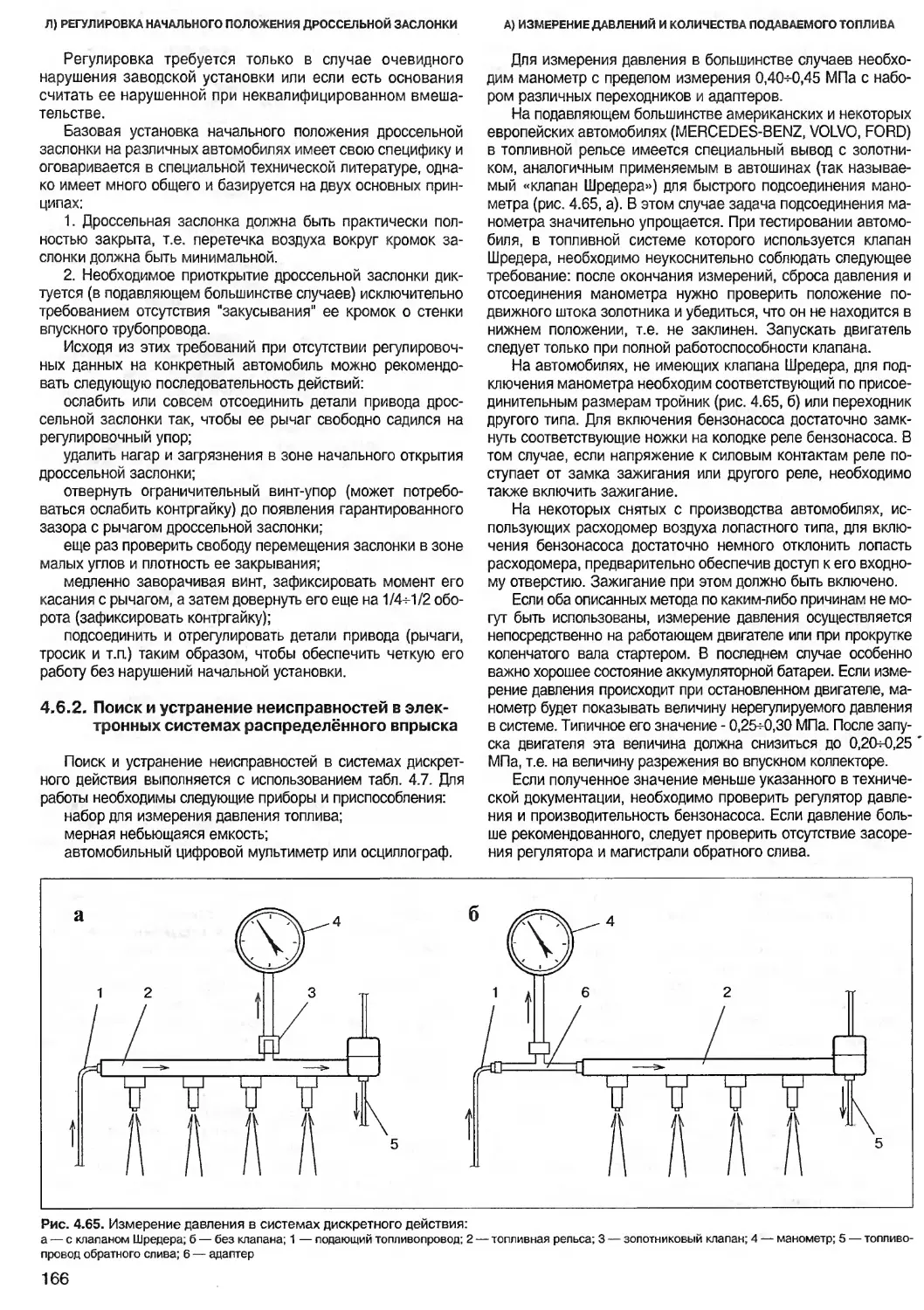
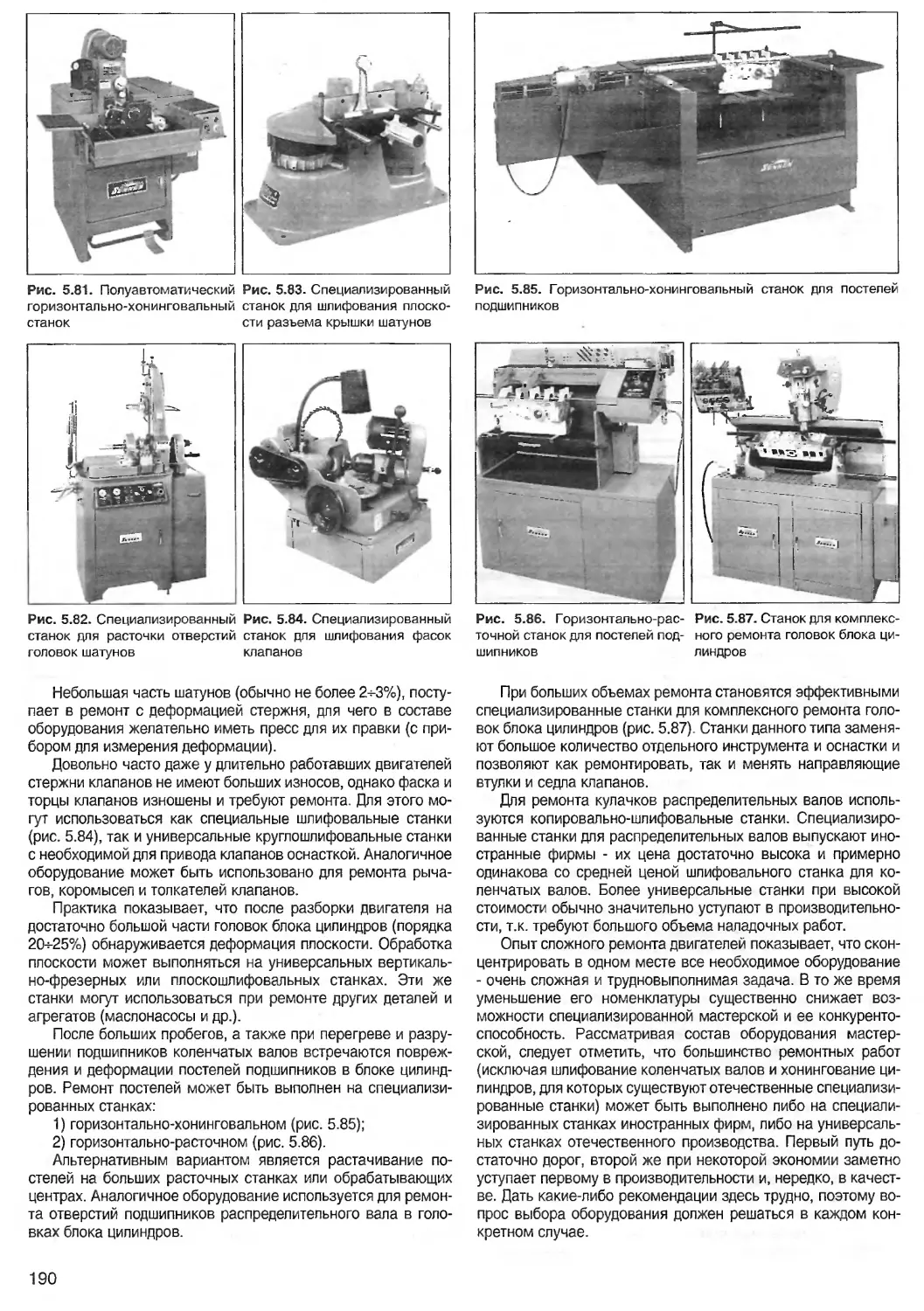
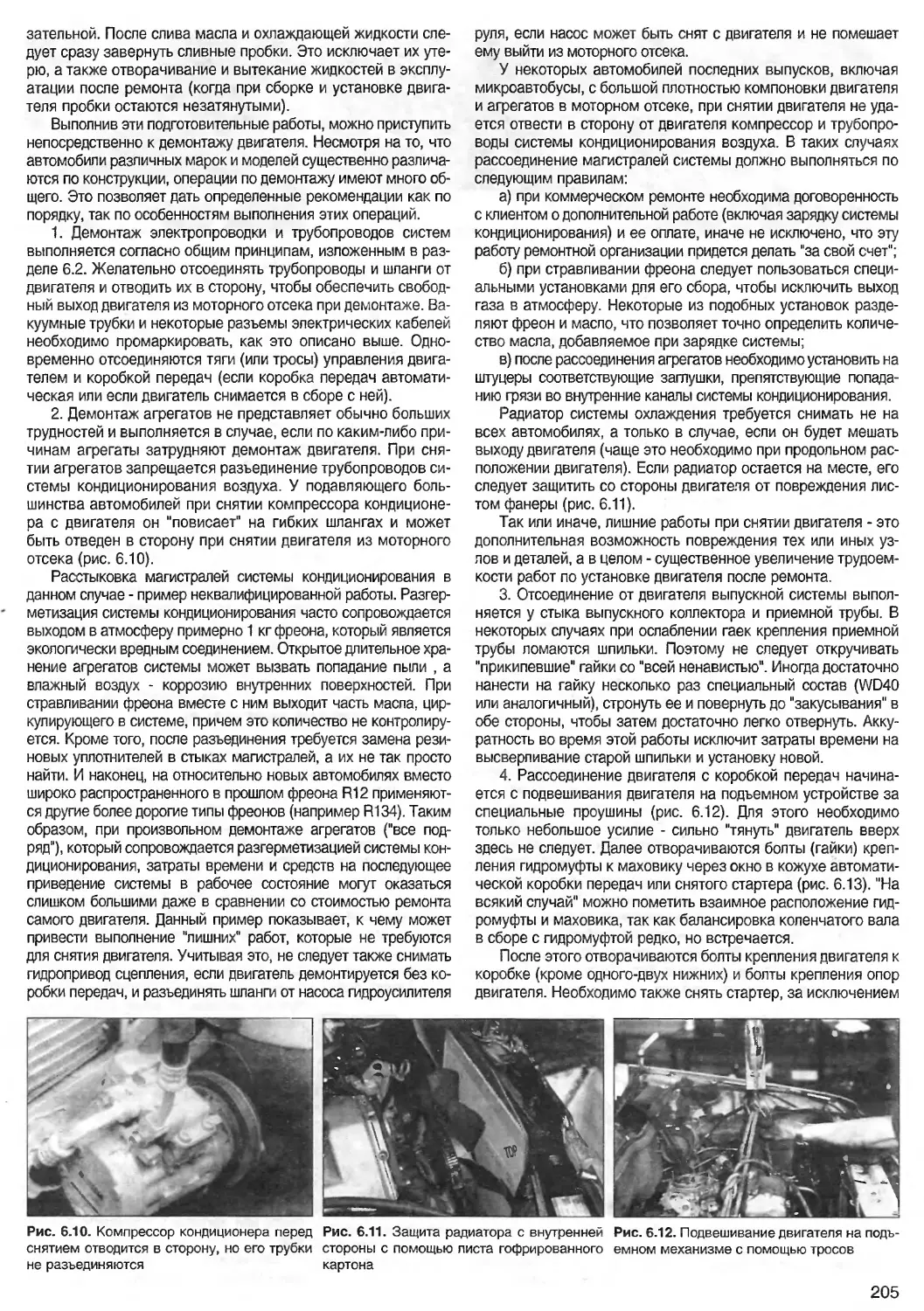
/




















































































































































































































































































































































































































Author: Хрулев А.З.
Tags: техника средств транспорта автодорожный транспорт двигатели ремонт автомобили ремонт автомобилей
ISBN: 5-95907-085-3
Year: 1998


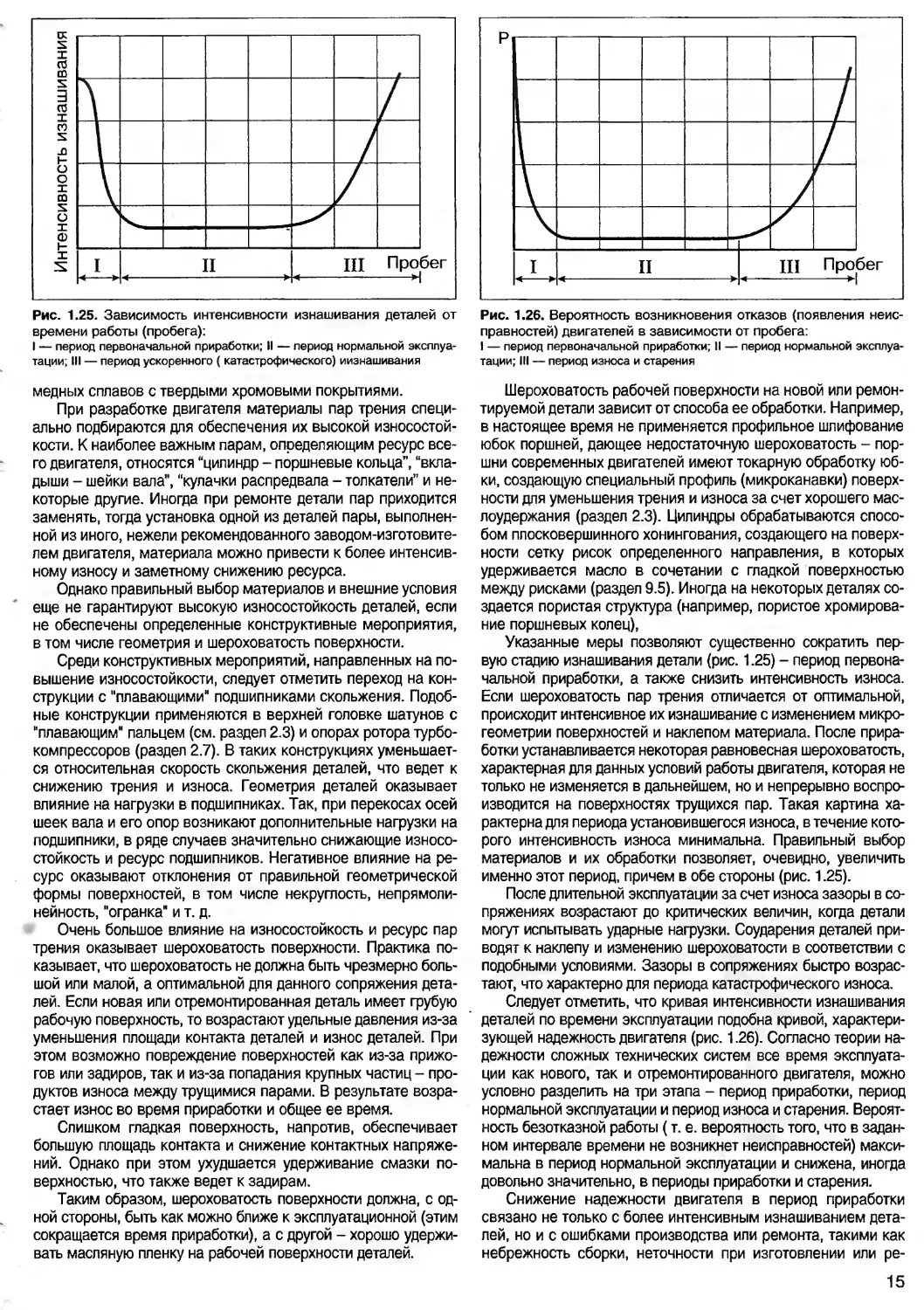
Text
А.Э. ХРУЛЕВ
РЕМОНТ
ДВИГАТЕЛЕЙ
ЗАРУБЕЖНЫХ
АВТОМОБИЛЕЙ
И 3 ДАТ ЕЛЬСТ В О
19 9 8
OK 005-93, т.2; 953750
УДК 629.113.004
ББК 39.33-08
Х22
Хрулев А.Э.
Х22 Ремонт двигателей зарубежных автомобилей. Производственно-практ. издание — М.: Издательство
“За рулем”, 1998. — 440 с., ил., табл.
ISBN 5-85907-085-3
Рассмотрены приемы и методы капитального ремонта двигателей легковых автомобилей и микроавтобусов зарубежно-
го производства. Даны рекомендации по механической и химико-термической обработке деталей, способы диагностики и кон-
троля различных систем, агрегатов и узлов. Приводятся советы по выбору наиболее экономически эффективного вица ре-
монтных работ, инструмента и оснастки. Представлен обширный справочный материал по зарубежным двигателям, запасным
частям и комплектующим.
Для работников автомастерских.
ISBN 5-95907-085-3
ББК 39.33-08
© А.Э. Хрулев, 1998
© Издательство “За рулем”, 1998
К ЧИТАТЕЛЮ
В последние годы на дорогах России появилось большое ко-
личество автомобилей иностранного производства. Из них более
70% - "в возрасте" и по годам, и по пробегу. Многие уже сейчас
требуют того или иного ремонта или следует ожидать, что ремонт
потребуется в ближайшем будущем. Однако и новые автомобили,
купленные совсем недавно, со временем также потребуют ре-
монта. Срок службы иностранного автомобиля у нас оказывает-
ся, как правило, меньше, чем у него на “родине” - тяжелые дорож-
ные условия, грязное топливо, не всегда качественное масло и
неграмотное обслуживание постепенно (а иногда и быстро) дела-
ют свое“черное"дело.
Часто после достаточно большого пробега (более 150-200 тыс. км.)
автомобиль в целом остается во вполне приличном состоянии, однако
дв! татель уже изношен и треб; ют ремонта. В то же время нередки слу-
чаи досрочного вывода двигателя из строя по самым различным при-
чинам, начиная с некачественного масла, залитого при очередном
техническом обслуживании, и кончая повреждением поддона картера
и даже маслонасоса при наезде на препятствие.
Огромное количество марок и моделей иностранных автомо-
билей, в основном, прошлых лет выпуска, практическое отсутст-
вие сети фирменного сервиса (где, кстати, автомобили с возрас-
том более 6-8 лет не всегда принимают в ремонт) резко обостря-
ют проблему ремонта. Зачастую его некому и негде сделать, да-
же имея возможность приобрести необходимые запасные части.
С другой стороны, уже сейчас в России довольно много иност-
ранных автомобилей, для которых не удается быстро найти за-
пасные детали. В основном это автомобили, выпущенные более
10-15 лет назад, которые могли бы ездить, если бы имелась воз-
мох:ность их ремонта. Кстати, указанный выше возраст автомо-
биля не так уж и велик, если на ходу еще "Жигули”, “Москвичи” и
“Волги", выпущенные 15 и даже 20 лет назад.
Причин, по которым ремонт иностранных автомобилей у нас
прэвр=щается в серьезную проблему, много. В основном это связа-
но с относительно недавним массовым появлением у нас иностран-
ных автомобилей, koi да еще не сложилась необходимая сеть стан-
ций технического обслуживания и ремонтных мастерских.
У многих работников предприятий, обслуживающих и ремонти-
рующих иностранные автомобили, в том числе и “фирменных” стан-
ций, далеко не всегда достаточно квалификации, знаний и навыков
для диагностики неисправностей двигателя и их устранения. Не хва-
тает запасных частей специальной литературы по устройству и ре-
монту широкой и разнообразной номенклатуры автомобилей. Кро-
ме этого, иностранная техника, как правило, более “нежная" с точки
зрения способов и средств диагностики и ремонте и требует более
бережного отношения к себе, чем отечественная.
Двигатель автомобиля является одним из наиболее сложных
его агрегатов и требует при обслуживании и ремонте как наиболее
высокой квалификации работников ремонтных предприятий, так и
специального ремонтного оборудования и инструмента.
При ремонте иностранных двигателей нередко возникает це-
лый ряд проблем, которые не встречаются при ремонте отечест-
венной техники. Например, такие детали, как коленчатый вал,
блок и головка блока цилиндров, шатуны и т.д. имеют, с одной сто-
роны, высокую стоимость, чтобы можно было рассчитывать на их
простую замену. С другой стороны, эти детали для некоторых мо-
делей двигателей сложно приобрести. Указанные обстоятельства
нередко требуют таких технологий ремонта, которые либо не име-
ют широкого распространения в отечественной практике, либо во-
обще не применяются. Более того, на сегодняшний день можно
констатировать, что в счране не создана инфраструктура и специ-
ализированные предприятия (ремонтные заводы) по ремонту дви-
гателей легковых автомобилей. Ремонтная база (оборудование,
инструмент) по двигателям легковых автомобилей рассредоточе-
на по многочисленным СТО и автохозяйствам. При этом возмож-
ности этих предприятий в значительной степени ограничены из-за
отсутствия необходимого оборудования. Можно сказать, что сис-
тема ремонта и обслуживания легковых автомобилей была “запро-
граммирована’’ на это еще десятки лет назад - относительно низ-
кие цены на запасные части к отечественным автомобилям, узкая
номенклатура и минимум оборудования для ремонта привели к то-
му, что многие детали двигателей (шатуны, распределительные ва-
лы, коленчатые валы, гоповки и даже блоки цилиндров) часто при
обнаружении незначительных повреждений не ремонтировались,
а просто заменялись на новые.
В настоящее время даже на самых крупных отечественных
СТО отсутствуют целые классы станков (например, хонинго-
вальные станки для ремонта большинства отверстий двигате-
лей), в то время как за рубежом эти станки применяются исклю-
чительно широко.
Причины неудовлетворительного развития ремонтной базы за-
ключены и в особенностях системы регистрации автомобилей в
стране. Так. присутствие номера двигателя в регистрационных до-
кументах на автомобиль не оставляет никаких шансов проводить
“обезличенный” ремонт двигателей легковых автомобилей. Напро-
тив, во многих странах номер двигателя не требуется при регист-
рации, а двигатели, например, автомобилей США, как правило, не
являются номерными агрегатами (т.е. на них отсутствует какой-
либо номер). В США ремонт автомобильных двигателей находится
на вэсьма высоком уровне. На американском рынке без труда
можно найти всё - от любого специализированного инструмента и
оборудования для ремонта двигателей, выпускаемых американ-
скими фирмами, до огромной номенклатуры восстановленных де-
талей и двигателей в различной комплектации.
В езязи с ростом парка иностранных автомобилей увеличива-
ется потребность в ремонтных работах по двигателям. Можно вы-
делить два основных пути ремонта - поагрегатная замена, в том
числе двигателей в различной комплектации (либо просто замена
вышедших из строя деталей на новые) и ремонт дорогостоящих
деталей с заменой изнашивающихся ответных им комплектую-
щих. По первому пути идет развитие ремонта на “фирменных"
СТО, по второму - в основном, в небольших ремонтных мастер-
ских. Первый путь при всех его достоинствах имеет высокую и по-
тому не всегда доступную для многих цену, в то время как второй
путь дешевле, но часто уступает первому в надежности и долго-
вечность двигателей после ремонта. Причины те же - использова-
ние имеющегося в наличии оборудования, далеко не всегда удов-
летворяющего современным требованиям (либо вообще его от-
сутств*4#), несоблюдение технологий ремонта, низкая квалифика-
ция персонала и т.д. Однако в отличие, например, от многих дру-
гих агрегатов и систем автомобиля ошибки, допущенные при ре-
монте двигателя по небоежности, или, чаще всего, из-за отсутст-
вия элементарных знаний и навыков, приводят в лучшем случае к
повторному выходу его из строя через несколько тысяч или даже
сотен километров, а в худшем - к его дальнейшей нэремонтопри-
годности. Поэтому научить правильно обращаться с двигателем
при его ремонте - основная цель этой книги.
При написании книги использовался опыт сложного ремонта
большого числа двигателей иностранных автомобилей, накоплен-
ный различными фирмами, в том числе фирмой
“АБ-ИНЖИНИРИНГ', а также опыт технических экспертов фир-
мы “AM-ЕВРО” з вопросах диагностики и устранения неисправ-
ностей в системах управления бензиновых двигателей.
Разделы 1., 2., 4. -12. написаны к.т.н. А.Хрулевым, разделы 3.,
4.6., 5.4.5. и 5.4.6. - инженером С.Газетиным. Ряд ценных мате-
риалов для написания разделов 9.2 и 9.5.1 представлены инжене-
ром К.Котовым, а раздела 9.4.2 - инженэром Б.Игнатовым. Нео-
ценимую помощь в оформлении книги о;;азал инженер И.Федосе-
ев, ряд работ по иллюстрированию текстового материала выпол-
нил Д.Хрулев.
Авторы будут благодарны читателям за пожелания и критиче-
ские замечания, которые следует направлять в издательство “За
рулем” по адресу: 107082, г. Москва, Бакунинская,72
3
Глава 1. ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ В АВТОМОБИЛЬНЫХ ДВИГАТЕЛЯХ, ИХ
ВЛИЯНИЕ НА ИЗНОС ДЕТАЛЕЙ И ВОЗНИКНОВЕНИЕ НЕИСПРАВНОСТЕЙ
Приступая к ремонту двигателя, необходимо знать не
только технологические приемы самого ремонта, но и пред-
мет ремонта, т. е. двигатель, его конструкцию и рабочий про-
цесс. На практике немало случаев, когда без серьезной тео-
ретической подготовки становится невозможно определить
причины неисправности. Более того, не имея представления
о рабочем процессе, конструкции двигателя и повреждениях
деталей, с ними связанных, не стоит вообще рассчитывать на
успешный ремонт.
Общее представление о рабочем процессе и конструкции
двигателей можно найти в многочисленных учебных пособиях.
Однако в подавляющем большинстве учебной литературы тео-
ретические вопросы рассматриваются в отрыве от конкретных
конструкций. Конструкция двигателей часто излагается как
предмет для инженеров-конструкторов, причем обычно даются
устаревшие конструкторские решения, не применяющиеся в
современных двигателях зарубежных легковых автомобилей.
Чтобы восполнить определенные пробелы в отечествен-
ной литературе, ниже дается материал по рабочему процессу
и конструкции в плане силовых и температурных воздействий
на детали и их возможных повреждений, т. е. двигатель рас-
сматривается с точки зрения специалиста-ремонтника, а не
инженера-проектировщика. Такой подход позволяет также
более четко анализировать возможные неисправности двига-
телей, их причины и способы устранения.
Существует большое число фирм, выпускающих совершенно
различные по конструкции двигатели, имеющие к тому же неко-
торые различия в протекании процессов в цилиндре, впускной,
выпускной системах и т. д. Практика показывает, что даже ос-
воив диагностику неисправностей и ремонт двигателей одной
или нескольких марок, нельзя быть полностью уверенным в ус-
пехе при ремонте двигателей доугих фирм. Все это говорит о
том, что правильное определение неисправностей и квалифици-
рованный ремонт невозможны без знания процессов и конст-
рукции двигателей.
1.1. Процессы нагружения, износа и по-
вреждения деталей автомобильного
двигателя
Анализ усилий, действующих в двигателе в различных по-
ложениях коленчатого вала, при изменении нагрузки (поло-
жения дроссельной заслонки) и частоты вращения позволяет
найти наиболее подверженные износу, опасные с точки зре-
ния неисправностей или поломок сечения различных дета-
лей. Подобный анализ может быть положен в основу диагнос-
тики неисправностей двигателя по внешним признакам (шу-
мы, стуки и т. д.) и наиболее полной дефектации всех деталей.
В результате этого ремонт двигателя можно выполнить с на-
именьшими потерями времени и средств, обеспечив его вы-
сокую надежность в эксплуатации после ремонта.
1.1.1. Такт впуска
При положении поршня в зерхней мертвой точке (ВМТ) на-
чинается такт всасывания (или впуска). Коленчатый вал пово-
рачивается (под действием стартера или по инерции от
маховика и создающих крутящий момент других цилиндров), в
результате поршень движется вниз, а распределительный вал,
поворачиваясь и нажимая кулачком на толкатель, открывает
впускной клапан (выпускной клапан в это время закрыт).
За счет относительно небольшой площади, открываемой
впускным клапаном, по сравнению с площадью двигающегося
вниз поршня, объем пространства в цилиндре увеличивается
значительно быстрее, чем количество воздуха, которое мо-
жет поступить через зпускной глапан. В результате этого в
цилиндре возникает разрежение, под действием которого че-
рез открытый впускной клапан топливовоздушная смесь заса-
сывается из впускного коллектора.
При движении поршня вниз поршневые кольца силой тре-
ния прижимаются к верхним краям канавок на поршне (рис.
1.1). За счет ускорения поршня (скорость поршня нарастает
при постоянной скорости вращения коленчатого вала) шатун
и поршень испытывают растягивающие нагрузки, действую-
щие на стержень, верхнюю и нижнюю головки шатуна, шатун-
ные болты, поршневой палец и бобышки поршня. Нагрузки от
шатуна и поршня при движении из ВМТ передаются на шатун-
ный подшипник, причем на его нижнюю часть (вкладыш, уста-
новленный в крышке шатуна). Указанные нагрузки макси-
мальны вблизи положения поршня в ВМТ и тем больше, чем
больше частота вращения коленчатого вала, массы шатуна и
поршня, причем эти нагрузки усиливаются разрежением в ци-
линдре. Вследствие этого момент начала движения поршня
из ВМТ на такте впуска является достаточно опасным с точ-
ки зрения возможных поломок деталей.
На режимах частичных нагрузок (малые углы открытия
дроссельной заслонки) и на больших частотах вращения разре-
жение во впускном трубопроводе прэвышает 0,05*0,07 МПа.
Такое большое разрежение на впуске объясняет чувствитель-
ность работы двигателя к негерметичности оазличных соеди-
нений трубопроводов и фланцев, а также к легкому засасыва-
нию небольших посторонних предметов. Так, в эксплуатации
встречаются случаи разрушения поршней в результате гидро-
ударов, превышения максимальной частоты вращения, обры-
ва шатуна, тарелки клапана, выпадения седла клапана. За
счет негерметичности деформированных или сломанных кла-
панов и перепада давлений между выпускной и впускной сис-
темами куски разрушившихся деталей засасываются во впуск-
ной коллектор и распределяются по впускным трубопроводам
всех цилиндров. Если при последующем ремонте двигатэля
впускная система не будет тщательно очищена, то пссле запу-
ска и непродолжительной работы двигатель выйдет из строя и
потребует повторного ремонта.
Разрежение, возникающее во впускном трубопроводе
пи.всасывании смеси через открытый впускной клапан спо-
собствует проникновению масла через зазоры между стерж-
нями впускных клапанов и направляющих втулок. В многоци-
линдровом двигателе таюы в различных цилиндрах череду-
ются, поэтому во впускных каналах (за дроссельной заслон-
кой) устанавливается разрежение, величина которого зави-
сит от частоты вращения и положе-
ния дроссельной заслонки. При
этом масло может непрерывно про-
никать в канал по стержню даже то-
го впускного клапана, который в
данный момент закрыт. Поступле-
ние масла через зазор между кла-
паном и направляющей втулкой
приводит к увеличению расхода
масла, отложению нагара на тарел-
ке и стержне клапана, из-за чего со
временем возможно снижение ко-
личества поступающей в цилиндр
смеси, падение мощности и увели-
чение расхода топлива
Смесь, обтекая впускной клапан,
охлаждает его тарелку и стержень, и
далее, поступая в цилиндр, охлажда-
ет поршень. При этом в цилиндре
происходит образование вихря (рис.
tpK>p
Рис. 1.1. Схема работы
поршневых колец на так-
те впуска
4
1.2) , сопровэ:(сдающегося интенсивной турбулизацией (пере-
мешиванием) смеси. Турбулизация смеси тем выше, чем
больше частота вращения и нагрузка (открытие дроссельной
заслонки). Чем сильнее турбулизация, тем интенсивнее идет
процесс испарения и сгорания топлива, больше мощность и
крутящий момент двигателя.
При движении поршня вниз происходит съем масла со сте-
нок цилиндра маслосъемными кольцами (рис. 1.1). Масло
сбрасывается в пазы между гребнями колец и далее через от-
верстия и пазы в маслосъемной канавке внутрь поршня. При
этом важное значение для уменьшения расхода масла имеет
надежное уплотнение между верхними торцевыми поверхно-
стями канавки и маслосьсмного кольца. Поршневые кольца,
двигаясь вместе с поршнем вниз, скользят по поверхности
цилиндра. Между наружной поверхностью колец и цилиндром
находится тонкая пленка масла толщиной в несколько мик-
рон, которая разделяет движущиеся друг относительно друга
поверхности и уменьшает трение и износ деталей. Для дости-
жения минимального трения и износа масло должно хорошо
удерживаться на деталях, поэтому детали не должны иметь
гладкую, отполированную поверхность.
1.1.2. Нижняя мертвая точка, такт сжатия
В нижней мертвой точке (НМТ) у поршня происходит "пе-
рекладка" (рис. 1.3), т. е. изменение опоры поршня на цилиндр
с левой стороны юбки на правую. Чем больше зазор между
юбкой поршня и цилиндром, тем интенсивнее перекладка, а
значит шумность двигателя, дальнейший износ юбки поршня и
нижней части цилиндра, по которой "бьет" правая сторона юб-
ки поршня.
После прохода поршнем нижней мертвой точки начинает-
ся второй такт - сжатие топливо-воздушной смеси.
Непосредственно сжатие (повышение давления в цилинд-
ре) начинается не сразу после начала движения поршня
вверх. Дело в том, что топливо-воздушная смесь при откры-
том впускном клапане некоторое время продолжает посту-
пать в цилиндр, несмотря на начало повышения давления. По-
этому закрытие впускного клапана должно быть согласовано
с характером течения смеси у его тарелки. С точки зрения
наилучшего наполнения цилиндра (и, соответственно, наи-
большей мощности) в момент закрытия впускного клапана
смесь у клапана должна остановиться, т. е. в этот момент че-
рез клапан нет ни прямого - в цилиндр, ни обратного - из ци-
линдра, течения. Здесь на процесс очень сильно влияет кон-
струкция впускной системы, частота вращения, положение
дроссельной заслонки. В общем случае, чем больше частота
вращения и открытие дроссельной заслонки, тем больше при
неизменной длине впускного канала должен запаздывать с
закрытием впускной клапан. На практике, как правило, выби-
рают компромиссный вариант, однако существуют конструк-
ции с переменными фазами газораспределения (при которых
изменяется запаздывание закрытия впускного клапана) и с
переменной длиной каналов впускной системы, улучшающих
наполнение цилиндров и параметры двигателя в широком ди-
апазоне режимов. Компромиссные решения обычно приво-
дят к ухудшению паоаметров двигателя за счет обратного вы-
броса смеси на низких частотах вращения и "недозарядки"
цилиндра (т. е. снижения количества поступающей смеси от-
носительно максимально возможного) на высоких оборотах.
Меньшее по сравнению с традиционными конструкциями за-
паздывание закрытия клапана имеют двигатели с многокла-
панными головками (с тремя или четырьмя клапанами на ци-
линдр).
При движении поршня вверх при закрытых клапанах про-
исходит сжатие топливо-воздушной смеси. При этом давле-
ние в цилиндре зависит от утечек смеси через поршневые
кольца и клапаны. Их износ или повреждения, а также цара-
пины и риски на поверхности цилиндра также увеличивают
утечки смеси через поршневые кольца. Поршневые кольца
под действием трэния и давления в цилиндре прижимаются к
нижним поверхностям канавок (рис. 1.4), а уплотнение поло-
сти цилиндра над поршнем достигается с одной стороны по
стыку колец с поверхностью цилиндров, а с другой - по ни-
жним торцевым поверхностям колец и канавок. Под действи-
ем сил давления и трения торцевые поверхности колец и ка-
навок изнашиваются, а торцевой зазор в канавках увеличи-
вается. При большом зазоре кольца вблизи мертвых точек
(ВМТ и НМТ) передвигаются от одного торца канавки к друго-
му. Возникает так называемый "насосный" эффект (рис. 1.4),
характерный для изношенных двигателей, из-за которого зна-
чительно увеличивается расход масла. Возрастает также
прорыв газов в картер из камеры сгорания. Кроме того, при
большом ториезом зазоре кольца достаточно быстро разби-
вают края канавок, вследствие чего "насосный" эффект и про-
рыв газов быстро прогрессируют.
Когда поршень находится вблизи ВМТ, не доходя до нее
обычно 5-5-30° по углу поворота коленчатого вала (ПКВ), про-
исходит искровой разряд на свече зажигания. Этет угол, на-
зываемый углом опережения зажигания, при работе двигате-
ля обязательно регулируется. Дело в том, что процесс горе-
ния смеси происходит с некоторым запаздыванием с момен-
та искрового разряда на величину так называемого времени
формирования фронта пламени. В двигателях с искровым за-
жиганием это величина условная и равна времени с момента
искрового разряда до начала "видимого" сгорания (начала по-
вышения давления свыше давления в цилиндре без сгорания).
В дизелях процесс видимого сгорания также происходит с за-
держкой. При этом время задержки воспламенения в дизелях
имеет физический смысл как время, необходимое для нагре-
Рис. 1.2. Охлаждение впускного клапана и
днища поршня:
а — образование вихря (вращающегося потока) в
цилиндре; б — обтекание тарелки клапана и днища
поршня холодным потоком
Рис. 1.3. Перекладка поршня в нижней
мертвой точке:
А—места возможного износа при большом зазоре
между поршнем и цилиндром
Рис. 1.4. Схема работы поршневых колец:
а — в начале сжатия при малом давлении; б — в кон-
це сжатия при высоком давлении — закр> чивание
кольца; в — "насосный окрфект у изношенного кольца
(сверх! вниз); М — кол1:чес1во масла поступившего
чэрез кольцо в результате “насосного” зффекта
5
ва и испарения топлива, впрыскиваемого в цилиндр.
Поскольку горение смеси - химическая реакция, времена
формирования фронта пламени (задержки воспламенения) и
горения зависят от давления и температуры смеси, а также
от интенсивности ее перемешивания (турбулентности): чем
они больше, тем быстрее идет процесс. Открытие дроссель-
ной заслонки приводит к увеличению давления и плотности
смеси во впускном коллекторе, увеличиваются давление и
температура в цилиндре на такте всасывания и, соответст-
венно, в конце такта сжатия, улучшается перемешивание
смеси. Эти факторы определяют уменьшение времени горе-
ния и формирования фронта пламени. При увеличении часто-
ты вращения эти времена уменьшаются не так быстро, как
время цикла (время, за которое коленчатый вал делает 2 обо-
рота). Поэтому при неизменном моменте зажигания процесс
сгорания с увеличением частоты сдвигается далеко в область
рабочего хода и "растягивается" по циклу, что приводит к
ухудшению параметров двигателя. Чтобы этого не происходи-
ло, угол опережения зажигания приходится узеличивать на
25*30° с ростом частоты вращения. Зависимость угла опере-
жения от нагрузки более слабая - при открытии дроссельной
заслонки обычно трэбуется уменьшать угол опережения за-
жигания в среднем на 8*10°.
Непосредственно перед воспламенением смеси давление
в цилиндре достаточно высоко - свыше 1,0*1,2 МПа. Это дав-
ление несколько ниже максимального давления, которое бы-
ло бы в цилиндре при проверке компрессии, т. к. воспламене-
ние начинается до прихода поршня в ВМТ (рис. 1.5). Макси-
мальное давление в цилиндре (без сгорания) зависит от сте-
пени сжатия е = Vh/VKc, где Vh - рабочий объем цилиндра (Vh
= Fn.S), Fn - площадь поршня; S - ход поршня; VKC - объем ка-
меры сгорания.
Степень сжатия - величина чисто геометрическая. В то
же время давление в конце сжатия: Ртах = РоЕп. где п = 1,35.
По этой весьма приближенной зависимости давление
ДР max = Ртах - Ро> измеряемое компрессометром, численно
должно быть существенно выше степени сжатия. Так, напри-
мер, при е = 9ДРтах = 1 >94 МПа. Однако в действительности
из-за задержки закрытия впускного клапана, возможного не-
которого разрежения в цилиндре и начале сжатия, потерь
тепла и т. д. максимальное давление (компрессия) существен-
но ниже - порядка 1,1 *1,5 МПа.
При приближении поршня к ВМТ начинают "работать" так
называемые вытеснители (рис. 1.6). Вытеснители образуются
поверхностями днища поршня и головки, которые при поло-
жении поршня в ВМТ подходят друг к другу наиболее близко -
обычно зазор между поршнем и головкой в таких местах
0,5*1,0 мм. При подходе поршня к ВМТ смесь, расположенная
между вытеснительными поверхностями, как бы "вытесняет-
ся" в зону камеры сгорания, образуя потоки определенного
направления. Чем ближе подходят друг к другу поршень и го-
ловка, тем сильнее эффект вытеснения, т. е. больше скорость
вытеснения потока. Вытеснители выполняют весьма важную
задачу - турбулизируют (т. е. интенсивно перемешивают)
смесь в момент воспламенения, а это повышает скорость и
полноту сгорания. Турбулизация смеси препятствует также
распространению детонации.
При движении поршня к ВМТ давление в цилиндре быстро
растет. Увеличивается и давление в зазоре между верхней ча-
стью боковой поверхности поршня (огневым поясом) и цилин-
дром. Рост давления при сгорании приводит к существенному
увеличению усилия прижатия компрессионных колец к по-
верхности цилиндоа и нижним поверхностям канавок поршня.
Наибольшие усилия испытывает верхнее кольцо, поскольку
давлэние в канавке верхнего кольца значительно выше, чем
среднего (рис. 1.7). Под действием силы дазпения газов и си-
лы трения кольца о цилиндр верхнее кольцо разворачивается
(закручивается) в канавке. После непродолжительной работы
кольцо приобретает характерный профиль поперечного сече-
ния с несимметричной бочкообразностью наружной поверх-
ности и небольшой вогнутостью на нижнем торце, а нижняя
поверхность канавки становится конической со скругленным
краем. От формы наружной поверхности кольца сильно зави-
сят износ цилиндра и расход масла. В частности, при сжатии в
цилиндре закручивание кольца может привести к его масло-
съемному действию при движении поршня вверх, т. е. к вытес-
нению части масла со стенок цилиндра в камеру сгорания. В
этом случае скребкозая верхняя кромка кольца уменьшает и
бэз того тонкую масляную пленку между кольцом и цилинд-
ром, в результате чего возможно образование прижогов на
кольце и задиров на поверхности цилиндра.
При движении поршня вверх по мере роста давления тол-
щина масляной пленки уменьшается, а вблизи ВМТ становит-
ся очень малой. Чтобы недостаток смазки не приводил к по-
вышенному износу, очень важное значение имеют материа-
лы трущихся деталей, состояние их поверхностей, а также уп-
ругость колец.
Стойкую к износу пару трения "кольцо-цилиндр" образуют
обычно твердые гладкие покрытия колец и, как правило, бо-
лее мягкий материал цилиндра, на поверхности которого со-
здается шероховатость в виде наклонных рисок определен-
ной глубины. Чем глубже риски, тем больше масла в них на-
ходится, тем лучше смазка колец и цилиндра.
При подходе поршня к ВМТ на поршень действует сила
давления газов. Поршень опирается на поршневой палец и
чем больше сила давления поршня на палец, тем выше трёние
в отверстии бобышек поршня и тем труднее поршню повер-
нуться на неподвижном пальце. На практике это выглядит как
поворот поршня вместе с шатуном вблизи ВМТ, т. е. как уже
упомянутая выше "перекладка", но с гораздо большими усили-
Рис. 1.5. Изменение давления в цилиндре:
(-----) — без сгорания; (---) — со сгоранием;
ср’™», — угол поворота коленчатого вала
Рис. 1.6. Схема движения смеси в цилинд-
ре вблизи ВМТ:
А — вытеснительная поверхность; Б — интенсив-
ное перемешивание (турбулизация) смеси, выжи-
маемой вытеснительными поверхностями
Рис. 1.7. Работа верхнего кольца при высо-
ком давлении сгорания:
а — закручивание в канавке (новое кольцо);
б — то же для изношенного кольца; в — измене-
ние профиля поперечного сечения кольца по ме-
ре износа; г — характер износа канавки поршня
6
Рис. 1.8. Усилия и мо-
менты, действующие на
поршень вблизи ВМТ:
Mi — разворачивающий
момент от трения пальца в
бобышке поршня при пово-
роте шатуна; Мг — компен-
сирующий момент от сме-
щения пальца
ями. Для уменьшения этих усилий и снижения возможного ст1-
ха поршня при повышенном зазоре в цилиндре ось пальца на
поршне обычно смещают на 0,5^1,5 мм злево, если смотреть
на поршень спереди. Тогда, как это видно на схеме (рис. 1.8),
момент сил, поворачивающих поршень вблизи ВМТ, компенси-
руется моментом от сил давления газов на поршень.
Силы давления газов и силы инерции, действующие на
поршень, передаются через поршневой палец и шатун на шей-
ку коленчатого вала.
Вблизи ВМТ суммарные силы от давления газов и инерции
вызывают большие напряжения в шатуне и бобышках поршня.
В эксплуатации представляют большую опасность случаи зна-
чительного (во много раз) увеличения давления в ВМТ. Обыч-
но это связано с попаданием в камеру сгорания различных
жидкостей, например, воды через входной патрубок воздушно-
го фильтра, топлива, масла или охлаждающей жидкости при
возникновении соответствующих неисправностей. В таких слу-
чаях происходит деформация стержня шатуна - так называе-
мая потеря устойчивости, а также поломки шатуна и поршня,
опасные серьезными повреждениями в двигателе.
1.1.3. Верхняя мертвая точка. Процессы горения и
передачи тепла
У бензиновых двигателей после прохождения поршнем
ВМТ давление и температура в цилиндре за счет сгорания
топливо-воздушной смеси достигают максимума - давления
порядка Зе-6 МПа и температуры свыше 2500 К. Весь процесс
сгорания происходит вблизи ВМТ, длится 40-60° угла поворо-
та коленчатого вала (ПКВ), объем камеры сгорания при этом
изменяется мало. Именно поэтому бензиновые двигатели с
искровым зажиганием в литературе называют иногда двига-
телями с подводом тепла при постоянном объеме или двига-
телями Отто (работающими по циклу Отто).
Для дизелей условно принимают, что часть теплоты под-
водится при постоянном объеме, а часть - при постоянном
давлении. Поскольку у дизелей степень сжатия существенно
выше, чем у бензиновых двигателей (е = 20-22), то макси-
мальное давление при сгорании также выше и достигает
5,5-10 МПа. При этом температура газов в цилиндре меньше
и, как правило, не превышает 2000-2200 К.
Процесс сгорания топливо-воздушной смеси в двигателе
очень сложен и до конца не изучен. При горении происходят
химические реакции с выделением тепла и образованием
продуктов сгорания. Процесс горения существенно зависит
от большого числа физических явлений в цилиндре: от геоме-
трии (формы) камеры сгорания до состава, скорости и на-
правления движения смеси в цилиндре в данный момент вре-
мени в данной точке.
Для осуществления процесса горения необходимо, чтобы
количество топлива, подаваемого в цилиндр, строго соответ-
ствовало количеству воздуха, поступающего в цилиндр на
такте впуска. Соотношение количеств воздуха тв и топлива
тт в смеси определяется коэффициентом избытка воздуха
LomT
где Lo= 15 - постоянный (стехиометрический) коэффици-
ент для данного топлива - теоретически необходимое количе-
ство воздуха (кг) для полного сгорания 1 кг топлива. При а = 1,
когда количество топлива точно соответствует количеству
воздуха, необходимому для полного сгорания этого топлива,
состав смеси называют стехиометрическим.
При сгорании коэффициент избытка воздуха а смеси для
бензиновых двигателей традиционных конструкций должен
находиться в интервале от 0,704-0,75 до 1,05-1,5 в зависимо-
сти от режимов работы двигателя. Для этого система питания
двигателя должна строго дозировать топливо. Например, при
разгоне целесообразно иметь а меньше 1 ("богатая" смесь и
большой крутящий момент), в то время как для установивше-
гося режима движения автомобиля желательно, чтобы а бы-
ло близко к 1 (нормальная или слегка обедненная смесь, вы-
сокая экономичность, а также приемлемая токсичность
отработавших газов).
Для воспламенения и горения смеси у двигателей тради-
ционных схем необходимо, чтобы топливо хорошо испарилось
и перемешалось с воздухом еще на также сжатия, т. е. перед
искровым разрядом. Это достигается внешним смесеобразо-
ванием, т. е. подачей топлива заранее во впускной трубопро-
вод (с помощью карбюратора или форсунок системы впрыс-
ка). При этом топливо успевает практически полностью испа-
риться перед воспламенением. После воспламенения смеси
искровым разрядом образуется фронт пламени, распростра-
няющийся по объему камеры сгорания.
Коэффициент избытка воздуха а существенно влияет не
только на экономичность и мощность, но и на состав отрабо-
тавших газов. Например, если основная часть продуктов сго-
рания - это углекислый газ СО2 и водяные пары Н2О, то при
работе на богатых смесях двигатель выделяет повышенное ко-
личество оксида углерода СО, а также несгоревшие углеводо-
роды CnHm (СН). На некоторых режимах продукты сгорания
содержат также повышенное количество оксидов азота NOX,
что особенно характерно для двигателей с высокой степенью
сжатия (оксиды азота образуются при высоких температурах).
Очень важное значение для состава отработавших газов
имеет конструкция головки блока двигателя и особенно каме-
ры сгорания - пространства между головкой и днищем порш-
ня. От того, как организовано движение смеси по камере сго-
рания перед и во время сгорания, сильно зависит количество
вредных выбросов типа СО, NOX и СН.
В конечном счете, все указанные факторы влияют и на ко-
личество выделившегося при сгорания теп .а - чем оно боль-
ше, тем выше основные параметры двигателя. Например,
двигатель, имеющий на определенном рэжиме большое коли-
чество СО и несгоревших углеводородов СН в отработавших
газах, вряд ли обеспечит на этом режиме хорошую мощность
или экономичность. С другой стороны, сгорание должно так-
же происходить в строго определенной фазе цикла - слишком
раннее или позднее сгорание приводит к уменьшению давле-
ния в цилиндре и, в конечном счете, к ухудшению основных
параметров двигателя.
При сгорании в цилиндре выделяется большое количество
тепла. Часть его уходит с отработавшими газами, другая
часть передается в стенки головки и гильзу цилиндра, в пор-
шень (рис. 1.9). Если бы конструкция поршня не позволяла от-
водить тепло от днища, то поршень очень быстро бы распла-
вился и прогорел. В самом деле, температура газа в камере
сгорания превышает 1800-2000°С, в то время как рабочая
температура деталей из алюминиевого сплава'не должна
быть больше 30Гй-350°С. Для работы в таких условиях наибо-
лее важна передача тепла через поршневые кольца в стенки
цилиндра. При этом через верхнее кольцо уходит до 50-60%
всего тепла, переданного из камеры в поршень, а через сред-
7
Рис. 1.9. Тепловое состояние поршня:
Q — тепловой поток от горячего газа в поршень; Qi — тепловой поток из
поршня через верхнее кольцо в цилиндр (50^60%Q); Q2 — то же, через
среднее кольцо (15^20%Q); Q3—тепловой поток из юбки поршня в цилиндр
(10+15%Q); Q4.Q5 — тепло, рассеиваемое в картере (10-20°OQ)
Рис. 1.11. Разрушение огневого
пояса поршня и перемычек в
результате детонационного пе-
регрева
Рис. 1.10. Поломка перемы-
чек поршня в результате дето-
нации
нее - до 15-20%. Для того, чтобы обеспечить передачу тепла
через кольца, необходимо точное (плотное) прилегание коль-
ца к канавке поршня и к поверхности цилиндра. Дефекты
кольца (плохое прилегание к цилиндру, поломки) и поршня
(деформация или разрушение перемычек) приводят к сниже-
нию потока тепла от поршня и, соответственно, к его перегре-
ву с последующим разрушением. Другая часть тепла от порш-
ня передается через его юбку в стенку цилиндра, а также че-
рез папэц в шатун и далее рассеивается в картере. Незначи-
тельная часть тепла уходит в картер в результате вентиляции
внутрипоршневого пространства при возвратно-поступатель-
ном движении поршня.
Тепловое состояние (т.е. распределение температуры)
поршня в значительной степени зависит от его конструкции и
материала. Эти факторы влияют на такие параметры, как за-
зор между поршнем и цилиндром, износ юбки и др. Чем хуже
отвод тепла, тем больше температура поршня, тем больше его
теплосэе расширение и тем больше необходимый зазор. Если
зазор между поршнем и цилиндром окажется меньше, чем на-
до, поршень в цилиндре может заклинить. При очень малом
зазоре увеличивается трение юбки поршня о стенки цилинд-
ра, из-за чего вместо отвода тепла может происходить его
подвод (разогрев юбки от трения). После заклинивания и по-
следующего остывания поршень, как правило, деформируется
(сжимается по юбке), а на поверхности цилиндра появляются
глубокие царапины (задиры), иногда со следами алюминия,
перенесенного с поршня на материал гильзы.
При определенных условиях в эксплуатации бензиновых
двигателей могут возникать нарушения процесса сгорания. К
ним относятся детонация и преждевременное воспламенение.
Явление детонации широко известно. Внешние проявле-
ния детонации - характерный стук, появляющийся при работе
на низкооктановом топливе с увеличением нагрузки (т. е. при
открытии дроссельной заслонки).
Суть детонации заключается в ненормально быстром (в
сотни раз быстрее обычного) сгорания части смеси. При этом
образуются ударные волны, с большой скоростью распростра-
няющиеся по камере сгорания. В ударной волне происходит
скачкообразный рост давления и температуры среды, в кото-
рой распространяется волна. А это вызывает воспламенение
смеси не в результате обычного распространения пламени
(скорость порядка 20-40 м/с), а из-за ее разогрева в ударной
волне, движущейся со скоростью более 1000 м/с.
Механизм возникновения детонации поддается изучению
с большими трудностями. Опытным путем установлено, что
компактные камеры сгорания с вытеснителями имеющие
форму, близкую к сферической, менее склонны к образова-
нию детонационных процессов, чем длинные и узкие камеры
с острыми углами и выступами (см. раздел 2.4). Однако в каж-
дом конкретном случае при разработке нового двигателя оп-
реоелить наилучшую форму камэры сгорания - дело очень от-
ветственное, долгое и кропотливое.
В эксплуатациии детонация наиболее часто возникает на
низкооктановом топливе при малых и средних частотах враще-
ния и больших нагрузка/. Детонация изменяет характер проте-
кания давления в цилиндре по углу поворота, резко увеличиваег
максимальное давление, температуру и нагрузки на детали дви-
гателя. Последствия длительной работы двигателя с детонацией
весьма тяжелы. В первую очередь это - поломка поршней и пор-
шневых колец из-за ударных нагрузок. Наиболее подвержены
поломкам перемычки поршней между канавками колец. Удар-
ная волна, вызывая резкое повышение давления в зазоре меж-
ду днищем поршня и цилиндром, бьет по верхнему поршневому
кольцу. Удар передается на перемычку поршня, причем одно-
временно не по всей окружности кольца, а в конкрэгной доста-
точно узкой области, что облегчает поломку деталей (рис. 1.10).
Детонация вызывает не только поломку перемычек, но и
перегрев и разрушение краев днища поршня (каверны на по-
верхности), поломку поршневых колец. Последующий перегрев
поршня обычно настолько велик (из-за уменьшения теплоотво-
да через кольца), что выгорает огневой пояс поршня от днища
до верхнего и даже нижнего поршневого кольца (рис. 1.11).
После поломки деталей падает давление в цилиндре и
мощность двигателя, увеличивается прорыв газов в картер (и
давление в картере), расход масла. Результатом длительной
работы двигателя с детонацией может быть также износ по
торцу верхней канавки поршня и верхнего кольца, износ по-
верхностей сопряжения поршня и поршневого пальца. Эти
случаи встречаются довольно часто, но ускоренные износы
не всегда удается связать с детонацией.
Режимы детонации ограничивают углы опережения зажи-
гания на некоторых режимах. Это значит, что при увеличении
опережения зажигания основные параметры двигателя повы-
шаются, однако, работа на этих режимах недопустима из-за
опасности поломки деталей. Электронные системы управле-
ния двигателем точно отлеживают эти режимы, в том числе с
помощью датчиков детонации (см. раздел 2.6).
На некоторых двигателях (ALFA-3OMEG, TOYOTA, NIS-
SAN) вместо одной свечи устанавливают две на один цилиндр.
Такая конструкция является достаточно эффективной для
уменьшения склонности двигателя к детонации при повышении
степени сжатия за счет сокращения длины пути фронта пламе-
ни по камере сгорания. Снижает вероятность возникнозения
детонации белее низкая температура поверхностей камеры
сгорания и днища поршня. Это достигается интенсификацией
охлаждения камеры путем уменьшения толщины стенок, увели-
чения скорости течения охлаждающей жидкости у станок и да-
же некоторым снижением уровня температуры охлаждающей
жидкости (например, с 9(к95°О до 80н-85°С) за счет схемы и
конструкции системы охлаждения двигателя.
У двигателей с впрыском топлива температура топливо-
воздушной смеси на входе в цилиндр обычно меньше, чем у
карбюраторных двигателей, поскольку у последних необхо-
дим подогрев смеси на впуске (иначе не будет качественного
испарения и сгорания топлива). Поэтому двигатели с впрыс-
ком топлива при прочих равных условиях менее склонны к де-
8
Рис. 1.14. Работа колец в изношенном ци-
линдре:
а — в верхней чао и цилиндра - кольца "выходят"
из канавок поршня; б — в нижней части цилиндра
- кольца "заходят" в канавки
Рис. 1,12. Повреждения днища поршня и
свечи в результате калильного зажигания
Рис. 1.13. Работа колец при рабочем ходе:
компрессионные кольца прижаты давлением
к нижним торцам канавок, маслосъемные за
счет сил трения - к верхним торцам канавок
тонации, что позволяет несколько увеличить у них степень
сжатия. Аналогичное влияние оказывает промежуточное ох-
лаждение воздуха у двигателей с наддувом (см. раздел 2.7).
Кроме детонации, на практике встречается явление преж-
девременного воспламенения, называемое также калильным
зажиганием. При калильном зажигании происходит воспла-
менение смеси не от искрового разряда свечи, а от нагретых
до очень высоких температур (более 700сС) поверхностей ка-
меры сгорания. В качестве таких источнике' воспламенения
могут выступать электроды свечи зажигания, тарелка выпуск-
ного клапана или частицы нагара, если нагар лежит на дета-
лях достаточно толстым слоем.
Обычно калильное зажигание возникает из-за несоответ-
ствия характеристики свечи, рекомендованной изготовите-
лем автомобиля, в частности, когда для двигателя с высокой
степенью сжатия использована "горячая" свеча от низкофор-
сирсзанного двигателя. При этом смесь в цилиндре самовос-
пламеняется несколько раньше, чем происходит искровой
разряд, но процесс сгорания протекает нормальным обра-
зом. С ростом нагрузки и частоты вращения момент самовос-
пламенения отодвигается в раннюю сторону, из-за чего теп-
ловое и силовое воздействие на детали двигателя, особенно,
на поршень, значительно возрастает.
Опасность калильного зажигания заключается в том, что
на начальной стадии его практически невозможно отличить
"на слух" от обычного сгорания, в то время как с течение вре-
мени (обычно от нескольких десятков секунд до нескольких
минут), когда у двигателя появляется посторонний звук и он
начинает терять мощность, детали поршневой группы уже мо-
гут быть повреждены (рис. 1.12). Вследствие этого на двигате-
лях современных автомобилей замена свечей зажигания
оказывается весьма небезопасной для двигателя, если ста-
вятся первые попавшиеся свечи.
1.1.4. Такт рабочего хода
После прохождения поршнем ВМТ начинается такт рабо-
чего хода. Этот такт существенно отличается от других. Здесь
поршень совершает полезную (положительную) работу, кото-
рая идет непосредственно на разгон автомобиля или на под-
держание его постоянной скорости, в то время как на всех
других тактах, наоборот, требуются, в основном, затраты
энергии на поворачивание коленчатого вала.
Чем больше давление в цилиндре при сгорании, тем выше
будет крутящий момент двигателя. Напротив, при плохом со-
стоянии колец, поршня и цилиндра, с одной стороны, снижает-
ся давление в цилиндре, а с другой, из-за прорыва большого
количества газов через кольца увеличивается давление в
картере (это может происходить и из-за неисправности систе-
мы вентиляции картера, что также часто является следстви-
ем износа ЦПГ). В результате избыточное давление в цилин-
дре и крутящий момент уменьшаются.
При движении поршня вниз объем цилиндра увеличивает-
ся, а газ в цилиндре расширяется, т. е. давление и температу-
ра его понижаются. При этом газ совершает полезную рабо-
ту: силой давления движет поршень, который через КШМ вра-
щает коленчатый вал.
Давление газа на поршень достаточно велико, поэтому
компрессионные кольца на такте рабочего хода обычно при-
жать: к нижним поверхностям канавок поршня. При этом за
счет повышенного давления в канавке верхнего кольиа оно
дополнительно прижимается к стенке цилиндра (рис. 1.13).
Маслосъемные кольца снимают масло с поверхности цилинд-
ра, сбрасывая его через отверстия и пазы внутрь поршня.
Поскольку процесс сгорания "занимает" некоторый угол
поворота коленчатого вала, плохой съем масла с поверхнос-
ти цилиндра из-за износа поршневых колец и поршней приво-
дит к последующему выгоранию масла с характерным синим
дымом выхлопа. Прорыв газов в картер через изношенные
кольца постепенно ухудшает смазочные свойства масла. Га-
зы, проходящие в картер из цилиндра, содержат углекислый
газ СО2 и водяные пары Н2О, а также соединения азота и се-
ры. При охлаждении водяной пар превращается в воду, кото-
рая, попадая в масло, увеличивает износ деталей двигателя.
Помимо этого, при повышенном прорыве газов из цилиндров
в картер образуются различные химические вещества, вклю-
чая кислоты, из-за чего быстро ухудшаются смазочные свой-
ства масла, образуются отложения на поверхностях деталей,
происходит их коррозия и износ.
В изношенных цилиндрах существенно возрастает износ
колец и канавок поршня. Так, при движении поршня вблизи
ВМТ кольцо, отслеживая профиль изношенного цилиндра, со-
вершает в канавке движение в радиальном направлении (рис.
1.14). Кроме того, учитывая большой осевой зазор в изношен-
ных канавка:. поршня, новые кольца достаточно быстро приоб-
ретают форму, характерную .для старых изношенных когГёц.
Это происходит и в результате уже упомянутого выше закру-
чивания кольца. Износ поршней и повышенный зазор в цилин-
дре приводят к увеличению углов перекоса поршня. Тогда в
некоторые моменты маслосъемные кольца будут пропускать
часть масла из-за периодического отрыва одной из масло-
съемных кромок от поверхности цилиндра (рис. 1.15). Таким
образом, рассмотренные особенности работы деталей объяс-
няют некоторые практические данные. Так, замена колец в из-
ношенных цилиндрах при сохранении старых поршней с изно-
шенными канавками и юбкой обычно если и снижает расход
масла двигателя, то на довольно непродолжительное время.
Далее расход масла может стать даже больше, чем он был бы
без замены колец из-за прогрессирующего износа цилиндра.
На такте рабочего хода детали КШМ испытывают доста-
точно большие нагрузки. Величина этих нагрузок очень силь-
но зависит от степени открытия дроссельной заслонки (от на-
грузки двигателя). Чем больше открыта заспснка, тем выше
давление за ней, т. е. во впускном коллекторе и в цилиндре в
9
Рис. 1.15. Ухудшение маслосъемных свойств
кольца при качании поршня в цилиндре:
а — при ходе поршня вверх; б — при ходе поршня
вниь, М — пленка масла, остающаяся на поверх-
ности цилиндра
Рис. 1.17. Схема работы подшипника сколь-
жения:
£ — эксцентриситет; Рм — давление масла
Рис. 1.16. Схема износа шатунных шеек ко-
ленчатого вала:
А — поверхность, изнашиваемая при больших на-
грузках на пониженной частоте вращения; Б — по-
верхность, дополнительно изнашиваемая на ма-
лых нагрузках при высокой частоте вращения
начале и конце сжатия. Это увеличивает теплоту, выделившу-
юся при сгорании и, соответственно, давления и температуру
газов в цилиндре.
При движении с малой нагрузкой и на холостом ходу мак-
симальные усилия от давления газов на такте рабочего хода
по величине могут быть меньше инерционных нагрузок на де-
тали, особенно на высоких частотах вращения. На средних по
нагрузке и частоте вращения режимах, наиболее характер-
ных для эксплуатации, нагрузки оглавления газов существен-
но выше инерционных. Вследствие этого износ шатунных ше-
ек коленчатого вала больше сверху, а из шатунных вклады-
шей больше изнашивается верхний (рис. 1.16).
Усилие, действующее на шатун со стороны поршня, воспри-
нимается шатунными подшипниками и передается на коленча-
тый вал. Коэффициент трения в нормальном для подшипника
скольжения “жидкостном” режиме обычно очень мал - меньше,
чем даже в подшипниках качения. Вал при этом расположен
эксцентрично, но не касается вкладыша (рис. 1.17), причем
чем больше нагрузка, тем больше эксцентриситет. Эксцентри-
ситет вращающегося вала дает "масляный клин" - вал как бы
затягивает масло в суживающуюся часть зазора и "всплывает"
на нем. Масло при этом нагревается, а его вязкость падает.
Для нормальной работы подшипника необходимы подача
в зазор большого количества масла под давлением и опреде-
ленная скорость вращения. При уменьшении скорости враще-
ния, подачи масла, увеличении нагрузки может возникнуть
соприкасание поверхностей вала и подшипника по микроне-
ровностям (рис. 1.18) с резким возрастанием коэффициента
трения - режим полужидкостной смазки. В эксплуатации этот
режим характерен для запуска двигателя.
Полужидкостное трение нежелательно, т.к. оно увеличива-
ет износ поверхностей, однако не слишком опасно, если длит-
ся кратковременно, а в масле содержатся специальные при-
садки, препятствующие повреждению соприкасающихся по-
верхностей. Вот почему высокофорсированные современные
двигатели, особенно с турбонаддувом, могут работать длитель-
но только на маслах со стабильной вязкостью (обычно на син-
тетической основе) и со специальным комплексом присадок.
Попытки использования на таких двигателях дешевых мине-
ральных масел нередко заканчивается повреждением шатун-
ных подшипников. При дальнейшем увеличении нагрузки (сни-
жении подачи масла, частоты вращения) может возникнуть ре-
жим полусухого (граничного) трения с соприкасанием поверх-
ностей. Коэффициент трения еще больше возрастает, начина-
ется разогрев, задиры, плавление и разрушение подшипника.
Вкладыши подшипников при работе испытывают достаточ-
но большие по величине циклические нагрузки. Весьма небла-
гоприятный асимметричный цикл действия и величина нагру-
зок иногда могут быть причиной так называемого усталостного
разрушения вкладышей. Особенно это характерно для шатун-
ных вкладышей изношенных двигателей, где к нагрузке от сил
давления или инерции добавляются ударные нагрузки из-за по-
вышенных зазоров. Дело осложняется снижением подачи мас-
ла и более высокой его температурой в подшипнике, а также
увеличением максимальной удельной нагрузки из-за уменьше-
ния площади подшипника (риски и царапины на шейке и вкла-
дыше). В результате достаточно быстро прогрессирует местное
отслоение антифрикционного слоя от стальной основы. Часто
усталостное разрушение начинается от концентраторов напря-
жений - смазочных отверстий в шатунных вкладышах.
При повреждении шатунного подшипника (износ шейки и
вкладыша, разрушение вкладыша) возникает стук, частота и
интенсивность которого "на слух" зависит от режима работы
двигателя. Так, при зазорах порядка 0,200,25 мм, небольших
частотах вращения и малых нагрузках стук шатунного под-
шипника иногда даже трудно отличить от стука клапанов. На
высоких частотах интенсивность стука увеличивается, т. к.
удар шатуна по шейке происходит как с нижней стороны шей-
ки, так и с верхней. В этих местах поверхность шейки вала из-
нашивается сильнее.
С открытием дроссельной заслонки ударные нагрузки на
шейку со стороны шатуна резко усиливаются. Характер стука
существенно изменяется - удар шатуна по шейке становится
больше вблизи ВМТ в направлении сверху. При неисправности
шатунного подшипника постепенно происходит его разогрев от
1Ю120°С до нескольких сотен градусов, сопровождающийся
расплавлением антифрикционного слоя вкладышей. Одновре-
менно поверхности шатунной шейки и шатуна закаливаются
поступающим к подшипнику маслом. На пов ерхнооти шейки об-
разуются микротрещины, которые после ремонта (перешли-
фовки шейки в ремонтный размер) могут привести к зауше-
нию коленчатого вала по по зрежденному ранее сечению.
Следует отметить, что шатун является очень ответственной
деталью двигателя, поскольку испытывает воздействие больших
по величине сжимающих и растягивающих напряжений ст сил
Рис. 1.18. Режимы работы подшипников скольжения’
а — жидкостный ; б — полужидкостный (граничный)
10
давления и инерции. Основной его характеристикой является
прочность, достигаемая как соответствующей конструкцией, так
и высокопрочными материалами. Разрушение шатунного под-
шипника создает нерасчетные силовые воздействия на шатун,
особенно на нижнюю головку у шатунных болтов и на сами бол-
ты. С другой стороны, з таком режиме нижняя головка шатуна и
шатунные болты из-за разогрева значительно теряют свои проч-
ностные свойс'|ВЭ. В результате этого шатун нередко переходит
в область пластической деформации, когда напряжения в соот-
ветствующих сечениях больше предела текучесги, и ломается.
Последствия разрушения шатуна в двигателе непредска-
зуемы - от нескольких незначительных вмятин в нижней час-
ти цилиндра до "разрезания" шатуном всей нижней части бло-
ка с поддоном, разрушения стенок цилиндра, пробоин в кана-
лы систем смазки и охлаждения и т. д.
На высоких частотах вращения и нагрузках большие уси-
лия возникают и в соединении шатуна с поршнем. Поршневой
палец, опираясь по краям на бобышки поршня, прогибается,
при этом его сечение становится овальным ("овализирует-
ся"). Деформация пальца увеличивается с ростом его длины,
при уменьшении толщин стенки, увеличении зазора между
шатуном и бобышками поршня. Поэтому современная тен-
денция - уменьшение диаметра, длины и внутреннего диаме-
тра отверстия пальца.
В конце такта рабочего хода давление в цилиндре падает
в несколько pas. Поскольку вблизи НМТ крутящий момент ста-
новится мал, для улучшения очистки цилиндра от выхлопных
газов выпускной клапан целесообразно открывать с опереже-
нием, т. е. до прихода поршня в НМТ. Чем больше частота
вращения и нагрузки, тем больше можно сделать опережение
начала выпуска, хотя его влияние на параметры двигателя
заметно меньше, чем опережения впуска.
1.1.5. Такт выпуска
Такт выпуска начинается в момент начала открытия вы-
пускного клапана. Поскольку это происходит вблизи НМТ, то
при анализе работы двигателя принято считать тактом выпу-
ска период движения поршня от нижней до вэрхней мертвой
точки. В момент начала открытия выпускного клапана давле-
ние в цилиндре достаточно велико - порядка 0,3+0,6 МПа. По-
этому при открытии клапана в выпускном трубопроводе за
клапаном возникает ударная волна, распространяющаяся со
скоростью звука вдоль системы выпуска.
Температура газов в начале выпуска также достаточно
высока и достигает 1100+1300°С у бензиновых двигателей и
800+900°С у дизелей. Тарелка выпускного клапана, обтекае-
мая со всех сторон высокотемпературным потоком, интен-
сивно нагревается. При этом температура тарелки достигает
650+700°С (рис. 1.19). В начале открытия на стержень клапа-
на действуют сжимающие усилия, передаваемые от кулачка
распределительного вала, а при закрытии - растягивающие
нагрузки от пружины клапана (рис. 1.36). Чем больше частота
вращения, тем больше максимальные усилия. Поскольку эти
усилия знакопеременны, то клапан работает "на усталость",
как и многие другие детали двигателя (поршни, шатуны, паль-
цы и т. д.). В условиях высоких температур прочность обеспе-
чить труднее, что и определяет высокие требования к матери-
алу выпускного клапана.
Чтобы -обеспечить работоспособность клапана, поток теп-
ла от горячих газов, подводимый к его тарелке, должен и от-
водиться от нее, иначе клапан разрушится, даже если он бу-
дет выполнен из лучших материалов. Большая часть тепла от-
водится от тарелки в седло клапана, а меньшая - по стержню
в направляющую втулку клапана (рис. 1.19). Именно поэтому
для обеспечения работоспособности клапана необходим хо-
роший контакт фаски тарелки с седлом в закрытом состоянии.
Нарушения этого контакта, вызванные различными причина-
ми, в том числе малыми зазорами или их отсутствием между
Рис. 1.19. Температура и тепловые потоки в тарелке и стержне
выпускного клапана:
Q — теплота, подводимая от горячих газов при сгоогнии в цилиндре:
Qi — теплота, отводимая мере? сь^ло клапана (70+ 80; о); Q2 — теплота, от-
водимая от стержня через направляющую втулку (10+15%); Q3 — теплота,
воспринимаемая отработавшими газами
кулачком клапана и толкателем, износом фаски и седла, де-
формацией стержня клапана, приводят к появлению "просве-
тов", т. е. неполному прилеганию клапана к седлу. В результа-
те тарелка перегревается и достаточно быстро "прогорает".
При работе горячего двигателя зазор в клапанном меха-
низме уменьшается, особенно у выпускных клапанов, за счет
сильного нагрева и удлинения нижней части их стержней. По-
сле остановки двигателя клапаны быстро охлаждаются и при-
нимают температуру остальных деталей головки, в результате
чего зазор увеличивается. На холодном двигателе, особенно с
алюминиевой головкой, при охлаждении двигателя зазор в кла-
панах уменьшается. Все эти изменения зазоров происходят за
счет различного расширения по-разному нагретых деталей.
При открытии клапана на него обычно действуют боковые
сипы от рычагов, толкателей и других элементов привода. С
другой стороны, стержень клапана у тарелки достаточно силь-
но нагрет, что ведет к увеличению размеров стержня на
0,02+0,03 мм в нижней части втулки, т. е. к существенному
уменьшению зазора между стержнем и втулкой. В эксплуата-
ции это приводит к неравномерному износу стержня и на-
правляющей втулки, вследствие чего клапан начинает "бол-
таться" во втулке. В такой ситуации становится невозможно
уплотнить стержень даже самым эластичным (мягким) масло-
отражательным колпачком. Кроме того, повышенный зазор
во втулке вызывает стук клапана о седло при посадке, не ус-
траняемый регулировкой зазора в его приводе, а также износ
фаски и седла, ухудшающие отвод тепла от тарелки и герме-
тичность клапана. Аналогичная картина может наблюдаться и
у впускного клапана. Однако здесь износ деталей, как прави-
ло, существенно меньше. Это связано с меньшими темпера-
турами впускного клапана, т. к. на такте впуска его тарелка
весьма эффективно охлаждается поступающей в цилиндр топ-
ливо-воздушной смесью. Поэтому материалы впускных кла-
панов менее жаропрочны и более дешэвы.
Практика показывает, что для улучшения процессов впус-
ка и выпуска (а это означает уменьшение количества оста-
точных выхлопных газов в цилиндре после закрытия выпуск-
ного клапана, минимальные потери смеси через выпускную
систему и улучшение наполнения цилиндра) необходимо, что-
бы Е.пускнои клапан открывался до ВМТ, а выпускной закры-
вался после ВМТ. Таким образом, необходимо ' перекрытие"
клапанов, т. е. некоторый угол поворота коленчатого вала
вблизи ВМТ, когда оба клапана открыты. Величина "перекры-
тия" зависит от конструкции всего двигателя и, как и конфигу-
рация всей системы, настраивается на средние частоты вра-
щения, т. е. обычно является компромиссным решением. При
этом на низких частотах вращения в момент открытия впуск-
ного клапана возникает заброс газов из цилиндра во впуск-
ной коллектор, а на больших - возможным выброс части све-
11
Рис. 1.20. Положение кулачков распределительного вала при на-
хождении поршня в ВМТ:
сЬаза рабочего хода; а — привод клапанов рычагами или толкателями;
б — привод клапанов коромыслами; Д — зазор; фаза перекрытия клапанов:
в — привод клапанов рычагами или толкателями; г— привод клапанов ко-
ромыслами; Н — подъем клапанов приблизительно на одинаковую высоту
жей смеси в выпускную систему, ухудшающие наполнение и
крутящий момент на этих режимах. Применяемое на некото-
рых двигателях регулирование фаз газораспределения (MER-
CEDES, BMW, ALFA ROMEO, HONDA, SAAB) позволяет
уменьшить перекрытие на низких частотах и увеличить на вы-
соких. Помимо улучшения хаоактеристик двигателя перемен-
ные фазы дают улучшение устойчивости работы двигателя на
холостом ходу и снижение частоты вращения холостого хода.
У двигателей с многоклапанными головками величина пере-
крытия обычно меньше, чем для традиционных двухклапан-
ных конструкций.
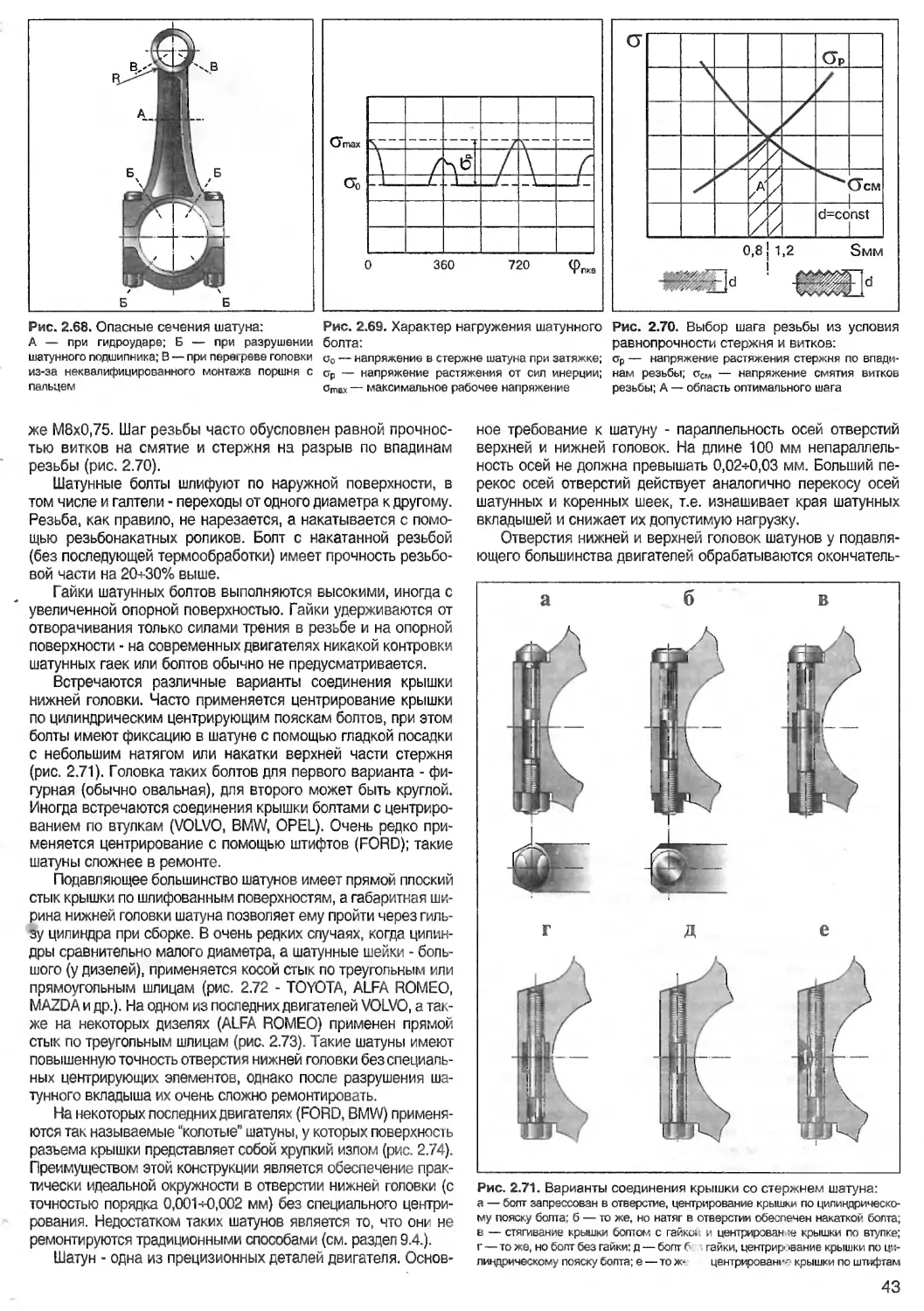
Детали ЦПГ и КШМ пои выпуске испытывают нагрузки, по
характеру аналогичные процессу сжатия, с той разницей, что
давление по углу поворота коленчатого вала при выпуске па-
дает. Верхняя мертвая точка в конце выпуска, примечатель-
на примерно симметричным расположением кулачков рас-
пределительного вала (рис. 1.20) и примерно одинаковой ве-
личиной открытия впускного и выпускного клапанов, а также
наибольшими для данной частоты вращения инерционными
растягивающими нагрузками, действующими на шатун.
1.2. Прочность и износостойкость
деталей автомобильных двигателей
Как известно, работоспособность и ресурс двигателя опре-
деляется прочностью и износостойкостью его деталей. В част-
ности, прочность обеспечивает отсутствие механических по-
ломок, а износостойкость - быстро прогрессирующего изчоса
трущихся пар, если не нарушены условия эксплуатации (смаз-
ка, охлаждение, максимальная частота вращения и т.д.).
Связь характеристик деталей (прочность, износостойкость,
шероховатость поверхности, величина износа и т. д.) двигате-
ля с различными неисппавностями и поломками (отказами)
механической иасти двигателя имеет важное для ремонтной
практики значение.
Прочность конкретной детали определяется напряжением
в опасном сечении и механическими свойствами материала.
При работе на деталь действуют внешние силы (давления га-
зов, инерции), в результате чего в ее сечениях возникают
внутренние силы. Интенсивность этих сил характеризуется
напряжением р, равным отношению равнодействующей R
внутренних сил (суммарной силы) в данном сечении к площа-
ди сечения F:
Различают проекции — нормальное напряжение о, дейст-
вующее в направлении, перпендикулярном сечению, и каса-
тельное напряжение т, действующеэ в плоскости сечения.
Под действием напряжения деталь деформируется, при
этом сечения детали перемещаются друг относительно друга.
На практике обычно пользуются понятием линейной относи-
тельной деформации, равной отношению изменения длины
детали (или ее отрезка) к самой длине:
Если нагрузка на деталь меняется по времени медленно
или не меняется совсем, то такой случай называется статиче-
ским нагружением детали, а нагрузка — статической. В ре-
альных условиях чаще возникают динамические нагрузки, ха-
рактеризующиеся колебаниями действующих на деталь сил,
имеющих определенную частоту и амплитуду. Встречаются
также и ударные динамические нагрузки, когда детали пери-
одически контактируют друг с другом, имея в момент соуда-
рения разные скорости (например, кулачок распределитель-
ного вала с толкателем).
Уровень нагрузки на конкретную деталь зависит от режима
и условий ее работы. Так, инерционные нагрузки на детали
кривошипно-шатунного и распределительного механизма про-
порциональны массе движущихся деталей m и квадрату часто-
ты вращения п2, а нагрузки от сил давления газов - нагрузке
двигателя, т. е. величине открытия дроссельной заслонки.
Очевидно, напряжения во всех сечениях детали не долж-
ны превышать определенного уровня, определяемого, в пер-
вую очередь, характеристиками материала детали, иначе де-
таль разрушится. В условиях статического нагружения проч-
ность материалов характеризует диаграмма напряжений
(рис. 1.21), представляющая собой зависимость напряжения
в образце круглого сечения от относительной деформации.
Прочность материала при статическом нагружении характе-
ризуют величины ов - предел прочности при растяжении (рав-
ный максимальному на диаграмме) и от - предел текучести
(равный напряжению, при котором образец круглого сечения
деформируется с минимальным изменением нагрузки). Для
хрупких материалов обычно применяют условный предел теку-
чести 0,2, равный напряжению, при котором остаточная дефор-
мация образца (после снятия нагрузки) составляет 0,2%.
Упругие свойства материала характеризуются зэличиной
предела упругости оу, равной напряжению, выше которого
проявляется остаточная деформация, однако на практике ею
пользуются редко, т. к. она близка к со,2-
При работе двигателя напряжения, возникающие в сече-
ниях конкретной детали, очевидно, не могут превышать опре-
деленного уровня. В частности, при превышении предела уп-
ругости деталь необратимо деформируется и быстро разру-
шается. Чтобы обеспечить работоспособность детали, необ-
ходимо иметь определенный запас прочности, равный отно-
шению предела прочности (или текучести) к максимальному
напряжению max возникающему в опасном сечении
Рис. 1.21. Диаграмма напряжений при растяжении материала:
ое—предел прочности; от—предел текучести; оу—предел упругости
12
к=-^- ,
^ma>
Величина к назначаэтся при разработке двигателя, исходя
из требований надежности конструкции (для этого необходимо
увеличение запаса прочности) и экономии материала (уменьше-
ние запаса за счет уменьшения габаритов и сечений деталей).
При этом учитывается стоимость материала детали и техноло-
гия ее изготовления, применение более дорогих материалов и
технологий поззоляет увеличить в, уменьшить запас прочности
и, соответственно, габариты и массу деталей, однако это может
оказаться неприемлемым для массового производства, т. к. по-
вышает себестоимость деталей и всего изделия в целом.
Запасы прочности деталей различных типов двигателей
обычно лежат в пределах 1,5^3,0 на наиболее напряженных
режимах. К ним относятся режимы максимальной нагрузки
двигателя в диапазоне частот вращения от максимума крутя-
щего момента до максимума мощности и режим холостого хо-
да на максимальной частоте вращения.
Описанный выше случай статического нагружения при
низкой температуре не характерен для основных деталей
двигателей, работающих в условиях переменных нагрузок,
особенно, для вращающихся и поступательно движущихся де-
талей. Кроме того, ряд деталей двигателей работает при по-
вышенной температуре. Эти факторы влияют в первую оче-
редь на характеристики материалов, вызывая снижение пре-
дела прочности и, соответственно, запаса прочности (при не-
изменном максимальном напряжении).
Влияние температуры на прочность материалов проявля-
ется в зависимости от времени испытания. Это влияние оце-
нивается пределами ползучести и длительной прочности.
Предел ползучести представляет собой напряжение, при ко-
тором остаточная деформация не превышает х% за время t
часов, и обозначается x/t (например, 0,1/1000). Предел дли-
тельной прочности Gt аналогичен ав, но с учетом температу-
ры детали и времени t испытания. Таким образом, приведен-
ные сыше пределы прочности ов и текучести Gt характеризу-
ют кратковременное нагружение детали, в то время как в ре-
альных условиях длительной эксплуатации следует ориенти-
роваться на пределы длительной прочности и ползучести
(рис. 1.22). При длительной работе в условиях нормальных
температур прочность деталей снижается незначительно
(10-20%), в то время как при высокой температуре может
уменьшиться в несколько раз
Вращающиеся и поступательно движущиеся детали двига-
телей испытывают переменные циклические нагрузки с час-
тотой, равной частоте вращения коленчатого вала или про-
порциональные ей. В условиях циклических нагрузок характе-
ристики прочности деталей существенно отличаются от стати-
ческих (при постоянной нагрузке).
Если деталь испытывает постоянную нагрузку, по величи-
не меньшую предела прочности, она не ломается. Другое де-
ло, когда нагрузка на деталь имеет периодический характер,
т. е. за нагрузкой следует разгрузка и т. д. Тогда через опре-
деленное число циклов нагружения деталь может сломаться
даже в том случае, если максимальная циклическая нагрузка
существенно меньше предела прочности. Такое разрушение
называют усталостным.
На рис. 1.23 представлена типичная кривая усталости -
зависимость напряжения, необходимого для разрушения де-
тали, от числа симметричных циклов нагружения-разгруже-
ния. При очень большом числе циклов - больше N-107, разру-
шающее напряжение уже практически не зависит от числа
циклов и называется пределом выносливости В реальных
условиях предел выносливости деталей обычно несколько
меньше из-за асимметрии циклов нагружения, шерохова-
тости поверхности, различных дефектов поверхности в виде
рисок, царапин, острых углов и выступов - так называемых
концентраторов напряжений.
Предел усталостной прочности G.t для большинства мате-
риалов лежит в пределах (0,4*0,5)-ав. Очевидно, что при та-
кой значительной разнице в пределах прочности запас проч-
ности деталей, работающих в условиях циклических нагрузок
следует определять по пределу усталостной прочности
к = -^- ,
cinax
где отах - максимальное напряжение в цикле.
С циклическими нагрузками работает большинство дета-
лей двигателя - поршни, поршневые пальцы, шатуны, подшип-
ники, коленчатый и распределительный валы, клапаны и др.
Поэтому основное требование к их конструкции и материа-
лам - обеспечение высокой усталостной прочности.
При усталостном разрушении излом детали имеет харак-
терный вид (рис. 1.24) с полукольцевыми линиями (линиями
отдыха), распространяющимися от зоны (очага) образования
трещины. Трещина развивается в теле детали по сечению
медленно до тех пор, пока напряжение в оставшемся сечении
не превысит разрушающее. Тогда происходит практически
мгновенное разрушение и образуется т.н. зона долома.
В начальный период трещина развивается через зерна,
составляющие структуру металла, вследствие чего поверх-
ность излома на этой стадии обычно является довольно глад-
кой. На краях трещины, иногда вблизи места начала ее рас-
пространения, поверхность излома имеет отполированные до
блеска участки. Это является результатом соударения, смя-
тия и истирания стенок трещины при периодических нагруже-
ниях детали. Зона долома, напротив, имеет шероховатую по-
верхность, характерную для хрупкого разоушения материала
по границам его зерен.
Поскольку усталосгное разрушение начинается с поверх-
ности детали, опасные сечения (сечения, имеющие макси-
Рис. 1.22. Характеристики длительной проч-
ности материала детали
Рис. 1.23. Кривая усталостной прочности:
ат — предел прочности (текучести) материале-
0-1 — предел усталостной прочности при числе
ц'.клов N > 10 , (\\\\) — область нормальной экс-
плуатации; (////) — область опасных нагрузок;
а — симметричные циклы нагружения; б — несси-
метричные циклы
Рис. 1.24. Усталостное разрушение детали:
1 — гладкая начальная зона распространения тре-
щины; 2 — линии “отдыха”; 3 — зона долома
13
мальный уровень напряжений) не должны иметь резких пере-
ходов и дефектов - концентраторов напряжений. Следует от-
метить, что на практике нередки случаи повреждения рабо-
чих позерхностей деталей. Подобные повреждения, напри-
мер, шеек коленчатого вала при разрушении подшипников,
могут приводить к образованию микро- и макротрещин. После
ремонта вала из этих дефектов развивается усталостная тре-
щина, которая через несколько тысяч километров (в среднем
от 3000 до 12000 км пробега) приводит к поломке вала. По-
добный результат возможен и после неквалифицированного
ремонта вала, когда, например, шлифовальным кругом подре-
заются радиусы перехода от щеки вала к шейке, что может
значительно увеличить концентрацию напряжений и стать
причиной последующего усталостного разрушения вала. По-
этому эти факторы должны обязательно учитываться при ре-
монте деталей двигателей.
В процессе работы двигателя ряд деталей (поршни, голо-
вка блока, клапаны и их седла, выпускной коллектор и др.) ис-
пытывают воздействие высоких температур. При некоторых
условиях в деталях могут возникать трещины, не имеющие
признаков описанной выше механической усталости. Анализ
этих неисправностей показывает, что трещины в "горячих"
деталях двигателя связаны со значительными колебаниями
их температуры при запуске, изменении режима работы и ос-
тановке двигателя. Например, при нагреве головки блока
возникают напряжения сжатия, а при охлаждении после оста-
нова-напряжения растяжения. Воздействие тысяч подобных
термических циклов нагрева-охлаждения может привести к
так называемой термической усталости, характерной значи-
тельно большей амплитудой деформации детали и значитель-
но меньшим числом циклов до разрушения.
Трещины из-за термоусталости материала нередко возни-
кают на головке цилиндров между седлами клапанов, между
седлом клапана и крышкой форкамеры (у дизелей), а также на
стенке рубашки охлаждения головки под распределительным
механизмом. Трещины у седел клапанов ослабляют посадку
седла, что может привести к выпаданию этих деталей и раз-
рушению камеры сгорания. Образованию трещин термоуста-
лости иногда способствуют неисправности системы управле-
ния двигателем (нарушения в подаче топлива, зажигании).
Следует также отметить, что в отличие от механической уста-
лости развитие трещин термоусталости может затормозиться
и даже вовсе прекратиться, т. к. наличие трещин приводит к
снижению термических напряжений в детали. Вследствие
этого некоторые фирмы (VOLKSWAGEN) допускают наличие
подобных трещин, например, в головке блока, если их разме-
ры не превышают установленный уровень.
Для обеспечения работоспособности и ресурса двигателя
важное значение, помимо прочности, имеет износостойкость
трущихся деталей, т. е. способность противостоять постепен-
ному уменьшению размеров детали при трении.
На износостойкость деталей оказывает влияние большое
число факторов, среди которых следует отметить материалы
трущейся пары, геометрия и шероховатость рабочих поверх-
ностей, условия смазки. В результате взаимодействия этих
факторов возникают различные виды изнашивания.
Наиболее характерно для автомобильных двигателей аб-
разивное изнашивание, вызываемое попаданием в зазор
между трущимися деталями со смазкой мелких твердых час-
тиц, не задержанных фильтрами (масляным, топливным и/или
воздушным). Изнашивание деталей происходит в результате
микрорезэния поверхностей этими частицами. В парах тре-
ния, где одна из деталей имеет "мягкую" рабочую поверх-
ность (например, вкладыш подшипника скольжения), абразив-
ные частицы могут внедряться в такую поверхность и изнаши-
вать ответную деталь. Иногда попадание абразивных частиц к
конкретной паре происходит не извне, а из-за износа какой-
либо другой детали в двигателе.
В ряде трущихся пар двигателя может наблюдаться корро-
зионно-механическое изнашивание. Такое изнашивание воз-
никает при высоких нагрузках в сопряжениях деталей, когда в
условиях повышенных температур и давлений происходит хи-
мическое взаимодействие материалов со смазочной средой.
При коррозионно-механическом изнашивании происходит
разрушение поверхностного слоя детали. Подобная картина
встречается в подшипниках скольжения (поверхность вклады-
ша приобретает "пористую" структуру с многочисленными то-
чечными раковинами), у поршневых колец и цилиндров.
Детали распределительного механизма у многих двигате-
лей работают в условиях высоких контактных нагрузок, в ре-
зультате чего возникает усталостное изнашивание. Оно ха-
рактерно выкрашиванием материала с рабочей поверхности
и появлением раковин. Усталостное выкрашивание часто
встречается на кулачках распределительного вала, толкате-
лях и торцах стержней клапанов.
Заедание деталей при недостаточной смазке характеризу-
ется молекулярно-адгезионным изнашиванием, когда при
больших нагрузках и/или недостатке смазки происходит сопри-
косновение поверхностей. В результате этого на одной из по-
верхностей материал "вырывается" и переносится на другую
(возникает "наволакивание" материала), а возникшие неровно-
сти воздействуют на обе контактирующие поверхности. Данный
вид изнашивания встречается в подшипниках скольжения и
поршневой группе после режима "масляного голодания", при
перегреве или сборке с недостаточными зазорами.
В насосах системы охлаждения иногда встречается кави-
тационное изнашивание в виде точечных дефектов на вход-
ных кромках и у ступицы крыльчатки, не оказывающее суще-
ственного влияния на работу системы охлаждения.
Износостойкость деталей на практике определяется, та-
ким образом, целым рядом внешних условий, среди которых
следует выделить:
1) условия смазки, обеспечивающие отсутствие непосред-
ственного контакта деталей и химического реагирования
масла с материалом трущихся поверхностей;
2) условия охлаждения, препятствующие перегреву дета-
лей в зоне контакта (в том числе из-за уменьшения теплово-
го зазора при нагреве);
3) качественная фильтрация масла, топлива и воздуха.
Помимо этого, износостойкость деталей обеспечивается
определенным подбором материалов пар трения скольжения.
В общем случае правильный подбор материалов сопряжен-
ных деталей определяет не только их износостойкость, но и
вообщэ работоспособность. Основные правила подбора ма-
териалов заключены в следующем.
1. Сочетание мягкого пластичного материала с твердым в
условиях обильной смазки. Такое сочетание наблюдается в
подшипниках скольжения кривошипно-шатунного и распреде-
лительного механизма. Мягкий вкладыш подшипника часто
обладает даже более высокой износостойкостью, чем твер-
дый материал вала. Аналогичные пары применяются в ЦПГ
(цилиндр - поршень). Примером подобных пар являются све-
тания алюминиевых, оловянно-свинцовых сплавов и оловян-
но-свинцовой бронзы с чугуном и сталью.
2. Сочетание твердого материала с твердым, в том числе
в условиях недостаточной смазки. Подобная пара образуется
в сопряжении поршневых колец с поверхностью цилиндра.
Высокая износостойкоегь достигается здесь применением
специальных твердых покрытий (хром, молибден). В некото-
рых узлах двигателей износостойкость достигается сочетани-
ем термообработанного чугуна с закаленной сталью (шестер-
ни, звездочки и цепи, распределительные валы и толкатели).
3. Не сочетаются друг с другом одноименные материалы с
недостаточной твердостью, а также мягкие материалы с мяг-
кими (алюминиевые сплавы с бронзой и т. д.). Такие пары не
используются в двигателях, т. к. даже при обильной смазке
возможно "схватывание" и заклинивание деталей. Подобные
случаи иногда возможны также в сочетаниях алюминиевых и
14
Рис. 1,25. Зависимость интенсивности изнашивания деталей от
времени работы (пробега):
I — период первоначальной приработки; II — период нормальной эксплуа-
тации; III — период ускоренного ( катастрофического) иизнашивания
Рис. 1.26. Вероятность возникновения отказов (появления неис-
правностей) двигателей в зависимости от пробега:
I — период первоначальной приработки; II — период нормальной эксплуа-
тации; III — период износа и старения
медных сплавов с твердыми хромовыми покрытиями.
При разработке двигателя материалы пар трения специ-
ально подбираются для обеспечения их высокой износостой-
кости. К наиболее важным парам, определяющим ресурс все-
го двигателя, относятся “цилиндр - поршневые кольца", “вкла-
дыши - шейки вала", “кулачки распредвала - толкатели" и не-
которые другие. Иногда при ремонте детали пар приходится
заменять, тогда установка одной из деталей пары, выполнен-
ной из иного, нежели рекомендованного заводом-изготовите-
лем двигателя, материала можно привести к более интенсив-
ному износу и заметному снижению ресурса.
Однако правильный выбор материалов и внешние условия
еще не гарантируют высокую износостойкость деталей, если
не обеспечены определенные конструктивные мероприятия,
в том числе геометрия и шероховатость поверхности.
Среди конструктивных мероприятий, направленных на по-
вышение износостойкости, следует отметить переход на кон-
струкции с "плавающими" подшипниками скольжения. Подоб-
ные конструкции применяются в верхней головке шатунов с
"плавающим" пальцем (см. раздел 2.3) и опорах ротора турбо-
компрессоров (раздел 2.7). В таких конструкциях уменьшает-
ся относительная скорость скольжения деталей, что ведет к
снижению трения и износа. Геометрия деталей оказывает
влияние на нагрузки в подшипниках. Так, при перекосах осей
шеек вала и его опор возникают дополнительные нагрузки на
подшипники, в ряде случаев значительно снижающие износо-
стойкость и ресурс подшипников. Негативное влияние на ре-
сурс оказывают отклонения от правильной геометрической
формы поверхностей, в том числе некруглость, непрямоли-
нейность. "огранка" и т. д.
Очень большое влияние на износостойкость и ресурс пар
трения оказывает шероховатость поверхности. Практика по-
казывает, что шероховатость не должна быть чрезмерно боль-
шой или малой, а оптимальной для данного сопряжения дета-
лей. Если новая или отремонтированная деталь имеет грубую
рабочую поверхность, то возрастают удельные давления из-за
уменьшения площади контакта деталей и износ деталей. При
этом возможно повреждение поверхностей как из-за прижо-
гов или задиров, так и из-за попадания крупных частиц - про-
дуктов износа между трущимися парами. В результате возра-
стает износ во время приработки и общее ее время.
Слишком гладкая поверхность, напротив, обеспечивает
большую площадь контакта и снижение контактных напряже-
ний. Однако при этом ухудшается удерживание смазки по-
верхностью, что также ведет к задирам.
Таким образом, шероховатость поверхности должна, с од-
ной стороны, быть как можно ближе к эксплуатационной (этим
сокращается время приработки), а с другой - хорошо удержи-
вать масляную пленку на рабочей поверхности деталей.
Шероховатость рабочей поверхности на новой или ремон-
тируемой детали зависит от способа ее обработки. Например,
в настоящее время не применяется профильное шлифование
юбок поршней, дающее недостаточную шероховатость - пор-
шни современных двигателей имеют токарную обработку юб-
ки, создающую специальный профиль (микроканавки) поверх-
ности для уменьшения трения и износа за счет хорошего мас-
лоудер;кания (раздел 2.3). Цилиндры обрабатываются спосо-
бом ппосковершинного хонингования, создающего на поверх-
ности сетку рисок определенного направления, в которых
удерживается масло в сочетании с гладкой поверхностью
между рисками (раздел 9.5). Иногда на некоторых деталях со-
здается пористая структура (например, пористое хромирова-
ние поршневых колец),
Указанные меры позволяют существенно сократить пер-
вую стадию изнашивания детали (рис. 1.25) - период первона-
чальной приработки, а также снизить интенсивность износа.
Если шероховатость пар трения отличается от оптимальной,
происходит интенсивное их изнашивание с изменением микро-
геометрии поверхностей и наклепом материала. После прира-
ботки устанавливается некоторая равновесная шероховатость,
характерная для данных условий работы двигателя, которая не
только не изменяется в дальнейшем, но и непрерывно воспро-
изводится на поверхностях трущихся пар. Такая картина ха-
рактерна для периода установившегося износа, в течение кото-
рого интенсивность износа минимальна. Правильный выбор
материалов и их обработки позволяет, очевидно, увеличить
именно этот период, причем в обе стороны (рис. 1.25).
После длительной эксплуатации за счет износа зазоры в со-
пряжениях возрастают до критических величин, когда детали
могут испытывать ударные нагрузки. Соударения деталей при-
водят к наклепу и изменению шероховатости в соответствии с
подобными условиями. Зазоры в сопряжениях быстро возрас-
тают, что характерно для периода катастрофического износа.
Следует отметить, что кривая интенсивности изнашивания
деталей по времени эксплуатации подобна кривой, характери-
зующей надежность двигателя (рис. 1.26). Согласно теории на-
дежности сложных технических систем все время эксплуата-
ции как нового, так и отремонтированного двигателя, можно
условно разделить на три этапа - период приработки, период
нормальной эксплуатации и период износа и старения. Вероят-
ность безотказной работы (т. е. вероятность того, что в задан-
ном интервале времени не возникнет неисправностей) макси-
мальна в период нормальной эксплуатации и снижена, иногда
довольно значительно, в периоды приработки и старения.
Снижение надежности двигателя в период приработки
связано не только с более интенсивным изнашиванием дета-
лей, но и с ошибками производства или ремонта, такими как
небрежность сборки, неточности при изготовлении или ре-
15
монте деталей, неправильная регулировка и т. д. В то же вре-
мя снижение надежности на последнем этапе во многом оп-
ределяется ускоренным износом деталей.
Указанные закономерности имеют важное значение на
всех этапах ремонта двигателя - начиная с диагностики пе-
ред ремонтом (раздел 4.3) и кончая назначением сроков га-
рантий и гарантийного технического обслуживания отремон-
тированного двигателя (разделы 5.2, 11 и 12). Напротив, не-
знание или пренебрежение этими закономерностями в прак-
тике ремонта нередко в едет к ускоренному износу, поломкам
и выходу из строя отремонтированного двигателя.
1.3. Особенности работы двигателя
с наддувом
Наддув является эффективным способом повышения
мощности двигателя при сохранении его объема. Если сте-
пень форсирования двигателя характеризовать литровой
мощностью Nn = N/Vh, где N - максимальная мощность; Vh -
рабочий объем, то у двигателей с наддувом литровая мощ-
ность достигает порядка 85-НЮ кВт/л (110120 л.с./п), что на
30^40% выше, чем у современных двигателей без наддува.
Принцип работы системы турбонаддува иллюстрирует схема
(рис. 1.27). Основным агрегатом системы является турбоком-
прессор, включающий турбину и компрессор, расположенные
на одном валу. В турбину поступают отработавшие газы из ци-
линдров, имеющие повышенное давление и температуру, в ре-
зультате чего турбина вращает компрессор. Компрессор заса-
сывает воздух из окружающей среды и сжимает его, т.е. подает
к цилиндрам двигатэля с повышенным давлением (избыточное
давление порядка 0,10-^0,15 МПа). Чтобы создать даже такое
небольшое давление, колесо компрессора должно иметь часто-
ту вращения 80000-;-120000 мин'1, d в некоторых турбокомпрес-
сорах для двигателей малого объема - даже до 130000 мин1.
Давление наддува всегда ограничивают максимальной вели-
чиной порядка 0,150,25 МПа из-за опасности повреждения дета-
лей двигателя. С этой целью на турбокомпрессоре устанавливают
клапан, открывающий дополнительный ханал и перепускающий
часть выхлопных газов мимо турбины на выхлоп в случае превы-
шения максимального давления наддува. Помимо этого, перепу-
скной клапан обеспечивает устойчивую работу двигателя с туре о-
компрессором на режимах больших нагрузок и части г вращения.
Рис. 1.2Б. Схема течения воздуха на входе в компрессор:
а — нормальный режим работы; б — срыв потока (помпаж) при увеличе-
нии частоты вращения ротора или уменьшении расхода вездуга;
и — окружная скорость колеса компрессора; Са — осевая (расходная)
составляющая скорости воздуха, пропорциональная расходу воздуха;
С — абсолютная скорость набегающего воздуха; а — угол атаки
При отсутствии регулирования турбокомпрессора с по-
мощью перепуска газов мимо турбины (или каким-либо дру-
гим способом) частота вращения ротора и давление наддува
растут вместе с частотой вращения коленчатого вала и на-
грузкой. Однако расход воздуха через двигатель и, соответ-
ственно, через компрессор, растет медленнее, результате
чего увеличивается угол набегания (так называемый угол
атаки) воздуха на входные кромки лопаток компрессора
(рис. 1.28). Если угол атаки будет слишком большим, то воз-
можен отрыв потока воздуха от входных кромок лопаток.
При этом зона отрыва быстро занимает все проходное сече-
ние межлопаточных каналов компрессора и фактически “за-
пирает" его. Без поступления воздуха двигатель резко сбав-
ляет частоту вращения - возникает характерный “провал”
мощности. Одновременно с этим уменьшается частота вра-
щения турбины, и через несколько секунд нормальный ре-
жим работы двигателя и компрессора восстанавливается.
Затем снова следует срыв и т.д.
Это явление получило название “помпаж компрессора”.
Чтобы его исключить, требуется, либо увеличить расход воз-
духа через компрессор на больших частотах вращения рото-
ра (например, перепуском воздуха за компрессором в атмо-
сферу) или уменьшить частоту вращения ротора за сче г сни-
жения расхода газов через турбину (например, перепуском
выхлопных газов мимо турбины). У подавляющего большинст-
ва автомобильных двигателей используется второй способ.
Рис. 1.27. Схемы наддува двигателей легковых автомобилей:
а — туроонаддув; б — npi водным компрессором; в — волновым обменником давления;
1 — форсунка подачи топлива, 2 — компрессор; 3,7 — клапан максимального давления наддува; 4 — турбина; 5 — передача клиновом рэмнем;
6 — приводной компрессор; 8 — передача зубчатым ре-лнем; 9 — ротор волнового обменника
16
Рис. 1.29. Сравнение различных систем наддува по крутящему
моменту двигателя на различных частотах вращения:
1 — базовый безнаддувный двигатель; 2 — двигатель с турбонаддувом;
3 — двигатель с приводным нагнетателем; 4 — двигатель с волновым
обменником давления
При этом открытие клапана происходит пропорционально
давлению за компрессором - чем оно больше, тем сильнее от-
крывается клапан.
Многие фирмы (VOLVO, SAAB, MERCEDES, BMW, VOLK-
SWAGEN, TOYOTA, NISSAN и др.) выпускают автомобили с
двигателями как с наддувом, так и без него. Основные, и до-
статочно существенные, отличия этих двигателей заключают-
ся в следующем.
Двигатели с наддувом имеют меньшую геометрическую сте-
пень сжатия. Если в двигателях без наддува ее значение поряд-
ка 9,5-10,0, то с наддувом степень сжатия, как правило, не пре-
вышает 8,5. Дело в том, что при увеличении давления смеси в
начале сжатия (что и дает наддув) на величину степени повы-
шения давления в компрессоре я = Рк/Ро , где Рк - давление за
компрессором, пропорционально увеличивается и давление в
конце сжатия. Если его не уменьшить увеличением объема ка-
меры сгорания (т.е. уменьшением геометрической степени
сжатия £ = Vn/VKC + 1), то в конце сжатия давление будет боль-
ше на величину лк: Ртах = Ро -еп Лк- Это равносильно тому, что
двигатель будет иметь степень сжатия е'=е л1/п, что при тг ~ 1,15
даст увеличение с на 1-1 ,5 единицы. Такой двигатель не сможет
надежно работать из-за детонации на основных рабочих режи-
мах. Наддув, таким образом, дает увеличение мощности за счет
увеличения количества топливо-воздушной смеси, поступившей
в цилиндр на такте впуска при сохранении давления в цилиндре
в конце сжатия приблизительно на прежнем уровне.
Воздух на выходе из компрессора имеет не только повы-
шенное давление, но и температуру, снижающую плотность
заряда, что неблагоприятно отражается на наполнении и,
следовательно, мощности двигателя. Поэтому на многих дви-
гателях с турбонаддувом с целью повышения плотности воз-
духа и, соответственно, улучшения наполнения цилиндров
применяют промежуточное охлаждение наддувочного возду-
ха (intercooler). Для этого после компрессора воздух направ-
ляют в специальный “воздухо-воздушный" радиатор, установ-
ленный рядом с радиатором системы охлаждения.
Двигатели с турбонаддувом как правило оснащены систе-
мой впрыска топлива, т.к. карбюраторное смесеобразование
достаточно плохо сочетается с наддувом и не позволяет реа-
лизовать всех возможностей форсирования двигателя.
Поскольку количество топливовоздушной смеси увеличива-
ется при сохранении рабочего объема, то увеличивается и ко-
личество выделившегося при сгорании тепла. Это приводит к
необходимости усиливать детали двигателя, т.к. возрастает
температура и давление в цилиндрах. В первую очередь увели-
чивают толщину стенок поршня и, особенно, его днища, изме-
няют головку блока цилиндров, фазы газораспределения, при-
меняют клапаны из более жаропрочных материалов, а подшип-
ники коленчатого вала увеличенной ширины и диаметра. Чем
выше давление наддува, тем больше изменений требует конст-
рукция. Применяются радиатор системы охлаждения увели-
ченного объема и площади, а также масляное охлаждение пор-
шней, для чего приходится ставить масляный насос повышен-
ной производительности и радиатор в системе смазки.
Очень высокая частота вращения ротора и теплонапряжен-
ность турбокомпрессора приводят к тому, что он становится
“слабым" элементом двигателя. Именно при турбонаддуве при-
ходится применять специальные сорта масел, в том числе син-
тетические, обеспечивающие эффективную смазку подшипни-
ков ротора и их работу в тяжелых условиях. И если в случае не-
исправности системы смазки или некачественного масла у
обычных двигателей в первую очередь выходят из строя, как
правило, шатунные подшипники, то в двигателях с наддувом -
подшипники ротора турбокомпрессора. Кстати, следует отме-
тить, что разрушение подшипников ротора практически сразу
приводит к потере герметичности его масляных уплотнений. А
это весьма опасно, т.к. из турбокомпрессооа масло под давле-
нием может попасть во впускной трубопровод. Если масла ока-
жется много, то в одном из цилиндров может произойти гидро-
удар, в результате которого разрушается шатун со всеми выте-
кающими отсюда последствиями.
Помимо турбонаддува существуют и другие системы над-
дува. В первую очередь к ним следует отнести наддув от при-
водного нагнетателя - так называемый SUPERCHARGER. На
современных двигателях данная схема применяется редко
из-за сложности конструкции нагнетателя и его недостаточ-
ной надежности. Преимуществом его по сравнению с турбо-
наддувом является более высокое давление наддува на пони-
женных режимах (рис. 1.29), а также отсутствие так называе-
мой “турбоямы", т.е. характерного “провала” мощности при
резком открытии дроссельной заслонки. Это определяет об-
ласть применения приводного нагнетателя - в основном на не
слишком быстроходных двигателях (FORD, GM), хотя в по-
следние годы наметилась тенденция их использования и на
высокооборотных двигателях (MERCEDES).
На дизелях автомобилей MaZDA установлен волновой об-
менник давления COMPREX, обеспечивающий наддув за счет
взаимодействия волн давления и разрежения, распространяю-
щихся в каналах вращающегося ротора. Этот тип наддува
позволяет достичь более высокого форсирования, чем другие
системы наддува, но пока не получил распоостраниения из-за
сложности.
1.4. Особенности рабочего процесса и
конструкции дизельных двигателей
Дизельные двигатели в настоящее время широко приме-
няются на легковых автомобилях. Подавляющее большинство
известных фирм-производителей автомобилей выпускают
модели даже малого и среднего класса с дизелями.
Дизельные двигатели обладают определенными преиму-
ществами перед двигателями с искрозым зажиганием, что
определяет довольно широкий круг покупателей легковых ав-
томобилей с дизелями (в программе некоторых фирм их доля
достигает 20% от общего количества выпускаемых автомоби-
лей). Дизели имеют высокую экономичность в сочетании с бо-
лее дешевым топливом, высокий крутящий момент, достаточ-
но полого изменяющийся по частоте вращения. В то же вре-
мя дизели обладают существенно меньшей литровой мощнос-
тью (порядка 25-30 кВт/л), затрудненным пуском зимой, по-
вышенной шумностью, а также нередко меньшим ресурсом,
особенно в условиях городской эксплуатации, вследствие бо-
лее высоких нагрузок на детали КШМ и ЦПГ. Кроме того, ди-
зель дороже в производстве и ремонте.
2. Ремонт двиг чар)6 ав-сй.
17
Рис. 1.30. Камеры сгорания дизелей:
а — вихрекамерного; б — предкамерного; в — с непосредственным впрыском топлива;
1 — поршень; 2 — бпок (гильза) цилиндоос; 3 — головка; 4 — форсунка; 5 — свеча накаливания; 6 — крышка форкамеры 7 — предкамера
На рис. 1.30 представлены основные типы камер сгорания
дизельных двигателей. Подавляющее большинство двигате-
лей легковых автомобилей выполняется четырехтактными с
разделенной камерой сгорания. В такой схеме легче обеспе-
чить приемлемую для двигателя легкового автомобиля быст-
роходность - максимальную частоту вращения порядка
4500-5000 мин-1, при довольно высокой удельной мощности.
Рассмотрим более подробно рабочий процесс вихрекамер-
ного д 1зеля. На такте впуска цилиндр дизеля наполняется рабо-
чим телом - воздухом, далее следует такт сжатия, как и в обыч-
ном бензиновом двигателе. Однако разница уже в том, что в ди-
зеле степень сжатия достигает 20-22. Поршень, двигаясь к
верхней мертвой точке, доходит практически до плоскости голо-
вки цилиндров. При этом он вытесняет 40^-60% сжимаемого
воздуха через специальный канал в вихревую камеру, а объем
надпоршневого пространства становится в ВМТ минимальным.
Воздух, втекающий в камеру по касательной к ее поверх.но-
сги, создает интенсивное вихревое движение, необходимое для
быстрого сгорания топлива. В камере расположены форсунка и
свеча накаливания. Перед ВМТ (не доходя 5-10° угла поворота
коленчатого вала, что соответствует углу опережения впрыска
топлива) форсунка подает в камеру строго дозированное коли-
чество топлива под давлением свыше 12-15 МПа. Вследствие
интенсивного вихревого движения сильно нагретого от сжатия
воздуха топливо быстро перемешивается, испаряется и вос-
пламеняется. Процессам испарения и воспламенения способ-
ствует раскаленная до температуры свыше 800°С свеча нака-
ливания (на запуске дизеля - принудительно с помощью элект-
рической спирали, а при работе - от продуктов сгорания), а так-
же сильно нагретая крышка с соединительным каналом - часть
стенки вихревой камеры.
Воспламенение и горение смеси в дизеле идет в несколько
стадий, отличных от двигателя с искров0|м зажиганием. В част-
ности, в вихревой камере воспламенение смеси идет в зонах,
где коэффициент избытка воздуха близок к единице. Далее
продукты сгорания перетекают в надпоршневое пространство,
где в основном находится воздух. Такая схема организации го-
рения позволяет работать на очень бедных смесях (а = 3^4 и
более), что невозможно в двигателе с искровым зажиганием.
Очень существенное отличие дизеля в связи с этим - в так
называемом “качественном” регулировании, т.е. для управле-
ния двигателем не надо открывать и закрывать дроссельную
заслонку (ее просто нет). Достаточно увеличивать или умень-
шать подачу топлива.
Вихрекамерные дизели пслучили наибольшее распростра-
нение на легковых автомобилях. Из других типов дизелей с раз-
18
деленной камерой сгорания следует отметить предкамерные.
Обычно они имеют меньшую литровую мощность, поэтому при-
меняются реже. Тем не менее, у предкамерных дизелей более
широкие пределы регулирования по составу смеси, что опреде-
ляет их несколько более высокую экономичность.
Дизели с неразделенной камерой сгорания (с непосредст-
венным впрыском) не получили пока широкого распростране-
ния на легковых автомобилях. Это связано с определенными
трудностями в организации процесса сгорания в неразделен-
ной камере при частоте вращения более 35004000 мин’1.
Кроме того у таких моторов очень быстрое нарастание давле-
ние при сгорании, более “жесткая" работа и сильнее шум. Од-
нако в последние годы ряду фирм (VOLKSWAGEN, TOYOTA и
другим) удалось довести такой процесс и для высокооборот-
ных двигателей легковых автомобилей.
В отличие от двигателей с разделенной камерой сгорания
у двигателей с непосредственным впрыском в днище поршня
выполнено профилированное углубление, в которое форсун-
кой впрыскивается топливо. Давление подачи здесь сущест-
венно выше до 35 МПа и более, что необходимо для быстрого
испарения и сгорания топлива на высоких частотах вращэния.
Форсунка двигателя с непосредственным впрыском подает
топливо довольно широким конусом, в отличие от двигателя с
разделенной камерой, где струя топлива более узкая.
Основными преимуществами двигателя с неразделенной
камерой являются более высокие экономичность и крутящий
момент. Указанные преимущества, вероятно, приведут в бли-
жайшем будущем к более широкому использованию дизелей с
непосредственным впрыском на легковых автомобилях.
Более высокие давления и нагрузки на детали дизэля вы-
зывают его характерный шум - своеобразный, несколько
нерегулярный стук, особенно на холостом ходу, значительно
уменьшающийся при увеличении частоты вращения. Чем
больше опережение впрыска, тем выше максимальное давле-
ние при сгорании и тем выше шум дизеля (так называемая
“жесткость” сгорания).
Если сравнивать дизельный и бензиновый двигатели близ-
кого рабочего объема, то в первую очередь обращает на се-
бя внимание существенное различие в конструкции поршня и
поршневого пальца (рис. 1.31). Так, у дизеля поршень сущест-
венно выше, его днище и стенки толще, а палец имеет увели-
ченный наружный диаметр при малом внутреннем. Компрес-
сионные кольца и перемычки между канавками колец также
имеют увеличенную высоту. Шагун дизеля усилен для воспри-
ятия больших сил давления газов. Шейки коленчатого вала
также обычно несколько увеличены.
Рис. 1.32. Сост&в отработавших газов бензинового двигателя в
зависимости от состава топливовогдушной смеси:
а — без нейтрализаторе; б — с трехкомпонентным нейтрализатором
Рис. 1.31. Сравнение бензинового (слева) и дизельного (справа)
поршней при одинаковых диаметре цилиндра и ходе поршня -
обращает на себя внимание увеличение ширины перемычек,
высоты поршня и диаметра пальца у дизеля
С точки зрения возможных неисправностей следует отме-
тить два характерных для дизелей случая. Так, дизель в экс-
плуатации более чувствителен к попаданию воды на вход (на-
пример, при проезде бродов и других подобных препятствий).
Это вызвано малым объемом камере! сгорания и большим от-
крытием дроссельной заслонки (если она вообще есть). Дру-
гая неприятность нередко встречается у дизелей с приводом
распределительного вала зубчатым ремнем. Объем камеры
сгорания у дизеля мал из-за высокой степени сжатия, и сде-
лать так, чтобы клапаны не деформировались или ограничен-
но деформировались при ударе поршня, практически невоз-
можно. Поэтому после обрыва ремня последствия могут быть
самые печальные - вплоть до замены головки блока цилинд-
ров, поврежденной поломанными клапанами.
Некоторые фирмы на своих автомобилях устанавливают так
называемые “конвертированные” дизели. Такие двигатели име-
ют легко узнаваемый “бензиновый" прототип, от которого с не-
большими изменениями использованы блок цилицдров, колен-
чатый вал и ряд других деталей, в то время как поршень, порш-
невой палец, шатун и головка блока цилиндров созданы заново.
Хотя такая концепция достаточно проста, с помощью нее не
всегда удается получил ь нужный для конкретного автомобиля
двигатель. Дизелю из-за более низкой литровой мощности необ-
ходим больший объем цилицдров, что не всегда можно реализо-
вать, используя базовый бензиновый двигатель.
1.5. Токсичность отработавших газов
и способы ее снижения
Экологические требования к автомобилю и его двигателю
являются в настоящее время приоритетными. Экологическая
чистота выхлопа закладывается в конструкцию двигателя и
автомобиля в целом еще при проектировании. Далее в экс-
плуатации характеристики токсичности должны оставаться
стабильными. Регулировка токсичности у двигателей совре-
менных автомобилей в большинстве случаев или не требует-
ся или сильно ограничена. В то же время у двигателей авто-
мобилей прошлых лет выпуска, особенно с карбюраторами,
токсичность выхлопа напрямую связана с техническим состо-
янием системы питания и зажигания и их регулировкой. По-
• этому в настоящее время ремонт двигателя, какой бы слож-
ный он ни был, не может считаться хваписрицированным и ка-
чественным, если токсичность выхлопа двигателя после ре-
монта превышает установленные допустимые пределы.
Основная доля вредных веществ, содержащихся в
отработавших газах двигателей и загрязняющих окружающую
среду, состоит из окиси углерода СО, окислов азота NOX, уг-
леводородов CnHm (или просто СН), а также углерода С (са-
жи) у дизелей. Из перечисленных веществ СО, СН и С явля-
ются продуктами неполного сгорания топлива. Количество
NOX в выхлопных газах связано, в основном, с высокой тем-
пературой сгорания. Окислы азота образуются в двигателе
при взаимодействии кислорода и азота, содержащихся в воз-
духе. Чем выше температура сгорания, тем больше образует-
ся NOX. На температуру сгорания влияют конструктивные
факторы (например, степень сжатия) и режим работы двига-
теля (состав смеси, нагрузка). У бензинового двигателя наи-
большее злияние на образование вредных веществ оказыва-
ет состав смеси. При и. = 1,05-5-1,10 концентрация NOX в вы-
хлопных газах максимальна, а выбросы СО и СН близки, к ми-
нимальным (рис. 1.32).
Уменьшение количества и изменение качественного со-
става вредных веществ, выбрасо!ваемых в окружающую сре-
ду с отработавшими газами, достигается целым комплексе! i
мероприятий. Среди них следует отметить ряд конструктив-
ных разработок - специальные конструкции камер сгорания
для работы на бедных смесях, в том числе с различными ти-
пами форкамер, рециркуляция отработавших газов, т.е. пода-
ча их части на вход в двигатель, системы регулирования фаз
газораспределения, уменьшающие перекрытие клапанов на
пониженных режимах и т.д. Однако даже при использовании
в конструкции двигателей всех самых передовых решений
удовлетворить нормам токсичности, установленным, напри-
мер, в США, Японии и странах Европы, не удается. Вследст-
вие этого современные автомобили с бензиновыми двигате-
лями снабжаются каталитическими нейтрализаторами.
Нейтрализатор состоит из носителя, заключенного в кор-
пус. Носитель представляет собой керамический материал
(сотовой конструкции или в виде шариков), покрытый тонким
слоем катализатора из благородных металлов, например,
платины, палладия, родия. При температуре поверхности ка-
тализатора свыше 250300СС содержащиеся в отработавших
газах окислы углерода СО эффективно окисляются, а их кон-
центрация в выхлопных газах снижается во много раа Окис-
ление углеводородов СН происходит при более высокой тем-
пературе (400°С). Окисление СО и СН происходит в присутст-
вии свободного кислорода воздуха, небольшое количество ко-
торого образуется в результате сгорания:
2СС + 02 -> 2С0г
CmHn + (т + п/4)0г -> тСОг + (п/2)НгО
Такие реакции могут происходить в широком диапазоне
изменения состава смеси - необходимо только, чтобы отрабо-
тавшие газы имели коэффициент с/ более 1,0, что достигается
работой двигателя на обеднённой смеси или подачей в систе-
му выпуска дополнительного воздуха.
Подобные нейтрализаторы получили широкое распростра-
нение на автомобилях с начала 80-х годов, в том числе, с кар-
бюраторной системой подачи топлива. Однако последова-
тельное ужесточение норм токсичности потребовало созда-
ния нейтрализаторов, снижающих не только концентрацию
2*
19
Рис. 1.33. Токсичность выхлопа и дымность (К) дизелей с разделенной камерой сгорания:
а — по частоте вращения (—) — для двигателя с неразделенной камерой); б — по составу смеси (нагрузке); в — по углу опережения впрыска (ЬБЛ)
СО и СН, но и одновременно окислов азота NOX. Такие нейт-
рализаторы называются трехкомпонентными.
Основная проблема заключена в том, что в отличие от
указанных выше реакций окисления уменьшение концентра-
ций NOX является реакциями восстановления:
2NO + 2СО N2 + 2СО2 ;
2NO + 2Н2 -> N2 + 2Н2О ;
2NO + 5Н2 -> 2NH3 + 2Н2О (при к < 1).
Для одновременного уменьшения выбросов СО, СН и NOx
необходимо поддерживать определенный состав смеси в ци-
линдрах двигателя (о. около 1,0) с очень высокой точностью -
порядка ±1% (рис. 1.32). Чтобы обеспечить такую точность
поддержания состава смеси, на современных двигателях ус-
танавливают электронные системы управления подачей топ-
лива и снижения токсичности с обратной связью по сигналу
датчика концентрации кислорода. Именно ужесточением
норм токсичности (а не требованиями экономичности или
мощности) объясняется повсеместное внедрение на автомо-
билях сложных электронных систем топлпвоподачи. Слож-
ность этих систем со временем, вероятно, будет увеличивать-
ся вместе с дальнейшим ужесточением норм токсичности.
Следуэт отметить высокую чувствительности каталитичес-
кого нейтрализатора к качеству применяемого топлива. В ча-
стности, использование этилированного бензина приводит к
так называемому “отравлению” катализатора с разрушением
покрытия и даже самой керамической основы катализатора.
Помимо нейтрализатора, на многих японских и американ-
ских двигателях устанавливают так называемые термические
реакторы. Такие устройс1ва позволяют при подмешивании к
отработавшим газам воздуха доокислить СО и СН, снижая их
концентрацию за счет реакции с кислородом воздуха при вы-
сокой температуре (свыше 500эС). Реакторы особенно эф-
фективны на режимах богатой смеси при больших нагрузках,
не выходят из строя со временем, однако не дают полного
окисления СО и СН, поэтому применяются как дополнитель-
ные устройства перед нейтрализатором.
Рециркуляция отработавших газов применяется на двига-
телях не менее широко. Основная задача рециркуляции - сни-
жение выбросов NOX. Это особенно важно, когда в нейтрали-
заторе не обеспечено точное поддержание состава смеси
(подобная ситуация характерна для карбюраторной системы
питания). Рециркуляция предполагает отбор выхлопных газов
в количестве до 10-И 2% и подачу их на вход двигателя на ре-
жимах средних и полных нагрузок.
Поскольку каждая из рассмотренных систем выполняет
свою задачу, на практике, особенно на японских автомобилях,
они нередко встречаются одновременно - термический реак-
тор, система рециркуляции и каталитический нейтрализатор.
Это предполагает существенное усложнение функций системы
управления. На двигателях японских автомобилей прошлых лет
выпуска с каобюраторами это выражалось в значительном чис-
ле пневмоклапанов и шлангов в системе управления двигателя.
В отличие от бензиновых двигателей дизели имеют суще-
ственно более низкий уровень выбросов СО, NOX и СН. Наи-
более низкий уровень выбросов СО и СН достигается обычно
на режимах средних нагрузок (рис. 1.33). Большие различия в
уровне и характере изменения выбросов в зависимости от
состава смеси у дизелей по сравнению с бензиновыми двига-
телями связаны с иной природой процесса сгорания - у бен-
зинового двигателя с помощью свечи поджигается хорошо пе-
ремешанная смесь воздуха и паров, топлива, а в дизеле про-
исходит самовоспламенение в факеле распыляемого топлива
в зонах с концентрацией топлива около « = 1.
В выхлопных газах дизеля присутствуют, иногда в больших
количествах, частицы углерода (сажа). Это происходит из-за
наличия зон богатой смеси в струе распыляемого топлива. Са-
хсевыделение дизеля создает характерный черный дым выхло-
па и также, как и другие вещества, ограничивается нормами
токсичности. Снижение сажевыделения достигается более
ранним впрыском (ограниченным, правда, “жесткостью" сгора-
ния и повышением нагрузок на детали) и ограничением подачи
насоса. Среди конструктивных мероприятий следует отметить
увеличение скорост/, впрыска и качества распыпивания топли-
ва за счет увеличения давления подачи, а также электронное
регулирование подачи. Дымление двигателя резко возрастает
пои приближении состава смеси к стехиометрическому (с/. = 1),
поэтому дизели, несмотря на то, что вблизи а = 1 мощность и
крутящий момент максимальны, имеют ограничение с по пре-
делу дымления. Сравнительно низкий уровень СО, СН и NOX в
отработавших газах дизеля не требовал в прошлом установки
специальных устройств для снижения токсичности. Однако в
последние годы ужесточение норм токсичности коснулось и ди-
зелей - на многих моделях автомобилей с дизельными двигате-
лями уже появились системы снижения токсичности выхлопа,
включающие рециркуляцию выхлопных газов, каталитический
нейтрализатор и специальный сажевый фильтр.
20
Глаза 2. ОСОБЕННОСТИ КОНСТРУКЦИИ ДВИГАТЕЛЕЙ, ВЛИЯЮЩИЕ
НА ТЕХНОЛОГИЮ ИХ РЕМОНТА
В настоящее время можно выделить несколько направле-
ний (или школ) конструирования двигателей. По конструкции
и внешнему виду двигателя довольно четко можно провести
границы немецкого, американского и японского направле-
ния, хотя в последние годы различия становятся уже не так
заметны, как, например, 10 или 15 лет назад.
Для двигателя немецкого производства характерна опре-
деленная основательность - достаточно высокие поршни, уве-
личенные диаметры шеек коленчатого вала, поршневых паль-
цев, стержней клапанов, качественные материалы основных
деталей, обеспечивающие высокие ресурс и надежность.
Здесь нередко встречаются довольно сложные конструкции,
однако и они остаются надежными из-за высокого качества
исполнения и материалов.
Американская школа выделяется обычно большими разме-
рами и литражом двигателей. Пока здесь все еще господству-
ют низкооборотные двигатели с большим оабочим объемом и
нижним расположением распределительного вала, однако в
последние годы стало заметно ощущаться японское влияние.
На смену тихоходам приходят двигатели с двойными распреде-
лительными валами, турбонаддувом, короткими легкими порш-
нями. И все-таки американский двигатель по-прежнему узна-
ваем - под капотом американских автомобилей места доста-
точно. Поэтому наружные детали двигателя часто имеют впол-
не свободную конфигурацию, не ограниченную соображения-
ми экономии металла, габаритов, удобства обслуживания.
Главная черта японской школы - компактность. Строго ис-
пользован каждый миллиметр высоты или ширины, каждый
. грамм металла. Строжайшая экономия и простота конструк-
ции - вещи вполне совместимые. Поэтому там, где в Герма-
нии ставят два распределительных вала, в Японии для приво-
да четырех клапанов на цилиндр иногда вполне достаточно
одного. Минимальные габариты характерны здесь для всех
деталей - от шеек коленчатого вала и поршней до стержней
Рис. 2.1. Блок цилиндров четырехцилиндрового двигателя тради-
ционной конструкции
клапанов. Высокая прочность деталей часто достигается
здесь не за счет легирования металла, а специальной техно-
логией изготовления. Внешний вид двигателя японского про-
исхождения также легко узнаваем из-за простых ажурных
форм наружных элементов и деталей, а также большого чис-
ла трубопроводов и шлангов.
Общими тенденциями для современных двигателей явля-
ются уменьшение диаметра и высоты поршня при увеличении
числа цилиндров, уменьшение диаметров подшипников ко-
ленчатого вала, переход к многоклапанным головкам блока,
новым, ранее не применявшимся материалам и технологиям.
Огромное многообразие конструкций двигателей различ-
ных фирм далеко не всегда позволяет дать универсальные
рекомендации по ремонту. При общих для всех конструкций
принципах ремонта необходимо представлять особенности
конструкции отдельных узлов и дэталей различных двигате-
лей. В противном случае при ремонте могут быть допущены
ошибки, которые в дальнейшем приведут в лучшем случае к
повторной переборке двигателя, а в худшем - к его неремон-
топригодности.
2.1. Блок цилиндров
Блок цилиндров (или блок-картер) воспринимает нагрузки
от вращающихся и поступательно движущихся деталей. Наи-
более распространенные рядные четырехцилиндровые двига-
тели обычно имеют блок, отлитый из серого легированного
чугуна. При этом гильзы цилиндров отлиты за одно целое с
блоком (рис. 2.1), образуя рубашку охлаждения между гильза-
ми и наружными стенками. Блок цилиндров имеет в нижней
части отверстия - т.н. постели для вкладышей подшипников
коленчатого вала. Постели обрабатываются на специальном
прецизионном оборудовании с высокой точностью. Техноло-
гия обработки блока предполагает:
соосность отверстий всех постелей блока;
одинаковый размер (диаметр) всех постелей (за исключе-
нием специальных конструкций);
перпендикулярность осей постелей и цилиндров;
параллельность плоскости разъема блока с головкой и оси
постелей;
параллельность осей постелей вспомогательных и распре-
делительного валов (если они установлены в блоке) оси по-
стелей коленчатого вала.
Практика показывает, что все отклонения от перпендику-
лярности и параллельности не должны превышать половины
рабочего зазора деталей. При зазоре 0,04^-0,06 мм это со-
ставляет не более 0,024-0,03 мм.
Постели в блоке образованы с помощью крышек коренных
подшипников, болты которых перед обработкой затягиваются с
определенным моментом. Форма и размер отверстий постелей
после обработки обычно в той или иной степени зависит от мо-
мента затяжки болтов (рис. 2.2). Поэтому при сборке двигателя
после ремонта следует придерживаться рекомендаций завода-
изготовителя. Крышки подшипников обычно стягиваются болта-
ми диаметром 10-12 мм, редко - больше. Момент затяжки бол-
тов зависит от конструкции, в среднем для резьбы М10 он со-
ставляет 654-80 Н-м, для М12 — 904-110 Н-м. Момент затяжки
болтов коренных крышек у некоторых двигателей влияет на ге-
ометрию (деформацию) цилиндров, особенно, нижней их части.
Крышки коренных подшипников обязательно центрируют-
ся на блоке, чем обеспечивается необходимая форма посте-
ли после затяжки болтов (отсутствие перекосов, овальности и
конусности). Это достигается различными способами (рис.
2.3). Наиболее распространено центрирование по боковым
поверхностям (варианты а и б), как наиболее простое в про-
21
Рис. 2.2. Влияние момента затяжки болтов на ргзк.ер отверстий
постелей коренных подшипников коленчатого вала:
Do — номинальный размер
Рис. 2.3. Способы крепления крышек коренных подшипников ко-
ленчатого сала к блок-каотеру
изводстве, хотя этот способ не обеспечивает идеальной гео-
метрии постели. Довольно часто встречается и более точное,
но сложное центрирование с помощью втулок, установленных
в отверстиях блока и крышек (вариант в). Редко применяется
центрирование крышки двумя штибзтами (вариант г).
Резьбовые отверстия в опоке обязательно имеют поднут-
рение (рис. 2.3, д), в противном случае при затягивании бол-
тов возможна деформация плоскости стыка с крышкой, из-за
чего постель будет иметь неправильную форму.
Крышки коренных подшипников ставятся на блок согласно
номерам, выбитым на них в порядке возрастания обычно в сто-
рону коробки передач. Однако на некоторых двигателях (ряд мо-
делей NISSAN, HONDA и др.) крышки изготовлены (отлиты) как
одна деталь. При этом крышки связаны друг с другом перемыч-
ками (рис. 2.4). Такая конструкция повышает жесткость блока.
На некоторых двигателях NISSAN крышки коренных под-
шипников устанавливаются отдельно, после чего связываются
специальной рамой, закрепляемой теми же болтами (рис. 2.5).
Повышают жесткость и дополнительные болты, стягивающие
боковые стенки картера с крышками (рис. 2.6), причем встре-
чаются различные варианты таких конструкций (AUDI, BMW).
Жесткость является весьма важной характеристикой блока,
которая определяет упругие деформации блока под действием
различных сил. При работе двигателя коленчатый вал испытыва-
ет изгибающие нагрузки от сил давления газов и сил инерции, пе-
редаваемых через шатуны от поршней. От коленчатого вала на-
грузка передаются на коренные опоры коленчатого вала и изгиба-
ют блок. При его недостаточной жесткости это может npi 1весп. к
ускоренному износу подшипников и выгоду двигателя из строя.
Жесткость блока на изгиб обычно увеличивается при уве-
личении расстояния от плоскости разъема коренных подшип-
ников до нижней плоскости разъема блока и поддона картера
(рис. 2.7), а также с увеличением ширины блока, толщины сте-
нок. Особенно это важно для рядных многоципиндровых дви-
гателей (с числом цилиндров 5^-6).
Жесткость и прочность конструкции увеличивают также
литые поддоны (рис. 2.8,6), выполняемые, как правило, из
алюминиевых сплавов (MERCEDES-BENZ, BMW, VOLKSWA-
GEN и др.) с различными ребрами жесткости и усилителями.
Рис. 2.4. Крышки коренных подшипников, выполненные как одна
деталь:
1 — перемычки, обеспечивающие дополнительную силовую связь
Рис. 2.5. Дополнительная рама для связки крышек коренных
подшипников
Рис. 2.6. Повышение жесткости блоха установкой "боковых" бол-
тов крышек:
1 — блок; 2 — крышка; 3 — дополнительные “боковые - болты
22
Рис. 2.7. Увеличение жесткости блок-картера (а) путем увеличе-
ния размера Н (б)
Иногда литые поддоны снабжаются внешним оребрением для
охлаждения масла. Недостатком таких конструкций по срав-
нению со стальными штампованными поддонами (а) является
опасность их разрушения при наезде автомобиля на препят-
ствие и последующая сложность ремонта. Сочетание преиму-
ществ двух вариантов возможно в комбинированных конст-
рукциях (MERCEDES-BENZ), в которых основная алюминие-
вая часть снизу имеет небольшой штампованный поддон, об-
ладающий возможностью деформации (рис. 2.8,в).
Исключительная жесткость блока и его опор достигнута на
некоторых двигателях AUDI-VOLKSWAGEN, PORSCHE, TOY-
OTA и последних VOLVO и RENAULT. Здесь нижняя часть алю-
миниевого блока отлита как одно целое с крышками и являет-
ся также как бы верхней частью поддона (рис. 2.9), а сам под-
дон имеет весьма небольшую высоту.
На некоторых дизельных двигателях (ALFA-ROMEO,
ROVER) разъема блока по коренным опорам нет. Разъемны-
ми сделаны сами опоры (рис. 2.10), имеющие наружный диа-
метр больше, чем диаметр противовесов коленчатого вала.
Сборка вала с опорами производится в направлении вдоль
его оси. Несмотря на большую жесткость, данная конструкция
(так называемый “туннельный" блок) не получила распростра-
нения из-за сложности и увеличенной массы.
Следует отметить, что чем больше упругие деформации де-
талей, тем выше, как правило, их износ. Деформация блока
или вала приводит к искривлению осей постелей и шеек колен-
чатого вала. В этом случае появляется износ, неравномерный
по ширине шейки. Более того, нагрузка, передаваемая от
вкладышей к постели, при периодическом искривлении осей
приводит к износу поверхностей самих постелей (рис. 2.11).
Такая ситуация характерна, например, для шатунных подшип-
ников длинных валов с малым количеством опор (например,
четырехопорный вал рядного шестицилиндрового двигателя).
3 верхней части блока цилиндров находятся гильзы цилин-
дров, отлитые за одно целое со всем блоком. В большинстве
конструкций сверху и снизу они связаны с наружной рубашкой
блока верхней плоскостью и верхним сводом картера (рис.
2.12); толщина стенки гильзы чугунного блока составляет в
среднем 5-5-7 мм. Встречаются блоки со стенками 1012 мм
(некоторые бензиновые и большинство дизельных двигателей).
Вокруг каждого цилиндра выполнены резьбовые отверстия
для болтов крепления головки блока. Резьбозые отверстия не
связываются напрямую с гильзой (рис. 2.13), что уменьшает
деформацию гильзы при затяжке болтов головки. Небольшая
деформация гильз при затяжке все равно проявляется, но
обычно не превышает 0,010-5-0,015 мм, хотя может значитель-
Рис. 2.8. Конструкции поддонов картера:
1 — ребра охлахден1.я; 2 — дефлекторы .для направления потоков масла
3 — ЭКр£1Н
Рис. 2.9. Увеличение жесткости блока с помощью установки
разъемной нижней части картера:
1 — блок. 2 — картер. 3 — поддон карьера
23
Рис. 2.10. Блок-картер туннельного типа:
1 — неразъемная опора; 2 — разъемная опора’ 3 — болт, фиксирующий
опору от проворачивания
Рис. 2.14. Блок с протоками ох-
лаждающей жидкости между ци-
Рис. 2.15 Блок без протоков
между цилиндрами
линдрами
Рис. 2.11. Неравномерный из-
нос постели шатуна. Стрелками
показаны зоны максимального
износа
Ркс. 2.12. Рубашка охлаждения
блока цилиндров
но увеличиться при излишнем затягивании болтов головки.
Между гильзами цилиндров иногда выполняют протоки ох-
лаждающей жидкости (рис. 2.14). Такой блок менее чувстви-
телен к перегреву, температурная деформация гильз при на-
греве и охлаждении двигателя невелика, реже прогорает про-
кладка головки блока, особенно между цилиндрами. Однако
габаритные размеры двигателя при этом возрастают, а жест-
кость уменьшается, вследствие чего подобная конструкция на
современных двигателях применяется редко.
Более распространена конструкция без протока между
гильзами (рис. 2.15), причем на некоторых двигателях толщина
перемычки между цилиндрами уменьшена до 4,5+5,0 мм. Ино-
гда для того, чтобы уменьшить вероятность перегрева верхней
части перемычки между гильзами и прогара прокладки, пере-
мычку подрезают на некоторую глубину со стороны верхней
плоскости (рис. 2.16). Для уменьшения температурных дефор-
маций такие блоки требуют обычно более толстых стенок гильз
Блоки данной конструкции отливаются из легированного
чугуна, обеспечивающего необходимую износостойкость пар
трения “гильза - поршневые кольца” и “гильза - поршень”. При
этом поверхности цилиндров термически или химически не
обрабатываются, и на них не наносится каких-либо покрытий.
В процессе длительной эксплуатации поверхности цилиндров
могут несколько упрочниться вследствие воздействия повы-
шенной температуры (сгорание, трение) и химических ве-
ществ (масло, топливо, продукты сгорания). В результате это-
го поверхности “закаливаются” на небольшую глубину, а изно-
состойкость цилиндров со временем может увеличиться по
сравнению с “новыми” цилиндрами.
На дизельных двигателях иногда используются тонкостен-
ные (1,5+2,0 мм) “сухие” гильзы из износостойкого чугуна или
специальной стали, запрессованные в блок из менее дорого-
стоящего серого чугуна, хотя такая конструкция ограничива-
ет ремонтное увеличение диаметра цилиндра (рис. 2.17). Для
сопряжения с другими деталями (коленчатый вал, крышки, го-
Рис. 2.13. Отверстия болтов крепления головки блока цилиндров:
1 — проточка; 2 — деформация при отсутствии прогонки
Рис. 2.16. Подрезка перемычки Рис. 2.17. Сухая гипьза
в верхней части блока
24
ловка, коробка передач) применение дефицитного металла
необязательно. Кроме того, чугунный блок цилиндров, имея
преимущества в технологичности с точки зрения серийного
производства, обладает большой массой. Поэтому иногда на-
ходят применение другие конструкции, наиболее распростра-
ненными из которых являются алюминиевые блоки с “сухими”
или “мокрыми" гильзами, а также с различными износостой-
кими покрытиями зеркала цилиндров.
Двигатели многих моделей фирм HONDA, SUBARU, SUZU-
KI, а также некоторые последние двигатели VOLVO и GM име-
ют алюминиевый блок с залитыми в него “сухими” тонкостен-
ными гильзами из износостойкого чугуна. При этом верхняя
часть гильз часто не связывается с рубашкой блока для исклю-
чения температурных и силовых деформаций (рис. 2.18). Та-
кая конструкция обеспечивает небольшую массу двигателя,
не меняя технологии его ремонта (расточка и хонингование
цилиндров в ремонтный размер). На некоторых современных
японских двигателях (TOYOTA), а также на американских, раз-
работанных при участии японских фирм (например, SATURN)
блок с “сухими’ гильзами не отливают, а спекают из гранул.
Это позволяет значительно увеличить легирование алюминия
кремнием и уменьшить коэффициент линейного расширения
материала блока, приблизив его к коэффициенту линейного
расширения чугуна (методом литья получить сплав с содержа-
нием кремния более 14% сложно). Это необходимо и для обес-
печения стабильного зазора в коренных подшипниках колен-
чатого вала, т.к. большой коэффициент линейного расширения
алюминиевого сплава при нагревании может дать нежела-
тельное увеличение размера постели на 0,02-5-0,04 мм. Иногда
для исключения этого явления у алюминиевых блоков крышки
коренных подшипников делают из чугуна (GM, RENAULT и др.).
На двигателях, устанавливаемых на автомобили предста-
вительского класса, некоторые фирмы используют алюминие-
вые блоки со специальными покрытиями. Так, на V-образном
12-цилиндоовом двигателе М120 автомобиля MERCEDES-
BENZ 600SL, двигателе М70 BMW 750/850, PORSCHE 928 V8,
а также AUDI V8 и некоторых других при отливке блока по спе-
циальной технологии достигается направленная кристаллиза-
ция кремния у поверхности зеркала цилиндров. Последующим
травлением поверхности с нее удаляется алюминий, и после
окончательной обработки здесь остается чистый кремний. Та-
кие гильзы в паре с поршнем, имеющем гальваническое по-
крытие железом, и хромированными кольцами обладают ис-
ключительно высокой износостойкостью. Недостатками конст-
рукции являются сложность изготовления и ремонта (требуют-
ся специальные ремонтные технологии), а также ее чувстви-
тельность к некачественной и недостаточной смазке.
Еще реже встречаются алюминиевые блоки со специаль-
ным очень твердым гальваническим покрытием цилиндров ти-
па НИКАСИЛ (никель с частицами карбида кремния). Пробле-
мы здесь остаются те же, что и в предыдущем случае, но ре-
монт более сложен, т.к. из-за малой толщины покрытия воз-
можно только незначительное увеличение диаметра цилинд-
ра. Такая конструкция блока использована на последних дви-
гателях V8 фирмы BMW (модели 730 и 740). На двигателях
NISSAN допускается один ремонт (+0,2 мм), причем подобные
блоки можно обрабатывать только хонинговальными головка-
ми с жесткой подачей абразивных брусков (см. раздел 9.2.).
Существенным преимуществом алюминиевых блоков ци-
линдров с различными покрытиями рабочей поверхности яв-
ляется стабильность зазора между поршнем и цилиндром в
широком диапазоне температур, чего невозможно добиться в
конструкциях с чугунными блоками или гильзами цилиндров.
При близких коэффициентах линейного расширения алюми-
ниевых сплавов поршня и гильзы цилиндра при увеличении
температуры с -20°С до +100°С зазор в цилиндре неработаю-
щего двигателя изменяется в пределах 0,02^-0,04 мм, в то
время как у того же поршня в чугунном цилиндре — от 0,01 до
0,10 мм. Более стабильный зазор позволяет добиться и более
высокого ресурса пары “цилиндр-поршень” за счет отсутствия
“качания” поршня при слишком большом и “прихватывания”
при чрезмерно малом зазоре в цилиндре.
Несколько более распространены конструкции алюминие-
вых блоков с “мокрыми” чугунными гильзами. Их широко при-
меняют, в основном, французские (PEUGEOT, RENAULT, CIT-
ROEN) и итальянские (FIAT, ALFA ROMEO) фирмы. Встречает-
ся такая конструкция и на некоторых американских автомо-
билях прошлых лет выпуска (CADILLAC), а также на автомо-
билях VOLVO с двигателями французской разработки. Здесь
нижняя часть чугунной или стальной гильзы вставлена в соот-
ветствующую расточку в алюминиевом блоке, причем так,
чтобы верхняя плоскость гильзы имела некоторое превыше-
ние (0,03-5-0,07 мм) над плоскостью рубашки блока (рис. 2.19).
Обычно внизу гильза герметизируется резиновыми уплотни-
тельными кольцами, а сверху уплотнение по плоскости гиль-
зы достигается сильной деформацией прокладки.
В некоторых конструкциях дизельных двигателей (ALFA
ROMEO) гильза в блоке зажата только по верхнему бурту, в то
время как остальная ее часть свободна и не испытывает сило-
вых нагрузок от затяжки головки (рис. 2.20). При этом гильза
может быть сделана существенно тоньше, однако для жестко-
сти конструкции приходится увеличивать толщину наружных
Рис. 2.18 . Алюминиевый блок с “сухими’ чу-
гунными гильзами:
1 — связь гильзы и рубашки по верхней плоскости
обычно отсутствует
Рис. 2.19. Алюминиевый блок с “мокрыми”
гильзами, имеющими опору в нижней части
блока:
1 — уплотнение резиновыми кольцами (применя-
ется наииолее часто); 2 — дополнительное кольцо
иногда применяется на новых двигателях;
8 — превышение гильзы над плоскостью блока
Рис. 2.20. Чугунный блок с “мокрыми” гильза-
ми, опирающимися на верхнюю часть блока
25
Рис. 2.21. Схема установки болтов крепления головки блока с
“мокрыми” гильзами:
а — резьбовые отверстия в блоке выходят на верхнюю плоскость;
б — резьбовые отверстия опущены ниже плоскости; 1 — блок цилиндров;
2 — головка блока, 3 — гильза
стенок рубашки блока и, особенно, его верхней части. Из-за
этого подобные конструкции не получили распространения.
Для того, чтобы в ппоцессе нагрева или охлаждения двига-
теля не происходила разгерметизация стыка гильзы и головки
блока, резьбовые отверстия у алюминиевых блоков приходится
опускать значительно ниже верхней плоскости. Это связано с
различными коэффициентами расширения материалов гильзы
и блока. Так, конструкция крепления головки алюминиевого
блока с “мокрыми" чугунными гильзами, выполненная анало-
гично традиционным чугунным блокам (рис. 2.21, а), при нагре-
ве дает увеличение усилия стягивания головки с блоком при ос-
лаблении сжатия гильзы. В то же время длинные болты или
шпильки незначительно уменьшают усилие сжатия гильзы при
нагреве (рис. 2.21, б). На некоторых двигателях (VOLVO,
RENAULT и др.) используются длинные, так называемые анкер-
ные, болты, стягивающие одновременно головку блока, блок с
“мокрыми” гильзами и крышки коренных подшипников коленча-
того вала (рис. 2.22). Такие болты обычно делаются сравнитель-
но небольшого диаметра из материала, имеющего высокую
прочность и упругость. При нагреве двигателя алюминиевые
детали расширяются, однако усилие стяжки сильно не возраста-
ет из-за большой упругой деформации длинных болтов.
На некоторых двигателях прошлых лет выпуска иногда
применялись “мокрые” гильзы в чугунном блоке (RENAULT,
VOLVO, ALFA ROMEO и др.).
В целом блоки с “мокрыми” гильзами, несмотря на опреде-
ленные достоинства, связанные с уменьшением массы и воз-
можностью применэния специальных износостойких материа-
лов гильз, имеют существенные недостатки сточки зрения и экс-
плуатации и ремонта. В частности, при перегреве двигателя воз-
растание усилий сжатия гильзы нередко приводит к деформации
прокладки с потерей герметичности стыка при последующем ох-
лаждении. Уплотнение гильзы снизу также нередко со временем
теряет герметичность из-за коррозии посадочных поверхностей.
При ремонте двигателя растачивание и хонингование гильзы,
как правило, не предусматривается вследствие больших трудно-
стей получения правильной геометрической срормы цилиндра. 3
ремонтный комплект поршневой группы из-за этого обычно вхо-
дят и гильзы, что увеличивает стоимость ремонта, особенно, ес-
ли двигатель имеет большое число цилиндров.
При затяжке болтов крепления головки “мокрые” гильзы
обычно деформируются несколько больше, чем гильзы, вы-
полненные за одно целое с блоком. Это связано с булыиими
напряжениями сжатия “мокрых” гильз и требует некоторого
увеличения рабочего зазора между поршнем и цилиндром, а,
значит, и более высоких и тяжелых поршней. Следует отме-
тить, что при перетяжке болтов головки сама головка блока
вследствие превышения гильз над верхней плоскостью блока
также может деформироваться вплоть до появления в ней
продольных трещин.
Двигатели с оппозитным (противоположным) расположе-
нием цилиндров (VOLKSWAGEN, PORSCHE, SUBARU) обыч-
но имеют разъемный картер, в котором плоскость разъема
проходит через ось коленчатого вала (рис. 2.23), а при нижнем
расположении распределительного вала (VOLKSWAGEN) так-
же и через эго ось. Такие двигатели, как правило, неудобны
при обслуживании и ремонте. Сейчас такая схема использует-
ся редко и, в основном только фирмами PORSCHE и SUBARU.
На одной из последних моделей двигателей фирмы VOLK-
SWAGEN появилась так называемая схема VR, представляю-
щая комбинацию рядного и V-образного шестицилиндрового
двигателя. Если угол развала между цилиндрами мал - поряд-
ка 15-е-20о, то при расположении цилиндров в шахматном по-
рядке такой блок будет ненамного длиннее обычного четы-
рехцилиндрового. В то же время в подобной конструкции, в
отличие от традиционных V-образных двигателей, необходи-
ма только одна общая головка блока цилиндров и невелика
ширина асе.ю агрегата. Все это позволило использовать дви-
гатели VR6 на переднеприводных автомобилях малого клас-
са, где традиционным двигателям V6 и R6 не хватает места.
Разработан и 12-цилиндровый V-образный двигатель из двух
блоков VR6, а также двигатель VR5.
В блоке цилиндров обычно расположены каналы подвода
масла к опорам коленчатого вала и к головке цилиндров. У V-
образных двигателей с нижчим расположением распредели-
тельного вала (рис. 2.24) имеются также каналы подвода мас-
ла к опорам распределительного вала и гидротолкателям. Не-
редко главные каналы выполнены в еще сквозных отверстий
вдоль блока, а с обоих концов таких каналов усганавливают-
Рис. 2.23. Разъемный блок-картер двигателя с оппозитным расположением цилиндров
Рис. 2.22. Крепление головки
блока анкерными болтами
25
Рис. 2.24. Блок цилиндров двигателя классической американской
компоновки V8:
1—постели' распределительного вала; 2—заглушки продольных масляных
каналов; 3—отверстия системы охлаждения; i —отверстия гидротолкатепей;
Рис. 2.26. Схема и основные требования к качеству и расположе-
нию поверхностей коленчатого вала:
1 — щека; 2 — шейка
Рис. 2.25. Заглушки масляных каналов и канагов системы охлаж-
дения:
а — резьбовая пробка: б — шарик; в, г — пробки, устанавливаемые на
прессовой посадке
ся заглушки. Расположение каналов имеет важное значение
в случае разрушения шатуна. Так, у рядного двигателя низко
расположенный канал может быть выбит шатуном вместе с
куском стенки блока, что серьезно затруднит последующий
ремонт пли даже сделает его невозможным.
Заглушки масляных каналов у большинства двигателей вы-
полняются с резьбой (рис. 2.25). На некоторых да 1гатслях (OPEL,
TOYOTA) заглушки1 .когда делаются в виде стальных шариков, за-
бивав: .ых в отверстие канала при сборке блока. Заглушки в виде
пробок также и? .эют распространение (BMW), причем как для
масляных каналов, так и для рубашки охлаждения.
С точки зрения ремонта важно, чтобы была возможность
при необходимости снять заглушки, когда требуется очистить
каналы от частиц грязи и металла (особенно после разруше-
ния шатунных подшипников). Это легко можно сделать при
резьбовых заглушках, в то время как пробки моп/г быть сня-
ты только высверливанием. Шарики же практически не выни-
маются, что может привести к повреждению новых подшипни-
ков после ремонта из-за попадания в них грязи из глухих по-
лостей масляных каналов.
В блоке могут быть расположены вспомогательные или
балансирные валы со своими опорами, к которым также под-
водится масло (обычно от главного канала). Дополнительно
масло подводится и к гидравлическому натяжителю цепи, ес-
ли он присутствует в конструкции двигателя.
2.2. Кривошипно-шатунный механизм
Кривошипно-шатунный механизм двигателя, включающий
коленчатый зал, подшипники и шатуны, предназначен для
преобразования возвратно-поступательного движения порш-
ней во вращательное движение коленчатого вала и сил давле-
ния газов на поршни в крутящий момент на валу.
2.2.1. Коленчатый вал
Коленчатый вал - одна из наиболее ответственных, доро-
гостоящих, а также сложных в ремонте деталей. Основные
требования к коленчатому валу современного двигателя:
высокая точность всех поверхностей, сопрягаемых с дру-
гими деталями КШМ;
высокая износостойкость и качество поверхностей под-
шипников скольжения;
низкая масса, высокая усталостная прочность;
уравновешенность.
Коленчатые валы большинства автомобильных двигателей
- литые, из высокопрочного чуп/на с шаровидным графитом. На
высокофорсированных двигателях иногда применяются кова-
ные валы из высокопрочной легированной стали. Коленчатый
вал состоит из колен (рис. 2.26), представляющих собой две ще-
ки 1, соединенные шейкой 2. Поверхности шеек термообраба-
тываются для повышения их твердости и износостойкости (чу-
гунное - токами высокой частоты ТВЧ, а стальные - азотируют-
ся на глубину до 0,54-0,8 мм). Щеки коленчатого вала могд
быть как с противовесами, так и без них, причем конструкция
вала, количество и расположение шатунных шеек и противове-
сов определяется конструктивной схемой двигателя. Диаметры
шатунных шеек у большинства дз-.гателей легковых автомоби-
лей лежат в пределах 4055 мм, а коренных - 504-70 мм. Мень-
шие значения относятся, в основном, к двигателям малого ра-
бочего объема (до 1600 см3) выпуска после 1980-1985 гг., боль-
шие - к двигателям большого объема, а также к дизелям и к
двигателям прошлых лет выпуска в цэлом. Наименьшие разме-
ры шеек имеют, как правило, японские и некоторые европей-
ские двигател... Следует отметить, что встречаются двигатели
с различными размерами коренных шеек на коленчатом валу.
Иногда одна или несколько шеек имеют несколько уменьшен-
ный диаметр (обычно на О,ОНО,02 мм). Это делается для уве-
личения зазора в подшипниках, которые склонны к задирам и
под:слиниванию (из-за недостаточной прокачки масла). Встре-
чаются также конструкции с увеличенным на 3^5 мм диамет-
ром задней коренной шейки. Обычно это делается на дизелях,
где устанавливаются массивные маховики, и задняя опора
сильно нагружена (FORD, ALFA ROMEO и др.).
Коленчатый вал является прецизионной (т.е. очень точной)
деталью. Диаметры шеек вала и хвостозиха обычно выдержива-
ются с точностью до 0,015 мм. Очень большое значение для
нормальной работы коренных подшипников имеет взаимное би-
ение коренных шеек, которое у новых валов не превышает
0,005-40,008 мм. Для работоспособности шатунных подшипни-
ков наиболее важным является перекос осей шатунных и ко-
ренных шеек, который не должен превышать 0,0340,05 мм на
длине вала. Общие требования ко всем шейкам - овальность и
27
конусность не более 0,005 мм. Для нормальной работы упорно-
го подшипника необходимо обеспечить биение соответствую-
щих торцевых поверхностей коленчатого вала не более 0,01 мм
и заданный размер между ними с точностью до 0,01 Ен-0,025 мм.
Помимо работоспособности подшипников должна быть
обеспечена и герметичность сальниковых манжетных уплотне-
ний вала. Это достигается чистотой и точностью выполнения
поверхностей под передний и задний сальники (биение не более
0,01 мм относительно коренных шеек). Если передний сальник
работает на поверхности деталей, установленных на хвостови-
ке коленчатого вала (шкив или специальное кольцо), то биение
хвостовика также не должно превышать 0,01 мм относительно
коренных шеек. Шероховатость поверхности под кромку саль-
ника не должна быть больше Ид 0,16 мкм. Биение хвостовика
свыше 0,0154) 025 мм сокращает срок службы зубчатого ремня
или цепи привода распределительного вала из-за возникнове-
ния циклических усилий в этих элементах.
Задний фланец коленчатого вала и центрирующий по-
ясок, используемые для посадки и крепления маховика,
также должны иметь допуск на биение относительно корен-
ных шеек не более 0,01 мм. В противном случае маховик
получает большой дисбаланс и становится невзаимозаме-
няемым с коленчатым валом, что является нетехнологич-
ным для ремонта.
Все поверхности скольжения коленчатого вала должны
иметь высокую чистоту, достигаемую суперфинишной обра-
боткой (полированием) после шлифования. Это позволяет
уменьшить износ подшипников и сальников и ускорить их пер-
воначальную приработку за счет сглаживания микронеровно-
стей на рабочих поверхностях.
Технологической базой, относительно которой ведется
обработка и проверка всех поверхностей вала, является ось
передней и задней центровых фасок (рис. 2.27). Поскольку
вал в двигателе вращается в коренных подшипниках, то ось
между крайними коренными шейками часто используется как
измерительная база при проверке вала на призмах (см. раз-
делы 9.3., 9.4.) для определения его деформации.
При работе двигателя на коленчатый вал действуют силы
инерции от поступательно движущихся масс (поршень, порш-
невой палец и верхняя часть шатуна), центробежные силы от
неуравновешенных масс и моменты от этих сил (рис. 2.28). Си-
лы инерции и моменты от них при вращении вала с постоянной
частотой изменяются как по величине, так и по направлению,
в то время как центробехсные силы по величине остаются по-
стоянными. Различают силы и моменты первого порядка, из-
меняющиеся с частотой вращения, и второго порядка, изменя-
ющиеся с частотой, вдвое большей частоты вращения.
Силы и моменты, действующие на вал, через подшипники
вала передаются на блок цилиндров и далее через опоры дви-
гателя на кузов автомобиля. При этом двигатель считается
уравновешенным, если на его опоры на постоянном режиме
работы действуют неизменные силы и моменты. Переменные
усилия на опорах вызывают неуравновешенность двигателя,
из-за чего возникает вибрация как двигателя, так и кузова
автомобиля. Вибрации могут возникать не только от механи-
ческой части двигателя (плохая уравновешенность, большая
разница размеров и масс деталей и т.д.), но и от неравномер-
ности крутящего момента двигателя из-за неисправности раз-
личных систем, когда, например, подача топлива и момент
зажигания существенно различаются по цилиндрам.
Несколько снизить вибрации помогает специальная конст-
рукция опор двигателя (например, с жидкостными демпферами).
При производстве двигателя добиваются сведения к ми-
нимуму всех сил инерции и моментов от них. Это достигается
уравновешиванием двигателя путем балансировки коленча-
того вала, маховика, подбором масс шатунов и поршней и т.д.
Однако далеко не все силы инерции и моменты могут быть
полностью уравновешены. Наличие таких сил и моментов во
многом определяется конструктивной схемой двигателя - в
60й
Рис. 2.27. Типовая конфигурация центровых фасок коленчатого вала
Рис. 2.28. Силы и моменты, возникающие в двигателе и
воспринимаемые опорами и кузовом автомобиля.:
А — центр масс; Ри — силы инерции поступательно движущихся масс;
Ми — моменты от сил инерции, разворачивающие двигатель вокруг
центра масс; Мкр — крутящий момент; Моп — опрокидывающий момент;
Pi- Рг, Рз — силы реакции опор двигателя
основном, количеством и расположением цилиндров.
Анализ данных табл. 2.1 показывает, что некоторые схемы
могут иметь такие силы и моменты. В зависимости от их вели-
чин в реальных конструкциях применяют различные способы
уравновешивания. Некоторые силы и моменты могут оста-
ваться неуравновешенными. Тогда они частично поглощаются
опорами, а частично передаются на кузов. При этом двигатель
считается частично уравновешенным. Принципиально может
быть полностью уравновешен двигатель любой схемы с любым
количеством цилиндров. Но это требует применения уравно-
вешивающих механизмов (балансирных валов) и всегда суще-
ственно усложняет конструкцию, поэтому такие способы урав-
новешивания применяются довольно редко.
При выполнении ремонта двигателя следует стремиться
сохранить его уравновешенность. Если это не удается, прихо-
28
Таблица 2.1. Неуравновешенные силы инерции и моменты от этих сил у двигателей легковых автомобилей
Число цилиндров Угол между цилиндрами Схема расположения кривошипов Угол между кривошипами Порядок работы цилиндров Неуравновешенные Возможность динамической балансировки без масс шатунов
центробежная сила от неуравновешенных масс силы инерции моменты от сил инерции
I порядка II порядка I порядка II порядка
2 0° Л h 360 1—2 V- 1 2 3 нет
3 0'‘ 120 1—2—3 2 4 нет
4 О' х\ 180 1—3—4—2 1—2—4-^3 есть
4 180' 180э 1—4—2—3 1—3—2—4 4 есть
* 5 0 \ / - 72 1—2—4—5—3 1 4 нет
6 0° 120” 1—5—3—6—2—4 1—4—2—6—3—5 1—3—5—6—4—2 есть
6 75' 90’ 60 s зо- 1—2—3—4—5—6 1—о—5—2—3—4 1 4 нет
6 180° 60 1—4—5—2—3—6 нет
8 90 м - 90 1 —5—6—3—1—2—7—8 1 нет
12 60° 60' 1—12—9—4—5—8—11—2— 3—10—7—6 есть
1 — уравновешисаютс i точным подбором массы противовесов к массе нижних головок ш тгунов; 2 — уравновешиваются с помощью дополнительного вала, вращающегося с частотой вращения коленчато-
го вала; 3 — могут быть уравновешены с помощью дополнительных балансирных валов, вращающихся с удвоенной частотой; 4 — обычно оставляют неуравновешенными из-за их небольшой величины;
* — только для некоторых двигателей в основном, большого рабочего объема
a
Рис. 2.29. Коленчатый вал рядного четырехцилиндрового двигате-
ля с одинарными противовесами:
а-а — плоскость симк етрии
Рис. 2.30. Коленчатый вал с двойными противовесами
Рис. 2.31. Установка балансирных валов рядного четырехцилинд-
рового двигателя:
1 — балансирные валы
дится прибегать к балансировке коленчатого вала и махови-
ка (см. раздел 9.4.).
Рассмотрим более подробно схемы коленчатых валов
двигателей, наиболее распространенных на иностранных лег-
ковых автомобилях. Двигатели классической схемы (рядные
четырехцилиндровые) в подавляющем большинстве имеют
пятиопорный коленчатый вал с противовесами (рис. 2.29).
Конструкции с тремя опорами в настоящее время уже прак-
тически не встречаются из-за их недостаточной прочности и
жесткости при высоких частотах вращения.
Вал с одинарными противовесами применяется обычно
при небольших диаметрах цилиндра и легких поршнях и шату-
нах. Тогда уравновешивание массы нижней головки шатуна
может быть выполнено одним противовесом, примыкающим к
соответствующей шатунной шейке.
Если масса шатуна велика, а также в случае малых габа-
ритов двигателя, узких шейках малого диаметра и т.д., одного
противовеса может оказаться недостаточно. Недостаточная
масса противовесов приводит к изгибу коленчатого вала и
увеличению нагрузки на подшипники, хотя действующие
здесь неуравновешенные силы и моменты как бы замыкают-
ся внутри двигателя и не вызывают каких-либо вибраций. Тог-
да для снижения нагрузок на коренные подшипники применя-
ют двойные противовесы (рис. 2.30).
При рабочем объеме четырехцилиндрового рядного двига-
теля свыше 1,84-2,0 л неуравновешенные силы инерции второ-
го порядка (см. табл. 2.1) становятся достаточно большими, и,
несмотря на самую сложную конструкцию опор двигателя, на
кузов передаются значительные вибрации. Для полного урав-
новешивания рядных четырехцилиндровых двигателей с объе-
мом свыше 1,6 л фирма MITSUBISHI с конца 70-х годов исполь-
зует два балансирных вала, вращающихся в разные стороны с
удвоенной частотой. В последние годы такой способ стали
применять фирмы VOLVO, HONDA, GM и др. (рис. 2.31).
Несмотря на полную уравновешенность и практическое от-
сутствие каких-либо вибраций рядные четырехцилиндровые
двигатели с балансирными валами в эксплуатации менее на-
дежны. Это связано с весьма высокой частотой вращения ба-
лансирных валов, нагрузками на их подшипники и элементы
привода. Указанные особенности конструкции делают такие
двигатели и более сложными в ремонте.
У четырехцилиндрового рядного двигателя угол между па-
рами шатунных шеек равен 180°, поэтому такой вал называет-
ся “плоским”. У вала рядного шестицилиндрового двигателя
пары шатунных шеек развернуты друг относительно друга на
120° (рис. 2.32). При этом так же, как и для четырэхцилиндро-
вого двигателя, коленчатый вал как бы симметричен относи-
тельно средней коренной шейки. Такие валы не имеют неурав-
новешенных моментов (табл. 2.1). На практике это означает,
что даже при отсутствии противовесов такие валы не создают
Рис. 2.32. Семиопорный коленчатый вал рядного шестицилиндрового двигателя:
а-а — плоскость симметрии
30
Рис. 2.33. Схема измерения приведенных масс шатунов:
а — к кривошипу Мк; б — к поршню Мп; в — суммарная масса шатуна Мш=Мп+Мк; цт — центр тяжести (масс) шатуна
повышенных вибраций. Соответствие масс шатунов и проти-
вовесов здесь влияет только на нагрузки на коренные подшип-
ники. Следовательно, “симметричные" валы, в отличие от ва-
лов других схем, будут уравновешены и без учета масс шату-
нов. Это свойство определяет существенно более простую ди-
намическую балансировку таких валов (см. раздел 9.4.). Дру-
гими словами, у рядных четырех- и шестицилиндровых двига-
телей для уравновешенности достаточно обеспечить одинако-
вую массу шатунов, в то время как в других схемах, помимо
этого, еще и соответствие масс шатунов и противовесов.
Следует отметить, что в данном случае речь идет не о
всей массе шатуна, а только о массе нижней его головки, по-
- скольку эта часть совершает вращательное движение и урав-
новешивается противовесом. Масса нижней головки шатуна
может быть определена ее взвешиванием при шарнирной
опоре на оси отверсгия верхней головки (рис. 2.33). Анало-
гично определяется масса шатуна, отнесенная к поршню, но
при этом опора должна быть на оси отверстия нижней голо-
вки. В сумме обе массы дают массу всего шатуна.
Если рядные четырехцилиндровые двигатели выпускают
едва ли не все известные фирмы, то рядные шестицилиндро-
вые двигатели встречаются реже (BMW, MERCEDES-BENZ,
TOYOTA, NISSAN, VOLKSWAGEN, VOLVO, OPEL). Шестици-
линдровые двигатели имеют большую длину, не позволяю-
щую, например, скомпоновать их в автомобиле поперечно.
Рис. 2.34. Дополнительный противовес устанавливаемый на
основном при ограниченных его габаритах.
1 — дополнительный противовес; 2 — заклепки
Рис. 2.35. Схема коленчатого вала рядного 5-цилиндрового двига-
теля — плоскость симметрии отсуствует
Однако в отличие от многих других схем рядный шэстицилин-
дровый двигатель полностью уравновешен, т.е. не имеет ка-
ких-либо неуравновешенных сил инерции и моментов от этих
сил. Именно это обстоятельство определяет его использова-
ние на автомобилях высокого класса.
Рядные шестерки” в подавляющем большинстве случаев име-
ют семиопорные коленчатые валы, обеспечивающие жесткость
конструкции при высокой частоте вращения. Четь'рехопорные ва-
лы в настоящее время становятся редкостью. Такие валы испыты-
вают обогчно большие деформации при работе двигателя. Чтобы
их ограничить, приходится увеличивать диаметры шеек и толщину
щек, что ведет к возрастанию мае ;ы вала и всего двигателя.
Иногда на коленчатом валу рядного шестцилиндрового
двигателя один из противовесов получается с уменьшенным
радиусом из-за необходимости компоновки вспомогательных
агрегатов вблизи вала (MERCEDES-BENZ). В таких случаях
может быть использован дополнительный противовес, уста-
навливаемый на основном противовесе меньшего радиуса с
помощью заклепок (рис. 2.34).
Вместо 6-цилиндрового рядного двигателя некоторые Фир-
мы используют 5-цилиндоовый (AUDI, HONDA, MERCEDES-
BENZ, VOLVO). Такой двигатель занимает промежуточное по-
ложение по уравновешенности, габаритам и сложности конст-
рукции между четырех и шестицилинцровыми двигателями. В то
же время коленчатый вал пятицилиндрового рядного двигателя
становится достаточно сложным, особенно с точки зрения ре-
монта (рис. 2.35). У пятицилиндрового двигателя шестиопорный
коленчатый вал уже не имеет плоскости симметрии, а все ша-
тунные шейки развернуты друг относительно друга на угол 72°
(1/5 от 360°). Это затрудняет выверки вала в шлифовальном
станке для шлифования шатунных шеек, а также усложняет его
балансировку после ремонта (если, она необходима).
На современных автомобилях всё более широкое распрост-
ранение находят V-образные шестицилиндровые двигатели
(AUDI, NISSAN, TOYOTA, MAZDA, MITSUBISHI), а некоторые
фирмы (FORD, GM, CHRYSLER, VOLVO, RENAULT, FIAT, ALFA
ROMEO и т.д.) традиционно в течение многих лет выпускают ав-
томобили с такими двигателями. V-образный двигатель весьма
компактен, что позволяет без труда разместить его в моторном
отсеке передне-, задне- и полнопр;;водного автомобиля.
Четырехопорный коленчатый вал V-образного двигателя
имеет довольно сложную конфигурацию, при которой шагун-
ные шейки смещены друг относительно друга обычно на угол
60° (рис. 2.36). Отсутствие плоскости симметрии вала у сред-
ней коренной шейки обуславливает те же проблемы при ре-
монте, что и для рядного пятицилнндрового двигателя.
Коленчатый вал V-обраоного шестицилиндрового двигате-
ля достаточно хорошо балансируется подбором масс шатунов
и противовесов. Однако на некоторых двигателях большого
31
Рис. 2.36. Коленчатые валы V-образных 6-цилиндровых двигателей:
а — при угле развала цилиндров 75:’; б — при угле развала цилиндров 90°
— отсутствие щек между парами шатунных шеек позволяет существенно
сократить длину двигателя (AUDI)
рабочего объема (свыше 3,5 л) для уменьшения неуравнове-
шенного момента от сил инерции первого порядка применяют
балансирный вал, вращающийся с частотой коленчатого вала.
Обычно такой вал устанавливается в развале цилиндров (GM,
FORD) и имеет два противовеса, направленных в противопо-
ложные стороны (рис. 2.37).
У некоторых двигателей (GM) габариты не позволяют выпол-
нить на коленчатом валу противовесы необходимой массы. В та-
ких случаях недостающую массу размещают сзади на маховике и
спереди на гасителе колебаний. Подобные конструкции требуют
аккуратност!: при ремонте, т.к. не допускают произвольной заме-
ны одной из деталей комплекта без последующей балансировки.
Традиционно MERCEDES-BENZ и американские фирмы
FORD, GM и CHRYSLER выпускают автомобили высокого клас-
са с V-образными восьмицилиндровыми двигателями. В послед-
ние годы двигатели V8 стали появляться и у других фирм (AUDI,
BMW, TOYOTA, NISSAN). Отличительной особенностью коленча-
того вала такого двигателя является расположение двух шату-
нов на одной шатунной шейке, в результате чего количество ша-
тунных шеек уменьшается до четырех, развернутых на 90° (рис.
2.38). Таким образом, коленчатый вал V-образчой ‘’восьмерки” в
ремонте несколько проще, чем коленчатый вал рядного пятици-
линдрового или V-образного 6-цилиндрового двигателя.
Коленчатый вал V-образного восьмицилиндрового двига-
теля уравновешивается аналогично валу двигателя V6 - мас-
сы шатунов должны соответствовать массам противовесов.
При этом двигатель V8 лучше уравновешен за счет отсутст-
вия моментов от сил инерции второго порядка. Кроме того,
при больших рабочих объемах (более 3,24-3.5 л) переход на
схему V8 позволяет существенно улучшить равномерность
работы двигателя и уменьшить вибрации из-за пульсаций кру-
тящего момента. Именно этим вызвано широкое применение
двигателей V8 на автомобилях высокого класса, где, кстати,
такие двигатели могут быть скомпонованы и поперечно для
привода пеоедних колес (CADILLAC).
В последние годы на автомобилях высшего класса (MER-
CEDES-BENZ 600, BMW 750, 850), JAGUAR устанавливают V-
образные 12-цилиндровые двигатели. Коленчатый вал в этом
случае аналогичен рядному 6-цилиндровому двигателю, одна-
ко у V12 на каждой шатунной шейке расположено по 2 шату-
на. Двигатель V12 полностью уравновешен при любом угле
развала также, как и рядная “шестерка” - здесь также не воз-
никает неуравновешенных сил и моментов, однако V12 имеет
значительно более равномерный крутящий момент.
Из менее распространенных схем следует отметить двига-
тели с оппозитным расположением цилиндров (типа BOXER,
как их иногда называют). Такую схему широко используют фир-
мы ALFA ROMEO, PORSCHE и SUBARU. В четырехцилиндро-
вом варианте коленчатый вал оппозитного двигателя ничем не
отличается от рядного, однако существенная разница заключе-
на в лучшей уравновешенности оппозитного вариант? (сила
инерции второго порядка от движущихся масс меньше, но воз-
никают неуравновешенные моменты второго порядка). Шести-
цилиндровый оппозитный двигатель (PORSCHE) имеет колен-
чатый вал, аналогичный V-образной “шестерке", т.е. шатунные
шейки расположены под углом 60’, однако он также полностью
уравновешен, как и рядный шестицилиндровый двигатель.
Из редко встречающихся схем следует отметить трехци-
линдровые (DAIHATSU, DAEWOO и др.) и двухцилиндровые
(SUBARU, FIAT, CITROEN и др.) рядные двигатели для авто-
мобилей малых классов. Коленчатый вал трехцилиндрсзого
двигателя имеет шатунные шейки, развернутые на 120* (как у
рядной “шестерки”). При этом двигатель обладает неуравно-
вешенными моментами от сил инерции, которые обычно
уравновешиваются балансирным валом.
Двухцилиндровые рядные двигатели всегда имеют балан-
сирные валы, а обе шатунные шейки выполняются без углово-
го смещения (рис. 2.39). Только в этом случае удается полу-
чить приемлемую равномерность крутящего момента двухци-
Рис. 2.37. Балансирный вал V-образного 6-цилиндрового двигате-
ля с нижним расположением распределительного вала:
1 — балансирный вал; 2 — распределительный вал' 3 — коленчатый вал;
4 — пара шестерен; 5 — цепная передача
Рис. 2.38. Схема коленчатого вала V-образного 8-щ.линдоового
двигателя — ось симметрии отсутствует
Рис. 2.39. Коленчатый вал двухцилиндрового рядного двигателя.
Несмотря на симметрию относительно средней коренной шейки
вал уравновешивается (как статически, так и динамически) только
с массами шатунов на шатунных шейках
32
A
Рис. 2.43. Сдвиг отверстия от вершины шатунной шейки
Рис. 2.40. Опасные сечения ва-
ла с точки зрения возникнове-
ния усталостных трещин:
А — ус галосгные трещины
Рис. 2.42. Изменение формы
галтелей при ремонте вала:
А — концентратор напряжения;
Б — возможные направления разви-
тия усталостных трещин
Рис. 2.41. Формы галтелей шеек коленчатого вала:
а — традиционные; б — для высокофорсированных двигателей; г — радиус
закругления
Рис. 2.44. Выход отверстия подачи масла на шатунную шейку:
а — } гповая фаска (наиболее часто применяемый вариант); б — радиусная
фаска
линдрового рядного двигателя.
Коленчатый вал автомобильного двигателя работает в ус-
ловиях циклического знакопеременного нагружения на изгиб
и кручение, поэтому очень важное значение имеет его уста-
лостная прочность. Наиболее опасными сечениями, по кото-
рым могут развиваться усталостные трещины, являются сече-
ния по краю шатунной шейки, по щеке между шатунной и ко-
ренной шейками (рис. 2.40), а также по отверстию масляного
канала на поверхности шатунной шейки.
Для предотвращения усталостного разрушения коленчато-
го вала фирмы-изготовители обычно реализуют целый ком-
плекс мер. В первую очередь это - специальная форма сопря-
жения шеек и щек вала, уменьшающая т.н. концентрацию на-
пряжений. На практике это выглядит как галтель - радиус пе-
рехода на краях шеек (рис. 2.41). Наиболее распространенный
вариант сопряжения - радиусная канавка глубиной 0,2-4),5 мм,
однако на высокофорсированных двигателях встречается кон-
струкция и без канавки - с пеоеменным радиусом перехода,
увеличивающимся от щеки к шейке (MERCEDES-BENZ, TOY-
OTA и др.). На валах многих современных двигателей галтели
упрочняются накаткой и полируются.
Нередко новые концентраторы напряжений появляются
при ремонте в местах сопряжения радиусов шлифовального
круга и старой галтели (рис. 2.42). Такие концентраторы до-
статочно опасны, и об этом необходимо помнить при ремон-
те коленчатых валов.
Смазочные отверстия в шатунных шейках стараются не
располагать на вершинах шейки (рис. 2.43), а разворотом
масляного канала сдвигают их в сторону. Кроме того, иногда
на смазочном отверстии даже делается специальная радиус-
ная фаска, которая затем полируется (рис. 2.44).
Обычно коленчатые валы не имеют внутренних полостей
(не считая масляных каналов). Но в последние годы появи-
лись конструкции полых коленчатых валов. У такого вала
шейки не сплошные, а полые, трубчатого сечения. Полости
внутри шеек при этом имеют сложную конфигурацию для оги-
бания масляных каналов. Полые коленчатые валы позволяют
существенно (на 25-430%) уменьшить массу коленчатого вала,
а значит снизить нагрузки на подшипники. Кроме того удает-
ся сэкономить достаточно много металла, что особенно важ-
но для массового производства. К недостаткам таких валов
следует отнести большие деформации при разрушении шатун-
ных подшипников и необходимость использования более вы-
сокопрочных и дорогих материалов.
