/

















































































































































































































































































































































































































































































Author: Карагодин В.И. Митрохин Н.Н.
Tags: техника средств транспорта автодорожный транспорт транспорт двигатель автомобиля автомобили ремонт автомобилей
ISBN: 5-7695-1125-7
Year: 2003



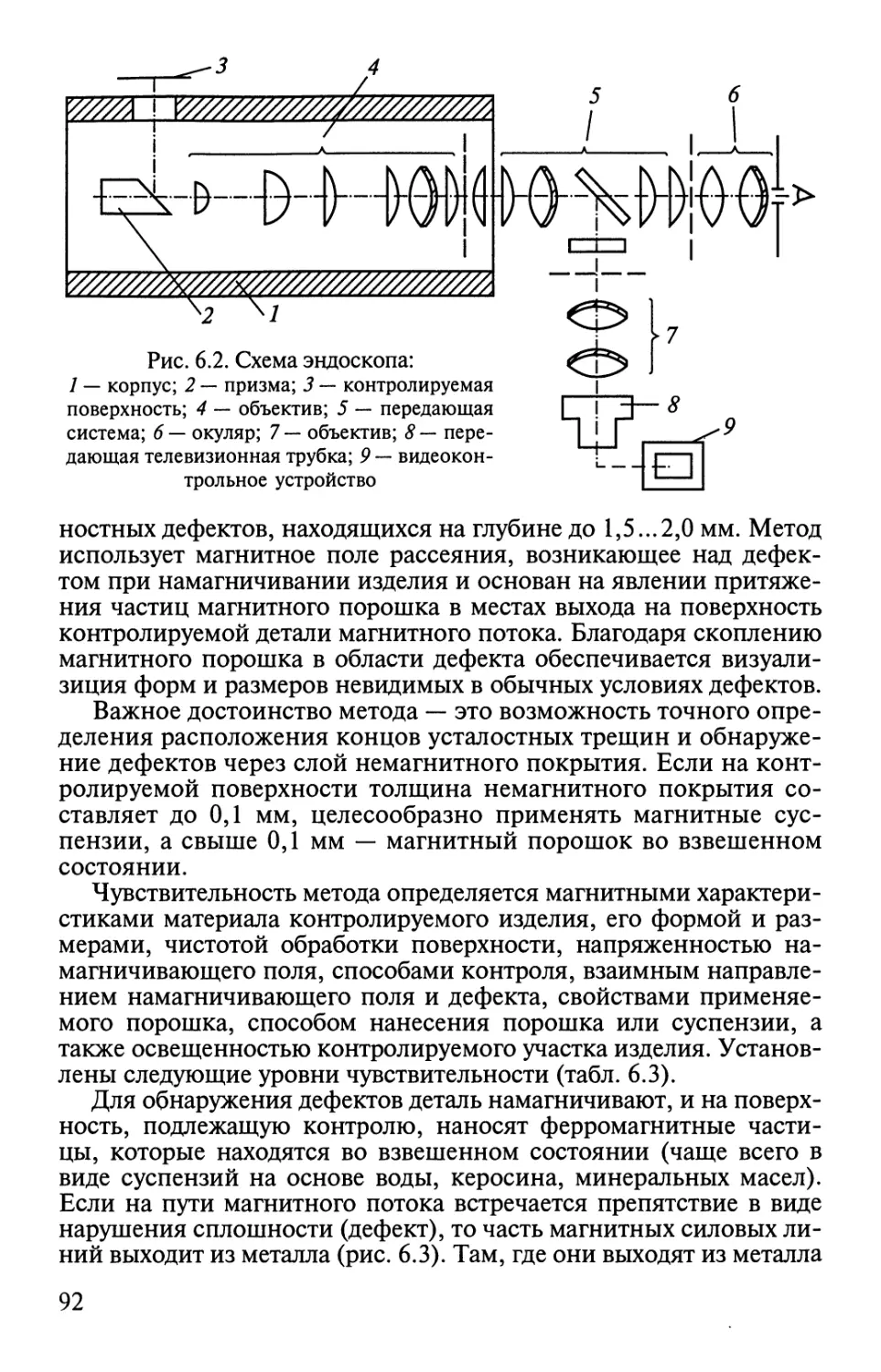
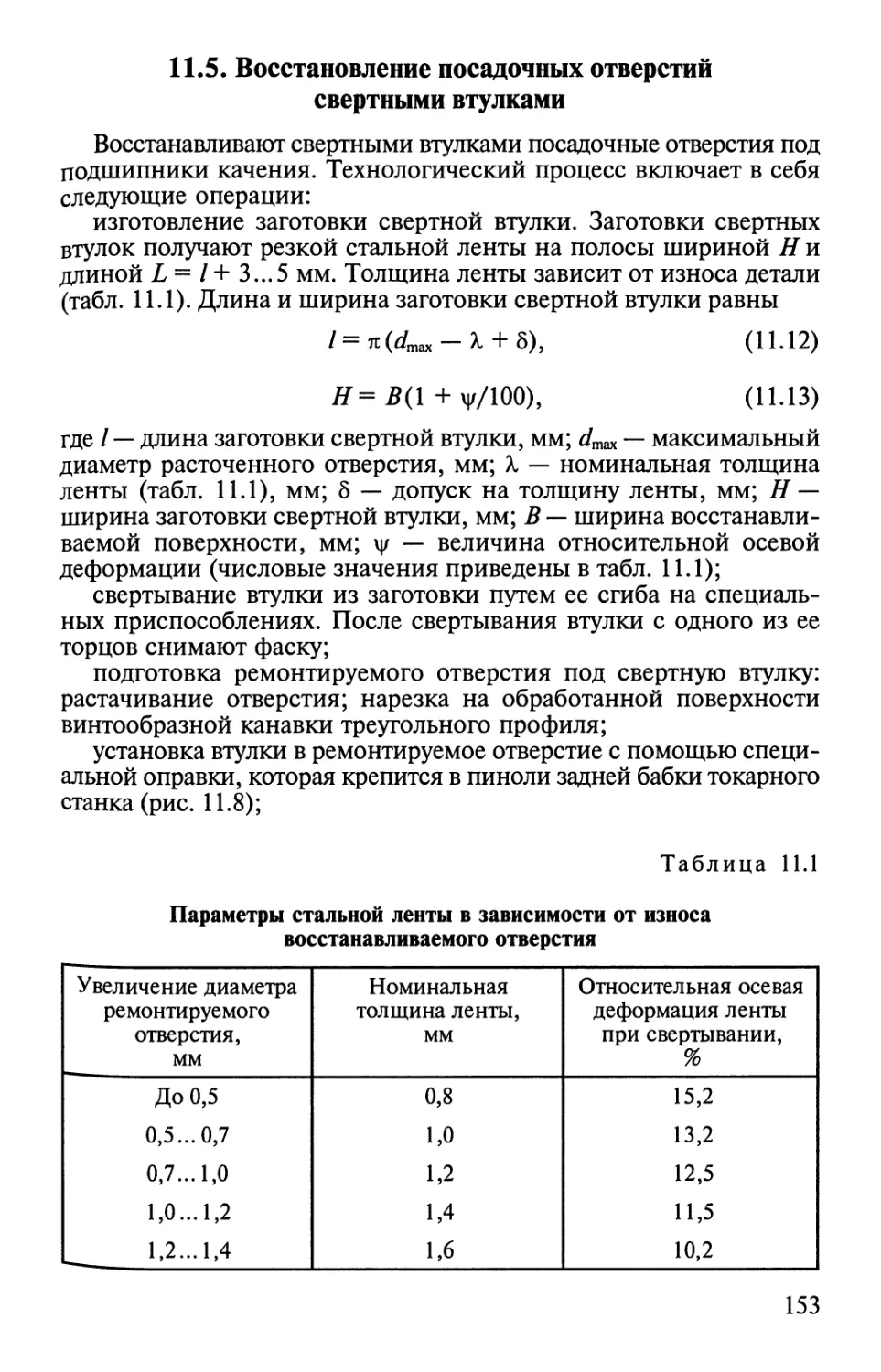
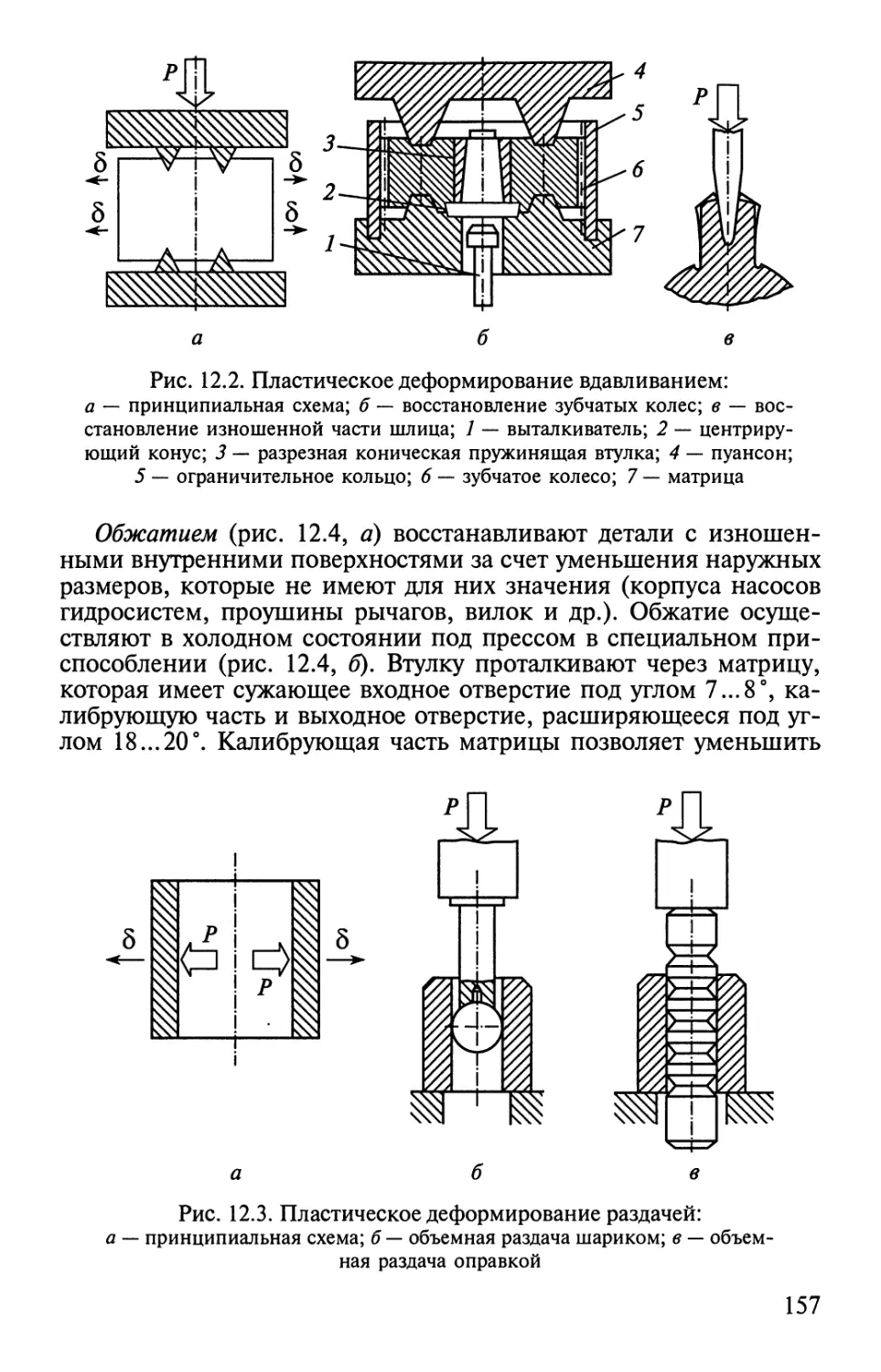
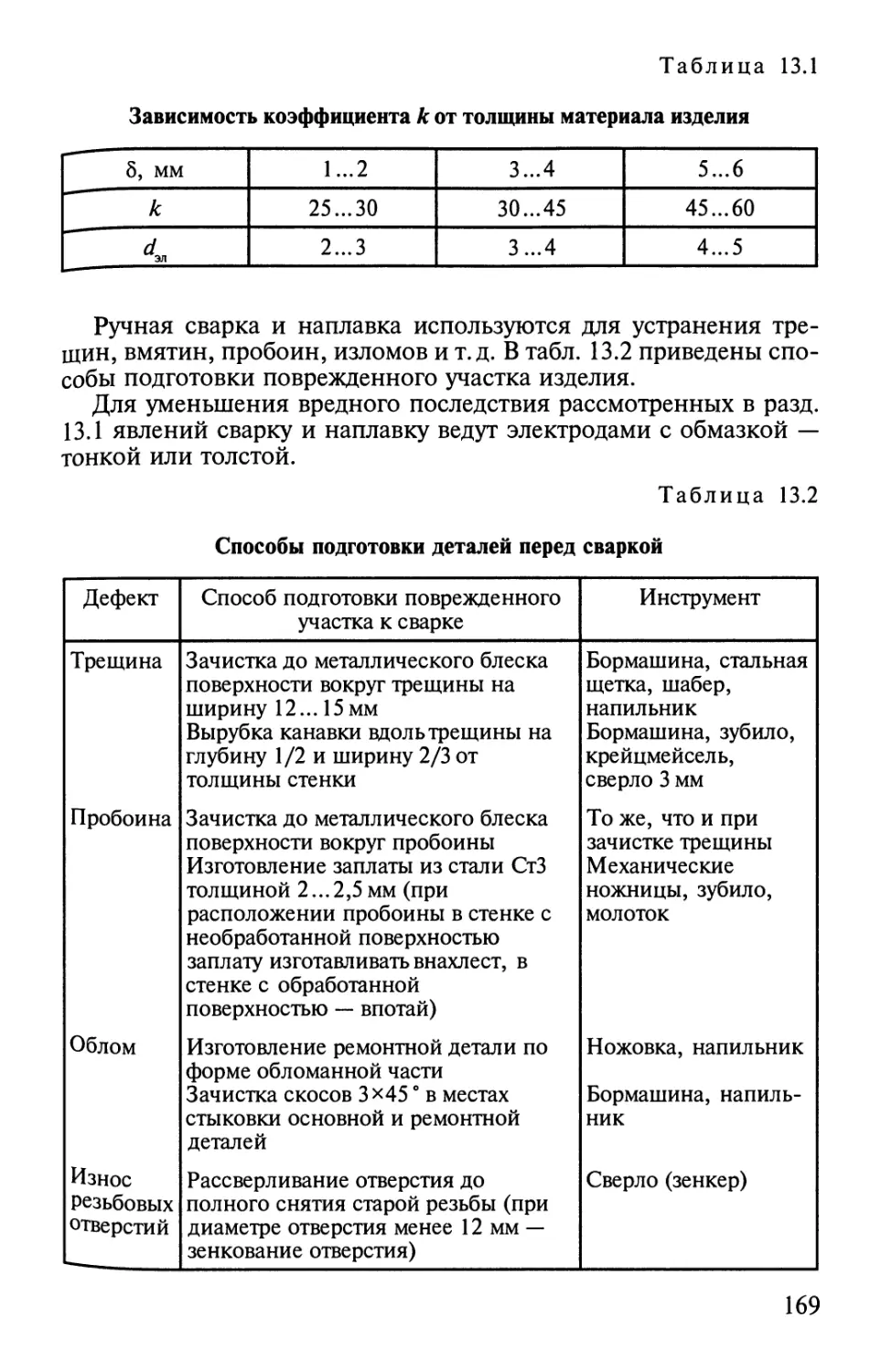
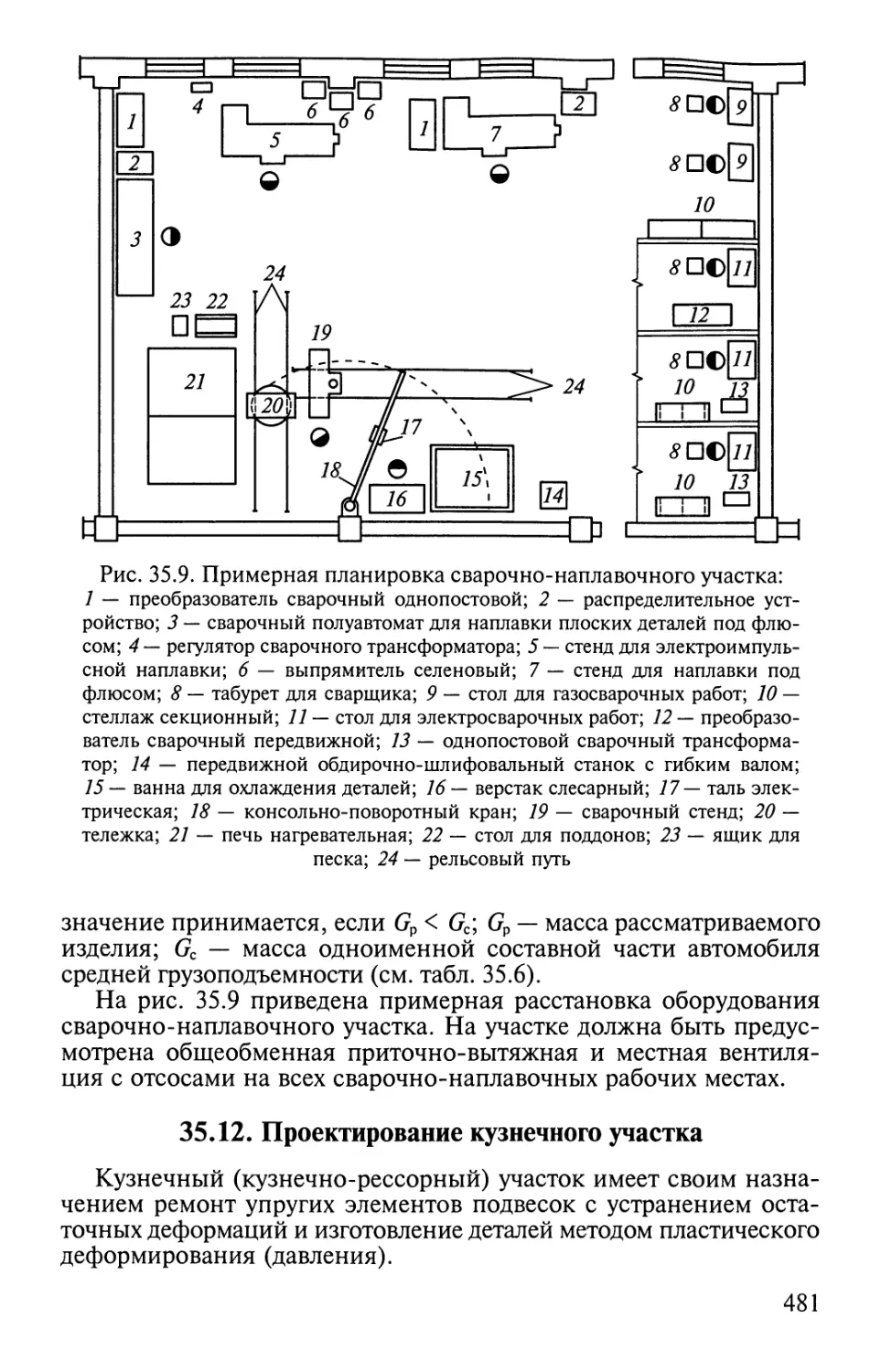
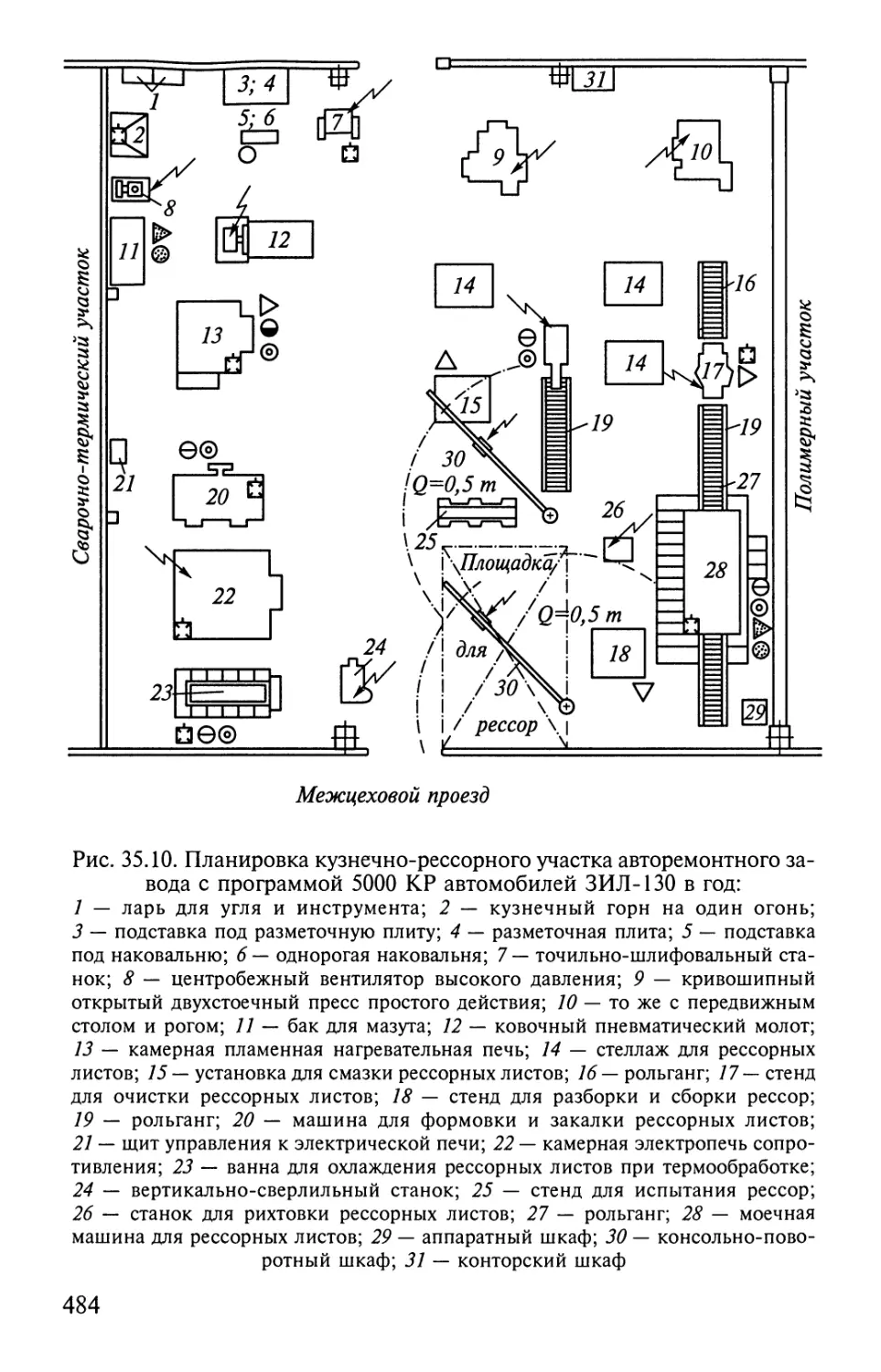
Text
nit iPHECcmimik hhiiiiiie
В.И. Карагодин
H.H. Митрохин
РЕМОНТ
АВТОМОБИЛЕЙ
И ДВИГАТЕЛЕЙ
УДК 629.119
ББК 39.33-08
К21
Рецензенты:
доктор технических наук, профессор Б. П. Долгополов',
преподаватель МАДК им. А. А. Николаева М.И.Аршинкин
Карагодин В.И.
К21 Ремонт автомобилей и двигателей: Учеб, для студ. сред. проф.
учеб, заведений / В. И. Карагодин, Н. Н. Митрохин. - 2-е изд., стер. -
М.: Издательский центр «Академия», 2003. - 496 с.
ISBN 5-7695-1125-7
Изложены основы авторемонтного производства и общие положения по
организации ремонта автомобилей. Подробно рассмотрен технологический про-
цесс капитального ремонта автомобилей и агрегатов. Приведены типовые техно-
логические процессы ремонта деталей и узлов автомобилей. Даны основы проек-
тирования авторемонтных предприятий.
Для студентов средних профессиональных учебных заведений.
УДК 629.119
ББК 39.33-08
Учебное издание
Карагодин Виктор Иванович,
Митрохин Николай Николаевич
Ремонт автомобилей и двигателей
Учебник
2-е издание, стереотипное
Редактор Н. Н. Согомонян. Технический редактор Е. Ф. Коржуева.
Компьютерная верстка: А. Улик. Корректор А.П. Сизова
Диапозитивы предоставлены издательством
Изд. № А-654-П/2. Подписано в печать 25.09.2003. Формат 60x90/16.
Бумага тип. № 2. Печать офсетная. Гарнитура «Таймс». Усл. печ. л. 31,0.
Тираж 50000 экз. (2-й завод 12 001-22000 экз.). Заказ №12494.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.003903.06.03 от 05.06.2003.
117342, Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)334-8337, 330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
' ' I'
© Карагодин В.И., Митрохин Н.Н., 2001
ISBN 5-7695-1125-7 © Издательский центр «Академия», 2003
ВВЕДЕНИЕ
В процессе эксплуатации автомобиля его рабочие свойства по-
степенно ухудшаются из-за изнашивания деталей, а также корро-
зии и усталости материала, из которого они изготовлены. В ав-
томобиле появляются отказы и неисправности, которые устраня-
ют при техническом обслуживании (ТО) и ремонте.
Исправным считают автомобиль, который соответствует всем
требованиям нормативно-технической документации. Работоспо-
собный автомобиль в отличие от исправного должен удовлетворять
лишь тем требованиям, выполнение которых позволяет использо-
вать его по назначению без угрозы безопасности движения. Рабо-
тоспособный автомобиль может быть неисправным, например,
иметь ухудшенный внешний вид, пониженное давление в смазоч-
ной системе двигателя.
Повреждением называют переход автомобиля в неисправное, но
работоспособное состояние; переход его в неработоспособное со-
стояние называют отказом.
Ремонт представляет собой комплекс операций по восстанов-
лению исправности или работоспособности изделий и восстанов-
лению ресурсов изделий и их составных частей.
Необходимость и целесообразность ремонта автомобилей обус-
ловлены прежде всего неравнопрочностью их составных частей
(сборочных единиц и деталей). Известно, что создать равнопроч-
ный автомобиль, все детали которого изнашивались бы равномер-
но и имели бы одинаковый срок службы, невозможно. Поэтому в
процессе эксплуатации автомобили проходят на автотранспорт-
ных предприятиях (АТП) периодическое ТО и при необходимости
текущий ремонт (ТР), который осуществляется путем замены от-
дельных деталей и агрегатов. Это позволяет поддерживать автомо-
били в технически исправном состоянии.
При длительной эксплуатации автомобили достигают такого
состояния, когда их ремонт в условиях АТП становится техничес-
ки невозможным или экономически нецелесообразным. В этом слу-
чае они направляются в централизованный текущий или капи-
тальный ремонт (КР) на авторемонтное предприятие (АРП).
Текущий ремонт должен обеспечивать гарантированную рабо-
тоспособность автомобиля на пробеге до очередного планового ре-
монта, причем этот пробег; должен быть не менее пробега до оче-
редного ТО-2. В случае возникновения отказов выполняют непла-
3
новый ТР, при котором заменяют или восстанавливают детали и
сборочные единицы в объеме, определяемом техническим состоя-
нием автомобиля.
Капитальный ремонт должен обеспечивать исправность и пол-
ный (либо близкий к полному) ресурс автомобиля или агрегата
путем восстановления и замены любых сборочных единиц и дета-
лей, включая базовые. Базовой называют деталь, с которой начи-
нают сборку изделия, присоединяя к ней сборочные единицы и
другие детали. У автомобилей базовой деталью является рама, у
агрегатов — корпусная деталь, например, блок цилиндров двига-
теля, картер коробки передач.
Основным источником экономической эффективности КР ав-
томобилей является использование остаточного ресурса их дета-
лей. Около 70...75 % деталей автомобилей, поступивших в КР, мо-
гут быть использованы повторно либо без ремонта, либо после
небольшого ремонтного воздействия.
Детали, полностью исчерпавшие свой ресурс и подлежащие
замене, составляют 25...30% всех деталей. Это поршни, поршне-
вые кольца, подшипники качения, резинотехнические изделия и
др. Количество деталей, износ рабочих поверхностей которых на-
ходится в допустимых пределах, что позволяет использовать их без
ремонта, достигает 30...35%. Остальные детали автомобиля
(40...45%) могут быть использованы повторно только после их
восстановления. К ним относится большинство наиболее сложных,
металлоемких и дорогостоящих деталей автомобиля, в частности
блок цилиндров, коленчатый и распределительный валы, головка
цилиндров, картеры коробки передач и заднего моста и др. Сто-
имость восстановления этих деталей не превышает 10...50% сто-
имости их изготовления.
Себестоимость КР автомобилей и их составных частей обычно
не превышает 60... 70 % стоимости новых аналогичных изделий. При
этом достигается большая экономия металла и энергетических ре-
сурсов. Высокая эффективность централизованного ремонта обус-
ловила развитие авторемонтного производства, которое всегда за-
нимало значительное место в промышленном потенциале нашей
страны. Объемы централизованного ремонта автомобилей и их со-
ставных частей достигли, а по некоторым позициям превзошли
объемы их производства.
Организации ремонта автомобилей в нашей стране постоянно
уделялось большое внимание. В первые годы советской власти ав-
томобильный парк в нашей стране состоял всего из нескольких
тысяч автомобилей, главным образом иностранного производ-
ства. Для организации производства автомобилей в молодой Со-
ветской республике не было ни материальной базы, ни опыта,
ни подготовленных кадров, поэтому развитие авторемонтного про-
изводства исторически опередило развитие отечественного авто-
мобилестроения.
4
В мае 1918 г. Совет Народных Комиссаров принял декрет об
организации автомобильного транспорта. В этом декрете, подписан-
ном В. И. Лениным, решение вопросов организации ремонта авто-
мобилей возлагалось на Высший совет народного хозяйства (ВСНХ).
Уже в 1921 г. Наркомат продовольствия построил в Москве
Миусский авторемонтный завод, а в 1929 г. был создан завод
АРЕМЗ-1, который и в настоящее время является одним из наи-
более крупных и передовых ремонтных заводов в нашей стране.
Дальнейшая история развития авторемонтного производства са-
мым тесным образом связана с историей развития отечественного
автомобилестроения. В 1932—1933 гг. были построены и сданы в
эксплуатацию первые заводы массового производства автомобилей
в городах Горьком, Москве и Ярославле. Одновременно (в 1932 г.)
был построен авторемонтный завод МАРЗ-1 в Москве, а в после-
дующие годы такие же заводы были созданы в Ленинграде, Харь-
кове, Киеве, Иркутске, Хабаровске и других городах страны.
В годы Великой Отечественной войны авторемонтное произ-
водство сыграло решающую роль в обеспечении Советской Армии
автомобильной техникой. В тылу на базе некоторых предприятий
промышленности были открыты новые ремонтные заводы, а так-
же созданы подвижные ремонтные части для текущего и ка-
питального ремонта автомобилей и их составных частей в полевых
условиях.
В послевоенные годы одновременно с развитием автомобиле-
строения развивалось и авторемонтное производство. Однако прак-
тика директивного снижения нормативов трудоемкости ремонта без
соответствующего повышения уровня механизации и автоматиза-
ции технологических процессов привела к уменьшению объемов
восстановления деталей и отказу от выполнения ряда технологи-
ческих операций, формирующих качество ремонта. Это привело к
повышению затрат потребителей на поддержание работоспособности
автомобилей, отремонтированных с недостаточным уровнем каче-
ства, и снижению спроса на централизованный ремонт.
Для мировой практики характерно многообразие форм ремонта
машин, среди которого отчетливо проявляются три характерных
направления:
все виды ремонтных работ выполняются предприятиями или
объединениями, эксплуатирующими технику;
ремонтные работы осуществляются организациями, которые не
производят и не эксплуатируют технику;
выполнение ремонтных работ берут на себя крупные машино-
строительные предприятия.
В развитии авторемонтного производства нашей страны до кон-
ца 70-х годов преобладало первое направление. Различные минис-
терства и ведомства, эксплуатирующие автомобили, создавали свои
сети АРП, в которых преобладали предприятия по КР полноком-
плектных автомобилей. Развитие этого вида ремонта шло в ущерб
5
применению других видов, в частности ремонта по техническому
состоянию, позволяющего сокращать объемы ремонтных воздей-
ствий за счет большего использования остаточных ресурсов дета-
лей и сопряжений.
При капитальном ремонте полнокомплектных автомобилей они
на длительный срок выбывают из эксплуатации. Стремление со-
кратить простои автомобилей в ремонте привело к практике стро-
ительства АРП в местах высокой концентрации автомобильного
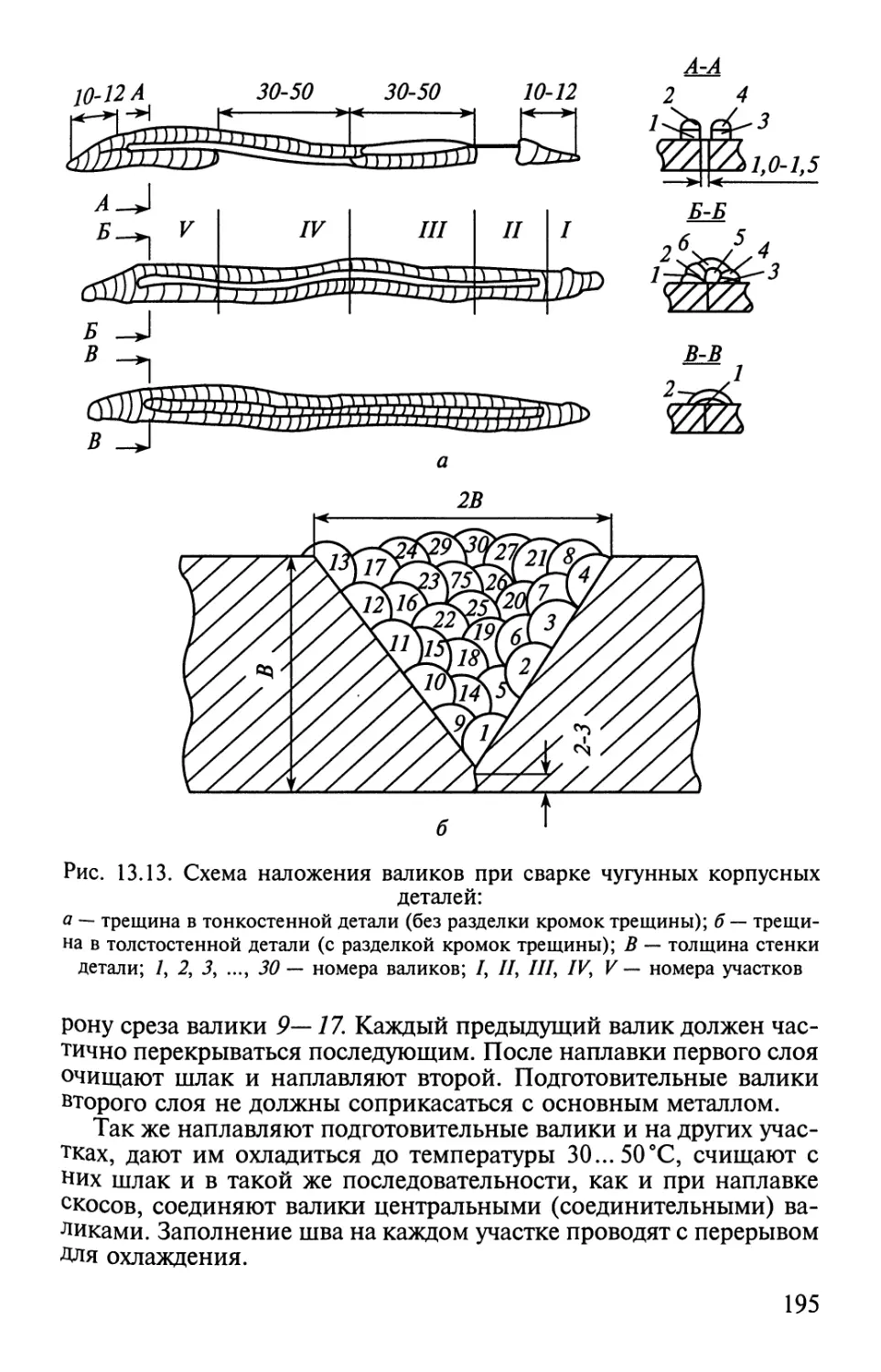
парка, с тем чтобы максимально их приблизить к поставщикам
ремонтного фонда. При строительстве многих крупных промыш-
ленных и энергетических объектов рядом создавались ремонтные
заводы для обслуживания автомобилей, работающих на строитель-
стве. Потери времени и затраты средств на их транспортировку в
ремонт при этом невелики, но получаемый от этого эффект цели-
ком поглощается высокой себестоимостью и низким качеством
ремонта на универсальном предприятии с небольшой производ-
ственной программой.
Одной из прогрессивных тенденций в отечественной практике
ремонта явилось широкое распространение агрегатного метода при
ТР автомобилей. Он осуществляется путем плановой замены нера-
ботоспособных агрегатов новыми или заранее отремонтирован-
ными, взятыми из оборотного фонда. При ремонте автомобилей
агрегаты в зависимости от их технического состояния подвергают-
ся ТР или КР. Агрегатный метод отделяет процессы индустриаль-
ного ремонта агрегатов от работ по их демонтажу и монтажу в
эксплуатационных условиях и тем самым обеспечивает значитель-
ное сокращение простоев автомобилей в ремонте и способствует
централизации работ как по капитальному, так и по текущему
ремонту агрегатов.
Целенаправленная работа заводов-изготовителей по повыше-
нию ресурса рам и кабин, доведению его до срока службы автомо-
биля способствует резкому сокращению сферы применения КР
полнокомплектных автомобилей. В последнее время он неуклонно
снижается, а для грузовых автомобилей перспективных моделей
(КамАЗ, MA3-5335, ЗИЛ-4331) предусмотрен КР только агрега-
тов. Эта тенденция развития авторемонтного производства вызы-
вает изменение функций авторемонтных заводов, которые стано-
вятся преимущественно предприятиями по КР агрегатов.
Организационно-техническая перестройка АРП в последние
годы ускорилась в связи с изменением социально-экономических
условий хозяйствования в нашей стране. Наряду с развитием тра-
диционных ведомственных и самостоятельных АРП производствен-
ные объединения автомобильной промышленности создали и раз-
вивают фирменные системы обслуживания и ремонта автомоби-
лей новых моделей. Наиболее развитой в нашей стране является
фирменная система акционерного общества КамАЗ. Она имеет в
своем составе около 200 автоцентров и 4 завода по ремонту агрега-
6
тов КамАЗ (двигателей, коробок передач и задних мостов). В пери-
од наибольшего развития годовая производственная программа
завода по ремонту двигателей в г. Набережные Челны достигала
50 тыс. двигателей, что не уступает лучшим зарубежным ремонт-
ным заводам. Такая программа позволяет применять высокопро-
изводительное технологическое оборудование и достигать высокого
качества ремонта.
Автоцентры в зоне своего действия обеспечивают предприятия
запасными частями, производят сбор и доставку ремонтного фон-
да и отремонтированных изделий, в зависимости от производствен-
ных возможностей выполняют централизованное техническое об-
служивание и текущий ремонт автомобилей КамАЗ, сложные виды
текущих ремонтов агрегатов и систем, оказывают техническую
помощь транзитным автомобилям, контрольно-диагностические,
инженерно-коммерческие и другие услуги.
Дальнейшее эффективное развитие АРП базируется на идеях и
принципах, которые порождаются интеграционными процессами
заводов-изготовителей новой техники с предприятиями, выпол-
няющими услуги по централизованному ТО и ремонту этой тех-
ники.
Необходимость систематизации и углубления знаний о ремонте
автомобилей повышает роль научных исследований в этой области.
В 30-х годах под руководством проф. В. В. Ефремова группой со-
трудников МАДИ совместно с работниками НИИАТа впервые были
проведены исследования, в результате которых разработана пла-
ново-предупредительная система технического обслуживания и
ремонта автомобилей. В дальнейшем большой вклад в формирова-
ние теоретических и практических основ ремонта автомобилей
внесли профессора В. И. Казарцев, К. Т. Кошкин, Л. В. Дехтеринс-
кий, В. А. Шадричев, М.А. Масино, В. Г.Дажин и многие другие
ученые.
Большое внимание уделяется подготовке специалистов по ре-
монту автомобилей. В 1930 г. был организован Московский автомо-
бильно-дорожный институт, в котором была организована кафед-
ра производства и ремонта автомобилей. В нашей стране создано
большое количество автотранспортных и автодорожных коллед-
жей и техникумов, которые выпускают специалистов по техни-
ческому обслуживанию и ремонту автомобилей.
РАЗДЕЛ I. ОСНОВЫ АВТОРЕМОНТНОГО
ПРОИЗВОДСТВА
ГЛАВА 1. ОБЩИЕ ПОЛОЖЕНИЯ ПО РЕМОНТУ
АВТОМОБИЛЕЙ
1.1. Старение автомобилей и их составных частей
Старением называется процесс необратимого изменения его
свойств и (или) состояния, обусловленного структурными превраще-
ниями, химическими изменениями в материалах, из которых изготов-
лены детали, а также постепенным накоплением в элементах конст-
рукции автомобиля микро- и макроповреждений при эксплуатации.
При эксплуатации автомобиля имеют место физическое изна-
шивание деталей, потеря усталостной прочности их материала. Как
при эксплуатации автомобиля, так и при его хранении происхо-
дят изменения, связанные с коррозией, потерей жесткости,
структурные изменения и химические превращения в металлах,
потеря некоторых свойств (например, упругости, пластичности и
др.). Процессы старения всегда связаны со временем.
В связи с этим для решения задач ремонта необходимо знать
законы старения, устанавливающие зависимость повреждений от
времени. Например, толщины изношенного слоя, остаточного
прогиба при деформации детали, площади или глубины повреж-
денного коррозией слоя в зависимости от наработки. Использование
этих закономерностей позволяет прогнозировать потерю рабо-
тоспособного состояния автомобилем и его составными частями.
Процесс старения механизма определяется процессами старе-
ния всех образующих его деталей и нарушением их взаимного рас-
положения. Старение детали происходит в результате воздействия
нескольких разрушительных процессов и является результатом воз-
действия большого числа факторов.
Изнашиванием называется процесс отделения материала с
поверхности твердого тела и (или) увеличения его остаточной де-
формации при трении, проявляющийся в постепенном измене-
нии размеров и (или) формы тела. Износ является результатом
изнашивания и определяется в установленных единицах (толщи-
ны слоя, объема, массы).
Процесс изнашивания обычно происходит в три стадии. На ста-
дии I (рис. 1.1) идет приработка сопряженных поверхностей дета-
лей, занимающая небольшой отрезок времени t„. При этом износ h
8
изменяется нелинейно, h
скорость изнашивания вы-
сокая, но постепенно
убывает. Стадия //являет-
ся наиболее продолжи-
тельной и характеризует-
ся стабильностью процес-
са. Скорость изнашивания
в этом случае небольшая
и постоянная. Стадия III—
ускоренное изнашивание,
характеризующееся резко
возрастающей скоростью
Рис. 1.1. Зависимость износа h и ско-
рости dh/dt изнашивания от времени
работы
изнашивания. Причиной этого является изменение условий тре-
ния из-за изменения размеров и формы трущихся поверхностей.
Деформация детали может быть обратимой (упругой) и необра-
тимой, т. е. остаточной. Деформация возникает при появлении на-
пряжений в материале детали. Если возникающие напряжения в
материале детали меньше предела его упругости, то будет иметь
место главным образом упругая деформация. Однако упру-
гая деформация может сопровождаться и остаточной деформаци-
ей, например, при повышенных температурах. Остаточная де-
формация изменяет размеры и конфигурацию детали. Напри-
мер, у такой сложной детали, как блок цилиндров двигателя, из-
меняется положение осей посадочных отверстий под гильзы, под
вкладыши коренных подшипников коленчатого вала, а также
появляется коробление и нарушается положение обработанных
поверхностей относительно технологических баз, что приводит к
снижению долговечности двигателя в целом.
Разрушение приводит к полному расчленению детали. Разруше-
ния бывают вязкими, хрупкими и усталостными.
Вязкое разрушение происходит от касательных напря-
жений вследствие значительной пластической деформации. Плос-
кость разрушений расположена под углом к направлению прило-
жения нагрузки и совпадает с направлением действия касатель-
ных напряжений.
Хрупкое разрушение происходит под действием нормаль-
ных напряжений. Ему предшествует незначительная пластическая
деформация, и плоскость разрушения оказывается перпендикуляр-
ной направлению приложения нагрузки. Процесс разрушения со-
стоит из двух стадий: в первой стадии происходит зарождение тре-
щины, а во второй — ее развитие через все сечение детали.
Усталостное разрушение деталей является результатом
многократного приложения нагрузок и происходит при напряжени-
ях, значительно меньших, чем в случае однократного нагружения.
Трещина при усталостном разрушении зарождается в поверхностных
слоях, где действуют максимальные растягивающие напряжения.
9
По мере ослабления сечения темп развития трещины усиливается
и при определенном остаточном сечении происходит полное раз-
рушение детали.
Коррозия представляет собой разрушение металлов вследствие
химического или электрохимического взаимодействия их с корро-
зионной средой.
Эрозия и кавитация возникают при действии на металл потока
жидкости, движущейся с большой скоростью. На поверхностях де-
талей, подвергающихся жидкостной эрозии, образуются пятна,
полосы, вымоины. Таким повреждениям подвергаются детали си-
стемы охлаждения двигателя, крылья кузова, воспринимающие
со стороны колес поток воды, песка и мелких камней. Кавитаци-
онное повреждение металла происходит тогда, когда нарушается
непрерывность потока жидкости и образуются кавитационные пу-
зыри. Кавитационные пузыри, которые находятся у поверхности
детали, уменьшаются в объеме с большой скоростью, что приво-
дит к гидравлическому удару жидкости о поверхность металла. Со-
средоточение в одном месте на поверхности металла большого
количества таких ударов и вызывает образование кавитационных
разрушений в виде каверн диаметром 0,2... 1,2 мм. Такому разру-
шению часто подвергаются детали системы охлаждения двигате-
ля, гильзы цилиндров, посадочные пояски блоков цилиндров под
гильзу, патрубки и др.
С течением времени или по мере роста наработки в состоянии
автомобиля или его составных частей наступает предел, после ко-
торого использование автомобиля оказывается нецелесообразным:
автомобиль (агрегат) достиг предельного состояния.
Предельным состоянием автомобиля и его составных частей на-
зывается состояние, при котором их дальнейшее применение по
назначению недопустимо или нецелесообразно, либо восстанов-
ление их невозможно или нецелесообразно. Так, например, необ-
ходимость смены масла в картерах агрегатов связана с достижени-
ем маслами предельного состояния при изменении их смазываю-
щих свойств; выполнение регулировочных работ обусловливается
достижением предельных зазоров в сопряжениях; замена или ре-
монт детали диктуется износом хотя бы одной ее рабочей поверх-
ности до предельного размера. Количественные значения показа-
телей предельного состояния устанавливаются нормативно-техниче-
ской документацией.
1.2. Надежность автомобилей и их составных частей
Надежность — свойство объекта сохранять во времени в уста-
новленных пределах значения всех параметров, характеризующих
способность выполнять требуемые функции в заданных режимах и
условиях применения, технического обслуживания, ремонтов,
хранения и транспортирования.
10
Под параметром понимается некоторая выходная характе-
ристика детали, сопряжения, сборочной единицы или автомоби-
ля в целом, в качестве которой принимается один или несколько
технологических показателей качества. Выход значения параметра
за границы предельного значения классифицируется как отказ,
если при этом происходит нарушение работоспособного состоя-
ния объекта, т.е. такого состояния, при котором значения всех
параметров, характеризующих его способность выполнять задан-
ные функции, соответствуют требованиям нормативно-техничес-
кой и (или) конструкторской документации.
Отказы обычно разделяют на внезапные и постепенные. Вне-
запные отказы характеризуются скачкообразным изменением
значений одного или нескольких параметров объекта. Они проис-
ходят в случайные моменты времени, которые точно прогнозиро-
вать невозможно, а можно лишь характеризовать наступление или
ненаступление данного события с определенной вероятностью.
Постепенный отказ характеризуется плавным изменением
одного или нескольких параметров объекта. Например, монотон-
ное возрастание износа деталей цилиндропоршневой группы дви-
гателя, снижение топливной экономичности и мощности. Разде-
ление отказов на постепенные и внезапные носит условный ха-
рактер. Например, постепенное изнашивание рабочих поверхнос-
тей деталей коробки передач увеличивает зазоры и приводит к
внезапному самовыключению передачи.
Составные части автомобилей подразделяются на ремонтируе-
мые и перемонтируемые. Для первых в нормативно-технической и
(или) конструкторской документации предусмотрено проведение
ремонтов, а для вторых не предусмотрено.
Надежность изделий обусловливается их безотказностью,
долговечностью, ремонтопригодностью и сохраняемостью.
Безотказность— свойство объекта непрерывно сохранять рабо-
тоспособное состояние в течение некоторого времени или наработ-
ки. Основными показателями безотказности являются: вероятность
безотказной работы (вероятность того, что в пределах заданной
наработки отказ объекта не возникает); средняя наработка на от-
каз (отношение наработки восстанавливаемого объекта к средне-
му значению числа его отказов в течение этой наработки); пара-
метр потока отказов (отношение среднего числа отказов восста-
навливаемого объекта за произвольно малую его наработку к зна-
чению этой наработки).
Долговечность — свойство объекта сохранять работоспособное
состояние до наступления предельного значения при установлен-
ной системе технического обслуживания и ремонта. К основным
показателям долговечности относятся: средний ресурс (например,
средняя наработка до капитального ремонта, средняя наработка
от капитального ремонта до списания); гамма-процентный ресурс
(наработка, в течение которой объект не достигнет предельного
11
состояния с заданной вероятностью у, выраженной в процентах)
и другие показатели.
Ремонтопригодность— свойство объекта, заключающееся в при-
способленности к предупреждению и обнаружению причин воз-
никновения отказов, повреждений; поддержанию и восстановле-
нию работоспособного состояния путем проведения технического
обслуживания и ремонта. Это свойство охватывает достаточно ши-
рокий круг требований к конструкции автомобиля, в том числе
требование ремонтной технологичности. Под ремонтной тех-
нологичностью понимается такое конструктивное и техноло-
гическое формирование автомобиля, при котором учтена не-
обходимость обеспечения минимальных затрат труда и средств на
ремонт при обеспечении назначенного ресурса за срок его службы.
Сохраняемость — свойство объекта сохранять значения показа-
телей безотказности, долговечности и ремонтопригодности в те-
чение и после хранения и (или) транспортирования.
1.3. Система ремонта автомобилей
Техническая политика в области поддержания работоспособ-
ности автомобилей основана на планово-предупредительной систе-
ме технического обслуживания и ремонта.
Плановый характер системы, с одной стороны, предусмат-
ривает плановое проведение ТО, что обеспечивает предупрежде-
ние непредвиденного (аварийного) отказа автомобиля и регуляр-
ное получение информации о его техническом состоянии, с дру-
гой — предполагает планируемые наработки агрегатов и автомо-
билей до вывода их в ремонт, а также объемы работ при ремонте,
что способствует повышению ритмичности работы ремонтных пред-
приятий и улучшению условий их обеспечения материалами, за-
пасными частями и другими видами ресурсов.
Предупредительный характер системы состоит в том, что
она предполагает проведение ремонта составных частей и ав-
томобиля в целом до наступления периода ускоренного изнаши-
вания базовых и основных деталей. Дальнейшее использование ба-
зовых и основных деталей, достигших этой стадии изнашивания,
сопряжено с опасностью аварий и неизбежно приводит к увеличе-
нию объемов, сложности и стоимости ремонта.
Система ремонта автомобилей представляет собой совокупность
взаимодействующих средств ремонта, исполнителей, стратегии,
технологии и нормативно-технической документации, обеспечи-
вающих работоспособное состояние подвижного состава.
Средства ремонта включают производственно-техничес-
кую базу (здания, сооружения, оборудование), размещенную на
автотранспортных и специализированных предприятиях по ремонту
подвижного состава. Средства ремонта характеризуются производ-
ственной и организационной структурами. Производственная струк-
12
тура средств ремонта как системы авторемонтных предприятий
(АРП) отражает их функции, размеры, специализацию и произ-
водственные связи с потребителями продукции и между собой. Про-
изводственная структура отдельно взятого предприятия отражает
характер, функции, размеры и взаимосвязи производственно-
складских подразделений. Организационная структура средств ре-
монта предусматривает взаимодействие предприятий и производ-
ственных подразделений в соответствии с закрепленными за ними
функциями, способы оценки выполнения функций и права, обес-
печивающие возможность их выполнения.
Исполнители разделяются на основных производственных
и вспомогательных рабочих, инженерно-технических работников,
счетно-конторский, младший обслуживающий персонал и пожар-
но-сторожевую охрану.
Стратегия ремонта — это система правил, однозначно
определяющих выбор решения о содержании, месте и времени
выполнения ремонтных работ, либо о списании автомобиля или
его составной части.
Технология ремонта — это совокупность методов изме-
нения технического состояния автомобилей и их составных частей
в процессе ремонта.
Нормативно-техническая документация содержит
принципы, определения, методы и нормы, позволяющие наибо-
лее эффективно решать задачи поддержания работоспособности
подвижного состава автомобильного транспорта.
Различают две основные разновидности стратегий ремонта:
по наработке, когда объем разборки изделия и дефектации его
составных частей назначается единым для парка однотипных изде-
лий в зависимости от наработки с начала эксплуатации или после
капитального (среднего) ремонта, а перечень операций восста-
новления определяется с учетом результатов дефектации состав-
ных частей изделия;
по техническому состоянию, когда перечень операций, в том
числе разборки, определяется по результатам диагностирования
изделия перед ремонтом (предремонтного диагностирования), а
также по данным о надежности этого изделия и однотипных изде-
лий.
Опыт ремонта автомобилей показывает, что замена их элемен-
тов по наработке не обеспечивает высокой надежности и мини-
мальных затрат на поддержание работоспособности подвижного
состава из-за большой вариации наработок элементов до отказа.
Замена по наработке в зависимости от назначенной периодичнос-
ти замены может привести либо к значительному недоиспользова-
нию ресурса элемента, либо к его внезапному отказу. Избежать
этого позволяет стратегия ремонта по техническому состоянию.
В зависимости от назначения, характера и объема выполняемых
работ различают текущий, средний и капитальный ремонты.
13
Текущий ремонт (ТР) предназначен для обеспечения
работоспособного состояния подвижного состава с ремонтом или
заменой отдельных его агрегатов, узлов и деталей (кроме базо-
вых), достигших предельного состояния. Текущий ремонт обеспе-
чивает безотказную работу отремонтированных агрегатов, узлов и
деталей на пробеге, не меньшем, чем до ближайшего ТО-2. Сокра-
щение времени простоя автомобиля достигается применением аг-
регатного метода ремонта, при котором производится замена неис-
правных или требующих капитального ремонта агрегатов и узлов
на исправные, взятые из оборотного фонда. Оборотный фонд со-
ставных частей автомобиля может создаваться как непосредствен-
но на АТП, так и в обменных пунктах, при региональных цент-
ральных мастерских и ремонтных заводах.
Средний ремонт (СР) автомобилей предусматривается для слу-
чаев их эксплуатации в тяжелых дорожных условиях; проводится с
периодичностью более одного года. При нем могут выполняться
следующие ремонтные работы: замена двигателя, достигшего
предельного состояния и требующего капитального ремонта, уст-
ранение неисправностей других агрегатов с заменой или ремон-
том деталей, окраска кузова и другие работы, которые бы обеспе-
чили восстановление исправного состояния автомобиля.
Капитальный ремонт (КР) автомобилей, агрегатов и узлов
предназначен для обеспечения назначенного ресурса автомобиля
и его составных частей путем восстановления их исправности и
близкого к полному (не менее 80% доремонтного) восстановле-
нию ресурса и обеспечения других нормируемых свойств. При КР
заменяют или восстанавливают любые узлы и детали, включая ба-
зовые. Автомобили и агрегаты подвергают, как правило, не более
чем одному капитальному ремонту. Базовой частью легкового ав-
томобиля и автобуса является кузов, грузового автомобиля — рама.
К базовым деталям агрегатов относятся: в двигателе — блок ци-
линдров; в коробке передач, заднем мосту, рулевом механизме —
картер; в переднем мосту — балка переднего моста или поперечина
независимой подвески; в кузове или кабине — корпус; в раме —
продольные балки.
Централизованный КР полнокомплектных грузовых автомо-
билей недостаточно эффективен в связи с тем, что из-за малых
производственных программ и универсального характера произ-
водства увеличиваются транспортные затраты на доставку ре-
монтного фонда и отремонтированной продукции, автомобили
на длительное время отвлекаются из сферы эксплуатации. В свя-
зи с этим КР полнокомплектных автомобилей должен осуществ-
ляться главным образом для тех из них, которые работают в осо-
бо тяжелых дорожных условиях при интенсивной эксплуатации.
В этом случае КР и СР автомобилей должен быть максимально
приближен к АТП и производиться с использованием готовых
агрегатах, узлов и деталей, поступающих в специализирован-
14
ную мастерскую в порядке кооперации с соответствующих ре-
монтных заводов.
Если базовая часть не нуждается в ремонте в течение назначен-
ного срока службы автомобиля (агрегата) до списания, то КР про-
изводить не следует, а ресурс обеспечивается путем замены комп-
лектов неисправных агрегатов и узлов на исправные за счет обо-
ротного фонда.
По характеру постановки на ремонт различают плановый и не-
плановый ремонты.
Плановый ремонт — ремонт, постановка на который осущест-
вляется в соответствии с требованиями нормативно-технической
документации.
Неплановый ремонт — ремонт, постановка на который осущест-
вляется без предварительного назначения. Неплановый ремонт
проводится с целью устранения последствий отказов.
По регламентации выполнения предусматриваются ремонты:
регламентированный и по техническому состоянию.
Регламентированный ремонт — плановый ремонт, выполняемый
с периодичностью и в объеме, установленными в эксплуатацион-
ной документации, независимо от технического состояния изде-
лия в момент начала ремонта.
Ремонт по техническому состоянию — плановый ремонт, при
котором контроль технического состояния выполняется с перио-
дичностью и объемом, установленными в нормативно-техничес-
кой документации, а объем и момент начала работы определяются
техническим состоянием изделия.
По признаку сохранения принадлежности составных частей к
ремонтируемому изделию различают необезличенный и обезли-
ченный методы ремонта.
Необезличенный метод— метод ремонта, при котором сохраня-
ется принадлежность восстановленных составных частей к опреде-
ленному экземпляру, т. е. к тому экземпляру, к которому они при-
надлежали до ремонта. При этом методе сохраняется взаимная при-
работанность деталей, их первоначальная взаимосвязь, благодаря
чему качество ремонта оказывается, как правило, более высоким,
чем при обезличенном методе. Существенные недостатки необез-
личенного метода ремонта заключаются в том, что при нем
значительно усложняется организация ремонтных работ и неиз-
бежно увеличивается длительность нахождения изделия в ремонте.
Обезличенный метод — метод ремонта, при котором не сохра-
няется принадлежность восстановленных составных частей к опре-
деленному экземпляру. Снятые с автомобилей агрегаты и узлы при
этом методе заменяются заранее отремонтированными или новыми,
взятыми из оборотного фонда, а неисправные агрегаты и узлы
подвергаются ремонту и идут на комплектование оборотного фон-
да. При обезличенном методе ремонта упрощается организация
ремонтных работ и значительно сокращается длительность пребы-
15
вания автомобилей и их составных частей в ремонте. Экономия
времени достигается за счет того, что объекты ремонта не ожида-
ют, пока будут отремонтированы снятые с них агрегаты и узлы.
Агрегатный метод — обезличенный метод текущего ремонта,
при котором неисправные агрегаты заменяются новыми или зара-
нее отремонтированными. Замена агрегатов может выполняться
после отказа изделия или по плану.
1.4. Производственный, технологический процессы
и их элементы
Производственным процессом называется совокупность всех дей-
ствий людей и орудий производства, необходимых на данном пред-
приятии для изготовления или ремонта изделий. В производствен-
ный процесс входят не только основные процессы, связанные с
преобразованием исходных материалов для получения автомобилей
и их составных частей, но и вспомогательные, например из-
готовление инструмента и приспособлений, ремонт оборудования,
а также обслуживающие процессы (внутризаводская транспорти-
ровка материалов и деталей, складские операции, контроль и др.),
обеспечивающие возможность изготовления изделий.
Технологическим процессом называется часть производственного
процесса, содержащая действия по изменению и последующему
определению состояния предмета производства. На авторемонтном
предприятии применяется множество разнообразных технологи-
ческих процессов: разборка, мойка, обработка давлением, меха-
ническая обработка резанием, термическая обработка, сборка, ок-
раска и др. Технологический процесс состоит из операций.
Технологическая операция — законченная часть технологическо-
го процесса, выполняемая на одном рабочем месте. Операция яв-
ляется основной расчетной единицей при техническом нормиро-
вании процесса, при проектировании производственных участков,
при определении себестоимости технологического процесса.
При выполнении операции деталь очень часто приходится
устанавливать и закреплять несколько раз, т. е. выполнять несколь-
ко установов. Установ — это часть технологической операции, вы-
полняемая при неизменном закреплении обрабатываемой детали
(заготовки) или собираемой сборочной единицы.
Обрабатываемая деталь или сборочная единица, закрепленные
в приспособлении, могут занимать несколько последовательных
положений относительно инструмента, т. е. позиций. Позицией на-
зывается фиксированное положение, занимаемое обрабатываемой
деталью или собираемым изделием вместе с подвижной частью
приспособления относительно инструмента или станка при вы-
полнении операции.
Технологическая операция состоит из переходов. Так, напри-
мер, при обработке точного отверстия его последовательно под-
16
вергают сверлению, зенкерованию и развертыванию. Каждый из
перечисленных видов обработки является частью сверлильной опе-
рации и представляет собой технологические переходы. Техноло-
гический переход— это законченная часть технологической опера-
ции, характеризуемая постоянством применяемого инструмента
и поверхностей, образуемых обработкой или соединяемых при
сборке.
Каждый технологический переход состоит из одного или не-
скольких рабочих ходов. Рабочий ход — это законченная часть пере-
хода, представляющая собой однократное перемещение инстру-
мента относительно обрабатываемой детали, сопровождаемое из-
менением формы, размеров, шероховатости поверхности или
свойств материала детали.
Кроме технологических переходов, каждая операция включает
в себя вспомогательные переходы. Вспомогательный переход — это
законченная часть технологической операции, состоящая из дей-
ствий человека или оборудования, которые не сопровождаются
изменением формы, размеров и шероховатости поверхностей, но
необходимы для выполнения технологического перехода. К вспо-
могательным переходам относятся установка и снятие детали со
станка, замена инструмента и т. п.
Технологический переход, кроме рабочего хода, может иметь
вспомогательный ход. Вспомогательный ход — это законченная часть
технологического перехода, состоящая из однократного переме-
щения инструмента относительно заготовки (детали), которая не
сопровождается изменением формы, размеров, шероховатости
поверхности или свойств детали, но необходима для выполнения
рабочего хода.
ГЛАВА 2. ОСНОВЫ ОРГАНИЗАЦИИ КАПИТАЛЬНОГО
РЕМОНТА АВТОМОБИЛЕЙ
2.1. Порядок направления и приемки автомобилей
и их составных частей в ремонт
Капитальный ремонт автомобилей и их составных частей про-
изводится на специализированных ремонтных предприятиях, как
правило, обезличенным методом, предусматривающим полную раз-
борку объекта ремонта, дефектацию, восстановление или замену
составных частей, сборку, регулировку, испытание.
Направление автомобилей и их составных частей в КР произво-
дится на основании результатов анализа их технического состоя-
ния с применением средств контроля (диагностирования) и с уче-
том пробега, выполненного с начала эксплуатации или после КР,
норм пробега до капитального ремонта, суммарной стоимости
3 8 4 515
Биб. ценена
Нотстирскто
денного
17
израсходованных запасных частей с начала эксплуатации и других
затрат на текущие ремонты.
Автобусы и легковые автомобили направляются в КР при необхо-
димости капитального ремонта кузова. Грузовые автомобили напра-
вляются в КР при необходимости капитального ремонта рамы, ка-
бины, а также не менее трех других агрегатов в любом их сочетании.
Агрегат направляется в КР, если:
базовая и основные детали (табл. 2.1) требуют ремонта с пол-
ной разборкой агрегата;
работоспособность агрегата не может быть восстановлена или
ее восстановление путем проведения текущего ремонта экономиче-
ски нецелесообразно.
Поступающие в ремонт автомобили и их составные части на-
зывают ремонтным фондом. Приемка ремонтного фонда осуществ-
ляется представителем ремонтного предприятия, который проверя-
ет его комплектность и соответствие техническим требованиям.
2.2. Типы авторемонтных предприятий
Капитальный ремонт автомобилей и их составных частей вы-
полняют различные АРП, которые в зависимости от масштаба
производства, назначения (специализации) и типа производства
классифицируются следующим образом.
По масштабу производства АРП делятся на две группы: ремон-
тные заводы и ремонтные мастерские. По основному назначению
с учетом специализации АРП могут быть разделены на виды, каж-
дый из которых определяется номенклатурой товарной продукции.
Нормами технологического проектирования АРП, используемы-
ми при разработке вариантов реконструкции, технического пере-
вооружения и нового строительства, предусмотрены предприятия,
осуществляющие ремонт:
силовых агрегатов грузовых автомобилей и автобусов (двигате-
ля со сцеплением и коробкой передач или гидромеханической пе-
редачей);
прочих основных агрегатов грузовых автомобилей и автобусов
(мостов, рулевого управления, раздаточной коробки);
силовых и прочих агрегатов легковых автомобилей, в том числе
передней и задней подвесок в сборе;
автобусов на базе получаемых по кооперации агрегатов.
В нормах технологического проектирования не предусмотрены
предприятия по ремонту полнокомплектных грузовых и легковых
автомобилей и комплектов их агрегатов. В свое время эти типы пред-
приятий в связи с отказом от ремонта полнокомплектных автомо-
билей были признаны неперспективными, однако практика авто-
ремонтного производства в современных экономических условиях
показывает, что подобные предприятия имеют такое же право на
существование, как и перечисленные выше.
18
Таблица 2.1
Базовые и основные детали агрегатов автомобиля
Агрегат Базовая деталь Основная деталь
Двигатель с картером сцепления в сборе Блок цилиндров Головка цилиндров, коленчатый вал, маховик, распределительный вал, картер сцепления
Коробка Картер коробки Крышка картера верхняя, удлини-
передач передач тель коробки передач, первич- ный, вторичный и промежуточ- ный валы
Гидромехани- Картер Корпус двойного фрикциона,
ческая механического первичный, вторичный и
передача редуктора промежуточный валы, турбинное и насосное колеса, реактор
Карданная передача Труба (трубы) карданного вала Фланец-вилка, вилка скользящая
Задний мост Картер заднего моста Кожух полуоси, картер редуктора, стакан подшипников, чашки дифференциала, ступица колеса, тормозной барабан или диск, водило колесного редуктора
Передняя ось Балка передней оси или поперечина при независимой подвеске Поворотная цапфа, ступица колеса, шкворень, тормозной барабан или диск
Рулевое Картер рулевого ме- Вал сошки, червяк, рейка-пор-
управление ханизма, картер зо- лотника гидроуси- лителя, корпус на- соса гидроусилителя шень, винт шариковой гайки, крышка корпуса насоса гидроуси- лителя, статор и ротор насоса гидроусилителя
Кабина грузо- Каркас кабины или Дверь, крыло, облицовка
вого и кузов легкового автомобилей кузова радиатора, капот, крышка багажника
Кузов автобуса Каркас основания Кожух пола, шпангоуты
Платформа грузового автомобиля Основание платформы Поперечины, балки
Рама Лонжероны Поперечины, кронштейны рессор
19
Предприятия по централизованному восстановлению деталей и
по ремонту отдельных сборочных единиц оказались нежизнеспособ-
ными из-за трудностей их стабильного обеспечения ремонтным
фондом. Практика показала, что при достижении достаточно боль-
ших производственных программ предприятий по ремонту агрега-
тов на них эффективно восстановление отдельных деталей и сбороч-
ных единиц.
Тип производства — классификационная категория производства,
выделяемая по признакам широты номенклатуры, регулярности, ста-
бильности и объема выпуска продукции. Различают единичное, серий-
ное, массовое производство. Одной из основных характеристик типа
производства является коэффициент закрепления операций, количест-
венно представляющий собой отношение числа всех различных опера-
ций, выполняемых в течение месяца, к числу рабочих мест.
Единичное производство характеризуется малым объемом выпус-
ка одинаковых изделий, что характерно для ремонтных мастерских,
где автомобили и агрегаты ремонтируются, как правило, необезли-
ченным методом. Применяемое оборудование и инструмент имеют
универсальное назначение, уровень механизации процессов низкий,
квалификация рабочего персонала высокая и широкопрофильная.
Серийное производство характеризуется изготовлением или
ремонтом изделий периодически повторяющимися партиями. В за-
висимости от количества изделий в партии или серии и значения
коэффициента закрепления операций различают мелко-, средне-
и крупносерийное производства. Коэффициент закрепления опе-
раций составляет для мелкосерийного производства — 20...40, для
среднесерийного — 10...20, для крупносерийного — 1... 10. Для се-
рийного производства характерно применение универсального обо-
рудования со специальными приспособлениями и инструментом.
В средне- и крупносерийном производствах широко применяется
поточный метод ремонта. Уровень квалификации рабочих колеблет-
ся в широких пределах и с возрастанием серийности понижается.
Массовое производство характеризуется большим объемом вы-
пуска изделий, непрерывно изготовляемых или ремонтируемых
продолжительное время, в течение которого на большинстве ра-
бочих мест выполняется одна рабочая операция. Коэффициент за-
крепления операций для массового производства равен 1. Закреп-
ление за каждым рабочим местом одной технологической опера-
ции позволяет применять конвейеры, широко использовать спе-
циальное оборудование, механизировать и автоматизировать трудо-
емкие процессы. Требования к уровню квалификации рабочих при
этом существенно снижаются.
На принципах единичного производства осуществляются ремонт
большегрузных автомобилей и разномарочных автобусов в
авторемонтных мастерских, а также ремонт и изготовление при-
цепного состава на заводах и в мастерских. Серийное производство
характерно для ремонта основных типов автомобилей и агрегатов
20
на ремонтных заводах. К условиям массового производства при-
ближается ремонт двигателей и других агрегатов и сборочных еди-
ниц на специализированных ремонтных заводах с большим
установившимся объемом выпуска продукции.
2.3. Основы организации производственного процесса
на авторемонтном предприятии
В условиях АРП возможно применение различных организацион-
ных форм выполнения ремонтных работ: ремонт на универсаль-
ных рабочих местах; ремонт на специализированных рабочих мес-
тах; поточный ремонт автомобилей и агрегатов.
Ремонт на универсальных рабочих местах производится в том
случае, если производственная программа по данному типу изде-
лий мала, а их конструкция не допускает обезличивания состав-
ных частей. Эта форма организации ремонта применяется обычно
в условиях небольших мастерских. Весь ремонт выполняется одной
бригадой рабочих, которая производит все работы от начала до
конца. Детали, требующие для восстановления специального
оборудования, которого нет на универсальных рабочих местах,
направляются на соответствующие участки предприятия. Недостат-
ками такой формы являются длительный простой объекта в ре-
монте, потребность в высококвалифицированной рабочей силе и
высокая стоимость ремонта. Ее положительной стороной считает-
ся сравнительная простота организации работ и определенность
исполнителя, отвечающего за качество выполненных работ.
При значительной производственной программе ремонт орга-
низуется на специализированных рабочих местах. В условиях такой
организации работ на каждом рабочем месте выполняется ремонт
одного узла или совокупность заранее определенных техно-
логических операций, что позволяет повысить производительность
труда, снизить требования к уровню квалификации рабочих и умень-
шить за счет этого стоимость ремонта. Эта форма организации ра-
бот применяется на ремонтных заводах и в крупных мастерских.
Наиболее совершенной формой организации производства яв-
ляется поточная. Поточное производство характеризуется рас-
положением средств технологического оснащения в последователь-
ности выполнения операций технологического процесса и опре-
деленным интервалом выпуска изделий. При этой форме техноло-
гические операции закрепляются за рабочими местами, располо-
женными в последовательном порядке согласно технологическому
процессу ремонта. Перемещение объектов осуществляется механи-
зированным способом непрерывно или с перерывом через неко-
торые промежутки времени, соответствующие такту выпуска про-
дукции. Такт выпуска — интервал времени, через который периоди-
чески производится выпуск изделий или заготовок определенного
наименования, типоразмера и исполнения. Поточное производ-
21
ство требует ритмичной синхронной работы всех рабочих мест,
четкого и бесперебойного функционирования всех производствен-
ных подразделений предприятия, обслуживающих поточные ли-
нии. Поточная форма организации работ обеспечивает наивысшую
производительность труда, не требует использования высоко-
квалифицированных рабочих и, следовательно, снижает стоимость
ремонта.
2.4. Основы организации рабочих мест
Рабочее место — первичное и основное звено структуры пред-
приятия, где размещены исполнители работы, технологическое
оборудование, оснастка и предметы труда.
Правильная организация рабочего места предполагает четкое
определение объема и характера выполняемых на нем работ, не-
обходимое оснащение, рациональную планировку, систематичес-
кое обслуживание, благоприятные и безопасные условия труда.
Оснащение рабочего места осуществляется по утвержденной тех-
нической документации на выполнение работ и включает организа-
ционную и технологическую оснастку. К организационной оснастке
относятся устройства для хранения и размещения при работе
инструмента, приспособлений, технической документации и пред-
метов ухода за рабочим местом (верстаки, инструментальные шка-
фы); устройства для временного размещения на рабочем месте за-
готовок, деталей, узлов и агрегатов (стеллажи, подставки, спе-
циальная тара), устройства для обеспечения наиболее удобной
рабочей позы и безопасных условий труда (подъемно-поворотные
стулья, решетки под ноги, упоры для ног и подлокотники, щит-
ки, защитные экраны и очки, крючки для снятия стружки и т.д.);
средства для поддержания чистоты, порядка и обеспечения благо-
приятных условий труда (щетки, совки, урны для отходов, короба
для стружки); светильники для местного освещения, местные вен-
тиляционные и пылеотсасывающие устройства и пр.
Количество и номенклатура средств технологической оснастки
на рабочем месте определяются работами по принятому техно-
логическому процессу. Технологическое оснащение включает обо-
рудование и оснастку, измерительный, режущий, монтажный и
вспомогательный инструмент, а также техническую документацию.
Средства технологического оснащения на рабочем месте должны
размещаться в определенном, удобном для работы порядке.
2.5. Схемы технологических процессов капитального
ремонта автомобилей и их составных частей
Технологический процесс капитального ремонта полнокомп-
лектного грузового автомобиля включает работы, перечисленные
на рис. 2.1. С принятого в ремонт автомобиля снимают аккумуля-
22
От заказчика
От заказчика
Рис. 2.1. Схема технологического процесса капитального ремонта гру-
зового автомобиля и агрегатов
23
торную батарею, приборы систем питания, электрооборудования
и направляют его на склад ремонтного фонда, откуда по мере не-
обходимости автомобили подают в разборочно-моечный цех. Бук-
сиром или с помощью тяговой цепи автомобиль устанавливают на
конвейер, по которому он проходит рабочее место наружной мой-
ки, а затем предварительной разборки, где с него снимают плат-
форму, колеса, кабину и топливные баки. Снятые части направля-
ют для ремонта на соответствующие производственные участки.
Шасси автомобиля повторно моют и в специальные резервуары
сливают масло из картеров двигателя, коробки передач, ведущих
мостов, механизмов управления. Затем шасси перемещают по кон-
вейеру на рабочие места полной разборки, где с него снимают
механизмы управления, силовой агрегат, карданные валы, перед-
ний и задний мосты, части подвески и тормозной привод. Снятые
механизмы и раму автомобиля моют и направляют для ремонта на
соответствующие участки.
Агрегаты, снятые с автомобиля или поступающие в КР как то-
варная продукция, проходят наружную мойку и поступают на раз-
борку. После разборки агрегатов наружные и внутренние поверх-
ности деталей моют и очищают от нагара, накипи, старой краски,
продуктов коррозии, коксовых и смолистых отложений. При де-
фектации детали разделяют на три группы: утильные (восстанов-
ление которых технически невозможно или экономически не-
целесообразно), годные без ремонта (износ которых не превысил
допустимого значения, регламентированного техническими усло-
виями) и требующие восстановления. Детали последней группы
восстанавливают различными способами и после контроля пере-
дают на комплектование, где их подбирают в комплекты и переда-
ют на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агре-
гаты — на специализированных рабочих местах. Собранные агрега-
ты испытывают и после устранения обнаруженных дефектов окра-
шивают. Агрегаты, принятые отделом технического контроля
(ОТК), поступают на конвейер для сборки автомобилей или на
склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испы-
тывают пробегом или на стенде с беговыми барабанами. Во время
испытаний регулируют механизмы и устраняют обнаруженные не-
исправности. При необходимости автомобиль моют, подкрашива-
ют, после чего сдают заказчику.
2.6. Схема технологического процесса централизованного
ремонта по техническому состоянию
Ремонт по техническому состоянию может выполняться на ав-
тотранспортном предприятии (АТП) и централизованном специ-
ализированном производстве (ЦСП). В первом случае перечень
24
технологических операций ремонта определяется для каждого от-
дельно взятого агрегата, т. е. ремонт выполняется в условиях еди-
ничного производства по единичным технологиям. Во втором слу-
чае подобная организация производства неоправданна, так как при
механическом переносе принципов организации ремонта по техни-
ческому состоянию из АТП в ЦСП централизация позволяет не-
сколько повысить загрузку технологического оборудования и ис-
полнителей, однако практически не вносит в технологический
процесс ремонта изменений, которые бы его качественно улучшили.
ЦСП может быть организовано при авторемонтном заводе либо
как самостоятельное хозрасчетное предприятие.
Централизованный ремонт по техническому состоянию (ЦРТС)
основывается на принципах серийного производства и характери-
зуется широким использованием типовых технологических про-
цессов. Его суть состоит в том, что каждому агрегату по результа-
там предремонтного диагностирования, которое может проводиться
перед отправкой агрегата в ремонт (до снятия с автомобиля) либо
при его приемке в ремонт (на испытательном стенде), назначает-
ся один из заранее разработанных технологических маршрутов ти-
пового технологического процесса ремонта. Это сопровождается
некоторым увеличением объемов разборочно-сборочных работ вви-
ду неполного соответствия, с одной стороны, фактических соче-
таний дефектов агрегатов, направленных по соответствующему тех-
нологическому маршруту, а с другой — сочетания дефектов, уст-
ранение которых предусмотрено данным маршрутом. Однако оно
будет компенсироваться сокращением объема контрольно-диагно-
стических операций, так как в этом случае не требуется локализа-
ция всех дефектов агрегата, а достаточно установить наличие или
отсутствие только тех дефектов, которые определяют распределе-
ние агрегатов по технологическим маршрутам.
Эффективность и качество ЦРТС в значительной степени зави-
сят от используемых методов и средств технического диагностиро-
вания. Однако при предремонтном диагностировании неизбежны
значительные по величине ошибки типа «ложная неисправность»
(ошибки 1-го рода) и «пропуск неисправности» (ошибки 2-го рода).
Повысить достоверность распознавания технического состояния
ремонтируемого агрегата и правильность назначения технологи-
ческого маршрута ремонта можно путем введения дополнитель-
ных контрольно-диагностических операций непосредственно в
процесс разборки агрегата (операционного контроля разборочно-
го процесса).
Кроме того, при операционном контроле появляется возмож-
ность локализации таких неисправностей, которые принципиаль-
но не могут быть выявлены при предремонтном диагностирова-
нии. Определение технического состояния частично разобранного
агрегата также позволяет исключить искажающие влияния на опре-
деляемый диагностический параметр некоторых структурных пара-
25
метров. Например, значения утечек сжатого воздуха, определяе-
мые с помощью пневмотестера при снятой головке цилиндров,
будут определяться только зазорами между гильзами цилиндров и
юбками поршней, между компрессионными кольцами и стенками
канавок поршней. При пневмотестировании же двигателя в сборе
невозможно исключить влияние на измеряемый диагностический
параметр неплотностей клапанов и дефектов прокладки головки
цилиндров.
Схема технологического процесса централизованного ремон-
та автомобильных агрегатов по техническому состоянию пока-
зана на рис. 2.2. Каждый поступающий в ЦРТС агрегат характери-
зуется имеющимся у него q-м сочетанием дефектов из множества
Сочетания дефектов агрегатов
Рис. 2.2. Схема технологического процесса централизованного ремонта
автомобильных агрегатов по техническому состоянию
26
Q (q = 1, Q) сочетаний дефектов, устранимых на данном
предприятии. По результатам предремонтного диагностирования
агрегату с q-м сочетанием дефектов назначается к-й техноло-
гический маршрут ремонта из множества К (к = 1, К) техно-
логических маршрутов, выполняемых на предприятии, причем
К < Q, и в один маршрут могут объединяться агрегаты со сход-
ными сочетаниями дефектов.
Агрегаты в соответствии с назначенными им технологически-
ми маршрутами распределяются по специализированным рабочим
местам, множество которых R (г = 1, ..., R) достаточно для вы-
полнения годового объема работ, причем на одном рабочем месте
может выполняться один или несколько технологических маршрутов.
В ходе разборки агрегатов выполняется операционный контроль,
результаты которого могут подтвердить или опровергнуть пра-
вильность назначенного технологического маршрута. В первом слу-
чае выполняется весь комплекс разборочно-сборочных работ, пре-
дусмотренных технологическим маршрутом, после чего агрегат
поступает на обкатку и испытания (приемочный контроль). В слу-
чае ошибочного назначения технологического маршрута по резуль-
татам операционного контроля агрегату назначается другой марш-
рут, выполняемый на этом же (штриховая линия) или другом ра-
бочем месте (штрихпунктирная линия).
Детали, снятые в соответствии с выполняемым технологичес-
ким маршрутом, направляются на дефектацию, а на рабочие мес-
та подаются ремонтные комплекты (комплекты деталей, необхо-
димые и достаточные для выполнения ремонта по назначенному
технологическому маршруту). Восстановление деталей производится
на специализированных участках АРП.
В случае обнаружения дефектов отремонтированных агрегатов
при приемочном контроле они либо устраняются на участке ис-
пытания, доукомплектования и доводки агрегатов, либо, если это
технически невозможно или экономически нецелесообразно в связи
с большим объемом дополнительных работ, агрегат направляется
в повторный ремонт. Соответствующий техническим условиям на
приемку агрегат направляется на склад готовой продукции или
выдается заказчику.
РАЗДЕЛ И. ТЕХНОЛОГИЯ КАПИТАЛЬНОГО
РЕМОНТА АВТОМОБИЛЕЙ
ГЛАВА 3. ПРИЕМКА АВТОМОБИЛЕЙ И АГРЕГАТОВ
В РЕМОНТ И ИХ НАРУЖНАЯ МОЙКА
3.1. Приемка автомобилей и агрегатов в ремонт
и их хранение
Предприятие, эксплуатирующее автомобили (заказчик), направ-
ляет и сдает подлежащие ремонту автомобили и агрегаты, руко-
водствуясь существующими положениями, а АРП принимает их
на основании тех же положений.
Технические условия на сдачу автомобилей и агрегатов в капи-
тальный ремонт должны соответствовать требованиям ГОСТов и
руководствам на капитальный ремонт.
Заказчик сдает в ремонт автомобили и агрегаты, выработавшие
установленный ресурс (табл. 3.1), достигшие предельного состоя-
ния и имеющие аварийные повреждения, которые могут устра-
няться только на предприятиях по капитальному ремонту при на-
личии соответствующего акта; достигшие предельного состояния,
но не выработавшие установленного ресурса с приложением соот-
ветствующего акта.
Автомобили и агрегаты, направляемые в ремонт, должны быть
комплектными и иметь лишь те неисправности, которые возник-
ли в результате естественного износа деталей.
Для грузовых автомобилей и их агрегатов установлены первая и
вторая комплектность; для автобусов и легковых автомобилей —
только первая; силовых агрегатов (двигатель с коробкой передач и
сцеплением) — первая; дизелей — первая; для карбюраторных
двигателей — первая и вторая. Все остальные агрегаты автомобиля
имеют только одну комплектность.
Автомобиль первой комплектности — это автомобиль со всеми
составными частями, включая запасное колесо. Автомобили вто-
рой комплектности сдают в ремонт без платформы, металличес-
ких кузовов и специального оборудования.
Двигатель первой комплектности — это двигатель в сборе со
всеми составными частями, установленными на нем, включая сцеп-
ление, компрессор, вентилятор, насос гидроусилителя рулевого
управления, топливную аппаратуру, приборы системы охлажде-
ния и смазочной системы, воздухоочиститель, электрооборудова-
28
<< 00 00 СО оо CO 00 00 00 1—j i—j >—1 О ri *< S
S S S S s s > > S S > > > > > >
00 00 S S 00 00 00 00 00 00 w 00 00 7s
сл сл И—А £ co co о\ о о\ о Ch оо o\ o\ o\ Ch Ch CJ СЭ Oh Ch t'O Ch ьо Ch to tap
2 о J-4 Ch си н-* 2 СО 2 оо о E о оо со оо Ch > cn о > 2 <=> О Ch 5 РЭ
Ch S Ch 8 с^ i СО Ch Ch Ch Ch О Ch > 00 СЭ Ch Ch ьо to Ю BTO]
> > о Ch со Ch Ch *“"1 Ch 4^ CO о co > Ch Q
О 1 2 Д Ch O1
Ch Ch Ch О ьо -k §
£ W Ch > Ch ьо
ю ю Н-* ьо ьо ЬО bJ ьо , so Полнокомплектный
о о о о 50 Ch 50 50 oo о oo о оо Ch 50 20 Ch 50 О о о СЛ 40 oo о о автомобиль
210 220 125 125 200 175 125 180 200 200 150 150 О oo о 150 170 180 100 OO о 150 90 Двигатель
ьо о ьо о Ch Ch 25 25 25 28 28 ОО Ch ьо co Ch OO H-1 4^ Ch 40 /-*\ Коробка передач
о о о О О СЛ О О О О Ch О о Ch О О о Ch О О VwZ
1 1 Ch Ch 25 25 | \o Ch h- 1 h- | o\ 1 Раздаточная коробка и
о О Ch О О СЛ О О СЛ о подъемное устройство
ю ю ю ю ьо ьо ьо ьо h- H-*
ю ю ьо Ch Ch Ch oo oo о ОО ьо ( Ch oo *>^д [S. o\ 40 передний
о о Ch Ch О СЛ О О о о о Ch о Ch О О о СЛ о о 2
ю ю 1—* ьо ьо ЬО Ю ьо н-* H-* VO задний о н
н-* о 20 25 25 50 Ch 50 50 oo о oo о оо Ch 50 20 co Ch 50 О oo о Ch 40 60 о (средний)
ю ю ьо И—А ю ЬО ЬО ьо H-*
ю Ch Ch Ch Ch Ch oo оо оо Ch OO Ch oo 40 гулевой механизм
о о о О О СЛ О О о о Ch О О О о Сл о О С./
Ресурсы до первого капитального ремонта автомобилей, тыс.
Окончание табл. 3.1
Марка автомобиля Полнокомплектный автомобиль Двигатель Коробка передач Раздаточная коробка и подъемное устройство Мост Рулевой механизм
передний задний (средний)
МАЗ-503, -503Б 180 180 180 180 180 180 180
МАЗ-509, -509А 120 120 120 120 120 120 120
КамАЗ-5320, -5410 300 300 300 300 300 300 300
КамАЗ-5510 300 300 300 300 300 300 300
КрАЗ-255Л, -255Л1 130 130 130 130 130 130 130
КрАЗ-255Б, -255В 150 150 150 150 120 120 120
КрАЗ-257, -258 200 200 200 200 200 200 200
КрАЗ-256Б, -256Б1 160 160 160 160 160 160 160
ние и т. п. Двигатель второй комплектности — это двигатель в сбо-
ре со сцеплением, но без других составных частей, устанавливае-
мых на нем.
В отдельных случаях (как исключение) АРП может принимать в
ремонт автомобили и агрегаты в комплектности, отличной от ус-
тановленной. При этом доукомплектование их производится по каль-
куляции ремонтного предприятия, согласованной с заказчиком.
Автомобили и агрегаты, выработавшие свой ресурс, но не дос-
тигшие предельного состояния, не подлежат капитальному ремонту.
В капитальный ремонт не принимаются: грузовые автомобили,
если их кабины и рамы подлежат списанию; автобусы и легковые
автомобили, если их кузова не могут быть восстановлены; агрегаты и
узлы, у которых базовые или основные детали подлежат списанию.
Наружные поверхности автомобилей и агрегатов должны быть
очищены от грязи. Автомобили и агрегаты не должны иметь дета-
лей, которые отремонтированы способами, исключающими воз-
можность последующего их использования или ремонта и иметь
годные к эксплуатации аккумуляторы и шины. Все сборочные еди-
ницы, детали и приборы должны быть закреплены на машине в
соответствии с его конструкцией.
Техническое состояние автомобилей, сдаваемых в КР, должно
обеспечивать, как правило, возможность запуска двигателя и ис-
30
пытания пробегом до 3 км. Автомобиль, имеющий повреждения
аварийного характера или неисправности, при которых запуск дви-
гателя и движение его невозможно или могут повлечь дальнейшее
разрушение деталей, сдается в КР не на ходу.
Техническое состояние агрегатов осуществляется на контрольно-
испытательных стендах. Для определения технического состояния
автомобилей и агрегатов необходимо использовать средства диаг-
ностирования. Результатом диагностирования является заключение
о техническом состоянии автомобилей и агрегатов с указанием
места, вида и причины дефекта.
При приемке автомобиля в ремонт составляется приемо-сда-
точный акт по установленной форме в трех экземплярах. В акте
отмечается техническое состояние и комплектность сдаваемого в
ремонт объекта. Акт подписывается представителями АРП и заказ-
чика. Первый и третий экземпляры акта остаются на ремонтном
предприятии, а второй выдается заказчику.
Сборочные единицы, сдаваемые в ремонт отдельно, должны
иметь справку, подтверждающую необходимость капитального ре-
монта, составленную заказчиком.
Двигатели и их сборочные единицы сдаются в КР согласно с
требованиями ГОСТов и техническими условиями на ремонт. Сда-
ваемые в ремонт двигатели должны быть укомплектованы сбороч-
ными единицами и деталями, предусмотренными конструкцией.
Отклонение в комплектности двигателей допускается в пределах
конструктивных изменений, внесенных в данную модель органи-
зацией-разработчиком. Допускается отсутствие на двигателях и сбо-
рочных единицах отдельных крепежных деталей (болтов, гаек,
шпилек) и мелких деталей (колпачков и т.п.).
Двигатели и их сборочные единицы не должны иметь деталей,
отремонтированных способами, исключающими последующее их
использование или ремонт; должны быть очищены и вымыты сна-
ружи, а смазка и вода — слиты. Все отверстия, через которые мо-
гут проникнуть атмосферные осадки и пыль во внутренние полос-
ти двигателей и их сборочных единиц, должны быть закрыты крыш-
ками или пробками-заглушками.
Наружные неокрашенные металлические поверхности предох-
раняются от коррозии противокоррозионной смазкой. Тара и транс-
портные средства, применяемые для перевозки двигателей и сбо-
рочных единиц, должны обеспечивать их сохранность.
К каждому двигателю и отдельно сдаваемому топливному насо-
су прилагаются паспорт и справка, подтверждающая необходи-
мость проведения капитального ремонта.
Процесс приемки состоит из следующих стадий: предваритель-
ный технический осмотр и выявление комплектности; наружная
мойка; окончательный технический осмотр. Ремонтному предпри-
ятию предоставляется право при приемке вскрывать любую сбо-
рочную единицу.
31
Если машина или сборочная единица не отвечает техническим
условиям на приемку, то она в капитальный ремонт не принима-
ется, но может быть принята в восстановительный ремонт.
Принятые в ремонт автомобили и агрегаты отправляются на
склад ремонтного фонда, где и хранятся до поступления в ремонт.
Ремонтный фонд (автомобили и агрегаты) можно хранить под
навесами на площадках с твердым покрытием. Склады ремонтного
фонда должны быть оборудованы (с учетом вида изделия и про-
граммы производства) стеллажами, в том числе многоярусными,
монорельсами, кранами-штабелерами, обеспечивающими возмож-
ность установки, снятия и транспортирования ремонтного фонда.
Топливную аппаратуру и электрооборудование хранят в закры-
тых вентилируемых помещениях. Не допускается совместное хра-
нение топливной аппаратуры, электрооборудования и веществ,
вызывающих коррозию.
3.2. Наружная мойка автомобиля и агрегатов
Для наружной мойки автомобиля и агрегатов в практике широ-
кое распространение получил метод струйной очистки под высо-
ким давлением (гидродинамическая очистка). Природа удаления
загрязнений с помощью струи заключается в механическом разру-
шении слоя загрязнений, его адгезионных связей с очищаемой
поверхностью за счет нормальных и касательных напряжений, воз-
никающих при ударе движущейся жидкости (вода, моющий ра-
створ) о преграду. Загрязнения удаляются в случае, если сила уда-
ра (ударный импульс) струи о поверхность объекта очистки пре-
высит хотя бы одну из прочностных адгезионно-когезионных ха-
рактеристик загрязнений, таких, как прочность на сжатие, изгиб,
сдвиг, сила адгезии и др. Если сила взаимодействия частиц загряз-
нений с очищаемой поверхностью больше силы взаимодействия
между частицами загрязнений, то очистка осуществляется спосо-
бом «сверления». В противном случае — способом «отрывания».
Особенность струйной очистки заключается в использовании
насадок, преобразующих потенциальную энергию напора жид-
кости в кинетическую энергию струи. Насадками различного про-
филя и размера формируют струи жидкости. Например, насадки
с круглым отверстием на выходе дают резкую, сплошную и со-
средоточенную струю, которая проникает через слой загрязне-
ний для отделения их снизу от очищаемой поверхности и позво-
ляет очищать труднодоступные места. Насадки же со щелевым
выходом обеспечивают плоскую веерную струю с углом 15... 120°.
При малых углах струя получается плоская и резкая с большой
силой удара. По мере увеличения угла струя расширяется, но сила
удара снижается. При больших углах струя — плоская широкозах-
ватная. По сравнению с обычными насадками насадки высокого
давления имеют более четко очерченную концентрированную
32
струю. В результате — тесно связанные капельки воды увеличива-
ют силу удара струи на 40%.
К простейшим установкам, которые реализуют метод гидроди-
намической очистки, относят насосы, снабженные шлангами и
пистолетами-распылителями. Высокопроизводительная и качествен-
ная очистка поверхностей обеспечивается путем повышения удар-
ного действия струи в сочетании с высокой температурой воды и
большой скоростью струи (170... 250 м/с), обусловленной высо-
ким напором перед насадкой (до 200...220 кгс/см2).
Моечные машины условно можно разбить:
по виду исполнения — передвижные и стационарные;
типу привода насоса — от электродвигателя, от двигателя внут-
реннего сгорания, с пневматическим и гидравлическим приводами;
исполнению насоса — аксиально-поршневые, радиально-пор-
шневые и рядные;
конструкции насосного агрегата — моноблочные, редукторные
и фланцевые;
температуре подаваемой воды — с подогревом, без подогрева,
парогенераторы.
Принцип действия гидравлической мониторной моечной ма-
шины заключается в следующем (рис. 3.1): вода через водяной фильтр
9, обеспечивающий защиту насоса от попадания песка и других
механических частиц, поступает в головку цилиндров. Насос со-
здает давление и нагнетает воду через перепускной клапан 75 в
напорный шланг высокого давления 7 и далее в пистолет 2 и через
насадку 5 (турболазер) наружу, на очищаемую поверхность. Давле-
ние на выходе изменяется рукояткой 3 регулятора давления и кон-
тролируется по манометру 4. При повышении давления выше нор-
мы открывается встроенный в систему предохранительный клапан
10, вода вновь подается на вход насоса, тем самым предотвращая
его повреждение. При работе машины в автоматическом режиме
активизацией ручки пистолета 2 обеспечивается перетекание воды
через смеситель 14 и машина включается. Если ручка больше не
активизируется, то вода циркулирует через перепускной клапан 77
и машина останавливается. Повторное включение происходит че-
рез активизацию ручки пистолета 2. При работе машины в ручном
режиме происходит забор воды из любой емкости (бака). Если руч-
ка пистолета не активизируется в течение 4 мин, то машина вы-
ключается. Моющее средство подается в систему через инжектор 13
из отдельной емкости, куда опускается шланг. После поворота ру-
коятки регулятора давления машина автоматически засасывает мо-
ющее средство и подает его вместе с водой в турболазер 10.
Для повышения качества очистки и облегчения труда исполь-
зуются:
насадки высокого давления обусловливают форму и площадь следа
струи на очищаемой поверхности. Насадки имеют постоянный угол
распыла (0, 15, 25, 30, 40 и 60°) или переменный (от 0 до 90°),
2 К;|р.н<>ли|| 33
Рис. 3.1. Гидравлическая схема мониторной моеч-
ной машины:
1 — шланг высокого давления; 2 — пистолет-распыли-
тель; 3 — рукоятка регулятора давления; 4 — манометр;
5 — турболазер; 6 — насос; 7 — электродвигатель;
8 — разъем для подсоединения шланга подачи воды;
9 — водяной фильтр; 10 — предохранительный клапан;
11 — перепускной клапан; 12 — шаровой клапан подачи
моющего средства; 13 — инжектор; 14 — смеситель;
75 — перепускной клапан
регулируемый в процессе очистки от минимального до максималь-
ного значений. При угле распыла 0° — струя сосредоточенная, с
большим ударным импульсом, но площадь очистки небольшая. Уве-
личение угла распыла приводит к расширению струи — струя ста-
новится плоской, веерной и широкозахватной, но ударный импульс
резко снижается;
турбонасадки, в которых сосредоточенная струя жидкости, вра-
щаясь со скоростью 4000 мин-1, описывает конусную поверхность.
Хорошая очищающаяся способность достигается высоким удар-
ным импульсом (на расстоянии 20 см от насадки величина ударного
импульса составляет более 70%), а большая площадь очистки —
вращением струи;
турболазер — насадка, которая изменяет структуру жидкости,
поступающей на очищаемую поверхность. Каждая капля воды тур-
болазера в 10 раз крупнее и весит в 1000 раз больше, чем в маши-
нах с обычными насадками. Мелкие капли жидкости теряют свою
силу из-за сопротивления воздуха, а крупные — ударяют по очи-
щаемой поверхности со скоростью 600 км/ч. Отсюда возникает
мощный ударный импульс, величина которого на расстоянии
20 см от насадки составляет 90%, в то время как для обычных
машин — 515%, а для турбонасадки — 70...75 %.
34
Моющие средства — дополнительные высокоэффективные со-
ставы для обеспечения качественного удаления загрязнений. Номен-
клатура выпускаемых моющих средств отличается большим разно-
образием (см. гл. 5). Однако большинство из них с трудом разлагают-
ся на почве и в воде водоемов, рек, обладают способностью накап-
ливаться в тканях организмов растительного и животного проис-
хождения, нередко и сами средства, смешиваясь с загрязнениями,
активно участвуют в нарушении экологического баланса в природе.
В этой связи моющие средства должны иметь не только высокую
активность к различным загрязнениям, но и обладать низкой ток-
сичностью, водорастворимостью, пожаробезопасностью, биоразла-
гаемостью. В мониторных моечных машинах необходимо использо-
вать универсальные биоразлагаемые моющие средства (табл. 3.2).
Процесс проведения моечно-очистительных работ характери-
зуется следующими основными показателями: динамическим дав-
лением струи воды (сила удара); расходом воды; температурой воды;
применяемыми моющими средствами.
Таблица 3.2
Универсальные моющие средства
Наимено- вание Марка Рекомендации по применению и основные особенности
Производство СП ТОО «КОМПАНИЯ «ЭСТОС»
Авто- шампунь Очисти- тель дви- гателя ЕС-Грейт- А-шампунь ЕС-очисти- тель Мойка наружных частей автомобиля от почвен- ных и масляных загрязнений. Высокая моющая способность, сильное обезжиривающее и анти- статическое действие. Не вызывает коррозии Удаление комбинированных загрязнений, неф- тепродуктов, нагаров с наружных поверхностей автомобильных двигателей, узлов и деталей. Экономичное концентрированное средство. Высокая моющая способность, сильное обезжиривающее и антистатическое действие
Индустриальные очищающие средства (щелочные) многоцелевого назначения. Серия «Грейт»
Универ- сальный жидкий очисти- тель То же ЕС-Грейт ЧДХ, ЕС- Грейт ЕПХ, ЕС- Грейт Т ЕС-Грейт ЧДХАФ Очистка от эксплуатационных загрязнений, удаление сажи. Очень высокая концентрация активных компонентов Удаление сажи. Очень высокая концентрация активных компонентов. Низкая пенообразую- щая способность
35
Продолжение табл. 3.2
Наимено- вание Марка Рекомендации по применению и основные особенности
Жидкий очисти- тель То же Универ- сальный жидкий очисти- тель То же ЕС-Грейт АФ ЕС-Грейт ЕС-Грейт ЧДХТ, ЕС- Грейт СП ЕС-Грейт ЧП Удаление сажи. Высокая концентрация актив- ных компонентов. Низкая пенообразующая способность Удаление масляных, почвенных загрязнений, удаление сажи, обезжиривание деталей. Высокая концентрация активных компонентов Удаление комбинированных загрязнений мас- логрязевого характера, удаление сажи. Очень высокая концентрация активных компонентов Очистка поверхностей от нефтепродуктов. Очень высокая концентрация активных компонентов
Серия «Люксол»
Жидкий очисти- тель То же ЕС-Люксол X, ЕС-Люксол XT ЕС-Люксол Карбон Эффективен для удаления сажи, масляных и почвенных загрязнений. Удаляет копоть и нагары. Очень высокая концентрация активных компонентов Удаление прочных нагаров и сажи. Обезжири- вание деталей. Очень высокая концентрация активных компонентов
Специализированные средства
Концент- рирован- ный очисти- тель Индуст- риальный концен- трирован- ный жид- кий про- дукт ЕС-Наф- толь ЕС-Мари- нол Удаление жирных, масляных загрязнении. Эффективен для очистки двигателей и деталей. Жидкий щелочной продукт Обезжиривание деталей, загрязненных масла- ми и жирами
Индустриальные очищающие средства (кислотные). Серия «Дескалер»
Жидкий очисти- тель ЕС-Деска- лер 2 Удаление накипи
36
Окончание табл. 3.2
Наимено- вание Марка Рекомендации по применению и основные особенности
ТОО «ХЕМОЛЮКС» - АООТ«ЭКООЧИСТКА-ГОСНИТИ» Универсальные моющие средства
Авто- шампунь Автолик Мойка автомобилей. Содержание пены низкое
То же Автолик 11 Мойка автомобилей. Содержание пены высокое
Моющее средство УниДАР Мойка автомобилей от масляных загрязнений
Сила удара струи о поверхность — один из важнейших показа-
телей, характеризующих ее очистительную способность. На повы-
шение силы удара решающее влияние оказывают четыре составля-
ющие — форма струи, расход воды, давление, развиваемое насо-
сом, расстояние от насадки до очищаемой поверхности. Увеличе-
ние силы удара струи пропорционально расходу воды и давлению
ее истечения. Так как вода является ценным лимитируемым про-
дуктом, то повышение давления — это наиболее реальное и эф-
фективное условие повышения силы удара. Даже при неизменном
расходе воды при повышении давления наблюдается значительное
возрастание силы удара.
С увеличением расстояния насадки от очищаемой поверхности
величина ударного импульса снижается по гиперболической зави-
симости. Радиус действия пистолета-распылителя и турбонасадки
ограничивается расстоянием 40... 50 см.
С ростом давления перед насадкой производительность насоса
увеличивается. Наибольший расход воды наблюдается при исполь-
зовании пистолета-распылителя. При давлении 140-105 Па расход
воды достигает 16 л/мин и превышает расход воды при использо-
вании турбонасадок на 14... 28 %.
Повышение температуры воды приводит к снижению межмо-
лекулярных сил, действующих внутри загрязнения, и снижению
сил адгезии с очищаемой поверхностью. Температура воды выби-
рается в зависимости от вида и состава загрязнений, материала
очищаемой поверхности, требований к качеству очистки и др.
Вода, используемая в процессе мойки и очистки, загрязняется
вредными для окружающей среды примесями. Так, например, один
автомобиль несет на себе в среднем до 60 кг загрязнений, сложных
по составу, пропитанных маслами и продуктами их физико-хими-
ческого превращения. Высокая адгезия загрязнений, сложная кон-
фигурация поверхностей обусловливают необходимость использо-
вания моющих средств, которые, повышая качество очистки и про-
изводительность труда, одновременно резко ухудшают состав сточ-
37
ных вод. Применение нетоксичных биоразлагаемых моющих средств
значительно расширило сферу использования моечных машин.
Охрана природы и рациональное использование природных ре-
сурсов требуют особенно внимательного отношения к проведе-
нию моечно-очистительных работ. Процесс следует организовы-
вать таким образом, чтобы полностью исключить сброс грязной
воды в канализацию.
Если используются мониторные моечные машины, то процесс
наружной мойки и очистки в зависимости от объема работ, усло-
вий работы и эксплуатации объекта проводится непосредственно
на специализированных участках (постах) мойки и очистки. Для
работы моечных машин необходимо использовать оборотную, тех-
ническую и свежую воду. Участок наружной мойки и очистки мо-
жет располагаться на открытой площадке с твердым покрытием
или в изолированном помещении.
Рабочее помещение участка должно быть оборудовано при-
точно-вытяжной вентиляцией, грязесборником или установкой
для очистки сточных вод. На участке необходимо поддерживать
нормальный воздухообмен (скорость движения воздуха не более
0,3 м/с); температурный режим (17... 19°C) и относительную влаж-
ность воздуха (30...60 %). Кратность воздухообмена — 5.
Уклон полов в сторону трапа для стока грязной воды или к
приемному колодцу должен быть в пределах 2... 3 %.
На участке наружной мойки и очистки разрешается использо-
вать все марки моечных машин высокого давления, выпускаемых
отечественными и зарубежными фирмами-изготовителями.
Во время проведения моечно-очистительных работ необходи-
мо: держать распылительный пистолет машины двумя руками; сле-
дить (по манометру) за давлением на выходе распылительного
пистолета; не превышать максимальных значений давления и тем-
пературы; при перерыве в работе ставить распылительный писто-
лет на предохранитель.
Запрещается: использовать моечную машину в других це-
лях; направлять струю воды на людей, животных, электрические
установки, провода и т. п.
При использовании моющих средств рекомендуется одеть пер-
чатки или нанести на кожу рук защитную пасту, кремы (силико-
новый крем, пасту Миколан, ХИ ОТ-6, мазь ИЭР-1 и др.).
ГЛАВА 4. РАЗБОРКА АВТОМОБИЛЕЙ И АГРЕГАТОВ
4.1. Организация разборочных работ
Разборка — это совокупность операций, предназначенных для
разъединения объектов ремонта (автомобилей и агрегатов) на сбо-
рочные единицы и детали, в определенной технологической пос-
38
ледовательности. Трудоемкость разборочных работ в процессе ка-
питального ремонта автомобилей и агрегатов составляет 10... 15 %
общей трудоемкости ремонта. При этом около 60 % трудоемкости
приходится на резьбовые, а около 20 % — на прессовые соедине-
ния. Технологический процесс разборки дает ремонтному пред-
приятию до 70 % деталей, которые пригодны для повторного ис-
пользования. Качественное проведение разборочных работ может
позволить значительно исключить повреждения деталей и тем са-
мым уменьшить себестоимость ремонта. Годные детали обходятся
ремонтному предприятию в 6... 10 % от их цены, отремонтирован-
ные в 30...40%, а замена деталей в НО... 150%.
Разборку автомобилей и агрегатов выполняют в последователь-
ности, предусмотренной картами технологического процесса, ис-
пользуя указанные в них универсальные и специальные стенды и
оснастку (рис. 4.1). Степень разборки определяется видом ремонта
и техническим состоянием объектов разборки. Разборку автомоби-
лей и их агрегатов производят в соответствии со следующими ос-
новными правилами:
сначала снимают легкоповреждаемые и защитные части (электро-
оборудование, топливо- и маслопроводы, шланги, крылья и т.д.),
затем самостоятельные сборочные единицы (радиаторы, кабину,
двигатель, редукторы), которые очищают и разбирают на детали;
агрегаты (гидросистемы, электрооборудования, топливной ап-
паратуры, пневмосистемы и т.д.) после снятия с автомобиля
направляют на специализированные участки или рабочие места
для определения технического состояния и при необходимости
ремонта;
в процессе разборки не рекомендуется разукомплектовывать
сопряженные пары, которые на заводе-изготовителе обрабатыва-
ют в сборе или балансируют (крышки коренных подшипников с
блоком цилиндров, крышки шатунов с шатунами, картер сцепле-
ния с блоком цилиндров, коленчатый вал с маховиком двигате-
ля), а также приработанные пары деталей и годные для дальней-
шей работы (конические шестерни главной передачи, распреде-
лительные шестерни, шестерни масляных насосов и др.). Детали,
не подлежащие обезличиванию, метят, связывают, вновь соеди-
няют болтами, укладывают в отдельные корзины или сохраняют
их комплектность другими способами;
в процессе разборки необходимо использовать стенды, съемни-
ки, приспособления и инструменты, которые позволяют центри-
ровать снимаемые детали и равномерно распределять усилия по их
периметру. При выпрессовке подшипников, сальников, втулок
применяют оправки и выколотки с мягкими наконечниками (мед-
ными, из сплавов алюминия). Если выпрессовывают подшипник
из ступицы или стакана, то усилие прикладывают к наружному
кольцу, а при снятии с вала — к внутреннему. При этом запреща-
ется пользоваться ударными инструментами;
39
Рис. 4.1. Технологическая схема разборки двигателя ЯМЗ-238
40
крепежные детали (гайки, болты, шпильки) при разборке ма-
шины укладывают в сетчатую тару для лучшей очистки в моечных
установках или устанавливают на свои места. Запрещается разу-
комплектовывать детали с резьбой повышенной точности (болты
и гайки крепления крышек шатунов, маховика к коленчатому валу).
При разборке, особенно для чугунных деталей (во избежание по-
явления трещин от перекосов), сначала отпускают все болты или
гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроаг-
регатах и топливной аппаратуре после снятия с машины закрыва-
ют крышками и пробками;
если метки перед разборкой плохо заметны, необходимо их
восстановить;
при выполнении разборочных работ следует знать способы и
особенности их выполнения;
для подъема и транспортирования деталей и агрегатов массой
более 20 кг используют подъемно-транспортные средства и на-
дежные захватные приспособления.
Наиболее типовыми из операций при разборке являются вы-
вертывание винтов, шпилек, болтов и отвертывание гаек, удале-
ние сломанного болта или шпильки, снятие зубчатых колес, шки-
вов, муфт и подшипников.
По принципу организации разборка может быть стационарной
и подвижной (поточной). Стационарная разборка автомобилей и
агрегатов на сборочные единицы и детали производится на одном
рабочем месте, снятые с автомобиля агрегаты разбирают на ста-
ционарных стендах. Стационарная разборка применяется на пред-
приятиях с единичным типом производства.
На специализированных ремонтных предприятиях рабочие ме-
ста по разборке автомобилей и агрегатов могут быть организованы
в поточную линию. Поточный метод разборки позволяет: сосредо-
точить одноименные операции на специализированных постах;
сократить количество одноименных инструментов на 30 %; увели-
чить интенсивность использования технологической оснастки на
50%; увеличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где разница
трудоемкостей не превышает 10%. Этого достигают правильным
распределением операций по постам, применением специального
оборудования, приспособлений, производительных инструментов,
дублированием отдельных постов и наличием на некоторых постах
большего количества рабочих.
Только при поточном способе разборки создаются условия для
механизации работ. Применение средств механизации позволяет
снизить трудоемкость разборки в 1,5...2,0 раза и повреждаемость
деталей на 70...89%, увеличить объем повторного использования
подшипников на 15...20% и стандартного крепежа до 25%, сни-
зить затраты на ремонт автомобилей на 5...9%.
41
Средний уровень механизации разборочных работ не превыша-
ет 20% (передних мостов — 15%, задних — 15%, подразборки
двигателей и коробок передач — 16%; окончательной разборки
двигателей — 25%, коробок передач — 35%). Разборка 60% всех
соединений автомобиля может быть механизирована.
В основу механизации разборочных участков ремонтных пред-
приятий положен ряд принципов: процесс разборки строится по
поточному методу; агрегаты, сборочные единицы, поступающие
на разборку, должны быть предварительно очищены от масла и
грязи; перемещение агрегатов и сборочных единиц в процессе раз-
борки максимально механизируется.
Разборочные работы состоят из основных и вспомогательных
элементов. Основные элементы, которые занимают наибольший
удельный вес в разборочном процессе, — это операции разборки
резьбовых и прессовых соединений.
Вспомогательные элементы — это перемещение, установка и
крепление разбираемых изделий и агрегатов. Доля времени, затра-
чиваемая на выполнение вспомогательных элементов, довольно
значительна и является резервом снижения трудоемкости разбо-
рочных работ. Поэтому большое внимание при организации разбо-
рочных работ необходимо уделять вопросам механизации транс-
портных операций по передаче изделий с поста на пост.
Перемещать автомобили в процессе разборки целесообразно
конвейерами непрерывного действия, агрегаты к постам подраз-
борки можно перемещать подвесными толкающими или грузоне-
сущими конвейерами, а сборочные единицы и детали — наполь-
ными транспортерами, рольгангами и склизами. На разборочных
участках и постах необходимо применять сбалансированные ма-
нипуляторы (вместо кранов-укосин), пневматические подъемни-
ки, кантователи, тележечные транспортеры, самодвижущиеся эс-
такады и т. д.
Повторяемость операций открывает широкие возможности для
механизации операций разборки и создает условия для примене-
ния многопозиционных механизированных инструментов.
С целью сокращения непроизводительных затрат рабочего вре-
мени, повышения культуры производства, производительности тру-
да и рационального использования производственной площади ре-
монтных предприятий на рабочих местах разборки целесообразно
устройство технологических потолков. Технологический потолок —
это пространственная металлическая конструкция, которая может
перекрывать зону участка или рабочего места, или находиться над
рабочим местом без его перекрытия. На конструкции смонтирова-
ны механизированные инструменты, приспособления и оснастка,
применяемые при выполнении операций, а также грузоподъем-
ные средства, которые предназначены для транспортирования аг-
регатов и деталей в рабочую зону, снятия и удаления их из рабо-
чей зоны. В состав технологического потолка для разборочных ра-
42
бот входят: несущая конструкция, траверса, однорельсовый или
двухрельсовый подвесной путь с электроталью или кран-балка,
разводка гидро-, пневмоприводов и электрокабелей, подвески для
механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жест-
кие. Жесткую подвеску применяют при использовании механизи-
рованных инструментов, развивающих крутящий момент, равный
120...220 Нм.
Нежесткая подвеска инструментов более удобна, так как после
окончания операции инструмент, поднимаясь вверх, освобождает
руки рабочего для выполнения последующих работ. Однако эта
подвеска не гасит реактивный момент, поэтому ее применяют для
инструментов небольшой мощности. На таких подвесках часто пре-
дусматривают устройства для автоматического выключения тока
при освобождении (подъеме) инструмента. В качестве эластичной
подвески используют балансиры (пружинные, гидравлические,
электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки
являются шарнирно-балансирные манипуляторы с ручным управ-
лением. Они представляют собой многозвенный механизм с при-
водами в каждом суставе, которые позволяют удерживать груз в
равновесии.
4.2. Особенности разборки резьбовых соединений
Основной задачей разборки резьбовых соединений является
разъединение скрепленных деталей, обеспечивающее экономически
целесообразное сохранение годности деталей разбираемой сбороч-
ной единицы и самого соединения.
Резьбовые соединения классифицируются на три группы, ко-
торые приведены в табл. 4.1.
Для разборки резьбовых соединений применяют инструмент
ручной и механизированный. К ручному инструменту относятся
гаечные ключи следующих видов: с открытым зевом двусторон-
ние; кольцевые двусторонние коленчатые (накладные); торцовые
немеханизированные со сменными головками; специальные.
Ключи гаечные с открытым зевом двусторонние изготавливают
из среднеуглеродистых сталей (ст. 40ХФА, 40Х, 45).
Накладные ключи охватывают все грани гайки, что придает
им большую жесткость и долговечность. Накладными ключами с
12-гранным зевом можно поворачивать гайки при отвертывании
на 30 °, что очень важно при работе в труднодоступных местах.
Торцовые ключи можно вращать, не переставляя с грани на
грань, поэтому сокращается время на отвинчивание гайки по срав-
нению с открытыми гаечными ключами.
Из специальных ключей при разборке применяют коловорот-
ные ключи и ключи для круглых гаек. Коловоротные ключи рацио-
43
Таблица 4.1
Классификация резьбовых соединений и значений крутящего момента
при разборке
Группа Местоположе- ние в автомо- биле Примеры резьбовых соединений Диаметр резьбовых соединений, мм
М8 MIO М12 М14 М16
Крутящий MON юнт, I Тм
Тяжелая Резьбовые сое- динения рас- положены сна- ружи автомо- биля Крепление ко- лес, полуосей, рессор, редук- торов и т. д. 45 80 190 260 350
Средняя Резьбовые сое- Крепление го- До До До До До
динения рас- положены сна- ружи автомо- биля в верхней его части, за- крыты кожуха- ми, капотами и т. п. ловок блока, корпуса муфты сцепления, крышек шесте- рен газорас- пределения и т.д. 40 60 180 190 320
Легкая Резьбовые сое- Крепление До До До До До
динения рас- положены вну- три корпусов крышек корен- ных подшип- ников, крышек шатунов, фланцев и т. д. 35 45 160 180 300
нальны для отвертывания болтов и гаек небольших размеров. Про-
изводительность труда может быть повышена в 2... 5 раз.
Задача сокращения затрат труда при разборке резьбовых соеди-
нений в основном решается применением механизированного
инструмента (гайко-, винто- и шпильковертов). Применение его
позволяет повысить производительность труда при разборке резь-
бовых соединений в 3,5...4,5 раза, трудоемкость разборочных ра-
бот сокращается при этом на 15 ...20%.
По используемому виду энергии гайко- и винтоверты разделя-
ют на электрические, пневматические, гидравлические, а по кон-
структивным признакам — без фиксированного крутящего момента,
с механизмом ударного действия, с самоостановом двигателя в
конце затяжки.
На ремонтных предприятиях механизация разборки напряжен-
ных резьбовых соединений частично обеспечивается за счет приме-
нения одношпиндельных пневматических гайковертов статического
44
или ударного действия. Пневмогайковерты статического действия при-
меняют для резьбовых соединений с небольшим крутящим момен-
том, а при помощи гайковертов ударного действия реализуют зна-
чительные крутящие моменты. Преимущества пневматических гай-
ковертов ударного действия — это сравнительно небольшая масса и
незначительный реактивный момент, действующий на руку рабоче-
го, а недостатки — малый срок службы из-за быстрого износа дета-
лей, в особенности ударного механизма; значительный расход сжа-
того воздуха (энергии), особенно увеличивающийся при оборотах
холостого хода; низкий КПД; высокий уровень шума и вибраций.
Гидравлические гайковерты статического действия в значитель-
ной степени свободны от указанных недостатков и имеют ряд пре-
имуществ перед пневматическими: высокий КПД (50...60 % против
7... 11 % для пневмогайковертов); повышенная износоустойчивость
(срок службы в 2 раза выше); бесшумность и отсутствие вибраций;
точное тарирование крутящего момента; значительная масса.
Крутящий момент отвертывания гаек и болтов (Н • м) диамет-
ром от 10 до 26 мм определяют по формуле
Мк = Мс2р, (4.1)
где к0— коэффициент, учитывающий состояние резьбового соеди-
нения (ко = 0,5...0,8), dcp — средний диаметр резьбы гайки, мм.
Для вывертывания шпилек применяют эксцентриковые, кли-
новые, цанговые наконечники и специальные ключи.
Для соединений со значительным крутящим моментом (до
350 Н-м) используют шпильковерты. Так, например, для вы-
вертывания шпилек всех диаметров из блока цилиндров двига-
теля используется шпильковерт, который содержит механизмы
для захвата шпилек и их освобождения после вывертывания.
В результате использования таких шпильковертов производитель-
ность труда увеличивается на 30...40%.
4.3. Разборка соединений с натягом
Значительную часть трудоемкости разборочных работ при ре-
монте машин занимает разборка сборочных единиц, детали кото-
рых соединены с натягом. Действительные усилия, имеющие мес-
то при распрессовке таких сопряжении, значительно превосходят
теоретические, особенно, если эти сопряжения находились в ус-
ловиях коррозии.
Разборка соединений с гарантированным натягом (снятие под-
шипников качения, втулок, шкивов, пальцев, штифтов) произ-
водится путем приложения осевого усилия и использования теп-
ловых деформаций (нагрев охватывающей детали). Для приложе-
ния осевого усилия применяют прессы, съемники, специальные
приспособления. Прессовое оборудование выбирают в зависимос-
ти от требуемого усилия для разборки конкретного соединения.
45
Усилие выпрессовки колец подшипников определяется по фор-
муле
Рп = dfEnBS/\2kn(d + 30)], (4.2)
где Р„ — усилие выпрессовки колец подшипников, Н; d — номи-
нальный диаметр отверстия подшипника, мм; / — коэффициент
трения в сопряжении (ft = 0,10...0,25); Е — модуль упругости
материала подшипника (Е = 22 • 104 МПа); В— ширина опорного
кольца подшипника, мм; 5 — расчетный натяг, мм; ка — коэф-
фициент, характеризующий серию подшипника (&„ = 2,78 для
подшипников легкой серии, = 2,27 для подшипников средней
серии, &„= 1,96 для подшипников тяжелой серии).
Усилие для выпрессовки шкивов, шестерен и втулок определя-
ют по формуле
Ръ /2^dCpLQCpf (4.3)
где Р„ — усилие выпрессовки шкивов, шестерен и втулок, Н; f2 —
коэффициент трения в сопряжении (/2= 0,15...0,25); </ср — средний
диаметр контактирующих поверхностей, мм; L — длина запрессо-
ванной части детали, мм; стср — напряжение сжатия на контакти-
рующей поверхности, МПа.
Разобрать сборочную единицу, детали которой соединены с
натягом, можно различными способами, которые по принципу
воздействия на посадочные поверхности сопряженных деталей
можно разделить на механический, гидравлический, термический
и комбинированный. Каждый из перечисленных способов может
быть осуществлен на производстве различными методами (табл. 4.2).
Основное оборудование для разборки прессовых соединений —
это съемники, прессы, стенды и приспособления.
Съемники предназначены для быстрого разъединения деталей
и являются приспособлениями, которые закрепляются за охваты-
вающую и охватываемую детали. Они бывают специальные, пред-
назначенные для снятия какой-либо определенной детали, и уни-
версальные, позволяющие производить распрессовывание ряда
деталей, отличающихся друг от друга по конструкции и размерам.
Принцип действия съемников — это захват снимаемой детали или
упор в нее.
Специальные съемники по способу захвата детали подразделя-
ют на съемники с креплением лап к детали болтами или шпилька-
ми, навинчиванием корпуса съемника на резьбовую часть детали,
с захватом детали цанговым зажимом изнутри, с захватом детали
лапами, разжимаемым корпусом, с захватом детали упором, с
заключением в замкнутый корпус.
Универсальные съемники в зависимости от конструкции захва-
тов могут быть шарнирно-винтовые, с шарнирным креплением
лап и удерживающим кольцом и с перемещением лап по Т-образ-
ной планке.
46
Таблица 4.2
Способы разработки прессовых соединений
Способ разборки Метод выполнения Средства выполнения
Механический Гидравлический Гидропрессовый Термический Комбинированный Приложение осевого усилия Подача масла по сис- теме отверстий и канавок Подача масла со сто- роны свободного торца Факельным нагревом, пластической форма- цией, холодом Гидравлический с механическим, термический с меха- ническим Осуществляется раз- личными съемниками, прессами или с при- менением динамичес- ких усилий Масло под высоким давлением Масло под высоким давлением и осевое усилие Газовые горелки и прочие индукционно- нагревательные установки
Для разборки неподвижных разборочных соединений, не требую-
щих значительных усилий (шпоночных, шлицевых и т. д.), используют
съемники с механическим и пневматическим приводами (табл. 4.3.).
Напряженные прессовые соединения разбирают с помощью
прессов и стендов, которые работают от стационарных гидропри-
водов с давлением 10...20 МПа. В зависимости от расположения
штока и направления действия создаваемого усилия различают
прессы вертикальные и горизонтальные, а по характеру их ис-
пользования — стационарные и переносные. Кроме того, прессы
делятся на универсальные и специальные, ручные и приводные.
Ручные прессы делятся на реечные, винтовые и эксцентрико-
вые, а приводные — на пневматические, гидравлические, пнев-
могидравлические и электромагнитные.
Применение оборудования с механизированным приводом по-
зволяет увеличить производительность труда в 3... 5 раз по сравне-
нию с ручным. Чаще всего при этом используют гидравлический и
пневматический приводы.
Требуемые усилия этих средств определяют исходя из расчетной
силы распрессовки с коэффициентом запаса от 1,5 до 2,0 (большие
значения коэффициента соответствуют менее мощным прессам).
47
Прессы и стенды, работающие при давлении в гидроприводе
15...20 МПа, имеют следующие недостатки: высокую материало-
емкость; большие занимаемые производственные площади; боль-
шую энергоемкость; недостаточное рабочее давление (10... 20 МПа);
отсутствие мобильности, что приводит к недогрузке гидравличес-
кого оборудования.
Существуют комплекты гидрофицированного инструмента вы-
сокого давления (70...80 МПа), которые состоят из универсаль-
ной переносной гидравлической станции, наборов исполнитель-
ных механизмов вращательного и поступательного действия (гид-
роцилиндров) широкого диапазона усилий (от 1 до 200 т), набора
рабочих органов (съемников, захватов и т.д.).
Детали кольцевой формы (втулки, внутренние кольца ролико-
вых подшипников качения, шкивы) можно снимать при помощи
установки для нагрева. Наиболее распространены индукционные
нагревательные устройства, принцип действия которых основан
на нагревании кольца при прохождении через него индуктиро-
ванного электрического тока, возбуждаемого катушкой. Индук-
ционное приспособление устанавливают на демонтируемое коль-
цо и включают в сеть. При этом разъединение деталей происходит
при тепловом зазоре, что обеспечивает разборку соединений с
гарантированным натягом без повреждения посадочных поверх-
ностей. Зазор образуется вследствие нагрева охватывающей детали
со скоростью, превышающей скорость передачи тепла в охваты-
Таблица 4.3
Классификация съемников
Классификационный признак Тип съемников
Механизм привода Ручной. Механизированный
Механизм прессового устройства Рычажный. Реечный. Винтовой. Гидравлический
Механизм захвата Лапчатый. Струбциновый. Рамовый. Резьбовой. Цанговый. Пятовой
Опорная поверхность захвата детали Наружная (захвата). Внутренняя. Торцевая
Способ соединения лап с траверсой Шарнирно-лапчатый. С перемещаемыми лапами
Способ перемещения лап С независимым перемещением. Со ступенчато-независимым переме- щением. С самоцентрирующимся перемещением
48
ваемую деталь через поверхность их контакта. Этот метод также
применим для демонтажа соединений из разнородных материа-
лов. В этом случае разъединение происходит после охлаждения
соединения вследствие различия коэффициентов линейного рас-
ширения материалов деталей.
Преимущества индукционно-тепловой разборки: быстрота и уни-
версальность процесса; компактность оборудования; удобство в экс-
плуатации; сохранность деталей; возможность автоматизации процесса.
В процессе нагрева посадочная поверхность охватывающей дета-
ли должна расшириться на величину, компенсирующую натяг и
увеличение диаметра охватываемой детали. Выполнение этого усло-
вия обеспечивается правильным выбором скорости нагрева и на-
значением соответствующей мощности индукционно-нагреватель-
ного устройства. Скорость нагрева, особенно для деталей сложной
конфигурации, не должна превышать скорости, при которой воз-
никают опасные температурные напряжения. Степень нагрева ограни-
чивается температурой необратимого изменения физико-механи-
ческих свойств материала детали. Изменений структуры и физико-
механических свойств материала не происходит при температуре
нагрева детали до 250... 300 °C (для подшипников качения — не выше
100 °C). Продолжительность нагрева не должна превышать 25... 30 с.
После нагревания кольца приспособление поворачивают вокруг оси
в одну и другую стороны, а после ослаблении посадки его снимают
вместе с приспособлением. Необходимую температуру нагрева сталь-
ных охватывающих деталей определяют по формуле
4 = [(100 А/1,2</) + /п]е, (4.4)
где 4 — температура нагрева охватывающей детали, °C; А —
требуемое увеличение диаметров отверстия, мкм; d — диаметр
отверстия, мм; 4 — температура вала, с которого демонтируется
кольцо, °C; е — коэффициент, учитывающий потери тепла при
нагреве вследствие теплоотвода в сопряженную деталь (г = 1,2... 1,6).
4.4. Организация рабочих мест и техника безопасности
при выполнении разборочных работ
Рабочее место — это часть производственной площади цеха
или участка, закрепленной за данным рабочим (или бригадой
рабочих), со всем необходимым оборудованием, инструмента-
ми, приспособлениями, материалами и принадлежностями, ко-
торые он (или она) применяет для выполнения производствен-
ного задания.
Под организацией рабочего места разборщика понимается пра-
вильная расстановка оборудования, наивыгоднейшее расположе-
ние инструмента на рабочем месте, равномерное снабжение его
объектами разборки, механизация и оснащение специальными при-
способлениями.
49
Основным элементом организации рабочего места является его
планировка, т. е. расположение его относительно других рабочих
мест, относительно оборудования, приспособлений, инструмен-
тов, местоположения рабочего.
При организации рабочего места необходимо использовать ос-
новные достижения научной организации труда (НОТ).
Расстояния от тары и от оборудования до рабочего должны быть
такими, чтобы рабочий мог использовать преимущественно движе-
ние рук, т. е. при этом не наклоняться сильно, не приседать, не
тянуться высоко.
При планировке рабочего места учитывают зоны досягаемости
рук в горизонтальной и вертикальной плоскостях. Эти зоны опреде-
ляют, на каком расстоянии от корпуса рабочего должны быть разме-
щены предметы, которыми он пользуется в процессе работы. Опти-
мальная зона (наиболее удобная) определяется полудугой радиу-
сом примерно 400 мм для каждой руки. Максимальная зона досягае-
мости составляет 500 мм без наклона корпуса и 650 мм с наклоном
корпуса не более 30° для рабочего среднего роста. Расположение
предметов дальше указанных пределов повлечет дополнительные,
а следовательно, лишние движения, т. е. вызовет ненужную затрату
рабочего времени, ускорит утомляемость работающего и снизит
производительность труда. Оптимальной зоной досягаемости рук в
вертикальной плоскости является зона от уровня плеча до пояса.
При организации рабочих мест руководствуются следующими
требованиями:
на посты разборки ремонтный фонд должен поступать тщательно
вымытый и очищенный;
рабочее место должно предусматривать максимальную эконо-
мию движений рабочего, что должно быть заложено в конструк-
цию оборудования (высота конвейера, стенда), взаимное распо-
ложение рабочих мест и т.д.;
рабочее место должно быть оснащено средствами механизации
основных и вспомогательных работ, необходимой документацией,
местом для инструмента, специализированной тарой;
на рабочем месте должно находиться только то, что требуется
для выполнения данного задания;
приспособления и инструменты должны быть расположены на
расстоянии вытянутой руки, причем их следует разложить в стро-
гой последовательности их применения, а не разбрасывать и не
накладывать друг на друга;
все, что берется левой рукой, должно быть расположено слева,
а все, что берется правой, — справа. Все, что берется обеими рука-
ми, должно находиться впереди;
режущие инструменты следует укладывать на деревянные под-
ставки так, чтобы они были предохранены от повреждений;
чертежи, инструкции и другую документацию нужно помещать
для удобства пользования на видном месте;
50
во время работы рабочий обязан в течение всего рабочего дня
полностью использовать все рабочее время, не отвлекаясь от рабо-
ты, и не отлучаться с рабочего места; использовать приспособле-
ния и инструмент только по его назначению и предохранять его от
повреждений и загрязнения; строго соблюдать правила техники
безопасности;
по окончании работы рабочий обязан привести в порядок свое
рабочее место, а также прилегающую к нему площадь, инстру-
менты и приспособления, применявшиеся при работе.
Основные требования техники безопасности:
участок разборки должен иметь прочные несгораемые стены. Полы
на участке должны иметь ровную (без порогов) гладкую, но не
скользкую удароустойчивую, не впитывающую нефтепродукты по-
верхность. Их необходимо систематически очищать от смазки и грязи.
