный резьбовой конец поворотной цапфы нагревают в соляной ванне в течение 30 мин до температуры 860°С, выдерживают 15 мин, затем охлаждают 'на воздухе и промывают 5%-ным раствором соды при температуре 80—90°; дадее зачищают заусенцы и прогоняют резьбу плашками по всей длине.
Износ проушины под бобышку балки переднего моста устраняют фрезерованием торцов «как чисто» с последующей постановкой регулировочных шайб ремонтного размера п^и сборке. При износе проушины более 113,0. мм поворотную цапфу бракуют.
После восстановления поворотная цапфа должна отвечать следующим техническим требованиям:
ось отверстий под втулки шкворня должна быть наклонена в сторону продольной оси автомобиля под углом 9° ±15';
торцовое биение поверхности Б при установке в центрах не более 0.Q25 мм;
. радиальное биение поверхности Г относительно поверхности В не более ‘0,030 мм; •
овальность и конусность поверхности Г не более 0,008 мм, а поверхности В не более 0,010 мм;
шероховатость поверхностей А, Б, В н Г должна соответствовать 7 а классу (/?а=1,25-а-1,0).
зю
1 V
л
г
Шкворни поворотных , цапф (рис. IV.8.14) изготав- Л"—-лнвают у . автомобилей Э—L ЗИЛ-130 из стали 18ХГТ, HRC в---
56—62, '-у ГАЗ-53А — из стали 50, HRC 57—60, у MA3-50Q— из стали 45, HRC 56—63.
Основные дефекты: трещины 1, ори наличии которых
шкворень бракуют и износ по диаметру 2, при котором шкворень восстанавливают хромированием нли осталиванием с доследующим шлифованием под размер рабочего чертежа. Шероховатость поверхности А шкворня после восстановления должна соответство-
Рис. ГУЛ 14. Основные дефекты шкворня автомобиля ЗИЛ-130
вать 7а классу (7?, в 1,25—1,0).
Глава 9 V
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ХОДОВОЙ ЧАСТИ И МЕХАНИЗМОВ УПРАВЛЕНИЯ
4. Рама и подвеска,
1 • ? - .
Продольные балки (лонжероны).рам изготавливают у автомобилей ЗИЛ-130 из стали ЗОТ, у ГАЗ-53А — из стали 25, у МАЗ-500 — из стали 19ХГС. Поперечины рамы изготавливают у автомобилей ЗИЛ-130‘ из сталей 20 и 08, у ГАЗ-53А — из стали 08 кп, у МАЗ-500 — из стали 20 кп.
. Перед ремонтом рамы, все заклепочные соединения должны быть-разобраны, детали промыты и тщательно продефектоваиы.
Основные дефекты продольных балок, и поперечин рамы: погнутость, повреждение кронштейнов, вырывы отверстий под болты крепления' передних крюков, износ отверстий под заклепки,. трещины, проходящие через заклепочные отверстия, трещины в сплошном металле, ослабление заклепок. •
При поступлении в ремонт лонжеронов с разрушениями в зоне ранее наложенного шва, а также при наличии накладки или корытообразной вставки их ремонтируют, отрезая часть лонже- -роиа, имеющего повреждения, и приваривая встык такую же годную часть с последующим упрочнением наклепом зойы термического- влияния шва.
При наличии на лонжероне более одной накладки или корытообразной вставки его бракуют.
Погнутость лонжеронов определяют кривизной верхней полки (не более 2,0 мм на длине 1,0 м и 5,0 мм на всей длине) и вертикальной стенки (не более 2,0 мм на длине 1,0 м и 10,0 мм на всей длине) и устраняют правкой без нагрева на прессе или специальном стенде. При Невозможности устранить дефект правкой детали рамы бракуют. Поврежденные кронштейны заменяют новыми. 1 .
‘ ЗП
Вырывы отверстий под болты устраняют правкой лонжеронов и заваркой их или отрезая дефектную часть и приваривая встык такую же годную часть.
Отверстия под заклепки восстанавливают, если диаметр их увеличился более чем на 1.0 мм, заваркой на медной подкладке с последующей обработкой их под размер рабочего чертежа и упрочнением кромок отверстий.
Трещины, проходящие через заклепочные отверстия, устраняют, вырезая дефектную полку стенки и приваривая на ее место встык вставки с последующим упрочнением зоны термического влияния наклепом. Другой вариант ремонта заключается в заварке трещины с постановкой усилительной подкладки. Трещины в сплошном металле устраняют заваркой с последующим упрочнением наклепом.
При ослаблении заклепок после ремонта их высверливают и устанавливают новые с последующим расклепыванием. Клепка при сборке может выполняться с предварительным нагревом или без нагрева заклепок. Наиболее высокое качество достигается при машинной клепке «вхолоднук» при помощи гидравлических клепальных установок ЗИЛ 5Н-366, МАЗ 62/350, ГАЗ 82-631, которые позволяют без нагрева обжимать заклепки диаметром до 13 мм.
Сварку рам производят постоянным током силой 200 А, электродами ОЗС-6 или УОНИ 13/55 0 4 мм. Затем сварочный шов и поверхность по обе стороны от него на расстоянии 3—4 мм упрочняют наклепом для узеличения предела выносливости соединения Наклепысание ведут пневматическим молотком с работой удара 5 Н-м и бойком с рабочей сферой 4,5 мм. При этом отпечатки бойка не должны сливаться в сплошную полосу, каждый отпечаток должен быть хорошо заметен; между отпечатками не должно быть ненаклепанного участка, соседние отпечатки должны перекрываться, диаметр отпечатка не более 3,0 мм.
312
Таблица IV.9.1
Дефекты рессоры
Позиции иа рве. IV.9.1 Дефекты Размеры, допустимые бе» ремонта, мм
/ Обломы и трещины на листах, хомутах и за-
клепках крепления хомутов
2 Износ листов по толщине:
первого листа 7,250
остальных листов 8,500
S Износ накладки первого листа по толщине 7,0
Износ торцов ушка рессоры 74,200
5 Износ отверстия во втулке ушка рессоры 40,340
После восстановления рама должна отвечать следующим тех* ническим требованиям:
на лонжероне не допускается более трех сварных соединений или заваренных трещин;,
неплоскостность полок лонжеронов в поперечном сечении не более 0,50 мм (проверяется на расстоянии 25 мм от горизонтальных полок). • ,
Рессоры (рис. IV.9.I) изготавливают у автомобилей ЗИЛ-130 и МАЗ-500 нз стали 60С2, НВ 363—444 с последующей закалкой в масле при температуре 900—920°С и отпуском при температуре 450—500°С, у ГАЗ-53А — из стали 50ХГА, НВ 363—415 с закалкой в масле при температуре" 850—870°С и отпуском при 530°С.
Состояние рессор определяют стрелой прогиба (мм), которая у автомобилей ЗИЛ-130 должна быть без нагрузки 101, при нагрузке 15 кН — 15—25 (передняя) и у задней без нагрузки — 122, при нагрузке 19 кН — 27—37.
Основные дефекты рессор приведены в табл. IV. 9/1.
- При наличии дефектов у рессоры или уменьшения стрелы прогиба ее разбирают, промывают детали н дефектуют. Годные листы, потерявшие упругость, отжигают, гнут, закаливают в специальной ванне с приспособлением для гибки 140 АКТБ, отпускают и по вогнутой стороне обрабатывают дробью. Перед сборкой листы промазывают графитовой смазкой УСсА. Собирают рессоры на станке типа 3039 Гипроавтотранса и испытывают их на стенде модели 75 АКТБ., При необходимости завивку ушек У коренных листов осуществляют на станке 2350 КАРЗ.
Листы с обломами и трещинами, а также с износом по толщине более допустимого размера заменяют новыми.
Износ отверстия во- втулке устраняют ее заменой с последующей разверткой под размер рабочего чертежа.
После восстановления рессоры должны отвечать следующим техническим требованиям:
зазоры между листами рессоры, стянутой в средней части до соприкосновения листов, без приложения нагрузки иа концы рессоры допускаются на длине не более V* общей длины между двумя смежными листами — не более 1,20 мм; прн этом зазоры на
‘13
длине до 75 мм не должны быть более 0,3 мм; зазоры на концах рессоры не допускаются;
ширина пакета листов должна быть в средней части рессоры не более 77,0 мм, у передних рессор — не более 67,0 мм;
после сборки рессора должна оыть подвергнута осадке под нагрузкой 55,6 кН (передняя — 26 кН); повторная осадка той же нагрузкой не должна давать остаточных деформаций.
• i
2. Рулевое управление
Картеры рулевого механизма (рис. IV. 9.2) изготавливают у автомобилей ЗИЛ-130 и ГАЗ-53А из ковкого чугуна КЧ 35-10,» у МАЗ-500 — из КЧ 37-12; втулки — из бронзы Бр. ОЦС 4-4-2,5.
Основные дефекты картера приведены в габл. IV. 9.2.
Обломы и трещины на кронштейне крепления картера восстанавливают заваркой. Трещины подготавливают к заварке по существующей технологии. Заварка ведется газовым пламенем с использованием в качестве присадочного материала латунных стержней Л62 или электродуговой сваркой постоянным током обратной полярности медноиикелевыми электродами. Применение ) электродуговой сварки предпочтительнее. При обломах, захваты-ьающих более одного отверстия, при количестве трещин более двух и при обломках и трещинах, находящихся не иа кронштейне, картер рулевого механизма бракуют.
Небольшие риски и задиры на рабочей поверхности цилиндра устраняют зачисткой шабером. При наличии глубоких рисок и износе рабочей поверхности цилиндра картер бракуют.
Износ отверстия во втулке под вал рулевой сошки устраняют заменой ее с последующим развертыванием под размер рабочего чертежа.
314
Таблица fV.9.2
Дефекты картера рулевого механизма
Познани на рнс. IV.9.2 Дефекты Размеры, допустимые без ремонта, мм
1 Обломы и трещины на кронштейне крепления картера * —
2 Риски, задиры и износ рабочей поверхности -цилиндра 90,150
3 Износ отверстия во втулке под вал рулевой сошки- Износ отверстия в картере под втулку вала рулевой сошки 38,050
4 ' 41,07ft
Отверстие в картере под втулку восстанавливают-обработкой его иод один из двух ремонтных размеров (041>2О+<1-050, 041,4О4Л,>050 мм) с запрессовкой втулки соответствующего ремонтного размера? После чего втулку проглаживают до.037,60 мм и окончательно обрабатывают под размер рабочего чертежа.
После восстановления картер должен отвечать следующим техническим требованиям:
неплоскостность поверхности А должна быть не более 0,040 мм;
неперпендикулярность осей поверхностей Б к В относительно поверхности А-‘и общей оси поверхностей Г и Д относительно поверхности Ж должна быть не более 0,620 мм на длине 100 мм;
радиальное биение поверхности Г относительно поверхности Б должно быть не более 0,080 мм, а поверхности Д относительно поверхности Б не более 0,050 мм;
торцовое биение поверхности Е относительно поверхности Ж должно быть не более .0,040 мм;
шероховатость поверхности Б должна соответствовать 7а классу (7?а—1,254-1,0).
Валы рулевых сошек (рнс. IV.9.3) изготавливают у автомобилей ЗЙЛ-130 из стали 20ХГН4А, НДС 56—62 в зоне Б;.ъ зоне В НДС .25—35, у ГАЗ-53А — из стали ЗОХ, НДС не менее 40,'' у МАЗ-500 — из стали 20ХНЗА, НДС 60—64.
Рис. IV.9.3. 'Основные дефекты вала рулевой сошки автомобиля
ЗИЛ-130 •
Зона 5
Зона в
315
Таблица IV.9.3
Дефгк.ы зала долевой сошки
Позиции на рис. IV.9.3 Дефекты Размеры, допустимые без ремонта, мм
1 Износ зубьев сектора по толщине 12,W0
2 Износ шеек вала под боковую крышку и втул- 37 930
ку картера рулевого механизма .
Основные дефекты вала рулевой сошки приведены в табл. (V. 9.3.
Такие дефекты, как трещины на валу, выкрашивание или отслаивание цементованного слоя на рабочей поверхности зубьев, повреждение шлицев под рулевую сошку, приводят к выбраковке детали.
Износ зуба сектора по толщине определяется в сечении Д—А на высоте 6,45 мм. При износе зуба более допустимого значения деталь бракуют. '
Износ шеек вала устраняют хромированием, если величина износа менее 0,15 мм, или осталиванием при большем значении износа с последующим шлифованием шеек под размер рабочего .чертежа. •
После восстановления вал рулевой сошки должен отвечать следующим техническим требованиям:
некруглость и взаимное радиальное биение поверхностей Г и Д должно быть не более 0,035 мм;
шероховатость поверхностей Г и Д должна соответствовать 76 классу (/? ,= 1.04-0,8).
Рейку-поршень рулевого механизма (рис. IV.9.4) изготавливают у автомобилей ЗИЛ-130 из стали 18ХГТ, НДС 56—62. Она имеет следующие дефекты: обломы и трещины 1, износ поршня 6 по диаметру, износ поршневой канавки 5 по ширине, износ отверстия 4 под шейку винта, ослабление посадки заглушки 3, выкрашивание и отслаивание цементованного слоя на зубьях 2 рейки.
Ослабление посадки заглушки определяют проверкой на гер-
Рис. IV.9.4. Основные дефекты рейки-поршня рулевого механизма автомобиля ЗИЛ-130
метичиость под давлением 7 МПа. При подводе топлива со стороны стрелки А и утечке его через соединения в количестве более 15 г/мин места посадки заглушки ремонтируют закатыванием
Наличие остальных дефектов и износы элементов более допустимых значений приводят к выбраковке детали и замене ее новой.
316
Рейка-поршень рулевого , ме- . ханизма должна отвечать следующем техническим требованиям:
радиальное биение поверхности Z> относительно поверхности Г должно быть не более 0,050 мм, поверхности В относительно поверхности Г не более 0,080 мм, а взаимное биение поверхностей В и В не более 0,060 мм; <
шероховатость поверхности Г должна соответствовать 76
Рис. IV.9.5. Основные дефекты кор-4 пуса насоса гидроусилителя автомобиля ЗИЛ-130
классу (7?а.=^= 1,0-т-0,8). • • .
Корпус, насоса гидроусилителя (рис. IV.9.5) изготавливают у автомобиля ЗИЛ-130 из серого чугуна, НВ. 201—241. Основные дефекты приведены в.табл. IV. 9.4. '
После разборки детали насоса гидроусилителя следует промывать раствором:, тринатрийфосфата 30—35 кг, ОП-7 3--15 кг, кальцинированной соды 10—15 кг на 1 мэ воды, затем обмыть
горячей водой и обдуть сжатым воздухом.
При наличии трещин и обломов на корпусе насоса его бра- . куют. Задиры и рйски на- торцовой поверхности устраняют обработкой «как -чисто* до размера « не менее 1,20 мм; при меньшем размере корпус н'асоса бракуют. • - .
Износ отверстия под шариковый подшипник, как и износ отверстия под сальник, устраняют постановкой. ДРД или.- применением синтетических -материалов с последующей обработкой под размер рабочего чертежа. , • •
Отверстие под игольчатый подшипник восстанавливают ‘постановкой ДРД-с последующей обработкой под размер.рабочего чертежа.
Восстановленный корпус насоса должен отвечать следующим техническим требованиям:
иеплЬскостность поверхности А не более 0,010 мм;
неперпендикулярнрсть поверхности А относительно общей оси поверхностей Б н В должна1 быть не более. 0,050 мм; '
Таблица IV.9.4 Дефекта! корпуса насоса гидроусилителя
Позняки Н* фНС. IV.fi. б Дефекты размеры, допустимые без ремонта, мм
1 . Задиры и риски на торцовой поверхности Размер ’ а не
менее 1,2
2 Износ Отверстия под игольчатый подшипник 22,020
3 Износ отверстия под сальник 46,200
4 Износ отверстия под шариковый подшипник 52,000
317
1
Рис. IV 9.6. Основные де-- фекты валика насоса гидроусилителя автомобиля ЗИЛ-130
шероховатость поверхности А должна соответствовать 8а классу (Ra=0,634-0,50).
Валик насоса гидроусилителя (рис. 1V.9.6) у автомобилей ЗИЛ 130 изготавливают из стали 30ХГТ, HRC 60—65 в зоне Б, в зоне В HRC об Дефекты валика приведены в табл. IV.9.5.
При наличии трещин или обломов любого характера, а также при износе шейки под игольчатый подшипник и шлицев по толщине более допустимого размера валик бракуют. Для определения износа шлицев по толщине в противоположные впадины устанавливают ролики 01,553 мм и по их наружным диаметрам определяют размер, который должен быть не менее 13,250 мм.
Износ шейки под шариковый подшипник и под втулку шкива устраняют хромированием’ или осталиванием с последующей обработкой под размер рабочего чертежа.
После восстановления валик насоса должен отвечать следующим техническим требованиям:
при установке по поверхностям Ж и Д радиальное биение поверхностей И и Е должно быть не более 0,020 мм, поверхности Г '— не более 0.050 мм;
шероховатость поверхностей Ж, И и Г должна соответствовать 7а классу (7?, = 1,25-4-1,0), а поверхностей Д и Е — 8а классу (7?а=0,634-0,50).
Таблица IV.9.5
Дефекты валика насоса гидроусилителя
Позиции на рис. IV.9.6 Дефекты 4 Размеры, допустимые без ремонта, мм
1 Износ шейки под игольчатый подшипник 11,960
2 Износ шлицев по толщине Размер по ро-
ликам 01,553 не
менее 13,250
3 . Износ шейки под втулку шкива 19,920
4 Износ шейки под шариковый подшипник 20 0
318
Гл«аа W
РЕМОНТ АВТОМОБИЛЬНЫХ ШИН
1. Причины возникновения дефектов в шинах
Шины являются сложными и ответственными деталями' авто- , мобиля, от которых в значительной степени зависят многие эксплуатационные качества автомобилей и, в частности, безопасность движения, устойчивость,, проходимость, экономичность и другие.
Одно из важнейших качеств шин — долговечность — имеет особое значений, так как материалы, идущие . на изготовление шин, дефицитны, стоимость их высокая. Долговечность шины зависит от условий ее эксплуатации, которые определяются .не только объективными данными, на и субъективными й, в- частности; качеством вождения автомобиля, уходом за'шинами и-правильностью их 'Монтажа;' - ,
Шины снимаются с эксплуатации при износе- рисунка протектора тли при повреждениях; устранение- которых требует ремонтных воздействий. Предельный износ рисунка протектора (остаточная глубина) определяют по центру беговой Дорожки, он со-ставляет- для грузовых автомобилёй 1,0 - мм, для - легковых 1,6 мм, для автобусов 2 мм: • *
Около 50% автомобильных шин преждевременно разрушаются вследствие нарушения правил эксплуатации; к- числу которых относятся: несоблюдение- норм давления воздуха и нагрузок на шины, неправильный монтаж и демонтаж шин, 'плохие дорЬжные условия и значительные изменения климатических условий: эксплуатации шин, значительное увеличение скорости Движения автомобиля, неумелое управление автомобилем, плохое техническое состояние автомобиля и в первую очередь ходовой части. Пригодность шин для местного ремонта Или восстановления регламента- руется соответствующими техническими условиями.
2. Починечны» материшш
Для ремонта шин применяю^ две группы починочных материалов: резиновые н резинотканевые.
К резиновым пцчнночным'материалам относятся:
• протекторная листовая резил? — используется для заполнения поврежденных мест протектора и боковин и для создания новой беговой дорожки протектора; '
прослоечиая листовая резина — применяется для заполнения поврежденных мест каркаса и как прослойка между каркасом и починочным материалом;
камерная листовая резина — применяется для ремонта камер;
брикетная листовая резина — применяется для ремонта камер в дорожных условиях;
3!9
теплостойкая листовая резина — применяется для изготовления и ремонта варочных мешков;
протекторная профилированная резина — применяется для частичного или полного восстановления протектора (она поставляется промышленностью в виде заготовок на одну соответствующую покрышку, как правило, в комплекте с прослоечкой резиной).
К резинотканевым починочным материаламотносятся: прорезиненный корд — применяется для ремонта каркаса покрышки и дЛя ремонта и изготовления варочных мешков;
прорезиненный чефер — применяется для ремонта бортов покрышки' и изготовления фланцев для камер;
пластыри — крестообразные ступенчатые заплаты, изготовленные из прорезиненного корда, путем наложения одной полосы корда на другую под прямым углом. Полосы корда должны плотно прилегать друг к другу и каждая последующая полоса должна перекрывать предыдущую по длине на 20±5 мм и по ширине на 10±3 мм. Пластыри выпускаются невулканизирован-иыми и подвул к а визированным и. С выпуклой ступенчатой стороны пластыри обкладываются невулканизироваиной прсЛслоёчной резиной толщиной 0,7 мм. Пластыри нмек)т четное число слоев корда,, размеры их находятся в пределах от 200X200 до 430x430 мм;
манжеты — починочный материал, изготовленный 'из исправной части каркаса утильных покрышек. У этих покрышек обрубаются борта, отдирается протектор и освобожденный каркас расслаивается на 4—6-слойные полосы, ^которые разрезают на манжеты соответствующего размера. Кромки манжет срезают- на нет так, чтобы ширина среза на один слой составляла около 7—8 мм. Манжеты применяются при ремонте покрышки, если ее каркас имеет повреждения размером более 100 мм.
3. Приод шин в ремонт *
Основными частями шины являются покрышка и камера. Покрышка, поступающая, в ремонт, должна быть тщательно вымыта. При приеме в ремонт ее осматривают с наружной, и внутренней стороны при помощи различных приспособлений (расширители, бортовыворачивателн н др.). При этом выявляют характер и размеры ее повреждений; внутренние расслоения определяют простукиванием покрышки (наличие глухого звука) или при помощи ультразвукового дефектоскопа.
Для покрышек установлено два вида ремонта: местный, при котором устраняют местные повреждения, и восстановительный, предусматривающий наложение нового протектора.
вВ местный ремонт принимают покрышки, имеющие не более одного сквозного повреждения размером (после вырезки) до 100 мм (для легковых автомобилей) и до 150 мм (для грузовых автомобилей и автобусов). Допускается, кроме сквозного повреждения, повреждения покровной резины и не более одного
внутреннего или наружного повреждения каркаса на глубину до одного слоя (легковые автомобили) и до двух слоев (грузовые автомобили и автобусы).
В восстановительный ремонт принимают покрышки с местными повреждениями или без них; при этом покрышки, не имеющие сквозных повреждений каркаса, относятся к I группе ремонта, имеющие сквозные повреждения — ко II группе. Группа ремонта определяет стоимость ремонта и уровень гарантированных норм пробега.
В ремонт не принимают покрышки, имеющие следующие дефекты: излом'или оголение металлического сердечника борта; набухание резины, вызванное длительным воздействием нефтепродуктов; затвердевание или растрескивание в виде мелкой сетки или глубоких трещин, как результат старения резииы; кольцевые разрушения или излом внутренних слоев каркаса; вытянутые борта; полный или частичный износ корда брекера; два или более сквозных повреждений каркаса; сквозные повреждения, находящиеся иа расстоянии менее 5,0 см от пятки борта; загрязненные строительными материалами, не поддающимися очистке (цемент); находящиеся в эксплуатации более пяти лет с момента изготовления. •
Камеры принимают в ремонт согласно техническим условиям. Их тщательно осматривают и затем проверяют под давлением 0,15 МПа в ванне с водой. В зависимости от характера и размера повреждений различают следующие виды ремонта: наложение заплат, стыковку по всему поперечному профилю, замену вентилей и резинотканевых фланцев для их крепления.
Наложением заплат ремонтируют камеру при проколах и разрывах шириной не более 50 мм- и длиной не более 500 мм. Стыковку по всему поперечному профилю применяют при поперечном разрыве или при необходимости замены части камеры.. Непригодными к ремонту считают камеры: имеющие кольцевые порезы, трещины, возникающие при езде на спущенной шине; с признаками старения резииы (мелкие трещины, затвердевание); имеющие повреждения от воздействия нефтепродуктов.
4. Местный ремонт покрышек
' Технологический процесс ремонта покрышек включает в себя следующие операции: очистка и мойка; сушка, подготовка к ремонту; шероховка; подготовка починочного материала; промазка клеем и сушка; заделка повреждений; вулканизация;.* отделка и контроль./
*О ч и с т к у и мойку* производят в специальных моечных машинах или вручную теплой водой при помощи жестких волосяных щеток, j
'Сушку производят в течение 2—24 ч в специальных сушильных камерах, оборудованных вентиляцией, при температуре 40—60°С. При отсутствии сушильной камеры этот процесс может 11—5592 321
длиться 2—3 сут. Сушка является весьма ответственной операцией, так как оставшаяся влага при вулканизации образует паровые мешки, которые приводят к расслоению каркаса, i
Подготовка поврежденных участков предусматривает удаление из покрышки инородных тел и вырезку поврежденных участков. Вырезку производят для выравнивания ремонтируемого участка и очистки его от поврежденных резины и корда.
Применяют следующие способы вырезки (рис. IV. 10.1): наружным конусом, внутренним конусом, встречным конусом и в рамку. При несквозных повреждениях вырезку ведут на глубину повреждения: наружным конусом, если повреждена наружная часть покрышки, внутренним конусом — при повреждении внутренней части покрышки грузовых автомобилей. Прн сквозных повреждениях применяют вырезку встречным конусом. Этот способ используется для покрышек грузовых автомобилей, а также легковых автомобилей, если повреждение более . 100 мм; если повреждение покрышки легкового автомобиля менее 100 мм, то наружное повреждение вырезают наружным конусом, а внутреннее — в рамку.
Контур вырезки должен быть минимален, неповрежденный материал не удаляют. Края повреждения срезают под углом 45° к центру.
• Поврежденные участки .вырезают остро заточенными ножами, смоченными водой, на верстаке с применением борторасширите-лей, металлических вставок и др. Вырезка встречным конусом осуществляется путем вырезки каркаса внутренним конусом с Последующей вырезкой наружным конусом протектора и брекера.
Вырезка в рамку заключается в ступенчатом удалении слоев каркаса — величина ступенек 20 мм вдоль нитей корда и 10 мм поперек. Последний нижний слой каркаса остается нетронутым.
После вырезки контролируют влажность каркаса в месте ремонта специальным индикатором. Покрышки, влажность которых превышает установленный предел (6%), подвергают сушке.
Рис. IV.10.1. Виды вырезки повреждений покрышки: а — внутренние конус; б — н. ружный конус; в — встречный конус; г — crvneH4JTL.H рамка: 1 — протектор; 2 — брекер; 3 — каркас
322
Рис. IV. 10.2. Виды шарошек
- Шероховка производится для улучшения промазки ремонтируемого места резиновым клеем и увеличения поверхности контакта его с починочным материалом,-Места повреждения в каркасе и брекере шерохуют дисковой проволочной щеткой (рис. IV. 10.2, а), а в протекторе и в боковине — фигурными шарошками (рис. 1V.10, б, в), закрепленными на конце гибкого вала шероховального станка, и затем очищают пылесосом от пыли.
При шероховке каркаса во избежание повреждения корда щетка должна передвигаться вдоль нитей корда от края к центру повреждения. Границы шероховки намечают мелом с учетом превышения размеров вырезки на 5—10 мм во все стороны.
После шероховки поверхность должна быть матовой, иметь ровный ворс, не должно быть следов подгорания, разлохмаченных нитей, резких переходов.
Подготовка починочного материала заключается в предварительной заготовке пластырей, манжет, подманжетни-ков по форме вырезки. Манжеты подвергают шероховке со всех сторон.
-Промазка клеем и сушка — это наиболее ответственные операции, от качества выполнения которых зависит прочность связи ремонтируемого места покрышки с починочным материалом..
• Клей приготавливают растворением клеевой резины в бензине Б-70. Применяют клей малой концентрации, в котором соотношение резины и бензина (по массе) составляет 1:8, и высокой концентрации с соотношением составляющих 1:5. Наносят клей пульверизатором или кистью из тонкой щетины тонким равномерным слоем. •
- Первоначально клеем малой концентрации покрывают ремонтируемые участки на внутренней, а затем и на наружной поверхности, а также манжеты. -Последующую сушку производят в сушильном шкафу при температуре 30—40°С в течение 25—30 мин или при комнатной температуре в течение 1 ч. Вторичную промазку осуществляют клеем высокой концентрации с просушкой при той же температуре только в течение 35—40 мин.
' Резиновые починочные материалы обычно только «освежают», т. е. протирают бензином и сушат под вытяжным устройством,» 11* 323
В случае потери ими клейкости их промазывают клеем малой концентрации и сушат.
Хорошо просушенная покрышка не должна пахнуть бензином и волоски щупа-кисточки не должны прилипать к намазанной поверхности
-Заделка повреждений — это процесс наложения подготовленного починочного материала на ремонтируемые участки с последующей прикаткой роликом. Заделывание повреждений начинают с внутренней стороны покрышки, а заканчивают — с наружной. -
Прн заделке сквозных повреждений (рис. IV. 10.3) стенки отверстий обкладывают прослоечной резиной толщиной 0,7 мм. Такой же резиной обкладывают починочные материалы: манжету (выпуклая сторона), подманжетник (с обеих сторон), пластырь (ступенчатая сторона). Прослоечная резина обеспечивает хорошую связь ремонтируемого участка с починочным материалом. После обкладки прослоечной резиной поврежденный участок заделывают протекторной резиной (вырезанные места в протекторе и брекере) и прослоечной резиной толщиной 2,0 мм (вырезанные места в каркасе). Манжеты и пластыри накладывают так. чтобы направление нитей корда их наружного слоя совпадало с направлением нитей наружного слоя покрышки. Их накладывают постепенно (для предотвращения воздушных пузырей), затем прикатывают роликом, а края покрывают прослоечной резиной толщиной 0,7 мм. Затем проверяют плотность прилипания починочного материала, а места вздутий прокалывают шилом для выпуска воздуха.
При вырезке в рамку на все ступеньки укладывают прослоенную резину толщиной 0,7 мм и прикатывают роликом. Затем последовательно накладывают (вставляют в рамку) ряд заплат; последний верхний слой должен перекрывать края рамки на 30—50 мм во всех направлениях.
При заделке наружных повреждений покрышки все ремонтируемое место обкладывают прослоечной резиной толщиной 0,7 мм, а по углублениям в каркасе — прослоечной резиной толщиной 2,0 мм. Поврежденный участок протектора заполняют протекторной резиной Починочная резина должна быть выше поверхности покрышки на 2—3 мм со скосом на краях для обеспечения опрессовки при вулканизации. Края наложенных манжет, пластырей и
Рис. 1V.10.3. Схема заделки повреждений:
/ — в рамку; II — встречным конусом: III — наружным конусом; /V — внутренним конусом, I — протекторная резина. 2 — прослоечная резина толщиной 0,7 мм; 3 — прослоечная резина толщиной 2 мм; 4 — вставка корда; 5 — пластырь пли манжеты
324
Рис. IV. 10.4. Аппараты для вулканизации покрышек:
а — мульда: б — сектор; 1 — корпус; 3 — прижимное устройство; 3 — корсет; 4 — покрышка;
5 — паровая камера; в — штуцер для подвода пара; 7 — устройство для затяжки корсета; в — бортовые накладки
вставок корда следует перекрывать ленточкой прослоечкой резины толщиной 0,7 мм. Заделка ремонтируемого участка не должна увеличивать толщину покрышки в том месте, так как это приведет к дисбалансу шины и излишнему расходу материала.
В настоящее время для заделки мести! ix повреждений применяют шприц-машины, при помощи которых в полость поврежденных мест покрышки выдавливается подогретая резиновая масса. Этот способ обеспечивает высокое качество ремонта (повыша-
ет гарантированный пробег шин на 25%), а также обеспечивает бо-iee высокую производительность и уменьшает расход материалов. • - Вулканизация — осуществляется для создания прочного соединения участков покрышки с починочным материалом, превращая их в монолитную прочную и эластичную массу .-Вулканизация ведется при температуре 143±2°С и давлении около 0,5 МПа. Процесс вулканизации состоит из времени прогрева материала и времени самого процесса и продолжается от 30 до 180 мин в зависимости от толщины ремонтируемого участка и вида повреждения.
-Вулканизация производится в специальных аппаратах с паровым нли электрическим подогревом и рабочими органами мульдой или сектором (рис. IV. 10.4).-Для вулканизации покрышек со сквозными и наружными повреждениями применяют мульды, а с внутренними повреждениями — сектора. Необходимые давление и температура создаются при помощи варочных мешков, которые изготавливают из теплостойкой листовой резины. Их вкладывают в полость покрышки в месте вулканизируемого участка и наполняют паром. Для предотвращения соприкосновения покрышки с рабочими органами вулканизационных аппаратов их поверхности припудривают тальком.
'Отделка — процесс удаления излишков резины и заусенцев, снятия всех неровностей при помощи шероховки. Шины, идущие на восстановление протектора, отделке не подвергаются..
* Контроль качества ремонта покрышки осуществляют внешним осмотром.-На отремонтированном участке покрышки не должно быть отслоений починочного материала, утолщений, искажений формы, недовулканизации складок. На поверхности отремонтированного участка допускается наличие одной раковины или поры размером до 10 мм и глубиной до 2 мм.
325
1. 5. Восстановительный ремонт покрышек
'Данный вид ремонта характеризуется снятием с покрышки старого протектора и наложением нового после устранения местных повреждений. Протектор ремонтируют наложением беговой дорожки (рис. IV.10.5) при сохранившихся подканавочном слое, боковинах и плечевой части или наложением полного протектора при сохранившихся боковине и корде брекера.-
Процесс наложения нового протектора включает следующие операции: удаление старого протектора, шероховку наружной поверхности, нанесение клея и сушку, подготовку протекторной резины, наложение протектора, вулканизацию, отделку и контроль. -
’После удаления старого протектора наружную поверхность покрышки шерохуют.-Для придания большей упругости внутрь покрышки вкладывают камеру, которую наполняют сжатым воздухом. 'После шероховки поверхность очищают от пыли при помощи пылесосов. -
Нанесение клея и сушку осуществляют по ранее рассмотренной технологии. При нанесении клея распиливанием содержащийся в нем бензин в основном испаряется, что приводит к уменьшению времени сушки.
Подготовка протекторной резины состоит в отрезании ее в размер и создании на концах косого среза под углом 20°. Если протекторная профилированная резина сдублирована с прослоечной, то на поверхность, которая будет соединяться с покрышкой, и на срез в месте стыка наносят резиновый клей малой концентрации. Если протекторная резина не сдублирована с прослоечной, то перед нанесением резинового клея поверхность ее шерохуют. Затем протекторную резину сушат в камере при температуре 30—40°С в течение 30—40 мин.
Наложение протекторной резины с одновременной прикаткой роликом осуществляют на прикаточных станка/. Предварительно накладывают брекер после промазки его клеем малой концентрации и прикатывают роликами. При необходимости брекер выравнивают, заполняя все углубления на нем прослоечной резиной. Затем поверхность ремонтируемой покрышки промазывают клеем (обычно пульверизацией) и накладывают заготовку прослоечной, а затем и профилированной протекторной резины. Прокатка роликами всех видов резины обязательна.
Вулканизацию протектора осуществляют в кольцевых вулканизаторах, представляющих собой разъемную по окружности форму с выгравированным рисунком протектора. Необходимая тем
Рис IV. 10.5. Схемы покрышек с отремонтированным протектором: а — наложением беговой дорожки: б — наложением полного протектора
326
пература вулканизации (143rt?JC) достигается нагревом формы паром, прижим покрышки к поверхности (для -создания необходимого давления и выдавливания рисунка протектора) осуществляется подачей сжатого воздуха (1,2—1,5 МПа) в варочную камеру, предварительно закладываемую внутрь покрышки; опрессовка может осуществляться н водой. Время вулканизации, покрышки зависит от ее размеров и способа опрессовки. Так, при' опрессовке холодной водой'время составляет 105—155 мин, при опрессовке воздухом время 90*-140 мин, при опрессовке паром время сокращается примерно на 30%.
Отделка покрышки предусматривает срезание наплывов резины, зачистку на шероховальном станке мест среза и стыковки краев протектора с боковинами. ~ '
Отремонтированные покрышки подвергают физико-механическим испытаниям (проверке на. твердость, разрыв, на относительное-удлинение, на истирание) в количестве 0,1% от каждой партий.
На боковине отремонтированных покрышек должно быть выжжено или отвулканизировано: сокращенное наименование: шиноремонтного предприятия, номер контролера ОТК, принявшего покрышку из ремонта, дата выпуска из ремонта.
А -, -ъ 6> Ремонт камер
' Технологический процесс включает следующие операции: подготовку камеры к ремонту, шероховку, подготовку починочного материала, намазку клея и сушку, заделку повреждений, вулканизацию, отделку и контроль. -
Подготовка камеры к ремонту предусматривает снятие заплаты, наложенной холодным способом путем нагрева на вулканизационной плите в течение 2—3 мни, и вырезку поврежденного * места. В поврежденных местах края разрывов закругляют ножницами. Если поврежденные участки имеют большие размеры,.то вырезают сектор камеры. При повреждении-камеры в месте установ-4 ки вентиля этот участок вырезают для постановки заплаты, а для вентиля пробивают отверстие в другой месте. В местах проколов камеру не вырезают.
Шероховку производят шлифовальным кругом на ширину 20—25 мм по всему периметру вырезки. Место для установки вентиля шерохуют вокруг пробитого отверстия на, площади, несколько большей размера фланца. У концов вставляемого сектора ше-рохуют внутреннюю поверхность, а у камеры — наружную на ширину 50—60 мм. Места проколов шерохуют на участке диаметром 15—20 мм. Зашероховаиные места очищают от пылй, освежают бензином и просушивают в течение 20—30 мин.
Подготовка починочного* матери ала. При проколах и мелких разрывах (размером до 30 мм) в качестве починочного материала используют сырую камерную резину. Прн больших разрывах заплаты изготавливают из годных частей утильных камер
- 327
и шерохуют их внутреннюю сторону. Размеры заплаты должны^ быть на 20—30 мм больше вырезки н не достигать границ шеро-1 ховки (на 2—3 мм). Для замены поврежденных частей камеры длиной более-500 мм заготавливают из старых камер того же размера сектора; их длина должна быть на 80—100 мм больше удаляемой части камеры. Фланцы крепления вентиля вырезают из старой камерной резины и нового чеф'ера и собирают вместе на резиновом клее.
Намазка клеем н сушка двухразовая: первая — клеем малой концентрации, вторая — клеем большой концентрации с последующей просушкой каждой намазки при температуре 20—30°С в течение 20 мин.
Заделка повреждений заключается в наложении заплат и прикатывании их роликом. На поверхности камеры; покрытые клеем по периметру стыка или отверстия, накладывают полоски прослоечной резины шириной .15—20 мм.
