/






































































































































































































































































Author: Румянцев С.И.
Tags: техника средств транспорта автодорожный транспорт ремонт автомобилей руководство по ремонту запчасти автомобилей диагностика поломок библиотека автомобилиста
ISBN: 5-277-00048-8
Year: 1988

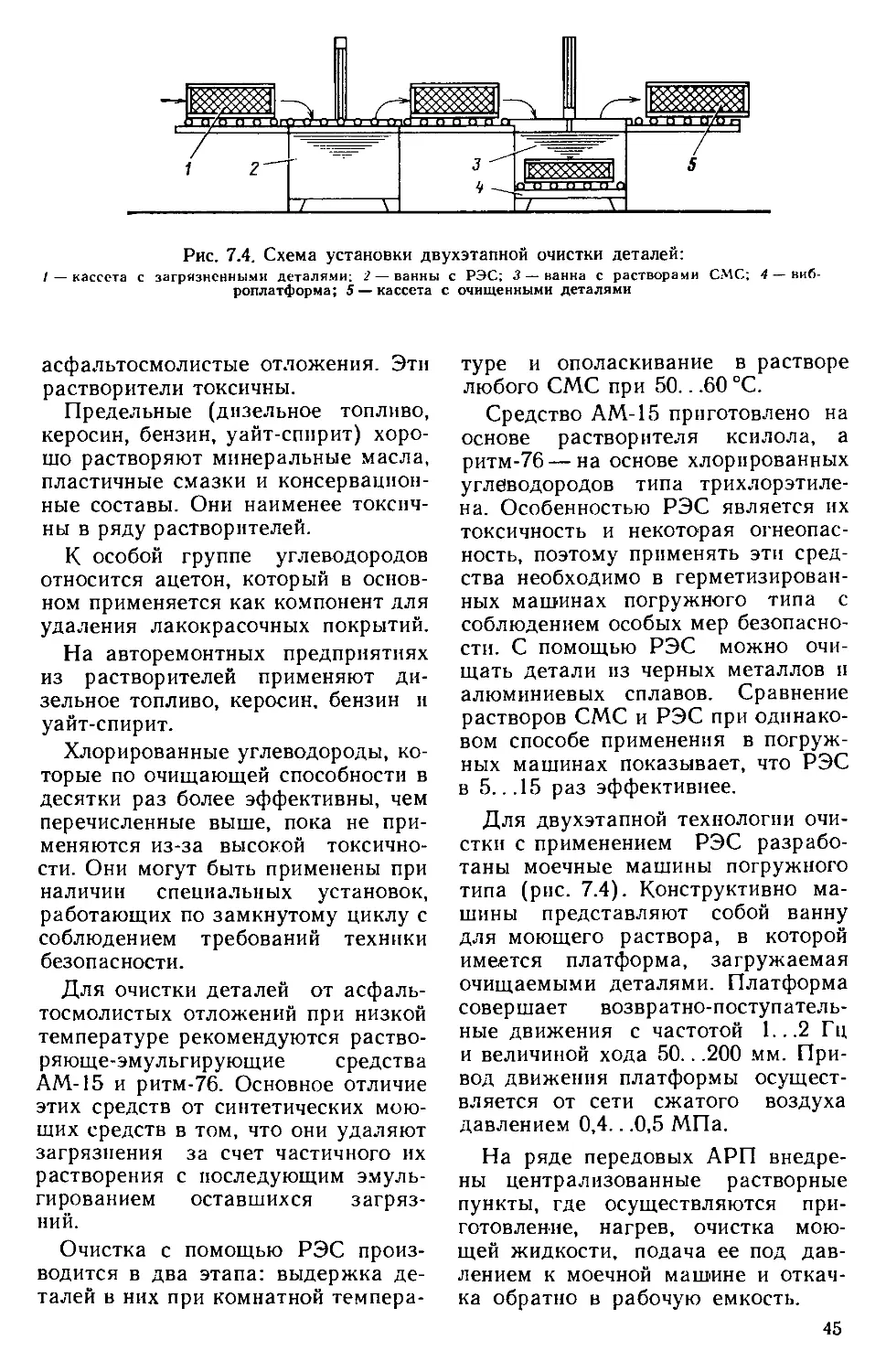
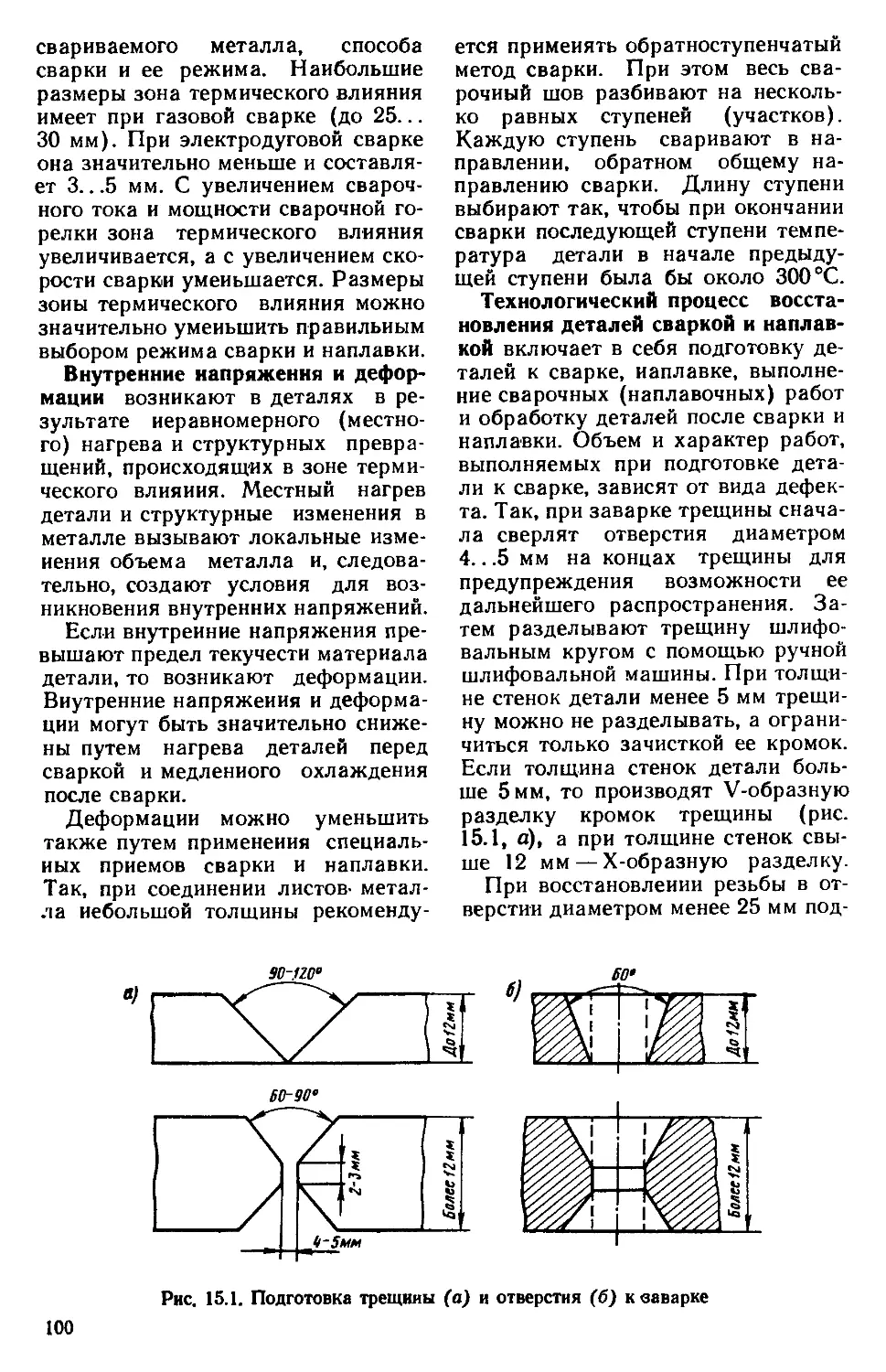
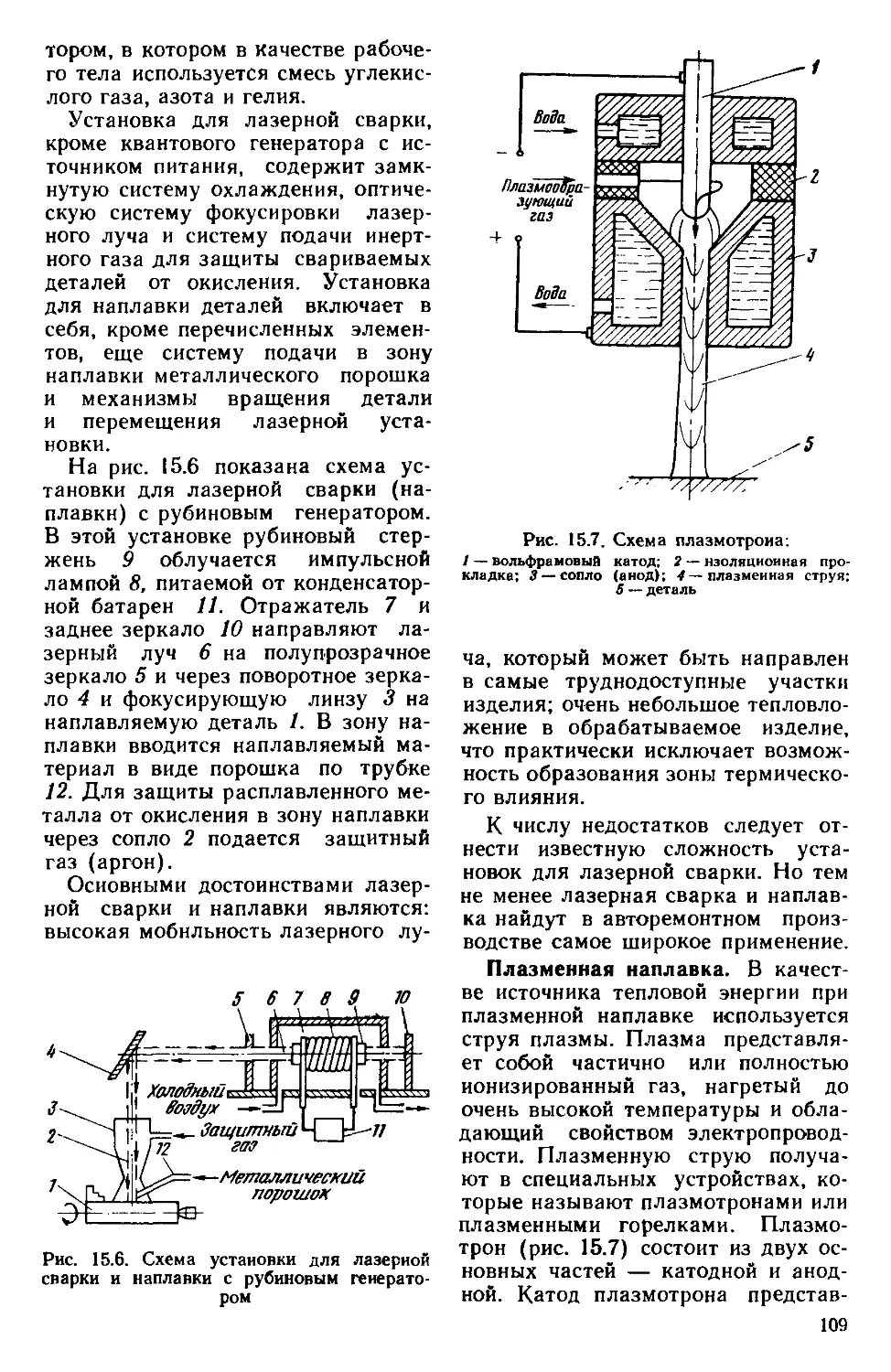
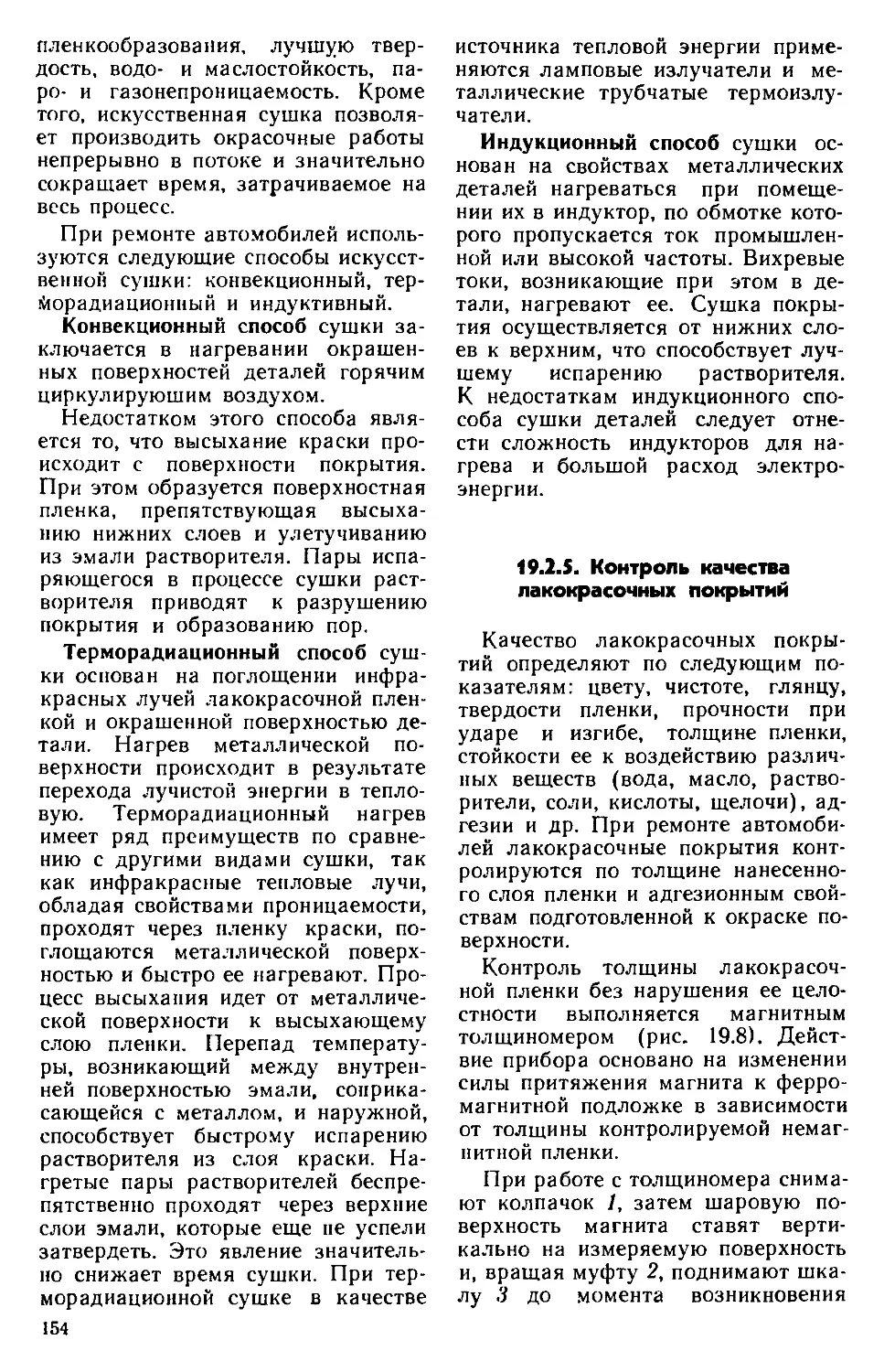
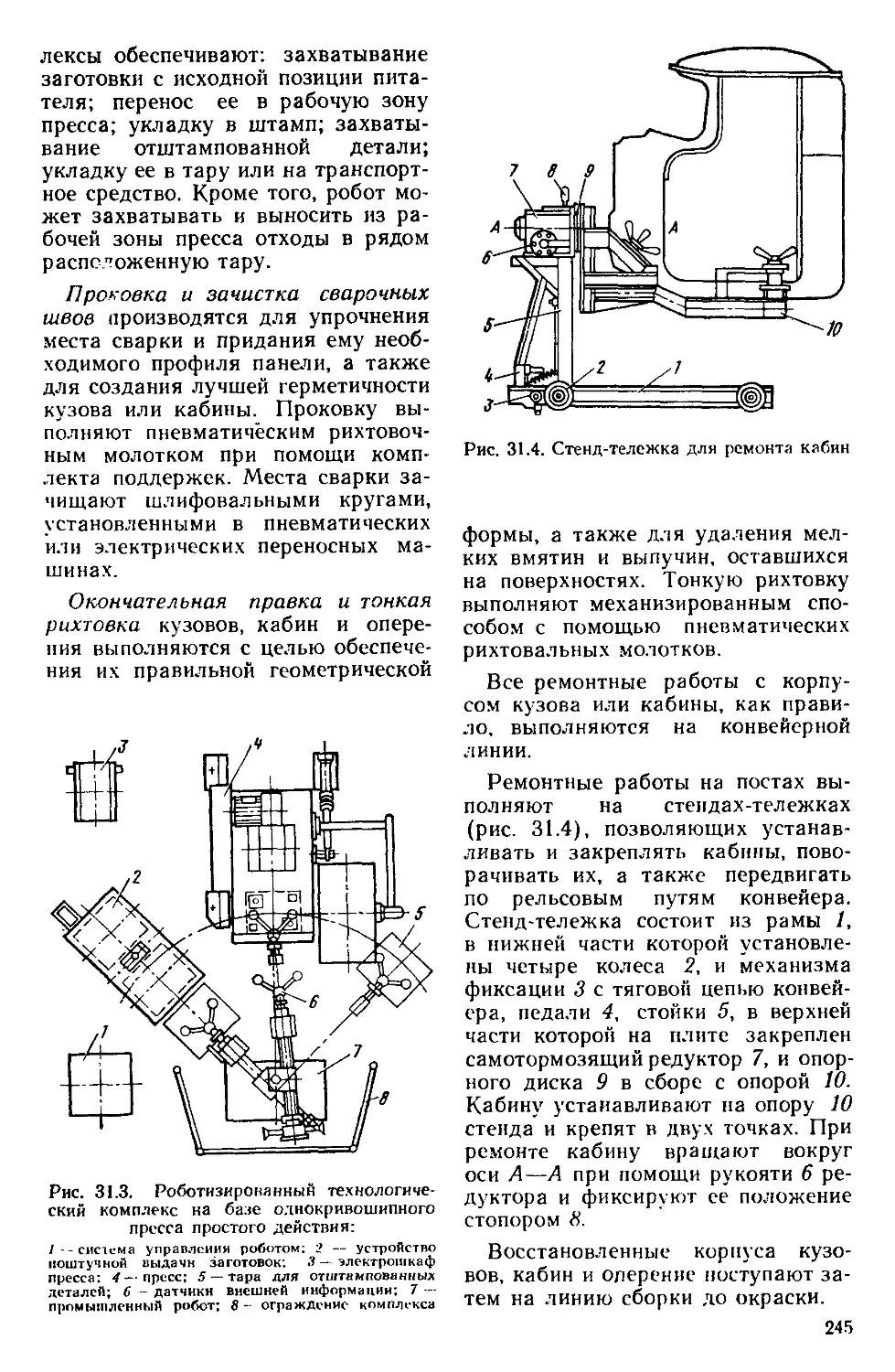
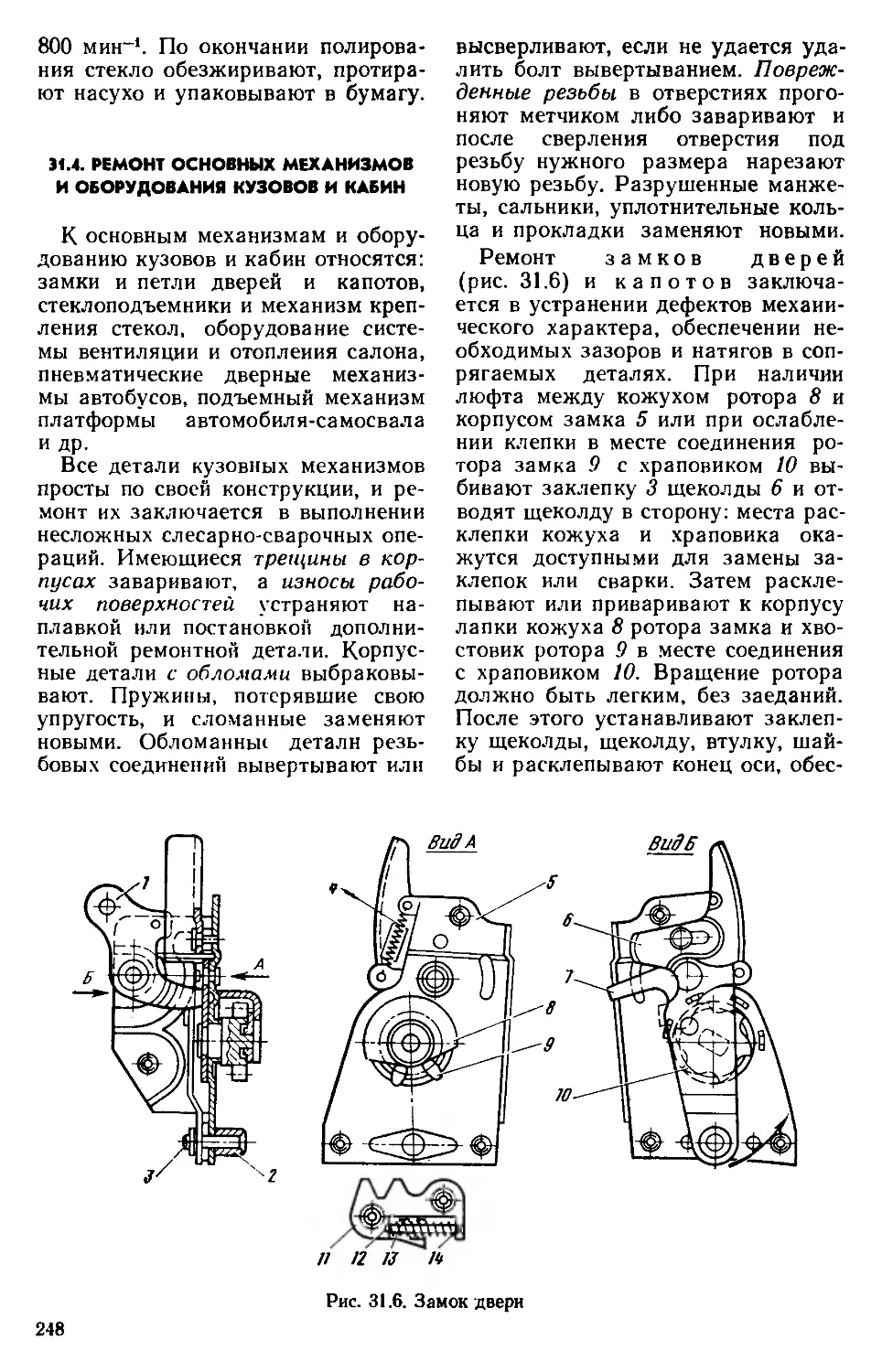
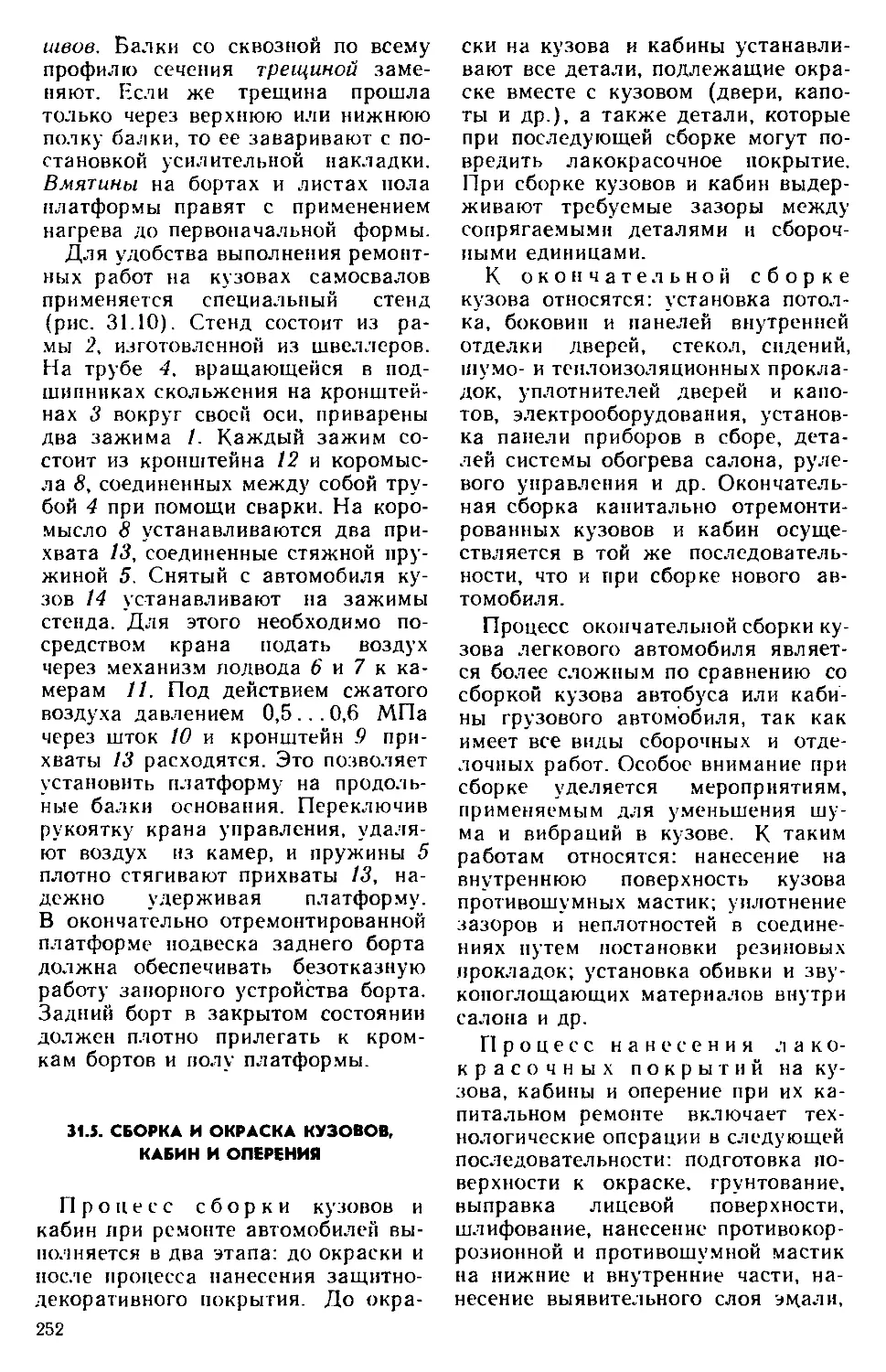
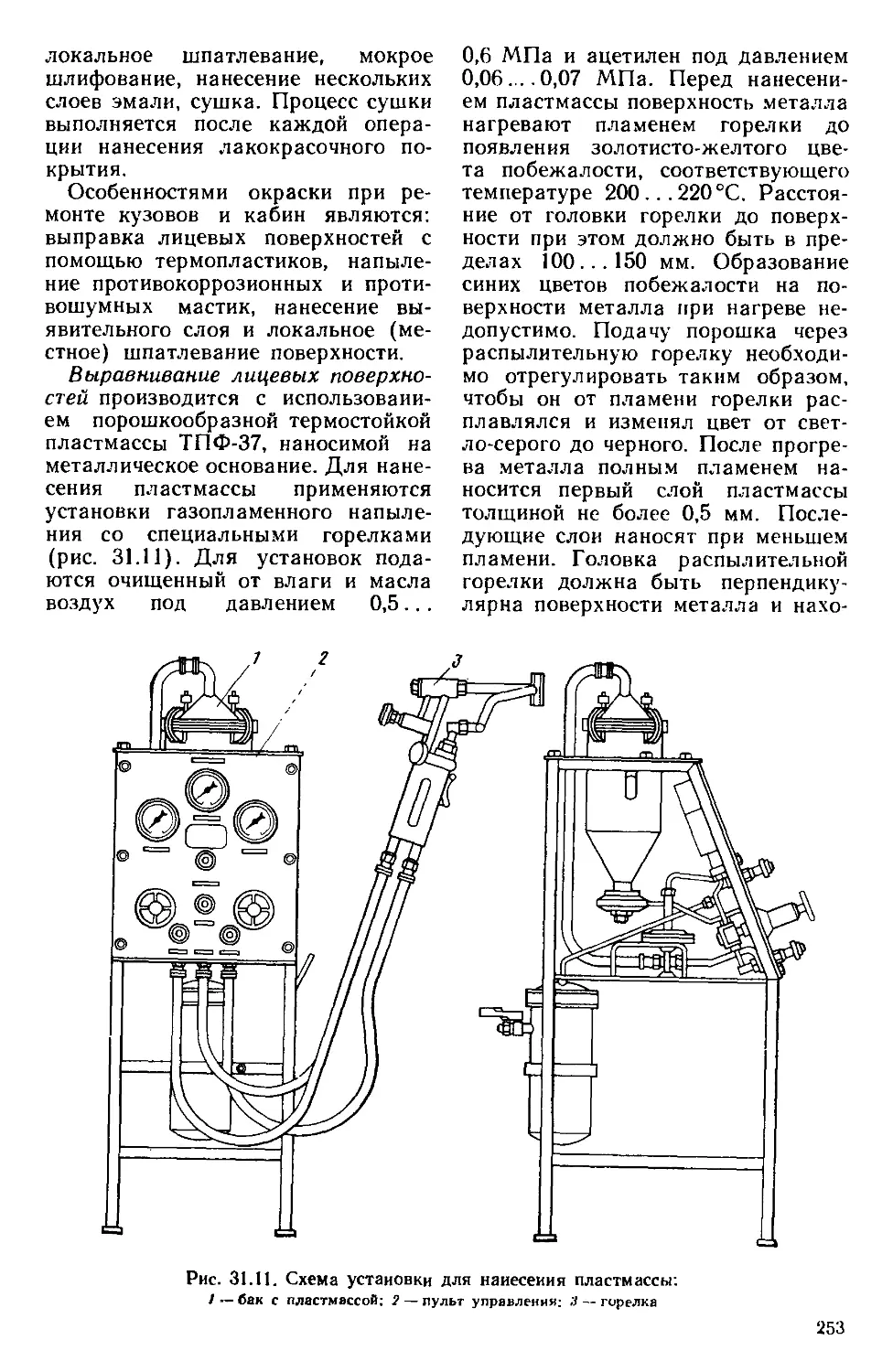
Text
РЕМОНТ WW
ЛВТОИОБИ4ЕИ
ББК 39.33—08
Р 37
УДК 629.113.004.67
Авторы: канд. техн, наук С. И. Румянцев (предисловие, введение, гл. 8, 12—18,
20); инж. А. Г. Боднев (гл. 24—30 и разд. V); канд. техн, наук |Н.Г. Бойко | (разд. I
и VI); канд. техн, наук 3. С. Колясинский (гл. 5—7); канд. техн, наук В. П. Крю-
ков (гл. 9—11, 21—23); канд. техн, наук А. Ф. Синельников (гл. 19 и 31).
Рецензенты: Предметная комиссия спец, дисциплин Тучковского автотранс-
портного техникума, канд. техн, наук В. В. Чепелевский.
Редактор Н. Н. Щербаков
Ремонт автомобилей: Учебник для автотрансп. техникумов/
Р37 Румянцев С. И., Боднев А. Г., Бойко Н. Г. и др.; Под ред.
С. И. Румянцева. — 2-е изд., перераб. и доп. — М.: Транспорт,
1988. — 327 с.: ил., табл.
ISBN 5-277-00048-8
В учебнике изложены основы авторемонтного производства и общие положения по
организации и технологии ремонта автомобилей. Подробно рассмотрен технологический
процесс ремонта автомобилей и их агрегатов. Большое внимание уделено рассмотрению
прогрессивных способов восстановления деталей. Приведены типовые технологические
процессы восстановления деталей и ремонта узлов и приборов современных автомоби-
лей. Рассмотрены методика технического нормирования труда и основы проектирования
производственных цехов и участков авторемонтных предприятий.
Первое издание вышло в 1981 г.
Учебник написан для учащихся автотранспортных техникумов и может быть ис
пользован инженерно-техническими работниками автотранспортных и авторемонтных
предприятий.
л 3603030000-056
Р---------------221-свод. пл. вып. лит. для сред. спец.
049(01 )-88 учеб, заведений на 1988 г.
ББК 39.33-08
ISBN5-277-00048-8 © Издательство «Транспорт». 1981.
Издательство «Транспорт», 1988, с изменениями
ПРЕДИСЛОВИЕ
Автомобильный транспорт зани-
мает ведущее положение в удовлет-
ворении постоянно растущих по-
требностей народного хозяйства на-
шей страны в перевозках пассажи-
ров и грузов.
Решение задач, поставленных
XXVII съездом КПСС по дальней-
шему развитию автомобильного
транспорта, может быть достигнуто
путем совершенствования организа-
ции использования автомобильного
парка и за счет увеличения выпуска
новых автомобилей. Однако одним
из наиболее эффективных резервов
увеличения автомобильного парка
страны является ремонт автомоби-
лей, поэтому его развитию и совер-
шенствованию в нашей стране уде-
ляется большое внимание.
В решении задач дальнейшего
развития автомобильного транспор-
та решающая роль принадлежит
инженерно-техническим работникам,
занимающимся техническим обслу-
живанием (ТО) и ремонтом авто-
мобилей.
Подготовку кадров специалистов
со средним техническим образова-
нием для автомобильного транспор-
та в нашей стране производят авто-
транспортные техникумы. Выпуск-
ники этих техникумов должны об-
ладать разносторонними и глубоки-
ми знаниями о последних достиже-
ниях научно-технического прогресса
в области организации и технологии
ремонта автомобилей. Это позволит
им поднять авторемонтное производ-
ство на уровень, обеспечивающий
постоянное повышение надежности,
качества и ресурса отремонтирован-
ных машин.
При работе над вторым изданием
учебника «Ремонт автомобилей» ав-
торы стремились сделать все воз-
можное, чтобы его содержание в на-
ибольшей степени удовлетворяло
изложенным выше требованиям к
подготовке кадров специалистов для
автомобильного транспорта.
Все разделы учебника по сравне-
нию с первым изданием были суще-
ственно переработаны и дополнены.
Многие разделы и главы написаны
заново, учтены последние достиже-
ния научно-технического прогресса,
включены новые ГОСТы, освещен
передовой опыт авторемонтных
предприятий (АРП).
Авторы выражают глубокую при-
знательность всем товарищам, при-
славшим свои отзывы на первое из-
дание учебника и с благодарностью
примут все замечания и пожелания
по дальнейшему улучшению содер-
жания книги.
ВВЕДЕНИЕ
В процессе эксплуатации автомо-
биля его надежность и другие свой-
ства постепенно снижаются вслед-
ствие изнашивания деталей, а так-
же коррозии и усталости материала,
из которого они изготовлены. В ав-
томобиле появляются различные не-
исправности, которые устраняют
при ТО и ремонте.
Ремонт машин как область чело-
веческой деятельности возник одно-
временно с появлением машин.
К- Маркс в своем гениальном труде
«Капитал» писал: «Например, какой
бы совершенной конструкции маши-
на не вступила в процесс производ-
ства, при ее употреблении на прак-
тике обнаруживаются недостатки,
которые приходится исправлять до-
полнительным трудом. С другой
стороны, чем больше вышла она за
предел своего среднего возраста,
следовательно, чем больше сказы-
вается действие нормального изна-
шивания, чем больше изношен и
старчески ослаб материал, из кото-
рого она сделана, тем многочислен-
нее и значительнее становятся ре-
монтные работы, необходимые для
того, чтобы поддержать существова-
ние машины до конца периода сред-
ней продолжительности ее жизни,
... в высшей степени важно немед-
ленно исправлять всякое повреж-
дение машин ..
В этих словах К. Маркса очень
1 Маркс К., Энгельс Ф. Соч. 2-е изд.
Т. 24. С. 196—197.
4
ярко выражена мысль о том, что с
технической точки зрения ремонт
машин — это объективная необходи-
мость. Только благодаря ремонту
возможно поддерживать существо-
вание машины до истечения средней
продолжительности ее жизни.
Это положение в полной мере от-
носится к современным машинам, в
том числе и к автомобилям. Необ-
ходимость и целесообразность ре-
монта автомобилей обусловлены
прежде всего неравнопрочностью их
деталей и агрегатов. Известно, что
создать равнопрочную машину, все
детали которой изнашивались бы
равномерно и имели бы одинаковый
срок службы, невозможно. Следова-
тельно, ремонт автомобиля даже
только путем замены некоторых его
деталей и агрегатов, имеющих не-
большой ресурс, всегда целесообра-
зен и с экономической точки зрения
оправдан. Поэтому в процессе экс-
плуатации автомобили проходят на
автотранспортных предприятиях
(АТП) периодическое ТО и при не-
обходимости текущий ремонт (ТР),
который осуществляется путем за-
мены отдельных деталей и агрега-
тов, отказавших в работе. Это по-
зволяет поддерживать автомобили
в технически исправном состоянии.
При длительной эксплуатации ав-
томобили достигают такого состоя-
ния, когда затраты средств и труда,
связанные с поддержанием их в
работоспособном состоянии в усло-
виях АТП, становятся больше при-
были, которую они приносят в экс-
плуатации. Такое техническое состо-
яние автомобилей считается пре-
дельным, и они направляются в ка-
питальный ремонт (КР) на АРП.
Задача КР состоит в том, чтобы с
оптимальными затратами восстано-
вить утраченные автомобилем рабо-
тоспособность и ресурс до уровня,
нового или близкого к нему.
КР автомобилей имеет большое
экономическое и, следовательно, на-
роднохозяйственное значение. Ос-
новным источником экономической
эффективности КР автомобилей яв-
ляется использование остаточного
ресурса их деталей. Около 70.. .75%
деталей автомобилей, прошедших
срок службы до первого КР, имеют
остаточный ресурс и могут быть ис-
пользованы повторно либо без ре-
монта, либо после небольшого ре-
монтного воздействия.
Все детали с поступающих в КР
автомобилей можно разбить на три
группы. К первой группе относятся
детали, которые полностью исчерпа-
ли свой ресурс и при ремонте авто-
мобиля должны быть заменены
новыми. Количество таких деталей
сравнительно невелико и составляет
25.. .30%. К деталям этой группы
относятся поршни, поршневые коль-
ца, вкладыши подшипников, различ-
ные втулки, подшипники качения,
резинотехнические изделия и др.
Вторая группа деталей, количест-
во которых достигает 30. ..35%,-—
это детали, ресурс которых позволя-
ет использовать их без ремонта.
К этой группе относятся все детали,
износ рабочих поверхностей кото-
рых находится в допустимых преде-
лах.
К третьей группе относятся ос-
тальные детали автомобиля (40...
45%). Эти детали могут быть ис-
пользованы повторно только после
их восстановления. К этой группе
относится большинство наиболее
сложных и дорогостоящих базовых
деталей автомобиля, в частности
блок цилиндров, коленчатый вал,
головка блока, картеры коробки пе-
редач и заднего моста, распредели-
тельный вал и др. Стоимость вос-
становления этих деталей не превы-
шает 10. ..50%) от стоимости их из-
готовления.
Таким образом, основным источ-
ником экономической эффективно-
сти КР автомобилей является ис-
пользование остаточного ресурса де-
талей второй и третьей групп.
Себестоимость КР автомобилей
и их агрегатов даже в условиях
сравнительно небольших современ-
ных предприятий обычно не превы-
шает 60.. .70% от стоимости новых
автомобилей. При этом достигается
большая экономия в металлах и
трудовых ресурсах. КР автомобилей
позволяет также поддерживать на
высоком уровне численность авто-
мобильного парка страны.
Организации ремонта автомоби-
лей в нашей стране постоянно уде-
ляется большое внимание.
В первые годы после Великой Ок-
тябрьской социалистической рево-
люций автомобильный парк в нашей
стране был очень небольшим и со-
стоял из нескольких тысяч автомо-
билей главным образом иностран-
ного производства. Тем не менее уже
в мае 1918 г. Совет Народных Ко-
миссаров принял декрет об органи-
зации автомобильного транспорта.
В этом декрете, подписанном В. И.
Лениным, вопросы организации про-
изводства автомобилей и их капи-
тального ремонта возлагались на
Высший совет народного хозяйства
(ВСНХ)..
Для организации производства
автомобилей в молодой Советской
республике не было ни материаль-
ной базы, ни опыта, ни соответству-
ющих кадров, поэтому обстановка
сложилась так, что развитие авто-
ремонтного производства историче-
ски опередило развитие советского
автомобилестроения.
В первые годы после революции
ремонт автомобилей производился
в гаражах и мелких мастерских. Но
уже в 1921 г. Наркомат продоволь-
ствия построил в Москве Миусский
5
авторемонтный завод, а в 1929 г.
был создан завод АРЕМЗ-1, кото-
рый и в настоящее время является
одним из наиболее крупных и пере-
довых ремонтных заводов в нашей
стране.
Дальнейшая история развития
авторемонтного производства са-
мым тесным образом связана с ис-
торией развития отечественного ав-
томобилестроения. В 1932—1933 гг.
были построены и сданы в эксплуа-
тацию первые заводы массового
производства автомобилей в горо-
дах Горьком, Москве и Ярославле.
Одновременно (в 1932 г.) был по-
строен авторемонтный завод
МАРЗ-1 в Москве, а в последующие
годы такие же заводы были созда-
ны в Ленинграде, Харькове, Киеве.
Иркутске, Хабаровске и других го-
родах страны.
Большое развитие авторемонтное
производство получило в годы Ве-
ликой Отечественной войны. Оно
сыграло решающую роль в обеспе-
чении Советской Армии автомо-
бильной техникой. В целях более
полного удовлетворения возросшей
потребности в ремонте автомобиль-
ной техники в тылу на базе некото-
рых предприятий промышленности
были открыты новые ремонтные за-
воды, а также созданы подвижные
ремонтные части для текущего и ка-
питального ремонта автомобилей и
их агрегатов в полевых условиях.
Послевоенные годы ознаменова-
лись бурным ростом автомобильной
промышленности. Одновременно с
развитием автомобилестроения по-
лучило дальнейшее развитие и ав-
торемонтное производство. В насто-
ящее время авторемонтное произ-
водство по объему выпускаемой
продукции и количеству занятых ра-
бочих превратилось в самостоятель-
ную отрасль промышленности.
Большое внимание уделяется
подготовке научных и инженерно-
технических кадров по ремонту ав-
томобилей. В 1930 г. был организо-
ван Московский автомобильно-до-
рожный институт, в котором была
6
создана кафедра производства и
ремонта автомобилей. Такие же ка-
федры в последующие годы были
организованы в автомобильно-до-
рожных институтах в Киеве, Харь-
кове, Омске, Ташкенте и во многих
политехнических институтах нашей
страны.
В настоящее время в Советском
Союзе создано большое количество
автотранспортных и автодорожных
техникумов, которые выпускают вы-
сококвалифицированных специа-
листов по техническому обслужива-
нию и ремонту автомобилей.
Советские ученые создали науч-
ные основы авторемонтного произ-
водства. Большой вклад в формиро-
вание науки о ремонте автомобилей
внесли профессора В. В. Ефремов,
В. И. Казарцев, К. Т. Кошкин,
Л. В. Дехтеринский, В. А. Шадри-
чев и многие другие ученые.
Авторемонтное производство по-
лучило в нашей стране большое раз-
витие, однако его потенциальные
экономические преимущества реа-
лизуются не полностью: ресурс от-
ремонтированного автомобиля не
превышает 60...70% от ресурса но-
вых машин, а стоимость ремонта
остается высокой.
Основная причина такого поло-
жения состоит в том, что КР авто-
мобилей производится пока в мел-
ких ведомственных предприятиях с
низким уровнем технического осна-
щения.
В принятых XXVII съездом
КПСС «Основных направлениях
экономического и социального раз-
вития СССР на 1986—1990 годы и
на период до 2000 года» поставлена
задача «Совершенствовать ремонт-
ное производство, обеспечивая на-
дежную работу машин и оборудова-
ния во всех отраслях народного хо-
зяйства. Всемерно развивать фир-
менный ремонт...». Выполняя это
решение съезда партии, автомо-
бильная промышленность присту-
пила к организации фирменного ре-
монта агрегатов в условиях круп-
ных ремонтных предприятий.
РАЗДЕЛ I
ОСНОВЫ АВТОРЕМОНТНОГО ПРОИЗВОДСТВА
Глава 1
ОБЩИЕ ПОЛОЖЕНИЯ ПО РЕМОНТУ АВТОМОБИЛЕЙ
1.1. ПОНЯТИЕ О СТАРЕНИИ АВТОМОБИЛЯ
И ЕГО ПРЕДЕЛЬНОМ СОСТОЯНИИ
Современные автомобили пред-
ставляют собой сложные техниче-
ские системы длительного пользова-
ния. В процессе эксплуатации авто-
мобилей происходит необратимое
ухудшение рабочих характеристик
деталей, называемое старением.
В основе старения лежат явления
физического изнашивания деталей,
происходящие как при эксплуата-
ции автомобиля, так и при его
хранении. В первом случае имеют
место износы первого рода, кото-
рые проявляются в изменениях гео-
метрических размеров и геометри-
ческой формы деталей, в снижении
усталостной прочности их мате-
риала. Во втором случае отмечают-
ся так называемые износы второго
рода, проявляющиеся в основном в
изменениях, связанных с явлениями
коррозии, потерей жесткости, пре-
образованиями в структуре и свой-
ствах некоторых материалов.
С течением времени или по мере
роста наработки в состоянии авто-
мобиля или его отдельных частей
наступает предел, после которого
использование автомобиля оказы-
вается нецелесообразным: автомо-
биль (агрегат) достиг предельного
состояния.
Предельным состоянием автомо-
биля (агрегата) называется такое
состояние, при котором его дальней-
шее применение по назначению не-
допустимо или целесообразно, ли-
бо восстановление его исправного
или работоспособного состояния не-
возможно. Критериями предельного
состояния автомобиля могут быть:
неустранимое нарушение требова-
ний безопасности;
неустранимый выход технических
характеристик за допустимые пре-
делы;
недопустимое снижение эффектив-
ности эксплуатации;
необходимость проведения КР.
Количественные значения показа-
телей предельного состояния уста-
навливаются нормативно-техниче-
ской документацией.
Примеры предельного состояния
автомобильного двигателя: повреж-
дения блока цилиндров, не устрани-
мые или устранимые путем точной
механической обработки на станках
или требующие заварки с нагревом
блока в печи; предельный износ ше-
ек коленчатого вала; предельный
износ деталей цилиндро-поршневой
группы и т. д.
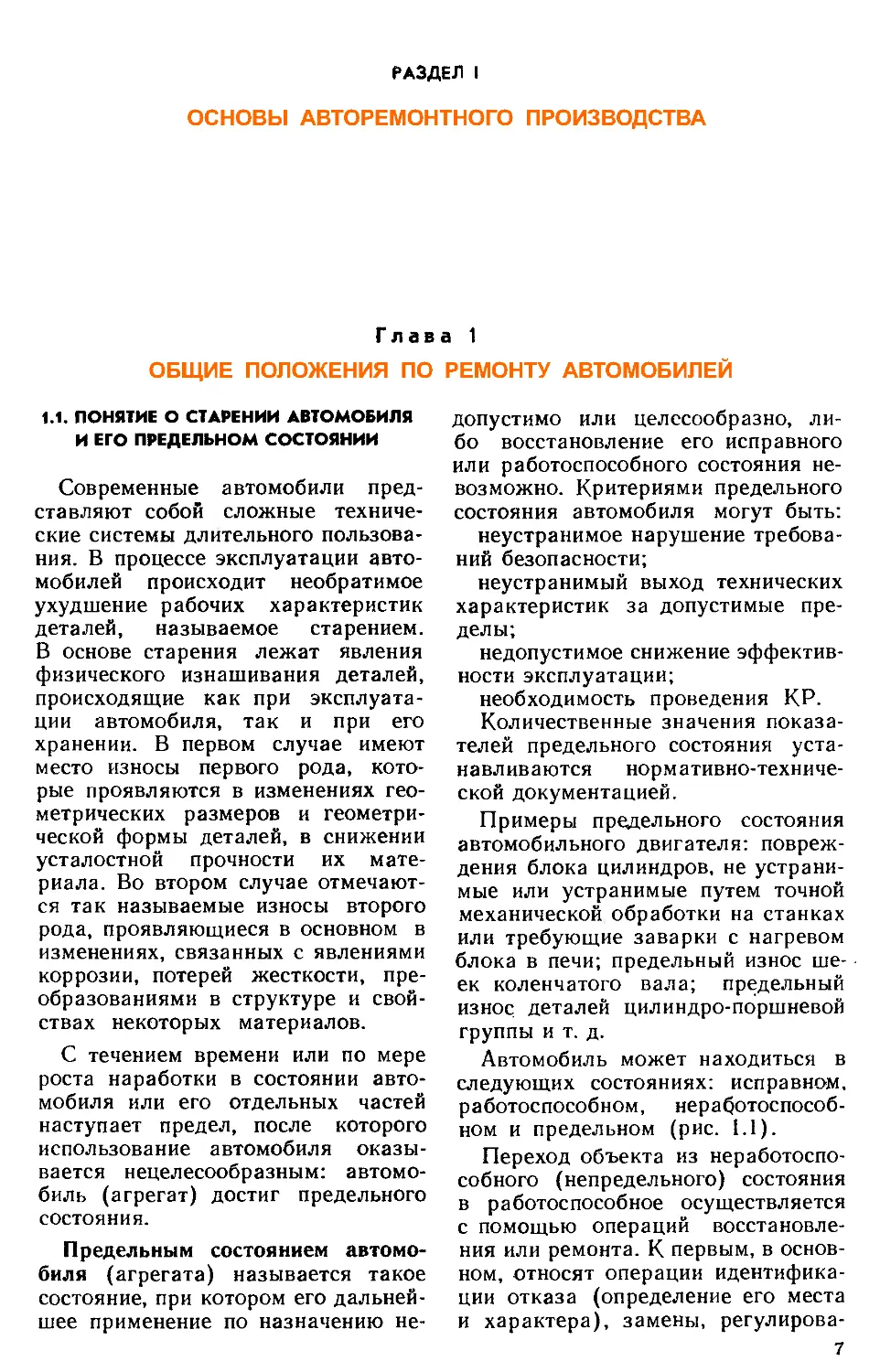
Автомобиль может находиться в
следующих состояниях: исправном,
работоспособном, неработоспособ-
ном и предельном (рис. 1.1).
Переход объекта из неработоспо-
собного (непредельного) состояния
в работоспособное осуществляется
с помощью операций восстановле-
ния или ремонта. К первым, в основ-
ном, относят операции идентифика-
ции отказа (определение его места
и характера), замены, регулирова-
7
дспрадиое состояние
Нерадотоспосодное
(непредельное) состояние
Иадотоспосодное состоянпе\Х~ ~
4-
Предельное состояние
I Списание
Рис. 1.1. Схема основных состояний и со-
бытий:
/ — повреждение; 2 — отказ; 3 — переход объ-
екта в предельное состояние; 4 — восстановле-
ние; 5 — ремонт
ния и контроля технического состоя-
ния элементов объекта и заключи-
тельные операции контроля работо-
способности объекта в целом. Пере-
ход объекта из предельного состоя-
ния в работоспособное осуществля-
ется с помощью ремонта, при кото-
ром происходит восстановление
ресурса объекта в целом.
1.2. ВИДЫ, МЕТОДЫ И СИСТЕМА
РЕМОНТА АВТОМОБИЛЕЙ
Ремонт представляет собой комп-
лекс операций по восстановлению
исправности или работоспособности
изделий и восстановлению ресурсов
изделий и их составных частей.
Применительно к автомобильной
технике изделиями являются авто-
мобили (автобусы) и их агрегаты,
а составными частями — агрегаты
(для автомобилей и автобусов),
сборочные единицы и отдельные де-
тали (для агрегатов).
По ряду существенных признаков
выделяют различные виды ремон-
та. По степени восстановления ре-
сурса ремонт может быть капиталь-
ным или текущим.
Капитальный ремонт (КР) — ре-
монт, выполняемый для восстанов-
ления исправности и полного или
близкого к полному восстановления
ресурса изделия с заменой или вос-
становлением любых его частей,
включая базовые. Значение ресурса,
близкого к полному, устанавливает-
ся нормативно-технической доку-
8
ментацией. Для автомобилей и их
агрегатов это значение в современ-
ных условиях составляет 80% от
ресурса нового изделия. Базовой
частью легкового автомобиля и ав-
тобуса является кузов, грузового
автомобиля — рама. К базовым де-
талям агрегатов относятся: в двига-
теле — блок цилиндров; в коробке
передач, заднем мосту, рулевом ме-
ханизме— картер; в переднем мо-
сту — балка переднего моста или по-
перечина независимой подвески; в
кузове или кабине — корпус; в ра-
ме— продольные балки.
КР автомобиля предусматривает
полную его разборку, дефектацию,
восстановление или замену деталей;
КР или замену агрегатов и узлов;
сборку, регулировку и испытания.
КР агрегата включает его полную
разборку, дефектацию, восстановле-
ние и замену деталей, сборку, регу-
лировку и испытание. Агрегат на-
правляется в КР если:
базовая и основные детали нуж-
даются в ремонте, требующем пол-
ной разборки агрегата;
работоспособность агрегата не
может быть восстановлена или ее
восстановление экономически неце-
лесообразно проведением текущего
ремонта.
За срок службы полнокомплект-
ный автомобиль подвергается, как
правило, одному КР, не считая КР
агрегатов и узлов до и после КР
автомобиля.
Применение капитального ремон-
та полнокомплектных автомобилей
следует максимально ограничивать
вплоть до полного исключения за
счет замены агрегатов и узлов, тре-
бующих капитального ремонта, ис-
правными из фонда оборотных аг-
регатов.
Текущий ремонт (ТР) — ремонт,
выполняемый для обеспечения или
восстановления работоспособности
изделия и состоящий в замене и
(или) восстановлении отдельных ча-
стей. Он предназначен для устра-
нения возникших отказов и неис-
правностей и способствует выпол-
нению установленных норм пробега
автомобиля (агрегата) до КР при
минимальных простоях. ТР выпол-
няется путем проведения разбороч-
ных, слесарных, сварочных и других
необходимых работ с заменой:
у агрегата отдельных деталей, до-
стигших предельного состояния,
кроме базовых;
у автомобиля (прицепа, полупри-
цепа) отдельных агрегатов и узлов,
требующих текущего или капиталь-
ного ремонта.
ТР должен обеспечивать безотказ-
ную работу отремонтированных аг-
регатов и узлов на пробеге, не мень-
шем, чем до очередного второго тех-
нического обслуживания (ТО-2).
По планомерности выполнения
различают ремонты — плановый и
неплановый.
Плановый ремонт — ремонт, по-
становка на который осуществляет-
ся в соответствии с требованиями
нормативно-технической докумен-
тации.
Неплановый ремонт — ремонт, по-
становка изделий на который осу-
ществляется без предварительного
назначения. Неплановый ремонт
проводится с целью устранения по-
следствий отказов и происшествий.
По регламентации выполнения
предусматриваются ремонты: рег-
ламентированный и по техническо-
му состоянию.
Регламентированный ремонт —
плановый ремонт, выполняемый с
периодичностью и в объеме, уста-
новленными в эксплуатационной до-
кументации, независимо от техниче-
ского состояния изделия в момент
начала ремонта.
Ремонт по техническому состоя-
нию — плановый ремонт, при кото-
ром контроль технического состоя-
ния выполняется с периодичностью
и объемом, установленными в нор-
мативно-технической документации,
а объем и момент начала работы
определяются техническим состоя-
нием изделия.
Порядком и условиями организа-
ции выполнения определяются ме-
тоды ремонта. По признаку сохра-
нения принадлежности ремонтируе-
мых частей различают необезличен-
ный и обезличенный методы ре-
монта.
Необезличенный метод — метод
ремонта, при котором сохраняется
принадлежность восстановленных
составных частей к определенному
экземпляру, т. е. к тому экземпля-
ру, к которому они принадлежали
до ремонта. При этом методе в не-
которой степени сохраняется вза-
имная приработанность деталей, их
первоначальная взаимосвязь, бла-
годаря чему качество ремонта ока-
зывается, как правило, более высо-
ким, чем при обезличенном методе.
Существенные недостатки необез-
личенного метода ремонта заключа-
ются в том, что при нем значитель-
но усложняется организация ре-
монтных работ и неизбежно увели-
чивается длительность нахождения
изделия в ремонте.
Обезличенный метод — метод ре-
монта, при котором не сохраняется
принадлежность восстановленных
составных частей к определенному
экземпляру.
Снятые с автомобилей агрегаты
и узлы при этом методе заменяются
ранее отремонтированными или но-
выми, а неисправные агрегаты и уз-
лы подвергаются ремонту и в даль-
нейшем идут на комплектование так
называемого оборотного фонда.
Неснижаемые фонды оборотных аг-
регатов создаются за счет поступле-
ния новых агрегатов, восстановле-
ния ранее снятых и использования
годных агрегатов со списываемых
автомобилей. Количество оборотных
агрегатов определяется с учетом
числа автомобилей в АТП, межре-
монтного пробега до капитального
ремонта, интенсивности эксплуата-
ции, продолжительности ремонта и
времени доставки агрегатов.
При обезличенном методе ремон-
та упрощается организация ремонт-
ных работ и значительно сокращает-
ся длительность пребывания авто-
мобилей в ремонте (рис. 1.2). Эко-
9
ШШ Разборка абтомоБипя
ЕЕ! Ремонт ромы (кузова)
Ремонт агрегатов
Ё=] Сборно и испытания автомобиля
Рис. 1.2. Графическое представление необез-
личениого (а) и обезличенного (б) методов
ремонта
номия времени при этом методе до-
стигается за счет того, что объекты
ремонта не ожидают, пока будут
отремонтированы снятые с них аг-
регаты и узлы.
Агрегатный метод — обезличен-
ный метод ремонта, при котором не-
исправные агрегаты заменяются но-
выми или заранее отремонтирован-
ными. Замена агрегатов может вы-
полняться после отказа изделия или
по плану. Перечень заменяемых аг-
регатов, порядок проведения замен
и указания по организации агрегат-
ного ремонта устанавливаются в
нормативно-технической докумен-
тации.
Высокая эффективность ремонта
обеспечивается правильным опреде-
лением общего характера и главной
цели ремонтных работ. Основные
положения, определяющие цель и
характер ремонта автомобилей, со-
ставляют содержание так называе-
мой системы ремонта.
В СССР для подавляющего боль-
шинства машин, в том числе и для
подвижного состава автомобильно-
го транспорта, принята планово-
предупредительная система ремонта.
При этой системе ремонт основыва-
ется на плановых началах и имеет
своей целью предупреждение не-
предвиденного (аварийного) отказа
автомобилей в работе.
10
Плановый характер ремонта, с
одной стороны, предусматривает
плановое проведение ТО, что обес-
печивает регулярное получение ин-
формации о техническом состоянии
автомобилей, с другой — предпола-
гает планируемые наработки агрега-
тов и автомобилей до вывода их в
ремонт, а также объемы работ при
ремонте, что способствует повыше-
нию ритмичности в работе ремонт-
ных предприятий и улучшению усло-
вий их обеспечения материалами,
запасными частями и другими вида-
ми ресурсов.
Предупредительная цель системы
состоит в том, что она предполагает
проведение ремонта агрегатов и ав-
томобиля в целом до наступления
периода ускоренного изнашивания
базовых и основных деталей. Даль-
нейшее использование объектов с
базовыми и основными элементами,
достигшими этой стадии в процессе
изнашивания, сопряжено с опасно-
стью аварий и неизбежно приводит
к увеличению объема, сложности и
соответственно стоимости работ при
ремонте.
1.3. РЕМОНТОПРИГОДНОСТЬ
АВТОМОБИЛЕЙ
Успешное и качественное выпол-
нение работ по ремонту автомоби-
лей, как и по техническому обслу-
живанию их, в значительной степени
зависит от приспособленности под-
вижного состава автомобильного
транспорта к этим работам в кон-
кретных условиях его использова-
ния. Свойство объекта, заключаю-
щееся в приспособленности к преду-
преждению и обнаружению причин
возникновения отказов, поврежде-
ний и поддержанию и восстановле-
нию работоспособного состояния пу-
тем проведения ТО и ремонтов, на-
зывается ремонтопригодностью.
Ремонтопригодность представля-
ет собой одно из четырех частных
свойств комплексной характеристи-
ки автомобилей, называемой надеж-
ностью, и тесно связана с другими
его свойствами: безотказностью,
долговечностью и сохраняемостью.
Чем выше уровень безотказности,
долговечности и сохраняемости, тем
меньше затрат времени, труда и
средств по поддержанию и восста-
новлению работоспособности авто-
мобилей и тем выше, следовательно,
ремонтопригодность.
Ремонтопригодность включает в
себя технологичность при ТО и ре-
монтную технологичность объектов.
Затраты времени и труда определя-
ются в заданных условиях выполне-
ния операций ТО и ремонта в части
организации, технологии, материаль-
но-технического обеспечения, ква-
лификации персонала и т. д.
Ремонтопригодность автомобиля
(агрегата) определяется совершен-
ством его конструкции, качеством
изготовления и условиями исполь-
зования, ремонта и ТО.
Для количественной оценки ре-
монтопригодности используются
следующие основные показатели:
вероятность восстановления ра-
ботоспособного состояния, т. е. ве-
роятность того, что время восста-
новления работоспособного состоя-
ния объекта не превысит заданного
значения;
среднее время восстановления ра-
ботоспособного состояния — мате-
матическое ожидание времени вос-
становления работоспособного со-
стояния.
Для определения значений приве-
денных показателей используются
результаты наблюдений за какой-то
период времени на контрольной пар-
тии объектов.
Рассмотрим пример определения этих
показателей. При неплановом ремонте 10
одноименных агрегатов были получены сле-
дующие данные о продолжительности ре-
монта: Tpi — 6; 7; 7; 8; 8; 6; 10; 8; 9; 7 ч.
Требуется определить вероятность восста-
новления работоспособности агрегата в те-
чение 8 ч, т. е. Р(Тр^8), и подсчитать сред-
нее время восстановления работоспособно-
го состояния агрегата Тс.
Решение выполним с помощью приве-
денных данных:
Tpj...6 677 7 88 89 10
/...1 2 3 4 5 6 7 8 910
р. ...0.1 0,2 0.3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
В первой строке (TPj) приведены дан-
ные наблюдений о продолжительности ре-
монта, размещенные в нарастающем поряд-
ке; во второй — присвоенные наблюдениям
порядковые номера; в третье строке — ве-
роятности, соответствующие порядковым
номерам, как отношения порядкового номе-
ра наблюдения / к общему числу наблюде-
ний (т=10).
Вероятность восстановления работоспо-
собного состояния агрегата в заданное вре-
мя определяется как максимальное значе-
ние Pj, удовлетворяющее условию
^/3=8 ч. Из третьей строки находим, что
Р(ГР</з)=0,8.
Среднее время восстановления работо-
способного состояния агрегата определяет-
ся как среднее арифметическое значение
продолжительностей ремонта
6-2 + 7-3+8-3+9+ 10
Наряду с приведенными показа-
телями ремонтопригодности для ее
оценки могут применяться и другие
показатели.
1.4. ЗАДАЧИ ДАЛЬНЕЙШЕГО РАЗВИТИЯ
АВТОРЕМОНТНОГО ПРОИЗВОДСТВА
Основные задачи дальнейшего
развития авторемонтного производ-
ства вытекают из решений партии и
правительства по дальнейшему со-
циально-экономическому развитию
СССР и ускорению научно-техниче-
ского прогресса. В целом эти задачи
сводятся к перестройке авторемонт-
ного производства на основе широ-
кого использования новейших до-
стижений науки и техники, обеспе-
чивающих переход на интенсивный
путь развития. Речь идет о новом
качестве развития. При этом глав-
ный упор должен быть сделан на
техническое перевооружение авторе-
монтных предприятий, экономию
всех видов ресурсов, обеспечение
11
резкого повышения производитель-
ности труда и качества ремонта.
В деле развития системы ремонт-
ных предприятий надлежит отдать
предпочтение перед строительством
новых авторемонтных предприятий
перевооружению и реконструкции
действующих заводов. При этом во
главу угла должно быть поставлено
внедрение самого передового обо-
рудования и прогрессивной техно-
логии. В совершенствовании техно-
логических процессов важнейшее
значение сейчас имеет широкое вне-
дрение ресурсосберегающей техно-
логии. Новая технология должна
обеспечивать лучшее использование
вторичного сырья, неметаллических
материалов, более полную реализа-
цию остаточной долговечности вос-
станавливаемых деталей.
Надлежит осуществить комплекс-
ные мероприятия по широкому внед-
рению в авторемонтном производст-
ве средств механизации, по умень-
шению доли ручного труда.
Дальнейшее развитие должна по-
лучить организация ремонта авто-
мобильной техники. Здесь важней-
шее значение имеет рациональная
специализация предприятий с рас-
ширением сети укрупненных заво-
дов по ремонту агрегатов, что долж-
но способствовать расширению аг-
регатного метода ремонта подвиж-
ного состава. Время выдвигает за-
дачу широкого внедрения ремонта
по техническому состоянию на осно-
ве всесторонней и углубленной диа-
гностики, что сопряжено с необходи-
мостью создания и внедрения в эк-
сплуатирующие и ремонтирующие
предприятия современной диагно-
стической техники.
Серьезные задачи встают в части
совершенствования планирования,
управления и всего хозяйственного
механизма. Необходимо усилить в
авторемонтном производстве хозрас-
чет, экономические рычаги стимули-
рования, активно внедрять в произ-
водство принципы коллективного
подряда, создавать укрупненные
хозрасчетные бригады.
Одним из важнейших условий ус-
пешного выполнения задач дальней-
шего развития авторемонтного про-
изводства является активное расши-
рение связи производства с наукой.
Необходимо повернуть авторемонт-
ное производство к науке, повысить
эффективность использования науч-
но-технического потенциала, задей-
ствованного на решении проблем
ремонта техники, существенно рас-
ширить внедрение вычислительной
техники в производство и управле-
ние. На повестку дня встает проб-
лема внедрения в авторемонтное
производство робототехники и гиб-
ких технологических систем.
В деле совершенствования ремон-
та автомобильной техники немало-
важное значение имеют расшире-
ние и дальнейшее развитие фирмен-
ного ремонта, т. е. ремонта, осущест-
вляемого заводами-изготовителями
по разрабатываемым ими норматив-
но-технологическим документам и
при их участии в деятельности ав-
торемонтных предприятий.
2.1. ОСОБЕННОСТИ АВТОРЕМОНТНОГО
ПРОИЗВОДСТВА
Авторемонтное производство, так
же как и автомобилестроение, пред-
назначено выпускать одну и ту же
12
продукцию — автомобили и их аг-
регаты с определенной работоспо-
собностью и ресурсом. Оба вида про-
изводства имеют много одноименных
и одинаковых по существу этапов
работы.
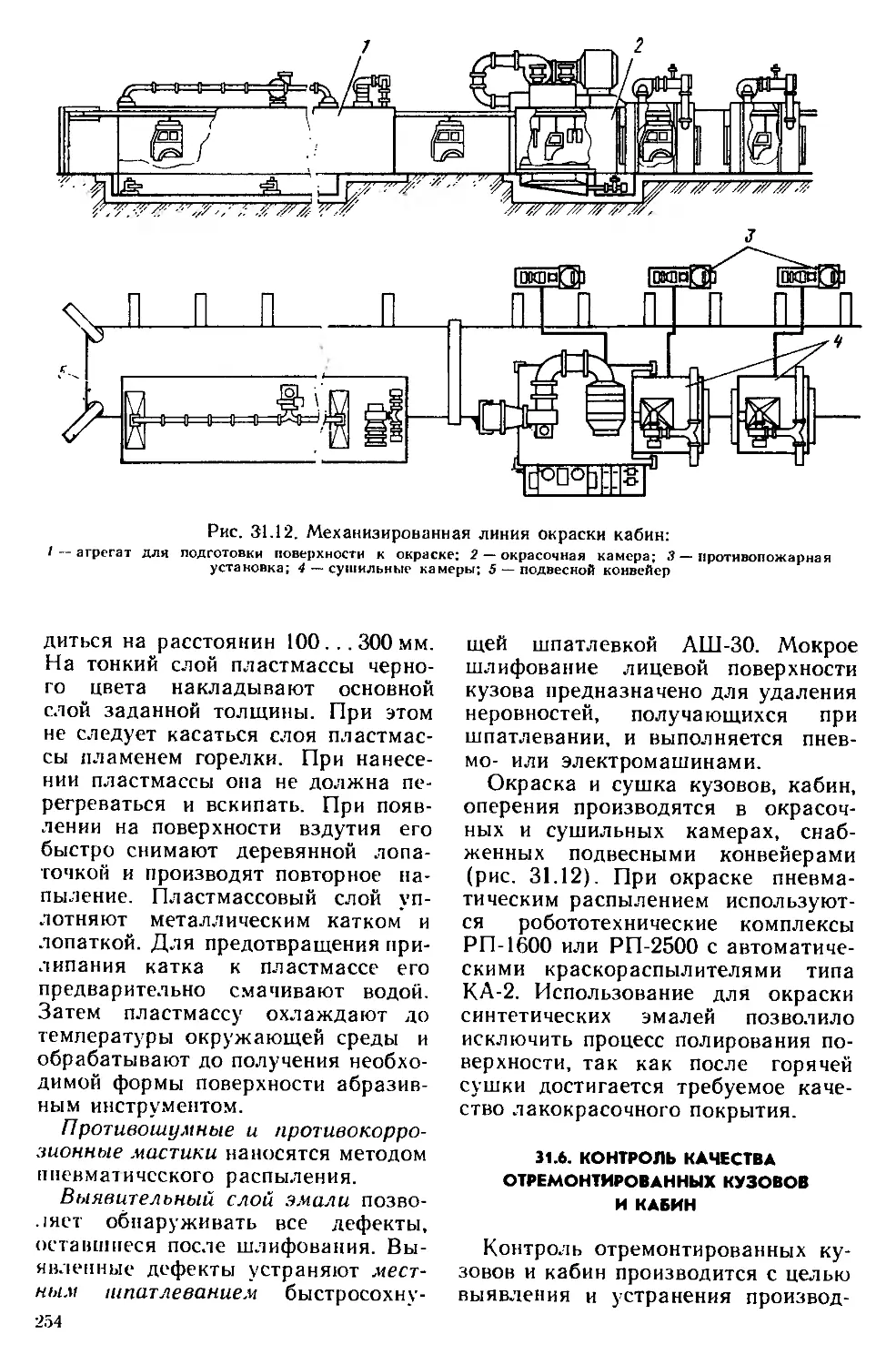
Рис. 2.1. Основные виды работ прн изготовлении (а) и капитальном ремонте (б) агре-
гата
Однако авторемонтное производ-
ство существенно отличается от про-
изводства автомобилей. Основной
причиной этих различий является
неодинаковость исходного продукта,
из которого в ходе производства
формируется изделие. Основным ис-
ходным продуктом автомобильных
заводов являются различные маши-
ностроительные материалы, из кото-
рых получают заготовки и изготав-
ливают детали. Исходным продук-
том авторемонтного предприятия
являются ранее выпущенные авто-
мобили и их агрегаты, утратив-
шие работоспособность — ремонт-
ный фонд.
Рассмотрим коротко основные из
этих отличий, сведя их для удобства
в три группы.
Первая группа отличий характе-
ризуется наличием при КР специфи-
чных, т. е. свойственных только ре-
монту, видов работ. К ним относятся
разборка автомобилей, их мойка,
дефектация, сортировка и восстанов-
ление деталей.
КР с точки зрения количества вы-
полняемых видов работ и их взаимо-
связи является более сложным про-
цессом, чем изготовление агрегата
(рис. 2.1). Это положение полностью
относится и к автомобилю в целом.
Вторая группа отличий КР от из-
готовления новых автомобилей и аг-
регатов характеризуется повышен-
ной сложностью выполнения отдель-
ных (общих для обоих производств)
видов работ. Здесь имеются в виду
работы по сборке объектов и по их
окраске, а также по техническому
контролю в процессе производства.
Отличительной особенностью сборки
при ремонте является использование
деталей трех категорий: восстанов-
ленных, годных и новых.
На заводах-изготовителях автомо-
бильной техники на сборку поступа-
ют только новые детали, т. е. дета-
ли одной категории. Применение
13
при ремонтной сборке деталей трех
категорий существенно усложняет
процесс комплектования деталей
для агрегатов и узлов с целью обес-
печения заданных техническими ус-
ловиями значений зазоров и натя-
гов у сопрягаемых пар деталей. Ус-
ложнение окраски при капитальном
ремонте объясняется необходимо-
стью проведения в предварительном
порядке работ по удалению старых
лакокрасочных покрытий и различ-
ных загрязнений эксплуатационного
происхождения с подлежащих ок-
раске изделий. При производстве
автомобилей и агрегатов такой не-
обходимости нет.
Функции технического контроля
при ремонте более широкие, чем при
изготовлении новой техники. Кроме
функций, выполняемых в автомоби-
лестроении, при КР осуществляется
еще и контроль поступающего ре-
монтного фонда и новых деталей.
И, наконец, третья группа отли-
чий КР от изготовления автомоби-
лей и агрегатов определяется неста-
бильностью характера и объема ра-
бот, выполняемых при ремонте од-
нотипных объектов, что объясняется
разнородностью технического состо-
яния ремонтного фонда.
2.2. ПРОИЗВОДСТВЕННЫЙ
И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССЫ
КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Проведение КР автомобилей и их
агрегатов в условиях современного
АРП связано с выполнением широ-
кого комплекса разнообразных ра-
бот. При этом наряду с основными
работами, такими, как разборка,
мойка и очистка, дефектация и сор-
тировка, восстановление и изготов-
ление деталей, комплектование и
сборка, испытания и окраска, выпол-
няются и вспомогательные работы:
транспортирование, складские опе-
рации, содержание и ремонт обору-
дования и зданий, технический конт-
роль, материально-техническое снаб-
жение, обеспечение производства
14
инструментом и всеми видами энер-
гии.
Совокупность всех действий лю-
дей и орудий труда, необходимых на
данном предприятии для изготовле-
ния и ремонта продукции, называ-
ется производственным процессом.
Таким образом, под производствен-
ным процессом КР следует пони-
мать совокупность основных и вспо-
могательных работ, выполняемых в
условиях конкретного АРП в целях
превращения неработоспособной
автомобильной техники, достигшей
предельного состояния, в работоспо-
собные объекты с требуемым ресур-
сом.
Часть производственного процес-
са, содержащая целенаправленные
действия по изменению и (или) оп-
ределению состояния предмета тру-
да, называется технологическим
процессом, который может быть от-
несен к изделию, его составной час-
ти или к методам обработки, фор-
мообразования и сборки. К предме-
там труда относятся заготовки и из-
делия. В соответствии с этим на
АРП наряду с понятиями техноло-
гического процесса КР автомобилей
(агрегатов) разрабатываются и осу-
ществляются отдельные технологи-
ческие процессы по основным видам
работ, т. е. технологические процес-
сы разборки, мойки-очистки, де-
фектации, восстановления и изготов-
ления деталей, сборки, испытаний,
окраски. Технологический процесс
состоит из технологических
операций, каждая из которых
представляет законченную часть
технологического процесса, выпол-
няемую на одном рабочем месте.
В свою очередь, технологическая
операция включает ряд элементов.
Технологическим переходом назы-
вают законченную часть технологи-
ческой операции, выполняемую од-
ними и теми же средствами техно-
логического оснащения (оборудова-
ние, оснастка и приспособления)
при постоянных технологических ре-
жиме и установке. Наряду с техно-
логическим переходом имеется вспо-
могательный переход как закончен-
ная часть технологической опера-
ции, состоящая из действий челове-
ка и (или) оборудования, которые
не сопровождаются изменением
свойств предметов труда, но необ-
ходимы для выполнения технологи-
ческого перехода (например, за-
крепление заготовок, смена инстру-
мента). У станов — часть технологи-
ческой операции, выполняемая при
неизменном закреплении обрабаты-
ваемых затоговок или собираемой
сборочной единицы. Позицией назы-
вается фиксированное положение,
занимаемое неизменно закреплен-
ной заготовкой или собираемой сбо-
рочной единицей совместно с при-
способлением относительно инстру-
мента или неподвижной части обо-
Рис. 2.2. Принципиальная схема технологического процесса капитального ремонта гру-
зового автомобиля
15
рудования при выполнении опреде-
ленной части операции. Перемеще-
ние инструмента относительно заго-
товки сопровождается изменением
формы, размеров, качества поверх-
ности и свойств заготовки. Вспомо-
гательный ход — законченная часть
технологического перехода, состоя-
щая из однократного перемещения
инструмента относительно заготов-
ки, необходимого для подготовки ра-
бочего хода. К элементам технологи-
ческой операции относится прием
как законченная совокупность дей-
ствий человека, применяемых при
выполнении перехода или его части
и объединенных одним целевым
назначением (например, установка
изделия в приспособление, включе-
ние оборудования).
Рассмотрим технологический про-
цесс КР грузового автомобиля (рис.
2.2). С принятого в ремонт автомо-
биля снимают аккумуляторные ба-
тареи, приборы питания и электро-
оборудование и направляют его на
площадку хранения ремонтного
фонда. После этого автомобиль бук-
сиром переводят на транспортирую-
щий конвейер поста мойки. После
наружной мойки автомобиль пода-
ют на пост предварительной разбор-
ки, где с него снимают платформу,
колеса, спинки и сиденья, стекла,
обивку и арматуру кабины и саму
кабину, а также топливные баки.
Снятые части направляют на соот-
ветствующие посты для ремонта.
Следующий комплекс работ выпол-
няется в порядке подготовки авто-
мобиля к полной разборке и вклю-
чает его повторную мойку, слив
масла из картеров двигателя, короб-
ки передач, заднего моста, механиз-
ма управления и выпаривание кар-
теров с помощью водяного пара.
Перемещаемый транспортером ав-
томобиль в дальнейшем поступает
на посты полной разборки. Здесь с
него снимают механизм управления,
силовой агрегат, карданные валы,
передний и задний мосты, узлы под-
вески и привод тормозной системы.
Все снятые агрегаты и узлы направ-
16
ляют на специализированные участ-
ки. (цехи) и посты для последующего
ремонта. Оставшуюся в конце раз-
борки раму автомобиля подвергают
мойке и отправляют в ремонт.
Рассмотренные группы работ со-
ставляют первый этап КР автомо-
биля — его разборку и мойку.
Второй этап — это ремонт агре-
гатов и узлов. На этом этапе выпол-
няются: разборка агрегата (узла),
мойка и очистка деталей, дефекта-
ция их, восстановление деталей,
сборка агрегата (узла), его испыта-
ние, обкатка и окраска. Однако, как
видно из схемы, этот перечень работ
выполняется не по всем агрегатам
и узлам, что объясняется особенно-
стями назначения и устройства узла
или агрегата.
Разборка узлов и агрегатов пред-
ставляет собой очень важный и от-
ветственный процесс, так как от ка-
чества его выполнения зависит со-
хранность деталей, а следовательно,
и объем работ по их восстановле-
нию.
После разборки агрегатов и узлов
детали подвергают мойке и очистке
от таких загрязнений, как нагар, на-
кипь, старая краска, продукты кор-
розии, коксовые и смолистые от-
ложения.
В результате дефектации и сорти-
ровки деталей выясняется возмож-
ность их последующего использова-
ния в агрегате или узле, определя-
ются объем и характер восстанови-
тельных работ и количество потреб-
ных новых деталей.
Восстановление деталей является
основным видом работ на АРП. От
принятых на заводе организации и
технологии восстановления деталей
зависят качество и экономическая
эффективность ремонта. В настоя-
щее время именно работы по вос-
становлению деталей в наибольшей
мере нуждаются в реализации но-
вейших достижений науки, в ускоре-
нии научно-технического прогрес-
са. Сборка узлов и агрегатов наря-
ду с восстановлением деталей пред-
ставляет собой важнейшее условие
обеспечения необходимого качества
ремонта при оптимальных производ-
ственных затратах.
Сложность качественной сборки
при ремонте, как это отмечалось ра-
нее, обусловливается использовани-
ем на сборке деталей различных ка-
тегорий. На сборку детали подаются
комплектами. Комплектование дета-
лей выполняют комплектовочные
отделения. Сборку двигателей про-
изводят на поточных линиях, других
агрегатов — на специализированных
постах.
Испытания агрегатов и узлов про-
водятся с целью проверки качества
их сборки и соответствия выходных
характеристик требованиям техни-
ческих условий на ремонт, а также
для обеспечения предварительной
приработки подвижно сопряженных
деталей.
Окраска отремонтированных аг-
регатов и узлов производится, как
правило, после испытания и устра-
нения дефектов перед общей сбор-
кой автомобиля. Окраску платфор-
мы и кабины выполняют сразу пос-
ле восстановления. Колеса окраши-
вают до сборки (шиномонтажных
работ). После испытаний и окраски
агрегаты и узлы предъявляют пред-
ставителю отдела технического кон-
троля. Отремонтированные агрегаты
и узлы в последующем направляют
на общую сборку автомобиля через
промежуточные цеховые кладовые
или минуя их.
Третьим этапом технологического
процесса КР автомобиля является
его общая сборка, которая ведется
из отремонтированных агрегатов и
узлов на специализированных по-
стах или на поточных линиях. После
общей сборки автомобиль заправля-
ют топливом и подают на испыта-
ния, представляющие собой четвер-
тый этап технологического процес-
са КР. Испытания проводятся про-
бегом или на испытательных стен-
дах с беговыми барабанами. Во
время испытаний производятся не-
обходимые регулировки и устраня-
ются обнаруженные неисправности.
После испытаний в дорожных усло-
виях автомобиль подвергают мойке.
При обнаружении в ходе испытаний
неисправностей, не устраняемых ре-
гулировкой, автомобиль направля-
ют на пост устранения дефектов.
Полностью исправный автомобиль
при необходимости подкрашивают
и сдают представителю отдела тех-
нического контроля или непосредст-
венно заказчику.
2.3. ПУТИ СОВЕРШЕНСТВОВАНИЯ
ТЕХНОЛОГИИ РЕМОНТА АВТОМОБИЛЕЙ
В повышении качества и эффек-
тивности КР автотранспортных
средств решающую роль играет со-
вершенствование технологии всех
видов ремонтных работ.
Совершенствование технологиче-
ского процесса разборки должно ид-
ти в направлении повышения произ-
водительности и качества разборки
резьбовых, заклепочных и прессовых
соединений. Для этого целесообраз-
но перед разборкой вводить в резь-
бовые соединения поверхностно-ак-
тивные вещества или разделяющие
среды, облегчающие разборку и
предохраняющие детали от срыва
резьбы.
Улучшение разборки заклепочных
соединений возможно за счет раз-
работки и применения механизиро-
ванных устройств для высверлива-
ния заклепок или срезания их голо-
вок. При разборке прессовых соеди-
нений необходимо более широко
применять приспособления, а также
пневматические и гидравлические
прессы.
В улучшении разборочных работ
важное значение имеет применение
совершенных гайковертов и удобных
разборочных стендов и кантовате-
лей. Особое внимание при совершен-
ствовании разборочных работ долж-
но быть уделено применению робо-
тотехнических комплексов.
Качество моечно-очистных работ
может быть значительно улучшено
за счет использования новых эф-
17
фективных моющих растворов и вы-
сокопроизводительных устройств.
Новые моющие растворы должны
обладать высокой моющей способ-
ностью по отношению к различным
видам загрязнений, обеспечивать их
быстрое удаление, не оказывать
вредного воздействия на детали и
быть безопасными для работающих.
В новых моечных устройствах дол-
жны использоваться интенсифици-
рующие факторы — вибрации, уль-
тразвуковые колебания, твердые
очищающие компоненты в моющих
составах и пр.
В интересах охраны природной
среды и экономии воды моечно-очи-
стные системы рекомендуется соз-
давать по замкнутому типу с реге-
нерацией и многократным исполь-
зованием моющих составов. Про-
грессивным следует считать приме-
нение наружной мойки автомобиля
методом погружения в горячие мою-
щие составы, при котором совмеща-
ется наружная мойка автомобиля с
мойкой агрегатов, вываркой рам и
кабин.
Совершенствование процесса де-
фектации предполагает, с одной
стороны, внедрение новых, более
совершенных средств обнаружения
дефектов, а с другой — разработку
и использование рационального по-
рядка контроля, обеспечивающего
надежную оценку состояния дета-
лей при наименьшем количестве
проверок. Необходимо разрабаты-
вать и внедрять автоматизирован-
ные системы дефектации.
Решающим условием дальнейше-
го улучшения технологии КР следу-
ет считать совершенствование тех-
нологических процессов восстанов-
ления деталей и в первую очередь
базовых и основных деталей авто-
мобиля и его агрегатов. В деле со-
вершенствования технологии вос-
становления важное значение имеет
повышение ремонтопригодности из-
делий в процессе разработки и из-
готовления базовых и основных де-
талей за счет внедрения в производ-
ство таких конструкций, которые по-
18
зволили бы широко использовать
при ремонте методы замены изно-
шенной части и механической обра-
ботки деталей под ремонтные раз-
меры.
Новые технологические процессы
восстановления деталей наряду с
обеспечением высокого качества ре-
монта должны удовлетворять требо-
ванию экономии всех видов ресур-
сов.
Совершенствование процессов
сборки требует: улучшения моечно-
очистных операций, производимых
непосредственно перед сборкой де-
талей; повышения технических тре-
бований на комплектование дета-
лей, более широкого применения ме-
тода групповой взаимозаменяемо-
сти; установления оптимальных ре-
жимов выполнения всех видов сое-
динения деталей. В процессе сборки
необходимо более широко внедрять
средства механизации и автомати-
зации. В условиях крупносерийного
и массового производств должны
получить применение роботы и ма-
нипуляторы.
Основные мероприятия по совер-
шенствованию испытаний автомоби-
лей и агрегатов после КР должны
быть направлены на разработку и
внедрение технологических процес-
сов автоматизированных испыта-
ний, а также на ускорение и повы-
шение качества приработки. Пер-
спективным направлением в совер-
шенствовании системы испытаний
автомобилей и агрегатов в процес-
се ремонта является создание на
АРП диагностических станций для
комплексной проверки автомобилей
или агрегатов до и после ремонта.
Использование таких станций по-
зволит более достоверно оценивать
состояние ремонтного фонда и необ-
ходимый объем ремонтных работ и
объективно судить о качестве про-
веденного ремонта.
Технологический процесс окраски
объектов после ремонта должен
быть совершенным на всех стадиях
(грунтование, общее и местное шла-
клевание, окрашивание и сушка) в
интересах улучшения качества по-
крытия и повышения производи-
тельности работ. С этой целью реко-
мендуется для деталей, к внешнему
виду которых не предъявляется вы-
соких требований (рама, рессоры и
т. п.), применять окраску окунани-
ем. При покрытии краской других
частей автомобиля в качестве про-
грессивных способов рекомендуется
применять вместо пневматического
безвоздушное распыление под боль-
шим давлением, окраску распыле-
нием в электростатическом поле и в
ваннах с электрофорезом. Перспек-
тивными способами сушки являют-
ся терморадиационная сушка с ис-
пользованием инфракрасных лучей
и терморадиационно-конвективная.
Глава 3
ОСНОВЫ ОРГАНИЗАЦИИ КАПИТАЛЬНОГО РЕМОНТА
АВТОМОБИЛЕЙ
3.1. ОРГАНИЗАЦИЯ РЕМОНТА
ПОДВИЖНОГО СОСТАВА
АВТОТРАНСПОРТА
Проведение капитальных ремон-
тов подвижного состава автомо-
бильного транспорта организует-
ся по территориальному принципу:
каждое АРП выполняет ремонты
для АТП, размещающихся в опреде-
ленной территориальной зоне. Та-
кой порядок способствует сокра-
щению потерь времени и средств на
транспортирование техники в связи
с ремонтом.
Число АРП и места их располо-
жения зависят в основном от коли-
чества автотранспортных средств
и условий их использования и раз-
мещения, а также от производствен-
но-технических, социально-экономи-
ческих, демографических и других
особенностей в обслуживаемой зоне.
Основанием для рассмотрения во-
проса о направлении автомобилей и
агрегатов в КР является достиже-
ние ими установленной доремонтной
и межремонтной наработки. Утвер-
жденные нормы наработки до КР
для автомобилей и их агрегатов счи-
таются минимальными. Организа-
ция и проведение ТО и ТР автомо-
бильной техники должны обеспечи-
вать их перекрытие.
Направление автомобилей и аг-
регатов в КР производится на ос-
новании тщательного анализа их
действительного технического сос-
тояния с учетом наработки с нача-
ла эксплуатации до или после КР,
а также расхода запасных частей.
Доставка отремонтированных ав-
томобилей и агрегатов на АТП и ре-
монтного фонда на АРП осущест-
вляется партиями в плановом по-
рядке. Отремонтированные автомо-
били и агрегаты должны выдавать-
ся авторемонтными предприятиями
в порядке прямого обмена на объ-
екты, сдаваемые в ремонт.
Техническое состояние и комплек-
тность подвижного состава и его аг-
регатов при сдаче в КР авторемонт-
ным предприятиям и при получении
из ремонта должны соответствовать
действующим единым техническим
условиям.
Автомобили, непригодные по тех-
ническому состоянию ни к дальней-
шему использованию, ни к КР и от-
служившие установленные аморти-
зационные сроки, списываются.
3.2. КЛАССИФИКАЦИЯ РЕМОНТНЫХ
ПРЕДПРИЯТИЙ
КР автотранспортных средств вы-
полняют различные АРП, которые
в зависимости от масштаба произ-
водства, назначения (специализа-
ции) и типа производства класси-
фицируются следующим образом.
По масштабу производства АРП
19
делятся на две группы: ремонтные
заводы и ремонтные мастерские. По
основному назначению с учетом спе-
циализации АРП могут быть разде-
лены на виды, каждый из которых
определяется номенклатурой товар-
ной продукции. Различают следую-
щие виды авторемонтных предприя-
тий:
по ремонту автомобилей, для ко-
торых товарной продукцией явля-
ются отремонтированные автомо-
били;
по ремонту полнокомплектных ав-
томобилей и агрегатов, выпускаю-
щих отремонтированные автомо-
били и комплекты агрегатов, вклю-
чая или исключая двигатели;
по ремонту автомобилей на всех
готовых агрегатах или только при
готовом двигателе — здесь товарную
продукцию составляют отремонти-
рованные автомобили;
по ремонту полного или неполно-
го комплекта автомобильных агре-
гатов, товарной продукцией кото-
рых могут быть полный комплект
агрегатов автомобиля, агрегаты ог-
раниченной номенклатуры или толь-
ко двигатели и силовые агрегаты;
по ремонту и изготовлению полно-
комплектного прицепного состава,
для которых товарной продукцией
являются отремонтированные и из-
готовленные прицепы и полупри-
цепы;
по восстановлению деталей или
по ремонту отдельных сборочных
единиц (аккумуляторные батареи,
приборы электрооборудования и пи-
тания, кузова, кабины, рамы, рессо-
ры, шины, карданные валы, радиа-
торы и т. п.), товарной продукцией
которых являются восстановленные
детали и отремонтированные сбо-
рочные единицы.
Тип производства — классифика-
ционная категория производства,
выделяемая по признакам широты
номенклатуры, регулярности, ста-
бильности и объема выпуска продук-
ции. Различают единичное, серий-
ное, массовое производство. Одной
из основных характеристик типа
20
производства является коэффици-
ент закрепления операций, количест-
венно представляющий собой отно-
шение числа всех различных опера-
ций, выполняемых в течение месяца,
к числу рабочих мест.
Единичное производство характе-
ризуется малым объемом выпуска
одинаковых изделий, повторное из-
готовление и ремонт которых, как
правило, не предусматриваются.
При единичном производстве, что
характерно для ремонтных мастер-
ских, автомобили и агрегаты ремон-
тируются, как правило, необезли-
ченным методом. Применяемое обо-
рудование и инструмент имеют уни-
версальное назначение, расстановка
оборудования производится по груп-
повому принципу, уровень механи-
зации процессов низкий, квалифи-
кация рабочего персонала высокая
и широкопрофильная.
Серийное производство характе-
ризуется изготовлением или ремон-
том изделий периодически повторя-
ющимися партиями. В зависимости
от количества изделий в партии или
серии и значения коэффициента за-
крепления операций различают мел-
ко-, средне- и крупносерийное про-
изводства. Коэффициент закрепле-
ния операций принимается равным
для мелкосерийного производства
20.. .40, для среднесерийного про-
изводства 10.. .20, для крупносерий-
ного 1...10. Для серийного типа
производства характерно примене-
ние универсального оборудования со
специальными приспособлениями и
инструментом. Для средне- и круп-
носерийного производств свойствен-
но применение поточного метода
ремонта. Технологическое оборудо-
вание в условиях серийного произ-
водства размещается смешанно —
по групповому и поточному принци-
пам. Уровень квалификации рабо-
чих колеблется в широких пределах
и с возрастанием серийности пони-
жается.
Массовое производство характе-
ризуется большим объемом выпуска
изделий, непрерывно изготовляемых
или ремонтируемых продолжитель-
ное время, в течение которого на
большинстве рабочих мест выполня-
ется одна рабочая операция. Коэф-
фициент закрепления операций для
массового производства принимают
равным 1. Закрепление за каждым
рабочим местом одной технологиче-
ской операции позволяет применять
конвейеры, широко использовать
специальное оборудование, механи-
зировать и автоматизировать трудо-
емкие процессы. Требования к уров-
ню квалификации рабочих при этом
существенно снижаются.
На принципах единичного произ-
водства осуществляются ремонт
большегрузных автомобилей и раз-
номарочных автобусов в авторемон-
тных мастерских, а также ремонт и
изготовление прицепного состава на
заводах и в мастерских. Серийное
производство характерно для ре-
монта основных типов автомобилей
и агрегатов на ремонтных заводах.
К условиям массового производства
приближается ремонт двигателей и
других агрегатов и сборочных еди-
ниц на специализированных ремонт-
ных заводах с большим установив-
шимся объемом выпуска продукции.
3.3. СТРУКТУРА АВТОРЕМОНТНЫХ
ПРЕДПРИЯТИЙ
Структура АРП определяется в
основном производственной прог-
раммой, объемом и характером вы-
полняемых ремонтных работ, а так-
же группой предприятия по оплате
труда. Наибольший перечень работ
и соответственно наиболее развитая
организационная структура харак-
терны для предприятий серийного
типа по КР полнокомплектных авто-
мобилей.
Организационная структура та-
кого предприятия включает руковод-
ство (директор, главный инженер,
заместители директора), подразде-
ления управления производством
(производственно-диспетчерский от-
дел), службы и подразделения глав-
ного инженера (службы главного
конструктора, главного технолога,
главного механика и главного энер-
гетика, отдел механизации и авто-
матизации производственных про-
цессов, заводская лаборатория),
подразделения обеспечения произ-
водства (бухгалтерия, планово-эко-
номический отдел, отдел техничес-
кого контроля, отдел труда и зара-
ботной платы, отдел кадров), под-
разделения снабжения и сбыта (ад-
министративно-хозяйственный от-
дел, отдел снабжения, отдел сбыта,
транспортный отдел и др.), произ-
водственные подразделения (основ-
ные производственные цехи или уча-
стки, службы вспомогательного про-
изводства и склады).
Рассмотрим производственные
подразделения АРП.
Разборочный цех включает уча-
стки:
разборочно-моечный, на котором
производятся подразборка и раз-
борка, предварительная и оконча-
тельная мойка автомобилей и агре-
гатов, мойка и очистка деталей;
контрольно-сортировочный, где
детали дефектуются и сортируются
на группы годных, подлежащих вос-
становлению, и негодных, а также
назначаются маршруты их восста-
новления.
Имеются склады деталей, ожида-
ющих ремонта, для учета и хране-
ния подлежащих восстановлению
деталей и для комплектования пар-
тий деталей по маршрутам восста-
новления.
Сборочный цех состоит из участ-
ков:
комплектовочного и слесарно-под-
гоночного, на котором осуществля-
ются номенклатурный подбор дета-
лей для сборочных групп, комплек-
тование пар деталей для групповой
сборки и слесарно-подгоночные ра-
боты;
агрегатно-сборочного, на котором
собираются, испытываются и окра-
шиваются все агрегаты, за исключе-
нием двигателя;
двигателей, предназначенного для
21
сборки, испытаний и окраски двига-
телей;
рамного, где разбираются, пере-
клепываются и окрашиваются ра-
мы;
сборки автомобилей, где осущест-
вляется сборка автомобилей из аг-
регатов;
регулировочного, на котором про-
изводится испытание автомобилей
и устраняются обнаруженные неис-
правности;
медницко-радиаторного, где вос-
станавливаются радиаторы, топлив-
ные баки и трубопроводы;
шиномонтажного и шиноремонт-
ного для восстановления колес, по-
крышек и камер, балансировки и
окраски колес;
по ремонту электрооборудования,
где проводятся работы по ремонту
электроагрегатов, приборов и элек-
тропроводки автомобиля;
приборов питания, на котором ре-
монтируются топливные насосы,
карбюраторы, форсунки;
аккумуляторного для ремонта и
заряда аккумуляторных батарей.
Кузовной цех имеет следующие
участки:
деревообделочный, где сушится и
обрабатывается древесина для де-
ревянных платформ;
по ремонту деревянных платформ;
по ремонту металлических плат-
форм и кузовов автомобилей-само-
свалов, на котором очищаются, ре-
монтируются и окрашиваются ме-
таллические платформы и кузова;
жестяницкий и арматурно-слесар-
ный, где восстанавливаются крылья,
двери кабины, арматура кабины,
брызговики с применением свароч-
ных работ и полимерных материа-
лов и проводится подготовка к их
окраске;
малярный, где окрашиваются ка-
бины, все кузовные детали и узлы;
обойный, предназначенный для
ремонта подушек и спинок сидений
и обивки кабины автомобиля.
Цех восстановления и изготовле-
ния деталей включает участки:
кузнечно-рессорный, где ремонти-
руются упругие элементы подвесок
с устранением остаточных деформа-
ций, восстанавливаются детали
других узлов методом пластическо-
го деформирования; сварочный, на
котором осуществляется восстанов-
ление деталей с применением раз-
личных видов сварки;
гальванический, предназначенный
для размерного и декоративного по-
крытия деталей гальваническим
способом;
металлизационный, где восста-
навливаются изношенные детали
напылением расплавленного метал-
ла;
восстановления деталей с приме-
нением синтетических материалов;
термический для термической и
химико-термической обработки де-
талей;
слесарно-механический, служа-
щий для восстановления деталей ме-
ханической и слесарной обработ-
кой.
Участки вспомогательного произ-
водства:
инструментальный, на котором
изготавливаются и ремонтируются
средства технологической оснастки
и инструмента, затачивается режу-
щий инструмент, хранятся и выда-
ются приспособления и инструмент;
ремонтно-механический отдела
главного механика, предназначен-
ный для обслуживания и ремонта
технологического оборудования и
санитарно-технических установок, а
также для изготовления нестандар-
тизированного оборудования;
электроремонтный, осуществляю-
щий ремонт электродвигателей и
электрических установок, ремонт и
обслуживание компрессорных си-
стем, уход за осветительной сетью;
ремонтно-строительный, выполня-
ющий работы по обслуживанию и
ремонту водопровода, канализации,
очистных систем, зданий, сооруже-
ний и подъездных путей.
Общезаводские склады служат
для приемки, переработки, хранения
и выдачи различных материалов и
полуфабрикатов. К общезаводским
22
складам относят склады материа-
лов и химикатов, металла, запасных
частей, лесоматериалов, ремонтного
фонда, готовой продукции, топлива
и смазки, утиля.
3.4. ОСНОВЫ ОРГАНИЗАЦИИ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
НА АВТОРЕМОНТНОМ ПРЕДПРИЯТИИ
Исходными данными для органи-
зации производственного процесса
КР автомобилей и агрегатов явля-
ются производственная программа
предприятия по видам ремонтируе-
мых объектов и принимаемые тех-
нологические процессы ремонта.
В условиях АРП возможно при-
менение различных организацион-
ных форм выполнения ремонтных
работ:
ремонт на универсальных постах;
ремонт на специализированных
постах;
поточный ремонт автомобилей и
агрегатов.
Ремонт на универсальных постах
производится в том случае, если
производственная программа по
данному типу изделий мала, а их
конструкция не допускает обезличи-
вания составных частей. Эта форма
организации ремонта является при-
митивной и применяется обычно в
условиях небольших мастерских.
При ней весь ремонт выполняется
одной бригадой рабочих, которая
производит все работы от начала до
конца. Детали, требующие для вос-
становления специального оборудо-
вания, которого нет на универсаль-
ных постах, направляются на соот-
ветствующие участки предприятия.
Недостатками такой формы явля-
ются длительный простой объекта в
ремонте, потребность в высококва-
лифицированной рабочей силе и вы-
сокая стоимость ремонта. Ее поло-
жительной стороной считается срав-
нительная простота организации ра-
бот и определенность исполнителя,
отвечающего за качество выполнен-
ных работ.
При значительной производствен-
ной программе ремонт организуется
на специализированных постах.
В условиях такой организации ра-
бот на каждом посту выполняется
ремонт одного узла или совокуп-
ность заранее определенных техно-
логических операций. Применение
специализированных постов позво-
ляет повысить производительность
труда, снизить требования к уровню
квалификации рабочих и уменьшить
за счет этого стоимость ремонта.
Эта форма организации работ при-
меняется на ремонтных заводах и в
крупных мастерских по ремонту ав-
тотранспортных средств.
Наиболее совершенной и поэтому
наиболее распространенной формой
организации производства является
поточная. Поточное производство —
производство, характеризуемое рас-
положением средств технологичес-
кого оснащения в последовательно-
сти выполнения операций техноло-
гического процесса и определенным
интервалом выпуска изделий. При
этой форме технологические опера-
ции закрепляются за рабочими по-
стами, расположенными в последо-
вательном порядке согласно техно-
логическому процессу ремонта. Пе-
ремещение объектов осуществляет-
ся механизированным способом не-
прерывно или с перерывом через
некоторые промежутки времени, со-
ответствующие такту выпуска про-
дукции. Такт выпуска — интервал
времени, через который периодиче-
ски производится выпуск изделий
или заготовок определенного наиме-
нования, типоразмера и исполнения.
Поточное производство требует рит-
мичной синхронной работы всех ра-
бочих постов, четкого и бесперебой-
ного функционирования всех произ-
водственных подразделении пред-
приятия, обслуживающих поточные
линии. Поточная форма организа-
ции работ обеспечивает наивысшую
производительность труда, не требу-
ет использования высококвалифи-
цированных рабочих и, следователь-
но, снижает стоимость ремонта.
3.5. ОСНОВЫ ОРГАНИЗАЦИИ
РАБОЧИХ МЕСТ
Рабочее место — элементарная
единица структуры предприятия,
где размещены исполнители рабо-
ты, технологическое оборудование,
часть конвейера, оснастка и предме-
ты труда.
Это первичное и основное звено
производства. Правильная органи-
зация рабочего места предполагает
четкое определение объема и харак-
тера выполняемых на нем работ, не-
обходимое оснащение, рациональ-
ную планировку, систематическое
обслуживание, благоприятные и без-
опасные условия труда.
На каждое рабочее место состав-
ляется паспорт, в котором указыва-
ются: содержание выполняемой
работы,годовое задание в человеко-
часах, режим и условия работы, пла-
нировка, оснащение и порядок об-
служивания рабочего места и поря-
док размещения на нем обрабаты-
ваемых изделий.
Оснащение рабочего места осу-
ществляется по утвержденной тех-
нической документации на выполне-
ние работ. Оно включает организа-
ционную и технологическую оснаст-
ку. К организационной оснастке от-
носятся: устройства для хранения и
размещения при работе инструмен-
та, приспособлений, чертежно-тех-
нической документации и предметов
ухода за рабочим местом (верста-
ки, инструментальные шкафы, шта-
тивы и т. д.); устройства для вре-
менного размещения на рабочем ме-
сте заготовок, деталей, узлов и аг-
регатов (стеллажи, подставки, спе-
циальная тара и т. д.); устройства
для обеспечения наиболее удобной
рабочей позы и безопасных условий
труда (подъемно-поворотные стулья,
решетки под ноги, упоры для ног и
подлокотники, щитки, защитные эк-
раны и очки, крючки для снятия
стружки и т. д.); средства для под-
держания чистоты и порядка и обес-
печения благоприятных условий тру-
да (щетки, сметки, совки, урны для
24
отходов, короба для стружки); све-
тильники для местного освещения,
местные вентиляционные и пылеот-
сасывающие устройства и пр.; подъ-
емные механизмы и устройства для
межоперационного транспортирова-
ния изделий (тележки, рольганги,
скаты и др.).
Количество и номенклатура орга-
низационной оснастки должны обес-
печивать непрерывность работы, ее
высокую производительность и удоб-
ства.
Количество и номенклатура
средств технологической оснастки на
рабочем месте определяются рабо-
тами по принятому технологическо-
му процессу. Технологическое осна-
щение включает оборудование и ос-
настку, измерительный, режущий,
монтажный и вспомогательный ин-
струмент, а также техническую до-
кументацию. Средства технологи-
ческого оснащения на рабочем ме-
сте должны размещаться в опреде-
ленном, удобном для работы поряд-
ке с тем, чтобы исключить потери
времени на поиски и перекладыва-
ние с места на место.
Для осуществления мероприятий
по совершенствованию организации
рабочих мест 2 раза в год проводят
комплексный анализ условий труда.
По результатам анализа разраба-
тывают мероприятия с целью совер-
шенствования рабочих мест.
В последние годы в промышлен-
ности получила широкое примене-
ние практика аттестации рабочих
мест. Аттестация проводится перио-
дически в плановом порядке и
имеет целью оценку степени соот-
ветствия рабочего места передовой
технологии и разработку мероприя-
тий по его совершенствованию.
Такая аттестация, проводимая по
рабочим местам всей технологиче-
ской цепочки, позволяет за счет
улучшения оснащения рабочих мест
и рационализации объема и харак-
тера выполняемых на них работ по-
высить производительность труда,
улучшить качество продукции и
уменьшить численность рабочих.
3.6. ОРГАНИЗАЦИЯ КОНТРОЛЯ
КАЧЕСТВА НА АВТОРЕМОНТНОМ
ПРЕДПРИЯТИИ
Контроль качества продукции за-
ключается в проверке соответствия
показателей качества продукции ус-
тановленным требованиям, зафик-
сированным в стандартах, техниче-
ских условиях, паспорте изделия
или других документах. Для конт-
роля качества продукции на АРП
организуется служба технического
контроля качества. Основная общая
ее задача заключается в предотвра-
щении выпуска отремонтированных
объектов, не соответствующих уста-
новленным требованиям, при мини-
мальном уровне внутризаводско-
го брака. Частные задачи службы
технического контроля авторемонт-
ного предприятия включают:
входной контроль качества посту-
пающих на предприятие сырья, ма-
териалов, полуфабрикатов и ком-
плектующих изделий;
контроль точности применяемых
технологических процессов и точно-
сти используемых технологического
оборудования и технологической ос-
настки;
контроль качества изготавливае-
мых на предприятии инструмента и
средств технологической оснастки;
инспекционный контроль хране-
ния сырья, материалов и полуфабри-
катов;
приемочный контроль деталей, уз-
лов, агрегатов и автомобилей после
ремонта;
клеймение принятой и забрако-
ванной продукции и ее докумен-
тальное оформление;
контроль комплектности, упаков-
ки и консервации готовой продук-
ции;
анализ дефектов, появляющихся
в процессе производства и обнару-
живаемых при испытаниях и в экс-
плуатации;
участие в работе по управлению
качеством продукции на предприя-
тии.
Систематизация видов контроля,
используемых в авторемонтном про-
изводстве по основным признакам,
представлена на рис. 3.1. Каждый
вид контроля характеризуется сле-
дующим образом. Входной контроль
служит для контроля продукции по-
ставщика, поступившей к потреби-
телю или заказчику и предназна-
чаемой для использования при из-
готовлении, ремонте или эксплуата-
ции продукции. Операционный кон-
троль — это контроль во время вы-
полнения или после завершения тех-
нологической операции. Приемоч-
ный контроль проводится с целью
принятия решения о пригодности
продукции к поставкам и (или) ис-
пользованию. Инспекционный конт-
роль осуществляется специально
уполномоченными лицами с целью
проверки эффективности ранее вы-
полненного контроля. Сплошной
контроль — контроль каждой еди-
ницы продукции в партии. Выбороч-
ный контроль характеризуется про-
веркой одной или нескольких еди-
ниц из определенной партии или
потока продукции. Летучий конт-
роль проводится в случайное время.
При непрерывном контроле по-
ступление информации о контроли-
руемых параметрах происходит не-
прерывно. Периодический контроль
характеризуется поступлением ин-
формации о контролируемых пара-
метрах через установленные интер-
валы времени. Измерительный кон-
Рис. 3.1. Систематизации видов контроля
по основным признакам
25
троль осуществляется с применени-
ем средств измерений. Регистраци-
онный контроль производится с ре-
гистрацией значений контролируе-
мых параметров продукции или про-
цессов.
Технический осмотр осуществля-
ется в основном при помощи орга-
нов чувств и в случае необходимо-
сти средств контроля, номенклату-
ра которых устанавливается соот-
ветствующей документацией.
Глава 4
УПРАВЛЕНИЕ КАЧЕСТВОМ
РЕМОНТА АВТОМОБИЛЕЙ
4.1. ПОНЯТИЕ О КАЧЕСТВЕ РЕМОНТА
АВТОМОБИЛЕЙ
Отремонтированный автомобиль
представляет собой продукцию ав-
торемонтного производства и дол-
жен обладать определенным каче-
ством. Под качеством продукции
понимается совокупность свойств
продукции, обусловливающих его
пригодность удовлетворять опреде-
ленные потребности в соответствии
с ее назначением. Свойство же про-
дукции — объективная особенность
продукции, которая может прояв-
ляться при ее создании и эксплуа-
тации. Качество продукции высту-
пает как один из факторов эффек-
тивности ее использования (рис.
4.1).
Основу формирования высокого
качества составляет совершенство
производственного процесса ремон-
та автомобилей на АРП. Высокока-
чественное выполнение работ, свя-
занных с производством и ремонтом
автомобилей в условиях социали-
стического общества, обеспечивает-
ся комплексом социальных, органи-
зационных, воспитательных и техно-
логических мероприятий.
Систематическое и планомерное
Рис. 4.1. Факторы, влияющие иа эффектив-
ность использования продукции
осуществление этих мероприятий на-
правлено на улучшение условий
труда и быта трудящихся, повыше-
ние их сознательности, моральной и
материальной заинтересованности
в результатах труда, на совершен-
ствование технической документа-
ции и технологических процессов,
на улучшение организации вспомо-
гательных работ и повышение эф-
фективности технического контро-
ля. Такие комплексы мероприятий
называют системами обеспечения
высокого качества продукции.
На авторемонтных предприятиях
в интересах непрерывного повыше-
ния качества продукции применяют-
ся системы бездефектного изготов-
ления продукции и аттестации ка-
чества продукции.
При системе бездефектного изго-
товления продукции и сдачи ее с
первого предъявления (саратовская
система) непрерывным совершенст-
вованием форм и методов техниче-
ского контроля продукции, органи-
зации и технологии производства,
воспитания и подготовки кадров,
материального и морального поощ-
рения за выпуск продукции высоко-
го качества, персональной ответст-
венности за некачественную продук-
цию обеспечивается выпуск продук-
ции заданного качества, при прием-
ке которой отдел технического конт-
роля (ОТК) или потребитель не об-
наруживает ни одного дефекта.
Аттестация качества продукции
авторемонтного производства пред-
полагает проведение комплекса ор-
ганизационно-технических и эконо-
мических мероприятий, направлен-
26
ных на своевременное внедрение в
производство научно-технических
достижений науки и техники и пла-
номерное повышение качества ре-
монта. Аттестация качества про-
водится специальными аттестацион-
ными комиссиями на основе утверж-
денных методик по пятилетним и
годовым планам аттестации. Аттес-
тационная комиссия проверяет со-
ответствие технического уровня и
качества продукции, условий ее про-
изводства и обеспечения стабильно-
сти качества требованиям, предъяв-
ляемым к продукции соответствую-
щей категории качества. На основа-
нии проведенной работы по аттеста-
ции продукции комиссия определя-
ет ее категорию качества и устанав-
ливает срок действия категории.
Очередная аттестация должна быть
проведена до истечения установлен-
ного срока действия категории.
Свойства, определяющие качество
продукции, характеризуются пока-
зателями. Показатель качества про-
дукции одного или нескольких
свойств продукции, входящих в ее
качество, рассматривается примени-
тельно к определенным условиям ее
создания (ремонта) и эксплуатации.
Показатель, характеризующий одно
из свойств, называется единичным
показателем качества продукции.
Примерами единичного показателя
качества отремонтированного авто-
мобиля могут быть: средний ресурс
автомобилей, выпущенных за год;
среднее квадратическое отклонение
ресурса автомобилей. В первом слу-
чае характеризуется долговечность
автомобилей, во втором однород-
ность автомобилей по долговечно-
сти. Комплексный показатель каче-
ства продукции характеризует не-
сколько ее свойств. Пример такого
показателя — коэффициент готовно-
сти Кг
г Т+Тс
где Т—наработка изделия на отказ (пока-
затель безотказности); Тс — среднее время
восстановления (показатель ремонтопри-
годности) .
Интегральный показатель качест-
ва продукции—показатель качества
продукции, являющийся отношени-
ем суммарного полезного эффекта
от эксплуатации к суммарным за-
тратам на ее создание (ремонт) и
эксплуатацию. Интегральным пока-
зателем качества автомобиля, про-
шедшего КР, может служить удель-
ный пробег на единицу затрат И
Зр + 3Э
где Э — суммарный полезный эффект от
эксплуатации (пробег грузового автомоби-
ля в тонно-километрах после КР); Зр —
суммарные затраты на КР; Зэ — суммар-
ные затраты на эксплуатацию (ТО, ремон-
ты и другие текущие затраты).
Наряду с отмеченными показа-
телями качества продукции для ее
оценки пользуются такими катего-
риями, как: определяющий показа-
тель качества продукции (показа-
тель, по которому принимается реше-
ние оценивать качество); базовое
значение показателя качества про-
дукции (значение показателя, при-
нятое за основу при сравнительной
оценке качества); уровень качества
продукции (относительная характе-
ристика качества, основанная на
сравнении значений показателей
качества оцениваемой продукции
с базовыми значениями соответст-
вующих показателей) и др.
4.2. ПУТИ ПОВЫШЕНИЯ КАЧЕСТВА
И НАДЕЖНОСТИ ОТРЕМОНТИРОВАННЫХ
АВТОМОБИЛЕЙ
Для повышения качества и на-
дежности осуществляется широкий
комплекс разнообразных меро-
приятий, основными из которых яв-
ляются:
применение прогрессивных форм
организации производства;
внедрение высокопроизводитель-
ного механизированного и автома-
тизированного технологического обо-
рудования;
использование технологических
процессов ремонта, основанных на
27
последних достижениях науки и
техники;
совершенствование организации
материально-технического обеспече-
ния предприятий, цехов, участков и
рабочих мест;
применение технической докумен-
тации на ремонт, отвечающей тре-
бованиям действующих государст-
венных стандартов;
строгое Ьоблюдение технологиче-
ской и трудовой дисциплины, обес-
печение точного выполнения произ-
водственного процесса;
систематическое повышение уров-
ня технической подготовки кадров и
совершенствование воспитательной
работы среди рабочих и ИТР;
применение передовых форм оп-
латы труда, материального и мо-
рального стимулирования исполни-
телей;
улучшение социально-бытовых ус-
ловий труда и жизни работников,
создание в рабочих коллективах
предприятий здорового морального
климата и творческой обстановки;
совершенствование форм социа-
листического соревнования отдель-
ных исполнителей и коллективов ра-
ботников;
систематическое совершенствова-
ние рабочих мест на основе плано-
мерного проведения аттестаций их;
внедрение в производство принци-
пов коллективного подряда, широ-
кое использование укрупненных
комплексных хозрасчетных бригад;
совершенствование системы уп-
равления качеством продукции в
условиях авторемонтного предпри-
ятия.
4.3. УПРАВЛЕНИЕ КАЧЕСТВОМ РЕМОНТА
АВТОМОБИЛЕЙ
Управление качеством продук-
ции — действия, осуществляемые
при создании (ремонте) и эксплуа-
тации продукции, в целях установ-
ления, обеспечения и поддержания
необходимого уровня ее качества.
Управление качеством продукции
осуществляется посредством систе-
28
мы управления, представляющей
собой совокупность управляющих
органов и объектов управления. Об-
щее руководство по управлению ка-
чеством продукции в условиях про-
мышленного предприятия осущест-
вляется его директором. Коорди-
нация работ по управлению качест-
вом продукции возлагается на одно
из подразделений в соответствии с
организационной структурой и штат-
ным расписанием предприятия или
на специальную нештатную комис-
сию по качеству с привлечением об-
щественных организаций.
Объектами управления системы
управления качеством продукции
являются комплексы взаимосвязан-
ных организационных, технических,
экономических и социальных меро-
приятий по обеспечению целей уп-
равления качеством продукции. Они
охватывают коллективы людей, тех-
нические устройства, материальные
средства, нормативно-техническую
и планирующую документацию, мас-
сивы (потоки) информации.
Управление качеством продукции
осуществляется на всех стадиях
производства, в процессе управле-
ния предприятием на всех его уров-
нях (предприятие, цех или участок,
рабочее место). Организационно-
технической основой управления
качеством продукции являются пя-
тилетний план и годовой план пред-
приятия, стандарты всех категорий
и технические условия.
Система управления качеством
продукции охватывает все элементы
структуры и все стороны жизнедея-
тельности предприятия, т. е. носит
комплексный характер, и поэтому
называется комплексной системой
управления качеством продукции
(КС УКП).
Для условий авторемонтного про-
изводства разработана и осущест-
вляется комплексная система управ-
ления качеством продукции авторе-
монтного предприятия (КС УКП
АРП). Схема КС УКП АРП показа-
на на рис. 4.2.
Рис. 4.2. Схема комплексной системы управления качеством продукции авторемонтного
предприятия
Функционирование КС УКП АРП
направлено на:
удовлетворение нужд потребите-
лей в продукции авторемонтного
производства оптимального уровня
качества (ресурс не менее 80% от
ресурса нового автомобиля);
планируемое повышение показате-
лей качества; постоянное повыше-
ние надежности продукции;
заводскую аттестацию и повыше-
ние удельного веса аттестованной
продукции;
постоянное совершенствование
организации производства;
разработку и внедрение прогрес-
сивных типов технологического ос-
нащения и передовой ресурсосбере-
гающей технологии;
систематический пересмотр, об-
новление и совершенствование ме-
тодической и нормативно-техничес-
кой документации;
планомерное повышение качества
работы коллективов и отдельных ис-
полнителей.
Для оценки качества продукции
АРП используются такие показате-
ли, как:
полнота выполнения требований
технических условий на КР автомо-
билей;
удельный вес продукции с завод-
ским аттестатом качества;
средний ресурс отремонтирован-
ного объекта.
В целях обеспечения постоянного
и активного управления качеством
на АРП разрабатывается схема тех-
нического контроля, в которой оп-
ределяются детали, рабочие места,
технологические операции, подле-
жащие сплошному или выборочно-
му контролю. Устанавливаются так-
же периодичность, минимальное чис-
ло проверок и проверяющие лица.
Результаты проверок фиксиру-
ются на рабочих местах ежеднев-
но, на участке и в цехе — раз в де-
каду.
Выработка управляющих реше-
ний производится по оценке надеж-
ности отремонтированных автомо-
билей и агрегатов, информация о
чем составляется по данным подкон-
трольной эксплуатации изделий на
автотранспортных предприятиях
(опорных пунктах).
Деятельность АРП по повышению
качества продукции проверяется вы-
шестоящими органами. По резуль-
татам проверки оценивается дея-
тельность АРП по улучшению каче-
ства ремонта и определяется груп-
па предприятия, дающая сравни-
тельную оценку конкретного завода
в системе предприятий министерст-
ва или ведомства.
29
РАЗДЕЛ II
ТЕХНОЛОГИЯ КАПИТАЛЬНОГО РЕМОНТА
АВТОМОБИЛЕЙ
Глава 5
ПРИЕМ АВТОМОБИЛЕЙ И АГРЕГАТОВ В РЕМОНТ
И ИХ НАРУЖНАЯ МОЙКА
5.1. ПРИЕМ АВТОМОБИЛЕЙ
И ИХ АГРЕГАТОВ В РЕМОНТ И ХРАНЕНИЕ
РЕМОНТНОГО ФОНДА
Эффективность КР во многом за-
висит от состояния ремонтного фон-
да, поступающего из эксплуатации,
его качества и комплектности. Со-
стояние ремонтного фонда оказыва-
ет большое влияние на технико-эко-
номические показатели авторемонт-
ного производства, так как оно
обусловливает уровень трудовых и
материальных затрат.
Прием ремонтного фонда от АТП,
передачу его на АРП и поставку от-
ремонтированной продукции на
АТП целесообразно организовывать
через обменные пункты. Использо-
вание обменных пунктов в 1,5. ..2
раза уменьшает транспортные рас-
ходы и значительно повышает рав-
номерность завоза ремонтного фон-
да на АРП.
Автомобиль, его агрегаты и узлы
принимают в ремонт при наличии
наряда на ремонт, выданного выше-
стоящей организацией по представ-
лении следующих документов:
справки о пробеге автомобиля, акта
о его техническом состоянии, техни-
ческого паспорта автомобиля, пас-
порта и карточки на баллоны (толь-
ко для газобаллонных автомоби-
лей). С агрегатами и узлами, поми-
мо наряда на ремонт, сдают: справ-
ку о их техническом состоянии, пас-
порт — только для ранее капиталь-
но ремонтировавшихся двигателей.
30
Автомобили и их составные части,
сдаваемые в КР, должны быть комп-
лектными. Установлены первая и
вторая комплектности автомобилей
и их составных частей, сдаваемых
в капитальный ремонт и получае-
мых из капитального ремонта.
Для пассажирских автомобилей
(автобусов и легковых), грузопасса-
жирских и автомобилей-тягачей уста-
новлена только первая комплект-
ность, для грузовых, специализиро-
ванных и специальных — первая и
вторая; для силовых агрегатов1 в
сборе — первая; для дизельных
двигателей — первая; для карбю-
раторных двигателей — первая и
вторая.
Автомобили первой комплектно-
сти — это полнокомплектные авто-
мобили с кузовами, кабинами, плат-
формами, со всеми составными час-
тями, аппаратурой, приборами и
всеми деталями, предусмотренными
конструкцией конкретного автомо-
биля, включая запасное колесо, без
комплекта инструментов. Допуска-
ются отклонения в комплектности
автомобилей в пределах конструк-
тивных изменений, принятых за пе-
риод выпуска данной модели.
Грузовые, специализированные и
специальные автомобили второй
комплектности отличаются от авто-
мобилей первой комплектности тем,
1 Силовой агрегат — это двигатель пер-
вой комплектности в сборе с коробкой пе-
редач.
что сдаются в ремонт и выдаются
из ремонта без платформы, метал-
лических кузовов, специального обо-
рудования (подъемников, цистерн,
пожарного оборудования и т. п.) и
деталей их крепления на шассн.
Двигатель первой комплектнос-
ти — это двигатель в сборе со всеми
составными частями, установленны-
ми на нем, включая компрессор,
вентилятор, насос гидроусилителя
рулевого управления, сцепление, си-
стему питания (топливную аппара-
туру), приборы систем охлаждения
и смазки, электрооборудование и
приборы системы выпуска газов без
глушителя и приемной трубы.
Двигатель второй комплектно-
сти — это двигатель в сборе со
сцеплением без вентилятора, водя-
ного насоса, компрессора, насоса
гидравлического усилителя рулево-
го привода, воздухоочистителя мас-
ляных фильтров, водяных патруб-
ков, генератора, стартера, карбюра-
тора, топливных насосов, топливо-
проводов, распределителя и свечей
зажигания.
Все остальные агрегаты и узлы
имеют только одну комплектность.
Они должны поступать в ремонт и
выдаваться из ремонта в комплект-
ности, установленной предприятием-
изготовителем.
При приеме в ремонт ремонтного
фонда оформляется приемо-сдаточ-
ный акт в трех экземплярах. В акте
отмечают наименование объекта ре-
монта, его техническое состояние и
комплектность, наименование заказ-
чика, срок сдачи в ремонт. Акт под-
писывается представителями АРП
и заказчиком и заверяется печатью.
Первый и третий экземпляры актов
передаются в отдел сбыта. В даль-
нейшем третий экземпляр приемо-
сдаточного акта вместе с объектом
ремонта передается в производство,
а второй выдается заказчику.
Прием в КР автомобилей, их аг-
регатов и узлов производит предста-
витель АРП, который дает письмен-
ное заключение на приемо-сдаточ-
ном акте о соответствии техническо-
го состояния ремонтного фонда ус-
тановленным требованиям.
Заключение это составляется по
результатам наружного осмотра,
испытаний пробегом до 3 км (толь-
ко для автомобилей), проверки на
контрольно-испытательных стендах
или с применением других средств
объективного контроля и диагности-
ки, а также разборки в необходи-
мом объеме для контроля техниче-
ского состояния составных частей
автомобиля.
Автомобили, принимаемые в ре-
монт, независимо от способа их до-
ставки должны быть в состоянии,
обеспечивающем их передвижение
своим ходом (кроме автомобилей
с аварийными повреждениями), и не
иметь деталей, отремонтированных
способами, исключающими возмож-
ность их последующего использова-
ния или ремонта. Неисправности ав-
томобилей и их составных частей,
принимаемых в капитальный ре-
монт, должны быть следствием нор-
мальной эксплуатации и естествен-
ного износа деталей.
Автомобили, сдаваемые в КР.
должны иметь годные к эксплуата-
ции аккумуляторные батареи, все
колеса, включая запасные, с шина-
ми, накачанными и годными к экс-
плуатации. Шины не должны иметь
каких-либо повреждений. Высота
рисунка протектора шин пассажир-
ских автомобилей должна быть не
менее 1 мм, прочих автомобилей —
не менее 0,5 мм.
В случае отсутствия полного ком-
плекта деталей в составных частях
автомобили и их составные части в
ремонт не принимаются, о чем де-
лается пометка в приемо-сдаточных
актах. Акты направляются на АТП
и в их вышестоящую организацию.
При наличии письменного ходатай-
ства вышестоящей организации за-
казчика и разрешении руководителя
авторемонтного предприятия допус-
кается приемка в капитальный ре-
монт автомобилей с аварийными
повреждениями или неукомплекто-
ванных некоторыми крепежными и
31
мелкими деталями при условии, что
эта некомплектность не ухудшает
технико-эксплуатационных показа-
телей, влияющих на безопасность
движения. Характер и размеры ава-
рийных повреждений и некомплект-
ность указывают в справке о состоя-
нии автомобиля, сдаваемого в ре-
монт, или в акте технического со-
стояния, в приемо-сдаточном акте
и в соответствующей калькуляции
АРП, составляемой в связи с увели-
чением объема и стоимости ремонта
за счет аварийных повреждений или
некомплектности.
В КР не принимаются: грузовые
автомобили любого назначения, ес-
ли их кабины и рамы подлежат спи-
санию; автобусы, легковые и гру-
зопассажирские автомобили, если
их кузова подлежат списанию.
К категории подлежащих списанию
относят кабины, рамы и кузова на
основании дефектов, указанных в
технических требованиях.
Агрегаты и узлы автомобилей,
сдаваемые в ремонт отдельно, не
принимаются в КР, если при прием-
ке обнаружено, что их базовые де-
тали (или основные детали сбороч-
ных единиц, не имеющих базовых
деталей) подлежат списанию в брак
по действующим нормативным до-
кументам на КР автомобилей и аг-
регатов соответствующих моделей.
Сохранность ремонтного фонда на
всех стадиях КР, начиная от прием-
ки и хранения перед разборкой, ока-
зывает большое влияние на эконо-
мику АРП.
Для надлежащей организации
приемки и хранения ремонтного
фонда на авторемонтном предприя-
тии должен быть склад ремонтного
фонда. Этот склад обычно состоит
из площадок для приемки и хране-
ния ремонтного фонда, площадки
для автомобилей, принятых на хра-
нение, площадки для хранения спи-
санных автомобилей. Размер пло-
щадок определяют по расчетному
количеству переходящего запаса с
учетом габаритных размеров храни-
мых автомобилей и агрегатов, нор-
32
мальных проходов, проездов и про-
тивопожарных разрывов между объ-
ектами хранения. Склад ремонтного
фонда должен быть оборудован эс-
такадами для слива смазки из агре-
гатов средствами механизации по-
грузочно-разгрузочных работ.
Опыт ряда АРП показывает, что
для рационального использования
площадей склада ремонтного фонда
целесообразным является многоярус-
ное хранение агрегатов. Для этого
на складе устанавливаются много-
ярусные стеллажи, в ячейках кото-
рых хранятся агрегаты. Установка
на стеллажах и снятие агрегатов, а
также транспортирование их внутри
склада осуществляются кранами-
штабелерами.
Списанные автомобили, передан-
ные в производство для разборки на
запасные части, сопровождаются на-
кладной с отметкой «Списанный ав-
томобиль для разборки». Передача
автомобилей и их составных частей
с площадок хранения ремонтного
фонда в цех разборки производится
по месячному графику, разрабаты-
ваемому производственно-диспет-
черским отделом. Выдача автомо-
билей со склада ремонтного фонда
производится по накладным.
5.2. НАРУЖНАЯ МОЙКА АВТОМОБИЛЕЙ
И ИХ АГРЕГАТОВ
Автомобили, сдаваемые в КР, дол-
жны быть тщательно вымыты и очи-
щены от загрязнений. Агрегаты, по-
ступившие в КР отдельно, должны
быть чистыми, без жидкой смазки,
герметизированы, а неокрашенные
поверхности покрыты консервирую-
щей смазкой.
Мойку автомобиля перед прием-
кой в ремонт проводят на специаль-
ных бетонируемых площадках, ко-
торые оборудованы стоками для
воды, эстакадой, резервуаром для
хранения оборотной воды, грязеот-
стойниками, уловителем нефтепро-
дуктов, маслосборным колодцем.
Очистка объектов ремонта может
выполняться холодной и горячей во-
дой или растворами с добавлением
моющих средств.
В качестве моющих средств для
струйной очистки применяют лабо-
мид-101 или лабомид-102. Рекомен-
дуемая концентрация моющих
средств 10 кг/м3, а температура
65...80 °C.