Потолки и стены следует закрашивать краской светлых тонов;
оборудование должно быть расставлено с соблюдением необхо-
димых разрывов. Не допускается скопления на участке большого
количества агрегатов и деталей. Запрещается загромождать прохо-
ды, проезды и подходы к доскам с пожарным инструментом и
огнетушителями;
для обеспечения электробезопасности производственное помеще-
ние окольцовывают шиной заземления, расположенной на 0,5 м от
пола и снабженной надежными контактами. Все корпусы электро-
двигателей, а также металлические части оборудования, которые могут
оказаться под напряжением, должны быть занулены или заземлены.
Переносной электроинструмент можно применять при условии его
исправности при напряжении не более 36 В. Если переносной электро-
инструмент работает от напряжения большего, чем 36 В, то он дол-
жен выдаваться вместе с защитными приспособлениями (диэлектри-
ческие перчатки, обувь, коврики и др.). При перерыве в подаче элек-
троэнергии немедленно отключить инструмент и приспособления;
при работе пневматическим инструментом его во время работы
держат двумя руками — за рукоятку и корпус; при неисправности
пневмоинструмент отключают от воздухопровода; вставляют и
вынимают рабочий инструмент только после выключения пнев-
моинструмента. Шланг не должен иметь изломов, разрывов, по-
тертостей, порезов. Следует избегать натяжения, петления и пере-
кручивания шланга. Попадание на шланг масла и других нефте-
продуктов тоже нежелательно. Отсоединять шланг от воздухопро-
вода или инструмента следует только после закрытия крана, пода-
ющего сжатый воздух в шланг, так как сжатый воздух может выр-
вать шланг из рук и травмировать;
разбирать агрегаты, имеющие пружины, разрешается только на
специальных стендах или при помощи приспособлений, обеспе-
чивающих безопасную работу;
при выпрессовке деталей, имеющих плотную посадку, на прес-
сах последние следует снабжать защитными решетками;
51
освещенность рабочих мест искусственным светом должна со-
ответствовать для работ средней точности при малом контрасте
различения объекта с фоном (фон светлый). Все стационарные све-
тильники должны быть прочно укреплены, чтобы они не давали
качающихся теней.
ГЛАВА 5. МОЙКА И ОЧИСТКА ДЕТАЛЕЙ
5.1. Особенности и характер загрязнений
транспортных средств
Подвижному составу автомобильного транспорта — автомо-
билям, автопоездам, автобусам приходится работать в различ-
ных дорожных условиях как в черте города, так и на загородных
маршрутах, по дорогам с твердым покрытием и грунтовым, при
различных погодных условиях — в сухую и сырую погоду, в лет-
нее и зимнее время. От перечисленных условий зависит степень
загрязнения автомобилей. Особенно загрязняются автомобили
снизу. Даже в сухую погоду детали, узлы, агрегаты и их сочлене-
ния, обращенные к поверхности дороги, покрываются слоем
пыли и грязи.
В сырую погоду на нижних поверхностях автомобиля остаются
загрязнения, содержащие меньше песка и больше органических,
глинистых и других примесей, усиливающих силы сцепления заг-
рязнений с наружными поверхностями деталей шасси. Загрязне-
ния грузовых автомобилей зависят еще и от рода перевозимого
груза. Все поверхности автомобиля покрываются мельчайшими ча-
стицами материалов в смеси с дорожной пылью, образующими
прочно связанную пленку с большими силами сцепления.
Все многообразие загрязнений автомобильной техники услов-
но разделяют на 12 групп, наименование и характеристики кото-
рых приведены в табл. 5.1.
По химическому составу загрязнения на объектах ремонта под-
разделяются: на органические (масляные и жировые отложения,
пленки лакокрасочных покрытий, консервационные смазки); неор-
ганические (накипь, дорожная грязь, продукты коррозии); смешан-
ные (нагары, лаки, консистентные смазки, производственные за-
грязнения). В табл. 5.2 приведены основные объекты очистки и виды
загрязнений атомобильной техники, а в табл. 5.3 дана оценка наибо-
лее характерных загрязнений. В табл. 5.4 приведены составы загрязне-
ний на деталях автомобильных двигателей, поступающих после эк-
сплуатации в ремонтные предприятия.
Загрязнения агрегатов, сборочных единиц и деталей включают
в себя наружные отложения, остатки смазочных материалов, угле-
родистые отложения, продукты коррозии, накипь и остатки ста-
рых лакокрасочных покрытий. Эти загрязнения различны по своей
52
Таблица 5.1
Классификация и характеристика загрязнений автомобильной техники
Вид загрязнений Группа загрязне- НИЙ Площадь загрязнений, мм2 Толщина слоя загрязнений, мм Масса загрязнений, кг Состав
двигате- лей автомо- билей на дви- гателях на авто- мобилях
Пылегрязевые загрязнения Остатки: 1 5...10 5...12 0,5-10,0 0,2... 1,0 5,0-20,0 Минеральные час- тицы
перевозимых грузов 2 — До 15 До 60,0 — 4,0-50,0 Бетон, асфальт, цемент и т.д.
масел двигателей 3 12...24 10...15 0,5-10,0 До 3,0 До 3,0 Масла, вода, топли- во, механические примеси и т. д.
смазочных материалов 4 — 10...25 0,1-10,0 — 3,0...4,0 —
пластических сма- зочных материалов 5 — 6...10 0,1-12,0 — до 4,0 —
консервационных смазочных мате- риалов 6 — до 6 0,1...2,0 до 1,0 1,0...2,0 —
Масляно-грязевые загрязнения 7 75...80 55...60 0,5-15,0 1,5-2,5 3,0-12,0 Органические и ми- неральные вещест- ва, вода и т. д.
4^
Окончание табл. 5.1
Вид загрязнений Группа загрязне- НИЙ Площадь загрязнений, мм2 Толщина слоя загрязнений, мм Масса загрязнений, кг Состав
двигате- лей автомо- билей на дви- гателях на авто- мобилях
Асфальтосмолистые отложения, лакопо- добные пленки 8 30,0...40,0 — 0,5.„5,0 0,2 ...0,3 — Смолы, асфальтены, минеральные части- цы и т.д.
Углеродистые отложения, нагар 9 2,0...3,0 — 0,3.„8,0 0,1.„0,2 — Смолы, асфальтены, минеральные части- цы и т.д.
Накипь 10 10,0... 15,0 — 1,0.„5,0 0,1.„1,3 — SiO2, CaO, MgO, Fe2O3, A12SO3
Продукты коррозии 11 2,0...3,0 — 0,1.„0,3 0,1 ...0,3 0,1...0,8 Смесь FeO, Fe2O3, Fe3O4, A12O3 и др.
Старые лакокрасоч- ные покрытия 12 20,0... 25,0 До 85,0 0,1 ...1,5 0,4... 0,6 До 5,0 —
Таблица 5.2
Объекты очистки и основные виды загрязнений
Объект очистки Вид загрязнения
Машина в сборе Дорожная грязь, почвенные и растительные остатки, остатки топливно-смазочных материалов и ядохимикатов; продукты коррозии
Сборочные единицы: коробки передач, задние и передние мосты, трансмиссии, двигатель, рама, гидравлическая и топливная аппаратура и т.д. Дорожная грязь, почвенные и растительные остатки, остатки топливно-смазочных материалов; трансмиссионные масла
Детали коробок передач, трансмиссий, ведущих мостов, гидравлических систем Остатки трансмиссионных и гидравлических масел, асфальтосмолистые отложения
Детали облицовки, кабины, топливные и масляные баки и т.д. Старые лакокрасочные покрытия; продукты коррозии
Детали и сборочные единицы двигателей, блок цилиндров, головки цилиндров, картер маховика, шатуны, центрифуга масляная, коленчатый вал, шестерни и т.д. Асфальтосмолистые отложения, остатки топливно-смазочных материалов, продукты коррозии
Головки цилиндров, коллекторы выпускные и впускные, корпус и крыльчатка водяного насоса, корпус турбины, патрубок водяного насоса и т. д. Нагар, накипь, продукты коррозии
Элементы масляных фильтров, запасные части Асфальтосмолистые отложения, консервационная смазка
Все детали двигателей, гидро- и топливной аппаратуры, трансмис- сий, коробок передач перед сборкой, коленчатый вал и т.д. Асфальтосмолистые отложения в каналах
Детали из черных и цветных металлов Окисные пленки, остатки лакокрасочных покрытий
Крепеж и мелкие детали (оси, втулки, коромысла, пленки) Остатки масел, продукты коррозии, асфальтосмолистые отложения
природе, а поэтому различны и способы их удаления с поверхно-
стей. Они обладают высокой адгезией и прочно удерживаются на
поверхности деталей.
55
Таблица 5.3
Характерные загрязнения автомобилей
Вид загрязне- ния Деталь (узел) автомобиля Толщина слоя загрязне- ний, мм, не более Площадь загрязнений поверхности, %, не более Предел прочности при сжатии, МПа
авто- мобиля двига- теля
Дорожно- почвенные отложения Детали ходовой части, рамы, кузова, кабины 30 70 — 3-30
Масляно- грязевые отложения Наружная поверхность двигателя и коробки передач 10 10 15 25
Масла и смазка Детали коробки передач и трансмиссии 5 20 45 12
Лакокрасо- чные покрытия Кабина, кузов, рама, крылья 1 90 70 30
Продукты коррозии Рама, детали шасси, кабина, кузов 20 10 5 40
Накипь Рубашка охлаж- дения блока ци- линдров и го- ловки цилинд- ров 5 1 2 30
Асфаль- тено-смо- листые отложения Щеки коленча- того вала, шату- ны, картер бло- ка цилиндров 20 10 5 40
Нагар Головка цилин- дров, выпускной трубопровод, клапан выпускной 5 1 2 30
Наружные отложения можно разделить на пыле-грязевые и мас-
ляно-грязевые. Пыле-грязевые отложения образуются из-за содержа-
ния в атмосферном воздухе определенного количества пыли. Ее кон-
56
центрация вблизи транспортных средств достигает 0,05...0,50 г/см2
при дисперсности 5... 30 мкм. При увеличении концентрации пыле-
вых частиц возрастает их коагуляция и оседание на металлических
поверхностях. Этому процессу также способствует пленка влаги. Мас-
ляно-грязевые отложения возникают при попадании дорожной гря-
зи и пыли на поверхности деталей, загрязненных маслом. В среднем
значение адгезии наружных отложений к поверхности деталей со-
ставляет 0,05...0,20 кгс/см2.
Загрязнения от остатков топливно-смазочных материалов (ТСМ)
и продуктов их преобразования являются наиболее распростра-
ненными. При эксплуатации автомобилей смазочные материалы
претерпевают значительные изменения, вызываемые процессами
«старения» — окисления и полимеризации. Это могут быть про-
дукты неполного сгорания топлива, окисления, деструкции угле-
водородов, полимеризации, конденсации и коагуляции углеводо-
родных и гетероорганических соединений, а также продукты кор-
розии и биоповреждения металлов в среде ТСМ (рис. 5.1).
Конечными продуктами процессов, указанных на рис. 5.1, яв-
ляются сажа, нагар, асфальтено-смолистые вещества, лаки, кар-
бены, карбоиды и др. Сажа и нагар накапливаются в основном в
Таблица 5.4
Состав загрязнений на деталях автомобильных двигателей
Содержание, %
Двигатель Деталь (узел) органических веществ неорганичес- ких веществ ВОДЫ
ЯМЗ-236 Блок цилиндров 78,5 4,7 9,8
Толкатель 54,5 44,5 1,0
Головка цилиндров 31,9 68,1 —
Клапан выпускной 31,2 68,8 —
Блок цилиндров 90,4 6,0 3,6
ЯМЗ-238 Коромысло клапана 58,4 40,1 1,5
КамАЗ-740 Клапан выпускной 29,4 70,6 —
Головка цилиндров 32,0 68,0 —
57
камерах сгорания, на форсунках, в выпускном тракте двигателя.
Другие загрязнения образуются в топливных и масляных трубо-
проводах, на фильтрах и других местах.
Загрязнения по фазовому состоянию могут быть как твердыми,
так и жидкими. Асфальтено-смолистые вещества имеют переходную
структуру — от смолообразного до твердого фазового состояния. Кар-
Топливно-смазочные материалы
Рис. 5.1. Структурная схема образования загрязнений от топливно-
смазочных материалов
58
бены и карбоиды являются продуктами глубокого преобразования ТСМ
и представляют собой твердые вещества с высокой поверхностной
активностью. Эти продукты прочно удерживаются на поверхности.
Нагар — это продукт неполного сгорания топлива; откладыва-
ется на стенках камеры сгорания, клапана, днище поршня. По
структуре нагар может быть плотным, рыхлым и пластичным. Хи-
мический состав и внешний вид нагаров неоднороден и зависит от
качества и состава применяемых топлив и масел. Нагар может вклю-
чать 80...85% карбенов и карбоидов, 4...7% асфальтенов, 6...14%
смол и 1... 5 % золы. Нагар обладает высокой механической проч-
ностью и хорошей адгезией к поверхности детали.
Лаки — продукты глубокого преобразования ТСМ — состоят
преимущественно из карбенов и карбоидов, связанных преобразо-
ванными нейтральными смолами, гидроксикислотами, асфальте-
нами. Внешне они представляют собой тонкую прочную пленку,
которая образуется в зоне поршневых колец, части шатуна, а так-
же на юбке и внутренних стенках поршня. Как правило, они обра-
зуются в зонах воздействия высоких температур на углеводороды
масел и топлива, а также в зонах, в которых нет сгорания, но
температуры находятся на пределе сгорания углеводородов. Опре-
деляющим процессом образования лаков является тонкослойное
окисление ТСМ.
Осадки — сгустки, которые откладываются на стенках карте-
ров, щеках коленчатых валов, распределительных шестернях, мас-
ляных насосах и в маслопроводах. Они состоят из продуктов сгора-
ния и физико-химического изменения топлива и масла, механи-
ческих примесей, продуктов износа деталей и воды. Осадки не ра-
створяются в масле и обладают большой плотностью. На 40...80 %
осадки состоят из масел и смол: карбены, карбоиды и зола состав-
ляют 10...30%. Осадками загрязнено 50...70% поверхности дета-
лей двигателей и проявляются в двух зонах: высокотемпературной
(на деталях цилиндро-поршневой группы) и низкотемпературной
(в картере двигателя).
Продукты коррозии получаются в результате химического или
электрохимического разрушения металлических деталей под дей-
ствием внешних факторов. При этом на поверхности деталей об-
разуется пленка красновато-бурового цвета гидроаксидов метал-
лов (на алюминиевых деталях пленка имеет серовато-белый цвет
гидрата оксидов алюминия). Факторами, обуславливающими кор-
розию, являются влага, коррозионно-активные продукты ТСМ,
внешние условия. В окончательном виде продукты коррозии пред-
ставляют собой комбинированные сложные составы, включающие
также продукты преобразования ТСМ, механические примеси и
продукты износа.
Накипь образуется в системе водяного охлаждения двигателя
при эксплуатации. Откладываясь на стенках рубашек охлаждения
Двигателя и радиатора, накипь затрудняет теплообменные процес-
59
сы и нарушает нормальную работу двигателя. Образование накипи
происходит за счет содержания в воде в растворенном состоянии
солей кальция и магния, т.е. жесткостью воды, которые при на-
гревании воды до 7О...9О°С разлагаются и отлагаются на деталях
системы охлаждения. Продуктами накипи являются в основном
карбонаты кальция и магния, сульфаты и силикаты. Также в сис-
теме охлаждения образуются илистые охлаждения вследствие по-
падания в систему механических примесей.
5.2. Механизм действия моющих средств
Механизм действия моющих средств состоит в удалении жид-
ких и твердых загрязнений с поверхности и перевод их в моющий
раствор в виде растворов или дисперсий. Моющее действие прояв-
ляется в сложных процессах взаимодействия загрязнений, мою-
щих средств и поверхностей. Основные явления, определяющие
моющее действие, — смачивание, пенообразование и стабилиза-
ция. Указанные явления тесно связаны с поверхностным натяже-
нием и поверхностной активностью моющих средств.
Поверхностное натяжение и поверхностная активность образу-
ются потому, что силы притяжения молекул поверхностного слоя
молекулами нижних слоев не уравновешиваются притяжением мо-
лекул воздуха, которые граничат с жидкостью. Поэтому молекулы
стремятся втянуться внутрь жидкости, вследствие чего поверхность
жидкости стремится к уменьшению. Силы, стремящиеся сократить
поверхность, получили название сил поверхностного натяжения,
которые измеряют работой, которую необходимо затратить для уве-
личения поверхности жидкости на 1 см2. Произведение поверхно-
стного натяжения на величину поверхности называется свободной
поверхностной энергией. Способность веществ понижать свободную
поверхностную энергию характеризуется поверхностной активно-
стью. Вещества, понижающие поверхностное натяжение раствора,
называются поверхностно-активными веществами (ПАВ).
Смачивание заключается в растекании капли жидкости, поме-
щенной на поверхность твердого тела. При этом угол, образуемый
касательной к поверхности растекающейся капли с поверхностью
тела, называется краевым углом. Если краевой угол меньше 90 °C,
то поверхность тела смачивается (гидрофильная поверхность), если
краевой угол больше 90 °C — поверхность не смачивается (гидро-
фобная поверхность). Добавление в воду ПАВ понижает поверхно-
стное натяжение воды и обеспечивает смачивание загрязненных
маслами поверхностей. В большинстве случаев загрязнения состоят
из двух фаз — жидкой (масла, смолы) и твердой (асфальтены,
карбены, пылевые частицы и т. п.). Удаление таких загрязнений с
поверхности осуществляют двумя путями: эмульгированием жид-
кой фазы (образование эмульсий) и диспергированием твердой
фазы (образованием дисперсий).
60
Важным этапом в моющем процессе является стабилизация в
растворе отмытых загрязнений и предупреждение их повторного
осаждения на очищенную поверхность. Стабилизация загрязнений
зависит в основном от состава моющего раствора и технологичес-
ких условий его применения (концентрация, температура, загряз-
ненность).
Моющий процесс состоит из следующих этапов:
вода, обладающая большим поверхностным натяжением, не
смачивает загрязненные поверхности, а стягивается в отдельные
капли;
растворение в воде моющего средства; поверхностное натяже-
ние раствора уменьшается; раствор смачивает загрязнение, про-
никая в его трещины и поры;
снижение сцепляемости частиц загрязнения между собой и с
поверхностью. При механическом воздействии увлекаемые моле-
кулами моющего средства грязевые частицы переходят в раствор;
обволакивание молекулами моющего средства загрязнения и
отмытой поверхности; тем самым происходит процесс препятство-
вания укрупнения частиц и оседания их на поверхности;
стабилизация в растворе частиц загрязнения во взвешенном
состоянии и удаление их вместе с раствором.
При очистке поверхности металлов пенообразование имеет боль-
шое значение. Пена способствует удержанию диспергированного
загрязнения и предотвращению его осаждения на очищенную по-
верхность. Положительное свойство пенообразования — это пре-
дотвращение слоем пены разбрызгивания моющего раствора и со-
здание защитного слоя, уменьшающего проникновение едких ис-
парений в атмосферу (характерно для пароводоструйной и элект-
ролитической очистки). Отрицательное свойство пенообразования
(проявляется в большинстве случаев) — это ограничение исполь-
зования интенсивного перемешивания моющего раствора (харак-
терно для струйных машин).
На эффективность очистки в значительной степени влияет фак-
тор щелочности моющих растворов, который определяет способ-
ность растворов нейтрализовывать кислотные компоненты загряз-
нений, омылять масла, снижать контактное напряжение раство-
ров, жесткость воды и'т. п. Различают щелочность общую и актив-
ную. Моющее действие растворов зависит только от уровня актив-
ной щелочности. Показателем щелочности служит водородный по-
казатель pH. При очистке поверхностей металлов во избежание их
коррозии необходимо поддерживать определенный pH раствора (для
цинка и алюминия pH = 9... 10, олова pH < 11, латуни
pH < 12... 12,5, стали pH < 14). В состав таких растворов обязатель-
но входят силикаты (метасиликат натрия, жидкое стекло) или
различные ингибиторы, которые предотвращают коррозию алю-
миния, цинка, меди. На выбор pH также влияет загрязненность
поверхности (асфальто-смолистые загрязнения очищают при
61
pH = 11,8... 13,6, а масляные — при pH = 10,8... 11,5). В процессе
очистки необходимо поддерживать оптимальное значение pH.
5.3. Моющие средства
Наибольшее распространение во всех процессах мойки и очи-
стки, в том числе и на ремонтных предприятиях, получили син-
тетические моющие средства (СМС), основу которых составляют
ПАВ и ряд щелочных солей. Синтетические моющие средства до-
пускают очистку деталей одновременно из черных, цветных и
легких металлов и сплавов. Они хорошо растворяются в воде, не
токсичны, не вызывают ожогов кожи, пожаробезопасны и био-
логически разлагаемы при сливе в канализацию. Очищенные узлы
и детали после мойки не корродируют и не требуют специально-
го ополаскивания.
Аэрол — кремнеобразная масса от белого до светло-желтого
цвета (pH = 7,0...8,5). Состав по массе: 12... 13 % карбоната на-
трия, 25...30% пасты ДМС, 18...20% синтетических жирных кис-
лот и остальное — вода. Применяют для мойки и очистки дета-
лей. С помощью аэрола удаляются маслянистые и грунтовые заг-
рязнения. Очистка деталей, узлов и агрегатов проводится в ван-
нах и моечных машинах. Концентрация средства в рабочем ра-
створе составляет 80 г/л. После очистки поверхность деталей про-
мывают водой.
Анкрас — порошок от белого до светло-желтого цвета. Состоит из
ПАВ, органического растворителя, сорастворителя, щелочных ком-
понентов и наполнителя. Применяют для тех же целей, что и аэрол.
МС-6 — зернистый порошок от белого до светло-желтого цвета
(pH = 11,5... 12,2). Состав средств (% по массе): синтанол ДС-10 —
6, триполифосфат натрия — 25, метасиликат натрия — 6,5, карбо-
нат натрия — 34... 37, вода — до 100. Применяют для очистки шас-
си, а также для очистки сильно загрязненых поверхностей деталей
(свыше 75 г/м2). Рабочая концентрация раствора составляет: 10 г/л —
при наружной очистке автомобилей; 15 г/л — для очистки агрегатов
трансмиссии и ходовой части в сборе; 15... 20 г/л — для агрегатов и
ходовой части в разобранном виде.
МС-8 — зернистый порошок светло-желтого цвета (pH =
= 11,5... 12,2). Состав средств (% по массе): синтамид — 5...8, три-
полифосфат натрия — 25, метасиликат натрия — 6,5, карбонат
натрия — 32...36, вода — до 100. Применяют для очистки сильно
загрязненных двигателей, их сборочных единиц и деталей (свыше
75 г/м2). Используют в виде подогретых до 75... 80 °C водных раство-
ров в концентрациях: 25...30 г/л — для очистки двигателя в сборе
в выварочных ваннах, 10 г/л — для очистки двигателей в сборе в
струйных моечных машинах, 20 г/л — для очистки внутренних
поверхностей циркулярным способом, для очистки сборочных еди-
ниц и деталей.
62
МС-15— порошок белого цвета (pH = 11,2... 12,1). Состав средств
(% по массе): оксифос Б — 6...8, триполифосфат натрия — 22...24,
метасиликат натрия — 5,5, карбонат натрия — 41 ...44, вода — до
100. Применяют для очистки двигателей, их сборочных единиц и
деталей от смолообразных и масляных отложений методом погруже-
ния в ванну, струйных и циркуляционных способах мойки. Исполь-
зуется в виде водных растворов концентрацией 20 г/л при 80...90°C.
Лабомид имеет несколько модификаций: 101, 102, 203 и 204. Их
состав приведен в табл. 5.5.
Таблица 5.5
Состав Лабомида (% по массе)
Наименование компонента 101 102 203 204
Синтанол ДТ-7 4 4 8 8
Алкилсульфаты натрия (первичные) — — 2 2
Карбонат натрия 50 56 50 50
Триполифосфат натрия 30 20 30 20
Метасиликат натрия — 20 — 10
Силикат натрия (жидкое стекло) 16 — 10 10
Все модификации Лабомида при обычных условиях являются
порошками от белого до светло-желтого цвета (pH = 10... 12). При-
меняют для очистки агрегатов от эксплуатационных загрязнений,
отдельных деталей из черных и цветных сплавов от масляных и
асфальтено-смолистых отложений.
Модификации 101 и 102 применяют в машинах струйного типа в
виде водных растворов концентрацией 20...30 г/л при 70...80°C.
Лабомиды 203 и 204 используют в машинах погружного типа с раз-
личными средствами возбуждения, температура раствора в выбороч-
ных ваннах 90... 100°C, в ваннах с возбуждением раствора или его
циркуляцией, колебаниями платформы или перемешиванием дета-
лей — при 80...90°C, концентрация раствора при этом — 1О...35°С.
МЛ-51, МЛ-52 — сыпучие порошки от белого до светло-желто-
го цвета, не вызывают коррозионного воздействия на черные и
цветные металлы.
Состав МЛ-51(% по массе): карбонат натрия — 44, тринатрий-
фосфат или триполифосфат натрия — 34,5, метасиликат натрия или
водный раствор силиката натрия (жидкое стекло) — 20, смачива-
тель ДБ — 1,5. Предназначен для очистки агрегатов и деталей от
горюче-смазочных материалов и масляных отложений. Применяют
в виде подогретых до 60...85°C водных растворов концентрацией
10...20 г/л в струйных, мониторных и комбинированных машинах.
63
Состав МЛ-52 (% по массе): карбонат натрия — 50, тринатрий-
фосфат или триполифосфат натрия — 30, метасиликат натрия или
водный раствор силиката натрия (жидкое стекло) — 10, смачива-
тель ДБ — 8,2, сульфонол — 1,8. Предназначен для очистки агре-
гатов и деталей от ТСМ и асфальтено-смолистых отложений. При-
меняют в виде подогретых до 80... 100°C водных растворов концен-
трацией 20...25 г/л.
Водные растворы МЛ-51 и МЛ-52 образуют на очищаемой по-
верхности малостойкие эмульсии, которые в моечных машинах
самопроизвольно распадаются. Обезвоженные масляные загряз-
нения самопроизвольно всплывают. Нижняя часть моющего ра-
створа остается незагрязненной и пригодной для дальнейшего ис-
пользования.
Темп-100 — сыпучие порошки от белого до светло-желтого цве-
та. Состав (% по массе): синтанол ДС — 10 или ДТ-7 — 1,5, окси-
фос или эстефат — 0,5, тринатрийфосфат — 20 (или динатрий фос-
фат — 25), триполифосфат натрия — 15, метасиликат натрия — 10,
карбонат натрия — 26, сульфат натрия — до 100. Предназначен для
струйной очистки агрегатов перед разборкой и дефектацией с це-
лью удаления основной массы масляных загрязнений, смолистых
отложений. Растворы этого средства образуют с загрязнением ма-
лостабильную эмульсию, которая расслаивается. Липкие загрязне-
ния всплывают на поверхность, а механические примеси осаждают-
ся на дне бака, что позволяет многократно использовать моющий
раствор. Рабочая концентрация раствора — 5... 20 г/л, очистка прово-
дится при температуре 70... 85 °C. В раствор вводят ингибитор корро-
зии. Этот препарат по сравнению с СМС Лабомид-101 обеспечива-
ет более высокое качество очистки при сокращении времени очист-
ки на 20... 30 %, что равносильно снижению затрат энергии на вы-
полнение технологического процесса. Разработаны модификации
препарата Темп-100 — это Темп-101А, Темп-101Д. Темп-10^обес-
печивает наряду с высоким качеством очистки изделий одновремен-
ную защиту от коррозии на период до 24 дней, т.е. в 2...3 раза
выше, чем СМС. Темп-101Д обладает пониженными стабилизирую-
щими свойствами по отношению к нефтепродуктам за счет введе-
ния в рецептуру полиэлектролита, который разрушает масляные
эмульсии, что упрощает процесс очистки и регенерацию моющих
растворов и масел. Во время циркуляции моющего раствора в струй-
ных машинах концентрация масел снижается с 1 ...2,5 г/л для су-
ществующих СМС до 0,1 ...0,36 г/л при использовании Темп-101Д.
После отстаивания в течение 12 ч содержание масел снижается до
15...20 мг/л против 1300... 1500 мг/л для существующих СМС.
Растворяющие эмульгирующие средства (РЭС) в последнее вре-
мя находят более широкое применение для очистки деталей. Вна-
чале очистка происходит за счет растворения загрязнений. Затем
детали помещают в воду или водный раствор, где происходит эмуль-
гирование растворителя и оставшихся загрязнений и переход их в
64
раствор, что обеспечивает более эффективную очистку деталей по
сравнению с применением только растворителей. Растворяющие
эмульгирующие средства применяют при очистке деталей от проч-
ных по отношению к деталям загрязнений (например асфальто-
смолистых отложений). Они включают: базовый растворитель, ко-
торый обеспечивает основной эффект очистки (ксилол, керосин,
уайт-спирит, хлорированные углеводороды и др.); сорастворитель,
который обеспечивает однородность и стабильность раствора; ПАВ,
обеспечивающие смачиваемость и эмульгируемость РЭС; воду,
необходимую для обеспечения необходимой концентрации раствора.
Различают две группы РЭС.
Средства, входящие в первую группу, получают смешиванием
органических веществ с ПАВ и растворителем:
Термос-1 — жидкость, получаемая смешиванием компонентов
(% по массе): уайт-спирит — 40, ОП-4 — 10, ОП-7 — 1, сульфонат —
0,2, вода — до 100. Рабочим раствором является смесь указанных
составов (10... 12 г/л) в дизельном топливе. Применяется для пред-
варительного разрыхления прочных продуктов преобразования ГСМ.
Детали выдерживаются в препарате в течение 20...40 мин при
40...60°C, затем ополаскиваются водным раствором триполифос-
фата натрия (1...5 г/л) при 4О...5О°С;
Эмульсин (Лабомид-301) — жидкость, получаемая смешивани-
ем компонентов (% по массе): ПАВ ОС-20 — 7... 10 и ОП-4 —
10... 12, вода — 5...7, керосин — до 100. Детали выдерживаются в
препарате в течение 30...60 мин при 40...60°C, после чего ополас-
киваются водными растворами технических моющих средств типа
МЛ и МС. Применяют для очистки деталей шасси и двигателей
при подогреве до (50 ± 10) °C.
ДВП-1 «Цистерин» состоит из смеси компонентов (% по массе):
уайт-спирит — (78 ± 0,5), масло талловое — (11 ± 0,5), ПАВ ОП-7 —
5, гидроксид натрия — 1,2, вода — 4,8. Рабочая концентрация сред-
ства составляет 50 % смеси в дизельном топливе. Применяют для
очистки подразобранных двигателей, узлов от асфальтено-смоли-
стых отложений при температуре смеси 20...40°C;
Карбозоль является смесью компонентов (% по массе): масло
каменноугольное поглотительное — 7,45, бутиловый эфир с 30%
этилацетата — 9,3, ПАВ ОП-7 — 14,7, отдушка земляная — 1,7,
вода — до 100. Применяют для очистки двигателей и их деталей от
нагарообразных и маслянистых загрязнений при 40...50°C;
AM-15 состоит из смеси компонентов (% по массе): ксилол
нефтяной — 70...76, масло касторовое сульфинированное —
22...28, синтанол ДС-10 или ПАВ ОС-20 — 2. Применяют для
очистки двигателей и их деталей от асфальтено-смолистых отло-
жений и для восстановления пропускной способности фильтров
грубой очистки при 20...40°C в течение 40 мин. Детали выдержи-
вают в препарате, после чего промывают водными растворами
Лабомида или МС;
3 Kapai один
65
МК-3 состоит из смеси компонентов (% по массе): уайт-спи-
рит — 50,7, канифоль сосновая — 33,9, вода — 12,4, карбонат
натрия — 3. Рабочий объем готовят путем смешивания смеси с
дизельным топливом в соотношении 1:1. Применяют для очистки
двигателей и их деталей от асфальтено-смолистых отложений и
масла при подогреве смеси до 50 °C в течение 40 мин.
Преимущества РЭС первой группы являются дешевизна, просто-
та приготовления и незначительная токсичность, а недостатки —
пожароопасность, сравнительно низкая эффективность очистки,
особенно от асфальтено-смолистых веществ.
Вторая группа РЭС более эффективна, поскольку для их изготов-
ления используются хлорированные углеводороды (трихлорэтилен,
перхлорэтилен, метиленхлорид, четыреххлористый углерод, ме-
тилхлороформ и др.). Преимущества РЭС второй группы — это высо-
кая растворяющая способность, они неогнеопасны, хорошо сме-
шиваются с органическими растворителями, недостатки — высо-
кая токсичность, склонность к окислению, наличие конденсирован-
ной влаги, разложение при определенных условиях с выделением
хлорида водорода, который сильно корродирует металлические де-
тали (для предотвращения выделения хлорида водорода добавляется
стабилизатор — триэтаноламин, дифениламин в количестве
0,01...0,02 %, а в качестве ингибиторов коррозии применяют ла-
нолин, МСДА-11 или Акор-2). Наиболее широко применяются сле-
дующие РЭС:
Лабомид-315 (Ритм) содержит хлорированный растворитель,
алифатические или ароматические углеводороды, ПАВ, соли кар-
боновых кислот и воду. Применяют в 100 %-й концентрации для
удаления углеродистых отложений, остатков некоторых лакокра-
сочных покрытий. Ритм обеспечивает очистку изделий от асфаль-
тено-смолистых загрязнений при комнатной температуре в 2...3
раза быстрее, чем препарат АМ-15 и 4...6 раз быстрее, чем СМС.
Увеличение выдержки до 2...3 ч Лабомид-315 (Ритм) очищает из-
делия от загрязнений, близких к нагарообразным. Технология очи-
стки двухстадийная: обработка в препарате Ритм и ополаскивание
раствором СМС. Пониженные рабочие температуры способствуют
сокращению затрат тепловой энергии на операциях очистки от
асфальтено-смолистых отложений в 5...6 раз.
Лабомид-311 содержит (% по массе): трихлорэтана — 60, трикре-
зола — 30, синтанола ДС-10 — 5, алкилсульфатов — 5. Для упо-
требления готовят смесь указанных компонентов в керосине или
воде в концентрациях от 5 до 100 % (по массе). Средство используют
для растворения и удаления асфальтено-смолистых отложений с
поверхности деталей. Очистку производят при температуре 20 °C.
Лабомид-312 содержит (% по массе): трихлорэтана — 60, три-
крезола — 30, синтанола ДС-10 — 5, алкилсульфатов — 5. Применя-
ют для тех же целей, что и Лабомид-311. Для очистки деталей вы-
держивают в водном растворе препарата (1:0,25) или в растворе
66
керосина (1:1) в течение 10...20 мин при 2О...ЗО°С, после чего
ополаскивают в щелочном растворе в течение 2...3 мин.
5.4. Очистка деталей от продуктов преобразования ТСМ,
накипи и лакокрасочных покрытий
Для удаления нагара применяют жидкости с наиболее высоки-
ми моющими и растворяющими свойствами. К ним относятся кре-
зольные составы, которые представляют собой маслянистые жид-
кости черного цвета плотностью при 20 °C — 1,06 г/см3, состав
которых приведен в табл. 5.6. Жидкость не вызывает коррозии метал-
лов. Для удаления нагара со стальных и алюминиевых деталей ис-
пользуют жидкости, состав которых приведен в табл. 5.7. Температура
применения жидкостей — 80...95°C, время выдержки — 2...3 ч.
Для удаления накипи чаще всего используют растворы соля-
ной кислоты с ингибитором коррозии или контакт Петрова. Для
очистки раствор прокачивают через систему двигателя или отдель-
ные ее детали окунают (погружают) в специальную ванну с ра-
створом моющего средства. При применении раствора соляной
кислоты (10... 15 % концентрации по массе) детали погружают в
ванну с раствором, прогретым до 40...60°C, на 20...30 мин. Затем
детали ополаскивают проточной водой и погружают на 3...5 мин в
ванну со щелочным раствором (10 г/л карбоната натрия и 3..5 г/л
нитрита натрия) при температуре 60...70°C.
Наиболее эффективная очистка деталей от накипи производит-
ся с помощью щелочного расплава, который используют также
для очистки деталей от нагара и продуктов коррозии. Способ с
использованием щелочного расплава основан на химико-термичес-
ком процессе. Расплав состоит из следующих компонентов (% по
массе): гидроксид натрия — 60...70, нитрат натрия — 25... 35, хло-
Таблица 5.6
Крезольные жидкости для удаления нагаров
Состав Концентрация, % Температура применения, °C Время выдержки, ч
Состав 1: трикрезол мыльный эмульгатор вода 62 30 8 80...85 2...3
Состав 2: о-дихлорбензол трикрезол олеат калия вода 62 23 10 5 65 2...3
67
Таблица 5.7
Жидкости для удаления нагара
Состав Деталь из стали Деталь из алюминия
Гидроксид натрия, кг 2,5 —
Карбонат натрия, кг 3,1 2,0
Силикаты натрия, кг 1,0 0,8
Мыло, кг 0,8 1,0
Бихромат калия, кг 0,5 0,5
Вода, л 100 100
рид натрия — 5. Каждый компонент выполняет определенные функ-
ции в общем механизме разрушения накипи. Технология процесса
удаления накипи включает 4 этапа: обработка деталей расплавом,
промывка в проточной воде, травление в кислотном растворе и
промывка в горячей воде. В расплаве детали выдерживают в тече-
ние 5... 12 мин. Бурное парообразование способствует быстрому раст-
ворению остатков расплава. Образующийся пар способствует так-
же разрушению разрыхленных частиц окалины и удалению их с
поверхности деталей. При очистке деталей из чугуна и сталей пос-
ле двух этапов их выдерживают в 50 % ингибированном растворе
соляной кислоты при температуре 50...60°C в течение 5...6 мин.
Затем детали промывают в растворе, содержащем карбонат нат-
рия (3...5 г/л) и тринатрийфосфат (1,5...2 г/л) при 8О...9О°С в
течение 5...6 мин. При одновременной обработке деталей из чугу-
на, стали и алюминиевых сплавов в раствор соляной кислоты добав-
ляют фосфорную кислоту и триоксид хрома из расчета соответствен-
но 85 и 125 г/л добавляемой воды. Продолжительность обработки
этим раствором — 5...6 мин при 85,..95°С.
Лаковые пленки удаляются с помощью крезольной жидкости
(см. табл. 5.6) в следующем порядке: проводят предварительное
обезжиривание струйным способом водным раствором, содер-
жащим карбонат натрия (0,2%) и бихромат калия (0,2%), при
температуре 80°C; обрабатывают крезольной жидкостью в тече-
ние 15...25 мин; промывают горячей водой (80...90°C) в течение
5... 10 мин; проводят окончательное обезжиривание (см. предва-
рительное обезжиривание); сушат сухим сжатым воздухом; про-
водят противокоррозионную обработку и обработку в уайт-спи-
рите в течение 10 мин.
Из маслобаков углеродистые осадки удаляют следующим обра-
зом: пропаривают маслобак в течение 2 ч; заливают в маслобак
водно-креолиновую эмульсию (1:1), подогретую до 60...70°С, в
количестве 0,2 части вместимости маслобака; промывают (при не-
68
прерывном качании бака) в течение 11,5 ч, заменяя эмульсию
каждые 30 мин; промывают маслобак горячей водой до полного
удаления креолиновой эмульсии; сушат сжатым воздухом.
Из маслорадиаторов осадки удаляют следующим образом: пред-
варительно удаляют остатки масла прокачиванием керосина в те-
чение 0,5...2 с; проводят промывку прокачкой чистого подогрето-
го до 70... 75 °C креолина (по внешнему виду креолин фенольный
маслоподобная жидкость темно-коричневого цвета, прозрачная в
тонком слое, имеет фенольный запах, при температуре —20 °C те-
ряет подвижность, температура вспышки в пределах 80...90°C,
горит сильно коптящим пламенем, вызывает набухание любой
резины, агрессивен по отношению к металлам и их сплавам, осо-
бенно алюминию, меди и латуни) через маслорадиатор в течение
1,5 ...2 ч (направление прокачки меняется каждые 10... 15 с); про-
водят промывку маслорадиатора вначале горячей (80 °C), а затем
проточной (10... 20°C) водой до полного удаления креолина; осу-
ществляют контроль полноты промывки маслорадиатора (запол-
няют его водой и выдерживают в течение 10...20 мин, затем воду
сливают); для удаления остатков углеродистых отложений, не смы-
тых водой, через маслорадиатор прокачивают керосин в прямом и
обратном направлениях в течение 20 мин (после прокачки необхо-
димо проверить полноту удаления углеродистых отложений и пол-
ностью слить керосин); проводят окончательную промывку — про-
качка горячим (90... 100°C) маслом в течение 30 мин в различных
направлениях. Все перечисленные выше операции промывки дол-
жны следовать одна за другой без перерыва.
Старую краску на ремонтных предприятиях удаляют путем оку-
нания в водный раствор карбоната натрия различной концентра-
ции с последующей промывкой водой (60...70°C); погружения их
в ванну с горячим карбоната натрия с последующей промывкой в
горячей воде, нейтрализацией 5 % раствором ортофосфорной кис-
лоты и окончательной промывкой и пассивацией (для повышения
противокоррозионной стойкости лакокрасочных покрытий).
Старую краску кузова автобуса удаляют струйным методом в
такой последовательности: обработка 6% раствором карбоната
натрия при 70... 80°C в течение 15 мин; сток раствора; промывка
кузова горючей водой при 80... 90°C в течение 15 мин (вода для
промывки периодически обновляется из расчета 30 л на 1 м2 обраба-
тываемой поверхности); сушка кузова; обработка 3 %-ным раство-
ром ортофосфорной кислоты для нейтрализации остатков карбаната
натрия; сток кислоты в течение 5 мин; промывка водой.
5.5. Установки для мойки и очистки
Детали после разборки (а также перед сборкой) промывают в
струйных, погружных или комбинированных моечных машинах, а
также моечных установках специального назначения.
69
Струйные моечные машины можно разбить на камерные
(табл. 5.8) и конвейерные (табл. 5.9). К типовым элементам моеч-
ных установок относятся моечная камера, струйный коллектор,
бак для моющего раствора, подающий и откачивающий насосы,
тележки или корзины для деталей. Струйные конвейерные уста-
новки оборудуются подвесным или напольным конвейером для
транспортировки деталей в зону мойки.
Струи моющего раствора в струйных машинах формируются и
направляются на поверхность детали с помощью гидрантов, кото-
рые представляют собой систему трубопроводов, подсоединенных
к нагнетательному насосу и снабженных насадками. Струи моюще-
го раствора в рабочей зоне моечной камеры могут иметь постоян-
ное (пассивное воздействие, рис. 5.2, а, б, в) или непрерывно ме-
няющееся (активное воздействие, рис. 5.2, г, д, е). Вращающиеся
гидранты позволяют в 34 раза сократить необходимое число насад-
ков и уменьшить энергозатраты на мойку.
Таблица 5.8
Технические характеристики струйных камерных моечных установок
Показатель ОМ-4610 ОМ-22611 ОМ-1366Г ОМ-5342
Производительность, т/ч 0,6 1,0 2,4 2,0
Установленная мощность, кВт 7 33 30 46,7
Рабочая температура моющего раствора, °C 75...85 75...85 75... 85 75...85
Объем ванны для мою- щего раствора, м3 0,6 3,0 1,2 40
Габаритные размеры в плане, мм 2300x1800 2510x4765 4200x3000 5300x2850
Масса, кг 1100 2720 2000 8700
Таблица 5.9
Технические характеристики струйных конвейерных моечных установок
Показатель ОМ-11501 ОМ-4267М ОМ-9313
Производительность, т/ч 2...2,5 4...16 4,5... 18
Скорость конвейера, м/мин 0,34 0,21...0,85 0,3... 1,4
Установленная мощность, кВт 49 62,3 45
Габаритные размеры в плане, мм 6500x3300 9600x3000 10000x1750
70
Рис. 5.2. Схемы гидрантов струйных моечных машин с пассивным (а — в)
и активным (г — е) воздействием струй
По энергозатратам струйные машины значительно уступают
погружным. Они не обеспечивают полного удаления загрязнений в
различных углублениях, отверстиях, карманах, экранированных
от прямого попадания моющего раствора.
Погружные моечные установки подразделяют на ванны, ротор-
ные (табл. 5.10) и установки с вибрирующей платформой (табл. 5.11).
Ванна для очистки деталей погружением (рис. 5.3) имеет кор-
пус, в котором в нижней части объема моющей жидкости распо-
лагаются нагревательные элементы (паровые или электрические),
и решетку для установки очищаемых изделий или контейнер с
деталями. В верхней части ванны у поверхности раствора располо-
жены бортовые отсосы для удаления выделений вредных паров.
Ванна с большой поверхностью зеркала помещается в кожух,
оборудованный вытяжной вентиляцией и герметичной крышкой
с гидрозатвором. Для сбора всплывших на поверхность масляных и
жировых загрязнений ванна снабжена флотационным корытом.
Иногда кислотные ванны для сокращения вредных испарений по-
крывают слоем пластмассовых шариков.
71
Таблица 5.10
Технические характеристики роторных моечных установок
Показатель ОМ-12376 ОМ-15429 ОМ-15433
Производитель- ность, т/ч 9,6 5,0 3,2
Установленная мощность, кВт 31 21 7
Расход пара, кг/ч 400 300 130
Размеры очищаемых изделий, мм 2200x1100x1200 1200x1000x1000 600x600x600
Габаритные размеры установки в плане, мм 7200x5900 7220x4700 5970x2950
Масса, кг 15600 12000 5000
Таблица 5.11
Технические характеристики погружных моечных установок
с вибрирующей платформой
Показатель ОМ-12190 ОМ-5287 ОМ-2260- о ОМ-22609 ОМ-21602
Производи- тельность, кг/ч Объем мою- щего раство- ра, м3 Грузоподъем- ность плат- формы, кг Расход сжато- го воздуха, м3/ч Амплитуда ко- лебаний, мм Установлен- ная мощ- ность, кВт Размеры очи- щаемых изде- лий, мм Масса, кг 50... 100 0,5 100 4...6 100... 150 0,13 200х200х х300 870 150...200 1,6 450 6...8 100...200 4 750х55х х850 1800 800 1,6 450 10 150...200 5,7 850х750х Х550 1584 1500 3,0 900 12 150...200 5,7 1880x1100 х1500 2600 2500 6,0 1100 15 150...200 1,5 2500x1100 х1100 3800
72
6.
Рис. 5.3. Схемы погружной установки:
1 — подставка для деталей; 2 — нагреватель; 3 — вентиль
слива масла; 4 — флотационный желоб; 5 — противовес;
6 — крышка; 7 — теплоизоляция; 8 — ограждение на-
гревателя; 9— контейнер с деталями; 10— предохрани-
тельный слив; 11 — вентиль долива воды; 12 — термо-
метр; 13 — моющий раствор; 14 — вентиль слива раство-
ра; 15 — вентиль слива донных отложений
Комбинированные установки (табл. 5.12) сочетают различные
способы мойки. Они состоят из погружной секции, оборудован-
ной лопастными винтами, и секции струйного ополаскивания.
Циркуляционные моечные установки (табл. 5.13) используют
для очистки различных полостей деталей: картеров двигателей и
агрегатов, топливных баков, систем охлаждения двигателей и др.
Специальные моечные установки рекомендуются для очистки
деталей от нагара, накипи. В установках этого типа реализуют раз-
личные способы очистки: физико-химические, механические. Для
очистки деталей в расплавах солей и щелочей используют установ-
ки, которые приведены в табл. 5.14. В установке ОМ-4944 детали
очищаются в расплаве солей. Установка состоит из четырех ванн
(для расплава солей, раствора кислоты и двух промывочных), зак-
рытых общим кожухом; системы отсоса газов; подъемно-транс-
портного оборудования и электрошкафа.
Металлические щетки (крацевание) применяют для удаления на-
гара с поверхностей деталей, изготовленных из чугуна и стали. Для
Щеток используют стальную проволоку диаметром 0,05 ...0,30 мм,
привод обеспечивают от пневматических и электрических шлифо-
вальных машин.
73
Таблица 5.12
Технические характеристики комбинированных моечных установок
Показатели ОМ-9318 ОМ-7421 ОМ-5333М ОМ-5671
Производитель- ность, т/ч 2 4 12 2,5
Установленная мощность, кВт 43,6 80 100 4
Расход пара, т/ч 0,25 0,4 0,5 0,15
Объем баков для раствора, м3 5,9 20 22 4,8
Размеры 850х750х 1200х800х 1500х700х 750х50х
очищаемых изделий, мм х550 х700 хЮОО х850
Габаритные раз- меры в плане, мм 5100x3000 10500x3800 12070x3600 11000x2100
Масса, кг 8300 17200 47500 6000
С искровых свечей зажигания нагар удаляют пескоструйной об-
работкой. Очистку свечей производят с помощью прибора 514-2М.
Время очистки 6... 10 с.
При гидроабразивном способе очистки на загрязненную поверх-
ность воздействует струя воды с абразивным материалом, выбрасы-
ваемая сжатым воздухом, который служит энергоносителем. В каче-
стве абразивного материала применяют кварцевый песок, оксид алю-
миния, карбиды бора и кремния с размером частиц 0,8... 1,0 мм.
Соотношение песка и воды по объему составляет 1:2... 1:6. Установ-
ки для гидроабразивной очистки по способу подачи абразивной
жидкости подразделяют на установки, работающие по принципу
эжектирования абразивной смеси (пневмоэжекционные), выдавли-
вания абразивной смеси и по принципу раздельной подачи к соплу
воды и смеси воздуха с песком (табл. 5.15). Рекомендуется задавать
угол наклона струи к очищаемой поверхности 30... 60°.
Поверхности блоков двигателей, головок блоков, выпускных
коллекторов и других деталей от нагара, а также гильз цилиндров
от накипи очищают косточковой крошкой в установках, данные о
которых приведены в табл. 5.16. Косточковая крошка — это мелкораз-
дробленная скорлупа фруктовых косточек.
В камере установки косточковая крошка выбрасывается из со-
пла с большой скоростью, ударяется о поверхность детали и очи-
щает ее от загрязнений.
74
Таблица 5.13
Технические характеристики циркуляционных моечных установок
Показатель ОМ-3600 ОМ-22601 ОМ-2871Б ОМ-21605 ОМ-9873
Очистка масляных каналов блоков и коленча- тых валов Очистка масляных каналов коленча- тых валов Очистка масляных полостей картеров Очистка системы охлажде- ния от накипи Очистка топлив- ных баков
Производи- тельность, ед./ч 2 8 12 1 3
Установ- ленная мощность, кВт 17 8 3 0,55 27,2
Расход пара, т/ч 0,1 0,08 — — 0,08
Объем баков, м3 0,9 0,7 — 15 1,5
Габаритные размеры в плане, мм 2920x2400 1570x1700 2460x663 1210x610 4300x2100
Масса, кг 900 650 140 800 4100
Таблица 5.14
Технические характеристики установок для очистки деталей в расплаве
солей и щелочей
Показатель ОМ-4944 ОМ-14256
Производительность, т/ч 0,3...0,5 0,6...0,7
Одновременная загрузка, кг 90 90
Размеры очищаемых деталей, мм 1050x500x500 1050x500x500
Установленная мощность, кВт 70 70,4
Удельный расход электроэнергии, кВт • ч/т 140...230 105... 152
Масса, кг 8000 5500
75
Таблица 5.15
Технические характеристики установок для гидрообразивной очистки
Показатель Принцип работы установки
пневмо- эжекции выдавлива- ния смеси воды и песка раздельной по- дачи к соплу во- ды и смеси воз- духа с песком
Рабочее давление воздуха, МПа 0,35 0,5...0,6 0,5...0,6
Расход воздуха, м3/мин 1,5 0,8... 1,0 0,8... 1,0
Вместимость резервуара рабочей жидкости, л 100 1700 1000
Количество компонентов на
одну заправку: песка, дм3 30 — 30
воды, л 75 — 75
Мощность электродвигателя, кВт 0,75... 1,9 1,0 —
Таблица 5.16
Технические характеристики установок для очистки деталей
косточковой крошкой
Показатель 9-300 М-2023 ОМ-3181 РМ-23 М-417
Мощность электропри- вода, кВт Расход возду- ха одной фор- сункой, м3/ч Давление воздуха, МПа Габаритные размеры в плане, мм Масса, кг 70 0,4...0,5 1450x1300 1000 3,9 90... 120 0,3...0,5 2200x1280 2000 0,4 ПО 0,5 1880x1000 1450 0,6 90... 120 0,1 ...0,5 4300x1260 940 до 2000 0,4... 0,6 2100x1100 900
76
Таблица 5.17
Технические характеристики установок для ультразвуковой очистки
Показатель УЗВ-15М УЗВ-15М УЗВ-17М УЗВ-18М
Вместимость ванны, дм3 40 40 120 150
Габаритные размеры ванны, мм 400x400x300 400x400x300 1100x450x300 1400x450x300
Марка пре- образователя ПМС-6-22 ПМС-6-22 ПМС-6М ПМС-6М
Потребляе- мая мощ- ность, кВт 2,5 2,5 7,5 10,0
Количество встроенных преобразова- телей с мем- браной, шт 1 1 3 4
Марка генератора УЗГ-2,5 УЗГ-2,5 УЗГ-10 УЗГ-10
Расход воды, л/мин 9 9 18 22
Расход воз- духа в систе- ме вентиля- ции, м3/ч 350 350 950 1300
Габаритные размеры установки в плане, мм 720x650 720x650 1390x870 1700x870
Масса, кг 125 125 950 1300
При обработке на поверхностях деталей царапины не образу-
ются, в том числе и у алюминиевых сплавов. По размерам частиц
косточковую крошку делят на три сорта: крупный, средний и мел-
кий. Для удаления нагара применяют крупную крошку влажнос-
тью 15... 20 %, чтобы предотвратить ее дробление. Детали перед об-
работкой обезжиривают СМС, чтобы косточковая крошка не за-
саливалась. После очистки от нагара детали обдувают сжатым воз-
духом и остатки пыли смывают в моечной машине.
Малогабаритные детали и детали, имеющие сложную конфигура-
цию, дизельная топливная аппаратура, карбюраторы, электрообо-
рудование, элементы масляных фильтров и мелкие подшипники
77
подвергаются ультразвуковой очистке (табл. 5.17). Установки состо-
ят из источника высокочастотных электрических колебаний (генера-
тора), преобразователя электрических колебаний в упругие меха-
нические и ванны для моющего раствора. Ультразвуковые колеба-
ния, которые создаются преобразователем, передаются в раствор
ванны через мембрану. Частота ультразвуковых колебаний составля-
ет 20,5...23,5 кГц, напряжение питания — 440... 480 В, а сила тока
намагничивания — 20... 25 А.
5.6. Технологический процесс моечно-очистных работ
Разнообразие состава и свойств загрязнений, сложность релье-
фа объектов очистки и особенность физико-химических свойств
материалов, из которых изготовлены детали, определяют необходи-
мость многоэтапного осуществления процесса моечно-очистных ра-
бот (табл. 5.18).
Все детали и узлы разбиваются на группы в зависимости от
вида удаляемых загрязнений и конструктивных особенностей. Каж-
дая группа проходит свой маршрут мойки и очистки.
Качество очистки оценивают величиной остаточного загрязне-
ния на деталях, которая может быть определена весовым, визу-
альным и люминесцентным способами контроля. При весовом спо-
собе определяют разницу в массе детали, прошедшей мойку и очи-
стку, и чистой (эталонной) детали. Визуальный способ сводится к
сравнению остаточной загрязненности поверхностей деталей с
условной шкалой или шаблоном оценки качества очистки. Люми-
несцентный способ основан на свойстве масел светиться (флуо-
ресцировать) при воздействии ультрафиолетового света (по вели-
чине светящихся пятен судят о загрязненности поверхности).
Таблица 5.18
Этапы процесса моечно-очистных работ
Этапы Группы загрязнений (см. табл. 5.1) Объект моечно-очистных работ
1 17 С наружных поверхностей автомобиля в сборе и из картерных пространств
2 Остатки 1—7, частично 8 Наружные и внутренние поверхности двигателя, агрегатов автомобиля и узлов
3 8-11 7 11-12 Наружные и внутренние поверхности деталей двигателя Наружные и внутренние поверхности деталей агрегатов Кабина, рама и детали оперения
78
После моечно-очистных работ допустимое количество загряз-
нений на поверхностях деталей должно не превышать при поступ-
лении на дефектацию: 1,25 мг/см2 — при шероховатости поверхно-
ти Rz> 10 мкм; 0,7 мг/см2 — Ra = 2,5... 6,3 мкм; 0,25 мг/см2 — Rz =
= 6,3...0,16 мкм; при поступлении на сборку — 0,10...0,15 мг/см2;
на окраску — 0,005 мг/см2.
5.7. Техника безопасности при использовании моечного
оборудования и моющих средств
Моечный участок должен быть оборудован общей приточно-
вытяжной вентиляцией, а каждая моечная машина, работающая
на водных растворах СМС и растворителях, должна иметь соб-
ственную вытяжную вентиляцию с элементами максимального
улавливания и возврата паров моющих средств, чтобы обеспечить
предельно допустимые концентрации вредных веществ в рабочей
зоне. При вентиляции помещения воздух отсасывают из нижней
зоны, так как пары хлорированных растворителей тяжелее воздуха
и скапливаются у пола.
Рабочий должен следить за исправностью закрепленного за ним
моечного оборудования, соблюдением режимов очистки, плотно-
стью дверей, сальников, уровнем моющей жидкости, правильно-
стью загрузки изделий и транспортирования их через машину. За-
гружать и разгружать моечные машины деталями или контейнера-
ми массой более 20 кг разрешается только с помощью подъемных
механизмов. Стоять под поднятыми грузами или на пути их следо-
вания запрещается. Грузы поднимать только вертикально.
Пуск электродвигателей моечной машины должен производить-
ся только после закрытия дверей машины. Поверхности нагреватель-
ных коллекторов в баках должны быть покрыты моющей жидкостью.
При заправке машин вручную СМС следует пользоваться мар-
левыми респираторами в 56 слоев. Распаковывать мешки и высы-
пать моющие средства необходимо осторожно, не пыля и включив
вытяжную вентиляцию.
Предельно допустимая концентрация (ПДК) моющих и очи-
щающих средств в рабочей зоне не должна превышать допустимых
значений.
Синтетические моющие средства, содержащие в своем составе
щелочные соли и ПАВ, могут оказывать вредное воздействие на че-
ловека. Раствор СМС не вызывает ожогов кожи. При попадании же
его на слизистую оболочку глаз их следует сразу же промыл» водо-
проводной водой. Для предупреждения обезжиривания кожи рук ра-
створами СМС их рекомендуется смазывать защитными кремами.
Особую осторожность следует соблюдать при работе с растворами
каустической соды и кислот, так как их попадание на кожу вызыва-
ет ее разъедание и ожоги. Куски каустической соды можно брать
только лопатой или щипцами. При загрузке ее в ванны необходимо
79
учитывать, что растворение щелочи сопровождается разогреванием
раствора и нужно соблюдать осторожность, не допуская его разбрызги-
вания. Все работы с каустической содой выполняют в резиновой ма-
ске с защитными очками, а также в резиновых перчатках и фартуке.
Запрещается обрабатывать детали из алюминиевых сплавов в раст-
воре каустика, так как при их контакте происходит бурная реакция,
сопровождающаяся вспениванием и разбрызгиванием раствора.
При ожогах едкими щелочами пораженное место следует про-
мыть слабым раствором уксуса и водой. При ожогах растворами
кислот места ожога промывают растворами питьевой соды, водой
и смазывают вазелином.
Растворители являются в разной степени токсичными и при
проникновении их в организм человека могут возникать различ-
ной степени отравления. Вдыхание воздуха, содержащего пары
растворителей, вызывает раздражение слизистой оболочки дыха-
тельных путей, может нарушать работу нервной и сердечно-сосу-
дистой систем.
Для улавливания паров хлорированных растворителей и исклю-
чения попадания их в рабочее помещение машина должна быть
оборудована холодильниками для конденсации паров растворите-
лей и их возврата в ванну, автоматически закрывающимися дверь-
ми, вытяжной вентиляцией и адсорберами на активированном угле
для улавливания хлорированных растворителей из выбрасываемо-
го в атмосферу воздуха.
Первая помощь при легких отравлениях заключается в удалении
человека из опасной атмосферы. При тяжелых отравлениях необходи-
мо начинать до прибытия врача искусственное дыхание немедлен-
но после извлечения пострадавшего из опасной атмосферы и про-
должать непрерывно до восстановления самостоятельного дыхания.
5.8. Очистка сточных вод
В процессе мойки и очистки образуются сточные воды. Загряз-
нения сточных вод чрезвычайно разнообразны по дисперсности и
агрегатному состоянию. Они могут присутствовать в виде грубо-
дисперсных веществ, химических или коллоидных растворов. Сте-
пень загрязнения сточных вод регулируется посредством норм пре-
дельно допустимых сбросов (ПДС) загрязняющих веществ, под
которыми понимается максимально допустимая масса вещества в
сточных водах в данном пункте расположения водного объекта.
Для очистки сточных вод от твердых взвесей и нефтепродуктов
применяют механические, химические и физико-механические
методы как самостоятельно, так и в комплексе.
Механические методы очистки включают процеживание, от-
стаивание, фильтрование, центрифугирование и разделение в гид-
роциклоне. Для процеживания используются решетки и сита, ко-
торые используются на первом этапе очистки.
80
Наиболее простой метод очистки — это отстаивание, посколь-
ку он не требует сложной оснастки и дополнительных энергети-
ческих затрат. Недостаток метода — это длительность процесса и
зависимость от дисперсности отстаиваемых частиц. В отстойниках
предусматривают песколовки, которые предназначены для улав-
ливания песка и других посторонних тяжелых частиц. Песколовку
периодически по мере накопления песка и других веществ очища-
ют при помощи гидроэлеватора, песковых насосов, черпалок и
других устройств.
Растворенные примеси в сточных водах очищают методом об-
ратного осмоса (гиперфильтрация), который основан на отделе-
нии (отфильтровывании) воды из раствора через полупроницае-
мые мембраны под воздействием давления, превышающего осмо-
тическое. Процесс осуществляется при температуре окружающей
среды. Этим методом очищают воды от высококонцентрирован-
ных органических и минеральных загрязнений, находящихся в воде
в растворенном состоянии. Метод обратного осмоса может быть
применен также для обессоливания сточных вод и удаления из них
биологически «жестких» органических соединений — пестицидов,
многоатомных спиртов и др. Гиперфильтрационные установки по-
зволяют извлекать ценные вещества из сточных вод и утилизиро-
вать эти вещества.
В основу физико-химических методов очистки положены про-
цессы флотации, коагуляции и сорбции. При флотации посторон-
ние частицы извлекаются из жидкости с помощью пузырьков воз-
духа. Коагуляция — процесс, в котором происходит укрупнение
частиц, что ускоряет стадию отстаивания. При сорбции обеспечи-
вается поглощение веществ из среды с помощью сорбентов, на-
пример торфа, активных глин, золы, угольной пыли и др. Повы-
шение требований к качеству очистки сточных вод вызывает необ-
ходимость сочетания различных методов, например совместное
применение коагуляции и флотации.
При химическом методе очистки используют хлорирование (окис-
ление хлором) и озонирование (окисление озоном). Метод озониро-
вания позволяет нейтрализовать в сточных водах такие ядовитые ве-
щества, как цианистые соединения, фенолы, ПАВ, нефтепродукты
и их соединения, сероводород и т.д. Сточные воды после озонирова-
ния представляют собой прозрачные, бесцветные жидкие среды.
Сущность биологических методов очистки сточных вод заклю-
чается в создании условий для развития бактерий, продуктами
жизнедеятельности которых являются вредные вещества в стоках.
Эти вещества перерабатываются бактериями в продукты, безвред-
ные для окружающей среды. Преимущества метода — высокая эко-
номичность и малый расход химических реагентов. Недостатки
метода — длительный процесс очистки, высокая чувствительность
реагентов к солености воды и наличию ПАВ, значительные пере-
рывы в работе.
81
Электрохимическая очистка сточных вод осуществляется за счет
электролиза с использованием растворимых и нерастворимых
электродов.
Термические методы очистки всех видов отходов (жидких, твер-
дых, газообразных) основываются на окислении содержащихся в
них органических веществ кислородом воздуха до нетоксичных
соединений. Методом сжигания органических веществ в газах
пользуются, когда возвращение примесей в производство невоз-
можно или нецелесообразно.
ГЛАВА 6. ОЦЕНКА ТЕХНИЧЕСКОГО СОСТОЯНИЯ
СОСТАВНЫХ ЧАСТЕЙ АВТОМОБИЛЕЙ
6.1. Виды дефектов и их характеристика
Ошибки конструирования, нарушения технологического про-
цесса производства, технического обслуживания и ремонта авто-
мобилей, а также эксплуатация приводят к возникновению дефек-
тов. Дефектом называют каждое отдельное несоответствие продук-
ции требованиям, установленным нормативной документацией.
Дефекты деталей по месту расположения можно под-
разделить на локальные (трещины, риски и т. д.), дефекты во всем
объеме или по всей поверхности (несоответствие химического со-
става, качества механической обработки и т.д.), дефекты в огра-
ниченных зонах объема или поверхности детали (зоны неполной
закалки, коррозионного поражения, местный наклеп и т.д.). Дан-
ное местонахождение дефекта может быть внутренним (глубин-
ным) и наружным (поверхностным и подповерхностным).
По возможности исправления дефекты классифици-
руют на устраняемые и неустраняемые. Устраняемый дефект тех-
нически возможно и экономически целесообразно исправить.
В противном случае это неустраняемый дефект.
По отражению в нормативной документации
дефекты делят на скрытые и явные. Скрытый дефект — дефект,
для выявления которого в нормативной документации не пре-
дусмотрены необходимые правила, методы и средства контроля.
В противном случае это явный дефект.
По причинам возникновения дефекты подразделяют
на конструктивные, производственные, эксплуатационные. Кон-
структивные дефекты— это несоответствие требованиям техничес-
кого задания или установленным правилам разработки (модерниза-
ции) продукции. Причины таких дефектов — ошибочный выбор
материала изделия, неверное определение размеров деталей, режи-
ма термической обработки. Эти дефекты являются следствием несо-
вершенства конструкции и ошибок конструирования. Производ-
82
ственные дефекты — несоответствие требованиям нормативной до-
кументации на изготовление, ремонт или поставку продукции. Про-
изводственные дефекты возникают в результате нарушения техноло-
гического процесса при изготовлении или восстановлении дета-
лей. Эксплуатационные дефекты — это дефекты, которые возникают
в результате изнашивания, усталости, коррозии деталей, а также
неправильной эксплуатации. Наиболее часто встречаются следую-
щие эксплуатационные дефекты: изменение размеров и геометри-
ческой формы рабочих поверхностей; нарушение требуемой точнос-
ти взаимного расположения рабочих поверхностей; механические
повреждения; коррозионные повреждения; изменение физико-ме-
ханических свойств материала деталей.
Дефекты, возникающие у сборочных единиц, — потеря жесткос-
ти соединения; нарушение контакта поверхностей, посадки дета-
лей и размерных цепей. Потеря жесткости возникает в результате
ослабления резьбовых и заклепочных соединений. Нарушение кон-
такта — это следствие уменьшения площади прилегания поверх-
ностей у соединяемых деталей, в результате чего наблюдается по-
теря герметичности соединений и увеличение ударных нагрузок.
Нарушение посадки деталей вызывается увеличением зазора или
уменьшения натяга. Нарушение размерных цепей происходит бла-
годаря изменению соосности, перпендикулярности, параллельно-
сти и т.д., что приводит к нагреву деталей, повышению нагрузки,
изменению геометрической формы, разрушению деталей;
Дефекты, возникающие у деталей в целом, — нарушение це-
лостности (трещины, обломы, разрывы и др.), несоответствие фор-
мы (изгиб, скручивание, вмятины и др.) и размеров деталей. При-
чины нарушения целостности (механические повреждения) дета-
лей — это превышение допустимых нагрузок в процессе эксплуа-
тации, которые воздействуют на деталь или из-за усталости мате-
риала детали, которые работают в условиях циклических знакопе-
ременных или ударных нагрузок. Если на деталь воздействуют ди-
намические нагрузки, то у них может возникнуть несоответствие
формы (деформации);
Дефекты, возникающие у отдельных поверхностей, — несоот-
ветствие размеров, формы, взаимного расположения, физико-ме-
ханических свойств, нарушение целостности. Изменение размеров
и формы (нецилиндричность, неплоскостность и т. д.) поверхно-
стей деталей происходит в результате их изнашивания, а взаимно-
го расположения поверхностей (неперпендикулярность, несоос-
ность и т.д.) — из-за неравномерного износа поверхностей, внут-
ренних напряжений или остаточных деформаций. Физико-механи-
ческие свойства материала поверхностей деталей изменяются вслед-
ствие нагрева их в процессе работы или износа упрочненного по-
верхностного слоя и выражается в снижении твердости. Наруше-
ние целостности поверхностей деталей вызывается коррозионны-
ми, эрозионными или кавитационными поражениями. Коррози-
83
онные повреждения (сплошные окисные пленки, пятна, ракови-
ны и т. д.) возникают в результате химического или электрохими-
ческого взаимодействия металла детали с коррозионной средой.
Эрозионные и кавитационные поражения поверхностей возни-
кают при действии на металл потока жидкости, движущейся с
большой скоростью. Эрозионные повреждения металла детали про-
исходят из-за непрерывного контакта металла со струей жидко-
сти, что приводит к образованию пленок окислов, которые при
трении потока жидкости о металл разрушаются и удаляются с
поверхности, а на поверхностях деталей образуются пятна, по-
лосы, вымоины. Кавитационные повреждения (каверны) метал-
ла происходят тогда, когда нарушается сплошность потока жид-
кости и образуются кавитационные пузыри, которые находясь у
поверхности детали, уменьшаются в объеме с большой скорос-
тью, что приводит к гидравлическому удару жидкости о поверх-
ность металла.
В реальных условиях наблюдаются сочетания дефектов.
При выборе способа и технологии восстановления большое зна-
чение имеют размеры дефектов.Величина дефектов— количествен-
ная характеристика отклонения фактических размеров и (или) формы
деталей и их поверхностей от номинальных значений. Можно выде-
лить три группы размеров — до 0,5 мм; 0,5...2 мм и свыше 2 мм.
6.2. Дефектация деталей
Для оценки технического состояния деталей с последующей их
сортировкой на группы годности в ремонтном производстве имеет-
ся, в отличие от остальных машиностроительных производств, тех-
нологический процесс, который носит название дефектации. В ходе
этого процесса осуществляется проверка соответствия деталей тех-
ническим требованиям, которые изложены в технических услови-
ях на ремонт или в руководствах по ремонту, при этом использу-
ется сплошной контроль, т. е. контроль каждой детали. Кроме того,
дефектация деталей — это также инструментальный и многоста-
дийный контроль. Для последовательного исключения невосста-
навливаемых деталей из общей массы используют следующие ста-
дии выявления деталей:
с явными неустранимыми дефектами — визуальный контроль;
со скрытыми неустранимыми дефектами — неразрушающий
контроль;
с неустранимыми геометрическими параметрами — измеритель-
ный контроль.
В процессе дефектации деталей применяются следующие мето-
ды контроля: органолептический осмотр (внешнее состояние де-
тали, наличие деформаций, трещин, задиров, сколов и т.д.) и
т.д.; инструментальный осмотр при помощи приспособлений и
приборов (выявление скрытых дефектов деталей при помощи
84
средств неразрушающего контроля); бесшкальных мер (калибры и
уровни) и микрометрических инструментов (линейки, штангенин-
струменты, микрометры и т.д.) для оценки размеров, формы и
расположения поверхностей деталей. Контролю в процессе дефек-
тации подвергаются только те элементы детали, которые в про-
цессе эксплуатации повреждаются или изнашиваются.
В результате контроля детали должны быть подразделены на три
группы: годные детали, характер и износ которых находятся в преде-
лах, допускаемых техническими условиями (детали этой группы
используются без ремонта); детали, подлежащие восстановлению, —
дефекты этих деталей могут быть устранены освоенными на ре-
монтном предприятии способами ремонта; негодные детали.
Распределение деталей по группам годности не является устой-
чивым. Учет их распределения по группам позволяет прогнозиро-
вать благоприятные и неблагоприятные ситуации распределения
деталей по группам и объективно оценить качество труда разбор-
щиков и дефектовщиков.
На основе изучения вероятности появления дефектов на дета-
лях, учета их взаимосвязи разрабатывается стратегия дефектации,
позволяющая повысить эффективность функционирования этого
участка. Годные без ремонта детали отправляют в комплектовоч-
ное отделение, а годные габаритные детали направляют непосред-
ственно на сборку. Негодные детали накапливают в контейнерах
для черных и цветных металлов, которые затем отправляют на склад
утиля.
Базовые детали больших размеров (блок цилиндров, картер и
т.д.), требующие ремонта, направляют непосредственно на посты
восстановления. Все другие детали, подлежащие восстановлению,
накапливаются на складе деталей, ожидающих ремонта, откуда
они партиями запускаются в производство цеха восстановления и
изготовления деталей.
Результаты сортировки деталей учитываются в дефектовочных
ведомостях, которые являются исходным справочным материалом
(информацией) для определения или корректирования коэффици-
ентов годности, сменности и восстановления, а их анализ служит
основанием для принятия решений по планированию работы пред-
приятия, организации материально-технического снабжения и т. д.
Коэффициент годности (КГ) показывает, какая часть деталей
одного наименования может быть использована повторно без ре-
монтного воздействия при ремонте автомобилей (агрегатов):
Кг = Nr/N,
где Nr — число годных деталей; N — общее число деталей одного
наименования, прошедших дефектацию.
Коэффициент сменности (Кс) показывает, какая часть деталей
одного наименования требует замены при ремонте автомобилей
(агрегатов):
85
KQ = N„/N,
где NH — число негодных деталей.
Коэффициент восстановления (Кв) характеризует часть деталей
одного наименования, которые необходимо восстанавливать:
Кв = NB/N,
где NB— число деталей, требующих восстановления.
Nt + N„ + NB = N,
Kt + Kc + Кв= 1,0.
Обработка информации, отраженной в дефектовочных ведомо-
стях, позволит определить маршрутные коэффициенты восстанов-
ления деталей, так как
Nt + N2 + N3 + ... + N, + ... + N„ = NB,
KB\ + Kb2 + Kb3 + ... + KBi + ... + KB„ = KB,
K} + K2 + K3 + ... + Ki+ ... + Kn= 1,0,
K> = N,/NB = N,/(KBN) = KBi/KB,
где N/ — число восстанавливаемых деталей одного наименования
по z-му маршруту; KBi = Ni/N', Kt — маршрутный коэффициент для
/-го технологического процесса восстановления деталей одного
наименования; / — номер маршрута восстановления данной детали
(/ = 1, 2, 3, ..., л).
Технические требования на дефектацию деталей изложены в виде
карт (табл. 6.1), в которых по каждой детали приводят следующие
сведения: общие сведения о детали; перечень возможных ее дефек-
тов; способы выявления дефектов; допустимые без ремонта разме-
ры детали и рекомендуемые способы устранения дефектов. Техни-
ческие требования на дефектацию деталей разрабатываются заво-
дами-изготовителями автомобилей (агрегатов) или научно-иссле-
довательскими организациями, которые устраняют неопределен-
ность информации об автомобилях зарубежных производителей.
Общие сведения о детали получают из ее рабочего чертежа и
они включают в себя: эскиз детали с указанием мест расположе-
ния дефектов; основные размеры детали; материал и твердость ос-
новных поверхностей.
Возможные дефекты детали выявляют на основе опыта эксплу-
атации и ремонта автомобилей (агрегатов), а также специальных
научно-исследовательских работ.
При рекомендации способов устранения дефектов опираются
на богатый опыт, накопленный отечественными и зарубежными
ремонтными предприятиями и на рекомендации по рационально-
му их выбору (см. гл. 19).
86
Таблица 6.1
Карта технических требований на дефектацию детали
Деталь (сборочная единица): картер сцепления в сборе
№ детали (сборочной
единицы): 14.1601010
Материал: СЧ 21
ГОСТ 1412-85
►: НВ170...217
Пози- ция на эс- кизе Возмож- ный дефект Способ уста- новления де- фекта и сред- ства контроля Размер, мм Заключение
по ра- бочему чер- тежу допус- тимый без ре- монта
Облом или трещины Осмотр Наплавить. Заварить. Браковать при обломах или тре- щинах, захваты- вающих отверс- тия под крышку подшипника или под вал вилки выключения сцепления
1 Износ от- верстия во втулках под вал вилки вы- ключения сцепления Калибр-пробка НЕ25Ш3 ГОСТ 2115-84 Q г+0,085 2Э+0,025 25,13 Заменить втулки
2 Износ от- верстия под крыш- ку под- шипника Калибр-пробка НЕ 200 Д2а ГОСТ 2115-84 2ОО+0’045 200,073 Наплавить
Поврежде- ние резь- бовых от- верстий с метричес- кой резьбой Калибр-проб- ки резьбовые ГОСТ 18465-73 М8-7Н М10х1,25-7Н М12Х1.25-7Н М16х1,5А0 М8-6Н МЮх 1,25-бН М12х 1,25-6Н М16х 1,5 До Калибровать. П о- ставить дополни- тельную резьбо- вую вставку или заварить при срыве или изно- се резьбы
87
Окончание табл. 6.1
Пози- ция на эс- кизе Возмож- ный дефект Способ уста- новления де- фекта и сред- ства контроля Размер, мм Заключение
по ра- бочему чер- тежу допус- тимый без ре- монта
Поврежде- ние резьбо- вых отвер- стий с ко- нической резьбой Осмотр. Калибр- пробки резьбовые НЕ Кг 1/8"; Кг 1/4" Кг 1/8" Кг 1/4" Калибровать. Углубить резьбу на размер не бо- лее 2,0 мм при срыве или изно- се резьбы
Допустимый размер детали — это размер, при котором деталь,
будучи установленной при капитальном ремонте в автомобиль (аг-
регат), проработает до следующего капитального ремонта и ее износ
не превысит предельного, т. е. остаточный ресурс у детали должен
быть не меньше межремонтного /м (рис. 6.1). Его определяют на осно-
ве допускаемого износа Иаоп. Тогда допустимый размер будет равен:
для вала t/доп //доп,
для отверстия t/40n = d„ + Ядоп,
где dH — диаметр нового вала (отверстия), мм; Иао„ — величина
допустимого износа вала (отверстия), мм.
Для нахождения Июа необходимо отложить от точки С на кри-
вой (см. рис. 6.1) значение межремонтного ресурса Ии. Точка Б со-
ответствует допускаемому износу Идоп. Деталь во время ремонта
выбраковывают, если ее размер больше (для отверстия) или меньше
(для вала) допускаемого.
Для определения величины допустимого износа детали необхо-
димо знать ее предельный износ. Износ в точке перехода прямоли-
нейного участка изнашивания в криволинейный — зону форсиро-
ванного износа — называют предельным Ипр, т. е. таким, при кото-
ром дальнейшая эксплуатация детали невозможна или нецелесо-
образна из-за недопустимого снижения экономических или техно-
логических показателей. Размер детали при износе И„р считается
предельным, по нему определяют предельное состояние детали.
Наработка до предельного состояния соответствует сроку службы
детали Тпр.
Предельный размер детали устанавливают на основе экономичес-
кого и технического критериев. Экономический критерий определя-
ется предельным снижением экономических показателей — поте-
рей мощности, снижением производительности, увеличением рас-
хода топлива, смазки и т.д., а технический — характеризуется рез-
ким ускорением изнашивания, которое может привести к аварии.
88
Таким образом, величину допустимого износа можно опреде-
лить по формуле
Ядоп Дф ^М5
где Им — величина износа детали за межремонтный срок службы
автомобиля, мм.
Контроль скрытых дефектов. Методы неразрушающего контро-
ля используются для выявления дефектов в материалах, изделиях
и конструкциях, а также предназначены для измерения геометри-
ческих параметров дефектов. Они основаны на взаимодействии
различных физических полей или веществ с контролируемым объек-
том. Для выявления трещин и других дефектов используются не-
разрушающие методы (ГОСТ 18353—79) — магнитно-порошко-
вый, электромагнитный, ультразвуковой, звуковой и течеискания.
Методы каждого вида неразрушающего контроля классифициру-
ются по характеру взаимодействия физических полей и веществ с
контролируемым объектом и по способам получения информации.
К средствам дефектоскопического контроля относятся дефек-
тоскопы и дефектоскопические материалы, вспомогательные при-
боры, приспособления, контрольные образцы и т.д.
Визуально-оптические методы предназначены для обнаружения
и измерения поверхностных дефектов. Выявлению подлежат тре-
щины, разрывы, деформации, раковины, коррозионные и эрози-
онные поражения. Методы являются субъективными из-за невы-
сокой достоверности и чувствительности; их применяют для обна-
ружения сравнительно крупных поверхностных дефектов. Чувстви-
Рис. 6.1. Зависимость износа деталей от времени их работы:
?i — период приработки деталей (повышенная интенсивность из-
нашивания); ti — период нормального изнашивания; о — период
форсированного изнашивания
89
Таблица 6.2
Нормы освещенности рабочих поверхностей при визуально-оптическом
контроле
Точ- ность рабо- ты Наимень- ший раз- мер объ- екта раз- личения, мм Конт- раст объекта различе- ния с фоном Характе- ристика фона Система ком- бинированного освещения Система общего освещения
Раз- рядные лампы, лк Лампы нака- лива- ния, лк Раз- рядные лампы, лк Лампы нака- лива- ния, лк
Наи- Менее Малый Темный 5000 4000 1500 300
выс- 0,15 » Средний 4000 3000 1250 300
шая Средний Темный 4000 3000 1250 300
Малый Светлый 4000 3000 1250 300
Средний Средний 3000 2000 1000 300
Большой Темный 3000 2000 1000 300
Средний Светлый 3000 2000 1000 300
Большой » 1500 1250 400 300
» Средний 1500 1250 400 300
Очень 0,15-0,3 Малый Темный 4000 3000 1250 300
высо- » Средний 3000 2500 750 300
кая Средний Темный 3000 2500 750 300
Малый Светлый 3000 2500 750 300
Средний Средний 2000 1500 500 300
Большой Темный 2000 1500 500 300
Средний Светлый 2000 1500 500 300
Большой » 1000 750 300 200
» Средний 1000 750 300 200
Высо- 0,3-0,5 Малый Темный 2000 1500 500 200
кая » Средний 1000 750 300 200
Средний Темный 1000 750 300 200
Малый Светлый 1000 750 300 200
Средний Средний 750 600 300 200
Большой Темный 750 600 300 200
Средний Светлый 750 600 300 200
Большой » 400 400 200 150
» Средний 400 400 200 150
Сред- 0,5-1,0 Малый Темный 750 600 300 200
няя » Средний 500 500 200 150
Средний Темный 500 500 200 150
Малый Светлый 500 500 200 150
Средний Средний 400 400 150 100
Большой Темный 400 400 150 100
Средний Светлый 400 400 150 100
Большой » 300 300 150 100
» Средний 300 300 150 100
90
тельность визуального метода обеспечивает обнаружение трещин
с раскрытием более 0,1 мм (ГОСТ 23479—79), а визуально-опти-
ческого при увеличении прибора в 20...30 раз — не менее 0,02 мм.
Визуально-оптический контроль отличается высокой производи-
тельностью, сравнительной простотой приборного обеспечения,
достаточно высокой разрешающей способностью.
Видимость дефектов определяется контрастностью, яркостью,
освещенностью и угловым размером объекта. Наиболее важным
условием видимости является контраст. Контраст определяется свой-
ством дефектов выделяться на окружающем фоне при различных
оптических характеристиках дефекта и фона. В табл. 6.2 приведены
нормы освещенности рабочих поверхностей при визуально-опти-
ческом контроле.
Оптические приборы значительно расширяют пределы возмож-
ностей глаза, что позволяет видеть дефекты, размеры которых нахо-
дятся за пределами разрешающей способности невооруженного глаза.
Для визуально-оптического контроля деталей целесообразно при-
менять приборы с кратностью увеличения не более 20...30, так как
с возрастанием кратности увеличения уменьшаются поле зрения,
глубина резкости, производительность и надежность контроля.
По назначению и конструктивным особенностям визуально-
оптические приборы делятся:
на приборы для обнаружения близкорасположенных дефектов
с расстояния наилучшего зрения 250 мм и менее. Приборы этой
группы монокулярные и бинокулярные лупы (лупы Польди — ЛП;
складные лупы — ЛАЗ; измерительные лупы — ЛИЗ; штативные
лупы — ЛГИ, ЛПГИ, ЛПШ и др.) и микроскопы (МИР и др.);
оптические приборы для обнаружения невидимых дефектов в
закрытых полостях конструкций, деталей, отверстий и т.д. Для
контроля скрытых поверхностей применяются эндоскопы, пери-
скопические дефектоскопы и др. Контроль с помощью линзового
эндоскопа (рис. 6.2) заключается в осмотре закрытых поверхнос-
тей через специальную оптическую систему с подсветкой, обеспе-
чивающей передачу изображения на расстояние в несколько мет-
ров. Перспективными являются конструкции эндоскопов с воло-
конными световодами, позволяющие передавать изображения без
искажения на значительные расстояния. Волоконные световоды
состоят из тонких светопроводящих нитей диаметром до 50 мкм с
оболочкой толщиной до 2 мкм, собранных в гибкий жгут.
При недостаточной освещенности контролируемой поверхнос-
ти применяют светильники направленного излучения с разрядны-
ми лампами или лампами накаливания.
Магнитно-порошковый метод (ГОСТ 21105—87) используется
только для контроля деталей, изготовленных из ферромагнитных
материалов. Применяется для обнаружения поверхностных нару-
шений сплошности с шириной раскрытия у поверхности 0,001 мм,
глубиной 0,01 мм и выявления относительно больших подповерх-
91
4
Рис. 6.2. Схема эндоскопа:
1 — корпус; 2 — призма; 3 — контролируемая
поверхность; 4 — объектив; 5 — передающая
система; 6 — окуляр; 7 — объектив; 8 — пере-
дающая телевизионная трубка; 9 — видеокон-
трольное устройство
постных дефектов, находящихся на глубине до 1,5... 2,0 мм. Метод
использует магнитное поле рассеяния, возникающее над дефек-
том при намагничивании изделия и основан на явлении притяже-
ния частиц магнитного порошка в местах выхода на поверхность
контролируемой детали магнитного потока. Благодаря скоплению
магнитного порошка в области дефекта обеспечивается визуали-
зиция форм и размеров невидимых в обычных условиях дефектов.
Важное достоинство метода — это возможность точного опре-
деления расположения концов усталостных трещин и обнаруже-
ние дефектов через слой немагнитного покрытия. Если на конт-
ролируемой поверхности толщина немагнитного покрытия со-
ставляет до 0,1 мм, целесообразно применять магнитные сус-
пензии, а свыше 0,1 мм — магнитный порошок во взвешенном
состоянии.
Чувствительность метода определяется магнитными характери-
стиками материала контролируемого изделия, его формой и раз-
мерами, чистотой обработки поверхности, напряженностью на-
магничивающего поля, способами контроля, взаимным направле-
нием намагничивающего поля и дефекта, свойствами применяе-
мого порошка, способом нанесения порошка или суспензии, а
также освещенностью контролируемого участка изделия. Установ-
лены следующие уровни чувствительности (табл. 6.3).
Для обнаружения дефектов деталь намагничивают, и на поверх-
ность, подлежащую контролю, наносят ферромагнитные части-
цы, которые находятся во взвешенном состоянии (чаще всего в
виде суспензий на основе воды, керосина, минеральных масел).
Если на пути магнитного потока встречается препятствие в виде
нарушения сплошности (дефект), то часть магнитных силовых ли-
ний выходит из металла (рис. 6.3). Там, где они выходят из металла
92
Таблица 6.3
Классификация уровней чувствительности магнитопорошковой
дефектоскопии
Уровень чувстви- тель- ности Чувствительность контроля Максимально допустимая шероховатость контроли- руемой поверхности
Ширина (раскры- тие) дефекта, мкм Глубина дефекта, мкм
А 2 20 Аа2,5
Б 10 100 Rz 40
В 25 250 Az 40
Г 2 500 80
и входят обратно, образуются локальные магнитные полюса N и
S, обусловливающие локальное магнитное поле над дефектом (поле
рассеяния). Поскольку это поле неоднородно, на попавшие в него
магнитные частицы действуют силы, стремящиеся затянуть их в
места наибольших концентраций магнитных силовых линий. Для
намагничивания деталей применяют постоянный и переменный
токи, а также постоянные магниты.
Частицы накапливаются вблизи дефекта и одновременно на-
магничиваются полем рассеяния дефекта. Притягиваясь друг к другу,
эти частицы образуют цепочечные структуры, ориентированные
по магнитным силовым линиям поля дефекта. В результате над де-
фектом образуется валик из осевшего порошка. Ширина его зна-
чительно больше ширины дефекта.
При контроле способом взвеси магнитный порошок распыля-
ют в специальном устройстве и по шлангу подают на контролиру-
емую поверхность. Чувствительность способа взвеси значительно
выше, чем способа с применением магнитной суспензии, вслед-
93
ствие высокой подвижности взвешенных в воздухе ферромагнит-
ных частиц под влиянием магнитного поля и отсутствия повы-
шенного трения частиц порошка из-за вязкости жидкости. При
достаточном цветовом контрасте порошка с фоном (черный поро-
шок, белая краска) наблюдается устойчивое обнаружение устало-
стных трещин под слоем краски толщиной 0,3...0,5 мм.
В зависимости от поверхности контролируемой детали приме-
няют различные порошки: черный магнитный для деталей со свет-
лой поверхностью; магнитно-люминесцентный для деталей с тем-
ной поверхностью. При отсутствии магнитно-люминесцентного
порошка детали с темной поверхностью следует покрывать белой
нитроэмалью.
В качестве магнитного порошка допускается применение чис-
той железной окалины, получаемой при ковке и прокатке, а так-
же стальные опилки, получаемые при шлифовании стальных из-
делий. Их рекомендуется измельчать в шаровых мельницах и про-
сеивать через сито, превращая в ферромагнитную пудру.
Для приготовления магнитных суспензий можно использовать ке-
росино-масляные смеси с соотношением масла и керосина 1:1 при
50...60 г магнитного порошка на 1 л жидкости. Допускается при-
менение водных суспензий, например мыльно-водная с содержанием
в 1 л воды 5...6 г мыла, 1 г жидкого стекла и 50... 100 г магнитного
порошка. Составы магнитных суспензий представлены в табл. 6.4.
Технология контроля включает в себя следующие основные эта-
пы: подготовка поверхности детали к контролю, намагничивание
детали, нанесение на контролируемую поверхность магнитного
порошка или суспензии, осмотр детали, размагничивание. Конт-
Таблица 6.4
Состав водных магнитных суспензий
Наименование компонентов Состав, г/л
Черный магнитный порошок или 25 + 5
магнитно-люминесцентный 4± 1
Хромпик калиевый 5 + 1
Сода кальцинированная 10 ± 1
Эмульгатор ОП-7 (или ОП-10) 5± 1
Черный магнитный порошок или 25 ±5
магнитно-люминесцентный 4± 1
Нитрат натрия химически чистый 15± 1
Эмульгатор ОП-7 (или ОП-10) 5+1
Черный магнитный порошок или 25 ±5
магнитно-люминесцентный 5+ 1
Мыло хозяйственное 1 ±0,2
Сода кальцинированная 12 + 2
94
полируемая поверхность перед намагничиванием должна быть очи-
щена от пыли, грязи, масел.
Намагничивание детали может осуществляться способом при-
ложенного магнитного поля или способом остаточной намагни-
ченности. При первом способе намагничивание начинают раньше
или одновременно с моментом прекращения нанесения суспен-
зии или порошка и оканчивают после отекания суспензии с кон-
тролируемой поверхности. При втором способе нанесение суспен-
зии осуществляется после полного намагничивания детали. Выбор
способа определяется магнитными свойствами материала, разме-
рами и формой контролируемого изделия.
Вид намагничивания может быть циркулярным, продольным,
комбинированным. Выбор способа намагничивания осуществля-
ют по схемам, приведенным на рис. 6.4. В зависимости от возмож-
ной ориентации предполагаемых дефектов намагничивание при-
меняют в одном, двух или трех взаимно перпендикулярных
направлениях или применяют комбинированное намагничивание.
Нанесение магнитного порошка на контролируемую поверхность
может быть сухим или мокрым. В первом случае на намагничен-
ную поверхность наносят сухой распыленный магнитный поро-
шок с помощью воздушной струи в виде воздушной взвеси, во
втором случае магнитную суспензию наносят с помощью шлан-
га, душа. Давление струи жидкости (воздуха) должно быть доста-
точно слабым, чтобы не смывался (сдувался) магнитный поро-
шок с дефектных мест.
Определение мест расположения дефектов проводится визуаль-
но, т.е. фиксируется наличие отложений магнитного порошка в
местах дефектов. При необходимости расшифровка результатов
контроля может проводиться с применением оптических средств.
Проконтролированные детали размагничивают, так как оста-
точная намагниченность способствует скоплению ферромагнитных
продуктов износа, что может ускорить коррозионные процессы.
При размагничивании деталь перемагничивают магнитным полем,
напряженность которого изменяется.
Для магнитно-порошкового контроля применяются стационар-
ные универсальные дефектоскопы УМДЭ-2500, ХМД-10П, МД-5 и
Другие, а также переносные и передвижные — ПЛМ-70 и МЛ-50П.
На рис. 6.5 приведена принципиальная схема стенда для маг-
нитной дефектоскопии коленчатых валов. Стенд имеет стол, на
котором укреплены призмы — ролики и два кронштейна с основ-
ными контактами 2 и 5. Подвижный контакт 2 смонтирован на
штоке пневмоцилиндра 7, работающего от крана 18. Внутри стола
Размещены: регулятор силы тока 9, два масляных бака 6 и 11,
Резервуар 16 с электронасосом 77для подачи суспензии. Для пере-
мешивания суспензии к резервуару при помощи крана 72 подво-
дят сжатый воздух. Суспензия подается из емкости по шлангу, на
конце которого закреплен кран 3. Сливается суспензия с коленча-
95
Рис. 6.4. Способы намагничевания деталей:
а — продольные трещины вала, оси; б — поперечные тре-
щины вала, оси; в — трещины сварного вала и трещины
на внутренней цилиндрической поверхности; г — радиаль-
ные трещины на сплошном диске
того вала в ванну 4, а из нее самотеком в емкость. Подвижная часть
регулировочного трансформатора (регулятора тока) соединена с
гидроцилиндром 10, который включается в действие при помощи
элекгропневматического крана 7. Скорость выдвижения подвиж-
ной части трансформатора регулируют напорным золотником 8 с
обратным клапаном. На боковой стенке стола смонтирована пнев-
моаппаратура; маслораспылитель 15, влагоотделитель 14 и вентиль
13. Коленчатый вал устанавливают на ролики и зажимают между
контактами. Включают силовой трансформатор, пропускают ток и
96
коленчатый вал из шланга обливается суспензией. Дефектацию
проводят в приложенном магнитном поле. Дефекты выявляют ви-
зуально. Для лучшего осмотра коленчатый вал поворачивают, транс-
форматор выключают и коленчатый вал размагничивается.
Электромагнитный метод контроля применяется для контроля
деталей, изготовленных из электропроводящих материалов. Он по-
зволяет определить форму и размер детали, выявить поверхност-
ные и глубинные трещины, пустоты, неметаллические включения,
межкристаллическую коррозию и т. п. Сущность метода — измерение
степени взаимодействия электромагнитного поля вихревых токов,
4 К.
Рис.6.5.Принципиальная схема стенда магнитной де-
фектоскопии коленчатых валов:
== суспензия; : сжатый воздух;------масло;----элек-
трическая цепь; 1 — шток пневмоцилиндра; 2, 5 — контакты;
3, 7, 12, 18— краны; 4 — ванна; 6, 11 — баки; 8 — напорный
золотник; 9 — регулятор; 10 — гидроцилиндр; 13— вентиль;
14 — влагоотделитель; 75 — маслораспылитель; 16 — резер-
вуар; 17— электронасос
’Рагодин
97
Рис. 6.6. Схема работы накладного электро-
магнитного статического преобразователя:
1, 3 — втулки; 2 — корпус; 4 — пружина; 5 —
крышка; 6 — кабель; 7 — ферритовый стер-
жень; 8 — обмотка; 9 — трещина; 10 — конт-
ролируемая деталь
наводимых в поверхностных слоях контролируемой детали, с пе-
ременным электромагнитным полем катушки преобразователя. Этот
метод позволяет выявить поверхностные и подповерхностные де-
фекты глубиной 0,1... 0,2 мм и протяженностью более 1 мм, распо-
ложенных на глубине до 1 мм от поверхности металла.
На рис. 6.6 представлен накладной электромагнитный преобра-
зователь, который представляет собой обмотку возбуждения, зак-
люченную в корпус с подводом питания через кабель. В нижней
части преобразователя установлена индуктивная катушка с фер-
ритовым сердечником. Ферритовый сердечник необходим для кон-
центрации магнитного потока в зоне контроля, уменьшения из-
носа при скольжении преобразователя по контролируемой повер-
хности, для фиксации постоянного зазора между обмоткой и кон-
тролируемой поверхностью при контроле детали.
Под влиянием переменного электромагнитного поля катушки
индуктивности в поверхностном слое изделия наводятся вихревые
токи, создающие свое пе-
ременное электромагнит-
ное поле, которое вза-
имодействует с полем
возбуждения. Так как ма-
териал детали и рас-
стояние преобразователя
от детали постоянны, то
наступает некоторое рав-
новесие во взаимодей-
ствии двух электромаг-
нитных полей.
При нахождении в
контролируемой детали
трещины или других де-
фектов изменяются ин-
тенсивность и характер
распределения электро-
магнитного поля вихре-
вых токов, что приводит
к изменению результи-
рующего электромаг-
нитного поля. С помо-
щью электрической схе-
мы прибора регистриру-
ется наличие дефекта.
Индикация может быть
стрелочной, световой,
звуковой, цифровой
или на электронно-лу-
чевой трубке.
98
На формирование электромагнитного поля влияют следующие
факторы: размер, расположение и характер дефекта; электропро-
водность и магнитная проницаемость материала; структура мате-
риала; частота и сила тока в преобразователе; расстояние и взаим-
ное расположение катушки и контролируемой детали и т.д.
Преимущества метода: высокая разрешающая способность при
обнаружении поверхностных дефектов (особенно усталостных тре-
щин); портативность и автономность аппаратуры; простота конст-
рукции преобразователей; высокая производительность и просто-
та методики контроля; возможность неконтактных измерений че-
рез слой краски; возможность автоматизации контроля.
По назначению электромагнитные преобразователи бывают про-
ходные, накладные, комбинированные (рис. 6.7).
Рис. 6.7. Электромагнитные преобразователи:
а~г — накладные (7 — магнитно-электрический стержень; 2 — обмотка; 3 —
контролируемая деталь); д— и — проходные (7 — объект контроля; 2 — катушка
возбуждения; 3 — измерительная катушка)
99
При контроле деталей сложной формы применяют дефектоскопы
со сменными преобразователями разной конструкции. При выборе
преобразователя из числа входящих в комплект дефектоскопа не-
обходимо учитывать форму контролируемой поверхности, разме-
ры зоны контроля, радиус кривизны, доступность и т.д. Для кон-
троля различных зон следует выбирать определенный преобразо-
ватель (рис. 6.8). Наиболее типичные зоны контроля: галтели, плос-
кие поверхности, участки поверхности двойной кривизны, ребра
жесткости, пазы, участки вокруг отверстий, цилиндрические по-
верхности (отверстия, валы, оси), угловые соединения, резьбо-
вые соединения и др.
Диаметр накладного преобразователя должен соответствовать
требуемой чувствительности. Для накладных преобразователей ми-
нимальная длина трещины, которую можно зарегистрировать де-
фектоскопом, равна половине диаметра преобразователя. Для об-
наружения дефектов длиной менее диаметра преобразователя пос-
ледний необходимо перемещать в направлении дефекта с шагом,
равным половине диаметра. Для выявления дефектов длиной боль-
ше диаметра преобразователя последний лучше перемещать пер-
пендикулярно направлению дефекта.
Скорость перемещения не должна превышать 20 мм/с. В процес-
се перемещения накладной преобразователь располагают по нор-
мали к поверхности. Зазор между преобразователем и поверхнос-
тью детали должен быть постоянным.
В настоящее время широко применяют дефектоскопы ИПП-
1М, ТНМ-1М, ИДП-1, ВД-ЗОП, АСК-12, ЭЗТМ, ДКВ-21НД и
ВД-22Н.
Ультразвуковой метод контроля использует законы распростране-
ния, преломления и отражения упругих волн частотой 0,524 МГц.
При наличии дефектов в металле поле упругой волны изменяет в
окрестностях дефекта свою структуру. Этот метод контроля позволя-
ет выявить мелкие дефекты до 1 мм. Существуют несколько методов
ультразвуковой дефектоскопии. Наибольшее распространение по-
лучили теневой и импульсный методы. Для возбуждения упругих ко-
лебаний в различных материалах наибольшее распространение полу-
чили пьезоэлектрические преобразователи, которые представляют
собой пластину из монокристалла кварца или из пьезокерамических
материалов, на поверхность которых наносят тонкие слои серебра.
При теневом методе ультразвуковые колебания (УЗК) вводятся
в деталь с одной стороны, а принимаются с другой (рис. 6.9). От
генератора 6 электрические импульсы ультразвуковой частоты по-
ступают к пьезоэлектрическому излучателю 5, преобразующему их
в ультразвуковые колебания. Импульсы проходят через деталь 4. Ес-
ли деталь не имеет дефекта, то УЗК достигнут пьезоприемника 3.
УЗК преобразовываются в электрические импульсы и усиливаются
в усилителе 2, после чего они попадают в индикатор 1, стрелка
которого отклонится (рис. 6.9, а).
100
б
Рис. 6.8. Расположение преобразователей при электромаг-
нитном контроле деталей сложной формы:
а — без насадок; б — с насадками; 1 — контролируемая деталь;
2 — преобразователь; 3 — насадка
Если на пути УЗК встретится дефект 7 (рис. 6.9, б), то послан-
ные излучателем УЗК отразятся от дефекта и не попадут на при-
емник, поскольку он находится в звуковой тени. Стрелка индика-
101
Рис. 6.9. Схема ультразвукового контроля деталей теневым методом:
а — без дефекта; б — с дефектом; 1 — индикатор; 2 — усилитель; 3 —
пьезоприемник; 4 — деталь; 5 — излучатель; 6 — генератор; 7 — дефект
тора 1 не будет отклоняться от нулевого положения. Этот метод
используют при контроле деталей небольшой толщины. Недоста-
ток метода — это необходимость двухстороннего доступа к конт-
ролируемой детали.
Импульсный метод контроля основан на явлении отражения
УЗК от границы раздела веществ. Высокочастотный генератор им-
пульсного дефектоскопа (рис. 6.10) вырабатывает импульсы опре-
деленной длины, которые направляются преобразователем в кон-
тролируемую деталь. После отражения импульс возвращается к
преобразователю, который в это время переключается на прием,
оттуда отраженный импульс через усилитель поступает на экран
электронно-лучевой трубки (ЭЛТ).
Работой высокочастотного генератора управляет синхронизатор,
который формирует частоту следования импульсов. Кроме того, син-
хронизатор запускает блок развертки. Частота следования высоко-
частотных импульсов устанавливается с таким расчетом, чтобы в за-
висимости от размеров детали отраженный импульс приходил к пре-
образователю раньше посылки следующего импульса. Длительность
импульса должна составлять не менее одного периода колебаний.
При отсутствии дефекта в детали на экране ЭЛТ будет два им-
пульса (зондирующий и донный), расстояние между которыми
соответствует толщине детали. Если внутри детали имеется дефект,
то между зондирующим и донным импульсами появится импульс,
отраженный от дефекта (см. рис. 6.10). Расстояние между зондиру-
ющим импульсом и отраженным от дефекта определяет глубину
расположения дефекта. Чем больше дефект, тем больше акусти-
ческой энергии от него отразится, тем больше будет амплитуда
импульса, отраженного от дефекта. По этой амплитуде можно опре-
делить относительный размер дефекта.
Достоинства метода: односторонний доступ к детали; возмож-
ность определения размеров и расположения дефекта по глубине;
высокая чувствительность. Недостаток метода — это наличие «мер-
102
твой» зоны, которая представляет собой неконтролируемый по-
верхностный слой, из-за которого на экране ЭЛТ отраженный от
дефекта импульс совпадает с зондирующим импульсом.
Для ультразвукового контроля используют дефектоскопы
УДМ-3, УДЦ-100, УДЦ-105М, ДУК-66, УЗД-НИИМ-5, УЗД-7Н,
УД-10П, УД-11ПУ и др.
Капиллярные методы контроля основаны на проникновении
жидкостей в скрытые области невидимых поверхностных наруше-
ний сплошности и обнаружении дефектов путем образования ин-
дикаторных оптически контрастных рисунков, копирующих рас-
положение и форму дефектов.
Обнаружение невидимой трещины (рис. 6.11) с шириной рас-
крытия А происходит путем проявления и увеличения индикаторно-
го следа от дефекта до размера А и создания высокого оптического
контраста между поверхностью детали и индикаторным рисунком.
Метод обеспечивает обнаружение поверхностных трещин рас-
крытием 0,001 мм, глубиной 0,01 мм и длиной более 0,1 мм.
Рис. 6.10. Структурная схема импульсного ультрозвукового дефектоскопа:
I — контролируемая деталь; 2 — дефект; 3 — преобразователь; 4 — усилитель;
5 — генератор; 6 — синхронизатор; 7 — блок развертки; / — III — импульсы
соответственно зондирующий, от дефекта, донный; В — относительный размер
дефекта; h — толщина детали; а — глубина расположения дефекта
103
II
III
Рис. 6.11. Схема выявления дефектов капилярным
методом:
1 — контролируемая деталь; 2 — проявляющее вещество;
3 — след пенетранта; 4 — трещина с остатками пенетранта;
I — III — соответственно источник ультрафиолетового излуче-
ния, источник света при цветном контроле, глаз наблюдателя
Капиллярные методы предназначены для обнаружения поверх-
ностных и сквозных трещин в магнитных и немагнитных материа-
лах. Достоинства методов: высокая чувствительность и разрешаю-
щая способность; наглядность результатов контроля и возможность
определения направления, протяженности и размеров дефекта;
возможность контроля изделий из любых материалов; высокая сте-
пень обнаружения дефектов. Недостатки методов: высокая трудо-
емкость; большая длительность процесса (0,5... 1,5 ч на одно изме-
рение); громоздкость применяемого оборудования.
По характеру следов проникающих жидкостей и особенностям
их обнаружения различают следующие методы капиллярной де-
фектоскопии: яркостный (ахроматический), цветной (хроматичес-
кий), люминесцентный, люминесцентно-цветной.
К яркостным методам капиллярной дефектоскопии можно от-
нести простейшие методы керосиновой или керосино-масляной
пробы, где в качестве пенетранта используют керосин, жидкие
масла или их смесь, а в качестве проявителя применяют мел в
виде порошка или суспензии. Пенетрант, попадая в слои мела,
вызывает его потемнение, которое легко обнаруживается визуаль-
но при дневном свете.
При цветной дефектоскопии в результате проявления проника-
ющей жидкости над дефектом появляется красный индикаторный
след, который четко обнаруживается на светлом фоне проявителя.
104
При люминесцентных методах с целью улучшения выявления
следов пенетрата в его состав вводят вещества, люминесцирую-
щие в ультрафиолетовом свете при облучении контролируемой
поверхности.
Технология контроля включает следующие основные этапы:
подготовку объекта к контролю; обработку контролируемой по-
верхности дефектоскопическими материалами; проявление, дефек-
тов; обнаружение, измерение дефектов и расшифровку результа-
тов контроля; очистку объекта от материалов, применяемых при
контроле.
Обработка контролируемых объектов дефектоскопическими
материалами — это заполнение полостей дефектов индикаторным
пенетрантом, удаление его избытка и нанесение проявителя. Из-
быток индикаторного пенетранта удаляется протиркой салфетка-
ми, промывкой очищающими составами при погружении и т. д.
Индикаторный пенетрант представляет собой люминесцентный
или цветной состав, химически активный по отношению к про-
явителю. Проявитель пенетранта представляет собой состав, пред-
назначенный для извлечения пенетранта из полости дефекта и
образования индикаторного следа для визуального восприятия де-
фекта. Проявитель может быть в жидком, порошкообразном состо-
янии или в виде пленки. Проявление следов дефектов представля-
ет собой процесс образования рисунков от дефектов на контроли-
руемой поверхности.
После расшифровки и анализа результатов контроля осуществ-
ляется очистка контролируемых поверхностей с применением про-
тирки, промывки, обдувки и т.д.
Для массового использования составлены специальные комп-
лекты: для люминесцентного метода — ЛЮМ, ЛЮМ-А, ЛЮМ-Б,
ЛЮМ-В, ДК-2 и ДК-5; для цветного метода — К-М, ДК-1, ДК-3,
ДК-4, ДК-6 и ДК-7; для люминесцентно-цветного метода — Аэро-
12А. Эффективны для цветной и люминесцентной дефектоскопии
материалы из аэрозольных баллонов, например, КД-40ЛЦ.
Для освещения контролируемых поверхностей и возбуждения
люминесцентных пенетрантов применяют ртутно-кварцевые газа-
зарядные лампы низкого и высокого накаливания и высокого дав-
ления типов ПРК-2, ПРК-7, ДРШ-500-3, люминесцентные ртут-
ные лампы типа ЛУФЧ-1, обычные источники освещения.
Для капиллярного контроля используются дефектоскопы (ДМК-4,
У-ДМК-5, КД-31-Л, КД-32-Л, КД-40-ЛЦ, ЛДА-3) и установки для
нанесения пенетрантов, проявления, очистки и освещения контро-
лируемых поверхностей (КД-21 Л, КД-20Л, ЦКД, УКЛ-1).
Контроль герметичности (контроль течеисканием) основан на
регистрации или наблюдении проникновения пробных веществ —
жидкостей или газов — через стенки конструкции. Его применяют
Для обнаружения сквозных дефектов и осуществляют несколькими
методами в зависимости от используемых при контроле пробных
105
веществ и способов регистрации или наблюдения прохождения проб-
ных веществ через течи в изделии.
Компрессионный метод контроля заключается в создании пере-
пада давления воздуха или другого газа между внутренней и на-
ружной поверхностями контролируемой конструкции и наблюде-
нии прохождения газа через течи в изделии по образованию пу-
зырьков или по падению давления в объеме контролируемой кон-
струкции. Этот метод контроля выполняют:
способом обмыливания — в контролируемое изделие
под давлением подают воздух. Наружную поверхность изделия по-
крывают мыльной пеной, на которой при прохождении газа обра-
зуются и в течение длительного времени сохраняются пузырьки
газа, которые свидетельствует о наличии трещины;
способом погружения изделия в воду, что позволяет
определить негерметичность детали по выделению пузырьков газа
в месте расположения течи;
манометрическим способом, при котором после дос-
тижения в контролируемой детали заданного давления пробного
газа подачу газа отключают и давление контролируют манометром.
При наличии в детали трещины давление падает. Манометричес-
кий способ контроля часто совмещают со способом обмыливания;
гидравлический метод контроля основан на создании
давления пробной жидкости в объеме контролируемой детали.
Выявление трещин осуществляют:
гидравлическим способом, при котором в качестве
пробного вещества используют воду. Избыточное давление воды
создают подачей воды под давлением в контролируемый объем.
Появление воды в местах расположения течей наблюдают при внеш-
нем осмотре детали;
люминесцентно-гидравлическим способом, ко-
торый основан на использовании в качестве пробного вещества
раствора солей флуоресцеина — вещества, водные растворы кото-
рого светятся зеленым светом при облучении ультрафиолетовыми
лучами. После опрессовки детали раствором солей флуоресцеина
наружную поверхность изделия облучают ультрафиолетовыми лу-
чами. При наличии в изделии значительных дефектов в местах по-
явления раствора флуоресцеина на поверхности изделия наблюда-
ют светящиеся зеленым светом точки и полоски;
способом фиксации дефектов с использованием ткани
или фильтровальной бумаги. Его применяют при контроле участ-
ков поверхности детали, недоступных для увлажнения и осмотра
при ультрафиолетовом облучении.
Контроль отклонений размеров и формы рабочих поверхностей
детали. Детали ремонтного фонда имеют износ рабочих поверхнос-
тей и отклонения от установленной геометрической формы, кото-
рые выявляют с помощью измерительных инструментов и прибо-
ров с необходимой для каждого случая точностью.
106
Для проверки размеров деталей при дефектации служат калиб-
ры и универсальный инструмент. Для контроля валов используют-
ся предельные калибры-скобы (ГОСТ 2216-84, ГОСТ 18355-73,
ГОСТ 18356-73), для контроля отверстий — калибры-пробки
(ГОСТ 14810-69, ГОСТ 14815-69).
Универсальный инструмент включает штангенциркули (ГОСТ
166—80) — для измерения наружных и внутренних размеров дета-
лей; штангензубомеры — для измерения толщины зубьев цилиндри-
ческих зубчатых колес; штангенглубиномеры (ГОСТ 162—80) — для
измерения глубины отверстий и высоты выемок; гладкие микромет-
ры (ГОСТ 6507—78) — для измерения наружных размеров деталей;
индикаторные нутромеры (ГОСТ 868-82, ГОСТ 9244-75) с ком-
плектом сменных измерительных вставок — для измерения внутренних
размеров; индикаторы часового типа (ГОСТ 577—68), которые кре-
пятся или перемещаются в стойке или штативе (ГОСТ 10197—70) —
для измерения линейных размеров и отклонения формы.
Отклонения от круглости измеряют кругломерами, от плоско-
стности — с помощью плит и щупов или по положению отдель-
ных точек, от прямолинейности в плоскости — с помощью пове-
рочных линеек, уровней и оптико-механических приборов.
Контроль отклонений расположения поверхностей и осей детали.
Для оценки точности положения поверхностей, как правило, за-
дается база, которой может являться поверхность (плоскость), ее
образующая или точка (вершина конуса, центр сферы), ось (ци-
линдрическая или коническая поверхность, резьба).
За отклонение от параллельности плоскостей принимают раз-
ность Д наибольшего и наименьшего расстояния между прилегаю-
щими плоскостями в пределах нормируемого участка.
Измерение отклонения от параллельности плоскостей на практи-
ке осуществляют следующим образом. Деталь одной поверхностью
(базовой) устанавливают на поверочную плиту. С помощью измери-
тельной головки, закрепленной на стойке, определяют отклоне-
ние (рис. 6.12, а). Измерения отклонений от параллельности плос-
кости и оси отверстия или двух осей можно проводить с помощью
специальных контрольных оправок. На рис. 6.12, б показана схема
измерения отклонения от параллельности установочной поверхнос-
ти детали и оси отверстия. Деталь устанавливают базовой поверхнос-
тью на поверочную плиту. В отверстие детали вводят оправку и с
помощью измерительной головки со стойкой определяют отклоне-
ние от параллельности как разность двух отсчетов. При такой схе-
ме измерения необходимо учитывать, что в технической документа-
ции допустимое отклонение от параллельности задается для норми-
рованной длины. Так, если на чертеже были заданы отклонения от
параллельности на длине детали /, а измерения провели на другой
Длине L, то необходимо привести измеренное на длине L откло-
нение от параллельности Да к нормированной длине измерений /,
т- е. Д = где Д — отклонение от параллельности на длине /.
107
Рис. 6.12. Типовые схемы контроля отклонений от параллельности:
а — с помощью измерительной головки, закрепленной на стойке; б — с помо-
щью специальных оправок
За отклонение от перпендикулярности принимают отклонение
угла между плоскостями, осями или осью и плоскостью от прямо-
го угла 90°, выраженное в линейных единицах А на длине норми-
руемого участка от прилегающих поверхностей или линий.
Измерение отклонения от перпендикулярности плоскостей или
торцовых поверхностей деталей относительно осей отверстий или
валов (рис. 6.13, а). Приспособление центрируют в отверстии дета-
ли, индикатор устанавливают на нуль. Затем его поворачивают
вместе с приспособлением вокруг оси отверстия на 360°. При кон-
троле отклонения от перпендикулярности оси вала к какой-либо
плоскости приспособление выполняют в виде кольца. На кольце
параллельно его оси крепят индикатор. Кольцо надевают на вал до
упора и поворачивают на 360 °.
Рис. 6.13. Типовые схемы контроля отклонений от перпендикулярности:
а — плоскостей; б — осей отверстий
108
Отклонение от перпендикулярности осей двух отверстий мож-
но осуществить с помощью оправки и специального приспособле-
ния мостикового типа (см. рис. 6.13, а). Приспособление с двумя
индикаторами и оправкой устанавливают в одно из отверстий. Вто-
рую оправку вставляют в другое отверстие. Индикаторы, размеща-
емые на нормируемом расстоянии друг от друга, вводят в контакт
с поверхностью второй оправки и устанавливают на нуль. Повора-
чивают оправку с мостиком на 180°. Полуразность показаний двух
индикаторов соответствует отклонению от перпендикулярности.
Радиальное и торцовое биения относятся к погрешностям рас-
положения поверхностей.
За радиальное биение принимают разность Д наибольшего и наи-
меньшего расстояний от точек реальной поверхности до базовой
оси вращения в сечении, перпендикулярном этой оси.
Радиальное биение поверхности может задаваться относитель-
но оси вращения детали или относительно других поверхностей.
В этом случае последние используют как базовые и деталь устанав-
ливают не в центрах, а в призмы на эти поверхности (рис. 6.14, а).
За биение измеряемой поверхности относительно установочных
поверхностей принимают разность наибольшего и наименьшего
показаний измерительного прибора за один оборот детали.
Радиальное биение измеряемой поверхности относительно дру-
гой может быть оценено при установке детали в центрах. Исполь-
зуют приспособление типа мостик, изображенное на рис. 6.14, б.
Приспособление подводят к измеряемой детали до контакта упора
призмы (в)
в
109
с базовой поверхностью. Измерительный наконечник головки ка-
сается измеряемой поверхности. За радиальное биение измеряе-
мой поверхности относительно базовой принимают разность от-
клонений за один оборот детали.
За торцовое биение принимается разность А наибольшего и наи-
меньшего расстояний от точек торцовой поверхности до плоско-
сти, перпендикулярной оси вращения.
На рис. 6.14, в изображена схема измерения торцового биения
цилиндрической детали, которая установлена базовой поверхнос-
тью в призму. Упор расположен на оси детали. Торцовое биение опре-
деляют как разность предельных показаний измерительной головки.
На чертежах торцовое биение задается в габаритах детали для
размера D— наибольшего диаметра проверяемой детали, а изме-
ряют биение на диаметре d. Следовательно, получаемый результат
измерений необходимо умножить на величину D/d.
За отклонение от соосности относительно оси базовой поверх-
ности принимается наибольшее расстояние А между осью рассмат-
риваемой поверхности вращения и осью базовой поверхности на
длине нормируемого участка, определяемое измерением радиаль-
ного биения проверяемой поверхности в заданном сечении и в
крайних сечениях при вращении детали вокруг оси базовой повер-
хности (рис. 6.15).
На рис. 6.15, а показано определение отклонений от соосности
шеек вала с использованием двух измерительных приборов, а на
рис. 6.15, б — двух отверстий, расточенных в корпусе, с помощью
двух оправок и кольца с измерительной головкой.
Отклонением от симметричности относительно базового элемен-
та называется наибольшее расстояние А между плоскостью сим-
метрии (осью) рассматриваемого элемента (или элементов) и плос-
костью симметрии базового элемента в пределах нормируемого
участка.
Рис. 6.15. Типовые схемы контроля соосности:
а — с использованием двух измерительных приборов; б — с использованием
двух оправок и кольца
ПО
Рис. 6.16. Типовые схемы контроля симметричности:
а — сквозного отверстия; б — шпоночного паза
Контроль отклонения от симметрии осуществляют универсальны-
ми измерительными средствами. На рис. 6.16, а показано измерение
отклонения от симметрии сквозного отверстия, а на рис. 6.16, б —
шпоночного паза.
За отклонение от симметрии берется полуразность показаний
прибора в I и II положениях.
6.3. Диагностирование составных частей двигателей
Состояние сопряжения поршень — поршневые кольца — гильза
цилиндра можно оценить по количеству газов, прорывающихся в
картер. Этот диагностический параметр измеряют при помощи рас-
ходомера КИ-4887-1 (рис. 6.17), предварительно прогрев двигатель
до нормального теплового режима. Прибор имеет трубу с входным 5
и выходным 6 дроссельными кранами. Входной патрубок 4 присоеди-
няют к маслозаливной горловине двигателя, эжектор 7 для отсоса
газов устанавливают внутри выхлопной трубы или присоединяют к
вакуумной установке. В результа-
те разрежения в эжекторе картер-
ные газы поступают в расходо-
мер. Устанавливая при помощи
кранов 5 и 6 жидкость в столбиках
манометров 2 и 3 на одном уров-
не, добиваются, чтобы давление
в полости картера было равно ат-
мосферному. Перепад давления
Дй устанавливают по маномет-
ру 1 одинаковым для всех заме-
ров при помощи крана 5. По шка-
ле прибора определяют количе-
ство газов, прорывающихся в
картер, и сравнивают его с но-
минальным (л/мин):
Рис. 6.17. Схема расходомера
КИ-4887-1:
1 — 3 — манометры; 4 — входной пат-
рубок; 5, 6 — дроссельные краны со-
ответственно входной и выходной;
7 — эжектор
111
Двигатель:
ЗМЗ-51-11 ...........................22...25 (ПО)*
ЗИЛ-130..............................22...28 (120)
* В скобках приведены предельные значения
Мощность и экономичность двигателя зависят от компрессии
в цилиндрах. Компрессия снижается при значительном износе или
поломке деталей цилиндропоршневой группы. Перед измерени-
ем компрессии промывают воздушный фильтр, контролируют фа-
зы газораспределения и регулируют тепловые зазоры клапанов.
Перед проверкой компрессии в цилиндрах карбюраторного дви-
гателя его прогревают до нормального теплового режима, ос-
танавливают, полностью открывают дроссельную и воздушную за-
слонки карбюратора, отсоединяют провода от свечей зажигания,
очищают и продувают сжатым воздухом углубления для свечей в
головках цилиндров и выворачивают все свечи зажигания.
Компрессию оценивают по давлению в камерах сгорания двигате-
ля при такте сжатия и замеряют компрессометрами моделей 179 (для
карбюраторных двигателей) или КН 1125 (для дизельных двигателей).
Перед проверкой компрессии в цилиндрах дизельного двигате-
ля его прогревают до нормального теплового режима, отсоединя-
ют топливопровод высокого давления от форсунки проверяемого
цилиндра и надевают на конец топливопровода шланг для отвода
топлива в специальный сосуд, снимают форсунку и вставляют в
отверстие для нее наконечник компрессометра. Компрессию заме-
ряют при частоте вращения коленчатого вала 450...550 мин-1.
Техническое состояние цилиндропоршневой группы также опре-
деляют по утечке воздуха, замеряемой прибором К-69М:
Двигатель............................3M3-53-11 ЗИЛ-130
Предельные значения утечки воздуха, %:
при положении поршня в в. м. т...........25 40
» » » вн. м. т.........15 25
Разность утечек воздуха, %.................20 30
Если значение утечки воздуха при положении поршня в в. м. т.
больше предельного, следует проверить стетоскопом утечку воз-
духа через клапаны и убедиться в отсутствии утечки воздуха через
прокладку головки цилиндров двигателя. Если при смачивании
прокладки головки цилиндров мыльной водой на ней или в налив-
ной горловине радиатора появляются пузырьки воздуха, это сви-
детельствует о слабой затяжке гаек головки цилиндров или о на-
чале разрушения прокладки. Возможно наличие трещины в блоке
цилиндров или камере сгорания.
При отсутствии указанных дефектов и больших значениях утеч-
ки воздуха при положении поршня в в. м.т. следует продолжить
замеры при положении поршня в н. м. т. Результаты замеров сле-
дует сравнить с предельными значениями. Если показания прибо-
112
Рис. 6.18. Стетоскопы:
а — стержневой; б — трубчатый; 1 — слуховая шайба;
2 — стержень; 3 — наконечник; 4 — слуховой стержень
ра нестабильны, а утечки воздуха велики, это свидетельствует о
неисправностях механизма газораспределения.
Стуки двигателя прослушивают при помощи стержневого
(рис. 6.18, а) или трубчатого (рис. 6.18, б) стетоскопов, прикасаясь
концом стержня 2 или 4 к зонам прослушивания на двигателе.
Состояние коренных подшипников коленчатого вала определя-
ют, прослушивая нижнюю часть блока цилиндров при резком от-
крытии и закрытии дроссельной заслонки. Изношенные коренные
подшипники издают сильный глухой стук низкого тона, усилива-
ющийся при резком увеличении частоты вращения коленчатого вала.
Состояние шатунных подшипников коленчатого вала опреде-
ляют аналогично. Изношенные шатунные подшипники издают стук
среднего тона, по характеру схожий со стуком коренных подшипни-
ков, но менее сильный и более звонкий, исчезающий при выклю-
чении свечи зажигания или форсунки прослушиваемого цилиндра.
Работу сопряжения поршень — гильза цилиндра прослушивают
по всей высоте цилиндра при малой частоте вращения коленчато-
го вала с переходом на среднюю. Появление звука, напоминающего
дрожащий звук колокола, усиливающегося с увеличением нагруз-
ки на двигатель и уменьшающегося по мере прогрева двигателя,
указывает на возможное увеличение зазора между поршнем и гиль-
зой цилиндра, изгиб шатуна, перекос оси шатунной шейки или
поршневого пальца, особенно, если у двигателя наблюдается по-
вышенный расход топлива и масла. Скрипы и шорохи в сопряже-
нии поршень — гильза цилиндра свидетельствуют о начинающем-
ся заедании в этом сопряжении, вызванном малым зазором или
недостаточным смазыванием.
Состояние сопряжения поршневой палец — втулка верхней го-
ловки шатуна проверяют, прослушивая верхнюю часть блока ци-
линдров при малой частоте вращения коленчатого вала с резким
113
Рис. 6.19. Устройство
КИ-11140:
переходом на среднюю. Резкий металличес-
кий стук, напоминающий частые удары мо-
лотком по наковальне и пропадающий при
отключении свечей зажигания или форсу-
нок, указывает на увеличение зазора меж-
ду поршневым пальцем и втулкой, недо-
статочное смазывание или чрезмерно боль-
шое опережение начала подачи топлива.
Сопряжение поршневое кольцо — канав-
ка поршня проверяют на уровне н. м. т. хода
поршня при средней частоте вращения ко-
ленчатого вала. Слабый, щелкающий стук
высокого тона, похожий на звук от ударов
колец одно о другое, свидетельствует об уве-
личенном зазоре между кольцами и порш-
невой канавкой либо об изломе колец.
Еще одним эффективным методом про-
верки состояния кривошипно-шатунного
механизма является измерение суммарных
зазоров в верхней головке шатуна и ша-
тунном подшипнике. Проверку проводят
при неработающем двигателе при помощи
устройства КИ-11140 (рис. 6.19).
Наконечник 3 с трубкой 4 устройства ус-
танавливают на место снятой свечи зажи-
1 — индикатор; 2 — ос-
нование; 3 — наконеч-
ник; 4 — трубка
гания или форсунки проверяемого цилин-
дра. К основанию 2 через штуцер присое-
диняют компрессорно-вакуумную установку.
Поршень устанавливают за 0,5... 1,0 мм от
в. м. т. на такте сжатия, стопорят коленчатый вал от проворачива-
ния и с помощью компрессорно-вакуумной установки поперемен-
но создают в цилиндре давление 200 кПа и разряжение 60 кПа. При
этом поршень, поднимаясь и опускаясь, выбирает зазоры, сумма
которых фиксируется индикатором 1.
ГЛАВА 7. КОМПЛЕКТОВАНИЕ ДЕТАЛЕЙ
И СБОРКА АГРЕГАТОВ
7.1. Комплектование деталей
Комплектование — часть производственного процесса, которая
выполняется перед сборкой и предназначена для обеспечения не-
прерывности и повышения производительности процесса сборки,
для ритмичного выпуска изделий требуемого и стабильного уровня
качества и снижения трудоемкости и стоимости сборочных работ.
114
При комплектовании выполняют следующий комплекс работ:
накопление, учет и хранение новых, восстановленных и год-
ных без ремонта деталей, сборочных единиц и комплектующих
изделий, подачу заявок на недостающие составные части;
подбор составных частей сборочного комплекта (группы дета-
лей, сборочных единиц и комплектующих изделий, составляющих
то или иное изделие) по номенклатуре и количеству;
подбор сопряженных деталей по ремонтным размерам, размер-
ным и массовым группам;
подбор и пригонку деталей в отдельных соединениях;
доставку сборочных комплектов к постам сборки до начала
выполнения сборочных работ.
Различают три способа комплектования деталей: штучный, груп-
повой и смешанный.
При штучном комплектовании к базовой детали подбирают со-
прягаемую деталь исходя из величины зазора или натяга, до-
пускаемого техническими условиями. Например, к блоку цилинд-
ров подбирают поршни. При штучном подборе затрачивается мно-
го времени. Этот способ применяют на небольших универсальных
ремонтных предприятиях.
При групповом комплектовании поле допусков размеров обеих
сопрягаемых деталей разбивают на несколько интервалов, а детали
по результатам измерений сортируют в соответствии с этими ин-
тервалами на размерные группы. Размерные группы сопрягаемых
деталей маркируют цифрами, буквами или красками. Групповое ком-
плектование применяют для подбора ответственных деталей (гильз,
поршней, поршневых пальцев, коленчатых валов, плунжерных пар).
При смешанном комплектовании деталей используют оба спосо-
ба. Ответственные детали комплектуют групповым, а менее ответ-
ственные — штучным способом.
Способ комплектования деталей находится в тесной связи со
способом обеспечения точности при сборке.
Наряду с тремя основными способами комплектования во избе-
жание несбалансированности некоторые детали подбирают по массе
(например, поршни двигателей внутреннего сгорания). Иногда ком-
плектование сопровождается слесарно-подгоночными операциями.
Крупногабаритные детали и сборочные единицы (блок и голов-
ка цилиндров, картеры, детали кабины, кузова, рамы и др.) целе-
сообразно доставлять на посты сборки, минуя комплектовочный
участок.
При комплектовании на каждое собираемое изделие заполняется
комплектовочная карта, в которой указываются: номера цеха, уча-
стка, рабочего места, где выполняются сборочные операции; обо-
значения деталей, сборочных единиц, материалов и комплектующих
изделий; номера цехов, участков, складов, откуда поступают ком-
плектующие единицы; количество деталей, материалов и сбороч-
ных единиц, подаваемых на рабочие места сборки за смену; нор-
115
мы расхода материалов и комплектующих изделий и др. Кодиро-
ванная запись указанной информации позволяет применять вы-
числительную технику при ее обработке.
На комплектовочном участке имеются столы для контроля де-
талей, стеллажи и шкафы для хранения инструмента и при-
способлений, слесарные верстаки, прессы и т.д. Рабочие места
рекомендуется специализировать по наименованиям агрегатов,
узлов. На них должны быть соответствующие чертежи, таблицы
посадок деталей, каталоги деталей, входящих в узлы, обязательно
наличие местного освещения.
7.2. Методы обеспечения точности сборки
Точность сборки — свойство технологического процесса сборки
изделия обеспечивать соответствие действительных значений па-
раметров изделия значениям, заданным в технической документа-
ции. Точность сборки зависит от точности размеров и формы, ше-
роховатости сопрягаемых поверхностей деталей, их взаимного по-
ложения при сборке, технического состояния средств технологи-
ческого оснащения, деформации системы «оборудование — при-
способление — инструмент — изделие» в момент выполнения сбор-
ки и т. п. Точность сборки аналитически может быть определена с
помощью сборочных размерных цепей.
Размерная цепь представляет собой замкнутый контур вза-
имосвязанных размеров, обусловливающих их численные значе-
ния и допуски. Размерная цепь состоит из составляющих, исход-
ного (замыкающего) и других видов звеньев.
Составляющее звено — звено размерной цепи, измене-
ние которого вызывает изменение исходного (замыкающего) звена.
Составляющие звенья обозначаются прописными буквами русского
алфавита с цифровыми индексами (например, Аь А2 или Бь Б2).
Исходное (замыкающее) звено — звено, получаемое в
цепи последним в результате решения поставленной задачи при
изготовлении или ремонте. Оно обозначается той же буквой алфа-
вита с индексом S (например, Ах или Бх).
Компенсирующее звено — звено, изменением размера ко-
торого достигается требуемая точность замыкающего звена. Компен-
сирующее звено обозначается той же буквой алфавита с соответ-
ствующим цифровым индексом и буквой к (например, AtK или Б7к).
По характеру воздействия на замыкающее звено составляющие
звенья могут быть увеличивающими или уменьшающими, т. е. при
их увеличении замыкающее звено увеличивается или уменьшается.
Увеличивающие звенья могут обозначаться стрелками, направлен-
ными вправо — А , уменьшающие — стрелками влево — А .
Требуемая точность сборки изделий достигается одним из пяти
методов: полной, неполной и групповой взаимозаменяемости,
регулирования и пригонки.
116
Метод полной взаимозаменяемости — метод, при котором тре-
буемая точность сборки достигается путем соединения деталей без
их выбора, подбора или изменения размеров. Применение метода
полной взаимозаменяемости целесообразно при сборке соедине-
ний, состоящих из небольшого количества деталей, так как уве-
личение числа деталей требует обработки сопряженных поверхно-
стей с меньшими допусками, что не всегда технически достижимо
и экономически целесообразно.
Метод неполной взаимозаменяемости — метод, при котором
требуемая точность сборки достигается не у всех соединений при
сопряжении деталей без их выбора, подбора или изменения раз-
меров, а у заранее обусловленной их части, т. е. определенный про-
цент (или доли процента) соединений не удовлетворяет требова-
ниям точности сборки и требует разборки и повторной сборки.