Вулканизацию производят на плите вулканизационного аппарата. Камеру накладывают заплатой иа вулканизационную плиту, припудренную тальком, так, чтобы центр заплаты был совмещен с центром прижимного винта, затем иа участок камеры накладывают резиновую прокладку и прижимную плитку, которая должна перекрывать края заплаты на 10—15 мм, не зажимать краев сложенной вдвое камеры. Если ремонтируемый участок не помещается под прижимной плиткой, то камеру вулканизируют в несколько приемов. Время вулканизации зависит от размера заплаты. Мелкие заплаты вулканизируют в течение 10 мин, более крупные я стыки — в течение 15 мии, фланцы вентилей — 20 мин.
Отделка камер включает в себя срезание краев заплаты и стыков заподлицо с поверхностью камеры, сошлифовыва-ние наплывов, заусенцев и других неровностей.
Контроль камеры производят наружным осмотром для обнаружения недовулканизированных участков, пористости резины, отслаИваиия фланцев, заплат и стыков, вздутия, наплыва резины, перевулканизации отдельных мест, образующих трещи- * ны при сгибании и др. Кроме того, камеры проверяют иа герметичность воздухоу под давлением 0,15 МПа в ванне с водой.
Глава 11 РЕМОНТ КУЗОВОВ И КАБИН
1. Технологический процесс ремонта кузовов и кабин
При капитальном ремонте автомобилей значительную часть восстановительных работ приходится выполнять по кузову и кабине. Капитальный ремонт кузова или кабины включает в себя выполнение следующих работ: прием кузова (кабины) в ре-328
Рис. IV. 11.1. Принципиальная схема технологического процесса ремонта кабин грузовых автомобилей
монт; предварительную разборку; снятие старой краски при необходимости сварочных работ;. дефектацию; замену изношенных или поврежденных коррозией деталей, а также силовых элементов каркасов, имеющих трещины; восстановление всех защитных покрытий; выполнение сборочных и доводочных операций. Технологический процесс восстановления кузова зависит от его конструкции. На рис. IV. 11.1 показана последовательность выполнения основных этапов технологического процесса капитального ремонта кабин грузовых автомобилей.
Кабины (кузова), поступающие в' ремонт, должны удовлетворят^» общим техническим требованиям на сдачу в капитальный ремонт автомобилей. В технических требованиях на сдачу автомо
329
биля в ремонт предусмотрены допустимые неисправности кабин И определена их комплектность. При приеме в ремонт проверяют наличие дверей, обивки сидений, стекол с обоймами и рамками, ветрового стекла, поворотных и задниц окон, плафонов, внутренних и наружных ручек,,отделочных рамок, декоративных накладок, замков, механизмов подъема, опускания стекол, оборудования отопления, вентиляции н' стеклоочистителей и др.
Кабины, прошедшие наружную мойку вместе с автомобилем, демонтируют с шасси и подвергают предварительной разборке.
Предварительная разборка предусматривает снятие с кабины всех узлов и деталей,' закрывающих корпус с внутренней н наружной стороны. Снятые с кабины узлы и детали в зависимости от их состояния направляют в соответствующие отделения для хранения, ремонта или на склад утиля. Корпус кабины (кузова) и оперение направляет на участок удаления старой краски.
Снятие старой краски производят для лучшего обнаружения дефектов, имеющихся на кабине (кузове), крыльях, капоте и облицовке, так как в .процессе эксплуатации автомобили неоднократно Красят, а всевозможные вмятины и трещины заделывают шпаклевкой н различными мастиками.
Дефектация кабин .(кузовов) многостадийная й в значительной степени совмещается с операциями по ремонту. От правильного размещения постов дефектации зависит качество разборки деталей, а в последующем и ремонта. Окончательный- контроль кабины (кузова) имеет своей целью выявление характера повреждений в корпусе и определение объема и трудоемкости ре-; монтних работ. При контроле необходимо руководствоваться тех-' ническими требованиями на дефектацию и сортировку деталей и техническими требованиями на ремонт кабины или кузова. Контроль кузовных деталей производят прн помощи контрольных шаблонов и кондукторов, позволяющих устанавливать пригодность деталей по их геометрическим размерам.
Элементы конструкции кабин обычно 'имеют характерные неисправности; по которым можно судить о техническом состоянии деталей. В процессе дефектации корпусов кабин (кузовов) замене подлежат:. детали с поврежденными посадочными местами, деформированные детали, размеры которых нельзя восстанавливать правкой; детали, имеющие сильное коррозионное разрушение. При частичной коррозии деталь подлежит восстановлению.
При разборке кабины (кузова) производят работы, после выполнения которых можно беспрепятственно отремонтировать основные ее элементы: облицовку, каркас и основание. Объем разборочных раббт и порядок их выполнения во многом зависят от конструкции кабины (кузова), от количества й вида повреждений. Кузова, состоящие из отдельных щитов и панелей, разбирают на составные части. Стыки панелей,, соединенные болтами, отвертывают, а места точечной сварки разрубают. Клепаные швы расшивают удалением головки заклепки. При ремонте автобус
330
ных кузовов обычно производят частичную разборку, ограничиваясь демонтажем всех тех узлов и элементов конструкции, которые закрывают каркас кузова и мешают его осмотру и ремонту.- Узлы, доступные для осмотра, в которых не обнаружены дефекты, разборке не подлежат. Такой метод окончательной разборки наиболее распространен при ремонте цельносварных и клепаных кузовов. Часто окончательную разборку совмещают с выполнением операций по ремонту кузова.
Ремонт корпуса кабины (кузова) заключается в устранении всех повреждений, обнаруженных при его дефектации. Для ремонта корпусов кабины и кузовов в настоящее время широко используется поточно-узловой метод, заключающийся в том, что вместо замены отдельных дефектных участков методом постановки ДРД и заплат предусматривается замена целых «дефектных узлов или их частей, изготовленных по чертежам завода-изготовителя или авторемонтного завода. Это позволяет большое количество деталей изготовлять штамповкой в условиях авторемонтного завода и лишь в некоторых случаях использовать детали завода-изготовителя. Для сборки узлов и корпуса кузова или кабины используются стенды-кондукторы, применение • которых обеспечивает точность при сборке, необходимую производительность труда и качество ремонта, а также позволяет ввести более узкую специализацию исполнителей и снизить требования к квалификации жестянщиков и сварщиков.
Сборка кабин (кузовов) до окраски связана со значительным объемом пригоночных и доделочных работ. На кузова легковых автомобилей до окраски устанавливают предварительно прогрунтованиые двери, передние и задние крылья, капот, облицовку радиатора, брызговики, крышку багажника и другие детали, подлежащие окраске вместе с кузовом.
Окраска кузовов, кабин и облицовки предназначена,для придания автомобилю красивого внешнего вида, защиты его от коррозии и обеспечения хорошей термошумоизоляции кузова.
Сборка после окраски кабин и кузовов —.одна из наиболее ответственных стадий ремонта. Сборка кабины после капитального ремонта должна производиться в той же последовательности и с той же тщательностью, как и сборка нойой. Все детали и узлы, поступающие на сборку, предварительно комплектуются и принимаются работниками отдела технического контроля.
Сдача кабины (кузова) после'капитального ремонта состоит в проверке и принятии работниками отдела технического контроля сборочной единицы в комплектности, установленной ГОСТом и техническими требованиями на ремонт.
При организации капитального ремонта кузовов легковых автомобилей и некоторых конструкций автобусов необходимо учитывать, что кузов у этих типов автомобилей является несущим. Поэтому рассмотренная принципиальная схема ремонта в этом случае претерпит некоторые изменения.
331
2. Ремонт сварных цельнометаллических корпусов кузовов, кабин и оперения
Наиболее распространенными дефектами (рис. IV. 11.2) кузовов и кабин современных автомобилей являются: прогибы и перекосы стоек 1, вмятины и выпучииы 2, пробоины 3 и разрывы 4, трещины 5, коррозия 6, разрушение сварных соединений. Кроме перечисленных повреждений при ремонте часто приходится восстанавливать поврежденную резьбу в местах крепления деталей, удалять некачественно установленные на автотранспортных 1 предприятиях заплаты и заменить их дополнительными ремонтными деталями, устранять перекосы в проемах корпусов кабин и кузовов, заменять элементы пола, разрушенные коррозией или не поддающиеся правке.
После выполнения всех дефектовочных операций по корпусу кузова, кабине, оперению и определения маршрута их восстановления они поступают на участок ремонта. Восстановление цельнометаллических кузовов, кабин и оперения целесообразно производить в такой последовательности: предварительная правка панелей кузова (кабины), имеющих аварийный хаоактер; удаление поврежденных участков панелей; устранение имеющихся трещин и разрывов; приварка предварительно изготовленных и собранных узлов и деталей вместо удаленных; проковка и зачистка сварочных швов; окончательная правка и тонкая рихтовка поверхностей.
Рис. IV. 11.2. Характерные повреждения кабин грузовых автомобилей
Рис. IV. 11.3. Растяжка для правки дверных проемов кабин грузовых автомобилей
332
Рис. IV.H.4. Пневматический резец с клапанным воздухораспределеннем: I — штуцер; 1 — ц*рпан; 3 — курок; 1 - рукоятка: 6 — пластинчатый клапан; 6 — поршень; 7 — ЦИ.1НН ip; Я — направляющая втулка; S — резец; 10 — пру».ин
Предварительная правка корпусов кузовов и кабин аварийного характера производится на специальных стендах или с использованием набора растяжек с механическим приводом (рис. IV. 11.3). При значительных деформациях правку кузовов производят с нагревом поврежденных мест, а при малых геометрических искажениях — в холодном состоянии. Операцией предварительной правки устраняют глубокие вмятины, изгибы и перекосы. Предварительную правку -следует производить перед сварочными работами, так как в процессе ее выполнения могут образоваться трещины или разрывы, которые в дальнейшем завариваются.
Поврежденные участки корпусов кузовов и кабин удаляют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Наибольшее распространение при ремонте кузовных деталей нашел пневматический резец, так как он обеспечивает высокую производительность труда и лучшее качество кромок в местах вырезки. Пневматический резец с клапанным воздухораспределеннем (рис. IV. 11.4) работает при давлении сжатого воздуха 0,5—0,6 МПа. При работе резец должен испытывать только осевые нагрузки, а ие изгибающие, во избежание его поломки. Резцы изготавливают из быстрорежущей стали Р9 или Р18. Производительность пневматического резца высокая и составляет 5—6 м/мин.
333
Удаление поврежденных участков кузовов н кабин производя! также газовой резкой. Скорость газовой резки составляет 1,2— 1,3 м/мин. Удаление повреждений с использованием фрез, уста новленных на электрифицированном инструменте, в практик! ремонта кузовов используется незначительно.
Перед вырезкой дефектные участки размечаю! с помощью спе циальных разметочных шаблонов и мела. Разметочные шаблоны по форме соответствуют дополнительным ремонтным деталям, а пс габаритным размерам меньше ремонтных деталей на 25 мм. Шаблоны изготавливают из листовой стали, пруткового и профи-лированого проката. При удалении дефектных деталей и узлов с корпуса кабины или кузова необходимо принять меры по предо хранению корпуса от геометрических искажений вследствие ос лабления его жесткости и под действием собственной массы.
Трещины и разрывы в элементах кузовов устраняют с помощью газовой сварки и электродуговой сварки в среде углекислого газа. В практике ремонта кузовов в равной степени используются оба эти способа, однако качество выполняемых сварочных работ при электродуговой сварке в среде углекислого газа выше.
Дефекты в виде трещин и разрывов в деталях кузовов, кабин и оперения, изготовленных из листовой стали толщиной не более 1 мм, устраняют газовой сваркой. Для ограничения распространения трещины в процессе сварки ее концы засверливают сверлом диаметром 8 мм. Затем выполняют сварку газовой горелкой ГС-53 с наконечникам № 1 сварочной проволокой Св.08 или Св.15 диаметром 1,5 мм. Для предотвращения коробления при нагреве процесс сварки ведут вначале в отдельных точках, расстояние между которыми должно быть 10—30 мм. Затем по мере необходимости отдельные участки проваривают сплошным швом. Чтобы сварочный шов был более ровным, свариваемые участки деталей выправляют.
Электродуговая сварка в среде углекислого газа используется как для устранения трещин и разрывов на стойках кузова (кабины) и в элементах основания, так и для приварки дополнительных ремонтных деталей и узлов. Подготовка трещин к сварке аналогична изложенной выше. Заварку трещин выполняют сварочной проволокой диаметром 0,7 мм при силе тока 40 А и напряжении 30 В. Прн сварке используют полуавтомат ПДПГ-500 предназначенный для дуговой сварки листовой стали в среде углекислого газа постоянным током обратной полярности. Для сварки кабин применяют электродуговую проволоку марки Св.08ГСА или Св.08Г2СА диаметром 1,0 мм. При сварке деталей и отдельных узлов панелей вначале их, «прихватывают» к корпусу отдельными точками, расстояние между которыми 80—120 мм. «Прихватку» целесообразно выполнять проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе сварочного тока 90—ПО А и напряжении на дуге 18—28 В. Окончательную приварку панелей производят внахлест
334
ку с перекрытием краев 25 мм сплошным швом током 45—180 А при напряжении 17—21 В
Большое распространение при ремонте цельнометаллических сварных конструкций корпусов получила контактно-точечная сварка, позволяющая значительно увеличить производительность труда. Для сварки в условиях авторемонтного производства применяют машину МТПП-75, которая предназначена для электрической контактной точечной сварки деталей из тонколистовой малоуглеродистой стали.
На качество сварки узлов влияет ширина отбортовки кромки. Ширина отбортовки кромок устанавливается исходя из минимального расстояния от центра сварочной точки до края. При сварке двух деталей расстояние до края должно быть равно двум диаметрам точки, а при сварке трех деталей — четырем диаметрам. Для ручной сварки деталей с упором используют сварочный пистолет (рис. IV. 11.5). Крепление привариваемых к
Рис. IV. 11.5. Схема сварочного пистолета
Рис. IV. 11.6. Струбцина для крепления дополнительных ремонтных деталей при сварке
1 — кольцо. 3 — рукоятка: 3 — винт: 4 — упор 5 — скоба
335
кузову узлов и деталей осуществляется струбциной (рис. IV.11.6) или специальными прижимами.
Проковка и зачистка сварочных швов применяётся для их уплотнения с целью создания лучшей герметичности, а также для придания панелям нужного профиля. Проковку производят пневматическим пистолетом с помощью комплекта поддержек. Зачистка мест сварки производится шлифовальными кругами, установленными в пневматических или электрических шлифовальных машинках.
Окончательной правкой и тонкой рихтовкой кузовов и кабин достигается обеспечение нх правильной геометрической формы, а также производится удаление мелких вмятин и выпучин, оставшихся на поверхностях. При окончательной правке используют различные растяжки. Тонкую рихтовку поверхностей кузовов, кабин и оперения выполняют механизированным способом с помощью пневматических рихтовальных молотков или вручную.
Рис. IV. 11.7. Скоба для рихтовки крыши кабины грузового автомобиля
РЙс. IV.11.8. Тележечный конвейер для ремонта кабин: / — стенд-тележка; 3 — привод, ная станция; 3 — цепкой привод; 4 — эстакада; 5 — натяжное устройство
336
Н^рис. iv. 11.7 показана правочная скооа для рихтовки крыши кабины грузового автомобиля, на которой монтируется пневматический молоток, обеспечивающий 350—450 ударов в минуту при давлении воздуха в сети 0,4 МПа. Для выполнения рихтовки скобу необходимо ввести внутрь кабины и совместить наковальню молотка с поврежденным участком. После этого в пневмо-молодок подается сжатый воздух, скобу подвешивают на эластической подвеске, прн этом ее масса уравновешивается усилием пружины.
Все операции ремонта кузовов, кабин и оперения выполняются, как правило, поточным методом. Для передвижения кабин на потоке используют тележечный конвейер (рис. IV. 11.8) с механическим приводом. Ремонтные работы на постах выполняют на стендах-тележках, позволяющих устанавливать и закреплять кабины, поворачивать их, а также передвигать по рельсовым путям конвейера.
Восстановленные корпуса кузовов, кабин и оперение поступают затем на линию сборки до окраски.
3. Восстановление неметаллических деталей кузовов и кабин автомобилей
К неметаллическим материалам, используемым в современных кузовах и. кабинах автомобилей и автобусов относятся: дерево, из которого изготавливают платформы грузовых автомобилей, различные пластмассы для декоративной отделки салонов кузовов и кабин, а также обивочные материалы.
Неисправностями деревянных деталей являются различного рода механические повреждения и пороки древесины. К механическим повреждениям относятся поломки, отколы, изломы, трещины, износ отверстий под болты крепления и др. Дефекты самой древесины — это загнивание, усушка, разбухание, сучковатость и т. д. Ремонт деревянных деталей платформы кузова выполняют наращиванием их по длине и склеиванием или заменой негодных деталей новыми. При наращивании следует учитывать место расположения этой детали в собранном узле, условия -ее работы, породу древесины и др. Деревянные детали изготавливают из пиломатериалов хвойных пород (сосна, ель и т. д.) I сорта. Влажность пиломатериалов, идущих на ремонт и изготовление деталей, должна быть не выше 18%. Древесину сушат на открытом воздухе под навесами, в сушильных камерах, в паровых йли газовых эжекционио-реверсивных камерах периодического1 действия или в расплавленном петролатуме.
Механическую обработку древесины начинают с раскроя досок и брусьев на заготовки для деталей. Перед раскроем досок и брусьев делают разметку. Заготовку строгают с четырех сторон для получений ровной и чистой поверхности. Затем заготовку размечают по чертежу и обрабатывают для придания необходимой формы и размеров. К основному оборудованию для обработ-
337
•ки деревянных деталей относятся: циркульная пила, предназиа1 чениая для продольной и поперечной распиловки; ленточно-пильные станки, используемые для криволинейной распиловки материала и прямолинейного раскроя; фуговочные станки, выполняю щие строгание поверхностей брусков н досок; рейсмусовые станки, необходимые для плоскостного одностороннего строгания в размер по толщине. I
Для одновременного выполнения нескольких операций применяют универсальные деревообделочные станки. Для склеивания -деревянных деталей применяют клеи казеиновые и из синтетических смол.' Синтетические клеи более стойки к действию воды, микроорганизмов, старению и обладают повышенной прочностью. Качество клеевого соединения зависит от величины давления между склеиваемыми деталями, вязкости клея и. температуры выдержки под давлением. Температура помещения, где выполняют склеивание деталей фенолформальдегидным клеем КБ-3 или СП-2, должна быть не ниже 16°С. Восстановленные-- деревянные детали должны быть без трещин, задиров и ступенчатости, торцы — чистыми, без отщепов и сколов.
Поврежденные детали кузовов и кабин, для изготовления которых применяют пластические массы, в процессе ремонта заменяют новыми, так как технология их изготовления проста и экр-. номична. Детали, ремонт которых целесообразен и экономически оправдан, рбычно восстанавливают склеиванием. Выбор клея для соединения пластмассовых материалов зависит от химической природы материала, условий работы клеевого соединения и технологии его. нанесения. Для изготовления деталей из пластических масс используют этрол, полиамид, органическое стекло, капрон и др. Технология склеивания складывается из обычных операций подготовки поверхности, нанесения клея и выдержки клеевого состава под давлением; Детали, изготовленные из этрола, склеивают уксусной кислотой, которой промазывают склеиваемые поверхности, и затем соединяют их под небольшим давлением. Затвердение происходит в течение 0,75—1 ч. Для склеивания полиамидов применяют'растворы полиамидов в муравьиной, кислоте или муравьиную кислоту.'Детали из пластмассы на основе термореактивных смол склеивают клеем ВИАМБ-3. После нанесения клея на обе склеиваемые поверхности и выдержке их в открытом виде прн комнатной температуре в течение 10—15 мин детали собирают в прижимном приспособлении, в котором выдерживают 8—12 ч. Наиболее часто восстановлению подлежат дета-1 ли, изготовленные из органического стекла. При . появлении в стекле трещины в конце ее сверлят отверстия диаметром 3—4 мм для ограничения ее дальнейшего распространения, а при наличии пробоины ставят дополнительную ремонтную деталь. Отверстия в органическом стекле сверлят обыкновенными инструментальными сверлами с углом при вершине сверла, равным 140°. Для склеивания деталей из органического стекла используют раствор, состоящий из 2—3% стружки «оргстекла, перемешанной* 338
при температуре 20—25* С в течение 25—30 мин в дихлорэтане. Приготовленный раствор выдерживают в течение 2—3 сут цо полного растворения. Готовый клей может храниться в герметической посуде в течение месяца. Отделка органического стекла ‘ состоит из шлифования абразивами для удаления глубоких царапин и шероховатостей в местах склеивания, полирования и промывки. При шлифовании .необходимо захватывать достаточно большую, поверхность для предотвращения оптического искажения. Полирование применяется для зачистки поверхностей после шлифования и для удаления мелких рисок. Шлифование и полирование стекол выполняют на станках с вертикальной осью вращения круга (рис. IV.11.9) при обильном смачивании обрабатываемой поверхности водой. При шлифовании на войлочную обивку круга наносят равномерный слой пасты, ный раствор порошка пемзы. По
Рис. IV. 11.9. Станок для шлифования н полирования стекла:
/ — стекло; 2 — круг; 3 — войлочная обивка: 4 — вал; 5 и 9 — корпуса подшипников; 6 — рама; 7 - электродвигатель: 8 — клнпорсмсггная передача
представляющий собой вод-окончании шлифования со
стекла смывают остатки шлифовальной пасты, на полироваль-
ный круг наносят водный раствор крокуса или полирита и полируют стекло до получения необходимой прозрачности. По окончании полирования стекло обезжиривают и протирают насухо сухой чистой ветошью.
Восстановление верхней обивки сидений включает: постановку вставок и новых частей обивки вместо пришедшей ь не-готное состояние; приклейку или пришивание оторванной части обивки; перелицовку загрязненной части обивки, не поддающейся
очистке; устранение порезов и разрывов.
При' восстановлении обивки выполняют все операции, присущие процессу изготовления новой обивки, и, кроме того, дополнительные работы, связанные с разборкой обивки и очисткой ее деталей от концов ниток, пыли и загрязнений, а также подготовку участков, подлежащих ремонту. Устранение порезов, разрывов и постановку дополнительных ремонтных деталей производят штуковочными стежками, которые малозаметны с лицевой стороны обивки, а также приклеиванием и вшиванием вставных и накладных вставок. Приклеивание вставок выполняют клеем БФ-6. После проглаживания утюгом, нагретым до ПО—120°С, через ув
339
лажненную ткань на приклеенную вставку не действуют ни' температура, ни влага и никакие химические растворители. Раз рывы обивки, изготовленной из кожзаменителя или из поливинилхлоридной пленки, армированной или не армированной сеткой из синтетических волокон, устраняют подклейкой вставок полиамидным клеем ПЭФ-2/10. Склеивание осуществляют при комнатной температуре с последующей выдержкой под прессом в течение 1—1,5 ч. Для приклейки новой обивки к картону применяется клей 88НП. Материал для пошива новых деталей обивки раскраивают по разметке или шаблонам при помощи электронижа. Соединяемые детали обивки сшивают с определенным шагом строчки на заданном расстоянии от кромок одинарным или двойным швом с нелицевой стороны обивки. Для увеличения прочности соединений верхней обивки подушки сидений применяют об-точные швы с кантом. Сшитая обивка не должна иметь слабой затяжки, перекосов, морщин, складок и повреждений на лицевой стороне. Для сборки подушек и спинок сидений применяют пневматический стенд, позволяющий сжимать пружины подушек для обеспечения натяжения материала.
4. Ремонт основных механизмов и оборудования кузовов и кабин
К основным механизмам и оборудованию кузовов и кабин относятся: замки, стеклоподъемники и механизм крепления стекол, остовы сидений, петли дверей и капотов, калориферная система отопления, пневматические дверные механизмы автобусов и' др.
Все детали кузовных механизмов сравнительно просты по своей конструкции и ремонт их сводится к выполнению несложных слесарно-сварочных операций. Имеющиеся трещины в корпусах заваривают, а износы рабочих поверхностей ремонтируют наплавкой или обработкой под ремонтный размер. Корпусные детали с обломами выбраковывают. Поломанные пружины и пружины, потерявшие свою упругость, заменяют новыми. Обломанные винты в резьбовых соединениях удаляют вывертыванием, если есть возможность захватить их за выступающую часть, или высверливанием отверстия сверлом меньшего диаметра, чем винт. В это отверстие вставляют квадратный стержень, при помощи которого вывертывают остаток винта. После удаления винта резьбу в отверстии прогоняют метчиком. Если повреждена резьба в отверстии, то отверстие заваривают, зачищают наплывы металла от сварки заподлицо с основным металлом корпуса, просверливают отверстие под резьбу нужного размера и нарезают новую резьбу. Ослабленные заклепки подтягивают, а неподдающиеся подтягиванию срубают и заменяют новыми. Разрушенные манжеты, сальники, уплотнительные кольца и прокладки заменяют новыми. Незначительные налеты коррозии на поверхности деталей очищают наждачной бумагой или шабером и смазывают керосн-
340
Рис. IV. 11.10. Стенд для si грессов-ки стекол дверей автомобилей:
I — рама стенда; 2 — пиеамс..пески* цилиндр; 3 — ограничитель хода штока пневмоцилнидра; 4 — нажимной брус: 5 н 6 — сменные плиты; 7 — ножной пневматический кран-педаль
заменяют новыми. Запрессовку
ном. При глубоких следах коррозии поврежденные детали заменяют новыми.
При капитальном ремонте кузовов и кабин замки разбирают полностью. Все детали тщательно промывают в ванне с керосином и вытирают насухо. После ремонта деталей или их замены замок, собирают и регулируют.
Технология ремонта стеклоподъемников состоит из полной их разборки, мойки, дефектации, замены негодных деталей новыми, соорки и последующей регулировки.
При сборке стеклоподъемника приводной валик необходимо устанавливать без зажима вдоль оси. Проверку работы тормозных устройств и плавности хода стеклоподъемника производят на специальном приспособлении.
Поврежденные стекла дверей
в рамку поворотного стекла и в обойму опускного стекла выполняют на специальном стенде (рис. IV. 11.10). Перед монтажом проверяют состояние и прямолинейность рамок и обойм, а при необходимости выправляют их с помощью специальных оправок. Чтобы запрессовать стекло, рамку устанавливают между сменными плитами, затем вставляют стекло с уплотнительной прокладкой в рамку и, нажимая на педаль, приводят в действие нажимной брус, при помощи которого вдавливают стекло в гнездо рак.ки. Необходимо следить за тем, чтобы обойма стала на свое старое место по ширине стекла, так как иначе стекло будет плохо подниматься и опускаться в направляющих желобках. Заменяя плиты и нажимной брус, на данном стенде можно запрессовать стекла в обоймы и рамки для всех рамок автомобилей.
Наиболее характерные дефекты остовов сидений: царапины, отслоение хромового покрытия и коррозия на поверхности верхней части остова, деформация верхней части остова, трещины и обрывы в изгибах и местах пайки, погнутость или обрывы лапок крепления остова к полу и поломка кронштейнов крепления спинок. Для восстановления декоративного покрытия хромированные дужки снимают и наносят новое покрытие. На большинстве автобусов детали остова сидений соединены между собой при помощи пайки твердым припоем ПМЦ-54. Нарушенные места пайки очищают от старого припоя и других загрязнений и вновь
341
пропаивают. Детали, имеющие трещины, обрывы и другие повреждения, отпаивают газовой горелкой и заменяют новыми. Новые части каркаса изготавливают из бесшовной трубы, наружный диаметр которой равен 25 мм, а толщина стенки 1,5 мм. Резка f труб осуществляется на дисковой пиле или на ленточном отрезном станке. Для гибки труб применяют приспособления, а также станки с ручным приводом и трубогибочные станки с электрическим приводом. Для придания большей жесткости каркасы сидений в местах перехода от сиденья к спинке при ремонте усиливают косынками из листовой стали толщиной 4—« 5 мм.
Ремонт петель дверей и капотов заключается в устранении погнутостей путем правки милотком на плите, устранении трещин и износов заваркой с последующей механической обработкой и восстановлении отверстий под ремонтные размеры. Детали петель, имеющие обломы, заменяют новыми.
Основными частями калориферной системы отопления являются радиатор, вентилятор, вощуховоды и приборы, включающие систему и регулирующие поток подогреваемого воздуха. Технология ремонта радиатора отопителя аналогична технологическому процессу восстановления радиаторов системы охлаждения двигателя. Вентиляторы отопителей, требующие ремонта, отправляются в отделение ремонта электрооборудования автомобиля. Вмятины, трещины и изломы металлических деталей воздуховодов устраняют обычными приемами жестяницких и сварочных работ. При ремонте деталей воздуховодов обращают внимание на восстановление геометрических размеров, с тем чтобы при монтаже было обеспечено плотное прилегание их к соответствующим местам кузова. Поврежденные соединительные резиновые шланги заменяют новыми.
Характерными дефектами пневматического дверного механизма кузовов автобусов являются вмятины на поверхности цилиндров механизма управления, изгиб стержней, срез шлицев рычагов управления. Вмятины на цилиндрах из стальных труб и бронзы выравнивают протяжкой, имеющей калиброванную сферическую поверхность, диаметр которой соответствует внутреннему диаметру цилиндра. Протягивание производят на гидравлических прессах. Погнутые стержни поршня выправляют при помощи молотка и щупа на призмах, установленных на плите. Рычаги управления с поврежденными шлицами, а также тяги и вилки с поврежденной резьбой заменяют новыми. После сборки механизм управления дверьми автобуса испытывают на герметичность. Испытания механизма осуществляют на универсальных стендах, предназначенных для проверки и регулировки пневматического оборудования автобусов, или на установках, приспособленных для испытания только дверного механизма (рис. IV. 11.11). При наполнении воздушного баллона 2 через кран 1 сжатым воздухом в объеме 1 л под давлением около 0,7 МПа, контролируемым манометром 3, поршень цилиндра 5 механизма привода двери пере-
342
Рис. IV.] 1.11. Схема установки для проверки пневматических механизмов две-рей автобусов
мещается в крайнее левое положение. После открывания крана 4 поршень должен плавно без рывков переместиться в крайнее правое положение. Время срабатывания механизма на установка должно быть в пределах 0,6—3 с.
Герметичность' механизма считается' удовлетворительной, если падение давления по манометру в течение 3 мин будет не более чем 1 МПа.
Распространенным дефектом крана управления дверьми является нарушение его герметичности. После разборки и тщательней промывки производят притирку рабочих поверхностей, золотника и корпуса крана с применением пасты. Перед сборкой крана его детали тщательно промывают и продувают сжатым воздухом. После сборки герметичность крана проверяют в закрытом его положении.
Если в течение 3 мнн давление по манометру уменьшится не более чем на 0,1 МПа, герметичность крана удовлетворительна^
5. Сборка и окраска кузовов, кабин и оперения '
Сборка автомобильных, кузовов и кабин при ремонте осуществляется в две стадии. Первая сборка кузова производится до его окраски и предусматривает установку всех деталей, подлежащих окраске, вместе с кузовом, а также деталей, которые при сборке после окраски могут повредить лакокрасочное покрытие. Количество устанавливаемых деталей и порядок их постановки зависят от конструкции кузова. После выполнения всех пригоночных работ собранные кузова и кабины поступают в окрасочное отде- ‘ ление.
Сборка кузовов и кабин после окраски заключается в монтаже на них всех отремонтированных деталей и узлов в соответствии с техническими требованиями на капитальный ремонт автомобиля. Особое внимание при сборке необходимо уделять мероприятиям, предусмотренным технологическим процессом для уменьшения шума и Вибрации в кузове, а также правильности установки приборов и узлов, которые предназначены для обеспечения нормальных условий эксплуатации автомобиля. К основным мероприятиям, применяемым для уменьшения шума и вибраций в кузове, относятся: нанесение на внутреннюю поверхность
343
кузова специальных мастик; уплотнение щелей, зазоров и не плотнистей в соединениях путем постановки резиновых уплотнений, прокладок; постановка обивки и звукопоглощающих материалов внутри ку зова и др.
Лакокрасочное покрытие кузовов, кабин и оперения современных автомобилей характеризуется высокими защитно-декоративными свойствами. Для получения при капитальном ремонте кузовов и кабин качественного защи гнэ-декоративного покрытия, удовлетворяющего своим служебным свойствам, технологический процесс нанесения лакокрасочных материалов включает в себя целый комплекс работ (рис. IV. 11.12). Подготовка поверхностей к окраске, грунтование, шпаклевание, шлифование, окраска и сушка осуществляются способами, изложенными в гл. 7 разд. III. Особенностями окраски кузовов и кабин при капитальном ремонте являются: выполнение операций нанесения противошум-
Рис. IV.11.12. Схема технолигическо- ных и уплотнительных Macro процесса окраски кузовов и кабин тик, выявительного слоя краски и выправки поверхностей шпаклеванием. Нанесение противошумных мастик на внутренние и нижние части кузова производят пневматическим способом распылителями с увеличенным диаметром сопла.
Выявительная окраска предназначена для обнаружения мелких рисок, царапин и т. п., не обнаруженных при предыдущих осмотрах.
На глянцевой поверхности нанесенной эмали эти дефекты выступают яснее. Выявительный слой краски должен быть тонким и ровным по всей поверхности, без пропусков, подтеков и други» дефектов.
Выправку поверхн сти кузова после выявительного слоя шпаклеванием производят нанесением быстросохнущей шпаклевки A11I-30 на дефектные места, которые затем шлифуют
Процесс окраски и сушки кузовов или кабин производят в окрасочных и сушильных камерах, снабженных подвесным конвейером (рис. IV. 11.13). Применение для окраски кузовов, кабин и
344
Рис. IV. 11.13. Терморадиационная сушильная установка для сушки кабин:
I, 3. 6 в 9 — рефлекторные излучатели: 2 — панельные термоизлучатель; 4 — вытяжная вентиляция; 5 —заборный короб рециркуляции; 7 — воздушная завеса; в — толкающий конвейер; 10 — кронштейн крепления термоязлучателей; 11 — теплоизоляция; 13 — приточный короб
оперения синтетических эмалей горячей сушки позволило исключить операцию полировки, так как качество лакокрасочного покрытия получается хорошее.
Раздел V.
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ТРУДА НА АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЯХ
Глав* * МЕТОДЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ ТРУДА
1. Задачи и методы нормирования
Основным условием существования человеческого общества является труд. Организация труда требует установления количественных норм затрат времени в процессе производства, т. е. нормирования труда. Нормы времени являются основанием для определения количества, загрузки и производственных возможностей оборудования, каждого рабочего места, участка и цеха, для определения количества рабочих и для правильного оперативного -планирования Производства. Без них нельзя составить сметную калькуляцию, обеспечить бесперебойную работу предприятия, правильно организовать труд и его оплату.
. Норма времени, затрачиваемая на выполнение той или иной операции, характеризует производительность труда. Высокая производительность труда может быть обеспечена внедрением новой техники и передовых технологических процессов, механизации и автоматизации производства, улучшением организации труда и технического нормирования, так как все эти мероприятия в конечном итоге снижают норму времени.
Техническое нормирование имеет большое значение для наиболее эффективного использования оборудования, выявления потерь рабочего времени и узких мест производства и в итоге для лучшего планирования и более производительного использования основных фондов.
Правильное техническое нормирование требует систематического изыскания источников повышения производительности труда и уменьшения затрат на единицу продукции и является большой организующей силой на производстве.
Но техническая Йорма времени не может оставаться неизменной, -она должна все время отражать изменения, связанные с применением нового оборудования, инструментов, приспособлений, улучшением организации труда и других прогрессивных изменений в производстве.
Задача технического нормирования заключается в'установления норм времени на выполнение работ путем систематического изучения технологических процессов, организации рабочих мест и других источников повышения производительности труда и 346
уменьшения затрат на единицу продукции. Эта задача решается на основе анализа выполняемых операций по отдельным элементам, а также путем сокращения затрат времени на выполняемую работу и определения технически обоснованных норм времени.
Техническая норма времени должна быть прогрессивной, обеспечивающей наиболее полное использование всех средств производства, постоянное повышение производительности труда и как следствие увеличение объема производства, повышение эффективности производства, снижение себестоимости продукции и улучшение ее качества.
Техническая норма времени должна содействовать развитию социалистического соревнования.
Таким образом, нормирование это одно из важнейших средств ускорения темпов развития социалистического производства и успешного выполнения задач новой пятилетки.
Технически обоснованные нормы времени устанавливаются двумя методами: аналитнчески-исследовательским и расчетно-аналитическим.
Аналитически-нсследовательский метод заключается в анализе затрат труда путем проведения фотографии рабочего дня или хронометража.
Фотография рабочего дня представляет собой наблюдения и замеры всех без исключения затрат рабочего времени в течение смены в порядке фактической их последовательности. При этом выявляют потери рабочего времени и их причины, фактическую выработку продукции в течение смеиы, степень использования оборудования по времени, загрузку отдельных рабочих в бригаде. Хронометраж представляет собой проведение наблюдений и измерение затрат рабочего времени на выполнение основных и вспомогательных приемов и движений, многократно повторяющихся при выполнении операций.
Расчетно-аналитический метод определения технически обоснованных норм времени иа изготовление или ремонт детали заключается в поэлементном расчете норм составляющих элементов технологического процесса на основе технически обоснованных нормативов. Технически обоснованная норма времени предусматривает рациональную последовательность выполнения воздействия на детали, конкретное оборудование, определенный режущий, измерительный и рабочий Инструмент, оптимальный технологический режим, а также условия выполнения работы рабочими соответствующей квалификации.
Основным методом нормирования является расчетно-аналитический метод, при помощи которого и определяются технически обоснованные нормы времени.
Непосредственным объектом технического нормирования является технологический процесс и его основная часть — операция.
347
Z Классификация затрат рабочего времени
. Рабочее время (продолжительность рабочего дня или смены) включает в себя самые разнообразные по виду и продолжительности затраты. Его можно подразделить на нормируемое и ненор-мируемое.
В нормируемое (полезное) время входят все затраты рабочего времени, включаемые в состав технически обоснованной нормы на операцию и необходимые для выполнения работы в соответствии с технологическим процессом. Нормируемое время состоит из подготовительно-заключительного, оперативного и дополнительного времени.
Подготовительно-заключительное время затрачивается рабочим на ознакомление с порученной работой, на подготовку к этой работе и выполнение действий, связанных с ее окончанием. Это время обычно затрачивается в начале и конце рабочей смены и не повторяется в течение рабочего дня по мере изготовления каждой детали. Продолжительность этого вида времени не зависит от количества деталей в партии. При выполнении рабочим нескольких заданий в течение одной смены подготовительно-заключительное время дается на каждое задание отдельно. На величину подготовительно-заключительного времени оказывает влияние организация производства и, в частности, размер партии обрабатываемых деталей. Чем больше количество изделий в партии, тем меньше будет подготовительно-заключительное время, приходящееся на'одно изделие.