Тщательная наружная мойка ав-
томобилей и агрегатов является не-
обходимым условием, обеспечиваю-
щим должный осмотр и приемку их
в ремонт.
Глава 6
6.1. ОРГАНИЗАЦИЯ РАЗБОРОЧНЫХ
РАБОТ
В производственном процессе ка-
питального ремонта автомобилей,
их агрегатов и узлов важное место
занимает разборочный процесс, ко-
торый дает авторемонтным пред-
приятиям около 60.. .70% деталей
для повторного использования.
Конечным продуктом разборочно-
го процесса являются детали, кото-
рые в последующем используются в
производстве без ремонта или после
их восстановления, поэтому при
разборке автомобилей, их агрегатов
и узлов необходимо обеспечить мак-
симальную сохранность деталей.
Количество годных деталей, тру-
доемкость восстановления деталей,
требующих ремонта, зависят от ор-
ганизации и технологии выполнения
разборочных работ. Трещины, про-
боины, погнутость, обломы, срыв
резьбы и другие дефекты в деталях
часто появляются в результате на-
рушения технологических приемов
разборки.
Получаемые после разборки раз-
ные группы деталей требуют от про-
изводства разных затрат. Годные
детали обходятся производству при-
мерно в 6. ..10% от их прейскурант-
ной цены, отремонтированные — в
30. ..40%, а замена деталей — в
110.. .150%. Тщательная и качествен-
ная разборка приводит к повышению
сохранности деталей и нормалей,
уменьшению дальнейших операций
ремонта и в конечном счете оказы-
2 Зак. 421
вает влияние на качество и себестои-
мость продукции.
Разборочный процесс — одна из
особенностей авторемонтного про-
изводства. Он представляет собой
совокупность различных операций
по разъединению всех объектов ре-
монта до деталей в определенной по-
следовательности.
Разборочный процесс включает в
себя следующие виды работ: моеч-
но-очистные, собственно разбороч-
ные, подъемно-транспортные, по пе-
ремещению объектов ремонта и
контрольно-сортировочные. От об-
щей трудоемкости разборочного
процесса на долю собственно раз-
борочных работ приходится 60...
65%.
Разборка автомобилей при капи-
тальном ремонте производится по
следующей схеме: общая разборка
автомобиля на агрегаты, узлы и
детали; разборка агрегатов на узлы
и детали; разборка узлов и сбороч-
ных единиц на детали.
Разборка автомобилей начинает-
ся со снятия капота, кузова, опере-
ния, топливных баков, радиаторов,
приборов электрооборудования и
топливной аппаратуры. Затем отсое-
диняют механизмы управления и
пуска двигателя, выключения сцеп-
ления, рулевого управления, управ-
ления тормозами и др. После этого
с рамы снимают двигатель, коробку
передач и т. п. В последнюю очередь
отсоединяют ходовую часть автомо-
биля (передний и задний мост) и на
месте разборки остается одна рама.
33
Рис. 6.1. Схема разборки автомобиля
Общая схема разборки автомобиля
приведена на рис. 6.1.
Организационные формы разбо-
рочного процесса. На разборочный
процесс существенное влияние ока-
зывает его организация. Разборка в
зависимости от объема производст-
ва может быть организована на ста-
ционарных постах или на поточных
линиях.
Пост — это часть производствен-
ной площади, предназначенная для
выполнения определенных операций
технологического процесса, на кото-
рый имеется необходимое оборудо-
вание, приспособления и инстру-
мент. На посту может быть одно или
несколько рабочих мест.
Рабочим местом называется зона
трудовой деятельности одного или
нескольких рабочих. Отдельная еди-
ница оборудования, обслуживаемая
одним или несколькими рабочими,
например стенд для разборки дви-
гателя, считается одним рабочим
местом. Каждая позиция конвейера
независимо от числа рабочих на
данной позиции считается одним ра-
бочим местом.
Основными организационными
формами разборки (рис. 6.2) явля-
ются непоточная и поточная органи-
Рис. 6.2. Формы организации разборочного процесса
34
зации. В свою очередь, при непоточ-
ной организации разборка может
быть организована на универсаль-
ных, специализированных или сме-
шанных постах.
При организации разборочного
процесса на потоке объекты ремон-
та могут быть неподвижны либо
перемещаться. Поточные линии мо-
гут быть одно- и многопредметными,
прерывно-поточными и непрерывно-
поточными.
При поточном способе оборудова-
ние и рабочие посты располагаются
последовательно друг за другом в
порядке выполнения операций тех-
нологического процесса, который
производится на нескольких постах.
Причем последовательность и объ-
ем операций, а также количество
рабочих на постах такие, что за оп-
ределенный промежуток времени,
равный такту поточной линии, раз-
бирается одно изделие.
Тактом разборки называется про-
межуток времени между разборкой
двух последовательных автомобилей
или агрегатов на поточной линии,
т. е. промежуток времени, через ко-
торый последние составные части
разбираемого объекта ремонта сни-
мают с последнего поста (рабочего
места) поточной линии.
Поточный способ разборки авто-
мобилей на агрегаты осуществляет-
ся с помощью грузо- и цепенесущих
конвейеров. Разборку агрегатов на
узлы и детали проводят на стендах,
эстакадах или конвейерах.
Поточная форма организации раз-
борочного процесса является наибо-
лее прогрессивной, позволяющей
улучшить качество разборки, увели-
чить производительность труда и
снизить себестоимость разборочных
работ.
Применение поточного метода
разборки позволяет сосредоточить
одноименные технологические опе-
рации на специализированных по-
стах, сократить количество одно-
именных инструментов на 30%, уве-
личить интенсивность использова-
ния технологической оснастки на
50% и повысить производительность
труда разборщиков на 20%.
Одной из разновидностей поточ-
ной формы организации разбороч-
ного процесса является применение
многопредметной поточной линии.
Такие линии целесообразно приме-
нять .на АРП с небольшой разнома-
рочной программой по капитально-
му ремонту. Они приспособлены для
разборки одинаковых агрегатов и
узлов автомобилей разных марок,
имеющих общность по технологи-
ческим условиям разборки.
На крупных специализированных
АРП разборочный процесс следует
организовать на однопредметных по-
точных линиях.
Из экономических мероприятий
в первую очередь следует отметить
заинтересованность рабочих в улуч-
шении качества своего труда и по-
вышении прибыли цеха путем ис-
пользования на производстве боль-
шого числа годных деталей, а также
снижения доли дефектов в деталях
из-за нарушения технологии раз-
борки.
На ряде АРП применяют такую
систему заработной платы, при ко-
торой, помимо оплаты за разборку
объекта ремонта, предусмотрена до-
полнительная оплата за увеличение
выхода деталей, годных для повтор-
ного использования. При этом боль-
шую доплату производят за увели-
чение выхода годных деталей из чис-
ла наиболее часто повреждаемых.
Организация разборочного про-
цесса должна обеспечить ритмич-
ность производственного процесса.
Количество разбираемых автомоби-
лей и агрегатов должно строго со-
ответствовать количеству выпуска
и установленным нормам задела по
всему производству.
6.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
РАЗБОРКИ
Разборка автомобилей на агрега-
ты, узлы и Летали производится в
строгой последовательности, преду-
2*
35
смотренной технологическим про-
цессом, с применением необходимо-
го оборудования, приспособлений и
инструмента.
Проектирование технологического
процесса разборки включает в себя
выполнение следующих работ: вы-
бор метода рациональной организа-
ции разборки; изучение конструк-
ции разбираемого изделия; разбив-
ку изделия на разборочные группы
и подгруппы; определение содержа-
ния разборочных операций и уста-
новление режимов разборки и норм
времени на выполнение разбороч-
ных операций; разработку задания
на конструирование необходимого
инструмента, приспособлений >и обо-
рудования; назначение технических
условий на разборку изделий, узлов
и сопряжений; определение рацио-
нальных способов транспортировки
изделий и разборку; разработку тех-
нологической планировки разбороч-
ного участка (цеха); разработку и
оформление технической докумен-
тации.
Технологическая документация
оформляется в виде маршрутной и
операционных карт.
Детали некоторых сопряжений
в процессе разборки нельзя обезли-
чивать по отношению друг к другу.
К таким деталям относятся: картер
сцепления и блок цилиндров; крыш-
ки коренных подшипников — блок
цилиндров, крышки шатунных под-
шипников — шатуны и др. Детали,
не подлежащие обезличиванию, по-
сле разборки вновь соединяют бол-
тами (крышки подшипников) или
связывают проволокой (шестерни).
Агрегаты на детали разбирают в
два этапа. Сначала проводят их
подразборку для облегчения мойки
н очистки. Например, в двигателе
снимают поддон масляного картера,
головку цилиндров, крышки распре-
делительных шестерен; в коробке
передач снимают крышку картера в
сборе и боковую крышку добавочно-
го привода и т. и. Затем после мой-
ки агрегаты полностью разбирают
на детали.
Технологическим процессом дол-
жна предусматриваться полная раз-
борка соединений на детали, в том
числе и заклепочных соединений, что
необходимо для качественной очи-
стки деталей, тщательного контроля
и определения возможности их ре-
монта. Нередко в деталях имеется
трещина, идущая от отверстия под
заклепку даже в неослабленном за-
клепочном соединении. Эту трещи-
ну обнаружить без полной разборки
заклепочного соединения практиче-
ски не представляется возможным.
При разборке автомобилей, агре-
гатов и узлов на детали приходится
иметь дело с подвижными и непод-
вижными соединениями. Детали
подвижных соединений имеют воз-
можность перемещения в рабочем
состоянии одна относительно дру-
гой. Детали неподвижных соедине-
ний не могут перемещаться в рабо-
чем состоянии. Подвижные и непод-
вижные соединения подразделяются
на разборные и неразборные.
Разборными соединениями явля-
ются такие, которые могут быть ра-
зобраны без повреждения сопряжен-
ных деталей. Количество разбор-
ных соединений в автомобилях в за-
висимости от конструктивных осо-
бенностей составляет 70.. .80% всех
соединений. Остальные соединения
относятся к группе неразборных, хо-
тя в условиях ремонта машин не-
которая часть этих соединений под-
вергается разборке.
Неподвижные неразборные соеди-
нения деталей с плоскими поверхно-
стями выполняются при помощи
сварки, пайки, клепки, а деталей с
гладкими цилиндрическими поверх-
ностями — при помощи сварки, пай-
ки, склеивания, развальцовки и го-
рячих прессовых посадок.
Неподвижные разборные соеди-
нения с сопрягающимися плоскими
поверхностями выполняются при
помощи болтов, шпилек, ввертывае-
мых в резьбовые отверстия одной
из сопрягаемых деталей. Детали с
гладкими цилиндрическими поверх-
ностями соединяются при помощи
36
неподвижных и подвижных посадок,
а с другими цилиндрическими по-
верхностями — при помощи шлицев,
резьбы и дополнительных деталей
(шпонок, штифтов, клиньев).
Подвижные разборные соедине-
ния применяются для деталей с
гладкой цилиндрической или шли-
цевой поверхностью.
Наиболее массовыми соединения-
ми в конструкции автомобиля явля-
ются резьбовые, которые составля-
ют 60.. .70% всех его соединений.
Вторыми массовыми соединения-
ми двух деталей являются посадки
с натягом.
Среди этих соединений наиболь-
ший процент падает на подшипни-
ки — около 28%, втулки 23,
шестерни — 13%. Затем идут такие
детали, как пальцы, оси, штифты —
11 %, манжеты — 8% -и т. п.
Исходя из массовости соединений
в конструкции автомобиля к основ-
ным видам разборочных работ мож-
но отнести разборку соединений
резьбовых и с гарантированным на-
тягом. Трудоемкость разборки этих
видов соединений составляет около
60% всей трудоемкости разбороч-
ных работ.
6.3. МЕХАНИЗАЦИЯ РАЗБОРОЧНЫХ
РАБОТ
Разборочные работы при ремонте
автомобилей являются весьма тру-
доемкими и наименее оснащенными
современным оборудованием. Поэ-
тому вопросы их механизации пред-
ставляют одну из основных задач
развития авторемонтного производ-
ства.
Для выполнения разборочных ра-
бот применяют конвейеры, подъем-
ники, кран-балки, электротали, эс-
такады, стенды, прессы, механизи-
рованный инструмент, съемники и
т. д.
Поточную разборку автомобилей
и агрегатов проводя? на конвейерах
или эстакадах. Конвейеры различа-
ют грузоведущие и грузонесущие.
Первые только перемещают автомо-
биль по полу, не воспринимая на-
грузки от его массы, а вторые кон-
вейеры также воспринимают на се-
бя и нагрузку.
Для установки и закрепления раз-
бираемых агрегатов и узлов при-
меняют стенды, установки, эстака-
ды, конвейеры. Они классифициру-
ются по следующим основным при-
знакам: числу устанавливаемых аг-
регатов, характеру и способу их за-
крепления и назначению.
По числу устанавливаемых агре-
гатов стенды могут быть одно- и
многоместные, а по назначению —
универсальные и специализирован-
ные. Универсальные стенды пред-
назначены для установки однотип-
ных агрегатов различных моделей
автомобилей или различных агрега-
тов одной модели автомобиля. Ком-
бинированные стенды являются наи-
более рациональными, так как не-
отъемлемыми элементами их явля-
ются гайковерты, электромеханиче-
ские головки, съемники, прессы и
т. п. Классификация стендов приве-
дена на рис. 6.3.
Для разборки двигателей на под-
вижных постах поточной линии при-
меняют стенд-эстакаду (эстакадный
конвейер) (рис. 6.4).
Основным оборудованием для
разборки посадок с натягом являют-
ся прессы и съемники. В зависимо-
сти от расположения штока и на-
правления действия создаваемого
усилия различают прессы верти-
кальные и горизонтальные, а по ха-
рактеру их использования — стаци-
онарные и переносные. Кроме того,
прессы делятся на универсальные и
специальные, ручные и приводные.
Ручные прессы могут быть реечны-
ми, винтовыми и эксцентриковыми,
а приводные — пневматическими,
гидравлическими и электромагнит-
ными.
На рис. 6.5 приведена схема гид-
равлического пресса для выпрессов-
ки трудноудаляемых шкворней из
балки переднего моста автомобиля.
Съемники обычно применяют с ме-
37
СТЕНДЫ
¥аело моделей агрегатов, усталовлел- ль/х ла стелде ч Улаверсальяь/й Слеуаалази - ровалль/а С/77 а аи опар ~ нь/и Сруонь/м лереЗЗажелаеь/
— Уередв/тлой С н/ехалази— ровалль/е/ лередЗилелием
Заело агрегатов, одновремелло усталовлел- ль/х ла стелде Одноместнь/й
М,. огоместль/й Сррчнь/м т/еремеи/ением агрегата С г/ераода- уесхим леремеа/ением агрегат77а
Характер закреллелия агрегатов ла стелде Жесткое крепление Нреллелие, долуска/ои/ее поворот агрегата# —
О мела//а за. - ро^а////ь/м а ер ем еа/ераем агрегата С лелрерь/Зль/м лере/зе/уелием агрегата
- - - - - -
Характер радот, вь/лолляемь/х ла стелде Только раздор о ало - сдороаль/е радеть/ Сру ель/м поворотом Электро- мелакааескаи
С е/ехализи— роЗалль/к/ лраводо/л мехалазма поворота Рн еб мата - веский
Комдиларо - валль/а стелд Сразлохарак/пер- яь/е радеть/)
Г'2 др а Зла - деский
Рис. 6.3. Классификация стендов
Рис. 6.4. Стенд-эстакада для разборки двигателей:
— станина; 2 — каретка для установки н передвижения двигателя; 3 поворотное устройство
ханическим, гидравлическим или
пневматическим приводом (для
разборки сопряжений с усилием до
30 кН применяют механический и
пневматический привод, а при боль-
ших усилиях рекомендуется гидрав-
лический привод).
В общем объеме разборочных ра-
бот значительное место занимает
разборка резьбовых соединений,
трудоемкость которой составляет
около 40% от общей трудоемкости
собственно разборочных работ.
Разборку резьбовых соединений
производят с помощью ручного
(ключей) и механизированного ин-
струмента, а также па специальных
станках.
Для разборки резьбовых соеди-
нений с сильно корродированной
или забитой резьбой применяют
специальные электромеханические
станки. Схема такого станка приве-
дена на рис. 6.6.
Из ручных немеханических инст-
рументов более эффективными яв-
ляются коловоротные и трещоточ-
ные ключи. Установлено, что при
замене рожковых ключей трещоточ-
ными и коловоротными отвертыва-
ние болтов и гаек MI6 ускоряется
соответственно на 25 и 66%. Приме-
нение же механизированного инст-
румента повышает производитель-
ность труда собственно отвертыва-
ния в 3.. .5 раз и на 15.. .20% сокра-
щает трудоемкость всего разбороч-
ного процесса.
При подборе механизированного
инструмента следует руководство-
ваться величиной крутящего момен-
та (Нм), необходимого для отвер-
тывания резьбового соединения,
имеющего определенный размер
резьбы:
Мб . 15...20 ЛА16 150...300
М8 . . . . 50... 100 М18 . 200...400
МП) . . 50... 120 М20 . . . 200...450
М12 . 80... 120 М24 150...500
Ml 4 . .120.250 М27 . . 200...600
Механизированный инструмент по
виду используемой энергии может
Рис. 6.5. Гидравлический пресс для выпрес-
совки шкворней
быть электрическим, пневматичес-
ким или гидравлическим.
Наиболее рациональным и перс-
пективным из механизированного
инструмента с электрическим при-
водом является высокочастотный
механизированный инструмент с ча-
стотой 200 Гц и напряжением 36 В.
Пневматический инструмент наи-
более широко применяется в авторе-
монтном производстве из-за просто-
ты конструкции, надежности и бе-
зопасности в работе.
Для улучшения условий труда
механизированный инструмент сле-
дует укреплять на подвесках над
местом разборки узлов, агрегатов
или автомобилей.
Рис. 6.6. Станок для отвертывания гаек
крепления стремянок рессор:
1 двигатель; 2 редуктор; а шпиндель; 4 —
рессора; 5 - под станка
39
Опыт передовых АРП показыва-
ет, что соблюдение технологии раз-
борочных работ и применение при
этом эффективных средств механи-
зации позволяют увеличить объем
повторного использования подшип-
ников на 15. ..20%, нормализован-
ных деталей до 25%, кронштей-
нов до 10% и снизить себестомость
ремонта автомобилей на 5. ..6%.
Еще больший эффект может быть
получен при применении для раз-
борки автомобилей промышленных
роботов. Их применение позволит
также улучшить условия труда раз-
борщиков.
6.4. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ
И ОСНОВНЫЕ ТРЕБОВАНИЯ ТЕХНИКИ
БЕЗОПАСНОСТИ
При организации рабочих мест не-
обходимо выдерживать следующие
основные требования:
на посты разборки ремонтный
фонд должен поступать тщательно
вымытый и очищенный;
рабочие места должны быть спе-
циализированы;
рабочее место должно предусмат-
ривать максимальную экономию
движений рабочего;
рабочее место должно быть осна-
щено средствами механизации ос-
новных и вспомогательных работ,
необходимой документацией, местом
для инструмента, специализирован-
ной тарой.
Основные требования техники бе-
зопасности заключаются в следую-
щем. Участок разборки должен
иметь прочные несгораемые стены.
Полы на участке должны иметь ров-
ную (без порогов), гладкую, но не
скользкую удароустойчивую, не
впитывающую нефтепродукты по-
верхность. Их необходимо система-
тически очищать от смазки и грязи.
Потолки и стены следует закраши-
вать краской светлых тонов.
Оборудование должно быть рас-
ставлено с соблюдением необходи-
мых промежутков. Нельзя допус-
40
кать скопления на участке большо-
го количества агрегатов и деталей.
Запрещается загромождать прохо-
ды, проезды и подходы к доскам с
пожарным инструментом и огнету-
шителями.
Агрегаты и детали, соприкасав-
шиеся во время работы с этилиро-
ванным бензином, следует предва-
рительно промывать керосином в
специальных ваннах, имеющих ме-
стный отсос.
Агрегаты и детали, имеющие мас-
су более 10 кг, необходимо снимать,
транспортировать и устанавливать
при помощи подъемно-транспорт-
ных средств. Усилие при подъеме
груза механизмом должно быть на-
правлено вертикально. Подтаскива-
ние грузов краном воспрещено. Раз-
бирать агрегаты, имеющие пружи-
ны (передняя независимая подвес-
ка, сцепление, клапанный механизм
и др.), разрешается только на спе-
циальных стендах или при помощи
приспособлений, обеспечивающих
безопасную работу.
При выпрессовке деталей, имею-
щих неподвижную посадку, на прес-
сах последние следует снабжать за-
щитными решетками.
Освещенность рабочих мест ис-
кусственным светом должна соот-
ветствовать для работ средней точ-
ности при малом контрасте разли-
чения объекта с фоном (фон свет-
лый) для газоразрядных ламп: ком-
бинированное 400 лк, общее 100 лк.
Для обеспечения электробезопас-
ности каждое производственное по-
мещение окольцовывают шиной за-
земления, расположенной на 0,5 м
от пола и снабженной надежными
контактами. Сопротивление шины
заземления в любом месте не долж-
но превышать 4 Ом. Все корпуса
электродвигателей, а также метал-
лические части оборудования, кото-
рые могут оказаться под напряже-
нием, должны быть занулены или
заземлены.
Переносной электроинструмент
можно применять при условии его
исправности при напряжении не бо-
лее 36 В. Если переносной электро-
инструмент работает от напряжения
большего, чем 36 В, то он должен
выдаваться вместе с защитными
приспособлениями (диэлектрические
перчатки, обувь, коврики и др.). Об-
щее освещение может иметь любое
напряжение, освещение станков —
36 В, переносные лампы — 12 В.
Применение ламп без арматуры за-
прещено. Все стационарные све-
тильники должны быть прочно ук-
реплены, чтобы они не давали кача-
ющихся теней.
Использованный обтирочный ма-
териал необходимо складывать в
металлические ящики с крышкой.
В конце смены ящик следует очи-
щать во избежание самовозгорания
обтирочного материала.
Глава 7
МОЙКА И ОЧИСТКА ОБЪЕКТОВ РЕМОНТА
7.1. ЗНАЧЕНИЕ МОЕЧНО-ОЧИСТНЫХ
РАБОТ
Моечно-очистные работы пред-
ставляют собой ряд многостадий-
ных операций мойки и очистки объ-
ектов ремонта, способствующих по-
вышению качества ремонта, обеспе-
чению необходимых санитарно-ги-
гиенических условий работы раз-
борщиков и повышению произво-
дительности их труда.
Особенно велико влияние моечно-
очистных работ на качество и ре-
сурс отремонтированных автомоби-
лей и их агрегатов. Проведенные ис-
следования показывают, что только
за счет повышения качества мойки
п очистки можно повысить ресурс
отремонтированных агрегатов на
25. ..30% и на 15. ..20% повысить
производительность труда разбор-
щиков.
Очистка деталей в авторемонтном
производстве весьма важная и слож-
ная задача. При ремонте с автомо-
биля и с его составных частей, по-
мимо производственных загрязне-
ний (стружка, металлическая пыль,
абразивные частицы и др.), необхо-
димо удалять значительное количе-
ство специфических эксплуатацион-
ных загрязнений, образовавшихся
после продолжительного эксплуата-
ционного срока.
Классификация загрязнений,
встречающихся на объектах ремон-
та, представлена на рис. 7.1. Из за-
грязнений основными являются мас-
лянисто-грязевые отложения, ас-
фальтосмолистые, старая краска,
нагар, накипь, продукты коррозии.
Для удаления всех видов загрязне-
ний необходимо применение много-
стадийного процесса мойки и очист-
ки. Принципиальная схема такой
Рис. 7.1. Виды загрязнений объектов ремонта
41
ИСчастиа цмоанд I
масляных наналод [
н Йчаст на от напала |—<
0част на от нагара н
Ч Рчастна от осмолена a f—
Н (/частно _
от норрогии j
| (/частно от |
I пластичны* н
• смаоои I
Моина деталей после
специальны* очастои
Рис. 7.2. Принципиальная схема мойки и
очистки деталей (для полнокомплектного
грузового автомобиля)
мойки и очистки (для грузового ав-
томобиля) приведена на рис. 7.2.
Моечно-очистные работы (не счи-
тая наружной мойки автомобиля
при его приемке в ремонт — на схе-
ме обозначены пунктирным прямо-
угольником) можно разделить на
следующие стадии: мойка шасси
(для грузовых автомобилей); мойка
подразобранных агрегатов; мойка
и очистка деталей. Операции мойки
и очистки деталей, в свою очередь,
выполняются в несколько стадий,
что позволяет удалить загрязнения
всех видов.
На рис. 7.3. приведены рекоменда-
ции по выбору способов мойки и
очистки в зависимости от вида за-
грязнений.
7.2. МОЙКА И ОБЕЗЖИРИВАНИЕ
ОБЪЕКТОВ РЕМОНТА
Сущность процесса мойки и обез-
жиривания состоит в удалении за-
грязнений с поверхности детали и
переводе их в моющий раствор в ви-
де растворов или дисперсий. Для
42
осуществления мойки и обезжири-
вания на АРП применяют моющие
средства и специальное оборудова-
ние. В качестве моющих средств
применяют синтетические моющие
средства (СМС) типа лабомид и
МС, а при их отсутствии — водные
растворы каустика и кальциниро-
ванной соды.
Применение СМС является весьма
перспективным, так как их моющая
способность и сроки службы боль-
ше, чем у растворов каустической
соды, и они более экономичны. Рас-
творы СМС не вызывают коррозию
черных металлов, не разрушают де-
талей из алюминиевых сплавов, не
оказывают вредного воздействия на
кожу и одежду рабочих. Детали,
вымытые в этих растворах, не тре-
буют последующего ополаскивания
водой, что упрощает конструкцию
моечного оборудования.
Большинство деталей объектов
ремонта моется в водных растворах
смеси электролитов (кальциниро-
ванной соды, фосфатов и силика-
тов) и синтетических поверхностно-
активных веществ (ПАВ). ПАВ уве-
личивают смачивающую, эмульги-
рующую (отрыв жидкой фазы за-
грязнений), диспергирующую (из-
мельчение загрязнений) и стабили-
зирующую способности растворов,
а наличие щелочных добавок повы-
шает их эффективность. Чаще всего
моющий раствор приготовляют из
трех-четырех различных щелочных
добавок и одного-двух наименова-
ний ПАВ.
В качестве щелочных добавок
обычно применяют едкий натр (кау-
стик), кальцинированную соду, жид-
кое стекло, метасиликат натрия,
тринатрийфосфат и триполифосфат
натрия, а в качестве поверхностно-
активных веществ сульфонат, суль-
фанолы НП-1 и НП-3, препарат
ОС-20, ОП-4, ОП-Ю, проксаноЛ-186,
синтамид-5, синтанол-ДС-10. окси-
фосы Б и КД-6.
Для очистки деталей необходим
определенный уровень щелочности
моющего раствора. Эффективная
Рекомендации по способам
удаления загрязнении
Способы и средстВа Очистки поверхности Дорожная грязь Продукты термоокисления нефтепродуктов Накипь Продукты коррозии. Старая краска
вастаре- Вшая смазка § смолистые отло- жения Нагар
Механический Ручная А А А
Механизированная (косточковая крошка} 11
Пароструйный без моющих средств А
—
С моющими средствами —
Очистка струями низкого давления без моющих средств тут
С моющими средствами 1 1 1 1 1 А А
Очистка струями Высокого давления без моющих средств — А А
С моющими средствами
Очистка погружением Ванна с неподвижными деталями 6) 6)
—
Ванна с вибрацией (щелочной раствор} 6)
1—
• ——
Ванна с вибрацией (растворяющий состав) —
Ванна с винтами (щелочной раствор)
комбинированная очистка ванна-ванна (растворяющий состав-щелочной раствор) 6)
Ванна - струйная(растворяю- щий состав- щелочной раствор) 6)
Циркуляционная очистка Щелочной раствор Л А
Растборякпцие составы —
—
Кислотный растВор —1 —
Термохимическая (расллаВ солей) £
ГидроВиброабразиВная — —
Применение перспективно
Обычно применяется
Применение нецелесообразно
А Применение малозсрсректибно
Применение не Всегда эсрсректиВно
Рис. 7.3. Способы и средства очистки поверхности объектов ремонта
очистка большинства загрязнений
обеспечивается при щелочности
рН= 11,5.. .13,0. Источником щелоч-
ности в моющих средствах обычно
является кальцинированная сода
как наиболее доступная и дешевая
щелочь.
Входящие в состав моющих
средств фосфаты — тринатрийфос-
фат, триполифосфат являются умяг-
чителями воды и повышают диспер-
гирующие (измельчающие) свойства
растворов, а силикаты — метасили-
кат натрия и жидкое стекло — вы-
полняют роль ингибиторов корро-
зии, повышают диспергирующие
свойства растворов и предотвраща-
ют повторное осаждение загрязне-
ний из раствора на очищенную по-
верхность.
В табл. 7.1 приведен состав наи-
более распространенных синтетиче-
ских моющих средств.
Для струйной мойки рекоменду-
ются следующие средства: лабо-
мид-101 и МС-6 с концентрацией
10. ..20 кг/м3. Рабочая температура
растворов 70.. .85 °C.
При отсутствии рекомендованных
выше препаратов непосредственно
43
на предприятиях можно приготов-
лять достаточно эффективные раст-
воры для струйной мойки следую-
щего состава: кальцинированная со-
да 40. ..45%, тринатрийфосфат или
триполифосфат натрия 20. ..25%,
жидкое стекло или метасиликат нат-
рия 20. ..25%, а также поверхност-
но-активные вещества 3.. .6%.
К недостаткам синтетических мо-
ющих средств для струйной обра-
ботки относятся повышенное пено-
образование при увеличении кон-
центрации их растворов, увеличении
рабочего давления или при подсосе
воздуха в нагнетательную систему.
Для устранения пенообразования в
раствор следует вводить 0,2. ..0,3%
пеногасящих добавок (дизельное
топливо, керосин, уайт-спирит) к
объему раствора. Пеногасители вво-
дят по мере образования пены.
Промывка в струйных моющих
машинах с применением соответст-
вующих моющих средств, в том чис-
ле и синтетических, не обеспечива-
ет должной степени очистки деталей
от смолистых отложений, особенно
на поверхностях, не подвергающих-
ся непосредственному воздействию
струй.
Для очистки погружением в каче-
стве моющих средств рекомендуют-
ся лабомид-203, МС-8 и МС-15 с кон-
Таблица 7.1. Состав синтетических
моющих средств
Марка и состав моющих средств. %
Комноиенты моющих средств 1 МС-6 МС-8 МС-1 5 Лабомнд- 101 Лабомид- 203
Сода кальци- нированная 40 38 44 50 50
Триполифос- фат натрия 25 25 24 30 30
Метасиликат 29 29 28 16,5 10
Сннтанол ДС-10 6 — — 3,5 8
С интамид-5 — 8 — — —
Акильсульфаты — — — — 2
Оксифос Б — — 8 — —
центрацией 20.. .30 кг/м3. Рабочая
температура растворов 80. ..100°C.
Применение при очистке погруже-
нием растворов каустической соды
в концентрации более 50 кг/м3 не-
целесообразно, так как их моющая
способность с дальнейшим повыше-
нием концентрации не увеличива-
ется. Для повышения моющей спо-
собности в раствор каустической
соды надо вводить силикаты (жид-
кое стекло, метасиликат натрия) и
различные поверхностно-активные
вещества.
Растворы моющих средств лабо-
мид-203, МС-8 и МС-15 в 3.. .4 раза
эффективнее растворов каустиче-
ской соды.
Интенсивность процесса очистки
деталей погружением может быть
увеличена за счет перемешивания
раствора в ванне или перемещения
очищаемых деталей. Выварочные
ванны со статической выдержкой
деталей должны быть заменены ус-
тановками с винтами, осевыми на-
сосами, вибрационными ц колеблю-
щимися платформами. В таких ус-
тановках продолжительность очист-
ки деталей сокращается в 1,5. ..2
раза по сравнению с обычными ван-
нами. Чтобы устранить вредные ис-
парения при очистке деталей погру-
жением, ванны должны быть обору-
дованы герметически закрывающей-
ся крышкой.
Для удаления асфальтосмолистых
отложений с деталей автомобиля
можно использовать растворите-
ли и растворяющие эмульсирующие
средства (РЭС).
Наиболее распространенными ра-
створителями являются хлориро-
ванные, ароматические и предель-
ные.
Хлорированные (тетрахлорэтилен,
трихлорэтилен, хлористый метилен,
четыреххлористый углерод, дихлор-
этан) хорошо растворяют лакокра-
сочные покрытия. Они пожаробезо-
пасны, но обладают высокой токсич-
ностью.
Ароматические (ксилол) хорошо
растворяют минеральные масла и
44
Рис. 7.4. Схема установки двухэтапной очистки деталей:
/— кассета с загрязненными деталями; 2—ванны с РЭС; 3 — ванна с растворами СМС; 4 — виб-
роплатформа; 5 — кассета с очищенными деталями
асфальтосмолистые отложения. Эти
растворители токсичны.
Предельные (дизельное топливо,
керосин, бензин, уайт-спирит) хоро-
шо растворяют минеральные масла,
пластичные смазки и консервацион-
ные составы. Они наименее токсич-
ны в ряду растворителей.
К особой группе углеводородов
относится ацетон, который в основ-
ном применяется как компонент для
удаления лакокрасочных покрытий.
На авторемонтных предприятиях
из растворителей применяют ди-
зельное топливо, керосин, бензин и
уайт-спирит.
Хлорированные углеводороды, ко-
торые по очищающей способности в
десятки раз более эффективны, чем
перечисленные выше, пока не при-
меняются из-за высокой токсично-
сти. Они могут быть применены при
наличии специальных установок,
работающих по замкнутому циклу с
соблюдением требований техники
безопасности.
Для очистки деталей от асфаль-
тосмолистых отложений при низкой
температуре рекомендуются раство-
ряюще-эмульгирующие средства
AM-15 и ритм-76. Основное отличие
этих средств от синтетических мою-
щих средств в том, что они удаляют
загрязнения за счет частичного их
растворения с последующим эмуль-
гированием оставшихся загряз-
ний.
Очистка с помощью РЭС произ-
водится в два этапа: выдержка де-
талей в них при комнатной темпера-
туре и ополаскивание в растворе
любого СМС при 50.. .60 °C.
Средство AM-15 приготовлено на
основе растворителя ксилола, а
ритм-76 — на основе хлорированных
углеводородов типа трихлорэтиле-
на. Особенностью РЭС является их
токсичность и некоторая огнеопас-
ность, поэтому применять эти сред-
ства необходимо в герметизирован-
ных машинах погружного типа с
соблюдением особых мер безопасно-
сти. С помощью РЭС можно очи-
щать детали из черных металлов и
алюминиевых сплавов. Сравнение
растворов СМС и РЭС при одинако-
вом способе применения в погруж-
ных машинах показывает, что РЭС
в 5. ..15 раз эффективнее.
Для двухэтапной технологии очи-
стки с применением РЭС разрабо-
таны моечные машины погружного
типа (рис. 7.4). Конструктивно ма-
шины представляют собой ванну
для моющего раствора, в которой
имеется платформа, загружаемая
очищаемыми деталями. Платформа
совершает возвратно-поступатель-
ные движения с частотой 1...2 Гц
и величиной хода 50.. .200 мм. При-
вод движения платформы осущест-
вляется от сети сжатого воздуха
давлением 0,4.. .0,5 МПа.
На ряде передовых АРП внедре-
ны централизованные растворные
пункты, где осуществляются при-
готовление, нагрев, очистка мою-
щей жидкости, подача ее под дав-
лением к моечной машине и откач-
ка обратно в рабочую емкость.
45
7.3. ОЧИСТКА ДЕТАЛЕЙ ОТ НАГАРА,
НАКИПИ, КОРРОЗИИ И СТАРОЙ КРАСКИ
Очистка деталей от нагара, наки-
пи и продуктов коррозии произво-
дится механическим, термохимиче-
ским и комбинированным метода-
ми.
Механическая очистка твердых
отложений на автомобильных дета-
лях осуществляется при помощи ме-
таллических щеток, косточковой
крошкой, металлическим песком,
гидропескоструйной обработкой.
При очистке деталей металличес-
кими щетками последние приводят
во вращение от электродрели. Не-
смотря на простоту такой очистки,
она применяется лишь на мелких
предприятиях, так как не обеспечи-
вает должного качества очистки и
в целом ведет к понижению произ-
водительности труда. При такой
очистке появляются риски и цара-
пины, которые являются очагами
более интенсивного образования на-
гара, накипи и коррозии.
Процесс очистки деталей от на-
гара косточковой крошкой является
более совершенным способом, отли-
чается высокой производительно-
стью при вполне удовлетворитель-
ном качестве очистки. Косточковая
крошка изготавливается из скорлу-
пы зерен плодов, является мягким
материалом и, удаляя загрязнения,
не разрушает поверхность деталей,
включая алюминиевые. Перед об-
работкой косточковой крошкой мас-
ляные и асфальтосмолистые загряз-
нения должны быть удалены. Очи-
стка деталей косточковой крошкой
Рис. 7.5. Установка для очистки деталей косточковой крошкой:
7 — узел подачи косточковой крошки; 2 — камера очистки; 3 —рольганг; 4 привод качения сопел;
5 — кулисный механизм качения сопел; 6 — сопла; 7 — вращающийся стол
46
Рис. 7.6. Схема установки для очистки деталей от нагара и накипи в расплаве солей
и щелочи:
/ — ваииа с расплавом: 2 первая ванна; 3 — ванна с кислотным раствором; 4 -- электротельфер
для загрузки и выгрузки деталей; 5 — вторая промывочная ванна
выполняется в специальных уста-
новках (рис. 7.5). Очистке косточ-
ковой крошкой поддаются лишь по-
верхности, которые попадают в зо-
ну прямого действия струи. Вну-
тренние полости, карманы и углуб-
ления сложной формы остаются не-
очищенными.
Термохимический метод пред-
ставляет собой очистку деталей в
щелочном расплаве. Наиболее рас-
пространенный состав расплава со-
держит 65% едкого натра, 30%
азотнокислого и 5% хлористого на-
трия. Температура расплава 400±
±20 °C. Для очистки деталей от на-
гара, накипи и ржавчины в щелоч-
ном расплаве применяют установки
ОМ-4944 и ОМ-5458.
Установка (рис. 7.6) состоит
из четырех ванн. В первой ван-
не с щелочным расплавом дета-
ли выдерживают 5. ..10 мин. Здесь
происходит разрушение загрязне-
ний. Затем детали переносят во вто-
рую ванную с проточной водой, где
резкий перепад температур вызы-
вает бурное парообразование, что
способствует разрыхлению остат-
ков нагара, накипи, ржавчины и
растворению остатков расплава.
В третьей ванне производится кис-
лотная обработка (травление) с
целью осветления поверхности де-
талей и нейтрализации остатков
щелочи. При одновременной очист-
ке деталей из черных металлов и
алюминиевых сплавов травление ве-
дут раствором фосфорной кислоты
(85 кг/м3) с добавлением хромово-
го ангидрида (125 кг/м3) при тем-
пературе 30±5°С. Окончательная
промывка- деталей производится го-
рячей водой в четвертой ванне. Об-
щее время цикла оработки состав-
ляет 20.. .25 мин. Загрузка и вы-
грузка контейнеров с деталями, пе-
ремещение их из одной ванны в
другую осуществляются электро-
тельфером. Установка ОМ-5458 сна-
бжена автооператором, позволяю-
щим вести работу по перемещению
деталей в автоматическом режиме.
К комбинированным методам от-
носятся ультразвуковой, виброабра-
зивный и метод с использованием
электрогидравлического эффекта.
Качественная очистка мелких де-
талей (клапанов, толкателей, нор-
малей и др.) осуществляется во
47
вращающихся барабанах с жидким
наполнителем. В качестве жидкого
наполнителя используются керосин,
дизельное топливо, лабомид-203
или МС-8. Барабан загружают на
75% своего объема. В рабочем по-
ложении он должен быть погружен
на 2/3. .,3/4 своей высоты и вращать-
ся с частотой 16... 18 мин-1. Для очи-
стки от твердых отложений мелких
деталей (клапаны, толкатели и др.)
перспективной является вибро-
абразивная очистка в установке
ОМ-9312, при которой детали и об-
рабатывающая среда (водные раст-
воры лабомида или МС и наполни-
тели в виде уралита, мраморной
крошки, измельченных абразивных
кругов) помещаются в контейнер,
которому сообщается колебательное
движение.
Для очистки деталей небольших
размеров, но сложной конфигура-
ции (в частности, деталей системы
питания и электрооборудования)
рекомендуется применять моечные
установки с использованием ульт-
развука. Детали, подлежащие очи-
стке, помещают в ванну с моющим
раствором. Под действием ультра-
звука в моющем растворе образуют-
ся области сжатия и разрежения.
Образование пустот в жидкости и
гидравлические удары, возникаю-
щие при разрушении пустот, полу-
чили название кавитации. Под дей-
ствием кавитации загрязнения на
поверхности детали разрушаются и
уносятся вместе с моющим раство-
ром. В качестве моющих растворов
целесообразно применять водные
растворы лабомида или МС. В за-
висимости от загрязненности кон-
центрация раствора составляет 10...
30 кг/м3. Температура раствора 55...
65 °C. В качестве моющих средств
могут быть также использованы
растворители.
Оборудование, применяемое при
ультразвуковой очистке, обычно со-
стоит из ультразвуковой ванны, ге-
нератора тока высокой частоты и
излучателя (преобразователя тока
высокой частоты в ультразвуковые
колебания), встроенного в дно ван-
ны. В качестве излучателей в основ-
ном применяют магнитострикцион-
ные преобразователи, которые пре-
образуют электрические колебания
ультразвукового генератора в меха-
нические, которые передаются мою-
щей жидкости в ванне. Удаление
накипи и продуктов коррозии, по-
мимо очистки в расплаве солей, кос-
точковой крошкой или металличе-
ским песком, производится обработ-
кой объектов ремонта 10. ..12%-ной
ингибированной соляной кислотой
при температуре 75. ,.80°С. Время
обработки 20.. .25 мин. После обра-
ботки в кислотном растворе объек-
ты ремонта ополаскивают в раство-
ре кальцинированной соды (5 кг/м3)
и тринатрийфосфата (2 кг/м3).
Удаляют старые лакокрасочные
покрытия чаще всего обработкой
деталей в щелочных растворах кау-
стической соды <80. ..100 кг/м3) при
температуре 80.. .90 °C. Время об-
работки 60.. .90 мин. Затем детали
промывают горячей водой в уста-
новках ванного или струйного типа.
Завершающей операцией является
пассивирование поверхности дета-
лей в ванне с раствором нитрита на-
трия (5 кг/м3) при температуре
50.. .60 °C.
Когда удаление старой краски в
щелочных растворах невозможно по
технологическим или конструктив-
ным соображениям, ее удаляют при
помощи смывок или растворителей.
Химическая промышленность вы-
пускает следующие марки смывок:
СД (СП), СД (ОБ) и АФТ-1. Ско-
рость действия смывок: СД(СП) —
5 мин, СД(ОБ) —30 мин и АФТ-1 —
20 мин; расход соответственно 0,17;
0,15 и 0,25 кг/м2. Разрушающее дей-
ствие смывки АФТ-1 повышается
при добавлении в нее фосфорной
кислоты из расчета 0,015 м3 на 1 м3
смывки. В качестве смывок можно
применять растворители Р-4, № 646
и № 647. Для очистки масляных ка-
налов блока цилиндров и коленча-
того вала рекомендуется примене-
ние установок типа АКТЕ-180 или
48
ОМ-3600 с пульсирующим при про-
мывке потоком жидкости.
Очистку деталей от консерваци-
онных смазок следует производить
в растворах синтетических моющих
средств (лабомид-101 концентраци-
ей 10 кг/м3) при температуре 90...
100 °C.
Важным фактором для качества
отремонтированной продукции яв-
ляется чистота деталей и узлов, по-
ступающих на сборку.
Очистку деталей от технологиче-
ских загрязнений (пыли, стружки,
смазочных эмульсий) следует про-
изводить в машинах струйного типа
под давлением 0,4.. .0,6 МПа.
В качестве моющего раствора
следует применять тринатрийфос-
фат или нитрит натрия (3.. .5 кг/м3)
при температуре 75.. .85 °C.
Поддержание моющей способно-
сти раствора в значительной степе-
ни зависит от контроля за его кон-
центрацией. Контроль проводится
по плотности раствора с использо-
ванием индикаторной бумаги (наи-
более простой способ) и методом
титрования.
7.4. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ
И ТЕХНИКА БЕЗОПАСНОСТИ
В процессе выполнения моечно-
очистных работ выделяются пары
щелочных растворов, кислот, раст-
ворителей, керосина, которые вызы-
вают раздражение дыхательных пу-
тей. Попадание ряда растворов на
кожу может вызвать ожоги, а в
лучшем случае сухость кожи. Вред-
ное действие оказывает пыль, об-
разующаяся при очистке деталей от
нагара и ржавчины, поэтому на
участках мойки и очистки необходи-
мы специальные меры защиты ра-
ботающих.
Моечные машины и различные
установки для моечно-очистных ра-
бот должны быть оборудованы ме-
стной вентиляцией. Ванны и уста-
новки для обезжиривания раствора-
ми щелочей и растворителями дол-
жны иметь плотно закрывающиеся
крышки или дверки. Паровыводя-
щие трубы и установки, имеющие
температуру выше 75 °C, должны
иметь теплоизоляцию для преду-
преждения ожогов и уменьшения
теплопотерь. Кроме местных венти-
ляционных отсосов, на участке дол-
жна быть общеобменная приточно-
вытяжная вентиляция. Полы в по-
мещениях должны быть ровными,
гладкими, но не скользкими, а так-
же иметь уклон для стока воды при
промывке. Имеющееся на участке
электрооборудование должно быть
занулено и заземлено. Общее и
местное освещение должно иметь
пожаробезопасное исполнение.
При приготовлении моющих раст-
воров возможны образование «пы-
левого облака» и попадание брызг
раствора на слизистую оболочку
глаз. Чтобы исключить это, следует
применять индивидуальные средст-
ва защиты: очки, респиратор, пер-
чатки. Приступая к работе, мойщик
должен нанести на кожу рук за-
щитную пасту ХИОТ-6 или АВ-1
(при работе с щелочными раствора-
ми) или пасту ПМ-1 (при работе с
керосином, дизельным топливом).
Особую осторожность необходимо
соблюдать при работе с каустиче-
ской содой и ее растворами, так как
попадание их на кожу вызывает
ожоги. При рубке каустика необхо-
димо надевать резиновую маску с
защитными очками. Куски каусти-
ческой соды можно брать только
лопатами или щипцами. Применять
для мойки раствор каустической со-
ды концентрацией более 1%, а при
выварочных работах более 12% за-
прещается. На установках для очи-
стки деталей в расплавах солей раз-
решается работать только в защит-
ных очках с небьющимися стеклами,
в брезентовых рукавицах, резино-
вых сапогах, комбинездне и фарту-
ке. Загружать соляные ванны хими-
катами можно при температуре не
более 250 °C.
Детали для очистки загружаются
в соляную ванну только после вы-
49
держки их для прогрева в течение
2—3 мин над ванной во избежание
выплесков расплавов. При тепло-
вых ожогах рекомендуются промыв-
ка раствором перманганата калия
(марганцовка), смазывание вазели-
ном и перевязка. При отравлении
щелочами пострадавшему следует
глотать кусочки льда или пить сла-
бый раствор уксуса (0,5.. .1,6%),
нейтрализующий щелочь. При ожо-
гах щелочами пораженное место
следует промыть слабым раствором
уксуса, затем водой и перевязать.
Основными мероприятиями по обес-
печению безопасности при работе с
растворителями являются механи-
зация и автоматизация процесса
очистки.
На участках очистки деталей кос-
точковой крошкой, металлическим
или влажным песком (гидропеско-
струйная очистка) должны быть
устроены отсосы от камер закрыто-
го типа и установок для создания в
них разрежения, предотвращающе-
го попадание пыли в помещение.
Ремонт и ТО моечного оборудова-
ния разрешается выполнять только
после отключения его электрообо-
рудования от сети.
Глава 8
ДЕФЕКТАЦИЯ И СОРТИРОВКА ДЕТАЛЕЙ
8.1. СУЩНОСТЬ ПРОЦЕССА ДЕФЕКТАЦИИ
И СОРТИРОВКИ ДЕТАЛЕЙ
Детали автомобиля после мойки
и очистки от загрязнений в соответ-
ствии с технологическим процессом
подвергаются дефектации, т. е. кон-
тролю с целью обнаружения дефек-
тов. Под дефектами детали понима-
ют всякие отклонения ее парамет-
ров от величин, установленных тех-
ническими условиями или рабочим
чертежом.
Основными задачами дефектации
и сортировки деталей являются: кон-
троль деталей для определения их
технического состояния; сортировка
деталей на три группы: годные для
дальнейшего использования, подле-
жащие восстановлению и негодные;
накопление информации о резуль-
татах дефектации и сортировки с
целью использования ее при совер-
шенствовании технологических про-
цессов и для определения коэффи-
циентов годности, сменности и вос-
становления деталей; сортировка
деталей по маршрутам восстанов-
ления.
Работы по дефектации и сорти-
ровке деталей оказывают большое
влияние на эффективность авторе-
50
монтного производства, а также на
качество и надежность отремонти-
рованных автомобилей. Поэтому де-
фектацию и сортировку деталей
следует производить в строгом со-
ответствии с техническими услови-
ями.
Отступление от технических усло-
вий может привести к снижению ка-
чества и повышению стоимости ре-
монта автомобилей. Увеличение ко-
личества повторно используемых
деталей позволяет снизить себесто-
имость ремонта, однако применение
на сборке деталей с отклонениями
от технических условий ухудшает
показатели качества отремонтиро-
ванных автомобилей.
Дефектацию деталей производят
путем их внешнего осмотра, а также
с помощью специального инстру-
мента, приспособлений, приборов и
оборудования.
Результаты дефектации и сорти-
ровки фиксируют путем маркировки
деталей краской. При этом зеленой
краской отмечают годные для даль-
нейшего использования детали,
красной — негодные, желтой — тре-
бующие восстановления. Количест-
венные показатели дефектации и
сортировки деталей фиксируют так-
же в дефектовочных ведомостях
или при помощи специальных сум-
мирующих счетных устройств. Эти
данные после статистической обра-
ботки позволяют определять или
корректировать коэффициенты год-
ности, сменности и восстановления
деталей.
Годные детали после дефектации
направляются на комплектовочный
участок предприятия и далее на
сборку агрегатов и автомобилей, а
негодные — на склад утиля. Дета-
ли, требующие восстановления, пос-
ле определения маршрута ремонта
поступают на склад деталей, ожи-
дающих ремонта, и далее на соот-
ветствующие участки восстановле-
ния.
8.2. ХАРАКТЕРНЫЕ ДЕФЕКТЫ ДЕТАЛЕЙ
В процессе эксплуатации автомо-
билей в их деталях возникают де-
фекты. К числу наиболее распрост-
раненных дефектов деталей отно-
сятся следующие:
изменение размеров и геометриче-
ской формы рабочих поверхностей;
нарушение точности взаимного
расположения рабочих поверхно-
стей на детали;
механические повреждения;
коррозионные повреждения;
изменение физико-механических
свойств материала деталей.
Изменение размеров рабочих по-
верхностей деталей происходит в
результате их изнашивания. При
неравномерном изнашивании возни-
кают различные погрешности в гео-
метрической форме рабочих поверх-
ностей детали в виде овальности,
конусности и т. п.
В качестве примера рассмотрим
особенности изнашивания двух наи-
более ответственных деталей двига-
теля: гильзы цилиндров и коленча-
того вала.
В гильзе цилиндров изнашивает-
ся ее внутренняя, рабочая поверх-
ность. В результате износа увеличи-
вается диаметр рабочей поверхно-
сти гильзы, а форма ее искажается.
Внутренняя поверхность гильзы по
длине приобретает форму непра-
вильного конуса, а по окружности —
овала.
Наибольший износ гильзы цилин-
дров наблюдается в верхней ее час-
ти, в зоне трения верхнего компрес-
сионного кольца (рис. 8.1). Это объ-
ясняется тем, что при сгорании топ-
лива в верхней части гильзы резко
повышаются температура и давле-
ние газов. Газы проникают под пор-
шневые кольца, что повышает их
давление на поверхность гильзы.
Под действием высокой температу-
ры ухудшаются условия смазки вер-
хней части гильзы, так как проис-
ходит разжижение масляной плен-
ки. Кроме того, смазка частично
смывается рабочей смесью. При
сгорании топлива образуются газы,
содержащие углекислые и сернис-
тые соединения. Эти газы с парами
воды образуют серную и угольную
кислоты, которые создают условия
для коррозионного износа.
Рис. 8.1. Износ гильзы цилиндров двигате-
ля ЗИЛ-130
51
Причиной появления овальности
рабочей поверхности гильзы являет-
ся неравномерное давление поршня
на стенки гильзы. В плоскости, пер-
пендикулярной к оси поршневого
пальца, это давление больше, поэто-
му и износ гильзы в этой плоскости
выше. Образованию овальности
гильзы способствуют также дефор-
мации блока цилиндров, возникаю-
щие вследствие неправильной за-
тяжки болтов крепления головки
цилиндров и неравномерного нагре-
ва блока цилиндров при работе дви-
гателя.
Коленчатый вал двигателя в про-
цессе работы подвергается дейст-
вию циклических нагрузок от давле-
ния рабочих газов, сил инерции по-
ступательно движущихся и вращаю-
щихся частей. В этих условиях ко-
ренные и шатунные шейки коленча-
того вала подвергаются износу.
Неравномерность нагрузок, дей-
ствующих на шейки коленчатого ва-
ла, вызывает неравномерный их из-
нос по окружности. Так, наиболь-
ший износ шатунных шеек имеет
место со стороны, обращенной к оси
коренных шеек вала. Это объясня-
ется тем, что на эту сторону шейки
постоянно действуют инерционные
силы.
Нарушение точности взаимного
расположения рабочих поверхностей
является одним из весьма распро-
страненных дефектов автомобиль-
ных деталей. Этот дефект обычно
проявляется в виде нарушения рас-
стояния между осями цилиндриче-
ских поверхностей, непараллельно-
сти или неперпендикулярности осей
и плоскостей, несоосности цилинд-
рических поверхностей и т. п.
Причинами появления этих де-
фектов являются: неравномерный
износ рабочих поверхностей; внут-
ренние напряжения, йозникающие в
деталях при их изготовлении; оста-
точные деформации от чрезмерных
эксплуатационных нагрузок на де-
тали и др.
Так, например, в коленчатом валу
двигателя в результате деформаций
52
от действующих нагрузок и нерав-
номерного износа шеек могут иметь
место такие дефекты, как несоос-
ность (взаимное биение) коренных
шеек, непараллельность коренных и
шатунных шеек, неперпендикуляр-
ность фланца крепления маховика
к оси коленчатого вала, изменение
радиуса кривошипа.
Наиболее часто дефекты, связан-
ные с нарушением взаимного поло-
жения рабочих поверхностей, имеют
место в корпусных деталях. Так, в
блоках цилиндров вследствие их де-
формации в процессе эксплуатации
появляются такие дефекты, как не-
соосность отверстий в опорах под
коленчатый вал, неперпендикуляр-
ность оси этих отверстий и оси от-
верстий под втулки распределитель-
ного вала, нарушение расстояния
между этими осями, непараллель-
ность осей отверстий в посадочных
поясках под гильзы цилиндров к оси
коленчатого вала и др.
Все эти дефекты нарушают нор-
мальную работу агрегатов, так как
вызывают перекосы деталей и, сле-
довательно, дополнительные дина-
мические нагрузки, ускоряющие их
износ. Поэтому при дефектации и
сортировке деталей их необходимо
выявлять, а в процессе ремонта уст-
ранять.
Механические повреждения в де-
талях возникают при воздействии на
них в процессе эксплуатации нагру-
зок, превышающих допустимые, а
также вследствие усталости матери-
ала. К числу механических повреж-
дений относятся: трещины, пробои-
ны, изломы и деформации (изгиб,
скручивание, коробление).
Трещины в большинстве случаев
возникают вследствие усталости ма-
териала деталей, работающих в ус-
ловиях циклических знакоперемен-
ных нагрузок. Наиболее часто они
появляются в деталях рамы, кузо-
вах, коленчатых валах, поворотных
цапфах, рессорах и многих других
деталях. Чаще всего трещины уста-
лости развиваются на поверхности
деталей в местах концентрации на-
пряжений (у отверстий, в галтелях
и т. п.). Размеры трещин по шири-
не колеблются в больших пределах:
от видимых невооруженным глазом
до микроскопических, которые об-
наруживают с помощью специаль-
ных приборов.
Поломки деталей могут возникать
вследствие усталости металла, но
причиной их могут быть также боль-
шие ударные нагрузки.
Деформации возникают в дета-
лях в результате динамических на-
грузок и наблюдаются в таких де-
талях, как коленчатые валы, шату-
ны, карданные валы, балки перед-
них мостов, детали рам и кузовов.
Коррозионные повреждения обра-
зуются на деталях в результате
химического или электрохимическо-
го взаимодействия металла с корро-
зионной средой и появляются в ви-
де сплошных окисных пленок или
в виде местных повреждений (пятен,
раковин и точек). Воздействию кор-
розии подвергаются многие детали
автомобилей.
Изменение физико-механических
свойств материала деталей в про-
цессе эксплуатации автомобилей вы-
ражается наиболее часто в сниже-
нии твердости и упругих свойств.
Изменение свойств деталей может
произойти в результате их нагрева
в процессе работы до температуры,
влияющей на термообработку, а
также вследствие износа поверхно-
стного слоя, упрочненного методами
химико-термической обработки.
Упругие свойства деталей снижа-
ются вследствие усталости материа-
ла, из которого они изготовлены.
Этот дефект часто возникает в та-
ких деталях, как пружины клапанов
и рессоры.
8.3. ТЕХНИЧЕСКИЕ УСЛОВИЯ
НА ДЕФЕКТАЦИЮ ДЕТАЛЕЙ
При дефектации и сортировке де-
талей руководствуются технически-
ми условиями, которые содержатся
в руководствах по КР.
Технические условия на дефекта-
цию деталей составляются в виде
карт, которые по каждой детали в
отдельности содержат следующие
сведения: общие сведения о детали,
перечень возможных ее дефектов,
способы выявления дефектов, до-
пустимые без ремонта размеры де-
тали и рекомендуемые способы уст-
ранения дефектов.
Общие сведения о детали вклю-
чают ее эскиз с указанием мест рас-
положения дефектов, основные раз-
меры детали, материал и твердость
основных поверхностей. Все эти све-
дения о детали могут быть получе-
ны из рабочего чертежа.
Возможные дефекты детали обы-
чно устанавливают на основе опыта
эксплуатации и ремонта автомоби-
лей аналогичных моделей.
Способы выявления дефектов наз-
начают по опыту работы автомоби-
лестроительных и авторемонтных
предприятий с учетом научно-иссле-
довательских работ, проводимых в
нашей стране по разработке новых
методов дефектации деталей.
При рекомендации способов уст-
ранения дефектов также опираются
на богатый опыт по технологии вос-
становления деталей, накопленный
отечественными и зарубежными ав-
торемонтными предприятиями.
Наибольшую сложность при раз-
работке технических условий на де-
фектацию деталей представляет оп-
ределение величины допустимого
размера детали.
Допустимый размер детали мож-
но легко определить, если известна
величина допустимого ее износа.
Так, например, допустимый диаметр
вала при капитальном ремонте ав-
томобиля
^Доп = #доп •
где dH — диаметр нового вала, мм; Иаоп —
величина допустимого износа вала, мм.
Допустимым износом детали на-
зывается такой ее износ, при кото-
ром деталь, будучи установленной
при КР на автомобиль, проработает
до следующего КР, и ее износ не
53
превысит предельного. При этом
следует иметь в виду, что детали с
допустимыми износами можно ис-
пользовать при КР только в том
случае, если требуемая точность
при сборке сопряжений обеспечива-
ется применением методов регулиро-
вания или групповой взаимозаменя-
емости. Для определения величины
допустимого износа детали необхо-
димо знать ее предельный износ.
Предельным износом называется
такой износ детали, при котором ее
дальнейшее использование невоз-
можно. Деталь, достигшую предель-
ного износа, восстанавливают или
заменяют новой.
Величина предельного износа де-
тали может быть определена при
изучении процесса протекания ее из-
носа в зависимости от наработки по
моменту наступления форсирован-
ного износа. Значение этой величи-
ны определяют также по таким по-
казателям, как снижение прочности
детали, нарушение установленной
посадки в сопряжении, недопустимое
падение мощности, производитель-
ности и т. п.
Вопрос об определении допусти-
мого износа деталей при КР сводит-
ся к отысканию такой его величины,
которая обеспечивает безотказную
работу автомобиля в течение оче-
редного межремонтного пробега.
Методика определения допустимого
износа была разработана проф.
В. В. Ефремовым.
Не допуская большой погрешно-
сти, можно принять, что зависи-
мость износа деталей от наработки
Рис. Н.2. Определение допустимого износа
54
имеет линейный характер (рис. 8.2).
Пусть величина предельного износа
известна и равна ВС—Ипр. Отложив
от точки С, определяющей наработ-
ку детали до предельного износа,
отрезок СД, равный межремонтно-
му пробегу автомобиля, и восстано-
вив перпендикуляр из точки Д до
пересечения с прямой ОВ, получим
отрезок ДЕ, величина которого и
определит допустимый износ дета-
ли А/доп-
Из рис. 8.2. видно, что величина
допустимого износа
^Доп~^пр Ем,
где Им — величина износа детали за меж-
ремонтный пробег автомобиля.
Величину износа детали за меж-
ремонтный пробег определяют как
среднюю арифметическую величину
путем замера партии деталей, сня-
тых с автомобилей, поступивших в
капитальный ремонт.
8.4. МЕТОДЫ КОНТРОЛЯ,
ПРИМЕНЯЕМЫЕ ДЛЯ ДЕФЕКТАЦИИ
ДЕТАЛЕЙ
В целях экономии времени при
дефектации деталей придерживают-
ся следующего порядка. Сначала
производят внешний осмотр деталей
с целью обнаружения повреждений,
видимых невооруженным глазом:
крупных трещин, пробоин, изломов,
задиров, рисок, коррозии и т. п. За-
тем детали проверяют на специаль-
ных приспособлениях для обнару-
жения дефектов, связанных с нару-
шением взаимного расположения
рабочих поверхностей и физико-ме-
ханических свойств материала дета-
лей. После этого детали контроли-
руют на отсутствие скрытых дефек-
тов (невидимых трещин и внутрен-
них пороков). В заключение произ-
водят контроль размеров и геомет-
рической формы рабочих поверхно-
стей деталей.
Контроль взаимного расположе-
ния рабочих поверхностей. Методы
контроля погрешностей взаимного
расположения рабочих поверхно-
стей рассмотрим на примере дета-
лей класса валов и корпусных дета-
лей. В деталях класса валов наибо-
лее часто контролируют несоосность
шеек и неперпендикулярность флан-
цев к оси валов.
Контроль несоосности шеек валов
производят путем замера их ради-
ального биения с помощью индика-
тора (рис. 8.3). Контролируемый вал
при этом устанавливают в центрах.
Величина радиального биения шеек
определяется как разность наиболь-
шего и наименьшего показаний ин-
дикатора за один оборот вала.
Контроль неперпендикулярности
фланца к оси вала производят так-
же при установке вала в центрах
(рис. 8.4). При помощи индикатора
замеряют торцевое биение фланца
на определенном радиусе R.
В корпусных деталях контролиру-
ют следующие погрешности взаим-
ного расположения поверхностей:
несоосность отверстий, непараллель-
ность оси отверстий относительно
плоскости, непараллельность осей
отверстий и нарушение межцентро-
вого расстояния, неперпендикуляр-
ность осей отверстий, неперпендику-
лярность оси отверстия к плоскости.
Контроль несоосности отверстий
в корпусных деталях производят с
помощью оптических, пневматиче-
ских и индикаторных приспособле-
ний. Наибольшее применение в ав-
Рис. 8.3. Контроль взаимного биения шеек
вала
Рис. 8.4. Контроль биения фланца иа валу
торемонтном производстве нашли
индикаторные приспособления. Схе-
ма замера несоосности отверстий
под коренные подшипники коленча-
того вала в блоке цилиндров при
помощи индикаторного приспособ-
ления показана на рис. 8.5. Приспо-
собление состоит из контрольной
оправки, втулок и индикатора часо-
вого типа. При проверке несоо'сно-
сти вращают втулку с индикатором
и замеряют величину радиального
биения. Радиальное биение покажет
удвоенную величину несоосности
(смещения осей). Несоосность от-
верстий контролируют в блоках ци-
линдров двигателей, картерах коро-
бок передач, картерах редукторов и
других деталях.
Контроль межцентрового расстоя-
ния и непараллельности осей отвер-
стий производят путем измерения
расстояний ai и а2 (рис. 8.6) между
внутренними образующими конт-
рольных оправок при помощи штих-
маса или индикаторного нутромера
Межцентровое расстояние опреде-
ляют расчетом по формуле
_ at -|-ц2 dj -f-da
“ 2 2
где di и da — диаметры контрольных оп-
равок.
Непараллельность осей отверстий
определяют как разнос+ь замеров
Oi—а2 на длине L.
Контроль неперпендикулярности
осей отверстий производят при по-
мощи оправки с индикатором (рис.
8.7. а) или калибром (рис. 8.7, б)
путем измерения зазоров А, и Аг на
длине L. Величина неперпендику-
лярности осей в первом случае оп-
ределяется как разность показаний
индикатора в двух противополож-
ных положениях, а во втором —
как разность зазоров.
Контроль неперпендикулярности
оси отверстий к плоскости можно
выполнить при помощи индикатор-
ного приспособления (рис. 8.8, а)
или специального калибра (рис.
8.8, б) В первом случае неперпенди-
кулярность оси отверстия к торце-
55
Рис. 8.5. Контроль несоосностн отверстий:
1 — втулки; 2 — оправка: 3 — индикатор
Рис. 8.6. Контроль непараллельиостн осей
отверстий и межцентрового расстояния
Рис. 8.7. Схема замера неперпендикулярио-
стн осн отверстий
Рис. 8.8. Контроль неперпенднкуляриости
осн отверстий к плоскости
вой плоскости на диаметре Д опре-
деляют как разность показаний ин-
дикатора при вращении его относи-
тельно оси отверстия, во втором слу-
чае — измерением зазоров в двух
диаметрально противоположных
точках по периферии контрольного
диска. Величина неперпендикуляр-
ности в этом случае будет равна
разности зазоров Д1—Дг на диамет-
ре Д.
Контроль нарушения физико-ме-
ханических свойств материала дета-
лей. Нарушение физико-механичес-
ких свойств материала деталей, как
отмечалось выше, может проявлять-
ся в виде изменения твердости дета-
ли или ее жесткости. Изменение же-
сткости может иметь место в таких
деталях, как рессоры и пружины.
Нарушение твердости контроли-
руют с помощью универсальных
приборов для измерения твердости.
Контроль скрытых дефектов. При
контроле деталей очень важно про-
верять их на наличие скрытых де-
фектов (поверхностных и внутрен-
них трещин). Этот контроль особен-
но необходим для деталей, от кото-
рых зависит безопасность движения
автомобиля.
Существует большое количество
различных методов обнаружения
скрытых дефектов на деталях. В ав-
торемонтном производстве нашли
применение следующие методы: оп-
рессовки, красок, люминесцентный,
намагничивания, ультразвуковой.
Метод опрессовки применяют для
обнаружения скрытых дефектов в
полых деталях. Опрессовку деталей
производят водой (гидравлический
метод) и сжатым воздухом (пневма-
тический метод).
Метод гидравлического испыта-
ния применяют для выявления тре-
щин в корпусных деталях (блок и
головка цилиндров). Испытание
производится на специальных стен-
дах, которые обеспечивают гермети-
зацию всех отверстий в контролиру-
емых деталях. При испытании по-
лость детали заполняют горячей во-
дой под давлением 0,3.. .0,4 МПа.
56
О наличии трещин судят по подте-
канию воды.
Метод пневматического испыта-
ния применяют при контроле на
герметичность таких деталей, как
радиаторы, баки, трубопроводы и
др. Полость детали в этом случае
заполняют сжатым воздухом под
давлением, соответствующим техни-
ческим условиям на испытание, и за-
тем погружают в ванну с водой. Вы-
ходящие из трещины пузырьки воз-
духа укажут место нахождения де-
фектов.
Метод красок основан на свойст-
ве жидких красок к взаимной диф-
фузии. При этом методе на контро-
лируемую поверхность детали, пре-
дварительно обезжиренную в раст-
ворителе, наносят красную краску,
разведенную керосином. Краска
проникает в трещины. Затем крас-
ную краску смывают растворителем,
и поверхность детали покрывают
белой краской. Через несколько се-
кунд на белом фоне проявляющей
краски появляется рисунок трещи-
ны, увеличенной по ширине в нес-
колько раз. Этот метод позволяет
обнаруживать трещины, ширина ко-
торых не менее 20 мкм.
Люминесцентный метод основан
на свойстве некоторых веществ све-
титься при облучении их ультрафио-
летовыми лучами. При контроле де-
талей этим методом ее сначала по-
гружают в ванну с флюоресцирую-
щей жидкостью, в качестве которой
применяют смесь из 50% керосина,
25% бензина и 25% трансформатор-
ного масла с добавкой флюоресци-
рующего красителя (дефектоля) или
эмульгатора ОП-7 в количестве 3 кг
на 1 м3 смеси. Затем деталь промы-
вают водой, просушивают струей
теплого воздуха и припудривают по-
рошком силикагеля. Силикагель вы-
тягивает флюоресцирующую жид-
кость из трещины на поверхность
детали. При облучении детали ульт-
рафиолетовыми лучами порошок
силикагеля, пропитанный флюорес-
цирующей жидкостью, будет ярко
светиться, обнаруживая границы
трещины. Люминесцентные дефек-
тоскопы применяют при обнаруже-
нии трещин шириной более 10 мкм
в деталях, изготовленных из немаг-
нитных материалов.
Метод магнитной дефектоскопии
нашел наиболее широкое примене-
ние при контроле скрытых дефектов
в автомобильных деталях, изготов-
ленных из ферромагнитных матери-
алов (сталь, чугун). Для обнаруже-
ния дефектов этим методом деталь
сначала намагничивают. Магнитные
силовые линии, проходя через де-
таль и встречая на своем пути де-
фект (например, трещину), огиба-
ют его как препятствие с малой маг-
нитной проницаемостью. При этом
над дефектом образуется поле рас-
сеивания магнитных силовых линий,
а на краях трещины — магнитные
полюсы.
Для того чтобы обнаружить неод-
нородность магнитного поля, деталь
поливают суспензией, состоящей из
50%-ного раствора керосина и тран-
сформаторного масла, в котором во
взвешенном состоянии находится
мельчайший магнитный порошок
(окись железа — магнетит). При
этом магнитный порошок будеу
притягиваться краями трещины и
четко обрисует ее границы.
Намагничивание деталей произ-
водят на магнитных дефектоскопах,
которые различают по способу на-
магничивания. Для выявления в де-
талях продольных трещин применя-
ют дефектоскопы циркулярного
намагничивания, а для попереч-
ных — дефектоскопы продольного
намагничивания внешним полем.
Для обнаружения трещин любого
направления используют дефекто-
скопы комбинированного намагни-
чивания. В дефектоскопах цирку-
лярного намагничивания магнитное
поле создается за счет прохождения
через деталь переменного тока боль-
шой силы (до 1000...4000 А). На
рис. 8.9 показана схема дефектоско-
па циркулярного намагничивания,
предназначенного для контроля де-
талей небольших размеров.
57
Рис. 8.9. Дефектоскоп циркулярного намаг-
ничивания:
1 — медная плита; 2 — деталь; 3 — контактный
диск; 4— контактная головка; 5 — пусковая кноп-
ка; 6— кронштейн; 7 — понижающий трансформа-
тор; 8 магнитный пускатель
Рис. 8.10. Схема намагничивания детали
соленоидом:
/ — реостат; 2 — деталь; 3 — соленоид
Рис. 8.11. Блок-схема импульсного ультра-
звукового дефектоскопа.
/ — деталь; 2 — излучатель (приемник) ультразву-
ковых колебаний; 3 — генератор импульсов; 4 —
усилитель; 5 — излученный импульс; 6 — электрон-
но-лучевая трубка; 7— импульс, отраженный от
дефекта; S—дойный импульс; 9 — блок разверт-
ки; 10 - дефект
В дефектоскопах продольного на-
магничивания магнитное поле соз-
дается за счет помещения детали в
соленоид, питаемый постоянным
или переменным током (рис. 8.10).
Дефектоскопы комбинированно-
го намагничивания являются уни-
версальными, так как они совмеща-
ют в себе принципы циркулярного
и продольного намагничиваний и,
следовательно, позволяют обнару-
жить трещины любых направлений.
К числу дефектоскопов комбини-
рованного намагничивания относят-
ся дефектоскопы М-217 и УМД-9000,
выпускаемые нашей промышленно-
стью. Дефектоскоп М-217 рассчи-
тан на контроль деталей диаметром
до 90 мм и длиной 900 мм при мак-
симальной силе тока циркулярного
намагничивания до 4500 А. Универ-
сальный магнитный дефектоскоп
УМД-9000 применяется при контро-
ле более крупных деталей, так как
он обеспечивает ток циркулярного
намагничивания до 10 000 А.
После контроля на магнитных де-
фектоскопах детали необходимо
размагнитить. Это достигается при
переменном токе путем медленного
вывода детали из соленоида, а при
постоянном — за счет изменения по-
лярности при постепенном уменьше-
нии силы тока.
Метод магнитной дефектоскопии
обладает высокой производитель-
ностью и позволяет обнаруживать
трещины шириной до 1 мкм.
Ультразвуковой метод обнаруже-
ния скрытых дефектов основан на
свойстве ультразвука проходить че-
рез металлические изделия и отра-
жаться от границы двух сред, в том
числе и от дефекта.
В зависимости от способа приема
сигнала от дефекта различают два
метода ультразвуковой дефектоско-
пии: просвечивания и импульсный.
Метод просвечивания основан на
появлении звуковой тени за дефек-
том. В этом случае излучатель уль-
тразвуковых колебаний находится
по одну сторону от дефекта, а при-
емник — по другую.
58
На рис. 8.11 приведена схема им-
пульсного ультразвукового дефек-
тоскопа. При контроле детали к ее
поверхности подводят излучатель
ультразвуковых колебаний, который
питается от генератора. Если дефек-
та в детали нет, то ультразвуковые
колебания, отразившись от проти-
воположной стороны детали, воз-
вратятся обратно и возбудят элек-
трический сигнал в приемнике. При
этом на экране электронно-лучевой
трубки будут видны два всплеска:
слева — излучаемый импульс и спра-
ва — отраженный от противополож-
ной стенки детали (донный).
Если в детали имеется дефект, то
ультразвуковые колебания отразят-
ся от дефекта, и на экране трубки
появится промежуточный всплеск.
Путем сопоставления расстояний
между импульсами на экране элек-
тронно-лучевой трубки и размеров
детали можно определить не только
местонахождение дефекта, но и
глубину его залегания.
Метод ультразвуковой дефектоско-
пии обладает очень высокой чувст-
вительностью и применяется при об-
наружении внутренних дефектов в
деталях (трещин, раковин, шлако-
вых включений и т. п.).
В авторемонтном производстве
нашли применение ультразвуковые
дефектоскопы ДУК-66ПМ, УД-10УА.
Дефектоскоп УД-10УА работает на
частотах 0,8 МГц. Максимальная
глубина прозвучивания для сталь-
ных деталей 2,6 м, а минимальная
7 мм.
Контроль размеров и формы ра-
бочих поверхностей деталей. Наи-
большее внимание при контроле и
сортировке деталей уделяется опре-
делению геометрических размеров и
формы их рабочих поверхностей.
Контроль деталей по этим парамет-
рам позволяет оценить величину их
износа и решить вопрос о возмож-
ности их дальнейшего использова-
ния. При контроле размеров дета-
лей в авторемонтном производстве
используют как универсальный из-
мерительный инструмент, так и
пневматические методы контроля.
К универсальному измерительно-
му инструменту относятся: микро-
метры, штангенциркули, индикатор-
ные нутромеры, микрометрические
штихмасы и др.
Широкое применение в последнее
время получил также пневматиче-
ский метод контроля размеров де-
талей. Этот метод измерения бес-
контактный, поэтому точность изме-
рения не зависит от износа инстру-
мента. Пневматический метод ис-
пользуется при измерении наруж-
ных и внутренних размеров.
Принцип работы пневматического
прибора для измерения диаметра
отверстий показан на рис. 8.12. Сжа-
тый воздух под давлением 0,3. ..
0,5 МПа поступает через влагоот-
делитель 2 и двухступенчатый ста-
билизатор 1 давления в стеклянную
конусную трубку 6 и далее через
шланг 8 к пневматическому калиб-
ру 9 с отверстиями для выхода воз-
духа. Внутри конусной трубки 6 по-
мещается металлический поплавок
5, который силой воздушного пото-
ка устанавливается на определен-
ном уровне.
Положение поплавка внутри ко-
нусной трубки 6 зависит от расхода
сжатого воздуха, а величина расхо-
Рнс. 8.12. Схема пневматического измери-
тельного прибора
59
Да воздуха определяется зазором
между измеряемой деталью и ка-
либром 9. Если зазор между калиб-
ром и деталью большой, то расход
воздуха будет увеличиваться, и по-
плавок поднимается на более высо-
кий уровень. Следовательно, по по-
ложению поплавка и шкале 3 мож-
но определить размер детали. Точ-
ность показаний прибора регулиру-
ют при помощи крана 4, который
изменяет расход воздуха через труб-
ку 7, а также путем подбора по-
плавка по массе.
Пневматические измерительные
приборы можно использовать для
измерения деталей диаметром от
5.. .6 мм и более с точностью до
0,001 мм. Этим методом можно из-
мерять также погрешности формы
деталей по многим параметрам од-
новременно. Пневматический метод
контроля позволяет легко автома-
тизировать процесс измерения дета-
лей, поэтому его следует считать
перспективным.
Погрешности в геометрической
форме деталей определяют путем
их измерения в нескольких направ-
лениях в поперечном сечении и не-
скольких поясах по длине. Сопостав-
ляя эти замеры, находят овальность,
конусность, бочкообразность и дру-
гие отклонения от правильной гео-
метрической формы.
8.5. СОРТИРОВКА ДЕТАЛЕЙ
ПО МАРШРУТАМ ВОССТАНОВЛЕНИЯ
Одной из задач дефектации и со-
ртировки деталей является сорти-
ровка их по маршрутам восстанов-
ления. Маршруты восстановления
деталей разрабатываются заблагов-
ременно. Методика определения
маршрутов восстановления деталей
была разработана проф. К. Т. Кош-
киным.
Известно, что детали, требующие
восстановления, имеют, как прави-
ло, не один дефект, а несколько. Их
количество зависит от конструкции
детали.
Чем сложнее деталь, тем количе-
ство возможных дефектов на ней
будет больше.
Так, например, ведущая шестерня
заднего моста автомобиля ГАЗ-53А
может иметь следующие дефекты
(рис. 8.13): 1 — срыв резьбы; 2 —
помятость резьбы; 3 — износ шли-
цев по толщине; 4— износ шейки
под передний подшипник; 5 — из-
нос шейки под задний подшипник;
6 — механические повреждения (за-
боины, риски) на зубьях шестерни;
7 — износ шейки под подшипник
задней опоры. Рассматриваемая де-
таль может иметь и другие дефек-
ты, например износ зубьев шестер-
ни, но они не были включены в пе-
речень потому, что при появлении
этих дефектов деталь подлежит вы-
браковке.
При организации восстановления
деталей ранее применялась так на-
зываемая подефектная технология,
при которой технологические про-
цессы разрабатывались на устране-
ние каждого дефекта в отдельно-
сти. При подефектной технологии
приходилось разрабатывать боль-
шое количество технологических
процессов для восстановления од-
ной и той же детали. В нашем при-
мере для восстановления ведущей
шестерни заднего моста ГАЗ-53А
пришлось бы разрабатывать не ме-
нее семи технологических процессов.
Подефектная технология не преду-
сматривала рациональную последо-
вательность устранения дефектов
на детали. Значительно усложня-
лась также организация восстанов-
ления деталей, так как при устра-
нении на детали нескольких дефек-
тов необходимо было пользоваться
несколькими технологическими про-
Рис. 8.13. Ведущая шестерня заднего моста
60
цессами. Отсутствие единого техно-
логического процесса на восстанов-
ление детали приводило к снижению
качества ремонта.
Указанные недостатки стали осо-
бенно ощутимыми в условиях кон-
центрации и специализации авторе-
монтного производства.
Наиболее рациональной формой
организации восстановления дета-
лей на современном АРП является
маршрутная технология.
Исследованиями, проведенными
проф. К. Т. Кошкиным, было уста-
новлено, что дефекты на деталях по-
являются в определенных повторя-
ющихся сочетаниях. Поэтому он
предложил технологические процес-
сы восстановления деталей разра-
батывать не на устранение каждого
дефекта в отдельности, а на опреде-
ленные сочетания дефектов.
Сочетания дефектов, определяю-
щие технологический процесс вос-
становления детали, были названы
маршрутами восстановления. Тех-
нология, составленная на устране-
ние определенного сочетания дефек-
тов (маршрут), получила название
маршрутной технологии.
Каждая деталь может иметь нес-
колько маршрутов восстановления.
Эти маршруты определяют путем
проведения специальных исследо-
ваний.
При определении маршрутов вос-
становления деталей необходимо ру-
ководствоваться следующими ос-
новными принципами, сформулиро-
ванными проф. К. Т. Кошкиным.
I принцип. Сочетание дефектов в
каждом маршруте должно быть дей-
ствительным (реально существую-
щим). Действительные сочетания
дефектов устанавливают путем про-
ведения специальных исследований,
при которых определяют сочетания
дефектов на большом количестве
деталей одного наименования, выяв-
ляют повторяющиеся сочетания и
частоту их наблюдения.
II принцип. Количество маршру-
тов восстановления каждой детали
должно быть минимальным. Боль-
шое количество маршрутов услож-
няет организацию производства, уве-
личивает объем технологической до-
кументации, требует расширения
складских помещений, затрудняет
планирование и учет работы произ-
водственных участков. Поэтому ко-
личество маршрутов по каждой де-
тали должно быть в пределах двух-
трех, а для сложных деталей не бо-
лее пяти.
Уменьшить количество маршру-
тов можно за счет объединения со-
четаний дефектов, отличающихся
между собой незначительными по
трудоемкости устранения дефекта-
ми, в одно сочетание. Значительного
сокращения количества маршрутов
можно достигнуть и за счет включе-
ния в них дефектов, расположенных
на взаимосвязанных поверхностях
детали. Так, если на ведущей шес-
терне заднего моста (см. рис. 8.13)
изношена шейка под подшипник
задней опоры, (дефект 7), то для
обеспечения соосности этой поверх-
ности с шейками под передний и
задний подшипники их также следу-
ет включить в маршрут восстанов-
ления, даже если износ этих поверх-
ностей находится в пределах допус-
ка. Точно так же если в картере ко-
робки передач автомобиля ЗИЛ-130
изношено только одно отверстие
под подшипник ведущего вала, то
в маршрут следует включить вос-
становление отверстия под подшип-
ник ведомого вала и обоих отвер-
стий под подшипники промежуточно-
го вала, так как для обеспечения
требуемой точности взаимного рас-
положения всех этих отверстий они
должны обрабатываться с одной
установки на специальном расточ-
ном станке.
Количество маршрутов можно
уменьшить также путем исключения
маршрутов с редко встречающимися
сочетаниями дефектов.
III принцип. При формировании
маршрутов необходимо учитывать
применяемый способ восстановле-
ния. Если у чашки дифференциала
изношено отверстие под шейку ше-
61
стерни полуоси и принят способ вос-
становления пользованием, при ко-
тором одновременно устраняют два
дефекта (износ отверстия и износ
торцовой поверхности), то в соче-
тание дефектов, подлежащих устра-
нению, необходимо включить оба
дефекта вне зависимости от того,
имеется один из них или есть оба
одновременно.
IV принцип. Восстановление де-
тали по данному маршруту должно
быть экономически целесообразным.
Если затраты на восстановление де-
тали, отнесенные к единице ее на-
работки, будут меньше соответству-
ющих удельных затрат на изготов-
ление детали, то восстановление де-
тали по данному маршруту считает-
ся целесообразным.
При дефектации деталей контро-
лер определяет действительное со-
четание дефектов по каждой из де-
талей и сортирует их по маршрутам
восстановления. Результаты сорти-
ровки деталей по маршрутам вос-
становления отмечают краской на
самих деталях (указывается номер
маршрута).
8.«. ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТОВ
ГОДНОСТИ, СМЕННОСТИ И
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Результаты сортировки деталей
на группы годных, негодных и тре-
бующих восстановления после ста-
тистической обработки большого ко-
личества дефектовочных ведомостей
позволяют определить очень важные
для организации ремонта автомоби-
лей показатели — коэффициенты
годности, сменности и восстановле-
ния.
Коэффициент годности показыва-
ет, какая часть деталей данного на-
именования может быть использова-
на при КР автомобиля (агрегата)
повторно без ремонтного воздейст-
вия. Он определяется как отноше-
ние количества годных деталей к
общему количеству деталей данного
наименования, прошедших дефекта-
цию и сортировку:
где пг — количество годных деталей; п„ —
общее количество деталей данного наиме-
нования, прошедших дефектацию.
Коэффициент сменности показы-
вает, какая часть деталей данного
наименования при КР автомобиля
требует замены и определяется как
отношение количества негодных де-
талей к общему количеству дета-
лей, прошедших дефектацию:
k=— ,
где лн — количество негодных деталей.
Коэффициент восстановления по-
казывает, какая часть деталей дан-
ного наименования требует восста-
новления.
, пвос
«Вос =
п„
где пвос — количество деталей, требующих
восстановления.
Знание этих коэффициентов поз-
воляет более точно планировать по-
требность ремонтного предприятия
в запасных частях и определять объ-
ем работ участков восстановления
деталей.
Обработка информации о сорти-
ровке деталей по маршрутам восста-
новления позволяет также уточнить
маршрутные коэффициенты восста-
новления деталей, так как
п
кеш-— . кBi,
i ;= I
где kKi — коэффициент восстановления по
i-му маршруту; п — количество маршрутов
восстановления данной детали.
Знание маршрутных коэффициен-
тов позволяет определять объем ра-
бот по каждому маршруту и, следо-
вательно, планировать загрузку обо-
рудования на участках восстановле-
ния деталей.
62
Глава 9
КОМПЛЕКТОВАНИЕ ДЕТАЛЕЙ
9.1. НАЗНАЧЕНИЕ И СУЩНОСТЬ
ПРОЦЕССА КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ
Комплектование представляет со-
бой часть производственного про-
цесса, которая выполняется перед
сборкой и предназначена для обес-
печения непрерывности и повыше-
ния производительности процесса
сборки, для ритмичного выпуска из-
делий требуемого и стабильного
уровня качества и снижения трудо-
емкости и стоимости сборочных ра-
бот. В процессе комплектования вы-
полняют следующий комплекс ра-
бот:
накопление, учет и хранение дета-
лей, сборочных единиц и комплекту-
ющих изделий;
оперативная информация соответ-
ствующих служб предприятия о не-
достающих деталях, сборочных еди-
ницах, комплектующих изделиях;
подбор сопряженных деталей по
ремонтным размерам, размерным и
массовым группам;
подбор и пригонка деталей в от-
дельных соединениях;
подбор составных частей сбороч-
ного комплекта (группы деталей,
сборочных единиц и комплектую-
щих изделий, составляющих то или
иное изделие) по номенклатуре и
количеству;
доставка сборочных комплектов к
постам сборки до начала выполне-
ния сборочных работ.
При комплектовании важно обес-
печить выполнение указанного пе-
речня работ в соответствующем объ-
еме, так как некачественное вы-
полнение какого-либо вида работ
неизбежно приводит к снижению
качества собираемых изделий и на-
рушению ритмичности их выпуска.
Наиболее ответственной задачей
комплектования является подбор де-
талей по размерам с целью обеспе-
чения требуемой точности сборки,
т. е. точности зазоров, натягов и
пространственного положения де-
талей.
Различают три способа подбора
деталей в комплекты: штучный,
групповой и смешанный.
При штучной комплектации к ба-
зовой детали, имеющей действитель-
ный размер, подбирают вторую де-
таль данного сопряжения исходя
из величины зазора или натяга, до-
пускаемого техническими условия-
ми. Например, к блоку цилиндров
подбирают поршни. При штучном
подборе затрачивается много вре-
мени. Этот способ применяют на не-
больших ремонтных предприятиях
с большой номенклатурой машин.
При групповой комплектации по-
ле допусков размеров обеих сопря-
гаемых деталей разбивают на нес-
колько интервалов, а детали сорти-
руют в соответствии с этими интер-
валами на размерные группы. Раз-
меры группы сопрягаемых деталей
обязательно маркируют цифрами,
буквами или красками.
По группам детали сортируют пу-
тем замера инструментами, в том
числе калибрами. Групповую ком-
плектацию применяют для подбора
ответственных деталей (гильз, порш-
ней, поршневых пальцев, коленча-
тых валов, плунжерных пар).
При смешанной комплектации де-
талей используют оба способа. От-
ветственные детали комплектуют
групповым, а менее ответственные —
штучным способом.
Наряду с тремя основными спосо-
бами комплектации во избежание
несбалансированности некоторых
деталей, например шатунно-порш-
невого механизма двигателей внут-
реннего сгорания, детали подбира-
ют по массе.
Комплектация сопровождается
слесарно-подгоночными операция-
ми, что облегчает сборку. Наиболее
часто применяют опиловку, зачист-
63
ку, пришабривание, притирку, по-
лирование, развертывание отвер-
стий по месту, гибку.
9.2. МЕТОДЫ ОБЕСПЕЧЕНИЯ
ТОЧНОСТИ СБОРКИ
Точность зазоров, натягов и про-
странственного положения деталей
в соединении может быть определе-
на путем решения сборных разме-
рных цепей.
Размерная цепь (термины, опре-
деления и обозначения по ГОСТ
16319—80) представляет собой зам-
кнутый контур взаимосвязанных
размеров, обусловливающих их
численные значения и допуски. Раз-
мерная цепь состоит из составляю-
щих, исходного (замыкающего) и
других видов звеньев.
Составляющее звено — звено раз-
мерной цепи, изменение которого
вызывает изменение исходного (за-
мыкающего) звена. Составляющие
звенья обозначаются прописными
буквами русского алфавита с циф-
ровыми индексами (например, А,,
А2 или Бь Б2, Бз...).
Исходное (замыкающее) звено —
звено, возникающее в результате
постановки задачи при проектирова-
нии изделия (или получаемое в цепи
последним в результате решения по-
ставленной задачи при изготовлении
или ремонте). Оно обозначается
той же буквой алфавита с индексом
А (например. Ад или Бд ...).
Компенсирующее звено — звено,
изменением размера которого дости-
гается требуемая точность замыка-
ющего звена. Компенсирующее зве-
но обозначается той же буквой ал-
фавита с соответствующим цифро-
вым индексом и буквой к (напри-
мер, Адк ИЛИ Б?к- ) •
Звено, которое принадлежит од-
новременно нескольким размерным
цепям, называют общим звеном и
обозначают буквами и индексами,
указывающими на принадлежность
к рассматриваемым цепям (напри-
мер, А5—Б». В2—Г6...). По характе-
64
ру воздействия на замыкающее зве-
но составляющие звенья могут быть
увеличивающими или уменьшающи-
ми, т. е. при их увеличении замыка-
ющее звено увеличивается или
уменьшается. Увеличивающие зве-
нья могут обозначаться стрелками,
направленными вправо — А, умень-
шающие — влево А.
Решение размерных цепей при
ремонте автомобилей позволяет ис-
ходя из величин составляющих
звеньев (числовые значения при
этом могут отличаться от номиналь-
ных значений) определять величину
действительного размера и допуск
замыкающего звена. Сопоставление
действительного размера замыкаю-
щего звена с его номинальным зна-
чением позволяет судить об отсутст-
вии или наличии погрешности и при-
нять меры по ее устранению.
Сборочные размерные цепи, у ко-
торых точность замыкающего звена
обеспечивается методом полной вза-
имозаменяемости, должны рассчи-
тываться по методу максимума —
минимума.
Номинальный размер замыкающе-
го звена размерной цепи
т- 1
А. У IjAj.
i -1
где — передаточное отношение (для це-
пей с параллельными звеньями £< = 1 -для
увеличивающих звеньев; §, = —1 для умень-
шающих звеньев); т — число звеньев раз-
мерной цепи; Д, номинальный размер i-ro
составляющего звена.
Допуск замыкающего звена 6дд
рассчитывается по методу максиму-
ма — минимума:
т — 1
Ч £
где 6л, — допуск гго составляющего звена.
Качество выполнения сборочных
работ, которое формируется глав-
ным образом точностью сборки, оп-
ределяется качеством деталей и сбо-
рочных единиц и качеством проведе-
ния комплектовочных работ. Под
точностью сборки понимают степень
соответствия действительных значе-
ний параметров, характеризующие
соединение сопряженных деталей
или сборочных единиц значениям,
регламентированным технической
документацией. Следовательно, точ-
ность сборки характеризуется вели-
чиной действительных отклонений
значений посадок (зазоров, натя-
гов), пространственного положения
осей и поверхностей и других пара-
метров сопрягаемых деталей от зна-
чений, заданных технической доку-
ментацией. Требуемая точность
сборки достигается следующими
пятью методами (ГОСТ 16319—80).
Метод полной взаимозаменяемо-
сти— метод, при котором требуемая
точность сборки достигается путем
соединения деталей без их выбора,
подбора или изменения размеров.
Например, точность сборки корен-
ных и шатунных подшипников дви-
гателя (т. е. величина допуска зазо-
ра в подшипниках бп) определяется
величинами допусков размеров со-
прягаемых деталей на диаметр гнез-
да под вкладыши бг на толщину
вкладышей бв и диаметр шейки ва-
ла бш. Для двигателей ГАЗ, УАЗ и
ЗМЗ исходя из условий надежности
и долговечности двигателя зазор в
коренных подшипниках должен
быть в пределах 0,036 .. . 0,079 м.м,
допуск зазора бп=0,043 мм, размер
гнезд в блоке цилиндров под вкла-
дыши 68,500 ... 68,518 мм, бг=
=0,018 мм, толщина вкладышей
2,232 ... 2,226 мм, бв=0,006 мм,
диаметр коренных шеек коленчато-
го вала 64,00 ... 63,987 мм, бщ =
=0,013 мм.
Сборка данного соединения мето-
дом полной взаимозаменяемости
без подбора, выбора и подгонки де-
талей обеспечивает требуемую точ-
ность сборки подшипников двигате-
ля, так как бп=0,018 + 2-0,006+
+0,013=0,043 мм. При ремонте
блоков цилиндров и коленчатых ва-
лов необходимо выдерживать раз-
меры указанных поверхностей в за-
данных пределах, так как увеличен-
ные погрешности обработки вызо-
вут и снижение точности сборки
данного соединения.
3 Зак. 421
Применение метода полной взаи-
мозаменяемости целесообразно при
сборке соединений, состоящих из
небольшого количества деталей, так
как увеличение количества деталей
обусловливает обработку сопряжен-
ных поверхностей с меньшими допу-
сками, что не всегда технически до-
стижимо и экономически целесооб-
разно.
Метод Неполной взаимозаменяе-
мости — метод, при котором требуе-
мая точность сборки достигается не
у всех соединений при сопряжении
деталей без их выбора, подбора или
изменения размеров, а у заранее об-
условленной их части, т. е. опреде-
ленный процент (или доли процен-
та) соединений не удовлетворяет
требованиям точности сборки н
требует разборки и повторной
сборки.
В этом случае дополнительные
затраты на выполнение разборочно-
сборочных работ будут значительно
меньше затрат на изготовление соп-
рягаемых деталей с более узкими
допусками, обеспечивающими полу-
чение требуемой точности сборки у
всех соединений. Например, в со-
единении толкатель клапана (на-
ружный диаметр 25Zo.'o22) — блок
цилиндров (диаметр отверстия под
толкатель 25~°-огз) двигателей
ЗИЛ расчетный допуск посадки
6п = бт+6<,=0,014+0,023 = 0,037 мм,
а требуемый допуск по условиям
надежной и долговечной работы
должен быть до 0,019 мм. Установ-
лено, что при сборке указанного со-
пряжения методом полной взаимо-
заменяемости около 3% соединений
будут иметь повышенные отклоне-
ния от требуемой точности посадки,
но повторная сборка некачествен-
ных соединений потребует значи-
тельно меньше затрат, чем изготов-
ление сопряженных деталей с
уменьшенными примерно в 2 раза
допусками.
Метод групповой взаимозаменяе-
мости (так называемый селектив-
ный метод) — метод, при котором
требуемая точность сборки достига-
65
Таблица 9.1. Размерные группы поршневых пальцев и отверстия в поршне и
шатуне двигателя ЗИЛ-130
Размерная группа, маркировка Диаметр поршневого пальца 28_0 010 мм Диаметр отверстия под палец, мм
в поршне 0,005 28—0,015 в головке шатуна 9я+°’007 28„о,ООЗ
I, голубой 28,0000 .. 27,9975 27,9950... 27,9925 28,0070 ... 28,0045
II, красный 27,9975 .. 27,9950 27,9925 ... 27,9900 28,0045 ... 28,0020
III, белый 27,9950 .. 27,9925 27,9900... 27,9875 28,0020... 27,9995
IV, черный 27,9925 .. 27,9900 27,9875 ... 27,9850 27,9995 ... 27,9970
ется путем соединения деталей, при-
надлежащих к одной из размерных
групп, на которые они предвари-
тельно рассортированы. В пределах
каждой размерной группы требуе-
мая точность сборки достигается
методом полной взаимозаменяемо-
сти. Данный метод является наибо-
лее эффективным, обеспечивающим
высокую точность сборки при эко-
номической точности и стоимости
обработки сопрягаемых деталей.
Например, большинство двигателей
внутреннего сгорания по условиям
надежной и долговечной работы тре-
бует обеспечения допуска посадки
поршневого пальца (допуск наруж-
ного диаметра 0,010 мм) в бо-
бышках поршня и во втулке верх-
ней головки шатуна (допуск отвер-
стий 0,010 мм), равного 0,005 мм.
Сборка указанных соединений ме-
тодом полной взаимозаменяемости
обеспечит величину допуска 0,010+
+0,010= 0,020 мм, что недопустимо.
В этом случае действительный до-
пуск посадки будет в 4 раза шире,
чем требуется по технической доку-
ментации. Поэтому для достиже-
ния требуемого допуска посадки
0,005 мм сопрягаемые детали сорти-
руют на четыре размерные группы
с допуском 0,0025 мм в каждой
(табл. 9.1).
Метод регулирования — метод,
при котором требуемая точность
сборки достигается путем измене-
ния размера одной из деталей (или
группы деталей) соединения, назы-
ваемой компенсатором без снятия
слоя материала. Например, требуе-
66
мая точность осевого зазора (натя-
га) соединений с коническими под-
шипниками качения (дифференци-
ал, главная передача, механизм
рулевого управления и др.) обеспе-
чивается изменением толщины не-
подвижного компенсатора (группа
колец, прокладок, регулировочных
шайб и т. п.), а точность зазора
между торцом клапана и болтом
толкателя или коромысла (клапа-
ном— коромыслом) достигается пу-
тем изменения положения подвиж-
ного компенсатора — регулировоч-
ного болта в осевом направле-
нии.
Метод пригонки — метод взаимо-
заменяемости, при котором требуе-
мая точность сборки достигается
путем изменения размера компенса-
тора со снятием слоя материала.
Например, требуемая точность по-
садки плунжера в гильзе или кла-
пана в корпусе форсунки, а также
герметичность в соединении клапа-
на— гнездо головки цилиндров до-
стигается путем притирки.
Анализ рассмотренных методов
достижения точности сборки пока-
зывает, что при ремонте автомоби-
лей наиболее эффективным методом
является метод групповой взаимо-
заменяемости.
9.3. ОБЕСПЕЧЕНИЕ ТОЧНОСТИ МЕТОДОМ
ГРУППОВОЙ ВЗАИМОЗАМЕНЯЕМОСТИ
Сборка узлов при ремонте авто-
мобилей осуществляется из новых,
отремонтированных, изношенных, но
годных к дальнейшей работе дета-
лей. В связи с этим при сборке в
подборе могут применяться новые,
отремонтированные и изношенные в
пределах допуска детали. Полагаем,
что в подборе участвуют новые и
изношенные детали. Первоначально
вал имел допуск бв, отверстие бд,
минимальный зазор zmin в узле, мак-
симальный zmax и предельный znp
(рис. 9.1). По условию Zmin допусти-
мая величина наибольшего зазора
в собранном узле равна zmax. Дол-
говечность отремонтированных и
новых узлов будет одинаковой в том
случае, если
zmax = zmaxi ~zmax2 -" . -. ~ zmaxn • (9 1)
где п — число размерных групп при под-
боре.
На основании условия (9.1) долж-
но выполняться также следующее
равенство
к — Kj — к2 — ... —= к„ , (9.2)
Рис. 9.1. Схема расположения допусков при
обеспечении точности методом групповой
взаимозаменяемости
ния для расчета будут иметь следу-
ющий вид:
_znp zmin п
Кп ~ ^В
Используя равенство (9.2) и схе-
му на рис. 9.1, можно установить,
что при общем числе размерных
групп п за пределами поля допуска
при обычной сборке будет на одну
размерную группу меньше, чем в
пределах первоначального поля до-
пуска. В связи с этим при любой
комбинации чисел размерных групп
в пределах первоначального поля
допуска и за его пределами общее
их число будет нечетным. Поэтому
число размерных групп п при под-
боре в данном случае следует вы-
бирать из ряда нечетных чисел 3, 5,
7, 9, 11 и т. д.
Если обозначить число размер-
ных групп в пределах первоначаль-
ных допусков через и за преде-
лами поля допуска «г, то выраже-
3*
Максимальный зазор в узле при
обычной сборке согласно схеме на
рис. 9.1
zmax —zmin +^д ! ®В’ (9-3)
Максимальный зазор в узле, соб-
ранном из деталей первой размер-
ной группы при сборке (см.
рис. 9.1):
36 д
zmaxi “zmln Т"^А (9-4)
«1
Збв
Так как —=бв согласно по-
ni
строению (бд=бв), то
zrnaxi ~zmln Т ’’^В- (9.5)
Отсюда
гтах =•' г1пах1
Используя схему на рис. 9.1, мож-
но также доказать, что и zmilx2=
=.. .=Zniax n ==:2:niax. Доказав, что
67
основное условие выполняется, да-
лее определяют величину возмож-
ного приращения зазора за счет
введения группового подбора и но-
вые допуски для вала и отверстия.
Величина возможного приращения
максимального зазора при введе-
нии подбора определяется равенст-
вом
Аналогично получается формула
для расчета нового допуска для от-
верстия
2га
га-4-1
6А
(9.12)
где 6"а — новый допуск для отверстия;
га — число размерных групп при сборке;
6а — допуск на диаметр для нового отвер-
стия.
~-гты ~ гтях-
(9.6)
где z'max — максимальный зазор с учетом
возможного расширения допусков при вве-
дении подбора; гП|И — максимальный зазор
в узлах, собранных из деталей с первона-
чальными допусками, и определяемый по
формуле (9.3).
Максимальный зазор с учетом
возможного расширения допусков
при введении подбора
гтах zHHn 4 2 (бд 6В) Х
(9.7)
Подставив в равенство (9.6) вме-
сто Z'max И Zmax ИХ Выражения, ПО-
лучим:
Дг--2(6д 6В)
(9.8)
Новый допуск Az будет равен
\г-. 2 (6д-t «B)( '-777)- <9’9»
В случае введения метода группо-
вой взаимозаменяемости деталей
необходимо рассчитать новые рас-
ширенные допуски. Новый допуск
вала
6В
6В 6В • га2--. (9.10)
ni
где Л] — число размерных групп в преде-
лах поля допуска, рассчитываемое по фор-
п 1 1
муле «г-- —— ; га2— число размерных групп
за пределами поля допуска, рассчитывае-
п—1
мое по формуле га2--- 9 .
После подстановки вместо nt и п2
в равенство их выражений будем
иметь следующую расчетную фор-
мулу для расчета нового допуска
для вала:
2л
6Ь-—«в- (9-Н)
9.4. БАЛАНСИРОВКА ДЕТАЛЕЙ
И УЗЛОВ ПРИ СБОРКЕ
Одним из факторов, определяю-
щих надежность и долговечность от-
ремонтированных автомобилей в
эксплуатации, является дисбаланс
деталей и узлов, который создает
дополнительную нагрузку на опоры
и повышенную вибрацию. Дисба-
ланс возникает вследствие погреш-
ностей обработки деталей, неточно-
стей сборки узлов, появления изио-
сов и деформаций в процессе экс-
плуатации автомобилей.
Известны три вида неуравнове-
шенности: статическая, динамиче-
ская и смешанная (рис. 9.2).
Статическая неуравновешенность
(рис. 9.2, а) имеет место, когда
центр тяжести детали или узла не
расположен на оси вращения.
В этом случае дисбаланс обнаружи-
вается в статическом состоянии, а
его величина определяется
Д mR Gr. (9.13)
где Д— дисбаланс, измеряемый статиче-
ским моментом, Н-м; гаг— величина неурав-
новешенной массы, кг; г — смещение цент-
ра тяжести от оси вращения, м; G — масса
летали, кг; R—расстояние от осн враще-
ния до центра тяжести неуравновешенной
массы, м.
Вращение неуравновешенной мас-
сы создает центробежную силу
инерции, постоянную по величине,
но переменную по направлению и
определяемую
Grra2
Рс-------rn.Ru2, (9.14)
900
где ы - угловая скорость вращения, рад/с;
га — частота вращения детали, мин-1.
68
Рис. 9.2. Виды неуравновешенности:
а — статическая; б — динамическая; в — смеша иная
Для уравновешивания детали не-
обходимо укрепить груз массой mt,
чтобы выполнялось условие РУ = Р,-
или
mj /?(<о2; mR. (9.15)
где ₽| — расстояние массы ту от осн вра-
щения, м; Pv — сила инерции от уравнове-
шивающей массы т,.
Другим способом уравновеши-
вания является удаление с утяже-
ленного участка детали массы, вы-
звавшей смещение центра тяжести
и появление центробежной силы
инерции.
Динамическая неуравновешен-
ность (рис. 9.2,6) возникает в том
случае, когда центр тяжести детали
лежит на оси вращения, а статиче-
ские моменты от двух равных не-
уравновешенных масс т равны по
величине и направлены в проти-
воположные стороны. Этот вид
неуравновешенности проявляется
только при вращении детали.
При вращении детали пара цент-
робежных сил Р,- на плече I создает
статический момент в плоскости оси
вращения, который вызывает допол-
нительные нагрузки и вибрации.
Единицей динамической неурав-
новешенности является Н-м2. Для
устранения динамической неуравно-
вешенности добавляют две равные
массы на таком расстоянии от оси
вращения детали, чтобы и статиче-
ский момент этой пары сил был ра-
вен по величине и направлен проти-
воположно неуравновешенному мо-
менту центробежных сил, или уда-
ляют с утяжеленных мест две рав-
ные массы деталей, вызвавшие по-
явление дисбаланса.
Смешанная неуравновешенность
(рис. 9.2, в) наиболее часто встре-
чается в реальных условиях, когда
им^ет место статический момент
центробежных сил.
Силы Р и S от неуравновешенных
масс Щ| и т2 заменим путем разло-
жения силами Pt и Р2, St и S2, при-
ложенными на плече / в произволь-
но выбранных плоскостях. Сложив
силы Pt и Si, а также силы Р2 и S2
(по правилу параллелограмма), по-
лучим результирующие неуравнове-
шенные центробежные силы Rt и R2.
Разложив силу Rt на составляющие
R'i и Р3, получим смешанную не-
уравновешенность от пары центро-
бежных сил инерции R2 и R2 и
центробежную силу R3. Для уравно-
вешивания деталей, имеющих сме-
шанную неуравновешенность, надо
добавить массы т3 и ш4 в выбран-
ных плоскостях коррекции, чтобы
созданные ими центробежные силы
Pi 'и Р2 были равны и противопо-
ложно направлены результирующим
неуравновешенным силам Pt и Р2,
или удалить массы т3 и т4.
Таблица 9.2. Допустимый дисбаланс
деталей и узлов, Н-м
Наименование деталей н узлов Легковые автомобили Грузовые автомоби- ли и авто- бусы
Коленчатый вал 0,10... 0.15 0.2... 0.3
То же, в сборе с 0.2... 0.5 0.5... 0.7
маховиком и сцеп-
леиием
Маховичок 0.3... 0.4 0,35... 0.6
Диск сцепления 0,10... 0.25 0.3 ... 0.5
Карданный вал 0,15... 0.25 0.5... 0.75
Колесо 3.0... 5.0 —
69
стайка
Плоскости коррекции выбираются
таким образом, чтобы было удобно
производить балансировку. Едини-
цей измерения такого вида неурав-
новешенности является Н-м. Вели-
чины допустимых при ремонте зна-
чений дисбаланса деталей и узлов
приведены в табл. 9.2.
Станок мод. ЦКБ-2468 наиболее
отвечает условиям авторемонтного
производства. Принцип работы стан-
ка (рис. 9.3) состоит в том, что не-
уравновешенная масса узла 6 вызы-
вает колебание маятниковой ра-
мы 1, имеющей пружинную подве-
ску 5, в горизонтальной плоскости.
При балансировке левого конца
правый конец запирают фиксато-
ром 4. Чем больше неуравновешен-
ная масса, тем больше амплитуда
колебаний рамы и тем больше ин-
дуктируется ток в катушке 3 индук-
ционного датчика (имеющего линей-
ную характеристику). Катушка, же-
стко связанная с рамой станка, ко-
леблется в поле неподвижного по-
стоянного магнита 2. Ток через по-
лукольца 9 выпрямительного уст-
70
ройства и щетки 10 подается на
милливольтметр 12. Для исключе-
ния влияния привода на балансиру-
емый узел применяют шарнирное
соединение 7.
Чем больше дисбаланс узла, тем
больше показание милливольтметра.
С помощью лимба 11 вала выпря-
мительного устройства и лимба 8
вала привода определяют положе-
ние неуравновешенной массы.
9.S. ОРГАНИЗАЦИЯ КОМПЛЕКТОВОЧНЫХ
РАБОТ
Для эффективного выполнения
заданных функций комплектовоч-
ный участок обеспечивается необхо-
димой производственной площадью
для выполнения комплектовочных
работ и хранения комплектующих
деталей, узлов и изделий, соответст-
вующими средствами механизации
работ, штатом комплектовщиков.
В общем производственном про-
цессе комплектовочный участок раз-
мещается между участком дефекта-
ции и сборочными участками рядом
со складом запасных частей и комп-
лектующих изделий.
Крупногабаритные и нетранспор-
табельные детали и узлы (блок и
головка цилиндров, картеры, детали
кабины, кузова, рамы и др.) целе-
сообразнее доставлять на посты
сборки, минуя комплектовочный
участок.
Стеллажи на участке оборудуют-
ся рядом ячеек с размещенными в
них съемочными ящиками (кассета-
ми), на которых указаны наимено-
вание и номер детали по каталогу.
Вертикальные ряды ячеек обознача-
ют цифрами, горизонтальные буква-
ми. Размеры и количество ячеек в
стеллажах и количество стеллажей
определяются объемом хранимого
запаса, который зависит от габарит-
ных размеров детали, количеством
деталей, устанавливаемых на одно
изделие, программой выпуска изде-
лий и неснижаемым запасом дета-
лей (в днях). На каждую деталь за-
полняется карточка, в которой, кро-
ме наименования и номера детали,
ее принадлежности к узлу, агрега-
ту, указываются номер стеллажа,
шифр ячейки, сменный приход —
расход и остаток деталей. На каж-
дое собираемое изделие заполняет-
ся комплектовочная карта (ГОСТ
3.1105—74), в которой указывают-
ся: номера цеха, участка, рабочего
места, где выполняются сборочные
операции; обозначения деталей, сбо-
рочных единиц, материалов и комп-
лектующих изделий; номера цехов,
участков, складов, откуда поступают
комплектующие единицы; количест-
во деталей, материалов и сборочных
единиц, подаваемых на рабочие ме-
ста сборки на смену; нормы расхо-
да материалов и комплектующих из-
делий и др. Кодированная запись
указанной информации позволяет
применять вычислительную технику
при ее обработке.
Рабочие места комплектовщиков
отделены от других производствен-
ных участков. В комплектовочном
отделении имеются столы для конт-
роля деталей, стеллажи и шкафы
для хранения инструмента и при-
способлений, слесарные верстаки,
прессы и т. д. Рабочие места реко-
мендуется специализировать по на-
именованиям агрегатов, узлов. На
них должны быть соответствующие
чертежи, таблицы посадок деталей,
каталоги деталей, входящих в узлы,
обязательно наличие местного осве-
щения.
Глава 10
СБОРКА И ИСПЫТАНИЕ АГРЕГАТОВ
10.1. СБОРКА ТИПОВЫХ СОЕДИНЕНИЙ
И ПЕРЕДАЧ
Сборку агрегатов автомобилей
осуществляют из предварительно
собранных, отрегулированных и ис-
пытанных узлов с выполнением в
полном объеме необходимых регу-
лировочных и контрольных опера-
ций, приработки, обкатки и испы-
таний.
Сборка является завершающей и
наиболее ответственной стадией ре-
монта автомобилей, в которой схо-
дятся результаты всех предшеству-
ющих этапов производственного
процесса.
Качество сборочных работ влияет
на работоспособность отремонтиро-
ванного автомобиля, на его надеж-
ность и долговечность. Объем сбо-
рочных работ весьма значителен и
составляет 20... 40% общей трудо-
емкости ремонта автомобиля.
Сборка выполняется различными
методами и средствами в зависимо-
сти от масштаба производства. При
единичном производстве она выпол-
няется по принципу концентрирова-
ния операций. С увеличением мас-
71
штаба авторемонтного производства
происходит переход от концентра-
ции операций к их дифференциро-
ванию.
Для упрощения процесса органи-
зации сборку подразделяют на уз-
ловую и общую. Под узловой пони-
мают последовательную сборку под-
групп и групп, а под общей — сбор-
ку готовых изделий.
В результате общей сборки полу-
чается готовое изделие, соответству-
ющее всем предъявляемым к нему
техническим требованиям. При за-
вершении сборки фиксируется окон-
чательная точность выходных пара-
метров автомобиля.
Технологический процесс сборки
складывается уз ряда операций, за-
ключающихся в соединении деталей
в узлы, а узлов в агрегаты и авто-
мобиль, отвечающий требованиям
чертежей и технических условий.
При сборке узлов автомобиля
применяются резьбовые, прессовые,
шлицевые, шпоночные и другие ви-
ды соединений. Наиболее широкое
применение получили резьбовые и
прессовые соединения, а из пере-
дач — зубчатые.
Сборка резьбовых соединений.
Резьбовые соединения составляют
примерно 25... 30% от общего ко-
личества соединений деталей ма-
шин. При сборке резьбовых соеди-
нений должны быть обеспечены:
соосность осей болтов, шпилек,
винтов и резьбовых отверстий и не-
обходимая плотность посадки в
резьбе;
отсутствие перекосов торца гай-
ки или головки болта относительно
поверхности сопрягаемой детали,
так как перекос является основной
причиной обрыва винтов и шпилек;
соблюдение очередности и посто-
янство усилий затяжки группы гаек
(головка цилиндров и др.).
Выбор типа инструмента опреде-
ляется конструктивными особенно-
стями соединяемых деталей и вели-
чиной крутящего момента, требуе-
мого для сборки резьбового соеди-
йения.
Крутящий момент, необходимый
для затягивания резьбового соеди-
нения, определяется
Л1«0,2Р</. (10.1)
где Р — сила затяжки, Н; d — номинальный
диаметр резьбы, м.
Сборка прессовых соединений. Ка-
чество сборки прессовых соедине-
ний формируется под воздействием
следующих факторов: материала
сопрягаемых деталей, геометриче-
ских размеров, формы и шерохова-
тости поверхностей, соосности дета-
лей и прилагаемого усилия запрес-
совывания, наличия смазки и др.
При сборке прессовых соединений
с натягом необходимо знать величи-
ну усилия запрессовки, так как в
зависимости от его величины под-
бирается необходимое оборудова-
ние.
Для сборки прессовых соединений
на авторемонтных предприятиях ис-
пользуются универсальные гидрав-
лические прессы.
Сборка зубчатых передач. Зубча-
тые колеса насаживают на посадоч-
ные шейки валов с небольшим за-
зором или натягом вручную или при
помощи специальных приспособле-
ний. Процесс сборки зубчатых пе-
редач заключается в установке и
закреплении их на валу, проверке и
регулировке этих передач.
Для правильного зацепления зуб-
чатых цилиндрических колес необ-
ходимо, чтобы оси валов лежали в
одной плоскости и были параллель-
ны. Их выверка производится регу-
лированием положения гнезд под
подшипники в корпусе. После уста-
новки зубчатые колеса проверяют
по зазору, зацеплению и контакту.
На вновь собираемых зубчатых
передачах допускаются следующие
величины зазоров:
боковой зазор
\~Ьт. (10.2)
где Ь=0,02...0,1—коэффициент, принимае-
мый в зависимости от окружной скорости
и типа передачи; т — модуль, мм.
72
Радиальный зазор
Др (0,15... 0,3) т. (10.3)
Качество сборки передач с кони-
ческими зубчатыми колесами опре-
деляется правильностью пересече-
ния осей валов передачи, точностью
углов между осями колес и величи-
нами бокового и радиального зазо-
ра. Отклонения б для осей кониче-
ских зубчатых колес устанавлива-
ются в зависимости от величины мо-
дуля:
6-(0.015.. 0,06) т. (10.4)
Зазоры в передачах с конически-
ми зубчатыми колесами регулируют
перемещением парных колес вдоль
вала.
Червячные передачи по сравне-
нию с цилиндрическими и кониче-
скими зубчатыми колесами требуют
более точного изготовления и сбор-
ки. Их работа зависит от наличия и
величины бокового зазора между
нитками червяка и зубьями колеса.
Величина бокового зазора опреде-
ляется по формуле
Аб (0.015. . . 0.03) тч . (10.5)
где тт - торцовый модуль передачи, мм
Сборка шлицевых соединений.
В шлицевых соединенйях центриро-
вание детали может производиться
по наружному диаметру выступов
вала или по внутреннему диаметру
впадин вала и боковым сторонам
шлицев. При центрировании детали
по наружному диаметру выступов
вала последний шлифуют по наруж-
ному диаметру шлицев, а отверстие
протягивают. При центрировании
детали по внутреннему диаметру
впадин вала шлифуют отверстие де-
тали. Это шлицевое соединение на-
иболее дорогое в изготовлении. Тре-
тий вид шлицевого соединения
(центрирование детали только по
боковым сторонам) применяется в
том случае, если на валу более
10 шлицев. На автомобилях чаще
всего применяется первый тип шли-
цевого соединения.
После сборки шлицевого соедине-
ния нужно проверить детали (в ча-
стности, шестерни) на биение. Про-
верку выполняют на поверочной
плите, устанавливая вал в центры
или на тризмы. Проверка на биение
производится при помощи индика-
тора.
При подвижной посадке шестерни
на шлицевом валу шестерня долж-
на свободно перемещаться по валу
без заедания и в то же время не ка-
чаться.
Сборка конусных соединений. При
сборке конусных соединений особое
внимание нужно обращать на при-
легание конусных поверхностей.
Для этого конусные поверхности от-
ветственных деталей развертывают
или притирают при помощи прити-
рочных паст. Проверку притирки
производят по цвету притираемых
поверхностей (поверхность должна
быть ровной и матовой) или по кра-
ске. Чтобы конусное соединение ра-
ботало правильно, оно должно
иметь натяг. Без на 1 яга конусное
соединение быстро разрабатывается.
Сборка шпоночных соединений.
При сборке комплектов автомобиль-
ных деталей широко применяются
два вида шпоночных соединений —
с призматической (обыкновенной) и
сегментной шпонкой.
При сборке шпоночных соедине-
ний обоих видов особое внимание
должно быть уделено подгонке шпо-
нок по торцам и зазору по наруж-
ной стороне шпонки. Так как через
торцы шпонок обычно передаются
крутящие моменты от одной детали
к другой, они должны быть очень
точно пригнаны но шпоночному па-
зу сопряженной детали. При неточ-
ной пригонке резко возрастает
удельное давление в шпоночном со-
единении, и торцы шпонки и шпо-
ночные пазы сминаются. В шпоноч-
ном соединении образуется посте-
пенно увеличивающийся зазор, и
это разбивает соединение.
Сборка деталей машин с подшип-
никами качения. Во всех машинах
и механизмах применяются подшип-
ники качения и скольжения.
При запрессовке подшипника ка-
73
чения размер его колец изменяется:
внутреннее кольцо увеличивается, а
наружное уменьшается. Эти измене-
ния вызывают уменьшение диамет-
рального зазора между рабочими по-
верхностями колец и шариков.
Внутреннее кольцо подшипника,
сопряженное с цапфой вала, должно
иметь посадку с натягом, а наруж-
ное— с небольшим зазором так,
чтобы кольцо имело возможность во
время работы незначительно про-
вертываться.
При установке в узле двух или не-
скольких подшипников необходимо
обеспечить самоцентрирование не-
подвижных колец в радиальном и
осевом направлениях. Это позволит
компенсировать возможные неточ-
ности обработки, сборки и темпера-
турных деформаций базовых дета-
лей. Несоблюдение этого правила
может привести к перекосам под-
шипников и заклиниванию шариков.
При запрессовке подшипников ка-
чения с помощью оправок необходи-
мо, чтобы усилие запрессовки пере-
давалось непосредственно на торец
соответствующего кольца: внутрен-
него—при напрессовке на вал, на-
ружного— при запрессовке в кор-
пус и на оба торца колец, если под-
шипники одновременно напрессо-
вываются на вал и входят в корпус.
Регулировка радиального зазора
в коническом роликовом подшипни-
ке производится смещением наруж-
ного или внутреннего кольца в осе-
вом направлении регулировочным
винтом или гайкой или путем подбо-
ра соответствующего комплекса
прокладок. Срок службы подшипни-
ков качения зависит в значительной
мере от степени предохранения их
от грязи и пыли. Поэтому после
сборки устанавливают прокладки,
задерживающие смазку и предохра-
няющие подшипник от попадания в
рабочую зону пыли и влаги.
Широкое распространение в авто-
ремонтном производстве находят
сварные, паяные и заклепочные со-
единения. Они применяются в ос-
новном, когда необходимо упро-
74
стить сборку, особенно в тех случа-
ях, когда затруднен доступ к одной
из соединяемых деталей.
10.2. СБОРКА АГРЕГАТОВ
Сборка агрегатов на авторемонт-
ных заводах производится анало-
гично сборке этих агрегатов на ав-
томобилестроительных заводах.
Сборка двигателя. На специаль-
ных постах собирают следующие уз-
лы; поршень с шатуном, головку
блока цилиндров, коленчатый вал с
маховиком и сцеплением, масляный
и водяной насосы и т. д.
На автозаводах некоторые сопря-
женные детали двигателя (блок ци-
линдров — крышки коренных под-
шипников, блок цилиндров — картер
сцепления и др.) обработаны совме-
стно, поэтому в процессе ремонта их
нужно сохранять комплектно.
Для обеспечения качественной
сборки двигателей рекомендуется
все детали перед сборкой продуть
сжатым воздухом, трущиеся поверх-
ности тщательно протереть, про-
мыть, смазать маслом.
Окончательную затяжку резьбо-
вых соединений выполняют с требу-
емым моментом и в соответствую-
щей последовательности. После
окончательной затяжки гаек корен-
ных подшипников коленчатый вал
должен свободно проворачиваться.
Если вал туго проворачивается за
маховик, то это свидетельствует о
малых зазорах, несоосности посте-
лей, изгибе вала или дефектах сбор-
ки. После сборки двигатель направ-
ляют на приработку и испытания.
Сборка шатунно-поршневой груп-
пы производится с учетом того об-
стоятельства, что сопряжения кри-
вошипно-шатунного механизма ра-
ботают в тяжелых условиях, под-
вергаются нагреву, должны обеспе-
чивать необходимую герметичность
и имеют весьма жесткие допуски
посадок. Высокая точность посадок
может быть обеспечена методом
групповой взаимозаменяемости.
Для обеспечения качественной
сборки шатунно-поршневой группы
целесообразно организовать на ли-
нии сборки двигателей два рабочих
поста: первый — для подбора порш-
ней по цилиндрам, второй — для
сборки группы.
Цилиндры блока после механиче-
ской обработки, мойки и тщатель-
ной очистки сортируют на размер-
ные группы и маркируют. Поршни
(одной массовой группы) подбира-
ют по цилиндрам, согласовывая
размерную группу поршня с размер-
ной группой каждого цилиндра. На
посту сборки группы по подобран-
ному комплекту поршней подбирают
комплект поршневых пальцев по
размерным группам отверстий в бо-
бышках и затем по поршневым
пальцам подбирают комплект шату-
нов (одной массовой группы) соот-
ветствующих размерных групп от-
верстий в верхней головке. После
сборки группы рекомендуется про-
верить правильность взаимного по-
ложения образующей поверхности
юбки поршня и отверстия в верх-
ней головке шатуна, используя для
этого приспособление, аналогичное
для проверки шатуна. Поршневые
кольца перед установкой на пор-
шень подвергают сначала проверке
их посадки в канавках, а затем под-
гонке по цилиндрам по величине за-
зора в стыке (замке). Надевают и
снимают поршневые кольца при по-
мощи съемника. Разница в массе
поршней в сборе с шатунами, уста-
навливаемых на один двигатель, для
ЗИЛ-130 не должна превышать 16 г.
Сборка коробки передач. Техно-
логический процесс сборки коробки
передач состоит из сборки отдель-
ных узлов, выполняемой на специ-
альных постах, и общей сборки, осу-
ществляемой поточным методом.
На специально оборудованных ра-
бочих местах вне линии общей сбор-
ки собирают следующие основные
узлы: первичный вал, промежуточ-
ный вал, вторичный вал, крышку ко-
робки передач, механизм управле-
ния. При установке узлов в картер
обращают особое внимание на пра-
вильность монтажа подшипников,
посадок в сопряжениях, служащих
для переключения передач, а также
на обеспечение требуемого боково-
го зазора между зубьями шестерен
и осевые зазоры блока шестерен
промежуточного вала, шестерен ве-
домого вала и блокирующих колец
синхронизаторов. Передвижные ше-
стерни ведомого вала и синхрониза-
торы должны перемещаться вдоль
шлицев свободно, без заеданий. Со-
бранные коробки передач направля-
ют на испытания.
Сборка заднего моста включает
сборку узлов: картера заднего мо-
ста с трубами полуосей, сальниками
и пробками; ведущей конической
шестерни с картером подшипников;
дифференциала с ведомой цилинд-
рической (конической) шестерней;
ведомой конической шестерни с ва-
лом ведущей цилиндрической (кони-
ческой) шестерни; редуктора; сту-
пицы с тормозным барабаном; опор-
ного диска заднего тормоза; регу-
лировочного рычага и колесного ци-
линдра.
Особое внимание при сборке уде-
ляется коническим шестерням гипо-
идной передачи. Качество зацепле-
ния этих шестерен определяется ве-
личиной бокового зазора между
зубьями, уровнем шума, величиной
и расположением пятна контакта.
Низкое качество сборки резко сни-
жает работоспособность этой пере-
дачи вследствие появления задиров
и усиливает шум.
Величина бокового зазора гипоид-
ной пары должна находиться в пре-
делах 0,12... 0,35 мм. Зазор между
зубьями замеряют щупом у широ-
кой части зуба не менее чем для
трех зубьев ведомой шестерни.
Для нормальной установки зубь-
ев по пятну контакта надо закре-
пить стакан в сборе с ведущей ко-
нической шестерней на картере ре-
дуктора и нанести тонким слоем
масляную краску на рабочие по-
верхности зубьев ведомой кониче-
ской шестерни, после чего необходи-
75
мо повернуть вал ведущей кониче-
ской шестерни в разные стороны,
притормаживая ведомую шестерню.
Если положение пятна контакта не-
правильное, необходимо произвести
регулировку зацепления перемеще-
нием ведущей и ведомой шестерен в
осевом направлении, используя со-
ответствующие наборы прокладок.
Перемещение ведущей конической
щестерии осуществляется изменени-
ем толщины прокладок, установлен-
ных между фланцами картера вала
ведущей шестерни и картером ре-
дуктора. Ведомая шестерня переме-
щается за счет перекладывания про-
кладок из-под фланцев одной крыш-
ки картера редуктора под фланец
другой крышки без изменения их
общей толщины, чтобы не нарушить
регулировку подшипников вала ве-
дущей цилиндрической шестерни.
Уровень шума должен быть в
пределах допустимых норм: для
Рис. 10.1. Приспособление для подбора ком-
плекта регулировочных шайб подшипников
вала ведущей конической шестерни.
/ —рукоя!ка; 2- индикатор. .7 кронштейн;
4 — обойма
легковых автомобилей не более 50,
а для грузовых автомобилей не бо-
лее 80 дБ. Для создания предвари-
тельного натяга конических подшип-
ников вала ведущей конической ше-
стерни применяют набор регулиро-
вочных шайб, устанавливаемых
между торцами внутреннего кольца
подшипника и распорной втулки.
Для ускорения процедуры подбора
комплекта шайб небходимых раз-
меров применяется индикаторное
приспособление (рис. 10.1).
Приспособление обоймой 4 уста-
навливают на наружное кольцо под-
шипника. Рукоятка 1, свободно опу-
скаясь в обойме 4, упирается в то-
рец распорной втулки, при этом ин-
дикатор показывает величину рас-
стояния .между торцом рукоятки 1 в
ее крайне верхнем положении и
торцом распорной втулки. В зависи-
мости от показания индикатора с
помощью специальной таблицы под-
бирают комплект шайб, который
обеспечивает необходимый натяг
подшипников.
Для обеспечения натяга в преде-
лах технических условий момент со-
противления вращению вала веду-
щей шестерни в подшипниках для
автомобиля ЗИЛ-130 должен нахо-
диться в пределах 1,0...3,5 Н-м,
что соответствует усилию 16,6.,.
58,3 Н.
При сборке дифференциала ко-
робки сателлитов ориентируют от-
носительно друг друга, контролиру-
ют биение тыльной части ведомой
конической шестерни, боковой зазор
в зацеплении зубьев шестерен полу-
осей и сателлитов и плавность вра-
щения шестерен полуосей.
Сборка карданной передачи осу-
ществляется из предварительно соб-
ранных узлов — карданных валов,
промежуточной опоры шарниров.
Детали карданной передачи перед
сборкой должны быть промыты и
обдуты сжатым воздухом, а иголь-
чатые подшипники смазаны жидкой
смазкой. Следует иметь в виду, что
смазочные каналы крестовин долж-
ны быть прочищены и в их отвер-
76
стия ввернуты предохранительные
клапаны. При сборке карданной пе-
редачи автомобиля ЗИЛ-130 необхо-
димо следить за тем, чтобы фланцы-
вилки у коробки передач и заднего
моста находились во взаимно пер-
пендикулярных плоскостях.