Метод неполной взаимозаменяемости целесообразен, если допол-
нительные затраты на выполнение разборочно-сборочных работ
меньше затрат на изготовление сопрягаемых деталей с более узки-
ми допусками, обеспечивающими получение требуемой точности
сборки у всех соединений.
Метод групповой взаимозаменяемости (так называемый селектив-
ный метод) — метод, при котором требуемая точность сборки
достигается путем соединения деталей, принадлежащих к одной
из размерных групп, на которые они предварительно рассортиро-
ваны. В пределах каждой группы требуемая точность сборки дости-
гается методом полной взаимозаменяемости. Данный метод обес-
печивает высокую точность сборки, однако сопряжен с дополни-
тельной операцией сортировки деталей на размерные группы, не-
обходимостью хранения запасов деталей всех размерных групп и
невозможностью использования части деталей, когда сопрягаемые
детали неравномерно распределяются по размерным группам.
Метод регулирования — метод, при котором требуемая точность
сборки достигается путем изменения размера одной из деталей
(или группы деталей) соединения, называемой компенсатором,
без снятия слоя материала. Например, требуемая точность осевого
зазора (натяга) соединений с коническими подшипниками каче-
ния (дифференциал, главная передача, механизм рулевого управ-
ления и др.) обеспечивается изменением толщины неподвижного
компенсатора, а точность зазора между торцом клапана и болтом
толкателя или коромысла (клапаном-коромыслом) достигается пу-
тем изменения положения подвижного компенсатора — регулиро-
вочного болта — в осевом направлении.
Метод пригонки — метод, при котором требуемая точность сбор-
ки достигается путем изменения размера компенсатора со сняти-
ем слоя материала. Например, требуемая точность посадки плун-
жера в гильзе или клапана в корпусе форсунки, а также герметич-
ность в соединении клапан — гнездо головки цилиндров достигается
путем притирки.
117
Сборочные размерные цепи рассчитывают одним из двух мето-
дов: максимума—минимума или вероятностным.
При расчете методом максимума—минимума номинальный раз-
мер замыкающего звена размерной цепи
т-\
А^ = А,,
i=l
где $ — передаточное отношение (для цепей с параллельными
звеньями £ = 1 — для увеличивающих звеньев; £• = —1 — для умень-
шающих звеньев); т — число звеньев размерной цепи; А, —
номинальный размер /-го составляющего звена.
Допуск замыкающего звена 3^ при расчете методом максиму-
ма-минимума определяют по формуле
т-\
Ч = 2Ж,
/=1
где Зл,. — допуск /-го составляющего звена.
7.3. Виды сборки
Виды сборки изделий классифицируются по следующим основ-
ным признакам: объект сборки, последовательность сборки, точ-
ность сборки, уровень механизации и автоматизации процесса сбор-
ки, подвижность изделия при сборке, организация производства.
По объекту сборки сборка подразделяется на узловую и
общую. Примеры узловой сборки — сборка поршня с шатуном и
кольцами, коленчатого вала с маховиком и сцеплением, головки
цилиндров с клапанными механизмами, жидкостного и масляного
насосов; примеры общей сборки — сборка агрегатов из узлов, сбор-
ка автомобиля из агрегатов и узлов.
По последовательности сборки выделяют последова-
тельную (сборочные операции выполняются одна за другой), па-
раллельную (операции выполняются одновременно) и последо-
вательно-параллельную (операции выполняются и одна за другой,
и одновременно).
Поуровню механизации и автоматизации процес-
са сборку разделяют на ручную, механизированную, автоматизи-
рованную, автоматическую.
По состоянию объекта с б о р к и выделяют стационар-
ную (неподвижную) и подвижную сборку с непрерывным или пе-
риодическим перемещением собираемого изделия между рабочи-
ми местами сборки.
По организации производства выделяют типовую по-
точную, групповую (поточную и непоточную) и единичную как
наиболее распространенный вид организации сборки на существу-
ющих ремонтных предприятиях.
118
7.4. Виды соединений и технология их сборки
При сборке выделяют следующие группы и виды соединений:
по сохранению целостности при разборке — разъемные и неразъ-
емные; по возможности относительного перемещения составных
частей — подвижные и неподвижные; по методу образования —
резьбовые, прессовые, шлицевые, шпоночные, сварные, кле-
паные, комбинированные и др.; по форме сопрягаемых поверхно-
стей — цилиндрические, плоские, конические, винтовые, про-
фильные и др. Соединения, содержащие в себе несколько призна-
ков, обозначаются соответствующим сочетанием терминов, на-
пример неподвижные разъемные резьбовые соединения, подвиж-
ные неразъемные профильные соединения.
Наиболее распространенными соединениями в конструкции
автомобилей являются: разъемные подвижные (поршень — ци-
линдр, вал — подшипник скольжения, плунжер — гильза); зубча-
тые и шлицевые; разъемные неподвижные (резьбовые, прессовые
и шпоночные); неразъемные неподвижные (сварные, паяные, кле-
паные, клееные); неразъемные подвижные — радиальные шарико-
вые подшипники качения.
Сборка резьбовых соединений. При сборке резьбовых соединений
должны быть обеспечены:
соосность осей болтов, шпилек, винтов с резьбовыми отвер-
стиями и необходимая плотность посадки в резьбе;
отсутствие перекосов торца гайки или головки болта относи-
тельно поверхности сопрягаемой детали, так как перекос являет-
ся основной причиной обрыва винтов и шпилек;
соблюдение очередности и постоянство усилий затяжки кре-
пежных деталей в групповых резьбовых соединениях.
Последнее означает, что затяжка гаек (болтов) производится в
определенной последовательности (рис. 7.1). Их затягивают крест-
накрест в несколько приемов — сначала неполным моментом, а
затем окончательным, указанным в нормативно-технической доку-
ментации. Контроль момента затяжки резьбовых соединений осуще-
ствляют динамометрическими ключами по степени изгиба (рис. 7.2)
или кручения стержня ключа либо с помощью предельных муфт,
встраиваемых в резьбозавертывающие машины (установки).
Сборка прессовых соединений. Качество сборки прессовых сое-
динений формируется под воздействием следующих факторов: зна-
чения натяга, материала сопрягаемых деталей, геометрических раз-
меров, формы и шероховатости поверхностей, соосности деталей
и прилагаемого усилия запрессовывания, наличия смазки и др.
Применение смазочного материала уменьшает требуемое уси-
лие запрессовки и предохраняет сопрягаемые поверхности от за-
диров. Качество сборки прессовых соединений определяется также
точностью центрирования сопрягаемых деталей (с помощью при-
способлений и оправок).
119
Рис. 7.1. Последовательность затяжки гаек (болтов) крепления голов-
ки цилиндров:
а — двигателей 3M3-53; б — двигателя ЗИЛ-130; в — двигателя ЗИЛ-645
Повышение прочности неподвижных соединений с натягом в
1,5...2,5 раза обеспечивается применением сборки с термовоздей-
ствием — нагревом охватывающей и (или) охлаждением охваты-
ваемой детали. При этом образуется необходимый сборочный за-
зор и не требуется приложение осевой силы. Нагрев деталей осу-
ществляется в масляных ваннах, электропечах, индукционных ус-
тановках и др. Для охлаждения деталей применяют жидкий азот,
сухой лед (твердую углекислоту) в смеси с ацетоном, бензином
или спиртом.
Сборка соединений с подшипниками качения. При запрессовке под-
шипника качения размер его колец изменяется: внутреннее коль-
Рис. 7.2. Динамометрический ключ:
1 — держатель накидной головки; 2 — стрел-
ка; 3 — упругий стержень; 4 — шкала; 5 —
рукоятка
цо увеличивается, а наруж-
ное уменьшается. Эти из-
менения вызывают умень-
шение диаметрального за-
зора между рабочими по-
верхностями колец и ша-
риков.
Внутреннее кольцо под-
шипника, сопряженное с
цапфой вала, должно иметь
посадку с натягом, а на-
ружное — с небольшим за-
зором так, чтобы кольцо
имело возможность во вре-
мя работы незначительно
провертываться.
120
При установке в сборочной единице двух или нескольких под-
шипников необходимо уделять внимание соосности посадочных
поверхностей в корпусных деталях. То же касается и шеек валов.
Несоблюдение этого условия может привести к перекосам под-
шипников и заклиниванию шариков.
При запрессовке подшипников качения с помощью оправок не-
обходимо, чтобы усилие запрессовки передавалось непосредствен-
но на торец соответствующего кольца: внутреннего — при напрес-
совке на вал, наружного — при запрессовке в корпус и на оба
торца колец, если подшипники одновременно напрессовываются
на вал и входят в корпус. Нагрев подшипников в масляной ванне
до 100 °C при установке на вал заметно уменьшает осевое усилие
для запрессовки. Целесообразен также нагрев корпусной детали.
Схема смеще-
ния шестерен
для исправле-
ния контакта
Передний Задний
ход ход
Схема смещения
шестерен для
исправления
контакта
Зуб нарезан не-
правильно или
оси шестерен
направлены не-
верно. Брак
неисправимый
Зуб нарезан
неправильно.
Брак неиспра-
вимый
Рис. 7.3. Регулировка контактов зубьев конических шестерен главной
передачи
Сплошной стрелкой показано направление смещения шестерен для исправле-
ния контакта. Если при этом боковой зазор получается чрезмерно большим или
малым, то необходимо сместить другую шестерню, как показано прерывистой
стрелкой
121
Регулировка радиального зазора в коническом роликовом
подшипнике производится смещением наружного или внутренне-
го кольца в осевом направлении регулировочным винтом или гай-
кой либо путем подбора соответствующего комплекса прокладок.
Контроль заданного предварительного натяга после сборки узла
осуществляют по моменту, необходимому для прокручивания од-
ной из сопряженных деталей относительно неподвижной детали
при отсутствии осевого люфта в подшипниковых соединениях.
Срок службы подшипников качения зависит в значительной
мере от степени предохранения их от грязи и пыли. Поэтому после
сборки устанавливают прокладки, задерживающие смазку и
предохраняющие подшипник от попадания в рабочую зону пыли
и влаги.
Сборка зубчатых передач. Сборка цилиндрических зубчатых
передач осуществляется методами полной или неполной взаи-
мозаменяемости. Перед сборкой зубчатой пары на специальном
приспособлении определяют боковой зазор между зубьями для
обеспечения плавности работы пары, а при необходимости под-
бирают пару.
Для правильного зацепления зубчатых цилиндрических колес
необходимо, чтобы оси валов лежали в одной плоскости и были
параллельны. Их выверка производится регулированием положе-
ния гнезд под подшипники в корпусе. После установки зубчатые
колеса проверяют по зазору, зацеплению и контакту.
При сборке конической пары редуктора заключительной опе-
рацией является регулировка зацепления путем осевого переме-
щения ведущей шестерни (вперед-назад) и (или) ведомого коле-
са (вправо-влево). Это достигается перемещением части регулиро-
вочных прокладок с одной стороны на другую. Качество зацепле-
ния оценивается размерами, формой и положением пятна кон-
такта на зубьях (рис. 7.3), значением бокового зазора между зубья-
ми и уровнем шума на специальных стендах, оборудованных шу-
моизмерительной аппаратурой.
7.5. Контроль качества сборки
В процессе узловой и общей сборки выполняют комплекс кон-
трольных операций — проверок:
комплектности деталей и сборочных единиц;
точности посадок и взаимного расположения сопряженных де-
талей и сборочных единиц;
использования одноименных размерных групп сопряженных
деталей при сборке методом групповой взаимозаменяемости;
выполнения технологических требований по сборке, регулиров-
ке, приработке и испытанию изделий;
герметичности соединений, в том числе качества притирки кла-
панов;
122
отсутствия прокладок и сальников, бывших в эксплуатации;
смазки деталей сборочных единиц.
Производится проверка технологических параметров и опреде-
ление функциональных показателей собранных изделий (развива-
емая мощность и удельный расход топлива, напор и подача масля-
ного насоса, электрические параметры генератора и др.).
Контроль сборки осуществляется с применением соответству-
ющих средств измерений, которые выбирают с учетом конструк-
тивных особенностей изделия, метрологических характеристик, а
также себестоимости выполнения контрольной операции. В каче-
стве средств измерения используют универсальные штангенинст-
рументы, микрометрические и индикаторные инструменты, элек-
трические и пневматические приборы и различные специальные
контрольные приборы, приспособления, стенды и установки. Обес-
печение требуемого уровня качества отремонтированных изделий
невозможно без эффективного функционирования службы техни-
ческого контроля как неотъемлемой составной части технологи-
ческих процессов.
В зависимости от стабильности соблюдения качества собранных
изделий применяется выборочный или сплошной контроль. Опера-
ции технического контроля разрабатываются совместно с опера-
циями технологического процесса сборки изделий, которые фор-
мируют и определяют заданное качество, а также обеспечивают
получение информации для регулирования технологического про-
цесса и предупреждения брака.
Погрешности сборки по характеру и проявлению могут быть
случайными и периодическими. Основные из них — это некаче-
ственные посадки, вызывающие появление других неисправностей.
Распространенными дефектами являются отклонения от точности
взаимного расположения деталей и узлов, неравномерная и бес-
порядочная затяжка групп резьбовых соединений, неплотность при-
легания сопрягаемых поверхностей и др.
Большинство погрешностей сборки возникает из-за низкого ка-
чества деталей и узлов, поступающих на сборку, и нарушения
технологической дисциплины.
7.6. Балансировка деталей и сборочных единиц
Неуравновешенность (дисбаланс) вращающихся частей являет-
ся одним из факторов, лимитирующих надежность автомобилей в
эксплуатации. Неуравновешенность — состояние, характеризующее-
ся таким распределением масс, которое вызывает переменные нагруз-
ки на опоры, повышенные износ и вибрацию, способствует быст-
рой утомляемости водителя. Дисбаланс изделия — векторная величи-
на, равная произведению локальной неуравновешенной массы т
на расстояние до оси изделия г или произведению веса изделия
G на расстояние от оси изделия до центра масс е, т. е. D = mr = Ge.
123
Дисбаланс возникает в процессе изготовления (восстановления)
деталей, сборки узлов и агрегатов и изменяет свое количественное
значение в процессе эксплуатации и текущего ремонта.
В зависимости от взаимного расположения оси изделия и его
главной центральной оси инерции различают три вида неуравно-
вешенности: статическую, моментную и динамическую.
При статической неуравновешенности ось ОВ вращения детали
смещена на эксцентриситет е и параллельна главной центральной
оси инерции ОЯ(рис. 7.4, а). Данная неуравновешенность прису-
ща дискообразным деталям (маховики, диски сцепления, шкивы,
крыльчатки, сцепления в сборе и др.) и проявляется как в стати-
ческом, так и в динамическом состоянии. Статическая неу-
равновешенность определяется главным вектором дисбалансов Ь„
(статический дисбаланс).
При моментной неуравновешенности ось изделия и его главная
центральная ось инерции пересекаются в центре масс. Данная не-
уравновешенность определяется главным моментом дисбалансов
М или двумя равными по значению антипараллельными вектора-
ми дисбалансов в двух произвольных плоскостях (рис. 7.4, б).
Моментная неуравновешенность является частным случаем бо-
лее общей — динамической неуравновешенности, при которой ось
изделия и его главная центральная ось пересекаются не в центре
масс или перекрещиваются (рис. 7.4, в). Присуща она деталям и
узлам типа валов, состоит из статической и моментной неуравно-
вешенностей и определяется главным вектором дисбалансов D„ и
главным моментом дисбалансов М или двумя приведенными век-
Рис. 7.4. Виды неуравно-
вешенности:
а — статическая; б — дина-
мическая; в — смешанная
124
торами дисбалансов (в общем случае разных по значению и непа-
раллельных), лежащих в двух выбранных плоскостях.
Дисбаланс изделия характеризуется числовым значением (в г • мм,
г-см, кг-см) и углом дисбаланса (в град.) в системе координат,
связанных с осью изделия. _
Главный вектор дисбалансов D„ может быть разложен на два
параллельных Дт| и Цст2, приложенных в выбранных плоскостях, а
главный момент дисбалансов М может быть заменен моментом
пары равных антипараллельных дисбалансов DM± и Zta в тех же плос-
костях. Геометрические суммы D„} + Дн =_Di и D„2 + Dm2 = D2
образуют два приведенных дисбаланса D\ и D2 в выбранных плос-
костях, которые полностью определяют динамическую неуравно-
вешенность изделия.
При вращении неуравновешенного изделия возникает пере-
менная по величине и направлению центробежная сила инерции
Р = /и гео2 = Ge®1, где со — угловая скорость вращения.
Приведение изделий, обладающих неуравновешенностью, в
уравновешенное состояние осуществляется их балансировкой, т. е.
определением дисбаланса изделия и устранением (уменьшением)
его путем удаления или добавления корректирующих в определен-
ных точках масс. В зависимости от вида неуравновешенности тела
различают два вида балансировки: статическую и динамическую.
Статическая балансировка. При такой балансировке определя-
ется и уменьшается (до остаточного допустимого значения дисба-
ланса) главный вектор дисбалансов D„ путем удаления или добав-
ления корректирующей массы тк (обычно в одной плоскости кор-
ректировки) так, чтобы /пкгк = тг (см. рис. 7.4, а). Статическая
балансировка производится на стендах с призмами или роликами
либо на специальных станках для статической балансировки в ди-
намическом режиме (при вращении тела). Такая балансировка по-
вышает точность балансировки и открывает возможность автома-
тизации процесса.
Динамическая балансировка. При такой балансировке опреде-
ляются и устраняются (уменьшаются) два приведенных дисбалан-
са Di и D2 в выбранных плоскостях коррекции путем удаления или
добавления двух приведенных корректирующих масс, в общем слу-
чае разных по значению и расположенных под разными углами
коррекции, в системе координат, связанной с осью детали. При
динамической балансировке устраняется (уменьшается) как ста-
тическая, так и моментная неуравновешенность, и изделие стано-
вится полностью сбалансированным, при этом D„ ® 0 и М « 0 и
главная центральная ось инерции совпадает с осью изделия.
Величины допустимых при ремонте дисбалансов деталей и сбо-
рочных единиц приведены в табл. 7.1.
Для балансировки коленчатых валов отдельно и в сборе с махо-
виком и сцеплением, карданных валов в числе прочих используют
балансировочный станок ЦКБ-2468 (рис. 7.5). Принцип работы стан-
125
Таблица 7.1
Допустимый дисбаланс деталей и сборочных единиц, г • см
Сборочные единицы Автомобили
легковые грузовые
Коленчатый вал 10...15 20...30
Коленчатый вал в сборе с маховиком и сцеплением 20...50 50...70
Маховик 30...40 35...60
Ведомый диск сцепления, кожух сцепления в сборе с нажимным диском 10...25 30...50
Карданный вал 15...25 50...70
ка состоит в том, что неуравновешенная масса 6 вызывает колеба-
ние маятниковой рамы 1, имеющей пружинную подвеску 5, в го-
ризонтальной плоскости.
При балансировке левого конца правый конец запирают
фиксатором 4. Чем больше неуравновешенная масса, тем больше
амплитуда колебаний рамы и тем больше индуктируется ток в ка-
тушке 3 индукционного датчика (имеющего линейную характери-
стику). Катушка, жестко связанная с рамой станка, колеблется в
3 2 1
Рис. 7.5. Схема балансировоч-
ного станка ЦКБ-2468:
1 — рама; 2 — магнит; 3 — ка-
тушка; 4 — фиксатор; 5 — под-
веска; 6 — неуравновешенная
масса; 7 — шарнирное соедине-
ние; 8, 11 — лимба; 9 — полу-
кольца; 10 — щетки; 12 — мил-
ливольтметр
126
поле неподвижного постоянного магнита 2. Ток через полукольца
9 выпрямительного устройства и щетки 10 подается на милливоль-
тметр 12. Для исключения влияния привода на балансируемое из-
делие применяют шарнирное соединение 7. Чем больше дисбаланс,
тем больше показание милливольтметра. С помощью лимба 11 вала
выпрямительного устройства и лимба 8 вала привода определяют
положение неуравновешенной массы.
7.7. Технологические процессы сборки составных частей
автомобилей
Сборка двигателя. На специально оборудованных рабочих местах
собирают следующие составные части двигателя: поршень с шату-
ном, головку цилиндров, коленчатый вал с маховиком и сцепле-
нием, масляный и жидкостной насосы и др. Общая сборка двига-
теля обычно производится на поточной линии.
На автозаводах некоторые сопряженные детали двигателя (блок
цилиндров—крышки коренных подшипников, блок цилиндров—
картер сцепления и др.) обработаны совместно, поэтому в про-
цессе ремонта их нужно сохранять комплектно.
Для обеспечения качественной сборки двигателей рекоменду-
ется все детали перед сборкой продуть сжатым воздухом, трущие-
ся поверхности тщательно протереть, промыть, смазать маслом.
Сопряжения кривошипно-шатунного механизма имеют весьма
жесткие допуски посадок и должны обеспечивать необходимую
герметичность.
Для обеспечения качественной сборки шатунно-поршневой
группы целесообразно организовать на линии сборки двигателей
два рабочих места: первый — для подбора поршней по цилинд-
рам, второй — для сборки группы. Цилиндры блока после механиче-
ской обработки, мойки и тщательной очистки сортируют на размер-
ные группы и маркируют. Поршни (одной массовой группы)
подбирают по цилиндрам, согласовывая размерную группу порш-
ня с размерной группой каждого цилиндра. На посту сборки груп-
пы по подобранному комплекту поршней подбирают комплект
поршневых пальцев по размерным группам отверстий в бобышках
и затем по поршневым пальцам подбирают комплект шатунов (од-
ной массовой группы) соответствующих размерных групп отверстий
в верхней головке. После сборки группы следует проверить пра-
вильность взаимного положения образующей поверхности юбки
поршня и отверстия в верхней головке шатуна. Перед установкой
поршневых колец на поршень сначала проверяют их посадку в ка-
навках, а затем подгоняют по цилиндрам, исходя из величины
зазора в стыке (замке). Надевают и снимают поршневые кольца
при помощи съемника. Разница в массе поршней в сборе с шату-
нами, устанавливаемых на один двигатель, для ЗИЛ-130 не долж-
на превышать 16 г.
127
Окончательную затяжку резьбовых соединений выполняют с
требуемым моментом и в соответствующей последовательности.
После окончательной затяжки гаек коренных подшипников ко-
ленчатый вал должен свободно проворачиваться. Если вал туго
проворачивается за маховик, то это свидетельствует о малых зазо-
рах, несоосности постелей, изгибе вала или дефектах сборки. Пос-
ле сборки двигатель направляют на приработку и испытания.
Сборка коробки передач. Технологический процесс сборки ко-
робки передач состоит из сборки отдельных узлов, выполняемой
на специальных рабочих местах, и общей сборки, осуществляемой
обычно на поточной линии.
На специально оборудованных рабочих местах вне линии об-
щей сборки собирают следующие основные узлы: первичный вал,
промежуточный вал, вторичный вал, крышку коробки передач,
механизм управления. При установке узлов в картер обращают осо-
бое внимание на правильность монтажа подшипников, посадок в
сопряжениях, служащих для переключения передач, а также на
обеспечение требуемого бокового зазора между зубьями шестерен
и осевые зазоры блока шестерен промежуточного вала, шестерен
ведомого вала и блокирующих колец синхронизаторов. Шестерни
ведомого вала и синхронизаторы должны перемещаться вдоль шли-
цев свободно, без заеданий. Собранные коробки передач направляют
на испытания.
Сборка заднего моста. Процесс сборки заднего моста включает
сборку узлов: картера заднего моста с трубами полуосей, сальни-
ками и пробками; ведущей конической шестерни с картером под-
шипников; дифференциала с ведомой цилиндрической (коничес-
кой) шестерней; ведомой конической шестерни с валом ведущей
цилиндрической (конической) шестерни; редуктора; ступицы с
тормозным барабаном; опорного диска заднего тормоза; регу-
лировочного рычага и колесного цилиндра.
Особое внимание при сборке уделяется коническим шестерням
гипоидной передачи. Качество их зацепления определяется ве-
личиной бокового зазора между зубьями, уровнем шума, величи-
ной и расположением пятна контакта. Низкое качество сборки резко
снижает работоспособность этой передачи вследствие появления
задиров и усиливает шум.
Величина бокового зазора гипоидной пары должна находиться в
пределах 0,12...0,35 мм. Зазор между зубьями замеряют щупом у ши-
рокой части зуба не менее чем для трех зубьев ведомой шестерни.
Для нормальной установки зубьев по пятну контакта закрепляют
стакан в сборе с ведущей конической шестерней на картере ре-
дуктора и наносят тонким слоем масляную краску на рабочие по-
верхности зубьев ведомой конической шестерни. После этого по-
ворачивают вал ведущей конической шестерни в разные стороны,
притормаживая ведомую шестерню. Если положение пятна кон-
такта неправильное, необходимо произвести регулировку зацеп-
128
дения перемещением ведущей и ведомой шестерен в осевом на-
правлении, используя соответствующие наборы прокладок. Пере-
мещение ведущей конической шестерни осуществляется изменени-
ем толщины прокладок, установленных между фланцами картера
вала ведущей шестерни и картером редуктора. Ведомая шестерня
перемещается за счет перекладывания прокладок из-под фланцев
одной крышки картера редуктора под фланец другой крышки без
изменения их общей толщины, чтобы не нарушить регулировку
подшипников вала ведущей цилиндрической шестерни.
Уровень шума должен быть в пределах допустимых норм: для лег-
ковых автомобилей — не более 50, а для грузовых автомобилей — не
более 80 дБ. Для создания предварительного натяга конических
подшипников вала ведущей конической шестерни применяют на-
бор регулировочных шайб, устанавливаемых между торцами
внутреннего кольца подшипника и распорной втулки. При этом
момент сопротивления вращению вала ведущей шестерни в под-
шипниках для автомобиля ЗИЛ-130 должен находиться в пределах
1,0...3,5 Н-м, что соответствует усилию 16,6...58,3 Н.
При сборке дифференциала коробки сателлитов ориентируют
относительно друг друга, контролируют биение тыльной части
ведомой конической шестерни, боковой зазор в зацеплении зубь-
ев шестерен полуосей и сателлитов и плавность вращения шесте-
рен полуосей.
Сборка карданной передачи. Процесс сборки осуществляется из
предварительно собранных узлов — карданных валов, промежу-
точной опоры шарниров. Детали карданной передачи перед сбор-
кой должны быть промыты и обдуты сжатым воздухом, а иголь-
чатые подшипники смазаны жидкой смазкой. Смазочные каналы
крестовин должны быть прочищены и в их отверстия ввернуты
предохранительные клапаны. При сборке карданной передачи ав-
томобиля ЗИЛ-130 необходимо следить за тем, чтобы фланцы-
вилки у коробки передач и заднего моста находились во взаимно
перпендикулярных плоскостях.
При сборке карданных передач контролируют осевой люфт
крестовин, легкость вращения подшипника опоры, перемещение
скользящей вилки и суммарный окружной люфт карданных валов.
Проверяют прогиб трубы вала. Собранные карданные валы под-
вергают балансировке. При наличии необходимого оборудования
рекомендуется проводить балансировку карданной передачи авто-
мобиля ЗИЛ-130 в сборе. При этом карданная передача балансиру-
ется со стороны переднего и заднего шарниров, а также со сторо-
ны промежуточной опоры.
Сборка рулевого управления. Процесс сборки рулевого управле-
ния с гидроусилителем включает сборку следующих узлов: рулево-
го механизма с гидроусилителем, насоса гидроусилителя, кардан-
ного вала, колонки. Перед сборкой все детали необходимо тща-
тельно промыть и просушить. При сборке необходимо смазывать
Кара юдип
129
детали маслом, применяемым для гидроусилителя. После сборки
рулевого механизма контролируют момент вращения рулевого винта
(он должен быть не более 500 Н • м), эффективность и величину
усилия реактивных пружин на всем пути перемещения поршня-
рейки. Момент вращения вала рулевого управления должен быть
равен 0,3...0,8 Нм, что соответствует усилию 1,2...3,2 Н, прило-
женному на радиусе рулевого колеса 240 мм.
При сборке насоса гидроусилителя предварительно подбирают
лопасти насоса по пазам ротора и золотник по отверстию в крыш-
ке, испытывают и регулируют клапаны.
7.8. Механизация и автоматизация процессов сборки
Для установки и закрепления собираемых изделий применяют
различные захваты, стенды, универсальные и специализирован-
ные приспособления с ручными или механизированными зажим-
ными устройствами. Наибольшее распространение при сборке по-
лучили электрические и пневматические сверлильные и шлифо-
вальные машины, гайковерты. Для сборки прессовых соединений
широкое применение получили прессы и приспособления с руч-
ным или механизированным приводом.
На крупных ремонтных предприятиях организация поточной
сборки изделий осуществляется с применением поточно-механи-
зированных линий на основе эстакад с тележками (с ручным или
механизированным перемещением изделия) и комплектом меха-
низированных и автоматизированных средств технологического ос-
нащения (рис. 7.6).
Дальнейшее эффективное развитие авторемонтного производ-
ства связано с использованием автоматов и роботизированных
комплексов. На рис. 7.7 представлен автомат для сборки шатунно-
поршневой группы, работающий следующим образом.
Шатун устанавливается в позиции / на палец отверстием в ниж-
ней головке и удерживается двумя штифтами. Поршни подаются
автоматически на позицию //из нагревательной печи. Поршневые
130
Рис. 7.7. Автомат для сборки шатунно-поршневой группы:
1 — палец; 2, 3 — ролики; 4 — магазин; 5, 6, 7 — разводные
механизмы; I — VI — позиции сборки
пальцы, подобранные по размерам вне автомата, поступают на
позицию сборки с поршнем и шатуном по лотку.
Поршень приводится во вращение роликом 3. К последнему
поршень прижимается роликами 2, действующими от гидропри-
вода. Когда поршень занимает нужное угловое положение, он
перемещается на позицию сборки. Одновременно поворачивается
стол с шатунами. Один из них, оказавшийся на позиции II, под-
нимается, входя в поршень. Далее в отверстие поршня и шатуна
входит центрирующий палец 7, а с противоположной стороны в
поршень запрессовывается поршневой палец. Центрирующий шток
отходит в обратную сторону. По окончании этих действий шатун с
поршнем опускаются, а стол поворачивается. В позиции ///устанав-
ливаются два стопорных кольца, которые поступают к месту сбор-
ки из магазина 4 и вводятся штоком в отверстие поршня до попа-
дания их в канавки.
В позициях IV, V надеваются поршневые кольца. Кольца нахо-
дятся в магазинах и ориентированы замками по ножам. После под-
вода к месту сборки кольца разводятся в замках механизмами 5, 6,
7, имеющими вид клещей, расположенных на ползунках. После
разведения колец шатун с поршнем поднимается на определен-
ную высоту до упора в соответствии с нужным расположением
того или иного кольца на поршне. При переключении механизма
развода кольца оно оказывается в соответствующей канавке пор-
шня. После сборки поршня с шатуном в его нижнюю головку уста-
навливаются вкладыши.
Автомат для установки коленчатых валов показан на рис. 7.8. Блок
Цилиндров 7 шаговым конвейером подается на рабочую позицию.
Конвейер 18, расположенный параллельно сборочной линии, с
131
движения блоков
Рис. 7.8. Автомат для установки коленчатого вала:
1 — блок; 2— клещи-захваты; 3, 5, 6, 8, 14, 16, 17 —
гидроцилиндры; 4 — рычаг; 7 — магазин; 9, 10 —
толкатели; 11 — вал; 12 — стойка; 13 — зубчатое
колесо; 15 — рейка; 18 — конвейер
помощью гидро-
цилиндра 16 пе-
ремещает коленча-
тый вал 11 к меха-
низму загрузки шай-
бы упорного под-
шипника. С помощью
гидроцилиндра 17,
рейки и зубчатых ко-
лес коленчатый вал
поднимается, и на
него надевается шай-
ба упорного под-
шипника.
Механизм загруз-
ки, обеспечиваю-
щий поштучную вы-
дачу шайб, состоит
из магазина 7, тол-
кателя 10 и гидроцилиндра 6. С помощью толкателя 9 и гидроци-
линдра 8 шайба насаживается на коленчатый вал. Коленчатый вал
устанавливается в блок подъемно-поворотным устройством. Пово-
ротная стойка 12 с помощью гидроцилиндра 14, рейки 75 и колеса
13 поворачивается.
Вместе со стойкой поворачивается и рычаг 4 с клещами-захвата-
ми 2, удерживающими коленчатый вал. Подъем и опускание рыча-
га осуществляются с помощью гидроцилиндра 5, а зажим и раз-
жим клещей-захватов — гидроцилиндром 3.
Поршни с шатунами в сборе устанавливают в блок цилиндров
со стороны головки цилиндров, но можно и со стороны коленчатого
вала, если позволяет пространство между щеками вала и блоком.
Первый способ требует специального приспособления для сжатия
поршневых колец и ввода поршней в цилиндры, второй позволяет
вводить поршни в цилиндры без приспособления (у цилиндров со
стороны коленчатого вала имеется конический раструб).
ГЛАВА 8. ПРИРАБОТКА И ИСПЫТАНИЕ СОСТАВНЫХ
ЧАСТЕЙ АВТОМОБИЛЕЙ
8.1. Задачи и классификация испытаний
Под испытанием понимают экспериментальное определение
количественных и (или) качественных характеристик свойств объек-
та испытаний как результата воздействия на него при его функци-
онировании. При испытаниях характеристики свойств объекта мо-
132
гут либо оцениваться, если задачей испытаний является получе-
ние количественных или качественных оценок, либо контролиро-
ваться, если задачей испытаний является только установление со-
ответствия характеристик объекта заданным требованиям.
К основным задачам, решаемым в процессе приработки и испы-
таний, следует отнести: подготовку агрегата к восприятию
эксплуатационных нагрузок, выявление возможных дефектов, свя-
занных с качеством восстановления деталей и сборки агрегатов, а
также проверку характеристик агрегатов в соответствии с требо-
ваниями технических условий или другой нормативной докумен-
тации. Под приработкой понимается совокупность мероприятий,
направленных на изменение состояния сопряженных поверхно-
стей трения с целью повышения их износостойкости. В процессе
приработки изменяются микрогеометрия и микротвердость поверх-
ностей трения, сглаживаются отклонения от правильной геомет-
рической формы. Установлено, что в первый период приработки
происходит интенсивное выравнивание шероховатостей, объяс-
няющее интенсивное изнашивание и резкое падение потерь на
трение. Процесс снятия микронеровностей обычно продолжается
десятки минут, а макрогеометрическая приработка заканчивается
через 30...40 ч.
Испытания классифицируются:
по назначению — исследовательские, сравнительные, кон-
трольные и определительные;
по уровню проведения и с п ы т а н и я — государствен-
ные, междуведомственные и ведомственные;
по этапу разработки продукции —доводочные, пред-
варительные и приемочные;
по виду контроля готовой продукции — квалифи-
кационные, предъявительские, приемо-сдаточные, периодические,
инспекционные, типовые, аттестационные и сертификационные;
по условиям и месту проведения — лабораторные,
стендовые, полигонные, натурные, с использованием моделей и
эксплуатационные;
по продолжительности — нормальные, ускоренные и
сокращенные;
по виду воздействия — механические, климатические,
термические, радиационные, электрические, электромагнитные,
магнитные, химические и биологические;
по результату воздействия — неразрушающие, разру-
шающие, на стойкость, на прочность и на устойчивость;
по определяемым характеристикам объекта —
функциональные, на надежность, граничные, технологические,
на транспортабельность.
На предприятиях по ремонту автомобилей и их агрегатов испы-
таниям подвергаются как отремонтированные изделия (детали,
узлы, агрегаты), так и технологические процессы, методы и спо-
133
собы восстановления работоспособности или отдельных свойств
объектов ремонта, комплектующие изделия и др.
По результатам испытаний составляется протокол испыта-
ний, который содержит необходимые сведения об объекте ис-
пытаний, применяемых методах, средствах и условиях испы-
таний, результаты испытаний, а также заключение по результа-
там испытаний.
8.2. Испытания отремонтированных деталей
Испытание отремонтированных деталей производится как на
этапе разработки метода восстановления, так и при серийном вос-
становлении деталей на производстве. При разработке метода вос-
становления отремонтированные детали испытывают на точность,
потери на трение, прочность, жесткость, теплостойкость, изно-
состойкость и виброустойчивость.
Испытание деталей при разработке методов восстановления
проводят на экспериментальных установках, которые позволяют
испытывать образцы, использовать форсированные режимы, про-
водить точные измерения, и в натурных узлах и машинах, позво-
ляющих выполнять испытания в условиях, близких к эксплуата-
ционным. Испытания отремонтированных деталей в условиях про-
изводства сводятся к проверке точности обработки и неразрушаю-
щему контролю.
Параметры деталей при испытании определяют приборами:
механическими, пневматическими, оптическими и электрическими.
Геометрическую точность проверяют универсальными инструмен-
тами для измерения длин, углов, шероховатости поверхности, а
также специальными приборами для измерения отдельных дета-
лей — зубчатых колес, резьб, подшипников качения. Проверяется
также непрямолинейность, неплоскостность поверхностей и точ-
ность кинематических цепей.
Испытания деталей на трение проводят при исследовательских
испытаниях для оценки качества ремонта. При испытаниях на тре-
ние определяют механические потери без нагрузки, а также поте-
ри под нагрузкой и определяют зависимость КПД от нагрузки.
Нагрузку испытываемой детали оценивают с помощью весового
устройства балансирного электродвигателя, вал которого опира-
ется на подшипники качения. Момент, создаваемый на статоре,
уравновешивают грузами или динамометром. Потери под нагруз-
кой определяют по разности мощности на входе и выходе. Момент
на выходе измеряется и создается механическим, гидравлическим,
электрическим или другим тормозом.
Испытания на прочность проводятся в рамках исследовательс-
ких испытаний для определения напряженного состояния, а так-
же статической, циклической и ударной прочности, прочности
при низких и высоких температурах и т.д.
134
При приемочных и периодических испытаниях отремонтиро-
ванные детали также подвергаются испытанию на жесткость. Опре-
деляется жесткость как отношение силы к перемещению в точках
и направлениях, наиболее влияющих на работоспособность узла
или агрегата. Испытания проводят при постоянном напряжении.
Испытания на изнашивание отремонтированных деталей наибо-
лее актуальны, поскольку именно износ является одной из основ-
ных причин выхода детали из строя. Основная масса деталей автомо-
биля работает в условиях граничного жидкостного и полужидкос-
тного трения, поэтому при испытаниях деталей, восстановленных
тем или иным способом, необходимо учитывать эти виды трения.
Износ деталей оценивается при лабораторных, стендовых и
эксплуатационных испытаниях. Одним из наиболее распространен-
ных способов оценки износа деталей является микрометрирова-
ние, при котором линейный износ определяется с помощью из-
мерения размеров деталей мерительными инструментами (микро-
метры, индикаторы и др.). Износ также можно определять взве-
шиванием, в ходе которого определяется суммарный износ по
потерям массы с поверхностей трения.
Степень износа деталей агрегата возможно оценить, используя
метод спектрального анализа. С этой целью производится перио-
дический отбор проб масла из масляных ванн картеров испыты-
ваемых агрегатов. Износ деталей также можно оценивать с помо-
щью радиоактивных индикаторов. Радиоактивный изотоп, предва-
рительно введенный в изнашиваемый материал, удаляется вместе
с частицами износа, измеряемая при этом радиоактивность ука-
зывает значение износа. Метод встроенных датчиков позволяет
определять износ с помощью фиксации изменения линейных раз-
меров, для чего используются тензодатчики, выходные сигналы
которых регистрируются осциллографом. Метод искусственных баз
позволяет определить значение износа по изменению размеров
искусственно нанесенных углублений, выполненных на изнаши-
ваемой поверхности. Углубления выполняют вырезанием лунок,
сверлением конических отверстий, отпечатками в форме конуса
или пирамиды.
8.3. Испытания отремонтированных агрегатов
Испытаниям отремонтированных агрегатов, как правило, пред-
шествует их приработка. Приработка и испытания проводятся на
завершающей стадии технологического процесса ремонта агрега-
тов и выполняются на одном стенде. Целью приработки и испыта-
ния отремонтированного агрегата является его подготовка к вос-
приятию эксплуатационных нагрузок, выявление дефектов, свя-
занных с качеством ремонта деталей и сборки агрегатов, а также
проверка соответствия характеристик агрегатов требованиям норма-
тивно-технической документации.
135
Отремонтированные агрегаты проходят приемочные, конт-
рольные, приемо-сдаточные и эксплуатационные испытания. При-
емочные испытания проводят в случае освоения ремонта новой
модели автомобиля или использования в отремонтированном аг-
регате деталей, восстановленных новым методом. Контрольные ис-
пытания проходят все отремонтированные двигатели после при-
работки. В ходе контрольных испытаний (они, как правило, со-
вмещены с приработкой) проверяется, нет ли резких стуков и
шумов, выделяющихся из общего шума работы двигателя, выб-
расывания или течи масла, воды или топлива, пропуска отрабо-
тавших газов в местах соединений, подсоса воздуха через про-
кладки впускной трубы и карбюратора. Приемо-сдаточные испы-
тания проходят все отремонтированные двигатели после прира-
ботки. Целью приемо-сдаточных испытаний является оценка каче-
ства сборки, а также качества приработки сопряжений двигателя.
Если в процессе приработки и испытания обнаруживают непо-
ладки, то двигатель отправляют на устранение дефектов, а затем
повторно испытывают.
Приработка и испытания двигателей на АРП производятся на
обкаточно-тормозных стендах переменного тока, включающих ус-
тройство для вращения двигателя в период холодной обкатки и
для поглощения мощности двигателя во время горячей обкатки и
испытания, а также дополнительное оборудование, обеспечиваю-
щее двигатель топливом, охлаждающей водой и смазкой. Стенд
состоит из асинхронной электрической машины АБК, которая при
холодной обкатке работает в режиме двигателя (рис. 8.1). Во время
горячей обкатки электрическая машина работает в режиме ге-
нератора, отдавая ток в электрическую сеть.
Эффективную мощность двигателя на стенде определяют путем
измерения крутящего момента, развиваемого двигателем при опре-
деленной частоте вращения коленчатого вала. Для определения
крутящего момента используется тормозное устройство. В первую
очередь тормозное устройство предназначено для поглощения ме-
ханической энергии и преобразования ее в тепловой или электри-
ческий вид энергии. Корпус тормоза балансирно закрепляют на
стойках и по углу поворота корпуса электромашины определяют
механический момент. Для замера тормозного момента при прира-
ботке двигателей под нагрузкой или крутящего момента при хо-
лодной приработке используют весовой механизм.
Двигатели первой комплектности должны испытываться на топ-
ливную экономичность. Топливную экономичность двигателей мож-
но определить с помощью расходомера топлива непрерывного дей-
ствия фотоэлектрического типа К-427, который позволяет оцени-
вать мгновенный и суммарный расходы топлива. Он устанавлива-
ется в систему питания двигателя между топливным насосом и
карбюратором и фиксирует число оборотов ротора, который при-
водится во вращение топливом, протекающим по каналу корпуса.
136
Рис. 8.1. Электротормозной стенд:
1— указатель электротахометра; 2 — термометр для воды; 3 — циферблат весо-
вого механизма; 4 — манометр; 5 — термометр для масла; 6 — электрическая
балансирная машина АКБ; 7 — муфта; 8 — редуктор; 9 — плита; 10 — рама
У двигателей первой комплектности проверяют экологические
показатели: токсичность отработавших газов у карбюраторных,
дымность у дизельных. Для осуществления этой проверки в газо-
провод каждого стенда (до соединения с общим газоотводом) дол-
жна быть введена пробоотборная трубка для подсоединения шлан-
га к газоанализатору или дымомеру.
У отремонтированных двигателей рекомендуется оценивать
характеристики вибрации и шума. Спектры шумов исследуют с
помощью шумомеров, состоящих из датчика, усилителя и указа-
теля шума в децибелах. Общий указатель шума карбюраторного
двигателя составляет 103... 105 дБ, а дизеля — ПО... 112 дБ. Оценка
уровня вибрации двигателя производится с помощью пьезоэлектри-
ческих датчиков, затем сигнал усиливается и фиксируется с по-
мощью осциллографа или другого регистрирующего прибора. Уро-
вень вибрации на различных частотах позволяет оценивать состоя-
ние отдельных подсистем и деталей испытываемого двигателя.
Наряду с приемо-сдаточными испытаниями для отремонтиро-
ванных двигателей проводят инспекционные испытания, в ходе ко-
торых двигатель частично или полностью разбирают с целью оценки
состояния рабочих поверхностей основных деталей. Осмотру под-
вергают те двигатели, при обкатке и испытаниях которых возник-
ли подозрения на возможные появления дефектов, а также среди
карбюраторных двигателей проверяется каждый 20-й, а среди ди-
зелей — каждый 10-й двигатели.
137
Топливные насосы высокого давления (ТНВД) испытывают по
следующим параметрам: неравномерность работы регулятора час-
тоты вращения; условная жесткость пружины регулятора; начало
действия регулятора; углы начала и конца впрыскивания; нерав-
номерность подачи топлива и ряд других.
Стенд для испытания и регулирования ТНВД состоит из при-
водного механизма, мерного блока с мензурками и стендовыми
форсунками, топливного бака, счетчика числа циклов, стробос-
копического устройства.
Кроме ТНВД, на стендах испытывают топливоподкачивающие на-
сосы, фильтры тонкой очистки топлива, муфты опережения впрыски-
вания, а на стендах КИ-15711 и -15716 — и ограничители дымления.
У форсунок при испытаниях на стенде КИ-15706 проверяют
давление начала вспрыскивания топлива, герметичность распы-
лителя, качество распыляемого топлива. Давление начала вспрыс-
кивания у форсунок различных двигателей находится в пределах
16,5... 18,0 МПа. Герметичность распылителя и качество распыли-
вания проверяют визуально.
Целью испытаний коробок передач является проверка качества
восстановления отдельных деталей и в целом качества сборки. Испы-
тания проводят как под нагрузкой, так и без нагрузки. Сначала
испытывают без нагрузки на всех передачах при частоте вращения
первичного вала 900... 1000 мин-1, затем при 1400... 1500 мин-1.
Продолжительность испытания определяется временем, необхо-
димым для прослушивания работы коробки передач и выявления
дефектов. При тех же частотах испытывают на каждой передаче по
2... 3 мин и под нагрузкой 100... 150 Н • м на первичном валу. В ходе
испытаний проверяют, нет ли подтеканий масла, самопроизволь-
ного выключения передач, повышенного шума, ударов, стуков.
Для испытания коробок передач применяют стенды различной кон-
струкции: электромагнитные, с асинхронным электродвигателем,
с нагрузкой внутренними силами и с гидравлическим тормозом.
Отремонтированные задние мосты испытывают с нагрузкой и без
нагрузки, как правило, на стендах с асинхронными электродвигате-
лями. Целью испытаний является выявление шумов высокого тона,
для чего проводят испытания без нагрузки с частотой вращения ве-
дущей конической шестерни 900... 1500 мин-1 и под нагрузкой 10 кВт
в течение 10... 15 мин с частотой вращения 900... 1500 мин-1. При
испытаниях регулируют тормозные механизмы и проверяют работу
главной передачи и дифференциала. При испытаниях не допускается
нагрев редуктора и ступиц колес.
Требования техники безопасности при проведении испытаний
предусматривают проведение инструктажа по общим правилам тех-
ники безопасности, инструктажа на рабочем месте. Запрещаются
работы по техническому обслуживанию и ремонту стендов без пол-
ного снятия напряжения с силового электрошкафа. Необходимо
соблюдение чистоты и порядка. Перед проведением испытаний
138
необходимо проверять крепление всех узлов стенда, исправность
защитных ограждений, подъемно-транспортных и других механиз-
мов. Запрещается во время испытания агрегата проводить работы
по креплению и регулировке. Участок испытания и доукомплектова-
ния двигателей должен быть обеспечен средствами пожаротушения
из расчета на 50 м2 площади пола один огнетушитель ОП-5, один
огнетушитель ОУ-5 и ящик с песком вместимостью 0,5 м3.
ГЛАВА 9. ОБЩАЯ СБОРКА, ИСПЫТАНИЕ И ВЫДАЧА
АВТОМОБИЛЕЙ ИЗ РЕМОНТА
9.1. Организация сборки автомобилей
Общую сборку автомобилей производят либо на универсальных
рабочих местах при небольшом объеме производства и многоно-
менклатурной производственной программе, либо на потоке в слу-
чае специализированных предприятий со значительным объемом
производства. Общая сборка на ремонтном предприятии должна
производиться в той же последовательности и с той же тщатель-
ностью, как и сборка нового автомобиля.
Сборка на универсальных рабочих местах характеризуется непод-
вижностью собираемого автомобиля, к которому подаются все
составные части. Такая организация сборки требует про-
должительного времени и сборщиков высокой квалификации.
Поточная сборка осуществляется при принудительном передви-
жении собираемого автомобиля. Автомобиль перемещается конвей-
ером, на котором производится процесс сборки. Движение кон-
вейера (непрерывное или периодическое) принимается в зависи-
мости от размера производственной программы, такта выпуска,
сложности сборочных операций и других технологических факторов.
Отрезок времени между выходом со сборки двух готовых автомоби-
лей называется тактом сборки.
Характерными для поточной сборки являются следующие при-
знаки:
за рабочим местом закреплена определенная сборочная операция;
собранный на предыдущем рабочем месте автомобиль передается
на следующую операцию немедленно по окончании предыдущей;
на всех рабочих местах сборочной линии работа синхронизиро-
вана и производится по выбранному такту;
сборка механизирована.
Процесс сборки начинается, как правило, с установки рамы
автомобиля на подставки при сборке на универсальных рабочих
Местах или на подвижные тележки при поточной сборке. Затем на
базовую сборочную единицу (раму) устанавливают в строгой тех-
нологической последовательности все основные узлы и агрегаты:
139
передний и задний мосты, карданную передачу, рулевое управ-
ление, двигатель в сборе с коробкой передач, радиатор, кабину,
колеса и остальные узлы, механизмы и детали. В процессе сборки
выполняются необходимые регулировочные работы.
При сборке необходимо обращать внимание на строгое центриро-
вание агрегатов относительно друг друга, так как несоблюдение
этого условия приводит к чрезмерному износу отдельных агрегатов
и их преждевременному выходу из строя в процессе эксплуатации.
9.2. Механизация сборочных работ
Выбор средств механизации сборочных работ зависит от коли-
чества собираемых автомобилей, а также от требуемой точности
сборки. Наибольшая производительность и точность соединения
деталей достигаются с помощью различных механизированных
инструментов и приспособлений. По принципу действия механи-
зированный инструмент с электрическим, пневматическим и гид-
равлическим приводом делится на следующие группы:
ударного действия — клепальные молотки, шиберы, кернеры;
вращательного действия — дрели, шлифовальные машины,
гайковерты, отвертки.
Приспособления, применяемые при сборке, подразделяются на
следующие виды:
для установки и соединения деталей — подставки с призмами
для установки деталей на валы, поворотные столы для монтажа
деталей и др.;
для напрессовки на валы зубчатых колес, шкивов, подшипни-
ков и т.д.;
контрольные приспособления и стенды для проверки качества
сборки и определения действительных эксплуатационных характе-
ристик сборочного узла или автомобиля.
В качестве подъемно-транспортных средств для обеспечения сбо-
рочного процесса используются электрические и гидравлические подъ-
емники, мостовые краны, однобалочные мостовые краны (кран-бал-
ки), поворотные консольные краны, однорельсовые подвесные пути
(монорельсы), оборудованные электрическими талями. Транспорти-
ровка деталей и узлов осуществляется с помощью электрокаров, элек-
тропогрузчиков, рельсовых и безрельсовых тележек, пластинчатых
конвейеров (рольгангов), подвесных конвейеров. Для общей сборки
автомобилей обычно используются грузоведущие конвейеры (рис. 9.1).
Рабочие места сборщиков располагают в порядке последо-
вательности операций технологического процесса сборки. При
выполнении сборочных работ должны соблюдаться правила тех-
ники безопасности.
Сборка должна производиться на специальных стендах или при-
способлениях, обеспечивающих устойчивое положение собирае-
мого изделия или сборочной единицы. Инструмент, используемый
140
Рис. 9.1. Грузоведущий конвейер:
1 — приводная станция; 2 — тяговая цепь; 3 — натяжная станция
для сборочных работ, должен находиться в исправном состоянии
и соответствовать своему назначению.
Электрические и пневматические инструменты перед началом
работы необходимо опробовать вхолостую для проверки их исправ-
ности. Электрические провода и шланги пневмоинструмента не дол-
жны быть натянуты.
9.3. Испытание и выдача автомобилей из ремонта
После сборки автомобиль поступает на контроль и испытание.
Контроль и испытание автомобиля проводят для проверки
комплектности, качества сборочных, регулировочных и крепеж-
ных работ, проверки работы и технического состояния всех агре-
гатов, механизмов и приборов, дополнительной регулировки, а
также для выявления соответствия технических показателей требу-
емым техническим условиям. Испытания проводят на стенде с
беговыми барабанами. Стенд позволяет проверить работу двигате-
ля, агрегатов трансмиссии и ходовой части, а также оценить ос-
новные эксплуатационно-технические качества автомобиля (мощ-
ность двигателя, тяговое усилие на ведущих колесах, расход топ-
лива на различных скоростных и нагрузочных режимах, путь и время
разгона до заданной скорости, потери мощности на трение в агре-
гатах и ходовой части, наибольший допустимый тормозной путь с
определенной скоростью), проверить и отрегулировать установку
углов управляемых колес и т.д. Все выявленные при испытании
неисправности необходимо устранить.
В дополнение к стендовым испытаниям каждый грузовой авто-
мобиль после капитального ремонта должен пройти испытание про-
бегом на расстояние 30 км с нагрузкой, равной 75 % номинальной
грузоподъемности, при скорости не более 30 км/ч, для проверки
на управляемость, а также для дополнительного определения со-
ответствия технического состояния автомобиля требуемым техни-
ческим нормам на различных режимах работы и в различных до-
рожных условиях. При пробеге проверяют также исправность и
надежность работы всех систем, механизмов и соединений.
141
После испытания пробегом автомобиль тщательно осматривают.
Все выявленные пробегом и осмотром дефекты устраняют. При от-
сутствии дефектов (или после их устранения) автомобиль посту-
пает на окончательную окраску, а затем предъявляется отделу тех-
нического контроля (ОТК). На принятом ОТК автомобиле (на пе-
редней панели кабины под капотом) ставят приемочное клеймо.
Качество отремонтированных автомобилей должно соответство-
вать техническим условиям на сдачу в КР и выдачу из ремонта
автомобилей, их агрегатов и узлов. На каждый выпускаемый из
ремонта автомобиль заказчику выдается паспорт этого автомоби-
ля, в котором фиксируется комплектность, техническое состоя-
ние и соответствие отремонтированного автомобиля техническим
условиям. Технические условия устанавливают гарантированную
исправную работу автомобиля в течение определенного времени и
до определенного пробега за этот период. Эти сроки службы и про-
беги гарантированы при условии эксплуатации автомобилей в со-
ответствии с «Положением о техническом обслуживании и ремонте
подвижного состава автомобильного транспорта» и инструкциями
заводов-изготовителей. В течение гарантийного срока все обна-
руженные заказчиком неисправности по вине АРП должны быть
устранены безвозмездно в течение трех суток со дня предъявления
рекламации. Карбюраторные двигатели отремонтированных авто-
мобилей в целях ограничения нагрузки на период обкатки снабжа-
ют запломбированной ограничительной шайбой, снимать кото-
рую в эксплуатации нужно в строгом соответствии с правилами,
установленными для новых двигателей.
В настоящее время установлен гарантийный срок эксплуатации авто-
мобилей — 12 мес со дня выдачи из ремонта при пробегах (для пер-
вой категории эксплуатации): не более 20 тыс. км — автобусами; не
более 16 тыс. км — прочими автомобилями всех видов и назначений.
Гарантийный срок хранения отремонтированных составных ча-
стей автомобилей 12 мес с момента выдачи из ремонта при усло-
вии соблюдения правил консервации и хранения.
При выпуске автомобиля из КР к нему прилагаются следующие
документы:
паспорт автомобиля с отметкой АРП о произведенном ремон-
те, указанием даты выпуска из ремонта, новых номеров шасси и
двигателя, а также основного цвета окраски;
инструкция по эксплуатации с указанием особенностей эксплу-
атации отремонтированных автомобилей в обкаточный и гаран-
тийный периоды, а также периодов и организации устранения
дефектов в гарантийный период;
При выпуске двигателя из КР к нему прилагаются: паспорт;
инструкция по эксплуатации с указанием особенностей установки
и эксплуатации двигателя в обкаточный и гарантийный периоды.
Выпуск из КР автомобилей, их составных частей и деталей
(комплектов деталей) оформляется приемо-сдаточным актом.
142
РАЗДЕЛ III. СПОСОБЫ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ
ГЛАВА 10. КЛАССИФИКАЦИЯ СПОСОБОВ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Основная задача, которую преследуют ремонтные предприя-
тия, это снижение себестоимости ремонта автомобилей и агрега-
тов при обеспечении гарантий потребителей, т. е. гарантии после-
ремонтного ресурса.
Исследования ремонтного фонда (автомобилей и агрегатов, пос-
тупающих в ремонт) показали, что в среднем около 20 % деталей —
утильных, 25... 40 % — годных, а остальные 40... 55 % — можно вос-
становить. Даже процент утильных деталей можно значительно сни-
зить на АРП, если оно будет располагать эффективными способами
дефектации и восстановления.
Технологии восстановления деталей относятся к разряду наи-
более ресурсосберегающих, так как по сравнению с изготовлени-
ем новых деталей сокращаются затраты (на 70 %). Основным ис-
точником экономии ресурсов являются затраты на материалы. Сред-
ние затраты на материалы при изготовлении деталей составляют
38%, а при восстановлении — 6,6 % от общей себестоимости. Для
восстановления работоспособности изношенных деталей требует-
ся в 5...8 раз меньше технологических операций по сравнению с
изготовлением новых деталей.
Несмотря на рентабельность, трудоемкость восстановления де-
талей еще неоправданно высока и даже на крупных ремонтных
предприятиях в среднем до 1,7 раз больше трудоемкости изготов-
ления одноименных деталей на автомобильных заводах.
Мелкосерийный характер производства, использование уни-
версального оборудования, частые его переналадки, малые партии
восстанавливаемых деталей затрудняют возможность значительно-
го снижения трудоемкости отдельных операций.
Основное количество отказов деталей автомобилей вызвано
износом рабочих поверхностей — до 50%, 17,1% связано с по-
вреждениями и 7,8 % вызвано трещинами. Основное место среди
всех отказов автомобилей занимает двигатель — это до 43 % отка-
зов. Примерно 85 % деталей восстанавливают при износе не более
0,3 мм, т. е. их работоспособность восстанавливается при нанесе-
нии покрытия незначительной толщины. Нанесение металла на не-
сущие поверхности с последующей механической обработкой по-
зволит многократно использовать деталь.
143
Доля восстанавливаемых наружных и внутренних цилиндрических
поверхностей составляет 53,3 %, резьбовых — 12,7 %, шлицевых —
10,4 %, зубчатых — 10,2 %, плоских — 6,5 %, все остальные — 6,9 %.
На рис. 10.1 приведена классификация способов восстановле-
ния деталей, которые нашли применение в ремонтном производ-
стве и обеспечивают необходимые эксплуатационные характерис-
тики деталей, а в табл. 10.1 приведены их оценочные показатели.
Объемы восстановления деталей на АРП определяются нали-
чием соответствующих по наименованию и цене запасных частей.
ГЛАВА 11. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СЛЕСАРНО-
МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
ПЛ. Обработка деталей под ремонтный размер
Обработка поверхностей детали под ремонтный размер эффек-
тивна в случае, если механическая обработка при изменении разме-
ра не приведет к ликвидации термически обработанного поверхнос-
тного слоя детали. Тогда у дорогостоящей детали соединения дефек-
ты поверхности устраняются механической обработкой до заранее
заданного ремонтного размера (например, шейки коленчатого
вала), а другую (более простую и менее дорогостоящую деталь)
заменяют новой соответствующего размера (вкладыши). В этом слу-
чае соединению будет возвращена первоначальная посадка (зазор
или натяг), но поверхности детали, образующие посадку, будут
иметь размеры, отличные от первоначальных. Применение вклады-
шей ремонтного размера (увеличенных на 0,5 мм) позволит сни-
зить трудоемкость и стоимость ремонта при одновременном сохра-
нении качества отремонтированных блоков цилиндров и шатунов.
Ремонтные размеры и допуски на них устанавливает завод-
изготовитель. Восстановление деталей под ремонтные размеры
характеризуется простотой и доступностью, низкой трудоемкостью
(в 1,5...2,0 раза меньше, чем при сварке и наплавке) и высокой
экономической эффективностью, сохранением взаимозаменяемос-
ти деталей в пределах ремонтного размера. Недостатки способа —
увеличение номенклатуры запасных частей и усложнение организации
процессов хранения деталей на складе, комплектования и сборки.
Очередной ремонтный размер (рис. 11.1) для вала (знак «—») и
отверстия (знак «+») определяют по формуле
Д = Д ± 2/(рЯтах + г), (11.1)
где Д — z-й ремонтный размер, мм; Д — номинальный размер,
мм; z — номер ремонтного размера (z = 1... л); р — коэффициент
неравномерности износа; Ятах — максимальный односторонний из-
нос, мм; z — припуск на механическую обработку на сторону, мм.
144
У
у
I
I
5
§
2
Газоэлект-
рическим [
Газопла- [
менным
Детонационным
Электродуговым
Плазменным
Высокочастотным
Газокислородным
Газовоздушным
Пайкой
2 2 2 -L Железнением 1
2 2 > S S К S.S § У 5 -L Никелированием |
* § к Меднением |
Хромированием |
Цинкованием |
Кадмированием |
Нанесением синтетических материалов
Восстановление деталей
>2 о 5
i 2 <U §§ »1
<5 if
им 1 2
ь» <50
си О
си CL S
У 2* §
2 2
& *
си 2
Слесарной обработкой
__________Механической обработкой_________
Под ремонтный размер
Постановкой дополнительной ремонтной детали
Раздачей |
Обжатием I
Накаткой
Осадкой
Вытяжкой
Раскаткой
Правкой
Чеканкой
Дуговой — Ручной покрытыми электродами
Под флюсом
В среде углекислого газа
Неплавящимся электродом (вольфрамовым) в среде аргона
Вибродуговой
Широкослойной
Электроконтактной приваркой ленты (проволоки)
| Газовой
| Плазменной
| Лазерной
Рис. 10.1. Классификация способов восстановления
145
Таблица 10.1
Характеристики способов восстановления деталей
Показатель Сварка ручная Наплавка механизирован- ная Электроли- тические покрытия Плас- тичес- кое де- фор- миро- ва- ние Обра- ботка под ремон- тный раз- мер Поста- новка допол- ни- тель- ной дета- ли
элек- тро- дуго- вая газо- вая арго- но- дуго- вая под слоем флю- са виб- роду- го- вая В сре- де СО2 хро- ми- рова- ние же- лез- не- ние
Коэффициент:
износостойкости (по отношению 0,70 0,70 0,70 0,91 1,00 0,72 1,67 0,91 1,00 0,95 0,90
к стали 45, закаленной ТВЧ)
выносливости (по отношению к образцам из стали 45) 0,60 0,70 0,70 0,87 0,62 0,90 0,97 0,82 0,90 0,90 0,90
сцепления 1,00 1,00 1,00 1,00 1,00 1,00 0,82 0,65 1,00 1,00 1,00
долговечности 0,42 0,49 0,49 0,70 0,62 0,63 1,72 0,58 0,90 0,86 0,81
Расчетная толщина покрытия, мм 5,0 3,0 4,0 3...4 2...3 2...3 0,3 0,5 2,0 0,2 5,0
Расход материалов, кг/м2 48 38 36 38 31 30 21 23 — — —
Трудоемкость восстановления, ч/м2 60 72 56 30 32 28 54,6 18,6 36,2 16,7 148
Энергоемкость восстановления, 80 520 286 234 256 324 121 126 121 121
кВт • ч/м2
Производительность процесса, м2/ч 0,016 0,014 0,018 0,033 0,031 0,036 0,018 0,054 0,028 0,06 0,007
Р = Ятах/(Ятах - Ят!п), (11.2)
где Ят|п — минимальный односторонний износ, мм.
Число ремонтных размеров:
для вала
Я (Д Дп1п)/У,
для отверстия
И (Дпах 7)н)/у,
(11.3)
(Н.4)
где у = 2(рЯтах + z) — ремонтный интервал; Z>min, Dmm — соответ-
ственно минимально допустимый диаметр для вала и максимально
допустимый диаметр для отверстия, определяемые из условия проч-
ности или нарушения толщины термообработанного слоя.
Рис. 11.1. Схема к расчету ремонтных размеров:
а — для вала; б — для отверстия
Ремонтный интервал зависит от величины износа поверхности
Детали за межремонтный пробег автомобиля, припуска на меха-
ническую обработку. Значения ремонтных интервалов должны быть
Регламентированы соответствующими техническими условиями или
Руководствами по ремонту.
11.2. Постановка дополнительной ремонтной детали
Способ дополнительных ремонтных деталей (ДРД) применяют
Для восстановления резьбовых и гладких отверстий в корпусных
Деталях, шеек валов и осей, зубчатых зацеплений, изношенных
Плоскостей.
147
При восстановлении детали изношенная поверхность обраба-
тывается под больший (отверстие) или меньший (вал) размер и
на нее устанавливается специально изготовленная ДРД: ввертыш,
втулка, насадка, компенсирующая шайба или планка (рис. 11.2).
Крепление ДРД на основной детали производится напрессовкой
с гарантированным натягом, приваркой, стопорными винтами,
клеевыми композициями, на резьбе. При выборе материала для
дополнительных деталей следует учитывать условия их работы и
обеспечивать срок службы до очередного ремонта. После установ-
ки рабочие поверхности дополнительных деталей обрабатывают-
ся под номинальный размер с соблюдением требуемой точности
и шероховатости.
Усилие запрессовки F подсчитывают по формуле
F = fndLp, (11.5)
где/» 0,08...0,10 — коэффициент трения; d — диаметр контакти-
рующих поверхностей, мм; L — длина запрессовки, мм; р — удель-
ное контактное давление сжатия, кгс/мм2.
Диаметр контактирующей поверхности:
для вала
d - dH0 — 25,
для втулки
d — d„.o + 25,
(11-6)
(П.7)
где dH'O, dB0 — соответственно нижнее и верхнее предельные
отклонения вала и втулки, мм; 5 — толщина втулки, мм.
Значение минимально допустимой толщины втулки определя- ,
ют из условия прочности
(П.8)
5 = pnd/(2[c]),
Рис. 11.2. Восстановление изношенных отверстий (а), шестерен (б), шеек
цапф (в), резьб (г) постановкой дополнительных деталей:
1 — изношенная деталь; 2 — дополнительная деталь
148
где п = стт/[а] — запас прочности; [а] — допускаемое напряжение,
кгс/см2; от — предел текучести для материала втулки, кгс/см2.
К расчетной толщине втулки 5 необходимо прибавить припуск
на ее механическую обработку после запрессовки.
Удельное контактное давление сжатия между деталями
Р = №b/[d(S\/Ei + CV^)], (11.9)
где А — максимальный расчетный натяг, мкм; С, и С2 — коэффици-
енты охватываемой и охватывающей детали; Е\ и Ег — модули уп-
ругости материала охватываемой и охватывающей детали, кгс/мм2.
С, = [(J2 + J2)/(J2 - J2)] -
(11.10)
С2 = [(D2 + J2)/(Z)2 - J2)] - ц2,
где d0 — диаметр отверстия охватываемой детали (для вала do = 0),
мм; D — наружный диаметр охватывающей детали, мм; gi и ц2 —
коэффициенты Пуассона для охватываемой и охватывающей детали
(для стали — 0,3; для чугуна — 0,25).
Если для постановки ДРД используются тепловые методы сбор-
ки, то температуру нагрева охватывающей детали или охлаждения
охватываемой детали определяют по формуле
Т= 10-3ДА + 5)/(ас0, (11.11)
где К = 1,15... 1,30 — коэффициент, учитывающий частичное
охлаждение или нагрев при сборке; S — гарантированный зазор,
мкм; а — коэффициент линейного расширения охватывающей
детали при нагреве или охватываемой при охлаждении.
П.З. Заделка трещин в корпусных деталях
фигурными вставками
Трещины в корпусных деталях (головках и блоках цилиндров
двигателей, картерах коробок передач, задних мостах и других де-
талях) можно устранить следующими двумя видами фигурных вста-
вок (рис. 11.3).
Уплотняющие вставки (рис. 11.3, а) применяют для заделки тре-
щин длиной более 50 мм с обеспечением герметичности как тол-
стостенных, так и тонкостенных деталей.
Для тонкостенных деталей используют вставки диаметром 4,8 мм,
а для деталей с толщиной стенок 12... 18 мм — 6,8 мм. Для установ-
ки уплотняющей фигурной вставки сверлят отверстия диаметром
4,8 или 6,8 мм на глубину 3,5 или 6,5 мм за пределами конца тре-
щины на расстояние 4...5 или 5...6 мм соответственно. Затем, ис-
пользуя специальный кондуктор (рис. 11.4), последовательно вдоль
трещины сверлят такие же отверстия. Через каждые пять отверстий
(рис. 11.5) сверлят отверстия поперек трещины — по два с каждой
149
стороны. Отверстия продувают сжатым воздухом, обезжиривают
ацетоном, смазывают эпоксидным составом, устанавливают и рас-
клепывают фигурные вставки. Вставки диаметром 6,8 мм помеща-
ют в отверстие в два ряда.
Стягивающие вставки (рис. 11.3, б) используют для стягивания
боковых кромок трещины на толстостенных деталях. В деталях свер-
лят по кондуктору перпендикулярно трещине четыре или шесть
отверстий (по два или три отверстия с каждой стороны) диамет-
ром, соответствующим диаметру вставки, с шагом, большим на
0,1 ...0,3, и глубиной 15 мм. Перемычку между отверстиями удаля-
ют специальным пробойником в виде пластины шириной 1,8 или
3,0 мм в зависимости от размеров вставки. В паз запрессовывают
Рис. 11.3. Фигурные вставки:
а — уплотняющие; б — стягивающие
150
Рис. 11.4. Кондуктор для сверления отверстий
под фигурные вставки:
1 — шпиндель сверлильной машины; 2 — приспо-
собление для сверления; 3 — патрон; 4 — сверло;
5 — кондуктор; 6 — фиксаторы; 7 — просверленные
отверстия; 8 — деталь
фигурную вставку, ее расклепывают и зачи-
щают (опиливанием или переносным враща-
ющимся абразивным кругом) этот участок за-
подлицо.
Фигурные вставки устанавливаются в не-
сколько слоев до полного закрытия паза с пос-
ледующим расклепыванием каждого слоя. Фи-
гурные вставки изготавливают способом во-
лочения в виде фасонной ленты из ст. 20, ст. 3.
Качество заделки трещины проверяют на
герметичность на стенде в течение 3 мин при
давлении 0,4 МПа.
Для выполнения работ по заделки трещин
с использованием фигурных вставок используют следующее обо-
рудование: сверлильную машину или электрическую дрель; шли-
фовальную машину или станок обдирочно-шлифовальный; кле-
пальный молоток; пистолет для обдува детали сжатым воздухом;
емкости с ацетоном и с составом на основе эпоксидной смолы.
11.4. Восстановление резьбовых поверхностей
спиральными вставками
Один из способов восстановления изношенной или поврежден-
ной резьбы — это установка резьбовой спиральной вставки. Эти встав-
ки увеличивают надежность резьбовых соединений деталей, особенно
изготовленных из алюминия и чугуна. Спиральные вставки изготав-
ливают из коррозионно-стойкой проволоки ромбического сечения
в виде пружинящей спирали (рис. 11.6).
Технологический процесс восстановление резьбовой поверхно-
сти включает:
рассверливание отверстия (см. табл.
21.3) с применением накладного
кондуктора и снятие фаски (1x45°).
Смещение осей отверстий не более
0,15 мм, перекос осей отверстий не
более 0,15 мм на длине 100 мм;
нарезание резьбы в рассверленном
отверстии детали (см. табл. 21.3). Ско- Рис. 115. схема установки
рость резания 4...5 м/мин, частота уплотняющей и стягиваю-
вращения 60...80 мин-1; щей вставок
151
Поводок
Рис. 11.6. Резьбовая спиральная
вставка
установка резьбовой вставки
в деталь: установить резьбовую
вставку в монтажный инстру-
мент (рис. 11.7, а); ввести стер-
жень инструмента в резьбовую
вставку так, чтобы ее техноло-
гический поводок вошел в паз
нижнего конца стержня; завер-
нуть вставку в отверстие нако-
нечника инструмента, а затем с
помощью инструмента в резьбовое отверстие детали (рис. 11.7, б);
вынуть инструмент и удалить (посредством удара бородка) техно-
логический поводок резьбовой вставки;
контроль качества восстановления резьбы с помощью «проход-
ного» и «непроходного» калибра или контрольного болта. При кон-
троле резьбовая вставка не должна вывертываться вместе с калиб-
ром (контрольным болтом).
Проходной калибр, завернутый на всю длину вставки, не дол-
жен отклоняться более чем на 0,5 мм в любую сторону. Непроход-
ной резьбовой калибр соответствующего размера не должен ввер-
тываться в установленную в деталь вставку. Резьбовая вставка дол-
жна утопать в резьбовом отверстии не менее чем на один виток
резьбы. Выступание ее не допускается.
Рис. 11.7. Установка резьбовой вставки:
а — в монтажный инструмент; б — в резьбовое
отверстие детали
152
11.5. Восстановление посадочных отверстий
свертными втулками
Восстанавливают свертными втулками посадочные отверстия под
подшипники качения. Технологический процесс включает в себя
следующие операции:
изготовление заготовки свертной втулки. Заготовки свертных
втулок получают резкой стальной ленты на полосы шириной Н и
длиной L = 1+ 3...5 мм. Толщина ленты зависит от износа детали
(табл. 11.1). Длина и ширина заготовки свертной втулки равны
/=n(Jmax-X + 8), (11.12)
Н= В(1 + у/100), (11.13)
где I — длина заготовки свертной втулки, мм; Jmax — максимальный
диаметр расточенного отверстия, мм; X — номинальная толщина
ленты (табл. 11.1), мм; 8 — допуск на толщину ленты, мм; Н —
ширина заготовки свертной втулки, мм; В — ширина восстанавли-
ваемой поверхности, мм; у — величина относительной осевой
деформации (числовые значения приведены в табл. 11.1);
свертывание втулки из заготовки путем ее сгиба на специаль-
ных приспособлениях. После свертывания втулки с одного из ее
торцов снимают фаску;
подготовка ремонтируемого отверстия под свертную втулку:
растачивание отверстия; нарезка на обработанной поверхности
винтообразной канавки треугольного профиля;
установка втулки в ремонтируемое отверстие с помощью специ-
альной оправки, которая крепится в пиноли задней бабки токарного
станка (рис. 11.8);
Таблица 11.1
Параметры стальной ленты в зависимости от износа
восстанавливаемого отверстия
Увеличение диаметра ремонтируемого отверстия, мм Номинальная толщина ленты, мм Относительная осевая деформация ленты при свертывании, %
До 0,5 0,8 15,2
0,5... 0,7 1,0 13,2
0,7... 1,0 1,2 12,5
1,0... 1,2 1,4 11,5
1,2...1,4 1,6 10,2
153
12 3
4
Рис. 11.8. Схема установки
свертной втулки в отверстие
детали на токарном станке:
1 — деталь; 2 — свертная втулка;
3 — оправка; 4 — штифты; 5 —
пиноль задней бабки; 6 — пат-
рон станка
Рис. 11.9. Схема раскатки сверт-
ной втулки:
1 — деталь; 2 — ролики; 3 — под-
шипник упорный; 4 — пружина; 5 —
регулировочные гайки; 6 — шарнир-
ный хвостовик; 7 — свертная втул-
ка; 8 — канавка; 9 — кулачок патро-
на токарного станка
раскатка втулки специальным раскатником (рис. 11.9) на режи-
мах: окружная скорость 50...70 м/мин, подача 0,3...0,4 мм/об;
обработка фаски в соответствии с чертежом на новую деталь.
ГЛАВА 12. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ
ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ
12.1. Сущность процесса
Способ пластического деформирования основан на способности
деталей изменять форму и размеры без разрушения путем перераспре-
деления металла под давлением, т. е. основан на использовании пла-
стических свойств металла деталей. Особенность способа — это пе-
ремещение металла с нерабочих поверхностей детали на изношен-
ные рабочие поверхности при постоянстве ее объема. Пластическому
деформированию могут подвергаться детали в холодном или в на-
гретом состоянии в специальных приспособлениях на прессах.
Стальные детали твердостью до HRC 30 (низкоуглеродистые ста-
ли), а также детали из цветных металлов и сплавов обычно деформи-
руют в холодном состоянии без предварительной термообработки.
При холодном деформировании наблюдается упрочнение металла
детали, т. е. происходит наклеп, который повышает предел прочнос-
ти и твердости металла при одновременном понижении ее пласти-
154
ческих свойств. Этот процесс требует приложения больших усилий.
Поэтому при восстановлении деталей очень часто их нагревают.
В нагретом состоянии восстанавливают детали из средне- и вы-
сокоуглеродистых сталей. При восстановлении деталей необходи-
мо учитывать верхний предел нагрева и температуру конца плас-
тического деформирования металла. Относительно низкая темпе-
ратура конца деформирования металла может привести к наклепу
и появлению трещин в металле. В табл. 12.1 приведены интервалы
горячей обработки металлов давлением. В зависимости от конст-
рукции детали, характера и места износа нагрев может быть об-
щим или местным.
Таблица 12.1
Интервалы температур горячей обработки металлов давлением, °C
Материал детали Обработка
Начало Окончание
Сталь с содержанием углерода, %: < 0,3 0,3...0,5 0,5...0,9 1200... 1150 1150...1100 1100... 1050 800... 850 800... 850 800... 850
Сталь: низколегированная среднелегированная высоколегированная 1100 1100...1150 1150 825... 850 850... 875 875... 900
Медные сплавы: бронза латуньЛС59 850 750 700 600
Процесс восстановления размеров деталей состоит из опера-
ций: подготовка — отжиг или отпуск обрабатываемой поверхнос-
ти перед холодным или нагрев их перед горячим деформировани-
ем; деформирование — осадка, раздача, обжатие, вытяжка, прав-
ка, электромеханическая обработка и др.; обработка после
Деформирования — механическая обработка восстановленных по-
верхностей до требуемых размеров и при необходимости терми-
ческая обработка; контроль качества.
12.2. Восстановление размеров изношенных поверхностей
деталей методами пластического деформирования
Осадку (рис. 12.1, а) используют для увеличения наружного ди-
аметра сплошных и полых деталей, а также для уменьшения внут-
реннего диаметра полых деталей за счет сокращения их высоты
155
(бронзовые втулки и др.). Допускается уменьшение высоты втулок
на 8... 10%.
При осадке направление действия внешней силы Р перпендику-
лярно к направлению деформации 8. Для сохранения формы отвер-
стий, канавок и прорезей пред осадкой в них вставляют стальные
вставки. Осадку втулок из цветных металлов производят в специаль-
ных приспособлениях гидравлическими прессами (рис. 12.1, б). В спе-
циальных штампах при нагреве до температуры ковки осадкой вос-
станавливают шейки, расположенные на концах стальных валов.
Вдавливание (рис. 12.2, а) отличается от осадки тем, что высота
детали не изменяется, а увеличение ее диаметра происходит за
счет выдавливания металла из нерабочей части. Вдавливанием
восстанавливают тарелки клапанов двигателей, зубчатые колеса
(рис. 12.2, б), боковые поверхности шлицев на валах (рис. 12.2, в)
и т.д. Шлицы прокатывают по направлению их продольной оси
заостренным роликом, который внедряется в металл и разводит
шлиц на 1,5...2,0 мм в сторону. Инструментом служат ролики ди-
аметром 60 мм с радиусом заострения около 0,4 мм. Нагрузка на
ролик составляет 2,0...2,5 кН.
Раздачу (рис. 12.3, а) применяют для увеличения наружного
диаметра пустотелых деталей (втулки, поршневые пальцы и др.)
при практически неизменяемой ее высоте. Изменение наружного
диаметра детали происходит за счет увеличения ее внутреннего
диаметра. При раздаче через отверстие детали продавливают ша-
рик (рис. 12.3, б) или специальную оправку (рис. 12.3, в). На увели-
чение диаметра влияет материал детали, температура раздачи, ве-
личина износа и размеры. При этом возможны укорочение детали
и появление в ней трещин.
б
Рис. 12.1. Пластическое деформирование осадкой:
а — принципиальная схема; б — осадка давлением втулки верх-
ней головки шатуна; 1,4 — оправки; 2 — втулка; 3 — шатун
а
156
Рис. 12.2. Пластическое деформирование вдавливанием:
а — принципиальная схема; б — восстановление зубчатых колес; в — вос-
становление изношенной части шлица; 1 — выталкиватель; 2 — центриру-
ющий конус; 3 — разрезная коническая пружинящая втулка; 4 — пуансон;
5 — ограничительное кольцо; 6 — зубчатое колесо; 7 — матрица
Обжатием (рис. 12.4, а) восстанавливают детали с изношен-
ными внутренними поверхностями за счет уменьшения наружных
размеров, которые не имеют для них значения (корпуса насосов
гидросистем, проушины рычагов, вилок и др.). Обжатие осуще-
ствляют в холодном состоянии под прессом в специальном при-
способлении (рис. 12.4, б). Втулку проталкивают через матрицу,
которая имеет сужающее входное отверстие под углом 7...8°, ка-
либрующую часть и выходное отверстие, расширяющееся под уг-
лом 18...20°. Калибрующая часть матрицы позволяет уменьшить
Рис. 12.3. Пластическое деформирование раздачей:
а — принципиальная схема; б — объемная раздача шариком; в — объем-
ная раздача оправкой
157
1
2
Рис. 12.4. Пластическое деформирование обжатием:
а — принципиальная схема; б — приспособление для обжатия втулок; 1 —
опорная втулка; 2 — матрица; 3 — восстанавливаемая втулка; 4 — оправка
внутренний диаметр детали на величину износа с учетом припус-
ка на развертывание до требуемого размера. Наружный размер вос-
станавливают одним из способов наращивания. После восстанов-
ления детали должны быть проверены на отсутствие трещин.
Накатка основана на вытеснении рабочим инструментом матери-
ала с отдельных участков изношенной поверхности детали (рис. 12.5).
Способ позволяет увеличивать диаметр накатываемой поверхности
детали на 0,3...0,4 мм и применяется для восстановления изношен-
ных посадочных мест под подшипники качения. К типовым дета-
лям, подлежащим ремонту объемной накаткой, относятся чашка
коробки дифференциала, валы коробки передач, поворотные цап-
фы и т. п. Накатке подвергаются детали без термической обработ-
ки, с обильной подачей индустриального масла. Рекомендуется при-
менять для деталей, которые воспринимают контактную нагрузку
не более 70 кгс/см2. Детали, имеющие твердость HRC < 32, можно
восстанавливать в холодном состоянии. При накатке детали необхо-
димо соблюдать условие
nt=nd, (12.1)
где п — число зубьев инструмента; t — шаг накатки, мм; d —
диаметр восстанавливаемой поверхнос-
Рис. 12.5. Принципиаль-
ная схема пластического
деформирования накат-
кой
ти, мм.
В качестве инструмента для накатки
используют рифленый цилиндрический
ролик или обойму с шариками, устанав-
ливаемые на суппорте токарного станка.
Режимы накатки (м/мин): скорость для
роликов из стали — 8...20, чугуна —
10... 15, латуни и бронзы 30...50, алюми-
ния — до 90; подача для стали твердо-
стью НВ 270... 300: продольная — 0,6, по-
перечная — 0,15 мм-1. Число проходов
зависит от материала детали, шага и тол-
щины выдавливаемого слоя металла.
158
Электромеханическая обработка предназначена для восстанов-
ления поверхностей деталей неподвижных сопряжений и состоит
в искусственном нагреве металла электрическим током в зоне де-
формации, что способствует повышению пластических свойств
металла. Схема обработки приведена на рис. 12.6, а. Процесс состо-
ит из двух операций (рис. 12.6, б): высадки металла и сглаживания
выступов до необходимого размера.
а б
Рис. 12.6. Пластическое деформирование электромехани-
ческой обработкой:
а — схема обработки; б — схема высадки и сглаживания; 1 —
деталь; 2 — сглаживающая пластина; 3 — высаживающая плас-
тина; 4 — понижающий трансформатор
Обработку ведут на токарном станке. В резцедержатель суппорта
закрепляют специальную оправку с рабочим инструментом. Деталь
и инструмент подключают к вторичной обмотке понижающего
трансформатора. При вращении детали к ней прижимают инстру-
мент, который имеет продольную подачу 5, которая должна быть
в 3 раза больше контактной поверхности f пластины. Через зону
контакта детали и инструмента (площадь контакта мала) пропус-
каю ток 350...700 А напряжением 1... 6 В. Деталь мгновенно нагре-
вается до 800...900°C и легко деформируется инструментом. Обра-
ботка осуществляется с охлаждением, что способствует закалке
поверхностного слоя.
В качестве высаживающего и сглаживающего инструмента ис-
пользуют пластину или ролик из твердого сплава (для высажива-
ния заостренная, а для сглаживания закругленная). При выдав-
ливании образуются выступы, аналогичные резьбе. Диаметр де-
тали увеличивается от dK до dB. Сглаживание поверхности
осуществляют до dK. Ширина сглаживающей пластинки в 3... 5 раз
больше подачи.
159
После обработки детали поверхность прерывистая, а площадь
контакта с сопрягаемой деталью уменьшается. Предельное уменьше-
ние площади контакта допускается 20%. Увеличение диаметра неза-
каленных деталей возможно на 0,4 мм, а закаленных — на 0,2 мм.
12.3. Восстановление формы деталей
Во время эксплуатации у многих деталей появляются остаточ-
ные деформации: изгиб, скручивание, коробление и вмятины
(валы, оси, рычаги, рамы, балки, и др.). Для устранения этих де-
фектов используют правку. В зависимости от степени деформации
и размеров детали применяют механический, термомеханический
и термический способы правки.
При механической правке используют два способа: давлением и
наклепом.
Механическая правка давлением может производиться в холод-
ном состоянии или с нагревом. Правку в холодном состоянии осущес-
твляют у валов диаметром до 200 мм в том случае, если величина
(стрела) прогиба/не превышает 1 мм на 1 м длины вала (рис. 12.7).
За размер стрелы прогиба принимают половину числового значе-
ния биения вала, показываемого индикатором. Для правки вал 4
ставят на призмы или опоры 5 винтового или гидравлического пресса
выпуклой стороной вверх и перегибают нажимом штока 3 пресса
через прокладку 2 из цветного сплава так, чтобы обратная величина
прогиба/ была в 10... 15 раз больше того прогиба/, который имел
вал до правки. Точность правки контролируют индикатором 1.
Пресс выбирают по усилию правки, которое рассчитывают по
формуле
Р= 6,8oTJ3/(103/), (12.2)
где Р — усилие правки, кН; стт — предел текучести материала
вала, МПа; d— диаметр сечения вала, м; / — расстояние между
опорами, м.
Недостатки механической холодной правки — это опасность
обратного действия, снижения усталостной прочности и несущей
способности детали. Опасность обратного действия вызвана воз-
Рис. 12.7. Схемы холодной плавки вала:
а — монтажная; б — расчетная: 1 — инди-
катор; 2 — прокладка; 3 — нажимной шток;
4 — вал; 5 — опоры
160
никновением неуравновешенных внутренних напряжения, кото-
рые с течением времени, уравновешиваясь, приводят к объемной
деформации детали. Ухудшение усталостной прочности деталей
происходит за счет образования в ее поверхностных слоях мест с
растягивающими напряжениями, причем снижение усталостной
прочности достигает 15... 40 %.
Для повышения качества холодной правки применяют следую-
щие способы: выдерживание детали под прессом в течение дли-
тельного времени; двойная правка детали, заключающаяся в пер-
воначальном перегибе детали с последующей правкой в обратную
сторону; стабилизация правки детали последующей термообработ-
кой. Последний способ дает лучшие результаты, но при нагреве
может возникнуть опасность нарушения термической обработки
детали, кроме того, он дороже первых двух.
Механическая горячая правка производится при необходимос-
ти устранения больших деформаций детали и осуществляется при
температуре 600... 800°C. Нагревать можно как часть детали, так и
всю деталь. Правка завершается термической обработкой детали.
Правка наклепом (чеканкой) не имеет недостатков, присущих
правке давлением. Она обладает простотой и небольшой трудоем-
костью. При правильной чеканке достигаются: высокое качество
правки детали, которое определяется стабильностью ее во време-
ни; высокая точность правки (до 0,02 мм); отсутствие снижения
усталостной прочности детали; возможность правки за счет ненаг-
руженных участков детали (рис. 12.8).
В качестве инструмента для чеканки применяются пневмати-
ческие или ручные молотки. От наносимых ударов в поверхност-
ном слое детали возникают местные напряжения сжатия, которые
вызывают устойчивую деформацию детали.
Продолжительность правки зависит от материала детали, энер-
гии удара и конструкции ударного бойка.
Термический способ правки заключается в нагревании ограни-
ченных участков детали (вала) с выпуклой стороны. В результате
нагревания металл стремится расшириться. Противодействие со-
Рис. 12.8. Правка коленчатого вала наклепом (чеканкой)
6 Карап>дИ1|
161
седних холодных участков приводит к появлению сжимающих уси-
лий. Выправление вала происходит под действием стягивающих
усилий, которые являются результатом пластического упрочне-
ния волокон. Эффективность правки зависит от степени закре-
пления концов детали — при жестком закреплении прогиб устра-
няется в 5... 10 раз быстрее, чем при незакрепленных концах бал-
ки. Оптимальная температура нагрева стальных деталей составляет
75О...85О°С.
При термомеханическом способе правки осуществляют равномер-
ный прогрев детали по всему деформированному сечению с пос-
ледующей правкой внешним усилием. Нагрев осуществляется га-
зовыми горелками до температуры отжига (750... 800°C).
Правка и рихтовка без нагрева вмятин капотов, крыльев при-
меняется, если толщина их стенок не превышает 1 мм.
Процесс предварительного выравнивания вмятин происходит
выбиванием вогнутой части детали до получения у нее правиль-
ной формы и его называют выколоткой. Процесс окончательного
выглаживания поверхности после выколотки называют рихтов-
кой. При правке вмятины под нее устанавливают поддержку 3
(рис. 12.9, а); ударами выколоточного молотка по вмятине выби-
вают ее до уровня неповрежденной части поверхности. Подрав-
нивают деревянной или резиновой киянкой оставшиеся после вы-
колотки бугорки. При правке вмятин соблюдают следующие тре-
бования: глубокие вмятины без острых загибов и складок
выравнивают, начиная с середины и постепенно перенося удары
к краю; вмятины с острыми углами выбивают, начиная с острого
угла или с выправки складки; пологие вмятины выправляют с
краев, постепенно перенося удар к середине.
Рихтовка может быть ручная и механизированная. Ручную рих-
товку выполняют рихтовальными молотками и поддержками, кото-
рые подбирают по профилю восстанавливаемых панелей. Под растя-
нутую поверхность подставляют поддержку 3 (рис. 12.9, б), которую
Рис. 12.9. Выколотка и рихтовка вмятин:
а — выколотка; б — рихтовка; 1 — выколотка; 2 —
вмятина; 3 — поддержка; 4 — рихтовальный молоток
162
одной рукой прижимают к панели. По лицевой стороне восста-
навливаемой поверхности наносят частые удары рихтовальным мо-
лотком 4 так, чтобы они попадали на поддержку. При этом удары
постепенно переносят с одной точки на другую, осаживая бугорки
П поднимая вогнутые участки. Рихтовку продолжают до тех пор, пока
ладонь руки не перестанет ощущать шероховатость. При работе не-
обходимо ударять всей плоскостью головки молотка. Удары острым
краем головки оставляют насечки (рубцы), которые трудно удалить.
12.4. Восстановление механических свойств деталей
поверхностным пластическим деформированием
Обработка поверхностным пластическим деформированием
(ППД) — это вид обработки давлением, при которой с помощью
различных инструментов для рабочих тел пластически деформи-
руется поверхностный слой материала обрабатываемой детали;
применяется при восстановлении деталей из стали, чугуна, цвет-
ных металлов и сплавов, обладавших достаточной пластичностью.
В результате обработки ППД достигается: сглаживание шерохо-
ватости поверхности; упрочнение поверхности; калибрование; об-
разование новой геометрической формы поверхности; стабилиза-
ция остаточных напряжений структурного состояния.
При обработке ППД с осевым перемещением деформирующих
роликов пластическое деформирование начинается впереди роли-
ков, на некотором расстоянии от поверхности.
В зоне контакта деформирующих роликов с обрабатываемой по-
верхностью образуется заторможенный (защемленный) клиновид-
ный объем металла, способствующий направленному поверхностно-
му пластическому деформированию. Металл, в основном, переме-
щается в окружном направлении. Внутри выступов микронеровностей
наблюдается осевое течение металла. Вершины неровностей пласти-
чески деформируются, и происходит смыкание впадин. Уровень рас-
положения впадин практически сохраняется постоянным.
Роликовые деформирующие инструменты и устройства разли-
чаются по виду обрабатываемой поверхности, кинематике про-
цесса, форме, размерам, количеству деформирующих элементов,
характеру контакта с обрабатываемой поверхностью, способу со-
здания и стабильности усилий деформирования и др.
По способу создания усилий деформирования роликовые инстру-
менты разделяются на регулируемые (жесткие) и самонастраива-
ющиеся.
В регулируемых деформирующих инструментах усилие дефор-
мирования создается за счет натяга — разницы между диаметром
обрабатываемой детали и настроечным диаметром инструмента.
Обработка регулируемыми инструментами жестких деталей позво-
ляет повысить точность размеров, а также исправить форму повер-
хности (овальность, конусность).
163
Самонастраивающиеся деформирующие инструменты рекомен-
дуется применять при обработке маложестких деталей и материа-
лов, подверженных перенаклепу. Они снабжены механизмом (пру-
жинным, пневматическим, гидравлическим) для создания необхо-
димого усилия деформирования и поддержания его в процессе
обработки на определенном уровне; обеспечивают получение равно-
мерного упрочнения поверхностного слоя и стабильной шерохо-
ватости поверхности.
В деформирующих инструментах и устройствах применяются
стержневые и кольцевые ролики. Стержневые ролики при-
меняют в многороликовом накатом инструменте сепараторного
типа, служащем для накатывания деталей, имеющих форму ци-
линдра, конуса, а также для накатывания плоских кольцевых по-
верхностей, а кольцевые ролики — в инструментах для упроч-
няющей и калибрующей обработки деталей, имеющих концентра-
торы напряжений в виде галтелей, канавок, а также наружных
цилиндрических поверхностей.
По кинематике движения деформирующие инструменты и уст-
ройства разделяются на простые и дифференциальные. Простые
инструменты работают по схеме простого накатывания, деформи-
рующий ролик совершает движение вокруг своей оси (материаль-
ной или геометрической). Дифференциальные инструменты
характеризуются наличием единой опорной поверхности для всех
деформирующих роликов, благодаря чему, кроме вращательного
движения, они совершают переносное движение относительно
обрабатываемой детали.
По характеру контакта с обрабатываемой поверхностью дефор-
мирующие инструменты разделяются на статические — не-
прерывного действия и ударные — импульсные. При обработке
статическим инструментом контакт деформирующего ролика с об-
рабатываемой поверхностью осуществляется непрерывно под воз-
действием постоянного усилия деформирования. Инструменты удар-
ного действия снабжены механизмами для прерывания контакта
ролика с поверхностью детали.
Поверхностное пластическое деформирование цилиндрических
отверстий роликовым инструментом осуществляется раскатками.
Многороликовые регулируемые дифференцированные раскатки
(рис. 12.10) применяются для обработки диаметров отверстий от
25 до 250 мм деталей, изготовленных из стали, чугуна, цветных
металлов и сплавов (с твердостью до 40 HRC). В них деформирую-
щие ролики 1 расположены равномерно по окружности в сепарато-
ре 3. Опорой роликов является конус 2, установленный на оправ-
ке 4. Осевое смещение сепаратора ограничено с одной стороны
буртиками оправки, с другой — гайкой 5 и контргайкой 6, пред-
назначенными для регулирования размеров раскатки. Пружина 9
служит для автоматического возврата сепаратора с роликами в ис-
ходное положение после вывода раскатки из обрабатываемой де-
164
тали. Для уменьшения трения сепаратора об оправку и исключе-
ния возможности задиров в сепараторе установлена втулка 8. Осе-
вые усилия при обработке воспринимаются подшипником 7. От
выпадания ролики предохраняются крышкой. Смазочно-охлажда-
ющая жидкость подается через отверстия, имеющиеся в оправке и
гайке 10, которая предназначена для крепления опорного конуса.
Перед обработкой раскатка регулировочной гайкой настраива-
ется на определенный размер, и сепаратор с роликами и пружи-
ной отводится до упора в крайнее левое положение. Детали или
инструменту сообщается вращение, и раскатка вводится в обраба-
тываемое отверстие. Осевая подача инструмента или детали проис-
ходит за счет самоподачи или принудительного перемещения.
После обработки при выводе инструмента или детали ролики,
сжимая пружину, смещаются на меньший диаметр опорного кону-
са, и инструмент свободно выходит из обработанного отверстия.
Минутная подача (5М) при раскатывании равна
SM = Sonp, (12.3)
где 50 — подача на один оборот сепаратора с роликами относительно
детали, мм; пр — угловая скорость раскатывания, мин-1.
Подача на один оборот сепаратора с роликами относительно
детали определяется по формуле
So = Spz, (12.4)
где Sp — подача на один ролик (расстояние между последователь-
ными положениями двух соседних роликов на образующей детали),
мм/рол; z — число роликов на раскатке, ед.
Угловая скорость раскатывания равна
пр= 1000Кр/(лЛ), (12.5)
где 7Р — окружная скорость раскатывания, м/мин.
Рис. 12.10. Многороликовая регулируемая дифференци-
альная раскатка:
7 — деформирующиеся ролики; 2 — конус; 3 — сепаратор; 4 —
оправка; 5, 10 — гайка; 6 — контргайка; 7 — подшипник; 8 —
втулка; 9 — пружина
165
Рис. 12.11. Однороликовый накатник:
1 — упор; 2 — деформирующий ролик; 3 — опорный
ролик; 4 — сепаратор; 5 — подшипник; 6 — пружина
Поверхностное
пластическое де-
формирование на-
ружных цилиндри-
ческих поверхностей
роликовым инстру-
ментом (рис. 12.11)
применяется как
для сглаживающей,
так и для упрочня-
ющей обработки.
Стержневой дефор-
мирующий ролик 2
устанавливается в
сепараторе 4 и опи-
рается на опорный ролик 3, смонтированный на подшипнике 5.
От выпадания деформирующий ролик 2 удерживается упором 1.
Усилие деформирования создается пружиной 6. Инструмент зак-
репляется на суппорте токарного станка.
Режимы обработки: скорость обкатывания — 60... 100 м/мин;
осевая подача 0,1 ...0,4 мм/об; усилие деформирования 50... 500 кгс.
После обкатывания достигается шероховатость 0,63...0,08 мкм, сни-
маемый припуск 0,005...0,02 мм.
При обработке ППД могут возникать дефекты поверхности: от-
слаивание металла (шелушение) в результате перенаклепа из-за
неправильного выбора режима обработки; вмятины, риски, ско-
лы, раковины из-за нарушения целостности рабочей поверхности
деформирующего ролика; волнистость из-за неодинаковых диамет-
ров рабочих роликов) и формы (из-за наличия концентраторов
напряжений и неравножесткости деталей).
ГЛАВА 13. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ
И НАПЛАВКОЙ
13.1. Общие сведения
На сварку и наплавку приходится от 40 до 80% всех вос-
становленных деталей. Такое широкое распространение этих спо-
собов обусловлено: простотой технологического процесса и при-
меняемого оборудования; возможностью восстановления дета-
лей из любых металлов и сплавов; высокой производительностью
и низкой себестоимостью; получением на рабочих поверхностях
деталей наращиваемых слоев практически любой толщины и хи-
мического состава (антифрикционные, кислотно-стойкие, жа-
ропрочные и т.д.).
166
Нагрев до температуры плавления материалов, участвующих при
сварке и наплавке, приводит к возникновению вредных процес-
сов, которые оказывают негативное влияние на качество восста-
навливаемых деталей. К ним относятся металлургические процес-
сы, структурные изменения, образование внутренних напряжений
и деформаций в основном металле деталей.
В процессе сварки и наплавки происходит окисление металла,
выгорание легирующих элементов, насыщение наплавленного ме-
талла азотом и водородом, разбрызгивание металла.
Соединение наплавленного металла с кислородом воздуха яв-
ляется причиной его окисления и выгорания легирующих элемен-
тов (углерода, марганца, кремния и др.). Кроме этого, из воздуха в
наплавленный металл проникает азот, который является источ-
ником снижения его пластичности и повышения предела прочно-
сти. Для защиты от этих отрицательных явлений при сварке и на-
плавке используют электродные обмазки, флюсы, которые при
плавлении образуют шлак, предохраняющий возможный контакт
металла с окружающей средой. С этой же целью применяют и за-
щитные газы.
Влага, которая всегда содержится в гигроскопичных электро-
дных обмазках и флюсах, является источником насыщения метал-
ла водородом, который способствует повышению пористости на-
плавленного металла и возникновению в нем значительных внут-
ренних напряжений. Исключить воздействие влаги можно
тщательной сушкой электродных обмазок и флюсов.
При сварке и наплавке выделяются углекислый и угарный газы,
которые бурно расширяются и являются источником разбрызги-
вания жидкого металла. Эти потери металла можно уменьшить,
если использовать электроды с пониженным содержанием углеро-
да, тщательно очищать детали от окислов или вводить в состав
электродных обмазок и флюсов вещества, содержащие раскисля-
ющие элементы (марганец, кремний).
Неравномерный нагрев детали в околошовной зоне (зоне тер-
мического влияния) приводит к структурным изменениям в ос-
новном металле детали. Механические свойства металла в этой зоне
снижаются. Размеры зоны термического влияния зависят от хими-
ческого состава свариваемого металла, способа сварки и ее режи-
ма. Размеры зоны термического влияния для газовой сварки со-
ставляют 25... 30 мм, а при электродуговой сварке — 3...5 мм. Уве-
личение сварочного тока и мощности сварочной горелки приводит
к расширению зоны термического влияния, а скорости сварки (вы-
бором рационального режима) — к уменьшению.
Из-за неравномерного (местного) нагрева и структурных превра-
щений, происходящих в зоне термического влияния, возникают
внутренние напряжения деформации в деталях. Если внутренние
напряжения превышают предел текучести материала детали, то
возникают деформации. Они могут быть значительно снижены пу-
167
тем нагрева деталей перед сваркой и медленного охлаждения пос-
ле сварки, применения специальных приемов сварки и наплавки.
В технологический процесс восстановления деталей сваркой и
наплавкой входят следующие операции — это подготовка деталей
к сварке или наплавке; выполнение сварочных или наплавочных
работ; обработка деталей после выполнения сварочных или напла-
вочных работ. Порядок выполнения сварочных и наплавочных ра-
бот зависит от выбранного способа.
13.2. Сварка и наплавка
Ручная сварка и наплавка плавящимися электродами (рис. 13.1).
Параметры режима — это сила тока, напряжение и скорость на-
плавки. Для получения минимальной глубины проплавления ос-
новного металла электрод наклоняют в сторону, обратную направ-
лению наплавки.
Общие потери при наплавке покрытыми электродами с учетом
потерь на угар, разбрызгивание и огарки составляют до 30%.
Сила тока зависит от толщины материала ремонтируемого из-
делия и определяется по формуле
7 =£8, (13.1)
где А: — коэффициент, зависящий от толщины свариваемого изделия
(табл. 13.1); 8 — толщина материала, мм.
Напряжение дуги составляет 22...40 В. Диаметр электрода равен
(табл. 13.1) — 0,58 + (1...2) мм. Длина дуги не должна превы-
шать диаметра электрода.
Рис. 13.1. Схема ручной наплавки:
1 — основной металл; 2 — наплавленный валик; 3 — шлако-
вая корка; 4 — электродный стержень; 5 — покрытие электрод-
ного стержня; 6 — газошлаковая защита; 7 — сварочная ванна
168
Таблица 13.1
Зависимость коэффициента к от толщины материала изделия
5, мм 1...2 3...4 5...6
к 25...30 30...45 45...60
2...3 3...4 4...5
Ручная сварка и наплавка используются для устранения тре-
щин, вмятин, пробоин, изломов и т.д. В табл. 13.2 приведены спо-
собы подготовки поврежденного участка изделия.
Для уменьшения вредного последствия рассмотренных в разд.
13.1 явлений сварку и наплавку ведут электродами с обмазкой —
тонкой или толстой.
Таблица 13.2
Способы подготовки деталей перед сваркой
Дефект Способ подготовки поврежденного участка к сварке Инструмент
Трещина Зачистка до металлического блеска поверхности вокруг трещины на ширину 12... 15 мм Вырубка канавки вдоль трещины на глубину 1/2 и ширину 2/3 от толщины стенки Бормашина, стальная щетка, шабер, напильник Бормашина, зубило, крейцмейсель, сверло 3 мм
Пробоина Зачистка до металлического блеска поверхности вокруг пробоины Изготовление заплаты из стали СтЗ толщиной 2...2,5мм (при расположении пробоины в стенке с необработанной поверхностью заплату изготавливать внахлест, в стенке с обработанной поверхностью — впотай) То же, что и при зачистке трещины Механические ножницы, зубило, молоток
Облом Изготовление ремонтной детали по форме обломанной части Зачистка скосов 3x450 в местах стыковки основной и ремонтной деталей Ножовка, напильник Бормашина, напиль- ник
Износ резьбовых отверстий — Рассверливание отверстия до полного снятия старой резьбы (при диаметре отверстия менее 12 мм — зенкование отверстия) Сверло (зенкер)
169
Малоответственные детали сваривают электродами с тонкой
обмазкой, которые изготовляют из проволоки Св-08. Проволоку
рубят на куски длиной 300...500 мм и покрывают обмазкой, со-
стоящей из 3/4 мела и 1/4 жидкого стекла, разведенного в воде до
сметанообразного состояния.
Определяющим при выборе толстых электродов является про-
цесс — сварка или наплавка. Для сварки используют электроды,
обозначаемые буквой «Э» с двузначной цифрой через дефис, напри-
мер Э-42. Цифра показывает прочность сварочного шва на разрыв.
Наплавочные электроды обозначают двумя буквами «ЭН» и
цифрами, которые показывают гарантированную твердость наплав-
ленного данным электродом слоя.
Каждому типу электрода соответствует несколько марок соста-
вов обмазок. По входящим в них веществам все электродные по-
крытия разделяют на следующие группы: рудно-кислое — Р, рути-
ловое — Т, фтористо-кальциевое — Ф, органическое — О и др.
Наиболее распространены рудно-кислое (ОММ-5, ЦМ-7, ЦМ-8 и
др.), рутиловое (АНО-1, АНО-3, АНО-4, АНО-12, ОЗС-З, ОЗС-4,
ОЗС-6 и др.) и фтористо-кальциевое покрытия (УОНИ-13/45,
УОНИ-13/55, ЦЛ-9, ОЗС-2, АНО-7 и др).
Газовая сварка и наплавка. Сущность процесса — это расплавле-
ние свариваемого и присадочного металла пламенем, которое обра-
зуется при сгорании горючего газа в смеси с кислородом. В качестве
горючего газа используют ацетилен, что позволяет обеспечить тем-
пературу пламени 3100... 3300 °C. Ацетилен получают с помощью аце-
тиленовых генераторов, а кислород сохраняют и транспортируют в
стальных баллонах вместимостью 40 л под давлением 15 МПа.
Сварку и наплавку осуществляют сварочными горелками. Мощ-
ность пламени характеризуется массовым расходом ацетилена, за-
висящим от номера наконечника горелки (табл. 13.3). Расход аце-
тилена можно определить по формуле
А = SR’,
где S — толщина детали, мм; R' — коэффициент, характеризующий
удельный расход ацетилена на 1 мм толщины детали, м3/(ч-мм)
(для чугуна R' — 0,11 ...0,14; для стали — 0,10...0,12; для латуни —
0,12...0,13; для алюминия — 0,06...0,10).
Расход кислорода на 10...20% больше, чем ацетилена.
При ручной сварке пламя направляют на свариваемые кромки
так, чтобы они находились в восстановительной зоне на расстоя-
нии 2... 6 мм от конца ядра. Конец присадочной проволоки также
держат в восстановительной зоне или в сварочной ванне.
Угол наклона ее мундштука горелки к поверхности сваривае-
мого металла зависит:
от толщины соединяемых кромок изделия. Углы наклона мунд-
штука горелки в зависимости от толщины металла при сварке низ-
коуглеродистой стали приведены в табл. 13.4;
170
Таблица 13.3
Мундштуки наконечников горелок
Номер наконечника Расход ацетилена, дм3/ч Диаметр канала сопла, мм
1 150 1,0
2 250 1,3
3 400 1,6
4 500 2,0
5 1000 2,5
6 1700 3,0
7 2500 3,5
Таблица 13.4
Угол наклона мундштука горелки в зависимости от толщины
свариваемого материала
Толщина ма- териала, мм До1 1...3 3...5 5...7 7... 10 10...12 12...15 Свыше 15
Угол накло- на, град. 10 20 30 40 50 60 70 80
от теплопроводности металла (чем толще металл и чем больше
его теплопроводность, тем угол наклона мундштука горелки дол-
жен быть больше, что способствует более концентрированному нагре-
ву металла вследствие подведения большего количества теплоты).
Существуют два основных способа газовой сварки.
Правый (рис. 13.2, а). Процесс сварки ведется слева направо,
горелка перемещается впереди присадочного прутка, а пламя на-
правлено на формирующийся шов. В результате происходит хоро-
шая защита сварочной ванны от воздействия атмосферного возду-
ха и замедленное охлаждение сварного шва. Такой способ позволя-
ет получить швы высокого качества. Применяют при сварке металла
толщиной более 5 мм. Пламя горелки ограничено с двух сторон
Кромками изделия, а позади — наплавленным валиком, что зна-
чительно уменьшает рассеивание теплоты и повышает степень ее
использования. Этим способом легче сваривать потолочные швы,
так как в этом случае газовый поток пламени направлен непосред-
ственно на шов и тем самым препятствует вытеканию металла из
сварочной ванны.
171
Левый (рис. 13.2, б). Процесс сварки выполняют справа нале-
во, горелка перемещается за присадочным прутком, а пламя на-
правляется на несваренные кромки и подогревает их, подготавли-
вая к сварке. Пламя свободно растекается по поверхности металла,
что снижает опасность его пережога. Способ позволяет получить
внешний вид шва лучше, так как сварщик отчетливо видит шов и
может получить его равномерным по высоте и ширине, что осо-
бенно важно при сварке тонких листов. Этим способом осуществ-
ляют сварку: вертикальных швов снизу вверх; на вертикальных
поверхностях горизонтальными швами выполняют сварку, направ-
ляя пламя горелки на заваренный шов.
Для получения сварного шва с высокими механическими свой-
ствами необходимо качественно произвести подготовку сваривае-
мых кромок, которая состоит в очистке их от масла, окалины и
других загрязнений на ширину 20...30 мм с каждой стороны шва;
разделку под сварку, которая зависит от типа сварного соединения;
прихватки короткими швами, длина, количество и расстояние между
ними зависит от толщины металла, длины и конфигурации шва.
При толщине металла до 6... 8 мм применяют однослойные швы,
до 10 мм — двухслойные, более 10 мм — трехслойные и более.
Перед наложением очередного слоя поверхность предыдущего слоя
необходимо хорошо очистить металлической щеткой. Сварку вы-
полняют короткими участками, стыки валиков в слоях не должны
совпадать. При однослойной сварке зона нагрева больше, чем при
многослойной. При наплавке очередного слоя проводят отжиг ни-
жележащих слоев.
Диаметр присадочной проволоки при сварке левым способом
металла толщиной до 15 мм равен d = S/2 + 1, где 5 — толщина
свариваемой стали (мм), при правом способе — половине тол-
щины свариваемого металла. При сварке металла толщиной более
15 мм применяют проволоку диаметром 6... 8 мм.
После сварки, чтобы металл приобрел достаточную пластич-
ность и мелкозернистую структуру, необходимо провести проков-
ку металла шва в горячем состоянии и последующую нормализа-
цию при температуре 800...900°C.
а б
Рис. 13.2. Основные способы газовой сварки:
1 — формирующий шов; 2 — присадочный пруток; 3 —
пламя горелки; 4 — горелка
172
Дуговая наплавка под флюсом. Способ широко применяется для
восстановления цилиндрических и плоских поверхностей деталей.
Это механизированный способ наплавки, при котором совмеще-
ны два основных движения электрода — это его подача по мере
оплавления к детали и перемещение вдоль сварочного шва.
Сущность способа наплавки под флюсом (рис. 13.3) заключа-
ется в том, что в зону горения дуги автоматически подаются сы-
пучий флюс и электродная проволока. Под действием высокой
температуры образуется газовый пузырь, в котором существует
дуга, расплавляющая металл. Часть флюса плавится, образуя вок-
руг дуги эластичную оболочку из жидкого флюса, которая защи-
щает расплавленный металл от окисления, уменьшает разбрыз-
гивание и угар. При кристализации расплавленного металла обра-
зуется сварочный шов.
Преимущества способа:
возможность получения покрытия заданного состава, т. е. леги-
рования металла через проволоку и флюс и равномерного по хи-
мическому составу и свойствам;
защита сварочной дуги и ванны жидкого металла от вредного
влияния кислорода и азота воздуха;
выделение растворенных газов и шлаковых включений из сва-
рочной ванны в результате медленной кристализации жидкого
металла под флюсом;
возможность использования повышенных сварочных токов, ко-
торые позволяют увеличить скорость сварки, что способствует по-
вышению производительности труда в 6...8 раз;
экономичность в отношении
родного металла;
отсутствие разбрызгивания
металла благодаря статическо-
му давлению флюса; возмож-
ность получения слоя наплав-
ленного металла большой тол-
щины (1,5 ...5 мм и более);
независимость качества на-
плавленного металла от квали-
фикации исполнителя;
лучшие условия труда свар-
щиков ввиду отсутствия ульт-
рафиолетового излучения; воз-
можность автоматизации тех-
нологического процесса.
Недостатки способа:
значительный нагрев детали;
невозможность наплавки в
верхнем положении шва и де-
талей диаметром менее 40 мм
расхода электроэнергии и элект-
Рис. 13.3. Схема автоматической ду-
говой наплавки цилиндрических де-
талей под флюсом:
1 — патрон; 2 — касета; 3 — бункер;
4 — флюс; 5 — деталь
173
из-за стекания наплавленного металла и трудности удержания
флюса на поверхности детали;
сложность применения для деталей сложной конструкции, не-
обходимость и определенная трудность удаления шлаковой корки;
возможность возникновения трещин и образования пор в наплав-
ленном металле.
Режим наплавки определяется силой тока, напряжением, ско-
ростью наплавки, материалом электродной проволоки, ее диамет-
ром и скоростью подачи, маркой флюса и перемещением элект-
рода, шагом наплавки.
Силу тока определяют по таблицам или по формуле:
1= + 10J2, (13.2)
где d3 — диаметр электрода, мм.
При наплавке сварку обычно ведут постоянным током обрат-
ной полярности. Напряжение сварочной дуги задают в пределах
25...35 В, скорость наплавки составляет 20...25 м/ч, подачи про-
волоки — 75... 180 м/ч. Вылет электрода и шаг наплавки зависят от
диаметра проволоки и определяются по формулам:
8 = (10... 12)</э; 5= (2,0...2,5)cf„ (13.3)
где 8 — вылет электрода, мм; S — шаг наплавки, мм.
Схема дуговой наплавки под флюсом цилиндрических деталей при-
ведена на рис. 13.3. Деталь 5 устанавливают в патроне или центрах
специально переоборудованного токарного станка, а наплавочный
аппарат на его суппорте. Электродная проволока подается из кас-
сеты 2 роликами подающего механизма наплавочного аппарата в
зону горения электрической дуги. Движение электрода вдоль сва-
рочного шва обеспечивается вращением детали, а по длине наплав-
ленной поверхности продольным движением суппорта станка. На-
плавка производится винтовыми валиками с взаимным их пере-
крытием примерно на 1/3. Сыпучий флюс 4, состоящий из отдельных
мелких крупиц, в зону горения дуги поступает из бункера 3. Под
воздействием высокой температуры часть флюса плавится (рис. 13.4),
образуя вокруг дуги эластичную оболочку, которая надежно защи-
щает расплавленный металл от действия кислорода и азота. После
того как дуга переместилась, жидкий металл твердеет вместе с
флюсом, образуя на наплавленной поверхности ломкую шлако-
вую корку. Флюс, который не расплавился, может быть снова ис-
пользован. Электродная проволока подается с некоторым смеще-
нием от зенита «е» наплавляемой поверхности в сторону, проти-
воположную вращению детали. Это предотвращает отекание
жидкого металла сварочной ванны. Режимы наплавки устанавли-
ваются в зависимости от диаметра наплавляемой поверхности де-
тали и приведены в табл. 13.5
Для наплавки используются наплавочные головки А-580М, ОКС-
5523, А-765 или наплавочные установки СН-2, УД-209 и другие.
174
При наплавке плоской поверхности на-
плавочная головка или деталь совершает по-
ступательное движение со смещением эле-
ктродной проволоки на 3... 5 мм поперек
движения после наложения шва заданной
длины. Наплавку шлицев производят в про-
дольном направлении путем заплавки впа-
дин, устанавливая конец электродной про-
волоки на середине впадины между шлица-
ми. Основные параметры наплавки плос-
ких поверхностей приведены в табл. 13.6.
Твердость и износостойкость наплав-
ленного слоя в основном зависят от при-
меняемой электродной проволоки и мар-
ки флюса.
Для наплавки используют электро-
дную проволоку: для низкоуглеродистых
и низколегированных сталей — из мало-
углеродистых (Св-08, Св-08А), марган-
цовистых (Св-08Г, Св-08ГА, Св-15Г) и
кремниймарганцовистых (Св-08ГС, Св-
08Г2С, Св-12ГС) сталей; с большим со-
держанием углерода — Нп-65Г, Нп-80,
Нп-ЗОХГСА, Нп-4ОХ13 и др.
В зависимости от способа изготовле-
ния флюсы для автоматической наплав-
Рис. 13.4. Схема горения
электрической дуги под
слоем флюса:
1 — наплавленный металл;
2 — шлаковая корка; 3 —
флюс; 4 — электрод; 5 —
расплавленный флюс; 6 —
расплавленный металл; 7—
основной металл; е — сме-
ки делят на плавленые, керамические и щение электрода с зенита
флюсы-смеси. Плавленые флюсы содер-
жат стабилизирующие и шлакообразующие элементы, но в них не
входят легирующие добавки, поэтому они не могут придавать слою,
наплавленному малоуглеродистой, марганцовистой и кремниймар-
ганцовистой проволоками, высокую твердость и износостойкость.
Из плавленых флюсов наиболее распространены АН-348А, АН-60,
ОСу-45, АН-20, АН-28.
Таблица 13.5
Режим наплавки цилиндрических поверхностей
Диаметр Сила тока, Скорость, м/ч Смещение
детали, мм А подачи проволоки наплавки электрода е, мм
40...50 ПО...130 70... 100 14...18 4...5
60...70 170... 180 70... 120 20...24 5...6
80...90 170...200 120... 150 20...24 6...7
_90... 100 170...200 120... 150 20...24 7...8
175
Таблица 13.6
Основные параметры наплавки плоских поверхностей
Износ, мм Сила тока, А Проволока
Скорость подачи, м/ч Диаметр, мм
2...3 160...220 100... 125 1,6...2,0
2...4 320...350 150...200 1,6...2,0
4...5 350...460 180...210 2,0 ...3,0
5...6 650...750 200... 250 4,0...5,0
Керамические флюсы (АНК-18, АНК-19, АНК-30, КС-Х14Р,
ЖСН-1), кроме стабилизирующих и шлакообразующих элемен-
тов, содержат легирующие добавки, главным образом в виде фер-
росплавов (феррохрома, ферротитана и др.), дающие слою, на-
плавленному малоуглеродистой проволокой, высокую твердость без
термообработки и износостойкость.
Флюсы-смеси состоят из плавленого флюса АН-348 с порош-
ками феррохрома, графита, а также жидкого стекла.
Для наплавки деталей с большим износом рекомендуется приме-
нять автоматическую наплавку порошковой проволокой, в состав
которой входят феррохром, ферротитан, ферромарганец, графито-
вый и железные порошки. Используют два типа порошковой про-
волоки: для наплавки под флюсом и для открытой дуги без дополни-
тельной защиты. Режимы наплавки зависят от марки проволоки и
диаметра детали. Разбрызгивание электродного материала во время
наплавки можно уменьшить, используя постоянный ток низкого на-
пряжения (20 ...21В). Выпускаются проволоки для сварки и наплавки
как стальных, так и чугунных деталей (ПП-АН1, ПП-1ДСК и др.)
При наплавке могут возникнуть дефекты: неравномерность
ширины и высоты наплавленного валика из-за износа мундштука
или подающих роликов, чрезмерного вылета электрода; наплыв
металла вследствие чрезмерной силы сварочного тока или недо-
статочного смещения электродов от зенита; поры в наплавленном
металле из-за повышенной влажности флюса (его необходимо про-
сушить в течение 1... 1,5 ч при температуре 250...300°С).
В ремонтном производстве наплавку под флюсом применяют
для восстановления шеек коленчатых валов, шлицевых поверхно-
стей на различных валах и других деталей автомобиля.
Наплавка в среде углекислого газа. Этот способ восстановления
деталей отличается от наплавки под флюсом тем, что в качестве
защитной среды используется углекислый газ.
Сущность способа наплавки в среде углекислого газа (рис. 13.5)
заключается в том, что электродная проволока из кассеты непре-
176
рывно подается в зону сварки. Ток к
электродной проволоке подводится
через мундштук и наконечник, рас-
положенные внутри газоэлектричес-
кой горелки. При наплавке металл
электрода и детали перемешивается.
В зону горения дуги под давлением
0,05. ..0,2 МПа по трубке подается
углекислый газ, который, вытесняя
воздух, защищает расплавленный
металл от вредного действия кисло-
рода и азота воздуха.
При наплавке используют токар-
ный станок, в патроне которого
устанавливают деталь 8, на суппор-
те крепят наплавочный аппарат 2
(рис. 13.6). Углекислый газ из балло-
на 7 подается в зону горения. При
выходе из баллона 7 газ резко рас-
ширяется и переохлаждается. Для по-
догрева его пропускают через элек-
трический подогреватель 6. Со-
Рис. 13.5. Схема наплавки в
среде углекислого газа:
1 — мундштук; 2 — электродная
проволока; 3 — горелка; 4 — на-
конечник; 5 — сопло горелки; 6
— электрическая дуга; 7 — сва-
держащуюся В углекислом газе воду рочная ванна; 8 — наплавленный
удаляют С ПОМОЩЬЮ осушителя 5, металл; 9 — наплавляемая деталь
который представляет собой патрон,
наполненный обезвоженным медным купоросом или силикагелем.
Давление газа понижают с помощью кислородного редуктора 4, а
расход его контролируют расходомером 3.
К достоинствам способа относятся — меньший нагрев деталей;
возможность наплавки при любом пространственном положении
детали; более высокую по площади покрытия производительность
процесса (на 20... 30 %); возможность наплавки деталей диаметром
менее 40 мм; отсутствие трудоемкой операции по отделению шла-
ковой корки, а к недостаткам — повышенное разбрызгивание ме-
талла (5... 10%), необходимость применения легированной прово-
локи для получения наплавленного металла с требуемыми свой-
ствами, открытое световое излучение дуги.
Для наплавки применяют следующее оборудование: наплавоч-
ные головки АБС, А-384, А-409, А-580, ОКС-1252М; источники
питания ВС-200, ВСУ-300, ВС-400, ПСГ-350, АЗД-7,5/30; подо-
греватели газа; осушитель, заполненный силикагелем КСМ круп-
ностью 2,8—7 мм; редукторы-расходомеры ДРЗ-1-5-7 или рота-
метры РС-3, PC-ЗА, РКС-65, или кислородный редуктор РК-53Б.
При наплавке используют материалы: электродную проволо-
ку Св-12ГС, Св-0,8ГС, Св-0,8Г2С, Св-12Х13, Св-06Х19Н9Т,
Св-18ХМА, Нп-ЗОХГСА; порошковую проволоку ПП-Р18Т,
ПП-Р19Т, ПП-4Х28Г и др.
177
Рис. 13.6. Схема установки для дуговой наплавки в уг-
лекислом газе:
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 —
расходомер; 4 — редуктор; 5 — осушитель; 6 — подогрева-
тель; 7 — баллон с углекислым газом; 8 — деталь
Режимы наплавки, выполняемой на цилиндрических деталях,
приведены в табл. 13.7.
Наплавку в среде углекислого газа производят на постоянном то-
ке обратной полярности. Тип и марку электрода выбирают в зависи-
мости от материала восстанавливаемой детали и требуемых физико-
механических свойств наплавленного металла. Скорость подачи про-
волоки зависит от силы тока, устанавливаемой с таким расчетом,
чтобы в процессе наплавки не было коротких замыканий и обрывов
дуги. Скорость наплавки зависит от толщины наплавляемого метал-
ла и качества формирования наплавленного слоя. Наплавку валиков
осуществляют с шагом 2,5... 3,5 мм. Каждый последующий валик дол-
жен перекрывать предыдущий не менее чем на 1/3 его ширины.
Твердость наплавленного металла в зависимости от марки и типа
электродной проволоки 200...300 НВ.
Расход углекислого газа зависит от диаметра электродной про-
волоки. На расход газа оказывают также влияние скорость наплав-
ки, конфигурация изделия и наличие движения воздуха.
Механизированную сварку в углекислом газе применяют при
ремонте кабин, кузовов и других деталей, изготовленных из лис-
товой стали небольшой толщины, а также для устранения дефек-
тов резьбы, осей, зубьев, пальцев, шеек валов и т.д.
Электродуговая наплавка неплавящимся электродом (вольфра-
мовым) в среде аргона. Этот способ наплавки широко используется
для восстановления алюминиевых сплавов и титана. Сущность спосо-
ба — электрическая дуга горит между неплавящимся вольфрамо-
вым электродом и деталью. В зону сварки подается защитный газ —
аргон, а присадочный материал — проволока (так же, как при
газовой сварке). Аргон надежно защищает расплавленный металл
от окисления кислородом воздуха. Наплавленный металл получа-
178
Таблица
Режим наплавки цилиндрических поверхностей
Диаметр детали, мм Толщина наплавляе- мого слоя, мм Диаметр электрода, мм Сила тока, А Напряже- ние, В Скорость наплавки, м/ч Смещение электрода, мм Шаг наплавки, мм Вылет электрода, мм Расход углекис- лого газа, л/мин
10...20 0,5...0,8 0,8 70...90 16...18 40...45 2...4 2,5...3,0 7...10 6...8
20...30 0,8...1,0 1,0 85...110 18...20 40...45 3...5 2,8...3,2 3...11 6...8
30...40 1,0...1,2 1,2 90... 150 19...23 35...40 5...8 3,0...3,5 10...12 6...8
40...50 1,2...1,4 1,4 ПО...180 20...24 30...35 6...10 3,5...4,0 10...15 8...10
50...60 1,4...1,6 1,6 140...200 24...28 30...20 7... 12 4,0...6,0 12...20 8...10
60...70 1,6... 2,0 2,0 280...400 27...30 20... 15 8...14 4,5...6,5 18...25 10...12
70...80 2,0...2,5 2,5 280...450 38...30 11...20 9...15 5,0...7,0 20...27 12...15
80...90 2,5...3,0 3,0 300...480 28...32 10...20 9...15 5,0...7,5 20...27 14...18
90... 100 0,8... 1,0 1,0 100...300 18...19 70...80 8...10 2,8...3,2 10...12 6...8
100... 150 0,8...1,0 1,2 130... 160 18...19 70...80 8...12 3,0...3,5 10...13 8...9
200... 300 0,8... 1,0 1,2 150... 190 19...21 20...30 18...20 3,0...3,5 10...13 8...9
200...400 1,8...2,8 2,0 350...420 32...34 25...35 18...22 4,5...6,5 25...40 15...18
ется плотным, без пор и раковин. Добавление к аргону 10... 12%
углекислого газа и 2... 3 % кислорода способствует повышению ус-
тойчивости горения дуги и улучшению формирования наплавлен-
ного металла. Благодаря защите дуги струями аргона (внутренняя)
и углекислого газа (наружная) в 3...4 раза сокращается расход ар-
гона при сохранении качества защиты дуги.
К преимуществам способа относятся — высокая производитель-
ность процесса (в 3...4 раза выше, чем при газовой сварке); высо-
кая механическая прочность сварного шва; небольшая зона терми-
ческого влияния; снижение потерь энергии дуги на световое излу-
чение, так как аргон задерживает ультрафиолетовые лучи, а к
недостаткам — высокая стоимость процесса (в 3 раза выше, чем при
газовой сварке) и использование аргона.
Режим сварки определяется двумя основными параметрами: си-
лой тока и диаметром электрода. Силу сварочного тока выбирают
исходя из толщины стенки свариваемой детали (чем тоньше стен-
ка, тем меньше сила сварочного тока) и составляет 100...500 А.
Диаметр вольфрамового электрода составляет 4... 10 мм.
Устойчивость процесса наплавки и хорошее формирование на-
плавленного металла позволяют вести процесс на высоких скоро-
стях — до 150 м/ч и выше.
Для наплавки в среде защитных газов применяют специальные
автоматы и установки АГП-2, АДСП-2, УДАР-300, УДГ-501;
полуавтоматы А-547Р, Л-537, ПШП-10; преобразователи ПСГ-350,
ПСГ-500.
Вибродуговая наплавка. Этот способ наплавки является разно-
видностью дуговой наплавки металлическим электродом. Процесс
наплавки осуществляется при вибрации электрода с подачей ох-
лаждающей жидкости на наплавленную поверхность.
На рис. 13.7 дана принципиальная схема вибродуговой установ-
ки с электромеханическим вибратором. Деталь 3, подлежащая на-
плавке, устанавливается в патроне или в центрах токарного станка.
На суппорте станка монтируется наплавочная головка, состоящая
из механизма 5 подачи проволоки с кассетой 6, электромагнитно-
го вибратора 7 с мундштуком 4. Вибратор создает колебания конца
электрода с частотой НО Гц и амплитудой колебания до 4 мм
(практически 1,8...3,2 мм), обеспечивая размыкание и замыкание
сварочной цепи. При периодическом замыкании электродной прово-
локи и детали происходит перенос металла с электрода на деталь.
Вибрация электрода во время наплавки обеспечивает стабильность
процесса за счет частых возбуждений дуговых разрядов и способ-
ствует подаче электродной проволоки небольшими порциями, что
обеспечивает лучшее формирование наплавленных валиков.
Электроснабжение установки осуществляется от источника тока
напряжением 24 В. Последовательно с ним включен дроссель 9
низкой частоты, который стабилизирует силу сварочного тока. Ре-
остат 8 служит для регулировки силы тока в цепи. В зону наплавки
180
при помощи насоса 1 из
бака 2 подается охлажда-
ющая жидкость (4...6%-
ный раствор кальциниро-
ванной соды в воде), ко-
торая защищает металл от
окисления.
К преимуществам спо-
соба относятся: небольшой
нагрев деталей, не влия-
ющий на нагрев деталей;
небольшая зона термичес-
Рис. 13.7. Схема установки для вибродуго-
вой наплавки:
1 — насос; 2 — бак; 3 — деталь; 4 — мундш-
тук; 5 — механизм подачи; 6 — кассета; 7 —
вибратор; 8 — реостат; 9 — дроссель
кого влияния; высокая про-
изводительность процесса;
возможность получать на-
плавленный слой без пор и
трещин; минимальная де-
формация детали, которая
не превышает полей допус-
ков посадочных мест. К недостаткам способа относят снижение уста-
лостной прочности деталей после наплавки на 30...40 %.
Качество соединения наплавленного металла с основным зави-
сит от полярности тока, шага наплавки (подача суппорта станка
на один оборот детали), угла подвода электрода к детали, качества
очистки и подготовки поверхности, подлежащей наплавлению,
толщины слоя наплавки и др.
Высокое качество наплавки получают при токе обратной
полярности («+» на электроде, «—» на детали), шаге наплавки
2,3...2,8 мм/об и угле подвода проволоки к детали 15... 30°. Ско-
рость подачи электродной проволоки не должна превышать
1,65 м/мин, а скорость наплавки — 0,5...0,65 м/мин. Наибольшая
скорость наплавки
Гн = (0,4...0,7)Ипр, (13.4)
где Ипр — скорость подачи электродной проволоки, м/мин.
Кпр = nsDh/(25Qd2x\), (13.5)
где п — частота вращения детали, мин; s — шаг наплавки, мм/об;
D — диаметр детали, мм; h — толщина наплавляемого слоя, мм;
d — диаметр электродной проволоки, мм; г] — коэффициент
наплавки (г| = 0,85...0,90).
Надежное сплавление обеспечивается при толщине наплавлен-
ного слоя, равной 2,5 мм.
Структура и твердость наплавленного слоя зависят от химичес-
кого состава электродной проволоки и количества охлаждающей
Жидкости. Если при наплавке используется проволока Нп-80 (со-
держание углерода 0,75...0,85 %), то валик в охлаждающей жидко-
181
сти закаляется до высокой твердости (26...55 HRC3). При использо-
вании при наплавке низкоуглеродистой проволоки Св-08 твердость
поверхности наплавки равна 14... 19 HRC3.
Вибродуговой наплавкой восстановливают детали с цилиндри-
ческими, коническими наружными и внутренними поверхностя-
ми, а также с плоскими поверхностями (рис. 13.8).
При однослойной наплавке толщина слоя колеблется от 0,5 до
3 мм, а при многослойной наплавке ее можно получить любой
толщины.