Рассмотрим теперь некоторые особенности организации
смазки коленчатого вала. Наиболее распространенная схема -
сквозные отверстия поперек коренных шеек и наклонные от ша-
тунных до попадания в отверстия коренных (рис. 2.45, а). Данная
схема сглазки позволяет организовать непрерывный поток мас-
ла к шатунным шейкам при использовании нижних (более нагру-
женных) коренных вкладышей без канавок. На рядных двигате-
лях обычно от одной коренной шейки смазывается одна шатун-
ная. При этом одна коренная шейка остается без отверстий - на
ней обычно устанавливаются упорные подшипники (полукольца),
а коренные вкладыши здесь могут не иметь канавки.
Менее распространена схема со сквозным отверстием от
шатунной к коренной шейке (рис. 2.45, б). Обычно в этой схеме
все коренные вкладыши выполняются с канавками, однако
встречаются конструкции с нижними коренными вкладышами
без канавок, отличающиеся высокой допустимой нагрузкой на
коренные подшипники. В таком случае подача масла к шатунной
шейке получается прерывистой. Для работоспособности и боль-
шого ресурса шатунных подшипников здесь становится важным
расположение отверстий на шелка;:. Оно определяет момент по-
дачи масла, который должен быть согласован с положением ко-
ленчатого вала. Такая схема применяется на новых двигателях.
Она встречается нередко и на V-образных двигателях, где от од-
ной коренной шейки смазываются две шатунные (рис. 2.45, в).
3. Ремонт двиг. заруб ав-ей.
33
Рис. 2.45. Схемы смазки шатунных подшипников коленчатого вала:
а — отверстие от шатунной шейки до сквозного отверстия в коренной; б — отверстие от коренной шейки к шатунной, в — схема смазки вылов V—образ-
ных двигателей; г — отверстие, соединяющее сквозные отверстия через шатунную и коренную шеики; д — смазка двух шатунных шеек через одну корен-
ную; е — смазка коренных шеек через шатунные; ж — дополнительное смазочное отверстие на шатунной шейке
Значительно реже применяется схема смазки коленчато-
го вала со сквозными отверстиями в коренных и в шатунных
шейках (рис. 2.45, г). Здесь требуются заглушки с одной или
двух сторон отверстия, связывающего коренную и шатунную
шейки. Рядом с заглушкой образуются при этом глухие непро-
точные полости, являющиеся идеальными грязесборниками.
Раньше считалось, что дополнительная центробежная очист-
ка масла в полостях шатунных шеек идет двигателю на поль-
зу. Но с появлением эффективных полнопоточных фильтров
тонкой очистки необходимость в «центрифугировании» отпа-
ла. Кроме того, отложения из шеек трудно извлечь и есть
опасность, что оторвавшийся сгусток закупорит масляный ка-
нал. С течением времени различные твердые частицы, со-
бранные в глухих отверстиях, могут попасть обратно в масля-
ные каналы и повредить шатунные вкладыши и шейки.
Применяются и другие схемы смазки. Так, на некоторых
двигателях (HONDA) подача масла осуществляется через
крышки коренных подшипников блока, выполненные как одна
деталь. Здесь в направлении максимальной нагрузки прихо-
дится устанавливать коренные вкладыши с канавками (иначе
не обеспечить подвод масла). На некоторых четырехцилинд-
ровых рядных двигателях (NISSAN) масло к шатунным шей-
кам подается только от второй и четвертой коренных шеек
(рис. 2.45, д). В этом случае первая, третья и пятая коренные
шейки могут иметь все вкладыши без канавок.
Встречается также схема смазки коленчатого вала (на
двигателях ALFA ROMEO), при которой шатунные шейки сма-
зываются от первой, третьей и пятой коренных (рис. 2.45, е),
а вторая и четвертая коренные - через первую и пятую шатун-
ные. Такая схема несколько упрощает конструкцию блока, т.к.
не требует подачи масла ко второй и четвертой опорам. До-
вольно редко (MAZDA) применяется дополнительное смазоч-
ное отверстие на каждой шатунной шейке (рис. 2.45, ж). Не-
смотря на улучшение смазки, такая конструкция несколько
ослабляет вал, как и вообще любые отверстия.
Подача масла к коренным опорам обычно осуществляет-
ся через отверстия, соединяемые с главным масляным кана-
лом, идущим вдоль оси блока. В отвэрстии постели часто вы-
полняются канавки, увеличивающие подачу масла к шатун-
ным шейкам (рис. 2.46) за счет параллельных потоков масла
с двух сторон вкладышей. Для высокофорсированных двига-
телей эта мера может быть не лишней. Если двигатель уже
имеет определенный износ, интенсивность его будет замед-
лена, т.к. повышенные зазоры в шатунных подшипниках не по-
влияют на давление подачи к ним масла. Иногда канавка ис-
пользуется для подвода масла к нижнему коренному вклады-
шу. На новых двигателях схема в (рис. 2.47) применяется ред-
ко, а схемы а и б практически не встречаются.
Рис. 2.46. Наиболее распространенная схема смазки коренных
подшипников коленчатого вала — верхний коренной вкладыш с
канавкой, нижний — без канавки, А — сквозное отверстие в
коренной шейке вала
34
Рис. 2.47. С: ег7Ы смазки коренных подшипников:
а — круговая к шав^а в отверстии постели и на вкладышах, б — канавка на половине отверстия постели и на вкладышах; в — круговая канавка в отверстии
постели и на верхнем вкладыше
Важными элементами коленчатого вала двигателя явля-
ются хвостовик и задний фланец. Хвостовик служит для уста-
новки шкива (одного или нескольких для привода вспомога-
тельных агрегатов), демпфера крутильных колебаний, шкива
или звездочки поивода распределительного механизма, орга-
низации уплотнения вала, привода маслонасоса, вспомога-
тельных, балансирных валов и т.д. Различные конструкции
хвостовиков представлены на рис. 2.48.
На хвостовике может быть установлена одна или несколь-
ко сегментных шпонок (рис. 2.48, варианты а-г), иногда роль
шпонки выполняет внутренний выступ в отверстии шкива, вво-
дящий в паз на хвостовике (вариант д). Встречаются также
призматические шпонки и цилиндрические штифты. Поверх-
ность для сальника коленчатого :ала нередко образуется не-
посредственно на хвостовике (рис. 2.48, варианты вид- при-
вод распределительного вала зубчатым ремнем), но может
быть и в виде специального кольца (вариант а) или поверхно-
сти на шкиве (вариант б). Привод маслонасоса с шестернями
внутреннего зацепления, установленного в передней крышке
блока, обычно выполняется поясом на хвостовике, имеющем
две лыски (вариант в), реже - шлицевым поясом, а также спе-
циальной втулкой с лысками (вариант а). Маслонасос может
также приводиться цепью со своей звездочкой, расположен-
ной рядом со звездочкой привода распределительного вала.
В подавляющем большинстве валов набор элементов,
расположенных на хвостовике, стягивается болтом с момен-
том затяжки свыше 150+250 Н-м. Большие моменты затяжки
имеют болты, стягивающие гасители крутильных колебаний
(рис. 2.49), представляющие собой обычно массивное кольцо,
связанное со ступицей устройства с помощью привулканизи-
рованного упругого резинового элемента. Гасители колеба-
ний нередко имеют прессовую посадку на хвостовике, при-
чем в некоторых конструкциях (например, на многих двигате-
лях GM) натяг настолько велик, что болт вообще не ставится
(рис. 2.48, вариант б). Иногда хвостовики имеют ступенчатую
форму (вариант е) - звездочка на хвостовике имеет неболь-
шой зазор, а гаситель колебаний (шкив) - натяг, но по поверх-
ности меньшего диаметра.
Для увеличения усилия затяжки до 400+450 Н м фирмы
BMW, FIAT, ALFA ROMEO используют гайку вместо болта, одна-
ко такая конструкция применяется редко (рис. 2.48, вариант ж).
Следует отметить, что вопреки сложившемуся мнению
шпонки в подавляющем большинстве конструкций являются
установочными элементами, которые позволяют правильно
лишь собрать детали. При этом на передачу крутящего мо-
мента шпонки не рассчитаны - это делает натяг детали по ва-
лу и сила трения на торце при стягивании болтом. Если болт
(гайка) недостаточно затянут, детали быстро повреждаются и
проворачиваются друг относительно друга. Иногда вместо
шпонки применяют штифт малого диаметра (MERCEDES-
BENZ), который обладает свойством срезаться при весьма
больших моментах и предохранять от поломок заклинившие
Рис. 2.48. Типовые конструкции хвостовиков коленчатых валов:
а,в,г,е — установка и фиксация на хвостовике болтом и шпонками; б — фиксация силой трения (прессовая поездка), д — установка выступа на детали в
паз на хвостовике; ж — фиксация гайкой; з — установка деталей на шлицах; 1 — звездочка (шкив) привода ГРМ; 2 — звездочка ^шлицы) привода
маслонасоса: 3 — втулка или поверхность переднего сальника; 4 — шкив (гаситель колебаний); 5 — звездочка (шкив) привода дополнительных залов;
6 — болт; 7 — гайка
3'
35
Рис. 2.49. Демпферы крутильных колебаний:
а — внутри шкива: б — снаружи; 1 — ступица; 2 — инерционная масса;
3 — резиновая про! падка; 4 — шкив
детали привода газораспределительного механизма.
Коленчатые валы с длинными хвостовиками в ремонте
сложнее. Дело в том, что при разрушении шатунного подшип-
ника перегрев шейки приводит к деформации коленчатого ва-
ла. В этом случае иногда требуется специальный дополни-
тельный комплекс работ по восстановлению поверхностей
хвостовика, чтобы они после ремонта не имели недопустимых
биений относительно коренных шеек. С короткими хвостови-
ками, как правило, этого не происходит.
Фирма VOLVO на модели 960 применила шлицевое соеди-
нение гасителя колебаний с хвостовиком (рис. 2.48, з). Несмо-
тря на некоторые преимущества (жесткость крепления дости-
гается без прессовой посадки деталей), эта конструкция также
затрудняет ремонт деформированного вала, поскольку обес-
печить малое биение шлицевой части хвостовика в некоторых
случаях гораздо сложнее, чем простой цилиндрической.
Гаситель (или демпфер) крутильных колебаний устанавли-
вается на переднем конце коленчатого вала, поскольку имен-
но здесь амплитуда этих колебаний максимальна (рис. 2.49).
Демпфер колебаний обычно применяется на многоцилиндро-
вых двигателях (5 и более цилиндров).
При работе двигателя крутильные колебания гасятся за
счет большой упругой деформации и гистерезиса резины, что
позволяет рассеивать энергию колебаний. Крутильные коле-
бания при неисправности демпфера могут привести к полом-
ке коленчатого вала (чаще по первой шатунной шейке). Ана-
логичный результат возможен при повреждении (сильный из-
нос, перегрев, деформация) первой шатунной шейки. При
этом наблюдается усталостное разрушение вала вследствие
недопустимо высокой амплитуды нагрузок в ослабленном по-
сле повреждения и ремонта сечении шейки (рис. 2.40).
Задний фланец коленчатого вала в большинстве двигате-
лей выполняется с поверхностью под задний сальник и цент-
рирующим пояском маховика (рис. 2.50, а, б). В автомобилях
с автоматической коробкой передач внутрь заднего фланца
входит центрирующий выступ гидромуфты, поэтому никаких
подшипников или втулок в торце коленчатого вала не ставит-
ся. Коробка передач с ручным переключением обычно требу-
ет опоры длинного первичного в«па внутри коленчатого. Для
этого в торце коленчатого вала устанавливают закрытый ша-
риковый или игольчатый подшипник, который иногда закрыва-
ют от пыли специальной защитной шайбой с фетровым или ре-
зиновым кольцом. На японских двигателях нередко вместо
подшипника можно увидеть бронзовую втулку.
Иногда центрирующим пояском маховика является по-
верхность заднего сальника (рис. 2.50, вариант в), реже - спе-
циальная втулка, устанавливаемая на задний торец коленча-
того вала и центрируемая по поверхности заднего сальника
(вариант г). Еще реже применяется конструкция, в которой
роль центрирующего пояска выполняет часть подшипника
первичного вала коробки передач (вариант д) из-за сложнос-
ти обеспечения соосности отверстия под подшипник с осталь-
ными рабочими поверхностями коленчатого вала. Встреча-
ются конструкции с подшипником в отверстии маховика (ва-
риант в). Очень редко встречается конструкция, в которой по-
верхность для заднего сальника образуется на втулке, одева-
емой на специальный поясок на заднем торце коленчатого
вала (рис. 2.50, вариант ж). При этом необходимо дополни-
тельно обеспечить уплотнение между валом и втулкой, иначе
масло может просачиваться ив картера, минуя сальник.
Рис. 2.50. Конструкции задних
фланцев коленчатого вала и спо-
собы центрирования маховика:
а — по центрируюм'ему поясу (для ав-
томатических коробок передач); б — то
же для механических коробо с в — по
поясу заднего сальника; г — с помо-
щью переходной втулки; д — с помо-
щью подшипника, е — конструкция с
сальниковой набивкой; ж — с помощью
втулки, образующей поверхность зад-
него сальника; 1 — уплотнительный по-
яс сальника; 2 — маховик; 3 — центри-
рующий пояс; 4 — втулка; 5 — подшип-
ник; 6 — переходник
36
Рис. 2.51. Два типа отверстий болтов крепления маховика:
а — глухие отверстия (требуют увеличения ширины фланца); б — сквозные
отверстия (требуют герметизации резьбы болтов)
Конструкция заднего фланца коленчатого вала имеет оп-
ределенное значение при ремонте. При необходимости ис-
правления дефектов поверхности под задний сальник вариан-
ты в и г (рис. 2.50) не допускают обработку этой поверхности
на всю длину, в противном случае маховик нельзя будет точ-
но сцентрировать на валу.
В некоторых конструкциях валов отверстия под болты ма-
ховика - глухие (рис. 2.51 ,а), однако чаще всего их делают
сквозными. Тогда при сборке болты должны заворачиваться
после нанесения на них герметизирующего состава или клея,
иначе возможна течь масла по резьбе, минуя задний сальник
коленчатого вала.
Помимо указанных выше конструкций коленчатые валы
двигателя некоторых фирм (например GM, CHRYSLER) могут
содержать и другие элементы. Так, для привода маслонасоса
и балансирных валов, расположенных ниже коленчатого вала,
одна из щек может быть выполнена в виде шестерни. Иногда у
первой шатунной шейки располагают специальный диск со
штифтами или пазами, предназначенный для датчика положе-
ния коленчатого вала микропроцессорного зажигания.
Шестерня, расположенная на коленчатом валу, может серьез-
но затруднить ремонт из-за необходимости обеспечить её соос
ность с остальными поверхностями вала. Даже при не слишком
больших деформациях per юнт вала может оказаться вообще не-
целесообразным без очень точной (до 0,01-0,02 мм) правки из-за
невозможности получения правильного зацепления шестерен.
2.2.2. Подшипники двигателя
В подавляющем большинстве двигателей применяются под-
шипники скольжения. Как уже указывалось в разделе 1.2., в за-
зор между внутренней поверхностью подшипника и шейкой ва-
ла должно под давлением подаваться масло. За счет смещения
вала в подшипнике в сторону действия нагрузки возникает экс-
центриситет (масляный клин), удерживающий вращающийся
вал от соприкосновения с поверхностью вкладыша. Чем боль-
ше ширина подшипника, вязкость и давление подачи масла,
тем большую нагрузку способен держать подшипник.
Для обеспечения работоспособности и большого ресурса
подшипников скольжения современных автомобильных дви-
гателей необходимы:
высокая твердость поверхности вала в сочетании с мяг-
ким материалом подшипника;
высокие антифрикционные свойства материала подшипника;
высокая усталостная прочность и коррозионная стойкость
поверхности подшипника;
высокая чистота (качество) поверхности деталей, низкий ко-
эффициент трения, а также хороший отвод тепла от подшипника;
отсутствие перекосов осей вала и подшипника, правиль-
ная геометрическая форма сопрягаемых деталей (отсутствие
овальности и конусности);
малый, но гарантированный зазор в подшипнике;
отсутствие взаимных биений шеек вала, вызывающих
вредные дополнительные нагрузки на подшипники;
отсутствие посторонних твердых включений в мягкий ма-
териал подшипника;
высокое давление подачи и качество фильтрации масла,
имеющего соответствующую вязкость и содержащего необхо-
димый комплекс присадок.
В настоящее время на двигателях легковых автомобилей
применяют подшипники скольжения в виде тонкостенных
вкладышей и втулок толщиной 1,0-2,5 мм. Коренные вклады-
ши коленчатых валов имеют увеличенную толщину, что связа-
но с необходимостью получения канавок определенного се-
чения для подачи масла в каналы в коленчатом валу и к ша-
тунным подшипникам.
На двигателях иностранных легковых автомобилей приме-
няются различные материалы вкладышей подшипников ко-
ленчатых валов. Используемый материал вкладыша зависит
от материала коленчатого вала и его термообработки, степе-
ни форсирования двигателя и требуемого ресурса. В связи с
этим материал вкладышей является в некоторой степени тра-
дицией той или иной автомобильной фирмы.
Вкладыши всегда выполняют многослойными, причем ос-
новой служит стальная лента, на которую различными спосо-
бами наносят слой антифрикционного материала. В двигате-
лях иностранных автомобилей применяют следующие основ-
ные антифрикционные материалы:
1) алюминиевые сплавы с содержанием свинца порядка
5%, а также олова и кремния, например. Al Pb5 Si4 Sn1*.
Сплав наносится на стальную основу и используется без до-
полнительных покрытий, т.к. является ‘’мягким" и хорошо при-
рабатывается к валу;
2) алюминиевые сплавы с содержанием олова порядка 20%,
например Al Sn20 Cu1, также применяемые без покрытий;
3) алюминиевые сплавы с уменьшенным до 6% содержа-
нием олова, например Al Sn6 Cu1. Применяются только с оло-
вянно-свинцовым покрытием типа Pb Sn10 Cu2, т.к. вследст-
вие высокой твердости плохо прирабатываются к валу и мо-
гут вызвать повреждение подшипника;
4) алюминиевые сплавы с кадмием и никелем типа Al Cd3
Nil Si1 - применяются только с покрытием Pb Sn10 Cu2;
5) алюминиевые сплавы с цинком и свинцом типа Al Zn5 Si2
РЫ Cu1 - используются только с покрытием типа Pb Sn10 Cu2;
6) свинцово-оловянистые бронзы, например Си РЬ22 Sn1,
с покрытием оловянно-свинцовым сплавом Pb Sn10 Cu2;
7) бронзы с другим содержанием свинца и олова, напри-
мер, Си Pb24 Sn3, также применяются с покрытием типа РЬ
Sn10Cu2;
8) бронзы типа Си РЫ 4 Sn3 с покрытием Pb Sn10 Cu2.
В зависимости от материала вкладыша могут быть двух,
трех, четырех или пятислойными (включая стальную основу).
Так, материалы № 1 и 2 - двухслойные, в то время как другие
- четырех- и пятислойные (рис. 2.52). Большое количество
слоев связано с необходимостью нанесения подслоя никеля
перед покрытием Pb Sn10 Cu2, а также тем, что в окончатель-
ном виде для улучшения приработки на вкладыш наносят тон-
кий слой олова. Обычно толщина слоев такова:
стальная основа
основной слой
никелевый подслой
оловянно-свинцовый сплав
олово
- 0,9 мм и более;
- 0,25-0,50 мм;
- 0,001 мм;
- 0,02-0,04 мм;
- 0,003-43,005 мм.
Для подшипников различных вспомогательных валов на-
ходят применение следующие сплавы:
оловянно-свинцовый сплав - так называемый баббит, на-
пример,PbSnl Sb14;
бронзы различных марок без покрытия и с покрытием, та-
* Здесь и далее обозначены; AI — алюминий; РЬ — свинец; Si — кремний; Sn — олово; Си — медь; Cd — кадмий; Ni — никель; Zn —
цинк; Sb — сурьма; Цифра после обозначения металла указывает на его процентное содержание в данном сплаве
37
кие как Си РЫО Sn10, Си Pb23 Sn4 и др.;
алюминиевые сплавы.
Для упорных подшипников коленчатых валов чаще других
применяют указанные выше материалы № 2 и 3, а также брон-
зы или другие аналогичные материалы. Также как и вкладыши
коленчатых валов, упорные и прочие подшипники скольжения
обязательно имеют стальную основу. Вкладыши и втулки под-
шипников без стальной основы в подавляющем большинстве
случаев неработоспособны, т.к. антифрикционные материалы
сами по себе не обладают прочностью, достаточной для дли-
тельного обеспечения натяга в постели, особенно, при повы-
шенных температурах. Бронзы без покрытий применяются
редко, в основном, на валах с пониженной частотой вращения
(распределительные и вспомогательные валы).
Основными характеристиками материала вкладыша явля-
ется максимальная удельная нагрузка (сила на единицу пло-
щади поверхности) и максимально допустимая скорость
скольжения. Сравнительные характеристики различных ма-
териалов по удельной нагрузке приведены на рис. 2.53. При
этом следует отметить, что вследствие отличий в условиях
работы и нагрузках шатунных и коренных подшипников их ма-
териалы у многих двигателей различаются. Наиболее часто
для всех типов подшипников используются материалы №1,2
и 6, а только для коренных подшипников - №5. Реже применя-
ются сплав №7, еще реже - сплавы № 3, 4 и 8.
Материал вкладышей имеет решающее значение для
обеспечения ресурса как нового, так и отремонтированного
двигателя. Установка при ремонте вкладышей из материалов,
не соответствующих данному двигателю по нагрузке и скоро-
сти вращения, а также по материалу и термообработке шеек
вала, довольно быстро приводит к ускоренному износу под-
шипников, выходу их из строя и необходимости проведения
повторного ремонта.
Дизельные двигатели нередко имеют материалы вклады-
шей, отличные от применяемых на бензиновых двигателях.
Так, если у бензиновых двигателей встречаются все типы ука-
занных выше материалов, то в дизелях наиболее распростра-
ненным является сплав №2 (с 20% олова) и свинцово-оловя-
нистые бронзы с покрытиями (№ 64-8). Это связано с сущест-
венно более высокими нагрузками в подшипниках коленча-
тых валов дизелей.
Общая тенденция двигателестроения - уменьшение тол-
щины вкладышей, которая обычно составляет 1,84-2,0 мм у ко-
ренных и 1,44-1,5 мм у шатунных подшипников. Чем тоньше
вкладыши, тем лучше они прилегают к постели, тем лучше
теплоотвод, точнее геометрия поверхности подшипника,
меньше допустимый зазор в подшипнике и шум при его рабо-
те, больше его ресурс.
В свободном состоянии вкладыш должен иметь определен-
ную (нецилиндрическую) форму наружной поверхности, чтобы
был обеспечен натяг по диаметру постели или так называемое
распрямление - рис. 2.54, а после установки в постель вкла-
дыш принял бы её форму с как можно белое высокой точнос-
тью. Этим условиям удовлетворяет вкладыш, наружная по-
верхность которого имеет переменный радиус. Радиус наруж-
ной поверхности вкладыша совпадает с радиусом постели
только по краям, а в середине радиус вкладыша выполняется
больше, но так, чтобы наружный размер вкладыша в свобод-
ном состоянии был больше диаметра постели на 0,54-1,0 мм.
Помимо этого, вкладыш должен иметь натяг не только по
диаметру, но и по длине постели - так называемое выступа-
ние (рис. 2.55). Выступание, необходимое для обеспечения
гарантированного прилегания вкладыша к постели, зависит от
длины вкладыша (диаметра постели), его ширины и толщины и
составляет в среднем от 0,034-0,05 мм для валов диаметром
40 мм до 0,064-0,08 мм для валов диаметром 70 мм.
Натяг по длине и диаметру постели и профиль вкладыша
обеспечивают прилегание вкладыша к постели и фиксацию от
проворачивания силами трения. Чем лучше прилегание, тем
38
Рис. 2.52. Типовые конструкции подшипников скольжения:
а — 2-слойные; б — 3-слойные; в — 4-слойные; г — 5-слойные; 1 — стальная
основа; 2 — основной материал; 3 — подслой; 4 — основное покрытие;
5 — дополнительное покрытие (олово)
Рис. 2.53. Сравнение материалов подшипников скольжения по
допустимой нагрузке:
Б — Саобит PbSn10Cu2; 1 —AIPb5Si4Sn1; 2 — AISn20Cu1; 3 — AISn6Cu1 4-
PbSn10Cu2; 4 — AICd3Ni1Si1 4- PbSn10Cu2; 5 — AIZn5Si2PblCu1 4-
PbSn10Cu2; 6 — CuPb22Sn1 4- PbSn10Cu2; 7 — CuPb24Sn3 4- PbSn10Cu2;
8 — CuPb14Sn3 4- PbSn100u2;
Рис. 2.54. Распрямление вкла-
дыша подшипника:
Dp — диаметр постели; D — Dp —
натяг вкладыша по диаметр) (рас-
прямление)
Рис. 2.55. Выступание вкладыша*
Д — натяг вкладыша по длине пос? -
ли (выступание)
Рис. 2.56. Схема деформации постели под действием растягива-
ющей нагрузки. Размер В уменьшается, что требует компенсации
уменьшением толщины вкладышей у стыка
Рис. 2.58. Замок вкладыша тра-
диционной конструкции, полу-
ченный выдавливанием в ради-
альном направлении
Рис. 2.59. Замок вкладыша, вы-
давленный по касательной
меньше зазор может быть сделан в подшипнике, лучше отвод
тепла от вкладыша, выше сопротивление проворачиванию и
больше допустимая нагрузка.
Обычно вкладыш изготавливается из ленты штамповкой, в
результате чего он приобретает необходимую форму. После
этого обрабатываются торцы и рабочая поверхность вклады-
ша. Вкладыш является прецизионной деталью и точность его
обработки очень высока - порядка 0,01+0,02 мм по длине
(торцам) и 0,002+0,005 мм по толщине. Кроме того, вкладыш
около торцов на длине 5-6 мм обычно имеет несколько мень-
шую (на 0,005+0,010 мм) толщину. Это связано с возможнос-
тью деформации постели в направлении, перпендикулярном
плоскости разъема (рис. 2.56). Когда в этом направлении дей-
ствует растягивающая нагрузка, то размер постели у разъема
несколько уменьшается, и если вкладыш имеет одинаковую
по длине толщину, у его торцов возможен перегрев и повреж-
дение рабочей поверхности из-за недсстаточного зазора.
На коренных вкладышах для обеспечения смазки шатун-
ных подшипников выполняются канавки. Обычно канавки име-
ют глубину 1,0+1.2 мм при ширине 3,0+4,5 мм. На двигателях
прошлых лет выпуска канавки часто делались на двух вклады-
шах одной шейки. В настоящее время существует тенденция
применения нижних коренных вкладышей, расположенных в
Рис. 2.57. Влияние канавок на допустимую нагрузку подшипника
скольжения:
а — продольная канавка (вдоль оси вала); (-) — без канавки; (-) — не-
сквозная канавка; (--) — сквозная канавка; б — круговая канавка;
(---) — без канавки; (--) — с канавкой
Рис. 2.60. Вкладыш с двумя
замками, выдавленными
по касательной
крышках коренных подшипников блока, без канавок. Это свя-
зано с их более высокой нагруженностью от сил давления га-
зов на поршни. Поскольку максимальная нагрузка на вкладыш
существенно снижается при наличии канавки (рис. 2.57), вкла-
дыш без канавки может быть сделан с меньшей шириной, что
весьма важно для уменьшения габаритов двигателя.
На вкладышах обычно выполняется замок, представляю-
щий собой усик шириной 2,5+4.5 мм. отогнутый при штампов-
ке вкладыша на 0,8+1,2 мм (рис. 2.58). На шатунных вклады-
шах замок часто делается с краю или рядом с краем, в то вре-
мя как на коренных - ближе к середине. Замок всегда делает-
ся без разрыва основы вкладыша для повышения его прочно-
сти. На новых двигателях (BMW) замок иногда получают не
пробивкой в направлении от центра в сторону края вкладыша
а осаживанием по касательной к краю (рис. 2.59). Встречают-
ся также коренные вкладыши с двумя замками (рис. 2.60), од-
нако они практически не дают преимуществ по соавнению с
традиционной конструкцией.
Замки на шатунных вкладышах всегда одинаковы ^как на
верхнем, так и на нижнем вкладыше). На коренных вклады-
шах нередко замки на верхних и нижних вкладышах пробиты
в разных местах, а разные коренные опоры имеют разную
ширину вкладышей (NISSAN, TOYOTA, GM, FIAT, ISUZU и др.).
Замки, как правило, ориентируются с направлением вра-
щения вала. Так, шатунные подшипники у подавляющего боль-
шинства двигателей имеют ориентацию верхнего замка по
направлению вращения, а нижнего - против (рис. 2.61, а). Ред-
ко встречается обратная ситуация (V-образные двигатели GM
- вариант (б) или ориентация в одну сторону (некоторые моде-
ли BMW прошлых лет выпуска - вариант (в).
Аналогичную ориентацию имеют коренные вкладыши, од-
нако схема (б) практически не применяется, а схема (в) встре-
чается очень редко (MERCEDES-BENZ прошлых лет). Следует
отметить, что некоторые фирмы (HONDA) традиционно выпус-
кают двигатели не с правым (по часовой стоелке, если смот-
реть со стороны хвостовика коленчатого вала), а с левым вра-
щением. Ориентация замков по вращению при этом сохраня-
ется. Это означает, что пазы для замков вкладышей на блоке
39
Рис. 2.61. Расположение замков коренных и шатунных вкладышей:
а, г — замок наиболее нагруженного вкладыша по направлению вращения; в, д — оба замка по направлению вращения; б — замок менее нагруженного
вкладыша по направлению вращения
и шатунах будут расположены с противоположной стороны.
Несмотря на приведенные рекомендации, замок вкладыша
является в первую очередь установочным элементом, позво-
ляющим поставить вкладыш без смещения в осевом и окруж-
ном направлении. При возникновении режима масляного голо-
дания, сопровождающегося значительным увеличением тре-
ния и температуры, вкладыши все равно обычно проворачива-
ются несмотря на самые прочные замки. При нормальной ра-
боте вкладыш должен удерживаться в постели за счет натяга,
а замки являются лишь небольшой “страховкой” при ослабле-
нии этого натяга. Поэтому на некоторых новых двигателях
(VOLVO) замков на вкладышах нет вообще. Вкладыши в таком
варианте удерживаются в постели только силой трения под
действием возникшего натяга. Однако данная конструкция тре-
бует повышенной точности обработки постелей и вкладышей, а
стальная основа вкладышей должна быть менее подверженной
остаточной деформации или отпуску от перегрева подшипника.
На некоторых двигателях с оппозитным расположением
цилиндров (VOLKSWAGEN) вкладыши устанавливаются толь-
ко на средней коренной шейке трехопорного коленчатого ва-
ла. На крайних шейках подшипниками являются толстостен-
ные (34-5 мм) втулки из алюминиевого сплава, покрытые оло-
вянно-свинцовым сплавом. Фиксация от проворота втулок до-
стигается с помощью штифтов или замков (рис. 2.62) и плот-
ностью посадки втулок в разъемный картер (натяг 0,034-0,05
мм). Следует отметить, что ciapbie, 204-30-летней давности,
двигатели иногда имели толстостенные 3,54-5,0 мм коренные
вкладыши, фиксировавшиеся в блоке не замками, а штифта-
ми. В настоящее время такие конструкции на двигателях лег-
ковых автомобилей не применяются.
Достаточно редко применяется втулка вместо вкладышей
на передней коренной шейке коленчатого вала (PORSCHE,
ROVER и др.). При этом на втулке имеются замки, аналогич-
Рис. 2.62. Фиксация втулок коренных подшипников:
а — штифтом; б — замками, выполненными на втулке
40
ные замкам вкладышей. На некоторых двигателях (VOLK-
SWAGEN), где коленчатый вал не имеет фланца для заднего
сальника, подобная втулка может быть установлена и на зад-
ней опоре коленчатого вала.
При сборке двигателя зазор в подшипниках коленчатого
вала составляет обычно 0,034-0,08 мм. Чем меньше зазор,
тем меньше шум коленчатого вала при работе двигателя. Од-
нако зазор менее 0,03 мм требует прецизионных по толщине
и форме вкладышей (иначе вал не будет вращаться свобод-
но). Зазор менее 0,020 мм даже при самом высоком качест-
ве вкладышей опасен в процессе приработки местными под-
плавлениями и повреждениями антифрикционного слоя вкла-
дышей, влияющими на ресурс двигателя. В то же время зазор
более 0,074-0,08 мм дает обычно повышенный шум двигателя
и может уменьшить давление масла, а это также приводит к
снижению ресурса двигателя.
Для того, чтобы добиться малых зазоров в подшипниках,
не удорожая производство, некоторые фирмы (BMW, AUDI,
TOYOTA и др.) вводят селективную сборку подшипников. Суть
её состоит в следующем.
Обычно допуски на диаметр отверстия постели +0,015 мм,
на диаметр шейки вала -0,015 мм, а на толщину вкладыша -
0,005 мм. Если минимальный зазор в подшипнике 0,030 мм,
то с учетом допусков максимальный зазор может стать рав-
ным 0,030 + [0,015 + 0,015 + 2((0,005)] = 0,070 мм. Для новых
двигателей, в частности, автомобилей высокого класса, это
может быть неприемлемым, особенно если фактические до-
пуски на диаметры постели и вала еще больше (возможно до
0,020 мм). Селективная сборка решает эти проблемы обычно
путем установки двух размерных групп вкладышей (по толщи-
не) или коленчатых валов (по диаметру шеек). В указанном
выше примере две группы вкладышей с разницей в толщине
0,010 мм позволяют вдвое (с 0,040 мм до 0,020 мм) умень-
шить разброс зазоров в подшипнике.
В запасные части вкладыши размерных групп поступают, в
основном, только от фирм-изготовителей автомобилей (так
называемые “оригинальные” детали - см. раздел 5.5.) и только
стандартного размера. Для ремонта размерная группа вкла-
дышей не имеет принципиального значения, т.к. допустимый
зазор в подшипниках (до 0,084-0,10 мм) достаточно велик по
сравнению с разницей в толщине вкладышей разных размер-
ных групп. Некоторые фирмы поставляют в запасные части
вкладыши увеличенной толщины не только под уменьшенный
размер вала, но и увеличенный размер постели в блоке цилин-
дров. Это важно для блоков, где ремонт постелей затруднен, в
частности, при оппозитном расположении цилиндров.
В коренных подшипниках обычно зазор несколько больше
(на 0,0104-0,020 мм), чем в шатунных, что связано с большим
диаметром и толщиной коренных вкладышей.
Достаточно большое многообразие конструкций имеют
упорные подшипники коленчатых валов. Упорные подшипни-
ки “держат” вал в осезом направлении и нагружены обычно
силами нерегулярного действия - центробежными (на поворо-
Рис. 2.63. Схема упорного подшипника с полукольцами:
а.б.в — пары полуколец, одно из которых имеет фиксирующий выступ
г — простое полукольцо; д — установка двух пар полуколец; е — установка
двух простых полуколец: 1 — шейка вала; 2 — щека; 3 — полукольцо;
4 — вкладыш;5 — опора блока
те с поперечно расположенным двигателем), инерции (уско-
рение и замедление автомобиля с продольно расположенным
двигателем), а также силами от трансмиссии (усилие сцепле-
ния или давление гидромуфты).
Упорные подшипники обычно располагают на средней
(или рядом стоящей) или задней коренной опоре коленчатого
Рис. 2.64. Фланцевый подшипник:
а — вкладыш с упорными фланцами; б — установка пары фланцевых
вкладышей; 1 — шейка вала; 2 — щека; 3 — вкладыш; 4 — опора
вала. Второй вариант может быть в некоторых случаях (на-
пример, с обычным дисковым сцеплением) предпочтитель-
нее, т.к. позволяет разгрузить коленчатый вал от осевых сил
и уменьшить его деформацию.
Наиболее распространены два типа упорных подшипников
- в виде отдельных полуколец и в виде фланцев, выполненных
за одно целое с коренными вкладышами.
Упорные подшипники с полукольцами имеют различную
конструкцию (рис. 2.63). Обычно используют две пары полуко-
лец, одно из каждой пары имеет выступы для фиксации от
проворота, входящие в соответствующие пазы на блоке или
крышке. При этом в блоке и крышке делаются проточки, пре-
дохраняющие полукольца от выпадения. Реже используются
два простых по форме полукольца, устанавливаемых в опору
по одному с каждой стороны. При этом торцевые проточки
есть только на опоре, в крышке их нет, и фиксация полуколец
от проворота осуществляется упором их торцов в крышку. По-
лукольца обычно имеют толщину, близкую к толщине корен-
ных вкладышей. На рабочей стороне полуколец (к валу) вы-
полняются 2-3 канавки для смазки.
Многие фирмы (BMW, MERCEDES-BENZ, GM, FORD,
TOYOTA, MITSUBISHI, OPEL) устанавливают упорные полу-
кольца (фланцы), изготовленные за одно целое с коренны-
ми вкладышами (рис. 2.64). Такие вкладыши имеют опреде-
ленные преимущества - упрощают сборку, не требуют спе-
циальных проточек на торцах опоры блока и крышки, авто-
матически удерживаются от проворота и выпадения. На
опоре обычно устанавливают два вкладыша с упорными
фланцами, однако на последних двигателях (BMW) намети-
лась тенденция использовать только верхний вкладыш с
упорными фланцами.
Некоторые фирмы (VOLKSWAGEN) выпускают двигате-
ли в двух вариантах конструкции упорных подшипников - с
упорными полукольцами или с фланцами на коренных
вкладышах. При этом вкладыши того и другого типа взаи-
мозаменяемы.
В процессе эксплуатации износ упорных подшипников
идет, в основном, более интенсивно по заднему торцу ко-
ленчатого вала, особенно в случае, когда на автомобиле
установлена ручная коробка передач с обычным сцеплени-
ем. Если номинальный зазор в упорном подшипнике
0,05-ь0,10 мм, то в изношенном - 0,20-0,30 мм и более. За-
мена полуколец без ремонта изношенных торцевых по-
верхностей вала здесь не дает эффекта - подшипник доста-
точно быстро изнашивается и дальше. Поэтому при ремон-
те коленчатого вала обычно требуется шлифовка торцевых
поверхностей с последующей установкой полуколец увели-
ченной (ремонтной) толщины, либо вкладышей с увеличен-
ной шириной по упорным фланцам.
Специализированные фирмы (см. раздел 5) выпускают
обычно вкладыши как стандартных, так и ремонтных разме-
ров - для валов, уменьшенных на 0,25-0,75 мм, и даже на
1,0—1 ,5 мм для некоторых распространенных моделей. Упор-
ные полукольца ремонтных размеров (увеличенной толщи-
ны) обычно не входят в ремонтный комплект, но ремонтные
вкладыши с упорными фланцами, как правило, имеют увели-
ченную ширину. Об этом необходимо помнить при ремонте
коленчатого вала.
Подшипники скольжения на вспомогательных валах пред-
ставляют собой втулки толщиной 1,5-1,8 мм, устанавливае-
мые в постель (расточку) с диаметральным натягом 0,02-0,05
мм. Края втулок иногда делают фигурными (рис. 2.65), чтобы
избежать деформаций поверхности и утечек масла у стыка.
Зазоры в подшипниках этих валов обычно несколько больше,
чем у коленчатого - вала 0,05-0,08 мм (большие значения со-
ответствуют высокооборотным балансирным валам). Смазка
таких подшипников может осуществляться подачей масла к
каждому подшипнику или только к одному, тогда к другому
подшипнику вала масло подводится через отверстия, выпол-
41
ненные внутри вала (рис. 2.66). Во втором варианте на опор-
ной поверхности вала делается маслораспределительная ка-
навка. Значительно реже встречаются конструкции с канав-
кой во втулке, т.к. это требует увеличенной толщины самой
втулки. Следует отметить, что поверхности валов в подшипни-
ках, имеющих канавки, всегда изнашиваются быстрее, а из-
нос получается неравномерным (с буртиком) по ширине.
Втулки подшипников, как и вкладыши, практически на
всех двигателях иностранных автомобилей поставляются в
запасные части полностью обработанными. Это значит, что
после запрессовки в отверстие корпуса зазор по валу обеспе-
чивается автоматически (разумеется, если размеры отвер-
стия и вала лежат в пределах допусков, установленных заво-
дом-изготовителем двигателя).
2.2.3. Шатуны
Шатун является важной деталью КШМ, соединяющей
поступательно движущийся поршень с вращающимся ко-
ленчатым валом. На шатун действуют знакопеременные
несимметричные циклические нагрузки, поэтому основной
прочностной характеристикой шатуна является усталост-
ная прочность.
Шатун состоит из стержня, верхней (поршневой) и ниж-
ней (кривошипной) головок. Нижняя головка имеет разъем
для установки на коленчатый вал, при этом крышка нижней
головки шатуна стягивается болтами (рис. 2.67). Подавляю-
щее большинство двигателей легковых автомобилей имеют
шатуны традиционной конструкции, т.е. симметричной фор-
мы со стержнем двутаврового сечения, плоским прямым
разъёмом крышки, плавным сопряжением головок со
стержнем. Высокая усталостная прочность шатуна достига-
ется соответствующим материалом, конструкцией, техноло-
гией изготовления. Шатуны дизельных двигателей обычно
отличаются от шатунов бензиновых двигателей увеличен-
ным сечением стержня.
Материалы для шатунов - марганцовистые, хромистые,
хромоникелевые или хромомолибденовые стали с содержа-
нием углерода 0.30-^0,45%. Для массового производства важ-
но низкое содержание легирующих элементов, поэтому боль-
шое значение придается технологии изготовления. Заготовки
шатунов получают штамповкой в несколько стадий с проме-
жуточной термообработкой, что обеспечивает упрочнение
материала при небольшой его твердости, но высокой вязкос-
ти и пластичности.
При разработке двигателя руководствуются следующими
правилами, позволяющими уменьшить напряжения в опасных
сечениях шатуна (рис. 2.68) и сделать его конструкцию более
равнопрочной:
радиус перехода R верхней головки шатуна к стержню
должен быть как можно больше. В идеале ширина стержня
равна диаметру верхней головки;
стержень должен иметь расширяющееся в сторону ниж-
ней головки поперечное сечение;
подрезы у головки болта и гайки (места Б) не должны ощу-
тимо ослаблять сечения;
середина крышки нижней головки должна иметь увеличен-
ное сечение.
Для шатунных болтов применяются стали с содержанием
углерода не менее 0,3%. Болты из низкоуглеродистых легиро-
ванных сталей со временем вытягиваются и их затяжка осла-
бевает, что для шатунов недопустимо.
Болты работают в режиме несимметричного цикличес-
кого нагружения (рис. 2.69) и требуют достаточно большого
усилия предварительной затяжки при относительно неболь-
шом диаметре. Поэтому для обеспечения высокой прочнос-
ти применяют различные технические решения. Наиболее
часто встречающиеся резьбы шатунных болтов - М8х1,
М9х1 и М10х1, реже применяется резьба М 10x1,25, еще ре-
Рис. 2.65. Втулки подшипников вспомогательных валов:
а — с прямым стыком; б,в,г — с фигурным стыком
Рис. 2.66. Схема смазки вспомогательных валов:
а—подача масла раздельно к каждой опоре; б — подача масла к одной опоре,
на шейке выполнена канавка; в — то же, но канавка выполнена во втулке
Рис. 2.67. Основные требования к шатуну:
А — технологическая база для обрабогк;; отверстий головок шатуна Б — от-
верстие нижней головки (база для измеренья параллельности осей головок)
42
Рис. 2.68. Опасные сечения шатуна:
А — при гидроударе; Б — при разрушении
шатунного подшипника; В — при nepei реве головки
из-за неквалифицированного монтажа поршня с
пальцем
Рис. 2.69. Характер нагружения шатунного
болта:
а0 — напряжение в стержне шатуна при затяжке;
Ор — напряжение растяжения от сил инерции;
Отах — максимальное рабочее напряжение
Рис. 2.70. Выбор шага резьбы из условия
равнопрочности стержня и витков:
Ор — напряжение растяжения стержня по впади-
нам резьбы; стсм — напряжение смятия витков
резьбы; А — попасть оптимального шага
же М8х0,75. Шаг резьбы часто обусловлен равной прочнос-
тью витков на смятие и стержня на разрыв по впадинам
резьбы (рис. 2.70).
Шатунные болты шлифуют по наружной поверхности, в
том числе и галтели - переходы от одного диаметра к другому.
Резьба, как правило, не нарезается, а накатывается с помо-
щью резьбонакатных роликов. Болт с накатанной резьбой
(без последующей термообработки) имеет прочность резьбо-
вой части на 20+30% выше.
Гайки шатунных болтов выполняются высокими, иногда с
увеличенной опорной поверхностью. Гайки удерживаются от
отворачивания только силами трения в резьбе и на опорной
поверхности - на современных двигателях никакой контровки
шатунных гаек или болтов обычно не предусматривается.
Встречаются различные варианты соединения крышки
нижней головки. Часто применяется центрирование крышки
по цилиндрическим центрирующим пояскам болтов, при этом
болты имеют фиксацию в шатуне с помощью гладкой посадки
с небольшим натягом или накатки верхней части стержня
(рис. 2.71). Головка таких болтов для первого варианта - фи-
гурная (обычно овальная), для второго может быть круглой.
Иногда встречаются соединения крышки болтами с центриро-
ванием по втулкам (VOLVO, BMW, OPEL). Очень редко при-
меняется центрирование с помощью штифтов (FORD); такие
шатуны сложнее в ремонте.
Подавляющее большинство шатунов имеет прямой плоский
стык крышки по шлифованным поверхностям, а габаритная ши-
рина нижней головки шатуна позволяет ему пройти через гиль-
зу цилиндра при сборке. В очень редких случаях, когда цилин-
дры сравнительно малого диаметра, а шатунные шейки - боль-
шого (у дизелей), применяется косой стык по треугольным или
прямоугольным шлицам (рис. 2.72 - TOYOTA, ALFa ROMEO,
MAZDA и др.). На одном из последних двигателей VOlVO, а так-
же на некоторых дизелях (ALFA ROMEO) применен прямой
стык по треугольным шлицам (рис. 2.73). Такие шатуны имеют
повышенную точность отверстия нижней головки без специаль-
ных центрирующих элементов, однако после разрушения ша-
тунного вкладыша их очень сложно ремонтировать.
На некоторых последних двигателях (FORD, BMW) применя-
ются так называемые "колотые” шатуны, у которых поверхность
разъема крышки представляет собой хрупкий излом (рис. 2.74).
Преимуществом этой конструкции является обеспечение прак-
тически идеальной окружности в отверстии нижней головки (с
точностью порядка 0,001+0,002 мм) без специального центри-
рования. Недостатком, таких шатунов является то, что они не
ремонтируются традиционными способами (см. раздел 9.4.).
Шатун - одна из прецизионных деталей двигателя. Основ-
ное требование к шатуну - параллельность осей отверстий
верхней и нижней головок. На длине 100 мм непараллель-
ность осей не должна превышать 0,02+0,03 мм. Больший пе-
рекос осей отверстий действует аналогично перекосу осей
шатунных и коренных шеек, т.е. изнашивает края шатунных
вкладышей и снижает их допустимую нагрузку.
Отверстия нижней и верхней головок шатунов у подавля-
ющего большинства двигателей обрабатываются окончатель-
Рис. 2.71. Варианты соединения крышки со стержнем шатуна:
а — болт запрессован в отверстие, центрирование крышки по цилиндрическо-
му пояску болта; б — то же, но натяг в отверстии обеспечен накаткой болта;
в — стягивание крышки болтом с гайке. и центрив зван е крышки по втулке;
г — то же, но болт без гайки: д — болт б гайки, центру .вание крышки по ц
линдрическому пояску болта; е—то ж- центрирован! крышк11 по штифтам
43
Рис. 2.72. Косой стык крышки шатуна со стержнем:
а — увеличенный диаметр шатунной шейки по сравнению с
диаметром цилиндра — косой стык крышки позволяет
собрать шатун, опустив его в цилиндр; б — треугольные
шлицы; в — прямоугольные шлицы
Рис. 2.73. Прямой стык крыш-
ки по треугольным шлицам
Рис. 2.75. Варианты посадки поршневого пальца:
а — неподвижно: б — подвижно во втулке: в — подвижно
без втулки
но хонингованием с точностью порядка 0,015 мм. Шатуны в
одном двигателе могут различаться по массе в среднем на
1% (от массы шатуна), что является достаточным для совре-
менных двигателей.
Для поршнезых пальцев, устанавливаемых в верхней голо-
вке шатуна неподвижно, в отверстии головки делается натяг
0,02^-0,04 мм. В современных двигателях предпочтение отда-
ется применению плавающих пальцев (рис. 2.75). Для них в
верхнюю головку шатуна устанавливается втулка - чаще всего
двухслойная сталебронзовая толщиной 1,0-И ,5 мм, редко ис-
пользуется тонкостенная (порядка 1 мм) втулка, изготовлен-
ная из листовой бронзы. Для втулок наиболее часто использу-
ется оловянно-свинцовистая бронза типа Си РЫО Sn10.
Из-за малого зазора между пальцем и втулкой как при из-
готовлении, так и при ремонте шатуна после запрессовки
втулки в верхнюю головку требуется окончательная обработ-
ка ее отверстия.
При работе двигателя поршневой палец вращается во
втулке с небольшой скоростью. При точной геометрии, высо-
кой твердости и чистоте поверхности пальца в сочетании с
“мягким” материалом втулки для работоспособности дета-
лей, в отличие от других подшипников двигателя, не требует-
ся подача масла под давлением. Поэтому шатуны с плаваю-
щими пальцами имеют на верхней головке отверстие для
смазки втулки и пальца (рис. 2.75). Масло, снимаемое с по-
верхности цилиндра кольцами, через отверстия в поршне по-
ступает внутрь поршня, откуда в виде капель попадает в от-
верстие верхней головки шатуна.
Прессовая посадка пальца создает в верхней головке ша-
туна дополнительные напряжения растяжения, снижающие
его прочность при высоких частотах вращения. Втулка плава-
ющего пальца, запрессованная в верхнюю головку, не созда-
ет больших напряжений, поэтому при прочих равных услови-
ях толщина стенки верхней головки в этом случае может быть
меньше. Масса шатуна с плавающэй посадкой пальца однако
получается несколько больше, т.к. за счет толщины втулки
приходится несколько увеличивать диаметр головки, однако
палец в этом случае может быть сделан короче и легче.
На некоторых последних конструкциях (GM) поршневой па-
лец скользит по отверстию в шатуне без втулки. Работоспособ-
ность пары “палец - отверстие шатуна” обеспечивается сочетани-
ем "мягкого” шатуна и "твердого" пальца. Такая конструкция име-
ет определенное преимущество перед шатунами со втулками, т.к.
верхняя головка разгружена от натяга пальца или втулки, а это
значит, что шатун можно сделать легче. Однако ремонтировать
такие шатуны с изношенным отверстием под палец сложно.
Не получили широкого распространения конструкции (MER-
CEDES-BENZ, TOYOTA) со смазкой верхней головки шатуна от
нижнэй через отверстие в стержне шатуна (рис. 2.76). Недостат-
ки этой конструкции - большие масса и сложность изготовления
шатуна при весьма незначительном уменьшении износа пальца
и втулки и снижении температуры поршня (за счет не слишком
интенсивного масляного охлаждения его днища).
На нижней головке шатуна у многих двигателей имеются
отверстия для разбрызгивания масла на поверхность цилин-
дра. Подача масла происходит в момент совпадения сма-
зочных отверстий в шатунной шейке коленчатого вала и
вкладыша. Обычно отверстия в шатуне выполняются под уг-
лом к оси шатуна параллельно его боковой поверхности, хо-
тя встречаются и другие варианты (рис. 2.77). Смазку цилин-
дров через отверстия в нижней головке шатуна имеют по-
давляющее большинство японских двигателей и некоторые
Рис. 2.76. Шатун с подачей мас-
ла от нижней головки в верх-
нюю через масляное отверстие
в стержне
Рис. 2.77. Ва эпанты подачи масла
для смазки цилиндров черэз шатун:
а—традиционная констр/;щ:я; б—кон-
струкция FIAT
44
Рис. 2.78. Варианты фиксации шатуна в осевом направлении:
а — по нижней головке; б — по верхней головке
европейские. Американские фирмы такую схему смазки ис-
пользуют редко, а на двигателях V6 и V8 классической ком-
поновки она практически не применяется (за исключением
двигателей с наддувом).
Боковые поверхности (плоскости) нижней или верхней го-
ловки шатуна используются для ограничения осевого переме-
щения шатуна. Они являются технологической базой для об-
работки отверстий шатуна и строго им перпендикулярны (с
точностью до 0,01 мм). На подавляющем большинстве двига-
телей в осевом направлении шатун удерживается щеками ко-
ленчатого вала (рис. 2.78, а) - зазор в этом соединении со-
ставляет 0,104,25 мм; при большем зазоре заметно возрас-
тает шум двигателя. На некоторых двигателях (VOLVO, MER-
CEDES-BENZ) шатун удерживается в осевом направлении по
верхней головке в бобышках поршня (рис. 2.78. б). Такая кон-
струкция имеет определенные преимущества.
В традиционной конструкции при вращении коленчатого
вала шатун контактирует с боковыми (торцевыми) поверхнос-
тями шатунной шейки. За счет трения возникает разворачи-
вающий момент (рис. 2.79), увеличивающий давление поршня
на стенку цилиндра. При осевой фиксации шатуна в бобышках
поршня разворачивающий момент значительно меньше, а это
уменьшает давление поршня и износ его юбки и цилиндра.
Поршневой палец в этом варианте не имеет провисания меж-
ду головкой шатуна и бобышками поршня, поэтому он получа-
ется короче, жестче и легче, чем компенсируется некоторое
увеличение массы поршня (за счет несколько большей толщи-
ны его бобышек). Ввиду этого, даже несмотря на некоторое
ухудшение смазки пальца данная конструкция на новых дви-
гателях может получить более широкое распространение.
Рис. 2.79. Влияние силы
трения Етр боковой поверх-
ности шатуна о щеки колен-
чатого вала:
Мтр — момент от силы Ятр;
F(MTp) — дополнительная боко-
вая сила от момента Мтр, дейст-
вующая на поршень
2.3. Поршневая группа
К поршневой группе двигателя относятся поршень, порш-
невые кольца и поршневой палец. Эти детали работают при
высоких нагрузках от сил инерции и давления газов, часто в
условиях недостаточной смазки. Практика показывает, что
надежность и ресурс деталей поршневой группы часто опре-
деляет надежность и ресурс всего двигателя е целом. На пор-
шневую группу в эксплуатации приходится значительная
часть неисправностей, а также ошибок, допускаемых при ре-
монте двигателей. Поэтому знание конструкции этих деталей,
особенно у новых двигателей, является необходимым как для
диагностики, так и для ремонта.
2.3.1. Поршни
Поршень представляет собой достаточно сложную в от-
ношении конструкции, технологии и материалов деталь дви-
гателя. фактически определяющую его технический уро-
вень. Основные функции, выполняемые поршнем - уплотне-
ние внутрицилиндрового пространства с помощью днища и
канавок с поршневыми кольцами и передача сил давления
в цилиндре на КШМ. Боковые усилия воспринимаются на-
правляющей частью поршня - юбкой. Эти функции должны
выполняться в течение всего ресурса двигателя в широком
диапазоне режимов по частоте вращения и нагрузке в усло-
виях высокой тепловой напряженности. Последние условия
определяют степень форсирования двигателя - чем выше
степень сжатия, максимальная частота вращения, лучше
наполнение цилиндров, тем больше мощность, тем выше
уровень тепловой напряженности поршня и требования к
его конструкции, технологии производства и применяемым
материалам.
Рассматривая основные тенденции двигателестроения,
необходимо отметить различия в конструкции поршней уже
упомянутых американской, европейской и японской школ
(рис. 2.80). Эти различия были наиболее существенными в на-
чале 80-х годов, когда японская школа уже определилась,
отойдя от “чужого” влияния, американские фирмы продолжа-
ли выпускать большие нижневальные “тихоходы”, а европей-
ские фирмы делали традиционно высокооборотные, но тяже-
лые двигатели, уже проигрывавшие “японцам” в экономично-
сти, а нередко и в удельной мощности. Дальнейшее развитие
мирового двигателестроения показало преимущество япон-
ского пути - создания легких , компактных и в то же время
мощных и экономичных двигателей. Японское влияние мож-
но было почувствовать как в Европе, так и в Америке к концу
80-х годов (рис. 2.80), когда конструкция поршней разных
фирм стала достаточно близкой.
Общими тенденциями для поршней современных высоко-
форсированных двигателей легковых автомобилей является:
уменьшение расстояния от днища до оси пальца, необхо-
димое для снижения высоты и массы двигателя;
уменьшение диаметра пальца, как внешнего, так и внут-
реннего;
переход на плавающие пальцы малой длины с фиксацией
шатуна от осевого перемещения в бобышках поршня;
снижение высоты колец;
уменьшение высоты юбки поршня;
специальные профили и покрытия юбки и днища.
Перечисленные тенденции обычно реализуются на практи-
ке внедоением новых конструкций, материалов и технологий.
Этот комплекс необходимо представлять при ремонте совре-
менных двигателей, иначе трудно избежать ошибок, связан-
ных с изменением технических требований к деталям у новых
двигателей по сравнению с двигателями прошлых лет выпуска.
Все двигатели серийно выпускаемых (или выпускавших-
ся) легковых автомобилей имеют поршни из алюминиевого
сплава. На двигателях прошлых лет выпуска широко ис-
45
Рис. 2.80. Сравнение поршней двигателей 70-х — начала 80-х годов и конца 80-х — начала 90-х годов:
а — BMW; б — GENERAL MOTORS; в — FORD
пользовались т.н. эвтектические сплавы алюминия с со-
держанием кремния до 12-5-13%, а поршни получали литьем
в специальную форму - кокиль. Кремний, содержащийся в
алюминиевом сплаве, снижает износ поршня в цилиндре и
уменьшает коэффициент линейного расширения, что очень
важно для получения малого теплового зазора поршня в
цилиндре. В расплавленном состоянии кремний в данном
количестве полностью растворен в алюминии. При увели-
чении содержания кремния возникает перенасыщение рас-
плава, и его при охлаждении кремний выделяется в виде
гранул размером до 0,5+1,0 мм, снижающих качество
(прочность) отливки. Для увеличения количества кремния
свыше 13% требуется повышенное легирование сплава ни-
келем, магнием, медью и другими металлами, а также спе-
циальная технология (в основном, режим охлаждения) от-
ливки. Сплавы с содержанием кремния свыше 13% назы-
ваются заэвгектическими.
Высокий уровень форсирования современных двигателей
потребовал перехода на заэвтектические сплавы, особенно
для двигателей с турбонаддувом и дизелей. В настоящее вре-
мя новые двигатели часто имеют поршни из заэвтектических
сплавов (порядка 18% кремния и более). Это оказалось воз-
можным благодаря внедрению новых те/нологий, в том числе
штамповки заготовок поршней.
При работе двигателя тепловой поток от газов, имеющих
температуру свыше 1800+2000°С, нагревает днище поршня. При
этом большое количество тепла сразу уходит в стенку цилиндра
через поршневые кольца, вследствие чего температура стенки
поршня в сторону юбки (вниз) уменьшается. Часть тепла переда-
ется далее вниз - в юбку и бобышки. При этом отвод тепла от бо-
бышек поршня ограничен, в то время как юбка охлаждается
сильнее, контактируй со стенками цилиндра (рис. 2.81). В резуль-
тате при работе двигателя круглый поршень становится оваль-
ным - по оси пальца (по бобышкам) он расширяется значительно
больше, чем по юбке. Таким образом, для работоспособности
поршня в реальных условиях неравномерного (с разных сторон)
нагрева-охлаждения необходимо, чтобы в холодном состоянии
белее нагретые сечения имели размер (диаметр, радиус) мень-
ше, чем более холодные. Исходя из этого условия, поршень при-
обретает ступенчатую, но круглую форму верхней части при
овальной расширяющейся вниз юбке (рис. 2.81).
Такая простейшая компенсация теплового расширения мо-
жет оказаться недостаточной из-за необходимости повышенно-
го зазора между поршнем и цилиндром, особенно для двигате-
лей с короткими легкими поршнями. Действительно, чем мень-
ше зазор в цилиндре, тем короче можно сделать юбку поршня,
снизив его массу. При использовании заэвтектических матери-
алов и надлежащей конструкции зазор в цилиндре может быть
сделан 0,01-5-0,02 мм даже при диаметре более 95 мм. Как сле-
дует из рис. 2.82, это равносильно применению в 1,5 раза более
длинного поршня упрощенной конструкции с обычным зазором
0,03+0,05 мм из традиционного материала (10->12% кремния).
Одним из эффективных мероприятий по уменьшению теп-
лового расширения поршня является создание термического
Рис. 2.81. Компенсация теплового расширения по длине и окру) сности поршня:
а — изменение температур >i по высоте поршня, б — изменение зазоров между поршнем и цилицпоом по длине; в — игменение профиля поперс чного сечения юбки;
(__)—окружность цилиндра(_)—профиль холодного поршня; —рабочий режим; (_) — перагр эв; А—места заклинивания юбки ь цилиндра прч перегреве
46
Рис. 2.82. Влияние длины юбки
поршня на максимальный зазор
в цилиндре — короткая юбка
требует уменьшенного зазора
Рис. 2.83. Влияние паза, пере-
резающего юбку, на тепловое
расширение поршня:
Q — тепловой поток от горячих га-
зов; Q’ — тепловой поток, отводи-
мый через поршневые кольца;
Q1.Q2 — внутренние |епловые пото-
ки; Q3 — тепловой поток от юбки в
гильзу цилиндра; (--) — контур
юбки поршня, нагреваемого горячи-
ми газами и охлаждаемого через
кольца и юбку; (-) — контур юбки
холодного поршня
сопротивления между юбкой и остальной частью поршня. Если
в юбке прорезать пазы (обычно их выполняют в маслосъёмной
канавке или ниже), то тепловой поток от днища пойдет в бо-
бышки и только затем в юбку (рис. 2.83). Тем самым расшире-
ние поршня по бобышкам увеличивается, а в перпендикуляр-
ном направлении уменьшается в соответствии с перераспре-
делением тепловых потоков и изменением температуры.
Недостатком этого способа является ослабление конст-
рукции на 25^-40%, что не позволяет использовать его, напри-
мер, на высоконагруженных двигателях.
Другим, более распространенным и наиболее эффективным
способом является заливка в поршень стальных терморегули-
рующих вставок (рис. 2.84). Вставки, расположенные внутри юб-
ки, при нагреве работают как биметалл на разнице коэффици-
ентов расширения стали и алюминия, создавая изгибающий мо-
мент, препятствующий большому расширению юбки поршня.
Большинство европейских и американских двигателей 80-х
годов выпуска имеют поршни с терморегулирующими встав-
ками. Очень редко встречаются поршни одновременно и со
вставками и с пазами (GM, MERCEDES-BENZ прошлых лет).
Японские двигатели, напротив чаще имеют поршни без вста-
вок. Это объясняется определенным недостатком поршней со
вставками - увеличенной массой. Чем больше масса поршня,
тем больше масса шатуна, коленчатого вала и блока, а это не
соответствует японской концепции легких высокоэборотных
двигателей. В то же время большинство дизельных двигате-
лей различных фирм имеют терморегулирующие вставки.
Поршни с терморегулирующими вставками лучше перено-
сят перегрев двигателя, менее склонны при этом к деформации
(сжатию по юбке) и обеспечивают наименьший зазор в цилинд-
ре. На расширение поршня также влияют ребра, получающиеся
у бобышек в результате подреза их снаружи (рис. 2.85) - так
называемые “холодильники”. Тепловой поток распространяется
от бобышек в направлениях, перпендикулярных оси пальца, по
“ребрам”. Это вызывает увеличение расширения поршня по
сравнению с конструкцией без «холодильников». К преимущест-
вам поршней с “ холодильниками” нужно отнести их повышенную
жесткость и прочность, что весьма важно для современных вы-
сокооборотных двигателей, особенно с турбонаддувом.
В последние годы наблюдается определенная тенденция
отказа от терморегулирующих вставок, причем не только на
бензиновых (MERCEDES-BENZ, PEUGEOT и др.), но и на ди-
зельных двигателях (BMW, TOYOTA и др.). Это оказалось воз-
можным благодаря внедрению штамповки заготовок, в том
числе “жидкой”, выполняемой при высокой температуре в ва-
кууме вместо традиционного литья, использования заэвтек-
тических материалов, точной обработки и доводки профиля
юбки, а также применения специальных покрытий.
Штампованный поршень внешне существенно отличается
отлитого более простой внутренней конфигурацией и отсутст-
вием терморегулирующих вставок (рис. 2.86). Кроме того, на
штампованных поршнях дизелей отсутствует чугунная встав-
Рис. 2.84. Компенсация тепло-
вого расширения поршня с по-
мощью стальных терморегули-
рующих пластин:
1 — пластины, залитые в стенку пор-
шня; 2 — контур нагретого поршня;
3 — контур холодного поршня
Рис. 2.85. Влияние холодильников на расширение юбки поршня:
а — поршень без холодильников; б — поршень с глубокими холодильниками
(Н); в — вариант с плавающим пальцем. Стрелкой А указаны направления
распространения теплового потока и дополнительной темпераг'рной дефор-
мации поршня
Рис. 2.86. Внутренняя конфигу-
рация поршней:
а — литого; б — штампованного (ко-
ваного); 1 — карман над бобышкой;
2 — ребро жесткости; 3 — терморе-
гулир/ющая пластина
47
ка в уплотнительном поясе, в которой в традиционных конст-
рукциях прорезается канавка под верхнее поршневое кольцо.
Чугунная вставка обеспечивает большую износостойкость
верхней канавки при высоких давлениях, однако у новых ди-
зелей это достигнуто применением более прочных и износо-
стойких алюминиевых сплавов в сочетании со специальным
покрытием верхней канавки.
Износостойкое покрытие обычно наносится на днище и
верхнюю канавку до середины перемычки между верхней и
средней канавками (рис. 2.87). Покрытие представляет собой
так называемое Твердое” анодирование - преобразование тон-
кого поверхносгного слоя алюминия в керамику AI2O3. Толщина
покрытия обычно составляет 0,008^-0,012 мм - при большей тол-
щине возможно ухудшение отвода тепла от верхнего кольца и
перегрев поршня, поскольку окись алюминия является тепло-
вым изолятором. Анодирование упрочняет огневое днище пор-
шня - оно становится меньше подверженным перегреву и про-
горанию. Аналогичные покрытия имеют поршни современных
двигателей с наддувом (MITSUBISHI, GM, FORD и др.).
Штампованные поршни требуют несколько увеличенного
зазора в цилиндре. Так, у бензиновых двигателей MER-
CEDES-BENZ 80-х годов литые поршни традиционной конст-
рукции имеют зазор порядка 0,02 мм, в то время как на по-
следних моделях 90-х годов без терморегулирующих вставок
зазор увеличен дс 0,044-0,05 мм. При этом за счет специаль-
ных материалсв, профиля и покрытия юбки шум двигателя
уменьшен, а ресурс поршневой группы увеличен.
Дальнейшим развитием способа компенсации теплового
расширения с помощью разреза юбки являются так называе-
мые Х-образьые поршни (рис. 2.88). В такой конструкции
(BMW) отсутствует средняя часть юбки, за счет чего сущест-
венно ограничивается нагрев нижней ее части. Основным
преимуществом таких поршней является их низкая масса (на
154-25% ниже, чем у традиционных конструкций).
Как показывает анализ размеров поршней большого числа
двигателей легковых автомобилей, выпущенных за последние
15 лет, форма наружной поверхности поршня мало зависит от
его конструкции и условий работы. Подавляющее большинство
поршней имеют цилиндрический «огневой» пояс с зазором в
цилиндре 0,50 мм (до 0,554-0,60 мм при диаметре более 95 мм).
Перемычка между верхним и средним кольцами имеют зазор
в цилиндре порядка 0,40 мм, а нижняя перемычка - от 0,35 до
0,80 мм в зависимости от конструкции поршня (см. ниже).
Эллипсность юбки большинства поршней составляет в
среднем 0,404-0,50 мм (при малых диаметрах поршня может
быть уменьшена до 0,254-0,30 мм). В верхней части юбки на
1/3 4-1/2 её длины находится коническая часть. На длинных
поршнях занижение размера поршня на конусе составляет
0,104-0,15 мм, на коротких - 0,034-0,08 мм, а некоторые фирмы
(GM) предпочитают поршни практически без конической час-
ти. В целом юбка поршня имеет очень сложную форму (не
классический эллипс и не прямолинейный конус), которая оп-
ределяется в результате длительной доводки двигателя.
На современных двигателях нижнюю часть юбки пример-
но на 0,1 части её длины стали делать с небольшим обратным
конусом, в результате чего просриль юбки стал бочкообраз-
ным. Такой профиль позволяет несколько снизить стук порш-
ня при перекладке в мертвых точках.
Чем точнее форма юбки при рабочей температуре в ци-
линдре соответствует цилиндру, тем больше поверхность опо-
ры, меньше удельное давление поршня на цилиндр и износ де-
талей. В то же время слишком большая поверхность опасна
при перегреве двигателя заклиниванием поршня у бобышек,
где расширение максимально.
Поршни дизельных двигателей сохраняют практически те
же соотношения, но другие наружные габариты - большую вы-
соту, особенно уплотнительного пояса колец, увеличенный
диам р пальца, а также более толстые стенки. Следует так-
же отметить, что поршень, нагреваемый отдельно от цилинд-
Рис. 2.87. Твердое покрытие дни-
ща и верхней канавки поршня
Рис. 2.88. Схема Х-образного поршня:
экономия массы и компенсация теплового расширения за счет отсутствия
средней части юбки
ра, практически не будет иметь компенсации теплового рас-
ширения и будет расширяться как по юбке, так и по оси паль-
ца. Поэтому даже при небольшом его нагреве до 504-70сС раз-
мер по юбке может стать больше диаметра цилиндра. В то же
время поршень в цилиндре при работе всегда имеет зазор за
счет неравномерного нагрева и охла? щения. Это следует учи-
тывать при ремонте и проводить измерение зазора в цилинд-
ре при одинаковой температуре деталей (порядка 20°С).
Требования к правильной геометрической форме нагре-
того поршня и хорошей его смазке взаимосвязаны. Так, от-
клонения формы могут вызвать значительные давления на
поверхность цилиндра и задиры при самой обильной смазке.
И наоборот, даже самое точное соответствие формы поршня
цилиндру но предохраняет от задиров при недостаточной
смазке. Поэтому поршни современных двигателей часто име-
ют специальные элементы конструкции и конфигурацию,
улучшающие смазку. В некоторых конструкциях перемычка
между средней и нижней канавками имеет уменьшенный ди-
аметр или ступенчатую форму в виде “кармана" (рис. 2.89).
Эти мероприятия особенно важны для наборных маслосъем-
ных колец, когда высокая эффективность съема масла может
привести к нарушению смазки и задирам верхних колец.
В канавке маслосъёмного кольца делаются дренажные от-
верстия для сброса внутрь поршня масла, снимаемого со сте-
нок цилиндров (обычно их 44-6). На нижней кромке маслосъём-
ной канавки обычно делается фаска, а отверстия для сброса
масла нередко смещают вниз на фаску (рис. 2.90). Это позво-
а — канавка под средним кольцом улучшает его м аслогъемное действие и
аккумулирует масло; б — канавка над маслосъемным кольцом аккумулиру-
ет масло для смазки колец и цилиндров; в,г — аналогично варианту а, но
вариант г — требует увеличенной высоты среднего кольца
48
Рис. 2.90. Размещение отверстия для сброса масла на фаске
маслосъемной канавки (а) и схема работы кольца (б)
Рис. 2.91. Способы улучшения смазки поршня, колец и цилиндра:
а — сбросом масла из канавки маслосъемного кольца в холодильники;
П1 — паз из канавки в холодильник; П2 — паз из холодильника; ПЗ — пазы
вдоль отверстия пальца для его смазки; б — подачей масла на поверхность
юбки из полости масляного охлаждения поршня
0,2 - 0,4мм
0,01 -0,015мм
Рис. 2.92. Микроканавки на поверхности юбки поршня
пяет несколько сократить расход масла, в том числе и на изно-
шенных маслосъемных кольцах, за счет сброса части масла из-
под кольца. На некоторых современных двигателях с турбонад-
дувом (MITSUBISHI, MAZDA, FORD) масло из маслосъёмной
канавки сбрасывается не внутрь поршня, а в “холодильник”, для
чего между маслосъёмной канавкой и “холодильником” сдела-
ны пазы, а в нижней части "холодильника” - паз для свободно-
го выхода масла на поверхность цилиндра. У поршней с масля-
ным охлаждением днища находит применение подача масла на
юбку через отверстия из полости масляного охлаждения (рис.
2.91). Такие конструкции позволяют значительно улучшить
смазку цилиндра и поршня при высоких нагрузках.
Для быстрой приработки юбки поршень часто покрывают
тонким (0,003-^-0,005 мм) слоем олова, свинца или оловянно-
свинцового сплава. Преимуществом этого покрытия является
быстрое сглаживание неточностей профиля юбки и предотвра-
щение наволакивания алюминия на чугун цилиндра при под-
клинивании (схватывании) поршня от перегрева. Кроме того,
покрытие снижает трение и износ деталей. С этой же целью на
большинстве двигателей на юбке создается специальный про-
филь поверхности - микроканавки глубиной около 0,010-0,015
мм, шагом 0,2-0,4 мм и углом впадин порядка 170° (рис. 2.92).
Канавки хорошо удерживают масло и при движении поршня
создают гидродинамическую силу, предохраняющую поршень
от непосредственного контакта с цилиндром на больших час-
тотах и нагрузках, особенно на непрогретом двигателе. Наи-
большей эффективностью для снижения трения и износа обла-
дают покрытия, включающие графит (рис. 2.93). Такие покры-
тия постепенно получают распространение на современных
двигателях (AUDI, MERCEDES-BENZ, RENAULT и др.).
Покрытие и микрорельеф поверхности позволяют добить-
ся износа поршня менее 0,02-0,03 мм после пробега автомо-
биля 200-220 тыс. км.
На двигателях с цельнолитым алюминиевым блоком ци-
линдров основным покрытием поршня является железо (слой
порядка 0,03 мм), поверх которого кладется тонкий слой оло-
ва. Попытка использовать здесь обычные поршни без желез-
ного покрытия приводит к таким глубоким задирам поверхно-
сти цилиндров, что делает последующий ремонт блока очень
трудоемким (приходится устанавливать ремонтные гильзы). В
то же время для алюминиевых блоков с твердыми покрытия-
ми цилиндров требуются те же покрытия поршней, что и для
традиционных чугунных блоков.
Рассмотрим теперь некоторые другие особенности конст-
рукции поршней.
Днище поршня воспринимает основную тепловую нагрузку,
поэтому имеет достаточно большую толщину. Чем толще дни-
ще, тем меньше его температура, но больше масса поршня.
Обычная толщина - 8-9 мм, но при сравнительно малых диаме-
трах поршня (до 80 мм) может быть и 7 мм. Двигатели с турбо-
наддувом имеют толщину днища до 10-И1 мм, некоторые япон-
ские двигатели (HONDA) - около 5,5Н5,0 мм, а дизели - 1 Ch-16
мм. Для снижения температуры днища важен радиус перехода
от днища к уплотнительному поясу - он не может быть очень
мал (рис. 2.94), иначе возникнет “тепловое сопротивление” от
днища к кольцам. По той же причине уплотнительный пояс с ка-
навками колец должен иметь увеличенную толщину стенок.
Рис. 2.93. Поршень соепеменного дви-
гателя с графитовым покрытием юбки
Рис. 2.94. Способы уменьшения температуры поршня:
а — увеличением толщины днища и радиуса перехода от стенки к днищу (-); б — впрыскиванием масла
(------); в - внутренним масляным охлаждением (-)
4. Ремонт двИ1. 3JJHС- вв-ей.
49
О 0^0^
ф
Рис. 2.95. Типовые формы днища поршней бензиновых двигателей:
а — плоское; б — с размещением части камеры сгорания в поршне; в — с вы-
теснителями простой формы; г — с вытеснителями сложной фор..,ы и комби-
нированные; д — цековки для тарелок клапанов и их размещение на днище
Конфигурация днища у бензиновых двигателей очень силь-
но различается и зависит во многом от традиций фирм в про-
ектировании камер сгорания (рис. 2.95). Современные тен-
денции - размещение части камеры сгорания в поршне, вслед-
ствие чего в днище делается неглубокая плавная выемка. Воз-
можны также выемки (цековки) под тарелки клапанов. В таких
поршнях толщина днища (в тонком месте по выемке) может
быть несколько меньше указанных выше, но не менее 5 мм.
Глубоких выемок и впадин, как и больших выступов, обычно не
делают, т.к. они увеличивают массу поршня. Поршни дизелей
имеют специфическую форму днища (рис. 2.96), что связано с
особенностями организации рабочего процесса.
На высокофоосированных дизелях с турбонаддувом (MER-
CEDES-BENZ, BMW, NISSAN и др.) в днище иногда располага-
ют кольцевую полость с отверстиями, используемую для мас-
ляного охлаждения поршня (рис. 2.94). Форсунка, установлен-
ная ниже гильз цилиндров, непрерывно подает снизу под дав-
лением масло в одно из отверстий в днище, охлаждая пор-
шень. Это позволяет снизить температуру днища на 15+25°С.
Масляное охлаждение не только “полых", но и обычных
поршней применяется, в основном, на двигателях с турбонад-
дувом. Форсунка подачи масла обычно представляет собой
тонкую трубку, соединяемую с помощью штуцера с главным
масляным каналом блока цилиндров и подающую масло при-
мерно в центр днища поршня. В некоторых двигателях (FORD)
специальные форсу! ikh не ставятся, а делаются отверстия в
сторону днища поршней от канавок коренных опор. Это упро-
щает конструкцию и снижает количество деталей, но несколь-
ко ухудшает эффективность охлаждения.
Высота «жарового» пояса у двигателей с искровым зажи-
ганием колеблется от 5 мм (MAZDA, HONDA) до 20 мм (ста-
рые модели MERCEDES-BENZ), однако в среднем составляет
7+9 мм. У старых дизелей эта величина примерно в 2 раза
больше (порядка 15+18 мм), а у современных -10+14 мм.
На подавляющем большинстве двигателей легковых авто-
мобилей поршни имеют три кольца - два компрессионных
(среднее - с маслосъёмным действием) и одно маслосъёмное.
Большее число колец имели некоторые дизели прошлых лет.
Очень большое значение для работоспособности и ресурса
деталей имеет торцевой зазор кольца в канавке поршня. Для
верхней канавки он обычно равен 0,045+0,070 мм, средней -
0,035+0,060 мм, маслосъёмной - 0,025+0,050 мм. Увеличенный
зазор в верхней канавке необходим, чтобы исключить пригора-
ние кольца. У дизелей зазор в канавке верхнего кольца обыч-
но еще больше. Однако чрезмерный зазор в канавках колец
(свыше 0,10+0,12 мм) недопустим из-за повышенного расхода
масла, а также быстрого износа торцов колец и разбивания ка-
навок вследствие дополнительных динамических нагрузок при
изменении направления движения поршня.
На некоторых дизелях для исключения коксования колец
в канавках устанавливают верхние кольца не с прямым, а
трапецеидальным профилем. Для таких колец необходимо
строгое соответствие профиля канавки и кольца, причем за-
зор в канавке не должен быть мал, иначе кольцо заклинит в
канавке при нагреве поршня (рис. 2.97).
Между внутренней поверхностью кольца и канавки дол-
жен быть и радиальный зазор - 0,2+0,3 мм. Малый зазор здесь
опасен заклиниванием кольца в цилиндре при тепловом рас-
ширении поршня. Однако и большой зазор тоже нежелателен.
Так, у дизелей увеличение радиального зазора приводит к
увеличению температуры кольца и поршня, а это опасно пе-
регревом и прогаром поршня. Аналогично влияэт зазор меж-
ду огневым поясом и цилиндром. У бензиновых двигателей
влияние радиальных зазоров несущественно, хотя для двига-
телей с наддувом оно все же имеет значение.
Для обеспечения прочности поршня важна высота пере-
мычек между кольцами. Перемычка между верхним и сред-
ним кольцами всегда больше (2,5 мм и более), т.к. давление
верхнего кольца на нее достаточно велико. Нижняя перемыч-
Рис. 2.96. Типичные формы днища поршней дизелей легковых автомобилей:
а.б.в — вихрекамерных; г,д — предкамерных
Рис. 2.97. Верхнее трапецеидальное кольцо
высокофорсированного дизеля
50
ка может быть довольно тонкой, и у некоторых двигателей
(MAZDA, TOYOTA, NISSAN, OPEL) с короткими поршнями её
высота - около 2 мм. Очень тонкие перемычки делают пор-
шень чувствительным к детонации. Практика показала, что
эксплуатация двигателя на низкооктановом топливе стано-
вится очень опасной при высоте перемычек меньше 4,0 и 3,0
мм соответственно, однако увеличить перемычки без сущест-
венного увеличения высоты поршня нельзя.
Канавки для колец выполняются строго перпендикулярно
оси поршня. Перекосы осей канавок и юбки свыше 0,024-0,03
мм на диаметре приводят здесь к увеличению времени при-
работки колец, повышенному износу и их недостаточным ком-
прессионным и маслосъёмным свойствам.
Отверстие под палец обрабатывается в бобышках поршня
с высокой точностью и чистотой поверхности строго перпен-
дикулярно оси поршня. Перекос оси отверстия пальца в вер-
тикальной плоскости не должен превышать 0,01-5-0,02 мм на
диаметре поршня, в противном случае возможен повышен-
ный износ юбки и шатунного подшипника. Здесь также дейст-
вует правило - все неточности изготовления должны лежать в
пределах половины рабочего зазора - в данном случае меж-
ду поршнем и цилиндром.
Зазор между пальцем и отверстиями в бобышках для кон-
струкции с запрессованным в шатун пальцем составляет
0,008-5-0,012 мм. Меньший зазор опасен “прихватом” пальца
на холодном двигателе, особенно в условиях низких темпера-
тур при резком увеличении частоты вращения. Суть явления
заключена в очень быстром местном разогреве от трения по-
верхности отверстия бобышки без прогрева всего материала.
При этом размер отверстия не увеличивается, а уменьшает-
ся, и палец заклинивает в отверстии с наволакиванием алю-
миния на стальную поверхность пальца.
Опасность заклинивания при холодном запуске сохраня-
ется многие десятки тысяч километров, т.к. износ пальца и
поверхности отверстия в бобышках поршня мал. Следует от-
метить, что минимально допустимый зазор зависит от мате-
риала поршня и диаметра пальца. Использование заэвтекти-
ческих сплавов при изготовлении поршня и малые диаметры
пальца позволяют уменьшить минимальный зазор в отверсти-
ях бобышек до 0,005-5-0,008 мм.
Зазор в отверстии при данной температуре может быть рас-
считан ПО формуле bt = 820 С + («поршня - «пальца)’(t “ 20°C) d,
где d - диаметр пальца; а - коэффициент линейного расши-
рения материала (для стали а = 10-Ю*61/°С, для алюминиево-
го сплава о. = 18-10’6 1/°С).
Для обычных поршневых сплавов при бго’С = 0,01 мм и t =
-30°С зазор близок к нулю, а при t = 150°С увеличивается в
несколько раз (до 0,03 мм). Поэтому зазор в соединении пор-
шня с пальцем при t = 20° свыше 0,012-Ю,015 мм нежелателен
из-за повышенной шумности двигателя и снижения ресурса
деталей.
Плавающие пальцы обычно устанавливаются в поршень
более “плотно” - с зазором 0-Ю,004 мм или даже с небольшим
натягом. После нагоева в соединении появляется зазор
0,014-0,015 мм и палец может свободно вращаться. Такая кон-
струкция дает снижение шума двигателя и больший ресурс со-
пряженных деталэй.
Смазка пальца осуществляется различными способами
(рис. 2.98). Часто для этого используются сквозные верти-
кальные отверстия в бобышках, через которые масло подает-
ся из подпоршневого пространства (вариант а). Встречаются ,
конструкции с подачей масла из маслосъёмной канавки (ва-
риант б) и с наружной поверхности поршня около бобышек
(вариант в), а также с использованием маслосборной канав-
ки (вариант д). Однако сейчас всё более широкое распростра-
нение наводит способ смазки с помощью продольных пазов
на поверхности отверстия под палец (вариант г). Пальцы, за-
прессованные в шатун, всегда смазываются одним из пере-
численных способов. Для плавающих пальцев на поршнях не-
которых двигателей какие-либо смазочные отверстия или ка-
навки могут отсугстзовать.
У большинства двигателей, особенно с плавающими паль-
цами, пара “стальной палец - отверстие алюминиевого порш-
ня” обеспечивает достаточно высокую долговечность соеди-
нения. Однако на последних моделях дизелей (VOLKSWA-
GEN) появились конструкции поршней с тонкостенными брон-
зовыми втулками, запрессованными в бобышки поршня. Та-
кое решение существенно увеличивает износостойкость дета-
лей и ресурс двигателя в целом.
Плавающие пальцы фиксируются в бобышках пружинны-
ми стопорными кольцами, устанавливаемыми в канавки (рис.
2.99). Наиболее часто применяются простые стопорные коль-
ца круглого сечения толщиной 1,24-1,6 мм (вариант а). Для них
требуется небольшой паз от наружной поверхности поршня до
канавки, иначе кольцо не снять. Редко используются стопор-
ные кольца с “усами” (вариант б) для облегчения монтажа и
Рис. 2.98. Способы смазки поршневых пальцев в бобышках поршня
а — через отверстия бобышках маслом, стекающим с днища; б — через от-
верстия из канавки i гаслосоемного кольца; в — через отверстия от холо-
дильника; г— через пазы в отверстиях для пальца; д — с помощью маспо-
сборной канавки в отверстии для пальца
Рис. 2.99. Фиксация поршневого пальца от осевого перемещения:
а — схема; б — паз для демонтажа кольца; в — основные типы колец
51
4*
Рис. 2.100. Типовая
конструкция канавки
стопорного кольца, по-
вышающая надежность
фиксации пальца:
глубина канавки h больше
половины диаметра прово-
локи кольца, раз иер фаски
с не менее пологины диа-
метра проволок^,; у гол фас-
ки <р около 30’
демонтажа, а кольца с проушинами (вариант в) применяются,
в основном, на дизелях. Стопорные кольца должны надежно
сидеть в канавках, иначе при выпадании кольца поршневой
палец быстро сдвигается в сторону и повреждает цилиндр на-
столько сильно, что не всегда удается использовать традици-
онные методы ремонта. Надежность посадки стопорных ко-
лец обычно обеспечивается глубиной канавки - больше поло-
вины толщины кольца, натягом по диаметру кольца - 2,05-3,0
мм, небольшой фаской на пальце, а также расположением
замка (рис. 2.100).
Стенки бобышек поршней двигателей с искровым зажига-
нием имеют толщину не менее 3,55-5,0 мм, сверху между дни-
щем и бобышками делаются специальные усилители в виде
ребер жесткости (рис. 2.101, а). На современных двигателях с
короткими поршнями бобышки могут переходить в днище без
поднутрений (рис. 2.101, б). У высокофорсированных дизель-
ных двигателей стенки бобышек достигают толщины 75-9 мм.
Иногда для уменьшения удельной нагрузки на палец у дизе-
лей бобышки делают со скосом (рис. 2.101, в). Ответный скос
выполняется на верхней головке шатуна.
При работе двигателя вследствие изгиба пальца под дей-
ствием сил давления и инерции на краях отверстий бобышек
внутри поршня возникают большие напряжения, которые мо-
гут привести к возникновению трещин и разрушению поршня
(рис. 2.102). Для снижения напряжений на некоторых двигате-
лях отверстия в бобышках под палец делают внутри с неболь-
шим обратным конусом. Кроме того, продольные пазы в от-
верстии под палец не только улучшают смазку, но и несколь-
ко уменьшают напряжения в бобышке.
2.3.2. Поршневые кольца
Поршневые кольца в составе поршневой группы выполня-
ют одновременно несколько функций:
газовое уплотнение камеры сгорания (надпоршневого
пространства);
отвод тепла от поршня в стенку цилиндра;
“управление маслом", т.е. обеспечение смазки колец и ци-
линдра при ограничении поступления масла из картера в ка-
меру сгорания.
На поршнях современных двигателей легковых автомоби-
лей - как с искровым зажиганием, так и дизельных, устанав-
ливается комплект из трех колец (трехколенная система).
Верхнее (первое) компрессионное кольцо является наи-
более нагруженным в тепловом отношении (его температура
достигает 20О25(У'С), оно испытывает действие больших пе-
ременных давлений газа, работает в условиях ограниченной
смазки. Это определяет существенные отличия конструкции
верхнего кольца. Повышенные рабочие температуры и боль-
шие циклические нагрузки требуют применения здесь высо-
копрочных износостойких материалов. Подавляющее боль-
шинство двигателей имеет верхние кольца из легированных
никелем, хромом, молибденом и другими металлами высоко-
прочных чугунов с шаровидным графитом. Предел прочности
этих материалов обычно не ниже 11OO-5-13OO МПа (110-5-130
кг/мм2), а это соответствует уровню легирозанчой конструк-
ционной стали. В отличие от других типов чугунов высоко-
прочный чугун и внешне напоминает сталь - кольцо из такого
чугуна пластически деформируется, но не ломается. Это
свойство очень важно с точки зрения надежности работы дви-
гателя, т.к. кольцо не должно сломаться даже при самых вы-
соких ударных нагрузках (детонация, “жесткое" сгорание,
большой зазор в изношенной канавке поршня и т.д.).
Высокопрочный чугун хорошо работает на износ в паре с
алюминиевым сплавом в канавке поршня, однако в паре с
гильзой цилиндра его износостойкость недостаточна. Из-за
режима полусухого трения в верхней мертвой точке при сго-
рании верхнее кольцо без покрытия интенсивно изнашива-
ется. Его ресурс ограничен обычно несколькими десятками
тысяч километров пробега. Кроме того, продукты износа
(твердые частицы), попадая между кольцом и цилиндром,
работают как абразив, интенсивно изнашивая и поверхность
цилиндра.
На высокофорсированных дизельных двигателях иногда
применяют верхние кольца из хромистой (135-18% Сг) высокоуг-
леродистой стали, имеющей предел прочности выше 14001500
МПа, а некоторые японские фирмы применяют верхние сталь-
ные кольца и для двигателей с искре вым зажиганием.
Для снижения износа (и трения) на верхние кольца в обяза-
тельном порядке наносят износостойкие покрытия. Наиболее
распространено электролитическое хромирование - покрытие
слоем твеодого хрома толщиной 0,105-0,15 мм. В настоящее
время широко известное в прошлом пористое хромирование
применяется редко. Суть пористого хромирования - в создании
на поверхности хрома пор глубиной 0,01-5-0,02 мм. Поверхность
кольца при этом имеет неоптимальную форму (обычно прямую
с фасками), однако рыхлая пористая структура способствует
быстрой приработке кольца к цилиндру (рис. 2.103, а).
Сейчас все более широкое распространение находит
твердое хромирование с приданием наружной поверхности
специального бочкообразного профиля. Как уже указыва-
лось, бочкообразный профиль верхнего кольца, приобретае-
мый в процессе длительной эксплуатации, является следстви-
ем закручивания его в канавке под действием сил давления и
трения. На серийные двигатели при сбооке чаще устанавли-
вают верхние кольца с симметричной “бочкой” (рис. 2.103, в),
Рис. 2.101. Бобышки поршней:
а — традиционной конструкции с ребрами жесткости 1; б — сплошные у поршня современного
двигателя; в — скошенные у высокофорсированного дизеля
Рис. 2.102. Трещина в отверстии пальца по
бобышке поршня (указана стрелкой)
52
Рис. 2.104. Способы получения несимметричной бочкообразной
поверхности колец:
а — специальной обработкой наружной поверхности: б — фаской на внут-
ренней поверхности кольца и закручиванием кольца
Рис. 2.103. Профили верхних компрессионных колец двигателей
легковых автомобилей:
а—прямое с фасками и пор *стым хромированием; б—то же, но с молибденом
в канавке на нар/ гной поверхности; в — с симметричной бочк юоразнои
нерух ной поверхностью, г — с несимметричной бочкообразной наружной
поверхностью; е — с закручиванием с помощью угловой фаски; д — с
закру чивачием с п^иощью проточки на внутренней поверхности
которые в процессе приработки достаточно быстро приобре-
тают несимметричную форму (рис. 2.103, г). В запасные час-
ти многие фирмы поставляют кольца уже несимметричного
профиля. Например, фирма GOETZE выпускает такие кольца
в рамках системы NORM-FORM. Несимметричная бочкооб-
разная поверхность на практике достигается двумя способа-
ми - специальной обработкой наружней поверхности прямого
кольца или фаской на внутренней поверхности кольца с сим-
метричной ‘бочкой” (рис. 2.104). Во втором способе несимме-
тричность возникает при закручивании сечения сжатого коль-
ца. Следует отметить, что установка новых колец несиммет-
ричного бочкообразного профиля в изношенные цилиндры не
приводит к увеличению интенсивности износа и относительно
быстрому возрастанию расхода масла, что наблюдается у ко-
лец с симметричным профилем и в очень сильной степени - у
колец с прямым профилем (рис. 1.32).
На бензиновых двигателях некоторых фирм (MERCEDES-
BENZ, GM, FORD, MAZDA и до.), а также на дизелях нередко
вместо хрома используют покрытие молибденом. Молибден -
более тугоплавкое и износостойкое покрытие, чем хром, име-
ет лучшие противозадирные свойства, особенно в период пер-
воначальной приработки, однако более дорогое. На американ-
ских (GM) и некоторых европейских двигателях (MERCEDES-
BENZ) прошлых лет выпуска молибден наносился в специаль-
ную канавку на наружной поверхности кольца (рис. 2.103, б),
что препятствовало сколам и отслаиванию покрытия. В насто-
ящее время такая конструкция применяется редко. Поскольку
покрытие колец всегда работает в паре с подобранным к нему
материалом гильзы, то замена колец с одним покрытием (мо-
либден) на другое (хром) иногда приводит к ускоренному изно-
су гильзы. Это следует иметь в виду при ремонте двигателя.
Очень важное значение имеет упругость кольца и характер
прилегания его к цилиндру - отсутствие “просветов” между коль-
цом и цилиндром, эпюра распределения давления кольца на
сгенку цилиндра, приспособляемость кольца, т.е. способность
принимать форму цилиндра при его деформации или неравно-
мерном износе.
Упругость кольца определяется несколькими способами,
один из которых заключается в измерении силы, необходи-
мой для сжатия замка (рис. 2.105). Это так называемая диа-
метральная упругость. Чем больше упругость, тем лучше уп-
лотняющие свойства кольца, приспособляемость, быстрее его
приработка. Однако при этом быстрее идет износ зеркала ци-
линдра, канавки поршня, самого кольца, больше потери мощ-
ности на трение в двигателе. С другой стороны, минимальная
сила упругости ограничена необходимостью обеспечить на-
дежное уплотняющее действие кольца при разрежении в ци-
линдре (на впуске), когда силы давления стремятся сжать
кольцо, а также отсутствие колебаний кольца в канавке.
Сила упругости колец обязательно регламентируется при
их производстве и зависит от их высоты и диаметра. Для
верхних колец высотой 1,5 мм диаметральная упругость
обычно лежит в пределах 2035 Н в диапазоне наиболее рас-
пространенных диаметров 75-95 мм (рис. 2.105).
Необходимую силу упругости колец можно получить раз-
личными способами, изменяя замок, радиальную ширину или
материал (модуль упругости) кольца Например, при одинако-
вой высоте узкие кольца с большим замком могут иметь оди-
наковую упругость с широкими кольцами, обладающими ма-
лым замком (рис. 2.105). Современная тенденция - уменьше-
ние радиальной ширины верхнего кольца. В этом случае коль-
цо становится податливым, лучше приспосабливается к воз-
можным отклонениям формы цилиндра из-за деформации
или износа. В то же время узкое кольцо имеет меньшую опор-
ную поверхность на торце и сильнее закручивается под дей-
ствием сил трения и давления, что может спровоцировать ус-
коренный износ кольца и канавки поршня. Вследствие этих
причин ширина кольца является компромиссным решением.
Рис. 2.105. Упругость поршневых колец:
а — тангенциальная упругость Ft; б — диаметральная упругость Fd = 2,1Ft; в — зависимость тангенциальной упругости от диаметра цилиндра D; г— кольца
с одинаковой упругостью
53
Современные двигатели имеют тенденцию к уменьшению
высоты колец. Если в 70-х - начале 80-х годов высота верхне-
го кольца у двигателей с принудительным зажиганием состав-
ляла обычно 1,75-2,0 мм, то к концу 80-х - началу 90-х годов
- 1,2-1,5 мм и даже 1,0 мм. Кольца меньшей высоты имеют
существенно меньшие силы трения в цилиндре, меньший из-
нос на высоких частотах вращения, а также менее склонны к
задирам и прижогам, особенно в процессе приработки.
Дизельные двигатели вследствие значительно более высо-
ки). давлений и тепловых потоков требуют колец увеличенной
высоты. Сейчас наиболее распространенная высота верхнего
кольца дизелей - 2,0 мм, хотя достаточно распространены коль-
ца высотой 2,5^-3,0 мм, а на малых диаметрах цилиндра встре-
чаются кольца высотой 1,75 мм и даже 1,5 мм (TOYOTA). На
высокофорсированных дизелях нередко применяются кольца с
трапецеидальным профилем, с одной или двумя коническими
поверхностями и углами конусов 6°, 7°, 10и и 14° (рис. 2.106).
При высоких температурах они меньше склонны к закоксовы-
ванию в канавке и обеспечивают меньший износ канавки при
высоких давлениях, однако сложное и дороже в производстве.
Наиболее важное значение для работоспособности и ре-
сурса верхнего кольца имеет распределение его давления на
стенки цилиндра.
В свободном состоянии поршневое кольцо характеризует-
ся некруглой формой (рис. 2.107), при этом радиус его наруж-
ной поверхности у замка равен радиусу цилиндра. С увеличе-
нием расстояния от замка радиус кольца увеличивается, и на
стороне, противоположной замку, он максимален.
У поршневых колец современных двигателей при установ-
ке в круглый цилиндр не допускается просветов между цилин-
дром и наружной поверхностью кольца. Следовательно, в
каждой точке окружности кольцо давит на стенку с опреде-
ленной силой. Расчеты и эксперименты с различными типами
и размерами колец показывают, что по мере износа кольца
давление на стенку падает прежде и быстрее всего у замка.
Износ кольца в этом случае у замка максимален и тем силь-
нее, чем выше рабочее давление в цилиндре.
Через определенное время работы у кольца в цилиндре появ-
ляются просветы на участках вблизи замка (рис. 2.108). И хотя
такое кольцо еще может некоторое время работать, потеря кон-
такта со стенкой условно определяет его ресурс. У таких колец
наблюдается повышенный прорыв газов, что существенно за-
трудняет запуск двигателя, а также перегрев у замка, что может
вызвать прогар поршня из-за ухудшения отвода от него тепла.
Очевидно, для увеличения ресурса необходимо изначаль-
но у нового кольца иметь у замка повышенное давление.
Именно такие эпюры - грушевидные или каплевидные (рис.
2.109) имеют поршневые кольца современных двигателей.
Однако вопрос о том, насколько максимальное давление у
замка должно быть больше среднего по окружности, доста-
точно сложен, т.к. определяется типом двигателя и условиями
его эксплуатации.
На рис. 2.110 дано сравнение износа по окружности за
одинаковое время работы колец с различной эпюрой при ма-
лых и больших давлениях в цилиндре (т.е. при работе двигате-
ля преимущественно на малых или больших нагрузках). Ана-
лиз кривых износа показывает, что кольцо с малым, но боль-
шим единицы, отношением давления у замка к среднему,
меньше изнашивается при небольших давлениях в цилиндре.
И наоборот, кольцо с высоким давлением у замка лучше ра-
ботает при высоких давлениях в цилиндре. При малых давле-
ниях такое кольцо изнашивается неравномерно, несмотря на
достаточно равномерный вид эпюры давления на стенки.
Очевидно, для обеспечения высокого ресурса у такого коль-
ца необходимо иметь большую толщину покрытия.
Кольцо с изначально равномерным давлением, несмотря
на небольшой износ, обладает меньшим ресурсом как при
больших, так и малых рабочих давлениях в цилиндре. В рас-
сматриваемом случае при одинаковом времени работы (рис.
2.110) только оно имеет просвет у замка. Этим объясняется
тот факт, что кольца с равномерным, а, тем более, с понижен-
ным давлением у замка в четырехтактных автомобильных
двигателях не применяются.
Практика показывает, что для бензиновых двигателей на-
Рис. 2.107. Поршневое кольцо в свободном
состоянии:
(—) — контур кольца в цилиндре D; R — радиус на-
ружной поверхности (в цилиндре R=D'2, в свободном
состоянии зависит от угла <рУ А — зазор в самке в
свободном сос । оянии; t — радиальная ширина кольца
Рис. 2.108. Давление кольца на стенку цилиндра Р:
а — нормально работающее кольцо: б — изношенное кольцо; А — область неприлегания кольца к
цил индру (отрицательное давление)
54
Рис. 2.109. Распределение давления (эпюра давления) поршневых колец на стенку цилиндра:
а — равномерная; б — каплевидная; в — грушевидная; Р(<р) — давление в данной точке; Рср — среднее по окружности давление (PCp=2FyDh)
ибольший ресурс достигается тогда, когда давление кольца на
стенку примерно в 1,5 раза больше среднего. В то же время
для дизелей целесообразно иметь отношение давлений по-
рядка 1,84-2,5. Таким образом, у бензиновых двигателей и ди-
зелей кольца различны, даже если они имеют одинаковые
размеры (высота, диаметр и т.д.). Их этого следует важный
для ремонта вывод о том, что произвольная замена поршне-
вых колец без учета типа двигателя может привести к суще-
ственному снижению его ресурса.
Изготовление колец с заданной эпюрой давления требует
достаточно сложных технологий, включающих обработку по-
верхностей по специальным копирам. В настоящее время из-
готовление колец высокого качества, обеспечивающих высо-
кий ресурс двигателя, возможно только в условиях массово-
го производства на специализированных фирмах.
Средние кольца двигателей работают в гораздо более
“мягких” условиях по давлению, температуре и смазке, поэто-
му они обычно не требуют высокопрочных материалов. Наи-
более часто для них используется серый легированный чугун
с пластинчатым графитом, обладающий хорошей износостой-
костью и без специальных покрытий (хотя покрытия и средних
колец, в основном, хромом, также не редкость).
Одно из важных свойств среднего кольца - “управление
маслом”, т.е. снятие масла со стенок цилиндра при ходе пор-
шня вниз и пропуск некоторого количества масла к масло-
съёмному кольцу при ходе вверх. Для этого среднему кольцу
придается определенный профиль.
На современных двигателях в качестве средних широко при-
меняются так называемые “минутные1 кольца, имеющие наклон
образующей к поверхности цилиндра в пределах 0со0’4-0°80’
(рис. 2.111, б, в). Наклон может быть выполнен не только кониче-
ской наружной поверхностью кольца, но и закручиванием пря-
мого кольца с помощью фаски на внутренней поверхности (рис.
2.111, г). Наиболее часто применяются более простые кольца с
Рис. 2.110. Сравнение колец с различными эпюрами давления:
а — эпюры новых колец; б — износ и эпюры колец после длительной эксплуатации при небольших дав-
лениях в цилиндре (бензиновый двигатель); в — то же, при больших давлениях в цилиндре (дизель)
Износ
В
55
Рис. 2.113. Схема наборного маслосъемного кольца с двухфунк-
ционгльным расширителем:
1 —диск. 2 — двухфункциональный расширитель
Рис. 2.111. Профили средних (компрессионно-маслосъемных) колец:
а — простое скребковое; б — скребковое минутное; в — минутное;
г — прямого закручивания; д — обратного закручивания
закручиванием и «минутные» (варианты в и г). Широко распро-
страненные на двигателях прошлых лет скребковые кольца (ва-
рианты а и б) сейчас применяются реже, поскольку при умень-
шении высоты кольца скребок ослабляет его сечение.
Средние кольца с конической наружной поверхностью
требуют аккуратности при сборке двигателя. Ошибочная уста-
новка кольца на поршень наоборот, т.е. верхним торцом вниз,
обычно приводит к значительному (в несколько раз) возрас-
танию расхода масла.
Средние кольца современных двигателей с искровым за-
жиганием имеют высоту 1.501,75 мм (в прошлом - 2,02,5
мм). У многих двигателей тонкие верхние и средние кольца
одинаковой высоты (1,5 мм). Такие конструкции впервые нача-
ли применять японские фирмы NISSAN, TOYOTA, MAZDA, MIT-
SUBISHI еще в начале 80-х годов. Средние кольца дизелей
обычно делаются высотой 2,0-2,5 мм, т.е. равной или меньшей
высоты верхнего кольца. Они редко имеют трапецеидальное
сечение, даже если верхнее кольцо такой конструкции. На не-
которых бензиновых двигателях автомобилей представитель-
ского класса, а также нередко на высокофорсированных дизе-
лях средние кольца также имеют износостойкие покрытия. На
новых двигателях это, как правило, хром, на более старых ино-
гда применялось молибденирование (MERCEDES-BENZ). При-
менение конкретного покрытия иногда диктуется материалом
гильзы, в которой кольцо без покрытия быстро изнашивается.
Средние кольца, как правило, имеют увеличенную радиаль-
ную ширину и нередко большую упругость при сохранении по-
вышенного давления у замка. Требования к эпюре здесь менее
строгие, поскольку силы давления газов существенно ниже.
Рис. 2.112. Коробчатые маслосъемные кольца:
а — простые; б — с плоской эспандерной пружиной; в — со спиральной
пружиной, г — из ленты со спиральной пружиной; варианты (а) и (б) у со-
временных двигателей практически не применяются
Маслосъёмные кольца обеспечивают съём масла с поверх-
ности цилиндра и сброс его в картер через отверстия (пазы) в ка-
навке маслосъёмного кольца. Специфические задачи и условия
работы кольца диктуют конструкции и материалы, отличные от
среднего и верхнего колец. Наиболее важным для маслосъёмно-
го кольца является хорошая приспособляемость к форме цилин-
дра и высокое давление на стенки, необходимые для эффектив-
ного съёма масла. При этом, несмотря на то, что удельное (на
единицу поверхности) давление здесь достаточно высоко, боль-
ших износов не наблюдается из-за обильной смазки.
На современных двигателях применяются два основных
типа колец - коробчатое кольцо с эспандерной пружиной и на-
борное кольцо, состоящее из двух дисков и двухфункциональ-
ного расширителя. Коробчатое кольцо (рис. 2.112) является
скорее маслоуправляющим, чем маслосъёмным, в то время
как наборное - чисто маслосъёмным. Отличие в терминологии
характеризует принцип действия колец. Коробчатое кольцо
дает несколько больший расход масла, но обеспечивает смаз-
ку цилиндра и поршня за счет пропуска части масла вблизи
мертвых точек. Одной из причин этого может быть “переклад-
ка” поршня, в результате чего один из гребней” кольца может
отрываться от поверхности цилиндра (см. раздел 1.2.).
Этого практически не наблюдается у наборного кольца (рис.
2.113), диски которого не сзязаны жестко друг с другом. По-
скольку в наборном кольце используются тонкие диски (их тол-
щина обычно 0,50 или 0,63 мм) они хорошо "приспосабливают-
ся’’ к поверхности цилиндра, гораздо лучше коробчатого кольца.
Это обеспечивает практически полный съём масла с поверхно-
сти цилиндра, однако может ухудшить смазку колец и поршня в
цилиндре и привести к задирам. Во избежание этого иногда
приходится изменять конструкцию поршня, чтобы удерживать
определенное количество масла у среднэго кольца, достаточ-
ное для смазки цилиндра и компрессионных колец (рис. 2.90).
В дизельных двигателях, где нагрузки существенно больше
и требования к смазке деталей поршневой группы повышены,
используются, как правило, коробчатые маслосъёмные коль-
ца. В двигателях с искровым зажиганием японские и амери-
канские фирмы в подавляющем большинстве случаев устанав-
ливают наборные кольца, а европейские фирмы, напротив, ча-
ще используют коробчатые кольца. При прочих равных усло-
виях оба типа колец имеют примерно одинаковый ресурс. Так,
при большом износе коробчатого кольца значительно умень-
шается высота гребешков и увеличивается зазор в замке, что
ведет к резкому увеличению расхода масла. У наборного
кольца этого, как правило, не происходит, пока диски остают-
ся выше расширителя. При этом увеличенный зазор в замке
одного из дисков “перекрывается” другим диском, замок кото-
рого расположен в другом месте. Однако даже при небольшом
износе дисков резко падает сила упругости расширителя, что
также вызывает увеличение расхода масла из-за уменьшения
удельного давления дисков на поверхность цилиндра.
Большинство двигателей выпуска 80-х годов имели высо-
ту маслосъемных колец ряда 2,8; 3,0; 3,5 и 4,0 мм, а также
56
4,75 мм для некоторых американских моделей, причем пре-
имущественно применялись более высокие кольца. С начала
90-х годов можно заметить тенденцию уменьшения высоты
маслосъемных колец (у некоторых послэдних двигателей - до
2,5 и даже до 2,0 мм). Уменьшение высоты маслосъемных ко-
лец имеет большое значение, т.к. позволяет снизить высоту и
массу поршней и всего двигателя в целом.
Коробчатые кольца обычно изготавливают из серого легиро-
ванного чугуна, способного длительное время работать в паре с
чугунной гильзой и без специальных покрытий. Многие двигатели
имеют хромированные коробчатые кольца, причем хромировать-
ся могут только рабочие “гребешки" кольца или вся его наружная
поверхность. Некоторые дизельные японские двигатели (TOY-
OTA) имеют стальные хромированные коробчатые кольца, изго-
тавливаемые методом проката из стальной калиброванной лен-
ты (рис. 2.112). Встречаются коробчатые маслосъёмные кольца с
хромированной и полированной поверхностью канавки эспан-
дерной пружины. Это позволяет уменьшить трение пружины в ка-
навке и улу <шить равномерность давления кольца на стенку ци-
линдра. С этой точки зрения определенные требования предъяв-
ляются и к эспандерным пружинам. Иногдс пружины снаружи
шлифуются для увеличения опорной поверхности и снижения
трения. Встречаются хромированные и полированные пружины,
а также пружины с переменным шагом. Эти мероприятия также
позволяют сделать износ кольца более равномерным.
Диски наборных маслосъёмных колец изготавливаются из
углеродистой стальной калиброванной ленты. Наружная по-
верхность диска хромируется (спой хрома 0,08-0,12 мм) и
Рис. 2.115. Основные типы поршневых пальцев:
а — палец с цилиндрическим отверстием и относительно тонкими стенками
для среднефорсчрованных двигателей; б — короткий палец с толстыми стен-
ками для высокофорсчрованных двигателей; в — палец "равного сопротив-
ления изгиб)" с коническим отверстием; г — палец с увеличенной жесткос-
тью в среднем сечении (применяется, в основном, при неподвижной посад-
ке в отверстии шатуна; д — палец для дизеля с толстыми стенками
имеет полукруглый (бочкообразный) профиль для улучшения
приработки.
Двухфункциональные расширители наборных колец име-
ют большое разнообразие конструкций (рис. 2.114). Задача
двухфункционального расширителя - держать диски в канавке
на определенном расстоянии и прижимать их к поверхности
цилиндра. Наиболее часто применяются расширители из не-
ржавеющей (15-20% Сг, 5-1 0% Ni) стальной калиброванной
ленты, которая в процессе изготовления нагартовывается,
приобретает пружинные свойства и практически не теряет их
в эксплуатации. Реже используются расширители из углеро-
дистой стали. Следует отметить, что некоторые конструкции
расширителей при установке в цилиндр обеспечивают допол-
нительное давление дисков на стенки канавки поршня, что
улучшает съём масла с поверхности цилиндра.
2.3.3. Поршневые пальцы
Поршневой палец является весьма ответственной дета-
лью двигателя, передающей нагрузки от поршня к шатуну. Па-
лец обычно работает в паре с мягкими материалами - алюми-
нием (поршень) и бронзой (втулка верхней головки шатуна).
Вследствие этого рабочая поверхность пальца должна иметь
высокую твердость. С другой стороны, палец работает в усло-
виях высоких циклических нагрузок, что требует применения
вязких материалов, обладающих высокой усталостной проч-
ностью. Эти требованиям удовлетворяют легированные нике-
лем и хрэмом стали с низким содержанием углерода, наруж-
ная поверхность которых цементирована или азотирована
при сохранении вязкой основы (сердцевины).
Наружная поверхность пальца из условия обеспечения вы-
сокого ресурса должна быть обработана с весьма высокой точ-
ностью (овальность и конусность не более 2-3 мкм) и иметь ше-
роховатость не более 0,2 мкм, что достигается суперфинишной
обработкой. Внутренняя поверхность из условия повышения ус-
талостной прочности не должна иметь шероховатость более
5-10 мкм. Следы грубой обработки (риски, царапины и т.д.) яв-
ляются крайне нежелательными концентраторами напряжений.
Большинство бензиновых двигателей имеют поршневые
пальцы диаметром 20-23 мм с цилиндрическим внутренним
отверстием. Пальцы диаметром 17-19 мм имеют двигатели
малого рабочего объёма (до 1600-1700 см3), в том числе мно-
гие японские двигатели. Пальцы диаметром более 23 мм на
современных бензиновых двигателях применяются редко.
Во время работы двигателя палец испытывает большие
изгибающие нагрузки (рис. 1.40). Изгиб пальца приводит к его
овализации, т.е., чем больше деформация изгиба, тем более
овальным становится поперечное сечение пальца. Явление
овализации нежелательно с точки зрения износа пальца и со-
прягаемых деталей. Поэтому в современных высокофорсиро-
ванных двигателях имеется тенденция увеличения толщины
стенок пальцев и уменьшения их длины. Особенно эффектив-
но здесь использование способа фиксации шатуна от осевого
перемещения в бобышках поршня (см. рис. 2.78).
Повышение прочности пальца за счет увеличения толщи-
ны его стенок при прочих равных условиях приводит к возра-
станию его массы и, соответственно, инерционных нагрузок
на другие детали двигателя (шатун, коленчатый вал и т.д.). По-
этому нередко встречаются конструкции пальцев с нецилинд-
рическим отверстием (рис. 2.115), в том числе с коническим,
или с усилением сечения в центре. Недостатком таких конст-
рукций является их более высокая стоимость.
Поршневые пальцы дизелей легковых автомобилей вслед-
ствие значительно более высоких нагрузок обычно имеют ди-
аметры в пределах 24-30 мм. Увеличение диаметра пальца
позволяет в этом случае сохранить невысокий уровень удель-
ных нагрузок на поверхности. В то же время пальцы дизель-
ных двигателей имеют примерно в 1,5-2 раза более толстые
стенки для обеспечения их жесткости и прочности.
57
2.4. Головка блока цилиндров, газораспре-
делительный механизм и его привод
2.4.1. Конструкция головок блока цилиндров
и камеры сгорания двигателей
На всех рядных бензиновых двигателях и .тодавляющем
большинстве дизелей легковых автомобилей применяются ис-
ключительно головки блочной конструкции, т.е. одна головка на
все цилиндры (на весь блок цилиндров). Одно из наиболее важ-
ных требований к головке блока - хорошее охлаждение стенок
камеры сгорания и выпускного канала. Это, с одной стороны, оз-
начает интенсивный отвод тепла от стенок в охла> дающую жид-
кость, т.е. эффективное охлаждение созданием в головке пото-
ков определенного направления. Иногда с этим связаны различ-
ные размеры отверстий или вообще их отсутствие на прокладке
головки блока в местах, где каналы рубашки охлаждения блока
цилиндоов совпадают с каналами охлаждения головки.
С другой стороны, в стенках головки не должно возникать
больших перепадов температур. Обычно это наблюдается при
значительном изменении толщины стенок камеры сгорания и
различной интенсивности их охлаждения. Такая картина харак-
терна для перемычек между сэдпами клапанов и между седлом
и стенкой (крышкой) форкамеры дизелей (рис. 2.116), особенно
при их близком оасположении друг к другу. Недостаточное ох-
лаждение стенки камеры сгорания у некоторых двигателей при
определенных условиях приводит к перегреву, короблению, по-
явлению и развитию трещин в указанных сечениях.
В головке размещается распределительный механизм,
включающий впускные и выпускные клапаны, разделяющие
каналы впуска и выпуска соответственно, с камерой сгорания.
С помощью различного типа устройств (рычаги, коромысла,
толкатели, штанги) клапаны связаны с кулачками распредели-
тельного вала. Распределительный вал, в свою очередь, кине-
матически связан с коленчатым валом элементами привода
(зубчатый ремень со шкивами или цепь со звездочками).
Распределительный вал может быть расположен в головке
блока цилиндров (двигатели ОНС - с верхним распределитель-
ным валом) или вне головки - в блоке цилиндров (двигатели
OHV - с нижним распределительным валом). На современных
двигателях нередко применяется схема DOHC - с двумя верх-
ними распределительными валами в головке блока.
Головки американских двигателей прошлых лет выпуска
(GM, FORD, CHRYSLER), в том числе двигатели классических
схем V6 и V8 с нижним расположением распределительного
вала, изготавливались из чугуна. Чугунные головки применя-
лись в прошлом и на рядных двигателях с верхним располо-
жением распределительного вала (FORD, OPEL). Преимуще-
ством чугуна является низкий коэффициент температурного
расширения и большая жаропрочность и износостойкость, что
позволяло нередко обходиться без вставных седел и направ-
ляющих втулок клапанов. Однако чугунные головки резко уве-
личивают массу двигателя, а из-за своей низкой пластичнос-
ти чугун чувствителен к местным (локальным) перегревам,
ведущим к появлению трещин, особенно вблизи седел выпуск-
ных клапанов. Вследствие этого чугун сейчас практически
полностью вытеснен силуминами - алюминиевыми сплавами
с содержанием кремния около 6-И0%.
На последних японских двигателях (TOYOTA) встречаются
головки из спеченных порошковых материалов на основе
алюминия, содержащих 14-И 8% кремния при сохранении вы-
соких механических свойств материала. Это дает возмож-
ность значительно снизить коэффициент линейного расшире-
ния и, следовательно, делает более стабильными тепловые
зазоры в клапанном механизме, зазоры в опорных подшипни-
ках распределительного вала, а также уменьшает чувстви-
тельность двигателя к перегреву.
На некоторых дизелях (RO'^ER, ALFA ROMEO) каждый ци-
линдр блока имеет слою отдельную (индивидуальную) головку.
Такая конструкция менее чувствительна к перегреву, т.к. все
деформации локализуются на небольшой длине каждой головки.
Однако индивидуальные головки уменьшают продольную жест-
кость конструкции двигателя, вследствие чего требуют более
прочного и тяжелого блока цилиндров. Поэтому такие конструк-
ции не получили распространения на легковых автомобилях.
Головка блока цилиндров крепится на блоке болтами или
шпильками с гайками. Если блок цилиндров чугунный, то в
большинстве случаев применяются болты. Болты крепления го-
ловки блока изготавливаются из высокопробных материалов
(легированные стали). Болты головки при небольшом диаметре
- обычно 1012 мм, обеспечивают значительные моменты за-
тяжки - 70150 Н-м. Большие моменты затяжки необходимы
для обеспечения герметичности стыка головки и блока в широ-
ком диапазоне рабочих температур. В 80-х годах наряду с тра-
диционной конструкцией болтов для головок блока, крышек ко-
ренных подшипников и шатунов получили распространение
болты, работающие на пределе текучести (рис. 2.117). Для та-
ких болтов регламентируется не максимальный момент затяж-
ки, а угол, на который надо довернуть болт, затянутый предва-
рительным моментом (обычно около половины максимально-
го). Преимуществом этих болтов является более равномерное
и стабильное по времени эксплуатации усилие затяжки (напри-
Рис. 2.116. Ухудшение охлаждения стенок камеры сгорания и об-
разование трещин:
а — у бензиновых двигателей; б — у дизелей; Т — наиболее опасные сече-
ния; 1 — седло впускного клапана; 2 — седло выпускного клапана;
3 — вставка (крышка) форкамеры
Рис. 2.117. Болты ответственных соединений двигателя:
а — болт традиционной конструкции, работающий в области пропорцио-
нальности (I); б — болт, работающий на пределе текучести (II); в — болт,
имеющий недопустимую остаточную деформацию хъ не обеспечивает не-
обходимого усилия затяжки; г — усилие затяжки в зависимости от относи-
тельного удлинения болта Al/1; III — область разрушения болта
58
3
4
Рис. 2.118. Центрирование го-
ловки на блоке цилиндров с по-
мощью втулок:
1 — блок цилиндров; 2 — головка
блока; 3 — прокладка головки;
4 — центрирующая втулка
Рис. 2.119. "Свисание" окантов-
ки прокладки в цилиндр вызы-
вает удар поршня в край окан-
товки в ВМТ, стук двигателя и
быстрое прогорание прокладки.
1 — прокладка; 2 — блок цилиндров;
3 — голов:.d блоха, 4 — поршень;
стрелкой указано место удара поршня
по прохладно
Рис. 2.120. Типичные схемы расположения клапанов в двухкла-
панной головке:
а — поперечное; б — продольное; в — косое
Рис. 2.121. Основные схемы привода клапанов:
а — толкателями; б — рычагами; в — коромыслами
мер, при перегреве двигателя усилие затяжки остается неиз-
менным), однако повторное их использование проблематично.
Так, при ремонте далеко не всегда удается повторно завернуть
болты с рекомендуемыми моментами и углами доворота во из-
бежание их поломки. Поэтому болты традиционной конструк-
ции для ремонта более предпочтительны.
У двигателей с алюминиевыми блоками цилиндров вмес-
то болтов нередко используются шпильки (ALFA ROMEO, FIAT,
PORSCHE), что связано с возможностью повреждения резь-
бы в мягком материале при многократной их затяжке. На не-
которых двигателях (HONDA) применяется комбинированный
вариант: и шпильки и болты, причем шпильки по краям блока.
Обычно головка и прокладка головки центрируются на бло-
ке с помощью двух центрирующих втулок, расположенных на
крайних болтах (рис. 2.118). Центрирование важно для обеспе-
чения параллельности осей коленчатого и распределительного
валов, а также для совпадения отверстий в про.спгдко, блоке и
головке цилиндров. Без втулок в некоторых двигателях возмо-
жен сдвиг края прокладки через край цилиндра (рис. 2.119). В
таком случае даже небольшое выступание днища поршня над
плоскостью блока в ВМТ может привести к стукам, поврежде-
нию поршня и прокладки, а также быстрому ее прогоранию.
Головки цилиндров двигателей прошлых лет выпуска име-
ли, в основном, два клапана на один цилиндр - один впускной
и один выпускной. С середины 80-х годов наметился переход
на многоклапанные конструкции - трехклапанные (два впуск-
ных и один выпускной) и четырехклапанные (по два впускных
и выпускных клапана). В четырехклапанных головках, как пра-
вило, применяются два верхних распределительных вала, од-
нако существуют конструкции и с одним распределительным
валом (HONDA, MITSUBISHI, NISSAN). Головки стремя клапа-
нами на цилиндр имеют обычно один распределительный вал.
Поверхность головки блока совместно с поверхностями
днища поршней образуют камеры сгорания. Конструкция го-
ловки блока зависит, в основном, от формы камеры сгорания
и количества клапанов на один цилиндр. Рассмотрим вначале
широко распространенные в прошлом двухклапанные голо-
вки. Здесь можно выделить схемы продольного, поперечного
и косого расположения клапанов (рис. 2.120) по отношению к
оси двигателя, а также различные способы их привода - коро-
мыслами, рычагами или толкателями (рис. 2.121).
Полусферические и шатровые камеры сгорания (рис.
2.122) предполагают поперечное или косое расположение
клапанов, причем под углом друг к другу. Наиболее часто
здесь используется привод с помощью коромысел. На некото-
рых двигателях при такой схеме применяются два распреде-
лительных вала, что позволяет использовать в приводе рыча-
ги (MERCEDES-BENZ, OPEL) или толкатели (TOYOTA, ALFA
ROMEO, FIAT), однако такие конструкции для данных схем
двухклапанных головок встречаются реже.
Продольное расположение клапанов характерно для по-
луклиновых, овальных и цилиндрических камер сгорания.
Для этих схем широко используют все способы привода кла-
панов - коромыслами, рычагами и толкателями. В отличие от
полусферических и шатровых камер с поперечным и косым
расположением клапанов, где впускные и выпускные каналы
выходят на разные стороны головки, у полуклиновых камер с
продольным расположением клапанов каналы чаще направ-
лены в одну сторону. Конструкция головки при этом несколь-
ко упрощается, т.к. клапаны расположены параллельно и ле-
жат в одной плоскости.
Пслуклиновые камеры сгорания позволяют увеличить
площадь вытеснительных поверхностей и интенсивность пе-
ремешивания (турбулентность) топливо-воздушной смеси при
воспламенении. Поэтому двигатели с такими камерами не-
редко менее склонны к детонации. Однако подобная конст-
рукция ограничивает размеры клапанов и, соответственно,
проходные сечения каналов, что несколько снижает удельную
(литровую) мощность двигателя.
59
Рис. 2.122. Некоторые наиболее распространенные типы камер сгорания бензиновых двигателей:
а — полусферическая; б — полусферическая с вытеснителем; в — Сферическая; г — шатровая; д — плоскоовапьная; е — клиновая; ж — полуклиновая с
частью камеры в поршне; з — цилиндрическая камера сгорания в поршне
Головки с поперечным или косым расположением клапа-
нов имеют существенное преимущество перед конструкциями
с продольно расположенными клапанами. Дело в том, что по-
перечно расположенные клапаны могут стоять под углом и с
малым расстоянием между тарелками. Если допустить одина-
ковый диаметр тарелок 5^ и расстояние между ними (5, то со-
гласно рис. 2.123 максимально возможный диаметр тарелки
ri D --s
кятах 2cos(<p/2) ’
где <р - угол между клапанами.
Если ф = 0°, то это соответствует параллельным клапа-
нам, как этс обычно делается в случае продольного или ко-
сого их расположения. Нетрудно рассчитать, что при <р = 60°
диаметр тарелок может быть увеличен примерно на 10%, а
площадь проходного сечения каналов - на 20% по сравнению
с конструкцией, где ф = 0°. Кроме того, при продольном рас-
положении клапанов их не удается разместить близко друг к
другу, т.к. иначе стенка между ними окажется очень тонкой
(рис. 2.116). В случае поперечного расположения тарелки
клапанов могут быть приближены, поскольку каналы впуска
и выпуска всегда идут по разные стороны головки. Вышеска-
занное объясняет тот факт, что двигатели с поперечно рас-
положенными клапанами имеют, как правило, более высо-
кую литровую мощность.
Необходимость перехода на многоклапанные конструкции
головок обусловлена стремлением получить большую литро-
вую мощность двигателя. Так, если в начале 80-х годов двига-
тель объёмом 1500 см3 с двухклапанной головкой обычно
имел максимальную мощность порядка 75-80 л.с. (50-455 кВт),
то в конце 80-х при том же объёме, но с 4-клапанной голос кой
- уже порядка 100 л.с. (75 кВт).
Такое существенное повышения мощности объясняется
увеличением проходных сечений каналов впуска и выпуска,
т.е. ростом коэффициента наполнения. Это можно пояснить
на следующем простом примере. Если допустить, что все кла-
паны одинаковы (рис. 2.123), то из очевидных геометричес-
ких соотношений для 4-клапанной головки нетрудно получить
60
отношение диаметра клапанов, вписанных в окружность ци-
линдра, к диаметру этого цилиндра:
= 0,4
D
Рис. 2.123. Способы увеличения проходного сечения клапанов:
а — переходом от параллельных клапанов к их расположению под углом;
б — переходом к многсклапанным головкам
Тогда относительная площадь впускных (или выпускных)
каналов:
F = =032
В случае дву) клапанной головки, очевидно
-у - = 0,5 , a F = 0,25.
Таким образом, переход на четырехклапанную головку,
согласно такому приближенному расчету увеличивает про-
ходные сечения каналов на 30%. Если же сравнивать двух-
клапанную головку с продольным расположением клапанов и
четырехклапанную, в которой впускные и выпускные клапана
расположены под углом, то разница может быть еще больше.
Многоклапанные головки имеют, как правило, иные, неже-
ли двухклапанные, формы камер сгорания. Четырехклапан-
ные конструкции наиболее часто встречаются с шатровой ка-
мерой сгорания, имеющей небольшие вытеснительные по-
верхности (рис. 2.122). У трехклапанных головок, имевших оп-
ределенное распространение во второй половине 80-х годов,
камера сгорания обычно более сложная. Так, некоторые дви-
гатели (HONDA, MITSUBISHI) имеют помимо основных клапа-
нов (1-2 впускных и 1 выпускной) дополнительный клапан ма-
лого диаметра, открывающий подачу обогащенной смеси из
карбюратора в форкамеру. При этом через основной впускной
клапан подается обедненная смесь, поджигаемая факелом из
Рис. 2.125. Схема подачи масла
в головку блока цилиндров дви-
гателя с верхним распредели-
тельным валом:
1 — вертикальный подающий канал;
2 — горизонтальный распредели-
тельный канал; 3 — отверстия пода-
чи масла к подшипникам распреде-
лительного вала; 4 — коллектор по-
дачи масла к толкателям (для коро-
мысел — ось коромысел)
Рис. 2.124. Установка форсунки
с экранирующей противопри-
гарной шайбой:
1 — форсунка; 2 — вихревая каме-
ра; 3 — противопригарная шайба
Рис. 2.126. Схемы подачи масла в головку блока цилиндров дви-
гателей с нижним распределительным валом (OHV):
а — через гидротолкгтели и штанги; б — через специальный канал; 1 — ось ко-
ромысел; 2 — штанга; 3 — гидротолкатель; 4 — вертикалы 1ый подающий кан; л
форкамеры. Фирма HONDA в конце 70-х годов первой реали-
зовала на серийном автомобиле такой процесс, названный
CVCC. Следует отметить, что подобные системы дают сниже-
ние расхода топлива и токсичности, но достаточно капризны
при неисправностях системы питания и нагарообразовании в
камерах сгорания, связанных с эксплуатацией двигателя на
топливе и масле низкого качества.
Камеры сгорания дизелей были рассмотрены выше. Подав-
ляющее большинство дизелей имеют двухклапанные головки с
продольным расположением клапанов и только некоторые - ко-
сое Наиболее часто здесь используется привод клапанов ко-
ромыслами и толкателями, реже - рычагами. Продольное рас-
положение клапанов у дизелей обусловлено необходимостью
обеспечить малый объем камеры сгорания (высокую степень
сжатия) и размещение форкамеры или вихревой камеры. В по-
следние годы на легковых дизелях появились конструкции с че-
тырехклапанными головками, однако пока они не получили ши-
рокого распространения из-за сложности.
Вихревая камера у дизелей представляет собой полость
внутри головки, которая закрыта крышкой заподлицо с плос-
костью головки. Крышка вихревой камеры запрессовывается
в соответствующее гнезде головки обычно с натягом
0,05-0,08 мм.
При работе двигателя крышка испытывает высокие тепло-
вые нагрузки - циклы нагрева (при сгорании) и охлаждения
(при впуске). Для ее изготовления используются жаропроч-
ные стали с содержанием хрома более 13-15%. Дополнитель-
ным требованием к материалу является низкий коэффициент
линейного расширения (чтобы исключить растрескивание),
поэтому содержание никеля в этих материалах обычно не
превышает 1,0-1,5%.
Некоторые фирмы (MERCEDES-BENZ) используют вмес-
то вихревых камер вставные предкамеры, зажимаемые при
затягивании форсунки. Требования к материалам предкамер
аналогичны.
Для нормальной работы дизеля необходимо обеспечить
защиту распылителя форсунки от воздействия высокой темпе-
ратуры, вызывающей коксование топлива. С этой целью фор-
сунку уплотняют по торцу распылителя с помощью “мягкой"
медной шайбы, дающей хороший тепловой контакт и отвод теп-
ла от распылителя в головку. Кроме того, применяются раз-
личные противопригарные шайбы (рис. 2.124), экранирующие
распылитель от горячих газов в камере сгорания. Затягива-
ние форсунок всегда выполняется определенным моментом (в
среднем 50-70 Нм, в противном случае возможно нарушение
теплового контакта меэ.щу деталями и их повреждение.
В головке блока располагаются каналы подачи масла ко
всем узлам трения - опорам и кулачкам распределительного ва-
ла, элементам привода клапанов (коромыслам, толкателям). В
большинстве конструкций вдоль головки выполнено отверстие -
масляный канал, с помощью которого масло распределяется по
длине головки (рис. 2.1251. Масло в этот канал поступает через
вертикальный масляный канал блока и головки Вертикальный
канал может быть расположен в средней части или на краях го-
ловки. В некоторых конструкциях встречаются два подающих
канала - в передней и задней части головки. Заглушки масля-
ных каналов головки аналогичны заглушкам, применяемым на
блоках цилиндров. В глухих частях каналов у заглушек, также
как и на блоке, возможно скапливание частиц износа и загряз-
нений, с трудом удаляемых при ремонте.
У двигателей с нижним расположением распределительно-
го вала (OHV) и гидротолкателями подача масла в головку осу-
ществляется обычно через полые штанги привода клапанов
(рис. 2.126), откуда через отверстия в коромыслах масло посту-
пает к опорам (осям) коромысэп. У двигателей OHV с ручной
регулировкой зазоров в клапанном механизме чаще использу-
ется подача масла через специальный канал к оси коромысел.
Масло, поступающее в головку, после смазки пар трения
стекает в каналы слива. На некоторых двигателях конфигура-
61
ция верхней части головки блока такова, что при движении
масла образуются застойные зоны, где собираются частицы
загрязнений и износа (различные углубления и карманы). Это
следует учитывать при ремонте, т.к. иногда эти зоны трудно
поддаются промывке. Некачественная промывка в таких слу-
чаях приводит к последующему попаданию твердых частиц в
систему смазки и повреждению деталей (в первую очередь,
вкладышей коленчатого вала).
Расположение каналов слива масла имеет достаточно
важное значение для надежной работы системы смазки.
Обычно слив выполняется в передней и задней части головки
с одной или разных сторон (рис. 2.127). У двигателей с цеп-
ным приводом распределительного вала слив в передней ча-
сти образуется автоматически в зоне привода, при других
схемах делается специальный канал. Встречаются также кон-
струкции со сливным каналом в средней части.
Расположение каналов слива согласуется также с накло-
ном двигателя. При движении автомобиля возникают про-
дольные и боковые ускорения, при которых масло может за-
держиваться в головке при неудачном расположении каналов
слива (рис. 2.128). Если уровень масла в картере недостато-
чен, это может стать причиной “масляного голодания” и выхо-
да двигателя из строя, особенно в случае затяжного действия
ускорений (прохождение поворотов на большой скорости, бы-
стрые разгоны, рельеф дороги).
Распределительный механизм у подавляющего большин-
ства двигателей сверху закрыт крышкой. Применяются как
стальные штампованные, так и литые алюминиевые коышки.
На современных двигателях имеется тенденция устанавли-
вать преимущественно алюминиевые крышки, лучше заглуша-
ющие шум. Учитывая, что многие соврэменные двигатели,
особенно, с четырехклапанными головками, оснащаются гид-
ротолкателями, необходимость в периодическом снятии
крышки головки отпадает, т.к. не нужна регулировка зазоров
в приводе клапанов. Вследствие этого на некоторых послед-
них конструкциях (VOLVO) крышка является одновременно
верхней половиной корпуса подшипников распределительно-
го вала, т.е. отлита как одна деталь с крышками подшипников.
2.4.2. Клапаны газораспределения
Клапаны работают в условиях ударных нагрузок при высо-
ких температурах. Ударные нагрузки возникают в момент от-
крытия (сжатие) и закрытия (растяжение) и являются знакопе-
ременными, т.е. опасными с точки зрения усталостной проч-
ности. Температура тарелки выпускного клапана достигает
80СИ900оС, в то время как конца его стержня - 150-*-200°С. Для
того, чтобы обеспечить работоспособность клапана в таких ус-
ловиях, необходимо иметь определенную конструкцию дета-
лей клапанного механизма и надлежащие материалы.
Рассмотрим более подробно клапан, установленный в го-
ловке блока цилиндров (рис. 2.129). Все конструкции с алюми-
ниевыми головками и большинство - с чугунными имеют
вставные седла и направляющие втулки. Тарелка клапана 1
опирается на седло 2, запрессованное в соответствующее
гнездо головки, а стержень 4 расположен в направляющей
втулке 3, также запрессованной в отверстие головки. На кон-
це стержня клапана имеется проточка для установки сухарей
8, фиксирующих тарелку 7 и пружины 5 и 6. На втулку сверху
одевается маслоотражательный колпачок 9, препятствующий
попаданию масла через зазор между стержнем и втулкой в
камеру сгорания или выпускной канал.
При работе двигателя тарелка клапана нагревается от горя-
чих газов. Выпускной клапан большую часть времени цикла на-
ходится в потоке продуктов сгорания, в то время как впускной
клапан периодически охлаждается холодным воздухом или топ-
ливо-воздушной смесью, и его температура существенно ниже
(порядка 45О5СЮ°С). Большая часть тепла от нагретой тарелки
сбрасывается в седло, а меньшая - распространяется выше по
Рис. 2.127. Некоторые распространенные схемы расположения
каналов слива масла из головки блока цилиндров:
а — двигателей ОНС с цепным приводом распределительного вала;
б — двигателей ОНС с ременным приводом распределительного вала
Рис. 2.128. Затрудненный слив масла из головки цилиндров из-за
недостаточного сечения и неудачного расположения каналов слива:
а — при продольном наклоне (ускорении): б — при поперечном наклоне (ус-
корении); 1 —крышка головки; 2 — головка блока; 3 — блок цилиндров
Рис. 2.129. Клапан, установленный в головке блока цилиндров (а),
и изменение его температуры и диаметра стержня (б):
tBn, AdBn — изменение температуры и диаметра стержня впускного клапа-
на; tвып, AdBbin — то же для выпускного клапана; Q — тепло, подведенное
к тарелке от горячих газов камеры сгорания; Q1 —тепло, отведенное от та-
релки через седло; Q2 — тепло, о «веденное через втулку; Q3 — тепло, от-
веденное в поток газов (воздуха); А — тепловой зазор; 1 — тарелка;
2 —седло; 3 — направляющая втулка, 4 — стержень; 5 — пружина;
6 — пружина малая (в некоторых конструкциях отсутствует); 7 — тарелка
пружины; 8 — сухарь; 9 — маслоотражательный колпачок
62
Рис. 2.130. Схема работы охлаждаемого выпускного клапана:
а — горячие газы нагревают тарелку и заполняющий ее внутреннюю по-
лость натрий; б — при открытии клапана нагретый натрий перемещается
относительно стержня, перенося тепло от тарелки к стержню и далее во
втулку; в — при посадка клапана на седло натрий снова перемещается к та-
релке, воспринимая часть тепла от ее стенок
стержню и уходит через направляющую втулку. Для обеспече-
ния работоспособности клапана его тарелка должна хорошо
контактировать с седлом, причем по определенной площади.
Большинство неисправностей, связанных с клапанным
механизмом, возникает из-за неплотной посадки клапана на
седло вследствие износа седла, фаски и стержня клапана, на-
правляющей втулки. Так, износ фасок клапана и седла приво-
дит к постепенному “утопанию” клапана в головке, уменьше-
нию зазора в механизме привода, ухудшению контакта тарел-
ки с седлом. Сильно нагретый клапан в процессе работы дви-
гателя расширяется сильнее, чем головка блока. Если зазор в
его приводе, например, в холодном состоянии будет недоста-
точным, то при работе горячий клапан “зависнет”, а это при-
ведет к его перегреву и прогару.
Неплотная посадка клапана возможна также вследствие из-
носа стержня и направляющей втулки (обычно, в направлении,
перпендикулярном оси распределительного вала, т.е. в направле-
нии действия бэкозых нагрузок на клапан). В этом случае может
происходить неравномерный износ седла, а клапан контактирует
тогда с седлом только на небольших участках окружности тарел-
ки. Негерметичность клапана приводит не только к ухудшению
теплоотдачи в седло, но и дополнительному нагреву клапана за
счет прохода горячих газов через просветы между седлом и кла-
паном. Тогда процесс разрушения клапана может происходить
лавинообразно - чем больше образуется щель в седле, тем боль-
ше перегрев и быстрее разрушение тарелки.
При сильном нагреве выпускного клапана возможен так-
же перегрев седла и ослабление его посадки в головке. В не-
которых случаях это может привести к выпаданию седла и
весьма серьезным разрушениям в двигателе.
В процессе эксплуатации втулка и стержень клапана по
длине также изнашиваются неравномерно - в нижней части
вблизи канала обычно сильнее. Особенно это характерно для
выпускных клапанов. Износ стержня выпускного клапана
внизу нередко связан с высокой его температурой. Так, стер-
жень, нагреваясь внизу, несколько расширяется (на
0,015-0,030 мм) и постепенно изнашивает втулку, которая
приобретает коническую форму, близкую к форме нагретого
стержня.
Вследствие тяжелых условий работы для клапанов исполь-
зуют специальные жаропрочные материалы - стали и сплавы
с большим содержанием хрома (10% и более), никеля, молиб-
дена или вольфрама. Иногда для выпускных клапанов исполь-
зуют разнородные материалы, соединяемые диффузионной
сваркой: для тарелки - жаропрочные сплавы, а для стержня -
сталь. Стержни клапанов некоторых двигателей (MERCEDES-
BENZ, BMW, VOLKSWAGEN, GM и др.) хромируются для по-
вышения их износостойкости, особенно когда направляющая
втулка выполнена из мягкого материала (бронза). Иногда фа-
ска выпускных клапанов покрывается слоем твердого сплава
- стеллита, а торец стального стержня закаливается токами
высокой частоты (ТВЧ). Особенно высокие требования
предъявляются к выпускным клапанам двигателей с надду-
вом и дизелей, где используются наиболее жаропрочные и из-
носостойкие материалы.
На некоторых двигателях (MERCEDES-BENZ) применяют-
ся полые выпускные клапаны, в которых во внутренней поло-
сти находится натрий (рис. 2.130). Такой охлаждаемый клапан
позволяет значительно увеличить отвод тепла через стер-
жень во втулку. Натрий заполняет внутреннюю полость клапа-
на частично и при возвратно-поступательном движении кла-
пана двигается вверх-вниз, играя роль жидкого теплоносите-
ля. В результате поток тепла во втулку с 10-15% от общего ко-
личества тепла, проходящего через клапан, возрастает до
25-30%, а температура тарелки падает.
Недостатками охлаждаемых клапанов является более
толстый стержень, большая масса и высокая стоимость, по-
этому они не получили широкого распространения.
Общей тенденцией для двигателестроения является
уменьшение диаметра стержня клапана. Если двигатели про-
шлых лет имели диаметр стержня обычно 8-9 мм (некоторые
даже 10—11 мм), то сейчас с переходом на многоклапанные
конструкции диаметр стержня уменьшился до 7 мм, а на неко-
торых двигателях до 6,0 мм и даже до 5,5 мм.
Большинство клапанов автомобильных двигателей имеет
фаску 44-45° шириной 1,5-2,5 мм, однако встречаются конст-
рукции с фаской 30° (ALFA ROMEO).
Профили седел выполняются ступенчатыми (рис. 2.131),
т.е., помимо уплотнительной фаски, на седле создаются при-
мыкающие фаски. Подобная конфигура! ;ия седла уменьшает
сопротивление потоку газов при течении через клапан (рис.
2.132) Уплотнительная фаска седла имеет обычно несколько
Рис. 2.131. Традиционная "ступенчатая"
форма седла
Рис. 2.132. Влияние формы седла на поток газа у клапана:
а — у седла простой формы образ, юте" вихри, увеличивающие гидравлическое сопротивление течению
газа; б — у седла с примыкающими фасками вихрей нет и сопротивление меньше, даже не< ^отря на
уменьшенное сечение канала
63
меньшую ширину, чем фаска клапана.
Седла запрессовываются в алюминиевую головку с натя-
гом 0,104-0,12 мм. Такой натяг необходим, чтобы исключить
выпацение седла при нагреве, когда, например, головка из
алюминиевого сплава расширяется больше, чем чугунное
седло. С этой же целью на седлах нередко делают канавки
(рис. 2.133) или фаски с последующей завальцовкой материа-
ла головки на фаску. В чугунных головках натяг седла может
быть уменьшен до 0,08-0,10 мм.
Седла клапанов, особенно выпускных, работают в тяже-
лых условиях ударных нагрузок, высокой температуры и аг-
рессивной среды (отработавшие газы). Поэтому требования к
материалу здесь достаточно высоки. Обычно применяют вы-
сокопрочные и жаропрочные чугуны или, реже, легированные
стали, однако в последние годы появились специальные спе-
ченные порошковые материалы. На последних моделях дизе-
лей применяются также седла из специальной бронзы, обес-
печивающей улучшение отвода тепла от тарелок клапанов.
Направляющая втулка клапана работает в паре со стерж-
нем и должна обладать высокой износостойкостью в условиях
повышенных температур и недостаточной смазки. Наиболее
распространены втулки из чугуна, бронзы и спеченных мате-
риалов (металлокерамики). Выбор того или иного материала
втулки всегда согласован с материалом стержня клапана для
получения высокой долговечности деталей. В этой связи сле-
дует отметить, что произвольная замена материалов пары при
ремонте может существенно сократить ресурс этих деталей.
Недостаточная смазка пары “стержень — втулка’ является
следствием уплотнения стержня с помощью маслосъемного
(маслоотражательного) колпачка. Поэтому различные уплотне-
ния стержня не должны быть абсолютно герметичны, т.е. необхо-
димо дозировать масло таким образом, чтобы небольшое его ко-
личестве попадало во втулку. Иногда для удержания масла внут-
ри втулки делают небольшие канавки (резьбу) с шагом 2-3 мм.
Применяются различные варианты втулок клапанов (рис.
2.134). Натяг в отверстии головки для посадки втулок зависит
от материалов, точное, от их коэффициентов линейного рас-
ширения. Так, для бронзовых втулок в алюминиевых головках
и для чугунных или стальных втулок в чугунных головках боль-
шого натяга не требуется - в среднем он составляет 0,04-0,05
мм. В то же время для стальных и чугунных втулок в алюмини-
евых головках натяг больше - до 0,064-0,08 мм. Плотная посад-
ка втулки необходима не столько для предотвращения ее сме-
щения в отверстии, сколько для хорошего теплового контакта
с головкой и обеспечения отвода тепла от стержня клапана.
Пружина клапана предназначена для возврата клапана на
седло после его открытия, удержания клапана в закрытом по-
ложении и исключает разрыв кинематической езязи между ку-
лачком распределительного вала и клапаном. В большинстве
конструкций пружина упирается в тарелку, которая фиксиру-
ется на конце стержня клапана двумя сухарями (рис. 2.135).
Пружины клапанов должны обеспечивать отслеживание
профиля кулачка элементами привода (рычаги, коромысла,
толкатели) на максимальных частотах вращения. Поэтому
чем больше масса клапана, тарелки и элементов его привода,
тем жестче должна быть пружина. Нередко на одном клапане
ставят две концентрических пружины, что улучшает компакт-
ность конструкции и увеличивает её надежность.
На современных двигателях для фиксирования тарелки
пружины на стержне клапана используются сухари. Сухари
встречаются, как правило, двух видов - с одним или тремя
внутренними поясами (рис. 2.136). Сухари с одним поясом
жестко фиксируют клапан с тарелкой, при этом между двумя
сухарями остается зазор по окружности клапана. Сухари с
тремя поясами обычно сходятся по окружности, при этом до-
пускают достаточно свободное вращение клапана при часто-
те вращения 1500-2000 мин-1, в то время как в конструкции
с сухарями, имеющими один пояс, поворот клапана возможен
при частоте вращения более 30004-3500 мин-1.
а б в
Рис. 2.133. Схемы установки седел клапанов в головку блока:
а — "гладкое1 седло; б — седло с канавкой — "затекание" мягкого матери-
ала голоски в канавку; в — седло с фаской — "затекание” или завальцовка
мягкого материала головки на фаску
Рис. 2.134. Типовые конструкции направляющих втулок клапанов:
а — гладкая втулка; б — с посадочным поясом уплотнения; в — с упорным
буртом; г — с канавкой для фиксации уплотнения
Рис. 2.135. Крепление тарелки пружины на стержне клапана:
а — с помощью сухарей; б — гайкой
Рис. 2.136. Основные виды сухарей для фиксации тарелок пружин
на стержнях клапанов
64
Рис. 2.137. Опора пружины
клапана на подшипник
Рис. 2.138. Использование промежуточного толкателя для умень-
шения износа торца клапана:
а — в приводе коромыслами; б — в приводе рычагами; 1,2 — проме: суточ-
ный толкатель
Рис. 2.139. Влияние профиля кулачка (а) на ускорения клапана
(б): белее "полный" профиль кулачка дает увеличение пропускной
способности клапана, но значительно повышает динамические
нагрузки в деталях привода
Поворот клапана при работе двигателя необходим для
равномерного износа седла, фаски, стержня и торца клапана.
Поэтому иногда между торцом пружины и головкой блока ста-
вят опорный роликовый подшипник (рис. 2.137). Подшипник в
тарелке клапана применяется редко, поскольку это увеличи-
вает силы инерции и требует более жесткой пружины. Под-
шипники используются обычно только на выпускных клапа-
нах, т.к. впускной клапан работает в значительно более “мяг-
ких’ условиях.
На некоторых дизелях прошлых лет выпуска применялись
специальная колпачковая гайка и резьба на конце стержня
клапана (рис. 2.135) вместо сухарей и канавки на стержне. По-
добные конструкции не используются на современных дизелях
из-за увеличенной массы деталей и больших сил инерции.
Для уменьшения износа торца клапана нередко использует-
ся промежуточный толкатель в виде шайбы (рис. 2.138). Шайба
имеет очень высокую твердость (HRC > 58), гораздо большую,
чем можно достичь на торце клапана. Это предохраняет торец
от износа при поперечном перемещении конца рычага или ко-
ромысла при работе клапана.
2.4.3. Распределительные валы, их подшипники и
опоры
Распределительный вал управляет процессом открытия и
закрытия клапанов. Это достигается с помощью кулачков, вы-
полненных на валу. Профиль кулачков у конкретного двигате-
ля строго определенный и зависит от конструкции элементов
привода клапанов, максимальной частоты вращения, степени
форсирования двигателя и т.д. Элемент конструкции, работа-
ющий по кулачку распределительного вала (толкатель), испы-
тывает ускорения и замедления. Чем больше частота враще-
ния, тем больше эти ускорения, а значит, и нагрузки на дета-
ли, работающие с этими ускорениями, в том числе клапан. Ус-
корения толкателя не могут быть произвольными, в частнос-
ти, слишком большими. При этом клапан перестанет отслежи-
вать движение толкателя или профиля кулачка, из-за чего мо-
гут возникнуть удары, приводящие к поломкам деталей меха-
низма или их ускоренным износам. Профиль кулачка, помимо
ускорения, определяет и скорость движения клапана. Осо-
бенно важна скорость клапана в момент посадки на седло -
чем она меньше, тем меньше износ фаски и седла клапана.
Ужесточение требований к двигателям привело к разра-
ботке профилей кулачков и конструкций привода клапанов,
обеспечивающих повышение мощности, долговечности и сни-
жение шума двигателя. Повышение мощности двигателя свя-
зано в данном случае с увеличением наполнения цилиндров.
При прочих равных условиях, в том числе, при одинаковой
длительности, например, фазы впуска, наполнение цилиндра
улучшится, если клапан будет быстрее открываться и закры-
ваться (рис. 2.139). Однако характерные для этого ускорения
вызывают большие нагрузки на детали, что приводит к шумно-
сти работы механизма и снижению его долговечности. Таким
образом, конструкция механизма должна удовлетворять про-
тиворечивым требованиям. Кроме того, на высоких частотах
вращения, характерных для современных двигателей, на уси-
лия в деталях распределительного механизма влияют упругие
деформации этих деталей.
Вое это учитываются при профилировании кулачков рас-
пределительного вала. На современных двигателях легковых
автомобилей получили наибольшее распространение безудар-
ные профили, обеспечивающие плавное изменение ускорений
при открытии клапана. Встречаются также распределитэль-
ные валы с несимметричными кулачками, позволяющими пре-
дотвратить отрыв толкателя от кулачка при высоких частотах
вращения на нисходящей стороне кулачка (за счет уменьше-
ния ускорения толкателя и клапана).
Чтобы получить на конкретном двигателе безударную ра-
боту механизма, необходима высокая точность обработки ку-
лачков. Поскольку в эксплуатации нередки случаи износа ку-
лачков распределительного вала, с учетом вышесказанного
ремонт кулачков, т.е. восстановление их профиля, оказывает-
ся очень сложной задачей.
На поверхности кулачка при нажатии на толкатель возни-
кают большие удельные нагрузки (давления). Чтобы обеспе-
чить необходимую долговечность, кулачки должны быть сде-
ланы из соответствующего материала и иметь определенную
поверхностную твердость. Большинство двигателей иностран-
ных автомобилей имеют распределительные валы из высоко-
прочного чугуна, легированного хромом, никелем и молибде-
ном. Применяются различные способы создания поверхност-
ной твердости. Наиболее распространенным является так на-
зываемый “отбел" - значительное увеличение твердости леги-
5. Ремонт длит. з.чр;.б. ав-cft
65
рованного чугуна при быстром охлаждении (закалке).
“Отбеленные” распределительные валы приобретают
хрупкость, что может приводить к их поломке даже при не
слишком больших ударных нагрузках (например, при обрыве
зубчатого ремня и ударе поршня по клапану). Поэтому широ-
ко распространены и другие методы поверхностного упрочне-
ния кулачка, в том числе закалка токами высокой частоты
(ТВЧ), обеспечивающая сохранение сердцевины вала более
пластичной. Для обеспечения подобных противоречивых тре-
бований на некоторых двигателях применяются составные
распределительные валы, у которых кулачки из специального
твердого сплава напрессованы на соответствующие шлице-
вые пояса более “мягкого” вала (FORD), однако подобные
конструкции не получили распространения из-за сложности и
увеличенных габаритов.
Материал вала и поверхностная твердость кулачка долж-
ны быть “согласованы" с материалом толкателя (см. раздел
2.4.4.), иначе не удается обеспечить надежности и долговеч-
ности механизма. Очень важное значение имеет смазка ку-
лачков и толкателей. Нарушение или отсутствие подачи мас-
ла ведет к задирам и/или ускоренному износу их рабочих по-
верхностей. Обычно применяют две основные схемы смазки
кулачков - принудительной подачей масла на каждый кулачок
с помощью специального коллектора - трубки с отверстиями
(это может быть ось коромысел), или разбрызгиванием, т.е.
касанием кулачками поверхности масла в масляной ванне,
образованной стенками головки под распределительным ва-
лом (рис. 2.140). Иногда масло к кулачкам попадает, стекая с
толкателей, если они расположены выше вала. Применяется
также схема смазки подачей масла под давлением через по-
лый распределительный вал и отверстия в кулачках.
Распределительный вал вращается в опорах - подшипни-
ках скольжения. Основные варианты конструкции опор пред-
ставлены на рис. 2.141.
Наиболее распространена конструкция с разъёмными
крышками подшипников. Плоскость разъёма крышек обыч-
но является при этом верхней плоскостью головки блока.
Крышки могут быть выполнены как отдельно, так и вместе с
элементами крепления, например, осей коромысел. Дан-
ный вариант применяется для всех типов механизмов при-
вода клапанов, при этом диаметры опорных шеек распреде-
лительного вала обычно одинаковы и невелики, меньше,
чем диаметр цилиндрической части кулачков. Наиболее ча-
сто эта конструкция встречается в алюминиевых головках,
когда парой подшипников опор является сочетание относи-
тельно мягкого силумина (отверстие) и твердого чугуна
(распределительный вал). На некоторых дизельных двигате-
лях с чугунными головками (TOYOTA) крышки могут быть
алюминиевыми, а со стороны головки устанавливаются
специальные вкладыши.
Конструкция с крышками обладает на практике весьма вы-
сокой надежностью. Жесткость опор здесь высока, особенно,
если привод клапанов осуществляется кооомыслами, нагружа-
ющими опоры в направлении сверху вниз Тогда крышки могут
быть выполнены с достаточно тонкими стенками. Для других
схем привода клапанов требуются крышки с более толстым се-
чением (рис. 2.141, г). Конструкции с разъемными крышками
также более удобны при ремонте (растачивании) опор, по-
скольку можно обеспечить при необходимости, если это поз-
воляет механизм привода клапанов, сохранение номинально-
го диаметра постелей после расточки (см. раздел 9.4.). Кроме
того, в эксплуатации всегда можно быстро и легко снять рас-
пределительный вал, например, для замены его сальников или
маслоотражательных колпачков. Недостаток этого варианта -
склонность крышек опор к поломке при перегреве в режиме
масляного голодания, особенно в конструкциях с коромысла-
ми и относительно тонкими крышками (TOYOTA).
Другая часто встречающаяся конструкция - опоры рас-
пределительного вала образованы внутри головки и не име-
66
Рис. 2.140. Способы смазки кулачков распределительного вала:
а — касанием вершиной кулачка масляной ванны; б — подачей масла из
отверстий специального коллектора; в — подачей масла из внутренней
полости вала через отверстие в кулачке
ют разъёмов (рис. 2.141, ж). В этом случае чаще применяет-
ся привод клапанов коромыслами, поскольку для других
схем привода сложно обеспечить сборку и разборку голо-
вки. Встречаются два варианта - с одинаковыми и различны-
ми диаметрами опор. В обоих вариантах вал обычно уста-
навливается в головку в одном направлении (например, спе-
реди-назад), а его опоры имеют радиусы, несколько боль-
шие, чем радиус вершин кулачков, за исключением, может
быть, последней опоры. Если опоры вала имеют различный
диаметр, это упрощает его установку в головку, однако ус-
ложняет конструкцию и, особенно, ремонт подшипников.
Кроме того, при необходимости замены вала нередко его
сложно вынуть из головки, не сняв её предварительно, т.к.
вал может упираться в стенки моторного отсека автомобиля
(BMW). Если головка блока чугунная, то опоры имеют вкла-
дыши - втулки, запрессованные в отверстия опор, причем
диаметры опор, как правило, одинаковы (OPEL). Кстати,
аналогичную конструкцию имеют расположенные в блоке
цилиндров распределительные валы двигателей OHV (V-об-
разные двигатели GM, FORD, CHRYSLER). На рядных двига-
телях FORD прошлых лет выпуска опоры вала находятся на
стойках, выполненных за одно целое с чугунной головкой, и
сильно приподняты над верхней плоскостью головки. Привод
клапанов здесь осуществляется рычагами, поскольку их
можно установить или снять, завернув регулировочные бол-
ты (опоры) рычагов (рис. 2.141, и).
На двигателях VOLKSWAGEN с оппозитным расположе-
нием цилиндров и на некоторых рядных двигателях (MAZDA,
FORD и др.) применяются тонкостенные вкладыши подшипни-
ков распределительного вала. Конструкции со вкладышами
или втулками подшипников значительно технологичнее в ре-
монте, т.к. при износе или повреждении подшипников с боль-
шинстве случаев достаточно заменить вкладыши (втулки).
Встречаются конструкции, где опоры вала выполнены от-
дельно от головки и устанавливаются на нее вместе с валом.
На некоторых двигателях MERCEDES-BENZ и NISSAN алю-
миниевые опоры вала крепятся на базовые плоскости голо-
вки сверху, и в целом вся конструкция мало отличается от
предыдущей (FORD), за исключением отсутствия вкладышей
(втулок) распределительного вала. Для привода клапанов в
таких конструкциях обычно используют рычаги. Возможнос-
тей для ремонта здесь больше, т.к. вал может быть демонти-
рован вместе с опорами (рис. 2.141, з).
Опоры могут быть связаны между собой в корпус подшип-
ников вала (рис. 2.141, д, е). В таком варианте конструкции
возможны как отверстия опор в корпусе одинакового (OPEL)
или разного (MERCEDES-BENZ) диаметра, так и разъёмные
опоры с крышками (TOYOTA). Преимущества предыдущего
варианта здесь сохраняются. При износе подшипников кор-
пус может быть заменен на новый при сохранении старой го-
ловки блока. Иногда это экономически более целесообразно,
чем ремонт. Очевидно, при расположении опор в самой голо-
вке блока выгоднее ремонт, поскольку цена новой головки до-
статочно высока, однако ремонт сопряжен с определенными
Рис. 2.141. Опоры распределительных валов (разрез по средней опорной шейке распределительного вала):
а — разъемные опоры, ось коромысел установлена раздельно от опор; б — разъемные опоры в головке, крышки опор зажимаются одновременно с ося-
ми коромысел; в — то же, но крышки крепятся болтами головки; г — ргзъьмные опоры в конструкции с толкателями — требуют усиленных крышек:
д — разъемные опоры в отдельном корпусе распределительного вала; е — неразъемные опоры в корпусе, закрепляемом болтами головки; ж — неразъ
емные опоры в головке блока; з — неразъемные отдельные опоры, закрепляемые на головке; и — то же, но опоры выполнены как одно целое с головкой;
1 — головка блока; 2 — корпус подшипников; 3 — распределительный вал; 4 — опора распределительного вала: 5 — крышка опоры; 6 — рычаг; 7 — опо-
ра рычага: 8 — коромысло; 9 — ось коромысел; 10 — толкатель; 11 — болт крепления крышки (корпуса); 12 — Солт головки блока цилиндров; стрелкой по-
казано направления действия усилия на опору со стороны распределительного вала
трудностями (см. раздел 9.4.).
В большинстве алюминиевых головок зазор в подшипни-
ках распределительного вала составляет 0,06+0,08 мм.
Уменьшение зазора опасно заклиниванием вала при запуске
в условиях низких температур, что ведет к поломкам вала или
его привода. Если привод вала осуществляется зубчатым
ремнем, то малый зазор в подшипниках обычно сопровожда-
ется срезанием зубьев или обрывом ремня. Большой зазор в
подшипниках увеличивает шумность двигателя и снижает ре-
сурс подшипников и других деталей газораспределительного
механизма. В чугунных головках или блоках цилиндров зазор
в подшипниках может быть уменьшен, поскольку он практиче-
ски не зависит от температуры.
Опоры вала, если они выполнены отдельно от головки,
крепятся к ней болтами или гайками со шпильками. Нередко
болты головки одновременно стягивают опоры и головку с
блоком цилиндров (рис. 2.141, в). Такая конструкция неудоб-
на для ремонта, т.к. при демонтаже распределительного ва-
ла ослабляется крепление головки (OPEL). Это может при-
вести к её отрыву от блока и повреждению прокладки голо-
вки. Чтобы избежать этого, применяют болты, стягивающие
головку с блоком, минуя опоры вала (MERCEDES-BENZ,
TOYOTA).
Следует отметить, что в некоторых конструкциях при за-
тяжке болтов головки опоры могут несколько деформировать-
ся. В таких случаях в подшипниках вала возможны поврежде-
ния, особенно при запуске холодного двигателя, когда отвер-
стия опор алюминиевой головки имеют наименьший размер.
Для исключения таких неисправностей следует избегать пре-
вышения моментов затяжки болтов. С этой же целью иногда
на средних опорах зазор в подшипниках несколько увеличен,
особенно если головка блога достаточно тонкая, а вал корот-
кий и жесткий (NISSAN).
В подавляющем большинстве двигателей распредэлитель-
ный вал имеет упорные подшипники, исключающие его пере-
мещение вдоль оси. Осевой зазор (ход) вала свыше 0,4+0,5
мм может привести к стукам и постороннему шуму при рабо-
те двигателя.
Осевая фиксация распределительного вала может быть
обеспечена различными способами (рис. 2.142).
Неразъёмные оперы обычно предполагают наличие у рас-
пределительного вала фланца, упирающегося в торец опоры
5’
67
Рис. 2.142. Способы осевой фиксации распределительных валов:
а — фланцем на валу и ynopov в крышку; б — то же, но упор подпружинен (двигатели OHV); в — скобой, устанавливаемой в канавку вала; г — скобой и
фланцем на валу; д —- крышкой опоры и фланцем; е — торцем звездочки цепи и Лланцем вала; ж — крышкой опоры, устанавливаемой между двумя флан-
цами вала; з — двумя фланцами с разных сторон вала; 1 — головка блока (блок цилиндров); 2 — передняя крышка опоры или головки; 3 — распредели-
тельный вал; 4 — звездочка (шкив); 5 — крышка подшипника опоры; 6 — скоба
(рис. 2.142, а). Ограничение хода вала в противоположном на-
правлении обеспечивается пластмассовым упором в сталь-
ную крышку (OPEL). Иногда упор делают подпружиненным
(рис. 2.142. б). Такая конструкция увеличивает износ опорных
поверхностей, однако он компенсируется пружиной (GM). На
некоторых двигателях GM упора в крышку нет, но вал все рав-
но остается прижатым фланцем к опоре осевой силой от шес-
терни привода распределителя зажигания и маслонасоса.
Иногда осевая фиксация распределительного вала осуще-
ствляется с помощью специальной скобы (рис. 2.142, в, г), ус-
танавливаемой на плоскость опоры (TOYOTA, MAZDA) или в
паз, выполненный в опоре (BMW). У двигателей с приводом ва-
ла зубчатым ремнем вместо скобы может быть использована
крышка с сальником вала (рис. 2.142, д) или опора вала, если
вал имеет два упорных фланца (рис. 2.142, ж). Иногда упорные
подшипники разносят на крайние опоры (рис. 2.143, з). Для кон-
струкций с разъёмными крышками опор и приводом распреде-
лительного вала цепью (NISSAN, TOYOTA, MITSUBISHI, ISUZU
и т.д.) фиксация нередко выполняется с одной стороны флан-
цем зала, а с другой - торцом звездочки привода (рис. 2.142, е).
Применяются и другие варианты констэукций.
От распределительного вала во многих конструкциях при-
водится распределитель зажигания. Наиболее простой по
конструкции вариант - ось распределителя совпадает с осью
вала (BMW, MERCEDES-BENZ, OPEL, MAZDA, NISSAN, SAAB
и т.д.). Часто на валу располагается шестерня для привода
распределителя, если его ось направлена под углом (TOYOTA,
GM, FORD, VOLVO и др.). Встречаются варианты привода от
распределительного вала других агрегатов, например, масло-
насоса (HONDA). В двигателях с нижним расположением рас-
пределительного вала такой вариант является основным.
К каждой опоре вала подается масло из системы смазки.
В большинстве конструкций в опорах имеются смазочные от-
68
Рис. 2.143. Основные схемы подачи масла к подшипникам рас-
пределительных валов:
а — подводом масла через каналы к ка;хдой опоре; б — через полый рас-
пределительный вал; в — через ось коромысел; г — через маслоподзющие
трубки; д — комбинированная система смазки (часть опор имеет масло-
сборные отверстия, куда масло поступает после разбрызгивания); 1 — го-
ловка блока (блок); 2 — заглушка; 3 — распределительный вал; 4 — трубка;
5 — ось коромысел; 6 — маспосборные отверстия
Рис. 2.144. Схема устройства регулирования фаз газораспределения:
1 — головка блока; 2 — распределительный вал; 3 — звездочка привода pacnpi делительного вала; 4 — поршень; 5 — электромагнит; 6 — якорь-клапан;
7 — косозубые шлицы; а — поздние (разы — электромагнит выключен, поршень отжат влево давлением масла, поступающим через клапан; б — ранние фа-
зы — электромагнит переводит г лапан влево, поршень давлением масла перемещается вправо, “закручивая'’ звездочку относительно распределительного
вала; в — соединение деталей устройства косозубыми шлицами
верстия, а опорные шейки распределительного вала гладкие,
т.е. без канавок и отверстий.
Реже встречаются конструкции с подачей масла только к
одной опоре. В этом случае вел делается полым, а опорные
шейки вала имеют смазочные отверстия, соединяющие внут-
ренний центральный канал вала с каждой шейкой (рис. 2.143).
Иногда подача масла от одной шейки к другой выполняется че-
рез оси коромысел, если привод клапанов осуществляется ко-
ромыслами. Для таких конструкций обычно требуется кольце-
вая канавка на той шейке вала, от которой масло подводится к
другим шейкам. Канавки на шейках увеличивают удельную на-
грузку и износ (который, кстати, получается неравномерным),
поэтому на некоторых двигателях (NISSAN) канавка делается
только на 0,504-0,75 длины окружности. Смазка подшипников
вала становится при этом прерывистой, однако на долговеч-
ность, как показывает практика, это влияния не оказывает.
На некоторых двигателях (SAAB) подача масла к опорам
осуществляется с помощью специальных трубок малого диа-
метра, соединяющих опоры между собой и с главным масля-
ным каналом. В подобных конструкциях существует опас-
ность засорения трубок, поэтому в ремонте они требуют по-
вышенного внимания.
Среди других особенностей конструкций распределитель-
ного механизма двигателей иностранных автомобилей следу-
Рис. 2.145. Усилия на детали в схеме привода клапана коромыслом:
1 — коромысло; 2 — распределительный вал; 3 — опора распределительно-
го вала; 4 — ось коромысел; 5 — опора оси
ет отметить устройства для регулирования фаз газораспреде-
ления (рис. 2.144). Устройство устанавливается на переднем
конце распределительного вала, управляющего впускными
клапанами. При низких частотах вращения обеспечивается
позднее открытие впускных клапанов и минимальное пере-
крытие клапанов, что позволяет добиться минимально воз-
можного обратного выброса газов во впускной канал, увели-
чения крутящего момента и снижения расхода топлива. На
высоких частотах по команде системы управления двигате-
лем включается электромагнит 5 (рис. 2.144), сердечник кото-
рого открывает клапан 6. Масло из центрального отверстия
распределительного вала поступает под поршень 4, имеющий
внутренние и наружные косые шлицы. Ответные шлицы име-
ет конец вала и ступица звездочки цепи 3. Двигаясь в направ-
лении ‘‘назад’, поршень за счет шлицев обеспечивает сдвиг
звездочки в окружном направлении относительно вала на
12-5-15° в сторону более раннего впуска. Это позволяет увели-
чить крутящий момент двигателя на высоких частотах враще-
ния. Встречаются и другие схемы механизмов регулирования
фаз газораспределения. Подобные механизмы устанавлива-
ются на новых двигателях (MERCEDES-BENZ, ALFA ROMEO и
др.) с двумя верхними распределительными валами. Их ис-
пользование дает более плавное изменение крутящего мо-
мента по частоте вращения и улучшение эксплуатационных
характеристик двигателей, поэтому в будущем следует ожи-
дать их более широкого распространения.
Если максимальная частота вращения превышает
6500-5-7000 мин’1, то на уравновешенность двигателя начина-
ет влиять дисбаланс распределительного вала из-за эксцент-
риситета массы кулачков. Уменьшение дисбаланса достига-
ется смещением оси стержня вала на его краях от оси враще-
ния (TOYOTA).
2.4.4. Привод клапанов
Рассмотрим основные механизмы привода клапанов.
Привод с помощью коромысел (двуплечих рычагов) получил
очень широкое распространение в 70-5-80-х годах на двигате-
лях многих фирм. В этой схеме на головке закреплены одна
или две оси, на которых установлены коромысла. Одной сто-
роной коромысло опирается на кулачок распределительного
вала, другой — на торец стержня клапана. При этом нагрузка
на ось направлена снизу вверх (рис. 2.145), вследсгвие чего
ось, отверстие коромысел и постели распределительного ва-
ла изнашиваются снизу — со стороны действия нагрузки.
На больших частотах вращения сторона коромысла, кон-
тактирующая с кулачком, из-за инерции может не обеспечи-
вать отслеживание профиля кулачка. Это приводит к запазды-
ванию закрытия клапанов, ударным нагрузкам в деталях, а
также опасности удара поршня по выпускному клапану в ВМТ.
Для исключения таких нежелательных явлений коромысла
69
стараются делать легкими и короткими, т.е. приближают вал и
клапаны друг к другу. На двигателях прошлых лет выпуска
применялись коромысла из высокопрочного чугуна или стали.
Преимуществом чугуна является хорошая износостойкость в
отверстии, работающем по стальной оси (NISSAN). Стальное
коромысло требует обычно установки бронзовой втулки.
Встречаются два варианта упрочнения поверхности коро-
мысел, контактирующей с кулачком распределительного вала.
Возможна местная или полная (целиком всё коромысло) термо-
химическая обработка- например, цементация или азотирова-
ние. Реже применяется закалка токами высокой частоты, т.к.
обычно такой способ не дает большой твердости и износостой-
кости, поверхности. На некоторых двигателях (MERCEDES-
BENZ) на рабочую поверхность стальных коромысел наносится
тонкий слой (около 0,4+0,5 мм) твердого износостойкого сплава.
С 80-х годов получили широкое распространение силуми-
новые коромысла. Они оснащены специальными пластинками
из твердых и износостойких материалов или роликами для ра-
боты по кулачку распределительного вала. Хорошие анти-
фрикционные свойства силумина обычно позволяют отка-
заться от втулки (ISUZU, NISSAN, TOYOTA), однако на неко-
торых двигателях (BMW) она сохраняется. Отсутствие втулки
в конструкции существенно усложняет ремонт, и при износе
отверстия часто ведет к замене коромысла.
Оси коромысел обычно изготавливают из стальных труб с
точно обработанной наружной поверхностью. Отверстие в коро-
мысле также обрабатывается с высокой точностью, а зазор в со-
единении коромысла с осью выдерживается обычно в пределах
0,01-Ю,03 мм. Для силуминовых коромысел без втулок зазор ме-
нее 0,01 мм может грозить опасным заклиниванием при запус-
ке в условиях низких температур. Повышенные зазоры в этом
соединении (более 0,03+0,05 мм) приводят к шумности механиз-
ма, нестабильности зазоров и трудностях в их регулировке.
Оси коромысел устанавливаются сверху на головке блока
цилиндров (рис. 2.141). В большинстве конструкций оси за-
крепляются на крышках подшипников распределительного ва-
ла с помощью болтов крепления крышек (TOYOTA, ISUZU) или
специальных болтов (NISSAN, TOYOTA). Варианты а, б и в
(рис. 2.141) наиболее удобны для ремонта, поскольку позво-
ляют снять ось в сборе с кооомыслами, не снимая головки
блока. Это практически не удается в конструкциях (BMW), где
оси вставлены в отверстия головки (вариант ж). Демонтаж ко-
ромысел, например, для замены маслоотражательных кол-
пачков, возможен только после снятия головки. Конструкции,
где оси зафиксированы с помощью болтов головки, неудобны
в любом случае, поскольку при ослаблении болтов возможны
повреждение прокладки и течь охлаждающей жидкости.
Рис. 2.147. Способы осевой фиксации коромысел:
а — с помощью пружины, прижимающей коромысло к опоре; б — с помощью
пружины, прижимающей коромысло ко втулке со стопорным кольцом;
в — осевой ход коромьюпа ограничен торцами опор; г — с помощью специаль-
ного стопора, входящего в пазы на оси; 1 — коромысло; 2 — ось; 3 — опоры
Смазка коромысел на осях осуществляется подачей мас-
ла под давлением обычно от одной из опор распределитель-
ного вала. Оси имеют на концах заглушки. Очень редко при-
меняется смазка коромысел бэз давления разбрызгиванием.
При этом масло попадает в отверстия коромысел сверху и да-
лее поступает в зазор между осью и втулкой (рис. 2.146). По
сравнению с традиционной схемой смазки такая схема может
поивести к повышенному износу при недостаточной подаче
масла или его загрязнении.
Коромысла фиксируются от сдвига вдоль оси в одном или
двух направлениях различными стопорными пластинами,
шайбами и пружинами (рис. 2.147). Нарушение фиксации мо-
жет привести к поломке де । алей механизма.
На многих двигателях с нижним расположением распреде-
лительного вала, в том числе, дизелях, встречаются аналогич-
ные конструкции коромысел и осей (рис. 2.148). Различия в
механизме в данном случае определяются наличием штанги и
толкателя, работающего по кулачку вала. У некоторых двига-
телей (GM, FORD) коромысло выполнено штампованным и ус-
тановлено под короткую опору, закрепляемую на шпильке
(рис. 2.148, б). Здесь нет оси как таковой, а коромысло смазы-
вается на опоре маслом, вытекающим из штанги (толкателя).
Этот вариант конструкции, несмотря на свою простоту, не по-
лучил широкого распространения вследствие увеличенных га-
баритов коромысла и необходимости применения гидротолка-
телей для исключения повышенного шума коромысел.
Рис. 2.146. Схемы смазки коромысел:
а — подводом масла к оси коромысел от опоры распределительного вала; б — подводом масла к оси от распределительного канала головки; в — с помощью
"масляного тумана"; 1 — распределительный вал; 2 — ось коромысел; 3 — коромысло; 4 — масляный туман; 5 — распределительный продольный канал
70
Рис. 2.148. Схемы привода клапанов у двигателей с нижним распределительным валом (OHV):
а — с “подвесной" опорой коромысла; б — с жесткой опорой коромысла: в — с общей осью коромы-
сел; 1 — штампованное коромысло; 2 — опорная шайба; 3 — гайка с "тугой" резьбой; 4 — отверстие
подачи маспа; 5 — штанга; 6 — литое коромысло; 7 — ось коромысел
Рис. 2.149. Смещение точки контакта опоры
коромысла с торцем клапана:
h — подъем клапана; у — смещение; х — направ-
ление бокового усилия на стержне клапана
Рис. 2.150. Шарнирные опоры наконечника
коромысел:
а — шарнир на регулировочном винте; б — шар-
нир, образованный соединением сферического
наконечника винта со сферической впадиной тол-
кателя; 1 — толкатель; 2 — винт
Рис. 2.151. Регулирование зазоров в при-
воде клапанов коромыслами:
а — винтом с контргайкой; б — эксцентриком;
1 — коромысло; 2 — винт; 3 — контргайка;
4 — эксцентрик; 5 — болт; 6 — гайка
Рис. 2.152. Цилиндрический толкатель в схе-
ме привода клапана коромыслом:
1 — толкатель; 2 — гайка с тугой резьбой;
3 — сферическая опора; 4 — коромысло
Недостатком схемы с коромыслами, кроме увеличенной
массы, является наличие бокового усилия на стержне клапа-
на, увеличивающего износ стержня, направляющей втулки и
седла клапана (рис. 2.149). При нажатии коромысла на клапан
возникает поперечное движение наконечника коромысла от-
носительно торца клапана. Если коромысло имеет сферичес-
Рис. 2.153. Усилия на детали в
схеме привода клапана рычагом:
1 — рычаг; 2 — распределительный
вал; 3 — опора распределительного
вала (крышка); 4 — опора рычага
кий наконечник (наиболее
распространенная конструк-
ция), то вследствие большого
удельного давления наконеч-
ника на торец клапана в со-
четании с поперечным дви-
жением возможен ускорен-
ный износ торца клапана и
наконечника. Уменьшить из-
нос или несколько снизить
требования к твердости по-
верхностей можно с помо-
щью шарнирной опоры нако-
нечника (рис. 2.150), контак-
тирующей с торцом клапана
по всей его поверхности.
Регулирование зазора в
приводе клапанов коромыс-
лами, как правило, очень
просто - винт с контргайкой
(рис. 2.151), реже встречают-
ся более сложные конструк-
ции, например, с эксцентри-
ком (BMW). С точки зрения
ремонта конструкция с экс-
центриком неудобна, т.к. ог-
раничивает возможность ре-
гулировки зазоров. В некото-
рых двигателях (GM, VOLKSWAGEN, OPEL) регулировка за-
зора осуществляется гайкой с тугой резьбой, притягивающей
опору коромысла. Если в приводе использованы гидрстолка-
тели (см. далее), то регулировочная гайка служит для предва-
рительного натяга толкателей. Обычно гайка подтягивается
на 1,5ч-2 оборота от момента выбирания зазора в механизме
привода.
В конструкциях с коромыслами иногда используются про-
межуточные толкатели между кулачками вала и коромысла-
ми (рис. 2.152). Подобная конструкция (OPEL) является ана-
логом нижневальных американских двигателей, но без толка-
ющих штанг, поскольку распределительный вал расположен в
головке. Кроме того, здесь также легко установить гидротол-
катели, как и в нижневальных двигателях.
Схема привода клапанов рычагами, как и коромыслами,
предполагает наличие опоры рычага, однако эта опора нахо-
дится не вблизи сереоины, а на краю рычага, что изменяет на-
правление действия сил (рис. 2.153). Рычаг с одной стороны
опирается на торец клапана или на промежуточную шайбу, а с
другой - имеет сферическое углубление для шарнира опоры.
Вблизи середины рычага ближе к клапану расположена пло-
щадка, работающая по кулачку распределительного вала. Опо-
ра рычага часто выполняется в виде болта, с помощью которо-
го регулируется зазор в приводе (рис. 2.154). При этом резьба
может быть обычной, тогда используется контргайка (NISSAN,
OPEL и т.д.), или ‘тугой* без контргайки (MERCEDES-BENZ).
В большинстве конструкций рычаг делается стальным со
специальной термообработкой для придания высокой твердо-
сти и износостойкости рабочим поверхностям. Во многих кон-
струкциях для снижения износа торца клапана и предотвра-
щения соскакивания рычага с клапана сверху на торец клапа-
на устанавливают специальную промежуточную стальную
шайбу-толкатель (рис. 2.155) с высокой поверхностной твер-
достью. Дополнительно для предотвращения соскакивания
71
Рис. 2.154. Опоры рычага привода клапана:
а — с контргайкой; б — с "тугой" резьбой, в — без вг/лки для чугунных голо-
вок двигателей; г — с гидрокомпенсатором зазора: 1 — рычаг 2 — опорт
3 — контргайка: 4 — вр/лка. 5 — гидрокомпенсато^
рычага с торца клапана или с опоры при высокой частоте вра-
щения применяют специальные фигурные пружины, прижи-
мающие рычаг к опоре или клапану.
В некоторых двигателях (MERCEDES-BENZ) рычаг распо-
ложен на оси и выполняет роль толкателя, воспринимая боко-
вую нагрузку от кулачка и передавая на клапан, в основном,
только вертикальную силу (рис. 2.156). Подобные конструкции
не получили широкого распространения из-за сложности ре-
гулирования зазора в таком механизме.
Рассмотренная схема привода клапанов рычагами харак-
теризуется наличием боковой нагрузки на клапан в направле-
нии, перпендикулярном оси распределительного вала, что
снижает ресурс деталей и требует применения более износо-
' стойких материалов.
Рычаги и коромысла при прочих равных условиях дают
близкие инерционные нагрузки. Чем больше силы инерции
коромысла и рычага, тем больше необходимо усилие пружи-
ны кпапана, чтобы обеспечить отслеживание клапаном про-
филя кулачка без отрывов и ударов на данной частоте враще-
ния. А чем больше усилие, тем больше износ деталей. Учиты-
вая, что на современных двигателях максимальная частота
вращения может превышать 7000 мин'1, снижение массы (мо-
мента инерции) движущихся деталей при увеличении их ре-
сурса являегся актуальной задачей. Один из способов - пере-
ход к цилиндрическим толкателям в приводе клапанов.
Циличдоический толкатель (рис. 2.157) представляет собой
стальной стакан, установленный между кулачком вала и торцом
стержня клапана. При этом толкатель устанавливается в соот-
ветствующем отверстии головки блока с зазором 0,02-43,04 мм,
чем достигается направляющее действие толкателя. Это зна-
чит, что действие боковой нагрузки от кулачка распределитель-
ного вала практически не передается на стержень клапана. Од-
нако практика показывает, что износ направляющей втулки и
стержня клапана больше определяется материалами, чем кон-
струкцией привода. Так, износ пары “бронзовая втулка - хроми-
рованный стержень’’ в конструкции с толкателем обычно суще-
• ственно больше, чем пары “металлокерамическая (или чугун-
ная втулка) - стальной стержень'' в конструкции с коромыслами.
Это следует учитывать при ремонте.
Применяют два основных варианта конструкции толкате-
лей (рис. 2.157). В первом варианте на верхнем торце толкате-
ля устанавливается регулировочная шайба (толщиной мм),
по которой работает кулачок распределительного вала. Конст-
рукция часто применяется фирмами VOLVO, VOLKSWAGEN,
TOYOTA, MAZDA и др. Во втором варианте кулачок вала рабо-
тает непосредственно по верхней торцевой поверхности толка-
теля (ALFAROMEO, FIAT, SAAB, NISSAN, VOLKSWAGEN и др.),
а масса толкателя минимальна. Регулировочная шайба уста-
навливается под толкателем на торец стержня клапана. В ва-
рианте с гидротолкателем регулировочная шайба отсутствует.