При сборке карданных передач
контролируют осевой люфт кресто-
вин, легкость вращения подшипни-
ка опоры, перемещение скользящей
вилки и суммарный окружной люфт
карданных валов. Проверяют про-
гиб трубы вала. Собранные кардан-
ные валы подвергают балансиров-
ке. При наличии необходимого обо-
рудования рекомендуется проводить
балансировку карданной передачи
автомобиля ЗИЛ-130 в сборе. При
этом карданная передача баланси-
руется со стороны переднего и зад-
него шарниров, а также со стороны
промежуточной опоры.
Сборка рулевого управления с
гидроусилителем включает сборку
следующих узлов: рулевого меха-
низма с гидроусилителем, насоса
гидроусилителя, карданного вала,
колонки. Перед сборкой все детали
необходимо тщательно промыть и
просушить. При сборке необходимо
смазывать детали маслом, применя-
емым для гидроусилителя. После
сборки рулевого механизма контро-
лируют момент вращения рулевого
винта (он должен быть не более
500 Н-м), эффективность и величи-
ну усилия реактивных пружин на
всем пути перемещения поршня-рей-
ки. Момент вращения нала рулевого
управления должен быть равен
0,3 .. . 0,8 Н м, что соответствует
усилию 1,2... 3,2 Н, приложенному
на радиус рулевого колеса 240 мм.
При сборке насоса гидроусилите-
ля предварительно подбирают лопа-
сти насоса по пазам ротора и золот-
ник по отверстию в крышке, испы-
тывают и регулируют клапаны.
При сборке агрегатов и узлов ав-
томобилей широко применяется раз-
личное оборудование, приспособле-
ния, инструмент, позволяющие ме-
ханизировать и автоматизировать
сборочные работы, облегчить усло-
вия и повысить производительность
труда сборщиков.
В последние годы все шире и ши-
ре в авторемонтное производство
внедряются автоматы и роботизи-
рованные комплексы. На рис. 10.2
представлен автомат для сборки
Рис. 10.2. Автомат для сборки шатуино-поршневой группы:
1 — палец; 2, 3— ролики; 4— магазин; 5, 6,7 ~ разводные механизмы;
1, 11, Ill, IV, V, VI — позиции сборки
77
Рис. 10.3. Автомат для установки коленчатого вала:
/—блок; 2 — клещи-захваты; 3, 5, 6, В. 14, 16, 77 — гидроцилиндры; 4 — рычаг; 7 — магазин; 9,
— толкатели; // — вал; 12 — стойка; 13 — зубчатое колесо; 15 — рейка; 18 — конвейер
шатунно-поршневой группы, работа-
ющий следующим образом.
Шатун устанавливается в пози-
ции / на палец отверстием в нижней
головке и удерживается двумя
штифтами. Поршни подаются авто-
матически на позицию // из нагре-
вательной печи. Поршневые пальцы,
подобранные по размерам вне ав-
томата, поступают на позицию сбор-
ки с поршнем и шатуном по лотку.
Поршень приводится во вращение
роликом 3. К последнему поршень
прижимается роликами 2, действую-
щими от гидропривода.
Когда поршень занимает нужное
угловое положение, он перемещает-
ся на позицию сборки. Одновремен-
но поворачивается стол с шатунами.
Одни из них, оказавшийся на пози-
ции /7, поднимается, входя в пор-
шень. Далее в отверстие поршня и
шатуна входит центрирующий па-
лец 1, а с противоположной стороны
в поршень запрессовывается порш-
невой палец. Центрирующий шток
отходит в обратную сторону. По
окончании этих действий шатун е
поршнем опускаются, а стол пово-
рачивается. В позиции /// устанав-
ливаются два стопорных кольца, ко-
торые поступают к месту сборки из
магазина 4 и вводятся штоком в от-
верстие поршня до попадания их в
канавки.
В позициях IV, V надеваются
поршневые кольца. Кольца находят-
78
ся в магазинах и ориентированы
замками по ножам. После подвода
к месту сборки кольца разводятся в
замках механизмами 5, 6, 7, имею-
щими вид клещей, расположенных
на ползунках. После разведения ко-
лец шатун с поршнем поднимается
на определенную высоту до упора в
соответствии с нужным расположе-
нием того или иного кольца на
поршне. При переключении меха-
низма развода кольца оно оказыва-
ется в соответствующей канавке
поршня. После сборки поршня с ша-
туном в его нижнюю головку уста-
навливаются вкладыши.
Автомат для установки коленча-
тых валов показан на рис. 10.3.
Блок 1 шаговым конвейером пода-
ется на рабочую позицию. Конвей-
ер 18, расположенный параллельно
сборочной линии, с помощью гидро-
цилиндра 16 перемещает коленча-
тый вал И к механизму загрузки
шайбы упорного подшипника. С по-
мощью гидроцилиндра 17, рейки и
зубчатых колес коленчатый вал
поднимается, и на него надевается
шайба упорного подшипника.
Механизм загрузки, обеспечиваю-
щий поштучную выдачу шайб, со-
стоит из магазина 7, толкателя 10 и
гидроцилиидра 6. С помощью тол-
кателя 9 и гидроцилиндра 8 шайба
насаживается на коленчатый вал.
Коленчатый вал устанавливается в
блок подъемно-поворотным устрой-
ством. Поворотная стойка 12 с по-
мощью гидроцилиндра 14, рейки 15
и колеса 13 поворачивается.
Вместе со стойкой поворачивает-
ся и рычаг 4 с клещами-захвата-
ми 2, удерживающими коленчатый
вал. Подъем и опускание рычага
осуществляются с помощью гидро-
цилиндра 5, а зажим и разжим кле-
щей-захватов — гидроцилиндром 3.
Поршни с шатунами в сборе уста-
навливают в блок со стороны голов-
ки цилиндров, но можно и со сторо-
ны коленчатого вала, если позволя-
ет пространство между щеками ва-
ла и блоком. Первый способ требу-
ет специального приспособления
для сжатия поршневых колец и вво-
да поршней в цилиндры, второй поз-
воляет вводить поршни в цилиндры
без приспособления (у цилиндров со
стороны коленчатого вала имеется
конический раструб). Наибольшие
перспективы применения в авторе-
монтном производстве на сборочных
работах имеют роботы ТРТ-1-250,
универсал-15.01, РПМ-25.
10.3. ПРИРАБОТКА И ИСПЫТАНИЕ
АГРЕГАТОВ
Приработка и испытание являют-
ся завершающей операцией в техно-
логическом процессе ремонта агре-
гатов. К основным задачам, решае-
мым в процессе приработки и испы-
таний, следует отнести: подготовку
агрегата к восприятию эксплуата-
ционных нагрузок, выявление воз-
можных дефектов, связанных с ка-
чеством восстановления деталей и
сборки агрегатов, а также проверку
характеристик агрегатов в соответ-
ствии с требованиями технических
условий или другой нормативной
документации. Под приработкой
понимается совокупность мероприя-
тий, направленных на изменение
состояния сопряженных поверхно-
стей трения с целью повышения
их износостойкости. В процессе
приработки изменяются микрогео-
метрия и микротвердость поверхно-
стей треиия, сглаживаются отклоне-
ния от правильной геометрической
формы. Установлено, что в первый
период приработки происходит ин-
тенсивное выравнивание шерохова-
тостей, объясняющее интенсивное
изнашивание и резкое падение по-
терь на трение.
Процесс снятия микронеровио-
стей обычно продолжается десят-
ки минут, а макрогеометрическая
приработка заканчивается через
30... 40 ч. При этом двигатель ав-
томобиля должен быть собран по
техническим условиям.
Для определенных условий рабо-
ты детали существует некоторая оп-
тимальная шероховатость, при ко-
торой интенсивность изнашивания
имеет наименьшее значение. Откло-
нение состояния поверхности от оп-
тимального как в сторону меньшей,
так и в сторону большей шерохова-
тости ведет к увеличению интенсив-
ности изнашивания. При одинако-
вых условиях изнашивания (тру-
щиеся материалы, режим работы,
смазка) после приработки устанав-
ливается примерно-одинаковая опти-
мальная, с точки зрения износа, ше-
роховатость, не зависящая от перво-
начальной, полученной при механи-
ческой обработке.
Приработка и испытание двигате-
лей обычно включают следующие
стадии: холодная приработка, когда
коленчатый вал двигателя принуди-
тельно приводится во вращение от
постоянного источника энергии; го-
рячая приработка без нагрузки, го-
рячая приработка под нагрузкой
(обе — при работающем двигателе).
Завершают приработку снятием
контрольной точки характеристики
двигателя по эффективной мощно-
сти на тормозном стенде. При этом
в процессе испытания на стенде вы-
являются дефекты двигателя, под-
лежащие устранению. Приработка
на стенде является завершающим
этапом КР двигателя.
Полная приработка двигателя так
же, как и остальных агрегатов, со-
стоит из двух этапов: микро- и мак-
79
рогеометрической приработок. Окон-
чание приработки характеризуется
стабилизацией интенсивности изна-
шивания деталей. В целях сокраще-
ния времени приработки двигателей
рекомендуется в моторные масла
вводить присадки иа основе моно-
олеата меди. Режимы приработки и
испытания двигателей обусловлива-
ют следующие требования к обору-
дованию испытательных станций:
испытательные стенды должны
иметь приводные и нагрузочные уст-
ройства;
испытательные стенды должны
быть оснащены измерительными
устройствами и приборами для оп-
ределения величины тормозного мо-
мента, частоты вращения коленча-
того вала, аппаратурой для соблю-
дения режимов смазки и охлажде-
ния двигателей.
С целью плавного повышения ча-
стоты вращения коленчатого вала
двигателя и нагрузки стенд должен
быть автоматизирован.
80
Коробки передач после сборки
подвергают испытаниям. Целью
этих испытаний является проверка
работы шестерен на всех передачах,
легкости включения и отсутствия са-
мопроизвольного выключения ше-
стерен. Допускается равномерный
шум без стуков и ударов. Испыта-
ния проводят на всех передачах без
нагрузки, а потом при постоянной
нагрузке при частоте вращения ве-
дущего вала в пределах 1000...
1400 мин~*.
Для испытания коробок передач
под нагрузкой применяют стенды
различной конструкции: электромаг-
нитные, с асинхронными двигателя-
ми, с нагрузкой внутренними сила-
ми (по замкнутому контуру) и с
гидравлическим тормозом.
Для испытания коробок передач
используют также стенды с асинх-
ронным двигателем (рис. 10.4).
Электродвигатель 1 через муфту 2
и вал с промежуточной опорой при-
водит во вращение первичный вал
испытуемой коробки передач 3. Ве-
домый вал испытуемой коробки че-
рез промежуточный вал и двойной
карданный шарнир соединяют с вто-
ричным валом коробки передач 4
стенда. Коробка передач стенда слу-
жит для повышения частоты враще-
ния вала испытуемой коробки пере-
дач выше синхронной и обеспечения
тем самым нагрузки на испытуемую
коробку. У этой коробки снимают
крышку подшипника со стороны ве-
дущего вала и на ее место ставят
крышку, которая выполняет роль
дополнительной опоры ведущего ва-
ла. Электродвигатель 5, выполняю-
щий роль тормоза, установлен ба-
лансирно на двух опорах и соединен
рычагом с весовым механизмом.
Величину тормозного момента ре-
гулируют жидкостным реостатом,
включенным в цепь ротора электро-
двигателя-тормоза. Приработку и
испытания производят при постоян-
ной частоте вращения ведущего
вала.
Продолжительность испытания не
регламентируется техническими ус-
ловиями, на большинстве авторе-
монтных заводов опа составляет
20... 25 мин, в том числе под на-
грузкой 12... 15 мин. Приработку
и испытания рекомендуется прово-
дить на маслах пониженной вязко-
сти для лучшего удаления из кар-
тера механических примесей при
выпуске масла по окончании испы-
таний.
Задние мосты после сборки под-
вергают испытаниям на стенде и
приработке как без нагрузки, так и
под нагрузкой. При испытании и
приработке задних мостов необхо-
димо выявить дефекты и обнару-
жить шумы высокого тона. Допуска-
ется лишь равномерный шум шесте-
рен. При испытании регулируют
тормозные механизмы и проверяют
работу главной передачи и диффе-
ренциала. Для этого применяют раз-
личные стенды, имеющие тормозные
устройства, например универсаль-
ные стенды с асинхронным электро-
двигателем.
Приработку и испытание задних
мостов можно выполнять и на стен-
дах с нагрузкой внутренними сила-
ми— по замкнутому контуру.
После КР амортизаторы испыты-
вают на преждевременный нагрев,
а также снимают диаграммы (ха-
рактеристики) для контроля и ре-
гулировки.
Определить условия на конце ры-
чага амортизатора в любой точке
его движения можно по эталонной
диаграмме при сравнении с ней диа-
граммы, записанной при испытании.
Годность испытуемого амортизато-
ра определяют наложением эталон-
ной диаграммы на полученную при
испыта нии.
Глава 11
ОБЩАЯ СБОРКА, ИСПЫТАНИЕ И ВЫДАЧА АВТОМОБИЛЕЙ
ИЗ РЕМОНТА
11.1. ОРГАНИЗАЦИЯ СБОРКИ
АВТОМОБИЛЕЙ
В зависимости от типа производ-
ства, трудоемкости процесса сбор-
ки и характерных особенностей ав-
томобиля различают две организа-
ционные формы сборки — поточную
и непоточную.
Непоточная сборка характеризу-
ется выполнением сборочных опе-
раций на постоянном рабочем ме-
сте, к которому подаются все дета-
ли и узлы собираемого автомобиля.
Непоточная сборка может выпол-
няться по принципу концентрации
и дифференциации операций.
При концентрации сборочных опе-
раций автомобиль собирается на
одном рабочем (сборочном) месте.
При такой организации сборки не-
обходимо иметь сборщиков высокой
81
квалификации и сборка требует про-
должительного времени.
При дифференциации операций
сборка выполняется параллельно на
нескольких рабочих местах.
Поточная сборка осуществляется
при принудительном передвижении
собираемого автомобиля. Автомо-
биль перемещается конвейером, на
котором производится процесс
сборки.
Движение конвейера (непрерыв-
ное или периодическое) принимает-
ся в зависимости от размера произ-
водственной программы, такта вы-
пуска, сложности сборочных опера-
ций и других технологических фак-
торов.
Отрезок времени между выходом
со сборки двух готовых автомоби-
лей называется тактом сборки.
Поточная сборка обеспечивает
высокую производительность и яв-
ляется наиболее совершенной орга-
низационной формой сборки авто-
мобилей. Характерными для поточ-
ной сборки являются следующие
признаки:
за рабочим местом закреплена оп-
ределенная сборочная операция;
собранный на прерыдущем ра-
бочем месте автомобиль переда-
ется на следующую операцию не-
медленно по окончании предыду-
щей;
на всех рабочих местах сборочной
линии работа синхронизирована и
производится по выбранному так-
ту;
сборка механизирована.
Сборка грузового автомобиля осу-
ществляется в определенной после-
довательности и заключается в уста-
новке на базовую сборочную едини-
цу (раму) собранных агрегатов и
узлов: переднего и заднего мостов,
карданной передачи, рулевого уп-
равления, двигателя в сборе с ко-
робкой передач, радиатора, кабины,
колес и остальных узлов, механиз-
мов и деталей. В процессе сборки
выполняются необходимые регули-
ровочные работы.
82
11.2. МЕХАНИЗАЦИЯ СБОРОЧНЫХ
РАБОТ
При сборке автомобилей для об-
легчения труда и повышения произ-
водительности применяют различ-
ные средства механизации сбороч-
ных работ.
Выбор этих средств зависит от
количества собираемых автомоби-
лей, а также от требуемой точности
размерных и кинематических цепей
автомобиля.
Наибольшая производительность
и точность соединения деталей до-
стигаются с помощью различных
механизированных инструментов и
приспособлений. По принципу дей-
ствия механизированный инстру-
мент с электрическим, пневматиче-
ским и гидравлическим приводом
делится на следующие группы:
ударного действия — клепальные
молотки, шиберы, кернеры;
вращательного действия — дрели,
шлифовальные машины, гайковер-
ты, отвертки.
Приспособления, применяемые
при сборке, подразделяются на сле-
дующие виды:
для установки и соединения дета-
лей — подставки с призмами для
сборки деталей на валу, поворотные
столы для монтажа деталей и др.;
для напрессовки зубчатых колес,
шкивов, подшипников и т. д.;
контрольные приспособления и
стенды для проверки качества сбор-
ки и определения действительных
эксплуатационных характеристик
сборочного узла или автомобиля.
В качестве подъемно-транспорт-
ных средств для обеспечения сбо-
рочного процесса используются мо-
стовые краны, электрические и гид-
равлические подъемники. Подъемни-
ки устанавливают на кран-балках,
поворотных и передвижных консоль-
ных кранах. Транспортировка дета-
лей и узлов осуществляется с по-
мощью электрокаров и рольгангов.
Для общей сборки автомобилей ис-
пользуются конвейеры модели
П-501, П-502 и др.
Выбор средств механизации и ав-
томатизации технологического про-
цесса сборки автомобилей необхо-
димо производить с учетом рекомен-
даций ГОСТ 14.309—74.
Рабочие места сборщиков распо-
лагают у рольганга и других транс-
портных средств в порядке последо-
вательности операций технологиче-
ского процесса сборки. Соблюдение
правил техники безопасности и ох-
раны труда — важнейшая обязан-
ность каждого рабочего, занятого
ремонтом автомобиля. При выпол-
нении сборочных работ должны со-
блюдаться следующие основные
правила техники безопасности.
Сборка должна производиться на
специальных стендах или приспо-
соблениях, обеспечивающих устой-
чивое положение собираемого изде-
лия или сборочной единицы. Инст-
румент, используемый для сбороч-
ных работ, должен находиться в
исправном состоянии и соответство-
вать своему назначению.
Электрические и пневматические
инструменты перед началом работы
необходимо опробовать вхолостую
для проверки их исправности. Элек-
трические провода и шланги пневмо-
инструмента не должны быть натя-
нуты. Пользоваться неисправным
оборудованием и инструментом за-
прещается. При работе с незнако-
мым оборудованием и инструмен-
том сборщик обязан изучить инст-
рукцию по его использованию и по-
лучить дополнительные указания у
мастера участка или цеха.
11.3. ИСПЫТАНИЕ И ВЫДАЧА
АВТОМОБИЛЕЙ ИЗ РЕМОНТА
После сборки автомобиль посту-
пает на пост контроля и испытания.
Контроль и испытание автомобиля
проводят для проверки комплектно-
сти, качества сборочных, регулиро-
вочных и крепежных работ, провер-
ки работы и технического состояния
всех агрегатов, механизмов и при-
боров, дополнительной регулировки,
а также для выявления соответст-
вия технических показателей требу-
емым техническим условиям. Испы-
тания проводят на стенде с беговы-
ми барабанами. Стенд позволяет
проверить работу двигателя, агрега-
тов трансмиссии и ходовой части, а
также оценить основные эксплуата-
ционно-технические качества авто-
мобиля (мощность двигателя, тяго-
вое усилие на ведущих колесах, рас-
ход топлива на различных скорост-
ных и нагрузочных режимах, путь и
время разгона до заданной скоро-
сти, потери мощности на трение в
агрегатах и ходовой части, наиболь-
ший допустимый тормозной путь с
определенной скоростью и одновре-
менность и интенсивность действия
тормозных механизмов), проверить
и отрегулировать установку углов
управляемых колес и т. д. Все вы-
явленные при испытании неисправ-
ности необходимо устранить.
В дополнение к стендовым испы-
таниям каждый автомобиль после
КР должен пройти испытание про-
бегом на определенное расстояние
с заданной нагрузкой и со скоро-
стью, не превышающей установлен-
ной величины, для проверки на уп-
равляемость, а также для дополни-
тельного определения соответствия
технического состояния автомобиля
требуемым техническим нормам на
различных режимах работы и в раз-
личных дорожных условиях. При
пробеге проверяют также исправ-
ность и надежность работы всех си-
стем, механизмов и соединений.
После испытания пробегом автомо-
биль тщательно осматривают. Все
выявленные пробегом и осмотром
дефекты устраняют. При отсутствии
дефектов (или после их устранения)
автомобиль поступает на оконча-
тельную окраску, а затем на склад
готовой продукции.
Качество отремонтированных ав-
томобилей должно соответствовать
техническим условиям на сдачу в
КР и выдачу из ремонта автомоби-
лей, их агрегатов и узлов. На каж-
дый выпускаемый из ремонта авто-
мобиль АРП выдает заказчику пас-
83
порт этого автомобиля, в котором
фиксирует комплектность, техниче-
ское состояние и соответствие отре-
монтированного автомобиля техни-
ческим условиям на его КР. Техни-
ческие условия устанавливают га-
рантированную исправную работу
автомобиля в течение определенно-
го времени и до определенного про-
бега за этот период. Эти сроки
службы и пробеги гарантированы
при условии эксплуатации автомо-
билей в соответствии с Положением
о техническом обслуживании и ре-
монте подвижного состава автомо-
бильного транспорта и инструкция-
ми заводов-изготовителей по уходу
и эксплуатации автомобилей. В те-
чение гарантийного срока все обна-
руженные заказчиком неисправно-
сти по вине АРП должны быть
устранены безвозмездно в течение
3 сут со дня предъявления реклама-
ции. Карбюраторные двигатели от-
ремонтированных автомобилей в
целях ограничения нагрузки на пе-
риод обкатки снабжают запломби-
рованной ограничительной шайбой,
снимать которую в эксплуатации
нужно в строгом соответствии с
правилами, установленными для но-
вых двигателей. Успешное выполне-
ние требований технических усло-
вий может быть обеспечено в случае
доведения их до каждого работника
АРП.
В настоящее время установлен га-
рантийный срок эксплуатации авто-
мобилей— 12 мес со дня выдачи из
ремонта при пробегах (для первой
категории эксплуатации) при усло-
вии пробега:
не более 20 тыс. км—автобусами;
не более 16 тыс. км — прочими ав-
томобилями всех видов и назначе-
ний.
Гарантийный срок хранения отре-
монтированных товарных составных
частей автомобилей 12 мес с момен-
та выдачи из ремонта при условии
соблюдения правил консервации и
хранения.
При выпуске из КР прилагаются
следующие документы:
к автомобилю:
паспорт автомобиля, сдававшего-
ся в ремонт, с отметкой АРП о про-
изведенном ремонте, указанием да-
ты выпуска из ремонта, новых но-
меров шасси и двигателя, а также
основного цвета окраски;
инструкция по эксплуатации с
указанием особенностей эксплуата-
ции отремонтированных автомоби-
лей в обкаточный и гарантийный пе-
риоды; а также периодов и органи-
зации устранения дефектов в гаран-
тийный период;
к двигателю:
паспорт;
инструкция по эксплуатации с
указанием особенностей установки
и эксплуатации двигателя в обка-
точный и гарантийный периоды.
Выпуск из КР автомобилей, их
составных частей и деталей (комп-
лектов деталей) оформляется соот-
ветствующим приемо-сдаточным ак-
том.
РАЗДЕЛ III
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Глава 12
КЛАССИФИКАЦИЯ СПОСОБОВ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ
12.1. ЗНАЧЕНИЕ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ
Большое количество деталей ав-
томобилей и агрегатов, поступаю-
щих в КР, в результате износа,
усталости материала, механических
и коррозионных повреждений утра-
чивает свою работоспособность. Од-
нако лишь некоторые из этих дета-
лей — наиболее простые и недорогие
в изготовлении — утрачивают рабо-
тоспособность полностью и требуют
замены. Большинство деталей име-
ет остаточный ресурс и может быть
использовано повторно после прове-
дения сравнительно небольшого
объема работ по их восстановлению.
Восстановление деталей имеет
большое народнохозяйственное зна-
чение. Стоимость восстановления
деталей значительно ниже стоимо-
сти их изготовления. Затраты на
восстановление деталей даже в ус-
ловиях современных небольших
АРП составляют в зависимости от
конструктивных особенностей и
степени изношенности деталей
10. . .50% от стоимости новых дета-
лей. При этом чем сложнее деталь
и, следовательно, чем дороже она в
изготовлении, тем ниже затраты на
ее восстановление.
Экономическая эффективность
восстановления деталей по сравне-
нию с их изготовлением объясняет-
ся рядом причин. При восстановле-
нии деталей значительно сокраща-
ются расходы на материалы и пол-
ностью исключаются затраты, свя-
занные с получением заготовок. По
данным проф. М. А. Масино, расхо-
ды на материалы и получение заго-
товок при изготовлении деталей на
автомобилестроительных предприя-
тиях составляют 70... 75% от их
стоимости, а при восстановлении де-
талей они колеблются в пределах
1 ... 12% в зависимости от способа
восстановления.
При восстановлении деталей со-
кращаются также расходы, связан-
ные с обработкой деталей, так как
при этом обрабатываются не все по-
верхности деталей, а лишь те, кото-
рые имеют дефекты.
Восстановление деталей является
одним из основных источников по-
вышения экономической эффектив-
ности авторемонтного производства.
Известно, что основной статьей рас-
ходов, из которых складывается се-
бестоимость КР автомобилей, явля-
ются расходы на приобретение за-
пасных частей. Эти расходы в на-
стоящее время составляют от 40 до
60% от себестоимости КР автомоби-
лей. Их можно значительно сокра-
тить за счет расширения восстанов-
ления деталей.
Значение восстановления деталей
состоит также в том, что оно позво-
ляет уменьшить потребности в про-
изводстве запасных частей. При вос-
становлении деталей достигается
большая экономия в расходовании
сырьевых, энергетических и трудо-
вых ресурсов. Особенно велико зна-
85
чение восстановления деталей в сок-
ращении расхода металлов. Извест-
но, что проблема экономии метал-
лов в настоящее время является на-
иболее острой, так как разведанные
запасы их на нашей планете ката-
строфически уменьшаются. Восста-
новление деталей позволяет также
значительно сократить расходы
энергетических и трудовых ресур-
сов.
Учитывая большое народнохозяй-
ственное значение восстановления
деталей, необходимо всемерно рас-
ширять эту сторону деятельности
авторемонтных предприятий.
12.2. СПОСОБЫ ВОССТАНОВЛЕНИЯ
ДЕТАЛЕЙ
Эффективность и качество вос-
становления деталей в значительной
степени зависят от применяемых
технологических способов их обра-
ботки. Авторемонтное производство
располагает большим количеством
различных способов восстановле-
ния деталей, которые позволяют не
только возвратить им свойства но-
вых, но в ряде случаев даже улуч-
шить их.
В зависимости от характера уст-
раняемых дефектов все способы
восстановления деталей подразделя-
ются на три основные группы
(рис. 12.1): восстановление деталей
с изношенными поверхностями; вос-
становление деталей с механически-
ми повреждениями; восстановление
противокоррозионных покрытий.
Наиболее широкое применение
при восстановлении автомобильных
деталей получили различные виды
слесарно-механической обработки.
К ним относятся собственно слесар-
ная обработка, механическая обра-
ботка, связанная с подготовкой де-
талей к нанесению покрытий и об-
работкой после их нанесения, обра-
ботка деталей под ремонтный раз-
мер, постановка дополнительных
ремонтных деталей. Обработкой де-
талей под ремонтный размер восста-
навливают геометрическую форму
их рабочих поверхностей. Постанов-
ка дополнительных ремонтных де-
талей обеспечивает восстановление
изношенных поверхностей до разме-
ров новых деталей.
Пластическое деформирование
как способ восстановления основан
на использовании пластических
свойств материала деталей. Этим
способом восстанавливают не толь-
ко размеры деталей, но также их
форму и физико-механические свой-
ства. В зависимости от конструкции
деталей применяют такие виды пла-
стической деформации, как осадку,
раздачу, обжатие, вытяжку, накат-
ку, правку и др.
Сварка и наплавка являются са-
мыми распространенными способа-
ми восстановления деталей. Сварку
применяют при устранении механи-
ческих повреждений на деталях
(трещин, пробоин и т. п.), а наплав-
Рис. 12.1. Классификация способов восстановления деталей
86
ку — для нанесения покрытий с
целью компенсации износа рабочих
поверхностей. На АРП применяют
как ручные, так и механизирован-
ные способы сварки и наплавки.
Среди механизированных способов
наплавки наибольшее применение
нашли: автоматическая электроду-
говая наплавка под флюсом и в
среде защитных газов, вибродуго-
вая и электроконтактная наплавка.
В настоящее время при восстанов-
лении деталей применяют такие
перспективные способы сварки, как
лазерная и плазменная.
Пайка в авторемонтном производ-
стве широко применяется при вос-
становлении герметичности в полых
деталях, при устранении механиче-
ских повреждений, а также как спо-
соб компенсации износа деталей.
Напыление как способ восстанов-
ления деталей основано на нанесе-
нии распыленного металла на изно-
шенные поверхности деталей. В за-
висимости от способа расплавления
металла различают виды напыле-
ния: электродуговое, газопламенное,
высокочастотное, плазменное, дето-
национное и ионноплазменное.
Восстановление деталей нанесе-
нием гальванических и химических
покрытий основано на осаждении
металла на поверхности деталей из
растворов солей гальваническим
или химическим, методом. Гальвани-
ческие и химические процессы при-
меняют при восстановлении изно-
шенных поверхностей деталей, а
также для защиты их от коррозии.
В целях компенсации износа дета-
лей наиболее часто применяют хро-
мирование, железпение и химиче-
ское никелирование. Для защиты
деталей от коррозии применяют
гальванические процессы: хромиро-
вание, никелирование, цинкование,
кадмирование, а также химические
процессы: оксидирование и фосфа-
тирование.
Синтетические материалы (пласт-
массы) применяют для компенса-
ции износа деталей, работающих в
условиях неподвижных посадок, а
также при устранении механиче-
ских повреждений (трещин, пробо-
ин) в корпусных деталях.
Перечисленные способы восста-
новления деталей нашли примене-
ние в авторемонтном производстве
и обеспечивают требуемый уровень
качества и надежную работу дета-
лей в течение установленных меж-
ремонтных пробегов автомобилей.
Необходимый уровень качества вос-
становленных деталей достигается
за счет правильного выбора техно-
логического способа, а также путем
управления процессами нанесения
покрытий и последующей обработ-
ки деталей. Основными управляю-
щими факторами, влияющими на
качество восстановленных деталей,
являются свойства исходных мате-
риалов, применяемых при нанесе-
нии покрытий, и режимы обработки.
Глава 13
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СЛЕСАРНО-МЕХАНИЧЕСКОЙ
ОБРАБОТКОЙ
13.1. ВИДЫ СЛЕСАРНО-МЕХАНИЧЕСКОЙ
ОБРАБОТКИ, ПРИМЕНЯЕМЫЕ ПРИ
ВОССТАНОВЛЕНИИ ДЕТАЛЕЙ
Слесарные работы обычно при-
меняются в качестве работ, допол-
няющих или завершающих механи-
ческую обработку восстанавливае-
мых деталей. Их применяют также
при подготовке деталей к восста-
новлению другими способами, на-
пример, к сварке, пайке, склеиванию
и т. п. К слесарным относятся такие
виды как опиловка при подгонке по-
ломанных частей детали, сверление,
развертывание и зенкерование от-
верстий, прогонка и нарезание резь-
бы, шабрение, притирка и доводка
для более плотного прилегания по-
верхностей и т. п.
87
Ручной труд слесарей в последнее
время все более механизируется пу-
тем внедрения механизированного
инструмента, а количество слесар-
ных работ постоянно уменьшается
за счет повышения технологической
культуры авторемонтного производ-
ства.
Механическая обработка при ре-
монте автомобилей применяется как
самостоятельный способ восстанов-
ления деталей, а также в качестве
операций, связанных с подготовкой
или окончательной обработкой де-
талей, восстановленных другими
способами.
В практике авторемонтного произ-
водства нашли применение такие
способы восстановления деталей ме-
ханической обработкой, как обра-
ботка изношенных или поврежден-
ных поверхностей деталей под ре-
монтный размер и постановка до-
полнительных ремонтных деталей.
При восстановлении деталей на-
иболее широкое применение получи-
ли следующие виды механической
обработки: токарная, сверлильная,
расточная, фрезерная, шлифоваль-
ная, полировальная, хонинговаль-
ная н др.
Механическая обработка деталей,
восстанавливаемых различными спо-
собами, имеет ряд особенностей, ко-
торые в основном связаны с выбо-
ром вида и режима обработки.
Выбор метода и режима механи-
ческой обработки восстанавливае-
мых деталей в значительной степени
осложняется: высокой твердостью
обрабатываемых поверхностей, так
как при изготовлении они подверга-
ются химико-термической обработ-
ке; неравномерностью распределе-
ния припусков на обрабатываемых
поверхностях; специфическими фи-
зико-механическими свойствами ме-
таллопокрытий, применяемых для
компенсации износа деталей; неод-
нородностью этих свойств на раз-
личных участках восстанавливае-
мых поверхностей и т. п.
При обработке деталей под ре-
монтный размер, учитывая высо-
88
кую твердость восстанавливаемых
поверхностей и сравнительно не-
большую величину припуска, наи-
более часто применяют шлифова-
ние. Режим шлифования устанав-
ливают в соответствии с рекоменда-
циями по обработке деталей из со-
ответствующих материалов. Однако
учитывая неравномерность износа
обрабатываемых поверхностей и,
следовательно, неравномерность при-
пуска на обработку, можно не-
сколько уменьшать глубину резания
и подачу.
Особенно большие трудности воз-
никают при обработке деталей, вос-
становленных наплавкой. Эти труд-
ности обусловлены неравномерно-
стью припусков, неоднородностью
(пятнистостью) свойств наплавлен-
ного металла, включениями шлака
и другими причинами, ухудшающи-
ми условия работы режущего ин-
струмента.
В зависимости от твердости на-
плавленного металла обработку ве-
дут на токарных или шлифовальных
станках. При твердости наплавлен-
ного металла менее HRC 35...40
можно применять токарную обра-
ботку резцами с пластинками из
твердого сплава.
Если твердость наплавленного
металла превышает HRC 35... 40,
то восстанавливаемую поверхность
обрабатывают шлифованием. Сна-
чала при пониженных режимах ре-
зания проводят черновое шлифова-
ние, а затем чистовое.
Особенности механической обра-
ботки напыленных покрытий связа-
ны с повышенной их хрупкостью,
пористостью и твердостью. В зави-
симости от твердости этих покрытий
и величины припуска обработку вы-
полняют точением или шлифовани-
ем. При точении напыленных по-
крытий рекомендуется применять
резцы с пластинками из твердых
сплавов. Обработку ведут на пони-
женных режимах резания. Скорость
резания должна быть не более
60...80 м/мин, глубина резания не
выше 0,1...0,3 мм, а подача —
0,1... 0,2 м м/об.
Шлифование деталей, напылен-
ных износостойкими покрытиями с
высокой твердостью, рекомендуется
выполнять алмазными кругами на
вулканитовой связке, а при их от-
сутствии мелко- и среднезернистыми
карборундовыми кругами на кера-
мической связке. Режим шлифова-
ния: скорость резания 30...35 м/с;
продольная подача в долях ширины
круга (В) 0,3... 0,4 В мм/об; попе-
речная подача 0,005... 0,010 мм на
двойной ход стола.
Хромированные детали ввиду вы-
сокой твердости электролитического
хрома обрабатывают обычно шли-
фованием. При выборе режима шли-
фования хромированных деталей
необходимо учитывать пониженную
теплопроводность хрома и возмож-
ность перегрева покрытия, вызыва-
ющего изменение его свойств. Не-
правильный выбор режима шлифо-
вания может привести к снижению
микротвердости покрытия и возник-
новению шлифовочных трещин не
только в покрытии, но и в основном
металле. Шлифовочные трещины
особенно опасны, так как они явля-
ются концентраторами напряжений
и снижают усталостную прочность
восстановленных деталей.
Шлифование хромированных де-
талей следует проводить электроко-
рундовыми шлифовальными круга-
ми при режиме: скорость резания
30... 35 м/с; поперечная подача
0,002... 0,005 мм на двойной ход
стола; продольная подача 2...
10 мм/об; расход охлаждающей
жидкости не менее 25 . .. 30 л/мин.
Детали с хромовыми покрытиями,
нанесенными с декоративными целя-
ми, подвергаются полированию, ко-
торое проводится мягкими кругами
с применением полировальных паст
ГОИ.
Основной особенностью механиче-
ской обработки деталей с покрытия-
ми из синтетических материалов
(пластмасс) является их низкая
теплопроводность и недопустимость
нагрева реактопластов до темпера-
туры более 150...160°C. а термо-
пластов — до температуры более
120°C. При обработке пластмассо-
вых покрытий необходимо приме-
нять хорошо заточенный инстру-
мент из теплостойкого материала с
интенсивным охлаждением сжатым
воздухом или керосином. Примене-
ние охлаждающих жидкостей недо-
пустимо, так как при повышенной
температуре они могут образовы-
вать с пластмассой соединения,
вредно влияющие на здоровье рабо-
чих. Рекомендуется применять то-
карную обработку при высоких
скоростях резания (до 250...
300 м/мин) и при очень малых (до
0,1 ...0,2 мм/об) подачах.
При механической обработке вос-
станавливаемых деталей необходи-
мо обеспечивать требуемые шерохо-
ватость, точность размеров, формы
и взаимного расположения рабочих
поверхностей.
Наибольшие трудности возникают
при решении последней задачи. Точ-
ность взаимного расположения по-
верхностей на детали зависит от
правильного выбора технологиче-
ской базы при ее обработке. Техно-
логическая база — это те поверх-
ности, которые определяют поло-
жение детали в приспособлении по
отношению к режущему инстру-
менту.
При выборе технологической ба-
зы необходимо выдержать следую-
щие требования:
в качестве технологической базы
принимают те поверхности детали,
которые определяют ее положение в
собранном изделии, т. е. сборочные
и измерительные базовые поверхно-
сти (правило единства баз);
базовые поверхности должны
быть наиболее точно расположены
относительно обрабатываемых по-
верхностей;
в качестве базовых следует выби
рать такие поверхности, при уста-
новке на которые можно было бы
обработать все поверхности детали,
подлежащие обработке (правило
постоянства баз);
поверхности, выбранные в качест-
ве технологических баз, должны
89
обеспечивать минимальные дефор-
мации детали от усилий резания и
закрепления.
При восстановлении детали в ка-
честве технологических баз выбира-
ют те ее поверхности, по которым
устанавливали деталь при ее изго-
товлении. Если первоначальные ба-
зы повреждены или отсутствуют, то
обработку следует начинать с вос-
становления базовых поверхностей.
В качестве базовых могут быть при-
няты также те поверхности, которые
при изготовлении детали были обра-
ботаны при одной установке с вос-
станавливаемыми поверхностями.
13.2. ОБРАБОТКА ДЕТАЛЕЙ ПОД
РЕМОНТНЫЙ РАЗМЕР
При этом способе восстановления
одна из сопряженных деталей, обыч-
но наиболее сложная и дорогостоя-
щая (например, коленчатый вал),
обрабатывается под ремонтный раз-
мер, а вторая (например, вкладыши
подшипников) заменяется новой
или восстановленной также до ре-
монтного размера. Обработкой под
ремонтный размер восстанавливают
геометрическую форму, требуемую
шероховатость и точностные пара-
метры изношенных поверхностей де-
талей.
Восстанавливаемые поверхности
деталей могут иметь несколько ре-
монтных размеров. Их величина и
количество зависят от величины из-
носа детали за межремонтный про-
бег автомобиля, от припуска на об-
работку и от запаса прочности де-
тали.
Метод определения величины и
количества ремонтных размеров для
вала и отверстия был впервые раз-
работан проф. В. В. Ефремовым и
заключается в следующем. Пусть
вал и отверстие при поступлении
деталей в ремонт имеют форму и
размеры, показанные на рис. 13.1.
Для того чтобы придать поверхно-
стям правильную геометрическую
форму, необходимо подвергнуть их
механической обработке. После об-
работки размеры поверхностей де-
талей будут отличаться от первона-
чальных на удвоенную величину
максимального одностороннего из-
носа и припуска на механическую
обработку на сторону.
Следовательно, первый ремонт-
ный размер может быть определен
по формулам:
для наружных цилиндрических
поверхностей (валов)
—2(^max+z): (13-1)
для внутренних цилиндрических
поверхностей (отверстий)
£>р1 = Он + 2(//тах+г), (13.2)
где dpl, DP1 — первый ремонтный размер
вала и отверстия, мм; dB, DB — размер ва-
ла и отверстия по рабочему чертежу, мм;
И max — максимальный износ поверхности
детали иа сторону, мм; г — припуск на ме-
ханическую обработку на сторону, мм.
Рис. 13.1. Определение ремонтных размеров:
а —для вала; б для отверстия
90
Припуск на механическую обра-
ботку зависит от вида обработки:
при чистовой обточке и расточке он
составляет 0,05...0,1 мм; при шли-
фовании 0,03... 0,05 мм на сторону.
Величина максимального одно-
стороннего износа Ятах может быть
определена опытным путем. Однако
при контроле и сортировке деталей
обычно замеряют не величину мак-
симального износа, а износ детали И
иа диаметр за межремонтный про-
бег.
Поэтому, чтобы упростить пользо-
вание формулами (13.1) и (13.2), в
них вводят коэффициент неравно-
мерности износа р, который равен
отношению максимального односто-
роннего износа к величине износа
на диаметр:
р = А mai/“ •
При симметричном износе детали,
когда Ятах=#т1п=#/2, коэффици-
ент неравномерности износа р=
= ^шах/^^0,5.
При одностороннем износе, когда
^min=0; Ита^ = И, коэффициент не-
равномерности износа
₽=-Ятах/Я-1-
Таким образом, значения коэффи-
циента неравномерности износа мо-
гут изменяться в пределах 0,5... 1.
Для конкретных деталей значения
величины этого коэффициента уста-
навливают опытным путем.
Имея в виду что Итах=₽Я и под-
ставляя это значение в формулы
(13.1) и (13.2) для определения ре-
монтных размеров, получим:
dpi = dH-2 (₽#+?); (13.3)
Ор1 = Он+2(РЯ + г). (13.4)
В этих формулах величина
2(рИ+г)=у называется межре-
монтным интервалом. Следователь-
но, расчетные формулы для опреде-
ления ремонтных размеров можно
представить окончательно в следую-
щем виде:
для наружных цилиндрических
поверхностей (валов):
dpi = dH—у;
^ра~^н—2у; (13.5)
dpn —dH—zry;
для внутренних цилиндрических
поверхностей (отверстий):
Opi — Он+у;
Ор2 = Он 2у; (13.6)
Орп==Он+«Т.
где п — число ремонтных размеров.
Число ремонтных размеров мо-
жет быть определено по формулам:
для валов
для отверстий
где dmin — минимальный диаметр вала, мм;
Отах — максимальный диаметр отверстия,
мм.
Минимальный диаметр вала и
максимальный диаметр отверстия
определяют по условиям прочности
детали из конструктивных сообра-
жений или исходя из минимально
допустимой толщины слоя химико-
термической обработки поверхности
детали.
Обработка деталей под ремонт-
ный размер нашла широкое приме-
нение при восстановлении автомо-
бильных деталей. Этим способом
восстанавливают коренные и ша-
тунные шейки коленчатых валов,
опорные шейки распределительных
валов, гильзы цилиндров и многие
другие детали. К числу преиму-
ществ этого способа восстановления
деталей следует отнести: простоту
технологического процесса и приме-
няемого оборудования; высокую
экономическую эффективность; сох-
ранение взаимозаменяемости дета-
91
лей в пределах определенного ре-
монтного размера. К недостаткам
этого способа относятся: увеличение
номенклатуры запасных частей, по-
ставляемых промышленностью; не-
которое усложнение организации
процессов комплектования деталей,
сборки узлов и хранения деталей на
складах.
«3.3. ПОСТАНОВКА ДОПОЛНИТЕЛЬНЫХ
РЕМОНТНЫХ ДЕТАЛЕЙ
Дополнительные ремонтные дета-
ли (ДРД) применяют с целью ком-
пенсации износа рабочих поверхно-
стей деталей, а также при замене
изношенной или поврежденной ча-
сти детали.
В первом случае ДРД устанавли-
вают непосредственно на изношен-
ную поверхность детали. Этим спо-
собом восстанавливают посадочные
отверстия под подшипники качения
в картерах коробок передач, задних
мостах, ступицах колес; отверстия
с изношенной резьбой и другие де-
тали.
В зависимости от вида восстанав-
ливаемой поверхности ДРД могут
иметь форму гильзы, кольца, шайбы,
пластины, резьбовой втулки или
спирали (рис. 13.2).
Если на детали сложной формы
изношены отдельные ее поверхно-
сти, то ее можно восстановить пу-
тем полного удаления поврежден-
ной части и постановки вместо нее
заранее изготовленной дополнитель-
ной ремонтной детали. Этот способ
применяют при восстановлении кры-
шек коробок передач, блоков ше-
стерен, ведущей шестерни коробки
передач, кузовов и кабин автомоби-
лей и других деталей.
Дополнительные ремонтные дета-
ли обычно изготавливают из того же
материала, что и восстанавливае-
мая деталь. При восстановлении по-
садочных поверхностей в чугунных
деталях втулки могут быть изготов-
лены также из стали. Рабочая по-
верхность ДРД по своим свойствам
должна соответствовать свойствам
восстанавливаемой поверхности де-
тали. В связи с этим ДРД в случае
необходимости должны подвергать-
ся соответствующей термической
обработке.
Крепление дополнительных ре-
монтных деталей обычно произво-
дится за счет посадок с натягом.
В отдельных случаях могут быть ис-
пользованы дополнительные крепле-
ния приваркой по торцу, постанов-
кой стопорных винтов или штифтов.
Для обеспечения прочной посадки
ДРД, имеющих форму втулок, не-
обходимо обработку сопрягаемых
поверхностей втулки и детали про-
изводить по допускам посадки
H7/j6 второго класса точности с
шероховатостью не менее /?а =
= 1,25... 0,32 мкм. При запрессовке
втулок для предупреждения их де-
формации рекомендуется сопрягае-
мые поверхности покрывать смесью
машинного масла и графита.
После постановки и закрепления
дополнительных ремонтных деталей
производят их окончательную меха-
ническую обработку до требуемых
размеров.
Рис. 13.2. Дополнительные ремонтные детали
92
Восстановление деталей постанов-
кой ДРД нашло широкое примене-
ние при ремонте автомобилей. Это
объясняется простотой технологиче-
ского процесса и применяемого обо-
рудования. Однако применение это-
го способа восстановления деталей
не всегда оправдано с экономиче-
ской точки зрения из-за больших
расходов материала на изготовле-
ние дополнительных ремонтных де-
талей. Кроме того, он в ряде случа-
ев приводит к снижению механиче-
ской прочности восстанавливаемой
детали.
13.4. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ
Производительность труда при
выполнении слесарно-механических
работ во многом зависит от органи-
зации рабочего места и условий тру-
да рабочих.
Рабочие места слесаря и станоч-
ника должны быть организованы
таким образом, чтобы на них в
удобном для работы положении бы-
ли размещены все необходимое обо-
рудование, приспособления, инстру-
мент, а также обрабатываемые де-
тали.
Рабочее место станочника, кроме
металлорежущего станка, должно
быть оснащено стеллажом для об-
рабатываемых деталей, шкафчиком
для инструмента, грузоподъемным
устройством для установки на ста-
нок тяжелых деталей, решетчатой
деревянной подставкой для ног ра-
бочего. На суппорте станка или в
другом удобном месте устанавлива-
ется кронштейн с электролампой
для местного освещения рабочего
места.
При работе на станке должны
быть обеспечены безопасные усло-
вия труда. Станок должен иметь на-
дежное заземление, а все вращаю-
щиеся части его должны быть защи-
щены оградительными приспособле-
ниями.
При организации рабочего места
слесаря на его верстаке должны
быть расположены тиски, контроль-
ная и правочная плиты, полки для
контрольного инструмента и техни-
ческой документации, а также шта-
тив для светильника. Рядом с вер-
стаком необходимо иметь стеллаж
для обрабатываемых деталей.
В ящиках верстака в фиксирован-
ных местах должен быть располо-
жен весь необходимый слесарный
инструмент.
В помещении слесарно-механиче-
ского участка должны поддержи-
ваться температура 18...20°С и от-
носительная влажность воздуха в
пределах 40... 60%. Освещенность
на рабочем месте должна соответст-
вовать 200... 500 лк.
Глава 14
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СПОСОБОМ ДАВЛЕНИЯ
(ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ)
14.1. СУЩНОСТЬ ПРОЦЕССА
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ДАВЛЕНИЕМ
Устранение дефектов при восста-
новлении деталей автомобиля спо-
собом давления основано на исполь-
зовании пластических свойств ме-
талла, из которого они изготовлены.
Под пластичностью металлов по-
нимают их способность при опреде-
ленных условиях под действием на-
грузок изменять форму и размеры
без разрушения.
Пластическую деформацию дета-
лей производят как в холодном, так
и в горячем состоянии в специаль-
ных приспособлениях на прессах.
При обработке деталей в холодном
состоянии пластическая деформа-
ция происходит за счет сдвига от-
93
дельных частей кристаллов относи-
тельно друг друга по плоскостям
скольжения. При сдвиге кристаллов
происходят искажение кристалличе-
ской решетки и образование на пло-
скостях скольжения мелких оскол-
ков кристаллов, которые создают
шероховатость, препятствующую
дальнейшему перемещению кри-
сталлов. Таким образом, пластиче-
ская деформация металла в холод-
ном состоянии упрочняет металл.
Это явление упрочнения металла
при деформации в холодном состоя-
нии получило название наклепа.
В результате наклепа повышаются
предел прочности и твердость ме-
талла, а его пластические свойства
понижаются.
Пластическая деформация дета-
лей в холодном состоянии требует
приложения больших усилий, по-
этому при восстановлении деталей
очень часто их нагревают. Темпера-
тура нагрева деталей должна быть
минимальной, но не ниже той, при
которой повышаются пластические
свойства металла. Очень высокая
температура нагрева может приве-
сти к возникновению окалины и
обезуглероживанию поверхностных
слоев металла, что снижает износо-
стойкость и усталостную прочность
деталей. После обработки деталей
пластическим деформированием в
горячем состоянии их необходимо
подвергать повторной термической
обработке.
14.2. ВОССТАНОВЛЕНИЕ РАЗМЕРОВ
ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Изменение размеров изношенных
поверхностей деталей при восста-
новлении их способом давления до-
стигается за счет перемещения ме-
талла с нерабочих элементов дета-
лей на изношенные.
Процесс восстановления деталей
способом давления состоит из под-
готовки детали, деформирования и
обработки после деформирования.
Подготовка деталей к деформирова-
нию включает отжиг или высокий
отпуск обрабатываемых поверхно-
стей перед холодным деформирова-
нием или нагрев их перед горячим
деформированием.
Стальные детали с твердостью не
более HRC 25... 30, а также детали
из цветных металлов подвергаются
деформированию в холодном состоя-
нии без предварительной термооб-
работки. Во всех остальных случаях
производится термообработка дета-
лей перед холодным деформирова-
нием или нагрев перед горячим де-
формированием.
Обработка деталей после дефор-
мации сводится к механической об-
работке восстановленных поверхно-
стей до требуемых размеров. При
необходимости применяют также
термическую обработку.
Пластическое деформирование де-
талей с целью восстановления изно-
шенных поверхностей производят с
помощью следующих видов обработ-
ки: осадки, раздачи, обжатия, вы-
тяжки и накатки (рис. 14.1).
Осадку применяют для уменьше-
ния внутреннего и увеличения на-
ружного диаметра полых деталей,
а также увеличения наружного диа-
метра сплошных деталей за счет
уменьшения их длины (см. рис.
14.1, а). Осадку втулок из цветных
металлов производят в специальных
приспособлениях (рис. 14.2) в хо-
лодном состоянии.
Для сохранения во втулках отвер-
стий и прорезей в них устанавлива-
ют вставки, копирующие форму и
размеры этих элементов деталей.
Если предусмотрена механическая
обработка внутренней поверхности
втулки после осадки, то размер
оправки, ограничивающей деформа-
цию втулки по внутреннему диамет-
ру. принимают на 0,2 мм меньше,
чем диаметр окончательно обрабо-
танного отверстия. Уменьшение вы-
соты втулок, воспринимающих боль-
шие нагрузки, допускается не более
чем на 5... 8%, а для втулок менее
нагруженных — на 10... 15%. Для
осадки втулок применяют гидравли-
ческие прессы.
94
Осадкой восстанавливают также
стальные детали: шейки валов, рас-
положенные на концах деталей,тол-
катели клапанов (рис. 14.3) и др.
Деформацию деталей при этом про-
изводят в специальных штампах при
нагреве до температуры ковки.
Раздачей восстанавливают на-
ружные размеры полых деталей за
счет увеличения их внутренних раз-
меров (см. рис. 14.1,6). Раздачей
восстанавливают поршневые паль-
цы, посадочные поверхности под
подшипники чашек дифференциала,
наружные цилиндрические поверх-
ности труб полуосей и др.
Раздачу деталей производят сфе-
рическими прошивками в холодном
Рис. 14.2. Приспособление дли осадки вту-
лок:
/ — пуансон; 2 - оправка; 3 — деталь; 4 — втулка
состоянии. Если деталь подверга-
лась закалке или цементации, то
их перед раздачей подвергают от-
жигу или высокому отпуску, а после
раздачи восстанавливают первона-
чальную термическую обработку.
Обжатие применяют для умень-
шения внутреннего диаметра полых
деталей за счет уменьшения их на-
ружного диаметра (см. рис. 14.1,в).
Этим способом можно восстанав-
ливать втулки из цветных металлов,
отверстия в проушинах рулевых со-
шек, рычагах поворотных цапф
и т. п.
Рис. 14.3. Схема приспособления для осад-
ки толкателей клапанов:
1 — пуансон; 2 — матрица, 3 - - восстанавливаемая
деталь
95
Рис. 14.4. Приспособление для обжатия ко-
нусного отверстии рулевой сошки:
1 — верхняя обжимка; 2 —* восстанавливаемая де-
таль; 3 — нижняя обжимка
При восстановлении конусного от-
верстия в проушине рулевой сошки
ее нагревают до температуры
900...950°C и производят обжатие
в горячем состоянии, используя спе-
циальное приспособление (рис. 14.4).
При обжатии с нагревом металл де-
тали изменяет свою структуру, по-
этому после деформации ее под-
вергают повторной термической об-
работке. Механическая обработка
отверстия производится конусной
разверткой до необходимого раз-
мера.
После восстановления обжатием
детали должны быть проверены на
отсутствие трещин.
Вытяжка применяется для увели-
чения длины деталей за счет мест-
ного обжатия (см. рис. 14.1,г). Этим
способом восстанавливают длину
всевозможных тяг, толкателей и
других деталей. Деформацию про-
изводят чаще всего в холодном со-
стоянии.
Накатка применяется при компен-
сации износа наружных цилиндри-
ческих поверхностей деталей за счет
выдавливания металла из восста-
навливаемой поверхности (см.
рис. 14.1,д). При накатке детали ее
устанавливают в патроне или цент-
рах токарного станка, а оправку с
накаточным роликом или шари-
ком — на суппорте станка вместо
резца. Накаткой восстанавливают
поворотные цапфы, валы коробок
передач и другие детали.
96
В процессе накатки необходимо
получить восстановленную поверх-
ность с высокой несущей способно-
стью без нарушения структуры ме-
талла при минимальном уменьше-
нии размеров опорной поверхности.
Высота подъема металла на сто-
рону не должна превышать 0,2 мм,
а уменьшение опорной поверхно-
сти — 50%.
Накаткой можно восстанавливать
детали с твердостью не более HRC
25.. .30. Если твердость выше, то де-
таль подвергают отпуску. Накатку
производят роликом с шагом зубь-
ев 1,5. ..1,8 мм. Режим накатки для
деталей из стали 40Х с твердостью
НВ 270.. .300 рекомендуется следу-
ющий: скорость вращения детали
15 м/мин, продольная подача
0,6 мм/об, поперечная подача
0,1 мм/об, охлаждение машинным
маслом. Накатку следует применять
при восстановлении поверхностей
деталей, воспринимающих удельную
нагрузку не более 7 МПа.
Оценивая пластическое деформи-
рование как способ восстановления
размеров изношенных поверхностей
деталей, можно отметить следующие
его преимущества: простоту техно-
логического процесса и применяе-
мого оборудования, особенно при
выполнении деформирования дета-
лей в холодном состоянии; высокую
экономическую эффективность про-
цесса, так как отсутствуют допол-
нительные расходы материалов, а
трудоемкость работ небольшая.
К недостаткам этого способа сле-
дует отнести ограниченность номен-
клатуры восстанавливаемых дета-
лей и невозможность повторного
восстановления деталей, а также
некоторое снижение механической
прочности деталей.
14.3. ВОССТАНОВЛЕНИЕ ФОРМЫ
ДЕТАЛЕЙ
В процессе эксплуатации многие
детали автомобилей теряют свою
первоначальную форму вследствие
деформаций изгиба и скручивания.
Этот дефект деталей устраняется
правкой. Правке подвергают балки
передних мостов, детали рамы, ко-
ленчатые и распределительные ва-
лы, шатуны и многие другие детали.
На авторемонтном производстве
применяют два способа правки: ста-
тическим нагружением (под прес-
сом) и наклепом. Подавляющее
большинство деталей правят под
прессом в холодном состоянии. Для
того чтобы при правке получить
требуемую остаточную деформацию
детали, ее перегибают в направле-
нии, обратном первоначальному
прогибу, на величину, в 10. ..15 раз
большую.
При холодной правке в деталях
возникают внутренние напряжения,
которые в процессе последующей ра-
боты деталей могут складываться
с напряжениями, возникающими под
действием рабочих нагрузок. В ре-
зультате этого могут появиться вто-
ричные деформации. Для повыше-
ния стабильности правки и увеличе-
ния несущей способности деталей
их подвергают после правки терми-
ческой обработке.
На рис. 14.5 показано влияние
температуры нагрева деталей из
стали 45 при выдержке в течение
1 ч на восстановление несущей спо-
собности их после правки. Как вид-
но из рисунка, при нагреве детали
до 400. ..500 °C ее несущая способ-
ность восстанавливается до 90%.
Такому нагреву можно подвергать
лишь детали, термообработка кото-
рых при изготовлении была не ни-
же 450.. .500 °C, например шатуны,
балки передних мостов и др. Ста-
билизация правки деталей, подвер-
гаемых закалке токами высокой ча-
стоты (коленчатые валы, распреде-
лительные валы и др.), должна про-
изводиться при температуре не вы-
ше 180.. .200 °C. Такая стабилизация
восстанавливает несущую способ-
ность деталей только на 60. ..70%.
Правка под прессом снижает уста-
лостную прочность деталей на 15...
20%.
4 Зак. 421
Рис. 14.5. Влияние температуры нагрева де-
талей после правки иа восстановление их
несущей способности
Рис. 14.6. Схема правки наклепом колен-
чатого вала
Правка наклепом не имеет недо-
статков, присущих правке деталей
статическим нагружением. Правку
наклепом производят пневматиче^
ским молотком с закругленным бой-
ком для нанесения ударов по нера-
бочим поверхностям детали. Так,
например, правку коленчатых валов
производят наклепом щек (рис.
14.6). Преимуществами правки на-
клепом являются: стабильность
правки во времени; высокая точ-
ность (до 0,02 мм); высокая произ-
водительность; отсутствие снижения
усталостной прочности.
14.4. ВОССТАНОВЛЕНИЕ МЕХАНИЧЕСКИХ
СВОЙСТВ МАТЕРИАЛА ДЕТАЛЕЙ
Многие детали автомобилей при
их восстановлении различными ме-
тодами компенсации износа утрачи-
вают свою первоначальную усталос-
тную прочность и износостойкость.
Восстановить эти утраченные свой-
ства можно путем поверхностного
пластического деформирования ме-
талла (наклепа)
97
Рис. 14.7. Шариковая иакатка для упрочне-
ния наружных цилиндрических поверх-
ностей:
» — шарик. 2 - сепаратор: 3 — корпус; 4 — дер-
жавка; 5 - подшипник; 6 — ось
Наклеп повышает твердость по-
верхностного слоя металла и созда-
ет в нем благоприятные остаточные
напряжения. Благодаря такой обра-
ботке повышаются усталостная про-
чность деталей и износостойкость.
К числу наиболее распространен-
ных способов упрочнения деталей
поверхностным пластическим дефор-
мированием относятся: обкатка ра-
бочих поверхностей деталей ролика-
ми и шариками, чеканка, алмазное
выглаживание, дробеструйная обра-
ботка и др.
Обкатка роликами и шариками
применяется для упрочнения на-
ружных и внутренних поверхностей
деталей. Обкатывание наружных
поверхностей производится на то-
карных станках при помощи специ-
ального инструмента — накатки
(рис. 14.7), который устанавлива-
ется на суппорте станка и прижима-
ется к детали за счет поперечной по-
дачи. При такой обработке достига-
ются требуемая точность размеров
деталей, высокое качество обработ-
ки с шероховатостью не ниже Ra =
= 0,16...0,32 мкм и повышается на
20.. .30% усталостная прочность.
К числу весьма эффективных ме-
тодов упрочнения деталей поверх-
ностным пластическим деформиро-
ванием относится алмазное выгла-
живание. Сущность процесса алмаз-
ного выглаживания заключается в
обработке поверхностного слоя де-
тали инструментом, рабочей частью
которого является сферическая по-
верхность алмазного кристалла с
радиусом закругления 1...3 мм.
Алмаз устанавливается в наконеч-
нике, который входит в пружинную
оправку, закрепленную в резцедер-
жателе суппорта токарного станка.
Режим обработки алмазным вы-
глаживанием рекомендуется следую-
щий: подача 0,02.. .0,06 мм/об, ско-
рость выглаживания 40... 100 м/мин,
усилие прижима алмазного нако-
нечника к детали 150.. .300 Н. Обра-
ботка проводится за один проход.
Алмазное выглаживание позволяет
получить шероховатость поверхно-
сти не ниже Ra = 0,04...0,8 мкм, по-
высить твердость на 25...30%, из-
носостойкость на 40.. .60% и уста-
лостную прочность на 30...60%.
При восстановлении пружин, рес-
сор, торсионных валов с целью по-
вышения их усталостной прочности
применяют дробеструйную обработ-
ку механическими или пневматиче-
скими дробеметами.
Глава 15
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
15.1. ОБЩАЯ ХАРАКТЕРИСТИКА
СВАРКИ И НАПЛАВКИ КАК СПОСОБОВ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Сварка и наплавка являются наи-
более распространенными в авторе-
монтном производстве способами
восстановления деталей. Более 40%
деталей восстанавливают этими спо-
собами. Широкое применение свар-
ки и наплавки обусловлено просто-
той технологического процесса и
применяемого оборудования, воз-
можностью восстановления дета-
9«
лей из любых металлов и сплавов,
высокой производительностью и
низкой себестоимостью.
Сварку применяют при устране-
нии механических повреждений в
деталях (трещин, отколов, пробоин
и т. п.), а наплавку — для нанесе-
ния металлических покрытий на
поверхности деталей с целью ком-
пенсации их износа.
При устранении механических по-
вреждений деталей применяют элек-
тродуговую, газовую, аргонно-дуго-
вую, в среде углекислого газа, элек-
троконтактную и другие виды свар-
ки.
Для нанесения металлических по-
крытий на изношенные поверхности
деталей наиболее широкое примене-
ние получили следующие механизи-
рованные способы наплавки: авто-
матическая электродуговая наплав-
ка под флюсом; наплавка в среде
углекислого газа; вибродуговая;
плазменная и электроконтактная.
В процессе сварки наплавленный
металл и прилегающие к нему уча-
стки основного металла детали на-
греваются до температуры плавле-
ния. При этом в наплавленном и ос-
новном металле протекают процес-
сы, которые оказывают вредное вли-
яние на качество восстанавливае-
мых деталей. К числу этих процес-
сов относятся: металлургические
процессы, протекающие в наплав-
ленном металле; структурные изме-
нения и образование внутренних на-
пряжений и деформаций в основ-
ном металле детали.
В наплавленном металле проте-
кают следующие металлургические
процессы: окисление металла, выго-
рание легирующих элементов, насы-
щение наплавленного металла азо-
том и водородом, разбрызгивание
металла.
Окисление наплавленного метал-
ла и выгорание легирующих элемен-
тов (углерода, марганца, кремния и
др.) происходят в результате соеди-
нения его с кислородом воздуха. Эти
процессы снижают прочность на-
плавленного металла. Из воздуха в
4*
наплавленный металл проникает
также азот, который образует нитри-
ды. Нитриды несколько повышают
предел прочности металла, но зато
значительно ухудшают его пластич-
ность. Для защиты металла от окис-
ления, выгорания легирующих эле-
ментов и насыщения азотом при
сварке и наплавке применяют элек-
тродные обмазки и флюсы, которые
при плавлении образуют шлак, на-
дежно изолирующий металл от ок-
ружающей среды. Хорошие резуль-
таты также дает применение сварки
в среде защитных газов.
Насыщение металла водородом
повышает пористость наплавленного
металла и способствует возникнове-
нию в нем значительных внутренних
напряжений. Водород проникает в
наплавленный металл из влаги, ко-
торая всегда содержится в гигро-
скопичных электродных обмазках и
флюсах, поэтому при употреблении
их рекомендуется тщательно просу-
шивать.
Разбрызгивание металла при
сварке и наплавке происходит в ре-
зультате восстановления окислов
железа углеродом. При этой реак-
ции образуются углекислый и угар-
ный газы, которые бурно расширя-
ются и разбрызгивают жидкий ме-
талл. Разбрызгивание увеличивает
потери присадочного металла. Что-
бы уменьшить разбрызгивание ме-
талла, рекомендуется при сварке
применять электроды с понижен-
ным содержанием углерода, тща-
тельно очищать детали от окислов и
вводить в состав электродных обма-
зок и флюсов вещества, содержа-
щие раскисляющие элементы (мар-
ганец, кремний).
Структурные изменения в основ-
ном металле детали возникают
вследствие неравномерного нагрева
детали в околошовной зоне, кото-
рая называется зоной термического
влияния. Механические свойства
металла в зоне термического влия-
ния снижаются.
Размеры зоны термического влия-
ния зависят от химического состава
99
свариваемого металла, способа
сварки и ее режима. Наибольшие
размеры зона термического влияния
имеет при газовой сварке (до 25...
30 мм). При электродуговой сварке
она значительно меньше и составля-
ет 3.. .5 мм. С увеличением свароч-
ного тока и мощности сварочной го-
релки зона термического влияния
увеличивается, а с увеличением ско-
рости сварки уменьшается. Размеры
зоны термического влияния можно
значительно уменьшить правильным
выбором режима сварки и наплавки.
Внутренние напряжения и дефор-
мации возникают в деталях в ре-
зультате неравномерного (местно-
го) нагрева и структурных превра-
щений, происходящих в зоне терми-
ческого влияния. Местный нагрев
детали и структурные изменения в
металле вызывают локальные изме-
нения объема металла и, следова-
тельно, создают условия для воз-
никновения внутренних напряжений.
Если внутренние напряжения пре-
вышают предел текучести материала
детали, то возникают деформации.
Внутренние напряжения и деформа-
ции могут быть значительно сниже-
ны путем нагрева деталей перед
сваркой и медленного охлаждения
после сварки.
Деформации можно уменьшить
также путем применения специаль-
ных приемов сварки и наплавки.
Так, при соединении листов- метал-
ла небольшой толщины рекоменду-
ется применять обратноступенчатый
метод сварки. При этом весь сва-
рочный шов разбивают на несколь-
ко равных ступеней (участков).
Каждую ступень сваривают в на-
правлении, обратном общему на-
правлению сварки. Длину ступени
выбирают так, чтобы при окончании
сварки последующей ступени темпе-
ратура детали в начале предыду-
щей ступени была бы около 300 °C.
Технологический процесс восста-
новления деталей сваркой и наплав-
кой включает в себя подготовку де-
талей к сварке, наплавке, выполне-
ние сварочных (наплавочных) работ
и обработку деталей после сварки и
наплавки. Объем и характер работ,
выполняемых при подготовке дета-
ли к сварке, зависят от вида дефек-
та. Так, при заварке трещины снача-
ла сверлят отверстия диаметром
4.. .5 мм на концах трещины для
предупреждения возможности ее
дальнейшего распространения. За-
тем разделывают трещину шлифо-
вальным кругом с помощью ручной
шлифовальной машины. При толщи-
не стенок детали менее 5 мм трещи-
ну можно не разделывать, а ограни-
читься только зачисткой ее кромок.
Если толщина стенок детали боль-
ше 5 мм, то производят V-образную
разделку кромок трещины (рис.
15.1, а), а при толщине стенок свы-
ше 12 мм — Х-образную разделку.
При восстановлении резьбы в от-
верстии диаметром менее 25 мм под-
Рис. 15.1. Подготовка трещины (а) и отверстия (б) к заварке
60*
100
готовка к сварке заключается в уда-
лении старой резьбы сверлением с
последующей разделкой кромок
сверлом большего диаметра (рис.
15.1, б). Точно так же подготавли-
вают к восстановлению гладкие от-
верстия небольшого диаметра. Под-
готовка изношенных поверхностей
деталей к наплавке заключается в
их механической обработке и очист-
ке от загрязнений и окислов.
Порядок выполнения сварочных и
наплавочных работ зависит от вы-
бранного способа сварки (наплав-
ки). Особое внимание при этом дол-
жно быть уделено выбору материа-
ла электродов и присадочных прут-
ков, так как от них зависит качест-
во наплавленного металла. Боль-
шое внимание необходимо уделить
выбору средств защиты металла от
окисления и определению парамет-
ров режима сварки и наплавки.
15.2. АВТОМАТИЧЕСКАЯ ЭЛЕКТРОДУГОВАЯ
НАПЛАВКА ПОД ФЛЮСОМ
При этом способе наплавки меха-
низированы два основных движения
электрода — подача его по мере
оплавления к детали и перемещение
вдоль сварочного шва.
Теория и практика процесса авто-
матической сварки и наплавки бы-
ли разработаны известным совет-
ским ученым акад. Е. О. Патоном.
Дальнейшие работы по совершенст-
вованию этого способа сварки ныне
успешно продолжают его ученики в
Институте электросварки АН УССР
имени Е. О. Патона.
Деталь при автоматической элек-
тродуговой наплавке под слоем
флюса устанавливают в патроне или
центрах специально переоборудо-
ванного токарного станка, а напла-
вочный аппарат типа А-580М или
ПАУ-1 на его суппорте (рис. 15.2).
Электродная проволока подается из
кассеты роликами подающего меха-
низма наплавочного аппарата в зо-
ну горения электрической дуги. Дви-
жение электрода вдоль сварочного
Рис. 15.2. Принципиальная схема автомати-
ческой электродуговой наплавки деталей
под флюсом:
/ — наплавочный аппарат; 2 — кассета с проволо-
кой; 3 — бункер с флюсом; 4 — электродная про
волока; 5 — наплавляемая деталь
шва достигается за счет вращения
детали. Перемещение электрода по
длине наплавляемой поверхности
обеспечивается за счет продольного
движения суппорта станка. Наплав-
ка производится винтовыми валика-
ми с взаимным их перекрытием на
одну треть. Флюс в зону горения
дуги поступает из бункера.
При автоматической наплавке
электрическая дуга горит не на от-
крытом воздухе, как это имеет ме-
сто при ручной сварке, а под слоем
расплавленного флюса (рис. 15.3).
Выделяющиеся при плавлении эле-
ктрода, основного металла и флюса
газы образуют над сварочной ван-
ной свод, ограниченный сверху жид-
ким шлаком, а снизу расплавлен-
ным металлом. В зоне сварки всег-
да избыточное давление газов, кото-
рое препятствует доступу воздуха к
расплавленному металлу.
Наплавка металла под флюсом
обеспечивает наиболее высокое ка-
чество наплавленного металла, так
как сварочная дуга и ванна жидко-
го металла полностью защищены от
вредного влияния кислорода и азо-
та воздуха, а медленное охлажде-
ние способствует наиболее полному
удалению из наплавленного метал-
ла газов и шлаковых включений.
Медленное охлаждение наплавлен-
ного металла обеспечивает также
более благоприятные условия для
10)
Рис. 15.3. Схема автоматической наплавки
под флюсом:
I — электрод; 2 - расплавленный флюс; 3 — рас-
плавленный металл; 4 — основной металл; 5 —
наплавленный металл; 6- шлаковая корка; 7—
флюс;
е -- смещение электрода с зенита
наиболее полного протекания диф-
фузионных процессов и, следова-
тельно, легирования металла через
проволоку и флюс. Полностью ис-
ключается возможность разбрызги-
вания металла. Причиной разбрыз-
гивания металла, как известно, яв-
ляется реакция восстановления оки-
слов железа углеродом с образова-
нием углекислого газа. Возможность
протекания этой реакции при на-
плавке под флюсом почти полностью
исключается, так как окисление ме-
талла отсутствует.
При автоматической наплавке за-
данный режим почти не изменяется,
поэтому в каждый момент времени
расплавляется вполне определенное
количество электродного металла и
флюса. Это обеспечивает получение
наплавленного металла, равномер-
ного по химическому составу и свой-
ствам.
Автоматическая наплавка под
флюсом отличается высокой произ-
водительностью процесса. Коэффи-
102
циент наплавки при автоматической
наплавке под флюсом за счет более
эффективного использования тепло-
вой энергии в 1,5 раза выше, чем
при ручной наплавке, и составляет
14.. .15 г/А-ч.
В зависимости от величины сва-
рочного тока производительность
процесса автоматической наплавки
колеблется в пределах 1,5. ..10 кг/ч.
Наплавленный слой металла полу-
чается равномерным по толщине,
что позволяет уменьшить припуск
на обработку деталей после наплав-
ки. Толщина слоя наплавленного
металла в зависимости от режима
может быть получена в пределах
0,5.. .5 мм и более.
Физико-механические свойства
наплавленного металла при автома-
тической наплавке под флюсом в
значительной степени зависят от вы-
бора электродной проволоки и флю-
са. Наибольшее применение в авто-
ремонтном производстве нашли эле-
ктродные проволоки следующих ма-
рок: для наплавки деталей из мало-
углеродистых сталей — св. 08, св.
08ГС и др.; для наплавки деталей
из среднеуглеродистых и низколеги-
рованных сталей — пружинная про-
волока 2 кл„ Нп-65, Нп-80,
Нп-ЗОХГСА и др.
При автоматической наплавке
применяют два вида флюсов: плав-
леные (АН-348А, АН-20, АН-30) и
керамические (АНК-18, АНК-19).
Для получения наплавленного ме-
талла требуемого химического соста-
ва и свойств применяют следующие
способы легирования: через элек-
тродную проволоку, через флюс, че-
рез порошковую проволоку.
При легировании через проволоку
наплавку производят высокоугле-
родистой или легированной прово-
локой под плавленым флюсом. Пре-
имуществами этого способа являют-
ся: высокая точность легирования,
равномерность наплавленного ме-
талла по составу и свойствам, ста-
бильность химического состава на-
плавленного металла при изменении
режима наплавки. Легирование на-
плавленного металла через проволо-
ку получило наиболее широкое при-
менение, несмотря на высокую стои-
мость и дефицитность легированной
проволоки. При наплавке деталей
высокоуглеродистой проволокой
Нп-65 под флюсом АН-348А получа-
ют наплавленный металл с твердо-
стью НВ 280.. .300, а при наплавке
проволокой Нп-ЗОХГСА под флюсом
АН-20 твердость повышается до НВ
310...320.
При легировании наплавленного
металла через флюс наплавку про-
изводят малоуглеродистой дешевой
проволокой (св. 08, св. 15) под ле-
гированным керамическим флюсом.
Этот способ легирования, несмотря
на его экономические преимущест-
ва, не получил широкого примене-
ния вследствие большой неравно-
мерности наплавленного металла по
химическому составу и необходимо-
сти строго выдерживать режим на-
плавки.
При легировании через порошко-
вую проволоку обеспечивается по-
лучение равномерного химического
состава наплавленного металла. На-
плавку производят порошковой про-
волокой, представляющей собой
стальную трубку, полость которой
заполнена шихтой, состоящей из
смеси порошков графита, железа и
ферросплавов. В качестве флюса
при этом применяют плавленые
флюсы АН-348А или АН-20. Изме-
няя состав шихты, можно получить в
наплавленном металле требуемый
химический состав и свойства. Не-
достатком этого способа легирова-
ния является дефицитность порош-
ковой проволоки.
Режим автоматической наплавки
под флюсом оказывает существен-
ное влияние на производительность
процесса, формирование валика на-
плавленного металла и его физико-
механические свойства. Режим на-
плавки определяется следующими
параметрами: диаметром электро-
да, напряжением дуги, силой сва-
рочного тока, скоростью наплавки.
скоростью подачи проволоки, выле-
том электрода, шагом наплавки,
смещением электрода с зенита.
Диаметр электродной проволоки
выбирают в зависимости от диамет-
ра наплавляемой детали. При на-
плавке автомобильных деталей при-
меняют проволоку диаметром 1,6...
2,5 мм.
Сила сварочного тока оказывает
большое влияние на глубину про-
плавления, размеры валика наплав-
ленного металла и производитель-
ность процесса. С повышением силы
тока увеличиваются глубина про-
плавления основного металла, шири-
на и высота наплавленного валика,
а также производительность про-
цесса.
Силу тока выбирают в зависимо-
сти от диаметра электрода по спе-
циальным таблицам. Приближенно
ее можно определить также по фор-
муле /= 1 lOda+lOd , где d:, — ди-
аметр электрода, мм.
При наплавке применяют обычно
постоянный ток обратной полярно-
сти. Напряжение дуги связано с си-
лой сварочного тока. Чем больше
сила тока, тем выше должно быть
напряжение дуги. С ростом напря-
жения дуги увеличивается ширина
валика и уменьшается его высота.
Чтобы получить хорошее формиро-
вание сварочного валика, напряже-
ние дуги выдерживают в пределах
25.. .35 В. Скорость наплавки выби-
рают в пределах 12. ..45 м/ч. С уве-
личением скорости наплавки умень-
шаются ширина наплавляемого ва-
лика и глубина проплавления.
Скорость подачи проволоки выби-
рают в зависимости от диаметра
электрода и силы тока. Для элек-
тродов диаметром 1,6.. .2 мм при си-
ле тока 140.. .360 А скорость подачи
проволоки изменяется в пределах
75. ..180 м/ч. Вылет электрода зави-
сит от силы тока и устанавливается
равным 10. ..25 мм. Шаг наплавки
выбирают в зависимости от требуе-
мой толщины слоя, а также от ве-
личины тока и напряжения в преде-
лах 3.. .6 мм.
103
Смещение электрода с зенита в
сторону, противоположную направ-
лению вращения детали (см. рис.
15.3), позволяет предупредить сте-
кание металла и флюса. Особенно
это относится к деталям малого диа-
метра. Смещение устанавливают в
зависимости от диаметра детали.
Для деталей диаметром 50.. .150 мм
оно должно быть в пределах 3...
.. .8 мм.
Оценивая автоматическую на-
плавку под флюсом как способ ком-
пенсации износа деталей при их вос-
становлении, следует отметить сле-
дующие ее достоинства: высокая
производительность процесса за
счет применения больших плотно-
стей тока и в 1,5 раза более высо-
кий, чем при ручной сварке, коэф-
фициент наплавки; экономичность
процесса в отношении расхода элек-
троэнергии (отсутствие потерь на
излучение света и тепла) и элек-
тродного металла; возможность по-
лучения слоя наплавленного метал-
ла большой толщины (1,5. ..5 мм и
более); равномерность слоя и не-
большие припуски на последующую
обработку; возможность получения
за счет легирования наплавленного
металла с необходимыми физико-
механическими свойствами; незави-
симость качества наплавленного ме-
талла от квалификации исполните-
ля; улучшение условий труда свар-
щиков за счет отсутствия ультрафи-
олетовых излучений.
К недостаткам этого процесса
следует отнести: высокий нагрев де-
тали при наплавке; невозможность
наплавки деталей диаметром менее
40 мм из-за стекания наплавленного
металла и трудности удержания
флюса на поверхности детали; не-
обходимость и определенную труд-
ность удаления шлаковой корки;
необходимость применения термиче-
ской обработки наплавленного ме-
талла с целью повышения его изно-
состойкости.
Наплавку под флюсом применяют
при восстановлении шеек коленча-
тых валов двигателей, шлицевых по-
104
верхностей на различных валах, по-
луосей и других деталей ремонтиру-
емых автомобилей.
15.3. МЕХАНИЗИРОВАННАЯ СВАРКА
И НАПЛАВКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Весьма эффективным способом за-
щиты расплавленного металла при
сварке от кислорода и азота возду-
ха является применение защитных
газов. Наибольшее применение при
ремонте автомобилей получили ав-
томатические и полуавтоматические
сварка и наплавка в среде углекис-
лого газа и аргонно-дуговая сварка.
При сварке и наплавке защита
металла от окисления осуществляет-
ся струей углекислого газа, кото-
рый надежно изолирует зону на-
плавки от окружающей среды и
обеспечивает получение наплавлен-
ного металла высокого качества с
минимальным количеством пор и
окислов.
Однако в процессе наплавки
часть углекислого газа попадает в
зону горения электрической дуги и
подвергается диссоциации:
2СО.2^2СО + Оа.
Образующийся при этом кислород
может вызвать окисление металла.
Для того чтобы исключить появле-
ние окислов при наплавке и сварке
деталей в среде углекислого газа,
применяют электродную проволоку
с повышенным содержанием рас-
кисляющих элементов (кремния и
марганца).
Автоматическую наплавку в среде
углекислого газа применяют при
восстановлении изношенных повер-
хностей деталей. Для этой цели
обычно используют сварочные авто-
маты А-580М, применяемые при
наплавке под флюсом, но на них ус-
танавливают специальный мунд-
штук с горелкой для подачи защит-
ного газа. При наплавке использу-
ют токарный станок, в патроне ко-
торого устанавливают деталь, а на
суппорте крепят наплавочную голов-
Рис. 15.4. Принципиальная схема установки для электродуговой наплавки в среде угле-
кислого газа:
/- кассета с проволокой; 2 — наплавочный аппарат; 3 —ротаметр; 4 — редуктор; 5 — осушитель:
6 - подогреватель; 7 — баллон с углекислым газом; 8 — деталь
ку. Подача углекислого газа в зону
наплавки осуществляется по схеме:
баллон с углекислым газом — подо-
греватель — осушитель — понижа-
ющий редуктор — расходомер —
горелка (рис. 15.4). При выходе нз
баллона газ за счет резкого расши-
рения переохлаждается. Чтобы по-
догреть, его пропускают через элек-
трический подогреватель. Содержа-
щуюся в углекислом газе воду уда-
ляют с помощью осушителя, кото-
рый представляет собой патрон, на-
полненный обезвоженным медным
купоросом или силикагелем. Давле-
ние газа понижают с помощью кис-
лородного редуктора, а расход его
контролируют ротаметром.
Полуавтоматическую сварку в сре-
де углекислого газа применяют при
ремонте кабин, кузовов и других де-
талей, изготовленных из листовой
стали небольшой толщины. При
этом используют полуавтоматы
А-547Р, А-825М, А-537У, ПДГ-302
и др.
В качестве источников тока при
сварке и наплавке в среде углекис-
лого газа применяют сварочные пре-
образователи и сварочные выпря-
мители с жесткой внешней характе-
ристикой.
При сварке деталей применяют
электродную проволоку св. 08ГС,
св. 08Г2С, св. 12ГС, а при наплав-
ке — легированную проволоку св.
18ХГСА, Нп-ЗОХГСА, Нп-65Г. На-
плавка проволокой Нп-ЗОХГСА обе-
спечивает получение наплавленно-
го металла с твердостью HRC 30...
35. При использовании проволоки
Нп-65Г твердость наплавленного
металла повышается до HRC 50...
52. При необходимости получить
более высокую твердость деталь по-
сле наплавки подвергают термиче-
ской обработке.
Режим наплавки определяется те-
ми же параметрами, что и при на-
плавке под флюсом, однако имеют-
ся некоторые отличия в их величи-
не. Диаметр электродной проволоки
рекомендуется применять не более
0.8.. .2 мм. Сила сварочного тока
устанавливается в зависимости от
диаметра электрода в пределах
70.. .220 А при напряжении дуги
18.. .22 В. Скорость наплавки может
быть значительно повышена по срав-
нению с наплавкой под флюсом до
80.. .100 м/ч. Расход углекислого га-
за зависит от силы тока и устанав-
ливается 8.. .15 л/мин.
Наплавка в среде углекислого га-
за по сравнению с автоматической
наплавкой под флюсом имеет следу-
ющие достоинства: меньший нагрев
деталей; возможность сварки и на-
105
плавки при любом пространствен-
ном положении детали; более высо-
кую производительность процесса
по площади покрытия в единицу вре-
мени (на 20. ..30%); возможность
наплавки деталей диаметром менее
40 мм; отсутствие трудоемкой опе-
рации по удалению шлаковой кор-
ки.
К числу недостатков этого спосо-
ба наплавки следует отнести: повы-
шенное разбрызгивание металла,
необходимость применения легиро-
ванной электродной проволоки для
получения наплавленного металла
с требуемыми свойствами.
Аргонно-дуговая сварка. При этом
способе сварки электрическая дуга
горит между неплавящимся вольф-
рамовым электродом и деталью.
В зону сварки подается защитный
газ — аргон, который, окружая сва-
рочную дугу, создает зону сосредо-
точенного нагрева детали. Приса-
дочный материал вводится в свароч-
ную дугу в виде проволоки так же,
как при газовой сварке. Аргон на-
дежно защищает расплавленный
металл от окисления кислородом
воздуха. Наплавленный металл по-
лучается плотным, без пор и рако-
вин.
Аргон но-дуговую сварку осущест-
вляют с помощью установок типа
УДАР и УДГ. Наибольшее приме-
нение получили установки УД Г-301
и УДГ-501, которые работают на
переменном токе. Для закрепления
вольфрамового электрода, подвода
к нему сварочного тока и подачи в
зону горения дуги аргона применя-
ют специальные горелки ГРАД-200
и ГРАД-400, рассчитанные на вели-
чину тока соответственно не более
200 и 400 А.
В качестве неплавящегося элек-
трода используют прутки лантани-
рованного вольфрама диаметром
4. ..10 мм. Величину тока устанавли-
вают в зависимости от диаметра
электрода в пределах 100.. .500 А.
Применение электродов с увеличен-
ным диаметром для данной величи-
ны тока недопустимо, так как это
приведет к снижению нагрева элек-
трода, уменьшению электронной
эмиссии и к неустойчивому горению
дуги.
Преимуществами аргонно-дуговой
сварки являются: высокое качество
сварочного шва (отсутствие пор и
раковин); высокая производитель-
ность процесса (в 3...4 раза выше,
чем при газовой сварке); небольшая
зона термического влияния; сниже-
ние потерь энергии дуги на световое
излучение, так как аргон задержи-
вает ультрафиолетовые лучи.
К недостаткам аргонно-дуговой
сварки следует отнести высокую
стоимость процесса (в 3 раза доро-
же, чем при газовой сварке) и де-
фицитность аргона.
Несмотря на указанные недостат-
ки, аргонно-дуговая сварка нашла
широкое применение при сварке де-
талей из алюминиевых сплавов и
титана.
15.4. АВТОМАТИЧЕСКАЯ ВИБРОДУГОВАЯ
НАПЛАВКА
Наплавка деталей вибрирующим
электродом с применением охлаж-
дающей жидкости была впервые
предложена в 1948 г. Г. П. Клеков-
киным. Основным преимуществом
этого процесса наплавки является
небольшой нагрев деталей (около
100СС), малая зона термического
влияния и возможность получения
наплавленного металла с требуемой
твердостью и износостойкостью без
дополнительной термической обра-
ботки.
Схема установки для вибродуго-
воп наплавки показана на рис. 15.5.
Деталь подлежащая наплавке,
устанавливается в патроне нлн цен-
трах токарного станка. На суппорте
станка монтируется наплавочная го-
ловка. состоящая из механизма 5
подачи проволоки с кассетой 6, эле-
ктромагнитного вибратора 7 с мунд-
штуком 4. Вибратор колеблет ко-
нец электрода с частотой перемен-
ного тока и обеспечивает замыкание
106
Рис. 15.5. Схема установки для вибродуго-
вой наплавки
и размыкание сварочной цепи. Пи-
тание установки осуществляется от
источника тока напряжением 12
или 24 В. Последовательно с ним
включен дроссель низкой частоты 9,
который призван стабилизировать
величину сварочного тока. Реостат
8 служит для регулирования силы
тока в цепи. В зону наплавки при
помощи насоса 1 из бака 2 подается
охлаждающая жидкость.
Сущность процесса вибродуговой
наплавки заключается в периодиче-
ском замыкании и размыкании на-
ходящихся под током электродной
проволоки и поверхности детали.
Каждый цикл вибрации проволоки
включает в себя четыре последова-
тельно протекающих процесса: ко-
роткое замыкание, отрыв электрода
от детали, электрический разряд и
холостой ход. При отрыве электрода
от детали на ее поверхности остает-
ся частичка приварившегося ме-
талла.
В качестве источника тока при
вибродуговой наплавке применяют
низковольтные генераторы типа
АНД 500/250, АНД 1000/500, а так-
же выпрямители ВСГ-ЗА, ВСА-600/
/300, ВАСС-15/600 и др.
Большое влияние на качество на-
плавки деталей оказывает конструк-
ция наплавочной головки. В настоя-
щее время в авторемонтном произ
водстве применяют наплавочные го-
ловки УАНЖ-5, УАНЖ-6, ВДГ-5 с
электромагнитным вибратором и
головки ОКС-1252А (ГМВК-2),
КУМА-5М с механическим вибрато-
ром.
Вибродуговую наплавку применя-
ют при восстановлении изношенных
поверхностей очень широкой номен-
клатуры деталей. Ее используют
при восстановлении деталей из ста-
ли, ковкого и серого чугуна, при на-
ращивании изношенных наружных и
внутренних цилиндрических поверх-
ностей, а также резьбовых поверх-
ностей н шлиц. Наплавку произво-
дят с охлаждением струей жидкости
(5%-ный раствор кальцинирован-
ной соды), без охлаждения и в
среде углекислого газа.
Наплавка в среде охлаждающей
жидкости получила наиболее широ-
кое применение при восстановлении
деталей с высокой твердостью. При
одном и том же материале проволо-
ки можно получить различные стру-
ктуры наплавленного металла в за-
висимости от количества жидкости
и способа ее подвода. При подводе
жидкости непосредственно в зону
наплавки повышаются твердость
наплавленного металла и его изно-
состойкость, но снижается усталост-
ная прочность на 30. ..40%. Сниже-
ние усталостной прочности будет
менее значительным, если охлажде-
ние наплавленного металла произво-
дить на некотором удалении от зоны
наплавки, но при этом снижаются
твердость и износостойкость метал-
ла. Расход жидкости обычно прини-
мают не более 0,5 л/мин.
Выбор электродной проволоки за-
висит от твердости, которую необ-
ходимо получить в наплавленном
металле. При восстановлении сталь-
ных деталей с твердостью HRC
50.. .55 следует применять проволо-
ку Нп-65 и Нп-80. Если требуется
получить твердость наплавленного
металла HRC 35.. .40, то наплавку
следует производить проволокой
Нп-ЗОХГСА, а при твердости НВ
107
180.. .240 можно применять прово-
локу св. 08.
Для деталей, работающих в усло-
виях знакопеременных нагрузок,
можно применять те же марки элек-
тродной проволоки, но наплавку сле-
дует производить в среде углекисло-
го газа или атмосфере воздуха. Од-
нако при этом твердость наплав-
ленного металла будет не выше НВ
160.. .450.
Режим вибродуговой наплавки оп-
ределяется электрическими и меха-
ническими параметрами, правиль-
ное назначение которых определяет
качество полученных металлопо-
крытий.
К электрическим параметрам ре-
жима относятся полярность тока,
напряжение и сила сварочного то-
ка, индуктивность сварочной цепи.
Вибродуговую наплавку производят
при токе обратной полярности при
напряжении холостого хода 12...
24 В. Оптимальным напряжением
источника тока является 18. ..20 В.
Сила сварочного тока зависит от
диаметра электродной проволоки и
скорости ее подачи. При диаметре
проволоки 1,6...2 мм и изменении
скорости подачи проволоки в преде-
лах 1,0...3,5 м/мин сила тока изме-
няется от 100 до 200 А. Индуктив-
ность сварочной цепи обычно при-
нимают такой, которая соответству-
ет включению 6.. .8 витков дроссе-
ля РСТЭ-34.
К механическим параметрам ре-
жима вибродуговой наплавки от-
носятся: скорость наплавки, ско-
рость подачи проволоки, шаг на-
плавки, амплитуда вибрации элек-
трода, вылет электрода.
Очень важным механическим па-
раметром режима является ско-
рость наплавки, от которой зависят
производительность процесса и тол-
щина слоя наплавленного металла.
Наибольшую скорость наплавки оп-
ределяют из опытной зависимости
кн -(0,4... 0,7)1>црМ мин,
где кПр — скорость подачи электродной
проволоки, м/мии.
108
Скорость подачи проволоки мо-
жет изменяться в пределах 0,5...
.. .3,5 м/мин.
Шаг наплавки зависит от диамет-
ра проволоки и обычно изменяется
в пределах 2,5.. .3,5 мм при диамет-
ре проволоки 1,6. ..2 мм. Амплиту-
да вибрации электрода А=(1,2...
1,3) d3 мм. Вылет электрода L =
= (5...8) d3 мм. Толщина наплав-
ленного слоя металла при указан-
ных параметрах режима может
быть получена в пределах 0,8...
3,5 мм.
Оценивая автоматическую вибро-
дуговую наплавку как способ вос-
становления изношенных поверхно-
стей деталей, можно отметить сле-
дующие ее достоинства: небольшой
нагрев деталей, не оказывающий
влияние на их термообработку; не-
большая зона термического влия-
ния; достаточно высокая производи-
тельность процесса, которая по
площади покрытия составляет 8...
10 см2/мин.
К числу недостатков следует отне-
сти снижение усталостной прочно-
сти деталей после наплавки на
30...40 %.
15.5. ЛАЗЕРНАЯ И ПЛАЗМЕННАЯ СВАРКА
И НАПЛАВКА
Лазерная сварка и наплавка. Ла
зерные источники энергии в настоя-
щее время используются во многих
отраслях народного хозяйства. При
ремонте автомобилей лазер приме-
няют для сварки н наплавки дета-
лей. Лазерное излучение применя-
ют для прцварки ДРД, при восста-
новлении деталей способом замены
их поврежденных частей. При вос-
становлении изношенных деталей
лазерный луч используют как ис-
точник тепла для наплавки метал-
лического порошка на поверхность
детали.
Применяются два типа установок
для лазерной сварки и наплавки:
с рубиновым квантовым генерато-
ром излучения и с газовым генера-
тором, в котором в качестве рабоче-
го тела используется смесь углекис-
лого газа, азота и гелия.
Установка для лазерной сварки,
кроме квантового генератора с ис-
точником питания, содержит замк-
нутую систему охлаждения, оптиче-
скую систему фокусировки лазер-
ного луча и систему подачи инерт-
ного газа для защиты свариваемых
деталей от окисления. Установка
для наплавки деталей включает в
себя, кроме перечисленных элемен-
тов, еще систему подачи в зону
наплавки металлического порошка
и механизмы вращения детали
и перемещения лазерной уста-
новки.
На рис. 15.6 показана схема ус-
тановки для лазерной сварки (на-
плавки) с рубиновым генератором.
В этой установке рубиновый стер-
жень 9 облучается импульсной
лампой 8, питаемой от конденсатор-
ной батареи 11. Отражатель 7 и
заднее зеркало 10 направляют ла-
зерный луч 6 на полупрозрачное
зеркало 5 и через поворотное зерка-
ло 4 и фокусирующую линзу 3 на
наплавляемую деталь 1. В зону на-
плавки вводится наплавляемый ма-
териал в виде порошка по трубке
12. Для защиты расплавленного ме-
талла от окисления в зону наплавки
через сопло 2 подается защитный
газ (аргон).
Основными достоинствами лазер-
ной сварки и наплавки являются:
высокая мобильность лазерного лу-
Рис. 15.6. Схема установки для лазерной
сварки и наплавки с рубиновым генерато-
ром
Рис. 15.7. Схема плазмотрона:
/ — вольфрамовый катод; 2 — изоляционная про-
кладка; 3 —сопло (анод); -/—плазменная струя:
5 — деталь
ча, который может быть направлен
в самые труднодоступные участки
изделия; очень небольшое тепловло-
жение в обрабатываемое изделие,
что практически исключает возмож-
ность образования зоны термическо-
го влияния.
К числу недостатков следует от-
нести известную сложность уста-
новок для лазерной сварки. Но тем
не менее лазерная сварка и наплав-
ка найдут в авторемонтном произ-
водстве самое широкое применение.
Плазменная наплавка. В качест-
ве источника тепловой энергии при
плазменной наплавке используется
струя плазмы. Плазма представля-
ет собой частично или полностью
ионизированный газ, нагретый до
очень высокой температуры и обла-
дающий свойством электропровод-
ности. Плазменную струю получа-
ют в специальных устройствах, ко-
торые называют плазмотронами или
плазменными горелками. Плазмо-
трон (рис. 15.7) состоит из двух ос-
новных частей — катодной и анод-
ной. Катод плазмотрона представ-
109
ляет собой стержень диаметром
6.. .8 мм, изготовленный из ланта-
нированного вольфрама, который
через водяную рубашку охлаждает-
ся проточной водой. Анодная часть
(сопло), изготовленная из меди, так-
же охлаждается водой.
Для того чтобы получить плаз-
менную струю между анодом и ка-
тодом, возбуждают электрическую
дугу, и в зону ее горения вводят
плазмообразующий газ, который,
проходя через дуговой промежуток,
нагревается до высокой температу-
ры и ионизируется, т. е. распадает-
ся на положительно и отрицательно
заряженные ионы.
Под действием электромагнитного
поля происходит обжатие столба
дуги, а благодаря избыточному дав-
лению газа дуга вытягивается в на-
правлении движения струи. Это при-
водит к резкому увеличению плотно-
сти тока и повышению температуры
струи. Плазменная струя выходит
из канала сопла плазмотрона в ви-
де тонкого шнура с длиной види-
мой части до 50.. .60 мм.
В качестве плазмообразующего
газа применяют аргон, азот, гелий,
водород и их смеси. Аргонная плаз-
менная струя имеет наиболее
высокую температуру (до 15...
.. .20 тыс. °C) и сверхзвуковую ско-
рость истечения (до 1000.. .1200 м/с).
Присадочный материал при плаз-
менной наплавке вводится в свароч-
ную ванну в виде порошка или про-
волоки. Порошковая наплавка про-
изводится двумя методами: пода-
чей порошка непосредственно в сва-
рочную ванну и путем вдувания его
в плазменную струю.
Для подачи электродной прово-
локи в плазменную струю может
быть использован механизм подачи
проволоки от сварочного полуавто-
мата ПШ-54.
Плазменную наплавку обычно
производят на переоборудованном
токарном станке. Деталь при этом
устанавливают в патроне или цент-
рах станка, а плазмотрон и меха-
низм подачи проволоки — на суп-
110
порте. Для управления плазмотро-
ном используют универсальную
плазменную установку УПУ-ЗД, в
состав которой входят пульт управ-
ления, источник питания ИПН-160/
600 и плазмотрон.
Высокая концентрация тепловой
энергии в плазменной струе, ста-
бильность дугового разряда, воз-
можность раздельного регулирова-
ния степени нагрева основного и
присадочного материалов обуслов-
ливают преимущества применения
плазмы при наплавке деталей.
Плазменная наплавка обеспечи-
вает высокое качество наплавлен-
ного металла и по своим технико-
экономическим показателям не ус-
тупает, а в ряде случаев даже пре-
восходит другие способы механизи-
рованной наплавки.
15.6. ОСОБЕННОСТИ СВАРКИ
ЧУГУННЫХ ДЕТАЛЕЙ
При изготовлении многих дета-
лей автомобилей применяют серый
и ковкий чугуны. Из серого чугуна
изготавливают такие корпусные де-
тали, как блок цилиндров, картер
сцепления, картер коробки передач
и др. Ковкий чугун применяют при
изготовлении ступиц задних колес,
картеров редукторов задних мостов
и других деталей.
Характерными дефектами этих
деталей являются трещины, пробои-
ны, отколы фланцев, повреждения
резьбы в отверстиях и т. п. Наибо-
лее распространенным способом ус-
транения этих дефектов является
сварка.
Основной трудностью сварки чу-
гуна является возможность отбели-
вания шва, которое происходит в ре-
зультате быстрого охлаждения на-
плавленного металла и выгорания
кремния. При быстром охлаждении
углерод не успевает выделиться в
виде графита и остается в химичес-
ки связанном состоянии в виде це-
ментита. Сварочный шов получает-
ся очень твердым, хрупким и не под-
дается обработке.
При сварке в результате местно-
го нагрева деталей и большой
усадки чугуна при охлаждении из
расплавленного состояния в деталях
возникают значительные внутрен-
ние напряжения. Образующиеся при
сварке чугуна тугоплавкие окислы
с температурой плавления около
1400 °C создают на поверхности
сварочной ванночки твердую плен-
ку, которая препятствует свободно-
му выходу газов из расплавленного
металла и, таким образом, способст-
вует возникновению пор и раковин.
При восстановлении чугунных де-
талей применяют два основных спо-
соба сварки: «горячую» (с подогре-
вом детали) и «холодную» (без по-
догрева).
При горячем способе сварки сна-
чала производят механическую под-
готовку детали к сварке (засверли-
вание концов трещин, разделку кро-
мок и т. п.), а затем в специальных
печах ее подогревают до температу-
ры 550. ..600°С. Сварку производят
ацетилено-кислородным пламенем.
В качестве присадочного материала
используют стержни диаметром 6...
8 мм, отлитые из серого чугуна с
повышенным содержанием кремния
(до 3...3,5%). Для защиты наплав-
ленного металла от окисления и
удаления окислов используют флюс,
состоящий из 50%-ной смеси буры и
двууглекислого натрия.
Режим сварки рекомендуется сле-
дующий: мощность сварочной горел-
ки выбирают из расчета расхода
0,10. ..0,12 м3/4 ацетилена иа 1 мм
толщины свариваемого металла;
сварочное пламя должно быть ней-
тральным или с небольшим избыт-
ком ацетилена. После сварки дета-
ли медленно охлаждают в термоста-
тах (копильниках).
Горячий способ обеспечивает вы-
сокое качество сварки, однако в
технологическом отношении он очень
сложен и поэтому применяется срав-
нительно редко, главным образом
для восстановления сложных кор-
пусных деталей.
Холодный способ сварки чугуна
в технологическом отношении проще
и поэтому в авторемонтном произ-
водстве нашел широкое применение.
Наиболее часто при этом применя-
ют ручную и полуавтоматическую
электродуговую сварку стальными
электродами и электродами из
цветных металлов и сплавов.
Сварка чугуна стальными элек-
тродами является наиболее простым
и экономичным способом сварки,
однако при этом возможны наугле-
роживание и закалка шва, что ухуд-
шает его обрабатываемость. При
этом способе сварки рекомендуется
применять электроды марки ЦЧ-4,
изготовленные из сварочной прово-
локи св. 08 с толстым покрытием, со-
держащим титан.
Сварка чугуна электродами из
цветных металлов менее экономич-
на, но дает хорошие показатели с
точки зрения прочности, пластично-
сти и плотности шва. Наиболее ши-
рокое применение получили медные
электроды марки ОЗЧ-1 с покрыти-
ем, содержащим железный порошок
и медно-никелевые электроды мар-
ки МНЧ-1 с покрытием типа
УОНИ-55. Наилучшие результаты
дает сварка электродами МНЧ-1.
Сварочный шов при этом состоит
из железоникелевого сплава и обла-
дает высокой прочностью и пластич-
ностью.
Холодную сварку чугуна рекомен-
дуется производить электродами
диаметром 3...4 мм на постоянном
токе обратной полярности при на-
пряжении 20.. .25 В и силе тока
120...150 А.
Полуавтоматическую сварку се-
рого и ковкого чугуна можно произ-
водить самозащитиой электродной
проволокой ПАНЧ-11 и ПАНЧ-12 на
основе никеля. При сварке чугунных
деталей этой проволокой применя-
ют сварочный полуавтомат А-547-У.
Наибольшей склонностью к отбе-
ливанию обладает ковкий чугун.
Для предохранения от отбеливания
III
сварку ковкого чугуна следует ве-
сти при более низкой температуре,
чем температура распада углерода
отжига (950°C). Наиболее хорошие
результаты дает применение пайки-
сварки латунными электродами ма-
рок ЛОМНА-54-10-4-0, ЛОК-59-1-03
и Л-62. Пайко-сварку чугунных де-
талей производят ацетилено-кисло-
родным пламенем с использованием
флюса марки ФПСН-2, содержаще-
го 50% борной кислоты, 25% угле-
кислого лития и 25% углекислого
натрия. При пайке-сварке кромки
деталей нагревают до 700.. .750 °C.
15.7. ОСОБЕННОСТИ СВАРКИ ДЕТАЛЕЙ
ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Многие детали автомобилей в на-
стоящее время изготавливают из
алюминиевых сплавов типа АЛ4 и
АЛ9. Это головки цилиндров, карте-
ры сцепления, корпуса водяных на-
сосов и другие детали. Характерны-
ми дефектами этих деталей являют-
ся трещины, отколы и другие меха-
нические повреждения, которые уст-
раняют сваркой.
Основной особенностью сварки
алюминиевых сплавов является ин-
тенсивное их окисление с образова-
нием тугоплавких окислов с темпе-
ратурой плавления 2050 °C, которая
более чем в 3 раза превышает тем-
пературу плавления алюминия.
Оки^лы алюминия имеют большой
удельный вес и поэтому остаются в
наплавленном металле в виде вклю-
чений и снижают его прочность. Из-
за большого сродства алюминия с
кислородом восстановить окислы не-
возможно, поэтому для удаления их
применяют флюсы — физические
растворители типа АФ-4А, в состав
которых входят: хлористый нат-
рий — 28%, хлористый калий —
50%, хлористый литий— 14% и фто-
ристый натрий — 8%. Флюсы обра-
зуют с окислами легкоплавкие с не-
большим удельным весом растворы,
которые всплывают на поверхность
сварочной ванны в виде шлака.
112
Алюминиевые сплавы в расплав-
ленном состоянии активно растворя-
ют водород, который при быстром
охлаждении металла не успевает
покинуть сварочную ванну и обра-
зует в наплавленном металле поры
и раковины. Основным источником
появления водорода в наплавлен-
ном металле является влага, поэто-
му перед сваркой детали рекоменду-
ется прогреть, а гигроскопичный
флюс просушить.
При сварке деталей из алюминие-
вых сплавов в них возникают зна-
чительные внутренние напряжения,
которые вызывают деформации.
Причинами внутренних напряжений
являются большая литейная усадка
при охлаждении сплава из расплав-
ленного состояния и высокий коэф-
фициент его линейного расширения.
Для снижения внутренних напряже-
ний рекомендуется подогреть дета-
ли перед сваркой до температуры
250. ..300°C и медленно охладить
после сварки.
Наиболее широкое применение
при восстановлении деталей из алю-
миниевых сплавов нашли ацетилено-
кислородная газовая сварка и аргон-
но-дуговая сварка.
Перед сваркой деталей произво-
дят разделку кромок и очистку сва-
риваемых поверхностей от загрязне-
ний и окислов. Рекомендуется также
обезжиривать свариваемые поверх-
ности растворителями.
Ацетилено-кислородная сварка
алюминиевых сплавов производится
строго нейтральным пламенем, го-
релкой, обеспечивающей расход аце-
тилена 0,075.. .0,10 м3/ч на 1 мм тол-
щины свариваемого металла.
В качестве присадочного матери-
ала при сварке применяют прутки
диаметром 6...8 мм, отлитые нз
сплава алюминия с содержанием
5. ..6% кремния. После сварки де-
таль медленно охлаждают, свароч-
ный шов освобождают от шлака и
промывают горячей водой от остат-
ков неиспользованного флюса.
Аргонно-дуговая сварка при сое-
динении деталей из алюминиевых
сплавов в последнее время все бо-
лее вытесняет применение газовой
сварки. В качестве присадочного
материала при аргонно-дуговой
сварке применяют проволоку св.
АК12, св. АКЮ, св. АК5. Режим
сварки определяют в зависимости от
толщины свариваемой детали. При
толщине детали 4.. .6 мм диаметр
вольфрамового электрода должен
быть 4.. .5 мм, сила тока 150...
250 А, расход аргона 8. ..10 л/мин.
При сварке деталей толщиной 7...
10 мм диаметр электрода должен
быть 6. ..10 мм, сварочный ток
250. ..400 А, расход аргона 10...
15 л/мин. Напряжение на дуге долж-
но быть в пределах 18.. .20 В.
15.8. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ОХРАНА ТРУДА ПРИ ВЫПОЛНЕНИИ
СВАРОЧНЫХ И НАПЛАВОЧНЫХ РАБОТ
Организация рабочего места при
выполнении этих работ зависит от
применяемого метода сварки.
При ручной электродуговой свар-
ке на рабочем месте устанавливает-
ся следующее оборудование: стол
сварщика, поворотный стул, стел-
лажи для деталей, шкаф для хране-
ния электродов и инструмента, кан-
тователь для установки деталей при
сварке и необходимые подъемные
устройства.
При механизированной наплавке
деталей на рабочем месте устанав-
ливают переоборудованный токар-
ный станок, негодный для использо-
вания по прямому назначению. На
суппорте станка монтируется на-
плавочный автомат.
В качестве источников питания
используют сварочные машины,
трансформаторы и выпрямители.
Сварочные машины рекомендуется
устанавливать в отдельном помеще-
нии, а на рабочем месте в этом слу-
чае должен находиться щиток для
дистанционного управления.
На рабочем месте газосварщика
устанавливают сварочный стол с
подставкой для газосварочной го-
релки. На расстоянии 3.. .4 м от
сварочного стола монтируют рампу
с кислородным и ацетиленовым ре-
дукторами и шкаф для хранения
шлангов и горелок. Ацетиленовый
генератор, а также баллоны с кисло-
родом и ацетиленом хранятся в от-
дельных помещениях.
При выполнении сварочных и на-
плавочных работ необходимо обес-
печить безопасные условия труда.
К выполнению сварочных работ до-
пускаются лица не моложе 18 лет,
прошедшие медицинскую комиссию
и специальный курс обучения в учеб-
ных комбинатах или ПТУ. Рабочий
пост сварщика должен быть обору-
дован местной вентиляцией для от-
соса вредных паров, газов и аэрозо-
лей, состоящих из окислов металлов
и продуктов сгорания обмазок и
флюсов.
При выполнении электросвароч-
ных работ все оборудование, нахо-
дящееся под напряжением, должно
быть надежно заземлено. Для защи-
ты сварщиков от ультрафиолетовых
лучей и тепловых излучений на ра-
бочем месте должны быть защитные
маски со светофильтрами, рукавицы
и фартуки из несгораемой ткани. За-
щита окружающих от ультрафиоле-
товых излучений обеспечивается
установкой на рабочем месте свар-
щика специальной кабины.
Выполнение работ по газовой
сварке требует строгого соблюдения
правил обращения с кислородными
баллонами и ацетиленовыми генера-
торами. Кислородные баллоны нель-
зя подвергать ударам. Хранить бал-
лоны необходимо- в специальном по-
мещении, а кислород на рабочие ме-
ста сварки подавать по трубопрово-
дам. Во избежание взрыва кисло-
родные редукторы и вентили необ-
ходимо тщательно предохранять от
загрязнения маслами и жирами.
Ацетилен с воздухом образует
взрывоопасные смеси, поэтому нуж-
но следить, чтобы не было утечки
газа и перед началом работы тща-
тельно проветривать рабочее поме-
щение.
113
Глава 16
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
16.1. ОБЩИЕ СВЕДЕНИЯ
Пайкой называют процесс полу-
чения неразъемных соединений де-
талей в твердом состоянии при по-
мощи расплавленного сплава, назы-
ваемого припоем. Кромки соединя-
емых деталей при пайке нагревают
до такой температуры, при которой
припой полностью расплавляется,
смачивает поверхности и заполня-
ет зазор между ними. При охлажде-
нии припой кристаллизуется и об-
разует достаточно прочное соедине-
ние деталей.
Прочность пайки будет тем выше,
чем более полной будет взаимная
диффузия расплавленного припоя и
подогретого металла соединяемых
деталей. Степень диффузии зависит
от свойств припоя и основного ме-
талла, от чистоты поверхностей сое-
диняемых деталей, от температуры
пайки и времени выдержки при этой
температуре. Температура пайки и
время выдержки должны быть вы-
браны оптимальными, так как при
больших значениях этих величин
возникает опасность окисления ме-
талла деталей и припоя, что будет
отрицательно влиять на диффузион-
ные процессы и, следовательно, на
прочность пайки. На прочность пай-
ки большое влияние оказывает так-
же зазор между соединяемыми де-
талями. Его величина зависит от
размеров шва и колеблется в преде-
лах 0,05.. .0,2 мм.
Пайку применяют при восстанов-
лении радиаторов, топливных и мас-
ляных баков, трубопроводов, прибо-
ров электрооборудования и других
деталей. Пайку используют также
при восстановлении размеров де-
талей путем постановки ленты или
навивки проволоки с последующей
их припайкой к поверхности детали.
Припои. В качестве припоев при
114
пайке применяют как чистые метал-
лы, так и их сплавы. К припоям
предъявляют следующие требова-
ния:
температура плавления припоя
должна быть ниже температуры
плавления металла, из которого из-
готовлены спаиваемые детали;
при температуре пайки припой
должен хорошо смачивать спаивае-
мые поверхности и заполнять сое-
динительные зазоры;
припой должен обеспечивать по-
лучение соединений с требуемыми
свойствами по механической проч-
ности, противокоррозионной стойко-
сти, электропроводности и т. п.;
коэффициенты термического рас-
ширения припоя и спаиваемых ме-
таллов должны быть близкими по
своей величине.
Всем этим требованиям соответст-
вуют оловянно-свинцовые, медно-
цинковые, серебряные и алюминие-
вые припои, наиболее часто приме-
няемые при ремонте автомобилей.
По температуре плавления все
припои подразделяются на низко-
и высокотемпературные. К низко-
температурным относятся припои с
температурой плавления ниже
450 °C, а к высокотемпературным —
выше 450 °C.
Оловянно-свинцовые припои отно-
сятся к низкотемпературным. Их
температура плавления не более
280 °C. Они обладают достаточно
высокой противокоррозионной стой-
костью и высокими технологически-
ми свойствами — прочность пайки
этими припоями по пределу прочно-
сти на разрыв не превышает 50...
. ..80 МПа. Состав, свойства и обла-
сти применения этих припоев приве-
дены в табл. 16.1.
Из оловянно-свинцовых припоев
наибольшее применение нашли
ПОС-40 и ПОС-61. Они обеспечива-
Таблица 16.1. Оловянно-свннцовые лрнлон
Марка припоя Химический состав, % (по массе) Температура, еС
Олово Сурьма Свинец начала плавления полного расплав ления
ПОС-90 89... 91 0,1 ...0,15 183 220
ПОС-61 60... 62 0,5... 0,8 183 196
ПОС-40 39 ...41 0,5... 0,8 Остальное 183 238
ПОС-Ю 9... 10 — 268 299
ПОССу-18-2 17... 18 1.5... 2,0 183 277
ют высокую прочность пайки и име-
ют достаточно высокие противокор-
розионные свойства.
Медно-цинковые припои относят-
ся к высокотемпературным. Их тем-
пература плавления 825. ..905 °C.
Эти припои содержат от 36 до 65%
меди (остальное — цинк). Они обес-
печивают прочность пайки до 300...
350 МПа и имеют высокие противо-
коррозионные свойства. К числу не-
достатков этих припоев относится
возможность испарения цинка. Па-
ры цинка интенсивно окисляются.
Окись цинка вредна для здоровья
работающих.
Медно-цииковые припои применя-
ют при пайке стальных и чугунных
деталей, а также деталей из меди и
ее сплавов. Наибольшее распростра-
нение при ремонте автомобильных
деталей получили припои ПМЦ-54,
Л-63 и ЛОК-62-06-04, которые дают
наиболее прочные паяные соедине-
ния.
Серебряные припои, имеющие вы-
сокую стоимость, применяются толь-
ко в тех случаях, когда шов должен
обладать большой механической
прочностью, повышенной стойкостью
против коррозии и когда место пай-
ки не должно снижать электропро-
водности детали. Серебряный при-
пой представляет собой сплав сереб-
ра с медью и цинком. Содержание
серебра в припое в пределах 10...
70%. С увеличением в составе при-
поя количества серебра прочность
пайки возрастает от 150 до 450 МПа.
Наиболее распространенные сереб-
ряные припои, применяемые при
пайке деталей из меди, латуни и
бронзы: ПСр-70, ПСр-65, ПСр-45 и
ПСр-20.
Припои для пайки алюминия и
его сплавов подразделяются на две
группы: высокотемпературные на ос-
нове алюминия и низкотемператур-
ные на основе олова, цинка и кад-
мия.
Припои на основе алюминия име-
ют сравнительно высокую темпера-
туру плавления. Температуры нача-
ла плавления и полного расплавле-
ния этих припоев близки друг другу.
Преимуществами этих припоев яв-
ляются высокая стойкость против
коррозии и прочность соединения.
Так. например, наиболее распрост-
раненный припой 34А обеспечивает
прочность пайки на отрыв 150...
180 МПа. Состав и области приме-
нения этих припоев приведены в
табл. 16.2.
Низкотемпературные припои для
пайки алюминия и его сплавов на
Таблица 16.2. Высокотемпературные припои для пайки алюминия
Марка припоя Химический состав. % (по массе) Температура, °C
Кремний Мель Цинк- Алюминий начала плавления полного расплав- ления
Силумин 10... 13 0,8 0,3 578 578
34А 6±0,5 28±1 -— j Остальное 525 525
П-575А — — 20 570 620
115
основе олова, цинка и кадмия при-
меняют при невысоких требованиях
к прочности соединений. Эти припои
имеют сравнительно небольшую тем-
пературу плавления.
Флюсы. Прочное соединение спаи-
ваемых деталей может быть полу-
чено только в том случае, если с их
поверхности будут удалены окислы.
Освобождение сйаиваемых поверх-
ностей деталей от окислов и предо-
хранение их от окисления в процес-
се пайки достигаются при помощи
флюсов.
К флюсам предъявляются требо-
вания, исходя из которых они дол-
жны:
вступать в химическое взаимодей-
ствие или растворять окислы при
более низкой температуре, чем тем-
пература плавления припоя;
уменьшать силы поверхностного
натяжения расплавленного припоя
и улучшать его растекаемость;
хорошо смачивать в расплавлен-
ном состоянии металлические по-
верхности;
не оказывать коррозионного воз-
действия на соединяемые детали и
припой;
легко удаляться с поверхности де-
талей после пайки.
Состав флюса зависит от состава
припоя и металла, из которого сдела-
ны спаиваемые детали.
При пайке деталей оловянно-свин-
цовыми припоями в качестве флюса
наиболее часто применяют водные
растворы хлористых цинка и аммо-
ния (нашатыря). При пайке дета-
лей электрооборудования этими
припоями рекомендуется применять
бескислотные флюсы-канифоли, в
которые иногда вводят активирую-
щие добавки (хлористый цинк, хло-
ристый аммоний и др.), способству-
ющие более интенсивному удалению
окислов.
При пайке медно-цинковыми при-
поями в качестве флюса применяют
буру или ее смесь с борной кисло-
той в соотношении 1:1. Для пайки
серебряными припоями рекоменду-
ется применять флюсы, состоящие
116
из смеси фтористого калия, фторо-
бората калия и борного ангидрида,
которые имеют более низкую темпе-
ратуру плавления.
При пайке алюминия и его спла-
вов с применением высокотемпера-
турного припоя на основе алюминия
рекомендуются специальные флю-
сы, состоящие из смеси хлористых
солей калия, лития, натрия и цинка.
Эти флюсы активно растворяют ту-
гоплавкие окислы алюминия и спо-
собствуют получению прочного сое-
динения.
16.2. ПАЙКА ДЕТАЛЕЙ
НИЗКОТЕМПЕРАТУРНЫМИ ПРИПОЯМИ
Процесс пайки низкотемператур-
ными оловянно-свинцовыми припоя-
ми состоит из трех операций: подго-
товки детали к пайке, пайки и об-
работки детали после пайки.
Подготовка деталей к пайке вклю-
чает в себя зачистку кромок дета-
лей от загрязнений и окислов, про-
грев деталей до температуры пайки,
флюсование и лужение соединяемых
поверхностей. Далее производится
сборка.изделия с обеспечением за-
зора между соединяемыми поверх-
ностями в пределах 0,05.. .0,20 мм.
Пайка деталей производится па-
яльником или погружением деталей
в расплавленный припой. Перед пай-
кой кромки деталей флюсуют. При-
пой и кромки спаиваемых деталей
при пайке нагревают до температу-
ры, которая превышает температуру
полного расплавления припоя на
40...50 °C.
При низкотемпературной пайке
применяют паяльники с электропо-
догревом. Рабочую часть паяльника
изготавливают обычно из красной
меди. При пайке погружением при-
пой расплавляют в электрическом
тигле, размеры которого определя-
ются размерами соединяемых дета-
лей.
После пайки детали медленно ох-
лаждают до температуры полного
затвердевания припоя, а затем па-
яный шов промывают горячей водой
от остатков флюса и зачищают от
наплывов припоя.
Пайка деталей из алюминия и его
сплавов низкотемпературным при-
поем имеет некоторые особенности,
которые объясняются образованием
на поверхности деталей прочной и
тугоплавкой окисной пленки, препят-
ствующей соединению припоя с де-
талями. Применять флюсы при пай-
ке алюминия нельзя, так как они
при сравнительно низкой температу-
ре пайки не взаимодействуют с окис-
лами и не растворяют их. Пайку
алюминия и его сплавов низкотем-
пературными припоями обычно про-
изводят абразивным или ультра-
звуковым паяльником.
При пайке абразивным паяльни-
ком (рис. 16.1) соединяемые детали
подогревают до температуры плав-
ления припоя и затем облуживают,
натирая абразивным стержнем па-
яльника, состоящим из смеси порош-
ков припоя (90% по массе) и ас-
беста (10%). При соприкосновении
с нагретой деталью припой абра-
зивного стержня будет плавиться и,
следовательно, очистка поверхности
спаиваемых деталей от окислов бу-
дет происходить под слоем расплав-
ленного припоя, который будет проч-
но соединяться с основным метал-
лом. После облуживания детали
спаивают, пользуясь обычным па-
яльником.
Хорошие результаты при пайке
алюминия и его сплавов дает при-
менение ультразвукового паяльника
Рис. 16.1. Абразивный паяльник:
1 — втулка; 2 — абразивный стержень; 3—спираль
электроподогрева: 4 — теплоизоляция; 5—кожух
паяльника; 6 — ручка; 7 — зажимная гайка
Рис. 16.2. Схема ультразвукового поиль-
ника:
/--излучатель ультразвуковых колебаний; 2 —
спираль электроподогрева; 3 — стержень паяльни-
ка; 4 — припой; 5 — деталь
(рис. 16.2), который состоит из маг-
нитострикционного излучателя уль-
тразвуковых колебаний и медного
стержня с электроподогревателем.
Обмотка магнитострикционного из-
лучателя питается от генератора
ультразвуковых колебаний. Про-
мышленность выпускает ультразву-
ковой паяльник УП-21, который ра-
ботает на частоте 18. ..22 кГц от
ультразвукового генератора мощ-
ностью 40 Вт. При пайке этим па-
яльником в расплавленном припое
возникают ультразвуковые колеба-
ния, которые разрушают окисную
пленку на деталях. Очищенные от
окислов поверхности деталей хоро-
шо соединяются с припоем и обеспе-
чивают прочное паяное соединение.
Низкотемпературная пайка при
ремонте автомобилей получила ши-
рокое применение. Она используется
при ремонте водяных и масляных
радиаторов, деталей электрообору-
дования, топливных баков и других
деталей.
Качество пайки обычно контроли-
руют методом опрессовки деталей
сжатым воздухом или водой.
16.3. ПАЙКА ДЕТАЛЕЙ
ВЫСОКОТЕМПЕРАТУРНЫМИ ПРИПОЯМИ
Пайку высокотемпературными
припоями применяют при устране-
нии трещин, пробоин и других пов-
117
реждений в корпусных деталях
(блоках цилиндров, головках бло-
ков, картерах коробок передач и
пр.), при восстановлении трубопро-
водов, при пайке контактов прибо-
ров электрооборудования и при вос-
становлении других деталей. Про-
цесс пайки высокотемпературными
припоями включает подготовку де-
талей к пайке, нагрев и пайку дета-
лей и обработку их после пайки.
Подготовка к пайке заключается
в подгонке частей поломаных дета-
лей, изготовлении накладок для за-
делки пробоин, разделку кромок
трещин и т. п. При пайке деталей
из алюминиевых сплавов соединяе-
мые поверхности обезжиривают рас-
твором кальцинированной соды и
промывают водой. Кромки спаивае-
мых деталей зачищают от окислов
и затем покрывают флюсом, кото-
рый наносят в виде порошка или
пасты. После флюсования в шов ук-
ладывается припой. В зависимости
от формы шва и детали припой
применяют в виде проволоки, пла-
стинок, прутков, колец из проволоки
(рис. 16.3) и т. п.
После наложения припоя присту-
пают к пайке. Деталь в месте пай-
ки нагревают до температуры, не-
сколько превышающей температуру
полного расплавления припоя, и вы-
держивают при этой температуре
в течение некоторого времени, кото-
рое определяют экспериментальным
путем. Время выдержки при темпе-
ратуре пайки должно быть таким,
чтобы обеспечить расплавление при-
поя, заполнение им зазора и наибо-
лее полное протекание диффузион-
ных процессов между жидким при-
ь
. СИИОИЕИЙСЁИИСИЕЕЯ
Рис. 16.3. Наложение припоя при пайке
трубопровода:
/ -- муфта; 2 — трубопровод: 3 — припой
Cnecwfa пайхи I
Рис. 16.4. Способы пайки высокотемпера-
турными припоями
поем и подогретыми кромками спаи-
ваемых деталей.
В зависимости от принятого ме-
тода нагрева деталей различают
следующие способы пайки высоко-
температурными припоями: газо-
пламенный, электросопротивлением,
индукционный и др. (рис. 16.4).
При газопламенной пайке нагрев
деталей и расплавление припоя ча-
ще всего производят сварочной го-
релкой. Этот способ пайки имеет на-
иболее широкое применение на ав-
торемонтных предприятиях. Он обе-
спечивает высокое качество пайки,
но требует от исполнителя больших
навыков, так как высокая темпера-
тура пламени и трудность контроля
температуры нагрева детали созда-
ют угрозу перегрева металла дета-
ли и припоя. При газопламенной
пайке припой в место пайки вводят
в виде прутка, как это делается при
газовой сварке. Флюс на место пай-
ки наносится заблаговременно, за-
тем пламенем горелки подогревают
кромки детали и после расплавле-
ния флюса вводят припой.
Пайка электросопротивлением
(рис. 16.5) обеспечивает высокое ка-
чество соединения деталей. При этом
способе пайки нагрев осуществля-
ется за счет тепла, выделяющегося
при прохождении электрического то-
ка через соединение припоя и спаи-
ваемых деталей. Пайку можно про-
изводить на точечных, стыковых и
роликовых электроконтактных сва-
рочных машинах. Пайка при этом
обычно производится без флюса, так
как флюсы являются изоляторами.
118
но качество пайки получается высо-
ким потому, что нагрев происходит
очень быстро, а припой защищен от
окисления плотным соединением со
спаиваемыми деталями.
Хорошие результаты дает также
пайка с нагревом деталей токами
высокой частоты. Детали, подготов-
ленные к пайке, с нанесенным флю-
сом и припоем помещают в индук-
тор, питаемый от генератора токов
высокой частоты. Этот способ пай-
ки обладает высокой производитель-
ностью, но требует применения
сложного оборудования.
Пайка в печах является весьма
прогрессивным способом пайки вы-
сокотемпературным припоем. Она
может осуществляться в воздушной,
нейтральной и активной средах.
При этом способе пайки соединяе-
мые детали помещают в печь с пред-
варительно нанесенными припоем и
флюсом.
Преимуществами этого способа
пайки являются: возможность конт-
роля температуры пайки и вре-
мени выдержки при этой температу-
ре, а также глубокий и равномерный
прогрев деталей. При пайке в печах
с контролируемой атмосферой ис-
ключается окисление металла дета-
лей и припоя.
К числу недостатков следует от-
нести общий нагрев детали, и сле-
довательно, возможность нарушения
термообработки.
Пайка в соляных ваннах произ-
водится путем полного или частич-
ного погружения спаиваемых дета
лей с припоем в расплав солей.
В качестве нагревательной среды
используются расплавы, в состав ко-
торых входят хлористый натрий,
хлористый барий или смеси этих со-
лей.
Достоинствами этого способа
пайки являются нагрев деталей без
доступа воздуха, возможность конт-
роля температуры пайки и времени
выдержки при этой температуре,
стабильность качества пайки.
После пайки любым из перечис-
ленных способов детали медленно
Рис. 16.5. Схема пайки электросопротив-
лением:
I — медные электриды; ? — деталь; 3 — припой;
4 ~~ напаиваемый контакт
охлаждают, очищают от наплывов
припоя и промывают водой от остат-
ков флюса.
Качество пайки полых деталей
контролируют испытанием на гер-
метичность. Другие детали контро-
лируют путем применения таких не-
разрушающих методов контроля,
как люминесцентный, ультразвуко-
вой и др.
Оценивая пайку как способ вос-
становления деталей, можно отме-
тить следующие ее преимущества:
небольшой нагрев деталей (осо-
бенно при низкотемпературной пай-
ке), что позволяет сохранить неиз-
менной структуру и свойства метал-
ла соединяемых деталей;
возможность соединения деталей,
изготовленных из разнородных ма-
териалов;
достаточно высокая прочность сое-
динения деталей;
простота технологического про-
цесса и применяемого оборудования.
К числу недостатков пайки следу-
ет отнести некоторое снижение про-
чности соединения деталей по срав-
нению со сваркой.
Однако пайка является перспек-
тивным способом восстановления
деталей, значение которого будет
возрастать по мере расширения при-
менения в автомобилестроении спе-
циальных сплавов и композицион-
ных материалов.
119
Глава 17
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ НАПЫЛЕНИЕМ
17.1. СУЩНОСТЬ ПРОЦЕССА
И СПОСОБЫ НАПЫЛЕНИЯ
Напыление является одним из
способов нанесения металлических
покрытий на изношенные поверхно-
сти восстанавливаемых деталей.
Сущность процесса состоит в напы-
лении предварительно расплавлен-
ного металла на специально подго-
товленную поверхность детали стру-
ей сжатого газа (воздуха). Мелкие
частицы распыленного металла до-
стигают поверхности детали в пла-
стическом состоянии, имея большую
скорость полета. При ударе о по-
верхность детали оии деформируют-
ся и, внедряясь в ее поры и неров-
ности, образуют покрытие. Соедине-
ние металлических частичек с по-
верхностью детали и между собой
носит в основном механический ха-
рактер и только в отдельных точках
имеет место их сваривание.