Рациональный режим наплавки: напряжение — 28...30 В; сила
тока — 70...75 А (диаметр проволоки 1,6 мм); скорость подачи
проволоки — 1,3 м/мин; скорость наплавки — 0,5...0,6 м/мин; ам-
плитуда вибрации — 1,82 мм.
Широкослойная наплавка. Сущность способа — это наплавка
тел вращения за один оборот детали с поперечным колебанием
электрода, а не по винтовой линии.
Режимы наплавки: ток — 250...420 А; напряжение — 26...28 В;
скорость подачи проволоки — 240...400 м/ч; скорость наплавки —
5,0...6,0 м/ч; вылет, смещение и размах колебаний электрода со-
ответственно — 18...20, 6...7 и 27...57 мм.
Внутренние цилиндрические и конические поверхности наплав-
ляются с использованием специальных удлиненных мундштуков.
Тела сложной формы наплавляют самозащитной порошковой про-
волокой на специализированных станках, позволяющих придать
оси вращения горизонтальное положение.
Плоские поверхности целесообразно наплавлять колебатель-
ными движениями электрода или с использованием электродной
ленты. Параметры наплавки: ширина ленты — 20...30 мм; ток —
600... 1000 А; рациональная скорость наплавки для ленты шири-
ной не более 30 мм — 15...60 м/ч. Процесс наплавки осуществля-
ют отдельными участками во избежание коробления деталей.
Плазменно-дуговая сварка и наплавка. Плазменная струя пред-
ставляет собой частично или полностью ионизированный газ, об-
ладающая свойствами электропроводности и имеющая высокую
температуру. Она создается дуговым разрядом, размещенным в уз-
ком канале специального устройства, при обдуве электрической
дуги потоком плазмообразующего газа. Устройства для получения
плазменной струи получили название плазмотронов или плазмен-
Рис. 13.8. Схемы вибродуговой наплавки изношенных поверхностей:
а — наружных цилиндрических; б — внутренних цилиндрических; в — наружных
конических; г — шлицевых; д — плоских; 1 — деталь; 2 — электрод
182
пых горелок (рис. 13.9). Плазменную струю получают путем нагрева
плазмообразующего газа в электрической дуге, горящей в закры-
том пространстве. Температура струи достигает 10 000... 30 000 °C, а
скорость в 2... 3 раза превышает скорость звука.
Плазмотрон состоит из охлаждаемых водой катода и анода, смон-
тированных в рукоятке. Катод обычно изготовляют из вольфрама
иди лантанированного вольфрама (вольфрамовые стержни с при-
садкой 1...2% окиси лантана), анод (сопло) — из меди (водоохлаж-
даемое сопло). Катод и анод изолированы друг от друга прокладкой
из изоляционного материала (асбеста). Технические характеристики
плазматронов для сварки и наплавки приведены в табл. 13.8 и 13.9.
Для получения плазменной струи между катодом и анодом воз-
буждают электрическую дугу от источника постоянного напряже-
ния 80... 100 В. Электрическая дуга, горящая между катодом и ано-
дом, нагревает подаваемый в плазмотрон газ до температуры плаз-
мы, т. е. до состояния электропроводности. В поток нагретого газа
вводится материал для сварки и наплавки. Образующиеся расплав-
ленные частицы материала выносятся потоком горячего газа из
сопла и наносятся на поверхность изделия.
В качестве плазмообразующих газов используют аргон и азот. Ар-
гонная плазма имеет более высокую температуру — 15 000... 30 000 °C,
температура азотной плазмы ниже — 10000... 15000°C. Применение
нейтральных газов способствуют предотвращению окисления ма-
териалов.
Рис. 13.9. Схема плазмотрона:
а — для работы на порошках; б — для работы на проволоке; 1 — сопло плазмен-
ной струи (анод); 2, 3 — подвод и отвод охлаждающей воды; 4 — изолирующее
Кольцо; 5 — подвод плазмообразующего газа; 6 — вольфрамовый электрод (ка-
тод); 7 _ подача напыляемого порошка; 8 — контактное устройство для проволо-
ки; 9— напыляемая проволока (анод); 10— направляющая трубка для проволоки
183
Таблица 13.8
Технические характеристики плазмотронов для наплавки
Параметры Плазмотроны для наплавки
наружных поверхностей внутренних поверхностей Унивесаль- ного типа
Допустимая сила тока, А 260 230 310
Производительность наплавки, кг/ч 0,5... 5,2 0,3...3,0 0,5...3,8
Диаметр, мм: плазмообразующего сопла выходного отверстия защит- ного сопла 4 12...13 4 10...12 3...4 10...12
Высота плазмотрона, мм 135 48 12
Таблица 13.9
Технические характеристики плазмотронов для сварки
Тип плазмотрона Максимальная сварочная сила тока, А Толщи- на сва- ривае- мого металла, мм Максимальный расход, л/мин Масса, кг
прямая поляр- ность обратная поляр- ность газов (суммар- ный) охлаж- дающей воды
ПРС-0201 60 20 0,05... 1,5 6,6 2,0 о,1
ПРС-0401 100 40 0,1...2,5 6,6 2,0 0,3
ПРС-0301 315 — 0,5 17,0 4,0 1,0
ПМС-501 500 — — — — —
ПМС-804 800 — 6...12 — — —
Многодуговой 600 400 1...60 45,0 8,4 3,0
В зависимости от подключения плазматрона к источнику пита-
ния плазменная дуга может быть открытой, закрытой и комбини-
рованной.
При открытой плазменной дуге (рис. 13.10, б) ток течет между
вольфрамовым электродом и деталью. Плазмообразующий газ сов-
падает с дуговым разрядом на всем пути его следования от катода
до анода. Такой процесс сопровождается передачей большого коли-
чества тепла детали. Открытая плазменная дуга применяется при
резке металлов.
При закрытой плазменной дуге (рис. 13.10, а) плазмообразую-
щий газ проходит соосно с дугой лишь часть пути и, отделяясь от
нее, выходит из сопла плазмотрона в виде факела плазмы. Темпе-
184
ратура закрытой плазменной дуги (светлой ее части) на 25...30%
выше, чем открытой. Эта дуга применяется для плавления тугоплав-
ких порошков, подаваемых в сжатую часть дуги.
При комбинированной схеме горят две дуги (рис. 13.10, в): между
вольфрамовым электродом и деталью; между вольфрамовым элек-
тродом и водоохлаждаемым соплом. Плазмотрон с комбинирован-
ной дугой позволяет раздельно регулировать плавление присадоч-
ного и основного материала изменением величины соответствую-
щих сопротивлений.
Исходный материал покрытия подается в плазматрон в виде
порошка, проволоки, прутка. Режимы плазменной наплавки по-
рошковыми материалами приведены в табл. 13.10.
Плазменную наплавку выполняют одиночным валиком (при на-
плавке цилиндрических деталей по винтовой линии), а также с
применением колебательных механизмов, на прямой и обратной
полярности. Наиболее простой способ наплавки — это наплавка
по заранее насыпанному на наплавляемую поверхность порошку.
В ремонтной практике для получения износостойких покрытий
применяют хромборникелевые порошки СНГН и ПГ-ХН80СР4, тве-
рдосплавные порошки на железной основе ФБХ-6-2, КБХ, УС-25
и другие, а также смеси порошков.
Для плазменной наплавки выпускаются установки УМП-303,
УПУ-602 и другие и оборудование-комплект КПН-01.23-215 Рем-
деталь, пост 01.23-21 Ремдеталь, для сварки УПС-301, УПС-403,
УПС-804. Толщина напыляемого материала — 0,1...2 мм.
Лазерная наплавка. Этот способ наплавки представляет собой
технологический метод получения покрытий с заданными физи-
ко-механическими свойствами путем нанесения наплавочного мате-
риала (порошок, фольга, проволока и др.) с последующим оплав-
лением его лазерным лучем. Наименьших затрат энергии требуют
порошковые материалы.
Порошки на поверхность детали могут подаваться непосред-
ственно в зону лазерного луча с помощью дозатора; после пред-
варительной обмазки клеющим составом; в виде коллоидного ра-
створа. Для первого случая характерен увеличенный расход по-
Рис. 13.10. Схема включения плазмотронов:
а — закрытая; б — открытая; в — комбинированная
185
00
о\
Таблица 13.10
Режимы плазменной наплавки порошковыми материалами
Номер режима Наплавляемый порошок Режим наплавки Формирование наплав- ляемого слоя, мм Твердость, HRC
Число слоев Свароч- ная сила тока, А Скорость по- дачи порошка, м/ч Расход порошка кг/ч Высота (макси- мальная) Глубина
1 ПГ-СР4 Один 120 6 3,2 2,7...3,0 4,0...4,2 50...52
2 145 6 3,2 2,9...3,3 4,3 ...4,7 41.„42
3 100 6 3,2 4,6...4,6 57.„58
4 145 11 3,2 1,7...1,9 0,5...2,3 44.„49
5 120 и 3,2 2,4...2,5 0,5...0,6 56...58
6 100 11 3,2 2,4...2,9 58.„61
7 100 6 3,2 4,2...4,6 0,5 56.„57
8 120 6 3,2 7,0...7,2 1,6.„3,2 48 ...52
9 ПГ-СР4 Два 100 6 3,2 7,1...7,2 0,4...0,5 57.„60
100 6 3,2
10 145 11 3,2 5,0...5,7 0,5.„2,1 48.„50
100 6 3,2
11 ПГ-СР2 ПГ-СР4 Первый 100 6 2,7 5,3 ...6,0 0,5... 1,0 57.„59
Второй 100 6 3,2
12 ПГ-СР2 ПГ-СР4 Первый 120 11 2,4 5,5 ...5,5 0,5... 1,5 55...56
Второй 100 6 3,2
13 ПГ-С ПГ-СР4 Первый 100 6 2,7 6,0...6,0 1,0... 1,3 48...51
Второй 100 6 3,2
рошка (в 5...7 раз) и ухудшение физико-механических свойств
покрытия. Коллоидный раствор — это смесь порошка и раствора
целлюлозы.
С увеличением толщины обмазки увеличивается поглощение
излучения и растет КПД наплавки. Одновременно возрастает твер-
дость нанесенного слоя, которую путем подбора скорости наплав-
ки и материала можно регулировать в пределах 35...65 HRC.
При наплавке порошковых материалов необходимо учитывать гра-
нуляцию частиц. Увеличение размеров частиц приводит к росту тве-
рдости и износостойкости покрытия. Рациональной является смесь
различных фракций: 40... 100 мкм — 10%, 100...280 мкм — 80%,
280 мкм и более — 10%.
Качество покрытий зависит от скорости перемещения лазерно-
го луча, толщины наплавляемого слоя и перекрытия валиков. По-
крытия, нанесенные лазерной наплавкой, имеют следующие ха-
рактеристики: толщина слоя, наплавленного за один проход — до
0,8 мм; толщина дефектного слоя — не более 0,1 мм; прочность
сцепления — до 35 кг/мм2; потери наплавляемого материала — не
более 1 %; глубина зоны термического влияния — не более 1 мм.
Толщина нанесенного слоя может достигает 40...50 мкм.
Оплавление лазерным лучем проводится на установках, кото-
рые используют серийные лазеры: ЛГН-702 «Кардамон», ЛТ1-2,
«Иглай», «Комета», «Катунь», Латус-31, Юпитер 1,0, и лазерных
технологических модулях: 01.03.178 «Ремдеталь» и 01.12.376 «Рем-
деталь». В табл. 13.11 приведены технологические параметры наплавки.
Лазерной наплавкой восстанавливают тарелки клапанов, кулачки
распределительных и кулачковых валов и других деталей.
Электроконтактная приварка ленты (проволоки). Сущность про-
цесса — точечная приварка стальной ленты (проволоки) к поверх-
ности детали в результате воздействия мощного импульса тока.
В точке сварки происходит расплавление металла ленты (проволо-
ки) и детали. Схема приварки металлической ленты к поверхности
вала показана на рис. 13.11. Деталь 2 устанавливают в центрах 1 или
патроне, а сварочная головка с роликами 4. Лента (проволока)
плотно прижимается роликами посредством пневмоцилиндров. Под-
вод тока к роликам производится от трансформатора 5. Требуемая
Длительность цикла обеспечивается прерывателем тока.
Ленту приваривают ко всей изношенной поверхности или по
винтовой линии в процессе вращения детали. Скорость вращения
Детали пропорциональна частоте импульсов и продольному пере-
мещению сварочной головки.
Преимущества способа: высокая производительность процес-
са (в 2,5 раза превосходит вибродуговую наплавку); малое тепло-
вое воздействие на деталь (не более 0,3 мм); небольшая глубина
Плавления; незначительный расход материала (в 4...5 раз пре-
восходит вибродуговую наплавку); возможность получения не-
Плавленного металла с любыми свойствами; благоприятные са-
187
нитарно-производственные условия работы сварщика, а недо-
статок — ограниченность толщины наплавленного слоя и слож-
ность установки.
Способ электроконтактной приварки ленты используется для
восстановлении поверхностей валов, а также отверстий в чугун-
ных и стальных деталях, в том числе корпусных.
Твердость, износостойкость и прочность сцепления ленты с
деталью зависят от марки стали ленты. Высокую твердость обеспечи-
вают ленты из хромистых и марганцевых сталей. Рекомендации по
выбору материала ленты представлены в табл. 13.12. Толщина лен-
ты берется в пределах 0,3... 1,5 мм. Усилие прижатия роликов при
приварки ленты 1,3... 1,6 кН.
Ролики (электроды) изготавливают из специальных медных
сплавов, бронзы (БрНБТ, ХКд-0,5-0,3, БрХ, БрХЦр-0,6-0,05),
сплава Мц-4, меди М-1.
Таблица 13.11
Технологические параметры лазерной наплавки в зависимости от фракции
и состава порошка
Порошок Фракции Скорость наплавки, см/мин Микротвер- дость- 103, МПа Прочность сцепления с основой, МПа
ПН73ХСЗРЗ 200... 300 38 7,5 250
28 6,5
21 5,5
13 4,5
100... 200 38 6,5
28 6,0
21 5,5
13 3,5
60... 100 38 3,2
28 2,9
21 2,5
13 2,4
ПГФБХ-6-2 100... 200 15 ...38 8,0... 10,0 350
200... 400 15...35 8,5...11,0
400...600 15...30 9,0... 11,5
188
Рис. 13.11. Схема электроконтактной приварки
стальной ленты:
1 — центр; 2 — восстанавливаемая деталь; 3 — лента;
4 — ролик; 5 — трансформатор; 6 — прерыватель тока
Для восстановления деталей применяют установки «Ремдеталь»:
011-1-02 и ОКС-12296-ГОСНИТИ - для шеек валов; 011-1-05 -
для резьбовых участков валов малого диаметра и поверхностей де-
талей типа «вал»; 011-1-06 — для внутренних поверхностей гильз
цилиндров; 011-1-11 — коренных опор блоков цилиндров.
• Режим приварки определяется показателями:
электрическими — сила сварочного тока и длительность
сварочного цикла. Малая сила тока не обеспечивает надежной при-
варки, а большая сила тока приводит к образованию на поверхно-
сти детали пор и трещин;
механическими — частота вращения, подача электродов,
усилие сжатия электродов. Подачу электродов, частоту вращения
детали, продолжительность сварочного цикла подбирают из усло-
вия получить 6...7 сварочных точек на 1 см длины шва (подбирают
на эталонных образцах при постоянной скорости вращения). По-
Таблица 13.12
Твердость приваренного слоя в зависимости от материала ленты
Марка стали Твердость Марка стали Твердость
привариваемой приваренного привариваемой приваренного
_ ленты слоя, HRC ленты слоя, HRC
Сталь 20 30 ...35 Сталь 55 50...55
Сталь 40 40...45 Сталь 40Х 55...60
Сталь 45 45... 50 Сталь 65Х 60 ...65
189
дача электрода обеспечивает перекрытие сварных точек: малое пе-
рекрытие ухудшает свариваемость ленты с основным металлом, а
повышенное — увеличивает зону отпуска, что снижает твердость
приваренного слоя. Недостаточное усилие сжатия электродов на
поверхности ленты и детали приводит к эрозионному разруше-
нию, сопровождающемуся сильным искрением в зоне контакта;
большое усилие сжатия электродов приводит к деформации элек-
тродов и снижению их стойкости.
Ориентировочные режимы приварки стальной ленты приведе-
ны в табл. 13.13.
Для деталей типа «вал» диаметром 30...50 мм рекомендуются
следующие режимы приварки ленты толщиной 0,44 мм: частота
вращения — 5 мин-1; подача сварочной головки — 3 мм/мин; уси-
лие сжатия электродов — 1,5 кН; количество охлаждающей жид-
кости — 1,5 л/мин.
Роль охлаждающей жидкости — это охлаждение роликов свароч-
ной головки и эффективный отбор теплоты из зоны приварки. Твер-
дость восстанавливаемой поверхности достигает 55 HRC и более.
Особенности сварки чугунных деталей. Многие корпусные дета-
ли изготавливаются из серого, высококачественного и ковкого
чугуна, который является трудносвариваемым материалом. У дета-
Таблица 13.13
Режимы приварки стальной ленты
Параметры Детали
корпусные типа «вал»
Сила сварочного тока, А 7,8...8,0 16,1...18,1
Длительность сварочного цикла, с 0,12...0,16 0,04...0,08
Длительность паузы, с 0,08...0,10 0,10...0,12
Скорость сварки, м/мин 0,5 0,7... 1,2
Подача электродов, мм/об Ручная 3...4
Усилия сжатия электродов, кН 1,70...2,25 1,90... 1,60
Ширина рабочей части электродов, мм 8 4
Диаметр рабочей части электродов, мм 50 150... 180
Материал ленты Сталь 20 Сталь 40...50
Материал детали Чугун СЧ 18-36; СЧ 21-40 Сталь любая
Расход охлаждающей жидкости, л/мин 0,5... 1,0 1,5...2,0
190
дей из чугуна сваркой заделывают трещины и отверстия, присое-
диняют отколотые части детали, наплавляют износостойкие по-
крытия.
Наличие в чугуне значительного содержания углерода и низ-
кая его вязкость вызывают значительные трудности при восста-
новлении деталей из этого материала. Быстрое охлаждение чугу-
на приводит к образованию в околошовной зоне твердых зака-
лочных структур. Местный переход графита в цементит, который
может произойти при расплавлении чугуна, приводит к образо-
ванию структуры белого чугуна. В этих зонах металл тверд и хру-
пок. Разница в коэффициентах линейного расширения серого и
белого чугуна является причиной образования внутренних на-
пряжений, что приводит к появлению трещин. Выгорание угле-
рода и кремния в процессе сварки приводит к тому, что свароч-
ный шов получается пористым и загрязненным шлаковыми вклю-
чениями. Они появляются в результате неполного выделения газов
и шлаков из-за быстрого перехода чугуна из жидкого состояния
в твердое.
Таким образом, трудность сварки чугунных деталей вызывается
следующими основными причинами: отсутствие площадки текучес-
ти у чугуна, хрупкость и небольшой предел прочности на растяже-
ние вызывает образования трещин в процессе сварки; отсутствие
переходного пластического состояния при нагреве до плавления. Те-
кучесть чугуна в процессе сварки затрудняет восстановление деталей
даже с небольшим уклоном от горизонтального положения; полу-
чение отбеленных участков карбида железа Fe3C и высокоуглеродистых
сталей, которые трудно поддаются механической обработке.
При восстановлении чугунных деталей можно применить горя-
чий и холодный способы сварки.
Горячая сварка чугуна — процесс, который предусматривает на-
грев детали (в печи или другими способами) до температуры
650...680°C. Температура детали во время сварки должна быть не
ниже 500 ’С. Такие температуры позволяют: задержать охлаждение
сварочной ванны, что способствует выравниванию состава метал-
ла ванны; освободить свариваемую деталь от внутренних напряже-
ний литейного и эксплуатационного характера; предупредить по-
явление сварочных напряжений и трещин. Для деталей с большой
жесткостью (блок цилиндров и другие корпусные детали) при свар-
ке обязателен общий нагрев.
В процессе сварки происходят структурные преобразования с
перераспределением внутренних напряжений (термическое воздей-
ствие). Металл, на который непосредственно действует сварочная
Дуга, плавится, образуя жидкую ванну, а тот, который соприкасает-
ся со сварочной ванной, нагревается вследствие теплоотдачи. В ре-
зультате скорости нагрева и охлаждения отдельных участков зоны
термического влияния при сварке неодинаковы. Металл свароч-
ной ванны при охлаждении кристаллизуется (с большой скорос-
191
тью) в тонкий слой первого участка зоны термического влияния.
Происходит уменьшение объема за счет усадки на 1 %. Этот слой
первого участка связан с основным металлом детали и твердым
металлом шва, что мешает нормальной усадке и приводит к воз-
никновению напряжений растяжения и образованию трещин.
Усадка во время охлаждения сокращает длину валика (валик со-
единен с основным металлом), а основной металл детали растяги-
вает его. Этот процесс является следствием образования попереч-
ных трещин. Для предотвращения этого процесса необходимо: обес-
печить достаточную пластичность наплавленного шва (подобрать
соответствующие присадочный материал, обмазку и режимы свар-
ки); проковывать швы во время кристаллизации; равномерно нагре-
вать и особенно охлаждать как шов, так и свариваемую деталь; сварку
выполнять на постоянном токе обратной полярности («+» — элек-
трод, «—» — деталь) и малой силы (25...30 А на 1 мм диаметра
электрода); наплавлять валики длиной 30...40 мм; применять свар-
ку отжигающими валиками и многослойным швом.
Если при сварке чугуна использовать электрод из низкоуглеро-
дистой стали, то металл шва получится высокоуглеродистым (т.е.
будет отличаться высокими хрупкостью и твердостью). Количество
углерода в металле шва зависит от геометрии шва, в частности,
отношения Л1/Л2, где А, — глубина проплавления; h2 — усиление
шва (рис. 13.12). Чем меньше значение этого отношения, тем мень-
ше в металл шва поступает расплавленного чугуна детали и тем
ниже содержание в шве углерода. Например, если в чугуне около
3 % углерода, то в металле шва в зависимости от Л, углерода будет
1,5...2,0% (в нижней части больше, чем в верхней). Снижают со-
держание углерода в наплавленном слое за счет уменьшения силы
сварочного тока (глубины проплавления чугуна Л|), подбора ком-
понентов покрытия электрода и многослойности сварного шва.
Изменяя состав и толщину обмазки сварочной проволоки, ско-
рость сварки и силу тока, можно получить стальной шов с разным
содержанием углерода и разной твердости — от закаленной высо-
коуглеродистой стали до мягкой отпущенной низкоуглеродистой.
Лучшие результаты при горячей сварке чугуна дает ацетилено-
кислородное пламя с присадочным материалом из чугуна.
Горячая сварка чугуна предпо-
лагает необходимость применения
специального нагревательного обо-
рудования: термические и нагрева-
тельные печи, кожухи, термоста-
ты и т. д. Поэтому этот способ свар-
ки применяют только в тех случаях,
когда необходимо получить наплав-
ленный металл, близкий по струк-
туре, прочности и износостойкос-
ти к основному металлу детали.
В
Рис. 13.12. Валик сварного шва:
1 — нейтральная зона основного
металла; 2 — зона термического
влияния; 3 — наплавленный ме-
талл; В — ширина валика
192
При сварке необходимо обязательно применять флюс, который
выполняет следующие функции: растворяет образующиеся окси-
ды кремния и марганца, переводя их в шлак; окисляет и частично
растворяет графитные включения чугуна, находящиеся на свари-
ваемых поверхностях; образует микроуглубления, которые повы-
шают свариваемость чугуна; предохраняет от окисления расплав-
ленную ванну; увеличивает текучесть сварочных шлаков. В качестве
флюса применяют техническую безводную буру (Na2B4O7). Бура в
чистом виде для сварки не пригодна, так как высокая температура
ее плавления вызывает образование в сварочной ванне густых шла-
ков, которые плохо всплывают на поверхность металла, в результате
чего образуются шлаковые раковины. Применение в качестве флюса
смеси из 50 % переплавленной измельченной буры и 50 % кальци-
нированной соды увеличивает текучесть шлаков и расплавленного
металла в ванне, улучшает качество сварки. Лучшие результаты
дает флюс ФСЧ-1 следующего состава (% по массе): буры — 23,
кальцинированной соды — 27, азотнокислого натрия — 50.
Кромки трещины для сваривания готовят механическим спосо-
бом или оплавлением металла газовой горелкой с избытком кис-
лорода. Перед сваркой подогретые кромки и конец стержня по-
крывают слоем флюса. Пламя горелки должно быть строго нейт-
ральным. В ванну расплавленного металла вводят присадочную
проволоку с флюсом, подогретые перед этим до температуры плав-
ления. Затем сварщик концом чугунной проволоки воздействует
на кромки ванны, делая круговые движения.
Горячей сваркой ацетиленокислородным пламенем с присадкой
чугуна рекомендуется восстанавливать блоки цилиндров двигателей и
других корпусных деталей при наличии трещин на ребрах жесткости.
Газовую сварку чугуна цветными сплавами без подогрева детали
выполняют в сочетании с дуговой сваркой и широко применяют в
ремонтном производстве для сварки трещин на обрабатываемых по-
верхностях корпусных деталей. Присадочный материал — латунь. Тем-
пература плавления латуни ниже температуры плавления чугуна
(880...950°C), поэтому ее можно применить для сварки, не доводя
чугун до плавления и не вызывая в нем особенных структурных измене-
ний и внутренних напряжений. Использование этого процесса позволя-
ет получить сварочные швы плотные, легко поддающиеся обработке.
При сварке трещин в чугунных деталях выполняют следующие
операции: снятие с кромок трещин фасок с углом разделки 70... 80 °;
грубая обработка фасок (желательно с образованием насечки);
очистка места сварки от грязи, масла и ржавчины; подогрев под-
готовленных к сварке мест пламенем газовой горелки до темпера-
туры 900... 950 °C; нанесение на подогретую поверхность слоя флюса;
нагрев в пламени горелки конца латунной проволоки; натирание
латунной проволокой горячих кромок трещины (латунь должна
покрывать фаски тонким слоем); сварка трещины; медленный от-
вод пламени горелки от детали; покрытие шва листовым асбестом.
? Карагодин 193
При холодной сварке чугуна деталь не нагревают (возможен подо-
грев не выше 400 °C для снятия напряжения и предупреждения воз-
никновения сварочных напряжений). Сварочная ванна имеет не-
большой объем металла и быстро твердеет. Способ получил более
широкое применение по сравнению с горячей сваркой из-за про-
стоты выполнения.
В зоне сварного шва происходят отбеливание и закалка с одно-
временным ростом внутренних напряжений, которые могут при-
вести к образованию трещин.
Высота сварочного шва определяется значением (й, + Л2), не
одинакова для электродов с разными покрытиями и находится в
пределах 4...7 мм.
Холодная сварка применяется для устранения трещин и завар-
ки пробоин в тонкостенных корпусных и крупногабаритных чугун-
ных деталях, которые требуют последующей механической обра-
ботки и эксплуатируются под нагрузкой при тепловом воздействии.
Заварка трещин в тонких (до 10 мм) ненагруженных стенках осу-
ществляется без разделки кромок. Процесс заварки в этом случае
проводят в следующем порядке: поверхность детали очищают на рас-
стоянии 25 мм от краев трещины; концы трещины обваривают за два
прохода (рис. 13.13, а); дугу возбуждают на расстоянии 10... 12 мм от
одного конца трещины и ведут сварку в направлении другого конца
трещины (валик наваривают на расстоянии 10... 12 мм от конца тре-
щины); не прерывая дуги, ведут сварку в обратном направлении,
вторым слоем перекрывая первый; делят трещину на участки длиной
30...50 мм; отступив от конца трещины на выбранную длину участ-
ка, наплавляют с двух сторон трещины (отступая от ее краев на
1... 1,5 мм) подготовительные валики 7, 2 и 3, 4 (ширина валика
равна толщине стенки детали), причем валики 2 и 4 не должны
соприкасаться со стенками детали и перекрывать валики, которые
лежат под ними; очистка наплавленных вдоль кромок трещины
валиков от шлаков; наплавка валиков 5 и 6 (за два прохода, не
прерывая дуги), образуя шов, закрывающий трещину; проковы-
вание молотком участка шва (после окончания сварки), не зачи-
щая шлака. В таком же порядке сваривают и другие участки трещи-
ны (II, III, IV, V).
Сварку трещин в толстостенных деталях (рис. 13.13, б), которые
в дальнейшем подвергаются механической обработке или работа-
ют под нагрузкой, проводят с разделкой кромок. Ширина раздел-
ки краев трещины под сварку на поверхности детали должна быть
в 2 раза больше ее толщины, а глубина разделки на 2...3 мм мень-
ше этой толщины. Кромки трещины разделывают фрезерованием
или слесарным способом вручную. При такой технологии облегча-
ется сварка деталей в вертикальной плоскости.
Подготовительные валики на кромки трещины наплавляют раз-
дельно: сначала два ряда валиков 1—8 на одну сторону среза вверх
на участке протяженностью 30...50 мм, а затем — на другую сто-
194
А-А
Б -J
а
Рис. 13.13. Схема наложения валиков при сварке чугунных корпусных
деталей:
а — трещина в тонкостенной детали (без разделки кромок трещины); б — трещи-
на в толстостенной детали (с разделкой кромок трещины); В — толщина стенки
детали; 1, 2, 3, ..., 30 — номера валиков; I, II, III, IV, V — номера участков
рону среза валики 9—17. Каждый предыдущий валик должен час-
тично перекрываться последующим. После наплавки первого слоя
очищают шлак и наплавляют второй. Подготовительные валики
второго слоя не должны соприкасаться с основным металлом.
Так же наплавляют подготовительные валики и на других учас-
тках, дают им охладиться до температуры 30... 50’С, счищают с
Них шлак и в такой же последовательности, как и при наплавке
скосов, соединяют валики центральными (соединительными) ва-
ликами. Заполнение шва на каждом участке проводят с перерывом
Для охлаждения.
195
Холодная сварка может осуществляться:
электродами МНЧ-1 (63 % Ni + 37 % Си) со специальным фто-
ристо-кальциевым покрытием. Процесс сварки выполняется элек-
тродами диаметром 3...4 мм на постоянном токе 140... 150 А об-
ратной полярности, короткой дугой, участками 20...30 мм, кото-
рые сразу же проковываются. Вместо медно-никелевых электродов
можно также использовать железо-никелевые электроды типа ЖНБ;
электродами ЦЧ-4, представляющими собой сварочную прово-
локу Св-08 или Св-08А с фтористо-кальциевым покрытием, содер-
жащим титан или ванадий, которого в наплавленный металл пере-
ходит до 9,5%. Процесс ведется электродами диаметром 3...4 мм
на постоянном токе 120... 150 А обратной полярности при напря-
жении 20 В. Перед сваркой рекомендуется подогреть деталь до
150...200°C, а после наложения валиков сразу же их проковывать;
электродами ОЗЧ-1, представляющими собой медную электрод-
ную проволоку с фтористо-кальциевым покрытием, содержащим
железный порошок. Процесс сварки рекомендуется вести на посто-
янном токе 150... 160 А обратной полярности и напряжении 20 В,
короткой дугой, небольшими участками по 30...60 мм. После сварки
каждый участок необходимо проковывать и продолжать ее после
охлаждения шва до 50...60°C.
Особенности сварки деталей из алюминия и его сплавов. Особен-
ности сварки этих деталей состоят в следующем:
очень плохая сплавляемость алюминия (температура плавления
алюминия 658 °C) из-за образования на его поверхности тугоплав-
кой окисной пленки (А12О3), температура плавления которой 2050 °C.
Окислы снижают механическую прочность деталей. Для их удале-
ния применяют флюсы типа АФ-4А, в состав которых входят хло-
ристый натрий (28%), хлористый калий (50%), хлористый литий
(14%) и фтористый натрий (8%);
при нагреве до 400...450°C алюминий сильно теряет свою проч-
ность, и деталь может разрушиться даже от легкого удара;
алюминий, как и чугун, не имеет пластического состояния и
при нагреве сразу переходит из твердого состояния в жидкое. Алю-
миниевые сплавы в расплавленном состоянии активно растворяют
водород, который при быстром охлаждении не успевает покинуть
расплавленный металл и создает в нем поры и раковины. Источ-
ник появления водорода — это влага, для удаления которой реко-
мендуется прогреть детали;
коэффициент линейного расширения алюминия в 2, а тепло-
проводность в 3 раза больше, чем у стали, что способствует появ-
лению значительных внутренних напряжений, которые приводят
к деформациям в свариваемых деталях. Для уменьшения внутрен-
них напряжений целесообразно подогревать перед сваркой детали
до температуры 250... 300°C и медленно охлаждать после сварки.
Для деталей из алюминия и его сплавов рекомендуются следу-
ющие способы сварки:
196
неплавящимся вольфрамовым электродом в среде аргона (ар-
гонодуговая сварка). В качестве присадочного материала исполь-
зуют сплавы алюминия. В зависимости от толщины деталей ис-
пользуют электроды диаметром 1 ...5 мм, силу сварочного тока —
45... 280 А, напряжением — 22... 24 В. Расход аргона колеблется в
пределах 4... 12 л/мин. Сварку ведут на переменном токе без при-
менения флюса;
электродами ОЗА-2 (сплава алюминия) и ОЗА-1 (технического
алюминия) на постоянном токе обратной полярности, короткой
дугой (электродуговая сварка). Сила тока выбирается из расчета
35...45 А на 1 мм диаметра электрода. Стержень электрода изготавли-
вают из алюминиевой проволоки. Электрод имеет покрытие АФ-4А;
ацетилено-кислородным нейтральным пламенем (газовая свар-
ка) с использованием флюса АФ-4А. Присадочный материал дол-
жен быть того же состава, что и основной металл. В момент рас-
плавления основного и присадочного материалов пленку окислов
разрывают с помощью стального крючка.
13.3. Техника безопасности при выполнении
сварочно-наплавочных работ
В зависимости от применяемого метода сварки и наплавки за-
висит организация рабочего места при выполнении работ по вос-
становлению деталей сваркой и наплавкой. Комплекс технически
связанного между собой оборудования для выполнения сварочно-
наплавочных работ называется постом, установкой (станком), ли-
нией. В комплексы в зависимости от оснащения входят: сварочное
оборудование (источник питания, сварочный аппарат с прибора-
ми управления и регулирования процесса); технологические при-
способления и инструмент; механическое и вспомогательное обо-
рудование (транспортные, погрузочные и разгрузочные устрой-
ства); система управления.
Источники переменного тока — это сварочные трансформаторы
(для ручной сварки и наплавки ТД-300, ТД-500, СТШ-500, ме-
ханизированной — ТДФ-1001, ТДФ-1002 и др.) и специализиро-
ванные установки на их основе, постоянного тока — сварочные вы-
прямители (для ручной сварки и наплавки ВД-201УЗ, ВД-ЗО6УЗ,
ВД-401УЗ и др., механизированной — ВС-600, ВСЖ-303, ВДГ- 302
и др., универсальные — ВДУ-1201УЗ, ВДУ-1601 и др.; для многопо-
стовой сварки — ВКСМ-100-1-1, ВДМ-1001 и др.), преобразователи
(ПСО-ЗОО-2, ПСО-315М и др.) и агрегаты, специализированные
источники на базе выпрямителей. Сварочные машины рекомендуется
Устанавливать в отдельном помещении, а на рабочем месте в этом
случае должен находиться щиток для дистанционного управления.
В состав установки (станка) для сварки или наплавки, кроме
электросварочного оборудования, входят: технические средства
размещения и перемещения сварочных автоматов, головок, инст-
197
рументов; технические средства размещения, закрепления и пере-
мещения изделия (сварочные манипуляторы, позиционеры, кан-
тователи, поворотные столы, вращатели); флюсовое оборудова-
ние (при сварке и наплавке под флюсом); вспомогательное обо-
рудование и средства управления. Вращатели — это шпиндельные
устройства, предназначенные для вращения детали вокруг оси.
Основной частью комплекса оборудования для механизирован-
ной сварки и наплавки является сварочная и наплавочная аппара-
тура — полуавтоматы и автоматы.
На рабочем месте газосварщика устанавливают сварочный стол
с подставкой для газосварочной горелки. На расстоянии 3...4 м от
сварочного стола монтируют рампу с кислородным и ацетилено-
вым редукторами и шкаф для хранения шлангов и горелок. Ацети-
леновый генератор, а также баллоны с кислородом и ацетиленом
хранятся в отдельных помещениях.
К электрогазосварочным и наплавочным работам допускаются
рабочие не моложе 18 лет, прошедшие медицинское освидетельст-
вование и специальное обучение, имеющие удостоверение на право
выполнения указанных работ. Все сварщики, выполняющие дуговую
и газовую сварку, должны ежегодно проходить проверку знаний.
Рабочий пост сварщика должен быть оборудован местной вы-
тяжной вентиляцией для отсоса вредных паров, газов и аэрозо-
лей, состоящих из окислов металлов и продуктов сгорания обма-
зок и флюсов.
Правильное и рациональное размещение рабочего места сварщи-
ка имеет большое значение в повышении безопасности сварочных
работ, производительности труда и качества сварки. В целях защи-
ты сварщиков, подсобных и вспомогательных рабочих от лучистой
энергии, горящих поблизости сварочных дуг в постоянных местах
сварки для каждого сварщика устраивают отдельные кабины пло-
щадью (2 х 2)...(2 х 3) м (не считая площади, занятой оборудова-
нием) и высотой 1,8...2 м. Для улучшения вентиляции стены ка-
бины не доводят до пола на 15...20 см. Материалом стен кабин
может служить тонкое железо, фанера, брезент, покрытые огне-
стойким составом, или другие огнестойкие материалы. Дверной
проем, как правило, закрывается брезентовым занавесом на коль-
цах. Стены окрашивают в светлые матовые тона. Полы должны иметь
ровную нескользкую поверхность, без выбоин и порогов. В по-
мещениях с холодными полами, например, цементными на рабо-
чих местах под ноги укладывают деревянные решетки или настилы.
При ручной дуговой сварке в кабине сварщика устанавливают
сварочный стол или кондуктор, настенную полку для мелкого
инструмента и приспособлений, стул со спинкой и другое обору-
дование. Кабина оборудуется местной вентиляцией.
Для предохранения глаз и лица сварщика от вредного воздейст-
вия дуги необходимо использовать щитки или маски со специальны-
ми светофильтрами в зависимости от силы сварочного тока: Э-1 —
198
ппи силе тока до 75 А, Э-2 — при 75...200 А, Э-3 — 200...400 А, а
также ЭС-100, ЭС-300, ЭС-500.
В целях исключения попадания под напряжение при замене элек-
тродов сварщик обязан пользоваться сухими брезентовыми рука-
вицами, которые одновременно защищают его руки от расплав-
ленного металла и лучистой энергии дуги.
Большое значение для безопасности сварщика имеет проверка
правильности проведения проводов к сварочным постам и обору-
дованию. Прокладка проводов к сварочным машинам по полу или
земле, а также другим способом, при котором изоляция проводов
не защищена и провод доступен для прикосновения, не разреша-
ется. Ток от сварочных агрегатов к месту сварки передается гибки-
ми изолированными проводами. Для предупреждения поражения
электрическим током все оборудование должно быть заземлено.
Электроустановки, электрооборудование и проводку разреша-
ется ремонтировать только после отключения их от сети.
Перед началом работ электросварщик обязан надеть специаль-
ную одежду — брезентовый костюм, ботинки и головной убор.
При сварке и наплавке деталей под флюсом режим работы
должен быть таким, чтобы сварочная дуга была полностью за-
крыта слоем флюса. Убирают флюс флюсоотсосами, совками и
скребками.
Сварочную дугу при вибродуговой наплавке и сварке закрыва-
ют специальными устройствами, в которых должно быть предус-
мотрено смотровое окно со светофильтром нужной плотности.
При выполнении газовой сварки соблюдаются те же правила
безопасности, что и при дуговой. Однако при газовой сварке необ-
ходимо следить, чтобы в радиусе 5 м от рабочего места отсутство-
вали горючие материалы.
В местах хранения и вскрытия барабанов с карбидом кальция
запрещено курить и применять инструмент, дающий при ударе
искры. Барабаны с карбидом хранят в сухих прохладных помеще-
ниях. Вскрытие барабана разрешается только латунным ножом.
Ацетилен при соприкосновении с медью образует взрывчатые ве-
щества, поэтому применять медные инструменты при вскрытии
карбида и медные припои при ремонте ацетиленовой аппаратуры
нельзя. Ацетиленовые генераторы располагают на расстояние не
менее 10 м от открытого огня.
Баллоны с газами хранят и транспортируют только с навин-
ченными на их горловины предохранительными колпаками и за-
глушками на боковых штуцерах вентилей. При транспортировании
баллонов не допускаются толчки и удары. Переносить баллоны на
руках запрещается. К месту сварочных работ их доставляют на спе-
циальных тележках или носилках.
Баллоны с газом устанавливают в помещении не ближе чем на
1 м от радиаторов отопления и не ближе чем на 10 м — от горелок
и других источников тепла с открытым огнем.
199
Запрещено хранить баллоны с кислородом в одном помещении
с баллонами горючего газа, с барабанами карбида кальция, лака-
ми, маслами и красками.
При обнаружении на баллоне или вентиле следов жира или масла
баллон немедленно возвращают на склад. Соседство масла и кис-
лорода может привести к взрыву.
В целях безопасности в обращении кислородные баллоны окра-
шивают в синий цвет, ацетиленовые — в белый, а баллоны с про-
панбутановыми смесями — в красный.
Ацетилен с воздухом образует взрывоопасные смеси, поэтому
нужно следить, чтобы не было утечки газа и перед началом рабо-
ты тщательно проветривать рабочее помещение.
Подъемно-транспортное оборудование с механическим приво-
дом обязательно регистрируется в инспекции Гостехнадзора, ко-
торая проводит его техническое освидетельствование.
Подъемные устройства с ручным приводом, цепи и канаты
проходят освидетельствование комиссией под руководством глав-
ного инженера ремонтного предприятия. Техническая проверка
содержит осмотр оборудования, поднятие груза, масса которого
превышает на 10% грузоподъемность подъемного устройства по
паспорту, на высоту 100 мм и выдержку в поднятом положении
10 мин. Цепи, канаты и чал очные устройства испытывают под
двойным грузом. Результаты испытания заносятся в спецжурнал,
а на кранах и других подъемных устройствах четко наносят крас-
кой предельную грузоподъемность и срок последующего освиде-
тельствования.
К управлению кранами допускаются рабочие, имеющие специ-
альные удостоверения на право работы на грузоподъемных средствах.
ГЛАВА 14. ГАЗОТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ
14.1. Физика и сущность процесса
Газотермическое напыление используется для получения изно-
состойких, коррозионно-стойких, жаропрочных, теплоизоляци-
онных и других покрытий. При газотермическом напылении для
формирования покрытий используются цветные металлы и спла-
вы, стали, полимеры, оксиды, бориды, нитриды и др. Покрытия
могут быть нанесены на металлы, пластмассы, стекло, дерево,
ткань, бумагу, керамику, так как в процессе напыления темпера-
тура изделия изменяется незначительно. Толщина покрытия обыч-
но составляет примерно 100...500 мкм.
Газотермический метод формирования покрытий заключается
в нагреве исходного материала покрытия до жидкого или плас-
тичного состояния и его распылении газовой струей. Напыляе-
мый материал поступает на обрабатываемую поверхность в виде
200
потока жидких капель или пластифицированных частиц, кото-
рые при соударении закрепляются на поверхности детали, обра-
зуя покрытие.
По способу плавления исходного материала различают газо-
пламенные, газоэлектрические и детонационные методы. Наиболь-
шее распространение получили методы электродугового и плаз-
менного напыления.
При газотермическом напылении источником тепловой энер-
гии является пламя, образующееся в результате горения смеси
кислорода и горючего газа (ацетилена, метана и др.). При электро-
дуговом и плазменном напылении источником тепла является элек-
трическая дуга, горящая между электродами в потоке газа.
Исходный материал покрытия подается в высокотемператур-
ный газовый поток в виде проволоки (прутка) или порошка. Для
электродугового напыления можно использовать только проволо-
ку, для детонационного напыления — только порошок, для газопла-
менного и плазменного методов — как проволоку, так и порошок.
Максимальная температура при газотермическом напылении
покрытий составляет: при газопламенном методе — 1800...3500 К,
при электродуговом и плазменном — 7500...2000 К. Скорость час-
тиц напыляемого материала составляет, м/с: при газопламенной
обработке — 50... 100, при электродуговой — 60...2500, при плаз-
менной — 100...400, при детонационной — 700 и более.
Напыление покрытий происходит в следующем порядке: рас-
плавление наплавляемого материала; ускорение и распыление рас-
плавленного материала; полет напыляемых частиц в направлении
к обрабатываемой поверхности; удар частиц и их сцепление с по-
верхностью обрабатываемого изделия.
Во всех процессах газотермического напыления в высокотемпе-
ратурном потоке газа напыляемый материал ускоряется, нагрева-
ется, плавится (или пластифицируется) и в виде потока жидких
капель (или пластифицированных частиц) при ударном взаимо-
действии с обрабатываемой поверхностью формирует покрытие.
Принципиальная схема газотермического напыления показана
на рис. 14.1. Верхняя часть рисунка показывает распыление прово-
лочного материала, нижняя — напыляемого порошка. Проволоч-
ный материал поступает в высокотемпературный поток газов в
расплавленном состоянии, при напылении из порошков — в твер-
дом состоянии.
Частица порошка (нижняя часть) на участке А нагревается до
температур плавления. На участке В частицы плавятся и превращают-
ся в жидкие капли металла. При движении жидких капель на учас-
тке В может происходить перегрев и частичное испарение капель.
Струя сжатого воздуха (или другого газа-носителя) распыляет
каплю расплавленного металла на мельчайшие частицы, сообщает
им значительные ускорения, под действием которых происходит
Разгон частиц, формирование распыленных частиц по величине и
201
Рис. 14.1. Схема процессов газотермического напыле-
ния для проволочных (верхняя часть рисунка) и по-
рошковых материалов:
А — область нагрева исходного материала до начала плавле-
ния; Б — область нагрева до полного плавления; В — область
движения частиц материала в расплавленном состоянии (воз-
можны перегрев, испарение); Г — распылительная газотер-
мическая головка (горелка); О — основа; 77 — покрытие; 7 —
твердая частица порошка; 2 — частица, расплавленная не пол-
ностью; 3 — расплавленная частица (капля); 4 — испаряюща-
яся (перегреваемая) капля (частица); 5 — центральное пятно;
6, 7 — среднее и периферийное кольца пятна напыления
конфигурации. В полете частицы распределяются в определенном
порядке по сечению струи.
Наиболее интенсивное напыление происходит по центру пото-
ка, где сосредотачиваются самые крупные фракции наименее окис-
ленные распыленных частиц.
Основная масса напыляемого материала поступает по центру
потока (пятно 5), где достигаются наилучшее сцепление с осно-
вой, минимальная пористость и окисление частиц. В наружной ча-
сти факела (кольцо 7) материал напыляется с минимальной ско-
ростью, при этом образуется окисленный слой частиц с высокой
пористостью и плохим сцеплением с подложкой.
Жидкие или пластифицированные частицы с поверхностной
пленкой частично разрушаются при ударе с обрабатываемой по-
верхностью. При ударе капли разрушается окисная пленка и про-
исходит частичное разбрызгивание жидкого ядра. Частицы, отвер-
девшие до удара, не разрушаются. Такая схема формирования по-
крытия приводит к появлению в нем микропустот и микропор,
образованных газовыми пузырями.
Так как напыление покрытия осуществляется на практически
холодную подложку, при охлаждении капель (частиц) напыляемого
слоя в них возникают внутренние («усадочные») напряжения.
202
Сцепление частиц покрытия происходит за счет механического
сцепления, адгезии, частичной сварки и действия внутренних на-
пряжений («усадочных» сил).
Основные технологические операции процесса газотермического
напыления. После разборки детали поступают в моечное отделе-
ние, где их очищают моющим раствором, дефектуют и отправля-
ют в цех (участок, отделение) напыления.
Механическая обработка изделий. Для устранения дефектов, об-
разовавшихся в процессе эксплуатации, или придания правиль-
ной геометрической формы изношенным поверхностям деталей
они подвергаются механической обработке, в том числе специаль-
ной (нарезка «рваной» резьбы, фрезерование канавок, насечка по-
верхностей, накатка резьбы роликом).
Обезжиривание. При нанесении всех покрытий перед струйной
обработкой поверхность детали обезжиривают органическими ра-
створителями, моющими средствами и т.д. Чугунные детали, кро-
ме обезжиривания, подвергают обжигу при температуре 260... 530°C
для выгорания масла, содержащегося в порах.
Струйная обработка. С целью активации поверхности и придания
ей шероховатости поверхность деталей подвергают струйной обработке.
Поверхность деталей, не подлежащая напылению при струйной обра-
ботке, должна быть защищена. После обработки детали обдувают су-
хим сжатым воздухом для удаления частиц абразива с поверхности.
Процесс напыления. Операция напыления производится сразу же
в течение 10... 15 мин. В качестве плазмообразующих газов используют
аргон или азот. Для предотвращения перегрева изделий и окисле-
ния покрытий применяют охлаждение.
Для осуществления процесса напыления включают установку и
в случае необходимости — систему охлаждения изделий. Необхо-
димую толщину получают многократным повторением напыления.
После напыления изделие снимают с приспособления, не допус-
кая повреждения покрытия. Экран-маски и другие защитные при-
способления снимают после охлаждения до комнатной температу-
ры изделия с покрытием, чтобы не повредить его.
Окончательная механическая обработка. Окончательная обработка
деталей с нанесенным покрытием производится на шлифоваль-
ных или токарных станках.
Контроль качества покрытий. Детали с покрытием подвергают-
ся контролю по внешнему виду, толщине, геометрическим разме-
рам. Контроль по внешнему виду производится с целью выявления
внешних дефектов — сколов, вздутий, шелушения и других де-
фектов. Осмотр осуществляется с помощью лупы. Геометрические
размеры детали с покрытием и толщину покрытия измеряют с
помощью штангенциркуля, микрометра и толщиномеров.
Исследования и опыт напыления газотермических покрытий
показывают, что прочность их сцепления во многом зависит от
принятого технологического процесса подготовки поверхности к
203
нанесению покрытия и от строгого соблюдения последовательно-
сти выполнения предусмотренных процессом операций.
Напыляемая деталь должна быть очищена и обезжирена в соот-
ветствующих растворителях согласно технологическому процессу
очистки, принятому на ремонтных предприятиях. Поверхности
деталей, на которые напыляется покрытие, и прилегающие к ним
участки на расстоянии 15... 20 мм должны быть дополнительно обез-
жирены уайт-спиритом или бензином и протерты чистой хлопча-
тобумажной материей. При обезжиривании поверхностей особое
внимание следует обращать на удаление масла и других загрязне-
ний из отверстий, каналов, канавок и т.д. Для этого деталь допол-
нительно надо обезжирить в расплаве солей.
Следы масла или каких-либо других загрязнений на восстанавли-
ваемой поверхности резко снижают прочность сцепления напылен-
ных покрытий. В связи с этим подготовленная к напылению поверх-
ность детали должна тщательно оберегаться от загрязнения. Трогать
поверхность руками без сухих чистых хлопчатобумажных перчаток
не допускается. Детали хранят в специальных закрывающихся стелла-
жах. Время их хранения до напыления не должно превышать 2,5 ч.
14.2. Газоэлектрические методы напыления
В газоэлектрических процессах для создания высокотемператур-
ного потока используют тепловое действие электрической дуги, пла-
зменной струи, индукционного нагрева токами высокой частоты.
Газоэлектрические методы напыления — одни из наиболее
распространенных способов получения металлических покрытий
поверхностей нанесением на эти поверхности расплавленного
металла. Сущность процесса — металл, расплавленный дугой или
ацетилено-кислородным пламенем и распыленный струей сжа-
того воздуха (давление до 0,6 МПа), покрывает поверхность вос-
станавливаемой детали.
В зависимости от источника расплавления металла различают элек-
тродуговое, плазменное и высокочастотное напыления (табл. 14.1).
Применяя газоэлектрические методы напыления, необходимо
учитывать, что слой, нанесенный на поверхность детали, не по-
вышает ее прочности. Поэтому применять эти способы для восста-
новления деталей с ослабленным сечением не следует. При восста-
новлении деталей, находящихся под действием динамических на-
грузок, а также деталей, работающих при трении без смазочных
материалов, необходимо знать, что сцепляемость напыленного слоя
с основным металлом детали недостаточна.
Необходимую шероховатость на поверхности деталей, подле-
жащих напылению, достигают:
для поверхностей термически необработанной круглой детали на
токарно-винторезном станке нарезают «рваную» резьбу резцом, ус-
тановленным с большим вылетом ниже оси детали на 3...6 мм. Виб-
204
раиия резца приводит к появлению шероховатой поверхности с за-
усенцами. Резьбу нарезают при скорости резания 8... 10 м/мин (без
охлаждения) за один проход резца на глубину 0,6... 0,8 мм. Шаг резь-
бы составляет 0,9... 1,3 мм, а для вязких и мягких материалов —
1,1... 1,3 мм. На галтелях резьбу не нарезают. Для выхода резца при
нарезании резьбы и устранения выкрашивания покрытия у торца
детали делают канавки, глубина которых должна быть на 0,2... 0,3 мм
больше глубины резания. Часто нарезание резьбы заменяют более
производительным процессом — накаткой резьбы. Прочность связи
основного металла с покрытием при этом несколько ухудшается;
для поверхностей плоских деталей нарезают «рваные» канавки
на строгальных станках. На поверхности небольших плоских дета-
лей нарезают на токарных или карусельных станках «рваные» ка-
навки в виде архимедовой спирали. Поверхности подвергают пес-
коструйной обработке. Канавки должны располагаться перпенди-
кулярно к направлению действия нагрузки.
Для получения высокого качества покрытий струю распылен-
ного металла направляют перпендикулярно к обрабатываемой де-
тали и выдерживают расстояние от сопла горелки до детали в пре-
делах 150...200 мм. Вначале металл наносят на участки детали с
резкими переходами, углами, галтелями, уступами, а затем осу-
ществляют напыление всей поверхности, равномерно наращивая
металл. Требуемые размеры, качество отделки и правильную гео-
метрическую форму поверхностей, покрытых распыленным ме-
таллом, получают при окончательной механической обработке.
Электродуговое напыление. Процесс электродугового напыления
осуществляется специальным аппаратом (рис. 14.2), который дей-
ствует следующим образом. С помощью протяжных роликов по
Таблица 14.1
Способы напыления
Напыление Преимущества Недостатки
Электродуговое Плазменное Высокочастотное Достаточно высокая про- изводительность и про- стота установки Возможность получения покрытия из тугоплавких и износостойких матери- алов, в том числе из твер- дых сплавов Малое выгорание легиру- ющих элементов, покры- тие однородное и проч- ное, высокая производи- тельность Повышенное окисление металла и выгорание легирующих элементов Дефицитность присадоч- ных материалов, относи- тельно высокая стоимость Сложность оборудования
205
Рис. 14.2. Схема работа металлизатора:
1 — ролики; 2 — электрическая проволока; 3 — провода от транс-
форматора; 4 — направляющие; 5 — сопло; 6 — деталь
направляющим наконечникам непрерывно подаются две проволо-
ки, к которым подключен электрический ток. Возникающая меж-
ду проволоками электрическая дуга расплавляет металл. Одновре-
менно по воздушному соплу в зону дуги поступает сжатый газ под
давлением 0,6 МПа. Большая скорость движения частиц металла
(120...300 м/с) и незначительное время полета, исчисляемое ты-
сячными долями секунды, обуславливают в момент удара о деталь
ее пластическую деформацию, заполнение частицами пор по-
верхности детали, сцепление частиц между собой и с поверхнос-
тью, в результате чего образуется сплошное покрытие. Последова-
тельным наслаиванием расплавленного металла можно получить
покрытие, толщина слоя которого может быть от нескольких мик-
рон до 10 мм и более (обычно 1,0... 1,5 мм — для тугоплавких и
2,5...3,0 мм — для легкоплавких металлов).
Особенностью электродугового напыления является образова-
ние нескольких максимумов в факеле распыления. Это связано с
тем, что струя сжатого воздуха рассекается электродными прово-
локами на два или три потока, в зависимости от числа проволок,
подаваемых в очаг плавления. В каждом из этих потоков образуется
своя ось максимальной концентрации распыленных частиц.
Питание электродуговой дуги осуществляется переменным или
постоянным током. При работе на постоянном токе дуга горит не-
прерывно, на переменном токе она периодически возобновляет-
ся. При использовании постоянного тока процесс плавления бо-
лее стабилен, дисперсность частиц и плотность получаемых по-
крытий выше, чем при применении переменного тока.
Установка для электродуговой металлизации включает электроду-
говую горелку, напыляемый материал в виде проволоки и источник
электропитания. Рабочее напряжение равно 18...40 В, сила тока —
100... 140 А. Производительность электродуговой установки выше, чем
при газопламенном напылении, и составляет: для стали — 5...70,
бронзы — 60...90, алюминия — 3...37, цинка — 10... 140 кг/ч.
206
Напыленный слой неустойчив к ударным, механическим, ко-
лебательным нагрузкам и к скручиванию.
Наибольшие объемы работ по напылению выполняют пере-
носными (ручными) горелками ЭМ-ЗА, ЭМ-14 и станочными —
КДМ-2, ЭМ-6, ЭМ-12. В зависимости от выполняемых операций
применяют проволоки, которые приведены в табл. 14.2.
Твердость регулируется подбором исходного материала или ре-
жима охлаждения в процессе нанесения покрытия.
Плазменное напыление. Плазменное напыление — это процесс
нанесения покрытий напылением, при котором для расплавления
и переноса материала на поверхность детали используются тепло-
вые и динамические свойства плазменной струи.
Устройство плазмотронов описано в разд. 13.2 (см. рис. 13.9).
Попадая в плазменную струю, порошок расплавляется и приобре-
тает определенную скорость полета, которая достигает наиболь-
шей величины на расстоянии 50...80 мм от среза сопла плазмотро-
на. На этом расстоянии целесообразно располагать деталь.
Преимущества плазменного напыления: этим способом удается
наносить покрытия из всех материалов, которые не разлагаются и
не испаряются при обычных температурах (окислы, нитриды, кар-
Таблица 14.2
Рекомендуемые материалы электродной проволоки
Операция Материал проволоки
Восстановление поверхностей под неподвижные посадки Стали: 08, 10, 15, 20
Получение износостойких покрытий Стали: 45, У7, У7А, У8, У8А, У10. Проволока марок: Нп-40, Нп-ЗОХГСА, Нп-30Х13
Металлизация деталей, работаю- щих при высоких температурах Хромоникелевые стали
Восстановление подшипников Антифрикционные сплавы соста- вов (% по массе): алюминия — 50, свинца — 50; стали — 75, меди — 25; стали — 75, латуни — 25; меди — 75, свинца — 25
Нанесение антифрикционных покрытий Латунь ЛС59-1
Заделка трещин, раковин и нанесение противокоррозионных покрытий в чугунных деталях Цинк: Ц1, Ц2
Заделка трещин в деталях из алюминиевых сплавов Сплавы: АД, АМц, АМг
207
биды и многокомпонентные материалы, называемые псевдоспла-
вами); затраты на получение азотной плазмы вдвое меньше сто-
имости кислородно-ацетиленового пламени при эквивалентных
выделениях энергии; процесс позволяет полностью автоматизиро-
вать технологию; возможность нанесения покрытий на детали раз-
нообразной конфигурации (плоские, криволинейные поверхнос-
ти, тела вращения).
При плазменном напылении производительность плазмотронов
составляет от 2 до 20 кг/ч. Однако по сравнению с электродуговым
напылением плазменное имеет меньшую производительность.
Технологический процесс подготовки поверхностей при плаз-
менном напылении покрытий на изношенные цилиндрические
поверхности деталей типа «вал», а также фигурные и плоские по-
верхности, износ которых не превышает 1,0... 1,5 мм, предусмат-
ривает следующие операции:
очистку деталей от грязи, масляных и смолистых отложений, а
при неравномерном их износе — механическую обработку для ус-
транения неровностей и придания поверхности правильной гео-
метрической формы;
сушку деталей после промывки в сушильном шкафу при темпе-
ратуре 80... 150°С или обдувку сжатым воздухом;
механическую обработку в зависимости от вида детали и места
напыления. Поверхности деталей типа «вал», которые не подвер-
гались закалке и химико-термической обработке, протачивают на
токарном станке на глубину не менее 0,1 мм на сторону. Поверхности
под подшипники обрабатывают резанием. Коренные и шатунные
шейки коленчатого вала шлифуют на круглошлифовальном станке;
дополнительная промывка отверстий, масляных каналов, па-
зов в ацетоне с помощью капроновых или щетинных «ершей»;
обработка отверстий масляных каналов, используя для этого уг-
ловые шлифовальные круги и бормашины (типа ИП-1011). Шлифу-
ют фаски под углом 45 ° на глубину 1,5... 2,0 мм. Масляные каналы и
отверстия закрывают графитовыми пробками на глубину 3...5 мм
так, чтобы они выступали над поверхностью на 1,5...2,0 мм;
специальная механическая обработка выполняется в случае на-
несения покрытий толщиной более 1,0 мм или при эксплуатации .
детали в условиях повышенных нагрузок, особенно срезающих.
Основные виды специальной механической обработки: нарезка
«рваной» резьбы, фрезерование канавок, насечка поверхности,
накатка резьбы роликом;
абразивно-струйная обработка выполняется для получения тре-
буемой шероховатости. Шероховатость поверхности после обработки
должна быть 10...60 мкм в зависимости от материала детали. Все
отверстия и каналы перед абразивно-струйной обработкой закры-
вают стальными или графитовыми пробками, а также различны-
ми заглушками. Абразивно-струйная обработка ведется в специ-
альных камерах (например, типа 026-07.00.000 «Ремдеталь»). Режи-
208
щы обработки: давление сжатого воздуха — 0,3...0,6 МПа, дистан-
ция обдува — 50... 100 мм, угол атаки струи — 75...90°. В качестве
абразивных материалов используют электрокорунд с зернистостью
80... 150 мкм или металлическую дробь ДЧК, ДСК номера 01, 02,
03, 05. Металлический абразив не должен иметь следов ржавчины.
Металлическая дробь применяется для обработки материалов с твер-
достью до HRC 40, кроме материалов с высокой вязкостью. Абра-
зив из электрокорунда может быть использован до 30 раз, металли-
ческая дробь — 60...90 раз. Электрокорунд после пяти-семикратного
использования необходимо просушить при температуре 200... 250 °C
в течение 3,5 ч и отделить мелкую фракцию (менее 100 мкм). После
абразивно-струйной обработки детали обдувают сухим воздухом
для удаления частиц абразива с поверхности.
Для поверхностей деталей, имеющих местный износ не более
2...3 мм, при подготовке выполняют следующие операции: очист-
ка деталей от грязи; очистка деталей от масляных и смолистых
отложений; предварительная механическая обработка; абразивно-
струйная обработка поверхностей детали электрокорундом зерни-
стостью 500...800 мкм в струйных камерах.
Восстановление изношенных деталей плазменным напылением
выполняют на специализированных участках. Их необходимо укомп-
лектовывать установкой для газотермического напыления, плазмен-
ной установкой, источником питания, установкой для охлаждения
оборотной воды, камерой для струйной обработки деталей, ус-
тановкой для определения зернового состава порошков, электро-
печью, водяным насосом, масловлагоотделителем, техническими ве-
сами (предел взвешивания не менее 5 кг), слесарными верстаками и
стеллажами для хранения порошков, абразива и деталей.
Для охлаждения плазменных горелок и источника питания же-
лательно использовать дистиллированную воду.
Приведем режимы напыления в зависимости от напыляемого ма-
териала. Состав плазмообразующего газа: аргон — 70...95 %, азот —
530%; расход газа (л/мин): плазмообразующего — 35... 45, транс-
портирующего — 6...9; сила тока — 280...370 А, напряжение дуги
45...50 В, дистанция напыления 80... 120 мм; частота вращения
детали — 20...40 мин-1.
Напыленные плазменные покрытия обладают повышенной твер-
достью, хрупкостью и пониженной теплопроводностью из-за ок-
сидных включений и пор в слое покрытия. Отрицательное влияние
оказывает качество напыленного плазменного покрытия и разни-
ца в коэффициентах термического напряжения, возникающая в
процессе напыления. Все это предопределяет ряд особенностей
последующей обработки покрытия. Применение обычных режи-
мов в процессе механической обработки приводит к возникнове-
нию трещин, сколов и дополнительных термических напряжений.
Для механической обработки плазменных покрытий необходимо
использовать алмазный инструмент. Приступать к чистовой обра-
209
Рис. 14.3. Схема распылительной го-
ловки аппарата для высокочастотно-
го напыления:
1 — концентратор тока; 2 — напыляе-
мая поверхность; 3 — газометалличес-
кая струя; 4 — индуктор; 5 — канал по-
дачи сжатого воздуха; 6 — проволока;
7 — ролики; 8 — направляющая втулка
ботке деталей с плазменным
покрытием следует не ранее
чем через 24 ч после напыле-
ния в связи с необходимостью
полной релаксации внутренних
напряжений в деталях и по-
крытиях. При правильном
шлифовании покрытие не дол-
жно выглядеть глянцевым или
полированным. Шлифование
проводится с подачей фильт-
рованной охлаждающей жид-
кости (наилучшим вариантом
является вода с добавкой 5%
эмульсола при расходе
0,6...0,85 л/мин).
Высокочастотное напыление.
Плавление исходного матери-
ала покрытия (проволоки) происходит за счет индукционного на-
грева, а распыление — струей сжатого воздуха. Головка высокоча-
стотного аппарата (рис. 14.3) имеет индуктор, питаемый от гене-
ратора ТВЧ, и концентратор тока, который обеспечивает плавление
проволоки на небольшом участке ее длины.
Высокочастотное напыление предназначено только для стацио-
нарных работ, так как подвод электроэнергии осуществляется от мо-
щных генераторов ТВЧ, используемых для поверхностной закалки.
Преимущества высокочастотного напыления — небольшое окис-
ление металла, относительно высокая механическая прочность
покрытия. Недостатки — недостаточная производительность про-
цесса, сложность конструкции, высокая стоимость оборудования
и энергоносителей.
14.3. Газопламенное напыление
При газопламенном напылении высокотемпературный поток
создается при сгорание горючих газов (ацетилена, водорода, ме-
тана и др.) в атмосфере кислорода или воздуха. Температура пла-
мени горючих газов в смеси с кислородом — 2000...3200°C, в сме-
си с воздухом — 500...900°C.
Аппараты для газопламенного напыления в зависимости от вида
напыляемого материала существуют двух типов: проволочные и
порошковые (рис. 14.4).
Основными элементами газопламенных горелок являются: соп-
ловая система, устройство подачи проволоки или порошка, привод
этого устройства (воздушная турбина, пневматический или элек-
трический двигатель), элемент управления, соединения подачи го-
рючего газа и сжатого воздуха (кислорода), корпус с рукояткой.
210
Рис. 14.4. Схема процессов газопламенного напыления с применением
исходного материала:
а — в виде проволоки или стержней; б — в виде порошков
Горелки могут быть ручными и машинными. В проволочных го-
релках используется проволока диаметром от 1,5 до 5,0 мм. В зави-
симости от толщины распыляемой проволоки имеют производи-
тельность в ручном режиме работы для стали и алюминия от 1,5 до
8,5 кг/ч; при напылении порошков карбида вольфрама — 4...9,
окиси алюминия — 1,5...3,0 кг/ч.
Преимущества газопламенного напыления — это высокая дис-
персность распыляемых частиц, независимость от источника тока,
простота обслуживания, низкая стоимость оборудования. Недостат-
ки — малая производительность и большая стоимость напыляемых
материалов.
Основа процесса газопламенного нанесения материалов — пла-
стификация порошка в высокотемпературном источнике тепла (аце-
тилено-кислородном пламени) и нанесение его газовыми пото-
ками на предварительно подготовленную изношенную поверхность.
Преимущества газопламенного нанесения порошковых матери-
алов состоят в локальности обработки, незначительном влиянии
на подложку, возможности нанесения покрытий на изделия боль-
ших размеров, отсутствии ограничений на сочетания материалов
покрытия и подложки, что позволяет охватить большую номенк-
латуру восстановления изношенных деталей.
В зависимости от назначения и материала детали, условий экс-
плуатации, контактов сопрягаемых поверхностей при восстанов-
лении деталей используют следующие методы газопламенного на-
несения покрытий:
без последующего оплавления — используется для
восстановления деталей с износом до 2,0 мм на сторону без де-
формации, искажения или изменения структуры основного ме-
талла, не подвергающихся в процессе эксплуатации ударам, зна-
копеременным нагрузкам, большому нагреву;
211
с одновременным оплавлением — используется для
восстановления деталей с местным износом до 3...5 мм, работаю-
щих при знакопеременных и ударных нагрузках, изготовленных из
серого чугуна, конструкционных, коррозионно-стойких сталей и др.;
с последующим оплавлением — дает возможность
восстановить детали типа вала с износом до 2,5 мм на сторону.
Восстановленные детали устойчивы против коррозии, абразивно-
го изнашивания, действия высоких температур.
Технологический процесс газопламенного нанесения покры-
тий: нагрев поверхности детали до 200...250°C; нанесение под-
слоя, который дает основу, необходимую для наложения основ-
ных слоев; нанесение основных слоев, позволяющих получить по-
крытия с необходимыми физико-механическими свойствами.
На прочность сцепления покрытий с основой влияют: способ
подготовки поверхности и используемый при этом абразивный ма-
териал; параметры струйной обработки; время выдержки после об-
работки; наличие предварительного подогрева; применение под-
слоя; использование терморегулирующих порошков: способ рас-
пыления; эффективная мощность пламени; параметры процесса
распыления; состав материала покрытия (наличие поверхностно-
активных добавок в покрытии зависит и от применяемого обору-
дования, и от присадочных материалов).
Технические характеристики и назначение порошков приведе-
ны в табл. 14.3.
Основой конструкции аппаратов для напыления порошковых
покрытий является базовая схема сварочной горелки, которая слу-
жит для смешивания горючего газа с кислородом и получения га-
Таблица 14.3
Характеристики и назначение порошков для газопламенного нанесения
покрытий
Марка порошка Основа Твер- дость, HRC Характеристика покрытия Область применения метода
Самофлюсующиеся порошки для газопорошковой наплавки
ПГ-10Н-01 П Г-ЮК-01 ПГ-10Н-04 Нкель Кобальт Никель 56...63 46...51 86...97 HRB Износостойкое, коррозионно- стойкое, беспо- ристое гладкое покрытие с высо- кими физико-ме- ханическими свойствами и адгезией Для восстановле- ния деталей из стали, чугуна с местным износом, работающих при знакопеременных нагрузках, в агрес- сивных средах и при повышенных температурах
212
Окончание табл. 14.3
Марка порошка Основа Твер- дость, HRC Характеристика покрытия Область применения метода
Самофлюсующиеся порошки для газопламенного напыления с последующим оплавлением
ПГ-12Н-01, ПГ-12Н-02, ПС-12НВК-01 Никель Никель Порош- ковая смесь 36...45 46...53 56...63 Износостойкое, коррозионно- стойкое покрытие с высокой адгезией Для восстановле- ния деталей типа «вал», работаю- щих при знакопе- ременных нагруз- ках, абразивном изнашивании и при воздействии высоких температур
Порошковые материалы для газопламенного напыления без последующего оплавления
ПТ-19Н-01, ПТ-НА-01, ПГ-19М-01, ПГ-19Н-01 Никель Никель Медь Железо 30...41 65...72 HRB 74...72 HRB Износостойкое, коррозионно- стойкое покрытие с невысокой ад- гезией и порис- той структурой Для восстановле- ния и упрочнения посадочных мест деталей типа «вал», не подвергающих- ся в процессе экс- плуатации удар- ным и сильным знакопеременным нагрузкам
зового пламени. Мощность, состав и форма сварочного пламени
зависят от мундштуков наконечников горелок.
Основное назначение аппарата для напыления — подавать по-
рошок в ядро факела пламени. В зависимости от способа подачи
порошка из питателя различают два вида аппаратов напыления.
У инжекторного газопламенного распылительного аппарата поро-
шок через клапан, размещенный в корпусе аппарата, под влиянием
всасывающего воздействия кислорода и горючего газа, протекающего
по каналу, попадает в сопло, а затем — в ядро пламени (рис. 14.5).
Особенностью распылительных аппаратов косвенной (наруж-
ной) подачи порошка является многоканальное сопло, через кото-
рое проходит газовая смесь образующаяся в смесительной камере.
Порошок из бункера попадает в ядро пламени через верхнюю часть
факела по принципу гравитации по направляющей трубке (рис. 14.6).
Основная трудность при конструировании горелок — обеспече-
ние разряжения канала порошкового бункера при соблюдении
безопасности, т. е. необходимо исключить возможность обратного
Удара пламени в бункер.
213
7
214
В комплект оборудования для участка газопламенного напыления
На изношенную поверхность детали входят: аппараты для напыле-
ния (021-4 ВНПО «Ремдеталь», ОКС-5531-ГОСНИТИ, УПТР-1-78);
горелка для наплавки (ГН-2); станки токарные и круглошлифо-
вальные для предварительной и последующей обработки напылен-
ного слоя (ЗВ1161, ЗА151, ЗБ12, 3A423); установка для восстановле-
ния деталей типа «вал»; универсальная установка для восстановле-
ния коленчатых валов (вращатель); установка для струйной обработки
деталей; щуп газовый для контроля давления воздуха и газов; ре-
дукторы: ацетиленовый (ДАП-2), кислородный (ДКП-1-65), про-
пановый (ДПП-1-65); шланги: кислородные (типа III ВН 0 12),
пропановые и ацетиленовые (типа I ВН 0 12); баллоны: кислород-
ный и ацетиленовый; ацетиленовый генератор низкого и среднего
давления (при отсутствии ацетилена в баллонах) — только для
газопорошковой наплавки; бормашина; печь для сушки порошка
(температура до 500 °C); термометр (ТХ*-1479 или ТП); стеллаж
(ОРГ-1468-06-92А); набор сит с ячейками; стол сварщика (С 19920
«Ремдеталь»; подставка под баллоны; технический ацетилен (газо-
балонный) в баллонах; технический кислород (газобалонный);
ацетон; композиционные самофлюсующиеся порошки; порошок
электрокорунда (50...800 мкм); фильтр-масловлагоотделитель
(5.1278-72 ДВ 41-16); синтетические моющие средства (для обез-
жиривания деталей); порошки. Схема технологического процесса,
которую можно принять на данном участке, приведена на рис. 14.7.
Газопламенному напылению подвергаются следующие детали (по-
рошки: ПТ-НА-01 — для подслоя + ПТ-19-ОИ или ПГ-19М-01 —
для основного слоя): посадочные места — картер маховика; махо-
Рис. 14.6. Горелка ОКС-5531:
1 — подводящая труба; 2 — емкость; 3 — курок; 4 — установочный
штырь; 5 — пробка; 6 — наконечник
215
вик; валы (ведущий, раздаточный, промежуточный, первичный, вто-
ричный и т.д.); опоры коренных подшипников, посадочные отвер-
стия под гильзу — блок цилиндров; посадочные пояски, опорные
буртик — гильза цилиндров; опорные шейки — распределительный
вал; нижняя головка — шатун; шейки под шарикоподшипники —
вал редуктора; коренные и шатунные шейки — коленчатый вал.
Газопламенное напыление без последующего оплавления осуществ-
ляют в два этапа: напыление подслоя (порошок ПТ-НА-01); на-
пыление основного слоя (порошок ПТ-19Н-01 или др.).
Фигурные и плоские детали напыляют вручную или по копиру,
детали типа «вал» — вручную или при автоматической подаче ап-
парата со скоростью 8 мм за один оборот детали.
Предварительно деталь подогревают горелкой при избытке аце-
тилена, с тем чтобы противодействовать окислению поверхности.
Стальные детали подогревают до 50... 100°C, бронзовые и латун-
ные — до 300 °C.
При напылении участков значительной длины после первого про-
хода следует остановить подачу порошка и начать процесс с охлаж-
денного конца детали. Основной слой наносят за несколько прохо-
дов; толщина покрытия должна быть не больше 2,0 мм на сторону.
Напыление с последующим оплавлением. Оплавление следует прово-
дить сразу же за напылением, оно может быть выполнено с исполь-
зованием тепла ацетилено-кислородного пламени, нагревом ТВЧ,
лазерным лучом в печи с защитно-восстановительной атмосфе-
рой. Участок, покрытый порошком, нагревают до полного распла-
Рис. 14.7. Схема технологического процесса
216
рдения всех зерен металла в напыленном слое, в результате получают
блестящую поверхность. Во избежание перегрева, а следовательно,
возможного образования окислов, усадки и отслоения напылен-
ного покрытия необходимо соблюдать следующие требования: сна-
чала напыленный слой оплавляют в середине, затем аппарат пере-
мешают поочередно к концам напыленного слоя и оплавляют по-
рошок. Деталь охлаждают в соответственно нагретых печах. Твердость
напыленных покрытий — в зависимости от марки порошка.
Для напыленных покрытий с твердостью до HRC 40 возможна
токарная обработка резцами с пластинами из твердых сплавов марки
ВК8 или резцами с пластинами из боронитрида. Токарную обра-
ботку покрытий выполняют в несколько этапов: снятие фасок с
края покрытия; снятие неровностей — выполняется от середины
покрытия к концам; окончательная обработка.
Для обработки цилиндрических деталей типа «вал» применяют
круглошлифовальные станки (ЗВ161, ЗБ12, ЗА151 и другие). При
обработке шлифованием обязательно применение охлаждающей
жидкости, в качестве которой можно использовать 2...3%-й раст-
вор кальцинированной соды. Шлифование проводится непосред-
ственно после нанесения покрытий или после предварительной то-
карной обработки. Шлифование напыленных покрытий с твердо-
стью до HRC 60 выполняется кругами из карбида кремния или белого
электрокорунда, а покрытие более HRC 60 — алмазными кругами.
Режим напыления
Давление, МПа
кислорода............................................0,34...0,45
ацетилена.......................................0,03...0,05
Расход, л/ч
кислорода............................................800... 1000
ацетилена........................................ 600... 800
Частота вращения детали (мин-1)
при диаметре восстанавливаемой
поверхности, мм
до 40......................................................250
40...80.............................................. 150
80... 160..............................................75
160...250..............................................50
Дистанция напыления, мм............................... 150... 250
Продольная подача аппарата, мм/об........................3...4
Расход порошка, кг/ч...................................2,5...3,0
Остродефицитность и высокая стоимость ацетилена определи-
ли направление дальнейшего развития газопламенного напыле-
ния. Анализ и изучение газопламенной наплавки и напыления вы-
явили повышенную энергонасыщенность процесса при использо-
вании ацетилена. Начальные условия возможности перевода
процесса на более низкую энергетическую ступень определились
217
из физических параметров двухфазного потока ацетилено-кисло-
родного и пропано-кислородного пламени. Их энергетические ба-
лансы неадекватны. Разница температур между ними 400 °C в пользу
ацетилено-кислородного пламени. Это основной недостаток. Но
есть и преимущества — это скорость истечения пропано-кисло-
родного пламени, которая ниже ацетилено-кислородного, и уве-
личенное по длине ядро пламени, так как основной нагрев час-
тиц происходит внутри ядра пламени.
Для рационального использования пропано-кислородного пла-
мени необходима аппаратура, обеспечивающая устойчивое горе-
ние пламени как с порошком, так и без него. С этой целью была
модернизирована серийная горелка ГН-2, при этом допускается
снижение производительности на 20... 30 % вследствие разницы тем-
пературы пламени. Расход пропана в 1,5...2,0 раза ниже расхода
ацетилена, а стоимость последнего в 3...4 раза выше.
14.4. Детонационное напыление
Детонационные покрытия формируются с помощью ударных
волн, периодически инициируемых микровзрывами смеси кисло-
рода и ацетилена.
Установка детонационного напыления (рис. 14.8) состоит из
камеры сгорания, выполненной совместно с водоохлаждаемой
трубкой-створом 5, электрической свечи 2, газопроводом по кис-
лороду и ацетилену 1, порошкового дозатора 4 и источника тока 3.
Детали устанавливаются на мишени на расстоянии 70... 150 мм от
края створа детонационной пушки.
Технология нанесения покрытия заключается в следующем:
Рис. 14.8. Схема установки для нане-
сения детонационного покрытия:
1 — газопровод; 2 — электрическая све-
ча; 3 — источник тока; 4 — порошковый
дозатор; 5 — трубка-створ; 6 — подлож-
ка; 7 — покрытие; 8 — порошок
подача кислорода и ацетилена
в камеру сгорания; подача до-
зируемого количества напыля-
емого порошка из питателя в
потоке азота; смесь кислорода
и ацетилена поджигается элек-
трической искрой; взрыв (вы-
деляется большое количество
тепла); возрастание давление в
трубке-стволе; выстрел порош-
ка из трубки-ствола по направ-
лению мишени.
В результате взрыва и после
него в камеру непрерывно по-
ступает азот, защищающий га-
зовые клапаны от действия
взрыва и очищающий от про-
дуктов сгорания ствола и ка-
меру сгорания.
218
Цикл взрыва длится 0,23 с, т.е. в секунду производится 3...4
взрыва.
При каждом взрыве на ограниченный участок поверхности на-
носится покрытие толщиной 6,3 мкм. Последовательным нанесе-
нием порошка на отдельные участки создаются сплошные покры-
тия. Обычно это достигается перемещением детали относительно
Канала ствола.
Во взрывной волне газ сжимается до давления десятков атмос-
фер с температурой несколько тысяч градусов. Несмотря на высо-
кие температуры, развивающиеся в месте контакта частиц порош-
ка с подложкой, деталь не нагревается до температуры более 200 °C.
Уровень шума при работе детонационной установки — 140 дБ,
что выше предела допустимого техникой безопасности (80 дБ).
Поэтому установка помещается в звуконепроницаемую камеру и
управляется оператором, расположенным за перегородкой.
После достижения детонационной волной открытого конца ство-
ла она увлекает напыляющие частицы и в виде двухфазного пото-
ка (продукты детонации и напыляемые частицы) движется к ми-
шени. Скорость потока на выходе из ствола составляет 875 м/с,
материал покрытия выбрасывается взрывной волной на обрабаты-
ваемую поверхность со сверхзвуковой скоростью.
В двухфазном потоке продукты детонации нагреваются и уско-
ряют напыляемые частицы, которые могут плавиться и испаряться.
Вблизи обрабатываемой подложки поток газа тормозится и расте-
кается вдоль поверхности. Покрытие может формироваться из пол-
ностью расплавленных частиц и из смеси расплавленного и нерас-
плавленного материалов. Высокая скорость в момент удара и вы-
сокая температура в зоне взаимодействия вызывают приваривание
и кристаллизацию частиц порошка на поверхности подложки.
В отличие от газопламенных и плазменных методов детонаци-
онные покрытия формируются при более высоких скоростях час-
тиц и наличии более крупных непроплавленных частиц в конце
двухфазного потока. Это приводит к эффектам ударного прессова-
ния и абразивного воздействия потока на поверхность, в результа-
те чего возможно отделение частиц покрытия от подложки и уве-
личение плотности уже сформированного покрытия.
Формирование первого слоя детонационного покрытия
характеризуется плотным прилеганием к подложке и отсутстви-
ем пор. Это связано с плавлением микрообъемов обрабатывае-
мой поверхности, перемешиванием материала подложки с по-
крытием, что способствует образованию прочной связи. Несмот-
ря на низкую общую температуру подложки (200...250°С),
контактная температура в отдельных точках достигает темпера-
туры плавления стали (-1500°C).
Поры, образующиеся при напылении первого слоя, при фор-
мировании последующих слоев уменьшаются в объеме или исчеза-
ют в результате эффекта горячего ударного прессования.
219
Двухфазный поток ударной волны неоднороден по длине. Ддя
нерасплавленного металла он минимален в начале потока и мак-
симален в конце.
В результате воздействия непроплавленных частиц в конце двух-
фазного потока происходит отделение верхних слоев покрытия
(эффект абразивного отделения). Верхние слои покрытия слабо
связаны с материалом покрытия из-за отсутствия дополнительно-
го упрочнения при напылении последующих слоев и большого
количества нерасплавленных частиц.
Износостойкость поверхностных слоев покрытия толщиной
10...30 мкм низкая. Не удается нанести твердосплавные покрытия
на гладкую поверхность, имеющую высокую твердость. Причиной
этого служат следующие процессы:
при напылении твердые нерасплавленные частицы (например,
карбид, вольфрам) внедряются в подложку; другие частицы, по-
падая на горячий слой металла, проникают в него, входя в состав
покрытия;
частицы карбида, попадая на внедренные частицы карбида,
отскакивают от нее и не участвуют в формировании покрытия.
Толщина детонационных покрытий обычно составляет 40... 220 мкм.
Покрытие состоит из трех зон: переходная зона толщиной 5... 30 мкм
определяет прочность сцепления покрытия с подложкой; основная
зона, толщина которой в зависимости от назначения покрытия со-
ставляет 30... 150 мкм; поверхностная зона толщиной 10...40 мкм
обычно удаляется при доводочных операциях.
Детонационными методами напыляют порошки чистых метал-
лов — Ni, Al, Mo, N, окислов, карбидов, нитридов и т.д.
Комплект оборудования для нанесения покрытия включает: элек-
тропечь (СНОЛ-1.6.2.5 1/13,5); вихревой аппарат (АВСП-100); пес-
коструйный шкаф с инжекторным аппаратом (ВНИИАВТОГЕН-
маш № 02-71.12); пескоструйный пистолет (027110); стойку с га-
зовыми баллонами (не менее 3); масловлагоотделитель (ДВ 41-16);
сито с ячейками; лабораторные весы (ВПА-200 г-М); твердомер и
микрометрический инструмент.
Для детонационного нанесения покрытий применяются уста-
новки УДН-2М, Днепр, АДК, ЛНП5, КПИ-6, АУДН-2М.
Технологический процесс детонационного нанесения покры-
тий состоит из следующих операций: подготовка поверхности де-
талей перед нанесением покрытий; подготовка порошка; нанесе-
ние покрытий; контроль качества покрытий; механическая обра-
ботка; контроль качества покрытий после механической обработки.
Для образования прочной связи между материалами детали и
покрытия необходимо нанести промежуточный слой, если наблю-
дается слабая адгезия между покрытием и материалом детали, если
коэффициент термического расширения между покрытием и ма-
териалом детали резко отличается, и если деталь работает в усло-
виях переменных температур. Толщина промежуточного слоя со-
220
ставляет 0,05...0,15 мм. Для нанесения промежуточного слоя ис-
пользуются порошки нихрома, молибдена, никель-алюминиевых
сплавов, стали 12Х18Н9 и т.п.
В качестве рабочих газов используют азот и кислород, техни-
ческий ацетилен и пропан-бутан. Выбор газа зависит от техничес-
кой характеристики детонационно-газовой установки.
При нанесении покрытий на участки поверхности деталей ос-
тальные ее части закрывают накладными экранами из тонких лис-
тов металла. Для малых по площади деталей используют специаль-
ные маски-экраны, которые устанавливают на расстоянии не бо-
лее 50 мм от напыляемой поверхности.
Дистанцию напыления задают в зависимости от материала, раз-
меров и форм детали, материала и необходимой толщины покры-
тия и изменяют от 50 до 200 мм.
Необходимую толщину покрытий получают многократным по-
вторением циклов стрельбы. Смещение детали между двумя цик-
лами не должно превышать 0,5 диаметра створа.
14.5. Материалы для напыления
Для напыления используют проволоку и порошки. При восста-
новлении стальных и чугунных деталей напылением наиболее час-
то применяют стальную проволоку диаметром 0,8...3,0 мм с со-
держанием углерода 0,3...0,8%. Для увеличения износостойкости
концентрация углерода должна быть выше.
Для противокоррозионных покрытий используют цинковую,
алюминиевую и стальную проволоки (ст. 10Х18Н10Т).
Проволоки из алюминиевой бронзы применяют для получения ан-
тифрикционных покрытий ответственных подшипников скольжения.
Для создания различных составов покрытий наиболее технологи-
чно использовать при газотермическом напылении порошковые
материалы.
Порошки должны иметь сферическую форму, хорошую сыпу-
честь и легко подаваться питателем в плазмотрон. Размер частиц
25... 150 мкм. Более мелкие частицы не имеют достаточную кине-
матическую энергию, чтобы при ударе образовать прочную связь с
обрабатываемой поверхностью. Более крупные (более 150 мкм) не
Успевают прогреться, что также не способствует образованию проч-
ной связи с подложкой.
Так как порошки гигроскопичны (интенсивно поглощают вла-
гу), их следует хранить в герметичной таре или металлические по-
рошки перед нанесением прокаливать при 150...200°C, а керами-
ческие — при 600...800°C.
Основными характеристиками, определяющими качество по-
рошка для напыления, являются текучесть, минимальный и мак-
симальный размеры частиц, их форма и склонность адгезии (сли-
панию и комкованию), стабильность гранулометрического и хи-
221
мического составов. Для получения износостойких покрытий мо-
гут применяться следующие группы порошков:
порошки из самофлюсующихся сплавов на никелевой, никель-
хромовой и кобальтовой основах, которые широко применяются для
газопламенного напыления с последующим оплавлением покрытий.
Они придают комплекс ценных эксплуатационных свойств: износо-
стойкость, эрозионную и коррозионную стойкость, удовлетворите-
льно противостоят высокотемпературному окислению. Недостатки —
высокая стоимость, дефицит основных компонентов сплавов;
порошки из металлических сплавов;
порошки из карбидов и оксидов металла. Тугоплавкие соедине-
ния применяются, в основном, с подслоем из металлических по-
рошков. Только детонационное напыление позволяет наносить ра-
бочие слои некоторых покрытий без подслоев;
механические смеси порошков. Смеси на основе вышеперечис-
ленных групп порошков находят все большее применение для га-
зотермического напыления благодаря простоте и невысокой сто-
имости их приготовления. Однако использование механических
смесей порошков имеет существенные недостатки, главным из
которых является сегрегация (расслоение) компонентов при сме-
шивании, транспортировании из дозирующих устройств в струю,
а также в процессе напыления. Сегрегация компонентов смесей
приводит к неравномерности структуры покрытия, увеличению
пористости, снижению прочности и ухудшению эксплуатацион-
ных характеристик покрытия. Механические смеси не поддаются
стандартизации, поэтому их составы, как правило, подбирают
опытным путем. Особых способов приготовления такие смеси не
требуют. Они могут перемешиваться на любом оборудовании или
спекаться с последующим дроблением;
композиционные порошки представляют собой интегрирован-
ные комплексы исходных компонентов (металл, керамика, пласт-
масса) в каждой порошковой частице.
Классифицировать эти порошки можно по типу строения час-
тиц, характеру поведения компонентов при напылении и по ме-
тодам получения и назначения.
По типу строения различают плакированные и конгломерат-
ные частицы (рис. 14.9).
Плакированная частица (рис. 14.9, а) представляет собой ис-
ходную частицу (ядро) одного из материалов, на поверхности ко-
торой расположен один или несколько слоев других материалов.
Частица композиционного порошка конгломератного типа сфор-
мирована из множества исходных частиц нескольких материалов.
У гетеродисперсных конгломератных частиц (рис. 14.9, в) между
дисперсностью компонентов существует большая разница и части-
цы одного из них служат основой (ядром). На ее поверхности разме-
щаются частицы остальных компонентов. В этом случае отношение
диаметра частиц основы к диаметру частиц остальных компонен-
222
Рис. 14.9. Конструкция композитных порошков:
а — плакированная частица; б — гимодисперсные конгломе-
ратные частицы; в — гетеродисперсные конгломератные час-
тицы; г, д, е — структуры смешанного типа
тов составляет 10:20. Гимодисперсные конгломератные частицы
(рис. 14.9, б) формируются из различных исходных компонентов с
частицами, близкими по размеру (отношение диаметров обычно 1:3).
Комбинация этих основных типов позволяет получить ряд струк-
тур смешанного типа (рис. 14.9, г, д, е).
По характеру поведения при напылении композиционные порош-
ки делятся на реагирующие при нагреве и термонейтральные. В пер-
вом случае получение покрытия совмещено с синтезом новых ве-
ществ, и его состав резко отличается от исходного состава частиц.
Во втором случае существенного изменения состава в процессе на-
пыления не происходит.
14.6. Свойства газотермических покрытий
В зависимости от назначения покрытий они должны иметь ком-
плекс физико-механических характеристик, отвечающих услови-
ям эксплуатации. Все покрытия (износостойкие, коррозионно-
стойкие, теплозащитные и др.) должны иметь высокую прочность
сцепления с подложкой и не отслаиваться в процессе службы.
Прочность сцепления покрытия с подложкой. По сравнению со
сварными соединениями прочность на отрыв напыленных слоев
низка и составляет 5...80 МПа. Детонационная и плазменная ме-
таллизация позволяет получить большее сцепление покрытия с
Подложкой. Толщина покрытия обычно не превышает 1 мм, так
как с увеличением толщины возникают большие внутренние на-
пряжения, которые приводят к отслаиванию покрытия.
223
Твердость. Материал покрытия, как правило, имеет более вы-
сокую твердость, что объясняется закалкой частиц, их наклепом
при ударе о поверхность и наличием в слое окисных пленок.
Плотность и пористость. Обычная плотность составляет 80... 97 %
Покрытия из А12 Оз и ZrO2 имеют пористость 10... 15 %. Покрытия
из самофлюсующихся сплавов на основе никеля могут иметь по-
ристость менее 2 %.
Износостойкость. Износостойкость покрытий не имеет взаимо-
связи с твердостью. В условиях сухого трения плазменные покры-
тия не работают, так как износ покрытий в 2...3 раза превышает
износ обычных материалов.
В условиях же жидкостного и граничного трения покрытия име-
ют высокую взаимосвязь и низкий коэффициент трения. При этом
смазка легко распространяется по поверхности покрытия, прочно
на ней удерживается и заполняет поры. Таким образом, наблюда-
ется эффект самосмазывания покрытия. При недостаточной пода-
че смазки или при ее временном прекращении заедание наступает
значительно позже по сравнению с неметаллизированной поверх-
ностью. Масса поглощаемого смазочного масла составляет 1... 1,25 %
от массы нанесенного покрытия или 8... 10% от объема.
В процессе работы образуется дисульфид молибдена MoS2, ра-
ботающий как твердая смазка.
В условиях абразивного износа высокую стойкость имеют по-
крытия из самофлюсующихся сплавов на основе никеля и А12 О3.
В частности, износостойкость покрытий из самофлюсующихся
сплавов на основе никеля (СНГН) в 3,5...4,6 раз выше износо-
стойкости закаленной стали 45. Хорошие антифрикционные свой-
ства для подшипников скольжения имеют покрытия из оловяно-
свинцово-медных псевдосплавов.
Коррозионная стойкость. Для получения защитных покрытий обыч-
но используют алюминий, цинк, медь, хромоникелевые сплавы, и
др. Вследствие пористости покрытий их толщина не должна быть
меньше 0,2 мм для цинка; 0,23 мм — для алюминия; 0,18 мм — для
меди; 0,6... 1,0 мм — для нержавеющей стали.
14.7. Техника безопасности при выполнении
газотермических работ
К работе на установках для напыления допускаются лица не
моложе 18 лет, обученные приемам работы на оборудовании.
При плазменном и детонационном напылении наиболее вредны-
ми для здоровья работающих являются шум, загрязнение воздуха,
ультрафиолетовые и инфракрасные излучения. Для защиты оператора
от шума рекомендуется покрытия наносить в специальных камерах.
При плазменном и детонационном напылении воздух помеще-
ния может загрязняться металлической пылью, аэрозолями обраба-
тываемых материалов и окислами азота. Для защиты оператора в
224
эТом случае также служат специальные камеры с местным отсо-
сом воздуха.
Плазменная струя является интенсивным источником инфра-
красного и ультрафиолетового излучения, поэтому оператор дол-
жен работать в защитной маске со светофильтром. Камеры для на-
пыления также оборудуют соответствующими светофильтрами. Руки
от излучения защищаются рукавицами из асбестовой ткани.
Требования к технике безопасности при газоплазменном и элек-
тродуговом напылении предъявляются те же, что и при выполне-
нии работ по газовой и электродуговой сварке.
ГЛАВА 15. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
15.1. Общие сведения
Пайкой (паянием) называют процесс получения неразъемного
соединения металлов, находящихся в твердом состоянии, при по-
мощи расплавленного вспомогательного (промежуточного) металла
или сплава, имеющего температуру плавления ниже, чем соединяе-
мые металлы.
При ремонте автомобилей пайку применяют для устранения тре-
щин и пробоин в радиаторах, топливных и масляных баках и тру-
бопроводах, приборах электрооборудования, кабин, оперения и т.д.
Пайка как способ восстановления деталей имеет следующие
преимущества: простота технологического процесса и при-
меняемого оборудования; высокая производительность процесса;
сохранение точной формы, размеров и химического состава дета-
лей (а при пайке легкоплавкими припоями — сохранение структу-
ры и механических свойств металла); простота и легкость последу-
ющей обработки, особенно после пайки тугоплавкими припоями;
небольшой нагрев деталей (особенно при низкотемпературной пай-
ке); возможность соединения деталей, изготовленных из разно-
родных металлов; достаточно высокая прочность соединения дета-
лей; низкая себестоимость восстановления детали.
Основной недостаток пайки — некоторое снижение проч-
ности соединения деталей по сравнению со сваркой.
Припой в процессе паяния в результате смачивания образует с
поверхностью спаиваемой детали зону промежуточного сплава, при-
чем качество паяния в таком случае при наличии чистых металли-
ческих поверхностей будет зависеть от скорости растворения дан-
ного металла в припое: чем скорость растворения больше, тем ка-
чество пайки лучше. Иначе говоря, качество паяния зависит от
скорости диффузии. Увеличению степени диффузии способствуют:
наличие чистых металлических поверхностей спаиваемых дета-
лей. При окисленной поверхности степень диффузии припоя зна-
чительно уменьшается или полностью отсутствует;
8
Карагодин
225
предотвращение окисления расплавленного припоя в процессе
пайки, для чего применяются соответствующие паяльные флюсы;
паяние при температуре, близкой к температуре плавления спа-
иваемой детали;
медленное охлаждение после паяния.
В зависимости от назначения спаиваемых деталей швы пайки
подразделяются: на прочные швы (должны выдерживать механи-
ческие нагрузки); плотные швы (не должны пропускать жидко-
стей или газов, находящихся под слабым давлением); прочные и
плотные швы (должны выдерживать давление жидкостей и газов,
находящихся под большим давлением).
В паяемых конструкциях применяют стали всех типов, чугуны,
никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие),
медь и ее сплавы, а также легкие сплавы на основе титана, алю-
миния, магния и бериллия. Ограниченное применение имеют спла-
вы на основе тугоплавких металлов: хрома, ниобия, молибдена,
тантала и вольфрама.
Родственным пайке процессом является лужение, при котором
поверхность металлической детали покрывают тонким слоем рас-
плавленного припоя, образующего в контакте с основным метал-
лом припой-сплав переменного состава с теми же зонами, что и
зоны при пайке. Лужение можно применять как предварительный
процесс с целью создания более надежного контакта между ос-
новным металлом и припоем или как покрытие для защиты ме-
таллов от коррозии.
15.2. Технологические процессы паяния и лужения
Технологический процесс паяния состоит из следующих операций:
механической (шабером, напильником, шлифовальной шкур-
кой) или химической очистки. Промежуток между двумя поверх-
ностями должен быть везде одинаков и не превышать 0,1 ...0,3 мм.
Такой небольшой промежуток необходим для образования капил-
лярных сил, которые способствуют засасыванию припоя на зна-
чительную глубину от кромки. Если спаиваемые поверхности име-
ют следы жира или масла, то их обрабатывают горячим раствором
щелочи. Обычно берут 10 %-ный раствор соды. Если механически
очистить детали по какой-либо причине нельзя, то применяют
травление деталей в кислотах. Обычно берут 10%-ный раствор сер-
ной кислоты для меди и ее сплавов, а для деталей из черных ме- °
таллов — 10 %-ный раствор соляной кислоты, причем раствор дол-
жен быть подогрет до 50 — 70 °C;
покрытия флюсом;
нагревания (паяльником, паяльной лампой и другим способом);
предварительного облуживания припоем (паяльником, или на-
тиранием, или погружением в припой). Предварительное лужение
имеет весьма важное значение, так как в этом случае достигаются
226
повышенные прочность и плотность спая. В случае невозможности
предварительного лужения паяние ведут и по чистой поверхнос-
ти, но результаты будут более низкими. Для предварительного лу-
жения применяется тот же припой, какой применяется и для пос-
ледующего паяния;
скрепления мест для спаивания, покрытия их флюсом и нагре-
вания. Детали скрепляют, чтобы места соединений не расходились
при небольших механических воздействиях, например при нало-
жении паяльника;
введение припоя, его расплавление и удаление излишков при-
поя, а также остатков флюса.
Метод паяния в значительной мере зависит от типа применяе-
мого припоя. Наиболее характерные случаи паяния: паяльником с
применением мягких припоев; ручной паяльной лампой с приме-
нением обычно твердых припоев; электрическое паяние (место спая
служит сопротивлением, через сопротивление пропускается ток
низкого напряжения).
При паянии паяльником обычно применяют припои, температура
плавления которых не выше точки плавления свинца (327 °C). Такое
паяние производят тогда, когда детали не подвергаются большим
нагрузкам или требуют в дальнейшем распаивания. Если детали под-
вергаются в процессе работы нагреванию до высоких температур,
паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника для работы производят одновременно с
подготовкой деталей. Паяльник слегка проковывают (частично для
удаления нагара и окислов), зажимают в тиски и опиливают так,
чтобы рабочая часть его была полукруглой. Если опиливать паяль-
ник без предварительной проковки, то он скоро изнашивается.
Конец паяльника делают полукруглым потому, что в этом случае
он не так быстро охлаждается, как острый, лучше прогревает ме-
ста спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего
нагревают его не выше 400 °C; конец паяльника опускают в вод-
ный раствор хлористого цинка, после чего горячим паяльником
трут о кусок припоя до тех пор, пока вся рабочая часть не покро-
ется слоем полуды.
При работе паяльник должен иметь температуру, удовлетворя-
ющую следующему требованию: если паяльник приложить рабо-
чим местом к прутку припоя, часть припоя, прилегающая к па-
яльнику, должна расплавиться через 0,5... 1 с. Во время работы тем-
пература паяльника должна быть такова, чтобы капли припоя,
приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в сле-
дующем: в куске нашатыря (хлористого аммония) делают неболь-
шие углубления и туда кладут кусочки припоя. Проводя горячим
паяльником вперед и назад по твердому нашатырю, одновременно
касаются и припоя. Таким образом паяльник облуживается быстрее.
227
Если нагретым паяльником коснуться шва и одновременно к
шву подложить кусок припоя в виде прутка, ленты или проволо-
ки, то припой расплавится и проникнет в шов. Излишек припоя
разглаживают по шву паяльником. Припой также наносят на шов
паяльником, так как к паяльнику всегда прилипают капли при-
поя, и если концом паяльника проводить по шву, жидкий припой
всасывается в шов. Чтобы новые капли припоя перешли на паяль-
ник, его снова отнимают от шва и прикладывают к куску припоя.
Технологический процесс лужения состоит из следующих опера-
ций:
очистки поверхности от посторонних веществ металлической
щеткой, песком, известью или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды
или едкого натра;
промывки в воде;
химической чистки от окислов травления в кислотах;
покрытия флюсами (хлористым цинком) кистью или погруже-
нием в водный раствор флюса;
подогревания до температуры плавления полуды и лужения.
Лудят небольшие предметы паяльником. Лужение больших пред-
метов производят методом натирания. Для этого изделие смачива-
ют раствором хлористого цинка и нагревают до температуры плав-
ления олова, после чего посыпают порошкообразной смесью оло-
ва с хлористым аммонием (нашатырем). Олово при этом плавится
и, растертое паклей, образует на поверхности ровный слой. После
лужения остатки флюса отмывают горячей водой.
Чугун. Чтобы запаять трещину или иной дефект в чугунной
детали мягким припоем, производят тщательную механическую очи-
стку места паяния и хорошо смачивают его соляной кислотой. Затем
это место обрабатывают водным раствором хлористого цинка, по-
сыпают порошком нашатыря (хлористого аммония) и подогревают
паяльником или паяльной лампой. Нагревать место пайки надо до
тех пор, пока не станет плавиться поднесенный к нему припой. Тог-
да натирают припоем место спайки и сейчас же протирают его по-
рошком нашатыря, нанесенного на густую металлическую щетку
или паклю. Эта операция — предварительное лужение перед паяни-
ем. Пока деталь еще горячая, запаивают трещины или иные дефек-
ты паяльником, перемещая его от одного конца трещины к друго-
му. Если припой не проходит в трещину, необходимо с обоих краев
ее снять небольшую фаску, вылудить это место и снова произвести
паяние. Излишек припоя снимается шабером или напильником.
Алюминий. Для паяния алюминия на паяльник надевают риф-
леный наконечник (рабочая часть его пропилена трехгранным на-
пильником). Насадку изготовляют из стали и закаливают, с тем
чтобы зубцы не срабатывались. Насадку вытачивают на токарном
станке, и ее конец спиливают. Трубку насадки пропиливают но-
жовкой на четыре части, это создает пружинистость насадки, и
228
она плотно вставляется в рабочую часть обычного паяльника. Диа-
метр отверстия в насадке высверливают в соответствии с диамет-
ром рабочего конца паяльника.
и Места спая тщательно очищают до блеска, на зубчики насадки
берут расплавленную канифоль и наносят на спаиваемое место. Ког-
да в процессе облуживания канифоль начнет покрывать алюминий,
паяльник короткими движениями передвигают взад и вперед, и зубцы
будут скоблить металл. Таким методом очищают всю поверхность
места спая, после чего облуживают очищенные места. Затем приступа-
ют к паянию. Для этого берут на паяльник каплю олова, предвари-
тельно посыпанную канифолью, и подносят к облуженному месту.
Если оно шероховатое, то паяльником снимают эту шероховатость,
которая представляет собой пористое олово, смешанное с частич-
ками окиси алюминия, образующейся из-за недостатка флюса. Пред-
варительно на место спая насыпают канифоль, берут на паяльник
каплю олова и наносят на спаиваемый шов. Как только олово смо-
чит место спая, паяльник снимают с металла. Затем паяние произ-
водят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, па-
яльник следует хорошо разогреть и длительное время держать на
одном месте и после прогрева металла медленно водить по спаивае-
мому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС-
50 и ПОС-90. Флюсом служит минеральное масло (особенно реко-
мендуется оружейное). Предварительно на спаиваемые швы наносят
флюс и затем зачищают места пайки. Паяние ведут мощным, хоро-
шо прогретым паяльником. Перед началом паяния металл следует
хорошо прогреть. Для паяния алюминиевых сплавов выпускается и
специальный припой П-250А, он состоит из 80 % олова и 20 % цин-
ка. Флюсом служит смесь йодида лития (2...3 г) и олеиновой кис-
лоты (20 г). Перед работой паяльник необходимо облудить указан-
ным припоем, пользуясь канифолью. Спаиваемые поверхности очи-
щают от остатков флюса марлевым тампоном, смоченным в ацетоне.
15.3. Припои и флюсы
Металл или сплав, при помощи которого ведется пайка, назы-
вается припоем. По температуре плавления припоев процессы пайки
подразделяются на два основных вида: пайка легкоплавкими (мяг-
кими) припоями и пайка тугоплавкими (твердыми) припоями.
К легкоплавким относятся припои, температура плавления ко-
торых ниже 450 °C, а к тугоплавким — припои, температура плав-
ления которых выше 450 °C (рис. 15.1). К припоям предъявляются
следующие основные технологические требования: высокая жид-
котекучесть и хорошая смачиваемость соединяемых поверхностей;
Устойчивость к коррозии; достаточная прочность и пластичность;
температура плавления ниже, чем у соединяемых металлов.
229
Медно-никелевые
з
£
<3
Палладиевые
£
<3
i
Железные
Золотые
Таллиевые
Медно-
фосфорные
Кадмиевые/^
Цинковые /
Индиевые
°C
1800
1700
1600
1500
1400
Платиновые
Кобальтовые
Титановые
1300—\
1200- -I Марганцевые
Цирконовые
1100
1000
900
800
700
600
500'
400
Никелевые
Серебряные
Медно-цинковые
Алюминиевые
Магниевые
300
Оловянно-свинцовые
2004^
о—*
Оловянные с цинком
100
Свинцово-оловянные
с серебром
Многокомпонентные
на свинцово-оловян-
ной основе______
Висмутовые
Рис. 15.1. Классификация припоев по температуре плавления
Легкоплавкие припои представляют собой сплавы цветных ме-
таллов. Наибольшее применение получили оловянно-свинцовые
припои ПОС-18, ПОС-ЗО, ПОС-40, ПОС-50 и ПОС-61. Цифры
показывают процентное содержание олова в припое. Эти припои
имеют хорошую смачиваемость поверхности большинства метал-
лов и высокую пластичность. Их низкая температура плавления
(менее 450 °C) позволяет проводить пайку простейшими средства-
ми (паяльниками). С увеличением содержания олова в припое по-
вышается механическая прочность и коррозийная стойкость со-
230
единения, но также увеличивается и стоимость припоя. Свинец
повышает пластичность припоя. Эти припои применяют для вос-
становления деталей, работающих при высоких температурах и не-
больших нагрузках, т. е. для радиаторов, коллекторов генераторов,
топливных баков, электропроводов и др.
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А
используют для пайки алюминия, его сплавов и меди. Тугоплавкие
припой представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок
Ml и М2. Они весьма жидкотекучи, хорошо смачивают поверхно-
сти и дают прочные и пластичные соединения. Недостаток — вы-
сокая температура плавления (1083 °C).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54,
Л-62 и Л-68 (цифры указывают процентное содержание меди в
припое) применяют для пайки меди, бронзы, латуни и черных
металлов. С увеличением содержания цинка в этих припоях умень-
шается прочность и возникает хрупкость, но цинк снижает темпе-
ратуру плавления припоя. Поэтому пайку латуни проводят припо-
ем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые ма-
рок ПСрЮ, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры
указывают процентное содержание серебра в припое) — позволя-
ют получать высокопрочные и пластичные соединения, но очень
дорогие. Эти сплавы применяют для пайки ответственных деталей
из стали, меди и ее сплавов. Флюсы при пайке используют жидкие
и твердые. В случае применения легкоплавких припоев берут жид-
кие флюсы, представляющие собой водные растворы хлористого
аммиака (нашатырь) и хлористого цинка (цинк, протравленный
соляной кислотой). Концентрация раствора в пределах 25...50%.
Для пайки меди (проводов) в качестве флюса часто используют
чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, пред-
ставляющими собой порошки буры и ее смеси с борной кислотой
и борным ангидридом. Наибольшее применение имеет чистая бура,
прокаленная перед употреблением при температуре 400... 460 °C. Для
пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и
Другие, содержащие хлористый литий, фтористый натрий и хло-
ристый цинк, активно разрушающие окисную пленку алюминия.
15.4. Техника безопасности при выполнении паяльных работ
При пайке деталей используют различные припои и флюсы,
которые содержат вредные для здоровья работающих элементы —
это свинец, цинк, литий, калий, натрий, кадмий и др. Эти элемен-
ты и их окислы в виде пыли, паров и аэрозолей загрязняют воздух
в помещении. Поэтому, кроме общей вентиляции, рабочие посты
Паяльщиков должны быть оборудованы местными отсосами.
231
Для защиты рук от попадания на них кислотных флюсов и от
ожогов расплавленным припоем следует применять рукавицы из
асбестовой ткани. При пайке методом погружения, во избежание
разбрызгивания расплавленного припоя детали необходимо подо-
гревать до температуры ПО... 120 °C.
Промывку деталей от остатков кислотных флюсов следует про-
изводить в специальных ваннах. Слив воды из ванны в канализа-
цию допускается только после соответствующей очистки воды.
При работе паяльником обязательно соблюдают следующие
правила: ручка электрического паяльника должна быть сухой, не
проводящей тока; горячий паяльник укладывают на специальную
металлическую подставку; перегретый паяльник не охлаждают в
жидкости; запрещено выполнять пайку деталей, в которых нахо-
дились легковоспламеняющиеся материалы без предварительной
очистки и промывки деталей, а также вблизи легковоспламеняю-
щихся материалов, при отсутствии местной вентиляции; тщатель-
но моют руки после работы.
ГЛАВА 16. ЭЛЕКТРОХИМИЧЕСКИЕ СПОСОБЫ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
16.1. Технологический процесс электролитического
осаждения металлов
Электролитическое осаждение металлов основано на явлении элек-
тролиза, т. е. окислительно-восстановительных процессах, происхо-
дящих в электролите и на электродах при прохождении через элек-
тролит постоянного тока. Восстановление поверхностей этим спо-
собом наращивания не вызывает структурные изменения в деталях,
Рис. 16.1. Схема установки для элек-
тролитического осаждения металла:
1 — анод; 2 — катод (деталь); 3 — ван-
на; 4 — электролит
позволяет устранять незначитель-
ные износы. Процесс восстанов-
ления легче поддается механиза-
ции и автоматизации.
Основу процесса составляет
электролиз металлов, сущность
которого заключается в следу-
ющем (рис. 16.1). Положительно
заряженные ионы (катионы)
перемещаются к отрицательно-
му электроду (катоду), где по-
лучают недостающие электроны
и превращаются в нейтральные
атомы металла. Отрицательно за-
ряженные ионы (анионы) пе-
ремещаются к положительно за-
232
ряженному электроду (аноду), теряют свой электрический заряд и
превращаются в нейтральные атомы. На катоде выделяется металл
и водород, а на аноде — кислород и кислотные остатки. Катодами
являются восстанавливаемые детали, а в качестве анодов исполь-
зуют металлические электроды (растворимые и нерастворимые),
растворимые аноды делают из того же металла, который должен
осаждаться на катоде, нерастворимые аноды изготавливают из свин-
ца (применяют только при хромировании).
Масса металла q, откладывающаяся на катоде при электролизе,
определяется по закону Фарадея по формуле
q = a.I/Txx, (16.1)
где а — электрохимический эквивалент, г/(А-ч); I — сила тока
при электролизе, А; Тжж — продолжительность электролиза, ч.
В электролите, помимо ионов металла, присутствуют и другие
заряженные частицы — водород, гидроокиси металла и др. Они
вызывают неизбежные потери электроэнергии, которые учитыва-
ются коэффициентом
П = (G2 - Gt)/q, (16.2)
где G2, Gi — масса детали соответственно до и после электролиза, г.
Время (в часах) процесса электролиза (осаждения металла) в
зависимости от толщины наращиваемого слоя определяется по
формуле
Госж = ЮООуЛДацД), (16.3)
где DK — катодная плотность тока, А/дм2; h — толщина слоя
покрытия, мм; у — плотность металла покрытия, г/см3 (табл. 16.1).
Электролитические и химические покрытия при ремонте авто-
мобилей применяют для повышения износостойкости, восстанов-
ления изношенных поверхностей деталей (хромирование, желез-
нение и др.), для защиты деталей от коррозии (цинкование, брон-
Таблица 16.1
Технологические режимы электролиза
Наносимый металл у, г/см3 а, г/(А-ч) п, % h, мкм (максимум)
Хром 6,9...7,1 0,324 11...32 30
Железо 7,7...7,8 1,042 85...95 100... 150
Цинк 7,0 1,220 97...99 6...24
Медь 8,9 1,186 80...90 До 25
Никель 8,8 1,095 90...94 2... 60
233
зирование, оксидирование, фосфатирование и др.), для защитно-
декоративных целей (никелирование, хромирование, цинкование,
оксидирование и др.), для специальных целей, в частности улуч-
шения прирабатываемости трущихся поверхностей деталей (мед-
нение, лужение, свинцевание и пр.), для защиты от наугле-
роживания при цементации (меднение). Чаще всего цель покры-
тая является комплексной.
Используемые при осаждении металлов электролиты чаще все-
го в своей основе содержат растворы солей осажденных металлов.
Технологический процесс восстановления деталей нанесением
покрытий включает три этапа: подготовка поверхностей деталей;
осаждение покрытий; обработка нанесенного покрытия.
Подготовка деталей к покрытию состоит из механической об-
работки поверхностей, обезжиривания обработанной поверхнос-
Рис. 16.2. Приспособление
для хромирования гильз:
1 — гильза
та и декапирования.
Механическая обработка включает пескоструйную обработ-
ку, шлифование и полирование. Выбор способа механической
обработки зависит от назначения покрытия. Когда покрытие на-
носят с целью восстановления изношенной поверхности, про-
изводят шлифование для получения правильной геометричес-
кой формы и полирование для получения необходимой шерохо-
ватости поверхности. Шлифование выполняют на шлифовальных
станках с использованием шлифовальных или войлочных кру-
гов, накатанных абразивным порошком. Полирование произво-
дят бязевыми кругами, на которые наносят полировальные пас-
ты (обычно пасту ГОИ).
Детали, наращиваемые противокоррозионными покрытиями,
обычно подвергаются пескоструйной (металлическим «песком»)
обработке.
Поверхности деталей, не подле-
жащие восстановлению, изолируют
(при хромировании используют то-
конепроводящие материалы — лаки
и синтетические материалы: поли-
хлорвиниловый пластик, цапон-лак
и др.). Затем детали монтируются на
подвесное приспособление (рис. 16.2).
Обезжиривание деталей произво-
дят одним из следующих способов:
обрабатывают поверхность ра-
створителями (бензин, уайт-спи-
рит, четыреххлористый углерод,
ацетон и другие растворители);
проводят механическую очистку
венской известью (кашицеобраз-
ным раствором кальцемагниевой
извести);
234
обезжиривают в растворах щелочей (проводят путем погруже-
ния деталей в горячий щелочной раствор (t = 60 °C) и выдержки в
нем 5... 60 мин);
проводят электрохимическое обезжиривание в растворах щело-
чей. Оно заключается в погружении деталей в горячий (/ = 60... 80 °C)
щелочной раствор, через который пропускают ток (катод — дета-
ли, а анод — пластины из малоуглеродистой стали). Плотность тока
5... 10 А/дм2, длительность процесса — 1... 2 мин. Выделяющийся на
поверхности детали водород в виде пузырьков срывает с поверхно-
сти жировую пленку.
Декапирование (анодная обработка деталей) — это удале-
ние тончайших окисных пленок с обрабатываемой поверхности
детали, которые образуются во время обезжиривания и промыв-
ки, а также обнажения структуры металла детали.
При хромировании обработку ведут в основном электролите, при
этом детали сначала выдерживаются 1 ...2 мин без тока для нагрева
детали до температуры электролита, а затем проводят сам процесс
в течение 30...45 с при анодной плотности тока 25... 35 А/дм2. Пос-
ле этого, не вынимая детали из ванны, переключают деталь на ка-
тод и хромируют ее.
При железнении анодную обработку ведут не в основном элек-
тролите, а в специальном.
16.2. Хромирование
Хромирование получило широкое распространение как для вос-
становления деталей и повышения их износостойкости, так и для
декоративных и противокоррозионных целей.
Преимущества электролитического хрома: электролитичес-
кий хром — металл серебристо-белого цвета с высокой микро-
твердостью 400... 1200 МН/м2 (в 1,5...2,0 раза выше, чем при закалке
ТВЧ), близкой к микротвердости корунда; обладает высокой из-
носостойкостью, особенно в абразивной среде (в 2... 3 раза по срав-
нению с закаленной сталью); устойчивостью в отношении хими-
ческих и температурных воздействий, причем высокая коррозион-
ная стойкость сочетается с красивым внешним видом; имеет низкий
коэффициент трения (на 50% ниже, чем у стали и чугуна); высо-
кую прочность сцепления покрытия с поверхностью детали.
Недостатки хромирования и хромового покрытия: низкий
выход металла по току (8...42 %); небольшая скорость отложения
осадков (0,03 мм/ч); высокая агрессивность электролита; большое
количество ядовитых выделений, образующихся при электролизе;
толщина отложения покрытия практически не превышает 0,3 мм;
гладкий хром плохо удерживает смазочное масло.
Электролитические осаждения хрома отличаются от других галь-
ванических процессов как по составу электролита, так и по усло-
виям протекания процесса. Эти особенности состоят в следующем:
235
в качестве электролита используют хромовую кислоту (водный рас-
твор хромового ангидрида СгОз) с небольшими добавками серной
кислоты (H2SO4), а не растворы их солей, как при осаждении других
металлов. Концентрация хромового ангидрида в электролите может
колебаться в широких пределах — от 100 до 400 г/л, а серной кисло-
ты — от 1 до 4 г/л (причем соотношение СгОз:Н28О4 должно на-
ходиться в пределах 90... 120). В этом случае выход по току хрома наи-
больший и процесс идет устойчиво. Количество трехвалентного хро-
ма в ванне должно быть 3...4% содержания хромового ангидрида;
электролиз в хромовокислых электролитах ведется с нераство-
римыми свинцово-сурьмистыми анодами. Применение раствори-
мых хромовых анодов невозможно ввиду того, что анодный выход
по току хрома в 6...8 раз выше катодного;
процесс осаждения хрома проводится при высокой катодной
плотности тока (DK = 20...30 А/дм2). При повышении катодной
плотности тока увеличиваются твердость осадка и хрупкость слоя,
а при пониженных значениях DK осадки получаются пластичными;
обратная зависимость выхода по току от температуры электро-
лита и его концентрации. С повышением концентрации электро-
лита выход по току резко понижается, тогда как в большинстве
других гальванических процессов выход по току повышается;
хромовые ванны имеют плохую растворяющую способность, т. е.
толщина осадков оказывается неравномерной в зависимости от
положения анода по отношению к детали (катоду). На ближайших
к аноду участках получается большая толщина слоя, а на удален-
ных — меньшая;
возникновение значительных растягивающих напряжений в элек-
тролитически осажденном слое. Напряжение тем больше, чем тол-
ще покрытие. При определенной толщине растягивающие напря-
жения достигают таких значений, которые приводят к отслоению
покрытия. В хромовых покрытиях в связи с этим снижается устало-
стная прочность на 20...30%.
Указанные недостатки хромовых покрытий накладывают огра-
ничение на максимально допустимую толщину слоя, которая не
должна превышать 0,30 мм.
В зависимости от вида хрома выбирают состав электролита и
определяют режим нанесения покрытия (табл. 16.2). Время, необ-
ходимое для получения заданной толщины покрытия, рассчиты-
вают по формуле (16.3). В ремонтной практике наибольшее распро-
странение получил универсальный электролит.
При хромировании получают блестящие, молочные или серые
покрытия (рис. 16.3). Блестящий хром характеризуется высокой мик-
ротвердостью (600...900 МН/м2), мелкой сеткой трещин, види-
мой под микроскопом. Осадки хрупкие, но с высокой износостой-
костью. Молочный хром характеризуется пониженной микротвер-
достью (400...600 МН/м2), пластичностью и высокой коррозионной
стойкостью. Серый хром отличается весьма высокой микротвердо-
236
Таблица 16.2
Состав электролитов и режимы хромирования
Наименование компонентов и параметров Электролит и условия электролиза
Разведен- ный Универсаль- ный Концентриро- ванный
Хромовый ангидрид (СгО3), г/л Серная кислота (H2SO4), г/л Температура электролита, °C Плотность тока, А/дм2 Выход по току, % 120... 150 1,2... 1,5 40... 100 50...65 16... 18 200...250 2,0...2,5 20...60 45...55 13...15 350...400 3,5...4,0 15...30 40...50 10...12
стью (900... 1200 МН/м2) и повышенной хрупкостью, что снижает
его износостойкость.
В зависимости от того, в каких условиях работает восстановлен-
ная деталь, стремятся получить тот или иной вид осадка. Напри-
мер, для деталей неподвижных соединений могут применяться как
блестящие, так и молочные осадки. В подвижных соединениях,
работающих при давлениях до 0,5 МПа, рекомендуются блестя-
щие осадки; в деталях, работающих при давлениях свыше 5 МПа и
знакопеременной нагрузке, — молочные осадки.
Саморегулирующий электролит. Его применяют для более устой-
чивой работы ванн хромирования. Это достигается путем введения
в ванну труднорастворимого сульфата стронция. Наиболее широ-
кое распространение получил электро-
лит следующего состава (г/л): хромовый
ангидрид СгО3 — 200...300, сульфат
стронция SrSO4 — 5,5...5,6, кремнефто-
рид калия K2SiF6 — 18...20. Плотность
тока £>к = 40....80 А/дм2, температура
55...65°C. Выход по току в этом элект-
ролите равен г| = 17... 19%. Положи-
тельные свойства электролита —
возможность применения более высо-
ких плотностей; скорость осаждения
выше, чем в сернокислых электроли-
тах; хорошая рассеивающая способ-
ность; меньшая чувствительность к из-
менению температуры и к загрязнению
электролита железом, медью и други-
ми металлами. Отрицательные
свойства: агрессивность и ядовитость
электролита; детали подвесных приспо-
Рис. 16.3. Распределение
зон хромовых покрытий:
1 — блестящий хром; 2 — мо-
лочный хром
237
соблений, аноды и детали ванн разрушаются больше, чем в сер-
нокислом электролите.
Холодные электролиты в ремонтном производстве применяют двух
типов: электролит с добавкой фтористых солей и тетрахроматные.
Наибольшее распространение для восстановления изношенных дета-
лей получил тетрахроматный электролит следующего состава (г/л):
СгОз - 350...400, NaOH - 40...50, H2SO4 - 2...2,5, сахар - 1...2.
Режим электролиза: катодная плотность тока £>к = 50... 100 А/дм2,
температура раствора — 17...23 °C. Этот электролит позволяет полу-
чать качественные осадки с большой производительностью (выход
по току 30... 33 %), имеет меньшие внутренние напряжения. Покры-
тия получаются более мягкие, беспористые (без трещин), серого
оттенка, легко полируемые до зеркального блеска. Применяют для
получения защитно-декоративных покрытий. Особенность тетрахро-
матных электролитов — малая агрессивность к углеродистым сталям.
Поэтому вполне допустимо изготовление ванн для хромирования из
малоуглеродистой листовой стали без дополнительной футеровки.
Саморегулирующийся холодный электролит — наиболее перспек-
тивный электролит. Его состав (г/л): хромовый ангидрид — 380...420,
кальций углекислый — 60...75, кобальт сернокислый — 18...20.
Режим электролиза: катодная плотность DK = 100...300 А/дм2, тем-
пература электролита — 18...25°C. Преимущества электроли-
та — высокий выход по току (35...40%). Недостаток — требу-
ются мощные холодильные агрегаты для достижения 18... 25 °C при
высокой плотности тока (до 200 А/дм2).
Специальные процессы хромирования. Пористое хромирование. При-
меняют для повышения износостойкости деталей, работающих при
больших давлениях и тем-
Рис. 16.4. Схема установки для струйного
хромирования:
1 — анод; 2 — устройство для поддержания
уровня электролита; 3 — наращиваемый вал;
4 — раздвижная касета; 5 — ванна; 6 — элект-
ролит; 7 —подогреватель; 8 — насос
пературах и недостаточ-
ной смазке. Пористый
хром представляет собой
покрытие, на поверхнос-
ти которого специально
создается большое коли-
чество пор или сетка тре-
щин, достаточно широ-
ких для проникновения в
них масла. Его можно по-
лучить механическим, хи-
мическим и электрохими-
ческим способами. Наибо-
лее широко применяют
электрохимический спо-
соб, который заключает-
ся в том, что хром осаж-
дается при режиме блес-
тящего хромирования,
238
обусловливающем появление в покрытии сетки микротрещин. Для
их расширения и углубления покрытие подвергают анодной обра-
ботке в электролите того же состава, что и при хромировании.
В зависимости от режима хромирования и анодного травления мож-
но выполнить пористость двух типов: канальчатую и точечную. Для
получения пористых покрытий деталь хромируют в универсаль-
ном электролите при плотности тока 40... 50 А/дм2, а затем переклю-
чают полярность ванны и проводят анодное травление при той же
плотности тока. Канальчатую пористость получают при температу-
ре электролита 58...62°С и продолжительности травления 6...9 мин,
а точечную — при 5О...52°С и 10... 12 мин. Пористые покрытия
используют при размерном хромировании, например поршневых
колец. Их толщина составляет 0,1...0,15 мм. Пористое хромирова-
ние колец увеличивает их износостойкость в 2...3 раза, а износос-
тойкость гильзы — в 1,5 раза. Детали, покрытые пористым хро-
мом, обычно подвергают термообработке в масле при температуре
150...200°C в течение 1,5...2 ч для устранения водородной хрупко-
сти и насыщения пор маслом.
Струйное хромирование. Его проводят в саморегулирующемся
электролите при температуре 50...60°C в широком диапазоне плот-
ности тока, достигающей 200 А/дм2. Скорость протекания электро-
лита 40...60 см/с, катодно-анодное расстояние — 15 мм. При этом
получают блестящие покрытия. Выход подтоку достигает 22 %, что
вместе с высокой плотностью тока ускоряет процесс осаждения
хрома: при t = 50 °C и DK = 100 А/дм2 скорость осаждения состав-
ляет 0,1 мм/ч. При струйном хромировании в тетрахроматном элек-
тролите высококачественные покрытия осаждаются при DK =
= 150... 160 А/дм2 со скоростью 0,25 мм/ч. В универсальном элект-
ролите хромируют: при температуре — 50 °C, плотности тока —
70...90 А/дм2, скорости протекания электролита — 100... 120 см/с,
катодно-анодном расстоянии 15 мм. Скорость осаждения хрома со-
ставляет 0,08...0,10 мм/ч. Схема установки для струйного хроми-
рования показана на рис. 16.4.
Проточное хромирование. Оно обеспечивает блестящие покрытия
повышенной твердости и износостойкости и улучшенной равно-
мерности покрытия в универсальном электролите с повышенным
содержанием серной кислоты (3...7 г/л) при температуре —
55...65 °C, плотности тока — 100... 150 А/дм2, скорости протекания
электролита — 100... 120 см/с и межэлектродном расстоянии —
15...30 мм. Выход по току составляет 20... 21 %. Способ эффективен
Для хромирования цилиндров и коленчатых валов двигателей.
16.3. Железнение
Процесс железнения представляет собой осаждение металла
на ремонтируемую поверхность детали в водных растворах солей
Железа. Он нашел широкое применение при восстановлении дета-
239
лей с износом от нескольких микрометров до 1,5 мм на сторону.
Производительность процесса железнения примерно в 10 раз вы-
ше, чем при хромировании. Средняя скорость осаждения металла
составляет 0,72... 1 мкм/с, а выход металла по току равен 80...95 %.
Железнение возможно из водных растворов сернокислых или
хлористых закисных солей. Сернокислые электролиты по сравне-
нию с хлористыми менее агрессивны, ниже по производительно-
сти и при одних и тех же условиях электролиза осадки отклады-
ваются хрупкие, с большими внутренними напряжениями. Исход-
ный материал сернокислых электролитов дороже хлористых. В
ремонтной практике наибольшее распространение получили
хлористые1 электролиты. Выбор того или иного электролита зави-
сит от условий работы деталей и производственных возможнос-
тей предприятий.
Электролит готовят растворением в воде солей хлористого же-
леза и других компонентов. Если для приготовления электролита
используется стружка из малоуглеродистой стали, то ее перед упот-
реблением подвергают обезжириванию в 10...15%-ном растворе
каустической соды при температуре 80...90°C, а затем промывают
в горячей (t = 7О...8О°С) воде. После этого обезжиренную стружку
травят до насыщения соляной кислоты.
Электролиты бывают горячие и холодные. Горячие электроли-
ты (t = 60...95°C) производительнее холодных, но при работе с
ними необходимы дополнительный расход энергии на поддержа-
ние высокой температуры электролита, частая его корректиров-
ка, дополнительная вентиляция и большая предосторожность со
стороны рабочих.
Холодные электролиты (/ < 50 °C) устойчивее против окисле-
ния. Позволяют получать качественные покрытия с лучшими ме-
ханическими свойствами. Во все холодные электролиты вводится
хлористый марганец, который замедляет образование дендритов и
способствует получению гладких покрытий большой толщины. Мар-
ганец на электроде не осаждается и сохраняется в электролите
длительное время.
При железнении применяют растворимые аноды, изготовлен-
ные из малоуглеродистой стали с содержанием углерода до 0,2%.
При электролизе аноды растворяются, образуя на поверхности не-
растворимый шлам, состоящий из углерода, серы, фосфора и дру-
гих примесей. Попадая в ванну, они загрязняют ее и ухудшают
качество покрытий. Во избежание этого аноды необходимо поме-
щать в диафрагмы из пористой керамики или чехлы, сшитые из
кислотостойкого материала (стеклоткань, шерсть и др.).
Железнение проводят в стальных ваннах, внутренние стенки
которых облицовывают кислотостойкими материалами (антегмито-
вая плитка АТМ-1, эмаль типа 105А, железокремниймолибдено-
вый сплав МФ-15, кислотостойкая резина, фторопласт-3, кера-
мика, фарфор).
240
Один из существенных недостатков процесса железнения — боль-
шое количество водорода в осадке (до 2,5 м3 на 1 мкг осадка). Он в
осадке находится в различных формах и отрицательно влияет на
механические свойства восстановленных деталей. С целью освобож-
дения от водорода в осадке необходимо детали после железнения
подвергать низкотемпературному сульфидированию с последую-
щей размерно-чистовой обработкой пластическим деформи-
рованием. В этом случае усталостная прочность деталей повышает-
ся на 40...45%, а износостойкость возрастает в 1,5...2 раза.
При восстановлении крупногабаритных деталей сложной конфи-
гурации (блоки цилиндров, картеры коробок передач и задних мос-
тов, коленчатые валы и другие) возникают трудности, связанные
с изоляцией мест, не подлежащих покрытию (площадь их поверх-
ности в десятки раз превышает покрываемую площадь), сложной
конфигурацией подвесных устройств, необходимостью иметь ван-
ны больших размеров, быстрым загрязнением электролитов и т.д.
Для железнения таких деталей применяют вневанный способ.
Принцип вневанного железнения — это в зоне нанесения по-
крытия создание местной ванны (электролитической ячейки), при
сохранении традиционной технологии железнения. В этом случае
непокрываемые поверхности не изолируют, уменьшается обедне-
ние прикатодного слоя электролита и возможно увеличение плот-
ности тока в несколько раз и, следовательно, повышение произ-
водительности процесса.