Оперативным называется время, в течение которого.осуществляется работа, непосредственно направленная на выполнение данной операции. Оно.состоит из основного и вспомогательного времени.
Основным (технологическим) называется время, в течение которого происходит изменение формы, размеров и свойств изделия в результате каких-либо воздействий (при механической обработке — время снятия стружки, при наплавке — время плавления электрода, прн хромировании — время осаждения хрома и т. д.). Основное время может быть: машинным — деталь обрабатывается иа станке при помощи механической лодачи; машинно-ручным — деталь обрабатывается на станке с ручной подачей; ручным — операции выполняются без применения каких-либо механизмов (слесарные, слесарно-сборочные и другие работы).
Вспомогательным называется время, затрачиваемое рабочим на определенные действия, связанные с обеспечением выполнения основной работы. К таким действиям относятся установка, крепление и снятие детали, наладка оборудования и управление нм .в период работы, перестановка инструмента (замена электродов), обмер детали и взятие пробных стружек, подача детали к месту сборки, очистка шва от шлака и поворот детали при сварке и наплавке, завеска деталей в ванну при гальванических покрытиях и т. д.
343
Дополнительное время состоит иэ времени на организационно-техническое обслуживание рабочего места и времени на отдых и личные надобности рабочего. Организационно-техническое обслуживание включает в себя следующие работы: регулировку инструмента, сварочных агрегатов н оборудования, смену и заточку инструмента, правку шлифовального круга, смазку станка и очистку его от стружки, оборудование рабочего места, прием и сдачу оборудования сменщику и др.
Время на отдых и личные надобности затрачивается на физиологически необходимый отдых, производственную гимнастику, естественные надобности.
К не нормируемому времени, которое не включается в технически обоснованную норму, относятся потери временя, вызываемые организационно-техническими неполадками: нарушением трудовой дисциплины, недостатками материально-технического снабжения, поиском материалов, инструментов и приспособлений, 'ожиданием мастера или контролера, отсутствием электроэнергии и др.
3. Состав ’технически обоснованных норм времени
Технически обоснованной нормой времени называется время, определенное расчетным путем, на выполнение отдельных операций технологического ^процесса в конкретных организВционнр-технических условиях исходя из полного и рационального использования всех имеющихся возможностей рабочего места с учетом передового производственного опыта и последних достижений- техники, технологии, организации труда и производства. ~ Технически обоснованная норма времени называется штучнокалькуляционным временем.
Штучно-калькуляционное время слагается Из затрат времени на выполнение операций соответствующего технологического процесса и в общем случае определяется по формуле
/ш<К 4“ “— I
П
где штучно-калькуляционное время, мин, необходимое для обработки одного ' изделия при выполнении одной операции с учетом времени на получение и сдачу работы и подготовку рабочего песта;
—штучное время, Ч4ин, полное время, необходимое для непосредственного воздействия на одно изделие при выполнении одной операции с начала и до конц а;
,— подготовительно-заключительное время, мин;
пп—количество деталей а партий, шт
В свою очередь количество деталей в партии определяется по формуле
349
где Vrn э — сумма подготовительно-заключительного времени на партию по всем операциям технологического процесса;
УУ ш — сумма штучного времени на деталь по всем операциям;
k— коэффициент, учитывающий потери времени на подготовительно-заключительное время, зависящий от серийности производства; он будет иметь ел* ующие значения:
для мелкосерийного производства 0,14—0,18; -
для среднесерийного производства 0,08—0,13;
для крупносерийного производства 0,04—0,07.
Таким образом, штучно-калькуляционное время можно найти только после определения штучного и подготовительно-заключительного времени по всем операциям технологического процесса и расчета размера экономически выгодной партии (количества деталей в ней). ч
Штучное'время определяется по формуле
1ш ^ОП Ч” £д, где'/0-п—оперативное время, мин;
— дополнительное время, мни.
Оперативное время это сумма основного to и вспомогательного времени /вс-
Дополнительное время задается в процентах к оперативному времени и определяется по формуле
/ — °П 1 X
Гд ~ 100 ’
где —отношение дополнительного времени к оперативному, %.
Вспомогательное время определяют по формуле
tx == tsy ^ВП “I- ^ВЗ,
где * ву — вспомогательное время на установку и снятие детали, мин, зависящее от массы и конфигурации изделия, конструкции приспособления, характера и точности установки на станке;
^вп — вспомогательное время, связанное с переходом, мин, время, затрачиваемое рабочим на подвод и отвод режущего инструмента, включение и выключение станка, подач и скоростей. Оно зависит от технической характеристики стайка, длины обработки, точности и шероховатости обрабатываемой поверхности, конструкции режущего и измерительного инструмента;
*вз — вспомогательное время, связанное с замерами обрабатываемого изделия в процессе выполнения операции, мин.
Таким образом, общая формула штучно-калькуляционного времени может быть определена по формуле
* Т
£ш.К = io ^ВС Ч- /д “Ь ~z
п
Из всех составляющих штучно-калькуляционного времени рассчитывают основное и дополнительное; вспомогательное и подготовительно-заключительное время назначают по таблицам 350
I
нормативов1. Расчет дополнительного времени сложности не представляет. Таким образом, при определении ш гучно-кальку-ляциояного времени наибольшую трудность будет представлять расчет основного времени
Полученные результаты технического нормирования всех операций технологического процесса подготовительно-заключительного и штучного времени записывают в маршрутную карту, основного, вспомогательного и дополнительного времени — в операционные карты.
По норме вреченй может быть определена норма выработки — объем работы (количество изделий, операций и др.), который рабочий может выполнить в единицу времени. Норма выработки — величина, обратно пропорциональная норме времени:
где /7вр— норма выри'отки, шт.;
t— продолжительность смены, мин;
Лик — штучно-калькуляционное время, мин
Технически обоснованную норму времени и норму выработки нельзя рассматривать как предел производительности. С улучшением организационно-технических условий производства повышается производительность труда и вместе с ней изменяются нормы времени и нормы выработки. Составные части штучно-калькуляционниго времени показаны на рис. V. 1.1.
Рис. V.I.I. Схема технически обоснованной нормы времени на операцию
I Вспомогательное, подготовительно-заключительное и процент дополнительного времени назначаются по нормативам, указанным в учебнике Э. Э. Чиллер — Техническое нормирование труда в машин «троений. М., Машиностроение, 1972, 247 с.
351
Глава 2 ТЕХНИЧЕСКОЕ НОРМИРОьАНИЕ СТАНОЧНЫХ РАБОТ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
1. Обшие положения по определению основного времени
Общая формула для определения основного времени npj нормировании станочных работ имеет следующий вид:
= (V.2.I
где t0 — основное время, мин;
Др — расчетная длина обработки, мм;
л — частота вращения изделия или инструмента, об'мин;
s— величина подачи изделия или инструмента, мм/об;
I— число проходов инструмента.
Расчетная длина обработки определяется по формуле
Lf = l + lx,
где I— действительная длина обработки, определяемая по чертежу изделия, мм;
I —величина, на которую необходимо увеличить перемещение изделия или ни х струмсита, связанная с технологическими особенностями инструмента (ди каждого способа обработки имеет свои способы определения), мм.
Частота вращения изделия нлн инструмента определяется пс формуле
(V.2.2.
(V-2.3]
большого
где v — скорость резания, м мин;
d — наибольший диаьк гр обрабатываемой поверхности, мм.
Частота двойных ходов определится по формуле
1000v.,n
Лдв.х——2^—•
где vB n — скорость возвратно-постчпательного движения, м/мин;
Др—длина рабочего хода, мм.
Величина подачи и скорость резания зависят от
числа факторов и могут определяться по формулам, но в практических условиях их назначают по заранее разработанным нормативам.
Для определения режимов обработки необходимо знать общие для всех видов работ параметры: главное движение, вспомогательные движения, подачу, скорость резания и стойкость инструмента. Методика их определения будет рассмотрена прн изучении вопросов нормирования отдельных видов работ.
Полученные теоретические значения подачи и частоты вращения сравнивают со значениями по паспорту выбранного станка 352
и принимают для последующих расчетов, ближайшую меньшую или большую величину.
Для определения правильности выбранного оборудования и его оптимальной загрузки определяют для каждой операции — коэффициент использования оборудования по мощности (определение ведется по наиболее загруженному переходу) и следующей последовательности:
определяют усилие резания Рг, которое является функцией значительного количества переменных (назначается по нормативам);
определяют мощность для данного процесса резания по формуле ' -
^₽ = ' 60102 КВТ’
где Pt — усилие резания. Н; .
v — скорость резания, м/мин;
определяют необходимую мощность главного электродвигателя станка по формуле
где — Механический коэффициент полезного действия « 0,97;
определяют коэффициент использования оборудования по мощности:
где — действительная мощность главного электродвигателя выбранного станка, кВт.
Если значение коэффициента использования оборудования по мощности близко к единице, то можно сделать вывод, что станок выбран правильно и можно переходить к определению основного времени. Если значение этого коэффициента значительно меньше единицы, приходится выбирать другой станок • с меньшей мощностью главного электр’одвнгателя и затем пересчитывать все сначала.
2. Определение основного времени для токарных работ
На станках токарной группы могут обрабатываться изделия самых разнообразных форм — цилиндрические, конические; плоские и фасонные. В основном обработка ведется резцами, однако могут быть использованы и другие инструменты: сверла, зенкера, развертки, зенковки, плашки и метчики. Эти инструменты позволяют обтачивать наружные цилиндрические поверхности, растачивать отверстия, обрабатывать торцовые поверхно-12—5592 353
Рис. V.2.I. Основные схемы оезания при токарной обработке:
а — обтачивание наружных поверхностей; б — растачивание отверстий
стн, отрезать детали, нарезать резьбу и др. Для всех выше перечисленных видов работ главным движением будет вращение изделия, вспомогательным движением — подача инструмента (рис. V.2.1).
Расчет основного (машинного) времени осуществляется одинаково для всех видов обработки по формуле (V.2.1). В этом случае
— I + /1 + /г»
где I — длина обрабатываемой поверхности, мм.
/|—длина врезания инструмента, мм; It — перебег инструмента, мм. .
В реальных условиях сумма Л~Нг берется в пределах 2—3 мм.
Последовательность расчета для всех видов токарных работ одинакова.
При обработке наружных цилиндрических поверхностей режимы определяют в такой последовательности. Сначала находят глубину резания, затем подачу, стойкость резца, скорость резания и усилие резания.
Глубину резания t, мм, выбирают в зависимости от общего припуска на обработку, шероховатости и точности обрабаты. ае-мой поверхности. При грубой обработке поверхности глубину резания берут равной величине припуска; при чистовой обработке припуск снимают за несколько проходов, причем для последнего прохода назначают глубину резания менее 1 мм.
Подачу s, мм/об, назначают по нормативам1 и уточняют по Засп ртным данным станка. Она зависит от обрабатываемого атериала, глубины резания, шероховатости поверхности и скорости резания.
1 Здесь и далее нормативы назначаются по справочнику «Режимы резания иеталлов» под ред. Ю. В. Барановского. М., Машиностроение, 1972, 407 с.
354
Стойкость резца ТР, мнн, Назначают по нормативам. Она зависит от числа инструментов в наладке и равномерности их загрузки.
Скорость резания v, м/мин, назначают по нормативам. Она зависит от вида инструмента и его материала, обрабатываемого металла и его твердости, глубины резания и подачи, угла в плане инструмента и принятой его стойкости. *
Усилие резания Pz, Н, назначают по нормативам (как и скорость резания, может рассчитываться) и применяют для определения коэффициента использования станка по мощности.
При растачивании отверстий (рис. V.2.1, б) значительно ухудшаются условия работы инструмента, — увеличивается его нагрев, так как уменьшается поперечное сечение, затрудняется подвод охлаждающей жидкости, увеличивается деформация стружки в процессе резания. Все расчеты ведутся, как для наружного обтачивания, с последующим введением поправочного коэффициента k на скорость резания. Его значение зависит от диаметра растачиваемого отверстия: при диаметре отверстия более 250 мм А=1, при диаметре от 151 до 250 мм А—0,95, при диаметре 75—150 мм k=0,90, и прн диаметре менее 75 мм А=0,85.
При обработке торцовых поверхностей расчет ведется так же, как для наружного обтачивания, но длина обработки при сплошной поверхности торца /= -ту-мм, а при кольцевой поверхности мм. Но так как при торцовом об-
тачивании по мере перемещения резца изменяется диаметр обработки, то изменяется и скорость резания, что приводит к изменению стойкости инструмента. Для определения частоты вращения по скорости принимают средний диаметр обрабатываемой поверхности. Сумма величин врезания и перебега инструмента принимается равной 2 мм.
Отрезание деталей и прорезание канавок производят отрезными резцами. Глубиной резания при этом является ширина отрезного резца,' которая определяется по формуле
£ = 0,6d°’s, где b — ширина режущей кромки отрезного резца, мм;
d— диаметр отрезаемой детали, мм.
Подачу и скорость резания назначают по нормативам; частоту вращения и основное время определяют по формулам (V.2.2) и (V.2.1).
Нарезание внешней и внутренней резьбы производят резьбовыми резцами, заточенными по профилю создаваемой резьбы за счет осуществления черновых и чистовых проходов общим числом около 10. Для треугольных резьб глубина 12* ' 355
резания должна быть: при шаге резьбы менее 2 мм для чистовых и черновых проходов в пределах 0,05—0,10 мн на один проход; при uiaie резьбы более 2 мм для черновых проходов 0,25— 0,50 мм, для чистовых 0,05- 0,10 мм на один проход. При нарезании внутренней резьбы число проходов увеличивается на 25%. Подача определяется шагом нарезаемой резьбы. Скорость резания назначают по нормативам, как для наружного обтачивания (при нарезании внутренней резьбы ее умножают на коэффициент К=0,8). Частоту вращения определяю! по формуле (V.2.2). Основное время определяют по формуле (V.2.1) с умножением ее на два за счет времени, затрачиваемого на перемещение инструмента в исходное положение-
3. Определение основного времени для сверлильных и расточных работ
На станках сверлильной группы могут выполняться следующие виды работ: сверление, зенкерованне и развертывание отверстий, зенкование коническими и цилиндрическими зенковками, нарезание резьбы метчиками, а также растачивание отверстий (включая зеркало цилиндров) и обработка плоскости бобышек — цекование (рис. V.2.2). Главное движение — вращение инструмента, вспомогательное движение — подача инструмента.
Общая методика расчета и последовательность определения режимов остается прежней (см. п. 1).
Глубина резания при сверлении отверстий в сплошном материале будет f=-g- мм,при обработке отверстий
, d — di
t = —2~ ММ’
где dt — диаметр отверстая после обработки, мм;
d — диаметр отверстая до обработки, мм.
При развертывании и зенковании конических отверстий глубина резания не определяется. При нарезании резьбы глубиной резания является глубина резьбы. При цилиндрическом зенковании и цековании глубиной резания является ширина обработки. При расточных работах глубиной резания является толщина снимаемого слоя за один проход инструмента.
Подачу s, мм/об, назначают по нормативам и затем уточняют по паспортным данным станка. Она зависит от условий и вида обработки, обрабатываемого металла, от диаметра и точности обработки.
При обработке отверстий сверлами, зенкерами или развертками отделение стружки затруднено, что приводит к их нагреванию и необходимости обильного охлаждения. В связи с этим различают нормальную длину обработки и глубокую обработку. Под нормальной длиной обрабЬтки понимают длину отверстия
356
Рис V.2.2. Основные схемы резания при сверлильных и расточных работах:
а — сверление; б — зенкерование; о — развертывание; г — зенкование конической зенковкой; д — зенкование цилиндрической зенковкой; е — растачивание отверстия резцом; ж — цекование поверхности: з — нарезание резьбы в отверстии
L, не превышающую трех диаметров ’ при этом применяют нормальные инструменты н нормальные режимы работы. Если длина отверстия превышает' указанный предел>3, то условия обработки ухудшаются и подачи приобретают меньшие значения.
Стойкость инструмента Тр, мин, назначается по нормативам н зависит от диаметра обработки.
.Скорость резания и, м/мин, назначается по нормативам в "зависимости от вида обработки и обрабатываемого материала, диаметра обработки и подачи, стойкости инструмента и его материала, точности обработки н шероховатости 'поверхности.
Частоту вращения шпинделя п, об/мин, определяют расчетом по формуле (V.2.2) и уточняют по паспорту станка.
Мощность резания Np, кВт, определяют расчетом по формуле /
— Л^Т»«Л kfil JQ0Q >
где Х,а6а — мощность резания, назначаемая по нормативам, кВт;
kN — коэффициент, зависящий от обрабатываемого материала; п — частота вращения инструмента, об/мин.
Основное машинное вре.мя для сверления, зенке-рования и развертывания определяется по формуле
/о = +А + А»
где* I — длина обрабатываемого отверстая, Нм;
л —частота вращения шпинделя, об/мин;
з — подача, мм/об;
ii+!a=0,3D — величина врезания и выхода сверла, мм;
D — диаметр сверла, мм.
Прн растачивании отверстий машинное время определяется, как при- токарной обработке.
4. Определение основного времени для хонинговальных работ
\ Хонингование (доводку) отверстий производят для получения точных размеров и придания поверхности шероховатости высокого класса. Этот процесс осуществляется за счет снятия с обрабатываемой поверхности мельчайшей стружки при помощи абразивного или алмазного инструмента (рис. V.2.3). Главное движение — вращение хонинговальной головки, вспомогательное движение — возвратно-поступательное движение хонинговальной головки.
Режимы резания при хонинговании отверстий абразивным инструментом определяют следующим образом:
358
длину брусков /я мм, определяют расчетом по формуле
'•=(т-4к
где 1Х — длила хонингования, мм;
выход брусков за торцы обрабатываемой поверхности у, мм:
у ==(0,24-0,4)/.;
длину рабочего хода бруска Lp, мм:
Lp == fx -f- 2у — Itt ♦
, величина припуска z, мм, на каждый переход- назначается . -по нормативам;
скорость вращения хонинговальной головки v, м/мин, назначается по нормативам;
частоту вращения хонинговальной головки пг об/мин, определяют расчетом по формуле (V.2.2) и уточняют по паспортным данным
нинговаяня
станка; . .
скорость возвратно-поступательного движения хонинговальной головки м/мин, назначают по нормативам и уточняют по паспортным данным станка;
частоту двойных ходов п, дв. ход/мин, хонинговальной- головки рассчитывают по’ формуле (V.2.3);
удельное давление брусков р, МПа, назначают по нормати-. вам; усилие пружины Р, Н, механизма разжима брусков определяют по формуле
P = /rfHSzatg(<p4-e),
где р—удельное давление брусков, М(1а;
/„—длина брусков, см;
В — ширина брусков, ем;
гд — число брусков;
«—угол конуса разжима принимается равным 10—15*;
О— угол зрения принимается равным 6°;
точность формы и шероховатость • поверхности назначают по нормативам и их значения сравнивают с ТУ.
Основное время при хонинговании определяют
где пя—полное число двойных ходов хонинговальной головки, необходимое для снятия всего припуска;
паа.кол — частота двойных ходов хонинговальной головки в мня.
35»
В свою очередь:
Лп — ~Г • где z — припуск на диаметр, мм;
Ь — толщина слоя металла, снимаемого за двойной проход хонинговальной головки, мм (для чугуна Ь — 0,0004—0,0020).
При применении алмазного инструмента расчет ведется в том же порядке, но по другим нормативам.
5. Определение основного сремени для фрезерных работ
Главное движение на станках фрезерной группы (рис. V.2.4) — вращение фрезы, вспомогательные движения — продольная, поперечная. и вертикальная подача стола.
Режимы резания определяют в следующей последовательности:
Рис. V.2.4. Основные схемы резания при фрезерных работах:
а — обработка плоскости цилиндрической фрезой; б — обработка плоскости торцовой Фрезой; в — обработка плоскости дисковой фрезой; г — фрезерование пазов дисковой
Фрезой; д — обработка плоскости концевой фрезой; е — фрезерование пазов концевой фрезой; ж — фрезерование фасонными фрезами
360
длину рабочего хода Lp, мм, расчетом по формуле ip = I -|- Zj -|-12 -j- Ддоп,
где I — длина резания, равная длине обработки, измеренной в напДГвленнн реза-
ния, мм;
Z, 4-/1 —длина подвода; врезания и перебега инструмента, назначаемая по'нормативам, мм;
£доп— дополнительная длина хода, вызванная особенностями наладки и конфигурации изделия, мм;
глубину фрезерования /, мм, определяют как величину, которую необходимо снять за один проход инструмента;
среднюю ширину фрезерования В. мм, определяют по формуле
где F — площадь фрезеруемой поверхности, мм2 (при одновременной обработке нескольких деталей их рассматривают как одну);
как правило, ширину фрезерования измеряют в направлении, параллельном оси вращения фрезы, а глубину фрезерования — перпендикулярном к ней; при фрезеровании торцовыми фрезами наоборот;
подача на зуб sz, мм/зуб, назначается по нормативам; ее величина зависит от- обрабатываемого материала *и его твердости,-типа фрезы и ее материала, для- отдельных фрез —Уот глубины резания, ширины фрезерования н диаметра фрезы;
минутную подачу зи, мм/мин, определяют по формуле
$М-----Sj Zh fit
где — число зубьев фрезы
и уточняют по паспортным данным станка;
стойкость инструмента Тр, мин, назначают по нормативам;
скорость резания v, м/мин, назначают по нормативам;
частоту вращения шпинделя п, об/мин, определяют по формуле (V.2.2) и уточняют по паспортным данным станка;
мощность резания Л'р> кВт, определяют по формулам.
Основное (машинное) время для всех видов фрезерных работ определяют по формуле .
6. Определение основного времени для шлифовальных работ
На станках шлифовальной группы выполняют разные виды работ {рис. V.2.5).
Основное (машинное) время для всех видов работ определяют по формуле ' , ..
।
361
Рис. V.2.5. Основные схемы резания лри шлифовании:
а — наружное круглое шлифование с продольной н поперечной подачами; б — наружное круглое шлифование трльуо с поперечной подачей; в — плоское шлифование периферией круга; а — плоское шлифование торцом круга; д — внутреннее круглое шлифование; е — бесцентровое шлифование способом продольной подачн; ж. — бесцентровое шлифование способом врезания
to —
th ____Е___Ь Ли5пр5/ ’
где Др— длина хода стола или шлифивалыя го круга, чм;
л — припуск на обработку на сторону, мм;
лн — частота вращения обрабатываемого изделия, об/мин;
$пр — продольная подача, мм/об;
sf — глубина резания (п шеречная подача), мм;
k — коэффициент, «читывающий износ круга и точность при шлифовании, значение которого можно брать: при черновом шлифовании 1,1—1,4, при чистовом 1,5—1 8.
Круглое наружное шлифование; Главное движение — вращение шлифовального круга, вспомогательные движения — продольная и поперечная подачи. Шлифование может вестись с продольной подачей snp — изделие перемещается вдоль своей оси и поперечной подачей sf — шлифовальный круг перемещается перпендикулярно осн изделия.
Режимы резания определяют в следующей последовательности:
глубину резания /, мм, на ход стола или на двойной ход стола назначают по нормативам в зависимости от диаметра и длины обрабатываемого изделия, свойств материала, класса шероховатости, который необходимо получить на обрабатываемой
(V.2.4)
362
поверхности (слой металла, соответствующий глубине резания, снимают за один проход);
продольную подачу sHP, мм/об, определяют в долях ширины шлифовального круга по формуле
$пр = $В,
где ₽ — доля ширины шлифовального круга;
В— ширина шлифовального круга, мм.
Длину хода стола Lp, мм, определяют по формулам: при выходе шлифовального круга в обе стороны Lp=i+B; при выходе круга в одну сторону /.Р — /+-^-;при шлифовании без выхода круга Lp=l—В," где I—длина обрабатываемой поверхности, мм; *
скорость вращения шлифовального круга оир, м/с, определяют по формуле
Vkp— 1000-60 ’
где D — диаметр шлифовального круга, мм;
пкр — частота вращения шлифовального круга, об/мин;
характеристику шлифовального круга назначают по нормативам в зависимости от характера обработки, класса шероховатости, точности обработки, обрабатываемого материала и скорости вращения круга;
скорость вращения изделия vH, м/мин, назначают по нормативам в зависимости от скорости вращения круга, обрабатываемого материала to дисбаланса изделия;
частоту вращения изделия определяют по формуле (V.2.2) и уточняют затем по паспортным данным станка.
Основное (машинное) время to, мин, определяют при поперечной подаче на каждый ход стола по формуле (V.2.4), при поперечной подаче на двойной ход стола по формуле
при применении метода вревания '•
Пи 8/
Круглое внутреннее шлифование. Главное движение — вращение шлифовального круга, вспомогательные движения — возвратно-поступательное перемещение круга, поперечное перемещение круга, вращение изделия.
Режимы резания определяют в следующей последовательности:
363
характеристику шлифовального круга назначают по норма тивам в зависимости от обрабатываемого материала, характе ристики отверстия (сквозное, глухое) и скорости вращения кру га;
размеры шлифовального круга назначают по нормативам 1 зависимости от диаметра обрабатываемого отверстия, длинь шлифования и в соответствии с паспортом станка;
скорость вращения «руга окр, м/с, назначают по нормативам;
частоту вращения шлифовального круга п,1р, об/мин, опреде ляют по формуле (V.2.2) и уточняют по паспортным данные станка;
скорость вращения изделия, vH, м/мин, назначают по нормативам;
частоту вращения изделия п„, об/мин, определяют по формуле (V.2.2) и уточняют по паспортным данным станка;
продольную подачу круга snp, мм/об, назначают по нормативам в зависимости от диаметра отверстия, длины шлифования и ширины круга;
длину рабочего хода круга Lp, мм, определяют по формуле: для сквозных отверстий
= /ш---В,
где /ш — длина шлифования, мм;
для глухих отверстий
частота двойных ходов круга лдв.ход, мин, определяют по формуле
„ ____fnp .
Лдв.ход q. 1 zp
поперечную подачу круга s», мм/мин, назначают по нормативам и уточняют по паспортным данным станка.
Основное (машинное) время определяют по формуле
2£„л н пр /
Плоское шлифование может вестись периферией круга и торцом круга на станках с прямоугольным и круглым столами. Главное движение — вращение шлифовального круга, вспомогательные движения — возвратно-поступательное движение прямоугольного стола (вращательное движение круглого стола и возвратно-поступательное перемещение круга), вертикальная и поперечная подачи.
364
\ Режимы резания прн шлифовании периферией круга определяют в следующей последовательности:
\скорость вращения круга ПкР,м/с, определяют по формуле
где "А—'частота вращения круга, об/мин;
£*—диаметр круга, мм;
длину рабочего хода круг-a Lp, мм, при круглом столе определяют по формуле
d‘— d. f __ И В
Ьр — • 2 •
где dK — наружный диаметр расположения изделий, мм;
<fB — внутренний диаметр расположения изделий, мм.
при прямоугольном столе
ip /ш 4“ У»
где /ш — длина шлифуемой поверхности, мм;
у—перебег круга, равный 20—30 мм;
характеристику и ширину круга В, мм, назначают по нормативам;
продольную, подачу круга или стола $ар, мм/об, назначают по нормативам в зависимости от точности обработки и шерохова- ' тостн поверхности;
среднюю скорость вращения изделий на круглом столе и скорость движения прямоугольного стола ою м/мнн, назначают по нормативам в зависимости от ширины круга, его продольной подачи, наружного и внутреннего диаметров расположения из-. делий на столе;
средний диаметр расположения изделий на круглом столе определяют по формуле
d +d d _ц т> «Р.С— J . ,
где dH — наружный диаметр расположения изделий, мм;
d в — внутренний диаметр расположения изделий, мм;
величину поперечного хода круга при шлифовании поверхностей на прямоугольном столе определяют по формуле
И’ = Вя + В 4- 5 мм,
где Вы — ширина шлифуемых изделий, мм;
частоту вращения стола лст, об/мин, определяют по формуле (V.2.2) и уточняют по паспортным данным станка;
частоту двойных ходов стола п', дв. ход/мин, определяют по формуле (V.2.3) и уточняют по паспортным данным станка;.
365
вертикальную подачу круга St, мм/дв. ход, назначают по нор. мативам в зависимости от ширины круга, припуска на сторон^ точности обработки, обрабатываемого материала и скорост» круга и уточняют по паспортным данным станка;
поперечную подачу sD.„, мм/дв. ход, определяют по формул, $п.п=?£
Частоту двойных ходов круга п, дв. ход/мин определяют пс формуле
«пр "ст Лдв.ход*= ‘
Основное (машинное) время определяют для круглого стола по формуле
£ Л
пр I ст
где z — число одновременно шлифуемых изделий;
для прямоугольного стола при поперечной подаче на кажды! ход
'п.п
2L'fl'h to =-------------k,
«п.п st "ди. ход г
при поперечной подаче на двойной ход стола
to=--------------k.
«п.п st "дв.ход г
При шлифовании торцом круга основное время определяют для круглого стола
’п.п
--—k, "ст st г
для прямоугольного стола
При бесцентровом шлифовании главным движением является вращение шлифующего круга, вспомогательными движениями — вращение детали и ее продольное перемещение.
Основное время при применении метода продольной подачи определяют по формуле
= 0,95snp M ’
где Z|( — длина шлифуемого изделия, мм;
«пр ы — минутная продольная подача, назначаемая по нормативам;
366
при применении метода врезания основное время определяют по формуле
f -/ 4.2(в~в“ж) + /
*о — 1вр Т-------------Г ‘вых,
4п.п.м
не — время врезания, равное 0,01—0,02 мин;
_—припуск на сторону, мм;
авых — слой, снимаемый прн выхаживании, мм, назначается по нормативам в за-в висимости от времени выхаживания и минутной поперечной подачи;
1ВЫХ — время выхаживания, мин; назначается по и jf «атива-i в зависимости от шероховатости поверхности, требуемой точности формы, диаметра шлифуемого изделия и длины шлифования;
5п.п.м—минутная поперечная подача, мм/мин.
7. Определение основного времени для протяжных работ
Протягиванием (рис. V.2.6) производят обработку внутренних и наружных поверхностей. По производительности, по точности обработки и шероховатости полученных поверхностей протягивание имеет лучшие показатели среди других методов обработки резанием. Принцип протягивания заключается в том, что на режущей части протижки каждый последующий зуб расположен выше предыдущего на величину срезаейого слоя. Таким образом, когда первый зуб начинает резать, последний — заканчивает. В условиях авторемонтного производства протягивание применяют для обработки шлицевых и шпоночных отверстий, а также для обработки отверстий под валы.
Режимы резания определяют в следующей последовательности:
скорость резания м/мин, назначают по нормативам в зависимости от твердости обрабатываемого материала, характера протягиваемой поверхности, ее точности и шероховатости;
силу резания Р, Н, определяют по формуле
где F — сила резания на единицу длины режущей кромки, МПа (назначается по нормативам);
V Ь— суммарная длина режущих кромок всех зубьев, одновременно участвующих в резанин, мм;
мощность резания Nn, кВт, назначают по нормативам;
длину рабочей части протяжки 1П, мм, определяют
/и=£-А,
где L — общая длина протяжки, мм;
h—длина протяжки до первого зуба, мм;
Рис. V.2.6. Схема обработка тф°тя" гиванием
длину рабочего хода Lp, мм, определяют по формуле
Z-p /н “Ь Zn “Ь lion,
где /и—длина протягивания, мм;
/доп — дополнительная длина хода, равная 30—50 мм
Основное время опре1еляют по формуле
to — Lp k
lo ~ 1000v„ K'
где k — коэффициент, учитывающий соотношение скоростей рабочего и обратно" хода, зависит от типа станка.
Глава 3 ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ДРУГИХ РАБОТ, ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ АВТОМОБИЛЯ
1. Нормирование слесарных работ
Слесарные работы включают в себя большое количество во» действий на обрабатываемые изделия таких, как резка металлического листа ножницами, резка ножовками, рубка металла зубилом, правка заготовок, разметка, сверление отверстий, опи-1 ливание напильниками, шабрение и т.д. Слесарная операция—} процесс полной обработки заготовки одним исполнителем на од-j ном рабочем месте.
Техническая норма времени подсчитывается, как и для ста-] ночных работ. Трудности в нормировании слесарных работ заключаются в тесном переплетении основных и вспомогательных' работ. В связи с этим при нормировании, основное и вспомогательное время определяют совместно в виде оперативного. В расчетах же используют неполное оперативное время, которое определяется как сумма основного и части вспомогательного времени, связанного с переходом. Вспомогательное время, связанное с установкой и креплением заготовки, а также замерами, определяют отдельно по нормативам.
Нормативы на слесарные работы назначают на единицу обрабатываемой поверхности в виде неполного оперативного времени и сводят в таблицы на каждый их вид (резка ножницами, резка ножовками, рубка зубилом, опиливание, сверление и т. д.)
Нормативы неполного оперативного времени назначают для определенных условий. Всякие отклонения от этих определенных условий учитываются введением поправочных коэффициентов k, которые могут быть как больше, так и меньше единицы. Так, при опиливании детали из углеродистой стали (ов = = 500 МПа) коэффициент kt принимают равным единице, при опиливании заготовок из серого чугуна ^1=0,7-4-0,8, при опиливании заготовок из хромоникелевой и других твердых сталей 368
j^==l,2. При опиливании поверхностей средней сложности fe2=l, при опиливании сложных фасонных поверхностей А2 = 1,3. Положение слесаря при. работе оценивается коэффициентом Аз-При удобном положении слесаря во время работы Аз=1, при неудобном — k3=l,25. Коэффициенты назначают по нормативам.
Норму штучного времени при слесарных работах определяют ро формуле
(щ =/оп /ву 4“/доп» (V-3.1)
где —1неполное оперативное время, мин;
f„У — рспомогательное' время, связанное с установкой, закреплением и снятием Изделия, мин;
/доп— дополнительное время, мин. /
Неполное оперативное время ^определяют по формуле где — удельное неполное оперативное время на единицу параметра, мин;
Q — величина основного параметра выполняемой работы (площадь обработки, количество воздействий, количество отверстий и т. д.);
k — общий поправочный коэффициент, учитывающий конкретные условия^ обработки (произведение коэффициентов kt, и др.).
Вспомогательное, дополнительное и подготовительно-заключительное время назначают по нормативам.
Прочие виды слесарных работ нормируют так же.
2. Нормирование разборочно-сборочных работ
Технологические процессы разборочно-сборочных работ включают в себя операции, комплексы приемов н отдельные приемы, в. основе которых лежат сборочные пары.
При нормировании этих работ за основу берут принцип сборочной пары, которая представляет собой первичную сборочную единицу. Такая первичная единица получается при соединении только - двух деталей, для которых назначают неполное оперативное время по нормативам. Эти нормативы введены в таблицы для каждого вида разборочно-сборочных работ (завертывание гаек илн болтов, запрессовка подшипников качения, промывка деталей, обтирка деталей н т.д.).
Так, норматив неполного оперативного времени на завертывание гаек или болтов гаечным ключом назначают в зависимости от диаметра резьбы н длины завертывания. При этом учитывают, что при выполнении этого приема рабочий должен взять гайку или болт, завернуть рукой на 2—3 нитки резьбы, затем взять необходимый гаечный ключ и завернуть гайку или болт до отказа и положить инструмент на место. Данные нормативы предусматривают конкретные условия работы (одновременно должны завертываться не более пяти гаек или . болтов
369
одного: размера. возможность поворачивать гаечный ключ на удобные условия работы и т.д).
При наличии отклонений от принятых средних условий фЦ дят поправочные коэффициенты. Так, при завертывании одно временно до II гаек берут коэффициент А|==0,95, до 25 raej fa «0,80, при Стесненных условиях работы, когда гаечный клюй можно повернуть только на 60°, принимают поправочный лсоэф фициент &2==l,30, при завертывании гаек или болтов механизм рованным инструментом ^ принимают в пределах от 0,50 № 0,90, при завертывании болтов или. гаек сбоку или снизу ft/=I,3G при затягивании болтов, динамометрическим ключом fei —1,4(3 при работе торцовыми ключами £6=0,75. При необходимое^ могут .применяться и другие поправочные коэффициенты. I
Вспомогательное время ft при разборочно-сборочных рабо тах включает в себя время иа установку,; крепление изделия | тисках, на изменение его положения в процессе работы и сия тие изделия t»y, а также на контрольные промеры iaa и опреде ляется по формуле
Вспомогательное время на установку и контрольные замерц назначают по нормативам в зависимости от массы изделия, ее конфигурации, характера установки, степени точности выверяй детали и т.д.
Дополнительное время /д определяют в процентах от оперативного; величина процента назначается по нормативам.
Норму штучного времени на разборочно-сборочные работы определяют по формуле (V.3.1). Подготовительно-заключительное время назначают по нормативам в зависимости от вида выполняемой .работы, условий ее выполнения, и уровня. организаций труда и производства.
3. Нормирование строчных и наплавочных работ
На авторемонтных предприятиях применяют ручные виды сварки (электродуговую и газовую) и механизированные виды наплавки (внбродуговую, под слоем флюса, в среде инертных н углекислого газов).
Норму штучного времени на операцию ' при выполнении руч-' ной электродуговой сварки определяют ‘по формуле <
4и== ((k> -+-/•«)# Ч- Ч~ /д, (V-3.2)
где /р—удельное основное время на один погонный метр шва, мин;
t — вспомогательное времяи связанное со свариваемым швом, на <}дии погонный вп метр, мин;
I—длина шва, м;
к— коэффициент, учитывающий условия, при которых выполняется сварка;
t —вспомогательное время, связанное со свариваемым изделием и управлением . сварочным агрегатом, мин;
Т — дополнительное время, мни’
370
\ Основное время прн электродуговой сварке — это время непосредственного горения электрической дуги и образования сварочного шва. Для большинства электросварочных работ основное, время назначают по дифференцированным нормативам на одир погонный. метр шва или по комплексным нормативам на определенный, выполняемый на данном предприятии вид работ. В отдельных случаях при сварке -новых изделий или применении нового оборудования и новых электродов разрабатывают местные нормы.
Дифференцированные нормативы предусматривают опреде-. ление основного t'o, вспомогательного tKll и неполного оперативного времени f\>n=to+A« в зависимости от толщины свариваемого металла, диаметра применяемого электрода и силы тока, , образующего сварочную дугу. Данные нормативы назначают при сварке нижних швов в горизонтальной плоскости. При других условиях работы вводят поправочные коэффициенты: при выполнении потолочных швов Л] = 1,5; при кольцевом шве Ati = 1,1т-1,3, при вертикальном шве fei=l,25; поправочный коэффициент вводят и в зависимости от длины шва — при длине шва более 500 мм нормативы неполного оперативного времени применяют без поправки, при длине шва до 200 мм А2=1,2» при длине шва 200—500 мм kt= 1,1.
Комплексные нормативы устанавливают для часто повторяющихся видов работ на основании перечня сварочных и других связанных со сваркой воздействий.