Основными достоинствами напы-
ления как способа нанесения по-
крытий при восстановлении деталей
являются: высокая производитель-
ность процесса, небольшой нагрев
деталей (120.. ,180°С), высокая из-
носостойкость покрытий, простота
технологического процесса и приме-
няемого оборудования, возможность
нанесения покрытий толщиной 0,1...
10 мм и более из любых металлов и
сплавов. К недостаткам процесса
следует отнести пониженную меха-
ническую прочность покрытия и
сравнительно невысокую прочность
сцепления его с поверхностью де-
тали.
В зависимости от вида тепловой
энергии, используемой в аппаратах
для напыления, различают следую-
щие способы напыления: газопла-
менное, электродуговое, высокочас-
тотное, детонационное, ионно-плаз-
менное и плазменное.
Газопламенное напыление осуще-
ствляется при помощи специальных
120
аппаратов, в которых плавление на-
пыляемого металла производится
ацетилено-кислородным пламенем, а
его распыление — струей сжатого
воздуха (рис. 17.1). Напыляемый
материал в виде проволоки подает-
ся через центральное отверстие го-
релки и, попадая в зону пламени с
наиболее высокой температурой,
расплавляется. Проволока подается
с постоянной скоростью роликами,
приводимыми в движение встроен-
ной в аппарат воздушной турбин-
кой через червячный редуктор.
В качестве напыляемого материа-
ла при газопламенном напылении
применяют также металлические
порошки (рис. 17.2), которые по-
ступают в горелку из бункера с по-
мощью транспортирующего газа
(воздуха).
Преимуществами газопламенного
напыления являются: небольшое
окисление металла, мелкий его рас-
пыл, достаточно высокая прочность
покрытия. К недостаткам следует
отнести сравнительно невысокую
производительность процесса (2...
4 кг/ч).
Электродуговое напыление произ-
водится аппаратами, в которых рас-
плавление металла осуществляется
электрической дугой, горящей меж-
ду двумя проволоками, а распыле-
ние — струей сжатого воздуха (рис.
17.3).
Для электродугового напыления
отечественная промышленность вы-
пускает аппараты ЭМ-9, ЭМ-14
(ручные) и ЭМ-6, ЭМ-12 (станоч-
ные). Привод для подачи проволо-
ки в зону горения электрической ду-
ги в ручных аппаратах осуществля-
ется от воздушной турбинки, в ста-
ночных — от электродвигателя.
Основным преимуществом элек-
тродугового напыления является
высокая производительность процес-
са (3...14 кг напыляемого металла
в час). Высокая температура элек-
Рис. 17.1. Распылительная головка газопламенного проволочного аппарата для напы-
ления:
/ — смесительная камера; 2 — канал подвода кислорода; 3 — проволока; 4 - направляющая втул-
ка; 5 — канал подвода ацетилена; 6 — воздушный канал; 7 — ацетнлено-кислородное пламя: 8 -
газометаллическая струя; 9 —напыляемая поверхность детали
Рис. 17.2. Распылительная головка газопламенного порошкового аппарата для напы-
ления:
I сопло; 2 факел газового пламени; 3—напыленное покрытие; 4 — напыляемая поверхность;
3 — канал подвода кислорода и горючего газа; 6 — транспортирующий газ; 7 напыляемый по
рошок
Рис. 17.3. Схема электродугового напыления:
/ — напыляемая поверхность; 2 — направляющие наконечники; 3 — воздушное сопло; 4- подающие
ролики; 5 — проволока; 6 — сжатый воздух
121
s
Рис. 17.4. Распылительная головка высокочастотного аппарата для напыления:
/ — напыляемая поверхность, 2 — газометаллнческая струя; 3 — концентратор тока; 4 — индуктор,
охлаждаемый водой: 5 — воздушный канал; 6 — проволока; 7 — подающие ролики; 8 — направля-
ющая втулка
трической дуги позволяет наносить
покрытия из тугоплавких металлов.
При использовании в качестве элек-
тродов проволок из двух различных
металлов можно получить покрытие
из их сплава. К преимуществам
электродугового напыления следу-
ет отнести сравнительную простоту
применяемого оборудования, а так-
же небольшие эксплуатационные
затраты. Недостатками электродуго-
вого напыления являются повышен-
ное окисление металла, значитель-
ное выгорание легирующих элемен-
тов и пониженная плотность покры-
тия.
Высокочастотное напыление осно-
вано на использовании принципа ин-
дукционного нагрева при плавлении
исходного материала покрытия
(проволоки). Распыление расплав-
ленного металла производится стру-
ей сжатого воздуха. Головка высо-
кочастотного аппарата для напыле-
ния (рис. 17.4) имеет индуктор, пи-
таемый от генератора тока высокой
частоты, и концентратор тока, ко-
торый обеспечивает плавление про-
волоки на небольшом участке ее
длины.
Преимуществами высокочастот-
ного напыления являются неболь-
шое окисление металла благодаря
возможности регулирования темпе-
122
ратуры его нагрева и достаточно вы-
сокая механическая прочность по-
крытия. К числу недостатков следу-
ет отнести сравнительно невысокую
производительность процесса, а так-
же сложность и высокую стоимость
применяемого оборудования.
Детонационное напыление. При
этом способе напыления расплав-
ление металла, его распыление и пе-
ренос на поверхность детали дости-
гаются за счет энергии взрыва сме-
си газов ацетилена и кислорода.
При напылении металла в камеру
охлаждаемого водой ствола аппара-
та для напыления (рис. 17.5) пода-
ются в определенном соотношении
ацетилен и кислород. Затем в каме-
ру вводится с помощью струи азота
напыляемый порошок с грануляци-
Рнс. 17.5. Схема детонационного напыле-
ния:
1 - электрическая свеча; 2 — подача кислорода;
3 — сжатый азот; 4 — металлический порошок;
5 ствол; 6 — напыленный металл; 7 — камера
взрыва: 8 подача ацетилена
ей в 50. ..100 мкм. Газовую смесь
поджигают электрической искрой.
Взрывная волна сообщает частич-
кам порошка высокую скорость по-
лета, которая на расстоянии 75 мм
от среза ствола достигает 800 м/с.
При ударе о деталь кинетическая
энергия порошка переходит в теп-
ловую. При этом частички порошка
разогреваются до 4000 °C.
После нанесения каждой дозы
порошка ствол аппарата продувает-
ся азотом для удаления продуктов
сгорания. Этот процесс повторяется
автоматически с частотой 3—4 раза
в секунду. За один цикл на поверх-
ность детали наносится слой метал-
ла толщиной до 6 мкм.
Преимуществами этого способа
напыления являются: большая про-
изводительность процесса при диа-
метре ствола 20.. .25 мм (за 15 с
можно нанести покрытие толщиной
до 0,3 мм на площади до 5 см2); вы-
сокая прочность сцепления покры-
тия с поверхностью детали; темпе-
ратура на поверхности детали не
более 200 °C.
К недостаткам процесса следует
отнести: высокий уровень шума (до
140 дБ), требующий выполнения
операции в специальной звукопог-
лощающей камере.
Ионно-плазменное напыление.
При этом способе напыления дета-
ли, на которые наносится покрытие,
помещают в вакуумную камеру.
В этой камере напыляемый металл
за счет тепла электрической дуги пе-
реводится в плазменное состояние.
Положительно заряженные ионы
металлической плазмы перемещают-
ся на поверхность деталей, которые
являются катодом. В вакуумную
камеру вводится реактивный газ
(азот), за счет взаимодействия ко-
торого с частицами металлической
плазмы происходит улучшение
свойств покрытия.
На рис. 17.6 приведена схема ус-
тановки для ионно-плазменного на-
пыления типа ПУСК-77, разрабо-
танной НИИТавтопромом. Установ-
ка состоит из вакуумной камеры 4,
Рис. 17.6. Схема ноиио-плазмеииой уста-
новки для напыления
на столе 2 которой смонтированы:
катод 3, изготовленный из напыляе-
мого материала; кольцеобразный
анод 9, расположенный концентрич-
но катоду; соленоид 5 для ускоре-
ния движения потока плазмы к на-
пыляемой детали 8: электрод 10
поджига электрической дуги с эле-
ктромагнитным вибратором 12. На
крышке 6 вакуумной камеры уста-
новлена кассета 7, в которой кре-
пятся детали. Питание установки
производится от двух источников то-
ка 13 и 14 напряжением в 1000 В.
При напылении деталей их уста-
навливают в вакуумную камеру и
создают в ней рабочий вакуум через
патрубок 1, который соединен с ва-
куумным насосом. Подводят к като-
ду и аноду напряжение от источни-
ков питания. Электродом поджига
возбуждают электрическую дугу.
Под действием дугового разряда
материал катода переходит в плаз-
менное состояние. Металлическая
плазма под действием магнитного
поля соленоида ускоряется в ее дви-
жении к деталям, на которые подан
отрицательный потенциал.
При полете к деталям ионы метал-
лической плазмы взаимодействуют
123
с реактивным газом (азотом), кото-
рый подводится через патрубок 11.
Ионно-плазменная установка
ПУСК-77 применяется для упрочне-
ния режущего инструмента путем
нанесения покрытия из нитрида ти-
тана и для повышения прирабатыва-
емости и износостойкости поршне-
вых колец двигателя ГАЗ-24 за счет
нанесения покрытия из нитрида мо-
либдена. Эта установка может быть
применена также при восстановле-
нии деталей с небольшим износом
в пределах 10.. .15 мкм.
Плазменное напыление — это та-
кой способ нанесения металличе-
ских покрытий, при котором для
расплавления и переноса металла
на поверхность детали используют-
ся тепловые и динамические свойст-
ва плазменной дуги (рис. 17.7).
В качестве плазмообразующего га-
за применяют азот. Азотная плазма
имеет сравнительно невысокую тем-
пературу (до 10.. .15 тыс. °C), йо об-
ладает высокой энтальпией (тепло-
содержанием). Это объясняется тем,
что процесс образования азотной
плазмы имеет две стадии: диссоциа-
Рис. 17.7. Схема плазмотрона для напыле-
ния металлического порошка:
1 - порошковый дозатор; 2 - катод; 3 - -изоляци-
онная прокладка; 4 -анод (сопло); 5--транспор-
тирующий газ; £ —охлаждающая вода; 7 — плаз-
мообразующий газ
цию (N2-*2N) и ионизацию (N-*
—>-N++e). Обе стадии процесса по-
лучения плазмы протекают с по-
глощением тепловой энергии. Про-
цесс получения аргонной плазмы
имеет только одну стадию — иони-
зацию. Таким образом, азотная пла-
зма становится носителем большего
количества тепловой энергии, чем
аргонная. Высокая энтальпия азот-
ной плазменной струи и низкая сто-
имость азота и обусловили его ши-
рокое применение в качестве плаз-
мообразующего газа при плазмен-
ном напылении.
Исходный материал покрытия
вводится в сопло плазмотрона в ви-
де проволоки или гранулированного
порошка. Проволока в качестве на-
пыляемого материала используется
реже, так как при ее применении
структура покрытия получается
крупнозернистой и, кроме того, не
все материалы для напыления могут
быть приготовлены в виде проволо-
ки. Поэтому при плазменном напы-
лении в качестве присадочного ма-
териала применяют гранулирован-
ные порошки с размером частиц
50.. .150 мкм.
Порошок в сопло плазмотрона по-
дается из дозатора при помощи
транспортирующего газа (азота).
Дозатор определяет расход порош-
ка и, следовательно, производитель-
ность процесса напыления. Расход
порошка можно плавно регулиро-
вать в пределах 3. ..12 кг/ч.
Попадая в плазменную струю, ме-
таллический порошок расплавляет-
ся и, увлекаемый струей, наносится
на поверхность детали, образуя по-
крытие.
Свойства покрытия зависят от
температуры нагрева частиц и ско-
рости их полета при встрече с по-
верхностью детали. Скорость полета
металлических частиц определяется
в основном двумя факторами — си-
лой тока дуги и расходом плазмо-
образующего газа. В зависимости от
значения этих факторов она может
достигать 150. ..200 м/с. Наиболь-
шей скорости расплавленные части-
124
цы металла достигают на расстоя-
нии 50.. .80 мм от сопла плазмо-
трона.
Большая скорость полета частиц
порошка и высокая температура их
нагрева в момент встречи с подлож-
кой обеспечивают более высокие,
чем при других способах напыле-
ния, механические свойства покры-
тия и более прочное его соединение
с поверхностью детали.
Режим плазменного напыления
зависит от напыляемого материала
и рекомендуется следующий: сила
тока 350.. .400 А; напряжение тока
60.. .70 В; расход плазмообразующе-
го газа 30.. .35 л/мин; расход порош-
ка 5.. .8 кг/ч; расстояние напыления
125.. .150 мм.
Экономическая эффективность и
производительность процесса напы-
ления зависят от того, какая часть
исходного материала попадает на
деталь и закрепляется на ее повер-
хности, т. е. от коэффициента напы-
ления.
Величина коэффициента напыле-
ния при плазменном напылении вы-
ше, чем прй других способах напы-
ления, и зависит от материала по-
рошка, от диаметра напыляемой де-
тали и от основных параметров ре-
жима. Так, при напылении порошка
ПГ-У30Х28Н4С4 (сормайт-1) на
деталь диаметром 26 мм в условиях
оптимального режима коэффициент
напыления не превышает 65. ..70%.
При напылении хромоникелевого
порошка на деталь диаметром более
50 мм коэффициент напыления до-
стигает 90.. .95%.
Из других достоинств процесса
плазменного напыления следует от-
метить его высокую производитель-
ность, возможность нанесения по-
крытия из любых материалов, пол-
ную автоматизацию управления про-
цессом.
Все эти достоинства процесса
плазменного напыления позволяют
сделать вывод о возможности его
широкого применения при восста-
новлении автомобильных деталей.
При плазменном напылении при-
меняют специальные установки,
включающие в себя: плазмотрон ти-
па ГН-5Р, пульт управления, порош-
ковый питатель (дозатор) и источ-
ник питания. Промышленность вы-
пускает два типа установок УПУ-ЗД
и УМП-5.
17.2. НАПЫЛЯЕМЫЕ МАТЕРИАЛЫ
И СВОЙСТВА ПОКРЫТИЙ
В качестве напыляемых материа-
лов при восстановлении автомобиль-
ных деталей применяют проволоку
или порошковые сплавы.
При газопламенном, электродуго-
вом и высокочастотном напылении
обычно используется проволока.
Среднеуглеродистую проволоку при-
меняют при восстановлении поса-
дочных поверхностей на стальных
и чугунных деталях. Для деталей,
работающих в условиях трения, ре-
комендуется применять стальную
проволоку с повышенным содержа-
нием углерода. При плазменном и
детонационном напылении рекомен-
дуется применять износостойкие по-
рошковые сплавы на основе никеля
или более дешевые сплавы на осно-
ве железа с высоким содержанием
углерода. Эти сплавы обладают вы-
сокими технологическими и эксплу-
атационными свойствами. Наличие
в их структуре твердых составляю-
щих (карбидов и боридов) и срав-
нительно мягкой основы (твердого
раствора) позволяет получать по-
крытия с высокими служебными
свойствами.
Порошковые сплавы на основе
никеля марок ПГ-СР2, ПГ-СРЗ и
ПГ-СР4 обладают рядом ценных
свойств: низкой температурой плав-
ления (950.. .1050 °C), твердостью
HRC 35.. .60 в зависимости от со-
держания бора, жидкотекучестью,
высокой износостойкостью и свой-
ствами самофлюсования благодаря
наличию в составе бора (Р) и крем-
ния (С), которые активно отнимают
кислород от окислов. Основной их
недостаток — высокая стоимость.
125
которая снижает эффективность
применения этих сплавов при вос-
становлении деталей.
Сплавы на основе железа с вы-
соким содержанием углерода типа
ПГ-Cl, ФБХ-6-2, КБХ имеют вы-
сокую твердость HRC 56...63, высо-
кую износостойкость, недефицитны,
но более тугоплавки (температура
плавления 1250.. .1300 °C) и не об-
ладают свойством самофлюсования.
На практике получили примене-
ние композиционные смеси этих по-
рошков с порошками сплавов на
основе никеля. Порошковая смесь,
состоящая из 50% ПГ-СРЗ и 50%
ПГ-Cl, имеет высокую износостой-
кость, невысокую температуру плав-
ления (1100.. .1150°C), обладает
свойством самофлюсования и стоит
в 2 раза дешевле порошковых спла-
вов на основе никеля.
При восстановлении посадочных
поверхностей под подшипники в чу-
гунных корпусных деталях следу-
ет применять стальной порошок
ПЖ-5М с добавкой 1...2% порошка
алюминия АКП. Эта же порошко-
вая смесь с добавкой 4.. .5% медно-
го порошка ПМС-2 или 2.. .3% ни-
келевого порошка может быть при-
менена при восстановлении плазмен-
ным напылением опор под вклады-
ши коренных подшипников в чугун-
ных блоках цилиндров двигателей.
Напыленные покрытия по своим
свойствам значительно отличаются
от литых металлов. Их особенно-
стью является пористость. Порис-
тость покрытия зависит от способа
напыления, напыляемого материа-
ла, режима его нанесения и от дру-
гих факторов. При прочих равных
условиях наибольшую пористость
(15. ..20%) имеют покрытия, напы-
ленные электродусовым способом, а
наименьшую (5. ..10%) — покрытия,
полученные плазменным и детона-
ционным напылениями. Пористость
покрытия при всех способах напы-
ления возрастает с увеличением ди-
станции напыления. Она будет тем
ниже, чем более высокую темпера-
туру нагрева и скорость полета бу-
126
дут иметь частицы металла при
встрече с подложкой и чем меньше
они будут окислены. Эти условия в
наиболее благоприятном сочетании
имеют место при плазменном напы-
лении. Пористость покрытия при
жидкостном и граничном трении иг-
рает положительную роль, так как
поры хорошо удерживают смазку,
что способствует повышению изно-
состойкости деталей. Однако порис-
тое покрытие имеет пониженную ме-
ханическую прочность.
Твердость покрытия является
обобщенной характеристикой, опре-
деляющей в известной мере его из-
носостойкость. Она зависит от мно-
гих факторов и прежде всего от на-
пыляемого материала и режима
нанесения покрытия.
При газопламенном и электроду-
говом напылении твердость покры-
тия увеличивается с увеличением со-
держания углерода в стальной про-
волоке. При этом твердость покры-
тия при газопламенном напылении
выше, чем при электродуговом. Это
можно объяснить тем, что при элек-
тродуговом напылении имеет место
более интенсивное выгорание угле-
рода.
Износостойкость напыленных по-
крытий в условиях трения со смаз-
кой значительно выше, чем износо-
стойкость исходного материала.
Это объясняется тем, что пористое
покрытие хорошо удерживает смаз-
ку и поэтому снижает коэффициент
трения.
Наибольшую износостойкость
имеют покрытия, напыленные изно-
состойкими порошками на основе
никеля, а также сплавом ПГ-С1.
Износостойкость покрытия, полу-
ченного плазменным напылением
сплава ПГ-Cl, превышает в 1,5...
2 раза износостойкость образцов из
стали 45, закаленной до твердости
HRC 58.. .62.
Механическая прочность покры-
тия значительно ниже прочности ис-
ходных материалов, применяемых
при напылении. При напылении
стальных покрытий предел прочно-
сти их на растяжение составляет
при различных способах нанесения
покрытия 150...250 МПа. Наиболь-
шую прочность имеют покрытия,
полученные способом плазменного
напыления.
Прочность сцепления покрытия
с поверхностью детали является од-
ним из основных параметров, по-
зволяющих определить возможность
применения напыления при восста-
новлении деталей. В зависимости от
метода подготовки поверхности де-
тали к напылению, способа напыле-
ния и состава напыляемого матери-
ала прочность сцепления покрытия
с поверхностью детали на отрыв со-
ставляет 15.. .50 МПа.
Наибольшее влияние на прочность
сцепления оказывает метод подго-
товки поверхности детали к напыле-
нию. Чем более шероховатой будет
поверхность детали, тем выше бу-
дет прочность сцепления ее с по-
крытием.
Прочность сцепления покрытия с
поверхностью детали в основном оп-
ределяется температурой нагрева и
скоростью полета металлических ча-
стиц в момент удара их о подложку.
Так, при нанесении покрытия из
стали 45 на стальной образец, под-
готовленный к покрытию дробе-
струйной обработкой, прочность
сцепления на отрыв составляет: при
газопламенном напылении 15. ..16
МПа, при электродуговом около
30 МПа. При плазменном напыле-
нии прочность сцепления покрытия
из порошкового сплава ПГ-Cl, на-
несенного на образец из стали 45,
подвергнутого дробеструйной обра-
ботке, еще выше и составляет 40...
45 МПа. Более прочное сцепление
покрытия с деталью при электроду-
говом и плазменном напылении объ-
ясняется более высокой температу-
рой нагрева частиц. При всех спосо-
бах напыления отмечено снижение
прочности сцепления покрытия с
деталью при увеличении расстояния
напыления свыше 80. ..100 мм, ког-
да температура металлических час-
тиц и скорость их полета значитель-
но понижаются.
Прочность сцепления покрытия с
поверхностью детали может быть
повышена путем напыления на де-
таль подслоя из тугоплавких метал-
лов, например молибдена с темпера-
турой плавления 2620 °C. Повысить
прочность сцепления можно также
при напылении в среде защитных
газов или в вакууме.
Усталостная прочность деталей
при их напылении почти не снижа-
ется, если при подготовке деталей к
напылению применять методы соз-
дания шероховатости, не оказываю-
щие влияния на усталостную проч-
ность деталей.
К таким методам относятся дро-
беструйная обработка и накатка по-
верхности деталей зубчатым роли-
ком. Эти методы подготовки обеспе-
чивают высокую прочность сцепле-
ния покрытия с поверхностью дета-
ли и в то же время не снижают ус-
талостной прочности деталей.
17.3. ПРОЦЕСС НАНЕСЕНИЯ ПОКРЫТИЙ
НА ДЕТАЛИ
Напыление применяется в целях
компенсации износа наружных и
внутренних цилиндрических поверх-
ностей деталей.
Процесс нанесения покрытий
включает подготовку детали к на-
пылению, нанесение покрытия и об-
работку деталей после напыления.
Подготовка детали к напылению
служит для обеспечения прочного
сцепления покрытия с поверхностью
детали. Она включает в себя: обез-
жиривание и очистку детали от за-
грязнений, механическую обработку
и создание шероховатости на по-
верхности детали.
При механической обработке с
поверхности детали снимают такой
слой металла, чтобы после оконча-
тельной обработки напыленной де-
тали на ее поверхности оставалось
покрытие толщиной не менее 0,5...
0,8 мм.
127
Для получения на поверхности
детали необходимой шероховатости
ее подвергают дробеструйной обра-
ботке или накатывают зубчатым ро-
ликом. Дробеструйную обработку
производят в специальных камерах
чугунной колотой дробью ДЧК-1.5
при режиме: расстояние от сопла
дробеструйного аппарата до детали
25.. .50 мм; давление сжатого воз-
духа 0,5.. .0,6 МПа; угол наклона
струи к поверхности детали 45°;
время обработки 2.. .5 мин.
Накатку для создания шерохова-
тости применяют при восстановле-
нии деталей с твердостью не более
НВ 350. ..400. Ее производят на то-
карном станке однорядным зубча-
тым роликом.
После подготовки поверхности де-
тали к напылению наносят покры-
тие. Промежуток времени между
подготовкой и нанесением покрытия
должен быть минимальным и не
превышать 1,5. ..2 ч.
Нанесение покрытия на поверх-
ность детали производится на пере-
оборудованных токарных станках
или в специальных камерах. При
напылении на токарных станках де-
таль устанавливают в патроне стан-
ка, а металлизационный аппарат —
на суппорте. При использовании
специальных камер они должны
иметь соответствующие механизмы
для взаимного перемещения детали
и металлизатора. Пост напыления
оборудуют вытяжной вентиляцией.
Режим напыления зависит от при-
меняемого способа. При плазменном
напылении рекомендуется следую-
щий режим: сила тока 300.. .350 А;
напряжение 70.. .80 В; расход плаз-
мообразующего газа (азота) 25...
30 л/мин; расход порошка 6...
8 кг/ч; расстояние напыления 125...
150 мм.
После нанесения покрытия деталь
медленно охлаждают до температу-
ры окружающей среды н обрабаты-
вают покрытие до требуемого раз-
мера. В зависимости от твердости
покрытия, требуемой точности и ше-
128
роховатости поверхности деталей
применяют обработку резанием или
шлифованием.
17.4. ПЛАЗМЕННОЕ НАПЫЛЕНИЕ
С ПОСЛЕДУЮЩИМ ОПЛАВЛЕНИЕМ
ПОКРЫТИЯ
Покрытия, получаемые способом
плазменного напыления, имеют бо-
лее высокие физико-механические
свойства, чем покрытия, напылен-
ные другими способами, однако они
все же значительно уступают по-
крытиям из тех же материалов, по-
лученным наплавкой.
Все свойства плазменных покры-
тий могут быть значительно улучше-
ны путем введения в технологиче-
ский процесс восстановления дета-
лей сравнительно простой опера-
ции — оплавления покрытия.
При оплавлении покрытия пла-
вится лишь наиболее легкоплавкая
составляющая сплава. Металл дета-
ли при этом лишь подогревается, но
остается в твердом состоянии. Жид-
кая фаза способствует более интен-
сивному протеканию диффузион-
ных процессов. В результате оплав-
ления значительно повышается про-
чность сцепления покрытия с де-
талью, увеличивается механическая
прочность, исчезает пористость, по-
вышается износостойкость покрытия
и сопряженных с ним деталей.
Оплавление покрытия может быть
произведено ацетилено-кислород-
ным пламенем, плазменной струей,
токами высокой частоты и в нагре-
вательных печах. Хорошие резуль-
таты дает оплавление токами высо-
кой частоты, так как при этом обес-
печивается локальный нагрев, не
нарушающий термообработки всей
детали.
В том случае, если допустим об-
щий нагрев детали, оплавление по-
крытия производят в песчаной фор-
ме в электрической нагревательной
печи. При этом способе оплавления
деталь почти не деформируется, а
покрытие получается более равно-
мерным по толщине.
К сплавам, подвергающимся оп-
лавлению, предъявляются следую-
щие требования: температура плав-
ления легкоплавкой составляющей
сплава должна быть не выше 1000...
1100 °C; в оплавленном состоянии
они должны хорошо смачивать по-
догретую поверхность детали и об-
ладать свойством самофлюсования,
т. е. содержать флюсующие эле-
менты.
Практически всем этим требова-
ниям в полной мере удовлетворяют
порошковые сплавы на основе ни-
келя, имеющие температуру плавле-
ния 980. ..1050°С и содержащие
флюсующие элементы (бор и крем-
ний), а также 50%-ная смесь по-
рошков ПГ-СРЗ и ПГ-Cl с темпера-
турой плавления 1080.. .1100 °C.
Технологический процесс восста-
новления деталей с оплавлением
покрытия включает в себя опера-
ции: шлифование детали для обеспе-
чения правильной геометрической
формы восстанавливаемой поверх-
ности; дробеструйную обработку чу-
гунной дробью ДЧК 1,5 при давле-
нии воздуха 0,4.. .0,6 МПа, расстоя-
нии от поверхности детали 20...
25 мм в течение 3...5 мин; нанесе-
ние покрытия при режиме, рекомен-
дованном для плазменного напыле-
ния; оплавление покрытия на уста-
новке ТВЧ при режиме: частота то-
ка 75.. .100 кГц, зазор между де-
талью и индуктором 5.. .6 мм, ча-
стота вращения детали 15...
20 об/мин, сила тока высокой сту-
пени генератора ТВЧ 5.. .8 А; шли-
фование поверхности детали до тре-
буемого размера.
Оплавленные покрытия, как по-
казали исследования, имеют следу-
ющие свойства:
при оплавлении покрытий из спла-
вов на основе никеля их структура
становится равномерной, состоящей
из твердого раствора с температу-
рой плавления 980... 1050°C, микро-
твердостью Нр =2,6. ..2,9 ГПа и
твердых кристаллов (боридов и кар-
5 Зак. 421
бидов) с микротвердостью H|i —
= 10,0. ..12,0 ГПа и температурой
плавления 1600.. .1700 °C;
макротвердость оплавленных по-
крытий, напыленных сплавом на
основе никеля в зависимости от со-
держания в них бора, составляет
HRC 35.. .60;
благодаря присутствию в структу-
ре оплавленных покрытий твердых
кристаллов его износостойкость
значительно повышается и при на-
пылении сплавом ПГ-СР4 превы-
шает в 2.. .3 раза износостойкость
стали 45, закаленной до твердости
HRC 54...58, при напылении порош-
ковой смесью, состоящей из 50%
ПГ-СР4 и 50% ПГ-Cl, в 5. ..10 раз;
прочность сцепления покрытия с
поверхностью стальных деталей по-
сле оплавления повышается в 8...
10 раз и составляет 400.. .450 МПа;
усталостная прочность деталей
после оплавления покрытия повы-
шается на 20. ..25%, что объясня-
ется упрочняющим влиянием по-
крытия.
Таким образом, плазменное на-
пыление с последующим оплавлени-
ем покрытия является весьма пер-
спективным способом восстановле-
ния деталей, так как позволяет воз-
вратить им не только свойства но-
вых деталей, но и значительно их
улучшить.
Плазменным напылением с оплав-
лением покрытия можно восстанав-
ливать поверхности деталей, рабо-
тающие в условиях значительных
знакопеременных и контактных на-
грузок (кулачки распределительных
валов, шейки коленчатых валов
и др.).
17.5. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ОХРАНА ТРУДА ПРИ НАПЫЛЕНИИ
ДЕТАЛЕЙ
Рабочее место для нанесения по-
крытий должно иметь следующее ос-
новное оборудование: стеллаж для
хранения деталей; верстак для под-
готовки деталей к нанесению покры-
129
Рис. 17.8. Схема поста плазменного напыления:
/ —передняя бабка станка; 2 — камера напыления; 3 — порошковый питатель (дозатор); 4 —плаз-
мотрон; 5 — деталь; 6 — задняя бабка; 7 — шланги подвода электроэнергии н охлаждающей воды:
8 -- пульт управления; 9 — трубопроводы подвода плазмообразующего газа; 10 — рампа с газовыми
редукторами; 11 — источник питания; 12 — водяной насос
тий; стенд (камеру) для напыле-
ния; пульт управления; источник пи-
тания; рампу с редукторами для по-
дачи газов и воздуха; шкаф для
хранения оснастки. На рис. 17.8 по-
казана принципиальная схема по-
ста плазменного напыления.
К работе на установках для
плазменного, электродугового и вы-
сокочастотного напыления допуска-
ются лица не моложе 18 лет, обу-
ченные приемам работы на обору-
довании второй-третьей групп элек-
тробезопасности.
Наиболее сложными с точки зре-
ния техники безопасности являются
условия работы на установках для
плазменного напыления. При этом
наиболее вредны для здоровья шум,
загрязнение воздуха, ультрафиоле-
товые и инфракрасные излучения.
Шум плазменной струи в непо-
средственной близости от плазмо-
трона может достигать 115.. .120 дБ.
Для защиты оператора от шума ре-
комендуется наносить покрытия в
специальных камерах.
При плазменном напылении воз-
дух помещения может загрязняться
металлической пылью, аэрозолями
обрабатываемых материалов и окис-
лами азота. Для защиты оператора
также служат специальные камеры
с местным отсосом воздуха.
Плазменная струя является ин-
тенсивным источником инфракрас-
ного и ультрафиолетового излуче-
ния, поэтому оператор должен рабо-
тать в защитной маске со свето-
фильтром. Металлизационные ка-
меры также оборудуют соответству-
ющими светофильтрами. Защита
рук от излучений производится за
счет применения при работе рука-
виц из асбестовой ткани.
Требования к технике безопасно-
сти при газопламенном и электро-
дуговом напылении предъявляются
те же, что и при выполнении работ
по газовой и электродуговой сварке.
Глава 18
восстановление деталей гальваническими
покрытиями
18.1. СУЩНОСТЬ ПРОЦЕССА
НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЯ
В авторемонтном производстве
при восстановлении деталей нашли
широкое применение гальваниче-
130
ские и химические процессы. Они
применяются для компенсации из-
носа рабочих поверхностей деталей,
а также при нанесении на детали
противокоррозионных и защитно-
декоративных покрытий.
Из гальванических процессов на-
иболее широко применяются хроми-
рование и железнение, а также ни-
келирование, цинкование и медне-
ние. Применяются также химиче-
ские процессы: химическое никели-
рование, оксидирование и фосфати-
рование.
Процесс получения гальваниче-
ских покрытий на изделиях был
разработан в 1838 г. известным рус-
ским ученым акад. Б. С. Якоби.
Гальванические покрытия получают
из электролитов, в качестве которых
применяют водные растворы солей
тех металлов, которыми необходимо
покрыть детали.
Катодом при гальваническом
осаждении металлов из электроли-
тов является восстанавливаемая де-
таль, анодом — металлическая пла-
стина.
Применяют два вида анодов:
растворимые и нерастворимые. Ра-
створимые аноды изготавливают из
металла, который осаждается на
детали, а нерастворимые — из
свинца.
При прохождении постоянного то-
ка через электролит на катоде раз-
ряжаются положительно заряжен-
ные ионы и, следовательно, выделя-
ются металл и водород. На аноде
при этом происходят разряд отрица-
тельно заряженных ионов и выделе-
ние кислорода. Металл анода раст-
воряется и переходит в раствор в
виде ионов металла взамен выде-
лившихся на катоде.
В соответствии с законом Фара-
дея масса вещества, выделившегося
при электролизе на катоде, может
быть определена
GT=dto,
где с—электрохимический эквивалент, г/А-ч;
/ — сила тока. А; /о — продолжительность
электролиза, ч.
Ввиду того что при электролизе
ток расходуется не только на отло-
жение металла, но и на другие со-
путствующие процессы (электролиз
воды, нагрев электролита и т. п.),
фактическое количество металла,
5*
выделившегося на катоде, будет
меньше и равно
0ф=1]с//о,
где 1] — коэффициент выхода металла по
току.
Коэффициент выхода металла по
току показывает, какая часть тока
расходуется на отложение металла,
и определяется экспериментально
по формуле
_ g«—gi
clto
100%,
где gt и gi — масса детали соответственно
после и до покрытия ее металлом.
Толщина гальванических покры-
тий на поверхности детали обычно
получается неравномерной. Причи-
ной этого является неудовлетвори-
тельная рассеивающая способность
электролитов.
Под рассеивающей способностью
электролита понимают его свойство
обеспечивать получение равномер-
ных по толщине покрытий на дета-
лях. Чем выше рассеивающая спо-
собность электролита, тем более
равномерными по толщине получа-
ются покрытия на деталях.
Рассеивающая способность элект-
ролита зависит от степени равно-
мерности распределения электриче-
ских силовых линий, идущих от ано-
да к катоду. Эти силовые линии
распределяются в объеме электро-
лита не равномерно, а концентриру-
ются на краях катода и выступаю-
щих его частях (рис. 18.1). На тех
участках катода, где силовых линий
Рис. 18.1. Распределение силовых линий и
электролите
131
больше, плотность тока будет выше
и, следовательно, толщина покры-
тия будет наибольшая.
Рассеивающая способность элект-
ролита может быть повышена за
счет изменения состава электролита.
Электролиты с малой концентра-
цией основной соли имеют более
высокую рассеивающую способ-
ность. Более равномерное по тол-
щине покрытие может быть также
получено при применении фигурных
анодов, копирующих форму детали;
за счет рационального размещения
анодов относительно катода; поста-
новкой дополнительных катодов и
токонепроводящих экранов.
Кроме рассеивающей способности,
различают еще так называемую кро-
ющую способность электролита, под
которой понимают свойство электро-
лита обеспечивать получение покры-
тия на углубленных частях деталей
независимо от его толщины. Крою-
щая способность электролита в ос-
новном определяется его концент-
рацией. С увеличением концентра-
ции основной соли в электролите
кроющая способность электролита
улучшается.
Металлические покрытия, полу-
ченные в гальванических ваннах,
имеют кристаллическое строение.
Однако их кристаллическая решет-
ка в значительной степени искаже-
на. Причинами этого являются боль-
шие внутренние напряжения и внед-
рение водорода, выделяющегося на
катоде.
Такое состояние структуры элек-
тролитического металла обусловли-
вает его свойства, которые значи-
тельно отличаются от свойств лито-
го металла. Гальванические покры-
тия имеют, как правило, высокую
твердость и хрупкость. В покрыти-
ях имеют место весьма значитель-
ные внутренние напряжения, кото-
рые отрицательно сказываются на
усталостной прочности деталей. На
величину внутренних напряжений и
другие свойства покрытий большое
влияние оказывают режим их нане-
сения и состав электролита. Изме-
132
няя режим электролиза и состав
электролита, можно управлять ка-
чеством гальванических покрытий.
18.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
Процесс нанесения покрытий на
детали включает в себя три группы
операций — подготовку деталей к
нанесению покрытия, нанесение по-
крытия и обработку деталей после
покрытия.
Подготовка деталей к нанесению
покрытия включает следующие опе-
рации: механическую обработку по-
верхностей, подлежащих наращива-
нию; очистку деталей от окислов и
предварительное обезжиривание;
монтаж деталей на подвесное при-
способление; изоляцию поверхно-
стей, не подлежащих покрытию;
обезжиривание деталей с последую-
щей промывкой в воде; анодную об-
работку (активацию).
Предварительная механическая
обработка деталей имеет цель при-
дать восстанавливаемым поверхно-
стям правильную геометрическую
форму. Производится эта обработка
в соответствии с рекомендациями по
механической обработке соответст-
вующего материала.
Очистку деталей от окислов с
целью «оживления» поверхности
производят путем обработки шли-
фовальной шкуркой или мягкими
кругами с полировальной пастой.
Предварительное обезжиривание
деталей производят путем промыв-
ки в растворителях (уайт-спирите,
дихлорэтане, бензине и др.).
При монтаже деталей на подвес-
ное приспособление (рис. 18.2) не-
обходимо обеспечить их надежный
электрический контакт с токопрово-
дящей штангой, благоприятные ус-
ловия для равномерного распреде-
ления покрытия по поверхности де-
тали и для удаления пузырьков во-
дорода, выделяющихся при электро-
лизе. Для защиты поверхностей, не
подлежащих наращиванию, приме-
няют: цапон-лак в смеси с нитро-
эмалью в соотношении 1 :2 (его
наносят в несколько слоев при по-
слойной сушке на воздухе); чехлы из
полихлорвинилового пластиката тол-
щиной 0,3... 0,5 мм; различные фут-
ляры, втулки, экраны, изготовлен-
ные из неэлектропроводных кисло-
тостойких материалов (эбонит, тек-
столит, винипласт и т. п.).
Окончательное обезжиривание
подлежащих наращиванию поверх-
ностей деталей производят путем
электрохимической обработки в ще-
лочных растворах следующего со-
става: едкий натр — 10 кг/м3, сода
кальцинированная — 25, тринатрий-
фосфат— 25, эмульгатор ОП-7
3 ... 5 кг/м3. Режим обезжиривания:
температура раствора 7О...8О°С;
плотность тока 5... 10 А/дм2; дли-
тельность процесса 1 ... 2 мин.
Детали при электрохимическом
обезжиривании завешивают на ка-
тодную штангу. При электролизе на
поверхности детали выделяется во-
дород, который механически срыва-
ет жировую пленку и таким обра-
зом ускоряет процесс омыления и
эмульгирования жиров. Во избежа-
ние наводороживания поверхности
детали в конце процесса обезжири-
вания изменяют полярность на об-
ратную и в течение 0,2... 0,3 мин
обрабатывают детали на аноде.
Детали простой формы можно
обезжиривать также путем протир-
ки кашицей венской извести, состо-
ящей нз смеси окиси кальция и оки-
си магния с добавкой 3% кальцини-
рованной соды и 1,5% едкого нат-
ра. Эту смесь разводят водой до
пастообразного состояния и наносят
на детали волосяными кистями.
После обезжиривания детали про-
мывают в горячей, а затем в холод-
ной воде. Сплошная без разрывов
пленка воды на обезжиренной по-
верхности свидетельствует о хоро-
шем качестве удаления жиров.
Активацию (анодную обработку)
производят для удаления тончай-
ших окисных пленок с поверхности
детали и обеспечения наиболее
прочного сцепления гальваническо-
го покрытия с деталью. Эта опера-
Рис. 18.2. Подвесное происпособленне для
хромирования шеек под подшипники на ве-
дущей шестерне заднего моста автомобиля
ГАЗ-53А:
! — токоподводящая штанга; 2 —1 крючок; 3 — гай-
ка; 4 — изоляционная втулка; 5 — хромируемые
поверхности; 6 — защитный чехол
ция непосредственно предшествует
нанесению покрытия.
При хромировании анодную обра-
ботку производят в основном элект-
ролите. Детали завешивают в ванну
для хромирования и для прогрева
выдерживают 1 ... 2 мин без тока, а
затем подвергают обработке на ано-
де в течение 30.. .45 с при анодной
плотности тока 25... 35 А/дм2. Пос-
ле этого, не вынимая детали из элек-
тролита, переключают их на котод и
наносят покрытие.
При железнении активацию так-
же производят путем анодной обра-
ботки деталей в специальной ванне
с 30%-ным водным раствором сер-
133
ной кислоты в течение 2...3 мин,
при температуре 18...25°C и анод-
ной плотности тока: для стальных
деталей 60... 70 А/дм2, для чугун-
ных 10... 15 А/дм2 и для деталей
из алюминиевых сплавов 100...
120 А/дм2.
По завершении активации дета-
ли, подлежащие железнеиию, про-
мывают сначала в холодной, а за-
тем в горячей воде при температуре
50.. .60 °C, где их одновременно по-
догревают до температуры, близкой
к температуре электролита для же-
лезнения. Подогретые детали загру-
жают в ванну для железнения и пос-
ле выдержки в течение 10...20 с
включают ток. Наращивание покры-
тия в начале в течение 2... 5 мин
ведут при катодной плотности тока
1... 5 А/дм2, а затем постепенно
(в течение 2... 10 мин) повышают
плотность тока до величины, уста-
новленной режимом.
Обработка деталей после нанесе-
ния покрытия включает следующие
операции: нейтрализацию детали от
остатков электролита; промывку де-
талей в холодной и горячей воде;
демонтаж деталей с подвесного при-
способления и удаление изоляции;
сушку деталей; термическую обра-
ботку (при необходимости); меха-
ническую обработку деталей до тре-
буемого размера.
Этот порядок выполнения заклю-
чительных операций сохраняется
при нанесении покрытий из любых
электролитов, однако конкретные
процессы имеют некоторые особен-
ности.
Так. если детали подвергаются
хромированию, то их сначала про-
мывают в ванне с дистиллированной
водой (для улавливания электроли-
та), а затем — в проточной воде,
после чего погружают на 0,5...
1 мин в 3...5%-ный раствор каль-
цинированной соды (для нейтрали-
зации остатков электролита) и окон-
чательно промывают в теплой воде.
Затем детали снимают с подвесных
приспособлений, удаляют с них
изоляцию и сушат в сушильном
шкафу при температуре 120...
134
130 °C. В некоторых случаях для
снятия внутренних напряжений в
хромовых покрытиях детали прохо-
дят термообработку с нагревом до
180...200°C в масляной ванне и
выдержкой при этой температуре в
течение 1 ... 2 ч.
После железнения детали промы-
ва;ют в горячей воде, затем подвер-
гают нейтрализации от остатков
электролита в 10%-ном растворе
каустической соды при температуре
7О...8О°С в течение 5... 10 мин,
после чего снова промывают в горя-
чей воде и демонтируют с подвес-
ных приспособлений.
18.3. ХРОМИРОВАНИЕ ДЕТАЛЕЙ
Из всех гальванических процес-
сов, применяемых в авторемонтном
производстве, наиболее широкое
применение получило хромирование,
которое применяется для компенса-
ции износа деталей, а также в каче-
стве антикоррозионного ц декора-
тивного покрытия. Широкое приме-
нение хромирования объясняется
высокой твердостью (Hg =4...
12 ГПа) электролитического хрома
и его большой износостойкостью,
которая в 2...3 раза превышает
износостойкость закаленной ста-
ли 45. Электролитический хром име-
ет высокую кислотостойкость и теп-
лостойкость, а также прочно сцеп-
ляется почти с любыми металлами.
Наряду с достоинствами процесс
хромирования имеет и недостатки,
к числу которых следует отнести:
сравнительно низкую производи-
тельность процесса (не более
0,03 мм/ч) из-за малых значений
электрохимического эквивалента
(0,324 г/А-ч) и выхода металла по
току (12 ... 15% ); невозможность
восстановления деталей с большим
износом, так как хромовые покры-
тия толщиной более 0,3...0,4 мм
имеют пониженные механические
свойства; относительно высокую
стоимость процесса хромирования.
В качестве электролита при хро-
мировании применяется водный ра-
створ хромового ангидрида (СгОз)
и серной кислоты. Концентрация
хромового ангидрида может изме-
няться в электролите в пределах
150...400 кг/м3. Концентрация сер-
ной кислоты должна соответство-
вать отношению H2SO4: СгОз=
= 1 : 100 [1 : (80... 125)].
Электролиты низкой концентра-
ции (150 кг/м3 СгОз и 1,5 кг/м3
H2SO4) имеют более высокий выход
хрома по току, хорошую рассеиваю-
щую способность и обеспечивают
получение более твердых и износо-
стойких покрытий, но требуют бо-
лее частой корректировки состава
из-за нарушений требуемого коли-
чественного соотношения хромового
ангидрида и серной кислоты. Эти
электролиты целесообразно приме-
нять при восстановлении деталей с
повышенными требованиями к изно-
состойкости.
Электролиты высокой концентра-
ции (350 кг/м3 СгОз и 3,5 кг/м3
H2SO4) имеют плохую рассеиваю-
щую способность и пониженный вы-
ход металла по току, но обладают
хорошей кроющей способностью, бо-
лее устойчивы в работе и обеспечи-
вают получение блестящих хромо-
вых покрытий с высокой отражаю-
щей способностью. Эти свойства
электролитов высокой концентрации
обусловили их широкое применение
для получения защитно-декоратив-
ных покрытий.
Электролиты средней концентра-
ции (250 кг/м3 СгОз и 2,5 кг/м3
H2SO4) по своим свойствам занима-
ют промежуточное положение по
сравнению с двумя предыдущими.
Их применяют как при износостой-
ком, так и при защитно-декоратив-
ном хромировании, поэтому они и
получили наименование универсаль-
ных электролитов.
При хромировании используют не-
растворимые аноды, изготовленные
из сплава свинца с сурьмой (6%).
Катодом, как обычно, при гальва-
ническом процессе является деталь.
В процессе хромирования на като-
де происходят восстановление ше-
стивалентного хрома (СгОз) до
трехвалентного (Сг20з), отложение
металлического хрома и выделение
водорода. На аноде при этом проте-
кают окислительные процессы: окис-
ление трехвалентного хрома до ше-
стивалентного и выделение кисло-
рода.
Для нормальной работы электро-
лита в его составе должны быть
ионы трехвалентного хрома в коли-
честве, которое определяется соот-
ношением Сг20з: СгОз=0,015...
0,020. Накопление в свежеприготов-
ленном электролите необходимого
количества трехвалентного хрома
достигается путем его проработки
под током при площади катодов, в
2...3 раза превышающей площадь
анодов.
Для того чтобы содержание трех-
валентного хрома в электролите
оставалось неизменным, необходимо
в процессе хромирования деталей
следить за тем, чтобы площадь ано-
дов была в 1,5... 2 раза больше
площади катодов.
Состав электролита при эксплу-
атации ванны хромирования непре-
рывно изменяется за счет расхода
хромового ангидрида на отложение
металлического хрома, поэтому его
необходимо периодически контроли-
ровать и корректировать.
Свойства хромовых покрытий за-
висят от режима хромирования и
прежде всего от плотности тока Дк
и температуры электролита /:1Л. Из-
меняя соотношение плотности тока
и температуры электролита, можно
получить три вида хромовых по-
крытий, отличающихся своими свой-
ствами: матовые (серые), блестя-
щие и молочные (рис. 18.3).
Блестящие хромовые покрытия
отличаются высокой твердостью
(Нр=6...9 ГПа), повышенной из-
носостойкостью и хрупкостью. На
поверхности покрытий имеется сет-
ка пересекающихся трещин.
Молочные покрытия имеют также
высокую износостойкость, большую
вязкость и пониженную твердость
(Нр=4...6 ГПа). Сетка трещин
на этих покрытиях отсутствует. Ма-
товые покрытия хрома отличаются
135
Рис. 18.3. Диаграмма расположения зон
хромовых покрытий с различными свойства-
ми для электролита средней концентрации:
/ — матовые покрытия; 2 — блестящие покрытия;
3 молочные покрытия; 4 — нет покрытий
очень высокой твердостью (Нр =
=9... 12 ГПа), хрупкостью и пони-
женной износостойкостью.
Хромовые покрытия снижают
усталостную прочность деталей на
20... 30 %, что также объясняется
наличием в них растягивающих
внутренних напряжений. Покрытия,
полученные в универсальном элект-
ролите при температуре 50...60°C
и катодной плотности тока 50...
80 А/дм2, оказывают наименьшее
влияние на усталостную прочность
деталей, так как в таких покрытиях
внутренние напряжения реализуют-
ся в виде мелких трещин.
Хромирование деталей произво-
дится в специальных ваннах, внут-
ренняя поверхность которых покры-
вается кислотостойким материалом
(рольным свинцом, винипластом).
Ванна имеет водяную рубашку с
паровым или электрическим подо-
гревом электролита и бортовую вен-
тиляцию для отсоса вредных испа-
рений. На верхней поверхности бор-
тов ванны устанавливают в изоля-
торах токопроводящие штанги, на
которые при хромировании завеши-
вают детали и анодные пластины.
Поддержание температуры элект-
ролита на требуемом уровне осу-
ществляется терморегулятором.
Применяются также устройства для
136
автоматического регулирования
плотности тока.
Пористое хромирование. Гладкое
хромовое покрытие плохо удержи-
вает на своей поверхности смазку,
что вызывает повышенный износ со-
пряженных деталей. Этот недоста-
ток устраняется при применении по-
ристого хромирования.
Применяемый в настоящее время
способ получения пористого хрома
основан на свойстве хромовых элек-
тролитов при определенных режи-
мах хромирования давать на по-
верхности покрытия сетку микроско-
пических трещин. Эти трещины
очень малы, поэтому и способность
их удерживать смазку невелика.
Размеры трещин и, следовательно,
их маслоемкость можно увеличить
путем анодного травления хромо-
вых покрытий в электролите для
хромирования. При анодном трав-
лении происходит растворение хро-
ма. Особенно интенсивно этот про-
цесс протекает по трещинам, кото-
рые вследствие этого расширяются
и углубляются. Поверхность покры-
тия получается изрезанной сеткой
каналов.
Различают два вида пористого
хрома — канальчатый и точечный
(рис. 18.4). Канальчатый хром по-
лучают путем анодного травления
молочно-блестящих хромовых по-
крытий. Его применяют при восста-
новлении поверхностей деталей, ра-
ботающих в условиях ограниченной
смазки.
Точечный хром получают путем
анодного травления матово-блестя-
Рис. 18.4. Схема формирования поверхно-
сти пористого хрома:
а — капальчатого; б — точечного
щих покрытий хрома. Точечный
хром применяют при восстановле-
нии деталей, к которым предъявля-
ются требования хорошей прираба-
тываемости.
Хромирование в саморегулирую-
щемся электролите. Основными не-
достатками сернокислого хромового
электролита являются: низкая про-
изводительность вследствие малых
значений выхода металла по току и
необходимость частой корректиров-
ки состава из-за нарушения соотно-
шения количества хромового ангид-
рида и серной кислоты.
Эти недостатки могут быть уст-
ранены при хромировании в само-
регулирующемся электролите, в со-
став которого входят: хромовый ан-
гидрид 200... 300 кг/м3, сернокис-
лый стронций (SrSO4) 5... 6 кг/м3
и кремнефтористый калий (Кг51Р6)
18... 20 кг/м3.
Этот электролит обладает свойст-
вом при определенной температуре
растворять такое количество серно-
кислого стронция и кремнефтористо-
го калия, которое необходимо для
нормального протекания процесса
хромирования (например, если элек-
тролит содержит 250 кг/м3 СгО3, то
в растворе будет содержаться
2,5 кг/м3 SrSO4). Так как эти веще-
ства в электролите представлены в
избыточном количестве, то часть их
выпадает из раствора в осадок на
дно ванны.
При работе ванны количество
СгО;( в электролите будет падать.
При этом автоматически будет
уменьшаться и содержание SrSO4
и KaSiFt;. Когда концентрация СгО3
падает ниже допустимой нормы
(200 кг/м3), в электролит вводят до-
полнительное количество хромового
ангидрида. При этом вновь происхо-
дит автоматическое регулирование
состава электролита за счет раство-
рения находящихся на дне ванны в
твердом состоянии SrSO4 и K2SiF6.
Режим хромирования в саморегу-
лирующемся электролите: плот-
ность тока 50. . . 100 А/дм2, темпе-
ратура электролита 5О...7ОСС, на-
пряжение тока 12 В.
Преимуществами хромирования в
саморегулирующемся электролите
являются: автоматическое корректи-
рование состава электролита; по-
вышенная производительность про-
цесса за счет более высокого выхо-
да хрома по току (18... 20%); бо-
лее широкая зона получения бле-
стящих осадков; хорошая рассеива-
ющая способность; повышенная из-
носостойкость покрытия.
К числу его недостатков следует
отнести повышенную агрессивность,
в связи с чем усложняется защита
нехромируемых поверхностей дета-
лей и возникает необходимость при-
менять аноды из сплава свинца и
олова.
Хромирование в тетрахроматном
электролите. Тетрахроматный элек-
тролит был предложен в связи с не-
обходимостью повышения произво-
дительности процесса хромирова-
ния. В состав этого электролита вхо-
дят: хромовый ангидрид (СгО3)
350...400 кг/м3; серная кислота
(H2SO4) 2... 2,5 кг/м3; едкий натр
(NaOH) 40 . . . 60 кг/м3 и сахар
1.. .3 кг/м3.
Тетрахроматным этот электролит
был назван потому, что при введе-
нии в него едкого натра образуется
тетрахромат натрия (Na2O-4CrO3)
по реакции:
2NaOH-|-4CrO:i7'.\a2O-4CrO;t ; Н2О.
Режим хромирования отличается
повышенной плотностью тока
(60...80 А/дм2) и низкой темпера-
турой электролита (16... 24 °C).
При повышении температуры элект-
ролита выше 24 °C тетрахромат нат-
рия распадается, и электролит теря-
ет свои свойства. Так как темпера-
тура электролита может повысить-
ся в результате прохождения тока,
то в конструкции ванны должно
быть предусмотрено охлаждение.
Тетрахроматный электролит име-
ет высокую рассеивающую способ-
ность и выход хрома по току до
28... 30%. Покрытия отличаются
отсутствием пор, низкой твердостью
(Нр=3,5 . . . 4,0 ГПа) и хорошей
прирабатываемостью.
137
Учитывая свойства покрытия, хро-
мирование в тетрахроматных элек-
тролитах рекомендуется применять
для восстановления деталей с не-
высокой поверхностной твердостью
и для получения защитно-декора-
тивных покрытий.
18.4. ЖЕЛЕЗНЕНИЕ ДЕТАЛЕЙ
Железнением называется процесс
получения твердых износостойких
железных покрытий из горячих хло-
ристых электролитов. Процесс же-
лезнения был разработан проф.
М. П. Мел ковы м и применяется в
авторемонтном производстве глав-
ным образом в целях компенсации
износа деталей. По сравнению с
процессом хромирования он имеет
следующие преимущества: высокий
выход металла по току, достигаю-
щий 85... 90 % (в 5... 6 раз выше,
чем при хромировании); большую
скорость нанесения покрытия, кото-
рая при ведении процесса в стацио-
нарном электролите достигает
0,3 ... 0,5 мм/ч (в 10... 15 раз вы-
ше, чем при хромировании); высо-
кую износостойкость покрытия (не
ниже чем у закаленной стали 45);
возможность получения покрытий с
твердостью Нц=2,0. . .6,5 ГПа тол-
щиной в 1 ... 1,5 мм и более; приме-
нение простого и дешевого электро-
лита. Эти достоинства процесса же-
лезнения объясняют его широкое
применение в практике ремонта ав-
томобилей.
В качестве электролита при
железнении применяют водный
раствор хлористого железа
(FeCl2-4H2O), содержащий неболь-
шое количество соляной кислоты
(НО), и некоторые другие компо-
ненты, которые вводятся для повы-
шения прочности сцепления покры-
тия с деталью (хлористый марганец
МпС12-4Н2О) или для улучшения
износостойкости (хлористый ни-
кель NiCl -4Н2О).
Концентрация хлористого железа
в электролите может изменяться в
пределах 200 .. . 700 кг/м3. Электро-
1.38
литы с низкой концентрацией хло-
ристого железа (200... 220 кг/м3)
обеспечивают получение покрытий
небольшой толщины (до 0,3...
0,4 мм), но с высокой твердостью.
Из электролитов высокой концент-
рации (650...700 кг/м3РеС12-4Н2О)
могут быть получены покрытия тол-
щиной 0,8... 1 мм и более, однако
с меньшей твердостью.
Содержание соляной кислоты в
электролите должно быть в преде-
лах 1.2...3 кг/м3. При более низ-
ком ее содержании снижается вы-
ход металла по току, и в электроли-
те образуется гидроокись железа,
которая, попадая в покрытие, ухуд-
шает его качество. Повышение кис-
лотности электролита не ухудшает
качества покрытия, но снижает вы-
ход металла по току.
Наиболее рациональным является
электролит средней концентрации,
содержащий (400± 200) кг/м3
FeCl2-4H2O, (2±0,2) кг/м3 НС1 и
(10±2) кг/м3 МпС12-4Н2О. Этот
электролит стабилен в работе и поч-
ти не требует корректирования со-
става по содержанию основной со-
ли, обеспечивает получение равно-
мерных покрытий с необходимой
твердостью и толщиной, имеет вы-
сокий выход металла по току и спо-
собствует повышению прочности со-
единения покрытий с поверхностью
детали, так как содержит хлори-
стый марганец.
Железнение производят с раство-
римыми анодами, которые изготав-
ливают обычно из малоуглероди-
стой стали 08 или 10. При раство-
рении анодов образуется шлам,, по-
этому во избежание загрязнения
электролита аноды помещают в
чехлы из стеклоткани.
Свойства железных покрытий так
же, как и при хромировании, зави-
сят от режима их нанесения. Твер-
дость покрытия увеличивается с
повышением катодной плотности
тока и понижением температуры
электролита. На рис. 18.5 представ-
лена зависимость твердости покры-
тия от температуры электролита и
Рис. 18.5. Влияние плотности тока и темпе-
ратуры электролита на микротвердость по-
крытия при железнении в электролите сред-
ней концентрации
плотности тока для электролита
средней концентрации.
Электролитическое железное по-
крытие имеет высокую прочность
сцепления с деталью. При осажде-
нии покрытия на стальные детали
прочность сцепления составляет
400 .. . 450 МПа.
Износостойкость покрытия при-
ближается к износостойкости дета-
лей, изготовленных из стали 45, за-
каленной ТВЧ.
Усталостная прочность деталей,
восстановленных железнением, сни-
жается. Это снижение усталостной
прочности при нанесении покрытия
толщиной 0,75 мм на образцы из
нормализованной стали 45 в зависи-
мости от режима достигает 10...
30%. Причиной снижения усталост-
ной прочности являются растягива-
ющие внутренние напряжения в по-
крытии.
В целях повышения качества по-
крытий и интенсификации процесса
в последнее время при железнении
применяют нестационарные элект-
рические режимы. В электрических
схемах установок для железнения
при этом применяют переменный
ток. Эти схемы обеспечивают пода-
чу в межэлектродное пространство
в течение одного периода двух им-
пульсов тока — катодного и анод-
ного.
При железнении с применением
нестационарных электрических ре-
жимов импульс анодного тока раз-
рушает прикатодную пленку, бога-
тую вредными включениями (напри-
мер, гидроокисью железа) и имею-
щую пониженную концентрацию
ионов двухвалентного железа.
В связи с этим снижается поляриза-
ция электродов и уменьшается ко-
личество инородных включений в
покрытии, т. е. улучшается его ка-
чество. Снижение поляризации элек-
тродов позволяет увеличить приме-
няемую плотность тока и таким об-
разом повысить производительность
процесса. Применение нестационар-
ных электрических режимов при
железнении повыша-ет также равно-
мерность покрытия по толщине, так
как анодная составляющая тока при
растворении металла покрытия сни-
мает его прежде всего с выступаю-
щих частей.
Процесс нанесения покрытия при
железнении производится в сталь-
ных ваннах, внутренняя поверх-
ность которых футерована кислото-
стойким материалом. Учитывая по-
вышенную агрессивность хлористых
электролитов, в качестве футеровки
для ванн применяют графитовые
плитки, пропитанные смолой, хоро-
шая теплопроводность материала
которых позволяет производить на-
грев электролита в таких ваннах че-
рез водяную рубашку.
Ванны для железнения изготав-
ливают также из фаолита. Этот ма-
териал обладает высокой кислото-
стойкостью, но имеет плохую тепло-
проводность, поэтому нагрев элект-
ролита до требуемой температуры в
этом случае производят нагревате-
лями, помещенными в электролит.
Проведение железнения в ваннах
затрудняет его применение при вос-
становлении изношенных поверхно-
стей крупногабаритных деталей (на-
пример, корпусных). Поэтому в
последние годы получил примене-
ние процесс вневанного проточного
железнения. В этом случае электро-
лит насосом прокачивают через
электролизную ячейку, образован-
ную восстанавливаемой поверхно-
стью детали и уплотнениями.
Внутрь восстанавливаемой поверх-
139
Рис. 18.6. Электролизная ячейка для же-
лезнения отверстий в нижней головке ша-
тунов:
/ - верхняя плита; 2 — уплотнительные проклад-
ки; 3~ анод; 4 — нижняя Плита; 5- шатуны
кости уста к а вл и ва ется а нод к ы й
стержень (рис. 18.6).
Проточное вневанное железнение
не только расширяет номенклатуру
восстанавливаемых деталей, но по-
вышает производительность процес-
са и улучшает качество покрытия.
Производительность процесса воз-
растает в 10...15 раз за счет сни-
жения поляризации электродов и
возможности применения более вы-
соких плотностей тока.
18.5. ЭЛЕКТРОЛИТИЧЕСКОЕ
И ХИМИЧЕСКОЕ НИКЕЛИРОВАНИЕ
Процесс никелирования как спо-
соб компенсации износа деталей в
ряде случаев может успешно заме-
нить хромирование, особенно при
восстановлении деталей, работаю-
щих в коррозионной среде. Приме-
няют два способа никелирования:
электролитический и химический.
140
Электролитическое износостойкое
никелирование — это процесс полу-
чения никель-фосфорных покрытий,
содержащих 2.. . 3% фосфора.
В качестве электролита при этом
используют водный раствор, в со-
став которого входят 175 кг/м3 сер-
нокислого никеля, 50 кг/м3 хлори-
стого никеля и 50 кг/м3 фосфорной
кислоты.
Процесс проводится при раство-
римых никелевых анодах. Режим
электролиза: плотность тока
5... 40 А/дм2, температура элект-
ролита 75...95°C. В зависимости
от режима твердость покрытия со-
ставляет Нц—3,5... 7,2 ГПа.
Процесс износостойкого электро-
литического никелирования имеет
перед хромированием следующие
преимущества: высокий выход ме-
талла по току до 90...95%; мень-
ший расход электроэнергии; более
высокую скорость нанесения покры-
тия (0,24 мм/ч). Износостойкость
покрытия достаточно высокая, но
она все же уступает износостойко-
сти электролитического хрома.
Никель-фосфорные покрытия пос-
ле нагрева до 400°C и выдержки
при этой температуре в течение од-
ного часа приобретают более высо-
кую твердость и износостойкость и
могут применяться при восстанов-
лении деталей вместо хромирова-
ния.
Химическое никелирование. Так
называется процесс получения ни-
кель-фосфорных покрытий с содер-
жанием фосфора 3 ... 10% из раст-
воров солей контактным способом
без затраты электроэнергии. В со-
став раствора для химического ни-
келирования входят следующие со-
ставляющие: сернокислый никель —
20 кг/м3; гипофосфит натрия --
24 кг/м3; уксуснокислый натрий —
10 кг/м3. Покрытие наносят в эма-
лированной стальной ванне при тем-
пературе раствора 90...96°C. Ско-
рость отложения покрытия 0,022...
0,024 мм/ч. Раствор используется
1 раз и после нанесения покрытия
на детали заменяется новым. Из од-
ного раствора можно получить по-
крытие толщиной 25... 30 мкм. При
необходимости получить покрытие
большей толщины детали погру-
жают в свежий раствор.
Твердость покрытия составляет
Нц = 3,5...4,0 ГПа. Она может
быть повышена термической обра-
боткой (нагрев до 350...400°С с
выдержкой 1...1.5 ч) до Нц=
= 8,0.. .8,5 ГПа. Покрытие имеет вы-
сокую плотность и равномерно по
толщине. Химическое никелирова-
ние применяют при восстановлении
деталей с небольшим износом.
18.6. ЭЛЕКТРОЛИТИЧЕСКОЕ НАТИРАНИЕ
Электролитическое натирание
применяют при восстановлении ци-
линдрических поверхностей дета-
лей, имеющих небольшой износ.
Восстанавливаемую деталь, являю-
щуюся катодом, устанавливают в
патроне токарного станка или дру-
гого устройства, обеспечивающего
ее вращение со скоростью 10...
20 м/мин (рис. 18.7). Анодом слу-
жит графитовый стержень, покры-
тый адсорбирующим материалом
(сукно, стеклянное волокно, хлоп-
чатобумажная ткань и др.). На
анод непрерывно подается электро-
лит, который пропитывает адсорби-
рующий материал. Процесс осуще-
ствляется при относительном пере-
мещении анода и катода. В зависи-
Рис. 18.7. Схема установки для нанесения
покрытий электролитическим натиранием:
I — бак с электролитом: 2 - анод; 3 — деталь
мости от применяемого электролита
можно наносить покрытия из хрома,
цинка, меди, железа и других ме-
таллов.
Электролитическое натирание
цинком применяют при восстанов-
лении посадочных поверхностей от-
верстий в корпусных чугунных де-
талях. При этом используется элект-
ролит следующего состава: серно-
кислый цинк — 700 кг/м3; борная
кислота — 30 кг/м3. Процесс натира-
ния начинают при плотности тока
30.. .50 А/дм2, постепенно повышая
ее до 200 А/дм2. Скорость нане-
сения покрытия при этом составляет
8... 10 мкм/мин. Прочность сцепле-
ния покрытия с чугунной деталью
невысокая и не превышает 20 МПа.
Электролитическое натирание же-
лезом производится с применением
хлористого электролита высокой
концентрации (до 600 кг/м3 хлори-
стого железа) при плотности тока
200 А/дм2. Покрытие получается с
твердостью Нр —5,8 .. . 6,0 ГПа.
18.7. ЗАЩИТНО-ДЕКОРАТИВНЫЕ
ПОКРЫТИЯ
Гальванические покрытия широ-
ко применяют в авторемонтном про-
изводстве для защиты деталей от
коррозии и придания им красивого
внешнего вида. По роду защитного
действия гальванические покрытия
подразделяются на анодные и ка-
тодные.
Известно, что при соединении
двух металлов в присутствии кор-
розионной среды образуется пара,
в которой более электроотрицатель-
ный металл становится анодом и
растворяется, а менее электроотри-
цательный— катодом. При анодной
защите менее электроотрицатель-
ный металл (например, железо) по-
крывается более электроотрицатель-
ным (например, цинком). В этих
условиях циик будет подвергаться
коррозии, защищая тем самым от
окисления железо.
При катодной защите на более
электроотрицательный металл на-
141
носят менее электроотрицательный.
Защитное действие катодных покры-
тий состоит в изоляции деталей от
воздействия коррозионной среды.
хЧеханическое повреждение таких
покрытий, как правило, ведет к
увеличению коррозии деталей. Для
стальных деталей катодными по-
крытиями являются никелевые, хро-
мовые, медные.
В автомобилестроении наиболь-
шее применение нашли многослой-
ные катодные защитно-декоратив-
ные покрытия. Наибольшей стойко-
стью обладают четырехслойные по-
крытия, которые получают путем
последовательного нанесения слоев
никеля, меди, никеля и хрома. Пер-
вый слой никеля толщиной не более
5 мкм обеспечивает высокую проч-
ность сцепления покрытия с де-
талью. Слой меди толщиной до
30 мкм имеет небольшую пори-
стость и обеспечивает хорошую за-
щиту от проникновения коррозион-
ной среды. Второй слой никеля
(20 мкм) придает покрытию краси-
вый внешний вид, а очень тонкий
(1...2 мкм) полупрозрачный слой
хрома защищает его от механиче-
ских повреждений.
Технологический процесс нанесе-
ния защитно-декоративных покры-
тий не отличается от процесса на-
несения износостойких покрытий.
Однако в процесс подготовки дета-
ли к покрытию и обработки ее пос-
ле покрытия необходимо включить
операцию полирования, которая
производится войлочными кругами
с пастой ГОИ.
При защите стальных деталей от
коррозии применяют также химиче-
скую обработку — оксидирование и
фосфатирование.
Меднение. Электролитическое
меднение применяют в качестве
подслоя при защитно-декоративном
никелировании и хромировании, а
также для защиты поверхностей де-
тали от цементации.
Наиболее часто при меднении
применяют простой и недорогой
сернокислый электролит, состоящий
из водного раствора медного купо-
142
роса (200.... 250 кг/м3) и серной
кислоты (50...75 кг/м3). Нанесе-
ние покрытия производится при ис-
пользовании растворимых медных
анодов при режиме: плотность тока
1 ... 3 А/дм2; температура электро-
лита 18 ... 20 °C.
Никелирование. Электролитиче-
ское никелирование применяют в
качестве подслоя при декоративном
хромировании. Электролитом при
никелировании служит водный ра-
створ сернокислого никеля, в кото-
рый вводят различные добавки: сер-
нокислый натрий для увеличения
электропроводности, сернокислый
магний для получения более свет-
лых покрытий и хлористый натрий
или калий для повышения раствори-
мости никелевых анодов. Процесс
осуществляется при комнатной тем-
пературе электролита и плотности
тока 0,5... 1 А/дм2.
Цинкование в авторемонтном
производстве применяется главным
образом для защиты от коррозии
мелких крепежных деталей. Наи-
большее применение при цинкова-
нии нашли сернокислые электроли-
ты, в состав которых входят: серно-
кислый цинк (200... 250 кг/м3),
сернокислый аммоний (20...
30 кг/м3), сернокислый натрий
(50. .. 100 кг/м3) и декстрин (8 ...
12 кг/м3). Нанесение покрытий про-
изводится в специальных вращаю-
щихся барабанах или колоколах
при комнатной температуре элект-
ролита и плотности тока 3. ..
5 А/дм2.
Оксидирование стальных деталей
производится путем их обработки в
горячих щелочных растворах, со-
держащих окислители. При этом на
поверхности деталей образуется ок-
сидная пленка толщиной 0,6...
1,5 мкм, которая имеет высокую
прочность и надежно защищает ме-
талл от коррозии. Оксидированию
подвергают нормали и некоторые
детали арматуры кузова.
Оксидирование производят в раст-
воре, содержащем 700... 800 кг/м3
едкого натра с добавкой в качестве
окислителей 200... 250 кг/м3 азот-
нокислого натрия и 50... 70 кг/м3
азотистокислого натрия при темпе-
ратуре раствора 14О...145°С с
выдержкой 40... 50 мин. После та-
кой обработки детали промывают в
воде и для того, чтобы закрыть по-
ры в покрытии, пропитывают в ма-
шинном масле при температуре
ПО... 115°С.
Фосфатирование — это химиче-
ский процесс создания на поверхно-
сти деталей защитных пленок, состо-
ящих из сложных солей фосфора,
марганца и железа. Защитная плен-
ка имеет толщину от 8 до 40 мкм,
обладает пористостью, имеет не-
большую твердость и хорошо при-
рабатывается.
Фосфатирование производят в
30... 35%-ном водном растворе
препарата «Мажеф» при температу-
ре 95... 98 °C в течение 30...
50 мин. Его применяют в качестве
грунта при окраске деталей кузова
и для улучшения прирабатываемо-
сти деталей.
18.8. АВТОМАТИЗАЦИЯ ПРОЦЕССА
НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
На передовых АРП в настоящее
время применяются многопроцесс-
ные автоматические линии нанесе-
ния гальванических покрытий на
восстанавливаемые детали.
На поточной автоматической ли-
нии в соответствии с технологиче-
ским процессом размещаются ван-
ны для подготовки деталей к по-
крытию, для нанесения покрытий и
обработки деталей после покрытия.
Перемещение деталей из одной
ванны в другую производит элект-
ротельферный оператор. Автоопера-
тор осуществляет два движения —
горизонтальное вдоль линии ванн
и вертикальное для выгрузки подве-
сок с деталями из ванн и загрузки
их в другие ванны. На автоматиче-
ской линии в зависимости от загру-
женности их работой может быть
несколько автооператоров, каждый
из иих обслуживает определенную
зону автоматической линии.
Рис. 18.8. Схема автоматического регулято-
ра температуры электролита
Управление работой автооперато-
ров осуществляет ЭВМ по опреде-
ленной программе.
Для поддержания на заданном
уровне температуры электролита и
плбтности тока все ванны должны
быть оборудованы автоматическими
регуляторами.
Автоматические регуляторы тем-
пературы служат для поддержания
заданной температуры электролита
в ванне. Изменение температуры
электролита в большинстве гальва-
нических процессов не должно пре-
вышать ±2 °C.
На рис. 18.8 приведена принципи-
альная схема автоматического тер-
морегулятора для гальванических
ванн с паровым подогревом. В этой
схеме автоматическое регулирова-
ние температуры электролита до-
стигается включением и выключени-
ем парового клапана 6.
При включении рубильника /ток
проходит через замкнутые контак-
ты 3 и катушку Кг магнитного пу-
скателя. При срабатывании магнит-
ного пускателя МП контакты 4
замыкаются, ток поступает в ка-
тушку электромагнита 5, который
открывает паровой клапан 6, и пар
через подогреватель 8 нагревает
электролит в ванне 9.
Подогрев будет продолжаться до
тех пор, пока стрелка манометриче-
ского термометра МТ, который ре-
гистрирует температуру ванны че-
рез датчик 7, не передвинется по
шкале до заданной температуры.
После этого контакты 2 промежу-
точного реле замкнутся, включится
143
Рис. 18.9. Принципиальная схема автомата для регулирования плотности тока
цепь обмотки Ki, под действием
магнитного поля которой разомк-
нутся контакты 3 и, следовательно,
цепь обмотки Кг магнитного пуска-
теля МП. Паровой клапан закроет-
ся, и доступ пара в ванну прекра-
тится.
Постепенно охлаждающийся элек-
тролит переместит стрелку термо-
метра в другую сторону, что приве-
дет к замыканию контактов 3 и от-
крытию парового клапана и т. д.
Автоматическое регулирование
плотности тока. Плотность тока яв-
ляется одним из основных парамет-
ров режима гальванического про-
цесса, так как от нее зависит каче-
ство покрытия. Чтобы получить по-
крытие с заданными свойствами,
необходимо поддерживать плот-
ность тока с точностью ±5% от ве-
личины, установленной режимом.
Величина тока зависит от количе-
ства деталей, находящихся в ван-
не. При загрузке деталей в ванну
оператор, зная заданную плотность
тока н площадь покрытия в одной
загрузке, расчетом определяет ве-
личину тока в цепи ванны и, уста-
новив ее по амперметру, следит,
чтобы она не изменялась в процес-
се электролиза. Эту работу можно
поручить автомату.
На рис. 18.9 показана принципи-
альная схема автомата для регули-
рования плотности тока. Она состо-
144
ит из регулятора напряжения 3 с
механизмом привода от реверсивно-
го электродвигателя 5, силового
трансформатора 6, выпрямителя 7
и поляризованного реле 8.
Регулятор напряжения 3 подклю-
чен к трансформатору 6 и через не-
го к выпрямителю 7. Регулятор на-
пряжения позволяет изменять вели-
чину тока, поступающего от выпря-
мителя к ванне. Напряжение мож-
но регулировать вручную с помощью
рукоятки 2 или от механического
привода с помощью рейки 1, редук-
тора 4 и реверсивного электродви-
гателя 5.
Деталь 9 и анод 10 подключают-
ся к цепи низкого напряжения вы-
прямителя. Рядом с деталями заве-
шивается датчик 11, представляю-
щий собой пластину с площадью в
1 дм2. Этот датчик подключается
как катод в цепь поляризованного
реле 8, амперметр которого пока-
зывает ток, проходящий через дат-
чик.
При изменении заданной плотно-
сти тока в цепи ванны произойдет
также изменение тока в цепи дат-
чика. Это изменение тока приведет
к срабатыванию контактов поляри-
зованного реле и включению ревер-
сивного электродвигателя 5. Элект-
родвигатель через редуктор 4 и рей-
ку / переместит ползунок регулято-
ра напряжения, что приведет к вое-
становлению заданной плотности
тока. Этот регулятор обеспечивает
поддержание плотности тока с от-
клонением от заданной в пределах
±2%.
18.9. ОРГАНИЗАЦИЯ РАБОЧИХ МЕСТ
И ТЕХНИКА БЕЗОПАСНОСТИ
Основное оборудование участка
гальванических покрытий состоит
из ванн для нанесения покрытий и
вспомогательных ванн для обезжи-
ривания, травления и промывки де-
талей. Ванны необходимо устанав-
ливать в строгом соответствии с
технологическим процессом. Учиты-
вая, что в авторемонтном производ-
стве применяют несколько различ-
ных процессов нанесения покрытий,
в целях экономии площади реко-
мендуется основные ванны устанав-
ливать у стен участка, а вспомога-
тельные — посредине.
Если в качестве источников пита-
ния применяют выпрямители, то их
следует устанавливать вблизи от
ванн — потребителей тока.
Для загрузки и выгрузки деталей,
а также для транспортировки от од-
ной ванны к другой обычно приме-
няют электротельферы.
Наиболее вредными для здоровья
работающих на гальванических уча-
стках являются электролиты. Боль-
шинство кислотных и щелочных
электролитов очень токсично и от-
рицательно действует на дыхатель-
ные пути и кожные покровы работа-
ющих. Гальванические процессы
протекают, как правило, с выделе-
нием кислорода и водорода. Выде-
ляющиеся газы увлекают с собой
мельчайшие частички электролита
и таким образом насыщают воздух
в помещении вредными парами.
Учитывая это, при оборудовании
гальванических участков особое
внимание уделяют вентиляции по-
мещений.
На гальванических участках ре-
комендуется иметь общую приточ-
но-вытяжную вентиляцию с 8... 10-
кратным обменом воздуха в час.
Кроме общей вентиляции, каждая
ванна с вредными выделениями
должна иметь двусторонний борто-
вой отсос воздуха. Мощность борто-
вых отсосов определяют исходя из
объема воздуха, забираемого с 1 м2
поверхности ванны в час. Для ванн
хромирования этот показатель дол-
жен быть 6000 м3/ч, для железне-
ния 4800, для никелирования 2500,
для меднения 2000, для электроли-
тического обезжиривания 3000 м3/ч.
При работе на гальванических
участках необходимо применять ре-
зиновую обувь, перчатки и фарту-
ки. В помещении должны устанав-
ливаться фонтанчики с водой для
обмывки кожных покровов, на кото-
рые может случайно попасть элект-
ролит. Полы и стены гальваниче-
ского участка должны быть покры-
ты керамической плиткой и еже-
дневно промываться.
В целях охраны окружающей сре-
ды сточные воды после промывки
деталей необходимо прежде, чем
спускать в канализацию, пропускать
через очистные сооружения.
Глава 19
ПРИМЕНЕНИЕ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
В АВТОРЕМОНТНОМ ПРОИЗВОДСТВЕ
19.1. СУЩНОСТЬ ПРОЦЕССА НАНЕСЕНИЯ
ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
Лакокрасочные покрытия в авто-
ремонтном производстве применя-
ются для защиты деталей от воз-
действия внешней агрессивной сре-
ды и придания им требуемого деко-
ративного вида. Наружные покры-
тия должны иметь гладкую поверх-
ность, к которой хуже прилипает
грязь и пыль. Пленка покрытия
должна быть достаточно эластич-
ной, не пропускать влагу и газы, не
145
препятствовать линейному расши-
рению металла при колебаниях тем-
пературы, обладать способностью
сопротивляться ударам, трению и
царапанию в процессе эксплуата-
ции. Защитные покрытия должны
стареть как можно медленнее, не
растрескиваться, дольше сохранять
глянец, не терять цвет.
Для прочного сцепления лакокра-
сочной пленки с окрашиваемой по-
верхностью необходимо обеспечить
хорошую смачиваемость и адгезию.
При наличии этих свойств капля
эмали, нанесенная на окрашивае-
мую поверхность детали, будет рас-
текаться, образуя тонкую пленку, и
прилипать к поверхности. В случае,
когда смачиваемость и адгезия низ-
кие, капля краски образует сфери-
ческое тело. Форма капли лакокра-
сочного материала, соприкасающе-
гося с твердым телом, зависит от
того, какие силы больше: силы при-
тяжения между молекулами лако-
красочного материала и твердого
тела или между молекулами самой
краски.
Прилипание покрытия в процессе
сушки происходит на площади, ко-
торая зависит от структуры окра-
шиваемой поверхности, а также от
наличия загрязнений и влаги. При
большой шероховатости поверхно-
сти имеющиеся выступы не смачи-
ваются краской, отрыв которой
происходит по выступающим ме-
стам. Жиры и масла также снижа-
ют прочность сцепления лакокра-
сочной пленки с окрашиваемой по-
верхностью.
Защитные свойства лакокрасоч-
ного покрытия определяются также
толщиной пленки и ее блеском. При
гладкой поверхности попадающие
на нее световые лучи отражаются
под одним углом, а при шерохова-
той поверхности — под разными уг-
лами, в результате чего покрытие
кажется матовым. Глянцевые по-
крытия лучше сохраняются в атмо-
сферных условиях, чем матовые.
Уменьшение толщины лакокрасоч-
ной пленки ниже рекомендуемой
приводит к увеличению количества
146
микропор. Через поры и мельчай-
шие трещины проникает вода, кото-
рая, соприкасаясь с металлом, вы-
зывает коррозию под лакокрасоч-
ной пленкой. Образующиеся про-
дукты коррозии вспучивают плен-
ку, в результате чего она отрывает-
ся от поверхности металла.
На качество покрытия решающее
влияние оказывают правильный вы-
бор лакокрасочных материалов, со-
стояние окрашиваемой поверхности
и тщательность выполнения техно-
логического процесса окраски.
19.2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ
ПОКРЫТИЙ
Технологический процесс нанесе-
ния лакокрасЬчного покрытия на
детали включает в себя следующие
операции: приготовление лакокра-
сочных материалов; подготовку по-
верхности к окраске; нанесение ла-
кокрасочного материала; сушку
окрашенной поверхности, выполняе-
мую на всех стадиях процесса нане-
сения покрытия; контроль качества
покрытия.
19,2.1. Приготовление
лакокрасочных материалов
Приготовление выполняется непо-
средственно перед нанесением их на
окрашиваемые поверхности и за-
ключается в тщательном их переме-
шивании, процеживании и разбавле-
нии соответствующими растворите-
лями до необходимой рабочей вяз-
кости. Вязкость эмали определяется
по вискозиметру ВЗ-4, который
представляет собой специальную
конусную воронку определенного
сечения отверстия, из которого вы-
текает краска. Рабочая вязкость
оценивается временем (в секундах),
за которое из этой воронки вытека-
ет 100 см3 лакокрасочного матери-
ала. Необходимая рабочая вязкость
эмали зависит от ее физико-химиче-
ских свойств и способа нанесения
покрытия.
19.2.2. Подготовка поверхности
детали к окраске
Процесс подготовки заключается
в удалении различного рода жиро-
вых загрязнений, влаги, коррозии
и старой краски. При неподготов-
ленной поверхности слой краски бу-
дет плохо прилипать к металлу, а
образовавшаяся лакокрасочная
пленка преждевременно разру-
шится.
Способы подготовки поверхности
выбирают в зависимости от разме-
ров и конфигурации детали, ее за-
грязненности, а также на основании
технико-экономических расчетов.
Окрашиваемые поверхности в зави-
симости от применяемого способа
очистки могут иметь различную ше-
роховатость. Для качественной за-
щиты металла от коррозии необхо-
димо, чтобы толщина слоя покрытия
превышала выступающие на метал-
ле выступы в 2 ... 3 раза.
Подготовка поверхностей включа-
ет очистку деталей, обезжиривание,
мойку и сушку. Стандартом на под-
готовку металлических поверхно-
стей перед окраской установлены
технические требования к качеству
поверхностей, способы и технология
выполнения работ. Наиболее рас-
пространенными способами подго-
товки являются механический и хи-
мический.
К механическим способам очист-
ки относятся пескоструйная, дробе-
струйная, дробеметная, обработка
механизированным инструментом.
Обработка поверхностей в песко- и
дробеструйных установках выпол-
няется сухим абразивным материа-
лом. Черные металлы, медь и их
сплавы обрабатываются металли-
ческим песком, который представ-
ляет собой рубленую стальную про-
волоку (HRC 38... 55), или чугун-
ным песком (HRC 58 . . . 62) с диа-
метром зерен 0.6.. . 0,8 мм. Для
алюминия и его сплавов применя-
ется силуминовая дробь. Гидроаб-
разивная обработка поверхностей
деталей производится струей сус-
пензии, состоящей из воды и квар-
цевого песка. Этим способом мож-
но обрабатывать как черные, так и
цветные металлы. Подготовка по-
Рис. 19.1. Пневматическая шлифовальная машина:
1 — передний фланец; 2 — кожух; 3 — задний фланец; 4 — шпиндель; 5 — корпус; 6 — муфта; 7 —
пневмодвнгатель; 8 — регулятор; 9— рукоятка; 10— пусковое устройство: 11 — выключатель
Рнс. 19.2. Электрическая шлифовальная машина с прямой (а) и угловой б) голов
ками:
/ — ручка; 2 — выключатель; 3 — электродвигатель; 4 — вал; 5 — универсальная головка: 6. 13 —
кожухи; 7. 12— рукоятки; 8, 14 шлифовальные круги; 9 — подставка: 10 - штуцер; 11 - корпус
147
верхностей к окраске механизиро-
ванным инструментом производится
пневматическими (рис. 19.1) или
электрическими (рис. 19.2) машин-
ками, оборудованными в качестве
рабочих органов шлифовальным
кругом, металлической щеткой или
шарошкой.
Химическим способом удалются
загрязнения и окислы путем обез-
жиривания, одновременного обез-
жиривания и травления, фосфати-
рования. Способ обезжиривания
выбирают в зависимости от вида и
степени загрязнения. При слабой и
средней загрязненности наибольшее
распространение получило обезжи-
ривание щелочными растворами.
Толстый слой жира удаляется орга-
ническими растворителями. Одно-
временное обезжиривание и травле-
ние поверхностей состоит в том, что
в травильные растворы вводят по-
верхностно-активные вещества. Наи-
более эффективно этот процесс
протекает при струйной обработке
деталей путем разбрызгивания фор-
сунками моющих растворов при
температуре 50...70°C под давле-
нием 0,15...0,25 МПа в специаль-
ных моечных камерах. На рис. 19.3
показана принципиальная схема
обезжиривания органическим раст-
ворителем трихлорэтиленом, кото-
рый хорошо растворяет жиры, мас-
ла и совершенно не горит. Процесс
наиболее эффективно протекает при
нахождении трихлорэтилена в жид-
кой и паровой фазе. К недостаткам
Рие. 19.3. Схема установки для обезжири-
вания трихлорэтиленом:
1 — закрытая камера; 2 — изделие; J — опрыскм
ватели; 4 — охлаждающие трубы; 5 -• - конвейер
148
трихлорэтилена следует отнести его
высокую стоимость и токсичность
паров. Хорошее качество подготов-
ки поверхности под окраску обеспе-
чивается фосфатированием. В ре-
зультате этой операции на поверх-
ности металла образуется неоргани-
ческая защитная пленка, обладаю-
щая повышенными противокоррози-
онными свойствами. Фосфатный
слой является превосходным грун-
том под лакокрасочное покрытие.
При повреждении фосфатно-красоч-
ного слоя коррозия происходит
лишь на дефектном участке и не
распространяется под покрытием.
После химической обработки де-
тали следует промыть и тщательно
просушить. Промывка осуществля-
ется в проходных струйных камерах
в течение 2 ... 3 мин холодной (8 . ..
15°С) или горячей (8О...9О°С) во-
дой. Сушка производится воздухом,
нагретым до температуры 115...
125°C, в течение 1...3 мин до уда-
ления видимых следов влаги.
19.2.3. Нанесение лакокрасочных
материалов
Процесс нанесения лакокрасоч-
ных материалов на детали выпол-
няется в такой последовательно-
сти: грунтование, шпатлевание,
шлифование и окраска.
Грунтование заключается в нане-
сении первого слоя лакокрасочного
покрытия на очищенную, обезжи-
ренную и промытую поверхность
металла. Слой грунта является ос-
новой покрытия, поэтому должен
обладать наилучшей сцепляемостыо
с металлом и с последующим слоем
краски. Грунтовка наносится на по-
верхности деталей пневматическим
распылением или электроосаждени-
ем. Слой грунтовки должен быть
матовый, так как глянцевая поверх-
ность ухудшает сцепление грунта
с последующими слоями краски.
В последнее время наибольшее
распространение получили преобра-
зователи ржавчины, которые нано-
сят на металлическую поверхность
детали, поврежденной коррозией в
качестве первого слоя. Эти преобра-
зователи, попадая на ржавую по-
верхность, вступают в химическое
взаимодействие с соединениями же-
леза, которые образуют ржавчину,
и переводят их в химические веще-
ства, нерастворимые в воде.
Шпатлевание предназначено для
выравнивания поверхности. Из-за
того что оно снижает механическую
прочность покрытия, наносить слой
толщиной более 0,5 мм не рекомен-
дуется. Для лучшего выравнивания
поверхностей, кроме местного шпат-
левания густой шпатлевкой делает-
ся еще и сплошное покрытие грунт-
шпатлевкой.
Шлифование выполняется для
сглаживания неровностей на за-
шпатлеванной поверхности детали.
Шлифование бывает сухое и мок-
рое. При мокром шлифовании обра-
батываемая поверхность обильно
смачивается водой, чем достигает-
ся хорошее качество обработки.
В качестве шлифующего материала
применяется водостойкая шкурка с
тонким абразивом. Шлифование
производится с помощью шлифо-
вальных машинок. После шлифова-
ния обрабатываемую поверхность
промывают водой и просушивают,
обдувая сжатым воздухом.
Окраска деталей при ремонте ав-
томобилей может осуществляться
следующими способами: с помощью
кистей и накатных валиков; окуна-
нием; струйным обливом; воздуш-
ным и безвоздушным распылением;
распылением в электростатическом
поле.
Окраска кистями и накатными ва-
ликами получила ограниченное рас-
пространение, особенно при исполь-
зовании быстросохнущих лакокра-
сочных материалов. Преимущества-
ми этого метода являются простота
и универсальность, позволяющие
окрашивать поверхности различных
размеров и конфигураций. Кроме
того, при окрашивании кистью до-
стигается хорошее сцепление кра-
ски с поверхностью детали за счет
втирания.
Окраска окунанием имеет широ-
кое распространение вследствие
простоты исполнения, высокой про-
изводительности, уменьшения по-
терь лакокрасочного материала и
возможности хорошего прокраши-
вания деталей сложной формы.
Подлежащие окраске детали заве-
шивают на подвески, которые по-
гружают в ванну, заполненную ла-
кокрасочным материалом.
Окраска окунанием полностью
механизирована, за исключением
работ по навеске и съему деталей с
подвесок. Этот способ применяется
при окрашивании деталей, для ко-
торых не требуется тщательная от-
делка, так как на окрашенной по-
верхности образуется значительное
количество потеков. Толщина за-
щитной пленки регулируется вязко-
стью лакокрасочной эмали, ско-
ростью высыхания покрытия.
Окраска струйным обливом за-
ключается в том, что детали подают
в специальную установку, где обли-
вают лакокрасочным материалом, а
затем выдерживают в парах раство-
рителей. Высокая концентрация ра-
створителя задерживает испарение,
улучшает розлив эмали, что умень-
шает количество потеков. Способ
струйного облива требует больших
производственных площадей для
размещения оборудования и харак-
теризуется повышенным расходом
растворителей. Однако высокая
производительность процесса и воз-
можность окраски деталей различ-
ных, размеров и форм позволили его
использовать при нанесении грунто-
вок или эмалей на нелицевые по-
верхности.
Воздушное (пневматическое) рас-
пыление основано на превращении
лакокрасочного материала при по-
мощи сжатого воздуха в тонкую
дисперсную массу, которая нано-
сится на поверхность детали в ви-
де мельчайших капель. Капли, сли-
ваясь друг с другом, образуют по-
крытие, отличающееся высокими
защитн'о-декорат ивными свойства-
ми. Схема краскораспылительной
установки воздушного распыления
149
Рис. 19.4. Схема пневматической краскораспылительной установки:
/ - краскораспылитель; 2, 6 — шланги; 3 — бак с краской; 4 — мешалка; 5 — регулятор давления:
7 — масловлагоотделнтель
представлена на рис. 19.4. Разве-
денная краска из нагнетательного
бака поступает в краскораспыли-
тель и наносится на окрашиваемую
поверхность. Воздух от компрессо-
ра через масловлагоотделнтель по-
дается к краскораспылителю под
давлением 0,3...0,7 МПа. С по-
мощью регулятора давления в на-
гнетательном баке устанавливается
давление 0,15. . .0,20 МПа.
Недостатками пневматического
распыления эмали являются: высо-
кий расход материалов вследствие
потерь на туманообразование; необ-
ходимость в специальных окрасоч-
ных камерах с приточно-вытяжной
вентиляцией и в высококвалифи-
цированных рабочих. Для умень-
шения туманообразования при на-
несении эмали применяются бесту-
манные краскораспылители с ниж-
ним расположением резервуара с
краской. Подача краски к соплу
краскораспылителя производится
под действием эжекции (подсоса)
воздушной струей.
Эффективным процессом являет-
ся окраска распылением подогре-
•!•••:х эмалей. В этом случае к обо-
рудованию для распыления красок
добавляется еще подогреватель.
Краска от нагнетательного бака
проходит через подогреватель и
имеет температуру на выходе из
краскораспылителя 50 ... 60 °C.
Распыление с подогревом краски
позволяет получить более ровные
покрытия с высоким блеском, сни-
зить расход растворителей на раз-
ведение красок, увеличить толщину
наносимого слоя покрытия и тем
самым сократить количество нано-
симых слоев эмали и трудоемкость
процесса.
Безвоздушное распыление лако-
красочных материалов осуществ-
ляется в результате резкого измене-
ния давления краски, находящейся
в системе под высоким давлением,
при выходе ее из краскораспы-
лителя специальной конструкции в
атмосферу. При выходе краски из
сопла краскораспылителя давление
падает до атмосферного, и раство-
ритель мгновенно испаряется. Так
как процесс сопровождается значи-
тельным расширением, то это спо-
собствует измельчению эмали.
При нанесении покрытий безвоз-
душным распылением краска пода-
ется к соплу от гидравлического на-
соса под давлением 4,0...6,0 МПа
при температуре 70...100°C. Уста-
новка (рис. 19.5) позволяет напы-
лять все лакокрасочные материалы
с исходной вязкостью до 50 с по
ВЗ-4. Применение окрасочных аппа-
ратов безвоздушного распыления
требует более тонкого помола лако-
красочного материала.
Нанесение покрытия безвоздуш-
ным распылением обеспечивает та-
кую же адгезию с металлом, как и
использование кистей, что позволя-
ет применять его при нанесении
грунтовочного слоя. Достоинства-
ми этого способа окраски являются:
высокая производительность; не-
большой удельный расход лакокра-
сочного материала и растворителей;
высокое качество покрытия; воз-
можность применения менее мош-
ной вентиляции; снижение затрат
на оборудование; снижение продол-
жительности окраски; возможность
применения всех лакокрасочных
материалов, используемых для
окраски.
Окраска деталей в электростати-
ческом поле в последние годы полу-
чила широкое распространение.
Сущность процесса состоит в том,
что электрическое доле высокого
напряжения создается между дета-
лями, движущимися по заземленно-
му конвейеру, и краскораспыляю-
щим устройством, на которое пода-
ется высокий электрический потен-
циал. Частицы краски, получая от-
рицательный заряд, притягиваются
к положительно заряженной дета-
ли и осаждаются равномерным
слоем.
Распыление краски в электроста-
тическом поле может осуществлять-
ся двумя способами: пневматиче-
скими распылителями с установкой
электродной корронирующей сетки
между распылителем и окрашивае-
мой поверхностью; специальными
быстровращающимися электроста-
тическими распылителями. При при-
менении пневматических распыли-
телей не достигается полное осаж-
Рис. 19.5. Установка безвоздушного распы-
ления:
1 — насос: 2 — шланг высокого давления: 3 —
краскораспылитель; 4 — всасывающнй шланг с
фильтром: 5 — патрубок; 6 — подставка
дение частиц краски на детали, по-
скольку краскораспылитель распо-
ложен на некотором расстоянии от
корронирующей зоны, и часть кра-
ски, не получившая электрического
заряда, теряется. Для полного
осаждения лакокрасочного матери--
ала на окрашиваемую поверхность
сообщают заряд высокого напряже-
Рис. 19.6. Схема автоматической окраски в
электростатическом поле при помощи пере-
мещающихся роботов с чашеобразными
распылителями:
/. 2 отражатели; X 4 — фонари; о. 6, 18. 19 -
верхние роботы с распылителями; 7, 8, 20, 2! —
боковые роботы с распылителями; 9 генератор
высокого напряжения; Ю электростатический
шкаф: 11 - насос подачи краски; 12 пульт уп-
равления; 13 шкаф опознания контура детали;
14, 15, 16, 17 - фотоэлементы; 22 деталь (кузов
легкового автомобиля)
151
ния непосредственно краске и рас-
пыляют ее с помощью электроста-
тических распылителей.
Нанесение краски электрически-
ми распылителями может выпол-
няться в стационарных проходных
камерах (рис. 19.6) или с помо-
щью переносных окрасочных уста-
новок.
Электростатический пистолет-
распылитель (рис. 19.7), применяе-
мый для ручной окраски деталей,
состоит из пластмассового корпуса 4
и алюминиевой ручки 13. Алюмини-
евая распылительная чаша 6 вра-
щается электродвигателем 1, кото-
рый закрыт кожухом 2. Высокое на-
пряжение подается по кабелю 9 к
распылительной чаше через ограни-
чительный резистор 7 и бронзовую
втулку 5. Вал электродвигателя
электрически изолирован валиком 3
от чаши, находящейся под высоким
напряжением. Краска из дозатора
подается к корпусу клапана 15. от-
куда по трубке 8 поступает в рас-
пылительную чашу. Расход краски
регулируется перемещением иглы
14 клапана с помощью гайки 10.
При нажатии на курок 12 срабаты-
вает микровыключатель И, замы-
кающий цепь подачи высокого на-
пряжения на чашу. Затем игла от-
152
крывает канал для прохода краски,
которая поступает на внутреннюю
поверхность быстро вращающейся
чаши. Благодаря центробежной си-
ле краска движется к кромке чаши
в направлении ее вращения и меха-
нически распыляется в плоскости,
перпендикулярной оси вращения.
Поскольку кромка чаши остро отто-
чена, то при подаче тока высокого
напряжения непосредственно к го-
ловке распылителя происходит ко-
ронный разряд. Под действием вы-
сокого напряжения распыленные
частицы краски приобретают заряд
и конусообразным факелом движут-
ся по направлению силовых линий
электрического поля к окрашивае-
мой поверхноста.
Недостатками окрашивания дета-
лей в электростатическом поле сле-
дует считать: трудность окраски по-
верхностей деталей сложной конфи-
гурации (ребра, выступы, впадины);
необходимость применения специ-
альных экранов или токопроводящих
вставок при окрашивании дета-
лей из неэлектрических материалов
(пластмассы, дерево и др.); повы-
шенные требования к лакокрасоч-
ным материалам, которые должны
иметь определенные электрические
параметры (объемное сопротив-
ление, диэлектрическую проницае-
мость); невозможность нанесения
материалов повышенной вязкости
или содержащих металлические по-
рошки; необходимость применения
сложного и дорогостоящего обору-
дования, а также использование вы-
сококвалифицированного персонала.
Для окрашивания автомобилей
используются меламиноалкидные,
пентафталевые, нитроцеллюлозные
эмали. В качестве растворителей
лакокрасочных материалов исполь-
зуются спирты, ацетон, уайт-спи-
рит, скипидар, сольвент, ксилол, то-
луол и растворители.
Расход лакокрасочного материа-
ла для окраски деталей определя-
ется
lOOsfivK
Р =-------- г,
<7 (1 —П)
где s — площадь окрашиваемой поверхно-
сти, м2; 6 — толщина пленки, мкм; v —
плотность пленки, г/см3; к — количество
слоев одним видом лакокрасочного покры-
тия; q— сухой остаток лакокрасочного ма-
териала в исходной вязкости, %; i] — коэф-
фициент потерь материала, зависящий от
способа нанесения: для пневматического
распыления ц = 0,4; для безвоздушного
т]=0,15; для окраски окунанием i)=0,25;
для окраски в электростатическом поле
ц— 0.
19.2.4. Сушка лакокрасочных
покрытий
Для различных материалов суш-
ка происходит по-разному. Одни
лакокрасочные материалы создают
растворимую (обратимую), другие
нерастворимую (необратимую)
пленку.
Обратимая пленка образуется
вследствие испарения летучих раст-
ворителей из жидкого слоя краски.
Характерными материалами, даю-
щими обратимую пленку, являются
нитроцеллюлозные эмали. Они об-
разуют твердую пленку на воздухе,
так как растворители, входящие в
их состав, испаряются при нормаль-
ной температуре. Высушенную об-
ратимую пленку можно легко при-
вести в прежнее жидкое состояние,
добавив растворитель.
Некоторые лакокрасочные мате-
риалы дают необратимую пленку,
которая образуется из жидкого слоя
нанесенной эмали не только вслед-
ствие испарения растворителя, но
и в результате сложных химических
процессов окисления, конденсации и
полимеризации пленкообразующих
веществ. При образовании пленки
у таких эмалей различают две фа-
зы: вначале интенсивно испаряются
растворители, на что уходит 10...
20% времени сушки (физический
процесс), а затем происходит хими-
ческий процесс образования плен-
ки. Примером необратимых лако-
красочных материалов могут быть
масляные и меламиноалкидные
эмали.
Процессы пленкообразования при
нормальной температуре, особенно
в материалах с необратимой плен-
кой, протекают медленно. На уско-
рение процесса сушки влияет ряд
факторов, наиболее важными из ко-
торых являются температура нагре-
вания лакокрасочного слоя, степень
подвижности воздуха и свет. При
неподвижном воздухе среда, непо-
средственно соприкасающаяся со
свежеокрашенной поверхностью, на-
сыщается парами растворителей, и
процесс сушки замедляется. При
беспрерывной смене воздуха пары
растворителя уносятся с окрашен-
ной поверхности, и процесс Пленко-
образования сокращается.
Сушка может быть естественной
при температуре 18..;23°С и отно-
сительной влажности не более 70%
и искусственной при температуре
60...175 °C.
Естественная сушка длится до-
вольно долго (2...48 ч) и выпол-
няется в отдельных хорошо отапли-
ваемых и вентилируемых помещени-
ях. Сушка считается законченной,
если при прикосновении к окрашен-
ной поверхности в течение 5... 6 с
на ней не остается следов.
Искусственная сушка, применяе-
мая для синтетических эмалей,
обеспечивает законченный процесс
153
пленкообразования, лучшую твер-
дость, водо- и маслостойкость, па-
ре- и газонепроницаемость. Кроме
того, искусственная сушка позволя-
ет производить окрасочные работы
непрерывно в потоке и значительно
сокращает время, затрачиваемое на
весь процесс.
При ремонте автомобилей исполь-
зуются следующие способы искусст-
венной сушки: конвекционный, тер-
йорадиационный и индуктивный.
Конвекционный способ сушки за-
ключается в нагревании окрашен-
ных поверхностей деталей горячим
циркулирующим воздухом.
Недостатком этого способа явля-
ется то, что высыхание краски про-
исходит с поверхности покрытия.
При этом образуется поверхностная
пленка, препятствующая высыха-
нию нижних слоев и улетучиванию
из эмали растворителя. Пары испа-
ряющегося в процессе сушки раст-
ворителя приводят к разрушению
покрытия и образованию пор.
Терморадиационный способ суш-
ки основан на поглощении инфра-
красных лучей лакокрасочной плен-
кой и окрашенной поверхностью де-
тали. Нагрев металлической по-
верхности происходит в результате
перехода лучистой энергии в тепло-
вую. Терморадиационный нагрев
имеет ряд преимуществ по сравне-
нию с другими видами сушки, так
как инфракрасные тепловые лучи,
обладая свойствами проницаемости,
проходят через пленку краски, по-
глощаются металлической поверх-
ностью и быстро ее нагревают. Про-
цесс высыхания идет от металличе-
ской поверхности к высыхающему
слою пленки. Перепад температу-
ры, возникающий между внутрен-
ней поверхностью эмали, соприка-
сающейся с металлом, и наружной,
способствует быстрому испарению
растворителя из слоя краски. На-
гретые пары растворителей беспре-
пятственно проходят через верхние
слои эмали, которые еще не успели
затвердеть. Это явление значитель-
но снижает время сушки. При тер-
морадиационной сушке в качестве
154
источника тепловой энергии приме-
няются ламповые излучатели и ме-
таллические трубчатые термоизлу-
чатели.
Индукционный способ сушки ос-
нован на свойствах металлических
деталей нагреваться при помеще-
нии их в индуктор, по обмотке кото-
рого пропускается ток промышлен-
ной или высокой частоты. Вихревые
токи, возникающие при этом в де-
тали, нагревают ее. Сушка покры-
тия осуществляется от нижних сло-
ев к верхним, что способствует луч-
шему испарению растворителя.
К недостаткам индукционного спо-
соба сушки деталей следует отне-
сти сложность индукторов для на-
грева и большой расход электро-
энергии.
19.2.S. Контроль качества
лакокрасочных покрытий
Качество лакокрасочных покры-
тий определяют по следующим по-
казателям: цвету, чистоте, глянцу,
твердости пленки, прочности при
ударе и изгибе, толщине пленки,
стойкости ее к воздействию различ-
ных веществ (вода, масло, раство-
рители, соли, кислоты, щелочи), ад-
гезии и др. При ремонте автомоби-
лей лакокрасочные покрытия конт-
ролируются по толщине нанесенно-
го слоя пленки и адгезионным свой-
ствам подготовленной к окраске по-
верхности.
Контроль толщины лакокрасоч-
ной пленки без нарушения ее цело-
стности выполняется магнитным
толщиномером (рис. 19.8). Дейст-
вие прибора основано на изменении
силы притяжения магнита к ферро-
магнитной подложке в зависимости
от толщины контролируемой немаг-
нитной пленки.
При работе с толщиномера снима-
ют колпачок /, затем шаровую по-
верхность магнита ставят верти-
кально на измеряемую поверхность
и, вращая муфту 2, поднимают шка-
лу 3 до момента возникновения
Рис. 19.8. Магнитный толщиномер
щелчка (отрыв магнита). По пока-
заниям шкалы определяют толщину
покрытия. Контроль правильности
работы прибора осуществляют по
эталонам толщин. Электронные при-
боры типа МТ-41-НЦ позволяют
производить контроль лакокрасоч-
ных покрытий на магнитных осно-
вах, а прибор ВТ-ЗО-НЦ—на не-
магнитных основах с точностью до
1 мкм.
Выборочный контроль адгезии
(прилипаемости) покрытий к ме-
таллу выполняется методом решет-
чатого надреза. На нелицевой по-
верхности делают 5... 7 параллель-
ных надрезов до основного металла
лезвием или скальпелем по линей-
ке на расстоянии 1 ... 2 мм в зави-
симости от толщины покрытия и
столько же надрезов перпендику-
лярно первым. В результате обра-
зуется решетка из квадратов. За-
тем поверхность очищают кистью и
оценивают по четырехбалльной си-
стеме.
Полное или частичное (более
35% площади) отслаивание покры-
тия соответствует четвертому бал-
лу. Первый балл присваивается по-
крытию, когда отслаивания его ку-
сочков не наблюдается.
19.3. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ
ПРИ ВЫПОЛНЕНИИ МАЛЯРНЫХ РАБОТ
При организации рабочего места
для нанесения защитно-декоратив-
ных лакокрасочных покрытий необ-
ходимо руководствоваться произ-
водственной программой, свойства-
ми наносимых эмалей и особенно-
стями выполнения работ. Как пра-
вило, камеры окраски и сушки рас-
полагаются на участках ремонта
агрегатов и узлов. Окраска отдель-
ных деталей выполняется в специ-
альных отделениях. Все окрасочные
отделения оснащаются окрасочны-
ми и сушильными камерами, необ-
ходимыми подъемно-транспортными
средствами, приточно-вытяжной вен-
тиляцией и другим оборудованием.
При проектировании участков
окраски следует строго соблюдать
установленные строительные нор-
мы, требования взрывопожарной
безопасности и охраны природы.
Вентиляция помещений должна
быть рассчитана таким образом,
чтобы вредные вещества не превы-
шали допустимых санитарных норм
и взрывобезопасных концентраций.
Обезжиривание поверхностей дета-
лей органическими растворителями
типа трихлорэтилена или дихлор-
этана должно производиться в за-
крытых аппаратах. Установка долж-
на быть оборудована аппаратурой
для регенерации растворителя пу-
тем перегонки и расположена, в от-
дельном изолированном помещении.
Отработавший воздух из сушиль-
ных камер перед выходом в атмо-
сферу должен быть обязательно
очищен.
Для обеспечения в окрасочных
отделениях нормальных санитарно-
гигиенических условий и пожарной
безопасности необходимо соблюдать
технологический режим, правила и
нормы по технике безопасности, по-
жарной безопасности и промышлен-
ной санитарии. В помещениях, где
ведутся окрасочные работы, нельзя
пользоваться приборами с неисправ-
ной или не приспособленной для
155
данных условий электроарматурой,
открытыми источниками огня, а
также выполнять сварочные работы.
В окрасочных камерах должны ис-
пользоваться взрывобезопасные
вентиляционные установки и пере-
носные светильники напряжением
12 В.
Запрещается работать в одной
и той же окрасочной камере с
нитроцеллюлозными, масляными и
синтетическими эмалями. Во избе-
жание кожных заболеваний перед
окрасочными работами руки необ-
ходимо смазать защитной пастой
или надеть перчатки. Для защиты
органов дыхания и зрения нужно
использовать средства индивиду-
альной защиты. Смешивание лако-
красочных материалов следует про-
изводить только в краскоприготови-
тельном отделении, а хранить их в
специальных помещениях в плотно
закрытой таре. Лакокрасочный ма-
териал, предназначенный для оку-
нания, должен храниться в подзем-
ном резервуаре и подаваться насо-
сом в ванну только на время ра-
боты.
В краскоприготовительных поме-
щениях, окрасочных отделениях и
складах лакокрасочных материалов
должны находиться в обязательном
порядке средства пожаротушения.
Глава 20
ВОСТАНОВЛЕНИЕ ДЕТАЛЕЙ С ПРИМЕНЕНИЕМ
СИНТЕТИЧЕСКИХ МАТЕРИАЛОВ
20.1. СИНТЕТИЧЕСКИЕ МАТЕРИАЛЫ,
ПРИМЕНЯЕМЫЕ ПРИ ВОССТАНОВЛЕНИИ
ДЕТАЛЕЙ
В авторемонтном производстве
все более широкое применение при
восстановлении деталей находят
различные виды синтетических ма-
териалов (пластмасс). Их использу-
ют при устранении механических
повреждений на деталях (трещин,
пробоин, отколов и т. п.), при ком-
пенсации износа рабочих поверхно-
стей деталей, а также при соедине-
нии деталей склеиванием. Большое
внимание к использованию синтети-
ческих материалов при восстанов-
лении деталей объясняется просто-
той технологического процесса и
применяемого оборудования, невы-
сокой трудоемкостью процесса, до-
статочно высокими физико-.механи-
ческими свойствами пластмасс, низ-
кой их стоимостью.
Главной составляющей частью
пластмасс являются полимеры.
Многие пластмассы представляют
собой чистые полимеры (полисти-
рол, полиэтилен, полипропилен
и др.), по есть пластмассы, в состав
которых, кроме полимеров, входят и
156
другие компоненты. К таким компо-
нентам относятся наполнители, пла-
стификаторы, красители, отвердите-
ли и другие добавки, сообщающие
пластмассам требуемые свойства.
Все полимеры подразделяются на
две большие группы: реактопласты
(термореактивпые) и термопласты
(термопластические).
Реактопласты при нормальной
температуре могут быть в жидком
или твердом состоянии, но при на-
греве до определенной температуры
переходят в вязкотекучее состоя-
ние, а при дальнейшем нагреве за-
твердевают и остаются в таком со-
стоянии независимо от температу-
ры. Этот процесс необратимый, так
как перевести реактопласты снова
в пластическое состояние невоз-
можно.
Термопласты при нормальной
температуре находятся в твердом
состоянии, а при нагреве размягча-
ются. В этом состоянии им можно
придать любую форму. После ох-
лаждения они снова затвердевают.
При повторном нагреве, термопла-
сты сохраняют пластические свой-
ства, т. е. пригодны для дальнейше-
го использования.
Из реактопластов наиболее ши-
рокое применение при восстановле-
нии деталей автомобилей нашли
эпоксидные смолы ЭД-16 и ЭД-20,
представляющие собой вязкую жид-
кость светло-коричневого цвета.
При восстановлении деталей при-
меняют эпоксидные композиции, в
состав которых, кроме эпоксидной
смолы, входят отвердители, пласти-
фикаторы и наполнители. Отверди-
тели предназначены для того, что-
бы перевести эпоксидную смолу в
необратимо твердое состояние. Су-
ществуют два вида отвердителей —
холодные и горячие. В качестве хо-
лодных отвердителей применяют по-
лиэтиленполиамин (ПЭПА) и ами-
нофенол (АФ-2). При использова-
нии этих отвердителей эпоксидная
смола переходит в твердое состоя-
ние при комнатной температуре, но
для ускорения процесса отвержде-
ния его обычно ведут при темпера-
туре 60... 70 °C. При горячем от-
верждении смолы используют ма-
леиновый ангидрид. Процесс от-
верждения при применении этого
отвердителя рекомендуется прово-
дить при температуре 12О...16О°С.
Для повышения пластических
свойств эпоксидного состава в него
вводят пластификаторы, в качестве
которых наиболее часто используют
дибутилфталат (ДБФ): низкомоле-
кулярную алифатическую смолу
ДЭГ-1 и тиокол НВБ-2. Для при-
дания эпоксидному составу требуе-
мых физико-механических свойств
в него вводят наполнители: сталь-
ной или чугунный порошок, аэро-
сил, алюминиевую пудру, порошки
слюды, талька, асбеста и графита.
Для приготовления эпоксидных
составов могут быть использованы
поставляемые промышленностью
готовые композиции К-115 и К-153,
которые не содержат наполнителей
и отвердителей.
Из термопластов наибольшее при-
менение нашли полиэтилены, поли-
пропилены, полистиролы, винипла-
сты, полиамиды и фторопласты. Эти
материалы обладают хорошей адге-
зией с металлами, достаточно высо-
кой механической прочностью и из-
носостойкостью. Они выпускаются
промышленностью в виде гранул и
применяются при восстановлении
поверхностей деталей, работающих
в условиях трения скольжения. Для
повышения твердости, износостойко-
сти и других свойств в полиамид-
ные смолы вводят наполнители:
графит, тальк, дисульфид молибде-
на и металлические порошки. Эти
материалы используются также для
изготовления небольших деталей,
арматуры кузова и т. п.
20.2. ПРИМЕНЕНИЕ ЭПОКСИДНЫХ
СОСТАВОВ ПРИ ВОССТАНОВЛЕНИИ'
ДЕТАЛЕЙ
Эпоксидные составы применяют
для заделки трещин, раковин, про-
боин и других механических по-
вреждений в корпусных деталях, а
также для восстановления в них
посадочных поверхностей под под-
шипники.
Перед выполнением этих работ
сначала приготавливают эпоксид-
ный состав (пасту). Для этого эпо-
ксидную смолу подогревают до тем-
пературы 50... 60 °C, вводят в нее
пластификатор и тщательно пере-
мешивают. Затем в пасту при не-
прерывном перемешивании вводят
в требуемом количестве наполните-
ли. Полученный состав охлаждают
до комнатной температуры. За
30... 40 мин до применения в эпо-
ксидный состав вводят отвердитель.
При заделке трещин в корпусных
деталях их сначала подготавлива-
ют к нанесению эпоксидного соста-
ва: как и перед заваркой произво-
дят разделку трещин под углом
90... 120°, засверливают их концы,
зачищают кромки от окислов и обез-
жиривают растворителями (ацето-
ном, бензином). Далее в засверлен-
ные отверстия вставляют асбесто-
вые пробки и при помощи шпателя
в подготовленный шов наносят эпо-
ксидную пасту в два слоя. Вначале
наносят тонкий слой для того, что-
бы только покрыть разделанный
157
шов, а затем вторым слоем пол-
ностью заполняют шов с перекры-
тием кромок на 5... 10 мм.
Отверждение пасты производят в
сушильном шкафу. При применении
холодного отвердителя (полиэти-
ленполиамина) деталь нагревают
до температуры 60 .. . 70°С и выдер-
живают при этой температуре в те-
чение 4... 5 ч.
При устранении пробоины края
повреждения зачищают до металли-
ческого блеска. Из стеклоткани вы-
резают накладку, размеры которой
должны быть такими, чтобы она на
15...20 мм перекрывала края про-
боины. После этого на очищенные
и обезжиренные края пробоины на-
носят тонкий слой эпоксидного со-
става и на него накладывают стек-
лоткань и прикатывают ее ролика-
ми. Далее на поверхность накладки
наносят слой эпоксидной пасты и
его снова покрывают стеклотканью
и т. д. В зависимости от размеров
пробоины может быть 3 ... 5 слоев.
После нанесения последнего слоя
производят отверждение пасты в
сушильном шкафу.
20.3. ВОССТАНОВЛЕНИЕ РАЗМЕРОВ
ДЕТАЛЕЙ НАНЕСЕНИЕМ ПОЛИМЕРОВ
При восстановлении цилиндриче-
ских поверхностей деталей приме-
няют термопласты. Нанесение этих
полимеров на детали производится
путем погружения деталей в рас-
плав пластмассы, литьем под давле-
нием и различными способами на-
пыления порошков. Наиболее широ-
кое применение нашли следующие
способы напыления: вихревой, виб-
рационный, газопламенный и напы-
ление порошка на нагретую поверх-
ность детали.
Перед напылением гранулы поли-
меров превращают механическим
или химическим путем в порошкооб-
разное состояние с размером частиц
0,1 .. .0,15 мм.
При вихревом напылении деталь,
предварительно обезжиренную и
подогретую до температуры 280...
158
Рис. 20.1. Схема установки для вихревого
напыления пластмассовых покрытий:
/ -- уловитель порошка; 2 — напыляемая деталь;
3 — изоляция; 4 — камера; 5 — пористая перего-
родка
300 °C, помещают в специальную
камеру с взвихренным (псевдоожи-
женным) порошком пластмассы
(рис. 20.1). Камера вихревого напы-
ления разделена пористой перего-
родкой на две части. В нижнюю
часть камеры поступает сжатый воз-
дух или азот. Сверху иа пористую
перегородку загружают порошок
пластмассы слоем толщиной Но.
Сжатый газ, проходя через пори-
стую перегородку, взвихривает по-
рошок до высоты Нк. Соприкасаясь
с нагретой поверхностью детали,
частицы порошка оплавляются и
образуют на поверхности детали по-
крытие. Время выдержки детали в
камере зависит от необходимой тол-
щины покрытия. После напыления
покрытие подвергают термообра-
ботке для снятия внутренних на-
пряжений путем нагрева в масле до
температуры 140... 160°C в тече-
ние 15... 60 мин.
Рнс. 20.2. Схема вибрационной установки
для нанесения пластмассовых покрытий:
/—электромагнитный вибратор; 2 —камера; 3 —
напыляемая деталь
При вибрационном напылении
порошок пластмассы приводят в
псевдоожиженное состояние в спе-
циальной виброкамере (рис. 20.2) с
помощью электромагнитного виб-
ратора. Вибрационный способ на-
пыления не требует подогрева де-
тали до высокой температуры, так
как она не охлаждается потоком
сжатого газа, как это имеет место
при вихревом напылении. Однако
окончательное оплавление порошка
в этом случае производят в специ-
альном нагревательном шкафу при
температуре плавления пластмассы.
Экспериментально установлено, что
наиболее эффективной для нанесе-
ния пластмассовых покрытий явля-
ется частота вибрации в пределах
50... 100 Гц, при которой ускорение
напыляемых частиц достигает
30 м/с2. Вибрационным напылени-
ем можно наносить покрытия тол-
щиной до 1,5 мм.
Нанесение пластмассовых порош-
ков можно производить также пу-
тем их напыления на предваритель-
но подогретую поверхность детали.
При этом деталь подогревают до
температуры плавления пластмас-
сы. Частицы порошка, попадая на
нагретую поверхность детали, рас-
плавляются и образуют покрытие.
Описанными способами напыле-
ния полимеров можно восстанавли-
вать втулки, изготовленные из ан-
тифрикционных материалов, а так-
же посадочные поверхности на дру-
гих деталях.
При газопламенном напылении
пластмассовый порошок расплав-
ляется в пламени специальной го-
релки и распыливается струей сжа-
того воздуха. Этот способ напыле-
ния пластмасс применяют для уст-
ранения неровностей после правки
на поверхности кузовов. При этом
используется специальный порошок
ПФН-12 или ТПФ-37. Перед нане-
сением покрытия поверхность кузо-
ва очищают от ржавчины и старой
краски, обезжиривают, а затем при-
дают ей шероховатость при помощи
электрошлифовальной машины
крупнозернистым кругом или дробе-
струйной обработкой. Подготовлен-
ный таким образом участок поверх-
ности кузова нагревают пламенем
газовой горелки до температуры
200 °C и только после этого вклю-
чают подачу порошка и производят
напыление. Напыленную поверх-
ность перед окраской шлифуют
шкуркой.
20.4. ПРИМЕНЕНИЕ СИНТЕТИЧЕСКИХ
КЛЕЕВ
Синтетические клеи применяют
при ремонте автомобилей для при-
клеивания накладок на пробоины в
баках, бачках радиаторов и других
деталях, а также при восстановле-
нии кузовов и для наклейки фрик-
ционных накладок на тормозные
колодки. В авторемонтном произ-
водстве нашли применение следую-
щие синтетические клеи: ВС-350,
БФ-2, ВС-ЮТ, МПФ-1, ВК-200,
эпоксидные клеи и др.
Перед склеиванием поверхности
деталей тщательно очищают от за-
грязнений, обезжиривают раствори-
телями и придают им некоторую
шероховатость. После этого на со-
единяемые поверхности наносят
2... 3 слоя клея толщиной около
0,1 мм. Учитывая, что большинство
клеев (кроме эпоксидных) содержит
летучие растворители, после нанесе-
ния первого и последующих слоев
клея их нужно подсушить. Время
выдержки при подсушивании зави-
сит от марки клея и обычно приво-
дится в правилах применения. Так,
например, при применении клея
ВС-ЮТ, который используют для
наклейки фрикционных накладок на
тормозные колодки, необходимо
после нанесения первого слоя клея
выдержать деталь на воздухе в те-
чение 15... 20 мин, а после нанесе-
ния второго слоя — в течение 10...
15 мин. Выдержка на воздухе мо-
жет быть заменена сушкой в су-
шильном шкафу в течение 5 мин
при температуре 60 °C.
После подсушивания клея соеди-
няют склеиваемые поверхности.
159
При этом очень важно строго вы-
держать режим отверждения клея:
усилие прижатия поверхностей, тем-
пературу и длительность выдержки
при отверждении. Так, при приме-
нении клея ВС-ЮТ должно быть
обеспечено удельное давление меж-
ду соединяемыми поверхностями в
пределах 0,5... 1,0 МПа. Отверж-
дение должно производиться при
температуре 180 °C путем общего
нагрева деталей в течение 45 мин
или путем местного нагрева склеи-
ваемых поверхностей электронагре-
вателем, паяльной лампой и други-
ми источниками тепла. Охлаждение
деталей после склеивания необходи-
мо производить медленно.
Склеивание синтетическими кле-
ями — это сравнительно простой и
экономически эффективный процесс
соединения деталей, обеспечиваю-
щий в то же время высокую проч-
ность.
В заключение необходимо ука-
зать, что при работе с синтетиче-
скими клеевыми составами и осо-
бенно с эпоксидными смолами нуж-
но строго соблюдать правила тех-
ники безопасности, так как многие
вещества, входящие в их состав,
являются токсичными и огнеопас-
ными.
20.5. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА
И ТЕХНИКА БЕЗОПАСНОСТИ
Участок восстановления деталей
с применением синтетических ма-
териалов должен быть изолирован
от других производственных поме-
щений.
На рабочем месте восстановле-
ния деталей должно быть установ-
лено следующее основное оборудо-
вание: рабочий стол, стеллаж для
деталей, вытяжной шкаф для при-
готовления эпоксидных составов,
сушильный шкаф. Все оборудова-
ние должно быть расположено так,
чтобы обеспечить необходимую ра-
бочую зону и в то же время, чтобы
рабочий не делал лишних движе-
ний.
Пластические массы в отверж-
денном состоянии, как правило, не
токсичны и совершенно безопасны.
Однако отдельные компоненты,
входящие в их состав, вредны для
здоровья работающих. К таким ком-
понентам относятся отвердители и
пластификаторы. Опасна работа со
стекловолокном. Вредно действуют
на здоровье также продукты разло-
жения пластмасс при их перегреве.
Поэтому при работе с пластмас-
сами необходимо рабочие места
оборудовать вытяжной вентиляцией.
Общая вентиляция участка долж-
на быть приточно-вытяжной с
4 ... 5-кратным обменом воздуха в
час.
Помимо общезащитных средств,
рабочих необходимо обеспечить ин-
дивидуальными средствами защи-
ты. Работать с жидкими компонен-
тами следует в резиновых перчат-
ках, а со стеклотканью — в респи-
раторе и защитных очках. На рабо-
чем месте должны быть вывешены
подробные инструкции по правилам
безопасной работы.
РАЗДЕЛ IV
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
И РЕМОНТА УЗЛОВ И ПРИБОРОВ
Глава 21
ОБЩИЕ ПОЛОЖЕНИЯ
21.1. КЛАССИФИКАЦИЯ ВИДОВ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Проектирование технологического
процесса имеет целью установление
оптимальной последовательности и
способов обработки отдельных по-
верхностей и всей детали в целом,
подбор необходимого оборудования,
оснастки и инструмента для обра-
ботки и контроля, определение оп-
тимальных режимов обработки и
технических норм времени на вы-
полнение работ за счет знания за-
кономерностей и особенностей ре-
монтного производства. Главным
требованием к технологии восста-
новления деталей является обеспе-
чение требуемого уровня служеб-
ных свойств деталей при заданной
производительности труда с наи-
меньшими общественными затрата-
ми.
В настоящее время стандартом
установлены два вида технологиче-
ских процессов восстановления де-
талей: единичный и типовой.
Единичный технологический про-
цесс относится к изделиям одного
наименования, типоразмера и ис-
полнения независимо от типа про-
изводства.
Типовой технологический процесс
характеризуется единством содер-
жания и последовательности боль-
шинства технологических операций
и переходов для групп изделий с
общими конструктивными призна-
ками.
6 Зач. 421
Каждый вид технологического
процесса характеризуется следую-
щими признаками:
основным назначением процес-
са — рабочий, перспективный:
рабочий технологический про-
цесс выполняется по рабочей техно-
логической и (или) конструктор-
ской документации;
перспективный технологический
процесс соответствует современным
достижениям науки и техники, ме-
тоды и средства осуществления ко-
торого полностью или частично
предстоит освоить на предприятии;
степенью детализации содержа-
ния процесса — маршрутный, опе-
рационный, маршрутно-операцион-
ный:
маршрутный технологический
процесс выполняется по документа-
ции, в которой содержание опера-
ций излагается без указания пере-
ходов и режимов обработки;
операционный технологический
процесс выполняется по документа-
ции, в которой содержание опера-
ций излагается с указанием перехо-
дов и режимов обработки;
маршрутно-операционный техно-
логический процесс выполняется по
документации, в которой содержа-
ние отдельных операций излагается
без указания переходов и режимов
обработки.
Подсистема проектирования тех-
нологических процессов является
составной частью системы техноло-
гической подготовки производства.
161
Под технологической подготов-
кой производства понимается сово-
купность взаимосвязанных процес-
сов, обеспечивающих технологиче-
скую готовность предприятия к вы-
пуску изделий заданного уровня ка-
чества при установленных сроках,
объеме выпуска и затратах.
При разработке проекта техноло-
гического процесса восстановления
деталей важно определить число
операций, на которые этот процесс
должен быть расчленен.
Основным фактором, определяю-
щим степень дифференциации тех-
нологического процесса, является
характер производства и связанный
с ним объем выпуска продукции.
Под объемом выпуска понимается
количество изделий определенного
наименования, типоразмера и ис-
полнения ремонтируемых предприя-
тием в течение планируемого ин-
тервала времени.
При выборе оптимальной техно-
логии размер выпуска В, выше ко-
торого оптимальной является опера-
ционная технология, а ниже — мар-
шрутная, определяется по формуле:
йо
йо
В^------------------
йо
2 °
Х(7\13М £(рм ТпзоЯро) Ум Z/TM .о। ।.
— Т’што^/ро
где Во — количество операций; Тв — время
разработки и оформления операционной
карты; //то —средняя стоимость единицы
времени работников, разрабатывающих опе-
рационную карту; Уд —число лет действия
технологии; Вк — среднее число партий оди-
наковых деталей в год; Уп.чм — подготови-
тельно-заключительное время на операцию
при применении маршрутных карт; ZZpM —
стоимость единицы времени рабочего, рабо-
тающего по маршрутным картам; УПзО —
подготовительно-заключительное время на
операцию при применении операционных
карт; Цр0 — стоимость единицы времени
рабочего, работающего по операционным
картам; Ум — время разработки и оформ-
ления маршрутной карты; ЦТм — средняя
стоимость единицы времени работников,
162
разрабатывающих маршрутную карту;
Ушт- м — штучное время при пользовании
маршрутной картой; УШт- о — штучное вре-
мя при пользовании операционной картой.