Способы вневанного осаждения металлов. Струйное железнение.
С помощью насоса электролит подают струями в межэлектродное
пространство через отверстия насадка. Насадок одновременно слу-
жит анодом и местной ванночкой. Для получения равномерного
покрытия деталь вращает-
ся с частотой до 20 мин-1.
Железнение возможно из
концентрированного хо-
лодного хлористого
электролита при плотнос-
ти тока DK — 40...55 А/дм2
с производительностью
0,4 мм/ч. Для упрощения
технологического процес-
са применительно к ре-
монту шеек коленчатых ва-
лов разработана электроли-
тическая ячейка (рис. 16.5),
которая дает возможность
вести железнение и хро-
мирование шеек без вра-
щения детали. В эту ячейку
электролит поступает под
Рис. 16.5. Схема электролитической ячейки
для анодно-струйного осаждения металлов:
1 — подводной патрубок; 2 — отводной пат-
рубок; 3 — кабель для подвода тока; 4 — вер-
хний корпус ячейки; 5 — уплотняющая про-
кладка; 6 — катод; 7 — зажим; 8 — анод; 9 —
нижний корпус ячейки
241
Рис. 16.6. Схема электролитической
ячейки для проточного осаждения
металлов:
1 — подводящий щтуцер; 2 — штуцер от-
вода газов; 3 — токопровод; 4 — верхняя
крышка; 5 — анод; 6 — гайка;
7 — картер коробки передач; 8 — нижняя
крышка; 9— сливной штуцер; 10— крыш-
ка-плита
давлением через патрубок 7 и
благодаря наклонному распо-
ложению отверстий в цилинд-
рическом аноде 8 приобрета-
ет вращательное движение
вокруг катода. Скорость проте-
кания электролита в анодно-
катодном пространстве при-
нимают 100... 150 см/с при
удельном его расходе 40...
45 л/мин на 1 дм2 покрывае-
мой поверхности.
Проточное железнение. С по-
мощью приспособлений изно-
шенное отверстие детали пре-
вращается в закрытую мест-
ную гальваническую ванночку.
В ее центр устанавливают
анод 5 (рис. 16.6) и через нее
прокачивают насосом элект-
ролит. Анод и деталь непод-
вижны. При их подключении
к источнику постоянного тока
на поверхности отверстия
осаждается железо. Электролит
протекает в катодно-анодном
пространстве со скоростью
15... 18 см/с. Температура электролита — 75...80°С, катодная плот-
ность тока — 25...30 А/дм2. Осаждаются качественные гладкие по-
крытия со скоростью 0,3 мм/ч, толщиной до 0,7 мм и твердостью
4000...4500 МПа. Износостойкость восстановленных данным спо-
собом посадочных поверхностей на 25...50% выше износостой-
кости новых.
Электронатирание. При этом способе осаждения металла де-
таль не опускается в ванну, а устанавливается либо на специаль-
ном столе, либо в центрах (патрон) товарного станка и присое-
диняется к катоду источника постоянного тока (рис. 16.7). Ано-
дом служит стержень 4, изготовленный из любого металла или
графита и обернутый каким-либо адсорбирующим материалом
так, чтобы образовался плотный тампон 5. Тампон в зависимости
от требуемого покрытия пропитывают электролитом до полного
его насыщения и посредством кабеля соединяют с анодом источ-
ника тока. Анодный тампон, непрерывно смачиваемый электроли-
том, из сосуда 7 накладывают на деталь 8, которая медленно вра-
щается, и устанавливают требуемую плотность тока. В системе катод
(деталь 8) — тампон 5 (своего рода гальваническая ванна) —
анод (стержень 4) протекает электрохимическая реакция и на
242
Рис. 16.7. Схема процесса электронатирания:
1 — сосуд с электролитом; 2 — кран; 3 — выпрямитель; 4 — графитовый
анод; 5 — тампон; 6 — пластмассовый колпачок; 7 — алюминиевый
корпус с ребрами для охлаждения; 8 — деталь; 9 — ванна для электро-
лита; 10 — гнездо для клеммы; 11 — пластмассовая гайка; 12 — клемма
кабеля
поверхности катода (детали) осаждается тот или другой металл.
Стекающий электролит собирается в ванну 9 для повторного ис-
пользования. Постоянное поступление в зону электролиза свеже-
го электролита и перемещение анода по покрываемой поверхности
препятствуют росту зародившихся кристаллов металла, снижают
внутренние напряжения в покрытии и уменьшают дендрито-
образование. Все это позволяет получать мелкозернистые покры-
тия высокого качества. Этот способ железнения целесообразно
применять для восстановления посадочных поверхностей круп-
ных валов, осей и корпусных деталей.
16.4. Защитно-декоративные покрытия
Цинкование. Этот процесс применяют главным образом для за-
щиты деталей из черных металлов от коррозии. В ремонтном про-
изводстве его используют для защиты от коррозии крепежных ма-
териалов. Наибольшее распространение при цинковании получи-
ли сернокислые электролиты состава (г/л): сернокислый цинк
(ZnSO4-7H2O) — 215, сернокислый алюминий (A12SO4- 18Н2О) — 30,
сернокислый натрий (NaSO4- Н2О) — 50 и дикстрин (СбН^О^) — 10.
243
Покрытия осаждаются в ваннах или в специальных вращающихся
барабанах или колоколах. Процесс идет при комнатной температуре
и плотности тока 1...2 А/дм2 — без перемешивания и 3...5 А/дм2 —
при перемешивании электролита. Толщина цинковых покрытий
15...30 МкМ.
Никелирование. Никелирование применяют для покрытия метал-
лов — стали, меди, латуни, цинка, алюминия. Непосредственно
никелем покрывают только медь и латунь, а остальные металлы —
только после предварительного меднения. Никель применяют в
качестве защитного покрытия перед декоративным хромированием.
С помощью никелирования повышают износостойкость трущихся
поверхностей деталей и восстанавливают их размеры. Состав ван-
ны (г/л) и режим никелирования для получения покрытия нике-
ля толщиной 15...25 мкм: сернокислый никель (NiSO4-7H2O) —
280...300, хлористый никель (NiCl2H2O) — 35...45, борная кис-
лота (Н3ВО3) — 31 ...40; температура электролита — 5О...6О°С, плот-
ность тока — 2...5 А/дм2, напряжение — 2,5...3 В. Соотношение
площадей анода и катода 1:1. При никелировании в качестве ано-
дов применяют чистый никель.
16.5. Оборудование для нанесения покрытий.
Автоматизация процесса нанесения покрытий
Для нанесения покрытий применяют стационарные, барабан-
ные и колокольные ванны, автоматические и полуавтоматические
установки и конвейерные линии. На участках с небольшой произ-
водственной программой и большой номенклатурой ремонтируе-
мых деталей используют обычно стационарные ванны, которые
могут быть оснащены автоматическими устройствами. Автомати-
ческие устройства поддерживают заданную температуру электро-
лита и другие параметры режима электролиза. Для покрытия мел-
ких деталей служат барабанные и колокольные ванны.
Автоматические конвейерные установки и линии сложны по
конструкции, дороги и дают экономический эффект лишь в усло-
виях крупносерийного и массового производства. Автоматические
линии используют при ускоренных процессах нанесения покры-
тий небольшой толщины, когда время выполнения отдельных
подготовительных операций соизмеримо с временем осаждения
металла.
Устройство стационарных ванн зависит от наличия и типа сис-
темы нагрева электролита, его фильтрации и перемешивания.
При нанесении покрытий в кислых электролитах без подогрева
применяют такие же ванны, как и для электрохимического трав-
ления. В ремонтном производстве такие ванны используют для хо-
лодного железнения и цинкования. В случае получения покрытий в
горячих сернокислых электролитах ванну снабжают земеевиком из
титана, свинца, освинцованной стали или нержавеющей стали.
244
устройство ванн для нанесения покрытий в щелочных электроли-
тах более простое, так как в этом случае не требуется футеровка.
Ванны могут нагреваться как внутренним способом, так и вне-
шним. При внутреннем нагреве требования к теплопроводности
материала футеровки ванны снижаются.
Для повышения производительности электрохимических про-
цессов и улучшения свойств покрытий ванны необходимо снаб-
жать устройствами для перемешивания и фильтрации электроли-
та, встряхивания или качания катодных штанг.
Мелкие детали обрабатывают во вращающихся колоколах и бара-
банах из токонепроводящего материала, не поддающегося разруше-
нию электролитом (эбонит, винипласт, текстолит, органическое
стекло, дерево). Колокол имеет форму усеченного конуса (кругло-
го или граненого). Он приводится во вращение электродвигателем
через червячный редуктор и зубчатую или ременную передачу. Ток
к деталям (катоду), насыпанным в колокол, подводится с помо-
щью металлических щеток или опусканием в колокол металли-
ческого стержня или провода с грузом, контактирущим с деталя-
ми. Анод представляет собой пластину, опускаемую в колокол на
переносном штативе. Детали загружают в колокол с электролитом.
По окончании электролиза колокол наклоняют над баком с сет-
кой, детали попадают в сетку, а электролит стекает в бак, откуда
он снова заливается в колокол. Недостатки колокольных ванн —
это быстрый нагрев электролита из-за малого его объема при боль-
шой площади поверхности деталей и низкая производительность
процесса.
В полуавтоматических установках и линиях автоматически вы-
полняется какая-либо одна операция, чаще всего нанесение по-
крытия. Подготовительные и заключительные операции произво-
дят вручную в обычных стационарных ваннах. В автоматических
линиях операции технологического процесса, кроме монтажа де-
талей, выполняются автоматически по заданным режимам с по-
мощью исполнительных механизмов. По принципу действия авто-
матические линии (автоматы) делят на два вида:
неперенастраиваемые (с жестким циклом) — предназ-
начены для определенного технологического процесса. Чтобы его
изменить, надо переделывать конструкцию линии. Поэтому такие
линии наиболее пригодны и эффективны при массовом производ-
стве. К ним относятся все автоматические конвейерные линии;
перенастраиваемые (с нежестким циклом) — позволяют
изменить технологический процесс без переделки линии. Их ра-
ционально применять в условиях мелкосерийного и серийного произ-
водства при изменяющихся видах и толщине покрытия. В таких авто-
матах подвеску или барабан с деталями переносят из ванны в ванну
автооператором, движением которого управляют по заданной
программе. Линии имеют ванны, которые обслуживаются одним или
Несколькими автооператорами, которые переносят детали из ван-
245
ны в ванну в соответствии с технологическим процессом и задан-
ной программой. Это транспортная тележка, оборудованная привода-
ми горизонтального перемещения, подъема, опускания и поворота.
В автоматах этого типа можно совмещать несколько технологичес-
ких процессов нанесения различных покрытий (не более восьми).
Один автооператор должен обслуживать не более 8... 10 ванн.
16.6. Производственная санитария и техника безопасности
Требования к гальваническим участкам: помещения должны
быть отделены от остальных цехов сплошными стенами или
перегородками, доведенными до перекрытия здания; высота по-
мещения — не меньше 5 м; пол должен быть покрыт метлахской
плиткой по асфальту или кислотоупорному цементу с уклоном
1:150 в сторону канализационного трапа; стены должны быть вы-
сотой 1,5...2 м и облицованы керамической плиткой или окра-
шивают масляной краской; наличие естественного и искусствен-
ного освещения; температура воздуха в зимнее время 17...22°C,
влажность — не более 75%.
Для удаления паров, газов, пыли и создания нормальных усло-
вий труда необходимо оборудовать участки мощной приточно-вы-
тяжной вентиляцией. Для вытяжки используют общую и местную
(бортовые отсосы) вентиляционные системы. Бортовые отсосы
соединяют с вентилятором с помощью железных воздуховодов,
которые покрывают внутри и снаружи бакелитовым или другим
кислотоупорным лаком по предварительной грунтовке. Каналы
должны быть герметичными.
Разрежение, создаваемое вытяжной вентиляцией, компенси-
руется в летнее время естественным притоком воздуха через фор-
точки и открытые окна, а в зимнее — приточной вентиляцией,
нагнетающей калорифером подогретый воздух (16... 18°C). Коли-
чество нагнетаемого воздуха должно составлять 85...90% от от-
сасываемого.
Сточные воды отводят из ванн промывки и рубашек гальвани-
ческих ванн газовыми трубами или резиновыми шлангами, по ко-
торым вода поступает в ближайший сливной канал. Сливные кана-
лы (трапы) делают в полу под ваннами или рядом с ними.
При промывке деталей вода загрязняется солями, кислотами и
щелочами. Поэтому перед спуском в канализацию их необходимо
обезвредить.
К работе в гальванических цехах и отделениях допускаются рабо-
чие в возрасте не моложе 18 лет, прошедшие медицинский осмотр,
специальное обучение и инструктаж по технике безопасности.
Рабочие гальванических цехов обеспечиваются спецодеждой: рези-
новыми сапогами, перчатками, прорезиненными фартуками, халата-
ми и очками. В обеденный перерыв и после окончания рабочего дня
спецодежду нужно хранить в шкафу. Запрещается уносить ее домой.
246
Кроме того, нельзя хранить пищевые продукты, принимать пищу
0 курить в рабочем помещении, засасывать растворы ртом через шлан-
ги или стеклянные трубки, ремонтировать оборудование при вклю-
ченной силовой сети, допускать посторонних лиц на рабочие места.
Приточно-вытяжная вентиляция должна быть исправной, ее
разрешается включать не позже чем за 15 мин до начала работы, а
выключать не раньше чем через 15 мин после окончания смены.
Ванны, выделяющие вредные вещества, по окончании работы сле-
дует закрывать крышками.
Приготовлять, корректировать и фильтровать электролиты нуж-
но при включенной вентиляции. При разбавлении кислот надо обя-
зательно лить кислоту в воду, а не наоборот. Соли и кислоты в
электролит необходимо добавлять мелкими порциями. Во всех этих
случаях следует пользоваться защитными очками, чтобы в глаза не
попали брызги, а при засыпке сухих химикатов в ванны — противо-
пыльными респираторами.
Случайно пролитую на пол или оборудование кислоту необхо-
димо немедленно смыть водой, а затем остатки ее нейтрализовать
сухой кальцинированной содой до прекращения реакции. Проли-
тую щелочь надо смыть водой.
При попадании кислоты, щелочи или электролита на откры-
тые участки тела или в глаза пораженные места необходимо не-
медленно обмыть струей воды. Затем пораженные кислотой или
кислым электролитом места следует промыть 2...3%-ным раство-
ром питьевой соды, а пораженные щелочью — 1 %-ным раствором
уксусной кислоты и снова промыть водой.
В случае получения травм, ожогов, отравлений пострадавшему не-
обходимо оказать первую помощь и направить его в медицинский пункт.
Бутыли и стеклянные баллоны с кислотами и щелочами следу-
ет хранить в корзинах или деревянной обрешетке. Бутыли надо
перевозить на специальных тележках или переносить на носилках.
Они должны быть герметически закупорены. Запрещается хранить
кислоты и щелочи в открытых емкостях. При вскрытии барабанов
с хромовым ангидридом и едкими щелочами кроме спецодежды
неоходимо надевать защитные очки.
Штанги, подвески и аноды следует чистить только мокрым спо-
собом, смачивая металлические щетки или шлифовальное полот-
но водой, так как пыль цветных металлов ядовита и вдыхание ее
может вызвать отравление.
Нельзя закреплять детали в приспособлениях над поверхностью
ванны. Упавшие в ванну детали надо доставать приспособлениями
(магнитами, совками и др.). Громоздкие и тяжеловесные детали и
подвески надо перемещать электротельфером.
Электротехническое оборудование заземляют. Необходимо преду-
преждать случаи короткого замыкания в ваннах, что может привести
к ожогам работающих и вызвать взрыв газов, выделяющихся при
электролизе.
247
ГЛАВА 17. ПРИМЕНЕНИЕ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
В АВТОРЕМОНТНОМ ПРОИЗВОДСТВЕ
17.1. Назначение лакокрасочных покрытий
Для защиты деталей автомобиля от разрушения из-за атмос-
ферных воздействий и придания им декоративного вида применя-
ют различные системы покрытий. Система покрытий — это соче-
тание последовательных нанесенных слоев лакокрасочных матери-
алов различного назначения. Необходимость применения системы
покрытий вызвана невозможностью в одном материале сочетать
многообразие свойств, какими должно обладать покрытие.
Лакокрасочные материалы — это жидкие составы, которые пос-
ле нанесения их на поверхность детали тонким слоем и высыхания
образуют пленки, которые должны иметь прочное сцепление с
поверхностью. Образование пленок происходит в результате двух
основных процессов:
испарения растворителей. В начальной стадии, когда
растворителей содержится много, испарение идет быстро, при этом
увеличивается концентрация пленкообразующих и возрастает вяз-
кость лакокрасочных материалов. Остатки растворителей испаря-
ются медленно из-за образовавшейся на поверхности детали плен-
ки, которая затрудняет их улетучивание, и из-за прочного удержа-
ния их пленкообразующими;
химических превращений — окисления, полимериза-
ции и поликонденсации. Эти процессы переводят пленкообразую-
щие из жидкого состава в твердое.
Для образования прочного сцепления пленки с поверхностью де-
тали необходимо обеспечить смачиваемость и адгезию. Эти условия
приводят к тому, что капля краски, нанесенная на окрашиваемую
поверхность, будет растекаться, образуя пленку, и прилипать к по-
верхности. Качество прилипания зависит от следующих показателей:
материала поверхности (лакокрасочная пленка лучше сцепля-
ется с поверхностью черных и хуже с поверхностью цветных ме-
таллов, так как их поверхность является более гладкой, чем у чер-
ных металлов);
шероховатости поверхности (при большой шероховатости по-
верхности имеющиеся выступы не смачиваются краской, и отрыв
ее происходит по выступающим местам поверхности);
степени очистки поверхности от загрязнений и влаги (остатки
жиров, масел и пыли на окрашиваемой поверхности также ухуд-
шают адгезию и способствуют отслаиванию покрытия. Наличие
влаги на поверхности приводит к снижению адгезии).
Эксплуатационная надежность лакокрасочных покрытий зави-
сит от растрескивания пленки из-за различных коэффициентов
теплового расширения материалов покрытия и защищаемого из-
248
делня и адсорбции на покрытии влаги, пыли и различных газооб-
разных примесей, содержащихся в атмосфере. Эти процессы при-
водят к механическому разрушению и старению покрытия.
В результате старения лакокрасочные покрытия (начало старе-
ния — это потеря блеска покрытия) теряют эластичность, рас-
трескиваются, шелушатся и разрушаются.
Если покрытие обладает недостаточной водостойкостью плен-
ки, то через ее поры проникает вода, которая соприкасаясь с ме-
таллом вызывает его коррозию под пленкой. Продукты коррозии
вспучивают лакокрасочную пленку, и она отрывается от поверх-
ности металла.
17.2. Лакокрасочные материалы и их характеристика,
оборудование и инструмент
Основные компоненты лакокрасочных материалов — это плен-
кообразующие, пигменты, растворители. Лакокрасочные материа-
лы состоят из многих компонентов, важнейшими из которых яв-
ляются пленкообразующие, пигменты, растворители.
В качестве пленкообразующих используют преимущественно син-
тетические (искусственные) смолы, растительные масла, битумы,
эфиры и др. Они служат для образования пленки с достаточной
адгезией и необходимыми служебными свойствами, важнейшим
из которых является сопротивляемость воздействию климатичес-
ких факторов (температура, влажность и др.).
Пигменты — это цветные порошкообразные вещества, не ра-
створяющиеся в растворителях и образовывающие с пленкообра-
зующими защитные или декоративно-защитные покрытия. Служат
для придания покрытию необходимого цвета. В качестве пигментов
используют оксиды или соли металла (охру, железный сурик, уль-
трамарин, цинковые и титановые белила), металлические порош-
ки (цинковую пыль, алюминиевую пудру), графит, сажу, а также
некоторые органические вещества.
Растворители — летучие жидкости, способные растворять плен-
кообразующие. Служат для придания лакокрасочным покрытиям
необходимой вязкости, растекаемости, улучшения адгезии.
Для улучшения служебных и технологических свойства лако-
красочных покрытий могут вводить компоненты — наполнители,
сиккативы, инициаторы, пластификаторы, отвердители, катали-
заторы, ускорители полимеризации, добавки для улучшения сма-
чиваемости и растекаемости и т.д.
В ремонтном производстве, как и в машиностроении, приме-
няют как основные виды лакокрасочных материалов: грунтовки,
шпатлевки, краски и эмали, так и вспомогательные — раствори-
тели, разбавители, смывки и др.
В зависимости от основных пленкообразующих, входящих в их сос-
тав, все лакокрасочные материалы разделены на следующие группы:
249
1. Определяет название материала полным словом: грунтовка,
шпатлевка, эмаль и т. п.
2. Обозначает буквами состав пленкообразующего вещества:
НЦ — нитроцеллюлозные, МЛ — меламиноалкидные, ГФ — глиф-
талевые, ФЛ — фенольные, ЭП — эпоксидные, БТ — битумные,
МА — масляные густотертые (готовые к употреблению) и др.
3. Устанавливает основное назначение материала (обознача-
ется через тире цифрами): 1 — атмосферостойкий, 4 — водо-
стойкий, 6 — маслобензостойкий, 7 — химически стойкий, 8 —
термостойкий, 9 — электроизоляционный и др. Для грунтовок
после буквенного индекса через тире ставят «О», а для шпатле-
вок — «00».
4. Указывает порядковый номер, присвоенный данному мате-
риалу из одной, двух или трех цифр.
5. Указывает полным словом цвет материала (голубой, синий,
белый и т.п.).
Для лакокрасочных материалов, которые не содержат в своем
составе органических растворителей (водоразбавляемые, порош-
ковые, водоэмульсионные), после наименования лакокрасочно-
го материала ставят буквенный индекс: П — краска порошковая;
В — краска водоразбавляемая; Э — краска водоэмульсионная; Б —
лак, не содержащий активного растворителя.
Грунтовки — это пигментированные растворы пленкообразую-
щих веществ в органических растворителях. Грунтовки применяют
в качестве первого слоя, обеспечивающего прочное сцепление их
с поверхностью окрашиваемого металла и с последующими слоя-
ми лакокрасочных покрытий. Грунтовки обладают повышенной
сцеплямостью (адгезией). Их наносят распылением, кистью, оку-
нанием, электрораспылением и электроосаждением. Толщина грун-
товочного слоя 15...20 мкм. Грунтовки бывают:
с инертными пигментами (ГФ-021, ФЛ-03К и др.). Они не за-
щищают поверхность металла от коррозии, но механически пре-
пятствуют проникновению влаги к поверхности;
пассивирующие (ГФ-017, ГФ-031 и др.) содержат хроматы ме-
таллов или другие пигменты, которые взаимодействуют с влагой
и пассивируют металл. Эти грунтовки используют для защиты днища
и крыльев и наносят только кистью;
фосфатирующие (ВЛ-02, ВЛ-08, ВЛ-023 и др.) обладают хоро-
шей адгезией по отношению к черным и цветным металлам. При
их нанесении на поверхности металла образуется противокорро-
зионная фосфатная пленка;
протекторные (ПС-1, ЭП-057 и др.) обеспечивают длительное
время электрохимическую защиту металла в жестких коррозион-
ных условиях;
преобразователи ржавчины (Э-ВА-01, Э-ВА-0112 и др.) исполь-
зуют для подготовки корродированной поверхности под окраску
без удаления продуктов коррозии.
250
Шпатлевки (НЦ-007, НЦ-008, НЦ-009, ПФ-002, МС-006,
ЭП-ООЮ, ЭП-0020) — это густые пасты, состоящие из пленкооб-
разующего вещества, наполнителей и пигментов. Шпатлевки пред-
назначены для устранения неровностей и исправления на поверх-
ности изделий разных дефектов: вмятин, раковин, царапин и др.
Большое количество пигментов и наполнителей, содержащихся в
шпатлевках, придают им хорошую шлифуемость, но ухудшают их
защитные свойства, эластичность и устойчивость к вибрации. По-
этому шпатлевки нельзя наносить толстыми слоями. Адгезия шпат-
левок к металлу хуже, чем у грунтовок, их наносят на предвари-
тельно загрунтованные поверхности.
Эмали (МЛ-12, МЛ-197, МЛ-1110 и др.) — это пигментиро-
ванные лаки, наносимые в основном по грунтовке или шпатлевке.
Эмали применяют для защиты изделий от коррозии и придания
им декоративного вида. При окраске кузовов автомобилей приме-
няют синтетические, меламиноалкидные и нитроцеллюлозные
эмали. Меламиноалкидные эмали придают после сушки покрытию
глянец, высокую атмосферостойкость, эластичность и твердость,
стойкость к изменению температур от —40 до +60 °C, высокую
стойкость к воздействию воды, топлив и масел. Покрытия из нит-
роэмалей относительно стойкие к воздействию минеральных ма-
сел, бензина, имеют стойкость к изменению температур от —40 до
+ 60 °C, а также слабых щелочных растворов; длительное воздей-
ствие воды приводит к отслаиванию покрытия
Краски представляют собой пасты, состоящие из пигментов или
смеси пигментов и наполнителей, замешанных на олифе или спе-
циально подготовленных растительных маслах. Краски бывают
жидкотертые (готовые к употреблению) и густотертые. Густотер-
тые краски разводят олифой, глифталевыми или пентафталевыми
лаками до нужной вязкости. Краски применяют для защиты изде-
лий от коррозии и придания им декоративного вида. Покрытия на
основе красок менее стойки к воздействию атмосферных условий,
чем покрытия на основе многих синтетических эмалей, поэтому
краски в ремонтном производстве применяют ограниченно.
Растворители и разбавители (Уайт-спирит, Сольвент, Р-40,
РФГ-1 и др.) применяют для придания лакокрасочным материа-
лам необходимой рабочей вязкости. Это однокомпонентные орга-
нические летучие и бесцветные жидкости или их смеси в различ-
ном сочетании компонентов. При смешивании с лакокрасочными
материалами растворители не должны вызывать коагуляции (свер-
тывания) пленкообразователя, расслаивания и помутнения раство-
ра. Состав растворителей подбирают таким, чтобы обеспечить оп-
тимальные условия для высыхания лакокрасочного материала и
плотность нанесенной пленки.
Смывки (СД, АФТ-1, СП-6 и др.) используют для снятия ла-
кокрасочного покрытия. Они представляют собой смеси различ-
ных растворителей. При их воздействии покрытие разбухает, вспу-
251
чивается и отстает от металла. Иногда смывки могут быть замене-
ны обычными растворителями. Наибольшее распространение по-
лучили смывки на основе органических растворителей.
Инструменты для окраски и шпатлевания. Кисти — инструмен-
ты, с помощью которых получают защитно-декоративные лако-
красочные покрытия. Окраска кистями зависит от правильного
выбора размера и типа кисти. Лучшими кистями для окрасочных
работ являются кисти, изготовленные из свиной щетины. Щети-
на очень упруга, износостойка и мало сминается, что позволяет
нажимать на кисть, не деформируя ее. В щетинные кисти более
низкого сорта добавляют 15 ...20 % конского волоса. Капроновые
кисти по своим качествам близки к щетинным. Для изготовления
волосяных кистей используют барсучий и хорьковый волос. Из
выпускаемых промышленностью кистей в ремонтном производ-
стве получили распространение кисти-ручники (круглые и плос-
кие, для окраски различных поверхностей) и филеночные кисти
(небольшого размера, плоские или круглые, для окраски труд-
нодоступных мест).
Шпатели предназначены для нанесения и выравнивания шпат-
левок при устранении на поверхности изделия небольших вмятин
и глубоких царапин. Они представляют собой тонкие упругие пла-
стинки из стали, пластмассы и различных пород дерева (бук, ясень,
береза), а на криволинейные поверхности — куском листовой ре-
зины. Рабочая кромка шпателя должна быть чистой, ровной и глад-
кой, без щербин и царапин.
Оборудование для нанесения покрытий пневматическим распыле-
нием. Лакокрасочные материалы наносят различными методами,
однако основным промышленным методом является пневмати-
ческое (воздушное) распыление. Этим методом нано-
сят примерно 70 % производимых лакокрасочных материалов, он
позволяет наносить на поверхность равномерные слои грунтовки
и эмали, Этим способом можно получить высококачественные
покрытия на больших
Рис. 17.1. Схема установки пневматического
распыления:
1 — шланг; 2 — краскораспылитель; 3, 4— шлан-
ги; 5 — маслоотделитель; 6 — бак
поверхностях.
Недостаток мето-
да — образование кра-
сочного тумана, что
ухудшает санитарно-
гигиенические условия
труда; необходимость
интенсивного отса-
сывания загрязненного
воздуха; большие поте-
ри лакокрасочного ма-
териала (от 30 до 60 %)
в зависимости от раз-
меров и конфигурации
252
деталей; повышенный расход растворителей для доведения лакок-
расочных материалов до рабочей вязкости. Воздушное распыление
лакокрасочных материалов осуществляют краскораспылительны-
устройствами. Сжатый воздух с давлением 0,4...0,7 МПа подво-
дится к ним от общей заводской сети или компрессора.
Установка (рис. 17.1) работает следующим образом. В маслоот-
делитель 5 подается сжатый воздух для очистки его от воды и масла.
Очищенный сжатый воздух по шлангу 3 поступает в краскораспы-
литель 2 и одновременно по шлангу 4 через редуктор давления в
красконагнетательный бак 6. Под давлением сжатого воздуха лако-
красочный материал по шлангу 7 поступает к краскораспылителю.
В некоторых случаях (при значительном расходе лакокрасочных ма-
териалов) краскораспылитель подсоединяют непосредственно к
трубе центральной системы подачи грунтовок и эмалей через ре-
дуктор понижения давления.
В этом случае необходимость
в красконагнетательном ба-
ке 6 отпадает. Если расход
лакококрасочного материа-
ла небольшой, то он пода-
ется самотеком из стакана,
расположенного на корпусе
краскораспылителя.
Краскораспылители. Для
нанесения лакокрасочного
материала используют крас-
кораспылители различных
конструкций. Несмотря на
большое разнообразие кон-
струкций краскораспылите-
лей, принцип действия их
одинаков. Основными дета-
лями краскораспылителя
(рис. 17.2) являются корпус,
сопло выхода лакокрасоч-
ного материала, распыли-
тельная головка, игла, ку-
рок, механизмы для регули-
рования лакокрасочного
материала и воздуха. В авто-
ремонтном производстве ис-
пользуются краскораспыли-
тели с внешним смешени-
ем (КРУ-1, КР-10, КР-10-1,
КР-20, КР-30, С-765 ЗИЛ).
Правила нанесения покры-
ТИЙ краскораспылителем:
Рис. 17.2. Краскораспылитель КРУ-1:
1 — воздушная головка; 2 — распределите-
ли воздуха; 3, 18 — штуцера; 4 — бачок
для краски; 5 — корпус; 6 — седло клапа-
на; 7 — пружина; 8 — винт для регулиро-
вания расхода лакокрасочного материала;
9 — шарик; 10 — штуцер для подачи воз-
духа; //, 16 — уплотнения; 12 — шток;
13 — курок пусковой; 14 — шток; 75 — игла
запорная; 17 — заглушка; 19— краскопро-
вод; 20 — гайка накидная; 21 — сопло
253
Рис. 17.3. Распределение толщины
лакокрасочного покрытия по шири-
не струи:
а — 20 мм; b — 10 мм; с — 35 мм;
d — 70 мм
его необходимо перемещать
параллельно окрашиваемой по-
верхности на расстоянии
25... 30 см от нее (рис. 17.3). Если
это расстояние будет превы-
шать указанные значения, то
часть лакокрасочного матери-
ала не будет попадать на окра-
шиваемую поверхность, что
приведет к увеличению его по-
терь и снижению производи-
тельности труда, а покрытие
будет получаться матовым. Если
же краскораспылитель держать
слишком близко, то лакокра-
сочный материал будет сби-
ваться наносимой струей, а на
окрашиваемой поверхности бу-
дут образовываться морщины и
подтеки;
скорость перемещения крас-
кораспылителя 30...40 см/с;
угол колебания краскорас-
пылителя в горизонтальной и
вертикальной плоскостях отно-
сительно перпендикуляра к ок-
рашиваемой поверхности не
должен превышать 5... 10°;
покрытие наносят параллель-
ными полосами, перекрывая их края на 40... 60 мм для компенсации
слабоокрашенных мест. Первый слой лакокрасочного материала на-
носят горизонтальными полосами, а второй — вертикальными;
необходимо следить за правильным соотношением расхода воз-
духа и краски, потому что при недостатке воздуха из краскорас-
пылителя выбрасываются крупные брызги, а при недостатке крас-
ки получается пульсирующая прерывающаяся струя;
уменьшать число слоев эмали за счет увеличения их толщины
недопустимо, так как это ведет к снижению механических показа-
телей пленки, образованию на ней морщин и подтеков.
Установки для безвоздушного распыления. Распыление осуществ-
ляется под действием высокого давления (до 250 • 105 Па) на крас-
ку, которая, вытекая из сопла с большой скоростью, дробится на
мелкие капли в результате резкого увеличения испарения раство-
рителей (снижения давления), сопровождающегося значительным
увеличением объема. Факел краски четко очерчен и защищен от
окружающей среды оболочкой паров растворителей и тем самым
предотвращает рассеивание ее частиц.
254
Рис. 17.4. Установка «Виза-1»:
1 — поршневой насос; 2 — пнев-
мопривод; 3 — трехходовый кран;
4 — двигатель; 5 — ротационный
двигатель; 6 — клапан; 7 —
шланг; 8 — сосуд для материала
Преимущества способа перед окрашиванием краскораспы-
лителями обычного типа: сокращается расход лакокрасочного ма-
териала на 20 % из-за уменьшения расхода на туманообразование;
экономятся растворители на разбавление материалов за счет при-
менения более вязких лакокрасочных материалов; улучшаются ус-
ловия труда (меньшее туманообразование).
Безвоздушное распыление наиболее эффективно при окраши-
вании средних и особенно крупных изделий, имеющих сплошную
плоскую или объемную обтекаемую форму с плавной кривизной.
Этим способом можно наносить лакокрасочные материалы на ос-
нове различных пленкообразующих и получать покрытия толщи-
ной до 25...30 мкм за одну технологическую операцию. При нане-
сении методом безвоздушного распыления подогретых красок об-
разующиеся покрытия имеют лучший внешний вид, чем без
подогрева, однако использование таких установок более сложно.
Установки безвоздушного распыления лакокрасочных материа-
лов выпускаются нескольких типов с подогревом («Луч-2» и др.)
и без подогрева («Виза-1», «Радуга-0,63» и др.).
В установке «Виза-1» (рис. 17.4) на крышке бака закреплен дви-
гатель 4, соединенный с поршневым насосом 1 высокого давле-
ния. На выходе в поршневой насос установлен фильтр грубой очи-
стки. На крышке бака также за-
креплен ротационный двигатель 5,
связанный с мешалкой и обеспечи-
вающий ее вращение. Сжатый воздух
подается к двигателю по шлангу че-
рез воздухораспределитель с краном.
Насос снабжен мультипликатором
двойного действия, преобразующим
давление поступающего воздуха
0,4...0,7 МПа в высокое давление на
лакокрасочный материал 9... 16 МПа.
При нажатии на пусковой крючок
краскораспылителя сжатый воздух из
магистрали через регулятор давления,
трехходовой воздушный кран 3 по-
ступает в пневмопривод 2 цилиндра
Двигателя и с помощью механизма
переключения перепускных и вых-
лопных клапанов вызывает движение
Штока поршня и насоса; насос за-
сасывает из бака лакокрасочный ма-
териал и под высоким давлением по-
дает его по шлангу к краскораспы-
лители. При освобождении пускового
Крючка поршень останавливается и
Распыление прекращается.
255
Установки для окрашивания в электростатическом поле. Для элек-
троокрашивания применяют несколько типов распылителей. От спо-
соба распыления их делят на электростатические, электромехани-
ческие, пневматические и безвоздушные. Окраска в электричес-
ком поле совершенствуется путем комбинирования этого способа
с пневмо- и безвоздушным распылением. Установка ручного элек-
троокрашивания состоит из пистолета-распылителя, дозирующе-
го устройства (например, красконагнетательного бака), источни-
ка высокого напряжения, кабеля для подвода высокого напряже-
ния к пистолету-распылителю, шлангов для лакокрасочного
материала и воздуха. Чтобы получить почти 100%-ное осаждение
лакокрасочного материала на окрашиваемой поверхности кузова,
высокое напряжение подводится непосредственно к краске, и она
распыляется без помощи сжатого воздуха.
Электростатические распылители («Ореол-5М»)
имеют насос для подачи лакокрасочного материала, источник высо-
кого напряжения и устройство для регулирования подачи краски.
При перемещении краскораспылителя относительно заземленно-
го изделия создается электрическое поле. Под действием сил элек-
трического поля лакокрасочный материал на коронирующей кром-
ке получает заряд, дробится на мельчайшие частицы и осаждается
на поверхности изделия. Время окраски 1 м2 поверхности изделия
этим распылителем составляет 1... 1,5 мин.
Электромеханические распылители чашечного типа
(ЭР-1М) имеют наибольшее применение при электроокрашива-
нии. В этих установках распыление лакокрасочного материала осу-
ществляется под действием электростатических и механических
(центробежных) сил. Распыляющим устройством являются коро-
нирующие насадки различной формы (чаши, грибки или диски)
диаметром 50... 150 мм, которые приводятся во вращение с часто-
той 1200... 1400 мин-1 от электромеханического привода. Лакокра-
сочный материал подается по специальному каналу внутрь чаши
или по специальному трубопроводу сбоку от нее и под действием
центробежной силы тонким слоем растекается по ее краям. Высо-
кое напряжение (80... 120 кВ) подводится к головке распылителя
и передается на коронирующую кромку чаши по насадке. Под дей-
ствием электрического поля коронного заряда краска распыляется
и ее мелкие частицы устремляются к окрашиваемой поверхности
изделия. Производительность электромеханического распылителя
зависит от диаметра чаши и составляет, например, для распыли-
теля ЭР-1М — 25... 100 г/мин (по массе) или 50...200 м2/ч (по
поверхности окраски).
Пневмоэлектростатические (электровоздушные) уст-
ройства создают более направленное перемещение красочной пыли
лакокрасочного материала, чем электромеханические, и тем са-
мым позволяют лучше прокрашивать углубления в изделиях. Рас-
пыление красок в них осуществляется с помощью струи сжатого
256
воздуха под давлением 0,4—0,5 МПа. Подача таких распылителей
составляет 30...250 г/мин.
При пневматическом распылении в электрическом поле
(УЭРЦ-5) возможны некоторые потери краски, поскольку крас-
кораспылитель расположен на некотором расстоянии от корони-
рукицей зоны и не вся распыляемая краска доходит до нее. Часть
краски, не получившая электрический заряд от краскораспыли-
теля к поверхности изделия, теряется. Конструкция распылите-
лей и процесс предварительной зарядки частиц исключают це-
нообразование даже при соприкосновении металлического из-
делия с распылительной головкой устройства.
17.3. Технологический процесс нанесения
лакокрасочных покрытий
В зависимости от масштаба и вида производства окрасочные
работы сосредоточены в одном или нескольких местах. Это вызва-
но необходимостью предохранить готовые детали от появления на
них коррозионных разрушений при их перемещении и хранении.
При такой организации производства окрасочные работы выпол-
няют на участках (или в окрасочных отделениях).
Принятую технологию окрашивания отражают в маршрутных
картах технологических процессов, которые разрабатываются для
отдельных видов изделий. В картах указываются все стадии процес-
са окрашивания, применяемые материалы, нормы расхода этих
материалов, режим сушки и некоторые другие показатели.
Выбор способа окрашивания зависит от ряда условий, напри-
мер от требований, предъявляемых к покрытию (класс покрытия),
от вида применяемых лакокрасочных материалов, конфигурации
и размеров изделий, масштаба и вида производства. При окраши-
вании изделий могут применять несколько способов. В каждом кон-
кретном случае вопрос выбора способа окрашивания решается
возможностью производства и экономической целесообразностью.
Технологический процесс окрашивания складывается из сле-
дующих основных операций: подготовки поверхности, грунтова-
ния, шпатлевания, нанесения покрывных материалов (краски,
эмали, лака) и сушки покрытий.
Приготовление окрасочных материалов. Перед употреблением ок-
расочные материалы тщательно перемешивают электромеханичес-
ким или вибрационным способом, процеживают и разбавляют соот-
ветствующими растворителями до необходимой рабочей вязкости.
Подготовка поверхности детали к окраске производится с це-
лью удаления различного рода загрязнений, влаги, коррозионных
повреждений, старой краски и др. Примерно 90 % трудозатрат при-
ходится на подготовительные работы и только 10 % — на окраши-
вание и сушку. От качества подготовки поверхностей в значитель-
ной степени зависит долговечность лакокрасочного покрытия.
9 K.ipji один 257
Окрашиваемая поверхность в зависимости от применяемого
способа ее очистки может иметь различную степень шероховатос-
ти, отличающуюся размером выступов и глубиной впадин. Для
обеспечения защиты металла от коррозии толщина слоя краски
должна превышать выступающие на металле гребешки в 2... 3 раза.
Подготовка поверхностей к окраске включает очистку деталей,
обезжиривание, мойку и сушку. Очистка деталей от загрязнений
производится механической обработкой (механическим инструмен-
том, сухим абразивом, гидроабразивной очисткой и др.) или хи-
мическим способом (обезжириванием, одновременным обезжи-
риванием и травлением, фосфатированием и др.). Загрязнения не-
жирового происхождения удаляются водой или щетками. Влажные
поверхности протирают сухой ветошью.
В ремонтной практике применяют три способа удаления старой
краски — это огневой, механический и химический.
При огневом способе старая краска выжигается с повер-
хности детали пламенем газовой горелки или паяльной лампы (для
удаления старой краски с деталей кузова и оперения этот способ
применять не рекомендуется), а при механическом — с по-
мощью щеток с механическим приводом, дробью и т.д. Хими-
ческий способ удаления старой краски — это наиболее эф-
фективный как по качеству, так и по производительности способ.
Старую краску чаще всего удаляют органическими смывками (СД,
АФТ-1, АФТ-8, СП-6, СП-7, СПС-1) и щелочными растворами
(растворы едкого натра (каустика) с концентрацией 8... 10 г/л,
смеси каустика с кальцинированной содой и т.д.). Последователь-
ность удаления старой краски смывками: очистка от грязи, жира,
мойка деталей или кузова; сушка после мойки; нанесение смывки
на поверхность детали кузова кистью; выдержка 15... 30 мин (в зави-
симости от марки смывки и вида материала покрытия) до полного
вспучивания старой краски; удаление старой вспученной краски
механическим способом (щетками, скребками и т. п.); промывка,
обезжиривание поверхности уайт-спиритом или другими органи-
ческими растворителями; сушка после промывки, обезжиривание.
Щелочные растворы используют для удаления старой краски в
ваннах. Последовательность удаления старой краски: очистка от грязи,
обезжиривание, промывка; сушка после промывки; погружение и
выдержка в ванне со щелочным раствором (при температуре раст-
вора 50...60°C); нейтрализация в ванне с раствором фосфорной
кислоты с концентрацией 8,5...9,0 г/л фосфорной кислоты (при
концентрации 10 г/л каустика в щелочной ванне) или 5...6 г/л
фосфорной кислоты в кислотной ванне (при концентрации 10 г/л
кальцинированной соды в щелочной ванне); промывка в ванне с
проточной водой при температуре 50... 70 °C; сушка после промывки. в
После удаления старой краски и продуктов коррозии проводят
операции обезжиривания, травления, фосфатирования и пасси-
вирования.
258
Детали из черных металлов, никеля, меди обезжиривают в ще-
лочных растворах. Изделия из олова, свинца, алюминия, цинка и
их сплавов обезжиривают в растворах солей с меньшей свободной
щелочностью (углекислый или фосфорный натрий, углекислый
калий, жидкое стекло).
Травление — очистка металлических деталей от коррозии в
растворах кислот, кислых солей или щелочей. На практике опера-
ции травления и обезжиривания совмещают.
Фосфатирование — процесс химической обработки сталь-
ных деталей для получения на их поверхности слоя фосфорнокис-
лых соединений, не растворимого в воде. Этот слой увеличивает
срок службы лакокрасочного покрытия, улучшает сцепление их с
металлом и замедляет развитие коррозии в местах нарушения лако-
красочной пленки. Детали кузова и кабины подлежат фосфатиро-
ванию в обязательном порядке.
Пассивирование необходимо для повышения коррозион-
ной стойкости лакокрасочного покрытия, нанесенного на фос-
фатную пленку. Ее проводят в ваннах, струйных камерах или нане-
сением раствора двухромовокислого калия или двухромовокисло-
го натрия (3...5 г/л) волосяными щетками при температуре 70... 80°C
продолжительностью обработки 1...3 мин.
Перед нанесением лакокрасочного покрытия поверхность изде-
лий должна быть сухой. Наличие влаги под пленкой краски исключает
хорошую ее сцепляемость и вызывает коррозию металла. Сушка обыч-
но производится воздухом, нагретым до температуры 115... 125°C,
в течение 1 ...3 мин до удаления видимых следов влаги.
Процесс окрашивания должен быть организован так, чтобы
после подготовки поверхности она сразу же была загрунтована,
так как при больших перерывах между окончанием подготовки и
грунтованием, особенно черных металлов, поверхность окисляет-
ся и загрязняется.
Грунтование. Применение той или иной грунтовки определяется в
основном видом защищаемого материала, условиями эксплуатации,
а также маркой наносимых покрывных эмалей, красок и возмо-
жностью применения горячей сушки. Сцепление (адгезия) грунто-
вочного слоя с поверхностью определяется качеством ее подготовки.
Грунтовку нельзя наносить толстым слоем. Ее наносят равно-
мерным слоем толщиной 12...20 мкм, а фосфатирующие грунтов-
ки — толщиной 5...8 мкм. Нанесение грунтовок производят всеми
описанными ранее способами. Для получения грунтовочного слоя
С хорошими защитными свойствами, не разрушающегося при на-
несении шпатлевки или эмали, его необходимо высушить, но не
пересушивать. Режим сушки грунтовки указан в нормативно-тех-
нической документации, по которой производят окрашивание дан-
ных изделий. При пересушке необратимых грунтовок (феноломасля-
ных, алкидных, эпоксидных и др.) резко ухудшается сцепление с
ними наносимых покрывных эмалей, особенно быстро сохнущих.
259
Шпатлевание. На поверхностях деталей могут быть вмятины,
небольшие углубления, раковины, несплошность в местах стыков,
царапины и другие дефекты, которые заделывают нанесением на
поверхность шпатлевки. Шпатлевка способствует значительному
улучшению внешнего вида покрытий, но так как содержит боль-
шое количество наполнителей и пигментов, то ухудшает механи-
ческие свойства, эластичность и вибростойкость покрытий.
Шпатлевание применяют в тех случаях, когда другими метода-
ми (подготовкой, грунтованием и др.) невозможно удалить де-
фекты поверхностей.
Выравнивание поверхностей производят несколькими тонки-
ми слоями. Нанесение каждого последующего слоя выполняют толь-
ко после полного высыхания предыдущего. Общая толщина быст-
росохнущих шпатлевок не должна быть более 0,5...0,6 мм. Эпок-
сидные шпатлевки, не содержащие растворителей, допускается
наносить толщиной до 3 мм. При нанесении шпатлевки толстыми
слоями высыхание ее протекает неравномерно, что приводит к
растрескиванию шпатлевки и отслаиванию окрасочного слоя.
Шпатлевку наносят на предварительно загрунтованную и хоро-
шо просушенную поверхность. Для улучшения сцепления с грун-
товкой проводят обработку загрунтованной поверхности шлифо-
вальной шкуркой с последующим удалением продуктов зачистки.
Сначала проводят шпатлевание наиболее значительных углубле-
ний и неровностей, затем шпатлевку сушат и обрабатывают шкур-
кой, после чего производят шпатлевание всей поверхности.
Шпатлевку наносят на поверхность методом пневматического рас-
пыления, механическим или ручным шпателем. Зашпатлеванную
поверхность после высыхания шпатлевки тщательно шлифуют.
Шлифование. Для удаления с зашпатлеванной поверхности шеро-
ховатостей, неровностей, а также соринок, частиц пыли и других
дефектов производят шлифование. Для шлифования применяют раз-
личные абразивные материалы в порошкообразном виде или в виде
абразивных шкурок и лент на бумажной и тканевой основе. Шлифо-
вать можно только полностью высохшие слои покрытия. Такой слой
должен быть твердым, не сдираться при шлифовании, а абразив не
должен сразу «засаливаться» от покрытия. Операцию шлифования
проводят вручную или с помощью механизированного инструмента.
Используют шлифование «сухое» и «мокрое». В последнем слу-
чае поверхность смачивают водой или каким-либо инертным раст-
ворителем, шлифовальную шкурку также время от времени сма-
чивают водой либо растворителем, промывая ее от загрязнения
шлифовочной пылью. Вследствие этого уменьшается количество
пыли, увеличивается срок службы шкурки и улучшается каче-
ство шлифования.
Нанесение внешних слоев покрытий. После нанесения грунтовки
и шпатлевки (если она необходима) наносят внешние слои по-
крытия. Число слоев и выбор лакокрасочного материала определя-
260
jotch требованиями к внешнему виду и условиями, в которых из-
делие будет эксплуатироваться.
д Первый слой эмали по шпатлевке является «выявительным», его
наносят более тонко, чем последующие. Выявительный слой служит
ддя обнаружения дефектов на зашпатлеванной поверхности. Выяв-
ленные дефекты устраняют быстросохнущими шпатлевками. Высу-
шенные зашпатлеванные участки обрабатывают шкуркой и удаляют
продукты зачистки. После устранения дефектов наносят несколько
тонких слоев эмали. Нанесение эмалей производят распылителем.
Для получения покрытий хорошего качества с красивым вне-
шним видом в участке (отделении) должно быть чисто, простор-
но, много света; температура помещения должна поддерживаться
в пределах 15... 25 °C при влажности не выше 75... 80%. Вытяжная
вентиляция должна обеспечивать отсос паров растворителей, пре-
пятствовать оседанию красочной пыли, которая сильно загрязня-
ет поверхность и ухудшает внешний вид покрытия.
Каждый последующий слой эмали наносят на хорошо просу-
шенный предыдущий слой и после устранения дефектов.
Последний слой покрытия полируют полировочной пастой для
придания более красивого внешнего вида.
Полирование. Для придания всей окрашенной поверхности рав-
номерного зеркального блеска производят полирование. Для этого
используют специальные полировочные пасты (№ 291 и др.). По-
лирование проводят небольшими участками. Эту операцию можно
осуществлять вручную (фланелевым тампоном) или с помощью
механических приспособлений.
Сушка. После нанесения каждого слоя лакокрасочных материа-
лов проводится сушка. Она может быть естественной и искусствен-
ной. Процессы естественной сушки ускоряют интенсивная солнеч-
ная радиация и достаточная скорость ветра. Чаще всего естествен-
ная сушка применяется для быстросохнущих лакокрасочных
материалов. Основные способы искусственной сушки: конвекци-
онная, терморадиационная, комбинированная.
Конвекционная сушка. Она выполняется в сушильных
камерах потоком горячего воздуха. Тепло идет от верхнего слоя
лакокрасочного покрытия к металлу изделия, образуя верхнюю
корку, которая препятствует удалению летучих компонентов, и
тем самым замедляется процесс сушки. Температура сушки в зави-
симости от вида лакокрасочного покрытия колеблется в пределах
70... 140°C. Продолжительность сушки от 0,3...8 ч.
Терморадиационная сушка. Окрашенная деталь облу-
чается инфракрасными лучами, а сушка начинается с поверхнос-
ти металла, распространяясь к поверхности покрытия.
Комбинированная сушка (терморадиационно-конвек-
Ционная). Суть его состоит в том, что кроме облучения изделий
инфракрасными лучами производится дополнительный нагрев го-
рячим воздухом.
261
Перспективными методами сушки лакокрасочных покрытий яв-
ляется ультрафиолетовое облучение и электронно-лучевая сушка.
Контроль качества окраски изделий. Контроль осуществляют вне-
шним осмотром, измерениями толщины нанесенного слоя плен-
ки и адгезионных свойств подготовленной поверхности.
Внешним осмотром выявляют наличие блеска покрытия, сор-
ности, рисок, потеков и других дефектов окрашенной поверхнос-
ти. На поверхности допускаются на 1 дм2 площади не более 4 шт.
соринок размерами не более 0,5 х 0,5 мм, незначительная шагрень,
отдельные риски и штрихи. Лакокрасочное покрытие не должно
иметь подтеков, волнистости и разнооттеночности.
Определение степени сушки лакокрасочных материалов по осаж-
дению на поверхности пыли является наиболее распространен-
ным на практике способом и заключается в испытании состояния
высыхающей поверхности прикосновением пальца. Пробу паль-
цем проводят каждые 15 мин, затем каждые 30 мин, субъективно
определяя степень высыхания пленки. Принимают, что пленка
освободилась от пыли, если при легком проведении пальцем на
ней не остается следов. На высохшей от пыли пленке еще возмо-
жен сильный отлип.
Степень практического высыхания наиболее просто и надежно
можно определить отпечатком пальца. Пленка считается практи-
чески высохшей, если при нажатии на нее пальцем (без особого
усилия) она не дает отлипа и на ней не остается отпечатка.
Толщина лакокрасочной пленки без нарушения ее целостности
определяется магнитным толщиномером ИТП-1, имеющим диа-
пазон измерений 10...500 мкм. Действие прибора основано на из-
мерении силы притяжения магнита к ферромагнитной подложке в
зависимости от толщины немагнитной пленки.
Контроль адгезии (прилипаемости) покрытия к металлу вы-
полняется методом решетчатого надреза. На внутренней поверхно-
сти изделия делают 5...7 параллельных надрезов до основного ме-
талла скальпелем по линейке на расстоянии 1 ...2 мм в зависимос-
ти от толщины покрытия и столько же надрезов перпендикулярно.
В результате образуется решетка из квадратов. Затем поверхность
очищают кистью и оценивают по четырехбалльной системе. Пол-
ное или частичное (более 35% площади) отслаивание покрытия
соответствует четвертому баллу. Первый балл присваивают покры-
тию, когда отслаивание его кусочков не наблюдается.
17.4. Производственная санитария и техника безопасности
Организация процесса окраски должна обеспечивать рациональ-
ное распределение рабочих с учетом квалификации рабочих и обо-
рудования на рабочих местах. Оборудование на участке располага-
ют так, чтобы обеспечивались минимальные перемещения изде-
лия с одного рабочего места на другое.
262
При с использовании подъемных механизмов вокруг рабочего
места должно оставаться свободное, ничем не загроможденное
пространство шириной не менее 1 м.
Внутренние размеры камер с нижним отсосом воздуха опреде-
ляются габаритными размерами изделия в плане и проходом вок-
руг него шириной не менее 1,2 м.
Инструменты (краскораспылители, кисти, шпатели и др.) хра-
нят в шкафах, также оборудованных вытяжной вентиляцией.
Рядом с малярным отделением обычно располагают краскоза-
готовительное помещение, в котором готовят лакокрасочные ма-
териалы для нанесения, доводят их до рабочей консистенции и
хранят их в объеме, необходимом для проведения лакокрасочных
работ в течение суток. Краскозаготовительное отделение должно
находиться в изолированном помещении у наружной стены с окон-
ными проемами. Кроме основных выходов, должен быть самосто-
ятельный эвакуационный выход.
Для обеспечения в окрасочных отделениях нормальных сани-
тарно-гигиенических условий и пожарной безопасности необхо-
димо соблюдать технологический режим, правила и нормы по-
жарной безопасности и промышленной санитарии.
Помещения окрасочных участков должны быть светлыми, чис-
тыми, беспыльными. Конструктивные элементы и ограждения ок-
расочных помещений (стены, потолки, полы и др.) должны быть
выполнены огнестойкими. Внутренние поверхности стен должны
быть выложены метлахской плиткой на высоту 2,4 м, а полы дол-
жны быть сделаны из прочных, несгораемых и нескользких мате-
риалов, позволяющих легко очищать их от загрязнений. Темпера-
тура помещения должна быть не ниже 15... 16°C, а относительная
влажность воздуха не более 60 %. Отопление в малярном отделении
должно быть воздушное или водяное низкого давления. Темпера-
тура поверхности отопительных приборов при водяном отоплении
не должна превышать 90 °C.
Все растворители представляют собой горючие, а при большой
концентрации паров токсичные и взрывоопасные жидкости. По-
этому при работе с ними обеспечивают хорошую вытяжную вен-
тиляцию. Приточный воздух, который подают в рабочую зону,
Должен быть чистым и не должен содержать вредных выделений.
Наилучшие условия труда обеспечиваются при подаче воздуха при-
точными системами в верхнюю зону помещения и отсосом загряз-
ненного воздуха из-под кузова через отверстия в полу.
В малярном отделении допускается естественное и искусствен-
ное освещение. При общем освещении обычными электрическими
лампами освещенность участка окраски должна быть не менее 75 лк.
В помещениях, где ведут окрасочные работы, нельзя пользоваться
Приборами с неисправной или не приспособленной для данных
Условий электроарматурой, открытыми источниками огня, а так-
же выполнять сварочные работы. В окрасочных камерах используют
263
взрывобезопасные вентиляционные установки и переносные све-
тильники напряжением 12 В. Согласно правилам и нормам техни-
ки безопасности и производственной санитарии для окрасочных
цехов запрещено работать в одной и той же окрасочной камере с
нитроцеллюлозными и алкидными эмалями.
Во избежание кожных заболеваний перед окрасочными работа-
ми руки смазывают защитной пастой, например, ИР-1, ПМ-1,
фурацилиновой пастой или мылом ИДМ, или надевают перчатки.
Для защиты органов дыхания и зрения от воздействия лакокра-
сочного тумана используют средства индивидуальной защиты (рес-
пираторы РМП-62, РУ-60 и др.).
Смешивание лакокрасочных материалов производят только в
краскоприготовительном отделении, а хранят их в специальных
помещениях в плотно закрытой таре. Алюминиевую пудру необхо-
димо держать в сухом помещении, так как при повышенной влаж-
ности она может самовоспламениться. В приготовленных для окраски
помещениях, окрасочных отделениях и складах лакокрасочных
материалов должны находиться в обязательном порядке средства
пожаротушения (пенные огнетушители, ящики с песком, асбес-
товые одеяла, щит с инвентарем и др.).
ГЛАВА 18. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
С ПРИМЕНЕНИЕМ СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ
18.1. Общие сведения
Применение полимерных материалов при ремонте автомоби-
лей по сравнению с другими способами позволяет снизить тру-
доемкость восстановления на 20... 30 %, себестоимость ремонта —
на 15...20%, расход материалов — на 40...50%. Это обусловлено
следующими особенностями их использования: не требуется слож-
ного оборудования и высокой квалификации рабочих; возмож-
ностью восстановления деталей без разборки агрегатов; отсут-
ствие нагрева детали; не вызывает снижения усталостной проч-
ности восстановленных деталей; во многих случаях позволяет не
только заменить сварку или наплавку, но и восстанавливать дета-
ли, которые другими известными способами восстановить невоз-
можно или опасно с точки зрения безопасности труда; позволяет
миновать сложные технологические процессы нанесения матери-
ала и его обработку.
Полимеры — это высокомолекулярные органические соедине-
ния искусственного или естественного происхождения. Пластмас-
сы — композиционные материалы, изготовленные на основе по-
лимеров, способные при заданных температуре и давлении при-
нимать определенную форму, которая сохраняется в условиях
264
эксплуатации. Кроме полимера, являющегося связующим веще-
ством, в состав пластмассы входят наполнители, пластификато-
ры, отвердители, ускорители, красители и другие добавки. Содер-
жание наполнителей (металлический порошок, цемент, графит,
ткань и др.) может достигать 70%.
Полимеры делят на две группы:
термопластичные (термопласты) — полиэтилен, полиамиды и
другие материалы — при нагревании способны размягчаться и под-
вергаться многократной переработке;
термореактивные (реактопласты) — эпоксидные композиции,
текстолит и другие материалы — при нагревании вначале размяг-
чаются, а затем в результате химических реакций затвердевают и
необратимо переходят в неплавкое и нерастворимое состояние.
Пластмассы применяют для восстановления размеров деталей,
заделки трещин и пробоин, герметизации и стабилизации непод-
вижных соединений, изготовления некоторых деталей и пр.
Пластмассы наносят намазыванием, газопламенным напыле-
нием, вихревым, вибрационным способами, литьем под давлени-
ем, прессованием и др.
Для обеспечения надежной адгезии полимера с деталью ее по-
верхность должна быть тщательно подготовлена, для чего произ-
водятся очистка от грязи, механическая обработка или зачистка
поверхности шлифовальной шкуркой, тщательное обезжиривание
(в щелочных растворах, ацетоном, бензином и др.) с последую-
щей сушкой. Для увеличения сцепляемости полимера с поверхно-
стью детали у последней сверлят отверстия, нарезают канавки,
резьбу, проводят струйную обработку и т. д.
18.2. Характеристика и области применения синтетических
материалов
В ремонтном производстве используют составы на основе эпок-
сидных смол (табл. 18.1), чаще всего смолу ЭД-16. Она отвердева-
ет под действием отвердителей: полиэтиленполиамина (ПЭПА),
ароматических аминов (АФ-2), низкомолекулярных полиаминов
(Л-18, Л-19 и Л-20). Для повышения эластичности и ударной проч-
ности в состав вводят пластификатор, в основном дибутилфталат.
Введение в состав композиции наполнителей (железный и алю-
миниевый порошки, асбест и др.) позволяет улучшить физико-
механические свойства и снизить стоимость.
Технология приготовления эпоксидной композиции включает сле-
Дущие операции: эпоксидную смолу разогревают в термошкафу или
емкости с горячей водой до жидкого состояния (60...80°C); про-
водят отбор необходимого количества жидкой эпоксидной смолы;
Добавляют небольшими порциями пластификатор (дибутилфталат);
перемешивают смеси в течении 5...8 мин; вводят в состав не-
обходимые наполнители; перемешивают смеси в течение 8... 10 мин.
265
Таблица 18.i
Состав эпоксидных композиций (в частях по массе)
Компонент А Б в г д Е
Смола ЭД-16 100 100 100 100 — 100^
Компаунд-115 — — — — 120 —
Дибутил фталат 10...15 15 15 — — 45
Полиэтиленполиамин 8...9 10 10 — — 9
Олигоамид Л-19 — — — 30 — —
Отвердитель АФ-2 — — — — 30 —
Железный порошок — 160 — 120 — —
Цемент — — — 60 — —
Алюминиевая пудра — — 25 — — —
Графит — — — — 70 -
Полученная композиция (состав) сохраняется длительное вре-
мя. Непосредственно перед ее применением добавляют отверди-
тель и тщательно перемешивают в течение 5...7 мин. Время ис-
пользования полученного состава находится в пределах 20...30 мин.
Для герметизации и восстановления посадок неподвижных со-
единений находят широкое распространение эластомеры и герме-
тики (табл. 18.2), в том числе анаэробные. Эластомеры представля-
Таблица 18.2
Характеристики эластомеров и герметиков
Марка Макси- мальный зазор сое- динения, мм Разрушаю- щее напря- жение при сдвиге, МПа Время набора полной прочности (при 20 °C), ч
«Анатерм-1» (АН -1) 0,07 5 24
«Анатерм-4» (АН-4) 0,15 8 24
«Анатерм-6» (АН-6) 0,7 8...15 8
«Анатерм-8» (АН-8) 0,6 6 8
«Анатерм-17» (АН-17) 0,1...0,45 0,5...3 8
«Уникерм-1» (УГ-1) 0,4 5...12,5 24
«Уникерм-3» (УГ-3) 0,4 4... 12 24
«Уникерм-7» (УГ-7) 0,15 15 3...5
«Уникерм-8» (УГ-8) 0,45 15 1...6
«Уникерм-11» (УГ-11) 0,25 — 3...5
Эластомер ГЭН-150(B) 0,12...0,16 — 0,7 (при 115’С)
Герметик 6Ф Герметик 0,2 — 3(при 150... 160’С)
«Эластосил 137-83», ком- 0,8 — 6
паунд ПТ-75Т Замазка У-20А 0,25 0,015 —
266
Таблица 18.3
Условия получения и характеристики клеевых соединений
— Марка Условие нанесения Условие затвердевания Характеристи- ка соединения
Тем- пера- тура, °C Время выдер- жки, мин Давление, МПа Темпера- тура, °C Вре- мя, ч Рабо- чая темпе- ратура, °C Проч- ность на сдвиг, МПа
БФ-2 15...25 80...90 30...60 15 1...2 140... 150 1...2 60 30
БФ-4 15...25 60 30...60 15 1...2 140... 150 1...2 60 30
ВС-ЮТ 15...25 60 0,05... 0,20 180 1...2 300 18
ВС-350 20 60 0,1...0,2 180...200 2 350 18
БФ-6 80 20 0,02 180 2 — —
№88 15...25 8...10 0,01 ...0,05 15...20 24 — 20
Таблица 18.4
Области применения полимерных материалов
Материал Область применения
Эпоксидный состав А (см. табл. 18.1) Устранение трещин длиной до 20 мм, склеивание металлических изделий, вклеивание подшипников и других деталей при зазоре до 0,2 мм
Эпоксидный состав А, стекло- ткань или техническая бязь Устранение трещин и обрывов трубопроводов
Эпоксидный состав Б Ремонт чугунных и стальных деталей, устранение трещин длиной до 20 мм, восстановление подвижных и непод- вижных соединений с последующей механической обработкой или формо- ванием, восстановление резьбовых сое- динений и др.
Эпоксидный состав Б, стеклоткань Устранение трещин длиной до 20... 150 мм у чугунных и стальных деталей
Эпоксидный состав Б, стальная пластина Устранение пробоин и трещин длиной более 150 мм у чугунных и стальных деталей
267
Продолжение табл. 18.4
Материал Область применения
Эпоксидный состав В Ремонт алюминиевых деталей: устране- ние трещин длиной до 20 мм, восста- новление посадочных поверхностей, ремонт резьбовых соединений, уплот- нение сварных швов
Эпоксидный состав В, стеклоткань Устранение трещин длиной до 20... 150 мм у алюминиевых деталей
Эпоксидный состав В, стальная пластина Устранение пробоин и трещин длиной более 150 мм у алюминиевых деталей
Эпоксидный состав Г Восстановление неподвижных соедине- ний с последующей механической обработкой
Эпоксидный состав Д Восстановление подвижных и непод- вижных соединений с последующей механической обработкой
Эпоксидный состав Е Восстановление и стабилизация резьбовых соединений
Клей БФ-2 и БФ-4 Склеивание металлов, стекла, керамики, древесины и др.
Клей ВС-ЮТ и ВС-350 Склеивание металлов, текстолита, пенопласта и т. д.
Клей БФ-6 и № 88 Склеивание ткани, кожи, резины, вой- лока между собой и приклеивание их к металлу, дереву и другим материалам
Эластомер ГЭН-150 (В) Восстановление неподвижных соедине- ний при зазоре: до 0,06 мм — без термо- обработки, до 0,16 мм — с термообра- боткой при 115 °C
Герметик 6Ф Восстановление неподвижных соедине- ний при зазоре: до 0,06 мм — без термо- обработки, до 0,2 мм — с термообра- боткой при 160 °C
Анаэробные герметики АН-4, УГ-7 Фиксация, уплотнение и восстановле- ние неподвижных соединений при за- зоре до 0,15 мм. Стопорение резьбовых соединений
Анаэробные герметики АН-17, УГ-1, У Г-3, У Г-8 Фиксация, уплотнение и восстановле- ние неподвижных соединений при за- зоре до 0,4 мм. Стопорение резьбовых соединений
268
Окончание табл. 18.4
Материал Область применения
Анаэробные герметики АН-6, АН-8 Фиксация, уплотнение и восстанов- ление неподвижных соединений при зазоре до 0,6 мм. Стопорение резьбовых соединений
Герметик «Эластосил 137-83» Герметизация неподвижных соедине- ний (без прокладок), работающих в водной, воздушной и масляной средах при зазоре до 0,8 мм
Компаунд ЛТ-75Т То же, включая топливную среду
Уплотнительная замазка У-20А Герметизация в сочетании с проклад- ками разъемных соединений, работаю- щих в водной и воздушной средах
Герметик УН-25 Герметизация в сочетании с проклад- ками разъемных соединений, работаю- щих в среде воды, масла, бензина
Уплотняющая жидкая про- кладка: ГИП -242 ГИП -244 Герметизация неподвижных соедине- ний, работающих в водяной и воздуш- ной средах То же, включая маслобензиновую среду
Полиамид, полиэтилен, полипропилен Восстановление и изготовление деталей литьем под давлением
ют собой вальцованные листы типа твердой резины, толщиной
2...5 мм. Раствор эластомера приготавливают растворением в аце-
тоне. Одну весовую часть, например ГЭН-150 (В) или 6Ф, раство-
ряют соответственно в 6,2 или 5 частях ацетона (ГОСТ 2768—79).
Необходимое количество эластомера режут на кусочки 10x10 мм и
помещают в стеклянную емкость, заливают расчетным количеством
ацетона и оставляют на 10... 12 ч для разбухания и растворения.
Емкость должна быть плотно закрыта резиновой или притертой
стеклянной пробкой. Работу производят на столе, оборудованным
вытяжным шкафом.
Анаэробные полимерные составы — это смеси жидкостей различ-
ной вязкости, способные длительное время оставаться в исходном
состоянии без изменения свойств и быстро отвердевать с образо-
ванием прочного полимерного слоя в узких зазорах между поверх-
ностями при температурах 15...35°C при условии прекращения
контакта с кислородом воздуха. Скорость отверждения и время
Достижения максимальной прочности соединений зависит от тем-
269
пературы окружающей среды. При температуре ниже 15 °C полиме-
ризация замедляется. Благодаря высокой проникающей способно-
сти анаэробные полимерные материалы плотно заполняют трещи-
ны, микродефекты сварных швов, зазоры.
В табл 18.3 приведены условия получения и характеристики не-
которых клеевых соединений, применяемых при ремонте машин.
Примерные области применения полимерных материалов при
ремонте машин приведены в табл. 18.4.
18.3. Технологии использования синтетических материалов
Для заделки трещин чугунных корпусных деталей, работаю-
щих в нормальных условиях, рекомендуется следующий количе-
ственный состав композиции в весовых частях: эпоксидная смола
ЭД-16 — 100; дибутилфталат — 15; железный порошок — 160;
полиэтиленполиамин — 8.
При восстановлении деталей, работающих в условиях вибра-
ции, в указанный состав вводят до 30 % тонкоизмельченной слю-
ды и резины.
Применение полимерных материалов дает хорошие результаты
только при тщательном выполнении операций по подготовке по-
верхности в зоне дефекта. Следы краски и коррозии не допускают-
ся. По концам трещины сверлят отверстия диаметром 2,5... 3,0 мм.
(рис. 18.1, а). Снимают фаску вдоль трещин под углом 60...70° на
глубину 1 ...3 мм. Зачищают поверхность на расстоянии 40...50 мм
от трещины шлифовальным кругом, дважды обезжиривают ацето-
ном с последующей просушкой в течение 8... 10 мин. На подготов-
ленную поверхность шпателем наносят эпоксидный состав Б (см.
табл. 18.1) при ремонте чугунных и стальных деталей, состав В —
алюминиевых деталей.
Если длина трещин меньше 20 мм (рис. 18.1, б), то проводят
отверждение композиции при комнатной температуре 12 ч, а за-
тем при нагревании в термошкафу по одному из режимов: при
температуре 40 °C в течение 48 ч, при температуре 60 °C — 24 ч, при
температуре 80 °C — 5 ч, при температуре 100 °C — 3 ч.
Трещины длиной 20... 150 мм (рис. 18.1, в) заделывают поста-
новкой накладок из стеклоткани. При этом первая накладка долж-
на перекрывать трещину на 20... 25 мм, а вторая на 30... 40 мм. Каж-
дую накладку прокатывают роликом.
Трещину длиной более 150 мм (рис. 18.1, г) заделывают нало-
жением металлических накладок толщиной 1,5...2 мм с перекры-
тием трещины на 40...50 мм на эпоксидную композицию с после-
дующим закреплением их винтами. В накладке сверлят отверстия
диаметром 10 мм на расстоянии 50...70 мм друг от друга. По этим
отверстиям накернивают и сверлят отверстия в детали, нарезают
резьбу М8. Данным способом можно заделывать также пробоины.
Данный способ может применяться в тех случаях, когда трещины
270
Рис. 18.1. Применение полимер-
ных материалов при заделке тре-
щин (а — г, е) и пробоин (д):
1 — зона подготовки поверхности;
2 — композиция; 3 — стеклоткань;
4 — ролик; 5 — стальная накладка;
6 — сварочный шов; 7 — фигурная
вставка; 8 — трещина
расположены на плоских поверхностях деталях. Дефекты неплос-
ких поверхностей деталей, при наличии пробоин и трещин, ре-
комендуется устранять сваркой или комбинированным способом
(рис. 18.1, д). С этой целью, для придания герметичности на сва-
рочный шов наносят слой эпоксидной композиции. Хорошие ре-
зультаты при заделке трещин дает применение фигурных вставок
(рис. 18.1, е) с последующей герметизацией зоны нанесением эпок-
сидной композиции. Применение фигурных стягивающих вставок
позволяет вернуть первоначальное пространственное положение
базовых элементов корпусных деталей, что положительно влияет
на работоспособность отремонтированных узлов.
Приклеивание фрикционных накладок осуществляется клеем ВС- ЮТ.
Технология приклеивания: обезжиривают поверхности колодки
ацетоном; проводят сушку в течение 10 мин; наносят клей ВС-ЮТ
толщиной 0,1 ...0,2 мм; сушат не менее 5 мин на воздухе при ком-
натной температуре (после сушки резиновый брусок не должен
прилипать); соединяют склеиваемые детали (рис. 18.2), обеспечи-
вая давление 0,5... 1,0 МПа; устанавливают приспособления в су-
шильный шкаф для полимеризации и выдержки при температуре
180... 190°C в течение 40 мин.; отключают шкаф, охлаждают его
вместе с приспособлением до 70... 100°C; охлаждают приспособ-
ление на воздухе до 35...40°C; разбирают приспособление; зачи-
щают подтекания и наплывы клея; проводят контроль качества
271
Рис. 18.2. Приспособление
для прессования тормоз-
ной накладки:
1 — тормозная накладка; 2 —
винтовой нагружатель; 3 —
технологический барабан; 4 —
тормозная колодка
склеивания внешним осмотром и про-
стукиванием.
Для восстановления неподвижных
подшипниковых соединений применяют
эпоксидные композиции, эластомеры
и анаэробные герметики. Поверхности
зачищают до блеска, дважды обезжи-
ривают ацетоном с последующей суш-
кой в течение 10 мин.
При малом износе (зазор до 0,2 мм)
на поверхность детали наносят эпок-
сидный состав А (см. табл. 18.1), вы-
держивают 10 мин, соединяют детали,
удаляют излишки эпоксидного соста-
ва и отверждают.
При большом износе на подготов-
ленные посадочные поверхности шпате-
лем наносят эпоксидный состав (Б или
Г — для стальных и чугунных, В — для
алюминиевых деталей). Затем деталь с
составом выдерживается на воздухе при комнатной температуре в
течение 2 ч для состава Б и 1 ч — для состава Г. Деталь устанавли-
вают на кондуктор (плиту с направляющими втулками и фиксиру-
ющими штифтами), закрепленный на столе сверлильного станка
(пресс или другое оборудование), и формируют слой эпоксидного
состава под номинальный размер с помощью калибрующей сталь-
ной оправки, закрепленной в шпинделе станка (без вращения оп-
равки). Это обеспечивает соблюдение параллельности осей вос-
станавливаемых отверстий и их межцентровых расстояний. Оправ-
ку предварительно смазывают маслом АКЗП-6 или техническим
солидолом. После калибрования проводят отверждение состава. Вме-
сто формирования после полного отверждения эпоксидного со-
става отверстия можно расточить.
При ремонте неподвижных подшипниковых соединений (кор-
пус-подшипник, вал-подшипник и др.) часто применяют эласто-
мер ГЭН-150 (В) и герметик 6Ф. Поверхность, на которую нано-
сят покрытие, зачищают абразивной шкуркой на тканевой основе
до металлического блеска. Эту операцию производят с помощью
ручной пневматической шлифовальной машины. После этого дваж-
ды обезжиривают зачищенную поверхность ацетоном и просуши-
вают в течение 10 мин. Кистью (окунанием или центробежным
способами) наносят равномерно тонкий слой эластомера и вы-
держивают на воздухе 20 мин. Толщина одного слоя покрытия на-
ходится в пределах 0,01...0,015 мм. При необходимости наносят
последующие слои до получения заданной толщины (см. табл. 18.4).
При необходимости проводят термообработку покрытия (см. табл.
18.2 и 18.4) в сушильном шкафу или камере при температуре
272
Рис. 18.3. Схема последовательности этапов технологического процесса
восстановления деталей размерным калиброванием:
а — изношенное отверстие, очищенное и обезжиренное; б — нанесенный слой
эпоксидной композиции, частично отвержденной; в — калибрование; г — отверж-
денный слой эпоксидной композиции; 1 — эпоксидная композиция; 2 — калибр
115... 160°C в течение 30 мин. Неподвижные соединения с покры-
тием из эластомера или герметика собирают запрессовкой с натя-
гом 0,01 ...0,03 мм.
Эффективный и несложный способ восстановления посадоч-
ных отверстий под подшипники в корпусных деталях — это калиб-
рование поверхности эпоксидных композиций. Его сущность со-
стоит в том, что на изношенную поверхность детали наносят слой
эпоксидной композиции, который после предварительного час-
тичного отверждения калибруют, исключая таким образом рас-
точку восстановленных отверстий.
Технологический процесс (рис. 18.3) включает операции: очи-
стку поверхности посадочного отверстия, обезжиривание ее, при-
готовление эпоксидной композиции, нанесение слоя композиции
толщиной 1... 1,5 мм на подготовленную поверхность, частичное
отверждение, калибрование, окончательное отверждение компо-
зиции, снятие наплывов, контроль качества покрытий.
Таким способом восстанавливают посадочные отверстия подши-
пников в корпусах водяного насоса, коробок передач, раздаточных
коробок, в крышках распределительных шестерен двигателей и т.д.
Для калибрования используют механические или гидравличес-
кие прессы, вертикально-расточные или сверлильные станки.
На рис. 18.4 представлена схема восстановления неподвижных
сопряжений при ослаблении посадки. При износе посадочного от-
верстия 2 корпусной детали 3 эластомер наносят на поверхность
наружного кольца подшипника 1. Аналогично этому при износе
посадочного отверстия 4 корпусной базовой детали покрытие на-
носят на поясок стакана подшипника 7. При ослаблении посадки в
сопряжении подшипника 5 и гнезда эластомер наносят на поверх-
ность отверстия стакана подшипника.
273
Часто посадочные поверхно-
сти в корпусах (иногда и на ва-
лах) восстанавливают вклеива-
нием втулок, заранее изготовлен-
ных с необходимой точностью с
помощью эпоксидного состава А.
В этом случае исключается после-
дующая механическая обработка
втулки. Иногда в подготовленное
отверстие с нанесенным эпок-
сидным клеем вставляют обезжи-
ренную тонкую пластину — свер-
тную втулку и раскатывают от-
верстие роликовым раскатником
(см. разд. 11.5).
При фиксации колец под-
Рис. 18.4. Схема восстановления
неподвижных сопряжений:
1, 5 — подшипники качения; 2, 4, 6
— посадочные отверстия; 3 — кор-
пусная деталь; 7 — стакан подшип-
ника
шипников в корпусе и на валу с помощью анаэробных герметиков
поверхности обеих деталей очищают и тщательно обезжиривают.
На поверхности деталей наносят из капельницы флакона герме-
тик, разравнивают капли кистью. При сборке детали центрируют
с помощью оправок и приспособлений. Собранное соединение вы-
держивают в неподвижном состоянии при комнатной температуре
30...40 мин, после чего анаэробный материал набирает техно-
логическую прочность, и с ремонтируемого узла можно снимать
центрирующее приспособление. По истечении 5...24 ч (см. табл. 18.1)
Таблица 18.5
Допустимые зазоры применения составов на основе анаэробных
герметиков
Состав композиции, % от общей массы Допустимый зазор, мм
Порошок железный ПЖ очень мелкий (ВМ) или мелкий (М) — 15, анаэробный герметик — остальное 0,15...0,3
Пудра бронзовая или порошок медный — 15, порошок полиэтилена мелкодисперсный — 30, герметик — остальное 0,15...0,5
Тальк — 25, порошок железный ПЖ (М) — 5, герметик — остальное 0,5... 1,0
Графит — 25, пудра бронзовая или порошок железный ПЖ (М), или порошок медный — 0,1, герметик — остальное 0,5... 1,0
Пудра алюминиевая — 25, пудра бронзовая или порошок железный ПЖ (М) — 0,1, герметик — остальное 0,5... 1,0
Порошок медный — 15, герметик — остальное 0,15...0,5
274
герметик набирает рабочую прочность. Марку герметика выбира-
ют по таблице в зависимости от зазора в соединении. С увеличени-
ем толщины слоя герметика его долговечность снижается. Для по-
вышения прочности и расширения технологических возможнос-
тей в герметики добавляют наполнители (табл. 18.5).
Составы на основе анаэробных материалов приготавливают не-
посредственно перед их употреблением путем тщательного пере-
мешивания наполнителей с герметиком. Состав следует использо-
вать в течение 1 ч.
Сильно изношенные резьбовые отверстия в корпусных деталях
часто восстанавливают установкой ввертышей. В этом случае вверты-
ши удобно закреплять нанесением на поверхности их и отверстия
эпоксидного состава А. При небольших износах соединение восста-
навливают путем нанесения эпоксидного состава на подготовлен-
ные отверстие и шпильку (болт). При износе до 0,3 мм наносят
состав Е или анаэробный герметик, а более 0,3 мм — состав Б, при
восстановлении соединения с алюминиевой деталью — состав В.
Для стопорения резьбовых соединений применяют анаэробный гер-
метик или состав Е. Во всех случаях необходимо соблюдать условия
подготовки поверхностей и режимы отверждения полимера.
При ремонте из-за деформации сопрягаемых деталей разъем-
ного неподвижного соединения, повреждений прокладок не все-
гда удается добиться надежной герметичности. Для обеспечения гер-
метичности находят эффективное применение полимерные гер-
метизирующие материалы. Они могут быть неотверждающимися
(жидкие уплотняющие материалы типа ГИПК и уплотнительные
замазки, например У-20А). Их применяют обычно в сочетании с
твердыми традиционными прокладками и отверждающимися (гер-
метик типа «Эластосил» и др.) взамен твердых прокладок. «Элас-
тосил 137-83» и компаунд КЛТ-75 можно использовать при не-
плоскостности соединяемых поверхностей до 0,8 мм.
Технологический процесс включает очистку поверхностей со-
прягаемых деталей от старых прокладок, зачистку, обезжиривание
поверхностей ацетоном, нанесение герметика и сборку соедине-
ния. Герметик «Эластосил 137-83» и компаунд КЛТ-75 наносят на
одну из подготовленных деталей ровным слоем толщиной 1... 3 мм
(взамен твердых прокладок). Сборку соединений после нанесения
герметика производят в течение 20 мин, отверждение — при ком-
натной температуре в течение 6 ч.
Герметики ГИПК-242 и ГИПК-244 разогревают до 80 °C, нано-
сят на одну из деталей, устанавливают твердую прокладку, на нее
вновь наносят слой герметика и собирают соединение. Эти герметики
можно использовать и без твердых прокладок при зазоре до 0,15 мм.
Появляющиеся при сборке подтеки в соединении должны быть
Удалены тампоном, смоченным ацетоном.
При трещинах, пробоинах и обрывах трубопроводов зачищают и
обезжиривают поврежденный участок, наносят на него эпоксид-
275
Таблица 18.6
Оборудование для ремонта деталей полимерными материалами
Оборудование Мощность, кВт Габаритные размеры, мм Масса, кг
Стол рабочий с вытяжным шка- фом ОП-2078 Шкаф сушильный: 0,6 2500x800x2660 285
вакуумный ВШ-0,035А 2 735x585x700 100
электрический СНРЛ-3,5.3,5.3,5/3 2 610x645x760 2800
Пресс гидравлический Д 2424Б 2,2 1920x1460x3050
Установка газопламенного напыления УПН-6-63 Комплект оборудования для приклеивания накладок муфт сцепления ОП-10585: 335x110x200 (горелка), 0245x390 (бачек) 9,2
установка для зачистки дисков Устройство: 0,75 1280x950x1240 250
для промывки дисков 0,75 1200x110x1160 220
зачистки накладок 0,37 920x300x1430 70
установки дисков — 850x735x1380 130
Приспособление для сжатия дисков — 0400x570 41
Устройство для полимиризации клеевых соединений ОП-16614 Установка: 15 950x1000x2000 700
для нанесения композицион- ных материалов ИМС-223М 0,6 820x455x1150 75
сушильная передвижная оп- тического излучения УСПО-1 19 1080x1430 (излучающая панель) 240
ный состав А (см. табл. 18.1). Затем покрывают составом одну из
сторон стеклоткани и наматывают ее в два-три слоя на повреж-
денный участок. На стеклоткань вновь наносят эпоксидный состав
А и отверждают.
В табл. 18.6 приведена спецификация основного оборудования.
18.4. Нанесение полимеров
Газопламенное напыление. Сущность процесса — струя воздуха
со взвешенными в ней частицами порошкового полимера прохо-
дит через факел ацетиленовоздушного пламени (температура
650...700°C и выше; скорость прохождения полимерного материа-
ла 20...30 м/с), частицы размягчаются до пластического состоя-
276
ния и при ударе о подготовленную поверхность детали сцепляются
с ней, образуя сплошное полимерное покрытие.
Покрытие наносят с помощью установки для газопламенного
напыления (УПН-6-63 или УГПЛ-П), которая имеет распыли-
тельную газовую горелку и питательный бачок, соединенные меж-
ду собой шлангом. В технологический процесс напыления входят
операций:
очистка от краски, грязи и масла кабины, кузова, деталей опере-
ния, имеющих неровности и вмятины глубиной не более 5 мм.
Поврежденные поверхности с вмятинами и неровностями выправ-
ляют, а трещины и пробоины заваривают. Поверхность сварных
швов зачищают шлифовальной машиной для удаления острых уг-
лов и кромок с радиусом закругления менее 2 мм;
сушка порошка (ПФН-12 или ТПФ-37), просеянного через сито
с сеткой 0,16...0,25 мм, при температуре 60°C в течение 5...6 ч.
Влажность порошка должна быть не более 2 %;
подготовка установки. В установку засыпают предварительно под-
готовленный порошок; присоединяют к горелке круглое или плос-
кое сопло; присоединяют шланг одним концом к штуцеру пита-
тельного бачка, другим — к порошковому штуцеру горелки; под-
водят ацетилен и сжатый воздух к соответствующим штуцерам
горелки (рис. 18.5). Применяемый сжатый воздух должен быть очи-
щен от избытка влаги и масляных загрязнений. Использование круг-
лого или плоского сопла зависит от ширины поверхности, на ко-
торую наносят покрытие: при цилиндрическом сопле струя за один
проход захватывает 15...20 мм, при плоском — 65...70 мм;
нанесение покрытия. Зачищенную поверхность нагревают до
220... 230°C (температуру нагрева контролируют по изменению цвета
термокарандаша; перегрев поверхности (до синей побежалости) не
допускается). Режим нанесения покрытия: скорость перемещения го-
релки — 1,2... 1,6 м/мин; давление сжатого воздуха — 0,3...0,6 МПа;
расстояние между мундштуком и нагревательной поверхностью —
100... 120 мм; число проходов горелки — 2...3;
прикатывание нанесенного слоя роликом, смоченным холод-
ной водой (процедуру проводят
через 5...8 с после нанесения
покрытия). Перед прикаткой
ролик должен находиться в
холодной воде, а при прикат-
ке — периодически охлаждать-
ся холодной водой;
второй слой наносят после
прогрева покрытия пламенем го-
релки в течение 5...8 с. Через
8... 10 с опять прикатывают по-
крытие роликом. Операцию по-
вторяют до полного выравнива-
Рис. 18.5. Схема работы установки
газопламенного напыления поли-
мерных материалов
277
ния вмятины или неровности. Покрытие должно быть плотным, без
пузырей и неровностей.
После нанесения покрытия через 15... 20 мин его зачищают шли-
фовальной машиной до получения плавного перехода от поверхнос-
ти металла к поверхности покрытия. Отслаивания нанесенного по-
крытия от металлической поверхности не должно быть. Полимер-
ные покрытия на значительные по площади поверхности наносят
по частям.
Вибровихревые способы нанесения полимерных покрытий. При-
меняют для нанесения тонкослойных полимерных покрытий. Эти
покрытия обладают высокими прочностными и антифрикцион-
ными качествами, имеют противокоррозионную и химическую
стойкость, износостойкость и т. д.
В ремонтном производстве тонкослойные покрытия из полимер-
ных материалов используют для ремонта изношенных деталей;
для химической или противокоррозионной защиты; для улучше-
ния антифрикционных свойств трущихся поверхностей; для со-
здания электроизоляции, теплоизоляции, а также для декора-
тивных целей.
В установках такого типа взвихрение порошка при подаче возду-
ха или газа через пористое дно совмещено с вибрацией дна или
всего аппарата. Регулированием подачи воздуха, частоты и амп-
литуды колебаний создается возможность получения слоя с рав-
номерной концентрацией воздушно-порошковой смеси по высо-
те аппарата.
Нанесение тонкослойных полимерных покрытий вибровихре-
вым способом осуществляют в такой последовательности: подго-
товка порошкового материала и поверхности детали (обезжирива-
ние, зачистка, изоляция участков детали, не подлежащих покры-
тию); предварительный нагрев детали; нанесение покрытия;
термообработка; контроль качества нанесенного покрытия.
Нагретую до температуры на 30... 50°C выше температуры плав-
ления полимера деталь помещают в псевдоожиженный слой по-
рошка и выдерживают в нем определенное время. Частицы порош-
ка, интенсивно перемешиваясь под действием проходящего воз-
духа (инертного газа), оседают на поверхности нагретой детали и,
сплавляясь, превращаются в равномерное покрытие без пор.
Достоинства вибровихревого метода нанесения полимерных
покрытий: равномерное псевдоожижение порошка по всему объе-
му; легкость перевода в псевдоожиженное состояние комкующих-
ся и плохосыпучих порошков полимерных материалов; равномер-
ность толщины покрытия по высоте детали; возможность получе-
ния покрытий большей толщины, чем при вихревом или
вибрационном напылении; хорошее ожижение смеси порошкооб-
разных полимеров с наполнителями; отсутствие расслоения ком-
понентов в процессе сжижения; увеличение отношения объема
взвихренного порошка к насыпному (до значений 1,6...2,0).
278
18.5. Нанесение покрытий и изготовление деталей литьем
под давлением
Технологический процесс переработки термопластичных поли-
мерных материалов литьем под давлением включает следующие
операций (рис. 18.6): предварительное размягчение полимерного
материала в инжекционном цилиндре литьевой машины до состо-
яния текучести; подача плунжером или червяком (шнеком) поли-
мерного материала в гнезда литьевой пресс-формы; остывание по-
лимерного материала в гнездах под определенным давлением; рас-
крытие пресс-формы и выталкивание изделия из формующей
полости; возврат плунжера или червяка (шнека) в исходное поло-
жение инжекционным механизмом.
Процесс формирования материала в деталь протекает за 20...
30 с. В течение каждого хода плунжера полимерный материал про-
ходит ряд зон нагревания с постепенно повышающейся темпера-
турой и через мундштук инжекционного цилиндра впрыскивается
в пресс-форму. Отверстие в мундштуке имеет диаметр 1 ...5 мм.
Трудоемкость изготовления деталей машин из термопластич-
ных полимерных материалов в среднем в 3...9 раз ниже, чем ме-
таллических (вследствие резкого сокращения числа операций, на-
пример механической обработки деталей после изготовления, про-
должительности машинного и подготовительно-заключительного
времени, контрольных, транспортных и других операций, дли-
тельности производственного цикла).
Способом литья под давлением могут быть восстановлены дета-
ли типа «вал» и «отверстие»; изготовлены различные втулки, колпа-
ки, крышки, пробки, заглушки, ручки, шайбы и другие детали.
Восстановление изношенных деталей нанесением полиамидных по-
крытий литьем под давлением (например, валов привода вентиля-
тора, валиков водяного насоса, вилок выключения муфт сцепле-
ния и др.). Литьем под давлением
восстанавливают детали, износ по-
верхности которых более 0,5 мм,
при следующих условиях работы:
без смазки — удельное давление до
5 МПа; скорость скольжения — до
1,0 м/с; рабочая температура — до
80 °C; со смазкой — удельное дав-
ление до 10 МПа; скорость сколь-
жения — до 1,5 м/с; рабочая темпе-
ратура — до 100 °C.
Последовательность операций
технологического процесса:
удаление следов износа с повер-
хности деталей (точение или шли-
фование);
Рис. 18.6. Схема технологичес-
кого процесса литья под дав-
лением:
1 — половины пресс-формы; 2 —
обогрев; 3 — плунжер; 4 — бун-
кер; 5 — сопло
279
обезжиривание поверхности деталей (капля воды должна ра-
стекаться и смачивать поверхность. Попадание масла и грязи на
обезжиренную поверхность не допускается);
фосфатирование деталей в 50 %-ном растворе суперфосфата. Время
обработки 5... 10 мин. Цвет поверхностей фосфатированных деталей
должен быть от светло-серого до темного. На воздухе при влажности
50...70 % фосфатированные детали могут храниться не более 48 ч;
длительное их хранение предусмотрено только в герметичной таре;
промывка деталей последовательно в холодной проточной воде,
5 %-ном растворе кальцинированной соды и горячей воде;
сушка деталей в термошкафу при температуре 100... 120°C или
лампами инфракрасного излучения;
приготовление полиамидного полимерного материала или отхо-
дов полиамидных деталей к литью. Сушка при температуре 85... 95 °C
в течение 36... 48 ч в сушильном шкафу до влажности не более 0,25 %
(высушенный материал хранят в герметически закрытой таре);
нагрев детали до температуры 240 °C (их температура в момент
впрыска расплава полимера должна быть не менее 170 °C);
нагрев пресс-формы до температуры 80... 110°C. Рабочие полос-
ти пресс-форм периодически смазывают парафином. Нагревают
пресс-форму только в начале работы при нанесении покрытий на
первые 3...5 деталей;
подготовка литьевой машины: включение обогрева за 45 ...60 мин
до литья; загрузка высушенного полимерного материала. Темпера-
тура расплава полиамидного материала 230...250°C;
установка в пресс-форму детали, сборка пресс-формы, уста-
навка на стол литьевой машины и поджим к соплу;
впрыскивание расплава полимера. Время выдержки расплава под
давлением должно быть 20...35 с, удельное давление на расплав
полимера — 30...35 МПа;
снятие давления, разборка пресс-формы, извлечение детали с
нанесенным полимерным покрытием и удаление облоя и литни-
ковой прибыли;
термообработка детали — выдержка в масле Дп-11 при темпе-
ратуре 120... 130°C в течение 1,5...2 ч с последующим охлаждением
в этой среде до 100 °C и далее — на открытом воздухе;
контроль качества поверхности и размеров — проводят через 24 ч
после нанесения покрытия. Волнистость, раковины, трещины, поры,
пузыри и утяжка на поверхности детали не допускаются, покрытие
не должно отставать от металлической поверхности.
18.6. Нанесение покрытий и изготовление деталей
прессованием
Технологический процесс переработки термореактивных мате-
риалов прессованием (рис. 18.7) включает операции: загрузку пресс-
материала в виде порошка или таблеток в пресс-форму; воздеЙ-
280
Рис. 18.7. Схема технологического процесса переработки термореактив-
ных материалов методом прессования
ствие тепла и давления (материал размягчается, растекается по
внутренней полости пресс-формы и принимает ее конфигурацию);
снятие температуры и отвердевание материала; снятие давления
пресса, разборку пресс-формы и изъятие готовой детали. Этот ме-
тод относительно прост. Он обеспечивает хорошее качество вос-
становленных или изготовленных деталей в условиях ремонтного
производства.
Режим прессования включает три основных параметра — тем-
пературу, удельное давление и выдержку в прессе.
Восстановление изношенной детали опрессовкой. Деталь устанав-
ливают в пресс-форму до загрузки ее пресс-материалом или пос-
ле, в зависимости от конфигурации детали. Прессованием можно
достичь толщину покрытия детали до 5 мм.
Технологический процесс восстановления включает следующие
операции: зачистку поверхности (стальным ершом, шабером, на-
пильником или шлифовальной шкуркой); загругление и притуп-
ление острых граней (следы коррозии на поверхности детали не
допускаются); обезжиривание поверхности детали; взвешивание
прессовочного материала; предварительный подогрев прессовоч-
ного материала в сушильном шкафу при температуре 80...90°C в
течение 5...7 мин (при нагревании материал периодически пере-
мешивают; перегрев материала не допускается; подогревают одно-
временно несколько дозировок материала); подготовка пресс-фор-
мы к прессованию (очистку ее от остатков материала продувкой
сжатым воздухом под давлением 0,2...0,5 МПа и смазку (периоди-
ческую) рабочих поверхностей парафином или воском); подогрев
пресс-формы на прессе до температуры 160... 170°С; подогрев де-
тали до 120... 130 °C; установка детали в пресс-форму; загрузка прес-
совочного материала; снятие давления, поднятие пуансона и из-
влечение детали; зачистка облоя; контроль качества прессования.
281
18.7. Техника безопасности работы с синтетическими
материалами
При работе с полимерными материалами необходимо соблю-
дать правила, изложенные в «Санитарных правилах по работе с
эпоксидными смолами».
Токсичность полимерных материалов обусловлена как токсич-
ностью самих материалов, так и токсичностью растворителей и
отвердителей. Летучие вещества эпихлоргидрин и толуол, выделя-
емые при нагревании эпоксидных смол, действуют на нервную
систему и печень. Эпоксидные смолы вызывают заболевания кожи
(дерматит, экземы) как при непосредственном контакте со смо-
лой и отвердителем, так и при воздействии продуктов испарения.
Допустимые концентрации опасных газов и паров в воздухе
рабочей зоны (в мг/м3): ацетон — 200; бензин-растворитель —
300; гексемитилендиамин — 1; дихлорэтан — 10; толуол — 50;
керосин — 300; эпихлоргидрин — 1; этилендиамин — 2.
Отвердитель полиэтиленполиамин при попадании в глаза вы-
зывает продолжительный конъюнктивит, попадание в органы ды-
хания вызывает нарушение дыхания, угнетение центральной не-
рвной системы.
Цехи и участки, на которых выполняются работы с использо-
ванием полимерных композиций, должны быть оборудованы при-
точно-вытяжной вентиляцией. Все работы с приготовлением и ис-
пользованием композиции на основе эпоксидных смол должны
производиться в вытяжном шкафу.
При попадании на кожу эпоксидных композиций, брызг от-
вердителя, смолы надо немедленно удалить их тампоном, смочен-
ным этилцеллозольвом и смыть горячей водой с мылом.
Запрещается принимать пищу и курить на рабочем месте. В тече-
ние рабочего дня следует периодически мыть руки и лицо теплой
водой с мылом.
Механическая обработка отвержденной эпоксидной композиции
выполняется на рабочем месте, оборудованном местным отсосом.
Для защиты кожи применяют силиконовый крем, который тон-
ким слоем наносят на лицо и руки.
РАЗДЕЛ IV. ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ И РЕМОНТ УЗЛОВ И ПРИБОРОВ
ГЛАВА 19. ОБЩИЕ СВЕДЕНИЯ
Технологическое проектирование является основным звеном
технологической подготовки производства (ЕСТПП), согласно
которой предусмотрено три вида технологических процессов: еди-
ничный; типовой; групповой.
Единичный технологический процесс разрабатывается для ремон-
та изделий одного наименования, типоразмера и исполнения не-
зависимо от типа производства.
Типовой технологический процесс разрабатывается для ремонта
группы изделий, обладающих общими конструктивными призна-
ками, и характеризуется единством содержания и последовательно-
сти большинства технологических операций. Типизация направлена
на устранение многообразия технологических процессов и базируется
на классификации, т. е. в разделении объектов ремонта по конст-
руктивно-технологическим признакам на группы, для которых воз-
можна разработка общих технологических процессов или операций.
Групповой технологический процесс разрабатывается для ремонта
группы изделий, обладающих различной конфигурацией, но об-
щими технологическими признаками, в конкретных условиях про-
изводства на специализированнных рабочих местах с целью при-
менения методов и средств крупносерийного и массового произ-
водства в условиях единичного, мелкосерийного и серийного про-
изводства. При построении групповых процессов за базовую берут
деталь, называемую комплексной, под которой понимается ре-
альная или условная (искусственно созданная) деталь, содержа-
щая в своей конструкции все основные элементы, характерные
для деталей данной группы, и являющаяся ее конструктивно-тех-
нологическим представителем.
Типовое и групповое проектирование основано на принципах
технологической унификации. Все детали по общности технологи-
ческих задач, вытекающих из их конструктивных признаков, раз-
биты на классы, подклассы, группы и подгруппы.
На основании классификации деталей для каждого класса вы-
полняется проектирование типового технологического процесса,
имеющего принципиально общий маршрут и содержание опера-
ций, типовые схемы базирования и конструкцию оснастки. На базе
этого составляются технологические процессы на конкретные де-
тали данного класса, пользуясь типовым технологическим про-
283
цессом. Технологическая унификация осуществляется по общнос-
ти элементов обрабатываемых деталей, их конфигурации и разме-
ров, по требуемой точности и качеству их поверхностей. Принцип
унификации распространяется также на общность применяемого
оборудования, методов восстановления и установки деталей и ти-
пов приспособлений при выполнении основных операций.
При использовании типовых и групповых технологических про-
цессов их доработка в конкретных условиях отличается сравни-
тельной простотой. Выполняется корректировка переменных раз-
меров детали, меняющихся внутри одного типа, уточняются ти-
поразмеры оборудования, инструмент, шифры приспособлений,
определяются режимы резания и нормы времени. Из группового
технологического процесса исключаются избыточные операции и
переходы, необходимые для обработки комплексной детали, но
не нужные для данной детали группы.
Проектирование типовых и групповых технологических процес-
сов способствует сокращению сроков и стоимости технологичес-
кой подготовки производства. Типовые и групповые методы заложе-
ны в основу ЕСТПП и способствуют созданию системы автомати-
зированного проектирования (САПР) технологических процессов.
Методика проектирования единичных технологических процес-
сов разработана для условий неавтоматизированного проектирова-
ния и включает ряд задач, для решения которых технолог использует
свою интуицию и накопленный опыт. Задачи проектирования реша-
ются на основе расчетов, выполняемых неавтоматизированно или
с использованием ЭВМ.
Выбор метода проектирования технологических процессов опре-
деляется конкретными условиями производства. Характер ремонт-
ного производства определяет не только метод проектирования
типовой, групповой или единичной технологии, но и глубину тех-
нологических разработок, а также способ их выполнения — неав-
томатизированно или автоматизированно.
Так в условиях единичного и мелкосерийного производства при
неавтоматизированном проектировании подробные разработки
единичных технологических процессов выполняются на крупные
детали. Для средних и мелких деталей такие разработки экономи-
чески нецелесообразны и трудновыполнимы из-за большого раз-
нообразия деталей и ограниченного числа технологов. Технология
выполнения операций и переходов определяется квалификацией
рабочих и опытом, накопленным каждым предприятием.
В серийном производстве основными методами проектирова-
ния технологических процессов являются типовой и групповой. На
детали оригинальных конструкций проектируется единичная тех-
нология, преимущественно операционная.
Автоматизация проектирования позволяет улучшить техноло-
гическую подготовку производства; совершенствовать сами мето-
ды технологического проектирования; осуществлять многовариан-
284
тНь1Й поиск оптимальных условий выполнения технологических
оПераций и переходов.
Целью технологического проектирования является обеспечение
качественных показателей изделия в целом. Таким образом, одной
из первых задач системы проектирования технологических про-
цессов является перевод предписанных техническими условиями
качественных показателей изделия в количественные нормы его
точности.
Различные методы проектирования технологических процессов
(типовые, групповые и единичные) и способы их выполнения
(неавтоматизированные или автоматизированные) имеют единую
основу — разрабатываемый технологический процесс ремонта из-
делий является функцией технических характеристик изделий,
количественно выражаемых через технические показатели его точ-
ности, и производственных условий, в которых этот процесс дол-
жен осуществляться.
Не способ проектирования, а технические характеристики из-
делия — его дефекты, размеры, конфигурация и показатели точ-
ности, а также конкретные условия ремонтного производства преж-
де всего определяют решение основных задач проектирования
технологического процесса. Метод и способ проектирования опре-
деляют лишь глубину технологических проработок.
Способы проектирования технологического процесса — неав-
томатизированный и автоматизированный — имеют определен-
ные специфические подходы к решению этой задач. Так, при не-
автоматизированном проектировании многие его этапы, связан-
ные с анализом технических условий и показателей точности из-
делия, выбором способа восстановления поверхностей и базиро-
вания, формированием отдельных операций, их последовательно-
сти решаются на основании интуиции и опыта технолога. При их
решении используют нормативные и справочные рекомендации,
типовые решения, а также выполняют некоторые расчеты. Проек-
тирование осуществляют от решения общих задач к частным, при
этом некоторые задачи в зависимости от метода проектирования,
определяющего глубину проработки, не рассматривают.
При автоматизированном проектировании проще решаются за-
дачи, существо которых может быть формализовано. Эти задачи в
большинстве своем отражают частные вопросы проектирования
технологических процессов. Поэтому в САПР проектирование ве-
дут от решения частных вопросов к общим.
В ремонтном производстве распространены следующие формы
организации технологических процессов восстановления деталей:
подефектная технология — технологический процесс разраба-
тывается на каждый дефект;
маршрутная технология — технологический процесс разраба-
тывается на комплекс дефектов определенного сочетания, возни-
кающих на деталях данного наименования;
285
групповая технология — технологический процесс разрабаты-
вается на группу однотипных деталей определенного класса, в со-
ответствии с типизацией технологических процессов.
При подефектной технологии комплектование деталей проис-
ходит только по наименованию, без учета их одноименности и
имеющихся дефектов.
Запуск в производство больших партий деталей и применение
специализированного оборудования, приспособлений и инструмен-
та становится нерациональным. Прохождение деталей по цехам и
участкам усложняется, а продолжительность цикла восстановле-
ния значительно увеличивается во времени. Эти недостатки стали
тормозом на пути дальнейшего развития подефектной технологии.
При маршрутной технологии, предложенной проф. К. Т. Кош-
киным, разрабатывается технологический процесс на устранение
определенного сочетания дефектов. Маршрутная технология имеет
наиболее выгодную последовательность выполнения технологичес-
ких операций при кратчайшем маршруте прохождения деталей по
цехам и участкам.
Возрастают значение и роль способа восстановления деталей,
так как содержание маршрута определяется именно способом вос-
становления деталей. Так как детали имеют разнообразные дефек-
ты, устраняемые различными способами, то сочетание дефектов
не может быть охвачено одним маршрутом, с одним технологи-
ческим процессом. Очевидно, для каждого сочетания дефектов —
каждого маршрута — необходим свой технологический процесс.
Номер маршрута устанавливается на участке дефектации. Коли-
чество маршрутов должно быть минимальным. Большое количе-
ство маршрутов затрудняет планирование и учет производства,
усложняет технологическую документацию, требует увеличения
складских помещений. Поэтому применение маршрутной техноло-
гии целесообразно при централизованном восстановлении дета-
лей и в крупных специализированных предприятиях.
При групповой технологии технологический процесс разраба-
тывается для групп деталей, устранение дефектов которых произ-
водится одними и теми же способами с последующей механичес-
кой обработкой, проводимой на однотипном оборудовании.
В качестве представителя (эталона) деталей данной группы вы-
бирается наиболее характерная деталь, характеристики и дефекты
которой наиболее полно отражают эту совокупность деталей. Груп-
повая технология основывается на классификации деталей, кото-
рая должна учитывать: геометрическую форму; материал и терми-
ческую обработку; износы и другие дефекты; условия работы.
Групповая технология в ремонтном производстве отличается от
групповой технологии в машиностроении, разработанной проф-
C. П. Митрофановым, своими особенностями, связанными со спо-
собами восстановления деталей. При групповой технологии воз-
можно широкое использование групповых приспособлений и на-
286
стройка оборудования для восстановления групп деталей, а также
станков для последующей механической обработки.
Все это сокращает номенклатуру и количество необходимой
оснастки и снижает трудовые затраты за счет сокращения вспомо-
гательного и подготовительно-заключительного времени по каж-
дой партии различных групп деталей.
ГЛАВА 20. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ
20.1. Исходные данные
Для проектирования технологических процессов необходима
базовая, руководящая и справочная информация. Базовая инфор-
мация — это данные, которые отражены в конструкторской доку-
ментации на изделие, и программа восстановления этого изделия.
Руководящая информация — это сведения, которые содержатся:
в стандартах на технологические процессы и методы управления
ими, на оборудование и оснастку; в документации на перспектив-
ные технологические процессы; в производственных инструкциях.
Справочная информация содержится: в действующих технологи-
ческих процессах; описаниях прогрессивных методов и способах
восстановления деталей; каталогах и справочниках прогрессивно-
го технологического оборудования и оснастки; материалах по вы-
бору технологических нормативов (режимов обработки, припус-
ков, норм расхода материалов и др.).
Процесс проектирования осуществляется путем последователь-
ного решения этапов. Основные этапы разработки типовых и груп-
повых технологических процессов и задачи, решаемые на каждом
этапе, должны соответствовать указанным в табл. 20.1.
20.2. Структура технологического процесса
восстановления деталей
Технологический процесс восстановления деталей — это про-
цесс, содержащий целенаправленные действия по изменению опре-
деленного состояния детали с целью восстановления его эксплуа-
тационных свойств.
Технологический процесс восстановления деталей состоит из
определенного числа операций. Структура технологической опера-
ции приведена на рис. 20.1.
Разбиение технологического процесса восстановления деталей
Иа операции определяется типом производства, основной харак-
теристикой которой является коэффициент закрепления опера-
ций (Кзо). Он характеризует число технологических операций, при-
287
Таблица 20д
Этапы разработки типовых и групповых технологических процессов
Этапы разработки технологических процессов Задачи, решаемые на этапе технологических процессов
типовых групповых типовых групповых
Классифи- кация деталей Группиро- вание деталей Создание групп дета- лей, обладающих об- щностью конструктор- ско-технологических характеристик. Выбор типовых представителей групп деталей Создание групп де- талей, обладающих общностью техно- логических харак- теристик. Выбор комплексной детали для каждой группы
Количественная оценка групп деталей Определение типа производства (единичное, серийное, массовое)
Анализ конструкций деталей по чертежам и техническим услови- ям, программ выпуска и типа производства Разработка основных схем маршрутов восстановления деталей
Выбор технологичес- ких баз Выбор поверхностей базирования. Оценка точности и надежности базирования
Анализ дефектов деталей Выявление дефектов, которые подлежат устра- нению. Определение допустимых, ремонтных и пре- дельных значений размеров рабочих поверх- ностей деталей. Разработка ремонтных чертежей деталей
Выбор способов устранения дефектов Выбор способов устранения дефектов на осно- ве конструктивно-технологических характерис- тик детали; показателей физико-механических свойств детали; технико-экономических показателей способов восстановления деталей
Составление техноло- гического маршрута восстановления детали Определение последовательности операций. Определение оборудования по операциям к
Разработка технологических операций Рациональное построение технологических операций. Выбор структуры операции. Установление рациональной последователь- ности переходов в операции.
288
Окончание табл. 20.1
Этапы разработки технологических процессов Задачи, решаемые на этапе технологических процессов
— разработка технологических операций Расчет точности, про- изводительности и экономической эффек- тивности вариантов технологических процессов Оформление технологических процессов Выбор оборудования, обеспечивающего оптимальную производительность при условии обеспечения требуемого качества. Расчет загрузки технологического оборудования. Выбор конструкции оснастки. Установление принадлежности выбранной конструкции к стандартным системам оснастки. Установление исходных данных, необходимых для расчетов, и расчет припусков на обработку и межоперационных припусков. Установление исходных данных, необходимых для расчетов оптимальных режимов обработки, и их расчет.Установление исходных данных, необходимых для расчетов норм времени, и их расчет. Определение разряда работ и обоснование профессий исполнителей для выполнения опе- раций в зависимости от сложности этих работ Выбор рационального варианта технологичес- кого процесса восстановления деталей Согласование технологических процессов восстановления деталей со всеми заинтересованными службами и утверждение
ходящихся на одно рабочее место за месяц. Если 20 < К3.о < 40, то
это мелкосерийное производство. Если 10 < Кзо < 20, то это сред-
несерийное производство. Если 1 < Кзо < 10, то это крупносерий-
ное производство. Степень дифференциации технологического про-
цесса восстановления деталей на операции увеличивается с умень-
шением значения Кзо.
20.3. Выбор технологических баз
Точность механической обработки при восстановлении деталей
зависит от правильного выбора технологических баз, который тре-
бует четкого представления о функциональном назначении повер-
хности деталей и размерной взаимосвязи между ними, об износе
и повреждениях, которые претерпевают эти поверхности.
10
Карагодин
289
Технологическая операция Законченная часть технологического процес- са, выполняемая на одном рабочем месте
Элементарная единица структуры пред- приятия,где размещены исполнители работы, обслуживаемое технологическое обору- дование, часть конвейера, оснастка и пред- меты труда
Рабочее место
Законченная часть технологической опера- ции, выполняемая одними и теми же сред- ствами технологического оснащения при постоянных технологических режимах и установке
Технологи- ческий пере- ход
Законченная часть технологической опера- ции,состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологичес- кого перехода, закрепления заготовки, смены инструмента
Вспомогатель- ный переход
Устинов < Часть технологической операции, выполня- емая при неизменном закреплении обраба- тываемой заготовки или собираемой единицы
Рис. 20.1. Состав технологической операции
В качестве технологических баз нельзя использовать поверхнос-
ти, которые в процессе эксплуатации изнашиваются, иначе будет
наблюдаться .нарушение координации между отдельными поверх-
ностями деталей.
Обычно поверхности, которые используют как технологичес-
кие базы, не изнашиваются, и поэтому их можно использовать
многократно при восстановлении с достаточной точностью необ-
ходимой координации поверхностей деталей (например, коничес-
кие поверхности центровых отверстий деталей типа вала, фрезе-
рованные плоскости на щеках коленчатых валов и т. п.).
Технологические базы обрабатывают с высокой точностью. При
их выборе руководствуются следующими положениями:
поверхности, являющиеся базовыми, обрабатываются в пер-
вую очередь;
стараться использовать базы завода-изготовителя;
поверхности, связанные с точностью относительного положе-
ния (соосность, перпендикулярность, параллельность осей), об-
рабатываются с одной установки;
290
за технологические базы наиболее целесообразно принимать
центровые отверстия валов, технологические отверстия в корпус-
цЫХ деталях и т.д.;
при восстановлении за технологическую или измерительную базу
принимают основные или вспомогательные поверхности, кото-
рые сохранились и не подлежат восстановлению;
если в процессе восстановления деталь должна быть обработана
цо всем поверхностям, за технологическую необходимо принять
такую базу, при использовании которой можно обработать за одну
установку все основные и вспомогательные поверхности; при от-
сутствии такой возможности технологической базой должна быть
такая поверхность (или совокупность поверхностей), которая по-
зволит с одной установки обработать в первую очередь основные
или вспомогательные поверхности;
принятая технологическая база должна сохраняться на всех опе-
рациях технологического процесса (принцип постоянства баз), если
это невозможно, то за следующую базу необходимо принимать
обработанную поверхность детали, которая размерно связана не-
посредственно с обрабатываемой;
при выборе технологической базы необходимо помнить, что
поверхность (или совокупность поверхностей, которые образуют
технологическую базу) должна оставлять детали минимальное и в
то же время достаточное число степеней свободы.
20.4. Анализ дефектов детали и оформление
ремонтных чертежей
Анализ проводится с целью выявления целесообразности уст-
ранения дефектов детали. Необходимо произвести оценку степени
влияния каждого дефекта на эффективность и безопасность ис-
пользования детали с учетом назначения и конфигурации, пока-
зателей ее качества, режимов и условий эксплуатации.
Критическим называется дефект, при наличии которого исполь-
зование детали по назначению практически невозможно или ис-
ключается в соответствии с требованиями безопасности.
Значительным называется дефект, который существенно влияет
на использование детали по назначению и на ее долговечность,
но не является критическим.
Малозначительным называется дефект, который не оказывает
существенного влияния на использование детали по назначению
и ее долговечность.
Определенные сочетания дефектов, каждый из которых при
отдельном его рассмотрении является малозначительным или зна-
чительным, могут быть эквивалентны критическому дефекту. Из
этого следует, что изношенная деталь должна выбраковываться не
только в случае, когда размер одной из ее поверхностей превыша-
ет допустимый для ремонта, но и когда совокупность нескольких
291
дефектов (малозначительных и значительных) делает ее восста-
новление экономически нецелесообразным.
На основе анализа дефектов разрабатывают ремонтные черте-
жи, которые служат рабочими конструкторскими документами
предназначенными для разработки технологических процессов
восстановления деталей.
На ремонтном чертеже в обязательном порядке должны быть при-
ведены изображение восстановленной детали, технические требова-
ния к ней, спецификация ремонтного сборочного чертежа, таблица
дефектов с указанием способов их устранения, условия и перечень
дефектов, при которых деталь не принимают на восстановление,
рекомендуемый основной технологический маршрут восстановления.
При необходимости на ремонтных чертежах приводят указания по
базированию и таблицы категорийных ремонтных размеров.
Изображение детали размещают в левом верхнем углу листа
формата АЗ. Допускается выполнять ремонтные чертежи на листах
других форматов, но не более формата А1.
На ремонтных чертежах сплошной толстой (основной) линией
обозначают поверхности, подлежащие восстановлению, а также
последующей обработке. Остальную часть изображения указывают
сплошной тонкой линией.
В технических требованиях указывают: допустимые отклонения
размеров, шероховатость восстановленных поверхностей, разброс
твердости, допустимость наличия пор, раковин и отслоений, проч-
ность сцепления нанесенного слоя и других параметров, обуслов-
ленных применением того или иного способа, а также допуска
расположения поверхностей, которые должны быть выдержаны в
процессе восстановления.
В таблице дефектов должны быть указаны: номера и наименова-
ния дефектов, коэффициенты их повторяемости от общего числа
деталей, поступивших на дефектацию и от общего числа ремон-
топригодных деталей, основной и допускаемые способы устране-
ния дефектов. При восстановлении деталей способами сварки, на-
плавки, напыления и другими следует указывать наименование,
обозначение материала, защитную среду. Под таблицей дефектов
должны быть указаны условия и дефекты, при которых деталь не
принимается на восстановление. В правом верхнем углу поля чер-
тежа помещают таблицу категорийных размеров.
20.5. Выбор способов устранения дефектов
В настоящее время ремонтные предприятия располагают доста-
точно большим числом проверенных практикой способов восста-
новления деталей, позволяющих возвратить работоспособность
изношенным и поврежденным деталям. К ним относятся способы
ремонтных размеров, дополнительных деталей, пластической де-
формации, электролитических и газотермических покрытий, на-
292
главки и др. Однако не все из указанных способов восстановления
деталей являются равноценными.
При использовании способа ремонтных размеров усложняется
система снабжения запасными частями, технической документаци-
ей, возникает необходимость больших запасов деталей различной
номенклатуры. Кроме того, многократное использование данного
способа приводит к снижению запасов прочности деталей, уменьше-
нию их износостойкости, так как при этом постепенно снимается
упрочненный различными способами поверхностный слой металла.
При использовании способа дополнительных деталей значитель-
но увеличиваются затраты на восстановление изделия и это, во
многих случаях, приводит к тому, что указанный метод оказыва-
ется экономически неэффективным. Особенно нерационально ис-
пользовать данный способ для восстановления деталей, имеющих
незначительные износы.
Простой и экономичный способ восстановления деталей пласти-
ческой деформацией имеет ограниченную область применения и час-
то не может быть использован для восстановления конкретных из-
делий в связи со специфическими особенностями их конструкции.
Для того чтобы из существующих способов нанесения покры-
тий выбрать наиболее рациональный, необходимо правильно оце-
нить как сами покрытия, так и применимость их для восстановле-
ния конкретных деталей. Впервые экспериментальные и теорети-
ческие исследования выбора способа восстановления деталей были
выполнены В. А. Шадричевым. По предложенной им методике спо-
соб восстановления деталей должен выбираться в результате пос-
ледовательного использования трех критериев: применимости, дол-
говечности и технико-экономической эффективности. В дальней-
шем эта методика была конкретизирована, усовершенствована, в
особенности применительно к понятию первого и третьего критери-
ев, и приведена к виду, удобному для практического применения.
Согласно рассматриваемой методике, выбираемый способ восста-
новления (СВ) выражается как функция (/) трех коэффициентов:
CB=f(KT, Кд, Кэ), (20.1)
где Кх — коэффициент применимости способа, учитывающий его
технологические, конструктивные и эксплуатационные особен-
ности детали; Ка — коэффициент долговечности, обеспечиваемый
способом восстановления, применительно к данному виду вос-
становления деталей; К3 — коэффициент технико-экономической
эффективности способа восстановления, характеризующий его
производительность и экономичность.
Общая методика выбора рационального способа восстановле-
ния состоит из трех этапов.
1. Рассматривают различные способы восстановления и произ-
водят выбор из них таких, которые удовлетворяют необходимому
значению коэффициента Кт.
293
2. Из числа способов восстановления, удовлетворяющих Кт, про-
водят выбор тех, которые обеспечивают последующий межремон-
тный ресурс восстановленных деталей, т. е. удовлетворяют значе-
нию коэффициента долговечности Кл.
3. Если установлено, что требуемому значению Кл для данной
детали соответствуют два или несколько способов восстановле-
ния, то выбирают из них те, у которых наилучшие значения А'.
Для исключения субъективных мнений при выборе рациональ-
ных способов восстановления деталей введено понятие коэффи-
циента применимости, численное значение которого ограничива-
ется двумя уровнями:
1 — способ восстановления деталей по всем его параметрам
применим для восстановления данной детали;
О — способ восстановления для данной детали неприменим.
Применимость способов для восстановления конкретных дета-
лей оценивается в результате расчетов по обобщенному показателю.
7
Г = ПХ., (20.2)
/=1
где Z, — частные показатели, которые так же, как и обобщенный
показатель, могут принимать только два значения: 1 — способ по
данной характеристики отвечает соответствующему параметру де-
тали (мог бы быть применен); 0 — способ по рассматриваемой
характеристике не может быть применен для восстановления детали.
' Схема решения данной задачи приведена на рис. 20.2.
Коэффициент долговечности — Ка определяется как функция
трех аргументов:
ХД = /(ХИ, Хв, £ц), (20.3)
где К„, А’в и Лец — коэффициенты соответственно износостойкости,
выносливости и сцепляемости.
Коэффициент долговечности равен значению того из коэффи-
циентов в (20.3), который имеет наибольшую величину.
Значения коэффициентов износостойкости и выносливости
определяются на основании стендовых и эксплуатационных срав-
нительных испытаний новых и восстановленных деталей.
Сложнее обстоит дело с коэффициентом сцепляемости, кото-
рый определяется по формуле (20.4)
= /0//э, (20.4)
где z0 — опытное значение для данной детали прочности сцепления
наращенного слоя с основным металлом, кгс/мм2; /э — эталонное
значение прочности сцепления, кгс/мм2.
Опытное значение прочности сцепления наращенного слоя с
основным металлом определяют методом отрыра штифта от по-
крытия. Эталонные значения прочности сцепления: для наружных
294
Рис. 20.2. Блок-схема расчета обобщенного показателя:
Xj — параметры, характеризующие восстанавливаемую деталь
(Х\ — вид материала; Хъ — вид поверхности; Аз — наружный
диаметр, мм; Х$ — внутренний диаметр, мм; Х$ — требуемая
величина покрытия, мм; Хв — отношение к знакопеременным
нагрузкам; А7 — вид сопряжения); Z, — технологические ха-
рактеристики способа восстановления (Z\ — вид металлов и
сплавов, по отношению к которым применим метод; Z2 — вид
поверхности восстановления; Z3 — минимально допустимый
наружный диаметр восстановления, мм; Zj — минимально до-
пустимый внутренний диаметр восстановления, мм; Z5 — обес-
печиваемая толщина (глубина) наращивания или упрочения,
мм; Zg — вид нагрузки на восстанавливаемую поверхность;
Z7 — сопряжения и посадки восстановленной поверхности)
стальных поверхностей, воспринимающие значительные ударные
или знакопеременные нагрузки — 50 кгс/мм2; для наружных сталь-
ных и чугунных поверхностей, не воспринимающих значительные
Ударные или знакопеременные нагрузки — 20 кгс/мм2; внутренних
посадочных поверхностей под подшипники, не воспринимающих
знакопеременные и значительные ударные нагрузки стальных, чу-
гунных или детали из алюминиевых сплавов — 5 кгс/мм2; наруж-
ных или внутренних стальных или чугунных поверхностей, не вос-
принимающих значительные ударные или знакопеременные на-
грузки слоем, характеризующимся пористостью, при работе со-
пряжения в условиях обильной смазки — 4 кгс/мм2.
Значения коэффициента АсЦ не могу быть выше единицы.
Схема решения данной задачи аналогична рис. 20.2.
При определении экономического эффекта, получаемого от вос-
становления деталей на единицу продукции, а не за определен-
295
ный промежуток времени, нельзя не учитывать относительную
производительность способов восстановления.
Сравнение производительности характерных способов восста-
новления, например наплавочных, не связано с какими-либо труд,
костями. Затруднения возникают при попытке сравнения произ-
водительности принципиально отличающихся способов. Чтобы
избежать этого, вводится понятие условной детали. За условную
деталь принят полый валик (применительно к способам пласти-
ческих деформаций) диаметром 40 мм, длиной 100 мм и с вели-
чиной износа на сторону 0,2 мм.
Производительность различных способов определялась исходя
из основного времени, затрачиваемого на предварительную обра-
ботку (если требуется при данном способе), собственно восста-
новление (раздачу или наращивание) и последующую механичес-
кую обработку, и сравнивалась с производительностью ручной ду-
говой наплавки. Значение коэффициента производительности (К„)
определялось по зависимости
Кп = Zph/6, (20.5)
где /рн, ti — основное время восстановления условной детали
соответственно ручной наплавкой и z-M способом.
20.6. Последовательность выполнения операций
При восстановлении детали проходят последовательно ряд опе-
раций в следующем порядке:
в первую очередь выполняются подготовительные операции (очи-
стка, обезжиривание, правка, восстановление базовых поверхностей);
механическая обработка, которая предназначена для устране-
ния дефектов, образовавшихся в процессе эксплуатации, или при-
дания правильной геометрической формы изношенным поверх-
ностям, в том числе специальной (например, при электродуговом
напылении нарезка «рваной» резьбы, фрезерование канавок и т. п.);
наращивание изношенных поверхностей (наплавка, напыление
и пр.). При этом в первую очередь выполняют операции, при ко-
торых детали нагревают до высокой температуры (сварка, наплав-
ка, термическая обработка). Если необходимо, то детали подвер-
гают вторичной правке. Затем выполняют операции, не требую-
щие нагрева деталей (хромирование, железнение и пр.);
окончательная обработка (токарная, фрезерная, слесарная и пр);
контрольные операции назначают в конце технологического
процесса и после выполнения наиболее ответственных операций.
Запись операций производится кратко, например: 05 — терми-
ческая (отпуск шлицев); 10 — токарная (срезание шлицев); 15 —
наплавочная (вибродуговая наплавка поверхности под шлицы); 20 —
токарная (обтачивание поверхности под шлицы); 25 — фрезерная
296
(шлицефрезерная); 30 — слесарная (заготовка ленты под три изно-
шенные шейки) и т. п.
20.7. Технологическая документация
на восстановление детали
Технологический процесс восстановления деталей можно пред-
ставить в виде маршрутного, маршрутно-операционного и опера-
ционного описания. Комплектность документов на единичный
(ЕТП) и типовой (групповой) (ТТП, ГТП) технологические про-
цессы восстановления деталей должна обязательно соответство-
вать данным табл. 20.2. Маршрутная карта (МК) является состав-
ной и неотъемлемой частью комплекта.
При маршрутном и маршрутно-операционном описании тех-
нологического процесса МК является одним из основных доку-
ментов, на котором описывается весь процесс в технологической
последовательности выполнения операций.
При операционном описании технологического процесса МК
выполняет роль сводного документа, в котором указывается ад-
ресная информация (номер цеха, участка, рабочего места, опера-
ции), наименование операции, перечень документов, применяе-
мых при выполнении опрерации, технологическое оборудование
и трудозатраты. Технологические режимы следует проставлять в
соответствии с разделами 4 ГОСТ 3.1121—84.
Карта эскизов (КЭ) — это графический технологический доку-
мент, содержащий эскизы, схемы, таблицы, дефекты, техничес-
кие требования, необходимые для выполнения процесса, опера-
ции или перехода, а также поясняющие методы и средства, обес-
печивающие безопасное выполнение операций. Необходимость
разработки отдельных КЭ в маршрутно-операционных и операци-
онных процессах определяется разработчиком. Карты эскизов раз-
рабатывают на основе чертежа и руководств по капитальному ре-
монту. На эскизе к процессу восстановления должны быть указаны
номера и наименования дефектов, технические требования, номера
размеров обрабатываемых поверхностей. На правильно оформлен-
ном эскизе число изображений должно быть минимальным и вместе
с тем эскиз должен читаться без затруднений. Элементы деталей,
размеры, не связанные с поверхностью, обрабатываемой на дан-
ной операции или в данном процессе, на эскизе не указываются.
Условные обозначения технологических баз, опор, зажимов и ус-
тановочных устройств должны соответствовать ГОСТ 3.1107—81.
20.8. Особенности учета затрат на ремонт
Основным экономическим показателем, который характеризу-
ет степень совершенства технологического процесса восстановле-
ния деталей, является себестоимость восстановления, в которой
297
Таблица 20.2
Комплектность документов на технологический процесс восстановления деталей
Услов- ное обоз- наче- ние доку- мента Вид документа (обозначение формы) Технологический процесс
Единичный Типовой (групповой)
Описание технологического процесса
Мар- шрут- ное Мар- шрут- но- опера- цион- ное Опе- раци- онное Мар- шрут- ное Мар- шрут- но- опера- цион- ное Опе- раци- онное
ТЛ втд Э М ТТП/У ВТП/У ТИ КК ВО О Титульный лист (форма 2 или 3 ГОСТ 3.1105-84) Ведомость технологических документов (форма 5, 5а ГОСТ 3.1122-84) Карта эскизов (форма 7, 7а или 8, 8а ГОСТ 3.1105-84) Маршрутная карта (форма 2, 16 ГОСТ 3.1122-84) Карта ТТП (ГТП) (форма 1, 1а ГОСТ 3.1121-84) Ведомость деталей к ТТП (ГТП) (форма 6, 6а ГОСТ 3.1121-8) Технологическая инструкция (форма 5, 5а ГОСТ 3.1105—84) Комплектовочная карта (форма 7, 7а ГОСТ 3.1123-84) Ведомость оснастки (форма 3, За ГОСТ 3.1122-84) Операционная карта механической обработки (форма 1, 1а или 2, 1а ГОСТ 3.1404-74) + + Illi +1 II II 1 + III + + + + + + + +
Окончание табл. 20.2
У слов- Технологический процесс
ное обоз- наче- Единичный Типовой (групповой)
Описание технологического процесса
ние доку- мента Вид документа (обозначение формы) Мар- шрут- ное Мар- шрут- но- опера- цион- ное Опе- раци- онное Мар- шрут- ное Мар- шрут- но- опера- цион- ное Опе- раци- онное
О Операционная карта дуговой и электрошлаковой сварки (форма 1, 1а ГОСТ 3.1406-74) — —
О Операционная карта точечной контактной и шовной контактной сварки (форма 7, 7а ГОСТ 3.1406—74) — —
О Операционная карта стыковой контактной сварки (форма 9, 9а ГОСТ 3.1406-74) — —
О Операционная карта наплавки (форма 9, 9а ГОСТ 3.1113—79) — — — —
О Операционная карта слесарных, слесарно-сборочных и электромонтажных работ (форма 1, 1а, 2, 2а ГОСТ 3.1407—74) — — — —
О Операционная карта газопламенной пайки и пайки паяльником (форма 3, За ГОСТ 3.1417—74 — —
О Операционная карта ТП нанесения полимерных покрытий (форма 3, За ГОСТ 3.1414-73) — —
О Операционная карта технического контроля (форма 2, 1а ГОСТ 3.1502-74) — — — —
О Операционная карта испытаний (форма 2, 1а ГОСТ 3.1118—82) — —
Примечание. «+» — документ обязательный; «—» — документ составляется по усмотрению разработчика.
группируются затраты на восстановление детали через следующие
калькуляционные статьи:
G = Сю + Сл + Сто + Ста + Си + G + Сир + С^сэо + Q + Ci, (20.6)
где Ст — стоимость изношенной детали, р.; См — стоимость мате-
риалов, потребляемых для восстановления детали, р.; Сзпо — ос-
новная заработная плата производственных рабочих с учетом пре-
мий, кроме премий из прибыли, р.; Сзпд — дополнительная зара-
ботная плата производственных рабочих, р.; Ссн — отчисления на
социальные нужды, р.; Си, Созр, Срсэо — объем накладных цеховых,
общезаводских и расходов на содержание и эксплуатацию обору-
дования, р.; С6 — потери от брака, р.; Сп — прочие расходы, р.
Содержание элементов затрат каждой группы (каждого слагае-
мого) приведено в табл. 20.3.
С3ПО
(20.7)
где Тш — штучное время выполнения операции, мин; С, — тариф
оплаты часовой работы специалиста (рабочего), р.