Виды сварочных работ, для которых отсутствуют дифференцированные и комплексные нормы, номируются по формуле (V.3.2). Основное время определяют по формуле
где Q—масса металла, наплавляемого в шов, г;
ам — коэффициент наплавки, г/А-ч;
1 — сила тока, А.
Массу металла, наплавляемого при получения шва, можно подсчитать по формуле
Q »
где F — площадь поперечного сечения шва, мм*;
/ — длина шва, м;
7 — плотность наплавляемого металла, г/см*;
Ап — коэффициент разбрызгивания металла (Ап = 0,90).
Значения ап и I назначают по нормативам режимов ручной электродуговой сварки, содержащимся в справочниках по нормированию сварочных работ.
Норму штучного времени на выполнение газовой сварки определяют по формуле
/ш == [(^о "4* /о! Л -f- /ву| 4“ tt.,
где /01 — основное время на один разогрев свариваемых кромок, мни;
п —число раэогревов на отдельных участках шва.
371
Нормативы основного, вспомогательного и неполного оперла тивного времени построены так же, как и при электроду: овЫ сварке. Продолжительность t'o и /вп определяют с учетом то», щины свариваемых листов, номера наконечника горелки и дна метра присадочного материала. Вспомогательное время назн] чают по нормативам в зависимости от вида вспомогательны! работ и массы свариваемых изделий.
Нормативы дополнительного времени установлены в процен тах от оперативного времени; величину процента назначают 1 зависимости от удобства выполняемой работы. Подготовитель но-заключительное время назначают по нормативам в завися мости от вида и сложности работ, выполняемых сварщиком.
Механизированные виды наплавки выполняют на специали зированных токарных станках при вращении наплавляемого из делия и подаче наплавочной головки вдоль оси детали. Ппэто му нормируемое время имеет особенности нормирования сварю и токарной обработки. Для определения основного времени не обходимо, с одной стороны, иметь скорость наплавки, чгстог) вращения изделия и подачу, с другой стороны, для определения толщины наплавки необходимо по силе свгрочного тока и диаметру электродной проволоки определить скорость ее подачи
Вышеперечисленные режимы наплавки зависят от диаметра электродной проволоки, плотности тока и коэффициента наплавки, которые назначаются, как и подача и частота вращения экспериментально, так как от этих параметров во многом зависят свойства наплавленного слоя.
Имея режимы наплавки, основное время определяют по формуле
где L— длина наплавляемой поверхности детали, мм;
п — частота вращения детали, об/мин;
s — подача сварочной головки, мм /об;
I — число с-.оев наплавки.
Вспомогательное время, связанное с установкой и снятием изделия tBy, назначают по нормативам на токарные работы; вспомогательное время, связанное со свариваемым швом /Вп, назначают по нормативам на сварочные работы. Нормативы дополнительного времени устанавливают в процентах от оперативного времени,- как для сварочных работ. Подготовительно-заключительное время назначают по нормативам
4. Нормирование гальванических работ
При гальванических работах основным временем является время выдержки изделия в ванне, в течение которого на ее поверхности происходят электрохимические или химические процессы.
372
Основное время определяют по формуле
где'ft— толщина слоя покрытия на сторону с учетом припуска на шлифование, мм; у — плотность осажденного металла, г/см9;
i — электрохимический эквивалент, теоретическое количество металла, выделяю-, щегося на катоде в процессе электролиза, Т/А'.ч;
DK — плотность тока на катоде, А/дм2; '•'
т}—коэффициент выхода’металла по току.
Вспомогательное время при гальваническйх работах может быть перекрывающимся и неперекрывающимся. Перекрывающееся время — это время, в течение которого оператор выполняет, работы по подготовке деталей к покрытию и по обработке nofc-ле покрытия. Эти работы выполняют в процессе протекания гальванического наращивания1 деталей в ванне и поэтому в норму времени не включают. Неперекрывающееся время — это то время,. в течение которого оператор выполняет такие работы, при которых процесс гальванического наращивания в ванне не идет (завешивание деталей в ванну, промывка в горячей и холодной воде,, извлечение деталей нз ванны и т. д ). Это время включается в общую норму времени. Штучно-калькуляционное время при обслуживании рабочим одной ванны определяют по формуле
‘ 4 __ ° * »«,
Гш.к — ы ь— й1» "д н
где /в — вспомогательное неперекрывающееся время на одну загрузку деталей в ванну, мин;
N — число деталей на одну загрузку в ванну (зависит от размеров и формы деталей, принимается равным 10—30 шт.);
Ан—коэффициент использования ванны в смену (при хромировании Аи -«0,75, при осталивания Аи = 0,95);
fti — коэффициент на подготовительно-заключительное время и на дополнительное время, равное для хромирования 1,16; для осталивания 1,18.
Учитывая, что основное время /0 при гальваническом покрытии деталей обычно очень большое, вспомогательное недерекры-вающееся время можно принимать равным 0,2- от основного. Тогда штучно-калькуляционное время при гальванических работах можно будет определить по формуле .12/ ,
. ЛИ
При миогованном обслуживании одним рабочим или группой рабочих расчеты значительно усложняются.
5. Нормирование малярных работ ,
Малярные работы нормируют, как и большинство ремонтных работ, на основе использования: дифференцированных нормативов на один квадратный дециметр подготовительных работ,, ок-
378
A раску и других элементов операции; комплексных нормативов н» подготовку и окраску отдельных агрегатов, узлов и деталей местных норм при окраске деталей, ранее не окрашиваемых, пр. применении ранее не применявшегося оборудования и нови способов окраски. Дифференцированные нормативы устанавлива ют на определенный вид подготовительных или окрасочных работ как неполное оперативное время.
Норму штучного времени определяют по формуле
(ш (ton Fk 4“ toy} “1“ ta,
где #оп — неполное оперативнее время на окраску (подготовку) I дм2 поверхности, мин;
F — площадь обрабатываемой поверхности, дм2;
k—общий поправочный коэффициент, учитывающий условия окраски (произ-ведение ряда коэффициентов);
/ву— вспомогательное времг на установку и снятие изделия, мин;
t.—дополнительное время, расходуемое на обслуживание рабочего места, от дых и личные надобности рабочего, мин.
Неполное оперативное время представляет собой сумму основного времени, расходуемого на непосредственное воздействие на изделие при окраске, и части вспомогательного времени, свя занного с переходом /вп, расходуемого на заправку краской краскораспылителей, подбор оттенка эмали, перемещение и поворот изделия в процессе окраски, проверку качества окраски, Так как элементы этих двух видов времени тесно переплетаются, то их значения в таблицах дается совместно. Выбор неполного оперативного времени осуществляют назначением его по нормативам.
Поправочный коэффициент в основном учитывает сложность конфигурации окрашиваемого изделия. Так, дифференцированные нормативы устанавливают для плоских деталей (дверь, капот и т. д.), а при окраске изделий сложной конфигурации назначенный норматив увеличивают на величину поправочного коэффициента, значения которого лежат в пределах 1,2—3,0.
Продолжительность дополнительного времени может изменяться в широких пределах. Так, при подготовительных работах под окраску оно составляет 8% от оперативного, при окраске краскораспылителями может составить 14% от оперативного.
Вспомогательное время на установку и снятие изделия ta1 назначают ’ по нормативам Подготовительно-заключительное время Тпл также назначают по нормативам; при окраске краскораспылителями норматив этого времени составляет 15—20 мин.
При выполнении на авторемонтных предприятиях часто повторяющихся малярных работ на них устанавливают комплексные нормы времени. Эти нормы определяют значения штучного времени на весь комплекс работ по окраске изделия.
Нормирование не рассмотренных здесь видов ремонтных работ осуществляется аналогичными методами при помощи неполного оперативного времени, значение которого назначают по нормативам.
374
Раздел VI
ОСНОВЫ ПРОЕКТИРОВАНИЯ АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
Глава 1 ' ОБХЦМЕ ПОЛОЖЕНИЯ
. 1. Авторемонтное производство и основные направления его' развито
ч
Капитальный ремонт автомобилей является одним, из наиболее существенных элементовк системы организационных и техни . ческих мероприятий, призванной обеспечивать работоспособность подвижного состава автомобильного транспорта. При этом,.как было показано выше (см. введение), капитальный ремонт автомобилей дает большой экономический эффект народному хозяйству страны. Капитально отремонтированный автомобиль, обладающий такими' Же . рабочими характеристиками, как и новый, и выполняющий такие же функции, обходится значительно дешевле нового.
Согласно действующему положению о техническом обслуживании и ремонте подвижного состава автомобильного транспорта, определяющему в нашей стране такую систему, капитальным называется ремонт, выполняемый в условиях специализированных ремонтных предприятий. Следует, однако, иметь в виду, что условия эти неоднородны, в -силу чего и качество ремонта* и его стоимость, и достигаемый народнохозяйственный эффект могут иметь и имеют существенные различия. Неоднородность условий определяется главным образом объемом выпуска продукции такими предприятиями. Наибольший народнохозяйственный эффект достигается при осуществлении капитального ремонта, в условиях глубокосйециализировднных предприятий с большим объемом выпуска продукции, имеющих развитые производственные участки по восстановлению изношенных ’ деталей. Осуществление капитального ремонта в условиях таких предприятий обеспечивает существенное снижение расхода запасных частей. По сравнению с предприятиями, имеющими малый объем выпуска продукции, где чрезвычайно ограничены или совершенно •отсутствуют возможности для восстановления деталей, расход запасных частей снижается примерно втрое.
А это значит, что:
стоимость ремонта на таком предприятии будет ниже, так как на линию сборки поступает большое количество восстановленных деталей бывших в эксплуатации автомобилей, а стоимость восстановления их составляет в среднем 25—’35%. стоимости соответствующие запасных частей; ,
375
народное хозяйство получает большую экономию высокока чественных материалов, потребных на изготовление запасны частей, так как затраты материалов на восстановление соотвел ствующих деталей составляют в среднем 3—5% их массы;
высвобождаются производственные мощности автомобиль ной промышленности, занятые изготовлением запасных чаете! Они могут быть обращены на увеличение выпуска автомобилей
Условия ремонтных предприятий с большим объемом выл] ска продукции позволяют, кроме того, использовать высоко.1р< изводительное специализированное и специальное оборудована
повысить уровень механизации и автоматизации производства А это значит обеспечить дальнейшее повышение качества р монта при уменьшении количества рабочих и снижении требе ваний к их квалификации.
Таким образом, интересы народного хозяйства страны ди, туют необходимость всемерного развития авторемонтного произ водства, поскольку капитальный ремонт автомобилей требуй значительно меньших затрат материалов, труда и денежны средств, чем их изготовление. При этом, осуществление ремонт в условиях специализированных предприятий с большим объ< мом выпуска продукции обеспечивает и повышение эффектги ности производства, и повышение качества продукции.
Анализ данных о производстве и капитальном ремонте авто мобилей в СССР, а также современного состояния отечествен ного авторемонтного производства свидетельствует именно о та ком его развитии.
Наиболее характерными чертами развития авторемонтног производства, как и автостроения, особенно в послевоенные п;
ды, являются:
интенсивный рост объема выпуска продукции (рис. VI.1.1) При этом количество капитальных ремонтов (кривая 3) авто
мобилей (а это преимущественно грузовые автомобили и авто бусы) значительно превышает выпуск грузовых автомобилей автобусов заводами автостроения (кривая 2), хотя и уступав!
Рис. VI. 1.1. Производство и капитальный ремонт автомобилей в СССР
общему количеству выпу<! каемых автомобилей (крива 1). Как видно из рис. VI. 1.1 авторемонтное производство опережает производство гру зовых автомобилей и aBTo6jJ сов и по темпам роста;
увеличение мощности едя ничных предприятий, углуо ление специализации зава! дов и как следствие этогй расширение кооперирован! их. Несмотря на то, что рай средоточенность парка автс мобилей по территории стра
376
ны и- раздробленность авторемонтного производства между многочисленными министерствами и ведомствами сильно/ затрудняют концентрацию его, в нашей стране непрерывно увеличивается удельный вес авторемонтные предприятий с большим объемом выпуска продукции. Многие заведи по ремонту полнокомплектных автомобилей имеют программу, превышающую 5000 капитальных ремонтов в год, а заводы по ремонту силовых и других основных агрегатов — 20—30 тыс. в год и более.
Эти тенденции развития сохраняются и на перспективу. Следует указать, что. решающую роль в таком развитии авторемонтного производства играют решения и постановления партии и правительства, мероприятия государственных планирующих органов: создание производственных объединений «Авторемонт» в союзных республиках; привлечение заводов автомобильной промышленности к решению проблемы капитального ремонта силовых агрегатов выпускаемых ими автомобилей; включение в государственный план развития народного хозяйства страны контрольных. цифр' по объему восстановления изношенных деталей автомобилей, тракторов и других машин, а также обеспечение этих работ фондами необходимых .материалов и оборудования; стимулирование научно-исследовательских работ по совершенствованию технологии восстановления изношенных деталей и работ по внедрению этой технологии в авторемонтное производство, — вот далеко не -полный перечень мер, гарантирующих дальнейшее развитие авторемонтного производства в заданном ( направлении. -
Отмеченная выше общность тенденций развития автостроения и авторемонтного производства вполне закономерна. Ведь продукцией предприятий авторемонтного производства так же, как и предприятия автостроения, являются автомобили, выполняющие одни и те же функции и имеющие одинаковые рабочие характеристики. Авторемонтное производство совершенно справедливо называют вторичным производством автомобилей, т. е. производством автомобилей, основанным на экономически эффективном использовании остаточной долговечности деталей бывших в-эксплуатации автомобилей. Это обстоятельство является немаловажным при решении задач проектирования авторемонтных предприятий. Проектируемые авторемонтные предприятия должны, очевидно, по своему масштабу, по оснащенности оборудованием, по уровню технологической культуры, а следовательно, и по качеству продукции приближаться к соответствующим предприятиям автомобильной промышленности. 1
В свете изложенного, основной задачей в области проектирования предприятий авторемонтного производства является создание (путем реконструкции действующих и строительства новых) предприятий различного профиля специализации, рассчитанных на увеличенный объем выпуска продукции, иа широкое использование прогрессивных способов восстановления деталей бывших в эксплуатации автомобилей, на увеличение иоменкла-
377
туры восстанавливаемых деталей, на широкое использование современных средств механизации производства и автоматизации производственных процессов, характерных для крупносерийного и массового производства.
2. Действующие положения о проектировании
Комплекс работ, выполняемых при проектировании лромыш' ленных предприятий, в том числе предприятий авторемонтного производства, чрезвычайно многообразен и сложен. Поэтому такие работы четко регламентированы действующими положение ями о проектировании. Основным документом, регламентируют щим т^кие работы в нашей стране, является в настоящее время Инструкция по разработке проектов и смет для промышленного строительства СН 202-76. Инструкция устанавливает содержание, состав, порядок разработки, согласования и утверждения проектов и смет, по которым должно осуществляться строитель^ ство новых, расширение, реконструкция и техническое перево-* оружение промышленных предприятий, зданий и сооружений.
Согласно инструкции проектирование предприятий, зданий :1 сооружений должно осуществляться на основе техник о-э к о-ночического обоснования (ТЭО) или другой заменяющей его проектной документации, подтверждающей экономическую целесообразность и хозяйственную необходимость их проектирования и строительства. При этом ТЭО должны быть разработаны с такой степенью детализации и с такой тщательностью, которая обеспечивала бы высокую точность в определении технико-экономических показателей проектируемого объек* та, а также стоимости его строительства. Инструкцией устанавливается, что при разработке проектно-сметной документации на строительство объекта предусмотренные в утвержденных ТЭО технико-экономические показатели не могут быть ухудшены, а стоимость строительства превышена. В этой связи важное значение приобретают указания по разработке ТЭО, т. е. руководящие материалы, определяющие состав, объем и содержание тех-нико-экиномнческого обоснования.
Применительно к проектированию строительства и реконструкции предприятий авторемонтного производства, по данным Гипроавтотранса, ТЭО должно включать следующие основные материалы:
1. Обоснование проектной мощности предприятия, его специализации и кооперирования. Установление номенклатуры основной продукции, номенклатуры и размеров потребных поставок по кооперации.
2. Обоснование потребностей проектируемого объекта в электроэнергии, топливе, паре, воде и т. д. и предложения об источниках и условиях удовлетворения этих потребностей.
3. Обоснование размещения проектируемого объекта, включая характеристики вариантов размещения и их технико-эконо-378
мическое сравнение по показателям обеспечения ремонтным фондом, кадрами, электроэнергией, топливом и т. д., Оценку оптимальности выбранного варианта по минимуму требуемых затрат.
4. Обоснование технологических решений, уровня механизации и автоматизации производственных процессов, состава предприятия, трудоемкости выполняемых работ. Определение потребности в кадрах работающих, количества и номенклатуры основного технологического оборудования, размеров производственных и складских помещений, потребности в технологических энергоресурсах.
5. Обоснование решений по генеральному плану и транспортным связям предприятия, включая определение размеров участка строительства (с учетом возможного расширения предприятия), составление ситуационного плана района и схемы генерального плана предприятия на реальном участке, согласованных с местными органами.
6. Обоснование архитектурно-строительных решений зданий и сооружений и предприятия в целом, их краткая характеристика, объемно-планировочные решения основных зданий и сооружений для определения стоимости строительства й согласований.
7. Обоснование мероприятий по охране окружающей среды и противопожарных мероприятий.
8. Обоснование решений по вопросам водоснабжения и канализации, отопления и вентиляции, энергоснабжения и энергетического оборудования, а также по вопросам связи.
9. Обоснование сроков строительства, включая определение объемов основных строительно-монтажных работ, анализ данных о наличии строительной базы и возможности использования ее для намечаемого строительства.
10. Обоснование стоимости. строительства проектируемого предприятия расчетом по укрупненным показателям стоимости строительства (УПСС) или по проектам-аналогам. Составление сводки. расчетов стоимости строительства чи определение стоимости жилищио-гражданского строительства.
11. Определение технико-экономических показателей проектируемого предприятия, экономической эффективности удельных капиталовложений и сравнение их с показателями действующих передовых предприятий и, ранее разработанных и утвержденных аналогичных ТЭО и проектов.
12. Общая оценка экономической целесообразности проектирования и строительства (реконструкции, расширения) и рекомендуемая стадийность проектирования.
По утверждении ТЭО в соответствии с принятыми в них решениями и технико-экономическими показателями, включая стоимость строительства, заказчиком н по его поручению проектной организацией составляется задание на проектирование.
379
В задании указываются: наименование предприятия, здания или сооружения; основание для проектирования; вид строителе ства (новое, расширение, реконструкция), обоснование которог приводится в ТЭО; район, пункт и площадка для строительства номенклатура продукции й мощность производства по основны; видам ее (в натуральном или ценностном выражении); режи, работы предприятия;' решения о производственном, и хозяйщ венном кооперировании; требования по защите окружающе среды; необходимость разработки автоматизированных снсге> управления технологическими процессами и предприятием; даь ные для проектирования объектов жилищного и культурно-бь тового строительства; объем капитальных вложений и оснооны технико-экономические .показатели проектируемого объекта, ко торые не могут быть ухудшены, а капитальные вложения увели чены при проектировании по сравнению с утвержденными ТЭСИ намечаемые сроки строительства; требования по разработке в<м рнантов проекта или его частей для выбора оптимальных решеЗ ний; стадийность проектирования; наименование- ' генеральной проектной организации; наличие согласования с территориалй ной проектной организацией. |
Вместе с заданием на проектирование заказчиком передают*] ся проектной организации общие и частные предпроектны® материалы. К общим относятся: утвержденный акт о выбору площадки для строительства С материалами согласования места, расположения предприятия; архитектурно-планировочное зада-1 ние, составленное исполкомом местного Совета народных дену-] татов; строительный паспорт участка, технические условия на] присоединение проектируемого объекта к источникам снабжения! инженерным сетям и коммуникациям и др. Частные лредпроекТ-1 ные материалы представляют собой данные о передовом пред-1 приятии аналогичного назначения, включающие в себя: план и] отчет по выпуску валовой и товарной продукции, действующие^ нормы времени, фактический уровень выполнения этих норм и: уровень механизации и автоматизации работ на различных про-* изводственных участках. Задание является1 основанием для собст-1 венно проектирования. -
Инструкцией по разработке .проектов и, смет предусматрива-j ется проектирование в одну стадию — разработка техно-q рабочего прое'кта и в две стадии — раэработка.1 технического проекта и* рабочих чертежей. При; этом для объектов, строительство которых предполагается осуществлять по типовым проектам и повторно применяемым экономичным индивидуальным проектам, а также по технически несложным объектам, должны разрабатываться только техно-ра-: бочие проекты. Проектирование в две стадии допускается для крупных и сложных промышленных комплексов, а также при особо сложных условиях строительства.
Решение о стадийности проектирования объекта принимает- ' ся инстанцией, утверждающей ТЭО.
380
В состав техно-рабочего (технического) проекта входят, как правило, следующие 'части: общая пояснительная записка с кратким изложением содержания проекта, результатов сопоставления- вариантов, на основе которых приняты проектные решения, с данными о проведенных согласованиях н т. Д-; технико-экономическая часть, включающая .обоснование основных технико-экономических показателей и расчеты эффективности использованных в проекте новейших достижений науки ,и технийи; генеральный план, транспорт и восстановление (рекультивация) нарушенных земель; технология производства, обеспечение энергоресурсами и защита окружающей среды; организация труда и системы управления производством, предприятием; строительная часть; организация строительства; сметная час.ть; орг ганизация подготовки к освоению проектных мощностей и освоение их в нормативные сроки; жилищно-гражданское строительство; паспорт проекта, составленный по форме, согласованной с Госстроем СССР.
Инструкцией СИ 202-76 установлен также состав материалов техно-рабочих проектов на реконструкцию или техническое перевооружение действующих предприятий.
При разработке проектов должен быть обеспечен передовой технический уровень производства', наиболее совершенная система его организации и управления, рациональное использование общественного трУда, материальных, денежных и природных ресурсов, высокая экономическая- эффективность проектируемых предприятий, снижение удельных капитальных вложений иа прирост производственных мощностей путем максимального использования новейших достижений науки и техники с тем, чтобы строящиеся предприятия ко времени ввода их в действие были технически передовыми и имели высокие показатели по производительности труда и качеству продукции, низкую стоимость ее, а по условиям труда отвечали современным требованиям.
Комплекс работ по проектированию промышленных предприятий завершается разработкой рабочих чертежей. Инструкцией СН 202-76 устанавливается, что при разработке рабочих чертежей на строительство зданий, сооружений должны широко применяться рабочие чертежи типовых строительных конструкций, узлов, деталей и креплений с тем, - чтобы составление рабочих чертежей свести в основном к разработке монтажных планов и разрезов со ссылкой на каталоги и альбомы указанных чертежей.
Рабочие чертежи должны разрабатываться в следующем составе:
строительные рабочие чертежи, в том числе чертежи металлических конструкций типа КМ;
деталировочные чертежи металлоконструкций (КМД) и технологических трубопроводов, а также воздуховодов;
381
рабочие чертежи типовых и повторно применяемых индивм-дуальных зданий и сооружений, привязанные к участку строи тельства;
чертежи (планы и разрезы) установки технологического1 транспортного, энергетического и другого оборудования и свя занных с ним коммуникаций, конструкций, устройств и схемг-технологических трубопроводов;
чертежи сооружений и устройств, связанных с охраной природы, труда и техникой безопасности;
чертежи сетей и устройств электроснабжения и электроосве щения, автоматизации технологических процессов предприятия связи, сигнализации;
чертежи общих видов нестандартных (нетиповых) технологи ческих, энергетических устройств, элементов узлов и конструк ций, а также нестандартизированного оборудования;
паспорта проектов зданий и сооружений.
Таким образом, при проектировании промышленных предприятий, в том числе авторемонтных, выполняется следующий комплекс работ:
разрабатывается технико-экономическое обоснование, подтверждающее экономическую целесообразность и хозяйственную необходимость предполагаемого проектирования и строитель, ства;
подготавливается на основании утвержденного ТЭО задание на проектирование;
разрабатывается техно-рабочий проект или технический проект и рабочие чертежи
Рассмотрим более подробно порядок и методику выполнения основных работ, входящих в этот комплекс, применительно к проектированию предприятий авторемонтного производства
Глава 2
ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ ПРИ ПРОЕКТИРОВАНИИ
1. Обоснование мощности проектируемого предприятия
Наиболее трудоемкой и важной для последующего проектирования работой, выполняемой в подготовительный период, является разработка технико-экономических обоснований. Ключевым вопросом при этом является обоснование проектной мощности создаваемого предприятия.
При решении этого вопроса исходят прежде всего из потребности в ремонтах парка автомобилей, дислоцированных в районе обслуживания предприятия.
Определение потребности в ремонтах. Наиболее простым методов определения потребности в ремонтах является следующий.
382
Если обозначить через Nn количество автомобилей (той или I иной марки), эксплуатируемых на : территории района, подлежаще- 1' го обслуживанию проектируемым авторемонтным заводом (по состоянию иа интересующий нас момент времени), то годовая потребность этих автомобилей в ремонтах .составит
= (VL2-T)
где * » *—годовой коэффициент ремонта.
fif fij •*••*•-* fin
Рис. VI.2.1. График ремонтных воздействий на автомобиль за амортизационный Срок:
Аъ At. .... А'п — капитальные ремонты автомобиля; Гд\ Гм , Г1а —• ссдоаетстаен-но: доремонтиый. межремонтный и амортизационный (полный) сроки службы автомобиля, г.
Величину 'одового коэффициента ремонта наиболее наглядно и просто определяют по графику ремонтных воздействий на автомобиль за амортизационный срок (рис. VI .2.1).
Из графика видно, что автомобиль имеет п ремонтных циклов. Поскольку по истечении n-го цикла истекает и амортизационный срок автомобиля, он подлежит списанию, ц n-й ремонт выполнять не требуется. Таким образом, на протяжении амортизационного срока должно бцть выполнено п '— 1 ремонтов, следовательно, годовой коэффициент ремонта автомобиля будет
AP,.=?U^.. (VI.2.2)
«м
Аналогично, определяется и годовой коэффициент ремонта для агрёгатов. , ;
Однако в реальных условиях фактическая потребность парка автомобилей в ремонтах, как правило, существенно отличается от потребности, определенной по рассмотренной методике. Причина такого различия заключается в следующем-
Рассмотренная методика исходит из того, что состав парка автомобилей однороден ц что фактические доремонтные, межремонтные и полные сроки службы автомобилей соответствуют установленным нормативам. В действительности Же парк автомобилей в районе, обслуживаемо^ тем иди иныу ремонтным предприятием, представляет собой некую нестационарную систему. Состав парка изменяется как количественно, так и качественно за счет списания выработавших установленные сроки службы старых автомобилей, с одной стороны, н поступления новых —. с другой. Количество новых автомобилей может отличаться от количества списанных. Новые автомобили в первые годы вообще не нуждаются в ремонтах, к тому Же они могут быть более' совершенными и иметь увеличенные доремонтные, межремонт-^ ные й полные сроки службы. Кроме того, различия в условиях' эксплуатации автомобилей (дорожные условия, интенсивность эксплуатации, качество технического обслуживания и текущего ремонта, квалификация водителя и т. д.) приводят к тому,- что
383
даже для автомобилей одного выпуска величины доремонтнЛ межремонтных' и полных сроков службы могут существенно рЛ ниться. Учесть влияние указанных выше многочисленных фЛ торов при расчетах потребности в ремонтах с помощью соотвм ствующнх поправочных коэффициентов чрезвычайно сложи тем более, что при этом не гарантируется требуемая объекту ность в оценке влияния отдельных факторов.
Из изложенного следует, что описанная выше методика м< жет быть использована только при весьма приближенных ра< четах.
При точных расчетах потребности в ремонтах пользуютс методиками, которые исходя из основных положений теории всм становления и теории надежности, обеспечивают учет всех Hi менений состояния парка автомобилей в районе обслуживанш с необходимой точностью. Данные о потребности в ремонтах, nd лученные расчетом с применением ЭВМ «Минск-22» по одно| из таких методик, разработанной в ГОСНИТИ, мало чем отлц чаются от фактической потребности в ремонтах. Поскольку про ектировщикн не всегда имеют возможность пользоваться дл| вычислений такими машинами, авторы методики предложил! упрощенны^ ее вариант, основанный на использовании вычиС ленных с применением ЭВМ данных функций интенсивности ре монтов. При наличии таких данных, представленных в виде таб лиц или графиков, задача определения потребности в ремонта) конкретного парка автомобилей может быть решена н при руч ном счете с достаточно высокой точностью.
Методика исходит из рассмотрения изменений состояния пар ка автомобилей, подлежащего обеспечению ремонтами, на про* тяженни достаточно длительного расчетного периода — 15-4 20 лет. Принятие такого длительного расчетного периода обусловливается в основном следующими двумя обстоятельствами' необходимостью рассмотрения изменений состояния парка на протяжении всего срока службы автомобилей, так как, по данным предварительных исследований, изменения состояния парка происходят преимущественно скачкообразно — в моменты' времени, определяемые длительностью доремонтных, межремонтных и полных сроков службы автомобилей;
необходимостью иметь данные о потребности в ремонтах на перспективу, например, для учета возможного расширения проектируемого предприятия или строительства нового.
Исходными данными для расчетов по настоящей методике служат:
данные об интенсивности поставок новых автомобилей в течение всего расчетного периода;
статистические данные о фактических величинах доремонтно-го, межремонтного и полного сроков службы автомобилей.
Для использования в расчетах и обеспечения достаточной точности ручного счета интенсивность поставок новых автомо-ав4 -
бнлей v(t) необходимо выразить в функции времени (I) -уравнением прямой линии
v(t)=a-}-bt=a(l с — (VL2.3)
Обращаясь к данным о сроках службы, следует иметь в виду, что согласно действующим в нашей стране положениям направление автомобилей и агрегатов в капитальный ремонт регламентируется главным образом величиной наработки, выраженной в километрах пробега или часах работы и т. п. В этой связи при расчетах по настоящей методике необходимо сначала перейти от, величин наработки до постановки в тот или иной ремонт или до списания к соответствующим' срокам службы через фактические величины годовой наработки.
Опыт показывает, что фактические величины сроков службы колеблются в довольно широком диапазоне, закономерно распределяясь относительно среднего (точнее — средневзвешенного) их значения, называемого математическим ожиданием, н эти распределения могут быть аппроксимированы (т. е. описаны с достаточно высокой степенью приближения) каким-либо теоретическим законом. Распределение величины доремонтного срока службы чаще всего описываются так называемым нормальным законом, а величин межремонтного и полного сроков службы — законом Вейбулла. Причем для использования этих распределений при расчетах потребности в ремонтах достаточно иметь такие их параметры (характеристики), как среднее (средневзвешенное) значение соответствующей величины М и среднеквадратическое отклонение о этой величинь/ или коэффициент вариации. V, представляющий собой отношение о к М.
Выполненные авторами методики исследования показали, что-наибольшее влияние на функцию интеисивности ремонтов оказывает величина- М. Влияние второго параметра распределения' сроков службы ц на функцию интенсивности ремонтов зависит от его относительной величины — коэффициента вариации V, и , может быть заметным только на начальном участке вычисляемых функций для отдельных элементов. Что же касается такой мнЪ-гоэлементной системы, какой является парк автомобилей, то, как выяснилось, изменение величины V в пределах от 0,1 до 0,3 в вычисление функции интенсивности ремонтов заметной ошибки не вносит. Исследованиями установлено также, что прн одних и тех же значениях М и V вид закона распределения сроков службы мало влияет на величину искомых функций. Так, при коэффициенте вариации, меньшем 0,35, вполне допустима замена закона Вейбулла нормальным законом. Ошибка при вычислениям интенсивности ремонтов при такой замене практически отсутствует. На этом основании в перспективных расчетах вполне допустимо обходиться такими распределениями, которые более удобны для вычислений. Настоящей методикой предусмотрено выполнение расчетов с использованием данных о функции '/213—5592 385
Рис. V1.2.2. Схема pal бивки расчетного перш да на отрезки
интенсивности ремонтов, вычисленных для случая распределения сроков службы по нормальному закону. < |
В методике обосновано и принято, что расчетные зависимости^ . применяемые для определения потребности в ремонтах в любой* момент иа протяжении отрезков времени, заключенных между двумя смежными скачками (см. выше), не изменяются. В связи с этим для наглядности и удобства расчетов весь расчетный пе-| рнод рекомендуется разбить на соответствующие отрезки, как это сделано на рис. VI.2.2. На этом рисунке представлены график функции долговечности QC(Z) и график изменения, интенсивности ремонтов r(t)* в течение расчетного периода. На оси абсцисс отложены отрезки, соответётвукиЦне средним значениям дорс-монтного Тд, межремонтного Т„ н полного Тс** сроков службы, автомобилей в годах, а также точки и iKC, соответствующие моментам начала и конца списания автомобилей, и точки /—5,-каждая из которых лежит в пределах соответствующего расчетного отрезка времени.
Для расчетов потребности в ремонтах в моменты времени, лежащие в пределах выделенных на графике пяти отрезков, авторами методики даются следующие рекомендации.
1. Для случая, когда год tt, на который определяется потребность в ремонтах; относится к начальному периоду, эксплуатации ?1<4нси- 6<7д (точка / на рис. VI.2.2), расчетные формулы не приводятся. Потребность в ремонтах на протяжении этого отрезка времени невелика, и для перспективных расчетов этот случай практического значения не имеет.
2. Для случая, когда ГЯ^<2<ТД+ТМ (точка 2 на рис. V1.2.2), интенсивность числа ремонтов определяют по формуле
t - г
г (0 = ante (л)--=-?7.v (/), (VI.2.4)
• ‘ и
* Интенсивность ремонтов r(t) — среднее количество ремонтов в единицу времени в момент I.
*• Те —. математическое ожидание полного срока службы автомобиля. В реальных условиях возможны отклонения от него на величину ±2,25ое.
386
где а — параметр функции v(t) [см. формулу (VI.2.3)];
t — 1 1
х=»^; м=Кд_(^д_%) —у—; : «м---
тс, (х) — значение функции интенсивности ремонтов. Она определяется из выражения тс,(х) => хх", для которого величины кил берутся из графика на с рис. VI.2.3 с учетом заданных аргументов с' и ао, причем с' = ;
Т
а — —, где с — параметр функции v(t) (см. формулу (VI.2.3)];
° °м
-----К
3. Для случая, когда 7’д-|-7’м<7з;=£/нс (точка 3 на рис. VI.2.2), расчет ведется по формуле
r(t)=amc' х—yc(f).
(VI.2.5)
де x=tKu, с'-=—, а остальные обозначения те же, что и в формуле (VI.2.4).
4. Для случая, когда (точка 4 на рис. VI.2.2), до-
статочно точные результаты получаются при расчетах по формуле
Рнс. V 1.2.3. График функций K-fi(c') и п=((с') к расчету функции интенсивности ремонтов /пс,(х) = Лхп (при нор. ма.тьном законе распределения)
Рис. VI.2.4. График функции Qi(z) и Qi(z)
**• Индекс д или м при коэффициенте определен соответственно для Тл или Тм.
к означает, что этот коэффициент
‘/з13*
387
r(t) = r (Лк) + b (t< — /нс) rno (Хне) +
+ J------' Q1 (г) _ ^lq2 (д (VI-2.6
M M
где г (Г|1с) — определяют по формуле (VI.2.4), если /<—t0 больше отрезка ГдЧ- Ти — tQ, или по формуле (VI.2.5);
/по ( хнс) — значение функции интенсивности ремонтов, определяемое по гра фику на рис. VI.2.3 при с' = 0 для безразмерного аргумента хнс соответствующего моменту /ис ;
а и Ь — коэффициенты функции интенсивности поставок (см. формул; Qi(x) иОз(г) — величины, определяемые по графику на рис. VI.2.4, причем г*
~ *4-'нс °с
5. Для случая, когда /«cC/s (точка 5 на рис. VI. 2.2) расчет ведется по формуле VI. 2.6 при Qt(z) = 2,25 и Q2(z)=3,0.
Пользуясь настоящей методикой, определим для примера потребность в рекэнтал автомобилей ГАЗ-69, поступавших в сельское хозяйство РСФСР с 1950 г.
Исходные данные для расчетов следующие:
интенсивность поставок автомобилей выражается линейной функцией v (/) = — 1,84-0,1/ тыс. шт./год. Момент to = 0 соответствует 1.01.1950 г.
0,1
Следовательно а=1,8 тыс. шт./год; 6=0,1 тыс. шт./год2; c=j-g=0,0556 единиц Тод; величины доремонтных, межремонтных и полных сроков службы распре-* деляются по нормальному закону со следующими параметрами:
Тя = 3,67 года; Тм = 3,0 года; Тс = 14 лет;
од =0,734 года; о,, = 0,6 года; ос = 3,5 года.
При этих условиях будем иметь:
Гд + Ти = 3,67 + 3,0 = 6,67 года;
Г-~Г“ =34^”=0.223;
/„с = Гс — 2,25ос = 14—2,25-3,5 ~ 6 лет;
= 7'с + 2,25ос = 14+2,25-3,5 « 22 года.
Пример 1. Определить число ремонтов в’1956 г. (/ = 6).
Так как t = /нс и Тл<_ t < Тл -}- Гм. расчет следует вести по формуле (VI.2.4)
Определяем предварительно величину к:
-1/1 1 \‘~Т* I /1 1 1 6—3,67
о, гы ~0,734 (о,734 0,б) 37) 1Л>‘
Следовательно, для момента, на который производится расчет, безразмерны! аргументы будут:
388
х = tct =-1,6-6 = 9,в;
ти 3,0 a»“"% =Щб~5'
По графику на рис. VI.2.3 находим для безразмерных аргументов С = 0,0348 и ао «= 5;. значения к — 7,28-10“2; п — 1,375.
Определяем тс, (х) = кл" — 0,0728-9,61*375 — 1,63.
Подставив полученные данные в формулу (VI.2.4), будем иметь:'
6—3.67
г(6) = 1,8-1,63—0,223—g-g—(1,8+0,1 -6) т2,52 тыс. ремонтов.
Число ремонтов, рассчитанное для этих условий на ЭВМ, равно 2,55 тыс. в год, 'Т. е. расхождение составляет немногим более 1.%.
Пример 2. Определить число ремонтов при тех же исходных данных в 1964 г. (/ =. 14).
Так как ^нс<*<*„<:• будем вести по формуле (VI.2.6).
Значение г (#ис) определено в примере 1.
Прн определении величины л»<,(-*11С) безразмерные аргументы будут равны:
*нс~йте = 1,Ь.6 =9,6;
" , _ Г« 3,0
с “ °: ао “ си = Щб “ 5‘
Для этих условий величины кип будут соответственно (см. рис. VI. 2.3): к = 8,57-Ю-2, и—1,245. Следовательно, т0 7лсяс) — 0,0857-9,61’24® — 1,412.