21.2. ТИПИЗАЦИЯ И СТАНДАРТИЗАЦИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Одним из путей повышения эф-
фективности проектирования техно-
логических процессов является про-
ведение технологической унифика-
ции процессов. Технологическая
унификация позволяет сократить
сроки технологической подготовки
производства и выполнить ее на бо-
лее высоком организационно-техни-
ческом уровне при меньших затра-
тах материальных и трудовых ре-
сурсов.
Основными направлениями тех-
нологической унификации, нашед-
шими широкое применение, являют-
ся типизация технологических про-
цессов и групповой метод обработ-
ки деталей.
Под типизацией технологических
процессов понимается разбивка де-
талей на конструктивно-технологи-
ческие классы (типы) и составление
для каждого из них типового техно-
логического процесса.
Сущность процесса типизации
технологических процессов заклю-
чается в следующем.
1. Детали различных изделий
группируют в классы, подклассы и
типы в зависимости от конфигура-
ции, размеров, точности и качества
поверхности. Например, классами
деталей являются валы, зубчатые
колеса, втулки, корпуса и др.
В свою очередь эти классы могут
быть разбиты на подклассы в зави-
симости от формы деталей (для ва-
лов подклассами могут быть валы
гладкие, ступенчатые и т. д.). Под-
классы делятся на типы, в которые
входят однотипные детали, отлича-
ющиеся между собой размерами.
2. Для каждого класса техноло-
гически сходных деталей разраба-
тывают типовой технологический
процесс, который можно применять
при обработке каждой детали, вхо-
дящей в класс.
3. Типовой процесс содержит
принципиальные указания о мето-
дах обработки деталей данного
класса, план операций обработки
деталей определенного подкласса
или типа, полную последователь-
ность операций и переходов обра-
ботки деталей определенного типа.
4. При построении типового тех-
нологического процесса системати-
зируют достижения промышленных
предприятий и научные исследова-
ния, касающиеся восстановления
подобных деталей.
Типизация технологических про-
цессов строится на базе классифи-
кации и типизации объектов произ-
водства. Технологическая класси-
фикация деталей представлена в
Технологическом классификаторе
деталей машиностроения.
Технологический классификатор
детали создает предпосылки для ре-
шения следующих задач:
группирования деталей по конст-
рукторско-технологическому подо-
бию для разработки типовых техно-
логических процессов и внедрения
группового метода обработки;
подетальной специализации це-
хов, участков;
унификации и стандартизации
технологических процессов;
подбора технологического обору-
дования;
разработки укрупненного марш-
рута обработки.
Этапы проектирования типовых
технологических процессов. При
разработке типовых процессов ис-
пользуются базовая, руководящая и
справочная информации.
Базовая информация включает
сведения, имеющиеся в конструктор-
ской документации, и программу
восстановления деталей.
Руководящая информация вклю-
чает сведения о технологических
процессах, методах управления
ими, об оборудовании и оснастке,
содержащихся в стандартах, о до-
кументации и производственных ин-
6*
струкциях. Справочная информация
содержит сведения о методах и
режимах обработки, припусках,
нормах расхода материалов и др.
Разработка типовых процессов
восстановления деталей осущест-
вляется в следующей последова-
тельности.
1. Классификация деталей ре-
монтного фонда. На этом этапе соз-
даются группы деталей, обладаю-
щих общностью конструкторско-
технологических характеристик.
Выбираются типовые представите-
ли групп.
2. Количественная оценка групп
деталей. Определяется тип произ-
водства для каждого типового
представителя групп (единичное,
серийное, массовое) с учетом ча-
стот появления дефектов и их соче-
таний.
3. Анализ типовых представите-
лей групп по чертежам и техниче-
ским условиям, программам выпус-
ка и типа производства. Разраба-
тываются варианты схем техноло-
гических маршрутов восстановле-
ния деталей.
4. Выбор технологических баз.
При выборе технологических баз
оцениваются точность и надежность
базирования.
5. Выбор методов устранения де-
фектов. На этом этапе выбираются
методы устранения дефектов, опре-
деляются их технико-экономические
показатели.
6. Составление вариантов техно-
логических маршрутов обработки.
При этом определяются последова-
тельность операций и группы обо-
рудования по операциям.
7. Разработка технологических
операций. К числу задач, решаемых
на этом этапе, относятся:
рациональное построение техно-
логических операций;
выбор структуры операции;
установление рациональной по-
следовательности перехода в опе-
рации;
выбор оборудования, обеспечива-
ющего оптимальную производи-
163
Тельность при условии обеспечения
требуемого качества;
расчет загрузки технологического
оборудования;
выбор конструкции оснастки;
установление принадлежности
выбранной конструкции к стан-
дартным системам оснастки;
установление исходных данных,
необходимых для расчетов, и рас-
чет припусков на обработку и меж-
операционных припусков;
установление исходных данных,
необходимых для расчетов опти-
мальных режимов обработки и их
расчет;
установление норм времени и
разрядов исполнителей.
8. Расчет точности, производи-
тельности и экономической эффек-
тивности вариантов типовых техно-
логических процессов. На этом эта-
пе выбирается оптимальный вари-
ант типового технологического про-
цесса восстановления деталей.
9. Оформление типовых техноло-
гических процессов. Разрабатыва-
ются, согласовываются и утвержда-
ются необходимые технологические
документы в соответствии с требо-
ваниями ЕСТД. Высшей ступенью
типизации технологических процес-
сов является их стандартизация.
Стандартизация типовых техно-
логических процессов. Основными
целями стандартизации типовых
технологических процессов явля-
ются: установление правовой фор-
мы типизации; устранение разнооб-
разия в технологии изготовления
однотипных изделий; сокращение
объема разрабатываемой доку-
ментации; сокращение трудоемко-
сти при разработке технологиче-
ских процессов.
Стандарт разрабатывают на ти-
повой технологический процесс, со-
стоящий из комплекса технологиче-
ских операций, обеспечивающих
высокое качество изделий, и на тех-
нологические операции, имеющие
самостоятельное значение для обес-
печения качества изделия.
164
Этот стандарт должен устанав-
ливать показатели и требования,
определяющие качество выпускае-
мых изделий и производительность
труда, маршрут прохождения из-
делия по операциям и основные
средства технологического оснаще-
ния, включая средства контроля и
испытания.
К числу элементов технологии,
подлежащих стандартизации, отно-
сятся: состав и последовательность
технологических операций (типовая
схема восстановления); межопера-
ционные требования; технологиче-
ская операция; средства техниче-
ского оснащения; режимы обработ-
ки; схемы базирования; технологи-
ческая документация и др.
В стандарте на типовой техноло-
гический процесс могут быть уста-
новлены требования к операциям,
оборудованию, технологической ос-
настке, режимам обработки, мате-
риалам и т. п. в зависимости от
основного параметра изделия (тол-
щины материала, его механических
свойств, конфигурации, толщины
покрытия и др.)
Кроме того, в стандартах на ти-
повые технологические процессы
(операции) могут быть приведены
справочные данные, необходимые
для пояснения и дополнения содер-
жания стандарта: перечень реко-
мендуемых средств технологическо-
го оснащения; чертежи общих ви-
дов оригинальных средств техноло-
гического оснащения; типовые схе-
мы расположения рабочих мест и
оборудования; рекомендации и
предложения но модернизации обо-
рудования и применяемой оснаст-
ки.
Последовательность работы по
типизации и стандартизации техно-
логических процессов показана на
приведенной схеме (рис. 21.1).
При смене объектов производст-
ва технологический цикл претерпе-
вает изменения, однако выполнение
отдельных технологических процес-
сов и операций остается неизмен-
ным. Поэтому стандарты на типо-
вые технологические процессы це-
ликом или с некоторыми дополне-
ниями могут быть использованы
при разработке новой технологии.
Применение таких стандартов по-
зволяет значительно улучшить тех-
нико-экономические показатели
производства и качества выпускае-
мых изделий.
Групповой метод обработки дета-
лей представляет собой способ уни-
фикации технологии производства
для групп деталей, однородных по
тем или иным конструкторско-тех-
нологическим признакам. При этом
устанавливаются высокопроизво-
дительные методы обработки с ис-
пользованием быстропереналажи-
ваемой оснастки.
Наиболее общие задачи, решае-
мые групповым методом, сводятся
к специализации, технологической
концентрации, к совмещению вре-
мени основных и вспомогательных
элементов операций и т. п.
Принципиальные основы этого
метода заключаются в классифика-
ции и группировании деталей, ви-
дов работ и технологических про-
цессов; классификации групповых
приспособлений и инструменталь-
ных наладок, целевой модерниза-
ции и специализации оборудования,
внедрения групповых поточных ли-
ний.
Групповым технологическим про-
цессом называется совокупность
групповых технологических опера-
ций, обеспечивающих изготовление
деталей группы (или нескольких
групп) по общему технологическо-
му маршруту. При групповом тех-
нологическом маршруте не исклю-
чено прохождение некоторых пред-
ставителей или целых групп с про-
пуском отдельных операций.
Групповой (операционной) назы-
вается совокупность деталей, ха-
рактеризуемая при обработке общ-
ностью оборудования, оснастки, на-
ладки и технологического процесса
(операционного). При создании
групп принимают во внимание га-
бариты деталей, так как они опре-
Рис. 21.1. Последовательность работы но
типизации и стандартизации технологиче-
ских процессов
деляют типаж оборудования и раз-
меры технологической оснастки.
Кроме того, учитываются геометри-
ческая форма, общность поверхно-
стей, подлежащих обработке, общ-
ность базирования, точность и чи-
стота обрабатываемых поверхно-
стей, однородность заготовок, се-
рийность, экономичность процесса.
При построении групповых про-
цессов механической обработки за
базовую берут характерную деталь
данной группы, называемую комп-
лексной. Под комплексной понима-
ется реальная или условная (искус-
ственно созданная) деталь, содер-
жащая в своей конструкции все ос-
новные элементы, характерные для
изделий данной группы, и являю-
щаяся ее конструктивно-технологи-
ческим представителем. Основные
элементы — поверхности, опреде-
165
ляющие конфигурацию детали и
технологические задачи, решаемые
в процессе обработки.
Комплексная деталь служит ос-
новой при разработке группового
процесса и инструментальных груп-
повых наладок. Под групповой на-
ладкой понимается подготовка
станка и его оснастки, обеспечиваю-
щая обработку всех изделий дан-
ной группы с несложной подналад-
кой. Следовательно, составленный
на комплексную деталь технологи-
ческий процесс с небольшими до-
полнительными подналадками обо-
рудования применим при изготов-
лении любого представителя дан-
ной группы.
21.3. СТАДИИ РАЗРАБОТКИ И ВИДЫ
ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
Единая система технологической
документации (ЕСТД) предусмат-
ривает стадии разработки техноло-
гической документации, увязанные
со стадиями конструкторской раз-
работки изделия, которым даны
соответствующие литеры.
Авторемонтное производство не
связано с эскизным и техническим
проектированием изделий, изготов-
лением и испытанием опытных об-
разцов изделий, поэтому для него
из стадий проектирования соответ-
ствующие этапы выпадают. Для ав-
торемонтного производства харак-
терны стадии разработки с литера-
ми: «П», «А» и «В».
На стадии проектирования техно-
логического процесса с литерой
«П» производятся:
изучение технологической доку-
ментации на изготовление деталей
на автостроительных заводах;
проведение исследований по изы-
сканию способов восстановления
или ознакомление с ранее разрабо-
танными способами восстановле-
ния;
выбор технологических баз;
определение порядка операций;
166
назначение контрольных опера-
ций.
На стадии разработки технологи-
ческого процесса с литерой «А» для
установочной серии (в стадии ос-
воения ремонта новой модели) про-
изводится корректирование техно-
логического процесса с выдачей за-
дания на конструирование обору-
дования, приспособлений и специ-
альных инструментов. Далее произ-
водится разработка карт техноло-
гического процесса с выбором обо-
рудования, приспособлений, инст-
рументов, режимов обработки и
норм времени.
На стадии разработки технологи-
ческого процесса с литерой «В» для
установившегося серийного или
массового производства выполня-
ются корректирование технологиче-
ской документации с литерой «А» и
фиксирование окончательно отра-
ботанного и проверенного в произ-
водстве полностью оснащенного
технологического процесса.
ГОСТ предусматривает 14 наиме-
нований технологических докумен-
тов, среди которых наиболее важ-
ные следующие.
Маршрутная карта с условным
обозначением МК предназначена
для описания технологического про-
цесса, включая контроль и переме-
щение по всем операциям в техно-
логической последовательности с
указанием данных об оборудовании,
оснастке, трудовых и других норма-
тивах в соответствии с установлен-
ными формами, и используется для
планирования производства.
Операционная карта (ОК) пред-
назначена для описания операций
технологического процесса изготов-
ления (восстановления) изделий с
расчленением операций иа перехо-
ды, с указанием режимов техноло-
гической обработки, данных о сред-
ствах технологического оснащения,
расчетных норм и трудовых норма-
тивов и используется как инструк-
ционная карта для простых случа-
ев анализа приемов работы и норм
времени.
Карта эскизов (КЭ) предназначе-
на для графической иллюстрации
технологического процесса и его
элементов.
Технологическая инструкция (ТИ)
предназначена для описания при-
емов работы, методики контроля,
правил пользования оборудованием
и приборами, мер безопасности и
физико-химических явлений, проис-
ходящих при реализации техноло-
гического процесса.
Глава 22
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
22.1. ИСХОДНЫЕ ДАННЫЕ
ДЛЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Исходными данными, которыми
необходимо располагать при проек-
тировании технологических процес-
сов, служат:
годовая производственная про-
грамма ремонта автомобилей, аг-
регатов и деталей;
чертеж узла или сборочной еди-
ницы, в который входит деталь.
Данный чертеж позволяет проана-
лизировать условия работы детали,
требования к сборочной единице;
рабочий чертеж детали необхо-
дим для представления о допусти-
мых погрешностях на размеры де-
тали, ее форму и расположение по-
верхностей, о марке материала де-
тали и дополнительных требованиях
к детали или ее элементам;
технологический процесс изго-
товления детали на автозаводе.
Важнейшим условием обеспечения
требуемого уровня качества восста-
новления деталей является техноло-
гическая преемственность между
процессами изготовления и восста-
новления деталей. Это условие оп-
ределяет исключительную ценность
сведений о технологическом процес-
се изготовления деталей для техно-
лога авторемонтного производства;
ремонтный чертеж детали вы-
полняется в соответствии с требо-
ваниями, установленными ГОСТом
на ремонтную документацию. Он
должен иметь: необходимое коли-
чество проекций, размеров при пра-
вильной их расстановке; допуски на
погрешности формы и расположе-
ния поверхностей; дополнительные
требования к детали;
данные о числе повреждаемых
поверхностей, характере поврежде-
ний, о вероятных сочетаниях дефек-
тов у изношенных деталей, количе-
стве деталей с определенными соче-
таниями дефектов. Указанные све-
дения необходимы для установле-
ния рациональной последовательно-
сти устранения дефектов, формиро-
вания оптимальных размеров пар-
тий, запускаемых в производство,
определения количества технологи-
ческих маршрутов, восстановления
деталей, выбора способов устране-
ния дефектов;
указания о предпочтительности
применения методов обработки и
способов устранения отдельных де-
фектов, об уровне восстановления
служебных свойств детали. Боль-
шое разнообразие способов устране-
ния дефектов и высокие требования
к качеству восстановления деталей
требуют знания объективных техно-
логических возможностей каждого
способа, условий его применения к
конкретной детали, уровня восста-
новления функциональных свойств
детали;
справочные данные об оборудова-
нии, его загрузке, руководящие и
нормативные технические материа-
лы, сведения о передовом опыте ре-
монта деталей данного наименова-
ния. К числу этих материалов отно-
сятся:
167
данные об оборудовании (техни-
ческие характеристики, паспорта
станков, каталоги, сведения о за-
грузке оборудования);
операционные припуски и допус-
ки (нормали);
каталоги режущих, измеритель-
ных и вспомогательных инструмен-
тов;
нормативы режимов резания,
вспомогательного и подготовитель-
но-заключительного времени и вре-
мени на обслуживание рабочего ме-
ста и отдых рабочего;
таблицы величин врезания инст-
рументов;
данные о твердости и относитель-
ной износостойкости отдельных ви-
дов покрытий, полученные по ре-
зультатам проведенных научно-ис-
следовательских работ;
единый тарифно-квалификацион-
ный справочник.
22.2. МЕТОДИКА И ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Проектирование технологическо-
го процесса восстановления детали
включает в себя целый комплекс ра-
бот:
анализ технологического процесса
изготовления детали;
анализ информации о частотах и
характере повреждений отдельных
поверхностей деталей;
систематизацию и анализ возмож-
ных способов устранения отдельных
дефектов;
разработку состава и последова-
тельности технологических опера-
ций;
определение оптимальных объе-
мов ремонтных работ;
выбор технологических баз;
выбор средств технического осна-
щения (оборудования, приспособле-
ний, обрабатывающего, вспомога-
тельного и мерительного инструмен-
та);
разработку оригинальных средств
технического оснащения;
168
выбор режимов резания, схем ба-
зирования;
обоснование межоперационных
допусков и припусков на обработку;
системный анализ разработанных
вариантов технологического про-
цесса и выбор оптимального.
При подефектной технологии вос-
становления деталей решение воп-
роса о возможности их повторного
использования и выборе рациональ-
ных способов устранения дефектов
может приниматься на основе дан-
ных о характере и величине износа.
В случае промышленного восста-
новления деталей по маршрутной
технологии наличие только этой ин-
формации совершенно недостаточно,
так как большое влияние при этом
на выбор способов, а также после-
довательность операций восстанов-
ления оказывает совокупность де-
фектов, составляющих тот или иной
маршрут. Поэтому необходимо ис-
следовать не только распределение
размеров поверхностей изношенных
деталей, но и выявить статистиче-
ские закономерности в образовании
действительных сочетаний дефектов,
оценить вероятности поступления
деталей по ним.
Общее число возможных состоя-
ний изношенной детали может быть
определено
л = (22.1)
где к — число возможных дефектов на де-
тали; R — число уровней контролируемых
параметров.
При контроле деталей по альтер-
нативному признаку число уровней
контролируемого параметра равно
двум (имеется дефект на рабочей
поверхности или отсутствует).
Для сложных деталей, имеющих
большое количество изнашиваю-
щихся поверхностей, число возмож-
ных состояний (сочетаний дефек-
тов) достигает значительных вели-
чин. Например, промежуточный вал
коробки передач автомобиля
ЗИЛ-130, проверяемый согласно
техническим условиям на кон-
троль- сортировку по десяти пара-
метрам, может иметь 1024 возмож-
ных сочетаний дефектов, первичный
вал 2048, фланец вторичного вала
256. В действительности детали
имеют гораздо меньшее число соче-
таний дефектов, так как износы по-
верхностей у большинства деталей
взаимосвязаны. Это в значительной
степени и обусловливает устойчи-
вость естественных сочетаний де-
фектов.
Практика показывает, что, несмо-
тря на случайный характер образо-
вания тех или иных сочетаний де-
фектов, поступление деталей на вос-
становление имеет вполне опреде-
ленные закономерности. Например,
с увеличением объема выборки об-
следования частота поступления де-
талей с тем или иным состоянием
постепенно стабилизируется, при-
ближаясь к какому-то постоянному
значению. При этом выявляются
так называемые статистические за-
кономерности или устойчивость по-
ступления деталей, когда невозмож-
но заранее предсказать, с каким
именно сочетанием дефектов посту-
пает на контроль — сортировку та
или иная деталь, но можно предска-
зать вероятность этого события по
результатам обследования большо-
го количества таких деталей.
Исследование состояния значи-
тельной номенклатуры деталей, ана-
лиз производственных условий их
восстановления, а также научно-ис-
следовательских работ в области
маршрутной технологии позволили
установить в качестве основных сле-
дующие признаки, использование
которых дает возможность объеди-
нить изношенные детали с большим
количеством возможных состояний в
группу технологических маршрутов
восстановления деталей.
Частота появления детали с опре-
деленным сочетанием дефектов. Из
всех возможных состояний детали
необходимо прежде всего выявить с
заданной достоверностью устойчи-
вые сочетания дефектов, наиболее
вероятные из которых и являются
базой при формировании технологи-
ческих маршрутов восстановления.
Дефекты, составляющие такие со-
четания, являются наиболее близки-
ми, так как их устранение произво-
дится по единому технологическому
процессу. Следовательно, частота
появления того или иного сочетания
дефектов является основным при-
знаком группирования различных де-
фектов в маршруты восстановления
и относится к типу классификаци-
онных признаков с числом градаций,
равным количеству выявленных со-
четаний дефектов.
Функциональная связь поверхно-
стей детали. Признак функциональ-
ной связи поверхностей детали пред*
полагает необходимость включения
в одни и те же маршруты, во-пер-
вых, дефектов, устранение которых
по отдельности не обеспечивает не-
обходимой точности восстановления,
и, во-вторых, дефектов, устранение
одного из которых автоматически
ведет к устранению другого.
Первый случай предполагает тща-
тельное изучение технических усло-
вий рабочего чертежа детали, кото-
рые задают определенную взаимо-
связь между различными ее поверх-
ностями в виде допустимых откло-
нений в их взаимном расположении.
Из-за повреждений установочных
баз в условиях ремонтного произ-
водства зачастую трудно уложиться
в пределы допуска во взаимном по-
ложении восстанавливаемых по-
верхностей относительно невосста-
навливаемых. Это приводит к нару-
шению работы сопряжений и, в ко-
нечном счете, к снижению ресурса
отремонтированных автомобилей.
В связи с этим необходимо более
строго, чем в процессе изготовления
деталей, подходить к выбору устано-
вочных баз при их восстановлении.
Если все-таки отклонения во взаим-
ном расположении превышают до-
пустимые, необходимо включать в
маршрут восстановления соответст-
вующие поверхности данной детали.
Во втором случае поверхности де-
тали конструктивно связаны между
собой таким образом, что устране-
169
ние дефекта на одной из них приво-
дит к одновременному устранению
дефекта на другой. Такое разделе-
ние осуществляется как по общно-
сти основных операций восстанов-
ления, имея в виду наиболее про-
грессивные способы ремонта данно-
го типа деталей, так и по общности
применяемого оборудования.
Признак технологического подо-
бия предполагает объединять в од-
ни маршруты дефекты и сочетания
дефектов, устранение которых про-
изводится по одинаковой техноло-
гии, а также дефекты, которые мо-
гут устраняться различными техно-
логическими приемами, но на общих
рабочих местах.
При классификации деталей ре-
монтного фонда по признаку техно-
логического подобия, кроме общно-
сти основных операций и рабочих
мест восстановления, необходимо
учитывать схему организации цеха
и расположения оборудования. При
формировании технологических
маршрутов восстановления надо из-
бегать лишних транспортных расхо-
дов. Следовательно, должно быть
выполнено условие
V г i — 19 м
(22 2>
где gi — масса отдельной детали i-ro наи-
менования; Lj — длина j-го пути между
участками цеха.
Минимизация пробега детали
между отдельными участками вос-
становления является одним из ос-
новных требований при разработке
технологических маршрутов. Следо-
вательно, при проектировании но-
вых специализированных предприя-
тий по восстановлению деталей рас-
становку оборудования необходимо
производить не группами, а по ходу
типовых технологических процессов.
Так, например, при устранении из-
носа шлицев ведущего вала коробки
передач ЗИЛ-130 (деталь
130-1701030) одновременно устраня-
ется и износ шейки под передний
шариковый подшипник, так как тех-
нологический процесс в этом случае
170
предусматривает отрезание изно-
шенного и напрессовку с последую-
щей приваркой нового шлицевого
конца (деталь 130-1701030/2). Сле-
довательно, при износе шлицев в
технологический маршрут необходи-
мо включить и восстановление шей-
ки под передний шариковый под-
шипник независимо от ее состоя-
ния.
Признак функциональной связи,
относящийся к типу качественных,
позволяет четко классифицировать
дефекты их сочетания на отдельные
классы за счет объединения таких
дефектов в одни маршруты восста-
новления.
Связь размеров изношенных де-
талей. Следующим классификаци-
онным признаком, характеризую-
щим состояние деталей ремонтного
фонда, является теснота связи меж-
ду износами различных поверхно-
стей детали. Это количественный
признак, который устанавливает
строгость соблюдения пропорцио-
нальности в появлении различных
дефектов детали. В качестве оценки
тесноты связи между дефектами
служат коэффициенты взаимосвязи.
Согласно этому классификационно-
му признаку дефекты, имеющие
между собой сильные связи, объе-
диняются в общие технологические
маршруты восстановления.
Технологичекое подобие дефек-
тов и их сочетаний. Целью класси-
фикации деталей фонда является
формирование таких маршрутов их
восстановления, которые характери-
зуются общностью как технологиче-
ских задач, так и способов их реше-
ния. Поэтому наряду с признаками,
характеризующими состояние дета-
лей, необходимо ввести признак,
разделяющий все дефекты и их со-
четания на технологически подоб-
ные группы.
Экономическая целесообразность
восстановления деталей с различ-
ным техническим состоянием. При
выявлении целесообразности устра-
нения различных дефектов детали
все они подразделяются на три вида:
критические значительные и мало-
значительные. Такое разделение ос-
новывается на оценке степени влия-
ния каждого рассматриваемого де-
фекта детали на эффективность и
безопасность использования детали.
При критическом дефекте исполь-
зование детали по назначению прак-
тически невозможно или исключает-
ся в соответствии с требованиями
безопасности.
Значительным называется дефект,
который существенно влияет на ис-
пользование детали по назначению
и на ее долговечность, но не являет-
ся критическим.
Малозначительный дефект не ока-
зывает существенного влияния на
использование детали по назначе-
нию и на ее долговечность.
Следует отметить, что определен-
ные сочетания дефектов, каждый из
которых при отдельном его рас-
смотрении является малозначитель-
ным или значительным, могут быть
эквивалентны критическому дефек-
ту. Это обстоятельство позволяет
сделать вывод о том, что изношен-
ная деталь должна выбраковывать-
ся не только в случае, когда размер
одной из ее поверхностей превыша-
ет допустимый для ремонта, но и
когда совокупность нескольких де-
фектов (малозначительных и значи-
тельных) делает ее восстановление
экономически нецелесообразным.
Следовательно, экономическая целе-
сообразность восстановления дета-
лей является одним из основных
признаков классификации совокуп-
ности их состояния по маршрутам.
Выявив экономически целесооб-
разные для восстановления группы
деталей, необходимо найти опти-
мальный вариант организации их
восстановления. Восстановление де-
тали может осуществляться по од-
ному из вариантов:
по единому технологическому
маршруту, включающему в себя все
экономически целесообразные для
восстановления группы;
по нескольким маршрутам, в ос-
нове которых лежат группы, веро-
ятности поступления детали по ко-
торым наибольшие;
по маршрутам, разработанным на
каждую сформированную в резуль-
тате последовательных объединений
сочетаний дефектов группу.
Выбор лучшего варианта осуще-
ствляется с помощью целевой функ-
ции вида:
{и
У [(Cf+3niK3) +
1= 1
-4-£Ki]Wf|; (22.3)
Ni = NKvP(Miy A’1 + /V!!+...+/Vn = /Vp;
P(M,) = XP(Sf),
где M — знак среднего значения; ц — коли-
чество маршрутов восстаиовлеиия данной
детали; С, — себестоимость восстановления
одной детали по i-му маршруту; 3ni — ос-
новная заработная плата рабочих при вос-
становлении деталей по i-му маршруту;
к3 — коэффициент, характеризующий отно-
шение суммы стоимости прибавочного про-
дукта и обобществленной зарплаты к инди-
видуализированной заработной плате; Е —
норма иародиохозяйствеииой эффективно-
сти капиталовложений; Ki — удельные ка-
питаловложения при восстановлении дета-
ли по i-му маршруту; N, — годовая прог-
рамма восстаиовлеиия детали по i-му мар-
шруту; N — годовая программа выпуска
деталей; кр — коэффициент восстаиовлеиия
(ремонта) детали; P(Mi)—частота посту-
пления деталей с сочетанием дефектов Si.
S2, .... Sf, составляющих i-й маршрут вос-
стаиовлеиия; /Vr, — годовое количество вос-
станавливаемых деталей по всем ц маршру-
там; PSi) — частота поступления деталей
с сочетаниями дефектов S,-. составляющих
i-й маршрут восстаиовлеиия.
Технологический процесс восста-
новления деталей составляется в
операционном разрезе.
Для обеспечения соответствую-
щих технических условий на детали
должны быть восстановлены техно-
логические базы или выбраны вспо-
могательные базовые неизношенные
поверхности. Последние должны
быть связаны техническими усло-
виями с восстановленными поверх-
ностями, которые являются конст-
руктивными базами. Например, у
ступицы колеса гнезда под подшип-
ники, являющиеся конструктивной
базой, всегда изношены, а поверхно-
171
сти посадки тормозного барабана,
связанные техническими условиями
с гнездами под подшипники, не из-
ношены и могут служить технологи-
ческой базой. Эти поверхности и
принимаются за вспомогательную
базу для восстановления детали.
После назначения и восстановле-
ния базы обработки и выбора спо-
соба восстановления составляются
схема и порядок операций, а затем
маршрутная карта МК, для чего по
каждой операции предварительно
намечаются оборудование, приспо-
собления, вспомогательные, режу-
щие и измерительные инструменты.
Заполнение колонок, определяю-
щих потребное время, до разработ-
ки операционных карт не произво-
дится. Краткое содержание опера-
ции в маршрутной карте должно от-
ражать полный объем работы (на-
пример, отрезание веица шестерни
прямого зацепления). Заканчивает-
ся заполнение машрутной карты
МК после составления всех опера-
ционных карт, определения по всем
операциям подготовительно-заклю-
чительного н штучного времени.
Операционные карты ОК состав-
ляются на все операции в последо-
вательности, указанной в машрут-
ной карте. Операция расчленяется
на переходы. Содержание перехода
должно быть выражено в повели-
тельном наклонении.
В наименовании переходов точно
указывается способ установки и
крепления детали (например, уста-
новить деталь в трехкулачковый
патрон с сырыми кулачками), про-
изводимая при переходе работа с
указанием номера поверхности об-
работки (например, расточить гнез-
до на длине I мм, перевернуть де-
таль и снять фаску). Размеры обра-
ботки указываются на эскизе.
По каждому переходу указыва-
ются вспомогательные, режущие,
рабочие и измерительные инстру-
менты и их заводской код; расчет-
ные данные, т. е. диаметр обработ-
ки или рабочий ход; длина или ши-
рина обработки, припуск на обра-
172
ботку (общая толщина наплавки),
глубина резания и т. д. На карте
эскизов КЭ по каждому переходу
показывается номер поверхности в
кружочке 6 ... 8 мм.
Режим обработки и время по
каждому переходу определяют и за-
носят в операционную карту при
техническом нормировании опера-
ции (см. разд. V).
Выбор технологического оборудо-
вания основывается на анализе
затрат на реализацию технологиче-
ского процесса в установленный
промежуток времени при заданном
качестве восстановления деталей.
Анализ затрат предусматривает:
сравнение вариантов оборудова-
ния, отвечающих одинаковым тре-
бованиям и обеспечивающих реше-
ние одинаковых задач в конкретных
производственных условиях;
выбор вариантов, основывающих-
ся на использовании следующей ин-
формации: плана развития предпри-
ятия; технических требований к из-
делию; количества и сроков восста-
новления изделия; затрат на приоб-
ретение технологического оборудо-
вания и его эксплуатацию, учет
требований техники безопасности и
промышленной санитарии.
Выбор технологического оборудо-
вания должен начинаться с анализа
формирования типовых поверхно-
стей деталей и сборочных единиц и
отдельных методов их обработки
для определения наиболее эффек-
тивных методов обработки исходя
из назначения и параметров изде-
лия.
При выборе наиболее эффектив-
ных методов обработки изношенных
поверхностей деталей необходимо:
дать классификацию типовых по-
вреждаемых поверхностей деталей
и выявить подобные поверхности
конструктивно-технологически;
выявить конкурирующие методы
обработки поврежденных поверхно-
стей;
назначить систему показателей,
оценивающих эффективность ис-
пользования каждого из методов;
наложить ограничения на области
применения рассматриваемых мето-
дов обработки в зависимости от
конструктивно-технологических осо-
бенностей восстанавливаемой дета-
ли, технических требований к уров-
ню восстановления функциональных
свойств детали, технико-экономиче-
ских показателей конкурирующих
методов обработки.
Результаты анализа должны быть
представлены в виде отношений ос-
новных времен; отношений штучных
времен; отношений приведенных за-
трат на выполнение работ различ-
ными методами. Лучшим вариантом
считается тот, значения показателей
которого минимальные.
Выбор оборудования производят
по главному параметру, являюще-
муся наиболее показательным для
выбираемого оборудования, т. е. в
наибольшей степени выявляющему
его функциональное значение и тех-
нические возможности. Физическая
величина, характеризующая глав-
ный параметр, устанавливает взаи-
мосвязь оборудования с размером
обрабатываемого на нем изделия.
Выбор вариантов оборудования, ха-
рактеризующихся степенью механи-
зации и автоматизации, должен
производиться исходя из следующих
условий:
приведенные затраты на выполне-
ние технологического процесса ми-
нимальные;
период окупаемости оборудова-
ния при его механизации и автома-
тизации минимальный.
Годовая потребность в оборудо-
вании определяется из годового объ-
ема работ, устанавливаемого стати-
стическим анализом затрат средств
и времени на обработку изделия.
Годовые приведенные затраты на
использование оборудования опре-
деляются размерами затрат на его
эксплуатацию и изготовление. Зат-
раты на эксплуатацию и изготовле-
ние должны характеризовать обору-
дование, классифицированное по
производительности и точности, од-
ного и того же функционального
назначения и года освоения произ-
водством.
Производительность оборудова-
ния необходимо определять путем
анализа времени на обработку изде-
лия заданного качества. При выбо-
ре технологической оснастки осуще-
ствляется следующий комплекс ра-
бот:
проводится анализ конструктив-
ных характеристик детали (габа-
ритные размеры, материал, точ-
ность и т. д.), а также организаци-
онных и технологических условий
восстановления детали (схема бази-
рования и фиксации детали, вид
технологической операции, органи-
зационная форма процесса восста-
новления) ;
проводится группирование техно-
логических операций для определе-
ния наиболее приемлемой системы
технологической оснастки и повы-
шения коэффициентов использова-
ния оснастки. Группирование про-
водят исходя из эксплуатационных
характеристик систем оснастки, к
которым относятся определяемые
конструкции. Оно производится с
учетом обеспечения рациональной
загрузки каждой конструкции осна-
стки и на основе анализа объемов
выпуска изделий на заданный пери-
од (партионность и периодичность
запусков, суммарная трудоемкость
сгруппированных на конструкцию
оснастки технологических опера-
ций) ;
устанавливается принадлежность
выбираемых конструкций оснастки
к системам оснастки. К системам
технологической оснастки следует
относить системы: иеразбориой спе-
циальной оснастки (НСО), универ-
сально-наладочной оснастки (УНО),
универсально-сборочной оснастки
(УСО), сборно-разборной оснастки
(СРО), универсально-безналадоч-
ной оснастки (УБО), специализиро-
ванной наладочной оснастки (СНО).
Система формируется комплексами
технологической оснастки, предназ-
наченными для выполнения различ-
ных видов работ. Принадлежность
173
выбираемых конструкций к систе-
мам оснастки устанавливается с
учетом следующих планово-эконо-
мических и организационных требо-
ваний производства: плановые сро-
ки и трудоемкость освоения выпус-
ка изделий, планируемая продолжи-
тельность выпуска изделия, органи-
зационные формы производства в
периоды освоения и выпуска;
определяются исходные требова-
ния к технологической оснастке;
отбираются конструкции оснастки,
соответствующие установленным
требованиям, или выдаются задания
на разработку и изготовление тех-
нологической оснастки в случае ее
отсутствия в имеющейся номенкла-
туре. Конструкции оснастки следует
определять с учетом стандартных и
типовых решений для данного вида
технологических операций на основе
габаритных размеров изделий, вида
заготовки, характеристики материа-
ла изделия, точности параметров и
конструктивных характеристик по-
верхностей изделия, влияющих на
конструкцию оснастки; технологиче-
ских схем базирования и фиксации
изделий, характеристик оборудова-
ния, объемов производства.
При технико-экономическом обос-
новании выбора систем технологиче-
ской оснастки рассчитывают следу-
ющие показатели:
коэффициент загрузки единицы
технологической оснастки;
затраты на оснащение технологи-
ческих операций.
Коэффициент загрузки единицы
оснастки вычисляют
Т'шт.к^
кз— ~
ТФ
(22.4)
где Гшт-к — штучно-калькуляционное вре-
мя выполнения технологической операции;
N — планируемая месячная программа на
единицу оснастки (количество повторов
операций); Т$—располагаемый месячный
фонд времени работы оснастки (станка).
Затраты на оснащение технологи-
ческой операции на анализируемый
период производства изделия уни-
версальной наладочной оснасткой
(УНО) или специализированной на-
ладочной оснасткой (СНО) вычис-
ляют
дуно
Р^°о-ск+супу+-^.
"о
где Ся — себестоимость изготовления смен-
ной части (наладки); Су •—затраты на ус-
тановки (наладки); Пу—число установок
в анализируемый период (число запусков);
“^сно ~ амортизационные отчисления за по-
стоянную часть; /70 — число наладок, зак-
репленных за постоянной частью (число ос-
нащаемых операций).
Глава 23
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ
23.1. ИСХОДНЫЕ ДАННЫЕ
Исходными данными для разра-
ботки технологического процесса
сборки являются:
количество ремонтируемых авто-
мобилей или их составных частей;
сборочные чертежи автомобиля,
составных частей, каталоги и специ-
фикации деталей, входящих в узлы;
технические условия на сборку и
испытания изделия, технологические
инструкции на подбор деталей, кон-
троль и регулировку сопряжений и
сборочных единиц;
сведения об изменении в эксплуа-
тации размеров рабочих поверхно-
стей сопрягаемых деталей;
образец собираемого изделия;
каталоги и справочники по ис-
пользуемому при сборке оборудова-
нию и технической оснастке.
При проектировании технологиче-
ского процесса сборки необходимо:
произвести технологический ана-
174
лиз сборочного чертежа и разбивку
изделия на сборочные единицы;
составить комплектовочную кар-
ту;
провести размерный анализ ос-
новных сопряжений и выбрать мето-
ды сборки и их сочетаний с учетом
специфики ремонтного производст-
ва;
разработать технологические ин-
струкции на сборку соединений,
сборочных единиц, контроль, регу-
лировку и испытания сборочных
единиц и изделия;
разработать схемы технологичес-
кого процесса сборки изделия и
сборочных единиц;
определить состав и рациональ-
ную последовательность технологи-
ческих и контрольных операций;
пронормировать процесс, опреде-
лить профессии и квалификацию ис-
полнителей;
определить характеристики техно-
логического процесса сборки и выб-
рать организационные формы сбор-
ки;
определить и выбрать технологи-
ческое оборудование и оснастку;
выбрать состав и количество подъ-
емно-транспортного оборудования и
разработать операции перемещения
автомобиля и его составных частей;
составить планировку участка
сборки:
произвести технико-экономиче-
ский анализ и обоснование принято-
го варианта сборки;
оформить технологическую доку-
ментацию:
карту технологического процесса,
маршрутную карту, операционные
карты, карты эскизов, карты техно-
логического контроля, технологиче-
ские инструкции, комплектовочные
карты, карты технологического про-
цесса перемещения сборных единиц,
ведомость оснастки, титульный
лист.
Различают следующие виды сбор-
ки по признаку организации сбо-
рочного производства:
типовая поточная с использовани-
ем транспортных средств;
типовая поточная без использова-
ния транспортных средств;
групповая поточная с использова-
нием транспортных средств;
групповая поточная без использо-
вания транспортных средств;
групповая непоточная;
единичная.
23.2. СХЕМА ТЕХНОЛОГИЧЕСКОГО
ПРОЦЕССА СБОРКИ
Схема сборки представляет собой
графическое изображение техноло-
гического процесса сборки, иллюст-
рирующее состав частей изделия и
последовательность их установки в
процессе сборки, и служит для на-
глядного представления о процессе
и для его ускорения.
Составление схемы сборки начи-
нают с изображения базовой детали
(базовой сборочной единицы), а за-
тем наносят составные части изде-
лия в установленной последователь-
ности.
Базовой деталью (сборочной еди-
ницей) называют деталь (сбороч-
ную единицу), с которой начинается
технологический процесс сборки из-
делия соединения всех остальных
деталей (узлов, механизмов, агрега-
тов), входящих в собираемое изде-
лие.
Различают две схемы сборки:
схему сборочных единиц
(рис. 23.1) и укрупненную схему
сборки (рис. 23.2).
Рис. 23.1. Схема сборочных единиц
175
дропладпи гнезда лодшипнипов
№ | Xi
болт прелления гнезда лодшилнипа
Ух
дружинная шайба
дропладпи гнезда лодшипнииод
д° [Xi
болт прелления гнезда лодшилнипа
УГУ
дружинная шайба
д°
дропладпи партера лодшипнииод
/И° [Xi
болт прелления партера лодшилнипа
~У°
дружинная шайба
д°
Хартер редуптора
в сборе
~д°
У°
1 2
Гнездо лодшилнииа
левое в сборе
~н° ГУ
Гнездо лодшилнипа
правое доборе
Ух Г7
Редуитор в сборе
Ух Г
Рис. 23.2. Укрупиеииая схема сборки редуктора заднего моста
_| ведущая цилиндричес-
“ пая шестерня в сборе
ведущая поничесиая
шестерня в сборе
~У° ГТ
6“
п
Непременным условием улучше-
ния технико-экономических показа-
телей сборочного процесса и качест-
ва труда сборщиков является рост
уровня оснащенности их труда.
Уровень сборочного производства
оценивается тремя группами показа-
телей, характеризующими техниче-
ский уровень производства, уровень
организации труда и уровень орга-
низации производства.
К их числу относятся:
уровень механизации и автомати-
зации процесса;
уровень собираемости изделия;
уровень охвата сборки изделий
поточными методами;
уровень организации рабочих
мест;
уровень эффективности труда;
уровень специализации производ-
ства.
Глава 24
ВОССТАНОВЛЕНИЕ ОСНОВНЫХ ДЕТАЛЕЙ ДВИГАТЕЛЯ
24.1. БЛОКИ ЦИЛИНДРОВ
Блоки цилиндров относятся к
классу «корпусных деталей с тол-
стыми стенками». Их изготавлива-
ют у двигателей ЗИЛ-130 из серого
чугуна № 3; НВ 170...229, 3M3-53—
из алюминиевого сплава АЛ4
(крышки коренных подшипников —
из ковкого чугуна КЧ 35—10);
176
ямз — из легированного чугуна;
НВ 170...241 и КамАЗ — из серого
чугуна СЧ 21—44, НВ 187... 241, а
крышки коренных подшипников —
КЧ 35—10, НВ 121 ... 163.
Крышки коренных подшипников
в процессе ремонта с блоками ци-
линдров не разукомплектовывают-
ся, как и картеры сцепления.
Основные дефекты блоков цилин-
дров показаны на рис. 24.1.
Трещины на блоках цилиндров
(как и пробоины) являются их бра-
ковочными признаками. Однако до-
пускается устранение пробоин по-
становкой заплат, а трещин — за-
варкой и заделкой синтетическими
материалами с последующей поста-
новкой усиливающих деталей.
На чугунных блоках цилиндров
перед сваркой концы трещины за-
сверливают сверлом 0 5 мм и затем
разделывают ее по всей длине при
помощи шлифовального круга, ус-
тановленного на пневматической
или электрической шлифовальной
машинке, под углом 90... 120° на
4/о толщины стенки. Заварку ведут
после нагрева блока до температу-
ры 600... 650 °C ацетилено-кисло-
родным пламенем горелкой с мунд-
штуком № 3, используя чугунные
прутки 0 5 мм и флюс — буру.
Шов должен выступать над поверх-
ностью основного металла не более
чем на 1,5 мм; раковины и шлако-
вые включения не допускаются.
При охлаждении блока до 450 °C
сварку останавливают и его вновь
нагревают до заданной температу-
ры. По окончании сварки блок мед-
ленно охлаждают.
Сварку можно вести и без пред-
варительного подогрева. В этом слу-
чае применяют электродуговую
сварку постоянным током обратной
полярности в среде аргона на полу-
автомате А-547Р (электродная про-
волока МНЖКТ 0 1,2 мм, давление
аргона у сварочной дуги 30...
...50 кПа, сила тока 125... 150 А,
напряжение 27 ... 30 В). При приме-
нении электродов ПАНЧ-11 полуав-
томатическую сварку можно произ-
Рис. 24.1. Основные дефекты блока цилинд-
ров двигателя ЗИЛ-130:
1 — пробоины на стенках рубашки охлаждения
или картера; 2 — износ торцов первого коренно-
го подшипника; 3 — трещины и отколы; 4 — из-
нос ннжнего посадочного отверстия под гильзу;
5 — износ верхнего посадочного отверстия под
гильзу; 6 — износ отверстий под толкатели; 7 -
износ отверстий во втулках под опорные шейки
распределительного вала; 8 — износ гнезд вкла-
дышей коренных подшипников и их иесоосиость;
9 — износ отверстий под втулки распределитель-
ного вала
водить без применения защитного
газа.
Трещины без предварительного
нагрева блока можно заваривать
электродами МНЧ-1, состоящими из
проволоки монель и константана
0 3... 4 мм, покрытой фтористо-
кальциевой обмазкой (сила тока
130 А, напряжение 30... 35 В, твер-
дость наплавленного металла НВ
170). Сварочный шов получается
плотным и хорошо обрабатывае-
мым. Рекомендуется применение
электродов ОЗЧ-1 и АНЧ-1, но об-
работка их шва более затрудни-
тельна. Электроды ЦЧ-3 и ЦЧ-4
применяются для заварки трещин
без последующей обработки.
Трещины, проходящие через пере-
мычки между верхними посадочны-
ми поясками под гильзы цилиндров,
ремонтируют пайкой-сваркой при-
177
поем ДОМНА 49-1-10-02 с исполь-
зованием флюса ФПСН-2. При этом
применяют газовую сварку. Темпе-
ратура нагрева кромок шва не пре-
вышает 700 ... 750 °C. Это снижает
опасность отбела и образование
трещин, повышает производитель-
ность труда по сравнению со свар-
кой с предварительным подогревом
детали, сохраняет геометрические
размеры элементов детали, проч-
ность шва на разрыв не менее
300 МПа. Этот способ рекомендует-
ся к применению при необходимо-
сти иметь прочный, герметичный и
хорошо обрабатываемый шов.
Технологический процесс пайки-
сварки заключается в разделке и
обезжиривании трещины, нагреве
разделанной трещины до темпера-
туры 300 ... 400 °C, нанесении и рас-
плавлении флюса с последующим
равномерным распределением по
разделке, заполнении шва расплав-
ленным припоем, проковке шва пос-
ле его затвердевания медным мо-
лотком.
Заварка трещин в блоках цилинд-
ров, отлитых из алюминиевых спла-
вов, имеет свои особенности: жела-
тельно, чтобы трещина находилась
в горизонтальном положении, концы
трещины засверливать не надо, раз-
делку и зону шириной 15... 20 мм
необходимо зачистить до металли-
ческого блеска и затем место про-
хождения трещины простучать лег-
кими ударами молотка. Перед за-
варкой производят местный нагрев
зоны трещины пламенем газовой
горелки до температуры 300 °C. За-
варку трещины осуществляют ар-
гонно-дуговой сваркой с присадоч-
ной проволокой из алюминиевого
сплава марки АК 0 4 ... 6 мм. Свар-
ка осуществляется на установках
УГД-301 или УГД-501, предназна-
ченных для проведения аргонно-ду-
говой сварки. Для закрепления
вольфрамового электрода, подвода
к нему сварочного тока и подачи в
зону дуги защитного газа служат
горелки ГРАД-200 или ГРАД-400.
После сварки блок цилиндров мед-
178
ленно охлаждают, прикрыв нагре-
тое место листом асбеста. Свароч-
ный шов зачищают от наплывов ме-
талла и окислов заподлицо с плос-
костью основного металла шлифо-
вальной машинкой с кругом 0
50 мм марки 12А40СМК. Затем
блок испытывают на герметичность
под давлением 0,5 МПа.
Трещины можно заделывать и
эпоксидной пастой, если они не про-
ходят через поверхности, несущие
нагрузки, по следующей технологии.
Поверхность вокруг трещины обра-
батывают косточковой крошкой, а
саму трещину разделывают шлифо-
вальной машинкой под углом 60 ...
... 90° на глубину 3/4 толщины стен-
ки. Концы трещины на блоках, от-
литых из чугуна, засверливают свер-
лом 0 3 ... 4 мм и в полученные
отверстия забивают заглушки из
медной или алюминиевой прово-
локи.
В зоне вокруг трещины шириной
30 мм создают шероховатость дро-
беструйной обработкой или насеч-
кой и обезжиривают ее ацетоном.
На сухую поверхность наносят
первый слой пасты толщиной до
1 мм, резко перемещая шпатель на
поверхности металла. Затем нано-
сят второй слой пасты толщиной не
менее 2 мм, плавно перемещая шпа-
тель по первому слою. Общая тол-
щина слоя пасты по всей поверхно-
сти 3 ... 4 мм. Блок помещают в су-
шильный шкаф, где при температу-
ре 100 °C его выдерживают около
1 ч, обеспечивая при этом отверж-
дение эпоксидной пасты. После от-
верждения потеки пасты срубают,
неровности обрабатывают шлифо-
вальным кругом.
Пробоины ремонтируют наложе-
нием заплат. На зачищенные и
обезжиренные края пробоины нано-
сят пасту, на которую накладывают
заплату из стеклоткани толщиной
0,3 мм и прикатывают роликом. За-
плата должна перекрывать пробои-
ну со всех сторон на 15 ... 20 мм. За-
тем на заплату и поверхность блока
вокруг заплаты наносят второй слой
пасты и накладывают вторую зап-
лату так, чтобы она перекрывала
первую на 10... 15 мм со всех сто-
рон. В таком порядке накладывают
до восьми слоев стеклоткани. Каж-
дый слой прикатывают роликом.
Последний слой покрывают полно-
стью пастой. Пробоины в блоках
можно устранять также приваркой
металлических заплат.
Изношенные торцы крышки пер-
вого коренного подшипника (ЗИЛ)
при толщине ее менее 26,90 мм вос-
станавливают постановкой полуко-
лец или наплавкой сплавом ЛОМНА
с последующей обработкой под раз-
мер рабочего чертежа. Задиры или
деформацию на торцевых поверхно-
стях задней опоры под полукольца
упорного подшипника (КамАЗ) при
толщине менее 27,98 мм устраняют
гальваническим натиранием с по-
следующей обработкой торцев под
размер рабочего чертежа.
Износ верхнего и нижнего поса-
дочных отверстий под гильзу более
0 125,11 и 0 122,09 мм (ЗИЛ) и
более 0 137,56 и 0 134,06 мм
(КамАЗ) устраняют гальваниче-
ским натиранием или нанесением
синтетических материалов.
Изношенные отверстия под толка-
тели до 0 более 25,04 (22,03) * мм
восстанавливают развертыванием
под один из ремонтных размеров
+ 0,2, 0,4 (0,2) мм на радиально-
сверлильном станке. Блок цилинд-
ров устанавливают под углом 45° на
приспособлении, используя в качест-
ве базы привалочную плоскость и
технологические отверстия. Затем с
той же установки снимают фаску
1,5x45°.
При износе отверстий под толка-
тели до 0 более 25,8 (22,2) мм их
восстанавливают постановкой ДРД;
отверстия развертывают до 0
30,0+01045 (27,0+01°45) мм, снимают
фаски 0,5x45°, запрессовывают
втулки, совместив масляные отвер-
* Здесь и далее первая цифра относит-
ся к автомобилю ЗИЛ-130, а цифра в скоб-
ках к автомобилю КамАЗ.
стия во втулке и блоке и разверты-
вают втулки под размер рабочего
чертежа. Шероховатость этих по-
верхностей должна соответствовать
Ra = 0,63 мкм.
Изношенные отверстия под втул-
ки распределительного вала восста-
навливают расточкой на станке под
один из двух ремонтных размеров с
интервалом 0,25 мм. Шероховатость
поверхности после расточки должна
соответствовать Ra—1,25 мкм. В ос-
новные или ремонтные отверстия
под втулки запрессовывают втулки
распределительного вала и растачи-
вают их на станке после установки
резцов на борштанге на размер по
рабочему чертежу или один из ре-
монтных размеров: 0,2; 0,4; 0,6; 0,8;
1,0 (0,2; 0,4) мм. При запрессовке
втулок необходимо обеспечить сов-
падение масляных отверстий в бло-
ке и втулках.
Изношенные гнезда вкладышей
коренных подшипников восстанав-
ливают по следующей технологии.
Крышки коренных подшипников
снимают и маркируют. Затем их
привалочные плоскости фрезеруют
или шлифуют на величину 0,7...
... 0,8 мм, устанавливают на место,
затягивают болты моментом 110...
... 130 Н м (210... 230,5 Н-м) и рас-
тачивают за один проход, обеспечи-
вая шероховатость поверхности
Ra = 0,63 мкм.
У блоков КамАЗ гнезда коренных
подшипников имеют два ремонтных
размера: первый 0 100 мм для двух
ремонтных размеров коренных шеек
коленчатого вала Р1—94,5_0.915,
Р2 — 94,0_о,о15 мм и второй 0 100,5
для трех ремонтных размеров ко-
ленных шеек РЗ — 95,0-о.о15, Р4 —
94,5_o,oi5, Р5 — 94,0. 0,015-
Повреждения резьбы устраняют:
при срыве менее двух ниток — про-
гонкой инструментом того же раз-
мера; при срыве более двух ни-
ток — постановкой ввертыша или
пружинной резьбовой вставки, а
также заваркой с последующим
сверлением и нарезанием резьбы по
рабочему чертежу.
179
После ремонта блоки цилиндров
испытывают на герметичность: блок
ЗИЛ — водой под давлением
0,4 МПа — подтекание воды не до-
пускается; блок КамАЗ — воздухом
под давлением 0.21 МПа — утечка
воздуха не должна превышать
21 см* 3/’мин.
Восстановленные блоки должны
отвечать следующим техническим
требованиям:
по двигателю ЗИЛ — неперпенди-
кулярность осей поверхностей под
гильзы цилиндров относительно об-
щей оси гнезд под вкладыши корен-
ных подшипников не более 0,10 мм
на длине 100 мм; несоосность отвер-
стий втулок распределительного ва-
ла не более 0,03 мм на всей длине;
непараллельность общей оси отвер-
стий во втулках распределительного
вала относительно оси гнезд под
вкладыши крайних коренных под-
шипников не более 0,06 мм; рас-
стояние между указанными осями,
замеренное по переднему торцу бло-
ка цилиндров, должно быть (130,
216±0,025) мм; неперпенднкуляр-
ность осей отверстий под толкатели
относительно общей оси отверстий
под втулки распределительного ва-
ла не более 0,08 мм на длине
100 мм. Отверстия втулок распреде-
лительного вала, как и отверстия
под толкатели, должны иметь одно-
именный размер (по рабочему чер-
тежу или один из ремонтных);
по двигателю КамАЗ — оваль-
ность и конусность гнезд под вкла-
дыши не должны превышать
0,01 мм; тоже для отверстий во
втулках распределительного вала не
более 0,015 мм; расстояние между
осями коленчатого вала и промежу-
точной шестерни — (157,5±0,03), а
между осями распределительного
вала и промежуточной шестерни —
(112,5±0,03) мм; неплоскостность
поверхностей сопряжения с голов-
ками цилиндров не должна превы-
шать 0,07 мм. На блоке цилиндров
под маркировкой предприятия-изго-
товителя должны быть выбиты то-
варный знак ремонтного предприя-
тия, номер ремонтного воздействия
и дата ремонта. Клеймо должно со-
храняться до окончания срока
службы блока цилиндра.
24.2. ГИЛЬЗЫ ЦИЛИНДРОВ
Гильзы цилиндров относятся к
классу «полых стержней». Их изго-
тавливают у двигателей ЗИЛ-130 из
серого чугуна СЧ 18—36, 3M3-53
из СЧ 22—44, с твердостью соответ-
ственно НВ 179... 229 и 156 ... 197.
Гильзы двигателей ЯМЗ и КамАЗ
изготавливают из специального чу-
гуна; рабочая поверхность гильз за-
каливается токами высокой часто
ты до HRC 42 ... 50. Гильзы цилинд-
ров ЗИЛ и ЗМЗ имеют в верхней
части малые вставные гильзы, изго-
товленные из легированного чугуна,
НВ 156 ... 197.
Основные дефекты гильз цилинд-
ров приведены на рис. 24.2.
Износ отверстия под поршень в
гильзах двигателя ЗИЛ-130 устра-
няют расточкой с последующим хо-
нингованием под один из двух ре-
монтных размеров 0,5 и 1,0. Гильзы
КамАЗ подлежат замене при износе
ио диаметру более 4,1 мм. При ком-
плектовании индекс варианта гиль-
зы (10, 20, 30, 40), нанесенный на
нерабочем торце ее выступа и порш-
ня, нанесенный на днище, должен
быть одинаков.
Расточка осуществляется на ал-
мазно-расточных станках резцами,
оснащенными пластинками ВК6 с
1 2
^Ш^^77777777^ЛМ71
3
Рис. 24.2. Основные дефекты гильзы ци-
линдров двигателя ЗИЛ-130:
1 - износ нли задиры отвеостия под поршень;
2- износ нижнего посадочного пояска; 3 — износ
верхнего посадочного пояска
180
подачей 0..14 мм/об и скоростью ре-
зания около 100 м/мин. Широкое
распространение получают резцы с
припаянными пластинками из гекса-
нита-Р (сверхтвердый материал на
основе нитрида бора), применение
которого обеспечивает шерохова-
тость Ra=0,63 ... 0,32 мкм, высокую
точность обработки и повышает
производительность труда в 2 ... 5
раз, а стойкость инструмента в 5...
20 раз. Режим обработки: глубина
резания 0,3 мм; подача 0,08 мм/об;
скорость резания 250 м/мин. На
столе станка гильзу закрепляют в
специальном приспособлении. После
расточки отверстие предварительно
и окончательно обрабатывают на
хонинговальных станках типа ЗГ833.
Предварительное (черновое) хо-
нингование ведут брусками БХ-6С-
100СТ1К или алмазными брусками
АС6-100-М1 при режиме: окруж-
ная скорость 60... 80 м/мин,
возвратно-поступательная скорость
15...25 м/мин, давление на бруски
0,5 ... 1,0 МПа, смазочно-охлаждаю-
щая жидкость (СОЖ) — керосин,
припуск на хонингование 0,05 мм.
В последнее время получило рас-
пространение алмазное плосковер-
шинное хонингование (АПХ), кото-
рое выполняется алмазными брус-
ками АСК 250/200 100 Ml на режи-
мах: подача 15 м/мин, скорость ре-
зания 30 м/мин, удельное давление
брусков 0,8 МПа, СОЖ — керосин.
Окончательное (чистовое) хонин-
гование ведут брусками БХ-6С-М20
СМ1К или алмазными брусками
ACM 20-100-М1, режимы обработки
те же, кроме давления на бруски
—0,3 ... 0,5 МПа, СОЖ — смесь ке-
росина и индустриального масла 20
в соотношении 1:1. При АПХ —
бруски АСО 28/20-100-М1 на режи-
мах: подача 10 л/мин, скорость реза-
ния 36 м/мин, давление брусков
0,6 МПа, СОЖ — керосин. Припуск
на хонингование 0,01 мм.
Замена абразивного инструмента
алмазным при хонинговании позво-
ляет повысить стойкость брусков,
уменьшить шероховатость поверхно-
сти, значительно уменьшить износ
отверстия гильз (при обработке
АПХ износ уменьшается в 3 раза).
Дальнейшим совершенствованием
способов обработки отверстий явля-
ется процесс антифрикционного хо-
нингования (АФХ), сущность кото-
рого заключается в том, что после
двух операций АПХ (чернового и
чистового) производится обработка
гильзы брусками, содержащими
приработочные антифрикционные
вещества (графит, дисульфид мо-
либдена). Во время обработки эти
вещества покрывают рабочую по-
верхность и способствуют лучшей
приработке деталей. Операция
АФХ производится при давлении
0,2 ... 0,4 МПа без СОЖ в течение
15... 20 с. Для закрепления анти-
фрикционного покрытия на рабочей
поверхности гильзы цилиндров в зо-
ну обработки через хонинговальную
головку вводится водорастворимый
полимер. АФХ гильз позволяет ис-
ключить задиры поршней и прижо-
ги поршневых колец, улучшить ка-
чество приработки деталей цилинд-
ропоршневой группы, повысить их
износостойкость, сократить цикл об-
катки, снизить расход топлива при
обкатке двигателей.
Применяется восстановление
гильз двигателей ЗИЛ и КамАЗ
под размер рабочего чертежа арми-
рованием расточенного отверстия
гильзы лентой из стали 65Г или У10А
по следующей технологии: отрезают
ленту по длине для ЗИЛ-130— (при
толщине 0,54 ... 0,58 мм) — (317±
±0,06) мм; для КамАЗ, при той же
толщине, — (379±0,08) мм; для
каждой гильзы подготавливают по
две ленты шириной для ЗИЛ-130 —
100 и 85 мм, для КамАЗ — 100 и
100 мм, растачивают отверстие в
гильзе для ЗИЛ-130 до 0 101,07±
±0,02 и для КамАЗ — до 0 121,10±
±0,03 мм (при указанной выше
толщине ленты); устанавливают
ленту в приспособление для ее сжа-
тия и данное приспособление на
гильзу; устанавливают все на 40-
тонный пресс и калиброванным пу-
181
ансоном запрессовывают сначала
одну, затем другую ленты до упора.
Затем хонингуют отверстие гильзы
под размер рабочего чертежа до
Ю0+0-06 (12О+0021) мм.
Шероховатость рабочей поверхно-
сти ие более Ra=0,32 мкм.
Износ верхнего (допустимый 0
без ремонта 124,94) и нижнего (то
же 121,73 мм) посадочных поясков
гильз двигателя ЗИЛ-130 устраня-
ют гальваническим натиранием до
размера по рабочему чертежу; у
гильз КамАЗ эти дефекты — выбра-
ковочные признаки.
После окончательного хонингова-
ния определяют размерную группу
отверстия в гильзе и буквенное ее
обозначение выбивают на верхнем
торце. Размеры отверстий гильз,
устанавливаемых на один двига-
тель, должны быть одинаковыми; у
гильз КамАЗ одинаковыми должны
быть индексы вариантов, которые
нанесены на нерабочем торце ее вы-
ступа.
После ремонта гильзы цилиндров
должны отвечать следующим техни-
ческим требованиям: нецилиндрич-
ность отверстия не более 0,02
(0,015) мм; радиальное биение цен-
трирующих поясков относительно
оси отверстия не более 0,15
(0,05) мм; непараллельность осей
поверхности центрирующих поясков
и отверстия не более 0,03 мм.
24.3. КОЛЕНЧАТЫЕ ВАЛЫ
Коленчатые валы относятся к
классу «стержней с фасонной по-
верхностью». Их изготавливают у
двигателей ЗИЛ-130 из стали 45,
HRC 52 ... 62; у 3M3-53 — из высо-
копрочного чугуна, HRC около 50;
у ЯМЗ — из стали 50, HRC 52 ... 62;
у КамАЗ — из стали 42ХМФА-Ш-,
HV не менее 600.
Основные дефекты коленчатых
валов показаны на рис. 24.3.
Изгиб коленчатого вала устраня-
ют правкой на прессе. Вал устанав-
ливают на призмы крайними корен-
ными шейками и, обеспечивая пере-
дачу усилия на среднюю шейку, пе-
регибают в противоположную сторо-
ну на величину, превышающую про-
гиб примерно в 10 раз. Допустимое
радиальное биение без ремонта
0,05 мм.
Чугунные коленчатые валы пра-
вят методом наклепа. После опреде-
ления биения шеек вал устанавли-
вают так, чтобы внутренняя поверх-
ность шейки с задирами была обра-
щена вверх и затем специальной оп-
равкой (типа тупого зубила), на-
правленной в галтель шейки, при
помощи пневматического молотка,
наклепывают галтели с перекрыти-
ем образующихся лунок, периодиче-
ски проверяя индикатором вал на
биение, доводят его до значения
Рис. 24.3. Основные дефекты коленчатого вала двига-
теля ЗИЛ-130:
/ - изгиб нала; 2 - износ наружной поверхности фланца; 3 -
биение ториевой поверхности фланца; 4 износ маслосгонных
канавок: 5 — износ отверстия под подшипник; 6 — износ отвер-
стий под болты кропления маховика; 7 — износ коренных и ша-
тунных шеек: 8 — износ шейки под шестерню и ступицу шкива:
9 износ шпоночной канавки по ширине; 10 — увеличение дли-
ны передней коренной шейки: II — увеличение длины шатунных
шеек
182
0,05... 0,08 мм. Время на правку
этим способом 10... 15 мин. Преиму-
щества этого способа: повышается
усталостная прочность вала, снижа-
ются напряжения в опасном сече-
нии, после правки не возникают ос-
таточные деформации, исключается
необходимость нагрева вала, обес-
печивается высокая точность.
Износ наружной поверхности
фланца до диаметра менее 139,96 мм
устраняют накаткой (шаг сетчатой
накатки 1,2 мм) или наплавкой с
последующей обработкой до разме-
ра по рабочему чертежу.
Биение торцевой поверхности
фланца устраняют протачиванием
ее «как чисто», выдерживая толщи-
ну фланца не менее 11,0 мм.
Изношенные шпоночные и масло-
сгонные канавки восстанавливают
наплавкой с последующей обработ-
кой до размера по рабочему черте-
жу.
Изношенное отверстие под под-
шипник восстанавливают постанов-
кой ДРД. При этом коленчатый вал
устанавливают на токарно-винторез-
ный станок, используя в качестве
базовых поверхностей шейки под
распределительную шестерню и пя-
тую коренную, растачивают отвер-
стие до 0 60,0+0060 мм, запрессовы-
вают ремонтную втулку до упора и
растачивают ее до размера по рабо-
чему чертежу.
Изношенные отверстия под болты
крепления маховика до 0 более
14,06 мм восстанавливают развер-
тыванием их в сборе с маховиком
под один из двух ремонтных разме-
ров 0 14,25+0-035 или 0 14,50+0035
одинаковых для всех отверстий.
Износ коренных и шатунных ше-
ек в пределах ремонтных размеров
устраняют перешлифовкой и после-
дующей полировкой под один из
них. Уменьшение диаметра шеек ко-
ленчатого вала ЗИЛ-130 при обра-
ботке под ремонтные размеры про-
исходит на величину 0,25; 0,50; 0,75;
1,0; 1,5, а для двигателей КамАЗ —
на величину 0,50; 1,0; 2,0 для на-
ружных диаметров вкладышей по
рабочему чертежу (коренные вкла-
дыши 0 100 мм, шатунные 0 85 мм)
и на величину 0,50, 1,0 мм для вкла-
дышей ремонтных размеров по на-
ружному диаметру (коренные вкла-
дыши 0 100,5 мм, шатунные 0
85,5 мм).
Шлифование шеек производят на
круглошлифовальных станках
3A432 шлифовальными кругами:
для стальных валов 15А40ПСТ1Х8К,
для чугунных — 54С46СМ28К раз-
мером ПП 900x30x305. Рекомен-
дуемые режимы резания: скорость
вращения шлифовального круга
25... 30 м/с, коленчатого вала
10... 12 м/мин для шатунных шеек и
18... 20 м/мин для коренных шеек,
поперечная подача шлифовального
круга 0,006 мм. При шлифовании
необходимо выдержать радиус гал-
телей и не увеличивать длину ша-
тунных шеек.
Первоначально шлифуют корен-
ные шейки после установки вала в
центрах станка фланцем к задней
бабке. Забитость центровых отвер-
стий устраняют проточкой фасок на
токарно-винторезном станке с ис-
пользованием в качестве базовых
поверхностей шейки под шестерню и
наружный диаметр фланца.
При шлифовании шатунных шеек
вал устанавливают в центросмеси-
тели, обеспечивая совмещение оси
данной шатунной шейки с осью
станка (радиус кривошипа для
ЗИЛ-130 47,50±0,08 мм, для
КамАЗ 60,0±0,05 мм). Шлифова-
ние ведут, начиная с первой шейки.
Для шлифования следующих шеек
вал поворачивают вокруг оси на
соответствующий угол (вторую и
третью шейки.по отношению к пер-
вой на 90°±Ю, четвертую на 180°
±10).
Все коренные и шатунные шейки
должны иметь один размер. На пе-
реднем противовесе коленчатого ва-
ла ставят клеймо с указанием ре-
монтных размеров коренных (Р]« ...
... Р5к) и шатунных (Р1ш ... Р->ш) ше-
ек. Острые кромки фасок масляных
каналов коренных и шатунных шеек
183
притупляют шлифовальным конус-
ным абразивным инструментом, ис-
пользуя пневматическую сверлилку.
Для получения необходимой ше-
роховатости поверхности шейки
подвергают суперфинишированию
на станке типа 2К34, время около
1 мин. Применяемые бруски: белый
электрокорунд марки ЛОЗ-З сече-
нием 20x20. В последнее время не-
обходимую шероховатость поверх-
ности получают выглаживанием ал-
мазным или твердосплавным инст-
рументом. Так, после наплавки ше-
ек коленчатого вала под флюсом
АН 348А с добавкой легирующих
элементов чистовое шлифование за-
меняют выглаживанием гладилкой
из материала Т30К4, что позволяет
повысить производительность труда
на 33%. Режимы обработки: радиус
гладилки 3,5 ... 4,5 мм; усилие при-
жима 400...600 Н; подача 0,07...
...0,11 мм/об; скорость выглажива-
ния 45 ... 70 м/мин, охлаждение —
масло МС-20.
Шейки валов, вышедшие за пре-
делы последнего ремонтного разме-
ра, восстанавливают наплавкой под
слоем флюса АН 348А проволокой
Нп-ЗОХГСА с последующей нормали-
зацией, обточкой шеек, упрочнением
галтелей поверхностным пластичес-
ким деформированием, закалкой их
ТВЧ, шлифованием и полированием
под размер рабочего чертежа.
Применяют также наплавку под
слоем легированного флюса (техно-
логия НИИАТ), после которой шей-
ки коленчатого вала не требуют тер-
мической обработки. В этом случае
легированный флюс используется
при наплавке цилиндрической части
шатунных и коренных шеек пру-
жинной проволокой II класса 0
1,6 мм. Наплавку галтелей шатун-
ных шеек производят электродной
проволокой Св-08 0 1,6 мм под
обычным флюсом АН 348А. Реко-
мендуют следующие режимы на-
плавки цилиндрической части ко-
ренных и шатунных шеек: напря-
жение при холостом ходе 32 ... 33 В;
напряжение при наплавке 22 ... 24 В,
184
сила тока 180 ... 190 А; частота вра-
щения вала 2,3 ... 2,4 мин-1 при на-
плавке коренных шеек и 2,7 мин-1
при наплавке шатунных шеек; шаг
наплавки 4 мм/об; скорость подачи
проволоки 1,9... 2,0 м/мин; индук-
тивность — все витки дросселя
РСТЭ-34. Галтели шатунных шеек
наплавляют при следующем режи-
ме: напряжение в режиме холостого
хода и при наплавке и сила тока те
же; индуктивность 5... 7 витков
дросселя РСТЭ-34; частота враще-
ния вала 1,5 мин-1; скорость подачи
проволоки 2 м/мин.
При этом способе содержание
операций по восстановлению шеек
коленчатого вала может быть сле-
дующим: наплавка коренных и ша-
тунных шеек, черновое шлифование
коренных и шатунных шеек, правка
вала, чистовое шлифование шеек и
их полирование под размер рабоче-
го чертежа.
Хорошие результаты дает наплавка
порошком, в состав которого вхо-
дят: 61% железного порошка, 6%
алюминия ПА-4, 12% комплексного
модификатора ЖКМК-ЗР, 18% ли-
тейного графита, 1 % фтористого
калия и 2% лигатуры. Схема сва-
рочного трансформатора ТДМ-500-1
изменена дополнительным введени-
ем в контур преобразователя кон-
денсаторов, обеспечивающих поли-
частотный резонанс токов и напря-
жений при наплавке.
Наплавленный слой представляет
собой мелкодисперсную структуру
без раковин с хорошей переходной
зоной между наплавленным и ос-
новным металлом, твердость слоя
HRC 52 ... 55, на поверхности шеек
практически исключены задиры, так
как твердость их одинакова по всей
поверхности; шейки валов обладают
хорошей прирабатываемостью, их
износостойкость на 30% выше, чем
шеек, восстановленных другими спо-
собами.
Упрочнение наклепом галтелей
шатунных шеек, восстановленных
по указанной технологии, позволя-
ет повысить усталостную прочность
на 40%. После восстановления ко-
ленчатые валы обмывают снаружи
и промывают их масляные каналы
в специальной моечной машине
жидкостью под давлением 0,5 МПа
в течение 20 мин.
Изношенные шейки под шестерню
и ступицу шкива до 0 менее
45,92 мм восстанавливают до раз-
мера рабочего чертежа хромирова-
нием или наплавкой.
Изношенные шпоночные канавки
и маслосгонные канавки восстанав-
ливают наплавкой с последующей
обработкой до размера рабочего
чертежа. У КамАЗ шпоночный паз
фрезеруют под ремонтный размер
+ 0,5 мм.
Увеличение длины шатунных ше-
ек более допустимого размера ве-
дет к выбраковке вала. Увеличение
длины передней коренной шейки ва-
ла ЗИЛ-130 и задней шейки вала
КамАЗ устраняют; в первом случае
постановкой упорных шайб ремонт-
ного размера; во втором — поста-
новкой ремонтных полуколец.
При повреждении резьбы под
храповик М27Х1.5-7Н менее двух
ниток ее прогоняют под этот же
размер. При срыве резьбы более
двух ниток нарезают ремонтную
резьбу: коленчатый вал устанавли-
вают на токарно-винторезный ста-
нок (фланец закрепляют в трехку-
лачковый патрон, первую коренную
шейку— в люнет); растачивают от-
верстие с сорванной резьбой до
0 27,7+0-1 мм на длине 45 мм и до
0 31 мм на длине 6 мм; исправляют
резцом фаску 3X30° и нарезают
резьбу МЗОХ 1,5-6Н.
После восстановления коленча-
тые валы должны отвечать следую-
щим техническим требованиям: по-
лости масляных каналов шатунных
шеек должны быть абсолютно чис-
тыми (пробки необходимо выверты-
вать и полости очищать); нецелин-
дричность коренных и шатунных
шеек не должна превышать
0,005 мм; непараллельность образу-
ющих поверхностей шатунных и ко-
ренных шеек относительно общей
оси крайних коренных шеек не
должна превышать на длине шейки
0,020 (0,010) мм; шероховатость по-
верхностей шатунных и коренных
шеек должна соответствовать Ra =
= 0,32 (0,16) мкм; при установке
валов на крайние коренные шейки
радиальное биение поверхностей
должно быть не более (мм): для
ЗИЛ — средней шейки и носка вала
0,05; для КамАЗ — средней шейки
0,03, второй и четвертой коренных
шеек 0,015, шеек под шестерню,
противовесы и манжету 0,03, отвер-
стий под полу муфту отбора мощно-
сти и под подшипник ведущего вала
коробки передач 0,04; радиус криво-
шипа должен быть в пределах
47,5+0,08 (60,0+0,05) мм.
На первом противовесе коленча-
того вала должны быть выбиты то-
варный знак ремонтного предприя-
тия, номер ремонтного воздействия
и дата ремонта. Ранее выбитую мар-
кировку не срезать.
24.4. ШАТУНЫ
Шатуны относятся к классу «не-
круглые стержни» и изготавливают-
ся у двигателей ЗИЛ-130 из стали
40Р, НВ 217 ... 248; крышки из ста-
ли 40; у ЗМЗ из стали 45Г2; НВ
228 ... 269; у ЯМЗ - из стали 40Х,
НВ 228 ... 269; у КамАЗ — из стали
40ХН2МА, НВ 245... 285. Шатуны
и их крышки не должны разуком-
плектовываться, для предотвраще-
ния этого их клеймят. Шатунные
болты должны затягиваться динамо-
метрическим ключом (момент за-
тяжки у ЗИЛ 70... 80 Н-м, у
КамАЗ — до удлинения болтов на
0,25 ... 0,27 мм).
Основные дефекты шатунов пока-
заны на рис. 24.4.
Восстановление шатуна начинают
с устранения изгиба и скручивания
(допустимое значение изгиба и скру-
чивания для ЗИЛ — 0,04 мм, для
КамАЗ - соответственно 0,04 и
0,08 мм на длине 100 мм). При из-
гибе и скручивании, превышаю-
185
Рис. 24.4. Основные дефекты шатуна дви-
гателя ЗИЛ-130:
1 — изгиб или скручивание; 2 — износ отверстия
в инжией головке; 3 — износ отверстия под втул-
ку в верхней головке; 4 — износ отверстия во
втулке верхней головки; 5 — уменьшение расстоя-
ния между осями верхней и нижней головок
щих допустимые значения, шатун
правят под прессом, применяя прав-
ку с перегибом, что снижает оста-
точные напряжения.
При износе отверстия в нижней
головке более 69,52 (85,02) мм плос-
кости разъема шатуна и крышки
фрезеруют, а затем отверстие рас-
тачивают до размера по рабочему
чертежу. Для восстановления этих
отверстий можно рекомендовать
также железнение. Шатуны и крыш-
ки при фрезеровании плоскостей
разъема закрепляют в специальном
приспособлении. Обработку произ-
водят на вертикально-фрезерном
станке, используя торцевую фрезу
0 160 мм с вставными ножами, из-
готовленными из стали Р18. Толщи-
на снимаемого слоя до 0,25 мм. При
небольших износах отверстия в
нижней головке (до 0,07 мм) торцы
крышки шлифуют на глубину
0,08 мм.
Замочные пазы под вкладыши
углубляют дисковой фрезой 0 50 мм
на горизонтально-фрезерном стан-
ке, обеспечивая ширину, глубину и
расстояние от боковой поверхности
до паза по рабочему чертежу.
Расточку отверстия в нижней го-
ловке шатуна производят на алмаз-
186
но-расточном станке 2А78, оставляя
припуск на последующую обработ-
ку 0,01 ...0,03 мм, и снимают с двух
сторон фаски 0,5x45°. До размера
по рабочему чертежу 0 69,5+0012
(0 84,955+0>021) мм расточенное от-
верстие доводят брусками из син-
тетических алмазов марок АСМ28М1
и АСМ40М1 на вертикально-хонин-
говальном станке 3A833, используя
СОЖ, состоящую из 70% керосина
и 30% веретенного масла при ча-
стоте вращения головки 35...
... 40 мин-1, скорости возвратно-по-
ступательного движения 8...
... 12 м/мин, давлении брусков на
обрабатываемую поверхность 0,3 ...
...0,6 МПа и продолжительности об-
работки 20 ... 25 с.
Втулки верхней головки шатунов
при КР заменяют новыми. Новую
втулку запрессовывают под прессом
так, чтобы стык ее был расположен
под углом 90° к оси симметрии ша-
туна против часовой стрелки. Затем
втулку обрабатывают прошивкой до
размера 0 27,5+0’045 мм (усилие за-
прессовки после обработки должно
быть не менее 6 кН), сверлят от-
верстие для прохождения масла 0
5 мм, с двух сторон снимают фаски
0,75x45° и растачивают втулку
до размера по рабочему чертежу
0 28,Oio’.oo3 мм. Технология устра-
нения этого дефекта у КамАЗ не-
сколько иная: охлаждают втулку в
жидком азоте, затем устанавлива-
ют ее в шатун так, чтобы после об-
работки торцы ее совпадали со ско-
шенными торцами верхней головки
(запрессовка втулки в верхнюю го-
ловку шатуна не допускается), за-
тем обрабатывают прошивкой до
размера 0 44,5 и растачивают отвер-
стие до размера по рабочему черте-
жу 0 4ot0-o,oi7 мм.
Расточку втулок производят на
специальных или токарно-винторез-
ных станках после установки шату-
на в приспособление, используя как
базу отверстие в нижней головке,
что обеспечивает параллельность
осей отверстий верхней и нижней
головок шатуна.
Восстановленные шатуны сорти-
руют на четыре размерные группы
по диаметру отверстия верхней го-
ловки при помощи пневматических
или электрических длиномеров.
Стержни шатунов первой размерной
группы маркируют белым цветом,
второй — зеленым, третьей — жел-
тым и четвертой — красным.
Уменьшение расстояния между
осями верхней и нижней головок
менее 184,9 (224,9) мм является вы-
браковочным признаком. При вос-
становлении отверстия в нижней го-
ловке шатуна железнением это рас-
стояние может быть при расточке
отверстий выдержано в требуемых
размерах по рабочему чертежу
185±0,05 (225±0,03) мм.
После ремонта шатуны промыва-
ют для удаления абразивных час-
тиц, продувают сжатым воздухом и
при необходимости прочищают от-
верстия, через которые подается
масло на поверхности гильз цилинд-
ров.
После ремонта шатуны должны
отвечать следующим техническим
требованиям: нецилиндричность от-
верстия нижней головки должна
быть не более 0,080 (0,004) мм; ше-
роховатость должна соответствовать
Ra = 0,50 мкм; нецилиндричность
отверстия верхней головки соответ-
ственно 0,040 (0,015) мм и шерохо-
ватость Ra = l,25 мкм; масса шату-
нов КамАЗ, поступающих на сбор-
ку, должна быть (3,110±14) кг.
24.5. ГОЛОВКИ ЦИЛИНДРОВ
Головки цилиндров относятся к
классу «корпусных деталей с тол-
стыми стенками». Их изготавлива-
ют у двигателей ЗИЛ-130, 3M3-53,
КамАЗ из алюминиевого сплава
АЛ4, НВ 70; у ЯМЗ— из легиро-
ванного чугуна. Вставные седла
клапанов изготавливают у двигате-
лей ЗИЛ, ЗМЗ, КамАЗ и выпускные
у ЯМЗ из легированного чугуна,
HRC 50 ...60.
Основные дефекты головок блока
показаны на рис. 24.5.
Пробоины, прогар и трещины на
стенках камеры сгорания, разруше-
ние перемычек между гнездами яв-
ляются выбраковочными признака-
ми.
Трещины на рубашке охлаждения
и на поверхности прилегания к бло-
ку цилиндров устраняют заваркой с
использованием аргонно-дуговой
сварки. В качестве присадочного
материала используют проволоку
Св-АК12 0 4 мм.
Дефектные фаски в седлах клапа-
нов шлифуют у выпускных под уг-
лом 45°, у впускных 60° (45°) к оси
направляющих втулок и затем при-
тирают к ним клапаны. В качестве
притирочного материала использу-
ют электрокорунд, карбид кремния,
корборунд, приготавливая на их ос-
нове притирочные пасты ('/3 выше-
указанного компонента и 2/3 дизель-
ного масла M-IOB2, М-10Г2). Поло-
жительные результаты достигнуты
при использовании пасты из карби-
да титана (КТ), разработанной
ИПМ АН СССР. Она обеспечивает
получение шероховатости притертых
поверхностей 0,63 ... 0,32 мкм, про-
изводительность труда увеличивает-
ся в 3 ... 5 раз, машинное время на
притирку всех клапанов 3 ... 4 мин,
расход пасты на притирку клапанов
одной головки 5 ... 10 г. Перспектив-
ным для притирки клапанов являет-
ся применение новой абразивной
пасты КТИОЛ-78. Она содержит в
качестве связующих натуральные
жиры и изготавливается на основе
КТ.
Ширина рабочей фаски должна
быть у впускных клапанов 2,0... 2,5
(1,9...2,3) мм, у выпускных 1,1)...2,0
(1,7...2,1) мм. Оправки для шли-
фовальных кругов и стержни клапа-
нов центрируют по предварительно
обработанной направляющей втул-
ке. Фаску седла клапана шлифуют
и притирают «как чисто» и проверя-
ют конусным калибром. При сниже-
нии калибра на величину более
1,0 мм седла заменяют. Замену сед-
187
Рнс. 24.5. Основные дефекты головки цилиндров двигателя ЗИЛ-130:
I - пробоины, прогар и трещины иа стейках камеры сгорания, разрушение перемычек междч
гнездами; 2 — трещины на рубашке охлаждения; 3 — износ, риски или раковины на рабочих фас
ках седел клапанов; 4 — нзиос гиезд под седла клапанов; 5 — коробление поверхности прилегания
к блоку цилиндров; 6 — износ отверстий в направляющих втулках: 7 — износ отверстий под пап
равляющие втулки клапана; 8 — срыв или износ резьбы под свечи
ла осуществляют также при ослаб-
лении посадки его в гнезде головки
цилиндров. При этом отверстие под
седло растачивают под ремонтный
размер: для впускного седла до
056,8+0103 (55,2+0-03 и 55.4+003) мм;
для выпускного 046,3+01027 (52,2+°-03
и 52,4+003) мм и запрессовывают
седла ремонтных размеров: впуск-
ные — 0 57,0-0.03 (55,2+0.075 и
55,4+о.О75) мм, выпускные —
046,5 -0.025 (52,2+g;i?i и 52,4+°: 075)
мм. Расточку отверстия ведут иа
глубину 9 мм, базируя резцовую го-
ловку по отверстию в направляю-
щей втулке клапана. При запрес-
совке седел рекомендуется головку
нагреть до температуры 180 °C
(90 °C), а седла охлаждать в среде
сжиженного азота при температуре
минус 196 °C (минус 175 °C).
Коробление поверхности прилега-
ния к блоку цилиндров устраняют
188
обработкой ее на вертикально-фре-
зерном станке 615 фрезой 0250 мм
с вставными ножами из сплава ВБ8.
Плоскость разъема фрезеруют («как
чисто», обеспечивая размер «б» (см.
рис. 24.5) не менее 18,3 мм.
Износ отверстий в направляющих
втулках клапанов устраняют раз-
вертыванием под ремонтный размер
011.2+0-027 (10,2+0027) мм, а при пов-
торном ремонте — заменой втулок с
последующим развертыванием под
размер по рабочему чертежу
011.0+0,027 (1О,О+0 027) мм. Ремонт-
ные втулки маркируют по выступа-
ющей части зеленой краской.
При износе отверстий под направ-
ляющие втулки более допустимого
размера их восстанавливают развер-
тыванием под один из ремонтных
размеров 0 19,3+0,033 или 19,6+0-033
(18.2+0-023) мм с последующей за-
прессовкой втулок тех же ремонт-
0i оЧ~0(065
19,3+0,047 или
1 с~\1-0.065 /io о 4-0,062^
19,0+0,047 (1о,2+о.оз9) мм, которые
клеймят Р1 или Р2.
Срыв или износ резьбы под свечи
М14Х1.25—6Н устраняют поста-
новкой ввертышей ДРД. Неравно-
мерный износ поверхностей под све-
чи устраняют их цекованием. Раз-
мер а менее 8,0 мм является выбра-
ковочным признаком для головки
блока цилиндров. (Механические
повреждения или прогар уплотни-
тельного резинового кольца форсун-
ки требуют ее замены).
После восстановления головка
цилиндров блока должна отвечать
следующим техническим требова-
ниям: допускается биение рабочих
фасок седел клапанов относитель-
но осей отверстий направляющих
втулок не более 0,035 (0,030) мм
при установке индикатора перпен-
дикулярно образующей поверхно-
сти конуса; шероховатость прива-
лочной поверхности с блоком ци-
линдров, поверхностей под направ-
ляющую втулку и седло клапа-
на должна соответствовать Ra =
= 2,5 мкм, отверстия в направляю-
щей втулке — Ra = 0,63 мкм и ра-
бочей фаски седла клапана — Ra =
= 0,32 мкм.
После ремонта головку цилинд-
ров ЗИЛ-130 необходимо испытать
водой под давлением 0,4 МПа. Го-
ловку цилиндров двигателя КамАЗ
испытывают воздухом: водяную по-
лость под давлением 0,3 МПа (до-
пустимая утечка воздуха 8 см3/
мин); масляную полость и каналы
под давлением 0,6 МПа (допусти-
мая утечка воздуха 8 см3/мин).
24.6. РАСПРЕДЕЛИТЕЛЬНЫЕ ВАЛЫ
Распределительные валы относят-
ся к классу «прямых круглых стер-
жней с фасонной поверхностью».
Их изготавливают в двигателях
ЗИЛ-130 из стали 45, HRC 52.. .62,
а в двигателях КамАЗ из стали
18ХГТ. HRC 58.. .63. Основные де-
фекты распределительных валов по-
казаны на рис. 24.6
Восстановление распределитель-
ного вала начинают с исправления
центровых фасок на токарно-винто-
резном станке, используя в качест-
ве базовых поверхностей шейку под
распределительную шестерню и по-
следнюю опорную шейку.
Погнутость вала более 0,040 мм
(по средней шейке при установке на
крайние опорные шейки) устраняют
правкой на прессе.
Изношенные опорные шейки шли-
фуют до одного из пяти ремонтных
размеров. В двигателе КамАЗ шей-
ки распределительного вала имеют
четыре ремонтных размера с меж-
ремонтным интервалом 0,20 (0,80,
0,60, 0,40, 0,20) мм. Шлифование
осуществляется на круглошлифо-
вальном станке шлифовальным
кругом ПП 750x333x305 марки
15А40ПСМ К5. После шлифования
шейки полируют абразивной лен-
той 22АМ63 или пастой ГОИ № 10.
При нарушении профиля кулачков
их шлифуют на копировально-шли-
фовальных станках шлифовальным
кругом ПП 600x20x305 марки
15А40ПСМК5 и затем полируют, как
и шейки. При износе более а—б=
= 5,8 мм (7,9 мм) допускается на-
плавка вершины кулачка сормай-
том № 1 ацетилено-кислородным
пламенем с использованием флюса:
бура 50%, двууглекислая сода 47%,
кремнезем 3%. После наплавки ку-
лачки обрабатывают по выше рас-
смотренной технологии.
Изношенный эксцентрик восста-
навливают шлифованием на кругло-
шлифовальном станке с обеспечени-
ем смещения оси эксцентрика по от-
ношению к оси шпинделя на вели-
чину эксцентриситета. При диамет-
ре эксцентрика менее 42,2 мм вал
бракуют.
Изношенную шейку под распреде-
лительную шестерню восстанавли-
вают хромированием или железне-
нием. Перед гальваническим покры-
тием шейку шлифуют до 0 29,8
(34,8) мм по всей длине, затем на-
189
Рис. 24.6. Основные дефекты распределительного вала двигателя ЗИЛ-130:
/—погнутость вала; 2 — износ опорных шеек; 3 — износ кулачков; 4 — износ эксцентрика; 5 — из-
нос шейки под распределительную шестерню
ращивают до 0 31,2 (35,2) мм и
вновь шлифуют до размера по ра-
бочему чертежу 0 3O,Ofo^o?5
(35,oto:°?ib мм.
Резьбу М30Х2—4/? с износом бо-
лее двух ниток обтачивают до
0 27,5 мм на длине 16 мм, наплав-
ляют вибродуговой наплавкой до
0 34 мм проволокой II класса
0 1,6 мм при следующих режимах:
сила тока 180.. .200 А; напряжение
12... 14 В; частота вращения вала
4 мин-1; подача наплавочной прово-
локи 2,5 об/мин; подача охлаждаю-
щей жидкости 0,5 л/мин. После на-
плавки проверяют биение вала и при
необходимости правят. Затем на-
плавленную поверхность обтачива-
ют до 0 ЗОГр.’гв мм, обеспечивая
подрезание торца вала до основного
металла, и, выдерживая размер
49,0 мм, снимают фаску 1x45° и
нарезают резьбу по чертежу.
После восстановления распреде-
лительные валы должны отвечать
следующим техническим требовани-
ям: нецилиндричность всех опорных
шеек не более 0,006 (0,005) мм; при
установке вала на крайние опорные
шейки радиальное биение средних
шеек не более 0,025 мм; поверхно-
сти под шестерню не более 0,020 мм;
торцевое биение крайних шеек не
более 0,030 мм; (шероховатость
поверхностей опорных шеек и кулач-
ков должна соответствовать Ra =
= 0,32, а посадочного места под ше-
стерню Ra= 1,25 мкм.
24.7. ТОЛКАТЕЛИ, ШТАНГИ,
КОРОМЫСЛА
Толкатели клапанов ЗИЛ и ЗМЗ
поршневого типа, КамАЗ — грибко-
вого с наплавленной пятой; толкате-
ли ЯМЗ — роликовые, рычажные
качающегося типа. Изготавливаются
все толкатели, кроме ЯМЗ, из стали
35; ЯМЗ — из стали 45Х; пята и ро-
лик из стали ШХ-15; ось ролика —
из стали 15ХФ, HRC около 60. Твер-
дость наплавки толкателя HRC не
менее 60, цилиндрической части не
менее HRC 35.
Основные дефекты: выкрашива-
ние наплавки или износ пяты и из-
нос юбки толкателя. Дефекты на-
плавки устраняют шлифованием
пяты «как чисто» с выдержива-
нием радиуса сферы до устранения
просвета между пятой и шабло-
ном.
Износ юбки до диаметра менее
24,96 (21,96) мм устраняют желез-
нением с последующей шлифовкой
на бесцентровошлифовальном стан-
ке под увеличенный ремонтный раз-
мер 0 25,2—о,’о22 (22,2_о;о4о) мм
При последующем ремонте юбка
шлифуется под размер рабочего
чертежа.
После ремонта толкатель должен
отвечать следующим требованиям:
нецилиндричность юбки должна
быть не более 0,007 мм; шерохова-
тость поверхностей юбки и пяты
должна соответствовать Ra = 0,16, а
сферы под штангу толкателя —
Ra = 0,63 мкм.
Штанги толкателей клапанов из-
готавливают из стали 45, и концы
их закаливают до твердости не ме-
не HRC 55. Основные дефекты:
уменьшение длины, снижение твер-
дости закаленного слоя и погну-
тость. Уменьшение длины и сниже-
ние твердости являются браковоч-
ными признаками. Устранение по-
190
гнутости более 0,50 мм осуществля-
ется правкой.
Коромысла клапанов штампуются
из стали 45 и имеют закаленный
боек до твердости не менее HRC 56.
Основные дефекты трещины: износ
поверхности бойка, износ отверстия
под втулку, срыв резьбы М9Х1—
—4Н/5Н. '
Трещины являются выбраковоч-
ным признаком. Износ поверхности
бойка устраняется наплавкой с
последующим шлифованием по
шаблону. Изношенное отверстие
под втулку ремонтируют рас-
точкой его под ремонтный размер
0 23,5+0'045 мм. Дефектная резь-
ба ремонтируется ранее рассмотрен-
ными способами.
24.8. КЛАПАНЫ
Клапаны относятся к классу
«круглых стержней с фасонной по-
верхностью» и изготавливаются:
впускные — у двигателей ЗИЛ и
КамАЗ из стали 40Х10С2М, HRC
35.. .40; у ЗМЗ из стали 40Х9С2;
у ЯМЗ из стали 40Х9СМ2, HRC
35.. .40; выпускные — ЗИЛ из ста-
ли ЭИ-992 (ТУ завода-изготовите-
ля), у ЗМЗ из стали ЭП-303,
HRC 28.. .35, у ЯМЗ из стали
4Х14Н14В2М и КамАЗ из стали
5Х20НЧАГ9М, торец стержня изго-
тавливается отдельно из стали
40ХН, HRC 50.. .55. Рабочие фаски
клапанов двигателей ЗИЛ, ЗМЗ
имеют жаростойкую наплавку из
сплава ВХН-1, HRC 20.. .30, а у
КамАЗ из сплава ВЗК, HRC 40.. .45.
Впускные клапаны ЗИЛ имеют по-
лость, заполненную для лучшего ох-
лаждения головки металлическим
натрием. Стержень клапана покрыт
слоем хрома толщиной 0,002..
0,006 мм для повышения износостой-
кости.
Основные дефекты клапанов ука-
заны на рис. 24.7.
Трещины или выгорание и короб-
ление тарелки клапана являются
браковочными признаками.
Изношенные стержни до размера
менее 0 10,90(9,91) мм ремонтиру-
ют железнением или хромировани-
ем с последующим шлифованием их
на бесцентрово-шлифовальном стан-
ке 3180 шлифовальным кругом ПП
50x150x305 марки 15А60ПСМК5
до ремонтного размера: для
л /ос 1 1 о—"0,060
впускного клапана 0 11,2._о,о85
(1O,2zS;oso) мм для выпускного
0 ll,2Z?;?05 (10,2Zg® мм. При
последующем ремонте клапаны пе-
решлифовывают под размер по ра-
бочему чертежу. Клапаны ремонтно-
го размера клеймят индексом Р на
торцевой поверхности.
Изношеный торец стержня шли-
фуют «как чисто» на заточном стан-
ке ЗА64 шлифовальным кругом ПП
1000X13X20 марки 15А46ПСМК5.
После шлифования размер б дол-
жен быть не менее 138,0 мм.
Изгиб стержня устраняют прав-
кой на плите вручную. При этом не-
прямолинейность стержня должна
быть не более 0,020 (0,010) мм.
Износ риски и раковины на рабо-
чей фаске устраняют шлифованием
на специальном станке шлифоваль-
ным кругом ПП 125x10x32 марки
24А40ПСТ2К5А «как чисто». Угол
фаски впускного клапана 60° (45°),
выпускного 45°. После шлифования
размер а должен быть не менее: у
впускного клапана 0,5 (0,9) мм, у
выпускного 1,3 (0,9) мм.
После восстановления клапаны
должны отвечать следующим тех-
Рис. 24.7. Основные дефекты выпускного
клапана двигателя ЗИЛ-130:
/ греЩины. коробление. выкрашивание наплав
ленного слоя; 2 износ стержней клапанов; 3 —
износ торца стержня: 4 нзгнб стержня; 5 — из
НОс. риски н раковины на рабочей фаске
191
Глава 25
РЕМОНТ УЗЛОВ СИСТЕМ ОХЛАЖДЕНИЯ И СМАЗКИ
25.1. РАДИАТОРЫ
Радиаторы системы охлаждения
изготавливают из следующих мате-
риалов: верхние и нижние бачки —
латунь Л62, трубки — Л90, охлаж-
дающие пластины — медь М3 и кар-
кас Ст 3. Бачки масляных радиато-
ров изготавливают из стали 0,8, ох-
лаждающие трубки из латуни Л90,
охлаждающие пластины из лату-
ни Л62.
Основные дефекты радиаторов по-
казаны на рис. 25.1.
После снятия с автомобиля ради-
атор поступает на участок ремонта,
где его моют снаружи и дефектуют
внешним осмотром и проверкой на
герметичность сжатым воздухом
под давлением 0,15 МПа для радиа-
торов охлаждения и 0,4 МПа для
масляных радиаторов в ванне с во-
дой при температуре 30. ..50 °C.
Рис. 25.1. Основные дефекты радиатора ав-
томобиля ЗИЛ-130:
/ — пробоины, вмятины или трещины на бачках;
2 — повреждения пластин каркаса; 3 — поврежде-
ния охлаждающих пластин; 4 — повреждения ох-
лаждающих трубок; 5 — нарушение герметично-
сти в местах пайки
Вмятины бачков устраняют рих-
товкой, для чего бачок надевают на
деревянную болванку и деревянным
молотком выравнивают поврежде-
ния. Пробоины устраняют постанов-
кой заплат из листовой латуни с
последующей припайкой их. Трещи-
ны запаивают. Пайку латунных де-
талей радиатора ведут припоями
ПОССу 20-0,5 или ПОССу 30-0,5.
Повреждения пластин каркаса
устраняют газовой сваркой. Помя-
тые пластины радиатора выпрям-
ляют при помощи гребенки.
Поврежденные охлаждающие
трубки запаивают. В радиаторах
ЗИЛ-130 допускается запайка не
более 5% трубок, в радиаторах
ГАЗ-53А не более 10%. Трубки, пай-
ка которых затруднена, заменяют
новыми. Удаление старой трубки и
установку новой осуществляют в
такой последовательности: внутрь
дефектной трубки вводят нагретый
стержень и затем вынимают ее пло-
скогубцами после размягчения при-
поя вместе со стержнем. Новую
трубку устанавливают в обратном
порядке. Концы установленной труб-
ки развальцовывают и припаивают
к опорным пластинам сердцевины.
Пайка замененных трубок может
осуществляться паяльником или по-
гружением сердцевины в припой.
В этом случае радиатор сначала
протравливают в ванне с соляной
кислотой в течение 3.. .5 мин (глу-
бина погружения трубок 10...
15 мм), затем погружают в раствор
хлористого цинка на 0,5. ..1,0 мин
и опускают в расплавленный припой
так, чтобы в нем оказалась опорная
пластина и концы трубок на 5...
192
8 мм. После этого сердцевину выни-
мают и встряхивают для удаления
излишнего припоя. Сердцевину про-
веряют на герметичность.
После припайки бачков и установ-
ки радиатора в каркас его проверя-
ют на перекос (разность размеров
аиб см. рис. 25.1), который не дол-
жен превышать 3,0 мм.
Вышеперечисленные работы вы-
полняются с применением оловянно-
свинцовых сплавов, хлористого цин-
ка и нашатыря. При пайке с исполь-
зованием этих материалов выделя-
ются вредные пары и газы, поэто-
му эти работы необходимо выпол-
нять в отдельных, хорошо проветри-
ваемых помещениях с обязательной
общей и местной вентиляцией.
Перед приемом пищи, а также по-
сле смены необходимо тщательно
мыть руки теплой водой с мылом и
щеткой, регулярно полоскать носо-
глотку, так как свинцовая пыль и
пары свинца, обладая способностью
накапливаться в организме челове-
ка при несоблюдении им мер личной
безопасности и гигиены, вызывают
хроническое отравление. Ногти ра-
бочего во избежание попадания под
них свинца следует коротко стричь
и регулярно чистить. Для профилак-
тики перед началом работы руки на-
до смазывать вазелином.
Флюсы для пайки и кислота дол-
жны храниться раздельно в специ-
ально отведенных и регулярно очи-
щаемых местах. В аптеке должна
быть мазь от ожогов.
Нагретые паяльники необходимо
класть на специальные подставки.
Желательно применять низковольт-
ные паяльники (42 В), включаемые
через понижающий трансформатор.
Используемые для ремонта па-
яльные лампы взрыво- и пожаро-
опасны. Нельзя работать с неис-
правной (коптящей, самопроизволь-
но гаснущей) лампой с поврежден-
ным корпусом, вентилем, заправ-
лять их бензином более чем на 75%
вместимости резервуара, заправ-
лять иди разбирать лампу вблизи
открытого огня или электронагрева-
7 Зак. 421
тельных приборов. Запрещена за-
правка паяльных ламп авиацион-
ным и этилированным бензином.
25.2. НАСОСЫ ОХЛАЖДЕНИЯ
Корпус насоса охлаждения изго-
тавливают у ЗИЛ-130 из алюминие-
вого сплава АЛ4, корпус подшипни-
ков — из серого чугуна; у 3M3-53 —
из СЧ 18-36, у ЯМЗ КамАЗ — из
СЧ 15-32.
Основные дефекты корпуса под-
шипников приведены на рис. 25.2.
Облом торца гнезда под задний
подшипник устраняют постановкой
ДРД (при обломках длиной более
24 мм по оси деталь выбраковыва-
ется). Для этого корпус подшипни-
ков устанавливают в приспособле-
ние на шпиндель токарного станка,
отрезают дефектную часть, раста-
чивают отверстие в корпусе и за-
прессовывают в него ремонтную
втулку. Затем ее приваривают, и
отверстие под подшипник растачи-
вают под размер рабочего чертежа.
Трещины, на корпусе заваривают
или заделывают синтетическими ма-
териалами.
Рис. 25.2. Основные дефекты корпуса под-
шипников водяного насоса двигателя
ЗИЛ-130:
I — износ торцевой поверхности иод упорную
шайбу; 2 ~ обломы торца гнезда под задний
подшипник; 3 — износ отверстия под задний под-
шипник; 4 — изиос отверстия под передний под-
шипник
193
Рис.’ 25.3. Основные дефекты валика водя-
ного насоса двигателя ЗИЛ-130:
I - взносы поверхности под подшипники; 2 — из-
иос шейки под крыльчатку; 3 — износ паза: 4 —
повреждение резьбы
Износ торцевой поверхности под
упорную шайбу крыльчатки насоса
устраняют цековкой торцевой по-
верхности «как чисто», если размер
а не менее 114,5 мм, а при меньшем
размере — наплавкой с последую-
щей цековкой до получения разме-
ра «а» по рабочему чертежу
115,5О-о,2з мм или постановкой
ДРД по следующей технологии: по-
сле установки корпуса подшипников
в приспособление на шпинделе то-
карного станка подрезают торец и
растачивают отверстие под втулку
до 0 24 мм, затем запрессрвывают
втулку, подрезают ее торец до раз-
мера «а» и растачивают отверстие
в ней до 0 19,0 мм. В заключение
торец втулки обрабатывают чугун-
ным притиром, установленным в
пиноле задней бабки станка.
Изношенные отверстия под зад-
ний подшипник до 0 более 62,03 мм
и под передний подшипник до 0 бо-
лее 47,03 мм восстанавливают по-
становкой ДРД по следующей тех-
нологии: корпус подшипников уста-
навливают в приспособление, закреп-
ленное на шпинделе токарного стан-
ка, растачивают отверстия, запрес-
совывают ДРД и растачивают их
под размер рабочего чертежа. Эти
дефекты можно устранить также
при помощи эпоксидных паст. У ав-
томобилей КамАЗ износ отвер-
стий под передний подшипник
(0 62 -о.’оГ мм) и под задний
(0 52—0.01 мм), кроме выше рас-
смотренных способов, может устра-
няться гальваническим натиранием.
После восстановления корпус на-
соса охлаждения должен отвечать
следующим техническим требовани-
ям: торцевое биение поверхности
194
корпуса подшипников под упорную
шайбу крыльчатки относительно
оси отверстий под подшипники не
более 0,050 мм; биение торцевой
поверхности бурта корпуса подшип-
ников под корпус насоса относитель-
но оси отверстий под подшипники
не более 0,15 мм; шероховатость
поверхности корпуса подшипников
под упорную шайбу крыльчатки не
более Ra = 0,80 мкм, поверхностей
отверстий под подшипники не более
Ra= 1,25 мкм.
Валики насосов охлаждения изго-
тавливают у ЗИЛ и ЗМЗ из стали
45, HRC 50.. .60; у ЯМЗ — из стали
35, НВ 241.. .286; у КамАЗ — из ста-
ли 45Х, HRC 24..30. Основные де-
фекты валиков насосов охлаждения
показаны на рис. 25.3.
Износы поверхности под подшип-
ник до 0 менее 16,99 мм и шейки
под крыльчатку до 0 менее 17,02 мм
устраняют хромированием или же-
лезнением с последующим шлифо-
ванием на бесцентрово-шлифоваль-
ном станке до размера по рабоче-
му чертежу.
Износ шпоночного паза более
4,08 мм устраняют заваркой с по-
следующим фрезерованием под раз-
мер рабочего чертежа 4,О_о.о55 мм.
После восстановления шерохова-
тость цилиндрической поверхности
вала — не более Ra= 1,25.
Собранный насос охлаждения дол-
жен быть испытан на стенде при
частоте вращения 3000 мин-1 в те-
чение 5. ..10 мин. Испытания произ-
водят на горячей воде сначала при
открытом, затем при закрытом на-
гнетательном патрубке. Течь воды
через сальник и из-под крышки не
допускается.
25.3. МАСЛЯНЫЕ НАСОСЫ
Долговечность масляных насосов
больше, чем долговечность двигате-
лей, а поэтому многие из них по-
ступают в КР с неиспользованным
ресурсом. При поступлении в ре-
монт масляный насос подвергают
очистке и затем испытывают на
стенде. Если его параметры отвеча-
ют требованиям ТУ, то насос на-
правляют на участок сборки двига-
телей; если же не отвечают то его
разбирают и ремонтируют.
Корпус изготавливают из серого
чугуна СЧ 15-32, СЧ 18-36 для ЗИЛ
и ЯМЗ; у ЗМЗ верхнюю и нижнюю
секции изготавливают из алюминие-
вого сплава АЛ4, а у КамАЗ — из
серого чугуна СЧ 22-44; шестер-
ни из стали 35.
Основные дефекты насоса показа-
ны на рис. 25.4.
Износ гнезд по диаметру под ше-
стерни до размера более 42,40
(43,10) мм, износ отверстия под вал
насоса, а также обломы и трещины,
проходящие через масляные каналы,
являются выбраковочными призна-
ками для корпуса масляного насоса.
Ослабление посадки оси ведомой
шестерни и износ ее до 0 менее
15,07 мм устраняют заменой.
Износ отверстия под ось ведомой
шестерни до 0 более 15,06 мм ус-
траняют обработкой его до
0 15,26+о,'оз мм с последующей
постановкой ступенчатой оси.
Износ посадочной шейки до 0 ме-
нее 34,92 мм устраняют железнени-
ем или гальваническим натиранием
с последующим шлифованием до
размера рабочего чертежа — диа-
метра 35,О_о,о5 мм.
Износ гнезд под шестерни насоса
по высоте до размера более 38,10 мм
устраняют обработкой привалочной
поверхности корпуса и крышки и
поверхности под торцы шестерен с
сохранением их взаимного располо-
жения по рабочему чертежу. При
уменьшении общей высоты прилива
под шестерни до размера менее
52,3 мм корпус насоса бракуется.
При износе гнезд под шестерни у
корпуса насоса КамАЗ до размера
более 35,14 мм его выбраковывают.
Вал масляного насоса изготавли-
вают у ЗИЛ, ЗМЗ и ЯМЗ из стали
45 с последующей закалкой ТВЧ
поверхности под корпус верхней
секции до HRC 52.. .62; у КамАЗ —
7*
Рис. 25.4. Основные дефекты корпуса мас-
ляного насоса ЗИЛ-130:
1 — износ гнезд под шестерни; 2 — ослабление
посадки оси ведомой шестерни; 3 — износ оси ио
диаметру; 4 — износ отверстия под вал насоса;
5 — износ посадочной шейки; 6 — износ гиезд по
высоте
из стали 15ХФ с последующим азо-
тированием до HRC 52.. .63.
Износ паза под вал привода рас-
пределителя зажигания до размера
более 5,25 мм является выбраковоч-
ным признаком. Износ вала до 0
менее 14,98 мм у насоса ЗИЛ-130
устраняют железнением или хроми-
рованием. У КамАЗ износ шеек под
ведомую шестерню привода до 0
менее 15,98 мм, под ведущую ше-
стерню, нагнетательной секции
16,01 мм, под ведущую шестерню
радиаторной секции—15,98 мм и под
втулку валика устраняют хромиро-
ванием с последующим шлифовани-
ем до размера по рабочему чертежу.
После сборки масляный насос
проверяют на работоспособность и
надежность работы редукционного и
перепускного клапанов.
Испытание проводится на масла
И-8А при температуре 18. ..40 °C,
диаметре выпускного отверстия 4 мм
и его длине 6 мм. При частоте вра-
щения вала 400 мин-1 давление
должно быть для верхней секции не
менее 0,24 МПа, для нижней — не
менее 0,06 МПа. Редукционный кла-
пан верхней секции должен откры-
ваться при давлении 0,32...0,40 МПа,
перепускной клапан нижней сек-
ции — при давлении 0,12...0,15 МПа.
Р а ботоспособность р еду кционного
клапана (момент открытия, отсут-
ствие заклинивания плунжера при
перемещении в крышке) должна
проверяться при указанном режиме
дважды.
195
Глава 26
РЕМОНТ УЗЛОВ И ПРИБОРОВ СИСТЕМЫ ПИТАНИЯ
26.1. ТОПЛИВНЫЕ БАКИ
И ТОПЛИВОПРОВОДЫ
Топливные баки (рис. 26.1) изго-
тавливают из стали 08.
Основные дефекты топливных ба-
ков: пробоины или сквозная корро-
зия стенок 1, разрушение сварного
шва 2 в месте приварки наливной
трубы, вмятины стенок и наливной
трубы 3, нарушение соединения пе-
регородок со стенкой 4, нарушение
герметичности в местах сварки и
пайки 5, повреждение резьбы.
При общей площади пробоин и
сквозных коррозионных разрушений
более 600 см2 бак бракуют. При
меньшей площади повреждений бак
ремонтируют постановкой заплат
с последующей их приваркой или
припайкой высокотемпературным
припоем. При ремонте баков свар-
кой их обязательно выпаривают в
течение 3 ч до полного удаления па-
ров топлива.
Незначительные вмятины на стен-
ках бака устраняют правкой. Для
этого к центру вмятины приварива-
ют стальной пруток, на другом кон-
це которого имеется кольцо. Через
кольцо пропускают рычаг и с его
помощью выправляют вмятину. За-
тем прут отрезают, а цесто заварки
зачищают. При значительных вмя-
тинах на противоположной стенке
бака против вмятины вырезают пря-
Рис. 26.1. Основные дефекты топливного
бака автомобиля ЗИЛ-130
моугольное окно с трех сторон, и
вырезанную часть отгибают так,
чтобы обеспечить доступ инструмен-
та к дефекту. Затем в образованное
окно вводят оправку и при помощи
молотка выправляют вмятину, пос-
ле чего металл отгибают на место и
по периметру с трех сторон завари-
вают.
Нарушение соединения перегоро-
док со стенками устраняют сваркой.
Небольшие трещины, а также нару-
шение герметичности устраняют
пайкой низкотемпературным припо-
ем. Значительные трещины устра-
няют пайкой высокотемпературным
припоем, а в некоторых случаях и
постановкой заплат. После ремонта
баки испытывают на герметичность.
Топливопроводы низкого давле-
ния изготавливают из медных или
латунных трубок или из стальных
трубок с антикоррозийным покрыти-
ем. Трубопроводы высокого давле-
ния изготавливают из толстостен-
ных стальных трубок.
Основные дефекты трубопрово-
дов: вмятины на стенках, трещины,
переломы или перетирания, повреж-
дения развальцованных концов тру-
бок в месте нахождения нипеля.
Перед ремонтом трубопроводы про-
мывают горячим раствором каусти-
ческой соды и продувают воздухом.
Вмятины на трубопроводах устра-
няют правкой (прогонкой шарика).
При наличии трещин или перело-
мов, а также перетирания трубок
Рис. 26.2. Способы соединения топливопро-
водов:
а—низкого давления; б—высокого давления
196
дефектные места вырезают, затем
топливопроводы низкого давления
соединяют при помощи соединитель-
ных трубок (рис. 26.2), а высокого
давления — сваркой встык. Если
при этом длина трубопровода умень-
шилась, то вставляют дополнитель-
ный кусок трубки.
Поврежденные развальцованные
концы трубопроводов отрезают и
вновь развальцовывают при помо-
щи специального приспособления.
После ремонта трубопроводы про-
веряют на герметичность, а трубо-
проводы высокого давления и на
пропускную способность. Отклоне-
ния величин пропускной способности
трубопроводов, устанавливаемых на
один двигатель, не должны превы-
шать 10%.
26.2. ТОПЛИВНЫЙ
И ТОПЛИВОПОДКАЧИВАЮЩИЙ НАСОСЫ
Основные детали топливного насо-
са: корпус, головка, крышка-демп-
фер и коромысло. Корпус, головка,
крышка-демпфер изготавливаются
из цинкового сплава; коромысло —
из стали 45Л с последующей за-
калкой опорных поверхностей до
HRC 52.. .62; валик ручного приво-
да из стали А12, рычаг из стали 08.
Дефекты корпуса и способы их
устранения: износ отверстия под
валик ручного привода до 0 более
12,15 мм устраняют постановкой
ДРД с последующим развертывани-
ем до 0 12-0.015 мм; износ отвер-
стия под ось коромысла до 0 более
6,05 мм устраняют также постанов-
кой ДРД с последующим разверты-
ванием до 0 б+0,025 мм.
Такие дефекты головки, как об-
ломы, трещины и износ отверстия
под обоймы клапанов до 0 более
4,55 мм, являются выбраковочными
признаками. Забоины, риски, рако-
вины, следы коррозии на рабочих
поверхностях под клапаны и поверх-
ностях прилегания крышки-демпфе-
ра и корпуса топливного насоса ус-
траняют припиливанием до устра-
нения дефекта. Дефекты крышки-
демпфера устраняют так же.
Такие дефекты коромысла, как об-
ломы и трещины, являются выбра-
ковочными признаками. Погнутость
коромысла устраняют правкой его в
холодном состоянии. Износ отвер-
стия под ось устраняют постановкой
ДРД с последующим развертывани-
ем до 0 6+°Л8 мм. Местный износ
поверхности под штангу толкателя
устраняют обработкой до исчезно-
вения просвета между ними.
После сборки топливный насос
должен быть испытан на установке
с механическим приводом и обеспе-
чивать при этом:
подачу топлива не более чем че-
рез 10 с после включения привода
при частоте вращения 45.. .50 мин-1
кулачкового вала (перед испытани-
ем полость над диафрагмой и кла-
паны должны быть сухими);
производительность не менее
180 л/ч при частоте вращения ку-
лачкового вала 1300. ..1400 мин-1;
давление, развиваемое насосом на
выходе при закрытом нагнетатель-
ном патрубке, должно быть не бо-
лее 225 мм рт. ст. при частоте вра-
щения кулачкового вала 1300...
1400 мин-1; падение давления в те-
чение 10 с при включенном приводе
не допускается, как и подтекание
топлива в местах соединений.
Испытание топливного насоса
производится на бензине при высо-
те всасывания 0,5 м и подаче бензи-
на на эту высоту по трубопроводу с
внутренним диаметром 6 мм.
Топливоподкачивающий насос
низкого давления устанавливается
на двигателях КамАЗ. Основные де-
фекты возникают на корпусе, кото-
рый изготавливают из серого чугу-
на СЧ 15—32.
Обломы или трещины, проходя-
щие через резьбовые отверстия, яв-
ляются выбраковочными признака-
ми. Обломы и трещины на фланце
корпуса устраняют заваркой или
наплавкой, если они захватывают не
более */2 длины окружности отвер-
стия. Износ отверстия под поршень
197
более 22,03 мм устраняют обра-
боткой под ремонтный размер
(22,25+0>023 мм) при размере более
22,28 мм деталь бракуется. Выра-
ботку или коррозию рабочей поверх-
ности седел клапанов устраняют об-
работкой до размера «как чисто».
Ослабление посадки седла клапана
устраняют обработкой под ремонт-
ный размер (0 12,20+0'019 мм) с
последующей запрессовкой ремонт-
ного седла. Диаметр отверстия под
седло более 12,22 мм является вы-
браковочным признаком.
26.3. ТОПЛИВНЫЙ НАСОС высокого
ДАВЛЕНИЯ И ФОРСУНКИ
Топливная аппаратура после сня-
тия ее с двигателя поступает на
участки ремонта, где после наруж-
ной мойки ее разбирают. Прецизион-
ные детали (корпус распылителя с
иглой, гильза с плунжером, нагне-
тательный клапан с седлом и шток
со втулкой) не разукомплектовыва-
ются. Затем детали моют в керосине
(прецизионные детали отдельно).
Нагар с поверхности форсунок уда-
ляют в моечных ультразвуковых ус-
тановках. Отверстия в распылите-
лях прочищают специальными при-
способлениями -— чистиками.
После мойки и чистки детали об-
дувают сжатым воздухом или выти-
рают чистыми салфетками, дефек-
туют и сортируют согласно ТУ.
Корпус топливного насоса
высокого давления (ТНВД) изготав-
ливают из сплава алюминия АЛ9.
Обломы и трещины, захватываю-
щие отверстия под штуцера и под-
шипники и находящиеся в трудно-
доступных местах, являются выбра-
ковочными признаками. Все осталь-
ные трещины и обломы устраняют
наплавкой или заваркой в среде ар-
гона.
Износ отверстий под толкатели
плунжеров до 0 более 31,06 мм ус-
траняют обработкой под ремонтный
размер (31,20+°-027 мм). При раз-
198
мере этого отверстия более 31,26 мм
корпус бракуют.
Износ отверстия под подшипники
державки грузиков до 0 55,05 мм
устраняют гальваническим натира-
нием или постановкой ДРД.
Износ отверстий под ось промежу-
точной шестерни до 0 более
12,03 мм, под ось рычага реек до 0
более 8,025 мм и под ось рычага пру-
жины более 10,025 мм устраняют
постановкой ДРД с последующим
развертыванием до размеров рабо-
чего чертежа.
Детали плунжерной пары изго-
тавливают из стали 25Х5МА. Та-
кой дефект, как заедание плунжера
во втулке, является выбраковочным
признаком. Заедание отсутствует,
если плунжер будет свободно опус-
каться в разных положениях по
углу поворота во втулке при уста-
новке пары под углом 45°. Износ ра-
бочих поверхностей плунжерной па-
ры, как и следы коррозии на торцо-
вой поверхности втулки, что ведет к
потере герметичности, устраняют
перекомплектовкой.
Для этого сам плунжер и его
втулку притирают и доводят до ше-
роховатости Rz = 0,l.. .0,08 мкм при
допустимой овальности 0,2 мкм и
конусности 0,4 мкм. Затем плунже-
ры разбивают на размеренные груп-
пы (интервал 4 мкм) и подбирают
по соответствующим втулкам. Да-
лее плунжер 'И втулку притирают,
промывают в бензине и больше не
обезличивают. Затем плунжерную
пару проверяют, как указано выше.
Нагнетательный клапан
в сборе с седлом изготавливлдют из
стали ШХ-15, HRC 58.. .64. Основ-
ные дефекты показаны на рис. 26.3.
Риски, задиры, следы износа и
коррозия на конусных поверхнос-
тях 1, на направляющей поверхно-
сти 2 и на торце седла 3, на разгру-
зочном пояске клапана 4 устраня-
ют притиркой на плите притирочны-
ми пастами. При этом седло клапа-
на крепят в цанговой державке за
резьбовую поверхность. Шерохова-
тость торцовой поверхности сед-
ла должна соответствовать Ra =
= 0,16 мкм, а направляющего отвер-
стия и уплотняющего конуса Ra =
= 0,08 мкм. После подбора и притир-
ки клапанную пару не обезличи-
вают.
Отсутствие заедания клапана в
седле определяется его свободным
перемещением под действием собст-
венного веса в разных положениях
по углу поворота после выдвижения
клапана из седла на */з длины.
Распылитель форсунки в
сборе (рис. 26.4) состоит из корпу-
са, который изготавливают из ста-
ли 18Х2Н4ВА, HRC 56.. .60, и иглы
из стали Р18, HRC 60.. .65.
Основные дефекты: риски и следы
износа на торцевой поверхности кор-
пуса распылителя 1, на направляю-
щей 2, на конусных 3 поверхностях
иглы и корпуса и износ сопловых
отверстий 4. Корпус 5 распылителя
с увеличением сопловых отверстий
и со следами оплавления носика
бракуется. Сопловые отверстия кон-
тролируют калибром 0 0,370 мм
(если калибр проходит хотя бы в
одно из отверстий, корпус распыли-
теля бракуется).
Риски и следы износа на торцевой
поверхности корпуса распылителя
устраняют путем притирки и довод-
ки до зеркального блеска на плите,
применяя соответствующие прити-
рочные пасты в зависимости от глу-
бины рисок.
Риски и следы износа на направ-
ляющей и конусной поверхностях
отверстий в корпусе удаляют при
помощи притиров, доводя поверх-
ность до требуемой геометрической
формы и шероховатости и затем
сортируют по диаметру на группы.
Иглу 6 обрабатывают на соот-
ветствующем притире, закрепляя ее
через обойму в патроне токарного
станка, а притир при помощи оправ-
ки держат в руках. При обработке
корпуса притир закрепляют в па-
троне станка, а корпус держат в ру-
ках (частота вращения шпинделя
200.. .350 мин-1, притирку заканчи-
вают при появлении на корпусе при-
Рис. 26.3. Основные дефекты нагнетатель-
ного клапана в сборе
тира пояска шириной до 0,5 мм).
Иглы сортируют на группы по диа-
метру направляющей поверхности,
подбирают по соответствующим
группам корпусов распылителей и
доводят притиркой сопряженных
деталей после нанесения тонкого
слоя пасты сначала на цилиндриче-
скую поверхность иглы, затем на
конусную (предварительно промыв
и смазав дизельным топливом ци-
линдрическую поверхность).
Притирку и доводку производят
тремя пастами: притирку — пастой
28 мкм (светло-зеленого цвета), до-
водку — пастой 7 мкм (темно-зеле-
ного цвета), освежение — пастой
1 мкм (черного цвета с зеленым от-
Рис. 26.4. Основные дефекты корпуса рас-
пылителя и иглы форсунки двигателя ЯМЗ
199
тенком). После каждого процесса
притирки и доводки детали необхо-
димо тщательно промывать в чистом
дизельном топливе.
Сопряжение корпус распылите-
ля — игла после ремонта должно со-
ответствовать следующим техниче-
ским требованиям:
расстояние между торцем иглы и
корпуса должно быть O,34Zo',o6° мм:
этот размер обеспечивается довод-
кой торца;
игла после тщательной ее про-
мывки и смазки дизельным топли-
вом, выдвинутая на */з длины из
корпуса, наклоненного на угол 45°,
должна плавно без задержек опус-
каться до упора под действием соб-
ственной массы (проверка плотно-
сти, качества распиливания и гер-
метичности запорного конуса произ-
водится при испытании форсунки
в сборе).
Все непрецизионные детали вос-
станавливают ранее рассмотренны-
ми способами: трещины на корпу-
се — заваркой по технологии, при-
меняемой при сварке деталей из
алюминиевого сплава; резьбу с пов-
реждениями более двух ниток — за-
варкой и нарезанием резьбы по ра-
бочему чертежу, а также нарезани-
ем ремонтной резьбы или постанов-
кой ввертышей; изношенные опор-
ные шейки вала — шлифованием
под ремонтный размер или хроми-
рованием с последующим шлифова-
нием под размер рабочего чертежа.
После сборки приборы системы
питания высокого давления прира-
батываются, регулируются и испы-
тываются на стендах СДТА-1,
СДТА-2. Форсунки испытывают на
герметичность, на начало впрыска
и качество распыла, на пропускную
способность, по которой форсунки
разбиваются на четыре группы (0;
1; 2; 3) с клеймением их по наруж-
ной поверхности соединения с шту-
цером.
ТНВД испытывают на начало по-
дачи топлива секциями, на герметич-
ность, на производительность и рав-
номерность подачи топлива.
Подкачивающий насос испытыва-
ют на максимальное противодавле-
ние, разрежение и производитель-
ность на стенде КИ-1404.
Глава 27
РЕМОНТ ЭЛЕКТРООБОРУДОВАНИЯ
27.1. АККУМУЛЯТОРНЫЕ БАТАРЕИ
Все дефекты аккумуляторных
батарей (АБ) подразделяются на
внешние (трещины на стенках ба-
ков и крышек, растрескивание и от-
слаивание мастики, окисление кон-
тактов, расшатывание штырей и
межэлементных соединений) и внут-
ренние (трещины в перегородках
между банками, отклонения в со-
стоянии электролита от ТУ, разру-
шение решетки и выкрашивание ак-
тивной массы пластин, сульфатация
пластин, короткое замыкание разно-
именных пластин, уплотнение ак-
тивной массы пластин, отрыв пла-
стин от соединительных мостиков —
бареток и разрушение сепараторов).
200
В зависимости от характера неис-
правностей и объема работ по их
устранению ремонт батарей подраз-
деляется на текущий, средний, ка-
питальный и восстановительный.
При текущем ремонте заменяют
дефектные крышки и заливочную
мастику, наваривают выводные за-
жимы и приваривают межэлемент-
ные соединения, удаляют всевоз-
можные загрязнения с поверхности.
При среднем ремонте заменяют
моноблоки и сепараторы.
При капитальном ремонте заме-
няют полублоки пластин одной из
полярностей, моноблоки и сепара-
торы.
Восстановительный ремонт произ-
водится при необходимости замены
обоих полублоков, сепараторов и
моноблока с крышками.
Поступившие в ремонт батареи
очищают от загрязнений и предва-
рительно проверяют наружным
осмотром (наличие трещин, отко-
лов, окисленных контактов и т. д.).
Затем определяют состояние элект-
ролита: плотность, уровень над пла-
стинами и напряжение под нагруз-
кой. По результатам проверки де-
лают заключение о необходимом ви-
де ремонта. Восстановительный ре-
монт батарей включает в себя: под-
готовку батарей к разборке, разбор-
ку, восстановление и изготовление
отдельных деталей, сборку, а также
заряд батарей.
Подготовка батареи к разборке
заключается в ее наружной очист-
ке, внешнем осмотре, разряде и
сливе электролита. Прежде чем
слить электролит, разряжают бата-
реи силой тока, равной */ю ее ем-
кости, до напряжения 1,70...
1,75 В на один аккумулятор. Раз-
ряд батареи необходим потому, что
под действием кислорода воздуха
активная масса отрицательно заря-
женных пластин разрушается и,
кроме того, образуется гидроокись
свинца, которая снижает емкость
аккумуляторов. Если нет возмож-
ности разрядить пластины батареи,
то после разборки полублоки отри-
цательных пластин тщательно про-
поласкивают и опускают в воду.
Разборку батареи производят в
такой последовательности:
удаляют межэлементные соедине-
ния. Их отсоединяют от выводных
штырей при помощи трубчатых
сверл (рис. 27.1,а), которыми вы-
сверливают кольцевую канавку во-
круг штыря (диаметр пальца сверла
должен соответствовать диаметру
выводного штыря);
удаляют выводные штыри высвер-
ливанием (рис. 27,1,6);
удаляют мастику шпателем пос-
ле предварительного нагревания
мастики под нагревательным колпа-
ком или нагревательной лопаткой,
устроенной аналогично электриче-
скому паяльнику;
Рис. 27.1. Разборка аккумуляторных бата-
рей:
а — удаление межэлемеитиых соединений; б —
удаление выводных штырей
снимают крышки батарей при по-
мощи съемников;
удаляют блоки пластин из баков
при помощи захватов;
разъединяют блоки на полубло-
ки, очищают их и промывают в про-
точной воде в течение 1 ... 2 ч;
промывают пластмассовые сепа-
раторы (при отсутствии поврежде-
ний);
промывают и проверяют бан-
ки аккумуляторных батарей. Про-
верка осуществляется прибором
(рис. 27.2), который работает на
принципе прохождения тока высо-
кого напряжения через зазор в
трещине.
Восстановление и изготовление
отдельных деталей. Восстанавлива-
ют при ремонте батарей пластмас-
совые моноблоки, пластины и сепа-
раторы.
Моноблоки могут иметь тре-
щины, обломы и сколы. Обломы и
сколы пластмассы на моноблоках
глубиной не более 3 мм и общей
площадью не более 5 см2 устраня-
ют разделкой с последующим запол-
нением их пластмассой. При дефек-
201
Рис. 27.2. Проверка состояния моноблоков аккумуляторных батарей на герметичность:
а — током от сети
/ — бак со слабым раствором серной кислоты; 2 — проверяемый моноблок батареи; 3 — пластины;
4 — амперметр (отклонение стрелки свидетельствует о наличии трещин)
б — прибором высокого напряжения
/ — моноблок; 2 — наконечники; 3 — разрядники; 4— индукционная катушка; 5 — прерыватель; 6 —
конденсатор; 7 — выключатель; 8 — аккумуляторная батарея питания
тах больших размеров, а также при
трещинах в перегородках монобло-
ки и крышки бракуют.