Таблица 20.3
Затраты, включаемые в калькуляционные группы расходов
на восстановление деталей
Наименование калькуляционной статьи Содержание затрат, включаемых в затратную статью
Стоимость изно- шенной детали — г '-'ИЗ Если ремонтный фонд приобретается, то Сиз можно определить по цене металлолома или договорной, с учетом расходов на транспортно-заготовительные и контроль-сортировочные работы
Сырье и материа- лы — См Стоимость сырья и материалов, непосредственно расходуемых при восстановлении детали. Делятся на основные материалы (расходуются на деталь) и вспомогательные (обеспечение техпроцесса — об- тирка, источник получения газа; флюс и т.д.). В эти затраты включаются транспортно-заготови- тельные расходы
Основная заработ- ная плата — Сзпо Основная заработная плата персонала, непосред- ственно занятого при восстановлении деталей (плата по расценкам, тарифам и т.д.; доплаты всех видов; премии, исключая премии из прибыли)
Дополнительная заработная пла- та Сзпд Выплаты за непроработанное на производстве вре- мя в соответствия с законодательством о труде и договором (компенсация неиспользованного отпуска, оплата учебы и т.д.).
300
Окончание табл. 20.3
Наименование калькуляционной статьи Содержание затрат, включаемых в затратную статью
Отчисления на со- циальные нуж- ды Ссн Обязательные отчисления по установленным законодательством нормам от фонда оплаты труда: органам государственного страхования — 5,4%, в пенсионный фонд — 28 %, в пенсионный фонд с работодателя — 1 %; на обязательное медицинское страхование — 3,4% (городской фонд), на обяза- тельное медицинское страхование — 0,2 % (федеральный фонд), в фонд занятости — 1,5%
Накладные цехо- вые расходы — Сц Комплексная непропорциональная статья расхо- дов, вклачающая заработную плату управленческо- го аппарата цеха, вспомогательных и подсобных рабочих; амортизацию зданий и сооружений, за- траты по текущему ремонту зданий и сооружений цеха; канцелярские расходы; расходы на топливо и энергию; инвентарь и т.д.
Накладные обще- заводские расхо- ды Созр См.цеховые расходы, но в отношении к заводским службам управления, зданиям, сооружениям и подразделениям обслуживания
Расходы на содер- жание и эксплуа- тацию оборудова- ния — Срсэо Комплексная непропорциональная статья кальку- ляционных расходов, включающая все расходы по внутризаводскому транспорту, амортизационные расходы по оборудованию, его текущему ремонту и обслуживанию; затраты на износ инструмента и т.д.
Потери от брака — сб Потери от брака учитываются с помощью выхода годных деталей в процессе восстановления. Учитываются только в отчетных калькуляциях
Прочие расходы — сп Включаются налоги, сборы, отчисления в специ- альные небюджетные фонды, платежи за предель- но допустимые выбросы (сбросы) загрязняющих веществ, по обязательному страхованию имущест- ва, плата за аренду и др.
СМ ^мСЗПо5 (-'ЗПД "^ЗПД^ЗПО,
Сен ^сн( (-'ЗПО
^зпд)? Сц -АщСзпо,
(-'Озр ^озр^зпо?
(-'РСЭО -^реэо^зпо?
Сп = Кп(Св - Сп) = КпСъ/(1 + Кп) (20.8)
В табл. 20.4 приведены диапазоны значений коэффициентов,
приведенных в формуле 20.8.
301
Таблица 20.4
Значение коэффициентов в формуле 20.8
Коэффициет Диапазон значений
Ли — для ремонтных работ: сварочные гальванические постановка дополнитель- ной детали напыление механическая обработка склеивание Лпд Лн а; а;зр Арсэо Л. 0,7...1,1 0,3...0,7 1,0...1,8 0,6... 1,2 0,05 ...0,2 0,12...0,4 0,1...0,18 0,395 0,85... 1,05 0,55...0,70 0,65...0,85 0,05...0,01
Если восстановление деталей осуществляется по подефектной
технологии, то их себестоимость определяют по формуле:
Св =i'L^CBOiJ , (20.9)
/=1 у=1
где — себестоимость выполненияу-й операции при устранении
z-го дефекта; CBOiJ определяется по формуле (20.6), р.; гр —
коэффициент повторяемости z-го дефекта; п — число дефектов,
которые необходимо устранить; т — число операций, которые
необходимы для устранения z-го дефекта.
По маршрутной технологии:
СВ=Е^,СВ,-, (20.10)
z=i
(п ")
где Ki — маршрутный коэффициент X",- = 1,0 ; « — число марш-
lz=i )
рутов восстановления детали; Св, — себестоимость восстановления
детали по z-му маршруту (Св, определяется по формуле (20.6)), р.
20.9. Разработка технологических процессов сборки
Технология сборки как документ включает описание состава и
последовательности операций и переходов сборки изделия с тех-
нико-экономическими расчетами затрат труда, материалов, элек-
троэнергии, количества необходимого оборудования и оснастки,
302
числа производственных рабочих, производственной площади,
трудоемкости и себестоимости сборки изделия. Разработка техно-
логического процесса сборки осуществляется с учетом ис-
пользования достижений технологии сборки в автомобилестрое-
нии, производственных ресурсов, необходимости сокращения ма-
териальных, трудовых и энергетических затрат, всемерной ме-
ханизации и автоматизации работ, использования передового опыта
ремонтных предприятий, прогрессивных форм организации сбо-
рочных процессов и создания наилучших условий труда.
Разработка технологического процесса сборки производится
поэтапно на основе стандартов ЕСТПП, ЕСТД и других докумен-
тов в такой последовательности:
технологический анализ сборочных чертежей, уточнение раз-
бивки изделия на сборочные единицы, оценка уровня техноло-
гичности и ремонтопригодности изделия и его частей и разработ-
ка рекомендаций по их улучшению;
анализ плановых заданий и выбор организационных форм сбо-
рочного процесса;
размерный анализ основных соединений (с учетом изменения
размеров в эксплуатации и при ремонте) и выбор методов сборки
и их сочетаний для изделия в целом;
разработка (уточнение) технических условий и технологичес-
ких инструкций на сборку соединений, узловую и общую сборку
изделий, контроль, регулировку и испытание сборочных единиц
и изделия;
пробная разборка и сборка образца изделия, составление схем
сборки изделия и его составных частей, составление комплекто-
вочной карты;
определение и оптимизация состава, содержания и последова-
тельности операций и переходов;
нормирование технологического процесса;
выбор и определение количества стандартного оборудования и
оснастки, заказ нестандартизованных средств технологического ос-
нащения (в том числе средств контроля, испытаний и транспор-
тирования);
проектирование поточной линии, синхронизация сборочных
операций и разработка планировки и организации линии (участ-
ка, цеха);
определение требований техники безопасности, производствен-
ной санитарии и охраны окружающей среды;
технико-экономический анализ и обоснование принятого ва-
рианта технологического процесса сборки изделий;
оформление технологической документации.
Наиболее сложным, трудоемким и ответственным этапом раз-
работки технологического процесса сборки является определение
и оптимизация состава, содержания и последовательности опе-
раций и переходов. При этом учитывают тип производства (еди-
303
Детали
Рис. 20.3. Схема общей сборки
ничное, серийное, массовое), доступность и удобство выполне-
ния работ, рациональную последовательность установки состав-
ных частей изделия, применение единых средств технологическо-
го оснащения для выполнения ряда операций и др.
Графическое изображение в виде условных обозначений после-
довательности сборки (разборки) изделия или его составной час-
ти называется схемой сборки (разборки) изделия. Для составления
схемы после технологического анализа конструкции изделия его
делят на узлы первого, второго и других более высоких порядков.
Схемы строят отдельно для общей сборки (разборки) изделия
и сборки (разборки) каждого из его узлов. Схема общей сборки
изделия показана на рис. 20.3. Каждый элемент изделия условно
Рис. 20.4. Схема узловой сборки:
БД — базовая деталь; Д — деталь
304
обозначен на схеме прямоугольником, разделенным на три части.
В верхней части указывают наименование элемента, в левой ниж-
ней части — его обозначение (индекс), в правой нижней части—
число одноименных элементов. Индексы элементов соответству-
ют номерам деталей и узлов на чертежах и в спецификациях. На
рис. 20.4 даны схемы узловой сборки изделия, общая сборка кото-
рого показана на рис. 20.3.
Схему сборки начинают с базовой детали (узла) и заканчивают
готовым изделием (узлом). Между ними проводят осевую линию,
сверху которой показывают присоединяемые детали, снизу — сбо-
рочные единицы. Схему разборки, наоборот, начинают с изделия
(узла) и заканчивают базовой деталью (узлом). Последовательность
установки и снятия составных частей изделия определяют при ре-
шении задачи формирования технологических операций сборки и
разборки.
При необходимости на схемах сборки показывают расстановку
контрольных операций, делают дополнительные надписи, опре-
деляющие содержание сборочных и контрольных операций, на-
пример «приварить», «сверлить совместно с...», «отрегулировать
зазор...» и т. п.
ГЛАВА 21. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ
21.1. Класс деталей «корпусные»
К корпусным деталям автомобиля относят блок и головку блока
цилиндров, крышку распределительных шестерен, корпус масля-
ного и водяного насосов и различные картеры — сцепления, коробки
передач, раздаточной коробки, мостов, рулевого механизма и дру-
гие детали. Они, как правило, изготавливаются в виде отливки из
чугуна (блоки двигателей КамАЗ из серого чугуна СЧ-21, ЯМЗ —
из легированного чугуна и т.д.) и алюминиевых сплавов АЛ4 и
AJI9 (блок цилиндров двигателя ЗМЗ, головки цилиндров КамАЗ,
ЗМЗ и др.).
Корпусные детали предназначены для крепления деталей агрега-
та, имеют: отверстия, отверстия для установки подшипников, вту-
лок, вкладышей, валов, гильз, штифтов и резьбовые отверстия
для крепления деталей; плоскости и технологические плоскости.
Общим конструктивно-технологическим признаком для большин-
ства корпусных деталей является наличие плоской поверхности и
Двух установочных отверстий, используемых в качестве установоч-
ной базы как при изготовлении, так и при восстановлении дета-
лей данного класса.
В процессе эксплуатации корпусные детали подвергаются хи-
мическому, тепловому и коррозионному воздействию газов и охла-
ждающей жидкости, механическим нагрузкам от переменного дав-
305
ления газов, динамическим нагрузкам, вибрации, контактным
нагрузкам, влиянию абразивной среды и т.д. Для данного класса
деталей основными видами износа являются коррозионно-меха-
нический и молекулярно-механический, которые характеризуют-
ся следующими явлениями — молекулярным схватыванием, пере-
носом материала, разрушением возникающих связей, вырывани-
ем частиц и образованием продуктов химического взаимодействия
металла с агрессивными элементами среды.
При эксплуатации машин в корпусных деталях возможно появ-
ление следующих характерных дефектов:
механические повреждения — повреждения баз; трещины на
стенках и плоскостях разъемов, поверхностях под подшипники и
на опорных поверхностях; забоины установочных, привалочных
или стыковых поверхностей; обломы и пробоины частей картера;
обломы шпилек; забитость или срыв резьбы; выпадание заглушек;
нарушение геометрических размеров, формы и взаимного рас-
положения поверхностей — износ посадочных и рабочих поверх-
ностей, резьбы; кавитационный износ отверстий, через которые
проходит охлаждающая жидкость; несоосность, неперпендикуляр-
ность, нецилиндричность и некруглость отверстий; коробление,
или деформация обработанных установочных, привалочных или
стыковых поверхностей.
Дефекты корпусных деталей, которые устраняются с помощью
слесарных операций:
пробоины — постановкой металлической накладки на клею (со-
ставы на основе эпоксидной смолы) с закреплением ее болтами;
обломы — приваркой обломанной части с закреплением ее бол-
тами или с постановкой усиливающей накладки;
трещины — заделыванием с помощью фигурных вставок (разд.
1.3); нанесением состава (разд. 18.2) на основе: эпоксидной смо-
лы, эпоксидной смолы с наложением накладок из стеклоткани,
эпоксидной смолы с наложением металлической накладки и за-
креплением ее болтами; сваркой (разд. 13.2); сваркой с последую-
щей герметизацией шва полимерным составом (разд. 18.2), с по-
мощью фигурных вставок и эпоксидной смолы;
повреждения и износ резьбовых отверстий — прогонкой мет-
чиком, нарезанием резьбы увеличенного размера, установкой ввер-
тыша (резьбовой пробки) и нарезанием резьбы нормального раз-
мера, нанесением полимерных материалов на резьбовые поверхно-
сти (разд. 18.3), установка резьбовых спиральных вставок (разд. 11.4);
обломы болтов, шпилек — удалением обломанной части с по-
мощью бора или экстрактора, с помощью гайки или прутка;
коробление привалочных поверхностей — шлифованием, фре-
зерованием или шабрением;
ослабление посадки и выпадание штифтов — развертыванием
отверстий под штифты и установкой штифтов увеличенного раз-
мера (по диаметру).
306
Восстановление корпусных деталей начинают с удаления обло-
манных шпилек и болтов, повреждений резьбовых отверстий, а
также устранения трещин и других повреждений, требующих при-
менения сварочных операций, так как сварка может повлечь за
собой коробление обработанных плоскостей деталей. Последова-
тельность операций технологического процесса восстановления
корпусных деталей приведена в табл. 21.1.
Таблица 21.1
Технологический маршрут типового технологического процесса ремонта
корпусных деталей
Содержание операции Оборудование
Удаление обломанных болтов и шпилек Сверлильный или электроиск- ровой станок
Подготовка трещин, пробоин, отвер- стий с сорванной резьбой и подготов- ка вставок к заварке Сверлильный станок, шлифо- вальная машина с гибким шлангом
Заварка трещин, отверстий, приварка вставок Электросварочная установка
Заделка трещин и пробоин пластмассами Установка для заделки трещин пластмассами
Обработка сварных швов, сверление, нарезание резьбы, цекование отверстий Шлифовальная машина, сверлильный станок
Испытание швов на герметичность Стенд для гидравлического испытания
Обработка установочной плоскости и отверстий Плоскошлифовальный, фрезер- ный или сверлильный станок
Обработка привалочных плоскостей Фрезерный станок
Предварительно растачивание поса- дочных мест под подшипники, втулки, ДРД, поверхности под покрытия Расточной станок
Окончательное растачивание посадоч- ных мест под подшипники, втулки, ДРД То же
Запрессовка ДРД Пресс
Нанесение покрытий (гальваничес- ких, полимерных и др.) Установка для нанесения покрытий
Предварительная обработка ДРД, галь- ванических, полимерных покрытий Расточной или шлифовальный станок
Окончательная обработка ДРД, галь- ванических, полимерных покрытий То же
Доводка точных внутренних поверхностей Хонинговальный станок
307
Отломанную часть болта, шпильки, оставшуюся в глубине резь-
бового отверстия, удаляют с помощью:
бора (рис. 21.1, а). Бор — это закаленный конический стержень
с острыми прямыми зубьями и головкой под ключ или вороток.
Чтобы вывернуть сломавшийся болт (шпильку), просверливают в
нем отверстие, забивают в это отверстие бор. При этом бор плотно
сцепляется с телом болта, что позволяет его вывернуть;
экстрактора (рис. 21.1, б). Экстрактор — это конический стер-
жень, на котором нарезаны пять левых спиральных канавок. В цен-
тре облома сверлят отверстие диаметром (табл. 21.2) на всю длину
облома, забивают экстрактор в высверленное отверстие соответст-
вующего номера и вывинчивают обломок из резьбового отверстия.
Если обломанный конец болта, шпильки расположен на уров-
не поверхности детали, то на него накладывают гайку меньшего
размера и приваривают (рис. 21.1, в). Вращая гайку, вывинчивают
обломок из резьбового отверстия.
Если обломанный конец болта, шпильки слегка выступает над
поверхностью детали, то на него надевают шайбу и приваривают
стальной пруток (рис. 21.1, г), за который и вывинчивают обломок.
Технологические рекомендации по устранению дефектов резь-
бовых отверстий приведены в табл. 21.3.
Дефект коробления плоскостей устраняется: шлифованием, ког-
да отклонение от плоскостности более 0,02 мм на длине 100 мм;
фрезерованием или шабрением, когда отклонение от плоскостно-
сти более 0,2. При этом используют для установки деталей базовые
поверхности, созданные на деталях заводом-изготовителем, вос-
становленные поверхности или, что реже, изготовленные ремон-
тным заводом.
Рис. 21.1. Инструменты и приемы для вывертыва-
ния обломанных шпилек:
а — бор; б — экстрактор; в — приваривание гайки; г —
приваривание прутка
308
Таблица 21.2
Диаметр сверла и экстрактора для удаления обломанных частей болтов,
шпилек
Размер извлекаемого болта или шпильки Диаметр сверла, мм Размер направляющей экстрактора, мм
”” Мб 3 4,0
М8 3 4,3...5,0
М10 4 5,0...6,3
М12 6 8,3
М14 8 8,3...9,0
М16 8 10,3... 11,0
М18 10 12,0
Износ внутренних цилиндрических поверхностей в корпусных
деталях устраняют растачиванием под ремонтный размер при по-
мощи дополнительных ремонтных деталей с последующей меха-
нической обработкой, электрохимических и эпоксидных покры-
тий, наплавкой и плазменным напылением.
При разработке технологического процесса восстановления кор-
пусной детали придерживаются следующих правил: вначале устра-
няют трещины, отколы, обломы, затем восстанавливают базовые
технологические поверхности, наращивают изношенные поверх-
ности, обрабатывают рабочие поверхности под ремонтный или
номинальный размер. При восстановлении деталей определенного
наименования необходимо выбрать способ устранения каждого из
имеющихся на ней дефектов, а затем уже, руководствуясь приве-
денной последовательностью устранения дефектов, проектировать
технологический процесс ремонта детали.
21.2. Класс деталей «круглые стержни»
К классу деталей «круглые стержни» относятся детали, кото-
рые имеют цилиндрическую форму, и когда их длина значительно
превышает диаметр. К таким деталям относятся поршневые паль-
цы, оси привода сцепления, валики водяного насоса, шкворни,
оси блока шестерен заднего хода, толкатели, валы коробок пере-
дач, карданные валы и крестовины карданов, валы и полуоси зад-
них мостов, поворотные цапфы, валы рулевого управления, впус-
кные и выпускные клапаны, коленчатые и распределительные валы
и др. Они изготавливаются из конструкционных среднеуглеродис-
тых и легированных сталей, высокопрочного чугуна. В зависимости
от назначения и условий работы детали данного класса могут иметь
шейки, отверстия, резьбу, шпоночные канавки, шлицы, выточ-
ки, галтели, зубья, кулачки, торцовые поверхности, фланцы и
другие поверхности, работающие при различных видах трения и
309
Таблица 21.3
со
о
Устранение дефектов резьбовых отверстий. Технологические рекомендации. Размеры
Нарезание резьбы увеличенного размера
Рассверлить резьбовое отверстие. Нарезать резьбу увеличенного размера Нормальная резьба дефектного отверстия Резьба увеличен- ного размера Требуемый диаметр сверла, мм
при обработке чугуна, бронзы при обработке стали, алюминия, латуни
М8 М10 М12 х 1,25 М14 х 1,5 М16 х 1,5 М20 х 1,5 мю М12 х 1,25 М14 х 1,5 М16 х 1,5 М18 х 1,5 М22 х 1,5 8,2 10,2 12,3 14,3 16,3 20,3 8,2 10,2 12,4 14,4 16,4 20,4
Установка ввертыша и нарезание в нем резьбы нормального размера
Рассверлить резьбовое отверстие. Нарезать резьбу в соот- ветствии с размерами, указанными в табл. Обезжирить внутреннюю поверхность резьбового отверстия и поверх- ность резьбы ввертыша. Нанести тонкий слой состава на основе эпоксидной смолы на внутреннюю поверхность резьбового отверстия и поверхность ввертыша. Завернуть ввертыш в отверстие. Удалить вытесненные излишки со- става тампоном, смоченным в ацетоне. Произвести отвер- ждение состава. Просверлить отверстие в ввертыше. Ско- рость резания до 30 м/мин, подача 0,05...0,2 мм/об. На- резать резьбу в ввертыше. Скорость резания 4...5 м/мин, частота вращения 60...90 мин-1 Нормальная резьба дефектного отверстия Диаметр свер- ла для обра- ботки отвер- , стия под ввертыш, мм Нормаль- ный диаметр резьбы ввертыша Диаметр свер- ла для сверле- ния отверстия во ввертыше под резьбу, мм
М8 МЮ М12 х 1,25 М14 х 1,5 М16 х 1,5 М20 х 1,5 12,5 14,5 16,5 18,5 20,5 25,0 М14 х 1,5 М16 х 1,5 М18 х 1,5 М20 х 1,5 М22 х 1,5 М27 х 2,0 6,7 8,5 10,7 12,5 14,5 18,5
Окончание табл. 21.3
Нанесение полимерных материалов на резьбовые поверхности .
Зачистить и обезжирить внутреннюю поверхность резьбового отверстия и поверхность сопрягаемой шпильки (болта).
Просушить в течение 10 мин. Нанести тонкий слой состава на основе эпоксидной смолы ЭД-16. Завернуть
шпильку в отверстие. Удалить вытесненные излишки состава с помощью тампона, смоченного в ацетоне.
Произвести отверждение состава
Установка резьбовых спиральных вставок
Рассверлить изношенные резь- бовые отверстия до размеров, указанных в таблице. Скорость резания до 30 м/мин, подача 0,05...0,2 мм/об. Далее согласно разд. 11.4 Нормальная резьба отверстия Допусти- мый диа- метр от- верстия, мм Диаметр сверла, мм Диаметр рассверленно- го отверстия, мм Размер метчика Наружный диаметр спиральной вставки
М8 8,86 8,7 8,70...8,86 М10 X 1,25 10,1+015
М10 10,62 10,5 10,45... 10,62 М12 х 1,5 12,2+0’15
М12 12,38 12,2 12,18... 12,38 М14 х 1,75 14,2+0’20
М12 х 1,25 12,38 12,7 12,70... 12,86 М14 х 1,25 14 7+0,20
М14 14,13 14,0 13,90... 14,13 М16 х 2,0 1б’з+0’25
М14 х 1,5 14,62 14,5 14,45... 14,62 М16 х 1,5 17,0+0’25
М16 16,40 16,2 16,20... 16,40 М18 х 2,0 18,4+0’25
М16 х 1,5 16,62 16,5 16,45... 16,62 М18 х 1,5 18,7+0’25
М18 18,13 18,0 18,10...18,40 М20 х 2,5 20,4+0,25
М18 х 1,5 18,40 18,0 18,90...19,13 М20 х 1,25 21,1+0’25
М20 20,40 20,0 20,10...20,40 М22 х 2,5 22,5+0’30
нагрузках. Рабочие поверхности в большинстве случаев подверга-
ют закалке токами высокой частоты или цементации с последую-
щей закалкой и низкотемпературным отпуском. В зависимости от
отношения длины к диаметру различают жесткие (не более 12) и
нежесткие (больше 12) стержни.
В процессе эксплуатации детали подвергаются: периодическим
нагрузкам от сил давления газов и инерции движущихся масс,
которые вызывают переменные напряжения в ее элементах; тре-
нию шеек о вкладыши подшипников; трению при высоких удель-
ных давлениях и нагрузках при наличии абразива; динамическим
нагрузкам; изгибу и скручиванию и т. д. Для них характерны следую-
щие виды износа — окислительный и нарушение усталостной проч-
ности, молекулярно-механический, коррозионно-механический и
абразивный. Они характеризуются следующими явлениями — об-
разованием продуктов химического взаимодействия металла со
средой и разрушением отдельных микрорайонов поверхностного
слоя с отделением материала; молекулярным схватываним, пере-
носом материала, разрушением возникающих связей, вырывани-
ем частиц и др.
При нормальных условиях эксплуатации основной дефект дета-
лей этого класса — износ. Перегрузка и усталость металла, наруше-
ние смазки трущихся поверхностей вызывают нагрев и деформа-
цию детали, интенсивный износ, задиры и схватывание на поверх-
ностях трения. Следствием усталости материала детали может быть
их поломка. Большое разнообразие внешних факторов, воздействую-
щих на условия работы деталей, приводит к изменению скорости
изнашивания их поверхностей и случайному сочетанию дефектов.
Характерные дефекты — это износ шеек, повреждение или из-
нос резьбовых поверхностей, неплоскостность, биение привалоч-
ных поверхностей фланцев, износ гнезд под подшипники, износ
эксцентриков и кулачков, износ шлицов, повреждения устано-
вочных поверхностей, износ зубьев.
Трещины на шейках деталей являются одной из основных при-
чин их выбраковки. Так, например, для коленчатых валов — это
примерно 9... 16 % валов, поступающих в капитальный ремонт. Ко-
ленчатые валы могут выбраковываться со следующими трещина-
ми: на галтелях коренных и шатунных шеек; на цилиндрической
части шеек на расстоянии менее 6 мм от торцов шеек; на кромках
отверстий масляных каналов при длине трещины свыше 15 мм и
расположении ее под углом более 30 ° к оси шейки; трещины, на-
ходящиеся на расстоянии друг от друга менее 10 мм и расположен-
ные под углом более 30 ° к оси вала; более восьми трещин длиной
менее 5 мм на цилиндрической части шеек и у кромок отверстий
масляных каналов; более трех трещин длиной свыше 5 мм.
Износ поверхностей детали устраняется различными способа-
ми (разд. III) — обработкой под ремонтный размер, пластической
деформацией, установкой дополнительной ремонтной детали, на-
312
каткой, наплавкой, напылением металлов и полимеров и др. На
выбор способа восстановления поверхностей деталей влияют усло-
вия работы детали, качество ее поверхности, производственная
программа и экономическая целесообразность.
Последовательность операций типового технологического про-
цесса восстановления деталей класса «круглые стержни» приведе-
на в табл. 21.4. Наиболее сложными деталями этого класса являют-
ся коленчатые валы. Они требуют наибольшего количества основ-
ных и вспомогательных операций. В табл. 21.5 приведены дефекты
коленчатых валов и способы их устранения.
Таблица 21.4
Технологический маршрут типового технологического процесса
восстановления деталей класса «круглые стержни»
Операция Оборудование
Исправление центровых отверстий Токарный или центровочный станок
Устранение радиального биения Пресс
Устранение поврежденной или изношенной резьбы Токарный станок
Наплавка резьбовых и шлицевых поверхностей, заварка шпоночных пазов Установка для наплавки
Правка деталей после наплавки (по потребности) Пресс
Механическая обработка наплав- ленных поверхностей (резьбовых, шлицевых, шпоночных пазов и гладких отверстий) Токарный, фрезерный, сверлильный станки
Предварительная и окончательная обработка поверхностей, подле- жащих сопряжению с ДРД Токарный станок
Запрессовка ДРП Пресс
Предварительная обработка ДРД после запрессовки Круглошлифовальный и токарный станки
Наплавка шеек Установка для наплавки
Правка вала после наплавки Пресс
Термическая обработка Термическая печь
Правка Пресс
Предварительная механическая обработка наплавленных шеек Токарный и круглошлифовальный станки
313
Окончание табл. 21,4
Операция Оборудование
Подготовка поверхностей к элек- трохимическому наращиванию Нанесение электрохимических покрытий Предварительная обработка электрохимических покрытий Чистовая обработка поверхностей Балансировка Доводка Установка Круглошлифовальный станок То же Балансировочный станок Станок для суперфиниширования
Таблица 21.5
Дефекты коленчатых валов и способы их устранения
Дефект Способ устранения
Износ коренных и ша- тунных шеек; оваль- ность, конусность, задиры посадочных мест под распредели- тельную шестерню, шкив и маховик Шлифование под ремонтный размер. Нанесение покрытий электродуговой наплавкой, электро- контактной приваркой ленты, газотермическим напылением порошковых материалов. Наплавка с последующим обтачиванием и шлифованием, электроконтактная приварка ленты с последующим шлифованием
Износ маслосгонной резьбы Углубление резьбы резцом и шлифование шейки до выведения следов износа
Износ шпоночных канавок Износ посадочного места наружного кольца шарикопод- шипника в торце вала Фрезерование под увеличенный размер шпонок, новой шпоночной канавки; наплавка с после- дующим фрезерованием шпоночной канавки Растачивание посадочного места, запрессовка втулки с последующим растачиванием, наплавка с последующим растачиванием
Износ отверстий под штифты крепления маховика Развертывание под ремонтный размер
Износ резьбы Растачивание или зенкерование с последующим нарезанием резьбы увеличенного размера, углубление резьбовых отверстий с последующим нарезанием такой же резьбы под удлиненные болты (пробки)
314
Окончание табл. 21.5
Дефект Способ устранения
Скручивание вала (нарушение располо- жения кривошипов) Шлифование шеек под ремонтный размер с последующей балансировкой, наплавка шеек с последующим обтачиванием, шлифованием и
Торцевое биение фланца маховика Изгиб вала: балансировкой Подрезание торца фланца на токарном станке с последующей балансировкой
до 0,15...0,2 мм до 0,2... 1,2 мм Трещины Шлифование шеек под ремонтный размер Правка под прессом или чеканка шеек Шлифование шеек под ремонтный размер, разделка трещин с помощью абразивного инструмента
Коррозия трущихся поверхностей Зачистка шлифовальной шкуркой, шлифование и полирование
Большинство изношенных валов имеют прогиб, значение ко-
торого контролируют при установки их крайними коренными шей-
ками на призмы индикатором, который закреплен на штативе. Вал
поворачивают в призмах вручную, наблюдая за показаниями ин-
дикатора. Разность между крайними показаниями индикатора за
один оборот коленчатого вала представляет собой значение про-
гиба. Если прогиб превышает значение, указанное в технических
условиях, то его устраняют правкой. Если значение прогиба мень-
ше, то вал не правят, а шлифуют под ремонтный размер.
Правка вала методом статического изгиба. При данном методе
правку проводят на гидравлических прессах путем нагружения и
разгружения вала. В зависимости от прогиба и опыта правильщи-
ков зависит число нагружений, их величина и направление. Про-
цесс нагружения повторяют до тех пор, пока прогиб оси вала не
станет меньше допустимого. Недостаток данного метода — это
снижение усталостной прочности и пластичности вала, так как в
зоне галтелей шатунных шеек могут развиваться старые и зарож-
даться новые микро- и макротрещины, а также возможен воз-
врат прогиба.
Правка вала методом чеканки. Этот метод наиболее успешно сле-
дует применять для правки валов двигателей с рядным располо-
жением цилиндров, имеющих аварийные прогибы до 0,75 мм (би-
ение 1,5 мм). Снижение усталостной прочности не наблюдается,
сохраняется высокая стабильность формы детали в эксплуатации.
Чеканку галтелей выполняют клепальным пневматическим мо-
лотком КМП-14М или ручным слесарным молотком массой 0,8 кг
со специальными бойками, размеры которых должны соответство-
вать размерам галтелей. Перед чеканкой у вала определяют место и
Направление наибольшего изгиба, после чего его устанавливают
На призмы максимальным прогибом вниз.
315
Если максимальное биение находится в области третьей корец,
ной шейки в плоскости кривошипа, то выполняют чеканку галте-
лей первой и второй шеек в зоне перекрытия коренной и шатунной
шеек на дуге 40...50°. После чего проводят контроль биения вала.
Если значение биения выше допустимого, то необходимо: чеканить
галтели третьей и четвертой шеек; контроль биения; чеканить галтели
пятой и шестой шеек. При биении коленчатого вала больше 0,8 мм
чеканку проводят неоднократно в указанной последовательности.
Когда максимальный прогиб находится в плоскости, перпен-
дикулярной кривошипам, правку вала осуществляют чеканкой двух
симметрично расположенных галтелей относительно выпрямляе-
мой шейки. Участок наклепа располагается под углом 45° к плос-
кости кривошипа.
Коленчатые валы шлифуют под ремонтный или номинальный
размеры. Шлифование под ремонтный размер чаще всего выпол-
няют в одну операцию. Величина износа шеек определяет ремонт-
ный размер шеек, выбор которого проводится в соответствии с
техническими условиями.
Для шлифования шеек применяют универсальные шлифоваль-
ные станки 3A423 и 3B423. Сначала шлифуют коренные шейки и
другие поверхности, находящиеся на одной с ними оси, а затем
шатунные. Шейки вала шлифуют электрокорундовыми на керами-
ческой связке шлифовальными кругами зернистостью 16...60 мкм.
Перед шлифованием шлифовальный круг правят алмазным ка-
рандашом, закрепленным в оправке, при обильном охлаждении
эмульсией. Цилиндрическую часть круга правят, перемещая алмаз-
ный карандаш в горизонтальной плоскости, а галтели — качанием
оправки с карандашом в этой же плоскости. Боковые плоскости
круга обрабатывают до требуемой ширины при поперечной пода-
че шлифовального круга. Шлифовальные круги рекомендуется пра-
вить после шлифования одного-двух коленчатых валов.
Базовыми поверхностями при шлифовании коренных шеек явля-
ются центровые отверстия. Шлифование шатунных шеек проводят
на другом станке, оборудованном центросместителями, обеспечи-
вающими совпадение осей шатунных шеек с осью вращения станка.
Крайние коренные шейки коленчатого вала закрепляют в пат-
рон центросместителя, предварительно установленного на требуе-
мый радиус кривошипа, что обеспечивает погрешность базирова-
ния не более 0,03 мм. Затем шатунные шейки выставляются только
в горизонтальной плоскости. Предварительно шлифуемую шейку
выставляют призмой, окончательно — индикаторным устройством.
Показание индикатора равняется половине припуска на шлифо-
вание. При окончательно отшлифованной шейке индикатор уста-
навливается на «ноль».
Припуск на шлифование оставляют в пределах 0,3...0,5 мм на
сторону. В каждом конкретном случае режимы шлифования уточ-
няются в зависимости от жесткости коленчатого вала.
316
Режимы шлифования
Окружная скорость:
шлифовального круга, м/с...........................25...35
шлифуемой поверхности, м/мин..................18...25
(коренные
шейки);
7... 12
(шатунные
шейки)
Поперечная подача круга, м/м
черновое шлифование............................0,02...0,03
чистое шлифование.............................. 0,003...0,006
Продольная подача, мм/об...................................7... 11
Для предотвращения появления микротрещин при шлифова-
нии применяют обильное охлаждение. Струя охлаждающей жид-
кости должна полностью покрывать рабочую поверхность шлифо-
вального круга. В качестве охлаждающей жидкости используют
эмульсию (10 г эмульсионного масла на 1 л воды).
Когда полностью использованы предусмотренные конструкто-
рами межремонтные размеры, что соответствует максимальному
накоплению усталостных напряжений, на изношенные шейки ко-
ленчатого вала наносят металлопокрытия. Усталостные напряже-
ния возникают из-за неравномерного износа шеек, кратковремен-
ных перегрузок двигателя, неравномерной подачи топлива к ци-
линдрам, смещения опор блока в связи со старением металла.
Предел выносливости у таких коленчатых валов снижается на
20...25 % по сравнению с новыми. Зона накопления усталостных
повреждений у карбюраторных двигателей находится в централь-
ной части шеек (щеки значительно прочнее шеек) в зоне масло-
проводящих отверстий, у дизельных — в зоне перехода галтели в
щеки вала. Основной опасной нагрузкой для дизельных двигателей
считают изгибающий момент (разрушение вала по щекам), а для
карбюраторных — крутящий (разрушение вала по шейкам).
При перешлифовках валов карбюраторных двигателей удаляют-
ся поверхностные слои шеек с накопившимися усталостными по-
вреждениями, а их наращивание приводит к разгрузке наиболее
напряженных слоев металла, что способствует восстановлению их
ресурса. Для коленчатых валов дизельных двигателей перешлифов-
кой полностью удалить напряжение и предельно разрушенные слои
металлов в зоне галтелей практически невозможно, поэтому их
ресурс восстановить не удается.
Более 85 % объема восстановления шеек коленчатого вала вы-
полняются сварочно-наплавочными методами.
Изношенные поверхности под шкив и шестерни наращивают на
наплавочном станке У-651У4 или на токарно-винторезном, оснащен-
ном наплавочной головкой ОКС-6569, электродуговой наплавкой
317
проволоки 18ХГС или ЗОХГС диаметром 1,0... 1,5 мм в среде уг-
лекислого газа. После наплавки проверяют состояние центровых от-
верстий. Видимые забоины, вмятины и следы коррозии исправляют
растачиванием на токарно-винторезном станке типа 1М63 или 16К20.
Для этого вал зажимают в патроне за первую коренную шейку, а под
крайнюю устанавливают люнет. Затем выверяют вал и добиваются,
чтобы биение коренной шейки было не более 0,03 мм. Исправляют
центровое отверстие протачиванием до выведения следов износа.
Для исправления второго центрового отверстия вал зажимают в
патроне за поверхность под шестерню коленчатого вала, а люнет
устанавливают под первую коренную шейку и поджимают враща-
ющимся центром. Наплавленные поверхности протачивают на стан-
ке типа 1М63 с применением резцов с твердосплавными пласти-
нами марки ТК. Шлифование обработанных поверхностей прово-
дят на круглошлифовальных станках типа ЗБ 161.
Шпоночный паз заваривают в среде углекислого газа и наплавляют
всю шейку вала проволокой 08Г2С или 08ГС толщиной 0,8... 1,2 мм
на полуавтомате А-547У или ЦДГ-301 для дуговой сварки. Паз завари-
вают на всю глубину с превышением наплавленного слоя над ос-
тальной поверхностью примерно на 1 мм. Фрезеруют шпоночные па-
зы на горизонтально-фрезерном станке типа 6Р82Г. Для точного раз-
мещения и обработки паза применяют специальное приспособление.
Контролируют положение паза относительно диаметральной пло-
скости и угловое смещение относительно оси первого кривошипа.
Для упрочнения валов применяют накатывание галтелей роли-
ками из твердосплава. Накатные устройства должны обеспечивать
пневматическое, гидравлическое или пневмогидравлическое ста-
тическое (безударное) нагружение роликов и иметь автоматичес-
кий регулятор давления для поддержания постоянного усилия на-
катывания требуемой величины. Подвод роликов, достижение тре-
буемых усилий накатывания, а также снятие нагрузки (отвод
роликов) следует осуществлять плавно при вращающемся колен-
чатом вале. Накатывание неподвижного вала вращающимися на-
катными устройствами не рекомендуется, так как это ведет к фик-
сации прогиба от собственного веса. Прекращение вращения вала
в процессе накатывания не допускается. В процессе накатывания
упрочняемая поверхность галтелей должна смазываться жидким
машинным маслом (93...95%) в смеси с олеиновой кислотой
(5...7%). Смазывающая жидкость не должна содержать металли-
ческих или абразивных примесей.
Частота вращения коленчатого вала должна быть в пределах
40...60 мин-1; давление роликов на галтели — 8000...8500 Н/м2;
время упрочнения (обкатки) — 0,12.„О,18 мин; полное упрочне-
ние галтелей на всех шатунных шейках выполняют за 2,5... 3,0 мин.
Галтели коленчатых валов обрабатывают по схеме «на врезание»
(рис. 21.2, а); обкатывают с помощью устройства (рис. 21.2, б),
позволяющего применять деформирующие ролики минимального
318
Рис. 21.2. Схема обкатывания галтелей:
а — по схеме «врезание»; б — устройство для обкатки
диаметра и снижать тем самым силу обкатывания. Деформирую-
щие конические ролики 1 размещены в сепараторе 2 и контакти-
руют с опорным конусом 3, смонтированным в корпусе 4. Для
предотвращения одностороннего нагружения коленчатого вала слу-
жат два поддерживающих ролика 5, каждый из которых опирается
на два роликоподшипника 6, расположенных в нижней головке 7.
Деформирующие и поддерживающие головки устанавливают в на-
гружающем устройстве клещевого типа, смонтированном на то-
карном станке, например 1К62. Сила деформирования создается
гидроцилиндром, воздействующим на рычаги клещевого устрой-
ства. На упрочнение не оказывают влияние отклонения линейных
размеров шеек, а рабочая и опорная части деформирующих роли-
ков разделены, чем существенно повышается их долговечность.
Диаметр деформирующего ролика — 12 мм, угол конуса — 25°,
угол опорного конуса — 46°. Радиусы закругления ролика соответ-
ствуют минимально допустимым радиусам галтелям. Для предотв-
ращения остаточного деформирования вала обкатывание произ-
водят в три-четыре перехода (по несколько шеек в каждом перехо-
де). Силу в каждом переходе создают таким образом, чтобы
Деформация вала, образовавшаяся за предыдущий переход, ком-
пенсировалась при последующем переходе. В результате достигает-
ся соосность коренных шеек 0,01 ...0,03 мм, не требуется холодная
правка вала, а их сопротивление усталости повышается на 55... 75 %.
319
Полирование шеек коленчатого вала алмазными лентами. Поли-
рование производят на специальном станке одновременно всех
коренных и шатунных шеек. Станок обеспечивает вращательное и
возвратно-поступательное (колебательное) движения обрабатыва-
емого вала и прижим с регламентированной силой. Постоянный
контакт инструментов и детали обеспечивается за счет синхрон-
ного вращения копиров и обрабатываемого вала. Нарезанные ку-
сочки алмазной ленты наклеиваются на башмаки с дугообразной
рабочей частью. Радиальная сила прижима инструмента к шейке
вала создается пружиной. При полировании необходимо обеспе-
чивать постоянный подвод СОЖ в зону обработки.
Режим полирования: частота вращения вала — 0,8 с-1; сила при-
жима инструмента — 120 Н; амплитуда колебаний — 4 мм; частота
колебаний — 0,5 с-1; СОЖ — ОСМ-1.
Полирование шеек коленчатого вала пастами. В качестве полиру-
ющего материала применяют пасту ГОИ или алмазную пасту. Дав-
ление полировальных хомутов на шейки вала должно быть в пре-
делах 100... 120 Н/м2. Продолжительность полировки при частоте
вращения коленчатого вала 150 мин-1 составляет 3...5 мин.
Суперфиниширование. Для доводки шеек вместо полирования
применяют также суперфиниширование. Суперфиниширование вы-
полняют головкой, оснащенной абразивными брусками, на специ-
альном полуавтомате 3875К. Зернистость брусков 4...8. В качестве
СОЖ используют смесь керосина с маслом или жидкость ОСМ-1.
Шероховатость после обработки составляет R$. Суперфиниши-
рование выравнивает точность размеров, а также снижает шерохо-
ватость шеек, вызванную неоднородностью условий предшеству-
ющей обработки. При шлифовании валов под суперфиниширова-
ние оставляют припуск 0,005 мм.
Уравновешивание коленчатых валов нарушается вследствие из-
носа трущихся поверхностей (при эксплуатации), неравномерном
наращивании изношенных поверхностей и механической обработке.
Увеличенный в результате этого дисбаланс приводит к дополни-
тельным вибрациям, ухудшающим работу двигателя. Уравновешен-
ность вала достигается либо сверлением отверстий, либо фрезеро-
ванием щек. Балансировку коленчатых валов проводят на станке
КИ-4274.
21.3. Класс деталей «полые цилиндры»
К полым стержням относятся детали с отношением их высоты
к наибольшему диаметру не менее 0,5. К этому классу относятся
гильзы цилиндров, втулки, крышки подшипников первичного вада
коробки передач, фланцы валов коробки передач, ступицы колес,
чашки дифференциалов, втулки и др. Детали этого класса чаще
всего изготавливаются из модифицированного, ковкого и специ-
ального чугуна, углеродистых сталей.
320
Особенность деталей данного класса — это наличие концент-
ричных наружных и внутренних цилиндрических поверхностей. Они
могут иметь гладкие и ступенчатые, зубчатые и шлицевые, флан-
цевые и сложные поверхности.
В процессе эксплуатации детали подвергаются механическим
нагрузкам и для них основными видами износа являются коррози-
онно-механический и молекулярно-механический, которые харак-
теризуются следующими явлениями — молекулярным схватыва-
нием, переносом материала, разрушением возникающих связей,
вырыванием частиц и образованием продуктов химического взаи-
модействия металла с агрессивными элементами среды. Полые стер-
жни работают в условиях трения, которое сопровождается цик-
личным изменением температуры и наличием агрессивной среды.
Основные дефекты, характерные для деталей этого класса де-
талей — износ внутренних и наружных посадочных мест под под-
шипники; износ шеек под сальники; износы, задиры, кольцевые
риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их
торцы являются базовыми при механической обработке.
Износ отверстий под подшипники и шейку шестерни, сальни-
ки устраняют постановкой дополнительных ремонтных деталей
(ДРД) — втулок. Если же при восстановлении отверстий под под-
шипники и сальники используется вибродуговая наплавка, то они
сначала растачиваются, наплавляются в два слоя, а затем растачи-
ваются в соответствии с заданным размером.
Если же на детали имеются шейки, то их износ может устра-
няться либо вибродуговой наплавкой (механическая обработка,
наплавка и механическая обработка с последующим шлифовани-
ем), либо электроконтактной приваркой стальной ленты (шлифо-
вание, приварка ленты, шлифование поверхности ленты).
При восстановлении полых стержней необходимо обеспечивать
размеры и шероховатость восстановленных поверхностей, твердость
и прочность сцепления нанесенного материала с основным метал-
лом, а также соосность и симметричность относительно общей оси,
допустимую цилиндричность и круглость.
Технологический процесс восстановления деталей данного клас-
са начинают с подготовки изношенных поверхностей к наплавке.
Затем выполняют операции, связанные термическим воздействи-
ем на деталь. После чего осуществляют: подготовку поверхностей
под постановку ДРД, устанавливают ДРД и обрабатывают их; го-
товят поверхности к электрохимическому наращиванию, наращи-
вают поверхность и предварительно ее обрабатывают. В конце тех-
нологического процесса проводят чистовую обработку и хонинго-
вание поверхностей.
Наиболее характерной деталью в классе «полые цилиндры» явля-
ется гильза цилиндров. Основные дефекты гильз: износ зеркала
Цилиндра; износ, изменение формы и взаимного расположения
1 1 Карш один 321
верхнего и нижнего установочных поясков относительно оси ци-
линдра; сколы и трещины любого размера и расположения; отло-
жения накипи на поверхности, омываемой водой; отложения на-
кипи на поверхностях посадочных поясков; коробление, отколы,
глубокие задиры или потеря натяга вставки гильзы. При наличии
сколов или трещин любого размера и расположения гильзы вы-
браковывают.
Коррозионный износ и деформацию поясков гильзы устраня-
ют железнением (предварительное шлифование, нанесение покры-
тия и окончательное шлифование до исходного размера) или плаз-
менным напылением с последующим оплавлением покрытия (пред-
варительное шлифование, струйная обработка, несение покрытия,
оплавление покрытия кислородным пламенем, окончательное
шлифование восстановленных поясков).
Износ зеркала цилиндра устраняется растачиванием с последу-
ющим хонингованием под один из ремонтных размеров и поста-
новкой ДРД.
Для растачивания зеркала гильза цилиндров устанавливается в
приспособление (рис. 21.3), в котором она базируется посадочны-
ми поясками. Растачивание гильз производится под один из ре-
монтных размеров на алмазно-расточном станке 2А78Н резцами,
Рис. 21.3. Приспособление
для центровки и закрепле-
ния гильзы на столе расточ-
ного станка:
1 — корпус; 2 — верхний и ниж-
ний пояса зажима гильзы; 3 —
резец; 4 — индикаторное приспо-
собление совмещения оси гиль-
зы цилиндров с осью шпинделя;
5 — верхний и нижний посадоч-
ные пояски приспособления;
6 — гильза; 7 — стяжной винт
пояса с рукояткой
322
оснащенными пластинками из эльбора или твердого сплава ВК6.
режим резания: подача — 0,03...0,05 мм/об; скорость резания —
80... ЮО м/мин; глубина резания — 0,015...0,2 мм.
После растачивания отверстие гильзы обрабатывают на хонин-
говальных станках ЗГ833 и 3A83C-33. Черновое хонингование про-
изводят брусками КЗ 1 ОСТ 1 К или алмазными брусками АС6М1
100%-ной концентрации с содержанием алмазов в бруске 3,5 ка-
рата. Чистовое хонингование ведут брусками КЗМ20СМ1К или ал-
мазными брусками АСМ20М1 100 %-ной концентрации. Хонинго-
вание ведут при режимах: окружная скорость — 60...80 м/мин;
возвратно-поступательная скорость — 15...25 м/мин; давление на
бруски — 0,5... 1,0 МПа (черновое хонингование) и 0,4...0,6 МПа
(чистовое); СОЖ — керосин; припуск на черновое хонингование —
0,05...0,07 мм, а на чистовое — 0,01...0,03 мм.
При восстановлении гильз постановкой ДРД используются лег-
косъемные пластины из стали 65Г, У10А или 60 С2А. Ленты толщи-
ной 0,5; 0,6; 0,7 мм разрезаются на пластины в размер, обусловлен-
ный диаметром расточенной гильзы с учетом припуска под шлифо-
вание торцов. Глубина растачивания определяется конструктивными
параметрами гильзы и ходом поршня. После обработки торцов пла-
стину помещают между обжимными головками 5 и 7 (рис. 21.4) и,
включив пневмоцилиндр 3, обжимают и свертывают пластину во
втулку. С помощью штока прес-
са и калиброванного пуансона
2 запрессовывают втулку в
гильзу цилиндров. В каждую
гильзу последовательно зап-
рессовывают две пластины оп-
ределенной ширины. Стыковые
зазоры пластин должны быть
разведены в противоположные
стороны (на 180 °)- Благодаря
упругим свойствам и неболь-
шой толщине пластины плот-
но прилегают к поверхности
отверстия. Пластины друг к
другу должны быть прижаты по
торцу усилием в 10... 12 раз
больше, чем усилие запрессов-
ки их в цилиндр. Превышение
Длины пластин по сравнению
с расчетной приводит к их
выпучиванию внутрь гильзы.
Гильзы с запрессованными
пластинами подвергаются чер-
новому и чистовому хонинго-
ванию.
Рис. 21.4. Приспособление для сов-
мещения операций свертывания
и запрессовки пластиныв гильзу
цилиндров:
1 — ось; 2 — калиброванный пуансон;
3 — пневмоцилиндр; 4 — плита; 5 и 7 —
обжимные головки; 6 — вкладыши
323
ГЛАВА 22. РЕМОНТ УЗЛОВ И ПРИБОРОВ
СИСТЕМ ПИТАНИЯ
22.1. Ремонт топливных баков и топливопроводов
Топливные баки изготавливают из стали 08. Основными дефек-
тами топливных баков являются пробоины или сквозная коррозия
стенок, разрушение сварного шва в месте приварки наливной тру-
бы, вмятины стенок и наливной трубы, нарушение соединения
перегородок со стенкой, нарушение герметичности в местах свар-
ки и пайки, повреждение резьбы.
При общей площади пробоин и сквозных коррозионных разру-
шений более 600 см2 топливный бак бракуют. При меньшей пло-
щади повреждений бак ремонтируют постановкой заплат с после-
дующей их приваркой или припайкой высокотемпературным при-
поем. При ремонте баков сваркой их обязательно выпаривают в
течение 3 ч до полного удаления паров топлива.
Незначительные вмятины на стенках бака устраняют правкой. Для
этого к центру вмятины приваривают стальной пруток, на другом
конце которого имеется кольцо. Через кольцо пропускают рычаг и с
его помощью выправляют вмятину. Затем прут отрезают, а место
заварки зачищают. При значительных вмятинах на противополож-
ной стенке бака против вмятины вырезают прямоугольное окно с
трех сторон, и вырезанную часть отгибают так, чтобы обеспечить
доступ инструмента к дефекту. Затем в образованное окно вводят
оправку и при помощи молотка выправляют вмятину, после чего
металл отгибают на место и по периметру с трех сторон заваривают.
Нарушение соединения перегородок со стенками заваривают
сплошным швом проволокой Св-08 или Св-08ГС диаметром 2 мм.
Небольшие трещины, а также нарушение герметичности устраня-
ют пайкой низкотемпературным припоем. Значительные трещины
устраняют пайкой высокотемпературным припоем, а в некоторых
случаях и постановкой ремонтных накладок из листовой стали толщи-
ной 0,5... 1 мм, перекрывающих места повреждений на 10... 15 мм.
Накладки приваривают проволокой Св-08 или Св-08ГС диаметром
2 мм сплошным швом по периметру. После ремонта сварные швы
зачищают от брызг и окалины, а баки испытывают на герметичность
путем опрессовки в водяной ванне под давлением 0,3...0,35 кгс/см2
в течение 5 мин.
Топливопроводы низкого давления изготавливают из медных
или латунных трубок или из стальных трубок с противокоррозий-
ным покрытием. Трубопроводы высокого давления изготавливают
из толстостенных стальных трубок.
Техническое состояние топливопроводов характеризуется их про-
пускной способностью. Основные дефекты трубопроводов: вмятины
на стенках, трещины, переломы или истирания, повреждения раз-
324
ss^^s^^SEzsz^zzzzzzza
6
a
Рис. 22.1. Способы соединения трубопроводов:
а — низкого давления; б — высокого давления
вальцованных концов трубок в месте нахождения ниппеля. Перед
ремонтом трубопроводы промывают дизельным топливом или го-
рячим раствором каустической соды и продувают сжатым воздухом.
Топливопроводы, имеющие трещины и вмятины глубиной бо-
лее 3 мм, истирания глубиной до 2 мм, радиус изгиба менее 30 мм
и смятый конусный наконечник, подлежат замене или ремонту.
Накидные гайки, имеющие срыв резьбы более одного витка, а
также смятие граней под ключ, подлежат выбраковке.
Вмятины на трубопроводах устраняют правкой (прогонкой шари-
ка). При наличии трещин или переломов, а также истирания тру-
бок дефектные места либо заваривают латунью Л63 с последующей
зачисткой, либо вырезают, а затем соединяют топливопроводы низ-
кого давления при помощи соединительных трубок, а высокого дав-
ления — сваркой встык (рис. 22.1). Если при этом длина трубопро-
вода уменьшилась, то вставляют дополнительный кусок трубки.
Изношенные соединительные поверхности топливопроводов
низкого давления восстанавливают с помощью развальцовочного
приспособления ПТ-265.10Б (рис. 22.2). Для этого отрезают неис-
правный конец трубки с изношенной поверхностью, отжигают
трубку, надевают на нее ниппель с
гайкой, вставляют трубку 4 в отвер-
стие зажимного устройства 2, соот-
ветствующее ее диаметру, так, что-
бы торец трубки выступал пример-
но на 2... 3 мм над верхней кромкой
отверстия, и зажимают трубку. Раз-
вальцовку трубок производят легки-
ми ударами молотка по бойку 1.
Для высадки уплотняющего ко-
нуса на топливопроводах высокого
давления используют приспособле-
ние ПТ-265.00А (рис. 22.3). Перед
высадкой уплотняющего конуса не-
исправный конец топливопровода
отрезают и отгибают на длину 15 мм.
Надев на топливопровод накидную
гайку, устанавливают сухарики и
Кольцо. Топливопровод с сухарика-
Рис. 22.2. Приспособление
ПТ-265.10Б для развальцовки
трубопроводов низкого дав-
ления:
1 — боек; 2 — зажимное устрой-
ство; 3 — тиски; 4 — трубка
325
Рис. 22.3. Приспособ-
ление ПТ-265.00А
для высадки уплот-
няющего конуса на
топливопроводах вы-
сокого давления:
1 — упорное кольцо;
2 — пуансон; 3 — пре-
дохраняющая игла;
4 — стяжная гильза;
ми устанавливают в стяжную гильзу 4, при
этом торец пуансона должен упираться в
упорное кольцо 1, а топливопровод в пуан-
сон 2. Приспособление устанавливают на
пресс и производят высадку конусной головки.
По окончании высадки внутренний канал
топливопровода рассверливают сверлом со-
ответствующего диаметра на глубину 20 мм и
снимают заусенцы на наружной поверхности
топливопровода в месте разъема сухариков.
Топливопровод промывают дизельным топ-
ливом и продувают сжатым воздухом. В на-
кидные гайки ввертывают защитные пробки.
Отремонтированные топливопроводы
проверяют на герметичность, а трубопроводы
высокого давления и на пропускную способ-
ность путем пролива на стенде с контрольной
секцией топливного насоса и эталонной фор-
сункой. При этом замеряют количество топ-
лива, которое перетекает через топливо-
провод в течение 1...2 мин. По результатам
полученных значений производят комплек-
5 — обжимные сухари- тование топливопроводов на группы по про-
ки пускной способности. Различие в пропуск-
ной способности топливопроводов одного
комплекта не должно превышать 0,5% от средней величины про-
пускной способности топливопроводов, входящих в комплект.
22.2. Ремонт топливного и топливоподкачивающего насосов
Основные детали топливного насоса: корпус, головка, крыш-
ка-демпфер и коромысло. Корпус, головка, крышка-демпфер из-
готавливаются из цинкового сплава; коромысло — из стали 45Л с
последующей закалкой опорных поверхностей до HRC 52...62; ва-
лик ручного привода — из стали А12, рычаг — из стали 08.
Дефекты корпуса и способы их устранения: износы отверстий
под валик ручного привода и под ось коромысла устраняют поста-
новкой ДРД с последующим развертыванием.
Такие дефекты головки, как обломы, трещины и износ отвер-
стия под обоймы клапанов более допустимого, являются выбрако-
вочными признаками. Забоины, риски, раковины, следы корро-
зии на рабочих поверхностях, под клапаны и поверхностях приле-
гания крышки-демпфера и корпуса топливного насоса устраняют
припиливанием. Дефекты крышки-демпфера устраняют так же.
Такие дефекты коромысла, как обломы и трещины, являются
выбраковочными признаками. Погнутость коромысла устраняют
правкой его в холодном состоянии. Износ отверстия под ось устра-
326
няют постановкой ДРД с последующим развертыванием. Местный
износ поверхности под штангу толкателя устраняют обработкой
до исчезновения просвета между ними.
После сборки топливный насос должен быть испытан на уста-
новке с механическим приводом и обеспечивать при этом:
подачу топлива не более чем через 10 с после включения приво-
да при частоте вращения 45...50 мин-1 кулачкового вала (перед
испытанием полость над диафрагмой и клапаны должны быть
сухими);
производительность не менее 180 л/ч при частоте вращения ку-
лачкового вала 1300... 1400 мин-1;
давление, развиваемое насосом на выходе при закрытом
нагнетательном патрубке, должно быть не более 225 мм рт. ст. при
частоте вращения кулачкового вала 1300... 1400 мин-1; падение дав-
ления в течение 10 с при включенном приводе не допускается,
как и подтекание топлива в местах соединений.
Испытание топливного насоса производится на бензине при
высоте всасывания 0,5 м и подаче бензина на эту высоту по трубо-
проводу с внутренним диаметром 6 мм.
При низкой производительности топливоподкачивающего на-
соса (ТПН) закрепляют его корпус в слесарных тисках, выверты-
вают пробку пружины и вынимают из корпуса пружину и пор-
шень. Затем вывертывают из корпуса ТПН ручной насос в сборе,
пробку клапана и вынимают из корпуса ТПН пружины и клапаны.
Снимают ТПН с приспособления, предохранив от выпадения
штока из втулки. Пара «шток—втулка» является прецизионной, в
которой замена одной детали какой-либо деталью из другой пары
не допускается! Сняв стопорное кольцо толкателя, вынимают тол-
катель в сборе.
С поверхностей деталей, используя щетки и чистики, удаляют
смолистые отложения и продукты коррозии, препятствующие сво-
бодному перемещению толкателя в корпусе ТПН. Детали промы-
вают в щелочном растворе.
При наличии задиров на цилиндрической поверхности толка-
теля ее зачищают шлифовальной шкуркой. При необходимости
заменяют уплотнительные шайбы.
Корпус топливоподкачивающего насоса низкого давления из-
готавливают из серого чугуна СЧ 15—32. Обломы или трещины,
проходящие через резьбовые отверстия, являются выбраковочны-
ми признаками. Обломы и трещины на фланце корпуса устраняют
заваркой или наплавкой, если они захватывают не более 1/2 дли-
ны окружности отверстия. Износ отверстия под поршень устраня-
ют обработкой под ремонтный размер, при размере более допус-
тимого деталь бракуется. Выработку или коррозию рабочей поверх-
ности седел клапанов устраняют обработкой до размера «как чисто».
Ослабление посадки седла клапана устраняют обработкой под
ремонтный размер с последующей запрессовкой ремонтного сед-
327
ла. Диаметр отверстия под седло более допустимого является вы-
браковочным признаком.
Для восстановления герметичности корпуса топливоподкачи-
вающего насоса в резьбовом соединении «втулка штока — корпус»
выполняют следующие операции:
нагревают корпус топливоподкачивающего насоса до темпера-
туры 120 °C;
вывертывают пару «шток—втулка» из корпуса насоса;
очищают от остатков клея и обезжиривают резьбовые поверх-
ности втулки и корпуса насоса;
наносят кисточкой на резьбу втулки клей, приготовленный на
основе эпоксидной смолы марки ЭД-20, ЭД-16, и ввертывают втул-
ку в корпус до упора;
проверяют подвижность штока, при его затрудненном переме-
щении ослабляют затяжку втулки;
просушивают корпус насоса в течение 3 ч при температуре 100 °C
(или не менее 24 ч при температуре 20 °C).
При необходимости восстанавливают герметичность прилега-
ния клапанов насоса к седлам притиркой сопрягаемых поверхнос-
тей с использованием пасты АСМ 2/1 НОМ. Притирку проводят
вручную петлеобразными движениями. По окончании притирки
промывают детали в моющем растворе до полного удаления остат-
ков доводочной пасты и обдувают их сжатым воздухом.
После сборки ТПН проверяют плавность хода поршня и толкателя
под действием пружины, нажав рукой на ролик толкателя и пере-
местив толкатель до упора. Рука должна встретить упругое сопро-
тивление. После снятия усилия поршень должен легко возвращаться
в исходное положение. Заедания и прихватывания не допускаются.
Испытание ТПН на максимальное развиваемое давление и про-
изводительность проводят на стенде КИ-921МТ. Для этого подклю-
чают ТПН к стенду по схеме: топливный бак — фильтр грубой очи-
стки топлива — вакуумметр — топливоподкачивающий насос —
манометр — мерный резервуар. Включают стенд и по тахометру ус-
танавливают требуемые по техническим условиям частоту враще-
ния вала привода стенда, разрежение на всасывании и противодав-
ление на выходе из ТПН.
По манометру стенда фиксируют наибольшее развиваемое на-
сосом давление, а по количеству топлива, собранного в мерном
цилиндре, — его производительность. Результаты измерения произ-
водительности и максимального давления должны соответствовать
техническим условиям.
При отсутствии стенда КИ-921МТ проверку работоспособнос-
ти ТПН проводят вручную. Для этого закрывают большим и указа-
тельным пальцем одной руки всасывающее и нагнетательное от-
верстия и нажимают другой рукой на толкатель ТПН. При этом
палец на всасывающем отверстии должен втягиваться внутрь, а на
нагнетательном — отжиматься.
328
22.3. Ремонт топливного насоса высокого давления
и форсунок
Прецизионные детали (корпус распылителя с иглой, гильза с
плунжером, нагнетательный клапан с седлом и шток со втулкой)
не разукомплектовывают. Детали моют в керосине (прецизионные
детали отдельно). Нагар с поверхности форсунок удаляют в моечных
ультразвуковых установках. Отверстия в распылителях прочищают
специальными приспособлениями — чистиками. После мойки и чист-
ки детали обдувают сжатым воздухом или вытирают чистыми сал-
фетками, дефектуют и сортируют согласно техническим условиям.
Корпус топливного насоса высокого давления (ТНВД) изготав-
ливают из сплава алюминия АЛ9. Обломы и трещины, захватываю-
щие отверстия под штуцера и подшипники и находящиеся в трудно-
доступных местах, являются выбраковочными признаками. Все
остальные трещины и обломы устраняют наплавкой или заваркой
в среде аргона. Износ отверстий под толкатели плунжеров устраняют
обработкой под ремонтный размер. При размере этого отверстия
более допустимого корпус бракуют. Износ отверстия под подшип-
ники державки грузиков устраняют гальваническим натиранием
или постановкой ДРД. Износ отверстий под ось промежуточной
шестерни, под ось рычага реек и под ось рычага пружины устраня-
ют постановкой ДРД с последующим развертыванием до размеров
рабочего чертежа.
Детали плунжерной пары изготавливают из стали 25Х5МА. Такой
дефект, как заедание плунжера во втулке, является выбраковочным
признаком. Заедание отсутствует, если плунжер будет свободно опус-
каться в разных положениях по углу поворота во втулке при уста-
новке пары под углом 45 °. Износ рабочих по-
верхностей плунжерной пары, как и следы
коррозии на торцовой поверхности втулки, что
ведет к потере герметичности, устраняют пе-
рекомплектовкой.
Для этого сам плунжер и его втулку прити-
рают и доводят до шероховатости Аоз мкм
при допустимой овальности 0,2 мкм и конус-
ности 0,4 мкм. Затем плунжеры разбивают на
размерные группы (интервал 4 мкм) и подби-
рают по соответствующим втулкам. Далее плун-
жер и втулку притирают, промывают в бен-
зине и больше не обезличивают. Затем плун-
жерную пару проверяют, как указано выше.
Нагнетательный клапан в сборе с седлом
изготавливают из стали ШХ-15, HRC 58...64.
Основные дефекты показаны на рис. 22.4. Рис-
ки, задиры, следы износа и коррозия на ко-
нусных поверхностях 2, на направляющей
Рис. 22.4. Основные
дефекты нагнета-
тельного клапана в
сборе:
1 — поясок клапана;
2, 3 — поверхности
соответственно ко-
нусная и направляю-
щая; 4 — торец седла
329
3
^^6
Рис. 22.5. Основные
дефекты корпуса
распылителя и иг-
лы форсунки дви-
гателя ЯМЗ:
7 — игла; 2 — кор-
пус распылителя; 3 —
распылитель; 4 — на-
правляющая; 5 — ко-
нусные поверхности;
6 — сопловые отвер-
стия
поверхности 3 и на торце седла 4, на разгру-
зочном пояске клапана 1 устраняют притир-
кой на плите притирочными пастами. При
этом седло клапана крепят в цанговой дер-
жавке за резьбовую поверхность. Шерохова-
тость торцовой поверхности седла должна со-
ответствовать Ла 0,16 мкм, а направляющего
отверстия и уплотняющего конуса Ra 0,08 мкм.
После подбора и притирки клапанную пару
не обезличивают. Отсутствие заедания клапа-
на в седле определяется его свободным пере-
мещением под действием собственного веса
в разных положениях по углу поворота после
выдвижения клапана из седла на 1/3 длины.
Распылитель форсунки в сборе (рис. 22.5)
состоит из корпуса, который изготавливают
из стали 18Х2Н4ВА, HRC 56...60, и иглы из
стали Р18, HRC 60...65. Основные дефекты:
риски и следы износа на торцевой поверхно-
сти корпуса распылителя 3, на направляю-
щей 4, на конусных поверхностях 5 иглы и
корпуса и износ сопловых отверстий 6. Кор-
пус 2 распылителя с увеличением сопловых
отверстий и со следами оплавления носика
бракуют. Сопловые отверстия контролируют
калибром (если калибр проходит хотя бы в одно из отверстий,
корпус распылителя бракуется).
Риски и следы износа на торцевой поверхности корпуса рас-
пылителя устраняют путем притирки и доводки до зеркального
блеска на плите, применяя соответствующие притирочные пасты
в зависимости от глубины рисок. Риски и следы износа на на-
правляющей и конусной поверхности отверстий в корпусе удаля-
ют при помощи притиров, доводя поверхность до требуемой гео-
метрической формы и шероховатости и затем сортируют по диа-
метру на группы.
Иглу 1 обрабатывают на соответствующем притире, закрепляя
ее через обойму в патроне токарного станка, а притир при помо-
щи оправки держат в руках. При обработке корпуса притир зак-
репляют в патроне станка, а корпус держат в руках (частота вра-
щения шпинделя 200...350 мин-1, притирку заканчивают при по-
явлении на корпусе притира пояска шириной до 0,5 мм). Иглы
сортируют на группы по диаметру направляющей поверхности,
подбирают по соответствующим группам корпусов распылителей
и доводят притиркой сопряженных деталей после нанесения тон-
кого слоя пасты сначала на цилиндрическую поверхность иглы,
затем на конусную (предварительно промыв и смазав дизельным
топливом цилиндрическую поверхность).
330
Притирку и доводку производят тремя пастами: притирку —
пастой 28 мкм (светло-зеленого цвета), доводку — пастой 7 мкм
(темно-зеленого цвета), освежение — пастой 1 мкм (черного цвета
с зеленым оттенком). После каждого процесса притирки и до-
водки детали необходимо тщательно промывать в чистом дизель-
ном топливе.
Сопряжение корпус распылителя — игла после ремонта долж-
но соответствовать следующим техническим требованиям:
расстояние между торцом иглы и корпуса должно быть в преде-
лах, определяемых техническими условиями; этот размер обеспе-
чивается доводкой торца;
игла после тщательной ее промывки и смазки дизельным топли-
вом, выдвинутая на 1/3 длины из корпуса, наклоненного на угол
45°, должна плавно без задержек опускаться до упора под дей-
ствием собственной массы (проверка плотности, качества распы-
ливания и герметичности запорного конуса производится при ис-
пытании форсунки в сборе).
Все непрецизионные детали восстанавливают ранее рассмотрен-
ными способами: трещины на корпусе — заваркой по технологии,
применяемой при сварке деталей из алюминиевого сплава; резьбу
с повреждениями более двух ниток — заваркой и нарезанием резь-
бы по рабочему чертежу, а также нарезанием ремонтной резьбы
или постановкой ввертышей; изношенные опорные шейки вала —
шлифованием под ремонтный размер или хромированием с пос-
ледующим шлифованием под размер рабочего чертежа.
После сборки приборы системы питания высокого давления
прирабатываются, регулируются и испытываются на стендах
СДТА-1, СДТА-2. Форсунки испытывают на герметичность, на
начало впрыскивания и качество распыливания, на пропускную
способность, по которой форсунки разбиваются на четыре груп-
пы (0, 1, 2, 3) с клеймением их по наружной поверхности со-
единения со штуцером.
ТНВД испытывают на начало подачи топлива секциями, на гер-
метичность, на производительность и равномерность подачи топли-
ва. Насосы испытывают и регулируют на определенных режимах.
Номинальный режим: начало действия регулятора; цикловая подача
топлива или производительность секции (насоса) при номиналь-
ной частоте вращения кулачкового вала; неравномерность подачи
топлива между секциями насоса; угол начала нагнетания топлива и
чередование подачи по секциям насоса; угол начала впрыскивания
топлива и чередование его подачи по секциям насоса.
Режим перегрузки (максимального крутящего момента): цикловая
Подача топлива или производительность секции (насоса) при ча-
стоте вращения кулачкового вала, соответствующей максимальной
частоте вращения коленчатого вала на холостом ходу двигателя;
частота вращения кулачкового вала в момент полного автоматичес-
кого выключения регулятором подачи топлива секциями насоса.
331
Пусковой режим: цикловая подача топлива или производи-
тельность секции (насоса) при пусковой частоте вращения; часто-
та вращения кулачкового вала насоса в момент автоматического
выключения обогатителя.
В топливных насосах отдельных марок дополнительно контроли-
руют цикловую подачу на частоте вращения кулачкового вала,
соответствующей минимальной частоте вращения коленчатого вала
на холостом ходу двигателя.
Испытание и регулирование топливного насоса проводят на
стенде КИ-921 МТ, укомплектованном набором стендовых фор-
сунок. Перед испытанием подключают насос к системе топливо-
подачи стенда и заливают свежее масло в корпус насоса и регуля-
тора до верхних меток указателей уровня.
Если проводилась замена плунжерных пар или восстанавливалось
какое-либо соединение в насосе или регуляторе, то перед регули-
ровкой насос обкатывают на стенде с полной подачей топлива в
течение 10... 15 мин без форсунок, а затем 20...30 мин с форсунка-
ми при частоте вращения кулачкового вала 800...850 мин-1.
В процессе обкатки следят за возможным появлением стуков,
местных нагревов, подтеканий топлива, масла и других неисправ-
ностей. Устранив обнаруженные неисправности, приступают к ре-
гулировке насоса.
ГЛАВА 23. РЕМОНТ ПРИБОРОВ
ЭЛЕКТРООБОРУДОВАНИЯ
23.1. Ремонт генераторов
Дефекты генераторов: нарушение контакта щеток с контакт-
ными кольцами в результате износа или зависания щеток, по-
ломки или ослабления щеточных пружин; замыкание на массу
изолированных выводов обмоток статора или ротора; обрыв или
межвитковое замыкание обмоток статора или ротора; обрыв или
пробой диодов у генераторов со встроенными выпрямителями;
износ поверхности контактных колец; трещины или сколы щет-
кодержателя.
Преждевременный отказ в работе подшипников происходит из-
за отсутствия смазки или при значительно превышающем норму
натяжении приводного ремня. В местах установки шариковых под-
шипников возникает износ: на поверхности вала якоря в результа-
те проворачивания его обойм при разрушении подшипников; в
отверстиях крышек под посадку подшипников.
Повреждение изоляционных прокладок щеткодержателей и по-
теря упругости их пружин происходят из-за местного нагрева вслед-
ствие образования токопроводящих мостиков при загрязнении.
332
В результате недостаточной жесткости установки генератора на
двигателе могут возникнуть обломы ушков крышки и трещины в
перемычках между вентиляционными отверстиями. Для крышек
характерно возникновение дефектов, связанных с износом отвер-
стий в ушках под болты крепления и срывом резьбы в ушке под
болт крепления натяжного кронштейна.
У шкива возможно появление износа: бортов канавки шкива
из-за увеличенного против нормального натяжения приводного
ремня; краев канавки под шпонку из-за недостаточной затяжки
гайки, крепящей шкив на валу якоря генератора.
Разборка генераторов включает следующие работы: отвертыва-
ние винтов крепления и снятие щеткодержателя в сборе со щетка-
ми; отвертывание винтов крепления крышки подшипника со сторо-
ны контактных колец и снятие ее; отвертывание стяжных винтов
крепления крышек генератора; снятие с помощью съемника или
пресса крышки со стороны контактных колец в сборе с предвари-
тельным отвертыванием винтов крепления фазных выводов обмотки
статора; снятие с крышки со стороны контактных колец блоков
диодов; снятие статора с обмотками; отвертывание гайки со сто-
роны контактных колец и со стороны шкива с предварительным
закреплением ротора в тисках; снятие с помощью съемника или
пресса с вала ротора: шкива и шпонки; крышки со стороны при-
вода и подшипника со стороны контактных колец; снятие с крышки
со стороны привода шайбы крепления сальника и подшипника.
При дефектации деталей выполняют следующие операции:
давление пружин на щетки проверяют динамометром. Оно дол-
жно соответствовать техническим условиям для данного типа ге-
нератора. Пружины щеток, потерявшие упругость, заменяют;
замыкание на массу изолированных выводов и обмоток проверя-
ют контрольной лампой, питаемой от аккумуляторной батареи или
сети напряжением 220 ...500 В (рис. 23.1, а), или омметром. При
нарушении изоляции лампа горит. Обрыв обмотки возбуждения
или статора проверяют прикосновением щупов к контактным коль-
цам или поочередно к выводам фаз обмотки статора. В случае обрыва
лампа гореть не должна или стрелка омметра не будет отклоняться
(рис. 23.1, б). Межвитковые замыкания обмотки ротора определя-
ют по сопротивлению катушки возбуждения, которое должно со-
ответствовать техническим условиям (рис. 23.1, в). Обмотки статора
на межвитковые замыкания проверяют омметром и сравнивают изме-
ренные значения сопротивлений между выводами (см. рис. 23.1, в).
При отсутствии межвитковых замыканий сопротивления между
выводами должны быть одинаковыми;
диоды проверяют источником постоянного тока напряжением
не выше 24 В, которое прикладывают к выводам диода через кон-
трольную лампу (рис. 23.2). Исправный диод должен проводить ток
только в одном направлении. При приложении напряжения в пря-
мом направлении (плюс источника соединен с плюсом диода)
333
Рис. 23.1. Схемы выявления дефектов обмотки статора и обмотки
возбуждения ротора:
а — на обрыв; б — замыкание на массу; в — на отсутствие межвитковых
замыканий
контрольная лампа должна гореть, а при приложении напряже-
ния в обратном направлении она гореть не должна. Если конт-
рольная лампа горит при приложении напряжения в обоих на-
правлениях, диод негоден из-за короткого замыкания в нем (про-
боя). Если контрольная лампа не горит при приложении напряжения
в обоих направлениях, диод негоден из-за обрыва;
Рис. 23.2. Проверка состояния бло-
ка диодов
механические повреждения —
износ шеек вала ротора, разру-
шение подшипников, разработ-
ка шпоночной канавки в шкиве,
смятие шпонки, выработка в
крышках посадочных мест под
подшипники и другие дефекты —
выявляют осмотром и измерени-
ем. Щеткодержатели, имеющие
сколы, трещины и деформацию
корпуса, заменяют.
Ремонт генератора включает
следующие операции:
поврежденную изоляцию вы-
водов заменяют исправной;
334
для снятия отказавшей в работе катушки возбуждения необхо-
димо разобрать ротор с помощью съемника или пресса. Намотку
катушки возбуждения делают на оправку проводом соответствую-
щего диаметра. Исправную катушку возбуждения устанавливают
на втулку между двумя изоляционными шайбами, напрессовывают
на вал половину полюсов и контактные кольца, закрепляют по-
люсы с помощью гайки, выводы катушки припаивают к контакт-
ным кольцам. Затем ротор пропитывают изоляционным лаком;
при отказе в работе одной из фазных обмоток статора заменяют
все фазные катушки. У дефектного статора выжигают изоляцию,
после чего фазные катушки снимают. Новые катушки каждой фазы
наматывают проводом соответствующего диаметра с помощью при-
способления на специальной разборной оправке. По окончании
намотки откусывают конец провода, отвинчивают гайку ойравки
и разъединяют секции для снятия катушек фазы. Затем оправку
собирают по порядку номеров, выбитых на каждой секции, для
намотки следующей фазной обмотки. В углубления очищенного и
окрашенного нитроэмалью статора вставляют изогнутую П-образ-
ную изоляцию из электротехнического картона. На выступы стато-
ра поочередно надевают катушки каждой фазы. Фиксируют катуш-
ки в пазах текстолитовыми удерживающими клиньями. Начала
фазных катушек зачищают, скручивают и спаивают в тигле при-
поем ПОС-40. На выводные концы надевают изоляционные хлорви-
ниловые трубки и закрепляют присоединительные наконечники.
Статоры пропитывают путем погружения в ванну с лаком ГФ-95
на 1... 2 мин. Сушку производят в шкафу при температуре 100... 120 °C
в течение 4 ч;
поврежденные диоды в блоках отпаивают от соединительных шин
и на их место устанавливают исправные. Перед припайкой диодов
к шинам проверяют полярность с помощью контрольной лампы
так, как это указывалось выше. Условия пайки: припой ПОС-61;
флюса — спиртовой раствор канифоли; продолжительность пайки
не должна превышать 15 с;
контактные кольца протачивают до выведения следов износа и
размера не менее оговоренного в технических условиях. Если диа-
метр колец после проточки меньше допустимого из-за значитель-
ного износа, то кольца заменяют новыми, предварительно отпаяв
от них выводы обмотки возбуждения;
вместо дефектной шпоночной канавки на валу ротора фрезеру-
ют новую в месте, противоположном старой;
шейки вала ротора под посадку подшипников восстанавливают
хромированием или пластическим деформированием (накаткой).
изношенное отверстие в крышках под посадку подшипника
восстанавливают с помощью дополнительной ремонтной детали
(растачивание отверстия под втулку, изготовление втулки, за-
прессовка втулки, растачивание и шлифование втулки под номи-
нальный размер);
335
изношенные отверстия в ушках крышек под болты крепления
восстанавливают с помощью дополнительной ремонтной детали
(растачивают отверстие с помощью кондуктора под втулку, ре-
монтную втулку накатывают по внешнему диаметру и запрессовы-
вают в подготовленное отверстие ушка);
сорванную резьбу в ушке под натяжной кронштейн восстанав-
ливают путем нарезания резьбы увеличенного диаметра.
Сборку генераторов производят в порядке, обратном разборке,
при соблюдении следующих технических требований: изоляция
выводов крышек должна выдерживать испытание переменным то-
ком напряжением 220 В; катушка обмотки возбуждения ротора
должна быть проверена на отсутствие межвитковых замыканий и
замыканий на корпус; контактные кольца не должны замыкаться
между собой и на корпус; катушка возбуждения должна плотно
зажиматься в свободном пространстве ротора под полюсами; со-
бранный ротор должен быть пропитан изоляционным лаком; в
шариковые подшипники должна быть заложена специальная смазка
(ЛЗ-158, ЦИАТИМ-201 и т.д.); фетровые шайбы сальников про-
питаны индустриальным маслом 45, с последующим отжимом;
биение контактных колец относительно посадочных мест под ша-
риковые подшипники не должно превышать 0,05 мм.
После сборки генератора ротор должен вращаться свободно
от руки. Продольный люфт ротора должен быть в пределах
0,15...0,25 мм. Размеры, зазоры и натяги в сопряжениях отдель-
ных деталей при сборке генераторов должны соответствовать тех-
нической документации на ремонт данного типа генератора.
Испытания генераторов осуществляют на соответствие их вы-
ходных параметров техническим характеристикам, приведенным
в технических условиях. Испытания генераторов проводят на кон-
трольно-испытательном стенде (типов 2214, Э-211, 532, КИ-968
и др.). При испытании проверяют частоту вращения ротора, при
которой генератор развивает определенное напряжение без нагрузки
и под нагрузкой.
23.2. Ремонт стартеров
Дефекты стартеров: забоины и заусенцы на посадочных местах
крышек; срыв внутренней и внешней резьбы на отдельных деталях
стартера; срыв шлицев головок винтов крепления полюсных сер-
дечников; задиры на внутренней поверхности полюсных сердеч-
ников из-за задевания их железом якоря при износе подшипни-
ков; повреждение изоляции обмоток якоря и возбуждения из-за
перегрева или загрязнения; нарушение изоляции изолированных
щеткодержателей; износ якоря под втулки подшипников в крыш-
ках и промежуточной опоре; износ втулок; замыкание или обрыв
обмоток катушек реле стартера или окисление контактных болтов
и диска; повреждение муфты привода (заклинивание или проскаль-
336
зывание роликов, трещины на одной из полумуфт, износ зубьев
или забоины торцов шестерни и т.д.); износ роликов, отверстий
под пальцы рычага привода.
Разборка стартеров включает следующие операции: отвертывание
винтов крепления и гайки перемычки; отсоединение реле стартера
от корпуса; ослабление или снятие стяжного болта; снятие защитной
ленты; удаление щеток из щеткодержателей; вывертывание стяжных
шпилек; снятие крышки со стороны коллектора; снятие оси рычага
привода и отвертывание винтов крепления промежуточного подшип-
ника; удаление якоря из корпуса и снятие с него крышки со стороны
привода; снятие муфты привода и промежуточного подшипника с
вала якоря с предварительным удалением упорного и замкового ко-
лец; отвертывание гайки выводного болта и винтов крепления полю-
сов с обмотками и удаление их из корпуса стартера; снятие крышки
и удаление сердечника со штоком из корпуса реле стартера.
В зависимости от конструкции стартера последовательность опе-
раций разборки может несколько отличаться от указанной.
Дефектацию отдельных деталей стартера осуществляют путем
измерения изношенных поверхностей универсальным (микромет-
ром, штангенциркулем, линейкой) или специальным (шаблона-
ми, калибрами) измерительным инструментом.
Обрыв обмоток реле выявляют с помощью контрольной лампы.
При отсутствии обрыва лампа, включенная между выводом реле и
корпусом, должна гореть.
Без перемотки катушек реле можно устранить лишь обрыв в
месте соединения вывода удерживающей обмотки с корпусом. Для
этого пропаивают это соединение или осаживают заклепку, кре-
пящую провод к корпусу.
Межвитковые замыкания обмоток реле стартера выявляют из-
мерением сопротивления втягивающей и удерживающей катушек.
Если измеренные сопротивления окажутся меньше значений, ука-
занных в технических условиях, то имеется межвитковое замыка-
ние. Если же имеется обрыв обмоток в других местах (обычно в
соединении катушек с выводами), то так же, как и при межвитко-
вых замыканиях, реле стартера заменяют исправным.
Состояние контактных болтов, диска реле и включателя оце-
нивают осмотром. Изношенные медно-графитовые втулки крышек
стартера заменяют новыми. Винты крепления полюсных сердечни-
ков с сорванными шлицами заменяют новыми.
Наиболее часто встречающейся неисправностью привода явля-
ется заклинивание или пробуксовка муфты свободного хода. Про-
верку муфты на пробуксовку проводят прокручиванием шестерни
привода относительно шлицевой втулки в приспособлении при
Помощи динамометрического рычага. В этом случае шестерня в
одном направлении проворачиваться не должна (при моменте, пре-
вышающем в 2,5 раза номинальный крутящий момент стартера
при полном торможении), а в другом направлении должна прово-
337
рачиваться свободно. Привод, у которого имеет место пробуксовка
или заклинивание муфты свободного хода, разбирают, а все дета-
ли дефектуют. При разборке муфту со снятой пружиной зажимают
в патрон токарного станка и развальцовывают кожух специальным
резцом. Кожух муфты можно развальцовывать в тисках с помощью
специально заточенного зубила.
Изоляцию щеткодержателей крышки, обмотки якоря и других
деталей контролируют лампочкой, которая не горит при нормаль-
ной изоляции и загорается, если она нарушена.
При ремонте стартеров выполняют следующие операции:
забоины и заусенцы на посадочных местах корпуса и крышек
удаляют напильником;
нарушение изоляции щеткодержателей восстанавливают путем
замены заклепок и оси. На новые заклепки и ось рычага щеткодер-
жателя надевают новые изоляционные втулки и прокладки, после
чего их расклепывают и покрывают головки цапонлаком или глиф-
талевой нитроэмалью № 1201;
ремонт обмоток катушек возбуждения и якоря осуществляется
путем замены изоляции. В качестве изоляции применяют кабель-
ную бумагу, литероид толщиной 0,25...0,4 мм и хлопчатобумаж-
ную ленту.
У катушек возбуждения: удаляют поврежденную изоляцию; по-
лоски изоляции вставляют между витками; сверху плотно обматы-
вают хлопчатобумажной лентой; выводные концы катушек соеди-
няют между собой и спаивают припоем ПОС-40 с применением
канифоли; отремонтированные катушки пропитывают изоляци-
онным лаком и просушивают в сушильном шкафу; в готовые и
проверенные катушки вставляют полюсные сердечники и закреп-
ляют в корпусе полюсными винтами.
У обмотки якоря: концы проводов отпаивают от коллектора;
отпаянные концы секций при помощи выколотки выбивают из
пластин коллектора; снимают верхний слой проводов обмотки; пе-
ред снятием нижнего слоя проводов проверяют, отпаялись ли концы
обмотки от пластин коллектора, после чего снимают провода; из-
влекают провода обмотки из пазов железа якоря (форму изгиба
секций сохраняют); если обмотка деформирована, то ее правят на
плите деревянным или медным молотком, проверяя форму выги-
ба секций по шаблону; удаляют из пазов старую изоляцию; вместо
поврежденной торцовой изоляции на клею или изоляционном лаке
устанавливают новую; в изолированный паз укладывают провод с
таким расчетом, чтобы начало секции располагалось в прорези
соответствующей пластины коллектора с учетом шага по пазам;
между верхним и нижним проводниками в пазу укладывают изо-
ляцию из электроизоляционного картона (у якорей стартеров по-
вышенной мощности — хлопчатобумажный шнур диаметром 3 мм);
укладка нижних концов секций в шлицы пластин коллектора; ук-
ладка на проводники воротничка из плотной бумаги; запрессовка
338
в шлицы пластин коллектора верхних концов секций; припаива-
ние концов проводов обмотки к пластинам коллектора; проверка
изоляции обмотки; пропитка и сушка якоря; обтачивание коллек-
тора с последующим шлифованием стеклянной шкуркой (допус-
тимое уменьшение диаметра коллектора не должно превышать
размера, указанного в технических условиях).
В случае, если пластины коллектора имеют замыкание на корпус
или ослабло их крепление на втулке, коллектор заменяют новым.
При наличии погнутости стальной крышки стартеров их правят.
Трещины и отколы чугунных и алюминиевых крышек устраня-
ют электродуговой или газовой сваркой.
Изношенные втулки подшипников заменяют новыми. Новые втул-
ки перед запрессовкой высушивают при температуре 80... 120°C в
течение 1 ч, после чего выдерживают в авиационном масле МС-14
в течение 2 ч при температуре плюс 180... 190°C. После запрессовки
втулку развертывают под номинальный или ремонтный размер шей-
ки вала якоря.
Изношенные шейки вала якоря под крышки ремонтируют шли-
фованием под ремонтный размер.
Ремонт втулки с муфтой свободного хода привода стартера осу-
ществляют заменой изношенных деталей (роликов, толкателей ро-
ликов, пружин и т.д.) и зачисткой забоин и заусенцев на зубьях
шестерни. На собранную муфту надевают стальной кожух, закреп-
ляют привод в патроне токарного станка и завальцовывают кожух
путем обкатки и роликом.
При незначительном подгаре болтов и диска у реле включения
контактирующие поверхности зачищают. При большом подгаре
контактные болты следует повернуть на 180° или заменить, а кон-
тактный диск перевернуть на другую сторону.
Сборку стартеров производят в порядке, обратном разборке при
соблюдении следующих требований: щетки должны свободно пере-
мещаться в щеткодержателях без заеданий и перекосов; пружины
должны прижимать щетки к коллектору с усилием, соответствую-
щим данным технических условий; допустимый люфт вала якоря
Должен быть 0,8... 1,0 мм, а радиального люфта, ощутимого рукой,
не должно быть; муфта привода стартера должна свободно пе-
ремещаться по шлицам вала и возвращаться в исходное положение;
перед сборкой необходимо смазать шейки вала и трущиеся детали
привода; зазор между шестерней и упорным кольцом при включен-
ном положении реле стартера и люфте, выбранном в сторону кол-
лектора якоря, должен быть в пределах 2,5_°-5 мм; должен быть прове-
рен момент включения основных и дополнительных контактов реле.
Испытание стартеров проводят на контрольно-испытательном
стенде типа 2214, Э211, 532М с целью проверки характеристики
холостого хода и полного торможения в соответствии с техничес-
кими условиями. Отклонение крутящего момента от нормы в мень-
Шую сторону, а силы тока в большую указывает на дефекты в
339
обмотках стартера или на неправильную его сборку. Малый крутя-
щий момент и потребляемый ток свидетельствуют о плохом кон-
такте питания стартера. Если напряжение на зажимах стартера на-
ходится в пределах нормы, то неисправность следует искать в са-
мом стартере.
23.3. Ремонт распределителей
Дефекты распределителей', обломы и трещины любого характе-
ра и расположения на стенках корпуса и других деталях; износ
втулок и хвостовика корпуса; ослабление заклепок крепления крон-
штейна пружинной защелки; износ шеек валика под втулки кор-
пуса и под кулачок; погнутость валика; износ шлица валика; ос-
лабление осей грузиков на пластине центробежного регулятора;
поломка или погнутость стоек пружин центробежного регулятора;
износ кулачка прерывателя, ослабление крепления пластины к
кулачковой втулке; износ пазов пластины под штыри грузиков;
заедание шарикового подшипника подвижного диска прерывате-
ля; износ обойм подшипника; повреждение или обрыв соедини-
тельных проводов прерывателя; загрязнение фильца для смазыва-
ния кулачка прерывателя; повреждение стойки фильца; обгорание
и износ контактов прерывателя; износ выступа рычажка прерыва-
теля; потеря упругости пружины рычажка; износ оси рычажка;
износ резьбовых отверстий под винты крепления неподвижного
диска к корпусу; повреждение диафрагмы вакуумного регулятора
опережения зажигания; ослабление пружины диафрагмы; погну-
тость и износ отверстия тяги диафрагмы; потеря емкости или про-
бой изоляции конденсатора; обрыв выводного провода; вмятины
на корпусе; облом или отпайка кронштейна конденсатора; повреж-
дение изоляции или поломка наконечников проводов высокого
напряжения; отколы, трещины на крышке и роторе распредели-
теля; погнутость пластин октан-корректора.
Разборку распределителей следует проводить в таком порядке:
отстегнуть пружинные защелки и снять крышку распределителя;
снять ротор; отсоединить пластину октан-корректора от корпуса;
снять вывод низкого напряжения, предварительно отсоединив от
него провод конденсатора и провод к подвижной пластине преры-
вателя; снять конденсатор, предварительно отвернув винты креп-
ления; снять вакуумный регулятор (предварительно отвернув вин-
ты крепления регулятора к корпусу и отсоединив тягу диафрагмы
от подвижного диска); отвернуть штуцер и вынуть регулировочные
прокладки (шайбы) и пружину регулятора; вынуть неподвижный
диск в сборе с подвижным из корпуса, отвернув предварительно
винты крепления диска к корпусу, а также отсоединить непод-
вижный диск пластины от подвижного (отвернув винты, крепя-
щие подшипник) и снять с подвижного диска рычажок прерыва-
теля с пружиной, неподвижный контакт прерывателя и фильц для
340
смазывания кулачка; снять кулачковую втулку с валика, отвернув
винт ее крепления; выбить штифт, снять с валика наконечник со
шлицем и вынуть валик из корпуса; разобрать центробежный регу-
лятор, сняв предварительно грузики и пружины.
Дефектация деталей: обломы и трещины корпуса, валика, ку-
лачковой втулки, деформацию пружины молоточка прерывателя,
срыв резьбы определяют внешним осмотром с применением в
необходимых случаях лупы четырехкратного увеличения. Износы
валика и кулачка определяют при помощи микрометра. Биение
шейки валика кулачка относительно шеек под втулки корпуса и
погнутость валика определяют при помощи индикатора вращени-
ем валика на призмах; исправность конденсатора, если на его кор-
пусе нет явных механических повреждений, определяют провер-
кой его емкости и исправности диэлектрика на стендах СПЗ-6,
СПЗ-8 и др.
Выбраковываются и заменяются новыми: карболитовые крыш-
ки и ротор, имеющие отколы и трещины; корпус при обнаруже-
нии обломов или трещин; обломанные пружинные защелки креп-
ления крышки; валик в сборе при наличии трещин; кулачковая
втулка при обнаружении на ней трещины любого характера, а так-
же при износе отверстия более 0,015 мм по диаметру; кулачок,
имеющий ступенчатый износ или задиры на рабочей поверхнос-
ти, а также при его биении более 0,04 мм; подшипник, если после
промывки в керосине не будет вращаться свободно и если люфт
наружной обоймы подшипника относительно внутренней более 0,05
мм; рычажки прерывателя с обломами или большим износом вы-
ступа; деформированные и потерявшие упругость пружины рычаж-
ков; регулировочные эксцентрики и фиксирующие винты с повреж-
денными прорезями под отвертку; поломанные держатели шари-
кового подшипника; конденсаторы емкостью менее номинальной,
имеющие короткое замыкание или большую утечку, а также глу-
бокие вмятины на корпусе, приводящие к повреждению диэлект-
рика; вакуумный регулятор в сборе с обломом или трещиной крон-
штейна крепления; поврежденные или потерявшие упругость пру-
жины; обломанные наконечники проводов высокого напряжения.
Ремонт: наружную поверхность хвостовика корпуса ремонти-
руют постановкой ремонтной втулки, хромированием, железне-
нием, полуавтоматической наплавкой в среде углекислого газа или
виброконтактной наплавкой. После восстановления хвостовик
шлифуют до номинального диаметра, базируя корпус по отвер-
стию под втулки;
втулки с изношенными отверстиями под валик выпрессовы-
вают с помощью специальной оправки и на их место устанавли-
вают новые;
при биении валика выше 0,04 мм его правят на свинцовой пли-
те или деревянном бруске. Изношенные шейки валика восстанав-
ливают под ремонтный размер (уменьшением диаметра до 0,2 мм)
341
или хромированием с последующим шлифованием под номиналь-
ный размер, а изношенную хвостовую часть валика — наваркой
высокоуглеродистой проволоки. После наварки хвостовик обраба-
тывают под номинальный размер с последующей термической
обработкой до твердости HRC 48...52.
Сборку распределителя производят в последовательности, об-
ратной разборке, соблюдая следующие требования: все трущиеся
поверхности перед сборкой должны быть смазаны консистентной
смазкой ЦИАТИМ-201; грузики центробежного регулятора опе-
режения зажигания должны свободно вращаться на осях; характе-
ристики пружин центробежного регулятора должны соответство-
вать данным технических условий; под головку винта кулачковой
втулки должна быть положена пружинная шайба; продольный люфт
втулки кулачка не должен превышать 1 мм; вращение шарикового
подшипника пластины прерывателя должно быть свободным, без
заеданий; люфт наружной обоймы подшипника относительно внут-
ренней допускается не более 0,05 мм; шариковый подшипник дол-
жен быть заполнен консистентной смазкой ЦИАТИМ-201; саль-
ник втулки должен быть изготовлен из чистого фетра и пропитан
индустриальным маслом 45; ось рычажка прерывателя не должна
иметь качания в месте крепления; рычажок прерывателя должен
быть укреплен на оси без люфта; подбором текстолитовых шайб
следует обеспечить совпадение контактов с точностью до 0,25 мм;
контакты должны иметь гладкие, шлифованные поверхности, па-
раллельные между собой; толщина слоя вольфрама на контактах
должна быть не менее 0,5 мм; длина проводника на корпус долж-
на обеспечивать свободный ход пластины без его натяжения; со-
единительный проводник должен иметь на концах напаянные на-
конечники; угольный контакт в центральном гнезде крышки рас-
пределителя должен перемещаться свободно, без заеданий; в
кольцевую канавку крышки при необходимости следует устано-
вить на колею уплотнительную прокладку; конденсатор должен
иметь емкость в пределах, указанных в технических условиях; вы-
водной проводник конденсатора должен иметь неповрежденную
изоляцию; валик распределителя должен свободно вращаться во
втулках корпуса; размеры, зазоры и натяги в сопряжениях при
сборке распределителей должны соответствовать технической до-
кументации на ремонт.
В собранном прерывателе контакты следует зачищать при помо-
щи стеклянной или шлифовальной бумаги зернистостью 140... 170,
надфиля или абразивной пластинки. Толщина надфилей и абра-
зивных пластин не должна превышать 1 мм. После зачистки кон-
такты необходимо протереть замшей, смоченной в бензине.
Испытание распределителей производят на стендах СПЗ-8,
КИ-968, СПЗ-6 или др. При испытании распределителей опреде-
ляют: сопротивление контактов прерывателя (по падению напря-
жения на замкнутых контактах); усилие в граммах, с которым пру-
342
хина рычажка сжимает контакты прерывателя; бесперебойность
искрообразования, угол чередования искр (синхронность); угол
замкнутого состояния контактов; изменение угла опережения за-
жигания, создаваемое центробежным регулятором; изменение угла
опережения зажигания, создаваемое вакуумным регулятором.
ГЛАВА 24. РЕМОНТ АВТОМОБИЛЬНЫХ ШИН
24.1. Причины возникновения дефектов в шинах
и их устранение
Современная автомобильная шина представляет собой эластич-
ную резинокордную оболочку сложной конструкции, монтируе-
мую на обод колеса, наполняемую сжатым воздухом и предназна-
ченную для обеспечения надежной передачи тяговых и тормозных
сил, способности устойчивого прямолинейного движения, мало-
го нагрева, пригодности к эксплуатации в любое время года, ма-
лой чувствительностью к переезду через рельсы, достаточной со-
противляемостью к повреждению боковых стенок, высокой без-
опасности и экономичности.
В табл. 24.1 приведены наиболее характерные виды преждевре-
менного износа шин. Наиболее часто встречающимися поврежде-
ниями шин являются порезы, неравномерный износ, отслаива-
ние или разрыв протектора, расслаивание каркаса или его излом,
прокол или разрыв камеры, пропуск воздуха через вентиль. Свое-
временное устранение мелких повреждений шин снижает затраты
на их ремонт, предупреждает их дальнейшее разрушение и повы-
шает их пробег на 5... 10%. При нормальной эксплуатации шин
каркас надежно служит в 2...3 раза больше срока службы протек-
тора новой шины, т. е. позволяет эффективно эксплуатировать шины
с восстановленным 2...3 раза протектором.
При ремонте автомобильных шин применяют починочный ма-
териал (резиновый и резинотканевый):
требующий горячей вулканизации — резину: протекторную лис-
товую (толщиной 2 мм для заполнения повреждений протектора и
боковин покрышек), вальцованную (толщиной 10 мм для наложе-
ния протектора навивкой узкой ленты) и в виде профилирован-
ных лент различных размеров (для наложения нового протектора);
листовую прослоечную (толщиной 0,9 и 2,0 мм для обеспечения
связи между починочным материалом и покрышкой) и камерную
(толщиной 2,0 мм для ремонта камер); клеевую вальцованную (для
изготовления резинового клея); обрезиненный корд (для ремонта
каркаса покрышки и изготовления пластырей) и прорезиненный
Чефер (для ремонта бортов покрышек и пяток вентилей);
самовулканизирующий — пластыри резинокордовые с адгезив-
ным слоем (для усиления поврежденных участков покрышек) и
343
Таблица 24.1
Виды преждевременного износа шин
Рисунок Характеристика износа
Износ протектора в зависимости от давления
Повышенный износ средней части из-за эксплуатации шины с избыточным давлением
о Равномерный износ протектора при эксплуатации шины с рекомендованным давлением
Повышенный износ крайних дорожек из-за эксплуатации шины с пониженным давлением
Износ протектора в зависимости от угла схождения передних колес
Б — А > 4 мм б /вВН11\ При увеличенном (положительном) угле схождения передних колес более допустимого
Б — А < 2 мм ЫЦ tq При уменьшенном (отрицательном) угле схождения передних колес менее допустимого
Износ протектора при развале колес
Развал + .1 iJ~ Нормаль- Дк ны“ Более jjf допус- W1 zF <’• < тимого |£г /К t-у При положительном развале колес более допустимого (левое переднее колесо — вид сзади)
Развал ~t । к к ~~ Нормаль- /triTLruSx^ „ ныи Более допус- ПП тимого LjT /кЗгу ТуЯ\ При отрицательном развале колес более допустимого (левое переднее колесо — вид сзади)
344
Окончание табл. 24.1
Рисунок Характеристика износа
Односторонний износ протектора задних колес
г Пись г Изгиб балки заднего моста из-за нарушений правил эксплуатации автомобиля
Пятнистый износ протектора
Повышенный дисбаланс колеса
Износ отдельных участков протектора
Резкое трогание с места и торможение автомобиля с блокировкой колес
Вздутие на боковине или протекторе
Эксплуатация шин на дорогах с плохим покрытием при высоких скоростях, а также при наезде на камни, стекло, металлические и другие предметы
Разрыв боковины
Эксплуатация шин с нагрузкой, превышающей допустимую; удары боковиной о бордюрный камень
резиновые с адгезивным слоем (для ремонта камер и герметизиру-
ющего слоя бескамерных шин); грибки резиновые вулканизиро-
ванные с адгезивным слоем (для заделки проколов); клей само-
вулканизирующийся (для смазки ремонтируемых участков перед
Установкой самовулканизирующихся пластырей или грибков).
Установлены следующие виды ремонта автомобильных шин: ме-
стный, при котором устраняются местные повреждения, и восста-
новительный, предусматривающий наложение нового протектора
взамен изношенного. В зависимости от характера местных поврежде-
345
ний, их размеров и конструкции шин устанавливается первый или
второй вид ремонта (табл. 24.2); от технического состояния шин раз-
личают два класса восстановительного ремонта (табл. 24.3); от харак-
тера и размера повреждений различают следующие виды ремонта
камер: наложение заплат, замена вентилей и пят для их крепления.
24.2. Ремонт покрышек с местным повреждением
Технологический процесс устранения местных повреждений
покрышек состоит из следующих операций.
Очистка и мойка — выполняется теплой водой в специальных
моечных машинах или вручную при помощи волосяных щеток.
Сушка — предназначена для удаления влаги. Производят в сушиль-
ных шкафах при температуре 40...60°C в течение 2 ч. Допустимая
влажность каркаса не должна превышать 3... 5 %. Наличие влаги мо-
жет привести к образованию паровых мешков и расслоению каркаса.
Подготовка поврежденных участков — включает удаление отсло-
ившейся резины и разорванных нитей корда по всей глубине повре-
ждения. В зависимости от вида повреждения применяют способ ре-
монта вставкой в рамку для легковых автомобилей (рис. 24.1, а) и
внутреннего (рис. 24.1, б), наружного (рис. 24.1, в) или встречным
конусом (рис. 24.1, г) для грузовых автомобилей. Несквозные по-
вреждения с наружной стороны покрышки вырезают наружным ко-
нусом, а с внутренней — внутренним конусом. При сквозном по-
вреждении вырезку осуществляют встречным конусом в два этапа —
вначале вырезают повреждения наружным конусом, а затем внутрен-
ним, а место стыка конусов выреза должно находиться на уровне
брокера покрышки. Вырезка в рамку — это ступенчатое удаление
слоев каркаса с высотой ступеньки 20 мм вдоль нитей корда и 10 мм
поперек них. Преимущества способа: возможность почти полного
восстановления прочности каркаса и минимальное нарушение сба-
лансированности покрышки, а недостаток — значительная трудоем-
кость. Для удобства доступа к внутренней части покрышки при
вырезании сквозных повреждений используют механические, гид-
равлические или пневматические бортрасширители, распорки и
Рис. 24.1. Способы вырезки поврежденных участков покрышки:
а — в ступенчатую рамку; б — внутренним конусом; в — наружным конусом; г
встречным конусом; 7 — протектор; 2 — брекер; 3 — каркас
346
Таблица 24.2
Критерии пригодности покрышек для ремонта местных повреждений
Дефекты Первый вид ремонта Второй вид ремонта
Покрышки
диагональные радиальные диагональные радиальные
Трещины, порезы, разрывы, частичный (местный) износ покровных резин и другие механические повреждения без оголения корда Допускаются без ограничений Допускаются без ограничений
Сквозные проколы Допускаются без ограничения размером до 5 мм — у покрышек легко- вых автомобилей; до 10 мм — у по- крышек грузовых автомобилей Допускаются не бо- лее пяти поврежде- ний на расстоянии не менее 100 мм друг от друга; раз- мером до 5 мм — у покрышек легко- вых автомобилей; до 10 мм — у по- крышек грузовых автомобилей Допускаются без ограничения разме- ром до 10 мм Допускаются на расстоянии не ме- нее 100 мм друг от друга
Окончание табл. 24.2
Дефекты Первый вид ремонта Второй вид ремонта
Покрышки
диагональные радиальные диагональные радиальные
Внутреннее или наружное повреждение одного слоя корда каркаса у покрышек типа Р и у покрышек диагональной конструкции для легковых автомобилей; не более двух слоев корда каркаса покрышек диагональной конструкции для грузовых автомобилей Допускаются в ко- личестве не более двух, размером до 100 мм — у по- крышек легковых автомобилей и до 150 мм — у по- крышек грузовых автомобилей Не допускаются Допускаются не бо- лее четырех пов- реждений размером до 100 мм — у по- крышек легковых автомобилей и до 150 мм — у по- крышек грузовых автомобилей на рас- стоянии 1/5 длины окружности одно от другого Допускается одно повреждение раз- мерами: вдоль нитей корда — до 100 мм; поперек нитей корда — до 50 мм без по- вреждения брекера
Сквозные или несквозные повреждения более одного слоя корда каркаса у покры- шек типа Р и у диагональной конструкции для легковых автомобилей более двух слоев корда каркаса у покрышек диагональной конструкции для грузовых автомобилей Не допускаются Допускается в ко- личестве не более одного, размером до 50 мм — у по- крышек легковых автомобилей и до 100 мм — у по- крышек грузовых автомобилей Допускается одно повреждение: по боковине вдоль ни- тей корда каркаса — до 75 мм; там же поперек нитей — до 50 мм; по беговой части — до 50 мм в любом направлении
специальные болванки, а поврежденные участки вырезают остро
заточенными ножами, смоченными водой.
Шероховка внутренних и наружных участков покрышки предназ-
начена для увеличения прочности соединения починочных материа-
лов с покрышкой. Внутренние поверхности покрышки (рис. 24.2, а)
обрабатывают дисковой проволочной щеткой (граница обработки
отстоит на 20...30 мм от краев накладываемого пластыря), а наруж-
ные (рис. 24.2, б) — игольчатой шарошкой и дисковой проволочной
щеткой (обработке подвергают зону вырезки повреждения и часть
покрышки вокруг нее на расстоянии 7... 10 мм). Проколы очищают
электродрелью (диаметр сверла должен быть примерно на 1 мм больше
размера прокола) или круглым рашпилем.
Таблица 24.3
Критерии пригодности покрышек для восстановления
Дефекты Первый класс восстановления Второй класс восстановления
Автомобили
легковые грузовые легковые грузовые
1. Износ рисунка, трещины, порезы, вырывы и другие механические по- вреждения протек- тора и покровной резины боковин Допускаются без ограничений
2. Проколы сквоз- ные или несквоз- ные (затрагиваю- щие более 50 % слоев каркаса) на расстоянии не ме- нее 100 мм друг от друга диаметром: до 5 мм до 10 мм Допускаются в количестве (штук), не более
5 Не до- пуска- ются 3 2 3 2 5 3
3. Отслоение протектора и покровной резины боковин без повреждений слоев корда Без оголения корда — на 0,2 длины окружности; с оголением корда — не допускается Допускаются: без оголе- ния корда — по всей окружности; с оголением корда — на 0,2 длины окружности
349
Окончание табл. 24.3
Дефекты Первый класс восстановления Второй класс восстановления
Автомобили
легковые грузовые легковые грузовые
4. Повреждение или разрушение корда брекера без повреждения каркаса (кроме проколов) Не допускаются Допускаются повреждения только верхнего слоя брокера общей длиной или шириной («размером») — до 150 мм или оно повреждение нескольких слоев брокера — до 50 мм
5. Внутренние или наружные повреждения одного слоя корда каркаса (кроме проколов) Не допускаются Допускается одно повреж- дение по внутренней по- верхности каркаса или од- но наружное повреждение по боковине размером до 100 мм — у диагональных шин и до 75 мм — радиаль- ных шин или одно наруж- ное повреждение по бего- вой дорожке размером до 50 мм (при отсутствии повреждения — по п.6)
6. Сквозные или несквозные повреждения более одного слоя корда каркаса (помимо проколов) Не допускаются Допускается одно повреж- дение размером до 50 мм — у диагональ- ных шин и до 30 мм — у радиальных шин
Нанесение клея и сушка — наносят клей двумя слоями кистью с
короткой жесткой щетиной тонким сплошным слоем, без потеков.
Первый слой наносят клеем малой концентрации, в котором соот-
ношение резины и бензина (по массе) составляет 1:8, и второй
слой — клеем высокой концентрации 1:5. После каждой промазки
клеевую пленку сушат в сушильном шкафу при температуре
30...40 °C в течение 25... 30 мин. Качество сушки проверяют мягкой
кистью — волоски кисти не должны прилипать к хорошо просушен-
ной поверхности.
Подготовка починочного материала. Резиновые починочные ма-
териалы протирают бензином и сушат под вытяжным устройством.
При потере ими клейкости на них наносят клей концентрацией
1:8 один раз с двух сторон и просушивают.
350
Рис. 24.2. Способы шероховки поврежденных мест по-
крышки:
а — дисковой проволочной щеткой; б и в — фигурными
шарошками
Заделка повреждений — процесс наложения подготовленного по-
чиночного материала на ремонтируемые участки с последующей
прикаткой роликом. Место вырезки при заделке несквозного на-
ружного повреждения до двух слоев каркаса (рис. 24.3) обкладыва-
ют прослоечной резиной толщиной 0,9 мм и тщательно прикатывают
роликом. Полость вырезанного конуса в области каркаса заполняют
слоями прослоенной резины толщиной 2 мм. Размер каждого слоя
соответствует размеру того пояса конуса, на который слой уклады-
вается. Каждый слой тщательно прикатывают роликом, а об-
разовавшиеся вздутия прокалывают шилом. В области протектора
полость конуса заполняют слоями протекторной резины. Починоч-
ная резина должна быть выше поверхности покрышки на 2...3 мм
для обеспечения опрессовки при вулканизации. Если повреждены
более двух слоев каркаса покрышки, то с ее внутренней стороны
накладывают пластырь, который предварительно покрывают про-
слоечной резиной. Центр пластыря должен совпадать с центром
выреза. Края наложенного пластыря обкладывают лентой из про-
слоечной резины толщиной 0,9 мм и шириной 25...30 мм. Плас-
тырь тщательно прикатывают роликом. Если необходимо осуще-
ствить заделку несквозного внутреннего повреждения, то полость
конуса в зоне протектора заполняют протекторной резиной, а за-
тем прослоечной. Полость конуса заделывают заподлицо с внутрен-
ней поверхностью покрышки и затем накладывают пластырь. По-
следовательность заделки повреждения покрышки: сквозного — за-
Рис. 24.3. Заделка повреждений при вырезке участка способами:
о и б — наружным конусом; в — внутренним конусом; г — встречным конусом;
1 — прослоенная резина; 2 — протекторная резина; 3 — пластырь
351
Рис. 24.4. Заделка повреждения в
случае вырезки участка способом
«в рамку»:
1 — прослоечная резина; 2 — протек-
торная резина; 3 — слой корда
делывают конус с внутренней
стороны, накладывают плас-
тырь и заделывают конус с на-
ружной стороны; вырезанно-
го в рамку — ступенчатую по-
верхность покрывают
прослоенной резиной (толщи-
на 0,9 мм), прикатывают ро-
ликом (рис. 24.4), вставляют
(последовательно) куски кор-
да (направление нитей корда
должно совпадать с направлением нитей в соответствующем слое
каркаса; последний слой корда должен перекрывать границы выре-
за на 30... 50 мм на каждую сторону, а края этого слоя обкладывают
лентой прослоенной резины толщиной 0,9 мм и шириной 30 мм) и
затем заделывают повреждения со стороны протектора. Проколы
размером до 15 мм заделывают резиновыми грибками с адгезивным
слоем (рис. 24.5), которые входят в комплект автоаптечки (табл. 24.4),
или постановкой заплат размером 25 х 25 мм. На внешнюю сторону
покрышки накладывают трехслойные заплаты из прослоенной ре-
зины, а на внутреннюю — двухслойные. Для заделки местных по-
вреждений также применяют шприц-машины, при помощи кото-
352
Таблица 24.4
Автоаптечка
Эскиз Назначение Эскиз Назначение
Терка для зачистки поверхности в месте повреждения ю V © Ремонтные грибки и заплаты для ремонта повреждения
Кисть для обезжири- вания и нанесения клея на место поста- новки заплат или ремонтного грибка Крючок-захват для протягивания ремон- тных грибков через повреждение в шине
Шприц с насадками для заполнения места прокола шины (диа- метром 4 мм) клею- щим составом Ролик для прикатки заплат или ремонтно- го грибка в зоне по- вреждения
рых в поврежденную полость покрышки выдавливается подогретая
резиновая масса. Преимущество способа — это высокое качество
ремонта, большая производительность и снижение расхода почи-
ночных материалов.
Вулканизация предназначена для создания прочного монолит-
ного соединения ремонтируемых участков покрышки с починоч-
ными материалами и превраще-
ния их в прочную, эластичную
массу. Ее проводят: в специаль-
ных секторных аппаратах для
вулканизации с паровым или
электрическим подогревом при
температуре (143 ± 2) °C; для по-
крышек со сквозными и наруж-
ными повреждениями приме-
няют мульды; сектор с внутрен-
ними повреждениями (рис. 24.6).
Опрессовку покрышек в про-
цессе вулканизации осуществ-
ляют в воздушных варочных
мешках, которые вкладывают в
полость покрышки в месте вул-
канизируемого участка (давле-
ние воздуха в мешке должно
быть 0,5...0,6 МПа). Время вул-
канизации колеблется в преде-
1 2 Карагодин
Рис. 24.6. Аппараты для вулканиза-
ции покрышек:
а — мульда; б — сектор; 1 — корпус;
2 — прижимное устройство; 3 — по-
крышка; 4 — бортовые накладки; 5 —
корсет; 6 — паровая камера; 7 — шту-
цер для подвода пара; 8 — устройство
для затяжки корсета
353
лах 40...200 мин в зависимости от размера покрышки, характера
повреждения, применения одностороннего или двухстороннего
обогрева.
Контроль качества ремонта покрышки проводят в соответствии
с техническими требованиями. На внутренней поверхности по-
крышки не должно быть отслоений починочных материалов, скла-
док, утолщений, недовулканизации, влияющих на работу камеры.
Допускается на поверхности отремонтированного участка нали-
чие раковины или поры размером до 10 мм и глубиной до 2 мм.
24.3. Технология восстановительного ремонта покрышек
Восстановительный ремонт покрышек выполняют после устра-
нения местных повреждений путем снятия с них старого протек-
тора и наложение нового. Технологический процесс наложения
нового протектора включает следующие операции:
Мойка и сушка (см. разд. 24.2).
Удаление старого протектора и шероховка — выполняют на ше-
роховальном станке, который оснащен специальным режущим ин-
струментом. Для придания упругости покрышки внутрь ее вклады-
вают камеру и наполняют сжатым воздухом. После шероховки с
поверхности покрышки с помощью пылесоса удаляют пыль.
Устранение повреждений (см. разд. 24.2).
Нанесение клея на шерохованную поверхность покрышки
осуществляют методом распыления, используя для этого сжатый
воздух. Метод позволяет сократить время сушки клея за счет испа-
рения паров бензина.
Подготовка протекторной резины включает: подготовку заготовки
требуемой длины, создание на ее концах косого среза под углом
20°, нанесение резинового клея малой концентрации на поверх-
ности заготовки и косого среза в месте стыка и сушку заготовки в
камере при температуре ЗО...4О°С в течение 30...40 мин.
Наложение протекторной резины и ее прикатку выполняют на
прикаточном станке в следующем порядке: проводят укладку слоя
листовой прослоечной резины на просушенную клеевую пленку и
прикатывают его роликом, проводят укладку и прикатывние под-
готовленной протекторной профилированной резины. Наложение
нового протектора также может осуществляться методом навивки
на вращающуюся покрышку узкой ленты из сырой резиновой смеси
шириной 20...25 мм и толщиной 3...5 мм по определенной схеме
автоматически на специальном агрегате.
Вулканизация протектора выполняется в кольцевых вулканиза-
торах, которые представляют собой разъемную по окружности фор-
му с выгравированным рисунком протектора. Форма нагревается
паром до температуры вулканизации (143 ± 2) °C. Для опрессовки
покрышки вовнутрь ее укладывают в варочную камеру, в которую
подается сжатый воздух давлением 1... 3 МПа. После вулканизации
354
на протекторе образуется рисунок, соответствующий рисунку пресс-
формы. Время вулканизации зависит от размеров покрышки, тол-
щины вулканизируемого слоя резины и состава резиновой смеси.
Отделка покрышки — это срезание излишков и наплывов ре-
зины, зачистка на шероховальном станке мест среза и стыковка
краев протектора с боковинами.
Контроль качества ремонта — это физико-механические испы-
тания, предназначенные для проверки покрышек на твердость,
разрыв, относительное удлинение и стирание. Контроль качества
покрышек проводится выборочно в количестве 0,1% от каждой
принимаемой партии.
У восстановленных покрышек не допускаются пористость, губ-
чатость, пузыри, отслоения, складки, неровности на внутренней
поверхности, расслоения каркаса и брокера, деформация метал-
лического кольца.
На боковине или в плечевой зоне покрышки обозначаются: за-
водской номер; наименование или товарный знак предприятия,
выполняющего восстановление; класс восстановления; месяц и год
восстановления; штамп ОТК.
24.4. Технология ремонта камер
Камеры могут иметь следующие дефекты: проколы, пробои
или порезы, разрывы, повреждения или отрыв вентиля. Перед
ремонтом камеры подвергаются осмотру и проверке под давле-
нием 0,15 МПа в ванне с водой. Камеры выбраковываются с при-
знаками старения резины, при наличии трещин, разрывов дли-
ной свыше 150 мм и шириной более 50 мм и подвергшихся воз-
действию веществ, разрушающих резину.
Технологический процесс ремонта камер включает следующие
операции:
Подготовка камеры включает вырезку поврежденного места нож-
ницами в форме овала. При повреждении камеры в месте установ-
ки вентиля или самого вентиля этот участок вырезают под поста-
новку заплаты, а для вентиля пробивают отверстие в другом месте
диаметром 5...6 мм. В местах проколов камеру не вырезают.
Придание шероховатости краям выреза выполняют шлифоваль-
ным кругом на ширину 20...30 мм по всему периметру. Границы
обработки места под установку пятки вентиля должны быть удале-
ны от краев накладываемой пятки на 15...20 мм. Обработанные
места очищают от пыли жесткой щеткой.
Нанесение клея и его сушка. Клей получают растворением клее-
вой резины в бензине Б-70. Нанесение клея и сушку проводят дваж-
ды: первый слой — клеем малой концентрации (1:8); второй —
клеем большой концентрации (1:5). Клей наносят методом распы-
ления или кистью из тонкой щетины тонким ровным слоем. Суш-
ку каждого слоя выполняют при 25...40°С в течение 20... 30 мин.
355
Подготовка починочного материала включает: вырезку заплаты,
ее шероховка, нанесение на нее клея и просушку. Для ремонта ка-
мер используют заплаты из годных частей утильных камер, не име-
ющих трещин, затвердений и следов воздействия нефтепродуктов
или заплаты из сырой камерной листовой резины толщиной 2 мм.
Размеры вырезанных заплат превышают размеры повреждений ка-
мер на 15...30 мм. Заплаты из вулканизированной резины готовят в
такой последовательности: шероховка на наждачном круге с одной
стороны, скашивая края заплаты; нанесение клея концентрацией
1:8с просушкой каждого слоя; обкладка краев лентой из просло-
ечной резины ширины 5...7 мм. Проколы размером до 2 мм заде-
лывают только сырой резиной. Заготовки для пятки вентилей ка-
мер изготавливают из сырой камерной резины и прорезиненного
чефера, на который наносят один слой клея с последующей про-
сушкой, собираются с вентилем и вулканизируются.
Заделка повреждений заключается в наложении заплат на каме-
ру, прикатывании их роликом и припудривании тальком.
Вулканизация камер проводится в такой последовательности: ка-
меру накладывают заплатой на вулканизационную плиту, припудрен-
ную тальком, так, чтобы центр заплаты был совмещен с центром
прижимного винта; на участок камеры устанавливают резиновую про-
кладку и прижимную плитку, которая должна перекрывать края запла-
ты на 10... 15 мм и не зажимать края сложенной вдвое камеры. Время
вулканизации зависит от размера заплаты. Мелкие заплаты вулкани-
зируют в течение 10, стыки — 15, фланцы вентилей — 20 мин.
Отделка камер включает срезание краев заплаты и стыков за-
подлицо с поверхностью камеры и шлифование наплывов, зау-
сенцев и других неровностей.
Контроль качества камеры проводят наружным осмотром и ис-
пытанием на герметичность под давлением воздуха 0,15 МПа в
ванне с водой. У отремонтированных камер не допускаются пори-
стость резины, вздутия, следы недовулканизации, отслаивание
пятки вентиля и заплат.
24.5. Гарантийные обязательства
Нормы пробега восстановленных и прошедших ремонт местных
повреждений шин определяются соответствующими стандартами
и гарантируются шиноремонтными заводами (табл. 24.5 и 24.6). На
восстановленных шинах фактический пробег считается с момента
восстановления.
При выходе шин из эксплуатации ранее гарантийной нормы
автопредприятие устанавливает причины преждевременного вы-
хода шин из строя. Если это произошло по заводским производ-
ственным причинам, комиссия составляет рекламационный акт.
Покрышка, подлежащая рекламации, направляется заводу вместе
с карточкой учета работы шины и рекламационным актом.
356
Таблица 24.5
Гарантийные нормы пробега шин, прошедших ремонт местных
повреждений, тыс. км
Покрышки Ремонт
первый второй
Диагональные Для автомобилей: легковых и грузовых малотоннажных (до 2 т) 12 4,5
средних и тяжелых грузовых автомобилей 15 6,0
Радиальные Для автомобилей: легковых 15
грузовых автомобилей (с металлокордным брекером) 22 9,0
грузовых автомобилей (с текстильным брекером) 20 7,5
Таблица 24.6
Гарантийные нормы пробега шин, прошедших восстановление методом
наложения протектора, тыс. км
Покрышки Класс
первый второй
Диагональные Для автомобилей: легковых 17 15
грузовых малотоннажных (до 2 т) 22 17
средних и тяжелых грузовых 29 23
Радиальные Для автомобилей: легковых 20
грузовых автомобилей (с металлокордным брекером) 30 24
грузовых автомобилей (с текстильным брекером) 29 23
Индивидуальные владельцы автомобилей при преждевременном
выходе шин из эксплуатации по производственным причинам сда-
ют ее заводу с указанием полного заводского номера шины, факти-
ческого ее пробега по спидометру и обнаруженных на ней дефектов.
Рекламации по производственным причинам предъявляются в те-
чение гарантийного срока хранения и эксплуатации шин. Предприя-
тие, получившее рекламацию, рассматривает ее и в течение месячного
срока обязано сообщить заявителю о своем решении. Шиноремонтный
завод при выходе шин из эксплуатации ранее гарантийного пробега
из-за некачественного ремонта обязан безвозмездно произвести по-
вторный ремонт или восстановление. При невозможности этого ши-
357
норемонтный завод оплачивает заявителю стоимость недопробега
шины в соответствии с действующими прейскурантами.
ГЛАВА 25. РЕМОНТ КУЗОВОВ И КАБИН
25.1. Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения
(рис. 25.1) являются коррозионные повреждения, механические
повреждения (вмятины, обломы, разрывы, выпучины и т.д.), на-
рушение геометрических размеров, трещины, разрушения свар-
ных соединений и др.
Коррозионные разрушения — это основной вид износа метал-
лического кузова и кабин. Здесь имеет место электрохимический
тип коррозии, при котором происходит взаимодействие металла с
раствором электролита, адсорбируемого из воздуха. Особенно сильно
развивается коррозия в труднодоступных для очистки местах, где
периодически попадающая в них влага сохраняется длительное вре-
мя, и, в связи с повышением температуры окружающей среды,
происходит интенсификация реакции окисления. Коррозионные
разрушения встречаются также в результате контакта стальных де-
Рис. 25.1. Характерные повреждения:
а — цельнометаллический кузов автомобиля:
7 — передний и задний проемы ветровых сте-
кол; 2 — дверные проемы; 3 — стойки под
крышу; 4 — передние и задние лонжероны; 5
— левый и правый пороги основания; 6 —
днище; 7 — левый и правый задние брызго-
вики; 8 — нарушение геометрических разме-
ров; 9 — верх и низ соответственно левого и
правого задних брызговиков; 10 — левый и
правый передние брызговики; б — кабина гру-
зового автомобиля: 1 — разрушение свароч-
ных швов; 2— разрывы; 3 — вмятины и выпу-
чины; 4 — прогиб и перекосы стоек; 5 —
пробоины; 6 — коррозия; 7 — трещины
358
талей с деталями, изготовленными из дюралюминия, пластмассы,
влажной древесины и других материалов.
Трещины возникают в результате усталости металла, наруше-
ния технологии обработки металла, применения низкого качества
стали, дефектов сборки узлов и деталей, недостаточной прочнос-
ти конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате нека-
чественной сварки, воздействия коррозии, вибрации и нагрузок
при нормальной эксплуатации автомобиля либо в результате ава-
рийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т.д.)
являются следствием перенапряжения металла в результате ударов
и изгибов, а также вследствие непрочного соединения деталей.
25.2. Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе вклю-
чает разборку, полное или частичное снятие старой краски, де-
фектовку, ремонт составных частей или их замену, сборку, окрас-
ку и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж
всех деталей и сборочных единиц, установленных с внутренней и
наружной сторон кузовов и кабин, с последующей разборкой кор-
пуса для ремонта после удаления старого лакокрасочного покры-
тия и выявления всех его дефектов. Так как в большинстве случаев
цельнометаллические корпуса кузовов и кабин являются неразъ-
емными (соединены сваркой), то полную разборку корпуса на
панели и детали не производят. Ее выполняют только до такой
степени, чтобы имелась возможность произвести дефектацию и
при необходимости заменить или отремонтировать элементы кор-
пуса, образующие каркас.
В зависимости от экономической целесообразности ремонта
кузовов и кабин применяют различные способы устранения име-
ющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и ка-
бин составляют работы по устранению дефектов на их цельнометал-
лических сварных корпусах. Ремонт корпуса кузова, имеющего раз-
личные дефекты, предусматривает правку панелей, удаление по-
врежденных участков корпусов, устранение трещин и разрывов,
крепление ДРД на места удаленных панелей, проковку и зачистку
сварных швов, окончательную правку и рихтовку поверхностей.
Правка вмятин в холодном состоянии и с нагревом рассмотрена
в разд. 12.3. Неровности в панелях выравнивают напылением по-
рошковых пластмасс или эпоксидными композициями (см. разд. 18.4).
Для выравнивания вмятин в труднодоступных местах применяют
инструмент различной формы (рис. 25.2). В отверстие внутренней
панели вставляют отогнутый конец оправки и ударами молотка по
359
9
Рис. 25.2. Набор инструментов для удаления вмятин:
1...6 — молотки; 7 и 8 — киянки; 9... 16 — оправки (ложки)
ее рукоятке выравнивают помятую поверхность. Для устранения не-
глубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм,
в которое вставляют стержень с изогнутым концом и вытягивают
вогнутую часть панели до нормального ее положения. Затем отвер-
стие заделывают припоем или эпоксидной композицией.
Правка панелей с аварийными повреждениями предусматривает
работы по вытягиванию, выравниванию, выдавливанию и выкола-
чиванию деформированных частей кузова или кабины для прида-
ния им первоначальной формы и размеров. При выполнении этих
операций необходимо, чтобы растягивающее усилие было приложе-
но под тем же углом, под которым была приложена сила, вызвав-
шая повреждение. Чтобы растяжение было регулируемым, напро-
тив точки приложения растягивающей силы должна быть приложена
противодействующая сила. При выполнении этих работ необходим
контроль за процессом растяжения, а также за возможными по-
путными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах
(рис. 25.3) с использованием комплекта приспособлений (рис. 25.4).
Усилия растяжения и сжатия создают рабочими цилиндрами 1, 3
(см. рис. 25.3), в которые жидкость поступает от насоса. Для правки
кузов 4 устанавливают на подставки 6, которые закреплены на
фундаментной раме 2. На подставки опираются силовые попереч-
ные трубы, которые губками зажимов закрепляют за ребра жест-
кости порогов кузова. Крепление последнего к раме выполняют
расчалочными приспособлениями 5. Предварительной правкой
устраняют глубокие вмятины (рис. 25.4, б), изгибы (рис. 25.4, в) и
перекосы (рис. 25.4, г). Так как в процессе правки могут образо-
ваться трещины или разрывы, которые в дальнейшем необходимо
устранить, правку проводят перед сварочными работами.
Удаление поврежденных участков кузовов и кабин выполняют га-
зовой резкой, электрифицированным фрезерным инструментом или
пневматическим резцом. Преимущества пневматического резца —
360
это высокая производительность труда (0,08...0,1 м/с) по сравне-
нию с газовой резкой (0,02 м/с) и лучшее качество кромок в местах
вырезки. Дефектные участки размечают с помощью шаблонов и мела,
а затем удаляют. При удалении дефектных участков кузова или кабины
необходимо предохранять корпус от искажений геометрии из-за
ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полу-
автоматической дуговой сваркой в среде углекислого газа или га-
зовой сваркой. При ремонте отдают предпочтение сварке в среде
углекислого газа, так как производительность этого процесса и
качество сварного шва выше. Сварку осуществляют полуавтомата-
ми, питающимися от источников постоянного тока обратной поляр-
ности силой 40 А и напряжении 30 В, используя для этого электрод-
ную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для огра-
ничения распространения трещины в процессе сварки ее концы
необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изго-
товленных из листовой стали толщиной 0,5...2,5 мм, горелками
ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной
0,5... 1,5 мм) и № 2 (для листов 1,0...2,5 мм), используя для этого
проволоку Св-08 или Св-15 диаметром (0,5/г + 1) мм, где h — тол-
щина свариваемого металла. Чтобы деталь при нагреве не потеряла
свою форму, вначале производят сварку в отдельных точках с ин-
тервалом 10... 30 мм, а затем по мере необходимости отдельные уча-
стки проваривают сплошным швом от концов трещины к середине.
Изготовление дополнительной ремонтной детали начинают с прав-
ки стального листа, его раскроя и резки заготовок по разметке. После
чего деталь загибают или формуют на специальном оборудовании,
готовые детали обрезают, сверлят, правят и зачищают. Материалом
для изготовления ремонтной детали является тонколистовая холод-
нокатаная малоуглеродистая сталь толщиной 0,7... 1,5 мм.
Рис. 25.3. Стендаля правки кузова легкового автомобиля:
7, 3 — рабочие цилиндры; 2 — рама; 4 — кузов; 5 — расчалоч-
ное приспособление; 6 — подставка
361
Рис. 25.4. Приспособления для выполнения правки деформированного
участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г —
использование приспособлений при правке; 1 — оправка для вытягивания вогну-
тых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка
с зубцами для захвата выпрямляемой панели; 5 — насос; 6 — двойной захват; 7—
натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с зах-
ватами; 9 — правильное устройство
Крепление ремонтной детали на места удаленных панелей к кор-
пусу выполняют дуговой сваркой в среде углекислого газа. Перед
приваркой осуществляют их прихватку к корпусу в отдельных точ-
ках через 80... 120 мм проволокой диаметром 0,8 мм той же марки,
что и для сварки основных швов при силе тока 90... 110 А и напря-
жении 18...28 В. Окончательно их приваривают сплошным швом
внахлестку с перекрытием краев на 25 мм силой тока 45... 100 А,
напряжением 17... 20 В. Расстояние от сопла до поверхности дета-
ли — 8... 10 мм, вылет электрода — 10... 12 мм, наклон электрода к
вертикали — 18... 20 °.