Г —/ис 14—б
Величина г для функций Q(z) равна z =-—— -= » 2,28, а искомые
функции согласно графику рис. VI.2.4 будут: Qi(2,28) = 1,89; Q»(2,28) = 1,94.
Подставляя полученные данные в формулу (VI.2.6), получим:
11,8 + 0,1(14—6)13,5 г (14) = 2,52 + 0,1 (14-6)-1,412+ 1 '?-%------1.89 —
0, Г 3,5*
-----194 в 59 тыс. ремонтов.
Число ремонтов, рассчитанное для этих условий на ЭВМ, равно 8,5 тыс. в год. Расхождение составляет, так же, как и в первом примере,-немногим более 1%, что для перспективных расчетов вполне приемлемо.
Полученные таким образом данные о потребности парка автомобилей в ремонтах являются основой при решении вопроса о проектной мощности создаваемого предприятия и перспективах его развития. Однако только одни эти данные для решения такого вопроса еще.недостаточны. Дело в том^что затраты, связанные с капитальным ремонтом автомобилей (Ср.сум) включают в себя, помимо стоимости собственно ремонта (Срл), еще и расходы иа транспортировку объектов ремонта на ». завод и
389
с завода заказчику (Стр), и при проектировании завода долже быть найден такой вариант обеспечения парка капитальным! ремонтами, при котором суммарные расходы, связанные с р. монтом, были бы наименьшими Cp.cy>I=Cp.a-bCTr-»-min.
Оптимальная мощность проектируемого предприятия. При р> шении такой задачи поступают следующим образом. Извести! что при увеличении годовой программы предприятия N себесп имость ремонта Ср.а будет снижаться, а величина транспортнь расходов Стр при данной плотности распределения объектов р< монта по территории обслуживания — увеличиваться. Поскол! ку, однако, точной функциональной зависимости этих расходе! от величины годовой программы не существует, составляю1 математическую модель, выражающую такую зависимость СР.сум=ч =f(N). Полученную модель дифференцируют по N. Величин; программы, при которой суммарные расходы будут наименыпи ми, определяют, приравняв нулю первую производную модем
ж/(М=О-
Она и будет соответствовать оптимальной мощности предприя тия.
Зависимость себестоимости ремонта от величины годовой про граммы предприятия может быть представлена в таком виде:
Ср.а = dp -j- Ьр N ₽ .
Здесь ар — расходы, величина которых практически не зависи' от того, в каких условиях выполняется ремонт (запасные части материалы, полуфабрикаты и т. п.), и поэтому их принимаю: постоянными; bpN~Cp—расходы, связанные с затратами труда на выполнение ремонта, которые зависят от условий производства, определяемых главным образом годовой программой предприятия N.
Зависимость транспортных расходов от годовой программы предприятия может быть представлена также суммой двух слагаемых: расходов, связанных с погрузкой и разгрузкой объектов ремонта, не зависящих практически от расстояния перевозки аТр, и расходов на собственно перевозку, определяемых действующим тарифом Ат'р и расстоянием перевозки LTP. Чтобы перейти от L-rp к интересующей нас величине N, воспользуемся схемой, представленной на рис. VI.2.5. На рисунке показана территория S района, подлежащего обслуживанию проектируемым заводом, на которой равномерно размещены объекты ремонта; потребность в ремонтах coci авляет Np.a в год, поэтому можно записать, что Np.a=mS, где т — коэффициент пропорциональности. Площадь круга, показанного на рисунке, равновелика территории района S, а среднее расстояние, на кот орое потребуется транспортировать объекты ремонта, будет, очевидно, прямо пропорционально величине радиуса этого круга. Следовательно, для случая, когда программа завода равна годовой потребности
390
5
i+miWp^ ’ : 7 - стр . = 2.9 + Количество рсиштоб В год. тыс.
•5 » -v^7
парка в ремонтах, будем иметь: £тр=к/?у< л=к'У5. Заменив S пропорциональной ей величиной Wp.a, получим £рт==к"УЛ'ра Дпя >бщего случая, когда ремонт автомобилей парка будет осущест-ляться не на одном заводе, это выражение примет вид: £тр = k"1!N. Таким образом, расходы на транспортировку объектов ремоша будут Стр— а'тр4-йтр/.тр=лтр4-ЬТ|1/М а суммарные расходы р-сум—О|-J-ftpjV Ч-Ятр4-~Ь^трУМ.
Первая производная от этого выражения будет:
ftp (-<р) N ~(‘₽+1 ’ 4- ftTp 4- ~2-
Приравняв ее нулю и сделав преобразования, получим: дг(гр+°15)________________________ ^р fp
тр
откуда. логарифмируя, будем иметь-
Л-1’-
lgjv„,= е-рД5 (VI.2.7)
На рис. VI.2.6 представлены некоторые результаты расчетов, выполненных по рассмотренной методике. Воспользовавшись выражением (VI.2.7), нетрудно убедиться, что оптимальной программой авода, например по ремонту автомобилей ЗИЛ, будет
3^1
10 тыс. капитальных ремонтов в гбд, так как:
.2-26500 0,72
При установлении оптимального варианта обеспечения pel монтами парка автомобилей существенное значение имеет таи же выбор места строительства предприятия.
Z Выбор места строительства предприятия
. При обосновании выбора места строительства предприятий чаще всего пользуются следующей методикой, предложение! проф. И. С. Девитским. ,
Для пунктов сосредоточения объектов ремонта в районе’ об служнвания рассчитывают потребности в ремонтах, и на основа-иии этих данных определяют массу объектов ремонта Q, перевозимых от этих пунктов на ремонтный завод и обратно в течение года. Эти данные наносят на карту района, - - на которой имеется координатная сетка (рис. VI.2.7), н определяют координаты точки, к которой тяготеют объекты ремонта района:
*1<?i+-v2Q2 + .-
T = Qi+Qa+.-.+Q,
« - yiOi+yaQ2+ -+удОл
Qi +<?2 + +9л
Затем, выбрав два-три населенных пункта из числа расположенных близ найденной точки, производят расчёты стоимости транспортировки объектов ремонта по реальным транспортным коммуникациям (железные дороги, водный путь, шоссейные дороги или их комбинации) и определяют таким образом вариант, прн котором стоимость транспортировки будет наименьшей.
При оценке вариантов места строительства необходимо, однако, помимо стоимости транспортировки объектов ремонта, учнты-
Рис. VI.2.7. Расчетная схема к обоснованию места строительства авторемонтного предприятия
вать и ряд других факторов: наличие в том или ином населенном пункте соответствующей площадки для строительства, возможности обеспечения создаваемого. предприятия рабочей силой, необходимость жилищного и коммунального- строительства, условия обеспечения предприятия электроэнергией, топливом, водой, местными строительными материалами и т. д. Для учета этих факторов при разработке ТЭО подготавливаются соответствующие данные.
392
Таблица VI.2 Л
Данные для расчета удельных показателей предприятий по ремонту грузовых* автомобилей к нх агрегатов с учетом программы по формуле 77>1Д «= а + bN(
Назначение предприятие Обо-значения Удельные показатели
Площадь участка, м1 cw« полезная площади* 1 м* Число работающих, чел. Число производственных рабочих» чех. расход воды, if Расход условного топливе, т Установленная мощности токоприемников, кВт установленная мощность трансформаторной под. станции, кВа
Капитальный ремонт полноком- « 0,12 0,06
плектных автомобилей & 198 98,7 21,0 49,6 * 893 40,2 10,49 5,33
- с —0,34 —0,38 —0,78 —0,66 -0.55 —0.54 -0,27 -0.26
То же, на силовых агрегатах, по- а -’I- —. 0,10 0,05 . - —— — <. •
стаьяяемых по кооперации Ь 157 • 59,6 402,6 29,2 560 29,8 • 9,63 5,30
с -0,35 —0,33 —1,19 —0,92 —0,57 -0,53 —0,28 —0,28
Капитальный ремонт силовых аг- а 0,5 0,25 0,02 0,008 1,5 0.08 0,15 0,08
регатов автомобилей' ь 1560 404 0,169 0,0576 5770 3,155 12620 3373
с —0,82 —0,73 -0,27 —0,19 -0,93 —0,45 —1,20 —1,12
Капитальный ремонт комплектов а 0,5 0,25 0,008 0,0055 1.10 0,04 0,12 0,06
прочих агрегатов автомобилей b 4200 388 0.0911 0,0498 527,5 10,90 106200 3975
с —0,94 -0,74 -0,24 -0,15 к —0,78 —0,64 —1,47 —1,17
Сл>
g 1 Грузоподъемностью 4 т.
Размеры площадки под строительство предприятия, потр -q ность его в рабочей силе, электроэнергии, топливе и т. д. при pq работке ТЭО определяют по нормативным материалам, как nJ вило, по удельным показателям. Численные значения у целы I (т. е. отнесенных к единице измерения программы предприятия! к приведенному капитальному ремонту) показателей зависят 1 типа предприятия и ог его годовой производственной программ] что необходимо учитывать при определении соответствующих вел] чин. •
В . табл. VI.2.1 приведен-перечень наиболее важных улельнЛ показателей и необходимые данные, позволяющие рэссчитыват численные значения искомых показателей для основных тип] ремонтных предприятий с учетом их лрыраммы.
Пользуясь данными этой таблицы решим для примера следующую задачу.
Для завода по ремонту полнокомплектных грузовых аг. гомоби., ей на снловя агрегатах, поставляемых по кооперации, с программой 7500 капитальных ремонт, в год опре гелнть:
I) площтдь участка под строительство завода Sy4, м5;
2) число рабогающих т-, чел
Искомый общий показатель /7jn6.n представляет собой произведение глотве, ствующего удельного показателя /7/уд на программу предприятия N. Поскольку согласно табл. VI.2.1, удельные показатели могут быть представлены функцией прй граммы предприятия Пу д = а + Л.\'г, полу дим общую расчетную формулу или при at = 0
77ze61u=*z VC+Ч).
Для нашего примера будем иметь:
1) SyJj = 157jV(,-°13S) = 157 7500р-65 - 51 700 м2 = 5.17 га;
2) те = (0,10+402,6-7500~,J9) 7500 = 824 чел-
Э. Определение технико-экономических показателе» проектируемого предприяп-| и стоимости его строительства
Определение технико-экономических показателен проектируемого предприятия и стоимости его строительства является одним из наиболее ответственных этапов разработки технико-экономических обоснований, поскольку согласно действу ющей инструкции по разработке проектов и смет предусмотренные в утвержденных ТЭО технико-экономические показатели при разработке проектно-сметной документации на строительство объекта не могут быть ухудшены, а стоимость строительства превышена.
Основой при определении таких показателей служат руководящие материалы, согласованные с Госпланом и Госстроем
391
СССР и утвержденные Министерством автомобильного транспорта? В эт'их руководящих материалах (разработанных Гипро-автотрансом) установлена номенклатура технико-экономических показателей авторемонтных предприятий, типаж' предприятий, дана методика определения технико-экономическйх показателей для предприятий различных типов с учетом модели объекта ремонта, объема выпуска продукции предприятием, структуры его производственной программы и т. д., и приведены нормативные данные, позволяющие рассчитывать необходимые показатели с требуемой достоверностью.
Для характеристики предприятий авторемонтного производства приняты следующие технико-экономические показатели:
трудоемкость объекта ремонта, Чел.-ч на 1. капитальный ремонт; •
площадь производственно-складских помещений, м2 на 1 капитальный ремонт;
съем товарной продукции с 1000 м2 производственно-складской площади, капитальных ремонтов на 1000 м2;
стоимость строительства, руб. на 1 капитальный ремонт;
выпуск товарной продукции на 1000 руб. основных фондов, капитальных ремонтов на 1000 руб.;
выпуск товарной . продукции на одного рабочего, капитальных ремонтов на 1 рабочего;
энерговооруженность, кВт на 1 капитальный ремонт.
При определении искомых показателей Пу за основу принимаются значения таких показателей при так называемых эталонных условиях Пэт, которые корректируются затем соответствующими коэффициентами приведения:
Hi = П t3ff^Y'K2'KyKfKi,
де Kt — коэффициент, учитывающий модель автомобилей (агрегатов);
Kt— коэффициент, учитывающий годовую программу предприятия:
К» — коэффициент, учитывающий многомарочностъ объектов ремонту в программе предприятия;
К»— коэффициент, учитывающий структуру программы предприятия — соотношение в программе предприятия количества капитальных ремонтов полнокомплектных автомобилей к комплектов товарных агрегатов;
Кл — коэффициент приведения по трудоемкости капитального ремонта агрегатов к капитальному ремонту полнокомплектного автомобиля той же модели.
В качестве эталонных приняты условия, когда на предприятии данного типа, имеющем годовую программу, принятую за эталонную (см. графу 3-приложения 2), ремонтируется объект основной для данного типа предприятия модели (см. графу 2 приложения 3).
В приложениях 1, 2, 5, а также табл. VI.2.2 приведены данные цля выполнения необходимых расчетов при определении техникоэкономических показателей предприятий авторемонтного производства.
395
Таблица VIЛ
Коэффициенты приведения (по трудоемкости) капитального ремонте агрегатов к капитальному ремонт; полнокомп (ектного автомобиля К
Комплексы агрегатов и узлов Агрегаты и узлы автомобиля Типы автомобилей
Грузовые Легковые Автобусы
с карбю- 1 раториым I двигателем с дизельным двигателем раМНЫЙ с несущим кузовом
Счловой агрегат Двигатель со сцеплением 0,2012 0,270 0,0806 0,120 0,06(
Приборы системы питания 0,0135 0,030 0,0031 0,010 0,005
Приборы электрообо-рудования 0,0270 0,025 0,0096 0,010 0,005
Коробка передач 0,0450 0,044 0,0213 0,025 0,010
Всего по комплексу 0,2876 0,369 0,1146 0,165 0,080
Прочие агрегаты Передний мост (передняя подвеска) 0,0533 0,060 0,0401 0,035 0,015
Задний (или средний) мост с редуктором 0,0817 0,090 0,0302 0,040 0,020'
Рулевое управление* 0,0090 0,020 0,0016 0,008 0,005
Карданные валы 0.0160 0.020 0,0080 0,015 0,060
Всего по комплексу 0,1600 0,190 0,0829 0,098 0,100
Автомобиль на базе всех готовых агрегатов Кузовной комплект (с электрооборудованием) 0,3074 0,242 0,6608 0,597 0.760
Прочие агрегаты и узлы2 0,2459 0,203 0,1417 0,140 0,060
Всего по комплексу 0,5533 0.445 0,8025 0,737 0,820
Итого 1,0000 1,000 1,0000 1,000 1,000
1 Приведены ленные для рулевого управления без гидроусилителя. Трудовые затраты на ремонт рулевого управления с гидроусилителем на 60—75% выше.
• В объем работ включены: разборка автомобиля, ремонт рамы, сборка и испытание автомобиля
396
Рассмотрим пример такого расчета: определим некоторые технико-экономические показатели завода по ремонту полнокомплектных автомобилей на силовых агрегатах, поставляемых по кооперации, с программой:
Капитальный ремонт автомобилей ЗИЛ-130 ] — 3200 ед.
То же автомобилей ЗИЛ-ММЗ-555 / = 1400 ед.
То же комплектов товарных Агрегатов ЗИЛ-ДЗО — 6000 компл.
1. Определение годовой программы, приведенной к основной модели:
1.28 О,160
ад 3200 +1400 J 12 + 60001 q 2867 = 6130
приведенных капитальных ремонтов ЗИЛ-130 в год.
Пояснения: величины и ^i(i) в38™ из графы 4 приложения 1 для завода условного типа 11, к которому относится проектируемый объект; значения коэффициентов Kti взяты по 'табл. VL2.2 (графа 3); 0,2867— значение Ка для силового агрегата. v
2. Определение трудоемкости капитального ремонта:
а) автомобиля ЗИЛ-130:
Си = К,К!“ 133-1,13-4,24.4600-°’19.0,991 = 127 чел-ч.
Пояснения: трудоемкость прн эталонных условиях /9Т приведена в графе 4 приложения 2, величина коэффициента Ki — см. п. 1 примера; величины коэффициентов Ь и с для определения К» — приняты по графе 4 приложения 2, величина N принята равной сумме программ по ремонту полнокомплектных автомобилей ЗИЛ-130 и ЗИЛ-ММЗ-555, так как это—-модификации одной модели; величину коэффициента К« определяем по данным приложения 5 (графа 4) с учетом соотношения Nt:N* шгад4600:6000=1:1,3; интерполируя, получим: К4=1—(’—0,97)0,3= -0,991;
б) автомобиля ЗИЛ-ММЗ-555:
Кцм 1,28 127Т71з=-143>6чел-4-
ц) комплекта агрегатов ЗИЛ430:
0.160
*<3) “ *(i) 1271— .2867 “ 28,5 чел’4,
Значения Кщ) и Ка(3) определены в п. 1 пример..
3. Определение площади производственно-складских помещений:
$псп = sncn ^пр s«t ^2 ^пр =
= 4,3-1,07-9,78-6130“°’8 • 1,051-6130 = 21180 м«.
Величина коэффициента К4 получена на основании приложения 3 путем ннтер-юляции с учетом соотношения N^-.NKлг и программы предприятия (см. примечание t приложению 5). = 1 + (1,17—1)0,3 = 1,051; остальное — по аналогии с пре-
дыдущими расчетами.
Подготовленное технико-экономическое обоснование с оценкой экономической целесообразности проектирования и строительства предприятия и предложениями о стадийности проектирования представляется заказчику на утверждение
397
Гпааа 3
ОСНОВЫ РАЗРАБОТКИ ТЕХНИЧЕСКОГО ПРОЕКТА
1. Состав материалов проекта
'Одной из особенностей предприятий авторемонтного прои водства является то, что не только на предприятиях с различие программой, но и на различных участках одного и того же пре, приятия тип производства может быть различным — от едини кого и мелкосерийного до крупносерийного. А от типа произво, ства зависят и полнота, и объем проектных работ.
При крупносерийном типе производства все расчеты по пр< ектирбванию ведутся на основе тщательно разработанного пронормированного технологического процесса.
Проектирование при среднесерийном типе производства ве дется по укрупненным'трудоемкостям на отдельные узлы и меха низмы объектов ремонта или. по нормативным значениям показа телей (наприкер, массы' деталей или поверхности покрытий) н, один агрегат или автомобиль; состав'и количество оборудована определяют ,по расчетным ведомостям трудоемкости на годовую программу, а производственные площади — по потребному обо рудованию. '
Для мелкосерийного и единичного типов производства все рас четы выполняют по укрупненным нормативам на приведенную годовую программу: по трудоемкостям на изделие по всем ви дам работ, по удельным площадям на единицу продукции ил1 на одного рабочего, а состав оборудования'подбирают.по комп лекту,. обеспечивающему выполнение требуемой номенклатур! работ.
Отмеченную особенность авторемонтных предприятий следуй учитывать при выполнении проектных работ.
Однако состав материалов, разрабатываемых при проектиро ванни авторемонтных предприятий, от типа производства прак тически не зависит.
При разработке технического проекта, основу которого состав ляет его технологическая часть, определяющая задания иа вс» остальные части, необходимо:
определить состав предприятия (цеха) в соответствии с ег» назначением и программой;
установить режимы работы предприятия и цехов и опреде лить годовые фонды времени;
выполнить работы по проектированию цехов и участков ос новного произйодства (определить годовую программу и укруп ненные трудоемкости, рассчитать годовой объем работ, количе ство производственных рабочих, подобрать необходимое произ водствениое оборудование и рассчитать его количество, опреде 398 ' у
лить площади производственных участков, определить потребности участков в основных видах энергии и материалах);
выполнить работы по проектированию участков вспомогательного производства: инструментального участка н участков отдела главного механика;
запроектировать заводские лаборатории, склады и транспорт;
определить списочный состав работающих и составить штатное расписание; z
составить компоновку производственного корпуса и схему генерального плана предприятия;
разработать Планировку производственных участков и составить заказные спецификации оборудования;
выполнить. сметно-финансовые расчеты;
определить технико-экономические показатели предприятия.
2. Состав предприятия, режим работы и годовые фонды времени 1
При проектировании ремонтных предприятий создаются производственные участки,- необходимые для выполнения всего комплекса работ производственного цикла. Наиболее полную номенклатуру производственных участков имеют заводы по ремонту полнокомплектных автомобилей. Такие предприятия могут иметь, например, следующий, состав н организационную структуру.
Основное производство. Разборочно-моечный цех, в который входят отделения: наружной* мойки автомобиля, разборки автомобиля и агрегатов, очистки и мойки деталей, контрольно-сортировочное с участком комплектования деталей по маршрутам ремонта (склад деталей, ожидающих ремонта).
Сборочный цех, в который входят отделения; комплектовки и слесарной подгонки, ремонта рам, сборки агрегатов и их испытания, сборки автомобилей, регулировки и устранения дефектов, автоэлектроремонтное, аккумуляторное, медницко-радиаторное, шиномонтажное. ,
Цех двигателей с отделениями: ремонта базовых де-. :алей двигателя, сборки двигателя, испытательной станцией, отделением ' ремонта . приборов системы питания, постом окраски деигателй.
Цех восстановления и изготовления деталей с отделениями: слесарно-механическим, кузнечно-рессор-;гым, термическим, гальваническим, сварочным, полимерным.
Кузовной цех, в состав которого входят отделения; деревообделочное и ремонта деревянных платформ, ремонта кузовов автомобилей-самосвалов, снятия старой окраски, ремонта кабин.и .оперенид, малярное, обойное.
Вспомогательное производство. . Инструментальный цех, включающий в себя слесарно-механическое отделение с участком заточки инструментов, инструментально-разкаточные кладовые, центральный инструментальный склад.
3£Ю
Ремонтно-механический цех, в который в> слесарно-механическое и электроремонтное отделения, реыон] но-строительная группа.
Помимо основного и вспомогательного производств, в составе ремонтных предприятий должны быть запроектированы та, устройства по защите окружающей среды, склады, транспорт, заводские лаборатории, компрессорные, котельные, транеформ; торные подстанции, административные и бытовые помещения и др.
В приведенном перечне производственные участки сгрушф. рованы в ш хи преимущественно по технологическому (функщцх. иальному) принципу, при котором в состав того или иного цех,< включаются участки, родственные по характеру работ, выполни емых при ремонте различных объектов (разбирочно-моечны цех восстановления и изготовления деталей, сборочный). Такой принцип построения производства целесообразен для предприя тнй с мелкосерийным и среднесерийным типами производства ил! при наличии в программе предприятия объектов нескольких мо< делей.
При проектировании предприятий других типов из приведен ной номенклатуры выбирают участки, соответствующие назначению предприятий, а структуру цехов устанавливают в зависим сти от типа производства. Для предприятий, где могут быть созданы условия для достаточно полной загрузки специализированно) о и специального оборудования (например, завод по ремой ту комплектов агрегатов легковых автомобилей с программой 40- 60 тыс. комплектов в год), группирование производствен пых участков целесообразно по предметному принципу, например, цех передних (задних) мостов, цех двигателей. На пред приятиях с числом производственных рабочих 150—180 и менее производство строится по бесцеховой структуре, поскольку цех — производственная единица с числом работающих более 100 чел<
Для дальнейшего проектирования важное значение имеет принятие решения о режиме работы предприятия, т. е. о количестве смен, их длительности, длительности рабочей недели. Режим работы определяет соответствующие годовые фонды времени работы предприятия, оборудования, рабочего поста, qt величины которых в свою очередь зависят количество необходимого оборудования, рабочих постов, размеры производственных площадей и др.
Основным из всех годовых фондов времени, необходимых при проектировании, является номинальный фонд времени рабочего (Тфи) — количество часов работы рабочего в одну смену в течение года без учета потерь рабочего времени по уважительным причинам (отпуск, болезни, выполнение государственных обязанностей). Величина этого фонда определяется из выражения
Тфн= \Дг — (Дв -f- ДПр)] — Дпрп( ^СМ-/см),
400
где Д г — число дней в году;
Дв — число выходных дней в году;
Дп — число праздничных дней, не совпадающих с выходными;
Дпрп — число предпраздничных дней;
£ ~~ Длительность смены в обычные рабочие дни;
— длительность смены в предпраздничные дни.
Величина номинального годового фонда времени рабочего принята проектными организациями равной 2070 ч1. Все остальные фонды времени являются производными от номинального: действительный годовой фонд времени рабочего
7'фд = (7-'фИ—До.р^см)Р>
где Дор — продолжительность отпуска рабочего в рабочих днях;
р—коэффициент, учитывающий потерн рабочего - времени по уважительным причинам, ₽ = 0,96—0,97.
Годовой фонд времени оборудования .
Гфо = Гфн ут]но , где у — число смей;
т}но — коэффициент использования оборудования, равный 0,92—0,96.
Годовой фонд времени рабочего поста
Т’фп = 7’фН;яу, где т — число рабочих, работающих одновременно на посту.
3. Годовая производственная программа и годовой объем работ
В ходе дальнейших работ необходимо определить в соответствии с заданием на проектирование годовую ’ программу для всех производственных участков, а также трудовые затраты на выполнение годовой программы по всем участкам — годовой объем работ.
При определении программы участков ее выражают в тех единицах, которыми измеряется продукция соответствующих участков. Для разборочного, сборочного, кузовного, слесарномеханического участков единицей измерения продукции является изделие, штука, деталь; для кузнечных, термических, моечных участков — единицы массы: кг, т; продукция участков покрытий измеряется единицами поверхности- дм2, м2. Различие в единицах измерения продукции производственных участков, обусловливает и различие в методике выполнения некоторых дальнейших работ по проектированию соответствующих участков. Поэтому проектными организациями принята следующая условная их классификация: участки, продукция которых измеряется в изде-
1 Для всех категорий работающих, кроме категорий, имеющих согласно трудовому законодательству сокращенный рабочий день.
14—5592 ' " 401.
лнях, штуках, отнесены к I классу, в единицах массы — в единицах поверхности — к III классу. g
Годовой объем работ используется в дальнейшем при pad тах числа производственных рабочих, необходимых для выв^ нения заданной производственной программы, и числа един соответствующего оборудования. Поэтому определение годой производственной программы участков н объема работ доля быть выполнено с возможно большей детализацией и тщатв| нрстью. При определении программы для участков I класса д| жно быть указано число изделий по каждому виду работ при необходимости — и по маршрутам ремонта), а также -Mil са-изделий (для-расчета грузоподъемных средств, и средств ме цехового транспорта). Для участков 11 класса в программе у) зывают количество и массу изделий н деталей, подлежащих р) личным видам обработки (мойка в моечной машине, выварка ванцах, ковка, штамповка, отжиг, закалка, отпуск и т. Д-)-'.я программе участков III класса указывается количество и ма« изделий н деталей, а также величины их поверхностей,, подлежа щих различным видам< обработки: наплавка, окраска, нанесец1 . различных гальванических или химических покрытий.
. Годовая, программа, предприятий авторемонтного производи ва включает в себя обычно, помимо полнокомплектных ав^ мобилей одной-двух (а иногда и более) моделей, товарные агй гаты и другие изделия. Поэтому при проектировании предпрцн тий с серийным типом производства такую многономеиклат^ ную программу выражают в приведенных единицах
^ = Л?оен +Х «I +
где ар а,—коэффициенты приведения к основной .модели, равные отноЬгению тй доемкостн работ по приводимому изделию к* трудоемкости рам по основной модели Zotll, причем вто должны быть трудоемкости jq предприятий с одинаковой-годовой программой.
Годовой объем работ для производственных участков, отйЛ сенных к I классу,, определяется из соотношения
где N( — годовая программа участка по Z-му изделию: я
it ~~ укрупненные трудовые затраты на ремонт (изготовление) Z-ro нздели|
(прилож. 4,5). ’I
На этапе разработки техно-рабочего (технического) проекту при определении укрупненных- трудовых затрат чаще всего «качестве исходных принимают соответствующие показатели передового предприятия аналогичного назначения fBcx, полученный с частными прёдпроектнымн материалами (см. п. 2 гл. 1 настф ящего раздела). Чтобы получить значение требуемого укрупнен? 4 него показателя для проектируемого предприятия /пр, исходные показатели подвергают соответствующей корректировке:
k k k »
402
где д' —коэффициент, учитывающий фактический процент выполнения действующих норм на передовом предприятии (Ф%); k’= ф^";
k" —коэффициент, учитывающий изменение уровня механизации работ напроек-тируемом предприятии по • сравнению с действующим передовым; я* = — 0,94-0,95 в зависимости от предполагаемого повышения уровня механизации;
it'” — коэффициент, учитывающий различие в годовой производственной программе проектируемого и действующего предприятий. Согласно .методике, рассмотренной в п. 3 предыдущей главы, трудоемкость объекта ремонта на проектируемом предприятии ^пр> скорректированная с учетом годовой программы, может быть определена из выражения /ар = *»т^ч>.
Для передового предприятия это будет соответственно <иех — <BI A'jmck “
— Следовательно, Л'" — = ц.2—или, что то же, Л’"= -
®г " р Л2иск
(JVn \т
тт-2-1. Величины Л\ для основных типов предприятий можно.брать '’исх' ' "
из соответствующих графиков, на рис. V1.3.1. Для предприятий других типов, а также для случаев, когда размеры программы выходят за пре-
< делы диапазонов, представленных на рис. VI.3.1, искомый коэффициент определяется из последнего выражения. Значение показателя степени с принимается по графе 4 приложения 2. Например, для предприятия,* относящегося к типу II, при программах Nnр «=11 000 приведенных капитальных ремонтов и ^сх — 3500 приведенных капитальных ремонтов в год
/11 OOOi-оЛэ
получим: k’” = { =0,804;
k'”’ — коэффициент, учитывающий модель объекта ремонта. Его определяют на основании данных приложения 1, а при отсутствии там необходимых данных— по эмпирической формуле
где Gap~~ масса объекта .ремонта для проектируемого предприятия, кг;
<7ЯСХ — то же для исходного предприятия;
(л—коэффициент пропорциональности, который при <тпр><?ксх принимаю^ равным 0,95,- а прн Gnp < Ои^х—равным 1,05.
Рис. VI.3.1. Графика изменения величины коэффициента приведения Л» в зависимости от годовой производственной программы для основных типов авторемонтных ^предприятий
При проектировании участков II класса (моечный,* терм ч^-ский, кузнечный) годовой объем работ .рассчитывается по фой муле
Г -°-г' ’
где Огд —масса объектов обработки на годовую программу, кг;
g4 — часовая производительность оборудования, кг/ч.
При определении годового объема работ по выварке деталей! в ваннах или очистке от накипи, нагара расчет ведется^ по формуле
" 7 ____ /
7 гд— _ 1ДКЛ 1 згр
где Л7Гд — количество объектов обработки в год;
пзгр — количество их на одну загрузку;
/цкд— длительность цикла обработки
, Для участка ремонта рессор годовой объем работ рассчитш вается так Хе, как и для участков 1 класса:
Т гд = IN гл. • х
где t — норма времени на единицу изделйя.
Для участков покрытий (III класс) годовой объем работ рас| считывается по формулам:
F • F
Ггд= (наплавка); Тгк = -~_ 1икл (гальванопокрыгия);
/ч /згр
л
Тгл = -^~ Fr-i (малярные работы), \
где /ч —часовая производительноегь наплавки, дм2/ч;
A.s — годовая программа по данному виду работ, дм2(м2);
ДГр —поверхность деталей одной загрузки, дм2;
/цкл — длительность цикла, ч;
С-норма времени на окраску единицы поверхности, мин|м2.
4. Расчет количества рабочих, рабочих постов, оборудования, площадей производственных участков
Данные о годовом объеме работ позволяют выполнить вс дальнейшие расчеты по участкам основного производства.
Количество основных производственных рабочих для уча< ков определяется по формулам:
И1яв = у—
//kn=t. Wl
2 Ф*
где /ияв — явочное количество рабочих, т. е. такое количеств), которое быть ежедневно на рабочих местах для обеспечения выполни граммы предприятия;
404
гпсл — списочное хочиче^гво рабочих, рассчитанное с учетом потерь рабочего времени дю уважительным причинам (отпуск, болезнь, выполнение государственных обязанностей).
Следует иметь в виду, что при обслуживании некоторых объектов оборудования усилий одного рабочего оказывается недостаточно (например, работа на кузнечных молотах и прессах, об-счуживание некоторых моечных машин и т. п.). Тогда рассчитанные по формулам (V1.3.1) количества рабочих умножаются на численность бригады (обычно 2—3 чел.).
В других случаях при выполнении операций доля основного времени (машинного) в производственном цикле настолько велика, что у исполнителя возникает резерв времени, позволяющий ему обслужить дополнительно некоторое количество единиц оборудования. Такие условия возникают, например, при выполнении работ по нарезанию зубьев шестерен, при расточке цилиндров- двигателей, при обслуживании гальванических или выварочных ванн и т. п. В Зтих случаях рассчитанные по формулам (IV.3.1) количества рабочих умножаются на величину ——, где т]мо — коэффициент многоагрегатного обслуживания, равный отношению длительности цикла (цкл к суммарным затратам
с-1.
времени рабочего на протяжении этого цш ла х/ р.Ц» ^МО - У ц “
Численные величины коэффициента многоагрегатиого обслуживания для некоторых конкретных случаев приведены в следующем параграфе. Они могут быть .использованы при расчетах производственных участков по укрупненным показателям.
При проектировании участков крупносерийного производства величина т]мо рассчитывается на основе соответствующих технологических процессов, при разработке которых опретеляются величины, необходимые для интересующих нас расчетов. Длительность цикла складывается, как известно, из основного времени ^осн и суммы вспомогательного и оперативного времен, не перекрываемых основным временем Л^в.нп +Z? on нп- В буммар-ные затраты времени рабочего на протяжении цикла входят, помимо вспомогательного и оперативного неперекрываемых времен, также вспомогательное и оперативное времена, перекрываемые основным у tB п + V fon п, и время на переходы между обслуживаемыми объектами Таким образом, можно записать
__________'оси + ^.нп+З'оп.нп_____
’’ИО 2^.нп+2ц„ +2^.п + 2^.п + 2’^жл
Приписав к числителю величину ± (V i8 п + V ton п + у <хжЯ)
и сделав преобразования, получим
t — (V t 4. V / _i_ V / i
— Il___________ОСИ \jU B.n т ^‘оп.п ' ХЖА/___________
<мо ~ У t 4- V t -| V t -4- v t 4- V t £4 ‘b.hii ‘оп.ип i ‘в.п ' ‘on.n ' Чжд
(VI.3.2)
105
Из выражения (VI.3.2) видно, что пру положительной веди чине числителя рабочий может обслужить дополнительное м личество оборудования, при отрицательной — ему должна быт» оказана помощь.
Количество рабочих постов (мест) и количество единиц ибо рудования рассчитывается по формулам:
Хрп = Хо6 = I".. (V* 3.3
‘ ф.рп ' ф.О
При расчетах по укрупненным показателям площади проия водственных участков определяются по удельным площадям производственного рабочего, на рабочий пост или на приведи | ный капитальный ремонт:
Руч —/ул fRaBi Рул==/улХрп! Руч == f ул АЛс.р.
При уточненных расчетах — по площади, занятой оборуда ванием:
Руч = F об Л, где А — коэффициент, учитывающий размещение рабочих мест, проходов и проездов
5. Особенност- проктирамнил основных производственных участков *
Расчеты,, выполняемые при проектировании производственны; участков, весьма трудоемки и громоздки, поэтому, в целях упро щения их и повышения надежности целесообразно вести таки» расчеты в форме ведомости. Примером такой ведомости являет ся табл. VI.3.I, в которую сведены расчеты по укрупненным по казателям слесарно-механического, участка (I класс), завода ш ремонту полнокомплектных грузовых автомобилей на силовы: агрегатах, поставляемых по кооперации. Программа завода взя та из примера, рассмотренного в п. 3 гл.^2.
• Приведенные в ведомости укрупненные трудоемкости получе ны на основании норм времени для эталонных условий и про корректированы в соответствии с методикой, рассмотренной 1 п. 3 гл. 2 (с учетом модели объекта ремонта, программы пред приятия и ее структуры). Все остальные расчеты, результаты ко торых приведены в табл. VI.3.1, выполнены с учетом рассмот ренных ранее зависимостей для случая работы предприятия i две смены. Величины коэффициента загрузки оборудования не обходимы при расчетах потребности в эиергоресурсах.
Для участков I класса во многих случаях целесообразна организация производства на поточных линиях. При крупносерийном и массовом типах производства это преимущественно одно предметные линии, при среднесерийном — многопредметные.
При проектировании поточных линий, предназначенных дл1 I ыпуска на протяжении всего года только одной модели изде
406
Т аблица V1.3.1
Расчет по укрупненным показателен количества рабочих мест, основного оборудования я производственных рабочих слесарно-механнческого участка завода
Нмшжовмнс работ н «тртмааааша вшмкм' । Голов» программа N, цгг. С«< ркые р*-Орт| I Механические работы
Всего В том числе, %
Норм» временя t, чел.я» ГОДОВОЙ объем р*-1 чел-ч | Норме времени tt чел-ч ЦЛ Токарные н реЬоль-нерные' Фрезерные апнчгед , -офивГП Строги ь-ные к долбежные Л V X а. и! Прочие
Опрел..: мые показатели Исходные данные Восстановление деталей Детали шасси (в том числе рамы) ЗИЛ-130 То же, ЗИЛ-ММЗ-555 (включая работы по механизмам самосвала) Детали комплектов агрегатов ЗИЛ-130дбез силового агрегата) В сего Изготовление деталей Все группы деталей Суммарный п до юй объем работ, 1 Количество рабочих мест, оборудования: расчетное . принятое Коэффициент, загрузки Количество производственных рабочих: расчетное принятое В том числе по сменам: . „ в I-ю/во 2-ю - - • _ ... 3200 1400 10600 1,68 3,73 2,10 5360 5220 22280 32860 6572 39432 9,53 12 0,8 19,06 19. 12/7 1,56 2 Гб 4,99 4990 3860 55290 64140 12828 76968 19,31 20 0,97 37,2 37 20/17- 47 36176 9 07 9 1х01 17,5 18 9/9 8 6157 1,55 2 0,77 2,98 3 2/1 14 10776 2,70 3 0,9 5,2 5 3/2 8 6157 1.55 2 0,77 2,98 3 - 2/1 11 8466 2,12 2 1.06 4,09 4 2/2 . 12 9236 2,32 2 1,16 4,46 4 2/2
лий — однопредметных, поступают, как правило, следующим об разом:
определяют ритм производства по выпуску данного изделия
7’ 60 ___ Ф°
N
где г — ритм производства, т. е. выраженная в минутах часть фонда времени обо ру.тования, в течение которой выпускается одно изделие.