Конструкции, где кулачок вала работает непосредственно
по поверхности толкателя, в эксплуатации менее удачны. При
больших зазорах возникают ударные нагрузки, вызывающие
ускоренный износ не только кулачка, но и соответствующей
поверхности толкателя. Нередко степень износа толкателя
Рис. 2.155. Способы передачи усилия с рычага на клапан:
а — через шайбу-толкатель; б — непосредственно (применяется редко);
1 — рычаг; 2 — шайба-толкатель
оказывается такова, что восстановить его становится невоз-
можно. В то же время изношенная регулировочная шайба до-
статочно просто меняется на новую, а ее цена существенно
ниже, чем всего толкателя. Кроме того, регулировать зазоры
в механизме, если регулировочная шайба установлена свер-
ху на толкателе, проще.
Из-за того, что усилие от кулачка передается непосредст-
венно на клапан, конструкция с толкателями часто требует в
эксплуатации повышенного внимания, особенно, если привод
распределительного вала осуществляется зубчатым ремнем.
При контакте поршня с таоелкой клапана, например, при об-
рыве ремня или превышении максимальной частоты враще-
ния, нередко помимо повреждений самого клапана наблюда-
ется повреждение (дефопмация) или поломка толкателя (его
гнезда в головке цилиндров), распределительного вала и кры-
шек его подшипников. Наиболее сарьозные повреждения де-
талей наблюдаются у дизелей, где клапаны при положении
поршня в ВМТ имеют достаточно малый ход. С этой точки
зрения конструкции с толкателями для эксплуатации и ремон-
та являются наименее удачными.
Если цилиндрические толкатели имеют небольшое смеще-
ние оси относительно середины кулачка (рис. 2.158), то проис-
ходит непрерывное вращение толкателя. При этом изнашива-
ние верхней плоскости толкателя становится равномерным,
однако возможно увеличение износа боковой поверхности тол-
кателя и отверстия в головке. Вращение топкатэля может быть
также обеспечено боковым подрезом тыльной стероны кулач-
ка или небольшой (доли градуса) ее конусностью. Последний
вариант применяется очень редко из-за сложности изготовле-
ния и повышенного износа боковой поверхности толкателя.
Толкатели не требуют такой высокой твердости торца
стержня клапана, как в конструкции с коромыслами или ры-
чагами без промежуточных шайб, что связано с большой пло-
щадью контакта толкателя и торца клапана, а значит, с низкой
Рис. 2.156. Промежуточный
толкатель в виде рычага на
оси:
1 — ось; 2 — рычаг; 3 — колпачко-
вая гайка для регулировки зазора;
4 — клапан
Рис. 2.157. Варианты конст-
рукции механизма привода
клапана с цилиндрическим
толкателем:
а — кулачок распределительного
вала работает по поверхности
регулировочной шайбы; б — кула-
чок работает по поверхности тол-
кателя, регулировочная шайба ус-
тановлена к«ежду торцем клапана
и толкателем; 1 — толкатель;
2 — регулировочная шайба
72
Рис. 2.158. Способы обеспечения равномерного износа рабочих
поверхностей толкателей путем их вращения:
а — смещение оси толкателя относительно середины кулачка; б — подрез
тыльной стороны кулачка; в — конусность поверхности кулачка
Рис. 2.159. Гидротолкатели в приводе клапанов:
а — цилиндрическими толкателями; б — коромыслами; в — рычагами:
г — двигателей с нижним распределительным валом, 1 — распределитель-
ный вал; 2 — плунжер; 3 — корпус; 4 — втулка; 5 — шариковый клапан;
6 — дренажное отверстие: 7 — штанга
удельной нагрузкой. Это удешевляет технологию изготовле-
ния и материалы клапанов.
Конструкция головки с цилиндрическими толкателями
обычно несколько сложнее, чем с другими схемами привода
клапанов. Для смазки кулачков наиболее часто здесь приме-
няется схема с масляной ванной. Следует отметить, что кон-
струкция с толкателями, также как и с рычагами, увеличива-
ет высоту головки по сравнению с конструкцией с коромысла-
ми. В многоклапанных головках применяются всэ три вариан-
та конструкции привода клапанов, но чаще всего - толкателя-
ми. как более простой. При этом только коромысла позволя-
ют установить один распределительный вал в многоклапан-
ной головке (HONDA, NISSAN, MAZDA, MITSUBISHI). Для ос-
тальных схем требуется большая ширина кулачков, поэтому
при четырех клапанах на цилиндр необходимы два распреде-
лительных вапг.
В эксплуатации нередко проявляется еще один недостаток
схемы с цилиндрическими толкателями - износ отверстий в го-
ловке, особенно характерный для работы двигателя на “гряз-
ном” масле. Изношенные отверстия толкателей в алюминие-
вой головке очень сложно ремонтировать - нередко экономи-
чески более целесообразна оказывается замена головки.
Кроме этого, из-за разницы в коэффициентах линейного рас-
ширения силуминовой головки и стальных толкателей с про-
гревом зазор в отверстиях увеличивается. Это может вызвать
повышенный шум работы механизма и его ускоренный износ,
особенно, если зазоры в сопряжении достаточно велики.
На всех без исключения двигателях с нижним расположе-
нием распределительного вала американского производства
(GM, CHRYSLER, JEEP, АМС) в конструкции привода клапа-
нов применяются гидротолкатели. Эти устройства автомати-
чески выбирают зазор в приводе клапана, обеспечивая безу-
дарную и бесшумную работу газораспределительного меха-
низма. Существенным преимуществом гидротолкателя в экс-
плуатации является отсутствие каких-либо регулировок за
весь срок службы двигателя. Однако гидротолкатели очень
чувствительны к качеству масла и его очистке, поскольку со-
держат прецизионные детали, установленные с малыми зазо-
рами. Коксование масла, грязные фильтры, частицы износив-
шихся и разрушившихся деталей могут привести к заклинива-
нию гидротолкателей. В таком случае возникают ударные на-
грузки, на которые механизм не рассчитан. Они быстро при-
водят к поломкам или к таким изнозам деталей (толкатели,
кулачки распределительного вала), при которых дальнейшая
их эксплуатация невозможна.
В настоящее время гидротолкатели могут быть установле-
ны на всех типах механизмов привода клапанов двигателэй с
верхним расположением распределительного вала - в схемах
с коромыслами, рычагами и толкателями (рис. 2.159). Гидро-
толкателями еще недавно оснащались, в основном, двигатели
автомобилей высокого класса. Однако с внедрением много-
клапанных головок гидротолкатели все более широко приме-
няются на автомобилях среднего и малого классов.
Принцип работы любого гидротоцкателя (рис. 2.160) за-
ключается в следующем. При отсутствии внешней сжимаю-
щей нагрузки (это означает, что кулачок распределительного
вала контактирует с толкателем тыльной стороной) масло из
системы смазки двигателя через открытый клапан заполняет
полость высокого давления, раздвигая плунжер и втулку и вы-
бирая тем самым зазоры' в механизме. При набегании кулач-
ка на толкатель сжимающая внешняя нагрузка резко повыша-
ет давление под плунжером, клапан закрывается, и толкатель
работает уже как. “жесткий” элемент, имеющий практически
неизменную длину. За счет зазора между плунжерами и втул-
кой (около 5ч-8 мкм) небольшая часть масла выдавливается
Рис. 2.130. Схема работы гидротолкателя (гидрокомпенсатора):
а — исходное состояние с зазором h; б — "выбор" зазора в приводе под действием давления масла и
пружины (шариковый i лапан плунжера открыт); в — клапан плунжера закрыт, гидрокомпенсатор в
режиме "жесткой" опоры, небольшая просадка плунжера за счет утечек масла из полости высокого дав-
ления, возвращение в исходное состояние (а); 1 — полость нагнетания; 2 — полость высокого давления
Рис. 2.161. Канавка в месте контакта ко-
ромысла с тыльной стороной кулачка в
конструкции с гидротолкателем (указана
стрелкой)
73
через этот зазор, а толкатель под нагрузкой "проседает” (сжи-
мается) на величину О,ОНО,05 мм. При последующем сходе
кулачка с толкателя этот зазор убирается поступлением но-
вой небольшой порции масла под плунжер.
При ремонте ва:кно иметь в виду, что гидротолкатели очень
чувствительны к качеству поверхности тыльной стороны кулач-
ка. Износ кулачка или некачественный ремонт распредели-
тельного вала приводят нередко к провалам на этой поверхно-
сти. Если провал больше просадки плунжера, гидротолкатель
начинае'1 работать, как элемент, “следящий’’ за профилем тыль-
ной стороны кулачка. При этом клапан будет закрыт только
там, где толкатель контактирует с кулачком по минимальному
радиусу. Поворот кулачка и переход на чуть больший радиус
приводят к приоткрытию клапана и выключению цилиндра на
режимах холостого хода, малых нагрузок и частот вращения.
В отличие от обычных схем с ручной регулировкой зазора
гидротолкатели обеспечивают непрерывный контакт с кулач-
ком. С одной стороны, это снижает нагрузки и шум, а с другой
- способствует износу толкателя. Контакт толкателя по тыльной
стороне кулачка происходит по узкой линии. Усилие контакта,
определяемое пружиной плунжера и давлением масла, неве-
лико, однако за счет очень малой площади контакта удельное
давление оказывается довольно высоким. В результате износа
на поверхности толкателя достаточно быстро появляется ха-
рактерная канавка (рис. 2.161). Уменьшение износа в этом ме-
сте дают конструкции, где контакт с кулачком идет через ролик
(рис. 2.162). Ролики не допускают больших ударных нагрузок,
поэтому в обычных конструкциях, т.е. без гидротолкателей, как
правило, не применяются. Ролики установлены на рычагах
привода клапанов на новых двигателях MITSUBISHI и FORD, а
также на гидротолкателях последних модификаций двигателя
V8 GM (распределительные валы модификаций с традиционны-
ми и роликовыми толкателями невзаимозаменяемы). Не ис-
ключено, что конструкции с роликовыми толкателями получат
в будущем более широкое распространение.
Поскольку при увеличении частоты вращения время, в те-
чение которого кулачок нажимает на толкатель, уменьшает-
ся, снижаются и утечки масла из-под плунжера гидротолка ге-
ля. Вследствие этого с повышением частоты уменьшается
“просадка” плунжера, а, значит, происходит некоторое расши-
рение фаз впуска и выпуска. Таким образом, двигатель с ги-
дротолкателями будет иметь улучшенные эксплуатационные
характеристики.
Некоторые фирмы выпускают модификации двигателей с
гидротолкателями и без них. Распределительные валы этих
модификаций невзаимозаменяемы. Вал, работающий с гид-
ротолкателями, имеет более “узкие" кулачки, и при работе с
“простыми” толкателями двигатель потеряет мощность на ре-
жимах средних и больших нагрузок. Напротив, “простой” рас-
пределительный вал при работе с гидравлическими толкате-
лями обеспечивает расширение фаз, что ухудшает парамет-
ры двигателя на пониженных частотах вращения.
2.4.5. Привод распределительного вала
Привод распределительного механизма осуществляется
тремя различными способами - шестернями, цепью со звез-
дочками или зубчатым ремнем со шкивами.
Привод шестернями встречается у старых двигателей (в
том числе у дизелей) с нижним расположением распредели-
тельного вала. Основной недостаток этого варианта - большие
габариты шестерен, шум, преимущество - максимальная про-
стота и надежность (рис. 2.163). На современных двигателях с
помощью шестерен от коленчатого вала иногда осуществляет-
ся привод вспомогательных агрегатов, например, топливного
насоса высокого давления в дизелях (TOYOTA, FORD).
Привод распределительного механизма роликовой цепью
получил наибольшее распространение на двигателях про-
шлых лет выпуска. Преимущество цепного привода - высокая
надежность. Так, случаи обрыва цепи в эксплуатации крайне
редки и связаны с неисправностями или износами скорее не
самой цепи и звездочек, а других элементов, например натя-
жителя, а также попаданием под цепь посторонних предметов
в результате неквалифицированного обслуживания. Недоста-
ток данной схемы - повышенный шум, усложнение конструк-
ции блока и головки блока цилиндров, необходимость приме-
нения специальных натяжных устройств, увеличение габари-
тов и массы двигателя.
Получили распространение различные схемы цепного
привода распределительного вала, из них наиболее часто ис-
пользуются простые конструкции с минимальным количест-
вом элементов. Применяются как однорядные, так и двухряд-
ные роликовые цепи (рис. 2.164). причем чаще последние, как
менее подверженные износу и растяжению.
Рис. 2.163. Шестеренный привод распределительного вала:
а — бензиновый двигатель OHV; б — дизель; 1 — ведущая шестерня
(распределительного вала); 2 — ведомая шестерня (распределительного
вала); 3 — паразитная шестерня; 4 — шестерня привода топливного насоса
высокого давления
Рис. 2.162. Ролики в механизмах привода клапанов:
а — в схеме с рычагами; 6 — в схеме с нижним распределительным валом;
1 — распределительный вал;-2 — ролик; 3 — рычаг; 4 — гидротолкатель
Рис. 2.164. Роликовая цепь привода распределительного вала:
1 — однорядная; 2 — двухрядная; 3 — звездочка привода
74
Рис. 2.166. Зубчатая цепь при-
вода распределительного вала:
1 — цепь; 2 — звездочка
Рис. 2.165. Цепной привод рзспре-
делигопьного вала двигателей OHV.
а — без натяжителя; б — с натяжи-
телем цепи
Рис. 2.167. Схемы привода распределительного вала роликовой
цепью:
а — стандартный вариант, натяжение цепи с помощью башмака; б — то же,
но натяжение непосредственно натяжителем; в—то же, но с помощью звез-
дочки натяжителя; г — вариант с приводом промежуточного (вспомогатель-
ного) вала; д — вариант с балансирными валами; 1 — звездочка коленчато-
го вала; 2 — башмак; 3 — натяжитель; 4 — звездочка распределительного
вала; 6 — звездочка натяжителя; 6 — звездочка вспомога тельного вала;
7 — направляющие (успокоители); 8 — звездочка балансирного вала
Исключительно простую конструкцию имеет привод “клас-
сических" V-образных американских двигателей с нижним
распределительным валом (рис. 2.165). Обычно здесь не ис-
пользуют натяжительных или направляющих устройств, по-
скольку цепь имеет малую длину. На двигателях npopjnbix лет
выпуска (GM) нередко применялась прочная зубчатая («бес-
шумная») цепь (цепь Морзе) (рис. 2.166), с конца 80-х годов
замененная на обычную роликовую.
Для двигателей с одним верхним распределительным ва-
лом наиболее распространена схема (рис. 2.167), в которой
есть только ведущая и ведомая звездочки. Схемы с большим
числом звездочек применяются реже. Двигатели DOHC с дву-
мя распределительными валами также имеют цепной привод,
как правило, простой конструкции (рис. 2.168). Дополнитель-
ные звездочки для привода агрегатов здесь также редки, как и
в двигателях с одним распределительным валом. Когда в кон-
струкции цепного привода используют дополнительные ззез-
дочки, то это делают для вспомогательного вала привода, на-
пример, масляного насосе, топливного насоса и распределите-
ля зажигания. Крайне редко встречается привод цепью насосе
системы охлаждения (GM) из-за сложности обеспечения на-
дежного уплотнения. Маслонасос у двигателей с цепным при-
водом нередко приводится отдельной цепью. В двигателях с ба-
лансирными валами (MITSUBISHI, SAAB) дополнительная цепь
приводит балансирные валы (рис. 2.167).
Следует отметить, что применение цепного привода в оп-
ределенной степени является традицией той или иной фирмы.
Если многие фирмы выпускают (или выпускали) двигатели и с
цепными и с ременным приводом распределительного вала,
то, например, фирма MERCEDES-BENZ - только с цепным
приводом. Учитывая большую номенклатуру двигателей MER-
CEDES-BENZ, на них нередко использованы оригинальные
схемы привода (рис. 2.169).
С конца 80-х годов получили распространение конструк-
ции с двумя распределительными валами, в которых один из
валов приводится от другого с помощью дополнительной пе-
редачи. Японские фирмы на некоторых моделях используют
пару шестерен на распределительных валах, как самый про-
стой вариант привода. Недостаток шестеренной передачи -
повышенную шумность, можно уменьшить, если ведомое ко-
лесо сделать двойным. На некоторых двигателях (BMW, NIS-
SAN) второй вал связан с первым цепной передачей, в кото-
Рис. 2-168. Некоторые распространенные схемы цепного привода
распределительных валов двигателей DOHC:
а — стандартный вариант с башмаком натяжителя; б—то же, со звездочкой
натяжителя; в — то жэ, с паразитной звездочкой; г, д — с промежуточным
валом; е — с балансирными валами
Рис. 2.169. Некоторые схемы привода распределительного меха-
низма цепью, используемые фирмой MERCEDES:
а — одновапьные двигатели; б,в,г — двухвальные двигатели; д — V-образ-
ные двигатели; е — V-образные днухьатьные двигатели; 1 — паразитная
звездочка; 2 — звез.почка привод; t зсгк» нательного вала
75
Рис. 2.170. Схемы цепного привода распределительных валов
V-образных двигателей:
а — для одновальных головок; б — для двухвальных головок (DOHC) с до-
полнительными цепными передачами; в — то же, с двумя промежуточными
валами; г — с непосредственным приводом всех распределительных валов
Рис. 2.171. Схемы натяжителей цепи:
а — механический с ручной регулировкой; б — механический с полуавто-
матическим натяжением; в — механический с автоматическим натяжени-
ем; г — гидравлический простой; д — гидравлический с ограничением уси-
лия натяжения; е, ж — гидромеханические; з — гидравлический с обрат-
ным клапаном; 1 — стравливающий жиклер; 2 — пружина кручения; 3 — ус-
тройство ограничения обратного хода; 4 — обратный клапан
Рис. 2.172. Способы удерживания снятой звездочки и цепи от па-
дения в картер;
а — с помощью специального кронштейна (1); б — с помощью успокоителя
коробчатого сечения (2)
рой цепь натягивается своим натяжителем (рис. 2.167). Фир-
мы NISSAN и ALFA ROMEO применяют двухступенчатую цеп-
ную передачу (рис. 2.167), сразу на оба распределительных
вала. Данная схема снижает высоту двигателя, поскольку
звездочки распределительных валов могут быть сделаны
меньшего диаметра.
Использование цепного привода затруднено для двига-
телей V-образных схем (рис. 2.170), особенно, когда каж-
дый ряд цилиндров имеет головку с двумя распределитель-
ными валами. Это связано со сложностью конструкции ко-
жухов и крышек, закрывающих цепной привод и обеспечи-
вающих герметичность внутренних полостей. Поэтому по-
добные схемы применяются редко, в основном, на двигате-
лях автомобилей высоких классов (MERCEDES-BENZ,
BMW, NISSAN, GM).
Большинство двигателей имеют роликовые цепи привода
распределительного вала с шагом 3/8", т.е. 9,525 мм, и с ро-
ликом диаметром 1/4” (6,35 мм), что облегчает подбор новой
цепи при ремонте двигателя. Цепи для привода масляного на-
соса или балансирных валов могут иметь и меньший шаг (на-
пример 8,0 мм или 8,22 мм).
Чаще всего цепь натягивается при помошк башмака -
стальной пластины, покрытой толстым слоем антифрикционно-
го материала. Очень редко вместо башмака применяется звез-
дочка. Это усложняет конструкцию (помимо лишней звездочки
требуется ось и подшипник) и увеличивает габариты привода.
Устройства, обеспечивающие усилие натяжения цепи -
натяжители, имеют весьма разнообразную конструкцию
(рис. 2.171). Необходимо отметить механические и полуав-
томатические ручные, гидромеханические и гидравличес-
кие автоматические натяжители. Ручные натяжители на со-
, временных двигателях, за некоторым исключением (ALFA
ROMEO), не применяются. Механические натяжители при-
менялись, в основном, на двигателях с нижним распредели-
тельным валом. Современные двигатели имеют автомати-
ческие натяжители. Гидромеханические натяжители обес-
печивают натяжение цепи за счет усилия пружины и пода-
чи масла под давлением под плунжер (рис. 2.171). При этом
обратному ходу плунжера препятствует механический сто-
пор. Гидравлические натяжители работают за счет подачи
масла под плунжер. Встречаются конструкции (NISSAN,
TOYOTA) без обратного клапана, однако в подавляющем
большинстве случаев обратному ходу плунжера натяжителя
препятствует запирание масла с помощью обратного клапа-
на. Использование автоматических натяжителей значи-
тельно увеличивает ресурс привода и облегчает обслужива-
ние двигателя в эксплуатации.
Автоматические натяжители нередко вносят определен-
ную специфику в последовательность операций при ремон-
те двигателей. Это связано с односторонним действием на-
тяжителей - ход штока в сторону натяжения свободный, в то
время как в обратную сторону происходит его “запирание”.
Это значит, что при ослаблении цепи (например, при снятии
звездочки с распределительного вала) натяжитель не про-
сто привести в исходное состояние. У различных натяжите-
лей это делается в зависимости от конструкции - разборкой
натяжителя, разблокированием штока поворотом специаль-
ного стопора и т.д. У некоторых двигателей для такой “пере-
зарядки’ натяжителя необходимо его снять, что может быть
связано с большим объемом работ, например, когда натя-
житель полностью закрыт передней крышкой блока (NIS-
SAN, MITSUBISHI, VOLVO и др.).
В некоторых двигателях (NISSAN, MITSUBISHI, OPEL)
имеется специальный кронштейн для удерживания снятой
звездочки с цепью или цепи без звездочки от падения (рис.
2.172). В других конструкциях звездочка и цепь могут удержи-
ваться на деталях привода - башмаке натяжителя и направля-
ющей (успокоителе) коробчатого сечения.
Направляющие устройства (успокоители) используются на
76
многих двигателях. Они обеспечивают определенную форму
ветви цепи и предотвращают ее колебания (рис. 2.173). Обыч-
но успокоители крепятся на блоке цилиндров под передней
крышкой блока. На некоторых старых двигателях (MER-
CEDES-BENZ) передняя крышка блока отсутствует, а цепь
расположена в неразъёмной полости блока. Для такой конст-
рукции используются штифтовые крепления элементов цеп-
ного привода (рис. 2.174).
Привод распределительного вала зубчатым ремнем полу-
чил в настоящее время более широкое распространение, чем
цепью. Ремень позволяет здесь снизить массу, шум, несколь-
ко упростить конструкцию двигателя. Однако ремень имеет
недостаточную надежность, что требует конструктивных мер
по предотвращению “встречи" клапанов и поршня при его об-
рыве. Кроме этого, в отличие от цепного привода необходи-
мы один или несколько сальников распределительных валов.
Попадая на ремень, масло сильно снижает его ресурс.
Схемы ременного привода также весьма разнообразны,
причем, чем проще привод, тем чаще он применяется. У боль-
шинства двигателей с одним верхним распределительным ва-
лом (рис. 2.175) ремень приводит одновременно вал вспомо-
гательных агрегатов, насос охлаждающей жидкости или мас-
ляный насос. У дизелей топливный насос также включается в
схему привода, что обычно приводит к увеличению ширины
ремня и диаметра шкивов вследствие значительного роста
нагрузок. Следует напомнить, что обрыв ремня у дизеля
вследствие близкого расположения клапанов и поршня в ВМТ
приводит к серьезным последствиям, нередко даже к необхо-
димости замены головки блока.
Весьма распространен ременной привод у двигателей с
двумя распределительными валами (рис. 2.176) и у V-образ-
- ных двигателей (рис. 2.177). В последние годы заметна тен-
денция к упрощению привода (один шкив вместо двух), но ис-
пользованию шестеренной передачи от одного распредели-
тельного вала к другому (TOYOTA, NISSAN). У двигателей с
балансирными валами (MITSUBISHI, HONDA, LANCIA,
VOLVO) эти валы или один из них, иногда вместе с масляным
насосом, приводятся отдельным ремнем.
У подавляющего большинства двигателей ремни натяги-
ваются вручную смещением или поворотом специального
натяжного ролика. На последних многоклапанных двигате-
лях (MITSUBISHI, FORD и др.) применяются автоматические
гидромеханические натяжители ремня (рис. 2.178). Несмот-
ря на то, что зубчатые ремни не требуют частой регулиров-
ки натяжения, в эксплуатации встречаются неисправности,
связанные с ослаблением ремня, вплоть до “перескакива-
ния" ремня на шкиве. Кроме того, постоянно подтянутый ре-
мень имеет повышенный ресурс, а при наличии большого
числа агрегатов (усилитель руля, кондиционер, турбоком-
прессор) у поперечно установленного двигателя не всегда
есть возможность выполнить регулировку натяжения без ча-
стичной разборки и снятия агрегатов. Поэтому не исключе-
но, что автоматические натяжители ремня получат в буду-
щем более широкое распространение.
Зубчатые ремни имеют достаточно большую номенклатуру
профилей и чисел зубьев. Наиболее часто используется стан-
дартный шаг зубьев 3/8" (9,525 мм), другие шаги (например 8,0
мм или 8,2 мм) встречаются реже. Параметры ремней для наи-
более распространенных двигателей приведены в Приложении 6.
Зубчатый ремень чувствителен к пыли, попадающей че-
рез неплотности в кожухах, и к маслу, проникающему через
негерметичные сальники. Поэтому надежность привода зави-
сит от состояния кожухов и сальников. На последних двигате-
лях прослеживается тенденция применения ремней с более
высоким и широким зубом, имеющим специальные сложные
профили, в том числе, эвольвентные вместо простых трапе-
цеидальных на старых двигателях.
При ремонте двигателя, имеющего большой пробег, цепь
или ремень привода лучше заменить т.к. они могут быть рас-
Рис. 2.173. Некоторые распрост-
раненные конструкции направ-
ляющих цепи (успокоителей):
а — открытого типа; б — полузакры-
того (коробчатого) типа; в — закры-
того (коробчатого) типа
Рис. 2.174. Схема штифтового
крепления успокоителя:
1 — штифт; 2 — успокоитель;
3 — передняя часть блока цилиндров
Рис. 2.175. Основные схемы ременного привода распределитель-
ного механизма двигателей ОНС:
1 — шкив привода вспомогательного вала, насоса системы охлаждения или
масляного насоса; 2 — шкив балансирного вала
Рис. 2.176. Основные схемы ременного привода распределитель-
ного механизма с двумя верхними валами:
1 — шкив привода вспомогательных агрегатов; 2 — паразитный ролик;
3 — шкив балансирного вала
Рис. 2.177. Основные схемы ременного привода распределитель-
ного механизма V-образных двигателей:
1 — шкив привода вспомогательных агрегатов; 2 — паразитный ролик
77
Рис. 2.179. Крепленье колес привода на распределительных валах:
а — с помощью болта и шпонки; б — с помощью болта и штифта; в — тре-
мя-четырьмя болтами по фланцу; г — посадкой колеса на конус и болтом;
д — с помощью двух болтов — центрального и установочного (колесо име-
ет на одно отверстие для установочного болта больше или меньше, чем рас-
пределгтельный вал;) 1 — центральный болт; 2 — шпонка; 3 — штифт;
4 — установочный болт
Рис. 2.178. Механизмы натяжения зубчатых ремней:
а — вручную поворотом ролика на оси (эксцентричное крепление натяжного
ролика); б — полуавтоматически пружиной после ослабления кронштейна ро-
лика; в — вручную поворотом корпуса насоса охлаждающей „жидкости; г — ав-
томатически гидромеханическим натяжителем; д — схема гидромеханическо-
го натяжителя; 1 — шток с поршнем; 2—обратный клапан, 3 — питающая мас-
ляная полость; 4 — полосгь высокого давления; 5 — полость низкого давления
тянуты так, что натяжитель окажется на пределе регулировки
(обычно это обнаруживается, когда двигатель почти собран).
Кроме того, у старого ремня сохраняется опасность обрыва
или срезания зубьев, что на некоторых моторах может приве-
сти к повторному, и, не исключено, более сложному ремонту
вследствие ударов поршней по клапанам.
Зубчатые шкивы фиксируются на распределительных ва-
лах обычно с помощью сегментных шпонок, устанавливаемых
в паз на валу и входящих в паз колеса (рис. 2.179). При этом
колесо устанавливается на посадочном поясе вала с неболь-
шим зазором 0,01ч-0,02 мм и притягивается болтом. Реже ис-
пользуются призматические шпонки. На некоторых двигате-
лях (VOLKSWAGEN) посадка колеса на распределительном
валу осуществляется “на конус” без шпонки. Встречается так-
же конструкция (ALFA ROMEO) с регулировкой углового поло-
жения звездочки относительно распределительного вала. По-
добные варианты позволяют точно выставить фазы газорас-
пределения, т.е. синхронизировать положение всех валов не-
зависимо от длины цепи (ремня) или других факторов.
Как и у коленчатых валов, элементы типа шпонок или штиф-
тов позволяют только правильно установить звездочку или
шкив на распределительном валу. В большинстве конструкций
фиксация колеса на валу осуществляется силами трения при за-
тягивании бол га. При ослаблении усилия затяжки сила трения
уменьшается, появляется люфт колеса, после чего посадочные
поверхности, пазы и сама шпонка очень быстро разбиваются.
Подавляющее большинство двигателей для установки фаз
имеет соответствующие метки на зубчатых колесах, шкивах
клиновых ремней, маховике, а также на соответствующих
корпусных деталях (см. Приложение 7). Однако на некоторых
двигателях (NISSAN, MITSUBISHI и др.) метки могут стоять на
ремне или цепи и отсутствовать на корпусных деталях, что не-
редко затрудняет установку фаз при сборке отремонтирован-
ного двигателя (см. также раздел 10.).
Ресурс привода любого типа в значительной степени зави-
сит от состояния посадочных поверхностей зубчатых шкивов
или звездочек. Появление биения этих поверхностей (в том
числе, после ремонта) может во много раз снизить ресурс це-
пи или ремня. Неблагоприятно влияет и износ рабочих по-
верхностей звездочек или шкивов. Если изнашивается наруж-
ная поверхность шкива, то, очевидно, ее диаметр уменьшает-
ся на некоторую величину 3. Нетрудно посчитать, что длина
окружности уменьшится примерно на 33, что означает, что и
шаг зубьев шкива станет меньше на 38/Z (Z - число зубьев).
Следовательно, возникает несоответствие между шагом зубь-
ев ремня и шкива. Это приводит к "провисанию” ремня на шки-
ве (рис. 2.180) и контакту со шкивом только тех зубьэв ремня,
которые расположены вблизи захода на шкив и схода с него. В
результате нагрузка на эти зубья возрастает во много раз, что
может быстро привести к подрезу и разрушению зубьев.
Аналогично, износ рабочей поверхности зубьев звездочки
вызывает "провисание” цепи на звездочке и увеличении на-
грузки на крайние звенья (заход на звездочку и сход с нее).
Из-за этого цепь может быстро вытянуться.
Указанные особенности конструкции и работы привода
необходимо представлять при ремонте, иначе трудно избе-
жать ошибок и связанного с ними снижения надежности рабо-
ты и ресурса двигателя после ремонта.
Рис. 2.180. Схема работы привода распределительного механиз-
ма при износе деталей:
а — отставание ремня (А) от шкива при износе зубьев шкива; б — отстава-
ние роликов цепи (Б) от зубьев звездочки при износе цепи или зубьев
78
2.5. Уплотнения двигателей
Создание надежных уплотнений каналов и полостей с ра-
бочими газами и жидкостями в течение всего ресурса двига-
теля является очень важной задачей. Не секрет, что повреж-
дение того или иного уплотнения приводит к течи и уменьше-
нию количества рабочей жидкости с последующим возникно-
вением более серьезных неисправностей (перегрев, дефор-
мация, разрушение различных деталей).
Уплотнения 4*ригателей можно условно разделить на сле-
дующие типы: <
• 1) уплотнения вращающихся деталей - сальники валов;
2) уплотнения поступательно движущихся деталей - саль-
ники штоков клапанов (или маслоотражательные колпачки);
3) уплотнения неподвижного соединения деталей - прокладки.
К первому типу относятся также специальные уплотнения
агрегатов (насосы, турбокомпрессоры и т.д.), а ко второму -
поршневые кольца, но эти уплотнения рассматриваются в
других разделах книги (2.6., 2.7., 2.3.).
2.5.1. Сальники валов
На подавляющем большинстве двигателей уплотнение ва-
лов обеспечивается резиновыми манжетами - сальниками
(рис. 2.181). Сальник армирован стальным кольцом для при-
дания ему жесткости и обеспечения натяга и герметичности
по наружному диаметру, а уплотняющая кромка поджимается
к валу с помощью браслетной пружины.
Основная задача сальника - обеспечение эффективного уп-
лотнения вала в течение всего срока службы двигателя. Реше-
ние этой задачи определяет конструкцию и материал сальника.
Сальники с защитным скосом - пыльником обеспечивают
* больший ресурс уплотнения за счет предохранения рабочей
Рис. 2.181. Основные типы сальников двигателей:
а,б—с внутренним армированием; в — с наружным армированием; г—с пыль-
ником (наиболее распространенный тип); д — с двойной уппотнительно!; кром-
кой; е — с упорным буртом; 1 — армирующее кольцо; 2 — браслетная пружина
Рис. 2.182. Маслоотража-
тельный диск (1) в конструк-
ции уплотнения носка колен-
чатого вала
Рис. 2.183. Косая нарезка
на уплотнительной кромке
сальника
кромки от попадания частиц грязи извне. При этом наиболь-
ший эффект от пыльника достигается в том случае, если он не
касается вала. При небольшом натяге пыльника на валу ре-
сурс сальника может уменьшиться из-за попадания продуктов
износа пыльника под рабочую кромку.
Следует отметить, что на ресурс сальника большое влия-
ние оказывает качество масла и его фильтрация. Длительная
работа двигателя на масле низкого качества увеличивает ко-
личество твердых частиц, в том числе продуктов износа, цир-
кулирующих в масле. Попадая на рабочую кромку, эти части-
цы размером в несколько микрон резко увеличивают интен-
сивность износа. Низкое качество масла способствует также
большим отложениям нагара на стенках и в том числе на ва-
лах около сальников, что также неблагоприятно сказывается
на долговечности уплотнений. Иногда для предотвращения
попадания к сальнику посторонних частиц из масла на валу
рядом с сальником устанавливают маслоотражательный диск
(GM, рис. 2.182), выполняющий роль центрифуги.
Значительно увеличивает герметичность (и, соответст-
венно, ресурс) сальника косая нарезка на рабочей кромке
(рис. 2.183). Сальник с нарезкой способен эффективно рабо-
тать при значительно большем биении вала, и с дефектами на
его поверхности (риски, царапины); с ним меньше изнашива-
ется вал. Однако преимущества нарезки реализуются только
с пыльником, иначе под рабочую кромку из окружающей сре-
ды будет засасываться большое количество посторонних час-
тиц, а ресурс уплотнения существенно уменьшится.
Нарезка на рабочей кромке выполняется со стороны ок-
ружающей среды и только примыкает к кромке, но не пересе-
кает ее (иначе сальник будет течь на неподвижном валу). При
идеальном состоянии рабочей кромки и поверхности вала на-
резка практически не улучшает герметичность по сравнению
с гладкой кромкой. В реальных условиях, особенно при дли-
тельной эксплуатации, поверхности могут быть в той или иной
степени повреждены, и тогда сальник с нарезкой обеспечива-
ет значительно меньшие утечки масла.
При замене сальников следует обращать внимание на на-
правление (наклон) нарезки, т.к. встречаются сальники для
валов с правым (если смотреть спереди на вал, вращающий-
ся по часовой стрелке) и левым вращением. Ошибка в данном
случае приводит к негерметичности уплотнения. На некото-
рых двигателях VOLKSWAGEN применяются сальники со спе-
циальной нарезкой, обеспечивающей герметичность уплотне-
ния и при обратном вращении. Такие сальники устанавлива-
ются, например, по обе стороны распределительного вала.
Для надежного уплотнения по корпусу большинство сальни-
ков для двигателей обрезинены по наружному диаметру цели-
ком или по пояску той или иной ширины. На современных дви-
гателях уже практически не встречаются сальники со стальной
наружной поверхностью, имевшие распространение в про-
шлые годы, а также сальники без защитного скоса (пыльника).
Большое влияние на долговечность сальника оказывает
марка резины. Применявшиеся ранее нитрильные резины ог-
раничивали срок службы уплотнения из-за старения (тверде-
ния) в условиях повышенных температур (100-И 30°С). Поэто-
му сейчас широко используются нестареющие акрилатный ка-
учук и фторкаучук, хотя они дороже.
В процессе рс боты сальника происходит износ его рабочей
кромки, в результате чего её ширина может увеличиться от
0,1-0,2 мм (что соответствует новому сальнику) до 1 мм и бо-
лее. При этом на валу образуется канавка, с которой контакти-
рует изношенная рабочая кромка. Увеличение ширины кромки
приводит к падению удельного давления на вал, и, начиная с
ширины кромки порядка 0,7-0,8 мм, сальник постепенно теря-
ет герметичность. В то же время сальники из фторкаучука да-
же после пробега более 10СИ 20 тыс. км часто не имеют ощу-
тимых износов рабочей кромки и следов негерметичности.
Если сравнивать различные варианты конструкций саль-
ников, то сальник из нитрильного каучука без пыльника име-
79
Рис. 2.184. Уплотнение коленчатого вала с помощью сальниковой
набивки:
а — заднего носка; б — переднего носка: в — использование разрезной
манжеты в более поздних модификациях двигателей с сальниковой набив-
кой; 1 — крышка блока; 2 — блок цилиндров; 3 — сальниковая набивка;
4 — коленчатый вал; 5 — маховик; 6 — штифт; 7 — шайба; 8 — стопорное
кольцо; 9 — шкив: 10 — звездочка; 11 — втулка: 12 — разрезная манжета
Рис. 2.185. Наиболее распространенные сальники клапанов:
а — армированные с браслетной пружиной (стандартный вариант); б — то
же, с буртом для фиксации на втулке; в — неармированные с буртом; г— не-
армированные с бандажным кольцом; д — то же, с дополнительным банда
ным кольцом для уплотнения по стержню; е — фторопластовые с бандажны-
ми пружинами; ж — уплотнение тарелки пружины резиновым кольцом;
з — маслоотражательные колпачки, закрепляемые на стержне клапана
ет ресурс в 10-20 раз меньше, чем сальник из фторкаучука с
пыльником и нарезкой. Об этом необходимо помнить при ре-
монте двигателя, чтобы избегать лишней работы по замене
сальника через несколько десятков тысяч километров.
Специфические условия работы сальников в двигателе
налагают определенные требования к их замене при ремон-
те. Так, нежелательно использовать для двигателей сальники,
предназначенные для других агрегатов автомобиля, где усло-
вия более “мягкие” - это может привести к быстрому выходу
сальника из строя (потере герметичности). Особую опасность
представляет еще практикуемое в некоторых мастерских ис-
пользование отечественных сальников из нитрильной резины
(черного цвета). Подавляющее большинство таких сальников
не подходит к иностранным двигателям ни по размерам, ни
по условиям работы — практика показывает, что нередко их
“хватает” не более чем на 10-15 тыс. км.
На старых двигателях (MERCEDES-BENZ, GM, JEEP, VOLVO
и др.) вместо сальника применялась сальниковая набивка в ви-
де сплетенного асбестового шнура, пропитанного специальной
смазкой. Шнур устанавливается в кольцевую канавку в блоке
цилиндров и скользит по соответствующему пояску коленчатого
вала (рис. 2.184). Этот поясок имеет насечку - косые риски, пре-
пятствующие вытеканию масла через сальник при вращении ва-
ла. На несколько более поздних конструкциях (GM, JEEP) на-
бивка была заменена на как бы разрезанную на две половины
резиновую манжету без пружины (рис. 2.184).
Сальниковая набивка редко использовалась после 1965-70 г.
для уплотнения переднего конца коленчатого вала (VOLVO,
рис. 2.184). В современных двигателях набивка не приме-
няется в виду её ограниченного ресурса и низких уплотня-
ющих свойств.
2.5.2. Сальники клапанов
Необходимость уплотнения стержней клапанов у автомо-
бильных двигателей связана с возможностью поступления
масла в газовоздушные каналы из верхней части головки бло-
ка через зазоры между стержнями и направляющими втулка-
ми клапанов. Наиболее распространено уплотнение стержней
клапанов с помощью специальных сальников - маслосъемных
или маслоотражательных колпачков (рис. 2.185), применяе-
мых практически на всех современных двигателях. Чаще дру-
гих используются колпачки, армированные стальной втулкой
(рис. 2.185, а), устанавливаемые с натягом на поясок направ-
ляющей втулки клапана. Уплотнение стержня достигается под-
жатием уплотняющей кромки колпачка пружиной. Недостат-
ком варианта а является возможное ослабление посадки кол-
пачка при старении резины, в результате чего колпачок может
соскочить со втулки. Этого не произойдет у армированных и
неармированных колпачков с буртиком, заходящим в проточ-
ку направляющей втулки (варианты б и в). Такая конструкция
характерна, в основном, для двигателей японских автомоби-
лей (HONDA, MITSUBISHI). В прошлом довольно широко ис-
пользовались неармированные колпачки с широкой уплотняю-
щей поверхностью (варианты г и д). В таких конструкциях уп-
лотнение достигается силами упругости самой резины, созда-
ющей натяг на нескольких уплотняющих кромках (MERCEDES-
BENZ. GM, FORD, CHRYSLER). На некоторых старых моделях
MERCEDES-BENZ вместо резины использован фторопласт
(вариант е). Недостатком вариантов г, д, и, особенно, е явля-
ется ухудшение уплотняющих свойств при износе напоазляю-
щей втулки или стержня клапана, т.к. эти колпачки менее эла-
стичны и не могут отслеживать большие поперечные колеба-
ния стержня. Кроме этого, вариант г при больших пробегах
сильно (в десятки раз) уступает другим конструкциям по рас-
ходу масла, т.к. он не имеет элементов (кольцо, пружина), под-
жимающих рабочую кромку к стержню клапана.
Фторопластовые уплотнения, помимо указанных, имеют
еще один существенный недостаток. При длительной работе
на посадочном поясе направляющей втулки наблюдается из-
нос (рис. 2.186) в виде кольцевой канавки. В результате при
замене уплотнения у нового колпачка посадка на втулке ока-
зывается “слабой” вплоть до соскакивания его со втулки при
работе двигателя.
Колпачки при работе двигателя нагреваются до 120°С и вы-
ше. При таких температурах нитрильные резины, применявши-
еся на некоторых двигателях прошлых лет выпуска, достаточно
быстро стареют (твердеют) и колпачки начинают пропускать
большое количество масла. На современных двигателях наи-
большее распространение получили акрилатный и фторкаучук,
практически не подверженные старению при высокой темперэ-
Рис. 2.186. Износ направляющей втулки
клапана с "жесткими" фторопластовыми
маслосоемными колпачками:
А — место износа и пропуска масла
80
туре и сохраняющие удовлетворительные уплотняющие свойст-
ва даже пои пробегах автомобиля свыше 120-И 50 тыс. км.
На двигателях прошлых лет выпуска иногда устанавливали
уплотнения клапанов в виде резиновых колец (VOLVO, GM) или
маслоотражательных колпачков (FORD) из пластмассы или ре-
зины, закрепляемых на стержне клапанов (рис. 2.185, ж, з). Эти
конструкции удовлетворительно работали при условиях подачи
небольшого количества масла в юловку, определенного на-
правления потока масла в головке, узких фаз газораспределе-
ния, характерных для низкофорсированных двигателей, в том
числе с нижним расположэнием распределительного вала. Для
современных двигателей с большим перекрытием фаз и наст-
роенной выпускной системой требования к уплотнениям кла-
панов значительно более высоки. Плохое уплотнение выпуск-
ных клапанов нередко дает здесь тот же эффект по расходу
масла, что и нарушение уплотнения впускных клапанов.
2.5.3. Прокладки и уплотнения неподвижных деталей
Рис. 2.189. Комбинированные прокладки для уплотнения поддона
картера и крышки головки:
1 — резиновая часть для уплотнения по крышкам коренных подшипников,
2 — пробковая часть для уплотнения по нижней плоскости блока цилинцроз,
3 — резиновая часть для уплотнения по крышкам подшипников распреде-
лительного вала 4 — пробковая часть для уплотнения по верхней плоско-
сти головки
В двигателях имеется большое количество неподвижных
деталей, требующих уплотнения. Уплотняются полости и кана-
лы как снаружи для исключения течи рабочих жидкостей, так
и между собой внутри двигателя для исключения перемеши-
вания этих жидкостей.
Все соединения (и уплотнения) деталей можно условно раз-
делить на несколько типов. Рассмотрим их более подробно.
Полости без давления (или с очень малым избыточным
давлением) при низкой температуре деталей и рабочей среды
(до 120-И50сС) - уплотняются в зависимости от конструкции
деталей. К таким соединениям относятся крышки двигателя, в
том числе, поддон, крышка головки блока передняя и задняя
крышки и др. (рис. 2.187). Если крышки выполнены “жесткими”,
например, алюминиевыми, то обычно уплотнение достигается
с помощью тонких (0,3-^-0,7 мм) прокладок. Такие прокладки
щих линию корпуса сложной формы (рис. 2.189). При этом в
местах стыка частей прокладок возможны утечки рабочих
жидкостей. На современных двигателях для крышек сложной
формы чаще применяется цельная прокладка сложной формы.
В некоторых двигателях (TOYOTA, MITSUBISHI) встречает-
ся соединение крышек, например, поддона картера, без про-
кладки. Для герметизации таких соединений используется спе-
циальный маслостойкий герметик. При ремонте двигателя с по-
мощью герметика могут быть собраны большинство соедине-
ний рассматриваемого типа. При этом надобность в установке
прокладки отпадает, что особенно важно тогда, когда старая
прокладка сильно повреждена, а новую приобрести не удается.
Следует также отметить, что при использовании герметика со-
единение сохраняет герметичность длительное время, тогда
как прокладки нередко теряют герметичность (соединение “по-
изготавливаются из специальных материалов типа паронит,
прессованный картон (прессшпан). Если крышка изготовлена
из листовой стали штамповкой, она обладает определенной
‘гибкостью’’. Для таких крышек нередко используют прокладки
из мягких материалов - маслостойкая резина, пробка и др.
Толщина прокладок для “гибких” крышек больше - 2-^4 мм.
Для предохранения от чрезмерной деформации "гибкие”
крышки имеют отбортовки, а также специальный рельеф плоско-
сть стыка, препятствующий сближению плоскостей и “выдавли-
ванию" прокладки при затягивании крышки (рис. 2.188).
Некоторые конструкции (VOLKSWAGEN, GM, FORD и др.)
имеют комбинированные прокладки, состоящие из нескольких
частей, выполненных из разнородных материалов. Обычно та-
кие прокладки применяются для "фигурных” крышек, огибаю-
теет', т.е. имеет следы рабочей жидкости у стыка). Однако гер-
метики имеют недостатки - затруднено снятие крышки из-за ее
“приклеивания”, возможно выдавливание герметика в рабочую
полость с последующим попаданием в каналы и нарушение ра-
боты соответствующей системы двигателя. Из-за этого приме-
нение герметиков для уплотнения соединений деталей ограни-
чено, а при ремонте требует аккуратности.
Полости с повышенным давлением при невысокой темпера-
туре (до 120-:-150"С) уплотняют аналогично полостям без давле-
ния. Обычно здесь используются соединения типа крышек, пат-
рубков, фланцев, обладающих большой жесткостью и устанав-
ливаемых на ответную плоскую поверхность корпуса. Уплотне-
ние стыка подобных соединений часто осуществляется с помо-
щью тонких прокладок. При давлениях уплотняемой среды бо-
Рис. 2.187. Уплотнение соеди-
нения деталей с помощью про-
кладок:
а—тонкая прокладка к соединении
двух "жестких" деталей; G — тол-
стая про падка в соединении “жест-
кой" и "гибкой” де,алей
лее 0,05^-9,10 МПа, характерных, например, для системы смаз-
ки двигателя, требования к геометрии сопрягаемых поверхнос-
тей и материалу прокладки достаточно высоки, иначе соедине-
ние может быстро потерять герметичность. Оля полостей с Дав-
лением применение герметика нецелесообразно, и иногда про-
сто недопустимо из-за его недостаточной прочности.
Высокую надежность соединений дают уплотнения с по-
мощью резиновых колец (рис. 2.190). В последние годы такие
Рис. 2.190. Типовые уплотнения деталей с помощью рези| ювых колец:
а — по цилиндрической псзер^ности с размещением кольца в канавке вну-
Рис. 2.188. Работа прокладок в соединении деталей:
а — “выдавливание" прокладки при перетяжке бслта; б — предохранение
прокладки ограничением сдавливания плое\остел с помощью ступенчатого
болта; в — то же, но с помощью отбортовок одной из деталей; г — то же, но
с помощью специального рельефа одно1, из деталей
тренней детали; б — то же, но канавка выполнена в отверстии наружной де-
тали; в — уплотнение кольцом круглого сечения по торцу; г — то же, но
кольцо имеет прямоугольное сечение; д — уплотнение по фаске
б. Pc. опт ,1КИ| аруб.
81
Рис. 2.191. Схема размещения
уплотнительного кольца в ка-
навке детали:
а — в свободном состоянии (В = d +
0,5^0,8 мм; Н = d — 0,2 + 0,3 мм);
б—деформация кольца при сборке дета-
лей; D=d—И, —натяг кольца в канавке
Рис. 2.192. Поврехщение уплот-
нительных колец:
а — при высоком давлении и увели-
ченном зазоре; б — при сборке коль-
ца с увеличенным натягом; в — то
же, при уплотнении по торцу; А—ме-
ста повреждения кольца
уплотнения применяются все более широко, поскольку обес-
печивают высокую герметичность соединения в течение все-
го срока эксплуатации двигателя (по крайней мере, до раз-
борки узла). Уплотнения данного типа применяются обычно
при темперстуре до 150°С и давлении до 10 МПа.
В конструкциях двигателей встречаются уплотнения рези-
новыми кольцами по плоской поверхности (фланцу или тор-
цу), по цилиндрической поверхности, а также по фаске между
ними (рис. 2.190).
Для неподвижных соединений обычно используются коль-
ца круглого сечения, реже - прямоугольного, в основном, для
герметизации по торцу деталей. Для надежного уплотнения
необходимо, чтобы кольцо выступало над уплотняемой по-
верхностью на 0,24-0,3 мм при уплотнении по цилиндрической
поверхности и на 0,3-Ю,5 мм при уплотнении по торцу (рис.
2.191). При уплотнении по цилиндрической поверхности на
ней всегда выполняется заходная фаска 20-30°, иначе при
сборке произойдет повреждение кольца.
Канавка для уплотнительного кольца всегда делается ши-
ре (в среднем на 0,5-1,0 мм), чем сечение кольца. Это необ-
ходимо для надежного уплотнения, предохранения кольца от
повреждения при установке и возможности сжатия кольца в
канавке при сборке узла. Слишком “толстое' кольцо занимает
весь объем канавки и не обеспечивает уплотнения. При уп-
лотнении по цилиндрической поверхности такой узел не “со-
бирается”, при уплотнении по торцу между деталями образу-
ется зазор, приводящий к деформации фланца и поврежде-
нию кольца на кромках канавки (рис. 2.192).
К недостаткам уплотнения следует отнести трудность раз-
борки, когда кольцо “прилипает” к поверхности, а в зазоре
между соединяемыми деталями образуется коррозия. Это
особенно характерно для уплотнения по цилиндрической по-
верхности, где зазор между деталями обычно составляет
0,10-0,15 мм (больший зазор снижает максимальное давле-
ние за счет выдавливания кольца в зазор). После разборки
узла кольцо следует заменить, т.к. старое кольцо может полу-
чить повоеждения при разъединении деталей.
В некоторых двигателях (MITSUBISHI, TOYOTA) использу-
ется торцевое уплотнение масляного насоса описанного ти-
па, однако канавка прямоугольного сечения выполнена не
круглой, а фигурной, с огибанием каналов и других элементов
насоса. В такой конструкции установка более толстого кольца
обычно приводит к неработоспособности агрегата из-за не-
стыковки плоскостей.
Для уплотнения деталей при высокой температуре (свыше
150-200°С) используют несколько видов прокладок. На двига-
телях прошлых лет выпуска были распространены простые
прокладки из армированного асбокартона (рис. 2.193, а). Та-
кие прокладки применялись обычно для уплотнения выпуск-
ных коллекторов и трубопроводов. По мере роста удельной
мощное-и двигателей используются прокладки со стальной
окантовкой по контуру уплотняемого канала, с экранировани-
ем ас-Зокартона стальным листом, а также многослойные
стальные прокладки без “мягкой” основы (рис. 2.193, б, в, г).
Прокладки для уплотнения выпускного коллектора с голо-
вкой блока иногда делают без окантовки. Это связано с пони-
82
женной температурой деталей у стыка, т.к. головка интенсив-
но охлаждается. В то же время для надежного уплотнения
коллектора с приемной трубой прокладки должны, как прави-
ло, иметь окантовку, экранирование и т.д.
При соединении деталей выпускной системы двигателей
возможно вообще отсутствие прокладки, если детали выпол-
нены из одного материала (чугунный выпускной коллектор и
чугунная головка блока некоторых двигателей GM, FORD и
др.). Помимо этого, применяют также армированные асбесто-
вые и безасбестовые кольца в соединении трубопроводов
(рис. 2.194). Подобная конструкция обеспечивает высокую
надежность работы уплотнения, что особенно важно для вы-
пускных каналов, где негерметичность представляет опас-
ность для водителя и пассажиров автомобиля.
Наиболее высокие требования предъявляются к проклад-
кам, уплотняющим близкорасположенные полости и каналы с
различными рабочими жидкостями и газами, если некоторые
из них имеют различные (в том числе высокие) давления и
температуры. В таких жестких условиях работают прокладки
головки блока цилиндров. Из-за этого в эксплуатации с негер-
метичностью прокладки головки блока связано довольно мно-
го неисправностей двигателя. Негерметичность прокладки
приводит к перемешиванию рабочих жидкостей, снижению
эффективности охлаждения в результате попадания масла в
охлаждающую жидкость, ускоренному износу пар трения при
попадании охлаждающей жидкости в масло, перегреву двига-
теля из-за вытеснения горячими газами охлаждающей жидко-
сти и целым рядом других неисправностей. Особые трудности
вызывает уплотнение головки и блока современных двигате-
лей, у которых каналы для разнородных жидкостей и газов
располагаются рядом и имеют тонкие стенки (перемычки).
На большинстве двигателей легковых автомобилей про-
кладка головки представляет собой многослойную консгрук-
цию (рис. 2.195). Основа прокладки - армированный стальным
листом (сеткой) мягкий материал. По краям отверстий цилин-
дров прокладка снабжается окантовочным стальным листом
(отбортовкой). На двигателях прошлых лет выпуска в качест-
ве основы использовался асбокартон. В настоящее время во
многих странах мира применение асбеста запрещено по эко-
логическим соображениям, поэтому сейчас для прокладок ис-
пользуются мягкие безасбестовые материалы.
Основа пропитывается специальными составами для за-
полнения пор (наполнителями) с целью обеспечения герметич-
Рис. 2.193. Прокладка для уплот-
нения фланцез трубопроводов с
высокой температурой газа:
а — для низкофорсированнных дви-
гателей без отбортовки; б — со
стальной отбортовкой; в — со сталь-
ной отбортовкой и экранированием
основы; г — многослойная стальная
прокладка с отбортовкой
Рис. 2.194. Схема соединения
выпускных труб типа "конус-
сфера":
1 — уплотнительное кольцо со сфе-
рической наружной поверхностью,
2 — конический участок трубы
Рис. 2.195. Основные типы прокладок головок цилиндров:
а — стандартная конструкция с окантовкой цилиндров; б — с дополнительной
окантовкой каналов смазки и/или охлаждения; в — с фасонной резиновой
вставкой; г — комбинированная прокладка с дополнительным стальным
кольцом у цилиндров; д — стальная прокладка бег окантовки у цилиндров,
е — то же, с окантовкой; ж — комбинированная многослойная прокладка с
мягкик материалом; з — комбинированная многослойная стальная проклад-
ка; 1 — окантовка; 2 — основа (мягкий материал): 3 — фасонная резиновая
вставка; 4 — дополнительное стальное кольцо; 5 — стальной лист;
6 — отверстие масляного канале; 7 — отверстие цилиндра
ности и отсутствия утечек жидкостей через мягкий материал.
Для уплотнения масляного канала, подающего масло в го-
ловку под давлением, нередко используется стальная или
медная окантовка, а также резиновые кольца (рис. 2.195). На
современных двигателях для повышения герметичности на
прокладку нередко наносят тонкий слой резины по контуру
блока и вокруг каналов слива масла из головки.
У дизельных двигателей вследствие более высоких давле-
ний иногда применяют прокладки со вставленным в отбортов-
ку у цилиндров металлическим кольцом (рис. 2.195), а также
прокладки из металлического листового материала. При этом
форма отбортовки имеет большое значение для обеспечения
работоспособности прокладки.
На тип прокладки сильно влияет конструкция двигателя. Так,
в зависимости от максимальной температуры окантовки и шири-
ны перемычек на плоскости (между цилиндрами, окнами рубаш-
ки охлаждения и масляными каналами) меняется материал про-
кладки, конфигурация окантовок, а таю/е схема затягивания
болтов головки при установке новой прокладки (табл. 2.2).
На некоторых низкофорсированных двигателях прошлых лет
иногда использовались более дешевые материалы без пропитки,
не обладающие хорошими изолирующими свойствами. По мере
увеличения удельной мощности двигателей такие материалы
требовали специальных окантовок масляных каналов и окон ру-
башки охлаждения. Это приводило к неоправданному удорожа-
нию прокладки при сохранении недорогой основы. В дальней-
шем разработка специальных материалов основы позволила
значитэльно уменьшить количество окантовок каналов без сни-
жения надежности уплотнения. Этим часто объясняется нали-
чие или отсутствие тех или иных окантовок на прокладках раз-
личных фирм, предназначенных для одного и того же двигателя.
Рис. 2.196. Влияние материала прокладки на удельное давление и
деформацию прокладки после монтажа:
(----) — "жесткая" прокладка с низкой пластичностью и высоким преде-
лом упругости, (--) — "мягкая" прокладка с высокой пластичностью и
низким пределом упругости; 1,2 — стадии подтягивания болтов головки
Главными требованиями к материалу и конструкции про-
кладки являются большой предел текучести и малая пластич-
ность основы, особенно, в области цилиндров, а также малое
время деформации под нагрузкой (рис. 2.196). Слишком “мяг-
кий” материал с малым пределом текучести после увеличения
удельного давления (например, вследствие перегрева двигате-
ля) сзыше монтажного приводит к последующему его падению
ниже допустимого уровня (рис. 2.197). Подобные материалы
Рис. 2.197. Изменение удельного давления на прокладку при
монтаже и работе двигателя:
(-----) — "х есткая" прокладка с низкой пластичностью; (-) — "мягкая"
прокладка с высокой пластичностью; Рм — удель юе давление после
монтажа; Pmin — минимально допустимое удельное давление из условия
герметичности прокладки; Ръ Р2 — удельные давления после перегрева и
охлаждения двигателя; Рп — удельное давление во время перегрева
Таблица 2.2. Повышение требований к уплотнению стыка головки с блоком при увеличении форсирования двигателей
Степень форсирования двигателей Характер уплотнения
Ширина перемычек между полостями и каналами на плоскости Температура окантовки цилиндров Число подтягиваний болтов головки при монта> :е
Низкофорсированные более 10 мм менее 180эС О*
Среднефорсированные 8-ьЮ мм 180-200сС 0-1
Форсированные (в том числе дизели) 6-5-8 мм 200-220°С 0—2
Высокофорсированные (в том числе дизели) менее 6 мм более 220°С 1—2
* Возможно одно подтягивание при применении дешевых материалов
6'
83
что потребует многократного подтягивания крепежа головки
при установке новой прокладки. На характеристики материала
влияют также свойства пропитывающего состава (наполните-
ля). Увеличение количества наполнителя приводит к снижению
предела текучести и увеличению пластической деформации.
Таким образом, прокладка головки блока является слож-
ным и ответственным элементом двигателя, требующим при
изготовлении специальных материалов и технологий.
Толщина прокладок головки блока лежит в пределах
1,2-1 ,7 мм. Прокладки большей толщины применяются редко.
Практика показывает, что при увеличенной толщине проклад-
ки часто требуется дополнительное подтягивание болтов го-
ловки, а также имеется опасность деформирования плоско-
стей стыка за счет существенно большего местного обжатия
(деформации) прокладки.
Для обеспечения надежного уплотнения прокладка после за-
тяжки болтов должна быть хорошо обжата (удельное давление не
менее 100150 МПа). Это зависит не только от момента затяжки
болтов, но и от состояния плоскостей головки и блока. Обычно их
деформация свыше 0,05- 0,07 мм приводит к местному снижению
удельного давления ниже допустимого (50 МПа) и быстрой раз-
герметизации прокладки. Деформация нередко возникает в экс-
плуатации вследствие перегрева и (или) перетяжки болтов. Пере-
грев двигателя с алюминиевой голозкой обычно резко увеличи-
вает, а затем после охлаждения ослабляет (из-за дополнительно-
го обжатия прокладки) усилие затяжки болтов вследствие разни-
цы в коэффициентах линейного расширения алюминия и стали.
Этот эффект особенно сильно проявляется в двигателях с алюми-
ниевым блоком цилиндров и “мокрыми” гильзами.
Чрезмерное усилие затяжки (или перегрев), помимо дефор-
мации стягиваемых деталей, может привести к трещинам, труд-
но поддающимся ремонту. В плане ремонта необходимо также
отметить, что различные материалы прокладок, изготовленных
разными фирмами, даже для одного и того же двигателя требу-
ют. вообще говоря, различных моментов затяжки болтов, а не-
которые - еще и дополнительного подтягивания. Поэтому несо-
ответствие прокладки по конструкции и материалу нередко зна-
чительно снижает надежность уплотнения головки с блоком,
особенно у современных форсированных двигателей.
2.6. Агрегаты систем смазки, охлаждения
двигателей и их привод
Двигатель работает в очень широком диапазоне режимов
и условий - по температуре охлаждающей жидкости и окружа-
ющей среды, частоте вращения, нагрузке, ускорению автомо-
биля и углу наклона кузова. При этом должны быть обеспече-
ны эффективные смазка и охлаждение его деталей. Основой
систем смазки и охлаждения являются насосы, от надежнос-
ти которых зависит надежность двигателя в целом.
В подавляющем большинстве автомобильных двигателей,
применяются масляные насосы шестеренного или роторного
типа. На двигателях прошлых лет выпуска чаще всего уста-
навливались насосы с шестернями наружного зацепления.
Схема работы такого насоса представлена на рис. 2.198.
При вращении шестерен масло увлекается впадинами зу-
бьев и переносится из полости всасывания А в полость нагне-
тания Б. Уплотнение между полостями обеспечивается малы-
ми зазорами (0,03-0,06 мм) между шестернями и корпусом и
состоянием (качеством) сопрягаегиых поверхностей. Кроме
того, уплотнение достигается в зацеплении шестерен и зави-
сит от состояния поверхности зубьев.
Высота шестерен насосов обычно составляет 25-35 мм
при числе зубьев Z = 8-12. Несмотря на большую высоту ше-
стерен, на работу насоса (давление подачи) сильно влияет
торцевой зазор и фаски на краях зубьев (рис. 2.199), которые
должны быть как можно меньше.
Корпус и крышка насоса обычно изготавливаются из силу-
мина (хотя встречаются стальные и чугунные детали), шестер-
84
Рис. 2.198. Схема работы мас-
ляного насоса с шестернями
наружного зацепления:
1 — ведущая шестерня; 2 — ведомая
шестерня, 3 — редукционный клапан;
В — высокое давление (нагнетание);
А — низкое давление (всасывание);
Утечки: Т — по зазору между торца-
ми шестерен и корпусом; R — по за-
зору между вершинами зубьев и
корпусе л; Z — в зацеплении изно-
шенных зубьев шестерен
Рис. 2.199. Фаски на зубьях шестерен (а) и их влияние на давле-
ние подачи (б):
1 — шестерня; 2 — валик; 3 — корпус; А — фаска; (-) — шестерни без
фасок; (---) — шестерни с фасками
ни — из стали или чугуна, валик привода — из стали. Встреча-
ются прямозубые и косозубые шестерни, причем в большинст-
ве случаев одинакового диаметра. При использовании косозу-
бых шестерен уменьшается пульсация давления масла в сис-
теме. Обычно применяется конструкция (рис. 2.200), где ведо-
мая шестерня вращается на оси, запрессованной в корпус. На
двигателях с балансирными валами (MITSUBISHI) ведомая ше-
стерня маслонасоса одновременно служит для привода балан-
сирного вала (рис. 2.201) и жестко закреплена на нем.
Насосы с шестернями наружного зацепления располага-
ются обычно на нижней части блока цилиндров вертикально и
приводятся от дополнительного или распределительного ва-
лов. На некоторых двигателях насос приводится отдельной
цепью (BMW, MERCEDES-BENZ, MAZDA), что позволяет опу-
стить насос в масляную ванну и тем самым ускорить подачу
масла к подшипникам сразу после запуска двигателя. Привод
ведущего валика насоса часто осуществляется с помощью па-
ры шестерен - конической, винтовой или червячной. Распро-
страненные (традиционные) решения - ведущая шестерня
привода расположена на промежуточном (вспомогательном)
валу, а ведущий валик насоса соединяется с ведомой шестер-
Рис. 2.200. Масляные насосы с шестернями наружного зацепления:
а — с приводом1 цепью; б — традиционной схемы с приводом от дополни-
тельного вала; 1 — ведущая шестерня; 2 — ведущий валик; 3 — ведомая
шестерня: 4 — ось; 5 — корпус, 6 — крышка; 7 — звездочка привода
Рис. 2.201. Масляный насос с
шестернями наружного зацэп-
ления и при водом балансирного
вала от ведомой шестерни:
1—передняя крышкадвг..ателя,2—ве-
дущий валик: 3 — ведущая шестерня:
4 — в'-"эмая шестерня, 5 — балансир-
ный вал; 6 — крышка насоса; 7 — шкив
приезда
ней привода с помощью шлицев, или ведомая шестерня при-
вода вращается во втулке, а распределитель зажигания и
маслонасос соединяются с шестерней шлицами (рис. 2.202).
Шестеренные насосы являются насосами объемного типа.
Их производительность (подача) мало зависит от давления на
выходе и определяется, в основном, частотой вращения (про-
2 Рис. 2.202. Схемы привода мас-
ляных нзсосоз от дополнительно-
го или распределительного вала:
g а — ведо *ая шестерня приезда за-
g креплена на валу распределителя
зажигания, б — ведог ая шестерня ус-
3 тановлеча во втулке опока цилиндров
1 — вал с ведущей шестерней привода;
4 2—распределитель за'игания.З—блок
цилиндров; 4—масляный насос 5—втул-
ка; 6 — в эдомая шестерня
порциональна ей). При увеличении частоты вращения свыше
3500-4000 мин'1 расходные характеристики обычного шесте-
ренного насоса с малым числом зубьев шестерен ухудшают-
ся, вследствие чего его привод делают понижающим (обычно
в 2 раза). Это является причиной увеличения габаритов насо-
са с шестернями наружного зацепления по сравнению с дру-
гими типами насосов. Кроме того, такой насос чувствителен
к износу и большим зазорам, что увеличивает утечки и сни-
жает давление подачи (рис. 2.203), однако он имеет достаточ-
но большой ресурс и надежность.
Для улучшения работы маспонасоса на высоких частотах
вращения используются шестерни в увеличенным числом зу-
бьев и уменьшенной высотой, однако вследствие повышения
нагрузок на детали привода такие конструкции не применяют-
ся при традиционных схемах привода (с помощью валиков,
шестерен, дополнительных валов и т.д.).
С середины 80-х годов большое распространение получили
маслонасосы с шестернями внутреннего зацепления (рис.
2.204). Основным преимуществом этого типа насосов является
компактность. Высота шестерен здесь уменьшена в 2-3 раза,
за счет увеличения числа зубьев, частоты вращения и окруж-
ной скорости. Высокая скорость вращения уменьшает влияние
утечек по торцам шестерен на давление подачи.
Насосы этого типа наиболее часто устанавливают на пе-
редней крышке блока цилиндров или крышка сама является
корпусом насоса. При этом ведущая шестерня насоса сидит
непосредственно на коленчатом валу (рис. 2.205). Центриро-
вание ведомой шестерни осуществляется по её наружному
диаметру и расточке в корпусе; ведущая шестерня обычно
центрируется по цилиндрическому пояску. В некоторых кон-
струкциях ведущая шестерня центрируется на коленчатом ва-
лу, тогда цилиндрический поясок ведущей шестерни отсутст-
Рис. 2.203. Характеристики шестеренного насоса:
а — расходная; б — в системе смазки двигателя; 1 — теоретическая харак-
теристика (без утечек); 2 — новый насос; 3 — изношенный насос: 4 — ха-
рактеристика системы смазхи нового двигателя: 5 — то же для изношен) ю-
го двигателя; 6 — давление срабатывания редукционного клапана; 7 — ра-
бочая точка на характеристике насоса, соответствующая характеристике
системы смазки: 8 — то же для изношенного дви)ателя; 3Q — расход мас-
ла через редукционный клапан; Q( — расход масла через систему смазки
нового двигателя (при Ртах); Q, — увеличенный расход масла в системе
смазки старого двигателя (при пониженном давлении в системе)
Рис. 2.205. Привод масляного
насоса с шестернями внут-
реннего зацепления от перед-
него носка коленчатого вала:
1 — ведущая шестерня, 2 — ведо-
мая шестерня, 3 — передняя крыш-
ка 4 — крышка накоса. 5 — блок
цилиндров; 6 — коленчатый вал;
7 — масяоприемник. 8 — поддон
картера 9 — шкив ремня газорас-
пределенья; 10 — кожух ремня;
11 — шкив привода агрегатов
Рис. 2.204. Схема масляного
насоса с шестернями внут-
реннего зацепления:
1 — ведущая шестерня; 2 — ведо-
14 ая шестерня; 3 — перемычка;
А — полость всасывания; Б — по-
лость нагнетания
вует. Это более надежный вариант, т.к. исключает поломку
корпуса и шестерен при их заклинивании по пояску. Кроме
того, пояски и на шестерне и на корпусе иногда сильно изна-
шиваются, что нарушает работу насоса и снижает подачу.
Преимущество компоновки насоса с приводом от колен-
чатого вала очевидно - не требуется специальных элементов
привода (валы, шестерни и т.д.). Это существенно упрощает
конструкцию двигателя и является причиной широкого рас-
пространения такой системы. Недостатком насоса данного
типа является опасность разрушения шестерен и корпуса при
попадании посторонних элементов (грязь, частицы износа и
разрушения деталей) в зацепление шестерен, что иногда
встречается в эксплуатации. Помимо этого, требуются хоро-
шая центровка корпуса насоса на блоке цилиндров и отсутст-
вие биения на коленчатом валу в месте посадки ведущей ше-
стерни. Нарушение этих требований также ведет к ускорен-
ным износам и поломкам.
Некоторые фирмы (TOYOTA, NISSAN, MAZDA, ISUZU и
др.) используют насосы роторного типа (рис. 2.206) с приво-
85
Рис. 2.206. Схема роторного
масляного насоса:
1 — ведущая шестерня (ротор);
2 — взломая шестерня; А—полость
всасывания; Б — полость нагне-
тания
дом от зубчатого ремня или цепи распределительного меха-
низма. Ведущий валик такого насоса обычно небольшой дли-
ны и диаметра, с одной его стороны установлена ззездочка
или шкив, а с другой - ведущая шестерня, имеющая обычно 4
выступа-зуба, входящие при вращении поочередно в 5 впадин
ведомой шестерни. Ведомая шестерня вращается эксцент-
рично ведомой шестерне в корпусе - это может быть перед-
няя крышка блока или даже сам блок. В этой конструкции
вход и выход масла осуществляется через окна в корпусе, а
профиль шестерен обеспечивает уплотнение полостей вслед-
ствие малых зазоров между выступами и впадинами, а также
торцами шестерен и корпуса.
Несмотря на компактность, конструкция обладает сущест-
венным недостатком - ускоренным износом валика и корпуса
вследствие перекашивающего усилия от цепи или ремня.
Практика показывает, что в отличие от предыдущих данный
вариант конструкции маслонасоса при пробеге автомобиля
порядка 150-И 80 тыс. км может иметь довольно большие из-
носы деталей, что обязательно необходимо учитывать при ре-
монте. Несколько более долговечен вариант конструкции та-
кого насоса, когда ведущий валик образует опоры с обеих
сторон шестерни (ISUZU). При этом усилия на опорах и износ
несколько уменьшаются, а насос может быть сделан более
компактным в осевом направлении (рис. 2.207).
В 90-х годах на двигателях автомобилей высшего класса
(MERCEDES-BENZ) появились более сложные конструкции -
двухсекционные насосы, регулирующие подачу масла отключе-
нием и включением секций в зависимости от режима работы
двигателя. Это сделано с целью уменьшения затрат мощности на
привод насоса и снижения расхода топлива. Вследствие сложно-
сти такие конструкции пока не получили распространения.
В системах смазки подавляющего большинства двигате-
лей подача насоса регулируется с помощью редукционного
клапана, ограничивающего максимальное давление в систе-
ме в пределах 0,44,5 МПа за счет перепуска части масла с
выхода насоса на вход. Обычно клапан устанавливается в
корпусе насоса. Встречаются конструкции клапанов с на-
правляющими поверхностями и без них (рис. 2.208). Клапаны
с направляющими поверхностями иногда имеют небольшую
полость для демпфирования колебаний давления, однако они
склонны к заклиниванию при попадании твердых частиц в за-
зор между клапаном и отверстием в корпусе.
Редукционные клапаны без направляющей части, очевид-
но, не заклинивают, однако для них часто более характерен
износ седла или поверхности клапана, контактирующей с сед-
лом. При этом возникает негерметичность клапана, снижаю-
щая давление масла на низких частотах вращения и иногда
даже препятствующая засасыванию масла из картера при за-
пуске. Несмотря на это, клапаны без направляющих, в част-
ности, шариковый, болэе надежны, особенно при работе дви-
гателя на грязном и некачественном масле.
На работоспособность системы смазки большое влияние
оказывает конструкция маслоприемника, подающего масло
из картера к насосу. Маслоприемники различаются по конст-
рукции как трубопровода и его крепления (рис. 2.209), так и
заборника масла.
Практика эксплуатации различных автомобилей в слож-
ных дорожных условиях показывает, что трубопровод должен
86
Рис. 2.207. Схемы роторных насосов:
а — с приводом от ремня газораспределения; б — с приводом роликовой
цепью; 1 — корпус насоса; 2 — крышка; 3 — ведомая шестерня; 4 — веду-
щая шестерня; 5 — канал подвода масла к опоре валика; 6 — валик; 7 — ка-
нал отвода масла от сальника
быть в определенной степени гибким, т.е. допускать деформа-
цию без поломки при смятии поддона. Этому условию удовле-
творяют относительно длинные стальные трубопроводы с
фланцевым креплением. Наименее удачны маслоприемники
из алюминиевых сплавов, ломающиеся даже при не слишком
сильных ударах. Обычно такие маслоприемники являются ча-
Рис. 2.206. Схемы редукционных клапанов системы смазки:
а — конический с плунжером; б — плоский с направляющей; в — плоский;
г — шариковый
Рис. 2.209. Некоторые распространенные схемы маслоприемников:
а — литой алюминиевый маслоприемник — крышка масляного насоса,
б — то же, но заборное отверстие имеет резиновый дефлектор, допускаю-
щий деформации поддона картера; в — маслоприемник с трубкой, уплотня-
емой резиново!м кольцом; г — фланцевое крепление трубки маслоприем-
ника допускает наибольшие деформации при повреждении поддона карте-
ра; д — крепление трубки штуцером — аналогично г
Рис. 2.210. Схема масля-
ного фильтра:
А—вход масла; Б — выход мас-
ла; 1 — филыроэле’.:э: it; 2—пе-
репускной клапан; 3 — противо-
дренажный фильтр; 4 — обрат-
ный клапан
Рис. 2.211. Схемы уста-
новки масляных фильтров:
а — традиционная схема,
б — при вертикальном распо-
ложении фильтра ставится об-
ратный клапан; в — перепуск-
ной клапан вынесен из фильт-
ра; г — фильтр не имеет кла-
панов; П — перепускной кла-
пан; Д — противодренажный
клапан; О — обратный клапан
стью насосов с шестернями наружного зацепления и приво-
дом от дополнительного или распределительного валов.
Важным элементом системы смазки двигателя является
масляный фильтр. Наибольшее распространение получили не-
разборные фильтры (рис. 2.210), состоящие из корпуса, фильт-
роэлемента и встроенных клапанов. Используются три вида
клапанов: противодренажный - для исключения обратного сте-
кания масла из фильтра в картер на неработающем двигателе,
перепускной - для перепуска масла мимо фильтроэлемента при
его засорении и холодном пуске, и обратный - для исключения
вытекания масла из фильтра при его снятии с двигателя.
Рис. 2.212. Схемы разбор-
ных масляных фильтров:
а — с нижним расположением
фильтроэлемента; б — с верх-
ним расположением фильтро-
элемента; 1 — перепускной
клапан; 2 — корпус иильтра;
3— крышка; 4—фильтроэпе-
мент; 5 — протчводр эна> ;ный
клапан; 6 — магистраль слива
масла в картер; 7 — корпус
фильтроэлеме гг?
Рис. 2.213. Схема жид-
костно-масляного охла-
дителя:
1 — блок цилиндров; 2 — шту-
цер подвода охлаждающей
жидкости; 3 — охладитель;
4—масляный фильтр; 5—шту-
цер отвода охлаждающей жид-
кости
Наличие или отсутствие клапанов в фильтре зависит от
конструкции двигателя. Так, противодренажный клапан не ис-
пользуется при установке фильтра вертикально входным от-
верстием вверх (рис. 2.211), т.к. при таком расположении
масло из фильтра не вытекает. Перепускной клапан в конст-
рукции неразборного фильтра применяется в случае, если та-
кого клапана нет в магистрали системы смазки двигателя, а
обратный клапан устанавливается только для удобства обслу-
живания двигателя, особенно, когда фильтр расположен вер-
тикально отверстием вниз (рис. 2.211).
При работе двигателя масло от насоса поступает во внут-
реннюю полость фильтра через противодренажный клапан,
проходит фильтроэлемент и выходит в систему смазки через
центральный штуцер (рис. 2.210). Постепенное засорение
фильтра приводит к росту перепада давлений до 0,05-^0,06
МПа, при которых срабатывает перепускной клапан, пропус-
кая масло мимо фильтрующего элемента.
Описанная схема работы типичного неразборного фильт-
ра указывает на его недостаток. При длительной работе на
поверхности фильтроэлемента скапливается большое коли-
чество частиц размером свыше 0,025-0,040 мм, в то время
как частицы меньшего размера внедряются в материал
фильтроэлемента и застревают в нем. Постепенно перепад
давления на элементе возрастает, и при пробеге автомоби-
ля 5000-5-6000 км происходит первое открытие перепускного
клапана. При этом крупные частицы смываются с поверхно-
сти элемента маслом через открытый клапан в магистраль,
что может вызвать ускоренный износ и повреждения дета-
лей двигателя.
Для того, чтобы исключить попадание задержанных ра-
нее фильтром крупных частиц в систему смазки, на некото-
рых двигателях перепускной клапан устанавливается в ма-
гистрали системы смазки, а не в фильтре (рис. 2.211), либо,
перепуск масла осуществляется мимо фильтрующей по-
верхности.
Неразборные масляные фильтры выпускаются различны-
ми фирмами и имеют очень широкую номенклатуру размеров
резьбы штуцера, уплотнительного резинового кольца, габа-
ритных размеров, а также различия по наличию или отсутст-
вию тех или иных клапанов. Наиболее распространенная у
двигателей европейских автомобилей резьба штуцера фильт-
ра - дюймовая 3/4’’ с 16 нитками резьбы на 1 дюйм. У двига-
телей японских и американских машин используются, помимо
указанной, резьбы М20х1,5 (MaZDA), М22х1 ,5 (HONDA),
М18х1,5 (GM) и 13/16” — 16Н (GM, FORD). У дизелей встре-
чаются также резьбы М24х1,5 и М30х1,5.
На практике для каждого двигателя необходим только
строго ему соответствующий фильтр. Даже при совпадении
присоединительных и габаритных размеров похожий фильтр
может не иметь всех необходимых клапанов или иметь «лиш-
ние» клапаны. Это может нарушить работу системы смазки.
На некоторых двигателях (BMW, MERCEDES-BENZ и др.)
применяются сменные фильтрующие элементы, устанавлива-
емые в корпус «постоянного» фильтра (рис. 2.212). В таких
конструкциях перепускной клапан обычно расположен вне
камеры фильтроэлемента, поэтому разборные фильтры обес-
печивают более качественную очистку масла, чем, например,
неразборные со встроенным перепускным клапаном.
На высокофорсированных двигателях, в том числе, дизе-
лях, нередко устанавливают устройства для охлаждения мас-
ла. Двигатели легковых автомобилей прошлых лет иногда
имели дополнительный воздухо-масляный радиатор, установ-
ленный рядом с радиатором системы охлаждения. В настоя-
щее время такая схема встречается редко, чаще использует-
ся небольшой жидкостно-масляный радиатор, устанавливае-
мый под масляный фильтр (рис. 2.213).
Система охлаждения двигателя имеет большое количест-
во элементов и деталей, от работоспособности которых зави-
сит надежность двигателя в целом. Однако непосредственно
87
двигателя касается в первою очередь насос охлаждающей
жидкости, поскольку он приводится от коленчатого вала. Не-
редко выход из строя насоса, например, разрушение его под-
шипников, грозит серьезными последствиями и для других де-
талей и агрегатов двигателя.
Насос охлаждающей жидкости центробежного типа
обычно состоит из корпуса, валика с рабочим колесом и уп-
лотнения (рис. 2.214). В подавляющем большинстве двига-
телей легковых автомобилей используются валик с двух-
рядным подшипником и торцевое уплотнение. Указанная
конструкция, ставшая уже традиционной, обеспечивает на-
ибольшую компактность насоса независимо от способа его
привода.
Торцевое уплотнение насоса обычно включает в себя гра-
фитовое кольцо, прижимаемое к торцу рабочего колеса
(крыльчатки) пружиной (рис. 2.214). Пружина устанавливает-
ся внутри или снаружи резиновой фигурной манжеты, герме-
тизирующей полость подшипника. Между полостью подшипни-
ка и уплотнением обязательно выполняется дренажное от-
верстие для охлахщающей жидкости, иначе даже небольшая
утечка жидкости приведет к вымыванию смазки из подшипни-
ка, быстрому его повреждению и разрушению.
Негерметичность уплотнения обычно связана с появлени-
ем трещин в резиновой манжете из-за старения резины, из-
носом графитового кольца и торца крыльчатки. Негерметич-
ность насоса также бывает следствием даже не очень дли-
тельной работы двигателя на чистой воде вместо специаль-
ной охлаждающей жидкости. В данном случае обычно дешев-
ле вовремя устранить неисправность, чем доливать в систему
воду и в дальнейшем менять насос.
Как правило, применяется два варианта привода насоса -
клиновым или зубчатым ремнем. Крайне редко встречается
привод роликовой цепью (GM), поскольку данный вариант ус-
ложняет конструкцию двигателя и снижает его надежность.
Наиболее распространен привод насоса клиновым ремнем
(рис. 2.215, а). Нередко одним ремнем вместе с насосом при-
водится генератор. Это наиболее простой вариант привода, од-
нако он имеет недостатки. Генератор современного автомоби-
ля потребляет достаточно большую мощность. Из-за этого воз-
растает требуемое натяжение ремня и усилие на подшипники
насоса, что может ограничить их ресурс. Особенно неудачным
становится такой вариант при. необходимости привода других
агрегатов (кондиционер, насос усилителя руля). В этом случае
на коленчатом валу приходится устанавливать широкий шкив
на несколько ремней и при поперечной установке двигателя на
автомобиле для него может не хватить места.
Для разгрузки подшипников водяного насоса иногда при-
меняется схема (VOLKSWAGEN) с двумя короткими ремнями,
в которой натяжение ремня насоса регулируется подбором
дистанционных шайб между половинами шкива (рис. 2.215, б).
Одним из способов решения проблемы является приме-
нение одного попиклинового ремня на все агрегаты (рис.
2.215, в). При такой схеме используется натяжной ролик с
постоянным усилием натяжения ремня. Возможно также
снижение усилий на валик насоса (рис. 2.215, г). Здесь появ-
ляется другой недостаток схемы - выход 13 строя любого из
агрегатов, связанных одним общим ремнем, приведет к не-
обходимости остановки двигателя. Это объясняется тем, что
двигатель обязательно будет работать с перегревом, еслк не
вращается насос охлаждающей жидкости, т.е. без насоса ра-
бота двигателя невозможна так же, как, например, без f .ас-
ляного насоса. Следовательно, весьма логично включить на-
сос охлаждающей жидкости в систему привода распредели-
тельного вала, а остальные агрегаты объединить общим кли-
ноременным приводом.
В настоящее время такие конструкции встречаются доволь-
но часто (рис. 2.175, 2.176). При этом насос охлаждающей жид-
кости хорошо компонуется на передней крышке или блоке ци-
линдров (VOLKSWAGEN, MAZDA, OPEL, HONDA и др.). На не-
Рис. 2.214. Схемы насосов системы охлаждения:
а — с приводом клиновым ремнем; б — с приводом зубчатым ремнем;
в — торцевые уплотненья; 1 — валик с попшипниюм; 2 — уплотнение;
3—крыльчатка, 4—дренажноэ отвэрстие; 5 — керамичео. ое :;опьци, 6 — рези-
новая манжета; 7 — пружина; 8 — корпус уплотнения: 9 — графитоеоэ гэльци
Рис. 2.215. Некоторые схемы привода насосов системы охлажде-
ния клиновым ремнем:
а — tj: адьционная схема; б — простая схема с компенсацией усилий на
подшипник насоса: в — привод всех агрегатов многоручьевым ремнем;
г — то же, но с компенсацией усилий на подшипник насоса; 1 — шкив ко-
ленчатого вала: 2 — шкив насоса а ютемы о^лажпения; 3 — шкив генерато-
ра: 4 — шкив насоса усилителя руля; 5 — паразитный роли!. 6 — натяжной
ролик; 7 — шкив кол, прессора кондиционера
которых двигателях насос устанавливается в специальное от-
верстие блока цилиндров, а валик насоса расположен эксцент-
рично наружной поверхности корпуса насоса, сопрягаемой с
отверстием в блоке (рис. 2.178). Такая конструкция позволяет
отказаться от специального натяжного устройства, поскольку
натяжение осуществляется поворотом корпуса насоса в отвер-
стии блока цилиндров (VOLKSWAGEN, OPEL). Однако у старых
двигателей нередко наблюдаются коррозия корпуса насоса в
блоке, и попытки повернуть насос для натя кения ремня (или
хотя бы снять его с блока) иногда кончаются поломкой корпуса
насоса. Конструкции с приводом насоса зубчатым ремнем об-
ладают и другими недостатками. Для двигателя опасно разру-
шение подшипника и заклиниванке насоса, поскольку оно ве-
дет к “проскакиванию" ремня. Поэтому в эксплуатации или при
ремонте двигателя обнаружение первых признаков износа
подшипника (характерный шум при вращении, течь уплотне-
ния) требует его обязателы юй замены. Насос с приводом зуб-
чатым ремнем сложнее меняется при ремонте (по сравнению
со схемой привода насоса клиновым ремнем, где насос обыч-
но стоит открыто на блоке или крышке блока).
Важным элементом системы о слаждения является термо-
стат (рис. 2.216), обеспечивающий быстрый прогрев и поддер-
жание постоянной температуры охлаждающей жидкости. В
подавляющем большинстве конструкций термостат устанав-
ливают на выходе из головки блока цилиндров (между голо-
вкой и верхним патрубком радиатора). В наиболее простых
схемах термостат перекрывает эту магистраль при низкой
88
Рис. 2.216. Термостаты (а, в) и схемы их включения в систему охлаждения (б, г):
1 — двигатель; 2 — насос; 3 — радиатор; 4 — термостат
температуре охлаждающей жидкости, чем переводит систему
в режим поних.енной циркуляции по так называемому ‘‘мало-
му кругу", т.е. внутри головки и блока цилиндров. После про-
грева двигателя термостат открывает и регулирует циркуля-
цию по "большому кругу”, чем поддерживает постоянный тем-
пературный режим двигателя.
В данной схеме циркуляция по “малому кругу” остается,
однако она не оказывает существенного влияния на тепловой
режим, поскольку расход жидкости по "большому кругу” боль-
ше. Для исключения влияния циркуляции по “малому кругу"
используют схему (рис. 2.216, б) с термостатом, закрываю-
щим “малый круг” циркуляции и открывающий ‘большой круг”.
Применяются и более сложные схемы охлаждения.
Термостат (рис. 2.216) состоит из корпуса, датчика и одно-
го или двух клапанов. Датчик заполнен твердым веществом
(церезин), которое имеет низкую температуру плавления,
примерно соответствующую рабочей температуре в системе.
При достижении этой температуры церезин плавится и увели-
чивается в объеме, в результате чего происходит перемеще-
ние штока и открытие клапана.
Термостат, таким образом, позволяет автоматически под-
держивать температуру двигателя не ниже заданной - при
снижении температуры (а значит при значительном увеличе-
нии эффективности охлаждения) термостат закроет циркуля-
цию по “большому кругу”, чем вызовет повышение температу-
ры жидкости в “малом круге” и т.д.
Ограничение температуры по верхнему пределу осущес гв-
ляется с помощью вентиляторов, увеличивающих эффектив-
ность охлаждения жидкости в радиаторе за счет возрастания
скорости обдува. Поскольку такое охлаждение требуется толь-
Рис. 2.217. Схема турбокомпрессора;
1 — ротор с колесом турбины; 2 — подшипник ротора; 3 — уплотнения ро-
тора; 4 — коп есо компрессора; 5 — корпус компрессора; 6 — корпус уплот-
нения компрессора; 7 — гидродинамический подпятник; 8 — корпус под-
шипников; 9 — кожух уплотнения; 10 — корпус турбины; А — вход масла;
Б — слив масла
ко на “горячем” двигателе, применяются различные вентиля-
торы, включаемые по команде датчика температуры. В про-
шлом распространение на легковых автомобилях получили си-
стемы привода вентилятора ремнем (от коленчатого вала) и
включения его вязкостной или электромагнитной муфтой. По-
добные конструкции обладают повышенной сложностью и не
всегда надежны, а тагоке не компонуются с поперечным рас-
положением двигателя. Помимо этого, при расположении вен-
тилятора на валу насоса системы охлаждения (схема, широко
распространенная на заднеприводных автомобилях) дополни-
тельно нагружаются подшипники насоса. Вследствие этих при-
чин в настоящее время на подавляющем большинстве автомо-
билей применяются эпектровентиляторы. На последних моде-
лях часто встречаются конструкции со ступенчатым или плав-
ным регулированием скорости вращения вентилятора, а так-
же установха двух вентиляторов, включаемых раздельно или
одновременно в зависимости от температуры жидкости (элек-
тронное управление температурой охлаждающей жидкости).
2.7. Агрегаты наддува двигателей
Основой системы турбонаддува двигателя и в то же время
наиболее сложным ее элементом является турбокомпрессор
(рис. 2.217). Турбокомпрессор состоит из ротора - вала с коле-
сами турбины и компрессора, подшипников, уплотнений ротора
и корпусных деталей. Ротор раскручивается турбиной до очень
высокой частоты вращения -10СМ-120 тыс. мин’1 и более. Обыч-
но чем меньше объем двигателя, тем меньше размеры турбо-
компрессора и тем выше максимальная частота вращения ро-
тора, которая достигается на режимах полной нагрузки двигате-
ля. Мощность, развиваемая турбиной, идет на привод компрес-
сора, т.е. на повышение им давления нагнетаемого воздуха.
Высокая частота вращения определяет очень серьезные
требования к точности изготовления ротора, конструкции и
материалам его подшипников.
Ротор турбокомпрессора представляет собой выполнен-
ный за одно целое с колесом турбины вал, на другой стороне
которого установлено колесо компрессора. Компрессор фик-
сируется на валу гайкой, а вся конструкция балансируется ди-
намически на рабочих частотах.
Биен'.е поверхностей вала должно быть очень мало - по-
рядка нескольких микрон, а дисбаланс всего ротора - не более
0,01-0,02 г-см. Превышение этих величин обычно приводит к
ускоренному износу и разрушению подшипников и ротора.
Ротор установлен в подшипниках скольжения специаль-
ной «плавающей» конструкции - бронзовая втулка имеет за-
зор 0,03-0,04 мг 1 по валу и 0,03-0,06 мм в корпусе. При этом
втул :а вращается со скоростью меньшей, чем зал. Этим обес-
печивается работоспособность подшипника при высоких ско-
ростях вращения, т.к. снижается относительная скорость
скольжения деталей. Кроме того, такая конструкция опор
обеспечивает их “податливость”, т.е. способность небольших
радиальных перемещений под действием нагрузки.
Ротор турбокомпрессора является “гибким” - его рабо-
чая частота вращения превышает частоту собственных ко-
89
лебаний (так называемую критическую частоту). Известно,
что при приближении частоты вращения к частоте собст-
венных колебаний в роторе возбуждаются колебания, кото-
рые способны его разрушить. С податливыми опорами при
прохождении ротором критической частоты амплитуда ко-
лебаний и нагрузки на ротор значительно снижаются и ста-
новятся неопасными.
Очень важное значение имеет гидродинамический под-
пятник (рис. 2.217), удерживающий ротор от осевых переме-
щений. В канавку упорной стальной втулки, расположенной
на валу, входит бронзовая или стальная фигурная пластина со
специальным покрытием, имеющая отверстия для подачи
масла под давлением к опорным поверхностям. Зазор между
опорными поверхностями должен быть мал, порядка
0,01-0,02 мм, иначе подпятник не будет удерживать ротор в
осевом направлении.
Между подшипником и соответствующим колесом (ком-
прессора или турбины) устанавливаются уплотнения с целью
исключения попадания масла в газовоздушный тракт двигате-
ля. Со стороны турбины обычно применяется уплотнение с
пружинным разжимным кольцом (рис. 2.218). Кольцо из спе-
циального чугуна или стали устанавливается в канавке вала с
малым торцевым зазором 0,035-0,04 мм и собственными си-
лами упругости прижимается к поверхности отверстия чугун-
ного корпуса агрегата. При этом зазор в замке кольца должен
быть мал (0,02-0,05 мм), а прилегание к отверстию - полным,
иначе уплотнение будет пропускать масло.
Со стороны компрессора применяют различные типы уп-
лотнений. Встречается конструкция, аналогичная уплотнению
подшипнике турбины. Иногда используется торцевое уплотне-
ние с графитовым кольцом (рис. 2.218,в).
Корпус турбокомпрессора имеет каналы подвода и слива
масла, а у некоторых дизелей - еще и каналы для жидкостно-
го охлаждения. На корпусе устанавливаются “улитки” ком-
прессора и турбины. При этом зазор между внутренней по-
верхностью «улитки» и лопатками колеса должен быть очень
малый. Зазор более 0,3-0,5 мм сильно снижает КПД турбины
(компрессора), что заметно уменьшает мощность и крутящий
момент двигателя на средних и высоких частотах вращения и
нагрузках.
Наиболее распространена конструкция с фи ссацией «улит-
ки» компрессора на корпусе с помощью стопорного кольца,
при этом «улитка» турбины крэпится болтами (рис. 2.217).
Несмотря на кажущуюся простоту, турбокомпрессор явля-
ется очень сложным агрегатом в ремонте и эксплуатации.
Работа двигателей с турбэнаддувом предполагает использо-
вание масел высокого качества с пологой характеристикой
вязкости по температуре. Этим требованиям удовлетворяют
современные синтетические масла. Выход из строя турбо-
компрессора обычно связан с неправильной эксплуатацией,
когда масло низкого качества коксуется в турбокомпрессоре,
закрывая отверстия для смазки подшипников, что приводит к
задирам, повреждениям, ускоренному износу подшипников.
Приводной нагнетатель (рис. 2.219) получил некоторое
распространение в последние годы на автомобилях с двига-
телями относительно большого объема (более 3,5-3,8 л).
Нагнетатель приводится поликлиновым ремнем от коленча-
того вала и работает на частотах вращения, несколько
больших, чем у самого двигателя. Нагнетатель содержит
прецизионные и достаточно дорогие детали. Речь идет
прежде всего о рабочих колесах или роторах нагнетателя,
которые имеют сложный винтовой профиль. Кроме того,
этот профиль должен обеспечивать малый зазор в зацепле-
нии роторов, иначе КПД нагнетателя и давление наддува
будут низкими. Роторы нагнетателя вращаются в закрытых
подшипниках качения, не касаясь друг друга и корпусов,
при этом синхронизация их вращения обеспечивается па-
рой зубчатых колес.
В эксплуатации приводной нагнетатель проще, однако
при некачественной очистке воздуха или при износе подшип-
ников боковые поверхности роторов также быстро изнаши-
ваются и возникает шум при работе. Основные детали тако-
го нагнетателя ремонту не подлежат (имеются в виду рото-
ры), поскольку профиль их зубьев и впадин не обрабатывает-
ся из-за сложности, однако изношенные подшипники могут
быть заменены.
В отличие от приводного нагнетателя, где сжатие воздуха
осуществляется при вращении рабочих колес, волновой об-
менник давления (COMPREX) использует другой принцип. По-
вышение давления на впуске осуществляется за счет взаимо-
действия волн давления и разрежения, распространяющихся
по каналам вращающегося ротора. При этом синхронное с ко-
ленчатым валом вращение ротора обеспечивает повышение
давления во впускном трубопроводе именно того цилиндра,
Рис. 2.218. Уплотнения ротора турбоком-
прессора:
а — уплотнение со стороны турбины; б — уплотне-
ние разрезным кольцом со стороны компрессора;
в—торцевое уплотнение со стороны компрессора;
1 — втулка подшипника; 2 — корпус подшипников;
3 — уплотнительное разрезное кольцо; 4 — корпус
уплотнения; 5—кожух; 6 — ротор; 7 — колесо ком-
прессора; 8 — втулка подпятника; 9 — подпятник:
10 — пружина, 11 — резиновое уплотнительное
кольцо; 12 — графитовое кольцо
Рис. 2.219. Схема приводного роторно-шес-
теренчатого нагнетателя:
1 — шкив привода; 2 — уплотнения- 3 — рессора;
4.7 — синхронизирующие шестерни; 5,9 — веду-
щий и ведомый роторы; 6 — входной патрубок;
8 — выход воздуха во впускной коллектор
90
Рис. 2.220. Схема вол-
нового обменника дав-
ления COMPREX:
1 — выпускной клапан дви-
гателя; 2 — впускной кла-
пан двигателя; 3 — шкив
привода зубчатым ремнем;
4 — каналы (ячейки) рото-
ра; 5 — корпус; 6 — ротор
где начинается впуск (рис. 2.220).
Волновые обменники известны давно, но не получили пока
широкого распространения вследствие сложности конструкции
ротора, а также трудоемкости доводки системы, однако на не-
которых автомобилях все же ставятся серийно (MaZDA). Их
особенностью является более высокий наддув по сравнению с
другими типами компрессоров, поэтому требуется существен-
ное упрочнение отдельных деталей двигателя - поршней, порш-
невых пальцев, шатунов и др. Этот тип наддува сочетает в себе
достоинства турбонагнетателя — малые габариты, и нагнетате-
ля с механическим приводом — пологую кривую крутящего мо-
мента с максимумом на низких частотах вращения и быструю
реакцию на изменение частоты вращеня. Возможно, что в буду-
щем приводные нагнетатели и системы COMPREX будут приме-
няться более широко.
Глава 3. СИСТЕМЫ УПРАВЛЕНИЯ ДВИГАТЕЛЕМ
В данном разделе рассматриваются принципы построения
и Функционирования современных систем управления топли-
воподачей и зажиганием, а также комплексных систем, осу-
ществляющих одновременно несколько различных функций
управления бензиновым ДВС.
Четкое понимание процесса работы современного двига-
теля как сложного комплекса, включающего механическую
часть, различные вспомогательные подсистемы (охлаждения,
смазки и т.п.), а в большинстве случаев и электоонную систе-
му управления с сетью входных (информационных) и выход-
ных (исполнительных) элементов, является решающим усло-
вием для осуществления эффективного поиска неисправно-
стей, качественного ремонта и квалифицированного техниче-
ского обслуживания автомобиля.
В сущности процесс управления бензиновым ДВС заключа-
ется в изменении (регулировании) значений некоторого числа
входных параметров для достижения необходимых значений
некоторого числа выходных параметров (рис.3.1). К выходным
параметрам относятся мощность, крутящий момент, частота
вращения коленчатого вала, содержание токсичных компонен-
тов в отработавших газах и другие. Важнейшие входные пара-
метры - угол открытия дроссельной заслонки, момент зажига-
ния смеси в цилиндрах, состав топливовоздушной смеси. В за-
висимости от режима и условий работы двигателя необходимо
изменять значения входных параметров. Например, при дви-
жении автомобиля водитель изменяет угоп открытия дроссель-
ной заслонки, а также передаточное отношение в коробке пе-
редач (для автомобилей, оборудованных механической КП), и,
в конечном итоге, получает от двигателя необходимые для дви-
жения в данном режиме мощность и крутящий момент. Таким
образом, изменение одного из входных параметров системы -
угла открытия дроссельной заслонки, задаётся водителем. Со-
ответственно количеству поступающего в цилиндры воздуха
необходимо изменять как минимум ещё два входных парамет-
ра, а именно: количество подаваемого в цилиндры топлива и
момент воспламенения смеси (т.е. угол опережения зажига-
ния), в противном случае становится невозможным получение
необходимых значений выходных параметров.
В принципе, функции управления дозированием топлива и
моментом зажигания можно также возложить на водителя.
Такое решение использовалось на некоторых автомобилях,
выпускавшихся вплоть до конца 30-х годов. Однако в этом
случае управление автомобилем превращается в тяжелую
работу, снижается безопасность движения, а характеристики
управления далеки от оптимальных.
Очевидно, что большая часть входных параметров должна
изменяться автоматически, в соответствии с режимом и услови-
ями работы двигателя. В первую очередь это относится к таким
параметра'/, как момент зажигания и состав топливовоздушной
смеси. Поэтому автоматическое приготовление смеси, необхо-
димого состава и регулирование момента зажигания на различ-
ных режимах используэтся на автомобилях уже несколько деся-
тилетий. На водителя возлагается только функция управления
углом открытия до-эссепьной заслонки, а на автомобилях с
механической КП — ещё и выбора соответствующей передачи
(в современных системах управления, таких как противобуксо-
вочная система (ПБС), на некоторых режимах электроника бе-
рёт на себя и функции управления дроссельной заслонкой).
Реализация этих систем долгое время осуществлялась на
уровне жестких автоматов, т.е. устройств, в которых, "програм-
ма" управления закладывалась при изготовлении и не могла
быть изменена в сколь-нибудь существенной степени. В каче-
стве примера можно привести карбюратор, в котором "про-
грамма" дозирования топлива на различных режимах работы
двигателя жестко определена различными кинематическими,
пневматическими и гидравлическими связями, т.е. конструк-
92
цией. Точно так же масса грузиков и жесткость пружин цент-
робежного автомата распределителя зажигания определяют
характеристику (т.е. "программу") управления моментом за-
жигания в зависимости от частоты вращения коленчатого
вала. Такие системы получили самое широкое распростране-
ние, однако главным их недостатком является недостаточная
гибкость и точность регулирования.
Дальнейшее совершенствование, развитие, а затем и ви-
доизменение систем управления ДВС было обусловлено
энергетическими кризисами, ухудшением состояния окружа-
ющей среды и введением жестких норм на содержание ток-
сичных компонентов в отработавших газах.
В настоящее время получение от двигателя тех или иных
значений выходных параметров — мощности, крутящего мо-
мента и т.п., ограничивается обязательным соблюдением
норм на токсичность выхлопа. С точки зрения управления это
потребовало, во-первых, введения целого ряда новых вход-
ных параметров (например, количество рециркуляционных
газов, углы открытия и закрытия клапанов и т.д.), а во-вторых,
точного и эффективного управления этими параметрами.
Последнее условие вызвало самое широкое применение
достижений микроэлектроники и вычислительной техники для
управления ДВС. В ряде случаев это позволило осуществить
управление на программно-адаптивном уровне, т.е. реализо-
вать регулирование с обратной связью. В качестве примера
можно привести топливодозирование с использованием об-
ратной связи по составу смеси и управление моментом зажи-
гания с обратной связью по сигналам датчика детонации.
Дальнейшее развитие автомобильной техники неизбежно
движется по пути развития комплексных систем управления,
причем не только различными системами автомобиля (напри-
мер, антиблокировочная система тормозов, круизконтроль, уп-
равление двигателем и трансмиссией), но также их совокупно-
стью, а в перспективе и автомобилем как единой системой.
3.1. Системы зажигания
Для воспламенения рабочей смеси в автомобильных че-
тырехтактных бензиновых ДВС используется энергия искры
высоковольтного электрического разряда, возникающего
между электродами свечи зажигания. Функции формирова-
ния энергии искры и управления моментом искрообразова-
ния выполняет система зажигания.
В основе работы практически всех современных систем
зажигания лежит принцип преобразования электрической
энергии аккумуляторной батареи (а при работающем двигате-
ле и энергии генератора) сначала в энергию накопителя с по-
следующей её передачей на искровой промежуток свечи. По-
этому такие системы называются батарейными. Преобразо-
вание энергии в большинстве батарейных систем происходит
циклически, синхронно с ра сотой цилиндров двигателя.
В качестве накопителей энергии в современных системах
используются либо катушка индуктивности, либо электричес-
кий конденсатор.
В подавляющем большинстве серийных систем зажигания
используется накопление энергии в магнитном попе ин-
дуктивности, т.е. применяется катушка зажигания. Неболь-
шая часть систем зажигания использует накопление энергии
в электрическом поле конденсатора, тем не менее в таких си-
стемах также используется катушка (катушки) зажигания, вы-
полняющая только роль высоковольтного трансформатора.
Батарейные системы зажигания классифицируются по
следующим основным признакам:
1. По способу формирования момента новообразования
—- контактные и бесконтактные.
2. По способу коммутации накопителя энергии — контакт-
Рис. 3.1. Упрощенная схел а угравпеччя двигателем с искровым зажиганием:
Фдр — угол открыт» я дроссельной заслонки; 0 — угол опере» <вния <эапаздываИ1 я) за иганмя; Qr — масса топлив?, QB — . асса воздуха; Р — г эщногть на ко-
пеячаго л валу; Мкр — крутящий энт на валу: п — частота враще? .° . оленчаюго вала; Р’ — мощность на -'слагах: М.,р’ — крутящий момент на колесах;
гГ — частота вращения колос Va — скорость авто;, об: ля
ные, тиристорные, транзисторные.
3. По способу управления моментом зажигания - механиче-
ские и электронные (в т.ч. цифровые и микропроцессорные).
4. По способу распределения высоковольтной энергии - с
механическим и со статическим распределением.
Ниже рассматривается работа наиболее распространен-
ных систем зажигания с накоплением энергии в магнитном
поле катушки зажигания. Системы с накоплением энергии в
электрическом поле конденсатора ввиду своего незначитель-
ного распространения не рассматриваются.
3.1.1. Классическая контактная система зажигания
Рис. 3.2. Электрическая схема контактной систем ы зажигания:
1 — аккум; пйторная батарея; 2 — вы отючатель за» сигания 3 — добавочный
рез crop (не является обязательным); 4 — первичная обмотка катушки
за: гигания: 5 — вторичная обмотка ; атушки за> „гания: 6 — свеча ?а сигания;
7 — кулачок вал» »ка-р аспредеплтетя; 8 — i-'нгактная группа: 9 —»пнденсатор
Классическая контактная система зажигания получила
наибольшее распространение в прошлые годы и лишь в по-
следние 15+20 лет утратила свои позиции. Однако на дорогах
всего мира продолжают эксплуатироваться десятки миллио-
нов автомобилей с такими системами.
Процессы, происходящие в классической системе зажи-
гания, являются ключевыми для понимания работы всех сис-
тем зажигания с накоплением энергии в магнитном попе ка-
тушки индуктивности. Поэтому ниже подробно рассматрива-
ется работа классической контактной системы.
Электрическая схема контактной системы зажигания
представлена на рис. 3.2.
Рассмотрение электрических процессов, происходящих в
системе, начнем с момента времени т-| (рис. 3.3). В этот мо-
мент контакты 8 (рис. 3.2) замыкаются и по первичной обмот-
ке катушки зажигания 4 начинает протекать эле:сгрический
ток. В силу закона электромагнитной индукции мгновенное
увеличение тока невозможно, так как этому препятствует
э.д.с. самоиндукции, возникающая в первичной обмотке:
р I dii
e«-L, dt ,
где Ц - индуктивность первичной обмотки.
Ток в первичной обмотке нарастает по экспоненциаль-
ному закону (участок а):
где Ti=^L - постоянная времени первичной цепи;
Н1
Рис. 3.3. Диаграммы тока и напряжений в первичной и вто-
ричной цепях контактной системы зажигания; п - 750 мин-1;
4-цилиндровый двигатель
R-j - сопротивление первичной обмотки постоянному току.
Все сказанное выше означает, что для того, чтобы ток Ц
достиг установившегося значения Ug/Rp необходимо время,
93
а именно (54-6)-т1. На низких оборотах, когда значение време-
ни между двумя соседними моментами искрообразования до-
статочно велико (при 750 мин’1 для 4-цилиндрового двигателя
- 40 мс), ток не только успевает достигнуть максимального
значения, но и длительное время нагревает катушку зажига-
ния. Величина т-| для катушек контактных систем составляет
3^-5 мс.
Во вторичной обмотке в момент т1 возникает э.д.с. взаи-
моиндукции
e2=-M.db,
где М - взаимоиндукция между обмотками катушки, а на-
личие паразитных ёмкости и индуктивности во вторичной це-
пи приводит к появлению колебаний на участке б.
Вращение валика ротора-распределителя приводит к тому,
что в некоторый момент времени t2 контакты размыкаются.
Резкое исчезновение тока в первичной обмотке приводит к
возникновению э.д.с. самоиндукции, стремящейся поддержать
этот ток, но так как первичная обмотка также имеет паразит-
ную ёмкость, образуется колебательный контур, часть энергии
которого выделяется в виде дугового разряда между контакта-
ми прерывателя. Наличие дуги приводит к обгоранию контак-
тов и уменьшает значение э.д.с. самоиндукции. Для уменьше-
ния энергии дуги параллельно контактам включается конден-
сатор 9 (рис. 3.2). В этом случае колебания в первичной об-
мотке принимают форму, представленную на участке г. Забе-
гая вперед, заметим, что частота этих колебаний, кроме пара-
метров первичного контура 1_-| и С1( определяется также и
тем, что во вторичном контуре происходит пробой искрового
промежутка, т.е. после пробоя вторичный контур шунтируется
и становится нагрузкой для первичного контура. Если пробоя
не происходит (так называемый режим открытой цепи), часто-
та колебаний на участке г будет в несколько раз ниже.
В силу того, что катушка зажигания представляет собой
трансформатор, во вторичной обмотке также наводится э.д.с.
взаимоиндукции с большой амплитудой (участок в). Напряже-
ние во вторичной обмотке имеет отрицательную полярность,
но практически все диагностические приборы (автомобиль-
ные осциллоскопы и мотортестеры) для удобства наблюдения
инвертируют сигнал вторичной цепи, т.е. представляют его
аналогично показанному на рис. 3.3. При условии отсутствия
нагрузки во вторичной цепи (режим открытой цепи) напряже-
ние во вторичной обмотке может достигать значений 25-е-ЗО
кВ. Однако в реальных условиях этого не происходит, так как
уже при значении порядка 5-И 5 кВ (в зависимости от конст-
рукции и режима работы двигателя) происходит пробой ис-
крового промежутка свечи (точка А). Пробой приводит к воз-
Рис. 3.4. Диаграмма тока в первичной цепи контактной системы
зажигания при п = 6000 мин~1
никновению между электродами канала горячей плазмы с вы-
сокой проводимостью, шунтированию вторичного контура и
резкому падению напряжения между электродами свечи
(участок д). Необходимо отметить, что при более строгом рас-
смотрении процесса искрового разряда он разбивается на
три фазы (ёмкостной, дуговой, тлеющий), однако данное упро-
щение оправдано с точки зрения возможностей современной
диагностической аппаратуры для автосервиса.
Участок времени t2-ts (линия е) отражает длительность ис-
крового разряда, т.е. наличия канала плазмы между электро-
дами свечи. В это время катушка — накопитель энергии отда-
ет её, поддерживая протекание тока через свечу. Обычно
длительность искрового разряда в контактных системах со-
ставляет величину порядка 1,04-1,5 мс.
После прекращения искры (момент t3) небольшое количе-
ство энергии, оставшейся в магнитном поле катушки рассеи-
вается в виде колебаний. Частота колебаний в первичном
контуре определяется в основном его параметрами (L|, С-|),
так как вторичная цепь разомкнута и . не вносит заметного
влияния в процессы, происходящие в первичном контуре. Те-
перь катушку вновь можно рассматривать как трансформа-
тор, поэтому колебания первичного контура повторяются (ес-
тественно, с большей амплитудой) и на выводе вторичной об-
мотки. Так как в первичном контуре имеется активное сопро-
тивление потерь R-| (сопротивление первичной обмотки), ко-
лебания довольно быстро затухают. Процесс затухания зани-
мает интервал времени t3-t4. В момент времени t5 контакты
прерывателя вновь замыкаются и весь процесс повторяется.
Величина периода trt2, выраженная в градусах угла поворо-
та ротора распределителя зажигания называется углом замк-
нутого состояния контактов (УЗСК). Для четырехцилиндро-
вых двигателей УЗСК составляет обычно 504-55°.
Нетрудно подсчитать, что при частоте вращения коленча-
того вала 6000 мин’1 период времени между двумя парооб-
разованиями составляет всего 5 мс, а это значит, что при по-
стоянной времени катушки Ц = 5 мс ток в первичной обмотке
в момент размыкания контактов (т.е. ток разрыва) будет до-
стигать значения 0.54-0,6 от lmax. Следовательно, энергия, за-
пасаемая в магнитном поле катушки зажигания W3 м = l2 L/2,
уменьшится в 34-4 раза (см. рис. 3.4) по сравнению с режимом
6004-800 мин-1. Это является одним из главных недостатков
классической системы. Компенсировать уменьшение запаса-
емой энергии путем увеличения периода замкнутого состоя-
ния контактов и увеличения величины тока (уменьшение R-|)
не удается из-за сильной эрозии контактной группы. Кроме
этого, классическая система обладает и рядом других недо-
статков - необходимостью периодических регулировок, неста-
бильностью момента искрообразования и т.п
3.1.2. Транзисторные системы зажигания
В этих системах функции коммутации тока в первичной
обмотке кар/шки зажигания выполняет мощный транзистор.
Формирование момента искрообразования здесь может осу-
ществляться как обычной контактной группой — в этом слу-
чае система называется контактно-транзисторной (рис. 3.5),
так и с помощью специальных датчиков — в этом случае
система называется бесконтактной (рис. 3.6). Контактно-
транзисторные системы являлись промежуточным решением
и широкого распространения не получили.
Принципиальное отличие транзисторных систем от
контактных состоит в том, что коммутирование и разрыв тока
в первичной обмотке катушки осуществляется не замыкани-
ем и размыканием контактов, а открыванием (т.е. переходом
в проводящее состояние) и запиранием (отсечкой) мощного
выходного транзистора. Это позволяет в принципе увеличить
значение тока разрыва до 84-11 А, что обеспечивает увеличе-
ние энергии, запасаемой катушкой, в 34-4 раза по сравнению
с контактными системами.
94
Рис. 3.5. Вариант контактно-транзисторной системы зажигания
В таких системах наиболее широкое распространение по-
лучили три типа датчиков: индукционный, датчик Холла, опти-
ческий. Устройство и работа этих типов датчиков подробно
рассматриваются ниже.
Временные диаграммы работы простейшей транзистор-
ной системы зажигания с датчиком Холла мало отличаются
от диаграмм классической контактной системы. Существен-
но различаются лишь диаграммы напряжения на первичной
обмотке катушки зажигания. Как видно из рис. 3.7, на диа-
грамме первичного напряжения практически отсутствуют
колебания на участке t2-t3. Это объясняется тем, что в тран-
зисторных системах емкость конденсатора, подключаемого
между участком коллектор-эмиттер выходного транзистора
для защиты его от лавинного пробоя, имеет величину
0,05-0,10 мкФ против 0,25-0,30 мкФ в классической систе-
ме. Кроме этого, выходной транзистор, как правило, имеет
специальные элементы, обеспечивающие его защиту как от
перенапряжения, так и от действия напряжения отрицатель-
ной полярности. Наиболее распространенным является
включение стабилитрона VD1 (см. рис. 3.8). В этом случае
имеет место ограничение амплитуды первичного напряже-
ния на уровне 300-400 В (точка А на рис. 3.7). Наличие ста-
билитрона также способствует изменению формы колеба-
ний на участке t2-t3.
Контактно-транзисторные системы, как следует из их на-
звания, имеют фиксированное значение угла замкнутого со-
стояния контактов. В простейших бесконтактных транзистор-
ных системах значение угла протекания тока по первичной
обмотке катушки зажигания (эквивалент УЗСК) также явля-
ется постоянным (см. рис. 3.7). Такие системы относятся к
разряду "Constant Dwell", т.е. "постоянный УЗСК".
В таком виде транзисторные системы применялись очень
редко и непродолжительное время. Большая часть совре-
менных транзисторных бесконтактных систем использует
принцип постоянства накапливаемой энергии. Такие системы
получили обозначение "Constant Energy".
В этих системах, использующих специальную схемотех-
нику, момент начала протекания первичного тока t-| (рис. 3.9)
регулируется таким образом, чтобы к моменту новообразо-
вания t2 ток в первичной обмотке всегда достигал одной и той
же величины Ip, необходимой для накопления в магнитном
поле первичной обмотки заданного значения энергии, опре-
деляемого по формуле
Рис. 3.6. Вариант простейшей транзисторной системы зажигания типа "Constant Dwell":
1 — магнитный экран (маркерный диск); 2 — датчик Холла; 3 — контакты выключателя зажигания; 4 — балластный резистор; 5 — контакты тягового реле
стартера; 6 — катушка зажигания
95
Рис. 3.7. Диаграммы тока и напряжений в перв! imhom и вторичной
цепях транзисторной системы зажигания типа “Constant Dwell"
Рис. 3.9. Диаграммы тола и напряжений в первичной и вторичной це-
пях транзисторной системы зажигания типа "Constant Energy" с огра-
ничением первичного тока: п = 750 мин-1; 4-цилиндрозый двигатель
Рис. 3.8. Защита выходного транзистора от перегрузок по напря-
жению:
1 — выгодной 'I ранзистор; 2 — защитный стабилитрон: 3 — ка (ушка за сигания
Рис. 3.10. Диаграмма тока в первичной цепи транзисторной
системы зажигания типа "Constant Energy" при п = 6000 мин-1
W=lp2-L/2, (3.1)
где L - индуктивность первичной обмотки; Ip - ток разрыва.
Чтобы обеспечить малое значенье времени накопления и
одновременно увеличить значение запасаемой энергии, в та-
ких системах используются катушки зажигания с низким зна-
чением сопротивления первичной обмотки (обычное значе-
ние Rn = 0.3-0,5 Ом). В этом случае максимальное значение
тока через первичную обмотку может достигать значения
'max = (^Б “ UK3.H?c.)/Rn = О4 ~ 2)/0,3 =40 А- Поэтому в боль-
шей части таких систем применяется активное ограничение то-
ка на уровне 6-И О А (участок t4—t5, рис. 3.9). Именно это значе-
ние тока фигурирует в формуле (3.1). Ограничение тока обычно
i ,меет место на низких и средних оборотах коленчатого вала. На
высоких оборотах время накопления соизмеримо с периодом
искрообразования, и ограничения не происходит (см. рис. 3.10).
3.1.3. Управление моментом искрообразования
Основные характеристики бензинового двигателя —
мощность, крутящий момент, удельный расход топлива,
токсичность в большой степени зависят от того, в какой
момент движения поршня к ВМТ в такте сжатия происходит
воспламенение смеси. Для количественной оценки этого мо-
мента принято пользоваться термином "угол опережения за-
жигания" — углом поворота коленчатого вала, выраженным в
градусах, с момента пробоя искрового промежутка свечи до
момента прохождения поршнем ВМТ. Необходимо отметить,
что в современных двигателях на некоторых режимах (напри-
мер, при резком ускорении) искровий разряд происходит уже
после прохождения поршнем ВМТ, т.е. имеет место не опере-
жение, а запаздывание момента зажигания.
96
Наивыгоднейший (с точки зрения максимального крутя-
щего момента и минимального удельного расхода топлива)
угол опережения зажигания в каждый конкретный момент ра-
боты двигателя сложным образом зависит от множества взаи-
мосвязанных факторов. Однако можно выделить определяю-
щие (при заданном составе топливовоздушной смеси и октано-
вом числе топлива): частота вращения коленчатого вала, на-
грузка на двигатель (т.е. расход воздуха), температура охлаж-
дающей жидкости, температура всасываемого воздуха. Поло-
жение осложняется тем, что достижение максимальной мощ-
ности и экономичности на всех режимах работы современного
ДВС оказывается невозможным. Одним из препятствий явля-
ется возникновение детонационного сгорания топлива на ряде
режимов, особенно при комбинации высокой нагрузки и низ-
кой частоты вращения коленчатого вала. На этих режимах при-
ходится уменьшать угол опережения зажигания, жертвуя эко-
номичностью и тяговыми характеристиками двигателя. Другим
важным ограничивающим фактором является необходимость
соблюдения жестких норм на токсичность выхлопа.
По признаку управления моментом парообразования все
применяющиеся сейчас системы зажигания можно разделить
на системы с механическим и с электронным управлением.
Системы с механическим управлением господствовали на
автомобилях в течение нескольких десятилетий, все время
совершенствуясь, но не претерпели каких-либо кардинальных
изменений в своей конструкции, заложенной еще в начале
века. Механическая система осуществляет две функции -
регулирование момента зажигания в зависимости от частоты
вращения коленчатого вала двигателя и от нагрузки на двига-
тель (в качестве меры нагрузки используется величина раз-
режения за дроссельной заслонкой).
Первая функция осуществляется так называемым цент-
робежным автоматом, устройство и работу которого поясня-
ет рис. 3.11. Основы центробежного регулятора составляют
грузики 3 и пружины 1 и Ь. В зависимости от формы и массы
грузиков, а также жесткости пружин, центробежные регулято-
ры способны обеспечивать различные, но в любом случае
очень простые и далёкие от оптимальных характеристики
(рис. 3.12). Точность повторения таких характеристик полнос-
тью определяется совершенством технологии и составляет в
лучшем случае +2°. К тому же эти характеристики подверже-
ны изменениям в процессе эксплуатации.
Регулирование момента искрообразования в зависимос-
ти от разрежения за дроссельной заслонкой (нагрузка на
двигатель) осуществляется вакуумными устройствами (рис.
3.13). Существует несколько вариантов таких устройств,
Рис. 3.12. Примеры характеристик, обеспечиваемых центробежными
регуляторами с пружинами одинаковой (а) и разной (б) > :есткоск:
л — частота вращения коленчатого вала- 0 — угол опережения зажигания
(в градусах поворота коленчатого вала)
обеспечивающих, в зависимости от сложности конструкции,
различные по сложности характеристики (см. рис. 3.14). На
рис. 3.15 представлен пример характеристики, являющейся
результатом совместной работы центробежного и двух-
ступенчатого вакуумного регуляторов.
Несомненным достоинством механических регуляторов
является то, что конструктивно почти все элементы системы,
кроме катушки, интегрируются в единый узел, осуществляющий
несколько функций одновременно — т.н. прерыватель-распре-
делитель или просто распределитель зажигания. Распредели-
тель обеспечивает функции формирования и регулирования
момента зажигания (а в контактных системах — и коммутации
тока в катушке), а также функцию распределения высоковольт-
ной энергии в соответствии с порядком работы цилиндров дви-
гателя. Главный же недостаток таких систем с точки зрения уп-
равления моментом зажигания — неспособность обеспечить
сложную трехмерную характеристику, необходимую для удов-
летворения жестких и порой противоречивых требований к со-
временным двигателям. На рис. 3.16, а представлен пример
Рис. 3.11. Устройство и работа центробежного регулятора опережения зажигания:
1 — пружина малой > есткости: 2, 4 — ограничительные упоры; 3 — подвижные грузики; 5 — пружина большой жесткости
/. Ремонт iBiii. .i;ipv6. ;iK-vii.
97
Рис. 3.13. Вакуумный регулятор момента зажигания двустороннего действия:
1 — вакуумная камера опережения зажигания; 2 — вакуумная камера запаздывания зажигания; 3, 4 — диафрагмы; 5, 8 — вакуумные шланги; 6 — дрос-
сельная заслонка; 7 — впускной коллектор
Рис. 3.14. Пример характеристики, обеспечиваемой простейшим
вакуумным регулятором опережения зажигания:
ЛР — разрежение во впускном коллекторе; G—угол опережения за: сигания
Угол опережения зажигания
коленчатого вала
а
Угол опережения зажигания
Н
1000 2000 3000 4000 5000 п.мин'1
коленчатого вала
Рис. 3.15. Характеристики, обеспечиваемые совместной работой
центробежного и двухстороннего вакуумного регулятора:
(----) — полная нагрузка; (—-) — частичная нагрузка; (--) — тормо-
жение двигателем; (- —) — запуск; (х х х) — холостой ход
Рис. 3.16. Характеристики, обеспечиваемые вакуумно-центробеж-
ным регулятором (а) и микропроцессорной системой зажигания (б)
98
Рис. 3.17. Блок-схема микропроцессорной системы зажигания:
1 — блок управления; 2 — датчик частоты вращения/положения коленчатого вала, 3 — датчик нагрузки; 4 — датчик температуры охлаждающей жидкости;
5 — датчик температуры всасываемого воздуха; 6 — датчик положения дроссельной заслонки; 7 — датчик детонации; 8 — выходной кгс.;ад; 9 — катушка
зажигания; 10 — выключатель зажигания
трехмерной характеристики (угол опережения зажигания в за-
висимости от скоростного режима и нагрузки на двигатель), ко-
торую способен обеспечить механический автомат, а на рис.
3.16, б - пример характеристики, реально необходимой для вы-
полнения жестких норм по токсичности и сохранении хороших
мощностных и экономических показателей. Получение подоб-
ных характеристик возможно только при использовании цифро-
вой и микропроцессорной электроники.
Блок-схема современной микропроцессорной системы
зажигания представлена на рис. 3.17. Забегая вперёд, от-
метим, что в большинстве современных автомобилей исполь-
зуются комплексные системы управления (см. раздел 3.3.),
т.е. системы, в которых управление зажиганием и впрыском
осуществляет единый блок. В этом случае можно говорить о
подсистеме управления зажиганием в составе более сложной
системы. Рассматриваемые далее принципы построения и
работы микропроцессорных систем зажигания полностью
распространяются и на подсистемы зажигания комплексных
систем управления.
Основу системы составляет блок управления 1, выполнен-
ный на базе микропроцессора. В ПЗУ блока управления при из-
готовлении заносится "матрица11 значений углов опережения
зажигания, подобная изображенной на рис 3.16, а. Матрица оп-
ределяется на этапе испытаний и доводки двигателя путем мно-
гочисленных измерений на динамометрическом стенде.
Для получения информации о частоте вращения и поло-
жении коленчатого вала используется датчик, устанавли-
ваемый над специальным (маркерным) диском. В некоторых
системах, обслуживающих многоцилиндровые двигатели и
имеющих статическое распределение высоковольтной энергии
(см. ниже), используются также датчики положения распреде-
лительного вала. Конструкция датчиков может быть различной
- используются индукционные, оптические и датчики Холла.
В качестве датчика нагрузки в процессорных системах
обычно используется датчик абсолютного давления во
впускном трубопроводе (подробнее см. раздел 3.2.7.). Одна-
ко, если на автомобиле установлена система управления
впрыском топлива с датчиком расхода воздуха, сигнал этого
датчика, соответствующим образом обработанный в блоке
управления впрыском, может использоваться также и блоком
управления зажиганием. В качестве примера можно привес-
ти взаимодействие систем LH-Jetronic (управление впрыс-
ком) и EZ (управление зажиганием) фирмы BOSCH на таких
автомобилях, как MERCEDES-BENZ, PORSCHE, VOLVO и др.
После получения информации о частоте вращения колен-
чатого вала и нагрузке на двигатель блок управления выбира-
ет из записанной в ПЗУ матрицы (рис. 3.16) необходимое в
данный момент значение угла опережения зажигания. При
необходимости это значение корректируется в зависимости
от температуры охлаждающей жидкости и всасываемого воз-
духа, после чего формируется сигнал управления выходным
каскадом. Как правило, в микропроцессорных системах за-
жигания выходной каскад работает без ограничения тока на
всех режимах частоты вращения коленчатого вала. Стабили-
зация тока разрыва на заданном уровне (обычно 6,5^-8,5 А)
осуществляется мчкропооцессором за счёт поддержания оп-
тимального времени протекания тока по первичной обмотке
(обмоткам) катушки (катушек) на основании информации,
хранящейся в памяти блока.
Выходной каскад (т.е. оконечный усилитель тока) в силу
специфики условий работы (lmax - до 10 A, Umax - до 400 В, на-
грев) очень часто выносится из блока управления и размеща-
ется в моторном отсеке, как правило, в непосредственной
близости от катушки (катушек) зажигания. В сервисной лите-
ратуре такие каскады обозначаются как "Power Tranzistor",
"Ignition Module", коммутатор и т.п Сказанное относится и к
коммутаторам комплексных систем управления.
3.1.4. Способы распределения высоковольтной
энергии в электронных системах зажигания
Распределение высоковольтной энергии в современных
системах зажигания может осуществляться различными ме-
тодами.
Часть электронных систем зажигания с микропроцес-
сорным управлением углом опережения для распределения
высоковольтной энергии по цилиндрам двигателя использует
механический распределитель, почти аналогичный применя-
емым в классических и транзисторных системах. Конструк-
ция такого распределителя в большинстве случаев упрощает-
99
Рис. 3.18. Конструкция распределителя зажигания GM HEI:
1 — крышка катушки; 2 — катушка зажигания; 3 — выводы первичной обмот-
ки; 4 — изоляционное уплотнение; 5 — крышка распределителя; 6 — бегуний
7 — вал распределителя; 8,9 — электр ические разъемы; 10 — инд> кционный
датчик; 11 — кронштейн бегунка; 12 — коммутатор системы зажигания
ся, так как он не выполняет функций формирования и управ-
ления моментом искрообразования. Привод распределителя
может осуществляться через промежуточную передачу от ко-
ленчатого зала, но чаще применяется непосредственный при-
вод от распределительного вала двигателя.
Рис. 3.19. Один из вариантов системы статического распределе-
ния по схеме "Waste Sparl
1 — датчик частоты вращения/пэлол нния коленчатого вала; 2 — к гр..ер-
ный диск; 3 — двигатель; 4 — свеча зажигав; л; 5, 6, 7 — катушки зажига-
ния; 8 — выключатель зажигания
Наряду с этим широко применяются распределители со
встроенными датчиками частоты вращения/положения, (см.
например рис. 3.28 и 3.33). В дополнение к этому непо-
средственно на корпусе распределителя может устанавли-
ваться коммутатор системы зажигания.
Появление "сухих" катушек зажигания с замкнутым
магнитопроводом (см. раздел 3.1.6.) привело к появлению
оригинальной разновидности механического распределителя
(рис. 3.18). У таких систем катушка зажигания встраивается
непосредственно в крышку или в корпус распределителя, а
высоковольтный вывод через скользящий контакт соединяет-
ся с центром разносной пластины бегунка (другой вывод вто-
ричной обмотки, как обычно, соединяется с"+" первичной об-
мотки). Таким образом, привычный центральный высоко-
вольтный провод вообще отсутствует. Широкое распростране-
ние такие системы получили на автомобилях GM, TOYOTA,
NISSAN, MAZDA, HONDA, MITSUBISHI.
В последнее время, особенно с начала 90-х годов произ-
водители автомобилей всё чаще применяют статическое рас-
пределение высоковольтной энергии. Существует две основ-
ные разновидности этого метода - метод "Waste Spark", т.е. —
"холостая искра" и метод непосредственного (индивидуально-
го) распределения.
Пример схемы включения свечей и катушек зажигания по
методу "Waste Spark" для V-образного шестицилиндрового двига-
теля приведен на рис. 3.19. Порядок работы цилиндров в данном
двигателе 1-2-3-4-5-6. Хахщая из трех используемых катушек ра-
ботает на два цилиндра, в которых такты сжатия и выпуска про-
исходят одновременно, т.е. для данного двигателя -1 и 4; 2 и 5;
3 и 6. Во время прсбоя искрового промежутка в цилиндре 1 (такт
сжатия) в цилиндре 4 также происходит пробой, но так как в
этом цилиндре имеет место такт выпуска, падение напряжения
между электродами свечи четвертого цилиндра, а. следователь-
но, и энергия, выделяемая на ее искровом промежутке, незна-
чительны. Поэтому основная энергия выделяется на искровом
промежутке первого цилиндра. После поворота коленчатого ва-
ла на 330° проис, одит смена тактсв: в первом цилиндре - вы-
пуск, в четвертом - сжатие, соответственно основная энергия
выделяется на искровом промежутке четвертого цилиндоа. Те
же процессы происходят и в оставшихся двух парах цилиндров
Включение необходимой катушки зажигания осуществляется
электронным блоком управления по сигналам датчика частоты
вращения положения коленчатого вала. При такой схеме за
один рабочий цикл д вигателя (два оборота коленчатого вала) не-
обходимо три сигнала на "разрешение" новообразования и три
- на "разрешение" накопления энергии, а также сигнал, иденти-
фицирующий какое-либо положение (например, ВМТ) поршней
какой-либо пары, например первого и четвертого цилиндров.
Очевидно, что идентификация фазы работы (сжатие или выпуск)
первого цилиндра в этом случае необязательна, т.к. достаточно
информации о его нахождении в ВМТ. Для этой цели использует-
ся специальный маркерный диск (см. рис. 3.20, а).
При непосредственном распределении для каждого ци-
линдра используется индивидуальная каг/шка, расположен-
ная в непосредственной близости от свечи зажигания (см. рис.
3.21). В этом случае высоковольтные провода вообще от-
сутствуют. Однако отсутствие воздушного зазора "бегунок-
крышка" может привести к несанкционированному пробою
искрового промежутка свечи в момент начала протекания то-
ка по первичной обмотке (момент t-] на рис. 3.10, диаграмма
и2). Для исключения этого явления во вторичную обмотку каж-
дой катушки может включаться высоковольтный диод (рис.
3.22), препятствующий протеканию тока обратной полярности.
Блок управления содержит несколько мощных выходных
каскадов (по числу цилиндров двигателя), работающих в стро-
гой последовательности, повторяющей порядок работы ци-
линдров. Подавляющее большинство производителей для
обеспечения синхронизации в таких системах использует дат-
чик положения распределительного вала.
100
Рис. 3.20. Маркерный диск (а) и сигнал датчика частоты враще-
ния/положения коленчатого вала (б) для схемы “Waste Spark"
(CHEVROLET LUMINA3,1 л, режим прокрутки стартером):
1 — вырезы идентификации ВМТ первого цилиндра; 2 — индукционный датчик
Рис. 3.21. Расположение катушек зажигания при индивидуальном
распределении высоковольтной энергии
Рис. 3.22. Фрагмент схемы выходного интерфейса блока
SIEMENS MS40 (BMW 320i, 325i)
Системы с индивидуальными катушками сложнее и доро-
же, однако обладают рядом преимуществ. Отсутствие пара-
зитного искрового промежутка (бегунок - крышка) позволя-
ет уменьшить коэффициент трансформации индивидуальной
катушки, что в сочетании с небольшой ёмкостью вторичной
цепи (высоковольтный провод отсутствует) позволяет зна-
чительно повысить устойчивость искрообразования в усло-
виях загрязнения свечей (т.е. образования шунтирующего
сопротивления параллельно искровому промежутку). Кроме
этого индивидуальное распределение обеспечивает значи-
тельно меньший уровень электромагнитных помех и более
высокую надежность работы системы в целом. Отказ како-
го-либо компонента в первичной и общей части вторичной
цепи в обычных системах приводит к отказу системы. В дви-
гателе с индивидуальным распределением высоковольтной
энергии в аналогичном случае происходит лишь частичная
потеря мощности из-за отсутствия искрообразования в од-
ном цилиндре, автомобиль тем не менее может продолжать
движение (системы "Waste Spark" в этом плане занимают
промежуточное положение). В новейших автомобилях для
исключения выбросов несгоревшего топлива в окружающую
среду и защиты катализатора блок управления отключает
подачу топлива в неисправный цилиндр. Для регистрации
факта пропусков искрообразования может использоваться
сигнал со специального измерительного резистора R1,
включённого в цепь вторичных обмоток (см. рис. 3.22), а
также другие, более сложные способы.
3.1.5. Системы зажигания с обратной связью по
сигналам датчика детонации
В большинстве современных систем зажигания с
электронным управлением используются принципы теории
автоматического регулирования. В качестве главного крите-
рия в настоящеэ время выбран критерий бездетонационной
работы двигателя при обязательном условии соблюдения
норм по токсичности выхлопа.
В таких системах происходит непрерывная коррекция
рассчитанного блоком управления угла опережения зажига-
ния по сигналам датчика (или группы датчиков) детонации.
Датчик детонации выполняется, как правило, на базе пье-
зоэлемента (см. раздел 3.1.6.) и устанавливается в точке на-
иболее интенсивного излучения колебаний, возникающих при
возникновении детонационного сгорания смеси в цилиндрах
двигателя. Обычно датчик закрепляется непосредственно на
стенке блока цилиндров или головке блока. В более сложных
системах могут устанавливаться два и бопэе датчиков.
Алгоритм работы системы поясняет рис. 3.23. На этом ри-
сунке факт обнаружения детонации в цилиндрах 1,2 и 3 обозна-
чается соответственно как К2 и К3. В четвертом цилиндре
детонация на рассматриваемом интервале времени отсутству-
ет. При поступлении на вход сигнала детонации блок управле-
ния уже к следующему такту сжатия в этом цилиндре уменьша-
ет угол опережения зажигания примерно на 1-2°. При этом в
цилиндре, где детонация отсутствует (в рассматриваемом при-
101
Такты работы двигателя
Рис. 3.23. Временная диаграмма управления углом зажигания
при наличии детонации:
К-|, К21 К3 — факт обнаружения детонации соответственно в цилиндрах
№ 1, 2, 3; а — уменьшение угла опеэежения зажигания; б — постоянный
угол опережения зажигания; в — увеличение угла опережения зажигания
мере - цилиндр 4), угол опережения зажигания остается преж-
ним. Если сгорание смеси вновь сопровождается возникнове-
нием детонации, блок управления уменьшает угол опережения
зажигания ещё на один шаг (цилиндр 1) и т.д. И только после то-
го, как будет зафиксировано отсутствие детонации, причем, как
правило, в течение нескольких десятков последовательных так-
тов, начинается постепенный возврат значения угла опереже-
ния зажигания к значениям, записанным в базовой "матрице".
Как видно из рис. 3.21 этот возврат происходит гораздо медлен-
нее и небольшими (0,2*0,3°) приращениями.
Оригинальным способом решается проблема регистрации
факта детонации в последних моделях автомобилей SAAB,
оснащенных системой зажигания с накоплением энергии в
электрическом поле конденсатора. Датчик детонации на этих
автомобилях отсутствует. Его роль выполняют обычные све-
чи зажигания. Центральные электроды всех четырех свечей
находятся под постоянным напряжением +80 В относительно
"массы" (т.е. бокового электрода). Это так называемое иони-
зирующее напряжение. Под его действием газы, образо-
вавшиеся в результате сгорания смеси, способны проводить
электрический ток, что позволяет регистрировать детона-
ционные волны по характеристике протекающего через свечу
тока. Алгоритм управления углом опережения зажигания при
наличии детонации в системе практически не отличается от
описанного выше.
Благодаря применению датчиков детонации удаётся по-
высить степень сжатия двигателя и, таким образом, получить
более высокие мощностные и экономические показатели. Зна-
чительно снижается вероятность повреждения двигателя при
применении низкооктанового топлива. Однако возможности та-
ких систем не безграничны, поэтому при эксплуатации не сле-
дует применять бензин с октановым числом, более чем на 5*6
единиц ниже рекомендуемого заводом-изготовителем.
3.1.6. Компоненты электронных систем зажигания
Основными компонентами электронных систем зажига-
ния являются блоки управления, коммутаторы, датчики, ка-
тушки зажигания и свечи. Блоки управления и коммутаторы в
силу специфики данной книги здесь не рассматриваются. Из
наиболее важных датчиков следует отметить датчики нагруз-
ки, частоты вращения и/или положения, детонации и темпера-
туры. Датчики нагрузки описаны в разделе 3.2.7.
3.1.6.1. ДАТЧИКИ ЧАСТОТЫ ВРАЩЕНИЯ И ПОЛОЖЕНИЯ
Наиболее широкое распространение получили три типа
датчиков частоты вращения/положения - индукционные, на
эффекте Холла и оптические. Конструкция индукционного
датчика, устанавливаемого в распределителях зажигания
(транзисторные системы 80-х годов), показана на рис 3.24, а.
Рис. 3.24. Конструкция (а) и сигнал на выходе (б) индукционного
датчика:
1 — обмотка; 2 — воздушный зазор; 3 — постоянный магнит; 4 — подвижный
замыкатель магнитного потока; t3 — момент запирания (отсечки) выходного
транзистора
Рис. 3.25. Разновидность индукционного датчика'
1 — ротор; 2 — катушка с обмоткой; А — воздушный зазор
Основу датчика составляют постоянные полюсные магниты 3,
число которых равно числу цилиндров двигателя (в данном
случае - 4). Поверх стержней магнитов устанавливаются ка-
тушки с обмотками 1; все обмотки соединены последователь-
но. При вращении вала распределителя с закрепленным на
нем распрэделителем магнитного потока 4 в обмотках возни-
кает переменное напряжение, форма которого показана на
рис. 3.24, б. Амплитуда выходного напряжения таких датчи-
ков составляет примерно 0,5*1,0 В при прокрутке стартером
и увеличивается с ростом частоты вращения коленчатого ва-
ла, поэтому в электронном блоке (коммутаторе^ предусмот-
рено ограничение сигнала датчика на уровне 6*10 В.
Моменту запирания выходного транзистора коммутатора
соответствует момент перехода через 0, т.е. момент t3. Раз-
новидностью такой схемы является вариант, изображенный
на рис. 3.25.
Для формирования сигнала частоты вращения и/или положе-
ния коленчатого вала в микропроцессорных системах (или под-
системах) зажигания индукционные датчики устанавливаются в
непосредственной близости от зубьев маховика или специально-
го диска, закрэпленного на коленчатом валу двигателя (см. рис.
3.26). Основу датчика также составляет постоянный магнит 1,
катушка с обмоткой 5 и сердечник 4. Принцип действия этого
датчика также основан на изменении величины магнитного по-
тока при прохождении зубьев диска вблизи сердечника датчика.
Форма выходного сигнала показана на рис. 3.26, б.
В большинстве случаев маркерные диски имеют конст-
рукцию, позволяющую при использовании всего одного датчи-
ка получить сигнал, содержащий информацию как о частоте
вращения коленчатогс вала, так и о его угловом положении.
В примере на рис. 3.26 для этого используется диск с про-
пущенным зубом, в примере на рис. 3.20, а - диск с семью
прорэзями, существуют и более сложные маркерные диски.
Однако в некоторых случаях применяется другое решение - в
102
а
Рис. 3.27. Расположение (а) и сигналы (б) раздельных датчиков
положения и частоты вращения коленчатого вала:
1 — датчик положения коленчатого вала; 2 — датчик частоты вращения
коленчатого вала; 3 — зубчатый венец маховика; 4 — маркерный штифт
Рис. 3.26. Конструкция (а) и сигнал (б) индукционного датчика
(BMW 7351, режим холостого хода):
1 — постоянный магнит; 2 — корпус; 3 — стенка блока цилиндров или
картера КП; 4 — сердечник; 5 — обмотка; 6 — маркерный диск
качестве маркерного диска используется зубчатый венец
маховика, а для получения сигнала синхронизации использу-
ется специальный штифт и второй индукционный датчик (на-
пример, пятицилиндрэвые двигатели AUDI, некоторые модели
VOLVO и др.), см рис. 3.27.
Другим часто применяемым типом датчика частоты вра-
щення/положения является датчик Холла. Чаще всего этот
датчик устанавливается непосредственно в распределителе
зажигания. Фрагмент распределителя, использующего датчик
Холла, показан на рис. 3.28, а форма выходного сигнала - на
рис. 3.29. Принцип действия такого датчика основан на изме-
нении выходного сигнала в результате прерывания (экрани-
рования) магнитного потока, воздействующего на чувстви-
тельный элемент Холла. Для создания магнитного потока ис-
пользуется постоянный магнит, а для его прерывания в боль-
шинстве случаев используются маркерные диски-экраны из
магнитомягкого материала.
В отличие от индукционного датчика, датчик Холла явля-
ется активным, т.е. использует электронные компоненты
(усилитель-ограничитель) и поэтому требует наличия пи-
тающего напряжения.
Датчик Холла может получать информацию также и не-
посредственно с маркерного диска коленчатого вала. Вари-
ант исполнения маркерного диска для шестицилиндрового
двигателя с системой зажигания "Waste Spark" изображён на
рис. 3.30. Этот диск закрепляется на внутренней стороне шки-
ва коленчатого вала. На один оборот вала датчик выдает три
импульса, используемых блоком управления зажиганием и
впрыском для управления работой коммутатора и форсунок
(см. рис. 3.31).
Для получения сигнала синхронизации используется дат-
чик положения распределительного вала, также использую-
щий эффект Холла, но имеющий иную конструкцию. В этом
Рис. 3.28. Один из вариантов конструкции распределителя зажи-
гания с датчиком частоты вращения/попожения распределитель-
ного вала (4- цилиндровый двигатель):
1 — датчик Холла; 2 — постоянный магнит; 3 — профилированный сегмент
идентификации первого цилиндра, 4 — бегунок; 5 — магнитный экран (мар-
керный диск); 6 — корпус распределителя; 7 — кабель к блоку управления
103
Рис. 3.29. Выходной сигнал датчика частоты вращения/положения
распределительного вала (4- цилиндровый двигатель)
Рис. 3.32. Схема двухканального оптического датчика:
1 — светоизлучающие диоды; 2 — приемные фотодиоды; 3 — маркерный
диск; 4 — усилитель-формирователь; 5 — стабилизатор тока
1 2 3
Рис. 3.30. Применение датчиков Холла для получения информа-
ции о частоте вращения и положения коленчатого и распредели-
тельного валов:
1 — постоянный магнит; 2 — Topei j распределительного вала; 3 — датчик по-
ложения распределительного вала на элементе Холла; 4 — датчик частоты
вращения/положения коленчатого вала; 5 — постоянный магнит; 6 — маркер-
ный диск коленчатого вала; 7 — экранирующий сегмент маркерного диска
Рис. 3.31. Диаграмма напряжений на выходах датчиков Холла
(BUICK LE SABRE 3,8 л, режим холостого хода):
а — напряжение на выходе датчика коленчатого вала; б — напряжение на
выходе датчика распределительного вала
Рис. 3.33. Распределитель зажигания с оптическим датчиком
(пример для 4-х цилиндрового двигателя):
1 — двухканальный оптический датчик; 2 — окно идентификации цилиндра
№1; 3 — внутренние окна (шаг 90'); 4 — внешние окна (шаг 1°);
5 — излучающие диоды; 6 — бегунок; 7 — защитная крышка; 8 — маркерный
диск; 9 — блок усилителя-формирователя; 10 — приемные диоды
случае на поверхности вращения (например, торец распре-
делительного вала) закрепляется магнит, а крыльчатка-экран
не используется. Непосредственно над плоскостью вращения
магнита устанавливается собственно датчик Холла (рис.3.30).
При вращении вала и прохождении магнита вблизи чувстви-
тельного элемента датчика Холла на его выходе появляется
импульс напряжения (рис. 3.31).
Для получения информации о частоте вращения и поло-
жении коленчатого и распределительного валов применяются
также оптические датчики. Принцип действия таких датчиков
заключается в периодическом прерывании маркерным диском
светового потока, создаваемого излучателем (светодиодом) в
инфракрасном диапазоне и регистрации изменений этого пото-
ка приемником (фотодиодом). После усиления выходного на-
пряжения фотодиода на выходе датчика получается напряже-
ние импульсной формы. Как правило используются двухкана-
льные оптические датчики. Схема такого датчика представле-
на на рис. 3.32. один из вариантов установки - на рис. 3.33, а
форма выходного сигнала для этого случая - на рис. 3.34.
Основное преимущество оптических датчиков - высокая
разрешающая способность, поэтому в паре с такими датчика-
ми используются маркерные диски с большим числом проре-
зей (как правило, они следуют с шагом в Г), что позволяет с
высокой точностью определять угловое положение коленча-
того вала. Естественно, что в этом случае предъявляются по-
вышенные требования к приводу распределителя. Необходи-
мо отметить, что применение датчиков фазы (т.е. датчиков
положения распределительного вала) в подавляющем боль-
шинстве случаев не является необходимым условием работы
системы зажигания на двигателях с механическим распреде-
ли
Рис. 3.34. Выходной сигнал двухканального оптического датчика
(для 4-х цилиндрового двигателя)
Рис. 3.36. Типичная характеристика температурного датчика
пением высоковольтной энергии, а также с системами "Waste
Spark". Исключение составляют двигатели с нечетным числом
цилиндров, а также, как это указывалось в разделе 3.1.4.,
двигатели с индивидуальными катушками зажигания.
Применение датчиков положения распределительного вала
на современных автомобилях в большинстве случаев обусловле-
но необходимостыо правильной синхронизации работы форсунок
(см. раздел 3.2.2.), а в моделях выпуска после 1995-96 гг. - тре-
бованиями OBD-II (система бортовой самодиагностики).
В качестве датчиков положения распределительного вала
применяются все три типа рассмотренных выше датчиков.
3.1.6.2. ДАТЧИКИ ТЕМПЕРАТУРЫ
Практически все применяемые в настоящее время датчи-
ки температуры выполнены на основе полупроводниковых ре-
зисторов, имеющих отрицательный температурный коэффици-
ент сопротивления (TKR). Сопротивление таких датчиков
уменьшается с увеличением температуры. Конструкция тако-
го датчика показана на рис. 3.35. Характеристики датчиков,
применяемых различными производителями, отличаются друг
от друга, однако в принципе они похожи. Типичная зави-
симость сопротивления датчика от температуры охлаждающей
жидкости приведена на рис. 3.36. Практически такие же харак-
Рис. 3.35. Конструкция датчика температуры охлаждающей жид-
кости:
1 — полупроводниковый резистор; 2 — металлический корпус; 3 — элект-
рические контакты
теристики имеют и датчики температуры всасываемого возду-
ха. Более того, очень часто в датчиках температуры охлажда-
ющей жидкости и всасываемого воздуха используется один и
тот же тип терморезистора. В этом случае такие датчики отли-
чаются только конструкцией корпуса (см. рис. 3.37).
Рис. 3.37. Датчики температуры воздуха во впускном коллекторе
(а) и охлаждающей жидкости (б)
3.1.6.3. ДАТЧИКИ ДЕТОНАЦИИ
Наиболее распространенным типом датчика детонации на
современных автомобилях является пьезоэлектрический
преобразователь. Принцип работы такого датчика заключает-
ся в преобразовании вибрации каких-либо поверхностей дви-
гателя (например, стенки голевки цилиндров) в электричес-
кий сигнал. Как правило, датчики детонации, устанавливае-
мые на конкретный тип двигателя, обладают резонансной ха-
рактеристикой, "настроенной" на этот двигатель (обычно мак-
симальная чувствительность датчика достигается на частотах
5-8 кГц). Это означает, что наибольшее напряжение на выхо-
де датчика возникает как раз на частотах колебаний, излуча-
емых конкретной деталью, в которую вворачивается датчик,
(например, головкой блока) при детонационном сгорании топ-
лива. Это позволяет значительно увэличить отношение сиг-
нал/шум на выходе датчика и повысить вероятность распоз-
навания начала детонации блоком управления. Сигнал реаль-
ного датчика детонации показан на рис. 3.38, пример конст-
рукции - на рис. 3.40.
Многие производители применяют широкополосные дат-
чики детонации (рис. 3.39), собственная резонансная частота
которых достаточно высока (более 20-30 кГц). В этом случае
необходимая резонансная характеристика формируется в
105
Рис. 3.3b. Сигнал датчика детонации резонансного типа
Рис. 3.39. Конструкция датчика детонации фирмы BOSCH:
1 — гравитационная масса; 2 — корпус; 3 — пьезокерамическое кольцо;
4 — отверстие для болта крепления; 5 — металлическая втулка;
6 — контактные пластины; 7, 8 — контакты разъема
электронном блоке обработки сигнала детонации.
Некоторые конструкции двигателей отличаются детона-
ционными вибрациями с довольно широким спектром частот
излучения. В таких случаях также применяются широкополос-
ные датчики детонации.
Разновидность пьезодатчика детонации - датчик со встро-
енным шунтирующим резистором, конструкция и схема вклю-
чения которого представлены на рис. 3.40.
При исправном состоянии всей цепи на выходе датчика
действует постоянное напряжение +2,5 В, получаемое в
результате работы делителя из резисторов R1 и R2. Сигнал
детонации изменяется в обе стороны от этого уровня (в
диапазоне 0-5 В). Такое решение обусловлено тем, что пье-
зоэлемент не пропускает постоянного тока, а потому диа-
гностика цепи датчика блоком управления затруднена. В при-
водимой схеме эти трудности легко устраняются. В случае
обрыва в цепи датчика напряжение на входе блока управле-
ния становится равным +5 В, а в случае короткого замыкания
равно нулю. Таким образом блок управления диагностирует
состояние этой цепи ещё до запуска двигателя, при включе-
нии зажигания (подробнее о функции самсдиагностирования
блоков управления см. в разделе 3.2 8.).
В случае обнаружения неисправности блок управления
существенно (на 10-15°) снижает углы опережения зажига-
ния на большинстве режимов работы двигателя для гаранти-
рованного недопущения детонации. При этом мощностные и
экономические характеристики автомобиля ухудшаются, но
значительно снижается риск повреждения двигателя.
3.1.6.4. КАТУШКИ ЗАЖИГАНИЯ
На протяжении нескольких десятилетий на автомобилях
господствовала маслонаполненная катушка зажигания с
разомкнутым магнитопроводом (рис. 3.41), конструкция ко-
торой подробно описана в различной, в том числе отечест-
венной литературе.
Появление транзисторных и микропроцессорных систем
зажигания высокой энергии с постоянным временем накоп-
ления потребовало создания более совершенных катушек за-
жигания с замкнутым магнитопроводом (рис. 3.42). Такие
катушки не имеют масляного заполнения, технологичнее в
производстве и обладают более высокими характеристиками,
прежде всего, более высоким коэффициентом передачи
энергии, что позволяет существенно уменьшить их габариты
и снизить расход меди.
Катушки данного типа получили наибольшее распрост-
ранение на современных двигателях. Конструкция с замкну-
тым магнитопроводом используется также в "двухвыводных"
Рис. 3.40. Конструкция (а) и схема включения (б) резонансного датчика детонации с шунтирующим резистором:
1 — пьезоэлемент; 2 — шунтирующий резистор; 3 — электрический контакт; 4 — корпус ("масса" датчика); 5 — резьба для заворачивания в бпс < цилиндров
106
Рис. 3.41. Катушка зажигания с разомкнутым магнитопроводом и
масляным заполнением:
1 — гнездо высоковольтного провода; 2 — клемма "4“ (высоковольтный вывод»,
3 — крышка-изолятор; 4 — клемма "1" ("-“); 5 — корпус; 6 — магнитопровод;
7 — вторичная обмотка; 8—первичная оомотка: 9 — изолятор; 10—сердечник;
11 — трансформаторное масло, 12 — изолятор вторичной обмотки; 13 — клем-
ма “15” (“+“); 14 — контактная пружина
катушках систем "Waste Spark" и в индивидуальных катушках
зажигания, устанавливаемых непосредственно на каждую
свечу зажигания (см. раздел 3.1.4.).
Основные характеристики современных катушек для
транзисторных и микропроцессорных систем зажигания
представлены в табл. 3.1.
Рис. 3.42. Общий вид (а) и конструкция (б) "сухой” катушки зажи-
гания с замкнутым магнитопроводом:
1 — сердечник; 2 — стягивающий винт; 3 — кле» »ма "15“; 4 — клемма “1";
5 — клемма "4“ (высоковольтный вывод); 6 — компаунд-изолятор; 7 — пер-
вичная обмотка: 8 — вторичная обмотка
Таблица 3.1. Основные параметры современных катушек
для транзисторных и микропроцессорных систем зажигания
Параметры катушки зажигания Значение параметра
Сопротивление первичной обмотки 0,3-5-0,8 Ом
Сопротивление вторичной обмотки 6-5-12 кОм
Коэффициент трансформации 50-5-90
Индуктивность первичной обмотки 3-5-6 мГ
Ток разрыва* 6-10 А
Коэффициент передачи энергии 0,35-5-0.45 для катушек с разомкнутым и 0,55-5-0,65 для катушек с замкнутым магнитопроводом
* является параметром системы коммутатор — катушка зажигания
3.1.6.5. ИСКРОВЫЕ СВЕЧИ ЗА> МИГАНИЯ
Наиболее распространенным типом свечей, применяе-
мых на современных легковых автомобилях, являются не-
экранированные свечи с воздушным искровым промежутком.
Конструкция такой свечи представлена на рис. 3.43.
Наиболее важным параметром свечи является её тепло-
вая характеристика, т.е. способность рассеивать (отводить)
тепло, передаваемое ей в результате сгорания смеси.
При работе свечи к ней предъявляются противоречивые
требования, обусловленные различными условиями протека-
ния процессов сгорания на различных режимах работы дви-
гателя. С одной стороны, на режимах холостого хода и малых
нагрузок (не говоря уже о режимах пуска и прогрева), темпе-
ратура конуса изолятора не должна опускаться ниже
300400°С для гарантированного самоочищения. С другой
Рис. 3.43. Конструкция сзечи зажигания:
1 — контактный наконечник; 2 — проводящий стер ень; 3 — керамический
изолятор; 4 — металлический корпус; 5 — проводящий герметик; 6 — конус
изолятора: 7 — центральный электрод; 8 — боковой электрод
107
= 6%
«13%
Рис. 3.44. Тепловой баланс свечи зажигания
стороны, на режимах высоких частот вращения коленчатого
вала и больших нагрузок, температура электродов и изолято-
ра не должна превышать 800-*-850°С во избежание прежде-
временного воспламенения смеси (калильное зажигание).
Получаемое в результате сгорания смеси в цилиндре
тепло свеча отводит в основном в тело головки блока цилин-
дров и частично в окружающую среду, см. рис. 3.44). На рис.
3.45 приведена диаграмма теплового диапазона работы све-
чей зажигания на двигателе.
Нижняя граница теплового диапазона определяется ус-
ловием самоочистки конуса изолятора свечи, верхняя грани-
ца - условием работы без калильного зажигания. Для количе-
ственной оценки тепловой характеристики свечи пользуются
термином "калильное число". Каждый производитель исполь-
зует свою систему обозначения калильных чисел, однако это
не меняет физического смысла данного понятия - калильное
число отражает положение кривой теплового диапазона све-
чи на диаграмме, показанной на рис. 3.45.
Рис. 3.45. Тепловая диаграмма работы свечей на двигателе:
1 — "горячая" сзеча; 2 — "холодная" свеча; 3 — "нормальная" свеча;
4 — "нормальная" свеча типа “термоэластик"
"Горячие" свечи зажигания работают при более высокой
температуре конуса изолятора, поэтому более подходят для
работы в условиях городского движения, особенно при корот-
ких поездках или в зимнее время.
"Холодные" свечи имеют более низкую температуру ко-
нуса, поэтому обеспечивают надёжную защиту от возникно-
вения калильного зажигания при движении с высокими скоро-
стями и нагрузками.
При необходимости замены свечей зажигания необходимо
также учитывать тот факт, что температурный диапазон работы
свечей на современных высокофорсиоованных двигателях зна-
чительно шире, чем на двигателях разработки 15^-20-летней дав-
ности. Это означает, что зачастую недостаточно правильно по-
добрать свечи по калильному числу, необходимо также, чтобы
устанавливаемые свечи обладали возможностью безотказной
работы в более широком диапазоне температур. Таким услови-
ям отвечают свечи типа "термоэластик" или "супертермоэлас-
тик", которые обеспечивают, с одной стороны, хороший отвод
тепла при высоких температурах за счёт изготовления централь-
ного (а в последнее время и бокового) электрода из меди, а с
другой - надёжную очистку при работе в низкотемпературном
диапазоне за счёт оптимизации размеров и формы изолятора.
Для увеличения срока службы и удлинения интервалов за-
мены свечей центральный и боковой электроды покрываются
благородными металлами, в частности платиной, обладающей
высокой стойкостью к электрохимической эрозии. Величина
искрового промежутка у таких свечей остаётся стабильной на
протяжении 25-ьЗО тыс. км и более. В последнее время все
больше производителей применяют «платиновые» свечи не-
посредственно при сборке на конвейере. Это диктуется
стремлением к увеличению интервалов между ТО.
Этой же цели (увеличение срока службы) служат многоэлект-
родные свечи. Однако за счет маскировки фронта пламени и по-
вышенной теплоотдачи такие свечи имеют худшие по сравнению
с одноэлектродными показатели по токсичности, экономичности
и стабильности работы на низкотемпературных режимах.
3.2. Системы топливоподачи бензиновых
двигателей
Для нормальной работы бензинового двигателя необходимо
подавать в камеру сгорания топливовоздушную смесь опреде-
ленного состава. На большинстве установившихся режимов дви-
жения автомобиля коэффициент избытка воздуха о близок к 1,
однако при изменении режимов и условий работы двигателя в
широких пределах состав смеси необходимо корректировать.
Так, на режимах холостого хода и максимальной мощности не-
обходима обогащенная смесь (о менее 1), а в режиме принуди-
тельного холостого хода (торможение двигателем) подачу топ-
лива целесообразно свести к минимуму, либо вообще отклю-
чить. Обогащение смеси необходимо также при пуске холодно-
го двигателя (о намного меньше 1) и на режимах ускорения.
Расход воздуха зависит от режима работы двигателя (по-
ложение дроссельной заслонки и частота вращения коленча-
того вала) и условий окружающей среды (температура, баро-
метрическое давление). Для прогретого двигателя, работаю-
щего на установившемся режиме, задача поддержания необ-
ходимого состава смеси сводится к определению скорости
расхода воздуха и обеспечению такой скорости подачи топли-
ва, при которой а. ~ 1. При изменении режима или условий ра-
боты двигателя необходимо изменять также и состав смеси.
Эти задачи решаются системами топливоподачи.
Как уже говорилось выше, критерии оценки работы бензи-
нового ДВС могут быть различны. До 70-х годов при конструи-
ровании ДВС учитывались, в основном, требования максималь-
ной мощности двигателя. После нефтяного кризиса 70-80-х го-
дов, напротив, главным критерием стало получение макси-
мальной экономичности. В настоящее время главным услови-
ем при разработке ДВС является соблюдение все более уже-
108
сточающихся норм по токсичности отработавших газов при
обеспечении достаточно высокой экономичности и высоких
мощностных характеристик.
До середины 70-х годов на двигателях автомобилей господ
ствовали карбюраторные системы подачи топлива. В настоя-
щее время системы впрыскивания топлива на бензиновых дви-
гателях в США, Японии и странах Европы практически вытес-
нили карбюраторные системы (новые и разрабатываемые мо-
дели автомобилей). Произошло это главным образом, по причи-
не последовательного ужесточения требований к токсичности
отработавших газов. Современные требования по токсичности
отработавших газов уже невозможно удовлетворить при ис-
пользовании карбюраторов, даже с электронным управлением.
Кроме этого, системы впрыска обладают рядом дополнитель-
ных преимуществ перед карбюраторами, улучшающим общие
потребительские и ездовые качества автомобиля.
Почти все существующие системы впрыска можно услов-
но разделить на группы: по месту впрыскивания - системы
центрального и распределенного (многоточечного) впрыска,
по принципу действия - дискретного и непрерывного дейст-
вия. Все системы центрального и большая часть систем рас-
пределенного впрыска являются электронными системами
дискретного действия, т.е. используют электромагнитные
форсунки, управляемые специальными электронными блока-
ми. Существует также довольно многочисленное семейство
систем распределенного впрыска, использующие в основе
своей работы механические и гидравлические принципы. Эти
системы являются системами непрерывного действия, они
разработаны и серийно выпускаются исключительно фирмой
BOSCH. К ним относятся системы К-, KE-Jetronic, KE-Motronic
различных версий и модификаций. Необходимо также выде-
лить группу систем распределенного впрыска непосредствен-
- но в полость цилиндра. Эти системы считаются наиболее пер-
спективными. Их серийный выпуск с 1996 г. начат фирмой
MITSUBISHI; работы над такими системами ведут многие про
изводители. Рассмотренная классификация систем впрыска
отражена на рис. 3.46.
Ниже рассматриваются основные принципы построения и ра-
боты карбюраторов с электронным управление?^, элепронных
систем многоточечного и центрального впрыска, а также механи-
ческих и электромеханических систем непрерывного действия.
3.2.1. Карбюраторы с электронным управлением
На протяжении нескольких десятилетий различные
конструкции карбюраторов занимали монопольное положе-
ние в системах дозирования топлива. Введение во многих
странах законов, ограничивающих токсичность отработавших
газов и их постоянное ужесточение заставило конструкторов,
наряду с внедрением систем впрыска, искать пути совершен-
ствования карбюраторов. Это объясняется тем обстоятельст-
вом, что цена последних гораздо ниже, и там, где это целесо-
образно (например, на дешевых малолитражных моделях)
применение карбюраторов было вполне оправдано.
Появление трехкомпонентных каталитических нейтрали-
заторов (см. раздел 1.5.), требующих для эффективной рабо-
ты точного поддержан: .я стехиометрического состава сглеси
(т.е. смеси с «=1), привело к появлению карбюраторов с эле-
ктронным управленьем.
Фрагмент главной дозирующей системы одного из
электронных карбюраторов представлен на рис. 3.47. Главны:;
компонентом таких карбюраторов является соленоид 1, приво-
дящий в действие дозирующую иглу 4, перемещающуюся
между двумя упорами. 2 и 10. Перемещение иглы происходит
при подаче на солено: д управляющего напряжения импульс-
ной формы (р ,о. 3.46). Частота импульсов неизменна и обычно
лежит в пределах 10-И 00 Гц. В нижнем положении запорная иг-
ла практически полностью перекрывает отверстие топливного
жиклера 6 главной дозирующей системы, а в верхнем положе-
Рис. 3.46. Классификация систем впрыска
нии - полностью открывает его. Если скважность (отношение
времени действия сигнала к времени периода повторения) уп-
равляющих импульсов составляет 50% (рис. 3.47, а), то игла за-
нимает среднее положение между упорами. Упор 10 называет-
ся упороги "богатого" состава смеси, упор 2 - "бедного" состава.
При поступлении от блока управления импульсов со
скважностью более 50% (рис. 3.48, б) среднее значение тока
соленоида увеличивается, что приводит к опусканию иглы м
обеднению сжесч.
Если скважность управляющих импульсов менее 50% (рис.
3.48, в), имеет место обогащение смеси. Электронный блок из-
меняет скважность управляющих импульсов з соответствии с
сигналом специального кислородного датчика, установленно-
го в выпускном тракте до катализатора и поддерживает состав
смеси близким к стехиометрическо» у. Подробнее о принципе
регулирования состава смеси с использованием кислородного
датчика можно прочитать в разделе 3.2.5.
Для регулирования состава смеси на режиме холостого
хода может использоваться второй дозирующий соленоид,
либо эти функции выполняет основной соленоид, приводящий
еще одну запорную иглу. Существуют также карбюраторы с
электронные; управлением, в которых регулирование состава
смеси осуществляется изменение?/, сечения воздушных жик-
леров. Принцип регулирования здесь такой же - посредством
Рис. 3.47. Фраг: ;энт главно:. дозирующей системы карбюратора с
эле. тронным управлением:
1 — соленоид: 2 — упор бедного состава смеси; 3 — поплавковая камера:
4 —доз- =р; юц.-я йгпа; 5 — пружина; 6 — топпизный жиклер: 7 — дроссельная
заслонка; 8 — i ’.алаЗ диффузор; & — воздушный жиклер; 10 — упор богатого
состава снеси: 11 —контакты разъема
109
Рис. 3.48. Импульсы управляющего напряжения (измерение про-
изводится на управляющем выгоде блока управления относитель-
но "массы"
Рис. 3.49. Схема карбюратора "Экотроник":
1 — воздушная заслонка; 2 — электропривод воздушной за< понки; 3—поплав-
ковая камера; 4 — дроссельная заслонка; 5 — концевой датчик холостого о-
да; 6 — вакуумный соленоид. 7 — датчик положения штога пневмопривода;
8 — вентиляционный соленой". 9 — пневмопривод дроссельной заслонки
изменения скважности управляющих импульсов.
Ещё один принцип коррекции состава смеси реализован в
карбюраторе "Экотроник" (фирма PIERBURG). Здесь для этой
цели используется воздушная заслонка, приводимая спе-
циальным актюатором. Открытие заслонки приводит к обед-
нению смеси, прикрытие - к обогащению. Кроме этого, карбю-
ратор "Экотроник" содержит подсистему автоматического ре-
гулирования частоты вращения коленчатого вала, для чего
используется специальный пневмопривод дроссельной за-
слонки. Управление актюаторами воздушной и дроссельной
заслонок осуществляет специальный электронный блок. Схе-
ма карбюратора представлена на рис. 3.49.
3.2.2. Электронные системы распределенного
впрыска
Общие принципы построения электронных систем рас-
пределенного впрыска можно рассмотреть на примере, при-
веденном на рис. 3.50.
Топливо из бака 1 засасывается электрическим бензонасо-
сом 2 и под давлением поступает сначала к топливному филь-
тру 3, а затем к распределительной трубке (топливному коллек-
тору или "рельсе") 9. Бензонасосы, применяемые в системах
электронного впрыска, могут устанавливаться как внутри бен-
зобака (погружного типа), так и вне его. В более поздних кон-
струкциях, как правило, применяются бензонасосы погружного
типа. Назначение топливного фильтра — очистка топлива от
различных загрязнений и механических частиц размером бо-
лее 10 мкм. Как правило, фильтр устанавливается сразу после
бензонасоса (рядом с бензобаком), однако встречаются конст-
рукции, в которых фильтр тонкой очистки находится перед топ-
ливной рельсой. В топливную рельсу 9 вставляются через спе-
циальные уплотнения электромагнитные форсунки 8. Число
форсунок в системах распределенного впрыска равно числу
цилиндров двигателя. Если двигатель V-образный, используют-
ся две топливные рельсы, соединенные между собой, либо
представляющие общую конструкцию U-образной формы.
Нижние (выходные) части форсунок, также через уплотня-
ющие кольца, вставлены в специальные гнезда в теле
впускного тракта таким образом, что сопла форсунок распо-
лагаются в зоне над впускными клапанами. Топливная рель-
са кроме функции механического крепления форсунок выпол-
няет роль демпфера-росивера, уменьшая колебания давле-
ния топлива в зоне расположения форсунок, возникающих
вследствие импульсного характера их открытия и закрытия.
Рабочее давление топлива в таких системах имеет значение
0,24-0,4 МПа в зависимости от типа и конструкции. Абсолютная
величина давления топлива в рельсе (имеется в виду интеграль-
ная величина, не подверженная влиянию динамических всплес-
ков вследствие циклической работы форсунок) изменяется в за-
висимости от нагрузки на двигатель. А вот разность между абсо-
лютным давлением топлива в системе и абсолютным давлением
воздуха во впускном коллекторе за дроссельной заслонкой под-
держивается постоянной. Для этой цели используется специаль-
ный регулятор давления (стабилизатор перепада давления) 10,
перепускающий часть поступающего топлива обратно в бензо-
бак по трубопроводу 11. Работу регулятора поясняет диаграмма
на рис. 3.52. Начиная с 19954-96 годов некоторые модели авто-
мобилей (JEEP, TOYOTA, MERCEDES-BENZ и др.) не имеют топ-
ливопровода обратного слива, регулятор давления устанавлива-
ется непосредственно в бензобаке и является частью монобло-
ка топливного насоса. Такие изменения в конструкции обус-
ловлены все более ужесточающимися требованиями по ограни-
чению выбросов в атмосферу паров топлива.
Впрыск топлива осуществляется при подаче на клеммы
форсунок импульсов управляющего напряжения. Распилива-
ние задается специальной конструкцией сопла форсунки,
обеспечивающей получение факела с необходимыми для дан-
ного типа двигателя характеоистиками.
Так как пропускная способность форсунки задается при
изготовлении, а перепад давлений между входной и выходной
частью форсунок подперживается постоянным (см. рис. 3.52),
количество топлива, поданного во впускной коллектор за один
цикл определяется длительностью управляющего импульса.
Длительность управляющего импульса рассчитывается эле-
ктронным блоком упразле! <ия на основании сигналов, поступа-
ющих от совокупности различных датчиков. В ранних вариантах
систем впрыска синтезирование управляющих импульсов необ-
ходимой длительности осуществлялось на основе аналоговой и
импульсной схемотехники. В современных блоках управления
эта задача решается с использованием микропроцессоров.
Рассматривая процесс расчёта длительности управляю-
щих импульсов, необходимо и удобно выделить два основных
момента:
1. Расчёт так называемой "базовой длительности" с5аз.
Под временем тбаз понимается та составляющая дли-
тельности управляющего импульса которая зависит только от
скоростного и нагрузочного режима двигателя. Допустив
небольшое приближение, можно сказать, что при работе
прогретого двигателя на стационарных режимах тбаз = ТуПр.
2. Коррекция (т.е. увеличение или уменьшение) базового
времени дозирования в зависимости от режима (прогрэв, уско-
рение и т.п) и условий (температура охлаждающей ходкости,
110
Рис. 3.50. Электронная система распределенного впрыска топлива:
1 — топливный бак, 2 — бензонасос: 3 — топливный фильтр; 4 — блок управления; 5 — датчик частоты вращения коленчатого вала; 6 — маркерный диск;
7—датчик температуры охлаждающей жидкости; 8 — форсунка; 9—топливная рельса; 10 — регулятор давления; 11 — топливопровод обратного слива; 12 — по-
дающий топливопровод; 13 — дооссопьная заслонка; 14 — датчик расхода воздуха; 15 — регулятор ::олсотого хода; 16 — датчик положения дроссельной заслонки
температура всасываемого воздуха и т.п) работы двигателя.
Рассмотрим более подробно процедуру расчёта длительно-
сти управляющего импульса. Впрыскивание топлива каждой
форсункой осуществляется один раз (реже два раза) за полный
такт работы данного цилиндра, (см. рис. 3.59—3.61), т.е. имеет
место цикловая подача топлива. Для определения количества
топлива GT, необходимого для одного такта работы цилиндра,
рассчитывается количество воздуха QB, поступающего в ци-
линдр на такте впуска. Очевидно, что для этого необходимо из-
мерить частоту вращения коленчатого вала и количество воз-
духа, поступившее в цилиндры за единицу времени, т.е. ско-
рость расхода воздуха (в дальнейшем - просто расход воздуха).
Задача измерения частоты коленчатого вала не представляет
затруднений и решается с помощью датчиков (5 на рис. 3.50)
того или иного типа, устройство и принцип действия которых
аналогичны описанным в разделах 3.1.2. и 3.1.6.
Сложнее обстоит дело с измерением количества (т.е. мас-
сы) поступающего в цилиндры воздуха. В настоящее время
используются методы как непосредственного, так и косвенно-
го определения его расхода.
Системы впрыска, использующие принцип непосредственно-
го измерения расхода воздуха, обязательно имеют в своём со-
1 2 1
Рис. 3.52. Диаграмма работы регулятора давления:
1 — давление в топливной рельсе кг/см2; 2 — разрежение за дроссельной
заслонкой кг/см2; х.х — холостой ход; ч.н. — частичные нагрузки:
пн. — полная нагрузка
Рис. 3.51. Конструкция регулятора давления:
1 — подвод топлива (из топливной рельсы); 2 — перепуск топлива в бензобак;
3—клапан; 4—дср; отель клапан'; 5 — мембрана; 6—пружина; 7—штуцер
подвода вакуума: 8 — пакуумная камера 9 — топливная камера;
111
ставе специальный датчик, являющийся "сердцем" системы -
датчик расхода воздуха или расходомер воздуха (14 на рис.
3.50). Существует достаточно большое число типов таких датчи-
ков, однако наиболее широкое распространение получили три
типа: флюгерный (или лопастной) датчик, проволочный (HLM) и
пленочный (HFM) термоанемометрические датчики. Устройство
и работа этих датчиков подробно описаны в разделе 3.2.7.
Широкое распространение получили также системы, в кото-
рых количество поступившего в цилиндры воздуха не измеря-
ется, а рассчитывается на основании измерения других пара-
метров работы двигателя. Подавляющее большинство таких си-
стем в качестве главного командного параметра использует
величину абсолютного давления во впускном коллекторе за
дроссельной заслонкой. При увеличении нагрузки на двигатель
давление за дроссельной заслонкой также увеличивается;
зная частоту вращения коленчатого вала и величину давления
можно определить и скорость расхода воздуха.
Необходимо отметить, что в этом случае для уменьшения
погрешности расчета массового расхода воздуха нужно учи-
тывать и его температуру во впускном коллекторе. Эта ин-
формация поступает в блок управления от датчика темпера-
туры воздуха, устанавливаемого, как правило, непо-
средственно в ресивере впускного коллектора. Общая схема
такой системы приведена на рис. 3.53.
Наконец, существует еще один, самый простой и наименее
точный метод оценки расхода воздуха - по величине угла откры-
тия дроссельной заслонки. Этот метод применяется, в основном,
на спортивных двигателях, рассчитанных на работу с максималь-
ным наполнением на высоких оборотах и имеющих короткие ин-
дивидуальные для каждого цилиндра впускные трубопроводы.
Применение датчиков расхода воздуха и датчиков абсолютного
давления на таких двигателях затруднено или невозможно.
В обычных легковых автомобилях этот метод используется
в недорогих системах центрального впрыска типа Мопо-
Jetronic. Более подробно эти системы описаны в разделе 3.2.4.
Процедуры расчета времени теаз для систем впрыска, исполь-
зующих различные принципы измерения или расчета рас* ода воз-
духа, в достаточной степени различаются, однако, если допустить
некоторые упрощения, можно свести их к следующему.
На этапе разработки и доводки двигателя определяется
так называемая "базовая поверхность", т.е. значения
длительности управляющего импульса в множестве дискрет-
ных точек. Каждая точка характеризуется каким-либо значе-
нием частоты вращения коленчатого вала и нагрузки на дви-
гатель (т.е. расхода воздуха), см. рис. 3.54. Вся эта информа-
ция в виде матрицы заносится в ПЗУ блока управления.
При работе двигателя блок управления получает от соответ-
ствующих датчиков информацию о частоте вращения коленча-
того вала (N) и нагрузке на двигатель (Q) и "находит" в ПЗУ со-
ответствующее значение времени Тбаз. При отличии одной или
обеих входных переменных (т.е. Q и N) от дискретных значений,
записанных в ПЗУ, блок управления производит интерполяцию.
После определения тбаз производится коррекция этой величи-
ны, если это необходимо по условиям работы двигателя.
Как уже говорилось выше, условия работы двигателя могут
быть самыми различными. Поэтому для приготовления смеси
необходимого состава длительность управляющего импульса
необходимо уменьшать или увеличивать. Рассмотрим не-
Рис. 3.53. Система распределенного впрыска топлива с MAP-сенсором в качестве измерителя нагрузки:
1 — датчик абсолютного давления во впускном коллекторе (МАР—сенсор); 2 — датчик температуры воздуха, 3 — регулятор холост».го хода; 4 — блок
управления (остальные элементы см. на рис. 3.50)
112
Рис. 3.54. Базовая матрица тспливодозирования:
ти — длительность управляющих импульсов: Q — нагрузка на двигателт
п — частота вращения коленчатого вала
Рис. 3.55. Один из вариантов включения пусковой форсунки:
1 — пусковая (рорсунка; 2 — термовременной выключатель; 3 — от
коммутатора системы зажигания; 4—замок зажигания; 5 — реле бензонасоса
сколько основных режимов и условий работы двигателя:
1. Пуск холодного двигателя.
В большинстве блоков управления расчет длительности
управляющих импульсов т ,пр на этом режиме осуществляет-
ся по отдельной ветви программы. В этом случае тупр зависит
только от величины сопротивления датчиков температуры ох-
лаждающей жидкости и всасываемого воздуха (подробнее см.
раздел 3.1.6.2.) — с понижением температуры значение тупр
увеличивается, а также от числа оборотов, сделанных колен-
чатым валом после начала прокрутки стартером. Пусковой
режим считается завершенным при достижении значения ча-
стоты вращения 300500 мин'1.
На автомобилях 7080-х годов, имевших несовершенные
форсунки и блоки управления, для дополнительного обога-
щения смеси при пуске холодного двигателя использовались
пусковые форсунки. Работа такой форсунки в большинстве
случаев не связана с блоком управления. Форсунка акти-
вируется подачей напряжения через специальный термовре-
менной выключатель или реле. Один из вариантов включения
пусковой форсунки приведен на рис. 3.55, а устройство тер-
мовыключателя - на рис. 3.56. В более совершенных системах
(например, LH2.4 фирмы BOSCH, устанавливаемых на авто-
мобилях VOLVO 240/740/940) пусковая форсунка включается
выходным каскадом блока управления. Фрагмент схемы
включения форсунки в таких системах представлен на рис.
3.57. На автомобилях, выпускаемых в настоящее время, пус-
ковая форсунка устанавливается крайне редко.
2. Поогрев после пуска.
Как только частота вращения коленчатого вала превысит
заданный в памяти порог (400-5-600 мин'1), начинается работа
процессора по основной ветви программы. В этом случае
величина тупр для данного режима корректируется путем ум-
ножения тбаз на коэффициенты Kt охл ж и Kt возд, которые в
виде таблиц также хранятся в ПЗУ блока управления. При-
мерный вид зависимостей этих коэффициентов от температу-
ры приведен на рис. 3.58. Кроме того, блок управления учи-
тывает также и время, прошедшее после пуска.
3. Движение с постоянной скоростью при полностью
прогретом двигателе (частичные нагрузки).
В этом случае величина тупр практически совпадает с
тбаз> т-е- определяется, в основном, частотой вращения
коленчатого вала и нагрузкой на двигатель.
4. Движение с полностью открытой дроссельной за-
слонкой (полная нагрузка).
Это так называемый "мощностной режим". Значение а на
этом режиме - примерно 0,800,88, т.е. смесь обогащается. Ин-
формацию о необходимости перехода на мощностной состав
смеси блок управления получает от датчика положения дрос-
сельной заслонки.
5. Ускорение.
На этом режиме также происходит кратковременное
Рис. 3.56. Конструкция термовременного выключателя;
1 — контактные выводы; 2 — корпус, 3 — биметаллическая пружина;
4 — спираль нагревателя; 5 — контакт выключателя
Рис. 3.57. Схема включения пусковой форсунки на современных
автомобилях:
1 — пусковая форсунка; 2 — транзисторный ключ; 3 — блок управления;
4 — ”+12->14 В" от выключателя зажигания или реле впрыска
8. Ремонт двнг. заруб ав-ей
113
Рис. 3.58. Примерный вид зависимостей коэффициентов коррек-
ции Kt охл и Kt БОЗД от температурь;
Рис. 3.59. Диаграмма работы и схема включения форсунок при
одновременном впрыске:
1. 2, 3, 4 — форсунки; 5 — блок управления
увеличение туПд в зависимости от скорости и степени откры-
тия дроссельной заслонки. Учитывается также и температура
охлаждающей жидкости (чем ниже температура, тем больше
степень обогащения).
6. Торможение двигателем.
В этом случае работа блока управления осуществляется
по специальной ветви программы. Длительность импульсов
тупр становится равной нулю, т.е. форсунки отключаются при
выполнении следующих условий: 1. Дроссельная заслонка
закрыта; 2. Частота вращения коленчатого вала более
1200-И 300 мин'1 (в зависимости от типа двигателя). При
падении оборотов до значения 1000-И 200 мин'1 подача топ-
лива форсунками вновь возобновляется.
Рассмотрим теперь, каким образом происходит синхро-
низация работы форсунок.