362
Проковка и зачистка сварных швов необходима для упрочнения
места сварки и придания ему требуемого профиля. Ее выполняют
пневматическим молотком при помощи комплекта поддержек и
бойков. После проковки места сварки зачищают абразивным кру-
гом, установленным в пневматических или электрических пере-
носных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин пред-
назначена для обеспечения точности сборки и удаления мелких
вмятин и выпучин, оставшихся на поверхностях. Рихтовку выпол-
няют пневматическим рихтовальным устройством или вручную.
Устраняют повреждения сваркой.
25.3 Ремонт оборудования и механизмов кузова и кабин
К арматуре кузовов и кабин относятся стеклоподъемники, зам-
ки, ограничители дверей, петли дверей, капота и т. п.
Стеклоподъемники могут иметь следующие дефекты: трещины и
обломы деталей; перекос и деформацию обойм, рамок и направ-
ляющих; ослабление заклепочных соединений; повреждение рези-
новых уплотнителей; коррозию деталей. Стеклоподъемники и ме-
ханизмы крепления стекол подвергаются разборке, мойке, дефек-
тации, ремонту и сборке. При дефектации выбраковываются: детали
с обломами; пружины, потерявшие упругость; обоймы с изно-
шенными стеклами, не поддающимися обжатию; заклепки, не под-
дающиеся подтяжке; поврежденные резиновые уплотнители и дру-
гие детали с износами на поверхностях, влияющими на нормаль-
ную работу механизма. Трещины на деталях устраняют заваркой с
последующей зачисткой сварочных швов, погнутость деталей —
правкой в холодном состоянии.
Замки дверей могут иметь следующие дефекты: трещины и об-
ломы, повреждения резьбовых отверстий, коррозию на поверхно-
стях детали, ослабление пружин и заклепок крепления деталей,
износы поверхностей деталей. Ремонт замков заключается в их раз-
борке, промывке в керосине, дефектации, восстановлении повреж-
денных деталей, сборке и регулировки. Выбраковке подлежат дета-
ли, у которых наблюдаются глубокие следы коррозии, изношен-
ные поверхности и обломы, пружины, потерявшие упругость.
Трещины в корпусе замка заваривают. Обломанные винты в резь-
бовых отверстиях удаляют. Поврежденную резьбу в отверстии зава-
ривают, зачищают место сварки заподлицо с основным металлом,
сверлят отверстие и нарезают резьбу в соответствии с размером на
рабочем чертеже. Незначительные налеты коррозии на поверхнос-
тях деталей очищают шабером или шлифовальной бумагой и смы-
вают керосином.
Петли дверей могут иметь дефекты: трещины и обломы, износ
отверстий и осей, погнутость. Изношенные оси петель двери заме-
няют новыми. Трещины и износ отверстий устраняют заваркой с
363
последующей механической обработкой. Изношенные отверстия
под ось петли развертывают под ремонтный размер, а погнутость
петли устраняют правкой.
25.4. Ремонт неметаллических деталей кузовов
При производстве автомобилей широко применяются неметал-
лические материалы: дерево, пластмассы, синтетические кожи,
стекло, резина и др. Большинство деталей из этих материалов при
ремонте восстановлению не подлежат, а заменяются новыми, изго-
товленными на ремонтном предприятии или заводе-изготовителе.
Деревянные детали платформы и кузова изготавливают из пило-
материалов хвойных пород (сосна, ель), имеющих влажность не
выше 18 %. Основными дефектами являются поломки, трещины,
отколы, износ отверстий. Детали, имеющие разрушенные шипы
или гнезда под шипы, заменяют новыми. Деревянные детали плат-
формы кузова ремонтируют наращиванием их по длине или заме-
ной негодных досок. Доски или бруски разрезают на заготовки
определенных размеров, строгают со всех сторон, торцуют кон-
цы, нарезают проушины, пазы, сверлят отверстия и т. п. Для скле-
ивания деревянных деталей применяют фенолформальдегидные
клеи типа ВИАМБ-3 и казеиновый. Последовательность выполне-
ния работ: поверхность, предназначенную для склеивания, обра-
батывают так, чтобы детали плотно прилегали друг к другу и обес-
печивали получение равномерной по толщине клеевой пленки;
клей наносят кистью на склеиваемые поверхности (время выдерж-
ки на воздухе для клея ВИАМБ-3 составляет 4... 15 мин); сборка и
выдержка деталей под давлением 0,2...0,3 МПа при температуре
16...20°C в течение 5 ч; отверстия из-под выпавших сучков, бол-
тов, шурупов заделывают деревянными цилиндрическими встав-
ками из той же породы дерева, что и ремонтируемая деталь на
клею, а трещины заполняют мастиками, шпаклевкой по дереву,
смоляным клеем или же постановкой на клею деревянных вста-
вок, плотно подогнанных по месту разделанной трещины.
Обшивку текстильных материалов или кожзаменителей при ре-
монте легковых автомобилей заменяют новой, так как в процессе
эксплуатации материал стареет, теряет эластичность и другие фи-
зико-механические свойства.
Стекла кабин и кузовов могут иметь риски, царапины, помутне-
ния, желтизну, радужность, выработку от щеток и другие дефекты.
Лобовые и боковые стекла с желтизной, радужностью и выработ-
кой от щеток выбраковываются. Риски и царапины устраняют шли-
фовкой с последующей полировкой. Стекло, подлежащее восста-
новлению, очищают от грязи, пыли и жировых загрязнений. Отме-
ченные мелом участки стекла шлифуют войлочной обивкой круга,
на которую наносят слой пасты, представляющей собой водный
раствор пемзы, с частотой вращения круга 300...400 мин-1 до полно-
364
го выведения рисок, царапин и следов помутнения. Затем со стек-
ла смывают остатки пасты. Полируют стекло водным раствором
крокуса или полирита с частотой вращения круга 700...800 мин-1
до получения необходимой прозрачности. После обработки стекло
обезжиривают и протирают насухо чистой ветошью.
25.5. Сборка и контроль кузовов и кабин
Сборку кузовов и кабин при ремонте автомобилей выполняют в
такой последовательности:
до окраски на них устанавливают все детали и сборочные еди-
ницы, подлежащие окраске вместе с кузовом (двери, капот, опе-
рение, крышка багажника и пр.), выдерживая требуемые зазоры
между сопрягаемыми деталями;
после нанесения лакокрасочных покрытий выполняется уста-
новка потолка, боковин и панелей внутренней отделки дверей,
стекол, сидений, шумо- и теплоизоляционных прокладок, уплот-
нителей дверей, электрооборудования, панели приборов, деталей
системы вентиляции и обогрева салона и др.
Контролю подлежат', геометрические отклонения размеров рас-
положения групп отверстий, связанных между собой функциональ-
но, используя для этого контрольно-измерительную оснастку;
проемы кузовов и кабин и места сопряжений контролируют шаб-
лонами по форме сопрягаемой детали; герметичность и пылене-
проницаемость кузова и кабины. Проверку герметичности собран-
ного кузова производят в дождевальных установках при давлении
воды 2 кгс/см2 в течение 6 мин, при этом фиксируют проникнове-
ние воды и образование конденсата в приборах освещения и сиг-
нализации. Плотность прилегания двери к ее проему определяют
путем натирания уплотнителей мелом. При захлопывании двери
на кузове или кабине должен остаться равномерный отпечаток мела.
Регулировка плотности прилегания уплотнителей двери достига-
ется перемещением защелки замка.
ГЛАВА 26. КАЧЕСТВО РЕМОНТА АВТОМОБИЛЕЙ
26.1. Общие положения
Отремонтированный автомобиль и его агрегаты — это продук-
ция ремонтного предприятия и, естественно, они должны обла-
дать определенным качеством. Качество продукции — это совокуп-
ность свойств продукции, обусловливающих ее пригодность удов-
летворять определенные потребности в соответствии с ее
назначением. Качество отремонтированных автомобилей и их аг-
регатов определяется степенью соответствия их свойств свойствам
новых автомобилей и составных частей и определяется качеством
365
выполнения ремонтных услуг (качеством ремонта). Качество авто-
мобилей и его агрегатов закладывается — при проектировании,
формируется — при изготовлении, проявляется — при эксплуата-
ции, поддерживается — при техническом обслуживании и ремон-
те. Качество и себестоимость ремонта в значительной степени за-
висят от конструкции автомобиля и его агрегатов, технологии из-
готовления, условий эксплуатации, качества технического
обслуживания и других факторов.
Качество ремонта — это сложная многоаспектная проблема. При
ее решении ремонтному предприятию приходится учитывать боль-
шое число взаимосвязанных технических, технологических, эконо-
мических, организационных, социальных, эргономических, экологи-
ческих, психологических и других факторов. Влияние этих факторов
на качество ремонта не только различно, но и зачастую противоречиво.
Отдельные разрозненные, не увязанные в единую схему, мероприя-
тия ремонтного предприятия потребуют от него больших затрат и не
дадут требуемого результата. Поэтому только увязанные в опреде-
ленную систему мероприятия (управление качеством) дадут ощути-
мые результаты, позволяющие осуществлять ремонтные услуги с вы-
сокой эффективностью^ Управление качеством ремонта необходимо
вести системно и должно быть основано на результатах научных ис-
следований, накопленного опыта и исследований рынка.
Управление качеством ремонта основано на принципе обрат-
ной связи, использует общие закономерности процесса управле-
ния и включает в себя следующие этапы:
формирование конкретных целей и задач управления на опре-
деленный период деятельности предприятия, определение необ-
ходимого уровня качества;
сбор и обработка информации о качестве отремонтированной про-
дукции и ходе производственного процесса ремонта, определение
расхождений между фактическим и требуемым уровнем качества;
выявление причин отличия фактического уровня качества от
требуемого на основе анализа хода производственного процесса с
учетом внутренних и внешних факторов;
выработка вариантов мероприятий, направленных на устране-
ние выявленных причин, оценка их эффективности, определение
наиболее эффективного комплекса взаимоувязанных мероприятий;
реализация всего комплекса мероприятий;
оценка результатов этого воздействия на производственный
процесс ремонта, повторный сбор информации о качестве и т.Д-
На качество отремонтированных автомобилей и их агрегатов влияет
качественное выполнение всех видов основных и вспомогательных
работ предприятия. Поэтому в управлении качеством участвуют все
подразделения предприятия в соответствии со своими функциями.
Система управления качеством — это составная и неразрывная
часть системы управления производством. Целью системы управ-
ления качеством является повышение эффективности ремонтного
366
предприятия путем обеспечения стабильного уровня качества от-
ремонтированных автомобилей и их агрегатов в соответствии с
установленными требованиями.
Функциональными элементами этой системы являются: техно-
логическая подготовка производства, метрологическое обеспече-
ние, контроль качества, организация трудовой деятельности, ма-
териально-техническое обеспечение, организация стабильного
уровня качества, надзор за внедрением и соблюдением стандар-
тов, информационное обеспечение системы, планирование и про-
гнозирование повышения качества, моральное и материальное сти-
мулирование.
При организации системы управления качеством необходимо
учитывать принципы:
комплексности, который предполагает реализацию технических,
технологических, организационных, экономических, социальных
и других методов на всех уровнях управления от рабочего до ди-
ректора;
системности, который заключается в том, что выработка и ре-
ализация всех мероприятий, направленных на повышение каче-
ства, осуществляется не изолированно, а во взаимосвязи, образуя
единство с внешней средой (автомобильная промышленность,
сфера эксплуатации, научные организации, органы надзора и т.д.);
оптимальности, который подразумевает увязку, подчинение
решения локальных, частных задач управления качеством главной
цели функционирования системы;
динамичности, который направлен на непрерывное развитие
системы, совершенствование форм и методов управления, исполь-
зование передового опыта других предприятий и отраслей как в
стране, так и за рубежом, внедрение современных достижений
науки, техники и технологии в практику авторемонтного произ-
водства;
плановости, который состоит в том, что управление качеством
осуществляется на основе научного прогнозирования и планиро-
вания повышения качества;
эффективности, который выдвигает требование строгого и все-
стороннего анализа мероприятий, вырабатываемых и реализуемых
в процессе управления качеством.
26.2. Оценка качества ремонта автомобилей и их агрегатов
Объективная оценка качества работы ремонтного предприятия
необходима для завоевания определенного рынка ремонтных ус-
луг и она должна способствовать решению таких задач, как: про-
гнозирование и планирование качества, ценообразование с уче-
том качества и эффективности работ, разработка нормативно-тех-
нической документации, изучение динамики качества, моральное
и материальное стимулирование за повышение качества и др.
367
Качество ремонта автомобиля и его агрегатов может быть оце-
нено:
единичными показателями качества, которые характеризуют толь-
ко одно из свойств автомобиля и его агрегатов. Например, нара-
ботка до первого отказа характеризует безотказность, время вос-
становления — ремонтопригодность, ресурс после капитального
ремонта — долговечность;
комплексными показателями качества, которые характеризуют
несколько свойств автомобиля или его агрегатов. Примером ком-
плексного показателя может служить коэффициент готовности
КТ = То/(То + Гв), где То — наработка на отказ, характеризующая
безотказность автомобиля; Тв — среднее время восстановления,
характеризующее ремонтопригодность автомобиля;
интегральным (или обобщенным) показателем качества, кото-
рый является частным случаем комплексных показателей и отра-
жает соотношение технических и экономических показателей ав-
томобиля.
Показатели качества отремонтированного автомобиля и его аг-
регатов оценивают обычно сравнением с аналогичными показате-
лями новых автомобилей и его агрегатов (с базовыми показателя-
ми). Для оценки качества применяют следующие методы:
дифференциальный — использует совокупность единичных и ба-
зовых показателей качества. Вычисляются относительные показа-
тели качества q, = РфР^ или qt = Pi5/Pt, где Р, — единичный показа-
тель, являющийся количественной характеристикой /-го свойства;
Ре — такой же базовый показатель. Дифференциальный метод пред-
полагает, что все учитываемые свойства одинаково важны;
комплексный — использует для оценки качества комплексный
показатель К = f(qi, q2, ..., q,, ...qn), который является некоторой
функцией относительных показателей качества q,. Комплексный
показатель учитывает степень важности каждого свойства в фор-
мировании качества всего автомобиля или его агрегатов с помо-
щью коэффициентов весомости;
интегральный — оценивает качество продукции как отношение
полезного эффекта от ее использования к совокупным затратам на
ее создание и использование. Интегральный показатель имеет чет-
кий физический смысл — количество полезного эффекта, прихо-
дящееся на единицу затрат.
26.3. Контроль качества ремонта автомобилей
и их агрегатов
Технический контроль — это проверка соответствия продукции
или процесса, от которого зависит качество продукции, установ-
ленным требованиям. Сущность технического контроля сводится к
двум этапам, т. е. к получению первичной и вторичной информа-
ции. Первичная информация отражает фактическое состояние
368
объекта контроля, а вторичная — степень соответствия (несоот-
ветствия) фактических данных требуемым. Допускается практичес-
кое совмещение обоих этапов или отсутствие первого этапа. Вто-
ричная информация используется для выработки (автоматической
или через человека) регулирующих воздействий на объект. Объек-
тами технического контроля являются предметы труда (продукция
в виде изделий, материалов, технической документации и т. п.) и
средства труда (оборудование и технологические процессы), кото-
рые подвергаются контролю. Каждый объект контроля имеет кон-
тролируемые признаки.
Контролируемый признак — это количественная или качест-
венная характеристика свойств объекта, подвергаемая контролю.
Качественные характеристики — это форма изделия,
наличие (отсутствие) дефектов в изделии, наличие стука, вибра-
ции, а количественные — это численные значения геомет-
рических параметров, а также контролируемые параметры, опре-
деляющие физические, химические свойства объекта контроля.
Место получения первичной информации о контролируемом при-
знаке называют контрольной точкой.
Контроль, при котором первичная информация о контролиру-
емых признаках воспринимается посредством органов чувств, без
учета их численных значений, называется органолептическим. Раз-
новидностью органолептического контроля является визуальный
контроль и технический осмотр. Визуальный контроль осуществ-
ляется только органами зрения, технический осмотр — органами
чувств. Если при контроле обязательно используют средства конт-
роля, то его называют измерительным.
Основными элементами системы контроля являются метод,
средство, исполнитель и документация. Метод контроля — это со-
вокупность правил применения определенных принципов и средств
контроля. Различают разрушающий и неразрушающий методы кон-
троля. Разрушающий (неразрушающий) контроль — это метод, при
котором может быть нарушена (не должна быть нарушена) при-
годность объекта к использованию по назначению. Изделия (тех-
нические устройства, измерительные приборы, приспособления
и т.д.) и (или) материалы, используемые для получения первич-
ной информации, называют средством контроля.
В зависимости от объекта контроля различают контроль каче-
ства продукции, технологического процесса, технологической до-
кументации и средств технологического оснащения, которые яв-
ляются частными случаями производственного процесса. Произ-
водственный контроль осуществляют на стадии ремонта продукции.
Контроль качества продукции — контроль количественных и (или)
качественных свойств продукции. Контроль технологического про-
цесса заключается в проверке режимов, характеристик, парамет-
ров технологического процесса, а средств технологического осна-
щения — в проверке состояния технологического оборудования,
369
оснастки, инструмента, контрольно-измерительных стендов, транс-
портно-загрузочных устройств и т. п.
Установлены следующие виды технического контроля:
по этапу процесса ремонта — входной, операционный, при-
емочный;
по полноте охвата контролем — сплошной, выборочный, не-
прерывный, периодический, летучий;
по месту проведения — стационарный или скользящий.
Сплошной контроль — это контроль каждой единицы продук-
ции. Если при контроле решение о контролируемой совокупности
или процесса принимают по результатам проверки одной или не-
скольких выборок, то его называют выборочным. Непрерывный
контроль — контроль, при котором поступление информации о
контролируемых параметрах происходит непрерывно. Контроль,
который проводится в случайные моменты времени, называют
летучим. Входной контроль — это контроль продукции поставщи-
ка, поступившей к потребителю (заказчику) и предназначаемой
для использования при изготовлении или ремонте. Операционный
контроль представляет собой проверку продукции или процесса
во время выполнения или завершения технологической операции.
В процессе приемочного контроля продукции принимают реше-
ние о ее пригодности к поставкам (использованию). Стационар-
ный контроль — это приемочный, операционный или входной
контроль, выполняемый на специально оборудованном рабочем
месте, куда доставляются объекты контроля. Если средства конт-
роля доставляются на рабочее место, то это скользящий контроль.
В зависимости от формы организации технический контроль
бывает пассивным и активным. Контроль, фиксирующий данные о
качестве объекта, проверяющий его годность, называется пассив-
ным. Технический контроль, не только оценивающий качество
объекта, но активно воздействующий на технологический процесс
с целью управления, называется активным.
Дефект — это каждое отдельное несоответствие продукции ус-
тановленным требованиям. Дефектное изделие — изделие, имею-
щее хотя бы один дефект. Браком называют продукцию, передача
которой потребителю не допускается из-за наличия дефектов.
Особыми видами контроля качества продукции являются ис-
пытание и диагностирование. Испытание — это эксперименталь-
ное определение количественных и качественных характеристик
свойств объекта при воспроизведении определенных воздействий
на продукцию по заданной программе. Диагностирование пред-
ставляет собой процесс определения технического состояния объек-
та безразборными методами с определенной точностью.
Контроль на авторемонтном предприятии — это система про-
верки технической документации, орудий и процесса производ-
ства, состоящая из комплекса методов и форм. Контроль качества
продукции является составной частью системы управления каче-
370
ством ремонта автомобилей, охватывающей все элементы и ста-
дии производственного процесса.
Объектом контроля являются все составные элементы производ-
ственного процесса ремонта, а именно: предмет труда — ремонт-
ный фонд, поступающий от потребителей; материалы, запасные
части и изделия, получаемые от внешних поставщиков; отремон-
тированные или изготовленные детали, сборочные единицы и аг-
регаты; технологическая документация; средства труда — разбо-
рочно-очистные работы; технологические процессы ремонта; сбор-
ка; испытание и окраска; технологическое оборудование и оснастка.
Контроль качества продукции на предприятии осуществляется
отделом технического контроля (ОТК). Главная задача ОТК — это
предотвращение выпуска продукции, не соответствующей требо-
ваниям стандартов и техническим условиям, проектно-конструк-
торской и технологической документации, условиям поставки и
договоров или некомплектной продукции.
Технология ремонта определяет вид, методы и средства контроля.
На ремонтном предприятии используют следующие виды техни-
ческого контроля: входной, операционный и приемочный; сплош-
ной, выборочный и непрерывный; стационарный и скользящий.
Процессы технического контроля разрабатываются по прави-
лам, установленным в стандартах, и должны обеспечивать реше-
ние задач входного, операционного и приемочного контроля. Для
выполнения контроля изделий необходимо определить: наимено-
вание технологических переходов, подлежащих контролю; пара-
метры, подлежащие контролю; требования, предъявляемые к па-
раметрам изделий; контрольно-измерительные средства; вид кон-
троля, выборочность контроля; трудоемкость контрольных
операций; квалификационный разряд контрольной операции и т.д.
26.4. Сертификация услуг по ремонту автомобилей
Цель и задачи сертификации. Сертификация продукции и услуг
является одним из основных инструментов государственного управ-
ления и регулирования, способствующих формированию и разви-
тию рыночных механизмов. Цивилизованный рынок не может нор-
мально функционировать без четко установленных законов, пра-
вил, норм. Государственная регламентация рыночных отношений
защищает интересы общества, производителей, потребителей.
В процессе приватизации и перехода к рыночным отношениям
У предприятий автотранспорта возникает стремление к захвату
наиболее выгодных секторов рынка и получению наибольшей при-
были. При этом наиболее социально значимая часть перевозок —
обслуживание торговли, городские и пригородные пассажирские
перевозки — остаются невыполненными или выполняются нека-
чественно. Владельцы мелких автопредприятий и отдельных транс-
портных средств в целях экономии расходов на техническое обслу-
371
живание и ремонт неоправданно снижают объемы ремонтно-об-
служивающих воздействий и уровень контроля за техническим со-
стоянием подвижного состава, что в масштабах страны наносит
значительный вред окружающей среде, увеличивает аварийность
и травматизм на дорогах.
В этих условиях одной их главных мер по обеспечению безопас-
ности работы автотранспорта является сертификация. Одна из пер-
вых международных систем оценки безопасности и качества
возникла именно на автотранспорте. Это система сертификации
автомобилей по правилам Европейской экономической комис-
сии ООН (ЕЭК ООН).
Сертификация — действие третьей стороны, доказывающее, что
обеспечивается необходимая уверенность в том, что должным об-
разом идентифицированная продукция, процесс или услуга соот-
ветствуют заданным требованиям.
В этом определении сертификации следует обратить внимание
на два аспекта. Во-первых, если первая сторона — это изготови-
тель, поставщик, продавец продукции или исполнитель услуги, а
вторая — потребитель товаров и услуг, то сертификация выполня-
ется третьей стороной, т.е. некоторой независимой от первых
двух сторон организацией, выступающей в роли арбитра. Во-вто-
рых, продукция (процесс, услуга) должна быть идентифици-
рована, т.е. должна быть проведена процедура распознавания
объекта, отнесения его к определенному классу, на который рас-
пространяется определенная совокупность требований.
Таким образом, сертификация — это средство предоставления
потребителю гарантий в том, что приобретенное им изделие (услу-
га) отвечает требованиям действующих нормативных документов,
относящихся именно к этому изделию (услуге).
Сертификация преследует две основные цели:
1) подтверждение безопасности изделия (услуги) для здоровья
и жизни человека, его имущества и окружающей природной среды;
2) завоевание рынка, т.е. повышение конкурентоспособности
изделия (услуги).
Первая цель достигается в большинстве стран путем проведе-
ния обязательной сертификации, регламентированной
государственными законодательными актами. В Российской Федера-
ции обязательная сертификация товаров народного потребления
предусмотрена Законом «О защите прав потребителя». Вторая цель
достигается с помощью добровольной сертификации.
Объекты и системы сертификации. Объектами сертификации на
автомобильном транспорте являются: продукция, услуги и иные
объекты, которыми могут являться процессы, работы, системы
качества и пр.
К сертифицируемой продукции относятся изделия, используе-
мые на автомобильном транспорте в качестве предметов и средств
труда: автотранспортные средства (автобусы, грузовые и легковые
372
автомобили, специальные и специализированные автомобили и
др.), эксплуатационные материалы (нефтепродукты и автопрепа-
раты), гаражное оборудование.
Основной системой сертификации в Российской Федерации яв-
ляется Система сертификации ГОСТ, созданная под эгидой Гос-
стандарта.
При создании и управлении различными системами сертифи-
кации различают понятия «Система сертификации» и «Система
сертификации однородной продукции».
Система сертификации — совокупность участников сертифика-
ции, осуществляющих сертификацию по правилам, установлен-
ным в этой системе.
Система сертификации однородной продукции — система сертифи-
кации, относящаяся к определенной группе продукции, для кото-
рой применяются одни и те же конкретные стандарты и та же
самая процедура.
Из приведенных определений следует, что система сертифика-
ции может включать несколько систем сертификации однородной
продукции. В свою очередь, система сертификации однородной про-
дукции создается при необходимости конкретизации общих пра-
вил применительно к совокупности видов продукции, обладаю-
щей определенной общностью признаков. В данном случае в поня-
тие продукции включаются также и услуги, работы, процессы,
системы качества, т. е. все, что может являться объектом сертифика-
ции. При создании систем сертификации однородной продукции
каждая из указанных составляющих может конкретизироваться. На-
пример, система сертификации услуг по ТО и ремонту автотранс-
портных средств.
Вмешательство государственных органов в управление система-
ми сертификации может быть различным в зависимости от формы
сертификации: обязательной или добровольной. При обязательной
сертификации организацию и контроль проведения работ по
сертификации осуществляет Госстандарт России. По отдельным ви-
дам продукции, если это предусмотрено законодательными акта-
ми, его функции могут осуществлять другие государственные органы
управления Российской Федерации. Добровольную сертификацию
могут проводить юридические лица, взявшие на себя функции ор-
ганов по добровольной сертификации и зарегистрировавшие сис-
темы сертификации и знаки соответствия в Госстандарте России.
Участники сертификации. Национальным органом по сертифика-
ции является Госстандарт России. Он выполняет следующие ос-
новные функции:
формирует и реализует государственную политику в области
сертификации;
проводит государственную регистрацию систем сертификации;
представляет Российскую Федерацию в международных органи-
зациях по вопросам сертификации;
373
рассматривает апелляции по вопросам сертификации иденти-
фицированной продукции, процессов и услуг.
При проведении работ по обязательной сертификации в систе-
мах сертификации однородной продукции Госстандарт России или
другие государственные органы управления, уполномоченные
проводить работы по обязательной сертификации, выполняют сле-
дующие дополнительные функции:
устанавливают правила и процедуры проведения сертификации
в этих системах;
определяют центральные органы систем сертификации;
аккредитуют органы по сертификации и испытательные лабора-
тории, выдают им лицензии на проведение определенных видов
работ;
ведут государственный реестр участников и объектов сертифи-
кации;
осуществляют государственный контроль и надзор, устанавли-
вают порядок инспекционного контроля за соблюдением правил
сертификации.
Центральный орган системы сертификации — орган, возглавляю-
щий систему сертификации однородной продукции. Центральные
органы выполняют следующие функции:
организуют работы по сертификации в системе и осуществляют
руководство ею;
рассматривают и утверждают методические документы системы;
обеспечивают развитие и совершенствование системы (корректи-
руют перечень сертифицируемых изделий и услуг, готовят
предложения по совершенствованию нормативных и организаци-
онно-методических документов системы);
ведут учет органов по сертификации испытательных (социоло-
гических) лабораторий, сертификатов и лицензий на использова-
ние знака соответствия;
рассматривают апелляции по поводу действий органов по сер-
тификации и испытательных лабораторий, входящих в систему;
взаимодействуют с потребителями, обществами потребителей
и другими органами по получению от них информации о качестве
сертифицированной продукции или услуг.
Орган по сертификации — орган, проводящий сертификацию
соответствия. Органы по сертификации выполняют следующие фун-
кции:
сертифицируют продукцию, выдают сертификаты и лицензии
на применение знака соответствия;
приостанавливают либо отменяют действие выданных ими сер-
тификатов;
предоставляют заявителю по его требованию необходимую ин-
формацию в пределах своей компетенции.
Аккредитованные испытательные лаборатории осуществляют ис-
пытания конкретной продукции или проводят отдельные виды
374
испытаний и выдают протоколы испытаний для целей сертифика-
ции. Обычно испытательные лаборатории организуют при серти-
фикации продукции. При сертификации услуг испытания прово-
дят, как правило, на оборудовании заявителя (исполнителя сер-
тифицируемой услуги).
Изготовители (продавцы, исполнители) продукции (услуг) при
проведении сертификации:
направляют заявку на проведение сертификации, представля-
ют продукцию, нормативную и другую документацию, необходи-
мую для проведения сертификации;
обеспечивают соответствие реализуемой продукции требовани-
ям нормативных документов, на соответствие которым она была
сертифицирована;
указывают в сопроводительной технической документации све-
дения о сертификации, обеспечивают доведение этой информа-
ции до потребителя;
приостанавливают или прекращают реализацию продукции, если
она не отвечает требованиям нормативных документов, по истече-
нии срока действия либо при отмене сертификата.
Эксперт (по сертификации, аккредитации) — лицо, аттестован-
ное на право проведения одного или нескольких видов работ в
области сертификации. Непосредственное проведение работ по
сертификации осуществляется экспертами, прошедшими специ-
альную подготовку и аттестацию в установленном порядке. Их под-
готовку осуществляют организации, аккредитованные для этих це-
лей Госстандартом России.
В состав систем сертификации однородной продукции могут
включаться дополнительные структурные подразделения, выпол-
няющие вспомогательные функции: методические центры, апел-
ляционные комиссии и др.
Аккредитация органов по сертификации. В Российской системе
сертификации делегирование полномочий органам по сертифика-
ции и испытательным лабораториям осуществляется на основе их
аккредитации по установленным в системе правилам.
Аккредитация — процедура, посредством которой уполномочен-
ный в соответствии с законодательными актами Российской
Федерации орган официально признает возможность выполнения
испытательной лабораторией или органом по сертификации кон-
кретных работ в заявленной области.
Аккредитацию органов по сертификации и испытательных ла-
бораторий организует и осуществляет Госстандарт России или дру-
гие государственные органы (в пределах своей компетенции) на
основании их аттестации. Аттестация осуществляется специально
создаваемыми комиссиями, в которые включаются эксперты сис-
темы, представители изготовителей, обществ потребителей, на-
учно-исследовательских организаций, территориальных органов
Госстандарта России, других государственных органов управления.
375
В качестве органов по обязательной сертификации и испыта-
тельных лабораторий могут быть аккредитованы зарегистрирован-
ные некоммерческие (бесприбыльные) объединения (союзы) и
организации любых форм собственности: частные, государствен-
ные, муниципальные и др. Некоммерческие (бесприбыльные) орга-
низации — это организации, работающие с установленным пре-
дельным процентом рентабельности (например, 35 %).
Организации и испытательные лаборатории (центры), претен-
дующие на аккредитацию в Системе, должны иметь статус
юридического лица и отвечать принципу «третьей стороны», т. е.
быть независимыми настолько, чтобы их административная подчи-
ненность, финансовое положение полностью исключали возмож-
ность коммерческого, административного или какого-либо друго-
го воздействия на персонал, влияния на результаты сертификации
и испытаний заинтересованных сторон.
Помимо независимости, к аккредитуемым органам (лаборатори-
ям) предъявляются требования компетентности. Организация,
претендующая на аккредитацию в качестве органа (лаборатории)
по сертификации, должна иметь:
квалифицированный персонал;
фонд нормативных документов (включая методики испытаний);
организационную структуру, обеспечивающую организацию ис-
пытаний и инспекционного контроля за сертифицированной
продукцией;
организационно-методические документы, устанавливающие
правила и порядок сертификации рассматриваемой продукции,
включая правила рассмотрения апелляций и отмены (приостанов-
ления) действия сертификатов.
Аккредитованные органы по сертификации или испытательная
лаборатория регистрируются в Государственном реестре.
В период действия аттестата аккредитации Госстандартом Рос-
сии или организацией, проводившей аккредитацию под эгидой
Госстандарта, осуществляется инспекционный контроль за дея-
тельностью органа по сертификации или испытательной лабора-
тории. Работы по проведению аккредитации и инспекционному
контролю оплачиваются заявителем.
Порядок сертификации. Несмотря на различия в подходах и осо-
бенности процессов сертификации различных объектов, можно
выделить следующие основные этапы и процедуры:
подача заявки соискателем сертификата в соответствующий ак-
кредитованный орган по сертификации однородной продукции;
экспертиза документов, представленных заявителем;
выбор схемы сертификации;
заключение договора на проведение работ по сертификации;
проведение сертификационных испытаний (проверок);
анализ полученных результатов и принятие решения о возмож-
ности выдачи сертификата соответствия;
376
выдача сертификата соответствия и регистрация его в Государ-
ственном реестре;
признание сертификата соответствия, выданного зарубежным, меж-
дународным органом или органом другой системы сертификации;
осуществление инспекционного контроля за стабильностью со-
ответствия характеристик сертифицированной продукции требова-
ниям нормативных документов;
публикация информации о результатах сертификации.
Если в системе сертификации однородной продукции аккреди-
тованы несколько органов по сертификации одной и той же
однородной продукции, то заявитель вправе провести сертифика-
цию в любом из них.
Орган по сертификации рассматривает заявку и не позднее уста-
новленного срока сообщает заявителю решение, которое содер-
жит все основные условия сертификации.
Схемы сертификации. С целью исключения разнообразия подхо-
дов и способов в системах сертификации однородной продукции
предусматривается ограниченное количество заранее установлен-
ных вариантов (наборов) действий, которые называются схемами
сертификации.
Схема сертификации — определенная совокупность действий,
официально принимаемая (установленная) в качестве доказатель-
ства соответствия продукции заданным требованиям.
В табл. 26.1 и 26.2 приведены основные схемы сертификации,
применяемые при сертификации продукции и услуг. Следует иметь
в виду, что не все работы, предусмотренные схемой сертифика-
Таблица 26.1
Возможные схемы сертификации продукции
Виды (этапы) работ, выполняемых в системе Схема, №
1 2 3 4 5 6 7 8
Испытания:
типа + + + + +
партии +
каждого образца +
Проверка производства'.
аттестация +
сертификация системы качества изготовителя + +
Инспекционный контролы
Периодические испытания образцов, взятых:
в торговле + + +
у изготовителя + + +
Контроль стабильности:
условий производства +
функционирования системы качества + +
377
Таблица 26.2
Возможные схемы сертификации услуг
Виды (этапы) работ, выполняемых в системе Схема, №
1 2 3 4 5 6
Оценка мастерства исполнителя Оценка процесса оказания услуги Аттестация предприятия Сертификация системы качества Выборочная проверка результатов услуги + + + + + + + +
Инспекционный контроль Проверка Контроль Проверка Контроль
результа- та стабиль- ности процесса результа- та стабиль- ности функци- онирова- ния сис- темы ка- чества
ции, выполняются непосредственно органом по сертификации.
Например, сертификация систем качества изготовителя (в отдель-
ных случаях и аттестация производства) выполняется организаци-
ями, аккредитованными в Системе на право проведения этой де-
ятельности. Орган по сертификации при принятии решения о сер-
тификации сообщает заявителю помимо лаборатории, где будут
проведены испытания, также и организацию, которая будет про-
водить сертификацию системы качества или аттестацию производ-
ства (если это предусмотрено схемой сертификации).
Орган по сертификации после получения протоколов испыта-
ний, аттестата производства или сертификата системы качества
оформляет сертификат соответствия, регистрирует его в Государ-
ственном реестре и выдает его заявителю. Типовые бланки серти-
фикатов устанавливаются Госстандартом и различаются в зависи-
мости от схемы и объекта сертификации, например:
сертификат соответствия на безопасность продукции (серия);
сертификат соответствия на безопасность продукции (партия);
сертификат соответствия на безопасность услуги;
сертификат соответствия на систему качества;
одобрение типа транспортного средства.
Срок действия сертификата устанавливается органом по серти-
фикации с учетом срока действия нормативных документов на про-
дукцию, но не более чем на три года.
378
Инспекционный контроль за сертифицированной продукцией. Не-
обходимость инспекционного контроля обусловлена тем, что в пе-
риод действия сертификата изготовителем (исполнителем) про-
дукции (услуг) могут быть допущены нарушения, связанные с
несоблюдением требований технологии, методов контроля и ис-
пытаний, системы обеспечения качества, внесены изменения в
конструкцию изделия или технологию, комплектность и т. п. Кро-
ме того, в период действия сертификата могут быть отменены,
переработаны или дополнены нормативные документы, либо ме-
тоды испытаний.
Инспекционный контроль за сертифицированной продукцией — кон-
трольная оценка соответствия, осуществляемая с целью установле-
ния, что продукция продолжает соответствовать правилам системы.
В проведении инспекционного контроля, который может быть
плановым и внеплановым, возможно участие обществ потребите-
лей, территориальных органов Госстандарта, Госавтоинспекции,
торговой инспекции и других надзорных органов с использовани-
ем информации, полученной от этих органов.
По результатам инспекционного контроля органом по серти-
фикации могут быть приняты решения о продолжении, приоста-
новлении действия сертификата соответствия или его отмене.
РАЗДЕЛ V. ОСНОВЫ КОНСТРУИРОВАНИЯ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
ГЛАВА 27. КЛАССИФИКАЦИЯ ПРИСПОСОБЛЕНИЙ
Приспособление — это техническое устройство, присоединяемое
к машине (оборудованию) или используемое самостоятельно для
установки, базирования, закрепления предметов производства или
инструмента при выполнении технологических (в том числе конт-
рольных, регулировочных, испытательных, транспортных и др.)
операций.
Все многообразие конструкций приспособлений классифици-
руют на группы и подгруппы.
Классификация приспособлений
По целевому назначению:
для установки (закрепления) изделий на оборудовании —
токарном, фрезерном, сверлильном, шлифовальном и др.;
для установки обрабатывающих инструментов — патро-
ны, зажимы, оправки и др.;
сборочные приспособления;
контрольные приспособления;
транспортно-кантовательные.
По степени специализации:
универсальные;
специализированные;
специальные.
По источнику энергии привода:
пневматические;
пневмогидравлические;
гидравлические;
электромеханические;
магнитные;
вакуумные;
центробежно-инерционные.
По степени использования энергии неживой природы:
ручные;
механизированные;
полуавтоматические;
автоматические.
380
В зависимости от конкретных организационно-технических
условий (системы технологической оснастки):
универсально-наладочная;
универсально-сборная;
универсально-безналадочная;
сборно-разборная;
специализированная-наладочная;
неразборная специальная.
Средства механизации зажима станочных приспособлений. При-
менение приспособлений снижает трудоемкость и себестоимость
обработки деталей. Эффективность от их применения получается:
за счет увеличения производительности в результате повыше-
ния уровня механизации (автоматизации) и сокращения основ-
ного технологического и вспомогательного времени при выполне-
нии основного перехода и исключения разметки и выверки заго-
товок при установке на станках;
повышения точности обработки (сборки, контроля) и устране-
ния погрешностей;
расширения технологических возможностей универсального
оборудования;
облегчения условий труда;
сокращения численности рабочих и снижения их квалификации;
повышения безопасности работы и снижения аварийности и т.д.
Все многообразие приспособлений обычно включают в себя
следующие основные группы элементов:
установочные — для детали; установочные и направляющие —
для инструмента;
зажимные, вспомогательные и корпуса.
Установочные элементы (опоры). Выбор характеристик опор (типа,
размеров, точности исполнения и пространственного расположе-
ния установочных элементов) производят в результате анализа
характеристик технологических баз (формы, размеров, точности и
расположения). Базирование изделия может происходить:
по плоскостям — применяют точечные неподвижные опоры. При
установке деталей на необработанные базовые поверхности исполь-
зуют постоянные опоры с рифленой (рис. 27.1, а) и сферической
головками (рис. 27.1, в), а также регулируемые опоры (рис. 27.1, г).
Установку деталей обработанными базами осуществляют на опоры
с плоской головкой (рис. 27.1, б) и опорные пластины (рис. 27.1, б);
по внешним цилиндрическим поверхностям — обрабатываемые
детали устанавливают в широкие или узкие призмы, втулки и по-
лувтулки, цанги, кулачки самоцентрирующих патронов и подоб-
ные установочные и установочно-зажимные элементы (рис. 27.2);
по внутренним базам — на цилиндрические и срезанные паль-
цы, сухари, различные оправки [жесткие (см. рис. 27.2) и разжим-
ные (рис. 27.3)], кулачки разжимных устройств и другие элементы;
381
Рис. 27.1. Опоры для установки на плоские поверхности:
а — с рифленой головкой; б — с плоской головкой; в — со сферической голов-
кой; г — регулируемые опоры; д — опорные пластины
Рис. 27.2. Жесткие оправки, на которые детали насаживаются:
а — с цилиндрическими отверстиями; б — с натягом; в — с зазором
Рис. 27.3. Разжимные оправки:
а — консольная, с прорезями на рабочей шейке, служит для закрепления детали
затяжкой внутреннего конуса; б — консольная, с тремя сухарями, разжимным
внутренним конусом, используется для закрепления толстостенных деталей с
обработанными или необработанными отверстиями; в — с упругой гильзой, раз-
жимаемой изнутри гидро пластмассой; г — с гофрированными втулками, обеспе-
чивающая точность центрования
а б в г д е
Рис. 27.4. Центр:
а — жесткий; б — срезанный; в — специальный, с тремя узкими ленточками на
кромке отверстия детали; г — поводковый, передающий крутящий момент от
вдавливания рифленой поверхности при приложении к центру осевой линии;
д — поводковый, передающий момент через рифления, вдавливаемые в торце-
вую плоскость детали; е — плавающий передний
382
по центровым отверстиям — на центровые гнезда и конические
фаски (рис» 27.4);
по профильным поверхностям (зубья шестерен, шлицы и пр.) —
производят с помощью роликов, шариков и др.
К установочным элементам предъявляют следующие требования:
число и расположение установочных элементов должно обеспе-
чить необходимую ориентацию заготовки согласно принятой в тех-
нологическом процессе схеме базирования и достаточную ее ус-
тойчивость в приспособлении;
для уменьшения влияния шероховатости и неровностей черно-
вых баз установочные элементы целесообразно выполнять с огра-
ничительной опорной поверхностью;
при установке заготовок на точные и чистые базовые поверхно-
сти установочные элементы должны быть жесткими, износостой-
кими и длительное время сохранять заданную точность установки.
Для упрощения ремонта установочные элементы целесообраз-
но выполнять легкосъемными. Условия эксплуатации установоч-
ных элементов в приспособлениях имеют свои особенности:
цикличность нагрузки на опоры, зависящей от колебания мас-
сы устанавливаемой заготовки, сил закрепления и сил резания;
попадание на контактирующую поверхность стружки, абразив-
ной пыли и т. п.;
различие обрабатываемых заготовок по видам материалов и
шероховатости поверхности;
квалификация и индивидуальности рабочего, эксплуатирующего
приспособление, от которого зависит характер установки загото-
вок в приспособление (плавно или с ударами).
Эти особенности необходимо учитывать при выборе соответ-
ствующих габаритов опор и их материалов.
Элементы для установки и ориентирования инструмента. Если
детали обрабатываются на фрезерных станках, то их настройка на
необходимый размер производится с помощью различных устано-
вов (высотных и угловых) с использованием различных щупов
(плоских и цилиндрических), которые размещают между режущим
лезвием и установом.
Повысить жесткость режущего инструмента и точность обра-
ботки при выполнении отверстий на сверлильных и расточных стан-
ках можно за счет применения кондукторных и направляющих вту-
лок. Применение кондукторных втулок устраняет разметку, умень-
шает увод оси и разбивку обрабатываемых отверстий. Точность
диаметра отверстий повышается в среднем на 50 % по сравнению
с обработкой без применения кондукторных втулок. Во избежание
заедания сверла во втулке необходимо предупреждать его чрезмер-
ное нагревание при работе. Для уменьшения износа кондукторной
втулки между ее нижнем торцом и поверхностью заготовки остав-
ляют зазор. В этом случае стружка не проходит через втулку, а вы-
ходит через зазор. Срок службы втулок небольшой, что объясняет-
383
ся низкой их износостойкостью и условиями эксплуатации. Усло-
вия эксплуатации направляющих втулок кондукторов имеют сле-
дующие особенности:
цикличность нагрузки на направляющей поверхности кон-
дукторной втулки в радиальном направлении, вызванная ради-
альными биениями инструментальной наладки, и в осевом на-
правлении вследствие несовпадения осей инструментальной на-
ладки и втулки, а также наличия радиальной составляющей
осевой силы из-за неравной длины режущих кромок инструмен-
та, перпендикулярности оси инструмента обрабатываемой по-
верхности и т.д.;
высокое давление на направляющей поверхности втулки из-за
малой ширины направляющих ленточек режущего инструмента;
попадание в зону контакта втулка—инструмент стружки и пы-
левидных частиц обрабатываемого материала.
Износ кондукторных втулок приводит к резкому снижению
точности обработки отверстий и для поддержания точностного
состояния кондукторных плит в необходимых пределах требует час-
той смены изношенных втулок.
Зажимные элементы и механизмы приспособлений. Зажимные ме-
ханизмы предназначены для надежного и стабильного закрепле-
ния, предупреждающего вибрацию и смещение заготовки относи-
тельно опор приспособления при обработке, а также для обеспече-
ния требуемой точности. Они бывают двух типов конструкции:
элементарные устройства — кулачковые, винтовые, клиновые, экс-
центриковые, рычажные и другие, и многозвенные (сложные), ко-
торые состоят из комбинации элементарных, соединенных в опре-
деленном порядке.
Зажимные механизмы должны отвечать следующим требованиям:
силы закрепления в общем случае должны соответствовать си-
лам резания, тяжести и инерции (при ручном приводе сила за-
крепления рукой — не более 145... 195 Н);
при обработке точных и нежестких деталей должны учитывать
возможность деформации и повреждения поверхностей обрабаты-
ваемых деталей;
должны иметь защиту от загрязнений и стружки, удобны в ра-
боте, обслуживании и ремонте;
должны состоять из числа стандартных, унифицированных и
нормализованных деталей и сборочных единиц.
Зажимные механизмы в соответствии с их упругими характери-
стиками могут иметь прямую (винтовые, клиновые, эксцентрико-
вые и т.п.) или сложную (пневматические, пневмогидравличес-
кие прямого действия) зависимость между приложенной силой и
упругим перемещением.
Эффективность закрепления зависит от силы закрепления, на-
правления и места ее приложения. При выборе направления при-
ложения силы закрепления руководствуются следующими сообра-
384
жениями: сила закрепления должна быть перпендикулярна к плос-
костям установочных элементов; должна совпадать с силой тяжес-
ти изделия; желательно, чтобы она совпадала с силой резания;
действие силы закрепления и реакций опор не должно приводить
к опрокидывающим и изгибающим моментам; точка приложения
силы закрепления должна быть по возможности ближе к месту
обработки и пр. В ручных зажимных механизмах сила на рукоятке
не должна превышать 150 Н.
Винтовые зажимные механизмы находят широкое применение в
приспособлениях вследствие простоты и компактности конструкции.
В них широко используются стандартизованные детали и они могут
создавать значительные зажимные усилия при сравнительно не-
большом моменте на приводе. Недостатки винтовых зажимных ме-
ханизмов — это сравнительно большое время срабатывания (с ру-
кояткой, маховичком или звездочкой — 1,5...4,2 с, с применением
гаечного ключа — 3... 12 с) и нестабильность сил закрепления.
Эксцентриковые зажимные устройства обладают простотой и
компактностью конструкции, использованием стандартизованных
деталей, возможностью получения сравнительно больших сил за-
крепления при небольшой силе на приводе, быстродействием (вре-
мя срабатывания 0,6...2 с). Кроме перечисленных преимуществ они
имеют и ряд недостатков — не рекомендуются для закрепления
нежестких изделий, сила закрепления нестабильна, пониженная
надежность из-за интенсивного изнашивания эксцентриковых ку-
лачков. Основные элементы этих механизмов — эксцентриковые
кулачки (круглые, одиночные и сдвоенные, вильчатые, двухопор-
ные), опоры под них, цапфы, рукоятки и другие элементы.
Рычажные и рычажно-шарнирные зажимные механизмы позво-
ляют при относительной простоте получить значительный выиг-
рыш в силе (или в перемещениях), обеспечить постоянство силы
закрепления вне зависимости от размеров закрепляемой поверх-
ности, осуществить закрепление в труднодоступном месте. Их не
рекомендуют для непосредственного закрепления нежестких заго-
товок и они не обладают свойством самоторможения. Поэтому их
стараются использовать с другими рычажными механизмами (кли-
новыми, клиноплунжерными, эксцентриковыми и механизиро-
ванными приводами).
Вспомогательные элементы и корпуса. К вспомогательным уст-
ройствам и элементам относятся поворотные и делительные уст-
ройства с дисками и фиксаторами (для деления окружности на
заданное число частей), выталкивающие устройства, подъемные
механизмы, быстродействующие защелки, тормозные устройства,
шпильки, сухари, рукоятки, ручки, пресс-масленки, маховички,
крепежные и другие детали.
Для придания обрабатываемой детали различных положений от-
носительно инструмента применяют в приспособлениях поворот-
ные и делительные устройства. Делительное устройство состоит из
13 К<1|)а|(>лин
385
диска, закрепляемого на поворотной части приспособления, и фик-
сатора. Фиксатор может быть:
шариковым, который конструктивно прост, но не обеспечива-
ет точное деление и не воспринимает момент сил обработки. Его
поворотная часть на следующее деление переводится вручную до
характерного щелчка при западании шарика в новое углубление;
с вытяжным цилиндрическим пальцем — может воспринимать
момент от сил обработки, но не обеспечивает высокую точность
деления из-за наличия зазоров в подвижных соединениях;
с конической частью вытяжного пальца — обеспечивает боль-
шую точность.
Управление фиксатором в простейших приспособлениях осу-
ществляется вытяжной кнопкой, рукояткой или посредством пе-
дали. Общая компоновка поворотного и делительного механизма
для кондуктора с горизонтальной осью показана на рис. 27.5.
В автоматических приспособлениях вращение и фиксация их
поворотной части происходят без участия рабочего. Устройства
поворота выполняют механическими, пневматическими, гидравли-
ческими, пневмогидравлическими способами.
Корпусы приспособлений предназначены для монтажа всего
комплекта его элементов и установки его на оборудование и дол-
жны обладать необходимой прочностью, жесткостью, износостой-
костью и виброустойчивостью, надежностью, долговечностью и
технологичностью в изготовлении. Корпусы изготавливают цель-
ными (литыми из чугуна и сплавов цветных металлов) и сборны-
ми путем сварки или сборки из элементов. Сборные корпусы обла-
дают по сравнению с цельными преимуществами — они техноло-
гичнее и дешевле, но обладают пониженной жесткостью, для
повышения которой применяют ребра жесткости и др.
Для установки и закрепления корпусов приспособлений на стан-
Рис. 27.5. Поворотно-делительный
сверлильный кондуктор
ках у их основания предус-
мотрены пазы или ушки с па-
зами для крепежных болтов
с квадратными или прямо-
угольными головками, вво-
димыми в Т-образные пазы
стола станка.
На многих АРП разраба-
тывают специальные приспо-
собления, предназначенные
для выполнения одной дета-
леоперации. Продолжитель-
ность проезктирования и из-
готовления таких приспособ-
лений составляет 60...80%
всего цикла технологической
подготовки.
386
При единичном проектировании и изготовлении специальных
приспособлений в ремонтном производстве экономически неце-
лесообразны высокопроизводительные механизированные приспо-
собления из-за их высокой стоимости. Специальные приспособле-
ния, предназначенные для установки определенной детали при
выполнении конкретной операции механической обработки, при
смене объекта ремонта в основном не могут быть многократно
использованы. Это приводит к значительным производственным
затратам, повышает себестоимость ремонта и значительно увели-
чивает сроки подготовки производства.
Основные факторы, обеспечивающие возможность сокращения
сроков и стоимости ремонта, — это гибкость и мобильность станоч-
ных приспособлений, характеризующие их обратимость, т. е. воз-
можность многократного применения при смене объектов ремон-
та (использование переналаживаемых приспособлений до физи-
ческого износа), что обеспечивается их переналадкой.
Переналаживаемые групповые приспособления — прогрессивная
оснастка многократного применения, обеспечивающая путем ре-
гулирования подвижных элементов или замены сменных устано-
вочных наладок установку и закрепление группы заготовок широ-
кой номенклатуры.
В отличие от классификации, применяемой при типизации тех-
нологических процессов, которые характеризуются общностью пос-
ледовательности и содержания операций технологического процес-
са при обработке типовой детали (однородной группы деталей), при
групповом методе в основу положен принцип классификации дета-
лей по видам обработки, т. е. создаются классы деталей, обрабатывае-
мых на токарных, револьверных, фрезерных, сверлильных и других
типах станков. В пределах каждого класса детали разбиваются на груп-
пы, являющиеся основной технологической единицей. Такая раз-
бивка производится с учетом общности элементов, составляющих
конфигурацию детали, общности поверхностей, подлежащих обра-
ботке, использования одного типа оборудования, одних и тех же
режущих инструментов, одного и того же приспособления и общей
последовательности технологических переходов. В группу могут вхо-
дить детали разной конфигурации, размеров и степени сложности.
В условиях ремонтного производства, когда детали обрабатыва-
ются партиями по 5... 10 штук, в одну группу можно объединить
большое количество различных по конфигурации деталей. Важный
фактор увеличения числа деталей в группе, т. е. увеличения «се-
рийности» в условиях мелкосерийного производства — это отра-
ботка деталей на технологичность, обеспечивающая возможность
общности базирования и закрепления заготовок для использова-
ния групповых приспособлений.
При групповом методе обработки деталей выбор средств техно-
логического оснащения (оборудования, оснастки, средств меха-
низации и автоматизации) определяется общностью производи-
387
мого вида обработки по группам операций; составом операций, их
суммарной трудоемкостью и повторяемостью; конструктивными
и технологическими признаками обрабатываемых изделий или их
элементов (размеры, марки материалов, формы, элементы бази-
рования и пр.).
При применении группового приспособления установка груп-
пы деталей, имеющих различные размеры и разную конфигура-
цию, осуществляется за счет переналадки приспособлений с регу-
лируемыми или сменными установочно-зажимными элементами,
обеспечивающими установку любой детали данной группы. Таким
образом, одно групповое приспособление заменяет множество
специальных приспособлений.
К групповым приспособлениям предъявляют следующие основ-
ные требования:
возможность установки в одном приспособлении максималь-
ного количества деталей одной группы, что обеспечивает замену
множества специальных приспособлений одним, существенно сни-
жая затраты, отнесенные к одной конкретной детали;
высокая точность установки каждой конкретной заготовки, что
обеспечивается, помимо точности и жесткости приспособлений,
точностью установки сменных наладок;
быстрая переналадка приспособлений, что обеспечивает повы-
шение производительности обработки за счет сокращения подго-
товительно-заключительного времени;
применение быстродействующих механизированных или авто-
матизированных зажимных устройств, обеспечивающих повыше-
ние производительности обработки за счет сокращения вспомога-
тельного времени, а также облегчение труда станочника;
максимальное использование стандартных конструкций, узлов
и деталей приспособлений, обеспечивающее сокращение сроков
и стоимости проектирования и изготовления приспособлений;
возможность многократного использования базисной конструк-
ции приспособления для установки деталей различных групп (т. е.
с различными базовыми поверхностями), а также на станках раз-
личных типов, что сокращает номенклатуру приспособлений, уве-
личивает их серийность, и, следовательно, снижает сроки и сто-
имость их изготовления, и является предпосылкой для стандарти-
зации конструкций и централизованного их изготовления;
возможность многократного применения базисной конструкции
при многономенклатурном производстве, что обеспечивает исполь-
зование базисной конструкции до полного физического износа и
значительно увеличивает срок их службы, сокращает сроки и сто-
имость подготовки производства.
При групповой обработке применяют групповые приспособле-
ния со сменными наладками, закрепленными за определенными
деталями, и с постоянными установочными базами, обеспечива-
ющими закрепление нескольких деталей в одном комплексном
388
приспособлении и предназначенными для одновременной обра-
ботки группы деталей без переналадки.
Применение групповых приспособлений будет целесообразно
лишь в том случае, если в основу технологической подготовки
производства положен метод групповой обработки деталей, по-
скольку групповые приспособления создаются не на отдельные
детали, а на группы, позволяющие применять одинаковые спосо-
бы их базирования и закрепления.
Так как классификация приспособлений, приведенная в табл. 27.1,
не предусматривает отдельной системы приспособлений, предназ-
наченных для групповой обработки (групповых приспособлений),
ниже рассмотрено, какие из них могут быть использованы при груп-
повой обработке в качестве групповых приспособлений.
Универсально-безналадочные приспособления — это приспособле-
ния общего назначения, обеспечивающие установку обрабатывае-
мых деталей широкой номенклатуры и представляющие собой за-
конченный механизм долговременного действия, предназначен-
ный для многократного использования без доработки. Эффективно
применение этих приспособлений в единичном, а также специа-
лизированном мелкосерийном производстве. Система характери-
зуется применением универсальных регулируемых приспособлений,
не требующих изготовления специальных деталей. К универсаль-
но-безналадочным приспособлениям относятся токарные патро-
ны, машинные тиски, поворотные столы и т. п.
Универсально-наладочные приспособления — это приспособления,
обеспечивающие установку и фиксацию деталей при помощи спе-
циальных наладок. Они состоят из базисного агрегата, универсаль-
ного по схемам базирования и конструктивным формам обраба-
тываемых заготовок, и наладки (или соответствующих регулируе-
мых элементов). Базисный агрегат — неизменяемая постоянная часть
приспособления, предназначенная для установки и фиксации на-
ладок в процессе компонования конструкций станочных приспо-
соблений. Таким образом, универсально-наладочные приспособ-
ления заменяют большое количество специальных приспособле-
ний, предназначенных не только для обработки деталей одной
группы, но и различных групп.
Специализированные наладочные приспособления — это приспо-
собления, обеспечивающие базирование и фиксацию (закрепле-
ние) родственных по конфигурации заготовок различных габари-
тов (т. е. определенной группы деталей). Они состоят из специали-
зированного по схеме базирования и виду обработки типовых групп
изготовляемых деталей базисного агрегата и сменной наладки (или
соответствующих регулируемых элементов).
Внедрение методов групповой обработки и применение для этого
высокопроизводительных, агрегатированных станков и приспособ-
лений обеспечивает максимальное использование одного и того
же оборудования и приспособлений.
389
Под агрегатированием станочных приспособлений понимается
метод проектирования, сборки и эксплуатации, основанный на
рациональном членении приспособлений на агрегаты, каждый из
которых представляет собой законченное изделие и выполняет
определенную функцию и может многократно использоваться при
создании различных модификаций. Создание этих приспособлений
основано на применении стандартных и унифицированных узлов.
Агрегатирование станочных приспособлений обеспечивает сокра-
щение сроков проектирования и изготовления в 4... 10 раз, умень-
шение расходов на изготовление и возможность быстрой перена-
ладки. Принцип агрегатирования заключается в использовании
нормализованных элементов: оснований, стоек, рам, плит и т.д.,
на которых устанавливаются и закрепляются сменные наладки с
базирующими элементами и зажимными устройствами.
ГЛАВА 28. ПРИВОДЫ
Основные требования производительного выполнения работ —
это сокращение времени зажима за счет снижения вспомогатель-
ного времени, создание более стабильных сил зажима за счет за-
мены ручных зажимных приводов на механизированные и автомати-
зированные и облегчение труда рабочих. Чтобы величина зажима-
ющего усилия не зависела от рабочего, используют пневматические,
гидравлические, пневмогидравлические и другие приводы.
Пневматические приводы. В пневматических приводах источни-
ком энергии служит сжатый воздух. Свойства, выгодно отличаю-
щие сжатый воздух от других источников энергии, следующее:
безопасность в работе и удобство для подвода коммуникаций к
месту потребления; способность в силу упругости моментально
передавать малейшие колебания в давлении; сжатый воздух при
низких температурах окружающей среды не замерзает в трубопро-
водах; отработавший воздух не нуждается в утилизации или в спе-
циальном отводе, а в случае необходимости может быть использо-
ван для другой полезной работы. Основные особенности пневма-
тического привода:
быстрота зажима. Время для зажима и открепления детали в
приспособлении постоянно (составляет примерно 0,022 мин) и не
зависит от количества прижимов и массы детали;
постоянство силы зажима. В приспособлениях с ручными зажи-
мами усилие в каждом отдельном случае находится в прямой зави-
симости от усилия, которое прикладывает рабочий для закрепле-
ния детали и которое невозможно контролировать. Оно колеблется
в значительных пределах. Кроме того, в приспособлениях с ручны-
ми зажимами усилие зажима, как правило, должно быть заведомо
большим, чем это требуется для удержания детали в процессе об-
работки из-за наличия вибрации, в силу чего неровности на по-
390
верхности прихвата сглаживаются, ослабляя силу зажима. В пневма-
тических приспособлениях усилие зажима находится вне зависи-
мости от усилия, прикладываемого рабочим, и оно всегда постоян-
но, т. е. усилие, которое было приложено в начале работы, остает-
ся неизменным в течение всего периода обработки. Эта особенность
дает возможность уменьшить силу зажима, гарантирует безопас-
ность работы, повышает качество обработки и позволяет увели-
чить скорость резания, что положительным образом сказывается
на производительности труда;
простота управления. При работе с ручными зажимными меха-
низмами обязательным условием для рабочего является приложе-
ние физической силы, величина которой зависит от конструкции
механизма и от того, какую силу необходимо получить при зажи-
ме. В пневматических приспособлениях, чтобы осуществить закреп-
ление обрабатываемой детали, необходимо повернуть рукоятку рас-
пределительного крана, для чего нужно приложить небольшое уси-
лие, которое в течение смены не утомляет рабочего и ведет к
повышению производительности труда.
Пневматические приводы состоят из пневмодвигателя, пнев-
матической аппаратуры и воздухопроводов и подразделяются по
виду пневмодвигателя — на поршневые (пневмоцилиндры) и ди-
афрагменные (пневмокамеры); по схеме действия — на одно- и
двусторонние; по методу компоновки с приспособлением — на
встроенные и агрегатированные; по виду установки — на стацио-
нарные и вращающиеся; по количеству приводов — на одинарные
и сдвоенные. У цилиндров одностороннего действия обратный ход
поршня осуществляется пружиной, а у цилиндров двустороннего
действия — сжатым воздухом.
Оптимальная рабочая скорость исполнительного механизма при
применении пневмопривода составляет 0,1 ...2,0 м/с. При меньших
скоростях возникают вибрации и неравномерность хода. Экономи-
чески целесообразно применение пневмопривода в механизмах с
усилием до 30 кН и пневмоцилиндров с максимальным диамет-
ром 250 мм.
Недостатки пневмопривода — это довольно низкий коэффици-
ент полезного действия; большие габариты по сравнению с гидро-
приводом (из-за применения низкого давления воздуха); неравно-
мерность перемещения рабочих органов, особенно при перемен-
ных усилиях; невозможность остановки в середине хода.
Поршневой привод. Они бывают неподвижного, качающегося и
вращающегося типов, одностороннего и двустороннего действия.
Особенности поршневого привода: величина хода поршня может
быть любой в зависимости от длины цилиндра; на протяжении
всей длины хода поршня зажимное усилие остается неизменным;
небольшая часть давления сжатого воздуха расходуется на преодо-
ление силы трения; конструкция основного рабочего органа (пор-
шня) сложнее диафрагмы из-за необходимости герметичности в
391
подвижном соединении; габаритные размеры привода развиты в
осевом направлении; высокие требования к чистоте обработки
деталей привода (поршня и цилиндра); в эксплуатации наблюда-
ются случаи прилипания уплотнения к цилиндру при длительных
остановках в работе, особенно при малых диаметрах поршня, что
иногда создает трудности при пуске; стойкость на износ уплотне-
ний поршня ниже работоспособности диафрагмы; наблюдаются
утечки сжатого воздуха, которые возрастают к концу срока служ-
бы уплотнений; стоимость изготовления поршневого привода выше
диафрагменного.
На рис. 28.1, а представлена конструкция неподвижного ци-
линдра, а на рис. 28.1, б и в даны примеры использования качаю-
щихся цилиндров. Основным рабочим органом, преобразующим
энергию сжатого воздуха в зажимное усилие в поршневом приво-
де, является поршень 5 со штоком 3, который помещен в цилин-
дре 4, герметически закрытом крышками 1. Герметическое разде-
ление рабочих полостей АиВ осуществляется с помощью специ-
альных уплотнений 6, которые закреплены на поршне 7.
Герметичность в полости В, в месте выхода штока, достигается
также с помощью специальных уплотнений 2.
К пневматическим цилиндрам предъявляются следующие техни-
ческие требования: герметичность при давлении сжатого воздуха —
0,6 МПа; утечки сжатого воздуха через тела крышек, по резьбам и
стыкам, а также через уплотнения поршня и штока не допускаются;
Рис. 28.1. Пневматический цилиндр для стационарных
приспособлений:
а — неподвижный цилиндр; б, в — качающийся цилиндр;
1 — крышки; 2,6 — уплотнения; 3 — шток; 4 — цилиндр; 5 —
поршень
392
проверку на прочность проводят при давлении 0,9 МПа, при этом
наружные утечки не допускаются; испытание на работоспособность
проводят путем перемещения штока из одного крайнего положения
в другое в диапазоне рабочих давлений 0,2... 0,6 МПа, причем пере-
мещения должны быть плавными, без рывков и заеданий; давление
трогания с места без нагрузки — не выше 0,03 МПа; проводят очи-
стку всех воздушных каналов перед сборкой и проверку на проходи-
мость; прилагают усилие, развиваемое поршнем цилиндра во время
его перемещения при давлении 0,6 МПа, — не менее 85 % от макси-
мального расчетного; проводят смазку трущихся поверхностей; ра-
бота пневмопривода должна быть без потери герметичности; долго-
вечность для цилиндров с уплотнением поршня манжетами — не
менее 400 тыс. двойных ходов при длине хода, равной двум диамет-
рам цилиндра, а для цилиндров с уплотнением поршня кольцами
круглого сечения — не менее 150 тыс. двойных ходов.
Вращающиеся пневмоцилиндры используются преимущественно
для привода токарных приспособлений и бывают одно- и двусто-
роннего действия со сплошным или полым штоком, цилиндры
двустороннего действия — одинарными или сдвоенными. Они обес-
печивают повышенную тяговую силу на штоке.
При расчете пневмоцилиндра должны быть заданы значения
требуемого усилия Q или диаметра цилиндра D и длина хода порш-
ня L, которые определяют основные конструктивные параметры
пневмопривода. Для обеспечения безударной и плавной работы
пневмоцилиндра назначают рабочую скорость перемещения порш-
ня v = 0,2... 1,0 м/с. В необходимых случаях устанавливается время
рабочего или холостого хода поршня. В конце хода поршня необхо-
димо предусматривать торможение для снижения скорости до
0,05...0,1 м/с, что обеспечивает безударную работу пневмопривода.
В табл. 28.1 приведены основные расчетные параметры пневмо-
цилиндров, которые могут быть определены по приближенным
расчетным формулам и в которых не учитываются потери давле-
ния и объемов в трубопроводах. При расчетах пневмопривода при-
нимать расчетное давление сжатого воздуха р = 0,5 МПа.
Диафрагменный привод. Особенности диафрагменного привода:
величина хода штока ограничена возможной деформацией диаф-
рагмы и зависит от диаметра, толщины и материала, из которого
изготовлена диафрагма (если применяют специальные диафраг-
мы, ход штока равен 1/3 диаметра диафрагмы); зажимное усилие
переменно по всей длине хода штока, так как затраты давления
сжатого воздуха на деформацию диафрагмы все время возрастают
по мере увеличения деформации диафрагмы (в крайней точке хода
штока зажимное усилие равно нулю, поэтому используют обычно
не более 3/4 полного возможного хода и допускают изменение
зажимного усилия не более 15...20%); конструкция основного ра-
бочего органа — диафрагмы проще поршня и не требует механи-
ческой обработки (герметичность осуществляется неподвижным
393
Таблица 28.1
Расчет параметров пневмоцилиндра (гидроцилиндра).
Исходные данные: Q или D, t или v, L, р
Параметры Расчетная формула Условные обозначения
Площадь (/), см2: поршня штоковой по- лости F = 0,01 х 0,785Z>2 7^ = 0,01 х 0,785(Z)2— -</2) D — диаметр цилиндра, мм; d — диаметр штока, мм
Усилие (Q), Н: толкающее тянущее Qi = lOOfj/л] С2 = 100/j/Hi р — расчетное давление: для воздуха — 0,5 МПа, для жидкости — 10 МПа; г| — механический КПД: для воздуха — 0,85...0,95, для жидкости — 0,90...0,96
Диаметр цилиндра (D), мм 7> = 1,1з7с1/(рП) = = l,277e2/(pn)-J2 —
Скорость движения (v) поршня (рабо- чий или холостой ход), м/с v = Z/ЮООГ L — ход поршня, мм; t — время движения поршня, с
Время движения (/) поршня (рабо- чий или холостой ход), с t= L/{ 1000 f) —
Расход воздуха (жидкости) за ход рабочий или хо- лостой (И), л/мин V=f>Fv —
Внутренний диа- метр трубопровода (JT), мм dT = 4,6V »7w w — скорость движения воздуха (жидкости) в трубопроводе, м/с: для воздуха — 17 м/с, для жидкости — 5...6 м/с
закреплением диафрагмы на штоке и в корпусе привода); привод
компактен в осевом направлении и несколько развит в радиаль-
ном; требования к чистоте и точности обработки деталей привода
(кроме штока) невысокие; явления прилипания отсутствуют; ди-
афрагменный привод очень чувствительный; правильно выполнен-
ная и эксплуатируемая диафрагма выдерживает не менее 500 тыс.
циклов работы (для специальных диафрагм); утечки сжатого воз-
духа совершенно отсутствуют на протяжении всего периода эксп-
394
луатации, вплоть до полно-
го износа (разрыва) диаф-
рагмы; стоимость изготов-
ления ниже поршневого.
На рис. 28.2 приведена
конструкция пневмокаме-
ры, которая представляет
собой силовой узел одно-
стороннего действия и ко-
торый состоит из двух
штампованных чашек 2 и 6,
между которыми зажата ре-
зинотканевая диафрагма 4.
При впуске сжатого возду-
ха в полость 5 диафрагма
оказывает давление на шай-
бу 3 штока 1 и перемещает
его вниз. При обратном дви-
жении штока под давлени-
Рис. 28.2. Пневмокамера:
1 — шток; 2, 6 — штампованные чашки;
3 — шайба; 4 — диафрагма; 5 — полость;
7 — пружина
ем пружин 7 диафрагма становится выпуклой. Толщина диафраг-
мы Н = 4... 10 мм.
Величина усилия на* штоке диафрагменных пневмокамер изменя-
ется по мере движения штока и зависит от расчетного диаметра D,
толщины диафрагмы Н, ее материала и конструкции, а также диа-
метра опорной шайбы. Обычно выбирается такая длина хода штока,
при которой на нем не происходит резкого изменения усилия. При-
ближенный расчет усилия Q на штоке пневмокамер двустороннего
действия и значения усилий при р = 0,4 МПа приведены в табл. 28.2.
Таблица 28.2
Усилие на штоке диафрагменных пневмокамер, Н
Тип диафрагмы Положение диафрагмы Расчетная формула Условные обозначения
Резинотка- невая Близкое к ис- ходному Q = 0,196(7) + d)2p - Т D — рабочий диаметр диаф- рагмы, мм; d — наружный диаметр опор- ной шайбы, мм; N — усилие от возврата пружи- ны, Н
При ходе: 0,31) — для тарельча- той; 0,71) — для плоской 0,147(7) + d)2p — Т
Резиновая Близкое к ис- ходному Q=0,785d2p- Т
При ходе 0,22D Q=0,706d2p — Т
395
Для определения усилия на штоке диафрагменных пневмокамер од-
ностороннего действия следует вычесть значения усилия возврат-
ной пружины Т. Для пневмокамер двустороннего действия Т= 0.
Типовая схема включения пневмоцилиндра приведена на рис. 28.3.
Сжатый воздух из сети через вентиль 10 поступает в фильтр-влаго-
отделитель 9. Для понижения давления сжатого воздуха, поступаю-
щего из пневмосети, до заданного предназначен редукционный
клапан 8. Контроль давления сжатого воздуха, подаваемого в пнев-
моцилиндр, осуществляется с помощью манометра 7. Маслораспы-
литель 6 обеспечивает подачу смазочной жидкости в поток сжатого
воздуха. Реле 5предназначено для контроля давления (0,1 ...0,63 МПа)
сжатого воздуха и подачи сигнала при достижении заданного давле-
ния, а также для отключения электродвигателей станка при ава-
рийном падении давления. Для защиты от аварийного падения дав-
ления в пневмосети предусмотрен обратный клапан 4. Для управле-
ния подачей сжатого воздуха в пневмоцилиндр 1 применяется
пневмораспределитель 2. Отработавший сжатый воздух должен вы-
брасываться в атмосферу через глушитель 3.
Гидравлические приводы. Основные свойства и преимущества:
благодаря значительному увеличению давления рабочей жидко-
сти для получения идентичных усилий зажима по сравнению с пне-
вматическими приводами диаметры рабочих цилиндров значительно
уменьшаются, что дает возможность значительно сократить габа-
риты приспособлений, т. е. сделать их максимально компактными;
высокое давление рабочей жидкости в цилиндрах позволяет
получить большое усилие зажима, которое может передаваться
непосредственно от гидравлических рабочих цилиндров зажимным
элементам, исключая применение механических усиливающих
механизмов, что значительно повышает КПД передачи и упроща-
ет конструкцию;
большие усилия зажимов позволяют распределять усилие зажи-
ма на несколько деталей, которое значительно сокращает вспомога-
Рис. 28.3. Типовая схема включения пневмоцилиндра:
1 — пневмоцилиндр; 2 — пневмораспределитель; 3 — глу-
шитель; 4 — обратный клапан; 5 — реле; 6 — маслораспы-
литель; 7 — манометр; 8 — редукционный клапан; 9 —
фильтр-влагоотделитель; 10 — вентиль
396
тельное время на зажим и разжим об-
рабатываемых деталей, а также по-
зволяет вести многостаночное обслужи-
вание; рабочей жидкостью в гидравли-
ческих системах приспособлений
является масло, что обеспечивает на-
дежную смазку трущихся поверхнос-
тей, значительно уменьшая износ ме-
ханизмов системы; отсутствует кор-
розия механизмов;
передача зажимных усилий проис-
ходит плавно без ударов и толчков бла-
годаря практической несжимаемости
масла;
сокращение габаритов приспособле-
ний приводит к уменьшению их мас-
Рис. 28.4. Схема гидравли-
ческого привода
сы, облегчает их эксплуатацию (транспортирование, смену и уста-
новку) и площади;
общий насос гидропривода может быть использован как для
подачи, так и для зажима обрабатываемых деталей;
не требуют обязательного наличия специальной компрессор-
ной установки;
наличие самотормозящих звеньев в гидроприспособлениях по-
зволяет значительно сократить расход электроэнергии, поскольку
электродвигатель насоса включается только во время зажима и раз-
жима обрабатываемой детали;
бесшумность работы в отличие от пневматических систем.
Недостатки пневматических приводов: утечки жидкости, ухуд-
шающие характеристики работы гидропривода; изменение свойств
рабочей жидкости в зависимости от температуры, приводящее к
изменению характеристики работы; высокая стоимость; необхо-
димость квалифицированного обслуживания.
Гидравлический привод (рис. 28.4) состоит из гидравлической
установки, включающей электродвигатель с пусковой аппаратурой,
насос, резервуар для масла, аппаратуру управления и регулирова-
ния, гидроцилиндры и трубопроводы.
При применении гидропривода принимают: давление — в пре-
делах 5...10 МПа; рабочие скорости — 0,01...1,0 м/с; длина хода
поршня в зависимости от прочности штока — не более 10 диамет-
ров цилиндра; длина цилиндра при этом с учетом технологии изго-
товления из отношения L/D < 20; отношение диаметра штока к
диаметру цилиндра выбирают из отношения d/D = 0,2...0,7, при-
чем большее значение обычно выбирается для более нагруженных
установок. При расчете гидроцилиндра должны быть заданы значе-
ния требуемого усилия Q или диаметра цилиндра D и длина хода
поршня L. Основные расчетные параметры гидроцилиндров при-
ведены в табл. 28.1.
397
К гидроцилиндрам предъявляют технические требования: от-
сутствие остаточных деформаций после испытаний, течи и поте-
ния; давление холостого хода не должно превышать 1,0... 1,5 МПа;
давления холостого хода при втягивании штока не должно превы-
шать 0,5 МПа, а при выдвижении — 0,3 МПа.
В качестве жидкостей для гидроприводов, работающих при тем-
пературе до 60 °C с легкими нагрузочными режимами, использу-
ются индустриальные масла общего назначения без присадок:
И-12А, И-20А, И-30А, И-40А, И-50А.
Для очистки рабочей жидкости от взвешенных ферромагнит-
ных частиц в гидростанции предусматривают сепараторы, кото-
рые выполняют в виде постоянных магнитов, установленных в
пробках, завинченных в днище гидробака. При обычных требова-
ниях к работе гидропривода необходимо обеспечить фильтрацию
масла с тонкостью 25...40 мкм.
Количество подаваемой в гидроцилиндр жидкости регулируют
изменением производительности насоса или сопротивления при
постоянном давлении участка трубопровода, по которому течет
жидкость. Первый способ регулирования называют объемным, вто-
рой — дроссельным. Каждый из этих способов может быть осуще-
ствлен изменением количества жидкости, подводимой к силовому
органу (на входе) или выходящей из него (на выходе).
Объемное регулирование на выходе не нашло применения из-
за сложности и высокой стоимости. Оно применяется в тех случа-
ях, когда требуется сохранить наибольшее усилие гидропривода
(большой мощности).
При дроссельном регулировании мощность, потребляемая на-
сосом, остается постоянной, а скорость движения силового орга-
на меняется в зависимости от величины сопротивления дросселя.
Часть масла бесполезно протекает через переливной клапан (пре-
дохранительный) в бак. Дроссельное регулирование основано на
изменении величины потерь. При уменьшении пропускной спо-
собности силового органа с неизменным расходом насоса возрас-
тает стравливаемый избыток масла в бак, и поэтому растут потери.
При увеличении пропускной способности силового органа, на-
оборот, эти потери уменьшаются. Поэтому дроссельное регулиро-
вание применяется при малых мощностях.
В гидравлических приводах используются шестеренчатые, лопаст-
ные и поршневые насосы. Шестеренные и лопастные насосы при-
меняются для давлений до 12,0... 15,0 МПа. Они компактны, про-
сты в эксплуатации, однако чувствительны к перегреву, а при ра-
боте на предельных давлениях недолговечны. Аксиальные и
радиальные поршневые насосы применяются для давлений до
20...30 МПа, а поршневые эксцентриковые — до 50 МПа.
Пневмогидравлический привод. В пневмогидравлическом приводе
использованы преимущества пневматического и гидравлического
приводов, а именно возможность создания высоких рабочих уси-
398
лий, быстрота действия, отно-
сительно низкая стоимость и
небольшие габариты. Их при-
меняют для получения высоких
рабочих усилий зажима и рав-
номерной подачи рабочего эле-
мента приспособления. В пнев-
могидравлических системах
масло меньше нагревается,
чем в насосных гидравличес-
ких системах, и меньше вспе-
нивается. Потери энергии в них
ниже, а надежность работы
выше. Они просты, недорого-
стоящи в изготовлении и дос-
таточно универсальны в при-
менении. Управление ими
легко автоматизируется. Пнев-
могидравлические приводы по
Рис. 28.5. Пневмогидравлический
преобразователь прямого действия:
1 — гидроцилиндр; 2 — резервуар; 3, 6 —
пружины; 4,7— цилиндры; 5 — трубо-
провод
принципу работы делятся на приводы с преобразователем давле-
ния прямого действия и с преобразователями давления последо-
вательного действия.
Привод с преобразователем давления прямого действия (рис. 28.5)
основан на непосредственном преобразовании низкого давления
сжатого воздуха в высокое давление жидкости. Сжатый воздух по-
ступает в цилиндр 4 диаметром D. Шток этого цилиндра диамет-
ром d служит плунжером гидроцилиндра 1. Масло, вытесняемое
плунжером, поступает по трубопроводу 5 во второй гидроцилиндр
7 диаметром D}. Шток этого цилиндра связан с исполнительным
зажимным механизмом. При выпуске отработавшего воздуха об-
ратное движение поршней осуществляется пружинами 6 и 3, если
обратный ход невелик. Из резервуара 2 масло поступает в систему
для компенсации утечек. Устройство выполняется в виде одного
блока или с отдельно вынесенным цилиндром 7. Последний встраи-
вается в приспособление, а блок цилиндров 4 и 1 устанавливают в
удобном месте у станка. Управление устройством осуществляется
трехходовым краном.
Усилие на штоке рабочего гидроцилиндра определяют по фор-
муле (без учета усилия пружин)
Q = nDWhw^d*),
где D — диаметр пневмоцилиндра, мм; Dt — диаметр гидроцилин-
дра, мм; рв — давление воздуха, МПа; т]0 — объемный КПД привода
(т|0 — 0,9...0,95); т] — КПД преобразователя (ц = 0,8...0,9); d —
диаметр штока пневмоцилиндра, мм.
Отношение (D/d)1 называется коэффициентом усиления и при
проектировании пневмопривода принимают равным ку = 15...20.
399
Рис. 28.6. Пневмогидравлический пре-
образователь последовательного дей-
ствия:
1 — гидроцилиндр; 2, 8 — цилиндры; 3 —
шток; 4, 9 — трубопровод; 5 — резервуар;
6 —кран; 7 — клапан
Давление жидкости в ра-
бочем гидроцилиндре (рг)
равно:
А = Рвкуг[.
Привод с преобразовате-
лем последовательного дей-
ствия (рис. 28.6) основан на
подаче жидкости низкого
давления в силовые цилин-
дры с последующей подачей
жидкости высокого давления.
Слив жидкости производит-
ся в полость низкого давле-
ния при освобождении дета-
лей. Приводы с преобразова-
телями последовательного
действия по сравнению с
приводами с преобразовате-
лями прямого действия обес-
печивают ускорение холос-
того хода и предварительное закрепление детали. Они могут обслу-
живать несколько рабочих цилиндров при небольших габаритах
привода, позволяют экономить сжатый воздух на 90...95 %. Недо-
статком этих пневмогидравлических приводов является более слож-
ная конструкция и значительное количество утечек.
Воздух из магистрали через четырехходовой кран 6 (см. рис. 28.6)
поступает в резервуар 5 и вытесняет из него масло по трубопрово-
ду 4 в цилиндр 2, обеспечивая быстрый подвод штока гидроци-
линдра 1 к закрепляемой детали. В результате повышения давления
масла в гидроцилиндре 1 автоматически срабатывает клапан после-
довательного действия 7. Воздух поступает в цилиндр 8, поршень
со штоком 3 начинает перемещаться, и в цилиндре 2 развивается
высокое давление, обеспечивающее окончательное закрепление за-
готовки. При переключении крана 6 воздух подается по трубопрово-
ду 9 и возвращает поршни цилиндров 8 и 1 в исходное положение.
Расчет усилий на штоке рабочих гидроцилиндров аналогичен
расчету преобразователя прямого действия.
ГЛАВА 29. МЕТОДИКА КОНСТРУИРОВАНИЯ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Приступая к проектированию средств технологического осна-
щения операций, необходимо установить цель проектирования,
которая определяется производственной необходимостью предпри-
ятия. Проектирование новой оснастки может осуществляться для
400
технологических операций, на которые она не была разработана,
или может быть проведена модернизация применяемой техноло-
гической оснастки для повышения ее производительности, сокра-
щения числа ручных операций и улучшения условий работы рабо-
чих. Для этого необходимо:
обосновывать применение каждой детали, элемента и механиз-
ма приспособления;
обеспечивать удобство сборки, разборки и регулировки при-
способления. Исключать по возможности подбор и подгонку дета-
лей, а также операции выверки и регулировки деталей и узлов при
сборке;
экономично расходовать материал, необходимый для изготов-
ления приспособления;
обеспечивать необходимую прочность деталей способами, не тре-
бующими увеличения массы (придание деталям рациональных форм
с наилучшим использованием материала, применение материалов
повышенной прочности, введение упрочняющей обработки);
отработать конструкцию приспособления на технологичность;
упростить процесс эксплуатации приспособления (предусмат-
реть автоматизацию смазки трущихся поверхностей, удобную очи-
стку установочных поверхностей от стружки и т.д.) и управление,
сосредоточивая органы управления и контроля по возможности в
одном месте;
предупреждать возможность достижения аварийного состояния
приспособления, вводя предохранительные и предельные устрой-
ства, коррозию деталей;
предусматривать защиту трущихся поверхностей от проникно-
вения грязи, пыли и влаги и обеспечивать надежную страховку
резьбовых соединений от самоотворачивания;
максимально использовать нормализованные и унифицирован-
ные детали и узлы; заменять, если это возможно, оригинальные
детали стандартными, нормализованными, унифицированными,
заимствованными или покупными узлами и деталями;
обеспечивать удобство загрузки и выгрузки обрабатываемых де-
талей из рабочей зоны, предусматривать применение выталкива-
ющих устройств для выгрузки деталей.
В процессе проектирования средств технологической оснастки
участвует технолог и конструктор, которые в своей работе должны
осуществлять тесное взаимодействие и творческое сотрудничество.
Каждый из них имеет свои задачи проектирования. Технолог дол-
жен осуществлять выбор заготовок и технологических баз; разра-
батывать технологические процессы изготовления элементов тех-
нологической оснастки (формирование маршрутов обработки и со-
держания технологических операций, разработка эскизов
механической обработки деталей, определение режимов обработ-
ки и т.д.) и процесс сборки приспособления. К задачам конструк-
тора можно отнести: уточнение принятой технологом схемы при-
401
способления и установки детали; выбор конструкции и размеров
элементов приспособления; определение величины усилия зажи-
ма, схемы базирования детали и т.д.; определение общей компонов-
ки приспособления с установлением необходимых допусков на из-
готовление деталей и сборку приспособления.
Исходными данными для проектирования приспособления яв-
ляются: чертежи заготовок и детали с техническими требования-
ми, технологические процессы изготовления деталей, заданная про-
изводительность, альбомы нормалей и стандартов деталей и сбо-
рочных единиц приспособлений.
Из технологических процессов изготовления деталей конструк-
тор получает сведения о станках, методе базирования заготовок,
режущем инструменте, режимах обработки и технологических нор-
мах времени на обработку. Эти сведения необходимы для выявле-
ния размеров, допусков, шероховатости поверхностей, марки ма-
териалов и термической обработки, размеров, связанных с уста-
новкой приспособления и расположения органов его управления.
Процесс проектирования приспособлений осуществляют в та-
кой последовательности:
изучение чертежа изделия, содержания и структуры технологи-
ческой операции, схем и поверхностей базирования, закрепления
и наладки, характеристик и конструктивных особенностей стан-
ка, на котором планируется обработка;
анализ условий эксплуатации, обслуживания и ремонта проек-
тируемого приспособления с учетом типа производства;
анализ существующих конструкций, используемых для анало-
гичных работ. Уточнение схемы базирования и закрепления. Расчет
сил резания и зажима. Выбор места приложения зажима, опреде-
ление и выбор типа и размеров установочных элементов, их числа
и взаимного положения. Выбор типа зажимного механизма и его
привода и определение его основных параметров с учетом задан-
ного времени на установку, закрепление и снятие изделия после
его обработки;
установление и выбор: типа и размеров элементов для направ-
ления и контроля положения режущего инструмента; конструк-
ции и размеров вспомогательных элементов и устройств, корпуса
приспособления;
эскизная разработка вариантов общего вида приспособления
путем последовательного нанесения элементов приспособления (ус-
тановочных, зажимных, направляющих для инструмента, вспо-
могательных) вокруг контура детали, нанесенного в трех проек-
циях посередине листа соответствующего формата. Вычерчивание
корпуса приспособления, объединяющего все элементы конструк-
ции. Выбор оптимального варианта конструкции;
уточнение и отработка выбранного варианта конструкции. Со-
ставление кинематической, пневматической, гидравлической и
других схем. Произвести расчет элементов приспособления — си-
402
лового и прочностного, оценить жесткость элементов, точности
обработки детали на данном приспособлении и др. Графическое
оформление приспособления по ЕСКД;
выполнение технико-экономических расчетов целесообразнос-
ти и эффективности применения (модернизации, замены) при-
способлений.
После окончания проектирования необходимо уточнить: сты-
ковку, привязку и другие кинематические связи; достаточность
числа размеров, указаний, проекций, разрезов; использования
нормализованных, стандартных и покупных изделий; степень уче-
та фактических нагрузок, возникающих при работе приспособле-
ния; отработку приспособления на производственную, эксплуата-
ционную и ремонтную технологичность; соблюдение правил тех-
ники безопасности и производственной санитарии при сборке и
эксплуатации.
РАЗДЕЛ VI. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
ТРУДА НА АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЯХ
ГЛАВА 30. МЕТОДЫ ТЕХНИЧЕСКОГО
НОРМИРОВАНИЯ ТРУДА
Техническое нормирование труда представляет собой систему ус-
тановления технически обоснованных норм времени, т. е. необхо-
димых затрат времени на качественное выполнение определенной
работы.
Значение технического нормирования в новых условиях хозяй-
ствования исключительно велико. Оно позволяет:
правильно организовать труд всех категорий работников пред-
приятия;
обеспечить данные, на основе которых можно четко спланиро-
вать, подготовить и организовать работу многочисленных подраз-
делений предприятия;
обоснованно подойти к оценке затрат на ремонт изделия.
Техническое нормирование и научная организация труда неот-
делимы друг от друга, поскольку нормировать необходимо органи-
зованный труд, т. е. труд, приведенный к определенной системе.
Главная задача технического нормирования — это обеспечение
более высоких темпов роста производительности труда. Реализа-
ция этой задачи осуществляется за счет разработки мероприятий,
направленных:
на выявление и использование резервов повышения произво-
дительности труда, которые имеются практически на каждом пред-
приятии в силу наличия как явных, так и скрытых потерь рабочего
времени;
на повышение производительности труда;
на разработку и установление технически обоснованных норм
на различные работы с учетом наиболее полного и эффективного
использования имеющейся техники. При этом предусматривается
четкая организация рабочих мест и построение технологических
процессов, использование передовых приемов и методов труда.
Выявление скрытых резервов производства (резервов рабочего
времени) осуществляется на основе исследования производствен-
ных процессов, анализа содержания труда и всех условий, оказы-
вающих влияние на его производительность.
Методы, которые применяет техническое нормирование в по-
вседневной практике, просты и доступны для применения на лю-
бом предприятии и включают наблюдение за работой непосред-
404
ственно на рабочем месте, обработку и анализ всего того, что уда-
лось увидеть и зафиксировать. Результаты анализа являются осно-
вой разработки новой, более рациональной и более эффективной
организации труда, лучших и более совершенных приемов работы.
Сокращение рабочего времени на изготовление (ремонт) той
или иной продукции может осуществляться различными путями
(например, за счет создания и использования новых, более про-
изводительных машин, механизмов, транспортных средств, путем
привлечения большего числа рабочих). Они весьма эффективны,
но неминуемо влекут за собой увеличение материальных и трудо-
вых затрат и следовательно могут использоваться только на пред-
приятиях с большой производственной программой и эффектив-
ной экономикой.
Техническое нормирование труда предлагает свои пути и спо-
собы снижения затрат рабочего времени, которые проявляются в
самом принципе нормирования. Норма времени на определенную
операцию или работу является мерой труда, необходимого при
изготовлении (ремонте) данного изделия. В виде нормы выступают
только минимально необходимые затраты времени, расходуемые
на изготовление (ремонт) данного изделия или выполнение дан-
ной работы, при использовании максимальных возможностей ма-
шин и оборудования, на которых выполняется работа, прогрес-
сивных формы организации и оплаты труда.
Под методом нормирования понимается совокупность приемов
установления норм труда, которые включают анализ трудового
процесса, проектирование рациональной организации и расчет
норм труда. Выбор метода определяется характером нормируемых
работ и условий их выполнения.
Методы нормирования труда. Методы нормирования труда де-
лятся на аналитические и суммарные.
Аналитические методы предполагают установление норм на ос-
нове анализа конкретного трудового процесса, проектирования
рациональных режимов работы оборудования и приемов труда ра-
бочих, определения норм по элементам трудового процесса с уче-
том специфики конкретных рабочих мест и производственных под-
разделений.
Суммарные методы устанавливают нормы без анализа конкрет-
ного трудового процесса и проектирования рациональной органи-
зации труда, т. е. на основе опыта нормировщика (так называемый
опытный метод) или на основе статистических данных о выпол-
нении аналогичных работ (статистический метод). Нормы, уста-
новленные с помощью суммарных методов, обычно называют опыт-
но-статистическими. Такие нормы не позволяют эффективно ис-
пользовать производственные ресурсы и должны заменяться
нормами, установленными аналитическими методами.
Аналитические методы классифицируют по следующим трем
признакам:
405
степени дифференциации трудового процесса — дифференци-
рованные и укрупненные;
методике получения исходных данных — исследовательские и
нормативные;
характеру зависимости норм труда от факторов, влияющих на
их величину — прямые и косвенные.
Дифференцированные методы предполагают детальное расчлене-
ние трудового процесса на элементы (до трудовых движений и дей-
ствий), исследование факторов, влияющих на продолжительность
каждого элемента, проектирование нового состава, последователь-
ности и длительности выполнения элементов операции с учетом
передового производственного опыта. Эти методы применяются в
условиях, когда требуется высокая точность нормирования трудо-
вых операций, обусловленная частой их повторяемостью.
Укрупненные методы устанавливают необходимое время на ос-
нове типовых норм или эмпирических формул путем расчленения
трудового процесса до комплексов приемов и операций.
Исследовательские методы предполагают получение исходной
информации путем наблюдений.
Нормативные (аналитически-расчетные) методы предполагают
получение норм на основе нормативов.
Прямые методы предполагают расчет нормы на основе установ-
ления функциональных зависимостей величины норм от трудоем-
кости соответствующих работ.
Косвенные методы предполагают установление статистических
зависимостей норм от факторов, косвенно влияющих на трудоем-
кость соответствующих работ.
Нормы, установленные на основе аналитических методов, на-
зывают обычно технически обоснованными или научно обосно-
ванными. Изучение затрат времени производится методом непос-
редственных замеров и методом моментных наблюдений.
Метод непосредственных замеров затрат времени применяется для
более полного изучения процессов труда и получения данных, ха-
рактеризующих приемы и методы исполнения работы, а также по-
следовательности ее отдельных элементов. Недостатки метода — это
проведение большого числа замеров, значительная трудоемкость
обработки полученных данных и невозможность изучения одним
наблюдателем действий больших групп рабочих или оборудования.
Метод моментных наблюдений основан на регистрации и учете
затрат времени работы и перерывов, имевших место в период на-
блюдения, и определения на основании этих данных удельного
веса и абсолютных значений затрат времени. Положительными сто-
ронами этого метода являются: простота проведения наблюдений;
незначительная трудоемкость, затрачиваемая на обработку полу-
ченных результатов; оперативность, обеспечивающая получение
требуемых данных в короткие сроки; возможность изучения одним
наблюдателем затрат времени больших групп рабочих и оборудо-
406
вания; возможность прерывать процесс без снижения точности
результатов.
В зависимости от назначения, степени охвата и детализации
затрат времени применяются следующие виды наблюдений:
хронометраж — разновидность изучения затрат рабочего
времени путем наблюдения отдельных многократно повторяющихся
элементов операции;
фотография использования времени, включающая
фотографии рабочего времени, времени использования оборудо-
вания и производственного процесса.
По объекту наблюдения и формам организации труда на изуча-
емых рабочих местах различают следующие виды наблюдений:
индивидуальный, если наблюдение производится за ра-
ботой одного рабочего или работой одной машины;
групповой, когда наблюдение ведется за работой несколь-
ких рабочих, каждый их которых занят выполнением отдельной
работы, или за работой нескольких машин;
бригадный — при наблюдении за работой бригады рабочих,
занятых выполнением общей, технологически связанной работы
на одном рабочем месте;
многостаночный, если наблюдение производится за рабо-
той одного рабочего, занятого обслуживанием нескольких машин;
маршрутный — при наблюдении за работой рабочего, пе-
ремещающегося по определенному маршруту, или за работой не-
скольких рабочих, далеко расположенных друг от друга, вслед-
ствие чего наблюдатель обходит изучаемые рабочие места по зара-
нее установленному маршруту.
Классификация затрат рабочего времени должна предусматри-
вать возможность:
изучать состояние организации труда и использование рабочего
времени, наиболее полно выявлять потери рабочего времени с
установлением их причин;
устанавливать степень необходимости и целесообразности от-
дельных затрат времени при выполнении заданной работы, выяв-
лять нерациональные затраты рабочего времени и их причины;
изучать и анализировать время использования оборудования во
взаимосвязи с рабочим временем исполнителя;
устанавливать затраты труда на выполнение заданной работы.
Существуют две основные классификации: классификация ра-
бочего времени исполнителя и классификация времени использо-
вания оборудования.
Классификация затрат рабочего времени исполнителя. Рабочее
время исполнителя делится на время работы и время перерывов в
работе (рис. 30.1).
Время работы — это период, в течение которого рабочий про-
изводит действия, связанные с выполняемой им работой. Оно вклю-
чает в себя затраты времени как на выполнение производственно-
му
о
00
Рис. 30.1. Схема затрат рабочего времени
Время активного наблюдения Врем Ручное время Основное время
Машинно- ручное время
Вспомогательное время
Время наб- людения за работой оборудования Время организа- ЦиОННОгО обслуживания
Время технического обслуживания
а 1 а 1 S 1 S 1 Й Ручное время
Время на отдых '
наблюдения Механизи- рованное время
Время на личные надобности
РАБОЧЕЕ ВРЕМЯ ИСПОЛНИТЕЛЯ
го задания, так и на работы, не предусмотренные производствен-
ным заданием.
Время работы, не предусмотренное производственным задани-
ем — это время случайной работа.
Время работы по выполнению производственного задания — это
период времени, который затрачивается рабочим на подготовку и
на непосредственное выполнение полученного задания. Оно рас-
членяется на подготовительно-заключительное время, оператив-
ное время, время обслуживания рабочего места и время переры-
вов на отдых и личные (естественные) надобности.
К подготовительно-заключительному времени относится время,
которое рабочий затрачивает на подготовку к заданной работе и
выполнение действий, связанных с ее окончанием:
получение материалов, инструментов, приспособлений, техно-
логической документации и наряда на работу;
ознакомление с работой, технологической документацией, чер-
тежом, получение необходимого инструмента;
установка приспособлений, инструментов, наладка оборудова-
ния на соответствующий режим работы;
снятие приспособления и инструмента;
сдача готовой продукции, приспособлений, инструмента, тех-
нологической документации и наряда.
Подготовительно-заключительное время затрачивается один раз
на всю партию изделий, изготавливаемых (ремонтируемых) без
перерыва по данному рабочему наряду, и не зависит от числа из-
делий в этой партии.
К оперативному относится время, которое затрачивается на не-
посредственное выполнение заданной операции и повторяется либо
с каждой единицей изделия, либо через строго определенное их
число. Оперативное время делится на основное (технологическое)
и вспомогательное.
Основное (технологическое) время представляет собой вре-
мя, в течение которого осуществляется непосредственная цель дан-
ного технологического процесса. В зависимости от характера про-
цесса целью может быть:
изменение формы и размеров заготовки путем снятия стружки
на металлообрабатывающих станках (точение, фрезерование, свер-
ление, строгание и т. п.);
изменение формы и размеров заготовки путем деформации,
осуществляемой внешним давлением в горячем и холодном виде
(ковка, горячая и холодная штамповка, гибка и т. п.);
изменение состояния или свойств материала (например, на-
плавка металла);
изменение формы и размеров заготовки с применением механи-
зированного или ручного инструмента (сверление электродрелью,
резка ручными ножницами или ручной ножовкой, обрубка пнев-
матическим или ручным зубилом, опиловка напильником);
409
изменение структуры, физико-химических и механически
свойств металла посредством термической обработки (закалка,
отпуск, отжиг, нормализация, цементация и т.п.);
изменение внешнего вида детали или изделия путем травле-
ния, полирования, окраски и т.д.;
соединение и крепление деталей при сборке, сварке, пайке и т. п.
Вспомогательным называется время, затрачиваемое рабо-
чим на выполнение действий, создающих возможность выполне-
ния основной работы. Так, например, к вспомогательным элемен-
там рабочего время относится время съема готовой продукции,
управления оборудованием, время на промеры обрабатываемых по-
верхностей, время на переустановку инструмента. Вспомогательное
время может быть как ручным, так и механизированным. Напри-
мер, время установки коленчатого вала при наплавочных работах,
установка и снятие двигателей у автомобилей при разборо-сборочных
работах с помощью подъемно-транспортных механизмов.
Время обслуживания рабочего места — это время, затрачиваемое
рабочим на уход за оборудованием и поддержание в рабочем месте
порядка и чистоты. Ко времени обслуживания рабочего места отно-
сятся затраты на раскладывание и уборку инструмента в начале и
конце смены, осмотр, опробование, смазку и чистку оборудова-
ния, передачу смены, подналадку оборудования и смену инструмен-
та в процессе работы и т. п. Время обслуживания рабочего места
подразделяется на время технического и организационного об-
служивания.
К времени технического обслуживания относит-
ся время, затрачиваемое на уход за рабочим местом (оборудовани-
ем) в течение данной конкретной работы (время на смену зату-
пившихся инструментов и подналадку оборудования в процессе
работы и т.д.). К времени организационного обслу-
живания относится время, затрачиваемое на уход за рабочим
местом в течение рабочей смены (время на раскладку и уборку
инструмента в начале и конце смены, время на смазку и чистку
оборудования и т. п.).
В зависимости от характера участия рабочего в выполнении про-
изводственных операций основное время работы может быть:
временем ручной работы — период выполнения или ее элемен-
тов без применения машины (агрегата) или механизмов;
временем машинно-ручной работы — период, в течение кото-
рого предмет труда обрабатывается машиной (агрегатом) или пе-
ремещается механизмом при непосредственном участии рабочего;
временем наблюдения за работой оборудования.
Время наблюдения за работой оборудования может быть актив-
ным и пассивным. Временем активного наблюдения за работой обо-
рудования называется период времени, в течение которого рабо-
чий следит за работой оборудования, ходом технологического про-
цесса, чтобы обеспечить необходимое качество продукции и
410
исправность оборудования. В течение этого времени его присут-
ствие на рабочем месте необходимо. Время пассивного наблюде-
ния — это период времени, когда нет необходимости осуществ-
лять постоянное наблюдение за работе оборудования или технологи-
ческим процессом, но рабочий производит его в связи с отсутствием
работы. Это время может иметь место при обслуживании автома-
тических линий, агрегатов и многоагрегатном обслуживании. В ряде
случаев оно оказывается экономически целесообразным, поскольку
приводит к сокращению простоев оборудования в ожидании об-
служивания, вызванных занятостью рабочих на других агрегатах.
Обоснованное устранение или частичное сокращение времени
пассивного наблюдения является существенным резервом повы-
шения производительности труда на машинах, автоматизирован-
ных и аппаратурных процессах.
При наблюдении и анализе затрат рабочего времени и проекти-
ровании технически обоснованных норм времени (выработки) во
всех видах работ, выполняемых вручную (вспомогательные и об-
служивание рабочего места), необходимо выделить ту их часть,
которая выполняется или может быть выполнена во время работы
оборудования.
Поэтому ручное время необходимо подразделять на перекрыва-
емое и не перекрываемое машинным временем. В состав нормы
времени включается лишь время, не перекрываемое машинным, а
перекрываемое время учитывается при определении занятости и
загрузке рабочего.
При правильной организации труда и производства некоторые
затраты рабочего времени могут бить устранены и не должны вклю-
чаться в состав нормы времени.
К нормируемому времени относится также время перерывов на
отдых и личные (естественные) надобности рабочего. Величина
его зависит от условий труда. Оно делится:
на время регламентированных перерывов — время перерывов
на отдых (время, затрачиваемое рабочим для отдыха для предотв-
ращения утомления и поддержки нормальной работоспособнос-
ти), личные надобности (время, затрачиваемое рабочим на лич-
ную гигиену и естественные надобности) и время, установленное
технологией и организацией производственного процесса (время
перерывов, вызванных специфическими условиями проектирова-
ния технологического процесса);
на время нерегламентированных перерывов, которое включает:
перерывы, вызванные нарушением нормального течения произ-
водственного процесса, т. е. перерывы в работе по организацион-
но-техническим причинам, возникающим из-за плохой организа-
ции труда и производства, несвоевременной подачи материалов
на рабочее место, из-за неисправности оборудования, перебоев в
подаче электроэнергии и т.д.; перерывы, вызванные нарушением
трудовой дисциплины.
411
Классификация времени использования оборудования. Время ис-
пользования оборудования состоит из периодов его работы и пе-
рерывов в работе (рис. 30.2).
Временем работы оборудования называется период, в течение
которого оно находится в действии, независимо от того, выпол-
няется на нем основная работа или нет.
ВРЕМЯ ИСПОЛЬЗОВАНИЯ ОБОРУДОВАНИЯ
ВРЕМЯ РАБОТЫ ВРЕМЯ ПЕРЕРЫВОВ
Время работы по выполнению производствен- ного задания (оперативное время) Время работы, не предусмотрен- ное выполнением производственного задания Время регламен- тированных перерывов Время нерегламен- тированных перерывов
/ \ /
Основное время Вспомогательное время Время случайной работы Время непроизво- дительной работы Время на отдых и личные надобности Время перерывов органи- зационно-технического характера Время перерывов, вызванных нарушением трудовой дисциплины
/
Машинное время Машинно-ручное время Время, связанное с подготовкой к работе и организационно-техни- ческим обслуживанием рабочего места Время перевывов, установленных технологией и организацией производс- твенного процесса Время перевывов, вызванных нарушением нормального течения производственного процесса
Рис. 30.2. Схема затрат времени использования оборудования
412
Время работы по выполнению производственного задания — это
время, в течение которого оборудование находится в рабочем со-
стоянии независимо от того, совершается ли при этом процесс
обработки (переработки) или на нем производятся вспомогательные
действия, необходимые для выполнения основной работы.
Основное время работы оборудования — это время, в течение
которого совершается процесс обработки (переработки) предмета
труда и автоматический ввод его в обработку.
Машинное время — это время автоматической работы оборудо-
вания, когда рабочий выполняет функции наблюдения и выпол-
няет необходимые регулировки.
К машинно-ручному относится время, в течение которого наря-
ду с машинной работой в обработке участвует ручной труд.
Вспомогательное время необходимо для выполнения действий,
обеспечивающих выполнение основной работы, не перекрывае-
мых машинным временем. Например, время установки заготовок,
время управления оборудованием и т.д.
Время непроизводительной работы оборудования — это время,
не приводящее к увеличению объема продукция или улучшению
ее качества (время работы оборудования по изготовлению брако-
ванной продукции, время излишней обработки продукции и др.).
Время случайной работы оборудования — это время изготовления
продукции, не предусмотренной производственным заданием, но
выполнение которой вызвано производственной необходимостью.
Временем перерывов в работе оборудования называется период,
в течение которого это оборудование бездействует.
Затраты рабочего времени и времени использования оборудо-
вания могут быть нормируемыми (необходимые для работы
по выполнению производственного задания и все регламентиро-
ванные перерывы) и ненормируемыми (потери, затраты на
выполнение непроизводительной работы и все нерегламентиро-
ванные перерывы). Ненормированные затраты в состав нормы вре-
мени не включаются.
При изучении затрат рабочего времени и времени использова-
ния оборудования применяют единые буквенные обозначения, ко-
торые приведены в табл. 30.1.
Нормы времени на ручные, машинно-ручные и машинные ра-
боты состоят из следующих категорий затрат рабочего времени:
То + Т„ + То6 + ТПЗ +Tm+ Ттп. (30.1)
При изготовлении продукции отдельными партиями подгото-
вительно-заключительное время устанавливается отдельно на всю
партию продукции, так как оно не зависит от числа единиц оди-
накового продукта, изготовленной по определенному заданию или
наряду. В этом случае норма времени на изготовление единицы
продукции или выполнение единицы работы устанавливается без
подготовительно-заключительного времени и называется нормой
413
Таблица 30.1
Условные обозначения групп и категорий затрат времени
Наименование групп и категорий затрат времени Услов- ные обо- значения Наименование групп и категорий затрат времени Услов- ные обо- значения
Время работы по вы- полнению производ- ственного задания Время нерегламентиро- ванных перерывов Т * пн
П од готовител ьно-за- ключительное время тт Время перерывов по организационно-техни- ческим причинам т * по
Оперативное время топ Время перерывов, вы- званных нарушением трудовой дисциплины Тпнд
Основное время т0 Время потерь тп
Время обслуживания рабочего места ?обс Ручное время тр
Время организацион- ного обслуживания Гоо Машинное время ты
Время технического обслуживания гто Машинно-ручное время Тмр
Время непроизводи- тельной работы ТИ2 Время наблюдения за работой оборудования т„
Время регламентиро- ванных перерывов Гпр Время активного на- блюдения за оборудо- ванием
Время на отдых и лич- ные надобности ?отл Время пассивного на- блюдения за оборудо- ванием тнп
Время перерывов, уста- новленных технологией и организацией произ- водственного процесса тт
штучного времени (Тшт). Время, установленное на подготовитель-
но-заключительную работу, называется нормой подготовительно-
заключительного времени.
Установление норм времени на операции производится путем
определения времени на каждую категорию затрат аналитическим
методом с последующим его суммированием. Если данная опера-
ция выполняется несколькими рабочими, то суммируется время,
414
затрачиваемое всеми рабочими (в чел.-мин) на каждую категорию.
При этом такие категории затрат, как время обслуживания рабо-
чего места, время на отдых и личные надобности, определяются в
процентах к оперативному времени. В этом случае расчетная фор-
мула норм штучного времени будет иметь вид:
Тш - 7Ц1 + 0,01(аоб + ат + а0Тл)], (30.2)
где аОб — время обслуживания рабочего места в процентах к
оперативному; апт — время неустранимых перерывов в процентах
к оперативному, если они предусмотрены технологией и
организацией данной работы; аотл — время на отдых и личные
надобности в процентах к оперативному.
В тех случаях, когда норма подготовительно-заключительного
времени не выделяется, она определяется также в процентах к
оперативному времени. Тогда норма времени на всю операцию
будет равна
Т= Топ[1 + 0,01(аоб + «.„г + апз + аОТл)], (30.3)
где апз — подготовительно-заключительное время, в процентах к
оперативному.
По этим формулам норма времени устанавливается на ручные,
машинно-ручные, ручные механизированные работы, а также ста-
ночные работы.
ГЛАВА 31. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ
СТАНОЧНЫХ РАБОТ
31.1. Общие положения
Расчет норм времени на станочные работы при механической
обработке материалов производится по формулам (30.2) и (30.3).
Оперативное время на изготовление одной детали на одном
станке при обслуживании его одним рабочим определяется по
формуле
Гоп = Тм + Твн, (31.1)
где Твн — вспомогательное время, не перекрываемое машинным,
мин.
Машинное время за один переход определяется по формуле
Ти = Li/(ns), (31.2)
где L — расчетная длина обрабатываемой поверхности, т. е. общая
длина прохода инструментом, мм; i — число проходов; п — число
оборотов шпинделя станка, мин-1; 5 — подача за один оборот или
двойной ход, мм/мин.
415
При нормировании отдельных видов работ расчетная длина
обрабатываемой поверхности определяется с учетом особеннос-
тей инструмента и зависит от длины обрабатываемой поверхности
/ и величин врезания А и перебега А инструмента. Значения /, и 12
назначаются по нормативам.
Выбор глубины резания, подачи и числа оборотов осуществля-
ется при помощи нормативов режимов резания или эмпиричес-
ких и других формул.
31.2. Расчет основного (машинного) времени
Токарные работы. Расчет основного времени осуществляется в
зависимости от вида токарной работы по формулам
T0 = Li/(ns); (31.3)
a = 0,5(D—d), (31.4)
где а — припуск на обработку на сторону, мм; D, d — соответ-
ственно внешний и внутрений диаметры обрабатываемой по-
верхности, мм.
Формулы (31.3), (31.4) общие для всех токарных работ, кроме
работы 3.
1. Обтачивание цилиндрической поверхности (рис. 31.1, а, б)
i = a/t, (31.5)
где t — глубина резания за проход, мм.
Для обтачивания в упор (рис. 31.1, a) Z = /+/,, а на проход
(рис. 31.1, б) L = /+ /, + А-
2. Одновременное обтачивание нескольких цилиндрических по-
верхностей всеми резцами (рис. 31.1, в), i = 1.
А = 0,5(Д — <А); Z = /e + A;
А = 0,5(Д - d2); L = lb + l\, (31.6)
А = 0,5(Д - d2\, L- A + A.
Расчет основного времени ведут по наибольшему L.
3. Нарезание резьбы (рис. 31.1,, г).
L- (/+ А + Ак; /= b/t, (31.7)
где q — число заходов резьбы; b — высота резьбы;
То = [Liq( 1/п + 1/лобратн)] /s, (31.8)
где «обрати — число оборотов инструмента при вывертывании его из
детали.
4. Подрезка торца (рис. 31.1, д, ё), i = b/t.
Для детали сплошного сечения (рис. 31.1, д) L = 0,5D + А + А,
а для несплошного (рис. 31.1, ё) L = 0,5[Z> — d] + А + А-
416
Рис. 31.1. Основные схемы токарных работ:
а, б, в — обтачивание; г — нарезание резьбы; д, е— подрезка торца; ж, з — отрезка
детали и протачивание; и, к — растачивание
5. Отрезка (/ = 1) детали и протачивание (/ = B/t, где В — шири-
на резца) наружных канавок (рис. 31.1, ж, з).
Для отрезки детали (рис. 31.1, ж) L = 0,52) + /2, а для протачи-
вания наружных канавок (рис. 31.1, з) — L — 0,5[Z> — d] + /2.
6. Растачивание (рис. 31.1, и, к), i = a/t.
Для растачивания: отверстия (рис. 31.1, и) L = I + /2; одновре-
менно соосных отверстий (рис. 31.1, к) L — h + /2; Ц = / + А
(Го подсчитывается по L наибольшему).
Машинное время определяется на основе режимов резания, ко-
торое устанавливают по обрабатываемому материалу, точности и
характеру операций, по данным станка и инструмента. Для расчета
машинного времени требуется: определить глубину резания; уста-
новить технологически допустимую подачу и уточнить ее по пас-
порту станка; определить скорость резания по нормативам и соответ-
ствующее число оборотов и подобрать число оборотов по паспорту
станка; найти усилие резания и необходимую мощность по норма-
тивам; уточнить выбранный режим резания по паспорту станка.
Сверлильные работы. Расчет основного времени осуществляется
в зависимости от вида сверлильной работы по формуле (31.3), кроме
работы 4.
1 4 Карагодин
417
1. Центрование отверстий (рис. 31.2, а, б, в), i = 1, L — I + Ц.
2. Сверление глухих (L = I + Д) и сквозных (L = I + Д + /2)
отверстий (рис. 31.2, г, д), i - 1.
3. Рассверливание, зенкерование и развертывание отверстий: в
упор (рис. 31.2, е) L = I + Д; на проход (рис. 31.2, ж) L = / + А + /2.
4. Нарезание резьбы (рис. 31.2, з, и, к).
То = Li(\/n + 1/Лобратн)А. (31.9)
При нарезании резьбы метчиком в упор (рис. 31.2, з) L = / + /ь
а метчиком на проход (рис. 31.2, и) и плашкой (рис. 31.2, к)
L = l+ h+l2.
Приведем порядок выбора режима резания при сверлении в
сплошном материале на станке:
по нормативам устанавливается величина наибольшей техноло-
гически допустимой подачи;
найденная величина подачи заменяется ближайшей подачей,
осуществимой на станке; установленная подача проверяется по осе-
вому усилию, т. е. сопоставляется усилие по установленной подаче
с допустимым усилие по паспорту станка. Если это усилие превы-
шает наибольшее усилие, допустимое по прочности механизма по-
дачи станка, то подачу уменьшают на одну ступень и повторяют
проверку.
Рис. 31.2. Основные схемы резания при сверлильных работах:
а — в — центрование отверстий; г, д — сверление; е — рассверливание, зенкеро-
вание, развертывание отверстий; ж — проход; з — к — нарезание резьбы
418
При рассверливании, зенкеровании указанный расчет не про-
изводят.
По выбранной подаче и диаметру инструмента устанавливается
скорость, число оборотов и мощность.
Фрезерные работы. В зависимости от вида фрезерной работы ос-
новное время рассчитывается по формуле:
То = Li/su', (31.10)
где $„ — подача за 1 мин (минутная), мм/мин.
Формула для расчета То общая для всех фрезерных работ, кроме
работы 3.
1. Фрезерование плоскостей цилиндрическими (рис. 31.3, а), конце-
выми (рис. 31.3, б) и торцевыми (рис. 31.3, в) фрезами, а также пазов
дисковыми (рис. 31.3, г) фрезами на проход; L = I + А + /2; i = a/t.
2. Фрезерование пазов, закрытых с двух сторон маятниковой
подачей концевой фрезой (рис. 31.3, б); L= I — D; i= h/t.
3. Фрезерование пазов, закрытых с двух сторон глубинным спо-
собом концевой фрезой (рис. 31.3, б); £2 — I — D и закрытых с
одной стороны (рис. 31.3, е); L2 = I + A; Lx = h; i = h/t.
То верт 4" L\/прод] h (31.11)
4. Фрезерование шлицев червячной фрезой (рис. 31.3, ж); t = h;
£ = /+(/, + l2)z; i = 1.
sM = szzn, (31.12)
где sz — подача на один зуб фрезы, мм; z — число зубьев фрезы.
Рис. 31.3. Основные схемы резания при фрезерных работах:
а — г — фрезерование плоскостей соответственно цилиндрическими, концевы-
ми, торцевыми, дисковыми фрезами; д, е — фрезерование пазов соответственно-
закрытых с двух сторон и с одной стороны; ж — фрезерование шлицев червяч-
ной фрезой
419
п= 1000К/(лР), (31.13)
где D — диаметр фрезы, мм.
По типу фрезы, ее диаметру и числу зубьев устанавливается
глубина резания, число проходов и подача на один зуб. По этим
значениям (по нормативам) находят скорость резания, число обо-
ротов, минутную подачу и требуюмую для резания мощность.
Протяжные работы. Расчет основного времени осуществляется в
зависимости от вида протяжной работы по формуле:
То = (Д/1000)(1/г + 1/ГобраО, (31.14)
где v, Собрат — скорости соответственно рабочего и обратного дви-
жения инструмента, м/мин.
£ = 4 + /хь (31-15)
где /х — длина протяжки, мм; /х) — перебег инструмента в
направлении главного движения инструмента, мм.
Значения /х и /х) назначаются по нормативам.
Формула для расчета То общая для всех протяжных работ.
Протягиванием производят обработку шпоночного паза
(рис. 31.4, а), отверстий (рис. 31.4, б) и шлицев (рис. 31.4, в).
Зубообрабатывающие работы. Формулы основного (машинного)
времени приведены в табл. 31.1.
Шлифовальные работы. Формулы основного (машинного) вре-
мени приведены в табл. 31.2.
Последовательность определения режимов резания и норми-
рование шлифовальных работ: выбор шлифовального круга с необ-
ходимой характеристикой; определение припуска на обработку,
продольной и поперечной подач (глубины шлифования); расчет
основного времени.
Хонинговальные работы. Назначение хонинговальных работ —
это доводка внутренних поверхностей отверстий до требуемой точ-
ности и шероховатости. Хонинговальные станки имеют вращаю-
щийся шпиндель с поступательно-возвратным движением. На конце
Рис. 31.4. Основные схемы резания при протяжных работах шпоноч-
ного паза (а), отверстий (б), шлицев (в)
420
шпинделя закрепляется специальный инструмент — хон, который
имеет два одновременных движения: вращательное и поступатель-
но-возвратное. При этом движении бруски должны выходить из
обрабатываемого отверстия на некоторую величину, называемую
перебегом бруска.
Таблица 31.1
Формулы основного (машинного) времени на зубообрабатывающие работы
Вид фрезы Вид фрезерования Формулы
Фрезы дисковые модуль- ные Нарезание цилин- дрических зубча- тых колес Т0‘ = (/+/^/5м Т~ = (1 + h)Z/sM + (/ + /ОгДобрат + ъ где Собрат — ускоренная подача при об- ратном ходе инструмента, мм; г — дли- тельность переключения делительного механизма станка, мин
Фрезы червячные модуль- ные Нарезание цилиндрических зубчатых колес TQ = (l+K)z/(snk), где п — число оборотов (или двойных ходов) инструмента, мин; к - число заходов фрезы
Нарезание червячных зубчатых колес То = (/ + 1^/(яралпк)-, А = 0,3/z, где 5рад — радиальная подача, мм; h — высота зуба или припуск на чистовую обработку, мм
Фрезы червячные Нарезание шлицев То = (1+ VzKsnk)
Долбяки дисковые Работающие методом обкатки То - nzm/(ns) + Л/(П5рад), где m — модуль, мм
Нарезание зубьев конических зубчатых колес То = Тк^60, где ТК — время на нарезание одного зуба конического зубчатого колеса (по паспорту станка), с
Шевинг фрезы При шевингова- нии зубьев Го ItZkn/ij'lSSpzjuZn)) где / — длина обработки в направлении подачи, мм; t — припуск на обработку, мм; кп — коэффициент, учитывающий дополнительные калибрующие прохо- ды; Zh — число зубьев режущего инструмента
Фрезы концевые Для закругления зубьев То = nzm/(ns)
* На горизонтально-фрезерных станках.
** На зуборезных полуавтоматах.
421
Таблица 31.2
Формулы основного (машинного) времени на шлифовальные работы
Вид шлифования Формулы
Круглое шлифование в центрах мето- дом продольной подачи: на каждый ход стола'. при шлифовании на проход £ = /-(!-2/)Вк, где / — длина поверхности обработки в направлении подачи (определяется по чертежу детали), мм; Д - перебег круга за пределы шлифуемой части детали (Д = 0,3... 0,5 ширины круга); при шлифовании в упор L = /-(/-/№ на двойной ход стола Круглое шлифование в центрах методом врезания Внутреннее шлифование L = /- (1 - 2/)Як; /1 = 0,25...0,5 ширины круга Бесцентровое шлифование: на проход '. •^т.прод 7tZ)BKA2BKSin(X, где Z)BK — диаметр ведущего круга, мм; пък — число оборотов ведущего круга; а — угол поворота ведущего круга, град. t пЛ = ПпЛк/(1л, где t/д — диаметр детали, мм; методом врезания Плоское шлифование периферией круга на станках: с прямоугольным столом: на каждый ход стола — Д = /с + + (10...15) мм, L = / + Вк + 5 мм, где /с - длина стола, занятая шлифуемыми деталями, мм; на двойной ход стола с круглым столом — Л = ВЛВК + + 10 мм, где Вл — ширина детали, мм; N= 1000г?д/га4р, dcp — средний диаметр расположения деталей на столе, мм Д Lhk/(jiasnpojiBKsnon} 9 где L — длина продольного хода стола, мм; h — припуск, мм; к — поправочный коэффициент; пЛ — число оборотов детали, мин-1; 5прод — продольная подача в долях ширины круга, мм; Вк — ширина детали, мм; snon — попе- речная подача на оборот детали или ход стола, мм То ^ТНк/^дЗпродВкЗпоп) То кк/(^плзпоп) То 2ТНк/(^л$ПродВК$Поп) То = [(/#1 + Д<)/£]/(ЛдЯт прод), где qi — число деталей в партии, шлифуемых непрерывным пото- ком; «Ут прод — теоретическая про- дольная подача, мм/мин; i — чи- сло проходов, осуществляемых без изменения режима резания Tq hk/\пл8поп) То = £ДМ/(1000 ад^к5Поп^), где L — длина хода круга в направ- лении подачи, мм; Ц — длина продольного хода стола, мм; — скорость вращения детали, м/мин; q — число деталей, устанавливае- мых одновременно на столе; То = 2ЛДЛ£/(1000адВк$ПОп?) Tq Lhk/ (ns^BKsnonq)
422
Основное (машинное) время на хонинговальные работы опре-
деляется по формулам:
То = п„/пг, п2 = 1000v2/(2$); n„=lQa/b, (31.16)
где п„ — полное число двойных ходов, необходимое для снятия
всего припуска; п2 — число двойных ходов головки; v2 — средняя
скорость двойного хода головки (возвратно-поступательного
движения); s — длина хода головки, мм; а — полная толщина
припуска на сторону, мкм; b — толщина слоя металла, снимаемого
за 10 двойных ходов, мкм.
ГЛАВА 32. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ РЕМОНТНЫХ
РАБОТ
32.1. Нормирование разборочно-сборочных работ
Разборочно-сборочные работы — это ручные операции по раз-
борке или соединению отдельных деталей в сборочные единицы,
узлы и агрегаты. При разборке изделий необходимо применение
различного оборудования, приспособлений и инструмента для
получения деталей с наименьшими повреждениями.
Сложность сборочных работ заключается в том, что она осущест-
вляется из деталей, имеющих различную точность размеров, что вы-
зывает необходимость притирки и подгонки деталей перед сборкой.
На продолжительность выполнения разборочно-сборочных ра-
бот влияет конструктивная сложность сопрягаемых деталей, сбо-
рочных единиц, узлов и агрегатов, их вес и взаимное расположе-
ние, способ соединения.
Техническое нормирование разборочно-сборочных работ может
осуществляться путем установления технически обоснованных норм
и применения микроэлементных нормативов времени.
При установлении технически обоснованных норм на разбороч-
но-сборочные работы необходимо учитывать следующие особен-
ности — вспомогательное и основное время, затрачиваемое на вы-
полнение ручной однотипной работы, определяется на базе хро-
нометражных наблюдений; содержание и последовательность
трудовых приемов и движений при выполнении одной и той же
операции могут быть разнообразны; ручные работы выполняются
в определенных организационно-технических условиях. До введе-
ния типовых норм времени необходимо привести организацион-
но-технические условия на соответствующих участках (цехах) пред-
приятия в соответствие с условиями, предусмотренными типовы-
ми нормами.
Типовые нормы носят характер норм штучного времени и рас-
считываются по формуле:
423
Т — Топ[1 + 0,01(аом + аОТл + апз)], (32.1)
где Т — норма времени на операцию, ч; Топ — оперативное время
на разборочную или сборочную операцию, ч; аом, aora, апз — время
на обслуживание рабочего места, времени на отдых и личные на-
добности и на подготовительно-заключительную работу, в про-
центах от оперативного времени (аом = 4%; аотл = 5%; апз = 3%).
Значения Топ приведены в соответствующих типовых нормах
времени на ремонт автомобиля и его агрегатов.
В основе микроэлементного нормирования положен принцип пред-
ставления сложных трудовых действий как сочетание простейших
(элементарных) трудовых приемов: ваять, переместить, повернуть
и т. д. Эти элементарные приемы и положены в основу определе-
ния затрат времени (нормирования) разборочно-сборочных работ.
Под микроэлементом принято понимать такой элемент про-
цесса, который далее расчленить невозможно (например «перемес-
тить») или нецелесообразно, если он состоит из ряда мелких дви-
жений, выполняемых непрерывно. Например, для разборочного
процесса характерны следующие микроэлементы — протянуть руку;
переместить; повернуть предмет; повернуть рукоятку; разъединить;
взять; опустить; нажать рукой; ходить; повернуть туловище. Неко-
торые из микроэлементов подразделяются на виды, например,
микроэлемент «переместить» может рассматриваться как: переме-
стить в пространстве; переместить отбрасыванием; переместить по
поверхности и т. д.
Количественные факторы, влияющие на время выполнения
микроэлемента, — это расстояние перемещения; масса предмета;
угол поворота; диаметр резьбы; длина рукоятки и т.д. К качествен-
ным факторам относятся: степень осторожности; степень контро-
ля; применяемый инструмент; стесненность. Каждый фактор ока-
зывает различное влияние на продолжительность микроэлемента.
Базовая система микроэлементных нормативов времени пред-
ставлены в виде таблиц.
32.2. Нормирование операций контроля
Получение полной и достоверной информации о техническом
состоянии агрегатов, сборочных единиц и деталей, поступающих
в ремонт, о качестве выполнения технологических операций и о
качестве ремонта агрегатов, сборочных единиц и деталей возмож-
но только при наличии на предприятии службы технического кон-
троля, оснащенной современными средствами испытания, диаг-
ностики и измерения. Одним из этапов совершенствования этой
службы является определение и уточнение трудоемкости выпол-
нения контрольных операций, на основе которой определяется ее
рациональная численность. Определение трудоемкости операции
контроля осуществляется по формуле
424
п
Тт = -^допЕ (Тпк/ + Т’вс/ + + / ^СЛ ’ (32.2)
/=1
где Адоп — коэффициент, учитывающий время на выполнение
контролерами дополнительных функций (время на отдых, личные
надобности), организационно-техническое обслуживание рабочего
места, определение причин и виновников брака и т.п. (для
серийного производства Квоп = 1,35); Кв — коэффициент вы-
борочное™ контроля; Тпк, — трудоемкость перехода контроля, мин;
7вс/ — вспомогательное время на установку и снятие детали, мин;
Тпв, — вспомогательное время на поворот детали, мин; п — число
контролируемых параметров (переходов контроля) на операции
контроля; Тпз — подготовительно-заключительное время на кон-
троль, мин; Асл — коэффициент уточнения трудоемкости контроля
по сложности конструкции детали (= 1,1 — для простых деталей;
Асл = 1,0 — для деталей средней сложности; Ксл = 0,9 — для
сложных деталей).
Тпк/ = То,С; Тт = Апз£(Тпк/ + Твс,); Ав = OB/N, (32.3)
Z=1
где То, — норматив времени на контроль z-ro параметра определен-
ным средством контроля для деталей средней сложное™, среднем
квалитете контролируемого параметра и среднем разряде работ ис-
полнителя контроля; С — число контрольных точек; Апз — коэффи-
циент подготовительно-заключительного времени (Апз — 15... 30 %);
Ов — объем выборки; N— объем партаи.
Значения То„ Твс, и Тпв, принимаются по норматавам времени
на технический контроль.
32.3. Нормирование слесарных работ
Слесарные работы по технологической сущности разнообраз-
ны, например, развертывание отверстий вручную, ручное нареза-
ние и прогонка резьбы, гибка деталей, резка металла вручную
нажовкой и т.д. Эта работы занимают значительное место при мел-
косерийном производстве.
Слесарные работы — это в основном ручные, реже машинно-
ручные работы. Основное время для этих работ трудно отделить от
вспомогательного. Поэтому их нормирование осуществляется по
оперативному времени. Отдельно нормируются вспомогательные
приемы, которые легко отделимы от приемов основной работы и
выполнение которых требует значительных затрат времени, на-
пример, установка детали в тиски, в приспособление и т. п.
Разделение основного и вспомогательного времени при норми-
ровании слесарных работ возможно только в массовом производ-
стве. В серийном производстве такого разграничения не делают, и
425
в нормативах времени указывается сумма основного и вспомога-
тельного времени, т. е. оперативное время.
Нормирование слесарных работ выполняется обычно по двум
видам оперативного времени.
Для таких видов слесарных работ, как, например, шабровка,
притирка, правка, гибка, в оперативное время входит все вспомо-
гательное время, связанное как с инструментом и обрабатывае-
мой поверхностью, так и с деталью. Поэтому при определении
нормы времени необходимо добавить время на подготовительно-
заключительную работу, обслуживание рабочего места, отдых и
личные надобности.
Т= ГопД! + 0,01(аоч + аотл)] + Тт. (32.4)
Поправочный коэффициент К, учитывающий переменные
факторы, влияющие на норму времени (например, при шабри-
ровании поверхностей необходимо учитывать величину обраба-
тываемой поверхности, твердость материала, припуск на обра-
ботку, точность обработки, характер контроля, обрабатываемой
поверхности, удобство выполнения работ, а при притирке при-
ходится учитывают характер поверхности, величину припуска на
притирку, шероховатость обработки, метод обработки, материал
детали и вид притира).
На работы, связанные с опиливанием, нарезанием резьбы, раз-
вертыванием, сверлением, оперативное время дается с включени-
ем вспомогательного времени, т. е. к оперативному времени добав-
ляют вспомогательное, связанное со всей деталью или узлом, до-
бавляют время на подготовительно-заключительную работу,
обслуживание рабочего места, отдых и личные надобности.
Т= (Т'0ПК+ Гв)[1 + 0,01(аом + «отл)] + Тпз, (32.5)
где Топ — оперативное время на деталь, мин.; Т'в — вспомога-
тельное время, связанное со всей деталью.
Время на нарезание резьбы в отверстиях метчиками зависит от
длины, диаметра и шага резьбы, твердости обрабатываемого ма-
териала, числа применяемых метчиков, видов резьбы, характера
отверстия, удобства выполнения работы. Время на сверление от-
верстий вручную .электрическими, пневматическими и ручными
дрелями зависит от диаметра и длины просверливаемого отвер-
стия, твердости обрабатываемого материала, конструкции при-
способления, материала режущего инструмента, удобства выпол-
нения работы. Время на развертывание отверстий вручную зави-
сит от диаметра и длины развертываемого отверстия, твердости
обрабатываемого материала, припуска на обработку, удобства вы-
полнения работы.
Для нормирования всех операций по слесарной обработке ис-
пользуются таблицы нормативов.
426
32.4. Нормирование работ, связанных с обработкой
металлов давлением
При обработке металлов давлением достигаются минимальные
отходы металла, высокая точность изделий, а прочностные свой-
ства и надежность деталей наиболее высокие.
Этот метод обработки включает следующие технологические
процессы: горячую штамповку, свободную ковку, холодную штам-
повку. Специфические особенности обработки металла в горячем
состоянии: наличие двух различных процессов (нагрева и ковки);
бригадный характер работы; применение разного рода оборудова-
ния и влияние санитарно-гигиенических условий на темп работы
и утомляемость. Технические нормы на кузнечно-штамповочные
работы устанавливаются исходя из рационального технологичес-
кого процесса, правильной организации труда, состава бригады,
типа производства.