Пластины (положительные —
темно-коричневого цвета и более
толстые, отрицательные — серого
цвета) имеют следующие дефекты:
сульфатация, разрушение и корро-
зия решеток, уплотнение активной
массы, коробление и обломы ушков.
Сульфатация — это образование
крупных труднорастворимых кри-
сталлов сернокислого свинца
(PbSO4) на поверхности и в порах
активной массы положительных и
отрицательных пластин. При этом
положительные пластины становят-
ся светло-коричневого цвета, а на
отрицательных пластинах появляет-
ся белый налет. В этих местах ак-
тивная масса становится жесткой и
хрупкой. Основные причины появ-
ления сульфатации: длительное хра-
нение без подзаряда, пониженный
уровень электролита, частые разря-
ды током большой силы, повышение
плотности электролита, его темпе-
ратуры, саморазряд и короткое за-
мыкание пластин.
Признаки сульфатации пластин:
в процессе заряда — быстрое повы-
202
шение напряжения и температуры
электролита, бурное газовыделение
при незначительном повышении
плотности электролита; при разря-
де — резкое падение напряжения
при нагрузке.
Сильно сульфатированные пла-
стины бракуют, слабо сульфатиро-
ванные восстанавливают без раз-
борки батарей продолжительным
зарядом током малой силы (не бо-
лее 0,05 от емкости) при низкой
плотности электролита (не более
1,11).
Разрушение пластин и коррозия
решеток возникают при длительном
перезаряде, при заряде током боль-
шой силы, при повышении плотно-
сти и температуры электролита, при
больших вибрациях. Ввиду меньшей
механической прочности активная
масса положительных пластин раз-
рушается гораздо быстрее. Пласти-
ны, имеющие разрушение и корро-
зию решеток, бракуются.
Уплотнение активной массы от-
рицательных пластин возникает в
процессе эксплуатации батарей.
При соприкосновении пластин с
кислородом воздуха уплотнение
происходит очень быстро. Уплотне-
ние сопровождается уменьшением
объема активной массы, отслаива-
нием ее от решеток, образованием
трещин. Все это ведет к выбраковке
пластин.
Коробление пластин возникает
из-за неодинакового объемного рас-
ширения активной массы по площа-
ди пластин, которое ведет к образо-
ванию трещин и ее выпадению из
решеток. Покоробленные пластины
правят под прессом при медленном
повышении нагрузки по всей пло-
щади. Наиболее подвержены короб-
лению положительные пластины,
поэтому отрицательных пластин в
полублоке устанавливают на одну
больше, что обеспечивает меньшее
коробление положительных пластин.
Обломанные ушки пластин на-
плавляют при помощи приспособле-
ния (рис. 27.3).
Сепараторы изготавливают
из микропористой пластмассы (ми-
пласта), микропористого эбонита
(мипора)., стекловолокна и т. д. Ос-
новные дефекты: сульфатация и ко-
робление. Сульфатация устраняется
кипячением в воде, коробление —
обжатием под прессом.
Некоторые детали батарей, такие,
как баретки, межэлементные соеди-
нения, выводные штыри, изготавли-
вают отливкой в соответствующие
формы.
Сборка аккумуляторных бата-
рей включает в себя следующие
операции:
сборку пластин в полублоки: пла-
стины в соответствующем количест-
Рис. 27.3. Приспособление для наплавки
ушек:
/ — угольный электрод; 2 — свинцовый пруток;
3 — шаблон
Рис, 27.4. Приспособление для сборки плас-
тин в нолублоки
ве (отрицательных — на одну боль-
ше) устанавливают в приспособле-
ние (рис. 27.4), на ушки надевает-
ся прорезями баретка, и они зали-
ваются свинцом (в полублоки не-
обходимо собирать одинаково изно-
шенные пластины; в противном
случае будет возникать выравнива-
ющий ток, который приведет к бы-
строму их разрушению);
сборку блоков из полублоков: по-
лублоки вставляют один в другой
так, чтобы каждая положительная
пластина была расположена между
двумя отрицательными; между пла-
стинами, начиная от середины бло-
ка, вставляют сепараторы так, что-
бы их ребра были обращены к поло-
жительным пластинам (при двой-
ных сепараторах к положительным
пластинам обращен стекловойлок);
блоки пластин обжимают на при-
способлении (рис. 27.5) и устанав-
ливают в баки (при наличии зазора
он устраняется установкой сепара-
торов между блоком и баком);
каждый аккумулятор закрывают
крышкой, уплотняют зазоры асбе-
стовым шнуром и проверяют вольт-
метром электрическую цепь на от-
сутствие короткого замыкания меж-
ду пластинами;
крышки аккумуляторов заливают
мастикой (нефтяной битум № 5 —
75%, авиационное или машинное
масле — 25%) при температуре
170...180 °C;
на выводные штыри надевают
межэлементные соединения и при-
варивают их. Выводные зажимы ба-
тареи наплавляют при помощи шаб-
203
Рис. 27.5. Приспособление для обжатия
блока пластин
лона. Малые диаметры конусных
зажимов должны быть следующи-
ми: положительные 17,25...
17,75 мм, отрицательные 15,75...
16,25 мм при конусности 1 :9.
Подготовка к заряду и заряд ба-
тарей включают:
заливку электролита (температу-
ра его должна быть не более 25 °C,
плотность на 0,02 меньше той, кото-
рую необходимо получить в конце
заряда), выдержку в течение 4...
6 ч и доливку при необходимости до
требуемого уровня;
заряд при постоянной силе тока,
которая для новых аккумуляторов
берется равной 0,1 от номинальной
емкости. Во время заряда периоди-
чески проверяют напряжение акку-
муляторов, плотность и температу-
ру электролита. В случае если тем-
пература электролита достигнет
45°C, зарядный ток снижают напо-
ловину или прерывают на время, не-
обходимое для снижения темпера-
туры до 30 °C. Заряд батарей ведут
до тех пор, пока не наступит обиль-
ное газовыделение во всех батаре-
ях, а напряжение и плотность элек-
тролита будут оставаться постоян-
ными в течение 2 ч, что служит при-
знаком конца зарядки.
После ремонта к батареям предъ-
являют следующие технические тре-
бования:
при испытании на герметичность
в полости каждого аккумулятора
создается избыточное давление воз-
духа, равное 0,2 МПа. Это давление
не должно снижаться в течение 3 с;
сила тока нагрузки должна быть
численно равна 2.. .2,5 емкости ба-
204
тареи (для 6СТ-78 сила тока долж-
на быть 156... 159 А);
напряжение каждого аккумулято-
ра, замеренное нагрузочной вилкой,
через 5 с после включения нагруз-
ки должно быть не менее 1,78 В;
при выборочных испытаниях на
электрическую емкость она у отре-
монтированных батарей должна со-
ставлять не менее 70% от номи-
нальной;
гарантийный срок исправной ра-
боты аккумуляторных батарей пос-
ле восстановительного ремонта: с
сепараторами из мипласта или ми-
пора 12 мес при пробеге до 25 тыс.
км; с двойными сепараторами (со
стекловойлоком)—16 мес при про-
беге 40 тыс. км. Гарантийный срок
работы батарей, прошедших КР, в
2 раза меньше.
Ремонтные предприятия обеспе-
чивают вышеперечисленные гаран-
тии только при условии соблюде-
ния заказчиком Единых правил
ухода и эксплуатации автомобиль-
ных свинцово-кислотных батарей
при исправном состоянии электро-
оборудования и если батарея после
получения из ремонта не вскрыва-
лась.
Работы, выполняемые при ремон-
те и обслуживании аккумуляторных
батарей, требуют соблюдения пра-
вил техники безопасности, основные
из которых должны быть следую-
щими;
заряд батарей производится при
работающей вытяжной вентиляции;
в помещениях заряда запрещает-
ся курить и пользоваться открытым
огнем;
зарядные устройства и выключа-
тели электрических цепей должны
быть взрывобезопасными;
полюсные выводы батарей, подго-
товленных к заряду, соединяют по-
средством плотно закрепляемых за-
жимов, не допускающих искрения;
включение батарей в цепь и вы-
ключение их осуществляются толь-
ко после выключения зарядного
устройства;
заряд батарей производится при
открытых заливных отверстиях в
крышках аккумуляторов;
измерять напряжение аккумуля-
торов нагрузочной вилкой разре-
шается только при завернутых
пробках;
электролит, попавший на кожу
или одежду человека, нейтрализу-
ют 10%-ным раствором питьевой
соды, а затем промывают проточ-
ной водой;
при попадании электролита в
глаза нужно промыть их 2%-ным
раствором питьевой соды и немед-
ленно обратиться к врачу.
При зарядке батарей происходит
химическая реакция с выделением
свободного водорода, который, сме-
шиваясь с кислородом воздуха в
любых пропорциях, образует грему-
чий газ, взрывающийся не только
от огня, искры, но и от удара.
Работающие на участке ремонта
аккумуляторов постоянно имеют
контакт с веществами (пары свин-
ца, серной кислоты), которые при
определенных условиях или непра-
вильном с ними обращении могут
привести к травме или отравлению
организма. Свинец, попадая через
пищевод, в кровь, оседает в печени,
а серная кислота разъедает зубы и
нарушает физиологические функции
пищевода.
27.2. ГЕНЕРАТОРЫ И СТАРТЕРЫ
Генераторы и стартеры, снятые
при предварительной разборке с
автомобилей, поступают на участок
ремонта, где их очищают от внеш-
них загрязнений волосяными щет-
ками и разбирают на детали при
помощи съемников и пресса. Затем
металлические детали моют в раст-
воре лабомида-101 или другого
СМС. Детали же, имеющие обмот-
ки, протирают ветошью, смоченной
бензином, и продувают сжатым воз-
духом, после чего просушивают в
сушильных шкафах при температу-
ре 90...100 °C в течение 45...
90 мин.
Рис. 27.6. Основные дефекты статора гене-
ратора переменного тока с катушками
в сборе автомобиля ЗИЛ-130 (Г250-А1)
Подготовленные таким образом
детали подвергают дефектации. Все
дефекты приборов электрооборудо-
вания можно подразделить на меха-
нические и электрические. Механи-
ческие дефекты выявляют способа-
ми, указанными в разд. II, электри-
ческие— на приборе мод. Э-202 или
на приборах, ему подобных. На них
можно определить замыкание на
корпус обмоток якоря, статора и
других деталей, сопротивление изо-
ляции, обрыв и межвитковое замы-
кание обмоток.
На современных автомобилях
устанавливают генераторы пере-
менного трехфазного тока, ремонт
основных деталей которых и будет
рассмотрен.
Статор с катушками в
сборе генератора Г250-А1
(рис. 27.6) может иметь следую-
щие дефекты: отпайка наконечни-
ка 1, обрыв вывода 2, пробой на
массу, межвитковое замыкание, об-
рыв и обгорание изоляции катуш-
ки. Устранение неисправностей ка-
тушки требует ее замены.
На статоре установлено 18 кату-
шек. Каждая фаза включает в себя
непрерывно намотанные 6 катушек,
состоящие из 13 витков провода
ПЭВ-2 0 1,35... 1,46 мм, намотан-
ного в три слоя. Намотка должна
производиться плотно виток к вит-
ку. Начало фазы необходимо зачи-
205
стить и облудить припоем
ПОССу-40 на длине 15+2 мм. На
конец фазы надевают электроизоля-
ционную трубку ТЛВ-2 длиной
80±2 мм, к которой припаивают
наконечник тем же припоем.
При сборке статора начала кату-
шек необходимо скрутить на длине
16±3 мм и пропаять. Укладку ка-
тушек фаз необходимо проводить
против часовой стрелки. При этом
внутренний диаметр статора по про-
водам не должен быть менее 100 мм.
После сборки статор пропитыва-
ют лаком МЛ-92, выводные зажи-
мы лаком не пропитывают. Наплы-
вов лака по наружному и внутрен-
нему диаметрам статора и на поса-
дочных поверхностях под крышки
не должно быть.
После ремонта к статору генера-
тора предъявляют следующие тех-
нические требования: внутренний
диаметр железа статора должен
быть 97,15+0’20 мм; забоины на по-
верхностях сопряжения с крышка-
ми не допускаются.
Основные дефекты ротора ге-
нератора приведены на
рис. 27.7.
Задиры и износи железа устра-
няют слесарной обработкой до уда-
ления дефекта. При диаметре ме-
нее 95,5 мм ротор бракуют.
Износ шейки под подшипник со
стороны контактных колец до 0 ме-
нее 14,97 мм устраняют железнени-
Рис. 27.7. Основные дефекты ротора гене-
ратора Г250-А1:
1—задиры и износ железа ротора; 2 — износ
шейки под подшипник со стороны контактных
колец: 3 — обрыв провода у контактных колец;
4 — пробой на массу, межвитковое замыкание,
обрыв и обгорание изоляции; 5 — износ шейкн со
стороны привода; 6 — износ паза под шпонку
шкива; 7 — износ контактных колец
ем с последующим шлифованием
под размер рабочего чертежа.
Обрыв соединительных проводов
у контактных колец устраняют при-
пайкой. Межвитковое замыкание и
замыкание на массу, а также обрыв
и обгорание изоляции устраняют
заменой катушки.
Износ шейки со стороны привода
до 0 менее 16,97 мм устраняют же-
лезнением с последующим шлифо-
ванием под размер рабочего чер-
тежа.
Износ шпоночного паза до разме-
ра более 4,03 мм устраняют фрезе-
рованием нового паза с размерами
по рабочему чертежу под углом 180°
к изношенному.
Изношенные контактные кольца
при 0 менее 30,10 мм заменяют
новыми.
При биении поверхности А и Б
относительно поверхностей В и Г
более 0,1 мм его устраняют прав-
кой вала после выпрессовки из кон-
тактных колец и втулки обмотки
возбуждения.
Катушку возбуждения наматыва-
ют из (510±10) витков провода
ПЭВ-2 0 0,74 мм плотно виток к
витку. Выводы начала и конца ка-
тушки должны быть зачищены и
пропаяны припоем ПОССу-40. За-
тем выводы катушки укладывают в
пазы и припаивают к контактным
кольцам. В случае оголения выво-
дов в пазу контактного кольца ого-
ленную часть помещают в изоляци-
онную трубку ТЛБ-1,5. Собранный
ротор должен быть пропитан лаком
МЛ-92. Лак с поверхностей а и б
после пропитки должен быть уда-
лен.
После ремонта к ротору генерато-
ра в сборе предъявляют следующие
технические требования: люфт рото-
ра на валу не допускается; обяза-
тельна динамическая балансиров-
ка, при которой дисбаланс посере-
дине должен быть не более
0,04 Н-м; сила тока в обмотке воз-
буждения должна быть (3,4±0,2) А
при напряжении 12,5 В; шерохова-
тость шеек под подшипники, по-
206
верхностей А и Б должна соответ-
ствовать Ra= 1,25 мкм.
После ремонта отдельных дета-
лей генератор собирают. В собран-
ном генераторе проверяют:
давление пружины щеткодержа-
теля на щетку; для этого поднима-
ют щетку и прокладывают между
ней и кольцом полоску тонкой бу-
маги, затем цепляют щетку динамо-
метром и поднимают до свободного
перемещения бумаги — показание
динамометра и соответствует дав-
лению пружины;
легкость движения щетки в щет-
кодержателе (определяют ее пере-
мещением, при необходимости про-
мывают бензином);
прилегание щеток к кольцу (на
кольцо укладывают полоску стек-
лянной бумаги зернистостью 80...
100, зерном в сторону щетки, опу-
скают щетку и протаскивают бума-
гу в обе стороны, пока не появятся
закругления на торце щетки с ра-
диусом, соответствующим радиусу
кольца. Затем генератор испытыва-
ют на стенде КИ-968, Э211 и др.).
Перед испытанием генератор
должен быть обкатан на стенде в
течение 10 мин. Обкатку произво-
дят при напряжении на клеммах
12,5 В, токе нагрузки 28 А и часто-
те вращения ротора 3000...
3300 мин-1. При этом задевание ро-
тора за статор, шумы в подшипни-
ках и щеткодержателе не допуска-
ются.
Испытания ведут в следующей
последовательности:
без нагрузки — при частоте вра-
щения ротора не более 900 мин-1
генератор должен развйвать напря-
жение 12,5 В;
с полной нагрузкой — при частоте
вращения ротора 2000 мин-1 сила
тока цепи нагрузки должна быть не
менее 28 А (в одном и другом слу-
чае частота вращения ротора долж-
на постепенно повышаться, пока не
достигнет вышеуказанных значе-
ний) ;
на повышенной скорости — плав-
но повышают частоту вращения ро-
тора до 10 000 мин-1 и выдержива-
Рис. 27.8. Основные дефекты корпуса стар-
тера СТ130 в сборе
ют данную частоту в течение 1 мин
при невозбужденном генераторе.
Корпус стартера СТ-130 в
сборе (рис. 27.8) может иметь сле-
дующие основные дефекты: заусен-
цы и забоины на поверхностях
прилегания к крышкам 1; повреж-
дение прорезей под отвертку у вин-
тов крепления полюсов 8; повреж-
дение изоляции контактного болта
и его резьбы 7; облом клеммы вы-
водного контакта 6; замыкание ка-
тушек на корпус и межвитковое за-
мыкание 5; задиры поверхностей
полюсов и нарушение межполюсно-
го расстояния 4 (допустимый раз-
мер 79,30 мм); износ щеток 3 (до-
пустимое значение—10,0 мм); от-
пайка или облом соединительных
шин 2.
Заусенцы и забоины на поверхно-
сти прилегания крышек устраняют
зачисткой соответствующим надфи-
лем «как чисто». Повреждения про-
резей у винтов требуют их замены.
Поврежденную изоляцию заменя-
ют. Обломанные зажимы выводно-
го контакта заменяют новыми.
Поврежденные катушки следует
заменить. При этом катушки долж-
ны быть проверены на отсутствие
межвиткового замыкания, затем
207
пропитаны лаком ГФ-95, а выводы
их обжаты и пропаяны припоем
ПОССу-40.
Задиры на поверхностях полю-
сов устраняют припиловкой до уда-
ления дефекта с обязательной под-
тяжкой полюсных винтов. Если при
этом межполюсное расстояние ока-
жется больше допустимого, то осво-
бождают полюсные винты. Между
полюсным сердечником и корпусом
устанавливают прокладку соответ-
ствующей толщины и затем раста-
чивают на токарном станке полюс-
ные сердечники до размера по ра-
бочему чертежу. При невозможно-
сти компенсировать износ пласти-
нами полюсные сердечники меняют.
Изношенные щетки также заменя-
ют новыми.
Отпайку или облом соединитель-
ных шин устраняют сваркой их
встык или пайкой припоем
ПОССу-61 с последующей изоля-
цией на длине не менее 30,0 мм.
Концы ленты должны быть закреп-
лены в петлю.
После ремонта корпус стартера
должен отвечать следующим основ-
ным техническим требованиям:
неконцентричность внутренней по-
верхности полюсов и внутренней по-
верхности корпуса не должна пре-
вышать 0,10 мм;
неперпендикулярность оси внут-
ренней поверхности полюсных сер-
дечников к торцам корпуса допу-
скается не более 0,25 мм.
Основные дефекты якоря
стартера СТ-130 показаны на
рис. 27.9.
Износ и задиры на поверхности
железа якоря устраняют зачисткой
до исчезновения дефекта. При диа-
метре менее 76,7 мм якорь бра-
куют.
Износ или обгорание коллектора,
а также его биение относительно
вала (более 0,06 мм) устраняют
проточкой и последующим шлифо-
ванием. При диаметре менее
37,5 мм коллектор заменяют.
При погнутости вала более
0,30 мм его выпрессовывают из яко-
ря и правят. Изношенные шейки ва-
ла с диаметрами со стороны коллек-
тора менее 16,10; под вкладыш ше-
стерни привода — 13,90 и со сторо-
ны привода — 12,40; под промежу-
точный подшипник—18,87 мм ре-
монтируют железнением с последу-
ющим шлифованием под размер ра-
бочего чертежа.
При износе ленточной нарезки
больше допустимых значений как
по толщине (менее 3,5 мм), так и
по наружному диаметру (менее
18,65 мм) якорь бракуют.
При обрыве секций обмотки с за-
дирами пазов якорь бракуют. Отпа-
янные секции от коллектора припа-
ивают припоем ПОССу-40. При
ослаблении крепления обмотки в
пазах последние расчеканивают до
обеспечения необходимой плотно-
Рис. 27.9. Основные дефекты якоря стартера СТ130 в сборе:
/ -- износ и задиры железа якоря; 2 — износ или обгорание коллектора; 3 —биение коллектора;
4 — нзиос шейки вала со стороны коллектора; 5 — отпайка секций от коллектора; 6 — нарушение
прочности изоляции и падение ее сопротивления; 7 — износ шейки под промежуточный подшип-
ник; 3 —износ шейки вала; 9 — износ шейки вала со стороны привода; 10 — нзиос ленточной на-
резки; 11 — износ леиточиой нарезки по диаметру; 12 — погнутость вала
208
сти посадки. Деформацию лобовой
части обмотки устраняют правкой.
Нарушение электрической проч-
ности изоляции, падение ее сопро-
тивления, замыкание витков обмот-
ки на корпус или между собой уст-
раняют заменой изоляции. Обмотку
якоря изолируют прокладыванием
в пазах железа изоляционного ма-
териала: снизу электротехнического
картона ЭВС 0,33 ... 0,44, сверху —
картона ЭВГ1 0,28. . .0,33 мм. Затем
обмотку пропитывают лаком ГФ-95.
При этом концы секции должны
быть расчеканены и припаяны к
коллектору припоем ПОССу-40. До
пропитки якоря необходимо прове-
рить наличие бандажа на секциях
со стороны привода. При отсутст-
вии или повреждении бандажа его
восстанавливают. Бандажированне
секций осуществляют четырьмя вит-
ками хлопчатобумажного шнура.
Затем бандаж промазывают клеем
БФ-2 или БФ-4 с добавлением 25 ча-
стей цинка по массе.
После ремонта якорь должен от-
вечать следующим основным техни-
ческим требованиям:
при вращении с частотой
10000 мин 1 в течение 1 мин обмот-
ка секций, коллектор, места соеди-
нения должны оставаться на месте;
изоляция должна обладать элект-
рической прочностью (проверка
осуществляется током 220 В через
контрольную лампу 60 Вт);
качество пайки обмотки к коллек-
тору должно быть высоким;
должны отсутствовать межвитко-
вые замыкания и замыкания на
массу.
После ремонта отдельных дета-
лей стартер собирают. После сбор-
ки проверяют наличие осевого люф-
та якоря (не более 0,15 мм), давле-
ние пружин на щетку (13 Н), рабо-
ту привода (должен свободно пере-
мещаться по ленточной нарезке под
действием рычага отводки и воз-
вращаться в исходное положение
под действием возвратной пружины
реле стартера).
Затем стартер регулируют и ис-
пытывают в следующей последова-
тельности на соответствующих стен-
дах:
на режиме холостого хода — при
напряжении на клеммах стартера
12 В и потребляемом токе не более
80 А частота вращения якоря долж-
на быть не менее 4000 мин1;
на режиме полного торможения —
при тормозном моменте не менее
30 Н-м напряжение на клеммах
стартера должно быть не более 9 В,
а потребляемый ток не более 650 А.
27.3. ПРИБОРЫ ЗАЖИГАНИЯ
Приборы системы зажигания пос-
ле снятия их с автомобиля поступа-
ют на участок ремонта, где их очи-
щают от грязи волосяными щетка-
ми, промывают в бензине и проду-
вают сжатым воздухом. Подготов-
ленные таким образом детали де-
фекту ют.
Корпус распределителя
изготовлен из чугуна СЧ 18-36 или
СЧ 15-35. Его основные дефекты по-
казаны на рис. 27.10.
Обломы и трещины любого ха-
рактера на корпусе приводят к его
выбраковке. Обломанные или
ослабленные пружины крышек за-
меняют. Ослабленные заклепки
Рис. 27.10. Основные дефекты корпуса рас
пределителя Р4 в сборе:
/ — обломы и трещины; 2 -- износ отверстий пол
втулку; 3 — износ хвостовика; 4- и шос отвер-
стий во втулке: 5 — ослабление заклепок; 6 - об-
лом пружины крышек
209
крепления скобы пружины перекле-
пывают.
Износ внутреннего диаметра
втулки более 12,73 мм устраняют
ее заменой с последующим развер-
тыванием под размер рабочего чер-
тежа.
Хвостовик, изношенный до диа-
метра менее 26,90 мм, ремонтируют
железнением или постановкой ДРД
с последующей обработкой в обоих
случаях под размер рабочего чер-
тежа.
Изношенные отверстия под
втулку ремонтируют развертыва-
нием под ремонтный размер
0 16,1О_о.оз мм с последующей по-
становкой ремонтной втулки с на-
ружным диаметром 16,12... о.oso мм.
Основные дефекты валика
распределителя в сборе по-
казаны на рис. 27.11. Валик изго-
тавливают из стали А20, пластины
из стали 10.
Погнутость валика определяют
индикаторной головкой, установлен-
ной по шейке 8, при укладке вали-
ка по шейке 5. Погнутость более
0,02 мм устраняют правкой на
плите.
Погнутость пластины грузиков
требует ее правки. Ослабление по-
садки пластины устраняют перече-
каниванием, ослабление крепления
осей грузиков — путем их замены.
Оси заменяют также при износе до
0 менее 6.45 мм. Непараллель-
ность осей грузиков относительно
оси валика должна быть не более
0,10 мм.
Рис. 27.11. Основные дефекты валика рас-
пределителя Р4 в сборе:
/ — погнутость; 2 — износ осей грузиков; 3 --
ослабление посадки пластины грузиков; 4 — из-
нос установочного шипа; 5 — износ и задиры
шейкн под втулки: 6 ослабление крепления
осей грузиков; 7 - погнутость пластины грузиков:
8 - износ валика под втулку кулачка
Износ валика под втулку кулач-
ка менее 7,98 мм устраняют желез-
нением или хромированием с после-
дующим шлифованием под размер
рабочего чертежа.
Износ и задиры шейки под втул-
ки корпуса до 0 менее 12,66 мм
устраняют железнением или хроми-
рованием с последующим шлифова-
нием под размер рабочего чертежа.
Местный износ установочного ши-
па валика устраняют наплавкой с
последующим фрезерованием под
размер рабочего чертежа.
Крышку прерывателя в сборе,
пластину в сборе с пластиной грузи-
ков, вакуумный регулятор и другие
детали при наличии у них дефектов
заменяют на новые.
Затем прерыватель собирают,
проверяют на свободное проворачи-
вание грузиков на своих осях, сво-
бодное вращение шарикового под-
шипника (люфт наружной обоймы
относительно внутренней не должен
быть более 0,050 мм), совмещение
осей контактов, толщину слоя кон-
тактов (не менее 0,50 мм), свобод-
ное вращение валика прерывателя
во втулках.
После проверки прерыватель об-
катывают в течение 30 мин при ча-
стоте вращения 2000 мин-* н испы-
тывают на стендах (СПЗ-8М и др.).
Испытания осуществляют по сле-
дующим параметрам:
бесперебойность искрообразова-
ния (при искровом промежутке
7 мм и частоте вращения валика
2000 мин-' —• постепенное повыше-
ние частоты вращения до вышеука-
занной не должно приводить к пере-
бою, заметному на глаз и слух);
чередование искр (должно быть
равномерным через (45±1)° во
всех точках при частоте вращения
100 мин-*);
характеристика центробежного
автомата опережения зажигания
(при частоте вращения валика
400 мин 4 угол опережения зажига-
ния должен быть 6,5 . . . 9,5°, при
800 .мин-1 — 11,5... 14,5°, при
1200. . . 1600 мин-'- 16. .. 19°);
210
характеристика вакуумного ав-
томата опережения зажигания (при
разрежении в мм рт. ст. 100 угол
опережения зажигания должен
быть 0... 2,5°, при 230 — 2 ... 4°,
при 320 — 3,5 .. . 5,5°);
герметичность системы вакуумно-
го автомата опережения зажигания
(утечка воздуха не должна
снижать разрежение более чем
на 25 мм рт. ст. за 1 мин при на-
чальном разрежении 250 мм рт. ст.);
натяжение пружины молоточка
прерывателя, замеренное по оси
контактов в момент их разрыва,
должно быть 0,5... 0,65 Н (момент
разрыва контактов определяется по
контрольной лампе, включенной по-
следовательно с контактами преры-
вателя) ;
электрическая прочность изоля-
ции проверяется переменным током
напряжением 220 В, подводимым к
изолированной клемме и к корпусу
распределителя при разомкнутых
контактах прерывателя (при испы-
тании не должно быть пробивания
изоляции или проскакивания искр
но ее поверхности).
Основные дефекты катушек
зажигания: обломы и трещины
крышки, перегорание добавочного
резистора (вариатора), облом креп-
ления лапок крышки добавочного
резистора, межвитковое замыкание
и замыкание на массу, а также об-
рыв проводов как в первичной, так
и во вторичной обмотках.
Основная причина электрических
дефектов — перегрев катушки зажи-
гания, который происходит при не-
разомкнутой первичной цепи после
остановки двигателя. Катушка при
этом может нагреться до темпера-
туры 120 °C и выше, что приводит
к оплавлению изоляции и возникно-
вению вышеперечисленных дефек-
тов.
Обломы и трещины крышки, об-
ломы крепления лапок резистора,
как и его перегорание, требуют их
замены.
Наличие электрических дефектов
ведет к выбраковке катушки.
После ремонта катушки зажига-
ния испытывают:
на прочность изоляции первичной
обмотки (при напряжении 550 В
в течение 1 мин);
на бесперебойность новообразо-
вания в холодном и горячем состо-
яниях;
на теплостойкость (катушку на-
гревают до температуры 100 °C, по-
мещая ее на 2 ч в термостат крыш-
кой вниз — из нее не должно выте-
кать масло). Сразу же после испы-
тания на теплостойкость катушку
испытывают на искрообразование в
горячем состоянии на стендах.
Глава 28
РЕМОНТ ДЕТАЛЕЙ ТРАНСМИССИИ
28.1. СЦЕПЛЕНИЕ
Картер сцепления изготав-
ливают у автомобилей ЗИЛ и ЯМЗ
из серого чугуна, у автомобилей
КамАЗ и ЗМЗ из алюминиевого
сплава.
Основные дефекты показаны на
рис. 28.1.
Картер сцепления нельзя раз-
укомплектовать с блоком цилинд-
ров, так как при изготовлении цент-
рирующие поверхности окончатель-
но обрабатываются после сборки
этих деталей. Поэтому при КР (при
их разукомплектовании) необходи-
ма их расточка в сборе.
При наличии трещин, проходя-
щих более чем через одно отверстие
крепления коробки передач или
центрирующее отверстие, а также
при наличии трещин, захватываю-
щих более */2 периметра сечения
лап, картер бракуют. Трещины дру-
гого характера, а также обломы
устраняют электродуговой сваркой.
Трещины, проходящие через по-
верхности, не несущие нагрузок,
211
Рис. 28.1. Основные дефекты картера сцеп-
ления автомобиля ЗИЛ-130:
/ — обломы и трещины; 2— износ центрирующего
отверстия; 3 — износ установочных отверстий;
4 — износ отверстия под стартер; 5 — износ от-
верстий в опорных лапах; б — износ опорных лап
по высоте; 7 — износ отверстия под втулку вил-
ки выключения Сцепления; 8 — износ этой втулки;
9— износ отверстия под шейку фланца этой
вилки
устраняют заделкой их синтетиче-
скими материалами.
Изношенное центрирующее отвер-
стие картера растачивают до
0 166,0+0'04 мм, затем протачивают
выточку до 0 168,0 мм на глубину
2,5 мм, запрессовывают в получен-
ное отверстие ДРД и растачивают
ее до 0 160,0+0’08 мм, используя в
качестве базовой поверхности по-
стели под коренные вкладыши бло-
ка цилиндров (допускается наплав-
ка изношенного отверстия с после-
дующей обработкой).
Износ установочных отверстий до
0 более 18,10 мм устраняют завар-
кой или постановкой ДРД с после-
дующей обработкой под размер ра-
бочего чертежа 0 18,О+оО,о°з мм. Из-
212
нос отверстия под стартер до 0 бо-
лее 82,15 мм устраняют заваркой
его или постановкой ДРД с после-
дующей обработкой под размер ра-
бочего чертежа 0 82.0+0’07 мм.
Износ отверстий в опорных лапах
до 0 более 20,5 мм устраняют раз-
вертыванием их с последующей по-
становкой ДРД и развертыванием
под размер рабочего чертежа
0 20,0+0-28 мм.
При износе опорных лап по вы-
соте до размера менее 68,0 мм кар-
тер сцепления устанавливают в при-
способление горизонтально-фрезер-
ного станка, фрезеруют плоскости
торцов на двух лапах «как чисто»,
цекуют отверстия в лапах до
0 35,0 мм на глубину не менее
10 мм и зенкуют фаску 2X45°.
В полученное отверстие устанавли-
вают втулку и приваривают ее
сплошным швом электродами
УОНИ 13/55. Этими же электрода-
ми наплавляют торцовые поверхно-
сти или приваривают накладки, за-
тем фрезеруют плоскости торцов
до размера 70 мм.
Ослабление посадки втулки вала
вилки выключения сцепления и из-
нос отверстия в этой втулке до 0
более 25,20 мм устраняют ее за-
меной. При этом отверстие развер-
тывают под один из двух ремонт-
ных размеров 0 30,25+01045 или
30,50+°'050 мм с последующей запрес-
совкой ремонтных втулок с диамет-
рами 30,25+0^065 или 30,50фЖ мм
и развертыванием их под размер
рабочего чертежа.
Износ отверстия под шейку флан-
ца вилки выключения сцепления до
0 более 42,10 мм устраняют поста-
новкой ремонтных втулок с диамет-
рами 4 2,2+° •°5 или 42,4+42,40'05 мм.
После ремонта к картеру сцепле-
ния предъявляют следующие основ-
ные технические требования:
после обработки в сборе с блоком
цилиндров: радиальное биение по-
верхности В не более 0,10 мм, тор-
цевое биение поверхности Д, отно-
сительно оси коленчатого вала не
более 0,10 мм;
расстояние между осями устано-
вочных отверстий (размер а) долж-
но быть в пределах (348±
±0,035) мм;
при установке на поверхность Б
и опоре на поверхность Д радиаль-
ное биение поверхности В не более
0,15 мм;
несоосность поверхностей Г не
более 0,25 мм;
неплоскостность поверхности Д
после обработки не более 0,10 мм.
Ведомый диск у автомоби-
лей ЗИЛ, ГАЗ и МАЗ изготавлива-
ют из стали 50, у КамАЗ из стали
65Г и фосфатируют. Ступицу у
всех автомобилей изготавливают из
стали 40Х. Основные дефекты ди-
ска показаны на рис. 28.2. Наличие
обломов и трещин на любых дета-
лях диска требует их выбраковки.
Ведомые диски при ремонте раз-
бирают на составляющие детали,
которые дефектуют и при возмож-
ности восстанавливают. Ослаблен-
ные заклепки заменяют на новые
и расклепывают. Ступицы с изно-
шенными шлицами до толщины ме-
нее 6,0 мм заменяют новыми.
Рис. 28.2. Основные дефекты ведомого дис-
ка сцепления автомобиля ЗИЛ-130:
/ — обломы и трещниы; 2 — износ фрикционных
накладок; 3 - износ отверстия под ступицу; 4 -
износ впадины шлицев; 5 — ослабление заклепок
крепления ступицы; 6 — ослабление заклепок дис-
ка и крепления гасителя крутильных колебаний
После восстановления или заме-
ны отдельных деталей ведомый диск
собирают и приклепывают или при-
клеивают к нему фрикционные на-
кладки. При приклепывании накла-
док головки заклепок должны быть
утоплены относительно поверхно-
стей А и Б не менее чем на 1,5 мм.
После сборки диски статически
балансируют, устанавливая их по
боковым поверхностям шлицев. Ве-
личина дисбаланса должна быть не
более 0,025 Н-м. Наличие дисба-
ланса устраняют установкой на
диск грузчиков (не более трех), ко-
торые крепят отгибанием усиков.
Грузики должны быть неподвижны.
После восстановления ведомый
диск сцепления должен отвечать
следующим основным техническим
требованиям:
при установке диска по боковым
поверхностям шлицев торцевое бие-
ние поверхностей А и Б не более
0,80 мм, радиальное биение поверх-
ности В не более 1,0 мм;
при проворачивании ступицы га-
сителя крутильных колебаний отно-
сительно диска, закрепленного в
приспособлении, исключающем ра-
диальные нагрузки с моментом
450 Н-м, угол ее поворота должен
лежать в пределах 1°30'... 2о30'.
28.2. КОРОБКИ ПЕРЕДАЧ
Картеры коробки пере-
д а ч изготавливают для всех ав-
томобилей, кроме ГАЗ-24, из серо-
го чугуна или специального чугуна,
НВ 170... 229. Картер коробки пе-
редач ГАЗ-24 отливают из алюми-
ниевого сплава АЛ4, НВ 80. Основ-
ные дефекты картера показаны на
рис. 28.3.
Если обломы не захватывают те-
ла картера или обломано только
одно ушко, то эти места наплавля-
ют газовой сваркой, трещины зава-
ривают электродуговой сваркой, ес-
ли они не проходят через отверстия
под подшипники и ось блока шесте-
рен заднего хода. Наличие других
видов пробоин, обломов или тре-
213
Рис. 28.3. Основные дефекты картера коробки передач автомобиля ЗИЛ-130:
/ — обломы и трещины; 2— износ отверстия под задний подшипник промежуточного вала; 3. 4 —
изиос отверстий под подшипники ведущего и ведомого валов; 5 износ отверстия под передний
подшипник промежуточного вала; 6— износ переднего отверстия под шейку оси блока шестерен
заднего хода; 7 - износ внутренней торцевой поверхности бобышек; 8~ износ заднего отверстия
под шейку оси блока шестерен заднего хода
щин является выбраковочным при-
знаком.
Наплавку отколов осуществляют
газовым пламенем с подогревом:
первоначально картер нагревают до
температуры 200...250°C в тече-
ние 15.. .20 мин, после чего осуще-
ствляют заварку ацетилено-кисло-
родным пламенем, используя нако-
нечники № 3 или 4. В качестве при-
садочного материала применяют
чугунные прутки 0 6 мм с содер-
жанием кремния не менее 2,5%.
После устранения дефектов наплав-
кой картер вновь нагревают до тем-
пературы 600...650°C и охлажда-
ют вместе с печью.
При заварке трещин применяют
электродуговую сварку медно-же-
лезными электродами ОЗЧ-10 4мм
с обмазкой УОНИ 13/55, содержа-
щей железный порошок в количест-
ве 18.. .20% от массы меди. Сварку
ведут постоянным током силой
150... 160 А. Трещину заваривают
прерывистыми участками длиной
15... 20 мм.
Износы всех отверстий под под-
шипники устраняют вневанным же-
лезнением, гальваническим натира-
нием или постановкой ДРД с бур-
тиком. При этом отверстия предва-
рительно растачивают борштангой,
чтобы сохранить соосность, затем
одним из вышеперечисленных спо-
собов наращивают и вновь растачи-
вают борштангой под размер ра-
бочего чертежа.
Износы торцевых поверхностей
бобышек под блок шестерен зад-
него хода устраняют фрезеровани-
ем их «как чисто». Увеличение при
этом размера а компенсируется по-
становкой шайб соответствующей
толщины или эпоксидными пастами.
После восстановления картер ко-
робки передач должен отвечать
следующим техническим требова-
ниям:
овальность и конусообразность
отверстий под подшипники не бо-
лее 0,02 мм; непараллельность об-
щей оси отверстий под подшипники
ведущего и ведомого валов .относи-
тельно общей оси под подшипники
промежуточного вала не более
0,07 мм на длине 400 мм; непарал-
лельность общей оси отверстий под
ось блока шестерен заднего хода
относительно общей оси отверстий
под подшипники ведущего и ведомо-
го валов не более 0,04 мм на длине
200 мм; расстояние от оси отвер-
стий под подшипники ведущего и
ведомого валов до оси отверстий
под подшипники промежуточного
вала 123.20... 123,30 мм; расстоя-
ние от оси отверстий под подшипни-
ки ведущего и ведомого валов до
оси отверстий под ось блока шесте-
рен заднего хода 127,45...
127,55 мм; расстояние от оси отвер-
214
стий под подшипники промежуточ-
ного вала до оси отверстий под ось
блока шестерен заднего хода
89,20 . .. 89,30 мм.
Валы коробок передач
изготавливают у автомобилей ЗИЛ
из стали 25ХГМ, HRC 60... 65; у
ГАЗ — из стали 35Х; у МАЗ — из
стали 15ХГНТА, HRC 58 ... 62.
В качестве примера рассмотрим ос-
новные дефекты ведущего вала ко-
робки передач автомобиля ЗИЛ-130,
которые показаны на рис. 28.4.
Обломы и трещины, как и вы-
крашивание рабочей поверхности
зубьев, являются выбраковочными
признаками.
Износ шейки под передний ша-
риковый подшипник до 0 менее
24,95 мм и под задний подшипник
до 0 менее 59,98 мм устраняют же-
лезнением или хромированием с по-
следующим шлифованием под раз-
мер рабочего чертежа.
Вмятины от роликов или износ
отверстия под роликовый подшип-
ник до 0 более 44,04 мм устраня-
ют постановкой ДРД с последую-
щим шлифованием под размер ра-
бочего чертежа.
Забоины, отколы или износ зубь-
ев внутреннего зацепления с торца-
ми включения устраняют зачисткой.
При толщине зуба менее 6,5 мм ве-
дущий вал бракуется. Для определе-
ния состояния толщины зубьев в
диаметрально противоположные
впадины устанавливают шарики
0 6,50 мм и замеряют размер б.
Если он будет более 51,74 мм, то
зубья считаются изношенными.
Износ конусной поверхности под
кольцо синхронизатора, при кото-
ром размер в будет менее 41,0 мм,
и при проверке на краску, при кото-
ром пятно контакта будет занимать
менее 70% поверхности, требует
выбраковки ведущего вала. Размер
в определяют конусным калибром.
Его малый диаметр должен быть
80,0 мм, а конусность 16°. Расстоя-
ние в замеряют от торца калибра
со стороны малого диаметра конуса
до поверхности Е после надевания
его на конусную поверхность коль-
ца синхронизатора. Контактное
пятно определяют перемещением
калибра относительно конусной по-
верхности кольца после покрытия
его поверхности краской.
Изношенные шлицы до толщины
менее 5,70 мм являются выбрако-
вочным признаком, как и износ
зубьев внешнего зацепления до раз-
мера менее 6,95 мм.
Восстановленный ведущий вал
должен отвечать следующим основ-
ным техническим требованиям:
овальность и конусообразность шей-
ки под передний подшипник не бо-
лее 0,01 мм, шейки под задний под-
шипник не более 0,02 мм; нецилинд-
ричность отверстия под роликовый
подшипник не более 0,01 мм; ради-
Рис. 28.4. Основные дефекты ведущего вала коробки передач автомобиля ЗИЛ-1.30:
1—обломы и трещины; 2 — износ шейки под передний шариковый подшипник; 3— выкрашивание
рабочей поверхности зубьев; 4 — вмятины от роликов или изиос отверстия под роликовый под-
шипник; 5износ зубьев внутреннего зацепления; 6 — износ зубьев по толщине; 7 — износ конус-
ной поверхности под кольцо синхронизатора; 8 — износ шлицев по толщине; 9 — износ зубьев
внешнего зацепления; /0—износ шейки под задний подшипник
альное биение отверстия под роли-
ковый подшипик относительно ше-
ек под передний и задний подшип-
ники не более 0,03 мм; радиальное
биение шейки под сальник относи-
тельно шеек под те же подшипники
не более 0,05 мм; шероховатость
шеек под передний и задний под-
шипники не более Ra=l,25 мкм, от-
верстия под роликовый подшипник
не более Ra = 0,63 мкм.
28.3. КАРДАННЫЕ ПЕРЕДАЧИ
Карданные валы. Трубы
карданных валов изготавливают из
сталей 15... 20, НВ 80... 100; вил-
ки— из сталей 35 . . . 40, НВ 170...
235; шлицевая втулка у автомоби-
лей КамАЗ — из стали 40Х.
Основные дефекты карданных ва-
лов показаны на рис. 28.5.
Скрученность трубы вала более
3° требует ее замены. Скрученность
трубы определяют замером взаим-
ного углового положения осей по-
верхности Б вилок. Приварка новой
трубы к вилкам производится элек-
тродуговой сваркой под флюсом.
На заводе ЗИЛ при выполнении
этой операции применяют лазерную
сварку.
Износ отверстия в вилке под под-
шипник до 0 более 39,05 мм устра-
няют заменой вилки.
Изменение размера (погнутость)
между щеками вилки более 118,05 и
менее 117,88 мм устраняют прав-
кой. При невозможности устранить
дефект данным способом вилку за-
меняют.
Погнутость вала определяют пос-
ле его установки в приспособление
по поверхностям Б и В. При этом
радиальное биение его в сечении
А—А должно быть не более 0,60 мм.
При больших значениях радиально-
го биения вал правят на прессе.
При невозможности устранить де-
фект трубу заменяют.
Восстановленный карданный вал
должен отвечать следующим основ-
ным техническим требованиям: не-
перпендикулярность наружных по-
верхностей шеек относительно оси
отверстий под подшипники не более
0,1 мм; несоосность отверстий под
подшипники относительно общей
оси не более 0,01 мм; при испыта-
нии на кручение (момент 4,6 кН-м)
не должно возникать остаточных
деформаций и не должно нарушать-
ся качество сварного шва; размера
должен лежать в пределах
(1422±2,5) мм. Восстановленные
карданные валы подвергают дина-
мической балансировке.
Крестовины карданного
шарнира изготавливают у авто-
мобилей ЗИЛ из стали 55П, HRC
60... 66; у Г/\3 — из стали 20Х.
Рис. 28.5. Основные дефекты карданного вала автомобиля ЗИЛ-130:
/--скручивание трубы вала; 2 — износ отверстия в вилке; 3 — изменение размера между щеками;
4 — погнутость вала
216
Рис. 28.6. Основные дефекты крестовины
кардана автомобиля ЗИЛ-130:
/ — износ шипов по торцам; 2 — износ шипов по
диаметру
HRC 60 не менее; у МАЗ — из ста-
ли 18ХГТ, HRC 58... 64; у
КамАЗ — из стали 20ХГНТР, HRC
около 65 (шипы крестовин ГАЗ,
МАЗ и КамАЗ цементируются н за-
каливаются до вышеуказанной
твердости). Основные дефекты кре-
стовины кардана показаны на
рис. 28.6.
Износ шипов по торцам до разме-
ра менее 107,85 мм является выбра-
ковочным признаком. Вмятины, за-
диры, риски или износ шипов по
диаметру устраняют наплавкой в
углекислом газе с последующим
шлифованием под размер рабочего
чертежа.
Восстановленная крестовина кар-
данного шарнира должна отвечать
следующим основным техническим
требованиям: отклонение осей от
положения в одной плоскости не
более 0,3 мм; неперпендикулярность
осей не более 0,2 мм; нецилиндрич-
ность поверхностей шипов не более
0,01 мм: шероховатость поверхности
шипов не более Ra=0,32 мкм.
28.4. ВЕДУЩИЕ МОСТЫ
Картер ведущего моста
ЗИЛ-130 изготавливают путем
сварки верхней и нижней балок из
стали 40, НВ 187... 229; цапфы
изготавливают из стали 40Х,
НВ 269... 321; кольца сальников из
стали 45, HRC 56. .. 62; крышки из
стали 20. Ведущий мост автомоби-
лей ГАЗ и КамАЗ сварен из тех
же частей, которые изготовлены у
ГАЗ — из стали 40, а у КамАЗ из
стали 17ГС. Ведущий мост автомо-
билей МАЗ отлит из стали 40Л с
запрессованными с обеих сторон ко-
жухами полуосей, изготовленных из
стали 40Х, HRC 28... 37.
Основные дефекты картера веду-
щего моста показаны на рис. 28.7.
Погнутость картера в результате
трещин в местах установки рессор
и стремянок являются выбраковоч-
ными признаками, если они захва-
тывают более */з поперечного сече-
ния балки. Нарушенные сварные
швы после удаления старой наплав-
ки заваривают вновь электродуго-
Рис. 28.7. Основные дефекты картера ведущего моста автомобиля ЗИЛ-130:
I — нарушение сварных швов; 2 — износ шейки под внутренний подшипник; 3 — износ шейки под
наружный подшипник; 4 — износ кольца под сальник; 5 — повреждение или износ резьбы
217
вой сваркой электродами 0 5 мм и
силой тока 210...240 А при обрат-
ной полярности.
Износ шейки под внутренний под-
шипник до 0 менее 84,88 и под на-
ружный подшипник до 0 менее
74,90 мм восстанавливают наплав-
кой под слоем флюса или виброду-
говой наплавкой без охлаждения.
При значительной коррозии или из-
носе шеек их обрабатывают «как
чисто», но до диаметров не менее
84 и 74 мм, и наплавляют под слоем
флюса электродной проволокой из
стали 45 0 1,2 мм с применением
флюса АН-348А мелкой грануляции.
Наплавку ведут постоянным током
обратной полярности при напряже-
нии 25...27 В, силе тока 120...
140 А, частоте вращения детали
1,7... 1,8 мин-1 и скорости наплав-
ки 23... 26 м/ч.
Износ кольца под сальник устра-
няют постановкой нового кольца с
предварительной проверкой разме-
ра посадочной шейки, который
должен быть в пределах
0 93,О^о',обо мм иа длине 20 мм.
Допустимый диаметр кольца без
ремонта 141,70 мм.
Повреждение или износ резьбы
М72Х2—6 g устраняют наплавкой
после срезания старой резьбы с по-
Рис. 28.8. Основные дефекты картера редук-
тора заднего моста автомобиля ЗИЛ-130:
1 — обломы На фланце н трещины; 2 — износ от-
верстия под подшипник ведущей конической шес-
терни; 3 — износ отверстий под гнезда подшип-
ников ведущей цилиндрической шестерни; 4 — из-
нос отверстий под подшипник дифференциала;
5 — повреждение нли износ резьбы под гайку
подшипника дифференциала
следующей проточкой и нарезанием
резьбы по рабочему чертежу.
Восстановленный картер ведуще-
го моста должен отвечать следую-
щим основным техническим требо-
ваниям: радиальное биение поверх-
ности Л относительно поверхности
И не более 0,25 мм; торцевое бие-
ние поверхности К относительно по-
верхности И не более 0,05 мм, а по-
верхности Д не более 0,10 мм; ради-
альное биение поверхностей шеек
под наружные подшипники относи-
тельно поверхностей шеек под внут-
ренние подшипники ступиц не бо-
лее 0,10 мм; при приложении крутя-
щего момента 2,5 кН-м к фланцу
цапфы и зажиме картера в местах
крепления рессор не должны возни-
кать остаточная деформация и на-
рушение качества сварного шва;
шероховатость поверхностей И, Ж
и Г должна соответствовать Ra =
= 1,25 мкм.
Картеры редукторов ве-
дущих мостов изготавливают у ав-
томобилей ЗИЛ, ГАЗ и КамАЗ
из ковкого чугуна КЧ 35-10, у
МАЗ — из КЧ 37-12.
Основные дефекты картера ре-
дуктора показаны на рис. 28.8.
В процессе разборки картер ре-
дуктора не должен разукомплекто-
вываться с крышками подшипников
дифференциала, так как они обра-
батываются совместно.
Обломы на фланце, захватываю-
щие менее половины отверстия под
болты, устраняют наплавкой. Тре-
щины, не захватывающие отверстий
под подшипники, устраняют завар-
кой. Остальные обломы и трещины
являются выбраковочными призна-
ками.
Изношенное отверстие под под-
шипник ведущей конической ше-
стерни более 140,08 мм восстанав-
ливают вибродуговой наплавкой
или гальваническим натиранием с
последующей обработкой под раз-
мер рабочего чертежа. Возможна
также постановка ДРД. При этом
картер редуктора устаналивают и
закрепляют в приспособлении на
горизонтально-расточном станке,
218
растачивают отверстие до
0 148,0+0'1 мм, выдерживая глуби-
ну (3+0,1) мм под буртик втулки.
В расточенное отверстие запрессо-
вывают втулку с буртиком, подре-
зают торец заподлицо с основным
металлом и растачивают отверстие
под размер рабочего чертежа.
Отверстия под гнезда подшипни-
ков ведущей цилиндрической ше-
стерни, изношенные до 0 более
135,08 мм, восстанавливают вибро-
дуговой наплавкой или гальваниче-
ским натиранием (допускается по-
становка ДРД) с последующей об-
работкой под размер рабочего чер-
тежа.
Износ отверстий под подшипники
дифференциала до 0 более
130,08 мм устраняют вибродуговой
наплавкой по следующей техноло-
гии: растачивают отверстие до
0 137,0 мм, снимают крышки, не
обезличивая их, обваривают гнезда
подшипников на картере и крышках
(сварку ведут не менее чем в два
слоя постоянным током обратной
полярности, сила тока 200...
240 А, электроды — ОЗЧ-1 0 5 мм),
не доводя сварочный шов до пло-
скости разъема на 10. .. 12 мм. За-
тем припиливают плоскость разъ-
ема как на картере, так и на крыш-
ке, устанавливают крышку на ме-
сто и растачивают отверстия бор-
штангой под размер рабочего чер-
тежа.
Повреждение или износ резьбы
под гайку подшипника дифференци-
ала М135Х1Д—6Н устраняют виб-
родуговой наплавкой с последую-
щей расточкой и нарезанием выше-
указанной резьбы. Допускаются
также расточка отверстия до
0 136.3+012 мм и нарезание ремонт-
ной резьбы M138XU5—6Н.
После восстановления картер ре-
дуктора должен отвечать следую-
щим основным техническим требо-
ваниям: непараллельность оси от-
верстий под гнезда подшипников ве-
дущей цилиндрической шестерни
относительно оси отверстий под
подшипники дифференциала не бо-
лее 0,05 мм на длине 100 мм; а от-
носительно торца сопряжения со
стаканом подшипников ведущей ко-
нической шестерни не более 0,06 мм
на длине 100 мм; неперпендикуляр-
ность оси отверстий под гнезда под-
шипников ведущей цилиндрической
шестерни относительно торцов со-
пряжения с фланцами гнезд под-
шипников ведущей цилиндрической
шестерни не более 0,06 мм на дли-
не 100 мм; расстояние между осью
отверстий под гнезда подшипников
ведущей цилиндрической шестерни
и осью отверстий под подшипники
дифференциала должно быть
190,45... 190,55 мм.
Чашки коробки диффе-
ренциала изготавливают у ав-
томобилей ЗИЛ из стали 45,
НВ 163... 197; у ГАЗ и КамАЗ —
из ковкого чугуна КЧ 35—10,
НВ 121... 149 и у МАЗ —из
КЧ 37—12. Основные дефекты чаш-
ки коробки дифференциала показа-
ны иа рис. 28.9.
В процессе разборки правая и
левая чашки не должны раз-
укомплектовываться. Обломы или
трещины являются выбраковочны-
ми признаками.
Рис. 28.9. Основные дефекты чашки короб-
ки дифференциала автомобиля ЗИЛ-130:
1 — вмятины, задиры, износ торца под шайбу
шестерни полуоси; 2 — износ отверстия под шей-
ку шестерни полуоси; 3 — износ шейки под роли-
ковый подшипник; 4 — износ отверстий под стяж-
ные болты; 5 — вмятины, задиры или износ сфе-
рической поверхности; 6 — износ отверстий под
шины крестовины
219
Вмятины, задиры, износ торца
под шайбу шестерни полуоси при
размере а более 49,3 мм устраняют
обработкой торцевой поверхности
до ремонтного размера с компенса-
цией размера а за счет постановки
при сборке шайб того же ремонтно-
го размера. Размер а по рабочему
чертежу 49,0+0-2 мм, первый ремонт-
ный 49,4+0>2 мм, второй ремонтный
49,6+0>2 мм, при соответствующей
толщине шайб: основного размера
1,8-од, первого 2,2_о,1 мм, второго
2,4-од мм. При размере а более
49,9 мм чашку бракуют. Чашки ко-
робки дифференциала ремонтного
размера маркируют по поверхности
Е индексами клеймения IT, 2Т.
Отверстие под шейку шестерни
полуоси более 75,20 мм восстанав-
ливают вибродуговой наплавкой
или постановкой ДРД с последую-
щей расточкой под размер рабочего
чертежа.
Износ шейки под роликовый под-
шипник до 0 менее 75,01 мм уст-
раняют вибродуговой наплавкой или
постановкой ДРД. Вибродуговую
наплавку производят по следующей
технологии: чашку устанавливают
в приспособление, обтачивают шей-
ку до 0 73,0 мм, затем на установ-
ке УАНЖ-4 ее наплавляют до
0 78,0 мм при режиме: электрод-
ная проволока Св-08 0 1,6 мм, ско-
рость подачи 1,3. .. 1,4 м/мин, часто-
та вращения детали 2,0 мин-1, рас-
ход охлаждающей жидкости
0,05 л/мин. После наплавки шейку
обтачивают с припуском 0,15 мм и
шлифуют под размер рабочего чер-
тежа 0 75,О+о,'о2 мм.
При износе отверстий под стяж-
ные болты чашку закрепляют в кон-
дукторе на столе сверлильного
станка 2118 и сверлят новые отвер-
стия в промежутке между старыми
014,o£o:2f мм и зенкуют их с двух
сторон.
При вмятинах, задирах- или изно-
се сферической поверхности под
шайбы сателлитов ее растачивают
фасонным резцом под один из двух
ремонтных размеров (радиус сфе-
рической поверхности 80,6±0,05 или
220
80,8±0,05 мм) с компенсацией уве-
личенного размера при сборке ре-
монтными шайбами толщиной
2,2_о,1 или 2,4-од мм. Ремонтные раз-
меры маркируют клеймением по
поверхности Е индексами 1С, 2С.
Износ отверстий под шипы кре-
стовины до 0 более 28,10 мм уст-
раняют сверлением новых отвер-
стий, расположенных под углом 45°
к изношенным, с последующим раз-
вертыванием их под размер рабоче-
го чертежа 0 28,О+о,’о2 мм.
Восстановленная чашка коробки
дифференциала должна отвечать
следующим основным техническим
требованиям: при установке по по-
верхности под отверстие ведомой
цилиндрической шестерни и опоре
на торец прилегания к ведомой ци-
линдрической шестерне биение сфе-
рической поверхности не более
0,06 мм; радиальное биение поверх-
ности шейки под подшипник и от-
верстия под шейку шестерни полу-
оси не более 0,08 мм; торцевое
биение поверхности под шайбу ше-
стерни полуоси ие более 0,05 мм;
шероховатость поверхности шейки
под подшипник не более Ra=
= 1,25 мкм; разность размеров б
для одной детали не более 0,08 мм.
Полуоси изготавливают у ав-
томобилей ЗИЛ и КамАЗ из стали
45РП, HRC52...58 (в зоне Б);
у ГАЗ — из стали 40, HRC 42 не
менее; у МАЗ — из стали 38ХГС,
HRC 44. . .50.
Рнс. 28.10. Основные дефекты полуоси ав-
томобиля ЗИЛ-130:
/ — погнутость полуоси; 2износ шлицев по тол-
щине; 3— износ конусных отверстий под разжим-
ные втулки; 4 — погнутость фланца
Основные дефекты полуоси пока-
заны на рис. 28.10.
Обломы или трещины, а также
скрученность полуоси являются вы-
браковочными признаками.
Погнутость полуоси определяют
после установки в центрах при по-
мощи индикаторной головки. Вели-
чина радиального биения должна
быть у поверхности В не более
0,30 мм, у поверхности Г не более
1,0 мм. При больших значениях по-
гнутости полуоси правят на прессе
до устранения дефекта с последу-
ющим подрезанием поверхности В
«как чисто», выдерживая при этом
размер а не менее 11,0 мм.
Износ шлицев по толщине устра-
няют осадкой или наплавкой под
слоем флюса на установке
УАНЖ-514 НИИАТ. Величину из-
носа определяют замером бокового
зазора между шлицем и сопряжен-
ной деталью. При боковом зазоре
более 0,3 мм шлицы ремонтируют.
Впадины между шлицами и шлице-
вую шейку наплавляют продольны-
ми швами. Наплавку ведут до
0 57 мм (сила постоянного тока
230 А, напряжение 27 В, проволока
марки Нп-ЗОХГСА 0 1,8 мм, ско-
рость наплавки 14,4 м/ч, скорость
подачи проволоки 137 м/ч, флюс
АН-348А).
Состояние конусных отверстий
под разжимные втулки проверяют
конусным калибром с углом кону-
са 39° и большим диаметром
24,0 мм. При несовпадении торцов
детали и калибра более чем на
1,0 мм отверстия подлежат восста-
новлению по следующей техноло-
гии: их рассверливают до 0 22,0 мм
и заплавляют (сила -постоянного то-
ка 160... 190 А, электроды Э-42
0 4,0 мм), затем с двух сторон
подрезают торцы фланца и сверлят
отверстия 0 12,5 мм с последующей
зенковкой до 0 20 мм.
Погнутость фланца определяют
наличием торцевого биения, которое
при установке полуоси в центрах
должно быть на поверхности В не
более 0,15 мм. При большем значе-
нии биения фланца поверхность В
подрезают «как чисто». При разме-
ре а менее 11,0 мм полуось бра-
куют.
После ремонта полуось проверя-
ют на биение и при необходимости
правят.
Шлицевую шейку протачива-
ют, снимают фаску и фрезеруют
шлицы на фрезерном станке 5350А.
Шлицевый конец затем закаливают
ТВЧ с нагревом до температуры
850. . .900 °C и охлаждением в мас-
ле и отпускают при температуре
575 . . . 600 °C с последующим охлаж-
дением на воздухе.
Ступицы задних колес
изготавливают у автомобилей ЗИЛ
и ГАЗ из ковкого чугуна КЧ 35-10;
у МАЗ — из стали 40Л, а у КамАЗ
из ковкого чугуна КЧ 37-12 или ста-
ли 35Л.
Основные дефекты ступицы зад-
него колеса показаны на рис. 28.11.
Трещины любого характера яв-
ляются выбраковочными призна-
ками.
Износ отверстия под наружное
кольцо наружного подшипника до
0 более 134,99 мм, износ отверстия
под наружный сальник до 0 более
136,40 мм и износ отверстия под
наружное кольцо внутреннего под-
шипника до 0 более 149,99 мм уст-
раняют железнением, вибродуговой
наплавкой или постановкой ДРД.
Рис. 28.11. Основные дефекты ступицы зад-
него колеса автомобиля ЗИЛ-130:
/ — трещины любого характера; 2— износ отвер-
стия под наружное кольцо наружного подшипни-
ка; 3 — износ отверстия под сальник; 4 — срыв
резьбы; 5 — износ отверстия под наружное коль-
цо внутреннего подшипника
221
При восстановлении отверстий
под подшипники и наружный саль-
ник вибродуговой наплавкой их рас-
тачивают на глубину до 2,0 мм и
после этого наплавляют отверстия
наружного подшипника до 0 133 мм,
под сальник —до 0 135 мм и внут-
реннего подшипника до 0 148 мм.
Наплавку ведут проволокой св-08
0 1,6 мм в два слоя при режиме:
сила тока 100 А; напряжение 18 В;
частота вращения детали 0,8 мин-1;
шаг наплавки 3,3 мм/об; скорость
подачи проволоки 1,3 м/мин. Затем
отверстия растачивают под размер
рабочего чертежа.
Восстановление отверстий поста-
новкой ДРД осуществляют по сле-
дующей технологии: отверстия рас-
тачивают под наружный подшипник
до 0 140,0+°-овз мм, под сальник до
0 142,0+0’063 мм и под внутренний
подшипник до 0 154,0+0’063 мм на
глубину соответственно 34, 40 и
30 мм. Из стальной трубы или свер-
нутой полосовой стали изготавлива-
ют ремонтные втулки, запрессовы-
вают их в расточенные отверстия и
обрабатывают под размер рабочего
чертежа.
Резьбу под шпильки крепления
полуоси восстанавливают нарезани-
ем ремонтной резьбы М18Х2-6Н
или постановкой ввертышей с внут-
ренней резьбой М16Х2-6Н.
Износ отверстий под шпильку
крепления колеса до 0 более
20,10 мм устраняют постановкой
ДРД с внутренним размером ее
0 20.0+"-045 мм.
После ремонта ступица заднего
колеса должна соответствовать сле-
дующим основным техническим тре-
бованиям: при установке по поверх-
ности А и опоре по поверхности Б
радиальное биение поверхности Е
не более 0,12 мм, поверхности В —
не более 0,15 мм; торцевое биение
поверхности Ж— не более 0,08 мм,
поверхности Д — не более 0,10 мм,
поверхностей Г и И — не более
0,15 мм.
28.5. УПРАВЛЯЕМЫЕ МОСТЫ
Балки передних мостов
изготавливают у автомобилей ЗИЛ
и КамАЗ из стали 45, НВ 241 ... 285;
у ГАЗ — из стали ЗОХ, НВ 269 ...
302 и у МАЗ — из стали 40Х, НВ
241 .. . 285. Основные дефекты бал-
ки переднего моста показаны на
рис. 28.12.
Обломы и трещины на балке яв-
ляются выбраковочными призна-
ками.
Изгиб и скручивание проверяют
на стенде для проверки и правки
балки. Угол наклона оси шкворня
должен быть (8±15)°. При отклоне-
нии от данного значения балку пра-
вят в холодном состоянии. До про-
верки и правки на балке зачищают
забоины на торцевых поверхностях
отверстий под шкворень и площад-
ки под рессоры. При изгибе и скру-
чивании, которые не поддаются
правке, балку бракуют.
Изношенные отверстия под клин
шкворня до 0 более 14,25 мм обра-
батывают до одного из двух ремонт-
ных размеров 0 14,50+0Л2 и
0 15,0+°л2 мм и маркируют краской
на поверхности Г: 1РР —зеленой,
2РР — голубор. При сборке уста-
навливают клин соответствующего
ремонтного размера.
Изношенные отверстия под шкво-
рень до 0 более 38,06 мм восста-
ла
Рис. 28.12. Основные дефекты балки перед-
него моста автомобиля ЗИЛ-130:
1 — изгиб и скручивание; 2 — износ отверстия
под клин шкворня; 3 — износ отверстия под шкво-
рень; 4 — износ бобышки по высоте; 5 - износ от-
верстия под стремянки рессор; 6 — вы боииы нли
износ площадок под рессоры; 7 — износ отвер-
стий под центрирующие выступы рессор
222
навливают постановкой ДРД по
следующей технологии: отверстие
растачивают до 0 44,0+°-05 мм, в не-
го запрессовывают втулку так, что-
бы радиусная канавка совпала с
отверстием под клин. Запрессован-
ную втулку растачивают под размер
рабочего чертежа 038+0’039 мм и
подрезают торец бобышки с двух
сторон «как чисто». При толщине
стенки бобышки (размер а) в сред-
ней ее части по высоте менее 8,5 мм
балку бракуют.
Износ бобышки по высоте устра-
няют фрезерованием торцов на фре-
зерном станке, на котором и раста-
чивают отверстие под шкворень.
При размере бобышки менее 89,0 мм
балку бракуют. Уменьшение высо-
ты бобышки компенсируют при
сборке постановкой регулировочных
шайб трех ремонтных размеров
(0,50; 1,0; 2,0).
Износ отверстий под стремянки
рессор до 0 более 21,5 мм устра-
няют постановкой ДРД с разверты-
ванием их под размер рабочего чер-
тежа.
Выбоины или неравномерный из-
нос площадок под рессоры по высо-
те устраняют обработкой на верти-
кально-фрезерном станке торцевой
фрезой 0 200 мм с вставными но-
жами, изготовленными из сплава
Т15К6. При толщине площадки
(размер в) менее 14,5 мм балку
бракуют. Поскольку площадки под
рессоры являются базовыми поверх-
ностями при устранении почти всех
дефектов балки, их восстанавлива-
ют в первую очередь.
Изношенные отверстия под цент-
рирующие выступы рессоры восста-
навливают постановкой ДРД: их
рассверливают и развертывают до
0 (15,0+0,020) мм на глубину
15 мм, затем запрессовывают втулку
заподлицо с основным металлом и
сверлят в них отверстия 0 11,0 мм
на глубину 8,0 мм.
Восстановленная балка управля-
емого моста должна отвечать сле-
дующим основным техническим тре-
бованиям: пеперпендикулярность
поверхностей Б и Д относительно
оси поверхности Е не более 0,20 мм;
отклонение от положения в одной
плоскости поверхностей В должно
быть не более 1,0 мм; отклонение
осей поверхностей Е (отверстия под
шкворни) от положения в одной
плоскости, перпендикулярной по-
верхности В (площадкам под рес-
соры) не более 0,5 мм.
Поворотные кулаки изго-
тавливают у автомобилей ЗИЛ,
КамАЗ и МАЗ из стали 40Х. Твер-
дость у ЗИЛ —НВ 241... 285, у
КамАЗ —НВ 285... 321. У автомо-
билей ГАЗ кулаки изготавливают
из стали 35Х, НВ 269 ... 321.
Основные дефекты поворотных
кулаков показаны на рис. 28.13.
Обломы и трещины являются вы-
браковочными признаками.
Износ конусных отверстий под
рычаги поворотного кулака опреде-
ляют введением в отверстие конус-
ного калибра с конусностью 1:8 и
малым диаметром 35,0 мм. Если не-
совпадение торцов детали и калиб-
ра превышает 1,5 мм, то поворот-
ный кулак бракуют.
Износ проушины под бобышку
балки переднего моста устраняют
фрезерованием торцев «как чисто» с
последующей постановкой компен-
сирующих шайб ремонтного разме-
ра при сборке. При износе проуши-
Рнс. 28.13. Основные дефекты поворотного
кулака автомобиля ЗИЛ-130:
/ — износ конусных отверстий иод рычаги; 2 —
износ проушины под бобышку балки переднего
моста; 3 — повреждение резьбы под гайку; 4 —
износ шейки под наружный подшипник: 5 из-
нос шейки под внутренний подшипник: 6 - риски
и задиры на кольце под сальник; 7 - износ от-
верстий „во втулках; 8 - износ отверстий под
втулкн шкворня
223
Рис. 28.14. Основные дефекты шкворня ав-
томобиля ЗИЛ-130
ны более 113,5 мм поворотный ку-
лак бракуют.
Резьбу под гайку восстанавлива-
ют калиброванием или наплавкой с
последующим нарезанием резьбы
по рабочему чертежу M36X2-6g.
Наплавку осуществляют вибродуго-
вым способом без охлаждающей
жидкости до 0 42 мм круговым
швом при режимах: электродная
проволока сталь 50 0 1,6 мм; сила
тока 160 А; напряжение 15 В; ско-
рость подачи проволоки 1,0...
1,3 м/мин; шаг наплавки 3,0 мм/об;
частота вращения детали 5 мин-1.
Наплавленную поверхность обраба-
тывают на токарном станке и затем
фрезеруют лыску на резьбовом
конце.
Обработанный резьбовой конец
поворотного кулака нагревают в со-
ляной ванне в течение 30 мин до
температуры 860°C, выдерживают
15 мин, затем охлаждают на возду-
хе и промывают 5%-ным раствором
соды при температуре 80...90°C.
Далее зачищают заусенцы и прого-
няют резьбу плашками по всей
длине.
Износ шейки под наружный под-
шипник до 0 менее 39,97 мм,
под внутренний подшипник до
0 54,96 мм устраняют хромирова-
нием (при износе менее 0,15 мм)
или железнением (при износе более
0,15 мм) с последующим шлифова-
нием под размер рабочего чертежа.
Риски или задиры на поверхности
кольца под сальник обрабатывают
до устранения дефекта. При диа-
метре кольца менее 111,80 мм его
необходимо заменить.
Изношенные отверстия во втул-
ках под шкворень до 0 более
38,06 мм восстанавливают заменой
втулки с последующей обработкой
под размер рабочего чертежа. При
запрессовке втулки ее надо уста-
навливать открытыми концами ка-
навок для смазки вверх. Отверстия
для смазки во втулках и в поворот-
ном кулаке должны быть совмеще-
ны. При проверке стержень 0 7 мм
должен проходить через отверстия
в кулаке и втулке. После запрессов-
ки втулки обрабатывают протягива-
нием с одной установки.
Износ отверстий под втулки
шкворня устраняют обработкой под
один из двух ремонтных размеров
0 41,25+0’05 или 0 41,50+0’05 мм с по-
следующей постановкой втулок ре-
монтного размера и разверткой по
внутреннему диаметру под размер
рабочего чертежа.
После восстановления поворот-
ный кулак должен отвечать следу-
ющим основным техническим требо-
ваниям: неперпендикулярность тор-
цевых поверхностей проушины под
балку переднего моста относитель-
но общей оси отверстий под втулки
шкворня не более 0,10 мм; торце-
вое биение поверхности Б при уста-
новке в центрах не более 0,025 мм;
радиальное биение поверхности Г
относительно поверхности В не бо-
лее 0,03 мм; овальность и конусо-
образность поверхностей Г и В не
более 0,01 мм; шероховатость по-
верхностей А, Б, В и Г не более
Ra= 1,25 мкм.
Шкворень поворотных ку-
лаков (рис. 28.14) изготавлива-
ют у автомобилей ЗИЛ и КамАЗ из
стали 18ХГТ, HRC 56... 62; у
ГАЗ — из стали 50, HRC 57...60;
у МАЗ — из стали 45, HRC 56. . . 63.
Основные дефекты: обломы или
трещины 1, при наличии которых
шкворень бракуют, и износ по диа-
метру 2, до диаметра менее
37,98 мм, при котором шкворень
восстанавливают железнением с
последующим шлифованием под
размер рабочего чертежа. Шерохо-
ватость поверхности А не более
Ra= 1,25 мкм.
224
Глава 29
РЕМОНТ ДЕТАЛЕЙ ХОДОВОЙ ЧАСТИ И МЕХАНИЗМОВ УПРАВЛЕНИЯ
29.1. РАМЫ И ПОДВЕСКИ
Лонжероны (продольные бал-
ки) рам изготавливают у автомоби-
лей ЗИЛ из стали ЗОТ; у КамАЗ —
из стали 15ГЮТ; у ГАЗ — из стали
25 и у МАЗ — из стали 19ХГС. П о-
перечины рамы изготавливают
у автомобилей ЗИЛ из сталей 08 и
20; у КамАЗ — из стали 15ГЮТ; у
ГАЗ — из стали 08кп и у МАЗ —'из
стали 20кп.
Перед ремонтом рамы все закле-
почные соединения должны быть
разобраны, детали промыты и тща-
тельно продефектованы.
Основные дефекты лонжеронов и
поперечин рамы: погнутость и
скрученность; повреждение крон-
штейнов; вырывы отверстий под
болты крепления передних крюков;
износ отверстий под заклепку; тре-
щины, проходящие через заклепоч-
ные отверстия; трещины, выходя-
щие на вертикальную стенку лон-
жерона; накладки или вставки,
приваренные в местах повреждений;
ослабление заклепок.
При поступлении в ремонт лон-
жеронов с разрушениями в зоне ра-
нее наложенного шва, а также при
наличии накладки или корытообраз-
ной вставки их ремонтируют, отре-
зая часть лонжерона, имеющего по-
вреждения, и приваривая встык та-
кую же годную часть с последую-
щим упрочнением наклепом зоны
термического влияния шва.
Наличие на лонжероне более од-
ной накладки или корытообразной
вставки, а также трещины, выходя-
щей на вертикальную стенку, требу-
ет выбраковки лонжерона.
Погнутость и скручивание лонже-
рона определяются неплоскостно-
стью каждой из стенок более 3 мм
на длине 1000 м.м и неперпендику-
лярностью между стенками более
2 мм на 1000 мм длины. При боль-
ших значениях данных дефектов
лонжероны правят в холодном со-
8 Зак. 421
стоянии. При невозможности устра-
нить эти дефекты лонжероны бра-
куют. Поврежденные кронштейны
заменяют новыми.
Вырывы отверстий под болты
крепления передних крюков устра-
няют правкой лонжеронов и завар-
кой их или отрезанием дефектной
части и приваркой встык такой же
годной части.
Износ отверстий под заклепки
устраняют, если диаметр их увели-
чился более чем на 1,0 мм, завар-
кой на медной подкладке с после-
дующей обработкой их под размер
рабочего чертежа и упрочнением
кромок отверстий.
Трещины по отверстиям под за-
клепки в местах крепления попере-
чин устраняют вырезанием дефект-
ной полки (стенки) и приваркой на
ее место встык вставки с последую-
щим упрочнением зоны термическо-
го влияния наклепом.
Клепка при сборке рам может
выполняться с предварительным на-
гревом или без нагрева заклепок.
Наиболее высокое качество дости-
гается при машинной клепке «вхо-
лодную» при помощи гидравличе-
ских клепальных установок
ЗИЛ 5Н-366, МАЗ 62/350,
ГАЗ-82-631, которые позволяют без
нагрева обжимать заклепки диамет-
ром до 13 мм.
Сварку рам производят постоян-
ным током силой 200 А, электрода-
ми ОЗС-6 или УОНИ 13/55 04 мм.
Затем сварочный шов и поверхность
по обе стороны от него на расстоя-
нии 3...4 мм упрочняют наклепом
для увеличения предела выносливо-
сти. Наклеп производят пневмати-
ческим молотком с работой удара
5 Н-м и бойком с рабочей сферой
4,5 мм. При этом отпечатки бойка
не должны сливаться в сплошную
полосу, каждый отпечаток должен
быть хорошо заметен. Между отпе-
чатками не должно быть ненакле-
панного участка. Соседние отпечат-
225
Рис. 29.1. Основные дефекты рессор автомобиля ЗИЛ-130:
t — обломы и трещины; 2 — износ листов по толщине; 3 — износ накладки первого листа по тол-
щине; 4 — износ торцов ушка рессоры; 5 — износ отверстия во втулке ушка рессоры
ки должны перекрываться, дна-
метр отпечатка не более 3,0 мм.
После восстановления рама долж-
на отвечать следующим основным
техническим требованиям: непер-
пендикулярность горизонтальных
полок к вертикальным стенкам не
более 1,25 мм на длине 100 мм; не-
прямолинейность вертикальной
стенки в поперечном сечении не бо-
лее 0,5 мм; несоосность отверстий
под заклепки в верхней и нижней
полке лонжеронов и поперечин
швеллерного сечения не более
0,5 мм; на лонжероне не допускает-
ся более трех сварных соединений
или заваренных трещин. Приварка
усилителей производится только
продольными швами. Зоны терми-
ческого влияния швов, отремонти-
рованных сваркой, как у лонжеро-
нов, так и у поперечин, должны
быть упрочнены наклепом.
Рессоры изготавливают у ав-
томобилей ЗИЛ и МАЗ из стали
60С2 с последующей закалкой в
масле при температуре 900...
920 °C и отпуском при температуре
450... 500 °C до твердости НВ
363 . .. 444; у ГАЗ — из стали 50ХГА
с закалкой в масле при температу-
ре 850 . . . 870 °C и отпуском при тем-
пературе 530 °C до твердости
НВ 363. . .415.
Состояние рессор определяют
стрелой прогиба после осадки. Стре-
ла прогиба определяется под конт-
рольной нагрузкой, которая для ав-
томобиля ЗИЛ-130 должна быть: у
передней рессоры в свободном со-
стоянии 105—5 мм, при нагрузке
10,5 кН— (20±5) мм у задней рес-
соры в свободном состоянии —
226
145-5 мм, при нагрузке 22 кН —
(25±5) мм; у задней дополнитель-
ной рессоры в свободном состоя-
нии — 70-5 мм, при нагрузке
5,5 кН — (40±5) мм. Основные де-
фекты рессор показаны на рис. 29.1.
При наличии дефектов у рессоры
или уменьшении стрелы прогиба ее
разбирают, промывают детали и де-
фектуют. Годные листы, потеряв-
шие упругость, отжигают, гнут, за-
каливают в специальной ванне с
приспособлением для гибки
140АКТБ, отпускают и по вогнутой
стороне обрабатывают дробью. Пе-
ред сборкой листы промазывают
графитовой смазкой УСсА. Собира-
ют рессоры на станке типа 3039
Гипроавтотранса и испытывают их
на стенде мод. 75АКТБ. При необ-
ходимости завивку ушек у корен-
ных листов осуществляют на стан-
ке типа 2350 КАРЗ.
Обломы или трещины на листах,
а также износы листов по толщи-
не — первого до размера менее
7,3 мм, остальных — менее 9,3 мм
являются выбраковочными призна-
ками, как и износ накладки первого
листа по толщине до размера менее
7,0 мм. Износ торцев ушка до раз-
мера менее 72,0 мм устраняют на-
плавкой с последующим фрезерова-
нием под размер рабочего чертежа
75—0,74 мм.
Износ отверстия во втулке ушка
рессоры устраняют ее заменой с по-
следующей разверткой под размер
рабочего чертежа.
После ремонта листов их собира-
ют в рессоры, которые должны от-
вечать следующим основным техни-
ческим требованиям: у рессор, стя-
нутых в средней части до соприкос-
новения листов (без приложения
нагрузки на концах рессор) допу-
скаются: зазоры не более 1,5 мм на
длине не более */« общей длины со-
прикосновения двух смежных листов
для передних и задних листов; при
этом зазоры на концах рессор не до-
пускаются, а зазоры на длине 75 мм
не должны быть более 0,5 мм; вы-
ступание головок заклепок хомутов
над поверхностью листа не допу-
скается; гайки стремянок ушка пе-
редних и задних рессор должны
быть затянуты моментом 70. . .
100 Н-м; ширина пакетов листов в
средней части для передней рессо-
ры не более 67,0 мм, для задней и
задней дополнительной не более
77,0 мм; рессоры в сборе должны
быть подвергнуты осадке нагруз-
кой: передняя рессора 26 кН, зад-
няя 55 кН, задняя дополнитель-
ная— 30 кН; повторная осадка той
же нагрузкой не должна давать
остаточной деформации.
29.2. РУЛЕВЫЕ УПРАВЛЕНИЯ
Картеры рулевого меха-
низма изготавливают у автомо-
билей ЗИЛ и ГАЗ из ковкого чугу-
на КЧ 35—10, у МАЗ —из
КЧ 37—12; втулки из бронзы
Бр. ОЦС 4-4-2,5. Основные дефекты
картера рулевого механизма пока-
заны на рис. 29.2.
Обломы на патрубке под сальник,
трещины на фланце крепления и об-
ломы ушков на фланце крепления,
захватывающие не более одного от-
верстия, устраняют наплавкой или
заваркой. Заварка ведется газовым
пламенем с использованием в каче-
стве присадочного материала ла-
тунных стержней Л62 или электро-
дуговой сваркой постоянным током
обратной полярности медно-никеле-
выми электродами. Применение
электродуговой сварки предпочти-
тельное. Обломы и трещины друго-
го характера являются выбраковоч-
ными признаками.
Небольшие риски и задиры, а так-
же износ рабочей поверхности ци-
линдра устраняют обработкой до
исчезновения дефекта. При диамет-
ре цилиндра более 90,15 мм картер
бракуют.
Износ отверстия во втулке под
вал рулевой сошки более 38,05 мм
устраняют заменой ее с последую-
щим развертыванием под размер
рабочего чертежа 0 38,0+0'027 мм.
Отверстие в картере под втулку
при размере более 41,07 мм восста-
навливают обработкой его под один
из двух ремонтных размеров
0 41,2+0-05 и 0 41,4+0-05 мм с запрес-
8*
Рис. 29.2. Основные дефекты картера рулевого механизма автомобиля ЗИЛ-130:
I— обломы на патрубке под сальник, трещины иа фланце, обломы ушков иа фланце; 2 — износ
рабочей поверхности цилиндра; 3 — изиос отверстия во втулке; 4 — износ отверстия в картере под
втулку
227
Рис. 29.3. Основные дефекты вала рулевой
сошки автомобиля ЗИЛ-130:
1 — выкрашивание рабочей поверхности зубьев и
износ их по толщине; 2 — износ опорных шеек;
3 — износ шейки под сальник; 4 — износ или пов-
реждение шлицев; 5 — износ или повреждение
резьбы
совкой втулки соответствующего
ремонтного размера. После этого
внутренний диаметр втулки прогла-
живают до 0 37,60 мм и оконча-
тельно обрабатывают под размер
рабочего чертежа.
После восстановления картер
должен отвечать следующим основ-
ным техническим требованиям: не-
плоскостность поверхности А долж-
на быть не более 0,04 мм; непер-
пендикулярность осей поверхностей
Б и В относительно поверхности А
и общей оси поверхностей Г и Д
относительно поверхности Ж долж-
на быть не более 0,02 мм на длине
100 мм; радиальное биение поверх-
ности Г относительно поверхности
Б должно быть не более 0,08 мм, а
поверхности Д относительно поверх-
ности Б не более 0,05 мм; торцевое
биение поверхности Е относительно
поверхности Ж должно быть не бо-
лее 0,04 мм; шероховатость поверх-
ности Б должна быть не более
Ra= 1,25 мкм.
Вал сошки рулевого управле-
ния изготавливают у автомобилей
ЗИЛ из стали 20Х2Н4А, HRC
56... 62 в зоне Б, н зоне В
HRC 25... 35; у ГАЗ — из стали ЗОХ,
HRC не менее 40; у МАЗ из стали
20ХНЗА, HRC 60... 64. Основные
дефекты вала сошки показаны на
рис. 29.3.
Обломы или трещины, выкраши-
вание рабочих поверхностей зубьев,
228
износ или повреждение шлицев яв-
ляются выбраковочными призна-
ками.
Износ зубьев сектора по толщи-
не менее 12,40 мм определяется в
сечении А—А на высоте 6,45 мм.
При износе более допустимого зна-
чения вал сошки бракуется.
Износ или повреждение резьбы
М27Х1.6—6g устраняют наплавкой
в углекислом газе после срезания
дефектной резьбы с последующей
проточкой и нарезанием резьбы по
рабочему чертежу.
Износ шеек под сальник и опор-
ных шеек вала до 0 менее 37,93 мм
устраняют железнением или хроми-
рованием с последующим шлифова-
нием под размер рабочего чертежа
0 38,Ol~S'oos мм. Железнение при-
меняют при величине износа более
0,15 мм, хромирование — при мень-
шем значении износа.
После восстановления вал сошки
рулевого управления должен отве-
чать следующим основным техни-
ческим требованиям: некруглость и
взаимное радиальное биение по-
верхностей Г и Д должно быть не
более 0,035 мм; шероховатость по-
верхностей Г и Д не более Ra =
= 1,25 мкм.
Рейку-поршень рулевого ме-
ханизма (рис. 29.4) изготавлива-
ют у автомобилей ЗИЛ из стали
18ХГТ, HRC 56...62. Она имеет
следующие дефекты: обломы или
трещины 1, износ поршня по диа-
метру 6, износ поршневой канавки
5 по ширине более 4,14 мм, износ
отверстия 4 под шейку винта более
30,08 мм, ослабление посадки за-
Рис. 29.4. Основные дефекты рейки-поршня
рулевого механизма автомобиля ЗИЛ-130
Рис. 29.5. Основные дефекты корпуса насо-
са гидроусилителя автомобиля ЗИЛ-130:
1 — задиры и риски иа торцевой поверхности;
2 — износ отверстия под игольчатый подшипник;
3 — износ отверстия под сальник; 4 — износ от-
верстия под шариковый подшипник
глушки 3, выкрашивание рабочих
поверхностей зубьев 2 рейки.
Ослабление посадки заглушки оп-
ределяют проверкой на герметич-
ность под давлением 7 МПа. При
подводе топлива со стороны стрел-
ки Л и утечке его через соединения
в количестве более 15 г/мин места
посадки заглушки ремонтируют за-
катыванием.
Наличие остальных дефектов и
износы элементов более допусти-
мых значений приводят к выбраков-
ке деталей и замене их новой.
Рейка-поршень рулевого механиз-
ма должна отвечать следующим ос-
новным техническим требованиям:
радиальное биение поверхности Б
относительно поверхности Г долж-
но быть не более 0,05 мм, поверх-
ности В относительно поверхности Г
не более 0,08 мм, а взаимное бие-
ние поверхностей Б и В не более
0,06 мм; шероховатость поверхно-
сти Г должна быть не более Ra=
= 1,0 мкм.
Корпус насоса гидроуси-
лителя изготавливают у автомо-
билей ЗИЛ-130 из серого чугуна,
НВ 201...241. Основные дефекты
его показаны на рис. 29.5.
Обломы и трещины на корпусе
насоса являются выбраковочными
признаками. Задиры и риски на тор-
цовой поверхности устраняют обра-
боткой «как чисто» с последующим
углублением масляных канавок до
размера а=(1,5±0,1) мм. При раз-
мере б менее 87,5 мм корпус бра-
куют.
Износ отверстия под игольчатый
подшипник до 0 более 22,02 мм
устраняют постановкой ДРД с по-
следующей обработкой под размер
рабочего чертежа 0 22,О^о;о?7 мм.
Износ отверстия под сальник рр
0 более 46,20 мм и отверстия под
шариковый подшипник более
52,03 мм устраняют постановкой
ДРД с последующей обработкой
под размер рабочего чертежа.
Восстановленный корпус должен
отвечать следующим основным тех-
ническим требованиям: неплоскост-
ность поверхности А не более
0,01 мм; неперпендикулярность по-
верхности А относительно общей
оси поверхностей Б и В должна
быть не более 0,05 мм; шерохова-
тость поверхности А должна быть
не более Ra=0,63 мкм.
Валик насоса гидроуси-
лителя изготавливают у автомо-
биля ЗИЛ-130 из стали ЗОХГТ,
HRC 60... 65 в зоне А, в зоне Б
HRC 56, не менее. Основные дефек-
ты валика насоса показаны на
рис. 29.6.
При наличии обломов и трещин
любого характера, а также вмятин
от роликов или износа шейки под
роликовый подшипник менее
11,96 мм или износа шпоночной ка-
навки по ширине более 5,02 мм ва-
лик бракуют, как и при износе шли-
цев по толщине. Износ шлицев по
толщине определяют замером боко-
Рнс. 29.6. Основные дефекты валика насоса
гидроусилителя автомобиля ЗИЛ-130:
1 — износ шейки под роликовый подшипник; 2 —
износ шлицев по толщине; 3 — износ шейки под
втулку шкива; 4 — нзиос шейки под шариковый
подшипник
229
вого зазора в зацеплении шлицев с
сопряженной новой деталью. При
боковом зазоре более 0,15 мм валик
насоса бракуют.
Износ шейки под втулку шкива
до 0 менее 19,92 мм и износ шейки
под шариковый подшипник до
0 менее 19,99 мм устраняют желез-
нением или хромированием с после-
дующей обработкой под размер ра-
бочего чертежа соответственно
0 2О,О_о,о45 мм и 0 2О,О+о,’оо2 мм.
После восстановления валик на-
соса должен отвечать следующим
основным технологическим требо-
ваниям: при установке по поверх-
ностям Ж и Г радиальное биение
поверхностей Д и Е должно быть
не более 0,02 мм, по поверхности
В — не более 0,05 мм. Шерохова-
тость поверхности Е, Ж и В долж-
на быть не более Ra= 1,25 мкм, а
поверхностей Г и Д — не более
Ra=0,63 мкм.
29.3. ТОРМОЗА
Тормозные барабаны из-
готавливают у автомобилей ЗИЛ
из серого чугуна, у автомобилей
КамАЗ—из СЧ 24—46, НВ 179...229.
Основные дефекты тормозных
барабанов — обломы, трещины и за-
диры, кольцевые канавки или износ
рабочей поверхности.
Обломы и трещины являются вы-
браковочными признаками. Зади-
ры, кольцевые канавки или износ
рабочей поверхности устраняют
расточкой барабана под ремонтный
размер. У автомобиля ЗЙЛ-130 ба-
рабаны имеют 6 ремонтных разме-
ров с ремонтными интервалами, рав-
ными 1,0 мм. Размер по рабочему
чертежу рабочей поверхности бара-
бана 0 420,0+0’38 мм. Обрабатыва-
ются барабаны под ремонтный раз-
мер обязательно в сборе со ступи-
цей колеса.
После ремонта тормозные бара-
баны должны отвечать следующим
основным техническим требованиям:
радиальное биение рабочей поверх-
ности барабана относительно общей
230
оси конических поверхностей наруж-
ных колец роликовых подшипников
не более 0,25 мм; непараллельность
образующей рабочей поверхности
относительно той же оси не более
0,1 мм; шероховатость рабочей по-
верхности барабана не более Ra =
=2,50 мкм.
Тормозные колодки изго-
тавливают: у автомобилей ЗИЛ из
ковкого чугуна КЧ 35—10, твер-
дость опорной площадки HRC 45,
не менее, щеки HRC 56... 62,
остальное НВ 121... 163; у
КамАЗ — из стали, сварные с дву-
мя ребрами, приваренными к колод-
ке контактной сваркой.
Основные дефекты колодок: об-
ломы и трещины; износ опорных
площадок по высоте; ослабление
посадки втулки; износ отверстия
под втулку, износ отверстия во
втулке; местный износ щеки по тол-
щине; ослабление крепления щеки;
повреждение резьбы.
Обломы и трещины являются вы-
браковочными признаками. Износ
опорной площадки по высоте устра-
няют обработкой «как чисто». При
высоте площадки менее 10,0 мм ее
наплавляют или приваривают пла-
стинку ДРД с последующей обра-
боткой до высоты 12,0 мм.
Ослабление посадки втулки и из-
нос отверстия во втулке до 0 более
28,10 мм устраняют ее заменой. Из-
нос отверстия под втулку до 0 бо-
лее 29,70 мм устраняют постанов-
кой ДРД с последующей обработ-
кой под размер рабочего чертежа
0 29,6+°>033 мм. Местный износ ще-
ки по толщине устраняют ее за-
меной.
Повреждение резьбы крепления
щеки устраняют нарезанием ре-
монтной резьбы М10—6Н.
К колодке приклепываются или
приклеиваются клеем ВС-ЮТ или
ВС-350 фрикционные накладки, из-
готовленные из асбестовой компози-
ции горячего формирования. Кони-
ческая часть головки заклепок дол-
жна плотно прилегать к накладке,
а цилиндрическая часть заклепки
должна иметь плотную посадку в
отверстии колодки. Головки закле-
пок должны быть ниже поверхности
фрикционной накладки не менее
чем на 8,0 мм.
Допускается установка под фрик-
ционные накладки прокладок из ли-
стовой стали с последующей обра-
боткой рабочей поверхности накла-
док до размера по рабочему черте-
жу или ремонтного размера. Ради-
усы рабочих поверхностей по рабо-
чему чертежу колодки переднего
тормоза 21О,О_о,4 мм, заднего тормо-
за 21О,О_о,б мм. Каждая колодка
имеет те же 6 ремонтных размеров,
что и барабаны, с межремонтным
интервалом 0,5 мм (у двух колодок
интервал составляет 1,0 мм).
Подкладки из листовой стали
устанавливают толщиной 1,0 мм
для II и III ремонтных размеров,
толщиной 2,0 мм — для IV и V, тол-
щиной 2,5 мм — для VI размера.
После ремонта колодки должны
отвечать следующим основным тех-
ническим требованиям: быть только
с новыми фрикционными накладка-
ми; накладки должны плотно при-
легать к поверхности колодок; в от-
дельных местах допускается зазор
между накладкой и колодкой не
более 0,3 мм.
Глава 30
РЕМОНТ АВТОМОБИЛЬНЫХ ШИН
ЗОЛ. ПРИЕМ ШИН В РЕМОНТ
Основными частями шины явля-
ются покрышка и камера. По-
крышка, поступающая в ремонт,
должна быть тщательно очищена от
грязи, воды, льда и посторонних
включений. При приеме в ремонт ее
осматривают с наружной и внутрен-
ней сторон при помощи различных
приспособлений (расширители, бор-
товыворачиватели и др.). При этом
выявляют характер и размеры по-
вреждения покрышки. Внутренние
расслоения определяют простуки-
ванием покрышки (наличие глухого
звука) или при помощи ультразву-
кового дефектоскопа.
Для покрышек установлены два
вида ремонта: местный, при котором
устраняют местные повреждения, и
восстановительный, предусматрива-
ющий наложение нового протек-
тора.
Местные повреждения в зависи-
мости от их характера и размеров
устраняются двумя видами ремон-
та. Первый или второй вид ремонта
назначается в зависимости от кон-
струкции покрышки (радиальная
или диагональная), от принадлеж-
ности ее к автомобилю (легковому
или грузовому) и от количества.
размеров и места расположения по-
вреждений. У покрышек радиаль-
ной конструкции для легковых авто-
мобилей и диагональной конструк-
ции для автомобилей ВАЗ, ГАЗ-24
и «Москвич-412» устраняют дефек-
ты, если они удовлетворяют требо-
ваниям, предъявляемым к первому
виду ремонта.
При определении пригодности для
ремонта ранее ремонтировавшихся
покрышек учитывают все повреж-
дения (в том числе и ранее устра-
нявшиеся) и в соответствии с этим
устанавливают вид ремонта.
При одновременном наличии не-
скольких повреждений расстояние
между ними должно быть не менее
*/б длины окружности покрышки.
Несколько сквозных повреждений
размером до 20 мм, суммарная пло-
щадь которых (включая участки
между ними) находится в пределах
максимально допустимых размеров,
установленных для сквозных по-
вреждений, приравниваются к од-
ному.
К устранению местных поврежде-
ний непригодны следующие по-
крышки:
с повреждениями, превышающими
предельные отклонения параметров;
с расслоением брекера и каркаса;
231
покрышки радиальной конструкции,
имеющие повреждения кромок бо-
лее одного слоя металлокорда бре-
кера;
подлежащие восстановительному
ремонту с износом рисунка протек-
тора более 80%; с отслоением бор-
товых лент, с вытянутыми бортами,
с изломом или разрушением метал-
лического кольца борта;
с повреждениями каркаса, распо-
ложенными вблизи борта и требую-
щими его вскрытия при ремонте, а
именно: для легковых автомобилей
ближе 40 мм от пятки борта покры-
шек, для грузовых ближе 75 мм при
диагональной конструкции и ближе
100 мм при радиальной;
с кольцевым разрушением или из-
ломом внутренних слоев каркаса;
с явными признаками старения
покровной резины (затвердевание,
растрескивание в виде сетки мелких
трещин или редких трещин глуби-
ной более 1,0 мм); покрышки для
легковых автомобилей со сроком
хранения и эксплуатации более
7 лет, подвергшиеся длительному
воздействию нефтепродуктов (мас-
ла, керосина нефти) или других ве-
ществ, вызывающих набухание ре-
зины; загрязненные материалами,
не поддающимися очистке (цемен-
том и др.). Вид ремонта определяет
его стоимость и гарантийные нормы
пробега.
Пригодные к восстановлению по-
крышки в зависимости от их техни-
ческого состояния разделяют на два
класса. К первому классу относят
покрышки, не имеющие поврежде-
ний каркаса, брекера и борта, кро-
ме ограниченного числа проколов.
Ко второму классу относят покрыш-
ки, имеющие, помимо проколов,
сквозные или несквозные поврежде-
ния каркаса или брекера.
Проколы и другие мелкие повреж-
дения, расположенные вблизи друг
от друга в пределах максимально
допустимых размеров соответству-
ющего вида повреждения, прирав-
ниваются к одному повреждению.
При определении пригодности к
восстановлению ранее восстанавли-
232
вавшихся или ремонтировавшихся
покрышек учитывают все поврежде-
ния, в том числе и ранее отремонти-
рованные (независимо от места про-
ведения ремонта), и в соответствии
с этим устанавливают класс восста-
новления. Наличие у покрышек от-
ремонтированных местных повреж-
дений в пределах установленных до-
пусков не может служить основа-
нием для отказа в прием на восста-
новление.
К восстановлению непригодны
следующие покрышки:
с износом и повреждениями, ука-
занными в ОСТ 38 0482—80, в том
числе с расслоением брекера и кар-
каса, включая расслоение кромок
брекера шириной свыше 10,0 мм; с
вытянутыми бортами, с оголением,
изломом или разрушением металли-
ческого кольца борта;
покрышки радиальной конструк-
ции, имеющие повреждения кромок
более одного слоя металлокорда
брекера; с повреждениями каркаса
вблизи борта или отслоениями по-
кровной резины боковины, располо-
женными ближе 40,0 мм от пятки
борта покрышек легковых автомо-
билей, ближе 80,0 мм от пятки бор-
та грузовых покрышек с размера-
ми 240—508 (8,25—20) включитель-
но и ближе 100,0 мм от пятки по-
крышек для грузовых автомобилей
с размерами 260—508 и более;
с кольцевым разрушением или из-
ломом внутренних слоев каркаса, а
также с видимыми признаками по-
вреждений, вызванных чрезмерной
перегрузкой нитей корда (с отсло-
ением нитей корда, темными поло-
сами на внутренней поверхности по-
крышки); с явными признаками
старения покровной резины;
подвергшиеся длительному воз-
действию нефтепродуктов или дру-
гих веществ, вызывающих набуха-
ние резины; загрязненных матери-
алами, не поддающимися удалению;
покрышки легковых автомобилей,
с момента изготовления которых
прошло не более 7 лет.
Камеры принимают в ремонт
согласно техническим условиям. Их
тщательно осматривают и затем
проверяют под давлением 0,15 МПа
в ванне с водой. В зависимости от
характера и размера повреждений
различают следующие виды ремон-
та: наложение заплат, стыковку по
всему поперечному профилю, заме-
ну вентилей и резинотканевых флан-
цев для их крепления.
Непригодными к ремонту считают
камеры: имеющие кольцевые поре-
зы, трещины, возникающие при езде
на спущенных шинах; с признаками
старения резины; имеющие повреж-
дения от воздейстия различных неф-
тепродуктов.
30.2. ПОЧИНОЧНЫЕ МАТЕРИАЛЫ
Для ремонта шин применяют две
группы починочных материалов: ре-
зиновые и резинотканевые.
К резиновым починочным мате-
риалам относятся:
протекторная листовая резина —
используется для заполнения по-
врежденных мест протектора и бо-
ковин и для создания новой бего-
вой дорожки протектора;
прослоенная листовая резина —
применяется для заполнения по-
врежденных мест каркаса и как
прослойка между каркасом и почи-
ночным материалом;
камерная листовая резина — при-
меняется для ремонта камер;
брикетная листовая резина — при-
меняется для ремонта камер в до-
рожных условиях;
теплостойкая листовая резина —
применяется для изготовления и ре-
монта варочных мешков;
протекторная профилированная
резина — применяется для частич-
ного или полного восстановления
протектора (она поставляется про-
мышленностью в виде заготовок на
одну соответствующую покрышку,
как правило, в комплекте с просло-
енной резиной).
К резинотканевым починочным
материалам относятся:
прорезиненный корд — применяет-
ся для ремонта каркаса покрышки
и для ремонта и изготовления ва-
рочных мешков;
прорезиненный чефер — применя-
ется для ремонта бортов покрышки
и изготовления фланцев для камер;
пластыри — крестообразные сту-
пенчатые заплаты, изготовленные
из прорезиненного корда путем на-
ложения одной полосы корда на
другую под прямым углом. Полосы
корда должны плотно прилегать
друг к другу и каждая последую-
щая полоса должна перекрывать
предыдущую по длине на (20±5) мм
и по ширине на (10±3) мм. Пла-
стыри выпускаются невулканизиро-
ванными и подвулканизированны-
ми. С выпуклой ступенчатой сторо-
ны пластыри обкладываются невул-
канизированной прослоечной рези-
ной толщиной 0,7 мм. Пластыри
имеют четное число слоев корда.
Размеры их находятся в пределах
200X200 до 430X430;
манжеты — починочный материал,
изготовленный из исправной части
каркаса утильных покрышек. У этих
покрышек обрубаются борта, отди-
рается протектор, и освобожденный
каркас расслаивается на 4...
6-слойные полосы, которые разреза-
ются на манжеты соответствующего
размера. Кромки манжет срезают
на нет так, чтобы ширина среза на
один слой составляла около
7... 8 мм. Манжеты применяются
при ремонте покрышки, если ее
каркас имеет повреждения разме-
ром более 100 мм.
30.3. МЕСТНЫЙ РЕМОНТ ПОКРЫШЕК
Технологический процесс устра-
нения местных повреждений вклю-
чает в себя следующие операции:
очистку и мойку, сушку, подготовку
к ремонту, шероховку, подготовку
починочного материала, промазку
клеем и сушку, заделку поврежде-
ний, вулканизацию, отделку и кон-
троль.
Очистку и мойку производят в
специальных моечных машинах или
233
вручную теплой водой при помощи
жестких волосяных щеток.
Сушку производят в течение
2 ... 24 ч в специальных сушильных
камерах, оборудованных вентиля-
цией, при температуре 40... 60 °C.
При отсутствии сушильной камеры
этот процесс может длиться 2 . ..
3 сут. Сушка является весьма ответ-
ственной операцией, так как остав-
шаяся влага при вулканизации об-
разует паровые мешки, которые при-
водят к расслоению каркаса.
Подготовка поврежденных участ-
ков предусматривает удаление из
покрышки инородных тел и вырезку
поврежденных участков. Вырезку
производят для выравнивания ре-
монтируемого участка и очистки
его от поврежденных резины и
корда.
Применяют следующие способы
вырезки (рис. 30.1): наружным ко-
нусом, внутренним конусом, встреч-
ным конусом и в рамку. При не-
сквозных повреждениях вырезку ве-
дут на глубину повреждения: на-
ружным конусом, если повреждена
наружная часть покрышки, внут-
ренним конусом — при поврежде-
нии внутренней части покрышки.
При сквозных повреждениях приме-
няют вырезку встречным конусом.
Этот способ используют для покры-
шек грузовых автомобилей, а так-
же легковых, если повреждение бо-
лее 100 мм. Если повреждение по-
крышки легкового автомобиля ме-
нее 100 мм, то наружное поврежде-
ние вырезают наружным конусом,
а внутреннее — в рамку. Контур
вырезки должен быть минимален.
Неповрежденный материал не уда-
ляют. Края повреждения срезают
под углом 45° к центру.
Поврежденные участки вырезают
остро заточенными ножами, смочен-
ными водой, на верстаке с примене-
нием борторасширителей, металли-
ческих вставок и др. Вырезка
встречным конусом осуществляется
путем вырезки каркаса внутренним
конусом с последующей вырезкой
наружным конусом протектора и
брекера.
Вырезка в рамку заключается в
ступенчатом удалении слоев карка-
са— величина ступенек 20,0 мм
вдоль нитей корда и 10,0 мм попе-
рек. Последний нижний слой карка-
са остается нетронутым.
После вырезки контролируют
влажность каркаса в месте ремонта
специальным индикатором. По-
крышки, влажность которых превы-
шает установленный предел (6%).
подвергают сушке.
Шероховка производится для
улучшения промазки ремонтируе-
мого места резиновым клеем и уве-
личения поверхности контакта его
с починочным материалом. Места
повреждения в каркасе и брекере
шерохуют дисковой проволочной
щеткой (рис. 30.2, а), а в протекто-
ре и боковине — фигурными шарош-
ками (рис. 30.2,6, в), закрепленны-
ми на конце гибкого вала шерохо-
вального станка, и затем очищают
пылесосом от пыли.
Рис. 30.1. Виды вырезки пов-
режденной покрышки:
а — внутренний коиус; б — наруж-
ный конус; в — встречный конус;
г — ступенчатая рамка;
1 — протектор; 2 — брекер; 3 — кар-
кас
fl-Л
234
Рис. 30.2. Виды шарошек
6)
При шероховке каркаса во избе-
жание повреждения корда щетка
должна передвигаться вдоль нитей
корда от края к центру поврежде-
ния. Границы шероховки намечают
мелом с учетом превышения разме-
ров вырезки на 5... 10 мм во все
стороны. После шероховки поверх-
ность должна быть матовой, иметь
ровный ворс, не должно быть сле-
дов подгорания, разлохмаченных
нитей, резких переходов.
Подготовка починочного матери-
ала заключается в предварительной
заготовке пластырей, манжет, под-
манжетников по форме вырезки.
Манжеты подвергают шероховке со
всех сторон.
Промазка клеем и сушка — это
наиболее ответственная операция,
от качества выполнения которой за-
висит прочность связи ремонтируе-
мого места покрышки с починочным
материалом.
Клей приготавливают растворени-
ем клеевой резины в бензине Б-70.
Применяют клей малой концентра-
ции, в котором соотношение резины
и бензина (по массе) составляет
1 :8, и высокой с соотношением со-
ставляющих 1 :5. Наносят клей
пульверизатором или кистью из тон-
кой щетины тонким равномерным
слоем.
Первоначально клеем малой кон-
центрации покрывают ремонтируе-
мые участки иа внутренней, затем
на наружной поверхности, а также
манжеты. Последующую сушку
производят в сушильном шкафу при
температуре 30...40°C в течение
25...35 мии или при комнатной
температуре в течение 1 ч. Вторую
промазку осуществляют клеем высо-
кой концентрации с просушкой при
той же температуре только в тече-
ние 35... 40 мин.
Резиновые починочные материа-
лы обычно только «освежают», т. е.
протирают бензином и сушат под
вытяжным устройством. В случае
потери ими клейкости их промазы-
вают клеем малой концентрации и
сушат. Хорошо просушенная по-
крышка не должна пахнуть бензи-
ном, и волоски щупа-кисточки не
должны прилипать к намазанной
поверхности.
Заделка повреждений — это про-
цесс наложения подготовленного
починочного материала на ремон-
тируемые участки с последующей
прикаткой роликом. Заделывание
повреждений начинают с внутрен-
ней стороны покрышки, а заканчи-
вают с наружной.
При заделке сквозных поврежде-
ний (рис. 30.3) стенки отверстий об-
кладывают прослоечной резиной
толщиной 0,7 мм. Такой же резиной
обкладывают починочные материа-
лы: манжету (выпуклая сторона),
подманжетиик (с обеих сторон),
пластырь (ступенчатая сторона).
Прослоечная резина обеспечивает
хорошую связь ремонтируемого уча-
стка с починочным материалом.
После обкладки прослоечной рези-
ной поврежденный участок заделы-
вают протекторной резиной (выре-
занные места в протекторе и бреке-
ре) и прослоечной резиной толщи-
ной 2,0 мм (вырезанные места в
каркасе). Манжеты и пластыри на-
235
Рис. 30.3. Схема заделки повреждений:
7 —в рамку, 7/— встречным конусом, III — наружным конусом. 7V — внутренним конусом;
7 — протекторная резина; 2 — прослоечнвя резина толщиной 0.7 мм; 3 — прослоечнвя резина тол-
щиной 2,0 мм; 4 — встввка корда; 5 — пластырь нли манжеты
кладывают так, чтобы направление
нитей корда их наружного слоя сов-
падало с направлением нитей на-
ружного слоя покрышки. Их накла-
дывают постепенно (для предотвра-
щения воздушных пузырей), затем
прикатывают роликом, а края по-
крывают прослоечной резиной тол-
щиной 0,7 мм. Затем проверяют
плотность прилипания починочного
материала, а места вздутии прока-
лывают шилом для выпуска воз-
духа.
При вырезке в рамку на все сту-
пеньки укладывают прослоечную
резину толщиной 0,7 мм и прикаты-
вают роликом. Затем последова-
тельно накладывают (вставляют в
рамку) ряд заплат. Последний
верхний слой должен перекрывать
края рамки на 30... 50 мм во всех
направлениях.
При заделке наружных повреж-
дений покрышки все ремонтируемое
место обкладывают прослоечной ре-
зиной толщиной 0,7 мм, а по углуб-
лениям в каркасе — прослоечной ре-
зиной толщиной 2,0 мм. Поврежден-
ный участок протектора заполняют
протекторной резиной. Починочная
резина должна быть выше поверх-
ности покрышки на 2... 3 мм со
скосом на краях для обеспечения
опрессовки при вулканизации. Края
наложенных манжет, пластырей и
вставок корда следует перекрывать
ленточной прослоечной резиной тол-
щиной 0,7 мм. Заделка ремонтируе-
мого участка не должна увеличи-
вать толщину покрышки, так как
это приведет к дисбалансу шины и
излишнему расходу материала.
В настоящее время для заделки
местных повреждений применяют
шприц-машины, при помощи кото-
236
рых в полость поврежденных мест
покрышки выдавливается подогре-
тая резиновая масса. Этот способ
обеспечивает высокое качество ре-
монта (гарантированный пробег
шин повышается на 25%), а также
обеспечивает более высокую произ-
водительность и уменьшает расход
материалов.
Вулканизация осуществляется
для создания прочного соединения
участков покрышки с починочным
материалом, превращая их в моно-
литную прочную и эластичную мас-
су. Вулканизация ведется при тем-
пературе (143±2)°С и давлении
около 0,5 МПа. Процесс вулканиза-
ции состоит из времени прогрева
материала и времени самого про-
цесса и продолжается 30. .. 180 мин
в зависимости от толщины ремон-
тируемого участка и характера по-
вреждения.
Вулканизация производится в спе-
циальных аппаратах с паровым или
Рис. 30.4. Аппараты для вулканизации по-
крышек:
а мульда, б — сектор;
/ — корпус; 2 — прижимное устройство; 3 — кор-
сет; 4 -покрышка; 5- паровая камера; 6 — шту-
цер для подводе пара; 7 — устройство для затяж-
ки корсета; 5 - бортовые накладки
электрическим подогревом и рабо-
чими органами мульдой или секто-
ром (рис. 30.4). Для вулканизации
покрышек со сквозными и наруж-
ными повреждениями применяют
мульды, а с внутренними поврежде-
ниями сектор. Необходимые давле-
ние и температура создаются при
помощи варочных мешков, которые
изготавливают из теплостойкой ли-
стовой резины. Их вкладывают в
полость покрышки в месте вулкани-
зируемого участка и наполняют па-
ром. Для предотвращения соприкос-
новения покрышки с рабочими ор-
ганами вулканизационных аппара-
тов их поверхности припудривают
тальком.
Отделка — это процесс удаления
излишков резины и заусенцев, сня-
тия всех неровностей при помощи
шероховки. Шины, идущие на вос-
становление протектора, отделке не
подвергаются.
Контроль качества ремонта по-
крышки осуществляют внешним
осмотром. На отремонтированном
участке покрышки не должно быть
отслоений починочного материала,
утолщений, искажения формы, не-
довулканизации, складок. На по-
верхности отремонтированного уча-
стка допускается наличие одной ра-
ковины или поры размером до
10,0 мм и глубиной до 2,0 мм.
30.4. ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ
ПОКРЫШЕК
Восстановительный ремонт покры-
шек включает в себя замену про-
тектора после устранения местных
повреждений. Протектор ремонти-
руют наложением беговой дорожки
(рис. 30.5) при сохранившихся под-
канавочном слое, боковинах и пле-
чевой части или наложением полно-
го протектора при сохранившихся
боковине и корде брекера.
Процесс замены протектора вклю-
чает следующие операции: удале-
ние старого протектора, шероховку
наружной поверхности, нанесение
клея и сушку, подготовку протек-
Рис. 30.5. Схемы покрышек с отремонтиро-
ванным протектором:
а — наложением беговой дорожки; б — наложе-
нием полного протектора
торной резины, наложение протекто-
ра, вулканизацию, отделку и конт-
роль.
После удаления старого протекто-
ра наружную поверхность покрыш-
ки шерохуют. Для придания боль-
шей упругости внутрь покрышки
вкладывают камеру, которую напол-
няют сжатым воздухом. После ше-
роховки поверхность очищают от
пыли при помощи пылесоса.
Нанесение клея и сушку осуще-
ствляют по ранее рассмотренной
технологии. При нанесении клея
распиливанием содержащийся в
нем бензин в основном испаряется,
что приводит к уменьшению време-
ни сушки.
Подготовка протекторной резины
состоит в отрезании ее в размер и
создании на концах косого среза
под углом 20°. Если протекторная
профилированная резина сдублиро-
вана с прослоечной, то на поверх-
ность, которая будет соединяться с
покрышкой, и на срез в месте стыка
наносят резиновый клей малой кон-
центрации. Если протекторная ре-
зина не сдублирована с прослоеч-
ной, то перед нанесением резиново-
го клея поверхность шерохуют. За-
тем протекторную резину сушат в
камере при температуре 30...40°C
в течение 30... 40 мин.
Наложение протекторной резины
с одновременной прикаткой роли-
ком осуществляют на прикаточных
стайках. Предварительно наклады-
вают брекер после промазки его
клеем малой концентрации и прика-
тывают роликом. При необходимо-
сти брекер выравнивают, заполняя
все углубления на нем прослоечной
237
резиной. Затем поверхность ремон-
тируемой покрышки промазывают
клеем (обычно пульверизацией) и
накладывают заготовку прослоеч-
ной, а затем профилированной про-
текторной резины. Прокатка роли-
ком всех видов резины обязательна.
Вулканизацию протектора осуще-
ствляют в кольцевых вулканизато-
рах, представляющих собой разъем-
ную по окружности форму с выгра-
вированным рисунком протектора.
Необходимая температура вулка-
низации (143±2)°С достигается
нагревом формы паром, прижим по-
крышки к поверхности (для созда-
ния необходимого давления и вы-
давливания рисунка протектора)
осуществляется подачей сжатого
воздуха (1,2... 1,5 МПа) в вароч-
ную камеру, предварительно закла-
дываемую внутрь покрышки. Опрес-
совка может осуществляться и во-
дой.
Время вулканизации покрыш-
ки зависит от ее размеров и спосо-
ба опрессовки. Так, при опрессовке
холодной водой время составляет
105... 155 мин, при опрессовке воз-
духом 90... 140 мин, при опрессов-
ке паром время сокращается при-
мерно на 30%.
Отделка покрышки предусматри-
вает срезание наплывов резины, за-
чистку иа шероховальном станке
мест среза и стыковки краев про-
тектора с боковинами.
Отремонтированные покрышки
подвергают физико-механическим
испытаниям (проверке иа твердость,
разрыв, на относительное удлине-
ние, на истирание) в количестве
0.1% от каждой партии.
На боковине или плечевой зоне
каждой шины, восстановленной на-
ложением нового протектора, нано-
сится: заводской номер шины; наи-
менование или товарный знак пред-
приятия, производившего восстанов-
ление; класс восстановления, месяц
и год восстановления; штамп ОТК-
При утере первоначальной марки-
ровки вновь наносятся: обозначение
шииы, модель, норма слойности или
238
индекс грузоподъемности, для шин
типа Р с текстильным брекером —
буква «Т».
30.5. РЕМОНТ КАМЕР
Технологический процесс включа-
ет следующие операции: подготовку
камеры к ремонту, шероховку, под-
готовку починочного материала, на-
мазку клея и сушку, заделку по-
вреждений, вулканизацию, отделку
и контроль.
Подготовка камеры к ремонту
предусматривает снятие заплаты,
наложенной холодным способом пу-
тем нагрева на вулканизационной
плите в течение 2... 3 мин, и вы-
резку поврежденного места. В по-
врежденных местах края разрывов
закругляют ножницами. Если по-
врежденные участки имеют большие
размеры, то вырезают сектор каме-
ры. При повреждении камеры в ме-
сте установки вентиля этот участок
вырезают для постановки заплаты,
а для вентиля пробивают отверстие
в другом месте-. В местах проколов
камеру не вырезают.
Шероховку проводят шлифоваль-
ным кругом на ширину 20... 25 мм
по всему периметру вырезки. Место
для установки вентиля шерохуют
вокруг пробитого отверстия на пло-
щади, несколько большей размера
фланца. У концов вставляемого
сектора шерохуют внутреннюю по-
верхность, а у камеры — наружную
иа ширину 50... 60 мм. Места про-
колов шерохуют на участке диамет-
ром 15...20 мм. Зашерохованные
места очищают от пыли, освежают
бензином и просушивают в течение
20... 30 мин.
Подготовка починочного матери-
ала. При проколах и мелких разры-
вах (размером до 30,0 мм) в каче-
стве починочного материала исполь-
зуют сырую резину. При больших
разрывах заплаты изготавливают
из годных частей утильных камер
и шерохуют их внутреннюю сторо-
ну. Размеры заплаты должны быть
на 20... 30 мм больше вырезки и
не достигать границ шероховки на
2... 3 мм. Для замены поврежден-
ных частей камеры длиной более
500 мм заготавливают из старых ка-
мер того же размера сектор; их
длина должна быть на 80... 100мм
больше удаляемой части камеры.
Фланцы крепления вентиля выреза-
ют из старой камерной резины и но-
вого чефера и собирают вместе на
резиновом клее.
Намазка клеем и сушка двухра-
зовая: первая — клеем малой кон-
центрации; вторая — клеем большой
концентрации с последующей про-
сушкой каждой намазки при тем-
пературе 20...30 °C в течение
20 мин.
Заделка повреждений заключает-
ся в наложении заплат и прикаты-
вании их роликом. На поверхности
камеры, покрытые клеем по пери-
метру стыка или отверстия, накла-
дывают полоски прослоечной рези-
ны шириной 15... 20 мм.
Вулканизацию производят на пли-
те вулканизационного аппарата. Ка-
меру накладывают заплатой на
вулканизационную плиту, припуд-
ренную тальком, так, чтобы центр
заплаты был совмещен с центром
прижимного винта, затем на уча-
сток камеры накладывают резино-
вую прокладку и прижимную плит-
ку, которая должна перекрывать
края заплаты на 10. . . 15 мм, не за-
жимая краев сложенной вдвое каме-
ры. Если ремонтируемый участок не
помещается под прижимной плит-
кой, то камеру вулканизируют в не-
сколько приемов. Время вулканиза-
ции зависит от размера заплаты.
Мелкие заплаты вулканизируют в
течение 10 мин, более крупные и
стыки в течение 15 мин, фланцы
вентилей 20 мни.
Отделка камер включает в себя
срезание краев заплаты и стыков
заподлицо с поверхностью камеры,
сошлифование наплывов, заусенцев
и других неровностей.
Контроль камеры производят на-
ружным осмотром для обнаруже-
ния недовулканизироваиных участ-
ков, пористости резины, отслаива-
ния фланцев, заплат и стыков, взду-
тия, наплыва резины, перевулкани-
зации отдельных мест, образующих
трещины при сгибании и др. Кроме
того, камеры проверяют на герме-
тичность воздухом под давлением
0,15 МПа в ванне с водой.
Глава 31
РЕМОНТ КУЗОВОВ И КАБИН
31.1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
РЕМОНТА КУЗОВОВ И КАБИН
Технологические процессы ремон-
та кузовов легковых автомобилей,
автобусов и кабин грузовых авто-
мобилей отличаются друг от друга
вследствие их конструктивных осо-
бенностей, наличия различного ха-
рактера повреждений на них и спо-
собами устранения дефектов. Одна-
ко имеется общая последователь-
ность операций, которой целесооб-
разно придерживаться при органи-
зации КР кузовов и кабин. Эта
последовательность включает в се-
бя выполнение следующих работ:
прием кабины (кузова) в ремонт;
наружная мойка; предварительный
контроль; общая разборка кабины
(кузова); окончательная мойка;
снятие старой краски; дефектация
сварного корпуса кабины; разбор-
ка корпуса кабины; ремонт корпу-
са; сборка кабины (кузова) до окра-
ски; окраска; общая сборка каби-
ны (кузова); контроль кабины (ку-
зова); выдача кабины (кузова) из
ремонта.
Прием кабины (кузова) в ремонт
производится на основании техниче-
ских требований на сдачу в капи-
тальный ремонт автомобилей. В тех-
нических условиях предусмотрены
допустимые неисправности кабин и
определена их комплектность.
239
Наружная мойка кабины (кузо-
ва) выполняется вместе с автомо-
билем. Затем кабину демонтируют
с шасси и подвергают предваритель-
ному контролю.
Предварительный контроль кабин
и кузовов предназначен для выяс-
нения состояния и целесообразно-
сти ремонта узлов и деталей, подле-
жащих обязательному снятию с ка-
бины (стекла, внутренняя обивка,
отопление и др.), чтобы не загро-
мождать производственные помеще-
ния негодными деталями.
Общая разборка предусматрива-
ет демонтирование с кабины всех
узлов и деталей, закрывающих кор-
пус с внутренней и наружной сторон.
Неразобранным остается только
корпус кабины. Его вместе с опере-
нием направляют на участок удале-
ния старой краски.
Окончательная мойка применяет-
ся для конструкций корпусов, в ко-
торых после наружной мойки оста-
лись непромытые поверхности вслед-
ствие их защиты внутренними
панелями, полом кузова автобуса, аг-
регатами и деталями, установленны-
ми иа кузов. Часто эта операция
совмещается с технологическим про-
цессом удаления старого лакокра-
сочного покрытия.
Снятие старой краски произво-
дится для лучшего обнаружения
дефектов, имеющихся на кабине
(кузове), крыльях, капоте и обли-
цовке, так как в процессе эксплуа-
тации автомобили неоднократно
красят, а всевозможные вмятины и
трещины заделывают шпаклевкой
и различными мастиками.
Дефектация сварного корпуса ка-
бины (кузова) — многостадийная и
в значительной степени совмещает-
ся с операциями по ремонту. Окон-
чательный контроль кабины (кузо-
ва) имеет своей целью выявление
характера повреждений в корпусе и
определение объема и трудоемкости
ремонтных работ. При контроле не-
обходимо руководствоваться техни-
ческими условиями на дефектацию
и сортировку деталей и технически-
ми требованиями на ремонт каби-
240
ны или кузова. Для обнаружения
дефектов в корпусе кабины (кузо-
ва), а также для контроля вновь из-
готовленных деталей, сварных швов
применяют способы неразрушающе-
го контроля.
Техническое состояние кабины
(кузова) обычно проверяют наруж-
ным осмотром поверхности деталей
невооруженным глазом или с по-
мощью простейших луп многократ-
ного увеличения. Этот метод позво-
ляет обнаружить поверхностные
трещины, вмятины, коррозионные
разрушения, деформации кабин
(кузовов) вследствие аварии и пр.
Измерения специальными инстру-
ментами, приспособлениями и шаб-
лонами позволяют обнаруживать
отклонения геометрических разме-
ров деталей от первоначальных
(перекосы, изгибы и пр.). В неко-
торых местах несущих элементов
кузова в результате накопления
усталостных явлений и наклепа ме-
талла появляются волосяные трещи-
ны, которые могут быть выявлены
специальными способами.
Для определения остаточной тол-
щины металла кузова (кабины) ис-
пользуется гамма-толщиномер. Ра-
бота прибора основана на измере-
нии интенсивности гамма-лучей,
рассеянных при прохождении в об-
ратном направлении в толще ме-
талла. Этим прибором измеряют
толщину листовой стали в пределах
0... 16 мм, когда доступ к измеряе-
мой детали имеется лишь с одной
стороны. Особых требований к чи-
стоте поверхности при измерении
этим прибором ие предъявляется.
По результатам дефектации в
процессе ремонта корпусов кабин
(кузовов) замене подлежат: детали
с поврежденными посадочными ме-
стами; деформированные детали,
размеры которых нельзя восстано-
вить правкой; детали, имеющие
сильное коррозионное разрушение.
При частичной коррозии деталь
подлежит ремонту.
Разборка корпуса кабины (кузо-
ва) производится для удобства вы-
полнения ремонтных работ на кор-
пусе, основании и др. Объем разбо-
рочных работ и порядок их выпол-
нения зависят от конструкции каби-
ны (кузова), количества и вида по-
вреждений. Кузова, состоящие из
отдельных щитов и панелей, разби-
рают на составные части. Стыки
панелей, соединенные болтами, от-
вертывают, а места точечной свар-
ки разрубают. Клепаные швы рас-
шивают удалением головки заклеп-
ки. При ремонте автобусных кузо-
вов производят частичную разбор-
ку, ограничиваясь демонтажем тех
сборочных единиц конструкции, ко-
торые закрывают каркас кузова и
мешают его осмотру и ремонту. Уз-
лы, доступные для осмотра, в кото-
рых не обнаружены дефекты, раз-
борке не подлежат. Такой метод
окончательной разборки наиболее
распространен при ремонте цельно-
сварных и клепаных кузовов. Часто
окончательную разборку совмеща-
ют с выполнением операций по ре-
монту кузова.
Ремонт корпуса кузова или каби-
ны заключается в устранении всех
повреждений, обнаруженных при их
дефектации. Негодные панели выре-
зают и заменяют новыми ремонтны-
ми деталями. Типовые технологиче-
ские карты составляются на ремонт
всех деталей, возможность повреж-
дения которых выявляется анали-
зом большого количества однотип-
ных кузовов. При ремонте сварных
металлических корпусов использу-
ется метод, предусматривающий за-
мену отдельных элементов дефект-
ных панелей новыми, изготовленны-
ми по чертежам завода-изготовите-
ля или авторемонтного завода. Это
позволяет большое количество па-
нелей изготовлять штамповкой в ус-
ловиях авторемонтного завода с
использованием роботизированных
технологических комплексов.
Сборка кабин (кузовов) до окра-
ски заключается в том, чтобы уста-
новить и отрегулировать все навес-
ное оборудование или детали, под-
лежащие окраске вместе с кузовом
с соблюдением всех требований мон-
тажных чертежей и технических ус-
ловий.
Окраска кабин, кузовов и опере-
ния выполняется для придания ав-
томобилю требуемого внешнего ви-
да и для его противокоррозионной
защиты.
Сборка после окраски определя-
ется конструкцией и типична для
всех кузовов легковых, а также ка-
бин грузовых автомобилей. При ре-
монте сборка кабин выполняется в
той же последовательности, как и
сборка новых. Собранная кабина
или кузов поступают на линию об-
щей сборки автомобиля.
Выдача из ремонта кабины (ку-
зова) заключается в проверке и
принятии работниками техническо-
го контроля сборочной единицы в
комплектности, установленной тех-
ническими требованиями на ремонт.
При организации КР кузовов или
кабин конкретных моделей автомо-
билей необходимо приведенную об-
щую последовательность операций
скорректировать с учетом объема
производственной программы, кон-
структивных особенностей кузова,
наличия повреждений и способов их
устранения.
31.2. РЕМОНТ МЕТАЛЛИЧЕСКОГО
СВАРНОГО КОРПУСА КУЗОВА,
КАБИНЫ И ДЕТАЛЕЙ ОПЕРЕНИЯ
Дефекты, с которыми корпуса ку-
зовов, кабин и оперение поступают
в КР, можно разделить на две груп-
пы: износы и механические повреж-
дения (рис. 31.1). К группе износов
относятся: коррозионные разруше-
ния /; повреждения, вызванные тре-
нием; дефекты от вибрации кузова
и его составных частей. К основным
видам механических повреждений
относятся: вмятины и выпучины 2\
прогибы и перекосы 3, трещины 4\
разрушение сварных соединений 5,
аварийные повреждения и др.
Ремонт металлического сварного
кузова или кабины целесообразно
выполнять в следующей последова-
тельности: предварительная правка
241
Рис. 31.1. Дефекты кабины грузового автомобиля
Рис. 31.2. Набор оборудования и приспособление для правки кузовов и кабин:
I — оправка для вытягивания вогнутых деталей; 2, 3 — самозакрепляющиеся гидравлические зажи-
мы: 4 — специальная оправив: 5 — гидравлическая струбцина: 6 — пневмогидравлический насос:
1 — правильное устройство: 8 — двойной захват; 9— натяжной цилиндр с вытягивающим устрой-
ством: 10 ~ натяжной цилиндр с захватами
панелей кузовов или кабин, имею-
щих аварийные повреждения; уда-
ление поврежденных участков па-
нелей, которые затем восстанавли-
ваются постановкой ДРД; устране-
ние имеющихся трещин и разрывов:
приварка предварительно изготов-
ленных и собранных деталей и уз-
лов вместо удаленных; проковка и
зачистка сварочных швов; оконча-
тельная правка и тонкая рихтовка
поверхностей.