В электронных системах распределенного впрыска
используются три метода управления форсунками - одновре-
менный, групповой и синфазный (последовательный). При од-
новременной схеме впрыска (см. рис. 3.59) все форсунки
(обычно эта схема применяется для четырехцилиндровых
двигателей) соединяются параллельно и управляются от од-
ного выходного ключа.
Для выравнивания качества смесеобразования по ци-
линдрам впрыск топлива каждой форсункой осуществляется
один раз за один оборот коленчатого вала четырехтактного
двигателя.
При групповом методе форсунки объединяются в N групп
по п форсунок в каждой группе. В пределах одной группы фор-
сунки также соединены параллельно, каждая группа форсу-
нок управляется от соответствующего вывода блока управле-
ния. В этом случае при поступлении на группу форсунок уп-
равляющего импульса от блока управления впрыск топлива
осуществляется одновременно всеми форсунками данной
группы (см. рис. 3.60). Использование одновременного и
группового методов получило самое широкое распростране-
ние, поскольку при впрыскивании топлива в зону над впуск-
ным клапаном момент впрыска не оказывает решающего воз-
действия на мощностные характеристики двигателя. Синхро-
низация импульсов управления форсунками при одновремен-
ном и групповом впрыске, как правило, осуществляется по
импульсам управления коммутатором системы зажигания.
Более прогрессивным прежде всего с точки зрения
уменьшения токсичности и всё чаще применяемым в послед-
ние годы является метод последовательного или фазирован-
ного впрыска (Sequential Fuel Injection или SFI). В этом случае
(рис. 3.61) момент подачи управляющего импульса на фор-
сунку каждого цилиндра увязывается с моментом открытия
групповом впрыске:
1, 2, 3, 4 — форсунки; 5 — блок управления
фазированном впрыске:
1, 2, 3, 4 — форсунки; 5 — блок управления
114
впускного клапана в этом цилиндре и даже может изменять-
ся в зависимости от режима работы двигателя. Такая схема
сложней и дороже, требует более совершенного блока уп-
равления, однако обеспечивает лучшие характеристики рабо-
ты двигателя, особенно на неустановившихся режимах. При
пуске холодного двигателя, а также в случае перехода систе-
мы в резервный режим работы (“limp home") управление фор-
сунками в системах SFI, как правило, осуществляется по од-
новременному принципу.
3.2.3. Механические и электромеханические
системы распределенного впрыска
Такие системы разработаны и серийно выпускаются
исключительно фирмой BOSCH. Они устанавливались на ав-
томобилях MERCEDES-BENZ, BMW, AUDI, VOLKSWAGEN,
VOLVO, ROLLS-ROYCE и др. в 70- и 80-е годы.
Базовым вариантом является система K-Jetronic.
Конструкция системы приведена на рис. 3.62. Основой систе-
мы является дозатор-распределитель топлива, выполняющий
функции измерения расхода воздуха, дозирования топлива и
его распределения по индивидуальным форсункам.
Так же, как и в электронных системах, топливо из бензо-
бака 1 засасывается бензонасосом 7 и под давлением пода-
ется к дозатору-распределителю по топливопроводу 3. Для
очистки топлива используется фильтр тонкой очистки 4. Кро-
ме этого, в подающую магистраль включен специальный акку-
мулятор 6, обеспечивающий сохранение необходимого дав-
ления в системе после остановки двигателя, что необходимо
для стабильного пуска горячего двигателя. Давление в систе-
ме (обычно 0,55-0,65 МПа) поддерживается регулятором дав-
ления 21, перепускающим излишки топлива обратно в бак по
топливопроводу 22.
В отличие от систем дискретного действия системы К- и КЕ-
Jetronic не обладают возможностью цикловой подачи — распы-
ливание топлива форсунками осуществляется непрерывно, как
только давление в системе превысит величину давления от-
крытия форсунок, т.е. 0,30-0,45 МПа. Однако и в этих системах
весь процесс дозирования топлива целесообразно разделить
на две составляющие — базовое дозирование и его коррекция
в зависимости от режима и условий работы двигателя.
Базовое дозирование топлива (стационарные режимы на
прогретом двигателе) осуществляется следующим образом.
.Воздух, засасываемый цилиндрами двигателя, пройдя через
воздушный фильтр, отклоняет напорный диск расходомера
15, жестко сидящий на подвижном рычаге 5. Рычаг, установ-
ленный на оси 2, в свою очередь воздействует на плунжер 16,
перемещающийся внутри специального цилиндра с радиалы-ю
расположенными дозирующими отверстиями 19, выполнен-
ными в виде щелей.
Существует две разновидности расходомеров — с нис-
ходящим и восходящим потоком зоздуха (см. рис. 3.63). При
использовании обоих типов расходомеров увеличение потока
воздуха (увеличение нагрузки) вызывает перемещение
плунжера вверх, а следовательно и увеличение сэчений дози-
рующих отверстий. Число дозирующих отверстий равно числу
цилиндров двигателя. Топливо, подаваемое к дозатору-рас-
пределителю, пройдя через дозирующие отверстия и специ-
альные дифференциальные клапаны 13 (о их назначении см.
ниже) по трубопроводам 14 направляется к форсункам 15,
расположенным, как и в электронных системах, в специ-
альных гнездах в теле впускного коллектора, над впускными
Рис. 3.62. Система впрыска непрерывного действия K-Jetronic:
1 — топливный бак; 2 — ось рычага; 3 — топливопровод, 4 — топливный фильтр; 5 — рычаг; 6 — аккумулятор топлива; 7 — бензонасос; 8 — катушка
зажигания; 9 — выключатель зажигания; 10 — главное реле; 11 —термовременной выключатель; 12 — механическая форсунка; 13 — пусковая Форсунка;
14 — регулятор добавочного воздуха; 15 — напорный диск; 16 — дозирующий плунжер; 17 — топливопровод форсунки; 18 — регулятор управляющего
давления; 19 — дозирующее отверстие; 20 — дифференциальный клапан; 21 — регулятор давления; 22 — топливопровод обратного слива
8<
115
Рис. 3.63. Устройство расходомеров с восходящим (а) и нисходя-
щим (б) потоком воздуха
клапанами. Таким образом, увеличение расхода воздуха,
проходящего через горловину расходомера, вызывает увели-
чение потока топлива, направляемого к форсункам.
Благодаря конструктивным решениям в системе в широ-
ком диапазоне от малых до умеренных нагрузок обеспечива-
ется практически линейная зависимость между расходом
воздуха и количеством топлива, впрыскиваемым форсунка-
ми, что позволяет поддерживать состав смеси примерно по-
стоянным. Для осуществления такой линейной зависимости
необходимо устранить одно препятствие. Дело в том, что при
изменении сечений дозирующих отверстий меняется также и
перепад давления между внутренней и внешней кромками до-
зирующего отверстия.
Для поддержания постоянства перепада давления на дози-
рующих отверстиях, т.е. между точками А и Б (рис. 3.64) служат
Рис. 3.64. Конструкция дифференциальных клапанов:
1 — подвод 1ОПливг; 2 — нижняя камера; 3 — верхняя камера. 4 — канал
подачи топлива к форсунке; 5 — дозирующий плунжер: 6 — рабочая кромка
дозирующего плунжера; 7 — пружина; 8 — диафрагма; А — системное
давления; Б — давление в верхней камере; В — давление на форсунке;
Г — управляющее давление
116
Рис. 3.65. Конструкция и работа регулятора управляющего
давления:
а — низкая температура охлаж дающей жидкости; б — рабочая температура;
1 — подвод топлива от дозатора-распределителя; 2 — шток; 3 — пружина;
4 — биметаллическая пружина; 5 — нагревательная спираль; 6—диафрагма;
7 — перепуск топлива (к регулятору давления)
дифференциальные клапаны. В этом случае количество топли-
ва, подаваемого к форсункам, определяется только площадью
дозирующих отверстий, т.е. положением плунжера. Число диф-
ференциальных клапанов равно числу цилиндров двигателя.
Каждый дифференциальный клапан состоит из нижней и верх-
ней камеры, разделенных специальной диафрагмой. В центре
верхней камеры над диафрагмой расположен канал выхода
топлива к форсунке. Все нижние камеры сообщаются между
собой, давление в них постоянно и определяется регулятором
давления (это давление называется системным).
Верхние камеры изолированы друг от друга. В каждой
верхней камере расположена пружина, ее давление на
диафрагму равно примерно 0 01 МПа. При изменении поло-
жения плунжера изменяется площадь дозирующих отверстий,
а, следовательно, и количество топлива, поступающее в верх-
ние камеры. Это приводит к изменению прогиба диафрагмы и
перепада давления между ее верхней кромкой (т.е. седлом
клапана) и выходным каналом. Таким образом поддержива-
ется постоянство перепада давления на кромке дозирующего
отверстия. Величина этого перепада определяется воздейст-
вием пружины и также равна 0,01 МПа.
Рассмотрим, как происходит коррекция состава смеси на
различных режимах работы двигателя.
Обогащение состава смеси при пуске холодного двигателя
и постепенное возвращение на нормальный состав (о. ~ 1) при
последующем прогреве в системе K-Jetronic осуществляется
посредством изменения давления на верхнюю часть дозирую-
щего плунжера. Эти функции возложены на регулятор прогре-
ва или регулятор управляющего давления (противодавления).
Конструкция регулятора прогрева показана на рис. 3.65.
При низкой температуре охлаждающей жидкости биметалли-
ческая пружина 4, воздействуя на шток 2, отклоняет диафраг-
му 6 вниз, увеличивая таким образом перепуск топлива от
верхней части дозирующего плунжера обратно в бензобак. В
этом случае давление топлива над плунжером понижается,
плунжер перемещается вверх, количество топлива, поступа-
ющего к форсункам, увеличивается (обогащение смеси).
Время с начала пуска
Рис. 3.66. Пример характеристик регулятора управляющего давления
Так как сразу после начала прокрутки стартером коленча-
того вала двигателя на подогревающую спираль 6 подается
напряжение, биметаллическая пружина 3 начинает постепен-
но перемещаться вверх, что приводит к уменьшению количе-
ства перепускаемого через регулятор топлива, а следова-
тельно, к увеличению давления на верхнюю часть дозирующе-
го плунжера, его опусканию и уменьшению площади дозирую-
щих отверстий. Таким образом, по мере прогрева двигателя
осуществляется постепенное изменение состава топливовоз-
душной смеси от богатого к нормальному. Этот процесс отра-
жают характеристики регулятора прогрева (рис. 3.66).
Однако регулятор прогрева в полной мере не может обес-
печить необходимый для пуска холодного двигателя состав
смеси (при температуре -20сС требуемое отношение воз-
дух/топливо может достигать значений ~ 1:1).
Дополнительное обогащение смеси при пуске холодного
двигателя достигается впрыскиванием топлива через до-
полнительную пусковую форсунку (13 на рис. 3.62). Пусковая
форсунка по конструкции является электромагнитной. Устана-
вливается она таким образом, чтобы впрыскиваемое топливо
попадало в общую для всех цилиндров зону впускного коллек-
тора. Напряжение питания к пусковой форсунке в большинст-
ве моделей подводится через специальный термовременной
выключатель 11, вворачиваемый в рубашку охлаждения голо-
вки цилиндров. Один из вариантов схемы включения пусковой
форсунки представлен на рис. 3.55, а конструкция термовре-
менного выключателя - на рис. 3.56. После пуска холодного
двигателя происходит быстрый нагрев биметаллической плас-
тины термовыключателя и отключение пусковой форсунки.
Яри пуске прогретого двигателя пусковая форсунка не работа-
ет, так как температура корпуса термовыкпючателя достаточ-
но высока и его контакты разомкнуты. Однако в некоторых
конструкциях двигателей (AUDI, VOLVO) дахсе при горячем пу-
ске требуется подача дополнительного количества топлива.
Это осуществляется путем дискретного включения пусковой
форсунки специальным импульсным реле.
Рассмотренный выше регулятор прогрева, но более
совершенной конструкции, выполняет также функцию допол-
нительного обогащения состава смеси при полностью откры-
той дроссельной заслонке или при использовании турбонадду-
ва. Как видно из рис. 3.67, вн^ренняя полость регулятора
связана с задроссельным пространством вакуумной трубкой.
Если нагрузка на двигатель невелика, давление за дроссель-
ной заслонкой меньше атмосферного, и нижняя диафрагма
регулятора занимает крайнее верхнее положение. При боль-
ших нагрузках давление в полости регулятора сравнивается
или даже превышает (на двигателях с наддувом) атмосфер-
ное. Тогда диафрагма со штоком перемещается вниз, что
Рис. 3.67. Работа регулятора управляющего давления при малых
и частичных (а) и полной (б) нагрузках:
1 — нагревательная спираль; 2 — биметаллическая пластина; 3 — подвод
разрежения от задроссельного пространства; 4 — диафрагма; 5 — пере-
пуск топлива в бак; 6 — подвод топлива; 7 — што:: 8 — пружина; 9 — верх-
ний упор; 10 — вакуумная диафрагма: 11 — канал подвода атмосферного
давления; 12 — нижний упор
117
Рис. 3.63. Эффект "overswing" в системах К и K-Jetronic:
а — рьзкоь открытие дроссельной заслонки; б — перемещение напорного
диска рас содомера; в — увеличение частоты вращения коленчатого вала
приводит к увеличению перепуска топлива через каналы 5 и
6 и уменьшению давления на верхнюю часть дозирующего
плунжера. Таким образом происходит приготовление смеси
мощностного состава.
Обогащение смеси при резких ускорениях автомобиля
происходит автоматически, за счет эффекта "overawing" (т.е.
перебег, перескок), смысл которого заключается в том, что
при резком открытии дроссельной заслонки напорный диск
расходомера за счет инерции перемещается на значительно
большую величину, чем это происходит при плавном наборе
скорости (рис. 3.68). Так как перемещение рычага напорного
диска однозначно определяет и перемещение дозирующего
плунжера, происходит впрыскивание дополнительного коли-
чества топлива, что приводит к необходимому обогащению
состава смеси и достижению хороших динамических качеств
автомобиля.
Система KE-Jetronic является модификацией системы К-
Jetronic. Конструкция системы представлена на рис. 3.69. В
своей основе она повторяет конструкцию базовой системы К-
Jetronic и не отличается от нее принципом базового дозиро-
вания топлива (прогретый двигатель - установившиеся режи-
мы, плавные ускорения).
Коррекция состава смеси на остальных режимах в хорне от-
личается от применяемого в базов эй системе K-Jetronic прин-
ципа изменения давления на верхнюю часть плунжера. В систе-
ме KE-Jetronic давление на верхнюю часть плунжера постоянно
и равно системному (обычно 0,Ен-0,6 МПа). Коррекция состава
смеси осуществляется посредством изменения перепада дав-
ления на дозирующих отверстиях за счет изменения давления в
нижних камерах дозатора-распределителя. Как видно из рис.
3.70, количество топлива, поступающего в нижние камеры, оп-
Рис. 3.69. Система впрыска KE-Jetronic:
1 — топливный бак; 2 — аккумулятор топлива; 3 — топливный фильтр; 4 — топливопровод обратного слива: 5 — регулятор давления; 6 — топливопровод;
7 — напорный диск; 8 — дозирующий плунжер; 9 — дозирующее отверстие; 10 — электрогидравлический регулятор давления; 11 — дифференциальный
клапан; 12 — ось рычага; 13 — датчик положения напорного д> ска; 14 — рычаг; 15 — датчик положение дроссельной заслонки: 16 — катушка зажигания;
17 — блок управления; 18 — главное реле; 19 — регулятор добавочного воздуха; 20 — термовремечной выключатель; 21 — датчик температуры охлаж-
дающей жидкости. 22 — механическая форсунка; 23 — пусковая форсунка; 24 — топливопровод форсунки; 25 — бензонасос
118
ределяется положением металлической мембраны так называ-
емого электрогидравлического регулятора давления. Так как на
работающем двигателе происходит непрерывное удаление топ-
лива из нижних камер через калиброванное отверстие обратно
в бензобак, давление в нижних камерах, а, следовательно, по-
ложение диафрагм дифференциальных клапанов и перепад дав-
ления на дозирующих отверстиях будет определяться количест-
вом топлива, подаваемого в нижние камеры, т.е., в конечном
итоге, положением мембраны.
В свою очередь, это положение зависит от величины и на-
правления тока, протекающего по обмоткам регулятора. Ве-
личина тока задается электронным блоком управления на ос-
новании сигналов нескольких датчиков.
При пуске холодного двигателя блок управления увеличи-
вает значение тока регулятора до 80-5-120 мА, что приводит к
уменьшению давления в нижних камерах, а следовательно к
обогащению топливной смеси. Конкретное значение тока за-
висит только от сопротивления датчика температуры охлаж-
дающей жидкости 23 (рис. 3.69). Дополнительное обогащение
смеси, так же как и в системе K-Jetronic, осуществляется за
счет использования пусковой форсунки.
После запуска происходит быстрое уменьшение значения
тока, протекающего по обмоткам регулятора, до 2030 мА, а
затем постепенное его уменьшение, адекватное времени,
прошедшему после начала пуска и уменьшению сопротивле-
ния датчика температуры охлаждающей жидкости. Давление
в нижних камерах возрастает, состав смеси приближается к
нормальному. При достижении двигателем температуры
6О-5-8О°С значение тока становится равным нулю и электроги-
дравлический регулятор практически не оказывает влияния
на работу системы (это утверждение не распространяется на
версии системы KE-Jetronic с ^.-регулированием, особенно
при наличии т.н. контура адаптации).
Обогащение смеси при ускорении, так же, как и в системе К-
Jetronic, осуществляется за счет эффекта "overswing" (см. выше).
Для улучшения динамических качеств автомобиля при
движении на непрогретом двигателе в системе KE-Jetronic
обеспечивается дополнительное обогащение смеси, завися-
щее от скорости открытия дроссельной заслонки, а точнее - от
скорости перемещения напорного диска расходомера. Это
достигается кратковременным увеличением на 5-5-30 мА тока
через обмотки электрогидравлического регулятора. Величи-
на тока определяется блоком управления на основании вели-
чины сопротивления датчика температуры охлаждающей
жидкости и скорости изменения выходного напряжения дат-
чика положения напорного диска расходомера. Этот датчик
представляет собой потенциометр и закрепляется на оси ры-
чага напорного диска (12 на рис. 3.70). Схема и конструкция
потенциометра показана на рис. 3.71.
Рис. 3.70. Дозатор-распределитель системы KE-Jetronic:
1 — подвод топлива (от бензонасоса); 2 —подвод топлива к форсункам;
3 — дозирующее отверстие; 4 — слив топлива из нижних камер; 5 — верх-
няя камера; 6 — диафрагма дифференциального клапана; 7 — нижняя ка-
мера; 8 — электрогидравлический регулятор давления; 9 — подвижная
мембрана; 10 — обмотка регулятора; 11 — магнитный сердечник регулято-
ра; 12 — потенциометр; 13 — перепускной жиклер
Переход на мощностной состав смеси при движении с пол-
ностью открытой дроссельной заслонкой также осуществляет-
ся увеличением тока регулятора, а разрешающим сигналом
для блока является замыкание контактов полной нагрузки
концевого датчика дроссельной заслонки (21 на рис. 3.69).
Электрогидравлический регулятор выполняет также
функцию отсечки подачи топлива при торможении двигате-
лем (режим принудительного холостого хода) и ограничении
частоты вращения коленчатого вала. В обоих случаях блок
управления изменяет полярность тока, подаваемого на ре-
гулятор. Диафрагма регулятора отклоняется вправо (рис.
3.70), давление топлива в нижних камерах возрастает, что
приводит к закрытию дифференциальных клапанов и отсечке
подачи топлива к форсункам.
3.2.4. Системы центрального впрыска
Конструкция системы центрального впрыска схематично
представлена на рис. 3.72. Система подачи топлива из бака
здесь аналогична применяемой на системах распределенно-
го впрыска. Топливо из бака 1 засасывается насосом 2 по-
гружного или выносного типа и под давлением подается к
фильтру тонкой очистки 3, а затем к т.н. моноблоку дроссель-
ной заслонки 9, где расположена электромагнитная форсунка
а б
6 5 4 3
Рис. 3.71. Конструкция (а) и электрическая схема (б) датчика положения напорного диска
1,2 — скользящие контакты (щетки); 3 — рычаг; 4 — корпус потенциометра; 5 — корпус дозатора-распределителя; 6 — ось рычага напорного диска
119
Рис. 3.72. Система центрального впрыска:
1 — топливный бак; 2 — бензонасос; 3 — топливный фильтр; 4 — регулятор давления; 5 — топливопровод обратного слива; 6 — подающий топливопровод;
7 — форсунка; 8 — датчик температуро, всасываемого воздуха; 9 — корпус моноблока дроссельной заслонки; 10 — датчик абсолютного давления во впу-
скном коллекторе; 11 — блок управления; 12 — датчик температуры охлаждающей жидкости- 13 — датчик частоты вращения/положения коленчатого ва-
ла; 14 — датчик положения дроссельной засгонки
7, распиливающая топливо в зону над дроссельной заслон-
кой. Если двигатель V-образный, в моноблоке располагаются
две форсунки, каждая из которых распыляет топливо над сво-
ей дроссельной заслонкой (эта конструкция применяется, в
основном, на автомобилях американского производства).
При такой схеме используется впускной коллектор, аналогич-
ный карбюраторным системам. Отсюда и основные недостат-
ки систем центрального впрыска: неравномерное распреде-
Рис. 3.73. Моноблок дросс эльной заслонки системы центрального
впрыска:
1 — форсунка; 2 — регулятор давления; 3 — канал обратного слива; 4 — ка-
нал подвода топлива; 5 — корпус; 6 — потенциометр дроссельной заслин-
ки; 7 — дроссельная заслонка
ление топливовоздушной смеси по цилиндрам и образование
топливной пленки на стенках впускных трубопроводов со все-
ми вытекающими последствиями. Тем не менее, благодаря
совершенным алгоритмам управления эти недостатки удает-
ся в значительной степени скомпенсировать.
Несомненным преимуществом данных систем является их
относительная простота и меньшая, по сравнению с многото-
чечными системами, стоимость. В условиях эксплуатации та-
кие системы более надежны - например, форсунки в гораздо
меньшей степени подвержены загрязнениям и закоксовы-
ванию, а низкое давление в системе позволяет во многих слу-
чаях применять бензонасосы турбинного типа (см. раздел
3.2.7.1.), которые имеют больший ресурс.
Основная часть системы - моноблок дроссельной за-
слонки (заслонок), общая схема которого представлена на
рис. 3.73. В верхней части моноблока установлена электро-
магнитная форсунка 1. Топливо к форсунке подводится по ка-
налу 4. Для поддержания необходимого давления в системах
центрального впрыска чащэ всего используется встроенный
регулятор давления 2, перепускающий излишки топлива по
трубопроводу 3 обратно в бак. Как правило, в системах цент-
рального впрыска поддерживается давление порядка
0,084-0,12 МПа, хотя встречаются системы с давлением
1,8-е-2,2 МПа. Принцип работы и устройство регулятора анало-
гичны регуляторам, применяемым в электронных системах
распределенного впрыска, однако, в отличие от этих систем,
полость над диафрагмой соединяется не с задроссельным
пространством, а с атмосферой (точнее, с полостью за воз-
душным фильтром). Это объясняется тем, что форсунка рас-
положена над дроссельной заслонкой, т.е. в зоне практичес-
ки постоянного давления, поэтому перепад давления на фор-
сунке не меняется при изменении нагрузки на двигатель.
120
Рис. 3.74. Базовая поверхность для систем центрального впрыска
типа Mono-Jetronic:
п — частота вращения коленчатого вала; <pnp — угол открытия дросоэльног за-
слонки; ТуПр — длительность управляющих импульсов форсунки
На оси дроссельной заслонки (заслонок) находится датчик-
потенциометр 5, сигнал которого поступает на вход блока управ-
ления. Довольно часто непосредственно в моноблок встраивает-
ся также и регулятор холостого хода (см. раздел 3.2.6.).
Форсунки систем центрального впрыска по конструкции от-
личаются от индивидуальных форсунок систем распределенно-
го впрыска (рис. 3.92). Так как частота управляющих форсункой
импульсов кратна (как правило, в два или четыре раза выше)
частоте вращения коленчатого вала, используются высокоско-
ростные форсунки с малым временем срабатывания, что обес-
печивается специальной конструкцией и малой индуктивностью
(а, следовательно, и малым сопротивлением) обмотки.
Работа системы с точки зрения алгоритмов управления в
принципе аналогична электронным системам распределенно-
го впрыска. Основное отличие данных систем - использова-
ние упрощенных методов измерения расхода воздуха.
Наиболее распространенным является метод расчета
расхода воздуха по значениям абсолютного давления за
дроссельной заслонкой и частоты вращения коленчатого ва-
ла. В этом случае используется датчик абсолютного давления
во впускном коллекторе (9 на рис. 3.72).
Фирма BOSCH в своих системах Mono-Jetronic и Мопо-
Motronic использует еще более простой (и, соответственно,
более дешевый) метод оценки расхода воздуха - по частоте
вращения коленчатого вала и углу открытия дроссельной
заслонки. В этом случае основой для расчета тупр является
записанная в ПЗУ блока управления матрица, подобная изо-
браженной на рис. 3.74, т.е. зависимость длительности уп-
равляющих импульсов от угла открытия дроссельной заслон-
ки и частоты вращения коленчатого вала.
Тем не менее, некоторые японские производители
используют в системах центрального впрыска миниатюрный
датчик расхода воздуха типа НОТ WIRE, встроенный в спе-
циальный байпасный канал в корпусе дроссельной заслонки.
Итак, базовое дозирование количества впрыскиваемого
форсункой топлива на прогретом двигателе основано на двух
сигналах - датчика абсолютного давления во впускном
коллекторе (реже - потенциометра дроссельной заслонки или
термоанемометрического датчика расхода воздуха) и датчи-
ка частоты вращения коленчатого вала двигателя. Рассчитан-
ная на основе этой информации длительность управляющего
форсункой импульса корректируется с учетом сигнала датчи-
ка температуры всасываемого воздуха.
При пуске и последующем прогреве холодного двигателя
время открытия форсунки корректируется блоком управле-
ния в соответствии с сопротивлением датчиков температуры
охлаждающей жидкости и всасываемого воздуха. По мере
прогрева коэффициент коррекции уменьшается и при темпе-
Рис. 3.75. Блок-схема ^.-коррекции для а ютем впрыска:
1 — впус сноч коллектор; 2 — двигатель; 3 — выпускная тру За; 4 — датчик кон-
центрации кислорода; 5—блок управления; 6—форсунка (форсунки); 7—ката-
ли—тический нейтрализатор; Q — сигнал датчика нагрузки; N — сигнал датчика
частоты вращения, t — сигнал датчика температуры охлаждающей жидкости
Рис. 3.76. Конструкция кислородного датчика на основе двуокиси
циркония:
1 — корпус; 2 — керамический уплотнитель; 3 — выводы (подогрев и сигнал);
4—контакт нагревательного элемента; 5 — нагревательный элемент; 6—кожух;
7—тгэрпый электролит на основе ZfO2; 8 — защитный колпачок с прорэзями
ратуре 80-н90°С становится равным единице.
Коррекция (обогащение) топливной смеси при ускорении
осуществляется по сигналу потенциометра дроссельной
заслонки. Для этого прежде всего учитывается скорость
нарастания выходного напряжения потенциометра, т.е. быст-
рота открытия дроссельной заслонки.
3.2.5. Системы регулирования состава смеси
с обратной связью
Логическим результатом непрерывно ужесточающихся
норм на содержание токсичных компонентов в отработанных
газах явилось применение на автомобилях различных нейт-
рализаторов.
Упрощенная блок-схема системы представлена на рис.
3.75. В настоящее время в качестве такого датчика в подавля-
ющем большинстве систем топливодозирования используется
датчик на основе двуокиси циркония. Конструкция датчика
представлена на рис. 3.76. Принцип работы датчика состоит в
генерировании э.д.с., величина которой определяется соотно-
шением парциальных давлений, а проще говоря, содержания
свободного кислорода в отработанных газах и в окружающем
воздухе. Особенностью «циркониевого» датчика является то,
что при незначительных изменениях состава смеси (от а ~ 1,02
до а ~ 0,98) э.д.с. на его выходе скачком изменяется от не-
скольких милливольт до почти одного вольта (рис. 3.77). Такая
"релейная" характеристика датчика полносгь.о определяет ал-
горитм работы всей системы автоматического регулирования.
Похожую характеристику имеет и кислородный датчик на
основе двуокиси титана ТЮ2 (см. рис. 3.78), с той лишь разни-
цей, что этот датчик при изменении содержания кислорода из-
121
Рис. 3.77. Зависимость выходного напряжения кислородного датчика
на основе ZrO2 от состава смеси (температура датчика 50СН800°С)
Рис. 3.80. Сигнал датчика кислорода реального автомобиля (Audi
100, режим холостого хода)
Рис. 3.78. Зависимость выходного сопротивления кислородного дат-
чика на основе TiO2 от состава смеси при различной температуре
Рис. 3.79. Упрощенный алгоритм работы системы Л-коррекции
меняет свое внутреннее сопротивление. Генерировать э.д.с.
датчики на основе TiO2 не могут. «Титановые» датчики, хотя и
применяются на некоторых моделях автомобилей (NISSAN,
BMW, JAGUAR), широкого распространения пока не получили.
Упрощенный алгоритм работы системы представлен на
рис. 3.79. Весь цикл, изображенный на этом рисунке, непре-
рывно повторяется. Иными словами, состав смеси в системе
с контуром обратной связи непрерывно изменяется от значе-
ний порядка а = 0,97-5-0,98 до значений
а = 1,02ч-1,03. Сигнал кислородного датчика на основе
ZrO2 реально работающей системы изображен на рис. 3.80.
Совершенно очевидно, что наличие такого сигнала на выходе
датчика однозначно говорит о полной работоспособности как
самого датчика, так и всей системы топливодозирования
(речь идет о работе на установившихся режимах).
Необходимо отметить, что внутреннее сопротивление цирко-
ниевого датчика тем выше, чем ниже его температура. Поэтому
генерирование э.д.с. этим датчиком на нагрузку (входное сопро-
тивление специального каскада в блоке управления) начинается
только при прогреве датчика до температуры примерно
30(Ы00°С. До этого времени потенциал на выходе датчика ра-
вен примерно 0,45-5-0,50 В - это опорное напряжение, подавае-
мое от входного каскада блока управления. Такое схемное реше-
ние получило широкое распространение, однако на многих авто-
мобилях японских фирм, а также автомобилях FORD исполь-
зуется несколько иная схемотехника входного каскада, при кото-
рой опорное напряжение на входе блока управления равно нулю.
Наличие неизменного опорного напряжения (в том числе и нуле-
вого уровня) на входе блока позволяет ему определить "неготов-
ность" кислородного датчика к измерению содержания свободно-
го кислорода. Такая ситуация повторяется каждый раз при пуске
и прогреве холодного двигателя. В это время работа системы
осуществляется без обратной связи, т.е. по заранее запрограм-
мированному алгоритму, основу которого составляют рассмот-
ренное ранее базовое дозирование и коррекция (при прогреве -
обогащение) состава смеси по сигналам различных датчиков.
После достижения двигателем определенной температу-
ры и прогрева кислородного датчика система переходит в ре-
жим замкнутого контура (или замкнутой петли) регулирова-
ния и поддерживает стехиометрический состав смеси на ус-
тановившихся режимах практически во всем диапазоне час-
тот вращения и нагрузок. Исключение составляют следующие
режимы: режим максимальной мощности (а = 0,86-5-0,88), ре-
жим торможения двигателем (отключение подачи топлива,
сильно обеднённая смесь, а намного больше 1), режим уско-
рения (обогащение смеси, адекватное скорости открытия
дроссельной заслонки). На этих режимах система также, как
122
Рис. 3.81. Система впрыска K-Jetronic с контуром Х-коррекции:
1 — топливный бак; 2 — топливопровод обратного слива; 3 — топливопровод; 4 — частотный клапан; 5 — рычаг, 6 — напорный диск; 7 — бензонасос; 8 — топ-
ливный фильтр; 9 — регулятор добавочного воздуха, 10 — аккумулятор топлива; 11 —термовременной выключатель; 12 — механическая форсунка. 13 — кисло-
родный датчик; 14 — топливопровод форсунки; 15 — пусковая форсунка; 16 — блок управления; 17 — главное реле, 18 — катушка зажигания; 19 — дозирующий
плунжер; 20 — дозирующее отверстие; 21 — дифференциальный клапан; 22 — регулятор давления; 23 — ось рычага; 24 — регулятор управляющего давления
и при прогреве, работает в режиме "открытой петли", т.е. сиг-
нал кислородного датчика не учитывается.
Введение контура автоматического регулирования по
составу смеси наиболее просто осуществляется в электрон-
ных системах дискретного действия. В таких системах проис-
ходит непрерывная коррекция длительности импульсов уп-
равления форсунками в соответствии с сигналами, поступаю-
щими от кислородного датчика.
В системах непрерывного действия KE-Jetronic, имеющих
электронный блок управления, точная коррекция состава
смеси также не вызывает особых затруднений и осуществ-
ляется посредством циклического изменения в небольших
пределах (U3 мА) тока, подаваемого блоком в обмотки
электрогидравлического регулятора.
Наиболее сложными с точки зрения количества допол-
нительных конструктивных изменений в этом плане являются
системы K-Jetronic и карбюраторы.
В системе K-Jetronic точная коррекция состава смеси осу-
ществляется посредством изменения давления в нижних каме-
рах. Такие системы (условное название К-лямбда) в достаточ-
ной степени отличаются от базовой версии, что показывает
сравнение рис. 3.62 и 3.81. Давление топлива в нихних каме-
рах системы К-лямбца не равно системному и может регулиро-
ваться благодаря перепуску топлива обратно в топливный бак
через так называемый частотный клапан (frequency valve). Для
управления этим клапаном используется сигнал изменяемой
скважности, вырабатываемый специально вводимым в эту си-
стему электронным блоком. При непрогретом или отключен-
ном кислородном датчике скважность импульсов равна 50%,
что соответствует исходному дозированию системы. Если сис-
тема функционирует нормально и использует сигнал кислород-
ного датчика, скважность импульсов непрерывно изменяется в
узком диапазоне вокруг среднего значения 50%.
Подобный принцип используется и в карбюраторах с эле-
ктронным управлением (см. раздел 3.2.1.).
Дальнейшим развитием систем л-рег/лирования являют-
ся адаптивные системы с возможностью "самообучения" в
процессе эксплуатации. Суть работы таких систем заключает-
ся в том, что по мере изменения характеристик различных
систем и компонентов двигателя в процессе эксплуатации
(например, загрязнение форсунок, уменьшение компрессии,
подсос воздуха) в специальной области памяти блока уп-
равления накапливаются "поправочные коэффициенты", ис-
пользуемые процессором при расчэте длительности зремени
впрыска (в системах KE-Jetronic - величины тока) на различ-
ных установившихся режимах. Это позволяет поддерживать
стехиометрический состав смеси даже при значительных от-
клонениях в состоянии системы. Если обычные системы с X-
регулированием обладают возможностью коррекции количе-
ства впрыскиваемого топлива в пределах ±1015% от базово-
го расчетного значения, то современные адаптивные систе-
мы способны обеспечить диапазон до ±4Сй-50%.
3.2.6. Системы холостого хода
В электронных системах распределенного впрыска пер-
вых поколений отсутствовали подсистемы регулирования ча-
стоты вращения коленчатого вала на режиме холостого хода.
Для компенсации потерь на трение при прогреве холодного
двигателя использовались специальные дополнительные воз-
душные клапаны той или иной конструкции. Принцип работы
клапана показан на рис. 3.82.
При пуске колодного двигателя байпас 1ЫЙ (обходной) канал 1
вокруг дроссельной заслонки 6 имеет сечение тем больше, чем ни-
же температура двигателя, поскольку клапан имеет с ним непо-
средственный контакт. После пус са двигателя этим сбеспечивает-
123
Рис. 3.82. Установка и конструкция клапана дополнительного
воздуха:
1 — воздушный канал; 2 — регулирующая пластина: 3 — биметаллическая
пластина; 4 — электрический разъем; 5 — спираль нагревателя; 6 — дрос-
сельная заслонка; 7 — винт регулировки частоты вращения коленчатого вала
ся его работа на несколько повышенных оборотах для компенсации
потерь на ipei <ие. На обмотку 5 клапана после начала пуска пода-
ется напряжение питания, что приводит к нагреву биметаллической
пластины 3 и постепенному уменьшению сечения канала 1, а, сле-
довательно, и уменьшению частоты вращения коленчатого вала по
мере прогрев? двигателя. Согласование характеристик прогрева
двигателя и времени уменьшения сечения канала достигается вы-
бэ;эом формы пластины 2 и характеристик биметаллической пружи-
ны. Установка заданной частоты вращения коленчатого вала на хо-
лостом ходу на прогрето^, двигателе осуществляется специальным
регулировочным винтом 7, вращение которого позволяет в неболь-
ших пределах изменять количество вэздуха поступающего в обход
закрытой дроссельной заслонки. Важно отметить, что такая регули-
ровка не сопровождается изменениями состава смеси, а. следова-
тельно, и содержания СО в отработанных газах, так как любое из-
менение количества воздуха, проходящего через байпасный канал,
измеряется расходомером, и по его сигналу происходит адекватное
изменение количества впрыскиваемого топлива.
Практически все современные системы впрыска, а тем
более комплексные системы управления (см. раздел 3.2.7.),
включают в себя подсистемы автоматического регулирова-
ния частоты вращения коленчатого вала на режиме холосто-
го хода. Подавляющее большинство таких подсистем исполь-
зуют для регулирования принцип изменения сечения байпас-
ного воздушного канала. Встречаются также системы, где ре-
гулирование осуществляется путем непосредственного
воздействия на дроссельную заслонку (например, двигатели
объемом 4,1-4,5-4,9 л для автомобилей CADILLAC, системы
Mono-Jetronic и Mono-Motronic фирмы BOSCH, системы EFP
для автомобилей MERCEDES-BENZ и другие).
Управление исполнительными элементами в системах холо-
стого хода осуществляется электронным блоком системы впры-
ска (в более ранних моделях - отдельным блоком) по специаль-
ным алгоритмам на основании сигналов группы датчиков. При-
мер построения системы управления представлен на рис. 3.83.
Основным входным параметром является частота вращения
коленчатого вала. Для стабилизации частоты вращения на холо-
стом ходу в блок управления также поступает информация о по-
ложении дроссельной заслонки. Для этой цели может использо-
ваться специальная пара контактов, замыкающаяся при посад-
ке рычага дроссельной заслонки на упор-ограничитель, либо по-
тенциометр. Система регулирования обеспечивает азтомати-
Рис. 3.83. Блок-схема подсистемы холостого хода:
1 —дроссельная заслонка; 2 — байпасный канал; 3 — исполнительный эле-
мент (регулятор сечения канала); 4 — блок управления; 5 — датчик часто-
ты вращения коленчатого вала; 6 — датчик температуры охлаждающей
жидкости; 7 — датчик положения дроссельной заслонки; А/С — сигнал
включения кондиционера; P.S. — сигнал концевого датчика давления гидро-
усилителя руля; P/N.D.R — сигнал положения рычага автоматической КП;
V — сигнал скорости автомобиля
ческое увеличение оборотов двигателя после холодного пуска,
их уменьшение по мере прогрева двигателя, компенсацию из-
менения частоты вращения при включении различных нагрузок
(кондиционер, гидроусилитель руля, потребители электрической
энергии, переход с положений Р или N в автоматической короб-
ке передач и т.п) и некоторые другие функции.
В качестве исполнительных элементов в системах регули-
рования сечения байпасного канала используются специаль-
ные регуляторы поворотного типа, клапаны-соленоиды осево-
го перемещения, шаговые электродвигатели, реверсивные
двигатели постоянного тока. На рис. 3.84 изображен регуля-
Рис. 3.84. Конструкция регулятора холостого хода фирмы BOSCH:
1 — электрический контакт разьэма; 2 — корпус: 3 — постоянный магнит;
4 — якорь; 5 — воздушный канал; 6 — регулирующая заслонка-сегмент
124
Рис. 3.85. Работа регулятора фирмы BOSCH в нормальных услови-
ях (а) и при отсутствии сигнала управления (б) (резервный режим)
Рис. 3.88. Фрагмент схемы холостого хода с использованием шаго-
вого электродвигателя (система центрального впрыска MULTEC):
1 — моноблок дроссельной заслонки; 2 — дроссельная заслонка; 3 — вы-
движной шток регулятора; 4 — байпасный канал; 5 — регулятор на базе ша-
гового электродвигателя; 6 — основной воздушный канал;
Рис. 3.86. Сигнал управления регулятором на режиме холостого
хода в отсутствие (а) и при включении (б) мощных потребителей
энергии автомобиля HONDA ACCORD 2,0i
Рис. 3.89. Корпус дооссельной заслонки с приводом системы хо-
лостого хода (MERCEDES-BENZ):
1 — приводной рычаг дроссельной заслонки; 2 — прорезь, ограничивающая
пределы регулирования; 3 — микровыключатель холостого хода; 4 — элек-
трический привод; 5 — дроссельная заслонка. 6 — упор рычага
тор на основе моментного двигателя фирмы BOSCH. На
клеммы регулятора подается импульсный сигнал с неизмен-
ной частотой (обычно от 100 до 200 Гц) и скважностью, из-
меняемой в зависимости от необходимой степени изменения
сечения канала. Изменение скважности управляющего сигна-
ла приводит к изменению величины среднего тока, протекаю-
щего по обмоткам регулятора и изменению положения регу-
Рис. 3.87. Один из вариантов регулятора холостого хода на
основе клапана-соленоида (HITACHI):
1 — обмотка соленоида; 2 — электрические контгкты; 3 — подвижный
шток; 4 — корпус; 5 — запирающая пружина; 6 — воздушные каналы
пирующего сегмента. Типичный сигнал управления подобны-
ми регуляторами приведен на рис. 3.86.
Другим распространенным типом регулятора являются
клапаны-соленоиды с продольным перемещением регулирую-
щего плунжера, один из вариантов которого изображен на
рис. 3.87. Сечение проходного канала таких регуляторов так-
же определяется значением среднего тока, протекающего по
обмотке соленоида (сигнал управления имеет более сложную
форму по сравнению с рис. 3.86, что объясняется несколько
иной схемотехникой выходного каскада блока управления).
Конструкция с шаговым двигателем показана на рис. 3.88, а с
реверсивным двигателем постоянного тока и непосредствен-
ным приводом дроссельной заслонки - на рис. 3.89.
3.2.7. Компоненты систем топливоподачи
Основными компонентами систем топливоподачи являют-
ся бензонасосы, форсунки и датчики.
3.2.7.1. БЕНЗОНАСОСЫ
В современных системах впрыска используются только
электрические бензонасосы. По принципу действия они
делятся на два типа - объемные и центробежные. Типовая
конструкция бензонасоса показана на рис. 3.90. Отличия в
125
Рис. 3.90. Конструкция электрического бензонасоса:
1 — всасывающий штуцер, 2, 3 — предварительный и основной качающие
узлы; 4 — якорь электродвигателя; 5 — постоянный магнит; 6 — коллек-
тор; 7 — обратный клапан; 8‘— нагнетательный штуцер; 9 — электричес-
кий контакт; 10 — графитовая щетка
конструкции насосов касаются в основном качающей части,
то есть собственно - насоса.
Работа насосов объемного типа основана на изменении
объемов всасывающей и нагнетающей полостей. К этому ти-
пу относятся роликовые (рис. 3.91, а) и шестеренчатые (рис.
3.91, б) насосы. При вращении эксцентрично расположенного
ротора 1 по мере движения ролика 2 по часовой стрелке про-
исходит увеличение объема, а, следовательно, появление
разряжения в полости 3, куда засасывается топливо. В поло-
сти 4 происходит уменьшение объема, а, следовательно, уве-
личение давления. Из этой полости топливо подаэтся на вы-
ход бензонасоса. Шестеренчатый насос работает аналогично
масляному насосу двгателя.
Роликовые насосы способны развивать максимальное
давление до 0,6-И,0 МПа, шестеренчатые - до 0,4 МПа. Такие
насосы нашли широкое применение в системах распределен-
ного впрыска.
Турбинный или центробежный насос подобен насосу ох-
лаждающей жидкости (рис. 3.91, в). Максимальное давление,
развиваемое турбинными насосами, не превышает 0,3 МПа,
однако они отличаются стабильным потоком, практически без
пульсаций давления. Поэтому такие насосы часто исполь-
зуются в качестве первой ступени насосов систем распре-
деленного впрыска, а также в качестве насосов в системах
центрального впрыска. Бензонасосы обеспечивают макси-
мальное давление в 1,3-2 раза больше рабочего давления в
системе. Рабочее давление в системах впрыска обеспечива-
ется перепуском топлива через специальный регулятор дав-
ления (см. раздел 3.2.2.).
Производительность современных бензонасосов су-
щественно превышает потребность двигателей даже на режи-
ме максимальной мощности и в зависимости от объема дви-
гателя составляет 1-2 л/мин.
3.2.7.2. ЭЛЕКТРОМАГНИТНЫЕ ФОРСУНКИ
На современных автомобилях применяется достаточно
большое число форсунок различной конструкции, однако
принцип их действия одинаков. Все электоомагнитные
форсунки имеют подпружиненный запирающий элемент, пе-
рекрывающий в нормальном состоянии отверстие (или отвер-
стия) для распыливания топлива. Для отпирания выходного
отверстия (т.е. подъема запирающего элемента - клапана)
используется втягивающее усилие соленоида. Наиболее важ-
ным конструктивным отличием разных типов форсунок явля-
ется форма нижней части запирающего клапана, которая мо-
жет быть конусной, сферической или плоской. Соответствую-
щую форму имеет и седло, на которое садится запирающий
клапан. Кроме этого, число и форма распыливающих отвер-
стий также может быть различной, что в совокупности с
конструкцией запирающего элемента определяет число
струй, угол распыливания и степень дробления частичек топ-
лива на выходе форсунки. Другой важнейшей характеристи-
кой форсунки является ее быстродействие. Быстродействие
определяется прежде всего жесткостью возвратной пружины,
массой запирающего элемента и конструкцией электромаг-
нитной системы. Кроме этого быстродействие форсунки зави-
сит от индуктивности обмотки, т.е. в конечном счете от числа
ее витков. Поэтому все быстродействующие форсунки имеют
малое сопротивление обмотки (4 Ом и менее).
На рис. 3.92, а приведена конструкция одной из самых
распространенных форсунок со штифтовым запирающим эле-
Топливо
Рис. 3.92. Пример конструкции форсунок для систем распреде-
ленного (а) и центрального (б) впрыска:
1 — топливный фильтр; 2 — уплотнение кольца; 3 — запирающий элемент,
4 — седло; 5 — пружина; 6 — обмотка. 7 — корпус, 8 — эле.стричес.сий разъем
Рис. 3.91. Различные типы качающих узлов, приме-няемых в современных бензонасосах:
а—роликовый; б — шестеренчатый; в—турбинный: 1 — диск; 2 — ролик; 3 — всасывающая полость; 4 — нагнетающая полость; В — всгсываниэ; Н — нагнетание
126
ментом, выпускаемой фирмой BOSCH, а на рис. 3.92, б -
форсунки со сферическим запирающим элементом, использу-
емой в системах центрального впрыска топлива (фирма А/С
DELCO, корпорация GM).
3.2.7.3. ДАТЧИКИ РАСХОДА ВОЗДУХА
Одним из самых распространенных измерителей расхода
воздуха является датчик лопастного или флюгерного типа. Он
применяется на автомобилях многих фирм (BMW, OPEL FORD,
NISSAN, TOYOTA и другие). Конструкция датчика представлена
на рис. 3.93, а типовая электрическая схема - на рис. 3.94.
Основу конструкции составляет поворачивающийся флюгер
1, на оси которого закреплен скользящий контакт 3 специально-
го потенциометра 5. Поворот флюгера на определенный угол
приводит к изменению зыходного сигнала потенциометра.
Отклонение флюгера является результатом воздействия
на него потока воздуха, засасываемого цилиндрами двига-
теля. Для уравновешивания вращающего момента, создавае-
Рис. 3.93. Конструкция флюгерного датчика расхода воздуха:
1 — измерительная лопасть флюгера; 2 — датчик температуры воздуха;
3 — скользящий контакт потенциометра; 4 — спиральная пружина; 5 — по-
тенциометр; 6 — обводной канал; 7 — демпфирующая камера; 8 — дем-
пфирующая лопасть флюгера: 9 — винт регулировки состава смеси на хо-
лостом ходу
мого потоком воздуха, используется спиральная пружина 4.
Цикличность работы цилиндров двигателя приводит к пульса-
циям потока всасываемого воздуха; для их сглаживания слу-
жит вспомогательная лопасть 8 флюгера, перемещающаяся в
специальной демпфирующей камере 7.
Выходная характеристика такого расходомера может
быть близкой к логарифмической (т.е. максимальная чувстви-
тельность достигается в зоне малых расходов воздуха) или
линейной, причем как с восходящей, так и с подающей харак-
теристикой (см. рис. 3.95).
Фактически флюгерные расходомеры измеряют объем-
ный расход воздуха. Поскольку один и тот же объем воздуха
при разной температуре имеет разную массу, для корректи-
ровки значения расхода воздуха используется датчик темпе-
ратуры всасываемого воздуха, который устанавливается на
входе расходомера.
Для регулирования состава топливной смеси на режиме
холостого хода используется винт 9, при вращении которого
изменяется колииество воздуха, проходящего по обводному
каналу 6. В некоторых конструкциях лопастных расходомеров
байпасный канал отсутствует, а для регулировки использует-
ся специальный потенциометр, установленный в верхней ча-
сти корпуса. Отсутствие каких-либо регулировочных винтов
указывает на то, что данная система управления является
адаптивной (см. раздел 3.2.6.).
Другим распространенным типом датчиков расхода воз-
духа являются приборы, часто обозначаемые как MAF-мет-
ры, т.е. измерители массового расхода воздуха (Mass Air Flow
Meter). Наибольшее распространение получили датчики типа
HOTWIRE (горячая проволока) и НОТ FILM (горячая пленка).
Конструкция проволочного термоанемометрического
расходомера представлена на рис. 3.96, а, а пленочного - на
рис. 3.96, б. Принцип действия этих датчиков основан на из-
менении сопротивления измерительного элемента (платино-
вая проволока или пленочный резистор) при охлаждении его
потоком воздуха, проходящего через сечение расходомера.
Для увеличения чувствительности расходомера температура
его измерительного элемента поддерживается на 70-И 50°С
выше температуры проходящего воздуха (отсюда и названия
приборов). Изменение сопротивления преобразуется встро-
енным в корпус расходомера электронным блоком в выход-
ной сигнал (в большинстве случаев - в выходное напряжение,
реже - в сигнал импульсной формы с изменяемой частотой
следования импульсов). Обобщенная электрическая схема
термоанемометрических датчиков приведена на рис. 3.97.
Примерный вид выходной характеристики показан на рис.
3.98. В более поздних конструкциях наблюдается тенденция
размещения измерительного элемента (проволока или плен-
ка) в специальном байпасном канале (см. рис. 3.99).
Рис. 3.94. Пример электрической схемы флюгерного датчика:
1 — измерительный потенциометр; 2 — датчик температуры воздуха;
3 — контакты включения реле бензонасоса
Рис. 3.95. Примеры выходных характеристик датчиков расхода
воздуха флюгерного типа различных конструкций;
1, 2, 3 — различные конструкции датчиков; <р — угол отклонения измери-
тельной лопасти
127
Рис. 3.96. Конструкция термоанемометрических датчиков расхо-
да воздуха с проволочным (а) и пленочным (б) измерительными
элементами:
1 — корпус; 2 — решетка-стабилизатор потока; 3 — измерительный эле-
мент; 4 — термокомпенсационный резистор
Рис. 3.99. Термоанемометрический датчик расхода воздуха с
измерительным элементом в байпасном канале:
1 — измерительный элемент; 2 — термокомпенсационный резистор
Рис. 3.97. Обобщенная электрическая схема термоанемометри-
ческих датчиков расхода воздуха:
Rz — измерительный элемент; RK — термокомпенсационный резистор;
Rv R2 — элементы измерительной схемы
Как уже указывалось выше, такие расходомеры позволяют
измерять непосредственно массовое количество поступающе-
го в цилиндры воздуха. Кроме этого, они обладают целым ря-
дом других преимуществ: отсутствие подвижных частей, ма-
лая инерционность измерения, незначительное сопротивле-
ние проходящему воздушному потоку. Однако термоанемоме-
тры требуют высокой степени фильтрации поступающего воз-
духа. Пыль и мелкие частицы, поступающие через неисправ-
ный воздушный фильтр, вызывают нарушение характеристик,
повреждение и выход из строя датчиков расхода этого типа.
3.2.7.4. ДАТЧИКИ АБСОЛЮТНОГО ДАВЛЕНИЯ
Датчики давления применяются в системах, использующих ко-
свенный принцип измерения расхода воздуха (см. раздел 3.2.2.).
Наибольшее распространение для датчиков такого типа получила
конструкция с использованием мембраны с напыленными на нее
тензорезисторами (рис. 3.100). При изменении перепада давления
между верхней и нижней частью мембраны изменяется сопротив-
Рис. 3.98. Пример выходной характеристики термоанемометри-
ческого датчика расхода воздуха
Рис. 3.100. Один из вариантов конструкции датчика абсолютного
давления за дроссельной заслонкой:
1 — корпус; 2 — электрические выводы разъема; 3 — штуцер для подвода
разрежения; 4 — мембрана с напыленными тензорезисторами; 5 — схема
усиления сигнала
128
Рис. 3.101. Упрощенная электрическая схема датчика абсолютно-
го давления:
Rv R2 — тензорезисторы
Рис. 3.102. Характеристики датчиков давления с потенциальным
(а) и частотным (б) выходом:
Р — давление во впускном коллекторе
пение резисторов и R2, что приводит к разбалансировке изме-
рительного моста (рис. 3.101). Дальнейшее усиление и дополни-
тельная обработка сигнала (если это необходимо) осуществляются
встроенным в датчик элегтрэнным блоком. Другим типом такого
датчика (автомобили FORD) являются приборы, у которых под
действием перепада давлений меняется емкость специального
конденсатора- выходным параметром таких датчиков является ча-
стота следования импульсов. Характеристики датчиков с потенци-
альным и часготным выходом представлены на рис. 3.102.
г.2.7.5. ДАТЧИКИ ПОЛОЖЕНИЯ ДРОССЕЛЬНОЙ 3J ИЛОНКИ
Датчики положения дроссельной заслонки можно разбить
на две основные группы — датчики концевого типа и потенци-
ометрические датчики.
Датчики концевого типа используются для регистрации
б
Рис. 3.104. Один из вариантов конструкции датчика положения
дроссельной заслонки потенциометрического типа (а) и схема его
включения (б):
1 — корпус; 2, 3 — скользящие контакты; 4 — электрический разъем;
5, 6 — резистивные дорожки;
режимов "холостой ход" и "полная нагрузка". Конструкция та-
кого датчика показана на рис. 3.103. В положении “холостой
ход" замкнуты контакты А и В датчика, а в положении "полная
нагрузка" - контакты В и С. В промежуточном положении оба
контакта разомкнуты, что трактуется блоком управления как
"частично открытый дроссель". На некоторых автомобилях
(AUDI, MERCEDES-BENZ) контакты холостого хода и полной
нагрузки могут выполняться обособленными, устанавливают-
ся раздельно и приводятся в действие посредством контакта
с рычагом дроссельной заслонки.
Потенциометрические датчики, кроме функций, упомянутых
выше, обеспечивают блок управления информацией о точном уг-
ловом положении дроссельной заслонки и, что особенно важно, о
скорости ее открытия и закрытия. Это необходимо для коррекции
Рис. 3.103. Один из вариантов конструкции (а) и эквивалентная
электрическая схема (б) датчика положения дроссельной заслон-
ки концевого типа:
1 — корпус; 2 — контакты полной нагрузки; 3 — ось дроссельной заслонки;
4—электрический разъэм. 5—микосныглючатель холостого хэда, 6—эксцентрик
Рис. 3.105. Типичная характеристика потенциометрического дат-
чика положения дроссельной заслонки:
<рЯр — угол открытия дроссельной заслонки
9 Ремонт дннг. зар\Г>. ав-сй.
129
Рис. 3.106. Осциллограмма выходного сигнала двухканального
датчика положения дроссельной заслонки (VW PASSAT 1,8 л,
Mono-Motronic)
состава смеси при ускорении и торможении двигателем, особенно
у систем, использующих косвенные методы определения расхода
воздуха. Пример конструкции потенциометра дроссельной заслон-
ки показан на рис. 3.104, а зависимость выходного напряжения от
угла открытия - на рис. 3.105. Чаще всего датчик-потенциометр
закрепляется непосредственно на оси дроссельной заслонки, реже
встречается вариант привода через промежуточные звенья.
Наиболее сложную конструкцию имеют потенциометры,
используемые в системах центрального впрыска Мопо-
Jetronic и Mono-Motronic фирмы BOSCH. В этих системах рас-
чет расхода воздуха осуществляется исключительно на осно-
вании сигналов об угловом положении дроссельной заслонки
и частоты вращения коленчатого вала (см. раздел 3.2.4.). По-
этому к таким потенциометрам предъявляются жесткие
требования по точности, стабильности и надежности. Осцил-
лограмма выходного сигнала потенциометра представлена
на рис. 3.106. Данная осциллограмма получена при открыва-
нии и последовательном закрывании дроссельной заслонки.
Потенциометр содержит две резистивные дорожки. Одна до-
рожка используется при малых (до 20°) углах открытия, что
повышает точность измерения углового положения заслонки
на наиболее важных и часто употребляемых режимах движе-
ния. Вторая дорожка используется в оставшемся (20-90°) ин-
тервале углов открытия.
Существуют также комбинированные датчики дроссель-
ной заслонки, сочетающие потенциометр и концевой выклю-
чатель. Наибольшее применение такие датчики находят на
автомобилях японских производителей.
Кроме описанных выше датчиков в системах управления
впрыском обязательно используются датчики частоты вра-
щения/положения коленчатого вала, температуры охлаждаю-
щей жидкостх и всасываемого воздуха. Устройство и работа
этих датчиков описаны в разделе 3.1.6.
3.3. Комплексные системы управления
бензиновыми двигателями
Логичным продолжением развития микропроцессорных
систем управления впрыском топлива и зажиганием стало
появление систем, где обе эти функции осуществляются еди-
ным блоком управления. Это было вызвано, в первую оче-
редь, стремлением производителей уменьшить стоимость си-
стем управления в массовом производстве.
С точки зрения сбора и обработки входной информации и
в системах управления впрыском, и в системах управления
зажиганием используется практически идентичная сово-
купность датчиков: частоты вращения/положения коленчато-
го и распределительного валов, расхода воздуха или абсолют-
ного давления за дроссельной заслонкой, температуры ох-
лаждающей жидкости и всасываемого воздуха, положения
дроссельной заслонки. В комплексных системах используется
единая сеть датчиков, а обработка входной информации, рас-
чет необходимых для управления величин (время открытия
форсунок, угол опережения зажигания и другие) и формиро-
вание управляющих сигналов осуществляются единым бло-
ком управления. Комплексные системы первого поколения
(19834-1985 гг.) выполняли, как минимум, три функции: управ-
ление топливодозированием, зажиганием и системой холос-
того хода. Современные конструкции дополнительно обеспе-
чивают функции управления системами рециркуляции отра-
ботавших газов, продувки угольного адсорбера, поддержания
заданной температуры охлаждающей жидкости, а нередко и
автоматической коробки передач.
Рассмотренные в разделах 3.1. и 3.2. принципы построения
и алгоритмы работы систем управления зажиганием, впрыском
(за исключением K-Jetronic) и холостым ходом полностью рас-
пространяются и на системы комплексного управления. В каче-
ства примера на рис. 3.107 представлена обобщенная схема по-
строения современной системы управления двигателем.
В настоящее время подавляющее большинство произво-
дителей использует для управления комплексные системы.
Пожалуй, самой консервативной в этом смысле является
компания MERCEDES-BENZ, большинство моделей которой
(особенно, высшего класса) оснащаются или оснащались раз-
дельными системами впрыска (К-, KE-Jetronic, LH-Jetronic) и
зажигания (различные версии систем EZ и EZK). Аналогич-
ные решения применяются на автомобилях PORSCHE и
VOLVO. Тем не менее, даз.се эти фирмы в последние годы вы-
пускают все больше моделей с комплексными системами.
В заключение рассмотрим основные принципы построения
блоков управления современных систем управления двига-
телем. В качестве примера используем широко распростра-
ненный блок EEC-IV, применяемый на автомобилях FORD как
американского, так и европейского производства (рис. 3.108).
Основу блока составляет центральный процессор или ми-
крокомпьютер. “Сердцем" микрокомпьютера является специ-
ализированный 16 разрядный микропроцессор 3061 фирмы
INTEL, разработанный совместно с фирмой FORD.
Программа работы микропроцессора для всех возможных
режимов и условий работы двигателя записана в ячейки
микросхемы памяти типа ROM (Read Only Memory или ПЗУ,
т.е. память, предназначенная только для считывания инфор-
мации). Кроме этого, в ПЗУ хранятся всевозможные матри-
цы, таблицы, значения поправочных коэффициентов и другие
данные, необходимые процессору для расчетов длительности
управляющих импульсов форсунок, угла опережения зажига-
ния и т.п. ПЗУ является энергонезависимой, т.е. вся зане-
сенная в нее информация сохраняется при отключении пита-
ния сколь угодно долго.
Для хранения результатов промежуточных вычислений,
величин сигналов, поступающих с датчиков, и некоторых дру-
гих данных используется микросхема ОЗУ или память произ-
вольного доступа - RAM (Random Access Memory). При выклю-
чении зажигания вся информация, хранящаяся на данный мо-
мент в ОЗУ, теряется.
И наконец, для хранения диагностической информации
(коды возникавших отказов), а также адаптивных уровней
(см. раздел 3.2.6.) используется ОЗУ, имеющая постоянное
130
Рис. 3.107. Пример построения современной системы управления бензиновым ДВС
1 — топливный бак; 2 — бенгонгсос. 3 — длок управления; 4 — катушка зажигания; 5 — датчик частоты вращения/положения коленчатого вала; 6 — датчик по-
ложения распределительного вала (в распределителе зажигания), 7 — датчик температуры охлаждающей жидкости; 8 — кислородный датчик. 9 — датчик дето-
нации; 10 — электро! ргнитная форсунка; 11 — топливная рельса; 12 — регулятор давления; 13 — датчик абсолютного давления во впускном коллекторе;
14 — датчик температуры возду-а; 15 — датчик положения дроссельной заслонки; 16 — регулятор холостого хода; 17 — подающий топливопровод;
18—топливопровод обратного слива; 19 — электромагнитный клапан продувки адсорбера; 20—рзле бензонасоса; 21 — угольный адсорбер; 22—топливный фильтр
(неотключаемое) питание от аккумуляторной батареи. В
сервисной документации фирмы FORD этот тип памяти но-
сит название КАМ (Keep Alive Memory). Информация, хра-
нящаяся в микросхеме КАМ, сохраняется при выключен-
ном зажигании, но 1еряется при отключении аккумулятор-
ной батареи. Некоторые производители используют энерго-
независимые ОЗУ.
Входные сигналы, поступающие от различных датчиков,
обрабатываются специальными формирователями либо
преобразуются в цифровую форму входными аналого-циф-
ровыми преобразователями (АЦП), и только после этого ис-
пользуются центральным процессором для расчёта длитель-
ности импульсов впрыска, угла опережения зажигания и
других параметров.
После формирования управляющих сигналов с необходи-
мыми параметрами (частота, скважность, длительность и
т.п.). Они поступают на выходные ключи (драйверы), осу-
ществляющие усиление по току и непосредственное управле-
ние различными исполнительными элементами (форсунки,
реле, соленоиды, катушка (катушки) зажигания и т.д.). Как и в
блоках управления других фирм, выходные ключи выполнены
на базе мощных транзисторов структуры n-p-п, в большинстве
случаев это составные транзисторы Дарлингтона. Подавляю-
щее большинство выходных (регулирующих) компонентов
(форсунки, репе, соленоиды и т.п) включается в коллектор-
ные цепи выходных ключей; активация того или иного компо-
нента осуществляется переводом выходного ключа в откры-
тое состояние (такой способ управления иногда называется
"коммутацией на "массу").
Для питания микропроцессора, ОЗУ, входных формиро-
вателей и АЦП используется внутренний сгабилизатор с вы-
ходным напряжением +5 В. Это же напряжение используется
для питания различных активных датчиков (абсолютного дав-
ления, расхода воздуха или давления за дроссельной за-
слонкой, положения дроссельной заслонки и т.п) и подачи
напряжения смещения на пассивные датчики (температуры
охлаждающей жидкости и всасываемого воздуха). В некото-
рых случаях блок управления может иметь два стабилизато-
ра — +5 В и +9 (+8) В.
Вводимые с 1996 года в США требования по стандарту
OBD-II (On-Board Diagnostic - II) существенным образом за-
трагивает идеологию построения и программу работы вновь
разрабатываемых блоков управления. Речь идет прежде все-
го о резком возрастании объема и качестве функций самоди-
агностики системы управления. В связи с этим следует
ожидать появления нового поколения блоков управления, вы-
полненных на базе 32-разрядных микропроцессоров.
9’
131
Рис. 3.108. Упрощэнная блок-схема современного блока управления бензиновым двигателем (FORD EEC-IV)
3.4. Функции самодиагностики блоков
управления
Одной из важных функций, осуществляемых блоками уп-
равления, является непрерывная самодиагностика как вход-
ных и выходных цепей и компонентов, так и некоторых функ-
ций внутреннего состояния системы. В современных блоках
осуществление функций самодиагностики занимает до 60% ре-
сурсов микрокомпьютера. В случае нахождения неисправ-
ности в какой-либо цепи (например, отсутствие или несоответ-
ствие заданному уровню сигнала какого-либо датчика) микро
компьютер записывает соответствующий данной неисправнос-
ти цифровой код в специальную область памяти. Для того, что-
бы получить информацию о характере неисправности, необхо-
димо осуществить "считывание" кода из памяти компьютера. В
более ранних системах это можно сделать переводом компью-
тера в режим выдачи диагностических кодов посредством
вспышек индикатора той или иной конструкции. Активация ди-
агностического режима обычно осуществляется замыканием
определенных ножек на диагностическом разъёме. В качестве
светового индикатора производители (GM, FORD, CHRYSLER,
OPEL, VOLKSWAGEN, AUDI и другие) используют лампочки
"Check Engine" на панели приборов (возможны также и другие
обозначения таких ламп, в том числе и символьные), встроен-
ные в блок управления светодиоды (HONDA, NISSAN), а также
внешние индикаторы, подключаемые к диагностическому разъ-
ёму (VOLKSWAGEN, AUDI) или уже встроенные в диагностиче-
ский разьем (VOLVO). В новейших системах выдача световых
кодов практически не применяется, и для доступа к памяти не-
обходимо наличие специальных приборов, получивших устояв-
шееся название "сканеры" (подробнее см. раздел 4.1.).
Кроме выдачи кодов, почти все современные блоки уп-
равления обеспечивают вывод на диагностический разъем
потока цифровых параметров в реальном масштабе времени.
Список этих параметров включает параметры работы датчи-
ков, параметры рассчитанных процессором сигналов и пара-
метры внутреннего состояния системы. Блоки управления с
развитыми функциями самодиагнсстирования способны вы-
водить до 40-5-50 и более различных параметров работы сис-
темы управления.
Многие блоки управления кроме перечисленных выше
функций позволяют работать в двухстороннем интерактивном
режиме. В этом случае непосредственно с клавиатуры скане-
ра мох^но управлять регулирующими компонентами системы
(форсунки, реле, соленоиды), проверяя таким образом
исправность различных контуров управления, или осуществ-
лять специальные тесты (например, баланс мощности цилинд-
ров посредством последовательного отключения форсунок).
Многие производители (MERCEDES-BENZ, BMW, OPEL,
GM и другие) выпускают блоки управления с возможностью
перепрограммирования (например, отключение контура 1-ре-
гулирования или переход на бензин с другим октановым чис-
лом) в процессе эксплуатации автомобиля. Эта процедура
выполняется либо с применением сканеров, либо путём за-
мены ПЗУ в блоке управления.
Глава 4. ОСНОВНЫЕ НЕИСПРАВНОСТИ ДВИГАТЕЛЕЙ И ИХ ДИАГНОСТИКА
Прежде чем начинать ремонт двигателя, необходимо хо-
тя бы предварительно найти причину неисправности, т.е. оп-
ре-делить детали или агрегаты, имеющие те или иные дефек-
ты, влияющие на работоспособность, ресурс и основные па-
рамет-ры двигателя. Очевидно, неисправности двигателя
внешне могут проявляться в виде посторонних шумов, цвета
выхлопа, подтекания или расхода рабочих жидкостей, ухуд-
шения основных параметров (мощность, расход топлива) и
др. Правильно поставленный по этим признакам "диагноз"
позволяет выполнить ремонт с наименьшими потерями вре-
мени. Так, известны случаи, когда двигатель разбирался
полностью без веских на то оснований, что приводило к су-
щественному возрастанию трудоемкости работ. С другой
стороны, иногда при серьёзных неисправнсстях двигатель,
напротив, разбирается лишь частично. Это обычно снижает
качество ремонта и надёжность отремонтированного двига-
теля, в результате чего время и трудоёмкость ремонта в це-
лом также возрастают. Таким образом, трудозатраты при
выполнении ремонтных работ должны соответствовать кон-
кретным неисправностям двигателя.
Чтобы перед началом ремонта правильно выбрать его тех-
нологию (объем), необходимо представлять основные неис-
правности, причины их появления, а также связь с рабочими
процессами двигателя и его систем.
4.1. Основные причины возникновения
неисправностей
Можно назвать целый ряд причин, уменьшающих срок
службы двигателей автомобилей. Например, пыль и грязь, ко-
их великое множество на наших дорогах, приводят к быстро-
му засорению воздушных фильтров. Иногда (и нередко), когда
нет полной герметизации фильтроэлемента с корпусом воз-
душного фильтра, некоторое количество пыли напрямую по-
ступает в двигатель.
Отечественные топлива также содержат большое количе-
ство мелких частиц различного происхождения, что вызывает
ускоренное засорение топливных фильтров. Если фильтр не
обеспечивает необходимой тонкой очистки топлива, то это
уменьшает ресурс двигателя.
У дизелей на работу и ресурс топливной аппаратуры вли-
яет качество топлива. Содержащиеся в топливе вещества (на-
пример, вода и сера) вызывают коррозию деталей насосов и
форсунок, приводят к нарушениям в подаче топлива. Это в
свою очередь может привести к серьезным неисправностям и
дефектам деталей двигателя (прогарам, поломкам поршней,
форкамер и т.д.).
Повышенная запыленность воздуха приводит к попаданию
пыли в топливный бак при заправке и в двигатель при смене
масла и техническом обслуживании. Это вроде бы мелочи, од-
нако накапливаясь со временем, они также вносят свой вклад
в снижение ресурса.
Серьезное влияние на срок службы оказывают дорожные
условия, требующие от водителя частых изменений режимов
работы двигателя. Это характерно для узких дорог (частые об-
гоны), для дорог с дефектами покрытия (частые разгоны и тор-
можения) и т.п. Не секрет, что двигатель, длительно работаю-
щий на постоянных режимах, "ходит" ощутимо дольше.
Не стоит забывать и о в среднем более длительных суро-
вых зимах у нас, чем, например в Западной Европе, Японии
или США. Ведь известно, что один запуск двигателя в сильный
мороз из-за ухудшения смазки деталей равен пробегу в не-
сколько сотен или даже тысяч километров.
И, наконец, особенно серьезные неприятности доставля-
ет несвоевременное и неквалифицированное обслуживание.
Далеко не все, кто ездит на иностранных автомобилях, зна-
ют, какие фильтры и масла подходят, где их приобрести, где и
как правильно выполнить техническое обслуживание двигате-
ля. Ошибки здесь могут уменьшить срок службы некоторых де-
талей в десятки и сотни раз Например, использование масла
требуемой вязкости, но несоответствующего качества (очень
широко распространенная ошибка) за несколько тысяч кило-
метров может привести к серьезному износу подшипников ко-
ленчатого и распределительного валов. Особенно это опасно
для высокооборотных двигателей с турбонаддувом, где масло
низкого качества также быстро выводит из строя турбоком-
прессор. Другой пример - на автомобилях PORSCHE с двига-
телями воздушного охлаждения моторное масло используется
в качестве рабочей жидкости в системе отопления салона,
его количество примерно в три раза больше, чем обычно в
двигателях жидкостного охлаждения. Поэтому "специалист",
не имеющий достаточного опыта, не сможет здесь выполнить
даже такую операцию, как смена масла.
Очень серьезные последствия вызывают обычно негерме-
тичность системы охлаждения, неисправности термостата,
датчика или муфты включения вентилятора. Следующий за
ними перегрев двигателя часто приводит к разгерметизации
стыка головки и блока цилиндров. Попадание охлаццающей
жидкости в масло в этом случае ведет к резкому увеличению
износа основных деталей, а вытеснение газом из камеры сго-
рания охлаждающей жидкости, находящейся вокруг этого ци-
линдра, приводит к его перегреву, деформации плоскостей
стыка головки и блока, появлению трещин, выпаданию сэдел
клапанов, поломке клапанов и поршней, коромысел, шатунов.
А ведь что могло бы быть проще - вовремя заменить термо-
стат или шланг с трещиной?
Практика показывает, что досрочный выход из строя како-
го трэтьего-четвертого двигателя напрямую связан с непра-
вильным техническим обслуживанием. В дальнейшем и ремонт
двигателя оказывается проблематичным из-за довольно низкой
пока квалификации работников ремонтных предприятий. Неред-
ко "специалисты", выполняющие тот или иной вид ремонта дви-
гателя, плохо разбираются в причинах неисправностей, их диа-
гностике, особенностях работы деталей, возможных способах
ремонта, а также, что немаловажно, не всегда представляют по-
следствия ошибок, допущенных при ремонте.
Оценивая причины возникновения неисправностей двига-
теля, можно условно разделить их на 3 группы (рис. 4.1). Для
двигателя всегда существует определенный срок службы, вы-
ражаемый обычно в километрах пробега автомобиля. В тече-
ние этого времени происходит как бы “естественный" износ
деталей, который при правильной эксплуатации и своевре-
менном техническом обслуживании определяется, в основ-
ном, конструкцией двигателя. Ресурс двигателя большинства
иностранных автомобилей составляет порядка 20Ск250 тыс.
км. После пробега, соответствующего ресурсу, состояние дви-
гателя обычно характеризуется большим расходом масла, по-
вышенной шумностью, а иногда и стуками различного проис-
хождения, связанными с большими зазорами в изношенных
деталях, падением мощности, трудностью запуска и т.д. Дви-
гатель при этом еще работает, однако при интенсивной экс-
плуатации автомобиль заставит своего хозяина постоянно по-
купать и доливать масло.
По экономическим (цена и количество доливаемого
масла) и экологическим (токсичность выхлопа) соображе-
ниям выработку ресурса можно установить по максимально
допустимому расходу масла — более 1,0-И ,5 л /10ОО км. Та-
кой расход указывает на необходимость ремонта двигателя.
Для редко эксплуатируемых автомобилей с пробегом до 5-^8
тыс. км в год расход масла может быть и в 1,5^-2 раза боль-
ше, однако решающими здесь становятся экологические
требования.
133
Дальнейшая эксплуатация изношенного двигателя приво-
дит к тому, что двигатель удается запустить, только вывернуз
и очистив от масла свечи. В процессе работы при снижении
частоты вращения и нагрузки свечи повторно быстро "забра-
сываются" маслом, и отдельные цилиндры выключаются из
работы. Можно сказать, что двигатель, достигший такого со-
стояния, отработал даже несколько больше своего ресурса,
поскольку его эксплуатация становится невозможной. Факти-
чески этот предел можно назвать техническим ресурсом, до-
стичь которого удастся далеко не всегда и не всем, да это и
не нужно делать - двигатель должен быть отремонтирован еще
до наступления подобного состояния.
Следует отметить, что при большом пробеге, когда расход
масла достаточно велик, возрастает риск, что в один прекрас-
ный день двигатель по недосмотру останется без масла. Если
недопустимо низкий уровень масла не будет замечен, про-
изойдет поломка (в частности, возможно, например, повреж-
дение, проворачивание, расплавление шатунных вкладышей),
и без ремонта уже не обойтись. Однако и при обнаружении
недопустимо низкого уровня масла вкладыши уже могут ока-
заться поврежденными. После восстановления уровня масла
двигатель будет работать нормально, но износ деталей в ре-
зультате такого режима "масляного голодания" может быть
эквивалентен десяткам тысяч километров нормальной экс-
плуатации. Данный пример характеризует случай ускоренно-
го износа деталей, который с течением времени может на-
помнить о себе необходимостью проведения серьезного ре-
монта при не слишком большом пробеге.
Поступающие к нам подержанные автомобили, обеспечен-
ные у себя на родине высоким уровнем сервиса, хорошими
дорогами и грамотной эксплуатацией, имеют в большинстве
своем только "естественный" износ двигателя. У нас эти авто-
мобили начинают испытывать воздействие целого ряда и объ-
ективных и субъективных факторов, приводящих к ускоренно-
му износу деталей двигателя. Кстати, это одна из причин того,
почему двигатели автомобилей с большим пробегом, вполне
прилично работавшие "там", быстро зыходят из строя "здесь".
Иногда на ресурс двигателя оказывают влияние заво-
дские дефекты деталей. Обычно такие дефекты проявляются
уже при небольших пробегах - порядка 30-^50 тыс. км. Они мо-
гут быть обусловлены различными причинами, в том числе,
нарушением режимов термообработки, вследствие чего воз-
можно появление и развитие трещин, отклонениями формы и
расположения поверхностей деталей, влияющими на интен-
сивность их износа, а также дефектами в материале загото-
вок деталей (отливок или штамповок). В качестве примеров
можно привести поломки поршневых пальцев, коленчатых ва-
лов, клапанов, их седел и других деталей.
Такие случаи крайне редки и их проявление не зависит на-
прямую от условий эксплуатации автомобиля. В то же время
при появлении подобных дефектов и поломок не всегда легко
установить, явились ли они следствием технологического бра-
ка при изготовлении или нарушения правил эксплуатации.
Очевидно, вовремя не устраненные причины ускоренного
износа, а также целый ряд весьма опасных для двигателя объ-
ективных и субъективных факторов (рис. 4.1) приводят непо-
средственно к отказам и поломкам деталей. Как правило, это
требует демонтажа, частичной или полной разборки двигате-
ля с последующим проведением ремонтных работ различной
степени сложности. И, как показывает практика, влияние не-
которых скорее субъективных, чем обоективных факторов бы-
вает так велико, что общий пробег автомобиля с момента его
"рождения" до выхода двигателя из строя может оказаться да-
же менее 10-И 5 тыс. км.
4.2. Работа двигателя в экстремальных
условиях
Неисправности двигателя нередко возникают на режи-
мах, когда температурные и силовые воздействия на детали
превышают предельно-допустимые. Как уже было сказано
выше, такие экстремальные условия носят нередко субъек-
тивный характер, т.е. определяются неграмотной эксплуата-
цией и несвоевременным и неквалифицированным техниче-
ским обслуживанием. Для правильной диагностики состояния
двигателя необходимо представлять, что при этом происхо-
дит с его основными деталями. Рассмотрим этот вопрос бо-
лее подробно.
"Идеальные" условия эксплуатации
Квалифицированное ТО Соблюдение правил эксплуатации Высокая квалификация водителя Нормальные дорожные условия "Естественный" износ деталей
"Объективные" причины неисправностей погодные условия: ливневые дожди, крайне низкая или высокая температура окружающей среды - Г
запыленность атмосферы У ссоренный износ деталей
низкое качество топлива и масел
тяжелые дорожные условия
"заводские" дефекты деталей
"Субъективные" причины неисправностей недостаточная квалификация водителя Поломки, отказы, неисправности
неквалифицированное ТО
неграмотная эксплуатация
Рис. 4.1. Основные причины возникновения неисправностей двигателя
134
4.2.1. Работа двигателя при недостаточной смазке
В эксплуатации различных моделей автомобилей случаи
выхода двигателя из строя по причине недостаточной смазки
(режим "масляного голодания") встречаются наиболее часто.
Общим для всех случаев является очень низкое давление или
вообще его отсутствие в системе смазки.
Рассмотрим, что происходит с основными деталями дви-
гателя, если давления масла нет или оно недостаточно.
После работы двигателя в течение нескольких секунд бэз
давления в системе смазки начинается разогрев подшипников
скольжения. Еще через несколько секунд начинает разрывать-
ся пленка масла между вкладышами и шейками вала, после че-
го может произойти местный перегрев и подплавление анти-
фрикционного слоя вкладышей на одной или нескольких шейках.
Далее процесс может развиваться в двух направлениях в зави-
симости от режима работы двигателя (частота вращения), зазо-
ра в подшипниках, материалов вала и вкладыша и др. Достаточ-
но характерен случай приваривания рабочего слоя вкладышей
к валу в результате сухого трения. После этого вкладыш прово-
рачивается в постели подшипника и начинает вращаться. Если
нагрузка и частота вращения были невелики, то двигатель мо-
жет остановиться (заклинить), но вкладыши не провернутся в
постелях. Это самый благоприятный случай в данной ситуации,
поскольку шатуны и коленчатый вал не успели получить серьез-
ных повреждений. Однако практика показала, что большинство
водителей и механиков, столкнувшись с этим на практике, пыта-
ются провернуть коленчатый вал с помощью буксировки или
ключа с длинным рычагом. Как только коленчатый вал после
этого начал вращаться, запускают двигатель. Теперь можно с
уверенностью сказать, что вкладыши на каких-то шейках уже
провернулись. Двигателю, несмотря на отсутствие пока каких-
либо явных стуков, осталось проехать несколько десятков кило-
метров до разрушения шатуна и других деталей, а ремонт уже
нужен достаточно сложный и дорогой.
Указанный случай разрушения подшипников более харак-
терен для малых зазоров в подшипниках (относительно новые
двигатели) и для сталеалюминиевых вкладышей. Следует от-
метить, что тонкие шатунные вкладыши при разогреве быстро
теряют натяг в постели (отпускаются) и проворачиваются, в
то время как с более толстыми вкладышами это случается до-
вольно редко.
Другая ситуация может возникнуть в случае, когда толщи-
на вкладыша и зазор в подшипнике больше, а вкладыш вы-
полнен трехслойным, например, 'сталебронзобаббитовым.
Здесь часто происходит ускоренный износ баббитового по-
крытия, но без задиров и переноса покрытия со вкладыша на
вал. Интересно, что сталеалюминиевый вкладыш при уско-
ренном износе может задираться и после этого иметь неров-
ную поверхность. После устранения причины недостаточного
давления масла и последующей работы двигателя на шейках
вала образуется "рельеф", ответный "рельефу" поврежденных
вкладышей. Таким образом, последствия режима "масляного
голодания" скажутся на работе двигателя много позже.
Независимо от того, провернулся ли вкладыш или на его
рабочей поверхности произошло недопустимое повреждение
антифрикционного слоя, при дальнейшей работе возникает
прогрессирующий износ, довольно быстро приводящий к сту-
кам, износу и деформации коленчатого вала, шатунов и даже
постелей блока цилиндров.
В режиме "масляного голодания" нередко повреждается
распределительный вал, особенно расположенный в головке
блока. Так, встречаются ситуации (например, при запуске в хо-
лодное время года), когда небольшая подача масла есть, и КШМ
остается целым, в то время как опорные подшипники распреде-
лительного вала или вспомогательных валов повреждаются.
Распределительный вал часто имеет опоры непосредст-
венно в отверстиях алюминиевой головки блока цилиндров.
Такая пара более склонна к задирам при недостатке масла,
чем, например, со втулкой или вкладышем со специальным
антифрикционным материалом. Пониженное давление масла
приводит также к недостаточной смазке кулачков и толкате-
лей распределительного вала и их ускоренному износу.
Неприятная ситуация может сложиться, если в распреде-
лительном механизме используются гидротолкатели. Как
только в двигателе появляется быстроизнашивающаяся де-
таль, в масле оказывается большое количество довольно
крупных частиц. При засорении фильтра или холодном пуске
нефильтрованное масло начинает поступать в систему смаз-
ки через открытый перепускной клапан. Последующее попа-
дание частиц в пару плунжер-втулка гидротолкателя приводит
к его заклиниванию и резкому (в сотни и тысячи раз) ускоре-
нию износа кулачка и толкателя.
При недостатке смазки нередко происходит задир и в паре
поршень — цилиндр. Обычно сначала задир возникает на на-
груженной стороне юбки поршня. Затем, если двигатель про-
должает работать, задир может охватить всю юбку поршня, со-
провождаясь ее деформацией, появлением глубоких царапин
на поверхности цилиндра, переносом алюминия на гильзу, а
чугуна — на поршень. Особенно опасна такая ситуация для
алюминиевых блоков цилиндров с тонкими покрытиями.
Режим "масляного голодания" возможен как у старых, из-
ношенных двигателей, так и у новых, прошедших всего не-
сколько тысяч километров. Причины его появления практиче-
ски всегда (за редким исключением) субъективны, поскольку
вызваны неграмотной эксплуатацией и/или неквалифициро-
ванным обслуживанием. Так, например, наезд на препятст-
вие, в результате которого разрушен или смят поддон, масло
перестало поступать в двигатель, а он продолжает работать -
явно неграмотная эксплуатация. Заправка двигателя маслом
несоответствующего качества и вязкости, в результате чего
масло "закоксовывается" или перестает поступать при низкой
темпера^ре — явно неквалифицированное обслуживание.
Результат же в обоих случаях один — задиры, разрушения
подшипников и других деталей, заклинивание валов и т.д.
Основные случаи работы двигателя в режиме "масляного
голодания" связаны с низкой температурой воздуха, низким
качеством масла и малой подачей либо ее отсутствием (рис.
4.2). Рассмотрим условия наступления этих режимов более
подробно.
Низкие температуры окружающей среды хаоактерны зи-
мой для достаточно обширных территорий нашей страны.
Обычно при температуре выше -18--20°С каких-либо серьез-
ных проблем с запуском и работой двигателя не возникает.
При температуре ниже -20°С возможны проблемы с по-
дачей масла при пуске. Наиболее характерный случай - мас-
ло несоответствующей вязкости. Такая ситуация иногда на-
блюдается в начале зимы, когда последнее техническое об-
служивание автомобиля с заменой моторного масла проводи-
лось в теплое время, например, в конце лета. При этом в дви-
гатель могло быть налито летнее масло.
Вязкость масла устанавливается международным стандар-
том SAE (Society of Automotive Engineers - Американское обще-
ство автомобильных инженеров). Масла по SAE в зависимости
от вязкости делятся на летние, зимние и всесезонные. Летние
масла имеют обозначение вязкости в виде числа (SAE 20,
SAE 30 и т.д.), зимние - аналогично, но с буквой W (SAE 5W,
SAE 10W и т.д.), а всесезонные - двумя числами, разделенны-
ми черточкой или дробью (SAE 10W-40, SAE 5W-50 и т.д.).
Всесезонные масла вследствие применения специальных
загущающих присадок имеют значительно более пологую за-
висимость вязкости от температуры, чем зимние или летние.
При этом первое число в обозначении вязкости указывает на
вязкость при низкой температуре, а второе - при высокой.
Это означает, что, например, масло SAE 15W-40 при темпе-
ратуре -18°С имеет вязкость как у зимнего масла SAE 15W, а
при +100°С - как у летнего SAE 40. Таким образом, чем боль-
ше разница между числами в обозначении вязкости масла,
135
Рис. 4.2. Основные причины возникновения режима "масляного голодания"
тем более пологой будет зависимость его вязкости от темпе-
ратуры и тем в более широком диапазоне температур оно мо-
жет использоваться (рис. 4.3).
Область применения масел зависит от степени форсиро-
вания двигателя. Увеличение нагрузки на детали требует бо-
лее высокой вязкости. Вследствие этого у дизелей, например,
отдельные сорта масел могут иметь ограниченную область
применения (особенно, у верхней границы), а использование
некоторых маловязких масел (SaE 5W-30 и др.) рекомендует-
ся далеко не для всех двигателей.
Наибольший диапазон рабочих температур имеют, как
правило, синтетические масла, превосходящие традиционные
минеральные. Так, при низких темпера гурах у синтетических
масэл вязкость меньше, чем у минеральных, что значительно
облегчает запуск двигателя. Напротив, при высоких темпе-
ратурах синтетические масла имеют повышенную вязкость,
что определяет большую прочность масляной пленки на дета-
лях, а значит и более высокие допустимые нагрузки, что осо-
бенно важно для двигателей с турбонаддувом.
При запуске холодного двигателя масло, имеющее при
данной температуре слишком большую вязкость, дает сразу
несколько нежелательных эффектов:
"тугое" вращение коленчатого вала стартером, что за-
трудняет запуск;
если подача масла к насосу не нарушается, то густое мас-
ло может не успевать стекать из головки в картер, особенно
при прогреве на высоких частотах вращения. Понижение
уровня масла может грозить падением давления, ухудшением
смазки подшипников и их разрушением;
нередко происходит нарушение подачи масла к насосу.
Последнее обстоятельство в определенной степени зави-
сит от конструкции маслоприемника и поддона. Если масло
слишком густое, то вблизи маслоприемника может образо-
ваться воронка, которая не успевает заполняться маслом.
Обычно это явление обнаруживается, когда после холодного
запуска давление масла сначала увеличивается, а через не-
сколько секунд падает до нуля, и после остановки на несколько
секунд и повторного запуска картина повторяется. Чем мень-
ше площадь маслоприемника и глубина (уровень) его располо-
жения в картере, тем сильнеэ проявляется данный эффект.
Следует отметить, что на старых двигателях с изношен-
ной ЦПГ прорыв в картер большого количества выхлопных га-
зов, содержащих водяной пар, вызывает после остановки
двигателя конденсацию пара и образование льда в масле.
Кристаллы льда могут забить сетку маслоприемника, и эф-
фект будет тот же, что и в предыдущем случае.
С точки зрения условий работы деталей при низких темпе-
ратурах картина усложняется существенным различием в ко-
эффициентах линейных расширений вращающихся или посту-
пательно движущихся деталей. Речь идет, в основном, о взаим-
но движущихся деталях, образующих пары трения типа “сталь-
алюминий". Если охватывающая деталь - сталь или чугун, а ох-
ватываемая - алюминиевый сплав, то при низких температурах
зазор в соединении увеличивается, что может дать "холодный"
Рис. 4.3. Приблизительные диапазоны применения моторных ма-
сел с различной вязкостью по температуре окружающей среды:
’ — масла на синтетической основе
136
стук, уменьшающийся после непродолжительного прогрева.
Подобные пары образует, например, поршень в цилиндре.
Однако в двигателе есть пары, где охватывающая деталь -
алюминиевая, а охватываемая - стальная или чугунная. К та-
ким парам относятся соединения поршня с пальцем, алюми-
ниевой головки блока с чугунным распределительным валом,
алюминиевого коромысла клапана со стальной осью и т.д.
Чем ниже температура деталей, тем меньше зазор в этих со-
единениях. Если при температуре +20°С зазор в соединении,
например, 0,03 мм, то при -30°С он может стать меньше 0,01
мм. Поскольку масло при такой температуре имеет значи-
тельную вязкость, его подача при запуске может задержи-
ваться на несколько секунд. При этом в паре может возник-
нуть режим "масляного голодания", когда нагрузка в подшип-
нике возрастает за счет увеличения вязкости масла и умень-
шения зазора, а подача масла отсутствует.
Если сразу после запуска устанавливается повышенная
частота вращения, то за счет малого зазора возникает бы-
стрый местный разогрев поверхности подшипника (отвод теп-
ла не происходит мгновенно), что приводит к уменьшению ди-
аметра отверстия (расширение внутрь). Такие ситуации не-
редко приводят к задирам поверхностей и заклиниванию. Эф-
фективными мерами предотвращения заклинивания являют-
ся применение синтетических или зимних масел, увеличение
содержания кремния в алюминиевом сплаве, увеличение ра-
бочего зазора. Последнее следует учитывать при ремонте
особо. Стремление снизить шум двигателя за счет чрезмер-
ного уменьшения рабочих зазоров напрямую ведет к серьез-
ным неисправностям и поломкам деталей при недостаточной
смазке и/или низких температурах.
Одной из наиболее распространенных причин выхода дви-
гателя из строя является применение масла несоответствую-
щего качества.
Качество масла определяется принятой во всем мире си-
стемой API (American Petroleum Institute). Различия в качест-
ве масла определяют содержание в нем присадок - антиокис-
лительных, моющих, антикоррозионных и др. Чем выше сте-
пень форсирования двигателя, тем более высокую темпера-
туру имеют детали двигателя (поршни, поршневые кольца,
клапаны). Присадки, содержащиеся в масле, с одной стороны
препятствуют его окислению и нагарообразованию в месте
контакта с нагретыми стенками, а с другой - смывают и рас-
творяют отложения на стенках, если они образовались.
Согласно системе API масло разделено на две области
применения - для бензиновых (обозначается буквой S —
Service) и дизельных двигателей (буква С — Commercial). Ка-
чество масла также обозначается буквой, причем по возрас-
тающей в алфавитном порядке - высшее качество в настоя-
щее время имеет масло с буквой Н для бензиновых и D для
дизельных двигателей.
Сочетание букв, обозначающих область применения и ка-
чество, называется спецификацией масла. Так, масла специ-
фикации CD предназначены только для дизелей, а специфи-
кация SG/CD означает, что масло универсальное - и для бен-
зиновых и для дизельных двигателей.
На современных бензиновых двигателях могут применяться
масла только со спецификацией SG и SH. Масла со специфика-
цией SE и SF могут быть использованы только для старых дви-
гателей (модели выпуска до 1985 года) и без турбонаддува.
Практика показывает, что желательно использовать мас-
ла всемирно известных нефтяных компаний - производителей
масэл для двигателей. Это связано с тем, что разработка и
производство высококачественных масел для современных
двигателей требует большого объема научных исследований.
Основными производителями масел в настоящее время явля-
ются компании CASTROL, SHELL, ESSO, MOBIL, BP (BRITISH
PETROLEUM), ELF, MOTUL, TEXACO, AGIP.
Использование масел более высокого качества, чем тре-
бует данная конструкция двигателя, вполне допустимо. В не-
которых случаях это даже может дать некоторое увеличение
его ресурса, однако такая замена не всегда экономически це-
лесообразна. Другое дело, когда в двигателе используется
масло низкого качества и сомнительного происхождения.
Одно из следствий этого - отложение нагара и смол на вну-
тренних стенках и каналах двигателя, а также усиленное коксо-
вание колец в канавках поршня. При этом не исключено, что
уже через несколько сотен километров пазы и прорези в мас-
лосъемных кольцах и их канавках будут полностью забиты на-
гаром. С другой стороны, коксование масла на стенках в даль-
нейшем может привести к отслоению твердых частиц от стенок
и закупориванию маслоприемника или отверстий малого диа-
метра в системе смазки. Такой эффект может дать и промыв-
ка старого двигателя специальным промывочным маслом, до-
бавление в масло специальных присадок, оказывающих на от-
ложения растворяющее действие, или даже просто смена мас-
ла после длительной эксплуатации без его замены.
Очень часто при попадании частиц нагара выходят из
строя гидротолкатели в приводе клапанов, в результате чего
начинается быстро прогрессирующий износ кулачков распре-
делительного вала. Нередки также случаи закоксовывания
смазочных отверстий небольшого диаметра, например, для
смазки кулачков или подачи масла к опорам распредели-
тельного вала, ротора турбокомпрессора и т.д. Последний
случай особенно опасен разрушением подшипника вплоть до
поломки вала. Когда распределительный вал заклинивает в
подшипнике, его может "скрутить" по наиболее слабому сече-
нию между звездочкой и заклинившей опорой.
На отложения нагара и смол большое влияние оказывают
условия эксплуатации автомобиля в холодное время года. Так,
при кратковременных поездка.,, когда масло не успевает про-
греваться, интенсивность отложений значительно возрастает
даже при использовании масел высокого качества, не говоря
уже о более дешевых сортах. Картина усугубляется неполным
сгоранием топлива, а также большим количеством водяных па-
ров в картерных газах (на изношенном двигателе их больше),
конденсирующихся на поверхности холодного масла.
Подобные условия нередко приводят к образованию "мягких"
отложений в виде «мази», т.е. сильно залетевшего масла. Пере-
ход масла в "мг зеобразное" состояние заканчивается обычно
повреждениями подшипников скольжения. Практика также пока-
зывает, что некачественное масло отрицательно действует и на
резиновые детали - нередко при сильных отложениях сальники и
маслосъемные колпачки быстро теряют эластичность. Об этом
необходимо помнить при ремонте таких двигателей.
Если происходит коксование масла в маслосъемных ка-
навках поршней, двигатель, имевший ранее очень низкий рас-
ход масла, вдруг начинает "есть" его в десятки раз больше. Не
каждый водитель может вовремя это обнаружить. Данная си-
туация часто заканчивается расплавлением подшипников ко-
ленчатого вала, поломкой турбокомпрессора и другими по-
добными неприятностями. Интересно отметить, что в таких
случаях сигнализация недостаточного давления масла, уста-
навливаемая на большинстве автомобилей, часто показыва-
ет О1сутствие давления масла только тогда, когда подшипни-
ки уже имеют ту или иную степень повреждения.
Обнаружить вовремя недопустимо низкий уровень масла
в картере позволяют датчики уровня, устанавливаемые на
многих современных автомобилях. Менее информативны
здесь указатели давления масла, поскольку практика показа-
ла, что водители нередко не замечают падения стрелки ука-
зателя или даже принимают его за неисправность датчика
или указателя давления. Во всех случаях падение давления
масла из-за недостаточного его уровня можно без труда оп-
ределить по ненормальному шуму работы двигателя. Так, на-
пример, у двигателя с гидротолкателями начинается сильный
стук клапанов. Гидротолкатели для работы требуют опреде-
ленного давления масла (обычно не менее 0,1 МПа на сред-
них частотах вращения) и перестают работать еще до того,
137
как срабатывает датчик недостаточного давления (0,04^-0,08
МПа). Определить отсутствие масла в двигателе в других слу-
чаях удается обычно только опытному водителю, да и то, ес-
ли в салоне автомобиля отсутствуют посторонние шумы (на-
пример, включенное радио, магнитофон и т.д.).
Нарушение подачи масла может быть связано с деформа-
цией или разрушением поддона картера, что весьма характер-
но для тяжелых дорожных условий. В первом случае возможно
частичное или полное перекрытие отверстия маслоприемника
деформированным поддоном. Характер неисправности зави-
сит от конструкции маслоприемника. На многих двигателях
прошлых лет выпуска маслоприемник располагается на корпу-
се насоса. Иногда при ударе по маслоприемнику возможна его
поломка либо деформация корпуса насоса с последующей по-
ломкой валика его привода (MERCEDES-BENZ).
У автомобилей, где вся информация о системе смазки со-
средоточена в датчике аварийного давления масла, перекры-
тие маслоприемника нередко не приводит к срабатыванию дат-
чика, однако давление в системе становится очень низким. Ра-
бота двигателя в таком режиме, естественно, характеризуется
быстрым изнашиванием основных деталей. Однако разрушение
подшипников случается позже, обычно в холоднее время года
при запуске, когда густое масло не может пройти в узкие щели
между маслоприемником и деформированным поддоном.
Наиболее опасны случаи разрушения алюминиевого под-
дона, сопровождающиеся быстрым вытеканием масла. Обыч-
но при сбрасывании в этот момент нагрузки и частоты враще-
ния и выключении двигателя повреждений деталей не проис-
ходит. Напротив, дальнейшее движение с нагрузкой заканчи-
вается разрушением подшипников уже через несколько се-
кунд. Поэтому с точки зрения ремонта в случаях повреждения
и, особенно, разрушения поддона все подшипники коленчато-
го вала должны быть в обязательном порядке проверены пе-
ред установкой нового или отремонтированного поддона.
Известны и другие причины ускоренного износа, повреж-
дения деталей и выхода двигателей из строя из-за недоста-
точной смазки. Так, интенсивный износ подшипников и дета-
лей поршневой группы наблюдается при разжижении масла
охлаждающей жидкостью или топливом.
Поступление охлаждающей жидкости в масло обычно свя-
зано с негерметичностью прокладки головки блока или тре-
щинами в стенках головки или блока цилиндров. При этом да-
же непродолжительная (200-300 км) эксплуатация двигателя
на водомасляной эмульсии уже может привести, например, к
недопустимому износу вкладышей подшипников.
Разжижение масла топливом наблюдается на двигателях
с карбюраторной системой питания при разрыве мембраны
бензонасоса, а с впрыском топлива - при заклинивании иглы
форсунки в открытом положении. Если в масло попадает бен-
зин даже в небольших количествах (сверх той незначитель-
ной части бензина, всегда поступающей в масло при работе
двигателя), то вязкость масла заметно уменьшается. Кроме
того, за счет испарения бензина из системы вентиляции пары
поступают во впускной трубопровод, переобогащая смесь на
холостом ходу и приводя к неустойчивой работе двигателя.
4.2.2. Перегрев двигателя
Перегрев двигателя обычно возникает вследствие неис-
правности элементов системы охлаждения либо негерметич-
ности по каким-либо причинам прокладки головки блока. В си-
стеме охлаждения нередко образуется негерметичность шлан-
гов или радиатора. Если речь не идет о механических повреж-
дениях, то негерметичность обычно связана со старением ре-
зины, коррозией трубок радиатора и патрубков. Более распро-
страненная причина негерметичности системы - износ или не-
исправность насоса охлаждающей жидкости (рис. 4.4).
Негерметичность, естественно, приводит к уменьшению ко-
личества жидкости в системе охлаждения и последующему пере-
греву. Интересно, что в холодное время года недостаток жидко-
сти обычно характеризуется резким снижением эффективности
отопителя салона автомобиля, поскольку жидкость к отопителю
подводится, как правило, от верхней части двигателя.
Некоторые двигатели имеют достаточно высокую рабочую
температуру. Негерметичность здесь приводит к отсутствию
избыточного давления жидкости в системе, что значительно
снижает её температуру кипения. Причина перегрева двигате-
ля в таких случаях довольно часто связана с неисправностью
клапанов пробки заливной горловины системы охлаждения.
Среди причин перегрева следует также отметить неис-
правности термостата, датчика или реле включения вентиля-
тора, а также самого вентилятора или его муфты включения
Рис. 4.4. Основные причины перегрева двигателя
138
(электромагнитной или вязкостной). В условиях зимнего го-
оодского движения иногда наблюдается и неисправность эле-
ктропроводки, подверженной интенсивной электрохимичес-
кой коррозии из-за воздействия дорожной соли.
Перегрев двигателя сопровождается кипением, снижени-
ем эффективности охлаждения и резким увеличением темпе-
ратуры деталей ЦПГ и головки блока цилиндров. Рассмотрим,
что при этом происходит.
Снижение эффективности охлаждения приводит к умень-
шению отвода тепла от поршня в стенки цилиндра. Температу-
ра поршня увеличивается, уменьшается зазор между поршнем
и цилиндром. На отдельных участках юбки поршня (обычно
ближе к бобышкам) зазор уменьшается до нуля, появляется
давление поршня на стенки, дополнительные силы трения и
разогрзв юбки. Перегретое масло на стенках цилиндра теряет
смазочные свойства, пленка масла легко разрывается. Возни-
кает режим полусухого трения с непосредственным контактом
поршня и цилиндра. В результате происходит местное подплав-
ление материала поршня, иногда с внедрением его в стенку ци-
линдра. На цилиндре и поршне образуются задиры, причем про-
цесс носит лавинообразный характер - чем больше сипа трения,
тем больше температура, что приводит к еще большему увели-
чению силы трения и, в конце концов, заклиниванию двигателя.
После охлаждения двигателя поршни часто имеют оста-
точную деформацию юбки, которая в некоторых случаях пре-
вышает 0,2^0,3 мм. После устранения причин перегрева де-
формированные поршни "стучат", особенно сильно при запус-
ке холодного двигателя. Двигатель с такими поршнями будет
иметь повышенный расход масла из-за ухудшения масло-
съемного действия колец вследствие сильного "качания" пор-
шня в цилиндре, а также, возможно, из-за повреждения по-
верхности зеркала цилиндра.
Гюрегрев сопровождается резким увеличением усилия сжа-
тия прокладки головки блока за счет резчицы температурного
расширения головки и болтов (см. раздел 2.). Из-за этого, с од-
ной стороны, происходит дополнительное обжатие прокладки, а
с другой - деформируются плоскости стыка. Обычно деформа-
ция плоскостей имеет место на головке, однако встречаются и
случаи деформации плоскости блока, например, "провал" плос-
кости у перегородок между цилиндрами и "подъем" вблизи резь-
бовых отверстий болтов. У головки наиболее часто встречается
"провал" плоскости вблизи продольной оси цилиндров. После
охлаждения двигателя обычно возникает негерметичность сты-
ка головки с блоком, либо уменьшение усилия сжатия проклад-
ки настолько, чго прокладка вскоре прогорает.
Другие последствия перегрева связаны с повреждением
деталей распределительного механизма. В первую очередь это
касается седел выпускных клапанов. При ухудшении охлажде-
ния головки происходит значительный рост температуры се-
дел, сопровождаемый возможной последующей деформацией
гнезда. После охлаждения двигателя седло может потерять на-
тяг в гнезде, что впоследствии приведет к его выпадению и
разрушению многих деталей двигателя - клапана, головки бло-
ка, поршня, блока цилиндров и т.д. В дизелях, помимо ослабле-
ния посадки седла, может произойти потеря натяга крышки ви-
хревой камеры с аналогичными для двигателя последствиями.
Кроме того, длительная работа дизеля с перегревом или с не-
правильной подачей топлива может привести к потере усилия
сжатия шайб под форсунками. В результате этого возможен
перегрев шайбы, выгорание материала головки под шайбой, а
также зыход из строя распылителя форсунки.
В головках блока цилиндров перегрев вызывает появле-
ние трещин, обычно около седла выпускного клапана. Это
связано со сравнительно низкой пластичностью материалов
головок (чугуна и силумина) и их пониженной стойкостью к
большим температурным перепадам.
После перегрева появившиеся остаточные деформации
иногда требуют проведения серьезного ремонта деталей. Так,
если есть деформация плоскости головки, то нетрудно обнару-
жить деформацию опор распределительного вала (если они есть
в головке) или плоскостей для установки его корпуса или опор.
По тяжести последствий для двигателя перегрев, таким
образом, лишь незначительно уступает режиму "масляного
голодания". В ряде случаев после сильного перегрева ре-
монт оказывается сложнее и требует более высокой квалифи-
кации специалиста-ремонтника, чем стандартная ситуация с
расплавлением вкладышей и задиром шеек коленчатого вала
из-за недостаточной смазки.
4.2.3 Работа двигателя на несоответствующем
топливе
Двигатели с искровым зажиганием при работе на несоот-
ветствующем топливе (с низким октановым числом) подвер-
жены детонации.
Длительная работа двигателя с детонацией нередко име-
ет достаточно субъективные причины, т.е. связана с негра-
мотностью или недостаточным опытом водителя. Двигатели
автомобилей прошлых лет выпуска, требовавшие высокоокта-
нового топлива, имели возможность ручного регулирования
(установки) угла опережения зажигания. В случае использо-
вания низкооктанового бензина водитель мог уменьшить угол
опережения зажигания для ослабления или исключения дето-
нации. Тем самым удавалось снизить детонационные нагруз-
ки на детали поршневой группы, хотя и не без ущерба для вы-
пускных клапанов и их седел, подверженных ускоренному из-
носу в условиях повышенной температуры газов при выпуске.
На современных двигателях нередко нет возможности руч-
ного регулирования угла опережения зажигания, т.к. часто он
регулируется только компьютером в зависимости от режима
работы двигателя (GM, BMW, MERCEDES-BENZ, OPEL, VOLVO,
RENAULT и др.). Вследствие этого уменьшение оюганового чис-
ла бензина опасно для двигателя, даже если в систему регули-
рования включен датчик детонации - возможности уменьшения
угла опережения по сигналу датчика довольно ограничены.
Последствия длительного воздействия детонации на де-
тали поршневой группы общеизвестны^ Основные неисправ-
ности двигателя, вызываемые детонацией - трещины и полом-
ка поршней, поломка поршневых колец, прогар поршней. Пор-
шни некоторых двигателей изготавливаются из материалов с
повышенной пластичностью. Такие материалы более стойки к
ударным детонационным нагрузкам - перемычки между
кольцами на поршнях не ломаются. Однако пластичный мате-
риал хуже противостоит износу в верхней канавке поршнево-
го кольца, а воздействие детонации приводит к пластическим
деформациям - "разбиванию" канавки.
У дизелей несоответствующее топливо также вызывает
целый ряд повреждений, и в первую очередь поршневой груп-
пы. 3 данном случае речь идет о так называемом цетановом
числе дизельного топлива, определяющем задержку воспла-
менения и скорость сгорания. Чем ниже цетановоэ число,
тем больше задержка воспламенения и тем выше скорость
нарастания давления в цилиндре (стук, "жесткость" сгорания).
Следствием этого у дизеля являются те же повреждения, что
и у бензинового двигателя - поломанные или прогоревшие пе-
ремычки, сломанные колоца, а также трещины в днище порш-
ня. Однако следует отметить, что аналогичные повреждения
возникают и из-за неправильной регулировки или неисправ-
ности аппаратуры впрыска. Эти факторы у дизеля имеют
большээ значение, чем у бензинового двигателя.
На практике иногда встречаются случаи серьёзного по-
вреждения деталей поршневой группы дизелей после приме-
нения легковоспламеняющихся жидкостей для облегчения за-
пуска двигателя. Например, всего 1 см3 такой жидкости,
впрыскиваемой во впускной коллектор дизеля, может "сло-
мать" перемычки между кольцами сразу на всех поршнях.
Некачественное топливо часто является причиной неис-
правностей системы топливоподачи не только у дизелей (где
139
требования наиболее жесткие из-за высокой точности деталей
плунжерных пар ТНВД и малых зазоров между ними), но и у бен-
зиновых двигателей. Так, загрязненное топливо приводит к быс-
трому износу и выходу из строя электрических бензонасосов,
поскольку между баком и насосом фильтр тонкой очистки, как
правило, не устанавливается. Повышенное содержание смол в
бензине вызывает нарушение работы форсунок - ухудшение тон-
кости распыливания, засорение, негерметичность в закрытом
состоянии и др. На работу систем управления оказывают воз-
действие и атмосферные условия - влажность, запыленность, со-
держание агрессивных веществ, а также высокая температура в
моторном отсеке автомобиля. Это приводит к коррозии подвиж-
ных соединений в датчиках и агрегатах, а также к нарушениям в
работе электрических цепей и электронных блоков управления.
Указанные особенности эксплуатации автомобилей явля-
ются причиной возникновения дефектов, достаточно сложно
выявляемых различными диагностическими средствами. На
практике ситуация нередко еще более усложняется неквали-
фицированным вмешательством в работу систем, при кото-
ром могут появиться достаточно специфичные и не свойст-
венные данной системе дефекты.
4.2.4. Гидроудар в цилиндре двигателя
Гидроудар возникает при попадании в цилиндр различных
жидкостей. Наиболее часто такая ситуация встречается при
проезде автомобиля глубоких впадин дорожного полотна, за-
полненных водой. Вода, заливая переднюю панель автомоби-
ля, может попасть во всасывающий патрубок воздушного филь-
тра и далее в цилиндры. Этому способствует определенная
конструкция передка автомобиля и расположение всасываю-
щего патрубка в подкапотном прсстранстве, поэтому некото-
рые модели "проявляют" повышенную склонность к гидроудару.
Если объем воды, попавшей в цилиндр, близок или превы-
шает объём камеры сгорания, то при подходе к ВМТ поршень
"упрётся" в воду, являющуюся несжимаемой жидкостью. При
этом за счёт инерции вращающегося коленчатого вала давле-
ние в цилиндре возрастает во много раз, и двигатель, как пра-
вило, сразу останавливается, даже если он работал на повы-
шенных частотах вращения.
В результате гидроудара, в первую очередь, деформиру-
ется шатун - его стержень теряет устойчивость, т.е. изгиба-
ется (обычно в плоскости вращения кривошипа) и сжимается
вдоль оси так, что уменьшается межосевое расстояние меж-
ду нижней и верхней головками. Помимо этого, возможно по-
явление трещин в верхней части цилиндра, особенно у двига-
телей с "мокрыми" гильзами или алюминиевыми цельнолиты-
ми блоками цилиндров. Коленчатый вал, несмотря на огром-
ные нагрузки, в подобных случаях деформируется незначи-
тельно - не более чем на 0,01-0,02 мм.
Дальнейшая "судьба" двигателя после гидроудара в значи-
тельной степени определяется действиями водителя. Так как
стартером прокрутить коленчатый вал, как правило, не удается,
то часто пытаются завести двигатель с ходу. При этом шатун (или
шатуны) ещё более деформируется, однако двигатель может да-
же запуститься, но работать неустойчиво и со стуком. После
кратковременной поездки с таким дефектом происходит поломка
шатуна, нередко приводящая к разрушению блока цилиндров.
На практике гидроудар в цилиндре встречается не только
из-за попадания воды во всасывающий патрубок воздушного
фильтра. Известны случаи гидпоудара из-за быстрого разруше-
ния подшипников и ротора турбокомпрессора, вследствие чего
большое количество масла сразу поступало в цилиндры. У дви-
гателей с впрыском топлива гидроудар возможен при разрыве
мембраны регулятора давления топлива. При этом бензин под
давлением быстро поступает во впускной коллектор через ваку-
умный шланг регулятора. Причиной гидроудара может стать и
негерметичность прокладки головки блока, когда охлаждающая
жидкость поступает в цилиндр после остановки двигателя.
Если после гидроудара коленчатый вал оказывается за-
клиненным, это означает, что деформированный шатун упи-
рается в стенку блока цилиндров. Это наиболее благоприят-
ный случай, т.к. позволяет выполнить ремонт двигателя с наи-
меньшими затратами (но обязательно с полной разборкой
двигателя). Если двигатель удалось запустить, то после обры-
ва деформированного шатуна ремонт, как правило, уже будет
связан с заделкой трещин и пробоин в блоке цилиндров, что
не во всех случаях удается сделать надежно.
4.3. Диагностирование неисправностей
механической части двигателя
Для определения неисправности могут быть использова-
ны различные способы в зависимости от состояния двигате-
ля, квалификации персонала, вида диагностического оборудо-
вания и др. Диагностирование всегда предшествует ремонту,
причем чем точнее определена причина, тем с меньшими за-
тратами времени может быть устранена неисправность.
Следует различать диагностирование механической части
двигателя, с одной стороны, и систем управления (питания, за-
жигания) - с другой. Дело в том, что неисправности механичес-
кой части нередко могут быть определены только по внешним
признакам - например, "на слух", в то время как неисправности
систем электронного управления современных двигателей, как
правило, выявляются с помощью специального диагностическо-
го оборудования. Кроме того, при целом ряде неисправностей
как механической части, так и систем управления, двигатель
вообще не удается запустить. В таких случаях традиционные
методы диагностики как правило, неприемлемы - полноценной
информации ни по внешним признакам, ни по результатам из-
мерения параметров системы управления не получить.
С другой стороны, нельзя смешивать диагностику меха-ниче-
ской части и систем управления при выборе методов и средств
диагностики. Практика показывает, что с помощью даже самого
современного электронного диагностического оборудования,
как правило, не удается определить причину стука или большого
расхода масла. Точно так же многие неисправности систем уп-
равления не удается определить и устранить, только анализируя
их внешние проявления (по характеру работы двигателя).
Указанная "путаница" характерна для малоопытных работ-
ников многих ремонтных организаций. Её результатом обычно
являются "лишние" работы и неоправданный расход запасных
частей из-за неверно определенной причины конкретной неис-
правности. Поэтому ниже неисправности механической части
и систем управления рассматриваются раздельно.
4.3.1. Диагностика неисправностей двигателя по
внешним признакам
Работающий двигатель характеризуется целым рядом внеш-
них проявлений, правильный и квалифицированный анализ ко-
торых дает весьма ценную информацию о неисправностях. Бо-
лее того, сущее гвует большое количество неисправностей, ко-
торые удается определить только по внешним признакам. К та-
ким признакам относится посторонний шум, цвет и состав вы-
хлопных газов, расходы масла, охлаждающей жидкости и др.
Если рассматривать двигатель в качестве "черного ящика"
(рис. 4.5), т.е., не зная его устройства и характерных особеннос-
тей конструкции, по входным параметрам, режиму работы и вы-
ходным параметрам (внешним признакам) можно определить
неисправность только по определенному алгоритму. Это значит,
что необходимо придерживаться определенного порядка прове-
дения проверок, постепенно исключающих все неисправности,
не характерные для данного случая, и сужающие круг поиска до
нескольких или даже одной возможной причины.
К сожалению, для механической части двигателя подоб-
ные алгоритмы получаются слишком сложными, чтобы ими
можно было бы пользоваться на практике. Это, с одной сторо-
140
Рис. 4.5. Двигатель в качестве "черного ящика"
Рис. 4.6. Основные отказы, поломки, неисправности механической части двигателя
141
| Стуки двигателя |
и
характер стуков
нерегулярные, регулярные
появляющиеся (равномерные)
периодически
V
частота стуков
с частотой с частотой, с частотой,
вращения меньшей частоты вращения большей частоты вращения
коленчатого вала коленчатого вала коленчатого вала
V
интенсивность стуков
не зависит от нагрузки увеличивается с нагрузкой уменьшается с нагрузкой
не зависит от частоты увеличивается с частотой уменьшается с частотой
не зависит от прогрева увеличивается с прогревом уменьшается с прогрэвом
Рис. 4.7. Характеристика стуков в двигатепе в зависимости от режима его работы
ны, связано с большим количэствэм различных деталей (рис.
4.6), дефекты которых дают похожую картину внешних при-
знаков неисправности. С другой стороны, влияние режима
работы двигателя дает обычно огромное число вариантов
внешних проявлений (рис. 4.7). Вследствие этого представля-
ется более целесообразным сразу пользоваться таблицами
неисправностей (табл. 4.1). Специалисты, знающие конструк-
цию двигателя, происходящие в нем процессы и условия ра-
боты деталей, обычно довольно точно определяют неисправ-
ность непосредственно по её внешним признакам.
К алгоритмам поиска и таблицам неисправностей следует
относиться с известной долей осторожности. Дело в том, что
конкретный двигатель может иметь конструкцию некоторых
узлов и деталей, отличающуюся от традиционной. Тогда внеш-
ние признаки неисправности могут указать на неверную при-
чину. Кроме этого, внешние признаки часто указывают не на
причину, а на следствие этой причины. Например, причина
стука шатунных подшипников может быть совсем не в силь-
ном их износе, а, в неисправности маслонасоса. В данном
случае износ является таким же следствием, как и стук, а ис-
тинная причина неочевидна.
На практике часто приходится выполнять большое количе-
ство проверок узлов и деталей двигателя, чтобы найти и уст-
ранить причину неисправности. В некоторых случаях, когда
неисправности проявляются в виде стуков, локализовать ис-
точник стука по высоте и длине двигателя помогают простей-
шие приборы типа стетоскопов.
Правильное определение причины неисправности позво-
ляет существенно сократить затраты времени (и, соответст-
венно, средств) на ремонт, поскольку нет необходимости вы-
полнять ненужные работы. Более того, неправильно прове-
денная диагностика иногда не позволяет сразу определить
причину неисправности даже после полной разборки двигате-
ля. В этой связи следует отметить, что здесь решающее зна-
чение приобретает опыт специалиста-ремонтника, в том чис-
ле знания конструкции и процессов двигателя и его систем.
Таблица 4.1. Основные неисправности механической части двигателя, их причины и способы устранения
Характеристика неисправности Причина Проверка Способ устранения
Равномерный стук на всех ре- жимах с частотой, вдвое мень- шей частоты вращения, несколь- ко увеличивающийся с прогре- вом двигателя, практически не зависящий от нагрузки Износ кулачков распредели- тельного вала Визуально Заменить или отремонтировать изношенные детали
Износ рычагов, толкателей —..— —>.—
Большой зазор в клапанах —»— Регулировка
Износ осей коромысел Износ клапанов и направляю- щих втулок Износ подшипников распреде- лительного вала Износ опорной пяты или рыча- га механического бензонасоса Заклинивание плунжера гидро- толкателя Визуально после снятия рас- пределительного вала и пружин Измеряется после снятия рас- пределительного вала Визуально после снятия бензо- насоса Заклинивание гидро толкателя да- ет зазор в приводе клапана ли- бо свободный ход его плунжера Заменить или отремонтировать изношенные детали —.11 —II —11 Сменить масло, фильтр, заме- нить или отремонтировать гид- ротолкатель
142
Продолжение табл.4.1.
Характеристика неисправности Причина Проверка Способ устранения
То же, но уменьшающийся при увеличении частоты вращения, возможно - несколько увеличи- вающийся под нагрузкой Неисправность гидротолкателя —— —..—
Износ кулачка распределитель- ного вале Визуально и
Равномерный стук, резко уси- ливающийся при увеличении частоты вращения и прогреве Разрушение подшипников ба- лансирных валов Снять поддон, определить визу- ально Отремонтировать, заменить из- ношенные детали
Задевание клапанов за пор- шень из-за неправильной уста- новки фаз газораспределения Проверить совпадение меток на шкивах, звездочках и кор- пусах Установить правильно фазы
Попадание мелких посторонних предметов (частиц) в цилиндр Стук несколько затихает после работы двигателя на высокой частоте вращения Снять головку блока цилинд- ров, найти и убрать посторон- ние предметы, проверить воз- душный фильтр
То же, но быстро прогрессиру- ющий со временем Начало разрушения седла кла- пана, у дизеля - крышки фор- камеры Визуально после снятия голо- вки блока Снять головку блока, заменить и/или отремонтировать повреж- денные детали
Равномерный стук, с частотой, вдвое меньшей частоты враще- ния коленчатого вала, усилива- ющийся от нагрузки и при про- греве Неисправность гидротолкателей клапанов Снять крышку головки. Неис- правные гидротолкатели дают- зазор в приводе и имеют сво- бодный ход плунжера Заменить или отремонтировать изношенные детали
Начало разрушения шатунного подшипника Снять поддон, крышки шатунов, найти неисправный подшипник Полностью разобрать двига- тель, заменить и/или отремон- тировать изношенные детали
Деформация поршня и/или ша- туна Визуально после разборки дви- гателя Заменить и/или отремонтиро- вать детали
Резкий стук на холостом ходу только на средних и высоких частотах вращения, усиливаю- щийся при прогреве Проворачивание шатунного вкладыша при незначительном износе рабочего слоя Снять поддон крышки шатунов, проверить состояние шатунных вкладышей Полностью разобрать и отре- монтировать двигатель
Равномерный стук, пропорцио- нальный частоте вращения, возможно, несколько ослабева- ющий при увеличении частоты вращения Ослабление посадки шкива или маховика коленчатого вала С помощью рычагов покачать маховик (со снятым лючком на коробке или стартером) и шкив коленчатого вала Проверить и затянуть соответ- ствующие болты
Равномерный стук с частотой вращения коленчатого вала, усиливающийся при прогреве и увеличении нагрузки Разрушение шатунного подшип- ника Снять поддон, проверить нали- чие стружки на дне, опреде- лить разрушенный подшипник визуально Разобрать двигатель и отре- монтировать или заменить из- ношенные детали
Большой износ коренных под- шипников Снять поддон, коренные крыш- ки, износ определить визуально ——
Деформация коленчатого вала вследствие разрушения под- шипников и перегрева шеек Определяется с помощью спе- циальных приборов, возможно определение на двигателе со снятым поддоном —II—
Деформация коренных опор блока цилиндров Определяется измерением гео- метрии блока после полной разборки двигателя —.1—
Большой износ поршневых пальцев, отверстий в поршнях и головках шатунов Определяется визуально после снятия поршней с шатунами —>—
Неравномерный стук, усилива- ющийся при увеличении на- грузки и прогреве, пропадаю- щий при увеличении частоты вращения Детонация вследствие примене- ния низкооктанового бензина "На слух" Отрегулировать зажигание. Ис- пользовать более высокоокта- новый бензин
Неравномерный стук, пропада- ющий при увеличении частоты вращения, но усиливающийся при прогреве У V-образных двигателей с ни- жним расположением распре- делительного вала - большой осевой люфт распределительно- го вала из-за износа упорного подшипника Снять переднюю крышку, изме- рить осевой люфт Отремонтировать или заменить изношенные детали
143
Продолжение табл.4.1.
Характеристика неисправности Причина Проверка Способ устранения
Равномерный стук на холостом ходу, усиливающийся под наг- рузкой и при увеличении час- тоты вращения, но ослабеваю- щий при прогреве Большой износ поршней Определяется после демонтажа поршней измерением размера юбки Разобрать двигатель, отремон- тировать или заменить изно- шенные детали
Деформация юбок поршней из- за перегрева Определяется визуально и из- мерением после разборки дви- гателя —И—
Трещины в юбке поршня из-за длительной работы с детонацией и
Равномерный стук, усиливаю- щийся при увеличении частоты вращения, возможно несколько ослабевающий под нагрузкой Попадание мелких посторонних предметов (частиц) в цилиндр Стук становится несколько ти- ше после работы двигателя на высокой частоте вращения Снять головку, найти и убрать посторонний предмет
Равномерный приглушенный стук с частотой, в несколько раз меньшей частоты вращения коленчатоговала, возможно, несколько уменьшающийся при прогреве Большой эксцентриситет звез- дочек цепи газораспределения Цепь (ремень) в различных по- ложениях коленчатого вала имеет существенно разное на- тяжение Отремонтировать или заменить изношенные детали
Дефект цели (ремня) газорас- пределения Определяется визуально Заменить ремень
Дефект клинового ремня при- вода агрегатов —..— —»—
Неравномерный стук при запу- ске и на холостом ходу, исче- зающий или усиливающийся при включении передачи и уве- личении частоты вращения Большой износ упорных под- шипников коленчатого вала С помощью рычага “покачать" коленчатый вал Заменить изношенные детали, отремонтировать вал
Трещины в маховике коленча- того вала - характерно для ав- томобилей с автоматической коробкой передач Через лючок на коробке пере- дач проверить наличие трещин на маховике Заменить маховик, проверить и устранить причины возмож- ного перекоса двигателя и ко- робки передач
Неравномерный стук только на холостом хору Большой осевой люфт, износ под- шипников вала одного из вспомо- гательных агрегатов (например, насоса гидроусилителя руля) Снять ремень, убедиться в от- сутствии стука Заменить и отремонтировать агрегат
Равномерный стук при запуске, исчезающий через несколько секунд Низкий уровень масла Визуально Долить масло
Низкое давление масла вслед- ствие неисправности (износа) маслонасоса или редукционно- го клапана С помсщью переходника и ма- нометра Отремонтировать или заменить изношенные детали
Неисправность противодренаж- ного клапана масляного фильтра Лампа недостаточного давле- ния масла гаснет одновремен- но с прекращением стука Заменить фильтр
Износ подшипников коленчатого или распределительного валов Измерение после полной раз- борки двигателя Разобрать двигатель, заменить, отремонтировать изношенные детали
Равномерный стук, периодически появляющийся и исчезающий при движении на различных режимах Низкий уровень масла Визуально Долить масло
Низкое давление масла вслед- ствие неисправности агрегатов системы смазки Измерить давление с помощью переходника с манометров Проверить давление масла, найти, отремонтировать или за- менить неисправные агрегаты
У дизеля - возможное засоре- ние топливного фильтра Отсоединить фильтр, попробо- вать продуть (для проверки) Заменить фильтр
Приглушенный нерегулярный стук на холостом ходу, пропада- ющий с увеличением частоты вращения Уровень масла значительно выше максимального Визуально, проверить цвет и запах масла Устранить причину попадания в масло рабочих жидкостей (бен- зин, охлаждающая жидкость), заменить масло
Неравномерный стук дизельного двигателя, несколько уменьшаю- щийся при увеличении частоты вращения Чрезмерное опережение впры- ска Проверить совпадение меток на корпусах и шкивах (звездочках, шестернях) Отрегулировать фазу впрыска
Неисправность топливных фор- сунок На стенде Проверить, отрегулировать, при неисправности заменить рас- пылители
Неисправность ТНВД Прослушивается на корпусе ТНВД Отремонтировать насос
Несоответствующее топливо — Заменить топливо в баке
144
Продолжение табл.4.1.
Характеристика неисправности Причина Проверка Способ устранения
Неравномерны!. i шум в виде “пе- реката" - очень частых "метал- лических” ударов, затихающий при увеличении частоты враще- ния и увеличивающийся при её снижении и на ©постом ходу. Очень сильный шум при запуске Неисправность натяжителя цепи Снять крышку головки, проверить визуально Отремонтировать или заменить натяжитель
Чрезмерно вытянутая цепь У натяжителя не хватает хода Заменить цепь
Износ или поломки деталей натя- жителя и/или успокоителя цепи Снять крышку головки. Возможно визуально, однако чащэ требует- ся разборка передней крышки Заменить изношенные детали
Равномерный "грохочущий" шум на всех режимах Неисправность подшипников: на- тяжного ролика ремня газорас- пределения; генератора; насоса охлаждающей жидкости; муфты вентилятора; других агрегатов, приводимых клиновым ремнем Снять ремень, убедиться, что двигатель стал существенно тише. Вращением "от руки" найти неисправность агрегатов Отремонтировать или заменить неисправные агрегаты
Равномерный ‘’воющий’’ шум на всех режимах Перетяжка зубчатого ремня Снять кожух ремня, проверить натяжку Ослабить ремень
Задевание ремня за кожухи вследствие их деформации Найти визуально места задевания шкивов или ремней за кожухи Отремонтировать деформиро- ванные детали
То же, возможно со "скрипом”, несколько уменьшающийся по- сле запуска и при увеличении частоты вращения Перетяжка клиновых ремней привода агрегатов Визуально Ослабить ремни
"Писк”, возникающий при вклю- чении мощных электрических потребителей, повороте руля "до упора", возможно, при резком увеличении частоты вращения Ослабление натяжения ремней. Визуально Натянуть ремни
Износ ремней или шкивов привода агрегатов —„— Заменить ремни или шкивы
Неравномерные “щелчки" при резком увеличении и снижении частоты вращения, возможно также на холостом ходу Ослабление натяжения зубча- того ремня Неравномерное вытяжение ремня Снять кожух ремня, проверить натяжение Снять кожух В разных положе- ниях коленчатого вала должно быть разное усилие натяжения Проверить и натянуть ремень Заменить ремень
Эксцентриситет посадочных по- верхностей или деформация шкивов зубчатого ремня —— Проверить натяжение ремня в различных положениях колен- чатого вала, отремонтировать, заменить изношенные детали
Вибрация двигателя на холос- том ходу, передающаяся на ку- зов, возможно сопровождающа- яся “металлическими" стуками Неисправности системы пита- ния и/или зажигания, вызываю- щие нерегулярное новообразо- вание и неравномерность пода- чи топлива по цилиндрам Проверка выполняется на стенде Отрегулировать или отремонти- ровать систему управления двигателем
То же на всех режимах, возмо- жен резонанс на некоторых ре- жимах Разрушение опоры двигателя, задевание двигателя или эле- ментов глушителя за детали ку- зова и/или трансмиссии Визуально Заменить или отремонтировать детали
Повышенная вибрация с поте- рей мощности Не работает цилиндр двигателя вследствие неисправности, све- чи зажигания, провода крышки распределителя, форсунки впры- ска топлива, прогара клапана Снятие свечного провода с данного цилиндра не вызывает изменений в работе двигателя Заменить или отрегулировать неисправные элементы (свечи и т.д.)
То же, только на низких и сред- них частотах вращения и малой нагрузке, возможны “хлопки” в глушитель или на впуск, повы- шенный расход масла Прогар, негерметичность клапа- на, прогар или поломка поршня Измерить компрессию по ци- линдрам Заменить клапаны или поршни
Неравномерный износ тыльной стороны кулачка на двигателе с гидротолкателями Измерить биение тыльной сто- роны кулачков неработающего цилиндра Отремонтировать или заменить распределительный вал
То же, но расход масла в норме Чрезмерно высокое давление масла в двигателе с гидротол- кателями Измерить давление с помощью переходника и манометра Отремонтировать редукционный клапан системы смазки
10. лвш. ;ib-«h.
145
Продолжение табл.4.1.
Характеристика неисправности Причина Проверка Способ устранения
Вибрация без потери мощности, возможно, усиливающаяся при увеличении частоты вращения Большой дисбаланс вращаю- щихся масс (коленчатый вал, шатуны, маховик, сцепление) Балансировочный стенд, весы Разобрать двигатель, отбалан- сировать вращающиеся детали, подогнать по массе шатуны и поршни
Трещины в маховике двигателя Снять лючок на коробке пере- дач, осмотреть маховик Заменить маховик
Неисправность вязкостной муф- ты вентилятора Люфт подшипника муфты (визу- ально) Заменить муфту
Дисбаланс вентилятора вслед- ствие повреждения лопастей Визуально Заменить крыльчатку вентиля- тора
Расход масла свыше 1 л на 1000 км при отсутствии харак- терного дыма выхлопа Вытекание масла из двигателя через уплотнения Визуально Заменить сальники
Повышенное давление в карте- ре вследствие неисправности системы вентиляции, поломки поршневых колец или поршня Измерить компрессию, в ци- линдрах с поломанными коль- цами компрессия существенно ниже, чем в остальных Отремонтировать систему вен- тиляции картера, заменить по- ломанные детали
То же, с синим дымом выхлопа при переключении передач, уси- ливающимся при прогреве Износ или старение маслоотра- жательных колпачков Впускные клапаны имеют тол- стый слой нагара на тарелке Заменить маслоотражательные колпачки
Износ стержней и/или направ- ляющих втулок клапанов Визуально или индикаторной стойкой Отремонтировать головку блока.
Повышенный износ поршневой группы Измерения после разборки двигателя Отремонтировать, заменить из- ношенные детали
Большой износ поршневой группы, клапанов, направляю- щих втулок, маслоотоажатель- ных колпачков Измерение деталей разобран- ного двигателя Разобрать и отремонтировать двигатель
У дизеля - неисправность насо- са вакуумного усилителя тор- мозов Снять шланги с насоса, убе- диться в поступлении масла из картера во впускной трубопро- вод через насос Заменить или отремонтировать насос
У двигателей с турбонаддувом - износ подшипников и уплотне- ний ротора турбокомпрессора Наличие большого количества масла в патрубке перед ком- прессором Заменить или отремонтировать турбокомпрессор
То же, с периодическим выклю- чением цилиндров, из-за забро- са свечей, возможно с вытека- нием масла через сальники и прокладки Пониженная компрессия в ци- линдрах вследствие сильного износа компрессионных порш- невых колец и канавок порш- ней, повышенное давление кар- терных газов Комлрессометр, визуально по- сле разборки двигателя Разобрать и отремонтировать двигатель
То же, без течи масла через сальники и прокладки, возможно, затрудненный запуск двигателя Неправильная работа системы питания - слишком богатая смесь в отдельных цилиндрах Диагностика системы управления Отрегулировать, отремонтиро- вать систему питания
То же, с синим дымом выхлопа на всех режимах Трещины в перемычках поршня между канавками колец Компрессия в этом цилиндре на несколько единиц меньше Заменить все поршни
Коксование пазов в масло- съемных кольцах из-за некаче- ственного масла Визуально после разборки дви- гателя Разобрать двигатель, очистить детали от нагара
Глубокие продольные риски на поверхности цилиндров из-за попадания посторонних частиц и пыли Визуально со снятой головкой Разобрать и отремонтировать двигатель, устранить причину попадания в двигатель грязно- го воздуха
После запуска двигателя отсут- ствует давление масла (насос не 'засасывает" масло) Износ редукционного клапана Визуально после снятия клапана Заменить или отремонтировать клапан
Заклинивание редукционного клапана
146
Продолжение табл.4.1.
Характеристика неисправности Причина Проверка Способ устранения
После запуска двигателя отсут- ствует давление масла (насос не засасывает масло) Большой износ шестерен насоса Отвернуть масляный фильтр, подать в систему смазки масло под давлением, сразу поставить фильтр и запустить двигатель Заменить или отремонтировать насос
Негерметичность соединений между насосом и маслоприем- ником Появление давления масла указывает на описываемые не- исправности. Проверить давление масла, од- нозначно дефект определяется после разборки двигателя Разобрать насос и маслопрк- емник, найти и устранить неис- правность
Низкое давление масла на про- гретом двигателе, возможен стук при запуске Большой износ подшипников (в основном, коренных подшипни- ков коленчатого вала) Разобрать двигатель, заменить, отремонтировать изношенные детали
Неисправен редукционный кла- пан Разобрать клапан Заменить или отремонтировать клапан
То же, но давление понижено на холодном двигателе Сетка маслоприёмника забита нагаром или зажата деформи- рованным поддоном Снять поддон, осмотреть мас- лоприёмник Очистить, отремонтировать или заменить маслоприёмник
Синий или белый дым выхлопа, уменьшающийся при прогреве, возможен затрудненный пуск холодного двигателя У дизеля - неисправность аппа- ратуры впрыска, слишком позд- ний впрыск Диагностика системы управления Отремонтировать, отрегулиро- вать систему подачи топлива
У бензинового двигателя - большое обогащение смеси при прогреве —>.— II
Работа дизеля с густым сине- белым дымом выхлопа с вы- ключенной подачей топлива Сильный износ цилиндро-порш- невой группы, повышенное дав- ление в картере - поступление большого количества масла че- рез систему вентиляции на вход двигателя Снять шланг системы вентиля- ции или измерить компрессию Отремонтировать двигатель
У дизеля с турбонаддувом - по- ступление большого количества масла на вход двигателя через разрушенные уплотнения рото- ра турбокомпрессора Большое количество масла в патрубках на входе в двигатель, большой люфт ротора турбины Заменить турбокомпрессор, проверить состояние подшипни- ков коленчатого вала
Черный дым выхлопа у дизеля с турбонаддувом на повышен- ных нагрузках Не работает (возможно, закли- нен) турбокомпрессор Визуально, сняв входной патру- бок турбокомпрессора Заменить турбокомпрессор, от- регулировать подачу топлива
Черный дым выхлопа у дизеля на всех режимах Малые зазоры в приводе кла- панов Визуально Отрегулировать зазоры согласно паспортным данным двигателя
Перегрев двигателя Неисправны термостат, клапа- ны на пробке, вентилятор, дат- чик включения вентилятора или электропроводка Визуально и в кипящей воде (термостат и датчик) Заменить неисправные агрегаты
Перегрев двигателя на холос- том ходу без явных признаков неисправностей, при движении температура падает, возможно ниже нормы Неисправен термостат Снять термостат и проверить в кипящей воде Заменить термостат
После остановки двигателя на- блюдаются признаки закипания охлаждающей жидкости Неисправность клапанов проб- ки радиатора, негерметичность пробки радиатора Шланги системы охлаждения не "надуваются" при работе двига- теля (отсутствует избыточное давление в системе) Заменить пробку
Постепенное уменьшение уров- ня охлаждающей жидкости в ра- диаторе при нормальном или повышенном уровне в расшири- тельном бачке Негерметичность пробки радиа- тора Давление в системе отсутствует Заменить пробку
Начало прогорания прокладки головки Давление в системе появляет- ся сразу после запуска. Возмо- жен запах выхлопных газов в расширительном бачке Заменить прокладку головки, проверить плоскость головки
10*
147
Продолжение Табл.4.1.
Характеристика неисправности Причина Проверка Способ устранения
Перегрев двигателя при исправ- ных агрегатах системы о*лах:- дения. возможно, ухудшение эффективности отопления сало- на автомобиля Недостаточное количество ох- лаждающей жидкости Визуально Долить охлаждающую жидкость, найти и устранить причину не- герметичности
То же, возможно, что жидкость в системе охлаждения имеет запах выхлопных газов, измене- ние цвета масла на непрозрач- ный светлый, желто-коричне- вый, уменьшение количества охлаждающей жидкости и увели- чение уровня масла, появление светлой “печы'' на пробке мас- лозаливной горловины, бэпый дым выхлопа, возможно, умень- шающийся при прогреве Негерметичность прокладки го- ловки Визуально по расходу охлажда- ющей жидкости, цвету и коли- честву масла Проверить плоскости блока и головки, заменить прокладку
Трещины в головгче блока Через отверстие свечи зажига- ния подать давление 0,6-0,8 МПа в цилиндр при открытой пробке радиатора - подъем жид- кости свидетельствует о негер- метичности в камере сгорания Заменить головку блока
Трещины в гильзе цилиндра —..— Отремонтировать блок цилин- дров
Повышение уровня масла в картера Цвет масла нормаль- ный. Возможен затрудненный запуск и неустойчивая работа двигателя У бензиновых двигателей с ме- ханическим бензонасосом не- герметичность мембраны бен- зонасоса Масло имеет запах бензина Заменить бензонасос
У двигателей с впрыском топ- лива - неисправность системы управления (датчика расхода воздуха, форсунки и т.д.) —.1— Заменить неисправные компо- ненты системы управления
Масляная эмульсия в системе охлаждения, повышение уровня в расширительном бачке, сни- жение уровня масла в двигате- ле, цвет масла - нормальный Трещина в головке или блоке, проходящая через масляный канал Очень сложно, требуегся час- тичная или полная разборка двигателя Замена или ремонт поврежден- ных деталей
Внутренняя негерметичность ох- ладителя масла (расположен мез щу масляным фильтром и блоком цилиндров) - только для двигателей с охладит элем масла Снять охладитель, опрессовать давлением 0,6-0,8 МПа Заменить охладитель
То же, но количество масла в двигателе не изменяется Только для автомобилей с ав- томатической коробкой пере- дач - внутренняя негерметич- ность радиатора Эмульсия в коробке передач Заменить радиатор, многократ- но промыть коробку передач свежим маслом, а систему ох- лаждения - водой
Течь масла через сальники и прокладки двигателя, возможен повышенный расход масла и си- ний дым выхлопа, неустойчи- вость работы двигателя на хо- лостом ходу Большой износ деталей ЦПГ “Наддув’ в системе вентиляции Разобрать и отремонтировать двигатель, заменить сальники и прокладки
Поломка поршня или поршне- вого кольца п н
4.3.2. Диагностика неисправностей двигателя
измерением компрессии в цилиндрах
Измерение компрессии в цилиндрах является наиболее
простым и дешевым, а потому широко распространенным
способом диагностирования двигателя.
Комлрессометр представляет собой манометр с обрат-
ным клапаном (см. также раздел 5.4.5.) и заворачивается
вместо свечи зажигания у бензинового двигателя или свечи
накаливания у дизеля. Простота и доступность этого прибо-
ра сделали его практически "универсальным" средством и
для определения неисправностей двигателя и для оценки
его технического состояния в целом. К сожалению, это весь-
ма распространенное заблуждение. При всей простоте спо-
соба полученные результаты нередко требуют определенно-
го объяснения, иначе можно сделать совершенно неверные
выводы. Наиболее характерный пример - измерение ком-
прессии в бензиновом двигателе с пробегом в 230-250 тыс.
км. дает 1,1-1,2 МПа, что не только соответствует норме, но
и близко к уровню нового двигателя. В то же время расход
масла может превышать 1500-2000 г на I000 км пробега.
Таким образом, в данном примере результаты измерения
компрессии могут ввести в заблуждение, причем подобных
примеров много.
Рассмотрим влияние различных факторов на компрес-
сию. Очевидно, что максимальное её значение будет при ми-
нимальных утечках газов из цилиндра, что соответствует сле-
дующим условиям:
цилиндр идеально круглый;
поверхность цилиндра не имеет продольных рисок;
поршневые кольца идеально прилегают к поверхности ци-
линдра;
величина зазора в замках колец близка к нулю;
торцевые поверхности колец идеально соответствуют тор-
цевым поверхностям канавок поршня;
тарелки клапанов идеально прилегают к седлам.
Указанные факторы являются эксплуатационными и опре-
деляют отсутствие или наличие утечек воздуха из цилиндра.
148
С другой стороны, на количество воздуха, поступающего в ци-
линдр, влияют (в сторону увеличения):
полностью открытое положение дроссельной заслонки;
чистый воздушный фильтр;
продолжительность фаз впуска и выпуска, зависящее, на-
пример, от зазоров в механизме привода клапанов;
малое перекрытие клапанов (имеется в виду на той частоте
вращения, при которой выполняется проверка компрессии).
Очевидно, чем больше воздуха поступает в цилиндр, тем
меньше влияют на компрессию утечки, особенно при возрас-
тании частоты вращения, когда уменьшается время, в тече-
ние которого происходят эти утечки.
Помимо указанных, на давление (компрессию) влияют:
температура двигателя (повышает компрессию);
масло, прошедшее через маслосъемные колпачки, порш-
невые кольца, уплотнения турбокомпрессора (повышает ком-
прессию, т.к. уплотняет зазоры в сопряженных деталях);
топливо, поступившее в цилиндр в виде капель (понижает
компрессию, т.к. смывает масло с деталей и не обладает, в отли-
чие от масла, уплотняющими свойствами из-за малой вязкости);
негерметичность обратного клапана компр эссометра или
магистрали от клапана до манометра (уменьшает компрессию).
Большое число факторов, влияющих на максимальное дав-
ление в цилиндре, может существенно изменить результаты
измерений. Упомянутый выше пример со старым изношен-
ным двигателем, имеющим высокую (более 1,1 МПа) компрес-
сию, можно дополнить новым двигателем с малым пробегом
и компрессией менее 0,5 МПа. Этот двигатель не имеет ника-
ких неисправностей механической части - просто из-за неис-
правности системы управления в цилиндры поступило очень
большое количество топлива, которое "смыло" масло со сте-
нок деталей, чем и вызвало такой "дефект".
Указанные примеры подтверждают необходимость очень
осторожного обращения не только с результатами, но и с ме-
тодикой измерения компрессии. Рассмотрим этот вопрос бо-
лее подробно.
При измерении компрессии следует соблюдать несколько
условий:
двигатель должен быть "теплым";
желательно отключить подачу топлива в цилиндры (отклю-
чив бензонасос, форсунки или другим способом), особенно,
если есть вероятность обогащения смеси;
необходимо вывернуть свечи во всех цилиндрах;
аккумуляторная батарея должна быть полностью заряже-
на, а стартер исправен.
Измерение компрессии можно выполнять как при полно-
стью открытой, так и закрытой дроссельной заслонке. Каж-
дый из этих способов определяет "свои" дефекты.
Если заслонка полностью закрыта, то в цилиндры посту-
пает малое количество воздуха. Максимальное давление в
цилиндре оказывается невелико (порядка 0,6-0,8 МПа) из-
за малого давления в коллекторе (0,05-0,06 МПа вместо 0,1
МПа при полностью открытом дросселе). Утечки при закры-
той заслонке также оказываются малы из-за малого пере-
пада давления, но даже при этом соизмеримы с поступлени-
ем воздуха. Вследствие этого, величина компрессии в ци-
линдре оказывается очень чувствительной к утечкам - даже
из-за незначительной причины давление падает сразу в не-
сколько раз.
При полностью открытом дросселе этого не происходит.
Значительное увеличение количества поступившего в ци-
линдры воздуха приводит и к росту компрессии, однако утеч-
ки, несмотря на их небольшой рост, становятся значительно
меньше подачи воздуха. Вследствие этого компрессия даже
при серьезных дефектах может еще не упасть до недопус-
тимого уровня (например, до 0,8-0,9 МПа у бензинового
двигателя).
Исходя из особенностей различных вариантов измерэния
компрессии, можно дать некоторые рекомендации по их ис-
пользованию (см. табл. 4.2).
Измерения компрессии с полностью открытой заслонкой
позволяют обнаружить:
поломки и прогары поршней;
зависание (закоксовывание) колец в канавках поршня;
деформации или прогар клапанов;
серьезные повреждения (задиры) поверхности цилиндра.
Измеряя компрессию с закрытой заслонкой, удается оп-
ределить:
не вполне удовлетворительное прилегание клапана к седлу;
зависание клапана (из-за неправильной сборки механиз-
ма привода клапана с гидротолкателем);
дефекты профиля кулачка распределительного вала в кон-
струкциях с гидротопкатепями (например, износ, биение тыль-
ной стороны кулачка).
При измерениях следует учитывать динамику нарастания
давления. Так, если на первом такте величина давления, регис-
трируемого компрессометром, низкая (0,ЗЮ,4 МПа), а при по-
следующих тактах резко возрастает - это свидетельствует об из-
носе поршневых колец (проверяется заливкой в цилиндр через
свечное отверстие 5-10 см3 свежего масла). Напротив, если на
первом такте достигается умеренное давление (=0,7-0,9 МПа),
а при последующих тактах эта величина практически не рас-
тет - это косвенно свидетельствует о наличии утечек (клапа-
ны, прокладка, трещина в головке и т.п.).
Проводя измерения компрессии, в большинстве случа-
ев следует рассматривать полученные результаты, как от-
носительные, т.е. неисправные цилиндры сравниваются с
исправными, а абсолютное значение компрессии не оцени-
вается. Это позволяет исключить ошибки, при оценке тех-
нического состояния в целом исправного двигателя. Тем
не менее, измерение величины абсолютной компрессии
для получения косвенной информации о техническом со-
стоянии двигателя может быть рекомендовано в следую-
щих случаях:
а) наличия данных о величине компрессии этого двигате-
ля, полученных на более ранних интервалах его эксплуатации
(например, 40 тыс., 100 тыс., 150 тыс. км и т.п.) при полной ис-
правности систем топливоподачи и запуска;
б) наличия большой базы статистических данных (замеры
компрессии на разных интервалах эксплуатации) для данной
модели двигателя. При этом замеры должны быть произведе-
ны в одинаковых условиях (температура масла, частота вра-
щения коленчатого вала, температура окружающего воздуха,
полная исправность всех систем двигателя и т.д.).
Наиболее быстро и эффективно проверку величины ком-
прессии позволяют осуществить современные мотортестеры
(см. раздел 5.4.). В этом случае происходит измерение ам-
плитуды пульсаций тока потребляемого стартером при про-
крутке коленчатого вала. Преимуществом данного метода яв-
ляется быстрота, одновременное измерение по всем цилинд-
рам за один цикл (10-15 с прокрутки стартером), отсутствие
необходимости выкручивания свечей, что особенно удобно
при диагностике многоцилиндровых двигателей. Недостаток
метода - получение в большинстве случаев только величины
относительной (в процентах к лучшему цилиндру) компрессии.
Лишь самые дорогие мотортестеры способны измерять абсо-
лютное значение пика тока на каждый цилиндр, однако эта ве-
личина также нуждается в сопоставлении с действительным
давлением.
Практика показывает, что взаимное влияние большого
числа факторов на абсолютное значение компрессии столь
велико, что результаты измерения могут быть неправильно
или произвольно истолкованы и ввести в заблуждение.
Поэтому для опрэделения технического состояния в целом
исправного и устойчиво работающего двигателя только изме-
рения компрессии недостаточно. В таких случаях оно должно
применяться в комплексе с другими способами и средствами
диагностики.
149
Таблица 4.2. Дефесты и неисправности бензинового двигателя, выявляемые измерением компрессии
Неисправность Признаки неисправностей Величина компрессии, МПа
Полностью открытая дроссельная заслонка (1,0-1,2 МПа) Закрытая заслонка (0,00.8 МПа)
Трещина в перемычке поршня Синий дым выхлопа, большое дав- ление в картере 0,6-0,8 0,3-0,4
Прогар поршня То же, цилиндр не работает на холостом ходу 0-0,5 0-0,1
Прогар клапана Цилиндр не работает на холостом ходу и малых нагрузках 0,1-0,4 0
Деформация клапана То же 0,3-0,7 00,2
Залегание колец в канавках поршня То же, с синим дымом выхлопа и большим давлением в картере 0,2-0,4 0-0,2
Задир на поверхности цилиндра То же, возможна не вполне ус- тойчивая работа цилиндра 0.2-0,8 0,1-0,4
Переобогащение смеси Затруднен запуск, черный дым выхлопа 0,5-0,8 0,3-0,4
“Зависание” клапана Цилиндр не работает на холостом ходу 0,5-0,8 0,1-0,3
Дефект профиля кулачка распредели- тельного вала* То же 0,7-0,8 0,1-0,3
Естественный износ поршневых колец и цилиндров** Повышенный расход масла, пони- женная мощность двигателя 0,6-0,9 0,4-0,6
Повышенное количество нагара в камере сгорания в сочетании с из- ношенными маслоотражательными колпачками и/или маслосъемными кольцами Повышенный расход масла с синим дымом выхлопа 1,3-1,6 1,0-1,4
* Для конструкций с гидротолкателями
“ При условии хорошего состояния маслоотражательных колпачков, клапанов и направляющих втулок
Несколько отличная от описанной ситуация наблюдает-
ся у дизелей. Значительно более высокие давления в ци-
линдре дизеля обуславливают и значительно более силь-
ное влияние различных неисправностей и дефектов дета-
лей на величину компрессии. При этом условия, в которых
проводятся измерения, не имеют такого значения, как у
бензиновых двигателей. В связи с этим в литературе по ре-
монту дизелей всегда указывается величина минимальной
компрессии, и если при измерении получено меньшее зна-
чение, это практически однозначно свидетельствует о на-
личии дефектов деталей цилиндро-поршневой группы и/или
клапанного механизма.
4.4. Диагностика неработающего двига-
теля по внешним признакам
Определение неисправности неработающего двигателя
представляет собой отдельную и нередко весьма трудную за-
дачу по сравнению с диагностикой работающего двигателя. У
неработающего двигателя, в основном, приходится иметь де-
ло не столько с причиной, не дающей ему работать, сколько
со следствием этой причины.
Рассматривая данный вопрос, необходимо отметить,
что неисправность механической части, систем управле-
ния, агрегатов могут дать похожие на первый взгляд
внешние признаки. Если неисправность связана, напри-
мер, с механической частью двигателя, то для ее устра-
нения потребуется частичная или полная его разборка.
Таким образом, при проведении диагностики неработаю-
щего двигателя вначале необходимо не столько опреде-
лить причину, сколько правильно оценить, с чем она свя-
зана - с механической частью или системой управления
и агрегатами. Ошибка на данном этапе ведет к неоправ-
данным затратам времени на проведение ненужных ра-
бот. После того, как область поиска сужена, ищется при-
чина неисправности. При этом следует отметить, что не-
исправность в механике часто оставляет "следы" на мно-
гих деталях. Но даже после полной разборки двигателя
не всегда удается установить причину неисправности, ко-
торая может иметь различные последствия для деталей.
По внешним признакам неисправности могут быть разде-
лены на две большие группы. Первая - когда коленчатый вал
проворачивается (стартером, специальным ключом и т.п.), а
вторая - когда этого сделать нельзя.
Рассмотрим первую группу неисправностей такого рода.
Здесь существенное значение имеют тип и конструкция двига-
теля и системы его управления. Например, для бензиновых
двигателей наиболее частой причиной невозможности запуска
являются неисправности систем питания или зажигания. В то
же время для дизелей, помимо отказов в системе питания и
нарушения работы свечей накаливания, возможна низкая
компрессия из-за износа ЦПГ, стержней, направляющих втулок
и седел клапанов. Поэтому, если исключить неисправности
стартера и аккумуляторной батареи, не позволяющие вращать
при запуске коленчатый вал с необходимой для этого ско-
ростью, следует рассматривать причины невозможности запу-
ска бензиновых и дизельных двигателей раздельно (табл. 4.3).
Если коленчатый вал двигателя не вращается, что легко
определяется с помощью ключа с рычагом, устанавливаемо-
го на болт шкива коленчатого вала, то причины этого у всех
типов двигателей являются общими. В таком случае неис-
правности систем питания и зажигания оказываются малове-
роятными, а основные причины неисправности заключены в
механике самого двигателя (табл. 4.4).
Интересно отметить, что многие неисправности как меха-
нической части, так и систем управления, напрямую ведут к
выходу из строя стартера. Например, из-за тугого вращения
коленчатого вала происходит перегрев обмоток стартера, ус-
коренный износ щеток, коллектора, перегрев контактов тяго-
вого реле. Похожий результат будет, если запуск двигателя
затруднен из-за неисправности систем питания или зажига-
ния, хотя при этом ротор стартера будет вращаться с гораздо
более высокой частотой. Таким образом, на практике неред-
ко оказывается справедливым и обратное - если неисправен
стартер, значит двигатель имеет какую-либо неисправность,
связанную с трудностью запуска.
150
Таблица 4.3. Основные неисправности двигателя, делающие невозможным или сильно затрудненным его запуск при свобод-
ном вращении коленчатого вала
Причина Проверка Способ устранения
I. Бензиновые двигатели
Неисправности систем управления: системы питания системы зажигания см. раздел 4.6 см. раздел 4.6 см. раздел 4.6 см. раздел 4.6
Низкое давление (компрессия) в цилинд- ре вследствие переобогащенной смеси. Встречается обычно при запуске в ус- ловиях низких температур Вывернуть свечи, продуть цилиндры, залить в каждый по 0,54-1,0 см3 масла, завернуть свечи, запустить двигатель Отрегулировать систему подачи топлива
Обрыв зубчатого ремня привода распре- делительного вала Коленчатый вал вращается стартером очень быстро. Снять кожух ремня, крышку головки блока, крышку распределителя зажигания и убедиться, что ремень не вращает распределительный вал Заменить ремень, проверить зазоры в клапанах, при необходимости снять го- ловку блока и заменить деформирован- ные клапаны
“Перескакивание” чрезмерно ослабленно- го зубчатого ремня на несколько зубьев (очень редкий дефект) Хлопки на впуске и в глушитель Проверить и установить фазы газорас- пределения, проверить зазоры в клапа- нах. При значительном увеличении за- зоров снять головку и заменить дефор- мированные клапаны
/Л Дизельные двигатели
Неисправность двух или более свечей накаливания или системы управления свечами (не запускается только холод- ный двигатель) Отсоединить свечи от шины и проверить электросопротивление каждой свечи. Про- верить напряжение на шине. При отсутст- вии напряжения подать на шину напряже- ние непосредственно от аккумулятора с помощью провода и запустить двигатель Заменить неисправные свечи и элемен- ты управления, устранить обрыв в про- водке
Неисправность системы питания (форсунки, насос высокого давления) Проверка топливной аппаратуры на спе- циальных стендах Отрегулировать, отремонтировать, заме- нить агрегаты системы питания
Большой износ поршневой группы, кла- панов, направляющих втулок и седел. Наблюдается после пробега 120150 тыс. км и более Двигатель пускается только при повышен- ной частоте вращения (например, “сходу”). После запуска работает удовлетворитель- но. Возможна негерметичность сальников и прокладок из-за повышенного давления в картере, большой расход масла Разобрать и отремонтировать двигатель
Тугое вращение или заклинивание коленчатого вала
можно устранить только после полной разборки двигателя,
если причина заклинивания заключена внутри самого дви-
гателя и связана с неисправностью конкретных деталей.
Однако в ряде случаев определить это сложно. Так или ина-
че, диагностика механической части неработающего двига-
теля без его разборки представляет собой довольно серь-
езную задачу, и правильный выбор пути её решения во
многом зависит от квалификации ремонтников.
4.5. Определение причин возникновения
неисправностей двигателя по харак-
теру повреждения деталей
Для большого количества дефектов по результатам ди-
аг-ностики устанавливается только предполагаемая причи-
на неисправности, устранение которой (ремонт) связано с
разборкой двигателя (частичной или полной). Однако прак-
тика показывает, что, даже имея "в руках" поврежденные
детали, далеко не всегда можно определить истинную при-
чину возникновения неисправности. Это значит, что поми-
мо внешних могут быть и "внутренние" признаки неисправ-
ности. Обнаружив поврежденную или сломанную деталь в
двигателе, не следует сразу бросаться ее менять или ре-
монтировать. Часто поломка не появляется сама по себе,
поэтому характер повреждения деталей или узлов двигате-
ля перед ремонтом должен быть тщательно проанализиро-
ван. В противном случае неисправность после ремонта мо-
жет повториться. Например, после разрушения шатунного
подшипника ремонт только КШМ, как правило, малоэффек-
тивен, если не устранить возможную истинную причину по-
ломки, например, быстрое уменьшения количества масла в
картере из-за его большого расхода, связанного с сильным
износом ЦПГ, направляющих втулок и стержней клапанов.
Наиболее характерные и часто встречающиеся дефекты и
поломки деталей занесены в табл. 4.5. Здесь, помимо призна-
ков, указаны и наиболее вероятные причины поломок. Для бо-
лее четкого определения описываемых признаков и причин
неисправностей таблица проиллюстрирована фотографиями
(рис. 4.8-J4.49).
Следует отметить, что табл. 4.5 посвящена только тем
неисправностям, дефектам и поломкам деталей, которые
возникают из-за различных причин (см. раздел 4.1.), не свя-
занных со сложным ремонтом двигателя. Неисправности,
которые иногда наблюдаются после ремонта двигателя,
нередко имеют столь специфический характер, что не
встречаются даже при самом грубом нарушении правил
эксплуатации и обслуживания автомобиля. Неисправности,
которые могут возникнуть только после ремонта двигателя,
описаны в разделе 12.
151
Таблица 4.4. Основные неисправности двигателя, связанные с большой трудностью или невозможностью прокрутить ко-
ленчатый вал
Причина Проверка Способ устранения
Заклинивание подшипников коленчатого вала из-за недостаточной смазки. Снять поддон картера, освободить крыш- ки шатунов, провернуть коленчатый вал Полностью разобрать и отремонтировать двигатель
Заклинивание распределительного вела из-за недостаточной смазки Снять крышку головки, освободить под- шипники распределительного вала, про- вернуть двигатель Частично разобрать двигатель (снять распределительный вал), устранить причину заклинивания, возможно, отре- монтировать или заменить головку и распределительный вал
Заклинивание поршневого пальца в поршне при запуске в условиях низких температур (встречается очень редко) Снять поддон, крышки шатунов, убедить- ся в невозможности повернуть шатуны в пальцах Полностью разобрать двигатель, заме- нить (отремонтировать) пальцы и поршни
Обрыв шатуна из-за перегрева при не- достаточной смазке Снять поддон, определить неисправность визуально Полностью разобрать и отремонтировать двигатель
Поломка клапана, попадание тарелки между головкой и поршнем Снять крышку, проверить зазоры в клапанах. Проверить уровни охлажда- ющей жидкости и масла (возможна трещина в головке) Разобрать и отремонтировать двигатель
Заклинивание шестерен стартера в из- ношенных зубьях маховика (встречается редко) Освободить стартер, провернуть ко- ленчатый вал Заменить маховик или зубчатый венец маховика
Поломка деталей привода распредели- тельного вала (цепь, натяжитель цепи) Снять крышку головки, осмотреть цепь Снять головку блока и переднюю крыш- ку. заменить поломанные детали. Про- верить и при необходимости заменить деформированные клапаны
Обрыв ремня привода распределительно- го вала, упор поршней в открытые кла- паны Снять кожух ремня, осмотреть детали Снять головку блока, заменить дефор- мированные клапаны и ремень
Деформация шатунов из-за гидроудара в цилиндрах Снять поддон, освободить крышки шату- нов, осмотреть шатуны, провернуть ко- ленчатый вал Снять головку блока, проверить дефор- мацию коленчатого вала, заменить ша- туны и (при необходимости) поршни
Большое количество жидкости (вода, охлаждающая жидкость, топливо) в ци- линдрах Вывернуть свечи, провернуть коленчатый вал, сделать проверку шатунов на воз- можную деформацию Определить, какая именно жидкость в цилиндрах, устранить подтекание охлаж- дающей жидкости (замена прокладки, головки) или топлива (форсунки, редук- ционный клапан)
Таблица 4.5. Основные дефекты и поломки деталей двигателя
Характеристика дефекта, поломки Причины Способ устранения
Точечные раковины на рабочей поверхно- сти шатунных вкладышей, цвет поверхнос- ти серый, нормальный, возможны неболь- шие темные участки (рис. 4.8) Работа на водомасляной эмульсии из-за негерметичности системы охлаждения (см. таблицу 4.12), масло несоответствующего качества Проверить деформацию и износ коленча- того вала, при необходимости отремонти- ровать, заменить вкладыши, устранить не- герметичность
То же, но часть поверхности вкладыша может быть разрушена, выкрашена (рис. 4.9), нередко разрушение начинается у смазочного отверстия Усталостное разрушение.Повышенный зазор в подшипнике.Неравномерный износ шатун- ной шейки, овальность шейки или постели свыше 0,06-4),08 мм. Длительна я работа на очень больших частотах вращения и нагруз- ках. Масло несоответствующего качества Ремонт коленчатого вала, отверстий ниж- них головок шатунов, замена вкладышей
Рабочая поверхность вкладыша темного цвета и имеет многочисленные глубокие раковины ^рис. 4.10) Фрсттинг - коррозия антифрикционного баб- битового слоя (коррозия под напряжением) - характерно для дизелей с большим про- бегом при эксплуатации на масле низкого качества Провэрить и при необходимости отремон- тировать коленчатый вал, заменить вкла- дыши
Вблизи середины вкладыша блестящий участок, около которого возможна темная граница (рис. 4.11) Кратковременная работа с низким уров- нем (давлением) масла Устранить причину "масляного голодания" (см раздел 4.2.)
Матовая ровная поверхность вкладыша, но с блестящими мелкими вкраплениями, шейки вала имеют много мелких царапин (рис. 4.12) Абразивный износ подшипников из-за пло- хой фильтрации масла Заменить вкладыши, возможно, отремон- тировать коленчатый вал. Соблюдать пра- вила замены масла и фильтров
То же, но вкладыши имеют глубокие рис- ки (борозды) вблизи середины (рис. 4.13) Аналогично предыдущей позиции. Разру- шение какой-либо детали в двигателе, из- готовленной из твердых материалов (чу- гун, сталь и др.) То же, кроме того разобрать двигатель, найти и устранить неисправность
Задиры на поверхности (рис. 4.14), ря- дом с бороздами заглаженные блестящие участки, шейка коленчатого вала может иметь ответный рельеф. Кратковременная работа в режиме "мас- ляного голодания", например, запуск при низких температурах Ремонт коленчатого вала, замена вклады- шей
152
Продолжение табл. 4-5
Характеристика дефекта, поломки Причины Способ устранения
"Раздавленные" вкладыши, рабочий слой - неровный, со следами оплавления на кра- ях (рис. 4.15), либо полное разрушение рабочего слоя (рис. 4.16), либо разруше- ние основы вкладыша (рис. 4.17) Длительная работа с большой нагрузкой и частотой вращения в режиме "масляного Голодания", деформированный коленчатый вал или постели вкладышей Ремонт коленчатого вала, постелей, заме- на вкладышей
Потеря натяга в постели, возможен износ рабочей поверхности, блестящие участки на середине поверхности вкладыша Кратковременная работа в режиме "мас- ляного голодания" Проверить деформацию коленчатого вала, заменить вкладыши, при необходимости отремонтировать вал
Односторонняя потертость (блестящие участки) на краю шатунных вкладышей (рис. 4.18) Деформация шатуна из-за гидроударов в цилиндре, удара поршня по клапану Проверить шатуны, при необходимости за- менить деформированные шатуны, изно- шенные вкладыши
"Проворачивание" шатунных вкладышей, возможно "приваривание" вкладыша к шейке вала или постели Работа двигателя без масла Ремонт коленчатого вала, шатунов, заме- на вкладышей
"Проворачивание" коренных вкладышей То же То же, проверка и при необходимости расточка постелей в блоке цилиндров
Темная поверхность нижней гол. вки шату- на с цветами побежалости (рис. 4.19) Перегрев подшипника из-за недостаточной смазки Проверить и при необходимости отремон- тировать шатун и другие детали
Круговые риски на поверхности отверстия нижней головки шатуна (рис. 4.20) Результат "проворачивания" вкладыша Отремонтировать шатун, проверить и от- ремонтировать коленчатый вал, заменить вкладыши
"Закручивание" стержня шатуна, отвер- стие нижней головки без повреждений Сильный удар поршня по незакрывшемуся клапану, гидроудар (попадание в цилиндр небольшого количества топлива, воды или охлаждающей жидкости) Заменить шатун, проверить и при необхо- димости заменить другие детали двигате- ля
Сильная деформация шатуна, возможно разрушение стержня при сохранении по- верхности нижней головки (рис. 4.21) Сильный гидроудар из-за попадания в ци- линдр воды или топлива То же, проверить блок цилиндров на на- личие трещин, при необходимости отре- монтировать блок
Разрыв шатунных болтов, отверстие нижней головки шатуна перегрето или изношено Перегрэв и разрушение шатунного под- шипника То же
Поломка шатуна по сечению отверстия нижней головки (рис. 4.22) То же То же
Односторонний задир на верхней части юбки поршня, кольца могут иметь повы- шенный износ (рис. 4.23) Недостаточная смазка - низкий уровень или давление масла, разжижение масла топливом или охлаждающей жидкостью, некачественное масло Замена поршневых колец, возможно, за- мена поршней и ремонт блока цилиндров
Двухсторонний симметричный (с обеих сторон юбки) задир в нижней части юбки ближе к отверстию пальца, кольца в нор- ме (рис. 4.24) Перегрев двигателя из-за недостаточного охлахщения Замена поршней, при необходиг? ости ре- монт блока, замена поршневых колец, ус- транить неисправность в системе охлаж- дения
Двухсторонний симметричный задир верх- ней части юбки и огневого пояса, колец и цилиндра (рис. 4.25) То же, кроме этого закоксовывание (за- вальцозывание) колец в канав сах порш- ней, перегрев колец и поршней вследст- вие перегрева двигателя, неисправности системы питания (бедная смесь) и зажи- гания (раннее или позднее зажигание, не- соответствующая тепловая характеристика свечей), у дизеля - неисправность аппара- туры впрыска топлива То же, дополнительно проверить и отре- монтировать системы зажигания и пита- ния
Широкая матовая ровная поверхность юб- ки с многочисленными мелкими царапина- ми, большой износ колец и цилиндров (рис. 4.26) Абразивный износ из-за плохой фильтра- ции масла и воздуха Заменить поршни и кольца на ремонтные, обеспечить нормальную очистку воздуха и масла
Длинные узкие темные блестящие полосы вдоль юбки близко к её середине на нагру- женной стороне поршня, возможны зади- ры на указанных поверхностях (рис. 4.27) Очень богатая смесь, смывание масляной пленки топливом со стенок цилиндр? Отрегулировать систему питания заме- нить поршни с задирами, проверить состо- яние цилиндров и колец
"Затертые" поверхности огневого пояса поршня над юбкой, возможно, износ юбки (матовая поверхность) (рис. 4.28) "Качание" поршня в цилиндре из-за боль- шого зазора между поршнем и цилиндром. Заменить поршни и кольца
10а. Piiiu-iT двиг. заруб, ав-ей.
153
Рис. 4.8. Матовая рабочая поверхность и
мелкие раковины на ней после работы на
водомасляной эмульсии
Рис. 4.9. Усталостное разрушение (выкра-
шивание) рабочего слоя вкладыша
Рис. 4.13. Глубокая борозда на рабочей по-
верхности из-за попадания посторонних ча-
стиц в систему смазки
Рис. 4.14. Задиры на вкладыше
Рис. 4.18. Односторонняя "потертость" ра-
бочей поверхности вкладыша в результате
перекоса осей постели и вала
Рг.с. 4.19. Перегрев нижней головки шатуна
при недостаточной смазке подшипника:
а—без повреждения поверхности отверстия; б—с рас-
плавлением вкладыша
Рис. 4.10. Фреттинг-коррозия рабочего слоя
вкладыша
Рис. 4.15. "Раздавленный" рабочий слой
вкладыша
Рис. 4.20. Задиры на поверхности отверстия
нижней головки шатуна после проворачива-
ния вкладыша
Рис. 4.11. Блестящий подппавленный учас-
ток на поверхности вкладыша - результат ра-
боты при недостаточной смазке
Рис. 4.16. Вкладыш с полностью разрушен-
ным рабочим слоем
Рис. 4.12. Вкрапления мелких частиц в рабо-
чий слой вкладыша из-за абразивного износа
или разрушения других деталей двигателя
Рис. 4.17. Разрушение стальной основы
вкладыша после сильного перегрева под-
шипника
Рис. 4.21. Результаты гидроудара в цилин-
дре:
а — деформация шатуна; б — поломка шатуна
154
Продолжение табл. 4-5
Характеристика дефекта, поломки Причины Способ устранения
Глубокие задиры на огневом поясе (рис. 4.29) То же, кроме того, задевание поршня ог- невым поясом за нагар на верхней части цилиндра То же
Несимметричные "блестящие” поверхности контакта и задиры на юбке и огневом по- ясе, возможны: большой расход масла, сильный износ колец, их поломка и по- ломка перемычек (рис. 4.30) Деформация шатуна из-за гидроудара Заменить шатун, деформированные порш- ни, кольца
Задир в отверстии под палец, “наволаки- вание" материала поршня на палец, "бле- стящие" симметричные поверхности кон- такта снизу юбки (возможно, и на огне- вом поясе), около отверстия под палец возможны задиры на юбке Заклинивание поршневого пальца в поршне из-за недостаточного зазора - встречается очень редко и только для запрессованных в шатун пальцев, относительно новых дви- гателей при запуске на некачественном масле в условиях очень низких температур Заменить поршень с пальцем
Сильный осевой и радиальный износ ко- лец и канавок поршня, кромки верхней канавки расплющены от ударных нагрузок (рис. 4.31) Очень большой пробег. Переобогащение смеси. Эксплуатация двигателя на высоких частотах вращения (вибрация колец). Если одновременно юбка имеет абразивный из- нос, то плохая фильтрация воздуха и масла Заменить поршни с кольцами, отремонти- ровать блок цилиндров, проверить топлив- ную систему, воздухопроводы и фильтры
Трещины или поломка перемычек между канавками на поршне (рис. 4.32), возмож- на поломка колец Длительная работа двигателя с детонаци- ей.Вибрация колец из-за большого зазора Заменить все поршни
Эрозия на краях днища и верхнем крае канавки 1-го кольца (рис. 4.33) Длительная работа двигателя с детонаци- ей. Калильное зажигание — работа под нагрузкой с самовоспламенением от силь- но нагретых деталей. У дизелей — нару- шение подачи топлива Отрегулировать системы питания и зажи- гания
Прогорание огневого пояса поршня (рис. 4.34) То же. Длительная работа с трещинами в перемычках поршня Заменить поршень в комплекте с кольцами
Поломка юбки (рис. 4.35) То же. Гидроудар в цилиндре, деформация шатуна, удары поршня по головке блока при разрушении шатунных вкладышей Заменить поршни, проверить и при необ- ходимости заменить шатун
Деформация днища (рис. 4.36), разруше- ние днища (рис. 4.37) Удары поршня по клапанам, по головке блока, по деталям, попавшим в цилиндр (обломки седла клапана) Заменить поршень, отремонтировать или заменить шатун и другие поврежденные детали, заменить толкатели и клапаны, ус- транить причину контакта поршня с голо- вкой и клапанами
Трещины на днище (рис. 4.38) У дизелей - нарушение работы дизельной аппаратуры Заменить поршень, отрегулировать систе- му питания
Трещины в бобышке (рис. 4.39) Гидроудар. Удары поршня по головке бло- ка. Деформация или поломка шатуна Заменить поршень, палец, проверить и при необходимости отремонтировать или заменить шатун
Износ канавки стопорного кольца "плава- ющего" поршневого пальца, выпадание кольца из канавки, задир цилиндра и юб- ки поршня Периодическая боковая сила на пальце из-за перекоса осей нижней и верхней го- ловок шатуна Ремонт блока цилиндров, замена поршне- вых колец и поршня, проверка посадки стопорного кольца и геометрии шатуна. При необходимости отремонтировать или заменить шатун
Многочисленные мелкие царапины по всей поверхности гильзы цилиндра, видна “ступень" на верхней части гильзы Абразивный износ из-за плохой фильтра- ции масла и/или воздуха Замена поршневой группы, хонингование цилиндров в ремонтный размер
Мелкие раковины (разводы) на поверхно- сти цилиндра Негерметичность прокладки головки, попа- дание охлаждающей жидкости в цилиндр Заменить прокладку, проверить плоскости головки и блока, хонинговать цилиндр
Глубокие задиры и/или отполированные до блеска участки в нижней части цилиндра. Перегрев двигателя, нарушение подачи масла Проверить системы охлаждения и смазки, возможно, хонинговать цилиндры
Трещины на плоскости блока вблизи от- верстий под болты головки Сильный перегрев двигателя. Разморажи- вание двигателя (замерзание охлаждаю- щей жидкости) Заменить или отремонтировать блок
Трещины в наружной рубашке охлажде- ния; в середине гильзы цилиндра (верти- кально) “Размораживание” двигателя Заменить или отремонтировать блок
КГ в
155
Рис. 4.22. Разрушение шатуна после пере-
грева нижней головки
Рис. 4.27. Незначительные задиры в сере-
дине юбки поршня из-за переобогащения
топливо-воздушной смеси
Рис. 4.32. Поршень с поломанными пере-
мычками между канавками колец
Рис. 4.23. Задир в верхней части юбки пор-
шня из-за недостаточной смазки
Рис. 4.28. *'3атертость“ огневого пояса час-
то свидетельствует об износе юбки поршня
или большом зазоре в цилиндре
Рис. 4.33. Эрозия на краях днища и огневом
поясе поршня
Рис. 4.24. । ипичный задир на юбке поршня
при перегреве двигателя
Рис. 4.29. Глубокие задиры на огневом по-
ясе поршня
Рис. 4.34. Прогорание уплотнительного по-
яса поршня:
а — дизеля; б — бензинового двигателя
Рис. 4.25. Сильный задир юбки и уплотни-
тельного пояса поршня с завальцовыванием
колец в канавках
Рис. 4.30. Несимметричное пятно контакта
юбки из-за перекоса осей головок шатуна
(стрелкой показаны следы касания уплотни-
тельного пояса)
Рис. 4.35. Поломка юбки поршня
Рис. 4.26. Абразивный износ юбки из-за
плохой фильтрации масла и/или воздуха
Рис. 4.31. Сильный износ верхней канавки
поршня (виден затертый светлый край -
“развальцовка" канавки)
Рис. 4.36. Деформация днища поршня:
а—ударами по незакрывщимся клапанам; б — при
попадании посторонних частиц в цилиндр или раз-
рушении деталей (седла, клапана и др.)
156
Продолжение табл. 4-5
Характеристика дефекта, поломки Причины Способ устранения
Трещины (пробоины) в нижней части ци- линдра и/или в нижней части блока цилин- дров Удары разрушенного шатуна, попадание разрушенных деталей между стенкой бло- ка и коленчатым валом Заменить или отремонтировать блок, за- менить шатун, .яремонтирэвать коленча- тый вал и т.д
Головка блока и механизм газораспределения
Деформация плоскости стыка с блоком. Прогар прокладки - разрушение металли- ческой окантовки и/или материала под окантовкой (рис. 4.40). Ослабление про- кладки - темные участки на окантовке со следами утечки газов или охлаждающей жидкости (рис. 4.41) Перегрев двигателя Отремонтировать головку блока, заменить прокладку
Частицы металла "вбиты" в поверхность головки Попадание посторонних предметов в двига- тель, разрушение седла клапана или порш- ня вследствие перегрева двигателя и др Отремонтировать головку блока, прове- рить воздушный фильтр, проверить и при необходимости заменить шатун, клапана и толкатели
Трещины в верхней части головки со сто- роны привода клапанов “Размораживание” двигателя Заменить головку
Трещины вблизи седла выпускного кла- пана (чаще характерно для чугунных го- ловок) Перегрев двигателя, длительная работа с негерметичной прокладкой гоповки. Позд- нее зажигание Заменить или отремонтировать головку
Деформация клапанов (рис. 4.42) Превышение максимальной частоты вра- щения. Обрыв ремня, цепи. Обрыв шату- на, разрушение поршня Проверить и заменить поврежденные кла- паны, толкатели и другие детали. Прове- рить деформацию шатунов, при необходи- мости заменить шатуны
Глубокие раковины на седле и фаске кла- пана Работа двигателя на позднем зажигании и бедной смеси Отремонтировать детали, отрегулировать системы питания и зажигания
Прогар клапана (рис. 4.43) Малый зазор в приводе: плохое прилега- ние тарелки к седлу, работа на позднем зажигании Заменить клапан
"Скручивание" распределительного вала, возможно, поломка клапанов и элементов привода клапанов (рычаги, толкатели) Удар поршня по незакрывшимся клапа- нам: обрыв ремня или цепи газораспреде- ления; превышение максимальной частоты вращения; заклинивание подшипника рас- пределительного вала из-за недостаточной смазки Заменить распределительный вал, клапа- ны, толкатели и другие детали. Отремон- тировать головку блока
Поломка крышки подшипника распредели- тельного вала (рис. 4.44), поверхности крышки и вала повреждены Работа двигателя при недостаточном дав- лении масла, перегрев и расплавление опоры Отремонтировать головку блока
То же, без повреждения рабочих поверх- ностей Обрыв или "перескакивание" ремня при- вода распределительного вала (характерно для дизелей). Снять и отремонтировать головку, заме- нить распределительный вал и клапаны
Привод распределительного аала
Обрыв ремня ГРМ (рис. 4.45) Чрезмерное натяжение ремня Перегиб (“перелом") ремня во время ус- тановки Попадание посторонних предметов между ремнем и шкивом - возможно, кожух рем- ня неправильно установлен или отсутствует Натяжение ремня не должно быть произ- вольным Исключить повреждение ремня при уста- новке Собрать правильно кожух ремня. Заме- нить поврежденные клапаны, толкатели и другие детали
Подрез зубьев ремня ГРМ (рис. 4.46) Изношена наружная поверхность шкивов Заедание одного из ведомых шкивов Шкивы расположены не в одной плоскости Деформированные шкивы Заменить шкивы Проверить и устранить неисправность Собрать шкивы правильно Заменить шкивы
Износ рабочей поверхности зубьев Чрезмерное натяжение ремня Рабочая поверхность шкивов слишком грубая вследствие износа Натяжение ремня не должно быть произ- вольным Заменить шкивы
Местные повреждения поверхности зубьев Слишком слабое натяжение ремня Износ рабочей поверхности шкивов Деформация шкивов при установке Натяжение ремня должно регулярно кон- тролироваться Заменить шкивы Заменить шкивы
157
Рис. 4.37. Разрушение днища поршня:
а—механическое (обломком клапана); б— тепловое
(прогар)
копоти на оканювке в местах прорыва газов) Рис. 4.46. Подрез зубьев ремня у основания
Рис. 4.38. Трещина в днище поршня (указана
стрелкой)
Рис. 4.42. Деформация клапана после уда-
ра поршня
Рис. 4.47. Трещины на наружной поверхнос-
ти ремня
Рис. 4.39. Трещина в бобышке (а) и поршень,
разрушившийся по бобышкам (б)
Рис. 4.48. Расслоение основы на краях ремня
Рис. 4.43. Прогар тарелки клапана
Рис. 4.40. Прогар прокладки головки блока
цилиндров
Рис. 4.44. Поломки крышек подшипников рас-
пределительного вала при работе без масла
Рис. 4.49. Срезание зубьев ремня
Окончание табл. 4.5.
Характерна тика дефекта, поломки Причины Способ устранения
Трещины на наружной поверхности ремня (рис. 4.47) Перегрев ремня: заклинивание подшипника натяжного ролика; задевание ремня за кожух Заменить подшипник Устранить неисправность
Повреждение, трещины на краях ремня (рис. 4.48), расслоение ремня Повреждение, деформация фланцев шкивов Шкивы расположены не в одной плоскости Задевание края ремня за кожух или дру- гие детали Поправить или заменить шкивы Найти и устранить причину Устранить неисправность
Срезание зубьев, ремень имеет характер- ный "замасленный" вид (рис. 4.49) Течь масла через уплотнения и/или саль- ники в передней части двигателя Найти и устранить неисправность
Срезание зубьев ремня Заклинивание распределительного или вспомогательного вала из-за недостаточ- ной смазки Сильный износ наружной поверхности шкивов Проверить и отремонтировать (заменить) головку, распределительный вал, клапаны, толкатели Проверить и заменить шкивы
158
4.6. Поиск неисправностей в системах
управления двигателем
Ремонт двигателей, особенно сложный, требует проведе-
ния ряда диагностических мероприятий, которые могут выпол-
няться как на стадии принятия решения о механическом ре-
монте, так и после его осуществления. Целью диагностирова-
ния может быть выявление причины поломки или неудовлетво-
рительной работы двигателя, степени его износа, прогнозиро-
вание остаточного ресурса или анализ работы различных под-
систем, в том числе и электронных систем управления.