N—годовая программа по данному изделию;
на основе тщательно разработанного и пронормированной технологического процесса определяют трудоемкость работ пс выпуску данного изделия /;
рассчитывают явочное количество рабочих тяв> которое необходимо для выполнения работ по изделию в течение времени t
равного ритму производства тяк= —;
делят технологический процесс на части, подлежащие вы полнению на отдельных постах проектируемой линии, таким об разом, чтобы трудоемкость операций, выполняемых на каждоь посту, была равна или кратна ритму производства (в зависимости от условий работы и трудоемкости операций на отдельных постах может быть занят не один рабочий, а два или более), i устанавливают число постов линии Хп;
определяют (для линий по разборке или сборке изделий, или по ремонту кабин, кузовов и т. п.) длину поточной линии
1п.* = (Хп + 1)(/н + и),
где ZH—длина изделия;
и — интервал между изделиями на линии;
рассчитывают скорость передвижения изделия по линии (дл> конвейерных линий)
В отличие от рассмотренной методики, при проектирована многопредметных поточных линий расчет явочного количеств? рабочих ведется по методике, принятой для участков I класса:
- у- ----- __ , •
1 фн 1 фн
где tt и Nt— соответственно трудоемкость работ и годовая пр01рачма по /-му изделию, приложение 3 и 4.
Поскольку при переходе от одного изделия к другому может возникнуть необходимость в переналадке линии, требующей непроизводительных потерь времени, целесообразно ’ производить эти переналадки по возможности реже. Поэтому при проектировании многопредметных линий определяют число смен работы
408
линия в месяц без переналадки Ri, пользуясь выражением
лг.г.
о,______1 * *
К “J^CM60 ’ -
т.
где г( — частный ритм работы линии по выпуску /-го изделия, /см — длительность смены, ч.
Рассмотрим пример. На' поточной линии осуществляется общая сборка автомобилей ЗИЛ-130—3200 шт. в год, ЗИЛ-ММЗ-555—1400 шт. (см. п. 3предыдущей главы). Пользуясь справочными данными1, находим, что трудоемкость общей сборки эталонного грузового автомобиля при эталонной программе составляет 14,77 чел-ч, а автомобиля-самосвала—16,25 чел-ч. Корректировка этих трудоемкостей с учетом модели автомобиля и годовой программы (см. методику в п. 3 предыдущей главы) дает следующие результаты: трудоемкости общей сборки автомобилей ЗИЛ-130 и ЗИЛ-ММЗ-555 для условий нашегр примера будут соответственно *(130) = 14,18 ч, *(555) = 16,55 ч. Явочное количество рабочих в смене при работе . .S^/ 14,18.3200+16,55 1400 _
линии в да. щены будет /ияв = ---------5^376----------=*>16,55 чел.
4>К 14,18 • 60
Примем т„ *= 16. Тогда частные ритмы работы линии будут Г(1а0) —-------jg— =
16,55 - 60’
= 53,2 мин и ^(555) *=----jg----= 62,0 миг а число смен работы линии в месяц
без переналадки соответственно:
3200-53,2 _ „ 140062,0 „
R(iao) “ 12 §,2-б0 — 29 смен> R(565) = 12-8,2-60 15 смеи‘
При проектировании поточных линий, особенно для крупносерийного производства, важно, чтобы принятое решение обеспечивало бы достижение наибольшего эффекта при. возможно меньших затратах, т. е. было бы оптимальным. Продолжим рассмотрение приведенного выше примера и покажем на нем методику оптимизации таких решений. За критерий оптимальности примем величину суммарных затрат на .выполнение комплекса работ на проектируемой линии. Затраты на общую сборку автомобиля Сое складываются из расходов на заработную плату с установленными начислениями Сзп и затрат, связанных с амортизацией капитальных вложений Ск:
Сое = Csn 4" ск = Сзп 4“ Еп
где £м — нормативный коэффициент эффективности капитальных вложений, определяемый исходя из действующих нормативов по срокам окупаемости, капитальных вложений (5—7 лет) Ен «=— 4--g-= 0,15-=-0,20;
к — удельные капиталовложения, т. е. доля капитальных вложений, прихо-'дящаяся на 1 капитальный ремонт в соответствии с годовой программой.
При данной годовой программе предприятия расходы, связанные с заработной платой, будут зависеть от степени дифференциации операций. Увеличение количества постов ^поточной
1 Верещак Ф. П., Абелевич Л. А. Проектирование авторемонтных
предприятий. М., Транспорт, 1973. •
409
Рис. VI.3.2. Взаимосвязь между трудоемкостью общей сборки автомобиля н количеством постов поточ-ной линии сборки
линин создает условия для р членения операций на боле! мелкие и простые и тем самым создает условия для повышу ния производительности труда, а следовательно, и снижения трудовых затрат. Но увеличение количества постов поточной линии ведет, с другой стороны, к увеличению расходов, связан ных с амортизацией капиталь] ных вложений.
В связи с этим при нахождении оптимального решения необходимо составить математг
ческую модель, выражающую зависимость расходов иа выполнение общей сборки автомобиле i от количества постов поточной линии COc=C’sn-|-EIIK=fi (Ап) -Н +/а(Ап), а затем, продифференцировав полученную функцию по Ап и приравняв первую производную нулю, определить значение Ап, при- котором суммарные расходы будут наименьшими.
Расходы, связанные с заработной платой Сзп/ как известно.
прямо пропорциональны величине соответствующих трудовых затрат, поэтому нужно установить модель функции toc—f(XB). Такая задача решается при пооектировании преимущественно на основе математической обработки данных передовых действующих предприятий аналогичного назначения о количестве постов на поточных линиях и о соответствующих фактических трудовых затратах на осуществление общей сборки на этих -линиях.
В табл. VI.3.2 приведены данные о трудоемкости общей сборки /ос автомобиля ЗИЛ-130 на поточной линии и о количестве
постов Ап, а на рис. VI.3.2 — построенный по этим данным график (ломаная линия 1). Судя по форме этой ломаной линии,
Таблица VI.3.2
Трудоемкскгь общеЬ сборки автомобиля ЗИЛ-130 и количество постов на поточной линии
Номер п/п (П <ос ч"-4 Хп. шт. 1 лп *ОС ^п foc расчетные
мнк МС
1 19 • 4 0,2500 0,0625 4,750 18,447 18,228
2 16,5 5 0,2000 0,0400 3,300 16,937 16,833
3 14,7 7 0,1429 0,0204 2,100 15,215 15,238
4 13,4 12 0,0833 0,0060 1,117 13.419 13,588
5 13 18 0,0556 0,0031 0,722 12,582 12,814
Z 76,6 — 0,7318 0,1329 11,989 76,600 76,701
•410
функция tOc~i(Xa) может быть выражена математической моделью Коэффициенты а и Ь модели определяются
обычно по методу наименьших квадратов (МНК) решением так называемых нормальных уравнений:
i=l П Z«=l ы лп i=A п 31 » -
В этих уравнениях г=1,2...... р, ...» k.
Взяв'из табл. VI.3.2 все необходимые для составления уравнений данные, будем иметь: а0,7318+65—76,6=0;
а0,13294-60,7318—11,989^0.
Решение подученной системы уравнений дает такие результаты: а=30,15; 6=10,907. Искомая зависимость будет:
t<* в + ю,907. (VI.3.4)
Коэффициенты а и 6 модели могут быть определены и менее трудоемким, правда менее точным методом средних (МС). Нормальные уравнения для расчетов по этому методу имеют вид:
^2 ~jr- + bP — 2<ос~0; а 2 -jc- + b(k~-Р)~ 2
/«=1 « Z=1 Ь=х>+1 ° i—Р+1
Приняв р±=3, на основании данных табл. VI.3.2 (графы 1—4) получим систему уравнений: аО,5929+63—50,2= 0; а0,1389+ 6 2—26,4=0.
Решив эту систему, найдем:
+ 11,268. (VL3.5)
Лп
Результаты расчетов по уравнениям (VI.3.4) и (VI.3.5) помещены соответственно в графах 7 и 8 табл. VI.3.2 и представлены в виде кривых 2 и 3 на рис. V1.3.2. Расхождения в результатах невелики, и для расчетов при проектировании можно пользоваться практически любым из рассмотренных методов.
Величина расходов, связанных с заработной платой, как ука- . зывалось ранее, прямо пропорциональна величине трудовых за- . трат:
Сзп = Utoc == Ст [(1 + Кд.эп) (1 + /6м.»п) + Кнкл.рсх ] -|~ 6 j ,
411
где ст — тарифная ставка (примем ставку 3-го разряда 0,451 руб/ч);
кд sn —коэффициент учитывающий дополнительную зарплату (кд sn = 0,1);
кнч зп — коэффициент, учитывающий начисления на заработную плату (к, зь « = 0,053);
кн1«рсх — киэффчциен- учитывающий накладные расходы = 1-57).
Имея значения коэффициентов и найденную выше функцик| /ос=/(Хп). получим:
С3п= 0,4511(1 + 0,1) (1 +0,053)+ 1,57] + 10,90?) =
= 1,23046 + 10,907) = ^>+ 13,42. (VI.3.61
• •
Величина удельных капиталовложений, которая определяет второе слагаемое расходов на осуществление сборки на поточной линии, зависит в свою очередь от стоимости оборудования и зданий и сооружении, необходимых для осуществления сборки:
к = + Сз.с) = "jy" |?1 (*п) + ?2 (*п)]-
При установлении CO6=<fi(Xn) примем в качестве исходных данных стоимость конвейера, применяемого для этой цели на авторемонтных предприятиях. Конвейер, включающий в себя приводную и натяжную станции, а также конвейерные цепи и тележки для работы на восьми постах, стоит, согласно каталогу, ЗООС руб. Из этой суммы 'на долю приводной и натяжной станций приходится 1160 руб., а на долю оборудования восьми постов — 1840 руб. Поэтому можно записать
Соб = 1160 + ^ Хп = 1160 + 230,Yn. о
Стоимость соответствующих зданий и сооружений может быть представлена следующим образом
Сз.с —f П НГ’смр АГп, где /п — площадь, необходимая для размещ, ния одного поста; для сборки автомобиля ЗИЛ-130, например, /п40 м!;
Н — высота здания; величину ее принимают равной 8—8,5 м; примем /7=8,5 м; ’ Ссмр — стоимость строительно-монтажных работ; ее принимают для промышленных зданий 10—12 руб/м’; примем ссмр = 11,0 руб/м*.
Таким образом, С3 с = 40-8,5-11,0 Xn = 3740Xn
Вопрос об оптимальном количестве постов на поточной линии решается при проектировании конкретного предприятия с программой, указанной в задании на проектирование. Для нашего примера (см. выше) W=4600.
Задавшись величиной £н=0,2 (срок окупаемости капиталовложений 5 лет), получим
412
Ся = Ен к = £„ (Коб + «з.с) = ^-(1160 + 230Хп + 3740Хп) = ’
=^(П60 + 3970Х„) — 0,05 + 0,173Х„.
Следовательно, в нашем примере
Сос==^^+ 13,42 + 0,05 4-0,173Хп=^~4? + 0,173Хп + 13,47.
Л п ' л я
Первая производная от найденной функции будет:
, Сое + 0,173. "
Приравняв ее нулю, найдем:
А’п.опт35 Q_jjj== 14,45 поста.
При использовании в расчетах зависимости foc=f(Xn), полученной методом'средних, будем иметь
4- 0,173m + 13,91 и Хп.опг == j/'gls = 14,1 пОСТа- '
Таким образом, в рассмотренном примере на поточной линии общей сборки автомобилей следует принять 14 постов. При рассчитанном явочном количестве рабочих на линии 16 чел. в смену на двух постах будет занято по 2 чел., на остальных — по одному.
При проектировании производственных участков П класса основные, расчеты связаны с определением количества рабочих, и основных видов производственного оборудования. Часть оборудования этих участков из-за малой его загруженности не рассчитывается, а подбирается исходя из технологической потребности. Основные данные, необходимые для таких расчетов по кузнечнорессорному участку, приведены в табл. VI.3.3.—Vl'3,6.
Нагрев деталей под поковку и' горячую штамповку ведется до температуры 1100—1200°С. Для этой цели используют соответствующие камерные нагревательные печи с площадью пода 0,27; 0 34; 0,47; 0,74 м2. Производительность их на 1 м2 площади пода моЬкно принять равной 150—200 кТ/м2-ч. При выборе' нагревательных печей рекомендуется, чтобы каждый молот (пресс) обслуживала отдельная печь с производительностью, превышающей произвЬдительность молота в 1,5—2 раза для обеспечения возможности' повторного нагрева деталей.
Годовая программа термического участка, рассчитанная исходя из массы деталей, подлежащих различной Термообработке, увеличивается в 1,2;—2 раза для учета кратности нагрева и потребностей участков вспомогательного производства.
413
Таблица VI.3
Примерное распределение поковок при восстановлении и изготовлении деталей по массе
Масса поковок g, кг До 3 3-6 5-10 10-16 15-25 25-50 Более 50
Количество поковок (в % к суммарной массе) 20 20 10 \ 10 12 20 8
Количество рабочих в термическом отделении принимается па количеству оборудования с учетом его загрузки и сменности ра боты участка.
При проектировании участков покрытий авторемонтных предприятий (III класс) основные расчеты ведут, как правило, по укрупненным показателям. Б табл. VI.3.7 и VI.3.8 приведены необходимые данные для таких расчетов по сварочному участку, а в табл VI.39 — по гальваническому.
Таблица VI.3 4
Ориентировочные данные о массе поковок при восстановлении и изготовлении автомобильных деталей в % к массе соответствующих объектов речон/ов
X
Наименование объекта ремонта- Восстановление Изготовление Всего
Полнокомплектный автомобиль 1,55 1,45 3,00
Двигатель со сцеплением 2,00 0,70 •2,70
Коробка передач 12,0 26.0 38,0
Задний мост 6,0 4.0 10,0
Передний мост 9.3 4,7 14,0
Рулевое управление 6,0 5,0 п.о
Карданньй вал 6,5 8,5 15,0
Примечание. Потребность в поковках участков вспомогательного производства прими-мается в размере 10% от обшей массы поковок на программу.
Таблица VI.3.5
Основные данные пневм этических ковочных молотов
Масса падающих частей, кг Масса обрабатываемых поковок, кг ч Производительность, кг/ч
фасонных Гладкого вала, максимальная
Средняя Максимальная
100 0,5 2.0 10 14
150 1,5 4,0 15 19
200 2,0 6.0 25 25
300 3,0 10,0 45 42
400 6,0 18,0 60 68
500 8.0 25,0 100 98
414
Таблица VI.3.6
Масса рессор автомобилей основных моделей
1 Модели автомобилей ГАЗ-53А, ГАЗ-* ЗИЛ-130, ЗИЛ-ММ 3-555 МАЗ-500. МАЗ-503 КрАЗ-257, КрАЗ-256 <-Водга> * МОСКВИЧ»
Масса, кг 228 . 285 360 470 30-32 . 20
Как уже указывалось, проектирование производственных, участков с крупносерийным типом производства необходимо вести более тщательно, главным образом на основе разработки соот ветствующйх технологических процессов. Для проектирования участков покрытий это обстоятельство особенно важно ввиду постоянного совершенствования способов восстановления и появления новых способов, а также новых' видов оборудования, как правило, более высокопроизводительного. Все это-ведет к расширению номенклатуры восстанавливаемых деталей, повышению качества восстановления и производительности процессов, а следовательно, и к повышению экономической эффективности, авторемонтного производства. •
Рассмотрим' на примере гальванического участка более 'обстоятельно порядокt проектирования участков этого класса по укрупненным показателям, а также основные вопросы проектирования автоматической линии осталивания, рассчитанной на условия крупносерийного производства.
При проектировании по укрупненным показателям необходимо: г •
' Таблица VI.3.7
Ориентировочные величин i приведенных м>ссы и поверхности деталей автомобиля грузоподъемностью 4 т. восстанавливаемых сваркой и наплавкой
Наименование объекте* ремонта Способы сварки и наплавки '
Газовая сварка н наплавка Ручная влектродуговая сварка н наплавка Наплавка под слоем флюса Электронм-пудьсная наплавка
-у- Полно юмплеи .ный автомобиль, кг/дм» В том числе: двигатель со сцеплением коробка передач ' задний мост передний мост рулевое управление дэнный вал 76,14/2,18 56,60/1,05 14,87/0,74 2,80/0,27 1,87/0 12 211,85/7,20 92,52/0,88 15,53/0,90 13,98/0,45 48,11/2,96 2,16/0,11 1,06/0,05 26,06/3,96 8,75/1,88 1,30/0,36 9; 70/0,90 6,31/0,82 49,80/10773 2,24/1,49 2,88/0,27 26,44/6,10 14.61/1,66 0,78/0,07 0,85 1.14
«5
Таблица VI.3.
Производительность способов электронаплавки
Параметры Ручная электродуговая сварка и наплавка Наплавка под слоем флюса _ __ 1 - Электронмпульсная наплавка
Контакупоне к рю в ofl процесс Контактно» дуговой процесс
Производительность, кг/ч Производительность, лм2/ч, при толщине слоя, мм 0.8 з.б—4,8 3,2 7,2—9.0 3-5 0,4—0,5 9,0—12,0 0,5-0,7 0,9—1,2 4.2-6,0 2,0—2,5
1) определить годовую программу по всем видам покрытий на основании программы предприятия и удельных площадей покрытий на соответствующие объекты ремонта (см. табл. VI.3.9):
Fг* —fyii N i <
2) определить величины, необходимые для расчета годового объема работ по видам покрытий:
Г
где /?згр — поверхность одной загрузки, дм2 по данному виду покрытия; ^цклт — длительность цикла, ч.
где Урав — рабочий объем ванны, л;
/уД — плотность загрузки деталей в ванне, дм2/л.
Рабочий объем ванны устанавливают выбором ее типоразмера. Основные параметры гальванических ванн регламентированы машиностроительной нормалью МН-58-2, краткая выборка из которой дана в табл. V1.3.10.
Плотность загрузки деталей определяют исходя из условий, обеспечивающих наиболее благоприятное протекание процесса и высокий коэффициент использования рабочего объема ванн. Для основных процессов получения износостойких покрытий — хромирования и осталивання — такие условия определяются величиной объемной плотности тока Do, т. е. величиной тока, приходящейся на 1 л рабочего объема ванны. Оптимальная величина ее £><>=1,24-1,5 А/л. Так как катодная плотность тока при наращивании хромовых и железных покрытий лежит в пределах £)к= =304-60 А/дм2, значение ГУД для этих процессов будет: /'..,=^-=—’^^-=0,024-0,05 дм2/л. Большие значения принима-ются для деталей простой конфигурации (толкатель, поршневой палец). Для деталей сложной конфигурации величина |'удограничива-
416
Таблица Vl.3.9
Ориентировочные площади для гальванических покрытий автомобилей и их агрегатов, дм2
М . п вид покрытия Объект ремонта Марьи автомобилей
ГАЗ-53А* ЗИЛ-130* МАЗ-500* КрАЗ-257* ГАЗ-21 ГАЗ-24 'ЛАЗ-695
Хромирование износостой- •» Полнокомплектный автомобиль 4,28 5,10 6,58 9,95 3,00 5,20
кое Двигатель со сцеплением 4,12 4,90 6,32 9,50 2,94 5,00
• Комплект прочих агрегатов 0,16 0,20 0,26 0,45 0,08 0,20
Осталнваниё Полнокомплектный автомобиль 10,90 13,00 16,80 25,40 7,56 13,30
Двигатель со сцеплением 2,26. 2,70 3,48 5,26 1,62 2,76
Комплект прочих агрегатов 8,55 10,20 13,10 19,80 4,10 10,40
Хромирование защитно-декоративное Полнокомплектный автомобиль — - — — 110,0** 43,0 179,0 424 0
Меднение основное*** Полнокомплектный автомобиль 0,84 1,0 1 29 1,95 110,0 43,0 179,0 424,0
Комплект прочих агрегатов 0,25 0,30 0,39 0,58 —* —
Меднение кислое Полнокомплектный автомобиль — — — — 110,0 179,0
Никелирование Полнокомплектный автомобиль 2,69 3,20 4,13 6,25 110,0 43,0 17 .0 424,0
Цинкование Полнокомплектный автомобиль 14,60 17,40 22,40 33,00 10.30 17;80
Двигатель со сцеплением 0,59 0,70 0,90 1,36 0,42 0,72
Комплект прочих агрегатов 2,77 3,30 4,26 6,44 '2.32 3,36
Фосфатирование Полнокомплектный автомобиль 4,70 5,60 7,72 10,90 3,30 5,70
* Для автомобилей-саьос>я лов на шасси этих автомобилей соответствующие плошали увеличивать на 2—3%.
*• В числителе — данные дл%деталей [ класса (устанавливаемых снаружи кузова), в знаменателе — для деталей И класса (устанавливаемых внутри кузова).
*** Меднение в цианистом ил, лирофосфОриом электролитах.
417 i
Таблица VL3.Iu
Основные данные гальванических ванн (МН-58-2)
Внутренние размеры ванн, мм Рабочий объем ванн, л 1
Длина Ширина Высота Для хромирования и процессов' с псремешмваннем электролита Для других процессов
1500 1500 2000 2500 800 900 900 900 800 1000 1000 1000 720 1080 1440 1800 840 1200 1640 2000
ется условиями размещения их в ванне: расстояние от покрываемой поверхности до поверхности анода, до торцовой стенки и дна ванны составляет 100—150 мм, до поверхности электролита — не менее 30—50, до поверхности соседней детали или подвески — 50—100 мм. Величина ['уд для деталей сложной конфигурации может снижаться до 0,01—0,015 дм2/л, При укрупненных расчетах можно принимать среднее значение Гуд=0,025 дм2/л.
Длительность цикла определяется из выражения
/цкл = (to “Ь ^/п.нп “Ь ЭП.Нп) Кпя,
где t0—основное время, ч; оно определяется, как известно, по формуле to — 15?! v аС
„ h л 1000т
Х~н~- Поскольку величина для данного процесса практически посто-**к а’с
янна, расчет можно вести по у.фоц иной формуле
(VI-3.7)
1000т
где А = —г- ;
ас
h — толщина покрытия, мм:
. — катодная плотность тока. А/дм2;
25 *в.нп + У *оп.нп — сумма вспомогательного и оперативного времен, не перекрываемых основным, т е. времени на загрузку деталей в ванну и выгрузку их, иа аноаную обработку, промывку, выдержку без тока и др.;
кпз — коэффициент, учитывающий подготовительно-заключительное время; при работе в одну смену его принимают равным 1,06—1,1, при двухсменной работе равным 1,03—1,05.
Основные данные для расчетов по формуле (VI.3.7) приведены в табл. V1.3.11;
3) определить количество основных ванн для покрытий:
у _____ ТГ*1
А в/ — ---Т" •
1 фо и
418
где А„ — коэффициент использования оборудования (см. графу 7 табл. V1.3.11);
Таблица VI.3.1J
Некоторые технические данные по гальваническим процессам
Вилы покрытой Толщина слоя Л, мм Католиая плотность тока DK, Ы1м' Л £/в.НП + + S/оп.НП** ’•мо *н
Осталиванне 0,2—0.6 30—50 100 0,08—0,15 0,8—2,0 6,85
Хромирование износостойкое 0,2—0,3 30-60 1660 0,06—0,12 6—8 0,80
: Хромирование -защитно-декоративное Меднение основное: подслой под защитно-де- 0,001 0,003*** 0,025 ' 20-25 1350* 0,05—0,06 f 0,8—1,0 0,8—1,0 2-3 0 85
коративное хромирование* защита от цементация Меднение кислое: подслой под защитно- декоративное хромирование Никелирование: подслой под 0,02—0,04 0,030 0,020 1.5 . 3,0 50 77 0.06—0,10 0,05—0,10 ч 2—3 2—3 0,85 0,85
защитно-декоративное хромирование 0,015 3,0 90 0,06—0,1Q 0,85
. Цинкование 0,010 2,0 63 0,06-0,10 2—3 0,90
• Для хромировали! в саморегулирующемся электролите;.
•• Джа ваниы с рабочим объемом 0,86—1.0 м*.
*•* Здесь н далее в числителе — данные ала деталей 1 класса (устанавливаемых снаружи кузова), в анаменателе — для деталей 11 класса (устанавливаемых внутри кузова).
4) определить явочное количество рабочих:
X» Т
V гд/
-г »
Гфо
где чилгк— коэффициент многоагрегатного обслуживания для /-го покрытия (см. графу б табл. VL3.11);
5) подобрать прочее оборудование, необходимое для осуществления технологического процесса, — источники питания током, ванны для обезжиривания, декапирования и анодной обработки, горячей и холодной промывки, нейтрализации, сушилки для деталей, верстаки и др.;
4)9
Ряс. VI.3.3. Распределение наносов посадочной поверхности под внутренние роликовый подшипник поворотной иашЬы автомобиля ГАЗ-24
Л,® JW Л.95 3l.t5d,№i.
6) определять площадь участка: F уч.= F оф К пр, где Fo6 -ь- площадь, занятая оборудованием; :
Ко —коэффициент, учитывающий проходы, проезды и рабочие места (Кпр f = 3+4);
7) разработать планировку запроектированного участка. ' Проектированию автоматических линий гальванопокрыти-(особенно линии осталивания) должны предшествовать ‘подготовн тельные работы, целью которых является обоснование номенкла турц деталей, подлежащих восстановлению на Линии, качеств, покрытий Яр и его толщины, обоснование режимов -наращива ния покрытия.
При .выполнении подготовительных работ исходят из данны. о состоянии поступающих в ремонт деталей, которые могут быт: восстановлены с применением этого процесса (в данном случв' осталивания), главным образом данных об взносах их рабоЧн: поверхностей. .Данные об взносах, полученные замером достаточ но большой выборки таких деталей (150—200 шт.), обрабатывэ ются методами математической статистики,. По результатам ма тематической обработки строятся графики, позволяющие обосно вать необходимые для дальнейших расчетов величины маршрутных коэффициентов ремонта деталей. и взносов их рабочи; поверхностей. На рис. VI.3.3 представлен для примера график-распределения взносов посадочной поверхности под внутренний ро ликовый подшипник поворотной цапфы автомобиля ГАЗ-24 (он: является наиболее изнашивае мой для этой детали).Поданныь замеров построен полигон рас пределения (ломаная линия /),: по результатам математическо! .обработки этих данных — теоретические крицые—дифференциальная (2) и -интегральная (3) Из графика (кривая 3) видно что 10,5% деталей имеют размеры, лежащие в допустимы? пределах </>31,95. мм, и, следовательно, не требуют ремонта. Остальные 89,5% деталей -подлежат восстановлению. При этом величина износа исследованной поверхности детали с 95%-ной вероятностью не превыси-1 =0,128 мм (см. кривую 5) Полученные таким образом данные* о поворотной цапфе автомобиля ГАЗ-24 н о других его деталях,. которые могут
420
Таблица VI.3.12
Сводная расчетная таблица для проектирования автоматической линии осталивания
Наименоаакне летали Количество и» »вто-МОбМЬ ft Коэффициент ремой,; т» я Поверхность покрытия ^етяли, ди* ' Дизиетрмыша какое ад, ми Толшииа покрытия а, ии Твердость покрытая, «и; мп» режим иврадявейих.. покрытия DtH^ Количество деталей к* одну загрузку Объем работы линии Д; 1Ц 'Л=~ГВ« мкн/прявёдемиую елмиицу , .
1 2 3 4 5 6 7 8 9 10*
Клапан впускной , Клапан выпускной Толкатель клапана Ось коромысел Поршневой палец , Валик водяного насоса Ведущий вал коробки передач Ведомый вал коробки передач Ось промежуточной'. шестерни заднего кода Ось блока, промежуточных шестерен Фланец ведомого вала коробки передач Фланец ведущей конической шестерни заднего моста Ось .сателлитов Поворотная цапфа Шкворень. поворотной цапфы Вал руДеаоЙ сошки 4 4 8 1 4 1 Ч 1 1 1 I 1 1 2 1 6,57 0,77 0,51 0,65-0,970 0,50 0,35 0,31 0,08 0,80 0,95 0,95 0,75 0,895 1 0,64 0,50 0,238 0,238 0,390 3,180 0,517 0,750 0,244 1.7^0 0,060 0,750 0,000 0,600 0,800 0,440 1,160 1,050 0,040 0,065 0,050 0,040 0,018 0,120 0;095 0,080 0,075 0,090 0,150 0,150 0,160 0,128 0,070 0,080 0,15 0,15 0,15 0,15 0,15 0,20 0,20 0,20 0,20 0.20 0,25 0.25 0,25 0,25 0,20 0,20 5250** 5250 4000 5250' 5250 5250 5250 5250 - 5250 5250 6200 6200 5250 5500 6000 5250 30/80 30/80 30/90 36/80 30/80 4о/85 40/85 40/85 40/85 40/85 > 50/75 50/75 50/87 50/85 40/75 40/85 120*** W* 108 14 80 «' 42*** 18 48. 28*** 42 42 32 36*.** 28 30 0,315' 0,425 0,626 0,770 0,809 0,198. 0,138 - 0,285 * 0,028 0,475 0,375 О',375 0,388 0,825 ' 0,758 0,276
2 0±0 * мектродит* с концентрацией хлористого железо 4рО±2О г/д, «меной кислоты —
••’в мнноа графе уклэлш средняя величина твердости; допустимое отклонение <>±100 МПа . «** Количества деталей на одну загрузку ограничено габаритами деталей.
421
быть восстановлены с применением осталивания, приведены н табл. VI.3.12.
На основании данных об износах деталей устанавливают толщину покрытия (графа 6 табл. VI.3.12), учитывая при этом при пуски на обработку, а также необходимость иметь возможно меньшее количество групп деталей с различной толщиной по крытий.
Обоснование качества покрытия, определяемого его твердо стью , необходимого при восстановлении деталей (графа 7 табл. VI.3.12), и выбор условий их наращивания, обеспечивающих получение покрытий требуемого качества (графа 8), осуществляют с учетом соответствующих технологических рекомендаций1.
При этом режимы устанавливают таким образом, чтобы обеспечить получение всего многообразия качества покрытий и его толщины для заданной номенклатуры деталей в условиях работы автоматической линии по жесткому технологическому’ циклу. В рассматриваемом примере установленные режимы обеспечивают получение покрытий требуемой твердости и толщины при длительности основного времени /осн=30 мин.
В ходе дальнейших работ устанавливают последовательность и режимы остальных операций технологического процесса, подбирают по действующим каталогам типоразмеры электролизных и .промывочных ванн и других объектов оборудования линии, составляют ее расчетную компоновочную схему и разрабатывают циклограмму работы линии.
На рис. VI.3.4 представлена расчетная компоновочная схема автоматической автооператорной линии осталивания с двумя основными ваннами (осталивания), имеющими внутренние размеры ДХШХВ= 1100Х700Х1200 мм, рабочий объем 850 л* *, и одним автооператором тел .ферного типа грузоподъемностью до 500 кг, скорость горизонтального перемещения 18 м/мин, скорость подъема (опускания) груза 8 м/мин. На рис. VI.3.5 представлена циклограмма работы этой линии, предусматривающая осуществление следующего технологического процесса:
Электролитическое обезжиривание........................ 5,0 мин
Каскадная промывка (горячая + холодная)................ 0,5 >
Анодное травление...................................... 2,0 »
Каскадная промывка (холодная-|-горячая)................ 0,5 >
Осталиванне............................................30,0 »
Промывка в горячей проточной воде.................... 1 мин 45 с
Нейтрализация остатков электролита на деталях .... 3,0 мин
Промывка в проточной горячей воде...................... 0,5 »
Сушка в сушильной камере . ................. .12 мнн 57 с.
При длительности основного времени 30 мин и времени пусто-вания ванн /пуст=2 мин 06 с (оно необходимо для освобождения ванны от деталей с покрытием и подготовки новой партии их к
1 Справочник технолога авторемонтного производства. М., Транспорт, 1977
* В ряду типоразмеров ванн предназначенных для комплектования автоматических линий, принятая ванна имеет наименьший рабочий объем.
422
Рис. VI.3.4. Расчетная компоновочная схема
/ — пост загрузки и разгрузки; 1 — сушильная камера; 3 — в нча электролитического обезжи] 1Ивання; 4 — ванна каскадной промывки (горячая+холодная); 5 — ванна анодной обработки; 6 — ванна каскадной промывки (холодная+горя-чая); 7 — ванна осталивания I; в — ванна осталивания II; 9 — вл*нн. горячей про.очной промывки; 10 — в чяа нейти лнзацнн; 11 — втооператор тельф рный
Пциции
<пжией Mfuu
идсло&нИ ‘vfi .Sa
V-ff
Загрыз,
Рнс. VI.3.5. Циклограмма работы автоматической линии осталивания
в
1 В 7
иНаниеЗО'
ft ia.!uSMue 30‘
Sutoda аоПсак
11'63"
сушки fl'S7‘
11
1
Время, мин
с
завеске) темп выхода подвесок при наличии двух основных ванн Хов=2 будет
Таых = <О у /пУС~ = 30' V °6’ = 16' 03" (16 МИН 3 С) лов *
Для расчетов по производительности линии определяют количество деталей каждого наименования на одну загрузку (графа 9 табл. VI.3.12) с учетом площади покрытия, габаритных размеров деталей, катодной плотности тока рабочего объема ванн и принятого значения объемной плотности тока, и определяют объем работы линии на приведенную единицу (графа 10 табл. VI.3.12). Выполненные в рассмотренном примере расчеты показывают, что часовая производительность данной линии при установившемся режиме работы определяется количеством восстановленных дета-
. ' Л3гр i60
лей в час пч,1 =-------
т вых.
Годовой фонд времени работы линии с учетом потерь на разогрев рабочих растворов в начале смены (6,5—7 ч в неделю) и коэффициента надежности 0,85 составит при работе в одну смену — 1410 ч., а в две смены — 3110 ч. В этих условиях запроектированная автоматическая линия может обеспечить восстановление комплектов деталей автомобиля ГАЗ-24 при односменной и двухсменной работе соответственно — 12 и 27 тыс. капитальных ремонтов в год.
423
* Рис. VI.3.6. Общая схема канализация и очистки сточных вод цеха гальвани, ческих покрытий (рекомендация СЭВ)
Неотъемлемой частью проекта промышленного предприятия является проработка мероприятий по защите окружающей среды, как это предусмотрено инструкцией СН 202-76'. При проектировании гальванического участка должнб быть предусмотрено обезвреживание его производственных стоков.
Принципиальное решение проблемы обезвреживания стоков цехов гальванических покрытий дает схема (рис. VI.3.6). Как видно из схемы, обезвреживание производится раздельно для трех основных* групп стоков: циансодержащих, хромсодержащих и сто-' ков, содержащих кислоты, щелочи и катионы тяжелых металлов (медь, никель, железо).
' Стоки, содержащие цианистые соединения, сначала подщелачивают. Для этого в них добавляют так называемое известковое молоко — водный раствор Са(ОН)2 в таком количестве, чтобы величина pH стоков была в пределах 9—10. Собственно обезвреживание цианидов достигается их окислением путем введения в стоки хлорной извести СаОС12. При этом происходит распад цианидов и образование других соединений (соды, аммиака). Продукты реакции направляются затем на нейтрализацию и далее в отстойник, куда для ускорения осаждения вводится раствор органического вещества полиакриламида (ПАА).
Обезвреживание хромсодержащих стоков достигается путем введения в них бисульфита натрия NaHSOj при величине pH стб-Крв, равной 3,0. Для доведения pH до этого уровня в стоки добавляют серную кислоту. Введение бисульфита натрия приводит к восстановлению шестивалентного хрома до трехвалентиого, который легко, образует нерастворимые соединения. Это происходит, в нейтрализационной камере, куда подается раствор Са(ОН)г в
424
виде известкового молока. Направленные в отстойник продукты реакции выпадают в осадок.
Все остальные стоки обезвреживаются только нейтрализацией их известковым молоком..
. При проектировании гальванических участков ремонтных пред* приятий определяют часовой расход сточных'4 вод участка и концентрацию в этих стоках веществ, подлежащих .обезвреживанию. Часовой расход сточных вод рассчитывают по формуле
где V —удельный расход стоков на 1 мг поверхности покрытия, м’/м* (его принимают равным 6—8 мэ/м2;)
Frll — годовая программа участка по f-му покрытию.
Коццентрация в сточных водах веществ, подлежащих обезвреживанию, рассчитывается по формуле
ДУ, ct
где.£( —искомая концентрация, г/м5;
AVi—объем электролита, уносимого с 1 м2 поверхности покрытия деталей (величина ДУ, для основных гальванических процессов в зависимости от конфигурации деталей составляет от 50 до 125 мл/м2, при наличии ванн-уловителей электролитов она снижается соответственно до 8—20 мл/м1. Для ванны анодного травления ДVt — 290-4-360 мл/м2);
с{—кощеятрация в электролите компонента, подлежащего обезвреживанию, г/л;
к — коэффициент, учитывающий периодический сброс отработавших электролитов (к = 1,25-s-l ,35).
Полученные д*аким образом данные* передаются, специализированной проектной организации для детальной разработки проекта очистных сооружений.
6. Расчет потребности в энергоресурсах
Данные о потребности производственных участков и предприятия в целом в различных видах энергии и материалов необходимы для разработки энергетической и других частей проекта. Поэтому прй проектировании производственных участков рассчитывают их потребности в электроэнергии, сжатом воздухе, производственной воде, паре и др.
Годовой расход силовой электроэнергии рассчитывают, пользуясь выражением
2^ус» ’’/лер fenp Лыщн Уфо> (VI.3.8)
где Руст — установленная мощность токоприемников данной группы, кВт;
1] — коэффициент загрузкп (берется из расчетов количества соответствующего
р оборудования (см., например, табл. VI.3.1);
.425
ЛСПр — коэффициент спроса, *cnp = Аи Анакс, где *и — коэффициент использования токоприемника, равный отношению средней нагрузки в наиболее загруженной смене, к установленной мощности; *ыакс- к эффиииент .максимума, определяемый на основании графиков нзменення нагрузки и i протяжении смены (Лыакс = 1.0-s-2,0; при укрупненных расчетах принимают среднее значение коэффициента 1,16);
Лмщи —коэффициент мощности cos <р.
Расход электроэнергии на ’освещение определяют отдельно из выражения
Qi.О == Т г FI Pl Лепр,
где Тг — количество часов горения в год (для средней полосы страны 7’г=2200 ч); Ft — площадь освещаемого помещения (территории), м»;
pt — удельная установленная мощность осветительных устройств, Вт/м2;
Аспр — коэффициент спроса, равный 0,8.
При расчетах потребности в сжатом воздухе определяют его минутный расход отдельными группами потребителей, что необходимо для обоснования мощности компрессорной станции.
Расход сжатого воздуха определяют по формуле
QcB -- kji ^оди,
где ka — коэффициент потерь, учитывающий утечку создуха через неплотности трубопровода (йп — 1,2-ь1,4);
q — минутный расход воздуха единицей оборудования данного типа по паспорту нли по норме;
п — количество единиц такого оборудования;
4спр — коэффициент спроса, равный отношению длительности включения потребителя воздуха в течение цикла к длительности цикла;
Аохи— коэффициент одновременности, Лодн — 1,17л-0,21.