Предварительная правка кузовов
и кабин, имеющих аварийные по-
вреждения, производится на специ-
альных стендах или с использова-
нием набора растяжек (рис. 31.2).
При больших деформациях панелей
правку производят с нагревом по-
врежденных мест, а при малых гео-
метрических искажениях — в холод-
ном состоянии. Предварительной
правкой устраняются глубокие вмя-
тины, изгибы и перекосы корпусов
кабин и кузовов. Эту операцию сле-
дует производить перед сварочными
работами, так как в процессе ее
выполнения могут образоваться тре-
щины или разрывы, которые в даль-
нейшем завариваются.
Удаление поврежденных участков
панелей производится газовым ре-
заком, электрифицированным фре-
зерным инструментом или резцом
с пневматическим приводом. Наи-
большее распространение при ре-
монте панелей нашли пневматиче-
ский резец и процесс газовой рез-
ки. Удаление поврежденных частей
панелей пневматическим резцом
обеспечивает лучшее качество кро-
мок в местах вырезки. Однако не-
сложность оборудования и возмож-
ность совмещения операций удале-
ния поврежденных панелей и при-
варки новых обеспечили газовой
сварке широкое применение при ре-
монте кузовов и кабин.
Перед вырезкой дефектные уча-
стки размечают с помощью специ-
альных шаблонов. Разметочные
шаблоны по форме соответствуют
дополнительным ремонтным дета-
лям. При удалении дефектных дета-
лей с корпуса кабины или кузова
необходимо принять меры по предо-
хранению корпуса от геометриче-
ских искажений вследствие ослаб-
ления его жесткости и под дейст-
вием собственной массы.
Трещины и разрывы в панелях ку-
зовов, кабин и бпереиия устраняют
с помощью электродуговой сварки
в среде углекислого газа и газовой
сварки. При ремонте используются
в равной степени оба способа, одна-
ко производительность процесса и
качество выполняемых сварочных
работ при электродуговой сварке в
среде углекислого газа выше.
Газовой сваркой устраняются тре-
щины и разрывы на панелях, изго-
товленных из листовой стали тол-
щиной 0,5... 2,5 мм. Для ограни-
чения распространения трещины по
длине в процессе сварки ее концы
засверливают. Затем выполняют
сварку горелками ГСМ-53 или
ГС-53 с наконечниками № I для ли-
стов толщиной 0,5... 1,5 мм и № 2
для листов толщиной 1 . .. 2,5 мм
при предельном давлении кислоро-
да 0,1 .. .0,4 МПа. Для сварки при-
меняется проволока марки Св. 08
или Св. 15 диаметром 0,5 й+1 мм
(h — толщина свариваемого листо-
вого материала). Для предотвраще-
ния коробления при нагреве сварку
производят вначале в отдельных
точках, расстояние между которы-
ми должно быть 10.. .30 мм. Затем
по мере необходимости отдельные
участки проваривают сплошным
швом в направлении от концов тре-
щины к середине.
Приварку ремонтных деталей и
панелей целесообразно производить
полуавтоматической сваркой в сре-
де углекислого газа. Этот вид свар-
ки применяется также и для устра-
нения трещин и разрывов на стой-
ках корпуса кузова или кабины и в
элементах основания. Сварка в сре-
де углекислого газа осуществляется
полуавтоматами постоянным током
обратной полярности электродной
проволокой Св. 08ГС или Св. 082ГС.
Заварку трещин выполняют свароч-
ной проволокой диаметром 0,7 мм
243
при силе тока 40 Л и напряжении
30 В.
При сварке ремонтных деталей и
панелей вначале производится опе-
рация их прихватывания к корпусу
отдельными точками, расстояние
между которыми 80... 120 мм.
«Прихватка» выполняется проволо-
кой диаметром 0,8 мм той же мар-
ки, что и для сварки основных швов
при силе сварочного тока 90...
ПО А и напряжении на дуге 18...
28 В. Окончательно панели прива-
ривают сплошным швом внахлестку
с перекрытием краев около 25 мм.
Рекомендуется следующий режим
сварки: сила тока до 100 А, напря-
жение 19...20 В, расстояние от
сопла до поверхности детали
8... 10 мм, вылет электрода 10...
12 мм, наклон электрода от верти-
кали 18 . . . 20°.
Контактно-точечная сварка при-
меняется при ремонте кузовов и ка-
бин для сборки панелей в сбороч-
ные единицы, которые затем цели-
ком присоединяются к корпусу. При
точечной сварке соединение пане-
лей выполняется внахлестку с по-
мощью машины МТПП-75. Ширина
отбортовки кромок устанавливается
исходя из минимального расстояния
от центра сварочной точки до края.
При сварке двух деталей расстоя-
ние до края должно быть равно
двум диаметрам точки, а при свар-
ке трех деталей — четырем диамет-
рам. В случаях, когда невозможен
двусторонний подход электродов к
месту соединения, могут быть ис-
пользованы однополюсные распор-
ные пистолеты, присоединенные к
трансформатору передвижных сва-
рочных устройств. Повышение про-
изводительности процесса контактно-
точечной сварки панелей кузовов,
кабин и оперения осуществляет-
ся путем использования роботизи-
рованных комплексов. Однако при-
менение роботов связано с больши-
ми затратами, поэтому они могут
быть использованы только для свар-
ки панелей или сборочных единиц
кузовов, которые при КР заменяют-
ся в обязательном порядке.
244
При выполнении сварочных работ
требуется большое внимание уде-
лять созданию для сварщиков необ-
ходимых санитарно-гигиенических
условий. При нагревании защитных
противокоррозионных средств на
битумной основе, которые иногда
остаются на панелях кузова, возни-
кают густой дым и испарения, вред-
ные для здоровья работающего.
Ядовитые испарения и дым долж-
ны удаляться системой вентиляции.
Для защиты глаз и лица сварщик
должен пользоваться шлемом-ма-
ской или щитком с защитными стек-
лами. Руки сварщика должны быть
защищены брезентовыми рукавица-
ми, а сам он одет в брезентовый
костюм. При использовании угле-
кислого газа следует помнить, что
при утечке он скапливается в ямах,
канавах и других низких местах.
Изготовление металлических ре-
монтных деталей панелей кузовов,
кабин и оперения выполняется ав-
торемонтными предприятиями вви-
ду отсутствия их в номенклатуре за-
пасных частей. Типовой технологи-
ческий процесс изготовления ре-
монтных деталей из листового ме-
талла складывается из следующих
операций: правки листа стали; рас-
кроя материала; резки заготовок по
разметке; загиба детали или формо-
образования на специальном обору-
довании; обрезки готовых деталей;
сверления, правки и зачистки.
Особую сложность в выполнении
представляет операция формообра-
зования деталей. При наличии боль-
ших производственных программ ре-
монтные детали изготовляют холод-
ной штамповкой на прессах с ис-
пользованием роботизированных
комплексов (рис. 31.3). На однокри-
вошипных прессах простого дейст-
вия выполняются листоштамповоч-
ные операции вырубки, пробивки,
неглубокой вытяжки. Операции, вы-
полняемые промышленным роботом,
зависят от его конструкции и нали-
чия вспомогательных устройств.
При изготовлении ремонтных дета-
лей штамповкой на прессах роботи-
зированные технологические комп-
лексы обеспечивают: захватывание
заготовки с исходной позиции пита-
теля; перенос ее в рабочую зону
пресса; укладку в штамп; захваты-
вание отштампованной детали;
укладку ее в тару или на транспорт-
ное средство. Кроме того, робот мо-
жет захватывать и выносить из ра-
бочей зоны пресса отходы в рядом
расположенную тару.
Проковка и зачистка сварочных
швов производятся для упрочнения
места сварки и придания ему необ-
ходимого профиля панели, а также
для создания лучшей герметичности
кузова или кабины. Проковку вы-
полняют пневматическим рихтовоч-
ным молотком при помощи комп-
лекта поддержек. Места сварки за-
чищают шлифовальными кругами,
установленными в пневматических
или электрических переносных ма-
шинах.
Окончательная правка и тонкая
рихтовка кузовов, кабин и опере-
ния выполняются с целью обеспече-
ния их правильной геометрической
Рис. 31.3. Роботизированный технологиче-
ский комплекс на базе однокривошипного
пресса простого действия:
/--система управления роботом; 2 — устройство
поштучной выдачи заготовок; 3— электрошкаф
пресса: -/—пресс; 5 — тара для отштампованных
деталей; 6 - датчики внешней информации; 1 --
промышленный робот; в - ограждение комплекса
Рис. 31.4. Стенд-тележка для ремонта кабин
формы, а также для удаления мел-
ких вмятин и выпучин, оставшихся
на поверхностях. Тонкую рихтовку
выполняют механизированным спо-
собом с помощью пневматических
рихтовальных молотков.
Все ремонтные работы с корпу-
сом кузова или кабины, как прави-
ло. выполняются на конвейерной
линии.
Ремонтные работы на постах вы-
полняют на стендах-тележках
(рис. 31.4), позволяющих устанав-
ливать и закреплять кабины, пово-
рачивать их, а также передвигать
по рельсовым путям конвейера.
Стенд-тележка состоит из рамы /,
в нижней части которой установле-
ны четыре колеса 2, и механизма
фиксации 3 с тяговой цепью конвей-
ера, педали 4, стойки 5, в верхней
части которой на плите закреплен
самотормозящий редуктор 7, и опор-
ного диска 9 в сборе с опорой 10.
Кабину устанавливают на опору 10
стенда и крепят в двух точках. При
ремонте кабину вращают вокруг
оси А—А при помощи рукояти 6 ре-
дуктора и фиксируют ее положение
стопором 8.
Восстановленные корпуса кузо-
вов, кабин и оперение поступают за-
тем на линию сборки до окраски.
245
31.3. ВОССТАНОВЛЕНИЕ
НЕМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ КУЗОВОВ
И КАБИН
В автомобилестроении широко
распространены неметаллические
материалы. К таким материалам
относятся: пластмассы, синтетиче-
ские кожи, дерево, стекло, резина
и др. В последнее время значитель-
но возросло применение различных
пластмасс. Большинство деталей из
этих материалов дешево в изготов-
лении и при ремонте автомобилей
восстановлению не подлежит, а за-
меняется новыми.
Полимеры в авторемонтном про-
изводстве используются для изго-
товления небольших деталей деко-
ративного назначения, арматуры,
для устранения дефектов деталей
и др. Детали из реактопластов
изготовляются обычно прямым прес-
сованием или литьевым прессова-
нием. Детали из термопластов
изготовляют литьем под давлением
в термопластавтоматах, в экструде-
рах или с помощью вакуумного
формования.
Вакуумное формование деталей
внутренней отделки салона автомо-
биля основано на деформировании
пленочного термопластического ма-
териала в эластичном состоянии за
счет разности между атмосферным
давлением и разрежением, создава-
емым внутри формы. На рис. 31.5
представлено вакуумное формова-
ние детали с механической вытяж-
кой. Пуансон 2, имеющий каналы 3
для отсоса воздуха, устанавливают
на рабочем столе-толкателе 5 и со-
единяют с приводом 6. Пленку за-
крепляют на прокладке 4 на зажим-
ном устройстве над пуансоном и
нагревают до температуры формо-
вания. Затем пуансон 2 поднимают
вверх и растягивают пленку 1. Пос-
ле окончания подъема пуансона и
вытяжки пленки воздух из полости
пуансона отсасывают. При этом соз-
дается разрежение между пуансо-
ном и пленкой. Размягченная плен-
ка плотно прижимается к пуансону,
точно воспроизводя контуры его
поверхности. Этим методом можно
получить детали с малыми ради-
усами закругления и стенками,
близкими к вертикальным, а также
детали, глубина которых равна их
ширине.
Обивку кузовов и кабин
при КР снимают полностью. Подуш-
ки и спинки сидений разбирают, из-
ношенные детали ремонтируют или
заменяют новыми. Наиболее рас-
пространенными повреждениями в
обивке являются: потертости и раз-
рывы верхней части обивки, в по-
душках сидений и подлокотниках;
поломка оснований сидений; выры-
вы и разрывы в прокладках сиде-
ний из губчатой резины; загрязне-
ние обивки и др. Ремонт обивки
включает: разборку обивки в зави-
симости от ее состояния, восстанов-
ление элементов подушек и спинок
сидений, устранение дефектов обив-
Рис. 31.5. Вакуумное формирование детали с механической вытяжкой пленки
246
ки, раскрой и пошивку новых дета-
лей, сборку обивки после ремонта.
При ремонте обивки выполняют
все виды работ, присущие процессу
изготовления новой обивки, и допол-
нительные работы, связанные с раз-
боркой обивки и очисткой ее дета-
лей от концов ниток, пыли и загряз-
нений, а также подготовку поверх-
ностей, подлежащих восстановле-
нию. При разборке сшивные швы
распарывают. Края обивки, кото-
рые приклеены к картону, необхо-
димо смочить бензином.
Устранение дефектов обивки
включает постановку ее новых ча-
стей, приклейку или пришивание
оторванных частей, порезов и раз-
рывов. Для пошива новых деталей
обивки материал предварительно
раскраивают по шаблонам на заго-
товки. Соединяемые детали проши-
вают с нелицевой стороны на задан-
ном расстоянии от кромок одинар-
ным или двойным швом с опреде-
ленным шагом строчки. Сшитая
обивка не должна иметь слабой за-
тяжки, перекосов, морщин, складок
и повреждений на лицевой стороне.
Подушки и спинки сидений собира-
ют на стендах с пневматическим
устройством, позволяющим сжимать
матрац подушек сидений для обес-
печения натяжения материала и
предотвращения образования мор-
щин и складок на лицевой стороне.
Приклеивание края обивки двери
к древесно-волокнистой панели про-
изводится по нелицевой стороне с
последующей выдержкой под прес-
сом в течение 30 мин. Верх обивки
сидений, изготовленной из поливи-
нилхлоридной пленки, армирован-
ной сеткой из синтетических воло-
кон, при необходимости склеивается
клеем 88НП при последующей вы-
держке отремонтированного места
под прессом в течение 1 ... 1,5 ч.
Такой же режим склеивания реко-
мендуется при ремонте обивки две-
рей и подлокотников, изготовленных
из неармированной поливинилхло-
ридной пленки.
Ремонт деревянных дета-
лей платформы кузова выполняют
наращиванием их по длине склеи-
ванием или заменой негодных дета-
лей новыми. При ремонте следует
учитывать место расположения вос-
становленной детали в собранном
изделии, условия ее работы, поро-
ду древесины и др. Деревянные де-
тали изготовляют из пиломатериа-
лов хвойных пород (сосна, ель),
имеющих влажность не выше 18%.
Для склеивания деревянных дета-
лей применяют клей казеиновый и
из синтетических смол. Качество
клеевого соединения зависит от си-
лы сжатия склеиваемых поверхно-
стей деталей, вязкости клея, темпе-
ратуры и времени выдержки под
давлением. Восстановленные дере-
вянные детали должны быть без
трещин, задиров и ступенчатости;
торцы — чистыми, без отщипов и
сколов.
Остек 1 ение кузовов и кабин
при ремонте должно быть надежно
восстановлено. Установка лобовых
и боковых стекол, через которые
осуществляется обзор дороги с ка-
кими-либо дефектами, запрещена.
Недопустимы желтизна, радужность,
нечеткость обзора, износ от щеток
стеклоочистителей и др. Указанные
дефекты могут быть устранены
шлифовкой и последующей полиров-
кой поврежденных участков.
Перед шлифовкой стекло, подле-
жащее обработке, очищают от гря-
зи, пыли и жировых загрязнений.
Места, требующие шлифования, вы-
деляют мелом. Затем на войлочную
обивку круга шлифовального стан-
ка с вертикальной осью вращения
наносится равномерный слой па-
сты, представляющий собой водный
раствор порошка пемзы, и отмечен-
ные места шлифуют с частотой вра-
щения круга 300... 400 мин-1 до
полного выведения рисок, царапин
и следов изнашивания.
По окончании шлифования со
стекла смывают остатки пасты, на
круг наносят водный раствор кроку-
са или пол ирита и полируют стекло
до получения необходимой прозрач-
ности. Частота вращения круга при
полировании принимается 700...
247
800 мин-1. По окончании полирова-
ния стекло обезжиривают, протира-
ют насухо и упаковывают в бумагу.
31.4. РЕМОНТ ОСНОВНЫХ МЕХАНИЗМОВ
И ОБОРУДОВАНИЯ КУЗОВОВ И КАБИН
К основным механизмам и обору-
дованию кузовов и кабин относятся:
замки и петли дверей и капотов,
стеклоподъемники и механизм креп-
ления стекол, оборудование систе-
мы вентиляции и отопления салона,
пневматические дверные механиз-
мы автобусов, подъемный механизм
платформы автомобиля-самосвала
и др.
Все детали кузовных механизмов
просты по своей конструкции, и ре-
монт их заключается в выполнении
несложных слесарно-сварочных опе-
раций. Имеющиеся трещины в кор-
пусах заваривают, а износы рабо-
чих поверхностей устраняют на-
плавкой или постановкой дополни-
тельной ремонтной детали. Корпус-
ные детали с обломами выбраковы-
вают. Пружины, потерявшие свою
упругость, и сломанные заменяют
новыми. Обломанные детали резь-
бовых соединений вывертывают или
высверливают, если не удается уда-
лить болт вывертыванием. Повреж-
денные резьбы в отверстиях прого-
няют метчиком либо заваривают и
после сверления отверстия под
резьбу нужного размера нарезают
новую резьбу. Разрушенные манже-
ты, сальники, уплотнительные коль-
ца и прокладки заменяют новыми.
Ремонт замков дверей
(рис. 31.6) и капотов заключа-
ется в устранении дефектов механи-
ческого характера, обеспечении не-
обходимых зазоров и натягов в соп-
рягаемых деталях. При наличии
люфта между кожухом ротора 8 и
корпусом замка 5 или при ослабле-
нии клепки в месте соединения ро-
тора замка 9 с храповиком 10 вы-
бивают заклепку 3 щеколды 6 и от-
водят щеколду в сторону: места рас-
клепки кожуха и храповика ока-
жутся доступными для замены за-
клепок или сварки. Затем раскле-
пывают или приваривают к корпусу
лапки кожуха 8 ротора замка и хво-
стовик ротора 9 в месте соединения
с храповиком 10. Вращение ротора
должно быть легким, без заеданий.
После этого устанавливают заклеп-
ку щеколды, щеколду, втулку, шай-
бы и расклепывают конец оси, обес-
Рис. 31.6. Замок двери
248
печив свободное вращение щекол-
ды на оси. Если головка заклепки
выступает над поверхностью фикса-
тора 2, ее следует запилить запод-
лицо с поверхностью. При наличии
обломов рычага 1, пружины 4 и за-
щелки храповика 7 они заменяются
новыми. При износе зубьев защел-
ки 11 замка ее заменяют новой.
Для замены сухаря 13 защелки не-
обходимо вынуть ось 12, сухарь и
пружину 14. Ось сухаря заменяет-
ся новой.
Ремонт петель дверей, кры-
шек багажника и капота
(рис. 31.7) заключается в правке
погнутости петель 3, замене изно-
шенных осей 1 и втулок 2 новыми,
устранение трещин и восстановле-
ние отверстий 4 заваркой с после-
дующей механической обработкой.
Восстановленные петли должны
исключать провисание дверей, пере-
косы капота и крышки багажника.
Наиболее характерные дефекты
стеклоподъемников и ме-
ханизма крепления сте-
кол: трещины и обломы деталей,
перекос и деформация обойм, ра-
мок и направляющих, нарушение
крепежных соединений (резьбовых,
клепаных) деталей к панели двери,
повреждение резиновых уплотните-
лей, коррозия деталей и др. Детали,
имеющие трещины, завариваются с
последующей зачисткой сварочного
шва. Погнутые рычаги правят в хо-
лодном состоянии на плите. Обло-
манные детали восстанавливают по-
становкой дополнительной ремонт-
ной части или выбраковывают. Ре-
монт механизма крепления стекол
состоит из демонтажа их из рамок,
замены уплотнительных прокладок
в рамках и установки стекол в рам-
ки. Перед установкой стекол в рам-
ки проверяют прямолинейность ра-
мок, обойм и при необходимости их
правят. При запрессовке стекол не-
обходимо следить, чтобы обойма
встала на свое прежнее место по
ширине стекла, так как иначе стек-
ло будет плохо подниматься и опу-
скаться в направляющих желобках.
Калориферная система венти-
Рис. 31.7. Петли дверей (а) и крышки ба-
гажника (б) в сборе
ляции и отопления кузова
или кабины состоит из следующих
узлов: радиатора, крана управле-
ния, вентилятора, кожухов, крышек
люков притока и распределения воз-
духа. Технология ремонта радиато-
ра отопителя аналогична процессу
восстановления радиаторов системы
охлаждения двигателя. Вентилято-
ры отопителей, требующие ремон-
та, отправляют в отделение ремон-
та электрооборудования автомоби-
ля. Вмятины, трещины и изломы
металлических деталей воздухово-
дов устраняются жестяницкими и
сварочными операциями. При ре-
монте жалюзи воздуховодов прав-
кой необходимо обеспечить нор-
мальное передвижение установлен-
ных на них задвижек. После ремон-
та трубы отопления и вентиляции
испытывают на герметичность сжа-
тым воздухом в ванне с водой. По-
врежденные соединительные резино-
вые шланги заменяют новыми.
В пневматическом двер-
ном механизме кузовов авто-
249
Рис. 31.8. Механизм управления дверями автобуса:
/ — крышка дверного цилиндра; 2 — большой поршень; 3, 11 -уплотнительные кольца; 4, 9 — саль-
ники; 5 —манжета большого поршня; 6 — цилиндр дверного механизма; 7. 12 — штоки; 8~ манже-
та малого поршня; 10 — малый поршень; 13 ~ малый цилиндр: 14 — хомут; 15 защитный кожух:
16 — шайба; /7 — шейка: 18 — откидной болт
бусов (рис. 31.8) встречаются следу-
ющие неисправности: срыв резьбы в
деталях механизма; износ манжет,
сальников, уплотнительных колец,
втулок наконечников штоков и тяг;
Рис. 31.9. Гидравлический подъемник авто-
мобиля-самосвала:
/ — грязесъемннк гильзы; 2 — грязесъемник кор-
пуса; 3 — сектор втулки плунжера; 4 — сектор
втулки гильзы; 5 — уплотнительное кольцо гиль-
зы; 6 ~ уплотнительное кольцо корпуса; 7 — плун-
жер; 8 — гильза; 9 — корпус; 10 — сектор кольца
плунжера; // — уплотнительное кольцо; 12 — сек-
тор кольца гильзы; 13 — стопорное кольцо; 14 —
днище корпуса: 15 пробка
вмятины на поверхности цилиндров,
изгиб штоков, срез шлицев рычагов
управления; потеря упругости пру-
жин. Ремонт деталей механизма от-
крывания дверей сводится к выпол-
нению следующих работ. В деталях,
имеющих сорванную резьбу, наре-
зают ремонтную резьбу. Изношен-
ные втулки наконечников или дру-
гих деталей заменяют новыми. Пос-
ле запрессовки отверстия новой
втулкой ее развертывают до номи-
нального размера. Погнутые штоки
поршней выправляют на призмах.
При небольшом износе отверстий в
вилках тяг их рассверливают под
ремонтный размер. Изношенные
манжеты, сальники и уплотнитель-
ные кольца заменяют новыми. Тре-
щины в местах пайки цилиндра раз-
делывают и запаивают. Вмятины
на цилиндрах устраняют протяж-
кой, имеющей калиброванную и хо-
рошо отполированную сферическую
поверхность, на гидравлическом
прессе. Диаметр сферической по-
верхности должен соответствовать
внутреннему диаметру цилиндра.
Пружины, потерявшие упругость,
заменяют новыми. Рычаги управле-
ния с поврежденными шлицами, а
также тяги и вилки с поврежденной
резьбой заменяют новыми. Испыты-
вают дверной механизм на стендах,
предназначенных для контроля и
регулировки пневматического обо-
рудования автобусов.
Ремонт подъемного меха-
250
н и з м а платформы автомобиля-са-
мосвала производят только при зна-
чительных изменениях работоспо-
собности его узлов, когда резко уве-
личивается время подъема платфор-
мы с грузом и снижается надеж-
ность работы механизма.
Значительную долю трудозатрат
по ремонту занимает гидравличе-
ский подъемник (рис. 31.9). Трещи-
ны на головке цилиндров устраня-
ют сваркой при условии, если она
не проходит через крепежные отвер-
стия. Нецелесообразно ремонтиро-
вать головки цилиндров, если у них
выломаны стенки гнезда под шип
кронштейна надрамника или даже
при наличии трещины в стенке гнез-
да длиной более половины длины
шипа кронштейна. Корпус телеско-
пического подъемника при наличии
трещин любого характера и распо-
ложения не ремонтируют, произво-
дят лишь расточку цилиндра под
ремонтный размер при больших из-
носах или после правки вмятин на
корпусе цилиндра. Поврежденную
более двух ниток резьбу под пробку
восстанавливают нарезанием ее на
большую глубину или постановкой
ввертыша. Нарушенную сварку вос-
станавливают. Сваркой с последую-
щей механической обработкой вос-
станавливают и разрушенный бур-
тик под стопорное кольцо гильзы.
Износ гильзы по внутренней рабо-
чей поверхности устраняют растачи-
ванием под ремонтные размеры. Из-
ношенную поверхность гильзы под
направляющую втулку протачива-
ют, а при сборке ставят втулку ре-
монтного размера. Таким же обра-
зом поступают при износе паза под
стопорное кольцо. Рабочую поверх-
ность трубы плунжера протягивают
под ремонтный размер, а пазы под
стопорные кольца протачивают под
кольца увеличенного размера. Пос-
ле выполнения необходимых свароч-
ных работ производятся уплотнение
швов и гидравлические испытания
в отдельности корпуса, гильзы и
плунжера под давлением 3,5 МПа
в течение 1 мин.
Платформу и надрамник ремон-
тируют в основном правкой вмятин
и сваркой при наличии трещин,
пробоин и нарушения сварных
Рис. 31.10. Стенд для ремонта кузовов автомобилей-самосвалов
251
швов. Балки со сквозной по всему
профилю сечения трещиной заме-
няют. Если же трещина прошла
только через верхнюю или нижнюю
полку балки, то ее заваривают с по-
становкой усилительной накладки.
Вмятины на бортах и листах пола
платформы правят с применением
нагрева до первоначальной формы.
Для удобства выполнения ремонт-
ных работ на кузовах самосвалов
применяется специальный стенд
(рис. 31.10). Стенд состоит из ра-
мы 2, изготовленной из швеллеров.
На трубе 4. вращающейся в под-
шипниках скольжения на кронштей-
нах 3 вокруг своей оси, приварены
два зажима /. Каждый зажим со-
стоит из кронштейна 12 и коромыс-
ла 8, соединенных между собой тру-
бой 4 при помощи сварки. На коро-
мысло 8 устанавливаются два при-
хвата 13, соединенные стяжной пру-
жиной 5. Снятый с автомобиля ку-
зов 14 устанавливают на зажимы
стенда. Для этого необходимо по-
средством крана подать воздух
через механизм подвода 6 и 7 к ка-
мерам И. Под действием сжатого
воздуха давлением 0,5 . . . 0,6 МПа
через шток 10 и кронштейн .9 при-
хваты 13 расходятся. Это позволяет
установить платформу на продоль-
ные балки основания. Переключив
рукоятку крана управления, удаля-
ют воздух из камер, и пружины 5
плотно стягивают прихваты 13, на-
дежно удерживая платформу.
В окончательно отремонтированной
платформе подвеска заднего борта
должна обеспечивать безотказную
работу запорного устройства борта.
Задний борт в закрытом состоянии
должен плотно прилегать к кром-
кам бортов и полу платформы.
31.5. СБОРКА И ОКРАСКА КУЗОВОВ,
КАБИН И ОПЕРЕНИЯ
Процесс сборки кузовов и
кабин при ремонте автомобилей вы-
полняется в два этапа: до окраски и
после процесса нанесения защитно-
декоративного покрытия. До окра-
252
ски на кузова и кабины устанавли-
вают все детали, подлежащие окра-
ске вместе с кузовом (двери, капо-
ты и др.), а также детали, которые
при последующей сборке могут по-
вредить лакокрасочное покрытие.
При сборке кузовов и кабин выдер-
живают требуемые зазоры между
сопрягаемыми деталями и сбороч-
ными единицами.
К окончательной сборке
кузова относятся: установка потол-
ка, боковин и панелей внутренней
отделки дверей, стекол, сидений,
шумо- и теплоизоляционных прокла-
док, уплотнителей дверей и капо-
тов, электрооборудования, установ-
ка панели приборов в сборе, дета-
лей системы обогрева салона, руле-
вого управления и др. Окончатель-
ная сборка капитально отремонти-
рованных кузовов и кабин осуще-
ствляется в той же последователь-
ности, что и при сборке нового ав-
томобиля.
Процесс окончательной сборки ку-
зова легкового автомобиля являет-
ся более сложным по сравнению со
сборкой кузова автобуса или каби-
ны грузового автомобиля, так как
имеет все виды сборочных и отде-
лочных работ. Особое внимание при
сборке уделяется мероприятиям,
применяемым для уменьшения шу-
ма и вибраций в кузове. К таким
работам относятся: нанесение на
внутреннюю поверхность кузова
противошумных мастик; уплотнение
зазоров и неплотностей в соедине-
ниях путем постановки резиновых
прокладок; установка обивки и зву-
копоглощающих материалов внутри
салона и др.
Процесс нанесения лако-
красочных покрытий на ку-
зова, кабины и оперение при их ка-
питальном ремонте включает тех-
нологические операции в следующей
последовательности: подготовка по-
верхности к окраске, грунтование,
выправка лицевой поверхности,
шлифование, нанесение противокор-
розионной и противошумной мастик
на нижние и внутренние части, на-
несение выявительного слоя эмали,
локальное шпатлевание, мокрое
шлифование, нанесение нескольких
слоев эмали, сушка. Процесс сушки
выполняется после каждой опера-
ции нанесения лакокрасочного по-
крытия.
Особенностями окраски при ре-
монте кузовов и кабин являются:
выправка лицевых поверхностей с
помощью термопластиков, напыле-
ние противокоррозионных и проти-
вошумных мастик, нанесение вы-
явительного слоя и локальное (ме-
стное) шпатлевание поверхности.
Выравнивание лицевых поверхно-
стей производится с использовани-
ем порошкообразной термостойкой
пластмассы ТПФ-37, наносимой на
металлическое основание. Для нане-
сения пластмассы применяются
установки газопламенного напыле-
ния со специальными горелками
(рис. 31.11). Для установок пода-
ются очищенный от влаги и масла
воздух под давлением 0,5.. .
0,6 МПа и ацетилен под давлением
0,06 ...0,07 МПа. Перед нанесени-
ем пластмассы поверхность металла
нагревают пламенем горелки до
появления золотисто-желтого цве-
та побежалости, соответствующего
температуре 200... 220 °C. Расстоя-
ние от головки горелки до поверх-
ности при этом должно быть в пре-
делах 100... 150 мм. Образование
синих цветов побежалости на по-
верхности металла ври нагреве не-
допустимо. Подачу порошка через
распылительную горелку необходи-
мо отрегулировать таким образом,
чтобы он от пламени горелки рас-
плавлялся и изменял цвет от свет-
ло-серого до черного. После прогре-
ва металла полным пламенем на-
носится первый слой пластмассы
толщиной не более 0,5 мм. После-
дующие слои наносят при меньшем
пламени. Головка распылительной
горелки должна быть перпендику-
лярна поверхности металла и нахо-
Рис. 31.11. Схема установки для наиесеиия пластмассы:
1 — бак с пластмассой; 2 — пульт управления: Я — горелка
253
7
2
Рис. 31.12. Механизированная линия окраски кабин:
/ — агрегат для подготовки поверхности к окраске: 2 — окрасочная камера; 3 — противопожарная
установка; 4 — сушильные камеры; 5 — подвесной конвейер
диться на расстоянии 100... 300 мм.
На тонкий слой пластмассы черно-
го цвета накладывают основной
слой заданной толщины. При этом
не следует касаться слоя пластмас-
сы пламенем горелки. При нанесе-
нии пластмассы она не должна пе-
регреваться и вскипать. При появ-
лении на поверхности вздутия его
быстро снимают деревянной лопа-
точкой и производят повторное на-
пыление. Пластмассовый слой уп-
лотняют металлическим катком и
лопаткой. Для предотвращения при-
липания катка к пластмассе его
предварительно смачивают водой.
Затем пластмассу охлаждают до
температуры окружающей среды и
обрабатывают до получения необхо-
димой формы поверхности абразив-
ным инструментом.
Противошумные и противокорро-
зионные мастики наносятся методом
пневматического распыления.
Выявительный слой эмали позво-
ляет обнаруживать все дефекты,
оставшиеся после шлифования. Вы-
явленные дефекты устраняют мест-
ным шпатлеванием быстросохну-
щей шпатлевкой АШ-30. Мокрое
шлифование лицевой поверхности
кузова предназначено для удаления
неровностей, получающихся при
шпатлевании, и выполняется пнев-
мо- или электромашинами.
Окраска и сушка кузовов, кабин,
оперения производятся в окрасоч-
ных и сушильных камерах, снаб-
женных подвесными конвейерами
(рис. 31.12). При окраске пневма-
тическим распылением используют-
ся робототехнические комплексы
РП-1600 или РП-2500 с автоматиче-
скими краскораспылителями типа
КА-2. Использование для окраски
синтетических эмалей позволило
исключить процесс полирования по-
верхности, так как после горячей
сушки достигается требуемое каче-
ство лакокрасочного покрытия.
31.6. КОНТРОЛЬ КАЧЕСТВА
ОТРЕМОНТИРОВАННЫХ КУЗОВОВ
И КАБИН
Контроль отремонтированных ку-
зовов и кабин производится с целью
выявления и устранения производ-
254
ственных дефектов. При контроле
используется стационарная конт-
рольно-измерительная оснастка,
для проверки геометрических раз-
меров расположения групп отвер-
стий, связанных между собой функ-
ционально. Проемы и места сопря-
жений периодически контролируют
переносными контрольными шабло-
нами, по форме напоминающими
профиль сопрягаемой детали. В не-
которых случаях выполняются стен-
довые испытания отремонтирован-
ных кузовов или кабин на вибро-
стойкость, кручение и изгиб. Таким
выборочным испытаниям
подвергается небольшое количество
кузовов или кабин ввиду большой
трудоемкости процесса контроля.
Сплошному контролю под-
вергаются кузова и кабины при про-
верке на эффективность пыленепро-
ницаемости и герметичность.
Эффективность наружного уплот-
нения дверей зависит от натяга, ре-
гулируемого положением защелки
замка кузова или кабины. Натяг
должен быть таким, чтобы дверь за-
крывалась от легкого толчка, и при
деформации губчатых уплотнителей
между ними и дверью не должно
быть щелей. Для проверки плотно-
сти прилегания уплотнителей двери
к ее проему уплотнители натирают
мелом.
При захлопывании двери на ку-
зове должен остаться отпечаток
мела.
Проверку герметичности собран-
ного кузова или кабины производят
в дождевальных установках, распо-
ложенных на линии окончательной
сборки. При давлении воды 0,2 МПа
кузов должен находиться на испыта-
нии 6 мин. Ориентация дождеваль-
ных форсунок производится таким
образом, чтобы полностью имити-
ровать условия, при которых может
выявиться просачивание воды при
эксплуатации автомобиля. Прове-
ряют также проникновение воды и
образование конденсата в приборах
освещения и сигнализации. После
выхода кузова или кабины из каме-
ры с их поверхности удаляют воду,
выявляют места ее проникновения
и устраняют причины, вызвавшие
течь. После устранения течи кузов
проходит повторную проверку на
герметичность.
Методы контроля качества лако-
красочных покрытий кузовов, кабин
и оперения аналогичны ранее рас-
смотренным в гл. 19.
РАЗДЕЛ V
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ТРУДА
НА АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЯХ
Глава 32
МЕТОДЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ
32.1. ЗАДАЧИ И МЕТОДЫ
НОРМИРОВАНИЯ
Основным условием существова-
ния человеческого общества являет-
ся труд. Организация труда требует
установления количественных норм
затрат времени в процессе произ-
водства, т. е. нормирования труда.
Нормы времени являются основани-
ем для определения количества, за-
грузки и производственных возмож-
ностей оборудования, участка, цеха
и каждого рабочего места, для оп-
ределения количества рабочих и
для правильного оперативного пла-
нирования производства. Без них
нельзя правильно организовать труд
и его оплату.
Основным показателем правиль-
ной организации труда и использо-
вания техники и передовой техноло-
гии, механизации и автоматизации
производства является производи-
тельность труда, которая может из-
меряться количеством продукции,
изготовленной рабочим в единицу
времени (норма выработки), или
затратами времени на выполнение
единицы продукции (норма време-
ни) .
Техническая норма времени не
может оставаться неизменной. Она
должна все время отражать измене-
ния, связанные с применением ново-
го оборудования, инструментов,
приспособлений, улучшением орга-
низации труда и других прогрессив-
ных изменений в производстве.
256
Задача технического нормирова-
ния заключается в установлении
норм времени на выполнение работ
путем систематического изучения
технологических процессов, органи-
зации рабочих мест и других источ-
ников повышения производительно-
сти труда и уменьшения затрат на
единицу продукции. Эта задача ре-
шается определением технически
обоснованных норм времени, кото-
рые должны быть прогрессивны,
обеспечивать наиболее полное ис-
пользование всех средств производ-
ства, постоянно повышать произво-
дительность труда, снижать себе-
стоимость продукции и улучшать ее
качество. Таким образом, нормиро-
вание — это одно из важнейших
средств ускорения темпов производ-
ства и успешного выполнения пяти-
летних планов.
Основные методы установления
технически обоснованных норм вре-
мени: аналитически-исследователь-
ский и расчетно-аналитический.
Аналитически-исследовательский
метод заключается в анализе затрат
труда путем проведения фотогра-
фии рабочего дня или хронометра-
жа.
Расчетно-аналитический метод за-
ключается в поэлементном расче-
те норм составляющих элементов
технологического процесса на осно-
ве технически обоснованных норма-
тивов. Технически обоснованная
норма времени предусматривает ра-
циональную последовательность вы-
полнения воздействий на детали,
конкретное оборудование, опреде-
ленный рабочий и измерительный
инструмент, оптимальный техноло-
гический режим, а также условия
выполнения работы рабочим соот-
ветствующей квалификации.
Основным методом нормирования
является расчетно-аналитический
метод, при помощи которого и опре-
деляются технически обоснованные
нормы времени.
Непосредственным объектом тех-
нического нормирования является
технологический процесс и его ос-
новная часть — операция.
32.2. КЛАССИФИКАЦИЯ ЗАТРАТ
РАБОЧЕГО ВРЕМЕНИ
В нормируемое время входят все
затраты рабочего времени, включае-
мые в состав технически обоснован-
ной нормы на операцию и необходи-
мое для выполнения работы в соот-
ветствии с технологическим процес-
сом. Нормируемое время состоит из
подготовительно - заключительного,
оперативного и дополнительного
времени.
Подготовительно - заклю-
чительное время затрачивается
рабочим на ознакомление с поручен-
ной работой, на подготовку к этой
работе и выполнение действий, свя-
занных с ее окончанием. Это время
обычно затрачивается в начале и
конце рабочей смены и не повторя-
ется в течение рабочего дня по ме-
ре изготовления каждой детали.
Продолжительность этого вида вре-
мени зависит от количества деталей
в обрабатываемой партии, на вели-
чину которой влияет вид производ-
ства. При мелкосерийном и единич-
ном производстве этот вид времени
будет иметь значение, при крупно-
серийном и массовом производст-
вах доля подготовительно-заключи-
тельного времени, приходящаяся на
одну деталь, будет чрезвычайно ма-
ла и практически в расчетах не при-
нимает участия.
9 Зак. 421
Оперативное время затрачи-
вается на выполнение конкретной
операции. Оно состоит из основно-
го и вспомогательного времени.
Основным (технологическим) вре-
менем называется время, в течение
которого происходит изменение фор-
мы, размеров и свойств изделия в
результате каких-либо воздействий
(при механической обработке —
время снятия стружки, при наплав-
ке — время плавления электрода,
при хромировании — время осажде-
ния хрома и т. д.). Основное время
может быть: машинным — деталь
обрабатывается на станке при по-
мощи механической подачи; машин-
но-ручным — деталь обрабатывает-
ся на станке с ручной подачей; руч-
ным — операции выполняются без
применения каких-либо механизмов
(слесарные работы).
Вспомогательным называется вре-
мя, затрачиваемое рабочим на оп-
ределенные действия, связанные с
обеспечением выполнения основных
работ. К таким действиям относят-
ся установка, крепление и снятие
детали, наладка оборудования и уп-
равление им в период работы, пере-
становка инструмента (замена
электродов и др.), обмер детали и
взятие пробных стружек, подача де-
тали к месту сборки, очистка шва
от шлака и поворот детали при
сварке и наплавке, завеска детали
в ванну при гальванических покры-
тиях и т. д.
Дополнительноевремя состо-
ит из времени на организационно-
техническое обслуживание рабочего
места и времени на отдых и личные
надобности рабочего. Организацион-
но-техническое обслуживание вклю-
чает в себя следующие работы: ре-
гулировку инструмента, сварочных
агрегатов и оборудования, смену и
заточку инструмента, правку шли-
фовального круга, смазку станка и
очистку его от стружки, оборудова-
ние рабочего места, прием и сдачу
оборудования сменщику и др.
Время на отдых и личные надоб-
ности затрачивается иа физиологи-
257
чески необходимый отдых, произ-
водственную гимнастику, естествен-
ные надобности.
32.3. СОСТАВ ТЕХНИЧЕСКИ
ОБОСНОВАННЫХ НОРМ ВРЕМЕНИ
Технически обоснованная норма
времени — определенное расчетным
путем время на выполнение отдель-
ных операций технологического про-
цесса в конкретных организацион-
но-технических условиях. При этом
исходят из полного и рационально-
го использования всех имеющихся
возможностей рабочего, места с уче-
том передового производственного
опыта и последних достижений тех-
ники, технологии, организации тру-
да и производства.
Технически обоснованной нормой
времени может быть штучно-каль-
куляционное время (при единичном,
мелко- и среднесерийном производ-
стве) или штучное (при крупносе-
рийном или массовом производ-
стве) .
Штучно-калькуля ц и о н-
н о е время слагается из затрат вре-
мени на выполнение каждой опера-
ции технологического процесса и в
общем случае определяется
Т’пз
/шк = 'ш4" > (32.1)
где /щк — штучно-калькуляционное время,
необходимое для обработки одного изделия
при выполнении одной операции, мин; /ш —
штучное время, необходимое для непосред-
ственного воздействия на одно изделие прн
данной операции, мин; Тпз— подготови-
тельно-заключительное время, мин; п„ — ко-
личество деталей в партии, шт.
В свою очередь, количество дета-
лей в партии определяется
srn3
”п к2/ш ’
где ХТпз — сумма подготовительно-заклю-
чительного времени на партию деталей по
всем операциям технологического процесса;
S/ш — сумма штучного времени на деталь
по всем операциям технологического про-
цесса; к — коэффициент, учитывающий по-
тери времени на подготовительно-заключи-
тельные работы, который зависит от вида
258
производства; его значения будут следую-
щие:
для мелкосерийного производ-
ства 0.14...0.18
для среднесерийного » 0,08...0,13
» крупносерийного » 0.04...0,07
Таким образом, штучно-калькуля-
ционное время можно найти только
после определения штучного и под-
готовительно-заключительного вре-
мени по всем операциям технологи-
ческого процесса и расчета опти-
мального размера партии (количе-
ства деталей в ней).
Штучное время определяется
/ш ~ /оп 4~/д. (32.2)
где ton — оперативное время, мин; /я — до-
полнительное время, мнн.
Оперативное время представляет
собой сумму основного to и вспомо-
гательного /вс времени.
Дополнительное время задается в
процентах к оперативному времени
и определяется
(32-3)
где *1 — отношение дополнительного вре-
мени к оперативному, %.
Вспомогательное время определя-
ется
/вс ''/ву /вп 4 /вз »
где /Ву — вспомогательное время, затрачи
ваемое на установку и снятие детали, мнн;
оио зависит от массы и конфигурации из-
делия, конструкции приспособления, харак-
тера и точности установки детали на стан-
ке; /Вп — вспомогательное время, связанное
с переходом, мин; это время затрачивается
рабочим на подвод н отвод режущего ин-
струмента, включение н выключение станка,
подач н скоростей. Оно зависит от техни-
ческой характеристики станка, длины обра-
ботки, точности и шероховатости обраба-
тываемой поверхности, конструкции режу-
щего и мерительного инструмента; /вз—
вспомогательное время, связанное с заме-
рами обрабатываемого изделия в процессе
выполнения операции, мин.
Следовательно, штучно-кальку-
ляционное время может быть опре-
делено
Т’пч
/шк ““ /о 4 /вс 4 /д 4
«п
Из всех составляющих штучно-
калькуляционного времени рассчи-
Рис. 32.1. Схема технически обоснованной нормы
времени на операцию
тывают основное и дополнительное.
Вспомогательное и подготовительно-
заключительное виды времени наз-
начают по таблицам нормативов.
Полученные результаты определе-
ния штучного и подготовительно-за-
ключительного времени записывают
в маршрутную карту, основное и
вспомогательное — в операционные
карты.
По норме времени может быть оп-
ределена норма выработки — объем
работы (количество изделий и др.),
который рабочий может выполнить
за единицу времени. Норма выра-
ботки — величина обратно пропор-
циональная норме времени:
где Нвр — норма выработки, шт.; /См —
продолжительность смены, мин; /шк — штуч-
но-калькуляцнонное время, мин.
Штучно-калькуляционное время
(для серийного, мелкосерийного и
единичного производства) и штуч-
ное время (для крупносерийного и
массового производства) служат
для определения расценок на выпол-
нение каждой операции технологи-
ческого процесса, которые определя-
ются
р бин Сса
60
где Сед — часовая тарифная ставка сдель-
щика, соответствующая разряду выполнен-
ной работы, коп.
С улучшением организационно-
технических условий производства
повышается производительность
труда и вместе с ней изменяются
нормы времени и выработки. Со-
ставные части штучно-калькуляци-
онного времени показаны на
рис. 32.1.
Глава 33
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ
33.1. ПОСЛЕДОВАТЕЛЬНОСТЬ
НОРМИРОВАНИЯ СТАНОЧНЫХ РАБОТ
Техническое нормирование ста-
ночных работ производится в сле-
дующей последовательности.
9*
1. Для каждого технологического
перехода определяют основное (ма-
шинное) время
= (33.1)
£ф Яф
259
где to — основное (машинное) время, мин;
Lp — расчетная длина обработки, мм; Пф —
частота вращения детали или инструмента,
мин-1; s® — величина подачи изделия или
инструмента, мм/об; i — число проходов
инструмента.
Расчетную длин}7 обработки опре-
деляют
Lp = H‘ 1Х.
где I — действительная длина обработки,
определяемая по чертежу, мм; h — величи-
на, связанная с врезанием и перебегом ин-
струмента (для каждого способа обработки
имеет свои особенности в определении), мм.
2. Определяют диаметр d обработ-
ки и припуск на нее z. Значение
диаметров валов берется до обра-
ботки, отверстий — после. При-
пуск — величина, которую необхо-
димо снять в процессе обработки.
3. Находят глубину резания /, мм,
которую принимают, как правило,
равной припуску на сторону.
4. Число рабочих проходов опре-
деляют по формуле i— z/2t.
5. Выбирают величину подачи s
по нормативам в зависимости от ви-
да обработки.
6. Выбранную величину подачи
сопоставляют с имеющимися пода-
чами оборудования (по паспорту
станка) и принимают для последую-
щих расчетов ближайшее значение
s<j>.
7. Определяют скорость резания
v, м/мин, по нормативам,
которой зависит от обрабатываемо-
го материала, его механических
свойств, материала режущего инст-
румента, глубины резания, подачи,
геометрии режущего инструмента.
8. Рассчитывают частоту враще-
ния детали п, мин-1, по формуле:
1000с
п ------
nd
значение
(33.2)
где v — скорость резания, м/мин; d — наи-
больший диаметр обрабатываемой поверх-
ности, мм.
Частота двойных ходов при совер-
шении инструментом или изделием
возвратно-поступательного движе-
ния определяется
пдх
I000iiBh
2£р
(33.3)
где овп — скорость возвратно-поступатель-
ного движения, м/мин; Lp — длина рабоче-
го хода, мм.
9. Выбранную величину частоты
вращения или частоты двойных хо-
дов сопоставляют с значениями этих
параметров оборудования и прини-
мают ближайшее большее значение
Лф ИЛИ Пдхф.
10. Находят фактическую ско-
рость резания (возвратно-поступа-
тельного движения) по формуле
л«/пф
" 1000 '
11. Для определения правильно-
сти выбранного оборудования и его
оптимальной загрузки определяют
для каждой операции г]Л. — коэффи-
циент использования оборудования
по мощности (определение ведется
по наиболее загруженному перехо-
ду) по следующей зависимости:
Л’„;.
’, v” Л'дэ '
где — необходимая мощность главного
электродвигателя станка, кВт; Na3 —дейст-
вительная мощность главного электродви-
гателя выбранного станка, кВт.
Необходимую мощность станка
определяют
где т]м — механический коэффициент полез-
ного действия =0.97.
Мощность резания, кВт, опреде-
ляют
V -215*
р 60 000 ’
где Рг — усилие резания, Н; — скорость
резания, м/мин; 60 000 — переводной коэф-
фициент.
Усилие резания Р2 определяют
расчетом или по нормативам.
Коэффициент т)д, использования
оборудования по мощности дает
возможность установить правиль-
ность выбора станка для выполне-
ния данной операции. Если коэффи-
циент близок единице, то можно
сделать вывод, что станок выбран
правильно и можно переходить к
260
определению основного времени.
При меньших значениях этого ко-
эффициента приходится выбирать
другой станок с меньшей мощно-
стью главного электродвигателя.
12. Назначают вспомогательное
время на все переходы операции и
определяют их сумму. При этом на
вспомогательные переходы назнача-
ют вспомогательное время, связан-
ное с установкой детали, на техно-
логические — вспомогательное вре-
мя, связанное с переходом, а на пе-
реходы, после которых необходимо
производить замеры, -- вспомога-
тельное время, связанное с замера-
ми.
13. Определяют оперативное вре-
мя по формуле:
/оп““ + fBC-
14. Определяют дополнительное
время по форм. (32.3).
15. Определяют штучное время по
форм. (32.2).
16. Находят подготовительно-за-
ключительное время.
17. Определяют штучно-кальку-
ляционное время по форм. (32.1).
Последовательность определения
штучно-калькуляционного времени
для всех видов станочных работ
одинакова. Особенностью для каж-
дого вида обработки является опре-
деление основного (машинного)
времени.
33.2. ОПРЕДЕЛЕНИЕ ОСНОВНОГО
ВРЕМЕНИ ДЛЯ ТОКАРНЫХ РАБОТ
На станках токарной группы мо-
гут обрабатываться изделия самых
разных форм — цилиндрические, ко-
нические, плоские и фасонные. В ос-
новном обработка ведется резцами,
однако могут быть использованы и
другие инструменты: сверла, зенке-
ры, развертки, зенковки, плашки и
метчики. Эти инструменты позволя-
ют обтачивать наружные цилиндри-
ческие поверхности, растачивать от-
верстия, обрабатывать торцевые по-
верхности, отрезать детали, наре-
9в зак. гл
зать резьбу и др. Для всех вышепе-
речисленных видов работ главным
движением будет вращение изде-
лия, вспомогательным движением —
подача инструмента (рис. 33.1).
Расчет основного времени осуще-
ствляется по формуле (33.1). Пос-
ледовательность расчета приведена
в разд. 33.1. В основе ее лежит об-
работка наружной цилиндрической
поверхности, необходимые парамет-
ры которой назначаются в такой
последовательности:
глубину резания t выбирают в за-
висимости от общего припуска на
обработку, шероховатости и точно-
сти обрабатываемой поверхности.
При грубой обработке поверхности
глубину резания берут равной вели-
чине припуска. При чистовой обра-
ботке припуск снимают за несколь-
ко проходов, причем для последнего
прохода назначают глубину резания
менее 1,0 мм;
подачу $ф назначают по нормати-
вам и уточняют по паспортным дан-
ным станка. Она зависит от обраба-
тываемого материала, глубины реза-
ния, шероховатости поверхности и
скорости резания;
скорость резания v назначают ио
нормативам. Она зависит от вида
инструмента и его материала, обра-
батываемого материала и его твер-
дости, глубины резания и подачи,
угла в плане инструмента и приня-
той его стойкости;
усилие резания Pz назначают по
нормативам.
Остальные параметры рассчиты-
ваются.
При растачивании отвер-
стий (рис. 33.1,6) значительно
ухудшаются условия работы инстру
мента - увеличивается его нагрев,
так как уменьшается поперечное се-
чение, затрудняется подвод охлаж-
дающей жидкости, увеличивается
деформация стружки в процессе ре-
зания. Все расчеты ведутся как для
обтачивания с последующим введе-
нием поправочного коэффициента к
на скорость резания. Его значение
зависит от диаметра растачиваемо-
261
Рис. 33.1. Основные схемы резания при
токарной обработке:
а — обтачивание наружных поверхностей; б —
растачивание отверстий
го отверстия: при диаметре отвер-
стия более 250 мм к=1,0; при диа-
метре от 151 до 250 к=0,95; при
диаметре 75... 100 мм к=0,90, а
при диаметре менее 75,0 мм к=0,85.
При обработке торцевых
поверхностей расчет ведется
так же, как для обтачивания, толь-
ко длина обработки определяется
для сплошной поверхности торца
/ = d/2, а для кольцевой поверхности
l = d—dJ2. Но так как при торцевом
обтачивании по мере перемещения
резца изменяется диаметр обработ-
ки, то изменяется и скорость реза-
ния, что приводит к изменению стой-
кости инструмента. Для определе-
ния частоты вращения по скорости
принимают средний диаметр обра-
батываемой поверхности.
Отрезание детали и про-
резание канавок производят
отрезным резцом. Глубиной реза-
ния при этом является ширина от-
резного резца
ft=0,6d°-5.
где b — ширина режущей кромки отрезно-
го резца, мм; d — диаметр отрезаемой де-
тали, мм.
Нарезание внешней и
внутренней резьбы произво-
дят резьбовыми резцами, заточен-
ными по профилю создаваемой
резьбы за счет осуществления чер-
новых и чистовых проходов общим
числом около 10. Для треугольных
резьб глубина резания должна
быть: при шаге резьбы менее 2,0 мм
262
для чистовых и черновых проходов
в пределах 0,05... 0,10 мм на один
проход; при шаге резьбы более
2,0 мм для черновых проходов
0,25 ... 0,50 мм, для чистовых 0,05 ...
...0,10 мм на один проход. При наре-
зании внутренней резьбы число про-
ходов увеличивается на 25%. По-
дача определяется шагом нарезае-
мой резьбы. Скорость резания наз-
начают по нормативам, как для об-
тачивания (при нарезании внутрен-
ней резьбы скорость умножают на
коэффициент к=0,8). Частоту вра-
щения определяют по форм. (33.2),
основное время — по форм. (33.1) с
умножением ее на два за счет вре-
мени, затрачиваемого на перемеще-
ние инструмента в исходное поло-
жение.
33.3. ОПРЕДЕЛЕНИЕ ОСНОВНОГО
ВРЕМЕНИ ДЛЯ СВЕРЛИЛЬНЫХ
И РАСТОЧНЫХ РАБОТ
На станках сверлильной группы
могут выполняться следующие рабо
ты: сверление, зенкерование и раз-
вертывание отверстий, зенкование
коническими и цилиндрическими
зенковками, нарезание резьбы мет-
чиками, а также растачивание от-
верстий и обработка плоскости бо-
бышек — цекование (рис. 33.2).
Главное движение — вращение ин-
струмента, вспомогательное — пода-
ча инструмента.
Общая методика расчета и после-
довательность определения режи-
5
Рис. 33.2. Основные схемы резания
при сверлильных и расточных рабо-
тах:
а — сверление; б — зенкерованне; в — раз-
вертывание; г — зенкование конической
зенковкой; д — зенкование цилиндрической
зенковкой; е — растачивание отверстия рез-
цом; ж — цекование поверхности; з — на-
резание резьбы в отверстии
9в*
263
мов резания и норм времени оста-
ются прежними (см. разд. 33.1).
Глубина резания при сверлении
отверстий в сплошном материале
будет t = DJ2, при обработке отвер-
стий t— (D—D[)/2 (где D — диаметр
отверстия после обработки, мм;
D[ — диаметр отверстия до обработ-
ки, мм).
При развертывании и зенковании
конических отверстий глубина реза-
ния не определяется. При нарезании
резьбы глубиной резания является
глубина резьбы. При цилиндриче-
ском зенковании и цековании глуби-
ной резания является ширина обра-
ботки. При расточных работах глу-
биной резания является толщина
снимаемого слоя за один проход ин-
струмента.
Подачу «ф назначают по нормати-
вам и затем уточняют по паспорт-
ным данным станка. Она зависит от
условий и вида обработки, обраба-
тываемого материала, от диаметра
и точности обработки. На величину
подачи также влияет отноше-
ние длины отверстия к диа-
метру.
При определении длины обработ-
ки величина врезания и перебега
сверла определяется значением
0,3 D, где D — диаметр сверла,
мм.
При растачивании отверстий ос-
новное (машинное) время опреде-
ляется, как при токарной обработ-
ке детали.
33.4. ОПРЕДЕЛЕНИЕ ОСНОВНОГО
ВРЕМЕНИ ДЛЯ ХОНИНГОВАЛЬНЫХ РАБОТ
Хонингование отверстий произво-
дят для получения точных размеров
и придания поверхности меньшей
шероховатости. Этот процесс осу-
ществляется за счет снятия с обра-
батываемой поверхности мельчай-
шей стружки при помощи абразив-
ного или алмазного инструмента
(рис. 33.3). Главное движение —
вращение хонинговальной головки,
вспомогательное — возвратно-по-
264
Рис. 33.3. Схема процесса хонингования
ступательное движение хонинго-
вальной головки.
Режимы резания при хонингова-
нии отверстий абразивным инстру-
ментом определяют в такой после-
довательности:
длину брусков 1И, мм, определяют
где /х — длина хонингования, мм;
выход брусков за торцы обраба-
тываемой поверхности у, мм,
(/=-“(0,2... 0,4) /и;
длину рабочего хода бруска Lv,
мм, определяют
L р = ~г 2у — /и;
величину припуска г, мм, на каж-
дый переход назначают по нормати-
вам;
скорость вращения хонинговаль-
ной головки v назначают по норма-
тивам;
частоту вращения хонинговаль-
ной головки «ф определяют расче-
том по формуле (33.2) и уточняют
по паспортным данным станка;
скорость возвратно-поступатель-
ного движения хонинговальной го-
ловки ивп назначают по нормативам
и уточняют по паспортным данным
станка;
частоту двойных ходов плх хонин-
говальной головки рассчитывают по
формуле (33.3);
удельное давление брусков р наз-
начают по нормативам; усилие пру-
жины Р, механизма разжима брус-
ков, Н, определяют
P^plH Bz6tg (ф-1-©).
где р — удельное давление брусков, МПа;
/н — длина брусков, см; В — ширина брус-
ков, см; Zc, — число брусков; (р - - угол кону-
са разжима, принимается равным 10... 15°;
0 — угол трения, принимается равным 6°;
точность формы и шероховатость
назначают по рабочему чертежу.
Основное время при хонин-
говании определяют
t - -
'о - ’
Чдх
где п„ — полное число двойных ходов хо-
нинговальной головки, необходимое для
снятия всего припуска; пдх — частота двой-
ных ходов хонинговальной головки в мнн.
В свою очередь
г
пп ~ I, ’
о
где г — припуск на диаметр, мм; 6 — тол-
щина слоя металла, снимаемого за двойной
проход хонинговальной головки, мм (для
чугуна 6=0,0004...0,0020).
При применении алмазного инст-
румента расчет ведется в том же
порядке, но по другим нормати-
вам.
33.5. ОПРЕДЕЛЕНИЕ ОСНОВНОГО
ВРЕМЕНИ ДЛЯ ФРЕЗЕРНЫХ РАБОТ
Главное движение на станках
фрезерной группы (рис. 33.4) —
вращение фрезы, вспомогательными
движениями являются продольная,
поперечная и вертикальная подачи
стола.
Общая методика расчета и после-
довательность определения режи-
Рис. 33.4. Основные схемы резания при фрезерных работах:
а обработка плоскости цилиндрической фрезой; б обработка плоскости торцевой фрезой; в —
обработка плоскости дисковой фрезой; г — фрезерование пазов дисковой фрезой; д- обработка
плоскости концевой фрезой; е — фрезерование пазов концевой фрезой; ж- фрезерование фасонны-
ми фрезами
265
мов резания и норм времени оста-
ются прежними (см. разд. 33.1).
Особенности в определении ре-
жимов резания следующие:
длину рабочего хода Lp опреде-
ляют
Гр ~'• I -|' It + /2 ~Г Г доп >
где I-—длина резания, равная длине обра-
ботки, измеряемой в направлении резания,
мм; /1+Z2 — длина врезания н перебега ин-
струмента, иазиачаемая по нормативам, мм;
Ьдоп — дополнительная длина хода, выз-
ванная особенностями наладки и конфигу-
рации изделия, мм;
глубину фрезерования I определя-
ют как величину, которую необходи-
мо снять за один проход инстру-
мента;
среднюю ширину фрезерования В
определяют
где F — площадь фрезеруемой поверхности,
мм2 (при одновременной обработке несколь-
ких деталей их площадь определяют как
для одной); как правило, ширину фрезеро-
вания измеряют в направлении, параллель-
ном оси вращения фрезы, а глубину фрезе-
рования — в перпендикулярном к ней; при
фрезеровании торцевыми фрезами — нао-
борот;
подача на зуб sz назначается по
нормативам; ее величина зависит от
обрабатываемого материала и его
твердости, типа фрезы и ее материа-
ла, для отдельных фрез — от глуби-
ны резания, ширины фрезерования
и диаметра фрезы;
минутную подачу sM, мм/мин, оп-
ределяют
sm ~ 2Пф >
где z — число зубьев фрезы,
и уточняют по паспортным данным
станка.
Основное время всех видов
фрезерования определяют
33.6. ОПРЕДЕЛЕНИЕ ОСНОВНОГО
ВРЕМЕНИ ДЛЯ ШЛИФОВАЛЬНЫХ РАБОТ
На станках шлифовальной груп-
пы выполняют разные виды работ
(рис. 33.5).
Основное время для всех ви-
дов работ определяют
to^—(33.4)
$цр $1
Рис. 33.5. Основные схемы резаиия при шлифовании:
а — наружное круглое шлифование с продольной и поперечной подачами; б - наружное круглое
шлифование только с поперечной подачей; в — плоское шлифование периферией круга; г- плоское
шлифование торцом круга; д — внутреннее круглое шлифование; е - бесцентровое шлифование
способом продольной подачи: ж — бесцентровое шлифование способом врезания
266
где Lp — длина хода стола или шлифоваль-
ного круга, мм; г — припуск иа обработку
на сторону, мм; пи — частота вращения об-
рабатываемого изделия, мин-1; sup — про-
дольная подача, мм/об; — поперечная по-
дача (глубина резаиия), мм; k — коэффи-
циент, учитывающий износ круга и точ-
ность при шлифовании, значение которого
можно брать: при черновом шлифовании
1,1 ...1,4 при чистовом 1,5...1,8.
Круглое наружное шли-
фование. Главное движение —
вращение шлифовального круга,
вспомогательное движение — про-
дольная и поперечная подачи. Шли-
фование может вестись с продоль-
ной подачей snp (изделие перемеща-
ется вдоль своей оси) и с попереч-
ной подачей st (шлифовальный круг
перемещается перпендикулярно оси
изделия).
Общая методика расчета и после-
довательность определения режи-
мов резания и норм времени оста-
ются прежними.
Особенности определения режи-
мов резания следующие:
глубину резания 11 sf | определяют
на одинарный или двойной ход сто-
ла и назначают по нормативам в за-
висимости от диаметра и длины об-
рабатываемого изделия, свойств ма-
териала, величины шероховатости,
которую необходимо получить на
обрабатываемой поверхности;
продольную подачу snp определя-
ют в долях ширины шлифовального
круга по формуле:
s„p=₽B,
где Р — доля ширины шлифовального кру-
га, назначается по нормативам (при черно-
вом шлифовании Р=0,5...0,8, при чисто-
вом — р=0,25...0,50); В — ширина шлифо-
вального круга, мм;
длину хода стола Lp определяют
по формулам: при выходе шлифо-
вального круга в обе стороны Lp~
= 1+В\ при выходе круга в одну
сторону Lp = /+B/2; при шлифова-
нии без выхода круга Lp=l—В,
где I— длина обрабатываемой по-
верхности, мм;
скорость вращения шлифовально-
го круга t»Kp, м/с, определяют
л4пкр
р 1000-60
где d — диаметр шлифовального круга, мм;
«кр — частота вращения шлифовального
круга, мии-1;
характеристику шлифовального
круга и выбор его осуществляют по
нормативам в зависимости от харак-
тера обработки, величины шерохо-
ватости, точности обработки, обра-
батываемого материала и скорости
вращения шлифовального круга;
скорость вращения изделия vK,
м/мин, назначают по нормативам в
зависимости от скорости вращения
круга, обрабатываемого материала
и дисбаланса изделия.
Основное время определяют при
поперечной подаче на каждый ход
стола по формуле (33.4), при попе-
речной подаче на двойной ход стола
по формуле
яи snp st
при шлифовании методом врезания
по формуле
г
t0=------k.
nast
Круглое внутреннее шли-
фование. Главное движение —
вращение шлифовального круга;
вспомогательные движения — воз-
вратно-поступательное перемеще-
ние круга, поперечное перемещение
круга, вращение изделия.
Общая методика расчета и после-
довательность определения режи-
мов резаиия и норм времени оста-
ются прежними.
Особенности определения режи-
мов резания следующие:
длину рабочего хода круга Ьр оп-
ределяют по формуле для сквозных
отверстий:
_ _1_
Lp ~ 1щ з В,
для глухих отверстий
2
1.р = /ш — „ В,
О
где 1Ш — длина шлифования, мм;
267
скорость вращения шлифовально-
го круга окр, м/с, назначают по нор-
мативам;
характеристику шлифовального
круга выбирают по нормативам в
зависимости от обрабатываемого
материала, характеристики отвер-
стия (сквозное, глухое) и скорости
вращения круга;
размеры шлифовального круга
назначают по нормативам в зависи-
мости от диаметра обрабатываемо-
го отверстия, длины шлифования и
в соответствии с паспортом станка;
частоту вращения шлифовального
круга пкр, мин-1, определяют по фор-
муле (33.2) и уточняют по паспорт-
ным данным станка;
скорость вращения изделия v„,
м/мин, назначают по нормативам;
частоту вращения изделия пКф,
мин-1, определяют по формуле
(33.2) и уточняют по паспортным
данным станка;
продольную подачу круга snp,
мм/об, назначают по нормативам в
зависимости от диаметра отверстия,
длины шлифования и ширины шли-
фовального круга;
поперечную подачу круга st,
мм/мин, назначают по нормативам
и уточняют по паспортным данным
станка.
Основное время определяют
по формуле
snp
Плоское шлифование мо-
жет вестись периферией круга и
торцем круга на станках с прямо-
угольными или круглыми столами.
Главное движение — вращение шли-
фовального круга, вспомогательные
движения — возвратно-поступатель-
ное движение прямоугольного сто-
ла (вращательное движение кругло-
го стола), возвратно-поступательное
перемещение круга, вертикальная и
поперечная подачи.
Режимы резания при шлифовании
периферией круга определяют в сле-
дующей последовательности:
268
длину рабочего хода круга Lv
при круглом столе определяют
d—D
L.,------,
р 2
где d — наружный диаметр расположения
изделий, мм; D — внутренний диаметр рас-
положения изделий, мм;
при прямоугольном столе:
Lv /ш + </
где — длина шлифуемой поверхности,
мм; у — перебег круга, равный 20...30 мм;
характеристику и ширину круга В,
мм, выбирают по нормативам;
скорость вращения круга окр, м/с,
определяют
1000-60’
где пКр — частота вращения круга (по пас-
порту стайка), мии-1; d—диаметр круга,
мм;
продольную подачу круга или сто-
ла 5Пр, мм/об, назначают по норма-
тивам в зависимости от точности об-
работки и шероховатости поверхно-
сти;
среднюю скорость вращения изде-
лий на круглом столе или скорость
движения прямоугольного стола vH,
м/мин, назначают по нормативам в
зависимости от ширины круга, его
продольной подачи, наружного и
внутреннего диаметров расположе-
ния изделий на столе;
средний диаметр расположения
изделий на круглом столе определя-
ют по формуле
d+D
«рас
2
величину поперечного хода круга
при шлифовании поверхностей на
прямоугольном столе определяют по
формуле
где Ви — ширина шлифуемых изделий, мм;
частоту вращения стола пст, дв.
ход/мин, определяют по формуле
(33.2) и уточняют по паспортным
данным станка;
вертикальную подачу круга st,
мм/дв. ход, назначают по нормати-
вам в зависимости от ширины круга,
припуска на обработку (на сторо-
ну), точности обработки, обрабаты-
ваемого материала, скорости круга
и уточняют по паспортным данным
станка;
поперечную подачу круга snn,
мм/дв. ход, определяют
snn - PS,
частоту двойных ходов круга пдх,
дв. ход/мин, определяют
51(р
Основное время определяют
для круглого стола по формуле
—LPZ—
snp st m
где m — число одновременно шлифуемых
изделий;
для прямоугольного стола при по-
перечной подаче на каждый ход
Slin Sl Пцк ,п
при поперечной подаче на двой-
ной ход стола
Snn St ПДХ m
При шлифовании торцем круга
основное время определяют
круглого стола
г
для
k,
стола
k.
переме-
~~ ~
nCT sf m
для прямоугольного
t
£О ~~ ,
пЛК st tn
При бесцентровом шлифовании
главным движением является вра-
щение шлифующего круга, вспомо-
гательными движениями — враще-
ние детали и ее продольное
щение.
Основное время при
нении метода продольной
определяют по формуле
[ 6ц
° 0,95snp м’
где /ш — длина шлифуемого изделия, мм;
Snp м — минутная продольная подача, наз-
начаемая по нормативам;
приме-
подачи
при применении метода врезания
основное время определяют по фор-
муле
t -t 4- -2-L2-~-BblN)
— 1вр । ’ <вых-’
sniiM
где /вр — время врезания, равное 0,01...
0,02 мин; /вых — время выхаживания, мин,
назначается по нормативам в зависимости
от шероховатости поверхности, требуемой
точности формы, диаметра шлифуемого из-
делия и длины шлифования; г — припуск
иа сторону, мм; zJblJ — слой, снимаемый
при выхаживании, мм, назначается по нор-
мативам в зависимости от времени выхажи-
вания и минутной поперечной подачи;
SnnM — минутная поперечная подача,
мм/мии.
33.7. Определение основного
ВРЕМЕНИ НА ПРОТЯЖНЫЕ РАБОТЫ
Протягиванием (рис. 33.6) обра-
батывают внутренние и наружные
поверхности. По производительно-
сти, по точности обработки и шеро-
ховатости полученных поверхностей
протягивание имеет лучшие показа-
тели среди других методов обработ-
ки резанием. Принцип протягивания
заключается в том, что на режущей
части протяжки каждый последую-
щий зуб расположен выше предыду-
щего на величину срезаемого слоя.
Последние зубья обеспечивают уп-
лотнение материала, что приводит к
увеличению износостойкости обра-
батываемой поверхности. В услови-
ях авторемонтного производства
протягивание применяют для обра-
ботки шлицевых и шпоночных от-
верстий, а также для обработки от-
верстий под валы.
Рис. 33.6. Схема обработки протягиванием
269
Режимы резания определяют в
следующей последовательности:
скорость резания v„. м/мин, наз-
начают по нормативам в зависимо-
сти от твердости обрабатываемого
материала, характера протягивае-
мой поверхности, ее точности и ше-
роховатости;
силу резания Р, Н, определяют по
формуле:
P-^FYb,
где Г — сила резаиия на единицу длины
режущей кромки, Н (назначается по нор-
мативам); Sfe — суммарная длина режущих
кромок всех зубьев, одновременно участву-
ющих в резании, мм;
длину рабочей части протяжки 1П,
мм, определяют
/п~ь li,
где L — общая длина протяжки, мм; —
длина протяжки до первого зуба, мм;
длину рабочего хода Lv, мм, опре-
деляют
Lp — 1ц + Ч~1цоп >
где /и — длина протягивания, мм; /ДОп —
дополнительная длина хода, равная 30...
50 мм.
Основное время определяют
Lp
/о -- —— k,
0 1000уп
где k — коэффициент, учитывающий соотно-
шение скоростей рабочего и обратного хо-
да, зависит от типа станка.
Глава 34
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ДРУГИХ РАБОТ,
ПРИМЕНЯЕМЫХ ПРИ РЕМОНТЕ АВТОМОБИЛЕЙ
34.1. НОРМИРОВАНИЕ СЛЕСАРНЫХ
РАБОТ
Слесарные работы включают в се-
бя большое количество воздействий
на обрабатываемые изделия таких,
как резка металлического листа
ножницами, резка ножовками, руб-
ка металла зубилом, правка загото-
вок, разметка, сверление отверстий,
опиливание напильниками, разбо-
рочно-сборочные работы и т. д. Сле-
сарная операция — процесс полной
обработки заготовки исполнителем
на одном рабочем месте.
Методика определения штучно-
калькуляционного времени анало-
гична определению этого времени
для станочных работ. Трудности в
нормировании слесарных работ за-
ключаются в тесном переплетении
основных и вспомогательных работ.
В связи с этим при нормировании
основное и вспомогательное время
определяют совместно в виде опера-
тивного, которое определяется как
сумма основного и части вспомога-
тельного времени, связанного с пе-
реходом. Вспомогательное время,
270
связанное с установкой и креплени-
ем заготовки, а также замерами, оп-
ределяют отдельно по нормативам.
Нормативы на слесарные работы
назначают на единицу обрабатывае-
мой поверхности (площадь обработ-
ки, количество воздействий, количе-
ство отверстий, длина сварки и т. д.)
в виде неполного оперативного вре-
мени и сводят в таблицы на каждый
вид работ (резка ножовками, рубка
зубилом, опиливание, сверление
и т. д.).
Нормативы неполного оператив-
ного времени назначают для опре-
деленных условий. Всякие отклоне-
ния от этих условий учитываются
введением поправочных коэффици-
ентов k, которые могут быть как
больше, так и меньше единицы. Так,
при опиливании детали из углеро-
дистой стали (ов = 500 МПа) коэф-
фициент ki принимают равным еди-
нице, при опиливании заготовок из
серого чугуна ^ = 0,7... 0,8, при опи-
ливании заготовок из хромоникеле-
вой стали &!==!,2. При опиливании
поверхностей средней сложности
й2=1,0, при опиливании сложных
фасонных поверхностей *2= 1,3. По-
ложение слесаря при работе оцени-
вается коэффициентом *3. При
удобном положении слесаря во вре-
мя работы k3—1,0, при неудобном
*3=1,25. Эти коэффициенты назна-
чают по нормативам.
Норму штучного времени
при слесарных работах определяют
_^оП + ^ву+<д. (34.1)
где — неполное оперативное время,
мин; /ву — вспомогательное время, связан-
ное с установкой, закреплением и снятием
изделия, мин; /д — дополнительное время,
мин.
Неполное оперативное время ton
определяют
i'on- ^т-л
где Г'оп — удельное неполное оперативное
время на единицу параметра, мин; Q — ве-
личина основного параметра выполняемой
работы (общие площадь обработки, коли-
чество воздействий, количество отверстий,
длина сварного шва и т. д.); k — общий
поправочный коэффициент, учитывающий
конкретные условия обработки (произведе-
ние коэффициентов kt, k2, k3 и др.).
Вспомогательное, дополнительное
и подготовительно-заключительное
время назначают по нормативам.
Прочие виды слесарных работ нор-
мируют аналогично.
34.2. НОРМИРОВАНИЕ
РАЗБОРОЧНО-СБОРОЧНЫХ РАБОТ
Технологические процессы раз-
борочно-сборочных работ включают
в себя операции, комплексы прие-
мов и отдельные приемы, в основе
которых лежат сборочные единицы.
При нормировании этих работ за
основу берут принцип сборочной па
ры, которая представляет собой пер-
вичную сборочную единицу. Такая
сборочная единица получается при
соединении только двух деталей,
для которых и назначают неполное
оперативное время по нормативам.
Эти нормативы сведены в таблицы
для каждого вида разборочно-сбо-
рочных работ (завертывание гаек
или болтов, запрессовка подшипни-
ков качения, промывка деталей, об-
тирка деталей и т. д.).
Так, норматив неполного опера-
тивного времени на завертывание
гаек или болтов гаечным ключом
назначают в зависимости от диамет-
ра резьбы и длины завертывания.
При этом учитывают, что при вы-
полнении этого приема рабочий дол-
жен взять гайку или болт, завер-
нуть рукой 2 ... 3 нитки, затем взять
необходимый гаечный ключ и завер-
нуть гайку или болт до отказа и по-
ложить инструмент на место. Дан-
ные нормативы предусматривают
конкретные условия работы (одно-
временно должно завертываться не
более пяти гаек или болтов одного
размера, возможность поворачивать
гаечный ключ на 180°, удобство ус-
ловий работы и т. д.).
При наличии отклонений от при-
нятых средних условий вводят по-
правочные коэффициенты. Так, при
завертывании одновременно до
11 гаек берут коэффициент *1 = 0,95,
до 25 гаек — *[=0,80, при стеснен-
ных условиях работы, когда гаеч-
ный ключ можно повернуть только
на 60°, принимают поправочный ко-
эффициент *2=1,30, при завертыва-
нии гаек или болтов механизирован-
ным инструментом *2 принимают в
пределах 0,50 ... 0,90, при заверты-
вании болтов или гаек сбоку или
снизу *з=1,30, при завертывании
болтов динамометрическим ключом
#4=1,40, при работе торцовыми
ключами *5=0,75. При необходимо-
сти могут применяться и другие по-
правочные коэффициенты.
Вспомогательное время tB при
разборочно-сборочных работах
включает в себя время на установ-
ку, крепление изделия в тисках, на
изменение его положения в процес-
се работы и снятие изделия /ву, а
также на контрольные промеры 1ВЗ
и определяется
/в - X (/ву + /вз) .
Вспомогательное время на уста-
новку и контрольные промеры наз-
начают по нормативам в зависимо-
271
сти от массы изделия, ее конфигу-
рации, характера установки, степе-
ни точности выверки детали и т. д.
Дополнительное время определя-
ют в процентах от оперативного по
нормативам.
Норму штучного времени
на разборочно-сборочные работы
определяют по форм. (34.1). Подго-
товительно-заключительное время
назначают по нормативам в зави-
симости от вида выполняемой рабо-
ты, условий ее выполнения, условий
организации труда и производства.
34.3. НОРМИРОВАНИЕ
СВАРОЧНЫХ И НАПЛАВОЧНЫХ РАБОТ
На авторемонтных предприятиях
применяют ручные виды сварки
(электродуговую и газовую) и ме-
ханизированные виды наплавки
(вибродуговую, под слоем флюса, в
среде инертных и углекислого газов
и др.).
Норму штучного времени
на операцию при выполнении руч-
ной электродуговой сварки опреде-
ляют
A1J ” [(^о ~Ь ^Вп) tK ' '^Ву]-| Д (34-2)
где Го — удельное основное время па 1 м
шва, мни; /вп — вспомогательное время,
связанное со свариваемым швом, иа -1 м,
мии; / — длина шва, м; к — коэффициент,
учитывающий условия, при которых выпол-
няется сварка; <ву — вспомогательное вре-
мя, связанное со свариваемым изделием и
управлением сварочным агрегатом, мин;
/д— дополнительное время, мин.
Основное время при электродуго-
вой сварке — это время непосредст-
венного горения электрической дуги
и образования сварочного шва. Для
большинства электросварочных ра-
бот основное время назначают по
дифференцированным нормативам
иа 1 м шва или по комплексным
нормативам на определенный, вы-
полняемый на данном предприятии
вид работ. В отдельных случаях
при сварке новых изделий или при-
менении нового оборудования и но-
вых электродов разрабатывают ме-
стные нормы.
272
Дифференцированные нормативы
предусматривают определение
удельного основного to, вспомога-
тельного /вн и неполного оператив-
ного времени /оП — /о+/Вп в зависи-
мости от толщины свариваемого ме-
талла, диаметра применяемого элек-
трода и силы тока сварочной дуги.
Данные нормативы назначают при
сварке нижних швов в горизонталь-
ной плоскости. При других условиях
работы вводят поправочные коэффи-
циенты: при выполнении потолоч-
ных швов k\ = 1,50; при кольцевом
шве ki —1,1 ... 1,3; при вертикальном
шве ^! = 1,25. Поправочный коэффи-
циент вводят и в зависимости от
длины шва — при длине шва более
500 мм нормативы неполного опера-
тивного времени применяют без по-
правки, при длине шва до 200 мм —
#2= 1,2, при длине шва 200...
500 мм — k2— 1,1.
Комплексные нормативы устанав-
ливают для часто повторяющихся
видов работ на основании перечня
сварочных и других связанных со
сваркой воздействий.
Виды сварочных работ, для кото-
рых отсутствуют дифференцирован-
ные и комплексные нормы, норми-
руют по формуле (34.2), а основное
время определяют по формуле
60Q
to^---7.
ан /
где Q — масса металла, наплавляемого в
шов, г; ая — коэффициент наплавки, г/А-ч;
/ — сила тока, А.
Массу металла, наплавляемого
при получении шва, можно подсчи-
тать по формуле
Q ~-Flykn,
где F — площадь поперечного сечення шва,
мм2; I — длина шва, м; у — плотность на-
плавляемого металла, г/см3; k„ — коэффи-
циент разбрызгивания металла (£п=0,90).
Значения ан и I назначают по
нормативам режимов ручной элек-
тродуговой сварки, содержащимся
в справочниках по нормированию
сварочных работ.
Норму штучного времени
на выполнение газовой сварки опре-
деляют
/ш =~ [(/о Gw) Ik + /ог п Ч-/Иу] + <д.
где tor — основное время на один разогрев
•свариваемых кромок, мин; п — число разо-
гревов на отдельных участках шва.
Нормативы основного, вспомога-
тельного и неполного оперативного
времени построены так же, как и
при электродуговой сварке. Продол-
жительность to и (Вп определяют с
учетом толщины свариваемых лис-
тов, номера наконечника горелки и
диаметра присадочного материала.
Вспомогательное время назначают
по нормативам в зависимости от
вида вспомогательных работ и мас-
сы свариваемых изделий.
Нормативы дополнительного вре-
мени установлены в процентах от
оперативного времени. Величину
процента определяют в зависимости
от удобства выполняемой работы.
Подготовительно - заключительное
время назначают по нормативам в
зависимости от вида и сложности
работ, выполняемых сварщиком.
Механизированные виды наплав-
ки выполняют на специализирован-
ных токарных станках при враще-
нии наплавляемого изделия и пода-
че наплавочной головки вдоль оси
детали. Поэтому нормируемое вре-
мя имеет особенности нормирова-
ния сварки и токарной обработки.
Для определения основного време-
ни необходимо, с одной стороны,
иметь скорость наплавки, частоту
вращения изделия и подачу, с дру-
гой — для определения толщины на-
плавки необходимо по силе свароч-
ного тока и диаметру электродной
проволоки определить скорость ее
подачи.
Вышеперечисленные режимы на-
плавки зависят от диаметра элек-
тродной проволоки, плотности тока
и коэффициента наплавки, которые
назначаются, как и подача и часто-
та вращения, экспериментально, так
как от этих параметров во многом
зависят свойства наплавленного
слоя.
Имея режимы наплавки, основное
время определяют
где Гн — длина наплавляемой поверхности
детали, мм; п — частота вращения детали,
мии“'; з — подача сварочной головки,
мм/об; i — число слоев наплавки.
Вспомогательное время, связан-
ное с установкой и снятием изделия
/Ву, назначают по нормативам на
токарные работы. Вспомогательное
время, связанное со свариваемым
швом /Вп, назначают по нормативам
на сварочные работы. Нормативы
дополнительного времени устанав-
ливают в процентах от оперативно-
го времени, как для сварочных ра-
бот. Подготовительно-заключитель-
ное время назначают по нормати-
вам.
34.4. НОРМИРОВАНИЕ
ГАЛЬВАНИЧЕСКИХ РАБОТ
При гальванических работах ос-
новным временем является время
выдержки изделия в ванне, в тече-
ние которого на ее поверхности про-
исходят электрохимические и хими-
ческие процессы.
Основное время определяют
10-60/гу
/п —--—---- мин.
° Г) к ст)
где h—толщина слоя покрытия на сторо-
ну с учетом припуска на шлифование, мм;
у — плотность осажденного металла, г/см3;
с — электрохимический эквивалент теоре-
тическое количество металла, выделяюще-
гося иа катоде в процессе электролиза,
г/А-ч; DK — плотность тока па катоде,
А/дм2; т) — коэффициент выхода металла но
току.
Вспомогательное время при галь-
ванических работах может быть пе-
рекрывающимся и неперекрываю-
щимся. Перекрывающееся время —
это время, в течение которого опе-
ратор выполняет работы по подго-
товке деталей к покрытию и по об-
работке после покрытия. Эти рабо-
273
ты выполняют в процессе гальвани-
ческого наращивания деталей в
ванне и поэтому в норму времени их
не включают. Неперекрывающееся
время — это то время, в течение ко-
торого оператор выполняет такие
работы, при которых процесс галь-
ванического наращивания в ванне
не идет (завешивание деталей в
ванну, промывка в горячей и холод-
ной воде, извлечение деталей из
ванны и т. д.). Это время включает-
ся в общую норму времени. Штуч-
но-калькуляционное вре-
м я при обслуживании оператором
одной ванны определяют
где /g — вспомогательное иеперекрываю-
щееся время иа одну загрузку деталей в
ванну, мии; NB — число деталей на одну за-
грузку в ваииу (зависит от размеров и фор-
мы деталей, принимается равным 10...
30 шт.); kK — коэффициент использования
ванны за смену (при хромировании kK =
=0,75, при железнении £н=0,95); kt — ко-
эффициент, учитывающий подготовительно-
заключительное и дополнительное время,
равный для хромирования 1.16, для желез-
иеиия 1,18.
Учитывая, что основное время /о
при гальваническом покрытии дета-
лей обычно очень большое, вспомо-
гательное неперекрывающееся вре-
мя можно принять равным 0,2 от
основного. Тогда штучно-калькуля-
ционное время при гальванических
работах можно будет определить
по формуле
При многованном обслуживании
одним оператором или группой опе-
раторов расчеты значительно ус-
ложняются.
34.5. НОРМИРОВАНИЕ МАЛЯРНЫХ
РАБОТ
Малярные работы нормируют, как
и большинство ремонтных работ, на
основании использования: диффе-
274
ренцированных нормативов на 1 дм2
подготовительных работ, окраску и
другие элементы операции; комп-
лексных нормативов на подготовку
и окраску отдельных агрегатов, уз-
лов и деталей; местных норм при
окраске деталей, ранее не окраши-
ваемых, при применении ранее не
применявшегося оборудования и но-
вых способов окраски. Дифференци-
рованные нормативы устанавлива-
ют на определенный вид подготови-
тельных или окрасочных работ как
неполное оперативное время.
Норму штучного времени
определяют
=(/;„ Fk+/ву)+/д,
где /„п — иеполиое оперативное время на
окраску (подготовку) 1 дм2 поверхности,
мии; F — площадь обрабатываемой поверх-
ности, дм2; k — общий поправочный коэф-
фициент, учитывающий условия окраски
(произведение ряда коэффициентов); /ву —
вспомогательное время иа установку и сня-
тие изделия, мии; ta — дополнительное вре-
мя, расходуемое иа обслуживание рабочего
места, отдых н личные надобности рабочего,
мии.
Неполное оперативное время
представляет собой сумму основно-
го времени, расходуемого на цепо-
средственное воздействие на изде-
лие при окраске, и части вспомога-
тельного времени, связанного с пе-
реходом /вп, расходуемого на за-
правку краской краскораспылителей,
подбор оттенка эмали, перемещение
и поворот изделия в процессе окрас-
ки, проверку качества окраски. Так
как элементы этих двух видов вре-
мени тесно переплетаются, то их
значения в таблицах даются совме-
стно.
Выбор неполного оперативно-
го времени осуществляют назначе-
нием его по нормативам.
Поправочный коэффициент в ос-
новном учитывает сложность конфи-
гурации окрашиваемого изделия.
Так, дифференцированные нормати-
вы устанавливают для плоских де-
талей (дверь, капот и т. д.), а при
окраске изделий сложной конфигу-
рации назначенный норматив увели-
чивают на величину поправочного
коэффициента, значения которого
лежат в пределах 1,2 ... 3,0.
Продолжительность дополни-
тельного времени может изменяться
в широких пределах. Так, при под-
готовительных работах под окраску
оно составляет 8% от оперативного,
при окраске краскораспылителями
может составлять до 14% от опера-
тивного.
Вспомогательное время на уста-
новку и снятие изделия Ау назнача-
ют по нормативам. Подготовитель-
но-заключительное время Тпз также
назначают по нормативам. При ок-
раске краскораспылителями норма-
тив этого времени составляет 15 ...
... 20 мин.
При выполнении на АРП часто
повторяющихся малярных работ на
них устанавливают комплексные
нормы времени. Эти нормы опреде-
ляют значения штучного времени на
весь комплекс работ по окраске из-
делия.
Нормирование не рассмотренных
здесь видов ремонтных работ осу-
ществляется аналогичными метода-
ми при помощи неполного оператив-
ного времени, значение которого
назначают по нормативам.
РАЗДЕЛ VI
ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ
И УЧАСТКОВ АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
Глава 35
ОБЩИЕ ПОЛОЖЕНИЯ
35.1. ОСНОВНЫЕ НАПРАВЛЕНИЯ
РАЗВИТИЯ И СОВЕРШЕНСТВОВАНИЯ
АВТОРЕМОНТНОГО ПРОИЗВОДСТВА
Развитие всех отраслей общест-
венного производства, в том числе и
авторемонтного, в современных ус-
ловиях происходит под влиянием
научно-технической революции
(НТР). Сущность НТР заключается
в коренных качественных изменени-
ях в технике, технологии и органи-
зации производства, происходящих
на основе крупных научных дости-
жений и открытий. Эти изменения
оказывают определяющее влияние
на социально-экономические усло-
вия общественной жизни.
Основными направлениями даль-
нейшего развития авторемонтного
производства следует считать:
расширение сети АРП в интере-
сах полного удовлетворения потреб-
ностей в ремонте с учетом перспек-
тив развития и размещения произ-
водительных сил;
повышение степени концентрации
авторемонтного производства до
уровня, обеспечивающего мини-
мальные народнохозяйственные за-
траты на ремонт;
углубление специализации с це-
лью повышения качества ремонтных
работ при наивысшей производи-
тельности труда и наиболее полном
использовании оборудования;
внедрение прогрессивных техноло-
гических процессов ремонта, обеспе-
276
чивающих наряду с повышением ка-
чества сокращение затрат производ-
ственных ресурсов;
повышение технической воору-
женности авторемонтного производ-
ства путем оснащения его в доста-
точном количестве прогрессивным
оборудованием;
расширение и углубление связей
авторемонтного производства с за-
водами автомобильной промышлен-
ности с целью обеспечения техноло-
гической преемственности изготов-
ления и ремонта машин;
внедрение математических мето-
дов и электронно-вычислительной
техники в проектирование, планиро-
вание и управление производством.
Наиболее полно достижения НТР
и требования дальнейшего разви-
тия авторемонтного производства
реализуются при создании новых и
реконструкции действующих АРП,
цехов и участков. При этом более
выгодной в технико-экономическом
отношении является реконструкция.
35.2. СОСТАВ АВТОРЕМОНТНОГО
ПРЕДПРИЯТИЯ
Современное АРП включает мно-
жество различных по функциональ-
ному назначению и характеру под-
разделений, которые могут быть
сведены в следующие три группы:
основное производство, подразде-
ления которого непосредственно
осуществляют технологический про-
цесс ремонта изделий:
вспомогательное производство,
обслуживающее работу подразде-
лений основного производства;
заводоуправление, осуществляю-
щее техническое, хозяйственное и
административное руководство.
Кроме подразделений, входящих
в эти группы, в составе АРП имеют-
ся лаборатория, склады и внутриза-
водское транспортное хозяйство.
Подразделениями основного и
вспомогательного производств явля-
ются цехи и участки. При этом раз-
личают два вида производственной
структуры АРП — бесцеховую и це-
ховую.
При бесцеховой структуре основ-
ное производство состоит из участ-
ков, выполняющих отдельные эта-
пы технологического процесса ре-
монта изделия и возглавляемых
мастерами. Участки могут объеди-
няться в группы участков, которые
возгавляют старшие мастера. Мас-
тер осуществляет руководство ра-
ботниками участка только в части
выполнения ими технологического
процесса ремонта. Технические,
учетные и административные функ-
ции на участках осуществляются за-
водоуправлением. Бесцеховая струк-
тура обычно имеет место на АРП с
численностью рабочих до 500 чел.
При цеховой структуре производ-
ственные участки объединяются в
цехи, возглавляемые начальниками
цехов. Начальник цеха подчиняется
директору завода и осуществляет с
помощью цеховой администрации
техническое, хозяйственное и адми-
нистративное руководство цехом.
Цехи обычно являются хозрасчет-
ными подразделениями. Условием
для применения цеховой структуры
является достаточность объема вы-
полняемых работ, обеспечивающих
загрузку не менее 125 чел. рабочих.
В зависимости от номенклатуры
ремонтируемых изделий, особенно-
стей технологического процесса и
мощности АРП производственные
цехи и участки могут быть образо-
ваны по предметному, технологиче-
скому или смешанному принципам.
В цехе или на участке, организо-
ванном по предметному принципу,
производят работы по ремонту из-
делий одного наименования или ог-
раниченной номенклатуры с исполь-
зованием различных технологиче-
ских способов восстановления дета-
лей. Так организуются, например,
кузовные цехи, цехи по ремонту си-
ловых агрегатов и др. Предметное
построение цеха или участка позво-
ляет организовать ремонт на поточ-
ных линиях, поэтому оно является
прогрессивным. Но для его практи-
ческой реализации требуется значи-
тельная производственная програм-
ма, обеспечивающая достаточную
загрузку специализированного обо-
рудования поточных линий.
В цехах и на участках, организо-
ванных по технологическому прин-
ципу, выполняются однородные тех-
нологические операции (разборка,
сборка, кузнечные и гальванические
и др. работы) с использованием од-
ного и того же оборудования для
ремонта различных деталей и сбо-
рочных единиц. Для этого принципа
характерны расстановка оборудова-
ния группами по назначению и рас-
тянутость путей транспортирования
ремонтируемых объектов.
Смешанный принцип характери-
зуется применением в одних и тех
же цехах (или на участках) как
предметного, так и технологическо-
го вариантов. Основное производст-
во в целом на АРП строится, как
правило, по смешанному принципу.
Производственные цехи и участки
АРП в зависимости от принятой для
них единицы измерения выполняе-
мой работы делятся на три класса.
К цехам и участкам I класса отно-
сятся производственные подразделе-
ния, где учет выполняемой работы
ведется в штуках (подразделения
по разборке и сборке автомобилей и
их агрегатов, по ремонту кабин, ку-
зовов и рам, слесарно-механиче-
ские). Для цехов и участков II клас-
са характерен учет работы в едини-
277
цах массы (кг). К ним относятся
кузнечные, рессорные, термические
и выварочно-моечные подразделе-
ния. В III классе цехов и участков
выполняемая работа измеряется
площадью обрабатываемой поверх-
ности (дм2 или м2), что характерно
для гальванических, металлизаци-
онных, сварочных и малярных под-
разделений.
35.3. ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРОЕКТИРОВАНИЯ АВТОРЕМОНТНЫХ
ПРЕДПРИЯТИИ
Проектирование промышленных
предприятий, в том числе и авторе-
монтных, заключается в поисках,
обосновании и документировании
оптимальных решений по всему
комплексу вопросов, с которыми
связаны подготовка к строительст-
ву, строительство и последующая
работа объектов проектирования.
Схемы развития и размещения отраслей народного
хозяйства, схемы развития и размещения произвс-
I дательных сил знсномическогорайона
''Гехниио-энономичесиое |
обоснование i
। проектирования |
| Задание на проектирование |
| Стадийность проектирования |________
| в две стадии | | В одну стадию |
1 Разрабатываемые документы
Проект Рабочая документация Рабочий проект
1 Состав документов 1
Разделы: общая поясни- тельная записка технологичес- киерешения строительные решения организация строительства жилищно-граж- данское строи - тельстдо сметная доку- ментация паспорт проекта рабочие чер- тежи сметы ведомости строительно монтажных раддт ведомости потребности д материалах специушкиция на одорудоеание паспорта чер- тежей зданий Разделы: общая поясни- тельная записка, дключа/ощая технологичес- кие решения организация строительства сметная доку- ментация паспорт рабо- чего места
Рис. 35.1. Схема проектирования авторе-
монтного предпоиятия
Разработанные проекты должны
удовлетворять двум важнейшим
требованиям — прогрессивности и
перспективностит. е. все проектные
решения должны основываться на
новейших достижениях научно-тех-
нического прогресса и передовом
опыте производства и обеспечивать
в течение длительного времени наи-
высший уровень технико-экономиче-
ских показателей в отрасли.
Ввиду многообразия, сложности
и важности задач, решаемых в про-
цессе проектирования, все работы
по составлению проектов промыш-
ленных предприятий в СССР строго
регламентированы по характеру,
объему, содержанию и порядку их
выполнения. Основным регламенти-
рующим документом является Ин-
струкция по разработке проектов и
смет для промышленного строитель-
ства (СН-202-81).
Общая схема проектирования ав-
торемонтного предприятия в соот-
ветствии с инструкцией представле-
на на рис. 35.1.
Проектирование АРП осущест-
вляется на основе утвержденных
схем развития и размещения отрас-
лей народного хозяйства и отраслей
промышленности и схем развития и
размещения производительных сил
по экономическим районам с учетом
потребностей развития автомобиль-
ного транспорта. Такие схемы раз-
рабатываются на период не менее
чем на 15 лет (по пятилеткам). Че-
рез каждые 5 лет в них вносятся не-
обходимые изменения и составля-
ются схемы на новое пятилетие.
В тех случаях, когда схемы не
предусматривают на ближайшее
время строительства., расширения
или реконструкции предприятий, а
также при строительстве крупных
объектов может разрабатываться
технико-экономическое обоснова-
ние проектирования (ТЭО). В ТЭО
отражаются народнохозяйственная
необходимость и экономическая це-
лесообразность проектирования и
строительства АРП. В нем обосно-
вываются производственная мощ-
278
ность и номенклатура ремонтируе-
мых изделий, указываются район и
площадка для строительства, усло-
вия строительства и функциониро-
вания проектируемого предприятия,
ожидаемые технико-экономические
показатели. В ТЭО на расширение
и реконструкцию дополнительно
приводятся сведения о действующем
предприятии.
Задание на проектирование пред-
приятия составляется заказчиком
проекта с привлечением проектиру-
ющей организации. В нем должны
быть указаны проектная мощность,
номенклатура продукции, основные
требования к технологическим,
строительным и экономическим ре-
шениям, а также особые условия
проектирования.
Проектирование авторемонтных
предприятий может выполняться:
в одну стадию с разработкой ра-
бочего проекта со сводным сметным
расчетом стоимости — для предпри-
ятий, строительство которых будет
осуществляться по типовым и пов-
торно применяемым проектам, а
также для технически несложных
объектов (типа ремонтных мастер-
ских);
в две стадии с разработкой про-
екта со сводным сметным расчетом
стоимости и рабочей документации
со сметами — для других объектов,
в том числе крупных и сложных.
Стадийность разработки проект-
но-сметной документации устанав-
ливается заказчиком в задании на
проектирование предприятия.
Состав и содержание проектно-
сметных документов, разрабатывае-
мых в процессе проектирования
предприятий, указаны на приведен-
ной схеме. Рассмотрим основные
разделы проекта.
Общая пояснительная записка со-
держит: исходные данные для про-
ектирования; данные о проектной
мощности предприятия, номенклату-
ре, качестве и техническом уровне
продукции; решения по организа-
ции, специализации и кооперирова-
нию производства; сведения о по-
требностях энергетических, матери-
альных, трудовых ресурсов; состав
предприятия; технико-экономиче-
ские показатели, сравнение с пока-
зателями лучших отечественных и
зарубежных заводов. Основные чер-
тежи: ситуационный план размеще-
ния предприятия, внешних коммуни-
каций, инженерных сетей; схема ге-
нерального плана.
Технологические решения вклю-
чают: производственную программу;
характеристику и обоснование ре-
шений по технологии производства;
трудоемкость и станкоемкость ра-
бот; механизацию и автоматизацию
технологических процессов и управ-
ление производством; сравнение их
с передовыми техническими реше-
ниями отечественной и зарубежной
практики; состав и оценку прогрес-
сивности выбранного оборудования,
показатели его загрузки; характе-
ристику цеховых и межцеховых ком-
муникаций; обоснование численно-
сти производственного персонала;
принципиальные решения по науч-
ной организации труда; решения по
снабжению энергоресурсами. Ос-
новные чертежи: схемы технологи-
ческих процессов и механизации
производства; технологические ком-
поновки по цехам (участкам); схе-
мы грузопотоков; организационная
структура и др.
Строительные решения должны
содержать: краткое описание и об-
основание основных архитектурно-
строительных решений, решения по
обеспечению необходимых условий
труда, по водоснабжению, канали-
зации, отоплению, вентиляции, кон-
диционированию воздуха и т. п.
Общая пояснительная записка
рабочего проекта по содержанию
такая же, как и в проекте.
Рабочие чертежи в рабочей доку-
ментации охватывают: чертежи для
выполнения строительно-монтаж-
ных работ; чертежи установки тех-
нологического, транспортного, энер-
гетического и другого оборудования
и связанных с ним коммуникаций,
конструкций, устройств и пр.; чер-
279
тежи сооружений и устройств для
охраны окружающей природной
среды, труда и техники безопасно-
сти; чертежи общих видов нетипо-
вых технологических, энергетиче-
ских и других устройств и конструк-
ций; чертежи и схемы инженерных
сетей, автоматизации технологиче-
ских процессов и управления пред-
приятием, связи, сигнализации
и т. п.; чертежи элементов строи-
тельных конструкций.
Глава 36
ОСНОВЫ РАЗРАБОТКИ ПРОЕКТА (РАБОЧЕГО ПРОЕКТА)
36.1. ИСХОДНЫЕ ДАННЫЕ
ДЛЯ ТЕХНОЛОГИЧЕСКИХ РАСЧЕТОВ
При определении количественных
характеристик объекта проектиро-
вания в качестве основных расчет-
ных посылок могут быть использо-
ваны данные внедряемого техноло-
гического процесса или обобщенные
(укрупненные) показатели передо-
вых предприятий. В связи с этим
различают два метода проектирова-
ния: по технологическому процессу
и по укрупненным нормам. Эти ме-
тоды отличаются один от другого
способом получения основных рас-
четных данных и условиями приме-
нения.
При проектировании по техноло-
гическому процессу основную исход-
ную информацию — данные о тру-
доемкости ремонтных работ — по-
лучают путем суммирования част-
ных трудовых затрат по отдельным
операциям. Для этого предвари-
тельно необходимо разработать тех-
нологический процесс для условий
данного проекта с указанием в по-
следовательном порядке всех техно-
логических операций (без перехо-
дов). При этом должны иметься
маршрутные или операционные кар-
ты, содержащие сведения о трудо-
емкости (станкоемкости) операций
и применяемых оборудовании, при-
способлениях и инструменте. Опре-
деление типажа необходимого обо-
рудования в этом случае произво-
дится по документам технологиче-
ского процесса, а его количества —
в зависимости от производительно-
сти оборудования и производствен-
280
ной программы предприятия. По-
требности в производственных пло-
щадях оцениваются по площади,
фактически занимаемой оборудова-
нием, с учетом проходов, проездов
и нормативных расстояний от обо-
рудования до элементов здания.
Проектирование по материалам тех-
нологических процессов применяет-
ся при разработке проектов пред-
приятий с крупносерийным и мас-
совым производством.
В проектировании по укрупнен-
ным показателям данные о трудоем-
кости ремонтных работ принимают-
ся на основе анализа существующих
проектов и опыта передовых дейст-
вующих предприятий.
Данные, принимаемые по опыту
работы предприятий, должны кор-
ректироваться с учетом особенно-
стей конструкции объекта ремонта,
а также величины производствен-
ной программы и ее структуры на
проектируемом предприятии. При
этом методе типаж необходимого
оборудования определяется в зави-
симости от характера выполняемых
операций с учетом конструктивно-
технологических особенностей обра-
батываемых изделий (массы, габа-
ритов, точности и пр.), а количест-
венная потребность в оборудовании
оценивается, как и в предыдущем
случае, его производительностью и
производственной программой пред-
приятия. Площади производствен-
ных участков определяются по
удельным площадям на производст-
венного рабочего, на рабочий пост
или на приведенный капитальный
ремонт. Проектирование по укруп-
ненным показателям ведется обыч-
но для предприятий мелко- и сред-
несерийного производства.
Исходными данными для проекти-
рования АРП и их производствен-
ных подразделений являются: про-
изводственная программа, режим
работы, годовые фонды времени,
трудоемкость ремонта.
П роизводственная программа за-
вода (цеха, участка) определяется
объемом выпуска товарной продук-
ции в течение календарного года.
Она устанавливается заданием на
проектирование в номенклатуре и
количестве выпускаемой продукции.
Для АРП такой продукцией явля-
ются отремонтированные автомоби-
ли и товарные агрегаты. В тех слу-
чаях, когда АРП ремонтируют авто-
мобили и агрегаты различных моде-
лей, но одного типа (грузовые, лег-
ковые или автобусы), для удобства
выражения и упрощения последую-
щих проектных расчетов его произ-
водственную программу приводят к
одной модели.
Приведение программы по авто-
мобилям осуществляется с помо-
щью коэффициента, отражающего
их конструктивно-технологические
особенности, k\. Этот коэффициент
количественно характеризует отно-
шение трудоемкости ремонта авто-
мобиля приводимой модели к тру-
доемкости модели, принимаемой за
основную.
В качестве основной модели бе-
рется модель, имеющая наибольший
удельный вес в общем объеме вы-
пускаемой продукции. Значения ко-
эффициента k\ для различных типов
и моделей ремонтируемых объектов
приведены в табл. 36.1.
В тех случаях, когда товарной
продукцией АРП являются не толь-
ко автомобили, но и агрегаты, учет
их (агрегатов) при определении об-
щей приведенной производственной
программы производится добавле-
нием к приведенной программе по
автомобилям приведенной програм-
мы по агрегатам. Приведенная про-
грамма по агрегатам определяется
Таблица 36.1. Значения коэффициента
приведения /г,, характеризующего
конструктивно-технологические особенности
объектов ремонта
Назначение АРП Модель ре- монтируемого объекта Значение коэффици- ента
КР полиоком- ГАЗ-53А 1,0
плектных гру- ГАЗ-53 Б 1.1
зовых автомо- ЗИЛ-130 1,13
билей ЗИЛ- ММЗ-555 1.24
Урал-375 1,65
МАЗ-500 1,0 (1,8)
МАЗ-503 1,1 (2,0)
КрАЗ-257 1,25 (2,25)
КамАЗ 1,37 (2,52)
БелАЗ-540 (5,0)
КР грузовых ГАЗ-53А 1,0
автомобилей на ГАЗ-53Б 1,13
ГОТОВЫХ сило- ЗИЛ-130 1,13
вых агрегатах ЗИЛ- ММЗ-555 1.28
МАЗ-500 1,0 (1,75)
МАЗ-503 1,13 (1,97)
КрАЗ-257 1,28 (2,25)
КамАЗ 1,44 (2,53)
КР силовых аг- ГАЗ-53А 1.0
регатов ЗИЛ-130 1,13
ЯМЗ-236 1,0 (1,9)
ЯМЗ-238 1,2 (2.3)
КР ходовых аг- ГАЗ-53А 1,0
регатов грузе- ГАЗ-53Б 1,23
вых автомоби- ЗИЛ-130 1,17
лей ЗИЛ- ММЗ-555 1,43
КР полиоком- ГАЗ-24 1.0 (1,8)
плектных лег- «Волга»
новых авто- «Москвич- 0,78 (1,4)
мобилей 412» 0.73 (1,35)
ВАЗ-2101
КР агрегатов ГАЗ-24 1,0
(включая си- «Волга»
ловой) легко- «Москвич- 0,96
вых автомоби- лей 412»
Примечания. 1. В первых трех типах
АРП рассматриваются по две группы ремонти-
руемых объектов — с карбюраторными и с ди-
зельными двигателями. В каждой группе уста-
новлена базовая модель объекта с коэффици-
ентом приведения ki— 1. Открытые (без скобок)
значения коэффициента приведения kt в каждой
группе характеризуют отношение трудоемкости
ремонта объекта из этой группы к трудоемкости
ремонта объекта базовой модели. Закрытые (в
скобках) значения kt определяют отношение
трудоемкости ремонта рассматриваемой модели
объекта к трудоемкости базовой модели первой
группы. Так. например» трудоемкость КР пол-
нокомплектного грузового автомобиля МАЗ-503
в 1,1 раза больше трудоемкости ремонта авто-
мобиля МАЗ-500 илн в 2,0 раза больше трудо-
емкости ремонта автомобиля ГАЗ-53А.
2. Закрытые (в скобках) значения коэффи-
циента приведения kt для АРП по КР полно-
комплектных легковых автомобилей выражают
отношение трудоемкости такого ремонта к тру-
доемкости ремонта полнокомплектного грузового
автомобиля ГАЗ-53А.
281
Таблица 36.2. Значения коэффициента приведения капитального ремонта агрегатов
к полнокомплектному автомобилю k&
Узлы и агрегаты Типы автомобилей
Грузовые Легковые
с карбюраторным двигателем с дизельным двигателем
Двигатель с сцеплением 0,220 0,270 0,140
Коробка передач (0.180) (0,250)
0,044 0,044 0,030
Задний мост (или передний ведущий
мост) 0,088 0,090 0,050
Передний мост (или передняя подвеска) 0,060 .0,060 0,060
Рулевое управление 0,032 0,032 0,010
Карданный вал (0,020) (0,020)
0,017 0,020 0,016
Комплект агрегатов электрооборудова-
НИЯ 0,026 0,025 0,015
Комплект приборов питания Кузовной комплект (с электрооборудо- 0,014 0,030 0,012
ваиием) Рама, разборка, сборка, испытания и 0,250 0,240 0,500
регулировка автомобиля 0,255 0,190 0,167
Примечания. 1. По двигателю с сцеплением открыто указан ka для восьмицилиндрового
V-образного двигателя* в скобках — для шестицилиидрового рядного двигателя;
2. По рулевому управлению открыто указан ka для управления с гидроусилителем» в скоб-
ках *— без гидроусилителя.
как произведение количества задан-
ных комплектов агрегатов на сум-
марное значение коэффициентов k&
по агрегатам, входящим в комп-
лект.
Коэффициент приведения КР аг-
регата к полнокомплектному авто-
мобилю ka количественно определя-
ет отношение трудовых затрат на
КР агрегата и полнокомплектного
автомобиля. Значения коэффициен-
та ka приведены в табл. 36.2.
Таким образом, если АРП пред-
назначается для КР объектов (ав-
томобилей и комплектов агрегатов)
нескольких моделей, то в общем ви-
де приведенная производственная
программа представится так
п т
ttnp--=S A^iz+ 2 Na)ka), (36.1)
i= I /= I
где (Vnp — приведенная производственная
программа в капитальных ремонтах объек-
та, принятого за основной; Л', — количест-
во заданных КР по автомобилю i-й моде-
ли; Nat — количество заданных КР по /-му
агрегату; k(t — преобразованный коэффици-
ент приведения kt для автомобиля i-й моде-
ли; ka] — коэффициент приведения ka для
/-го агрегата.
282
Преобразованный коэффициент
приведения k’n определяется отно-
шением:
/г1(- приводимой i-й модели автомобиля
klo модели автомобиля, принятой за
основную
Для модели автомобиля, прини-
маемой при определении приведен-
ной программы за основную, k{\ =1.
Режим работы АРП определяется
заданием на проектирование и ха-
рактеризуется количеством рабочих
дней в календарном году, продол-
жительностью рабочей недели и ра-
бочей смены в часах, а также коли-
чеством смен.
Все данные по режиму работы,
за исключением количества рабочих
смен, строго регламентируются дей-
ствующим трудовым законодатель-
ством.
Годовые фонды времени устанав
ливаются для рабочего, оборудова-
ния и рабочего места. Различают
два вида годовых фондов времени:
номинальный и действительный. Но-
минальный годовой фонд времени
рабочего (7ф.и) определяется коли-
чеством рабочих дней в году и про-
должительностью рабочей недели,
т. е. режимом работы предприятия.
Для приведенных выше данных но-
минальный годовой фонд времени
рабочего составляет на производст-
ве с нормальными условиями рабо-
ты 2070 ч и на производстве с вред-
ными условиями 1830 ч. Действи-
тельный годовой фонд времени ра-
бочего (7ф.д) определяется вычита-
нием из номинального фонда неиз-
бежных потерь рабочего времени
(7"п), обусловленных рабочим и
учебным отпусками, отпусками по
болезни и на выполнение общест-
венных обязанностей, а также про-
пусками рабочего времени по дру-
гим уважительным причинам, т. е.
7фд = 7фН Тп.
Нормированные действительные
годовые фонды времени рабочего
для различных условий представ-
лены в табл. 36.3.
Номинальный годовой фонд вре-
мени оборудования (Уно) определя-
ется так же, как и фонд рабочего,
но при этом учитывается количество
рабочих смен. Номинальный годо-
вой фонд времени оборудования при
Таблица 36.3. Действительные годовые
фонды времени рабочего
Номинальный годовой фонд времени Г. „ ч ф .н» Продолжи- тельность рабочего от- пуска (дни) Общие поте- рн с учетом отпуска от номинального фонда вре- мени. % Действитель- ный годовой фонд време- ни рабочего Тф.д. ч
2070 15 10 1860
2070 18 11 1840
2070 24 12 1820
1830 24 12 1610
односменной работе соответствует
номинальному фонду времени рабо-
чего. Действительный годовой фонд
времени оборудования (Уф.д) опре-
деляется по номинальному фонду за
вычетом потерь на выполнение пла-
ново-предупредительных ремонтов в
рабочее время. Эти потери учиты-
ваются коэффициентом ч]о.
Следовательно,
7до = 7но(1-т]о). (36.2)
В табл. 36.4 приведены значения
Удо и т]о при одно- и двухсменной
работе различных видов оборудова-
ния.
Трудоемкость ремонта характери-
зует величину затрат живого чело-
веческого труда на выполнение ре-
Таблица 36.4. Действительные годовые фонды времени технологического
оборудования, ч
Вид оборудования Число рабочих смен
Одна смена Две смены
Чо т До % т ДО
Металлорежущее, заготовительное, деревообрабатывающее 0,02 2030 0,03 4015
Кузнечно-прессовое 0,03 2010 0,04 3975
Термическое: механизированное — — 0.06 3890
немехаиизированное 0,03 2010 0,04 3975
Защитных покрытий (окрасочное, ме- таллопокрытий): автоматизированное 0,08 3810
неавтоматизированное 0,02 2030 0,03 4015
Сварочное 0,03 2010 0,04 3975
Разборочное, сборочное, испытатель- ное механизированное 0,02 2030 0,03 4015
Моечно-очистное 0.03 2010 0,04 3975
283
Монтных работ. Измеряется ора в
человеко-часах (чел-ч). Для харак-
теристики использования оборудо-
вания при ремонте применяется по-
нятие станкоемкости, оцениваемое
в станко-часах (станко-ч).
Как уже отмечалось, трудоем-
кость ремонта может быть опреде-
лена по документам предварительно
разработанного технологического
процесса или установлена в виде
укрупненных норм времени, полу-
ченных на основе опыта уже суще-
ствующих проектов и действующих
предприятий с учетом особенностей
проектируемого АРП и достижений
научно-технического прогресса. При
работе по укрупненным показате-
лям для определения трудоемкости
ремонтных работ пользуются выра-
жением
t kLk2k3ktla, (36.3)
где ki — коэффициент приведения, учитыва-
ющий конструктивно-технологические осо-
бенности ремонтируемой модели автомоби-
ля; k2 — коэффициент приведения, учитыва-
ющий величину производственной програм-
мы; k3— коэффициент, учитывающий раз-
помарочность ремонтируемых объектов;
k3 = 1,04. .1,07; ki — коэффициент приведе-
ния, учитывающий структуру производст-
венной программы (соотношение капиталь-
ных ремонтов автомобилей и комплектов
агрегатов); /..— трудоемкость ремонта объ-
екта в эталонных условиях, чел-ч.
При проектировании предприя-
тия, предназначенного для ремонта
объекта новой модели, коэффициент
k\ находится по зависимости:
k.
(36.4)
где 6^ —масса объекта новой модели;
G2— масса аналогичной, уже освоенной в
ремонте модели объекта; ц — поправочный
коэффициент, равный 0,95...1,05 (при G|<
< G2 принимается меньшее значение, при
G| > G2 — наоборот).
Значения коэффициента k2 для
некоторых типов АРП приведены в
табл. 36.5.
Для тех случаев, когда производ-
ственная программа проектируемо-
го предприятия не соответствует
значениям, приводимым в таблице,
величина коэффициента k2 опреде-
ляется интерполированием:
У'—У
^2 - ^2 “Ь уу,_ д;„ (^2 • (36.5)
где N' и N"— соответственно большая и
меньшая табличные программы, между ко-
торыми заключается фактическая програм-
ма проектируемого предприятия; k'2 и k"2--
табличные значения коэффициента коррек-
ции k2 для табличных значений программы
N' и N"\ N — фактическая (неприведенная)
программа проектируемого предприятия по
виду продукции, для которой оценивается
коэффициент k2.
Значения коэффициента приведе-
ния трудоемкости изменяются в
зависимости от структуры производ-
ственной программы. При соотноше-
ниях капитальных ремонтов полно-
комплектных автомобилей и комп-
лектов агрегатов 1:0; 1:1 и 1:2
коэффициент kt равен соответствен-
но 1,03; 1 и 0,97.
Эталонные условия, для которых
задаются показатели трудоемкости
/э, определяются назначением пред-
приятий, моделью ремонтируемого
объекта и принимаемой для этих
условий годовой производственной
программой. Принимаемые здесь
эталонные условия и величины /э
для них представлены в табл. 36.6.
Распределение трудоемкости ка-
питального ремонта автомобилей и
их агрегатов по видам выполняемых
работ приводится в приложении.
Таблица 36.5. Значения коэффициента
приведения k2, учитывающего
производственную программу
Назначение предприятий
Ремонт грузовых автомобилей Ремонт силовых агрегатов или комплектов прочих агрегатов
Производст- венная про- грамма. капи- тальных ремонтов Производствен- ная программа, капнтальных ремонтов
1 000 1,10 10 000 1,13 1 ,00
2 000 1 ,00 20 000
3 000 0,95 30 000 0,96
5 000 0,84 40 000 0,91
7 000 0,77 50 000 0,90
10 000 0,75 60 000 0,89
284
Таблица 36.6. Числовые зиачеиия
трудоемкости ремонта в эталонных
условиях
Назначение предприятий Годовая про- изводствен- ная програм- ма, капиталь- ных ремонтов Трудоемкость Ц, чел-ч
Выполнение капитальных ремонтов: полнокомплектных автомобилей ГАЗ-53А 2 000 175
автомобилей ГАЗ-53 А на базе го- товых силовых аг- регатов 2 000 133
силовых агрегатов ГАЗ-53А 10 000 35
других агрегатов ГАЗ-53А 10 000 17,5
автобусов на базе готовых агрегатов (включая силовой) 1 000 620
При проектировании новых пред-
приятий трудоемкости ремонтных
работ могут приниматься по опыту
уже действующих передовых заво-
дов. В этом случае трудоемкость пе-
редового предприятия должна кор-
ректироваться с учетом переработки
норм и производственных программ
проектируемого и действующего за-
водов. Такое корректирование осу-
ществляется по зависимости
(36.6)
где tB—фактическая трудоемкость ремон-
та на передовом предприятии, чел-ч; г„ —
коэффициент, учитывающий переработку
плановых норм на передовом предприятии:
100
Гп=Ф% ’
где Ф%— процент выполнения норм: k'2—
преобразованный коэффициент приведения,
учитывающий различие в производственной
программе проектируемого и передового
действующего предприятия:
*2д ’
где /г2п — коэффициент приведения по про-
грамме проектируемого предприятия, а
/г2д — действующего, берутся из табл. 36.5
и корректируются при несовпадении прог-
рамм с табличными величинами.
36.2. ОСНОВНЫЕ РАСЧЕТЫ
ПРИ ПРОЕКТИРОВАНИИ
Годовой объем работ — общие за-
траты времени на выполнение годо-
вой производственной программы
предприятия (цеха, участка).
Годовой объем работ предприя-
тия, цеха и участка подсчитывается
для каждого вида продукции по вы-
ражению
Тг -ЛУ, (36.7)
где Т,—годовой объем работ, чел-ч; t —
трудоемкость ремонта, чел-ч; .V — годовая
производственная программа ремонта, шт.
При определении годовых объе-
мов работ для участков, отделений
и постов следует иметь в виду, что
через одни из них проходят все по-
ступающие на предприятие объекты
ремонта и их составные части, а че-
рез другие — лишь те составные ча-
сти, которые подлежат восстановле-
нию (т. е. без учета списываемых н
годных).
Все объекты ремонта и их части
проходят мойку, разборку, кон-
троль-сортировку, сборку, испыта-
ние и пр.
В этом случае годовой объем ра-
бот определяют
Тг -- £ G-V,. (36.8)
ъ=1
где п—количество работ, общих для всех
изделий; /,—трудоемкость отдельных ра-
бот, чел-ч; Ni — производственная програм-
ма по i-му изделию, шт.
Для производственных подразде-
лений, выполняющих ремонтные ра-
боты лишь на деталях и узлах, под-
лежащих восстановлению, рассчи-
тывается с учетом коэффициента ре-
монта (fep) по выражению
Тг= V tj kviNj, (36.9)
7 -i
где m—количество работ; t,— трудоем-
кость отдельных работ, чел-ч; fc,. j — коэф-
фициент ремонта для /-й детали (узла);
Nj — производственная программа по /-Й
детали (узлу).
Частные значения трудоемкостей
различных видов ремонтных работ в
эталонных условиях для автомоби-
285
лей, агрегатов и узлов приводятся в
приложении.
Годовой объем работ для машин-
ных операций (станкоемкость) оп-
ределяется с использованием доку-
ментов технологического процесса
по выражению
г I I \
Гр . I У | cz^pz^z I >
I 'г1 ! I
(36.10)
где г — количество обрабатываемых дета-
лей, шт.; f—-количество операций, шт.; с2 •—
станкоемкость отдельных операций, стан-
ко-ч; Nz — производственная программа
деталей по z-й операции; kpz — коэффици-
ент ремонта детали по г-н операции.
Состав работающих предприятия
включает производственных и вспо-
могательных рабочих, инженерно-
технических работников,счетно-кон-
торский и младший обслуживаю-
щий персонал, а также личный
состав пожарно-сторожевой охраны.
При проектировании предприятий
рассчитывается лишь количество
производственных рабочих. Числен-
ность работающих остальных кате-
горий определяется по нормам,
установленным на основе производ-
ственного опыта, в зависимости от
числа производственных рабочих.
Различают списочный и явочный
составы рабочих. Списочный состав
определяется полной численностью
рабочих, включенных в список пред-
приятия с учетом как являющихся
на работу, так и отсутствующих по
уважительным причинам (отпуск,
болезнь, командировки и пр.). Спи-
сочный состав рабочих (шсп) участ-
ков, для которых годовой объем ра-
бот оценивается трудоемкостью (в
чел-ч), рассчитывается
тсп чел (36.11)
\Фд
Явочный состав рабочих (тяв)
рассчитывается
ТГ
---- чел. (36.12)
' фн
Для других участков, где преоб-
ладает машинный способ работы и
годовой объем оценивается в основ-
ном станкоемкостью (станко-ч), ко-
286
Таблица 36.7. Процентное
распределение работающих различных
категорий
Категории работающих Численность ра ботаюших, %
Производственные рабочие Вспомогательные рабочие: на предприятии по ремон- 100
ту автомобилей на предприятиях по ре- 25... 30
монту агрегатов Инженерно-технические 35... 40
работники Счетно-конторские работ- 5... 15
ники Младший обслуживающий персонал и личный состав пожарно-сторожевой охра- 4 ... 6
иы 1 ... 2
личество рабочих определяется по
устанавливаемому оборудованию.
При этом сначала определяется
явочный состав, а затем увеличени-
ем его в среднем на 10% устанав-
ливается списочный состав.
Количество работающих других
категорий принимается в процент-
ном отношении от числа рабочих по
списку (шсп) в пределах норм, ука-
занных в табл. 36.7.
К вспомогательным рабочим от-
носятся рабочие цехов и участков,
обслуживающие производство, но
не выполняющие технологических
операций (контролеры, наладчики,
кладовщики, транспортные рабочие,
уборщики и пр.).
Результаты расчета числа рабо-
тающих по всем видам работ и про-
изводственным подразделениям сво-
дятся в ведомости, в которых ука-
зываются расчетные исходные дан-
ные (трудоемкость, программа, го-
довой объем работ, годовой фонд
времени), а также расчетное и при-
нятое количество работников и их
распределение по рабочим сменам.
Определение потребностей в обо-
рудовании представляет один из
важных и ответственных этапов в
проектировании предприятий. От
правильного и обоснованного выбо-
ра номенклатуры и количества тех-
нических средств производства в
значительной степени зависят про-
изводительность и условия труда,
экономичность и качество ремонта,
размеры производственных площа-
дей и другие показатели.
Обычно выбор и расчет необходи-
мых технических средств осущест-
вляются в несколько этапов путем
перебора приемлемых вариантов и
последовательного приближения к
наиболее рациональному (опти-
мальному) для условий, вытекаю-
щих из ТЭО и задания на проекти-
рование. Первоначально на основе
принятого технологического процес-
са (или маршрута) определяется
номенклатура основного и вспомо-
гательного технологического обору-
дования на участке.
Выбор стандартизированного обо-
рудования производится по катало-
гам и справочникам для машино-
строительных и авторемонтных
предприятий. Одновременно опреде-
ляются характер, назначение и ос-
новные технические характеристики
нестандартизированного, т. е. под-
лежащего разработке технологиче-
ского оснащения.
В последующем назначается ко-
личественный состав оборудования
по видам. При этом основное техно-
логическое оборудование, определя-
ющее профиль или специализацию
участка (отделения) рассчитывает-
ся в зависимости от характера вы-
полняемых работ. В качестве основ-
ных исходных данных используют-
ся:
трудоемкость (стан коем кость)
технологических операций;
продолжительность технологиче-
ских операций;
физические параметры обрабаты-
ваемых изделий.
По трудоемкости рассчитывается
количество потребного оборудова-
ния при ручном и машинно-ручном
способе работы (операции по раз-
борке и сборке, по ремонту кузовов,
кабин, радиаторов, жестяницко-мед-
ницкие и обойные работы и пр.).
Станкоемкость используется при
расчете оборудования для машин-
ных работ (механическая обработ-
ка на металлорежущих и деревооб-
рабатывающих станках, кузнечно-
прессовые операции, механизиро-
ванные сварочные и металлизаци-
онные работы и пр.).
Расчетная формула для обоих
случаев имеет общий вид
= (36.13)
'до
где Хо — потребное количество оборудова-
ния, ед.; Тг — годовой объем работ, чел-ч
(стаико-ч); Тдо — действительный годовой
фонд времени оборудования, ч.
По продолжительности техноло-
гических операций подсчитывается
количество потребного оборудова-
ния для наружной мойки автомоби-
ля, его шасси, мойки и выпарива-
ния агрегатов, испытаний автомоби-
лей и агрегатов, окраски и сушки
окрашенных изделий. В этом случае
для расчетов используется формула
т N
Хо=“-. (36.14)
/до П
где То — продолжительность операций с
учетом времени на загрузку и выгрузку из-
делий, ч; N — производственная программа
по обрабатываемым изделиям, шт.; п —
число изделий, одновременно обрабатывае-
мых каждой единицей оборудования, шт.
По физическим параметрам (мас-
са изделий, площадь обрабатывае-
мых поверхностей на них) подсчи-
тывается количество потребных пе-
чей для нагрева при ковке и терми-
ческой обработке деталей, а также
установок для наплавки, напыле-
ния, гальванических и лакокрасоч-
ных покрытий.
Для обработки продукции, изме-
ряемой в единицах массы, потреб-
ность в оборудовании подсчитыва-
ется
(36.15)
Ягдо
где а — коэффициент, учитывающий поте-
рн времени производительной работы обо-
рудования на загрузку и разгрузку; опреде-
ляется отношением длительности полного
цикла обработки (включая время загрузки,
обработки и выгрузки) к продолжительно-
сти собственно обработки; Gr — общая мас-
287
са изделий, подвергающихся обработке в
течение года, кг; g — производительность
единицы оборудования, кг/ч.
Оборудование для покрасочных
работ и напыления может быть под-
считано
Х0 = а-^-, (36.16)
1‘ до
где Fr — общая площадь поверхности по-
крытия изделий, обрабатываемая в тече-
ние года с учетом числа наносимых слоев
материала, м2; f — часовая производитель-
ность оборудования при нанесении одного
слоя материала, м2/ч.
Подъемно-транспортное оборудо-
вание подбирается исходя из задач
обеспечения своевременного подъе-
ма и перемещения на участке обра-
батываемых изделий, а также осу-
ществления бесперебойной транс-
портной связи между производст-
венными отделениями и участками.
Выбор необходимых подъемно-
транспортных средств производится
по таким параметрам, как масса и
габаритные размеры обрабатывае-
мых изделий, высота, длина и тра-
ектория путей перемещения грузов,
производительность и безопасность
выполнения работ, возможность
обеспечения взаимной увязки рабо-
ты различных видов оборудования
между собой, соседствующими отде-
лениями и участками.
Число потребных рабочих мест
Хрм по видам работ (операциям)
определяется
где Грм — годовой фонд времени рабочего
места, равный Тко, т. е. номинальному фон-
ду рабочего времени оборудования с уче-
том коэффициента сменности, ч; m — число
рабочих, одновременно работающих на рас-
сматриваемом рабочем месте.