Норма штучного времени на кузнечно-штамповочные работы
рассчитывается по формуле (30.2).
Особенность свободной ковки и горячей штамповки — это на-
личие двух процессов: деформации металла и его нагрева. В норму
штучного времени не включается время на нагрев заготовки, так
как он осуществляется параллельно с процессом ковки или горя-
чей штамповки.
Основное время при штамповке на молотах определяется как
произведение времени одного удара молота на число ударов, не-
обходимых для деформации металла. Необходимое количество уда-
ров определяется по нормативным материалам.
На технически обоснованные нормы при нормировании холод-
ной штамповки влияют следующие факторы: тип и число двойных
ходов ползуна пресса; габариты или масса заготовки, ее сложность;
шаг подачи исходной полосы или ленты; способ установки и фик-
сации заготовки на штампе; способ включения пресса; количество
и характер ручных приемов, необходимых при выполнении задан-
ной операции.
Штучное время определяется:
при штамповке из штучной заготовки с ее автоматической по-
дачей
Тм = Tokt, (32.6)
То = к^/п, (32.7)
где kt — коэффициент, учитывающий затраты рабочего времени
на техническое и организационное обслуживание рабочего места,
отдых и личные надобности, в процентах от оперативного времени;
/Са — коэффициент, учитывающий застревание заготовок в загру-
зочных устройствах; п — число двойных ходов ползуна пресса, мин;
427
при штамповке из штучной заготовки с ее ручной подачей
Тм = (То + ад; (32.8)
То = кв/п, (32.9)
где кв — коэффициент увеличения времени одного двойного хода
ползуна пресса при работе одиночными ударами;
при штамповке из полосы с ее автоматической подачей
тш = [ То + z kt; (32.10)
To=l/(Zn), (32.11)
где ^Тв — сумма вспомогательного времени на включение пресса,
взятие и подноску полосы, установку полосы, удаление отходов,
мин; z — число деталей, получаемых за один двойной ход ползуна
пресса; щ — число ходов ползуна пресса на одну полосу с
автоматической подачей.
32.5. Нормирование жестяницких, паяльных
и лудильных работ
Жестяницкие работы включают: разметку и резку листового
материала толщиной до 2 мм; правку и вальцовку заготовок; гибку
кромок; закатку проволоки на станках и вручную; зигование и
рифление на зиговальных машинах и др. Норма штучного времени
для этих работ рассчитывается по формуле
Тш = Гоп[1 + 0,01(аОб + аотл)]. (32.12)
Оперативное время по нормативам в зависимости от размера
листа, массы материала, его марки, контура получаемой детали.
Паяльные и лудильные работы включают: газопламенную, мно-
гопламенную пайку, пайку электрическим паяльником, горячее
лужение растиранием с применением универсального инструмен-
та и приспособлений.
При пайке электрическим Паяльником и паяльником с нагре-
вом в газовых печах время на нагрев паяльника в норму не вклю-
чается, так как перекрывается другими вспомогательными при-
емами. Норма штучного времени рассчитывается по формуле
Тш = (Toni + ST’bhHI + 0,01(ao6 + аотл)], (32.13)
где 70П1 — оперативное врем на комплекс работ, связанных с пайкой
и лужением; ХТВИ — сумма элементов вспомогательного времени,
связанных с изделием.
На оперативное время влияет масса изделия, толщина металла,
длина и конфигурация шва при пайке, площадь при притирке,
площадь при лужении и другие факторы.
428
32.6. Нормирование сварочных и наплавочных работ
Основные приемы сварочных и наплавочных работ носят ма-
шинно-ручной или машинный характер и длительность их зависит
от установленного режима работы.
Штучное время определяют по формуле
Тш = [(Го + TBUI)L + 7ВД][1 + 0,01(ао6 + «отл)], (32.14)
где 7ВШ — вспомогательное время, связанное со свариваемым швом
(время смены электродов, зачистки шва, промера шва и т. п.), мин;
L — длина свариваемого шва, м; Твл — вспомогательное время,
связанное со свариваемой деталью (время на установку, перемеще-
ние и снятие детали), мин.
Основное время горения дуги и наплавки металла электрода, элек-
тродной или присадочной проволоки рассчитывается по формулам:
для автоматической и полуавтоматической сварки
То = 60(1/Vcbi + 1/г>св2 + ... + 1Дсвп), (32.15)
где г>свь vCB2, Усвп — скорость сварки, м/ч;
для полуавтоматической сварки в углекислом газе
То = 60Fy/(ZaH), (32.16)
где F — площадь поперечного сечения шва, мм2; у — плотность
расплавленного металла, г/см3 (сталь — 7,8; чугун — 7,0; алюмини-
евые сплавы — 2,8; медь — 8,9; латунь — 8,6; цинк — 7,0); I— сила
тока, А; ан — коэффициент расплавления, г/(А • ч);
То = (60у/ан)(ВД + ВД + ... + F„/In), (32.17)
где F, F2, ..., F„ — площадь поперечного сечения шва первого и
последующих проходов, мм2; Zb 12, ..., 1„ — сила тока для первого
и последующих проходов, А;
для ручной сварки в среде защитных газов
T0=THFy, (32.18)
где Тн — время наплавки одного грамма присадочной проволоки,
мин;
для автоматической наплавки под флюсом
То = (ndL)/(W00vs), (32.19)
где d, L — диаметр и длина наплавляемой поверхности детали, мм;
v — скорость наплавки, м/мин; s — подача, мм/об.
Для контактной сварки основное время расходуется:
при стыковой сварке: на сближение концов свариваемых дета-
лей (ток включается в процессе сближения концов); на сплавле-
ние; на осадку (ток включается в процессе осадки);
при точечной сварке: на нажим верхним электродом; на выдер-
жку; на подъем электрода;
429
при шовной сварке на процесс сварки (вращение роликов).
Основное время при газовой резке составляет
То = t0L + /01Яр, (32.20)
где (0 — основное время резки одного погонного метра поверхности,
мин; L — расчетная длина реза на одну деталь, мм; /01 — основное
время на один подогрев в начале реза, мин; «р — число подогревов
в начале резки на одну деталь.
ta = 1000/К (32.21)
где V — скорость резки, мм/мин.
32.7. Нормирование работ газотермического напыления
поверхностей
Основные приемы газотермического напыления носят ручной
или машинный характер. Штучное время определяют по следую-
щей формуле
Тш = (То + Гв) + Гв2 + 7”вз)[1 + 0,01(аОб + аотл)], (32.22)
где ТВ| — вспомогательное время, связанное с осмотром и протир-
кой поверхности детали перед напылением; Тв2 — вспомогательное
время, связанное с обезжириванием поверхности детали раство-
рителем перед напылением; Тв3 — вспомогательное время, связанное
с установкой, поворотом и снятием детали.
Основное время:
при механизированном напылении материалов
То = [6nd(L + у)й/у]/(Ю«, (32.23)
где d — диаметр напыляемой поверхности, мм; L — длина на-
пыляемой поверхности, мм; у — перебег металлизатора (0,8 мм
при L = 50 мм; 0,4 мм при L = 50... 100; 0,3 мм при L = 100...200;
0,2 мм при L = 200 мм и более), мм; h — толщина напыленного
слоя (при d < 50 мм h = 1,2... 1,3 мм, при d = 50...100 мм h =
1,4... 1,7 мм, при d > 100 мм h = 1,8...2,7 мм), мм; у — плотность
напыленного металла, г/см3; i — число проходов (определяется
толщиной напыленного слоя и тем, что нагрев поверхности детали
не должен превышать 80...90°C); q — производительность метал-
лизатора, кг/ч; Кн — коэффициент напыления, зависящий от
диаметра напыляемой поверхности;
при ручном напылении материалов
То = (7,2FA/y)/(10W, (32.24)
где F — площадь напыляемой поверхности, см2;
при ручном напылении синтетических материалов
То = 0,0035 F. (32.25)
430
32.8. Нормирование гальванических работ
Нормирование гальванических работ имеет некоторые особен-
ности. Под основным временем понимают время нанесения по-
крытия, а также время обработки деталей при подготовительных и
заключительных операциях. Основное время на нанесение покры-
тий определяют по формуле
То = (1000Лу)/(ДСт]), (32.26)
где h — толщина слоя покрытия, мм; у — плотность осаждаемого
металла, г/см3 (для Fe2+ у = 7,8; для Ni2+ у = 8,8; для СУ+ у = 6,9; для
Zn2+ у = 7,13); Лк — катодная плотность тока, А/дм2; С — элек-
трохимический эквивалент металла, г/А-ч (для Fe2+ С = 1,042; для
Ni2+ С = 1,095; для Cr6+ С = 0,324; для Zn2+ С = 1,22); ц — выход
металла по току, %.
Основное время на нанесение покрытий можно также опреде-
лить по формулам:
при железнении Т.«(100А)/Д; (32.27)
» никелировании То«(0,16Л)/Д; (32.28)
» хромировании То«(1,64Й)/Д; (32.29)
» цинковании То=» (0,065Л)/Д, (32.30)
а на подготовительные и заключительные операции выбирают из
карт технологического процесса или инструкций.
Под вспомогательным понимают время, затрачиваемое на загруз-
ку подвесок с деталями в ванны и выгрузку их, переходы рабочего с
подвесками от ванны к ванне и т.д. Вспомогательное, а также опера-
тивное время на выполнение подготовительных и заключительных опе-
раций подразделяется на перекрываемое и неперекрываемое время.
Неперекрываемое время — это оперативное время, затрачивае-
мое на выполнение операций, непосредственно связанных с ос-
новной ванной (нанесением покрытия), т. е. операции, которые
не могут быть выполнены во время работы основной ванны (трав-
ление и активирование, последующая промывка, загрузка деталей
в основную ванну и выгрузка из нее, выдержка без тока, выход на
режим и промывка после покрытия). Многие операции (монтаж и
демонтаж деталей, их изоляция, обезжиривание, нейтрализация
и промывка) непосредственно не связаны с основной операцией
и могут быть выполнены рабочим во время работы основной ван-
ны. Время, затрачиваемое на их выполнение, называется опера-
тивным перекрываемым временем.
Поскольку в условиях ремонтного производства один или не-
сколько рабочих совместно выполняют все операции технологи-
ческого процесса, то норму времени устанавливают на весь техно-
431
логический процесс в целом, а не на каждую операцию. Подгото-
вительные и заключительные операции условно считают вспомо-
гательными по отношению к операции нанесения покрытия, а
затрачиваемое на них время — вспомогательным (перекрываемым
Твп и неперекрываемым Твн).
В зависимости от соотношения основного и вспомогательного
перекрываемого времени норму времени на одну деталь определя-
ют по формулам
при Т > Т„ Т= (То + Твн^пд/СМидПи); (32.31)
при То < Твп Т= (Тт + 7,вн)Хпд/(Мидг]и), (32.32)
где Твп и То — вспомогательное перекрываемое и неперекрываемое
время, мин; К„д — коэффициент, учитывающий дополнительное
и подготовительно-заключительное время (для холодных электро-
литов А™ = 1,10... 1,15, для горячих — Кпа = 1,15... 1,25); NB —
число основных одноименных ванн (например, железнения), обслу-
живаемых рабочим или бригадой рабочих; лд — число деталей,
одновременно загружаемых в одну основную ванну; т]„ —
коэффициент использования ванн, учитывающий потери времени
в начале и конце смены (при односменной работе т]„ = 0,8...0,9;
при двух- и трехсменной работе и передаче оборудования от смены
к смене в рабочем состоянии т)и = 0,93...0,95).
32.9. Нормирование работ, связанных с использованием
полимерных материалов
Штучное время зависит от объема ремонтных воздействий и
определяется по формуле
Тш = (Топ + Тв)[1 + 0,01(аом + аотл)], (32.33)
где Топ — оперативное время, связанное с выполнением ремонтного
воздействия, мин; Т — время на установку, поворот и снятие
детали.
При восстановлении трещин
Топ = Т>п1 + Toi + 10-3/Ту(Топз<71 + Топд/^г) + Топ5+ ТОП6, (32.34)
где То1 — оперативное время на подготовку трещин (засверливание
отверстий, вырубку и зачистку абразивным кругом; принимается в
зависимости от длины трещины: при L < 25 мм Toni = 7,5 мин; при
L = 25...40 мм То1 = 9,0 мин; при L = 40...65 мм Toni = 13,5 мин;
при L = 65... 100 мм ТП1 = 18,0 мин; при L = 100... 160 мм Toni =
= 27,0 мин), мин; Топ2 — время на обезжиривание трещины и по-
верхности вокруг нее (принимается в зависимости от площади по-
верхности, например, при F < 10 см2 Топ2 = 0,2 мин, а при F =
= 800... 1000 см2 Тог = 2,0 мин), мин; L — длина трещины, мм;
f — площадь поперечного сечения шва (валика композиции в тре-
432
щине), мм2; у — плотность композиции (для композиции эпоксид-
ной смолы и железного порошка с соотношением по массе 1:1
принимают у = 4,5, а с соотношением по массе эпоксидной смолы и
алюминиевого порошка 1:0,2у = 1,4), г/см3; Топ3 — время на
предварительное приготовление композиции массой (до 1 кг —
8,1 мин; от 1 до 3 кг — 13,0 мин); Топ4 — время на окончательное
приготовление дозы композиции массой G на рабочем месте, т. е.
взвешивание, введение отвердителя и перемешивание (при G> < 50
То„4 = 5,4 мин; при G2 = 50... 100 Топ4 = 5,5 мин; при G2 = 100... 150
Топ4= 6,5 мин; при G2 = 150...200 7’0П4= 8,0 мин), мин; Г0П5— время
нанесения композиции на трещину и ее уплотнения (при L < 25 мм
Топ5 — 0,2 мин; при L = 25...90 мм Топ5 = 0,45 мин; при L = 90... 150 мм
TLns = 0,55 мин; при L = 150 ...250 мм Топ3 = 0,80 мин), мин; Топ6 —
время на наложение накладок из стеклоткани с прикаткой роликом
(принимается в зависимости от площади накладки, например, при
F = 125 см2 Т„пб = 5,4 мин, а при F= 410 см2 ТОпб = 1,2 мин), мин.
Если работа выполняется в неудобном положении, значение
Топ5 умножают на коэффициент 1,3, а Гоп6 — на 1,4.
1 5 Карагодин
РАЗДЕЛ VII. ОСНОВЫ ПРОЕКТИРОВАНИЯ
АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
ГЛАВА 33. СТАДИИ И ЭТАПЫ ПРОЕКТИРОВАНИЯ
АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
Порядок проектирования АРП. Последовательность проектиро-
вания и состав проекта предприятия регламентированы «Инструк-
цией о порядке разработки, согласования, утверждения и состава
проектной документации на строительство предприятий, зданий
и сооружений» СНиП 1-01-95, введенной в действие с 1 июня
1995 г. Проектирование объектов строительства осуществляется юри-
дическими и физическими лицами, получившими право на соот-
ветствующий вид деятельности и, как правило, на конкурсной
основе. Проектирование ведется на основе договора (контракта),
заключаемого между заказчиком и проектировщиком на выполне-
ние проектных и других работ.
Разработка проектной документации независимо от форм соб-
ственности и источников финансирования может осуществляться
только при наличии решения органа местного самоуправления (ад-
министрации) о предварительном закреплении земельного участ-
ка для строительства объекта.
Разработка проектной документации на строительство объек-
тов осуществляется, как правило, на основе утвержденных заказ-
чиком обоснований инвестиций в строительство предприятий,
зданий и сооружений.
Состав и содержание задания на проектирование. Задание на проек-
тирование разрабатывает заказчик проекта при участии проектиров-
щика, после чего оно утверждается заказчиком проекта. В задании
на проектирование указываются: наименование и месторасполо-
жение проектируемого предприятия; основание для проектирова-
ния; вид строительства (новое, реконструкция или расширение
предприятия); стадийность проектирования; требования по вари-
антной и конкурсной разработке проекта; особые условия строи-
тельства; основные технико-экономические показатели объекта, в
т.ч. мощность, производительность, производственная програм-
ма; требования к качеству, конкурентоспособности и экологичес-
ким параметрам продукции; требования к технологии, режиму
работы предприятия; требования к архитектурно-строительным,
объемно-планировочным и конструктивным решениям; необхо-
димость выделения очередей и пусковых комплексов, перспектива
434
развития предприятия; требования и условия разработки приро-
доохранных мер и мероприятий; требования к режиму, безопас-
ности и гигиене труда; требования по ассимиляции производства;
требования к разработке инженерно-технических мероприятий по
предупреждению чрезвычайных ситуаций; требования к выполне-
нию опытно-конструкторских и научно-исследовательских работ;
состав демонстрационных материалов.
Вместе с заданием на проектирование заказчик выдает проект-
ной организации следующие предпроектные материалы: обоснова-
ние инвестиций в строительство данного объекта; решение мест-
ного органа исполнительной власти о предварительном согласова-
нии места размещения объекта; акт выбора земельного участка для
строительства; архитектурно-планировочное задание; технические
условия на присоединение проектируемого объекта к источникам
снабжения, инженерным сетям и коммуникациям; сведения о про-
веденных с общественностью обсуждениях решений о строитель-
стве объекта; исходные данные по оборудованию, в том числе ин-
дивидуального изготовления; необходимые данные для выполне-
ния научно-исследовательских и опытно-конструкторских работ,
связанных с созданием технологических процессов и оборудова-
ния; материалы инвентаризации, оценочные акты и решения ор-
ганов местной администрации о сносе и характере компенсации
за сносимые здания и сооружения; материалы, полученные от мест-
ной администрации и органов государственного надзора, в том
числе характеристика социально-экономической обстановки, при-
родных условий и состояния природной окружающей среды, дан-
ные о существующих источниках загрязнения и другие сведения в
соответствии с требованиями природоохранных органов, санитар-
но-эпидемиологические условия в районе строительства; имеющи-
еся материалы инженерных испытаний и обследований, обмероч-
ные чертежи существующих на участке строительства зданий и со-
оружений, подземных и надземных сетей и коммуникаций; чертежи
и технические характеристики продукции предприятия; задание
на разработку тендерной документации на строительство (при не-
обходимости); заключения и материалы, выполненные по резуль-
татам обследования действующих производств, конструкций зда-
ний и сооружений; технологические планировки действующих
цехов, участков со спецификацией оборудования и сведениями о
его состоянии, данные об условиях труда на рабочих местах; усло-
вия размещения временных зданий и сооружений, подъемно-транс-
портных машин и механизмов, мест складирования строительных
материалов; другие материалы (при необходимости).
При реконструкции действующих предприятий в состав пред-
проектных материалов включают генеральный план, планы и раз-
резы зданий и сооружений, данные об их техническом состоянии,
необходимые сведения о производственной деятельности предпри-
ятия и его оснащенности оборудованием.
435
Стадии проектирования. Предприятия проектируют в одну или
две стадии. При проектировании крупных промышленных комплек-
сов, а также в случае применения новой, неосвоенной технологии
производства, нового высокопроизводительного технологическо-
го оборудования и при особо сложных условиях строительства вы-
полняют две стадии: сначала разрабатывают проект, а затем —
рабочую документацию. Рабочая документация содержит графичес-
кие материалы и сметы, необходимые для строительства предпри-
ятия, и разрабатывается после утверждения проекта заказчиком.
Если при проектировании предприятия используются типовые
и повторно применяемые экономичные решения, то проектирова-
ние ведут в одну стадию, при которой разрабатывается рабочий
проект. При одностадийном проектировании вся документация
утверждается одновременно, поэтому необходимые согласования
принятых решений производятся в рабочем порядке, и сроки разра-
ботки проекта значительно короче, чем при проектировании в две
стадии.
Стадийность проектирования жестко не регламентируется и
указывается в задании на проектирование.
Состав проекта. Проект на строительство предприятий, зданий
и сооружений производственного назначения состоит из следую-
щих разделов: общая пояснительная записка; генеральный план и
транспорт; технологические решения; организация и условия тру-
да работников; управление производством и предприятием; архи-
тектурно-строительное решение; инженерное оборудование, сети
и системы; организация строительства; охрана окружающей сре-
ды; инженерно-технические мероприятия гражданской обороны;
мероприятия по предупреждению чрезвычайных ситуаций; смет-
ная документация; эффективность инвестиций.
После утверждения проекта заказчик обращается с ходатайством
в соответствующий орган власти об изъятии предварительно со-
гласованного земельного участка и предоставления его для строи-
тельства объекта.
ГЛАВА 34. ТЕХНОЛОГИЧЕСКИЙ РАСЧЕТ ОСНОВНЫХ
ЦЕХОВ И УЧАСТКОВ РЕМОНТНОГО ПРЕДПРИЯТИЯ
34.1. Производственный состав ремонтного предприятия
В состав ремонтного предприятия входят основное и вспомога-
тельное производства, складское хозяйство, транспорт, лаборато-
рии, заводоуправление.
Основное производство включает цехи и производственные участ-
ки, непосредственно занятые выполнением технологического про-
цесса ремонта и выпуском готовой продукции.
436
Вспомогательное производство включает инструментальное хо-
зяйство и отдел главного механика (ОГМ). В его функции входят
обслуживание и ремонт оборудования, зданий, сооружений и ин-
женерных сетей, изготовление, ремонт и заточка инструмента,
изготовление приспособлений и другие работы.
Складское хозяйство включает склады ремонтного фонда, гото-
вой продукции, запасных частей, материалов, химикатов, металла,
лакокрасочных, горюче-смазочных материалов, сжатых газов, ути-
ля и другие склады в зависимости от специализации предприятия.
Транспорт ремонтного предприятия разделяется на внешний и
внутризаводской. Для организации и осуществления внешних пе-
ревозок в составе заводоуправления образуется транспортный от-
дел. Внутризаводской транспорт включает участок хранения и ре-
монта, а также зарядки аккумуляторов электротранспорта.
Лаборатории ремонтного предприятия: центральная, измери-
тельная, надежности. Центральная лаборатория включает отделе-
ния: химическое, металлографическое, фотографическое.
Заводоуправление включает должностных лиц и отделы, состав
и функции которых зависят от специализации и размеров пред-
приятия.
Основное и вспомогательное производства могут быть организова-
ны по бесцеховой и цеховой структурам. Производственные участки
возглавляют мастера. При бесцеховой структуре мастера участков
основного производства непосредственно подчинены главному ин-
женеру, вспомогательного производства — главному механику. Бес-
цеховая структура рекомендуется для ремонтных предприятий с чис-
лом рабочих до 500 чел. При цеховой структуре производственные
участки объединены в цехи, а мастера участков подчинены началь-
никам цехов. Как правило, в цехе должно работать не менее 125 чел.
Для ремонтных предприятий с цеховой структурой характерен
следующий состав основного производства.
Разборочно-моечный цех включает участки наружной мойки и
приемки, разборочно-моечный, дефектования деталей и входного
контроля, а на крупных ремонтных предприятиях — централизо-
ванного приготовления и очистки растворов.
Сборочный цех включает участок комплектования деталей и дру-
гие участки в зависимости от типа предприятия:
на предприятиях по ремонту двигателей — участки восстанов-
ления базовых и основных деталей, сборки двигателей, испыта-
ния, доукомплектования и доводки двигателей, ремонта прибо-
ров питания, ремонта электрооборудования, окраски двигателей;
на предприятиях по ремонту прочих агрегатов — восстановления
базовых и основных деталей агрегатов, сборки агрегатов, ремонта
приборов пневмо- и гидросистем, окраски агрегатов и узлов;
на предприятиях по ремонту полнокомплектных автомобилей и
автобусов — участки ремонта рам, ремонта электрооборудования,
сборки автомобилей (автобусов), регулировки и испытания авто-
437
мобилей (автобусов), шиномонтажный, аккумуляторный, при ре-
монте автобусов — ремонта приборов пневмо- и гидросистем. Если
последние предприятия не получают отремонтированные агрегаты
по кооперации, то в состав сборочного цеха включают участки
сборки и ремонта двигателей, испытания и доукомплектования дви-
гателей, ремонта приборов питания, сборки и ремонта агрегатов.
Цех ремонта кузовов (кабин и оперения) создается на предприя-
тиях по ремонту полнокомплектных автомобилей (автобусов) и
включает участки: обойный, окрасочный, деревообрабатывающий,
ремонта и сборки платформ (при небольшой программе после-
дние два участка могут быть объединены в один деревообрабаты-
вающий участок), а также участок ремонта кабин и оперения (при
ремонте грузовых автомобилей) и участки ремонта кузовов, жес-
тяницко-заготовительный, арматурный, сборки кузовов (при ре-
монте автобусов и легковых автомобилей).
Цех восстановления и изготовления деталей имеет участки: слесар-
но-механический, сварочно-наплавочный, полимерный, гальва-
нический, кузнечный (кузнечно-рессорный), медницкий (медниц-
ко-радиаторный), термический (при небольшой программе послед-
ние три участка могут быть объединены в тепловой участок).
Вспомогательное производство включает инструментальное хо-
зяйство и отдел главного механика (ОГМ) с участками ремонтно-
механическим, электроремонтным (при небольшой программе они
объединяются в единый ремонтно-механический участок) и ре-
монтно-строительным.
34.2. Режим работы и годовые фонды времени предприятия
Режим работы предприятия определяется числом рабочих дней
в году, числом смен в сутки и продолжительностью рабочей неде-
ли и смены. Все составляющие режима работы, кроме числа смен,
установлены трудовым законодательством. При пятидневной ра-
бочей неделе число рабочих дней в году — 253, а продолжитель-
ность рабочей смены — 8 ч.
Для ремонтных предприятий рекомендуется двухсменная рабо-
та за исключением участков с непрерывным характером технологи-
ческого процесса (гальванического, термического), где следует при-
нимать трехсменный режим. На участках с небольшим числом рабо-
тающих допускается принимать односменный режим, если это не
вызовет дополнительной потребности в оборудовании и площадях.
Годовым фондом времени рабочего, оборудования, рабочего места
называют число часов, которые может отработать рабочий, единица
оборудования, рабочее место в течение года. Различают номиналь-
ный и действительные (эффективные) годовые фонды времени.
Номинальный годовой фонд времени служит основой для
определения действительных (эффективных) фондов времени и
определяется без учета потерь рабочего времени. Номинальный
438
Таблица 34.1
Эффективный (расчетный) годовой фонд времени оборудования, ч
Оборудование Число смен
1 2 3
Немеханизированное моечно-очистное, разборочно- сборочное, ремонтное 2050 4080 6085
Металлорежущее, деревообрабатывающее, заготови- тельное, трансформаторы сварочные 2040 4055 6050
Механизированное моечно-очистное, разборочно- сборочное, ремонтное, контрольно-измерительное, окрасочное, сушильное, гальваническое 2030 4015 5960
Полуавтоматическое разборочно-сборочное, испыта- тельное с автоматической регистрацией результатов испытаний, термическое 2000 3975 5840
Сварочно-наплавочное (кроме трансформаторов) 1965 3910 5775
Комплексно-механизированные линии для окрасоч- ных, гальванических, моечно-очистных, разбороч- ных, сборочных работ и восстановления деталей 1945 3810 5590
годовой фонд времени для производств с нормальными условия-
ми труда составляет 2020 ч.
Действительный (эффективный) годовой фонд времени рабочего
с нормальными условиями труда составляет 1776 ч. Эффективные (ра-
счетные) годовые фонды времени оборудования указаны в табл. 34.1.
34.3. Способы расчета годовых объемов работ ремонтных
предприятий
Годовой объем работ — это суммарная трудоемкость (станкоем-
кость) выполнения годовой производственной программы. Годо-
вые объемы работ предприятия (Тг) и производственных участков
определяются по формуле
T'^TiN,, (34.1)
/=1
где 7} — трудоемкость ремонта z-го изделия; N-, — годовая произ-
водственная программа ремонта z-x изделий.
Трудоемкости работ по ремонту изделий определяются по про-
нормированной технологии (по данным технологических марш-
рутных карт), а при их отсутствии — по укрупненным показателям.
Распределение трудоемкостей работ по производственным участ-
439
кам при наличии маршрутных карт осуществляется путем сумми-
рования трудоемкостей всех технологических операций, выполня-
емых на участке. При отсутствии маршрутных карт трудоемкости
работ определяются по нормативно-справочным данным для го-
товых изделий и распределяются по производственным участкам с
учетом пропорций, установленных опытом проектирования АРП.
Для авторемонтных предприятий разработаны значения удель-
ных технико-экономических показателей для эталонных условий и
коэффициенты их корректирования, учитывающие производствен-
ные условия проектируемого предприятия.
При расчете по укрупненным показателям трудоемкость ремонта и
другие технико-экономические показатели определяются по формуле
Т, = Ък^кгкзкькъ, (34.2)
где t3 — трудоемкость для эталонных условий, чел.-ч; к\...къ — коэф-
фициенты приведения, учитывающие: годовую производственную
программу АРП (Aj); типы, модели и модификации автомобилей или
агрегатов (А2); количество ремонтируемых на предприятии моделей
агрегатов (автомобилей) (А3); соотношение в программе предприятия
полнокомплектных автомобилей и комплектов агрегатов (только для
предприятий, ремонтирующих полнокомплектные автомобили) (А4);
соотношение между трудоемкостями капитального ремонта агрегатов,
входящих в силовой агрегат и комплект прочих агрегатов (fo).
Эталонными условиями являются следующие.
Годовая производственная программа, тыс. ед.
Капитальный ремонт:
полнокомплектных грузовых и легковых
автомобилей......................................3
силовых агрегатов и прочих основных агрегатов
грузовых, легковых автомобилей и автобусов......20
автобусов на базе готовых комплектов агрегатов,
получаемых по кооперации.........................1
Тип и модель подвижного состава, агрегатов:
Автомобили легковые............среднего класса (ГАЗ-3110);
Автобусы.......................среднего класса (ЛАЗ-695Н);
Автомобили грузовые.............средней грузоподъемности
от 3 до 5 т (ГАЗ-3307)
Структура годовой программы — капитальный ремонт агрега-
тов, автобусов одной модели, соотношение количества капиталь-
ных ремонтов автомобилей и комплектов товарных агрегатов 1:1.
Трудоемкость капитального ремонта, чел.-ч, для эталонных ус-
ловий составляет:
Для полнокомплектных автомобилей:
грузовых...........................................155
легковых...........................................360
440
Силовых агрегатов грузовых автомобилей и автобусов....32
Прочих основных агрегатов грузовых автомобилей
и автобусов...........................................16
Автобусов на базе комплектов готовых агрегатов.......620
Комплектов агрегатов легковых автомобилей.............45
Коэффициенты приведения кх, учитывающие годовую производ-
ственную программу, для АРП по капитальному ремонту силовых
и прочих основных агрегатов грузовых автомобилей и автобусов,
комплектов агрегатов легковых автомобилей составляют:
Годовая производственная
программа, тыс. шт.......... 10 20 30 40 60
Л,.......................... 1,18 1,00 0,93 0,91 0,88
Для АРП по капитальному ремонту полнокомплектных грузо-
вых и легковых автомобилей их значения следующие:
Годовая производственная
программа, тыс. шт................3 5 7 10
кх................................ 1,0 0,88 0,8 0,79
Для АРП по капитальному ремонту автобусов на базе готовых
комплектов агрегатов, получаемых по кооперации, значения
коэффициентов кх следующие:
Годовая производственная
программа, тыс.шт................0,5 1 1,5 2
кх...............................1,07 1,0 0,96 0,92
Значения коэффициентов приведения к2, учитывающих типы и
модели подвижного состава и агрегатов, приведены в табл. 34.2.
Значения коэффициентов приведения к2, учитывающих типы и
модели комплектов агрегатов легковых автомобилей, следующие:
Автомобили малого класса (ВАЗ, АЗЛК)..............0,9
» среднего класса (ГАЗ-3110 «Волга»).........1,0
Значения коэффициентов к2, учитывающих число ремонти-
руемых на предприятии моделей агрегатов (автомобилей), прини-
мают равными при наличии в программе АРП:
Одной модели агрегата, автомобиля.................1,0
Двух и более моделей..............................1,05
Значения коэффициента кц, учитывающего соотношение в про-
грамме предприятия полнокомплектных автомобилей и комплек-
тов агрегатов (только для предприятий, ремонтирующих полно-
комплектные автомобили), принимают следующими:
Соотношение...............................................кц
1 : 0...................................................1,03
1 : 1...................................................1,00
1 : 2...................................................0,97
441
Таблица 34.2
Значение коэффициентов приведения к2, учитывающих тип подвижного
состава, агрегатов
Класс подвижного состава Модель- представитель Предприятия по капитальному ремонту
силовых агрега- тов гру- зовых автомо- билей и автобу- сов прочих основных агрегатов грузовых автомо- билей и автобусов полнокомп- лектных гру- зовых авто- мобилей и автобусов на базе готовых комплектов агрегатов
Грузовые автомо- били грузоподъем- ностью: малой от 1 до 3 т ГАЗ-52-04 0,9 1,0 0,9
средней от 3 до 5 т ГАЗ-3307 1,0 1,0 1,0
большой от 5 до 6 т ЗИЛ-431410 1,15 1,3 1,15
ЗИЛ-433100 2,0 1,35 —
большой от 6 до 8 т MA3-5335 1,7 2,0 1,7
КамАЗ-5320 2,1 3,5 1,9
особо большой от КрАЗ-250-010 2,1 3,3 2,0
10 до 16 т Автобусы класса: особо малого РАФ-2203-01 0,9 0,6 0,4
малого КАвЗ-3270 1,0 1,0 0,6
ПАЗ-3205 1,0 1,0 0,8
среднего ЛАЗ-695Н 1,15 1,25 1,0
ЛАЗ-42021 2,1 1,35 1,1
большого ЛиАЗ-677М 1,7 1,3 1,2
ЛиАЗ-5256 2,5 1,35 1,3
Икарус-260 2,4 1,3 1,37
особо большого Икарус-280 2,4 1,55 1,9
Значения коэффициента к5, устанавливающего соотношение меж-
ду трудоемкостями капитального ремонта агрегатов, входящих в си-
ловой агрегат и комплект прочих агрегатов, приведены в табл. 34.3.
Годовые объемы отдельных j-x видов работ, выполняемых отдель-
ными производственными участками, определяются по формуле
т и
T*=z\MTiNi’ (34.3)
где пи — доля j'-го вида работ в общей трудоемкости ремонта /-го
изделия, %. Значения величины пц приведены в табл. 34.4.
442
Таблица 34.3
Значение коэффициентов приведения А$, устанавливающих
соотношение между трудоемкостями капитального ремонта агрегатов,
входящих в силовой агрегат и комплект прочих агрегатов
Наименование агрегатов Грузоподъемность грузового автомобиля Легко- вые автомо- били
малая средняя большая
Колесная формула
4x2 4x2 4x4 4x2 6x4 6x6 4x2
Двигатель 1-й комплектности 0,55 0,575 0,45 0,555 0,46 0,415 0,56
Коробка передач 0,1 0,1 0,1 0,1 0,08 0,075 0,07
Раздаточная коробка — — 0,07 — 0,06 0,055 —
Передний мост (подвеска): неведущий ведущий 0,135 0,125 0,185 0,12 0,1 0,155 0,23
Задний мост 0,19 0,175 0,16 0,19 0,13 0,13 0,116
Средний » — — — — 0,13 0,13 —
Рулевое управление 0,025 0,025 0,035 0,035 0,04 0,04 0,034
34.4. Расчет годовых объемов работ производственных
участков, площадей производственных, складских
и вспомогательных помещений
Для выполнения этих проектных расчетов составляют таблицу
по форме табл. 34.5. Состав производственных, складских и вспо-
могательных подразделений принимают в зависимости от типа
предприятия согласно рекомендациям разд. 34.1.
Общее число рабочих на производственных участках основного
производства определяется путем деления годового объема работ
участка на действительный (эффективный) годовой фонд време-
ни рабочего, который составляет 1776 ч. Общее число рабочих ин-
струментального хозяйства принимается равным 25 %, а ОГМ —
17 % от числа производственных рабочих слесарно-механического
участка основного производства. При двухсменной работе пред-
приятия число работающих в первую смену составляет от 50 до
60 % общего числа рабочих.
443
Таблица 34.4
Распределение трудоемкости по производственным участкам АРП, %
Производственные участки Предприятия по ремонту
двигателей полнокомплектных автомобилей
дизельных карбюраторных грузовых легковых
Наружной мойки и приемки 0,29 0,32 0,99 1,60
Разборочный 7,22 7,05 9,51 7,00
Моечный 1,11 1,21 1,35 1,26
Дефекгования деталей и входного контроля 1,53 1,67 1,79 0,88
Комплектования деталей 1,85 2,02 3,17 1,10
Восстановления базовых и основных деталей двигателей 15,55 20,40 — —
Сборки двигателей 21,75 24,59 — —
Сборки и ремонта силовых агрегатов — — 21,04 4,70
Испытания и доукомп- лектования двигателей 4,60 5,02 1,64 1,10
Ремонта приборов питания 13,58 5,71 2,21 0,33
Ремонта электрооборудования 10,21 11,14 1,94 0,99
Сборки и ремонта агрегатов — — 5,19 3,00
Ремонта рам — 4,72 —
Сборки автомобилей — — 5,25 7,20
Регулировки и испыта- ния автомобилей — — 1,41 0,88
Шиномонтажный — — 0,81 0,33
Обойный — — 1,53 3,70
Окрасочный 0,09 0,11 2,02 7,20
444
Окончание табл. 34.4
Производственные участки Предприятия по ремонту
двигателей полнокомплектных автомобилей
дизельных карбюраторных грузовых легковых
Деревообрабатываю- щий — — 0,75 —
Ремонта кабин и оперения — — 15,48 —
Ремонта кузовов — — — 7,70
Жестяницко-заготови- тельный — — — 15,20
Арматурный — — — 2,97
Сборки кузовов — — — 11,70
Слесарно-механичес- кий 17,91 16,07 10,85 12,6
Сварочно-наплавоч- ный 1,89 2,06 3,20 3,50
Термический 0,02 0,02 0,32 0,18
Кузнечный 0,12 0,13 1,54 0,99
Медницкий 0,87 0,94 1,73 0,44
Гальванический 0,88 0,93 0,74 1,40
Полимерный 0,53 0,61 0,87 2,05
Таблица 34.5
Расчетная таблица площадей производственных, складских
и вспомогательных помещений (образец)
№ п/п Наименование производствен- ного, складско- го или вспомо- гательного под- разделения Доля трудо- емкос- ти работ участка, % Годо- вой объем работ, чел.-ч Число рабочих Удельная площадь на одного рабочего, м2/чел. Площадь подраз- деле- ния, м2
все- го В ТОМ числе в 1-й смене
1 2 3 4 5 6 7 8
445
При укрупненных расчетах площади производственных участ-
ков основного и вспомогательного производств (TQ определяют-
ся по формуле
7^ 7р^р> м2,
где/, — удельная площадь на одного производственного рабочего,
м2/чел.; хр — число рабочих в большей смене, чел.
Величины удельных площадей на одного производственного
рабочего по производственным участкам, м2:
Наружной мойки и приемки........................30...35
Разборки (при ремонте полнокомплектных машин)...20...30
Разборки (при ремонте агрегатов)..................12... 15
Мойки................................................25
Дефекгования деталей и входного контроля.......15... 17
Комплектования деталей..........................15...18
Восстановления базовых и основных деталей
силовых агрегатов...............................12...15
Сборки силовых агрегатов.......................13... 15
Окраски силовых агрегатов.......................30...40
Испытания и доукомплектования двигателей........25...30
Ремонта приборов питания........................12...14
Ремонта электрооборудования....................10... 12
Восстановления базовых и основных
деталей агрегатов...............................11...13
Ремонта приборов пневмо- и гидросистем............12... 14
Окраски агрегатов и узлов.......................25...35
Ремонта рам..........................................20
Сборки автомобилей (автобусов)....................25...30
Регулировки и испытания автомобилей (автобусов).30...35
Шиномонтажный........................................20
Аккумуляторный....................................10... 12
Обойный..............................................10
Окрасочный (при ремонте автомобилей и автобусов)..40...50
Деревообрабатывающий..............................20... 25
Ремонта и сборки платформ.........................20...25
Кабино-жестяницкий................................12...15
Ремонта кузовов...................................25...30
Жестяницко-заготовительный........................10... 12
Арматурный........................................12... 14
Сборки кузовов....................................25...30
Слесарно-механический.............................10... 12
Сварочно-наплавочный..............................15... 20
Полимерный........................................15... 20
Гальванический....................................30...45
Кузнечный.........................................24... 26
Медницко-радиаторный..............................12... 15
Термический.......................................24... 26
Инструментальное хозяйство........................10... 12
Ремонтно-механический участок ОГМ.................10... 12
446
Суммированием площадей производственных участков основ-
ного и вспомогательного производств определяют общую произ-
водственную площадь. Площади складских помещений принима-
ются в размере 25 % от производственных площадей и распределя-
ются между складами, %:
Запасных частей.....................................20
Деталей, ожидающих ремонта...........................7
Комплектовочным.....................................10
Металлов.............................................8
Утиля................................................2
Горюче-смазочных материалов..........................3
Леса.................................................8
Материалов..........................................17
Центральным инструментальным (ЦИС)...................4
Агрегатов, ожидающих ремонта........................15
Отремонтированных агрегатов..........................6
В расчетную площадь производственного корпуса включаются
площади только тех складов, которые размещаются в производ-
ственном корпусе.
Различают три способа размещения вспомогательных (админист-
ративно-бытовых) помещений:
встроенными в объем производственного корпуса (рекоменду-
ется при числе работающих на предприятии до 200 человек);
пристроенными к одному из его торцов (от 200 до 500 человек);
в отдельно стоящем здании (более 500 человек).
При размещении вспомогательных помещений в объеме
производственного корпуса площадь бытовых помещений прини-
мают в размере 12%, а административных — 5% от расчетной
производственной площади (площади участков основного и вспо-
могательного производств).
Суммарную площадь производственных, складских и вспомога-
тельных помещений, размещаемых в производственном корпусе,
увеличивают на 10... 15 % с учетом площади, отводимой под маги-
стральные проезды. В итоге получают расчетную площадь производ-
ственного корпуса.
ГЛАВА 35. РАЗМЕЩЕНИЕ ПРОИЗВОДСТВА
И ОБОРУДОВАНИЯ
35.1. Генеральный план авторемонтного предприятия
Генеральный план (генплан) АРП отражает расположение на
участке застройки (территории предприятия) зданий и сооруже-
ний, складских площадок, транспортных путей, зеленых насажде-
ний, ограждений и других объектов. Перечень размещаемых объек-
447
тов и их размеры должны быть установлены перед разработкой
генплана. Наиболее важным является определение количества про-
изводственных корпусов и расположения вспомогательных (адми-
нистративно-бытовых) помещений.
Существуют рекомендации размещать разборочно-моечные
производства в одном здании, а остальные — в другом с целью обеспе-
чения чистоты в главном производственном корпусе. Однако более
весомы противоположные рекомендации — по возможности блокиро-
вать цеха и помещения в одном здании, что позволяет снизить затра-
ты на строительство зданий и прокладку инженерных коммуникаций.
У входа на территорию предприятия предусматривают площад-
ку для стоянки легковых автомобилей из расчета десяти машино-
мест на 100 работающих в двух смежных сменах при площади од-
ного машино-места 25 м2.
На рис. 35.1 показана схема генерального плана предприятия по
капитальному ремонту полнокомплектных грузовых автомобилей
и товарных агрегатов. Площадка для приемки и сдачи автомобилей
примыкает к главному входу на территорию предприятия, что ис-
ключает возможность прохода заказчиков в производственный кор-
пус. Автомобили, поступающие в ремонт, могут перемещаться на
площадку для ремонтного фонда своим ходом или на буксире.
Рис. 35.1. Схема генераль-
ного плана авторемонтно-
го предприятия:
1 — административно-быто-
вой корпус; 2 — производ-
ственный корпус; 3 — резер-
вуар для воды; 4... 10 — пло-
щадки и склады для
горюче-смазочных, строи-
тельных материалов, утиля,
ремонтного фонда, лесомате-
риалов, металла, готовой про-
дукции; 11 — площадка для
приемки и сдачи автомоби-
лей; 12 — стоянка легковых
автомобилей
448
Складские площадки обслуживает козловой кран. Направление дви-
жения автомобиля в процессе его ремонта показано стрелками.
Генеральные планы ремонтных предприятий выполняют, как
правило, в масштабе 1:500.
35.2. Компоновочный план производственного корпуса
Здания АРП проектируют, как правило, с железобетонными
колоннами. Оси колонн, определяющие в плане расположение их
рядов, называют разбивочными осями. Расстояние между разби-
вочными осями в поперечном направлении называют пролетом, в
продольном — шагом колонн. Пролет L и шаг колонн t в метрах
образуют сетку колонн, обозначаемую L х д На чертежах компоно-
вочных планов разбивочные оси маркируют по длинной стороне
здания цифрами слева направо и по короткой — заглавными бук-
Компоновочный план разрабатывают для каждого отдельно стояще-
го здания, а при использовании многоэтажных зданий — для каждо-
го этажа. На нем указывают расположение производственных участ-
ков, складских и административно-бытовых помещений, вентиляци-
онных камер, трансформаторных подстанций, тепловых пунктов,
продольных и поперечных проездов. Обозначают габаритные разме-
ры здания, сетку колонн с маркировкой разбивочных осей, наруж-
ные и внутренние стены и перегородки, подвалы и антресоли. На
компоновочном плане показывают подъемно-транспортное оборудова-
ние, связанное с конструктивными элементами зданий (опорные и
подвесные краны, лифты). Расстановку технологического оборудова-
ния на компоновочном плане не показывают. Исключением является
обозначение расположения основных поточных линий, если это необ-
ходимо для обоснования принимаемого объемно-планировочного ре-
шения. На свободном поле чертежа показывают вертикальный разрез
здания с указанием высоты пролетов от пола до низа несущих конст-
рукций здания, а в пролетах с мостовыми кранами дополнительно
указывают расстояние от пола до головки рельсов подкрановых пу-
тей. Компоновочные планы выполняют в масштабах 1:400 или 1:200.
449
В зависимости от направления перемещения в процессе ремон-
та рамы (для предприятий по ремонту полнокомплектных автомо-
билей) или базовой детали (для предприятий по ремонту агрега-
тов) различают три компоновочные схемы: прямоточную, Г-об-
разную и П-образную (рис. 35.3).
Преимуществами прямоточной схемы (рис. 35.3, а) являются
прямолинейность и, соответственно, удобство перемещения базо-
вой детали и других крупногабаритных и тяжелых деталей, мини-
мальное пересечение транспортных потоков. Недостатки — нали-
чие ограничений на длину разборочных и сборочных поточных
линий, относительное увеличение дальности транспортирования
деталей от мест разборки к местам сборки, затрудненность изоля-
ции разборочно-моечного участка от других участков.
Применение Г-образной и П-образной схем (рис. 35.3, б, в) поз-
воляет более эффективно изолировать разборочно-моечный учас-
ток от других участков, несколько сократить дальность транспорти-
рования деталей, значительно ослабляет ограничения на длину раз-
борочных и сборочных поточных линий (особенно при П-образной
схеме), однако непрямолинейность перемещения базовой детали и
других крупногабаритных и тяжелых деталей вызывает повышенное
пересечение транспортных потоков и трудности в их организации.
Разработку компоновочного плана начинают с выбора сетки ко-
лонн и определения габаритных размеров здания. Для одноэтажных
зданий наиболее часто применяется сетка колонн 12 х 6 м, с кото-
рой и рекомендуется начать определение габаритных размеров зда-
ния. Исходя из принятой компоновочной схемы, задают число про-
летов, регламентируя тем самым ширину здания. Длину здания опре-
деляют путем деления его площади на ширину. Рекомендуемые
соотношения ширины и длины здания — от 1:1,3 до 1:2. Добиться
рекомендуемых соотношений можно, изменяя число пролетов, а
при необходимости — и сетку колонн, выбирая ее из ряда 18 х 6 м,
18 х 12 м, 24 х 12 м. Размеры пролетов и шагов колонн могут быть
и большими, но обязательно кратными 6 м, что диктуется требо-
450
Рис. 35.3. Компоновочные схемы предприятий по капиталь-
ному ремонту автомобильных двигателей:
а — прямоточная; б — Г-образная; в — П-образная; 7 — участок
наружной мойки и приемки; 2 — разборочно-моечный участок;
3 — участок дефектования деталей и входного контроля; 4 — учас-
ток восстановления базовых и основных деталей; 5 — участок ком-
плектования деталей; 6 — участок сборки двигателей; 7 — отдел
главного механика; 8 — инструментальный участок; 9 — участок
ремонта электрооборудования; 10 — слесарно-механический учас-
ток; 77 — склад деталей, ожидающих ремонта; 72 — комплектовоч-
ный склад; 13 — инструментально-раздаточная кладовая; 14 — цен-
тральный инструментальный склад; 75 — склад запасных частей;
16 — участок ремонта приборов питания; 17 — участок зарядки
электротранспорта; 18— участок хранения и ремонта электротран-
спорта; 19 — лаборатории; 20 — сварочно-наплавочный участок;
27 — компрессорная; 22 — медницкий участок; 23 — термический
участок; 24 — кузнечный участок; 25 — гальванический участок;
26 — полимерный участок; 27 — участок испытания и доуком-
плектования двигателей; 28 — участок окраски двигателей
451
Размещение в производственном корпусе производственных,
складских и вспомогательных помещений удобно начать с опреде-
ления расположения продольных магистральных проездов.
Нормы ширины проходов и проездов, м:
Проход для рабочих.......................................2
Транспортный проезд при одностороннем
движении электрокар и электропогрузчиков
грузоподъемностью до 3 т.................................3
То же при двухстороннем движении.........................4
Транспортный проезд при двухстороннем
движении электрокар, автопогрузчиков
и электропогрузчиков грузоподъемностью более Зт..........5
Расположение в производственном корпусе производственных,
складских и вспомогательных помещений должно удовлетворять
следующим требованиям:
расположение производственных участков основного производ-
ства должно соответствовать технологической последовательности
выполнения работ при минимальном грузообороте;
производственные участки вспомогательного производства сле-
дует располагать вблизи от обслуживаемых ими участков основно-
го производства;
склады следует располагать вблизи от обслуживаемых ими про-
изводственных подразделений;
изолировать производственные участки и склады от других по-
мещений стенами следует только при необходимости, которая
диктуется противопожарными и санитарными требованиями, а
также требованиями сохранности материальных ценностей.
35.3. Противопожарные, санитарные и экологические
требования к компоновочному плану
производственного корпуса
Противопожарные требования. Производственные участки и скла-
ды по их взрывной и пожарной опасности разделяют на пять кате-
горий.
Категория А — взрывопожароопасные производства. К ним
относятся участок ремонта приборов питания карбюраторных дви-
гателей, окрасочный участок и склад лакокрасочных материалов
(при применении топлива и органических растворителей с тем-
пературой вспышки до 28 °C), а также зарядная аккумуляторных
батарей и участок зарядки электротранспорта (при зарядке ак-
кумуляторных батарей без их снятия с электропогрузчиков и элек-
трокар).
Категория Б — взрывопожароопасные производства. К ним
относятся участок ремонта приборов питания дизельных двигате-
452
лей, а также окрасочный, полимерный участки и склад лакокра-
сочных материалов (при применении органических растворителей
и отвердителей с температурой вспышки от 28 до 61 °C).
Категория В — пожароопасные производства. К ним отно-
сятся шиномонтажный, деревообрабатывающий, обойный участ-
ки, полимерный участок (при применении органических раствори-
телей и отвердителей с температурой вспышки свыше 61 °C), а
также склады шин, горюче-смазочных материалов, материалов (сго-
раемых текстильных, резиноасбестовых и др.) и любых других из-
делий, хранящихся в сгораемой таре или упаковке, кислотная при
аккумуляторном участке.
Категория Г — производства, в которых используются не-
сгораемые вещества в горячем и расплавленном состоянии, а так-
же сжигаются твердые, жидкие или газообразные вещества. К произ-
водствам категории Г относятся участки регулировки и испытания
автомобилей, испытания и доукомплектования двигателей, ремонта
рам, ремонта кабин и оперения, кузнечный, сварочно-наплавоч-
ный, термический, медницкий.
Категория Д — производства, в которых используются
несгораемые вещества и материалы в холодном состоянии. К про-
изводствам категории Д относятся все остальные, безопасные в
пожарном отношении, участки.
При разработке компоновочного плана производственного кор-
пуса необходимо соблюдать следующие противопожарные тре-
бования.
1. Более опасные в пожарном отношении производственные
участки и склады следует располагать у наружных стен здания.
2. Участки с производствами категорий А, Б и В должны распо-
лагаться в изолированных помещениях, отделенных от других по-
мещений несгораемыми стенами (перегородками) и дверями (во-
ротами).
3. В многоэтажных зданиях участки с производствами категорий
А и Б рекомендуется располагать на верхних этажах.
4. Из всех производственных, вспомогательных и складских поме-
щений должно предусматриваться необходимое число выходов для
безопасной эвакуации людей.
5. Расстояние от наиболее удаленного рабочего места до эвакуа-
ционного выхода должно быть не менее установленных норм.
Санитарные и экологические требования. Производственные уча-
стки со значительным тепловыделением от технологического обо-
рудования (кузнечный, термический), а также загрязняющие воз-
дух вредными газами, парами, пылью (окрасочный, гальваничес-
кий и др.) следует располагать у наружных стен здания. Кроме
того, последние производственные участки должны быть располо-
жены в изолированных помещениях.
Объем и площадь помещения на одного работающего должны
быть не ниже установленных норм:
453
Удельный объем производственных
помещений, м3/чел.....................................15
Удельная площадь производственных помещений, м2/чел...4,5
То же, конструкторских бюро............................6
», административно-конторских помещений.............4
», помещений для учебных занятий.................1,75
35.4. Расчет числа единиц оборудования
на производственном участке
Основой для выбора состава технологического оборудования
является принятый технологический процесс. При наличии техно-
логических маршрутных карт годовые объемы работ, выполняе-
мые отдельными видами технологического оборудования, опреде-
ляются путем суммирования трудоемкостей всех технологических
операций, выполняемых на рассматриваемом оборудовании, с
учетом годового количества ремонтируемых изделий.
При отсутствии пронормированной технологии состав техноло-
гического оборудования определяют на основании типовых техноло-
гических процессов или процессов-аналогов, а при отсутствии по-
следних — путем анализа конструктивно-технологических особен-
ностей ремонтируемых изделий, исходя из условия выполнения всего
необходимого комплекса технологических операций по их восста-
новлению. Количество единиц технологического оборудования в этом
случае рассчитывают, пользуясь укрупненными показателями про-
центной разбивки трудоемкости ремонта по видам работ (см. ниже).
Количество единиц производственного инвентаря (верстаков,
стеллажей и др.) определяют без расчета, исходя из числа работаю-
щих на производственном участке и схемы организации про-
изводственного процесса.
Существуют четыре способа расчета потребности в технологи-
ческом оборудовании, при которых ее определяют исходя из тру-
доемкости, станкоемкости объектов ремонта, продолжительности
технологических операций, физических параметров объектов ре-
монта (массы, площади поверхности покрытия и т. п.).
По трудоемкости объектов ремонта рассчитывают потребность
в технологическом оборудовании, используемом при машинно-
ручных способах работы (разборочно-сборочном, для жестяниц-
ких, медницко-радиаторных и других работ), когда время занятости
оборудования выполнением технологической операции равно вре-
мени, затрачиваемому рабочим на выполнение этой операции. Рас-
четное число единиц А'§асч оборудования определяют по формуле
Хо₽асч = Тг/Тф0, (35.1)
где Тг — годовой объем работ, выполняемых на этом оборудовании,
чел.-ч; Тфо — эффективный (расчетный) годовой фонд времени
оборудования (см. табл. 34.6).
454
Расчетное число единиц оборудования Х?асч округляют до цело-
го (как правило, в большую сторону) и принимают число единиц
оборудования равным Л^рин. Затем определяют коэффициент ис-
пользования оборудования по времени
Пи = АТсчЛ¥оприн-
Коэффициент г|и должен быть, как правило, не менее 0,75. Мень-
шие значения допускаются для отдельных относительно недоро-
гих единиц оборудования, без которых ремонт изделий не может
быть качественно выполнен и замена которых на другое оборудо-
вание невозможна.
По станкоемкости объектов ремонта рассчитывают потребность
в технологическом оборудовании, используемом при машинных
способах работы (металлорежущем, кузнечно-прессовом, дерево-
обрабатывающем и др.), когда время занятости оборудования вы-
полнением технологической операции равно продолжительности
обработки, установки, закрепления и снятия изделия, причем все
или часть этих действий может происходить без участия рабочего.
Для расчета числа единиц технологического оборудования использу-
ют формулу (35.1), но годовой объем работ задают в станко-часах.
По продолжительности технологических операций рассчитывают
потребность в технологическом оборудовании, работа на котором
состоит лишь в затрузке-вытрузке (установке-снятии) объектов ре-
монта и периодическом наблюдении за ходом технологического
процесса, продолжительность которого регламентирована. К этой
группе оборудования относят испытательные стенды, сушильные
камеры, моечные ванны и установки для мойки изделий погру-
жением и др.
Число моечных ванн и установок для мойки изделий погружени-
ем, а также сушильных камер неконвейеризированного типа опре-
деляют по формуле
*орасч = М/(аГфо), (35.2)
где tm — продолжительность технологической операции с учетом
времени на загрузку и выгрузку изделий, ч; А — количество изделий
на годовую программу; а — число одновременно обрабатываемых
изделий; Тфо — эффективный (расчетный) годовой фонд времени
оборудования, ч.
Число испытательных стендов рассчитывают по формуле
Храсч = ^пМ/Тфо, (35.3)
где к„ — коэффициент повторности, учитывающий необходимость
повторной обкатки и испытания двигателя после устранения
дефектов, обнаруженных при первом испытании (кП = 1,05... 1,15);
tm — продолжительность технологической операции с учетом вре-
мени на установку и снятие двигателя, ч (для карбюраторных дви-
гателей принимают 0,25...0,35 ч, для дизельных — 0,50...0,65 ч).
455
По физическим параметрам объектов ремонта рассчитывают
потребность в технологическом оборудовании, паспортная произ-
водительность которого определяется массой обрабатываемых из-
делий (термических и нагревательных печах, отдельных типах моеч-
ных машин и др.) или площадью поверхности покрытия (гальва-
нических ваннах, окрасочных камерах и др.).
Количество единиц оборудования, рассчитываемое исходя из
массы объектов ремонта, определяют по формуле
Уорасч = dGN/(gT^), (35.4)
где d — коэффициент, учитывающий время на загрузку и выгрузку
изделий (d = 1,03... 1,12); G — суммарная масса составных частей
одного изделия, подвергаемых данному виду обработки, кг/шт.;
N — годовая производственная программа, шт.; g — паспортная
производительность оборудования, кг/ч.
Количество гальванических ванн определяют по формуле
Х₽асч = ^Е(^Л4)]/(/7ф<>), (35.5)
/=1
где t, — продолжительность гальванической операции для детали, ч;
Ft — площадь поверхности покрытия детали, дм2; А, — число деталей
на годовую программу, шт.; f — единовременная загрузка ванны,
дм3 (определяется по паспортным данным ванны).
Количество окрасочных камер определяют по формуле
т
хг1 =d[Y{F. kt At)] I (6О/П Тфо), (35.6)
<=i
где к, — число слоев окраски;/, — производительность окрасочной
камеры, м2/мин.
35.5. Разработка плана расстановки технологического
оборудования на производственном участке
(планировка участка)
На плане указывают основные строительные элементы здания,
относящиеся к проектируемому участку: наружные и внутренние
стены, перегородки, ворота, двери, окна и антресоли.
На плане расстановки оборудования показывают технологическое
оборудование, производственный инвентарь (верстаки, стеллажи,
инструментальные шкафы), подъемно-транспортное оборудование
(за исключением безрельсовых самоходных и несамоходных транспорт-
ных средств: электрокар, погрузчиков и т. п.), проезды и проходы,
необходимые для обеспечения рабочих мест материалами и запасны-
ми частями, а также площадки накопления изделий или материалов.
456
Технологическое оборудование изображают в принятом масш-
табе условным упрощенным контуром с учетом крайнего положе-
ния движущихся частей, открывающихся кожухов и устанавлива-
емых на оборудовании изделий, если последние выходят в плане
за габаритные размеры оборудования. Внутри контура оборудова-
ния и производственного инвентаря или вне контура, на вынос-
ной полке указывают его номер по спецификации к чертежу. Нуме-
рацию обычно дают последовательно в порядке размещения обору-
дования и инвентаря на чертеже слева направо и затем сверху вниз.
Расположение станков и другого технологического оборудова-
ния, устанавливаемого на фундаменты, координируют относитель-
но колонн и стен здания. Указание на чертеже расстояний от обо-
рудования до колонн и стен называют привязкой оборудования.
Условными обозначениями на чертеже показывают места
расположения рабочих и места подсоединения к энергетическим
сетям, водопроводу, вентиляции и канализации. Основные услов-
ные обозначения приведены в табл. 35.1.
Таблица 35.1
Условные обозначения элементов на чертежах
Группы элементов Условное обозначение Наименование элементов Группы элементов Условное обозначение Наименование элементов
Строительные элементы — Граница участка (отделения) Подводы жидкостей, газов, электропотока © Слив промыишеннных стоков в канализацию
Лт । । । । । । । । Проезд Подвод масла
I-~ -Т1 Железобетонная ко- лонна с фундаментом А,® Подвод пара
l_L Н-i
О 1 i 1 из i ' Распашные ворота /\ Подвод сжатого воздуха
।— i2z S1 Til Металлическая ко- лонна с фундаментом о Подвод конденсата
□ о 4 Раздвижные одно- сторонние ворота Подвод природного газа
1 1 Капитальная стена Подвод ацетилена
III1IIIIIIIIH Перегородка из проз- рачных материалов Подвод кислорода
Барьер 0 Местный вентиля- ционный отсос
ч in Перегородка щито- вая сборная кВт Потребитель электроэнергии
Люк ...В...кВт^)^3 Розетка штепсель- ная трехфазная
1 V । !/\! k_.i Место складирования деталей, агрегатов ...В...кВгп^1^1 Розетка штепсель- ная однофазная
457
Окончание табл. 35.1
Группы элементов Условное обозначение Наименование элементов Группы элементов Условное обозначение Наименование элементов
Технологическое оборудование 1 3 Оборудование с но- мером по плану А Осветительная розетка до 36 В
о Место производ- ственного рабочего Щит управления
ШфЕЗ Место рабочего при многостаночном обслуживании Подъемно-транспортное оборудование Мостовой электри- ческий кран
ш Верстак Опорная кран-балка
Разметочная плита 1 1 : 1 1 Ч 1 1 1 Однобалочный подвесной кран
UW7] Контрольная плита Козловой кран
I КС 1 Контрольный стол 1 ~т~Л Монорельс под элек- трическую таль
Подводы жидкостей, газов, электропотока Q Подвод холодной воды Консол ьно - поворот - ный кран
Ф Подвод горячей воды ШШИШШ1Ш] Пластинчатый конвейер
Подвод холодной воды с отводом в канализацию Рольганг
^@7 Подвод горячей воды с отводом в канали- зацию Г- ' 1 1 1 Рельсовый путь
Планы расстановки технологического оборудования выполня-
ют, как правило, на стадии разработки проекта в масштабе 1:200,
на стадиях разработки рабочей документации или рабочего проек-
та — в масштабе 1:100. В учебных проектах допускается примене-
ние масштабов 1:50 и 1:25.
К плану расстановки технологического оборудования прилагают
спецификацию, содержащую в табличной форме следующие данные:
номера по плану; наименование оборудования и инвентаря; краткую
техническую характеристику; модель или тип; место изготовления;
количество; примечания, в которых указывают мощность оборудо-
вания и потребителей воды, воздуха, пара, газа и других энергоресурсов.
Допускается размещать спецификацию на свободном поле чертежа.
Площади участков F(m2) предварительно определяются по сум-
марной площади, занимаемой технологическим оборудованием,
машино-местами и производственным инвентарем:
458
F = Fo6kn,
где Fo6 — суммарная площадь, занимаемая технологическим
оборудованием, м2; кп — коэффициент плотности расстановки
оборудования, учитывающий нормы размещения оборудования,
машино-мест, инвентаря и проездов в пределах участка:
Площади участков, занимаемых технологическим оборудованием, м2
Наружной мойки и приемки; хранения и ремонта
электротележек и погрузчиков......................3,0...3,5
Комплектования деталей; ремонта приборов
питания, электрооборудования, приборов
гидро- и пневмосистем, кузовов, кабин и
оперения; жестяницко-заготовительный,
арматурный, сборки кузовов, медницкий,
электроремонтный..............................3,5...4,0
Разборочно-моечный, дефектования деталей,
окрасочный, обойный, полимерный...............3,5...4,5
Инструментальный..............................4,0...4,5
Восстановления базовых и основных
деталей силовых агрегатов; сборки
силовых агрегатов, сборки агрегатов,
автомобилей; регулировки и испытания
автомобилей; слесарно-механический,
гальванический, ремонтно-механический,
тепловой.........................................4,0... 5,0
Испытания и доукомплектования двигателей.........4,5...6,0
Ремонта рам, термический.........................5,0...6,0
Сварочно-наплавочный, кузнечный..................5,5...6,5
Ремонта и сборки платформ,
деревообрабатывающий.............................7,0... 8,0
Расположение технологического оборудования, ширина и распо-
ложение проходов и проездов должны обеспечивать удобство и
безопасность работы, подачи ремонтируемых изделий, инструмен-
та, уборки отходов и помещения, доступа к оборудованию для его
обслуживания, ремонта, монтажа и демонтажа. Расстояния между
оборудованием и частями зданий (стенами, колоннами), размеры
проходов и проездов должны быть не менее указанных в нормах
технологического проектирования (табл. 35.2).
При проектировании производственных участков необходимо
предусматривать широкий комплекс мер по охране труда, технике
безопасности и защите окружающей среды.
35.6. Проектирование разборочно-моечного участка
Разборочно-моечный участок предназначен для наружной мой-
ки автомобилей, их предварительной разборки (подразборки), мойки
и разборки агрегатов, очистки деталей от всех видов загрязнений.
459
Таблица 35.2
Нормы размещения технологического оборудования на производственных участках
Наименование производственных участков и нормируемые расстояния Обо- зна- че- ние Определяющий параметр Нор- ма рас- сто- ния, мм Эскиз
максимальный размер ремон- тируемого изделия, мм длина и ширина оборудования, мм
Разборочно-моечный участок
От оборудования для мойки автомобилей до а — — 300
въездных (выездных) проемов помещения 2 —=* *
От продольной стороны оборудования для мойки б — — 1000
автомобилей до стен или колонн здания
От торцевой стороны оборудования для мойки в 2500
автомобилей или стены помещения до рабочего VZZZ22ZZZZ1\
места разборки автомобиля
От торцевой стороны оборудования (ванн) для а — — 1000
мойки — выварки крупногабаритных изделий (рам,
кабин, кузовов и др.) до стен или колонн здания fl ।
От продольной стороны моечно-выварочного б До 800-1500 — 1000
оборудования до стен или колонн здания Более 1500 / ->» i< 9
Между торцевыми сторонами выварочного в До 800-1500 — 1000 ; -IJtzp
оборудования (ванн) Более — 1500
Между продольными сторонами выварочного г До 800—1500 — 1500
оборудования (ванн) Более — 2500
Продолжение табл. 35.2
Наименование производственных участков и нормируемые расстояния Обо- зна- че- ние Определяющий параметр Нор- ма рас- сто- ния, мм Эскиз
максимальный размер ремон- тируемого изделия, мм длина и ширина оборудования, мм
От продольной стороны оборудования для мойки а — — 1000
агрегатов (деталей) до стен или колонн здания
От торцевой стороны моечного оборудования до б До 800-1500 — 2000 г
рабочего места разборки агрегатов Более — 2500 3 гъ
От продольной стороны моечного оборудования до в До 800-1500 — 1000 Л Lty ' g;
подвесного (напольного) конвейера Более — 1700 Lj ; д
От подвесного (напольного) конвейера до рабоче- г До 800-1500 — 1000 > Ai—। л а ।
го места, расположенного боковой стороной к Более — 1500
конвейеру
То же, расположенного фронтальной стороной к д До 800-1500 — 1500
конвейеру Более — 2000
Между торцами автомобилей на линии разборки а 1500 —!— i । i Л-Ul
От разбираемого автомобиля до рабочего места б До 800-1500 — 1000 «1 I
разборки агрегатов Более 1500 б 1 o i 1 ।
Продолжение табл. 35.2
Наименование производственных участков и нормируемые расстояния Обо- зна- че- ние Определяющий параметр Нор- ма рас- стоя- ния, мм Эскиз
максимальный размер ремон- тируемого изделия, мм длина и ширина оборудования, мм
Участок испытания и доукомплектования двигателей От торцевой стороны стенда до стен и колонн здания От продольной стороны стенда до стен и колонн здания
а — — 1000 7, 1 |‘
б До 2000x1000 Более — 1500 2000 Я чв ( © ' ©
Между стендами От стенда до реостата От реостата до стен и колонн здания От торцевой стороны стенда до входного проема в 2000x1000 — 1500 800 400 1500 д в о
г д До 2000x1000 — Vo
Более 2000 7/////Л7//////Л
2000x1000
Сварочно-наплавочный участок От сварочного стола до стены кабины От сварочного трансформатора или генератора до стены кабины а б — — 800 800 б е
От сварочного стола до сварочного трансформатора или генератора От сварочной кабины до смежного оборудования в 1500
1 « —1
г До 800-1500 Более 1500 2000 -А „ —
— 2500
Продолжение табл. 35.2
Наименование производственных участков и нормируемые расстояния Обо- зна- че- ние Определяющий параметр Нор- ма рас- стоя- ния, мм Эскиз
максимальный размер ремон- тируемого изделия, мм длина и ширина оборудования, мм
Все участки От тыльной или боковой стороны оборудования до стены или колонны здания а — До 1000x800 До 1800x800 До 3000x1500 До 4000x2000 Более 4000x2000 До 1000x800 500 700 800 900 1000 ,,г J ।
От фронтальной стороны оборудования до колонны б — 1000 г '1 1 1 1
— До 1800x800 До 4000x2000 Более 1200 J 1 1 1 1 1
2000 а
От фронтальной стороны оборудования до стены в — 4000x2000 До 1000x800 До 1800x800 До 2400x1200 До 4000x2000 Более 1200 1500 1800 2000 5* е $ 01 1 1 1 1 1 1
От фронтальной стороны оборудования до края проезда От тыльной или боковой стороны оборудования до края проезда г д До 800-1500 Более 1500 4000x2000 1000 500 800 в 1 1
4^
Продолжение табл, 35.2
Наименование производственных участков и нормируемые расстояния Обо- зна- че- ние Определяющий параметр Нор- ма рас- стоя- ния, мм Эскиз
максимальный размер ремон- тируемого изделия, мм длина и ширина оборудования
Между боковыми сторонами оборудования а До 1000x800 До 1800x800 До 3000x1500 До 4000x2000 500 700 900 1000 а
Более 4000x2000 До 1000x800 До 1800x800 1200 1 к
Между тыльными сторонами оборудования б 500
— 700 1 1 1 1 1 1
— До 3000x1500 До 4000x2000 800 1000 Q
— Более 1200 1 1 1 L
Между оборудованием при его расположении «в затылок» в — 4000x2000 До 1000x800 До 1800x800 1200 1300 О С ' г Э С
— До 2400x1200 1500 1 1 1 1 | |
— До 3000x1500 До 4000x2000 Более 4000x2000 1700 1800 2000
Между оборудованием при расположении фронтальными сторонами друг к другу г — До 1800x800 До 3000x1500 До 4000x2000 Более 4000x2000 2000 2500 3000 3500
Окончание табл. 35.2
1 6 Карагодин
Наименование производственных участков и нормируемые расстояния Обо- зна- че- ние Определяющий параметр Нор- ма рас- стоя- ния, мм Эскиз
максимальный размер ремон- тируемого изделия, мм длина и ширина оборудования, мм
От боковой стороны оборудования до рольганга, напольного или подвесного конвейера (монорельса) От фронтальной стороны оборудования до роль- ганга, напольного или подвесного конвейера (монорельса) а б — — 400 1000
© —
Подлежащие ремонту автомобили предварительно подвергают
наружной мойке и обдувке сжатым воздухом, освобождают от
охлаждающей жидкости, масла в двигателе и смазок в картерах
других агрегатов; с автомобиля снимают грузовую платформу. При
предварительной разборке с автомобиля снимают кабину, кузов
самосвала, оперение, радиатор, топливный бак, колеса и элект-
рооборудование, после чего шасси моют горячей водой, а картеры
двигателя, коробки передач и заднего моста выпаривают. В даль-
нейшем разбирают шасси на агрегаты. Снятые агрегаты подают на
рабочие места разборки агрегатов на детали. При этом двигатели,
коробки передач, передние и задние мосты сначала разбирают на
узлы (предварительно), а затем на детали (окончательно). Узлы
агрегатов после снятия моют горячей водой. Механизмы рулевого
управления, подъема кузова самосвала и карданные валы предва-
рительной разборке и мойке узлов не подвергаются.
Детали разобранных агрегатов и узлов проходят мойку в двух-
камерных моечных машинах. Подшипники качения промывают в
отдельных установках дизельным топливом. Детали, загрязненные
нагаром, накипью, смолами, старой краской, проходят дополни-
тельную очистку. Дополнительно пропаривают картеры задних
мостов и барабаны со ступицами. Промытые и очищенные детали
поступают на дефектацию и сортировку. Кузов самосвала, раму,
колеса, рессоры, механизмы тормозной системы, регулятор обо-
ротов, масляный насос, головку компрессора моют, разбирают и
очищают на других участках, где они ремонтируются. Для мойки и
очистки двигателей следует использовать отдельное оборудование.
Для агрегатов автомобилей процентная разбивка трудоемкости
разборки и сборки узлов указана в табл. 35.3.
Таблица 35.3
Процентная разбивка трудоемкости разборки и сборки узлов основных
агрегатов автомобилей
Наименование агрегатов и узлов Доля трудоемкости, %
разборки сборки
Двигатель со сцеплением 100 100
Шатунно-поршневая группа 6,7 36,6
Коленчатый вал в сборе с маховиком — 6,7
и сцеплением
Распределительный вал — 2,2
Головки цилиндров 20,0 16,3
Коромысла клапанов с осями и стойками 8,3 4,8
Жидкостной насос 16,7 5,4
Масляный насос с маслоприемником 6,7 9,9
Масляный фильтр грубой очистки с центрифугой 15,8 6,4
Сцепление 25,8 11,7
466
Окончание табл. 35.3
Наименование агрегатов и узлов Доля трудоемкости, %
разборки сборки
Коробка передач 100 100
Вал ведущий 12,8 8,3
Вал ведомый 9,4 Н,1
Вал промежуточный 15,4 8,3
Крышка 33,2 31,6
Муфта подшипника выключения сцепления 2,6 1,7
Кронштейн стояночного тормоза 26,6 1,7
Барабан стояночного тормоза — 4,2
Опорный диск стояночного тормоза — 2,5
Стояночный тормоз — 10,8
Привод стояночного тормоза — 16,7
Блок шестерен заднего хода — 3,1
Задний мост (без редуктора) 100 100
Ступицы задних колес с кольцами и шпильками 48,3 30,9
Ступицы задних колес с тормозными барабанами 48,3 23,2
Опоры разжимных кулаков 3,3 12,1
Кронштейны разжимных кулаков 4,2 2,9
Картер заднего моста 22,5 12,7
Тормозные колодки 21,7 —
Диски тормозные с кронштейнами осей колодок — 18,3
Редуктор заднего моста 100 100
Боковые крышки 2,24 8,6
Шестерни ведущая и ведомая 6,35 11,4
Картер подшипников ведущей шестерни 43,37 42,8
Крышка переднего подшипника ведущей шестерни 4,67 2,9
Дифференциал 43,37 34,3
Передний мост 100 100
Поворотные цапфы 12,3 23,4
Ступицы передних колес 30,6 20,9
Диски крепления тормозных колодок 15,7 20,4
Тяга рулевая продольная с сошкой 16,0 13,3
Тяга рулевая поперечная 20,0 22,0
Колодки переднего тормоза с накладками 5,4 —
Рулевое управление с гидроусилителем 100 100
Механизм с гидроусилителем 72,2 42,7
Насос гидроусилителя 12,8 19,0
Карданный вал 11,7 12,5
Колонка 3,3 7,5
Общая сборка из узлов, испытание и регулировка — 18,3
механизма и насоса
467
Количество моечных ванн и установок для мойки изделий по-
гружением определяют по формуле (37.2). Затраты времени на заг-
рузку и выгрузку изделий определяют исходя из принятого спосо-
ба механизации вспомогательных работ. Продолжительность моеч-
ной операции в препаратах МС-6,15 составляет 0,25...0,33 ч, в
препаратах «Лабомид — 203; 315» — 0,17...0,25 ч. Время удаления
старой краски при выварке в растворе каустической соды равно
0,67...0,83 ч. При определении количества изделий на годовую про-
грамму следует учитывать количество стадий мойки.
На рис. 35.4 показан план расстановки оборудования разбороч-
но-моечного участка специализированного предприятия для ре-
монта силовых агрегатов автомобиля ЗИЛ-130 с годовой програм-
мой 20 тыс. капитальных ремонтов. Характерными особенностями
данного проектного решения являются: применение транспорт-
но-технологического подвесного конвейера периодического дей-
ствия как для перемещения изделий через моечно-очистные
установки, так и для выполнения непосредственно на конвейере
работ по подразборке агрегатов и их разборке на основные узлы;
применение многостадийной мойки подразобранных агрегатов и
основных узлов; специализированных комплексов для выполне-
ния разборочных и моечно-очистных работ по базовым и основ-
ным деталям силового агрегата.
В конструкции подвесного конвейера предусмотрены специаль-
ные подвески, обеспечивающие не только выполнение разбороч-
ных работ, но и размещение деталей, снимаемых при разборке.
Такая организация работ повышает культуру производства, исклю-
чая загромождение участка деталями, снимаемыми с агрегатов при
их разборке. Должная чистота узлов, поступающих на посты их
окончательной разборки, обеспечивается последовательным про-
хождением агрегатов через следующие моечные установки: наруж-
ной мойки и пропаривания агрегатов; мойки струйным способом
подразобранных агрегатов; мойки узлов и снятых деталей с двига-
теля и коробки передач методом погружения.
На участке предусмотрены три специализированные линии для
разборки и моечно-очистных работ по блокам цилиндров в сборе
с картерами сцепления и гильзами, головкам цилиндров и колен-
чатым валам в сборе с маховиками. Удаление нагара и накипи с
блоков цилиндров предусматривается первоначально в погружных
установках с вибрирующей платформой, после чего окончательная
очистка производится в автоматизированной установке с распла-
вом солей. Для дополнительной очистки масляных каналов пре-
дусматривается специальная установка с прокачкой рабочей жид-
кости. На моечной линии головок цилиндров установлены анало-
гичные машины, что и на линии блоков цилиндров. Кроме того,
головки цилиндров поступают в трехсекционную проходную уста-
новку для снятия накипи и далее в полуавтоматическую установку
для их очистки от нагара косточковой крошкой.
468
Рис. 35.4. Планировка разборочно-моечного участка предприятия для ре-
монта силовых агрегатов:
1 — подвесной конвейер доставки ремонтного фонда; 2 — тумбочка для инстру-
ментов; 3 — подвесная кран-балка; 4 — эстакада для подразборки силовых агрега-
тов; 5 — подвесной конвейер с подвесками для разборки агрегатов и складирова-
ния деталей; 6 — верстак; 7 — рольганг; 8 — монорельс; 9 — электрическая таль;
10 — подставка для блока цилиндров; 11 — моечная установка с вибрирующей
платформой; 12 — установка для очистки деталей в расплаве солей; 13 — установка
для промывки каналов в блоках цилиндров; 14 — подъемный столик; 15 — моечная
машина для деталей; 16 — накопитель деталей; 17 — стенд для разборки блоков
цилиндров; 18— установка для снятия накипи с головок цилиндров; 19— установка
для очистки деталей косточковой крошкой; 20 — стенд для вывертывания пробок
из коленчатого вала; 21 — подвесной конвейер; 22 — установка для наружной
мойки и пропаривания агрегатов; 23 — установка для мойки нормалей; 24 — уста-
новка для мойки подшипников; 25 — стенд для разборки узлов коробки передач;
26 — стенд для разборки маслонасосов; 27 — стенд для разборки компрессора;
28 — стенд для разборки крышки коробки передач; 29 — стенд для разборки узлов
двигателя; 30 — стенд для разборки сцепления; 31 — установка для мойки масля-
ных фильтров; 32 — сушильная камера; 33 — машина для мойки подразобранных
агрегатов; 34 — машина для мойки погружного типа
Линия очистки коленчатых валов включает в себя установки с
вибрирующей платформой для промывки каналов. Все детали,
включая и базовые, с рабочих мест разборки и специализированных
линий поступают на подвесной конвейер непрерывного действия,
на котором проходят через струйную машину для окончательной
469
промывки, затем — сушку, после чего транспортируются на учас-
ток дефектования деталей.
35.7. Проектирование сборочного участка
Планам расстановки оборудования сборочных участков должно,
как правило, предшествовать составление схемы сборки агрегата (ав-
томобиля) на основании разработанного технологического процесса.
Весьма существенное значение имеет четкое выделение подсбороч-
ных работ в общей сборке агрегата (автомобиля). Рабочие места под-
сборки следует располагать таким образом, чтобы их направление
было перпендикулярно к линии общей сборки и подсборочные рабо-
чие места финишных операций и накопительные площадки (тары)
с собранными узлами были расположены по возможности ближе к
местам установки этих узлов на линии сборки агрегата (автомобиля).
При планировке сборочных участков должное внимание следу-
ет уделять вопросам, связанным с доставкой на подсборочные ра-
бочие места и линию общей сборки деталей, комплектующих из-
делий и агрегатов. В зависимости от принятого вида транспорта
должны предусматриваться размеры проездов (проходов), а также
средства механизации подъемно-транспортных работ в пределах
участка, связанные с выполнением сборочных работ. При расста-
новке оборудования в пределах подсборочных рабочих мест (ли-
ний) целесообразно выдерживать следующую планировочную схе-
му: тара (стеллажи) для накопления деталей, сборочное оборудо-
вание (стенды, верстаки), оборудование для испытания узлов
(агрегатов), тара (стеллажи) для накопления собранных узлов.
На расстановку оборудования участков сборки силовых и про-
чих агрегатов существенное влияние оказывает организация вос-
становления базовых и основных деталей. На предприятиях по ре-
монту полнокомплектных автомобилей, а в отдельных случаях и
на специализированных предприятиях слесарные и станочные ра-
боты по восстановлению базовых и основных деталей выполняют
непосредственно на сборочном участке.
На рис. 35.5 приведена планировка участка сборки завода с го-
довой программой 25 тыс. силовых агрегатов автомобиля ГАЗ-3110.
Характерной особенностью планировочного решения является
транспортная схема, предусматривающая поступление на линию
сборки и рабочие места подсборки узлов, деталей и комплектую-
щих изделий при помощи подвесного толкающего конвейера с
автоматическим адресованием грузов. На этот конвейер поступают
блоки цилиндров и коленчатые валы в сборе с участков их восста-
новления непосредственно на линию сборки. Прочие детали с уча-
стков восстановления поступают через комплектовочный участок.
Самостоятельный подвесной конвейер предусмотрен для транс-
портирования собранных двигателей на участок испытания, доуком-
плектования и доводки двигателей, а также последующей доставки
470
Рис. 35.5. Планировка участка сборки силовых агрегатов:
1 — накопитель для блоков цилиндров (элеваторного типа); 2 — конвейер для
сборки двигателей; 3 — электрическая таль; 4 — стенд для отвертывания (заверты-
вания) гаек крышек подшипников; 5 — стенд для выпрессовки (запрессовки)
крышек; 6 — консольно-поворотный кран; 7 — гидроагрегат; 8 — кантователь;
9 — пресс для запрессовки гильз; 10 — стенд для завертывания гаек головки
цилиндров; 11 — подвесной толкающий конвейер; 12 — подвесной конвейер;
13 — монтажный стол; 14 — накопитель элеваторного типа; 15 — стеллаж; 16 —
стенды для ремонта и испытания приборов смазки; 17 — накопитель; 18 — стенд
для сборки узлов; 19 — стенд для сборки и испытания жидкостных насосов; 20 —
стенды для сборки шатунно-поршневой группы; 21 — стенд для ремонта и сборки
головок цилиндров; 22 — рольганг; 23 — моечная машина; 24 — камера для нагрева-
ния головок цилиндров; 25 — стенд для гидроиспытания головок цилиндров; 26 —
стенд для сборки узлов коробки передач; 27 — подвесной конвейер для сборки
коробок передач; 28 — стенд для испытания коробок передач; 29 — монорельс
силовых агрегатов на склад готовой продукции. Двигатели собирают
на вертикально-замкнутом тележечном конвейере, который обору-
дован стендами для заворачивания гаек крепления крышек корен-
ных подшипников, для запрессовки гильз цилиндров и другим тех-
нологическим оборудованием. Над сборочным конвейером располо-
жен монорельс, на котором установлены передвижные кантователи
подвесного типа для поворачивания блока цилиндров и подсобран-
ного двигателя. На этом же монорельсе имеется электрическая таль,
обеспечивающая передачу собранных двигателей на подвесной кон-
вейер, транспортирующий двигатели на участок испытания, доу-
комплектования и доводки двигателей. В непосредственной близости
от линии сборки размещены рабочие места подсборки головок ци-
линдров, шатунов, поршней с кольцами, жидкостных и масляных
насосов, сборки деталей механизма распределения и пр.
Для сборки коробок передач предусмотрен горизонтально-замк-
нутый подвесной толкающий конвейер, оборудованный специаль-
ными подвесками для крепления картеров коробки передач. Собран-
471
ные коробки подвергаются испытанию на стендах с электроиндук-
ционными тормозами. Для оперативного хранения деталей и узлов у
сборочных конвейеров и рабочих мест предусмотрены стеллажи-на-
копители элеваторного типа. Сборочные стенды и установки оснащены
гидравлическими силовыми приводами, питание которых осуществ-
ляется от групповой насосной станции с грузовым аккумулятором.
35.8. Проектирование участка испытания,
доукомплектования и доводки двигателей
Участок испытания, доукомплектования и доводки двигателей
служит для приработки деталей, снятия технических характерис-
тик и определения качества ремонта двигателей. На испытание
двигатель поступает с участка сборки со сцеплением, полностью
укомплектованным и окрашенным. Выдержавший испытания дви-
гатель подается на участок сборки автомобилей или на склад отре-
монтированных агрегатов. При наличии в двигателе дефектов он
возвращается для их устранения на участок сборки.
Число испытательных стендов рассчитывают по формуле (35.3).
Продолжительность обкатки и испытания двигателей составляет, ч:
3M3-53..........1,33 ЯМЗ-236.......3,50
ЗИЛ-130.........2,08 ЯМЗ-238.......3,70
ЗИЛ-645.........2,70 КамАЗ-740.....2,20
Участок испытания, доукомплектования и доводки двигателей
должен размещаться в отдельном помещении со звукоизоляцией и
звукопоглощением. Если расчетный уровень звукового давления при
одновременном испытании на стендах нескольких двигателей пре-
вышает допустимый уровень в соответствии с требованиями сани-
тарных норм, то испытательные стенды следует устанавливать каж-
дый в отдельном боксе.
Участки испытания с отдельными боксами проектируются, как
правило, для приработки и испытания автомобильных двигателей
мощностью более 200 л. с.
При планировке участка испытания серьезное внимание следу-
ет уделять размещению централизованных систем маслопитания,
охлаждения, питания топливом и удаления отработавших газов, а
также размещению коммуникаций — трубопроводов от этих сис-
тем к испытательным стендам. Централизованные системы масло-
питания должны, как правило, размещаться в отдельных помеще-
ниях, имеющих непосредственный выход наружу.
При проектировании специализированных предприятий для ре-
монта силовых агрегатов с большой программой целесообразно пре-
дусматривать размещение централизованных систем маслопитания и
охлаждения двигателей в цокольном или подвальном помещении под
участком испытания. Такое проектное решение позволяет значитель-
но упростить устройство коммуникаций для масла, воды и для уда-
472
ления отработавших газов от стендов, а также улучшить условия обслу-
живания этих коммуникаций, поскольку они будут прокладываться
не в каналах, а открытым способом под межэтажным перекрытием
испытательной станции. Резервуары для топлива устанавливают сна-
ружи здания, и топливо от них к стендам поступает самотеком.
При испытаниях дизельных двигателей, в топливных системах
которых предусматривается циркуляция топлива для охлаждения
форсунок и его частичный возврат в топливный бак, допускается
установка в непосредственной близости от стендов расходных бач-
ков вместимостью не более 50 л, питающихся от основного резер-
вуара, размещенного вне здания.
Для удаления отработавших газов применяются две системы:
индивидуальная и централизованная. Первую рекомендуется при-
менять при количестве испытательных стендов не более 10. При
централизованной системе трубопроводы для отработавших газов
от отдельных стендов подсоединяются к общему коллектору, из
которого газ удаляется в атмосферу вентиляционной установкой.
На рис. 35.6 приведена планировка участка испытания двигате-
лей ЯМЗ-240 с боксами, оборудованными индивидуальными
подъемно-транспортными устройствами. На станции предусмот-
рена установка электротормозных испытательных стендов с дис-
Рис. 35.6. Планировка участка испытания с размещением стендов в от-
дельных боксах:
1 — водяной реостат; 2 — шкаф управления; 3 — электрическая таль на монорельсе;
4 — стенд для испытания двигателей; 5 — пульт местного управления; 6— пульт
дистанционного управления; 7 — масляный радиатор; 8 — установка для замера
расхода топлива; 9 — расходный бачок для топлива; 10 — топливоразливочный
бак; 11 — резервуар для масла; 12 — насосная установка; 13 — масляный насос
(циркуляционный); 14 — водяной насос; 75 — нижний резервуар для воды;
16 — верхний резервуар для воды; 17 — масляный фильтр
473
танционным управлением модели КИ-5274 с наибольшей погло-
щаемой мощностью 300 кВт. Пульты управлений вынесены в от-
дельное помещение, обеспеченное естественным освещением.
Транспортировка двигателей на станцию предусматривается на
электрокарах. Установка и снятие двигателей со стендов произво-
дится электрическими талями грузоподъемностью 2 т.
35.9. Проектирование слесарно-механического участка
Слесарно-механический участок предназначен для восстановле-
ния деталей механической и слесарной обработкой, изготовления
отдельных деталей нетоварной номенклатуры, которые не поставля-
ются с заводов автомобильной промышленности, а также для удо-
влетворения внутризаводских нужд. Следует учитывать, что сле-
сарно-механическая обработка восстанавливаемых на предприя-
тии базовых и основных деталей агрегатов выполняется на участках
ремонта агрегатов.
Детали на участок подаются партиями с учетом технологических
маршрутов со склада деталей, ожидающих ремонта, и других произ-
водственных участков (сварочно-наплавочного, термического,
кузнечно-рессорного и др.). После слесарно-механической обработ-
ки детали поступают на участок комплектования или участки
восстановления деталей (гальванический, сварочно-наплавочный,
термический и др.). Часть деталей после подготовительной слесарно-
механической обработки и восстановления на других участках (гальва-
ническом, сварочно-наплавочном и др.) возвращается на слесарно-
механический участок для окончательной (финишной) обработки.
Обычно расчетный годовой объем работ слесарно-механичес-
кого участка увеличивают на 10% с учетом нужд самообслужива-
ния производства.
На специализированных предприятиях, как правило, работы
по восстановлению деталей выполняются на соответствующих ли-
ниях слесарно-механического участка. При этом на линиях восста-
новления деталей целесообразно предусматривать выполнение не
только станочных и слесарных работ, но и работ, связанных с
восстановлением изношенных поверхностей при помощи наплав-
ки, напыления или других способов. Однако следует учитывать,
что выполнение указанных восстановительных работ в общих по-
мещениях допускается лишь в тех случаях, когда это не противо-
речит требованиям санитарных норм.
На специализированных предприятиях, когда масштабы произ-
водства позволяют эффективно использовать станочное оборудова-
ние при закреплении за отдельными станками определенной но-
менклатуры деталей, расстановка оборудования на специализиро-
ванных линиях должна строго соответствовать последовательности
операций в рабочей технологии восстановления данной детали. При
этом сокращаются затраты, связанные с транспортировкой деталей.
474
На предприятиях с относительно малыми масштабами произ-
водства расстановка станков в последовательности технологических
операций становится неэффективной, поскольку это может повлечь
за собой неоправданное увеличение числа отдельных типов станков
при их малой загрузке. В этом случае станки группируют по их ти-
пам: токарные, фрезерные, шлифовальные и пр. При расстановке
станочного оборудования необходимо также учитывать, чтобы станки
с повышенной точностью обработки устанавливались возможно даль-
ше от оборудования со значительными динамическими усилиями
(строгальные станки, кривошипные прессы и т. п.). Расстояния между
станками и конструктивными элементами зданий, установленные
нормами технологического проектирования (см. табл. 35.2), не
учитывают площадок у станков для хранения крупных деталей, а
также устройство каналов для транспортировки стружки.
На рис. 35.7 приведена примерная расстановка оборудования на
слесарно-механическом участке.
Распределение годового объема работ слесарно-механического
участка основного производства по видам работ принимают следую-
щим, %:
Токарные..........................................40... 50
Строгальные и долбежные..........................3...6
Револьверные.......................................7... 12
Сверлильные........................................7... 10
Фрезерные..........................................8... 12
Прессово-штамповочные............................3...6
Шлифовальные и хонинговальные....................16...20
Принятое распределение в сумме должно давать 100%.
35.10. Проектирование участка восстановления основных
и базовых деталей
Приведем процентное соотношение трудоемкостей по видам ра-
бот участка восстановления основных и базовых деталей:
Работы по блоку и головке цилиндров:
слесарные.....................................11,92
сверлильные....................................6,34
Прессовые работы....................................2,03
Гидравлическое испытание............................4,06
Расточные работы...................................14,21
Хонинговальные работы.............................. 7,61
Работы по коленчатому валу:
слесарные.....................................14,23
шлифовальные..................................21,08
токарные.......................................7,20
полировальные..................................6,59
Шлифовальные работы по распределительному валу.....10,40
475
Рис. 35.7. Примерная планировка слесарно-механического участка:
7 — бесцентрошлифовальный станок; 2,7 — круглошлифовальные станки; 5, 4,
5, 9, 13 — токарно-винторезные станки; 6 — плоскошлифовальный станок; 8 —
внутришлифовальный станок; 10, 11, 12 — вертикально-сверлильные станки;
14 — универсально-фрезерный станок; 75 — стеллаж секционный; 16 — плита
поверочная; 77— подставка под поверочную плиту; 18 — поперечно-строгальный
станок; 19 — долбежный станок; 20 — верстак слесарный; 27 — настольно-свер-
лильный станок; 22 — подставка под настольное оборудование; 23 — пресс рееч-
ный ручной; 24 — радиально-сверлильный станок; 25 — горизонтально-фрезер-
ный станок; 26, 33 — токарно-револьверные станки; 21 — пресс гидравлический;
28 — плита правочная; 29 — подставка под правочную плиту; 30 — точильный
станок; 31, 32 — однокривошипные прессы; 34 — кран консольноповоротный
На рис. 35.8 приведена расстановка оборудования участка вос-
становления основных и базовых деталей специализированного пред-
приятия для капитального ремонта силовых агрегатов ЗИЛ-130 с
476
годовой программой 20 тыс. капитальных ремонтов. На участке пре-
дусмотрены специализированные линии восстановления деталей:
блоков цилиндров, картеров сцепления, головок цилиндров, ко-
ленчатых и распределительных валов и маховиков.
Блоки цилиндров и картеры сцепления поступают на участок
после выполнения сварочно-наплавочных работ по однорельсово-
му подвесному пути, оборудованному электроталями с автоматичес-
ким адресованием грузов. Блок цилиндров обрабатывают с такой
последовательностью основных технологических операций: расточка
посадочных отверстий под гильзы, перепрессовка втулок распреде-
лительного вала, одновременная расточка поясков под гильзы всех
цилиндров блока, развертывание отверстий под толкатели, одно-
временная расточка постелей подшипников и втулок распредели-
тельного вала, наружная мойка и промывка масляных каналов,
запрессовка гильз, гидроиспытание, сборка блока цилиндров с
картером сцепления и последующая расточка отверстия в картере
сцепления, центрирующего оси двигателя и коробки передач.
Восстановленный блок цилиндров в сборе с картером сцепле-
ния по рольгангу поступает на участок сборки силовых агрегатов.
Межпостовая транспортировка блоков цилиндров осуществляется
в основном по рольгангам и в отдельных случаях при помощи кра-
нов с электрическими талями грузоподъемностью 0,25 т.
Межпостовая транспортировка картеров сцепления, головок
цилиндров и маховиков осуществляется в основном по рольгангам.
Межпостовая транспортировка распределительных валов произво-
дится на передвижных стеллажах-тележках.
Коленчатые валы поступают на участок непосредственно после
дефектации на подвесном конвейере с автоматическим адресова-
нием грузов. Коленчатые валы с износом шеек в пределах ремонт-
ных размеров после правки и восстановления центровых фасок
поступают на станочную обработку (шлифование шеек, их супер-
финиширование и полирование), после которой производится
промывка валов и их масляных каналов.
Коленчатые валы, требующие наплавки шеек, после восста-
новления центровых фасок поступают на участок наплавки. После
наплавки шеек производится предварительное их шлифование,
зенкование отверстий масляных каналов и упрочнение галтелей
шеек роликовой обкаткой. В дальнейшем коленчатые валы восста-
навливают перешлифовкой под ремонтные размеры. Межпостовая
транспортировка коленчатых валов в основном производится кран-
балками с электрическими талями грузоподъемностью 0,25 т.
Линии ремонта блоков и головок цилиндров имеют П-образную
конфигурацию, а коленчатых валов — Г-образную. Конфигурация
линий обусловливается общей компоновкой участка, когда линии,
предназначенные для восстановления деталей, имеют направление,
перпендикулярное к линиям, предназначенным для сборки сило-
вых агрегатов. Такое расположение линий обеспечивает лучшие ус-
477
1
Рис. 35.8. Планировка участка восстановления
1 — рольганг; 2 — гидравлический пресс; 3 — горизонтальный расточный станок;
стеллаж; 6 — кран-балка; 7 — электрическая таль с приставкой автоматического
станок; 9 — радиально-сверлильный станок; 10 — стенд для гидроиспытания блока
распределительного вала; 12 — расточной станок; 13 — станок для расточки постелей
14 — кантователь блока цилиндров; 75 — консольно-поворотный кран; 16 — станок
18 — стеллаж для коленчатых валов; 19 — верстак; 20 — установка для наплавки
станок; 22 — подставка; 23 — установка для запрессовки гильз; 24 — моечная машина;
26 — хонинговальный станок; 27 — электрическая таль на монорельсе; 28 — станок
того вала; 30 — токарный станок; 31 — полуавтомат для шлифования шатунных
34 — подвесной толкающий конвейер
ловия подачи деталей на соответствующие сборочные рабочие ме-
ста, а также улучшает общую транспортную схему предприятия.
35.11. Проектирование сварочно-наплавочного участка
Сварочно-наплавочный участок предназначен для выполнения
операций сварки и наплавки при восстановлении деталей. Подле-
жащие сварке и наплавке детали поступают на участок со склада
деталей, ожидающих ремонта, или со слесарно-механического
участка. Работы по сварке и наплавке выполняют на специали-
зированных (по виду сварки или наплавки) рабочих местах. На
сварочно-наплавочном участке восстанавливают большинство де-
талей, в том числе блоки и головки цилиндров, коленчатые и рас-
пределительные валы, валы коробок передач, оси и другие дета-
ли, за исключением кузовов, кабин и рам, которые восстанавлива-
ют сваркой на участках по их ремонту. После сварки и наплавки
детали поступают на участки: слесарно-механический, восстанов-
ления основных и базовых деталей, ремонта агрегатов.
Одной из особенностей расстановки оборудования сварочно-
наплавочных участков по восстановлению деталей является обес-
478
основных и базовых деталей:
4 — установка для нагрева венцов маховика; 5 —
адресования; 8 — вертикальный алмазно-расточной
цилиндров; 11 — стенд для перепрессовки втулок
подшипников и втулок распределительного вала;
фрезерный; 17 — круглошлифовальный станок;
коленчатых валов; 21 — расточный горизонтальный
25 — установка для промывки масляных каналов;
горизонтально-расточный; 29 — станок для суперфиниширования шеек коленча-
шеек; 32 — полуавтомат для шлифования коренных шеек; 33 — подъемный столик;
с автоматическим адресованием грузов
печение правил техники безопасности, в соответствии с которы-
ми требуется устройство кабин, предохраняющих работающих на
участке от вредного воздействия процессов, возникающих при свар-
ке и наплавке деталей.
Размеры сварочных кабин в плане принимают в зависимости от
наибольших габаритов свариваемых изделий. При этом расстояние
от сварочного стола (наружного контура изделия, выступающего за
габариты стола) до стенок кабины принимается равным 0,8... 1 м, а
расстояние от сварочного трансформатора или преобразователя до
стенок кабины должно составлять 0,2...0,3 м. При сварке изделий,
габаритные размеры которых в плане не превышают 0,5 х 0,5 м,
размеры сварочных кабин принимают 3 х 3 м. Высота стенок кабин
должна быть не менее 2 м, при этом между полом и стенкой остав-
ляют зазор 200 мм.
Количество единиц оборудования на сварочно-наплавочном уча-
стке может быть определено по формуле (35.1) исходя из годового
объема работ участка или по формуле (35.4) исходя из площади
сварочных швов и наплавки на автомобиль или его составную часть.
В первом случае распределение по видам сварочных работ при-
нимают в следующем процентном отношении:
479
Подготовительные работы по сварке.......................10
Газовая сварка и резка..................................15
Ручная электродуговая сварка и наплавка.................20
Электроимпульсная наплавка..............................20
Автоматическая наплавка под флюсом......................35
Во втором случае в формуле (35.4) величина G трактуется как
площадь сварочных швов и наплавки для автомобилей и их состав-
ных частей (табл. 35.4), а производительность различных способов
сварки и наплавки приведена в табл. 35.5.
При необходимости использовать данные по автомобилям сред-
ней грузоподъемности (см. табл. 35.4) для других автомобилей и их
составных частей данные пересчитывают с помощью коэффициента
kG = ^Gl/G2c , (35.7)
где ц — поправочный коэффициент, равный 0,95... 1,05; меньшее
Таблица 35.4
Ориентировочные площади сварочных швов и наплавки для автомобилей
средней грузоподъемности и их составных частей, дм2
Наименование изделия Вид сварки и наплавки
газовая электро- дуговая вибро- дуговая под флюсом
Двигатель со сцеплением 1,00 1,00 1,50 1,90
Коробка передач 1,00 1,00 0,50 0,50
Задний мост 0,35 0,50 5,80 1,00
Передний мост 0,15 2,80 1,80 —
Рулевое управление — 0,10 0,10 —
Карданный вал — 0,05 1,14 1,00
Таблица 35.5
Производительность различных способов сварки и наплавки
Показатель Виды сварки и наплавки
газовая электро- дуговая вибро- дуговая под флюсом
Толщина слоя, мм 4...5‘ 3...5 2...2,5 3...5
Производительность, дм2/ч 9...12 3,6... 4,8 4,2...6,0 7,2...9
*Толщина провариваемого металла, мм.
480
Рис. 35.9. Примерная планировка сварочно-наплавочного участка:
1 — преобразователь сварочный однопостовой; 2 — распределительное уст-
ройство; 3 — сварочный полуавтомат для наплавки плоских деталей под флю-
сом; 4 — регулятор сварочного трансформатора; 5 — стенд для электроимпуль-
сной наплавки; 6 — выпрямитель селеновый; 7 — стенд для наплавки под
флюсом; 8 — табурет для сварщика; 9 — стол для газосварочных работ; 10 —
стеллаж секционный; И — стол для электросварочных работ; 12 — преобразо-
ватель сварочный передвижной; 13 — однопостовой сварочный трансформа-
тор; 14 — передвижной обдирочно-шлифовальный станок с гибким валом;
75 — ванна для охлаждения деталей; 16 — верстак слесарный; 17 — таль элек-
трическая; 18 — консольно-поворотный кран; 19 — сварочный стенд; 20 —
тележка; 21 — печь нагревательная; 22 — стол для поддонов; 23 — ящик для
песка; 24 — рельсовый путь
значение принимается, если Gp< Gc; Gp — масса рассматриваемого
изделия; Gc — масса одноименной составной части автомобиля
средней грузоподъемности (см. табл. 35.6).
На рис. 35.9 приведена примерная расстановка оборудования
сварочно-наплавочного участка. На участке должна быть предус-
мотрена общеобменная приточно-вытяжная и местная вентиля-
ция с отсосами на всех сварочно-наплавочных рабочих местах.
35.12. Проектирование кузнечного участка
Кузнечный (кузнечно-рессорный) участок имеет своим назна-
чением ремонт упругих элементов подвесок с устранением оста-
точных деформаций и изготовление деталей методом пластического
деформирования (давления).
481
Таблица 35.6
Массы автомобилей и их составных частей, кг
Модель Ремонтируемое изделие
Авто- мобиль Двига- тель Коробка передач Задний мост Передний мост Кардан- ный вал
ГАЗ-3307 3250 275 57 268 141 25
ЗИЛ-431410 4300 490 120 500 260 35
ЗИЛ-433100 5300 720 200 520 290 60
MA3-5335 6725 995 215 825 410 43
КамАЗ-5320 7080 743 314 555 330 49
КрАЗ-250-010 10270 1174 248 770 375 186
РАФ-2203-01 1750 204 26 92 105 13
КаВЗ-3270 4080 256 57 268 138 25
ПАЗ-3205 4535 254 56 270 196 26
ЛАЗ-695Н 6850 620 120 665 304 16
ЛиАЗ-677М 8380 477 219 720 470 76
Икарус-260 9110 910 210 725 465 26
Икарус-280 12540 910 260 725 450 22
Москвич-2140 1045 145 22 53 80 8
ГАЗ-3110 1470 185 25 85 101 9
Требующие восстановления изделия поступают на участок со скла-
да деталей, ожидающих ремонта. После ковочных работ согласно
технологическому маршруту их направляют на дальнейшую обработку.
Восстановленные детали поступают на участок комплектования.
Подлежащие ремонту рессоры поступают на кузнечно-рессорный
участок в собранном виде, подвергаются разборке, промывке и де-
фектации. Рессорные листы отжигаются в печи и подвергаются де-
формации для получения требуемой формы. После этого они под-
вергаются термической обработке и рихтуются. Восстановленные
листы поступают на рабочие места сборки рессор.
При проектировании предприятий по капитальному ремонту
грузовых автомобилей с грузоподъемностью, отличной от сред-
ней, легковых автомобилей и автобусов, а также их составных ча-
стей следует пользоваться формулой (35.7) и данными табл. 35.6.
Потребность в кузнечном оборудовании определяют по форму-
ле (35.4). При этом масса (кг) поковок на один грузовой автомо-
482
Таблица 35.7
Характеристика пневматических молотов
Показатель Масса падающих частей, кг
100 150 200 300 400 500
Максимальная масса фасонной поковки, кг 2 4 6 16 18 25
То же гладкого вала, кг 10 15 25 45 60 100
Максимальное сечение заготовки (сторона квадрата), мм 50 60 70 85 100 115
Производительность, кг/ч 14 19 25 42 68 98
биль средней грузоподъемности ориентировочно может быть при-
нята равной: для полнокомплектного автомобиля — 45, двигателя
со сцеплением — 5, коробки передач — 6, заднего моста — 15,
переднего моста — 12, рулевого управления — 1,5, карданного
вала — 1,5. Производительность горнов составляет 8... 10 кг/ч, про-
изводительность пневматических молотов указана в табл. 35.7.
В авторемонтном производстве могут использоваться печи с раз-
мером пода (глубина х ширина), м: 0,47 х 0,52; 0,58 х 0,58; 0,58 х 0,81
и 0,70 х 1,05. Их удельная производительность (на 1 м2 пода) со-
ставляет 150...200 кг/м2. Обычно каждый молот обслуживается од-
ной печью с производительностью, превышающей производитель-
ность молота в 1,5...2 раза, с тем, чтобы обеспечить бесперебойную
работу при необходимости повторного нагрева.
Потребное число производственных рабочих определяется по
количеству оборудования и составу рабочей бригады. Бригады вклю-
чают: при машинной ковке под молотом с массой падающих час-
тей до 100 кг — 2 чел. (кузнец, подручный); при ковке под моло-
том с массой падающих частей 150...400 кг — 3 чел. (кузнец, под-
ручный, машинист); на ручной ковке — 2 чел. (кузнец, молотобоец).
При разработке планировки кузнечно-рессорных участков
оборудование на участке следует размещать по группам. Возле гор-
нов и печей необходимо предусматривать достаточно места для
свободного выполнения работ с прутковым материалом и крупно-
габаритными деталями, а также для непродолжительного хране-
ния деталей, материалов и заготовок. Горны рекомендуется разме-
щать вдоль стен на удалении от них 0,5... 1 м. Удаление наковальни
от горна 1,5... 1,8 м. Камерные печи располагаются на удалении
1,0...2,0 м между собой и 0,8... 1,6 м — от стены.
Пример планировки кузнечно-рессорного участка авторемонт-
ного завода представлен на рис. 35.10. При разработке мероприя-
тий по охране труда и технике безопасности особое внимание дол-
483
Межцеховой проезд
Рис. 35.10. Планировка кузнечно-рессорного участка авторемонтного за-
вода с программой 5000 КР автомобилей ЗИЛ-130 в год:
1 — ларь для угля и инструмента; 2 — кузнечный горн на один огонь;
3 — подставка под разметочную плиту; 4 — разметочная плита; 5 — подставка
под наковальню; 6 — однорогая наковальня; 7 — точильно-шлифовальный ста-
нок; 8 — центробежный вентилятор высокого давления; 9 — кривошипный
открытый двухстоечный пресс простого действия; 10 — то же с передвижным
столом и рогом; 11 — бак для мазута; 12 — ковочный пневматический молот;
13 — камерная пламенная нагревательная печь; 14 — стеллаж для рессорных
листов; 75 — установка для смазки рессорных листов; 16 — рольганг; 17 — стенд
для очистки рессорных листов; 18 — стенд для разборки и сборки рессор;
19 — рольганг; 20 — машина для формовки и закалки рессорных листов;
21 — щит управления к электрической печи; 22 — камерная электропечь сопро-
тивления; 23 — ванна для охлаждения рессорных листов при термообработке;
24 — вертикально-сверлильный станок; 25 — стенд для испытания рессор;
26 — станок для рихтовки рессорных листов; 27 — рольганг; 28 — моечная
машина для рессорных листов; 29 — аппаратный шкаф; 30 — консольно-пово-
ротный шкаф; 31 — конторский шкаф
484
жно быть уделено обеспечению общеобменной вентиляции на уча-
стке и местной вентиляции от печей, горнов и ванн охлаждения.
35.13. Проектирование термического участка
Термический участок предназначен для выполнения различных
операций по термической и химико-термической обработке дета-
лей. Участок обеспечивает удовлетворение потребностей основного
и вспомогательного производств. К числу операций, выполняемых
здесь, относятся: отжиг, нормализация, цементация, закалка с нагре-
вом в печах и токами высокой частоты, различные виды отпуска.
Детали на участок поступают согласно технологическим марш-
рутам со склада деталей, ожидающих ремонта, или со слесарно-
механического участка. После термической обработки детали кон-
тролируют на твердость и глубину поверхностно-закаленного слоя.
Признанные годными детали транспортируются на слесарно-ме-
ханический участок для последующей обработки (шлифование, фи-
нишная обработка).
Производственная программа участка определяется номенклату-
рой, количеством и массой деталей ремонтируемых объектов с
разбивкой по видам термической обработки. Эта программа выра-
жается в единицах массы (кг). При подсчете годового объема работ
на участке эту программу необходимо увеличить в 1,2... 2 раза. Этим
учитывается повторность нагрева деталей, а также потребности
вспомогательного производства.
Основным видом технологического оборудования термическо-
го участка являются нагревательные печи. Число печей может быть
подсчитано по формуле (35.4).
Ориентировочная масса составных частей грузового автомобиля
средней грузоподъемности, подвергаемых термической обработке,
приведена в табл. 35.8, а удельная производительность термических
печей — в табл. 35.9. Часовая производительность печи может быть
определена путем умножения удельной производительности на
соответствующую техническую характеристику: площадь пода или
мощность печи.
При проектировании предприятий по капитальному ремонту
грузовых автомобилей с грузоподъемностью, отличной от сред-
ней, легковых автомобилей и автобусов, а также их составных ча-
стей следует пользоваться формулой (35.7) и данными табл. 35.6.
Массы комплектов рессор, подвергаемых закалке и отпуску,
составляют для автомобилей:
Грузоподъемность
автомобиля, т..... 1,5 2,5 3,0 3,5 5,0 5...7
Масса рессор, кг..96,8 174,0 192,8 252,0 305,8 340,0
При выработке планировочного решения по термическому уча-
стку следует учитывать необходимость выделения для установки
485
Таблица 35.8
Ориентировочная масса составных частей грузового автомобиля средней
грузоподъемности, подвергаемых термической обработке
Наименование изделия Все- го, кг По видам обработки, кг
От- жиг Нор- мали- зация Це- мен- та- ция За- кал- ка Низ- кий от- пуск Высо- кий от- пуск За- кал- ка твч
П ол нокомпл ектн ый автомобиль 69,5 1,50 1,50 2,50 25,00 3,00 22,00 14,00
Двигатель со сцепле- нием 3,6 — — 0,60 1,50 1,10 0,40 —
Коробка передач 18,7 1,50 — 1,70 2,00 2,00 — 11,50
Задний мост 38,0 — — 0,20 18,00 — 18,00 1,80
Передний мост 1,5 — 1,50 — — — — —
Рулевое управление 2,5 — — — 1,25 — 1,25 —
Карданная передача 1,2 — — — 0,60 — 0,60 —
Таблица 35.9
Удельная производительность термических печей
Технические характеристики печей и виды термической обработки Типы печей
нефтяные и газовые камерные электрические
камерные шахтные печи — ванны
Единица измерения произво- дительности кг кг кг кг
ч • м2 ч • кВт ч • кВт ч • кВт
Размеры пода печи, м: длина 1,2...2,0
ширина 0,6...0,9 — — —
Мощность, кВт — 45...90 35... 105 20...35
Виды обработки: Отжиг 40...60 1,1...1,3
Нормализация 120... 160 1,6...1,8 — —
Закалка 120... 160 1,6... 1,8 — —
Отпуск 100... 140 1,3...1,5 6...7,5 —
Цементация 8...12 0,13...0,15 Г 3...4
*Единовременная загрузка, кг/кВт.
486
Рис. 35.11. Схема расположения камерной (а) и шахтной (б) элек-
тропечей:
1 — камерная электропечь; 2 — бак для закалки в масле; 3 — бак для
закалки в воде; 4 — щит управления; 5 — шахтная электропечь для отпус-
ка; 6 — шахтный бак; 7 — щит управления шахтной печи
ТВЧ отдельного помещения, а также соблюдения нормативных
расстояний между оборудованием и от оборудования до элементов
зданий (рис. 35.11).
Нагревательные печи принято размещать в линию вдоль стен,
ванны и баки для охлаждающих жидкостей (воды, масла) —
непосредственно у печей. Вентиляция должна быть общеобменной
на участке и местной от нагревательных печей.
35.14. Проектирование гальванического участка
Гальванический участок предназначен для восстановления де-
талей электролитическим осаждением металла на изношенные
поверхности. На участке обычно выполняют следующие гальвани-
ческие процессы: хромирование износостойкое и декоративное,
железнение, меднение, цинкование, никелирование и фосфати-
рование. На участок детали поступают партиями со склада дета-
лей, ожидающих ремонта, или с других производственных участ-
ков. Детали, требующие восстановления размеров, поступают пос-
ле предварительного шлифования со слесарно-механического
487
участка. Туда же они возвращаются после гальванического нара-
щивания на окончательную механическую обработку. Детали, от-
дельные поверхности которых подлежат меднению для защиты от
цементации, поступают также со слесарно-механического участ-
ка, а после меднения направляются на термический участок. Де-
тали, проходящие восстановление декоративных покрытий,
доставляются с участка дефектования или ремонта и после обра-
ботки транспортируются на участки комплектования и сборки.
На АРП в зависимости от объема работ применяют различное
оборудование гальванических участков. При малых объемах работ
выполнение как подготовительных операций (обезжиривание, про-
мывка и пр.), так и нанесение гальванических покрытий на детали
производится в ваннах. При этом ванны для подготовительных ра-
бот используются для различных видов покрытий. Планировка обо-
рудования таких участков должна выполняться с учетом этих осо-
бенностей использования подготовительного оборудования. Выпря-
мители в этом случае, как правило, устанавливают непосредственно
у ванн на расстоянии 200... 300 мм. Поскольку процессы гальваничес-
ких покрытий протекают при низком напряжении (6... 12 В), то
удаление источников тока от ванн влечет за собой неоправданное
увеличение расхода металла на шинопроводы (применение шино-
проводов большего поперечного сечения), что необходимо для со-
хранения в допустимых пределах величины падения напряжения.
Периодическую смену электролита в ваннах и его фильтрацию
следует производить при оснащении гальванических участков
передвижными установками, на которых монтируются и насос-
ные агрегаты.
На рис. 35.12 показаны схемы расстановки ванн с указанием
расстояний, принимаемых согласно нормам технологического про-
ектирования. При значительных объемах работ, связанных с нане-
сением гальванических покрытий, следует применять полуавтома-
тические или автоматические установки для нанесения каждого из
видов гальванических покрытий.
Рис. 35.12. Схемы расположения гальванических ванн, мм:
а = 300...400; <5= 600...800; в= 2000...2500; г= 800... 1000; д = 1500...2000;
е = 1200... 1500; ж= 800... 1000; з = 500...600; и = 1500...2000
488
В зависимости от конструк-
тивных особенностей эти уста-
новки имеют большей частью
или прямоугольную, или оваль-
ную конфигурацию. Автоматиче-
ская (полуавтоматическая) ус-
тановка включает весь комплекс
ванн для подготовительных опе-
Рис. 35.13. Схемы расположения ав-
томата для гальванопокрытий, мм:
а = 2500...3500; б = 1500...2000;
в = 2000...2500
раций и нанесения покрытий.
Выпрямители, обслуживающие
соответствующие ванны ав-
томатических установок, следу-
ет размещать вблизи установок
на расстоянии от них 200... 300 мм до фронта выпрямителя или его
боковой стороны и 800...900 мм до его тыльной стороны.
Гальванические участки, оснащенные автоматическими уста-
новками, целесообразно размещать таким образом, чтобы вспо-
могательное комплектующее оборудование этих установок (тепло-
обменники, фильтры, резервуары для слива и приготовления ра-
створов и пр.) располагалось в подвальном помещении.
На рис. 35.13 показана примерная схема размещения автомата
для металлопокрытий кареточного типа. Габаритные размеры ав-
томатов показаны с учетом площадок для их обслуживания, обо-
рудованных специальным настилом.
Таблица 35.10
Ориентировочные площади поверхности покрытия для грузового
автомобиля средней грузоподъемности, дм2
Наименование изделия Вид покрытия
Износостойкое хромирование Желез- нение Медне- ние Никели- рование Цинко- вание
Полнокомплект- ный автомобиль 3,0 6,0 2,7 6,0 15,0
Двигатель с сцеплением 0,8 1,0 0,6 — —
Коробка передач 0,5 1,2 0,5 — —
Задний мост 0,7 1,8 0,7 — 5
Передний мост 0,8 1,6 0,5 — 5
Рулевое управление 0,1 0,2 0,2 — 2
Карданный вал 0,1 0,2 0,2 — —
489
Межцеховой проезд
Рис. 35.14. Планировка гальванического участка авторемонтного завода
с программой 8500 приведенных капитальных ремонтов автомобилей
ГАЗ-53А в год:
7, 9, 12 — выпрямительные устройства; 2 — ванна для отслаивания;
3 — ванна с холодной водой для промывки деталей после всех процес-
сов, кроме хромирования; 4 — ванна с теплой водой для промывки
деталей после всех процессов, кроме хромирования; 5 — ванна для ней-
трализации; 6 — стол для навешивания деталей; 7— ванна для анодного
травления; 8 — стол для вневанного железнения деталей; 10 — ванна
для электролитического обезжиривания; И — стеллаж для деталей;
13 — ванна для никелирования; 14 — ванна для кислого меднения;
75 — ванна с холодной водой для промывки деталей в процессе хроми-
рования; 16 — ванна с теплой водой для промывки деталей в процессе
хромирования; 17 — бак для отстоя электролита; 18 — кислотостойкий
насос; 19 — конторский стол; 20 — раковина; 21 — ванна для снятия
старого хромового покрытия; 22 — ванна для хромирования; 23 — ванна
для улавливания электролита; полировочная: 24 — полировочный ста-
нок; 25 — стеллаж для деталей; 26 — стол для накатки полировальных
кругов; 27 — сушильный шкаф
490
Таблица 35.11
Основные технические данные по видам покрытий
Вид покрытия Толщина слоя по- крытия, мкм Плот- ность метал- ла по- кры- тия, г/см3 Элек- трохи- мичес- кий экви- валент, г/(А-ч) Плот- ность тока, А/дм2 Выход метал- ла по току, % Удель- ная загрузка на 1 м длины катодной штанги, дм2/м
Износостойкое хромирование 200... 300 6,90 0,324 50...75 13...15 5
Железнение горячее 500... 1200 7,80 1,042 30...50 70...80 10
Железнение холодное 300...500 7,80 1,042 10...18 45...50 10
Меднение 200... 300 8,91 1,186 3 95 30
Никелирование 15...20 8,85 1,094 3 95 50
Цинкование 10 7,10 1,220 2 75 30
Пример планировочного решения для гальванического участка
завода по ремонту автомобилей ГАЗ-53А приведен на рис. 35.14.
Количество гальванических ванн определяют по формуле (35.5).
Ориентировочные площади поверхности покрытия для грузового
автомобиля средней грузоподъемности приведены в табл. 35.10.
При проектировании предприятий по капитальному ремонту
грузовых автомобилей с грузоподъемностью, отличной от сред-
ней, легковых автомобилей и автобусов, а также их составных ча-
стей следует пользоваться формулой (35.7) и данными табл. 35.6.
Продолжительность гальванической операции /, определяют по
формуле
t = , ч,
' СДть
где b — толщина слоя покрытия, мкм; у — плотность металла
покрытия, г/см3; С — электрохимической эквивалент, г/А-ч;
DK — плотность тока, А/дм2; г|тк — выход металла по току, %.
Данные для расчетов по этой формуле приведены в табл. 35; 11.
Единовременную загрузку f3 принимают по паспортным дан-
ным ванны. При укрупненных расчетах
fz ~ fib
где fy — удельная загрузка на 1 м длины катодной штанги, дм2/м
(табл. 35.11); /р — длина рабочего пространства ванны, м.
491
ОГЛАВЛЕНИЕ
Введение..........................................................3
Раздел I. Основы авторемонтного производства......................8
Глава 1. Общие положения по ремонту автомобилей ..................8
1.1. Старение автомобилей и их составных частей..............8
1.2. Надежность автомобилей и их составных частей.......... 10
1.3. Система ремонта автомобилей........................... 12
1.4. Производственный, технологический
процессы и их элементы.................................... 16
Глава 2. Основы организации капитального ремонта автомобилей..... 17
2.1. Порядок направления и приемки автомобилей и их составных
частей в ремонт........................................... 17
2.2. Типы авторемонтных предприятий ...................... 18
2.3. Основы организации производственного процесса
на авторемонтном предприятии...............................21
2.4. Основы организации рабочих мест.......................22
2.5. Схемы технологических процессов капитального
ремонта автомобилей и их составных частей .................22
2.6. Схема технологического процесса централизованного
ремонта по техническому состоянию..........................24
Раздел II. Технология капитального ремонта автомобилей...........28
Глава 3. Приемка автомобилей и агрегатов в ремонт
и их наружная мойка.............................................28
3.1. Приемка автомобилей и агрегатов в ремонт и их хранение.28
3.2. Наружная мойка автомобиля и агрегатов..................32
Глава 4. Разборка автомобилей и агрегатов........................38
4.1. Организация разборочных работ..........................38
4.2. Особенности разборки резьбовых соединений..............43
4.3. Разборка соединений с натягом..........................45
4.4. Организация рабочих мест и техника безопасности
при выполнении разборочных работ...........................49
Глава 5. Мойка и очистка деталей.................................52
5.1. Особенности и характер загрязнений
транспортных средств.......................................52
5.2. Механизм действия моющих средств......................60
5.3. Моющие средства.......................................62
5.4. Очистка деталей от продуктов преобразования ТСМ,
накипи и лакокрасочных покрытий ...........................67
5.5. Установки для мойки и очистки.........................69
5.6. Технологический процесс моечно-очистных работ.........78
5.7. Техника безопасности при использовании
моечного оборудования и моющих средств.....................79
5.8. Очистка сточных вод...................................80
Глава 6. Оценка технического состояния составных
частей автомобиля...............................................82
6.1. Виды дефектов и их характеристика .....................82
6.2. Дефектация деталей.....................................84
6.3. Диагностирование составных частей двигателей........... 111
492
Глава 7. Комплектование деталей и сборка агрегатов............ 114
7.1. Комплектование деталей ............................ 114
7.2. Методы обеспечения точности сборки................. 116
7.3. Виды сборки......................................... П8
7.4. Виды соединений и технология их сборки............. 119
7.5. Контроль качества сборки .......................... 122
7.6. Балансировка деталей и сборочных единиц............ 123
7.7. Технологические процесса сборки составных частей
автомобилей ............................................ 127
7.8. Механизация и автоматизация процессов сборки....... 130
Глава 8. Приработка и испытание составных частей автомобилей.... 132
8.1. Задачи и классификация испытаний................... 132
8.2. Испытания отремонтированных деталей ............... 134
8.3. Испытания отремонтированных агрегатов.............. 135
Глава 9. Общая сборка, испытание и выдача
автомобилей из ремонта ....................................... 139
9.1. Организация сборки автомобилей..................... 139
9.2. Механизация сборочных работ........................ 140
9.3. Испытание и выдача автомобилей из ремонта ......... 142
Раздел III. Способы восстановления деталей.................... 143
Глава 10. Классификация способов восстановления деталей....... 143
Глава 11. Восстановление деталей слесарно-механической обработкой ... 144
11.1. Обработка деталей под ремонтный размер............ 144
11.2. Постановка дополнительной ремонтной детали........ 147
11.3. Заделка трещин в корпусных деталях фигурными
вставками................................................ 149
11.4. Восстановление резьбовых поверхностей спиральными
вставками................................................ 151
11.5. Восстановление посадочных отверстий свертными
втулками ................................................ 153
Глава 12. Восстановление деталей способом
пластического деформирования ................................. 154
12.1. Сущность процесса................................. 154
12.2. Восстановление размеров изношенных поверхностей
деталей методами пластического деформирования............ 155
12.3. Восстановление формы деталей...................... 160
12.4. Восстановление механических свойств деталей
поверхностным пластическим деформированием............... 163
Глава 13. Восстановление деталей сваркой и наплавкой.......... 166
13.1. Общие сведения.................................... 166
13.2. Сварка и наплавка................................. 168
13.3. Техника безопасности при выполнении сварочно-
наплавочных работ........................................ 197
Глава 14. Газотермическое напыление............................200
14.1. Физика и сущность процесса ........................200
14.2. Газоэлектрические методы напыления.................204
14.3. Газопламенное напыление............................210
14.4. Детонационное напыление............................218
14.5. Материалы для напыления............................221
493
14.6. Свойства газотермических покрытий ..................223
14.7. Техника безопасности при выполнении газотермических
работ.....................................................224
Глава 15. Восстановление деталей пайкой.........................225
15.1. Общие сведения......................................225
15.2. Технологические процессы паяния и лужения.........226
15.3. Припои и флюсы .....................................229
15.4. Техника безопасности при выполнении паяльных работ..231
Глава 16. Электрохимические способы восстановления деталей......232
16.1. Технологический процесс электролитического
осаждения металлов........................................232
16.2. Хромирование .......................................235
16.3. Железнение .........................................239
16.4. Защитно-декоративные покрытия.......................243
16.5. Оборудование для нанесения покрытий. Автоматизация
процесса нанесения покрытий...............................244
16.6. Производственная санитария и техника безопасности...246
Глава 17. Применение лакокрасочных покрытий в авторемонтном
производстве....................................................248
17.1. Назначение лакокрасочных покрытий...................248
17.2. Лакокрасочные материалы и их характеристика,
оборудование и инструмент.................................248
17.3. Технологический процесс нанесения лакокрасочных
покрытий .................................................257
17.4. Производственная санитария и техника безопасности...262
Глава 18. Восстановление деталей с применением синтетических
материалов .....................................................264
18.1. Общие сведения......................................264
18.2. Характеристика и области применения синтетических
материалов................................................265
18.3. Технологии использования синтетических материалов...270
18.4. Нанесение полимеров ................................276
18.5. Нанесение покрытий и изготовление деталей литьем
под давлением .............................................279
18.6. Нанесение покрытий и изготовление деталей
прессованием...............................................280
18.7. Техника безопасности работы с синтетическими
материалами...............................................282
Раздел IV. Технология восстановления деталей и ремонт узлов
и приборов.....................................................283
Глава 19. Общие сведения........................................283
Глава 20. Проектирование технологических процессов..............287
20.1. Исходные данные.....................................287
20.2. Структура технологического процесса восстановления
деталей...................................................287
20.3. Выбор технологических баз...........................289
20.4. Анализ дефектов детали и оформление ремонтных
чертежей..................................................291
20.5. Выбор способов устранения дефектов..................292
20.6. Последовательность выполнения операций..........296
494
20.7. Технологическая документация на восстановление детали .... 297
20.8. Особенности учета затрат на ремонт.................297
20.9. Разработка технологических процессов сборки........302
Глава 21. Восстановление деталей...............................305
21.1. Класс деталей «корпусные»..........................305
21.2. Класс деталей «круглые стержни»....................309
21.3. Класс деталей «полые цилиндры».....................320
Глава 22. Ремонт узлов и приборов систем питания...............324
22.1. Ремонт топливных баков и топливопроводов...........324
22.2. Ремонт топливного и топливоподкачивающего насосов.....326
22.3. Ремонт топливного насоса высокого давления и форсунок.329
Глава 23. Ремонт приборов электрооборудования..................332
23.1. Ремонт генераторов.................................332
23.2. Ремонт стартеров...................................336
23.3. Ремонт распределителей.............................340
Глава 24. Ремонт автомобильных шин.............................343
24.1. Причины возникновения дефектов в шинах и их устранение ... 343
24.2. Ремонт покрышек с местным повреждением ............346
24.3. Технология восстановительного ремонта покрышек........354
24.4. Технология ремонта камер ..........................355
24.5. Гарантийные обязательства..........................356
Глава 25. Ремонт кузовов и кабин...............................358
25.1. Дефекты кузовов и кабин............................358
25.2. Технологический процесс ремонта кузовов и кабин.......359
25.3. Ремонт оборудования и механизмов кузова и кабин.......363
25.4. Ремонт неметаллических деталей кузовов.............364
25.5. Сборка и контроль кузовов и кабин..................365
Глава 26. Качество ремонта автомобилей.........................365
26.1. Общие положения ...................................365
26.2. Оценка качества ремонта автомобилей и их агрегатов....367
26.3. Контроль качества ремонта автомобилей и их агрегатов..368
26.4. Сертификация услуг по ремонту автомобилей..........371
Раздел V. Основы конструирования технологической оснастки......380
Глава 27. Классификация приспособлений.........................380
Глава 28. Приводы .............................................390
Глава 29. Методика конструирования технологической оснастки.......400
Раздел VI. Техническое нормирование труда на
авторемонтных предприятиях.....................................404
Глава 30. Методы технического нормирования труда...............404
Глава 31. Техническое нормирование станочных работ.............415
31.1. Общие положения....................................415
31.2. Расчет основного (машинного) времени ..............416
Глава 32. Техническое нормирование ремонтных работ.............423
32.1. Нормирование разборочно-сборочных работ............423
32.2. Нормирование операций контроля ....................424
32.3. Нормирование слесарных работ.......................425
495
32.4. Нормирование работ, связанных с обработкой металлов
давлением.................................................427
32.5. Нормирование жестяницких, паяльных и лудильных работ .... 428
32.6. Нормирование сварочных и наплавочных работ..........429
32.7. Нормирование работ газотермического напыления
поверхностей..............................................430
32.8. Нормирование гальванических работ...................431
32.9. Нормирование работ, связанных с использованием
полимерных материалов.....................................432
Раздел VII. Основы проектирования авторемонтных предприятий.....434
Глава 33. Стадии и этапы проектирования авторемонтных
предприятий....................................................434
Глава 34. Технологический расчет основных цехов
и участков ремонтного предприятия..............................436
34.1. Производственный состав ремонтного предприятия......436
34.2. Режим работы и годовые фонды времени предприятия....438
34.3. Способы расчета годовых объемов работ ремонтных
предприятий...............................................439
34.4. Расчет годовых объемов работ производственных участков,
площадей производственных, складских и вспомогательных
помещений.................................................443
Глава 35. Размещение производства и оборудования................447
35.1. Генеральный план авторемонтного предприятия.........447
35.2. Компоновочный план производственного корпуса........449
35.3. Противопожарные, санитарные и экологические требования
к компоновочному плану производственного корпуса...........452
35.4. Расчет числа единиц оборудования на производственном
участке...................................................454
35.5. Разработка плана расстановки технологического
оборудования на производственном участке (планировки
участка)..................................................456
35.6. Проектирование разборочно-моечного участка..........459
35.7. Проектирование сборочного участка...................470
35.8. Проектирование участка испытания, доукомплектования
и доводки двигателей......................................472
35.9. Проектирование слесарно-механического участка.......474
35.10. Проектирование участка восстановления основных
и базовых деталей.........................................475
35.11. Проектирование сварочно-наплавочного участка ......478
35.12. Проектирование кузнечного участка..................481
35.13. Проектирование термического участка................485
35.14. Проектирование гальванического участка.............487