При определении потребности в воде рассчитывают годовой и часовой расходы1 для следующих четырех категорий потребителей.
I — потребители, имеющие емкости V, м3, периодически заполняемые и ежедневно доливаемые (например, моечные машины, гальванические ванны и т. п.):
Qb.4 = 4-, м3/ч;
Q'.„= |Za 4-.УЛ253, м3,
где t — время заполнения емкости, ч;
а — кратность заполнения;
k — коэффициент, учитывающий ежедневный долив (k = 0,14-0,2);
253 — число рабочих дней в году.
II — потребители с установившимся расходом воды (например, ванны проточной промывки, установки т.в.ч., выпрямитель
* Часовой расход необходим для расчетов сечения трубопроводов.
426
ные устройства с водяным охлаждением): Q”B.4—по паспортным данным или нормативам;
QI 11 Т Ь В.ГД ув.ч / ф.ОЛспр.
III — потребители с нормированным расходом на одно изделие (например, шланговая мойка автомобиля, гидравлическое испытание изделий, заполнение системы охлаждения):
Qe.4':^~p— • Qb.ta^=Q^<
*on
где q— норма расхода на единицу, мэ;
Гоп—длительность операции, ч;
N— годовая программа.
IV — поглощение тепловыделений при испытании двигателей внутреннего сгорйния:
QiVr*=QBV,/H N,
где —часовой расход одним двигателем, м3/ч;
/и — длительность приработки и испытания, ч;
N — программа, шт./год.
Часовой расход можно с достаточной точностью определить по мощности двигателя NAB, пользуясь выражением Qb/< = к NaB, где k — коэффициент пропорциональности (для карбюраторных двигателей Л=0,01, для дизельных — й=0,04).
Расход пара на поддержание теплового режима в моечных машинах, выварочных ваннах, на обогрев сушильных камер принимают из расчета 80—100 кг/ч на 1000 кг массы нагреваемых деталей и элементов конструкций установок транспортера. Этот расход в период разогрева увеличивается в 2—2,5 раза.
Расхвд пара его потребителями в гальваническом цеху определяют по паспортным данным потребителей или тепловым расчетом.
Годовой расход ацетилена определяют из выражения
Qau г* = ЦТ св.г* kcnp,
где q — среднечасовой расход ацетилена одном горелкой, м’/ч, принимается по паспортным данным горелок (для горелкн с наконечниками № 3, 4, 5 это будет соответственно: 0,5; 0,7; 1,2 м’/ч);
Уев.гд—годовой объем газосварочных работ;
йспр — коэффициент спроса (его принимают равным 0,5).
Расход кислорода на 10% больше расхода ацетилена.
7. Проедтиров.нн участков вспомогательного производстг i
Вспомогательное производство включает в себя инструментальное отделение и службы отдела главного механика.
В функции инструментального отделения входит ремонт, изготовление режущего, мерительного, слесарно-монтажного инстру
427
мента, приспособлений, оснастки для кузнечно-прессоцого обору дования, а также централизованная заточка инструмента.
Инструментальное отделение составляют: слесарно-механиче ский и заточный участки, инструментально-раздаточная кладовая и центральный инструментальный склад.
При проектировании слесарно-механического участка опреде ляют прежде всего количество металлорежущих станков. При ук рупненных расчетах количество станков слесарно-механнческоп участка инструментального отделения принимают в размере 14— 1.6% от общего количества единиц станочного оборудования ос довного производства.
Для условий крупносерийного производства количество станоч ного оборудования слесарно-механического участка инструмен тального отделения определяют исходя из годового объема рабо" участка, который рассчитывают на основе данных о годовой пот ребности оборудования основного производства в инструментах j приспособлениях (в единицах массы) и удельной трудоемкого их изготовления (чел-ч/кг).
Определенное тем или иным методом количество станков еле сарно-механического участка распределяется по группам в про центном отношении примерно так:
Токарные и залыловочные 40—50
Расточные...............4 —6
Фрезерные . . ... 10 14
Шлифовальные ... . 16—22
Сверлильные.......... 8—12
Прочие . . .... 8—12,
Явочное количество станочников участка определяют по коли честву станков с учетом одинаковой с основным производством сменности работы-
/Ляв — -Act k, где k коэффициент, учитывающий неполноту загрузки станков и совмещение профессий станочников (й = 0,8-i-0,9).
Количество слесарей-лекальщиков принимается в размере дс 60% от количества станочников, а количество вспомогательного персонала — 15—20% от общего количества станочников и слесарей.
Выполнение кузнечных, термических, гальванических и сварочных работ для инструментального отделения предусматривается на соответствующих участках основного производства.
Площадь участка рассчитывают по площади, занятой оборудованием.
Заточный участок входит,'как правило, в состав слесарно-механического. Данные, необходимые для расчета по заточному участку, приведены в табл. VI.3.13.
На заточном участке используются: универсально-заточной станок ЗА64М, станок для заточки сверл ЗБ652, для заточки зенкеров 3659А, для заточки и доводки резцов ЗБ625, обдирочно-шлифовальный станок 3M634.
428
Таблица VI.3.13
Ориентировочные данные для проектирования заточного участка
Количество обслуживаемых стайное Количество Количество Обслуживаемых ставкой Количество
заточных станкео ^ато чинков- заточных станков заточников
- До 50 50—100 3 4 1 2 100-150 150;-200 6Z 9 ,2 3 .
Яри проектировании инструментально-раздаточной кладовой (ИРК) й центрального инструментального склада (ЦИС) расчеты сводятся к определению их площадей
Fнрк =_/уд1 Аст Н-^удг Шр.ри, _
где —удельная площадь на один станок основного производства, работающий
в две смены (7^ = 0,554-0,65 м1/ст);
/уд2 — удельная площадь на одного работающего ручным инструментом (/уд2 = = 0,15-5-0,20 м2/чел);
Л1р<ри—число .работающих ручным инструментов;
^цнс “ f ул1 "^ст + f уд! ^а, '
где /уд1—удельная площадь на один станок основного производства без шлифовальных (/'д1 ^« 0,4-5-0,6 м*/ст);
/* —тоже, на один'шлифовальный станок (/”я1= 0,2-^0,Зм!/ст);
Х^— число станков (без шлифовальных);
Х^ —Число шлифовальных станков.
В функции служб отдела главного механика (ОГМ) входит: обслуживание, ремонт и модернизация основного производственного .оборудования и изготовление нестандартизированного’ оборудования; обслуживание и ремонт энергетического й ’подъемно-7 транспортного оборудования» осветительных устройств и сетей; обслуживание й ремонт зданий и сооружений, а также крммунй наций завода своими силами и силами подрядчиков.
Для выполнения этих функций ОГМ располагает слесарно-механическим, электроремонтным участками и ремонтно-строительной группой. , ,
При расчетах годового объема работ производственных участков ОГМ исходят из потребности технологического, подъемно-транспортного, энергетического и другого оборудования предприятия в ремонтных воздействиях и их трудоемкости. Потребность , оборудования в. различных ремонтных воздействиях (осмотрах, малых, средних и капитальных ремонтах) определяется установленной для данного вида -оборудования структурой и длительно-
429
Таблица VI.3.14
Трудоемкость работ по ремонту оборудования (на единицу ремой тосложности)
Вид ремонтных воздействий Трудоемкость по видам работ», чед-ч
Ci точные Слесарные Прочие Всего
Осмотр (О) Ремонт: 0,1/- 0,75/— —/- 0,85/—
малый (М) 2,0/0,2 4,0/1,0 0,1/- 0.1/1,2
средн..й (С) 7,0/1,0 16,0/5,0 0,5/1,0 23,5/7,0
капитальный (К) 10,0/2,0 23,0/11,0 2,0/2,0 35,0/15,0
• Данные в числителе — для технологического и подъем ио-транспортного оборудования, в знаменателе — для электротехнического.
стью ремонтного цикла. Трудоемкость ремонтных воздействий на оборудование определяется в свою очередь категорийностью объектов оборудования, выражаемой в единицах ремонтосложности R, и удельной, т.е. приходящейся на единицу ремонтосложности, трудоемкостью всех видов работ.
Единица ремонтосложности — это простейший объект оборудования данного вида или условный механизм, трудоемкость всех видов работ по ремонту которого принимается за единицу. Для металлорежущих станков за единицу ремонтосложности принят условный механизм с трудоемкостью ремонтных воздействий, равной Vii части трудоемкости всех видов работ по ремонту токарно-винторезного станка 1К62, отнесенного к 11-й категории ремонтосложности (11/?). Для электротехнического оборудования единица ремонтосложности — асинхронный электродвигатель мощностью 0,6 кВт с короткозамкнутым якорем.
Виды ремонтных воздействий и их трудоемкость на единицу ремонтосложности приведены в табл. VI.3.14, категории основных видов производственного оборудования, а также данные о структуре и длительности соответствующих ремонтных циклов — в табл. VI.3.15.
Данные табл. VI.3.14 и 15 позволяют рассчитать годозой объем работ производственных участков ОГМ, пользуясь формулой
TI]l = kuklk^XlRt^-, ' (VL3.9) • 7 цкл/
где Ам— коэффициент, учитывающий модернизацию оборудования, а также ремонт оборудования, не вошедшего в расчетное число = 1,15—1,2);
At— коэффициент, > итывающий получение запасных частей к оборудованию со стороны (At 1—0,006 (/73 ч — 20), где П3 ч — фактический процент поставок запасных частей);
А.— коэффициент, учитывающий централизованный капитальный ремонт оборудования (А. -1—0,003 (Z/K p—10), где Цк р — фактический процент капитальных ремонтов, выполняемых иентрали-иванно);
X — количество обору ювания, шт.;
430
Таблица'УГ.ЗЛб '
Данные для проектирования слесарно-мехаиичесного участка ОГМ
Вил оборудовании Категория ремонтосдож-иости» Ремонтный цикл
Длительность** Тцкл. г Количество воздействий за никл по юс видам
° 1 м | С К
Станки металлорежущие, работающие инструментом: лезвийным 6—14/5—10 6,5 g 6 2 1
. абразивным Модогы кузнечные с мае-, сой падающих частей, кг: 75—150 250-400 Прессы: фрикционные и гидравлические 8—13/5—8 5-7/2--4 10—13/4—5. 10—13/3—5 5.4 5.3 3,8 4.8 12 18 3 6 2 2 . 1 1
- кривошипные Все виды технологичес- 10-16/5-7' 4.0 5.4 18 ' 8 1 * ‘ i
кого оборудования категории /?«£4 Грузоподъемные устройства: электротали 1—2 т кран-балки 2—3 т 2—3/3-4 5—8/9—10 7,0 32 7 • 1
- кран мостовой 5 т 9—13/16 ъ
• В числителе — категория механической части, в знаменателе — электрической.
•• Прн лву’сменной реботе.
Rt— категория ремонтосложности;
/цгл — трудоемкость работ на единицу ремонтосложностн за «цикл, чел-ч;
Гцкя — длительность ремонтного цикла, г. ,
Количество рабочих ремонтно-строительной группы рассчитывают по эмпирической* формуле > , ,
' +дС*‘ ’ (VI-3 10)
Ср^рГ
где С —'стоимость ремонтно-строительных работ, выполняемых в течение года,
₽ Р РУ®- (ее принимают в размере »?% от стоимости зданий к сооружений); СК(—объем капитальных вложений, реализуемых в течение года, руб.;
сср —средняя выработка одного рабочего руб./день. (еср--12—14 руб./день); Дрг — число рабочих дней .в году.
, , г •- *
л
8. Проектирование складов, лабораторий и расчет транспортных средств
Складское хозяйство авторемонтного предприятия включает в себя склады производственные — комплектовочный; склад деталей, ожидающих ремонта (ДОР); промежуточные кладовые;
' ' ' 43J
• i
1
ИРК. и общезаводские — запасных частей; основных и вспомога-тельных материалов; химикатов; лакокрасочных изделий; топлк во-смазочных материалов; металлов; • метизов; лесоматериалов; карбида кальция; утиля; ремонтного фонда; готовой продукции; ЦИС.
При определении площади складов расчеты ведут, как правило, по формуле
FCKA = -^k, (VI.3.11)
где QxpZ—хранимый запас i-го материала, т;
д?я — грузонапряженность полезной площади склада, т/м2; k — коэффициент, учитывающий проходы и проезды.
Хранимый запас материалов определяют на основании данных о годовой программе предприятия N шт./год, о нормах расхода материалов на единицу продукции g кг/шт., а также о расчетных нормах запаса данного материала выражаемых в днях запаса, пользуясь следующим выражением
Дрл 1000 ’
где Д — число рабочих дней в году;
1000 — коэффициент пересчета.
Расчетные нормы запаса для основных материалов, изделий, деталей приведены в табл. VI.3.16.
Грузонапряженность полезной площади склада qya принимают при хранении на стеллажах 0,3—0,4 т/м2, при хранении на полу в штабелях — 4,5—6,0 т/м2. Величину коэффициента, учитывающего проходы и проезды, принимают в пределах Л=1,74-4-3,0.
ч Таблица VI.3.16
Нормы запаса
Материалы, изделия, детали Расчетная норма запаса, дней
Запасные части Комплектующие изделия, металлы, лакокрасочные изделия, химикаты Вспомогательные материалы, ГСМ Метизы, пиломатериалы Ремонтный фонд Готовая продукция 25—30* 20—25 15-25 15—20 10—15 4—6
• Приведены нормы запаса для условий снабжения с местных баз. При снабжении знводамн-поставщнками нормы увеличиваются в 1,3—1,5 раза.
432
Лесоматериалы хранят в штабелях, площадь склада для , их хранения рассчитывают по формуле
/гСКл.л = ^-/пп*, (VI.3.12)
"шт
где <?хр л — хранимый запас лесоматериалов, плота. ма;
0ШТ — объем лесоматериалов в штабеле, плоти. , м»;
/шт — площадь, занимаемая штабелем, м*;
А— коэффициент, учитывающий проезды (4=2+3).
Количество рабочих на складе рассчитываю*? по формуле
О k
<VL313>
, ’см^р.г
где 0гд — годовое поступление материалов, т;
*гп —коэффициент грузопереработки (Агп = 2—6):
0СМ —норма переработки грузов одним рабочим, т/смена;
Др г —число рабочих дней в году.
.Внутризаводской транспорт авторемонтного предприятия х предназначается для обеспечения перемещения объектов ремонта при осуществлении технологического процесса внутри производственных участков и между ними, а также .для подвоза основных и вспомогательных материалов, комплектующих изделий н.т. п. При проектировании ремонтных предприятий виды транспортных средств, их типоразмеры подбирают по соответствующим проспектам и каталогам с учетом' опыта ‘ действующих предприятий, особенностей объектов ремонта и требований технологии. Количество потребного оборудования рассчитывают. Количество мостовых кранов для отдельного пролета цеха определяют исходя из количества крановых операций за смену пко и средней длительности крановой операции 1КО, мин, по формуле
А'“=-йЙг- (VL314>
где <си — длительность смены, ч;
Ч — коэффициент, учитывающий простои крана в ремонтах (tj — 0,96-*-0,97).
Среднюю длительность крановой операции определяют из выражения
^ко — Ч- tn 4~ tpi
где lCf — длина пробега, м, равная ~0,5 длины обслуживаемого участка;
v—скорость передвижения крана, м/мии;
и / — соответственно время на погрузку и разгрузку, включая подъем и опус-р канне груза, мин.
15—5592
433-
Количество электрокаров для межцеховых перевозок Хэк ра| считывают по формуле
(VI.3.I5
. V ^гд яср Gp.o
где Сгд — масса о(\ьектог ремонта и материалов, транспортируемых в течение гола, т лср - средняя кратность транспортировки (лср »Зч-5);
/тро—средняя длительность транспортной операции, определяемая аналогиям длительности кряновой операции, мнн;
q9K - грузоподъемность электрокара, т;
т‘нсп" коэффициент использования грузоподъемности (чнсп — 0,8ч-0,85).
Гфо — фонд времени оборудования.
В функции лабораторий авторемонтного предприятия входит решение следующих основных задач:
контроль, ремонт и юстировка измерительных средств, а также контроль режущего и другого инструмента, приспособлений приборов;
испытание, исследование и анализ производственных материалов для установления их соответствия действующим стандартам и ТУ;
контроль и химический анализ производственных растворов, стоков и выбросов;
участие в совершенствовании действующей технологии, а также оборудования и оснастки для ее осуществления, в выявлении причин производственного брака и „ыработке мер по их устранению, в освоении новой технологии и оборудования;
оказание помощи ОТК в анализе причин в случаях преждевременного отказа в работе продукции завода.
Состав лабораторий, численность их персонала, состав оборудования и занимаемые площади зависят от производственной мощности и специализации предприятий.
Наиболее полная номенклатура лабораторий — измерительная, лаборатория механических испытаний и металлографических и других исследований, химическая, фотолаборатория — предусматривается для предприятий с программой более 700С приведенных капитальных ремонтов в год. На предприятиях с меньшей программой последние три лаборатории могут входить в состав объединенной лаборатории в качестве ее отделений.
Численность персонала измерительной лаборатории (включая ИТР) определяет из расчета 1.5—1,7% от обшей численности станочников, слесарей и дефектовщиков (контролеров), занятых в основном и вспомогательном производствах. Персонал других лабораторий насчитывает обычно 2—5 чел., в числе которых должны быть металловеды и химики.
Площадь лабораторий определяют по площади их оборудования, которое подбирают с учетом особенностей предприятия по
Верещак Ф. П., А б е л е в и ч Л. А. Проектирование свторемоптных предприятий. М., Транспорт, 1973.
434
соответствующим примерным перечням1. Общая площадь лабораторий крупного предприятия составляет ПО—120 м2. Общая площадь распределяется между лабораториями в процентном отношении примерно так: измерительная 34%, механо-металлографическая 30, химическая 27, фотолаборатория 9%.
Согласно рекомендациям Комитета Стандартов СССР для обслуживания объединений ремонтных предприятий целесообразно создавать базовые лаборатории, оснащенные полным набором необходимого оборудования.
9. Компоновочные и планировочные решения
Выполнение всех предшествовавших этапов проектирования позволяет разработать компоновку производственного корпуса, т. е. план размещения производственных и складских помещений, обеспечивающий: наилучшую технологическую взаимосвязь между ними, наиболее рациональные грузопотоки, соблюдение действующих строительных, санитарно-технических и противопожарных норм и правил.
Основу компоновочного решения составляет принятый вариант схемы технологического потока —• прямой поток, Г-образный или П-образный
На выбор схемы технологического потока оказывают влияние: объект ремонта, принятые технологические решения, габаритные размеры и рельеф участка, отведенного под строительство, а также экономические соображения.
На рис VI.3.7 представлены варианты схемы технологического потока применительно к предприятию по ремонту полнокомплектных автомобилей Общая
площадь производственного корпуса во всех трех вариантах принята одна и та же, а соотношение размеров сторон корпуса и расположение административного корпуса отражают реальные решения.
Ремонт полнокомплектных автомобилей обусловливает большую протяженность технологического потока по сравнению, например, с ремонтом агрегатов. При вытянутой в глубину форме участка строительства предпочтительна схема с прямым потоком. Следует, однако, иметь в виду, что при большой протяженности прямого потока производственный корпус будет слишком
Рис. VI.3.7. Схема размещения групп производственных участков авторемонтного завода при: прямом (а), Г-образном (б) и П-образном (в) технологических потоках
/ — участки восстановления и изготовления деталей: 2 — разборочные участ ки; 3 — кузовные участки; 4 — сборочные участки; 5 — административный корпус
15*
435
Рис. VI.3.8. Компоновка производственного корпуса авторемонтного завода с Г-образным технологическим потоком
I — кузнечно-р' ссорный участок: 2 — сварочные участок; 3 — газогенераторная станина. 4 - термический участок, 5 — полировальная; 6 — генераторная: 7 — галы-аннческнй учасг эк; 8 — испытательная станция; 9 — трансформаторная подстанция; 10 — кладовья обойного участка; Л — обойный' участок; 12 — склсд хнмнкатов, лакокрасочных материалов н мазута; 13 — мсднгцко-радиаторный участок; 14—участок ремонт i электрооборудо* виння, 15 — участок рем жта приборов питания; 16 — санузел; 17 — инструментально раздаточная кладовая; /8 — эаточнъ й участок; 19 — промежуточн >я кладовая; 20 — про межуточная кладовая вспомогательного учзстк 2! — электрлремонтный участок главного мех^ннкь; 22 — ^..-с-рно-мехапичьский участок вспомогательного производства; 23 — *ле-сарно-механнческнй участок восстановления деталей, 24 — участ".' двигателей и агрег и тов; 25 — уч iCtok сборки автомобилей; 26 — участок ремонта кабин и кузовов автомо билей-самосвалов; 27 — малярный участок; 28— жестяницкий участок; 29 — уч-, гон вулканизм цин 30 — склад шин; 31 — участок намизкн; 32 — участок шероховки; 33 — шиномонтажный и подготовительный участки; 34 — склад дет, лей, ожвдающв , ремонта; 35 — участок комг.лектезки и слесарной подгонки: 36 — уч сток ремонта рам; 37 — склад металла 1 материале*); 38 — склад запасных частей. 39 — контрольно-сортировочный участок; 40 — разбор чио-моечный участок: 41 — склад отремонтированных агрегатов; 42 — регулировочный учаетж; 43 — лесосушнлка; 44 — деревообделочный участок; 45 — аккумуляторный участок; 46 — контора; 47 — компрессорная; 48 — адмнннстративно-быто ьые помещения
вытянутым. Это приведет (при данной площади) к увеличению периметра его1, а следовательно, и к удорожанию строительства, и к увеличению расходов на отопление.
1 Увеличение периметра прямоугольника по сравнению с рата с данной площадью можно оценить коэффициентом *п
периметром квад-—
1
где с — отношение длины прямоугольника к ширине. При с = 2. например, k «=1,061. Следовательно, для строительства такого корпуса потребуется сте
новых материалов на 6,1 % больше, чем для квадратного корпуса.
436
Рис. VI.3.9. Схема генерального плана Авторемонтного завода:
глижый корпус (про-взводствещш часть)! 2 — главный корпус (административная часть); 3 — топлявоаящмвочяьН) пункт; 4 — резервуар для воды; 3 — площадка для топлива; 6 — котельная; .7 — дымовая труба котельной; в —. площадка для строительных материалов; $ — площадка для утиля; 10 — крановая астак. II — площадка ремонтного фонда; 13 — площадка для леса; 13 — площадка для металла; 14 — площадка для прииыа и сдачи автомобилей; 13 — площадка для готовой продукции
При разработке компоновки производственного корпуса придерживаются следующего порядка выполнения работ:
суммируют площади всех производственных участков, складских и других помещений, подлежащих размещению в основном производственном корпусе, и увеличивают полученную сумму на 10—15% для учета межцеховых проходов и проездор;
определяют габаритные размеры корпуса с учетом принятой схемы технологического потока, сетки колонн1 и протяженности запроектированных поточных линий;
делят все производственные участки на четыре группы: разборочные, кузовные, участки восстановления й -изготовления деталей и сборочные и, определив суммарные площади этих групп участков, размещают их на плане производственного корпуса в соответствии с принятой схемой технологического потока.
Для заводов по ремонту полнокомплектных автомобилей производственные участки распределяют по группам обычно следующим образом. К группе разборочных относят участки: разборочный, моечный, контроля и сортировки, комплектовки и слесарной подгонки; к группе кузовных — участок ремонта кабин и оперения, кузовной, малярный (при прямом, потоке такйсе регулировочный, аккумуляторный, электроремонтный, медницко-
1 Для авторемонтных предприятий проектируют, как правило, одноэтажные здания с сеткой колонн 18X12 или 24X12 м.
437
Рис. V1.3.10. Планировка участка сборки автомобилей авторемонтного завода;
/ _ механизм открывания-закрывания распашных ворот; 2 — топливный бак (расположен вне помещения); 3 — вихревой насос для поДоЧИ топлива; 4 — стенд для проверки тяговых качеств автомобиля: 5 — измерительная установка с тахометром (входит а комплект стенда); 6 — световое табло (входит в комплект стенда); 7 — весовая установка для замера расхода топлива (входит в комплект стенда); в — топливный бак (входит в комплект стенда); 9 — регулировочный реостат (входит в комплект стенда); Ю — пульт управления стенда для тяговых испытаний; И — стенд для проверки тормозных качеств автомобиля с пультом управления 7/z; 12 — конторский стол; 13 — топливозаправочная колонка; 14 — смазочно-заправочная установка; IS — слесарный верстак: 16 — стеллаж для деталей; 17 — стеллаж для подушек н спннок сидений; 18 — стеллаж для аккумуляторных батарей; 19 — стеллаж для крыльев; 20 — стенд для сборки кабин с оперением; 21 — стеллаж для рулевых колонок; 22 — подъемный стол; 23 — ролыаиг; 24 — стеллаж для радиаторов и топливных баков. 25 — конвейер для сборки кабин; 26 — стенд для сборки двигателя с коробкой передач; 27 — стеллаж для карданных валов; 28 — стелл 1Ж для хранения автомобильных стекол. 29 — полочный стеллаж; 30 — одноярусный стеллаж для колес; 31 — склизли; 32 — подъемный стол; 33 — гайковерт для а вертывання гаек колес, 34 — стеллаж для рессор; 35 — кантователь рам с ручным приводом; 36 — приело
собленне для установки передних рессор; 37 — приспособление для установки задних рессор. 38 — приспособление для установки задией дополнительно* рессоры: 39 — стеллаж для трубок; Ю и 43— электрические подвесные однобалочные краны (1,0 т); 41 — кран консольный поворотный с электроталью; 42 — грузонесушнй конвейер с тяговой цепью; 44 — электрическая таль на монорельсе; 45 — электрический подвеской однобалочиый кран (1,0 т) во взрывобезопасном исполнении; 46 — консольный поворотный кран с пневматической талью (0,8 т);
47 — подвесной конвейер непрерывного действия
Рис. VI.3.11. Планировка кузнечно-рессорного участка авторемонтного завода < программой 5000 капитальных ремонтов автомобилей ЗИЛ-130 в год:
1 — ларь для угля и инструмента; 2 — горн кузнечныЛ на один огонь; 3 — подставка под разметочную плиту; 4 — плита разметочная; 5 — подставка под наковальню; 6 — наковальня однорогая; 7 — точильне-шлифовальный станок; 8 — вентилятор центробежный высокого давления; 9 — пресс однокрнвошнпный открытый двухстоечный, простого действия; 10— то же. с передвижным столом н рогом; // — бак для мазута; /2 — молот ковочный пневматический; 13 — печь пламенная нагревательная камерная; 14 — стеллаж для рессорных листов; 16 — установка для смазкн рессорных листов; 16 — рольганг; 17 — стенд для очнеткн рессорных листов; 18 — стенд для разборки и сборки рессор; 19 — рольганг; 20 — машина для формовки и закалки рессорных листов; 21 — щит управления к электрической печи; 22 — электропечь сопротивления камерная: 23 — ванна для охлаждения рессорных листов при термообработке; 24 — всртикалыю-сверлнльный станок; 25 — стенд для испытании рессор; 26 — станок для рихтовки рессорных листов; 27 — рольганг; 28 — моечная машина для рессорных листов; 29 — аппаратный шкаф; 30 — край консольный поворотный; 31 — стол конторский
радиаторный участки); к группе ЦВИД —• слесарно-механический, кузнечно-рессорный, термический, сварочно-металлизацион-ный, гальванический, полимерный, инструментальный, участки ОГМ; к группе сборочных — участок ремонта рам, сборки агрегатов, сборки двигателей с испытательной станцией, сборки автомобилей.
Складские помещения включают в состав групп производственных участков с учетом обеспечения целесообразной технологической взаимосвязи и рациональных грузопотоков.
440
21000
5300
0500
Комната
Вентиляторная
Складские помещения
25500
Подготовительная
0000
холодной н горячен водой;
агрегат Р\К1-12/6-630-4; 8 — ванна нейтра-деталей; 10 — щнт управления н< грином эзект*
Кладовая текущее, запаса химикатов
Нейтрализа,-
10 _JL ционпая^ | J__________________
oS^L*1 ф| -z фф[о1 у j § I
30
Рис. VI.3.12. Планировка гальванического участка завода по ремонту ситовых агрегатов грузовых автомобилей с программой 23 тыс. капитальных ремонтов в год: / — ванна 1.роточ** >й холодной промывки; 2 — ванна осгалив! ния; 3 — выпрямительный агрегат ВАКГ-12/6-1600-4; 5 — ванн, с проточной холодной н горячей водой; 6 — ванна члекгролн
тнческого об< зжнрнвания; 7 — выпрямительный ---------- ” *‘ " ----- —“—
лизацни; 9 — стол . тя монтажа и демонтажа ___________ ._ —.... ,---------- --г----- -----
ролнта осталивания УВПО; II— установка вневанного проточного осталивзния УВПО; 12 — выпряг(тельный грсгат ВСМР-200; 13 — установка для осталивания отверстий под подшипники в картере коробки передач: 14 — кран консольный поворотный: IS — стол для монтажа коленчатых валов на подвески н изоляции мест, нс подлежащих покрытию; 16 — ванна •электролитического обезжиривания колен-'зтых Валов; П — ванна для анодного травления коленчатых валов; 78 — пульт управления всимметричным переменным током ваии осталивания; 19 — ванна хромирования; 20 — ванна-уловитель хромового электролита; 21 — стеллаж для деталей; 22 — ванна электролитического обез-• ирншан.; 23 — ванна проточной горячей промывки; 24 — ванна химического травления; 26 — ванна цинкования; 26 •— ванна-уловитель злектрол — _ 7 — ванна меднения; 28 — ванна никелирования; 29 — стеллаж для деталей; 30 - раковин i умывальная; 31 — монорельс с влектротеяъферон 32 — стойка для деталей; 33 — шкаф сушильный: 34 — стол для накатки шлифовальных кругов; 36 и 36 — шлифо-5 в«л> знхи>| ч । ставки, 37 — стеллажи для деталей; 38 — барабан для цинков |ния; 39 — галтовочный барабан
Пример компоновки производственного корпуса завода е Г-(^ разным 'технологическим потоком представлен на рис. VI.3.8. C|t ма с Г-обраэным технологическим потоком, так же как и с П-46 разным потоком, обеспечивает минимальные транспортные пути.! j возможность изоляции разборочно-моечных участков от други: производственных участков. Одним из недостатков этих схем Яр ляется непрямолинейность перемещения рамы.
Разработанная компоновка производственного .корпуса явля ется основой при решении схемы генерального планр При разработке проекта генерального плана учитывают особеф пости рельефа участка, транспортную схему, зонирование завцф ской территории, перспективы возможного расширения предприд тия, противопожарные и санитарные требования, организации людских потоков, устройство инженерных сооружений..
.В качестве примера на рис. VI.3.9 представлена схема гене? рального плана завода, производственный корпус которого пока? зан на рнс. VL3.8.
На основании компоновки производственного корпуса разрабатывают затем также планировки производственных участков' Под планировкой подразумевают план размещения оборудования участка, обеспечивающий наивыгоднейшую технологическую взаимосвязь между его' объектами в процессе- производства.
Планировка производственных участков выполняется, как правило, в масштабе 1:100. Оборудование участка располагают в соответствии с разработанным технологическим процессом с соблюдением норм технологического проектирования, санитарно-технических и противопожарных норм и правил, обеспечивая наиболее благоприятные условия для работы, необходимые проходы и проезды, доступ для осмотра и обслуживания оборудования.
На планировке производственного участка, помимо производственного оборудования, должны быть нанесены условные обозначения о размещении рабочих мест, о потреблении электроэнергии, воды,, пара, сжатого воздуха, о вентиляционных устройствах, канализации стоков и т.д. , * '
На рис. VJ.3.10, VI.3.11, V1.3.I2 даны планировки участков сборки автомобилей, кузнечно-рессорного и гальванического, выполненные с соблюдением упомянутых выше требований, норм и правил. 4
К планировкам производственных участков прилагают подробные спецификации оборудования с исчерпывающими данными, необходимыми для'заказа оборудования и для расчетов при разработке других частей проекта.
10. Состав работающих, сметно-финансовые расчеты, технико-экономические показатели
В состав работающих авторемонтного завода, как и любого ipyroro промышленного предприятия, помимо производственных >абочих участков основного и вспомогательного производства, ко
И2
личество которых рассчитано при проектировании этих участков, входят следующие категории работающих:
вспомогательные'рабочие (контролеры ОТК» транспортные рабочие, кладовщики, разнорабочие);
инженерно-технические работники (ЙТР);
счетно-конторский персонал (СКП);
младший обслуживающий персонал (МОП — уборщики цехов, служебных помещений, территории завода, курьеры, телефонистки, гардеробщики);
пожарно-сторожевая охрана (ПСО).
Количество работающих этих категорий принимают в процентном отношении к количеству производственных рабочих: вспомогательные рабочие — 12—15 (в том числе контролеры ОТК 6—8%), ИТР 13—15, СКП 12—14, МОП 2—3. Численность пожарно-сторожевой охраны устанавливают исходя из фактического количества постов согласно схеме генплана.
На основании полученных таким образом данных о численности всех категорий работающих определяют списочный состав работающих по производственным участкам и составляют штатную ведомость управления предприятием. По заводу в целом общее количество вспомогательных рабочих (включая рабочих инструментального участка й уяастков ОГМ) не должно превышать 35— 40% количества основных производственных рабочих.
Стоимость основных фондов определяют по сметам, составляемым отдельно по всем частям проекта, по корпусам, а внутри корпусов — по производственным участкам.
i Материалы техно-рабочего (технического) проекта используют для определения технико-экономических показателей запроектированного предприятия, номенклатура которых была рассмотрена в гл. 2 настоящего раздела. Рассчитанные на основании результатов проектирования показатели сопоставляют с соответствующими показателями, определенными в технико-экономическом обосновании проекта (ТЭО), которые, как известно,- не могут быть ухудшены при разработке проектно-сметной документации.
По результатам проектирования составляют пояснительную записку, включающую основные данные по всем основным материалам проекта в соответствии с требованиями инструкции во разработке проектов и смет для промышленного строительства СН 202-76, и разрабатывают рабочие чертежи, состав которых регламентирован той же инструкцией (см. гл. 1 настоящего раздела)..
ПРИЛО
Данные для корректировки технико-экономических показателей объекта ремонта
— Коррегтм
Условный тип предприятия Назначение предприятия Модель объекта ремонта' Трудоемкость объекта । ремонта
1 2 3 4
I Капитальный ремонт полнокомплектных грузовых автомобилей с карбюраторными двигателями ГАЗ-53А ГАЗ-53Б ЗИЛ-130 ЗИЛ-ММЗ-555 1.0 1.1 1,13 1.24
II 1 То же, на силовых агрегатах, по-стацляемых по кооперации ГАЗ-53А ГАЗ-53Б ЗИЛ-130 ЗИЛ-ММЗ-555 ч 1.0 1,13 1,13 1,28
ш Капитальный ремонт полнокомплектных грузовых автомобилей с дизельными двигателями МАЗ-500" МАЗ-503 КрАЗ-257 КрАЗ-256 1.0/1.8 1.1/2.0 1,25/2,25 1,37/2,52
IV , То же, на силовых агрегатах, поставляемых по кооперации МАЗ-500 МАЗ-503 КрАЗ-257 КрАЗ-256 1,0/1,75 1,13/1,97 1,28,-2,25 1,44/2,53
V Капитальный ремонт автобусов на всех агрегатах, поставляемых пр кооперации ЛАЗ-695Е ЛиАЗ-158 ЛиАЗ-677 ПАЗ-672 РАФ-977 1.0 1,05 1,18 0,84 0,46
VI Капитальный ремонт силовых агрегатов карбюраторных грузовых автомобилей и автобусов ГАЗ-53 ЗИЛ-130 1.0 1,13
VII Канн альный ремонт силовых агрегатов дизельных грузовых автомобилей ЯМЗ-236 ЯМЗ-238 1.0/1.9 1.2/2.3
VIII Капитальный ремонт прочих основных агрегатов грровых автомобилей и автобусов с карбюраторными двигателями * ГАЗ-53А ГАЗ-53Б ЗИЛ-130 ЗИЛ-ММЗ-555 1.0 1,23 1.17 1.43
IX Капитальный ремонт комплектов агрегатов легковых автомобилей (силовой агрегат, передняя цод веска, задний мост, рулевое управление) ГАЗ-21Р ГАЗ-24 «Москвич-412» 1.0 0,95 0,91
Примечание Дл< авто»эбнлей МАЗ-500. МАЗ-503. КрАЗ-157. КрАЗ-256 и их силоэталонной моде.1и автомобиля (агрегата) данного типа, в знаменателе — к< «ффицненты 444
ЖЕНИН
. ' Приложение У
предприятия авторемонтного производства с учетом модели коэффициент приведения /С»)
руемые показатели
Площадь прснз-всдствемко-складскнк . помещений 5ЛСП Съем товерной продукции с 1000 М» snclt Стоимость строительства Соф Выпуск товарной продукции Энерго-вооруженность
на 1<)00 руб. О “ОТ J фондов иа 1 рабочего
S в .7 8 . 9 10
1,0 1,0 1,09 1 09 1.0 1.0 1.07 1,07 1,0/1.6 1.0/1,6 1,19/1,9 1,19/1,9.. L0/I.5 1,0/1.5 1.13/1,7 1,13/1,7 1,0 1.0 1.1 0,85 0.55 1,0 1.16 » 1.0/Г.8 1,22/2,2 !:8 1,18 1,18 1.0 1,0 0.83’ 1.0 1,0 . 0,92 0,92 1.0 1,0 " 0,935 0,935 1,0/0,625 1,0/0,625 0,84/0,525 0,84/0,525 1,0/0,665 1,0/0,665 0,78/0,445 0.78/0.445 1.0 1,о 0,91 1,18 1,82 1,0 0,86 1,0/0,55 0,825/0,455 1.0 1,0 0,85 0,85 1.0 1.0 . '1,2 . 1,0 1,0 1,08 1.08 1,0 ' 1.0 1.66 1,06 < 1,0/1,52 1.0/1,52 1,15^1,75 1,15/1,75 1.0/1,45 1.0)1,45 1,15/1,67 1,15/1,67 1,0 1,0 1,1 0,84 0,51 1.0 1.» 1,0/1,6 1,2/1,9 !:8 1,13 1,13 1.0 1,0 0,84 1.0 1,0 0,93 0,93 1,0 1,0 0,945 0,945 1,0/0,65 1,0,0.65 0,87/0,565 0,87/0,565 • 1,0/0,69 . 1,0/0,69 0,87/0,60 0.87/0,60 1,0 1.0 0,91 1,19 1,96 ' 1.0 0,91 Г,0/0,62-0,835/0,52 1.0 1.0 0,885 0 885 1,0 1,0 1.19 1.0 0.91 0,885 0,81 1.0 0,885 0,885 0,78 1,0/0 53 1,0 С,53 0.9/0,42 • 0,8 0,42 1,0/0,575 1,0/0,575 0,78/0.445 0,78/0,445 1.0 0,95 0,85 1,19 ’2,18 1.0 0,88 1,0/0,515 0,83/0,43 1.0 0,815 0,655 0,70 1,0 1,05 1.11 1.0 1.0 * 1,0- 1.0 1,0 1.0 1.0 ' 1.0 1.0/1,75 1,0/1,75 1.22,2 14 1,22/2,14 1,0/1,83 1,0/1,83 ’ 1,21/2,2 1,21/2.2 1,0 1.0 • 1,05 0.9 0,55 1,0 1,0 .1.0/1,' i 1,14/1,86 ’ 1,0 1.0 1,0 1.0 1.0 0,93 0.87
ых агрегатов ЯМЗ-236 и ЯМЗ-238 ухмяны: в числителе — кояффици.мты приведения к ’ Пр>...едслия к автомобилю (агрегату). ГАЗ-5ЭА.