Расчет поточных линий произво-
дится в случае поточной организа-
ции работ, что характерно для уча-
стков 1 класса, на предприятиях
массового, крупно- и среднесерийно-
го производства. При этом в усло-
виях массового и крупносерийного
производств применяются преиму-
щественно однопредметные поточ-
288
ные линии, при среднесерийном (с
годовой производственной програм-
мой до 4 тыс. КР) — многопредмет-
ные. Различают поточные линии не-
прерывного и прерывного (периоди-
ческого) действия.
Для непрерывных поточных ли-
ний основным расчетным парамет-
ром является скорость движения
конвейера
(36.18)
‘о
где /рз — длина рабочей зоны (расстояние,
иа котором выполняется технологическая
операция), м; /о — длительность технологи-
ческой операции для одного изделия, мин.
При прерывных поточных линиях
расчеты приводятся в такой после-
довательности. Первоначально оп-
ределяется такт линии
Тдо-60
Tj,=-v
(36.19)
где Тдо — действительный годовой фонд
времени оборудования (конвейеры) с уче-
том сменности работы (см. табл. 36.4), ч;
N — производственная программа на год
по обрабатываемым на конвейере издели-
ям, шт.
Технологический процесс раз-
борки-сборки на линии предвари-
тельно разбивают по группам ра-
бот, выполняемых на отдельных ра-
бочих постах линии. По работам на
каждом посту определяется посто-
вая трудоемкость /п, чел-ч, и наме-
чается потребное число рабочих тП,
чел. По этим данным подсчитывают-
ся частные такты каждого поста.
Для i-ro поста частный такт
tni
(36.20)
Рассчитанные предварительно ча-
стные такты необходимо уравнять,
так как равенство частных тактов
является непременным условием
функционирования прерывных по-
точных линий. Такое уравнивание
достигается в основном путем пере-
распределения работ между поста-
ми или изменением числа постов.
Принятый такт называется приве-
денным тПр. Однако действительный
(или окончательно устанавливае-
мый) такт линии — тд должен учи-
тывать еще и время на передвиже-
ние изделия с одного поста на дру-
гой. Он определяется
тд —тпрЧ (36.21)
где / — шаг движения конвейера, т. е. рас-
стояние, проходимое изделием за одно
включение конвейера, м; V — скорость пере-
мещения конвейера, принимаемая обычно
равной 5...8 м/мин.
В отдельных случаях может воз-
никнуть необходимость в несколь-
ких поточных линиях. Потребное
число линий можно подсчитать по
формуле
Тл
Длина конвейера поточной линии
определяется
“ ^иХрП -|-/к, (36.23)
где /и — расстояние между одноименными
точками соседних изделий на конвейере, м;
хрп — количество рабочих постов; /к — дли-
на головной и конечной частей конвейера,
где размещаются приводная и натяжная
станции, м.
Расчет площадей производствен-
ных участков производится на осно-
вании ранее полученных результа-
тов по определению численности
работающих, номенклатуры и коли-
чества оборудования с учетом объе-
ма производства и имеющегося
опыта проектирования предприятий.
Расчет площадей производствен-
ных участков может выполняться по
укрупненным показателям и по га-
баритным параметрам оборудова-
ния с учетом потребностей в прохо-
дах и проездах.
По укрупненным показателям
площади производственных участ-
ков Fy, м2, определяются по форму-
лам:
Fv=fmtn — для участков с не-
большим количеством оборудования
с ручным или машинно-ручным ме-
тодом работы (сборка агрегатов,
медницко-радиаторные работы
и пр.);
Fy—fxX0 — для участков, укомп-
лектованных однотипным оборудо-
ванием примерно одинаковых габа-
ритов (испытательные станции, уча-
стки механической обработки, галь-
ванические участки);
Fv—fpMXpM — для участков, на
площади которых преобладают ра-
бочие посты с относительно неболь-
шим количеством оборудования
(участки ремонта рам, кузовов, ре-
гулировки автомобилей);
Fy—f„pN — для участков с разно-
типным и крупногабаритным обору-
дованием, обслуживаемым неболь-
шим количеством рабочих (участки
разборочно-моечные, кузнечно-рес-
сорные, окрасочные, по ремонту ка-
бин, оперения и пр.).
В приведенных формулах: f — это удель-
ная площадь; fm — на одного рабочего;
— на единицу технологического оборудо-
вания; fpM — на одно рабочее место: /пр —
на один КР.
Величины удельных плошадей
принимаются по данным аналогич-
ных участков передовых авторемонт-
ных предприятий, а также по спра-
вочникам.
Площади производственных уча-
стков по габаритным параметрам
оборудования с учетом проходов и
проездов подсчитываются
Fy ~k(F। Х01 + F2 X02-p
+ ...+fnXon), (36.24)
где k — коэффициент перехода от площади,
занимаемой собственно оборудованием, к
площади участка с учетом назначения уча-
стка; Ft, F2, .... Fn — площади в плане, за-
нимаемые оборудованием 1, 2, .... n-го типа;
Хоь Хо2, .... Хоп — количество оборудования
соответствующего типа.
Значения коэффициента k обычно прини-
маются для участков:
слесарно-механического, комплектовоч-
ного, дефектации и сортировки деталей
£ = 3,0...3,5;
разборочно-моечиого для агрегатов,
сборки двигателей и других агрегатов, тер-
мического, гальванического, медницко-ра-
диаторного, восстановления базовых дета-
лей £=3,5...4,0;
разборочно-моечного для автомобилей;
по ремонту рам, кузовов, кабин н оперения,
кузнечно-рессорного и сварочного £=4,0..
4,5;
малярного, регулировочного, деревооб-
рабатывающего £=4,о...5,0.
289
Расчет потребностей в энергоре-
сурсах составляет последний этап в
многочисленных и сложных проект-
ных расчетах. Здесь будут рассмот-
рены отдельные подходы к опреде-
лению годовых потребностей по ос-
новным видам энергоснабжения.
Электроэнергия. Годовой расход
электроэнергии определяется как
сумма затрат этого вида энергии на
работу оборудования — 1ГС, на ос-
вещение помещений — U70, т. е.
U7 = U7C + U7O. (36.25)
При этом первое слагаемое (сило-
вая электроэнергия) подсчитывает-
ся
п
У। Pyt Тдо Чз • (36.26)
1= 1
п
где — сумма мощностей всех силовых
i=l
токоприемников на оборудовании, кВт;
Удо — действительный годовой фонд вре-
мени работы оборудования с учетом смен-
ности его использования, ч; т)3 — коэффици-
ент загрузки оборудования, практически
определяется отношением расчетного (т. е.
теоретически потребного) количества обо-
рудования к окончательно принятому в про-
екте числу единиц оборудования i-ro типа;
kCB — коэффициент спроса, учитывающий
неодновременность работы потребителей
электроэнергии; в учебных расчетах можно
принять равным 0,3...0,5.
Расход электроэнергии на осве-
щение в течение года может быть
установлен по формуле:
Й7О=/?ГУ7’ГО, (36.27)
где R — директивная норма расхода элект-
роэнергии на освещение 1 м2 площади по-
ла участка, Вт-ч/м2; ее можно принять в
пределах 15...20 Вт-ч/м2; Ру — площадь по-
ла участка, м2; Tro— количество часов ра-
боты электроосвещения в течение года:
принимается для местности в средних ши-
ротах равным 800 ч при односменной рабо-
те и 2250 ч при двухсменной.
Сжатый воздух. Данные о по-
требности в сжатом воздухе служат
исходной посылкой для определе-
ния типажа и количества компрес-
сорных установок. В производствен-
ных целях сжатый воздух применя-
ется для питания пневматических
инструментов (гайковерты, кле-
пальные установки, пневмоподъем-
ники и пр.), краскораспылителей,
290
Таблица 36.8. Величины удельного
расхода воздуха (q) и коэффициента
спроса (fcen)
Потребители сжатого воздуха м /. *сп
Пневматические гайковерты и от- вертки 12.. .120 0,2. .0,4
Ручные, пневма- тические, шли- фовальные и свер- лильные машины 18.. .100 0,2. .0,4
Металлизацион- ные аппараты 36.. .72 0,4. . 0,6
Пескоструйные аппараты 114. . .383 0.4 . .0,6
Краскораспыли- тели 12.. .18 0,4. .0,6
Зажимные патро- ны к станкам и стендам 3.. .6 0.4. .0,6
Пневматические поршневые подъемники 2,4. . .15 0,10. . 0,15
Пневматические клепальные молот- ки 10,2. . .66 0,2. . 0.4
Установки для по- рошкового напы- ления 12.. .18 0.15. .0,20
Установки для об- дувки деталей 36.. .60 0.10. . 0,15
Установки для очнеткн деталей косточковой крошкой 60.. .90 0,4. . 0,6
установок для напыления материа-
лов, для очистки деталей песком,
дробью и косточковой крошкой, а
также для продувки каналов и тру-
бопроводов и обдувки деталей на
сборке. Годовой расход сжатого
воздуха на участке QCB можно под-
считать
k
Ссв'"&п У qnkcn koan Pro • (36.28)
1
где kn — коэффициент потерь, учитываю-
щий непроизводительную утечку воздуха
через неплотности стыков трубопроводов;
обычно принимается fen=l,2...1,4; q — удель-
ный нормативный расход (по паспорту обо-
рудования) сжатого воздуха одним потре-
бителем при непрерывной работе, м3/ч; п —
количество одноименных потребителей сжа-
того воздуха; kcn — коэффициент спроса,
определяемый отношением длительности
включения потребителя воздуха к общей
длительности рабочего цикла; значения q
н £Сп приведены в табл. 36.8; k — коэффи-
циент одновременности и использования
одноименных потребителей.
Ориентировочно коэффициент одновре-
менности в зависимости от количества по-
требителей можно принимать:
0,9 ...... . 2...4
0,8 ...... . 5...9
0,7...........10... 14
0,6 . .......15...130
Производственный пар в услови-
ях АРП расходуется на поддержа-
ние теплового режима в моечных
машинах, выварочных и гальвани-
ческих ваннах, для выпаривания
агрегатов и обогрева сушильных ка-
мер и других целей.
Потребности в паре для подогре-
ва моечных машин, сушильных ка-
мер определяются из расчета
80... 100 кг/ч при давлении 300...
500 кПа на 1000 кг массы нагре-
ваемых изделий и элементов конст-
рукции транспортера. Расход пара
на разогрев установок составляет
примерно 200 ... 250% от расхода
пара на установке в рабочем режи-
ме. Расход пара потребителями в
гальваническом цехе подсчитывает-
ся по паспортным данным оборудо-
вания или специальным тепловым
расчетам. Для приготовления ох-
лаждающих жидкостей (эмульсий)
расходуется 0,15... 0,20 кг пара при
давлении 150 кПа на 1 л расходуе-
мой в 1 ч жидкости.
Водоснабжение АРП осуществля-
ется обычно от городских водопро-
водных сетей и организуется по
двум целевым системам. Одна из
систем предназначена для производ-
ственных нужд, другая — для хо-
зяйственно-питьевых потребностей.
В интересах сокращения расхода
воды на производственные нужды
должны применяться системы пов-
торного и оборотного водоснабже-
нии с применением градирен и дру-
гих установок для охлаждения цир-
кулирующей воды.
Для оценки потребности в воде
на производственные нужды можно
пользоваться следующими пример-
ными нормами. На наружную мой-
ку автомобиля требуется 0,7...
1,2 м3, двигателя 0,3... 0,5 м3 во-
ды. При промывке деталей в баках
емкостью 1,5... 2,5 м3 расход воды
составляет 10 ... 13 л/ч. Для обезжи-
ривания и промывки деталей в мо-
ечных машинах часовой расход во-
ды достигает 0,15... 0,50 м3 на 1 т
обрабатываемых изделий. Расход
воды на опрессовку (гидравличе-
ские испытания) блока цилиндров
зависит от объема зарубашечного
пространства и может приниматься
равным примерно 2 л на блок, для
головок блоков цилиндров — на
50% меньше. Охлаждение деталей
при закалке ТВЧ требует расхода
воды ориентировочно 4 ... 6 м3/ч на
одну закалочную установку при
мощности ее не выше 100 кВт/ч. На
охлаждение масла и деталей при их
закалке расход воды может дости-
гать 5 ... 8 м3 на 1 т закаливаемых
изделий.
Горючие газы (ацетилен и кисло-
род) используются для газовой
сварки и резки металлов, для газо-
пламенного напыления материалов.
Годовой расход ацетилена подсчи-
тывают
i
Qa — 2 4а Т'г *спа. м3/ч, (36.29)
Л=1
где 9а — среднечасовой расход ацетилена
горелкой, используемой на данном виде ра-
бот; Тт — годовой объем работ по данно-
му виду работ; kCna — коэффициент спроса
(обычно принимается равным 0,5); I — ко-
личество видов работ, выполняемых газо-
пламенным способом.
Расход кислорода для получения
ацетилено-кислородного пламени
принимается на 10% больше расхо-
да ацетилена.
Природный газ на АРП использу-
ется в нагревательных и термиче-
ских печах, в сушильных установ-
ках, в горелках при пайке радиато-
ров и топливных баков.
Расход природного газа по ук-
рупненным расчетам может опре-
деляться из следующих норм, м3/ч:
нагревательные камерные печи
с площадью пода 0,5... 1 м2:
при низком давлении газа
(5-105 Па)................15...35
при высоком давлении газа
(3-Ю5... 12-10s Па) . . . 22 ...57
291
термические камерные печи с
площадью пода 0,5 ... 1 м2:
при низком давлении газа 10... 17
при высоком » » 12... 22
горелки для пайки 4
Длительность потребления газа
отдельными видами оборудования
берется по данным расчета оборудо-
вания с учетом коэффициента смен-
ности.
Глава 37
ПРОЕКТИРОВАНИЕ ОСНОВНЫХ УЧАСТКОВ
АВТОРЕМОНТНЫХ РПЕДПРИЯТИЙ
37.1. ПОСЛЕДОВАТЕЛЬНОСТЬ
ПРОЕКТИРОВАНИЯ
Основной и наиболее трудоемкой
частью проекта участка является
разработка технологических реше-
ний. Принятыми в проекте решения-
ми по технологической части опре-
деляются технико-экономическая
эффективность спроектированного
участка, качество и надежность от-
ремонтированных на нем изделий.
Главным требованием при этом яв
ляется наиболее полное и широкое
внедрение новейших достижений
научно-технического прогресса и
передового опыта, обеспечивающее
наивысший уровень производитель-
ности труда.
Исходными данными для проек-
тирования производственного участ-
ка обычно служат производственная
программа предприятия и заданные
нормы трудоемкости ремонта. В ка-
честве исходных данных могут
быть: оговоренные в задании режи-
мы работы участка, его площадь,
предварительно определенная по ук-
рупненным показателям; место рас-
положения в производственном кор-
пусе; примыкающие участки и отде-
ления и другие сведения.
При реконструкции участков дей-
ствующих предприятий вместе с
приведенными исходными данными
представляется информация о це-
лях реконструкции, наличии и тех-
ническом состоянии технологическо-
го и подъемно-транспортного обору-
дования, существующей планиров-
ке, состоянии зданий, действующей
системе энергоснабжения, режиме
292
работы, объеме выпуска продукции
и пр.
Разработка технологической ча-
сти обычно производится в такой
последовательности. Предваритель-
но определяется основное назна-
чение проектируемого
участка. Оно вытекает из зада-
ния на проектирование и формули-
руется в зависимости от характера
и объема основных работ.
В дальнейшем разрабатывается
технологический процесс
обработки изделий на участке. Эта
работа является чрезвычайно важ-
ной и ответственной. От принятых
на данном этапе решений зависит и
уровень производительности труда,
и качество ремонта, и его экономи-
ческая эффективность.
В последующем исходя из задан-
ного (или принимаемого) режима
работы участка и условий
работы по вредности устанавлива-
ют действительные годовые фонды
времени рабочих, а в зависимости
от режима работы участка, харак-
тера и назначения технологического
оборудования определяют действи-
тельные фонды времени оборудова-
ния (см. табл. 36.3 и 36.4).
Дальнейшим этапом проектирова-
ния является определение годово-
го объема работ. Отправны-
ми посылками для этого служат
данные о трудоемкостях и нормах
времени на выполнение отдельных
технологических операций, о харак-
тере и количестве операций, подле-
жащих выполнению на участке с
учетом потребностей основного и
вспомогательного производств, о ко-
личестве обрабатываемых изделий.
Трудоемкости и нормы времени на
выполнение технологических опера-
ций берутся по разработанным или
принятым технологическим процес-
сам. Характер и количество опера-
ций оцениваются по принятой схеме
технологического процесса (для
участков первой группы) или по
технологическим процессам восста-
новления деталей с учетом коэффи-
циентов их восстановления (для
участков и отделений второй груп-
пы). Все расчеты по годовому объ-
ему работ ведутся с оформлением
расчетных ведомостей, в которые
заносятся все работы (операции),
обрабатываемые изделия, количест-
венные характеристики технологи-
ческих операций, результаты расче-
та и итоговые данные по каждому
виду работ и каждому наименова-
нию изделий. Для упрощения рабо-
ты и сокращения документации
обычно ведомость расчета годового
объема работ совмещают с ведомо-
стью расчета количества производ-
ственных рабочих.
На основании проведенных расче-
тов в последующем определяются
состав и количество рабо-
тающих по категориям, средние
разряды производственных рабочих,
распределение всех работающих на
участке по рабочим сменам. Исход-
ные данные для расчета состава ра-
ботающих, промежуточные резуль-
таты, итоговые сведения и принятое
количество заносятся также в рас-
четную ведомость.
Перечень потребного оборудова-
ния для участка целесообразно
включать в сводную ведомость, в
которой наряду с номенклатурой и
количеством следует привести его
основные характеристики. Эти дан-
ные потребуются при решении воп-
росов энергоснабжения и плани-
ровки.
Одним из важных этапов техно-
логического проектирования явля-
ется подбор и расчет потребно-
го производственного
оборудования. Основное техно-
логическое оборудование на участке
в количественном отношении, как
указывалось ранее, рассчитывается.
Вспомогательное оборудование и
инвентарь подбираются по потреб-
ности. Особое место в подборе обо-
рудования занимает выбор подъем-
но-транспортных средств (конвейе-
ры, краны, электрокары, транспор-
теры, рольганги, манипуляторы, ро-
боты и пр.), а также тары для скла-
дирования и транспортирования
крупногабаритных и мелких изде-
лий.
Далее надлежит определить пло-
щадь участка, если она не
была оговорена в задании. Предва-
рительно потребная площадь рас-
считывается по укрупненным пока-
зателям. В последующем при
оформлении планировочного реше-
ния площадь уточняется по уже
имеющимся данным об оборудова-
нии участка.
Принятые технологические про-
цессы и данные о номенклатуре и
количестве оборудования на участ-
ке теперь позволяют рассчитать п о-
требности в энергоресур-
сах (электроэнергия, сжатый воз-
дух, производственный пар, водо-
снабжение, горючие и природный
газы).
Заключительный этап в проекти-
ровании технологической части со-
ставляет планировка участ-
к а. На этом этапе осуществляется
поиск оптимальной расстановки
оборудования. Уточняются площадь
и размеры участка, размещение ра-
бочих мест, корректируется числен-
ность работающих, определяются
места подвода различных видов
энергии, транспортные линии и гру-
зопотоки, места складирования
ожидающей обработки и обработан-
ной продукции и пр. Для удобства
работы предварительно планировка
производится на листе миллиметро-
вой бумаги, а все оборудование ма-
кетируется вырезанными из тонкого
картона или ватмана в принятом
ранее масштабе плоскими фигура-
ми, соответствующими контурам
293
каждого типа оборудования в пла-
не (вид сверху). При подготовке
макетов следует учитывать увели-
чение размеров оборудования в ра-
боте при перемещении движущихся
частей, открывании дверок и уста-
новке обрабатываемых изделий,
когда размеры изделия выходят за
границы станка. Место рабочего и
оборудования на плане показывает-
ся в виде круга диаметром 500 мм
(в принятом масштабе). При этом
половина круга затемняется таким
образом, чтобы светлая часть была
обращена к обслуживаемому обору-
дованию.
На плане участка показываются
основное и вспомогательное обору-
дование, организационная оснастка
(инвентарь) рабочих мест и постов,
подъемно-транспортное оборудова-
ние, транспортирующие устройст-
ва, за исключением свободно пере-
мещающихся средств (погрузчики,
электрокары, ручные тележки
и пр.), а также площадки накопле-
ния изделий или материалов и про-
езды. Окончательное, т. е. признан-
ное оптимальным планировочное ре-
шение переносится на чертежную
бумагу. Оборудование обозначается
его контуром с соблюдением мас-
штаба и учетом крайних положе-
ний движущихся частей и обраба-
тываемых изделий. Все оборудова-
ние должно быть «привязано» к ко-
лоннам или другим строительным
Рис. 37.1. Сетка колонн производственного
здания:
/ — колонна; 2 — стенка; L — пролет здания; t —
шаг колонн
элементам здания простановкой
расстояний в двух взаимно перпен-
дикулярных направлениях. В необ-
ходимых случаях указываются рас-
стояния между оборудованием.
Внутри контура оборудования или
на выносных линиях указываются
номера установок. При этом нуме-
рация ведется в определенном по-
рядке — слева направо и сверху
вниз.
Повторяющееся оборудование ну-
меруется столько раз, сколько по-
казывается на плане участка.
У оборудования на планировке ус-
ловно обозначается кружочком ме-
сто рабочего. По расставленному
оборудованию на плане участка от-
мечаются принятыми условными
изображениями энергопотребители,
т. е. места отбора для установок
электроэнергии, пара, воды, газов
и пр. Условные обозначения при-
меняются и для обозначения подъ-
емно-транспортного оборудования.
На все оборудование, размещае-
мое на участке, составляется специ-
фикация, в которой указываются
номера оборудования по порядку,
его наименование, модель или тип,
количество, вид, потребности и па-
раметры потребляемой энергии.
На плане участка должны пока-
зываться строительные элементы
здания АРП, ограничивающие пло-
щадь проектируемого участка.
К этим элементам относятся колон-
ны, стены и перегородки. Обычно
применяются железобетонные и ме-
таллические колонны с фундамен-
том.
Размещение (сетка) колонн
для производственных зданий ха-
рактеризуется такими параметрами
(рис. 37.1): пролет здания L — рас-
стояние между осями двух рядов
колонн, размещаемых продольно к
зданию; шагом колонн t — расстоя-
ние между осями соседствующих
колонн в одном продольном ряду.
Характеристикой сетки колонн яв-
ляется ее размер, записываемый
произведением пролета на шаг в
метрах, например 12x6.
294
Для одноэтажных зданий строи-
тельные параметры принимаются: в
бескрановых помещениях 12x6; в
помещениях с подвесным подъемно-
транспортным оборудованием гру-
зоподъемностью до 5 т (50 кН)
18X6; 18X12 или 24x6; 24X12; в
помещениях, оснащаемых мостовы-
ми кранами грузоподъемностью
10... 20 т (100... 200 кН) — 18X6;
18X12 или 24X6; 24\12. В много-
этажных зданиях сетка колонн за-
висит от этажности производствен-
ного корпуса и в большинстве слу-
чаев принимается: для нижних эта-
жей 6x6, для верхних 18X6.
Полезная ширина проезда (пол-
ностью свободная для транспорт-
ных средств) при размещении обо-
рудования тыльной или боковой ча-
стью к проезду должна быть 2 м
(для изделий размером до 0,8 м),
3 м (для изделий размером до
1,5 м) и 4 м (для изделий до 1,8 м).
Группы элементов Условное обозначение Наименование элементов Группы элементов Условное обозначение Наименование элементов
Строительные элементы — Граница участка /отделения) Подводы жидкостей,газов,электротока © Слив промышленных стоков В канализацию
IV 1 1 1 1 1 1 W Проезд Подвод масла
5~i Железобетонная колонна с фундаментом А , Подвод пара
Распашные ворота А Подвод сжатого воздуха
Г|~Г~П Металлическая колонна С фундаментом О Подвод конденсата
□ □ 4 Раздвижные односторонние Ворота А Подвод природною газа
г 1 Капитальная стена А Подвод ацетилена
?111111 111 11Н Перегородка из прозрачных материалов А Подвод кислорода
-м-к-м-м-м барьер й Местный вентиляционный отсос
A..A.,,A.A-1..A АД А Перегородка щитовая сборная КрТ Потребитель электроэнергии
Люк .В.кВт Розетка штепсельная трехфазная
п место складирования деталей, агрегатов ...В—кВт^^ j Розетка штепсельная однофазная
Технологическое оборудование । > Оборудование с номером по плану Осветительная розетка до 36 В
© Место производственного рабочего 1 ш. 1 Щит управления
гл ф гл Место рабочего при многоста- ночном обслуживании Подъемно-транспортное оборудование г? IIM 111: 1/И 1/ И ъл Мостовой электрический кран
[~g~i Верстак а-.-н и tJ Опорная кран-балка
|р.д| Разметочная плата 4—.7^- J Однобалочный подвесной нран
|/Г./7,| Контрольная плита Козловой кран
|Я.С.| контрольный стол Н 1 • т Монорельс под электрическую таль
Подвод холодной Воды Консольно- поворотный кран
ф Подвод горячей воды 11Ш111ШШ11П Пт стинчатый конвейер
Подвод холодной воды с от во дом В канализацию ор| Рольганг
Подвод горячей Воды с отво дом в оборотную систему ' ' Рельсовый путь
Рис. 37.2. Условные обозначения некоторых элементов на плани >чных чертежах
295
Ширина проезда между оборудова-
нием должна составлять соответст-
венно 3; 3,5; 4,5 м. В тех случаях,
когда оборудование обращено
фронтальной частью к проезду и
рабочие размещаются спиной к про-
езду, ширина проезжей части увели-
чивается и при тех же размерах
транспортируемых изделий состав-
ляет: полезная ширина 2,5; 3,0;
4,0 м, а расстояние между обору-
дованием соответственно: 4,5; 5,0;
6,0 м.
В смешанном варианте полез-
ная ширина проезда принимает-
ся как во втором случае, а расстоя-
ние между оборудованием несколь-
ко меньше.
Нормы расстояний между обору-
дованием (вне проездов) рекомен-
дуется принимать:
между боковыми сторонами в од-
ном ряду в зависимости от приве-
денных выше размеров изделий:
0,5; 0,8; 1,2 м;
между оборудованием, обращен-
ным друг к другу тыльными сто-
ронами, 0,5; 0,7; 1,0 м;
между оборудованием, размещен-
ным друг к другу в «затылок»,
1,2; 1,7; 1,7 м;
между оборудованием, обращен-
ным друг к другу фронтально
(лицевой стороной). 2,0; 2,5; 2,5 м.
Удаление оборудования от строи-
тельных элементов при тех же раз-
мерах изделий можно принимать:
от стены (колонны) до тыльной
или боковой стороны оборудова-
ния 0,5; 0,6; 0,8 м;
от стены до фронта оборудова-
ния (при размещении его лицевой
части к стене) 1,2; 1,2; 1,5 м;
от колонны до фронта оборудова-
ния 1,0; 1,0; 1,2 м.
Условные обозначения основных
строительных элементов, технологи-
ческого оборудования, подъемно-
транспортного оборудования и мест
подвода различных видов энергии,
используемые при оформлении пла-
нировочных решений, показаны иа
рис. 37.2.
296
37.2. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
УЧАСТКОВ I КЛАССА
К участкам I класса относят уча-
стки по разборке и сборке автомо-
билей и их агрегатов; по ремонту
кабин, кузовов и кузовных деталей,
слесарной и механической обработ-
ке деталей, испытательные станции,
отделения контроля — сортировки.
Для этих производственных подраз-
делений годовая программа выра-
жается в единицах (штуках) изде-
лий. Трудоемкость работ при про-
ектировании участков может опре-
деляться одним из трех рассмотрен-
ных ранее методов: по укрупненным
показателям, на основе опыта рабо-
ты передовых предприятий или по
предварительно разработанным тех-
нологическим процессам.
Организация производства для
большинства участков этого класса
в современных условиях характери-
зуется широким применением поточ-
ных линий.
Рассмотрим кратко основные воп-
росы проектирования на примере
таких типовых подразделений, как:
разборочно-моечный участок, уча-
сток сборки двигателей, слесарно-
механический участок и испыта-
тельная станция.
Разборочно-моечный участок
предназначен для наружной мойки
автомобилей, их предварительной
разборки (подразборки), мойки и
разборки агрегатов, очистки дета-
лей от всех видов загрязнений.
Технологический процесс разбо-
рочно-моечных работ для завода по
ремонту полнокомплектных автомо-
билей представляет следующее.
Подлежащие ремонту автомобили
предварительно подвергаются на-
ружной мойке и обдувке сжатым
воздухом, освобождаются от охлаж-
дающей жидкости, масла в двигате-
ле и смазок в картерах других аг-
регатов; с автомобиля снимается
грузовая платформа. На самом же
разборочно-моечном участке авто-
мобиль вначале предварительно
разбирается (с пего снимают каби-
ну, кузов самосвала, оперенйе, ра-
диатор, топливный бак, колеса и
электрооборудование), после чего
шасси моется горячей водой, а кар-
теры двигателя, коробки передач и
заднего моста выпариваются.
В дальнейшем на соответствующих
постах производится разборка шас-
си на агрегаты. Снятые агрегаты
подаются на посты разборки агрега-
тов на детали. При этом двигатели,
коробки передач, передние и задние
мосты сначала разбираются на уз-
лы (предварительно), а затем на
детали (окончательно). Узлы агре-
гатов после снятия моются горячей
водой. Механизмы рулевого управ-
ления, подъема кузова самосвала и
карданные валы предварительной
разборке и мойке узлов не подвер-
гаются.
Детали разобранных агрегатов и
узлов дальше проходят мойку в
двухкамерных моечных машинах.
Подшипники качения промываются
в отдельных установках дизельным
топливом. Детали, загрязненные на-
гаром, накипью, смолами, старой
краской, проходят дополнительную
очистку. Дополнительно пропарива-
ются картеры задних мостов и ба-
рабаны со ступицами. Промытые и
очищенные детали поступают на де-
фектацию и сортировку. Кузов са-
мосвала, рама, колеса, рессоры, ме-
ханизмы тормозной системы, регу-
лятор оборотов, масляный насос, го-
ловка компрессора моются, разби-
раются и очищаются на других уча-
стках, где они ремонтируются.
Годовые объемы работ для разбо-
рочно-моечных участков определя-
ются по форм. (36.7), (36.8). Расчет
состава работающих осуществляется
по методике, изложенной в подразд.
36.2 и 37.1. Рассчитанная числен-
ность работающих корректируется
после определения потребности в
оборудовании и принятия решений
по его размещению.
При подборе оборудования разбо-
рочно-моечного участка рассчитыва-
ются: поточные линии разборки;
требуемое количество разборочных
10 Зак. 421
стендов (по форм. 36.13), моечных
машин и установок (по форм. 36.14
и 36.15), а также количество рабо-
чих мест (по форм. 36.17). Необхо-
димые для расчетов оборудования
данные о длительности мойки (в
мин) могут быть приняты: для лег-
ковых автомобилей снаружи 1,0...
1,5; для грузовых автомобилей
снаружи 2... 6; для автобусов сна-
ружи — 3 ... 6; для шасси грузовых
автомобилей 30 ... 45; для предвари-
тельно разобранных агрегатов 6...9.
Для мойки и очистки двигателей
следует использовать отдельное
оборудование.
При подсчете потребности в моеч-
ных установках для очистки деталей
(форм. 36.15) можно исходить из
следующих значений массы обраба-
тываемых деталей (в % к массе
всего автомобиля: ГАЗ-53А — 23;
ЗИЛ-130 — 32; МАЗ-500 — 37;
ГАЗ-24 «Волга» — 29; ЛАЗ-695 —
18,5. Масса деталей отдельного аг-
регата, требующих очистки на уча-
стке (в отделении, иа посту) его ре-
монта, принимается равной массе
всего агрегата. Наряду с оборудо-
ванием для мойки, очистки и раз-
борки, подбираются подъемно-тран-
спортные средства, а также другая
оснастка, необходимая по принято-
му технологическому процессу.
Планировочное решение по уча-
стку должно обеспечивать рацио-
нальное размещение постов и рабо-
чих мест, технологического оборудо-
вания на них, оптимальный порядок
транспортирования обрабатывае-
мых изделий, простую и удобную
взаимосвязь с другими участками,
высокую безопасность работ, мини-
мальные потери рабочего времени и
наивысшую производительность
труда, полное удовлетворение эко-
логических требований.
Слесарно-механический участок
предназначается для восстановле-
ния деталей механической или сле-
сарной обработкой, а также изго-
товления отдельных деталей, необ-
ходимых для ремонта (дополни-
тельные ремонтные детали, простые
297
оси и валы, втулки) и для удовлет-
ворения внутризаводских нужд.
Следует учитывать, что для слесар-
но-механической обработки восста-
навливаемых на предприятии базо-
вых деталей агрегатов (блоки и го-
ловки блоков цилиндров двигателя,
картеры других агрегатов, балки
передних мостов) участок не пред-
назначен. Эти работы выполняются
иа участках ремонта агрегатов.
Технологический процесс на уча-
стке характеризуется следующими
основными особенностями. Детали
на участок подаются партиями с
учетом технологических маршрутов
со склада деталей, ожидающих ре-
монта, и других производственных
участков (сварочно-термического,
ремонта деталей двигателей, куз-
нечно-рессорного и др.). После сле-
сарно-механической обработки де-
тали поступают иа участок комп-
лектования или другие обрабатыва-
ющие участки (гальванический,
сварочно-термический и др.). Часть
деталей после подготовительной
слесарно-механической обработки
и восстановления на других участ-
ках (гальванический, сварочно-тер-
мический и др.) возвращается на
слесарно-мехаиический участок для
окончательной (финишной) обра-
ботки. Заготовки для изготовления
деталей подаются с заготовительно-
го участка (отделения). Изготов-
ленные детали подаются на комп-
лектование.
При определении годового объе-
ма работ иа участке необходимо
учитывать отмеченные обстоятель-
ства и включать в него потребности
в изготовлении деталей для ремон-
та и самообслуживания производст-
ва и исключать слесарно-механиче-
ские работы по базовым деталям
агрегатов.
Обычно годовой объем работ для
слесарно-механического участка
подсчитывают по подлежащим вы-
полнению на нем слесарно-механи-
ческим работам (ремонт изделий
с учетом изготовления новых дета-
лей для ремонта) с прибавлением к
298
полученному объему 10% на нуж-
ды самообслуживания производ-
ства.
Количество производственных ра-
бочих на участке для ручных и ма-
шинно-ручных операций подсчиты-
вается по форм. (36.11) и (36.12).
Но для машинных операций, годо-
вой объем работ по которым выра-
жается станкоемкостью, численность
производственных рабочих опреде-
ляется после расчета потребностей
в оборудовании по группам и типо-
размерам. При этом на станочных
работах необходимо учитывать воз-
можность обслуживания одним ра-
бочим нескольких станков. Это по-
ложение может быть учтено с помо-
щью коэффициента ko, принимаемо-
го при расчетах:
для универсальных токарных, то-
карно-револьверных и расточных
станков 1;
для фрезерных, строгальных и
шлифовальных станков 0,8... 1;
для токарных и токарно-револь-
вериых полуавтоматов и автома-
тов 0,33 ... 0,5;
для зубообрабатывающих стан-
ков 0,25... 0,33;
для станков общего назначения с
программным управлением 0,33 ...
0,5;
для фрезерных отрезных и отрез-
ных ножовочных станков — 0,5.
Количество производственных ра-
бочих на слесарно-механическом
участке рассчитывается раздельно
по группам станочников и слесарей.
За сверлильными станками рабочих
обычно не закрепляют, так как на
них работают слесари. Ввиду этого
в годовой объем слесарных работ
следует включать сверлильные опе-
рации.
При подборе оборудования для
слесарно-механического участка
можно исходить из следующих
соображений. Потребность в слесар-
ных верстаках рассчитывают по
форм. (36.17) или принимают по
числу рабочих мест для слесарей
(после расчета количества слеса-
рей). Остальное слесарное оборудо-
вание (прессы, разметочные и пра-
вочные плиты, шлифовальные ма-
шинки и др.) принимается по техно-
логическому процессу. Технологиче-
ское оборудование для механической
обработки определяется по общему
(с учетом самообслуживания произ-
водства) годовому объему работ.
Общий годовой объем работ распре-
деляют по видам обработки по
следующим нормам (в % от общего
объема): токарные — 41; револьвер-
ные— 7; фрезерные — 6; строгаль-
но-долбежные—6; шлифовальные —
15; сверлильные — 14; прессово-
штамповочные — 3; зуборезные — 5;
прочие — 3. Затем по форм. (36.13)
подсчитывается потребное количест-
во станков по каждой группе. По-
лученные результаты оформляют
сводной ведомостью.
При выработке планировочного
решения следует учитывать, что для
лучшей организации производствен-
ного процесса на участке его целе-
сообразно делить на две зоны, в од-
ной из которых размещается обору-
дование для слесарных работ, в дру-
гой — для механических. Металло-
режущие станки в своей зоне обыч-
но размещают по типам группами,
револьверные, токарно-винторез-
ные, фрезерные, строгальные, шли-
фовальные. Расстояния между стан-
ками определяются нормами, ого-
воренными ранее и обеспечивающи-
ми безопасность и удобство рабо-
ты. Проходы между станками долж-
ны быть прямолинейными. При раз-
мещении оборудования необходимо
учитывать возможность использова-
ния подъемно-транспортных средств.
Револьверные станки следует раз-
мещать загрузочной стороной под
углом 15...30° к проходу, чем облег-
чается их загрузка и улучшается
использование производственной
площади. Сверлильные станки сле-
дует располагать ближе к слесар-
ным рабочим местам.
Испытательная станция служит
для приработки деталей, снятия
технических характеристик и опре-
деления качества ремонта двигате-
10*
лей. Годовой объем работ станции
определяется производственной про-
граммой АРП по ремонту двигате-
лей. Учитывая, что часть двигателей
проходит повторно испытания после
устранения обнаруженных ранее де-
фектов, при проектировании стан-
ции годовой объем работ по произ-
водственной программе увеличива-
ется иа 5 ... 10%.
Технологический процесс работы
иа испытательной станции характе-
ризуется такой схемой. На станцию
двигатель поступает с участка сбор-
ки со сцеплением, полностью укомп-
лектованным и окрашенным. Прира-
ботка и испытания двигателя прово-
дятся на режимах, определенных
техническими условиями иа испыта-
ния. Выдержавший испытания дви-
гатель подается на участок сборки
автомобилей или на склад готовых
агрегатов. При наличии в двигателе
дефектов он возвращается для их
устранения на участок сборки.
Количество производственных ра-
бочих на испытательной станции оп-
ределяется после расчета потребно-
стей в оборудовании.
Количество испытательных стен-
дов Хо для испытательной станции
подсчитывается
у
Л о — Р — •
1 ДО
где Р — коэффициент, учитывающий пов-
торность испытаний при обнаружении де-
фектов (принимается Р=1,05—1,10); 6 —
длительность приработки и испытания од-
ного двигателя (берется по техническим
условиям на испытания), ч; t2—время на
установку и снятие одного двигателя, ч;
N— годовая производственная программа
по ремонту двигателей; Тяо — действитель-
ный годовой фонд времени испытательного
стенда, ч.
При проектировании испытатель-
ных станций, кроме определения по-
требного количества стендов, необ-
ходимо разработать системы пита-
ния двигателей маслом, топливом,
системы охлаждения и удаления от-
работавших газов. Для испытания
карбюраторных двигателей должно
быть предусмотрено устройство для
питания системы зажигания.
299
Разработка системы питания мас-
лом включает подбор масляного на-
соса, выбор фильтров, расчет объе-
ма емкости под масло и масляных
трубопроводов, определение расхо-
да масла. Насос подбирается по
производительности, которая рас-
считывается
Q —(0,3... 0,5) А:ОДП Хо 9 л/ч,
где величина 0,3...0,5 — коэффициент, учи-
тывающий потребное количество масла для
приработки и испытания двигателей при
проточно-циркуляционной системе смазки
(количество масла, фактически поступаю-
щего для смазки деталей двигателя, состав-
ляет примерно 30...50% производительно-
сти насоса; снижение объясняется тем, что
не все масло проходит через фильтр тонкой
очистки и масляный радиатор «то часть
масла перепускается через редукционный
клапан) koДН— коэффициент, учитываю-
щий одновременность работы испытатель-
ных стендов (принимается £ОдН=0,85...1,0);
Хо — количество испытательных стендов;
q — производительность масляного насоса
двигателя при нормальном давлении в сис-
теме смазки (берется по характеристике
масляного насоса двигателя), л/ч.
Давление масла, создаваемое на-
сосом, должно превышать рабочее
значение на величину потерь в
фильтрах (1... 2 кгс/см2 или 100...
200 кПа). Емкость для масла берут
из расчета 0,6... 1,0 м3 при програм-
ме 4000... 12 000 КР двигателей в
год. Расход масла на компенсацию
его угара и других потерь берется
2 ... 3% на двигатель, восполняется
периодической доливкой. Замена
масла в емкости предусматривается
после испытаний каждых 100... 120
двигателей. Система питания стан-
ции должна включать: емкость для
топлива, расходные баки, приборы
для измерения расхода топлива и
сеть трубопроводов. Емкость для
топлива и расходные баки должны
помещаться вне помещения стан-
ции. Топливо подается к двигателям
самотеком. Расход жидкого топлива
на приработку и испытания двигате-
ля для некоторых моделей состав-
ляет (в литрах): 3M3-53 — 15;
ЗИЛ-130 — 22; ЯМЗ-236 — 21;
ЯМЗ-238 — 31.
Система охлаждения испытатель-
ных станций создается по централи-
300
зованному принципу. Насос для по-
дачи воды подбирается по произво-
дительности
Q = д и о ? м3/ч,
где Аодн — коэффициент одновременности
работы стендов (обычно 0,85...1,00); k3—-
коэффициент запаса, учитывающий повыше-
ние расхода воды при максимальных наг-
рузках в период горячей приработки двига-
теля (принимают я3=1,2...1,4); Хо - коли-
чество испытательных стендов; q — удель-
ный расход воды при циркуляции на ох-
лаждение одного двигателя; для некоторых
моделей двигателей составляет, м3/ч:
ЗМЗ -53—1500... 1700; ЗИЛ -130— 1600...2000;
ЯМЗ-236—4000...5000.
Расход воды, поступающей из во-
допровода. составляет 20... 35% от
приведенных величин. Учитывая
большой расход воды при испытани-
ях двигателей (особенно дизель-
ных), рекомендуется применять зам-
кнутые системы охлаждения, а так-
же системы с многократным исполь-
зованием воды.
При размещении стендов в поме*
щении станции исходят из следую-
щих норм на расстояния: удаление
между осями испытательных стен-
дов 3,0 м; расстояние между торцом
стенда и стеной помещения 1,2 м.
Участок сборки двигателей пред-
назначен для сборки, контроля и ис-
пытаний на специализированных
постах составных частей двигателя
(шатунно-поршневой группы, го-
ловки цилиндров, масляного и водя-
ного насосов, компрессора тормоз-
ной системы и фильтров и др.) и
последующей общей сборки двига-
теля на сборочной эстакаде. После
сборки двигатели окрашиваются в
камере, доукомплектовываются на
специализированных постах прибо-
рами электрооборудования, пита-
ния, вентилятором и подаются на
испытательную станцию для регу-
лировки, приработки и испытаний.
Не прошедшие испытаний двигате-
ли возвращаются на участок для
устранения обнаруженных дефек-
тов.
Технологический процесс сборки
двигателя разрабатывается в объе-
Участок сборки автомобилей
Рис. 37.3. Планировка участка сборки дви-
гателей авторемонтного завода с програм-
мой 10 000 К₽ автомобилей ЗИЛ-130 в год:
1 — эстакада для сборки двигателей; 2 — контор-
ский стол; 3 — стеллаж для деталей; 4 — слесар-
ный верстак; 5 — стеллаж для распределительных
валов; 6 — полочный стеллаж; 7 — универсальный
стенд для испытаний масляных насосов; 8 — гид-
равлический пресс; 9 — сушильный шкаф для на-
грева корпуса масляного насоса; 10 — приспособ-
ление для постановки поршневых колец; 11 —
стеллаж для поршней; /2 — стелла ж-елочка для
поршневых колец; 13 - электрическая таль на
монорельсе (0,25 т); 14 — стенд для сборки ша-
тунно-поршневой группы; 15 — стенд для поста-
новки клапанов в головку цилиндров; 16 — стенд
для сборки головки цилиндров; 17 — стенд для
испытания водяного насоса на герметичность;
18 — стенд для испытания фильтра грубой очнст
ки н центрифуги; 19 — настольно-сверлнльный
станок на подставке; 20 — стенд для проверки
пневматического оборудования автомобили; 21 —
стенд для сборки компрессора на подставке; 22 —
консольный поворотный кран (0,5 т); 23, 24 —
подвесные конвейеры
ме и последовательности, указан-
пых в гл. 23.
Согласно разработанному техно-
логическому процессу определяется
назначение постов для сборки дви-
гателя. Количество станочного обо-
рудования подсчитывается по тру-
доемкости на соответствующие ви-
ды работ по форм. 36.13. Остальное
оборудование подбирается по техно-
логическим операциям, не охваты-
ваемым станочными средствами.
Число постов на поточной линии
сборки подсчитывается по трудоем-
кости работ, выполняемых на общей
сборке. Таким же методом рассчи-
тывается численность рабочих мест
по подсборке сборочных единиц.
При этом можно принять, что общий
объем работ по сборке двигателя
делится поровну между постами на
поточной линии и рабочими местами
на подсборке.
Варианты планировочного реше-
ния по участку сборки двигателей
для заданной производственной
программы показаны на рис. 37.3.
Особенностью приведенной плани-
ровки является то, что работы по
обезжириванию, окраске и сушке
вынесены на участок ремонта дета-
лей двигателя. Двигатели собира-
ются на механизированной эстака-
де. Посты подсборки и испытаний
составных частей размещаются ря-
дом с эстакадой в последовательно-
сти, предусмотренной схемой техно-
логического процесса сборки.
37.3. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
УЧАСТКОВ II КЛАССА
Группу участков II класса состав-
ляют: кузнечные, рессорные, терми-
ческие и моечно-очистные. Для этих
участков расчетной единицей по вы-
работке продукции является едини-
ца массы (кг). Это определяет не-
которые особенности в проведении
проектных расчетов. Кроме того,
специфика применяемого на участ-
ках оборудования и условий работы
на них требует учета особых требо-
ваний при решении вопросов, свя-
занных с размещением и планиров-
кой участков, с определением мер
по охране труда и техники безопас-
ности.
Кузнечно-рессорный цех имеет
своим назначением ремонт упругих
элементов подвесок с устранением
остаточных деформаций и изготов-
ление деталей методом пластическо-
го деформирования (давления).
Требующие восстановления изде-
лия поступают на участок со склада
деталей, ожидающих ремонта. Пос-
ле ковочных работ согласно техно-
логическому маршруту их направля-
ют на дальнейшую обработку
(обычно слесарно-механическую).
Восстановленные детали поступают
301
на участок комплектования. Подле-
жащие ремонту рессоры в собран-
ном виде поступают иа рессорный
участок (отделение), подвергаются
разборке, промывке и дефектации.
Рессорные листы, требующие вос-
становления, отжигаются в печи и
затем подвергаются деформации
для получения требуемой формы
(стрелы прогиба). После этого они
подвергаются термической обработ-
ке и рихтуются. Восстановленные
листы поступают на посты сборки
рессор.
Годовой объем работ для кузнеч-
ного и рессорного участков может
быть определен
Тг = 2 GfA'i кг.
где G, — масса деталей, подлежащих вос-
становлению и изготовлению на единицу
капитального ремонта i-ro объекта; N —
производственная программа предприятия
по i-му объему ремонта; п — число марок
ремонтируемых объектов.
При расчете годового объема по
ковочным работам для определения
массы деталей можно пользоваться
данными табл. 37.1.
При расчете годового объема ра-
бот по ковочным работам необходи-
мо учитывать дополнительные по-
требности вспомогательного произ-
водства, которые обычно принима-
ются в пределах 10% от объема ра-
Таблица 37.1 . Примерные массы
поковок при восстановлении и изготовлении
деталей, % к массе объектов ремонта
Объект ремонта Восстанов- ление Изготов- ление Всего
Полнокомп- лектный авто- мобиль 1,55 1,45 3,00
Двигатель со сцеплением 2,00 0,70 2,70
Коробка пере- дач 12,00 26,00 38,00
Задний мост 6,00 4.00 10,00
Передний мост 9,30 4,70 14,00
Рулевое управ- ление 6,00 5,00 11,00
Карданный вал 6,50 8,50 15,00
бот по обеспечению производствен-
ной программы.
Работы по ремонту рессор ориен-
тировочно могут быть распределены
по видам (в % от общего объема
работ) так: разборочно-сборочные
30, термические 35, подгоночно-рих-
товочные 25, прессовые и сверлиль-
ные 7, испытания 3.
Для обоснованного решения воп-
росов, связанных с расчетом и под-
бором оборудования, подсчитанный
годовой объем работ по кузнечным
операциям распределяется по видам
работ.
Это распределение в % от обще-
го объема составляет при изготовле-
нии деталей:
ковка вручную — 0 ... 30;
машинная ковка — 60 ... 95;
ковка под прессом — 5 ... 10;
при восстановлении деталей:
ковка вручную — 70 ... 90;
машинная ковка — 10 ... 30.
При расчете и подборе необходи-
мого оборудования число горнов,
молотов и нагревательных печей
определяется по форм. (36.15).
Часовую производительность мо-
лота с массой падающих частей
100... 150 кг принимают равной
14... 19 кг/ч. Для молотов с массой
падающих частей 200, 300, 400 и
500 кг производительность прини-
мается соответственно 25, 42, 68 и
98 кг/ч. Производительность горна
берется в среднем 8... 10 кг/ч. Про-
изводительность печи берется из ее
паспортной характеристики.
В авторемонтном производстве
могут использоваться печи: с разме-
ром пода в м (глубинаX ширина):
0,47X0,52; 0,58 X 0,58; 0,58X0,81 и
0,70X1,05. Их удельная производи-
тельность (на 1 м2 пода) составля-
ет 150... 200 кг/м2. Обычно каждый
молот обслуживается одной печью с
производительностью, превышаю-
щей производительность молота в
1,5... 2 раза с тем, чтобы обеспе-
чить бесперебойную работу при не-
обходимости повторного нагрева.
Потребное число производствен-
ных рабочих определяется по коли-
302
честву оборудования и составу ра-
бочей бригады. Бригады включают:
при машинной ковке под молотом с
массой падающих частей до
100 кг—2 чел. (кузнец, подруч-
ный); при ковке под молотом с мас-
сой падающих частей 150...400 кг —
3 чел. (кузнец, подручный, маши-
нист); на ручной ковке — 2 чел.
(кузнец, молотобоец).
При разработке планировки куз-
нечно-рессорных участков оборудо-
вание на участке следует размещать
по группам. Возле горнов и печей
необходимо предусматривать доста-
точно места для свободного выпол-
нения работ с прутковым материа-
лом и крупногабаритными деталя-
ми, а также для непродолжительно-
го хранения деталей, материалов и
заготовок. Горны рекомендуется
размещать вдоль стеи на удалении
от них 0,5... 1 м. Удаление нако-
вальни от горна 1,5... 1,8 м. Камер-
ные печи располагаются на удале-
нии 1,0... 2,0 м между собой и
0,8... 1,6 м от стены. Кроме того,
должны быть соблюдены следующие
Рис. 37.4. Планировка кузнечно-рессорного участка авторемонтного завода с програм-
мой 5000 КР автомобилей ЗИЛ-130 в год:
/ --ларь дли угля н инструмента; 2 — кузнечный горн на одни огонь; Л—подставка под разме-
точную плиту; 4 — разметочная плнта; 5 — подставка под наковальню; 6 — однорогая наковальня;
7 — точнльно-шлнфовальный станок; 8 — центробежный вентилятор высокого давления; S’— одно -
кривошипный открытый двухстоечный пресс простого действия; 10 — то же с передвижным столом
н рогом; 11—бак для мазута; 12— ковочный пневматический молот; 13— камерная пламенная
нагревательная печь; 14 — стеллаж для рессорных листов; 15 — установка для смазки рессорных
листов; 16 — рольганг; 17 — стенд для очистки рессорных листов; 18 — стенд для разборки и сбор
кн рессор; 19 — рольганг; 20 — машина для формовки и закалки рессорных листов; 21 — щит уп-
равления к электрической печи; 22—камерная электропечь сопротивления; 23 — ванна для охлаж-
дения рессорных листов при термообработке; 24 — вертикально-сверлильный станок; 25 -- стенд для
испытания рессор; 26 — станок для рихтовки рессорных листов; 27 — рольганг; 28 — моечная ма-
шина для рессорных листов; 29 — аппаратный шкаф; 30 поворотный консольный кран; 31 кон-
торский стол
303
Таблица 37.2. Распределение термических работ по видам при КР автомобилей
и агрегатов (в % к массе ремонтируемого объекта)
Ремонтируемые объекты Отжиг Нормали- зация Цемен - тация Закалка Отпуск.
нагрев в печах нагрев ТВЧ низкий ВЫСОКИЙ
Полнокомплектный автомобиль 0,16 0,35 0,25 0,91 0,54 0,27 0,67
Двигатель с сцеплением 0,08 0,24 0,30 0,57 0,15 0,39 0,19
Коробка передач Задний и передний 2,45 2,40 3,20 4,55 13,9 3,55 1 ,00
МОСТЫ 0,70 2,48 1,20 9,15 1,85 1,12 8,05
Рулевое управление 0,30 0,90 0,60 4,40 0,60 0,60 3,80
Карданная передача 0,75 2,00 1 ,20 3,80 1 ,20 1 ,20 2,55
нормы на ширину проходов и проез-
дов:
проход для рабочих 1.2 .„1,6 м;
вспомогательный проезд при дву-
стороннем движении ручных теле-
жек 1,6 ... 0,2 м;
основной проезд при односторон-
нем движении электрокаров, авто-
погрузчиков и людей 2,2 ... 2,5 м;
основной проезд при двусторон-
нем движении электрокаров,авто-
погрузчиков и людей 3,0 ... 4,0 м.
Пример планировки кузнечно-рес-
сорного участка авторемонтного за-
вода представлен на рис. 37* .4.
При разработке мероприятий по
охране труда и технике безопасно-
сти особое внимание должно быть
уделено обеспечению общеобменной
вентиляции на участке и местной
вентиляции от нагревательных пе-
чей, горнов и ванн охлаждения.
Термический участок предназна-
чен для выполнения различных опе-
раций по термической и химико-
термической обработке деталей.
Участок обеспечивает удовлетворе-
ние потребностей основного и вспо-
могательного производств. К числу
операций, выполняемых здесь, отно-
сятся: отжиг, нормализация, цемен-
тация, закалка с нагревом в печах
и токами высокой частоты, различ-
ные виды отпуска.
Производственная программа
участка определяется номенклату-
рой, количеством и массой деталей
ремонтируемых объектов с разбив-
кой по видам термической обработ-
ки. Эта программа выражается в
304
единицах массы (кг). При подсчете
годового объема работ на участке
эту программу необходимо увели-
чить в 1,2... 2 раза. Этим учитыва-
ется повторность нагрева деталей,
а также потребности вспомогатель-
ного производства.
Для разбивки общего объема тер-
мических работ по видам при ук-
рупненных расчетах можно пользо-
ваться нормами, приведенными в
табл. 37.2.
Порядок выполнения работ (схе-
ма технологического процесса) на
термическом участке представляет-
ся следующим образом. Детали на
участок поступают согласно техно-
логическим маршрутам со склада
деталей, ожидающих ремонта, или
со слесарно-механического участка.
После термической обработки дета-
ли контролируют на твердость и
глубину поверхностно-закаленного
слоя. Признанные годными детали
транспортируются на слесарно-ме-
ханический участок для последую-
щей обработки (шлифование, фи-
нишная обработка).
Основным видом технологическо-
го оборудования термического уча-
стка являются нагревательные пе-
чи. Количество печей для нагрева
при отжиге, нормализации и закал-
ке может быть подсчитано по
форм. (36.15). Потребное количество
печей для цементации Хо следует
определять
Таблица 37.3. Производительность нагревательных печей
Типы нагреватель пых печей Производительность, кг/ч Наибольшая рабочая тем- пература, ° С
при отжиге при нормали- зации при це- ментации при закалке при отпуске
Электрические пе- чи: Н-30 30 43 4,5 43 34 950
H-45 50 72 6,5 72 58 950
Н-60 79 113 9 113 90 950
Н-75 112 160 11,2 160 128 950
Нефтяные и газо- вые печи 40...60 120... 160 8...12 120... 160 100... 140 1000
Печи для рессор- ных листов — — __ 140... 150 140... 150 1100
где и — коэффициент, учитывающий непро-
изводительные потери времени на загрузку
и выгрузку печи; /ц —- средняя продолжи-
тельность цементации одной садки, ч; G, -
суммарная масса деталей, подвергающихся
цементации, кг; q — масса деталей одной
садки, кг.
Производительность некоторых
нагревательных печей приводится
в табл. 37.3.
Определение потребного числа
производственных рабочих на тер-
мическом участке проводится по
количеству устанавливаемого обо-
рудования с учетом возможности
совмещения работ и числа рабочих
смен.
При выработке планировочного
решения по термическому участку
следует учитывать необходимость
выделения для установки ТВЧ от-
дельного помещения, а также соб-
людения нормативных расстояний
Рис. 37.5. Схема расположения камерной (а) и шахтной (б) электропечи:
камерная электропечь; 2 - бак для закалки в масле; 3—бак для закалки в воде; 4 щит
правления; 5 - шахтная электропечь для отпуска; 6 — шахтный бак; 7 - щит управления шахт-
ной печи
305
между оборудованием и от обору-
дования до элементов строений
(рис. 37.5).
Нагревательные печи принято
размещать в линию вдоль стен, ван-
ны и баки для охлаждающих жид-
костей (воды, масла) — непосредст-
венно у печей.
В интересах обеспечения безопас-
ности работ и передвижения шири-
на проезда на участке при односто-
роннем движении электрокаров, ав-
топогрузчиков принимается 2,5...
3,0 м, при двустороннем — 4,0 м.
Вентиляция должна быть общеоб-
менной на участке и местной от на-
гревательных печей.
Моечно-очистные участки. В ка-
питальном ремонте автомобилей и
их агрегатов значительное место за-
нимают работы по мойке и очистке.
Эти работы носят многостадийный
характер и включаются по всему
технологическому процессу ремон-
та, начиная от приемки объекта в
ремонт до его сборки. В общем слу-
чае при ремонте полнокомплектного
автомобиля комплекс работ по мой-
ке и очистке включает наружную
мойку автомобиля, мойку шасси ав-
томобиля, мойку и выпаривание аг-
регатов; мойку и очистку рамы,
мойку подразобранных агрегатов,
мойку и очистку деталей. Наруж-
ную мойку автомобиля выполняют
обычно вручную или в специальных
установках с арочными распылите-
лями. Ее целесообразно произво-
дить в отдельном помещении, обес-
печивающем подогрев автомобиля и
размещенном вне производственно-
го корпуса. При расчетах можно ис-
ходить из примерной длительности
наружной мойки машин. Она со-
ставляет для легковых автомоби-
лей— 1,0... 1,5 мин, грузовых —
2 ... 6 мин, автобусов — 3 ... 6 мин.
Мойка шасси автомобиля произ-
водится в специальных камерах и
установках проходного типа, входя-
щих в поточные линии разборочно-
моечных участков. По такому же
варианту осуществляются мойка и
выпаривание агрегатов (за исклю-
306
чением силового агрегата). Мойка и
очистка рамы, а также мойка под-
разобранных агрегатов могут про-
водиться на участках по ремонту
рам и агрегатов. Все моечно-очист-
ные работы по силовому агрегату
выполняются обычно на участках
по ремонту двигателей или их дета-
лей.
В проектных расчетах массу дета-
лей, проходящих выварку, мойку и
очистку, можно принимать в преде-
лах 30 ... 40 % от массы полнокомп-
лектного грузового автомобиля,
30 ... 35 % от массы легкового авто-
мобиля и 15 ... 20 % от массы авто-
буса. На участках ремонта агрега-
тов мойке и очистке подвергаются
все детали.
Количество потребных моечных
установок (камер, ванн и пр.) и
установок для очистки деталей от
специфических загрязнений (нагар,
накипь, старая краска) рассчитыва-
ется по форм. (36.15). Количество
рабочих определяется по выбранно-
му оборудованию, его количеству и
числу рабочих смен. Потребность в
ресурсах (энергия, материалы) оце-
нивается по техническим характери-
стикам моечно-очистного оборудо-
вания, по режимам эксплуатации и
суточной длительности использова-
ния оборудования.
37.4. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ
УЧАСТКОВ III КЛАССА
К участкам III класса относятся
гальванические, сварочно-напла-
вочные, металлизационные и маляр-
ные. Их продукция измеряется в
единицах площади (дм2 или м2). На
участках этого класса основную ра-
боту составляют процессы нанесе-
ния материалов различными спосо-
бами на поверхности восстанавли-
ваемых деталей.
Проектирование их, как правило,
осуществляется по укрупненным по-
казателям. Годовой объем работ,
выраженный в единицах площади
по каждому виду покрытия опреде-
ляется
У ft ^i. дм2 (м2),
1
где fi — площадь покрытия на одном объ-
екте i-й модели; Ni — производственная про-
грамма предприятия по i-й модели.
Гальванический участок предна-
значен для восстановления деталей
электролитическим осаждением ме-
талла на изношенные поверхности.
На участке обычно выполняют сле-
дующие гальванические процессы:
хромирование износостойкое и де-
коративное, железнение, меднение,
цинкование, никелирование и фос-
фатирование. На участок детали по-
ступают партиями со склада дета-
лей, ожидающих ремонта, или с
других производственных участков.
Детали, требующие восстановления
размеров, поступают после предва-
рительного шлифования со слесар-
но-механического участка. Туда же
они возвращаются после гальвани-
ческого наращивания на оконча-
тельную механическую обработку.
Детали, отдельные поверхности ко-
торых подлежат меднению для за-
щиты от цементации, поступают
также со слесарно-механического
участка, а после меднения направ-
ляются на термический участок. Де-
тали, проходящие восстановление
декоративных покрытий, доставля-
ются с участка дефектации или ре-
монта и после обработки транспор-
тируются на участки комплектова-
ния и сборки.
При проектировании гальваниче-
ских участков для определения FT
можно пользоваться нормами f, для
некоторых моделей автомобилей, их
агрегатов и видов покрытий, приве-
денными в табл. 37.4.
Для последующих расчетов по-
требных численности производствен-
ных рабочих и количества техноло-
гического оборудования целесооб-
разно данные о годовом объеме ра-
бот выразить в единицах времени
(ч). По каждому виду покрытий он
может быть определен
Fpt
Тг1:~—тц/, ч,
Fa
где Fг, — годовой объем работ по i-му ви-
ду гальванических покрытий, ч; Л':,( — пло-
щадь поверхности одной загрузки деталей
при i-м виде покрытия, дм2; тн, — длитель-
ность цикла l-го покрытия, ч.
Площадь поверхности одной за-
грузки определяется
Г.зГ-=/сДкш(-, дм2 (м2).
где fci—средняя площадь гальванического
покрытия при одной загрузке деталей на
1 м катодной штанги ванны, дм2/м. При
расчетах значения fci можно принимать:
для износостойкого хромирования — 5; для
декоративного хромирования — 20; для же-
лезиеиия — 10; для других гальванических
процессов; в щелочных электролитах — 50;
в кислых электролитах — 30; 1„ш{— длина
катодной штаиги ванны для i-ro вида по-
крытия, м.
Таблица 37.4. Площади гальванических покрытий деталей при КР автомобилей
и их агрегатов, дм2
Модель автомобиля Износостойкое хромирование Желез ней ие Цинкование Меднение Никелирование ' автомобиля 1 й 3 3 с; Б С С 3 Б •€ € | автомобиля |
автомо- биля двигателя агрегатов автомо- биля двигателя агрегатов автомо- биля двигателя агрегатов автомо- биля агрегатов
ГАЗ-53 А 4,28 4,12 0,17 10,90 2,26 8,55 14,60 0,59 2,77 0,84 0,25 2,69 4,70
ЗИЛ-130 5,10 4,90 0,20 13,00 2,70 10,20 17,40 0,70 3,30 1 ,00 0,30 3,20 5,60
ЗИЛ-ММЗ-555 5,20 5,00 0,20 13,30 2.76 10,40 17,80 0,71 3,36 1,02 0,31 3,26 5,70
МАЗ-500 6,58 6,32 0,26 16,80 3,48 13,10 22,40 0,90 4,26 1 ,29 0,39 4,13 7,22
Урал-377 7,10 6,82 0,28 18,10 3,76 14,10 24,20 0,97 4,58 1,39 0,42 4,46 7,80
КрАЗ-257 9,95 9,50 0,39 25,40 5,26 19,80 33,0 1,36 6,44 1,95 0,58 6,25 10,90
ГАЗ-24 «Волга» 3,00 2,94 0.08 7,56 1 .62 4,10 10,30 0,42 2,32 0.59 0,12 1 ,89 3,30
307
Длительность гальванической
операции (цикла) для каждого ви-
да покрытия может быть подсчи-
тана
тЦг (Т| T.2)f Лц31» МИН,
где т1 - продолжительность электролитиче-
ского осаждения металла на детали, мин;
т2 - затраты времени на загрузку в вы-
грузку деталей; принимаются в пределах
5...12 мин; Киз, - коэффициент, учитываю-
щий подготовительно-заключительное вре-
мя в начале и конце рабочего дня; прини-
мается при односменной работе участка
1,06..1,10, при двухсменной - 1,03...1,05.
Для определения продолжитель-
ности электролитического осажде-
ния металла (основное время) т,
можно пользоваться упрощенной за-
висимостью:
h
т. С-----, мин ,
Рь
где С — расчетный коэффициент, равный
при: износостойком хромировании - 1660,
декоративном хромировании - - 1350, желез-
неиии —- 100; меднении для защиты от це-
ментации — 50, меднении для получения
подслоя под декоративное хромирование —
77, никелировании — 90, цинковании - 63;
h — толщина электролитического покрытия,
мм; О,,—катодная плотность тока для дан-
ного вида и назначения покрытия, Щам1 2.
При расчете и подборе необходи-
мого оборудования первостепенное
значение имеет определение количе-
ства ванн для покрытий. Этот рас-
чет применительно к г-му виду по-
крытий проводится по формуле
1 ДО ^11 <
где Х„, - количество ванн для его вида
покрытий; Тдо—действительный годовой
фонд времени оборудования (ванн), ч;
kKi — коэффициент использования гальва-
нического оборудования; принимается для
износостойкого хромирования 0,80; для цин-
кования 0,90; для других видов покрытий
0,85.
Размеры ванн выбирают по ката-
логу оборудования гальванических
цехов пли назначают по потребно-
сти в зависимости от размеров де-
талей или подвесных приспособле-
ний. В последнем случае ванны
разрабатываются как нестандарт-
ное оборудование. В авторемонтной
практике чаще всего используются
308
стандартные ванны с размерами
(длина X ширинах высота): 1500Х
X 800X800; 1500Х900ХЮ00;
2000X9000X1000; 2500Х900Х
X 100 мм.
Другое оборудование подбирает-
ся согласно принятой технологии.
Источники тока назначают по тре-
буемым величинам тока и напряже-
ния. Величина напряжения должна
быть 12 В для износостойкого хро-
мирования и 6 В для других видов
покрытия. Потребность в полиро-
вальном оборудовании подсчитыва-
ется по форм. (36.16). Производи-
тельность этого оборудования (f)
для деталей с площадью покрытия
до 1 дм2 принимается: при износо-
стойком хромировании и железпе-
нии 42... 48 дм2/м; при декоратив-
ном хромировании — 22...23 дм2/м.
Меньшие значения берутся для об-
работки деталей из чугуна. При об-
работке деталей с площадью покры-
тия более 1 дм2 производительность
оборудования повышается па 40 ...
50 %.
Явочное количество рабочих тяв
на гальваническом участке подсчи-
тывается
где 1]м| коэффициент многоагрегатпого
обслуживания но t-.му виду покрытия, при-
нимается: при износостойком хромирова-
нии — 6...8; при декоративно-защитном хро-
мировании - 0,8... 1; при железнении
0,8...2,0; при других видах покрытия — 2...3.
Оборудование размещается сог-
ласно схеме технологического про-
цесса. Расстояние между оборудова-
нием п удаление его от элементов
строений нужно выдерживать по
нормам, приведенным в табл. 37.5.
Выпрямители и системы регули-
рования тока размещаются непо-
средственно у ванн. Шлифовальные
п полировальные станки должны
устанавливаться в отдельном поме-
щении. Рядом с участком должно
располагаться помещение для ней-
трализации, где производится очи-
стка сточной воды, содержащей со-
Таблица 37.5. Норма расстояний между
оборудованием и удаления оборудования
от элементов строений на гальваническом
участке, мм
Расстояние Вайны при односторон- нем обслужи- ва нии Шлифоваль- но- полиро- вальные стан- ки
Расстояние от стены до обо-
рудования Проходы меж- ду рядами обо- 500 ... 600 600... 800 2500...2800
рудования Расстояние 1500 ... 2000
между отдель- ными видами оборудования
в одном ряду Расстояние 150 ... 300 1000... 1500
между рядами оборудования,
расположен- ными тыльны- ми сторонами друг к другу 600 ... 800 600... 800
единения хрома, с восстановлением
шестивалентного хрома до трехва-
лентного. Система канализации и
очистки сточных вод на гальваниче-
ских участках должна предусматри-
вать:
очистку и нейтрализацию циано-
содержащих стоков с помощью
щелочи, окислителя и извести;
очистку хромосодержащих стоков
от хроматов с помощью серной
кислоты и бисульфита натрия с
последующей нейтрализацией из-
вестью;
нейтрализацию стоков кислых,
щелочных и содержащих медь,
никель, железо и т. п.
Нейтрализованные стоки поступа-
ют в отстойник, отсюда очищенная
вода идет в канализацию, а обезво-
женный осадок пропускается через
вакуум для практического приме-
нения или захоронения. Ввиду вред-
ности производства на гальваниче-
ских участках их помещения долж-
ны быть отгорожены от других про-
изводственных помещений газоне-
проницаемыми стенами или перего-
родками по всей высоте помещения.
При значительных объемах галь-
ванических работ на АРП проекти-
руются участки с полуавтоматиче-
скими или автоматическими уста-
новками.
Пример планировочного решения
для гальванического участка заво-
да по ремонту автомобилей ГАЗ-53Л
приведен на рис. 37.6.
Сварочные (сварочно-наплавоч-
ные) участки предназначаются для
выполнения операций сварки и на-
плавки при восстановлении деталей.
Подлежащие сварке и наплавке де-
тали поступают на сварочный уча-
сток со склада деталей, ожидающих
ремонта, или со слесарно-механиче-
ского участка. Работы по сварке и
наплавке выполняют на специали-
зированных (по виду сварки или
наплавки) постах. На сварочном
участке восстанавливается боль-
шинство деталей, в том числе бло-
ки цилиндров, головки блоков, ко-
ленчатые и распределительные ва-
лы, валы коробок передач, оси
и др., за исключением кузовов, ка-
бин и рам, которые восстанавлива-
ются сваркой на участках по их ре-
монту. После сварки и наплавки де-
тали поступают на участки: слесар-
но-механический, ремонта деталей
двигателя, ремонта агрегатов или
сборки двигателя.
Проектирование сварочного уча-
стка обычно ведется по укрупнен-
ным показателям. Программа уча-
стка задается номенклатурой и ко-
личеством деталей исходя из годо-
вой программы предприятия с уче-
том коэффициента ремонта деталей.
Годовой объем сварочных и напла-
вочных работ определяется по каж-
дому виду сварочных и наплавоч-
ных работ на основе данных о нор-
мах времени на эти работы и годо-
вой программы. Этот объем может
выражаться в чел-ч, кг или м2
(дм2). Потребности вспомогательно-
го производства учитываются увели-
чением рассчитанных годовых объе-
мов на 10 %.
При подсчете годового объема ра-
бот в чел-ч можно пользоваться
309
Межцеховой проезд
Рис. 37.6. Планировка гальванического участка авторемонтного завода с программой
8500 приведенных капитальных ремонтов автомобилей ГАЗ-53А в год:
/ 9. /2 — выпрямительные устройства; 2—ванна для отслаивания; 3— ванна с холодной водой
для промывки деталей после всех процессов, кроме хромирования; 4 — ванна с теплой водой для
промывки деталей после всех процессов, кроме хромирования; 5 — ванна для нейтрализации; 6 —
стол для навешивания деталей; 7 — ванна для анодного травления; 8— стол для вневанного оста-
ливания деталей; 10—ваина для электролитического обезжиривания; 11— стеллаж для деталей;
13 — ванна для никелирования; 14 — ванна для кислого меднения; /5 —ванна с холодной водой
для промывки деталей в процессе хромирования; 16 — ванна с теплой водой для промывки дета-
лей в процессе хромирования; 17 — бак для отстоя электролита; 18— кислотостойкий иасос; 19—
конторский стол; 20— раковина; 21— ванна для снятия старого хромового покрытия; 22 — ванна
для хромирования; 23— ванна для улавливания электролита;
полировочная: / — полировочный станок; 2 — стеллаж для деталей; 3 — стол для накатки полиро-
вальных кругов; 4 — сушильный шкаф
данными, приведенными в приложе-
нии с корректировкой их по методи-
ке, рассмотренной в гл. 36.
Для расчетов количества произ-
водственных рабочих и основного
технологического оборудования сва-
рочно-наплавочных участков также,
как и при проектировании гальвани-
310
ческих участков, более удобно опре-
делять годовые объемы работ вели-
чиной площади поверхности свароч-
ных швов и наплавленного металла
в дм2. В этом случае можно вос-
пользоваться данными о производ-
ственной программе по ремонту ав-
томобилей и агрегатов и справочны-
ми данными об ориентировочных
площадях наплавки, приведенными
в табл. 37.6.
Поскольку приведенная таблица
разработана применительно к авто-
мобилю грузоподъемностью 4 т, ее
данные для других автомобилей
следует скорректировать по реко-
мендациям, приведенным в преды-
дущей главе.
Для расчета количества производ-
ственных рабочих и потребного обо-
рудования в случае, когда годовой
объем работ выражается в едини-
цах площади (дм2), необходимы
сведения о производительности сва-
рочно-наплавочной техники. Она
может быть принята по данным
табл. 37.7.
Подсчет потребного основного
технологического оборудования по
видам сварочно-наплавочных работ
может быть произведен по
форм. (36.16). Остальное оснащение
подбирается по основному свароч-
но-наплавочному оборудованию сог-
ласно технологическим процессам
выполняемых на постах работ. Кро-
ме установок для сварки и наплав-
ки. в число оборудования включа-
ются также кантователи, стеллажи
для деталей, сварочные столы, сле-
сарные верстаки, подъемно-транс-
портные средства.
Ацетиленовый генератор для руч-
ной газовой сварки подбирают по
требуемой производительности. При
расчете по укрупненным показате-
лям средний расход материалов на
сварочно-наплавочном участке мож-
но принимать: по ацетилену 2500 ...
2700 л в течение одной смены на
одного газосварщика (при коэффи-
циенте использования поста—0,75);
по кислороду на 20 % больше рас-
хода ацетилена; по электродам и
электродной проволоке — 2 ... 3 %
от массы свариваемых деталей.
Расчет численности производст-
венных рабочих производится по
видам выполняемых работ по форм.
(36.11) и (36.12).
Площадь сварочно-наплавочного
участка определяется по форм.
Таблица 37.6. Примерные площади
поверхности сварочных швов н
иаплавлеиного металла, дм2 (для грузового
автомобиля грузоподъемностью 4 т)
Виды сварки и наплавки
Ремонтируемый к 6 к S СУ о
объект я Н* СО Св о к к; я
х: о я сх я _ о
ф Н в Ef *
я 35 О о 5
См (г. rf СХ К
Полнокомп- лектный авто- мобиль 2,50 6,10 10,74 4,00
Силовой агре- гат 1,00 1,00 1,50 1,90
Коробка пере- дач 1,00 1,00 0,50 0,50
Задний мост 0,35 0,50 5,80 1,00
Передний мост 0,15 2,80 1,80 —
Рулевое — 0,10 0,10 —
управление Карданный вал — 0,05 1,14 1,00
(36.24). Его размеры могут несуще-
ственно корректироваться после при-
нятия окончательного планировоч-
ного решения. При выборе планиро-
вочного решения необходимо учиты-
вать, что посты сварки и наплавки
должны отгораживаться от осталь-
ной части участка металлическими
экранами и несгораемыми брезенто-
выми занавесами или, что лучше,
располагаться в специально устро-
енных для них кабинах.
Таблица 37.7. Производительность
оборудования для сварочно-наплавочиых
работ, дм2/ч
Виды сварочно- иаплавочиых работ Произво дитель- ность процесса Характеристика
шва или слоя
Газовая сварка 0,3...0,5 Толщина сва- риваемых эле- ментов 2 ... 6 мм
Электродуго- вая ручная сварка и на- плавка 3,6...4.8 Толщина слоя 3... 5 мм
Вибродуговая наплавка 4.3...6,0 Толщина слоя 2,0... 2,5 мм
Автоматиче- ская сварка и наплавка под флюсом 7,2...9,0 Толщина слоя 2 ... 5 мм
311
Размеры сварочных кабин в пла-
не принимаются по габаритам обра-
батываемых изделий. При сварке и
наплавке деталей с размерами в
плане 0,5 X0,5 м размеры кабин бе-
рутся равными 3x3 м. Расстояние
от сварочного стола до стенок каби-
ны должно быть 0,8 ... 1 м, а рас-
стояние сварочного преобразовате-
ля или трансформатора от стенок
кабины — 0,2 ... 0,3 м. Высота сте-
нок кабины должна быть не менее
2 м. Стенка не должна доходить до
пола участка на 0,2 м.
На участке должна быть преду-
смотрена общеобменная приточно-
вытяжная и местная вентиляция с
отсосами на всех сварочно-напла-
вочных постах.
Участок напыления имеет своим
назначением наращивание изношен-
ных поверхностей деталей. На на-
пыление детали поступают после
механической обработки со слесар-
но-механического участка. Туда же
они возвращаются и после напыле-
ния металла для окончательной ме-
ханической обработки.
При проектировании участков
(отделений) восстановления дета-
лей напылением исходят из тех же
положений и особенностей, что и
при разработке сварочно-наплавоч-
ных участков. При расчете годового
объема работ используются данные
о производственной программе
предприятия и нормы трудоемкости
на металлизационные работы (см.
приложение) с корректировкой тру-
доемкостей по методике, рассмот-
ренной в предыдущей главе.
При расчете годового объема ра-
бот по каждому способу напыления
в единицах площади (дм2) исполь-
зуют данные производственной про-
граммы по номенклатуре и количе-
ству деталей с учетом коэффициен-
та ремонта напылением.
Но для последующих расчетов
лучше иметь годовой объем работ,
выраженный в единицах массы (кг)
напыляемого металла. Это объясня-
ется тем, что при напылении не весь
расплавленный металл осаждается
312
на детали, а производительность ме-
таллизационных аппаратов выра-
жается в кг/ч. Этот пересчет может
быть выполнен
г -V Ft hi V
г 100
i — I
где Fi — покрываемая площадь i-й детали
(или i-й поверхности детали), дм2; hi —
толщина наносимого слоя с учетом припус-
ка на последующую механическую обра-
ботку, мм; у — плотность напыляемого ме-
талла, кг/дм3.
Для определения количества уста-
новок для напыления необходимо
знать производительность металли-
зационных аппаратов и коэффици-
ент напыления (т. е. коэффициент,
учитывающий непроизводительные
потери расплавленного металла, ко-
торый не попадает на деталь). Про-
изводительность некоторых метал-
лизационных аппаратов (в кг/ч) та-
кова: ГИМ-2 — 0,8... 1,0; ЭМ-ЗА —
2,5 ... 3,5; ЭМ-6 — 7 ... 12; УПУ-ЗМ —
8... 12; УМП-5 — 5... 8.
Коэффициент напыления зависит
в основном от способа напыления,
а также размеров и формы детали и
должен выбираться на основании
опытных данных. При напылении
наружных цилиндрических поверх-
ностей деталей диаметром 25...
50 мм при расчетах его можно
принимать равным 0,6 ... 0,9.
Количество потребных металлиза-
ционных установок может быть под-
считано по форм. (36.15). Числен-
ность рабочих определяется из рас-
чета один оператор на каждую уста-
новку.
Посты для напыления металлов
размещаются в отдельном помеще-
нии. Для защиты оператора от шу-
ма, металлической пыли и аэрозо-
лей различных материалов процесс
напыления следует производить в
закрытых камерах с надежной мест-
ной вентиляцией.
Оборудование поста, кроме ме-
таллизационной установки, должно
включать стеллаж для деталей, сле-
сарный верстак для предваритель-
ной подготовки изделий, пульт уп-
равления, шкаф для оснастки. Ме-
ры по технике безопасности при га-
зопламенном, электродуговом и вы-
сокочастотном напылении те же,
что при газовой и электродуговой
сварке. При плазменном напылении
дополнительно необходимо преду-
сматривать защиту оператора от ин-
фракрасного и ультрафиолетового
излучений с помощью маски со све-
тофильтром.
Малярный участок предназнача-
ется для окраски кузовов, кабин и
оперения. Подлежащие окраске ку-
зова автобусов и легковых автомо-
билей или кабины и оперение гру-
зовых автомобилей поступают на
малярный участок после ремонта.
На малярном участке они подготав-
ливаются к окраске, окрашиваются,
сушатся и отделываются. После об-
работки на малярном участке изде-
лия поступают на сборку автомоби-
лей. Двигатели и агрегаты обычно
окрашиваются па участках по их
ремонту и сборке.
Производственная программа ма-
лярного участка соответствует объе-
му выпуска продукции авторемонт-
ным предприятием. Годовой объем
работ для него определяется сум-
марной площадью окрашиваемых
поверхностей ремонтируемых изде-
лий, т. е.
п
Гг - 2 FiNi-
1 1
где Ft — площадь поверхности покрытия
i-го изделия, м2; Ni — производственная
программа предприятия по i-му изделию.
Площади окрашиваемых поверх-
ностей для некоторых моделей ав-
томобилей и автобусов приводятся
в табл. 37.8.
Количество окрасочных камер Хо
целесообразно рассчитывать по го-
довому объему работ с учетом числа
устанавливаемых в камерах краско-
распылителей и их производитель-
ности:
хо=-А_.
gzTao
где g — производительность краскораспы-
лителей, м2/ч; г — число краскораспылите-
лей.
Производительность краскорас-
пылителей согласно паспортным
данным принимается (в м2/ч) сле-
дующая: КРП-2 — 350; 0-45 — 350;
КР-20 — 175 ... 205; БТО-33 — 210;
С-512 — 360; ЗИЛ — 325; 0-31 — 80;
БКФ-54 — 300 ... 350.
Количество ванн для окраски оку-
нанием Хо можно подсчитать
где т — длительность окраски одного изде-
лия (комплекта) с учетом времени на за-
грузку и разгрузку, ч; N — число изделий
(комплектов), подлежащих окраске окуна-
нием в течение года.
Число камер для сушки изделий
после окраски можно определить по
форм. (36.14). Кроме окрасочных и
сушильных камер, на малярном
участке должны предусматриваться
агрегаты или установки для подго-
товки поверхности к окраске, уста-
новки для безвоздушного распыле-
ния краски и другое оборудование
согласно технологическому процессу
окрасочных работ. На участке дол-
жно иметься необходимое подъемно-
Таблица 37.8. Площади окрашиваемых поверхностей некоторых автомобилей, №
Модель автомобиля Окрашиваемое изделие
Кабина Кузов Оиереиие Рама Двигатель Комплект агрегатов
ГАЗ-53А 7/7 17,5/13,5 6,7/6,7 6,6/6,6 2,8 6,5
ЗИЛ-130 7/7 26,8/17 8/8 7/7 3,3 8,5
Урал-377 7/7 20/20 7/7 10/10 3,56 17
МАЗ-500 9,1/9,1 24,8/19 10/10 9/9 5,2 12
КрАЗ-255Ь 8/8 26/26 9/9 12/12 5,5 20
313
транспортное оборудование (кон-
вейеры, рольганги, кантователи для
кузовов и кабин).
При расчете потребного числа ра-
бочих можно исходить из пример-
ной трудоемкости некоторых видов
окрасочных работ в пересчете на
1 м2 окрашиваемой поверхности
(чел-мин/м2).
Шлифование вручную по ме-
таллу:
сухое..................2 ... 4
мокрое .........4 ... 5
Шлифование вручную по шпат-
левке ............. 3 ... 8
Шпатлевание шпателем сплош-
ное .......................3 ... 10
Нанесение лакокрасочных по-
крытий распылением . . . 0,3... 1,0
При шлифовании механизирован-
ным способом трудоемкость умень-
шается на 40 ... 60 %. При нанесе-
нии несплошной шпатлевки (мест-
ная подмазка) трудоемкость сокра-
щается на 50 ... 60 %.
Оборудование на участке разме-
щается по технологическому про-
цессу окрасочных работ. Весь ком-
плекс оборудования и рабочих мест
для выполнения всех окрасочных
работ (подготовка, окраска, шпат-
левание, шлифование и сушка) сле-
дует размещать в отдельном поме-
щении. Из-за различия тепловых и
вентиляционных режимов в окра-
сочных и сушильных камерах они
должны размещаться на удалении
2 ... 3 м друг от друга, а при поточ-
ном производстве между ними сле-
дует предусматривать тамбур.
При проектировании малярных
участков необходимо предусматри-
вать широкий комплекс мер по ох-
ране труда, технике безопасности и
защите окружающей среды.
СПИСОК ЛИТЕРАТУРЫ
Материалы XXVII съезда КПСС. — М.:
Политиздат, 1986. — 352 с.
Автомобиль ЗИЛ-130: Руководство по
капитальному ремонту. Ч. I—III. — М.:
КТБ авторемонтного производства, 1978.
Верещак Ф. П., Абелевич Л. А.
Проектирование авторемонтных предприя-
тий. Справочник инженера-механика. — М.:
Транспорт, 1973. — 328 с.
Инструкция по разработке проектов и
смет для промышленного строительства СИ
202-81/Госстрой СССР. — М.: Стройиздат,
1981. — 98 с.
Двигатели ЗИЛ-130: Руководство по ка-
питальному ремонту. Ч. I, II. — М.: КТБ
авторемонтного производства, 1981.
Проектирование авторемонтных пред-
приятий / Дехтеринский Л. В., Абеле-
вич Л. А., Карагодин В. И. и др. — М.:
Транспорт, 1981. — 218 с.
Д ю м и н И. Е., К а к у е в и ц к и й В. А.,
С н л к н Н А. С. Современные методы орга-
низации и технологии ремонта автомоби-
лей. — Киев: Техника, 1974. — 519 с.
Кац А. М. Автомобильные кузова. —
М.: Транспорт, 1982. — 296 с.
Клебанов В. В. Проектирование про-
изводственных участков авторемонтных
предприятий. — М.: Транспорт, 1975. —
174 с.
К о г а и Э. И., X а й к и н В. А. Охрана
труда на предприятиях автомобильного
транспорта. —• М.: Транспорт, 1984. — 250 с.
Липкиид А. Г., Гринберг П. И.,
Ильин А. И. Ремонт автомобиля ЗИЛ-
130. — М.: Транспорт, 1978. — 360 с.
Маслов Н. Н. Качество ремонта авто-
мобилей. — М.: Транспорт, 1975. — 320 с.
Мелков М. П. Твердое осталиваиие
автотракторных деталей. — М.: Тпанспорт,
1972. — 285 с.
Пасов В. 3., Валькович В. С. Ре-
монт двигателей ЯМЗ-236 и ЯМЗ-238. —
М.: Транспорт, 1968. — 256 с.
Положение о техническом обслуживании
и ремонте подвижного состава автомобиль-
ного траиспорта/Минавтотранс РСФСР. —
М.: Транспорт, 1968. — 72 с.
Правила эксплуатации автомобильных
шин. — М.: Химия, 1983. — 173 с.
Ремонтопригодность машин/Под ред.
П. Н. Волкова. — М.: Машиностроение,
1975. — 368 с.
Ремонт автомобилей. Учебник/Под ред.
С. И. Румянцева. — М.: Транспорт, 1981.—
462 с.
Справочник по пайке/Под ред. И. Е. Пе-
трунина. — М.: Машиностроение, 1984. —
407 с.
Справочник технолога авторемонтного
производства/Под ред. Г. А. Малышева. —
М.: Транспорт, 1977. — 432 с.
Справочник техиолога-машиностроите-
ля/Под ред. Л. Г. Косиловой и Р. К- Меще-
рякова. Ч. I, II. — М.: Машиностроение,
1986.
Технология ремонта автомобилей/Под
ред. Л. В. Дехтерннского. — М.: Транспорт,
1979. — 342 с.
Технология ремонта машин и оборудо-
ваиия/Под ред. И. С. Левитского. — М.:
Колос, 1975. — 560 с.
X а с у й А. Техника напыления. Перевод
с японского. — М.: Машиностроение, 1975.
— 288 с.
Шадричев В. А. Основы технологии
автостроения и ремонт автомобилей. — Л.:
Машиностроение, 1976. — 560 с.
Оборудование для ремонта автомоби-
лей. Справочиик/Под ред. М. М. Шахне-
са. — М.: Транспорт, 1978. — 384 с.
ТРУДОЕМКОСТЬ И ПРОЦЕНТНАЯ РАЗБИВКА ПО ВИДАМ РАБОТ АВТОМОБИЛЕЙ
Автомобиль на базе готовых агрегатов
Наименование работ сси эмобиля га X Я с 2 а с: 5 * шасси ктро- рудова- на шасси га X К реиие шитель га 2 । о а О F-
га ь а э о
—' й га га
3 га CU X X Л о = О
Трудоемкость, чел-ч: на ЗИЛ-130 37,18 9,64 2,95 3,64 3,78 30,70 6,09 0,86 10,36
на ГАЗ-53А 34,16 / 8,87 I 2,71 | 3,35 105,2 | 3,47 | 28,36| 5,59 | 0,79 | 9,50
Разборочно-сборочные и ремонтно-кузовные работы Предварительная мойка 1,55 П р о ц е н т н а я 96^0 р а з б ивка труд о е м к О с т и
» разборка 11,80 •— —_ •— .— — — — —
Мойка подразобранных 1,30 — — — — 1,30 4,50 14,50 —
механизмов и агрегатов Окончательная разборка на 11,80 31,65 .— — — 31 ,90
узлы (детали) Разборка узлов — — .— — — — —
Мойка деталей 1,00 3,90 _— -— — •— —_
Снятие нагара и накипи — — — — — — — 7,25 --
Контроль-сортировка 1,80 3,90 7,35 — .— — — — —
(дефектация) деталей Обойные 16,0
Жестяницкие — — — 7,10 — 26,65 63,8 36,25
Арматурно-слесарные — -— — —- — 28,2 1,0 — 7,45
Комплектование, слесарно- 8,35 — 5,40 — — 5,15 .— — .—
подгоночные работы и се- лективный подбор Сборка узлов
Общая сборка из узлов 40,00 55,40 — — — — — -— —
Испытание и регулировка 10,80 — 9,65 — — — -—. — —
Доукомплектование — — — —. —. — — — .—
Разборочно-сборочные ра- — — 54,0 — 100,0 14,9 15,3 36,20 33,0
боты и проверка испытани- ем Медницко-радиаторные 1,00 22,0 86,5
Шиномонтажные работы и 7,50 — — -— — — — ——
ремонт дисков колес Деревообрабатывающие — — — — — - — 22,35
Малярные 3,10 5,15 1 ,60 6.4 — 7,8 15.4 5,8 5,30
Итог о: 100 100 100 100 100 100 100 100 100
От общего объема работ, % 86,5 71,3 95,5 93.0 86,5 81,5 76,0 87,5 99,0
Восстановление деталей Механические 14,20 35,30 9,00 2,14
Холодная штамповка ДР — — — — — 10,0 — — —
Слесарные 10,90 31,40 82,0 65,0 21,3 — - — 40,0 - -
Газосварочные 4.40 7,80 9,0 13,0 6,38 64,5 74,0 40,0 —
Электросварочные 3,05 15,70 — 22,0 6,38 — 7,40 —
Вибродуговая наплавка — — — - •- — —
316
317
ND — W N Й СЛ — - - - i 05 ~ o CD 00 (Г) 1 %5 - О О О g О О to 4- СО —ОО СЛ ОСЛО 3 wl i*№ iSktVo 1 1 Vobow - V-'ч ° W ° ooftg ° 0004- О — О СЛ = | 35,18| 1 35,33
>£* сл Сл — - 1 - CO I CO — О 00 | 00- 1 - - о О Qi СП 05 — <0 4-4- О СО К _ -<О 1 II II -4-Р 1 '-4 1 1 I 4- 1 -СО 1 1 1 1 S О 00 4- 4- 00 О 3 л 1 3,89
-ч1 ND CD — 1 1 1 P 1 P .* S о о оо х 00 СО СЛ ND . О Й II II 1 1 1 1 00 1 1 1 00 1 kj 1 | III CD - 05 00 О ND as ND 54,6 2,42 | 2,44
ND ND СИ 05 CD — к> 1 | Р “ § О О О О О — 00 00 СЛ ND X о I 11 Р 1 i 1 1 b- i 1 ' w 1 - 1 1 III СЛ ND О cn 2 4,72 | 4,76
ND СП — ND 4*. СЛ — - - - CD I 00 — О СО О- 1 - -О СЛ СО 05 О r„ 3 53 — 00 Ю — 4- — 00 О ’° CO 1 II II kl—4- ф. । । । 4- 1 W4- СЛ boOCO “ - О О ft 4- 000 О WO- ® 00 00 7,98
13 j-j ьэ £ ft g — •_ О ® а 1 _ - О | о * o to <O 55 & 00 о — to о — о — to 1 II *00—1 W — ООО О СОСЛ4- 00 4- — о ° ° 0101 01 “ 07 *4 1 Zt-‘6 10,55
05 — >£* — 05 05 — - - - rf* | ел to о CD CD 05- I - - О 05 О СЛ О О 4Ь — З — Л 3 to WOO СЛ 00 — “ 1 11 '1 'ооо - 1 ! 1 » 1 2 <g 1 - Ю СЛ СЛ СЛ О 4^ 4^ ьэ 4,82 | 5,37
-О- Ю 05 — 4* - - | — СО О - Оо •**- 1 - - О 05 00 05 00 О О О -4 “ £ СЛ 4- ОС0 о — wo о 1 II to* 1 *-„*<-, will bo 1 to— сл о —io О О^[ «’g ^1 СЛ О СЛ О СЛ— W 35,02 9,33 | — 10,38
05 ND ND 00 — - I I 05 I 05 -Ч О 05 1 1 - । - - О ND ND 05 ND О — 4^^,O5 — ND — — . ?° О II 1 *-ч 1 1 1 сл 1 СО 1 СЛ 00 1 ° 00 4^. <£> О О О СО О СЛ Сл о 5,78
СЛ 4^ *4 Д NDNDO I - О — - - - - 1 - - О СО ND ND О СО 00 О 05 00 — со — СО 05 ND 1 1 ! ! 1 1 ~ I СО 1 1 1 -'>1 1 05 1 C5ND 1 СЛ О О О Сл Со СлСл О О 1 1,58 | 1
CD СЛ СЛ СО — Vo 1 -° 1 Г Pg СЛ о — о — ND ND CD СО 00 ND СЛ С5 i l| I 1 1 1° 1 00 1 1 1 — 1 CD 1 00 ND 1 I ND СЛ О О О СЛ CO 2,80 3,13
GO — ND О СО -Ч --С0—-05 ND — 0005- - —- - О О 05 00 -4 ND 4Ь СЛ о 00 СО — —СО — — Сл сл 05 ND СО О — ND CD — О -- .- СО ND СЛ СО Си . » - « “ С СЛ СО 4^0 СЛ ND -Ч 05 — ND О 05 CD — О СО ОО ОО 00 4^ ND CD — О — О СЛ О СЛ О О О 0 0 4^ О СЛ О О О 175,0 195,0
Двигатель со сцеп- лением | Силовой агрегат ]
Компрессор
Питание на дви- гатель
Электро- оборудова- ние иа двигатель
Коробка передач
Задний мост без редуктора Комплект агрегатов
Редуктор заднего моста
Передний мост
с гидро- усили- телем •о 0 я 0 ф я 3 м я ф S я ф
без гид- роусили- теля
►
—I
и
ГТ!
"П
►
-<
о
со
w
X
*3
I
X
ы
3
•V
X
о
}з
О
X
3
т»
О
—г
п
►
г
г
m
св
о
о
Е
-4
! Карданный
вал
—
Всего на полно-
комплектный
автомобиль
ПРИЛОЖЕНИЕ
Наименование работ Автомобиль и а базе готовых агрегатов
Шасси автомобиля Рама Тормоза на шасси Система охлаждения на шасси Электро- : оборудова- ние на шасси Кабина Оперение Глушитель Кузов- платформа
Подфлюсовая наплавка — _— .— —
Кузнечные 5,45 5,90 — — — — — 20,0 100,0
Рессорные 51,40 —- — — — — — — —
Термические 6,12 3,9 — — — — -— — —-
Металлизационные — — — —- — — — —_ -—
Гальванические Полимерные 4,48 — — —- 63,8 5,7 19,8 18,5 —- —
Итого. % 100 100 100 100 100 100 100 100 100
От общего объема работ, % 13,5 28,7 4,5 7,0 3,5 18,5 24,0 12,5 7.0
Примечание. На изготовление деталей принимать 20% от трудоемкости по слесарным.
Продолжение приложения
Силовой агрегат Комплект агрегатов Всего иа полно- комплектный автомобиль
Двигатель ! со сцеп- лением Компрессор Питание иа дви- гатель 5 *0 > Л Е- Э О Ф & Я Р 2 о ф s 5® К ей Г; о я г} Коробка передач СЧ я Л К Ф с = Щ£ X н >, < у п « о Ф СО Ж О. ех g с X ф я П Й у Ф Хг О o.“s Передний 1 мост Рулевое управление 1 Карданный вал
с гидро- усили- телем без гид- роусили- тели
1,22 7,45 3,90 1,14
0,54 — — — 1,22 6,85 0,5 8,77 13,3 — — 3,10
—- — .—_ — -— — -—- — -—- —- 0,18
0,10 — — — 2,44 1,95 2,33 1,76 7,9 — 0,55 1,70
0,75 —• —_ —- -—_ — — -—• — — 0,18
2,8 2,4 — 8,1 3,63 1,95 2,33 4,39 19,8 _—. — 3,95
3,8 -— — 13,5 3,63 1,96 2,33 2.34 — — — 4,68
100 100 100 100 100 100 100 100 100 100 100 100
28,0 48,4 5,2 7,0 48,4 45,6 37,6 31 ,0 12,4 29,2 54,0 23,45
механическим и штамповочным работам.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Расположение слов — алфавитное. В тех случаях, когда понятие выражается не
одним словом, а словосочетанием на первом месте в указателе стоит ведущее слово,
например «Алмаз синтетический», т. е. применена так называемая инверсия. Если в
книге, какое-либо понятие встречается на нескольких страницах, причем на одной из
них дано определение этого понятия, то в указателе это отмечено в скобках при но-
мере страницы, например «Коэффициент годности 50, 51, 62 (определение).
Абразивные материалы 73, 89, 132. 183,
184, 187, 189, 191
Автоматизация авторемонтного производст-
ва 12, 17, 18, 21, 28, 40, 77—79, 143—145
Автоонератор 47, 143
Авторемонтные предприятия: виды 20
Агрегатно-сборочный участок 21
Адгезия лакокрасочного покрытия 146. 155
Азот 124, 186
Азотирование 195
Акильсульфат 44
Аккумуляторная батарея 200—205
Аккумуляторный участок 22
Акт приемо-сдаточный 31, 84
-- технического состояния автомобиля 30
Активация 132, 133
Алмаз синтетический 186
Алмазное выглаживание 98
Аминофенол 157
Аммоний сернокислый 142
— хлористый 1 16
Амортизаторы 81
Ангидрид борный 116
- хромовый 47. 135, 137
Анодная обработка 132, 133
Арматура кузова (кабины) 248—250
Арматурный участок 22
Асбест 157, 178
Аттестация качества продукции 26—27
— рабочих мест 24
Ацетилен 11, 113, 120, 128
Ацетилена расчет потребления 291
Ацетон 45, 153, 157, 178
Аэросил 157
Базовые детали 8
Базы обработки технологические 89 (опре-
деление), 168, 183
Бак топливный 196
Балансировка 68—71. 77, 213. 216
Балка переднего моста 222—223
Безвоздушное распыление краски 150—151
Безотказность автомобиля 11
Бензин 45, 57, 132, 157, 198, 205, 235
Бензонасос 197
Биение 55, 182, 190, 194, 216
Блок цилиндров 176—180
Борная кислота 112, 116, 141
Борторасширитель 234
Борштанга 179
Бочкообразпость 60
Брак производственный 25
Бруски для суперфиниширования 183
Бура 116
Вакуумное формование деталей из пласт-
масс 256
Ввертыш резьбовой 179
320
Ведомость дефектовочная 51
Ведущий мост 217—222
Венская известь 133
Вентиляция кузова (кабины) 249
— местная, приточная и приточно-вытяж-
ная 49
Вероятность восстановления работоспособ-
ного состояния 11
Взаимозаменяемости метод групповой 18.
65-66, 66—68
---- неполной 65
---- полной 65
Виброабразивная очистка 47
Вибродуговая наплавка 106—108, 218, 220.
224
Винипласт 133, 136, 157
Вискозиметр 146
Водоснабжения расчет 291
Воздушное распыление краски 149—150
Восстановление деталей: классификация
способов 86—87
Время восстановления работоспособного
состояния 11
— нормируемое 257
Вулканизация 236
Входной контроль 25
Выборочный контроль 25
Выглаживание 98, 184
Выдача автомобилей из ремонта 83—84
Выпаривание картеров агрегатов 16
Выпрямитель 107
Вытяжка 86, 96
Гальванические покрытия 87. 130—145
Гальванический участок 22, 307—309
Гамма-толщиномер 240
Гарантии авторемонтного предприятия 84
Гексанит 181
Генератор 205—208
Гибкие технологические системы 12
Гидропескоструйная обработка 50
— очистка 46
Гильзы цилиндров 180—182
Гипофосфит натрия 140
Главная передача 75—76. 81
Гладилка 184
Годности деталей группы 50
Головка цилиндров 187—189
Графит 103, 157, 181
Грунтование 148
Группы деталей по массе 63
------ размеру 63
Групповой метод обработки деталей 165
— технологический процесс 165
Двигатель 74—75, 79—80
Двигателей участок 22
Декстрин 142
Деревообделочный участок 22
Дефектация 8, 13, 16, 18, 50—62, 192
Дефектоль 57
Дефектоскоп 57, 58. 59
Дефектоскопия 57—58
Дефекты деталей: определение 50
----характерные 51—54
----скрытые 56
Диагностирование 12, 18, 31
Дибутилфталат (ДБФ) 157
Дизельное топливо 45
Дисбаланс 68—71, 77, 213, 216
Дисульфид молибдена 157, 181
Дифференциал 219—220
Дихлорэтан 44, 132, 155
Длиномер электрический 187
Длительность ремонта 9. 23
Доводка 66, 87, 199
Документация технологическая 166—167
Долговечность автомобилей 11, 27
Дополнительная ремонтная деталь (ДРД)
92—83, 179, 183, 193, 194, 197, 198, 210.
212, 215, 218, 219, 220 222, 229, 230, 243
Дробемет 98
Дробеметная обработка 147
Дробеструйная обработка 127, 128, 147.
178
Дробь 128, 129, 147
Дополнительное время 257, 258
Единичное производство 20, 21, 71
Едкий натр 133, 137
Железиение 131, 133, 134, 138—140, 141,
145, 187, 189, 194, 206, 208, 210, 215, 307
Железо хлористое 138, 141
Жестяницкий участок 22
Жидкое стекло 42, 43. 44
Заводы авторемонтные 20
Заготовки деталей 13, 15
Загрязнений виды 41
Задание на проектирование 279
Задел технологический 35
Заземление 40, 93, 113
Закалка 184, 190
Замки дверей 248
Запасных частей расход 19
Заряд аккумуляторной батареи 204
Затраты технологические 172, 173
Затяжка резьбовых соединений 72
Защитная паста для рук 49
Защитно-декоративные покрытия 141—143
Зенкерование 262
Зубчатая передача 72—73
Изготовление ремонтных деталей из листо-
вой стали 244
Измерительный контроль 25
Изнашивание 7, 10
Износ допустимый 53
— предельный 54
— 4-го и 2-го рода 7
Индикаторная бумага 49
Индукционная сушка лакокрасочного по-
крытия 154
Инспекционный контроль 25
Инструкция по разработке проектов и смет
для промышленного строительства 278
---- эксплуатации автомобиля 84
------ двигателя 84
— технологическая (ТИ) 167
Инструмент технологический 24
— механизированный 82
— для правки кузовов и кабин 242
Инструментальный участок 22
Испытания 16, 17, 79—81, 83—84, 180.
299—300
Кабина 239—255
Кавитация 42
Калий кремнефтористый 137
— фтористый 116
— хлористый 112
— хромистый 142
Кальция окись 133
Камеры шин 232—233, 238
Канифоль 116
Капитальный ремонт: определение 8
полнокомплектных автомобилей 8
Капитального ремонта этапы 16
Карбид кремния 187
— титана 187
Карборунд 187
Карданная передача 76—77, 216—217
Категории ремонтных деталей: восстанов-
ленные, годные, новые 13—14
Катушка зажигания 211
Каустик 42. 44, 48, 49, 133, 134, 137
Качество лакокрасочного покрытия 154
— продукции: определение 26
— разборки 17
Квалификация рабочих 20, 23
Керосин 45, 48, 57, 181, 186, 198
Кислород 120, 128
Клапаны 191—192
Классификатор технологический деталей ма-
шиностроения 163
Классификация авторемонтных предприя-
тий 19—21
— деталей 163
Классы деталей 162
— ремонта покрышек 232
— цехов и участков 277—278
Клей 88НП 247
— БФ-2 159, 209
— БФ-4 209
— ВК-200 159
— ВС-ЮТ, -350 159, 230
— казеиновый 247
— МПФ-1 159
— резиновый 235
— синтетический 159—160
Клеймение продукции 25, 220
Клепальная установка 225
Коленчатый вал 182—185
Комплексная деталь 165—166
Комплектность автомобилей и агрегатов,
сдаваемых в ремонт 30—31
Комплектование деталей 17, 21, 63—71, 75
Комплектовочная карта 71
Комплектовочный участок 21
Конвейеров типы 37
Кондуктор технологический 220
Консервация готовой продукции 25
Контроль качества 14, 25—26, 54—60. 154,
254—255
Контроля виды 25—26
321
Контрольно-сортировочный участок 21
Конусные соединения 73
Конусообразное™ 51, 60, 214, 215
Концентрация моющих средств 49
Корд покрышки 233
Коробка передач 75, 80, 213—216
Коромысла клапанов 190
Коррозия 7, 16, 46—49, 53, 146
Косточковая крошка 46—47, 48, 50, 178
Коэффициент восстановления деталей 50.
51, 62 (определение)
— выхода металла 131
— годности 50, 51, 62 (определение)
— готовности 27
— загрузки оснастки 173, 174
— закрепления операций 20
— маршрутный 62
— наплавки 102, 104
— напыления 125, 312
— приведения капитального ремонта агре-
гатов к полнокомплектному автомобилю
282
— сменности деталей 50, 51, 62 (определе-
ние)
Краскораспылитель 150, 313
Кроющая способность электролита 132
Круги шлифовальные 89, 183, 189, 191
Крутящий момент затяжки резьбовых со-
единений 72
---отвертывания резьбовых соединений
39
Ксилол 44, 45, 153
Кузов 239—255
Кузнечно-рессорный участок 22
---цех 301—304
Купорос медный 105, 142
Лабомид 33, 42, 43, 44, 48, 49, 205
Лазерная сварка и наплавка 108—109
Лакокрасочные покрытия 145—156
Лакокрасочных материалов приготовление
146
Легирование 102—103
Лентой стальной восстановление 181
Летучий контроль 25
Литий углекислый 112
— хлористый 116
Лонжерон 116
Лужение 116
Люминисцентиый метод контроля корпус-
ных деталей 57
Магний сернокислый 142
Магнитная дефектоскопия 57
Магнитострикционный преобразователь 48
Магния окись 133
Малярный участок 22, 313—314
Малярных работ нормирование 274—275
Марганец хлористый 138
Маркировка деталей 50, 185, 187, 220
Маршрут восстановления 60
— технологический 171
Маршрутная карта (МК) 36, 166, 172
— технология: определение 61
Масло индустриальное 181, 186
— трансформаторное 57
Масляный насос 194—195
Массовое производство 20—21
Мастика протвокоррозиоииая 254
322
Машинное время 257
Машинно-ручное время 257
Меднение 131, 141, 142, 145, 307
Медницко-радиаторный участок 22
Медиый купорос 105, 142
Металлический песок 48, 50
Металлизационный участок 22
Металлизация 22, 86—87, 88, 120—130, 312
Метасиликат натрия 42, 44
Метилен хлористый 44
Метод красок 57
— ремонта агрегатный 9—10, 12
---необезличеииый 9, 20'
---обезличенный 9—10, 23
---— поточный 20
Механизация авторемонтного производства
12, 18, 20, 28, 37—40, 82—83
Механическая обработка 88
Микрометр 59
Микроштихмас 59
Моечный участок 306
Мойка 13, 17, 18, 32—33, 41—50, 147, 198,
306
Мост ведущий 75—76, 81, 217—222
— управляемый 222—224
Моющие средства 18, 33, 42, 43, 44, 48, 49,
205
Мраморная крошка 48
Нагар 16, 46—49
Нагрев детали перед пластическим дефор-
мированием 94, 95, 97
Надежность отремонтированных автомоби-
лей 10, 27—28
Накатка 86, 96, 98, 127, 183
Накипь 46—49
Наклеп 94, 97, 98, 184
Наладка инструментальная 166
Наряд на ремонт 30
Наплавка 86—87, 88, 98—113, 104—105,
183, 184, 185, 218, 220, 222, 224, 230
Наплавочных работ нормирование 272—273
Напряжения внутренние 112
Напыление металла 87, 88, 120—130
— пластмасс 158, 253—254
Наработка доремонтная и межремонтная
— иа отказ 10
Насос бензиновый 197
— гидроусилителя рулевого управления 229
— охлаждающей жидкости 193
— топливный высокого давления 198
— топливоподкачивающий 197
Натирание электролитическое 141, 179, 182,
195, 198, 218, 219
Натрий азотнокислый 143
— сернокислый 142
— углекислый 43, 44, 48, 107, 112, 133
— уксуснокислый 140
— фтористый 112
— хлористый 112, 116, 142
Научно-технический прогресс в авторемонт-
ном производстве 11, 12, 16, 27
Нашатырь 116
Нейтрализация детали 134
Неконцентричность 208
Непараллельность 52, 55, 182. 185, 210
Неперпеидикулярность 52, 55—56, 208
Неплоскостность 225
Непоточная сборка 81—82
Несоосиость 52, 55
Неуравновешенность 68—71
Нецилиндричность 185, 187, 190
Никелирование 131, 140—141, 142, 307
Никель сернокислый 140, 142
— хлористый 138, 140
Нитрид натрия 48, 49
— титана 124
Нитроэмаль 132
Норма выработки 256
Нормализация 184
Нормирование труда техническое 256—275
Нормы наработки для ремонта 19
Нутромер 59
Обезжиривание деталей 42—45, 127, 132,
133, 145, 147, 148, 178
Обжатие восстановительное 86, 95—96
Обивка кузова (кабины) 246
Обкатка роликом (шариком) 98
— после ремонта 16
Обливом струйным окраска 149
Обломы картеров 213
Обмен агрегатами 19
Обменные пункты 30
Обойный участок 22
Оборудование кузова (кабины) 248—252
— технологическое 167—168, 172, 173,
286—288
Объем выпуска: определение 162
Объем работ годовой (трудоемкость) 285
Овальность 51, 52, 214, 215
Окраска 14, 16, 17, 19, 145—156, 252—254,
274—275
Окраски способы 149
Окрасочное оборудование 150, 254, 313
Окрасочных работ нормирование 274—275
Оксидирование 131, 142—143
Оксифос 42, 44
Окунанием окраска 149
Оперативное время 257, 258
Операционная карта (ОК) 36, 166, 172
— • совокупность деталей 165
Операционный контроль 25
Операция технологическая 14 (определе-
ние), 162, 163
Оправка 94, 98
Опрессовка 56—57
Организация производства 19—26, 33—35,
70—71, 81—82, 113, 175
Осадка восстановительная 86, 94—95
Освежение нглы распылителя 199
Освещенность рабочего места 93
Осмотр автомобилей 26, 31
— деталей внешний 54
Оснастка 14, 24, 165, 173, 174
Отвердитель 157
Отжиг 94, 95
Отказ 8, 9, 10
Отклонения формы и расположения поверх-
ностей 51, 52, 55, 56, 60, 182, 185, 187, 190,
208, 210, 214, 215, 225
Отопитель 249
Отпуск 94, 95
Основное время 257
Основные детали 8
Остекление кузова (кабины) 247
Охрана окружающей среды 18, 145, 155
Очистка деталей 46—49
Очистные сооружения 145
Пайка 87, 114—119, 192. 193. 196
Пайка-сварка 112, 178
Паспорт автомобиля 30, 84
— баллона 30
— двигателя 30, 84
— изделия 25
— рабочего места 24
Пассивирование деталей 48
Пара производственного расчет потребле-
ния 291
Пеногасители в моющих растворах 44
Перевооружение техническое авторемонт-
ного производства 11
Передний мост 22—224
Переход вспомогательный 14
— технологический 14 (определение), 16.
163
Периодический контроль 25
Перспективы авторемонтного производства
276
Пескоструйная обработка 147
Петли дверей, капота, крышки багажника
248
Печи нагревательные 305
Плазменная наплавка 109—ПО
Плазменное напыление 128
Плазмотрон 109, 124
Планово-предупредительная система ремон-
та 10
Пластификатор 157
Пластмассы 156—157
Платформ металлических участок 22
Пленка поливинилхлоридная 247
Площадка для хранения автомобилей 32
Площадь поверхности автомобилей окра-
шиваемая 313
Пневматический контроль размеров 59
Пневматическое распыление краски 149—
150
Поверхностно-активные вещества (ПАВ)
17, 43, 148
Подготовительно-заключительное время 257
Подготовка производства технологическая
161—162
Подклассы деталей 162
Подобие дефектов технологическое 170
Подразделения авторемонтных предприятий
21—23
Подшипники 73—74
Позиция: определение 15
Показатели качества продукции 27
Покрытия защитно-декоративные 141—143
Полиамид 157
Полипропилен 157
Полировальная паста 132
Полирование металла 89, 183
— стекла 247—248
Полистирол 157
Полихлорвиниловый пластикат 133
Полиэтилен 157
Полиэтиленполиамин (ПЭПА) 157
Полнокомплектных автомобилей капиталь-
ный ремонт 21
Полуоси 220—221
Поперечины рамы 225
Пост: определение 34
323
Посты специализированные и универсаль-
ные 23
Поточное производство 23, 35. 82
Поточный метод ремонта 20
Поточных линий расчет 288—289
Пояснительная записка к проекту пред-
приятия 279
Правка 86, 97, 182, 189, 196, 216, 221, 225,
242, 243
Предельное состояние автомобиля 78
Предмет труда при ремонте 14
Прессовые соединения 72
Прессы 37
Приборов питания участок 22
Пригонки метод 66
Прием автомобилей в ремонт 30—33
— технологический: определение 16
— шин в ремонт 231—233
— кабины (кузова) в ремонт 239
Приемочный контроль 25
Припой 112, 114—117, 178, 192, 206, 208,
209
Припуск на механическую обработку 91,
168
Приработанность деталей 9
Приработка агрегатов 79—81
Приработки качество 18
Приспособления технологические 14
Притирка 66, 87, 198, 199
Притирочная паста 73, 187
Проволока наплавочная 102, 103, 105, 107,
108. 184
— порошковая 102
— электродная 102 ,105, 111, 113, 184. 187,
220
Программа производства 20. 21, 23, 167,
281
Проектирование технологических процес-
сов 36, 163, 167—176
— участков и цехов 276—314
Производительность технологического обо-
рудования 173
— труда ремонтных рабочих 17, 23, 24, 256
Производственного процесса организация
23
Проковка сварочного шва 178, 245
Проксанол 42
Протяжных работ нормирование 269—270
Процесс производственный ремонта: опре-
деление 14
- технологический ремонта: определение 14
Процесса капитального ремонта принципи-
альная схема 15, 16
Прошивка 95, 186
Рабочее место ремонтника 24 (организация),
34 (определение), 40, 49—50, 113, 129—130.
145, 155—156, 160
Радиатор 192—193
Разборка автомобилей и агрегатов 13, 16,
33—41
Разборочно-моечный участок 21, 296—297
Развертывание 262
Развальцовка концов трубок 196
Развитие авторемонтного производства
11—12
Раздача цилиндрических деталей 86, 95
Размерная группа 66
— цепь: определение 64
324
Рама 225
Рамный участок 22
Расплавы солей очистные 49
Распределитель зажигания 209—210
Распределительный вал 189—190
Растачивание 194
Растворители 44—45, 48, 112, 132, 146, 149,
153, 155, 157
Растворя юще-эмульгирующне средства
(РЭС) 44, 45
Расточных работ нормирование 262—264
Расчеты технологические 280—292
Реактопласты 156, 246
Регенерация моющих средств 18
Регистрационный контроль 26
Регулирования метод 66
Регулировочный участок 22
Режим технологический 14, 103. 105, 108,
111, 113, 125, 168
Резак газовый 243
Резина для ремонта шин 233
Резьба 39, 72, 179, 185, 262
Резьбовая вставка 179
Реконструкция предприятия 12
Ремонт автомобиля: определение н класси-
фикация 8—9
Ремонта методы 9—10, 12, 18
Ремонтно-механический участок 22
Ремонтно-строительнмый участок 22
Ремонтный размер 63, 88, 90—92, 179, 183,
185, 189, 190, 220, 222
Ремонтопригодность автомобиля: определе-
ние 10—11
Рессоры 226—227
Ресурс отремонтированного автомобиля 12,
27
Ржавчины преобразователь 148
Рихтовка кабины (кузова) 245
Роботизация производства 12, 17, 18, 40.
77—79, 254
Ротаметр 105
Руководство по капитальному ремонту 53
Рулевое управление 77, 227—230
Ручное время 257
Ручной труд 12
Самосвала подъемный механизм 250—251
Самофинансирование 129
Сборка автомобиля 18, 64—68, 174—176
— двигателя 74—75
— заднего моста 75
— зубчатых передач 72—73
— карданной передачи 76—77
— конусных соединений 73
— коробки передач 75
— общая 17, 72, 81—84
— подшипников с деталями 73—74
— прессовых соединений 72
— резьбовых соединений 72
— рулевого управления 77
— селективная 65—66, 66—68
— узловая 72
— шлицевых соединений 73
— шпоночных соединений 73
Сборки участок 22, 300—301
Сборочная единица 15
Сварка алюминия 112—113
— аргонно-дуговая 106. 177, 178
— ацетилено-кислородная 112
— газовая 177
— горячая 111
— полуавтоматическая 105—106, 243
— холодная 111
— чугуна 110—112
Сварочное оборудование 101, 104, 105, 106,
107, НО, 177, 178, 184, 207, 220, 221, 243,
244
Сварочный участок 22, 309—313
Сварочных работ нормирование 272—273
Сверлильных работ нормирование 262—264
Себестоимость ремонта 50, 256
Серийное производство 20, 21
Серная кислота 135, 142
Сжатого воздуха расчет потребления 290
Сиденья 247
Силикагель 57, 105
Силумин (припой для алюминия) 115
Синтамид 42, 44
Синтанол 42, 44
Синтетические моющие средства 33, 42, 43,
44, 48, 49, 205
— ремонтные материалы 87, 159, 179, 253
Система ремонта 10
Скипидар 153
Склады 21, 22, 32, 51
Слесарно-механическая обработка 87—93
Слесарно-механический участок 22, 297—
299
Слесарных работ нормирование 270—271
Слюда 157
Смазочно-охлаждающая жидкость (СОЖ)
181, 186
Смачиваемость лакокрасочных покрытий
146
Смывка 48
Сода кальцинированная 43, 44, 48, 107,
112, 133, 134
— каустическая 44, 48, 49, 107, 133, 134
— питьевая 205
Соединений деталей виды 36—37, 39, 72,
73
Соляная кислота 48, 138
Сольвент 153
Сормайт 125
Сортировка 13, 16, 50—62
Состав авторемонтного предприятия 276—
278
— работающих 286
Состояния автомобиля (исправное, нерабо-
тоспособное, предельное, работоспособное)
7—8
Сохранность ремонтного фонда 32
Сохраняемость 11, 16
Специализация 12
Спирт 153
Списание автомобилей 19
Сплошной контроль 25
Справка о пробеге автомобилей 30
---техническом состоянии агрегата 30
Стандартизация технологических процессов
164—166
Станкоемкость ремонта 284, 286
Станочных работ нормнроавиие 259—270
Старение автомобиля 7—8
Стартер 207—209
Стеклоподъемник 249
Стеклоткань 138, 158, 179
Стоимость ремонта 23, 85
Стойкость резца 181
Строительство новое предприяий 12
Стронций сернокислый 137
Струйная мойка 44
Структура авторемонтного предприятия
21—23, 276—278
Ступица заднего колеса 221—222
Сульфаиол 42
Сульфатация аккумуляторных пластин 202,
203
Сульфонат 42
Суперфиниширование 183, 184
Сушка лакокрасочных покрытий 153—154
Такт 23, 35
Тальк 157
Тарифно-квалификационный справочник 168
Текущий ремонт: определение 8—9
Термический участок 22, 304
Термообработка 94, 95, 184, 190
Термопласты 156, 188, 246
Термохимическая обработка 195
Территориальный принцип организации ре-
монта 19
Тетрахромат натрия 137
Тетрахлорэтилен 44
Техника безопасности при гальванических
операциях 145
-------мойке и очистке 49
------- напылении 130
------- окраске 155—156
------- пайке 193
-------работе с синтетическими материа-
лами 160
-------разборке 40—41
-------ремонте аккумуляторных батарей
204—205
-------сварке 113, 244
------- слесарно-механических работах 93
Технико-экономическое обоснование (ТЭО)
278
Технические условия 25, 53, 54, 83, 180
Технологическая инструкция (ТИ) 167
Технологических процессов виды 161
Технологичность ТО и ремонта 11
Технология капитального ремоента 12—19,
30—84
Технология маршрутная: определение 61
Типизация технологических процессов 162—
164
Типы произвдоства: определение 20
— деталей 162
Титрование 49
Токарных работ нормирование 261—262
Толкатели 190
Толуол 153
Толщиномер лакокрасочного покрытия
154—155
Топлнвоподкачивающий насос 197—198
Топливопроводы 196—197
Тормоза 230—231
Точность сборки: методы обеспечения 64—•
68
Травление 47
Трансмиссия 211—224
Транспортировка автомобилей на авторе-
монтное предприятие 19
325
Трещины 52, 53, 57, 86, 100, 111, 157, 177,
193, 196, 197
Тринатрийфосфат натрия 42, 43, 44, 48, 49,
133
Триполифосфат натрия 42, 43, 44
Трихлорэтилен 44, 45, 148, 155
Трудоемкость ремонта 283, 315—317
Уайт-спнрит 45, 132, 153
Углекислый газ 104, 107
Уксус 50
Ультразвуковая дефектоскопия 58
— мойка 198
— очистка 47, 48
Унификация технологических процессов
162, 163
Управление качеством ремонта 26—29
Упрочнение пластическим деформировани-
ем 184
Уралит 48
Условия труда 24
Усталость металла 53
Устаиов технологический: определение 15
Участки вспомогательного производства
22—23
— основного производства 21
Участки I класса 296—301
— П класса 301—306
— III класса 306—314
Фаолит 139
Фарадея закон 131
Флюс 101, 102, 103, 112, 116, 178, 184, 193,
218, 221
Фонд времени годовой 282—283
Фонд ремонтный 13, 14
— ремонтных агрегатов оборотный 9
Фонда ремонтного площадка хранения 16
Формы организации производственных про-
цессов 23
Фосфатирование 131, 142, 143, 307
Фосфорная кислота 140
Фотография рабочего дня 256
Фрезерных работ нормирование 265—266
Фтороборат калия 116
Фторопласт 157
Химические покрытия 87
Ход вспомогательный: определение 16
Хонинговальных работ нормирование 264—
265
Хонингование 180, 181, 186
Хранение автомобилей 32
— ремонтного фонда 16
Хромирование 131, 133, 134—138, 141, 145,
185, 189, 194, 210, 215, 224, 307
Хронометраж 256
Цапои-лак 132
Цекование 194, 262
Цинк сернокислый 141, 142
— хлористый 116
Цинкование 131, 142, 307
Чеканка 98
Чертежи деталей и сборочных единиц 167
Чефер 233
Численность работающих 24
Число предприятий 19
Шабрение 87
Шкурка шлифовальная 132
Шиноремонтное оборудование 234
Шиноремонтный участок 22
Шииы 31, 231—239
Шихта 103
Шлам 138
Шлифовальная машина 100, 147, 149, 159,
177, 178
Шлифовальных работ нормирование 266—
269
Шлифование 88—89, 147, 149, 183, 194
Шлицевые соединения 73
Шпатлевание 149, 255
Шпоночные соединения 73
Шприц-машина 236
Штангенциркуль 59
Штанги толкателей 190
Штучное время 258
Штучно-калькуляционное время 258
Щелочной расплав 47
Щелочность моющего раствора 42—43
Щелоч 133, 137
Щетки металлические 46
Экономия ресурсов 18
Электрогидравлическая очистка 47
Электроды 111, 112, 177, 212, 214, 219, 225
Электрокоруид 184, 187
Электролит саморегулирующийся 137
— тетрахроматиый 137
Электрооборудование автомобиля 200—211
Электрооборудования участок 22
Электроремоитиый участок 22
Электростатическое распыление краски
151—152
Электроэнергии расчет потребления 290
Эмали 153, 156
Эмульгатор 57, 133
Эпоксидные составы 157—158, 159, 178.
179, 194, 214
Эскизов карта (КЭ) 167, 172
ОГЛАВЛЕНИЕ
Предисловие . ..............................................................3
Введение ....... . ,4
РАЗДЕЛ I
ОСНОВЫ АВТОРЕМОНТНОГО ПРОИЗВОДСТВА
Глава 1. Общие положения по ремонту автомобилей ... 7
Глава 2. Основы технологии капитального ремонта автомобилей 12
Глава 3. Основы организации капитального ремонта автомобилей 19
Глава 4. Управление качеством ремонта автомобилей . . 26
РАЗДЕЛ II
ТЕХНОЛОГИЯ КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
Глава 5. Прием автомобилей и агрегатов в ремонт и их наружная мойка . 30
Глава 6. Разборка автомобилей и их агрегатов................................. 33
Глава 7. Мойка и очистка объектов ремонта . .41
Глава 8. Дефектация и сортировка деталей . . 50
Глава 9. Комплектование деталей ..... 63
Глава 10. Сборка и испытание агрегатов........................ . 71
Глава 11. Общая сборка, испытание и выдача автомобилей из ремонта . 61
РАЗДЕЛ III
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Глава 12. Классификация способов восстановления деталей ... ... 85
Глава 13. Восстановление деталей слесарно-механической обработкой................87
Глава 14. Восстановление деталей способом давления (пластического деформирования) 93
Глава 15. Восстановление деталей сваркой и наплавкой . . . 98
Глава 16. Восстановление деталей пайкой........................................ 111
Глава 17. Восстановление деталей напылением.................................... 120
Глава 18 Восстановление деталей гальваническими покрытиями ... 130
Глава 19. Применение лакокрасочных покрытий в авторемонтном производстве .145
Г л а в а 20. Восстановление деталей с применением синтетических материалов 1 56
РАЗДЕЛ IV
ТЕХНОЛОГИЯ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ И РЕМОНТА УЗЛОВ
И ПРИБОРОВ
Глава 21. Общие положения...................................................... 161
Глава 22. Проектирование технологических процессов восстановления деталей . 167
Глава 23. Проектирование технологических процессов сборки .... 174
Глава 24. Восстановление основных деталей двигателя .176
Глава 25. Ремонт узлов систем охлаждения и смазки ... 192
Глава 26. Ремонт узлов н приборов системы питания ... 196
Глава 27. Ремонт электрооборудования 200
Глава 28. Ремонт деталей трансмиссии........................................ 211
Глава 29. Ремонт деталей ходовой части и механизмов управления . 225
Глава 30. Ремонт автомобильных шин............................ . . .231
Глава 31. Ремонт кузовов и кабин . ............... 239
РАЗДЕЛ V
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ТРУДА НА АВТОРЕМОНТНЫХ
ПРЕДПРИЯТИЯХ
Глава 32. Методы технического нормирования ...... . . . 256
Глава 33. Техническое нормирование станочных работ..............................259
Глава 34. Техническое нормирование других работ, применяемых при ремонте автомо-
билей . . . ... .270
РАЗДЕЛ VI
ОСНОВЫ ПРОЕКТИРОВАНИЯ ПРОИЗВОДСТВЕННЫХ ЦЕХОВ,
И УЧАСТКОВ АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЙ
Глава 35. Общие положения....................... . 276
Глава 36. Основы разработки проекта (рабочего проекта) .... . 280
Глава 37. Проектирование основных участков авторемонтных предприятий . . 292
Список литературы ...... . . .315
Приложение ....... ... .316
Предметный указатель........................................................ .320
327
Учебник
РУМЯНЦЕВ СЕРГЕИ ИВАНОВИЧ,
БОДНЕВ АБРАМ ГРИГОРЬЕВИЧ.
I БОЙКО НИКОЛАИ ГРИГОРЬЕВИЧА
КОЛЯСИНСКИИ ЗИГМУНД СТАНИСЛАВОВИЧ,
КРЮКОВ ВАЛЕРИИ ПАВЛОВИЧ,
СИНЕЛЬНИКОВ АНАТОЛИИ ФЕДОРОВИЧ
РЕМОНТ АВТОМОБИЛЕЙ
Предметный указатель составлен
Л. А. Мостицким
Переплет художника В. Н. Сергутина
Технический редактор Л. Г. Дягилева
Корректор-вычнтчик С. М. Лобова
Корректор Л. Е. Спирина
ИБ № 3517
Сдано в набор 28.05.87.
Подписано в печать 23.12.87. Т-21977.
Формат 70X100‘/i6- Бум. офсетная № 2.
Гарнитура литературная. Офсетная печать.
Усл. печ. л. 26,65. Усл. кр.-отт. 53,3.
Уч.-изд. л. 27,78. Тираж 150 000 экз.
2-ой зав. 50.001—'100. 000 экз.
Заказ 421. Цена 1 р. 20 к.
Изд. № 1—'1—2/14 № 3656.
Ордена «Знак Почета» издательство
«ТРАНСПОРТ», 103064, Москва,
Басманный туп., 6а
Московская типография Ns 4
Союзполиграфпрома
при Государственном комитете СССР
по делам издательств, полиграфии
и книжной торговли
129041, Москва, Б. Переяславская, 46.