Быстрое и одновременно эффективное диагностирование
(т.е. с высокой вероятностью правильного диагноза) совре-
менного двигателя, как комплекса различных устройств и си-
стем (таких, как механическая, электронная, гидравлическая
и т.п.) возможно при наличии мотортестеров, имеющих встро-
енные четырех- или пятикомпонентные газоанализаторы, эф-
фективные программы тестирования с автоматическим срав-
нением измеряемых и эталонных для проверяемого автомо-
биля параметров (углы опережения зажигания, параметры
искрового разряда, разрежения за дроссельной заслонкой,
состав отработавших газов и др.). Не менее важно наличие
встроенных в мотортестер или портативных компьютерных
средств тестирования электронной части системы управле-
ния двигателем через интерфейс диагностического разъёма.
В идеальном варианте необходимо также наличие мощност-
ного стенда и целого ряда вспомогательных приборов и обо-
рудования (см. раздел 5.4.5.).
Такое оборудование доступно далеко не всем, даже круп-
ным станциям и ремонтным предприятиям. Поэтому, как пра-
вило, комплексное диагностирование двигателя как системы
. заменяется диагностированием каждой из подсистем. Это в
целом снижает эффективность работы, увеличивает вероят-
ность ошибок и затраты времени, однако при правильном
подходе и достаточно высокой квалификации персонала эти
недостатки удается в значительной степени нивэлировать.
В данном разделе приводятся базовые сведения по поис-
ку и устранению наиболее характерных неисправностей в си-
стемах управления двигателями, то есть, в основном, в систе-
мах управления впрыском топлива и зажиганием. Учитывая
тематику данного издания, приводятся лишь те методы диа-
гностики и проверки, которые не требуют какого-либо специ-
ального дорогостоящего оборудования и ориентированы на
персонал средней квалификации. Необходимо, однако, четко
представлять, что такой уровень диагностирования не позво-
ляет однозначно определять причины ряда неисправностей
высокой степени сложности (как уже указывалось выше, это
требует высокой квалификации персонала, сложного специ-
ального оборудования и, самое главное, необходимого ин-
формационного обеспечения, зачастую труднодоступного в
силу запретов, наложенных производителем автомобиля).
Тем не менее, наличие минимально необходимого комплекта
инструментов и приборов, безусловное понимание принци-
пов работы системы и правильная последовательность поис-
ка позволяют находить и устранять большую часть наиболее
характерных неисправностей, относящихся к системам уп-
равления и двигателю в целом.
4.6.1. Поиск и локализация неисправностей в меха-
нических и электромеханических системах
впрыска непрерывного действия
Основой для поиска неисправностей является табл. 4.6. В
первой колонке приведены симптомы наиболее характерных
неисправностей систем впрыска непрерывного действия. Во
второй колонке указаны возможные причины для каждой не-
исправности. В третьей колонке приводится краткое описание
необходимых действий и дается номер раздела с подробиым
описанием проверки и/или регулировки. В некоторых случаях
процедуры проверок и/или регулировок для систем непрерыв-
ного и дискретного действия идентичны, поэтому даётся
ссылка на раздел 4.6.2.
Следует особо подчеркнуть, что описанные в таблицах
симптомы могут иметь место также и в случае неисправнос-
ти каких-либо других систем (например, затрудненный запуск
холодного двигателя может являться следствием неисправно-
сти в системе впрыска, в системе зажигания, плохого состоя-
ния ЦПГ и т.п). В табл. 4.6., также, как и в табл. 4.7, описаны
причины, относящиеся исключительно к системам впрыска.
Для выполнения работ необходимы следующие приборы и
приспособления:
комплект для измерения давления в системах впрыска;
мультиметр;
мерная емкость;
специальный ключ для регулировки СО (ключ Аллена 3 мм);
ручной вакуумный насос.
А) НАЧАЛЬНОЕ ПОЛОЖЕНИЕ РЫЧАГА НАПОРНОГО ДИСКА РАСХОДОМЕРА
В СИСТЕМЕ K-JETRONIC
Необходимым условием точной регулировки является на-
личие давления на верхнюю часть плунжера, поэтому перед
проведением регулировки необходимо запустить двигатель
или на несколько секунд включать бензонасос. Производить
регулировку при работающем бензонасосе нельзя, т.к. в этом
случае при движении рычага напорного диска топливо через
форсунки поступает в цилиндры и впускной коллектор. При
последующем запуске это может привести к "гидроудару" и
повреждению двигателя или стартера.
Правильное начальное положение диска дозатора-рас-
пределителя с восходящим потоком воздуха показано на рис.
4.50. В этом случае верхняя кромка диска, ближайшая к рас-
пределителю топлива, находится примерно на одном уровне с
верхней кромкой вертикального канала воздушного тоннеля.
Регулировка осуществляется подгибанием проволочной
пружины 1. При этом для нормального доступа к пружине мо-
жет потребоваться снятие корпуса дозатора-распределителя.
Самая большая ошибка при регулировке - установка дис-
ка выше необходимого уровня, т.к. в этом случае ухудшают-
ся пусковые характеристики двигателя.
У дозатора-распределителя с нисходящим потоком возду-
ха начальное положение диска такое же, как и в предыдущем
случае, однако контроль ведется по кромке диска, наиболее
удаленной от распределителя топлива (рис. 4.51). Регулиров-
ка осуществляется аккуратными ударами по штифту 1; при
этом необходимо пользоваться подходящей выколоткой.
Рис. 4.50. Начальное положение напорного диска в системе
K-Jetronic с восходящим воздушным потоком:
1 — проволочная пружина
159
Таблица 4.6. Типичные неисправность в системах впрыска непрерывного действия (CIS)
Характеристика неисправности (симптомы) Вероятная причина Необходимые действия
Холодный двигатель запуска- ется с трудом или не запус- кается Неисправность пусковой форсунки или ее термовыключателя Проверить работу форсунки и термовы- ключатепя (разд. 4.6.1.д.). Заменить неисправ- ный элемент
Бензонасос не работает Проверить предохранитель и реле бензонасоса, проводку к бензонасосу
Неправильная установка напорного диска расходомера Отрегулировать положение диска (разд. 4.6.1.а. или 4.6.1.6)
Давление топлива не соответствует заданному Проверить давление (разд. 4.6.1.в. или 4.6.1.г.)
Неисправно ;ть в цепи датчика температуры ох- лаждающей жидкости, (только для KE-Jeiroi lie) Проверить датчик и его проводку (разд. 4.6.2.Г.)
Загрязнение форсунок Подсос воздуха во впускной коллектор Произвести очистку форсунок (разд. 4.6.1.е.) или заменить форсунки
Горячий двигатель запуска- ется с трудом или не запус- кается Пусковая форсунка работает постоянно или негерметична Проверить работу форсунки и ее термовы- ключатель (разд. 4.6.1.Д.)
Давление топлива не сэответств эт заданному Пгмверить давление (разд. 4.6.1.в. или 4.6.1.г.)
Неправильное начальное положение напорно- го диска расходомера Отрегулировать нулевое положение диска (разд. 4.6.1.а. или 4.6.1.6)
Остаточноэ давление не соответствует заданному Проверить остаточное давление (разд. 4.6.1.в.)
“Провалы” и пропуски под нагрузкой Загрязнение форсунок Произвести очистку форсунок и топливопрово- дов (разд. 4.6.1.е.) или заменить загрязненные форсунки
Давление топлива не соответствует заданному Проверить давление (разд. 4.6.1.в. или 4.6.1.г.)
Неисправность в цепи датчика температуры охлаждающей жидкости (только системы КЕ) Проверить датчик и его проводку (разд. 4.6.2.Д.)
Неисправность кислородного датчика* Проверить работу датчика (разд. 4.6.1.к.)
“Провалы" при ускорении Загрязнение форсунок Произвести очистку форсунок или заменить загрязненные форсунки (разд. 4.6.1.е.)
Подсос воздуха во впускной коллектор Проверить состояние вакуумных шлангов и места возможного подсоса воздуха
Заедание дозирующего плунжера Проверить плавность перемещения плунжера (разд. 4.6.1.ж.)
Неправильная установка напорного диска расходомера Отрегулировать положение дисха (разд. 4.6.1.а. или 4.6.1.6)
Давление топлива не ссогветствует заданному Проверить давление (разд. 4.6.1.в. или 4.6.1.г.)
Неправильный состав смеси (содержание СО) на холостом ходу Проверить и отрегулировать содержание СО (разд. 4.6.1.3.)
Неисправность потенциометра расходомера (только системы КЕ, непрогретый двигатель) Проверить потенциометр и его провэдку к бло- ку КЕ
Двигатель запускается и глохнет или неустойчиво работает на холостом ходу Давление топлива не ссэтветств 'эт заданному Проверить давление (разд. 4.6.1.в. или 4.6.1.г.)
Неисправность дополнительного воздушного клапана или регулятора холостого хода П[овер1,гь дополнительный воздушный клапан или регулятор холостого хода (разд. 4.6.2.б. или 4.6.2.В.)
Постоянная работа или утечка пусковой фор- сунки Проверить работу форсунки и её термовы- ключателя (разд. 4.6.1.Д.)
Подсос воздуха во впускной кэплектор Проверить состояние вакуумных шлангов и места возможного подсоса воздуха
Загрязнение форсунок Произвести очистку форсунок или заменить форсунки
Неисправность в цепи датчика температуры охлаждающей жидкости (только системы КЕ) Проверить датчик и его проводку (разд. 4.6.2.г.)
Заедание дозирующего плунжера Подсос воздуха во впускной коллектор Проверить плавность перемещения плунжера (разд. 4.6.1.ж.)
Чрезмерно высокие обороты холостого хода Заедание в приводе дроссельной заслонки Отрегулировать начальное положение и привод дроссельной заслонки фазд. 4.6.1.л.)
Неисправность доп<г мнительного воздушного клапана или регулятора холостого хода Проверить дополнительный воздушный клапан или регулятор холостого хода (разд. 4.6.2.б. или 4.6.2.В.)
Повышенный расход топлива, повышенное содержание СО в отработанных газах Неправильная регулировка качества смеси Проверить .и отрегулировать содержание СО (разд. 4.6.1.3.1
Давление топлива не соответствует заданному Проверить давление (разд. 4.6.1.в. или 4.6.1.г.)
Неисправность кислородного датчика’ Проверить работу датчика (разд. 4.6.1.к.)
Утечка топлива через пусковую форсунку Проверить пусковую форсунку (разд 4.6.1.д.)
Неисправность в цепи датчика температуры охлаждающей жидкости (только системы КЕ) Проверить датчик и проводку (разд. 4.6.2.Г.)
Двигатель не развивает полной мощности Давление топлива не соответствует заданному Проверить давление (разд 4.6.1.в. или 4.6.1.г.)
Неисправность в цепи датчика температуры охлаждающей жидкости (только системы КЕ) Проверить датчик и его проводку фазд 4.6.2.г.)
Неисправность в цепи концевого датчика полного открытия дроссельной заслонки (только системы КЕ) Проверить датчик и его проводку
Недостаточная производительность бензонасоса Проверить производительность бензонасоса (разд. 4.6.1.в.)
Неисправность регулятора управляющего дав- ления (только для систем K-Jetronic) Проверить функцию обогащение регулятора (разд 4.6.1.и.)
Повышенное сопротивление выпускной систе- мы* Проверить величину противодавления до ката- лизатора (разд. 4.6.2.Ж.)
* только для автомобилей с катализатором и кислородным датчиком
160
Рис. 4.51. Начальное положение напорного диска в системе
K-Jetronic с нисходящим воздушным потоком:
1 — регулировочный штифт
Рис. 4.53. Начальное (а) и базовое (б) положения напорного дис-
ка в системе KE-Jetronic с нисходящим воздушным потоком
Б) НАЧАЛЬНОЕ И БАЗОВОЕ ПОЛОЖЕНИЯ НАПОРНОГО ДИСКА
РАСХОДОМЕРА В СИСТЕМЕ KE-J3TR0NIC
В системе KE-Jetronic, в отличие от системы K-Jetronic, не-
обходимо контролировать два важных положения напорного
диска - начальное и базовое.
Начальное положение - это положение диска при ос-
тановленном двигателе, в этом случае между дозирующим
плунжером 1 (рис. 4.52, а) и рычагом 4 образуется зазор 3,
обусловленный тем, что перемещение плунжера вниз, в отли-
чие от системы K-Jetronic, ограничено специальным уплотни-
тельным кольцом 4.
Базовое положение - это такое положение диска, при ко-
тором его рычаг едва касается дозирующего плунжера.
У дозатора-распределителя с восходящим потоком в от-
сутствие специальных технических данных на конкретную мо-
дель автомобиля при регулировке начального положения
можно руководствоваться рис. 4.52, а. Более точное и кор-
ректное измерение осуществляется с помощью штангенглуби-
номера, однако при этом необходимо наличие справочных
данных. Типичное значение величины А в этом случае - = 1,9
мм. Регулировка начального положения осуществляется так-
же, как и в системе K-Jetronic - подгибанием пружины.
Для проверки базового положения напорный диск акку-
ратно поднимается вверх (для этого можно использовать маг-
нит) до тех пор, пока не почувствуется касания рычагом дис-
ка нижней кромки дозирующего плунжера. Обычно свобод-
ный ход кромки напорного диска от начального до базового
положения не превышает 2 мм. В базовом положении напор-
ный диск располагается так, как показано на рис. 4.52, б, т.е.
его верхняя кромка находится вблизи или на верхней границе
вертикальной части воздушного канала.
Как видно из рис. 4.53, а, в распределителе с нисходя-
щим потоком начальное положение напорного диска выше
базового и контролируется по кромке вертикальной части
воздушного туннеля, наиболее удаленной от дозатора. Ре-
гулировка начального положения - такая же, как и в систе-
ме K-Jetronic.
Для перевода напорного диска в базовое положение не-
обходимо слегка нажать на него до момента касания рычага
и нижней части дозирующего плунжера (для точной фиксации
этого положения необходимо наличие давления топлива на
верхнюю часть плунжера). В этом положении кромка напор-
ного диска должна находиться в нижней части вертикального
туннеля (см. рис. 4.53, б). Величина свободного хода кромки
напорного диска (от начального до базового) должна нахо-
диться в пределах 1-2 мм.
Регулировка базового положения в системах с восходя-
щим и нисходящим потоком производится вращением винта
регулировки СО (рис. 4.64). После этой процедуры нужно
обязательно проверить содержание СО в выхлопных газах
на режиме холостого хода. Если при этом не удается полу-
чить правильного значения СО, а также в том случае, если
не удается отрегулировать базовое положение напорного
диска, необходимо отсоединить дозатор-распределитель и
изменить положение резьбовой втулки 5 (рис. 4.52), на ко-
торую опирается резиновое уплотнительное кольцо дозиру-
ющего плунжера. Поворот втулки на 1/4 оборота изменяет
зазор между плунжером и уплотнительным кольцом при-
мерно на 1,2 мм.
В) ГИДРАВЛИЧЕСКИЕ ИЗМЕРЕНИЯ В СИСТЕМЕ K-JETRONIC
Для проверки давлений в системах К- и KE-Jetronic обыч-
но используется манометр со специальным краном-тройни-
ком или два манометра. В последнем случае требования к
точности обоих манометров существенно выше, т.к. разность
Рис. 4.52. Начальное (а) и базовое (б) положения напорного диска в системе KE-Jetronic с восходящим воздушным потоком:
1 — дозирующий плунжер; 2 — уплотнительное кольцо; 3 — зазор; 4 — рычаг; 5 — регулировочная втулка
11. Реминг дннг. заруб, ав-eii.
161
давлений (системного и управляющего) на прогретом двига-
теле незначительна, особенно в системах КЕ, и погрешность
может внести существенную ошибку. Вначале на неработаю-
щем двигателе измеряется системное давление по схеме,
приведенной на рис. 4.54. Для этого кран-тройник закрывает-
ся и включается бензонасос посредством замыкания силовых
контактов на колодке реле бензонасоса. Типичное значение
системного давления - 0,5-0,6 МПа*. Оно не зависит от тем-
пературы двигателя. Если давление не в норме, следует про-
верить регулятор давления и производительность насоса.
Для измерения управляющего давления (противодавле-
ния) необходимо открыть кран-тройник (рис. 4.55) и запус-
тить двигатель. Величина управляющего давления должна
увеличиваться с ростом температуры двигателя примерно
так, как это показано на рис. 3.66. При любых отклонениях
от приводимых данных необходимо проверить регулятор уп-
равляющего давления и пропускную способность развязы-
вающего жиклера.
После прогрева двигателя до рабочей температуры нужно
выключить зажигание. Давление топлива не должно опустить-
ся ниже = 0,3 МПа в течение 10-20 мин*. Если давление пада-
ет быстрее, то причиной этого может быть утечка через фор-
сунки (в том числе и пусковую), негерметичность обратного
клапана бензонасос?, неисправность топливного аккумулято-
ра и утечки через регулятор давления или дозирующий плун-
жер дозатора-распределителя.
В процессе эксплуатации возможно как увеличение про-
ходного сечения развязывающего жиклера в результате эро-
зии, так и его уменьшение вследствие засорения. Соответ-
ственно в первом случае противодавление увеличивается и
смесь обедняется, а во втором - наоборот. Для измерения
пропускной способности жиклера необходимо отсоединить
топливную линию, идущую от верхней части дозатора-распре-
делителя к регулятору управляющего давления (см. рис. 4.56)
и опустить ее в мерную посуду, затем активировать бензона-
сос. Типичное значение -160-240 см3/мин*.
При измерении производительности бензонасоса топли-
во, заполняющее мерную посуду, должно поступать из ма-
гистрали обратного слива. Справочные данные, приводи-
мые в технической документации производителя, в подав-
ляющем большинстве случаев подразумевают замер произ-
водительности при наличии давления в системе (рис. 4.60).
Измерение проводится на холодном двигателе с отсоеди-
ненным электрическим разъемом от регулятора управляю-
щего давления. При измерении следует включить зажига-
ние и активировать бензонасос. В данном случае понадо-
бится мерная емкость объемом не менее 1 л. Типичное зна-
Рис. 4.55. Измерение управляющего давления в системе
K-Jetronic
Рис. 4.56. Измерение пропускной способности развязывающего
жиклера в системе K-Jetronic:
1 — развязывающий жиклер; 2 — мерная емкость; 3 — бензопровод пере-
пуска топлива к регулятору прогрева
чение - 650-750 см3 за 30 с*. Если получено существенно
меньшее значение, наиболее вероятные причины - загряз-
нение фильтра или неисправность бензонасоса. В некото-
рых случаях (рывки, провалы при ускорениях и т.п.) наибо-
лее эффективным способом проверки является измерение
давления топлива в системе непосредственно на движу-
щемся автомобиле.
Рис. 4.54. Измерение системного давления (K-Jetronic):
1 — кран-тройник; 2 — манометр; 3 — регулятор управляющего давления
Рис. 4.57. Измерение производительности бензонасоса в системе
K-Jetronic:
1 — топливный бак; 2 — топливопровод обратного слива; 3 — подающий
топливопровод; 4 — дозатор-распределитель; 5 — регулятор давления;
6 — шланг; 7 — мерная емкость
* Для точного измерения необходимости пользоваться техническими
данными производителя
162
Рис. 4.58. Измере-
ние системного дав-
ления (KE-Jetronic):
1 — штуцер для изме-
рения давления в ниж-
ней камере; 2 — шту-
цер для измерения си-
стемного давления;
3—N’aHcveip, 4—кран-
тройник
Рис. 4.62. Зависимость тока эпектрогидравличес:;ого регулятора от
времени с начала пус.са и температуры охлаждающей жидкости
Рис. 4.60. Измерение производительности бензонасоса в системе
KE-Jetronic:
1 — топливный бак; 2 — топливопровод обратного слива; 3 — подающий
топливопровод; 4 — дозатор-распределитель; 5 — регулятор давления;
6 — шланг; 7 — мерная емкость
Г) ГИДРАВЛИЧЕСКИЕ ИЗМЕРЕНИЯ В СИСТЕМЕ KE-JETRONIC
Рис. 4.61. Подключение миллиамперметра в системе KE-Jetronic:
1 — эпектрогидравлический регулятор; 2 — специальный адаптер;
3 — разъем в жгуте автомобиля
Для проверки работы системы KE-Jetronic необходимо
проверить три величины давления:
1) системное давление;
2) дифференциальное давление - т.е. разность между сис-
темным давлением и давлением в нижних камерах;
3) остаточное давление.
Кроме этого, необходимо проверить производительность
бензонасоса и пропускную способность жиклера перепуска
топлива.
Для измерений давлений в системах KE-Jetronic рекомен-
дуется пользоваться таким же комплектом, как и для систем К-
Jetronic. Использование крана-тройника также необязательно,
а вот использование двух манометров здесь уже может приве-
сти к серьезной ошибке, т.к. величина давления в системе и в
нижних камерах на прогретом двигателе различаются всего на
0,03-^0,05 МПа. Кран-тройник с манометром включается по
схеме (рис. 4.58). Один шланг крана подсоединяется к специ-
альному измерительному отверстию 1 в нижней части корпуса
дозатора-распределителя (в обычном состоянии это отверстие
заглушено болтом-пробкой). Другой конец крана подсоединяет-
ся либо вместо бензопровода пусковой форсунки, либо к спе-
циальному отверстию 2 в верхней части дозатора-распредели-
теля, также заглушенного резьбовой пробкой.
При измерении системного давления необходимо открыть
кран-тройник и активировать бензонасос без запуска двига-
теля. Типичное значение дазления в системе - 0,55^-0,60
МПа*. Если получено неправильное значение - необходимо
проверить производительность бензонасоса, состояние топ-
ливного фильтра, подающего и обратного бензопроводов.
Проверка производительности бензонасоса в системах KE-
Jetronic аналогична проверке в системах K-Jetronic и осуще-
ствляется по схеме, приведённой на рис. 4.60. Если все эти
компоненты исправны - необходимо заменить регулятор дав-
ления, т.к. в сис гемах КЕ он неразборный.
Для получения значения дифференциального давления
измеряется давление в нижних камерах (рис. 4.59), а затем
эта величина вычитается из величины системного давления.
При измерении давления в нижних камерах необходимо так-
же контролировать и ток через обмотки электрогидравличе-
ского актюатора, поэтому следует подключить миллиампер-
метр по схеме на рис. 4.61. Для удобного и надёжного под-
ключения желательно иметь специальный кабель-переход-
ник. Для ориентира на рис. 4.62 показана зависимость тока,
подаваемого в обмотки регулятора, от времени с начала пу-
ска при различной исходной температуре охлаждающей
жидкости.
* Для точного измерения необходимости пользоваться техническими
данными производителя
11
163
Рис. 4.63. Измерение производительности перепускного жиклера
нижних камер (KE-Jetronic):
1 — регулятор давления; 2 — бензопровод перепуска топлива из нижних
камер к регулятору давления; 3 — мерная емкость
Рис. 4.64. Регулировка качества смеси в системах К- и
KE-Jetronic:
1 — регулировочный винт; 2 — ключ Аллена (шестигранник 3 мм)
Д) ПРОВЕРКА РАБОТЫ ПУСКОВОЙ ФОРСУН КМ И ТЕРМОВЫКЛЮЧАТЕЛЯ
Для проверки работы форсунки необходимо измерить на-
пряжение на разъёме, подсоединённом к пусковой форсунке,
при прокрутке холодного (< 20°С) двигателя стартером (изме-
рения производятся с помощью острых щупов с тыльной сто-
роны разъёма). Напряжение не должно быть ниже 8-9 В. Ес-
ли напряжение существенно меньше или равно нулю, следует
проверить сопротивление проводников, подходящих к фор-
сунке. й сопротивление контактов термовыключателя. Если
получены значения, близкие к нулю, проверяется поступле-
ние напряжения питания к пусковой форсунке от реле бензо-
насоса или системного реле при прокрутке стартером. В слу-
чае отсутствия напряжения следует заменить реле.
Если при прокрутке стартером на форсунку подаётся нор-
мальное напряжение питания, необходимо визуально прове-
рить распыливание топлива форсункой. Для этого нужно
снять форсунку со впускного коллектора, не отсоединяя от
неё бензопровод, и опустить в прозрачную емкость. Если при
прокрутке стартером факел топлива отсутствует, проверяется
наличие системного давления на бензопроводе форсунки. Ес-
ли давление в норме - форсунку следует заменить, в против-
ном случае - проверить бензопровод пусковой форсунки.
Проверка термовыключателя осуществляется на холодном
(не более 20°С) двигателе. Для этого снимается разъём с фор-
сунки и измеряется сопротивление между выводом "W" и кор-
пусом форсунки (см. рис. 3.55). Сопротивление не должно пре-
вышать 1 Ом. Если сопротивление существенно больше, термо-
выключатель подлежит замене. При сопротивлении меньше
указанного необходимо подать напряжение от положительного
вывода аккумуляторной батареи на контакт "G" термовыклю-
чателя (омметр при этом должен по-прежнему быть подключён
между корпусом термовыключателя и выводом "W"). Пример-
но через 1-5 с после подачи напряжения сопротивление, изме-
ряемое омметром, должно скачком увеличиться, как минимум,
до 150250 Ом. Если этого не происходит - термовыключатель
подлежит замене. Более точная проверка термовыключателя
может быть проведена при его снятии с двигателя с использо-
ванием технических данных производителя.
В системах KE-Jetronic последних версий, так же как и в
большинстве электронных систем распределённого впрыска,
пусковая форсунка может включаться путём коммутации на
"массу" транзисторным ключом блока управления (см. раздел
3.2., рис. 3.54, б). В этом случае термовыключатель не приме-
няется. Отсутствие напряжения питания на клеммах пуско-
вой форсунки при пуске холодного двигателя говорит либо об
обрыве или коротком замыкании в проводке, либо о неис-
правности в цепи датчика температуры охлаждающей жидко-
сти или блока управления (прежде всего необходимо прове-
рить наличие напряжения питания блока).
Е) ОЧИСТКА ФОРСУНОК
Очистка форсунок может быть произведена как со сняти-
ем их с двигателя, так и непосредственно на работающем
двигателе.
Эффективная очистка снятых с двигателя форсунок воз-
можна лишь на специальных ультразвуковых установках. В усло-
виях небольших мастерских это мо;кно сделать, подавая в фор-
сунку под давлением 0,5^1,0 МПа спирт или жидкость для очист-
ки карбюраторов, хотя эффективное! ь этого метода невысока.
Для очистки форсунок на работающем двигателе приме-
няются автономные устройства как замкнутого, так и одно-
стороннего цикла, подающие специальный состав к дозатору-
распределителю топлива в системах К- и KE-Jetronic или к
топливной рельсе в системах дискретного действия под не-
обходимым давлением. Штатные бензопроводы (как подаю-
щий, так и обратного слива) при этом отсоединяются, а бен-
зонасос отключается. Эффективность очистки этим методом
полностью определяется свойствами состава и лежит в пре-
делах 6Ск90%. Более подробную информацию можно полу-
чить у фирм, занимающихся продажей такого оборудования.
Ж) ПРОВЕРКА ПЛАВКОСТИ ПЕРЕМЕЩЕНИЯ ДОЗИРУЮЩЕГО ПЛУНЖЕРА
Процедура проверки для систем К- и KE-Jetronic идентич-
на. Вначале необходимо создать давление в системе (напри-
мер, запустив двигатель на несколько секунд). В системах с
нисходящим потоком воздуха надо плавно нажать на напор-
ный диск расходомера. Диск с рычагом должен перемещаться
плавно, без заеданий, должно также чётко ощущаться проти-
водавление перемещению дозирующего плунжера. После то-
го, как рычаг с диском отклонится на максимальный угол, сле-
дует резко отпустить диск и в тот момент, когда он вернётся в
исходное положение, вновь быстро нажать на него, стараясь
не отклонять на большой угол. При нормальной работе пары
"втулка-плунжер" последний под действием давления быстро
возвращается в исходное положение, что легко ощущается по
противодействию нажатию диска. Если же диск перемещается
без усилия на значительный угол или противодавление на ры-
чаг диска возникает с ощутимым запаздыванием, имеет мес-
то заедание плунжера во втулке. В этом случае, а также в слу-
чае заедания плунжера при плавном нажатии на напорный
диск, плунжерная пара подлежит очистке или замене.
В системах с восходящим потоком процедура проверки
несколько сложнее, т.к. вместо нажатия на диск необходимо
его поднимать.
164
Л) РЕГУЛИРОВКА НАЧАЛЬНОГО ПОЛОЖЕНИЯ ДРОССЕЛЬНОЙ ЗАСЛОНКИ
Регулировка требуется только в случае очевидного
нарушения заводской установки или если есть основания
считать ее нарушенной при неквалифицированном вмеша-
тельстве.
Базовая установка начального положения дроссельной
заслонки на различных автомобилях имеет свою специфику и
оговаривается в специальной технической литературе, одна-
ко имеет много общего и базируется на двух основных прин-
ципах:
1. Дроссельная заслонка должна быть практически пол-
ностью закрыта, т.е. перетечка воздуха вокруг кромок за-
слонки должна быть минимальной.
2. Необходимое приоткрытие дроссельной заслонки дик-
туется (в подавляющем большинстве случаев) исключительно
требованием отсутствия "закусывания" ее кромок о стенки
впускного трубопровода.
Исходя из этих требований при отсутствии регулировоч-
ных данных на конкретный автомобиль можно рекомендо-
вать следующую последовательность действий:
ослабить или совсем отсоединить детали привода дрос-
сельной заслонки так, чтобы ее рычаг свободно садился на
регулировочный упор;
удалить нагар и загрязнения в зоне начального открытия
дроссельной заслонки;
отвернуть ограничительный винт-упор (может потребо-
ваться ослабить контргайку) до появления гарантированного
зазора с рычагом дроссельной заслонки;
еще раз проверить свободу перемещения заслонки в зоне
малых углов и плотность ее закрывания;
медленно заворачивая винт, зафиксировать момент его
касания с рычагом, а затем дозернуть его еще на 1/4-И/2 обо-
рота (зафиксировать контргайку);
подсоединить и отрегулировать детали привода (рычаги,
тросик и т.п.) таким образом, чтобы обеспечить четкую его
работу без нарушений начальной установки.
4.6.2. Поиск и устранение неисправностей в элек-
тронных системах распределённого впрыска
Поиск и устранение неисправностей в системах дискрет-
ного действия выполняется с использованием табл. 4.7. Для
работы необходимы следующие приборы и приспособления:
набор для измерения давления топлива;
мерная небьющаяся емкость;
автомобильный цифровой мультиметр или осциллограф.
А) ИЗМЕРЕНИЕ ДАВЛЕНИЙ И КОЛИЧЕСТВА ПОДАВАЕМОГО ТОПЛИВА
Для измерения давления в большинстве случаев необхо-
дим манометр с пределом измерения 0,40-5-0,45 МПа с набо-
ром различных переходников и адаптеров.
На подавляющем большинстве американских и некоторых
европейских автомобилях (MERCEDES-BENZ, VOLVO, FORD)
в топливной рельсе имеется специальный вывод с золотни-
ком, аналогичным применяемым в автошинах (так называе-
мый «клапан Шредера») для быстрого подсоединения мано-
метра (рис. 4.65, а). В этом случае задача подсоединения ма-
нометра значительно упрощается. При тестировании автомо-
биля, в топливной системе которого используется клапан
Шредера, необходимо неукоснительно соблюдать следующее
требование: после окончания измерений, сброса давления и
отсоединения манометра нужно проверить положение по-
движного штока золотника и убедиться, что он не находится в
нижнем положении, т.е. не заклинен. Запускать двигатель
следует только при полной работоспособности клапана.
На автомобилях, не имеющих клапана Шредера, для под-
ключения манометра необходим соответствующий по присое-
динительным размерам тройник (рис. 4.65, б) или переходник
другого типа. Для включения бензонасоса достаточно замк-
нуть соответствующие ножки на колодке реле бензонасоса. В
том случае, если напряжение к силовым контактам реле по-
ступает от замка зажигания или другого роле, необходимо
также включить зажигание.
На некоторых снятых с производства автомобилях, ис-
пользующих расходомер воздуха лопастного типа, для вклю-
чения бензонасоса достаточно немного отклонить лопасть
расходомера, предварительно обеспечив доступ к его входно-
му отверстию. Зажигание при этом должно быть включено.
Если оба описанных метода по каким-либо причинам не мо-
гут быть использованы, измерение давления осуществляется
непосредственно на работающем двигателе или при прокрутке
коленчатого вала стартером. В последнем случае особенно
важно хорошее состояние аккумуляторной батареи. Если изме-
рение давления происходит при остановленном двигателе, ма-
нометр будет показывать величину : ^регулируемого давления
в системе. Типичное его значение - 0,254-0,30 МПа. Послэ запу-
ска двигателя эта величина должна снизиться до 0,204-0,25
МПа, т.е. на величину разрежения во впускном коллекторе.
Если полученное значение меньше указанного в техниче-
ской документации, необходимо проверить регулятор давле-
ния и производительность бензонасоса. Если давление боль-
ше рекомендованного, следует проверить отсутствие засоре-
ния регулятора и магистрали обратного слива.
Рис. 4.65. Измерение давления в системах дискретного действия:
а — с клапаном Шредера; б — без клапана; 1 — подающий топливопровод; 2 — топливная рельса; 3 — золотниковый клапан; 4 — манометр; 5 — топливо-
провод обратного слива; 6 — адаптер
166
3) РЕГУЛИРОВКУ» СОСТАВА СМЕСИ НА РЕЖИМЕ ХОЛОСТОГО ХОДА
Для регулировки необходимо вставить длинный шести-
гранный ключ (ключ Аллена 3 мм) в специальное отверстие
(см. рис. 4.57), обычно закрытое заглушкой, или в отзерстчэ
специальной дистанционной втулки (MERCEDES-BENZ, VOLK-
SWAGEN/AUDI) и, поворачивая ключ в небольших пределах,
следить за показаниями газоанализатора. В автомобилях с си-
стемой ^-регулирования необходимо предварительно отсоеди-
нить разъём от кислородного датчика. Вращение ключа по ча-
совой стрелке приводит к обогащению смеси, против часовой
- к обеднению. Рекомендуется производить регулировку не-
большими (15-5-30°) вращениями ключа, после каждого поворо-
та необходимо выдержать паузу для стабилизации показаний
газоанализатора. При этом в системах, не имеющих дистанци-
онной втулки, необходимо удалить регулировочный ключ и за-
крыть отверстие пальцем во избежание подсоса воздуха и
обеднения смеси. После регулировки отверстие для ключа на-
до закрыть штатной заглушкой, а в автомобилях с Х-регулиро-
ванием подсоединить разъём к кислородному датчику и убе-
диться в том, что работа системы не нарушилась.
И) ПРОВЕРКА РЕГУЛЯТОРА УПРАВЛЯЮЩЕГО ДАВЛЕНИЯ
(ФУНКЦИЯ ОБОГАЩЕНИЯ СМЕСИ НА БОЛЬШИХ НАГРУЗКАХ)
Если регулятор прогрева имеет штуцер для подвода раз-
режения из впускного коллектора (задроссельнсэ простран-
ство), причиной неудовлетворительных динамических и мощ-
ностных характеристик автомобиля могут являться неисправ-
ности системы обогащения смеси.
Измерения проводятся на прогретом двигателе. Для про-
верки необходимо подсоединить топливный манометр по схе-
ме на рис. 4.55, а к вакуумному штуцеру регулятора прогрева
с помощью резинового шланга подсоединить ручной вакуум-
ный насос. Прежде всего нужно проверить герметичность ва-
куумной камеры регулятора, для чего в ней создается разре-
жение около 60 кПа. Если скорость падения разрежения пре-
вышает 10 кПа за 5 сек, необходима разборка и ремонт ре-
гулятора. Наиболее вероятной причиной неисправности явля-
ется повреждение диафрагмы 5 (см. рис. 3.65). Если утечка
минимальна, можно переходить к дальнейшей проверке.
На работающем двигателе при наличии разрежения, соз-
даваемого вакуумным насосом 60 кПа), давление топлива
на верхнюю часть плунжера (управляющее давление) должно
составлять 0,40-»-0,45 мПа. Постепенное уменьшение разре-
жения должно приводить к адекватному уменьшению управ-
ляющего давления. Еслч этого не происходит - регулятор про-
грева подлежит ремонту или замене.
К) ПРОВЕРКА РАБОТЫ КИСЛОРОДНОГО ДАТЧИКА И СИСТЕМЫ
Х-РЕГУЛИРОВАНИЯ (ТОЛЬКО ДЛЯ ДАТЧИКОВ НА ОСНОВЕ ZrO2)
Проверка осуществляется на прогретом двигателе. Муль-
тиметр или осциллограф подключается к сигнальному провод-
нику кислородного датчика с помощью острого зонда или
иголки (подключение с тыльной стороны разъёма), а если
разъём недоступен - прокалыванием провода. Если сигналь-
ный провод - экранированный, промалывать его нельзя, т.к.
произойдет замыкание, следует воспользоваться другими ме-
тодами. Входное сопротивление мультиметра или осциллог-
рафа должно составлять не менее 10 мОм, в противном слу-
чае возможно искажение результатов измерения и даже по-
вреждение кислородного датчика.
Для гарантированного прогрева датчика необходимо за-
пустить предварительно прогретый двигатель и дать ему по-
работать в течение двух минут на режиме 2000-3000 мин’1.
Дальнейшие измерения можно осуществлять на режиме холо-
стого хода. При этом напряжение на датчике должно изме-
няться в диапазоне 0-1 В (0,2-0,8 В), по крайней мере один
раз за 1-2 секунды (рис. 3.80). Такое изменение сигнала го-
ворит о полной работоспособности как самого кислородного
датчика, так и системы Х-коррекции.
Если в системе существуют неисправности, возможны три
наиболее вероятных варианта значений напряжения на выхо-
де кислородного датчика:
1) постоянное или меняющееся в небольших пределах
0,45-0,50 В;
2) постоянное или меняющееся напряжение, не превы-
шающее 0,3—0,4 В;
3) постоянное или меняющееся напряжение не менее
0,6^0,7 В.
Рассмотрим каждый вариант отдельно. Все измерения
выполняются на прогретом двигателе.
1. Значение напряжения не выходит за интервал
0,45-0,50 В.
В этом случае необходимо отсоединить разъём от кислород-
ного датчика и оставить под слючённым измерительный прибор
(осциллограф или мультиметр) к сигнальному проводу кислород-
ного датчика. Затем нужно запустить двигатель и соединить с
"массой" автомобиля сигнальный провод отсоединённого разъё-
ма, идущий к блоку управления. Через несколько секунд после
замыкания провода на “массу" смесь начнёт обогащаться, что
можно контролировать по содержанию СО или по уменьшению
давления в нижних камерах. Если этого не происходит - неис-
правность заключена в системе управления (нужно прежде все-
го убедиться в наличии напряжения питания блока управления).
Если смесь обогащается, а напряжение на выходе кислородного
датчика остаётся неизменным - неисправен датчик.
2. Значение напряжения лежит в интервале 0-0,4 В.
С отсоединённым разъёмом от кислородного датчика вклю-
чается зажигание и измеряется напряжение на сигнальном
проводе, идущем к блоку управления. Оно должно находиться
в пределах 0,455-0,55 В. Если полученное значение отличается
от указанного - неисправность кроется в блоке управления или
в отсутствии напряжения питания блока. Если значение в нор-
ме - необходимо подключить измерительный прибор к сигналь-
ному проводу кислородного датчика и запустить двигатель. За-
тем нужно обогатить смесь, например, кратковременным при-
нудительным включением пусковой форсу! ки.
Если в этом случае наблюдается увеличение напряжения
на выходе кислородного датчика до 1 В - причиной неисправ-
ности является исходное переобеднение смеси из-за подсоса
воздуха, загрязнения форсунок, неправильных регулировок и
т.п. Если же напряжение остается неизменным, необходимо
заменить датчик.
3. Значение напряжения лежит в пределах 0,6-1,0 В.
При отсоединённом разъёме от кислородного датчика и
включённом зажигании измеряется напряжение на сигнальном
проводе, идущем к блоку управления. Оно должно находиться в
пределах 0,455-0,55 В. Если полученное значение отличается от
указанного - неисправность кроется в блоке управления (в про-
стейшем случае - из-за отсутствия напряжения питания блока).
Если значение в норме - необходимо подключить измеритель-
ный прибор к сигнальному проводу кислородного датчика, запу-
стить двигатель и обеднить смесь (для этого можно снять не-
сколько вакуумных трубок со штуцеров не впускном коллекторе,
организовав таким образов я существенный подсо? воздуха).
Если очевидно, что смесь обедняется (работа двигателя
становится неустойчивой), а напряжение на выходе кисло-
родного датчика менее 0,4 В, причиной неисправности слу-
жит исходное переобогащение смеси из-за повышенного дав-
ления, утечек в форсунках, неправильных регулировок и т.п.
При отсутствии какого-либо изменения сигнала кислородный
датчик необходимо заменить.
* Для точного измерения необходимости пользоваться техническими данными производителя
165
Таблица 4.7. Типичные неисправности в системах распределённого впрыска дискретного действия
Хара ктеристика неисправности (симптомы) Вероятная причина Необходимые действия
Холодный двигатель запус- кается с трудом или не запускается Недостаточное давление топлива, отсутствие давления Проверить давление в системе и наличие напря- жения питания бензонасоса (разд. 4.6.2.а.)
Неисправность пусковой форсунки или ее цепи (для автомобилей с пусковой форсункой) Проверить давление топлива на пусковой фор- сунке, ее работоспособность, работу термовы- ключателя или блока управления (разд. 4.6.1.д.)
Неисправность в цепи датчика температуры охлаждающей жидкости Проверить датчик и его проводку (разд. 4.6.2.Г.)
Отсутствие или слабый сигнал от датчика частоты вращения коленчатого вала Проверить наличие и параметры сигнала (разд. 4.6.2.Д.)
Неисправность потенциометра дроссельной заслонки Проверить функционирование потенциометра и его проводку (разд. 4.6.2.е.)
Загрязнение форсунок Произвести очистку форсунок (разд. 4.6.1.е.)
Повышенное сопротивление со стороны выпу- скной системы Проверить величину противодавления до катали- затора (разд. 4.6.2.Ж.)
Подсос воздуха во впускной коллектор Определить место подсоса и устранить неисправность
Горячий двигатель запуска- ется с трудом или не запускается Быстрое падение давления топлива после выключения двигателя Проверить величину остаточного давления (разд. 4.6.2-а.)
Несанкционированная работа пусковой фор- сунки Убедиться в правильности алгоритма работы пус- ковой форсунки (разд. 4.6.1 д )
Неисправность в цепи датчика температуры охлаждающей жидкости Проверить датчик и его цепь (разд. 4.6.2.г.)
Неисправность в цепи расходомера воздуха или датчика абсолютного давления Проверить параметры датчиков и проводку к ним’
Двигатель запускается и глохнет или неустойчиво работает на режиме холо- стого хода Подсос воздуха во впускной коллектор Определить место подсоса, устранить неисправность
Неисправность системы холостого хода Проверить работу клапана добавочного воздуха или регулятора холостого хода и работоспособ- ность системы управления холостого хода (разд. 4.6.2.б. или 4.6.2.В.)
Неисправность в цепи датчика температуры охлаждающей жидкости Проверить датчик и его цепь (разд. 4.6.2.Г.)
Давление топлива не соответствует заданному Измерить давление топлива разд. 4.6.2.а.)
Неисправность в цепи расходомера воздуха или датчика абсолютного давления Проверить параметры датчиков и проводку’
Чрезмерно высокие оборо- ты холостого хода Подсос воздуха во впускной коллектор (системы с датчиками абсолютного давления и системы с сасходог.'.е^эм воздуха и /.-рстчлирэванием) Определить место подсоса, устранить причину
Неправильная работа системы холостого хода Проверить клапан дополнительной подачи воздуха или регулятор холостого хода, правильность рабо- ты системы управления холостого хода (разд. 4.6.2.б. или 4.6.2.в.)
Неисправность в цепи датчика положения дроссельной заслонки Проверить датчик и его проводку (разд. 4.6.2.е.)
“Провалы” при ускорении Недостаточное давление или производитель- ность бензонасоса Проверить давление и производительность бензо- насоса (разд. 4.6.2.а.)
Неисправность в цепи расходомера воздуха Проверить функционирование расходомера и его проводку*
Неисправность в цепи датчика положения дроссельной заслонки Проверить функционирование датчика и его про- водку (разд. 4.6.2.е.)
Загрязнение форсунок Произвести очистку форсунок (разд. 4.6.1.е.)
“Подергивание” автомобиля и пропуски воспламенения под нагрузкой Недостаточное давление или производитель- ность бензонасоса Проверить давление и производительность бензо- насоса (разд. 4.6.2.а.)
Неисправность в цепи расходомера воздуха или датчика абсолютного давления Проверить функционирование датчика и его про- водку’
Неисправность в цепи датчика дроссельной заслонки Проверить датчик и его проводку (разд. 4.6.2.е.)
Загрязнение форсунок Произвести очистку с,юрсунок (разд. 4.6.1.е.)
Двигатель не развивает полной мощности Недостаточное давление или производитель- ность бензонасоса Проверить давление и производительность бензо- насоса (разд. 4.6.2.а.)
Неисправность в цепи расходомера воздуха или датчика абсолютного давления Проверить функционирование датчика и его про- вод к 5 ’
Неисправность в цепи датчика дроссельной заслонки Проверить датчик и его проводку (разд. 4.6.2.е.)
Повышенное сопротивление выпускной системы Проверить величину противодавления выхлопа (разд 4.6.2.Ж)
Загрязнение форсунок Произвести очистку форсунок (разд. 4.6.1 .е.)
Повышенное содержание СО, и/или повышенный расход топлива Повышенное давление топлива Проверить давление (разд. 4.6.2.а.)
Неисправность в цепи кислородного датчика Проверить работу датчик3 и его проводку (разд 4.6.1 .к.)
Неисправность в цепи расходомера воздуха или датчика абсолютного давления Проверить функционирование датчика и его про- водку"
Неисправность в цепи датчика температуры охлаждающей жидкости Проверить параметры датчика и его проводку (разд. 4.6.2.г.)
Разрыв диафрагмы регулятора давления топ- лива (системы многоточечного впрыска) Проверить величину противодавления выхлопа (разд. 4.6.2.Ж.)
Повышенное сопротивление выпускной системы Очистить или заменить элементы
167
Рис. 4.66. Измерение производительности бензонасосе в систе-
мах дискретного действия:
1 — подающий топливопровод. 2 — регулятор давления; 3 — топливопро-
вод обратного слива; 4 — шланг, 5 — мерная емкость
а б
Рис. 4.67. Работа клапана добавочного воздуха при температуре
корпуса -КУС (а) и +80°С (б):
1 — канал прохода воздуха; 2 — корпус; 3 — биметаллическая пружина;
4 — подвижная шторка
Измерение количества подаваемого бензонасосом топли-
ва производится по схеме на рис. 4.66, т.е. используется то-
пливная магистраль обратного слива. Для этой цели необхо-
димо отсоединить шланг, идущий от регулятора давления
(бензопровод обратного слива) и опустить его в емкость объ-
емом не менее 1,0-5-1,5 л. Встречается достаточно много кон-
струкций, где трубка обратного слива, идущая от регулятора
давления - металлическая и не подлежит каким-либо изгибам.
В этом случае можно расположить мерную емкость в любом
удобном для расстыковки обратного топливопровода месте
либо вместо штатного топливопровода подсоединить к регу-
лятору подходящий резиновый шланг (см. рис. 4.66), обеспе-
чив при этом надежное герметичное соединение.
Затем нужно включить бензонасос и измерить количество
топлива, поступившего в мерную посуду за 30 с. Обычное
значение - 0,75-1,0 л*.
Если по каким-либо причинам включение бензонасоса
без запуска двигателя затруднено, можно осуществить эту
процедуру и на работающем двигателе, т.к. количество топли-
ва, потребляемого прогретым двигателем на режиме холос-
того хода, незначительно (практически все топливо перепус-
кается обратно в бак). Однако в этом случае необходимо вы-
нести мерную емкость из подкапотного пространства во избе-
жание случайного воспламенения топлива.
Если производительность насоса окажется ниже задан-
ной, слэдует проверить состояние топливного фильтра и по-
дающей бензомагистраги. Если фильтр и бензопровод в по-
рядке, причиной недостаточной производительности может
быть разрыв или трещина в подающем топливопроводе внут-
ри бензобака (для насосов погружного типа), в противном
случае необходимо заменить сам бензонасос.
Проверка регулятора давления выполняется в зависимо-
сти от величины системного давления. Если давление нор-
мальное или пониженное, слэдует на работающем на холос-
том ходу двигателе снять вакуумный шланг с регулятора. Дав •
ление должно увеличиться на 0,05-0,06 МПа. Если этого не
произошло, необходимо кратковременно пережать шланг
обратного слива. Увеличение давления топлива до 0,4-0,5
МПа свидетельствует о неисправности регулятора давления.
Если при пережатии шланга обратного слива давление не воз-
растает, следует проверить производительность бензонасоса.
В моделях автомобилей последних лет выпуска резино-
вые шланги для подвода и слива топлива практически не при-
меняются, вместо них используются металлические трубки,
тем или иным способом соединённые с топливной рельсой. В
этом случае можно рекомендовать отсоединить штатную
трубку обратного слива и подсоединить на её место специаль-
но подобранный или изготовленный штуцер с надетым на не-
го и плотно закреплённым червячным хомутом резиновым
шлангом необходимой длины. После такой замены можно
опустить шланг в подходящую ёмкость (например, канистру)
и, запустив двигатель, осуществлять кратковременное пере-
жатие шланга, наблюдая за величиной измеряемого давле-
ния в топливной рельсе. Диагностика описана выше.
Если системное давление повышено, следует отсоединить
от регулятора шланг обратного слива и временно подсоеди-
нить к нему подходящий штуцер с плотно одетым резиновым
шлангом, опустив его в емкость. Если давление после запус-
ка двигателя нормализуется - необходимо проверить бензо-
провод обратного слива. Если бензопровод не засорен и не
замят - неисправен регулятор давления.
Для контроля остаточного давления необходимо прогреть
двигатель до рабочей температуры и выключить его. Ориен-
тировочно можно руководствоваться следующим: после 20-
минутной паузы величина давления в системе не должна
быть менее 0,1 МПа*. Более быстрое падение давления озна-
чает утечку топлива, которая может происходить через не-
герметичность в регуляторе давления, обратном клапане
бензонасоса, а также в пусковой и основных форсунках.
Б) ПРОВЕРКА РАБОТОСПОСОБНОСТИ КЛАПАНА ПОДАЧИ
ДОПОЛНИТЕЛЬНОГО ВОЗДУХА
Проверка выполняется на холодном и горячем двигателе.
При проверке на холодном двигателе следует запустить его и пе-
режать какой-либо из шлангов дополнительного клапана. Оборо-
ты двигателя должны существенно уменьшиться. Если этого не
происходит, надо отсоединить шланги и визуально проконтроли-
ровать ппощаць отверстия, перекрываемого подвижной пластин-
кой клапана (рис. 4.67). Иногда для этой цепи клапан лучше снять.
При отрицательной температуре (около -10°С) отверстие клапа-
на должно быть практически полностью открыто. По мере нагре-
ва клапана площадь отверстия должна плавно уменьшаться; при
t ~ 80°С пластина должна полностью перекрывать отверстие. В
случае неисправности клапана его необходимо заменить.
Неисправность в электрической части клапана определя-
ется легко. Для этого достаточно измерить его сопротивле-
ние - оно должно быть около 20-30 Ом* . При проведении
проверок снятого клапана прогрев двигателя можно имитиро-
вать нагревом клапана, для чего на его клеммы следует по-
дать напряжение 12 В.
При проверке на горячем двигателе после его запуска пе-
режимается входной или выходной шланг клапана. Частота
вращения коленчатого вала при этом не должна измениться.
Если частота вращения падает - это означает, что пластина
клапана не до конца перекрывает проходное отверстие. Про-
верить это можно визуально. Если частота вращения очень
долго остается повышенной, необходимо проверить наличие
напряжения питания на клапане, а также целостность обмот-
ки подогрева.
* Необходимо пользоваться сервисной документацией на конкретный автомобиль
168
В) ПРОВЕРКА РАБОТЫ СИСТЕМЫ ХОЛОСТОГО ХОДА
С АВТОМАТИЧЕСКИМ РЕГУЛИРОВАНИЕМ
(ДЛЯ СИСТЕМ С УПРАВЛЕНИЕМ ИЗМЕНЕНИЕМ СКВАЖНОСТИ)
На холодном двигателе следует повторить процедуру, опи-
санную в начале раздела 4.6.2.б. Если не происходит падения
оборотов, необходимо убедиться в наличии импульсов управ-
ления регулятора. Для этого "общий" вывод мультиметра под-
соединяется к "массе", а другой вывод - с тыльной стороны
разъема регулятора (в отсутствие электрической схемы это
может быть произвольный вывод). После запуска двигателя
на одном из выводов должно быть напряжение питания, на
другом выводе - напряжение 4-ИО В. Если проверка осуще-
ствляется осциллографом, на этом выводе должен присутст-
вовать сигнал, подобный изображённому на рис 3.86.
При включении какого-либо мощного потребителя (напри-
мер, кондиционера, обогрева заднего стекла и света фар)
скважность управляющих импульсов должна увеличиваться.
Если сигнал вообще отсутствует, следует проверить проводку
регулятора и блок управления. Если скважность меняется, а
частота вращения коленчатого вала остается неизменной, не-
обходимо снять и проверить регулятор. Наиболее вероятная
причина неисправности - заклинивание или заедание подвиж-
ного сегмента, обрыв обмотки или цепи щеток регулятора.
Г) ПРОВЕРКА ДАТЧИКА ТЕМПЕРАТУРЫ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
Вначале необходимо измерить величину падения напря-
жения относительно "массы" на обоих выводах разъёма, под-
соединённого к датчику (измерение выполняется с помощью
тонких щупов или иголки с тыльной стороны разъёма). При
включённом зажигании на "массовом" проводе разъёма па-
дение напряжения не должно превышать 0,1 В. Если падение
напряжение более 0,24-0,3 В, необходимо проверить качество
"массового" проводника от датчика и соединение его с "мас-
сой" автомобиля. Значения напряжения на другом проводе:
при температуре охлаждающей жидкости -20°С ~ 4,54-4,8 В,
при полностью прогретом двигателе ~ 0,54-0,9 В.
Если получены сильно отличающиеся значения - необходи-
мо отсоединить разъём от датчика и замерить сопротивление
непосредственно между его выводами. Здесь нужно пользо-
ваться точными техническими данными производителя, однако
для грубой оценки можно пользоваться графиком, приведен-
ным на рис. 3.36. Самое значительное исключение составляют
автомобили FORD американского и европейского производст-
ва, у которых сопротивления датчика температуры примерно в
44-5 раз выше. При несоответствии измеренного сопротивле-
ния техническим данным i юобходимо заменить датчик, в про-
тивном случае - проверить наличие напряжения +5 В на разъ-
еме, подсоединяемом к датчику, и провод, подводящий это на-
пряжение от блока управления. Если провод и контакты ис-
правны - неисправность кроется в блоке управления.
Рис. 4.68. Подключение измерительных прибороз для проверки
индукционных датчиков:
1 — индукционный датчик; 2 — кабель датчика; 3 — разъем датчика;
4 — осциллограф пли мультиметр
Д) ПРОВЕРКА СИГНАЛА ДАТЧИКА ЧАСТОТЫ ВРАЩЕНИЯ/ПОЛОЖЕНИЯ
КОЛЕНЧАТОГО ВАЛА
В большинстве случаев эти датчики являются индукцион-
ными и могут располагаться как в распределителе зажига-
ния, так и непосредственно в блоке двигателя или картере
сцепления (см. раздел 3.1.). Для проверки такого датчика не-
обходимо отсоединить разъем его кабеля и включить осцил-
лограф по схеме, изображенной на рис. 4.68. Величина амп-
литуды сигнала при прокрутке стартером должна быть не ме-
нее 14-2 В, а форма сигнала определяется конструкцией мар-
керного диска (см., например, рис. 3.26 и 3.27). При отсутст-
вии осциллографа можно воспользоваться мультиметром в
режиме измерения переменного тока (АС), но осциллограф -
предпочтительнее.
Если сигнал слабый - необходимо проверить величину за-
зора между сердечником датчика и маркерным диском, кото-
рый обычно составляет 1 ±0,5 мм, а также состояние самого
маркерного диска.
Отсутствие сигнала или очень малая его амплитуда (поряд-
ка нескольких десятков милливольт) говорят о неисправности
датчика либо о наличии короткого замыкания в его кабеле.
Если датчик частоты вращения/положения коленчатого
вала выполнен на элементе Холла или оптопаре, необходимо
проконтролировать наличие сигнала на его выходе осцилло-
графом. скорма сигнала также определяется конструкцией
магнитного экрана или маркерного диска (см. рис. 3.28, 3.31,
3.34), но в любом случае — это прямоугольные импульсы с
амплитудой, почти всегда равной напряжению питания датчи-
ка. Обычно используется одно из трех значений питающего
напряжения - 5 В, 9 В или 12 В.
В некоторых многоцилиндровых двигателях, оборудован-
ных системами фазированного распределенного впрыска,
причиной отсутствия запуска может быть неисправность в це-
пи датчика положения распределительного вала. Обычно в
качестве этого датчика используются индукционные датчики
или датчики Холла. Проверка работоспособности этих датчи-
ков аналогична рассмотренной выше. Типичный сигнал дат-
чика положения распределительного вала на элементе Холла
изображен на рис. 3.31.
Е) ПРОВЕРКА ДАТЧИКОВ ПОЛОЖЕНИЯ ДРОССЕЛЬНОЙ ЗАСЛОНКИ
1. Датчик концевого типа.
Прежде всего необходимо убедиться в правильном на-
чальном положении дроссельной заслонки. Процедура началь-
ной установки дроссельной заслонки для большинства систем
распределенного спрыска аналогична описанной в разделе
4.6.1.л. Одним из наиболее значимых исключений, на которые
не распространяются описанные в этом разделе процедуры,
являются автомобили FORD (как американское, так и евро-
пейского производства), у которых угол начального открытия
дроссельной заслонки может составлять несколько градусов.
Для проверки необходимо отсоединить от датчика разъем и
измерить сопротивление непосредственно между контактами
холостого хода. Для очень распространенного концевого дат-
чика фирмы BOSCH - это контакты 2 и 18. Сопоставление не
должно превышать 24-3 Ом. В противном случае нужно попро-
бовать добиться правильных показаний регулировкой положе-
ния датчика (контакты 2 и 18 должны замыкаться, когда рычаг
дроссельной заслонки не доходит до своего упора 0,14-0,2 мм,
обычно для регулировки используется плоский щуп). Если регу-
лировка не дает результата - датчик подлежит замене.
Контакты полной нагрузки (для датчика BOSCH - 3 и 18)
должны замыкаться при угле открытая дроссельной заслонки
болэе 80°. Сопротивление между контактами 3 и 18 также не
должно превышать 24-3 Ом.
Если на автомобиле используются раздольные концевые
датчики для обоих крайних положений дроссельной заслонки,
1 1а. Ремонт двиг. заруб, ав-cii.
169
кахсдый датчик проверяется отдельно.
В том случае, если датчик (датчики) исправен, необходи-
мо проверить сопротивление проводников, соединяющих его
или их с блоком управления. Сопротивление любого провод-
ника не должно превышать 1+2 .Ом.
2. Датчик потенциометрического типа.
В начале также необходимо убедиться в правильном по-
ложении дроссельной заслонки.
Не снимая разъем с датчика, измеряются значения напря-
жений на всех трех выводах с тыльной стороны разъема с по-
мощью острого зонда или булавки. Измерения производятся
при включенном зажигании. Напряжение на "массовом" выво-
де не должно превышать 0,1 В. В противном случае следует
проверить состояние "массового" провода и его контакты.
На выводе питания напряжение должно составлять +5 В.
Если это не так, проверяется состояние этого проводника и
отсутствие его замыкания на "массу" или с каким-либо дру-
гим проводником. Если проводники в порядке - неисправен
внутренний источник питания в блоке управления.
На третьем выводе (обычно он средний) напряжение
должно составлять 0,3+0,7 В* при полностью закрытой и
4,5+4,9 В при полностью открытой дроссельной зэслонке (дат-
чики с обратной характеристикой встречаются крайне редко).
Если измеренные значения не совпадают с рекомендуемы-
ми, а крепление датчика позволяет регулировать его положе-
ние, можно пытаться добиться нужных значений за счет регу-
лировки. В противном случае нужно заменить датчик.
Важно также, чтобы напряжение на этом выводе плавно и
без скачков возрастало от 0,3+0,7 В до 4,5+4,9 В, а затем так-
же плавно уменьшалось при последовательном плавном от-
крытии и закрытии дроссельной заслонки. Если при этом про-
исходят какие-либо скачки напряжения, датчик подлежит за-
мене.
Ж) ПРОВЕРКА ПРОТИВОДАВЛЕНИЯ В СИСТЕМЕ ВЫПУСКА
ОТРмБОТаВШИХ ГАЗОВ
Для проверки необходимо вывернуть кислородный датчик
из своего гнезда, предварительно сняв с него разъэм. Вместо
кислородного датчика ввертывается штуцер манометра с пре-
делом измерения не более 0,1 МПа. Цапэе двигатель запуска-
ется и выводится на частоту вращения коленчатого вала при-
мерно 2500 мин-1. Если давление, измеряемое манометром,
превышает величину 0,010+0,015 МПа, сопротивление выпуск-
ной системы следует считать повышенным. Наиболее вероятной
причиной является оплавление или засорение катализатора.
3) ПРОВЕРКА КИСЛОРОДНОГО ДАТЧИКА
Процедура проверки датчика и системы Х-регулироаания
для большинства американских и европейских автомобилей
идентична описанной в разделе 4.6.1. Однако для многих
японских моделей она будет существенно отличаться. Ком-
плексное диагностирование систем /.-регулирования вне за-
висимости от типа применяемых датчиков, схемотехники
входных каскадов и алгоритмов регулирования выполняется
высококвалифицированным персоналом и возможно лишь
при наличии специального оборудования.
4.6.3. Поиск неисправностей в электронных систе-
мах зажигания
Основой для поиска неисправностей является табл. 4.8, в
которой приведены наиболее характерные неисправности в
электронных системах зажигания, наиболее вероятные при-
чины возникновения данных неисправностей и способы про-
верки и локализации их источников.
’ Необходимо пользоваться сервисной документацией на конкретный
автомобиль
Понятие "электронные системы зажигания" в данном раз-
деле распространяется не только на обычные бесконтактные
системы и системы с микропроцессорным управлением, но
также и подсистемы зажигания, выполняемые в виде единого
блока управления, осуществляющего одновременно также
функции управления впрыском топлива и некоторые другие.
Подавляющая часть неисправностей, возникающих в элек-
тронных системах зажигания, характерна для батарейных си-
стем зажигания вообще и вызвана отказом или неудовлетво-
рительной работой таких компонентов, как свечи зажигания,
высоковольтные провода, крышки, "бегунки" и т.п. Локализа-
ция неисправностей таких компонентов в большинстве случа-
ев не требует особой квалификации, неоднократно и подробно
описана, в том числе, и в отечественной литературе. Однако
существует ряд неисправностей, для определения которых не-
обходимы довольно сложные алгоритмы проверок, а часто и
наличие специального оборудования. Это в перзую очередь
относится к автомобилям американского производства.
В данном разделе приводится информация по базовым про-
цедурам поиска неисправностей, которые могут с успехом при-
меняться в 80+90% случаев отказов или неудовлетворительной
работы различных типои электропных систем зажигания с на-
коплением энергии в магнитном поле катушки (катушек) и рас-
считанная на персонал средней квалификации. Для выполнения
работ необходимы следующие приборы и приспособления:
разрядник (разрядники) с пробивным напряжением 10+15
кВ и 25+30 кВ;
контрольная лампа с током потребления 3+4 А;
стробоскоп;
измеритель сопротивления (до 10 МОм);
осциллограф или мультиметр.
А) ПРОВЕРКА ВЫСОКОВОЛЬТНОЙ ЧАСТИ СИСТЕМЫ ЗАЖИГАНИЯ
Для корректной проверки исправности высоковольтной
части современных электронных систем зажигания высокой
энергии необходимо наличие как минимум одного разрядни-
ка с пробивным напряжением 25+30 кВ (см. рис. 4.69). Раз-
рядник можно изготовить самостоятельно, используя для
этой цели два конических электрода.
Для проверки искрообразования один электрод разрядни-
ка соединяется с "массой" автомобиля, а на другой одевается
высоковольтный провод какого-либо цилиндра или наконечник
индивидуальной катушки зажигания. При прокрутке стартером
коленчатого вала между электродами разрядника должна про-
скакивать мощная искра синего цвета, сопровождаемая силь-
ным треском. Если искры нет или она слабая и хаотическая,
необходима дальнейшая локализация неисправности путём
несложных логических действий, таких, как перемена места-
ми катушек и/или высоковольтных проводов в системах стати-
ческого распределения энергии или проверка искрообразова-
ния на центральном проводе для систем с механическим рас-
Рис. 4.69. Искоовой разрядник
170
Таблица 4.8. Типичные неисправности в электронных и микропроцессорных системах зажигания
Характеристика неисправности (симптомы) Вероятная причина Необх одимые действия
Холодный двигатель запускается с трудом или не запускается Отсутствие искры на свечах и/или на цент- ральном проводе Проверить наличие искры (табл. 4.6.3.а.)
Недостаточная энергия искры См. раздел 4.6.3.а
Отсутствие сигнала или слабый сигнал от датчика частоты вращения коленчатого вала Проконтролировать наличие и амплитуду сигнала (раздел 4.6.3.в.)
Отсутствие или несинхронность сигнала от датчика положения распределительного вала Провэрить наличие и синхронность сигнала (раздел 4.6.З.Г.)
Неисправные или загрязнённые свечи Проверить состояние свечей (раздел 4.6.З.Г.)
Горячий двигатель запускается с трудом или не запускается Отсутствие или недостаточная энергия искры из-за перегрева оконечного каскада или ком- мутатора системы зажигания Проверить наличие искры и работу око- нечного каскада (раздел 4.6.3.а. и 4.6.3.б.)
Отсутствие сигнала или слабый сигнал от датчика частоты вращения коленчатого вала из-за его перегрева Провэрить наличие и амплитуду сигнала (раздел 4.6.3.в.)
Двигатель запускается и глохнет или неустойчиво работает на всех режимах Момент искрообразования хаотически изме- няется Проверить стабильность работы механизма газораспределения и/или распределителя зажигания, отсутствие люфтов и надёжность крепления компонентов
Стрельба и хлопки во впускной или выпускной коллектор Неправильная установка момента зажигания (для систем с возможностью установки начального момента зажигания) Проверить правильность установки момента зажигания’
Момент искрообразования хаотически изме- няется Проверить стабильность работы механизма газораспределения и/или распределителя зажигания
“Провал’' при нажатии на пе- даль газа или при ускорении Недостаточная энергия искры См. оаздел 4.6.3.а
Неправильная установка момента зажигания (для систем с возможностью установки начального момента) Проверить правильность установки момента зажигания’
Чрезмерный зазор в свэчах зажигания, ре- сурс работы свечей исчерпан Проверить состояние свечей, заменить свечи (раздел. 4.6.З.Д.)
Повышенное сопротивление высоковольтных проводов, пробой высоковольтных проводов, бегунка, крышки Проверить сопротивление и состояние высо- ковольтных проводов и их наконечников (раздел 4.6.З.Д.)
“Подергивание” автомобиля и пропуски воспламенения под нагрузкой Чрезмерный зазор в свечах зажигания, ре- сурс работы свечей исчерпан Проверить состояние свечей (раздел 4.6.З.Д.)
Повышенное сопротивление высоковольтных проводов, пробой высоковольтных проводов или наконечников свечей на “массу” Проверить сопротивление и состояние высо- ковольтных проводов и их наконечников (раздел 4.6.З.Д.)
Обрыв во вторичной обмотке катушки (или одной из катушек) зажигания, пробой изоля- ции катушки на “массу” Проверить катушку (катушки) зажигания (раздел 4.6.З.Д.)
Детонация Неисправность в цепи датчика детонации (только для систем с датчиком детонации) Проверить работу датчика детонации и его проводку (раздел 4.6.3.е.)
Раннее зажигание (только для систем с возможно- стью ' становки начального момента зажигания) Проверить установку момента зажигания
Двигатель не развивает полной мощности Неправильная установка момента зажигания (только для систем с возможностью установки начального момента зажигания) Проверить установку момента зажигания
Резервный режим работы блока управления зажиганием из-за неисправности в цепи датчика детонации Проверить наличие датчика и его проводку
Недостаточная энергия искры См. раздел 4.6.3.а
Двигатель “троит” Отсутствие искры в одном или нескольких цилиндрах Проверить наличие искры (раздел 4.6.3.а.)
предепением. Эта проверка позволяет выявить неисправность
таких компонентов, как высоковольтные провода или наконеч-
ники, бегунок, крышка распределителя, индивидуальные и
двухвыводные катушки зажигания. Тем не менее, в некоторых
случаях отсутствие или слабая энергия искры может быть вы-
звана неисправностями низковольтной части системы зажига-
ния или отсутствием управляющих и/или синхронизирующих
сигналов. В этом случае необходимо руководствоваться реко-
мендациями, изложенными в разделах 4.6.3.6. и 4.6.З.В.
Б) ПРОВЕРКА НИЗКОВОЛЬТНОЙ ЧАСТИ
Прежде всего необходимо убедиться в наличии напряже-
ния питания на клемме "+" катушки при включённом зажига-
нии, а также при прокрутке стартером. Если напряжение от-
сутствует, проверяется целостность провода питания, предо-
хранитель (если он есть) и исправность замка зажигания. Ес-
ли напряжение имеется, следует отсоединить клемму или
разъём от первичной обмотки катушки и присоединить вмес-
то неё автомобильную лампу накаливания мощностью около
40 Вт. При прокрутке стартером лампа должна вспыхивать.
Если это так, то отсутствие искры вызвано неисправностью
катушки зажигания. Если лампа не вспыхивает или вспышка
очень слабая, проверяется сопротивление цепи от катушки
зажигания до блока. Сопротивление этой цепи не должно пре-
вышать 0,1^0,2 Ом. Если измеренное значение в норме, необ-
ходимо проверить наличие сигнала отдатчика частоты враще-
ния коленчатого вала (см. раздел 4.6.3.B.). Если параметры
сигнала в норме - неисправен блок упра зления или выходной
каскад системы зажигания. В системах с индивидуальными
или двухвыводными катушками процедура проверки, описан-
ная выше, должна применяться для каждого канала.
* Необходимо пользоваться техническими данными производителя
171
В) ПРОВЕРКА ДАТЧИКОВ ЧАСТОТЫ ВРАЩЕНИЯ/ПО ЛОЖЕН ИЯ
КОЛЕНЧАТОГО И РАСПРЕДЕЛИТЕЛЬНОГО ВАЛОВ
Как уже указывалось в разделе 3.2.7. для формирования
сигналов частоты врашения/положения коленчатого и рас-
пределительного валов, а также в обособленных системах уп-
равления впрыском, в системах управления зажиганием и в
комплексных системах используются датчики, в основном,
двух-трёх типов. Поэтому процедуры проверки датчиков сис-
тем захигания идентичны описанным в разделе 4.6.2.Д.
Г) ПРОВЕРКА НАЛИЧИЯ И СИНХРОННОСТИ СИГНАЛА
ДАТЧИКА ПОЛОЖЕНИЯ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Пре;кде всего необходимо ещё раз подчеркнуть, что для ра-
боты систем зажигания с механическим распределением вы-
соковольтной энергии и четным числом цилиндров наличие
сигнала датчика положения распределительного вала не явля-
ется обязательным. Это верно и для четырехцилиндровых дви-
гателей с системой статического распределения "Wasted
Spark" (с двухвыводными катушками). Установка такого датчи-
ка на этих автомобилях обусловлена прежде всего требовани-
ями фазирования работы форсунок (см. раздел 3.2.) и/или дру-
гими соображениями (изменяемые фазы газораспределитель-
ного механизма, детонация, самодиагностика). Поэтому в та-
ких системах искрообразование происходит даже при отсутст-
вии сигнала датчика положения распределительного вала.
Безусловного наличия данного сигнала требуют системы с
индивидуальными катушками и большинство шести и восьми-
цилиндровых систем с двухвыводными катушками. Более то-
го, если данный сигнал поступает на вход блока управления,
но не на запрограммированном угловом интервале, искрооб-
разования не происходит.
Первое, что необходимо проверить - это наличие и пара-
метры сигнала датчика (см. раздел 4.6.2.Д.). Проверка синхро-
низации данного сигнала с сигналом датчика частоты враще-
ния/положечия коленчатого вала требует наличия специаль-
ного оборудования и документации. Однако, учитывая то, что
несинхронность данного сигнала может быть вызвана в ос-
новном неправильной установкой распределительного вала
либо маркерных дисков (для индукционных датчиков) или маг-
нитного экрана (для датчика Холла) на распределительном
или коленчатом валах, задача проверки синхронизации сво-
дится к проверке правильности сборки, взаимного положения
и надёжности крепления указанных элементов. Как правило,
подобные проблемы возникают после ремонта двигателя, по-
этому сборке надо уделять особое внимание.
Д) ПРОВЕРКА ВЫСОКОВОЛЬТНЫХ ЭЛЕМЕНТОВ СИСТЕМЫ ЗАЖИГАНИЯ
1. Свечи зажигания.
Полноценная проверка свечей зажигания осуществляется
непосредственно на работающем двигателе с использовани-
ем мотортестера. В обычных условиях нужно руксзодство-
ваться простым правилом: при подозрении на сбои в работе
какой-либо свечи её нужно заменить на новую или поменять
местами со свечой, стоящей в нормально работающем цилин-
дре. Если работа неэффективного цилиндра улучшается, а
нормального - ухудшается, то, очевидно, "переносчиком" не-
исправности является свеча зажигания. Часто простой ос-
мотр свечей зажигания может выявить неисправную. Однако
не рекомендуется использование свечей, отработавших бо-
лее 30 тыс. км, даже если визуально они находятся в хорошем
состоянии. Большие интервалы эксплуатации допускаются
только для свэчей с платиновыми электродами.
2. Высоковольтные провода.
Проверке подлежит прежде всего значение сопротивле-
ния провода. При проверке современных силиконовых прово-
172
дов можно руководствоваться следующей пропорцией: 1 кОм
на каждые 2,54-3,5 см длины провода. Для моделей 70-80-х го-
дов сопротивление проводов на порядок ниже. Если сопро-
тивление провода даже достаточно длинного превышает
504-70 кОм, это уже можно считать неисправностью. Причина
в этом случае часто кроется в местах обжима центрального
резистивного шнура металлическими наконечниками, поэто-
му можно попробовать отремонтировать провод.
Сложнее обстоит дело с проверкой изолирующих свойств
провода. Эффективным способом проверки является визуаль-
ный контроль провода на пробой или утечку тока при работе ав-
томобиля в тёмном помещении (свечение проводов). Также,
как и при проверке свечей зажигания, эффективным и простым
методом является замена подозреваемого провода запасным
или исправным проводом какого-либо другого^цилиндра.
3. Наконечники-удлинители высоковольтных проводов и
индивидуальных катушек зажигания.
Проверка качества изоляции этих элементов вызывает
наибольшее затруднение, т.к. они размещаются в глубоких
колодцах головки блока цилиндров и визуальный контроль на
пробой во многих случаях просто невозможен. Для решения
этой задачи можно рекомендовать тщательный осмотр нако-
нечников, нарашивание дополнительного слоя изоляции и, ко-
нечно, замену на заведомо исправные детали.
4. Бегунок распределителя.
Возможны две неисправности: пробой бегунка на "массу"
и обрыв в помехоподавительном резисторе. Первая неис-
правность в большинстве случаев легко определяется визу-
ально, во втором случае достаточно измерить сопротивление
резистора. Обычно сопротивление составляет 54-8 кОм. В
крайнем случае перегоревший резистор можно "закоротить"
куском фольги, провода и т.п.
5. Крышка распределителя.
Здесь возможны две основные неисправности: разруше-
ние или заедание центрального угольного контакта и. пробой
какого-либо вывода (или нескольких выездов) на "массу". Обе
неисправности легко определяются визуально, либо с помо-
щью мегометра. Наличие трещин на крышке не допускается.
6. Катушка зажигания.
Простейшая проверка катушки заключается в проверке
сопротивлений первичной и вторичной обмоток. При провер-
ке можно ориентироваться на значения, приведённые в раз-
деле 3.1.6. Если измеренные значения существенно (в 24-3 ра-
за) отличаются, а тем более, если получены значения 0 Ом
или оо (бесконечность), катушка подлежит безусловной заме-
не. Однако, если даже измеренные значения совпадают с
данными производителя, гарантировать исправность катушки
невозможно. Полноценная проверка такой катушки возмож-
на только при условии работы её совместно с исправным ком-
мутатором, при этом энергия, запасаемая катушкой, должна
выделяться в виде разряда на разряднике с пробивным на-
пряжением 254-30 кВ. В подавляющем большинстве случаев
для такой про°ерки «подозреваемую» катушку можно вклю-
чить вместо штатной на каком-либо другом автомобиле с эле-
ктронной системой зажигания высокой энергии.
Е| ПРОВЕРКА ДАТЧИКА ДЕТОНАЦИИ
Для проверки датчика необходимо отсоединить от него
разъём и подключить осциллограф или, в крайнем случае, ци-
фровой милливольтметр в режиме измерения переменного
напряжения. Плотно прижав к корпусу датчика деревянную
палочку подходящей длины и нанося по ней несильные удары,
можно убедиться в наличии сигнала на экране осциллографа,
см. например рис. 3.38. Если используется милливольтметр,
измеряемое им напряжение должно составлять не менее
804-100 мВ. Если напряжение на выходе датчика существенно
меньше, его необходимо заменить.
Глава 5. РЕМОНТ ДВИГАТЕЛЕЙ В СПЕЦИАЛИЗИРОВАННЫХ МАСТЕРСКИХ
И ГАРАЖАХ
Данная часть книги посвящена собственно ремонту двига-
телей иностранных автомобилей. В процессе ремонта такого
сложного агрегата, как двигатель, трудно выделить какие-ли-
бо важные или болэе второстепенные вопросы. В связи с
этим весь процесс ремонта подробно рассматривается в ком-
плексе - от снятия неисправного двигателя до установки, об-
катки и технического обслуживания отремонтированного, от
организации ремонтного процесса в мастерской до техноло-
гий ремонта конкретных деталей.
Прежде, чем начинать ремонт двигателей, и особенно
сложный, связанный со снятием и разборкой двигателей, же-
лательно иметь представление о том, какие условия для этого
нужны. Ремонт двигателей - достаточно сложный процесс,
включающий большое число операций как при разборке и
сборке, так и при ремонте отдельных деталей. Для того, чтобы
обеспечить высокое качество ремонта, одинаково важны и
соответствующее помещение, и оборудование, и инструмент.
Немаловажное значение для успешной работы имеют и такие
моменты, как размещение и планировка мастерской, соответ-
ствующая квалификация персонала, организация поставки
запасных частей, ремонта (восстановления) изношенных де-
талей и многое другое. При этом определенное влияние на ор-
ганизацию работы оказывают виды ремонта двигателя, кото-
рые выполняются в мастерской - мелкий, средний (текущий)
или сложный (капитальный).
Для того, чтобы выполнить ремонт двигателя любой слож-
ности, необходимы три условия:
1) наличие мастерской или станции технического обслужи-
вания, где можно выполнить работы на автомобиле, разборку
и сборку двигателей и т.д.;
2) организация поставки запасных частей для ремонта;
3) наличие технологий и оборудования для ремонта от-
дельных деталей (не обязательно на месте ремонта автомо-
билей или двигателей).
Это те "три кита", на которых держится ремонт двига-
телей - отсутствие хотя бы одного из таких "китов" делает
ремонт либо слишком дорогим, т.е. невыгодным, либо не-
качественным (что, кстати, тоже невыгодно), либо просто
невозможным. Однако на практике совместить все три ус-
ловия на одном предприятии, как правило, не удается.
Так, мелкие мастерские чаще располагают только первым
условием, более крупные (в том числе, "фирменные" стан-
ции) - первым и вторым. Только второе направление - это
магазин запасных частей или фирма, специализирующая-
ся на их поставке. Третье направление представляют ста-
ночные мастерские, специализированные участки боль-
ших транспортных предприятий и станций технического
обслуживания, а такх<е цехи заводов - технические цент-
ры, концентрирующие высокоточное оборудование для ре-
монта двигателей.
В настоящее время первые два направления развивают-
ся в соответствии с увеличением парка иностранных автомо-
билей достаточно быстрыми темпами - появляются новые
мастерские и магазины запасных частей. Более сложно об-
стоит дело с третьим, поскольку оборудование для ремонта
требует больших капиталовложений, недоступных мелким и
средним предприятиям. При этом, несмотря на определен-
ные успехи, ремонт двигателей остается комплексом про-
блем - технологических, организационных и т.д. Именно по-
этому приходится рассматривать весь комплекс в целом.
Пренебрежение хотя бы одним его звеном в конечном счете
снижает показатели работы ремонтного предприятия - от на-
дежности и долговечности отремонтированного двигателя до
прибыли, получаемой от ремонта.
5.1. Помещение мастерской для ремонта
двигателей, его размещение
и планировка
Для качественного выполнения ремонта двигателей авто-
мобилей и, особенно, сложного ремонта, необходимо специ-
ально оборудованное помещение.
Основные требования к помещениям для ремонта двига-
телей можно сформулировать следующим образом:
1) в помещении, особенно если оно имеет малые размеры,
нельзя совмещать ремонт двигателей с ремонтом, например,
ходовой части или кузовными работами. Ремонт двигателей
отличается высокими требозаниями к чистоте, чего невоз-
можно добиться, выполняя другие работы, сопряженные с
большим количеством пыли и грязи;
2) если предполагается проводить сложный ремонт двига-
теля, необходимо выделить этот участок отдельно от средне-
го и мелкого, а также от технического обслуживания. Совме-
щение этих видов ремонта в одном месте значительно снижа-
ет производительность труда в мастерской и затягивает сро-
ки выполнения работ по всем видам ремонта;
3) помещение для сложного ремонта двигателей должно
быть оборудовано подъемником и смотоовой ямой для рабо-
ты на автомобиле снизу и подъемным устройством - тельфе-
ром для снятия двигателей вверх. Практика показывает, что
для многих автомобилей при снятии и установке двигателя
яма удобнее, чем подъемник. Даже для автомобилей и микро-
автобусов, у которых силовой агрегат с передней подвеской в
сборе может быть снят вниз, яма часто также оказывается
удобнее. Для соеднего и тем более мелкого ремонта яма нео-
бязательна и может быть заменена подъемником. Размеры
ямы не могут быть произвольными, иначе в ней будет неудоб-
но работать. Практика показала, что оптимальные размеры
ямы для работы с двигателями подавляющего большинства
иностранных легковых автомобилей и микроавтобусов следу-
ющие: глубина 160-И 65 см (от пола), ширина 110-И 15 см, дли-
на не менее 6 м;
4) для организации сложного ремонта двигателей вблизи
помещения или в нем самом необходима специальная стоян-
ка для ремонтируемых автомобилей. Размеры стоянки долж-
ны ссответствовать тем видам и объемам работ, которые вы-
полняются. Например, для сложного ремонта двигателей раз-
меры стоянки должны позволять разместить автомобилей по
крайней мере в 1,2/1 ,5 раза больше, чем месячная програм-
ма ремонта. Средний (текущий) ремонт двигателя требует су-
щественно меньшей (в 2-^-3 раза) стоянки, а для мелкого ре-
монта она вообще необязательна. Размеры стоянки зависят
от сроков ремонта двигателей (включая срок поставки запас-
ных частей) - чем меньше срок ремонта, тем меньше может
быть стоянка при неизменном количестве автомобилей, ре-
монтируемых в заданный период времени (месяц);
5) помещение для ремонта желательно располагать вбли-
зи больших трасс с интенсивным движением. Это особенно
важно для технического обслуживания и мелкого ремонта,
иначе трудно рассчитывать на успешную работу мастерской.
В то же время для среднего ремонта требования к расположе-
нию ремонтного помещения вблизи трасс уже не так строги, а
для сложного ремонта они и вовсе необязательны. Это связа-
но, в основном, с существенной разницей в сроках и цене раз-
личных видов ремонта. Вряд ли следует рассчитывать, что
кто-нибудь проедет лишних 1015 км, чтобы сделать ТО или
мелкий ремонт. В то же время для того, чтобы сделать слож-
ный ремонт, автомобиль вполне может быть доставлен за де-
сятки и даже сотни километро з;
173
6) при выборе места размещения мастерской необходимо
учитывать экологические требования, в частности, достаточ-
ную удаленность от жилых домов и лесопарковых зон. Удач-
ным местом для мастерской может быть район промышлен-
ных предприятий, однако при этом желательно учитывать тре-
бования предыдущего пункта (это не всегда получается).
Близкое расположение промышленных предприятий нередко
позволяет быстрее решить и другие проблемы, например, с
энергетикой, отоплением, канализацией и т.д.
Рассмотрим более подробно типичные варианты помеще-
ний для ремонта двигателей.
Наименьшие размеры имеет стандартный гараж (бокс) -
примерно 3-3,5 х 6-7 м. Даже если такой бокс оснащен все-
ми необходимыми инструментами и приспособлениями, для
"серийного" (коммерческого) ремонта двигателей он не годит-
ся - при работе с автомобилем, например, снятии или уста-
новке двигателя, места для других основных работ (разборка,
мойка, дефектация, сборка) уже не хватит. Поэтому мини-
мально возможным помещением для сложного ремонта сле-
дует считать сдвоенный бокс размером 8-9 м (ширина) х 6-7
м (длина). В таком помещении автомобиль занимает меньшую
часть площади. Остальная площадь будет предназначена для
работ с двигателями, уже снятыми с автомобилей для ремон-
та (рис. 5.1).
Данное помещение позволяет выполнять, в основном,
только средний и сложный ремонт двигателей. Мелкий ремонт
и техническое обслуживание на одном и том же месте не сов-
местятся со средним и сложным ремонтом. Более сложный
ремонт будет мешать мелкому (и наоборот) из-за существен-
ной разницы во времени их выполнения. Поэтому автомо-
биль, поступивший, например, на мелкий ремонт или ТО, бу-
дет "вынужден" ждать, когда освободится место, либо более
сложные работы в боксе придется прекратить, выкатить нахо-
дящийся там автомобиль, чтобы мог заехать другой. И то и
другое неудобно и увеличивает потери времени.
Таким образом, для большей универсальности предпоия-
тия, занимающегося ремонтом двигателей, необходимо, по
крайней мере, два поста - один для мелкого ремонта и ТО,
другой - .для более сложного ремонта. Примерный вид такого
помещения показан на рис 5.2. Для того, чтобы совместить
сложный ремонт двигателей с мелким, а также с ремонтом,
например, других узлов и агрегатов автомобиля, участок ре-
монта двигателей (разборка, сбоока и т.д.) выделен в отдель-
ное помещение. Необходимо отметить, что при хорошей за-
грузке в такой мастерской уже следует предусмотреть специ-
альное складское помещение.
Дальнейшее развитие ремонта двигателей и, особенно,
сложного, как уже было сказано выше, вряд ли целесообраз-
но в рамках узкой специализации (например, когда мастер-
ская выполняет только ремонт двигателей). Поэтому на более
крупных станциях ремонт двигателей может быть выделен в
отдельный участок, спланированный в виде линии (рис. 5.3).
Такая линия включает соотвэтственно участки разборки, мой-
ки, дефектации и сборки, станочную мастерскую. Линия слож-
ного ремонта должна иметь отдельный склад запасных час-
тей, поскольку запасные части для сложного ремонта двигате-
ля, за исключением лишь некоторых позиций, используются, в
основном, только для этого вида ремонта.
Размеры помещений линии сложного ремонта должны
быть согласованы с объемом ремонта. Так, помещение (учас-
ток) сборки двигателя должен иметь площадь и количество
стендов для сборки в 2-3 раза больше, чем соответствующий
участок для разборки двигателей. Это связано с сущее гвэнно
большим временем, необходимым для сборки.
Размеры склада определяются количеством двигателей,
находящихся в ремонте. Например, для ремонта 20-25 двига-
телей в месяц на складе одновременно могут находиться де-
тали и узлы 15-20 двигателей. При укладке их деталей на
стеллажи размеры такого склада получаются не менее 20 м2.
Рчс. 5.1. Малая специализированная мастерская сложного ремонта
двигателей:
1 — стенд разборки-сборки двигателе’*!; 2 — верстак; 3 — навесной стеллаж;
4 — стеллаж для деталей двигателей; 5 — станочное оборудование; 6 — яма
для снятия и установки двигателей
Производительность линии и всех ее участков должны
быть согласованы не только между собой, но и с количеством
постов снятия и установки двигателей. Практика показывает,
что обычно на одном посту можно снять и поставить не более
12-15 двигателей в месяц. Интересно отметить, что имеется
существенная разница в производительности поста снятия-ус-
тановки двигателей в зависимости как от моделей автомоби-
лей, двигатели которых ремонтируются, так и от квалифика-
ции персонала. Например, если линия или участок сложного
ремонта ориентирован только на 1-2 марки автомобилей, то
Рис. 5.2. Малая мастерская для выполнения всех видов работ по
двигателю, в том числе сложного ремонта (обозначения соответ-
ствуют рис. 5.1):
7 — подъемник; 8 — диагностический стенд
174
Рис. 5.3. Участок (линия) сложного "серийного" ремонта двигателей
станции технического обслуживания и ремонта автомобилей:
1— стенд разборки; 2 — стенд сборки; 3 — верстак; 4 — навесной стеллаж;
5 — стеллаж; 6 — автоматизированная моечная установка; 7 — ручная
мойка; 8 — яма; 9 — шлифовальный станок; 10 — вертикально-расточной
станов: 11 — вертикально-хонинговальный станок; 12 — горизонтально-хо-
нинговальный станок; 13 — токарный станок; 14 — вертикально-фрезерный
станок; 15 — заточной станок, 16 — вертикально-сверлильный станок;
17 — прочее вспомогательное оборудование
производительносто значительно (более чем на 25-5-50%) уве-
личивается, т.к. для работы, как правило, требуется однотип-
ный инструмент, а персонал довольно быстро приобретает оп-
ределенные навыки (последовательность операций и др.). В
то же время отсутствие ограничений на марку и модель авто-
мобиля увеличивает время снятия и установки двигателя.
Анализ времени, затрачиваемого на отдельных операци-
ях при ремонте двигателей, показывает, что участок разбор-
ки двигателей должен иметь примерно вдвое меньше стендов
разборки, чем постов снятия-установки. Для сборки двигате-
лей всегда требуется больше времени, поэтому стендов для
сборки должно быть по крайней мере в 1,5-5-2 раза больше,
чем постов снятия-усгановки.
Наибольшее влияние на время, затрачиваемое на эти
операции, оказывает квалификация персонала. Это особенно
Рис. 5.4. Воротки и "трещотки" для работы с торцевыми головками
важно при работе с автомобилями различных марок и моде-
лей - специалист высокой квалификации нередко затрачивает
на большинстве операций в несколько раз меньше времени,
чем даже не самый плохой механик. Поэтому приведенные
выше цифры весьма условны и должны уточняться в ка> дом
конкретном случае.
5.2. Инструмент и оборудование для
ремонта двигателей
Многие вопросы, рассматриваемые в этом разделе, доста-
точно просты, однако на практике оказывается, что некоторой
части механиков, выполняющих ремонт двигателей, мало что
известно о том, какие инструменты, приспособления и обору-
дование необходимы в тех или иных конкретных случаях. Даже
на таких простых операциях, как отворачивание или затягива-
ние болта (гайки) нередки случаи поломок болтов (срыв граней,
обрыв стержня), корпусных деталей или инструмента только
из-за того, что операция выполнялась неподходящим инстру-
ментом. Некоторые механики, даже имея измерительный инст-
румент, не могут правильно им пользоваться, не говоря уже о
том, что многие, выполняя ремонт двигателей (в том числе
сложный!), измерительных инструментов вообще не применя-
ют. В дальнейшем при сборке двигателя такая ситуация может
привести к установке некачественно отрэмонтированных дета-
лей и к различным неисправностям двигателя после ремонта
В связи с этим вопросы использования тех или иных инстру-
ментов, приспособлений и оборудования для ремонта двигате-
лей являются столь же важными, как и технология самого ре-
монта двигателя в целом или его отдельных деталей.
5.2.1. Унисэрсальный и специальный инструмент
Инструмент для обслуживания и ремонта различной тех-
ники (не только автомобильной) выпускается обычно специа-
лизированными фирмами и имеется в продаже как в наборах,
так и отдельно (поштучно). Рассмотрим более подробно, ка-
кой инструмент следует использовать при ремонте двигате-
лей и на каких операциях.
Основным инструментом для двигателей являются торце-
вые гаечные ключи, обычно называемые торцевыми головка-
ми. Головки могут иметь различную длину (длинные и корот-
кие), размеры квадратного отверстия для воротка (наиболее
употребляемые 3/8 , 1/2 и 3/4"), а также форму рабочей ча-
сти (шестигранные, двенадцатигранные и типа TORX - шести-
угольная звезда). Кроме того, шести- и двенадцатигранные
головки и ключи могут быть метрическими и дюймовыми.
При использовании головок основной проблемой являет-
ся соответствие их конкретному болту или гайке (табл. 5.1.).
Так, при снятии или разборке для отворачивания старых бол-
тов следует использовать преимущественно шестигранные
головки, как более прочные и не повреждающие грани болта
(гайки). Это особенно важно для размеров менее 16-И 7 мм.
Для сборки (затягивания) вполне допустимо использование
двенадцатигранных головок, т.к. крутящий момент при заво-
рачивании, как правило, меньше.
При работе с крепежными элементами, требующими при
затягивании и, особенно, отворачивании больших усилий, не-
обходимо использовать головки с размером квадрата 1/2”
(12,7 мм). Кроме того, для таких работ существуют силовые
шестигранные головки, выполненные из специальных высоко-
прочных сталей (часто они имеют черный цвет).
Для работы с головками применяются различные устрой-
ства типа воротков и "трещоток" т.е. ключей имеющих храпо-
вый механизм (рис. 5.4). Воротки используются для ослабле-
ния сильнозатянутых или "прикипевших" крепежных элемен-
тов, после чего на головку устанавливается «трещотка» для
ускоренного отворачивания (особенно в ограниченном прост-
ранстве, где вороток не сможет сделать полный оборот). Нель-
175
Таблица 5.1. Ориентировочные границы применения различных торцевых головок
Размер головки болта Ослабление/затягивание
квадрат 3/8" квадрат 1/2"
6-гранная 12-гранная 6-гранная 12-гранная
6 / / / /
7 / / / /
8 / / / /
9 / / / /
10 / /
11 / /
12 / /
13 /
14 /
15 /
16 ~~ /
17 / /
18 / / / /
19 / / / /
20 / / / /
21 / / / /
22 / / / /
23 / / / /
24 / / / /
25 / / / /
27 / / / /
30 / / / /
32 / / / /
применение головки не рекомендуется;
применение головки допускается
зя во избежании поломок «трещотки» использовать ее для от-
ворачивания сильнозатянутых болтов или гаек.
Для работы с дюймовыми крепежными элементами необходи-
мы соответствующие головки с дюймовыми размерами (табл. 5.2).
Неопытные механики часто путают дюймовые и метрические
крепежные элементы. Для двух достаточно распространенных
дюймовых размеров болтов - 3''8" и 1/2" результат оказывается
плачевным, т.к. метрические ключи близких размеров 10 мм и
13 мм нередко срывают грани с этих болтов.
Для работ по снятию двигателя предпочтительнее головки с
размером квадрата 1/2", а для болтов и гаек с гранями 12-ИЗ
мм и более этот размер квадрата обязателен. Для сборки ино-
гда удобнее головки с квадратом 3/8", за исключением ответст-
венных болтов, где требуются сравнительно большие моменты
затяжки. Размер квадрата 3/4" (19 мм) для двигателей легко-
вых автомобилей применяется, в основном, только для отвора-
чивания и затягивания центрального болта (гайки) переднего
шкива коленчатого вала. Для других работ этот размер неудо-
бен и поактичэски не применяется. Кстати, для повышения
универсальности инструмента иногда неплохо иметь переход-
ники с квадрата 1/2' на квадрат 3/8" и наоборот (рис. 5.5).
Достаточно часто при ремонте двигателей приходится ис-
пользовать удлиненные головки. Они имеют длину примерно в
два раза больше, чем обычные, и удобны для работы в некото-
рых местах с ограниченным доступом (когда обычная головка
оказывается короткой, а с удлинителем в этом месте не уме-
щается сороток), при отворачивании (заворачивании) гаек с
длинных шпилек и др. Длинная головка размером 27 мм явля-
ется также универсальной для отворачивания и затягивания
форсунок многих дизелей легковых автомобилей.
Для тарированной затяжки болтов (гаек) определенным
моментом служат динамометрические ключи. Наиболее час-
то применяют два типа таких ключей (рис. 5.6) - с непрерыв-
ным отсчетом момента по шкале и настройкой по шкале, а ин-
дикацией заданного момента по характерному щелчку. Вто-
рой тип для большинства болтов более удобен, однако в неко-
торых случаях лучше использовать первый, например, для
болтов, работающих за пределом текучееги, чтобы избежать
их поломки. Ключи второго типа иногда имеют трещотку, зна-
Рис. 5.5. Переходники с одного размера квадрата на другой
Таблица 5.2. Соответствие дюймовых и метрических размеров ключей
Размер метрического ключа, мм 6 7 8 9 10 11 12 13 14 15 16 17 18
Размер дюймового ключа мм дюйм 6.35 7.95 9.55 11.10 12.70 14.30 15.10 15.90 17.50
1/4" 5/16" 3'8 7/16" 1/2 9/16" 19/32" 5/8" ' 11/16"
19 20 21 22 23 | 24 25 | 26 27 28 | 29 30 32
19.05 19.85 20.65 22.23 23.80 25.40 27.00 28.60 30.15 31.75
3/4" 25/32" 13/16" 7/8" 15/16' 1" 1 1/16" 1 1/8" 1 3/16" 1 1/4"
| | — наиболее опасное сочетание метрического ключа и дюймового болта (гайки)
176
Рис. 5.6. Различные типы динамометричес-
ких ключей
Рис. 5.9. Т-образные ключи с карданом для
различных типов болтов
Рис. 5.12. Г-образнь:е ключи для болтов с
внутренним шестигранником
Рис. 5.10. Ключи типа TORX для различных
типов болтов
Рис. 5.13. Накидные и рожковые ключи раз-
личных типов
внутренним шестигранником
Рис. 5.14. Различные виды силовых рожко-
вых ключей
чительно ускоряющую затягивание болтов и гаек. Важно от-
метить, что качественно собрать двигатель, не имея динамо-
метрического ключа, невозможно.
Для ускорения затяжки (предварительной или окончатель-
ной) большого числа однотипных болтов и гаек, например,
поддона картера, головки блока, коллекторов и других эле-
ментов, удобно использовать пневмоинструмент. Такой инст-
румент представляет собой пневмовращатэль с регулируе-
мым моментом затяжки, работающий от источника сжатого
воздуха с давлением 0,6-0,8 МПа - компрессора с ресивером
объемом не менее 15-20 л.
Для работы с торцевыми головками необходимо иметь уд-
линители. Обычно удлинители имеют небольшую длину 50-250
мм, однако для некоторых работ, например, снятия и установ-
ки двигателя, иногда удобнее пользоваться длинными удлини-
телями (500-800 мм), чем соединять несколько коротких. Для
работы в ограниченном пространстве удобны удлинители со
сферической концевой частью (рис. 5.7), обеспечивающие от-
клонение оси головки на угол 20-30°. В некоторых случаях это
^удобнее, чем кардан, т.к. такой удлинитель обеспечивает уве-
личенную жесткость инструмента при больших усилиях.
Для крепежных элементов небольшого размера (до 14
мм) удобно пользоваться Т-образными торцевыми ключами
(рис. 5.8). Такие ключи могут быть использованы как для раз-
борки, так и сборки, однако, очевидно, не годятся для отвора-
чивания "прикипевших" би-тгов и гаек. Основным применени-
ем Т-образных торцевых ключей являются болты М5-М8 под-
12. Ре.-«.НТ двкг. lap;,.'. ;и.-гй.
донов, различных крышек и кронштейнов двигателя. В некото-
рых случаях, когда подход к болтам (гайкам) ограничен, удоб-
ны Т-образные ключи с карданом (рис. 5.9).
На двигателях иностранных автомобилей достаточно ши-
роко распространены болты с круглой головкой, имеющей
внутренние шлицы. Для таких болтов применяются специаль-
ные ключи - шестигранные, двенадцатигранные и типа TORX
(шестиугольная "звезда"). Они. выпускаются в нескольких ва-
риантах (рис. 5.10) - в виде насадок с шестигранной частью
под обычные торцевые ключи и с внутренним квадратом 3/8"
и 1/2'' под удлинитель или вороток.
В некоторых случаях для болтов М5, Мб и М8 с внутренни-
ми шлицами, расположенных в местах с ограниченным досту-
пом, удобно использовать Т-образные ключи, в том числе и с
карданом (рис. 5.11), однако их применение ограничено, т.к.
они не позволяют развивать больших усилий. Г-образные
ключи (шести-, двенадцатигранные и TORX) менее удобны,
особенно при ограниченном доступе к болту (рис. 5.12).
При работе с болтами, имеющими внутренние шлицы, не-
обходимо помнить, что перед их отворачиванием шлицы
должны быть очищены от грязи. Если этого не сделать, ключ
не войдет в гнездо болта на нужную глубину, шлицы будут по-
вреждены и болт, скорее всего, придется высверливать. Это
весьма распространенная ошибка неопытных механиков.
Различные накидные и рожковые ключи (рис. 5.13) имеют
назначение скорее вспомогательное, чем основное. По край-
ней мере, для отворачивания ответственных болтов, затяну-
177
Рис. 5.15. Поломка инструмента вследствие недостаточной квали-
фикации персонала ремонтного предприятия
тых моментами свыше 60-80 Н-м, они малопригодны. В неко-
торых случаях эти ключи позволяют работать с неудобно рас-
положенными болтами и гайками, а также удерживать их от
проворачивания. Более "силовыми" являются рожковые клю-
чи, форма зева которых - шестигранник без одной грани (рис.
5.14). Основное их применение - штуцеры трубопроводов гид-
роусилителя руля, радиатора и другие аналогичные элементы.
Таким образом, при ремонте двигателей одинаково важно
как наличие всего необходимого инструмента, так и правиль-
ные навыки работы с ним. Основной принцип работы с инстру-
ментом при ремонте двигателей - необходимый инструмент
должен лежать "под рукой" и соответствовать крепежным эле-
ментам (болтам и гайкам). Интересно, что по тому, как соблю-
дается этот принцип, можно отличить квалифицированного ме-
ханика от неопытного - последний обычно подбирает инстру-
мент только по размеру головки болта (гайки), не учитывая уси-
лие ослабления или затягивания и удобство работы. Обычные
ошибки новичков - смятие граней при отворачивании болтов
или гаек из-за использования двенадцатигранных ключей и го-
ловок, поломка головок с размером квадрата 3/8” при отворачи-
вании болтов, для которых нужен размер квадрата 1/2”, полом-
ка трещоток или другого неприспособленного для ослабления
"прикипевших" болтов инструмента (рис. 5.15). Встречаются
также случаи повреждения граней и поломка инструмента при
работе с удлинителями головок, имеющими сферический нако-
нечник. Некоторые результаты такой "работы" могут во много
раз увеличить время выполнения операций. Например, при
снятии или установке двигателя требуется большое число опе-
раций - более сотни, а время каэхдой из них суммируется. Рабо-
тая несоответствующим инструментом, неопытный механик те-
ряет время практически на каждой операции и может не уло-
житься даже в целый рабочий день, в то время, как специалис-
ту будет достаточно одного - двух часов. Помимо этого, неква-
лифицированная работа нередко сопровождается поломками
некоторых деталей, обрывом проводов или аналогичными слу-
чаями, связанными с отсутствием навыков работы и, в первую
очередь, с инструментом. Повреждение дорогостоящих деталей
ведет, очевидно, к увеличению сроков и стоимости ремонта.
Поэтому вопросы применения инструмента, несмотря на кажу-
щуюся их простоту, оказываются не менее важными, чем дру-
гие вопросы, связанные с ремонтом двигателя.
5.2.2. Измерительные приборы и оборудование
Измерительное оборудование имеет принципиальное зна-
чение при выполнении сложного ремонта двигателей. Оче-
видно, при его отсутствии добиться хороших результатов ре-
монта и высокой надежности двигателя в последующей экс-
плуатации невозможно. Инструменты и приборы, предназна-
ченные для измерения деталей, имеют весьма большую но-
менклатуру и позволяют при дефектации двигателя опреде-
лить практически любую неисправность его механической ча-
сти (табл. 5.3). Несмотря на это, до сих пор некоторые меха-
ники предпочитают работать "на глазок", не утруждая себя
проведением измерений и не имея необходимых приборов.
Нередки также случаи неумения пользоваться даже самым
простым инструментом, вследствие чего при ремонте высока
вероятность ошибок, приводящих в дальнейшем к поврежде-
нию отремонтированных деталей из-за неправильно задан-
ных размеров, а также к установке в двигатель изношенных
деталей без ремонта. Ниже приведены элементарные сведе-
ния об измерительных инструментах и приборах и правилах
их применения на практике.
Для точных измерений наружного диаметра валов, порш-
ней и других деталей основным средством измерения являет-
ся микрометр (рис. 5.16). Микрометры обычно имеют цену де-
ления 0,01 мм и выпускаются с различными диапазонами из-
мерения. Для двигателей легковых автомобилей необходимы
микрометры с диапазоном измерения 0-25 мм, 25-50 мм,
50-75 мм, 75-100 мм, 100-И25 мм. Микрометры выпускают-
ся отечественными и зарубежными фирмами, причем целый
ряд зарубежных моделей имеет цену деления 0,002 мм и да-
же 0,001 мм. Однако необходимость проводить измерения с
такой точностью возникает редко (например, поршневые
пальцы, плунжеры гидротолкателей и насосов высокого дав-
Таблица 5.3. Измерения в деталях двигателя и применяемый для этого измерительный инструмент и приспособления.
N№ п/п Измеряемые поверхности, детали. их размеры Применяемый инструмент и приспособления
1 Наружный диаметр валов, поршней, пальцев. Толщина, ширина и т.д. плоских деталей Микрометр Пассаметр. набор плоскопараллельных мер длины Штангенциркуль (для грубых измерений)
2 Диаметр отверстий, внутреннее расстояние между плоскими поверхностями Нутромер в комплекте с установочным прибором, калибром или микрометром Микрометр-нутромер Штангенциркуль (для грубых измерений)
з Биение наружных поверхностей валов, торцевое биение Штатив с магнитным основанием, измерительная головка или рычажно-зубчатый индикатор, поверочная плита с призмами
4 Прямолинейность плоских поверхностей Лекальная линенка, набор щупов
5 Перпендикулярность поверхностей Лекальный угольник, набор щупов
6 Толщина криволинейных деталей Микрометр с шариком Толщиномер (оптиметр) Стойка с измерительным столом и измерительной головкой
7 Глубина отверстий относительно наружной поверхности Штангенглубиномер
8 Высота детали над плоскостью Поверочная плита, штангенрейсмасс
9 Толщина стенки сложных деталей Стенкомер
10 Параллельность отверстий шатуна Специальные измерительные приспособления
11 Масса вращающихся и поступательно движущихся деталей Механические или электрические весы
178
Рис. 5.16. Микрометры для измерения
наружных диаметров деталей в диапазоне
0-И 25 мм с точностью 0,01 мм
Рис. 5.17. Набор плоскопараллельных мер
длины для настройки и проверки измери-
тельных приборов
Рис. 5.18. Рычажная скоба (пассаметр) для
измерения наружных размеров деталей с
точностью до 0,001 мм
Рис. 5.19. Штангенциркули обычной точное- Рис. 5.20. Штангенциркуль повышенной Рис. 5.21. Нутромеры
ти с нониусной шкалой точности с индикатором часового типа
пения дизелей и некоторые другие).
Микрометр показывает абсолютный размер детали. Пе-
ред каждой серией измерений микрометр должен быть прове-
- рен и при необходимости установлен на нуль. Для этого сле-
дует использовать установочную меру, входящую обычно в
комплект к микрометру, либо набор плиток - плоскопарал-
. дельных концевых мер длины (рис. 5.17).
Иногда для точного измерения наружного диаметра неко-
торых деталей используют рычажную скобу - пассаметр (рис.
5.18). Этот прибор имеет цену деления 0,001 или 0,002 мм и в
отличие от микрометра является относительным, т.е. показы-
вает отклонение размера детали в ту или иную сторону от ну-
ля (размера, на который настроен прибор). Пассаметром
обычно измеряются детали, имеющие допуск на изготовление
менее 0,010 мм - поршневые пальцы, плунжеры гидротолка-
телей и другие. Использование пассаметра исключает воз-
никновение погрешностей из-за чрезмерного сжатия детали в
измерительном приборе.
В случаях, когда необходимы более грубые измерения (с
меньшей точностью), используют штангенциркули (рис. 5.19).
Точность отечественных штангенциркулей не превышает 0,05
мм, да и то при больших размерах прибора. Иностранные
фирмы выпускают штангенциркули обычного размера с ценой
деления 0,02 мм, причем наиболее удобны приборы со стре-
лочной или цифровой индикацией (рис. 5.20).
Измерение диаметра отверстий выполняется с помощью
нутромера (рис. 5.21). Нутромер - относительный прибор, ко-
торый перед измерением должен быть настроен на нуль, а
при измерениях показывает величину отклонения размера
детали от нуля. Нутромеры выпускаются на определенный ди-
апазон измерения, например 6-12, 12-25, 18-30, 25-50,
50-100 мм и т.д.
Наиболее распространены нутромеры с опорой на поверх-
ность отверстия по трем точкам. Это достигается с помощью
сменного наконечника (насадки) и подпружиненной скобы,
при измерении в четвертой точке - между сторонами скобы
(рис. 5.22). Данная схема - наиболее универсальная, т.к. поз-
воляет устанавливать насадки различной длины и измерять
диаметры в широком диапазоне. Существуют и другие конст-
рукции нутромеров, однако они сложнее, дороже, менее уни-
версальны и поэтому реже встречаются в практике ремонта.
Для двигателей чаще используют нутромеры, имеющие
индикатор с ценой деления 0.01 мм. Некоторые детали требу-
ют более точных измерений, при этом точность определяется
как ценой деления и погрешностью индикатора, так и характе-
ристиками самого нутромера (точностью механизма переда-
чи от измерительной поверхности к индикатору).
Нутромеры обычно имеют в комплекте сменные насад <и,
с помощью которых обеспечивается измерение диаметров
отверстий в пределах диапазона измерения прибора. Перед
измерением отвэрстия необходима установка индикатора ну-
тромера на нуль. Существует несколько способов - с помо-
щью кольцевого калибра, специального установочного прибо-
ра и микрометра.
Наиболее точно установка на нуль выполняется с помо-
щью кольцевого калибра (рис. 5.23). Установив рабочую часть
нутромера в калибр, покачиванием стержня определите по-
ложение стрелки, определяющее минимальный размер, после
чего сдвигом шкалы индикатора нуль шкалы совмещается со
стрелкой. Недостатком данного способа является необходи-
мость иметь достаточно большое количество калибров, что
неудобно при ремонте двигателей большого числа моделей.
Более удобно использование установочного прибора, на-
страиваемого на любой размер. Такой прибор аналогичен
микрометру, но имеет широкую рабочую поверхность для
удобства настройки нутромера (рис. 5.24).
Установка нутромера на нуль может быть выполнена и с
помощью обычного микрометра. Однако из-за узкой измери-
Рис 5.22. Схемы измерения внутреннего диаметра:
а — в одной точке с опорой на три точки; б — в двух точках (для отверстий
малого диаметра); в — в трех точках
12’
179
Рис. 5.23. Настройка нутромера на нуль с
помощью кольцевого калибра
Рис. 5.24. Установочный прибор фирмы
SUNNEN для настройки нутромеров
Рис. 5.25. Микрометр-нутромер для точно-
го измерения диаметра коротких отверстий
Рис. 5.26. Магнитная стойка с индикатором
часового типа для измерения биения валов
тельной поверхности микрометра и необходимости удержи-
вать нутромер на весу данный способ неудобен. Кроме того,
он может вызвать дополнительную погрешность измерения
как из-за погрешности микрометра, так и из-за неправильной
настройки самого нутромера (при удерживании прибора на
весу могут возникнуть дополнительные силы или взаимный
перекос осей рабочих поверхностей приборов, исках;ающие
результат установки на нуль).
Способы настройки нутромера с помощью установочного
прибора или микрометра могут дать погрешность из-за откло-
нения формы измерительных поверхностей нутромера от
сферы, например, вследствие их износа.
Для точного измерения диаметра коротких отверстий
удобны микрометры-нутромеры (рис. 5.25). Такие приборы
работают аналогично микрометрам с такими же диапазонами
измерений, за исключением минимального, который начина-
ется не от нуля. Их преимуществом является то, что они сра-
зу показывают абсолютный размер отверстия детали. Микро-
метры-нутромеры наиболее удобно применять для измерения
диаметра отверстий в местах, где нет соответствующего под-
хода для обычного нутромера, а диаметр отверстия сущест-
венно больше его длины.
Для измерения биений различных валов двигателя исполь-
зуется штатив с магнитным основанием и измерительная го-
ловка (индикатор) с набором наконечников различной длины
(рис. 5.26). Данный прибор применяется для проверки валов в
центрах (например, на токарном станке) или на призмах. Из-
мерение торцевого биения поверхностей валов выполняется с
помощью рычажно-зубчатого индикатора (рис. 5.27), устанав-
ливаемого на ту же стойку с магнитным основанием.
Для проверки валов используются поверочные плиты
различных размеров (рис. 5.28). Желательно, чтобы длина
плиты была не менее 600 мм; ширина имеет меньшее значе-
ние. В пазах плиты закрепляются призмы. Перед установкой
на призмы вал следует промыть и смазать чистым маслом,
иначе через довольно короткое время на опорных гранях
призмы появятся следы износа, а на шейках валов будут ос-
таваться царапины. На призмах сложно проверять валы,
имеющие опорные шейки различного диаметра. Однако в
целом данный способ является основным как при дефекта-
ции, так и при проверке отремонтированных валов перед
сборкой двигателя.
Поверочные плиты могут быть также использованы для
предварительной проверки деформации небольших деталей
(шатуны и др.). Проверка таких деталей на плите проводится
"покачиванием".
Некоторые детали двигателей требуют проверки прямо-
линейности и перпендикулярности поверхностей. Так, для
проверки плоскостей головок и блоков цилиндров использу-
ются лекальные линейки - трех- или четырехгранные длиной
3501000 мм (рис. 5.29). Для определения величины дефор-
мации линейка устанавливается на плоскость, а под ее
среднюю часть подкладывается тот или иной щуп из набора
0,02+0,50 мм. Лекальные линейки позволяют также прове-
рить и измерить деформацию постелей блока с точностью
до 0,02 мм.
Рис. 5.27. Рычажно-зубчатый индикатор
Рис. 5.28. Вал на призмах, установленный Рис. 5.29. Лекальная линейка
на поверочной плите
180
Для проверки перпендикулярности поверхностей служат
лекальные угольники (рис. 5.30). С помощью лекального
угольника можно приближенно определить, например, непер-
пендикулярность отверстия шатуна к его боковой поверхнос-
ти или цилиндра к верхней плоскости блока.
В практике ремонта иногда требуется точное измерение
толщины деталей. Толщина плоских деталей, очевидно, опре-
деляется микрометром. Для криволинейных деталей (вклады-
ши, втулки и др.) можно также использовать микрометр с ша-
риком (см. раздел 9.4.) или специальные микрометры (рис.
5.31). Для измерения толщины подобных деталей удобно так-
же пользоваться специализированными приборами - толщи-
номерами. Толщиномер (рис. 5.32) аналогичен микрометру,
но имеет одну или две измерительных поверхности сфериче-
ской формы. Измерение толщины деталей можно также про-
водить на стойке с измерительным столом и измерительной
головкой (рис. 5.33).
Иногда для измерения размеров деталей применяются
специальные микрометры с широкими измерительными по-
верхностями (рис. 5.34). Подобные приборы хорошо подходят
для измерения ширины элемента, расположенного на уровне
поверхности детали (например, ширины коренной опоры в
блоке цилиндров и др.).
В некоторых случаях, например, для определения глубины
отверстий, удобно использовать штангенглубиномер (рис.
5.35). Для определения высоты детали над плоскостью приме-
няется штангенрейсмасс (рис. 5.36). Этот прибор позволяет
также при необходимости измерить радиус кривошипа колен-
чатого вала (ход поршня). Цена деления этих приборов - та-
кая же, как у штангенциркулей (обычно 0,05-^0,10 мм).
В некоторых случаях при ремонте деталей сложной кон-
фигурации (блоки цилиндров, головки и др.) приходится стал-
киваться с определением толщины стенок в конкретных сече-
ниях. Для этого можно использовать специальный прибор -
стенкомер (рис. 5.37). Его точности - 0,1 мм вполне достаточ-
но, поэтому при необходимости его нетрудно изготовить. Ис-
пользование стенкомера позволяет избежать ошибок, напри-
мер, при растачивании и гильзовании поврежденных блоков
цилиндров. Настройка индикатора прибора на нуль осуществ-
ляется при прижатых друг к другу измерительных наконечни-
ках. Поскольку стандартный индикатор с ценой деления 0,01
мм имеет ход 10 мм, в соответствии с равенством плеч по-
движного рычага такой же будет максимальная измеряемая
толщина стенки.
Помимо универсальных измерительных приборов при ре-
монте двигателя приходится пользоваться специальными
средствами, предназначенными для контроля геометрии
только конкретных деталей. В первую очередь это относится
к шатунам - на практике необходимо проверять параллель-
ность осей отверстий верхней и нижней головок при дефекта-
ции двигателя. Не секрет, что установленный в двигатель де-
формированный шатун приводит к увеличенному расходу
масла и шуму, а также к снижению ресурса деталей, связан-
ных с шатуном данного цилиндра.
Рис. 5.30. Лекальный угольник
Рис. 5.36. Штангенрейсмасс для измерения
высоты деталей
Рис. 5.31. Специальный микрометр для из-
мерения толщины деталей с криволинейной
поверхностью
Рис. 5.33. Оптиметр
Рис. 5.32. Электронный толщиномер (для из- Рис. 5.35. Штангенглубиномер
мерения толщины вкладышей)
Рис. 5.34. Специальный микрометр для из-
мерения ширины перемычек между канав-
ками поршня и другими элементами деталей
Рис. 5.37. Схема измерения толщины стенки
цилиндра блока стенкомером:
1, 2 — ножка приспособления; 3 — индикатор
часового типа; 4 — поворотный упор
181
Рис. 5.33. Приборы для измерения деформации шатунов:
а — по параллельности поверхности отверстий; б — по боковым
поверхностям головок
Рис. 5.39. Приспособление для
контроля деформации стержней
клапанов
Рис. 5.40. Электронные весы
Специализированные фирмы выпускают приборы для кон-
троля шатунов, однако они не всегда доступны, в том числе и
по цене. Достаточно простое приспособление, собранное на
небольшой поверочной плите (рис. 5.38), позволяет опреде-
лить деформацию стержня шатуна по непараллельности боко-
вых поверхностей его нижней и верхней головок.
Приспособление состоит из кронштейна с шайбами и болтом
крепления нижней головки шатуна, и кронштейна индикатора на
оси, закрепляемой тем же способом на верхней головке шату-
на. Точность прибора определяется четырьмя факторами:
плоскостностью плиты, на которой собрано приспособление;
непараллельностью верхнего и нижнего оснований крон-
штейна нижней головки (не более 0,005 мм);
неперпендикулярностью плоского основания и стержня
оси (не более 0,005 мм) кронштейна индикатора;
зазором оси в отверстии кронштейна индикатора
(0,0054-0,008 мм).
При выдерживании всех рекомендаций погрешность при-
способления не превышает 0,0154-0,020 мм на длине 200 мм,
что в 24-3 раза меньше допустимой деформации стержня ша-
туна. Проверка шатуна выполняется просто - после затягива-
ния гаек крепления на приспособлении верхней и нижней го-
ловок следует повернуть кронштейн индикатора вокруг оси
кронштейна. Амплитуда А отклонения стрелки индикатора за
1 оборот позволяет рассчитать непараллельность 8/ осей го-
ловок шатуна на заданной длине / по формуле:
d; = A l ,
где L = 2R - двойной радиус, описываемый ножкой индика-
тора на плите.
Применение приспособления для проверки шатунов явля-
ется обязательным также при их правке.
Для проверки деформации клапанов достаточно удобно
специальное приспособление с индикатором (рис. 5.39), поз-
воляющее определить биение фаски клапана относительно
стержня с точностью 0,02 мм. Использование подобного при-
способления дает значительную экономию времени, особен-
но при ремонте многоклапанных головок.
Перед сборкой двигателя часто требуется подогнать по
массе одноименные детали (поршни, шатуны и др.). Для этого
удобно пользоваться электронными весами с пределом изме-
рения до 1 кг (рис. 5.40). Такие весы, помимо абсолютного
значения массы детали, показывают ее разницу с заранее за-
фиксированным “базовым" значением. Точность электрон-
ных весов высока - 0,014-0,10 г. Возможно также использова-
ние механических весов с ценой деления до 24-5 г. Для под-
гонки массы шатунов и поршней большей точности, как пра-
вило, не требуется.
Более подробно технология измерения деталей двигате-
лей описана в разделе 8.
5.4.3. Специальные приспособления и оснастка
При ремонте двигателей помимо универсального инстру-
мента необходимо иметь достаточно большую номенклатуру
специальных приспособлений, без которых выполнение целого
ряда операций проблематично, а иногда и просто невозможно
(табл. 5.4). Рассмотрим эти приспособления более подробно.
Для снятия различных деталей (шестерни, шкивы, подшип-
ники) с хвостовиков валов двигателей обычно применяются
съемники. Многие фирмы выпускают универсальные съемни-
ки, общий вид которых приведен на рис. 5.41. Для снятия га-
сителей колебаний с коленчатых валов некоторых двигателей
хорошо зарекомендовал себя специальный съемник с захва-
том снимаемой детали болтами, заворачиваемыми в ее резь-
бовые отверстия (рис. 5.42).
Для выпрессовки поршневых пальцев, запрессованных в
верхнюю головку шатуна, используются различные приспо-
собления и оправки. У подавляющего большинства двигате-
лей выпрессовка пальца может быть выполнена на специаль-
ном стенде, представленном на рис. 5.43. Усилие выпрессов-
ки от гидравлического домкрата передается через технологи-
ческий палец, имеющий меньший диаметр, чем поршневой
палец. Технологический палец долх;ен центрироваться в пор-
шневом. Шатун под действием нагрузки упирается в бобышку
поршня. С наружной стороны поршня у этой же бобышки не-
эбходимо установить радиусную подкладку с отверстием для
выхода пальца и упереть ее в неподвижное верхнее основа-
ние пресса. Практика показывает, что не обязательно стре-
миться к точному равенству радиусов подкладки и поршня -
вполне достаточно, если радиус подкладки на 14-5 мм больше.
Это позволяет на диапазон диаметров поршней двигателей
легковых автомобилей (654-105 мм) иметь только 34-4 разных
подкладки.
Рис. 5.41. Универсальные съем-
ники
Рис. 5.42. Резьбовые съемники,
применяемые для снятия шки-
вов коленчатых валов
182
Таблица 5.4. Операции, выполняемые при разборке и сборке двшателя с помощью специальных приспособлений и оснастки
№ п/п Ремонтная операция Приспособление или оснастка, применяемые на данной операции
1 Снятие шкивов, звездочек, втулок с валов Универсальные съемники Специальные съемники
2 Разборка и сборка поршня и шатуна с “плавающим" пальцем Набор технологических пальцев печь с температурой до 150пС
3 Выпрессовка пальца с неподвижной посадкой в шатуне Пресс, набор подкладок, набор технологических пальцев
4 Сборка шатуна и поршня с пальцем, имеющим неподвижную посадку в шатуне Специальная оправка с набором направляющих втулок, печь с температурой 250-^300~'С или горелка
5 Установка поршня с кольцами в цилиндр Кольцевые оправки Ленточные приспособления
6 Разборка и сборка клапанов Рычажные приспособления Винтовые приспособления
7 Снятие масл< отражательных колпачков Цанговое приспособление
8 Установка маслоотражательных колпачков Специальная оправка
9 Выпрессовка направляющих втулок клапанов Винтов >е приспособление Оправка для выбивания
10 Запрессовка направляющих втулок клапанов Оправка Печь с температурой до 200JC
11 Выпрессовка подшипников из заднего торца коленчатого вала (подшипники передней опоры первичного вала коробки передач) Набор цанговых приспособлений, ударник
12 Демонтаж ‘’мокрых’’ гильз из блока Специальные оправки
13 Запрессовка “сухих’ гильз Винтовое приспособление
14 Выпрессовка и запрессовка втулок вспомогательных валов, шатунов и т.д. Специальные приспособления Специальные оправки
15 Центрирование ведомого диска при сборке сцепления Набор оправок
Для разборки шатуна и поршня с плавающим пальцем не-
обходим тот же описанный выше технологический палец, по
которому можно несколько раз ударить молотком, удерживая
поршень и шатун на весу (разумеется, предварительно сняв
стопорные кольца). При нагреве поршня с шатуном до
80*100°С плавающий палец свободно выходит из отверстия.
При установке пальцев в шатуны с прессовой посадкой
в верхней головке используется оправка с комплектом на-
правляющих втулок (пилотов) (рис. 5.44). Направляющие
втулки должны иметь диаметр на 0,07*0,12 мм меньше диа-
метра поршневого пальца. Между торцом оправки и паль-
цем могут быть установлены шайбы, регулирующие положе-
ние пальца в шатуне.
Перед установкой пальца, имеющего прессовую посадку в
шатуне, верхняя головка шатуна (или весь шатун) должна
быть нагрета до 250*300°С. Нагрев может быть выполнен
различными способами и с помощью различного оборудова-
ния. Наиболее распространен местный нагрев верхней голо-
вки шатуна паяльной лампой или газовой горелкой, однако та-
кие работы можно выполнять только на открытом воздухе.
Для нагрева шатунов могут быть также использованы различ-
ные электрические печи, обеспечивающие поддержание по-
стоянной заданной температуры (рис. 5.45). Для работы в по-
мещении печи предпочтительнее по соображениям пожарной
безопасности.
Для установки поршней в цилиндры необходимо исполь-
зовать специальные приспособления для обжатия поршне-
вых колец. Если предполагается ремонт двигателей только
одной-двух моделей, то в таком случае более удобен набор
кольцевых оправок (рис. 5.46), каждая из которых соответ-
ствует определенному диаметру цилиндра. Для ремонта
большого количества моделей двигателей кольцевые оп-
равки невыгодны, т.к. их требуется слишком много. Поэто-
му предпочтение следует отдать универсальным приспо-
соблениям, например, ленточным (рис. 5.47). Подобные
приспособления производятся различными фирмами и ча-
сто имеют "трещотку", позволяющую удерживать кольца в
сжатом состоянии.
Рис. 5.43. Приспособления для выпрессовки поршневых пальцев:
а — рама с гидравлическим домкратом, б — специальный пресс с гидроприводом
Рис. 5.44. Оправка с набором пилотов для
сборки шатунов с поршнями (при неподвиж-
ной посадке пальца в шатуне)
Рис. 5.45. Электро-
печь для нагрева де-
талей перед сборкой
Рис. 5.46. Коническая
оправка для обжатия
поршневых колец
183
Рис. 5.49. Рычажно-винтовое
приспособление
Рис. 5.47. Ленточная оправка
для обжатия поршневых колец
Рис. 5.48. Винтовое приспособле-
ние для разборки/сборки пружин
клапанов на снятой головке бло-
ка цилиндров
Рис. 5.50. Рычажное приспособ-
ление для рг зборки/сборки пру-
жин клапанов, применяемое без
снятия головки с блок? цилиндров
Для разборки и сборки клапанов используются винтовые
и рычажные приспособления. Винтовые приспособления
{рис. 5.48) обычно представляют собой скобу, одна сторона
которой упирается в тарелку клапана со стороны камеры сго-
рания, а другая имеет винт с шайбой. При вращении винта
шайба упирается в тарелку пружины, освобождая сухари кла-
пана. Некоторые фирмы выпускают рычажно-винтовые при-
способления, выполненные по аналогичной схеме (рис. 5.49).
В таких приспособлениях винт служит только для регулиров-
ки, а рычагом производится сжатие пружины и освобожде-
ние сухарей.
Подобные приспособления достаточно удобны для работы
на снятой с двигателя головке блоха - снятие и установка су-
харей выполняются быстро, при этом сжатие пружины идет
без перекосов, что исключает повреждения стержня клапана
тарелкой пружины.
Если требуется разборка и сборка пружин клапанов на го-
ловке. установленной на блоке цилиндров (например, при за-
мене маслоотражательных колпачков в эксплуатации), то
описанные выше приспособления непригодны. В таких случа-
ях используются рычажные приспособления (рис. 5.50). В по-
добных приспособлениях для универсальности их примене-
ния шарнирно установленная часть, нажимающая на тарелку
клапана, должна иметь возможность перестановки на различ-
ные расстояния от вилки. Шарнирно закрепленная вилка слу-
жит для зацепления за головки болтов (гайки), заворачивае-
мых в отверстия (на шпильки) вблизи клапанов. Нажимающая
часть приспособления может быть сменной, т.к. для различ-
ных двигателей требуются шайбы различного диаметра.
Недостатком подобных рычажных приспособлений явля-
ется возможность перекоса тарелки при сжатии пружины, что
при отсутствии необходимого навыка может привести к по-
вреждению стержня клапана.
Иногда используются специальные винтовые приспособ-
ления (рис. 5.51), однако не всэ из них обладают универсаль-
ностью (т.е. могут быть использованы только для конкретной
модели двигателя).
Для снятия маслоотражательных колпачков с направляю-
щих втулок клапанов в некоторых случаях удобно пользовать-
ся приспособлением с цанговым зажимом (рис. 5.52). При ус-
тановке колпачков традиционной конструкции необходима
оправка, позволяющая исключить перекос и повреждение
колпачка (рис. 5.53). Работа с двигателями разных моделей
Рис. 5.51. Винтовое приспособле-
ние для разборки/сборки клапанов:
а—с опорой на технологическую шп! ль-
ку; б — с захватом пружины клапана
требует несколько размеров
оправок для установки кол-
пачков.
Выпрсссовка направляю-
щих втулок клапанов может
быть выполнена различными
приспособлениями. Для брон-
зовых втулок, устанавливае-
мых обычно с небольшим на-
тягом, возможны различные
варианты, в том числе резьбо-
вое приспособление для вы-
прессовки (рис. 5.54) и оправ-
ка для выбивания (рис. 5.55).
Выпрэссовка втулок резьбо-
вым приспособлением пред-
почтительнее, т.к. исключает-
ся возможность повреждения
отверстия в головке.
Запрессовка втулок вы-
полняется обычно ударным
способом с помощью оправки
(рис. 5.56). Оправка должна
обеспечивать центрирование
втулки и передачу усилия че-
рез упорный буртик втулки, а
не на посадочный пояс масло-
отражательного колпачка (в
противном случае втулка, ско-
рее всего, сломается). Для
снижения усилий при запрес-
совке используется печь, поз-
воляющая нагреть головку до
150-200=0.
При подготовке коленча-
тых валов к ремонту (шлифо-
вание в центрах) приходится
снимать подшипники опоры
первичного вала коробки пе-
редач, расположенные в зад-
нем торце коленчатых валов.
С этой целью можно исполь-
зовать специальные цанговые
Рис. 5.52. Цанговое приспособ-
ление для снятия маслоитража-
тельных колпачков
Рис. 5.53. Оправка для запрес-
совки маслоотра) нательного
колпачка клапана:
1 —оправка; 2—клапан или направля-
ющий стержень; 3 — маслоотражатель-
ный колпачок клапана; 4 — втулка кла-
пана; 5 — головке блока цилиндров
Рис. 5.54. Винтовое приспособ-
ление для выпрэссовки направ-
ляющих втулок:
1 — винт; 2 — гайка; 3 — стакан;
4 — болт
184
Рис. 5.55. Оправка для выпрессовки направляющей втулки клапа-
на ударным способом:
1 — оправка; 2 — втулка клапана
Рис. 5.58. Ударник - приспособление для выпрессовки (запрес-
совки) втулок и подшипников ударным способом
Рис. 5.53. Оправка для запрессовки направляющих втулок клапа-
нов ударным способом:
1 — оправка; 2 — направляющая втулка клапана; 3 — направляющий штифт
Рис. 5.59. Оправка для выпрес-
совки "мокрых” гильз:
1 — оправка. 2 — гильза; 3 — блок
цилиндров
Рис. 5.60. Винтовое приспособле-
ние для запрессовки "сухих" гильз:
1 — гайка; 2 — подшипник; 3 — упор;
4 — гильза; 5 — винт; 6 — подкладка;
7 — опора (скалка)
Рис. 5.57. Набор цанг для выпрессовки подшипников из коленча-
тых валов
приспособления (рис. 5.57). У коленчатых валов двигателей
легковых автомобилей наиболее часто встречаются подшип-
ники, имеющие внутренний диаметр 12,14,15,16,17 и 18 мм,
для каждого из них требуется своя цанга. Цанговые приспо-
собления данного типа применяются с ударником (рис. 5.58),
позволяющим снять подшипник ударным способом.
При ремонте двигателей с "мокрыми" гильзами часто воз-
никают трудности в демонтаже гильз из блока цилиндров.
Чтобы не повредить гильзу, удобно использовать оправку из
мягкого металла (рис. 5.59), позволяющую выбить или вы-
прессовать гильзу из блока. Приспособление для запрессовки
"сухих" гильз в предварительно расточенные отверстия блока
цилиндров представлено на рис. 5.60.
Из приспособлений и оправок для выпрессовки и запрес-
совки различных втулок следует отметить те, которые необхо-
димы при замене втулок распределительных, балансирных и
вспомогательных валов в блоке цилиндров (рис. 5.61) и вту-
лок в верхних головках шатунов (рис. 5.62). Устройство и
принцип действия этих приспособлений достаточно просты и
не требуют дополнительных пояснений.
При сборке двигателей часто требуется центрировать
диск сцепления относительно коленчатого вала. Для этого мо-
гут быть использованы наборы центрирующих оправок, выпу-
скаемые различными фирмами (рис. 5.63).
Из специальных средств, необходимых при выполнении
ремонта двигателей, следует упомянуть моечную установку
для деталей, а также пускозарядную станцию для зарядки ак-
кумуляторов и запуска двигателей.
Более поцробно особенности устройства и работы описан-
ных выше приспособлений и оснастки приведены них:е.
12а. Ремонт двш злруй анч-и
185
Рис. 5.63. Набор оправок для
центрирования ведомого диска
сцепления
Рис. 5.61. Приспособление для
выпрессовки и запрессовки
втулок распределительных и
вспомогательных валов
Рис. 5.62. Выпрессовка втулок
верхней головки шатуна:
а — в тисках: б — ударным спосо-
бом; 1 — шатун; 2 — втулка шатуна;
3 — технологический палец (выко-
лотка); 4 — технологическая втулка;
5 — плита
Рис. 5.64. Набор угловых фрез и
пилотов для ремонта седел кла-
панов
Рис. 5.65. Варианты центриро-
вания пилотов в направляющей
втулке клапана:
а — по неизношенной средней части
средней части (пилот имеет слабоко-
ническую форму); б — по изношен-
ным поверхностям втулки (пилот
имеет верхний и нижний конусы)
5.2.4. Инструмент, приспособления и станки для
ремонта деталей
Согласно изложенной выше общей концепции организации
ремонта двигателей в ремонтной мастерской необязательно
выполнять все работы, связанные с ремонтом конкретных дета-
лей - часть работ, требующих сложного и дорогого оборудова-
ния, может быть выполнена на соответствующих предприятиях-
смежниках. В то же время определенный специализированный
инструмент и приспособления для ремонта деталей желательно
иметь даже в малой мастерской (табл. 5.5). Ниже приводится
краткое описание инструмента и оборудования для ремонта де-
талей. Более псдрсбно этот вопрос рассмотрен в разделе 9.
Ремонт седел клапанов выполняется различным инстру-
ментом, среди которого следует отметить фрезы и резцовые
головки. Фрезы (рис. 5.64) являются наиболее простым и де-
шевым инструментом. Обычно фрезы делаются различного
диаметра (254-50 мм) с различными углами - из них распрост-
ранены 30е, 45° и 60° (половина угла при вершине), другие уг-
лы встречаются реже и имеют вспомогательные значение.
Фрезы для обработки "мягких" седел изготавливаются из ин-
струментальных сталей и имеют 104-12 и более режущих кро-
мок (зубьез), причем чем их больше, тем меньше фреза
склонна к "дроблению" при обработке седла. Уменьшает дроб-
ление и нечетное количество зубьев фрезы. Находят приме-
нение еррезы с пластинками из твердого сплава - у таких фрез
число режущих кромок обычно меньше.
В комплекте с фрезами используются центрирующие
стержни (пилоты), обеспечивающие соосность отверстия на-
правляющей втулки и седла клапана. Существуют два типа ин-
струмента. Более дешевый и менее точный - жесткое закреп-
ление фрезы на пилоте и вращение пилота в направляющей
втулке клапана. Здесь трудно добиться хорошего качества об-
работки седла, если втулка изношена и пилот имеет в ней по-
вышенный зазор. Поэтому желательно иметь в комплекте по
несколько пилотов одного номинального размера, отличаю-
щихся на 0,0204-0,025 мм. Это позволяет точно подобрать пи-
лот как к изношенной, так и новой втулке.
Более точный, но дорогой способ - неподвижное крепле-
ние пилота во втулке и небольшой зазор (менее 0,01 мм)
между пилотом и отверстием фрезы (рис. 5.65). В таких кон-
струкциях обычно применяются цанговые (разрезные) пило-
ты, обеспечивающие зажим по неизношенной части втулки.
Встречаются также пилоты с фиксацией во втулке по двум ко-
нусам (рис. 5.66), однако они центрируют инструмент по изно-
шенным участкам втулки, что может привести к несоосности
стержня клапана и седла после его обработки, если втулка
имеет неравномерный износ.
Вместо фрез в комплекте с пилотом может использоваться
резцовая головка - специальный резцедержатель с твердосплав-
ными резцами. Встречаются варианты с несколькими резцами,
регулируемыми вдоль конической образующей держателя, а
также с одним резцом, регулируемым в поперечном направле-
нии (рис. 5.67). В последнем варианте повышаются требования
к зазору между пилотом и втулкой (держателем), т.к. усилие пе-
рекоса от резца воспринимается только пилотом. Резец в дер-
жателе может быть установлен любой, с любым углом заточки, в
Таблица 5.5. Возможности специального ручного инструмента и приспособлений для ремонта деталей двигателей
N№ п/п Ремонтируемая поверхность ми деталь Применяемый инструмент или приспособление
1 Поверхность седла клапана Угловые фрезы Резцовые головки Приспособления для концентричного шлифования Приспособления для эксцентричного шлифования
2 Направляющие втулки клапанов “Роллер” для раскатывания внутренней поверхности Развертка с длинной направляющей частью
3 Поверхности опор распределительного вала в головке блока Борштанги Развертки с длинной направляющей частью
4 Поверхность фаски клапана Резцовая головка
5 Притирка клапанов Ручные приспособления Специальная дрель с “присоской" для привода за тарелку клапана
6 Притирка и исправление плоскости деталей Плита притирочная
7 Пробивка отверстий в прокладках Набор пробойников
8 Снятие “глянца” с малоизношенных цилиндров Дрель, хонинговальная головка
9 Подгонка замков поршневых колец Специальное приспособление
186
Рис. 5.66. Неподвижный пилот с фиксацией по конусам на краях
направляющей втулки (по из1 юшенным поверхностям втулки)
Рис. 5.67. Резцовые головки для ремонта седел клапанов:
а — с одним резцом; б — с несколькими резцами
Рис. 5.68. Схема работы комбинированного резца резцовой головки:
1 — резец; 2 — седло
Рис. 5.69. Приспособление с Рис. 5.71. Схема кпнцентрич-
карданом для ручной притирки ного шлифования седла кла-
клапанов пана
Рис. 5.70. Приспособление со
сменными цангами для притир-
ки клапанов
Рис. 5.72. Схема эксцент-
ричного шлифования седла
клапана
том числе, комбинированным, формирующим сразу всю поверх-
ность седла (рис. 5.68). Подобный инструмент выпускают раз-
личные фирмы, среди которых следует отметить, например,
NEWAY, MIRA, SUNNEN. Фирма NEWAY выпускает также при-
способление с резцовой головкой для ремонта фасок клапанов.
Для притирки клапанов также используются различные при-
способления. Наиболее простое - ручное, с зажатием стержня
клапана винтом, иногда такие приспособления могут иметь кар-
дан (рис. 5.69) для уменьшения боковых усилий на стержень кла-
пана. Недостатками данного приспособления являются возмож-
ность повреждения стержня винтом и неудобство зажима стерж-
ня в ограниченном пространстве (например, в "колодце" цилинд-
рического толкателя). Указанных недостатков лишено ручное при-
способление с цанговым зажимом стеожня (рис. 5.70), однако
здесь трудно избавиться от боковых усилий. Находят также при-
менение устройств^ привода клапана не за стержень, а за тарел-
ку со стороны камеры сгорания. Такой привод можно осуществить
с помощью резиновых "присосок", исключив боковые усилия на
стержень, причем в данном варианте для вращения клапана лег-
ко использовать электропривод (например, ручную дрель). В пре-
дыдущих приспособлениях этого делать не рекомендуется, т.к. бо-
ковые усилия на стержне могут привести к износу втулки в про-
цессе притирки. Для механизированной притирки выпускаются
специальные др эли с редактором, обеспечивающим возвратно-
вращательное движение (вращение попеременно в обе стороны).
Однако к их применению следует относиться осторожно, т.к. при
длительной притирке ухудшается геометрия седла и тарелки кла-
пана, а также возможен износ направляющей втулки клапана.
Приспособления и станки для шлифования сэдел заменяют
Фрезы и рэзцы, а если фаска тарелки клапана тоже шлифуется,
то и притирку. Принцип работы шлифовального приспособления
с концентричным кругом такой же, как и у фрез или резцов. При-
вод шлифовального круга осуществляется высокооборотным
электродвигателем, а центрирование во втулке - с помощью то-
го же пилота (рис. 5.71). Поскольку шлифовальный круг посте-
пенно изнашиваемся, его периодически прявят (протачивают)
алмазным резцом с помощью специального приспособления.
Станки для эксцентричного шлифования обычно имеют
более сложную конструкцию, т.к. круг совершает здесь слож-
ное движение - помимо вращения круга происходит также
вращение приспособления вокруг оси пилота, установленного
во втулку (рис. 5.72). Эксцентричное шлифование требует
тщательной настройки, но дает несколько более высокое ка-
чество поверхности седла. В целом следует отметить, что
шлифование седел более целесообразно при серийном ре-
монте двигателей одной или нескольких моделей.
Для ремонта направляющих втулок клапанов применяются
приспособления фирм SUNNEN и NEWAY (рис. 5.73). Принцип
действия приспособления - раскатки (или роллера), состоит в
раскатывании поверхности отверстия втулки роликом. Ролик
выполнен из твердого сплава и располагается в кармане меж-
ду направляющей частью и корпусом приспособления под не-
большим углом к оси. Вследствие этого при вращении приспо-
собление ввинчивается во втулку, накатывая в ее отверстии
резьбу и "поднимая" материал внутрь. Для каждого диаметра
втулки (стержня клапана) необходима раскатка соответствую-
щего диаметра. Фирма выпускает раскатки для втулок диаме-
тром 7; 8; 8,5; 9; 10 и 11 мм. Данное приспособление может
быть использовано только для втулок из "мягких" материалов
(бронза или неотбеленный чугун).
Для чистовой обработки отверстий в направляющих вг/л-
ках клапанов (в том числе и после их “раскатывания") исполь-
зуются развертки соответствующих диаметров. Чтобы обеспе-
чить правильную геометрию отверстия, развертка, вращаемая
вручную (с помощью воротка), должна иметь направляющую
часть (рис. 5.74). Развертки традиционной конструкции обычно
дают конус на определенной длине отверстия.
Развертки с ручным приводом и направляющей частью мо-
гут быть использованы также для ремонта поверхностей опор
187
Рис. 5.73. Комплект для ремон-
та ("раскатывания") отверстий
направляющих втулок клапанов
распределительного вала в го-
ловках блока цилиндров. При
серьезных повреждениях опор
для их растачивания могут
применяться борштанги (рис.
5.75). Диаметры опор распре-
делительных валов большинст-
ва двигателей лежат в преде-
лах 027-34 мм (меньшие зна-
чения относятся к двухваль-
ным двигателям), поэтому но-
менклатура данного инстру-
а б
Рис. 5.74. Влияние направляю-
щей части развертки на качест-
во ремонта отверстия (при руч-
ном приводе развертки):
а — ре звертка без направляюще час-
ти всегда вызывает перекос осей "но-
вого" и "старого" отвэрстий; б — раз-
вертка с направляющей частью соэспе-
чивает минимальный перекос осей
Рис. 5.75. Набор борштанг с
твердосплавными резцами для
ремонта постелей распредели-
тельных валов в головках бло-
ков цилиндров
Рис. 5.76. Приспособление с ал-
мазным круом для ручной под-
гонки замков поршневых колец
мента весьма ограничена.
Подробно технологии ре-
монта деталей с использова-
нием описанного выше инст-
румента и приспособлений из-
ложены в разделе 9. Среди
других типов доступного обо-
рудования и инструмента сле-
дует упомянуть притирочные
плиты различных размеров
для исправления деформиро-
ванных плоскостей различных
деталей и пробойники для от-
верстий в прокладках. Доста-
точно часто возникает необ-
ходимость сверления в дета-
лях отверстий различного диа-
метра, для чего любая мастер-
ская должна располагать соот-
ветствующим оборудованием
(ручные дрели, небольшой
вертикально-сверлильный ста-
нок). Помимо этого, большая
ручная дрель может потребо-
ваться для привода различно-
го инструмента и приспособ-
лений, в том числе, хонинго-
вальной головки, обеспечива-
ющей снятие "глянца" с дли-
тельно работавшей, но еще
малоизношенной поверхности
цилиндров (см. раздел 9.).
Разумеется, мастерская в
обязательном порядке должна
быть оснащена хотя бы самым
простым заточным станком
("точило") с набором кругов
различной зернистости, тиска-
ми, напильниками, резьбона-
резным инструментом (метчи-
ки и плашки, в том числе на
оезьбы большого диаметра) и
т.д. При выполнении сложного
ремонта двигателей нередко
возникает необходимость под-
гонки замков поршневых ко-
лец. Для этого существуют
приспособления с абразивным
кругом (рис. 5.76), позволяю-
щие быстро и ровно обрабо-
тать замки. Из универсального оборудования, которое должно
располагаться в мастзрской, слэдует отметить токарный ста-
нок. На нем может быть выполнен целый ряд ответственных ра-
бот, начиная от проверки различных валов и кончая доработкой
или даже изготовлением различных мелких деталей (втулки,
болты и т.д.) м оснастки (оправки различного назначения и др.).
Важное значение для успешной работы имеет и свароч-
ное оборудование, особенно, для сварки в среде углекислого
газа. Практика показывает, что в процессе работ, связанных
с ремонтом двигателей, необходимость сварки возникает до-
статочно часто (выхлопные трубы и коллекторы, кронштейны
и другие детали из чугуна и стали, в которых обнаруживаются
трещины и поломки).
Перечисленное выше оборудование и инструмент (см.
табл. 5.5) составляют определенный минимум, который следу-
ет иметь мастерской, выполняющей "серийный" сложный ре-
монт двигателей. В плане развития и расширения ремонтного
производства по количеству двигателей и номенклатуре вы-
полняемых работ представляет также интерес перечень ос-
новного ремонтного оборудования. Это, как правило, дорого-
стоящее оборудование (табл. 5.6), которое мастерская может
не иметь сегодня, например, из-за отсутствия средств, места
для его размещения и т.д., но приобрести впоследствии. При
этом следует иметь в виду, что большинство специализирован-
ных станков для ремонта деталей двигателей - иностранного
производства. Их отечественные аналоги либо не сущеС|Вуют,
либо являются большой редкостью, в то время как иностран-
ные фирмы в том числе фирмы VAN NORMAN, SUNNEN,
STORM VULCAN, PETERSON, KWIK-WAY и многие другие, вы-
пускают станки для ремонта огромной номенклатуры деталей
двигателей уже десятки лет. Ниже приводится перечень обо-
рудования для ремонта деталей. Более подробное описание
технологий ремонта деталей и используемого оборудования
изложено в разделе 9.
Прч проведении сложного ремонта двигателей станки для
ремонта цилиндров и коленчатых валов используются наиболее
часто. Для ремонта цилиндров необходимы следующие станки:
1) вертикально-расточной станок (рис. 5.77);
2) вертикально-хонинговальный станок (рис. 5.78).
Некоторые иностранные фирмы (см. раздел 9.) выпускают
полуавтоматические хонинговальные станки (рис. 5.79). На
таких станках цилиндоы сразу (без растачивания) хонингуют-
ся в нужный ремонтный размер. Однако эти станки непригод-
ны для ремонта сильно поврежденных цилиндров (трещины,
пробоины), когда нужна установка ремонтной гильзы. Уста-
новка хотя бы одной гильзы требуется для 5-7% двигателей,
проходящих сложный ремонт, поэтому исключение расточно-
го станка из списка оборудования ощутимо снижает возмож-
ности мастерской.
Для ремонта, коленчатых валов используются специализи-
рованные шлифовальные станки (рис. 5.80), основной особен-
Рис. 5.77. Вертикально-расточ- Рис. 5.79. Полуавтоматический
ной станок вертикально-хонинговальный
станок
Рис. 5.78. Вертикально-хонинго- Рис. 5.80. Шлифовальный ста-
вальный станок нок для коленчатых валов
188
Таблица 5.6. Возможности станков, используемых для ремонта деталей двигателей
N№ п/п Ремонтируемая поверхность, деталь шит ремонтная операция Специализировгнные станки дня двигателей Универсальные станки
1 Обработка поверхности цилиндров в ремонтный (увеличенный) размер, установка ремонтных гильз Полуавтоматический вертикально- хонинговальный станок Ручной вертикально-хонинговальный станок (только окончательная доработка) Вертикально-расточной станок (только предварительная обработка)
2 Шлифование коленчатых валов Шлифовальный станок для коленчатых валов Круглошлифовальный станок
3 Наварка (наплавка) шеек коленчатых валов, опорных шеек распредели- тельных и других валов Станок для наварки (наплавки) шеек
4 Правка валов Пресс для правки валов
5 Динамическая балансировка ко- ленчатых валов и присоединяемых деталей Станок для динамической балансировки
6 Статическая балансировка ко- ленчатых валов и присоединяемых деталей Станок (стенд) для статической балан- сировки
7 Ремонт отверстий головок шатунов: 1) обработка плоскости разъема 2) обработка поверхности отверстия Станок для шлифования плоскостей разъема Станок для расточки шатунов (предварительная обрабо-ка) Горизонтально-хонинговальный станок Вертикально-фрезерный станок Плоскошлифовальный станок Вертикально-расточной станок Координатно-расточной станок Координатно-шлифовальный станок Внутришлифовэльный станок Токарный станок
8 Правка стержня шатунов Гидравлический или винтовой пресс
9 Ремонт поверхностей постелей бло- ка цилиндров и головки блока Г оризонтально-хонинговальный станок для подшипников Г оризонтально-расточной станок для двигателей Горизонтально-расточной станол
10 Обработка плоскостей разъема бло- ка и головки цилиндров, крышек и др. деталей Вертикально-фрезерный станок Плоскошлифовальный станок
11 Замена направляющих втулок и седел клапанов Станок для комплексного ремонта го- ловок Вертикально-расточной станок Вертикально-фрезерный станок
12 Ремонт кулачков распределительных валов Станок для шлифования кулачков рас- пределительных валов Копировально-шлифовальный станок
13 Ремонт фасок и торцов клапанов, ремонт коромысел и рычагов клапа- нов Специальный станок для клапанов Круглошлифовальный станок, Плоскошлифовальный станок
14 Проверка коленчатых валов, ремонт различных поверхностей деталей вращения Токарный станок
ностью которых является наличие центросместительных при-
способлений для шлифования шатунных шеек. В то же время
практика показывает, что при большом количестве ремонти-
руемых валов на специализированном станке не всегда удоб-
но шлифовать и шатунные и коренные шейки из-за необходи-
мости частой переналадки станка. В связи с этим некоторые
ремонтные организации предпочитают ремонт коренных ше-
ек коленчатых валов и опорных шеек распределительных и
вспомогательных валов выполнять на универсальном кругло-
шлифовальном станке. С помощью специальной оснастки
(планшайбы) на таком станке можно шлифовать и шатунные
шейки, но это требует больших затрат времени и средств на
изготовление планшайб.
Если для ремонта коленчатых валов использовать только
шлифовальный станок, то примерно 104-15% валов либо не
удается вообще отремонтировать, либо ремонт не будет вы-
полнен с высоким качеством. Это достаточно большое коли-
чество валов, чтобы им пренебречь, поэтому в дополнение к
шлифовальному оборудованию желательно иметь:
1) станок для наварки или наплавки шеек - требуется для
34-5% случаев ремонта;
2) специальное оборудование для правки деформирован-
ных валов - требуется для 204-30% случаев;
3) печь для низкого отпуска (снятия внутренних напряже-
ний) валов - необходима для деформированных и/или прав-
ленных валов, т.е. для 154-30% от общего количества, поступа-
ющего в ремонт;
4) балансировочный станок (стенд) для статической ба-
лансировки - требуется редко, в оснозном, при замене махо-
виков, коленчатых валов, муфт сцепления по отдельности (не
в комплекте);
5) балансировочный станок для динамической баланси-
ровки - при наличии правки и высокого качества шлифования
валов он может быть исключен из списка оборудования (см.
раздел 9.). Практика, тем не менее, показывает, что иногда
балансировку приходится делать у тех валов (их не менее
14-2%), которые ранее уже были отремонтированы, но с не-
приемлемо низким качеством.
Для ремонта шатунов наилучшим образом подходит гори-
зонтально-хонинговальный станок (рис. 5.81), на котором мо-
гут быть обработаны отверстия верхней и нижней головок.
При серьезных повреждениях отверстий, встречающихся в
104-15% случаев, может быть использовано следующее обору-
дование:
1) специализированный станок для оасточки шатунов (рис.
5.82);
2) специализированный станок для шлифования плоско-
стей разъема крышек шатунов (рис. 5.83) перед обработкой
отверстия нижней головки.
Специализированные станки могут быть заменены на
универсальные. Так, растачивание отверстия возможно на
координатно-расточном, вертикально-расточном и токарном
станке (с помощью планшайбы). Вместо растачивания может
быть применено внутреннее шлифование (в том числе на ко-
ординатно-шлифовальном станке). Обработка плоскости
разъема крышки шатуна перед обработкой самого отверстия
возможна на плоскошлифовальном или на вертикально-фре-
зерном станке.
189
Рис. 5.85. Горизонтально-хонинговальный станок для постелей
подшипников
Рис. 5.81. Полуавтоматический Рис. 5.83. Специализированный
горизонтально-хонинговальный станок для шлифования плоско-
станок сти разъема крышки шатунов
Рис. 5.82. Специализированный Рис. 5.84. Специализированный
станок для расточки отверстий станок для шлифования фасок
головок шатунов клапанов
Рис. 5.86. Горизонтально-рас- Рис. 5.87. Станок для комплекс-
точной станок для постелей под- ного ремонта головок блока ци-
шипников линдров
Небольшая часть шатунов (обычно не более 2-3%), посту-
пает в ремонт с деформацией стержня, для чего в составе
оборудования желательно иметь пресс для их правки (с при-
бором для измерения деформации).
Довольно часто даже у длительно работавших двигателей
стержни клапанов не имеют больших износов, однако фаска и
торцы клапанов изношены и требуют ремонта. Для этого мо-
гут использоваться как специальные шлифовальные станки
(рис. 5.84), так и универсальные круглошлифовальные станки
с необходимой для привода клапанов оснасткой. Аналогичное
оборудование может быть использовано для ремонта рыча-
гов, коромысел и толкателей клапанов.
Практика показывает, что после разборки двигателя на
достаточно большой части головок блока цилиндров (порядка
20-25%) обнаруживается деформация плоскости. Обработка
плоскости может выполняться на универсальных вертикаль-
но-фрезерных или плоскошлифовальных станках. Эти же
станки могут использоваться при ремонте других деталей и
агрегатов (маслонасосы и др.).
После больших пробегов, а также при перегреве и разру-
шении подшипников коленчатых валов встречаются повреж-
дения и деформации постелей подшипников в блоке цилинд-
ров. Ремонт постелей может быть выполнен на специализи-
рованных станках:
1) горизонтально-хонинговальном (рис. 5.85);
2) горизонтально-расточном (рис. 5.86).
Альтернативным вариантом является растачивание по-
стелей на больших расточных станках или обрабатывающих
центрах. Аналогичное оборудование используется для ремон-
та отверстий подшипников распределительного вала в голо-
вках блока цилиндров.
При больших объемах ремонта становятся эффективными
специализированные станки для комплексного ремонта голо-
вок блока цилиндров (рис. 5.87). Станки данного типа заменя-
ют большое количество отдельного инструмента и оснастки и
позволяют как ремонтировать, так и менять направляющие
втулки и седла клапанов.
Для ремонта кулачков распределительных валов исполь-
зуются копировально-шлифовальные станки. Специализиро-
ванные станки для распределительных валов выпускают ино-
странные фирмы - их цена достаточно высока и примерно
одинакова со средней ценой шлифовального станка для ко-
ленчатых валов. Болеэ универсальные станки при высокой
стоимостк обычно значительно уступают в производительно-
сти, т.к. требуют большого объема наладочных работ.
Опыт сложного ремонта двигателей показывает, что скон-
центрировать в одном месте все необходимое оборудование
- очень сложная и трудновыполнимая задача. В то же время
уменьшение его номенклатуры существенно снижает воз-
можности специализированной мастерской и эе конкуренто-
способность. Рассматривая состав оборудования мастер-
ской, следует отметить, что большинство ремонтных работ
(исключая шлифование коленчатых валов и хонингование ци-
линдров, для которых существуют отечественные специализи-
рованные станки) может быть выполнено либо на специали-
зированных станках иностранных фирм, либо на универсаль-
ных станках отечественного производства. Первый путь до-
статочно дорог, второй же при некоторой экономии заметно
уступает первому в производительности и, нередко, в качест-
ве. Дать какие-либо рекомендации здесь трудно, поэтому во-
прос выбора оборудования должен решаться в каждом кон-
кретном случае.
190
5.2.5. Диагностическое оборудование
Развитие и усложнение конструкции современных авто-
мобильных двигателей, а также их систем управления потре-
бовало не только совершенствования традиционного диагно-
стического оборудования, такого как мотортестеры, газоана-
лизаторы, но и создания принципиально новых его видов - на-
пример, сканеров, специализированных тестеров различных
электронных систем и др.
Рассмотрим более подробно некоторые технические дан-
ные и характеристики наиболее широко применяемого на
практике диагностического оборудования.
Измерители давления в системах топливоподачи выпуска-
ются в виде комплектов, содержащих высокоточный манометр
(реже - два манометра), а также различные адаптеры и пере-
ходники для подключения к гидравлической части систем
впрыска или к подающей магистрали карбюраторов. На рынке
сущеетвует большое число разнообразных по цене и комплек-
тации наборов, выпускаемых такими фирмами, как BOSCH,
ОТС, SNAP-ON, МАТСО, STAR. AVL и многими другими. Один
из таких наборов изображен на рис. 5.88. При наличии маноме-
тра с пределом измерения 0,07-4-0,10 МПа необходимые адап-
теры можно изготовить самостоятельно, поэтому приобрете-
ние вышеописанного комплекта не является обязательным.
Компрессометры и компрессографы предназначены для
измерения давления в камере сгорания двигателя в конце
такта сжатия при прокрутке стартером.
Компрессограф (рис. 5.89.) позволяет одновременно с из-
мерением протоколировать результаты путем графического
отображения значений компрессии по цилиндрам на специ-
альных сменных картах и поэтому более предпочтителен при
проведении периодических ТО и ремонтных работ на крупных
СТО или в автохозяйствах.
Компрессометр по сути представляет собой манометр с об-
ратным клапаном (рис. 5.90.). Он позволяет измерить конечную
величину давления, а также более наглядно оценить динамику
его нарастания в течение нескольких оборотов коленчатого ва-
ла, что является важной информацией для опытного механика.
Наиболее удобными являются специальные комплекты, в
состав которых входит компрессометр с различными насад-
ками и адаптерами. Компрессометры выпускает большое
число различных фирм, в том числе и отечественных, поэто-
му их приобретение не составляет особых проблем.
Универсальные измерители разрежения (вакуумметры)
позволяют измерять величину разрежения, образующегося за
дроссельной заслонкой работающего двигателя, а также разре-
жения, действующего в различных точках вакуумной сети сис-
темы управления двигателем. Информация о величине разре-
жения и динамике его изменения позволяет оценить состояние
ЦПГ, плотность прилегания клапанов к седлам, правильность
работы механизма газораспределения (зазоры и установка) и
даже отклонение от заданного состава топливной смеси.
Рис. 5.90. Компрессометр Рис. 5.91. Ручной вакуумный
насос/вакуумметр
Обычно вакуумметры выпускаются в виде универсально-
го прибора, выполняющего, кроме измерения разрежения,
также и функции вакуумного насоса, а часто еще и насоса
давления. Наиболее популярным и распространенным прибо-
ром этого типа является ручной вакуумметр/насос фирмы
MITYVAC (США), продаваемый также и под другими торговы-
ми маржами. На базе этого прибора можно построить тестер
систем охлаждения, тестер утечек в полости цилиндра, уст-
ройство для прокачки тормозных механизмов и т.д. Вакуум-
метр MITYVAC изображен на рис. 5.91.
Тестер утечек является одним из приборов, используемых
для определения состояния ЦПГ и герметичности надпоршне-
вого пространства без разборки двигателя. Кроме этого, тес-
тер утечек позволяет локализовать причину негерметичности
в цилиндре. Принцип действия подобных приборов состоит в
измерении падения давления в цилиндре, в полость которого
через свечное отверстие подается калиброванное количест-
во воздуха. Тестер утечек изображен на рис. 5.92.
Автомобильные мультиметры представляют собой класс
универсальных приборов, необходимых на многих стадиях ди-
агностирования для мастерских и СТО любого уровня.
Современный мультиметр высшей группы сложности - это
цифровой прибор с комбинированным аналого-цифровым дис-
плеем и автоматическим выбором диапазона измеряемой ве-
личины. Такие приборы позволяют измерять постоянные и пе-
ременные токи и напряжения, сопротивление, емкость, скваж-
ность, длительность и частоту следования импульсов, УЗСК
(угол протекания тока в первичной цепи катушки зажигания),
частоту вращения коленчатого вала, температуру. Кроме этого,
они выполняют ряд дополнительных функций: усреднение изме-
ряемой величины, запоминание минимальных и максимальных
значений, ''замораживание" значений на дисплее и т.д.
Ведущие производители автомобильных мультиметров -
фирмы FLUKE, ОТС, PROTEC и др. Диапазон заводских цен -
2504-550 USD. 3 качестве примера на рис. 5.93. представлен
мультиметр серии 88 фирмы FLUKE.
Рис. 5.80. Комплект для измере- Рис. 5.89. Компрэссограф
ния давления топлива
Рис. 5.92. Тестер утечек
Рис. 5.93. Автомобильный муль-
тиметр
191
Автомобильные стробоскопы предназначены для визуально-
го контроля взаимного расположения установочных меток мо-
мента зажигания на блоке цилиндров и шкиве или маховике ко-
ленчатого вала при работе двигателя. Это особенно важно при
тестировании двигателей, конструкция которых предполагает
возможность регулировки начального момента зажигания. На
рынке предлагается достаточно много стробоскопов различной
конструкции и уровня сложности. Диапазон цен -100700 USD.
Газоанализаторы являются мощным и эффективным
средством диагностирования двигателя. С помощью газоана-
лизатора можно оценить не только работу системы топливо-
дозирования, но также и работу систем зажигания и газорас-
пределения, состояние ЦПГ. Кроме этого, газоанализатор яв-
ляется основным прибором при проведении регулировок на
соответствие нормам по токсичности выхлопа.
Уровень и комплектация газоанализаторов, выпускаемых
различными фирмами, существенно различается. Минимально
приемлемым уровнем в настоящее время можно считать двух-
компонентные газоанализаторы (СО и СН). Квалифицирован-
ное тестирование автомобилей, оснащенных нейтрализатора-
ми различной конструкции в большинстве случаев возможно
лишь при наличии четырехкомпонентных анализаторов. Такие
приборы позволяют измерять содержание СО, СН, О2 и СО2 в
отработавших газах. Кроме этого, газоанализаторы высшей
группы сложности дополнительно могут измерять содержание
окислов азота NOX, частоту вращения коленчатого вала, тем-
пературу масла и рассчитывать соотношение воздух/топливо
или коэффициент избытка воздуха а. Современный пятиком-
понентный газоанализатор изображен на рис. 5.94.
В наибольшей степени возможности газоанализатора про-
являются при работе его в составе мотортестера, особенно
при проведении теста баланса мощности посредством отклю-
чения цилиндров (для тех автомобилей, где это возможно).
В последнее врэмя, в первую очередь на американском
рынке, появилось несколько моделей компактных газоанализа-
торов, предназначенных в том числе и для проведения измере-
ний непосредственно на движущемся автомобиле. Отличитель-
ной особенностью этих приборов является компактность, пита-
ние от сети 12 В и возможность (в большинстве случаев) изме-
рения содержания окислов азота (NOX), что диктуется жестки-
ми нормами на токсичность действующими в США.
Мотортеотеры используются для комплексной диагностики
двигателя и его систем. Класс сложности и уровень комплекта-
ции мотортестера определяет его возможности по быстрому и
эффективному обнаружению неисправностей. Наиболее широ-
кими возможностями обладают стационарные (консольные) мо-
тортестеры со встроенными газоанализаторами. На рынке про-
фессионального диагностического оборудования ведущими
производителями универсальных мотортестеров являются фир-
мы BOSCH, BEAR, ALLEN, SUN ELECTRIC. Кроме этого суще-
ствует несколько фирм, выпускающих специализированные мо-
тортестеры для дилерской сети того или иного производителя,
например, HERMANN - для автомобилей MERCEDES-BENZ.
Рассмотрим основные функции и возможности мотортесте-
ров высшей группы сложности. К этой группе относятся мотор-
тестеры BOSCH FSA-600, FSA-560, SUN - MCS 2500 и MACHINE
590 (американская версия) или SCA 3500 (европейская версия),
BEAR РАСЕ 400 и ALLEN “SMART WORK STATION".
Мотортестеры выполнены на базе персонального компью-
тера и могут комплектоваться 14-ти или 17-ти дюймовыми мо-
ниторами. В стойку мотортестера встраивается или вставля-
ется четыре.хкомпонентный газоанализатор и специальный
модуль-анализатор двигателя, собирающий и обрабатываю-
щий информацию с помощью целой группы тест-кабелей и
датчиков, соединенных с поворотной консолью.
При тестировании автомобилей мотортестер производит
сбор, обработку и вывод информации по результатам ряда ре-
жимов: прокрутка стартером, работа на трех скоростных режи-
мах (<000-5000 мин’1, -3000 мин’1 и оборота), холостого хода),
режим резкого ускорения, режим баланса мощности (отключе-
ние цилиндров или другие методы). По результатам полного те-
ста можно получить информацию об относительной компрессии
в цилиндрах, параметрах системы зажигания (пробивное на-
пряжение, длительность искрового разряда, УОЗ и т.д.), стар-
терном токе и напряжении АКБ, составе выхлопных газоз, вы-
явить неэффективно работающий цилиндр и многое другое. В
памяти мотортестера (на жестком диске системного блока) за-
писаны все необходимые значения измеряемых параметров
для большого числа автомобилей различных производителей.
Поэтому выход какого-либо параметра за установленные допу-
ски автоматически фиксируется, и эта информация, наряду с
измеренными значениями, выводится оператору для анализа.
Возможно также осуществление дальнейшего анализа по спе-
циальной программе (экспертная система).
Принцип гибкого построения позволяет легко адаптиро-
вать такое оборудование под вновь выпускаемые модели ав-
томобилей. Это осуществляется записью необходимой ин-
формации в память системного блока, а аппаратная часть ос-
тается практически неизменной. В качестве примера на рис.
5.95. представлен мотортестер FSA 560 фирмы BOSCH.
Перечисленные выше мотортестеры относятся к высшей
ценовой группе. Заводская цена такого прибора в базовой
комплектации составляет 27-35 тыс. USD. Существуют и ме-
нее дорогостоящие мотортестеры с меньшими функциональ-
ными возможностями. Главным их отличием от описанных
выше приборов является отсутствие базы данных и эксперт-
ной системы. Диапазон цон - 1020 тыс. USD. В последнее
время на рынке диагностического оборудования появилось
несколько моделей компактных мотортестеров. По своим
возможностям лучшие приборы этой группы не уступают кон-
сольным мотортестерам низшей и средней группы сложности,
а их компактность и относительно небольшая стоимость (по-
рядка 5-6 тыс. USD) делают их очень привлекательными, осо-
бенно для небольших автомастерских. Более того, благодаря
своей компактности такие приборы имеют очень важное пре-
имущество: с их помощью можно проводить тестирование не-
посредственно в движении, что позволяет диагностировать
неисправности, возникающие в условиях нагрузок и реально-
го движения и не проявляющиеся при тестировании двигате-
ля в условиях мастерской. Единственной альтернативой в
этом случае является тестирование консольным мотортесте-
ром автомобиля, установленного на мощностном стенде. Од-
нако высокая стоимость (более 50 тыс. USD) и необходимость
специально оборудованного помещения ограничивают широ-
кое применение мощностных стендов.
Основные функции компактных мотортестеров рассмотрим
на примерз прибора MPDA100А фирмы МАТСО TOOLS (США).
Внешний вид базового комплекта изображен на рис. 5.96.
Тестер позволяет осуществлять измерение относительной
компрессии по цилиндрам, стартерного тока, параметров
первичной и вторичной цепи системы зажигания, искрового
Рис. 5.95. Консольный моторте-
стер
Рис. 5.94. Пятикомпонентный
газоанализатор
192
Рис. 5.97. Компьютерный тес-
тер систем управления (сканер)
Рис. 5.96. Портативный мотор-
тестер
разряда, проводить баланс мощности цилиндров. Прибор ос-
нащен жидкокристаллическим дисплеем с высоким разреше-
нием, позволяющим визуально контролировать форму им-
пульсов в первичной и вторичной цепях зажигания, а также
любых сигналов в системе управления. Тестер может рабо-
тать как четырехканальный цифровой осциллограф или шес-
тиканальный мультиметр. Наличие последовательного цифро-
вого интерфейса RS232 позволяет подключать к прибору пер-
сональный компьютер, принтер, а также использовать его
совместно с портативным газоанапизатооом. Весь комплект
(кроме газоанализатора) вместе с соединительными кабеля-
ми располагается в ударопрочном чемодане небольшого раз-
мера. Вес полного комплекта не превышает 7 кг.
Термином "сканер" или "сканирующий прибор" принято
называть портативные компьютерные тестеры, служащие для
диагностики различных электронных систем управления
(прежде всего систем управления двигателем) посредством
считывания цифровой информации по линии последователь-
ного интерфейса диагностического разъема автомобиля. Су-
ществует достаточно большое количество сканеров, различа-
ющихся своими функциональными возможностями и спект-
ром тестируемых автомобилей.
Наиболее широкими возможноегями обладают специали-
зированные сканеры, используемые сервисной сетью того
или иного производителя. Главные недостатки этих приборов
- специализация на моделях одного производителя, высокая
цена и возможность покупки только на дилерских условиях.
Сканеры, поставляемые на рынок неавторизованных (не
принадлежащих дилерской сети) ремонтных предприятий,
имеют меньшие функциональные возможности, однако, как
показывает опыт, более чем в 90% случаев этих возможнос-
тей вполне достаточно для нахождения той или иной неис-
правности. Несомненным преимуществом таких приборов пе-
ред дилерскими является возможность тестирования широко-
го спектра автомобилей различных производителей.
Из сканеров, доступных для неавторизованных СТО и ма-
стерских, наиболее мощными приборами являются MONITOR
Рис. 5.98. Имитатор сигналов Рис. 5.99. Тостер регуляторов
автомобильных датчиков холостого хода
4000 Enhanced (ОТС), МТ2500 (SNAP-ON), ТЕСН1А и
MasterTecIi (VETRONIX) на американском рынке, а также
KTS-300 (BOSCH) и AutoScan 2 (ОТС) - на европейском. Наи-
более унивэрсальным сканером на рынке на момент написа-
ния данной книги является прибор AutoScan 2, позволяющий
тестировать автомобили американского, азиатского и евро-
пейского производства
Возможности сканеров при тестировании конкретного ав-
томобиля зачастую определяются диагностическими функци-
ями тестируемого блока управления, однако, как правило,
обэспечиваются следующие режимы: считывание и стирание
кодов отказов, вывод цифровых параметров в реальном мас-
штабе времени ("data stream") и управление некоторыми ис-
полнительными механизмами (форсунками, реле, соленоида-
ми). На рис. 5.97. изображен прибор AutoScan 2.
Имитаторы сигналов датчиков используются для имита-
ции сигналов различных датчиков систем управления при по-
дозрении на их неисправность, либо имитации определенных
воздействий на работу системы по каким-либо входам. Ими-
таторы обеспечивают на выходе следующие параметры: из-
менение сопротивления - -100 Ом ч-100 кОм; постоянного на-
пряжения - 012 В; частоты следования импульсов - 0-М 00
кГц, а также специальные режимы имитации сигналов кисло-
родного датчика, датчиков детонации и некоторые другие. Та-
ким образом, с помощью данного прибор? можно имитиро-
вать сигнал практически любого датчика, применяемого в си-
стемах управления бензиновыми двигателями. Один из луч-
ших приборов в этом классе - имитатор DSS-X производства
фирмы PRI (США) изображен на рис. 5.98.
Кроме описанного выше оборудования существует большое
число узкоспециализированных приборов, применяющихся для
проверки функционирования различных входных и выходных
компонентов электронных систем управления. Пре,.<де всего
необходимо отметить тестеры форсунок, тестеры регуляторов
холостого хода и тестеры компонентов систем зажигания.
Благодаря простоте конструкции и удобству подключения
эти устройства позволяют в считанные минуты и даже секун-
ды выявить неисправность или, наоборот, подтвердить ис-
правность различных компонентов систем управления. В ка-
честве примера на рис. 5.99. представлен тестер регуляторов
холостого хода.
Рекомендации по комплектованию диагностическим обо-
рудованием мастерских и СТО различного уровня представ-
лены в табл. 5.9.
Кроме указанного оборудования существует целый ряд
дополнительных приборов и приспособлений, носящих вспо-
могательный хгракгер (разрядники, пробники, индикаторы
сигналов и т.п.). Список такого оборудования непрерывно по-
полняется вместе с развитием и усложнением конструкций
автомобильных двигателей и их систем управления.
5.2.6. Техническая информация
Наличие необходимой технической информации является
важнейшим условием эффективной и квалифицированной ди-
агностики и ремонта как систем управления, так и двигателя
в целом.
Техническая информация может быть представлена в ви-
де текста, рисунков, чертежей, электрических схем, блок-
схем, таблиц и графиков. До недавнего времени вся эта ин-
формация выпускалась в виде печатных изданий, либо разме-
щалась на микрофишах. В последнее время прослеживается
устойчивая тенденция размещения информации на магнит-
ных и лазерных дисках.
Всю информацию, используемую в мастерских и на СТО
для непосредственной работы с автомобилями, можно разде-
лить на четыре составляющие: информация по техническому
обслуживанию, информация по диагностике, информация по
ремонту и информация по запасным частям.
13. Ремонт .тын. <<ipy6. au-eii.
193
Таблица 5.7. Варианты комплектации мастерских и СТО диагностическим оборудованием
N№ п/п Наименование диагностического оборудования Назначение Вариант мастерской или СТО
Тип* Наличие оборудования
1 Комплект для измерения давления топлива Диагностирование гидравлической части систем топливоподачи бензиновых двигателей 1 2 3 обязательно обязательно обязательно
2 Компрессометр или компосссограф Диагностика состояния ЦПГ, клапанного механизма 1 2 3 обязательно обязательно обязательно
3 Тестер утечек То же, что и п.2 с локализацией мест негерметичности 1 2 3 желательно желательно обязательно
4 Универсальный вакуумметр/ваку- умный насос Диагностика состояния ЦПГ и клапанного механизма, наличия подсоса воздуха во впускной коллектор, провар- ка вакуумных исполнительных устройств и датчиков 1 2 3 обязательно обязательно обязательно
5 Мультиметр Диагностика систем управления и их компонентов, измерение различных параметров и сигналов, регулировки 1 2 3 обязательно обязательно обязательно
6 Стробоскоп (может входить в состав мотортестера) Проверка правильности установки начального момента зажигания. Проверка характеристик центробежного и ваку- умного регуляторов или функции управления моментом зажигания 1 2 3 обязательно обязательно обязательно
7 Тестер форсунок Диагностика исправности электро- магнитных форсунок, а также оп- ределение степени загрязнения (совместно с набором для измерения давления) 1 2 3 желательно обязательно обязательно
8 Тестеры систем холостого хода Определение исправности и правильности функционирования регуляторов холостого хода различных типов 1 2 3 необязательно желательно обязательно
9 Имитатор сигналов датчиков Имитация сигналов различных датчиков систем управления, имитация различных условий и режимов работы систем управления 1 2 3 необязательно желательно обязательно
10 Тестер компонентов системы зажигания Определение исправности катушек и оконечных модулей систем зажигания 1 2 3 необязательно желательно обязательно
11 Г азоенализатор Диагностика работы систем зажигания и топли- водозирования, диагностика состояния ЦПГ и клапанного механизма, регулировочные работы 1 2 3 желательно желательно обязательно
12 Портативный мотортестер Диагностика системы зажигания, локализация неисправного или неэффективного цилиндра, измерение и визуальное наблюдение сигналов и параметров систем управления 1 2 3 необязательно желательно обязательно при отсутствии кон- сольного мотортестера
13 Консольный мотортестер Совмещает функции приборов № 2, 4, 5, 6, и в некоторых случаях № 1, 3 и 7 1 2 3 необязательно желательно обязательно
14 Сканер Диагностика систем управления двигателем, АБС, автоматической коробкой передач и других. 1 2 3 необязательно желательно обязательно
* Типы мастерских:
1 — небольшая (1^-2 поста) мастерская, занимающаяся в том числе диагностикой и ремонтом бензиновых двигателей и их систем управления;
2 — средняя (З-е-6 постов) мастерская или СТО, имеющая участки диагностики и ремонта двигателей и систем управления (СУ) или мастерская типа 1,
специализирующаяся на ремонте и диагностике двигателей и систем управления;
3 — крупная (более 6—ти постов) СТО, имеющая участки диагностики и ремонта двигателей и систем управления или мастерская типа 2.
специализирующаяся на ремонте и диагностике двигателей и систем управления
Наиболее полной является информация завода-изготови-
теля автомобиля для фирменной (дилерской) сервисной сети. К
сожалению, эта информация во многих случаях просто недо-
ступна в силу ограничений на ее распространение и копирова-
ние, накладываемых фирмой-производителем. Это касается, в
основном, европейских производителей и, прежде всего, таких
фирм, как MERCEDES-BENZ, BMW и некоторых других.
Существует ряд фирм, специализирующихся на выпуске
информационного обеспечения для независимых мастер-
ских и СТО.
На американском рынке это такие фирмы, как MITCHELL,
MOTOR, ALLDATA, CHILTON, HEYNES и другие. В Европе вы-
пуском специальной технической документации занимаются
фирмы AUTODATA (Великобритания), А-М DATA (Германия)
Vivid (Дания) и другие.
Техническая литература (особенно по системам впрыска
и зажигания) фирмы AUTODATA уже достаточно хорошо изве-
стна в России и может быть рекомендована мастерским и
СТО, занимающимся ремонтом европейских и японских авто-
мобилей (американские автомобили в литературе AUTODATA
не включены).
Однако данная литература в силу указанных выше причин
не содержит сведений по целому ряду моделей автомобилей,
особенно MERCEDES-BENZ, BMW, а также некоторых япон-
ских фирм.
Техническая документация, выпускаемая американскими
фирмами MITCHELL, MOTOR, ALLDATA является информаци-
ей профессионального уровня. В большинстве случаев эта ин-
формация просто перепечатывается с разрешения фирм-про-
изводителей, в том числе экспортирующих свои автомобили в
США (например, MERCEDES-BENZ, BMW и др). Однако пока
и на американском рынке эти фирмы налагают определенные
194
запреты (хотя в гораздо меньшей степени, чем в Европе) на
предоставление технической информации независимым мас-
терским и СТО. Тем не менее очень часто в литературе, на-
пример, фирмы MITCHELL можно найти сведения по автомо-
билям европейского производства (электрические схемы,
технические данные и т.п), труднодоступные в Европе, поэто-
му наличие такой литературы на СТО, серьезно занимающей-
ся диагностикой, является необходимым. В последнее время
практически вся техническая документация по ремонту, диа-
гностике и техническому обслуживанию автомобилей, выпус-
каемая ведущими американскими фирмами-издателями, раз-
мещается на лазерных компакт-дисках.
Недостатком американской технической документации
является ее относительно высокая стоимость и отсутствие
сведений по автомобилям, не поставляемым на американ-
ский рынок, например, FIAT, OPEL, ROVER и др.
5.3. Основные принципы приобретения
запасных частей
При выполнении ремонта двигателей иностранных авто-
мобилей проблема приобретения запасных частей является
одной из наиболее важных. Так, совершенно очевидно, что
отсутствие хотя бы одной позиции из всех необходимых за-
пасных частей для данного двигателя делает невозможным
его сборку. С другой стороны, в проблеме поставки запасных
частей существует много таких, которые необходимо знать,
чтобы в срок получить нужные запасные части достаточно
высокого качества по минимальной цене. Рассмотрим неко-
торые рекомендации, следование которым помогает снизить
(или практически исключить) вероятность ошибок при покуп-
ке или оформлении заказа на поставку запасных частей.
Прежде чем что-либо и где-либо покупать или заказывать,
необходимо определить модель двигателя, для которого нужно
сделать заказ, и год его выпуска либо собрать максимум ин-
формации, позволяющей идентифицировать этот двигатель.
Наиболее просто модель двигателя определяется у авто-
мобилей производства США - достаточно, пользуясь Прило-
жением 9, расшифровать VIN (Vehicle Identification Number -
идентификационный номер автомобиля), записанный под ло-
бовым стеклом. Два разряда (буквы или цифры) номера коди-
руют год выпуска и модель двигателя. С 1981 г. в США принят
единый стандарт, согласно которому 10-й разряд 17-значного
номера кодирует год выпуска автомобилей всех американ-
ских фирм. Интересно, что вообще все автомобили, выпущен-
ные в других странах для американского рынка, имеют VIN в
американском стандарте, по которому, зная код, по справоч-
ной литературе легко определить модель двигателя и год вы-
пуска автомобиля. Модель (номер) двигателя у американских
автомобилей означает округленный до целого объем двигате-
ля V в кубических дюймах. Для принятого у нас измерения
объема в литрах
N = 61,024 •<; [л]
Например, объему 5 л, согласно формуле, соответствует
модель (номер) двигателя 305. Один и тот же номер двигате-
ля может встречаться сразу у нескольких американских
фирм, хотя это совершенно разные двигатели. Возможна так-
же ситуация, когда один и тот же номер (или отличающийся на
единицу) будет у двигателей разных схем, т.е. с разным чис-
лом и расположением цилиндров. Поэтому схема двигателя
также важна, как и год выпуска автомобиля.
Некоторые автомобили только собирались в США из ком-
плектующих, поставляемых, например, из Японии. Такие ав-
томобили могут иметь VIN, соответствующий японским авто-
мобилям для американского рынка. В таких случаях модель
двигателя следует определять способами, рекомендуемыми
ниже для японских автомобилей.
У многих европейских автомобилей, а также японских,
предназначенных для европейского рынка, расшифровать
VIN с целью определения модели двигателя и года выпуска
невозможно без специальной информации из "фирменных'1
каталогов запасных частей. Исключение составляют только
некоторые марки (SAAB, VOLKSWAGEN и AUDI), у которых,
например, 10-й знак номера кодирует год выпуска по амери-
канскому стандарту.
Модель двигателя автомобилей производства японских
фирм обычно определяется по маркировке на крышке голо-
вки блока цилиндров или на площадке блока цилиндров, где
указан номер двигателя. Модель двигателя представляет со-
четание нескольких букв и цифр и записывается над номером
двигателя или в одну строчку с ним.