445
Технико-экономические показатели предприятий авторемонтного прои 1водсть (коэффициент прив
Условный тип предприятия Назначение предприятия и эталонная модель объекта ремонта Обозначения величин Технику Трудоемкости объекта ремонта, чел-ч
1 2 3 4
1 Капитальны,, ремонт полнокомплектных ^2000 175
грузовых автомобилей с карбюраторными дви- ь 4,24
гателямн; ГАЗ-53А с —0,19
II То же, на силовых агрегатах, поставляе- TZjoOO ’ 133
мых по ко >перации ГA3-53A ь 4,24
с —0,19
III Капитальный ремонт полнокомплектных 772000 315
грузовых автомобилей с чизельными двигате-' Ъ 3,93
лями; МАЗ-500 С —0,18
IV То же, на силовых агрегатах, поставляе- П2000 235
мых по кооперации; МАЗ-500 ь с 3,37 —0,16
V Капитальный ремонт автобусов ЛАЗ-695Е П юоо 620
на всех агрегатах, поставляемых по коопе- Ь 2,29
рации; ЛАЗ-695Е С -0,12
VI К; питальный ремонт силовых агрегатов ГТ ю ооо 35
грузовых автомобилей и автобусов с карбю- Ъ 3,8
раюрными двигателями; ГАЗ-53А С —0,145
VII Капитальный ремонт силовых агрегатов ГТю ооо 65
грузовых автомобилей с дизельными двига^- b 5,25
лями; ЯМЗ-236 С —0,18
VIII Капитальный ремонт прочих основных ГТ ю ооо 17,5
агрегатов грузовых автомобилей и автобусов Ъ 3.8
с карбюраторными двигателями; ГАЗ-53А С —0,145
IX Капитальный ремонт комплектов агрега- ГТ ю ооо 38
тов легковых автомобилем (силовой агрегат. Ь 3,8
передняя подлеска, задний мост, рулевое управление); ГАЗ-21 Р «Волга» С 0,145
X Централизованное восстановление базо- 100***
вых деталей b 1,845
С - (Г,072
• Индекс при показателе П соответствует программе предприятия, принятой за эталонную.
•• Программа указана п тыс. руб.
••• Все показатели для заводов этого типа отнесены к 1000 руб. товарной продукции.
446
Приложение 2
для yi. онных условий и данные для их корректировки с учетом программы деняя Kt*=bNc )
экономические показатели
Площадь производственно-складских помещений 5псп-“,/'“п- ₽ Съем товарной продукции с 1000 м’ Sncni кап. р/1000 м> Стоимость строительства, руб./кап. р. Выпуск товарной продукции Энерговооруженность, кВт/кап. р.
кап p./lOOO руб- основных фондов кап. р./ рабочего
Е 6 7 8 9 10
5.2 192 1200 0,86 7,4 1,35
15,42 0,0648 22,5 0,0445 0,236 9,06
—0,36 0,36 —0,41 0,41 0,19 —0,29
4,3 233 1000 1.03 9.4 1.15
9,78 0,1022 19,35 0,0517 0,236 9,06
—0,30 0,30 -0,39 0,39 0,19 —0,29
R.30 120 1830 0,56 3,9 2,38
12,3 0,0807 11,37 0,088 0.255 4,58
—0,33 0,33 —0,32 С 32 0,18 - 0,20
6,5 155 1450 0.71' 5,4 -.10
7,78 0,1316 9,07 0.1102 0,297 2,90
—0,27 0,27 —0,29 0,29 0,16 —0.14
10 10Q 2400 0.43 2,00 3.50
3,23 0,31 3,02 0,331 0,437 4,27
—0,17 0,17 —0,16 0,16 0 12 —0.21
0,65 1540 200 5,15 37 0,35
25,1 0,0398 19,0 0,0525 0,263 5,25
—0,35 0,35 —0,32 0,32 0,145 —0,43
1.17 855 320 3,2 1Q 0,57
8,31 0.12 8,31 0,12 0,19 36,30
—0,23 0.23 —0,23 0.23 0,18 - 0,39
0,62 1610 125 8,25 - 74 0,26
22 9 0,0436 15,85 0,063 0,236 5,25
—0,34 0,34 —0,30 0,30 0,145 —0,43
0,60 1670 190 5,4 33 0,87
25.1 0,0398 19,0 0.525 0,263 57,60
-0,35 0,35 —0,32 0,32 0,145 ' — 0.4-
2,2 455 600 1700 8 2 0,8
4.25 0,235 3,59 0,279 0,542 1,91
—0,17 0,17 —0,15 0,15 0,072 - 0,074
448
П рило же ние 3
Трудоемкость и процентная разбивка по видам работ на капитальный ремонт автомобилей и агрегатов ГАЗ-24 «Волга» и «Москвич-412» при программе 2 000 шт. в год
п'п Наименование работ Автомобиль на базе готовых агрегатов Сизовой агрегат Комплект агрегатов Всего на автомобиль
Автомобиль Электрооборудование Кузов Двигатель со сцеплением Питание иа двигатель Электрооборудование на двигатель Коробка передач Задний мост Передний мост Рулевое управление Карданный вал
Подмоториая рама и лол , Корпус Углубленный ремонт Капот, крышка багажника, крылья, двери, отопитель
1 2 а б в Г д е ж И к Л м И О п Р
I Трудоемкость на ГАЗ-24 «Волга», ч 56,2 9,0 5,5 185,0 12,6 48,7 32,0 1,2 3,8 8.5 12,0 16,0 1.8 3.2 397
II Трудоемкость на «Москвич-412», ч 45,0 7,2 4,4 147,6 10,0 39,0 27,0 1,0 з,о 6,2 9,6 12,8 1,4 2,6 318
Процентная разбивка трудоемкости по наименованиям работ
1 2 Разборочно-сборочные и ремонтно-кузовные работы Предварительная мойка Предварительная разборка 0,75 8,7 — — 0,75 5.1 — 0,91 8,0 1.47 6,55 0,92 2,11 6,25 — 0,31 2,76
3 Мойка подразоб-ранного автомобиля 0.6 — — — — — 0,41 — — 1,82 1,31 1,05 3,65 5,23 0,38
4 (агрегатов) Окончательная 5,1 — — — 5,1 — 4,56 10,65 10,5 13,3 22,85 4.54
5 6 разборка на узлы (детали) Разборка узлов Мойка деталей 0,6 0.6 — — 0.6 0,35 — — 6,24 0.8 2,72 2,1 11,4 2,28 9,85 1,65 13,15 0,92 3.65 3,90 1.7 0,52
7 Снятие нагара, -накипи, старой 0,45 — 1,05 •—
краски
8 ‘Дефектоскопия (контроль-сортиров- 0,45 — 1,8 0,25 о,<
J ка) деталей /
g Комплектование и 0,75 — 0,45 ——
селективный подбор
10 ’ Сборка узлов 1.8 — 2,65 —
ii 12 Общая сборка из узлов (агрегатов) 49,1 — 7,9 — —
Испытание и регулировка 6,2 — — — —*
13
Доукомплектова- — — — — — —
ние
14 Разборочно-сборочные работы и испытание — 100 — — “-
15 Медницко-радиаторные Шиномонтажные 2,7 — — — —
16 2.3 . .и. __ —
работы и ремонт дисков колес
Ремонтные работы
по кузову
17 Жестяницкие — 51,0 20,0 50,0 73,
18 Жестяницко-слесарно-сборочные —— — — 19,0 — 9.1
19 Паяльные 4,1
20 - 21 Обдирочно-шлифовальные ' — — — 1,75 — —
Сварочные — 43,6 10; 5 50,0 16,
22 Обойные — —л 12,2 —— __
.23 Арматурно-слесарные —* — — 8,4 —
61Ф
5 Ав 3,9 5,^ 5,25 8У44 6,1 4,85 17,0 13,1 0,66 - 1,25
4,7 3,88 8,4 11,48 8,2 5,27 8,9 9,8 1,46
22,6 __ __ 27,4 18,0 27,0 — —. 4,94
24,45 —• — 17,1 16,4 14,5 41 iO 40,5 17,9
11.7 — — 5,7 — — 2,33
10,2 — 9,11 11,17 — 1,32
— 87,6 83,2 — 9,84 7,9 — —• 5,88
2,2 — — — —. — 0,62
• - 0,41
3 19,36
3 Г 8,7.
1,82 -
— 0,77
3 9,1
4,73
3,74
1 В • 1
24 Грунтовочные и малярные 0,9 — 3,6 10,6 —
S288S 8S
Итого, % 100 100 100 100 100
% от общего объема работ 91,8 95,8 100 69,0 100
Ремонт блока цилиндров Слесарные
Гидравлические —
испытания
Прессовые —
Расточные для ГИЛЬЗ — Л' *— — —
Хонинговальные .
Расточные для
гнезд коренных подшипников - *
Итого, %
% от общего объема работ
Ремонт коленчатого вала Слесарные
Шлифовальные — ' ....
Полировальные — • —
Токарные — —» — —
Итого
% от общего объема, nafer 5„ .
Продолж. прилож. 3
е * К к • Г в 0 п
0,6 0,25 —— 1,05 0,91 0,98 0,66 6,25 2,62 4,8
100 100 100 100 100 100 100 100 100 100
67,2 51^6 94.8 93,0 51,6 54,4 69.0 70,8 46,0 71.7
•
— 32,8 — —. — «ас- —— — 32,8
6,7 — — *— —. — —- 6,7
— 4,6 —» — - — , । f в 4.6
30,4 —" —— — — — — 30,4
16,4 — — » 1 16,4
9,1 — —* — 9.1
100 100
14,4 1.2
-— 19,6 * - 19.6
— 48,6 — — » —- 48,6
— 15,2 — — — — —— 15.2
=— 16,6 — —- - — — — — — 16,6
100 100
6,0 0,5
35 36 Восстановление деталей Механические и штамповочные Слесарные — 42,0 20,0 — 42,6 23,4 1 1 1 1 56,0 27,9 25,0 75,0 67,64 5,4 48,8 29,3 43.1 14,65 41,0 24,8 41,3 50,0 31,1 50,0 36,25 20,25
37 Г азосварочные 22,2 6,0 — — — 50,0 3,8 -—. 2,7 1,95 2,94 1,46 2j2 9^5
38 Электросварочные 20.4 6,0 — ~— — — 1,9 — — 5,37 7,05 0^88 2,2 5.0 1,85
39 Вибро дуговая наплавка — - — — — — 2,4 — 2,7 2,44 12,1 14,6. 4,3 9,45 2,00
40 Наплавка под флюсом —• — — — — — — — 1,22 7,45 — — 3,90 0,5
41 Кузнечные 20,4 » — — — — 0,55 — — 1,22 6,85 8,77 1,95
42 Рессорные 29,7 L35
43 Термические 7,3 — — — — » 0,1 —- — 2,44 1,95 1,76 — 0,55 0^65
44 Металлизацион-ные — — — — — 0,75 — — — — — 0,1
45 Гальванические (и полировочные) 26,0 — 7,0 — —— . 2,8 — 8,1 3,63 1,95 4,39 — — 4.9
46 Полировочные — —- 22,0 —— — — — .— — 12,2
47 Полимерные — — — — 50,0 3,8 —• 13,5 3,63 1,96 2,34 — — 8Л
Итого, % 100 100 — 100 — 100 100 100 100. 100 100 100 100 100 100
% от общего объема работ 8,2 4,2 — 31,0 — 32,8 28,0 5,2 67,6 48,8 45,6 31,0 ’29,2 54,0 26,6
от трудоемкости по механическим и слесарным работам при восстаков-путем делевня указанных трудоемкостей
Примечания. 1. Трудоемкость на изготовление деталей принимать 20 % Ленин деталей. S
2. трудоемкость на капитальный ремонт автомобилей ГАЗ-21 * Волга _> и <Москвнч-417, 408.» получают на 1,5.
9 Комплектование, слесарно-подгоночные работы н селективный подбор Сборка узлов 8,35 — 5.40 — - 5,15 — - — 4,70 22,66 4,74 3,88 8,40 11,48 27,40 8,20 18,00 14,10 19,65 6,27 27,0 4,70 41,9 8,90 9,80 5,50 8,Ю
10
11 Обща* сборка из узлов 40,00 55,40 — — — — — — —— 24,45 47,4 — 17,1 16,4 21,05 14,5 4,7 41,0 42,5 18,90
12 Испытание и регулнров- юзо — 9,65 — — — — — — 11.70 9,48 — 5,70 14.05 — 10.45 5,20
ка Постановка рессор
13 Доукомлпектованне — — — — •— — — — 16,20 — —- — —— 9,11 - 11,17 - — 2,45
14 Разборочно -сборочные — •— 54,0 — 100,0 14,9 15,3 36,20 33,00 __ — 87,6 83,2 9.84 - 7.90 - — 13,80
работы и проверка испы- Тормозные камеры
т&ннем
15 Медницко-радиаторные 1,00 — 22,0 86,5 —- -4- — — — 2,20 — ___ — 3,0
16 Шиномонтажные работы н ремонт дисков колес 7,50 1,40
17 Деревообделочные 22,35 1,30
18 Обойные 16,0 2,65
19 Жестяницкие — — — 7,Ю 26,65 63,8 36,25 6,70
20 Арматурно-слесарные — —- — — — 28,2 1.0 — 7,45 5,21
21 Малярные 3,10 5,15 1.80 6,4 — 7,8 15,4 5,80 5,30 0,25 1.90 — 1,05 0,91 0,98 1.12 0,66 0,08 6,25 2,62 3,50
Итого, % % от общего объеыа 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100
работ 86,5 71,3 95,5 93,0 86,5 81,5 76,0 87,5 &9J0 51,6 51,6 94,8 93,0 51,6 54,4 62,4 69,0 87,6 70,8 46.0 72,5
РЕМОНТ БЛОКА
ЦИЛИНДРОВ
22 Саесарные 32,80 32,8
23 Гидравлическое нспытд- 6,75 6.7
нйс
24 Прессовые 1.55
25 Расточные для гильз 30,40 30,5
26 Хонинговальные 16,40 16,4
27 Расточные (для гнезд коренных подшипников) 9,10 9,1
Итого, % 100 100
% от общего объема ра-
бот 14,40 2,85
РЕМОНТ КОЛЕНЧАТО-
ГО ВАЛА
28 Слесарные 19,60 19,6
29 Шлифовальные 48,60 48,7
30 Полировальные — — — — — — •— — 15,20 — —— —— — — 15,2
31 Токарные 16,60 16,5
Итого, % 100 100
4*. % от общего объема ра- 1
a бот 6,00 1.21
сл Приложение 4
Трудоемкость и процентная ра >бнвка по видам работ на капитальный ремонт автомобитей и агрегатов ЗИЛ-130 и ГАЗ-бЗА при годовой программе в 2000 шт.
Автомобиль на базе готовых агрегатов Снлоаой агрегат Комплект агрегатов »-
X л ш « о
м п/п Наименование работ атомобиля на шасси 3 X о X « о ч >» о Я атформа и t* о л О. о иа дзигатед X о ч ° ю ? передач ост без ре заднего МОСТ правление кт ел ем SS Ш 4» 5 * Ц ч ПОЛКОКОМП. «быль
всем а: X со $ а. ч и !ектро< шасси бнна X X ОА а. о> i зов-пл ч ь о D. С X таияе ектроо ДВИГВ1 3 киий м стора D. О X X ч D. евое у роусид D. О и 3 X X ч • о о Ч 4-
а а. О Фх Ж О ч и 2£ 5s о 2* С 4 ям Ф X о го ч н ££ ч Все нь..
1 2 а б в г д е ж н к Л М н о л р с т У ф X ц
I Трудоемкость на ЗИЛ-130, ч 37,18 9.64 2.95 3,64 3,78 30,70 6,09 0,86 10,36 35,53 3,89 4.76 7.98 10,55 10,38 5,78 3,13 195,0
•
105,2 54.6 35,02
11 Трудоемкость на ГАЗ-бЗА, ч 34,16 8,87 2.7. 3,35 3,47 |28,36 5.59 0,79 930 35,18 |2.42 4.72 7JBS 9.47 432 Iм3 138 2,80 175,0
96.8 50,2 28,0
Процентная разбивка трудоемкости по наименованиям работ
РАЗБОРОМ НО-СБОРОЧ-
НЫЧ И РЕМОНТНОКУЗОВНЫЕ РАБОТЫ -
1 Предварительная мойка 1.55 __ 0,75 0.91 1,47 1,12 0.92 2,11 0.34 4,00
Предварнтельнав разборка 11,80 — — — — — — — 5,10 — — — 8 ХЮ 6,55 1,85 6,25 —
3 Мойка подразобранных механизмов н агрегатов 1.30 — — — — 1,30 4,50 1430 — 0,41 — — — 132 131 2,24 1.05 1.50 3,65 5,23 1.10
4 Окончательная разборка на узлы (детали) 11,80 31,65 — — — — — — 31,90 5,10 23.70 Т- — 4,66 10,65 5,61 Ю, 50 27,90 1330 22,85 9,90
5 разборка узлов — — — —W . — — — —— 6,24 — — 11,40 9.85 8,44 13,15 0,92 2.60 1,00
6 7 Мойка деталей Снятие нагара н накнпн 1,00 3,90 — — 7,25 о/ю 1,60 3,30 2,72 2,1 2,28 1,65 2,81 1,30 335 3,90
8 Контроль -со ртнровк а (дефектосдояжя) деталей 1,80 3,90 7.35- — — — — — 3,90 9,48 5,80 5,25 844 6,10 9,81 4.85 6.50 17,00 13,10 0,25 3,10
Продолж. прилож 4.
м п/п Наименование работ Автомобиль не базе готовых агрегатов Силовой агрегат Комплект агрегатов Всего на полиокомплекгД кый автомобиль
Шасси автомобиля 1 Рама Тормоза иа шасся | Охлаждение яа шасси V X X в о а. о S3 н ч « СО = Кабина | Оперение | Глушитель са Л сх о «е а к к а © « Двигатель ед сцеплением । Компрессор | | Питание на двигатель Электрооборудование на двигатель Коробка передач ЗахинА мост без редуктора Редуктор заднего моста Передний мост Рулевое управление с гидроусилителем рулевое управление без гидроусилителя Карданиый вал
I 2 - а б В Г А е ж н к л м и о п р с т У ф X ц
32 33 34 35 36 37 38 39 40 41 42 43 44 ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ Механические Холодная штамповка ДР Слесарные Газосварочные Электросварочные Внбродуговая наплавка Подфлюсовая наплавка Кузнечные Рессорные Термические Мегаллизаиноиные Гальванические Полимерные 14,20 10,90 4,40 3,05 5,45 51,40 6,12 4,48 35,30 31,40 7,80 15,70 5,90 3,9 1 1 1 1 1 1 1 1 1 ® “ 1 3» == g 65,0 13,0 22,0 2,14 21,3 6,38 6,38 63,8 10,00 64,5 5,7 19,8 74,0 7,40 18,6 ч 40,0 40,0 20,0 100,0 56,00 27,91 3.80 1,90 2,40 0,64 0,10 0,75 2,8 3,8 43,5 43,5 6,8 4,8 2,4 1 1 1 1 1 1 ) 1 1 1 { & о © 1 67,6 5,40 2,70 2,70 8,1 13,5 48,8 29,3 1,95 5,37 2,44 1,22 1,22 2,44 3,63 3,63 43,10 14,65 2,94 7,06 12,10 7,45 6,85 1,95 ь— 1,95 1,96 65,00 14,00 4,65 1,90 6,96 0,5 2,33 2,33 2,33 41,00 24,8 1,46 0,88 14,6 8,77 1,76 4,39 2,34 '26,2 26,2 6,6 13,3 7,9 19,8 41,3 60,0 2,2 2,2 4,3 31,1 50,0 5,0 9,45 .3,90 0,65 36,4 0,12 21,7 13,88 3,66 4,30 1,14 3,10 5,19 1,70 0,18 3,95 4,68
Итого, % % от общего объема работ 100 13,5 100 28,7 100 4,5 100 7,0 1'00 3,5 100 18,5 100 24,0 100 12,5 100 .7,0 100 28,0 100 48,4 too 5,2 100 7,0 100 48,4 100 45,6 100 37,6 100 31,0 100 12,4 100 29,2 100 54,0 100 23,45
Примечание. На изготовление деталей принимать 20% от трудоемкости по слесарным, механическим и штамповочным работам.
Приложена*
Коэффициенты для учета многомарочности программы (Kj) и структуры программы (К4) при определении технике-экономических показателей предприятий авторемонтного производства
Капитальный — 1.05 1,09 0,92 1,045 0,96 0,95 1.0Я
К, ремонт силовых агрегатов автомобилей (условные типы VI, VII) Капитальный 1,05 1,09 0,92 1,06 0,94 0,95 t i.ofl
ремонт прочих основные. агрегатов автомобилей (условные типы VIII, IX) Капитальный 1:0 1,03 0,8— I.ii- 0,91 1.1 0,97 0,86
ремонт полнокомплектных автомоби- 1:1 1.0 0,9* 1.0 i^s** 1.0 1.0 1.0 1.0 1.0
лей (условные типы 1:2 0,97 1.1— 0,83— 1.12 0,89 1,03 1.19
I—IV) 1,2** 0,91*
• Большие значении коэффициентов принимают» прн меньших величинах производственны программ
*• Большие значении коэффициентов прннныаютсн прн ботытих значениях ир нзволствеикм программ. ______________________________________________________________ —
СПИСОК ЛИТЕРАТУРЫ
Материалы XXV съезда КПСС. М., Политиздат, 1976. 256 с.
Автомобиль ЗИЛ-130 (Руководство по капитальному ремонту). М„ Транспорт, 1978. 267 с.
Автомобиль ГАЗ-24 «Волга» (Руководство по капитальному ремонту). М_. Транспорт, 1976, 293 с.
Апанасенко В. С., Игудесман Я. Е., Савич А. С. Проектирование авторемонтных предприятий. Минск, Вышэйшая школа, 1972. 248 с.
Вайнерман А. Е. и др. Плазменная наплавка металлов. Л., Машиностроение, 1969. 192 с.
Верещак Ф. П., А б е л е в и ч Л. А. Проектирование авторемонтных предприятий. Справочник инженера-механика. М., Транспорт, 1973, 328 с.
Восстановление деталей сельскохозяйственной техники механизированной наплаокой с применением упрочняющей технологии. Под ред. В. М. Кряжкова, М., ГОСНИТИ, 1972, 208 с.
Гальперин А. С., Шипков И. В. Прогнозирование числа ремонтов машин. М., Машиностроение, 1973, 112 с.
Госстрой СССР. Инструкция по разработке проектов и смет для промышленного строительства СН 202-76. М., Стройиздат, W6. 96 с.
Готлиб Л. И. Плазменное напыление. М, ВНИИавтогенмаш, 1970. 72 с.
Дергачев А. Ф. Организация и планирование предприятий по ремонту автомобилей дорожных машин. М-, Транспорт, 1969. 296 с.
Дехтерннский Л. В. Некоторые теоретические вопросы технологии ремонта машин. М_, Высшая школа, 1970. 196 с.
Д ю м и и И. Ё., К а к у е в и ц к и й В. А., Силкин А. С. Современный методы организации и технологии ремонта автомобилей. Киев, Техника, 1974. 519 с.
Евдокимов В. И., Зарухов М. И.’ Соловьев О. П. Селективная сборка при капитальном ремонте автомобиля. М., Транспорт, 1972. 72 с.
Ефремов В. В. Ремонт автомобилей, М., Транспорт, 1965. 384 с.
Иващенко Н. И. Технология ремонта автомобилей Киев, Внща школа, 1977. 360 с.
Кац А. М. Автомобильные кузова. М., Транспорт, 1972. 296 с.
Клебанов Б. В., Кузьмин В. Г., Маслов В. И. Ремонт автомобилей. М, Транспорт, 1974. 328 с-
Козлов Ю. С. Очистка автомобилей при ремонте. М., Транспорт, 1975. 216 с.
Липкиид А. Г., Гринберг П. И., Ильин А. И. Ремонт автомобиля ЗИЛ-130, М., Транспорт, 1978. 360 с.
Малышев Г. А., Езерский А. Н. Применение пластмасс при ремонте автомобилей. М., Транспорт, 1966. 168 с.
Малышев Г. А. и др. Ремонт автобусных кузовов. М., Автотрансиздат, 1963. 236 с.
Маслов Н. Н. Качество ремонта автомобилей. М., Транспорт, 1975 320 с.
Мелков М. П. Твердое осталиванне автотракторных деталей. М., Транспорт, 1972. 285 с.
Пасов В. 3., В а л ь к о в и ч В. С. Ремонт двигателей ЯМЗ-236 и ЯМЗ-238. М., Транспорт, 1968. 256 с.
Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. Минавтотранс РСФСР. М„ Транспорт, 1972. 56 с.
Ремонтопригодность машин. Под ред. д-ра техн, наук проф. П. Н. Волкова М., Машиностроение, 1975. 368 с.
456
Справочник технолога авторемонтного производства. Под ред. Г. А. Малышева. М.,. Транспорт, 1977. 432 с.
Технология авторемонтного производства. Под ред. проф. К. Т. Кошкина,' М.. Транспорт, 1969. 668 с.
Технология ремонта автомобилей. Под ред. Л. В. Дехтерннского. М., Транспорт, 1979. 342 с.
Технология ремонта машин н оборудования. Под ред. . проф. И. С. Ле-вИтского. М., Колос, 1975. 560 с.
’ Ха:уй А.-Техника напыления. Перевод с японского. М., Машиностроение. -1975, 288 с.
. Шадричев В. А. Основы технологий автостроения и ремонт автомобиле!. Л-, Машиностроение, 1976. 560 с.
Ш а х н е с М. М. и др. Оборудование для ремонта автомобилей. Справок» инк. Под ред. М. М. Шахнеса. М., Транспорт, 1978. 384 с.
ЬТтейнберг А. Б. и др. Поточно-узловая технология ремонта кузовов автомобилей УАЗ. М., ЦБНТИ Мянавтотранса РСФСР. 1973. 44 с.
ОГЛАВЛЕНИЕ
Предисловие ................. - ...
раздел I. 7
Основы авторемонтного производства
Глава 1. Общие положения по ремонту автомобилей .... 7
1. Понятие о старении автомобиля и его предельном состоянии . . 7
2 Виды, методы и система ремонта автомобилей .... 9
3. Ремонтопригодность автомобилей ..... 1
4. Понятие о качестве ремонта автомобилей . . . . 13
5. Пути повышения качества и надежности отремонтированных автомобилей .................................15
Глава 2. Основы технологии капитального ремонта автомобилей . . 17
1. Особенности авторемонтного производства . . . 17
2. Технологический процесс капитального ремойта автомобиля и характеристика его элементов .................................... 9
3. Пути совершенствования технологии ремонта автомобилей . 23
Глава 3. Основы организации капитального ремонта автомобилей . . 25
1. Организация ремонта подвижного состава автотранспорта 25
2. К тарификация ремонтных предприятий . . 26
3. Структура авторемонтных предприятий . . ... 28
4- Оскови организации производственного процесса на авторемонтном предприятии ... ....................31
5 Основы организации рабочих мест ... 32
6. Организация контроля качества на авторемонтных предприятиях 33
РАЗДЕЛ II.
Т< хнологил капитального ремонта автомобилей
Глава 1. Прием автомобилей и агрегатов в ремонт и их наружная
мойка ................. . 35
I- Прием автомобилей и их агрегатов в ремонт и хранение ремонтного фонда ......................................35
2. Наружная мойка автомобилей и нх агрегатов . . .38
Глава 2. Разборка автомобилей и их агрегатов . 39
1. Организация разборочных работ...................................39
2. Тех иол 'гический процесс разборки .................43
3. Механизация разборочных работ . .....................47
4. Организация рабочих мест н основные требования техники безопасности .........................‘.... 51
Глава 3. Мойка и очистка объектов ремонта..............................52
1. Значение моечно-очистных работ ... ... 52
2. Мойка и обезжиривание объектов ремонта..........................55
3. Очистка деталей от нагара, накипи, коррозии и старой краски 60
4. Организация рабочих мест и техника безопасности .... 64
Глава 4. Дефектация и сортировка деталей . 65
1. Сущность процесса дефектации и сортировки деталей ... 65
2. Характерные дефекты деталей.................................. .66
458
3. Технические требования на дефектацию деталей . . . . 69
4. Методы контроля при -дефектации деталей . -.....................73
5. Сортировка* деталей по маршрутам восстановления .... 82
6. Определение коэффициентов годности, сменности н восстановления 84
7. Пути повышения качества и эффективности дефектовочных и сортировочных работ . ..................................85
Глава 5. Комплектование деталей...................................... 86
1. Назначение и сущность комплектования . .................86 •
2. Методы обеспечения точности сборки . . . . 87
3. Обеспечение точности методом групповой взаимозаменяемости . . 90
* 5. Организация комплектовочных работ . . . • . 93
Г л а в а '6. Сборка и испытание агрегатов ....... 94
1. Сборка типовых соединений н передач *...........................94
2. Балансировка деталей и узлов при сборке ....................... 99
3. Сборка агрегатов . . . ........................102
4. -Приработка и испытание агрегатов . ' . . . . . . 106
Глава 7. Общая сборка, испытание и сдача азтомобилей из ремонта. ИЗ
F. Организация сборки автомобилей.................................113
2. Механизация сборочных работ . •................................114
3. Испытание и регулирование автомобиля...........................116
РАЗДЕЛ III. Способы восстановления деталей 118 '
Глава 1. Классификация способов восстановления деталей >. . . 118
1. Значение восстановления деталей . 118
2. Способы -восстановления деталей ...............................119
Глава 2. Восстановление деталей слесарно-механической обработкой. 121
1. Обработка деталей под ремонтный размер . ' . 121
2. Постановка дополнительных ремонтных деталей (ДРД) . ... -125
5. Организация рабочего места и техника безопасности . . 126
Глава 3. Восстановление деталей способом пластического деформирования .................................................... 127
- 1. Сущность процесса восстановления деталей пластическим деформированием ......................... * . . . . 127
2. Восстановление размеров изношенных поверхностей деталей . . 128
3 Восстановление формы деталей ..................................133
4. Восстановление механических свойств деталей пластическим деформированием ..................... . . 134
5. Организация рабочего места и техника безопасности . 138
Глава 4. Восстановление деталей сваркой и наплавкой...................138
I. Общие сведения ................................................138
2. Ручная электродуговая сварка й наплавка стальных деталей . . 141
3. Газовая сварка деталей..............................- . . 143
4. Автоматическая электродуговая наплавка под слоем флюса . 145
5. Механизированная сварка и наплавка в среде углекислого газа. 150
6. Автоматическая впбродуговая наплавка..........................152
7. Плазменная наплавка ...........................................156
8. Элеитроконтактиая сварка и наплавка............................159
9. Особенности сварки чугунных деталей............................162
10. Особенности сварки деталей из .алюминиевых сплавов . . . 163
11. Организация рабочего места И техника безопасной л при выполнении сварочных и наплавочных работ . .' . . . ' - 164
Глава 5. Восстановление деталей высокотемпературным напылением J65
1. Сущность процесса и способы напыления..........................177
459
2. Напыляемые материалы ............................................173
3. Свойства напыленных покрытий ....................................ITS
4. Процесс нанесения покрытий на детали.............................177
5. П изменное напыление с последующим оплавлением покрытия . 178
6. Организация рабочего места и техника безопасности при напылении деталей .................................' . . 180
Глава 6. Восстановление деталей нанесением гальванических покрытий 181
1. Сущность процесса гальванического осуждения металла на детали 181
2. Технологический процесс нанесения гальванических покрытий . . 183
3. Хромирование деталей ............................................18ъ
4. Осталнвание (железнение) деталей............................191
5. Электролитическое и химическое никелирование .... 195
6. Электролитическое натирание.................................196
7. Защитно-декоративные покрытия ...................................196
8. Автоматическое регулирование режимов гальванических процессов 198
9. Организация рабочих мест и техника безопасности . . . 2W
Глава 7. Нанесение ‘акокрасочнеис покрытий на детали . 201
1. Сущность процесса взаимодействия лакокрасочных покрытий с поверхностью детали.............................................. 201
2 Технологический процесс нанесения лакокрасочного покрытия . 20 I
3. Организация рабочего места и техника безопасности при выполнении малярных работ ..............................................214
Глава 8. Восстановление деталей с применением синтетических материалов .......................................................215
1. Синтетические материалы, применяемые для восстановления деталей '-15
2. Применение эпоксидных составов при восстановлении деталей. . 217
3. Восстановление размеров деталей нанесением полимеров . . .218
4. Применение синтетических клеев ....... 219
5. Организация рабочего места н техника безопасности . 220
РАЗДЕЛ IV.
Технология восстановления деталей и ремонта узлов и приборов 222
Глава 1. Общие положения ............................................... 222
!. Классификация видов технологических процессов .... 222
2. Структура технологического процесса.............................. 224
3. Типизация и стандартизация технологических процессов в юстанов-ления деталей . . . . •. . . 22Ь
4. Стадии разработки и виды технологической документации 231
5. Маршрутная технология восстановления деталей .... 238
Глава 2. Проектирование технологических процессов восстановления деталей ........., . . . 234
1. Исходные данные для разработки технологического процесса восстановления деталей . . ................................ 234
2 Методика и последовательность проектирования -технологических процессов восстановления деталей .....................235
3. Анализ возможности и целесообразности восстановления деталей и выбор способов устранения дефектов..................................236
4. Закономерности поступления на восстановление деталей с различным техническим состоянием 238
6. Разработка технологических операций 24|
6. Выбор технологического оборудования 243
7. Выбор технологической оснастки . 244
Глава 3. Проектирование технологических процессов сборки . 246
1. Исходные данные ................................................. 246
2. Схема технологического процесса сборки . ..... 248
460
Глава 4. Восстановление основных деталей двигателя
1. Блоки цилиндров .................................
2. 1 ильзы цилиндров .....................................
3. Шатуны .....................................
4. Коленчатые валы ...
5. Головки цилиндров .....................•. . . .
6. Распределительные валы .........................
7. Клапаны .....................................
Глава 5. Ремонт узлов систем охлаждения .
1. Радиаторы .....................................
2. Водяные насосы .....................
Глава 6. Ремонт узлов и приборов системы питания ....
1. Топливные баки и топливопроводы.........................
2. Топливные насосы высокого давления и ф фсуики .
Г л а* в а 7. Ремонт электрооборудования......................
1. Аккумуляторные батареи.................................
2. Генераторы и стартеры - .........................
3. Приборы зажигания ....................
Глава 8. Восстановление деталей трансмиссии...................
1. Сцепление . . . .................
2. Коробка передач .........................
3. Карданная передача .............................
4. Ведущие мосты .................................
5. Передние мосты .........................
Глава 9. Восстановление деталей ходовой части и механизмов управ ления
1. Рича и подвеска .................................
2 Рулевое управление ........................... .
248
248
254 _>ьл
257 zvl
267
267
269
271
271
273
276
276
281
287
290
290
293
297
299
307
311
311
314
Глава 10. Ремонт автомобильных шин ... 319'
1. Причины возникновения дефектов в шинах........................319
2 Починочные материалы .................................319
3. Прием шин в ремонт . . . ...........................320
4. Местный ремонт покрышек .................................321
5. Восстановительный ремонт покрышек ............................326
6. Ремонт камер . .................327
Глава II. Ремонт кузовов и кабин.....................................328
1. Технологический процесс ремонта кузовов и кабин .... 328
2. Ремонт сварных цельнометаллических корпусов кузовов, кабин и оперения . ..................... 332 •
3. Восстановление неметаллических деталей кузовов н кабин автомобилей ...........................................337
4. Ремонт основных механизмов и оборудования кузовов я рабин 340
5. Сборка и окраска кузовов, кабин и оперения....................343
РАЗДЕЛ V.
Техническое нормирование труда на авторемонтных предприятиях 346
Глава 1. Методы технического нормирования труда.......................346
1. Задачи и методы нормирования...................................346
2. Классификация за грат рабочего времени . . ' 348
3. Состав технически обоснованных норм времени....................349
161
Г । а в а 2. Техническое нормирование станочных работ при механической обработке .... .................
1. Общие положения по определению основного времени .
2. Определение основного времени для токарных работ
3. Определение основного времени для сверлильных и расточных работ
4. Определение основного времени для хонинговальных работ
5. Определение основного времени для фрезерных работ
6. Определение основного времени для шлифовальных работ
7. Определение основного времени для протяжных работ .
Глава 3. Техническое нормирование других работ, применяемых при ремонте автомобиля
1. Нормирование слесарных работ ...............................
2. Нормирование разборочно-сборочных работ.....................
3. Нормирование сварочных н наплавочных работ
4. Нормирование гальванических работ
5- Нормирование малярных работ ... . .
РАЗДЕЛ VI.
Основы проектирования авторемонтных предприятий
Глава 1. Общие положения . .................
1. Авторемонтное производство и основные направления его развития
2. Действующие положения о проектировании
Глава 2. Подготовительные работы при проектировании ....
1. Обоснование мощности проектируемого предприятия .
2. Выбор места строительства предприятия.......................
3. Определение технико-экономических показателей проектируемого предприятия и стоимости его строительства . ...
Глава 3. Основы разработки технического проекта
1. Состав материалов проекта . . 1......................
2. Состав предприятия, режим работы и годовые фонды времени.
3. Годовая производственная программа и годовой объем работ
4. Расчет количества рабочих, рабочих постов, оборудования, площадей производственных участков ..................................
5. Особенности проектирования основных производственных участков
6. Расчет потребности в энергоресурсах . ...
7. Проектирование участков вспомогательного производства
8. Проектирование складов, лабораторий, расчет транспортных средств
9. Компоновочные и планировочные решения
10. Состав работающих, сметно-финансовые расчеты, технико-экономические показатели ...............................................
Приложения . .
Список литературы ..........................................