Двигатели некоторых фирм не всегда легко поддаются
идентификации. Так, встречается маркировка модели двига-
теля, отлитая на боковой поверхности блока цилиндров, где
ее трудно прочитать. Некоторые двигатели удается идентифи-
цировать только по следующим данным (в порядке важности):
1) по объему двигателя, указанному на маркировочной
табличке автомобиля (желательно, с точностью до 1 см3);
2) по числу и расположению цилиндров;
3) по году выпуска и модели автомобиля;
4) по типу привода распределительного механизма (цепь
или ремень);
5) по другим данным, в том числе по диаметру цилиндра,
диаметрам шеек коленчатого вала и т.д.
Иногда по последним пунктам удается определить модель
двигателя с большей уверенностью, чем по первым, особенно
у фирм с большим числом моделей двигателей, выпускавших-
ся одновременно. У других фирм объем двигателя может
быть зашифрован в его модели. Так, объем двигателя в лит-
рах определяют две цифры в записи моделей NISSAN, SUZU-
KI, OPEL (например, СА18 -1,8 л, G10 -1,0 л, 20SE - 2,0 л), од-
на цифра - у MAZDA (ВЗ -1,3 л, F6 -1,6 л), три цифры - у ISUZU
(G180 -1,8 л, С240 - 2,4 л), однако эта закономерность есть не
у всех моделей. Следует также отметить, что как и для амери-
канских автомобилей, у японских конструкция двигателя и
размеры отдельных деталей могли изменяться от года выпус-
ка при сохранении названия модели.
Некоторые французские (CITROEN, RENAULT), итальян-
ские (FIAT, ALFA ROMEO, LANCIA) и немецкие (VOLKSWAGEN-
AUDI) фирмы, а также европейское отделение фирмы FORD ис-
пользуют достаточно сложную систему обозначения моделей
двигателей. На практике это значит, что для того, чтобы найти
необходимые запасные части, помимо модели двигателей этих
фирм, желательно знать и другие данные (объем, число цилинд-
ров и т.д.). Четкоэ обозначение моделей имеют двигатели фирм
MERCEDES-BENZ, BMW, OPEL, PEUGEOT, VOLVO. Модель
двигателя у европейских фирм чаще указывается на площадке
блока цилиндров вместе с номером двигателя.
На некоторых автомобилях устанавливались двигатели
других фирм. Например, двигатели MITSUBISHI широко ис-
пользовались фирмами CHRYSLER и HUYNDAI, двигатели
MAZDA устанавливались на автомобили FORD и KIA, двигате-
ли HONDA — на ROVER, ISUZU — на CHEVROLET, RENAULT
и VOLKSWAGEN — на VOLVO и т.д. (см. Приложение 8). Прак-
тика показывает, что в подобных случаях найти запасные ча-
сти для двигателя, ориентируясь на марку автомобиля, слож-
но. Более дешевый и надежный путо — искать запасные час-
ти для двигателей той фирмы, которая его выпустила.
Рассмотрим второй аспект проблемы, связанный с тем,
какие именно запасные части необходимы для данного двига-
теля, где и как их приобрести.
Все детали двигателя можно разделить на несколько
групп Первая группа представляет собой так называемые
"оригинальные" детали, т.е. поставляемые в запасные части
непосредственно фирмой-изготовителем автомобиля и имею-
щие маркировку этой фирмы. "Оригинальные" детали обычно
покупаются (или заказываются) у официальных дилеров фир-
мы-изготовителя автомобиля. Это могут быть любые детали -
195
13’
Таблица 5.8. "Неоригинальные" запасные части, которые могут быть заказаны у различных фирм
Детали и агрегаты Новые Восстановленные б/У
из стран Европы из США из стран Европы из США из стран Европы из США
Вкладыши коленчатого вала + +
Поршневые кольца + +
Поршни и поршневые группы + +
Прокладки, сальники + +
Ремни, цепи + +
Клапаны + +
Распределительные валы + +
Толкатели, рычаги ГРМ + +
Насосы систем охлаждения + + +
Маслонасосы + +
Бензонасосы + +
Коленчатые валы + +
Шатуны +
Головки блоков + + + +
Блоки цилиндров +
Блоки цилиндров в сборе + + + +
Компоненты системы зажигания + +
Форсунки подачи топлива + +
Турбокомп рессоры + + +
Насосы высокого давления дизелей + +
Двигатели в сборе + + + +
от крепежных болтов и фильтров до коленчатых валов и бло-
ков цилиндров, в том числе вкладыши коленчатых валов, пор-
шни и поршневые кольца ремонтных размеров.
При поиске номеров оригинальных деталей (“оригиналь-
ных" номеров) обычно применяются каталоги фирм-изготови-
телей автомобилей, записанные на микрофишах или компаю-
дисках. Возможность ошибки при определении номера детали
здесь практически маловероятна, т.к. для этого используются
идентификационные номера автомобилей и номера двигате-
лей, содержащие в себе всю необходимую информацию.
Вторая группа запасных частей - "неоригинальные" дета-
ли, выпускаемые различными специализированными фирма-
ми (табл. 5.10). В основном, это изнашиваемые детали, наи-
более часто заменяемые при ремонте двигателей - вклады-
ши, поршни, поршневые кольца, клапаны, прокладки, сальни-
ки, ремни и т.д. Интересно отметить, что такие детали могут
быть изготовлены той же фирмой, что и "оригинальные", но не
имеют соответствующей маркировки фирмы-изготовителя ав-
томобиля. Официальные дилеры фирм-изготовителей автомо-
билей не работают с "неоригинальными" деталями, поэтому
такие детали могут быть приобретены на фирмах, специали-
зирующихся на поставке и продаже "неоригинальных" запас-
ных частей на отечественном рынке.
Поиск "неоригинальных" запасных частей осуществляется
по каталогам фирм, которые производят эти запасные части
(или торгуют ими). Именно для этого необходимо знать мо-
дель двигателя, год выпуска автомобиля и, возможно, другие
данные по автомобилю и двигателю. Эти данные должны сов-
падать с указанными в каталоге, после чего находится номер
детали по этому каталогу.
Основная сложность работы с "неоригинальными" деталя-
ми заключается в том, что в каталогах фир^л может не быть
всей информации, необходимой для идентификации двигате-
ля. С другой стороны, возможны ошибки при определении мо-
дели двигателя, года выпуска и т.д., также сильно затрудняю-
щие поиск. Кроме того, в каталогах редко, но встречаются
ошибки, приводящие к неверному определению номера дета-
ли. В конечном счете каждая из указанных ошибок ведет к по-
лучению запасных частей, которые не соответствуют данно-
му двигателю, либо к увеличению сроков поставки.
Чтобы уменьшить вероятность ошибок при определении
номеров деталей, многие специализированные каталоги со-
держат, помимо информации о двигателе, максимум допол-
нительных сведений о самой детали (размеры, внешний вид и
т.д.). Однако этими сведениями удается воспользоваться, в
основном, только тогда, когда деталь снята с двигателя.
Разница между "оригинальными" и "неоригинальными" за-
пасными частями заключена, в основном, в их цене (табл.
5.11 и 5.12) и качестве. Так, "оригинальные" детали в среднем
на 1030% дороже даже тогда, когда фирма-изготовитель
оказывается одной и той же, однако эмблема и марка авто-
мобиля, указанные на "оригинальной" детали, гарантируют
качество. С другой стороны, комплектующие для ремонта
двигателей выпускаются и продаются обычно большим коли-
чеством фирм, поэтому существует определенный риск полу-
чить "неоригинальные" запасные части довольно низкого ка-
чества с ограниченным ресурсом работы. Детали высокого
качества имеют более высокую стоимость, и ряд крупных оп-
Таблица 5.9. Ориентировочные средние цены (в USD) отечественного рынка на некоторые "оригинальные" запасные
части для двигателей
Страны-производители автомобилей Европа Япония, США
Число цилиндров 4 6 4 6
Коленчатый вал 1200 1600 1100 1400
Блок цилиндров 3200 4500 3000 4000
Головка блока цилиндоов бензин дизель 800 1200 750 900
1000 1500 950 1100
Шатун* бензин дизель 130 170 120 120
150 180 150 150
* Для некоторых моделей VOLKSWAGEN, AUDI, PEUGEOT, RENAULT, ALFA ROMEO, LANCIA в запасные части поставляется комплектом на
двигатель
196
Таблица 5.10 Ориентиросочные средние цены (в USD) отечественного рынка на "неоригинальные" запасные части
двигателей.
Страны-производители автомобилей США Европа Япония
Число цилиндров 4 6 8 4 6 8 4 6
Вкладыши шатунные 50 60 70 30 50 140 30 50
Вкладыши коренные 70 80 90 50 70 140 50 60
Поршень 1 шт. бензин дизель 55** 55** 30'* 90 100 200 70 100
— — — 140 140 — 90 120
Поршневые кольца (комплект) 120 140 160 70 100 140 60 90
Проклацка головки 35 2x35 2X40 40 60 120 30 45
Маслосъемные колпачки (компл.) 30 40 45 20 30 80 25 35
Передний сальник 15 15 15 10 10 15 10 10
Задний сальник 20 20 20 15 15 25 15 15
Прокладка впускного коллектора 15 35 45 15 20 50 15 25
Цепь ГРМ 55 55 55 65 70 90 50 50
Ремень ГРМ 45 — — 30 40 80 30 35
Клапан впускной 25 25 25 20 25 30 20 20
Клапан выпускной 30 30 30 25 30 40 25 25
Распределительный вал 160 230 280 250 400 — 300 400
Коленчатый вал (со вкладышами) 450’ 600* 700’ 500* 650* — 500* 700*
Короткий блок (блок в сборе) 2700* 3200* 3500* — — — 2800* 3500*
Головка блока 600* 500* 700* 650* — — 600* 750*
Шатун 90* 90’ 90* 100* 100’ — 100* 100*
* Восстановленные детали
** Без поршневых колец
товых торговых фирм в своих каталогах иногда дают "на вы-
бор" несколько вариантов одной и той же детали, изготовлен-
ной различными фирмами. Указанные различия в качестве
наиболее существенны для поршневых колец - здесь разница
в цене и ресурсе может достигать 2+3-х раз Для других дета-
лей двигателей (вкладыши, поршни, клапаны и т.д.) различия
в качестве и ресурсе не так очевидны и часто не столь вели-
ки, однако разница в цене все равно существует.
Исходя из вышесказанного, для снижения затрат на ре-
монт двигателя предпочтительно покупать "неоригинальные"
комплектующие. При этом следует ориентироваться на про-
дукцию известных фирм (табл. 5.13), чтобы обеспечить высо-
кое качество ремонта и большой ресурс отремонтированного
двигателя. К "оригинальным" комплектующим следует "обра-
щаться" в случаях, когда нет возможности найти "неориги-
нальные" запасные части, например, для совсем новых двига-
телей, либо когда необходимые детали из-за их сложности не
выпускаются специализированными фирмами.
Помимо перечисленных вопросов, оказывается важным
то, из какой страны следует получать запасные части, чтобы
выиграть в цене и во времени поставки. Практика показыва-
ет, что цена и срок поставки, а также вообще наличие кон-
кретной детали на складе у соответствующей фирмы в данной
стране зависит от марки и модели автомобиля. Фирмы, рабо-
тающие на отечественном рынке, обычно (но не всегда) могут
уточнять наличие той или иной детали на складе у соответст-
вующей зарубежной фирмы, однако на это уходит определен-
ное время, увеличивающее срок получения детали. Учитывая
это, при заказе запасных частей желательно придерживаться
определенных правил:
1) Для двигателей американских автомобилей "неориги-
нальные" запасные части заказываются в США по каталогам
основных фирм TRW, FEDERAL MOGUL, SEALED POWER,
BECK ARNLEY, PERFECT CIRCLE. He составляет большого
труда заказать и "оригинальные" запасные части, а также до-
вольно большую номенклатуру дешевых восстановленных на
ремонтных заводах деталей. Это объясняется тем, что в США
развит компьютерный учет и существует единая компьютер-
ная сеть, где записана информация по деталям, хранящимся
на складах практически всех фирм. Если у данной фирмы не-
обходимая деталь отсутствует, она все равно будет быстро
найдена и доставлена в течение нескольких дней на соответ-
ствующий склад. Доставка деталей из США в Россию в подав-
ляющем большинстве случаев осуществляется авиационным
транспортом, средний срок поставки с момента получения за-
каза - 7+1 0 дней.
2) Для двигателей японских автомобилей "неоригиналь-
ные" запасные части могут быть приобретены как через аме-
риканские, так и европейские фирмы, если необходимые за-
пасные части есть в каталогах этих фирм. Достаточно боль-
шая номенклатура запасных частей сконцентрирована на
складах скандинавских фирм (ARVIDSSON, KOIVUNEN,
ORUM), причем срок поставки здесь сравнительно мал (в
среднем 5+8 дней), и цены, как правило, невелики. Детали из
Германии или Нидерландов идут обычно дольше, а цены мо-
гут быть выше. Кроме того, номенклатура деталей для ремон-
та двигателя здесь меньше. Ограничена (но обычно шире,
чем в Германии и Нидерландах) номенклатура запасных час-
тей в США. Следует учитывать специфику американского
рынка - из Японии туда поставлялось ограниченное число мо-
делей, в основном, с бензиновыми двигателями большого ра-
бочего объема и впрыском топлива. Большинство "неориги-
нальных" деталей из США для двигателей японских автомоби-
лей оказывается дороже, чем, например, из скандинавских
стран. При заказе деталей из США возможны случаи получе-
ния довольно дорогих "оригинальных" деталей по "неориги-
нальным" номерам каталогов различных фирм.
"Оригинальные" запасные части для двигателей японских
автомобилей могут быть получены из европейских стран, в
основном, через официальных дилеров фирм-изготовителей
автомобилей. Это усложняет поставку "оригинальных" запас-
ных частей, поэтому "оригинальные" и "неоригинальные" де-
тали иногда приходигся заказывать у разных фирм. В США
вследствие единого компьютерного учета подобных проблем
обычно не возникает, однако необходимо проверять, был ли
там автомобиль с данным двигателей (модель автомобиля,
кстати, может иметь в США иное, нежели в Европе или Япо-
нии, название).
Довольно трудно найти запасные части для двигателей но-
вейших моделей японских автомобилей. Иногда их легче по-
лучить из США, в то время как поставка из европейских стран
может оказаться проблематичной, особенно, если на складе у
европейского дилера соответствующей японской фирмы в
данный момент нет необходимых запасных частей.
3) Для двигателей немецких автомобилей поставка запас-
ных частей из Германии достаточно хорошо отлажена многи-
ми отечественными фирмами. Это связано с тем, что, во-пер-
вых, немецкие автомобили широко поставляются на экспорт
197
Таблица 5.13. Производство и продажа запасных частей для двигателей некоторыми известными зарубежными фирмами
ФирЬПЯ Страны-* производители автомобилей Поршне- вые кольца Поршни (поршне- вые группы) Подльзп- никп двига- телей Прок- ладки, сальники Детали ГРМ Компо- ненты систем пилания Компо- ненты систем зажи- гания Компо- ненты систем охлаж- дения Ремни
АЕ (Великобритания) Е, Я + + + + +
ARVIDSSON (Швеция) Е, Я + + + + + + + + +
AUTOLITE (США) А, Е, Я +
BECK ARNLEY (США) А, Я + + + + + + + + +
BERU (Франция) Е +
BOSCH (Германия) Е + + + +
CARDONE (США) А, Я +
CARTER (США) А, Я + +
ELRING (Германия) Е, Я +
FEDERAL MOGUL (FM) А, Я, Е + + + + + + + + +
FEBI (Германия) Е +
FEL-PRO (США) А, Я +
GATES (США) Е, А, Я + +
GLYCO (Германия) Е, Я +
GOETZE (Германия) Е, Я + + + +
HASTINGS (США) А, Я + +
KING (Израиль) Е, Я +
KOIVUNEN (Финляндия) Е, Я + + + + + + + + +
KOLBENSCHMIDT (Германия) Е + + + +
MAHLE (Германия) Е +
NATIONAL OIL SEAL (США) А, Я +
NAPA (Канада) А, Я + + + + + + + + +
ORBITRAID Е +
ORUM (Швеция) Е. Я + + + +
PERFECT CIRCLE (Франция) А, Я + + + + + + + + +
PIERBURG (Германия) Е +
QH (Великобритания) Е, Я + + + +
REINZ (Германия) Е, Я +
SCHOTTLE (Германия) Е, Я + +
SEALED POWER (США) А, Я + + + + + + + + +
STERLING PISTON (США) А, Я +
SWAG (Германия) Е, Я +
TRW (США) А, Я, Е + + + + + + + + +
TRUST (США) А, Я + + +
+ отмечены детали или агрегаты, которые фирма изготавливает или которыми торгует
* для автомобилей, выпускаемых: Е — в странах Европы; А — в США; Я — в Японии
и доминируют на отечественном рынке, а во-вторых, в Герма-
нии находится большое число известных фирм, производящих
детали для двигателей, в том числе для немецких автомоби-
лей (см. табл. 5.13). Более сложная ситуация имеет место с
запасными частями для двигателей английских, французских
и итальянских фирм. Только небольшая их часть поставлялась
в другие страны, поэтому запасные части для их двигателей в
таких странах, как Германия, Нидерланды или Финляндия,
весома ограничены по номенклатуре, а по некоторым моде-
лям вообще отсутствуют. В то же время малочисленность оте-
чественного парка этих автомобилей в определенной степени
затрудняет (и замедляет, делая их не слишком выгодными)
поставки запасных частей из этих стран. Поэтому для двига-
телей многих моделей английских, итальянских и француз-
ских автомобилей часто не удается получить запасные части
также быстро, как, например, для немецких.
В некоторых случаях приходится рассматривать возмож-
ность использования в ремонте не только новых, но и восста-
новленных или даже бывших в употреблении деталей. К таким
деталям относятся коленчатые валы, блоки и головки блоков
цилиндров, а также другие дорогостоящие детали (табл. 5.10).
Для ряда старых автомобилей покупка новых деталей типа ко-
ленчатого вала или головки блока экономически нецелесооб-
разна, так как цена детали оказывается сопоставима с ценой
всего автомобиля (или даже больше).
В настоящее время отработанная система восстановле-
ния старых деталей и узлов двигателей, а также их хранения
и учета существует в США. Отсюда могут быть получены вос-
становленные дорогостоящие детали для двигателей подавля-
юшего большинства американских и некоторых европейских
и японских автомобилей, включая блоки цилиндров в сборе (с
коленчатым валом, шатунами, новыми поршнями, вкладыша-
ми, кольцами) Восстановленные коленчатые валы идут в сбо-
ре со вкладышами, а головки блоков - в сборе с клапанами,
пружинами и маслоотражательными колпачками. Обычно
восс!ановленные запасные части дешевле новых на 2040%.
Еще дешевле детали б/у (в 2-3 раза), однако их качество да-
леко не всегда удовлетворительное и не у всех поставщиков
их можно заказать и получить.
Аналогичные детали (восстановленные или б/у) для двигате-
лей европейских и некоторых японских автомобилей могут быть
получены от европейских фирм, ремонтирующих двигатели, но
не все торговые фирмы могут выполнить подобный заказ
На некоторые модели двигателей, в основном, автомоби-
лей немецкого производства, определенную номенклатуру за-
пасных частей можно найти в отечественных фирмах или ма-
газинах в крупных города:: (где есть достаточно большой парк
этих автомобилей). Вполне вероятно, что вкладыши коленча-
тых валов, поршневые кольца, прокладки, сальники, клапаны и
др есть в этих магазинах. Однако по мере уменьшения попу-
лярности марки и модели автомобиля падает вероятность то-
го, что можно будет просто купить в магазине запасные части
для ремонта двигателя. В подобных случаях лучше не тратить
зря время на поиски - вероятность того, что полный комплект
198
необходимых запасных частей для двигателя, например,
французского или итальянского автомобиля удастся купить в
магазинах, мала, и лучше сразу сделать заказ той фирме, где
будут более приемлемые цены.
5.4. Общие правила выполнения
ремонтных работ
При проведении ремонта двигателя необходимо соблю-
дать определенные правила, чтобы исключить ошибки и
уменьшить вероятность отказов и неисправностей после ре-
монта. Эти правила достаточно просты, однако в практике ра-
боты ремонтных предприятий часто встречается не просто их
несоблюдение, а иногда даже полное игнорирование. В ре-
зультате ремонт двигателя оказывается некачественным, от
чего нередко страдает не только клиент (заказчик), но и ис-
полнитель оаботы.
При выполнении ремонтных работ, таким образом, необ-
ходимо руководствоваться следующим:
1. Если при диагностировании двигателя установлена не-
исправность какого-либо подшипника коленчатого вала, дви-
гатель должен быть обязательно снят и полностью разобран
для ремонта. При этом коленчатый вал и шатуны необходимо
тщательно проверить (измерить) и отремонтировать. Как пра-
вило, нельзя оставлять без ремонта эти детали, даже если ви-
зуально больших повреждений нет. Простая замена вклады-
шей в сочетании с изношенными рабочими поверхностями
ответных деталей - гарантия выхода из их строя уже через не-
сколько сотен километров.
2. При разрушении поддона картера (например, наезд на
препятствие) необходимо после его снятия в обязательном
порядке проконтролировать состояние подшипников коленча-
того вала. Не следует менять поддон без проверки подшипни-
ков - в большинстве подобных случаев они имеют недопусти-
мые повреждения, которые требуют ремонта КШМ.
3. Поврехщение (перегрев, расплавление) коренных вкла-
дышей - явный признак деформации коренных опор в блоке
цилиндров. В таких случаях опоры должны быть тщательно
проверены, а блок - при необходимости отремонтирован.
4. Ремонт КШМ всегда требует полной разборки двигате-
ля. Не следует, демонтировав коленчатый вал, оставлять на
месте головку блока и поршни. Вполне вероятно, что поршне-
вая группа также имеет повреждения. Тогда из-за неполной
разборки и дефектации не исключены повторные снятие и
разборка двигателя.
5. При обнаружении неисправностей КШМ, связанных с
недостаточной смазкой (разрушение вкладышей подшипни-
ков) следует тщательно проверить и при необходимости заме-
нить изношенные детали ЦПГ, клапаны, направляющие втул-
ки клапанов, маслоотражательные колпачки, т.е. те детали,
которые могут вызвать большой расход масла. Кроме того,
необходимо проверить состояние маслонасоса и редукцион-
ного клапана системы смазки.
6. Если при дефектации установлено, что хотя бы один из
поршней двигателя имеет трещины или прогар в перемычках
между канавками колец, следует заменить все поршни. По-
пытка сэкономить часто кончается поломкой еще одного пор-
шня в течение непродолжительного времени после ремонта.
Аналогично обнаружение хотя бы одного явно деформиро-
ванного или сломанного из-за гидроудара шатуна требует са-
мой тщательной проверки и, при необходимости, замены или
ремонта всех поврежденных шатунов двигателя. Кроме того,
если на поршнях остались следы от ударов тарелок клапанов,
то все клапаны должны быть проверены.
7. Не следует оставлять без ремонта те детали разобранно-
го двигателя, которые имеют износы, близкие к предельно-допу-
стимым. Очевидно, это грозит необходимостью проведения по-
вторного ремонта двигателя через достаточно короткое время.
8. При замене поршневой группы, вызванной большим рас-
ходом масла, необходимо в обязательном порядке ремонтиро-
вать головку блока с заменой маслоотражательных колпачков,
а возможно, клапанов и их направляющих втулок, иначе ремонт
двигателя может оказаться неполным и некачественным.
9. При ремонте двигателя, связанном с его разборкой,
следует менять все сальники валов, даже если они еще впол-
не работоспособны. Микродефекты на уплотняющей кромке
старого сальника обнаружить сложно, поэтому не исключено,
что такой сальник придется менять уже после установки дви-
гателя на автомобиль.
10. После разборки двигателя необходимо проверить пло-
скости головки и блока цилиндров, да?ке если не обнаружено
следов негерметичности прокладки головки. В практике ре-
монта нередки случаи, когда при визуально нормальном со-
стоянии деталей плоскости головки и/или блока имеют недо-
пустимо большую деформацию. При повреждении прокладки
головки блока (негерметичность или прогар) нельзя сразу
просто менять прокладку - не исключено, что плоскости голо-
вки и/или блока искривлены и требуют ремонта.
11. У разобранного двигателя должны быть тщательно
промыты все каналы системы смазки, особенно, если произо-
шло разрушение каких-либо деталей, напримео, подшипников
какого-либо вала. При этом необходимо разобрать, прове-
рить и промыть маслонасос, редукционный клапан системы
смазки, маслоприемник. Частицы металла, оставшиеся в сис-
теме смазки, могут привести к повреждению новых и отре-
монтированных деталей сразу после запуска двигателя.
12. Особое внимание следует обращать на те двигатели,
которые имеют признаки какого-либо ранее выполненного
ремонта. На практике возможны случаи такого неквалифици-
рованного вмешатэльства в системы и агрегаты двигателя,
при котором "внесенные" в двигатель неисправности сложно
не только отремонтировать, но и вовремя обнаружить.
13. При разрушениях поршня, клапанов, седел клапанов
необходимо разобрать и тщательно промыть весь впускной
тракт. Обычно обломки разрушившихся деталей довольно
равномерно распределяются по всей системе впуска, оказы-
ваясь в самых неожиданных местах. Сборка такого двигателя
после ремонта без промывки впускной системы гарантирует,
как минимум, последующее снятие головки блока.
14. Если двигатель имеет гидротолкатели в приводе кла-
панов, то при разборке двигателя их также следует разо-
брать, тщательно промыть и проверить. Особенно это важно
для двигателей с нижним расположением распределительно-
го вала. Необходимо помнить, что для замены неисправного
гидротолкателя на таких двигателях придется выполнить
большой объем работ, иногда вплоть до снятия головок блока.
15. Все ремонтные работы по двигателю надо проводить в
чистоте. Все детали двигателя должны быть тщательно вымы-
ты два раза - перед дефектацией после разборки и перед
сборкой. Сборка из грязных деталей - гарантия повреждения
всех отремонтированных поверхностей.
16. При мойке деталей двигателей запрещается "окуна-
ние" в моющие жидкости и растворители агрегатов, имеющих
закрытые шариковые подшипники (направляющие ролики
ремней, генераторы, воздушные и гидронасосы, насосы сис-
темы охлаждения). Окунание, особенно в загрязненный рас-
твор, приводит к попаданию грязи внутрь подшипника и быст-
рому выходу его из строя. Применение растворителей (бен-
зин, керосин, ацетон) для мойки деталей и агрегатов вызыва-
ет также повреждение резиновых уплотнений (сальники, про-
кладки, кольца и т.д.), нарушение их герметичности и выход
этих агрегатов из стрся.
17. Выполняя ремонт двигателя, следует избегать как ма-
лых, так и больших зазоров в сопряжениях деталей. Если боль-
шие зазоры могут дать некоторое увеличение шума и неболь-
шое снижение ресурса двигателя, то малые зазоры особенно
опасны заклиниванием, задирами и другими неприятностями,
которые нередко приводят к повторному ремонту двигателя.
199
18. При сборке двигателя необходимо заменить все про-
кладки, уплотняющие масляные каналы и полости системы ох-
лаждения. В противном случае не исключена течь рабочих
жидкостей после установки двигателя даже там, где раньше
никаких подтеканий не было.
19. На двигателях, собираемых после сложного ремонта,
желательно заменить зубчатый ремень привода распредели-
тельного вала. Если двигатель имел неисправности, вызван-
ные заклиниванием валов или гидроударами в цилиндрах, это
надо сделать обязательно. Даже новый с виду ремень может
иметь внутренние повреждения, которые нередко приводят к
быстрому его обрыву. Для многих двигателей это грозит ре-
монтом головки блока цилиндров.
20. На двигателях с системами впрыска топлива, а также
дизелях после сложного ремонта следует менять топливные
фильтры. Практика показывает, что вполне еще работоспо-
собный топливный фильтр после длительной стоянки автомо-
биля нередко довольно быстро выходит из строя.
21. При выполнении сложного ремонта двигателя, связан-
ного с его демонтажом, необходимо проверить и при необхо-
димости заменить передний сальник коробки передач, если
он подтекает, а также диск сцепления, муфту и выжимной
подшипник, если на них обнаружен большой износ. Такие ра-
боты, как и другие подобные, значительно удобнее произво-
дить, пока двигатель ремонтируется, нежели специально по-
сле ремонта снимать коробку передач.
22. У дизельных двигателей, поступающих в сложный ре-
монт, в обязательном порядке необходимо проверить работо-
способность топливной аппаратуры, даже если перед возник-
новением неисправности двигателя аппаратура работала
нормально. Дело в том, что при стоянке даже в течение не-
скольких недель вода, содержащаяся в топливе (иногда в до-
статочно больших количествах), вызывает коррозию прецизи-
онных плунжеров и втулок. Это может привести к заклинива-
нию регулятора подачи, неисправности распылителей форсу-
нок и др. Данные дефекты значительно проще устранять, ког-
да двигатель снят и разобран.
23. Проводя дефектацию разобранного двигателя, необходи-
мо оценить состояние всех движущихся и вращающихся, а также
ответных им неподвижных деталей. Ни при каких обстоятельст-
вах двигатель не должен быть собран, если хотя бы на одной де-
тали не устранены обнаруженные дефекты - будь то коленчатый
вал, поршень или, например, рычаг клапана. В двигателе одина-
ково важны все детали, и разбираться, почему что-то не работа-
ет или стучит, и устранять неисправности на уже собранном и ус-
тановленном на автомобиль двигателе гораздо сложнее. По этой
же причине перед сборкой надо самым тщательным образом
проконтролировать все отремонтированные детали.
Глава 6. ОСОБЕННОСТИ ДЕМОНТАЖА ДВИГАТЕЛЕЙ
Демонтаж двигателей автомобилей прошлых лет выпуска
не представляет обычно больших проблем. Достаточно про-
стые конструкции, карбюраторные системы питания, механи-
ческие коробки передач, хороший доступ к агрегатам опреде-
ляют, за некоторым исключением, небольшую трудоемкость
работ. Из-за этого в литературе по ремонту вопросам снятия
двигателя ранее не уделялось серьезного внимания - многие
операции были очевидны и не требовали пояснений или при-
менения специальных технологий. С появлением и широким
внедрением в 80-х годах электронных систем управления,
многоклапанных головок цилиндров, двойных распределитель-
ных валов, настроенных систем впуска и выпуска, гидроусили-
телей руля, сложных систем снижения токсичности выхлопа,
автоматических коробок передач, поперечно расположенных
многоцилиндровых двигателей (на автомобилях с передним
приводом) ситуация существенно изменилась. Помимо значи-
тельного увеличения числа разъемов трубопроводов и элект-
рических кабелей резко ограничился доступ к деталям и агре-
гатам, возросла трудоемкость работ. Кроме того, для некото-
рых автомобилей потребовалась определенная технология,
нарушение которой приводило бы к значительному затрудне-
нию или вообще невозможности выполнения демонтажа.
Прежде чем приступить к работе, следует убедиться в ее
необходимости - некоторые неисправности двигателя, оче-
видно, могут быть устранены частичной его разборкой (сня-
тие головки блока, поддона и т.д.). Снимать двигатель реко-
мендуется в следующих случаях:
любые неисправности в КШМ;
серьезные неисправности поршневой группы;
серьезные неисправности газораспределительного меха-
низма, связанные с поломкой клапанов, повреждением голо-
вки блока и др.;
при серьезном затруднении частичной разборки, когда,
например, сложно или практически невозможно снять поддон
(некоторые полноприводные автомобили) или головку блока;
при большом объеме текущих ремонтных работ по двигате-
лю с заменой поршневых колец, сальников и других деталей.
Некоторые механики опасаются снимать двигатель и
предпочитают разборку двигателя на автомобиле, оставляя
на месте практически только блок с коленчатым валом. Этого
не следует делать, поскольку при большом объеме работ каче-
ственно собрать двигатель в подобных условиях нельзя, хотя
бы только из-за невозможности обеспечить чистоту при уста-
новке деталей. Не следует также снимать двигатель "по час-
тям" (сначала головку, а затем блок в сборе) - это нарушает
технологию, увеличивает время работы и затрудняет последу-
ющую сборку (не будет ясно, в сборе с какими агрегатами сле-
дует устанавливать двигатель на автомобиль).
Таким образом, снятие двигателя требует определенных
знаний и опыта. Ниже приводятся некоторые сведения по тех-
нологии демонтажа двигателей автомобилей различных схем,
позволяющие избежать многих распространенных ошибок.
6.1. Общие принципы демонтажа
двигателей
Начинать демонтаж двигателя следует с визуального ос-
мотра его сверху и снизу. При этом стоит обратить внимание
на следы подтекания масла и охлаждающей жидкости. Масло
независимо от его типа (моторное, трансмиссионное или для
автоматических коробок передач) оставляет на деталях оди-
наковые следы, однако полезно еще до снятия и разборки дви-
гателя попытаться определить, какое масло течет и откуда. В
практике ремонта нередки случаи, когда подтекание масла с
двигателя может означать течь сальника коробки передач или
агрегатов гидроусилителя руля, что требует ремонта этих аг-
регатов одновременно с ремонтом двигателя, иначе эксплуа-
тация автомобиля после ремонта двигателя будет проблема-
тичной.
Определить тип масла можно по запаху, сравнив его с за-
пахом из банок, где залиты известные масла, а также по цве-
ту, если на деталях висят свежие капли. Например, масло для
автоматических коробок передач всегда имеет красноватый
оттенок, и его трудно спутать с моторным. Подтекания охлаж-
дающей жидкости также довольно типичны, их нетрудно опре-
делить по частичному подсыханию около места течи, сладко-
ватому запаху, а также, возможно, зеленоватому цвету сле-
дов подтеков.
Результаты подобной "диагностики" полезны не только для
того, чтобы найти какие-то дефекты в двигателе. Часто дефек-
ты двигателя проще обнаружить после разборки, хотя извест-
ны и случаи, когда невнимательность при снятии и разборке
двигателя значительно увеличивала потери времени уже по-
сле установки отремонтированного двигателя (например,
течь заглушки рубашки охлаждения блока или трещина в под-
доне картера). Не менее важно обнаружить неисправности аг-
регатов. которые затрудняют или вообще делают невозмож-
ной эксплуатацию автомобиля после даже самого сложного
ремонта двигателя. Например, визуальный осмотр позволяет
определить неисправности насоса охлаждающей жидкости,
гидроусилителя руля, коробки передач, по крайней мере, не-
герметичность их уплотнений. Если это не сделать своевре-
менно, т.е. перед снятием двигателя, то, скорее всего, потре-
буется снимать и ремонтировать эти агрегаты. Подобные "не-
плановые" работы, как правило, невыгодны и достаточно тру-
доемки, особенно на относительно новых моделях автомоби-
лей, в то время как при снятом двигателе они не представля-
ют никаких сложностей.
Если неисправный двигатель в целом еще работоспособен
(т.е. может быть запущен), далеко не лишним будет перед на-
чалом ремонта провести диагностику электронной системы
управления. Практика показывает, что при возникновении по-
требности ремонта механической части двигателя в системе
управления часто уже наблюдаются те или иные неисправно-
сти. Тогда неисправные компоненты системы управления мо-
гут быть заменены при сборке и установке двигателя, что со-
кращает время ремонта. Кроме того, предварительное тести-
рование системы управления позволяет быстро устранить не-
исправности, отсутствовавшие перед ремонтом и появившие-
ся в результате небрежной сборки (например, найти несоеди-
ненные разъемы и т.д.), что также экономит время на оконча-
тельных стадиях ремонта.
Перед демонтажом двигателя необходимо определить
способ выполнения этой работы, в частности, как будет сни-
маться двигатель - с коробкой передач или без нее, "вверх"
или "вниз" (относительно кузова автомобиля). Необходимые
для этого данные излагаются в руководствах по ремонту кон-
кретной модели автомобиля. На практике, тем не менее, слу-
чаи отсутствия какой-либо справочной литературы не ред-
кость, поэтому правильный выбор способа позволит сэконо-
мить время и, возможно, предохранит от повреждений мно-
гие детали и элементы конструкции.
У легковых автомобилей классической компоновки (двига-
тель спереди, ведущие колеса - задние) двигатель снимается
в большинстве случаев без коробки передач. Исключение со-
ставляют лишь некоторые модели (MERCEDES-BENZ), где
снятие силового агрегата в сборе более технологично, а так-
же случаи, когда сильно затруднен доступ к некоторым бол-
там, соединяющим коробку передач с двигателем. В целом,
различие между снятием с коробкой передач или без нее оп-
ределяется затратами времени. Так, при снятии двигателя
без коробки дополнительно требуется отвернуть болты креп-
13а. Ремонт явит заруб. ав-еи
201
пения гидромуфты к маховику (у автоматических коробок),
болты крепления коробки к двигателю и стартер, а при снятии
с коробкой необходимо отсоединить карданный вал, опоры ко-
робки и элементы ее управления, после чего рассоединить
двигатель и коробку на уже снятом силовом агрегате.
Некоторую сложность представляет демонтаж заклинен-
ного двигателя, если коробка передач автоматическая. Рас-
соединение двигателя и коробки правильно осуществляется
после отворачивания болтов или гаек крепления гидромуфты
к маховику. Это выполняется обычно со стороны двигателя
через окно в нижней части кожуха гидромуфты. При этом тре-
буется поворачивать коленчатый вал - иначе нельзя совмес-
тить болты (гайки) с окном, чтобы до них был доступ. Закли-
ненный коленчатый вал не позволяет этого сделать, поэтому
здесь есть несколько вариантов:
1) сняв поддон, ослабить заклинившие подшипники, после
чего отворачивать болты гидромуфты и снимать двигатель от-
дельно от коробки передач;
2) снимать двигатель с коробкой передач в сборе, далее
согласно п. 1;
3) снимать двигатель без коробки, гидромуфта остается на
маховике.
Из указанных способов первый может оказаться неосуще-
ствимым либо очень трудоемким, а третий - самый неудач-
ный, так как при выходе гидромуфты из коробки можно повре-
дить подшипник и/или сальник гидромуфты и даже деформиро-
вать маховик. В этой связи следует отметить, что вообще сня-
тие двигателя без отсоединения гидромуфты является типич-
ным примером неквалифицированной работы, выполненной с
нарушением всех технологий, рекомендуемых фирмами-про-
изводителями автомобилей.
Общим для всех вариантов демонтажа двигателя является
необходимость снятия радиатора, когда он ограничивает вы-
ход снимаемого двигателя вперед из зацепления с коробкой
передач. Кроме того, у автомобилей классической компонов-
ки снятие двигателя осуществляется вверх, для чего необхо-
димо использозать специальное стационарное подъемное ус-
тройство - тельсрер (рис. 6.1) с ручным или электроприводом.
У заднеприводных микроавтобусов демонтаж двигателя
выполняется, как правило, без коробки передач. При среднем
расположении двигателя (сзади передней оси автомобиля)
снимать его следует "вниз". Если при этом используется яма,
то необходимо подъемное устройство типа лебедки, устанав-
ливаемое в салоне на стойках (рис. 6.2). У микродвтобусов с
задним расположением двигателя демонтаж может быть вы-
полнен аналогично.
Иногда при среднем или заднем расположении двигателя
в микроавтобусе можно выполнить демонтаж вверх с помо-
щью передвижного подъемного гидравлического механизма
Рис. 6.1. Подъемные механизмы - тельферы:
а — с электрическим приводом; б — с ручным приводом
Рчс. 6.2. Схема снятия двигателя вниз у микроавтобусов со сред-
ним и задним расположением двигателя:
1 — ручная лебедка; 2 — двигатель; 3 — люк моторного отсека; 4 — смот-
ровая яма
Рис. 6.3. Возможная схема снятия двигателя вверх у микроавто-
буса со средним расположением двигателя;
1 — проем перэдней двери; 2 — двигатель; 3 — передвижной подъемный
механизм;
(рис. 6.3). Далее "на весу" двигатель проводится через проем
двери салона. Такой способ применяется редко (микроавто-
бусы VOLKSWAGEN), так как для этого необходимо, чтобы
размеры крышки моторного отсека (в салоне) и двери соот-
ветствовали габаритам двигателя.
При расположении двигателя микроавтобуса спереди дви-
гатель может быть снят без коробки передач в направлении
вперед и вверх. Для этого следует предварительно демонти-
ровать переднюю панель и бампер автомобиля. Далее двига-
тель может быть снят с помощью тельфера, если моторный от-
сек выдается вперед достаточно сильно, или передвижным ги-
дравлическим подъемным механизмом, если двигатель "утоп-
лен" внутрь кузова.
У переднеприводных легковых автомобилей демонтаж
двигателя вверх желательно выполнять без коробки передач.
Это обычно упрощает работу и последующую транспортиров-
ку автомобиля, однако не всегда возможно.
При выборе метода снятия двигателя у переднеприводных
автомобилей следует оценить возможность выхода его из за-
цепления с коробкой передач, т.е. наличие достаточного зазо-
ра между кузовом автомобиля и передней стороной двигате-
ля. Этот зазор должен быть больше, чем осевой габаритный
размер сцепления (рис. 6.4), иначе двигатель упрется в кузов,
а из коробки передач не выйдет. У автомобилей с автомати-
ческой трансмиссией указанный зазор может быть значитель-
но меньше, так как гидромуфта всегда остается на коробке
передач, а маховик имеет малый осевой габарит.
Если зазор явно меньше необходимого, можно снять перед-
ний шкив и часть агрегатов, однако нередко трудоемкость этих
операций оказывается достаточно большой, и время на снятие
только двигателя может оказаться больше, чем снятие двигате-
ля с коробкой передач в сборе и последующее их разъединение.
202
Рис. 6.4. Компоновка дви-
гателя в переднепривод-
ном автомобиле:
А — зазор методу передней ча-
стью двигателя и лонжероном,
определяющий величину сдви-
га двигателя от коробки пере-
дач (А может быть несколько
увеличено за счет хода Б ко-
робки); 1 — двигатель; 2 — лон-
жероны
Снятие поперечно-расположенного двигателя в сборе с
коробгой у переднеприводных автомобилей особенно трудо-
емко при большом числе цилиндров {6 или 8), когда требуется
демонтаж большого числа шлангов электрических кабелей,
элементов управления и т.д. Общим для снятия двигателя с
коробкой передач является необходимость предварительного
отсоединения приводов передних колес (после чего, кстати,
значительно затрудняется транспортировка автомобиля).
Поперечно расположенный двигатель у большинства авто-
мобилей можно снять ввэрх - без коробки передач или с ней.
Возможность снятия вниз ограничена, так как этому обычно
мешают силовые элементы кузова. С использованием подъ-
емника, как правило, можно снять в сборе весь силовой агре-
гат с передней подвеской, но это более трудоемкий путь, так
как требует последующего отсоединения двигателя и установ-
ки передней подвески (рамы) обратно на место. Без этой
'‘лишней" работы автомобиль нельзя будет транспортировать.
У полноприводных автомобилей демонтаж двигателя
вверх следует выполнять без коробки передач, что связано
со сложностью отсоединения приводов и большими габарита-
ми агрегатов трансмиссии (так как коробка передач соедине-
на с раздаточной коробкой).
Возможные схемы демонтажа двигателя в зависимости от
компоновки его на автомобиле представлены на рис. 6.5.
Рис. 6.5. Наиболее распространенные схемы демонтажа двигате-
ля вверх (а, б, в — с продольным расположением двигателя;
г, д — с поперечным):
а, г — без коробки передач; в — то же, но с демонтажом передней панели
автомобиля; б, д — в сборе с коробкой передач
6.2. Особенности демонтажа трубопроводов
и электрических кабелей при снятии
двигателя
При демонтаже двигателя требуется рассоединять раз-
личные трубопроводы и электрические кабели. На многих
двигателях автомобилей выпуска 80-х годов имеется также
большое число вакуумных трубок системы снижения токсич-
ности. Кроме того, к агрегатам, расположенным на двигателе
(насосы, компрессоры, генератор и др.), также подходят соот-
ветствующие трубопроводы, шланги и кабели. Большое число
этих элементов требует аккуратности в разъединении. При
этом необходимо:
1) зафиксировать (например, записать и зарисовать) мес-
та подключения трубопроводов и кабелей, чтобы не перепу-
тать их при сборке;
2) не повредить элементы (датчики, разъемы, штуцеры)
при разъединении;
3) зафиксировать порядок разъединения, так как на некото-
рых двигателях нарушение порядка сборки трубопроводов и ка-
белей может привести к невозможности их подключения (для
этого может потребоваться частичная разборка двигателя).
При отсоединении вакуумных трубок желательно сделать их
маркировку, например, наклеить на концы трубок бирки с ука-
занием места соединения либо с номером (второй вариант
предполагает составление таблицы с номерами трубок и места-
ми их соединения). Маркировка необязательна, когда есть схе-
ма соединения трубок. Так, у многих японских автомобилей та-
кая схема расположена на внутренней стороне капота, а у не-
которых американских - сверху на передней панели моторного
отсека. В различных руководствах по ремонту схемы соедине-
ния вакуумных трубок, как правило, отсутствуют, однако они
есть в книгах американского издательства CHILTON по ремон-
ту американских и некоторых японских автомобилэй (для по-
следних следует иметь в виду возможные отличия - системы
двигателя японских автомобилей для американского рынка, как
правило, сложнее, чем для европейского). У многих европей-
ских автомобилей схема соединения вакуумных трубок нигде
не указана, поэтому их маркировка, как правило, обязательна.
При не слишком сложных схемах соединения вакуумных тру-
бой. можно не записывать место их подключения, а просто при-
держиваться определенных правил при разъединении (рис. 6.6):
1) не разъединять рядом стоящие трубки, т.е. если к какому-
либо клапану подходят две трубки, только одну из них следует
отсоединить от клапана, а другую - с противоположного конца;
2) никогда не снимать трубки совсем - одним концом они
всегда должны оставаться на месте.
Однако практика показывает, что полагаться на память не
следует, даже если схема достаточно проста -.ремонт всегда мо-
жет в той или иной степени затянуться, и вспомнить, где стояла
та или иная трубка, уже не удастся. В то же время ошибочное
подключение вакуумных трубок обычно приводит к увеличению
токсичности выхлопа, неустойчивости работы двигателя и даже
нарушениям в работе автоматической коробки передач (если
коробка имеет вакуумную связь с двигателем для управления
переключением передач при изменении нагрузки).
Рис. 6.6. Принцип разъединения вакуумных трубопроводов, обес-
печивающий простоту последующей сборки (трубопроводы разъе-
диняются только в местах А)
13* а
203
При отсоединении трубок необходимо соблюдать осторож-
ность. Многие датчики и клапаны имеют пластмассовые кор-
пусы. Резиновые трубки обладают способностью прилипать к
выходам корпусов, из-за чего при демонтаже можно сломать
элементы системы.
Трубопроводы топливной и других систем с повышенным
давлением не так многочисленны и не требуют маркировки (их
практически нельзя перепутать, за исключением прямой и об-
ратной топливных магистралей карбюраторов некоторых евро-
пейских автомобилей). Обычно соединение таких трубопрово-
дов выполнено с помощью штуцера и накидной гайки. От вре-
мени гайка «прикипает» к штуцеру, что требует больших усилий
при отворачивании. Из-за этого штуцер всегда следует придер-
живать вторым ключом, иначе можно повредить штуцер и/или
агрегат, на котором он установлен. Некоторые американские
автомобили имеют специальные конструкции соединения тру-
бопроводов (рис. 6.7), которые не стоит ломать только из-за то-
го, что непонятен способ их разъединения. В целом, если при
снятии двигателя оказались повреждены те или иные соедине-
ния трубопроводов и агрегатов, это говорит только о низкой
квалификации лиц, сделавших такую “работу".
При разъединении электрических кабелей, как правило,
не возникает больших сложностей. Двигатели прошлых лет
'бычно имеют весьма простую электрическую схему, одна-
ко у современных автомобилей, особенно, если на двигате-
ле установлена система распределенного впрыска, элект-
ропроводка весьма внушительна. Следует принять пра-
вильное решение о способе демонтажа электропроводки -
отсоединять кабели непосредственно с агрегатов двигате-
ля либо с разъемов, расположенных на кузове автомобиля.
У многих двигателей с системами распределенного впрыс-
ка второй способ нередко не просто удобнее, но и являет-
ся единственно возможным, так как разъемы на агрегатах
и датчиках находятся в недоступных без разборки двигате-
ля местах (например под впускным коллектором у V-образ-
ных двигателей и др.).
Даже при большом числе относящихся к двигателю электри-
чэских разъемов у американских автомобилей их нельзя пере-
путать - все разъемы имеют различную конфигурацию, препят-
ствующую их неправильному соединению. У японских автомо-
билей некоторые разъемы могут быть одинаковыми, но распо-
лагаться на кабелях разной длины, что также делает практиче-
ски невозможным их ошибочное подключение. У двигателей ев-
ропейских автомобилей иногда встречаются расположенные
рядом одинаковые разъемы, поэтому их стоит промаркировать.
В целом следует отметить, что чем аккуратнее выполнен
демонтаж трубопроводов и электропроводки, тем меньше
времени потребует в дальнейшем их подключение при уста-
новке двигателя.
6.3. Порядок демонтажа двигателей
Всэ работы по снятию двигателя необходимо начинать с
мер по обеспечению сохранности кузова от повреждения или
загрязнения. Для этого необходимо:
1) закрыть плотными чехлами передние крылья автомоби-
ля (рис. 6.8);
2) защитить сиденья автомобиля специальными чехлами,
а пол в салоне - ковриками (рис. 6.9).
Несоблюдение этих простых правил, очевидно, приведет к
совершенно обоснованным претензиям со стороны
заказчика к качеству выполненной работы. Рекомендуется
также мойка всего подкапотного пространства и двигателя
снаружи. Эту операцию удобно выполнять с помощью специ-
альных моечных установок, обеспечивающих подачу воды
или зодяной эмульсии под давлением.
Если демонтаж двигателя выполняется вверх, а капот не от-
кидывается в вертикальное положение (MERCEDES-BENZ,
VOLVO и др.), его следует снять, отвернув болты или гайки крон-
штейнов. При этом необходимо работать вдвоем и соблюдать
аккуратное гь, чтобы не повредить лакокрасочное покрытие на
капоте, передних крыльях и не разбить лобззое стекло (такое
тоже бывает!). Снятый капот надо установить вертикально,
предварительно подложив под него мягкий материал (дерево,
ветошь), чтобы не повредить краску на углах. Далее следует
снять аккумулятор - если предполагается относительно длитель-
ный срок ремонта, аккумулятор надо зарядить, особенно когда
автомобиль перед ремонтом длительное время не эксплуатиро-
вался. Пренебрежение этим правилом может привести к выхо-
ду аккумулятора из строя за время сложного ремонта из-за
сульфатации пластин, либо к потере времени на зарядку после
установхи отремонтированного двигателя на автомобиль.
Работы по демонтажу двигателя рекомендуется выпол-
нять вдвоем. Это уменьшает затраты времени, т.к. позволяет
одновременно выполнять работы сверху и снизу автомобиля.
Увеличение числа персонала до трех и более человек нецеле-
сообразно, т.к. это практически не ускоряет работу.
Перед началом работ с двигателем необходимо слить
масло и охлаждающую жидкость. Желательно слить охлазхда-
ющую жидкость не только из радиатора, но и из блоха цилин-
дров, если к соответствующей пробке есть доступ. В случае,
когда планируется снятие двигателя в сборе с коробкой пе-
редач, можно слить масло и из коробки. Это связано с тем,
что при отсоединении приводов масло может вытекать через
отверстия, особенно при наклоне силового агрегата. Однако
следует иметь в виду, что не у всех автоматических коробок
передач есть сливная пробка. Кроме того, количество масла,
вытекающего из коробки при ее демонтаже вместе с двига-
телем, невелико, поэтому данная операция не является обя-
Рис. 6.7. Схема соединения трубопроводов,
применяемая на некоторых американских
автомобилях:
1 — пружина (отживается от центра трубки при
разъединении трубопроводов;
Рис. 6.8. При работе в моторном отсеке
крылья автомобиля необходимо закрывать
чехлами, чтобы не повредить лакокрасоч-
ное покрытие
Рис. 6.9. Сиденья в автомобиле должны
быть закрыты чехлами, если пр эдполагается
нахо: <дение персонала в салоне
204
зательной. После слива масла и охлаждающей жидкости сле-
дует сразу завернуть сливные пробки. Это исключает их уте-
рю, а также отворачивание и вытекание жидкостей в эксплу-
атации после ремонта (когда при сборке и установке двига-
теля пробки остаются незатянутыми).
Выполнив эти подготовительные работы, можно приступить
непосредственно к демонтажу двигателя. Несмотря на то, что
автомобили различных марок и моделей существенно различа-
ются по конструкции, операции по демонтажу имеют много об-
щего. Это позволяет дать определенные рекомендации как по
порядку, так по особенностям выполнения этих операций.
1. Демонтаж электропроводки и трубопроводов систем
выполняется согласно общим принципам, изложенным в раз-
деле 6.2. Желательно отсоединять трубопроводы и шланги от
двигателя и отводить их в сторону, чтобы обеспечить свобод-
ный выход двигателя из моторного отсека при демонтаже. Ва-
куумные трубки и некоторые разъемы электрических кабелей
необходимо промаркировать, как это описано выше. Одно-
временно отсоединяются тяги (или тросы) управления двига-
телем и коробкой передач (если коробка передач автомати-
ческая или если двигатель снимается в сборе с ней).
2. Демонтаж агрегатов не представляет обычно больших
трудностей и выполняется в случае, если по каким-либо при-
чинам агрегаты затрудняют демонтаж двигателя. При сня-
тии агрегатов запрещается разъединение трубопроводов си-
стемы кондиционирования воздуха. У подавляющего боль-
шинства автомобилей при снятии компрессора кондиционе-
ра с двигателя он “повисает" на гибких шлангах и может
быть отведен в сторону при снятии двигателя из моторного
отсека (рис. 6.10).
Расстыковка магистралей системы кондиционирования в
данном случае - пример неквалифицированной работы. Разгер-
метизация системы кондиционирования часто сопровождается
выходом в атмосферу примерно 1 кг фреона, который является
экологически вредным соединением. Открытое длительное хра-
нение агрегатов системы может вызвать попадание пыли , а
влажный воздух - коррозию внутренних поверхностей. При
стравливании фреона вместе с ним выходит часть масла, цир-
кулирующего в системе, причем это количество не контролиру-
ется. Кроме того, после разъединения требуется замена рези-
новых уплотнителей в стыках магистралей, а их не так просто
найти. И наконец, на относительно новых автомобилях вместо
широко распространенного в прошлом фреона R12 применяют-
ся другие более дорогие типы фреонов (например R134). Таким
образом, при произвольном демонтаже агрегатов ("вое под-
ряд"), который сопровождается разгерметизацией системы кон-
диционирования, згтраты времени и сре.дстЕ на последующее
приведение системы в рабочее состояние могут оказаться
слишком большими даже в сравнении со стоимостью ремонта
самого двигателя. Данный пример показывает, к чему может
привести выполнение "лишних" работ, которые не требуются
для снятия двигателя. Учитывая это, не следует также снимать
гидропривод сцепления, если двигатель демонтируется без ко-
робки передач, и разъединять шланги от насоса' гидроусилителя
руля, если насос может быть снят с двигателя и не помешает
ему выйти из моторного отсека.
У некоторых автомобилей последних выпусков, включая
микроавтобусы, с большой плотностью компоновки двигателя
и агрегатов в моторном отсеке, при снятии двигателя не уда-
ется отвести в сторону от двигателя компрессор и трубопро-
воды системы кондиционирования воздуха. В таких случаях
рассоединение магистралей системы должно выполняться по
следующим правилам:
а) при коммерческом ремонте необходима договоренность
с клиентом о дополнительной работе включая зарядку системы
кондиционирования) и ее оплате, иначе не исключено, что эту
работу ремонтной ооганизации придется делать “за свой счет";
б) при стравливании фреона следует пользоваться специ-
альными установками для его сбора, чтобы исключить оыход
газа в атмосферу. Некоторые из подобных установок разде-
ляют фреон и масло, что позволяет точно определить количе-
ство масла, добавляемое при зарядке системы;
в) после рассоединения агрегатов необходимо установить на
штуцеры соответствующие заглушки, препятствующие попада-
нию грязи во внутренние каналы системы коноициониэования.
Радиатор системы охлаждения требуется снимать не на
всех автомобилях, а только в случае, если он будет мешать
выходу двигателя (чаще это необходимо при продольном рас-
положении двигателя). Если радиатор остается на месте, его
следует защитить со стороны двигателя от повреждения лис-
том фанеры (рис. 6.11).
Так или иначе, лишние работы при снятии двигателя - это
дополнительная возможность повреждения тех или иных уз-
лов и деталей, а в целом - существенное увеличение трудоем-
кости работ по установке двигателя после ремонта.
3. Отсоединение от двигателя выпускной системы выпол-
няется у стыка выпускного коллектора и приемной трубы. В
некоторых случаях при ослаблении гаек крепления приемной
трубы ломаются шпильки. Поэтому не следует откручивать
"прикипевшие" гайки со "всей ненавистью". Иногда достаточно
нанести на гайку несколько раз специальный состав (WD40
или аналогичный), стронуть ее и повернуть до "закусывания" в
обе стороны, чтобы затем достаточно легко отвернуть. Акку-
ратность во время этой работы исключит затраты времени на
высверливание старой шпильки и установку новой.
4. Рассоединение двигателя с коробкой передач начина-
ется с подвешивания двигателя на подъемном устройстве за
специальные проушины (рис. 6.12). Для этого необходимо
только небольшое усилие - сильно "тянуть" двигатель вверх
здесь не следует. Далее отворачиваются болты (гайки) креп-
ления гидромуфты к маховику через окно в кожухе автомати-
ческой коробки передач или снятого стартера (рис. 6.13). "На
всякий случай" можно пометить взаимное расположение гид-
ромуфты и маховика, так как балансировка коленчатого вала
в сборе с гидромуфтой редко, но встречается.
После этого отворачиваются болты крепления двигателя к
коробке (кроме одного-двух нижних) и болты крепления опор
двигателя. Необходимо также снять стартер, за исключением
Рис. 6.10. Компрессор кондиционера перед
снятием отводится в сторону, но его трубки
не разъединяются
Рис. 6.11. Защита радиатора с внутренней
стороны с помощью листа гофрированного
картона
Рис. 6.12. Подвешивание двигателя на подъ-
емном механизме с помощью тросов
205
Рис. 6.13. Отворачивание болтов крепления
гидромуфты коробки передач к маховику
через лючок кожуха гидромуфты
Рис. 6.14. Установка домкрата под коробку
передач перед рассоединением двигателя с
коробкой
Рис. 6.15. Расстыковка двигателя и коробки
передач после отворачивания болтов
крепления коробки
конструкций, где болты стартера крепят его только к двигате-
лю, не стягивая одновременно с коробкой передач.
Под коробку передач подводится домкрат (рис. 6.14) и ко-
робка поднимается вверх, одновременно двигатель также
приподнимается вверх тельфером. Убедившись, что все со-
единения трубопроводов и электропроводки отключены, дви-
гатель расстыковывают по фланцу с коробкой передач с по-
мощью рычагов (рис. 6.15). Далее двигатель поднимается
тельфером вверх (рис. 6.16) до высоты, позволяющей выка-
тить из-под него автомобиль. Однако прежде чем это сделать,
следует закрепить коробку передач, например привязав ее к
кузову, чтобы она не опустилась слишком низко (рис. 6.17). То
же самое необходимо сделать с глушителем.
При демонтаже двигателей в сборе с коробкой передач у ав-
томобилей классической компоновки следует снять карданный
вал, разъединить тяги управления коробкой и ее опору от кузо-
ва. У переднеприводных автомобилей необходимо снять приво-
ды передних колес. Принципиально существует возможность
выхода внутренних шарниров приводов из коробки при подъеме
силового агрегата, однако это опасно повреждением шарниров,
их чехлов и сальников коробки (не столько при снятии, сколько
при установке коробки с двигателем на автомобиль).
После демонтажа двигателя необходимо обеспечить со-
хранность снятых деталей и агрегатов. Этот вопрос является
достаточно важным, так как известно немало случаев "утери"
отдельных деталей и даже целых агрегатов, по ошибке попав-
ших, например, к деталям, снятым с другого автомобиля.
Практика показывает, что удобным местом хранения всех
деталей, снятых при демонтаже двигателя (но не разборке),
является багажный отсек автомобиля. Для этого необходимо
соблюдение двух условий - хорошей защиты обивки багажни-
ка от загрязнения (т.е. чехлы) и хранения деталей только в
чистом виде (т.е. после мойки). Хранение в багажнике авто-
мобиля решает не только задачу сохранности, так как туда ук-
ладываются детали только данного автомобиля, но и задачу
разделения деталей. Это значит, что все детали и агрегаты,
снятые при демонтаже двигателя, будут установлены на авто-
мобиль только после его монтажа, т.е. они не будут переме-
Рис. 6.16. Подъем двигателя с коробкой пе-
редач (силового агрегата) из моторного от-
сека при помощи электрического тельфера
Рис. 6.17. Вариант закрепления коробки
передач для исключения ее отклонения
вниз и повреждения при транспортировке
автомобиля
шаны с деталями и агрегатами собственно двигателя и оши-
бочно установлены на двигатель при его сборке. Очевидно,
подобное нарушение порядка операций сборки и установки
двигателя обычно значительно увеличивают затраты време-
ни на установку. В то же время, смешивание крепежных и
иных мелких деталей увеличивает время и снижает качество
сборки, так как вэдет к использованию в конкретных соедине-
ниях болтов и гаек несоответствующей прочности и часто без
антикоррозионного покрытия там, где это необходимо.
В целом, хранение деталей требует большой аккуратнос-
ти. Мелкие и крепежные детали должны быть сложены в соот-
ветствующие коробки и ящики. Крупные детали укладываются
так, чтобы не было их взаимных повреждений, а также обес-
печивался хороший доступ при установке двигателя. Прене-
брежение этими простыми правилами нередко может приве-
сти к совершенно неоправданным потерям времени и средств
на приобретение утерянных и ремонт поврежденных агрега-
тов и деталей, не говоря уже об общем снижении качества ре-
монта и надежности отремонтированного двигателя, трудно
поддающихся оценке.
6.4. Транспортировка автомобилей
со снятым двигателем
Во время проведения ремонта двигателя нередко возни-
кает необходимость транспортировки автомобиля без двига-
теля. При этом некоторые детали и узлы автомобиля могут
получить те или иные повреждения, если не будут соблюдены
некоторые изложенные ниже простые правила.
После снятия двигателя в ремонтном помещении (боксе)
выполняется транспортировка на малые расстояния, напри-
мер на расположенную рядом стоянку. Обычно такая опера-
ция выполняется вручную и не требует специальных меро-
приятий. Если двигатель снят без коробки передач, то следу-
ет приподнять и зафиксировать коробку, привязав ее к кузо-
ву, чтобы исключить перекос и повреждение шарниров приво-
дов или карданного вала. Кроме того, иногда транспортиров-
ке мешает очень низкое расположение отсоединенной вы-
пускной системы. Поэтому следует также
привязать приемную 1 рубу к кузову.
При транспортировке на большие рас-
стояния на спецавтомобиле дополнитель-
ные требования отсутствуют, за исключе-
нием необходимости закрепить гидро-
муфг/ на автоматической коробке пере-
дач, чтобы исключить ее падение. Для
этого обычно используются полосы ме-
талла, закрепляемые на фланце коробки
болтами (рис. 6.18). У автомобилей с ме-
ханической коробкой передач следует
снять или закрепить выжимной подшип-
ник.
Буксировка автомобилей со снятым
двигателем требует более прочного креп-
206
Рис. 6.18. Способ закрепле-
ния гидромуфты при транспор-
тировке автомобиля:
1 — дополнительный болт, уста-
навливаемый в отверстгз болта
крепления коробки к двигателю;
2 — кронштейн из листовой стали;
3 — болт крепления маховика к гид-
ромуфте; 4 — гидромуфта; 5 — кор-
пус коробки передач
Рис. 6.19. Установка тех-
нологического болта вме-
сто шарнира привода ко-
леса в ступицу передне-
приводного автомобиля
для его транспортировки
(буксировки) без силово-
го агрегата:
1 —поворотный кулак; 2—тор-
мозной диск; 3 — подшипник;
4 —диск колеса; 5 —ступица;
6—гайка; 7—болт
пения коробки передач, а также закрепления агрегатов (ком-
прессор кондиционера, насос усилителя руля, глушитель). При
буксировке автомобиля классической компоновки со снятым
силовым агрегатом необходимо также снять карданный вал.
Значительно сложнее обстоят дела с передне- и полнопривод-
ными автомобилями. С одной стороны, автомобиль нельзя
буксировать, если коробка снята, а приводы передних колес
не отсоединены - они будут сломаны. С другой стороны, про-
сто снять приводы нельзя, так как затяжка подшипников пе-
редних колес окажется ослабленной и, скорее всего, они будут
повреждены. Поэтому буксировку переднеприводного автомо-
биля со снятым силовым агрегатом лучше исключить. Когда
другого выхода нет, вместо наружных шарниров в ступицы
можно установить специальные технологические болты (рис.
6.19.), стягивающие подшипники ступиц, аналогично шарни-
рам. Можно также использовать снятые с привода наружные
шарниры, в том числе неисправные. Этот вариант более наде-
жен, особенно при буксировке на большие расстояния.
Глаза 7. РАЗБОРКА ДВИГАТЕЛЯ
7.1. Технология разборки двигателя
Двигатель, снятый с автомобиля, имеет, как правило, гряз-
ные наружные поверхности. При разборке попадание грязи
между снимаемыми внутренними деталями может вызвать их
повреждение, что недопустимо в случае их повторного исполь-
зования. Поэтому до разборки двигатель снаружи моют. Для
этого используются специальные камерные моющие установ-
ки. Поскольку подобные установки не всегда доступны по це-
не, двигатель снаружи может быть вымыт струей воды или во-
дяной эмульсии, подаваемой под давлением.
Разборку двигателя достаточно удобно выполнять на спе-
циальном стенде. Конструкции стендов достаточно разнооб-
разны, общим является закрепление двигателя за задний фла-
нец и возможносгь его вращения вокруг продольной оси. Не-
сомненным преимуществом подобных сгендов является удоб-
ство доступа к двигателю со всех сторон. Немаловажно также
обеспечение целостности датчиков, патрубков, кожухов и дру-
гих деталей, которые могут быть повреждены при разборке
двигателя, например, на верстаке или в других неприспособ-
ленных для этого местах. Недостатком специализированных
стендов является то, что они унивеосальны не на 100%, т.е. не
все двигатели удается на них закрепить, а также несколько
большая потребная площадь помещения.
Разборку следует начинать со снятия навесных агрегатов -
генератора, распределителя зажигания, насоса охлаждающей
жидкости, кронштейнов, роликов и т.п. Этим освобождается до-
ступ к передней крышке (части) блока и головке блока цилинд-
ров. На данном этапе разборки не следует демонтировать впу-
скной и выпускной коллекторы - эту работу целесообразно вы-
полнять на уже снятой головке блока (см. ниже).
Перед снятием головки блока цилиндров необходимо про-
верить установку фаз газораспределения по меткам на дета-
лях механизма газораспределения - звэздочках, шкивах, шес-
тернях, корпусных деталях и т.д. Для распространенных и из-
вестных двигателей такая проверка необязательна (см. При-
ложение 7), однако для некоторых - просто необходима. Это
связано с несколькими причинами:
1) встречаются конструкции, где метки на шкивах совпада-
ют с метками на зубчатом ремне. Метки на ремне могут быть
затерты, что значительно затруднит сборку двигателя, если ре-
мень не будет заменен;
2) в некоторых конструкциях на деталях (например, шки-
вах) нанесено несколько меток;
3) очень редко, но встречаются ситуации, когда на деталях
имеются "ошибочные" метки. Это возможно при замене дета-
лей на нештатные в процессе предыдущего ремонта;
4) у некоторых двигатэлей метка, позволяющая установить
коленчатый вал в положение ВМТ первого цилиндра, может
находиться на кожухе сцепления.
Возможны и другие случаи, связанные как с отсутствием
или невозможностью найти метки, так и с отсутствием необхо-
димой литературы, позволяющей их идентифицировать, и даже
с противоречивостью сведений, содержащихся в различных
источниках по конкретному двигателю. Некоторые данные, по-
могающие найти метки, привэдены в Приложении 7.
При проверке установки фаз газораспределения удобно
ориентироваться на взаимное положение коленчатого вала
(ВМТ первого цилиндра) и распределительного вала (кулачки
первого цилиндра симметрично направлены от рычагов, тол-
кателей или коромысел). Если метки отсутствуют или их не
удается найти, можно поставить на деталях свои метки. На
двигателях с двумя распределительными валами в одной голо-
вке слэдует зафиксировать также взаимное расположение ва-
лов. Помимо этого необходимо обратить внимание на датчик
зажигания - на некоторых двигателях его положение относи-
тельно распределительного вала после снятия может быть не-
очевидно и неоднозначно. Если оно неизвестно перед сбор-
кой, то можно потерять много времени на поиск правильного
взаимного положения деталей. Дело может дойти до частич-
ной разборки уже установленного на автомобиль двигателя.
У двигателей с нижним расположением распределительного
вала метки для установки фаз газораспределения находятся на
звездочках или шестернях под передней крышкой блока цилин-
дров. При верхнем расположении и приводе распределительно-
го вала цепью возможны комбинированные варианты, напри-
мер, метки, определяющие положение коленчатого вала в ВМТ,
находятся на передней крышке и шкиве, а распределительного
вала - на его звездочке и головке. У двигателей с приводом рас-
пределительного вала ремнем метки обычно расположены на
шкивах ремня и корпусных деталях под кожухом ремня. Незави-
симо от схемы привода распределительного вала у большинст-
ва двигателей имеются метки ВМТ первого цилиндра на перед-
нем шкиве коленчатого вала и крышке (оемня, цепи). На шкиве
может быть расположено несколько оди! гаковых меток, поэтому
определить, какая из них соответствует ВМТ, важно для уста-
новки не только фаз газораспределения, но и момента зажига-
ния. Иногда это проще сделать после снятия головки блока.
Положение меток, если это необходимо, следует записать,
и использовать эти записи при сборке двигателя. Только после
этого следует снимать шкив (звездочку) распределительного
вала, чтобы освободить головку блока.
Чтобы снять головку блока, необходимо отвернуть ее болты.
На некоторых двигателях момент затяжки болтов очень высок,
особенно у болтов, работающих на пределе текучести. При отво-
рачивании таких болтов желательно соблюдать определенные
правила, предохраняющие болты от повреждения и поломок:
1) использовать инструмент, точно соответствующий шли-
цам головки болта (их количеству и размерам);
2) если болты имеют внутренние шлицы, то необходимо
предварительно очистить их от загрязнений, иначе ключ не
войдет в шлицы полностью и псвредит их;
3) при чрезмерно больших усилиях страгивания болтов
предварительно следует "обстучать" болты ударами молотка
через ключ.
Эти правила нередко позволяют без повреждений отвер-
нуть и другие "прикипевшие" болты в различных соединениях
деталей двигателей.
Прокладка головки обычно "прилипает" к плоскостям блока
и головки, поэтому перед снятием головки ее необходимо
"оторвать" от блока. Для этого удобно пользоваться рычагами
(большая отвертка, монтажная лопатка или другой аналогич-
ный инструмент), прикладывая их вблизи углов головки. На
этой операции нельзя опирать инструмент на плоскость стыка
головки или блока, чтобы не повредить их. Освободив головку,
ее легко снять, приподняв над блоком (рис. 7.1).
После снятия головки блока необходимо перевернуть дви-
гатель, снять поддон картера (рис. 7.2) и маслоприемник или
маслонасос (в зависимости от конструкции двигателя). Шату-
ны с поршнями следует вынимать поочередно, чтобы не пере-
путать их крышки. Если предполагается повторно использо-
вать поршни, то прежде, чем вынимать их из блока, стоит оце-
нить износ цилиндров. Так, при износе цилиндра свыше 0,1 мм
выталкивание поршня вверх может привести к упору поршне-
вых колец в уступ, образовавшийся на верхней части цилинд-
ра (рис. 7.3), и поломке поршня.
Существуют различные приспособления для растачивания
верхней части цилиндров, из которых следует отметить при-
способление с центрированием по средней (малоизношенной)
части цилиндра (рис. 7.4) и самоустанавливающийся по обра-
батываемой поверхности инструмент типа зенкера. При отсут-
ствии специальных приспособлений острый край "ступени"
208
Рис, 7.1. Снятие головки с блока цилиндров Рис. 7.2. Снятие поддона картера двигателя
Рис. 7.3. Упор пор-
шневых колец в
"ступень" верхней
части изношенного
цилиндра, препят-
ствующий выталки-
ванию поршней из
цилиндров:
1 — поршень; 2—стен-
ка цилиндра; А — мес-
то возможной поломки
поршня
можно притупить вручную шабером, сделанным из старого
треугольного напильника.
Если использование старых поршней не планируется, из-
нос цилиндров невелик или на их поверхности нет уступа (это
иногда встречается даже при больших износах), то можно вы-
нимать поршни с шатунами из блока и без подготовки. Для то-
го, чтобы после отворачивания гаек легче было снимать
крышку шатуна, можно поочередно слегка постучать по тор-
чащим стержням болтов выколоткой из мягкого металла или
просто ручкой молотка (рис. 7.5). Для шатунов с крышками,
затягиваемыми болтами без гаек, ослабить крышку для по-
следующего снятия можно, если отвернуть болты не полно-
стью и также слегка ударить по их головкам. Далее следует
надавить на поверхность разъема (или на болты) шатуна
длинным стержнем из мягкого металла, например, алюми-
ния, меди или латуни и вытолкнуть поршни с шатунами из ци-
линдров (рис, 7.6).
При необходимости, когда поршень из цилиндра выходит
туго, можно постучать по стержню молотком, однако нельзя
упирать стержень во вкладыш или поверхность постели, чтобы
не повредить детали. После снятия каждого поршня следует
сразу же установить крышку на шатун и слегка закрутить ("на-
живить") гайки не менее чем на 4+5 оборотов, чтобы они не
потерялись при мойке.
У некоторых двигателей малого рабочего объема с "мок-
рыми” гильзами нельзя вынуть поршни с шатунами, не сняв
гильзы в сборе с поршнями и шатунами из блока, если ширина
нижней головки шатуна больше диаметра цилиндра.
Демонтаж "мокрых" гильз из блока цилиндров нередко бы-
вает затруднен из-за коррозии по установочному цилиндриче-
скому поясу на гильзах и блоке Для снятия гильзы можно ис-
пользовать оправку из мягкого материала, с помощью которой
гильза "выбивается" или "выдавливается" из блока. Не реко-
мендуется применять подручные средства и стучать по ниж-
ней кромке гильзы, чтобы не повредить ее.
Если предполагается повторное использование поршней,
их можно промаркировать (например, процарапать на днище
поршней цифры - номера цилиндров), однако это не избавляет
от измерений поршней и цилиндров перед сборкой и совершен-
но не означает, что поршни надо ставить строго в том же поряд-
ке. Маркировать шатуны не имеет смысла по двум причинам:
1) шатуны современных двигателей всегда одинаковы как по
размерам, так и по весу (по крайней мере, должны быть такими);
2) шатуны не являются изнашиваемыми деталями, т.е. не
прирабатываются к другим деталям. Правда, в конструкциях с
плавающим пальцем изнашивается втулка в верхней головке
шатуна, однако в подавляющем большинстве случаев даже
при очень больших пробегах разница в размерах отверстия
во втулках не превышает нескольких микрон. Такими отклоне-
ниями вполне можно пренебречь.
Не следует при разборке маркировать и вкладыши колен-
чатого вала, даже если планируется их повторное использова-
ние. Обычно зазоры в подшипниках в более или менее дли-
тельно работавшем двигателе досгигают 0,08+0,09 мм и более.
В то же время разница в толщине вкладышей по затертому
(приработанному) и незатертому участкам рабочей поверхно-
сти, как правило, не превышает 0,010+0,015 мм (это можно из-
мерить), т.е. во много раз меньше зазоров. Такими малыми
различиями можно пренебречь и устанавливать вкладыши при
сборке произвольно.
Достаточно большие проблемы возникают иногда при от-
ворачивании центрального болта (гайки) шкива коленчатого
вала. Эта операция требует специального инструмента - тор-
цевых ключей, желательно с квадратом на 3/4. Прежде все-
го необходимо застопорить коленчатый вал относительно
блока цилиндров. Наиболее удобно использовать здесь заос-
тренный рычаг, опирающийся с одной стороны, на болт,
вставленный в отверстие заднего фланца двигателя, и с дру-
гой - на зубья маховика (рис. 7.7). Для этой же цели можно
применять специальные приспособления в виде зубчатых
секторов, однако они не универсальны, т.е. на некоторые
двигатели не подходят. Нельзя стопорить коленчатый вал
рычагами с внутренней стороны блока, например, между
стенкой блока и щеками коленчатого вала - это опасно, т.к.
можно легко повредить блок.
При отворачивании болта (гайки) шкива коленчатого вала
следует использовать рычаг длиной не менее 1 м. Если болт не
страгивается даже при моментах свыше 700+800 Нм (это ха-
рактерно для болтов, заворачиваемых на специальном клею),
можно попробовать следующее:
1) обстучать головку болта. Для этого через медную выколот-
ку по головке болта наносится 3+5 сильных ударов молотком;
Рис. 7.4. Приспособление для расточки Рис. 7.5. Обстукивание болтов шатуна Рис. 7.6. Вь'талкивание поршня с шатуном
верхней части цилиндра при большом его тупым неметаллическим предметом для из цилиндра
износе и образовании кольцевой ступени освобождения и снятия крышки
I4. Ремонт ди г. заруб ав-еи.
209
Рис. 7.7. Наиболее распространенные спо-
собы фиксации коленчатого вала от прово-
рачивания:
а — рычагом через зубья маховика; б — с помо-
щью зубчатого сектора; 1 — рычаг с заостренным
плоским краем; 2 — блок цилиндров; 3 — маховик;
4 — болт; 5 — сектор
Рис. 7.9. Схема использования съемника
для снятия шкивов (звездочек) с хвостови-
ка коленчатого вала:
1 — съемник; 2 — упор болта съемника, предо-
храняющий вал от повреждения; 3 — шкив;
4 — хвостовик коленчатого вала
Рис, 7.11. Схема снятия шкива коленчатого
вала при ограниченном доступе к торцу хво-
стовика:
1 — съемник; 2 — болт шкива, вывернутый наполо-
вину из хвостовика; 4 — хвостовик коленчатого ва-
ла; 3 — шкив
Рис. 7.12. Снятие муфты и диска сцепления
Рис. 7.8. При невозможности отвернуть гай-
ку хвостовика коленчатого вала ее следует
распилить по пинии "а—а"
Рис. 7.10. Пример неквалифицированной
разборки - развальцовка хвостовика колен-
чатого вала болтом съемника до полной не-
возможности спрессовать шестерню
2) нагреть до 300-350° головку болта газовой горелкой.
Этот способ достаточно эффективен, но приводит к поврежде-
нию переднего сальника коленчатого вала, а иногда и демпфе-
ра крутильных колебаний.
Для гайки коленчатого вала, кроме указанных выше, возмо-
жен способ, предусматривающий ее распиливание вдоль резь-
бы (рис. 7.8). Однако подобный способ требует замены гайки.
Снятие шкива и других деталей с хвостовика коленчатого
вала выполняется резьбовыми съемниками (рис. 5.40). Основ-
ное требование к этой операции - центральный болт съемника
должен упираться в коленчатый вал только через специальную
опору (рис. 7.9). Попытка упереть болт непосредственно в ко-
ленчатый вал приводит к повреждению базовой центровой фа-
ски, а при небольшой разнице между диамэтром болта и внут-
ренним диаметром резьбы - к развальцовыванию хвостовика
и невозможности снять детали (рис. 7.10). Реже, обычно в слу-
чае отсутствия резьбовых отверстий на шкиве, применяются
универсальные съемники (рис. 5.41). При снятии деталей сле-
дует проявить осторожность и аккуратность, чтобы не повре-
дить и не сломать их. Особая осторожность требуется при сня-
тии шкивов зубчатых ремней, если они имеют торцевые на-
правляющие по-
верхности или спе-
циальные диски -
их деформация
может в дальней-
шем приводить к
подрезу края и бы-
строму гыходу из
строя зубчатых
ремней.
В некоторых
конструкциях
(FORD) передний
Рис. 7.13. Снятие маховика коленчатого вала шхиз спереди за-
крывает хвостовик (рис. 7.11). Неопытные механики часто не мо-
гут отличить выступающую центральную часть шкива от хвосто-
вика коленчатого вала и упирают в нее болт съемника. Результа-
том будет поломка съемника или детали. Для снятия шкива в по-
добных конструкциях следует завернуть болт коленчатого вала
не до конца и упереть в него болт съемника (рис. 7.11).
Пои снятии шкивов и, особенно, гасителей крутильных коле-
баний с хвостовика коленчатого вала не рекомендуется приме-
нение молотка. Обычно молотком легко повредить шкивы. Не-
умелое обращение с молотком при работе с двигателем часто
приводит вообще к необходимости замены тех или иных дэталей.
После описанной операции демонтируется сцепление
(для автомобилей с механической коробкой передач) и махо-
вик (рис. 7.12 и 7.13). При снятии этих деталей не помешает
сделать на них метки, если они ставятся неоднозначно. При
отворачивании болтов сцепления и маховика используется
описанное выше приспособление. Для того, чтобы не повре-
дить болты, особенно с внутренними шлицами, может потре-
боваться их "обстукивание". Иногда для таких болтов удобна
ударная отвертка, одновременно "обстукивающая" и отвора-
чивающая болт.
Разборка двигателя завершается снятием крышек корен-
ных подшипников и демонтажом коленчатого вала из блоха.
Перед снятием крышек коренных подшипников необходимо
проверить их нумерацию. Обычно крышки имеют номера по
возрастающей от хвостовика коленчатого вала, однако неко-
торые двигатели (RENAULT и др.) могут иметь обратную нуме-
рацию. Последующая ошибка при сборке приведет к выходу
двигателя из строя.
После отворачивания болтов крышки не всегда легко отсо-
единяются от блока, особенно, если крышки и блок имеют вы-
сокие боковые центрирующие поверхности или высокие втул-
ки. Обычно снятие упрощается при установке в отверстие
крышки вместо болта стержня, которым крышка "раскачивает-
ся" и быстро снимается. Сложнее снять крышки блока, выпол-
210
ненные за одно целое (см. рис. 2.4), т.к. для их герметизации
при соединении с блоком используются различные клеи и гер-
метики. При снятии важно не только "оторвать" крышки от бло-
ка (напримео. с помощью рычагов с разных сторон блока), но
и не повредить плоскости сопряжения деталей.
7.2. Разборка отдельных узлов
и агрегатов двигателя
Основными узлами и агрегатами, которые требуют обяза-
тельной разборки при выполнении сложного ремонта двигате-
ля, являются головка блоха цилиндров и маслонасос. Обяза-
тельность их разборки диктуется необходимостью тщательной
проверки состояния деталей - износе в, зазороз в сопряжени-
ях и деформаций.
Практика показывает, что после серьезных повреждений
КШМ и/или ЦПГ, включая большие износы основных деталей,
разборка распределительного механизма головки блока обя-
зательна. Основная цель разборки головки - промывха дета-
лей и каналов от грязи и частиц износа, проверка клапанов,
обеспечение прилегания их тарелок к седлам (герметичность),
замена маслосъемных колпачков. Пренебрежение этим пра-
вилом может свести "на нет" всю работу (какая бы сложная
она ни была) даже на относительно новых двигателях с малым
пробегом, не говоря уже о двигателях с большим пробегом, и
обычно приводит к сохранению после ремонта тех или иных
неисправностей, которые имел двигатель до ремонта. К ним
можно отнести различные шумы и стуки неявного характера,
повышенный расход масла, слишком низкое или высокое его
давление, нарушение подачи масла при запуске и др.
Разборка головки включает снятие впускного и выпускно-
го коллекторов и разборку распределительного механизма.
Снимать коллекторы с головки не рекомендуется, если со-
ответствующие прокладки отсутствуют, а следов негерметич-
ности на фланцах нет. Обычно прокладки коллекгоров, осо-
бенно, впускного, сохраняют герметичность в течение всего
срока службы двигателя, но при снятии коллекторов будут,
скорее всего, повреждены. Кроме того, при отворачивании га-
ек крепления выпускного коллектора нередки случаи поломки
шпилек, т.к. гайки за длительное время могут "прикипеть" к
шпилькам. После поломки шпильку приходится высверливать
(см. раздел 9.6), а это не очень просто, особенно, если головка
изготовлена из алюминиевого сплава.
Коллекторы снимаются в обязательном порядке если:
имеются новые прокладки коллекгоров;
имеются следы негерметичности на стыке с головкой;
поврежден один из коллекторов (трещины, сколы и т.д.);
обломаны шпильки крепления;
повреждена и требует ремонта головка блока (коллекторы
обычно увеличивают габаоиты и мешают ремонту).
Снятие распределительного вала и деталей привода клапа-
нов в большинстве конструкций не вызывает каких-либо за-
труднений. Наиболее просто это выполняется в схемах с разъ-
емными опорами подшипников вала или отъемным корпусом
подшипников, а также в конструкциях с неразъемными опора-
ми и осями коромысел, закрепляемыми на головке, либо с от-
дельными опорами (см. раздел 2.4.). Некоторые сложности
обычно возникают только у схем с неразъемными опорами и
приводом рычагами (FORD) или коромыслами, если их оси ус-
тановлены в отверстиях головки (BMW). В первом случае не-
обходимо завернуть регулировочные болты рычагов до упора,
чтобы освободить рычаги и снять их. Во втором случае следу-
ет вынуть (выпрессовать) оси коромысел из головки.
Выпресзовка осей коромысел наиболее просто выполняет-
ся с помощью длинного стержня из мягкого материала (медь,
алюминий, латунь). Стержень должен иметь диаметр на 0,2-4),5
мм меньше диаметра оси и небольшую фаску. Перед выпрес-
совкой из головки необходимо удалить фиксаторы осей и коро-
мысел, иначе можно повредить детали. Выпрессовка выполня-
Рис. 7.14. Схема выпрессовки оси коромысла:
1 — стержень из "мягкого” металла; 2—гоповкг блока; 3—коромысло; 4—ось
Рис. 7.15. Общая схема работы
приспособлений для разбор-
ки/сборки пружин клапанов:
1 — нажимающее кольцо приспособ-
ления; 2 — силовая связь, обеспечи-
вающая усилия Р нажатия на тарелку
пружины и упора в тарелку клапана
ется легкими ударами молотка по стержню, упирающемуся в
торец оси (рис. 7.14). Если на деталях нет отложений нагара, то
данная операция не вызывает больших трудностей - оси выхо-
дят довольно легко. Нагар на осях значительно затрудняет ра-
боту, поэтому в подобных случаях его следует по зэзможности
снять вручную (например, железной щеткой) и дополнительно
смазать оси. При выпрессовке "грязных" осей можно повре-
дить оси и отверстия в коромыслах.
После снятия распределительного вала необходимо разо-
брать пружины клапанов и снять клапаны.
Разборка пружин осуществляется с помощью специальных
приспособлений (см. раздел 5.2.). Все приспособления для .Папа-
нов обеспечивают нажатие на края тарелки пружины. При этом с
противоположной стороны клапана требуется упор в его тарелку
(рис. 7.15). Подобный упор есть только у некоторых приспособле-
ний, охватывающих головку с двух сторон. Используя другие ("од-
носторонние") приспособления, следует положить головку на пло-
ское основание и подложить под тарелку разбираемого клапана
шайбу, ограничивающую его ход, но при этом нельзя приклады-
вать больших усилий, чтобы не деформировать клапан.
При установке приспособлений на головке необходимо
исключить или по возможности уменьшить перекосы между
направлением усилия и стержнем клапана. Если используют-
ся односторонние приспособления, следует правильно подо-
брать место зацепления рычага. Это может быть гайка, на-
вернутая на шпильку головки, или болт, завернутый в резьбо-
вое отверстие. Возможно
также использование длин-
ного болта с гайкой, устанав-
ливаемого в отверстия бол-
тов крепления головки к бло-
ку, и другие варианты.
Разборка пружины клапа-
на часто затрудняется из-за
заклинивания сухарей в ко-
ническом отверстии тарелки.
Чтобы освободить сухари,
можно приложить усилие к
тарелке и слегка (!) удаоить
молотком по приспособле-
нию в месте нажатия на та-
релку (рис. 7.16). При этом
желательно, чтобы тарелка
клапана упиралась в центре,
а не на краю, иначе можно
погнуть клапан.
Некоторые особенно
"опытные" механики предпо-
читают разбирать пружины
ударом молотка по трубе,
упираемой в тарелку пружи-
ны. Результатом такой рабо-
ты обычно являются потерян-
ные сухари, гнутые клапаны и
глубокие забоины на верхней
14*
211
Рис. 7.16. "Расклинивание" сухарей клапана
легким уларом молотка по приспособлению
Рис. 7.18. При снятии маслоотражательных
колпачков пассатижами надо стараться не
повредить направляющие втулки клапанов
Рис. 7.17. Снятие сухарей с помощью спе-
циальных пассатижей с острыми губками
или пинцета
части стержней клапанов (там, где стержень уплотняется мас-
лоотражатепьным колпачком). Последнее является причиной
увеличения расхода масла у отремонтированного двигателя.
Следует проявлять осторожность при разборке пружин
клапанов у головок с цилиндрическими толкателями. При этом
часть приспособления нажимающая на тарелку пружины
должна иметь диаметр меньше диаметра толкателя на 1-^2 мм.
Необходимо также исключить перекосы приспособления при
нажатии на тарелку пружины. Неаккуратность при разборке
пружин может оказаться причиной повреждения гнезда (от-
верстия) толкателя в головке.
После сжатия пружины приспособлением необходимо ак-
хуратно вынуть сухари, для чего удобно использовать пинцет
или специальные пассатихси с длинными губками (рис. 7.17).
Сухари при разборке пружин следует складывать в отдельную
коробку - потеря сухаря, особенно для новых и редких двига-
телей, вещь весьма неприятная.
Сняв пружины и клапаны, следует снять маслоотражатель-
ные колпачки. Для этого можно использовать специальные
цанговые приспособления (см. раздел 5.2.), однако они не все-
гда помогают, особенно, если колпачок "прикипел" к направ-
ляющей втулке. Кроме того, большое количество типоразме-
ров колпачков и многообразие их конструкций не позволяют
использовать универсальные приспособления.
При отсутствии подходящего приспособления для снятия
колпачков следует придерживаться некоторых прссгых пра-
вил. Вначале колпачок необходимо "стронуть" с места. Для
этого можно использовать пассатижи, с помощью которых
колпачок проворачивается на втулке (рис. 7.18). Только после
этого колпачок снимается со втулки. Не стоит сразу пытаться
"сорвать" колпачок со втулки без предварительного прокручи-
вания - можно повредить направляющую втулку или другие
элементы головки блока.
Разборка клапанного механизма заканчивается снятием
опорных шайб пружин - забывчивость на этой операции при-
водит к потере шайб при последующем ремонте головки.
У дизелей кроме разборки клапанного механизма часто
возникает необходимость снятия форсунок. У многих совре-
менных двигателей отвернуть форсунки можно высоким тор-
цевым ключом на 27 мм, после чего следует сразу вынуть
противопригарные шайбы из гнезд форсунок в головке во из-
бежание их утери.
Разборка масляного нассса обязательна при проведении
сложного ремонта двигателя. Разборка дает возможность уда-
лить грязь из ханалов корпуса, позволяет выявить состояние ше-
стерен и корпуса, зазоры в сопряженных деталях, а также рабо-
тоспособность редукционного клапана. В практике ремонта дви-
гателей известны случаи, когда установка на собираемый двига-
тель старого насоса без разборки и контроля его состояния при-
водила к достаточно серьезным дефектам и неисправностям.
Независимо от конструктивной схемы все масляные насосы
имеют корпус с шестернями и крышку. Для разборки, очевидно,
следует отвернуть болты, притягивающие крышку к корпусу, и
снять крышку. У насосов с шестернями внутреннего зацепления
и приводом от переднего носка коленчатого вала крышка может
быть закреплена винтами с потайными головками. Это часто
требует применения ударной отвертки урис. 7.19). В подобных
случаях следует соблюдать осторожность, чтобы не повредить
корпус, неправильно опирая его с обратной стороны.
На насосах с приводом шестеренной передачей от допол-
нительного ипи распределительного валов после снятия крыш-
ки можно вынуть из корпуса ведущий валик и ведомую шестер-
ню (рис. 7.20). У многих насосов с приводом от зубчатого рем-
ня или роликовой цепи шкив (шестерня) привода закрепляется
на ведущем валике болтом или гайкой. Чтобы отвернуть бопт
(гайку), необходимо зажать шкив в тисках, после чего снять
его с валика и вынуть валик из корпуса.
Довольно редко встречаются конструкции (TOYOTA), где и
шестерня (шкив, звездочка) привода и ведущая шестерня на-
соса напрессованы на валик с двух сторон. Насосы такого ти-
па, как правило, не удается разобрать обычными способами
(например с помощью съемников). Поэтому контроль состоя-
ния деталей приходится осуществлять без разборки узла. При
обнаружении больших износов в подобных насосах приходит-
ся либо менять насос, либо использовать специальные спосо-
бы разборки для последующего ремонта, например, высверли-
вание валика (см. раздел 9.7.).
Разборка редукционного клапана не представляет, как пра-
вило, каких-либо проблем и является достаточно очевидной опе-
рацией. Следует только иметь в виду, что не у всех двигателей
редукционный клапан расположен в корпусе насоса - часто
встречаются конструкции с редукцион 1ым клапаном на переход-
нике масляного фильтра, установленного на блоке цилиндров.
Так или иначе, редукционный
клапан должен быть разобран
для контроля, ремонта или за-
мены независимо от его рас-
положения на двигателе.
Кроме указанных узлов и
агрегатов при ремонте двига-
теля часто приходится сни-
мать першни с шаг/нов. Эта
работа осуществляется раз-
личными способами в зависи-
мости от конструкции поршня
- с плавающим или запрессо-
ванным в шатун пальцем.
В конструкциях с плаваю-
щим пальцем необходимо
вначале снять стопорные
кольца из канавок в отверсти-
ях поршня. Для этого под сто-
порное кольцо заводится ост-
ро отточенный инструмент,
которым кольцо аккуратно
поддевается и вынимается из
канавки (рис. 7.21). Иногда
для снятия кольца следует не-
Рис. 7.19. Отворачивание винтов
крышки маолонаооса с помощью
ударной отвертки
212
Pre. 7.20. Снятие ведущего валика маслона- Рис. 7.21. Снятие стопорного кольца порш- Рис. 7.22. Выталкивание плавающего паль-
сэса невого пальца ца из поршня с помощью технологического
Рис. 7.23. Поломка поршня при
выпрессэвке пальца в случае ис-
пользования подкладки меньше-
го радиуса:
1 — поршень; 2 — палец; 3 — толка-
тель; 4 — оправка; А — ь:еста возник-
новения трещин на поршне
много сдвинуть поршневой
палец, чтобы он не мешал вы-
ходу кольца из канавки. Что-
бы кольцо не "улетело", его
нужно придерживать большим
пальцем левой руки.
После снятия колец палец
выбивается из отверстия
(рис. 7.22). При этом жела-
тельно держать поршень с
шатуном рукой на весу, чтобы
не повредить детали.
Палец, имеющий непо-
движную посадку в шатуне, вы-
прессовывается на прессе гид-
равлическим домкратом или
приводом (рис. 5.43). Для по-
давляющего большинства пор-
шней при выпрессовке паль-
цев используются специальные радиусные подкладки. Радиус
подкладки должен быть несколько (на 1^-5 мм) больше радиуса
цилиндра, чтобы опора поршня была вблизи отверстия пальца.
Выпрессовка пальца с подкладкой меньшего радиуса приводит к
упору в тонкую юбку и поломке поршня (рис. 7.23).
Палец выпрессовывается ступенчатой оправкой, имеющей
центрирующий пояс, входящий в отверстие пальца. Наружный
диаметр оправки должен быть меньше диаметра пальца на
0,5-5-2,0 мм, чтобы оправка не уперлась в бобышку поршня или
шатун и не повредила детали.
Некоторые поршни, в основном, американских двигателей,
имеют холодильник продолженный вниз до ниханего края. Ис-
Рис. 7.24. Использэзание допол-
нительной подкладки при вы-
прессовке пальца из шатуна с
поршнем, имеющим продолжен-
ный вниз холодильник:
1 — основная подкладка; 2 — допол-
нительная подкладка под холодиль-
г ник; 3 — поршень
пользование радиусной под-
кладки в этом случае приво-
дит к перекосу и поломке пор-
шня. Чтобы предотвратить по-
ломку и исключить перекос
между подкладкой и холо-
дильником можно установить
дополнительную подкладку
(рис. 7.24). Иногда хорошие
результаты дает плоскал под-
кладка с отверстием, обеспе-
чивающая опору поршня не
на наружную поверхность, а
на холодильник у отверстия
пальца (рис. 7.25).
После освобождения и
снятия шатуна палец часто
"закусывает" в отверстии од-
ной из бобышек поршня. Для
снятия пальца удобно исполь-
зовать ступенчатую оправку, с
помощью которой палец мож-
но выбить из отверстия, удер-
живая поршень на весу.
пальца
Рис. 7.25. Специальная оправка для распрессовки шатуна и паль-
ца с упором в холодильник поршня
7.3. Особенности частичной разборки
двигателя, установленного
на автомобиле
Частичная разборка двигателя применяется, в основном,
при выполнении текущего ремонта, когда нет повреждений ко-
ленчатого вала и блока цилиндров. Наиболее часто частичная
разборка двигателя включает снятие головки блока, поддона
картера, поршней с шатунами, а также шкивов и передней
крышки блока.
В целом работы по частичной разборке мало отличаются
от уже описанных выше работ по снятию и разборке двигате-
ля, но имеют свои особенности. Как правило, большинство та-
ких работ выполнить на снятом двигателе проще и удобнее,
чем на автомобиле, но, очевидно, снимать из-за этого двига-
тель не имеет смысла. Планируя подобные работы, следует
также иметь в зиду, что у некоторых двигателей (в основном,
полноприводных автомобилей) снять поддон без снятия двига-
теля или раздаточной коробки невозможно.
Другой особенностью частичной разборки, о которой необ-
ходимо помнить, является сложность обеспечения чистоты
при работе и в том числе при последующей сборке. Несколько
уменьшить, но но устранить, попадание грязи в двигатель при
его частичной разборке помогает прэдварительная мойка
двигателя снаружи специальными составами и водой под дав-
лением. Перед снятием гоповки не следует забывать выста-
вить коленчатый вал, распределительный вал и насос высоко-
го давления (у дизелей) по меткам, имеющимся на этих дета-
лях, аналогично тому, как это описано в разделе 7.1.
Для снятия поддона картера у двигателей автомобилей с
классической компоновкой следует отсоединить опоры двига-
теля и приподнять его подъемным устройством. Это обеспечи-
вает ход поддона вниз и выход его из-под маслоприемника.
Однако ход поддона вниз ограничен балкой (поперечиной) пе-
редней подвески. На некоторых автомобилях поднять двига-
тель достаточно высоко над опорами не удается, т.к. коробка
передач упирается снизу в днище кузова. Иногда также не
удеэтся приподнять двигатель из-за упора головки блока в
стэнку моторного отсека. В подобных случаях, как правило,
удается снять маслоприемник через щель между поддоном и
213
Рис. 7.26. Пример ограниченного доступа к пе-
редней части двигателя, закрытой агрегатами
Рис. 7.27. Ручная мойка деталей кистью с
моющим раствором
Рис. 7.28. Ручная очистка сильнозагрязнен-
ных деталей твердой щеткой (от нагара и
твердых отложений)
блоком, после чего можно без проблем снять и поддон. У пе-
реднеприводных автомобилей с поперечно расположенным
двигателем проблем при снятии поддона гораздо меньше -
обычно достаточно снять соответствующие кожухи и прием-
ную трубу глушителя (если она проходит под поддоном карте-
ра), хотя на некоторых автомобилях требуется также демонти-
ровать продольные силовые элементы передней подвески.
В практике ремонта нередко возникает необходимость раз-
борки передней части двигателя, например, для замены зубчато-
го ремня, переднего сальника коленчатого вала, цепи или других
деталей. Основные трудности при выполнении таких работ связа-
ны, как правило, с ограниченным доступом к этой части двигате-
ля из-за близкого расположения элементов кузова. Так, при по-
перечном расположении двигателя передняя его часть может
быть практически вплотную придвинута к лонжерону и брызгови-
ку, а при продольном - к передней панепч кузова (рис. 7.26). В
первом случае у большинства автомобилей возможен доступ к
шкиву и передней крышке через нишу колеса, а во втором - час-
то приходится снимать радиатор. Кроме того, на современных
автомобилях на двигателе установлено большое число агрегатов
(генератор, насос гидроусилителя руля, компрессор кондиционе-
ра, воздушный компрессор системы снижения токсичности и др.),
которые обычно закрывают переднюю часть двигателя. Как пра-
вило, их приходится демонтировать в ограниченном пространст-
ве, что нередко требует применения специального инструмента.
7.4. Мойка деталей двигателей
Мойка деталей двигателя является весьма ответственной
операцией, во многом определяющей качество последующих
этапов работы и всего ремонта в целом. Необходимость мой-
ки деталей после разборки диктуется, в первую очередь, тре-
бованием их чистоты при де(ректации - грязь делает невоз-
можными точные измерения и часто скрывает дефекты дета-
лей, легко обнаруживаемые после мойки.
При ремонте двигателей применяются два основных вида
мойки - ручная и автоматизированная. Ручная мойка часто
применяется на небольших ремонтных предприятиях. Техно-
логия ее достаточно проста - деталь или узел устанавливается
в специальном поддоне и моется при помощи кисти и моюще-
го раствора (рис. 7.27). В качестве моющего раствора часто
применяются бензин, керосин и содовый раствор.
Наименее удачной моющей жидкостью является бензин.
Главные его недостатки - высокая летучесть паров и связанные
с этим пожароопасность и токсичность, особенно в закрытых
помещениях. Кроме этого, пары бензина (углеводороды) оказы-
вают вредное воздействие на окружающую среду в целом. Бен-
зин не смывает до конца мелкие частицы пыли, грязи и, особен-
но, абразива пссле ремонта деталей, из-за чего мойка деталей
только в бензине, еще практикуемая во многих малых ремонт-
ных мастерских, не может считаться качественной. Помимо
всего прочего, бензин вредно действует на резиновые манже-
ты и уплотнения деталей и агрегатов. Преимуществом бензина
является быстрое растворение масляных загрязнений, а также
обезжиривание деталей, иногда позволяющее после мойки и
сушки обнаружить на них трещины и другие дефекты.
Керосин значительно менее пожароопасен, и его пары
практически не летучи (по сравнению с бензином), однако он
токсичен при длительном воздействии на кожу рук. Его мою-
щие свойства значительно хуже, чем у бензина, из-за более
высокой вязкости. Детали после мойки в керосине остаются
маслянистыми и хорошо "притягивают" пыль и грязь. Вследст-
вие этого керосин при ремонте двигателя может иметь только
вспомогательное значение.
В отличие от бензина и керосина содовый раствор неток-
сичен (исключая его раздражающее действие на кожу рук) и
абсолютно безопасен. Его недостатками является то, что он
эффективен, в основном, только в горячем состоянии, с тру-
дом отмывает сильно загрязненные детали сложной конфигу-
рации и вызывает коррозию алюминиевых деталей. В услови-
ях малых мастерских его применение менее удобно (требует-
ся подогрев и частая смена раствора). Находят применение и
другие моющие вещества и специальные синтетические мою-
щие жидкое™. В связи с повышением требований к экологиче-
ской чистоте производства, в том числе ремонтного, примене-
ние специальных моющих жидкостей в настоящее время прак-
тически не имеет альтернативы.
При больших объемах ремонтных работ по двигателям (бо-
лее 8-5-10 двигателей в месяц) ручная мойка становится неэф-
фективной из-за низкой производительности. Поэтому на сред-
них и больших ремонтных предприятиях целесообразно приме-
нение моющих установок для двигателей. Такие установки выпу-
скаются различными фирмами и обеспечивают мойку как круп-
ных, так и мелких деталей с подогревом и очисткой загрязненно-
го раствора. Несмотря на высокую эффективность подобных ус-
тановок, ручную мойку не удается полностью исключить из ре-
монтного процесса, т.к. предварительную очистку сильно загряз-
ненных деталей часто все равно приходится делать вручную.
Независимо от способа мойки деталей и используемого
моечного оборудования мойка представляет собой комплекс
операций, выполняемых в следующем порядке:
1) очистка наружных поверхностей деталей от грязи;
2) очистка внутренних полостей и каналов от нагара и час-
тиц износа деталей;
3) очистка поверхностей сопряжений деталей от уплотни-
тельных элементов (прокладки, герметики);
4) промы зка деталей;
5) продувка внутренних каналов и сушка деталей.
Практика по/азывает, что для разных этапов мойки в за ви-
димости от степени загрязнения деталей могут потребоваться
различные средства. Сильно загрязненные снаружи двигатели,
особенно, имевшие течь рабочей жидкости по стыкам деталей,
требуют обычно механической очистки наружных поверхнос-
тей с помощью железных щеток или скребков (рис. 7.28). Ана-
логичные инструменты приходится использовать для предвари-
тельной очистки внутренних полостей деталей, если на них
имеются большие отложения нагара. Очистку поверхностей со-
пряжения деталей от старых прокладок целесообразно выпол-
214
Рис. 7.29. Хранение деталей разобранных двигателей на стеллаже
нять шабером. При этом следует соблюдать осторожность, что-
бы не повредить поверхности и не оставить на них глубокие ца-
рапины. Не нужно очищать поверхность какой-либо детали от
старой прокладки, если эта прокладка не повреждена, а новой
прокладки нет, в противном случае ее придется приобретать
или изготавливать. Исключение составляет прокладка головки
блока, заменяемая независимо от ее состояния.
Посла промывки деталей нередко требуется повторная ме-
ханическая очистка. Сильно загрязненные детали перед очи-
сткой можно положить в моющий раствор, чтобы размягчить
загрязнения.
Продувка внутренних каналов является достаточно эффек-
тивным способом их очистки от стружки и грязи. Для продув-
ки необходимо использовать сжатый воздух от компрессора с
давлением порядка 0,6-5-0,8 МПа. Желательно использовать
специальные насадки для подачи воздуха в каналы.
При мойке деталей и узлов особое внимание следует обра-
щать на впускной коллектор тех двигателей, которые имели
повреждения днища поршней и поверхностей камер сгорания
вследствие разрушения каких-либо деталей (например, клапа-
нов, их седел и др.). Обломки деталей попадают при этом не
только в выхлопную систему, но и во впускные каналы.
Не лишним будет напомнить, что не следует мыть агрегаты,
имеющие закрытые подшипники качения. К таким агрегатам от-
носятся натяжные и направляющие (паразитные) ролики рем-
ней, насосы системы охлаждения, генераторы и др. Вместе с мо-
ющими растворами в подшипники попадает грязь, а также вы-
мывается смазка, что приводит к быстрому выходу их из строя.
При сильном наружно*; загрязнении указанных агрегатов их на-
до протереть ветошью, слегка смоченной моющей жидкостью.
Следует отметить, что несмотря на очевидность многих
операций и безусловную важность тщательной мойки деталей
с точки зрения достижения высокого качества ремонта на
практике мойкой часто пренебрегают. Нередки случаи, когда
детали либо не моют вообще, либо делают это кое-как. Основ-
ная причина этого заключена, в непонимании процессов, про-
исходящих в двигателе. Последствия такого непонимания до-
статочно серьезны и изложены в разделе 12.
7.5. Хранение деталей разобранных
двигателей
После того, как двигатель разобран и все его детали вымы-
ты, следует позаботиться об их хранении. В данном случае речь
идет о неизношенных деталях, которые не требуют ремонта, в
том числе крепежные детали, кронштейны, крышки, кожухи и т.д.
Очевидно, при мелком ремонте двигателя специального
хранения деталей, как правило, не требуется, т.к. работа зани-
мает немного времени, и снятые детали достаточно быстро ус-
танавливаются на автомобиль. Однако уже в текущем и, осо-
бенно, сложном ремонте двигателя автомобиль может- нахо-
диться значительное время. За это время обычно ремонтиру-
ются изношенные детали и ожидаются заказанные запасные
части. Не участвующие в ремонтном процессе детали должны
храниться так, чтобы была обеспечена их целостность до
сборки и установки двигателя на автомобиль.
Вопросы /оанения деталей разобранного двигателя не так
второстепенны, как может показаться на первый взгляд. Из
пракгчки известно немало случаев утери тех или иных деталей
из-за небрежного хранения. Обычно проблемы, связанные с
хранением, начинаются тогда, когда число одновременно ре-
монтируемых двигателей в мастерской превышает трех-четы-
рех. При этом утеря той или иной детали совсем необязатель-
но означает ее утрату - возможно, что вследствие допущенной
небрежности она попала, например, туда, где хранятся детали
другого разобранного двигателя.
Чтобы избежать неприятностей, связанных с хранением
деталей, желательно соблюдать определенные правила:
1) крупногабаритные и прочие детали и агрегаты, не от-
носящиеся непосредственно к двигателю, должны храниться
отдельно от двигательных. К ним относятся радиатор, кожу-
хи, шланги, крепежные детали и т.д. При отсутствии специ-
ального склада (его не всегда удается организовать, особен-
но, на ограниченных площадях малой мастерской) эти дета-
ли можно аккуратно сложить в багажнике ремонтируемого
автомобиля. Использование багажника для хранения дета-
лей подразумевает их чистоту и защиту обивки багажника от
повреждения;
2) детали, непосредственно относящиеся к двигателю и
необходимые для его последующей сборки, должны хранить-
ся в специально отведенном для этого месте. Это может
быть стеллаж, специальные ящики или контейнеры. При скла-
дывании деталей те из них, которые должны быть измерены
и, возможно, отремонтированы, также желательно хранить
отдельно от остальных и так, чтобы их было удобно достать.
Крепежные и другие мелкие детали необходимо хранить в
небольших прочных ящиках;
3) поскольку внутренние детали двигателя не имеют за-
щитных покрытий, для их длительного (более 5-И 0 дней) хра-
нения необходимо теплое помещение и пониженная влаж-
ность, иначе к моменту сборки двигателя на них появятся
следы коррозии;
4) детали одного двигателя должны храниться компактно.
Желательно также промаркировать место хранения, чтобы
нельзя было перепутать детали разных двигателей.
Требования к порядку хранения деталей значительно
возрастают при увеличении количества одновременно ре-
монтируемых двигателей, и небрежность при хранении сра-
зу приводит к увеличению трудоемкости (время, затрачива-
емое на поиски деталей) и стоимости (если деталь не найде-
на) ремонта.
Опыт показывает, что поврежденные и требующие замены
детали, в том числе, поврежденные прокладки, сальники, вкла-
дыши и др., необходимо хранить до сборки двигателя. Это
обусловлено тем, что при получении новых деталей случаются
ошибки, а наличие образца позволяет идентифицировать де-
таль и при необходимости исправить ошибку.
Глава 8. ДЕФЕКТАЦИЯ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ И ПОДГОТОВКА ИХ К РЕМОНТУ
Основная цель дефектации двигателя - определение сте-
пени износа и/или повреждения всех его деталей. Это необхо-
димо для того, чтобы, с одной стороны, приобрести необходи-
мые запасные части, а с другой - определить те детали, кото-
рые могут быть отремонтированы или восстановлены.
Данный этап ремонта требует определенных навыков,
опыта, аккуратности и терпения. После длительной эксплуата-
ции двигатель обычно имеет большое количество изношенных
или поврежденных деталей и поверхностей. Вследствие этого
не следует полагаться на память - необходимо записывать
все размеры изношенных поверхностей и повреждения дета-
лей. Это исключает в дальнейшем уже при сборке обнаруже-
ние ранее незамеченных или забытых поврежденных, но не
отремонтированных и не замененных деталей и, соответст-
венно, увеличение сроков ремонта двигателя.
Дефектация является достаточно сложным и длительным
процессом, предполагает высокую квалификацию и опыт спе-
циалистов, выполняющих контроль и измерение деталей. Эта
работа возможна только после мойки деталей, иначе выпол-
нить точные измерения невозможно из-за попадания грязи
под ножку того или иного измерительного прибора.
При проверке и измерении деталей можно ориентировать-
ся на табл. 8.1, где указаны основные детали и поверхности,
требующие обязательного контроля. Результаты измерений и
проверок рекомендуется заносить в Акт дефектации (табл.
8.2), чтобы впоследствии сделать вывод о необходимости ре-
монта или замены тех или иных деталей.
Как уже указывалось в разделе 5.4., особое внимание
должно быть обращено на детали со следами ранее выполнен-
ного ремонта. Практика показывает, что пока еще существу-
ют мастерские и "гаражные умельцы", действующие по изве-
стному принципу - "после меня хоть потоп". Результатом их
"работы" являются кривые коленчатые валы, расточенные
под произвольные размеры головки шатунов, "осаженные"
(т.е. обработанные по плоскости разъема) крышки шатунов и
коренных подшипников, гильзы цилиндров, установленные
без натяга в блоке, сорванные резьбы и т.д. и т.п. Обычно бо-
лее 40-50% "отремонтированных" подобным образом деталей
с большим трудом поддаются восстановлению либо вообще
неремонтопригодны и требуют замены.
Таблица 8.1. Узлы, детали и их поверхности, требующие обязательного контроля при ремонте двигателей
Деталь Что контролируется
Коленчатый вал диаметры (износ) шеек; взаимное биение коренных шеек; биение вспомогательных поверхностей относительно коренных шеек; состояние (износ) упорных поверхностей.
Блок цилиндров диаметры (износ) псстелей; соосность постелей; диаметры (износ) цилиндров; состояние поверхчос’и цилиндров (риски, царапины и другие дефекты); верхняя плоскость; трещины на различных поверхностях.
Шатуны диаметр (износ, деформация) отверстия нижней головки; диаметр отверстия верхней головки; деформация стержня.
Поршни размер юбки (износ); высоты канавок поршневых колец; диаметр (износ) отверстия поршневого пальца; трещины и другие дефекты.
Поршневые кольца и пальцы износ наружной поверхности (ширина замка в цилиндре или калибре); износ торцевых поверхностей (высота колец)
Головка блока цилиндров нижняя плоскость (деформация); диаметры (износ) отверстий подшипников распределительного вала; соосность отверстий подшипников; диаметры (износ) отверстий направляющих втулок клапанов; трещины на поверхностях камер сгорания, между седлами клапанов и на других поверхностях
Г азораспределительный механизм диаметры опорных шеек распределительного вала; взаимное биение опорных шеек и кулачков; износ кулачков; износ толкателей; диаметры (износ) отверстий коромысел; диаметр (износ) оси коромысел; диаметр (износ) стержней клапанов: износ фасок клапанов.
Привод распределительного вала износ цепи (ремня) ГРМ; состояние подшипников роликов ремня; состояние (износ) зубьев звездочек (шкивов); состояние упорных поверхностей шкивов; состояние кожуха ремня; состояние натяжителя цепи (оемня) и успокоителей цепи.
Система смазки износ шестерен и корпуса маслонасоса: состояние редукционного клапана; состояние маслоприемника.
Система охлаждения легкость вращения и люфт валика насоса; следы подтекания жидкости через доена;кные отверстия на корпусе насоса.
Прочие детали и узлы диаметры (износ) опорных шеек вспомогательных валов; диаметры (износ) отверстий подшипников вспомогательных валов; трещины в поддоне картера; износ деталей сцепления; состояние опор двигателя; трещины в выпускном коллекторе.
216
Таблица 8.2. Порядок контроля и измерения деталей разобранного двигателя (Акт дефектации) с указанием максимально
допустимого износа и/или деформации
1, Биение коленчатого вала на призмах:
хвостовик передний сальник средние коренные шейки задний сальник примеч.
0,03 max 0,03 max | | 0,04*тах | 0,03 max
* для неизношенных валов. Величина 0,10 мм и более требует правки вала перед шлифованием.
2. Размеоы шее,, коленчатого вала:
шеики 1 2 3 4 5 6 STD износ, эллипс
коренные 0,01 *тах
шатунные 0,01*тах
* от минимально допустимого размера
3. Состояние вкладышей: износ
коренные 0,01 max
шатунные 0,01 max
упорные полук эльца 0,03 max
4. Упорные поверхности коленчатого вала:
состояние
размер (износ) 0,03 max
5. Размеры цилиндров и поршней:
1 2 3 4 5 6 7 8 STD
диаметр цилиндров снизу
то же, по изношенной поверхности
максимальный износ цилиндров 0,05 max
эллипс цилиндров 0,04 max
размер юбки поршней
зазор в цилиндре 0,10 max
6. Диаметры постелей в блоке:
1 2 3 4 5 6 7 STD
0,02* max
* эллипс
7. Состояние шатунов:
1 2 3 4 5 6 7 8 STD
диаметр нижней головки 0,02* max
диаметр верхней головки 0,01** max
деформация стержня 0,03*** max
*- эллипс, **- износ, ***- на диаметре цилиндра
8. Износ и деформация постелей блока: 9. Деформация плоскостей:
0,02 max блока 0,05 max
головки 0,06 max
10. Зазор в замках колец: 11. Износ торцов колец и канавок поршней:
верхнее среднее маслосъемное высота верхних канавок
0,7 max 0,7 max 0,7* max высота колец
* 0,12 для дисков зазор в канавке 0,10* max
12. Состояние сальников: * 0,13 max для дизэлей
передний задний распред.вал вспомог.вал прочие примечание
13. Износ газораспределительного механизма' 14. Износ клапанов и втулок:
STD впускные клапаны 0,02 max
размер шеек распред.вала выпускные клапаны 0,02 max
диаметр постелей направляющие втулки 0,03 max
зазор в подшипниках 0,12 max
биение шеек 0,04 max 15. Масляный насос
деформация постелей 0,02 max шестерни
износ кулачков корпус
износ толкателей торцевой зазор 0,08 max
износ осей коромысел 0,02 max
16. Состояние прокладок: 17. Состояние сцеплэния:
впускной коллектор муфта
выпускной коллектор ведомый диск
поддон выжимной подшипник
крышка головки
18. Прочие неисправности:
1
2
3
14а. Ремонт двиг. заруб, ав-ей.
217
Для выполнения дефектации надо иметь весь необходи-
мый измерительный инструмент (см. раздел 5.2.). Отсутствие
какого-либо инструмента не позволяет обеспечить высокое
качество ремонта, т.к. нельзя достоверно определить состоя-
ние и необходимость ремонта или замены большого числа де-
талей двигателя.
8.1. Технология измерения основных
деталей двигателей
Рассмотрим более подробно технологию измерения и кон-
троля основных деталей двигателя, пользуясь табл. 8.2.
У коленчатого вала предварительно следует визуально
проверить состояние поверхности шеек. Глубокие риски (рис.
8.1) обычно свидетельствуют о необходимости его ремонта,
даже если измерение не показывает заметного износа. В то
же время гладкая поверхность шеек совершенно не означает,
что вал не изношен - известны случаи, когда при практически
идеальном внешнем состоянии шейки имели недопустимый
износ, а вал в целом - большую деформацию.
Деформация вала контролируется на призмах стойкой с
индикатором, имеющим удлиненную ножку (рис. 8.2). При из-
мерении вал следует установить на крайние коренные шейки.
Далее, уперев ножку индикатора поочередно в середину од-
ной из средних шеек, вал поворачивается на один оборот.
Максимальное отклонение стрелки (между крайними значе-
ниями) показывает биение шейки. Если на шейке наблюдает-
ся неравномерный по ширине износ, то обычно он меньше в
середине, где и следует проводить измерение. Ближе к краям
коренной шейки на результат измерения может повлиять
овальность шейки из-за неравномерного износа.
Допустимое биение средних коренных шеек вала относи-
тельно крайних не превышает обычно 0,05-0,06 мм. Учиты-
вая, что новые валы имеют биение менее 0,010-0,015 мм, ре-
комендуется при биении свыше 0,04-0,05 мм ремонтировать
вал (см. раздел 9.4.).
Помимо биений средних шеек необходимо проверить бие-
ние хвостовика и поверхностей под сальники (рис. 8.3). Это
особенно важно для уже ранее ремонтированного вала.
Вследствие неквалифицированного ремонта вспомогатель-
ные поверхности могут иметь большое биение относительно
коренных шеек, что может повлиять не только на ремонтный
размер вала, но и на технологию его последующего ремонта
в целом (разделы 9.3., 9.4.). Взаимное биение крайних корен-
ных шеек и вспомогательных поверхностей (хвостовик, по-
верхности под сальники и др.) не должно превышать 0,02-0,03
мм, иначе невозможно обеспечить ресурс уплотнений вала и
элементов привэда распределительного вала (ремень, цепь,
натяжитель и т.д).
Взаимные биения шеек и поверхностей коленчатого вала
можно также проверить в неподвижных центрах в токарном
станке, однако такой способ проверки более целесообразен
при подготовке вала к ремонту (см. разделы 8.2., 9.3. и 9.4.).
Размеры шеек вала удобно измерять микрометром (рис.
8.4). При измерении следует установить микрометр на шейку
и вращать измерительную головку прибора до появления ха-
рактерных щелчков "трещотки", ограничивающей усилие сжа-
тия шейки губками прибора. Одновременно необходимо слег-
ка покачивать прибор в двух плоскостях в окружном и осевом
направлении, чтобы исключить погрешность от неточной ус-
тановки прибора. Чрезмерное усилие сжатия шейки прибо-
ром дает уменьшение, а перекос при установке - увеличение
измеренного диаметра по сравнению с истинным.
Более точные измерения могут быть выполнены рычаж-
ной скобой - пассаметром (см. раздел 5.2.), имеющим в 5^-10
раз меньшую цену деления и исключающим влияние усилия
сжатия детали на результат измерения.
Размеры шатунных шеек всегда определяются в двух на-
правлениях - примерно по радиусу кривошипа и перпендику-
лярно ему (рис. 8.5), что необходимо для определения оваль-
ности. Минимальный размер шейки с большой овальностью
обычно оказывается вблизи направления радиуса кривошипа
со смещением на 20-40° против вращения вала (рис. 8.6).
Допустимая овальность шеек не превышает обычно
0,010-0,015 мм, при этом минимальный размер не должен
выходить более чем на 0,010 мм за нижний (минимальный)
Рис. 8.1. Задир на шатунной шейке коленча- Рис. 8.3. Контроль биения хвостовика на Рис 8.5. Схемы измерения шатунной шейки:
того вала призмах D, — максимальный размер, близкий к номинально-
му; D2 — нередко меньше D, за счет износа шейк 1
Рис. 8.2. Контроль деформации коленчатого
вала измерением биения шеек на призмах
Рис. 8.4. Измерение коренной шейки мик-
рометром
Рис 8.6. Определение максимального изно-
са шейки:
/ПН — поверхность, обычно имеющая максималь-
ный износ; ХХХХХ — поверхность, обычно имею-
щая повышенный износ
218
Рис. 8.7. Проверка микрометра с помощью
плоскопараллельной меры длины
Рис. 8.9. Измерение распрямления вклады-
ша штангенциркулем
Рис. 8.8. Измерение толщины вкладыша
микрометром через шарик
размер. Чтобы точно определить начальный (стандартный)
размер шеек, следует пользоваться справочной литературой,
в том числе данными Приложения 1.
У коленчатого вала необходимо также проверить состоя-
ние торцевых поверхностей упорного подшипника (подпятни-
ка). Нередко на заднем, наиболее нагруженном, торце наблю-
дается ощутимый H3Hoct который может потребовать расшли-
фовки торцов и применения ремонтных упорных полуколец
увеличенной толщины (см. раздел 9.4.).
Чтобы исключить ошибки при измерении, перед каждой
серией замеров (например, перед дефектацией каждого дви-
гателя) микрометр следует проверить и при необходимости
настроить. Для этого используется мера длины, прикладывае-
мая к микрометру, либо набор плоскопараллельных мер (рис.
5.17). При проверке микрометра его показания должны сов-
падать с длиной меры с точностью в половину деления шкалы,
т.е +0,005 мм (рис. 8.7). Если расхождение больше, следует
- расконтрить измерительную головку и настроить прибор.
Если в результате контроля состояния коленчатого вала
окажется, что он не требует ремонта, следует проконтролиро-
вать состояние вкладышей - они не должны иметь следов из-
носа, задиров и посторонних включений на рабочей поверх-
ности, в противном случае их следует заменить. В общем слу-
чае при пробеге автомобиля более 150 тыс. км вкладыши луч-
ше менять даже тогда, когда их состояние близко к идеально-
му. Это связано с постепенным внедрением в мягкую рабо-
чую поверхность вкладышей мелких твердых частиц, ускоря-
ющих абразивный износ шейки вала, а также усталостным вы-
крашиванием рабочей поверхности вкладышей.
Если предполагается оставить старые вкладыши, то не по-
мешает измерить их толщину и определить износ. Для этого
можно использовать различные приборы, в том числе толщино-
мер или специальный микрометр, имеющий закругление одной
из измерительных поверхностей (рис. 5.31 и 5.32). Наиболее
простой способ измерения толщины вкладышей - с помощью
микрометра и шарика от подшипника (рис. 8.8). Толщина вкла-
дыша при этом будет равна разнице показаний микрометра
(или пассаметра) со вкладышем и шариком и без вкладыша. Из-
меренную толщину следует сравнить с известной для данного
двигателя (см. Приложение 1). Толщина вкладышей может быть
также определена после измерения диаметра постели и диаме-
тра в подшипнике (т.е. постели с установленными в нее вкла-
дышами). Помимо толщины необходимо определить так назы-
ваемое распрямление вкладышей, т.е. оазницу между наруж-
ным диаметром вкладыша в свободном состоянии (см. рис 8.9)
и диаметром постели. Если распрямление меньше 0,4+0,5 мм,
то вкладыши лучше заменить, т.к. они не будут обеспечивать
натяг, необходимый для их надежной посадки в постели.
Измерение диаметра цилиндров осуществляется нутроме-
ром. Перед измерением нутромер должен быть настроен на
ноль, т.к. он является относительным прибором. Как уже ука-
зывалось в разделе 5.4., это может быть сделано нескольки-
ми способами - с помощью микрометра, кольцевого калибра
или специального установочного прибора.
Наиболее простым (но не лучшим) способом является на-
стройка с помощью микрометра. Для этого вначале микро-
метр настраивается на округленный размер, близкий к диаме-
тру цилиндра (приближенно диаметр цилиндра можно изме-
рить штангенциркулем). Далее нутромер устанавливается так,
чтобы его ножки опирались на измерительные поверхности
микрометра (рис. 8.10). Покачиванием микрометра в двух
плоскостях следует заметить крайнее (в направлении по часо-
вой стрелке) положение стрелки индикатора нутромера, с ко-
торым затем совместить ноль шкалы индикатора ее поворо-
том. Настройка нутромера с помощью кольцевого калибра
(рис. 5.25) уже описывалась в разделе 5.4. Как указывалось
ранее этот способ применим на практике весьма ограниченно
из-за необходимости иметь очень большое количество калиб-
ров, тем большее, чем больше номенклатура ремонтируемых
двигателей. Удобны для настройки нутромеров и установоч-
ные приборы (рис. 5.26), однако пока они встречаются редко.
При измерении диаметоа цилиндра нутромером (рис. 8.11)
необходимо избегать ошибок, допускаемых неопытными ме-
ханиками и связанных с неправильным отсчетом показаний
индикатора. Произвольно установленный в цилиндр нутромер
всегда показывает завышенный размер за счет перекоса оси
измерительных поверхностей относительно плоскости попе-
речного сечения (рис. 8.12). При этом стрелка индикатора от-
клонена от нуля в направлении против часовой стрелки. По-
качиванием нутромера в вертикальной плоскости следует
найти крайнее положение стрелки, дальше которого она не
отклоняется (в направлении по часовой стрелке). Если ука-
занное крайнее положение стрелки индикатора отклонено от
нуля на N делений в сторону против часовой стрелки, то иско-
мый диаметр цилиндра
D = Do + N А мм,
Рис. 8.10. Настройка нутромера
на нуль по микрометру
Рис. 8.11. Контроль износа ци-
линдра в верхней наиболее из-
ношенной части
14*а
219
Рис. 8.15. Измерение диаметра
постелей блока нутромером
Рис. 8.16. Проверка деформа-
ции (несоосности) коренных
опор блока цилиндров с помо-
щью лекальной пинеики
Рис. 8.17. Измерение диаметра
отверстия нижней головки шату-
на с помощью нутромера
Рис 8.12. При произвольной ус-
тановке нутромера в цилиндре
стрелка индикатора отклоняет-
ся против часовой стрелки от
деления, соответствующего диа-
метру цилиндра
Рис 8.13. Измерение цилиндра
в сечении минимального изно-
са (а-а):
D, — размер блиеэк к номинальному;
D2—обычно несколько больше за счет
износа при контакте с юбкой поршня
Рис 8.14. Схема измерения из-
ношенной части цилиндра:
D„ — размер, соответствующий макси-
мальному износу (обычно неравноме-
рен по окружности цилиндра); D—раз-
мер. определенный с помощью нутро-
мера, меньше D„ за счет опр ’деленной
толщины и радиуса закр3тпечия ножки
нутромера; А— но> ка нутромера
где Do - размер, которому
соответствует ноль индикато-
ра нутромера;
Д - цена деления индика-
тора.
Отклонения от нуля на N
делений в противоположную
сторону (по часовой стрелке)
означает, что диаметр цилин-
дра меньше размера, на кото-
рый настроен нутромер:
D = Do - N Д мм.
Диаметр цилиндра изме-
ряется в нескольких сечени-
ях. Наименее изношена ниж-
няя часть цилиндра в сечении
ниже маслосъемного кольца
при положении поршня в
НМТ. Минимальный износ в
этом сечении (и, соответст-
венно, минимальный размер
цилиндра) соответствует по-
ложению оси ножек нутроме-
ра параллельно оси коленча-
того вала (рис. 8.13). В пер-
пендикулярной плоскости (в
плоскости вращения кривоши-
па) размер цилиндра обычно
больше вследствие износа из-
за трения юбки поршня. Раз-
ница между указанными раз-
мерами определяет оваль-
ность цилиндра.
Наибольший износ цилин-
дра нередко наблюдается в
зоне остановки верхнего
кольца при положении порш-
ня в ВМТ. Размер цилиндра в
этом сечении обычно не уда-
ется определить точно из-за
несоответствия профиля по-
верхности форме ножек нут-
ромера (рис. 8.14). Кроме то-
го, в большинстве случаев из-
нос по окружности оказывает-
ся неравномерным. Это необ-
ходимо учитывать при последующем определении ремонтно-
го размера цилиндра (см. раздел 9.5.).
Если износ цилиндров небольшой (менее 0,05-4-0,06 мм),
следует проверить состояние самой поверхности цилиндров.
Только в случае отсутствия продольных рисок на поверхности
можно в дальнейшем использовать поршни и кольца стандарт-
ного размера. В практике ремонта известны случаи, когда при
износе цилиндров всего на 0,01^-0,02 мм их поверхность была
настолько "затерта", т.е. повреждена мелкими рисками, что
после установки новых стандартных колец и поршней расход
масла оказывался выше 1.0-И ,5 л на 1000 км пробега.
Диаметр цилиндров подавляющего большинства двигате-
лей имеет допуск на "+" относительно стандартного значения
(в пределах 0-0,02 мм). Об этом слэдует помнить при прове-
дении измерений.
Размеры постелей подшипников на этапе дефектации кон-
тролируются для того, чтобы установить их деформацию и оп-
ределить необходимость ремонта (рис. 8.15). Перед измере-
нием необходимо протереть плоскости разъема деталей и
равномерно затянуть болты крышек рабочим моментом. В ос-
тальном методика измерения аналогична описанной выше
для цилиндров. Особое внимание при этом следует уделять
опорам со следами износа (проворачивания вкладышей) и пе-
регрева (черный цвет на поверхности постели или около нее).
В подобных случаях, помимо контроля диаметра, следует про-
верить несоосность опор. Для этого используатся лекальная
линейка. Она устанавливается на три рядом стоящие опоры
строго параллельно их оси (рис. 8.16). Несоосность и/или де-
формация ищется покачиванием линейки на средней из вы-
бранных трех опор. Если линейка начинает "качаться" на од-
ной из опор, для определения несоосности следует пользо-
ваться набором щупов. Допустимым является такой дефект,
при котором линейка "качается" не более чем на 0,02 мм, в
противном случае опоры требуют ремонта (см. раздел 9.5.).
Размеры нижних головок шатунов контролируются нутро-
мером после затягивания гаек или болтов крышек рабочим
моментом (рис. 8.17). При измерении следует ориентировать-
ся на данные справочной литературы (см. Приложение 1). По-
сле длительной эксплуатации отверстия нижней головки вы-
тягиваются на 0,01н-0,03 мм в направлении оси стержня шату-
на, поэтому, как правило, шатуны требуют ремонта независи-
мо от их внешнего вида. Если в шатуне произошло проворачи-
вание вкладышей, то даже при сохранении размера отвер-
стия ремонт обязателен, так хак риски на поверхности отвер-
стия нарушают плотность прилегания вкладышей.
Отверстия вэрхней головки шатунов также требуют обя-
зательного контроля. Для шатунов с неподвижной посадкой
пальца необходимо убедиться в том, что натяг старых паль-
цев поспэ их выпрессовки не стал менее 0,0154-0,020 мм. В
противном случае шатуны следует менять, либо устанавли-
вать пальцы увеличенного диаметра, что требует соответст-
вующей доработки поршней. У шатунов с плавающим пальцем
измерение диаметра отверстия верхней головки позволяет
определить, требуется ли замена втулок.
Диаметр и износ поршневого пальца измеряются пассаме-
тром (рис. 8.18) с точностью до 0 002 мм. Износ определяется
как разница в диаметрах рабочей (блестящей) и нерабочей
(темной) поверхностей. При этом следует учитывать возмож-
220
Рис. 8.20. Проверка деформации шатуна с
помощью лекальной линейки
Рис. 8.18. Измерение диаметра (износа)
поршневого пальца рычажной скобой-пасса-
метром
Рис. 8.22. Контроль выступания дисков мас-
лосъемного кольца над наружной поверхно-
стью расширителя
Рис. 8.19. Контроль деформации шатуна на
поверочной плите
Рис. 8.23. Измерение высоты (износа тор-
цов) поршневого кольца микрометром
Рис. 8.21. Определение износа наружной
поверхности кольца, установленного в верх-
нюю часть цилиндра, по величине замка
ность неравномерного износа и деформации пальцев, вслед-
ствие чего наружная поверхность становится эллипсной. Из-
нос и «эллипс^» пальцев не должны превышать 0,010 мм, в про-
тивном случае пальцы должны быть заменены.
Особое внимание должно быть уделено контролю деформа-
ции стержней шатунов, для чего следует использовать специ-
альные измерительные приборы (рис. 5.38 и 5.39). При их отсут-
ствии для грубой (качественной) проверки наличия деформации
можно использовать плоскую поверхность (например, повероч-
ную плиту). При установке на плиту деформированный шатун
"качается" так, как показано на рис. 8.19. Несколько более до-
стоверные результаты дает проверка "на просвет" с помощью
лекальной линейки (рис. 8.20), однако оба способа неприемле-
мы для количественной оценки степени деформации, необходи-
мой для правки деформированных шатунов (см. раздел 9.4).
При измерении деформации шатунов специальным прибором
непараллельность осей верхней и нижней головок не должна
превышать 0,02-МЭ,03 мм на длине, равной диаметру цилиндра.
Следует также отметить, что контроль на плите шатуна с закру-
ченным стержнем обычно не дает характерного "качания", по-
этому данный способ не всэгда является достоверным не толь-
ко с количественной, но и с качественной стероны.
Износ наружной поверхности колец легко проверяется по
величине замка при установке колец в неизношенную часть
цилиндра. Обычно для этого используется верхняя часть ци-
линдра, которую необходимо очистить от нагара. Зазор в зам-
ке измеряется с помощью набора щупов (рис. 8.21).
У большинства двигателей ширина замка колец, установлен-
ных в цилиндр, не должна превышать 0,7<-0,8 мм, в противном
случае кольца должны быть заменены. У наборных маслосъем-
ных колец допустимая ширина замка больше - обычно до 1,2-5-1,4
мм. У таких колец необходимо также проверять выступание дис-
ков над двухфункциональным расширителем и замок дисков, ус-
тановленных с расширителем в канаву поршня, в свободном со-
стоянии (рис. 8.22). Если на расширителе есть следы касания ци-
линдра, маслосъемные кольца также должны быть заменены.
Величина замка дисков на поршне в свободном состоянии у нор-
мально работающих колец не должна быть меньше 2,Ch-2,5 мм.
Меньшая величина замка свидетельствует о десуюрмации расши-
рителя, и такие кольца также должны быть заменены.
Интересно отметить, что этим же способом можно до-
вольно точно определить износ верхней части цилиндра. Если
измерить ширину замка кольца в изношенной 6-| и неизношен-
ной 50 частях цилиндра, то износ цилиндра (по диаметру):
aD = (б-i - 50)/3,14159 .
Износ колец по торцевым поверхностям нетрудно изме-
рить микрометром (рис. 8.23). Обычно ощутимо изнашивает-
ся нижний торец верхних компрессионных колец. Если износ
превышает 0,015-0,020 мм, то кольца следует заменить не-
зависимо от величины их замка в цилиндре. Для определе-
ния величины износа необходимо знать высоту новых колец.
При отсутствии справочных данных следует ориентироваться
на стандартный ряд высот и допуски на них. Поскольку коль-
ца изнашиваются неразномерно по ширине, следует раздель-
но измерить высоту по всей ширине кольца и у внутреннего
края (рис. 8.23).
Для обеспечения высоких эксплуатационных паоаметров
двигателя, включая малый расход масла, очень важен осевой
зазор колец в канавках поршня. Из практики известно немало
примеров, когда при незначительном изнссе цилиндров и юбок
поршней износ верхних канавок превышает 0,2Ch-0,25 мм, что
вызывает большой расход масла из-за "насссного" эффекта.
Измерение высоты канавки поршня удобно выполнять с
помощью набора плиток - плоскопараллельных мер длины
(рис. 5.17). Подбором плиток необходимой толщины следует
добиться, чтобы одна или две составленные вместе плитки
плотно входили в канавку (рис. 8.24). Тогда высота канавки
поршня соответствует размеру плитки Зазор 5 в канавке
легко рассчитать:
5 = Н-| -Н,
где Н - высота кольца. Если даже с новым кольцом зазор в
верхней канавке превышает 0,09^-0,10 мм для бензиновых и
0,12ч-0,13 мм для дизельных двигателей, следует заменить пор-
шни (альтернативный способ - установка колец увеличенной вы-
соты - рассмотрен в разде ле 9.5.). Менее точно можно измерить
зазор непосредственно, с помощью кольца и набора щупов.
Контроль деталей масляного насоса выполняется, в основ-
ном, с помощью лекальной линейки и набора щупов. Для рабо-
221
Рис. 8.24. Измерение высоты канавки порш- Рис. 8.27. Измерение зазора между шес-
ня с помощью плоскопараллельной меры терней и корпусом маслонасоса
длины (плитки)
Рис. 8.30. Контроль износа шеек распреде-
лительного вала
Рис. 8.25. Контроль торцевого зазора между Рис. 8.28. Визуальная проверка деталей
шестернями и корпусом масляного насоса редукционного клапана
Рис. 8.31. Контроль деформации (биения опор-
ных шеек) распределительного вала на призмах
тоспогобности насоса наиболее важен торцевой зазор между
шестернями и корпусом, который не должен превышать
0,0&-0,09 мм. Он проверяется так, как показано на рис. 8.25.
Следует также измерить диаметр ведущего валика и отверстия
в корпусе, чтобы определить зазор в соединении (рис. 8.26).
Радиальный зазор между шестернями и корпусом можно изме-
рить щупом (рис. 8.27). Если величины этих зазоров превыша-
ют 0,07^-0,08 мм, насос требует ремонта или замены.
Редукционный клапан системы смазки проверяется визуаль-
но (рис. 8.28). Плунжер клапана не должен иметь следов заеда-
ний в корпусе, а уплотняющая кромка (седло) клапана - дефек-
тов (раковин, глубоких царапин и др.), которые могут вызвать не-
герметичность клапана в закрытом состоянии (на некоторых
двигателях это может нарушить подачу масла при запуске).
При проверке состояния деталей двигателя следует уде-
лить особое внимание распределительному механизму и его
приводу, поскольку эта часть двигателя может иметь доста-
точно большое число неисправностей. Наибольшее влияние
на шумность двигателя оказывает состояние распределитель-
ного вала и ответных ему деталей - толкателей и опор (под-
шипников). Зазоры в подшипниках распределительного вала
определяются по результатам измерения диаметров отвер-
стий опор (рис. 8.29) и шеек распределительного вала (рис.
8.30). Эти зазоры не должны превышать 0.09-^0.10 мм. Если
зазоры увеличены, необходимо выяснить с помощью спра-
вочной литературы номинальные размеры деталей, чтобы оп-
ределить, какая деталь изношэна сильнее - нередко замена
распределительного вала восстанавливает зазор в подшипни-
ках до нормального.
У двигателей с нижним расположением распределительно-
го вала (OHV), а также у некоторых двигателей ОНС с чугунны-
ми головками (FORD) распределительный вал вращается во
втулках, запрессованных в блок (головку). Практика показыва-
ет, что в отличие от алюминиевых головок, где износ больше у
шеек вала, здесь сильнее изнашиваются втулки. После пробе-
га более 20СИ-250 тыс. км у многих двигателей OHV зазооы в
подшипниках распределительного вала могут превышать
0,200,25 мм при внешне вполне удовлетворительном состоя-
нии поверхности втулок. Если при ремонте зазоры в подшипни-
ках не будут восстановлены, например, заменой втулок, в даль-
нейшем это приводит к значительному снижению давления
масла и, не исключено, ресурса двигателя после ремонта.
Помимо диаметров опорных шеек, у распределительного
вала обязательно следует проконтролировать их взаимное
биение (рис. 8.31). После обрыв? ремня привода, деформа-
ции и/или поломки клапанов деформация распределительного
Рис. 8.29. Измерение диаметра постелей
распределительногс вала в головке блока
Рис. 8.26. Проверка зазора в с эединении
ведущего валика насоса и корпуса измере-
нием:
а — диаметра валика микрометром; б — диамет-
ра отверстия в корпусе нутромером
Рис. 8.32. Определение высоты кулачка рас-
пределительного вала
222
Рис. 8.33. Изношенные рабочие поверхнос-
ти толкателей (указаны стрелкой):
а — цилиндрического; б — коромысла
Рис. 8.37. Контроль износа рабочей фаски
клапана "на просвет" с помощью лекальной
линейки
Рис. 8.35. Измерение диаметра отверстия
коромысла
Рис. 8.36. Контроль износа стержня клапана по разнице диаметров верхней (а) и нижней
изношенной (б) частей
Рис. 8.34. Измерение диаметра (износа) оси
коромысел
вала у некоторых двигателей (например, дизелей) может пре-
вышать 0,15-5-0,20 мм. Очевидно, сборка двигателя с дефор-
мированным распределительным валом приведет в дальней-
шем к нестабильности зазоров в клапанном механизме, шум-
ности и быстрому износу подшипников.
Кулачки распределительного вала требуют, в основном,
визуального контроля. Вершины кулачков должны быть плав-
ными, без "огранки". Можно определить износ кулачка, если
измерить его высоту (рис. 8.32) и сравнить ее с высотой дру-
гих кулачков, не имеющих явного износа.
Рабочие поверхности толкателей (рычагов, коромысел), кон-
тактирующие с кулачками, контролируются визуально (рис.
8.33). В большинстве случаев сильный износ кулачка распреде-
лительного вала сопровождается износом толкателя, хотя повы-
шенный износ толкателей возможен и без заметного износа ку-
лачков. Изношенные детали в дальнейшем должны быть замене-
ны или, в крайнем случае, отремонтированы (см. раздел 9.6.).
Установка изношенных деталей распределительного механизма
обычно приводит к повышенной шумности работы двигателя.
В конструкциях с коромыслами следует также определить
износ осей коромысел, измерив микрометром их диаметр в
изношенном и неизношенном сечениях (рис. 8.34). Когда из-
нос превышает 0,02-5-0,03 мм, ось необходимо заменить (аль-
тернативные варианты описаны в разделе 9.6.). Отверстие
коромысла также следует проверить нутромером (рис. 8.35) и
определить зазор по изношенной и неизношенной поверхнос-
тям оси. Если во втором случае зазор в соединении больше
0,06-Ю,07 мм, то замена оси, очевидно, не восстановит зазор
до нормального (0,02-5-0,04 мм). Тогда следует заменить или, в
крайнем случае, отремонтировать коромысла (раздел 9.6.)
В конструкциях с цилиндрическими толкателями следует
проверить зазор толкателя в отверстии (гнезде) - он не должен
превышать 0,08-5-0,10 мм. Повышенные зазоры в соединении
являются причиной шумной работы двигателя, ускоренного из-
носа клапанов и направляющих втулок. Если речь идет о гидро-
толкателях, то возможны стуки клапанов на низких частотах
вращения из-за нарушения подачи масла к гидротолкателям.
Большое внимание необходимо уделить клапанам, на-
правляющим втулкам и седлам клапанов. От состояния этих
^деталей зависят основные параметры двигателя (мощность,
расход топлива), расход масла, шумность. Начинать проверку
клапанного механизма следует со стержней клапанов (рис.
8.36). Сравнив диаметр стержня в верхней неизношенной ча-
сти (над отполированной маслоотражательным колпачком по-
верхностью, но ниже канавки для сухарей) и в нижней, мож-
но определить износ стержня. При измерении в нижней части
стержня необходимо сделать несколько измерений по окруж-
ности, т.к. износ часто бывает неравномерным. Износ стерж-
ня более 0,02-5-0,03 мм можно считать критическим, т.е. тре-
бующим замены клапана.
Износ фаски клапана определяется визуально (рис. 8.37), до-
статочно приложить к фаске лекальную линейку. Вогнутость фа-
ски указывает на износ и необходимость ремонта или замены
клапана. Седло обычно повторяет форму фаски клапана, поэто-
му при большой вогнутости фаски седло необходимо править.
Износ отверстия направляющей втулки клапана может
быть определен прямым измерением нутромером или кос-
венным методом. Прямое измерение (рис. 8.38) не всегда
удается из-за трудности приобретения нутромера для изме-
рения отверстий малого диаметра (6-5-9 мм). Косвенный метод
более доступен, т.к. требует измерения поперечного хода
люфта тарелки клапана с помощью индикатора (рис. 8.39).
Если измерение люфта D выполнять у тарелки на рассто-
янии L от направляющей втулки, имеющей длину I (рис. 8.40),
то зазор между стержнем и втулкой:
Учитывая, что L примерно равно /, получим 8 = Д/3
Таким образом, в малоизношенной втулке люфт клапана не
будет превышать 0,15-5-0,18 мм, если зазор во втулке нормаль-
ный (0,04-5-0,05 мм). По результатам измерений износа стерж-
ня и зазора между стержнем и втулкой можно сделать вывод о
необходимости замены клапанов и/или направляющих втулок.
Помимо износа клапанов следует проверить их деформа-
цию. Для этого обычно бывает достаточно повернуть клапаны
на призмах - даже небольшая деформация легко обнаружива-
ется визуально, но лучше для этого использовать специаль-
ные приборы (рис. 8.41).
223
Рис. 8.3С. Измерение диаметра направляю-
щей втулки клапана нутромером
Рис 8.40. Схема косвенного измерения за-
зора между стержнем клапана и направля-
ющей втулкой по люфту клапана во втулке:
D — люфт тапелки; d — зазор во втулке; L — рас-
стояние от втулки до тарелки; I — длина втулки
Рис. 8.42. Проверка деформации плоскости
головки блока с помощью лекальной линей-
ки и набора щупов
Рис. 8.39. Определение зазора между кла-
паном и направляющей втулкой с помощью
индикатора (косвенный метод)
Рис. 8.41. Проверка деформации стержня
клапана с помощью специального прибора
У длительно работавших двигателей иногда наблюдает-
ся деформация пружин клапанов, что вызывает уменьше-
ние жесткости пружин, вызывающее повышение динамиче-
ских нагрузок на клапаны и детали их привода. Пружины не-
трудно проверить, измерив их длину в свободном состоя-
нии, однако для этого необходимо иметь соответствующие
данные, в частности, подробную литературу по ремонту
конкретного двигателя.
При дефектации двигателя обязательно проверяются пло-
скости блока и головки цилиндров. Проверка выполняется
при помощи лекальной линейки и набора щупов. Линейка кла-
дется на плоскость по диагонали (рис. 8.42), а в щель между
ней и поверхностью устанавливается щуп соответствующей
толщины. Если щуп толщиной 0,05-^0,06 мм свободно выходит
из-под линейки, плоскость требует обработки. У блоков после
длительной эксплуатации может наблюдаться небольшой
“провал" на плоскости между цилиндрами и "возвышение" у
отверстий болтов крепления головки. У головок деформация
часто связана с перегревом двигателя и выражается в "про-
вале" в средней части плоскости.
При сильных перегревах головка может деформироваться
не только по плоскости стыка с блоком, но и по верхней плос-
кости и, в частности, по постелям распределительного вала.
Несооснооть постелей в головке контролируется также, как и
в блоке (рис. 8.16). Деформация постелей свыше 0,02-^0,03 мм
требует их ремонта (см. раздел 9.6.). Если деформированные
постели не отремонтировать, значительно возрастают нагруз-
ки и износ подшипников. Кроме того, возможно усталостное
разрушение распределительного зала после непродолжитель-
ной эксплуатации, т.к., вращаясь в несоосных опорах, он испы-
тывает большие знакопеременные изгибающие нагрузки.
После разборки двигателя не все прокладки и сальники
могут потребовать замены. Если прокладка головки заменя-
ется в обязательном порядке независимо от ее состояния
(иначе невозможно обеспечить герметичность стыка головки
с блоком), то прокладки поддона, крышки головки и некото-
рые другие в ряде случаев сохраняются
и могут быть использованы повторно без
потери герметичности. Это характерно, в
основном, для двигателей с небольшим
пробегом, у которых, прежде всего, саль-
ники валов могут быть неизношены и так-
же использованы повторно. Поэтому при
выполнении дефектации двигателя целе-
сообразно проверить состояние уплотни-
тельных деталей (табл. 8.2). Следует так-
же проконтролировать состояние сцепле-
ния - очевидно, что устанавливать изно-
шенные детали сцепления на отремонти-
рованный двигатель совершенно бес-
смысленно. Точно также нельзя рассчи-
тывать на качественный ремонт двигателя, если его опоры
("подушки") повреждены или разрушены - это приведет к вы-
сокому уровню вибраций кузова и "некомфортным" условиям
для водителя.
В табл. 8.2 необходимо записать все детали и агрегаты,
целостность и исправность которых вызывает сомнение (и
требует дополнительной проверки) либо которые имеют яв-
ные повреждения и дефекты. К ним относятся трещины в го-
ловке или блоке цилиндров, разрушение седла клапана, крыш-
ки подшипника распределительного вала, пробоины в блоке,
износ шкивов ремня привода распределительного вала и др.
На основании результатов контроля всех деталей двига-
теля можно сделать выводы о необходимости их ремонта
или замены. Практика показывает, что р эзультаты всех про-
верок удобно свести в таблицы, разделив ремонтируемые
(табл. 8.3) и заменяемые (табл. 8.4) детали. При этом ре-
монтные размеры некоторых деталей могут быть указаны
только приближенно. Более точно определение ремонтных
размеров деталей приведено в разделах 9.4. и 9.5. При од-
новременном ремонте большого числа двигателей составле-
ние подобных таблиц позволяет уменьшить вероятность
ошибок, связанных с несвоевременным ремонтом или зака-
зом новых деталей.
Окончательное решение о ремонте или замене на новую
той или иной детали нередко связано с двумя важными фак-
торами - наличием ремонтной базы с квалифицированным
персоналом и возможностью поставки необходимой детали.
Для редких и старых двигателей ремонт более целесообразен
как по экономическим соображениям, так и в связи с трудно-
стями получения новых деталей. Для широко известных и рас-
пространенных двигателей возможны все варианты, а для но-
вых моделей нередко приходится рассчитывать на замену де-
талей, в том числе и из-за отсутствия ремонтных размеров
комплектующих. Так или иначе, решение во многом зависит
от возможностей ремонтирующей организации и квалифика-
ции персонала, выполняющего ремонт.
224
Таблица 8.3. Заключение о необходимости ремонта деталей
№ п/п Деталь, операция Необходимость ремонта № п/п Деталь, операция Необходимость ремонта
1 Коленчатый вал (ремонтные размеры) коренн. 6 Постели блока
шатун. 7 Плоскость блока
2 Цилиндры (ремонтный размер) 8 Плоскость головки
3 Шатуны (количество): нижняя головка 9 Постели головки
10 Направл. втулки клапанов
деформация стержня 11 Распределительный вал
втулки верхней голозки 12 Толкатели, рычаги
! 4 Установка гильзы в блок 13 Поддон
5 Ремонт трещины, пробоины в блоке 14 Маховик
Таблица 8.4. Заключение о необходимости приобретения запасных частей
№ п/п Деталь Необходимость замены № п/п Деталь Необходимость замены
1 Вкладыши корен, (рем. размер) 13 Прокладка головки
2 Вкладыши шатун, (рем. ра'зм.*)' 14 Комплект прокладок
з Коленчатый вал 15 Сальник передний (размеры)
4 Поршни (ремонтный размер) 16 Сальник задний (размеры)
5 Кольца (ремонтный размер) '*7 Сальник распред, вала (размеры)
6 Шатуны (количество) 18 Маслоотр. колпачки (размеры)
|7 Клапаны (количество) впускные 19 Сальники прочие (размеры)
выпускные 20 Свечи
; 8 Направляющ, втулки клапанов (кол-во) 21 Фильтры
9 Распределительный вал * 22 Детали сцепления
10 Толкатели, рычаги, коромысла (кол-во)
11 Втулки распределительн. вала
12 Ремень, цепь
8.2. Обнаружение трещин в деталях
двигателей
Как показывает практика, при контроле деталей нельзя
ограничиваться только измерениям# размеров, деформаций
и износов конкретных поверхностей. Иногда на деталях обна-
руживаются и другие дефекты, в частности, забоины, трещи-
ны и т.п.
Причиной появления трещин в деталях являются, в пер-
вую очередь, ненормальные условия их работы, а именно,
сильный перегрев, быстрое охлаждение, ударные нагрузки и
т.д. Трещины могут возникнуть также вследствие нарушения
технологии ремонта. Например, подрез галтелей на шейках
коленчатого вала при шлифовании приводит к образованию
концентраторов напряжений и появлению трещин на краях
шеек (см. раздел 9.4.). Перетяжка болтов головки блока на не-
которых двигателях может стать причиной образования тре-
щин на блоке цилиндров у резьбовых отверстий болтов. Экс-
плуатация двигателя в холодное время года на воде в систе-
ме охлаждения - также достаточно распространенная причи-
на появления трещин в блоке и головке цилиндров после за-
мерзания воды.
Трещина, возникшая в той или иной детали, редко локали-
зуется, т.е. остается неизменной длительное время. В боль-
шинстве случаев, испытывая циклические рабочие нагрузки и
циклы нагрева-охлаждения, трещина развивается дальше до
поломки детали. Последствия и скорость развития трещины
зависят от типа детали, материала и сечения, по которому
проходит трещина. Для ответственных деталей КШМ и порш-
невой группы, включая коленчатый вал, шатуны и поршневые
пальцы, трещина, независимо от места ее образования, прак-
тически всегда приводит к разрушению детали и выходу дви-
гателя из строя. Менее опасны с этой точки зрения трещины
в поршнях, развивающиеся по перемычкам между канавками
колец, однако трещина в бобышке поршня обычно также при-
водит к его разрушению, что не менее опасно, чем, напри-
мер, обрыв шатуна.
В корпусных деталях типа блока цилиндров и головки бло-
ка трещины, как правило, проходят в полость системы охлаж-
дения, соединяя ее с каналами систем смазки, вентиляции
картера, цилиндрами, либо с окружающей средой, вызывая
течи и/или перемешивание рабочих жидкостей. Помимо это-
го, через трещины в стенке цилиндра или камеры сгорания в
систему охлаждения при работе двигателя поступают отрабо-
тавши,е газы, которые вытесняют охлаждающую жидкость,
резко снижая эффективность
охлаждения двигателя.
В блоках цилиндров наи-
более вероятно появление
трещин на плоскости стыка с
головкой по болтам крепле-
ния и окнам полости охлаж-
дения, а также в верхней ча-
сти цилиндра в окружном на-
правлении. Трещины в ниж-
ней части цилиндра обычно
связаны с ударами разру-
шенного шатуна и, как прави-
ло, располагаются верти-
кально (рис. 8.43).
В головках блока трещи-
ны часто располагаются
между седлами клапанов,
между седлом клапана и
форкамерой (у дизелей),
сверху по постелям распре-
делительного вала, а также
по седлу выпускного клапана
(рис. 8.44).
Установка на двигатель
детали с трещиной приводит
обычно к его неработоспо-
собности (выходу из строя)
сразу после первого запуска Рис 8-43- 1 иличные трещины в
или через определенное вре- блоках цилиндров: _ _
s а—по линии отвэрсп х оолтов головки;
МЯ, i.e. К необходимое IИ ПО- g—аналогично с выходом на гильзу ци-
ВТООНОГО ремонта. Кроме ТО- линдра; в — около приливов отверстий
ГО, ТрЗДИЦИОННЫе ВИДЫ ре- е ловых болтов. г— в гильзе цилиндра
15. Ремонт двиг. з..руб. ав-ей.
225
монта рабочих поверхностей детали с трещиной (шлифова-
ние, хонингование и т.д.) иногда приносят убытки ремонтному
предприятию, так как деталь с трещиной (например, коленча-
тый вал) заведомо неремонтопригодна и требует замены.
Учитывая это, обнаружению трещин в деталях перед ремон-
том должно быть уделено самое серьезное внимание.
Практика показывает, что далеко не все трещины на дета-
лях удается найти визуально. Очень часто выявить трещину
мешает загрязнение детали нагаром или смолами, сложный
рельеф поверхности, малый размер трещины и т.п. Поэтому
для получения достоверной информации о наличии трещин в
ответственных деталях двигателя необходимо использовать
специальные методы дефектоскопии (табл. 8.5).
Наиболее простым и дешевым является метод цветной де-
фектоскопии (или метод красок). Суть метода сводится к на-
несению на деталь специального проникающего раствора
красного цвета, а затем, после промывхи детали, проявляю-
щего раствора белого цвета. Проникающий раствор обладает
очень высокой текучестью и заполняет трещину вследствие
капиллярного эффекта. После нанесения проявляющего рас-
твора контур трещин "проявляется" розовыми линиями на бе-
лом фоне.
Метод красок достаточно универсален и позволяет нахо-
дить трещины шириной 0,001 мм и более в деталях из любых
материалов. Его недостатком является сложность выявления
трещин на шероховатой поверхности.
Метод магнитной дефектоскопии применяется только для
деталей из чугуна и стали, обладающих магнитными свойства-
ми. Деталь помещается в магнитное поле, где она намагничива-
ется. Далее на деталь наносится контрольный агент - специаль-
ный ферромагнитный порошок или суспензия. Если на поверх-
ности. детали имеется трещина, то магнитное поле становится в
этом месте неоднородным, и образуется зона скопления фер-
ромагнитных частиц, указывающая на дефект в материале.
Разновидностью метода является метод магнитно-люми-
несцентной дефектоскопии. Если в контрольный агент доба-
вить флуоресцирующую пасту, то дефекты в материале будет
отчетливо видны в темноте. Это облегчает их поиск и делает
результаты проверки более достоверными.
Метод магнитной дефектоскопии дает хорошие результа-
ты, в частности, для коленчатых валов и позволяет находить
трещины, возникающие, например, при разрушении подшип-
ников или нарушении ремонтных технологий (рис. 8.45).
Ультразвуковая дефектоскопия основана на принципе от-
ражения ультразвуковых импульсов частотой 2^-5 МГц, пере-
даваемых в деталь, от дефектов. Отраженные импульсы пре-
образуются, усиливаются и передаются на экран прибора -
ультразвукового дефектоскопа. Существуют также приборы
для рентгеноскопического контроля деталей. Несмотря на
большие возможности определения скрытых дефектов в лю-
бых материалах, эти методы не получили пока распростране-
ния в ремонтной практике из-за высокой цены оборудования
и его ограниченной применяемости для некоторых деталей.
Для определения скрытых дефектов достаточно широко
применяется в настоящее время метод гидравлического ис-
пытания - опрессовка детали жидкостью под давлением (см.
раздел 9.6.1.). Метод применим, в основном, для деталей
сложной формы, имеющих внутренние полости и каналы (на-
пример, головка или блок цилиндров). Суть метода сводится к
герметичному закрытию всех отверстий, выходящих на на-
ружную поверхность детали, и нагнетанию через одно из та-
ких отверстий воды под давлением 0,64-0,8 МПа. Если в дета-
ли имеются трещины, через них проступит вода, а ее давле-
ние в испытываемой полости будет быстро падать. «Чувстви-
тельность» метода можно несколько повысить, если приме-
нять горячую воду.
В практике ремонта иногда применяется пневматическое
испытание - подача во внутренние каналы и полости детали
сжатого воздуха (давление - до 0,154-0,20 МПа) и погружение
ее в воду. По пузырькам воздуха можно определить место
расположения трещин или пор. Пневматическое испытание
более точно указывает на расположение дефекта, но не-
сколько менее чувствительно к микротрещинам, чем гидрав-
лическое.
Хорошо зарекомендовало себя испытание проникающей
жидкостью. Метод основан на свойстве некоторых жидкостей,
в частности, керосина, быстро проникать в поры и трещины.
При наличии в детали сквозных дефектов керосин, залитый в
ее внутреннюю полость, постепенно проявляется снаружи.
Поверхность детали предварительно покрывается меловым
раствором и высушивается. Недостатком метода является
трудность обнаружения дефекта в деталях сложной конфигу-
рации, а также длительное время испытаний (до нескольких
часов), если дефект слишком мал.
Помимо указанных методов, на некоторых деталях удает-
ся выявить трещины, если выполнить обработку их поверхнос-
ти. Например, после пескоструйной обработки поверхность
детали становился сухой, чистой, матового серого цвета. При
этом масло или керосин, заполняющие дефекты, через некото-
рое время проступают на поверхности, проявляясь в виде
"жирных" линий. Предварительная обработка рабочих поверх-
ностей деталей шлифованием, хонингованием или другими
способами также выявляет трещины. Это связано с повышен-
ной упругостью материала у трещины, в результате чего после
обработки трещина образует явную "ступень" на поверхности
(рис. 8.46). Иногда даже незначительные дефекты удается об-
наружить самыми простым увеличительным стеклом.
Применимость описанных выше методов определяется
возможностями конкретной мастерской и квалификацией ее
персонала. Чем шире используются те или иные методы де-
фектоскопии при ремонте, тем выше оказывается надежность
отремонтированных двигателей и меньше количество отка-
зов, связанных с возникновением и/или развитием тех или
иных дефектов в материале деталей.
Рис. 8.45. Опасные трещины на шейке ко-
ленчатого вала, выявленные методом маг-
нитной дефектоскопии
Рис 8.46. Типичный случай "проявления"
трещины после обработки детали:
А—обрабатываемая поверхность; а — фрагмент де-
тали перед обработкой б — отжим стенки детали ин-
струментом; в — образование ступени после работки
Рис. 8.44. Типичная трещина термоусталос-
ти между седлами клапанов (указана стрел-
кой) в головке блока цилиндров дизеля
226
Таблица 8.5. Методы определения трещин в деталях двигателей
№№ п/п Метод Применение Достоверность результатов Трудоемкость Стоимость специального оборудования
1 цветной дефектоскопии (красок) Детали из любых материалов, имеющие чистую гладкую поверхность высокая средняя средняя
2 ультразвуковой дефек- тоскопии Детали из любых материалов преиму- щественно простой формы высокая высокая высокая
3 магнитной дефекто- скопии Детали из магнитных материалов высокая высокая высокая
4 магнитно-люминисцент- ной дефектоскопии То же высокая высокая высокая
5 рентгеноскопии Детали из любых материалов высокая высокая очень высокая
6 гидравлического испы- тания Детали из любых материалов, имеющие внутренние полости средняя низкая низкая
7 пневматического ис- пытания То же средняя низкая низкая
8 проникающей жидкости Детали из любых материалов, прэгму- щественно простой формы с внутренней полостью низкая низкая отсутствует
9 предварительной обра- ботки Детали из материалов с низкой пла- стичностью (чугун, сталь) низкая низкая отсутствует
8.3. Подготовка деталей к ремонту
После того, как проведена дефектация двигателя и уста-
новлено, какие детали следует ремонтировать, необходимо
подготовить их к ремонту. Подготовка детали к ремонту - до-
статочно ответственный этап, не менее важный, чем непо-
средственно ремонт (обработка) детали. Подготовка предпо-
лагает следующее:
1) знание технологий ремонта деталей (см. раздел 9).
Практика показывает, что при отсутствии таких знаний на-
дежной работы и высокого ресурса двигателя после ремон-
та можно добиться только заменой изношенных деталей на
новые. Это связано, с одной стороны, с тем, что далеко не
на всех специализированных предприятиях, выполняющих
ремонт отдельных деталей (коленчатых валов, блоков, голо-
вок цилиндров и др.), строго соблюдается технология ремон-
та. С другой стороны, без знания технологии вряд ли удаст-
ся правильно проконтролировать отремонтированные дета-
ли. Кроме того, в некоторых случаях контроль деталей после
ремонта (например, взаимное положение различных по-
верхностей) сильно затруднен и требует специальных изме-
рительных средств, в то время как строгое соблюдение тех-
нологии ремонта практически исключает какие-либо ошибки
или неточность.
2) если мастерская не располагает своим собственным
ремонтным оборудованием, необходимо выбрать ремонт-
ное предприятие, имеющее такое оборудование и квалифи-
цированный персонал. Выбирать для ремонта деталей сле-
дует известные предприятия, уже работающие длительное
время. В некоторых случаях бывает полезно предваритель-
но получить консультации по технологии ремонта, прежде
чем отдавать деталь в ремонт. Иногда, если квалификация
специалистов или точность используемого станочного обо-
рудования вызывают сомнение, целесообразно предвари-
тельно сдать в ремонт аналогичную, но некондиционную де-
таль, чтобы оценить качество выполнения работ на данном
предприятии.
3) каждая деталь, требующая ремонта, должна иметь со-
проводительный документ (например, эскиз) со всей необхо-
димой для ремонта информацией. В сопроводительном доку-
менте указываются:
поверхности, которые необходимо обработать;
базовые поверхности, по которым осуществляется вывер-
ка положения детали перед обработкой;
взаимное положение базовых и обрабатываемых поверх-
ностей (точность выверки положения детали);
, способ обработки (растачивание, шлифование, хонинго-
вание и т.д.);
размеры обрабатываемых поверхностей (диаметр, длина
и т.д.) с указанием точности обработки (допусков размеров).
Для коленчатых валов размеры определяются по справочной
литературе (см. Приложение 1) с учетом ремонтных размеров
вкладышей, поставляемых в запасные части. Не следует оп-
ределять ремонтные размеры, ориентируясь только на раз-
меры шеек вала перед ремонтом, т.к. шейки могут иметь из-
нос, в результате чего ремонтные размеры будут назначены
неправильно;
дополнительные требования к обрабатываемым поверх-
ностям (например, их взаимное расположение, биение, эл-
липсчость и т.д.);
шероховатость обрабатываемых поверхностей или способ
финишной обработки, эсли это необходимо (полировка, до-
водка и д.т.);
схема контроля детали после ремонта, контролируемые
размеры и параметры.
нФ
—1. Установить головку блока на
расточном станке, обеспечив со-
осность обрабатываемой по-
верхности и внутренней поверх-
ности направляющей втулки (при
необходимости изготовить пилот
и установить его во втулку).
2. Расточить гнездо седла на глу-
бину Н мм, обеспечив натяг сед-
ла в гнезде 0,0740,09 мм.
Рис 8.47. Эскиз обработки гнезда седла клапана
1. Установить корпус на станке, обеспечив подачу резца соосно поверхно-
сти А с точностью 0,03 мм. Проверить торцевое биение поверхности Т (не
более 0,03 мм).
2. Обработать "как чисто" поверхность Д.
3. Установить шестерни, измерить торцевой зазор.
4. Обработать торец Т на глубину, обеспечивающую уменьшение торцевого
зазора до величины 0,04-5-0,05 мм.
Рис 8.48. Эскиз обработки изношенного корпуса роторного
масляного насоса
15’
227
Коленчатый вал двигателя
1. Проверить биение вспомогательных поверхностей в цент-
рах. Биение хвостовика и посадочного фланца маховика —
не более_____мм. Если биение превышает указанное, попра-
вить центровые фаски.
2. Проверить биение коренных шеек — оно не должно превы-
шать ______мм. Если биение превышает указанное, править
вал (или балансировать после ремонта).
3. Шлифовать шатунные шейки в размер_____00) (указать ре-
монтное уменьшение — 0,25; 0,5 или другсэ. Указать также
шейки, где имеются серьезные повреждения и малый при-
пуск на обработку). При шлифовании обеспечить радиус гал-
телей R__.
4. Шлифовать коренные шейки в размер_____С01
5. Шлифовать упорные поверхности коренной шейки №____,
обеспечив расстояние между ними__+ 003 мм.
6. Полировать все шейки.
7. Окончательный контроль всех размеров и биений.
Рис 8.49. Сопроводительная записка к ремонту коленчатого вала
На рис. 8.47 в качестве примера приведен эскиз обработ-
ки гнезда головки блока для установки нового седла клапана,
на рис. 8.48 - эскиз обработки корпуса масляного насоса, а
на рис. 8.49 - сопроводительная записка к коленчатому валу.
Практика показывает, что подобные документы позволяют
избежать многих ошибок при обработке деталей, а также яв-
ляются основанием для того, чтобы предъявить претензии к
ремонтному предприятию, если ремонт детали выполнен не-
качественно.
4) некоторые детали перед ремонтом требуют специальной
подготовки. Так, у двигателей автомобилей с механической ко-
робкой передач в коленчатом валу может быть установлен
подшипник опоры первичного вала коробки передач. При шли-
фовании вала подшипник мешает установке центра. В таких
случаях, подшипник необходимо выпрессовать, используя спе-
циальную цангу (рис. 5.57). Ремонту коленчатого вала может
помешать звездочка или шестерня привода, расположенная на
хвостовике, а ремонту блока цилиндров - форсунки масляного
охлаждения поршней. Они также должны быть сняты.
Базовые поверхности, на которые устанавливается де-
таль и относительно которых обрабатываются ее рабочие по-
верхности, должны быть проверены, очищены и исправлены,
если они загрязнены или повреждены. Это касается различ-
ных плоскостей, на которых могут остаться отдельные фраг-
менты прокладок, центровых фасок валов и других аналогич-
ных элементов. Далеко не всегда следует рассчитывать на
то, что эту работу сделают на предприятии, ремонтирующем
данную деталь. Опыт показывает, что даже достаточно ква-
лифицированный специалист (шлифовщик, расточник) может
допустить ошибку и обработать деталь, не проверив ее уста-
новку в станке, не говоря уж о менее опытных, которые не
всегда представляют требования к обработке деталей и, тем
более, условия работы детали в двигателе, определяющие
эти требования. Учитывая это, наиболее ответственные и до-
рогостоящие детали, например, коленчатые валы, желатель-
но проверять дополнительно, устанавливая их на базовые
поверхности (в центрах). При подобной проверке можно вы-
явить отдельные дефекты детали, не обнаруженные при де-
фектации (например, у коленчатых валов - деформация хво-
стовика), а также исправить базовые поверхности, если из-
за их повреждения относительно них нельзя обрабатывать
деталь (см. раздел 9).
С подготовкой деталей к ремонту достаточно тесно связа-
на проблема поставки запасных частей. Очевидно, что зака-
зать нужные запасные части для неисправного двигателя
можно только после его разборки и дефектации на основании
всех необходимых измерений его деталей. Однако, прежде
чем ремонтировать конкретные детали, необходимо быть
уверенным, что все требуемые для ремонта запасные части
удастся приобрести. Например, если для распространенных
двигателей не составляет большой проблемы найти вкладыши
коленчатого вала и поршневые группы ремонтных размеоов
0,75-И,О мм, то для редких и новых двигателей может ока-
заться проблематичным даже ремонтный размер 0,25 мм.
Сложности с приобретением необходимых запасных частей
могут повлиять на технологию ремонта деталей - например,
может потребоваться восстановление сильно изношенных
шеек коленчатого вала или гильзование цилиндроз блока, ес-
ли запасные части нужного ремонтного размер? не выпуска-
ются фирмами-изготовителями запасных частей, не говоря
уже о фирмах-производителях автомобилей.
Столкнувшись с подобными проблемами, следует сначала
получить запасные части, а только после этого ремонтиро-
вать те или иные детали. Хотя это несколько увеличивает сро-
ки ремонта двигателя, но исключает ситуации, когда, напри-
мер, коленчатый вал уже прошлифован в такой ремонтный
размер, вкладыши которого не существуют "в природе".
С другой стороны, при серьезном поврехщении деталей
даже самое тщательное измерение не может точно ответить
на вопрос о том, в какой ближайший ремонтный размер мож-
но обработать данную поверхность детали. Вследствие этого
перед заказом запасных частей может потребоваться, пред-
варительная обработка наиболее сильно поврежденных по-
верхностей. Подобные ситуации характерны для цилиндров и
шеек коленчатых валов с неравномерным односторонним из-
носом или глубокими задирами.
Для целого ряда широко распространенных моделей дви-
гателей вместо сильно поврежденных дорогостоящих деталей
типа коленчатого вала, блока цилиндров, головки блока, ша-
тунов и др. можно приобрести детали, бывшие в употребле-
нии, но еще вполне работоспособные. Однако но стоит торо-
питься устанавливать их на двигатель - практика показывает,
что большинство подобных деталей имеют повреждения и
требуют того или иного ремонта. Более того, детали б/у жела-
тельно проверять не менее тщательно, чем детали ремонти-
руемого двигателя. Это связано с тем, что часто неизвестна
достоверно причина, по которой данные детали были сняты с
двигателя - не исключено, что этот двигатель имел серьезные
неисправности или поломки. Тем не менее, даже если детали
б/у требуют ремонта, нередко их использование оказывается
экономически более выгодным, чем восстановление сильно
поврежденных "родных" деталей из-за более высокой надеж-
ности двигателя после ремонта и меньших затрат времени и
средств на ремонт.
Глава 9. СПОСОБЫ РЕМОНТА И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ДВИГАТЕЛЕЙ
Приступая к ремонту двигателя, а тем более, к ремонту кон-
кретных деталей, необходимо представлять цели и задачи ре-
монта. Цель ремонта можно сформулировать, как восстановле-
ние эксплуатационных характеристик и параметров двигателя
(или отдельного узла, детали) до уровня, указанного в паспорт-
ных данных, инструкциях по эксплуатации и ремонту или обще-
принятых рекомендаций (если конкретные сведения по данно-
му двигателю отсутствуют). К эксплуатационным характеристи-
кам и параметрам двигателя, которые контролируются и в це-
лом определяют качество ремонта, следует отнести:
шум двигателя;
дымность и токсичность отработавших газов;
пусковые характеристики;
уровень вибрации, устойчивость работы на всех режимах;
приемистость, мощность (крутящий момент), эксплуатаци-
онный расход топлива;
ресурс двигателя после ремонта, т.е. пробег до следующе-
го ремонта.
Сформулированная цель может быть достигнута:
соблюдением правил и технологий ремонта на всех его
этапах;
восстановлением прежней геометрии деталей - конфигу-
рации, формы, взаимной параллельности, перпендикулярнос-
ти, биения поверхностей и т.д., а также качества материала
на поверхности (например, твердости.;;
восстановлением номинальных значений зазоров во всех
сопряжениях деталей;
восстановлением рабочих функций вспомогательных аг-
регатов и систем управления двигателя.
Успешное решение этих задач связано с целым рядом
факторов, в частности, квалификацией и опытом работы пер-
сонала ремонтного предприятия, наличием инструмента, при-
способлений, оборудования для ремонта и т.д. Из них наи-
большее значение имеет квалификация и опыт - при ремонте
двигателей со сложными дефектами или поломками нередко
требуются не только навыки разборки и сборки двигателя, но
и знания рабочих процессов двигателя, условий работы дета-
лей, а также технологий их ремонта. Без этого обычно не уда-
ется обеспечить нужное качество ремонта двигателя.
9.1. Общий подход к ремонту деталей
При ремонте изношенных или поврежденных деталей дви-
гателя необходимо придерживаться определенных общих пра-
вил. Это позволяет избежать ошибок, обеспечить качество
ремонта, а в целом снизить вероятность неисправностей и от-
казов после ремонта и исключить затраты времени и средств
на их исправление.
Все детали двигателя, подверженные различным поврежде-
ниям в эксплуатации, можно условно разделить на две группы.
Первая группа - изнашиваемые детали, непосредственно кон-
тактирующие по рабочим поверхностям с ответными изнаши-
ваемыми деталями. Такие детали могут обрабатываться в ре-
монтные (увеличенные для отверстий и фланцев и уменьшен-
ные для залов) размеры для сопряжения с ответными заменя-
емыми деталями. Примером может служить шлифование ко-
ленчатого вала под вкладыши увеличенной толщины или хо-
нингование цилиндров под поршни увеличенного диаметра.
Вторая группа - неизнашиваемые детали, непосредствен-
но не работающие на износ в контакте с другими, но в некото-
рых случаях получающие те или иные повреждения при разру-
шении сопряженных деталей. К ним можно отнести шатуны,
блоки цилиндров (постели коленчатого вала) и т.п. В отличие
от деталей первой группы, неизнашиваемые детали следует
ремонтировать преимущественно с восстановлением в преж-
ний размер. Если при ремонте это условие нарушается, то,
как правило, требуются нестандартные комплектующие. При
этом не исключено, что надежность двигателя будет снижена,
а последующий ремонт (если он потребуется) будет затруднен
или невозможен без замены этих деталей.
Исходя из сказанного, можно сформулировать следующие
правила ремонта:
1. Не следует без необходимости изменять конструкцию
ремонтируемых деталей, особенно, если речь идет об относи-
тельно недорогих деталях. Например, протачивание канавок
на поршне под более высокие ("толстые") кольца всегда ослаб-
ляет поршень и в последующем может привести к его поломке.
Установка "сухих" гильз в блок с последующей их расточкой и
хонингованием под изношенные поршни для восстановления
зазоров в цилиндрах - также изменение конструкции, причем
совершенно неоправданное. Для ремонта блоков практически
зсегда существуют поршни увеличенных (ремонтных) разме-
ров. Другое дело, когда в цилиндре обнаружено глубокое по-
вре;хдение или трещина, либо цилиндры уже имеют последний
ремонтный размер. В таких случаях установка гильз оправда-
на, поскольку является единственным способом восстановить
дорогостоящую деталь - блок цилиндров.
2. При проведении ремонта двигателя, особенно сложного,
не стоит экономить на мелочах - лучше один раз заменить
и/или отремонтировать все изношенные или "подозрительные"
детали. Это оказывается дешевле, чем несколько раз затем
частично разбирать двигатель и устранять "недоделки". Напри-
мер, можно оставить без замены сальник коленчатого вала,
ошибочно посчитав его еще хорошим по его внешнему виду.
Однако при этом сильно возрастает риск повторного снятия и
установки двигателя или коробки передач для замены этого
сальника. Такая же "мелочь" внутри самого двигателя нередко
"стоит" еще и повторных разборки и сборки двигателя.
3. Отремонтированная деталь должна иметь геометричес-
кие характеристики - перпендикулярность, параллельность,
взаимное биение рабочих и базовых поверхностей, на уровне
новой детали. Чем выше качество ремонта, тем меньше от-
клонения формы, расположения и размеров поверхностей.
Эти параметры должны быть, с одной стороны, заложены в
технологию ремонта, а с другой - тщательно проконтролирова-
ны перед сборкой двигателя. Ошибки, допущенные при ремон-
те и пропущенные при контроле, ведут обычно к ускоренному
износу самой детали и деталей, сопряженных с ней.
4. При ремонте деталей не следует забывать о возможно-
сти последующего ремонта. Это значит, что должен быть
обеспечен по возможности минимальный съем металла на из-
ношенных поверхностях. Кроме того, не стоит произвольно
дорабатывать детали и изменять их посадочные размеры под
имеющиеся на ремонтном предприятии дешевые комплектую-
щие. Например, растачивание крышки блока и/или шлифова-
ние вала под имеющийся в наличии нестандартный сальник
при последующем ремонте может создать проблемы с поис-
ком такого же сальника. Еще хуже, когда дорабатывается от-
верстие шатуна под нестандартные шатунные вкладыши -
"вернуть" размер обратно к номинальному практически не-
возможно. Следует отметить, что некачественный ремонт -
это в определенной степени бумеранг для недобросовестного
ремонтника. Достаточно велика вероятность того, что именно
ему и придется устранять недоделки, и у него самого могут
возникнуть проблемы с повторным ремонтом.
5. При ремонте двигателей не следует использовать запас-
ные части и комплектующие низкого или сомнительного каче-
ства. Как правило, их можно отличить по низкой цене и внеш-
нему виду, который нередко отличается от внешнего вида де-
тали, снятой с двигателя. Детали и комплектующие низкого ка-
чества могут привести к необходимости проведения повторно-
го ремонта уже чэрсз несколько тысяч километров пробега.
229
Особенно неприятно, если под эти запасные части выполнял-
ся ремонт сопряженных поверхностей других деталей, что, по-
мимо всего прочего, резко увеличивает объем повторного ре-
монта. Поэтому разного рода "нестандартные" запасные части
и комплектующие лучше использовать только для того двигате-
ля, для которого они и предназначены. Если все же другого вы-
хода нет, замену комплектующих на нестандартные следует
проводить крайне осторожно, по принципу "семь раз отмерь -
один раз отрежь". Стоит отметить, что и наоборот, установка
только оригинальных деталей и комплектующих с маркировкой
фирмы-изготовителя автомобиля также далеко не всегда оп-
равдана из-за их высокой цены. Таким образом, цена, а следо-
вательно, и качество запасных частей должны быть оптималь-
ны, иначе ремонт двигателя становится нерентабельным.
6. В практике ремонта двигателя следует использовать не-
сколько основных способов восстановления зазоров и по-
верхностей сопряженных и изношенных деталей:
а) одна из изношенных деталей обрабатывается в ближайший
ремонтный размер - увеличенный (для отверстия) или уменьшен-
ный (для аала). Другая деталь заменяется на новую, имеющую
увеличенный (уменьшенный) ремонтный размер. Это наиболее
распространенный и дешевый способ ремонта ЦПГ и КШМ;
б) одна из изношенных деталей не обрабатывается (если из-
нос небольшой) или обрабатывается до восстановления правиль-
ной геометрической формы. На рабочие поверхности ответной
детали наносится слой металла (наплавка, наварка, напыление,
гальваническое покрытие). После этого деталь обрабатывается
(шлифуется) в размер, больший стандартного (вал), но обеспечи-
вающий требуемый зазор в сопряжении. Данный способ может
быть использован, например, при ремонте деталей распредели-
тельного механизма (сопряжения распределительного вала с го-
ловкой блока, клапанов с клапанными втулками);
в) на одну из изношенных деталей наносится слой метал-
ла, после чего деталь обрабатывается в размер, равный стан-
дартному (если износ мал) или меньший его (если износ ве-
лик). Ответная деталь заменяется на новую соответственно
стандартного или ремонтного размера. Данный способ явля-
ется основным для ремонта подшипников распределительных,
Рис. 9.1. Общая схема ремонта "разъемных" отверстий:
а — отверстие до ремонта; б — обработка поверхностей разъема; в — эл-
липсность отверстия после соединения деталей: (-) — контур отвер-
стия после ремонта
Рис. 9.2. Схема смещения оси при ремонте разъемных отверстий
(предполагается равномерный съем металла при ремонте):
а — поверхности разъема обработаны у основания и у крышки на величи-
ну X — смещение оси на величину X в сторону основания; б — поверхность
разъема обработана на величину X только у крышки — смещение оси на
Х/2 в сторону основания, ///// - основание
вспомогательных и балансирных валов, если они вращаются в
подшипниках скольжения. Кроме того, способ часто использу-
ется для ремонта сильно изношенных коленчатых валов, ког-
да величина износа отдельных поверхностей превышает 3^-4
ремонтных размера (т.е. больше 0,75-И ,0 мм);
г) изношенная деталь, имеющая отъемную (разъемную)
часть, обрабатывается по поверхности разъема, после чего
деталь соединяется, а изношенная поверхность обрабатыва-
ется в стандартный размер. Это основной способ восстанов-
ления постелей подшипников в блоке цилиндров, шатунах и
головке блока с разъемными крышками опор;
д) обе ответные детали заменяются на новые, но одна из де-
талей дополнительно обрабатывается для обеспечения рабоче-
го зазора. Данный способ характерен для ремонта головок бло-
ков с заменой изношенных клапанов и клапанных втулок, верх-
них головок шатунов при замене втулок поршневого пальца;
е) обе ответные детали заменяются на новые с "автомати-
ческим" обеспечением рабочего зазора. Такая ситуация
встречается при замене коленчатого вала со вкладышами,
распределительного или вспомогательного валов в комплексе
с новыми втулками подшипников, а также при замене блока
цилиндров с поршнями и кольцами. Этот способ наиболее до-
рогой и применяется тогда, когда другие способы ремонта не-
возможны из-за сильного поврехщения деталей.
9.2. Ремонт отверстий в деталях
двигателей и агрегатов
В конструкциях двигателей можно выделить два типа от-
верстий. Первый тип - отверстия, по поверхности которых ра-
ботает - вращается или поступательно движется, ответная де-
таль (вал, толкатель, поршень, палец и т.д.). Это - цилиндры,
гильзы цилиндров, поршни, опоры подшипников распредели-
тельного вала в головке, отверстия в поршне и т.д. Второй тип
- отверстия, используемые для установки или запрессовки вту-
лок, вкладышей подшипников и других деталей, т.е. по поверх-
ности таких отверстий ответная деталь непосредственно не
работает (не перемещается). К таким отверстиям относятся
постели в головке и блоке цилиндров под вкладыши или втул-
ки, отверстия верхних и нижних головок шатунов и др. Кроме
того, отверстия первого типа следует различать по способу
смазки пары трения - под давлением или разбрызгиванием.
В соответствии с типом отверстий в эксплуатации встреча-
ются повреждения различного характера, среди которых следу-
ет отметить износы, задиры, остаточные температурные дефор-
мации и др. При этом различные типы отверстий требуют для
ремонта различных способов и средств (технологий) ремонта.
Для отверстий первого типа основным способом ремонта
является увеличение диаметра, что предполагает использо-
вание ответной детали увеличенного (ремонтного) размера.
Для отверстий второго типа при ремонте обычно требуется
восстановление размера до стандартного.
Существенное влияние на способ ремонта оказывает то, яв-
ляется ли отверстие разъемным или неразъемным. Так, для изно-
шенны/ разъемных отверстий первого типа возможно восстанов-
ление в прежний (стандартный) размер. Для этого необходимо
обработать плоскости (поверхности) разъема так, чтобы появил-
ся припуск на окончательную обработку отверстий (рис. 9.1). Ес-
ли износ небольшой, менее 0,1 Сй-0,15 мм, обычно бывает доста-
точно обработать только поверхность разъема крышки отвер-
стия. После обработки отверстия в размер допускаются неболь-
шие, в сумме не более 20% длины отверстия необработанные
участки у разъема. Если износ или деформация отверстия вели-
ки (болеэ 0,15 мм), для ремонта требуется обработка плоскости
разъема и крышки и основания отверстия, в противном случае
могут остаться большие необработанные участки отверстия. Од-
нако следует проявлять осторожность - практически любой ре-
монт разъемных отверстий приводит к смещению оси в сторону
от крышки к основанию (рис. 9.2). Для некоторых конструкций
230
это может оказаться нежелательным (ослабление натяжения
цепей или ремней) или даже недопустимым (изменение межо-
севого расстояния пары шестерен).
Неразъемные отверстия как первого, так и второго типов
могут быть отремонтированы установкой дополнительной
втулки. Этот способ является основным для отверстий второ-
го типа, в то время как для отверстий первого типа его следу-
ет применять лишь в крайних случаях при очень сильном из-
носе или повреждении.
Во всех случаях ремонта отверстий необходимо учиты-
вать их взаимное расположение по отношению к другим эле-
ментам конструкции деталей. Так, при ремонте не должны
быть нарушены параллельность, перпендикулярность и соос-
ность ремонтируемого отверстия к так называемым базовым
поверхностям, относительно которых была произведена об-
работка отверстий на заводе-изготовителе.
Практика показывает, что наиболее сложно ремонтиро-
вать группу соосных отверстий, если произошэл износ или де-
формация одного или нескольких из них. В данной ситуации
приходится ремонтировать, как правило, все отверстия, рас-
положенные на данной оси. Это трэбует специального преци-
зионного оборудования и нередко достаточно большого объе-
ма работ по подготовке к ремонту.
Для ремонта поверхности отверстий наиболее часто ис-
пользуются токарные, расточные, хонинговальные и внутри-
шлифовальные станки.
Токарные и расточные станки чаще применяются для
предварительной обработки отверстий. На токарных станках
можно обработать только небольшие по габаритам детали,
например, крышки и корпуса маслонасосов, шатуны и т.д.
Точность обработки да) <е на универсальном токарном обору-
довании достаточно высока - попасть в допуск 0,015-5-0,020
мм нетрудно. Однако для деталей сложной формы часто тре-
буется специальная планшайба, а время обработки оказыва-
ется достаточно велико, в основном, из-за трудности вывер-
ки положения детали. Если ориентироваться на описанные
выше типы отверстий, то токарная обработка подходит во
всех случаях, кроме отверстий первого типа со смазкой раз-
брызгиванием (например, поверхность цилиндров).
Следует отметить, что для отверстий первого типа чем вы-
ше качество поверхности, тем меньше износ. Получаемая по-
сле обработки резцом поверхность отверстия может служить
причиной ускоренного износа вала, особенно, если отверстие
выполнено из мягкого металла (алюминий). Такие случаи
встречаются в опорах подшипников скольжения, в том числе
в отверстйях поршней и верхних головок шатунов. Для отвер-
стий второго типа после токарной обработки возможно
уменьшение площади контакта и увеличение контактного тер-
мичэского сопротивления между корпусом (отверстие) и ус-
танавливаемой в него деталью вследствие повышенной шеро-
ховатости поверхности. Результатом этого может быть пере-
грев деталей (вкладыш, гильза).
Вышесказанное справедливо и для обработки отверстий
на расточных станках. В отличие от токарных, расточные
станки обеспечивают, как правило, более высокую точность.
Для сравнительно коротких отверстий используются верти-
кально-расточные станки (цилиндры, шатуны, крышки, корпу-
са маслонасосов и т.д.). Для длинных или соосных отверстий,
расположенных на большой длине (опоры валов в блоке или
головке цилиндров) чаще применяются горизонтально-рас-
точные станки.
Обработка таких отверстий представляет собой достаточ-
но сложную техническую задачу. С одной стороны, требуется
большой вылет резца. Консольно расположенный резец при.
растачивании может вибрировать, что значительно снижает
качество обработки - поверхность становится “дробленой”.
Чтобы устранить дробление, необходимо иметь дополнитель-
ную опору резца. В этой связи представляет интерес обработ-
г ка отверстий с помощью борштанги - специального резцедер-
жателя, установленного на двух подшипниках, закрепленных
на торцах или одной из плоскостей обрабатываемой детали
(см. раздел 9.5.2.). Применение борштанги требует тщатель-
ной настройки всех резцов на заданный размер (обычно их
количество равно числу обрабатываемых соосных отвер-
стий), но упрощает требования к станку, от которого нужны
только вращение и продольная подача. Независимо от ис-
пользуемого оборудования обработка соосных далеко распо-
ложенных отверстий требует очень точной выверки положе-
ния детали.
На современных двигателях прецизионные отверстия в
деталях всегда имеют окончательную (финишную) обработку
после растачивания. Поскольку одна из основных задач ре-
монта - добиться качества поверхности после ремонта не ху-
же, чем у новой детали, для окончательной обработки лучше
всего подходят различные хонинговальные станки.
Хонингование выполняется абразивными брусками. Для
обработки алюминиевых, бронзовых и чугунных деталей ис-
пользуются бруски из окиси алюминия А120з или карбида
кремния SiC. Для обработки стальных деталей часто приме-
няются алмазные бруски, а также бруски из кубического нит-
рида бора. Бруски устанавливаются на хонинговальной голо-
вке станка, которая имеет возможность вращения и возврат-
но-поступательного движения. При обработке поверхности
отверстия необходима подача большого количества смазоч-
но-охлаждающей жидкости (СОЖ), препятствующей задирам
и внедрению абразива в поверхность, особенно у алюминие-
вых, чугунных и бронзовых деталей. Кроме того, СОЖ уносит
абразив и частицы металла от поверхности отверстия, а так-
же охлаждает деталь при обработке.
В качестве СОЖ используется специальное хоновое мас-
ло, содержащее большой спектр моющих присадок, препятст-
вующих также "засаливанию" брусков. Иногда применяют
смесь масла - индустриального или веретенного, с керосином
или чистый керосин. Последний вариант уменьшает ресурс
брусков, т.к. керосин разъедает связку - состав, связываю-
щий частицы абразива в бруске.
На практике находят применение различные схемы хо-
нингования (рис. 9.3). Гибкое подпружиненное крепление
брусков на хонинговальной головке дает хорошую чистоту по-
верхности, но не исправляет отклонений от цилиндрической
формы, если они по каким-либо причинам имелись перед хо-
нингованием, и не позволяет из-за этого снимать большой
Рис. 9.3. Основные схемы хонингования:
а — с подпружиненными брусками давление на стенки и съем металла рав-
номерны, поэтому геометрия цилиндре (эллипс) сохраняется: б — с жест-
кой подачей брусков съем металла происходит только по малому радиусу,
что приводит к постепенному исправлению эллипса
231
Рис. 9.4. Схемы хонинговальных головок:
а — с подпружиненным креплениег. брусков; б — один брусок с жесткой по-
дачей и один — подпру; ;инен; в — оба бруска с жесткой подачей; г — голо-
вка с жесткой подачей бруска; 1 — брусок; 2 — башмак
(более 0,1 мм) припуск. Хонинговальные головки с жесткой
подачей брусков обеспечивают съем больших слоев металла
(если это необходимо), лучшее качество поверхности и ис-
правляют отклонения от цилиндрической формы отверстия.
В автоматических и полуавтоматических хонинговальных
станках подача брусков на разжим происходит автоматичес-
ки по мере снятия материала из отверстия по крутящему мо-
менту на головке. При уменьшении крутящего момента систе-
ма автоматического регулирования разжимает бруски на го-
ловке. В станках с ручным управлением подача брусков на
разжим осуществляется вручную.
Хонинговальные головки имеют различную конструкцию
(рис. 9.4). Так, для относительно коротких отверстий использу-
Рис. 9.5. Схемы взаимного расположения шпинделя хонинговаль-
ного станка и детали:
а — жесткоэ крепление приезда шпинделя и детали требует установки двух
шарниров в привода; б — жесткое крепление только детали — достаточно
одного шарнира; в — нежесткое крепление детали — шарнир не нужен;
1 — шпиндель станка. 2 — шарнир; 3 — хонинговальная головка; 4 — деталь
Рис. 9.6. Геометрия цилиндра до (—) и пс еле (---) хонингован! !я:
а — при хорошей исходной геонетрии ось цилиндр? сохраняется; б — при
одностороннем износе поверхности ось цилиндра после хонингования мо-
жет быть перекошена
ются головки с одним рядом брусков. Для длинных отверстий
или разнесенных на большую длину опор в блоках и головках
цилиндров применяют специальные головки (оправки) с 2-7
расположенными в один ряд брусками. Отверстия небольшого
диаметра могут обрабатываться головками, у которых в одном
ряду один брусок с одним двойным или двумя направляющими
башмаками. Для длинных отверстий, в том числе цилиндров,
применяются головки с направляющими башмаками и без них.
Для станков с автоматической подачей брусков головки могут
иметь 2 бруска и 2 башмака. Один из башмаков настраивает-
ся на размер цилиндра, другой - подпружинен. В головках с
ручной подачей для простоты настройки башмаки могут иметь
жесткую подачу одновременно с брусками. Находят примене-
ние головки с жесткой подачей брусков без башмаков, при
этом требуется 6-8 брусков. Такой инструмент имеет боль-
шую производительность, но обычно уступает в точности голо-
вкам с направляющими башмаками.
Хонингованием могут быть обработаны отверстия в лю-
бых деталях - стальных, чугунных, алюминиевых и бронзовых.
На. процесс хонингования слабо влияет неоднородность ме-
талла, наблюдаемая, например, при внедрении подкаленных
слоев стали в отверстие алюминиевой детали или при мест-
ной закалке поверхности отверстия стальной детали из-за пе-
регрева. Этого нельзя сказать о растачивании, где даже для
обработки алюминиевых деталей часто приходится пользо-
ваться наиболее твердыми "эльборовыми" резцами, если есть
внедрение частиц стали или чугуна.
Недостатком хонингования является высокая стоимость ин-
струмента, поскольку одна оправка (головка) может иметь не-
большой диапазон регулирования диаметра (3^-5 мм для боль-
ших отверстий и 2-3 мм для малых). Исключение составляют
хонинговальные головки для цилиндров, которые могут охваты-
вать весь диапазон диаметров, например, от 60 до 100 мм.
Головки в хонинговальных станках могут иметь шарнир-
ное и жесткое крепление. Для обработки цилиндров на верти-
кально-хонинговальном станке необходимы два шарнира,
чтобы устранить возможную несоосность шпинделя станка и
отверстия (рис. 9.5). Обработка опор подшипников в блоках
цилиндров и головках выполняется на горизонтально-хонин-
говальных станках, где также требуются два шарнира между
шпинделем станка и головкой. В то же время для хонингова-
ния небольших деталей удобны горизонтально-хонинговаль-
ные станки с жестким креплением головки. Деталь при обра-
ботке удерживается здесь вручную и имеет возможность пе-
ремещаться в плоскости вращения.
Существенной особенностью хонингования, ограничиваю-
щей его применение, является то, что обработка отверстий не
ведется от базовых поверхностей, в отличие, например, от
других способов (растачивание, шлифование и т.д.). Базой
при хонинговании является само отверстие, т.е. в процессе
обработки сохраняется соосность между отверстиями до и
посла съема небольшого слоя металла (например, в несколь-
ко десятых долей миллиметра).
Рассмотрим этот вопрос более подробно. Допустим, обра-
батываемое отверстие небольшой длины сильно деформиро-
вано. При этом оно становится нецилиндоическим, однако его
образующая прямолинейна и параллельна оси. В таком случае
при хонинговании головками с жесткой подачей брусков от-
верстие становится цилиндрическим и ось отверстия не пере-
кашивается (рис. 9.6). Если же образующая непрямолинейна
(например, вследствие износа обычно отверстие имеет "кор-
сетную" форму), поверхность имеет конусность или односто-
ронний износ, то после хонингования может возникнуть пере-
кос оси, т.е. новая ось отверстия не будет параллельна старой.
Аналогично при снятии больших припусков ось отверстия,
несмотря на все меры, в том числе хонингование с разных
сторон, двух деталей вместе и т.д., также может оказаться пе-
рекошенной. При съеме каждый раз небольших слоев металла
накапливается погрешность, которая становится весьма ощу-
232
тимой, если припуск на хонингование превышает 0,84-1,0 мм.
В то же время для длинных или далеко разнесенных соосных
отверстий припуск может быть увеличен в несколько раз без
значительного увеличения перекоса.
Для сильно деформированных коротких отверстий неболь-
ших стальных деталей (например, шатунов) хорошие резуль-
таты дает внутреннее шлифование, выполняемое на специ-
альных станках. Данный сгюсиб обработки заменяет сразу и
растачивание и хонингование, которые приходится приме-
нять в указанных случаях. При этом шлифованное отверстие
имеет более высокую точность - в нем практически отсутству-
ют «'Эллипс» и «конус», тогда как при растачивании и хонин-
говании отклонение от цилиндричности может достигать 4-10
мкм. Правда, даже такая эллипсность или конусность являет-
ся очень малой для подавляющего большинства деталей авто-
мобильных двигателей.
Длинные или далеко разнесенные отверстия могут быть
обработаны с помощью специальных разверток. Если для раз-
ворачивания отверстий под направляющие втулки или в са-
мих втулках в головках блока цилиндров, как правило, подхо-
дят стандартные развертки, то для опор валов в блоке или го-
ловке требуется специальный инструмент. Такие развертки
могут быть изготовлены на заказ на инструментальном про-
изводстве, однако это достаточно дорогой инструмент, при-
чем рассчитанный только на один диаметр. Кроме того, неод-
нородность металла в отверстиях, особенно поврежденных,
затрудняет обработку разверткой. Вследствие этих причин
данный способ для обработки опор подшипников применяет-
ся очень редко.
При ремонте отверстий большое значение имеют методы
и средства контроля. Для всех случаев ремонта требуется
точное измерение диаметра отверстия, например, нутроме-
ром с ценой деления до 0,01 мм. Для многих деталей требуют-
ся также измерения соосности, перпендикулярности и/или па-
раллельности различных поверхностей.
9.3. Ремонт валов двигателей
Большинство неисправностей двигателей связано с из-
носом, повреждением или даже поломкой валов - коленча-
тых, распределительных, вспомогательных, балансирных.
При ремонте двигателей нередко приходится ремонтиро-
вать опорные шейки (рабочие поверхности) валов. Незави-
симо от конструкции и назначения вала можно выделить
некоторые общие принципы ремонта, соблюдение которых
позволяет обеспечить надежность и долговечность вала
после ремонта.
Основными неисправностями валов являются износ или
задиры опорных шеек из-sa повреждения вкладышей или вту-
лок, а также деформация - искривление вала из-за перегрева
шеек. В результате этого увеличиваются зазоры в подшипни-
ках и нагрузки, в то время как условия смазки ухудшаются.
"Естественный" износ шеек наблюдается при больших про-
бегах автомобиля и всегда достаточно мал - обычно не более
0,05-0,08 мм. Овальность шеек редко превышает здесь
0,02-0,03 мм. При этом поверхность шеек становится неглад-
кой, имеет многочисленные круговые риски, царапины, ка-
навки глубиной до 0,01-0,04 мм. Поэтому даже в случае пра-
вильной геометрии вал с такими шейками не может быть ус-
тановлен без ремонта.
Износ шеек после разрушения подшипников достигает
иногда 0,5-0,8 мм, а в некоторых случаях до 2-3 мм. Оваль-
ность шеек при этом составляет примерно половину износа.
Износ, как правило, имеет односторонний характер, что мо-
жет существенно затруднить последующий ремонт. При ре-
монте валов должны быть выполнены следующие условия:
1) восстановлен (до исходного) рабочий зазор в соедине-
ниях с ответной деталью (или деталями);
2) восстановлено взаимное расположение рабочих и
15.1 , Реминг двиг (чруб. нв-еЯ-
вспомогательных поверхностей;
3) восстановлено качество рабочих поверхностей.
Пренебрежение хотя бы одним из указанных условий ве-
дет к ускоренному износу и выходу из строя как самого вала,
так и ответных деталей. Например, увеличенный зазор дает
шум или стуки при работе, уменьшенный - приводит к задирам
и заклиниванию. Искривление оси опорных рабочих поверх-
ностей вала увеличивает нагрузки на опоры и износ подшип-
ников. Из-за несоосности рабочих и вспомогательных по-
верхностей ускоряется износ элементов привода вала (цепи,
ремни, натяжители), а также нарушается герметичность уп-
лотнений вала. Низкое качество отремонтированной поверх-
ности - большая шероховатость и пониженная твердость, ус-
коряют износ и вала и сопряженных с ним деталей.
Основными способами ремонта валов являются:
1. Шлифование опорных шеек в ремонтный (уменьшен-
ный) размер - применяется для равномерно изношенных ва-
лов при наличии вкладышей (втулок) подшипников увеличен-
ной толщины.
2. Правка с последующим шлифованием шеек в ремонт-
ный размер - для деформированных и изношенных валов.
3. Наплавка или наварка (возможно с небольшим предва-
рительным занижением размера шейки) с последующими
правкой и шлифованием в ремонтный размер - для сильно из-
ношенных и деформированных валов.
4. Аналогично п.3, но шлифование производится в преж-
ний размер шеек - используется для вспомогательных и рас-
пределительных валов, где применяются, в основном, только
втулки подшипников стандартного размера.
5. Аналогично п.З, но шлифование производится в размер,
больший стандартного - применяется, в основном, для рас-
пределительных валов, устанавливаемых в изношенные и/или
увеличенные в ремонтный размер опоры в головке блока ци-
линдров.
6. Правка без шлифования - применяется для неизношен-
ных валов, имеющих большую остаточную деформацию.
Независимо от способа ремонта следует придерживаться
определенной последовательности ремонтных операций:
1. Дефектация и подготовка вала к ремонту.
2. Наварка.
3. Правка.
4. Шлифование.
5. Балансировка.
6. Полирование рабочих поверхностей.
7. Окончательный контроль.
Рассмотрим болеэ подробно основные операции.
Дефектация вала проводится с целью определения мето-
дов и средств ремонта и включает:
из мерение диаметров и овальности шеек (наибольший и
наименьший размеры);
из мерение биения поверхностей (направление и величина);
измерение размеров вспомогательных поверхностей
(хвостовик и т.д.).
Перед дефектацией вал должен быть вымыт и просушен.
Измерения диаметров шеек и хвостовика производятся мик-
рометром. Опорные шейки измеряются в одной (произволь-
ной) плоскости, за исключением визуально наблюдаемого од-
ностороннего износа. В этом случае измеряются минималь-
ные и максимальные размеры шеек, а также определяется на-
правление износа (рис. 9.7). Иногда точно определить износ
сложно из-за рельефа рабочей поверхности.
Измерить деформацию вала можно двумя способами - на
призмах и в центрах. При измерении деформации на призмах
(см. рис. 8.2) вал крайними шейками опирается на призмы,
установленные на поверочной плите, а с помощью магнитной
стойки с индикатором измеряется биение других шеек и по-
верхностей. Следует отметить, что если ваг имеет различные
диаметры шеек, то измерение усложняется, т.к. под одну из
призм необходимо устанавливать специальные шлифованные
233
Рис. 9.7. Схема измерения шей-
ки вала;
1 — в плоскости действия основной
нагрузки I—I и перпендикулярно к
ней II—I; 2 — для уточнения величи-
ны и направления износа могут по-
требоваться измерения в промежу-
точных плоскостях 1—1 и 2—2
Рис. 9.8. Измерение деформа-
ции (биения) вала в центрах то-
карного станка
Рис. 9.10. Центр со спиральной
канавкой для установки в па-
трон токарного станка
Рис. 9.11. Контроль биения хво-
стовика вала в неподвижных
центрах токарного станка
подкладки. Их толщина должна быть определена по формуле
Б = (^тах " Dmin)/2 >
где (Dmax - Dmin) - разница диаметров шеек, опирающихся
на призмы.
Это не всегда удобно, поэтому иногда лучше использовать
другой способ - в неподвижных центрах (рис. 9.8). Подавляю-
щее большинство валов имеет технологические базовые по-
верхности - центровые фаски на торцах, в которых вал уста-
навливают для обработки на производстве. Центровые фаски
имеют обычно угол порядка 60°, а диаметры различные - от 6
до 50 мм, причем в некоторых случаях требуются укорочен-
ные центры в виде усеченного конуса, иначе острый конец
центра может упереться в дно отверстия вала (рис. 9.9).
Наиболее удобно производить проверку в токарном стан-
ке, используя центры с углом 60°, изготовленные из мягкого
материала - алюминия, меди или бронзы. Поверхность цент-
ра должна быть достаточно гладкой, но иметь спиральную ка-
навку небольшой ширины (около 0,5 мм) и глубины (0,14-0,2
мм) с шагом 54-7 мм (рис. 9.10). Один из центров зажимается
в патрон шпинделя, а другой - в патрон, установленный в зад-
ней бабке станка. Вал зажимается центрами без люфтов, но
так, чтобы его можно было свободно вращать рукой.
Сначала проверяется правильность установки вала, т.е.
биение рабочих или вспомогательных поверхностей рядом с
центрами. Для этого на стол станка устанавливается магнит-
ная стойка с индикатором, ножка которого упирается в прове-
ряемую поверхность (рис. 9.11). Далее, вращая вал рукой, оп-
ределяется биение. Оно не должно превышать 0,024-0,03 мм.
Если биение больше, необходимо поправить центровые фас-
ки на валу, иначе деформация вала будет определена с ошиб-
кой. Более того, дальнейший ремонт поверхностей вала, на-
пример, шлифование в центрах, будет неправильным. В част-
ности, появится взаимное биение рабочих поверхностей от-
носительно посадочной поверхности шестерен и поверхности
сальника (если они есть), поскольку биение этих поверхнос-
тей сохранится, а рабочие поверхности вала относительно
центров бить уже не будут.
Правку центровых фасок наиболее просто выполнить на
токарном станке. Для этого необходимо нанести на соответст-
вующий центр, зажатый в патроне шпинделя станка, абразив-
ную пасту или абразивный порошок с маслом. С помощью ры-
чага на валу надо создать боковое или вертикальное усилие в
сторону, противоположную биению - это контролируется инди-
катором (рис. 9.12). Далее включается станок с оборотами
шпинделя 3004-500 мин’1. За счет усилия рычага (порядка
1504-200 Н) создается небольшое усилие отжима вала от цент-
ра и прижима его к центру задней бабки станка. Теперь вра-
щением маховика на задней бабке необходимо обеспечить
осевое движение вала к центру и от центра (вперед-назад).
Если используется паста зернистостью 254-40 мкм, то дан-
ный способ позволяет обеспечить смещение центровой фас-
ки примерно на 0,034-0,05 мм/мин. При этом необходимо до-
биваться, чтобы биение поверхностей на краях вала стало
меньше 0,02 мм.
На некоторых валах вместо одной из центровых фасок мо-
жет быть выполнено базовое отверстие без фаски. В таком
случае можно затупить шабером острый край отверстия, за-
тем, используя описанный выше способ, притереть центро-
вую фаску. После предварительной притирки необходимо за-
менить центр или проточить его и только затем притереть
центровую фаску окончательно, контролируя биение ближай-
Рис. 9.9. Центровые отверстия и фаски валов:
а — "нормальное' отвэрстге; б — отверстия, требующие укороченного центра
Рис. 9.12. Схема нагружения вала при исправлении биения цент-
ровой фаски притиркой
234
шей к фаске поверхности (не более 0,02 мм).
Существуют и другие способы правки центровой фаски,
например, в токарном станке с использованием люнета. Од-
нако преимуществом метода притирки фаски является до-
ступность, т.е. необходимая точность достигается без специ-
ального оборудования и оснастки, и не требуется высокая
квалификация персонала.
После того, как на краях вала биения поверхностей устра-
нены, необходимо проверить биение рабочих поверхностей,
расположенных ближе к середине вала. Если биение больше
0,074,09 мм. вал следует править. Необходимость правки
при большой деформации диктуется следующими причинами.
Деформация вала приводит к появлению неуравновешен-
ной массы за счет сдвига оси данного сечения вала относи-
тельно оси вращения. Это справедливо для валов с большими
разнесенными от оси вращения массами, в частности, для ко-
ленчатых валов. У вспомогательных и распределительных ва-
лов влияние дисбаланса несущественно, однако у распреде-
лительных валов есть другая проблема. Так, деформация и
последующий ремонт опорных шеек без правки вала здесь
приводит к смещению оси кулачков относительно оси враще-
ния вала. Если двигатель имеет ручную регулировку зазоров
в клапанном механизме, то это еще можно допустить, однако
зазоры уже не будут стабильны по углу поворота вала, и, ско-
рее всего, возможны повышенный шум и стуки в механизме.
В то же время для двигателей с гидротолкателями это совер-
шенно неприемлемо. Даже небольшое биение (0,024,03 мм)
тыльной стороны кулачка относительно опорных шеек приво-
дит к зависанию клапана и неработоспособности двигателя
на холостом ходу и малой нагрузке.
При деформации вала его ось, проходившая ранее через
центры опорных шеек, изгибается (рис. 9.13). При этом ис-
кривляются и получают взаимное биение и другие поверхно-
сти - хвостовик, поверхности под сальники, посадочные пояса
шкивов или звездочек, опорные и упорные торцевые поверх-
ности. Причины деформации валов различны, однако в боль-
шинстве случаев деформация связана с местным перегревом
подшипников. В частности, у бензиновых двигателей дефор-
мация коленчатого вала обычно имеет характер сжатия щек.
У дизелей, напротив, иногда наблюдается расширение щек у
перегретой шатунной шейки. Величина деформации, опреде-
ляемая на призмах как смещение осей коренных шеек (1/2 их
биения) относительно их оси вращения, зависит от конструк-
ции коленчатого вала, длительности и режимов работы двига-
теля с разрушенным шатунным подшипником. Большинство
валов деформируется на 0,054,10 мм, однако нередки слу-
чаи деформации на 0,24,3 мм и даже на 0,8-1,0 мм.
Наибольшее влияние на работоспособность вала и его
подшипников оказывает взаимное биение опорных шеек. Чем
больше биение, тем выше нагрузки на подшипники скольже-
ния и их износ и тем меньше их ресурс. Так, при биении шеек
свыше 0,124,15 мм ресурс подшипников вала обычно не пре-
вышает 1000-2000 км, а при биении свыше 0,074,08 мм -
5-10 тыс. км пробега автомобиля (рис. 9.14). Снижение ре-
сурса заметно при биении, близком к рабочему зазору в под-
шипниках - 0,044,06 мм, однако некоторые многоцилиндро-
вые двигатели с длинными и тонкими валами и трехслойными
вкладышами (BMW) иногда допускают достаточно длительную
работу при такой деформации вала. В то же время для подав-
ляющего большинства двигателей верхний предел биения
опорных шеек валов не должен превышать половины рабоче-
го зазора - 0,024,03 мм. Новые коленчатые и распредели-
тельные валы имеют биение менее 0,01 мм (обычно
0,0054,008 мм). При таком биении достигается наибольший
ресурс подшипников, и именно к такому уровню необходимо
стремиться при ремонте.
Биение торцевых поверхностей упорных подшипников ха-
рактерно для валов, у которых шейка с упорными подшипни-
'ками не совпадает с сечением максимального биения вала
Рис. 9.13. При деформации вала, например, из-за перегрева под-
шипников) его геометрическая ось 1—1 искривляется, и все по-
верхности получают биение относительно оси центров 2—2
Рис. 9.14. Влияние биения опорных шеек вала на ресурс подшип-
ников
Рис. 9.15. Определение торцевого биения поверхностей дефор-
мированного вала
(рис. 9.15). Обычно это встречается у валов с упорными под-
шипниками на задней опоре, например, при разрушении
крайних шатунных шеек коленчатых валов с расположением
упорных подшипников на средней коренной шейке.
Если искривление оси вала упрощенно представить пара-
болой с вершиной в сечении с максимальным биением, то де-
формация вала в сечении с координатой х (рис. 9.15).
5(х) = б0-
1-
\2
X 1
Г/г]
где 8о - максимальная деформация; L - длина вала.
Угол наклона оси шеек к оси вращения вала в сечении х
2x8
(L/2)2
откуда биение торцевых поверхностей в сечении х на ди-
аметре d
8т(х) =
2d-х 80
(L/2)2
При х = L/2, 80 = 0,1 мм, L = 500 мм и 8 = 55 мм торцевое
биение составит порядка 0,05 мм. Аналогичный эффект име-
15* а
235
ет место у опорного торца вала, к которому прижимается
звездочка, шкив или маховик.
Биение торцевых поверхностей не должно превышать
0,01-0,02 мм. При большем биении ускоряется износ упорных
подшипников зала, элементов привода и т.д.
У деформированных валов наблюдается также искривле-
ние хвостовика и биение его поверхности относительно оси
вращения вала. На хвостовике обычно расположены звездоч-
ка цепи или шкив зубчатого ремня. Биение их больше
0,034-0,04 мм вызывает попеременно за 1 оборот натяжение
и ослабление цепи (ремня), колебания и ударные нагрузки в
деталях привода. Это является причиной ускоренного износа
деталей, в основном, быстрого растяжения цепи или ремня.
При ремонте вала необходимо добиваться биения хвостовика
не более 0,01-0,02 мм.
Поверхности под сальники на деформированном валу
обычно также получают биение. Биение свыше 0,07-0,08 мм
недопустимо даже для нового сальника, вдвое меньшее биение
сильно ограничивает ресурс сальника как за счет ускоренного
износа его кромки, так и из-за постепенной потери эластично-
сти резины (старения). Поэтому при ремонте вала поверхнос-
ти под сальники должны исправляться так, чтобы их биение не
превышало 0,01-0,02 мм относительно оси вращения.
Следует отметить, что иногда поверхность под передний
сальник образуется на шкиве или специальном кольце, уста-
навливаемых на хвостовик. В этом случае герметичность и
ресурс сальника будет определять биение хвостовика относи-
тельно оси вращения вала в месте установки сальника.
Правка вала осуществляется на прессах или специальном
оборудовании. Существует несколько различных способов
правки, в том числе путем приложения к валу усилия, перпен-
дикулярного оси, растягиванием или сжатием деформирован-
ных участков вала, а также созданием наклепа на поверхно-
'-сти вала. Правка позволяет уменьшить деформацию вала (би-
ение опорных шеек) обычно до 0,05-0,08 мм для последующе-
го шлифования.
Базовыми поверхностями для правки являются опорные
шейки и крайние вспомогательные поверхности вала, т.е. вал
после правки должен иметь минимальные взаимные биения
всех указанных поверхностей. Правиться могут валы, имею-
щие биения опорных шеек от 0,05 мм и более (до 1,0-1,5 мм).
Основным преимуществом правки является возможность ис-
ключить балансировку коленчатого вала, если последующее
шлифование выполнено качественно, т.е. без смещения осей
поверхностей и взаимных биений.
Однако, несмотря на то, что правка является весьма эф-
фективным средством ремонта валов, существует ряд ограни-
чений. Так, необходимо иметь в виду следующее:
1. Не каждый деформированный вал можно править. Так,
вал, особенно чугунный, на котором обнаружены трещины,
Рис. 9.16. Упрощенная схема плазменного напыления:
1 — катод; 2 — анод; 3 — струя плазмы с расплавленными частицами по-
крытия; 4 — деталь
скорее всего при правке сломается. Такие валы, правда, вряд
ли вообще следует ремонтировать, поскольку весьма высока
вероятность поломки вала в эксплуатации после ремонта. Не
следует также править ранее уже бывшие в ремонте валы, ес-
ли на них обнаружены большие несоосности опорных и вспо-
могательных поверхностей. В таком случае будут неизвестны
базовые поверхности для правки, т.е. невозможно опреде-
лить, где была ранее ось вращения новогс вала.
2. Результаты правки сильно зависят от квалификации
специалистов, выполняющих правку, используемого способа
и оборудования для правки. Не стоит править вал там, где
есть риск получить вместо вала две его половины - лучше во-
обще обойтись без правки.
3. Некоторые способы правки приводят к возникновению
внутренних напряжений в материале вала. Не исключено, что
поспэ непродолжительной работы вследствие нагрева и рабо-
чих нагрузок вал может деформироваться. Чтобы этого не
произошло, вал следует термообработать для снятия остаточ-
ных напряжений. Термообработка вала может быть выполне-
на в печи при температуре порядка 180дС с выдержкой 3^4 ча-
са и охлаждении с печью. После термообработки необходимо
проверить и при необходимости устранить деформацию вала.
4. Большинство способов наварки (наплавки, напыления)
изношенных поверхностей вызывают деформацию вала, ино-
гда весьма значительную. Чем сильнее разогревается вал
при наплавке, тем больше остаточная деформация. Поэтому
не исключено, что после некоторых способов наплавки (на-
варки) вал следует править и термообрабатывать. Возможны
и альтернативные режимы по технологии ремонта, в частнос-
ти, правка в зависимости от способа наварки может быть сде-
лана как до, так и после наварки.
Остановимся более подробно на способах нанесения ме-
таллов на изношенные поверхности валов. Следует отметить,
что вообще любое нанесение металла на изношенную поверх-
ность является крайней мерой, когда другие способы ремон-
та исчерпаны. Например, не следует «варить» весь вал толь-
ко для того, чтобы использовать стандартные вкладыши под-
шипников - в большинстве случаев можно найти ремонтные
вкладыши нужного размера. Другое дело, когда 1-2 шейки ва-
ла имеют очень большие износы. В таком случае целесооб-
разно наваривать (наплавлять) только эти шейки, а затем
весь вал обрабатывать в следующий ремонтный размер, ори-
ентируясь на малоизношенные поверхности. И, наконец, если
вал уже имеет большое ремонтное уменьшение шеек, то толь-
ко в этом случае его можно наваривать целиком до стандарт-
ного или первого ремонтного размера.
Наиболее известными способами восстановления изно-
шенных поверхностей валов являются напыление, наплавка и
наварка различных металлов.
Практически все способы напыления, напг.авки и наварки
валов производятся на специальных установках, обеспечива-
ющих постоянную скорость вращения вала, а также смещение
оси вращения вала (для восстановления шатунных шеек ко-
ленчатых валов). Этим требованиям обычно удовлетворяют
токарные станки, на которые устанавливается специальное
сварочное оборудование.
Плазменное напыление - довольно хорошо известный и
освоенный способ восстановления валов. Его суть сводится к
переносу металла (обычно используется специальный поро-
шок) от анода к детали через ускоряющий катод (рис. 9.16).
Электрическая дуга между анодом и катодом нагревает и
превращает рабочее тело установки (обычно это аргон) в
плазму с температурой в несколько десятков тысяч градусов.
Выходя из сопла установки с большой скоростью, плазма за-
хватывает подаваемые в камеру установки (плазмотрон) ча-
стицы порошка, которые приобретают в струе большую ско-
рость и температуру. При попадании на поверхность детали
расплавившиеся в струе частицы порошка сцепляются с по-
верхностью, застывают и образуют покрытие.
236
Очевидно, что в процессе нанесения покрытия деталь на-
гревается и тем сильнее, чем больше толщина покрытия. Ме-
стный перегрев деталей типа коленчатых и распределитель-
ных валов, как правило, приводит к их деформации, причем
чем "тоньше" вал, тем больше деформация. Другим, еще бо-
лее серьезным недостатком плазменного напыления являет-
ся существенная разница между напыленным металлом (ни-
кель, титан и др.) и основным металлом вала (чугун, сталь).
Для нанесения покрытия обычно требуется "занижение"
(предварительная обработка) поверхности, а это снижает
прочность вала. Кроме всего прочего, напыленные металлы
обычно плохо обрабатываются шлифованием - шлифоваль-
ный круг "засаливается", его необходимо часто править, а ка-
чество шлифованной поверхности снижается. Повторное вос-
становление вала также затруднено, поскольку обычно требу-
ется снимать напыленный ранее слой до основного металла.
Другой вариант напыления - когда нагрев порошка проис-
ходит в струе пламени ацетилено-кислородной горелки (рис.
9.17). Частицы порошка расплавляются и, попадая на деталь,
образуют покрытие. Данный способ достаточно прост, но об-
ладает всеми недостатками предыдущего.
Мелкие расплавленные частицы металла могут быть обра-
зованы и при подаче сжатого газа через электрическую дугу,
зажигаемую между специальными проволочными электрода-
ми. Помимо недостатков описанных выше способов напыле-
ния данный способ (рис. 9.18) не дает высокой прочности
сцепления покрытия с деталью. Наблюдается также выгора-
ние легирующих элементов напыляемого металла. Однако в
отличие от предыдущих способов здесь может быть использо-
вана проволока из легированных сталей, т.е. покрытие по сво-
ему составу не будет сильно отличаться от материала детали.
Таким образом, различные способы напыления обладают
следующими достоинствами и недостатками:
имеют достаточно высокую производительность;
позволяют наносить достаточно толстые (до 1,(М,5 мм)
покрытия;
дают местный перегрев и деформацию валов;
требуют предварительной обработки восстанавливаемых
поверхностей;
не всегда удается получить высокую прочность сцепления
покрытия с деталью;
материал покрытия существенно отличается от основного
металла, нередко имеет нежелательные свойства и не всегда
хорошо обрабатывается.
Исключить некоторые недостатки напыления, в частности,
связанные с материалом покрытия и прочностью его сцепле-
ния с валом, позволяют различные способы наплавки.
Суть наплавки заключена в переносе металла проволоки
на восстанавливаемую деталь при горении электрической ду-
ги. При восстановлении валов могут быть использованы дуго-
вая и вибродугозая наплавка, а также наплавка под слоем
флюса (рис. 9.19).
Дуговая наплавка проводится порошковой проволокой,
содержащей легирующие добавки, обеспечивающие с одной
стороны, высокие механические свойства покрытия (твер-
дость и прочность сцепления), а с другой - защиту металла от
окисления при сварке. Основным недостатком этого способа
является сильный нагрев и деформация вала. В то же время
- это один из самых простых способов наплавки.
Наплавка под слоем флюса значительно более сложная
как по подготовке поверхности, так и по самой технологии на-
плавки. Слой флюса, образующийся на поверхности, препят-
ствует окислению металла и выгоранию легирующих элемен-
тов, поэтому здесь можно применять, например, стальную
высокоуглеродистую легированную проволоку, обеспечиваю-
щую высокие механические свойства покрытия. Однако силь-
ный нагрев вала также является существенным недостатком
данного способа, практически не позволяющим использовать
его для валов двигателей легковых автомобилей.
Рис. 9.17. Схема газопламенного напыления:
1 — подача порошка для покрытия; 2 — ацетипено-кислородная горелка;
3 — струя пламени с расплавленными частицами порошка; 4 — восстанав-
ливаемая деталь;
Рис. 9.18. Схема электродугового напыления:
1 —деталь; 2 — поток расплавленных частиц металла проволок; 3 — проволока
Рис. 9.19. Способы наплавки валов:
а — дуговая под слоем с люса; б — вибродуговая; в—дуговая порошковой про-
волокой; 1 — флюс; 2 — электрод (проволока); 3—деталь; 4 — подача охлажда-
ющей :.<идкости; 5 — ролики подачи пр сволоки, 6 — электромагнитный вибратор
237
Устранить перегрев вала позволяет вибоодуговая наплав-
ка. В этом случае сварочное приспособление, подающее про-
волоку, имеет специальный механизм, создающий колебания
сварочной провэпоки. Перенос металла с проволоки на деталь
осуществляется за счет чередования электрической дуги (на-
грев) и короткого замыкания. Данный способ позволяет осуще-
ствить подачу охлаждающей жидкости в зону наплавки. Охлаж-
дение существенно снижает температуру и деформацию вала.
Практика восстановления различных валов двигателей
легковых автомобилей показывает, что чем тоньше вал, т.е.
меньше диаметры его шеек, тем более строгие требования к
его перегреву. Поэтому большинство описанных выше спосо-
бов, за исключением последних, могут иметь весьма ограни-
ченное применение.
Таким образом, наилучшие результаты дают способы на-
плавки с жидкостным охлаждением, подаваемым в зону свар-
ки. Одним из наиболее удачных среди них является наварка
ленты на вал. Данный способ аналогичен широко известной
роликовой сварке (рис. 9.20). Навариваемая лента прижима-
ется к валу медными роликами. В месте контакта ленты с ва-
лом при прохождении электрического тока в несколько тысяч
ампер происходит расплавление металла с его одновремен-
ным пластическим деформированием за счет прижатия роли-
ком ленты к валу. Данный метод допускает подачу большого
количества охлаждающей жидкости в зону сварки. В резуль-
тате металл ленты, привариваясь к валу, закаливается и при-
обретает высокую твердость.
Лента для наварки может быть как стальная, так и специ-
альная — порошковая. Практика показала, что порошковая
лента здесь не дает каких-либо ощутимых улучшений качест-
ва процесса, например, таких, как увеличенные толщина
слоя, прочность сцепления с валом, твердость и износостой-
кость наваренной поверхности. Поэтому использование де-
шевой стальной ленты более оправдано.
Толщина навариваемой ленты - около 0,5 мм. Способ до-
пускает наварку последовательно двух-трех слоев ленты.
Рис. 9.21. Рекомендуемый спо-
соб наварки ленты на шейку вала
- ширина ленты должна быть та-
кой, чтобы не закрыть галтели А
Рис. 9.22. Случаи разрушения ва-
лов после ремонта:
а — распределительного вала после на-
плавки шейки; б—коленчатого вала по-
сле подреза галтелей на шейке, в — ко-
ленчатого вала после наварки шейки
Большее число слоев (всего не более 5^-6) может быть нава-
рено с промежуточным шлифованием и низким отпуском ва-
ла для снятия напряжений; в противном случае не исключено
появление трещин и отслоений ленты.
Обычно при толщине ленты 0,5 мм удается "поднять" диа-
метр на 0,25-е-0,30 мм при одном слое наварки. Это связано с
неровной поверхностью шейки после наварки, из-за че^о по-
сле шлифования в больший размер на поверхности могут ос-
таться точечные дефекты - раковины. У отверстий для смаз-
ки обычно происходит уменьшение слоя металла - металл как
бы «проваливается» в отверстия. Для того, чтобы у отверстий
поверхность после шлифования была ровной (без раковин),
иногда приходится увеличивать количество слоев наварки.
После наварки отверстия засверливают сверлом с твердос-
плавными пластинками. Необходимо полностью очистить
края отверстия от наваренного металла, т.к. он имеет свойст-
во крошиться.
В отличие от других способов ремонта валов данный спо-
соб наварки ленты обладает следующими преимуществами:
не происходит деформации вала (или она мала) за счет
непрерывного его охлаждения;
допускается повторная наварка по ранее уже наваренной
поверхности;
возможно увеличение диаметра шейки вала на 2,(к2,5 мм
без его существенной деформации;
достигается высокая твердость восстановленной поверх-
ности (HRC более 5055);
возможность наварки валов малого диаметра (2(0-30 мм и
даже менее);
возможность наварки валов, имеющих большие биения,
эксцентриситеты и другие отклонения формы восстанавлива-
емых поверхностей;
возможность местной подварки сильно деформированных
участков шейки, например, вмятин от удара шатуна.
Таким образом, любой, даже самый лучший из указанных
способов, следует применять с осюрожностью и только там,
где в этом действительно есть необходимость.
Следует отметить, что при восстановлении шеек валов,
имеющих радиусные переходы, от поверхности шейки к щеке
(галтели), не стоит варить шейку на всю ширину, закрывая гал-
тели. Вполне достаточно наносить слой металла, не доходя до
торцов 1ч-2 мм (рис. 9.21), если это позволяет выбранный спо-
соб наварки (наплавки). Галтели являются концентраторами
напряжений, а после заварки шейки на всю её ширину в сече-
ниях у галтелей могут появиться остаточные напряжения. В
дальнейшем это может привести к поломке вала по восстанов-
ленной поверхности. Следовательно, наварка металла у галте-
лей не увеличивает, а уменьшает прочность вала.
Наиболее важно при выборе способов ремонта и восста-
новления валов обеспечить их надежность в эксплуатации по-
сле ремонта. Практика показывает, что при сильных повреж-
дениях валов, связанных с расплавлением вкладышей или вту-
лок подшипников, возможно появление микротрещин на по-
верхности, которые затем после ремонта развиваются в мак-
ротрещины, в результате чего вал разрушается (рис. 9.22).
Как показывает опыт работы с различными валами боль-
шого количества двигателей, трещины могут возникать как в
результате повреждения шеек в эксплуатации, предшествую-
щей ремонту, так и в процессе самого ремонта. При расплав-
лении и разрушении подшипника происходит сильный нагрев
шейки, сопровождающийся подачей к подшипнику масла.
Вследствие этого поверхность закаливается, и в ней возника-
ют напряжения растяжения. Поверхностный слой металла
становится хрупким и к тому же испытывает ударные нагруз-
ки из-за значительного увеличения зазоров. Это может быть
причиной не только деформации вала, но и возникновения
трещин (рис. 9.23).
Процесс образования трещин в значительной степени за-
висит от материала вала. Так, валы некоторых двигателей (на-
238
Рис. £.25. Трещина на шейке, появившаяся
после наварки, шлифования и непродолжи-
тельной эксплуатации
Рис. 9.23. Сетка поверхностных трещин на
шейке коленчатого вала из-за перегрева в
режиме масляного голодания.
Рис. 9.24. Глубокая трещина в шейке колен-
чатого вала, обычно легко обнаруживае-
мая при осмотре перед ремонтом
пример, ISUZU) имеют повышенную склонность к образова-
нию трещин - после шлифования вала иногда их удается найти
даже без применения специальных приборов (рис. 9.24).
При восстановлении поверхности шейки различными рас-
смотренными выше способами (напыление, наплавка, навар-
ка) поверхность испытывает термомеханическое воздейст-
вие, близкое к описанному при разрушении подшипника - ра-
зогрев с последующим охлаждением и появлением больших
остаточных напряжений. Это также может стать причиной по-
явления и развития трещин (рис. 9.25) с последующим разру-
шением вала.
Разрушение вала происходит обычно при пробеге 3-ИО
тыс. км после ремонта (однако известны случаи поломок и по-
сле пробега 18 тыс. км) и нередко имеет описанный в разде-
ле 1.2.6. усталостный характер. Металлографические иссле-
дования излома показывают, что усталостная трэщина чаще
, всего начинает развиваться у края шейки вблизи границы
действия на вал ударных и тепловых нагрузок со стороны под-
шипника. Поскольку поломке подвержены валы как после
восстановления шеек наваркой (наплавкой), так и без нее, то
далеко не всегда, даже после специальных исследований уда-
ется сделать однозначное заключение о причинах конкр этной
поломки - из-за применения того или иного способа восста-
новления или из-за повреждения вала в эксплуатации перед
ремонтом. Тем не менее имеющиеся данные, особенно по ко-
ленчатым валам многих дизелей, свидетельствуют о том, что
вероятность поломки вала после наварки (наплавки) возрас-
тает. Поэтому ремонт шеек валов с применением описанных
выше способов восстановления является крайней мерой, на-
пример, когда другого пути нет (отсутствует возможность при-
обрести новый вал, вкладыши последних ремонтных разме-
ров и т.п). Несколько снизить опасность поломки позволяет
предварительная обработка шеек перед восстановлением,
так как снимается дефектный подкаленный слой металла.
Наиболее вероятна поломка валов после наварки (на-
плавки) следующих поверхностей:
шатунные шейки коленчатых валов;
опорные шейки распределительных валов, если их диа-
метр меньше диаметра "тела" вала (рис. 9.26).
В то же время не известны случаи поломки после восста-
новления:
коренных шеек коленчатых валов;
хвостовиков коленчатых валов;
опорных шеек распределительных валов, если их диаметр
больше диаметра кулачков (рис. 9.28).
Указанные особенности поведения валов после ремонта
следует обязательно учитывать перед выбором способа ре-
монта, чтобы не допустить существенного снижения надежно-
сти отремонтированного двигателя.
Рассмотрим теперь, как может быть отремонтирован вал,
имеющий довольно значительные биения, если нет возмож-
ности его правки.
Установленный в центрах вал проверяется индикатором
на биение у краев хвостовика - посадочного места шкива или
Рис. 9.26. Склонность распределительных валов к поломкам по-
сле повре/щения опорных шеек в эксплуатации и дальнейшего ре-
монта (включая наварку шеек):
а — вал с опорными шейками, имеющими диаметр, существенно больший
диаметра "тела" d, не ломается; б — вал с диаметром опорных шеек, близ-
ким или меньшим диаметра "тела" d склонен к поломкам по поврежденным
и восстановленным шейкам
Рис. 9.27. Схема правки центровой фаски при биении не более
0,05 мм (без последующей правки вала):
а — до правки фаски; б — после правки фаски биения на краях хвостовика
уменьшены, но направлены в различные стороны
239
Рис. 9.28. Уменьшение биения опорных шеек правкой центровой
фаски хвостовика на минимум биения первой опорной шейки:
а — до правки фаски; б — после правки фаски биения опорных шеек малы,
но требуется наварка и шлифовка хвостовика
Рис. 9.29. Уменьшение биения опорных шеек вала правкой цент-
ровой фаски хвостовика по равенству биений коренных шеек:
а — до правки фаски б — после правки фаски биения малы, 5, равно 8> но
противоположны по направлению, требуется наварка и шлифовка хвосто-
вика, имеющего большое биение
звездочки привода. Здесь возможны два принципиально раз-
личных варианта:
1) разность биений (если края хвостовика "бьют" в одну
сторону) или их сумма (если в разные) не превышает 0,05 мм.
В этом случае осуществляется исправление передней центро-
вой фаски вала так, чтобы на краях хвостовика биения не
превышали 0,02^0,03 мм, но были направлены в разные сто-
роны. Для этого по индикатору находится положение макси-
мального биения в середине хвостовика. Далее с помощью
абразивной пасты центровая фаска притирается до биения
середины хвостовика, близкого к нулю. Тогда максимальное
биение поверхности хвостовика уменьшается до уровня
0,02-^0,03 мм (рис. 9.27);
2) разность биений краев хвостовика больше 0,05 мм. В
этом случае производится притирка центровой фаски перед-
него конца вала по минимальному биению не хвостовика, а
обычно первой опорной шейки (рис. 9.28). Данный способ
позволяет несколько уменьшить дисбаланс деформированно-
го вала за счет уменьшения биений.
Разновидностью способа является притирка переднего
центра на равенство, но противоположность направления бие-
ний первой и средней шеек (рис. 9.29). Такой способ целесооб-
разно использовать только на сильно деформированных колен-
чатых валах, имеющих биение средней шейки в центрах более
0,4-е-0,5 мм. Суть способа заключается в образовании новой
оси вращения, заданной центрами, и проходящей черэз оси по-
следней и второй (а не первой) опорной шейки. Все варианты с
биением хвостовика более 0,05 мм поедполагают в обязатель-
ном порядке наплавку (наварку) слоя металла на поверхности
хзпстовика, поскольку хвостовик получает после притирки пе-
реднего центра дополнительное биение 0,08-0,60 мм.
В результате удается не только значительно снизить дис-
баланс вала, но и уменьшить съем металла с шеек (ремонтное
уменьшение размера). Так, при начальном биении в центрах
средних шеек порядка 1,2 мм данным способом можно обес-
печить уменьшение диаметра шеек только на 0,75 мм. Оче-
видно, что без исправления центровой фаски уменьшение ди-
аметра шеек должно быть по величине не меньше биения.
Однако данная технология не может быть применена для
валов, имеющих специальные поверхности (устройства) для
привода агрегатов. Так, если на хвостовике есть, например,
шлицы для привода маслонасоса, то исправление передней
центровой фаски необходимо обеспечить из условия мини-
мального биения у шлицев. Для валов с шестерней привода
агрегатов любой ремонт вала должен обеспечивать отсутст-
вие перекосов и биения на шестерне. Фактически это означа-
ет, что без применения правки такой вал, если он деформиро-
ван, отремонтировать нельзя. Биение шестерни, если оно ос-
танется, приведет к быстрому износу и, возможно, разруше-
нию ответных деталей.
Помимо этого, при ремонте деформированных валов без
применения правки необходимо выполнить целый ряд допол-
нительных операций:
1) обработать "как чисто" все торцевые поверхности вала,
сопряженные с ответными деталями;
2) прошлифовать наваренный минимальным слоем метал-
ла хвостовик от новой базы в прежний размер;
3) обработать все опорные поверхности в ремонтный раз-
мер (не исключено, что при сильной деформации придется
предварительно наварить шейки с максимальным биением);
4) обработать от новой базы все другие поверхности вра-
щения вала (шатунные шейки у коленчатых валов, кулачки у
распределительных валов и т.д.);
5) отбалансировать вал (только для коленчатых валов).
Таким образом, ремонт деформированных валов без при-
менения правки оказывается существенно сложнее, посколь-
ку требует большого числа дополнительных операций. Более
подробно конкретные особенности ремонта валов изложены
ниже в соответствующих разделах.
Шлифование всех поверхностей любого вала, располо-
женных по оси его вращения, должно выполняться только в
центрах. Если при шлифовании опорных или коренных шеек
вала двигателя легкового автомобиля для его установки в
шлифовальном станке используются кулачковые патроны -
это гарантирует 100%-ный брак. Во-первых, при сжатии вала
патронами возникает предварительная деформация, из-за
чего после шлифования опорных шеек и снятия со станка зал
будет иметь недопустимое биение шеек (чем тоньше вал, тем
оно больше). Во-вторых, применение патронов требует специ-
ального выставления вала в станке, т.е. обеспечения мини-
мального биения поверхностей вала, расположенных около
патронов. Практика показывает, что в патронах сделать это
не так просто, в то время как в центрах легко обеспечить би-
ение у краев вала менее 0,015-5-0,020 мм. Как исключение, в
некоторых случаях допускается установка вала с одной сто-
роны в патроне, а с другой - в центре (раздел 9.4.1.).
После шлифования шеек вала их необходимо полировать.
Поверхности шеек после шлифования не имеют, как правило,
необходимого качества поверхности, а это дает повышенный
износ вкладышей или втулок подшипников в процессе первона-
чальной приработки. Кроме того, смазочные отверстия, выхо-
дящие на поверхность шейки, после шлифования обычно имеют
острые края и могут повредить мягкий материал вкладыша.
Полирование (доводка) шеек вала после ремонта может
быть выполнено различными способами (рис. 9.30). Общим
для них является использование мелкого абразивного полот-
240
Рис. 9.30. Приспособления для полирования (доводки) шеек валов:
а, б — простейшие ручные; в — с электроприводом: 1 — войлочное полот-
но; 2 — шейка вала; 3 — башмак; 4 — абразивное полотно; 5 — ролик;
6 — кронштейн; 7 — шарнир; 8 — электродвигатель
на с зернистостью 2-5 мкм, закрепляемого на специальном
приспособлении, или абразивной пасты. Один из простейших
вариантов такого приспособления представляет собой специ-
альные щипцы с длинными ручками и узкими (шириной 20 мм)
деревянными башмаками, на внутреннюю радиусную поверх-
ность котЪрых наклеен толстый (5-10 мм) спой войлока. Абра-
зивное полотно смазывается маслом и зажимается щипцами
между войлоком и шейкой вала, после чего вращением вала
в течение нескольких минут осуществляется доводка шейки.
Для доводки валов с диаметрами шеек от 40 до 70 мм доста-
точно 4-5 комплектов башмаков различного радиуса, т.к. тол-
стый слой войлока на башмаке обеспечивает хорошее приле-
гание к шейке в некотором диапазоне её диаметров. При до-
водке шеек необходимо обеспечить минимальный съем ме-
талла (несколько микрон).
Качество доводки поверхности легко проверяется с помо-
щью кусочка меди - если провести им по хорошо отполирован-
ной шейке, то на ее поверхности не должно остаться следа.
Ремонт любого вала должен заканчиваться контролем
всех размеров и биений, причем этот контроль необходимо
проводить с особой тщательностью. Неполный (или недобро-
совестный) контроль отремонтированного вала может значи-
тельно снизить качество ремонта всего двигателя в целом и
надежность его работы в эксплуатации. Измерения вала при
окончательном контроле выполняются аналогично описан-
ным выше операциям по его дефектации.
9.4. Ремонт деталей
кривошипно-шатунного механизма
Кривошипно-шатунный механизм является основой
поршневого двигателя внутреннего сгорания. С одной сторо-
ны, неисправности КШМ, если не сразу, то достаточно быстро
приводят к выходу из строя двигателя, с другой, при ремонте
двигателя именно КШМ требует наибольшей точности и акку-
ратности. Основными деталями механизма являются колен-
чатый вал, шатуны и вкладыши подшипников. Технологии ре-
монта или замены этих деталей приведены ниже.
9.4.1. Ремонт коленчатого вала
При ремонте коленчатого вала следует придерживаться
той же технологической цепочки, что и вообще для большин-
ства залов двигателей (см. раздел 9.3.). Однако коленчатые
валы, в отличие от других валов, имеют определенные осо-
бенности. Существенное влияние на технологию ремонта ока-
зывает наличие шатунных шеек, а также то, что всладыши
подшипников имеют несколько ремонтных размеров (обычно
втулки или вкладыши подшипников распределительных и
вспомогательных валов имеют только стандартные размеры).
При ремонте коленчатых валов необходимо обеспечить
следующие основные требования:
1. Малое взаимное биение коренных шеек (менее
0,0100,015 мм).
2. Малое биение вспомогательных поверхностей (сальни-
ки, хвостовик, торцы) относительно коренных шеек (менее
0,02-0,03 мм).
3. Минимальную эллипсность шеек (менее 0,005 мм).
4. Галтели на краях шеек с радиусом не менее того, кото-
рый был у нового вала.
5. Параллельность осей шатунных и коренных шеек (непа-
раллельность не более 0,1 мм на 1 м).
6. Уравновешенность коленчатого вала после ремонта.
7. Одинаковый радиус кривошипа на всех шатунных шейках.
8. Общую ось шатунных шеек, расположенных попарно
(отсутствие скручивания вала).
Первые шесть требований являются строго обязательны-
ми и определяют качество ремонта и ресурс коленчатого ва-
ла и всего двигателя в целом. Последние два требования яв-
ляются желательными - их выполнение дополнительно обес-
печивает плавность работы двигателя из-за равномерной ра-
боты всех цилиндров. Однако после сильных повреждений ва-
ла это не всегда удается.
Ремонт коленчатого вала, как и любого другого, должен
начинаться с дефектации и подготовки к ремонту. Для этого
необходимо определить ремонтные размеры шеек и других
поверхностей, шейки, которые следует восстанавливать, а
также проверить, и, если нужно, поправить базовые центро-
вые фаски вала.
При дефектации коленчатых валов особое внимание сле-
дует обратить на деформацию (взаимное биение) коренных
шеэк, поскольку от этого зависит технология ремонта вала.
Так, при биении свыше 0,08-0,10 мм уже имеет значение,
будет правиться вал или нет. Если в технологической цепочке
предусмотрена и правка и наварка, то необходимо ориенти-
роваться на используемый способ наварки (наплавки) - для
способов восстановления с применением охлаждающей жид-
кости правка может предшествовать наварке шеек. Однако
деформация, в основном, возникает при восстановлении ша-
тунных шеек. Поэтому возможна другая последовательность
операций:
1. Наварка (наплавка) шатунных шеек.
2. Правка.
3. Наварка (наплавка) коренных шеек.
Наварка коренных шеек одновременно с шатунными ис-
ключает правку, т.к. коренные шейки после наварки не могут
быть использованы как базовые для правки.
Величина взаимного биения коренных шэек порядка
0,08^-0,10 мм является граничной с точки зрения технологиче-
ской цепочки: при меньшем биении вал необязательно править
и балансировать. При большем биении его следует править так,
чтобы биение коренных шеек после правки не превышало ука-
занной выше величины. При этом балансировка вала не потре-
буется. Если же вал не правится, либо правкой не удалось до-
биться биения менее 0,1 мм, то балансировка обязательна. В
противном случае не исключено, что двигатель будет иметь по-
сле ремонта повышенную вибрацию. В этой связи следует от-
метить, что правка особенно важна для валов V-образных дви-
гателей, для которых динамическая балансировка нецелесооб-
разна из-за очень высокой сложности, а статическая баланси-
ровка не дает необходимой точности (см. ниже).
Рассмотрим теперь, как определить ремонтные размеры
шеек вала. При этом следует иметь в виду, что для подавляю-
щего большинства двигателей, выпускаемых не менее пяти
лет, можно найти вкладыши подшипников коленчатого вала с
ремонтным уменьшением 0,25 и 0,50 мм. Для более старых
16. Ремонт двиг. зартб. ав ей.
241
двигателей часто имеются ремонтные размеры 0,75 мм, реже
- 1,0 мм. Вкладыши следующих ремонтных размеров (1,25 и
1,50) встречаются редко. Для относительно новых двигателей
вкладыши некоторых ремонтных размеров (обычно 0,25 и
0,50 мм) могут поставляться в запасные части от фирм-про-
изводителей автомобилей.
Перед определением ремонтного размера шеек коленча-
того вала конкретного двигателя желательно располагать ин-
формацией о том, какие ремонтные вкладыши существуют и
могут быть приобретены. Поэтому, например, не следует шли-
фовать вал в какой-либо ремонтный размер до момента полу-
чения (приобретения) необходимых вкладышей.
Учитывая, что все способы восстановления коленчатых
ванов уменьшают надежность их работы, желательно шлифо-
вать вал в один из существующих ремонтных размеров, даже
если этот размер соответствует последним ремонтам - 0,75
мм, 1,0 мм и более. К восстановлению шеек следует прибе-
гать только при таких износах, когда последний ремонтный
размер уже не проходит, а другого (в том числе, нового) вала
приобрести не удается.
Если наварка (наплавка) вала является единственным вы-
ходом из положения, то "поднимать" размер изношенной шей-
ки желательно до первых двух ремонтов - 0,25 мм или 0,50
мм. С точки зрения надежности вала не имеет значения слой
наварки (наплавки) - известны как случаи поломки валов по-
сле одного слоя наварки толщиной 0,05-Ю,10 мм, так и надеж-
но работающие валы со слоем наварки на шейках более 1 мм.
Рассматривая возможные способы ремонта вала, следует
также иметь в виду расположение сильно поврежденной ша-
тунной шейки на валу. Например, шатунная шейка последне-
го цилиндра испытывает нагрузки от крутящего момента всех
цилиндров, в то время как первая шейка - только от первого.
Однако характер этих нагрузок существенно различен. Так,
если на последней шейке крутящий момент больше по величи-
не, но и более сглажен, то на первой шейке он существенно
неравномерен по углу поворота вала (см. разделы 1.2. и 1.5.).
Поэтому с точки зрения усталостной прочности нагрузки на
первой шейке могут быть даже более опасны. Этим можно
объяснить и тот факт, что поломка валов после ремонта по
первой шатунной шейке встречается белее часто.
Определение ремонтных размеров малоизношенного (не
более 0,1 мм) и недеформированного вала не представляет
большого труда. При наличии справочной литературы или ру-
ководства для ремонта нетрудно найти стандартные размеры
шеек (см. также Приложение 1). Далее из указанного разме-
ра вычитается ремонтное уменьшение (0,25; 0,50 и т.д.), в ре-
зультате чего получается необходимый ремонтный размер.
В американской литературе размеры задаются в дюймах
(1 дюйм равен 25,4 мм), поэтому ремонтные уменьшения
имеют следующий ряд: 0,010 - 0,020 - 0,030 - и т.д. Использу-
ется также сокращенное обозначение, например, -10, -20, -30
или -010, -020, -030 и т.д. Если размеры даны в миллиметрах,
Рис. 9.31. Схема проверки внутреннего диаметра подшипника ко-
ленчатого вала:
1 — вкладыш; 2 — крышка; 3 — основание; (стрелками указаны плоскости
измерения внутреннего диаметра)
то рядом с числовым значением размера всегда ставится мм,
если в дюймах - то никаких обозначений дюйма не дается
(иногда ставятся буквы US). Ремонтное уменьшение величи-
ной 0,010 в дюймах равно 0,254 мм - при этом отличие в 4
мкм от принятой в Европе и Азии величины 0,25 мм можно
учитывать только для больших ремонтных уменьшений - 0,75
мм (0,030) и более.
В практике ремонта двигателей иностранных автомоби-
лей нередки случаи, когда литература по конкретному двига-
телю отсутствует (это возможно, например, для новых или
редких моделей автомобилей). В этом случае определить ре-
монтные размеры коленчатого вала можно несколькими спо-
собами. Наиболее простой способ - установить ремонтные
вкладыши в опору (постель) и затянуть крышку. Далее нутро-
мером необходимо измерить внутренний диаметр подшипни-
ка в нескольких плоскостях (рис. 9.31).
Отклонение от цилиндрической формы не должно превы-
шать 0,024-0,03 мм, в противном случае надо снять вкладыши
и проверить геометрию постели - не исключено, что есть де-
формация.
Ремонтный размер вала рассчитывается по формуле
Dp вала ~ Dnofluj.min _ ^р«
где Dnofltl) min - минимальный измеренный внутренний диаметр
подшипника: = 0,03Ю,05 мм - рабочий зазор в подшипнике.
Зазор в подшипниках - величина, наиболее сильно влияю-
щая на весь результат ремонта. Так, при зазоре более
0,07-Ю,09 мм увеличивается шум двигателя, может несколько
упасть давление масла, что снизит ресурс. В то же время за-
зор менее 0,03 мм становится опасен задирами и заклинива-
нием подшипника. Кроме того, меньший зазор требует высо-
кой точности обработки постели, в то время как после дли-
тельной работы и, особенно, после непродолжительного пере-
грева, геометрия постели уже не будет идеальной. Вследст-
вие этого не следует стремиться к очень малым зазорам.
Другой способ определения ремонтного размера шейки
предполагает последовательное измерение сопряженных де-
талей. Измеряется диаметр постели Dn нутромером. Затем с
помощью микрометра и шарика подшипника определяется
толщина вкладыша (см. рис. 8.8):
°вкл = А - Эш ,
где А - суммарная толщина вкладыша и шарика; Ош - диа-
метр шарика, измеренный тем же микрометром.
Измерения толщины вкладыша выполняются ближе к его
середине. Далее находится ремонтный диаметр шейки вала
Dp вала = Dp ’ 2-6вкл - Д.
При этом следует учитывать отклонения формы постели -
зазор нигде не должен быть меньше 0,03 мм.
Следует отметить, что при измерениях постелей подшип-
ников нередко оказывается, что их размер превышает ука-
занный в литературе максимальный на 0,02 или даже на 0,03
мм. Для шатунов это может быть исправлено обработкой от-
верстия постели (см. раздел 9.4.2.), в то время как обработка
постелей коренных вкладышей без специализированного обо-
рудования проблематична. Небольшая их деформация может
быть компенсирована соответствующим незначительным
увеличением диаметра вала. В любом случае все изменения
размеров должны выполняться только после тщательных из-
мерений, чтобы избежать ошибок, приводящих к недопусти-
мому уменьшению зазоров в подшипниках.
Для сильно изношенных валов (износ шеек более
0,104-0,15 мм) определение ремонтного уменьшения диамет-
ра шеек имеет особенности. Если вал недеформирован или
правился, то основное внимание должно быть уделено шатун-
ным шейкам. Так, максимально возможный ремонтный диа-
метр зависит от износа и овальности шейки. Практика пока-
зывает, что сильно изношенные шейки всегда овальны, при-
чем максимальный износ наблюдается в направлении, близ-
242
ком к радиусу кривошипа (см. рис. 8.6). Обозначим за d мак-
симальный диаметральный износ шейки:
5 = do - dmjn,
где dmjn - минимальный размер шейки; d0 - номинальный
диаметр вала; а за 8' - овальность шейки:
& = ^тах _ dmjn,
где dmax - максимальный размер шейки. При условии со-
хранения хода поршня максимально возможный ремонтный
диаметр шейки будет равен:
dp max = dg - 8 - 8 - 8Ш ,
где 8Ш - минимальный припуск на шлифование (0,05+0,10 мм
и более в зависимости от состояния поверхности шейки).
Анализ этой формулы показывает, что даже если, напри-
мер, максимальный износ шейки 0,15 мм, а овальность 0,1
мм, то шейка вала вряд ли пройдет в ремонтное уменьшение
0,25 мм. Биение коренных шеек вала еще больше усложняет
подбор ремонтных размеров для шатунных шеек, исходя из
условия сохранения хода поршня. Кроме того, после длитель-
ной эксплуатации двигателя и, особенно, серьезных повреж-
дений шатунных шеек вал может иметь остаточное скручива-
ние, когда, например, оси попарно расположенных шатунных
шеек не совпадают. Чем сильнее износ и эллипсность шатун-
ных шеек и чем меньше припуск на шлифование, тем, оче-
видно, сложнее обеспечить равенство радиусов кривошипа и
общую ось парных шеек. На практике эти требования часто
удается выполнить только при неоправданно больших ре-
монтных уменьшениях диаметров, а в некоторых случаях не
удается вообще.
При сильном износе шатунной шейки и минимальном
припуске на шлифование нередко приходится переходить
на новую ось шейки, смещенную относительно старой на
меньший радиус на величину, близкую к половине эллипса
(рис. 9.32). Обычно эта величина не превышает 0,1+0,3
мм, что является допустимым для всех типов двигателей
легковых автомобилей (включая дизельные). Смещение
более 0,3+0,5 мм может быть нежелательно для дизелей,
где это вызывает заметное снижение степени сжатия. По-
этому во всех случаях, когда обеспечить одинаковые ра-
диусы кривошипов невозможно, следует стремиться к ми-
нимальной их разнице.
Если обозначить биение вала в центрах за А, то макси-
мально возможный ремонтный диаметр DpeM max коренных
шеек, очевидно, будет равен
врем.тах = Dg - А - 8Ш ,
где Do - номинальный диаметр коренных шеек.
Вследствие деформации вала происходит увод осей ша-
тунных шеек на различное расстояние от оси вращения вала.
В результате деформации вала оси крайних шатунных шеек
слабо отклоняются от сзоих прежних радиусов, в то время
как оси средних шеек переходят на новые радиусы вращения
(рис. 9.33), если эти шейки находятся в плоскости деформа-
ции вала или рядом с ней (±30+40°). Шатунные шейки, распо-
ложенные в плоскостях, перпендикулярных плоскости дефор-
мации вала, смещаются в окружном направлении.
Таким образом, у деформированного, но малоизношенно-
го вала из условия равенства радиусов кривошипов шатунные
шейки, также как и коренные, могут иметь максимальный ре-
монтный размер
dp max “ do - A - бш ,
где d0 - номинальный диаметр шатунных шеек; А' - биение
вала в плоскости шатунной шейки.
Величина Д' может быть определена, как среднее арифме-
тическое биений ближайших коренных шеек (рис. 9.36):
D'=^.
Тогда с учетом износа шейки максимальный ремонтный
размер будет
Рис. 9.32. Переход на уменьшенный радиус кривошипа при силь-
ном износе шейки и малом припуске на шлифование:
(---) — контур шейки до повре.'чпения; (-) — изношенная часть контура;
(-------) — контур шейки после ремонта; 0 — ось вращения кривошипа;
AR — уменьшение радиуса кривошипа
Рис. 9.33. Переход шатунных шеек на новые радиусы вращения
при деформации вала:
а — деформированный вал; б — шейка №1 имеет радиус вращения больше
номинального Ro на AR
dp max - dg + А - 8- 8 -8Ш.
Величина Д' берется со знаком "+", если биение вала идет
в направлении к шейке, и - если от шейки. На практике на-
иболее часто встречается случай, когда вал максимально де-
формируется по наиболее изношенной шейке, при этом на-
правление биения коренных шеек получается к шатунной
шейке (сжатие щек вала). Тогда происходит взаимная частич-
ная компенсация износа и биения, в результате чего ремонт-
ный диаметр dp max можно сделать несколько больше. Одна-
ко при биении больше овальности шейки величина dp max
опять станет меньше:
dp max = dg - А + 8 — 8 — 8Ш (при А > 8).
Элементарный расчет показывает, что даже при не очень
большом повреждении шатунной шейки из-за разрушения ша-
тунного подшипника использовать ремонтное уменьшение -
0,25 мм оказывается проблематично. Однако при оценке ре-
монтного уменьшения диаметров^шеек необходимо ориенти-
роваться в первую очередь на минимальный съем металла, а
условия равенства радиусов кривошипов или общая ось по-
парно расположенных шеек второстепенны, но весьма жела-
тельны, особенно с точки зрения уравновешенности вала
(раздел 9.4.2.).
Если деформированный вал не правится, то часто наблю-
дается следующая картина (рис. 9.34). После разрушения
крайнего шатунного подшипника образуется деформация ва-
ла у этой шейки в плоскости вала. Поскольку износ шейки
имеет односторонний характер (сверху), он частично компен-
сируется биением. В то же время биение средних шеек может
оказаться таким, что уже именно они будут определять ре-
монтное уменьшение размера. У валов шести и восьмицилин-
дровых двигателей наблюдается более сложная картина, по-
скольку их шатунные шейки не лежат в одной плоскости. Та-
ким образом, ремонт деформированных валов без примене-
ния правки представляет собой достаточно сложную техниче-
скую задачу.
16*
243
Рис. 9.34. Компенсация деформации вала (с переходом на боль-
ший радиус кривошипа) износом шейки сверху:
а — небольшой износ шейки — новый радиус кривошипа больше номиналь-
ного; б — большой износ шейки — новый радиус кривошипа близок к номи-
нальному (случай требует большого ремонтного уменьшения размера шей-
ки); 1 — ось шелки нормального вала; 2 — ось шейки деформированного
вала; 3 — ось отшлифованной шейки
В зависимости от деформации (биения) вала способы ре-
монта будут следующими:
1) биение до 0,08^-0,10 мм - традиционный ремонт - шли-
фование всех шеек в ремонтный размер 0,25 или 0,50 мм,
возможно исправление передней центровой фаски;
2) биение 0,10-М),20 мм - шлифование в ремонтный раз-
мер 0,25+0,50 мм, возможна наварка (наплавка) хвостовика
и шлифовка от новой базы, не исключена необходимость шли-
фования торцевых поверхностей вала, балансировка;
3) биение 0,20+0,40 мм и более - аналогично, но ремонт-
ный размер шеек вала -0,50 мм или больше, возможна навар-
ка (наплавка) коренных шеек с биением более 0,40 мм, обя-
зательны наварка хвостовика, шлифование торцевых поверх-
ностей, балансировка.
У многих двигателей на коленчатых валах применяются
фланцевые коренные вкладыши, выполненные за одно целое
с упорными полукольцами. В ремонт такие вкладыши нередко
поставляются с увеличенным расстоянием между торцами
(для некоторых двигателей есть варианты как с увеличенной,
так и со стандартной шириной), что предполагает шлифование
торцевых поверхностей соответствующей коренной шейки ва-
ла. Обычно увеличение размера между торцами в два раза
меньше, чем уменьшение диаметра, например, для вклады-
шей 0,25 мм торцевой размер увеличивается на 0,10+0,15
мм, а для 0,5 мм - на 0,20+0,25 мм.
Для двигателей с упорными полукольцами, выполненными
отдельно от коренных вкладышей, упорные полукольца не
входят в ремонтный комплект и должны быть заказаны от-
дельно. Для некоторых двигателей поставляются также упор-
Рис. 9.35. Растачивание по-
врежденной упорной поверхно-
сти коленчатого вала
Рис. 9.36. Конструкция ремонт-
ного упорного подшипника ко-
ленчатого вала:
1 — дополнительные полукольца, ус-
тановленные в расточку на повреж-
денном торце коленчатого вала;
2 — штатный вкладыш с упорными
полукольцами
ные полукольца увеличенной толщины.
Ремонтное увеличение толщины упорных подшипников
обеспечивает возможность исправления биения, круговых ри-
сок и царапин на опорных поверхностях вала при его ремонте.
В практике ремонта встречаются ситуации очень большого
износа задней поверхности упорного подшипника коленчатого
вала (более 0,8+1,0 мм). Обычно это является следствием недо-
статочной смазки при сильной нагрузке на упорный подшипник
со стороны сцепления. Одним из немногих возможных спосо-
бов ремонта вала с таким повреждением является растачива-
ние торца на токарном станке, как это показано на рис. 9.35.
После токарной обработки упорная поверхность полируется.
Далее в расточку вставляются дополнительные полукольца, по-
сле чего вал с полукольцами устанавливается в блок (рис. 9.36).
В данном варианте ремонта дополнительные "плавающие" полу-
кольца позволяют использовать обычные вкладыши с фланцами
или двойные стандартной толщины полукольца на расточенном
упорном торне коленчатого вала, не прибегая к специальным
нестандартным полукольцам увеличенной толщины.
Валы двигателей MERCEDES-BENZ модели М110 имеют
на передней щеке коленчатого вала дополнительный противо-
вес, закрепленный на валу с помощью стальных заклепок. Пе-
ред ремонтом такого вала необходимо высверлить заклепки и
снять противовес, поскольку он мешает подвести шлифоваль-
ный круг к первой шатунной шейке. После ремонта вала про-
тивовес должен быть установлен на место на новых за клеп-
ках, выполненных из мягкой стали (например, из стали 20).
Коленчатые валы с сильно изношенными и перегретыми
шейками, как правило, имеют деформацию по этим шейкам, что
накладывает определенные ограничения на технологию их ре-
монта. Практика показывает, что после шлифования поврежден-
ных шеек коленчатый вал может с течением времени деформи-
роваться, вследствие чего взаимное биение коренных шеек уве-
личится в несколько раз. Нагрев вала при работе двигателя в
таких случаях может вызвать дополнительную деформацию.
Указанный эффект возникает из-за напряжений в поверх-
ностном слое шейки из-за неравномернсго нагрева и охлаж-
дения и ударных нагрузок при разрушении подшипника. При
шлифовании происходит изменение величины и перераспре-
деление напряжений в материале шейки, что и приводит к по-
степенной деформации вала, значительно снижающей каче-
ство ремонта.
Чтобы исключить или максимально ограничить дефор-
мацию вала после ремонта, рекомендуются следующие опе-
рации:
1. Предварительная термообработка перед шлифованием
- выдержка при 180эС в течение 3+4 часов с медленным ох-
лаждением.
2. Шлифование коренных шеек только после шлифования
шатунных.
3. Термообработка после шлифования шатунных шэск пе-
ред шлифованием коренных.
Очевидно, выполнение подобных операций сопряжено с
большими затратами времени и необходимостью применения
специального термического оборудования. Поскольку это не
всегда реально сделать, можно упростить технологию ремон-
та, применив специальный порядок шлифования вала:
1. Предварительное шлифование коренных шеек ("как чи-
сто", но с припуском не менее 0,1 мм для окончательной об-
работки).
2. Шлифование шатунных шеек.
3. Выдержка в течение нескольких часов, контроль дефор-
мации вала (на призмах по индикатору).
4. Окончательное шлифование коренных шеек.
Предварительное шлифование коренных шеек необходи-
мо также и по другой причине. Так, если вал деформирован,
то после предварительного шлифования коренных шеек и
вспомогательных поверхностей они могут быть базовыми для
шлифования шатунных шеек. Если данный порядок нарушен, и
244
Рис. 9.37. Шлифование шатунных шеек ко-
ленчатого вала при его закреплении в па-
тронах шлифовального станка
Рис. 9.39. Способ ремонта поверхностей валов,
работающих по сальникам, с помощью втулок:
1 — втулка; 2 — вал
Рис. 9.38. Технологическая втулка, уста-
навливаемая на хвостовик для шлифова-
ния вала
у деформированного вала сразу шлифуются шатунные шейки,
то нельзя обеспечить параллельности их осей и оси коренных
шеек (нет базы). Очевидно, у равномерно изношенных валов
описанный порядок ремонта необязателен - можно сразу
шлифовать шатунные шейки. В то же время шлифовать корен-
ные шейки в окончательный размер перед шатунными не ре-
комендуется. При шлифовании поверхностей слой металла
испытывает термосиловое воздействие от абразивного круга,
что может стать причиной деформации вала по коренным
шейкам. И хотя эта деформация мала (не более 0,01-0,02
мм), качество ремонта будет снижено.
Шатунные шейки шлифуются в специализированных стан-
ках для шлифования коленчатых валов. Такие станки имеют
центросместительные приспособления с патронами (рис.
9.37), позволяющие сместить ось коренных шеек от оси вра-
щения вала в станке так, чтобы эта ось вращения совпала с
осью обрабатываемой шатунной шейки.
При шлифовании шатунных шеек наиболее важно обеспе-
чить параллельность их осей относительно коленчатого вала
(коренных шеек). Максимально допустимой непараллельностью
следует считать величину 0,1 мм на 1 м. В этом случае на дли-
не шатунной шейки 25 мм непараллельность составит 0,0025
мм. Непараллельность шатунных и коренных шеек определяет-
ся, с одной стороны, типом станка и его техническим состояни-
ем, а с другой - квалификацией специалиста-шлифовщика.
У многих коленчатых валов двигателей иностранных авто-
мобилей ширина шеек мала (20-22 мм), что требует примене-
ния на станках достаточно узких шлифовальных кругов. При
шлифовании не допускается касание кругом торцевых по-
верхностей (щек) коленчатого вала. Надо стремиться к тому,
чтобы не повредить галтели - поверхности перехода от шейки
к щеке (рис. 2.41). На тех валах, где нет канавок для выхода
шлифовального круга, круг должен иметь радиусы не меньше,
чем у галтелей. Этими требованиями пренебрегать не следу-
ет, поскольку любое повреждение галтелей может привести к
усталостному разрушению вала.
Как уже указывалось ранее, во избежание деформации ва-
ла (взаимного биения коренных шеек) коренные шейки должны
шлифоваться только в центрах. Наибольшую точность дает
шлифование в неподвижных центрах с постоянным (но регули-
руемым) поджимом вала одним из центров. Привод вала (вра-
щение) обеспечивается специальным поводком. Не все специ-
ализированные станки для шлифования коленчатых валов,
имеющиеся на отечественных ремонтных предприятиях, обес-
печивают такие условия, поэтому для коренных шеек можно
использовать универсальные круглошлифовальные станки.
При сжатии центрами коленчатый вал деформируется, и
тем сильнее, чем он тоньше и больше усилие сжатия. Для тон-
ких валов усилие сжатия не должно быть большим во избежа-
ние получения недопустимого биения коренных шеек пссле
снятия вала со станка. Проверить и/или подобрать усилие
сжатия можно прецварительным шлифованием коренных ше-
ек с последующей проверкой биения на призмах или в цент-
рах, но без усилия прижатия. Данный вопрос имеет очень
важное значение для обеспечения необходимого качества
ремонта. В практике ремонта нередки случаи, когда после
"неграмотного" шлифования в центрах длинные и тонкие валы
имели биение коренных шеек на призмах 0,10-Ю, 15 мм, а по-
сле аналогичного шлифования в патронах - даже до 0,4-Ю,5
мм. Это даже больше, чем обычно бывает после расплавле-
ния подшипников, обрыва шатуна и т.д.
Альтернативным способом шлифования коренных шеек
является шлифование с одним центром. При этом хвостовик
вала устанавливается в неподвижный центр, а вал зажимает-
ся в патроне по поверхности заднего сальника. Зажатие од-
ной из поверхностей вала в патроне требует очень точного
его выставления по минимальному биению этой поверхности
(не более 0,02-Ю,03 мм). При этом опора с другой стороны на
центр обеспечивает отсутствие деформации вала, что всегда
имеет место, если обе стороны вала зажаты в патронах.
Для шлифования коренных шеек необходимы различные
центры, включая укороченные для коротких центровых отвер-
стий. Очень большое значение имеет состояние центровых
фасок на самом валу. Так, после неквалифицированной раз-
борки двигателя и/или исправления центровой фаски на ее
поверхности возможны различные дефекты, включая впади-
ны, из-за чего не получается хорошего прилегания центра к
фаске. Это является одной из причин появления эллипса на
коренных шейках после ремонта (до 0,02-0,04 мм).
Некоторые шлифовщики для установки вала в станке ис-
пользуют различные технологические втулки, от поверхнос-
тей которых ведут обработку коренных шеек (рис. 9.38). Это
является принципиальной ошибкой - втулка всегда вносит до-
полнительное биение хвостовика за счет погрешности изго-
товления самой втулки и ее установки на вал, поэтому подоб-
ные способы всегда снижают качество ремонта вала.
После шлифования коренных шеек и торцевых (упорных)
поверхностей могут быть прошлифованы, если необходимо,
хвостовик (если он наварен) и поверхности под сальники. Для
деформированных валов это обязательно, для недеформиро-
ванных следует ориентироваться на состояние и биения соот-
ветствующих поверхностей. Обычно биение более 0,02 мм
требует обработки поверхностей под сальники. Это не значит,
что надо шлифовать эти поверхности до тех пор, пока не ис-
чезнут все круговые риски. Кольцевая канавка от сальника
вполне может быть оставлена, поскольку новый сальник
обычно встает в другое место.
На некоторых валах (MITSUBISHI, NISSAN) центрирова-
ние маховика осуществляется по поясу заднего сальника.
При такой конструкции поверхность под сальник может быть
прошлифована на некотором расстоянии от заднего торца ва-
ла. Несоблюдение этого условия приведет к неконтролируе-
мому смещению маховика и вибрации двигателя.
На американских ремонтных предприятиях для ремонта по-
верхности под сальник практикуется использование тонкой
стальной втулки, напрессэвываемой на соответствующую по-
верхность вала (рис. 9.39). Этот способ имеет ограниченное при-
менение, т.к. при улучшении качества поверхности не исправля-
245
ет ее биения относительно коренных шеек (если оно есть).
Следует также иметь в виду, что при недостаточной твер-
дости материала втулка быстро изнашивается в зоне контак-
та с сальником, после чего уплотнение нарушается. Помимо
этого, при установке втулки увеличивается диаметр уплотня-
емой поверхности, что также может негативно отразиться на
качестве и ресурсе уплотнения.
При шлифовании шеек должна быть обеспечена правиль-
ная геометрия обрабатываемой поверхности. Так, допусти-
мые овальность и конусность любой шейки не должны быть
больше 0,01 мм, однако высокое качество ремонта вала бу-
дет достигнуто, если эти характеристики не превысят 0,005
мм. Обычно недопустимые отклонения формы (в основном,
овальность) появляются из-за плохого технического состоя-
ния станка (например, износ подшипников), а также из-за не-
достаточной квалификации шлифовщика. В частности, непра-
вильная геометрия появляется вследствие сильного нажима
круга на шейку, а также из-за возникновения вибраций вала.
Качество ремонта может также снизиться при появлении
"огранки" на поверхности вала вследствие, например, биения
или вибрации шлифовального круга или вала. "Огранка" на ва-
лу нежелательна, поскольку снижает ресурс подшипников, од-
нако она может быть частично сглажена при доводке шеек.
В эксплуатации встречаются случаи износа посадочной
поверхности шестерен и шкива на хвостовике вследствие ос-
лабления затяжки центрального болта (гайки). При этом не-
редко разбивается гнездо шпонки на хвостовике. В такой си-
туации ремонт выполняется по следующей схеме:
1) растачиваются "как чисто" посадочные поверхности де-
талей, расположенных на хвостовике, соблюдая требования
взаимного биения посадочных и рабочих поверхностей не бо-
лее 0,01 -5-0,02 мм;
2) наваривается хвостовик. Предварительно необходимо
гнездо шпонки заполнить медью (сделать медную шпонку).
Это позволяет получить хорошее качество поверхности около
шпоночного паза, а также защитить паз от дополнительных
повреждений при наварке;
3) хвостовик шлифуется в размер, обеспечивающий зазор
0,01-5-0,02 мм в отверстиях деталей, сидящих на нем. При этом
должна быть обеспечена соосность с опорными шейками ва-
ла - взаимное биение не должно превышать 0,03 мм;
4) ударами тупого стержня выбивается медная шпонка, а
края паза обрабатываются алмазным надфилем;
5) если шпоночный паз сильно поврежден, то шпонка мо-
жет быть установлена на эпоксидной или иной синтетической
композиции. Вообще же при ремонте шпоночных пазов следу-
ет помнить, что в подавляющем большинстве конструкций
шпонки являются установочными, а не силовыми элемента-
ми. Это значит, что шкивы, звездочки и/или шестерни уста-
навливаются по шпонкам, а удерживаются от проворачива-
ния усилием затяжки болта.
Доводка (полирование) шеек коленчатого вала является
обязательной операцией, исключающей ускоренный износ
вкладышей в период первоначальной приработки. Технология
доводки описана выше. Следующий за доводкой окончатель-
ный контроль выполняется также, как и дефектация вала. Все
измерения вала при окончательном контроле делаются очень
тщательно. При обнаружении дефектов ремонта (повышенное
биение, неправильная геометрия, невыдержанные размеры)
не стоит "испытывать судьбу", пытаясь собрать двигатель. Вал
с подобными дефектами однозначно должен быть переделан,
поскольку от него, в основном, зависит надежность работы
всего двигателя и срок его службы после ремонта.
9.4.2. Балансировка коленчатого вала
При ремонте двигателя нередко возникает необходимость
балансировки коленчатого вала и сопряженных с ним деталей
- маховика и муфты сцепления. Практика показывает, что это
может быть связано либо с большой предварительной дефор-
мацией вала перед шлифованием, либо с некачественно про-
веденным ремонтом, вследствие чего посадочные поверхно-
сти для маховиков получают значительные биения относи-
тельно коренных шеек.
Коленчатый вал обладает достаточно большой массой (не-
сколько десятков кг) и имеет высокую рабочую частоту вра-
щения, поэтому он тщательно балансируется на заводе-изго-
товителе. Если при ремонте вала устраняется деформация
(например, правкой) и не допускается грубых ошибок (напри-
мер, несоосности коренных шеек с базовыми поверхностя-
ми), то вал в целом сохраняет уравновешенность. Напротив,
шлифование деформированного вала или недостаточная ква-
лификация шлифовщика требует последующей балансировки
коленчатого вала и, возможно, маховика и муфты сцепления.
В некоторых случаях необходимость балансировки коленча-
того вала и присоединенных к нему деталей возникает из-за
нарушения технологии разборки и сборки двигателя, а также
из-за неправильной комплектации двигателя новыми запас-
ными частями. Речь идет о двигателях, у которых коленчатый
вал сбалансирован в сборе с маховиком и муфтой. Наруше-
ние порядка установки деталей (например, их взаимное угло-
вое смещение), а также замена одной детали из сбалансиро-
ванного в сборе комплекта на другую может вызвать повы-
шенную вибрацию двигателя. Это существенно увеличивает
шум, нагрузки на подшипники коленчатого вала и опоры дви-
гателя, что сокращает срок службы вала, подшипников и дру-
гих деталей, а также способствует быстрой утомляемости во-
дителя (не говоря уже вообще о создании некомфортных ус-
ловий в салоне автомобиля). Таким образом, применительно
к ремонту двигателя балансировка позволяет при произволь-
ном упрощении или нарушении ремонтных технологий сни-
зить вибрацию и нагрузки, с ней связанные, до уровня ново-
го двигателя.
Неуравновешенный вал при вращении создает динамиче-
ские нагрузки на опоры (подшипники), которые увеличивают-
ся с ростом частоты вращения. На практике наиболее часто
встречаются статическая и динамическая неуравновешенно-
сти коленчатого вала и присоединенных к нему деталей. Ста-
тическая неуравновешенность характеризуется тем, что
главная центральная ось инерции вала (ось, при вращении во-
круг которой на опорах вала не возникает динамических на-
грузок) и ось вращения вала параллельны и оасположены на
расстоянии ест друг от друга. Величина ест называется экс-
центриситетом массы (рис. 9.40).
При вращении статически неуравновешенной детали мас-
сой m с угловой скоростью со возникает центробежная сила
Fq = тс^ест,
которая воспринимается опорами. При этом на опоры бу-
дут действовать одинаковые и направленные в стороны, про-
Рис 9.40. Схема появления неуравновешенности коротких дета-
лей большого диаметра:
ест — эксцентриситет; о — центр масс
246
Величина D = m-eCT называется дисбалансом и имеет раз-
мерность гем. Кроме этого, дисбаланс имеет направление,
которое определяется углом ср, отсчитываемым в плоскости
вращения от какой-либо выбранной точки начала отсчета. В
соответствии с этим задачей балансировки является опреде-
ление величины и направления (угла) дисбаланса и уменьше-
ние дисбаланса корректировкой масс в одной плоскости. Та-
кая балансировка называется статической и может быть про-
ведена без вращения детали (см. ниже).
Статическая неуравновешенность характерна для диско-
образных деталей, таких как вентилятор, муфта сцепления,
маховик, шкив и других аналогичных деталей, у которых осе-
вая длина значительно меньше диаметра. Эти детали чаще
всего сбалансированы отдельно на заводе-изготовителе. При
ремонте двигателя они вносят дополнительную неуравнове-
шенность обычно в случае неквалифицированного ремонта
(шлифования) коленчатого вала, когда посадочные поверхно-
сти на валу получают биения относительно новой оси враще-
ния. Тогда главная центральная ось инерции присоединенных
деталей уже не будет совпадать с их новой осью вращения. Ха-
рактерно, что в подобных случаях устранить неуравновешен-
ность, возникающую от этих деталей, можно только их совме-
стной балансировкой с валом. После этого как вал, так и при-
соединенные детали становятся невзаимозаменяемыми.
Для коленчатых валов, имеющих достаточно большую дли-
ну и сравнительно небольшой диаметр, характерна динамиче-
ская неуравновешенность, при которой главная центральная
ось инерции и ось вращения перекрещиваются или пересека-
ются (рис. 9.41). При вращении такого вала на его опоры дей-
ствуют неравные силы - в общем случае не только по величи-
не, но и по направлению. В результате этого, помимо неурав-
новешенной результирующей силы, как в случае статической
неуравновешенности, возникает и неуравновешенный мо-
мент. В соответствие с этим за чачей балансировки таких ва-
лов будет определение величин и углов дисбалансов по край-
ней мере в двух плоскостях коррекции (обычно у крайних
опор) и уменьшение величин дисбалансов корректировкой
масс. Такал балансировка называется динамической и вы-
полняется с вращением вала. Очевидно, что при динамичес-
кой балансировке автоматически выполняется и статическая
- динамически отбалансированный вал всегда оказывается
отбалансированным и статически.
Для высокооборотных двигателей коленчатые валы обыч-
но балансируются на заводе-изготовителе с весьма высокой
точностью. При этом эксцентриситет ест, как правило, не пре-
вышает 0,025 мм, а так называемый остаточный (после ба-
лансировки) дисбаланс, например, при массе вала 10 кг со-
ставляет не более Dmax = 254-30 гем. Для маховиков, шкивов,
муфт сцепления, гасителей крутильных колебаний остаточ-
ный дисбаланс должен быть по крайней мере в 24-3 раза мень-
ше. Ориентируясь на эти значения дисбалансов, нетрудно оп-
ределить допустимые деформации валов, а также ошибки при
их шлифовании.
Так, сбалансированный на заводе-изготовителе маховик
массой m = 5 кг может стать причиной вибрации двигателя,
если при ремонте (шлифовании) коленчатого вала его новая
ось вращения сместится относительно старого положения.
Приняв для маховика DMax = 5-10 гем, найдем смещение
осей ест max = Dmax / т = 0,0014-0,002 см = 0,014-0,02 мм. Сле-
довательно биение посадочных поверхностей присоединяе-
мых к валу деталей не должно быть больше двойного смеще-
ния, т.е. больше 0,024-0,04 мм (в среднем 0,03 мм). Если при
шлифовании биения посадочных поверхностей на валу оказы-
ваются больше, то это свидетельствует о недопустимо низком
качестве ремонта вала и необходимости дополнительной ба-
лансировки вала в сборе с маховиком.
Как указывалось в разделе 9.3., у коленчатого вала из-за
перегрева и разрушения шатунных подшипников нередко воз-
никает достаточно равномерная деформация (рис. 9.15), по
Рис 9.41. Схема появления неуравновешенности длинных валов:
а — моментная неуравновешенность: б — динамическая неуравновешен-
ность (общий случай
форме близкая к параболе, причем в середине вала дефор-
мация максимальна. Тогда биение Dmax середины вала у
средней коренной шейки относительно центровых отверстий
может быть связано с эксцентриситетом массы приближенно
соотношением
Dmax = 3eCT. Несложно посчитать, что для вала массой 10
кг при ест < 0,025 мм и дисбалансе D < 25 г-см биение перед
шлифованием не должно превышать Dmax = 0,075 мм.
Полученные величины ест и D соответствуют "новым" ва-
лам, прошедшим балансировку. В эксплуатации всегда имеет
место определенное ухудшение уравновешенности двигателя
(так называемый эксплуатационный дисбаланс). Так, практи-
ка показывает, что если после ремонта эксцентриситет и дис-
баланс увеличиваются по сравнению с "новым" валом на
254-30%, то это не приводит к сколько-нибудь заметному по-
вышению вибрации и снижению ресурса двигателя. Исходя из
этого, максимальное биение перед шлифованием вала
Dmax = 0,094-0,10 мм при ест < 0,0304-0,035 мм, D < 304-35 гем.
Таким образом, хотя указанные величины ест и D превы-
шают уровень "новых" валов, исходя из практики они еще яв-
ляются допустимыми. При большей деформации вал необхо-
димо править до шлифования либо балансировать после шли-
фования.
При шлифовании вала с серьезными повреждениями ше-
ек оси шатунных шеек приходится смещать на разные радиу-
сы. Иногда не слишком опытный шлифовщик допускает подоб-
ную ошибку, особенно если вал перед шлифованием имеет
ощутимую деформацию. Например, радиусы противолежащих
шатунных шеек нередко различаются на 0,2 мм. Если масса
нижних головок шатунов составляет порядка 200 г, то нетруд-
но посчитать, что вал в сборе с шатунами будет иметь допол-
нительный дисбаланс порядка 8 гем. Это может составлять
204-40% от дисбаланса самого коленчатого вала в сборе с ма-
ховиком и муфтой. Устранить этот вид дисбаланса, возникаю-
щий только из-за некачественного ремонта шатунных шеек,
можно балансировкой вала в сборе со специальными техно-
логическими втулками на шатунных шейках, имитирующими
массу нижних головок шатунов (см. ниже). Таким образом,
чем ниже качество ремонта вала, тем сложнее и дороже бу-
дут работы по его балансировке. И наоборот, при высоком ка-
честве ремонта балансировка, как правило, не требуется.
247
Рис 9.42. Параллельный стенд для статической балансировки:
1 — болт регулировки напргвляющих в горизонтальной плоскости; 2 — бол-
ты крепления направляющих к стойкам стенда
Рис 9.43. Сечения ножей для параллельных стендов:
а — плоский нож; б — призматическая направляющая для деталей весом
до 200 кг; в — направляющая круглого сечения для деталей весом 4050 кг
Наиболее проста и доступна статическая балансировка
валов и присоединенных к ним деталей, поскольку для этого
не требуется дорогостоящее оборудование.
В практике ремонта двигателей получили распростране-
ние так называемые параллельные стенды (рис. 9.42), пред-
ставляющие собой закрепленные горизонтально на специаль-
ном основании две параллельные направляющие. Чаще всего
направляющие выполняются в виде плоских "ножей" (рис.
9.43), другие конструкции призматического и круглого сече-
ния встречаются реже. Рабочая часть направляющих для
уменьшения коэффициента трения должна быть закалена до
> НРС 50 и отшлифована. Ширина рабочей поверхности на-
правляющих для балансировки деталей двигателей легковых
автомобилей должна составлять 1-3 мм, причем края поверх-
ности должны быть закруглены (в противном случае могут по-
вреждаться поверхности деталей, опирающиеся на направля-
ющие). Чем тяжелее деталь, тем больше должна быть ширина
рабочей поверхности.
Конструкция приспособления должна обеспечивать регу-
лировку (выверку) положения направляющих точно "в гори-
зонт", иначе балансировка окажется достаточно гоубой из-за
"скатывания" балансируемой детали. Кроме того, должна
быть предусмотрена возможность изменения расстояния
между направляющими в достаточно широких пределах.
Погрешности статической балансировки связаны с сила-
ми трения качения детали по направляющим. Если вращаю-
щий момент от силы тяжести больше момента сил трения, то
деталь будет поворачиваться. Тогда погрешность (или чувст-
вительность стенда) будет равна
AD = m-rf,
где m - масса детали; г - радиус опорной шейки; f - коэф-
фициент трения, зависящий от материала и состояния по-
верхностей (f ~ 0,001).
При массе вала 10 кг и радиусе шеек г = 25 мм погреш-
ность статической балансировки составит порядка 25 г-см.
Следовательно, статическая балансировка на параллельных
стендах является довольно грубым способом уравновешива-
ния деталей. Она может применяться в тех случаях, когда
другие, более точные способы, недоступны.
Существуют и другие приспособления для статической
балансировки деталей, например, дисковые (рис. 9.44) и ро-
ликовые, которые имеют несомненные преимущества пе-
ред параллельным стендом, одно из которых - отсутствие
необходимости в строгой выверке. Наиболее точные балан-
сировочные весы в практике ремонта из-за сложности их
изготовления и высокой стоимости не получили широкого
распространения.
Рассмотрим, как на параллельном стенде может быть от-
балансирован статически коленчатый вал, а также маховики
и муфты сцепления, установленные на коленчатом валу. Ста-
тическая балансировка коленчатого вала может применяться
только в случаях, когда деформация вала перед шлифовани-
ем имела "плавный" характер с максимумом в середине вала
(как показано на рис. 9.15), а возможности проведения дина-
мической балансировки отсутствуют.
Как уже указывалось выше, маховики и муфты, баланси-
руемые отдельно на заводах-изготовителях, требуют балан-
сировки на коленчатом валу только в случае, если при шлифо-
вании коренных шеек была смещена их ось вращения. Для ба-
лансировки деталей необходимо сначала отбалансировать
коленчатый вал, после чего, устанавливая детали на вал по-
очередно (сначала маховик, затем муфту), провести их ба-
лансировку. Предварительно необходимо сделать метки на
валу и деталях, т.к. менять их взаимное угловое положение
после балансировки нельзя.
Статическая балансировка может быть использована и
тогда, когда требуется замена, например, маховика, отбалан-
сированного на заводе-изготовителе в сборе с коленчатым
валом, а также в случаях, когда из-за неквалифицированной
разборки не представляется возможным найти правильное
взаимное положение снятого маховика и вала, ранее уже от-
балансированных в сборе.
Технология статической балансировки на параллельном
стенде достаточно проста. Вал, установленный на направляю-
щие, под действием силы тяжести перемещается (поворачи-
вается) и останавливается. В этом положении эксцентриси-
тет массы направлен вниз относительно оси вращения. По-
Рис. 9.44. Роликовые (дисковые) стенды для статической баланси-
ровки валов
248
этому сверху на валу (или на балансируемой детали) закреп-
ляются технологические грузы, масса которых подбирается
из условия достижения валом состояния безразличного рав-
новесия. Далее масса m этих грузов измеряется на весах.
После этого в нижней части вала (или балансируемых дета-
лей) на том же радиусе, где были закреплены грузы, сверлят-
ся отверстия диаметром d = 6-10 мм. Число п и глубину h от-
верстий можно выбрать по формуле:
где р = 7,8 г/см3 - плотность материала деталей (чугун или
сталь).
Далее балансировка вала проверяется, и при необходи-
мости корректировка масс выполняется повторно.
Динамическая балансировка валов является значительно
более сложным процессом, который требует дорогостоящего
оборудования и высокой квалификации специалистов-балан-
сировщиков.
Динамическая балансировка валов обычно выполняется
на универсальных балансировочных станках (рис. 9.45), обес-
печивающих:
привод вала и вращение его с постоянной частотой (обыч-
но в диапазоне 8-60 с’1);
измерение параметров, позволяющих определить кон-
кретные места корректировки массы вала.
Универсальность станка позволяет балансировать валы,
имеющие широкий диапазон габаритных размеров и масс.
Обычно балансировочные станки имеют ленточный (ремен-
ный) привод вала. Вал в станке вращается в двух специаль-
ных опорах, конструкция которых позволяет измерять сипы,
действующие на опоры со стороны балансируемого вала, а
также направление действия этих сил. Эти данные использу-
ются для определения мест корректировки массы.
Динамическая балансировка вала проводится в двух плос-
костях, расположенных обычно у крайних его опор. Чтобы пра-
вильно выполнить балансировку, иногда следует знать, что про-
изошло с валом, каковы были деформация и ее направление пе-
ред шлифованием. Рассмотрим этот вопрос более подробно.
Если вал перед шлифованием имел большую деформацию,
например, биение 0,4 мм, то, как уже было указано выше, де-
формация по длине вала обычно равномерна с максимумом
вблизи середины вала. Тогда вал массой 20 кг получает экс-
центриситет массы порядка ест = 0,13 мм. Несложно рассчи-
тать, что при частоте вращения п = 6000 мин’1 появляется
центробежная сила F = m-w2-eCT ~ 1000 Н.
Эта сила, если вал не уравновешен, воспринимается опо-
рами, причем, в основном, средними, т.к. именно здесь име-
ет место наибольшая деформация. В то же время согласно
существующим методикам балансировки, корректировка
масс выполняется на крайних противовесах вала. Следова-
тельно, после такой балансировки происходит существенное
смещение (или искривление) главной центральной оси инер-
ции так, как это показано на рис. 9.46. Нарушается и основ-
ное правило ремонта - поврежденная деталь после ремонта
будет иметь несколько иные характеристики, чем новая.
Необходимо отметить, что для “жестких" коротких валов
с большими диаметрами шеек и мощными щэками (харак-
терно для многих четырехцилиндровых двигателей прошлых
лет выпуска) указанный эффект несущественен. Такие ко-
ленчатые валы обладают достаточной жесткостью и практи-
чески не испытывают деформаций под действием дополни-
тельных центробежных сил. Иное дело - длинные тонкие
("гибкие") коленчатые валы рядных 6-цилиндровых двигате-
лей, особенно сравнительно небольшого рабочего объема
(2,0-2,5 л). Некоторые из таких валов (например, у двигате-
лей японского производства) могут быть деформированы на
0,10-5-0,15 мм вручную усилием всего 200-300 Н. В то же
Рис. 9.45. Станок для динамичес-
кой балансировки коленчатых
валов
Рис 9.46. Схема появления уп-
ругого прогиба длинного вала от
центробежных сил после дина-
мической балансировки в двух
крайних плоскостях коррекции
время сила, действующая на шатунную шейку вала, напри-
мер, от давления газов в цилиндре составляет порядка
1000-2000 Н, т.е. имеет тот же порядок, что и центробежная
сила из-за деформации середины вала. Следовательно, ба-
лансировка длинных валов по двум крайним плоскостям
коррекции без учета их "прошлой" деформации препятству-
ет решению одной из задач балансировки, а именно сниже-
нию нагрузок в подшипниках, возникающих вследствие дис-
баланса, и увеличения ресурса подшипников.
Кроме того, балансировка по обычной схеме может дать
здесь большую погрешность, если при вращении в станке вал
будет испытывать деформацию от центробежных сил.
Для того, чтобы учесть "искривление" главной централь-
ной оси инерции вала, следует начинать балансировку с его
середины. Здесь вполне достаточно статической балансиров-
ки на параллельном стенде, при этом следует выполнить кор-
ректировку массы на одном из средних противсзесов. Только
после этого можно проводить динамическую балансировку по
обычной схеме. Таким образом, указанный способ по трудо-
емкости незначительно превышает обычную динамическую
балансировку в двух плоскостях коррекции, однако фактичес-
ки масса корректируется в трех плоскостях. У длинных тонких
валов рядных шестицилиндровых двигателей это может иметь
существенное значение для разгрузки коренных подшипников
и увеличения ресурса двигателя после ремонта.
Уравновешивание "гибких" валов можно выполнить и по
обычной схеме в двух плоскостях коррекции, если рекомен-
довать следующее:
с целью увеличения жесткости средней части коленчатого
вала перенести опоры балансировочного станка с крайних
коренных шеек (в данном случае первая и седьмая) во вто-
рую и пятую (или шестую) коренные шейки;
если позволяют условия, снизить скорость вращения ко-
ленчатого вала на балансировочном станка. Этим несколько
понижается чувствительность станка, но в то же время в че-
тыре раза (пропорционально квадрату угловой скорости)
уменьшается стрела упругого прогиба коленчатого вала.
Выполнение указанных рекомендаций, как правило, при-
водит к удовлетворительным результатам по качеству балан-
сировки.
Наибольшую сложность представляет собой динамичес-
кая балансировка коленчатых валов V-образных двигателей,
а также рядных двух-, трех- и пятицилиндровых. Как уже бы-
ло указано в разделе 2.2., валы этих двигателей не имеют
средней плоскости симметрии, а у некоторых из них (напри-
мер, у двухцилиндровых) центр масс вообще не лежит на оси
вращения. Такие валы динамически балансируются только со
специальными компенсационными грузами (технологически-
ми втулками) на шатунных шейках, имитирующими массу
нижних головок шатунов.
Балансировку "несимметричных" валов необходимо начи-
нать с определения масс М технологических втулок. Это мо-
16а. Pcmohi двиг. |лруб. а и ей.
249
Рис. 9.43. Динамическая балан-
сировка коленчатого вала с
компенсационными массами,
закрепленными на шатунных
шейках
Рис. 9.50. Зажим шатуна для
затяжки или ослабления болтов
осуществляется только за ниж-
нюю головку, чтобы не дефор-
мировать стержень
Рис. 9.47. Определение ком-
пенсационных масс взвешива-
нием нижней головки шатуна
при опоре на верхнюю на спе-
циальных весах
Рис. 9.49. Шатун с поврежден-
ным отверстием нижней голо-
вки
жет быть сделано взвешиванием нижних головок шатунов при
шарнирном закреплении их верхних головок (рис. 9.47). Да-
лее следует рассчитать наружный диаметр втулок, зная диа-
метр d и ширину b шатунной шейки:
D = d +
I 4-М
\1 я • b • р
где р = 7,8 г/см3 - плотность стали.
Поскольку втулки должны состоять из двух половин (чтобы
их можно было установить на шейки вала), диаметр D следует
выполнить на 0,5+1 ,0 мм больше расчетного. Этим будет ком-
пенсировано уменьшение массы втулки при ее разрезке на две
половины. Кроме того, половины втулки должны иметь отвер-
стия для стягивания их болтами и крепления на шейке. Оконча-
тельно масса втулки подгоняется по весу в сборе в болтами.
Изготовление втулок и подгонка их массы является весьма
трудоемким процессом. Поэтому современные специализиро-
ванные станки комплектуются приспособлениями, позволяю-
щими регулировать массу грузов. На рис. 9.48 показан станок
фирмы SCHENCK для балансировки несимметричных колен-
чатых валов с закрепленными на шатунных шейках компенса-
ционными грузами. Вследствие большой трудоемкости и слож-
ности динамическая балансировка "несимметричных" валов в
практике ремонта используется крайне редко. Неквалифици-
рованный ремонт, а именно шлифование деформированного
вала, не оставляет других возможностей, кроме балансировки
с технологическими втулками. Чтобы этого избежать, правка
деформированных валов указанных конструкций становится
обязательной и практически не имеет альтернативы.
9.4.3. Ремонт шатунов
В эксплуатации наиболее часто встречается несколько ти-
повых повреждений и неисправностей шатунов. Это износ и де-
формация отверстий нижней головки в результате неисправно-
сти шатунного подшипника (износ, перегрев, разрушение, про-
ворачивание), а также деформация стержня шатуна из-за гид-
роудара в цилиндре или разрушения клапана (возможно, седла
клапана). В последнем случае стержень шатуна нередко закру-
чивается. Большинство неисправностей шатунов удается устра-
нить ремонтом, за исключением тех случаев, когда на шатуне
обнаруживаются трещины. Такие шатуны ремонту не подлежат.
Ремонт шатуна представляет собой достаточно сложную
технологическую цепочку, требующую точного измерительно-
го и станочного оборудования, однако для большинства двига-
телей иностранных автомобилей этот ремонт окупается. Во-
первых, цена нового шатуна достаточно высока (обычно свы-
ше 100-150 USD), а на некоторые двигатели, например, VOLK-
SWAGEN, часто можно найти только комплект новых шатунов.
И во-вторых, на целый ряд старых моделей шатуны найти во-
обще не удается. Эта ситуация существенно отличается от си-
туации с отечественными автомобилями. Здесь ремонт вряд
ли целесообразен, поскольку цена нового шатуна может ока-
заться соизмеримой с затратами на ремонт, да и приобрете-
ние нового шатуна большой проблемы не составляет.
Прежде чем ремонтировать даже явно неисправный ша-
тун (рис. 9.49), необходимо измерить его основные геометри-
ческие характеристики.
Проверка шатунов начинается с их мойки и сушки. Палее
крышки шатунов затягиваются соответствующим моментом, ре-
комендованным заводом-изготовителем. При отсутствии дан-
ных можно ориентироваться на следующие: 35 Н м - для резьбы
М8х1; 50 Н м - для резьбы М9х1; 60 Н м - для всех резьб диаме-
тром 10 мм. При затягивании гаек (болтов) крышки шатун мож-
но зажать в тисках через прокладки за боковые поверхности
нижней головки (рис. 9.50). Зажимать шатун за стержень запре-
щается во избежание деформации (скручивания) шатуна.
Отверстие нижней головки измеряется нутромером
(см.рис. 8.17) с точностью до 0,01 мм. Эллипсность (оваль-
ность) отверстия не должна превышать 0,02 мм. Иногда
встречаются шатуны, у которых в результате заклинивания и
проворачивания вкладыша на поверхности отверстия нижней
головки имеются круговые риски, но диаметр отверстия оста-
ется в допуске. Такие шатуны должны быть отремонтированы
в обязательном порядке, поскольку на поврежденной поверх-
ности ухудшается тепловой контакт со вкладышем и его ох-
лаждение, уменьшается натяг вкладышей в отверстии. Это
обычно приводит к быстрому выходу подшипника из строя.
Если отверстие нижней голозки шатуна явно изношено, то
необходимо определить износ, сравнив размер изношенного
отверстия с неизношенным или справочными данными (см.
Приложение 1). Проводя измерения, следует помнить, что
обычно износ больше у краев отверстия. Величина износа яв-
ляется исходной величиной при ремонте.
Деформация шатуна наиболее просто определяется на по-
верочной плите или с помощью лекальной линейки (рис. 8.19
и 8.20). У подавляющего большинства шатунов ширина верх-
ней и нижней головок одинакова. Поэтому у деформирован-
ного шатуна появятся просветы между боковой поверхностью
и плитой (или линейкой). Для шатунов, имеющих различную
ширину головок, задача усложняется, особенно, если у голо-
вок нет одной общей плоскости. Здесь можно выйти из поло-
жения только с помощью плиток, подкладываемых под одну из
головок либо с помощью специальных приборов.
Приборы, определяющие деформацию шатунов, измеряют
непараллельность осей отверстий верхней и нижней головок
(см. раздел 5.4.). Точность измеоения - не хуже 0,005-0,010 мм
на 100 мм длины. У шатунов максимальная деформация (непа-
раллельность осей) не должна превышать половины рабочего
зазора в цилиндре на диаметре цилиндра. Это значит, что при
зазоре в цилиндре порядка 0,04+0,05 мм максимальная дефор-
мация должна быть меньше 0,020+0,025 мм на длине (плече),
равной диаметру цилиндра. Тогда все дополнительные движе-
ния поршня за счет перекоса осей отверстий головок шатуна, а
именно, качания и вращения вокругоси (рис. 9.51), будут малы
250
и не окажут существенного влияния на ресурс ЦПГ.
Ремонт нижней головки шатуна может выполняться раз-
личными способами и на различном оборудовании, однако
имеет следующие характерные особенности:
отверстие после ремонта должно иметь номинальный раз-
мер (диаметр), такой же, как и у неповрежденных шатунов;
должно быть обеспечено качество поверхности - шерохо-
ватость не ниже Ra 1,25 мкм, «эллипс» и «конус» не больше
допуска на диаметр (т.е. не более 0,010-5-0,015 мм);
должна сохраниться перпендикулярность отверстия к боковой
(базовой) поверхности или параллельность отверстий головок.
Чтобы получить номинальный диаметр в отверстии нижней
голое ки у изношенного шатуна, необходимо обработать его и
крышку по плоскости разъема в сумме на величину, большую,
чем максимальный износ. При этом следует иметь в виду, что
изношенные шар/ны нередко сильно закалены в отверстии (пе-
регрев из-за неисправного вкладыша с одновременным по-
ступлением масла - своеобразный режим "закалки в масло").
Следует отметить, что при перегреве нижней головки в
ней возникают внутренние напряжения, приводящие обычно
к сжатию отверстия в плоскости разъема при ослаблении за-
тяжки болтов (рис. 9.52). В таком случае для определения
припуска на обработку поверхностей разъема необходимо
немного притереть их на плите.
Если указанное сжатие имеет место, то размер отверстия
вблизи поверхностей разъема может быть меньше номиналь-
ного. Тогда можно обрабатывать поверхность разъема толь-
ко крышки, не трогая шатун. Практика показывает, что если
размер отверстия в плоскости, параллельной оси стержня ша-
туна больше номинального диаметра отверсгия на величину
6, то припуск на обработку поверхностей разъема должен
быть в сумме не менее (1,2-Н,5)-8.
Обработка поверхности разъема может быть выполнена
различными способами в зависимости от величины износа
и/или деформации отверстия. Так, если необходимо "зани-
зить" плоскость не более чем на 0,05-5-0,06 мм, то её можно
притереть на притирочной плите с пастой (рис. 9.53). При
этом важно не перекосить плоскость относительно боковой
поверхности, для чего шатун с крышкой следует притереть
вместе, периодически меняя их местами и поворачивая.
При большем износе отверстия поверхности разъема шли-
фуют на плоско-шлифовальном станке, обеспечивая перпен-
дикуляра сть обрабатываемой поверхности к боковой по-
верхности шатуна. Возможно также использование сррэзер-
ного станка, однако точность обработки и качество поверхно-
сти будут хуже.
После того, как шатун и крышка стянуты болтами, необхо-
димо проверить совпадение боковых плоскостей шатуна и
Рис. 9.52. Деформация нижней
головки шатуна при перегреве -
сжатие в плоскости разъема и
деформация поверхностей
разъема (указано стрелкой)
Рис. 9.53. Притирка плоскости
разъема шатуна на притирочной
плите выполняется одновремен-
но с крышкой, чтобы исключить
перекос осей отверстий головок
Рис. 9.54. Перекос оси отверстия нижней головки шатуна (d) из-за
неправильного базирования вследствие выступания крышки над
плоскостью боковой поверхности шатуна
крышки. При этом на боковой плоскости, выбранной за базо-
вую, не должно быть выступания плоскости крышки над плос-
костью шатуна (рис. 9.54), иначе не будет обеспечена парал-
лельность осей отверстий шатуна после обработки отверстий.
Это можно проверить на притирочной плите, если немного
(на 0,01 мм) притереть боковые плоскости.
Применяется несколько способов обработки отверстий
шатуна - растачивание, шлифование и хонингование.
Простым и доступным способом является растачивание
отверстия на токарном станке. Для этого изготавливается
планшайба, торец которой окончательно протачивается после
установки (рис. 9.55). В планшайбе должны быть сделаны
резьбовые отверстия для прижатия шатуна башмаками. С по-
мощью индикатора находится такое положение шатуна, при
котором радиальное биение отверстия будет минимальным.
Далее твердосплавным резцом выполняется растачивание.
Данный способ позволяет добиться удовлетворительной
Рис. 9.51. Схема дополнительного вращения поршня в цилиндре
при недопустимо большой деф-' чации шатуна
Рис. 9.55. Схема обработки отверстия головки шатуна на план-
шайбе в токарном станке:
1 — планшайба 2 — резец; 3 — прижим
251
Рис. 9.56. Шатун с деформиро-
ванным стержнем
Рис. 9.59. Простой способ прав-
ки стержня шатуна при кручении
Рис. 9.57. Схема правки шатуна в плоскости, параллельной отвер-
стиям:
1 — прижим; 2 — подкладки
Рис. 9.58. Схема правки стержня шатуна в плоскости, перпенди-
кулярной отверстиям
Рис. 9.60. Схема устранения смещения головок шатуна:
а — исходное состояние; б — предварительный изгиб стержня у нижней го-
ловки; в — изгиб стержня у верхней головки; г — состояние после правки
точности в 0,02 мм, однако качество поверхности не будет вы-
соким, из-за чего не получится хорошэго теплового контакта
вкладыша и шатуна. Вследствие этого растачивание без окон-
чательной финишной обработки может быть применено толь-
ко на низко- и среднефорсированных двигателях прошлых лет
выпуска. Более точно растачивание шатуна выполняется ал-
мазными резцами на координатно-расточных станках, причем
в отличие от других от >собов здесь можно обеспечить парал-
лельность осей отверстий головок с точностью до 0,02 мм.
Повышенное качество поверхности обеспечивается обра-
боткой шатуна на внутришлифовальном станке. Здесь может
быть достигнута точность в 0,01 мм. Данный способ является
предпочтительным для сильно изношенных поверхностей, по-
скольку также, как и при растачивании обеспечивается перпен-
дикулярность отверстий к базовой боковой поверхности шатуна.
Для малэизношенных отверстий, а также в качестве фи-
нишной операции после растачивания может быть применено
хонингование (см. раздел 9.2.). Следует отметить, что хонин-
гование сейчас является финишной операцией и для массо-
вого производства. Однако на практике не всегда можно най-
ти необходимое оборудование и инструмент. Как уже указы-
валось выше, при выполнении работ с использованием хонин-
говального оборудования следует помнить, что этот способ
не обеспечивает перпэндикулярности отверстия к базе - бо-
ковой поверхности. Базой в данном случае является само от-
верстие. На практике это означает, что хонингованием нель-
зя снимать припуск в отверстии шатуна более 0,1-0,2 мм. При
хонинговании даже небольших припусков желательно обраба-
тывать сразу два шатуна совместно, периодически развора-
чивая их друг относительно друга. Отверстия шатунов, имею-
щие так называемую "корсетную" форму (когда износ на кра-
ях больше, чем в середине), вряд ли стоит хонинговать, не
сделав предварительно растачивание. В противном случае
скорее всего отремонтированный шатун не будет удовлетво-
рять требованиям параллельности отверстий головок.
Особую сложность представляет ремонт деформирован-
ных шатунов. Это связано с тем, что требуется обеспечить
параллельность отверстий верхней и нижней головок, кото-
рая при деформации нарушается. Основным способом, поз-
воляющим хотя бы предварительно уменьшить или даже уст-
ранить деформацию, является правка.
Некоторые фирмы, производящие станки и оборудование
для ремонта, выпускают специальные приспособления для
правки шатунов, позволяющие одновременно контролировать
деформацию. Однако это оборудование не всегда доступно, в
том числе и по цене. Вследствие этого на практике приходит-
ся править шатуны на более универсальном оборудовании.
Для этих целей достаточно хорошо подходит гидравлический
пресс для выпрессовки поршневых пальцев (см. раздел 5.).
Рассмотрим последовательность операций правки шату-
на, имеющего деформацию в двух плоскостях и скручивание
стержня (рис. 9.56):
1) предварительная правка в плоскости, параллельной отвер-
стиям. Опоры на плоскость - через подкладки у верхней и нижней
головок, усилие от домкрата - между подкладками (рис. 9.57);
2) правка в плоскости, перпендикулярной отверстиям, с
опорой на нижнюю головку и подкладку около верхней голо-
вки (рис. 9.58);
3) кручение шатуна. Для шатунов подавляющего большин-
ства бензиновых двигателей эта операция может быть выпол-
нена в тисках (рис. 9.59) с помощью рычага длиной 0,5-1,0 м;
4) окончательная правка в плоскости, параллельной от-
верстиям. Это наиболее сложная и кропотливая операция,
требующая больших затрат времени. Перед этой операцией
шатун часто имеет смещение верхней и нижней головок, ко-
торое исправляется по схеме, представленной на рис. 9.60.
После правки смещения обычно оказывается, что верхняя
или нижняя головка получает искривление в плоскости, парал-
лельной отверстиям. Это искривление устраняется изгибом
252
стержня у соответствующей головки. Окончательная правка
осуществляется методом последовательных приближений с
проверкой шатуна на плите с помощью щупов или на измери-
тельном приспособлении. Все операции желательно выпол-
нять пс следующей схеме: сначала деформация в нужную сто-
рону несколько больше, чем требуется, затем небольшая де-
формация в обратную сторону. Если этим правилом прене-
бречь, то в процессе работы двигателя шатун может деформи-
роваться на 0,1-0,3 мм за счет остаточных напряжений.
Простое приспособление для измерения деформации шату-
нов, позволяет также исправить небольшие деформации шату-
на (рис. 9.61). Однако то юность правки с контролем по боковым
плоскостям невелика и составляет порядка ±0,05<-0,06 мм на
длине 100 мм. При этом следует учитывать, какая из боковых
плоскостей является базовой для отверстий, поскольку со-
вершенно не обязательно, что базовые обе пл; скости. Это
можно установить, проконтролировав деформацию всех ша-
тунов двигателя.
После правки шатун желательно термообработать, чтобы
уменьшить остаточные напряжения. Это может быть сделано
в печи или духовом шкафу - выдержка 3^4 часа при темпера-
туре 180-200°С (охлаждение с печью).
Точность правки указанным способом не превышает
обычно 0,02 мм на диаметре отверстия нижней головки шату-
на (40-60 мм). Кроме того, даже если представить, что шатун
удалось поправить очень точно, все равно без специального
измерительного оборудования это не измерить. Таким обра-
зом, точность правки шатуна зависит, в основном, от имею-
щегося измерительного оборудования.
Если измерить параллельность отверстий не удается из-за
отсутствия соответствующего оборудования, то после правки
отверстия шатуна могут быть дополнительно обработаны с це-
лью обеспечения параллельности отверстий головок. Для ша-
тунов со втулкой в верхней головке это не составляет большой
проблемы. Последовательность операций будет следующей:
1) выпрессовка втулки - выполняется на прессе. Для это-
го используется кольцо с внутренним диаметром больше на-
ружного диаметра втулки и ступенчатая оправка;
2) запрессовка новой бронзовой втулки, имеющей припуск
по внутреннему диаметру не менее 0,15-^0,20 мм. Такие втул-
ки поставляются в запасные части, однако при отсутствии мо-
гут быть изготовлены из свинцовистой, фосчюристой или оло-
вянистой бронзы. При этом натяг по наружному диаметру (в
отверстии шатуна) должен составлять 0,06-0,08 мм (рис. 9.62);
При использовании втулки без стальной основы следует
обеспечить надежность посадки втулки в отверстии. Так, при
запрессовке в холодном состоянии на поверхности втулки мо-
гут возникнуть надиры и наволакивание, вследствие чего на-
тяг после запрессовки станет мал, и втулка провернется при
работе двигателя. Альтернативным способом является за-
прессовка с такой разностью температур, чтобы втулка вошла
в отверстие свободно. Тем не менее, наиболее надежно брон-
зовая втулка будет стоять только в том случае, если после за-
прессовки ее раскатать специальным инструментом (аналог
раскатывания направляющей втулки клапана - рис. 9.148).
3) установка шатуна на токарном, расточном или шлифо-
вальном станке. При этом необходимо найти такую сторону
шатуна, где есть полный контакт нижней головки шатуна со
столом станка в свободном состоянии, в то время как верх-
няя головка может не быть прижата;
4) оастачивание отверстия во втулке относительно боко-
вой поверхности нижней головки практически дает требуемую
параллельность отверстий. При обработке отверстия на коор-
динатно-расточном или координатно-шлифовальном станке
параллельность отверстий может быть доведена до 0,01-0,02
мм на длине 100 мм. После растачивания можно оставить
припуск 0,02-0,05 мм для хонингования отверстия в размер.
При любом способе обработки отверстия необходимо обеспе-
чить зазор в сопряжении с пальцем 0,008-0,012 мм.
Рис. 9.61. Правка
шатуна в простом
приспособлении
для измерения де-
формации шатунов
Рис. 9.62. Эскуз бронзовой втулки верхней
головки шатуна:
диаг„этр D должен обеспечивать натяг 0,06-5-0,08
мм в верхней головке шатуна; — диаметр Df) дол-
жен обеспечивать припуск 0,05^0,50 мм (в сред-
нем 0,15-5-0,20 мм) в зависимости от способа окон-
чательной обработки отверстия; — длина втулки L
обычно выполняется на 0,Эе-0,4 мм меньше ширины
верхней головки шатуна
Если палец имеет прессовую посадку в головке шатуна, то
окончательная обработка шатуна посла правки усложняется:
1) шлифование поверхностей разъема шатуна на 0,1 -0,3 мм;
2) установка шатуна на плоскошлифовальном станке с
опорой на верхнюю головку;
3) шлифование "как чисто", но не более 0,1 мм, боковой по-
верхности нижней головки - базы для окончательной обработки;
4) растачивание или внутреннее шлифование в прежний раз-
мер отверстия нижней головки относительно базы - обэспечива-
ет перпендикулярность к базе, которая в свою очередь, уже пер-
пендикулярна отверстию верхней головки. Возможны и доугиз
варианты, ориентированные на имеюшееся оборудование.
Деформированные шатуны после правки часто становят-
ся короче. Наиболее сильно это проявляется у шатунов по-
сле гидроудара. Здесь "укорочение" шатуна может достигать
1,5-2,5 мм. Безусловно, такой шатун следует заменить. Од-
нако на практике подобная замена не всегда возможна.
Опыт показывает, что если у бензинового двигателя днище
одного из поршней в ВМТ ниже остальных на 1,0-1,5 мм (за
счет укороченного шатуна), то заметить какую-либо повы-
шенную вибрацию или неравномерность работы двигателя
трудно. У дизелей аналогичная величина равна примерно
0,5-1,0 мм. Указанные величины допустимого "укорочения"
следует учитывать и при ремонте изношенных нижних голо-
вок шатунов. После шлифования поверхностей разъема и
последующей обработки ось отверстия нижней головки все-
гда смещается в сторону верхней (рис. 9.2) и чем больше из-
нос, тем больше "укорочение" шатуна. В то же время износ
нижней головки б( лее 1 мм встречается редко - обычно ша-
тун перегревается и ломается еще до того, как износ дости-
гает таких величин.
После ремонта нижней головки шатун имеет меньшую
массу за счет съема материала с плоскости разъема и отвер-
стия. При необходимости можно проверить, насколько масса
оказалась меньше, взвесив все шатуны на весах. Однако
практика показала, что в подавляющем большинстве случаев
шатуны после ремонта теряют массу незначительно, остава-
ясь в допуске по массе (5-10 г).
Если у рядных четырех- и шестицилиндровых двигателей
шатун после ремонта отверстия нижней головки оказался су-
щественно легче других, то необходимо подогнать массу дру-
гих шатунов за счет снятия металла с их нижних головок. Бо-
лее сложная ситуация возможна при замене одного шатуна -
если его масса отличается от других болеэ чем на 10 г, перед
подгонкой массы необходимо определить, с какой гоповки бо-
лее тяжелых шатунов надо снять металл. Для этого необходи-
мо измерить отдельно массу нижней головки при опоре на
верхнюю и наоборот.
253
Существуют специальные весы для непосредственного
взвешивания шатунов, однако на практике обычно приходит-
ся пользоваться более простыми приспособлениями, обеспе-
чивающими шарнирное закрепление одной из головок при
опоре другой на весы.
У двигателей других схем, в том числе V-образных, нель-
зя уменьшить массу шатунов, чтобы не нарушить балансиров-
ку КШМ. Поэтому при существенной потере массы шатуном
после ремонта нижней головки его приходится заменять. Воз-
можной альтернативой замене может быть установка на об-
легченный шатун болтов с более массивными головками
и/или более высоких гаек.
У двигателей, имеющих "плавающий" палец в поршнях, по-
сле пробегов свыше 150-^200 тыс. км часто наблюдается из-
нос бронзовой втулки верхней головки шатуна. Особенно
сильный износ встречается у двигателей, где есть подача
масла от нижней головки в верхнюю (MERCEDES-BENZ,
TOYOTA и др.), если произошло разрушение шатунного под-
шипника. При этом стружка и частицы металла по отверстиям
во всех шатунах поступают к их верхним головкам и изнаши-
вают втулки и пальцы.
Замена втулок - операция несложная. Лучше всего ис-
пользовать втулки, выпускаемые фирмами-производителями
вкладышей подшипников. Старая втулка выпрессовывается
на прессе, как это было описано выше. При запрессовке но-
вой втулки необходимо обеспечить параллельность осей втул-
ки и отверстия в шатуне, для чего лучше всего подходят боль-
шие станочные тиски со шлифованными губками.
Независимо от того, какие втулки ставятся - "фирменные"
или изготовленные, требуется окончательная обработка от-
верстия после их запрессовки. В окончательном виде отвер-
стие должно иметь малую шероховатость поверхности, оваль-
нссть и конусность не более 0,002+0,003 мм. Этим требовани-
ям удовлетворяет хонингование отверстия. При хонингова-
нии следует обрабатывать совместно сразу два шатуна, пери-
одически переворачивая их разными сторонами, чтобы ис-
ключить перекос осей обрабатываемых отверстий.
При хонинговании с припуском более 0,1 +0,2 мм значи-
тельно увеличивается опасность увода оси отверстия под па-
лец. Кроме того, у большинства поставляемых в запасные ча-
сти втулок припуск по внутреннему диаметру ещё больше - до
0,5+0,6 мм. Поэтому в подобных случаях необходимо предва-
рительно расточить втулки, а хонингование выполнить как
финишную операцию с припуском 0,03-0,05 мм. В оконча-
тельном виде зазор в сопряжении "палец - втулка" у большин-
ства двигателей составляет 0,010+0,015 мм.
Если возможностей хонингования нет, отверстия втулок
могут быть сразу расточены в окончательный размер на ко-
ординатно-расточных станках, как это описано выше. В край-
нем случае можно воспользоваться разверткой, однако дан-
ный способ не всегда дает хорошие результаты - поверхность
отверстия может иметь после развертывания круговые рис-
ки, повышенную овальность и конусность.
Обрабатывая отверстие втулки шатуна, следует помнить,
что все отклонения от допусков на форму отверстия и качест-
во его поверхности приводят к повышенному износу втулки и
поршневого пальца и, следовательно, к снижению ресурса
двигателя после ремонта.
Если повреждения шатуна таковы, что отремонтировать его
не представляется возможным, а новый шатун найти не удает-
ся (например, для редких моделей двигателей), его можно изго-
товить. Изготовление шатуна в целом не представляет больших
сложностей для обычных машиностроительных производств, од-
нако для соответствия массы необходимо по возможности точ-
но повторить его конфигурацию. Для изготовления шатуна мож-
но использовать стали 12ХНЗА, 20Х2Н4А, ЗОХГСА, 38ХМЮА
или 40ХНМА с терме эбработкой до твердости HRC3 32-39. Из
последних трех марок материалов можно изготовить и шатун-
ные болты, соблюдая 7ребования, изложенные в разделе 2.2.
9.4.4. Технология подбора и изготовления
вкладышей подшипников
При сложном ремонте двигателя иногда встречаются си-
туации, ко. да не удается найти необходимые вкладыши под-
шипников ремонтных размеров. Такие ситуации характерны
для старых двигателей выпуска до 1965-70 гг., для редких мо-
делей, например, выпускавшихся в течение небольшого вре-
мени или только для эксплуатации внутри страны-производи-
теля, а также для последних моделей автомобилей, для кото-
рых еще не производятся детали ремонтных размеров. В по-
следнем случае возможны такие варианты, как замена колен-
чатого вала и вкладышей на новые (т.е. стандартных разме-
ров) или восстановление шеек коленчатого вала в стандарт-
ный размер с заменой вкладышей на новые стандартные. Оба
варианта не являются удачными: первый - по стоимости, вто-
рой - по надежности. Поэтому в указанных ситуациях встает
вопрос о подборе вкладышей с других моделей двигателей, а,
возможно, и об их изготовлении. Практика показывает, что и
при подборе и при изготовлении можно добиться высокой на-
дежности и ресурса двигателя, если соблюдать определенные
правила и технологические приемы.
Подбором вкладышей можно условно назвать такую ситу-
ацию, когда диаметры постелей ремонтируемого двигателя и
двигателя, вкладыши которого имеются в наличии, совпада-
ют. Тогда поверхности вкладышей, определяющие натяг в по-
стели, сохраняются, следовательно, натяг в постели, от кото-
рого в первую очередь зависит надежность работы подшипни-
ков, будет обеспечен.
Не менее важный вопрос - материал вкладышей (см. раз-
дел 2.2.). Для бензиновых двигателей требования к материа-
лу коренных вкладышей обычно не слишком строгие - как пра-
вило, по материалу подходят вкладыши большинства моделей
двигателей. При подборе шатунных вкладышей лучше ориен-
тироваться на более высохофорсированные двигатели, чтобы
исключить возможность ускоренного износа, когда новые
вкладыши не подойдут по допустимой частоте вращения и на-
грузке. Для этого можно использовать каталоги моделей ав-
томобилей, где приводятся данные по частоте вращения и
мощности двигателя. Здесь следует ориентироваться на лит-
ровую мощность, характеризующую уровень тепловых и сило-
вых нагрузок в двигателе.
Для дизельных двигателей подбор шатунных вкладышей
проблематичен, поскольку моделей дизелей относительно не-
много, а материалы их вкладышей рассчитаны на значитель-
но большую нагрузку. Более того, нередко дизели с наддувом
имеют иные материалы, чем те же модели, но без наддува.
Следующий параметр - ширина. Она не должна быть мень-
ше, чем у оригинала. В самом крайнем случае допускается
уменьшение на 1,0+1 ,5 мм, но и это может привести к сниже-
нию ресурса из-за роста удельных нагрузок.
Толщина вкладыша подбирается из условия обеспечения
необходимого ремонтного уменьшения шеек вала. Не обяза-
тельно (хотя и желательно) стремиться, чтобы ремонтный
размер вала являлся строго уменьшением на 0,25; 0,50 мм и
т.д. - возможны промежуточные варианты, хотя это и неудоб-
но для последующих ремонтов.
При подборе вкладышей можно ориентироваться на дан-
ные Приложения 1, где приведены все основные размеры
вкладышей наиболее распространенных двигателей. При
этом следует учитывать, что подавляющее большинство дви-
гателей имеют ремонтные размеры вкладышей 0,25 и 0,50
мм, многие - 0,75 мм и некоторые 1,0 мм.
Если необходимые вкладыши выбраны и получены, следу-
ет их доработать так, чтобы обеспечить необходимую ширину,
расположение замка, канавки и отверстия (если они есть).
Замки на подбираемых вкладышах очень редко совпадают с
оригиналом. Если несовпадение мало (1+2 мм), то допустимо
уменьшить ширину замка, спилив часть его надфилем, однако
254
Рис. 9.63. Схема пробивания
замка вкладыша:
1 — вкладыш; 2 — пробойник;
3 — прижим; 4 — радиуснал оправка
Рис. 9.64. Разрезные оправки
для доработки вкладышей в то-
карном станке
не стоит делать замок менее 2 мм. Если расположение замка
не совпадает с оригиналом, необходимо выполнить его в дру-
гом месте. Для этого замок аккуратно спиливается заподлицо
с наружной радиусной поверхностью вкладыша. Затем вкла-
дыш вставляется в крышку постели и сверху прижимается
болтами с шайбами, чтобы исключить его сдвиг при пробивке
замка (рис. 9.63). Пробойник выполняется по ширине на 0,5
мм меньше ширины паза крышки. Далее ударом молотка про-
бивается замск в нужном месте по ширине вкладыша. Усик
замка должен быть отогнут не более чем на 0,8-И ,2 мм.
Пробивать замок следует таким образом, чтобы учесть с
какой стороны и насколько затем будет уменьшена ширина
вкладыша. Желательно предусмотреть, чтобы обработка вкла-
дыша велась с двух сторон. Это делается на токарном станке
в специальной алюминиевой разрезной оправке (рис. 9.64).
Вкладыши вставляются в оправку парами, оправка зажимает-
ся в патроне достаточно сильно, но так, чтобы не деформиро-
вать вкладыши. При протачивании торцов не следует стре-
миться строго к ширине оригинальных вкладышей - обычно ши-
рину можно оставить на 0,5-И ,0 мм больше. После протачива-
ния торца следует снять фаски на краях вкладышей. Если ко-
ренные вкладыши имеют канавку, то она может быть выполне-
на специальным резцом на этой же операции. После снятия
вкладышей со станка остается просверлить в нужном месте
отзэрстия и убрать все заусенцы на краях и у отверстий.
Определенные сложности могут возникнуть при подборе
фланцевых коренных вкладышей, которые выполнены за одно
целое с упорными полукольцами. Если в новом комплекте по-
добных вкладышей нет, то можно воспользоваться нескольки-
ми вариантами:
1) на токарном станке в оправке срезаются полукольца со
старых вкладышей (нужны только две штуки). Сверлятся отвер-
стия в крышке блока и в полукольцах, которые затем приклепы-
ваются к крышке (рис. 9.65). Это не слишком удачный способ,
поскольку рабочие поверхности полуколец могут быть изноше-
ны, фиксация полуколец от проворота ослаблена, а также за-
труднена впоследствии установка штатных вкладышэй;
2) на планшайбе токарного станка на опорной поверхнос-
ти крышки блоха протачивается канавка. Далее из оловянис-
той, фосфористой или свинцовистой бронзы изготавливается
кольцо (рис. 9.66), имеющее профиль, ответный крышке. От
проворота полукольца фиксируются упором буртика в плос-
кость разъема на блоке, а от выпадания - буртиком, вставлен-
ным в канавку крышки. При легкости последующей замены на
штатный вкладыш такая конструкция требует изготовления
специальных полуколец, что снижает ее надежность. Не-
сколько увеличить ресурс и надежность работы таких полуко-
лец можно за счет покрытия их рабочих повархностей тонким
слоем оловянно-свинцового сплава (припоя);
3) на планшайба токарного станка на крышке протачи-
ваются новые упорные поверхности, углубленные пример-
но на 1 мм от уровня прежних (рис. 9.67). Далее подбира-
ются или изготавливаются специальные полукольца увели-
Рис. 9.35. Схема перехода от
фланцевых коренных вкладышей
к вкладышам с полукольцами:
1 — "старые" фланцы (полукольца),
срезанные со старых вкладышей;
2 — заклепка
Рис. 9.66. Схема использова-
ния изготовленных полуколец
специального профиля вместо
фланцев вкладышей:
(—►) — места упора выступа полу-
кольца в плоскость разъема опоры на
блоке цилиндров; (----)—упорные по-
верхности коленчатого вала
Рис. 9.68. Возможная схема до-
работки фланцевых вкладышей
при несоответствии ширины
опоры ширине вкладыша:
1 — упорные повэрхности коленча-
того вала
Рис. 9.67. Замена фланцевых
вкладышей на простые путем
протачивания торцев крышки
блока и установки более тол-
стых полуколец:
1 —полукольца; 2—упорные поеэрх, о-
сти । аленчатого валя, (—►-) — мес-
та упора полуколец в плосхость
разъема опоры на блоке цилиндров
ченной толщины с наружным
диаметром, равным диамет-
ру проточек на крышке. Этот
вариант не совсем удачен
из-за "повисания" упорных
полуколец штатных вклады-
шей на крышке (если они в
дальнейшем будут приме-
няться), а также трудности
подбора достаточно толстых
полуколец. В то же время не-
обходимые полукольца здесь
могут быть изготовлены из
сталеалюминиевой ленты,
что значительно повышает
надежность конструкции.
Несколько иначе следует
поступать, если подобран-
Рис. 9.69. Возможная схема до-
работки фланцевых вкладышей
при наличии торцевых проточек
на опорэ блока:
1 — полукольца, отрезанные от ново-
го фланцевого вкладыша; 2 — упор-
ные поверхности коленчатого вала;
(—►-) — упор полукольца во фла-
нец вкладыша
ные коренные вкладыши также имеют упорные полукольца.
При этом, как правило, ширина крышки по опорным по-
верхностям отличается от расстояния между полукольца-
ми на вкладыше. В этом случае следует аккуратно отрезать
на токарном станке упорные полукольца от вкладышей
только с одной стороны, причём так, чтобы при установке в
опору упорные полукольца на верхнем и нижнем вклады-
шах оказались по разные стороны от опоры (рис. 9.68). Ес-
ли опора имеет торцевые проточки для установки вклады-
шей, то отрезанные полукольца могут быть вставлены так,
как показано на (рис. 9.69).
255
Недостаток этого варианта - ограничение по ширине под-
бираемого вкладыша (она не должна отличаться более чем на
2-3 мм, иначе канавка вкладыша будет чрезмерно смешена
от серэдины опоры). Кроме того, трудно подобрать вкладыши,
чтобы толщина упорных полуколец на них соответствовала
прототипу. Если толщина меньше, то использование описан-
ного варианта ремонта проблематично, т.к. получается уве-
личенный зазор в упорных подшипниках. Если больше, то сле-
дует оценить насколько, чтобы не увеличивать чрезмерно
расстояние между упорными поверхностями коленчатого ва-
ла. В противном случае последующий ремонт с использовани-
ем штатных вкладышей окажется невозможным.
Таким образом, при наличии в двигателе фланцевых ко-
ренных вкладышей, выполненных за одно целое с упорными
полукольцами, ремонт КШМ с установкой нештатных вклады-
шей оказывается сложным. На практике лучше избегать по-
добных вариантов ремонта, используя их только в самых
крайних случаях.
Рассмотрим теперь, что можно сделать, если необходимые
вкладыши не удалось ни найти, ни подобрать. Очевидно, выйти
из положения можно, только изготовив новые вкладыши.
Существует несколько способов изготовления вкладышей
в условиях единичного производства (т.е. когда изготавлива-
ется малое количество изделий). Очевидно, технология еди-
ничного производства должна значительно отличаться от то-
го, как изготавливают вкладыши в массовом производстве. В
то же время известные технологии единичного производства
обладают рядом существенных недостатков, снижающих на-
дежность двигателя после ремонта, а это не позволяет ис-
пользовать их при изготовлении вкладышей для ремонта дви-
гателей иностранных автомобилей.
Наибольший интерес для практики может представлять
способ изготовления вкладышей с использованием в качест-
ве заготовок уже готовых изделий. Суть способа сводится к
следующему. Вкладыши, предназначенные для установки в
постель большего диаметра, изгибаются на меньший радиус.
После этого с помощью специальной оснастки они обрабаты-
ваются по торцам с точностью до 0,01-0,02 мм, чем обеспе-
чивается необходимый натяг в постелях ремонтируемого
Рис. 9.70. Приспособление для
изгиба заготовки вкладыша
Рис. 9.72. Заготовка вкладыша
до (а) и после (б) гибки
Рис. 9.71. Схема работы простого приспособления для гибки
вкладышей:
1 — основной ролик; 2 — заготовка вкладыша; 3 — промежуточный ролик;
4 — нажимной ролик; 5 — нажимная скоба; 6 — рычаг; 7 — зажим
двигателя. Рассмотрим этот процесс более подробно.
Выбср заготовок для изготовления должен производиться
также, как и для подбора вкладышей, описанного выше. Одна-
ко здесь накладывается дополнительное условие - диаметр
постели заготовки должен быть больше, чем у ремонтируемо-
го двигателя. Поскольку при этом число возможных вариан-
тов существенно возрастает, появляется возможность подо-
брать такие заготовки (такой толщины), которые обеспечива-
ли бы стандартный ряд ремонтного уменьшения вала - на 0,25
мм; 0,50 мм и т.д. В качестве заготовок следует использовать
вкладыши от двигателей иностранных автомобилей. Как са-
мая крайняя мера допускается использование вкладышей от
отечественных двигателей, но это следует делать с большой
осторожностью. Do-первых, для вкладышей отечественных
легковых автомобилей применяется сплав АО09-2, содержа-
щий всего 8-10% олова. Подобные сплавы в двигателях ино-
странных автомобилей применяются редко и имеют специ-
альные покрытия. Без таких покрытий алюминиевый сплав с
малым количеством олова может ускорить износ коленчато-
го вала а максимально допустимые нагрузка и скорость вра-
щения будут пониженными. Кроме этого, отечественные
вкладыши нередко имеют невысокое качество, связанное, на-
пример. с нестабильностью толщины вкладыша по длине и ши-
рине. Всо это значительно ограничивает возможность ис-
пользования отечественных вкладышей при ремонте иност-
ранных двигателей.
Если заготовки выбраны, на них необходимо аккуратно
спилить замок заподлицо с наружной поверхностью. Далее
следует согнуть заготовки на меньший радиус, соответствую-
щий радиусу постели ремонтируемого двигателя. Для этого
используется приспособление, показанное на рис. 9.70. Заго-
товка одним краем прижимается к центральному ролику
планкой с винтами. Затем с наружной стороны подводится
нажимной ролик, которым заготовка прокатывается вокруг
центрального ролика (рис. 9.71).
Заготовка рабочей поверхностью контактирует с цент-
ральным рсликом, позерхность которого должна быть шлифо-
вана и полирована. В противном случае на рабочей поверх-
ности вкладыша появится отпечаток поверхности ролика и
деталь будет испорчена.
При прокатывании вокруг ролика заготовка изгибается,
если радиус ролика меньше радиуса внутренней поверхности
заготовки на 1,5-2,0 мм и более. Если разница радиусов
меньше, изгиба заготовки не произойдет, поскольку деформа-
ция останется упругой. Необходимый радиус ролика подбира-
ется в каждом конкретном случае опытным путем. Началь-
ный радиус ролика Rpo, с которого следует начинать подбор,
можно найти по формуле Rpo = RBHyTp - (1,75-2,0 мм), где
RBHyrp радиус внутренней поверхности готового вкладыша,
установленного в постель (радиус вала).
Прокатывание заготовки осуществляется в две стороны -
после прокатывания в одну сторону заготовка переворачива-
ется (перезажимается) и прокатывается снова. При этом ра-
диус заготовки получается переменным - на краях он мень-
ше, а в середине больше. Именно это и требуется для хороше-
го прилегания к постели (см. раздел 2.2.).
Снятая с приспособления заготовка проверяется по на-
ружному диаметру (рис. 9.72). Диаметр должен быть больше
диаметра постели на 0,5-1,0 мм. Если этот размер оказыва-
ется больше, необходимо прокатать заготовку по ролику
меньшего диаметра.
Заготовки нередко имеют смазочные отверстия. В таких
случаях нельзя прокатывать заготовку через отверстие, по-
скольку ослабленное отверстием сечение сразу оказывается
согнутым на меньший радиус, и заготовка будет испорчена.
Чтобы исключить деформацию заготовки, необходимо прокаты-
вать ее не более, чем на 2-5 мм за отверстием. Эту величину
необходимо подбирать в зависимости от диаметра и толщины
вкладыша и проверить по прилеганию к постели (рис. 9.73).
256
Рис. 9.75. Зажатие вкладыша
оправками
Рис. 9.77. Пробивка замка с по-
мощью пробойника
Рис. 9.73. Проверка прилегания
вкладыша к оправке (проверка
проводится "на просвет")
Рис. 9.74. Оправки для обра-
ботки вкладыша по длине и про-
бивки замка
Если заготовки прокатаны, можно пробивать замки и об-
рабатывать их по длине. Для этого следует изготовить две оп-
равки - внутреннюю и наружную (рис. 9.74). Наружная оправ-
ка должна иметь диаметр постели, выдержанный с точностью
до 0,02 мм. Оправка изготавливается из стального прутка или
грубы и должна иметь толщину стенки не менее 10 мм. Внут-
реннее отверстие растачивается (шлифуется) в размер по-
стели, после чего труба разрезается, а плоскость разреза
фрезеруется (шлифуется) в размер, меньший половины диа-
метра постели на 0,10-0,15 мм. В середине оправки фрезеру-
ется паз для пробивки замка.
Внутренняя оправка изготавливается из инструменталь-
ной стали, чтобы после закалки ее твердость была не менее
HRC3 60. Оправка точится из прутка, на ее краях оставляют-
ся технологические бобышки с центровыми фасками. Далее
оправка фрезеруется примерно до половины диаметра, не
' трогая технологические бобышки. Фрезеруется также паз для
пробивки замка, который должен быть на 0,5 мм уже, чем у
наружной оправки. После закалки наружная поверхность оп-
равки должна быть шлифована с допуском 0,01 мм в размер
D = Dn-2-5,
где Dn - диаметр постели, 6 - толщина вкладыша.
Плоскость внутренней оправки шлифуется далее в размер
по высоте (Н), обеспечивающий натяг (выступание) D вклады-
ша в постели
Н = D/2 + Д.
Натяг зависит от диаметра постели и толщины вкладыша.
Хорошие результаты дает простая формула Д = (0,5-43,7)0/1000
мм, учитывающая только диаметр постели. При диаметре посте-
ли, например, 50 мм величина Д будет равна 0,0254),035 мм. В
готовой оправке далее срезаются технологические бобышки.
Заготовка вкладыша устанавливается в наружную оправ-
ку и зажимается внутренней при помощи болтов (рис. 9.75).
При этом необходимо обеспечить несколько условий:
1) края заготовки должны выходить из оправок примерно
одинаково;
2) внутренняя оправка должна стоять ровно (без переко-
сов) как в продольном, так и в поперечном направлении, что
легко проверяется лекальной линейкой (рис. 9.76);
3) заготовка должна быть зажата так, чтобы пазы в опра в-
ках совпали с местом пробивки замка на заготовке.
Далее следует спилить концы заготовки, оставив припуск
около 0,5 мм и с помощью пробойника (рис. 9.77) ударом мо-
лотка пробить замок. Затем напильником с мелкой насечкой
торцы заготовки обрабатываются до гех пор, пока напильник
не "заскользит" по внутренней оправке. В окончательном ви-
де тс рцы заготовки должны располагаться строго заподлицо к
внутренней оправке (не ниже и не выше), что легко контроли-
руется на просвет с помощью лекальной линейки (рис. 9.76).
После снятия заготовки следует удалить заусенцы, в том
числе и у замка, и выполнить другие необходимые работы
(расточить канавки, обработать по ширине, просверлить от-
верстия) так, как это уже было описано выше.
1/. Ремпы Диш. ан-ей
Рис. 9.76. Проверка точности установки и обработки bi ладыша в
оправках по лекальной линейке:
1 — лекальная линейка; 2 — вкладыш
Данная технология несмотря на большую трудоемкость
(0,5-1,0 час на один вкладыш), позволяет обеспечить весьма
высокую точность изготовления вкладышей, а значит, и на-
дежность работы подшипников. Даже при толщине вкладышей
2,5-3,0 мм некруглость внутренней поверхности вкладышей,
установленных в постель, обычно не превышает 0,015 мм.
Это значит, что для изготовленных данным способом вклады-
шей при минимальном зазоре в подшипнике 0,030-0,035 мм
будет обеспечено свободное вращение вала.
9.5. Ремонт цилиндро-поршневой группы
Основными неисправностями ЦПГ являются износы пор-
шней (юбка, верхняя канавка поршневого кольца, отверстие
под палец), поршневых колец, пальцев и цилиндров. Нередки
различные трещины и пробоины блока цилиндров в результа-
те поломки шатунов, клапанов и поршней, а также нарушение
геометрии и расположения различных поверхностей - верх-
ней плоскости блока и пс степей коленчатого вала вследствие
перегрева из-за недостаточного охлаждения и смазки.
При выполнении сложного ремонта двигателя детали ЦПГ,
имеющие большой износ или повреждения, должны быть от-
ремонтированы или заменены. Этот вопрос решается в зави-
симости от степени и характера износа для каждого типа де-
талей. Так, блок цилиндров, являющийся дорогостоящей, а
для многих моделей и дефицитной деталью, необходимо стре-
миться отремонтировать независимо от его неисправности.
Изношенные поошневые кольца должны быть заменены, в то
время как для поршней иногда существуют альтернативные
решения.
9.5.1. Ремонт рабочей поверхности цилиндров
При больших пробегах рабочая поверхность цилиндров
оказывается в той или иной степени изношена. С одной сторо-
ны, изнашивается верхняя часть цилиндра (см. разделы 1.2..
8.1.), а с другой - поверхность цилиндра в плоскости вращения
кривошипа, контактирующая с юбкой поршня, в результате че-
го цилиндр становится овальным. Помимо этого, нередко на
257
цилиндрах имеются продольные царапины, вызванные попада-
нием с воздухом и топливом (сверху) или с маслом (снизу) раз-
личных частиц загрязнений и продуктов изнашивания деталей.
С точки зрения геометрии допустимым износом верхней
части цилиндра в месте остановки верхнего компрессионно-
го кольиа следует считать величину 0,05-0,08 мм, а допусти-
мой овальностью - 0,02-0,03 мм. Если цилиндры имеют изно-
сы больше указанных, они должны быть отремонтированы с
увеличением диаметра и заменой поршней и колец на ре-
монтные. В практике имеются случаи, когда износ (измерен-
ный нутромером) мал, но продольные риски и царапины в ци-
линдрах столь велики и многочисленны, что без ремонта ци-
линдров также не обойтись, иначе двигатель будет иметь не-
допустимо большой расход масла.
Наиболее сложной и ответственной операцией при ремон-
те рабочей поверхности цилиндров является хонингование.
Некоторые характерные особенности хонингования уже были
описаны выше в разделе 9.2., однако при ремонте поверхно-
сти цилиндров хонингованием достигаются и решаются суще-
ственные иные цели и задачи, чем, например, при ремонте
других отверстий двигателя. Поэтому остановимся на процес-
се хонингования цилиндров более подробно.
Практика показывает, что от способа обработки поверх-
ности цилиндров в значительной степени зависят эксплуата-
ционные характеристики двигателя. Правильная обработка
цилиндров обеспечивает:
1) низкий расход масла;
2) высокую компрессию, т.е. малые утечки газов черэз
кольца;
3) большой ресурс деталей ЦПГ, в том числе и самих ци-
линдров;
4) работоспособность колец и цилиндров (отсутствие зади-
ров) при длительных высоких нагрузках;
5) низкий коэффициент трения колец при движении в ци-
линдре;
6) малое время приработки деталей ЦПГ.
Первые два требования напрямую связаны с геометрией
цилиндра, а именно, отклонением от цилиндричности. Оваль-
ность и конусность цилиндра не должны превышать 0,01 мм,
Рис. 9.78. Профили поверхности цилиндра:
а — при обычном хонинговании одним бруском; б — при плосковершинном
хонинговании или после приработки
Рис. 9.79. Кривая Аббота — зависимость относительной площади
впадин на поверхности от их глубины
иначе не будет хорошего прилегания колец, а эпюра давления
колец на стенки цилиндра (см. раздел 2.3.) будет искажаться.
В результате следует ожидать повышенного расхода масла. В
этой связи следует напомнить, что геометрия цилиндра зави-
сит и от конструкции двигателя (см. раздел 2.1.). При затяжке
болтов головки блока и. особенно, при их перетяжке цилиндры
деформируются, и эта деформация может достигать 0,02-0,03
мм, если блок недостаточно жесткий, "мокрые" гильзы могут
иметь в отдельных случаях еще большую деформацию.
Для уменьшения деформации верхней части цилиндров на
некоторых зарубежных ремонтных предприятиях на блок ус-
танавливают модель головки блока - так называемую фальш-
головку, представляющую собой плоскую деталь, по форме
идентичную стандартной головке, но имеющую отверстия для
входа и выхода хонинговальной головки. Болты на фапьшго-
ловке затягиваются тем же крутящим моментом, что и на
стандартной головке. После обработки цилиндров и снятия го-
ловки их геометрия будет несколько отличаться от правиль-
ной, однако после сборки двигателя и затяжки болтов головки
цилиндры снова примут правильную форму.
С этой же целью рекомендуется окончательную обработ-
ку цилиндров производить с крышками коренных подшипни-
ков, затянутыми рабочим моментом. Это особенно важно для
V-образных блоков, где деформация в нижней части цилинд-
ров может быть ощутимой из-за близкого расположения ци-
линдров и резьбовых отверстий болтов коренных крышек.
Остальные из указанных выше требований связаны с мате-
риалом цилиндров и колец и обработкой цилиндров. Характер-
но, что правильная обработка цилиндров позволяет, например,
применять более дешевые кольца без значительного ущерба
для их работоспособности и ресурса. На рис. 9.78, а представ-
лен профиль поверхности, порученный после обычного хонин-
гования, а на рис. 9.78, б - эта же поверхность i юсле относи-
тельно непродолжительной работы (приработки). Обращает на
себя внимание, что острые выступы сглажены, в то время как
впадины сохранились. Очевидно, такая приработка произошла
за счет повоииенного износа поршневых колец и поршней. При
этом во впадинах, пока они не стерты, удерживается неболь-
шое количество масла для смазки пары "кольцо-цилиндр".
Обработка цилиндров простым хонингованием одним
бруском была характерна для низкофорсированных двигате-
лей, выпущенных несколько десятилетий назад. В настоящее
время такая схема обработки поверхности не применяется,
как не удовлетворяющая современным требованиям.
Чтобы получить качественную поверхность цилиндра, не-
обходимо, с одной стороны, сделать ее как можно более глад-
кой, а с другой - максимально шероховатой, чтобы впадины
заполнялись возможно большим количеством масла. Это до-
стигается с помощью так называемого плосховершинного хо-
нингования. Оно проводится в два этапа. В начале с помощью
достаточно крупнозернистых брусков (100-120 мкм) создает-
ся основная шероховатость поверхности, при которой глуби-
на впадин сравнительно велика и достигает 20-30 мкм. Затем
мелкозернистыми брусками (16-40 мкм) производится загла-
живание выступов, вследствие чего образуются опорные по-
верхности. Съем металла на финишной операции составляет
3-5 мкм, а профиль поверхности получает вид (рис. 9.78, б),
близкий к просЬилю уже работавшей поверхности.
Качество полученной поверхности характеризует так на-
зываемая кривая Аббота (Abbott), представляющая собой за-
висимость суммарной площади впадин от их глубины (рис.
9.79). Эта кривая имеет перэ~иб в точке, разделяющей опор-
ную поверхность от впадин основной шероховатости. Соглас-
но экспериментальным данным, опорная поверхность должна
составлять 50-80% всей поверхности цилиндра, а во впади-
нах должно удерживаться не менее 0,02 мм3 масла на 1 см2
площади поверхности (это можно рассчитать по кривой Аббо-
та). Для дизелей вследствие более тяжелых условий работы
поршневых колец объем впадин может быть увеличен. Это
258
Рис. 9.80. Влияние угла раскрытия впадины на смазывающую спо-
собность цилиндра:
а — при большом угле раскрытия масло отходит от поверхности цилиндра
("проваливается" во впадину); б — при малом угле раскрытия масло за счет
сил поверхностного натяжения выступает над поверхностью, обеспечивая
смазку деталей
Рис. 9.81. Участок посэр/носги ци-
линдра после хонингования (а -
угол хонингования, пропорцио-
нальный скорости возвратно-по-
ступательного движения хонинго-
вальной головки и обратно пропор-
циональный частоте ее вращения)
Рис. 9.82. Вскрытие графита на
поверхности после хонингования:
а — нормальное — графит выходит
на поверхность; б — закрытие зерен
графита в результате поверхност-
ной деформации материала (обра-
зование “жестяного" слоя)
достигается увеличением количества более глубоких впадин,
например, применением более грубых брусков при создании
основной шероховатости.
Следует отметить, что при ремонте цилиндров следует
стремиться к созданию на поверхности даже более глубоких
впадин, чем могли быть на новом цилиндре. Тем самым при
небольшом увеличении расхода масла отремонтированного
двигателя будут улучшены условия смазки колец. Этот момент
при ремонте нередко очень важен. Дело в том, что поршневые
кольца, выпускаемые различными фирмами, могут иметь раз-
личные материалы, покрытия, упругость, не всегда соответст-
вующие материалу конкретного цилиндра и условиям работы
колец в данном двигателе. Тогда улучшение смазки снижает
интенсивность износа колец и цилиндров при не совсем удач-
* ном сочетании материалов пары "кольцо-цилиндр".
Впадины основной шероховатости должны иметь не толь-
ко глубину, но определенные углы раскрытия, которые в не-
явном виде описаны в кривой Аббота. Угол впадины имеет
важное значение для маслоудержания, причем далеко не
всегда более широкие впадины с большим объемом удержи-
вают большее количество масла (рис. 9.80). Профиль основ-
ной шероховатости, в том числе и угол раскрытия впадин, во
многом определяется характеристикой абразивных брусков,
используемых при хонинговании, а также режимом хонинго-
вания (частота вращения, давление брусков на стенки, смаз-
ка поверхности).
Очень важным параметром поверхности цилиндра являет-
ся угол хонингования, т.е угол между рисками, образованными
при движении голозки вверх и вниз (рис. 9.81). При малом угле
не удается добиться необходимого профиля поверхности, что
ведет к "сухому" трению и задиру колец и цилиндров. Большой
угол обычно дает возрастание расхода масла. Оптимальное
значение угла хонингования обычно составляет 60-. 75°.
При хонинговании чугунных цилиндров необходимо также
обеспечивать вскрытие графитовых зерен, выходящих на по-
верхность (рис. 9.82). Наиболее распространенный дефект при
обработке цилиндров - поверхностная деформация, приводящая
к наволакиванию металла на графит. При этом поверхность ци-
линдра становится матовой светло-серого цвета. В результате
наволакивания графитовые зерна как бы закрываются чешуйка-
ми металла - образуется так называемый «жестяной слой», зна-
чительно (в несколько раз) снижающий ресурс деталей ЦПГ.
В нормально отремонтированном цилиндре 4050% зерен
графита имеют выход на поверхность, а глубина деформации
поверхностного слоя не превышает 6^-8 мкм. Чтобы добиться
этого на практике, необходимо:
1) пссле растачивания припуск на хонингование не дол-
жен быть менее 0,05 мм на сторону. При точении возникает
глубокая деформация поверхностного слоя, которую необхо-
димо убрать хонингованием;
2) хонингование необходимо вести с большими усилиями
и обильной смазкой поверхности на предварительном этапе и
с малыми усилиями и обильной смазкой - при окончательной
обработке поверхности;
Другой проблемой, нередко препятствующей достижению
большого ресурса после ремонта, является шаржирование
(внедрение) абразивных частиц в поверхностный слой цилин-
дра. При этом износ поршневых колец и поршней может уско-
риться во много раа Для исключения этого следует придержи-
ваться определенных правил:
1) хонинговать цилиндр только с непрерывной обильной
подачей смазывающе-охлаждающей жидкости (С0Ж);
2) использовать только специальные абразивные бруски
для цилиндров;
3) тщательно промывать блок после обработки цилиндров.
Подача С0Ж уносит от поверхности цилиндра частицы
металла и, самое главное, абразивные частицы - продукты
износа брусков. Бруски для обработки цилиндров должны
быть из окиси алюминия или карбида кремния. Алмазные бру-
ски для цилиндров использовать нельзя, т.к. они дают наи-
большее шаржирование (внедрение) частиц абразива, кото-
рые при этом очень плохо удаляются при промывке.
В последние годы на зарубежных ремонтных предприя-
тиях получили широкое распространение более совершен-
ные способы финишной обработки поверхности цилиндров.
В частности, вместо мелкозернистых абразивных брусков
плосковершинное хонингование ведется специальными
щетками, волокна которых (стальная проволока) покрыты
керамикой (например, карбидом кремния). Находят также
применение щетки с мелкими стальными шариками на кон-
цах волокон.
Основным преимуществом подобных спс собов является бо-
лее высокое качество поверхности, а также снятие заусенцев на
краях впадин основной шероховатости, что не удается полностью
реализовать при хонинговании абразивными брусками. Помимо
этого, при использовании щеток наблюдается выход абразивных
частиц из впадин, что упрощает последующую мойку блока.
Промывать блок лучше всего в горячем содовом раство-
ре. Возможна также промывка в керосине. Использовать бен-
зин, как это иногда делают в некоторых мастерских и гара-
жах, нецелесообразно. После бензина на стенках цилиндров
остается абразивная пыль, в чем нетрудно убедиться, прове-
дя чистой ветошью или рукой по вроде бы чистому цилиндру
после испарения бензина с его стенок. Наилучшим способом
удаления абразива следует, вероятно, признать кипячение в
содовом растворе. Однако данный способ непроизводителен
и требует большого количества времени.
Для обработки цилиндров целесообразно использовать
специализированные станки. Наибольшей точностью и про-
изводительностью обладают автоматические и полуавтома-
тические вертикально-хонинговальные станки (см. рис. 5.78).
Производительность таких станков (скорость съема металла
с поверхности цилиндра) достигает 0,2 мм/мин. Поскольку
здесь используется головка только с жесткой подачей брус-
17'
259
Рис. 9.83. Хонингование цилин-
дра на станке с хонинговальной
головкой, имеющей автомати-
ческую жесткую подачу брусков
на разжим в зависимости от
усилия хонингования (крутяще-
го момента)
Рис. 9.84. Приспособление для
ручного хонингования
ков (рис. 9.83), на таких стан-
ках не требуется предвари-
тельное растачивание цилин-
дров, если ремонтное увели-
чение диаметра цилиндра не
слишком велико. Важной осо-
бенностью таких станков яв-
ляется возможность наклона
блока, что необходимо для
ремонта блоков V-образных
двигателей, а также для бло-
ков, у которых верхняя и ниж-
няя плоскости непараллель-
ны. Кстати, и станки, исполь-
зуемые для растачивания ци-
линдров, должны иметь на-
клонный стол или иные при-
способления для наклона бло-
ка, иначе возможности этих
станков будут существенно
ограничены.
Описанные вертикально-хо-
нинговальные станки имеют
вэсьма существенный недоста-
ток для небольших мастерских -
высокую стоимость. Поэтому
при небольших объемах ремон-
та блоков целесообразно иметь
вертикально-расточной станок
и ручное приспособление для
хонингования. Приспособление
(рис. 9.84) представляет собой
стойку с перекладиной и зажи-
мом по поверхности цилиндра
На перекладину опирается пру-
жина, другой стороной закреп-
ленная на ручной дрели с на-
правляющим стержнем. На
стержне имеется регулируе-
мый упор, ограничивающий ход
дрели с головкой вниз (чтобы
не повредить бруски ударом о
коренные опоры блока).
Для такого приспособления применяется хонинговальная
головка с микрометрическим винтом, обеспечивающим точ-
ную регулировку усилия прижатия брусков к стенкам цилиндра.
При хонинговании необходимо сделать симметричный вы-
ход брусков из цилиндра в обе стороны (порядка 20 мм). Для
этого следует установить упор на стержне так, нгобы в нижнем
положении верхний край брусков был ниже плоскости блока на
величину АН = L -1 + 20, где L - длина цилиндра; I - длина брус-
ка. Выход брусков вверх устанавливается визуально.
После настройки приспособления и головки необходимо
разжать бруски до упора в стенки цилиндра и, включив дрель
(число оборотов не должно превышать ЗЭО мин-1), вручную
придать дрели возвратно-поступательное движение, вниз до
упора и вверх до выхода брусков из цилиндра на величину
примерно 20 мм. При ослаблении сопротивления движению
дрели необходимо ее выключить, при помощи микрометриче-
ского винта разжать бруски и продолжить хонингование. В
процессе хонингования необходимо замерять нутромером
обрабатываемый цилиндр как минимум в трех поясах - на глу-
бине 10 мм, примерно в середине и в 20 мм от конца цилинд-
ра. При помощи этих замеров можно уловить тенденцию по
отклонению от цилиндричности. Если получается конус, то ко-
роткими возвратно-п1 ступательными движениями (осцилля-
цией) расхонинговывается узкая часть конуса. Для устране-
ния "бочки" необходимо увеличить длину хода возвратно-по-
ступательного движения с сохранением симметричных выхо-
дов брусков снизу и сверху. Это достигается путем переста-
новки упора таким образом, чтобы увеличить выход брусков
внизу. Если получается "корсетная" форма цилиндра, то сле-
дует уменьшить длину возвратно-поступательного движения
хонинговальной головки.
Рассмотрим теперь порядок обработки цилиндров в за-
висимости от величины износа. Как известно, износ цилинд-
ра определяется по поясу вблизи остановки кольца в ВМТ, и
также в средней и нижней части цилиндра в плоскости вра-
щения коленчатого вала. В начале рассмотрим случай, ког-
да износ цилиндров д-статочно мал (менее 0,054-0,08 мм).
Если при этом пробег автомобиля велик - более 120-И 50
тыс. км, то поверхность цилиндров обычно имеет своеобраз-
ный "глянец", т.е. отполирована кольцами и поршнем до зер-
кального блеска. Такая поверхность в обязательном поряд-
ке должна быть обработана. В данном случае необходимо
хонинговать цилиндры, снимая минимальный слой металла.
Основная задача такого хонингования - не исправление ге-
ометрии, а создание определенной шероховатости на рабо-
чей поверхности. Это особенно важно в случае, если пред-
полагается замена поршневых колец. Новые кольца плохо
прирабатываются к "глянцевой" поверхности, что может
привести к прижогам и задирам верхних колец, работающих
в условиях недостаточной смазки и высокой температуры. В
некоторых случаях, например, после длительной стоянки,
особенно со снятой головкой блока, на поверхности цилинд-
ров может образоваться коррозия, которая также снимает-
ся хонингованием.
Хонингование для описанных случаев выполняется в два
этапа. В начале "крупнозернистыми" брусками на поверх-
ность цилиндра наносится сетка достаточно глубоких рисок.
При этом необходимо обеспечить минимальный съем метал-
ла - диаметр цилиндра не должен увеличиться более, чем на
0,010-ь0,015 мм. Обычно для этого достаточно несколько
двойных ходов хонинговальной головки. Затем следует вы-
полнить финишную операцию - плосковершинное хонингова-
ние, как это было описано выше.
Данная технология обработки применима для все:: типов
блоков цилиндров, в том числе и алюминиевых с покрытиями ти-
па «нихасиль». Если обрабатывается цельноалюминиевый блок
с кремниевым "покрытием", то используэтся другая технология.
На поверхности алюминиевого цилиндр? не допускается
сетка рисок, поэтому обработка мелкозернистыми брусками
выполняется с увеличенным припуском. После финишного хо-
нингования с поверхности цилиндра необходимо убрать алюми-
ний, для чего существуют два способа - травление и натирание.
Травление алюминиевого блока осуществляется 104-12%-
ной соляной кислотой. Раствор на поверхность цилиндра мо-
жет быть нанесен различными способами. Хорошие результа-
ты дает заливка цилиндров раствором полностью, что обеспе-
чивается закрытием цилиндра специальной крышкой со сто-
роны плоскости стыка с головкой (рис. 9.85). Раствор кислоты
может быть нанесен и кистью, однако при этом получится
большая неравномерность травления по поверхности цилинд-
ра. Обработка раствором кислоты ведется в течение несколь-
ких минут, пока поверхность цилиндра не станет матового се-
рого цвета. На этой стадии снимается слой алюминия толщи-
ной 14-2 мкм. После травления блок тщательно промывается
водой и содовым раствором, чтобы нейтрализовать кислоту,
если она попала во внутренние полости.
Для небольших ремонтных мастерских травление нетех-
нологично и трудоемко, поскольку ориентировано на промы-
шленный гальванический цех. Поэтому фирмы-производите-
ли поршней и ремонтных гильз для алюминиевых блоков
(MAHLE, KOLBENSCHMIDT) разработали технологию натира-
ния, легко реализуемую на любых ремонтных предприятиях.
Натирание пастой выполняется с помощью войлочных кругов
или башмаков, устанавливаемых на хонинговальную головку
стачка. Для натирания используется "мягкая" силиконовая
260
Рис. 9.85. Специальная крышка для травления цилиндров алюми-
ниевого блока:
1 — крышка; 2 — блок цилиндров; 3 — сливная трубка; 4 — запорный вентиль
паста, не снимающая кремний. По этой причине применение
абразивных паст недопустимо. Обработанный пастой ци-
линдр приобретает такой же серый матовый цвет, что и после
травления. После натирания блок должен быть тщательно вы-
мыт керосином, затем - в горячем содовом растворе.
Если поверхность цилиндоое; имеет большой износ и/или
глубокие риски и царапины, цилиндры необходимо ремонти-
ровать. Для блоков цилиндров сущесгвуют два принципиально
различных варианта ремонта - растачивание и/или хонинго-
вание цилиндров в увеличенный ремонтный размер поршней
и установка в блок "сухих" гильз с последующей их обработ-
кой в прежний стандартный размер цилиндра.
Основным вариантом ремонта цилиндров (в том числе,
алюминиевых блоков с покрытием или без него) является
увеличение их диаметра под ремонтные поршни увеличенно-
го размера. Для подавляющего большинства моделей двига-
телей специализированные фирмы (см. раздел 5.5.) выпуска-
ют поршни и поршневые кольца рэмонтных размеров.
У бензиновых двигателей с чугунными цилиндрами наибо-
лее часто применяется ремонтный ряд +0,25 мм; +0,50 мм и
т.д., однако для некоторых двигателей возможны и другие ва-
рианты (+0,2 мм; +0,4 мм;... или +0,3 мм; +0,6 мм). Для дизе-
лей нередко ремонтный шаг составляет 0,5 мм. Обычно пор-
шни с кольцами первого и второго ремонтного увеличения
приобрести несложно. Сложнее найти комплекты третьего и,
особенно, четвертого ремонта - как правило, это удается сде-
лать только для наиболее распространенных двигателей.
Алюминиевые блоки без покрытия ремонтируются анало-
гично чугунным, при эюм имеется возможность увеличения
диаметра цилиндра до 1 мм с шагом 0,5 мм (для некоторых дви-
гателей - до 0,7 мм с шагом 0,35 мм). Твердые покрытия цилин-
дров не позволяют обрабатывать поверхность на такую глуби-
ну, да это и не требуется, т.к. износы в таких блоках минималь-
ны. Некоторые фирмы (NISSAN) поставляют в запасные части
поршни с ремонтным увеличением 0,1 мм. Ремонт поверхнос-
ти цилиндра с твердым покрытием допускается только с помо-
щью хонинговальных головок с жесткой псдачей брусков.
Как показывает практика, износ цилиндров после пробега
200-250 тыс. км иногда превышает следующий ремонтный
размер. Поэтому при измерении сильно изношенных цилинд-
ров необходимо помнить об ошибке измерения, вызванной
конечной толщиной ножки нутромера (см. рис. 8.14). Кроме
того, крайние цилиндры часто имеют больший износ, который
может быть еще и неравномерным по окружности. Если пор-
шни имеют большой износ юбки, прогар или поломку перемы-
чек или колец, возможен также повышенный местный износ в
цилиндре как в верхней, так и в средней части.
Далее необходимо определить ремонтный размер ципинд-
Рис. 9.86. Пояс для измерения размера юбки поршней различных
конструкций:
А — наиболее употребляемый вариант; Б — вариант, встречающийся у не-
которых двигателей (TOYOTA) — обычно требует проверки зазора в поясе
АВ — вариант, встречающийся, в основном, у некоторых дизельных дви-
гателей, поршни которых имеют сравнительно длинную юбку
ра. Это возможно только при наличии поршней ремонтного
размера. Европейские фирмы нередко ставят величину номи-
нального зазора наднище поршня. Например, фирмы MAHLE
и KOLBENSCHMIDT указо1вают зазор в виде Sp.O.O.... Амери-
канские фирмы чаще указывают зазор на упаковочной короб-
ке. Этот зазор приводится в дюймах и обозначается “Oil clear-
ance” (“масляный зазор”). Встречается также задание зазора
в виде таблицы в инструкции - тогда зазор можно найти по ка-
таложному номеру поршня (TRW).
Если зазор неизвестен, то для бензиновых двигателей с чу-
гунными цилиндрами его можно примерно найти по формуле
d Ло.06 - '°’
1000
где D - диаметр цилиндра.
Для дизелей зазор, рассчитанный по этой формуле, жела-
тельно увеличить на 0,01-0,02 мм. Для алюминиевых блоков
зазор обычно лежит в пределах 0,02-0,03 мм независимо от
диаметра цилиндра. В целом же следует иметь в виду, что при
зазоре 0,04-0,06 мм нормально работают поршни подавляю-
щего большинства двигателей независимо от диаметра и кон-
струкции поршня.
Очень зажное значение имеет место измерения размера
поршня. Если в инструкции нет каких-либо более точных ука-
заний, то измерение следует проводить на юбке в сечении не-
много ниже отверстия пальца в плоскости, перпендикулярной
его оси (рис. S.86). Фирма TOYOTA для ряда моделей двигате-
лей задает зазор по верхнему поясу юбки поршня под канав-
кой маслосъёмного кольца. При такой схеме следует прове-
рить зазор по юбке и в ее нижней части - он не должен быть
меньше 0,02 мм. В то же время у некоторых поршней зазор
может быть задан у нижнего края юбки.
Нередко размер поршня выбивается на его днище с точ-
ностью до сотых и даже тысячных долей миллиметра. Ремонт-
ные поршни в одной упаковке, как правило, подбираются по
размерам так, чтобы разница между ними не превышала
0,005-0,010 мм.
По размеру поршня Dn и зазору 8 в цилиндре находится
искомый размер, в который цилиндр растачивается и хонин-
гуется: Dq = Dn + 8.
Следует соблюдать особую осторожность с заданием ми-
нимального зазора в цилиндре. Здесь действует правило -
лучше, чтобы зазор был на 0,05 мм больше, чем на 0,01 мень-
ше минимально допустимого. Пренебрежение этим простым
правилом может повлечь за собой после ремонта двигателя
целый ряд серьезных неисправностей (см. раздел 12.).
261
Рис. 9.87. Крепление "мокрых” гильз в блоке для хонингования с
помощью планок:
1 — болты; 2 — планка; 3 — гильза; 4 — блок
Обработка в минимально допустимый для данного поршня
зазор возможна только при идеальной геометрии цилиндров,
а именно:
1) отклонения формы (эллипсность, конусность, корсет-
ность и т.д.) не более 0,0024-0,003 мм;
2) неперпендикулярность осей цилиндра и коленчатого ва-
ла не более 0,01 мм на длине цилиндра;
3) непараллельность осей шатунных и коренных шеек не
более 0,1 мм на 1 м длины;
4) непараллельность осей головок шатунов не более 0,01
мм на диаметре цилиндра.
Для достижения таких параметров требуется строгое со-
блюдение технологий ремонта всех деталей двигателя. В ча-
стности, при ремонте блока необходимо:
1) предварительное растачивание цилиндров с припуском
на хонингование не более 0,08 мм;
2) точная установка блока на станке по поверхности по-
стелей коленчатого вала;
3) специальный порядок растачивания (сначала крайние
цилиндры, затем, после охлаждения, средние);
4) высокая чистота поверхности при растачивании;
5) специальный порядок хонингования (аналогично п. 3).
Если имеющееся оборудование или специалисты, на нем
работающие, не могут обеспечить выполнение указанных
Рис. 9.88. Схема крепления "мокрой” гильзы в хонинговальном
станке, дающая сравнительно малые деформации:
1 —технологические кольца; 2 — резиновые подушки; 3 — стяжные болты;
4 — гильза
требований, то задавать зазор в цилиндре следует не менее
чем в 1,54-2 раза больше минимально допустимого. Это име-
ет принципиальное значение для исключения разного рода
"прихватов" и "задиров" деталей, особенно, в период первона-
чальной приработки.
Определенные сложности возникают при ремонте "мок-
рых" гильз. Дело в том, что при закреплении в любом станке
практически независимо от способа крепления гильза в той
или иной степени деформируется. Поспе обработки и снятии
гильзы со станка внутренняя поверхность может иметь откло-
нения от цилиндричности свыше 0,024-0,04 мм. Если учесть,
что "мокрые" гильзы после затяжки головки блока имеют не-
сколько повышенную деформацию, высокое качество ремон-
та обеспечить в этом случае не удается. Вследствие указан-
ных причин многие фирмы поставляют в запасные части
только стандартные поршни с гильзами или без них. В то же
время некоторые фирмы-изготовители запасных частей вы-
пускают поршни ремонтного размера для двигателей с "мок-
рыми" гильзами.
Существует несколько способов обработки "мокрых"
гильз. Однако не все из них могут обеспечить тоебуемое ка-
чество обработки - малое (менее 0,0154-0,020 мм) отклонение
от цилиндричности.
На стадии предварительной обработки гильзы можно рас-
тачивать, шлифовать или хонинговать. Растачивание часто
выполняют на токарном станке. Однако недостатками этого
способа являются необходимость применения специальных
оправок, чтобы исключить коробление гильзы, и сложность
выверки ее положения перед обработкой (требуется обеспе-
чить малое биение на краях гильзы).
Расточить гильзы можно на вертикально-расточном станке
и не вынимая их из блока. Для этого требуется зафиксировать
гильзы специальными планками (рис. 9.87). Следует избегать
больших усилий прижима, чтобы не деформировать гильзу.
Достаточно высокая точность предварительной обработки
обеспечивается на внутришлифовальном станке, однако не-
достатком способа следует признать его ограниченную до-
ступность.
Предварительная обработка гильзы может быть выполне-
на хонинговальной головкой с жесткой подачей брусков на
вертикально-хонинговальном станке в специальной оправке
(рис. 9.88) или в самом блоке цилиндров. Как показывает
практика, этот способ не является лучшим с точки зрения его
производительности. Дело в том, что в отличие от блоков ци-
линдров, гильзы могут быть сделаны из специальных легиро-
- ванных износостойких чугунов или сталей, а это затрудняет
предварительную обработку абразивными брусками.
Можно сказать, что все указанные способы на стадии
предварительной обработки дают определенное отклонение от
цилиндричности. Поэтому геометрия цилиндра будет опреде-
ляться способом финишной обработки, а именно тем, насколь-
ко финишная обработка исправляет отклонения от цилиндрич-
ности, полученные на стадии предварительной обработки. Ис-
ходя из этого, использование для хонингования гильз хонинго-
вальной головки с подпружиненными брусками дает наиболь-
шее отклонение от цилиндричности. В то же время для головки
с жесткой подачей брусков результат зависит от закрепления
гильзы в станке. Если гильза закреплена в блоке цилиндров
или в оправке (см. выше), то отклонение от цилиндричности
вряд ли получится малым. Наиболее удачным будет обработ-
ка гильз на горизонтапьно-хонинговальном станке (рис. 9.89)
при удерживании гильзы от проворачивания хомутом с руко-
яткой. При таком креплении достигается минимальная дефор-
мация гильзы из всех рассмотренных способов.
Как уже отмечено выше, одним из способов ремонта бло-
ка цилиндров является установка тонкостенных "сухих" гильз.
Этот способ целесообразно применять при глубоком повреж-
дении цилиндра, в том числе при наличии трещин, пробоин,
глубоких рисок, что обычно наблюдается при поломке дета-
262
Рис. 9.89. Обработка (хонингова-
ние) "мокрой" гильзы на горизон-
тально-хонинговальном станке
Рис. 9.90. Основные схемы ус-
тановки сухих гильз:
а — в упор; б — с буртом
лей поршневой группы или клапанов. Если изношенные ци-
линдры уже были сделаны ранее в последний ремонтный раз-
мер, то гильзование будет единственным возможным спосо-
бом ремонта. Встречается также ситуация, когда невозмож-
но найти ремонтные поршни с кольцами. Здесь гильзование
можно назвать приемлемым способом ремонта, однако впол-
не возможно, что ремонтные комплекты просто плохо и не
там искали.
В последние годы на некоторых ремонтных предприятиях
широко распространилась практика устанавливать гильзы
буквально во все блоки подряд, чтобы затем обрабатывать их
в размер старых, изношенных поршней. Обычно это оправды-
вается экономией денег заказчика, однако реально экономии
не получается (табл. 9.1). Возможная экономия в среднем
25% на один цилиндр не может компенсировать существенно-
го увеличения количества и сложности ремонтных операций.
Кроме того, эта экономия не может оправдать и изменения
конструкции и материала цилиндра, роста тепловой напря-
женности деталей ЦПГ из-за ухудшения отвода тепла от ци-
линдра, ослабления поршня из-за необходимости расширения
канавок под более высокиэ кольца (см. раздел 9.5.5.) и т.д.
Это непосредственно снижает надежность и ресурс двигателя
после ремонта. Таким образом, гильзование блоков под ста-
рые поршни является примером не вполне квалифицирован-
ного подхода к ремонту двигателя (см. раздел 9.1.) и не может
рекомендоваться для широкой практики.
Только для случаев, когда гильзование является единст-
венным возможным способом ремонта, рассмотрим некото-
рые его особенности.
Гильзы могут быть установлены в блок по двум различным
схемам (рис. 9.90) - “в упор" или "с буртом”. По схеме "в упор"
упрощается форма гильзы, но требуется точно растачивать
блок. При этом длину цилиндра приходится несколько умень-
шать. На гильзу в этой схеме все время может действовать
осевое давление со стороны прокладки головки блока, а по-
скольку детали работают в цикле "нагрев-охлаждение", то
гильза может сжиматься и растягиваться относительно сте-
нок блока, если она изготовлена из материала с иным коэф-
фициентом линейного расширения. Со временем это может
привести к ослаблению посадки гильзы в блоке, потере гер-
метичности и нарушению охлаждения гильзы и поршня. Схе-
ма "с буртом" не так чувствительна к различию в коэффици-
ентах расширения материалов, и, кроме того, здесь значи-
тельно точнее можно обработать отверстие в блоке, чтобы
выдержать нужный натяг. Помимо этого, вариант с упором
гильзы в нижнюю часть блока неудачен при необходимости
получения стандартного размера цилиндра. Оставшийся ниж-
ний пояс цилиндра, очевидно, не будет обработан по всей ок-
ружности, т.к. "попасть" с точностью в 0,01 мм так, чтобы по-
верхности гильзы и пояса совпали, практически невозможно.
Тогда на стыке гильзы с необработанным участком пояса по-
являются острые кромки, способные повредить (подрезать)
поверхность юбки поршня в НМТ. Вследствие указанных при-
Рис. 9.91. Выпрессовка “сухой" гильзы из блока цилиндров:
1 — гайка; 2 — подшипник; 3 — крышка; 4 — цилиндр; 5 — болт; 6 — гильза;
7 — блок; 8 — опора болта
Таблица 9.1. Приближенная оценка эффективности гильзо-
вания под старые поршни
Запасные части и работы Процент от цены нового поршня
Ремонтный комплект поршней и колец (на 1 цилиндр) Гильзование под старые поршни (на 1 цилиндр)
Поршни 100 —
Кольца 40 40-50
Обработка блока 10 20-25
Доработка поршней — 10
Ремонтные пальцы — 10
Изготовление гильзы:
материал и работа — 20
Дополнительные расходы* — 20-50
Суммарная оценка 150 120-165
* Сюда включены возможные транспортные расходы, "упущенная
выгода” из-за увеличения времени ремонта блока, а также ус-
ловно убытки, связанные со снижением ресурса и надежности
работы ЦПГ
чин рекомендуется устанавливать гильзу по схеме с буртом.
Если в блоке уже установлены гильзы, то необходимо уда-
лить их. Для этого используются два основных способа - вы-
прессовка и растачивание.
Выпрессовку целесообразно применять при ремонте бло-
ков цилиндров дизелей со штатными "сухими" гильзами. Для
этого могут быть использованы различные приспособления,
один из вариантов которых показан на рис. 9.91. При выпрес-
совке старой гильзы ее гнездо, как правило, не повреждает-
ся. Поэтому установка новой гильзы, поставляемой в запас-
ные части фирмами-производителями запасных частей, не
требует каких-либо доработок отверстия в блоке.
Если для такого блока гильза изготавливается специаль-
но, то крайне желательно сохранить размер отверстия под
нее в блоке, т.е. необходимо обеспечить требуемый натяг за
счет точного изготовления гильзы. В таких случаях доработка
отверстий в блоке под нестандартные гильзы не позволит при
последующих ремонтах использовать “фирменные" гильзы,
263
Рис. 9.92. Эскиз "сухой" гильзы (а) и расточки блока под гильзу (б)
что противоречит общим принципам ремонта (раздел 9.1.).
Удалить старую гильзу можно и растачиванием ее по вну-
треннему диаметру. Для этого необходимо установить блок
на расточном станке, выверив положение блока по индикато-
ру на расточной головке по верхней и нижней части цилиндра
с точностью до 0,05 мм. При расточке диаметр цилиндра в не-
сколько проходов постепенно увеличивается, а толщина стен-
ки гильзы и ее натяг уменьшаются. При достижении некото-
рой минимальной толщины стенки (обычно 0,1 -г-0,3 мм) гильза
"проворачивается" в отверстии, после чего ее можно удалить
вручную, не повредив поверхности гнезда в блоке.
"Грубая" выверка положения блока на станке, а также
эксцентриситет внутренней и наружной поверхностей старой
гильзы могут привести к повреждению гнезда в блоке при
расточке. Тогда потребуется новая гильза с увеличенным на-
ружным диаметром.
При сильном повреждении цилиндра (трещины, пробоины)
выверять положение блока на станке необходимо по сосед-
ним цилиндрам. По крайней мере, это предотвратит появле-
ние недопустимого перекоса оси новой гильзы в продольной
плоскости блока.
Указанные принципы сохраняются и для цельнолитых бло-
ков традиционной конструкции, но с возможностью достаточ-
но произвольного назначения наоужного диаметра ремонт-
ной гильзы. Рассмотрим порядок гильзования таких блоков
более подробно.
В начале необходимо изготовить гильзу. Наиболее про-
стой и дешевый материал, дающий вполне приемлемый ре-
сурс - серый чугун с пластинчатым графитом. Он может быть
легирован хромом, никелем, молибденом и другими элемен-
тами. Возможно также использование высокопрочных чугу-
нов со сфероидальным (шаровидным) графитом, однако они
иногда дают меньшую износостойкость и ресурс.
Гильза вытачивается из заготовки с таким наружным диа-
метром, чтобы в окончательном виде толщина стенки не была
менее 1,5+2,0 мм. В некоторых случаях, когда в цилиндре име-
ется большая трещина или пробоина, толщину стенки желатель-
но увеличить до 3,0+3,5 мм. По внутреннему диаметру необхо-
димо оставить припуск порядка 0,2+0,3 мм (но не белое 0,5 мм)
для окончательной обработки. Наружный диаметр гильзы мо-
жет иметь свободный размер (отверстие в блоке оорабаты за-
ется под готовую гильзу), но эллипсность и конусность не долж-
на превышать 0,02 мм, а шероховатость Ra не хуже 1,25 мкм.
Сверху на гильзе должен быть сделан упорный бурт (рис. 9.92)
высотой 3+4 мм с выступанием порядка 0,7+1,0 мм на сторону.
На нижней кромке гильзы по наружной поверхности следует
сделать фаску с углом не более 10° и длиной 5+6 мм, чтобы
обеспечить свободный заход гильзы в гнездо.
Не следует без необходимости делать гильзы с большой
толщиной стенки (более 2 мм), а также устанавливать гильзы
в блок с чрезмерно большим натягом (более 0,05+0,06 мм). В
подобных случаях происходит деформация блока около гиль-
зы, что приводит к деформации соседних с гильзой цилинд-
ров. Вследствие этого при гильзовании только одного цилинд-
ра "толстой" гильзой потребуется исправлять геометрию и со-
седних цилиндров, например, обрабатывать их в ремонтный
размер, что сопряжено с дополнительными расходами при
ремонте двигателя. В то же время на современных двигате-
лях с близко расположенными цилиндрами установить гильзу
так, чтобы не деформировать соседние цилиндры более чем
на 0,01 мм, практически не удается.
Отверстие в блоке растачивается под готовую гильзу, но с
припуском под хонингование 0,1+0,3 мм. При этом необходи-
мо обеспечить глубину выточки под бурт гильзы не меньше
высоты бурта (если гильза "провалится" ниже плоскости бло-
ка, работу придется делать заново или обрабатывать всю
верхнюю плоскость блока, что не всегда допустимо). Хонинго-
вание блока под гильзу обеспечивает точное выдерживание
размера (натяга) и, самое главное, гладкую поверхность от-
верстия, т.е. низкое термическое сопротивление в соедине-
нии гильзы и блока. Этот вопрос имеет важное значение для
обеспечения нормального теплового режима поршня.
Для чугунных блоков натяг ремонтной чугунной гильзы в
отверстии должен составлять 0,05+0,07 мм. Аналогичную ве-
личину должен иметь натяг ремонтной гильзы в алюминиевом
блоке с залитыми чугунными гильзами, если при установке
гильзы цилиндр не растачивается болэе чем на 4+5 мм (по ди-
аметру). По верхнему бурту гильзы необходим зазор
0,05+0,15 мм.
Перед установкой гильзы, особенно в тот цилиндр, где бы-
ла пробоина или трещина, на вэрхний пояс гильзы и нижнюю
часть отверстия в блоке можно нанести тонкий слой жидкого
клея или герметика. Основные требования к клею - затверде-
вание (полимеризация) в течение не менее 10+15 мин и термо-
стойкость не менее 150°С. Этим требованиям удовлетворяет
довольно широкий спектр клеев и герметиков, включая различ-
ные эпоксидные композиции. Без клея существует опасность
негерметичности посадки гильзы, что особенно нежелательно
при ремонте блоков с пробоинами или трещинами в цилиндрах.
Установка гильзы в чугунный блок может быть выполнена
без нагрева и/или охлаждения деталей с помошью приспособ-
ления для запрессовки (рис. 5.60). Приспособление имеет
опору на поверхности коренных опор блока, что позволяет
запрессовать гильзы в блоки всех типов, включая V-образ-
ные. Запрессовка осуществляется медленным вращением
винта (или гайки) приспособления до упора верхнего бурта
гильзы в проточку блока.
Нагрев блока до 150+18СГС с одновременным охлаждени-
ем гильзы с помощью "сухого" льда (твердая углекислота - да-
ет охлаждение гильзы до -80°С) или жидкого азота (охлажде-
ние гильзы до -140°С) дает возможность установить гильзу в
блок вручную, не прибегая к приспособлениям для запрес-
совки. Разность температур деталей в 60+70сС дает нулевой
натяг (зазор), если натяг при нормальной температуре со-
264
Рис. 9.93. Простая оправка для
установки гильзы в блок "от ру-
ки" при большой разности тем-
ператур деталей:
1 — оправка, 2 — гильза
ставляет 0,05 мм. Увеличение
разности температур сверх
указанной увеличивает и за-
зор при запрессовке (табл.
9.2), вплоть до значений
0,254-0,30 мм и более. При та-
ком зазоре гильза "провали-
вается" в блок без каких-либо
приспособлений, но для удоб-
ства направления гильзы
можно использовать простую
цилиндрическую оправку с
буртом, упирающимся в верх-
ний торец гильзы (рис. 9.93).
После установки гильзы
можно проконтролировать на-
дежность ее посадки "до упо-
ра", несколько раз ударив мо-
лотком по оправке. Однако за-
прессовывать гильзу "из-под
молотка" не следует, чтобы не
повредить детали и не переделывать потом работу заново.
Ремонт цепьноалюминиевых блоков более сложен. Ос-
новным способом ремонта блоков с твердым покрытием яв-
ляется установка чугунных ремонтных гильз, но с большим
натягом - 0,084-0,10 мм. Это требует в обязательном порядке
применения нагреса блока и охлаждения гильзы, чтобы гиль-
за "встала" в блок свободно. Запрессовка гильзы в алюмини-
евый блок "вхолодную" недопустима - твердая гильза раздав-
ливает (нагартовывает) верхний слой алюминия, в результа-
те чего натяг автоматически уменьшается до 0,034-0,05 мм.
После установки гильзы необходимо хонинговать ее так, что-
бы зазор между штатным поршнем и чугунным цилиндром
был не менее 0,05 мм, поскольку чугунная гильза меньше
расширяется при нагреве, чем алюминиевый блок.
Алюминиевые блоки без покрытия наиболее правильно ре-
монтируются с помощью специальных алюминиевых гильз, по-
ставляемых в запасные части фирмами-изготовителями пор-
шней для таких блоков (MAHLE и KOL3ENSCHMIDT). Гильзы
изготовлены из специального алюминиевого сплава, содержа-
щего 254-30% кремния, что позволяет получить поверхность
цилиндра, идентичную той, которая была у нового блока.
Натяг алюминиевой гильзы может быть небольшой - до-
статочно 0.044-0.06 мм, однако устанавливать гильзу можно
только с большой разностью температур, обеспечиваемой на-
гревом блока до 180°С и охлаждение гильзы в "сухом" льду
или жидком азоте. В последнем случае можно уменьшить на-
грев блока до 100°С. Перед установкой гильзы сопрягаемые
поверхности должны быть чистыми, применение масла, клея
и других жидкостей не допускается.
Основная сложность при установке алюминиевой гильзы
заключена в том, что ее надо поставить быстро и сразу "до
упора". Небольшая задержка здесь приводит к быстрому вы-
равниванию температуры деталей и заклиниванию гильзы в
промежуточном положении. Если это произошло, запрещает-
ся какая-либо допрессовка гильзы - алюминий имеет особен-
ность "схватывания" на кристаллическом уровне. Тогда до-
прессовка приведет к задирам сопрягаемых поверхностей и
поломке не только гильзы, но и блока цилиндров.
"Прихваченную" в промежуточном положении гильзу
нельзя также выпрессовывать - необходима повторная рас-
точка гильзы из блока и замена ее на новую.
Практика ремонта алюминиевых блоков без покрытия по-
казала, что их можно гильзовать не только алюминиевыми,
но и обычными чугунными гильзами. При этом штатные пор-
шни, имеющие покрытие железом (см. раздел 2.3.), надежно
работают по чугунной гильзе, если рабочий зазор в цилиндре
будет увеличен до 0,044-0,06 мм (вместо 0,014-0,02 мм у алю-
миниевого цилиндра).
Учитывая, что алюминиевая гильза имеет очень высокую
стоимость (больше, чем цена поршня), установка чугунной гиль-
зы вместо алюминиевой является альтернативным вариантом
ремонта, особенно, для автомобилей прошлых лет выпуска.
После установки гильзы проверяется и при необходимос-
ти спиливается напильником ее торэц, выступающий над пло-
скостью блока, но не заподлицо. Окончательно плоскость мо-
жет быть выровнена притиркой пастой с помощью чугунной
притирочной плиты, а также фрезерованием или шлифовани-
ем со снятием минимального припуска со всей плоскости
блока. У V-образных двигателей с приводом распределитель-
ного механизма цепью снимать с плоскости более 0,1 мм не-
желательно, т.к. верхняя плоскость передней крышки распре-
делительного механизма будет выступать вверх от плоскости
блока. Если крышку не занизить на одинаковую с блоком ве-
личину, то прокладка головки может оказаться негерметич-
ной по стыку крышки с блоком и у первого цилиндра.
9.5.2. Ремонт поверхностей постелей коренных
подшипников блока цилиндров
Повреждения постелей коренных подшипников происхо-
дят при разрушении подшипников, а также вследствие негра-
мотного ремонта с применением сварки трещин и пробоин
блока. В последнем случае обычно происходит деформация
нескольких постелей, в результате которой их оси смещаются
в сторону от общей оси.
В эксплуатации коронные опоры блока получают повреж-
дения, в основном, вследствие проворачивания вкладышей
и/или их перегрева из-за нарушения подачи масла или силь-
ной (более 0,44-0,5 мм) деформации вала. При перегреве ко-
Таблица 9.2. Влияние разности температур и материалов деталей на посадку при установке гильзы в блок цилиндров
Чугунный блок Чугунная гильза
нагрев блока 0сС 150'С
охлаждение гильзы 0 С сухой лед жидкий азот ОС сухой лед жидкий азот
зазор/натяг при установке натяг 0,04-0,06 зазор 0,04-0,06 зазор 0,10-0,12 зазор 0,07-0,09 зазор 0,11-0,13 зазор 0,20 0,22
Алюминиевый блок Чугунная гильза
нагрев блока ОС 15Э:С
охлаждение гильзы ОС сухой лед жидкий азот ОС сухой лед жипкий азот
зазор/натяг при установке натяг 0,06-0,08 зазор 0,02-0,04 зазор 0,08-0,10 зазор 0,18-0,20 зазор 0,22-0,24 зазор 0,264-0,28
Алюминиевая гильза
нагрев блока о-с 150сС
охлаждение гильзы ОС сухой лед жидкий азот ОС сухой лед жидкий азот
зазор натяг при установке натяг 0,03-0,05* * зазор 0,25-0,27 • зазор 0,36-0,38 зазор 0 48-0,50
’ не допускается из-за опасности “схватывания" гильзы в блоке
I /.1. Ремонт чвиг ав-ей
265
Рис. 9.94. Схема изменения зазоров в коренных подшипниках при
деформации средней опоры (направление указано стрелкой) и
возникновения дополнительных нагрузок на подшипники (Р)
Рис. 9.95. Схема деформации коренной крышки после перегрева
подшипника:
а — до ослабления болтов геометрия отверстия постели удовлетворительна;
б — после ослабления и повторной затяжки болтов отверстие деформировано;
1 —зазор по центрнрующ"..^. поясам крышки; 2—уступы на поверхности постели
Рис. 9.96. Крышка коренного подшипника, сломавшаяся при пере-
греве
Таблица 9.3. Ремонт постелей коренных подшипников
Способ ремонта Характеристика способа
Стоимость специаль- ного оборудования Трудоемкость обработки поврежденных поверхностей Объем доработок сопряжен- ных деталей Надежность работы двигателя после ремонта
Растачивание высокая высокая высокий высокая
Хонингование высокая средняя средний высокая
Нанесение клеевых композиций на поверхность поврежденной постели низкая малая отсутствует в некоторых случаях понижен- ная
ренных вкладышей (без их проворачивания) обычно дефор-
мируются крышки коренных подшипников блока, в то время
как половины постелей, расположенные в блоке, остаются це-
лыми из-за большой жесткости блока у опор.
В целом повреждения постелей встречаются довольно
редко - примерно в одном случае на 15-20 вышедших из строя
двигателей. При обнаружении деформации или износа посте-
ли блока необходимо ремонтировать. В противном случае
возможны задиры вкладышей после запуска, т.к. из-за возра-
стания нагрузки на вкладыши значительно - в сотни раз, уско-
ряется износ их и коренных шеек коленчатого вала. В изно-
шенной постели вкладыш теряет натяг и тепловой контакт, что
обычно довольно быстро приводит к его задиру и выходу дви-
гателя из строя.
Проверку коренных постелей удобно проводить с помо-
щью лекальной линейки (рис. 8.16). Для этого линейка уста-
навливается поочередно на каждые три расположенные ря-
дом опоры и проверяется на покачивание у крайних опор во-
круг средней. Необходимо проверить опоры в середине и на
краях у плоскости разъема.
Несмотря на кажущуюся примитивность и неточность про-
верки, данный способ позволяет уловить смещение осей опор
на 0,01 мм. Это вполне удовлетворительная для практики точ-
ность.
Когда опора, на которой качается линейка, обнаружена,
можно определить деформацию с помощью набора щупов,
подкладывая тонкие - 0,02 мм и более, щупы под линейку у од-
ной из крайних опор (см. рис. 8.16). Поскольку расстояние
между опорами одинаково, то деформация опоры, располо-
женной в середине, будет равна примерно половине изме-
ренного зазора между линейкой и одной из крайних опор.
Если измеренная деформация равна примерно половине
рабочего зазора в коренном подшипнике, то это значит, что в
данном месте будет контакт вала со вкладышем. При этом,
если имеет место смещение оси опоры, то с противополож-
ной стороны зазор окажется увеличен в два раза (рис. 9.94).
Во время работы двигателя нагрузка на подшипники вала бу-
дет повышена, а, значит, ускорится и износ деталей. В отдель-
ных случаях при еще больших перекосах на вкладышах в ме-
стах контакта могут появиться задиры, следы подплавления и
разрушения рабочего слоя.
Таким образом, ремонт постелей трэбуется в случаях, ес-
ли смещение оси хотя бы одной опоры относительно общей
оси превышает 0,010-0,015 мм, эллипсность отверстия опоры
больше 0,02-0,03 мм, либо имеется износ отверстия из-за
проворачивания вкладышей.
При перегреве коренного подшипника без проворачива-
ния вкладыша и последующем остывании в материале крыш-
ки у поверхности постели возникают напряжения растяже-
ния. Пока крышка притянута болтами к блоку, отверстие по-
стели имеет более или менее правильную геометрическую
форму. Однако при ослаблении болтов под действием возник-
ших напряжений крышка сжимается (рис. 9.95) с одновремен-
ным искривлением ее опорной плоскости. В некоторых случа-
ях напряжения могут быть настолько велики, что после пере-
грева и остывания на поверхности постели на крышке возни-
кает трещина, и крышка ломается, оставаясь затянутой бол-
тами (рис. 9.96).
Деформированная крышка после ослабления и повторно-
го затягивания болтов уже не дает правильной формы отвер-
стия постели (рис. 9.95) - у стыка края поверхности постели на
крышке "свисают" внутрь, в некоторых случаях до 0,05-0,10
мм. Очевидно, что сборка двигателя с такой крышкой корен-
ного подшипника приведет к его быстрому выходу из строя.
Существуют различные способы ремонта постелей корен-
ных подшипников (табл. 9.3), каждый из которых имеет те или
иные достоинства и недостатки в зависимости от характера и
степени повреждения поверхностей постелей.
Основными способами ремонта постелей блока являются
266
растачивание и хонингование. Наиболее общая характерис-
тика этих способов приведена в разделе 9.2.
Общим для большинства способов ремонта постелей бло-
ка является необходимость предварительной обработки по-
верхности разъема блока и крышек. Лучше всего эти поверх-
ности шлифовать на плоскошлифовальном станке. Перед шли-
фованием крышек необходимо достаточно точно выставить
их в станке, чтобы поверхность не оказалась перекошенной
после обработки. Это особенно важно для крышки, в которую
устанавливаются упорные полукольца - иначе нарушатся ус-
ловия работы и снизится ресурс упорных подшипников.
Обработка плоскостей разъема крышек в блоке нередко
представляет собой более серьезную проблему. Вследствие
большой высоты стенок картера (расстояния от плоскости под-
дона до плоскости разъема крышек) требуется шлифовальный
круг сравнительно большого диаметра, который может быть
установлен не на всех станках. В случаях, если шлифование
плоскостей разъема по технологическим причинам не удает-
ся, можно использовать фрезерование торцевыми фрезами.
Припуск на обработку поверхностей разъема крышек оп-
ределяется также, как и у шатунов (см. раздел 9.4.2.). Исклю-
чения составляют случаи деформации опор, когда ось отвер-
стия одной или нескольких опор смещается в сторону от об-
щей оси. Тогда припуск на обработку должен быть увеличен,
иначе не исключено, что сравнительно большая часть отвер-
стия опоры около разъема останется необработанной. В та-
ком случае отверстие может иметь большую эллипсность, а
это крайне нежелательно из-за местного увеличения рабоче-
го зазора в подшипнике.
Далеко не во всех случаях при ремонте опор следует об-
рабатывать (занижать) поверхность разъема крышек на бло-
ке. Например, при проворачивании вкладыша в одной из опор
вполне достаточно обработать только крышки блока (обычно
снимается 0,1-0,2 мм). То же самое относится к случаям пе-
регрева опор, при которых происходит "сжатие" крышек.
Как уже было отмечено в разделе 9.2., не у всех двигате-
лей можно ремонтировать постели блока. Так, у двигателей с
нижним положением распределительного вала и приводом его
шестернями обработка постелей всегда приводит к уменьше-
нию межосевого расстояния между шестернями. Обычно уже
работавшая длительное время пара шестерен имеет достаточ-
но большой зазор в зацеплении, что позволяет несколько
уменьшить межосевое расстояние (например, на 0,03-0,07
мм). Для новой пары это уменьшение скорее всего будет не-
приемлемым. Для других конструкций изменение межосевого
расстояния между коленчатым и распределительным валами
компенсируется натяжением цепи или ремня.
После обработки поверхностей разъема блок и крышки
необходимо мыть и продувать сжатым воздухом. Затем
крышки устанавливаются в блок и затягиваются номиналь-
ным моментом.
Наиболее доступным в настоящее время способом ремон-
та поверхностей отверстий в блоке является растачивание.
Растачивание выполняется на горизонтально-расточных
станках, имеющих большой "вылет" (ход) резца, который дол-
жен быть не меньше длины блока цилиндров. Перед растачи-
ванием необходимо точно выверить положение блока в двух
плоскостях - горизонтальной и вертикальной. Выварка в вер-
тикальной плоскости не составляет большого труда, посколь-
ку верхняя и нижняя плоскости блока параллельны оси посте-
лей и являются базовыми. Основная задача здесь - обеспе-
чить минимальный съем металла с той части отверстий посте-
лей, которые расположены в блоке. Это необходимо по двум
причинам. С одной стороны, надо стремиться к минимально-
му изменению геометрии блока при сдвиге оси коленчатого
вала в сторону верхней плоскости. С другой стороны, по-
скольку на крышки блока приходится основная нагрузка, же-
лательно, чтобы поверхность постели на крышке имела, по
возможности, правильную геометрию. Это значит, что необ-
17*:.
работанные участки постели лучше иметь на блоке, чем на
крышке.
Выверить положение блока в горизонтальной плоскости
сложнее. Требуется обеспечить минимальный перекос осей
(новой и старой) и равномерный (одинаковый) съем металла
у плоскостей разъема крышек. Для этого достаточно прове-
рить биение по индикатору, закрепленному на резцедержате-
ле, у крайних опор блока.
Растачивание выполняется твердосплавным или алмаз-
ным резцом с минимальной подачей и оборотами станка.
Обычно требуется несколько черновых и один чистовой про-
ход, при котором снимается припуск не более 0,03-0,05 мм.
Поверхность, получаемая при растачивании данным спосо-
бом, не всегда отличается хорошим качеством из-за возмож-
ной вибрации резцедержателя, однако размер может быть
выдержан достаточно точно (до 0,01 мм).
Улучшить качество поверхности при растачивании можно,
если у резцедержателя сделать дополнительную опору (рис.
9.97). Для этого необходим специальный резцедержатель с
креплением соосной ему борштанги. Борштанга представляет
собой длинный шлифованный стержень, вращающийся вместе
с резцедержателем и входящий в подшипник дополнительной
опоры. Желательно, чтобы диаметр борштанги был больше,
что увеличивает жесткость системы. Дополнительная опора
закрепляется на блоке цилиндров и имеет подшипник сколь-
жения в виде бронзовой втулки. Крепление дополнительной
опоры осуществляется после выверки положения блока при
максимальном ходе резцедержателя.
Еще лучше, если борштанга опирается на несколько под-
шипников. Возможна схема с двумя крайними подшипниками
или с тремя-четырьмя (два - вблизи средних опор блока). Осо-
бенностью схемы с двумя опорами является возможность ис-
пользования длинной борштанги (ее длина примерно в два ра-
за больше длины блока) и одного резца. Это практически га-
рантирует одинаковый диаметр всех отверстий, но полностью
исключить "дробление" удается не всегда из-за большого рас-
стояния между опорами борштанги.
Схема с двумя или более опорами позволяет использо-
вать короткую борштангу, но тогда для каждого отверстия не-
обходим свой резец (рис. 9.98). Это в значительной степени
усложняет растачивание, т.к. требуется настройка каждого
резца на один общий размер. В то же время данная схема
обеспечивает хорошее качество, геометрию поверхности и
соосность.
Общим для схем с борштангой является возможность об-
работки блока не только на специализированных станках, но и
на больших токарных станках. Борштанга должна иметь шар-
нирное соединение или муфту, связанную с патроном станка,
а блок цилиндров устанавливается на столе станка, чем обес-
печивается продольная подача. Здесь заключается еще одна
сложность данных схем обработки, связанная с необходимос-
тью точного выставления и крепления блока на станке.
Рис. 9.97. Растачивание посте-
лей блока цилиндров с помо-
щью борштанги, имеющей до-
полнительную опору
Рис. 9.98. Борштанга с числом
резцов, равным количеству
опор вала, имеющая два или бо-
лее подшипника
267
Рис. 9.99. Перецентровка корпуса масляного насоса после раста-
чивания постелей коренных подшипников с помощью оправки:
1 — опок цилиндров; 2 — центрир ющий штифт; 3—корпус насоса; 4 — оправка
Рис. 9.100. Устранение несоосности отверстия в крышке после
растачивания постелей коренных подшипников:
а — исходный вариант (после растачивания постелей возникла несоо
ность отверстий 6); б — после перецентровки крышки необходимо обрабо-
тать верхнюю плоскость крышки А на величину несоосности 6, подложить
дополнительную прокладку толщиной 8 на нижнюю плоскость Б крышки или
обработать всю нижнюю плоскость блока В на ту же величину
Таким образом, все схемы ремонта постелей растачива-
нием имеют те или иные недостатки, не позволяющие добить-
ся качества, соответствующего новому блоку. Такое качество
дает только хонингование отверстий постелей.
Как уже отмечалось в разделе 9.2., хонингование посте-
лей выполняется специальными хонинговальными головками
(оправками), имеющими несколько (обычно более 5+7) распо-
ложенных в один ряд брусков. Подготовка блока к ремонту
здесь аналогична описанной выше для растачивания. Хонин-
гование может проводиться на специализированных автома-
тических и полуавтоматических станках, обеспечивающих ав-
томатическую подачу брусков "на разжим" по уменьшению
крутящего момента. Находят также применение достаточно
простые станки с ручной подачей брусков и приводом хонин-
говальной головки (оправки) от дрели (см. рис. 5.85).
Существенным преимуществом хонингования с жесткой
подачей брусков для постелей блока является высокое каче-
ство поверхности, идеальные соосность и геометрия постелей.
Учитывая это, а также то, что после длительной эксплуатации
двигателя постели имеют определенную остаточную деформа-
цию, многие зарубежные фирмы при выполнении сложного ре-
монта двигателей обрабатывают постели хонингованием в
обязательном порядке. В то же время оборудование для хо-
нингования достаточно дорого и далеко не всегда доступно.
Поэтому пока основным способом ремонта постелей на оте-
чественных ремонтных предприятиях, видимо, будет оставать-
ся растачивание, несмотря на его определенные недостатки.
Если масляный насос двигателя расположен в передней
крышке блока и приводится от носка коленчатого вала, то по-
сле ремонта постелей возникает несоосность коленчатого ва-
ла и ведущей шестерни насоса. Это вызывает повышенный
износ деталей, а при величине несоосности (равной смеще-
нию оси постелей вверх) более 0,10+0,15 мм возможно закли-
нивание шестерен и поломка насоса. Поэтому после ремонта
постелей необходимо "перецентровать" крышку с помощью
оправки (скалки), зажимаемой в постелях (рис. 9.99). Отвер-
стия в крышке под центрирующие штифты или втулки необхо-
димо расширить в сторону, обратную смещению оси постелей
(т.е. вниз). В отверстия наносится клеевая композиция, а на
плоскости разъема деталей у штифтов и на сами штифты -
разделительная жидкость (жидкий стеарин), затем крышка
ставится на блок и притягивается болтами. После полимери-
зации композиции крышка снимается с блока, а получившие-
ся новые центровочные отверстия обеспечивают соответст-
вие новой оси постелей и ведущей шестерни насоса.
При необходимости аналогичная работа может быть вы-
полнена с держателем (крышкой) заднего сальника коленча-
того вала, а также с картером сцепления коробки передач,
если смещение оси постелей после ремонта превышает
0,3+0,5 мм (несоосность постелей с первичным валом короб-
ки перэдач приводит к повышенному износу деталей коробки
передач и сцепления).
При изменении центровки передней и задней крышек их
нижние плоскости смещаются вверх относительно нижней
плоскости блока (рис. 9.100), что может потребовать установ-
ки дополнительных прокладок под плоскости крышек. У неко-
торых двигателей передняя крышка блока выходит на верх-
нюю плоскость блока (рис. 9.100) - тогда при смещении крыш-
ки вверх необходимо обработать (занизить) ее верхнюю пло-
скость, иначе не получится надежного уплотнения по стыку
головки с блоком. У двигателей с сальниками коленчатого ва-
ла, устанавливаемыми в расточки, выполненные в блоке и
крайних коренных крышках, после ремонта постелей отвер-
стия (гнезда) под сальники становятся эллипсными (0,2+0,3
мм и более). При установке сальников их можно повредить
из-за большого натяга, а уплотнительные свойства сальников
ухудшаются вследствие их деформации. Поэтому в таких кон-
струкциях после ремонта постелей необходимо дополнитель-
но расточить поверхности под сальники соосно постелям.
При сильном износе поверхности постели, обычно наблю-
даемом после "проворачивания" коренных вкладышей, обра-
ботать всю изношенную поверхность удается только при силь-
ном занижении плоскостей стыка (на 0,5+0,8 мм и более).
Связанный с этим большой увод оси постелей вверх, с одной
стороны, оказывается неприемлемым для многих двигателей,
а с другой - требует большого объема доработок, например,
помимо крышек блока может потребоваться подрезка днища
поршней, чтобы уменьшить их выступание над плоскостью
блока. Поэтому в подобных случаях, как показывает практи-
ка, не следует стремиться к полной обработке всей поверхно-
сти поврежденной постели - вполне достаточно, если обрабо-
танная часть занимает 70+80% ьеей поверхности. Остальная
часть поверхности - необработанная, оказывается у стыка
крышки с блоком.
Чтобы не ухудшить условия смазки вкладышей у такой по-
стели из-за ее неправильной формы и значительного увеличе-
ния зазоров около плоскости стыка, оставшиеся необработан-
ные участки поверхности постели могут быть восстановлены с
помощью клеевых композиций. Для этого необходимо изгото-
268
Рис. 9.102. Правка деформированной коренной крышки:
1 — станина пресса; 2 — крышка; 3 — шток пресса; В — размер, контро-
лируемый при правке (например, по сравнению с недеформированными
крышками)
Рис. 9.101. Схема ремонта поврежденной опоры с помощью поли-
мерной композиции:
а — обезжиривание поврежденной опоры 1 и нанесение композиции; б — нане-
сение на скалку 2 разделительной жидкости, пр епятсгвующеи адгезии компози-
ции к скалке; в — затягивание болтов крышек и полимеризация композиции 3
вить оправку (скалку) со шлифованной наружной поверхнос-
тью, диаметр которой больше диаметра постелей на 00,01 мм.
После обезжиривания на необработанные участки посте-
ли наносится композиция, а на скалку - тонкий слой раздели-
тельной жидкости. Далее счалка устанавливается в постели,
затем ставятся крышки, а их болты затягиваются рабочими
моментами (рис. 9.101). После полимеризации композиции
получается высокое качество восстановленных участков по-
верхности постели с небольшой эллипсностью ее отверстия
(обычно 0,014-0,02 мм). Этого достаточно для надежной дли-
тельной работы подшипника.
Как показывает практика, для двигателей прошлых лет вы-
пуска. не имевших высокого форсирования, описанный способ
ремонта может быть применен и без предварительного раста-
чивания постелей. Однако следует иметь в виду, что в-?е поли-
мерные композиции являются в той или иной степени тепло-
выми изоляторами, и при покрытии ими большей части по-
верхности постели ухудшается теплоотвод от подшипника. Это
может привести к перегреву вкладышей на режимах высоких
частот вращения и нагрузок, особенно на тех коренных шей-
ках, от которых нет отвода масла к шатунным шейкам.
Существуют и некоторые другие способы ремонта посте-
лей без их расточки и хонингования. Так, если после перегре-
ва постели крышка не имеет большой деформации, то ее мож-
но "распрямить" с помощью гидравлического или винтового
пресса, приложив усилие в середине при опоре на плоскость
разъема (рис. 9.102). Таким способом нередко удается "по-
пасть" в прежний размер постели с точностью ±0,02 мм, что
для многих двигателей является достаточным. Тем не менее,
такой способ ремонта следует применять с большой осторож-
ностью, чтобы не сломать крышку.
После "разгибания" крышки можно добиться практически
идеальной геометрии отверстия, если притереть с абразив-
ной пастой поверхность крышки на скалке, имеющей диаметр
постели (рис. 9.103). Недостатком этого способа является его
большая трудоемкость, т.к. для точной подгонки крышки тре-
буются многократные измерения и большое число операций,
включая притирку на плите плоскости стыка крышки с блоком.
У некоторых двигателей (MERCEDES-BENZ), имеющих
очень точную обработку постелей, вместо перегретой и де-
формированной крышки легко подобрать хорошую крышку от
другого блока, причем размер постели с новой крышкой мо-
жет "попасть" в требуемый с точностью ±0,01 мм. Для других
двигателей установка новой крышки обычно дает значитель-
ное отклонение формы отверстия, требующее подгонки не
только в вертикальной плоскости, но и по плоскости стыка. В
таких случаях более целесообразно растачивание постелей,
чтобы избежать значительной потери времени на подгонку.
Если в результате перегрева или неквалифицированного
Рис. 9.103. Схема притирки поверхности постели на деформиро-
ванной крышке коренного подшипника:
1 — крышка; 2 — скалка; Do — диаметр скалки, равный диаметру постели с
точностью 0,01 мм
ремонта одна из коренных крышек оказалась сломанной, ее
можно изготовить. Для этого необязательно, хотя и желатель-
но, использовать чугун - вполне подойдет конструкционная
сталь, например, марок 45,40Х, ЗОХГСА и т.д. Если предпола-
гается совместное растачивание постелей с новой крышкой,
то большой точности при изготовлении не требуется - доста-
точно обеспечить припуск на окончательную обработку по-
стели порядка 0,24-0,5 мм и центрирование крышки в блоке
(по боковым поверхностям, втулкам или штифтам, как. у штат-
ных крышек).
Практика показывает, что новую крышку можно изгото-
вить и без обработки всех постелей, т.е. сразу в окончатель-
ном виде. Для этого предварительно надо измерить у рядом
стоящих крышек координаты оси отверстия постели (рис.
9.104) - расстояние от плоскости разъема до верхней точки
(линии) отверстия и смещение оси в плоскости разъема от се-
редины расстояния между
центрирующими элементами.
Крышка предварительно
изготавливается из круглой
заготовки, в которой сразу
растачивается отверстие с ди-
аметром, равным диаметру
постелей, строго перпендику-
лярно боковым поверхностям
(торцам) заготовки. Далее
формируется упрощенная
конфигурация крышки с окон-
чательной обработкой плоско-
сти разъема от плоскости
разъема до верхней точки от-
верстия (рис. 9.104).
Рис. 9.104. Схема измерения
высоты отверстия крышки:
1 — плоскопараллельная мера дли-
ны; 2 — крышка; Р = 10-^20 Н — уси-
лие сжатия; Н — искомая высота, из-
меряемая н'/трог iepon i
269
Если обработка крышки ведется с высокой точностью (с
допусками на основные размеры ±0,01 мм), то достаточно
высока вероятность "попадания" в размер постели - новая
крышка после затягивания болтов дает с ответной частью по-
стели в блоке отклонения размеров и формы отверстия в пре-
делах ±0,02 мм. Если полученная геометрия постели неудов-
летворительна, ее можно довести подгонкой по плоскости
стыка крышки, как это было описано выше.
В эксплуатации встречаются случаи износа торцевых по-
верхностей опор блока цилиндров в результате проворачива-
ния упорных полуколец или вкладышей с упорными фланца-
ми. Подобные повреждения блока требуют обработки изно-
шенных поверхностей на блоке и, возможно, установки новых
упорных подшипников увеличенной толщины.
Возможны различные варианты ремонта в зависимости от
исходной конструкции упорных подшипников. Для конструкций
с двумя упорными полукольцами, устанавливаемыми в блок,
Рис. 9.105. Некоторые способы ремонта упорных поверхностей
на блоке цилиндров:
а — обработка упорных поверхностей на блоке и установка попухопец уве-
личенной толщины; б — расточка упорных поверхностей на крышке и пере-
нос упорных полуколец в крышку (А - места точечной подварки для исклю-
чения проворачивания полуколец); в — расточка упорных поверхностей на
крышке и установка в крышку упорных полуколец (оставшийся на блоке
фланцевый вкладыш препятствует проворачиванию полуколец)
Рис. 9.106. Схема растачивания упорных поверхностей на блоке
цилиндров:
1 — резцедер: чатепь вертикально-расточного станка; 2 — блок; 3 — стол станка
целесообразна обработка поврежденной торцевой поверхнос-
ти опоры в блоке и установка одного или двух полуколец уве-
личенной толщины (в последнем случае следует учитывать
сдвиг коленчатого вала вперед). При этом может потребовать-
ся подварка крышки у плоскости стыка, чтобы полукольца не
npi (вернулись. В конструкциях с двумя фланцевыми вклады-
шами можно расточить торцевые поверхности на крышке бло-
ка под полукольца, оставив фланцевым вкладыш только на
блоке. Для такого варианта необходимо убрать фланцы со
вкладыша на крышке, оставшиеся фланцы на блоке будут толь-
ко препятствовать проворачиванию упорных полуколец.
Аналогично можно выйти из положения в конструкциях с
одним фланцевым вкладышем. Возможен вариант с перехо-
дом на четыре полукольца с расточкой торцевых поверхнос-
тей на блоке и крышке с двух сторон, но это более сложно
(рис. 9.105).
Расточка торцевой поверхности крышки выполняется на
токарном станке с обеспечением перпендикулярности рас-
тачиваемой поверхности к поверхности постели. Глубина
обработки рассчитывается в зависимости от толщины ис-
пользуемых полуколец, расстояния между упорными по-
верхностями на коленчатом валу и зазора в упорном под-
шипнике 0,05-Ю, 10 мм (см. также раздел 9.4.4.). Расточка
торцевой поверхности в блоке выполняется со снятыми
крышками на расточном станке, имеющем необходимый
вылет резца и диаметр резцедержателя меньше диаметра
постелей. Расточку целесообразно проводить при фиксиро-
ванном вылете резца поперечной подачей стола станка
(рис. 9.106). Возможны и другие варианты ремонта в зави-
симости от имеющихся в наличии ремонтных вкладышей
и/или полуколец, однако их использование должно быть
проанализировано с точки зрения работоспособности и на-
дежности в каждом конкретном случае.
9.5.3. Ремонт пробоин, трещин и деформаций
блока цилиндров
Одним из наиболее распространенных дефектов блока ци-
линдров является деформация плоскости стыка с головкой.
Деформация возникает, как правило, вследствие перегрева
двигателя или перетяжки болтов крепления головки. Часто
после длительной эксплуатации плоскость деформируется на
0,03-Ю,05 мм (редко больше), при этом на плоскости в зоне
перемычек между цилиндрами наблюдается наибольший
"провал". Иногда встречается деформация у резьбовых от-
верстий болтов, имеющая характер выпуклости.
Ремонт верхней плоскости блока обязателен при дефор-
мации выше указанной. Обработка плоскости может быть вы-
полнена притиркой с абразивной пастой на плите, фрезерова-
нием или шлифованием. При этом нежелательно снимать с
верхней плоскости более 0,1Ю,2 мм. Деформации менее
0,02-Ю,03 мм могут быть оставлены на блоке без исправле-
ния, однако следует учитывать, что идеальные поверхности
стыка с головкой повышают надежность соединения. Именно
поэтому многие зарубежные фирмы при сложном ремонте
двигателя всегда обрабатывают верхнюю плоскость блока.
Пробоины в стенках блока являются следствием разруше-
ния шатуна и попадания его частей между стенкой блока и
щекой коленчатого вала. При этом наиболее часто пробоина
появляется в середине стенки (по высоте) между нижним кра-
ем цилиндра и плоскостью поддона (рис. 9.107). Иногда, когда
место удара смещается вверх, а главный масляный канал
расположен низко, шатун может выбить из блока часть мас-
ляного канала.
Обычно блоки подавляющего большинства двигателей
имеют такую конструкцию, что при ударе шатуна нижнее про-
дольное ребро жесткости, идущее по плоскости разъема под-
дона, остается целым. Исключение составляют старые двига-
тели, где плоскость разъема крышек и поддона совпадают.
270
Рис. 9.107. Схема разрушения
стенки блока при обрыве шату-
на (или его болтов) при пере-
греве и разрушении шатунного
подшипника
Рис. 9.108. Трещины на верх-
ней плоскости блока:
1 — ме;хду резьбовым отверстием и
рубашкой охлаждения; 2 — между
цилиндром и рубашкой
Здесь удар часто приходится именно по ребру - разъему под-
дона. Это усложняет ремонт, т.к. требуется восстановление
силовой связи по разрушенному ребру.
Часто встречающийся дефект блоков - продольные трещи-
ны в рубашке охлаждения вследствие замерзания охлаждаю-
щей жидкости. Реже наблюдаются трещины на верхней плоско-
сти в перемычках между цилиндрами и рубашкой (рис. 9.108).
Такие трещины могут быть следствием как «размораживания»
блока, так и перетяжки болтов головки блока или перегрева
двигателя. Трещины и пробоины в гильзе цилиндра, часто со-
провождающие поломку шатуна, поршня, клапана и ремонтиру-
емые установкой гильзы, рассмотрены в разделе 9.5.1.
После даже весьма больших разрушений в нижней части
блока отверстия постелей редко имеют сколько-нибудь замет-
ную остаточную деформацию. Следовательно, одна из основ-
ных задач ремонта таких блоков - не создать дополнительных
напряжений в материале блока, чтобы не нарушить его геоме-
трию. В противном случае придется обрабатывать деформиро-
ванные отверстия постелей и, не исключено, цилиндры блока.
Поэтому к выбору способа ремонта поврежденного блока ци-
линдров следует относиться с особой осторожностью.
Прежде, чем подробно рассмотреть способы ремонта тре-
щин и пробоин блоков, необходимо сделать следующее заме-
чание. Наиболее распространенные в прошлом методы ре-
монта блоков различными видами сварки часто являются и
наименее удачными. Практически независимо от места про-
боины и трещины сварка после локального нагрева и последу-
ющего охлаждения дает остаточные напряжения, которые
приводят к той или иной деформации блока. Например, при
сварке в нижней части блока во всех без исключения случа-
ях происходит деформация постелей коренных подшипников.
При этом оси опор, расположенных вблизи места сварки, от-
клоняются от общей оси. Это отклонение (или деформация)
может быть весьма малой, порядка 0,005-0,010 мм, однако
чаще всего она превышает допустимые пределы (0,01 мм).
Помимо этого, после сварки может возникать деформация
цилиндров, а также нижней плоскости блока. Первое обстоя-
тельство приводит к необходимости растачивания и хонинго-
вания цилиндров в ремонтный размер, второе - к обработке
нижней плоскости, иначе может быть плохое прилегание или
даже негерметичность поддона, особенно, если он литой из
алюминиевого сплава.
Несмотря на указанные недостатки, применение сварки
при ремонте блоков в некоторых случаях может быть вполне
оправдано. Так, если постели блока повреждены и их необхо-
димо ремонтировать, то сварка вряд ли ухудшит ситуацию.
Кроме того, сваркой удобно ремонтировать различные крон-
штейны и проушины блоков, расположенные так, что местный
нагрев не вызовет деформаций основных поверхностей.
Сварка чугунных блоков может выполняться различными
способами. Например, электродуговая сварка (в том числе, в
среде аргона), несмотря на небольшой местный прогрев дета-
ли, не дает, как правило, качественного и прочного шва. Ис-
пользование газовой сварки требует разогрева детали до вы-
сокой температуры (600-750°С). После сварки и остывания
возможно сильное коробление блока и даже появление тре-
щин вблизи сварного шва, если режимы нагрева и охлажде-
ния выбраны неправильно.
Неплохие результаты иногда дает сварка чугунных блоков
в среде углекислого газа, достоинства которой - малый про-
грев и коробление блока, а также более высокое качество
сварного шва без необходимости сильного нагрева блока. В
целом следует отметить, что несмотря на большое количест-
во сварочного оборудования, появившегося в последние го-
ды, сварка чугунных блоков цилиндров остается еще не впол-
не решенной проблемой, и качество ремонта в значительной
степени зависит от квалификации сварщика.
При сварке блоков цилиндров из алюминиевых сплавов
хорошие результаты обеспечивает аргонно-дуговая сварка с
обязательным предварительным нагревом блока до
180-220°С и медленным охлаждением. Однако при наличии
большого количества кремния и легирующих элементов в
сплаве трудно добиться высокого качества сварного шва.
Другие возможные способы сварки (дуговая, газовая) для до-
статочно тонких алюминиевых блоков двигателей иностран-
ных автомобилей практически неприменимы, т.к. дают очень
большой разогрев и последующее коробление блока.
Практика показывает, что при сварке блоков цилиндров
вполне реальной является решение задачи восстановления
прочности и жесткости, однако не следует рассчитывать на
полную герметичность. Поэтому после сварки целесообразно
герметизировать швы, используя, например, различные клее-
вые композиции на основе полимерных смол. Технология
герметизации швов проста и практически не отличается от
приводимой далее технологии клейки трещин и пробоин бло-
ков. Таким образом, применение сварки для ремонта блоков
возможно, но требует большой осторожности и приводит
обычно к значительному усложнению и удорожанию ремонт-
ных работ. В этой связи предпочтение необходимо отдавать
другим способам ремонта и, в частности, склейке.
В последнее время получили распространение различные
клеевые композиции для металлов (сталь, чугун, алюминие-
вые сплавы) на основе синтетических смол. Такие компози-
ции известных фирм LOCTITE, BELZONA, JBWeld и некоторых
других обладают высокой механической прочностью, адгези-
ей к металлу и выдерживают достаточно высокие температу-
ры - до 200-250 и даже 300сС. В состав композиций входят
пластификатор и металлический наполнитель, что приближа-
ет свойства композиции после ее отвердения к основному
металлу блока. Это является очень важным, поскольку блок
цилиндров работает в условиях больших перепадов темпера-
тур и большого числа циклов нагрева-охлаждения. В таких ус-
ловиях может работать далеко не всякий клей. В частнссти,
ранее широко известные эпоксидные смолы обычно через до-
вольно короткое время дают трещины, из-за чего прочность и
герметичность места склейки резко падает.
Композиции для клейки блоков должны также обладать
плохой текучестью, иначе сам процесс ремонта будет значи-
тельно затруднен из-за ухода (стекания) композиции от мес-
та склейки и невозможности положить композицию толстым
(до 10-12 мм) слоем.
Если необходимая композиция выбрана, можно присту-
пить к ремонту. Технология клейки зависит от места повреж-
дения блока. Рассмотрим последовательность ремонтных
операций для наиболее распространенных повреждений в ви-
де отверстия неправильной формы в нижней части блока
(рис. 9.109, 9.110).
1. Подготовка блока. Необходимо тщательно зачистить на-
ружную поверхность вокруг отверстия шириной 20-25 мм.
Для этого лучше всего использовать ручную дрель с набором
шарошек.
271
Рис. 9.109. Схема установки
одинарной стальной накладки на
пробоину в стенке блока цилин-
дров внутри поверхности, огра-
ниченной ребрами жесткости
1
Рис. 9.110. Схема установки
одинарной стальной накладки
на пробоину в стенке блока ци-
линдров, граница которой про-
ходит рядом с ребром
2. Из листовой стали толщиной 0,5-0.8 мм нужно вырезать
накладку, которая перекрывала бы пробоину по контуру на
15-20 мм. Поскольку наружная поверхность блока имеет
обычно сложную форму, то сначала лучше сделать картонный
шаблон, подогнать его по месту и далее по нему вырезать
стальную накладку.
Накладка должна хорошо прилегать по большей части по-
верхности, но на отдельных участках со сложным рельефом
допускается неприлегание - отставание накладки от блока на
5-8 мм. В тех местах, где накладка хорошо прилегает к блоку,
в накладке сверлятся отверстия диаметром 7 мм. Количество
отверстий зависит от размеров пробоины - желательно вы-
держивать расстояние между отверстиями 30-60 мм.
3. Приложив накладку к блоку, размечаются (по отверсти-
ям в накладке) и затем сверлятся отверстия 05,0-5,2 мм в
блоке. После этого метчиком в отверстиях нарезается резьба
Мб. В тех местах, где стенки блока относительно тонкие (до 10
мм) можно сверлить отверстия насквозь. Для более толстых
стенок лучше делать глухие отверстия. При разметке и свер-
лении отверстий следует избегать попадания в различные ка-
налы блока - как масляные, так и системы охлаждения.
4. Поверхности блока и накладки обезжириваются ацетоном
или растворителем и просушиваются. Подготовленная компози-
ция наносится на поверхности накладки и блока. Накладка при-
жимается к блоку и заворачиваются все винты Мб. Компози-
ция, выдавленная из-под накладки, аккуратно удаляется. После
полимеризации композиции и окраски блок готов к сборке.
Описанный способ ремонта хорошо зарекомендовал себя
Рис. 9.111. Схема двойной стальной накладки на пробоину в стен-
ке блока
Рис. 9.112. Схема установки стальной стяжки на нижнее ребро
(плоскость) блока:
1 — стяхка (стальная пластина); 2 — болт, стягивающий накладки между
собоГ
для небольших пробоин размером не более 50-70 мм. Для бо-
лее серьезных пробоин следует использовать две накладки -
не только снаружи, но и внутри блока. Тогда отверстия в бло-
ке должны иметь диаметр 05,5-6,0 мм, а вместо винтов Мб
следует использовать болты М5 с гайками. В этом случае кле-
евая композиция должна целиком заполнить пространство
пробоины между внутренней и наружной накладками (рис.
9.111). Очевидно, отремонтированный таким способом блок
будет иметь большую жесткость и прочность, однако данный
способ более трудоемок.
Если у блока выбита часть нижнего ребра жесткости, поми-
мо боковых накладок необходимо использовать стальную стяж-
ку (рис. 9.112). Стяжка делается из стальной полосы толщиной
2-3 мм и устанавливается с боковой стороны блока на винтах
или болтах. Наилучший вариант стяжки - стальной уголок, одна
из сторон которого является продолжением нижней плоскости
блока, для чего части нижней плоскости, прилегающие к месту
пробоины, должны быть углублены для установки уголка запод-
лицо. Уголок, помимо крепления сбоку, может быть прижат к
нижней плоскости винтами с потайной головкой. С помощью
стяжек можно ремонтировать блоки с большими пробоинами
(до 100-5-150 мм), выходящими на нижнюю плоскость.
Различные трещины, возникшие вследствие разморажива-
ния и проходящие по наружной поверхности блоков, также мо-
г)т быть заделаны с помощью накладок. В этом случае наклад-
ки мог'Л’ быть выполнены не только из листовой стали, но и из
стеклоткани. Однако существенным преимуществом металли-
ческих накладок является их безусловная надежность: на прак-
тике не наблюдалось каких-либо признаков отслоения или не-
герметичности, чего нельзя сказать о накладках из стеклотка-
ни, когда, например, поверхность блока плохо подготовлена.
С трудом поддаются ремонту блоки с продольными трещи-
нами, проходящими около приливов в стенках для болтов
крепления головки блока (рис. 9.113). Если с помощью накла-
док заклеить такой блок, то после затягивания болтов головки
из-за больших напряжений в месте склейки может появиться
отслоение композиции и негерметичность. Поэтому рекомен-
дуется ремонтировать такие блоки (ставить накладки) после
установки головки и затягивания болтов.
Когда при разрушении стенки блока выбивается часть
масляного канала, ремонт усложняется, поскольку требуется
восстановить и загерметизировать канал. Для каналов без
давления лучше использовать накладку. При серьезных де-
фектах, а также для каналов с давлением надежным спосо-
бом ремонта является установка в канал тонкостенной труб-
ки (рис. 9.114). закрывающей пробоину. Трубка может быть
вставлена в канал через его открытое отверстие после снятия
соответствующей заглушки. Иногда этого сделать нельзя, тог-
272
Рис. 9.117. Герметизация мас-
ляного отверстия с помощью
трубки при прохождении трещи-
ны через отверстие:
1 — трещина; 2 — трубка
Рис. 9.118. Ремонт трещины с
помошыэ резьбовых штифтов:
1 — штифты, устанавливаемые в
края трещины; 2 — штифты, устанав-
ливаемые с перекоытием
Рис. 9.113. Схема образования
трещины (1) по приливам резь-
бовых отверстий на блоке
Рис. 9.115. Деформация верх-
ней плоскости блока при нали-
чии трещины:
1 —уступ, образовавшийся вследст-
вие пластической деформации ма-
териала; 2 — трещина
Рис. 9.114. Установка трубки в поврежденный масляный канал
блока цилиндров:
1 — трубка; 2 — пробоина в стенке; 3 — накладка для прижима трубки
да отрезок трубки может быть установлен в канал сбоку после
- разделывания пробоины. При таком способе желательно ис-
пользовать также накладку с болтами, прижимающую трубку
(рис. 9.114).
Наибольшие трудности возникают при ремонте трещин на
верхней плоскости блока. Такие трещины возникают от «раз-
мораживания», перетяжки болтов или сильного перегрева
двигателя и могут проходить через резьбовое отверстие бол-
тов, рубашку охлаждения и вертикальные масляные каналы
подачи или слива масла. Это требует нередко специальных
способов ремонта и соблюдения определенных правил.
1. Необходимо проверить состояние плоскости блока. В
подавляющем большинстве случаев трещина приводит к де-
формации плоскости так, как это показано на рис. 9.115.
2. Если трещина проходит через резьбовое отверстие,
Рис. 9.116. Замена болта на шпильку в случае прохождения тре-
щины через резьбовое отверстие:
а — при затягивании болта сильный крутящий момент приводит к деформа-
ции плоскости около отверстия и негерметичности стыка деталей: б — ус-
танови а шпильки значительно уменьшает крутящий момент в резьбе около
плоскости стыка и деформацию плоскости, обеспечивая герметичность со-
единения; 1 — деформация плоскости
вместо болта следует использовать шпильку. Шпилька может
быть сделана из соответствующего болта и завернута в отвер-
стие на клею (разумеется, после исправления деформации
плоскости блока). В крайнем случае можно использовать бол-
ты, а в отверстие перед установкой головки нанести герме-
тик. Следует отметить, что установка шпилек нередко являет-
ся единственно возможным способом ремонта блока, если
из-за перетяжки болтов сильно повреждена резьба или трес-
нул прилив на блоке у резьбового отверстия (рис. 9.116). В
этом случае рекомендуется также углубить отверстие и уве-
личить в нем длину резьбы, если это возможно.
3. Если трещина проходит через масляный канал круглого
сечения, его можно рассверлить и установить на клею тонко-
стенную трубку, выходящую заподлицо с верхней плоскостью
блока (рис. 9.117). Для некруглых каналов установка трубки
затруднена, однако возможна, если трубку свернуть и спаять
из тонкой 0,2-г-0,3 мм стальной полосы.
4. Основная задача ремонта трещин на верхней плоскости
- не сделать плоскость такой же ''монолитной", как у нового
блока (это невозможно), а исключить возможность взаимных
перетеканий рабочих жидкостей. Эта задача осложняется на-
личием прокладки головки, отверстия в которой не совпадают
с отверстиями каналов в блоке и головке. Учитывая это, при
ремонте верхней плоскости блока необходимо разделать тре-
щины на глубину 0,7-И,0 мм, после чего обработать верхнюю
плоскость, чтобы убрать на ней все провалы и выступы вбли-
зи трещин. Далее надо выполнить все работы согласно пунк-
там 2 и 3. Перед установкой прокладки следует нанести на
разделанные трещины клей, после чего установить прокладку,
головку блока и затянуть болты. Затяжка болтов должна быть
меньше номинальной на 20+30%, иначе верхняя плоскость
может сильно деформироваться у трещин, что может снова
привести к негерметичности стыка головки и блока.
Другим способом герметизации трещин - как на верхней
плоскости, так и на других поверхностях блока, является ус-
тановка штифтов. Суть способа заключена в установке вдоль
трещины "перекрывающих" друг друга штифтов (рис. 9.118).
Для этого на краях трещины сверлятся отверстия глубиной не
менее 10 мм, в которых нарезается резьба М5 или Мб. В от-
верстия заворачиваются штифты, изготовленные из мягкой
стали (например, стали 20). Перед установкой штифты покры-
ваются клеевой композицией. Длина штифтов должна быть на
2+3 мм больше длины отверстия, поэтому после установки
штифт спиливается заподлицо с поверхностью. Другие штиф-
ты, расположенные между крайними, устанавливаются под
углом так, чтобы один штифт входил в другой. Таким образом,
перекрытие штифтов обеспечивает полную герметизацию
трещины по всей длине. Помимо этого, резьба штифтов пре-
пятствует сдвигу материала блока по разные стороны от тре-
щины. Поэтому штифтование является предпочтительным для
ремонта верхней плоскости блоков, а также может приме-
18. Ремонт двиг труб. пней.
273
няться для ремонта других трещин на блоках.
В целом способы ремонта повреждений блоков в виде тре-
щ| 1н и пробоин зависят от конструкции блока, места и размеров
дефектов, поэтому должны выбираться в каждом конкретном
случае, исходя из имеющегося опыта, материалов и оборудова-
ния для ремонта. В то же время следует помнить, что после ре-
монта некоторых повреждений и. в частности, трещин, всегда
имеется вероятность появления негерметичности через более
или менее короткое время эксплуатации. Поэтому на некоторых
иностранных ремонтных предприятиях блоки цилиндров с тре-
щинами в ответственных места”, как правило, отбраковывают.
9.5.4. Основы технологии подбора и доработки
поршневых колец
В запасные части для ремонта многими фирмами постав-
ляется очень широкая номенклатура поршневых колец как
стандартных, так и ремонтных размеров (см. Приложение 2).
При этом для подавляющего большинства двигателей могут
быть найдены (заказаны) кольца стандартного размера и ре-
монтного увеличения +0,50 мм. Кольца остальных ремонтных
размеров (например, +0,25; +0,75; +1,0 мм) более редкие и не
для всех двигателей их можно приобрести. На практике также
возможны случаи, когда при малом (но еще допустимом) изно-
се цилиндров и юбок поршней сильно изношены кольца и ка-
навки поршней, вследствие чего кольца стандартной высоты
уже не могут быть установлены на старые поршни. Нередко
одна и та же модель двигателя на протяжении нескольких лет
выпуска претерпевала некоторые изменения в конструкции,
при которых изменялась высота колец. На многие старые (вы-
пуска до 70 г.) и на некоторые двигатели, например, выпускав-
шиеся небольшой серией и непродолжительное время, а так-
же не поставлявшиеся на экспорт из страны-производителя,
довольно проблематично найти поршневые кольца. Во всех
перечисленных случаях, когда найти нэобходимые кольца не
удается, рекомендуется подбор колец с других двигателей,
кольца которых имеют сходные размеры. В данном случае
речь, безусловно, не идет о распространенных моделях MER-
CEDES-BENZ, BMW, VOLKSWAGEN, AUDI, GM, FORD и мно-
гих других. Однако для некоторых моделей TOYOTA вопрос о
приобретении колец уже не решается так однозначно.
При подборе колец в начале необходимо строго разграни-
чить поршневые кольца для бензиновых и дизельных двигате-
лей. Если необходимы кольца для дизеля, то выбирать их
можно только среди колец для дизелей. Попытки поставить на
дизель кольца от бензиновых двигателей, даже если они име-
ют те же размеры, нередко заканчиваются уже через 1020
тыс. км полным износом как колец, так и цилиндров. Как уже
отмечалось в разделах 1.4. и 2.3., это связано со значитель-
но более высокими нагрузками на компрессионные кольца у
дизелей. Поскольку дизелей выпускалось и выпускается отно-
сительно немного, то подобрать на дизель кольца с другого
двигателя (и тоже дизеля) иногда довольно трудно. Для бензи-
новых двигателей такой проблемы практически нет.
При подборе колец, предназначенных для других двигателей,
а также колец, выпущенных разными фирмами, следует обра-
щать внимание на материал и покрытие. Замена покрытия, на-
пример, молибдена на хром, обычно приводит к снижению ре-
сурса двигателя после ремонта, поскольку покрытие и материал
блока должны быть подобраны друг к другу (см. раздел 2.3.).
Некоторые фирмы поставляют в запасные части несколь-
ко вариантов колец, в том числе встречаются комплекты, где
верхние кольца не имеют покрытия. Такие кольца не следует
использовать при ремонте, поскольку ресурс их и цилиндров
после ремонта редко превышает 1020 тыс. км. Практика по-
казывает, что после пробега 4-Ю тыс. км зазор в замке верх-
них колец без покрытия может увеличиться от О,ЗЮ,4 мм до
0,8-М ,0 мм, а износ цилиндров в зоне остановки верхних ко-
лец может достигнуть 0,04-Ю,05 мм. В то же время кольца с
покрытием при прочих равных условиях дают аналогичные
цифры обычно после 80-И 00 тыс. км.
Нередко фирмы, производящие поршневые кольца, дела-
ют замену одного типа колец на другой. Например, коробча-
тое маслосъемное кольцо с эспандерной пружиной иногда за-
меняется на наборное с дисками и двухфункциональным рас-
ширителем. Это может привести к недостаточной смазке
верхнего компрессионного кольца и юбки поршня. Особенно
опасна такая замена у дизелей.
Если подавляющее большинство бензиновых двигателей
имеют компрессионные кольца прямоугольного сечения, то у
дизелей нередко применяются верхние трапецеидальные
кольца (см. раздел 2.3.). Естественно, замена конфигурации
колец в этом случае не допускается.
Очень важно, чтобы у выбранного комплекта колец высота
маслосъемного кольца совпадала со штатным. Основной ряд
высот маслосъемных колец - 2,0; 2,5; 2,8; 3,0; 3,5; 3,96 (5/32 );
4,0; 4,75 (3/16”); 5,0 мм. Следует обратить внимание на наибо-
лее распространенную высоту 4,0 мм и ее малое отличие от
высоты 5/32". Установка коробчатого кольца высотой 5'32” в
канавку кольца 4,0 мм приведет к повышенному расходу мас-
ла из-за большого зазора в канавке (порядка 0,09^-0,11 мм). В
то же время для наборных колец с двухфункциональным рас-
ширителем обычно это не столь существенно. Кольцо высотой
4,0 мм в канавку кольца 5/32” не войдет. Кольца высотой 5/32"
часто использовали фирмы FIAT, FORD и некоторые другие.
При подборе колец важно, чтобы радиальная ширина у вы-
бранного варианта не превышала исходную, иначе кольцо не
войдет в канавку поршня по глубине.По этой причине не уда-
ется, например, использовать коробчатые маслосъемные
кольца вместо наборных, т.к. они всегда имеют увеличенную
радиальную ширину.
Все особенности конструкции конкретных колец приведе-
ны в каталогах фирм-производителей или поставщиков колец.
Некоторая краткая информация по размерам колец содер-
жится в Приложении 2. При подборе колец следует помнить,
что ремонтные кольца некоторых моделей могут быть стан-
дартными для других и наоборот.
Имея информацию по кольцам, поставляемым большим
количеством фирм, не всегда удается найти комплект, в кото-
ром все кольца совпадают по высоте со штатными. Выбран-
ный комплект должен иметь такие же или более высокие
кольца. В последнем случае возможны два варианта - дора-
ботка (протачивание) соответствующих канавок на поршне
или доработка (шлифование) колец в требуемую высоту.
Протачивание канавок на поршне под более высокие коль-
ца не является удачным вариантом. При увеличении высоты
канавок неизбежно уменьшается высота перемычек, что рез-
ко отрицательно сказывается на прочности и надежности пор-
шня. Поэтому предпочтительнее шлифование колец в требуе-
мую высоту, хотя это несколько ухудшит их характеристики.
При этом не следует шлифовать коробчатые маслосъемные
кольца - по высоте они должны соответствовать штатным.
Шлифование компрессионных колец выполняется на плос-
кошлифовальном станке. Кольцо устанавливается на магнит-
ном столе станка и должно быть зафиксировано от срыва со
стола - например, обложено специальными стальными плитка-
ми, "вложено" в другое кольцо или оправку (рис. 9.119). При
шлифовании необходимо снимать одинаковый припуск с каж-
дой стороны кольца. Нельзя шлифовать молибденированные
кольца, у которых для удерживания молибденового слоя вы-
полнена канавка на наружной поверхности - это может при-
вести к разрушению покрытия при шлифовании или работе
кольца в двигателе. После шлифования следует аккуратно
снять заусенцы на краях рабочей поверхности колец. При
шлифовании следует ориентироваться на стандартные, при-
нятые во всем мире высоты компрессионных колец. Этот ряд
наиболее употребляемых высот выглядит так: 1,2 мм (3/64”);
1,5 мм; 1,6 мм (1/16"); 1,75 мм; 2,0 мм (5/64”); 2,5 мм; 3,0 мм.
274
Рис. 9.119. Схема шлифования
торцев кольца на плоскошлифо-
вальном станке:
1 — шлифовальный круг; 2 — магнит-
ный стол; 3 — кольцо; 4 — оправка
Рис. 9.120. Притирка торцев
поршневого кольца на плите:
1 — прижим; 2 — обойма; 3 — пли-
та; 4 — кольцо
Допуск на высоту обычно дается в минус на 0,014-0,02 мм.
Иногда требуется уменьшить высоту колец на несколько со-
тых миллиметра. Лучше всего это сделать притиркой на плите с
помощью абразивной пасты 2(М0 мкм. Для притирки удобно
использовать оправки (рис. 9.120), обеспечивающие равномер-
ное давление кольца на плиту и равномерный съем металла.
Однако, если необходимо уменьшить высоту кольца больше,
чем на 0,034-0,04 мм, следует воспользоваться шлифованием.
При большом съеме металла притирка становится весьма тру-
доемкой операцией, а качество притертого кольца значительно
ухудшается, т.к. его высота становится существенно различной
по окружности (разница может достигать 0,02 мм и даже более).
Несмотря на огромную номенклатуру колец, приводимых
в каталогах различных фирм, на практике встречаются слу-
чаи, когда нужных колец найти не удается. Иногда есть воз-
можность найти только кольца, имеющие высоту меньше, чем
необходимо. Тогда в качестве самой крайней меры и только
для бензиновых двигателей с низким уровнем форсирования
можно рекомендовать способ установки дополнительного
дистанционного кольца (рис. 9.121).
Дистанционное кольцо изготавливается из стали, его толщи-
на (высота) не должна быть меньше 0,5 мм, иначе его трудно из-
готовить. Торцы кольца должны быть отшлифованы, наружный
диаметр следует выполнить на 0,54-1,0 мм меньше диаметра ци-
линдра. Скорее всего при использовании дистанционного коль-
ца потребуется протачивание канавки поршня (см. раздел
9.5.5.). Следует также помнить, что этот способ ухудшает уплот-
няющее действие колец, увеличивает износ цилиндров, канавок
поршней и самих колец и иногда приводит к прогару поршней.
Крайне редки ситуации, когда не удается подобрать колец
нужного диаметра Обычно это характерно для малолитражных
двигателей, имеющих диаметр цилиндра менее 70 мм. В таких
случаях единственным способом является переход на другой ди-
аметр - меньший при помощи установки "сухих" гильз или боль-
ший - растачиванием цилиндроз. Это предполагает использова-
ние поршней соответствующего диаметра (см. раздел 9.5.5.).
Не следует рассчитывать на кольца, изготовленные по за-
казу на неспециализированных производствах. Технология
изготовления колец в массовом производстве характеризует-
ся большой сложностью и точностью. Ее упрощение в единич-
ном производстве всегда дает серьезное ухудшение качества
практически по всем основным характеристикам кольца. Это
приводит к тому, что надежность и ресурс таких колец, а так-
же поршней и цилиндров после ремонта будут снижены в луч-
шем случае в полтора-два раза.
9.5.5. Ремонт и изготовление поршней
и поршневых пальцев
Как уже отмечено в разделе 8., поршни в эксплуатации
могут получить различные повреждения, большинство кото-
рых требует их безусловной замены. Однако в некоторых слу-
чаях неисправные поршни могут быть отремонтированы. К
таким случаям относятся:
1) износ отверстия под палец или задиры в отверстии
вследствие заклинивания пальца;
2) деформация юбки поршня вслодстз. ie перегрева двигателя;
3) износ канавок колец;
4) локальная пробоина небольшого размера в днище пор-
шня (например, при обрыве клапана или попадании посторон-
него предмета в цилиндр), при которой не повреждены огне-
вой пояс и перемычки между канавками колец.
Возможность ремонта поршней во втором и четвертом слу-
чаях в значительной степени условна и является крайней мерой.
Не подлежат ремонту поршни с различными трещинами, прога-
рами и поломками, в том числе огневого пояса, юбки и бобышек.
Различные повреждения поверхности отверстий бобышек
ремонтируются в зависимости от степени повреждения. Так,
при заклинивании пальца в отверстии появляются задиры.
Если площадь поврежденной поверхности относительно неве-
лика, то отверстие может быть отремонтировано хонингова-
нием. При этом диаметр отверстия не должен увеличиться
более, чем на 24-4 мкм.
Хонингование отверстия выполняется на горизонтально-
хонинговальном станке (рис. 9.122) при удерживании поршня
от проворота вручную. Для хонингования могут быть исполь-
зованы специальные оправки с одним бруском и двойным
башмаком (см. раздел 9.2.). В крайнем случае отверстие мо-
жет быть обработано разверткой, однако качество поверхно-
сти после развертывания хуже. В дальнейшем это может от-
разиться на ресурсе поршня и пальца.
Если площадь повреждения в отверстии велика, то следу-
ет увеличить диаметр отверстия на 0,054-0,20 мм под ремонт-
ный палец, используя изложенные выше способы. Увеличе-
ние отверстия предполагает установку ремонтных поршневых
пальцев, как правило, не изготавливаемых и не поставляе-
мых в запасные части.
Поршневые пальцы ремонтного размера требуют увеличе-
ния отверстия в шатуне. Если посадка пальца в шатуне - прес-
совая, то в дальнейшем в конкретный шатун подойдет только не-
стандартный палец, что может существенно затруднить следую-
щий ремонт двигателя. Поэтому ремонтные пальцы допускает-
ся использовать, только если они "плавающие". Тогда втулка
верхней головки шатуна обрабатывается также, как и отверстия
бобышек поршня, но под больший зазор в соединении с пальцем
(для бобышек - 44-6 мкм, для втулки шатуна -104-12 мкм).
В практике ремонта встречаются случаи, когда стандарт-
ный палец теряет натяг в шатуне (например, вследствие пере-
грева и затем быстрого охлаждения шатуна при установке
пальца). Тогда применение ремонтных пальцев является
единственным способом сохранить шатуны с деформирован-
ным отверстием верхней головки, не меняя их на новые. Это
Рис. 9.121. Установка дополни-
тельного кольца при ширине ка-
навки поршня существенно боль-
ше высоты поршневого кольца:
1 —дополнительное кольцо; 2 — пор-
шень; 3 — основное компрессионное
кольцо
Рис. 9.122. Хонингование от-
верстия в поршне под поршне-
вой палец на горизонтально-хо-
нинговальное станке
18'
275
1. Материал - сталь 12ХНЗА.
2. Цементация на глубину 0,6-^0,8 мм.
3. Закалка HRC?>58.
Рис. 9.123. Эскиз от изготовления поршневого пальца
Рис. 9.124. Сжатие поршня по
бобышкам для увеличения раз-
мера по юбке.
1 — подкладки; 2 — тиски: 3 —пор-
шень
Рис. 9.125. Простейший способ
протачивания юбки поршня в
токарном станке:
1 — индикатор для выверки положе-
ния поршня в патроне; 2 — поршень;
3 — резец
Рис. 9.126. Схема простейшего приспособления для "растягива-
ния" деформированной, юбки поршня:
3,1 — болты с правой и левой резьбо ; 2 — му(рта: 4—технологический палец
предполагает хонингование отверстий в верхней головке ша-
туна (натяг в соединении с.лальцем 0,02-Ю,04 мм).
Изготовление ремонтных поршневых пальцев не состав-
ляет большой проблемы для обычных машиностроительных
производств (рис. 9.123). Наилучшим материалом является
хромоникелевая сталь 12ХНЗА или ее аналоги (20Х2Н4А). Па-
лец вытачивается с припуском на окончательные шлифова-
ние и доводку, при этом внутреннее отверстие не должно
иметь грубой поверхности для исключения возникновения ус-
талостных трещин. Далее палец цементируется на глубину
0,6-Ю,8 мм и термообрабатывается до HRC3 58...62 (закалка
и отпуск). После шлифования на бесцентрошлифовальном
станке или в центрах на круглошлифовальном станке наруж-
ная поверхность доводится до заданных размера и шерохова-
тости. Высокое качество окончательной обработки обеспечи-
вает притирка наружной поверхности абразивной пастой в
специальной разрезной гильзе. Припуск на окончательную
доводку дается в пределах 4-И 0 мкм в зависимости от каче-
ства шлифования - чем оно выше, тем меньше припуск. В
окончательном виде палец должен иметь отклонение от ци-
линдричности не более 2-Ю мкм и шероховатость Ra жела-
тельно не хуже 0,16 мкм. Более "грубая" поверхность может
ускорить износ отверстия в период приработки.
Уменьшение размера юбки из-за износа или деформации
(сжатия), например, вследствие перегрева поршня, может
быть устранено несколькими способами. Первый способ
предполагает сжатие поршня по бобышкам, т.е. в направле-
нии вдоль оси отверстий под палец. Этот способ рекомендует-
ся использовать при небольших деформациях - не более
0,10Ю,25 мм. Перед сжатием в поршень обязательно необ; о-
димо установить технологический палец, который будет пре-
пятствовать развороту бобышек друг относительно друга.
Если поршень деформирован или изношен не более., чем на
0,054-0.07 мм, сжатие можно выполнить в холодном состоянии
Для этого поршень зажимается в тиски с помощью подкладок,
обеспечивающих давление у отверыий бобышек (оис. 9.124).
При сжатии необходимо контролировать размер по юбке. Прак-
тика показывает, что остаточная деформация после снятия на-
грузки будет только при таком сжатии, в процессе которого раз-
мер юбки увеличивается более, чем на 0,5 мм. В несколько при-
емов следует добиться, чтобы размер юбки в свободном состо-
янии стал на 0,02-Ю,03 мм больше, чем необходимо. Далее пор-
шень помещается в печь или духовой шкаф с температурой по-
рядка 200’С и выдерживается в течение двух часов.
После остывания поршня следует проконтролировать раз-
мер юбки и при необходимости повторить деформацию. Если
размер юбки окажется больше номинального, необходимо об-
работать юбку. Не следует обрабатывать юбку на станках, ес-
ли требуется снять несколько сотых миллиметра. Для этого
лучше всего подходит бархатный напильник, которым следует
равномерно обработать поверхность в направлении поперек
оси поршня, контролируя размер юбки микрометром. При об-
работке следует добиваться, чтобы нижняя часть юбки (около
60% длины) имела одинаковый максимальный размер.
При деформации юбки на 0,08-Ю,20 мм следует несколько
уменьшить усилие сжатия бобышек, а поршень в сжатом со-
стоянии (вместе с тисками, струбциной или другим аналогич-
ным приспособлением) выдержать в печи при температуре
около 200еО в течение одного-двух часов. Желательно дефор-
мацию в печи выполнять в несколько этапов, чтобы излишне
не увеличить размер поршня. Окончательная обработка,
включая отпуск (в свободном состоянии) и доработку юбки,
делается также, как и для "холодного" деформирования.
Если оказалось, что после отпуска юбка имеет размер су-
щественно больше, чем заданный, то обработку лучше выпол-
нить на токарном станке. Для этого поршень зажимается в па-
троне станка за огневой пояс (рис. 9.125) с упором в торец па-
трона и с помощью подкладок под кулачки выставляется так,
чтобы биение перемычек по индикатору не превышало 0,03
мм. Далее проверяется биение юбки, которое по максималь-
ному размеру (большой оси эллипса) не должно превышать
0,05 мм. После этого юбка протачивается в заданный размер.
Для протачивания поршня можно использовать металлообра-
батывающие станки с копировальными устройствами, позво-
ляющими повторить на детали форму копира. Однако вследст-
вие того, что поршень после деформирования сжатием по бо-
бышкам имеет увеличенную эллипсность, для обработки на-
ружной поверхности юбки достаточно простого токарного
станка. При этом размер юбки поршня обеспечивается точе-
нием, а затем бархатным напильником сглаживаются перехо-
ды от проточенной поверхности к необработанной так, чтобы
приближенно получить эллипс в поперечном сечении юбки.
При деформации более 0,2 мм. как временная мера, юб-
ка поршня может быть "растянута" с помощью специального
приспособления (рис. 9.126). При растягивании необходимо
обеспечить равномерность давления приспособления изнут-
276
ри на обе стороны юбки и сохранение соосности отверстий в
бобышках с помощью технологического пальца. Растягивание
юбки поршня производится в хололном состоянии так, чтобы
размер по юбке (в нагруженном состоянии) увеличился на
0.5+0,7 мм. Затем поршень вместе с приспособлением поме-
щается в печь с температурой 300+350" С и выдерживается в
течение 20+30 мин. Далее возможны два варианта - увели-
чить разжим юбки и медленно охладить поршень, либо без до-
полнительного разжима обеспечить быстрое охлаждение (на-
пример, разбрызгивая на поршень воду). После снятия при-
способления поршень следует выдержать в течение двух ча-
сов при 180+200'С в свободном состоянии, чтобы снять оста-
точные напряжения.
Поршень с растянутой юбкой протачивается в токаоном
станке так, как указано выше, причем особое внимание сле-
дует обратить на обеспечение соосности юбки, перемычек и
огневого пояса. Несоосность этих поверхностей болэе
0,05+0,07 мм может привести к касанию огневым поясом ци-
линдра. что будет сопровождаться стуком как на холодном,
так и на горячем двигателе.
При протачивании деформированного поршня можно со-
здать на обрабатываемой поверхности специальный гидроди-
намический профиль. Для этого следует использовать резец,
заточенный с углом 170“ при вершине. Такой резец при подаче
0,3+0,4 мм на один оборот поршня дает микроканавки глубиной
порядка 0,01 мм, что повышает износостойкость поверхности
поршня (см. раздел 2.3.). Следует также отметить, что старые
поршни после пробега более 120+150 тыс. км имеют рабочую
повеихность юбки, насыщенную различными твердыми части-
цами. При дальнейшем использовании таких поршней жела-
тельно обработать поверхность юбки, чтобы снять этот дефект-
ный слой. В противном случае значительно ускорится износ чу-
гунных цилиндров, если зазор между ними и поршнями умень-
шен до номинального (это может быть сделано не только де-
формированием юбки, но и установкой "сухих" гильз).
При деформировании и/или обработке юбки ее попереч-
ный профиль практически всегда будет неоптимальным. В ре-
зультате этого при тепловом расширении поршня в цилиндре
поверхность контакта юбки с цилиндром будет меньше, чем у
нового поршня. Это значит, что возрастет удельное давление
на цилиндр и, следовательно, увеличится износ и поршня, и
цилиндра. Об этом всегда следует помнить, выполняя ремонт
поршня, при котором изменяется профиль юбки.
При деформации или износе юбки не более чем на
0,05+0,10 мм возможен также способ ремонта накаткой. На-
катка выполняется специальным роликом на токарном стан-
ке, причем на юбке может быть нанесена сетчатая или пря-
мая (перпендикулярно оси поршня) накатка. Сетчатая накат-
ка делается стандартными роликами, но обеспечивает мень-
шее увеличение размера поршня. Прямая накатка выполня-
ется специальным шлифованным роликом, имеющим угол при
вершине порядка 60+70°. Наилучшие результаты дает прямая
"копирная" накатка с последующей обточкой юбки в заданный
размер по тому же копиру (рис. 9.127). При накатывании
внутрь юбки необходимо установить с небольшим натягом (не
более 0,02 мм) технологическую втулку (рис. 9.128), препятст-
вующую отжатию концов юбки роликом.
Поршень любого двигателя имеет свой собственный про-
филь поперечной поверхности (эллипс), зависящий от мате-
риала конструкции и размеров поршня, рассчитываемый
и/или подбираемый экспериментально при доводке двигате-
ля. Поскольку копир является весьма точным и дорогим уст-
ройством, изготовление под поршни каждой модели двигате-
ля своего копира экономически нецелесообразно. Практика
показывает, что вполне удовлетворительные результаты да-
ет обработка юбки поршня в профиль классического эллипса
с эплипсностью 0,45+0,50 мм. Радиус такого копира в зави-
симости от угловой координаты может быть рассчитан по
формуле:
Рис. 9.127. Поршень с нахаткой
юбки
Рис. 9.128. Установка поршня в
токарном станке при накатке
юбки:
1 — поршень: 2 — втулка: 3 — вра-
щающийся центр: 4— ролик
R(<p) = [
2 2 I 2R
. CDS (O + Sin Ф- „ !
\ ' N '2-R-5,/
где <р — угол, отсчитываемый от точки с максимальным
радиусом Ro (т.е. от плоскости, перпендикулярной оси паль-
ца). 5 — эллипсность поршня.
Копир, таким образом, играет роль кулачка, сообщающего
резцу небольшую поперечную подачу в зависимости от угла
поворота. Копир изготавливается из инструментальной стали,
имеющей досгаточно высокую твердость (НПСЭ > 55), и дол-
жен следовать расчетному профилю с точностью не хуже
±0,010+0,015 мм, особенно вблизи большой оси, где находит-
ся рабочая поверхность юбки.
Копирная накатка выполняется при строгом соответствии уг-
лового положения поршня и копира с подачей 0,6+0,8 мм на
один оборот поршня. При этом ролик на юбке образует канавки,
выдавливая материал и увеличивая наружный размер поршня.
Далее, без снятия поршня со станка, выполняется протачивание
в заданный размер, при котором на юбке образуется опорная
поверхность, составляющая 40+60% от общей поверхности юб-
ки. Величина опорной поверхности имеет решающее значение
для ресурса поршня - чем она больше, тем выше ресурс. У новых
поршней эта величина составляет 80+100%, поэтому поршень с
накатанной юбкой всегда имеет существенно меньший ресурс,
чем новый или даже восстановленный деформацией.
При обработке юбки на ее поверхности, помимо эллипса,
должна быть создана определенная конусность (см. раздел
2.3.). Станки, имеющие возможность обработки деталей по
круговым копирам, как правило, могут работать и по продоль-
ным копирам. Продольный копир представляет собой профи-
лированную линейку, на которую опирается рычаг механизма
поперечной подачи суппорта станка. Изготовление продольно-
го копира не составляет большого труда, однако нередко по
старым деформированным поршням не всегда бывает ясно,
каким должен быть их продольный профиль. Так, при увеличе-
нии конической части юбки может появиться "качание" порш-
ня в цилиндре, ускоренный износ деталей и "холодный" стук
поршня. Если конус мал, то это может грозить подклинивани-
ем поршня в верхней части юбки, задирами, перегревом и де-
формацией юбки. Чтобы это исключить, требуется увеличение
рабочего зазора в цилиндре, что также не является оптималь-
ным с точки зрения ресурса деталей. Таким образом, продоль-
ный просзиль поршня не менее важен, чем поперечный.
Практика показывает, что конус в верхней части юбки
должен иметь плавно "нарастающий" характер (рис. 9.129) и
длину порядка 30+45% от всей длины юбки. У поршней бензи-
новых двигателей с пазом в канавке маслосъемного кольца
уменьшение диаметра юбки в еэ верхней части в среднем со-
ставляет 0,05+0,08 мм, причем чем короче юбка, тем меньше
277
Рис. 9.129. Продольный про-
филь юбки поршня в сечении,
перпендикулярном оси пальца
Рис. 9.131. Радиусы закругле-
ния в канавках поршня
Рис. 9.130. Возможные схемы установки поршня в токарном стан-
ке при обработке юбки:
а — консольно в патроне; б — с упором в технологический бурт юбки;
в — с упором в днище и центрированием по цилиндрическому поясу юбки;
1 — втулка; 2 — вращающийся центр; 3 — прижим
конус. У поршней без паза конусность юбки необходимо уве-
личить в 1,5-2 раза (до 0,10-0,14 мм), иначе придется суще-
ственно увеличивать зазор в цилиндре. Хорошие, проверен-
ные на практике результаты для поршней с пазом дает следу-
ющая эмпирическая формула изменения текущего радиуса
юбки AR в зависимости от координаты х, отсчитываемой от
канавки маслосъемного кольца
AR = -0.000195 (l +------—| - t1-585
k t + IO’6 J
где t = 0,35-L - х - Д; L - длина юбки поршня;
_ (20 - 0,35 • L при 0,35 L < 20,
[0 при 0,35 • L > 20.
Величина смещения копира Д в сторону днища поршня
позволяет изменять размеры конической части. Тем самым
можно обойтись одним универсальным продольным копиром
практически для всех поршней.
Нижняя часть юбки поршня после обработки не должна
быть расширенной более, чем на 0,001-0,002 мм. Обычно
расширение юбки возникает из-за отжима ее от резца при об-
работке. Сильно расширенная книзу юбка приводит к уско-
ренному износу цилиндра и увеличению расхода масла. Для
предотвращения расширения юбки необходимо иметь специ-
ально заточенный резец и припуск на окончательную обра-
ботку не более 0,03-0,04 мм, либо устанавливать в поршень
снизу при обработке технологическую втулку с натягом
0-0,02 мм.
При обработке наружной поверхности поршня большое
значение имеет способ его установки в станке. Наиболее
простым способом является зажатие поршня в патроне стан-
ка за огневой пояс (рис. 9.130), однако это требует точной вы-
верки его положения по минимальному биению, о чем было
указано выше. Кроме того, здесь невозможно обработать всю
наружную поверхность "за один установ". Варианты установ-
ки поршня с упором в технологический бурт внутри юбки не
являются удачными, поскольку даже при легком сжатии пор-
шня он деформируется. Наилучшим способом, видимо, следу-
ет признать зажатие с двух сторон днища при центрировании
по технологическому пояску (без упора в этом месте), однако
этот способ применим только для поршней с плоским днищем,
а также если нет деформации юбки (иначе технологический
поясок будет нецилиндрическим). Последняя проблема, прав-
да, решается предварительным растачиванием пояска "как
чисто" перед обработкой поверхности поршня.
Если старый поршень по каким-либо причинам протачива-
ется в меньший размер юбки (например, при гильзовании
блока цилиндров под старые поршни), то должны быть прото-
чены пояса между канавками колец и огневой пояс. В против-
ном случае возможны задиры или даже заклинивание порш-
ня в верхней части, что обычно приводит к завальцовыванию
колец в канавках, задирам на цилиндре, а в дальнейшем - к
необходимости замены колец, поршня и ремонта цилиндра.
Диаметры поясов поршня могут быть рассчитаны в зави-
симости от размера юбки Do по формулам:
для огневого пояса
Dt = O,994Do ;
для пояса между верхним и средним кольцами
Dg = 0,995 Эо ;
Пояс между средним и маслосъемным кольцами обычно
делается меньше
Dg — 0,99-Dq .
Иногда у дизелей и некоторых бензиновых двигателей
этот пояс имеет уменьшение диаметра на той части, которая
прилегает к маслосъемному кольцу (это сделано для улучше-
ния смазки верхних колец и юбки поршня). Следует также от-
метить, что у дизелей эти диаметры могут быть несколько
уменьшены (на 0.05-0,10 мм) за счет более высокой темпера-
туры поршней. Однако сильно уменьшать диаметр огневого
пояса у дизелей нельзя, т.к. это приводит к увеличению тем-
пературы верхнего кольца.
При износе канавок они могут быть расточены под более
высокие кольца Эта операция выполняется на токарном стан-
ке и не представляет больших трудностей. Необходимо только
правильно выставить поршень, чтобы исключить перекос ка-
навки относительно оси поршня. Растачивание верхней канав-
ки следует выполнять по нижней торцевой поверхности "как
чисто", а затем по верхней поверхности в заданный размер.
Если сделать наоборот, то будет ослаблена перемычка между
кольцами, которая в дальнейшем может быстро сломаться да-
же при небольших нарушениях в работе систем питания и за-
жигания. По этой же причине расширять среднюю канавку
всегда опасно независимо от того, какая поверхность обраба-
тывается больше. В любом случае при растачивании канавок
необходимо обеспечить радиус перехода от внутренней ци-
линдрической к торцевым поверхностям канавки (рис. 9.131),
чтобы не снизить усталостную прочность поршня.
При растачивании канавок поршней бензиновых двигате-
лей следует обеспечить зазоры:
для верхнего кольца - 0,045-0,070 мм;
для среднего кольца - 0,035-0,060 мм;
для маслосъемного кольца - 0,025-0,050 мм.
У дизелей зазор в верхней канавке должен быть увеличен
примерно на 0,020 мм, в средней - на 0,010 мм. При растачи-
вании канавок следует помнить, что слишком малый зазор
приводит к закоксовыванию и залеганию колец с последую-
щим прогаром поршня, а слишком большой зазор - к увеличе-
нию расхода масла и снижению pecvpca деталей вследствие
вибраций колец.
В эксплуатации нередки случаи, когда в результате обры-
ва клапанов, разрушения седел, крышек форкамер или попа-
дания посторонних предметов в цилиндр поршень получает те
или иные повреждения днища (рис. 9.132). Если масштаб раз-
рушений велик, то поршень подлежит замене, однако иногда
повреждения носят локальный характер. При отсутствии воз-
278
можности замены поршня он может быть отремонтирован с
помощью аргонно-дуговой сварки. Сварка выполняется при
частичном (примерно на 50+70с/о) погружении поршня в воду
и установке в отверстие бобышек технологического пальца.
При размере пробоины в днище не более 15 мм и толщине
днища не более 10 мм после сварки поршень имеет деформа-
цию (сжатие) юбки не более 0,05+0,08 мм. Чтобы исключить
эту деформацию, в отверстие технологического пальца необ-
ходимо установить болт, который с помощью шайб и гайки
стягивает поршень по оси пальца. После сварки поршень дол-
жен быть подвергнут выдержке при температуре около 200эС
дпя снятия внутренних напряхсений.
Для целого ряда старых или редких двигателей, для кото-
рых обычно не удается найти запасных частей, поршни могут
быть изготовлены заново. В отличие от поршневых колец, вы-
сокое качество которых может быть обеспечено только при
серийном выпуске на специализированном производстве,
поршни могут быть изготовлены в единичных количествах на
обычных машиностроительных производствах со вполне при-
емлемым качеством.
Практически единственной проблемой, которая может
вызвать определенные трудности при изготовлении поршней,
является выбор материала и связанного с ним способа полу-
чения заготовки поршня.
Материалы для поршней должны содержать не менее 10%
кремния, а также легирующие элементы (Си, Ni, Mg, Ti и др.).
Из известных отечественных доэвтектических сплавов здесь
следует упомянуть АЛ-25, АГ1-30, АК-10, АК-12. Имеется так-
же ряд отечественных заэвтектических сплавов с содержани-
ем кремния более 13-И 4%, среди которых можно отметить
АЛ-122, КС-175, АКИ 8. В отличие от доэвтектических, эти
сплавы обладают существенно меньшим температурным рас-
ширением и более высокой износостойкостью, однако они бо-
лее хрупкие и хуже обрабатываются.
Принципиально возможны несколько способов получения
заготовок - отливка в земляную форму, отливка в кокиль,
штамповка (различные ее виды), а также изготовление порш-
ней из "куска" без промежуточного получения заготовки.
Все способы отливки поршней обычно уступают по качест-
ву (пористость, прочность) "фирменным" поршням и могут ре-
комендоваться только для двигателей прошлых лет выпуска,
не обладающих высоким форсированием. Наиболее прост спо-
соб отливки в земляную (одноразовую) форму. Если разрезать
старый поршень по большой оси эллипса юбки, то нетрудно из-
готовить форму внутренней части, дающую при отливке почти
точную копию старого поршня. Внешние стенки формы долж-
ны обеспечивать толщину стенок отливки порядка 7+8 мм. За-
ливка металла выполняется в подогретую форму сверху так,
чтобы обеспечить определенное давление металла в форме.
После застывания металла форма разрушается.
Литье в кокиль существенно сложнее, поскольку сам ко-
киль представляет собой довольно сложную конструкцию, ко-
торая после разливки и застывания металла должна разби-
раться для "доставания" отливки. Обычно кокиль требует
большого объема работ по доводке его конструкции, иначе не
удается получить качественной отливки. При литье в кокиль
требуется малое изменение толщины стенок отливки, специ-
альная система литников, а также подбор режимов нагрева и
охлаждения формы. Сложность этого процесса при малом по-
требном количестве отливок достаточно очевидна, поэтому
его применение здесь вряд ли целесообразно. Помимо этого,
при литье и в кокиль и в землю в единичном производстве не
удается использовать заэвтектические сплавы. Они дают
большую неравномерность выпадения кристаллов кремния
по объему, причем размеры кристаллов оказываются, как
правило, достаточно большими (до 1 мм). Это существенно
снижает качество отливки.
Указанные недостатки литья приводят к тому, что более
качественный поршень, как это ни странно, получается непо-
Рис. 9.132. Поршень с повреж-
денным днищем
Рис. 9.133. Схема штамповки
заготовки поршня:
1 — пуансон; 2 — заготовка круглой
формы: 3 — матрица
следственно механической обработкой (разрезкой, фрезеро-
ванием, точением) из стандартной отливки - чушки. Такие от-
ливки получают на металлургических заводах. Для повыше-
ния качества отливки (стабильный химический состав, низкая
пористость), особенно заэвтектических сплавов, нередко ис-
пользуются вакуумные способы плавки металла. На некото-
рых металлургических производствах из чушек получают про-
кат - прутки диаметром 80+150 мм, что, с одной стороны, зна-
чительно улучшает механические свойства металла, а с дру-
гой - более удобно для последующего изготовления поршней.
Несмотря на определенные преимущества, использование
отливок или проката для изготовления поршней оказывается
экономически невыгодным, даже для единичного производст-
ва вследствие низкого коэффициента использования дорого-
стоящих материалов и значительного увеличения трудоемко-
сти и стоимости изготовления поршней.
В последние годы в отечественной практике получили рас-
пространение различные способы штамповки заготовок порш-
ней. В настоящее время некоторые фирмы с успехом использу-
ют штампованные заготовки для мелкосерийного изготовления
поставляемых в запасные части поршней для двигателей отече-
ственных легковых автомобилей (в основном, ВАЗ). Штампо-
ванная заготовка (или поковка) обычно существенно отличает-
ся по внешнему виду от литой заготовки (см. рис. 2.86). Поков-
ка имеет болэе простую внутреннюю конфигурацию, в ней от-
сутствуют какие-либо отверстия, поднутрения, карманы и т.п.
элементы. Это связано с самим способом получения заготов-
ки — пуансон, формирующий внутреннюю поверхность заго-
товки, должен быть образован поверхностями достаточно
простой формы, иначе после прессования заготовка с него не
снимется (рис. 9.133).
При штамповке обычно не происходит расплавления ме-
талла, его структура сохраняется, что позволяет без особых
трудностей использовать заэвтектические сплавы. В то же вре-
мя выбор температуры металла пеоед штамповкой дает воз-
можность получить его упрочнение в заготовке, причем неред-
ко весьма существенное, достигающее 30+40% прочности ли-
той заготовки за счёт равномерной структуры и отсутствия
пор. Помимо этого, штампованная заготовка обладает боль-
шой универсальностью, позволяющей изготавливать из нее
поршни разной высоты и диаметра. Практика показывает, что
при наличии всего 5+6 различных штампованных заготовок
можно изготовить в единичном и мелкосерийном производст-
ве подавляющее большинство типов поршней двигателей ино-
странных автомобилей с диаметрами от 65 до 103 мм. Недо-
статками штамповки являются практическая невозможность
изготовления заготовок с терморегулирующими пластинами,
что обычно требует некоторого увеличения рабочего зазора
поршня в цилиндре, а также изменение (упрощение) внутрен-
ней конфигурации поршня, приводящее иногда к изменению
его массы по сравнению с оригиналом в ту или другую сторону
(в среднем на ±20 г). Штампованные поршни для дизелей не
могут также иметь чугунную вставку верхнего кольца.
279
Рассмотрим теперь основные принципы, которые следует по-
ложить в основу при конструировании и изготовлении поршней:
1) основными размерами поршня являются диаметр юб-
ки, диаметр пальца, высота от оси пальца до днища, длина,
минимальная толщина днища, форма юбки, конфигурация
днища, расстояние между бобышками, высота канавок ко-
лец и длина пальца. Все остальные размеры поршня являют-
ся производными от этих величин и могут быть определены
расчетным путем;
2) различные особенности конфигурации внутренней по-
верхности образца поршня (приливы, ребра и т.д.), а также кон-
фигурация поверхности холодильников являются второстепен-
ными и не должны копироваться. Копирование образца здесь
не дает никаких преимуществ ни в прочности, ни в долговечно-
сти, а только увеличивает трудоемкость и стоимость поршня;
3) отсутствие терморегулирующих пластин в заготовке тре-
бует определенных конструкторских решений для компенсации
температурных расширений. Так, для бензиновых двигателей
рекомендуется делать пазы в канавке маслосъемного кольца.
Такие пазы (раздел 2.3.) несколько ослабляют конструкцию, од-
нако позволяют при правильной геометрии юбки сохранить ма-
лый зазор в цилиндре. Чтобы не ослаблять поршень чрезмер-
но, следует на краях пазов выполнять отверстия, а внутри пор-
шня на отверстиях делать "приливы", сохраняющие достаточ-
ную толщину стенок у отверстий. Практика показывает, что эти
мероприятия на штампованных поршнях исключают появление
трещин и разрушение поршней с пазами на подавляющем боль-
шинстве бензиновых двигателей. В то же время у особо форси-
рованных спортивных двигателей и у дизелей такая опасность
сохраняется, поэтому у них предпочтительнее увеличение ра-
бочего зазора и поршни без пазов. Кроме того, для двигателей
с наддувом и дизелей на штампованные поршни может быть
нанесено твердое покрытие канавки верхнего кольца (вместо
чугунной вставки литого поршня).
Все указанные мероприятия находят определенное рас-
пространение в мировой практике. Так, целый ряд современ-
ных бензиновых двигателей японского, американского, евро-
пейского производства (NISSAN, TOYOTA, MAZDA, MIT-
SUBISHI, FORD, PEUGEOT) не имеет терморегулирующих
пластин в поршнях. Более того, они могут отсутствовать и на
некоторых последних дизелях (BMW, TOYOTA и др.), где, кста-
ти, чугунная вставка заменена специальным износостойким
покрытием канавки верхнего кольца;
4) поскольку изменение размеров заготовки поршня неза-
висимо от способа ее получения - дело достаточно дорогое и
хлопотное, не следует для единичного производства поршней
рассчитывать, что заготовка точно подойдет к поршню по вну-
тренней поверхности. Более дешевый и универсальный путь -
внутренняя обработка (фрезерование) заготовки. Эта работа
без существенных трудностей выполняется на универсальных
фрезерных станках. Единственным важным требованием к
внутренней обработке является необходимость достаточно
больших (6-8 мм) радиусов переходов между поверхностями.
Таким образом, ремонтный поршень при сохранении ос-
новных размеров образца может существенно отличаться от
него в деталях внешней и, особенно, внутренней конфигура-
ции без какого-либо ущерба для надехсности и ресурса. Такая
практика не нова - например, некоторые американские фир-
мы поставляют в запасные части поршни, являющиеся дале-
ко не копиями оригиналов. Более того, такой подход позволя-
ет использовать одинаковую конструкцию ремонтных порш-
ней для подавляющего большинства двигателей легковых ав-
томобилей. Тогда при статистической обработке размеров
большого числа поршней можно определить соотношения их
размеров, которые в дальнейшем использовать на практике,
не прибегая к трудоемким обмерам поршней.
Результаты этой работы по более, чем 100 моделям бен-
зиновых и 30 дизельных двигателей представлены на рис.
9.134 и 9.135, а основные соотношения размеров - в табл. 9.4.
Приведенные методики расчета позволяют по заданным ос-
новным (присоединительным) размерам определить все ос-
тальные, включая толщину стенок и глубину сверления вспо-
могательных отверстий. Универсальность методик весьма
высока - им соответствуют более 95% встречающихся на
практике поршней. Исключение составляют «бензиновые»
поршни с глубокой камерой сгорания в днище и поршни ста-
рых двигателей, для которых может потребоваться уточнение
размеров расположения канавок поршневых колец. Наруж-
ная конфигурация днища является при этом индивидуальной
особенностью каждого поршня и задается отдельно.
Рассмотрим теперь технологию изготовления поршней со-
гласно приведенным методикам. Ее особенностью является
использование универсального станочного оборудования на
всех операциях. В то же время наличие расчетных методик
позволяет проводить обработку поршней и на автоматизиро;
ванном оборудовании, например, на обрабатывающих цент-
рах с числовым программным управлением.
Основное требование, которым должна удовлетворять
любая технологическая цепочка - обеспечение качества. Для
каждой операции это означает, с одной стороны, выдержива-
ние заданных размеров, а с другой - обеспечение взаимного
расположения обрабатываемых поверхностей относительно
базовых поверхностей. Вое операции по изготовлению порш-
ня сведены в табл. 9.5. Наиболее важно при выполнении ос-
новных операций обеспечить перпендикулярность оси отвер-
стий под палец к оси поршня, концентричность юбки, перемы-
чек между канавками колец и огневого пояса, а также пер-
пендикулярность канавок оси поршня. Нарушение этих требо-
ваний приводит обычно к различного рода стукам, ускоренно-
му износу деталей ЦПГ, большому расходу масла.
После окончательной обработки наружной поверхности
поршня следует покрытие - лужение. Принципиально данная
операция может быть исключена, тем более, что поршни многих
двигателей не имеют покрытий. Однако не все так просто. Как
уже отмечалось в разделе 2.3., поршни без покрытия подверже-
ны задирам нагруженной стороны юбки при недостаточной
смазке. Более того, при отсутствии покрытия необходимо более
точно выдерживать всю геометрию юбки при окончательной об-
работке. Это довольно сложно - у резца, формирующего на юб
ке микроканавки, трудно избежать высокочастотных колебаний
и связанного с ними характерного мелкого "дробления" повеох-
ности. В результате поршень без покрытия хуже и дольше при-
рабатывается, поскольку имеет уменьшенную опорную поверх-
ность. В то же время мягкое покрытие слоем всего 5^-8 мкм
сглаживает микронеровности и существенно улучшает условия
работы поршня, особенно в период приработки.
С покрытием связана и необходимость последующей
окончательной обработки (доводки) отверстия под палец. При
отсутствии покрытия отверстие под палец может быть расто-
чено в заданный размер с точностью до 2-4 мкм, что вполне
достаточно для обеспечения правильной посадки пальца. Од-
нако при нанесении покрытия диаметр отверстия изменится,
причем прогнозировать это изменение сложно. С одной сто-
роны, диаметр уменьшается за счет слоя покрытия, однако в
отличие от наружной поверхности поршня в отверстии слой
получается неравномернее и тоньше. С другой стороны, при
подготовке поршня под покрытие применяется химическое
травление, при котором размер отверстия может несколько
увеличиться (на 2-6 мкм). Очевидно, для того, чтобы точно
спрогнозировать изменение диаметра отверстия под палец и
учесть это изменение при растачивании отверстия, необходи-
мо строго выдерживать все режимы нанесения покрытия. Б
единичном производстве это проблематично, поэтому раста-
чивание отверстия с припуском под окончательное хонинго-
вание позволяет исключить брак, связанный с нарушением
режимов покрытия.
Для высокофорсированных бензиновых двигателей с тур-
бонаддувом, а также для дизелей в последние годы на поверх-
280
Рис. 9.134. Чертеж “бензинового” поршня
19. Ремонт двиг заруб ав-ей.
281
Рис. 9.135. Чертеж “дизельного” поршня
282
Таблица 9.4. Расчет соотношений размеров поршней при изготовлении
Шаг Параметры Расчетные формулы
бензиновый поршень дизельный поршень
1 Рабочие параметры a] =Hq - 0,5-do -2 -hi - 4,0; а2 = 0,06-Do1-3 ; 31 = Но - 0,5-do - 8,0; а2 = 0,076-Dq1’3 :
Ao - 32 , если 31 > 32 ai , если ai < 32
Высота перемычек §1 — O,44 Ao ; 82 = 0,24-Ao ; 83 = O,2O-Ao 8! = 0,47-Ао ; 82 = 0,24-Ао ; 83 = 0,17-Ао
Координаты перемычек h3 = 81 + 82 + hi ; Ai = h3 + h’i + 83
2 Глубина канавок Al = - 8,6 , если Do 80 9,0 , если 80 < Do 87 9,4 , если 87 < Do 95 9,8 , если Dq > 95
Толщина стенки юбки Ao = ' 2,25; Do < 80 2,50; 80<D0<87 2,75; 87<D0<95 3,0; Do > 95 Ао = - 3,0; Do < 80 3,25; 80<D0<87 3,5; 87<D0<95 3,75; Do > 95
Эллипсность поршня 8 = - г 0,4 , если Do £ 80 0,45 , если 80 < Dq 87 0,5 , если 87 < Do < 95 0,55 , если Dq > 95
3 Глубина поршня h
Глубина юбки 12 - Lq - Ai - 4,0 - Ap h _ Lo - А] - 4,0 - 1,5 Ао
Подрез бобышек г Lo - Ho - 0,75-do Lj = -| h2 , если Li < 112 и Lo - Ho - do/2^4, L иначе уменьшить h2
Минимальный размер фаски на бобышке f^min ~ Lq ^1 Hq ~ 0,5-do
Глубина юбки на бобышке Огв = Lq - Н2 - Н3 - Do) Г кв = 4 к - Ho - 0,5-do - 3,0 - Ao L Li , если 12б > Li
Высота центрирующего пояска ho = h2 +1,5 , если 112 - 3,5 5,0 , если h2 < 3,5 h0 = 12Б . если h0 > 1£Б L
Диаметр подреза бобышек снизу B6 = Г Bi - 4,0 0 , если 12Б = Lj
Высота бобышки 1з = к - Lj - Hj
Глубина сверления бобышки 1 = Lq - Li - Ai - 2,0
Длина юбки ^2 = Lq - Al - 4,0
Глубина юбки по отверстиям паза 14 = 12 - 2,0 —
Ширина канавки f — - г 1,5 , если do^22 1,75 , если do>22 1= - г 1,5 , если do^22 1,75 ; 22<d0<27 2,0 , если do>27
19*
283
Продолжение табл. 9.4.
Шаг Параметры Расчетные формулы
бензиновый поршень дизельный поршень
Координата канавки стопорного кольца г 0,5 (6! - В2) - f у = -| 0 , если Bj < В2 + 2-f (т.е. у < 0 ) L 1,5 , если у < 1,5 и при этом. Bi = В2 + 2-(y+f) и далее пересчитывается Bg; но если при этом Bi > Bimaxi ГДе р> — гл _ о max 1-7 0 z f • (л /т-х \\ K-arcsinldo/Do] 2tg 2 k 7 , необходимо изменить длину пальца В2
Глубина канавки е = - г 0,75 ; d0 < 22 0,87 ; 22<d0<24 1,0 ; d0 > 24 0 ; у = 0 L e = - Г 0,87 ; d0 24 1,0 ; d0 > 24 0 ; у = 0
Диаметр канавки di = do + 2-е
Толщина перемычки от маслосъемного кольца до холодильника z= - 1,5; Do <80 2,0 ; 80<D0<90 2,5 ; D0>90 L или Bi<Ds z= - г 2,0 ; Do < 80 2,5 ; 80<D0<90 3,0 ; D0>90 L ИЛИ B!<D5
4 Толщина стенки юбки около бобышки Д2 — 0,05-Dq Д2 — 0,075-Dq
Ширина внутренней фрезеровки В3 - Bj - 2-Д2
Расстояние между отверстиями паза В4 — 0,55-Dq —
Координата отверстия бобышки В5 = O,5-(Do - S) - 0,25 (В2 + Во)
Ширина бобышки Bq = 1,5-do
Расстояние между отверстиями бобышек bl = Do - 8 - 2 B5
5 Координата холодильника H2 = Al +Z + 4,0
Высота холодильника H3 = Ho + 0,5-do - Aj -Z-1,0
Координата отверстия из канавки в бобышку H4 = Aj + 2,0
Координата отверстия паза H5 = A! + 3,0
Координата верхней линии паза H6 = Aj + 2,5 —
6 Диаметр огневого пояса D, = 0,994-Do D. = 0,991-Do
Диаметр канавки D2 - Dq - Д1
Диаметр верхней перемычки D3 = 0,995-Do D3 = 0,993-Do
Диаметр нижней перемычки D4 = 0,990-Do D4 = 0,989-Do
Диаметр маслосъемной канавки D5 - Do - Д1 - 1,0
Диаметр центрирующего пояса Г>6 ~ Dp ~ 2-Др
Внутренний диаметр юбки D7 = 0,92-Dq Dg — 0,81-Do D7 = 0,89-Do
Внутренний диаметр днища D9 = 0,/0-Do D9 = 0,68-Do
Диаметр уступа нижней перемычки — Dio = D4 - 1
Высота уступа нижней перемычки — hyd ~ 0,6 83
Расстояние между утолщениями юбки около отверстий паза co 11 u 00 to .S’ ®> —
284
Окончание табл. 9.4.
Шаг Параметры Расчетные формулы
бензиновый поршень | дизельный поршень
7 Продольный профиль юбки R >
0,45 L2 0,2 1_2
0 „ X < Координата канавки маслосъемного кольца
Прямой конус t = 0,45-L2 - х t ARi = -0,000195(1 + )|tp-585 111+10'6
Обратный конус S = 0,80-L2 - x S AR2 = -0,000195(1 ) | S11>585 I s |+10-6
Уменьшение радиуса от Ро/2 AR = ARi + AR2
Текущий радиус юбки R(x) = 0,5-Dq + AR
Смещение продольного копира в сторону днища поршня (только для копирной обработки) г 125 - 0,45 L2 , если 0,45-L2 25 x = -| 0 , если 0.45-L2 > 25 L 9 , если x > 9
8 Поперечный профиль юбки (<р =0 в плоскости, перпендикулярной оси пальца) R(x) R(<p, x) = cos2<p + sin2(p -[2-R(x)/(2 R(x) - S)]2
ности днища и верхней канавки стали наносить тонкое изно-
состойкое покрытие - твердое анодирование. Это покрытие
получается гальванически, преобразованием алюминия на
поверхности в окись А12О3. Толщина такого покрытия не
должна превышать 6-^8 мкм, в противном случае в канавке
ухудшится отвод тепла от кольца. Твердое анодирование вы-
полняется до лужения, олово затем не ложится на анодиро-
ванную поверхность, т.к. окись алюминия является изолято-
ром. При анодировании поршень закрывается чехлом, неза-
щищенными остаются только днище, верхняя канавка и часть
перемычки между верхней и средней канавками. Твердое
анодирование препятствует эрозии днища поршня и износу
верхней канавки, а у дизелей является также альтернативой
чугунной вставке канавки верхнего кольца.
Поршни, изготовленные по описанным выше методике и
технологии из штампованных заготовок, уступают оригиналь-
ным образцам по долговечности, но обычно превосходят их
по прочности. Несколько меньший ресурс изготовленных пор-
шней обусловлен неточностью выполнения профиля юбки.
Профиль юбки (эллипс и конус) конкретного поршня зависит
от материала, конструкции, условий работы и должен опреде-
ляться по результатам длительных испытаний того двигателя,
для которого этот поршень предназначен. Очевидно, в усло-
виях единичного производства удовлетворить этим требова-
ниям не представляется возможным. Вследствие этого износ
поверхности юбки и цилиндра (в зонах контакта с юбкой) идёт
в среднем на 20^30% быстрее, чем у поршней, изготовленных
ведущими зарубежными фирмами. Некоторого снижения из-
носа в данном случае можно добиться, если увеличить зазор
в цилиндре на 0,02-^0,03 мм от рекомендованного в разделе
9.5.1. При кажущейся на первый взгляд некоторой экзотично-
сти и неактуальности работа по изготовлению поршней позво-
ляет возвратить к жизни старинные и редкие двигатели - час-
то ни для тех, ни для других не удается приобрести поршни не
только ремонтного, но и стандартного размера.
285
Таблица 9.5. Основные технологические операции при изготовлении поршня
Операция
Оборудование
1 Отжиг заготовки 190°*1<гС в тем. 6 ч Печь, термошкаф
Предварительное обтачивание
ружного контура
Растачивание базового пояска и
предварительное протачивание ка-
навки маслосъемного кольца
Предварительное
обтачивание на-
ружной поверхности
Сверление и растачивание отверстия
под палец
\ Горизонтальный стол расточного станка
Фрезерование внутреннего контура и
Токарный станок
Токарный станок
Токарный станок
Вертикально-
расточной станок
Вертикально-
фрезерный станок
№ Операция Оборудование
7 Фрезерование холодильников Зэртикалы-,э-
8 Термообработка 190°+1ОС 2 ч Печь, термошкаф
9 Чистовое протачивание юбки Затыловочный
10 Чистовое протачивание канавок под Токарный
кольца станок
Фрезерование наружной поверхности
днища
12 Гальваническое покрытие - лужение,
толщина покрытия 0,0050,008 мм
13 Хонингование отверстия под палец
Вертикально-
фрезерный станок
Ванна
Горизонтально-
хонинговальный
станок
286
9.6. Ремонт головки блока цилиндров и
механизма газораспределения
При проведении сложного ремонта двигателя, особенно
имеющего большой пробег, требуют ремонта не только детали
КШМ и ЦПГ, но и газораспределительного механизма. Это ино-
гда забывают работники ремонтных предприятий, однако двига-
тель может "напомнить" о неустраненных неисправностях раз-
личными посторонними шумами и стуками, большим расходом
масла и даже характерным синим дымом вьолопа при совер-
шенно идеально восстановленных КШМ и ЦПГ Эти неисправно-
сти часто приводят к ускоренному износу коленчатого вала, ци-
линдров, поршневых колец и, как следствие, к выходу двигателя
из строя. Например, неисправность хотя бы одного гидротолка-
теля ведет к ускоренному износу кулачка распределительного
вала. Частицы износа, попадая в масло, быстро засоряют мас-
ляный фильтр, после чего эти частицы уже беспрепятственно
поступают к коленчатому валу и в цилиндры, вызывая серьез-
ные повреждения всех трущихся пар. Таким образом, при ре-
монте двигателя газораспределительный механизм требует ни-
чуть не меньшего внимания, чем другие детали и агрегаты. Бо-
лее того, при устранении ряда неисправностей распределитель-
ного механизма часто следует проверять состояние других де-
талей - вкладышей коленчатого вала, шатунов, поршневой груп-
пы, которые также могли получить повреждения.
9.6.1. Ремонт головки блока цилиндров
Головка блока цилиндров является ответственной и силь-
но нагруженной деталью двигателя - на ней устанавливаются
детали газораспределительного механизма, близко друг к
другу располагаются камеры сгорания, каналы впуска возду-
ха и выпуска отработавших газов, полости системы охлажде-
ния, каналы подвода и отвода масла. От работы этой части
двигателя во многом зависит его надежность и ресурс и на-
оборот, неисправности других деталей и систем двигателя ча-
сто становятся причиной появления неисправностей самой
головки блока цилиндоов.
Наиболее часто встречающимися в эксплуатации неис-
правностями головок являются деформации вследствие пе-
регрева двигателя, выгорание участков поверхности у камер
сгорания (калильное зажигание или детонация из-за наруше-
ния работы систем управления), износ постелей (опор) рас-
пределительного вала или даже их перегрев и разрушение из-
за недостаточной смазки, износ направляющих втулок клапа-
нов, ослабление посадки или разрушение седел клапанов и
крышек форкамер (у дизелей) из-за перегрева, трещины, свя-
занные с разрушением различных деталей, перегревом, "раз-
мораживанием" двигателя или неквалифицированным ремон-
том. Большинство повреждений и дефектов головок может
быть устранено с достаточно высокой надежностью, однако
некоторые требуют специального оборудования, при отсутст-
вии которого ремонт не удается выполнить с необходимым
качеством. Рассмотрим более подробно основные неисправ-
ности головок и способы их устранения.
9.6.1.1. РЕМОНТ Р ХБОЧИХ ПОВЕРХНОСТЕЙ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
При перегреве двигателя, а также при перетяжке головки
или с течением времени ее нижняя плоскость искривляется.
В большинстве случаев деформация имеет местный характер
(рис. 9.136), при котором наружные края плоскости "возвыша-
ются" над серединой (обычно не более 0,1 мм). Допустимой
деформацией головки можно считать величину 0,05-е-0,06 мм,
не только в случае, если эта деформация не имеет явно вы-
раженного локального характера (например, вблизи только
одной из камер сгорания).
Обработка плоскости может выполняться на различных
станках. При шлифовании на плоскошлифовальном станке
обеспечивается практически идеальная плоскость, однако
поверхность обычно получается слишком "гладкой", в то вре-
мя как для лучшего уплотнения с прокладкой головки необхо-
дима определенная шероховатость (Ra = 1-2 мкм). При шли-
фовании это можно решить, используя более крупнозернис-
тые шлифовальные круги.
Фирмы, выпускающие оборудование для ремонта двигате-
лей, рекомендуют фрезеровать головку торцевыми фрезами.
Фрезерование выполняется на вертикально-фрезерных стан-
ках фрезами большого диаметра 200-250 мм для того, чтобы
обработать всю плоскость за один проход. При этом на по-
верхности головки образуются мелкие круговые риски. Воз-
можно также фрезерование фрезами меньшего диаметра, но
это увеличивает время обработки и несколько ухудшает каче-
ство поверхности.
Алюминиевые головки вихрекамерных дизелей предпо-
чтительно шлифовать или фрезеровать твёрдосплавным инст-
рументом, т.к. крышки форкамер, выходящие на плоскость,
обычно выполнены из труднообрабатываемых жаростойких
материалов.
Перед обработкой головка выверяется на станке по четырем
точкам в углах плоскости, где должна быть обеспечена мини-
мальная разница в съеме металла. Далее плоскость обрабаты-
вается "как чисто" с минимально возможным съемом металла.
При небольшой деформации плоскость может быть при-
терта на притирочной плите с помощью абразивной пасты
(28-40 мкм). Возможны два варианта - большая стационар-
ная плита, имеющая размеры больше длины головки и при-
тирка движением головки, либо небольшая плита (но не ме-
нее 1/3-1/2 длины головки) и притирка движением плиты по
головке. Недостатками притирки является низкая производи-
тельность (за 1 ч притирки обычно удается снять не более
0,05-0,07 мм), трудность последующего удаления абразивной
пасты, попадающей во все внутренние отверстия, а также по-
степенный плохо контролируемый увод формы поверхности
от плоскости, если съем превышает указанные выше цифры.
Иногда на границе окантовки прокладки головки цилинд-
ров на плоскости головки возникают достаточно глубокие ра-
ковины вследствие выгорания металла. Эти дефекты требуют
более глубокого фрезерования - иногда до 0,7-0,8 мм. При
этом необходимо помнить, что у двигателей с верхним распо-
ложением распределительного вала произойдет ослабление
приводного ремня или цепи, и может не хватить регулировки
натяжных устройств. Кроме того, большой съем металла с
плоскости и связанное с ним "опускание" распределительно-
го вала изменяют фазы газораспределения на более поздние.
Уменьшается также объем камеры сгорания и увеличивается
степень сжатия. Следует отметить, что описываемые мест-
ные дефекгы на плоскости могут быть отремонтированы с по-
мощью сварки (см. раздел 9.6.1.5.), однако не всегда и не вез-
де это можно сделать с необходимым качеством.
В некоторых случаях после сильного перегрева двигателя
наблюдается большая продольная деформация всей головки.
Рис. 9.136. Схема деформации плоскости головки блока цилиндров:
Щ —деформация в продольном направлении; d2—деформация в попереч-
ном направлении
287
Обычно это характерно для длинных и низкид голозок (напри-
мер, рядных шестицили. щровых двигателей), у которых рас-
пределительный вал вращается в отдельных опорах, закрепля-
емых на головке сзерху (см. раздел 2.4.). В этом случае поми-
мо обработки нижней плоскости следует проверять и обраба-
тывать площадки для опор сверху головки, в противном случае
произойдет искривление оси отверстий опор, что вь.зозет по-
вышенный износ поверхностей отверстий и опорных шэек рас-
пределительного вала и даже его заклинивание. Если сильно
деформированная голозка имеет другие типы опор (разъем-
ные или неразъемные), тс в случае сильной деформации голо-
вки они также должны быть проверены и при необходимости
обработаны (см. ниже) так, чтобы устранить их несоосность.
Иногда вместе с нижней плоскостью могут дэформиро
ваться боковые плоскости головки, к которым стыкуются впу-
скной лили выпускной коллекторы. Хорошие плоскости стыка
особенно важны .для "жестких" впркных коллекторов, напри-
мер, V-образных двигателей. Обработка плоскостей стыка с
коллекторами не отличается от описанной выше.
Особую сложность ча практике обычно вызывает ремонт
отверстий опор распределительного вала, если они имеют из-
нос, задиры или искривление оси вследствие деформации го-
ловки. Технология иа ремонта зависит от конструкции голо-
вки. У чугунных головок обычно применяются втулки распре-
дели тельного зала. Для большинства двигателей такие втулки
поставляются в запасные части фирмами-изготовителями
подшипников скольжения. Однако в практике ремонта двига-
телей встречаются ситуации, когда такие втулки найти (или
подобрать близкие) не удается. В таком случае новые втулки
могут быть изготовлены, но технология их изготовления отли-
чается достаточно большой сложностью и требует специаль-
ного оборудования и оснастки.
Из отечественных материалов для втулок распредели-
тельных валов подходит необработанная сталеалюминиевая
лента, применяемая для изготовления вкладышей подшипни-
ков. Не рекомендуется изготавливать втулки из бронзы, т.к.
такие втулки дажэ при небольшом перегреве из-за недоста-
точной смазки подклинивают на валу, теряют натяг в постегай
и проворачиваются. Бронзовые втулки допус тается устанав-
ливать только в подшипники, имеющие ограниченную ско-
рость вращения, такие, как верхняя головка шатуна, коро-
мысла и т.п. детали.
Изготовление вр/лок из ленты начинается с расчета дли-
ны заготовки
L = 3,1415 Dcp +0,7,
где Dcp = Dn - d ; Dn - диаметр постели; d - толщина втул-
ки в окончательном виде.
Из ленты вырезается и фрезеруется заготовка, концы ко-
торой обрабатываются в расчетную длину с точностью +0,02
мм. После снятия заусенцев заготовка изгибается по ролику
в гибочном приспособлении (см. раздел 9.5.) аналогично за-
оговкам вкладышей коленчатого вала. Свернутая в кольцо
заготовка не имеет правильной геометрической формы, по-
этому она калибруется в круглом калибре, диаметр которого
на 0,03+0,05 мм больше диаметра постели. Калибр с запрос
Рис 9л37. Схема запрессовки втулки, выполненной из дьух половин:
1 — оправка; 2 — опора; 3 — втулка; 4 — толкатель
сованной втулкой устанавливается в патрон токарного станка
и выверяется по биению базовых поверхностей калибра (на-
ружная поверхность и торец) с точностью 0,01 мм, после че-
го втулка растачивается с минимальной подачей в диаметр
Dp = Do + (0,03+0,05),
где Do внутренний диаметр втулки после запрессовки в
постель.
При обработке втулки необходимо обеспечить спой анти-
фрикционного сплава в пределах 0,2+0,5 мм. Поскольку штат-
ные втулки имеют, как правило, малую толщину (в пределах
1,5+1,8 мм), для заготовки должна быть выбрана самая тонкая
лента толщиной порядка 1,8+2,0 мм. После обработки такой
ленты нельзя получить втулку толщиной менее 1,65+1,70 мм,
поэтому диаметры опорных шеек скорее всего придется шли-
фовать под внутренний диаметр втулки (зазор 0,04+0,03 мм).
Расточенная внутри втулка вылрэсоовывается из калибра
и после сверления необходимых смазочных отверстий за-
прессовывается в головку. Для запрессовки и выпрессовки
втулки необходимо пользоваться простейшими приспособле-
ниями, различные варианты которых показаны на рис. 5.61.
Практика ремонта показала, что для втулок, помимо ста-
леалюминиевой ленты, может быть использована лента типа
"металлофторопласт", выпускаемая отечественной промыш-
ленностью. Эта лента имеет стальную основу, на которую с
двух сторон нанесен слой меди по 0,35+0,40 мм, а на одной
стороне ленты имеется антифрикционное покрытие толщиной
0,02+0,03 мм композиция, содержащая бронзовый сфериче-
ский порошок, фторопласт и дисульфид молибдена McS , Для
втулок лучше всего подходит лента толщиной 1,55+1,58 мм, а
технология изготовления деталей из нее несколько отличает-
ся от описанной выше, т.к. не допускается внутренняя обра-
ботка. После наружной калибровки согнутой заготовки дела-
ется внутренняя калибровка с помощью полированного
стержня или шарика с тем же диаметром Dp (см. выше). Это
необходимо, чтобы обеспечить выравнивание втулки по от-
верстию, особенно у ее стыка. Готовая втулка перепрессовы-
вается в отверстие головки и имеет после этого овальность
не более 0,02 мм, что является вполне допустимой величи-
ной. Втулки из металлофторопласта обладают очень высокой
износостойкостью, однако "не любят" механических повреж-
дений рабочей поверхности, а также масел с абразивными
частицами, из-за чего иногда происходит сильный износ и ме-
стное отслоение антифрикционного покрытия.
При отсутствии необходимой заготовки для втулки она мо-
жет быть сделана из двух половин аналогично вкладышам ко-
ленчатого вала. Для установки (запрессовки) половин втулки
в неразъемную опору следует использозать специальное при-
способление (рис. 9.137), обеспечивающее прер зарительную
сборку половин так, чтобы они вместе составили правильную
окружность. Поскольку две половины втулки могут быть сде-
ланы очень точно по длине с помощью прецизионных оправок
(см. раздел 9.4.), то несложно обеспечить необходимый натяг
(0,04+0,06 мм по диаметру) и геометрию подшипника. В ре-
зультате данная конструкция ремонтной втулки оказывается
весьма надежной.
Значительно более сложен ремонт отверстий опор рас-
пределительного вала в алюминиевых головках цилиндров,
особенно, когда опоры являются неразъемными (см. раздал
2.4.). Ремонт неразъемных опор, как правило, связан с увели-
чением их диаметра и, следовательно, с восстановлением ше-
ек распределительного вала в больший размер. Только для
очень небольшого количества двигателей существуют распре-
делительные валы с увеличенным размером опорных шеек,
но на их приобретение особенно рассчитывать не стоит. Уста-
новка втулок в расточенные опоры для того, чтобы в оконча-
тельном виде полупить прежние диаметры отверстий, являет-
ся нерациональным способом ремонта, т.к., с одной стороны,
требует большого объема работ, а с другой - ослабляет конст-
рукцию опор. Кроме того, требуется большой натяг втулок, ес-
288
ли они имеют стальную основу, или большая их толщина, если
сделать их силуминовыми. В последнем случае, например,
при толщине втулок 1,5 мм трудно обеспечить достаточный
для надежной работы натяг. Данный пример иллюстрирует
уже упомянутый выше (раздел 5.) факт, что изменение конст-
рукции двигателя при ремонте обычно ведет к снижению его
надежности.
Опоры распределительного вала одинакового диаметра
могут быть расточены аналогично постелям блока цилиндров
(см. раздел 9.5.). Однако наиболее высокое качество ремон-
та обеспечивает хонингование (рис. 9.138). Этот способ ре-
монта распространен на зарубежных ремонтных производст-
вах, но для отечественных ремонтных мастерских он пока ма-
ло доступен.
Труднее ремонтировать опоры, если они разного диамет-
ра. Растачивание таких головок можно выполнить с помощью
борштанги с количеством резцов, равным числу опор. Основ-
ная трудность здесь - изготовление самой борштанги и ее под-
шипников, а также настройка каждого резца на свой размер.
Растачивание таких головок может быть выполнено и одним
резцом, однако это не менее трудоемкий процесс.
Нередко в головках из-за недостаточной смазки повреж-
дается только крайний подшипник. Тогда может быть расточе-
на только одна повре; еденная опора. Для этого не требуется
расточной станок с большим вылетом (ходом) резца. Основ-
ная задача - точно выверить положение головки на станке.
Здесь лучше всего использовать специальный шлифованный
стержень - скалку, устанавливаемую на неповрежденные опо-
ры с очень малым зазором - 0Ю,01 мм. Установка головки в
станке должна обеспечить с помощью скалки соосность раста-
чиваемого отверстия относительно остальных не хуже 0,015
мм. Растачивание крайней опоры можно также выполнить при
вращении борштанги в неповрежденных опорах (см. ниже).
После длительной эксплуатации отверстия обычно имеют
увеличенную овальность, достигающую 0,03-0,05 мм в сторо-
ну действия нагрузки на вал, однако задиров или явных сле-
дов износа на них может не быть. При отсутствии специально-
го оборудования для ремонта, (как крайняя мера), можно уве-
личить размер шеек вала наваркой с последующей шлифов-
кой. При этом следует соблюдать осторожность - минималь-
ный зазор нигде не должен быть меньше 0,03 мм во избежа-
ние заклинивания вала при запуске в условиях низких темпе-
ратур. Тогда максимальный зазор в подшипниках вала прак-
тически станет не больше номинального и в течение доволь-
но долгого времени не будет увеличиваться. Недостатком
данного способа является заметно меньший ресурс поверх-
ностей опорных шеек по сравнению с новыми деталями даже
при их более высокой твердости и износостойкости. Это свя-
зано с большим количеством твердых частиц, внедряющихся
за длительное время работы в мягкую поверхность опор и в
дальнейшем более интенсивно изнашивающих вал.
Ремонт разъемных опор (с крышками), как правило, ме-
нее сложен, чем неразъемных, и допускает значительно боль-
ше различных способов и вариантов. Изношенные разъемные
опоры следует восстанавливать в прежний размер, что дости-
гается предварительной обработкой (фрезерованием) плос-
кости разъема на крышках и, если это необходимо, на головке
цилиндров. При этом отверстия становятся овальными, и да-
же небольшого съема металла с плоскости разъема бывает
достаточно для получения необходимого припуска на оконча-
тельную обработку (растачивание или хонингование). Выпол-
няя занижение плоскостей разъема, следует помнить, что по-
сле обработки отверстий положение распределительного ва-
ла относительно клапанов несколько изменяется. Это может
иметь негативные последствия для работы гидротолкателей, у
которых плунжер обычно имеет ограниченный ход. Если хода
гидротолкателей не хватает, необходимо в зависимости от
конструкции механизма либо укоротить клапаны обработкой
их торцов, либо "удлинить" их углублением фасок на седлах.
Рис. Р.138. Хонингование опор подшипников распределительного
вала в головке блока цилиндров на горизонтально-хонинговаль-
ном станке
Рис. 9.139. Специальная развертка для ремонта отверстий под-
шипников распределительного вала:
1 — передняя направляющая (заходная) часть; 2 — режущая часть (с пря-
мым и обратным конусами); 3 — задняя направляющая часть
Отремонтировать поверхности отверстий в алюминиевых
головках можно также с помощью специально изготовленной
развертки (рис. 9.139). Ражущая часть развертки должна
иметь "ступени" с разным диаметром (либо длинную коничес-
кую часть), которые позволили бы посгепенно увеличивать
диаметр отверстий, обеспечивая центрирование развертки
сразу по нескольким отверстиям. Чтобы уменьшить длину ре-
жущей части, хвостовики развертки можно выполнить диаме-
тром заходной части на 0,25-5-0,30 мм, а задней - на 0,02-5-0,03
меньше максимального диаметра режущей части. Тогда до и
после обработки отверстия развертка будет опираться на не-
го хвостовиками, что позволит достаточно точно обеспечить
соосность всех опор. Желательно, чтобы общая длина раз-
вертки была достаточной для одновременного центрирования
по не менее чем четырем отверстиям. С помощью развертки
можно также обрабатывать сталеалюминиевые втулки рас-
пределительного вала в чугунных головках (вместо оконча-
тельного растачивания). Недостатком этого способа ремонта
опор является сложность изготовления развертки и практиче-
ски невозможность обработки отверстий с большими задира-
ми, при которых в алюминиевую поверхность вплавляются и
частицы железа от шеек распределительного вала.
В эксплуатации нередки случаи, когда из-за нарушения
смазки в отверстиях алюминиевой головки задиры и очень
большой износ (до 0,5^-1,0 мм) возникают только на одной-двух
опорах, в то время как остальные опоры остаются практически
неизношенными. В таких случаях могут быть обработаны толь-
ко изношенные опоры (разумеется, если они разъемные).
Для ремонта необходимо изготовить стальную бсрштангу
(рис. 9.140), у которой шлифованные опорные поверхности
имели бы зазор 0,02-Ю,03 м в отверстиях неизношенных
опор. Борштанга, таким образом, должна вращаться по край-
ней мере в двух опорах, если обрабатываемое отверстие рас-
положено между ними, и в трех - если оно с краю. Опорные
поверхности борштанги должны иметь длину порядка 70-5-100
мм для обеспечения ее хода вдоль оси.
В поперечном отверстии борштанги диаметром 8 мм уста-
навливается резец с эльборовой вставкой и фиксируется сбо-
ку винтом Мб. Для точной настройки резца в его торец упира-
20. Ремонт явит. ав-ей
289
Рис. 9.140. Борштанга (скалка) для ручной расточки поврежден-
ной опоры:
1 — резец; 2 — стопорный винт; 3 — микрометрический винт
Рис. 9.141. Регулируемый винтовой упор борштанги:
1 — кронштейн; 2 — электродрель; 3 — крайние опоры распределительно-
го вала головки цилиндров; 4 — борштанга
ется винт М8х1 или с более мелким шагом (чем мельче шаг,
тем точнее может быть расточено отверстие). Применение
эльбора необходимо в связи с очень высокой твердостью ча-
стиц, внедренных в задранную и изношенную поверхность.
Для расточки удобно сделать регулируемый винтовой
упор борштанги (рис. 9.141), а её привод - от дрели. Перед ус-
тановкой борштанги отверстия опор смазываются трансмис-
сионным маслом, а растачиваемая поверхность - керосином
или жидким маслом. Затем все крышки затягиваются рабо-
чим моментом.
При небольшом (до 0,3-0,4 мм) износе отверстия оно мо-
жет быть обработано "как чисто" под последующее восстанов-
ление данной шейки распределительного вала в больший раз-
мер. Для получения хорошего качества поверхности необхо-
димо при окончательном растачивании обильно смазывать
отверстие и иметь припуск не более 0,05 мм. обеспечивая
упорным винтом очень медленную осевую подачу при часто-
те вращения борштанги 300-500 мин-1.
Если износ отверстия больше указанного выше, то следу-
ет значительно увеличить (на 1,7-2,0 мм) диаметр отверстия
для последующей установки вкладышей из силумина. Для из-
готовления вкладышей необходим алюминиевый сплав, со-
держащий не менее 6% кремния - здесь могут подойти и пор-
шневые сплавы. Из соответствующей заготовки вытачивает-
ся кольцо, имеющее на 1,5-2,0 мм больший наружный диа-
метр, чем диаметр расточенного отверстия, чтобы остался
припуск на разрезку. Толщина стенки кольца может быть рас-
считана по формуле
Dp -DB+ (0,04-0,06)
о ------------------------+ Д ,
2
где Dp — диаметр отверстия в опоре; DB — номинальный
(или ремонтный) диаметр шейки вала; Д = 0-0,2 мм — припуск
на окончательную обработку.
После разрезки втулки на две половины необходимо при-
близительно обработать их торцы по плоскости стыка головки
и крышки (рис. 9.142) так, чтобы торцы практически не высту-
пали за плоскость. Далее поверхности отверстия и втулки
обезжириваются ацетоном и склеиваются. Для склеивания
можно использовать различные клеи и клеевые композиции
типа "холодной сварки", имеющие жидкую консистенцию. По-
лимеризация клея должна происходить под нагрузкой, для
этого следует затянуть крышку, вставив в отверстие, образо-
ванное вкладышами, оправку диаметром
D0 = Dp-2-8,
обеспечивающую натяг 0-0,02 мм. Это необходимо для
полного прилегания вкладышей к отверстию опоры.
Теоретически возможно получить после склеивания внут-
ренний диаметр отверстия такой же, как у неизношенных
опор, однако это требует очень высокой точности (0,01 мм)
изготовления втулки. Если это не удалось, можно расточить
отверстие в окончательный размер с помощью борштанги, ли-
бо прошлифовать данную шейку вала в уменьшенный (ре-
монтный) размер. Нередко последний вариант оказывается
Рис. 9.142. Ремонт поврежденной опоры с помощью втулки, со-
стоящей из двух алюминиевых вкладышей:
а — поврежденная опора; б — растачивание отверстия; в — подгонка вкла-
дышей; г — склеивание и калибровка отверстия (1 — скалка)
лучше, т.к. он не требует восстановления шейки. Кстати, шли-
фование отдельных шеек распределительного вала требует
аккуратности. Обязательно надо проверить и исправить цент-
ровые фаски, чтобы не получить биения шлифованной шейки
относительно других более 0,02 мм.
При небольшом износе отверстия (до 0.1 мм), особенно,
когда на поверхности образуются глубокие риски, а по "гре-
бешкам" диаметр отверстия приблизительно сохраняется,
можно восстановить поверхность специальными клеевыми
композициями, имеющими антифрикционные свойства. Такие
композиции выпускает, например, фирма EELZONA (США). По
технологии фирмы поверхность перед нанесением композиции
пескоструится, чем достигается максимальная адгезия. При
склеивании используется специальная шлифованная оправка-
скалка с диаметром равным внутреннему диаметру отверстий
опор с точностью до 0,01 мм, и длиной, обеспечивающей уста-
новку не менее, чем в три соседних отверстия (рис. 9.143). На
часть скалки, входящую в ремонтируемое отверстие, наносит-
ся тонким слоем специальная разделительная жидкость, пре-
дохраняющая от сцепления композиции со скалкой, которая
затем сушится в течение часа. Клеевая композиция наносится
на поверхность ремонтируемого отверстия, устанавливается
скалка, и затягиваются соответствующие крышки опор. Если
все сделано аккуратно, после полимеризации клея скалка лег-
ко снимается, а внутренняя поверхность опоры оказывается
гладкой и имеет после затягивания крышки достаточно хоро-
шую геометрию (овальность не более 0,02 мм).
Длительная работа двигателя с недостаточным давлением
масла приводит к сильному разогреву отдельных подшипни-
ков распределительного вала, сопровождаемому потерей
прочности крышек. В результате на крышке образуется тре-
щина, после чего она ломается (рис. 9.144). Поломка крышек
290
Рис. 9.143. Ремонт опоры с помощью специальной клеевой ком-
позиции:
1 — скалка; 2 — клеевая композиция, заполняющая дефекты поверхности опоры
возможна при обрыве ремня газораспределительного меха-
низма, а также из-за неквалифицированной сборки при за-
тяжке болтов или гаек, если крышка установлена наоборот.
Поскольку крышки опор обрабатываются совместно с голо-
вкой, они невзаимозаменяемы и, как правило, отдельно в за-
пасные части не поставляются. Это создает серьезные труд-
ности при ремонте таких головок.
Если опора со сломанной крышкой не изношена или изно-
шена несильно (например, риски на поверхности), то возмож-
ны несколько вариантов ремонта. Наилучшим является ис-
пользование аналогичной старой крышки с другой такой же по-
врежденной головки, занижение плоскости разъема всех кры-
шек и затем хонингование или растачивание всех отверстий в
прежний стандартный размер. Однако трудно рассчитывать на
то, чтобы найти аналогичную крышку, особенно для не очень
распространённых моделей. Кроме того, указанные выше спо-
собы обработки (хонингование, растачивание) также далеко не
всегда доступны. Выходом из положения будет изготовление
новой крышки аналогично тому, как это описано в разделе
9.5.2. для блока цилиндров. Это не является проблемой для
обычных машиностроительных производств, требуется только
правильный выбор материала (силумин с содержанием крем-
ния не менее 6%). При изготовлении новой крышки необходи-
мо обеспечить точную обработку отверстия опоры в номиналь-
ный размер с точностью 0,02 мм, высоту части отверстия, рас-
положенного в крышке, несколько больше (на 0,05^-0,10 мм) по-
ловины его диаметра и увеличенный на 0,5^0,8 мм диаметр от-
верстий под болты или шпильки. Установив крышку и затянув
болты (или гайки), проверяют максимальный размер отверстия
в плоскости, перпендикулярной разъему - он должен быть ра-
вен или несколько больше номинального (рис. 9.145). При необ-
ходимости притиркой плоскости разъема крышки на притироч-
ной плите можно добиться, чтобы указанный размер отверстия
не отличался от номинального диаметра больше, чем на 0,02
мм (в большую сторону).
Установив распределигельный вал и затянув вое крышки,
следует проверить легкость его вращения. При точном выдержи-
вании размеров крышка центрируется по валу с точностью не ху-
же половины зазора, т.е. 0,02 мм, что вполне достаточно для лег-
кого, без "закусывания", вращения вала и надежной его работы.
У некоторых двигателей (MERCEDES-BENZ) взаимозаме-
няемость крышек подшипников распределительного вала на-
столько высока, что обычно при замене крышки с аналогич-
ной головки размер отверстия опоры остаётся в допуске (0,02
мм). Для других двигателей заменённая крышка, как правило,
требует доработки.
На практике случаи сильного износа отверстия опоры, со-
провождающегося поломкой крышки, встречаются чаще, чем
описанный выше. Технология ремонта здесь несколько отли-
чается. Если предполагается расточить опору в увеличенный
ремонтный размер, то не требуется большой точности выдер-
живания диаметра отверстия при изготовлении крышки - не-
обходим только припуск, желательно не менее 0,24-0,3 мм.
Далее, установив крышку, выполняется растачивание отвер-
стия с помощью борштанги.
Рис. 9.144. Поломка крышки подшипник? распределительного ва-
ла из-за перегрева в режиме масляного голодания
Рис. 9.145. Ремонт опоры с изготовлением новой крышки:
а — измерение высоты части отверстия в головке Н1; б — изготовление но-
вой крышки с высотой части отверстия Н2 = Do - Нп + 0,05 мм и увеличен-
ным диаметром отверстий под болты; в — проверка диаметра отверстия с
новой крышкой, при необходимости - обработка плоскости разъема крышки
Когда необходимо обеспечить восстановление сильно из-
ношенного отверстия с поломанной крышкой в номинальный
размер, сначала с помощью борштанги следует расточить
часть отверстия в головке блока под вкладыш. Для того, что-
бы получить качественную и соосную с остальными отверсти-
ями поверхность, желательно использовать технологическую
крышку (рис. 9.146). Крышка опоры должна быть изготовлена
с припуском на окончательную обработку отверстия, а вкла-
дыш - с припуском по толщине. Далее процесс ремонта не от-
личается от описанного выше для сильно изношенных отвер-
стий (включая расточку совместно крышки и вкладыша в но-
минальный размер).
Таким образом, ремонт опор распределительного вала в
головке цилиндров -не представляет больших сложностей
только при наличии специализированного высокоточного
оборудования. При его отсутствии приходится пользоваться
более сложными (так называемыми обходными) технология-
ми, которые уступают основным (например, хонингованию) в
точности обработки ремонтируемых поверхностей. Безуслов-
но, погрешности обработки приводят, в конечном счете, к оп-
ределенному снижению ресурса отремонтированных дета-
лей, однако при отсутствии необходимого оборудования с
этим приходится мириться.
9.6.1.2. РЕМОНТ НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ
В эксплуатации основной неисправностью втулок является
их износ, вызывающий нарушение уплотнения стержня клапа-
на, увеличение расхода масла и повышенный шум механизма
газораспределения. Иногда при поломке клапана нижняя
часть втулки может треснуть, особенно, если она сильно вы-
ступает в канал (рис. 9.147). Если трещины локализуются в
нижней части втулки, то замена её не обязательна - достаточ-
но спилить поврежденную часть шарошкой. Некоторое укоро-
чение втулки в данном случае оказывает незначительное вли-
20*
291
Рис. 9.146. Возможным способ ремонта опоры распределительно-
го вала с помощью алюминиевого вхладыша.
а — поврежденная опора; б — растачивание отверстия в больший размер
с использованием технологической крышки; в — установка и подгонка
вкладыша; г — подрезка плоскости стыка крышки; д — окончательная обра-
ботка отверстия в требуемый размер
Рис. 9.148. Ремонт отверстия направляющей втулки клапана с по-
мощью специального приспособления - раскатки (роллера):
а — нарезание внутренней резьбы; б — отверстие после обработки
разверткой в размер стержня клапана; 1 — ролик из твердого сплава;
2 — роллер
яние на ресурс пары "втулка - стержень клапана". Для осталь-
ных случаев износа или повреждений втулок существуют раз-
личные способы ремонта, позволяющие восстановить номи-
нальный зазор в их отверстии со стержнем клапана, а именно,
вссстансзление поверхности отверстия в прежний диаметр,
увеличение отверстия в ремонтный (увеличенный) размер
клапана и замена направляющих втулок на новые. Рассмот-
рим последовательно все эти способы более подробно.
Восстановление поверхности отверстия втулки выполня-
ется с помощью специального приспособления - роликовой
раскатки (роллера), схема работы которой представлена на
рис. 5.73. Приспособление состоит из трех частей - направля-
ющей, корпуса и твердосплавного ролика. Гнездо для ролика
в корпусе имеет небольшой угол наклона, что позволяет при
вращении приспособления как бы ввинчивать его во втулку.
При этом ролик вдавливается во внутреннюю поверхность
втулки и продавливает в ней винтовую канавку, поднимая ма-
териал втулки рядом с канавкой внутрь отверстия (рис. 9.148).
Такие приспособления для диаметров втулок 7; 8; 8,5; 9; 10 и
11 мм выпускают фирмы SUNNEN и NEWAY (США).
После обработки втулки роликом отверстие необходимо
развернуть в номинальный размер разверткой, в результате
чего гребешки у винтовой канавки сглаживаются, образуя
опорный пояс (рис. 9.148). Для этой операции, также как и для
других работ по обработке или калибровке вручную длинных
отверстий малого диаметра,
желательно использовать спе-
циальные развертки с относи-
тельно длинными центрирую-
щими частями (см. рис. 5.74).
Стандартные развертки при
вращении вручную всегда да-
ют коническое отверстие, у
которого со стороны входа
развертки диаметр оказыва-
ется в зависимосв: от состоя-
ния отверстия увеличенным
на 0,01*0,03 мм, что снижает
Рис. 9.147. Трещины на нижней качество ремонта.
части направляющей втулки Описанный способ ремон-
(указаны стрелкой) при сильной та имеет ряд преимуществ,
деформации стержня клапана основными из которых явля-
ется простота, высокая производительность и низкая стои-
мость. Помимо этого, улучшаются условия смазки стержня
клапана, т.к. в винтовой канавке удерживается масло. Ме-
талл, деформированный роликом, получает некоторое упроч-
нение (нагартовку), что совместно с улучшенной смазкой в
определенной степени компенсирует уменьшение площади
опорной поверхности втулки. В то же время данный способ
обладает недостатками, которые ограничивают его примене-
ние. Практика его использования для ремонта втулок многих
моделей двигателей показала, что несмотря на улучшение
смазки стержня и упрочнение поверхности ресурс отремон-
тированных втулок в 1,5*2 раза уступает новым. При износе
более 0,10*0,15 мм данный способ ремонта оказывается не-
применим, т.к. ролик (существует несколько их размеров в
зависимости от степени износа втулок) не может "поднять"
поверхность на требуемую для образования площадок вели-
чину. Нельзя использовать раскатывание для втулок из твер-
дых материалов, например, из отбеленного чугуна, закалён-
ной стали или металлокерамики - такие втулки нередко уста-
навливаются на японских двигателях. Попытки раскатывания
таких втулок могут привести к поломке приспособления. Не
рекомендуется также ремонтировать данным способом втул-
ки двигателей, в основном, с нижним расположением распре-
делительного вала, если в их конструкции не предусмотрена
установка маслоотражательных колпачков. Здесь спиральная
канавка существенно увеличивает расход масла даже при за-
зоре между втулкой и клапаном меньше номинального.
Другим способом, также не предусматривающим замены
втулок, является увеличение отверстия под ремонтные кла-
паны с увеличенным диаметром стержня. У некоторых двига-
телей прошлых лет выпуска чугунные головки цилиндров ино-
гда имели конструкцию без направляющих втулок клапанов -
отверстия в таких конструкциях выполнены непосредственно
в теле головки. Для таких двигателей в запасные части по-
ставляются клапаны с увеличенным на 0,1 и 0,2 мм диамет-
ром стержня под развертывание отверс1ия. Данный способ
ремонта применим и для двигателей с запрессованными
втулками, но это требуэт изготовления клапанов с увеличен-
ным диаметром стержня, либо восстановления стержня в
больший размер (см. раздел 9.6.4.). Увеличение диаметра от-
верстия втулки, если она выполнена из твердых материалов,
может быть выполнено только с помощью специальных ал-
292
мазных разверток. Кроме того, изготовление или восстанов-
ление клапанов является непростой задачей, а ремонтные
клапаны далеко не всегда можно найти. Вследствие указан-
ных причин данный способ ремонта втулок находит на прак-
тике весьма ограниченное применение.
Основным способом ремонта головок с изношенными
втулками является замена втулок на новые с одновременным
выполнением других работ, в частности, с заменой клапанов
и маслоотражательных колпачков, ремонтом седел и подшип-
ников распределительного вала. В комплексе это позволяет
добиться ресурса газораспределительного механизма не
меньше, чем у нового двигателя.
Удаление втулок из головки выполняется двумя способа-
ми - высверливанием или выпрессовкой. Высверливание при-
меняют, в основном, на больших ремонтных заводах, распо-
лагающих соответствующим специализированным оборудо-
занием. Высверливание производят последовательно сверла-
ми разного диаметра со стороны седла клапана. Отверстие
под втулку в головке после высверливания может иметь уве-
личенный диаметр, поэтому данный способ часто предполага-
ет запрессовку втулок ремонтного размера. Такие втулки по-
ставляются в запасные части для довольно большой номенк-
латуры двигателей.
Более распространена выпрессовка старых втулок. Она
может выполняться на специализированных станках (см.
рис. 5.87) и вручную с помощью различных оправок. Одним
из распространенных способов является выбивание старой
втулки ударами молотка через оправку (см. рис. 5.55) со сто-
роны седла клапана. Существенным недостатком данного
способа, особенно для чугунных или стальных втулок, за-
прессованных с большим натягом в алюминиевую головку,
является опасность повредить головку, т.к. требуются доста-
точно сильные удары (уменьшить натяг можно нагревом го-
ловки до 150-И 80°С). В то же время для чугунных головок, а
также для алюминиевых с бронзовыми втулками выбивание
втулок не составляет большого труда - как правило, большо-
го натяга здесь нет.
Более удачным является выпрессовка втулок с помощью
специального винтового приспособления (см. рис. 5.54). С по-
мощью приспособления данного типа отверстия в головке не
повреждаются, что позволяет в дальнейшем использовать
втулки стандартного размера. Недостатком способа является
то, что усилие выпрессовки ограничено прочностью винта
приспособления.
Для некоторых двигателей не удается приобрести новые
Рис. 9.149. Типовой эскиз направляющей втулки:
Do — диаметр гнезда в головке блока d0 — диаметр стержня клапана;
D — посадочный диаметр маслоотраг ательного колпачка
направляющие втулки. Тогда их можно изготовить, если в
распоряжении имеются необходимые материалы или заго-
товки. Наиболее удобно в качестве заготовок использовать
направляющие втулки с других двигателей. Это в первую
очередь относится к чугунным втулкам или втулкам из твер-
дых материалов, которые при их отсутствии могут быть за-
менены на чугунные. Бронзовые втулки легче изготовить из
соответствующего прутка оловянистой или оловянно-свин-
цовой бронзы. Работы по переделке или изготовлению вту-
лок не представляют большой сложности (рис. 9.149) и мо-
гут быть выполнены на универсальном токарном или шли-
фовальном оборудовании. При этом необходимо обеспе-
чить точный наружный диаметр, небольшой (0.02+0,05 мм)
припуск по отверстию и его соосность с наружной поверх-
ностью не хуже 0,03 мм.
Натяг по наружному диаметру втулки зависит от материа-
ла втулки и головки (см. табл. 9.6). Натяг должен быть выдер-
жан достаточно точно, чтобы не повредить втулку и отверстие
при запрессовке (слишком большой натяг) или чтобы втулка
не ослабла при работе двигателя (слишком малый натяг).
Следует иметь в виду, что отверстие в головке иногда по-
вреждается при выпрессовке старой втулки, поэтому может
потребоваться его увеличение в ремонтный размер и втулка
соответствующего диаметра. Очевидно, отверстие перед за-
прессовкой должно быть точно измерено нутромером.
Лучше всего, если при запрессовке создается разность
температур деталей - температура головки должна быть вы-
Таблица 9.6. Влияние разности температур и материалов деталей на посадку при установке напразляющей втулки клапана
в головку блока цилиндров
Алюминиевая головка + чугунная втулка
нагрев головки 0°С 150°С
охлаждение втулки 0°С сухой лед жидкий азот 0°С сухой лед жидкий азот
зазор/натяг при натяг натяг натяг натяг натяг зазор
установке 0,04+0,06 0,03+0,05 0,02+0,04 0,01-0,03 0-0,02 0-0,02
Чугунная головка + бронзовая втулка
нагрев головки 0°С 150°С
охлаждение втулки 0=С сухой лед жидкий азот 0°С сухой лед жидкий азот
зазор/натяг при натяг натяг зазор натяг зазор зазор
установке 0,03+0 05 0+0,02 0+0,02 0-0,02 0-0 02 0,04+0,06
Чугунная головка + чугунная втулка
нагрев головки 0°С 150°С
охлаждение втулки 0сС сухой лед жидкий азот 0гС сухой лед жидкий азот
зазор/натяг при натяг натяг натяг натяг натяг зазор
установке 0,03-0,05 0,02+0,04 0,01-0,03 0,01-0,03 0+0,02 0+0,02
293
ше, чем втулки. Это может быть сделано нагревом головки
и/или охлаждением втулки. Необходимая для запрессовки
разность температур определяется из условия уменьшения
натяга втулки до величины, обеспечивающей запрессовку
втулки без усилий, создающих опасность повреждения или по-
ломки деталей. Нагрев головки цилиндров может быть осуще-
ствлен в печи. Иногда, если большой нагрев не требуется, ис-
пользуют другие способы, включая нагрев в кипящей воде.
Для охлаждения втулок применяется жидкий азот или "сухой"
лед. В таблице 9.6 представлены режимы нагрева и охлажде-
ния деталей в зависимости от их материалов. Следует отме-
тить, что для пары "чугун-чугун" и "бронза - алюминиевый
сплав" втулки могут быть запрессованы при минимальной
разности температур. Чем меньше натяг и твёрже материалы
деталей, тем меньше нужна разность температуры деталей.
Напротив, если одна из деталей выполнена из пластичного
материала, при натяге более 0,03^-0,04 мм происходит нагар-
товывание ("смятие") верхнего слоя мягкого материала и
уменьшение натяга до указанной величины. Обе детали из
пластичных материалов (например, бронзовая втулка и алю-
миниевая головка блока) при натяге более 0,05 мм могут
"схватываться" с образованием задиров. В результате нару-
шается тепловой контакт между ними, ухудшается теплоотвод
от стержня клапана. Это может привести к заклиниванию кла-
пана во втулке при работе двигателя, "сползанию" втулки и
другим неприятностям. Указанные особенности материалов
следует учитывать при выборе способа установки втулок.
Запрессовку втулок ударным способом удобно выпол-
нять с помощью специальной оправки (см. рис. 5.56), предо-
храняющей верхнюю тонкую часть втулки от поломки. Уста-
новив втулку на оправку, необходимо ударами молотка по
оправке запрессовать втулку в направ» энии к седлу до упо-
ра. Втулки некоторых двигателей не имеют упорных бурти-
ков, поэтому необходимо контролировать выступание втул-
ки при запрессовке. Если используется нагрев и/или охлаж-
дение деталей, запрессовку втулок надо выполнять очень
быстро одним-двумя ударами молотка, иначе температура
деталей выравнивается, и натяг увеличивается.
При "холодной" запрессовке (без разности температуры де-
талей) при ударах молотком
Рис. 9.150. Запрессовка направ-
ляющей втулки с помощью винто-
вого приспособления с опорой и
центрированием по седлу клапана:
1 — толкатель; 2 — шпилька; 3 — опор-
ная шайба; 4 — гайка
по оправке есть опасность по-
вредить как втулку, так и гнез-
до в головке. Этого не про-
изойдет, если запрессовы-
вать втулку специальным вин-
товым приспособлением (рис.
9.150). Данный способ при не-
больших натягах является
предпочтительным.
Определенные трудности
могут возникнуть, если от-
верстие (гнездо) под втулку в
головке повреждено. По-
вреждение может быть след-
ствием разрушения клапана
или неквалифицированной
выпрессовки старой втулки.
Для таких случаев у многих
двигателей предусмотрена
установка втулок с увеличен-
ным наружным диаметром
(ремонтных втулок). Обычно
ремонтные втулки имеют не-
сколько ремонтных увеличе-
ний с шагом 0,14-0,2 мм.
Перед установкой ре-
монтных втулок отверстия в
головке должны быть обрабо-
таны для обеспечения требу-
емого натяга в сопряжении со втулками. Если отверстия пе-
ред обработкой не повреждены или повреждены незначи-
тельно (эллипс и конус не более 0,034-0,05 мм), а ремонтное
увеличение не превышает 0,10-4-0,15 мм, то можно использо-
вать ручные развертки. При этом надо стараться избегать пе-
рекосов и боковых усилий на развертке, чтобы не перекосить
отверстие.
Если отверстие имеет сильное повреждение или требуется
значительное увеличение его размера, то применять ручные
развертки нельзя - перекос может оказаться настолько велик,
что впоследствии клапан не удастся посадить на седло, даже
углубив его на 1,04-1,5 мм. Поэтому обработка отверстий в та-
ких случаях должна выполняться на станках, обеспечивающих
установку инструмента соосно седлам (расточные координат-
но-расточные или специализированные для ремонта головок).
После запрессовки втулок следует проверить и при необ-
ходимости прокалибровать разверткой отверстия. При этом
следует обеспечить зазоры 0,034-0,04 мм для впускных клапа-
нов и 0,044-0,05 для выпускных. Для некоторых двигателей по-
ставляемые в запасные части втулки не требуют калибровки
отверстия после установки.
Заключительным этапом работы по замене втулок явля-
ется обработка седел клапанов, так как обычно соосность от-
верстия новой втулки и седла отсутствует.
9.6.1.3. РЕМОНТ СЕДЕЛ КЛАПАНОВ
Седла клапанов после больших пробегов автомобиля обыч-
но оказываются изношенными. С одной стороны, уплотняющая
фаска приобретает форму, отличную от конической, а с другой
- появляется овальность седла по фаске из-за неравномерного
износа седла, т.к. клапан качается в направляющей втулке толь-
ко в плоскости вращения кулачка распределительного вала.
При перегреве и деформации головки часто возникает несоос-
ность направляющих втулок и седел клапанов. Нередко на фас-
ке седла (обычно выпускного клапана) появляются раковины
из-за нарушения процесса сгорания и перегрева. Износы, по-
вреждения и несоосность седел сопровождаются соответствую-
щими дефектами клапанов, что приводит к их негерметичности,
ухудшению параметров двигателя, а также к перегреву клапа-
нов и седел с последующими более серьезными поломками. По-
этому при сложном ремонте двигателя, связанном с его раз-
боркой, седла клапанов обязательно должны проверяться и ре-
монтироваться так же, как клапаны и направляющие втулки.
Основными способами ремонта седел клапанов с описан-
ными дефектами являются фрезерование (растачивание),
шлифование и притирка. Фрезерование является наиболее
распространенным способом ремонта седел. При этом ис-
пользуются фрезы (см. рис. 5.64) с различными углами и диа-
метрами. Углом фрезы обычно считается половина угла при
вершине. Поэтому фрезы с углом 45° подходят для ремонта
большинства двигателей. Значительно реже встречаются сед-
ла (и клапаны) с углом 30°. Фрезы с углами в диапазонах
154-35° и 554-70° имеют вспомогательное значение для полу-
чения необходимой ширины и диаметра фаски седла согласно
рекомендациям фирм-изготовителей конкретного двигателя.
Так как далеко не для всех двигателей такие данные извест-
ны, то на практике наиболее часто применяются фрезы с уг-
лами 30°, 45° и 60°, обеспечивающие получение традицион-
ной формы оэдла (см. рис. 2.131).
Наружный диаметр фрезы согласуется с диаметром седла
- обрабатываемая поверхность седла должна быть на U3 мм
меньше фрезы, иначе на седле образуется характерная сту-
пенька (рис. 9.151).
Обычные угловые фрезы выполняются в двух вариантах -
из инструментальной стали для обработки "мягких" седел и с
твердосплавными пластинками для обработки седел, имею-
щих высокую твердость. Поскольку диаметр таких фрез фик-
сирован, требуется большое количество фрез различных диа-
294
метров (от 25 до 50 мм), если предполагается или выполняет-
ся ремонт большой номенклатуры двигателей. Некоторые
фирмы, производящие инструмент и приспособления для ре-
монта, выпускают фрезы с регулируемыми твердосплавными
пластинками (резцами). Это позволяет сократить потребное
для ремонта количество фрез в несколько раз
Основной задачей при фрезеровании седла является
обеспечение соосности обрабатываемой поверхности с от-
верстием в направляющей втулке клапана. Для этого исполь-
зуются два основных типа центрирующих стержней (пилотов)
и соединений с ними фрез для обработки седел.
Первый тип предусматривает жесткое крепление фрезы
на пилоте. При этом диаметр пилота должен быть на
0,01-0,03 мм меньше внутреннего диаметра втулки. Недо-
статком данной конструкции является довольно большой за-
зор пилота во втулке, особенно, если втулка даже незначи-
тельно изношена. В результате этого седло после обработки
может оказаться несоосным со втулкой. Указанные особен-
ности данного типа фрез требуют большого количества пило-
тов с разным диаметром и достаточно высокой квалификации
механика. Качество обработки седла, в том числе, отсутствие
характерного "дробления", зависит не только от квалифика-
ции (сила давления на фрезу, исключение перекосов), но и от
качества приспособления. В данном случае большое значе-
ние имеет зазор между отверстием фрезы и пилотом (он не
должен превышать 0,02 мм), биение режущих кромок фрезы
относительно пилота, качество заточки зубьев. Довольно
сильно влияет количество зубьев фрезы - их должно быть не-
четное число и не слишком мало (желательно, не менее 11).
Недостатки фрез данного типа несколько смягчается с по-
мощью неподвижного крепления пилота во втулке клапана
(см. рис. 5.65). Основным требованием к такому типу приспо-
соблений является зажатие пилота за неизношенную сред-
нюю часть втулки, что обеспечивается различными цанговы-
ми зажимами. Приспособление должно иметь очень точное
соединение фрезы и пилота - зазор менее 0,01 мм, но и в
этом случае есть опасность перекоса оси втулки и седла
клапана за счет упоугой деформации пилота.
Находят применение резцовые головки, у которых вместо
фрезы используется твердосплавный резец (см. рис. 5.67). На-
иболее удобны приспособления, у которых специальный резец
позволяет сформировать сразу весь профиль седла (см. рис.
5.68). Такие приспособления выпускаются, например, фир-
мами SUNNEN и MIRA (США). Их преимуществом является
наличие двух опор у пилота — одна на втулку, вторая — в
кронштейне приспособления. Это значительно повышает
качество обработки, приближая его к станочной.
Технология обработки седла не отличается большой слож-
ностью, однако желательно, чтобы направляющая втулка кла-
пана была бы отремонтирована или заменена. Седло внача-
ле обрабатывается под угол фаски клапана "как чисто", т.е. до
тех пор, пока рабочая фаска седла не будет полностью обра-
ботана (рис. 9.152). Далее дополнительно обрабатываются ко-
нусы, сначала с меньшим углом, затем с большим, таким об-
разом, чтобы ширина фаски стала 1,5-2,0 мм для впускного
клапана и 2,0-2,5 для выпускного. После этого желательно
"тронуть" рабочую фаску седла, чтобы убрать заусенцы.
После фрезерования седла необходимо притереть к нему
клапан. Притирка в данном случае позволяет в первую оче-
редь проконтролировать качество ремонта - при правильно
фрезерованном седле достаточно нескольких секунд для по-
лучения ровной притертой поверхности и клапана, и седла.
Для притирки могут быть использованы различные приспо-
собления для привода клапана (см. рис. 5.69, 5.70). Одним из
наиболее удобных является цанговый зажим для стержня кла-
пана с рукояткой. Вариант с фиксацией стержня болтом может
повредить стержень клапана и плохо подходит для конструкций
головок с цилиндрическими толкателями, а привод клапана с
помощью резиновой присоски ненадежен и недолговечен. Ис-
Рис. 9.151. "Ступень" на седле
(указана стрелкой) из-за обра-
ботки седла фрезой малого диа-
метра
Рис. 9.153. Уплотнительная
фаска после длительной экс-
плуатации или притирки имеет
закругленную форму
Рис. 9.152. Ремонт седла клапа-
на приспособлением с резцо-
вой головкой и неподвижным
креплением пилота в направля-
ющей втулке
Рис. 9.154. Увод клапана вверх
(АН) после ремонта фасок сед-
ла и тарелки
пользовать для притирки дрель нецелесообразно, т.к. можно
повредить стержень и направляющую втулку, а фаски седла и
клапана будут иметь неправильную сферическую форму.
Для притирки лучше всего использовать абразивную корун-
довую пасту зернистостью 28-ИО мкм или аналогичный порошок
с трансмиссионным маслом. Алмазные пасты применять неже-
лательно, т.к. из-за внедрения твёрдых частиц ускоряется износ
рабочих фасок седла и клапана в эксплуатации после ремонта.
Притирка выполняется вращением "вперед-назад" прижато-
го к седлу клапана. Периодический подъем и опускание клапа-
на на седло позволяют возвращать к фаске седла пасту, вытес-
ненную за края фаски во время притирки. Обычно для притир-
ки седла необходимо время не более 1-2 мин. Если за это вре-
мя не удается получить нормальную поверхность фасок на сед-
ле и клапане, необходимо предварительно обработать седло.
Следует отметить, что в любом случае нельзя злоупотреблять
притиркой, пытаясь исправить .деформированное седло или кла-
пан - слишком длительная притирка деформирует фаски на сед-
ле и клапане совершенно так же, как износ при длительной экс-
плуатации (рис. 9.153). Это существенно снижает качество ре-
монта седел и клапанов. Кроме того, при притирке следует со-
блюдать осторожность, чтобы паста не попала в направляющую
втулку. Для этого следует протирать седло чистой ветошью,
мыть клапан сразу после притирки и не трогать стержень клапа-
на руками, если на них оказалась абразивная паста. Если пас-
та все же попала во втулку, необходимо самым тщательным об-
разом ее промыть и продуть. Остатки пасты, попадая внутрь
втулок из "мягких" материалов, особенно бронзы, способны в
дальнейшем ускорить износ стержня клапана во много раз.
Независимо от способа ремонта седла и фаски клапана
происходит увод клапана вверх, равносильный удлинению
стержня (рис. 9.154). Это может затруднить раулирсвание за-
зора клапанов в механизмах с цилиндрическими толкателями,
где зазор определяется толщиной регулировочных шайб. В ме-
ханизмах с гидротолкателями указанное "удлинение" клапана
может привести к епо "зависанию". Поэтому, если наблюдает-
ся сильный износ фасок на седлах и клапанах, при их ремонте
рекомендуется одновременно несколько укоротить клапан со
стороны его торца. Обычно достаточно 0,2^-0,4 мм, более точ-
295
но это можно сделать, измерив положение клапанов в головке
до и после ремонта с помощью штангенглубиномера, напри-
мер, по выступанию торцов со стороны верхней плоскости или
тарелок со стороны нижней плоскости (рис. 9.155).
На больших ремонтных предприятиях вместо фрезерова-
ния иногда используют шлифование седел. Принцип обработ-
ки при концентричном шлифовании аналогичен фрезерова-
нию (см. рис. 5.71). Применяется также способ эксцентрично-
го шлифования (см. рис. 5.72), при котором ось вращения кру-
га не совпадает с осью направляющей втулки, а пересекает
ее. Для шлифования используются круги относительно мало-
го диаметра, причем для концентричного шлифования подбор
кругов аналогичен подбору фреа Для эксцентричного шлифо-
вания угол круга зависит от угла между осями втулки и вра-
щения круга. Следует стремиться к тому, чтобы угол фаски
седла был на 0°10/-0о30/ меньше угла фаски клапана, что в
дальнейшем обеспечивает лучшую герметичность клапана и
исключает его прогары.
Шлифование седел осуществляется с помощью специаль-
ных станков или приспособлений, закрепляемых на головке
блока цилиндров. Основной задачей при шлифовании является
обеспечение соосности седла и направляющей втулки. Для это-
го необходима правильная установка пилота во втулку (жела-
тельно, чтобы ее отверстие было неизношено или отремонти-
ровано), а также отсутствие боковых усилий при шлифовании.
Шлифование имеет преимущества перед другими способа-
ми ремонта рабочей поверхности седел. Качество и точность
шлифованной поверхности существенно выше, чем после
ручного фрезерования и притирки, поэтому, если фаска кла-
пана также шлифована при ремонте, притирать клапан не сле-
дует - это только ухудшит качество ремонта и уменьшит пло-
щадь контакта деталей. Необходимо только проверить приле-
гание клапана. Для этого существует несколько способов - по
индикатору специального измерительного приспособления, по
краске, по "карандашу", а также на утечку керосина, налитого
в камеру сгорания при собранных клапанах и пружинах. Наи-
более простой является проверка с помощью мягкого каран-
даша, при которой на фаску клапана равномерно наносится
6-8 радиальных линий. После установки клапана необходимо
нажать на тарелку и немного провернуть клапан в обе сторо-
ны. Если все сделано правильно, линии будут стерты.
При ремонте сёдел и фасок не обязательно стремиться к
100%-ной герметичности клапанов, т.к. после непродолжи-
тельной эксплуатации детали прирабатываются друг к другу
(разумеется, речь идёт о правильно отремонтированных дета-
лях). Поэтому к проверке утечек через клапаны с помощью ке-
росина следует относиться с осторожностью - небольшие утеч-
ки ещё не являются признаком некачественного ремонта.
Шлифованием более удобно обрабатывать седла из твер-
дых сплавов, которые плохо обрабатываются фрезами. Для
Рис. 9.155. Измерение высту-
пания торцов стержней клапа-
нов относительно верхней плос-
кости головки с помощью штан-
генглубиномера
Рис. 9.156. Схема приспособле-
ния для ручного растачивания
седла или его гнезда:
1 — головка с регулируемыми резцами
2 — пилот; 3 — кронштейн регулируе-
мой длины для гоэпления на головке
некоторых седел лучше использовать более износостойкие
алмазные круги, т.к. обычные круги из корунда требуют час-
той правки и не позволяют снимать большой припуск. Следу-
ет также отметить, что высокая точность шлифования может
быть снижена искривлением плоскости головки, т.к. после за-
тяжки болтов соосность седел и втулок может нарушиться.
Именно поэтому на больших ремонтных предприятиях при ка-
питальном ремонте двигателей плоскость головки всегда об-
рабатывается "как чисто".
На практике нередко встречаются случаи серьезных по-
вреждений сёдел, когда требуется их замена. Обычно седла
могут треснуть или сломаться, например, выкрошиться по час-
тям из гнезда, при поломке клапана и/или поршня. При сильном
перегреве двигателя, особенно с алюминиевой головкой блока
цилиндров, посадка седла может ослабнуть с аналогичными по-
следствиями. Во всех случаях возникновения дефектов или по-
ломок седел гнездо седла в головке в той или иной степени по-
вреждается. Поэтому замена седла всегда предполагает обра-
ботку его посадочной поверхности в головке блока цилиндров.
Удаление седел с трещинами, а также растачивание гнезда
под новое седло достаточно удобно выполнять на вертикально-
расточном станке. Для этого необходимо обеспечить допуск на
соосность растачиваемой поверхности с отверстием во втулке
не более 0,054),07 мм, что может быть сделано с помощью ин-
дикатора, закрепленного на резцедержателе, и пилота, устанав-
ливаемого во втулку с малым зазором (0,01-0,02 мм). Фирмы,
специализирующиеся на производстве оборудования для ре-
монта двигателей, выпускают станки для ремонта головок (см.
рис. 5.87), в том числе полуавтоматические и автоматические,
позволяющие автоматизировать взаимную выверку положения
головки и режущего инструмента. Такие станки нередко имеют
специальные инструмент и оснастку не только для обработки от-
верстий под втулки и седла, но и для их выпрессовки и запрес-
совки. К сожалению, стоимость такого оборудования достаточ-
но высока, и пока оно имеет весьма ограниченное применение.
Выпускаются также приспособления для ручного растачи-
вания гнезд под седла в виде специальной головки с резцами
- резцедержателя (рис. 9.156), в комплекте с пилотом и спе-
циальным механизмом привода. В условиях небольших мас-
терских такие приспособления заменяют расточной станок,
однако уступают ему в точности обработки поверхности.
При растачивании гнезда под новое седло необходимо
знать наружный диаметр седла, либо изготовить седло под
расточенное гнездо. В запасные части для некоторых двига-
телей поступают седла уже увеличенного (ремонтного) раз-
мера. Некоторые фирмы, выпускающие различный инстру-
мент, предлагают и специальные заготовки для изготовления
седел в виде чугунных труб различного диаметра. В качестве
заготовки для седла может быть выбран старый чугунный
распределительный или коленчатый вал. Изготовление седла
не представляет больших трудностей и выполняется на уни-
версальном токарном станке (рис. 9.157).
Если седло предполагается изготовить, то вначале лучше
расточить отверстие для него. Растачивание должно выпол-
няться "как чисто" как по диаметру, так и по торну гнезда. За-
тем необходимо измерить диаметр отверстия нутромером и
глубину штангенциркулем. Эти данные являются исходными
для определения размеров седла. Для алюминиевых головок
натяг седла в отверстии должен составлять в среднем
0,10-0,12 мм, а для чугунных - 0,08-0,10 мм, причем большие
значения соответствуют седлам клапанов с диаметром тарел-
ки более 45 мм. По высоте седло обычно делается заподлицо
с поверхностью камеры сгорания. Изготовленное седло долж-
но иметь небольшую заходную фаску с углом 5-10° и фаску
45° с противоположной стороны для зачеканивания седла по-
сле установки. Для алюминиевых головок в середине наруж-
ной поверхности седла слэдует сделать неглубокую канавку,
предохраняющую седло от выпадания. У седел для чугунных
головок подобная канавка не делается.
296
Рис. 9.158. Запрессовка седла Рис. 9.159. Зачеканивание сед-
клапана с помощью оправки: ла после установки в головку
1 — оправка; 2 — седло клапана блика цилиндров
Чтобы установить седло, необходимо изготовить специ-
альную оправку (рис. 9.158), обеспечивающую центрирование
седла и исключающую его перекос при запрессовке. При за-
прессовке следует создать максимально возможную разность
температур, чтобы исключить или значительно уменьшить на-
тяг. Величина натяга при запрессовке определяется исполь-
зуемым оборудованием для нагрева головки и/или охлажде-
ния седла. Здесь находят применение печи и термошкафы
для нагрева - температура головки из алюминиевого сплава
обычно держится в диапазоне 100-И 50°С, а чугунной -
150+200°С. Головка в условиях небольшой мастерской может
быть также нагрета в кипящей воде до 100°С. Для охлаждения
седел наилучшим образом подходит жидкий азот (температу-
ра охлаждения -140°С), в крайнем случае "сухой" лед. Седло
должно быть выдержано при низкой температуре в сборе с
оправкой, иначе при установке на оправку седло может быс-
тро нагреться. Различные варианты уменьшения натяга при
запрессовке седел представлены в табл. 9.7.
Запрессовка серпа выполняется с быстрым переносом
оправки с седлом от охладителя к головке и ударом молотка
по оправке с седлом. Если режимы нагрева-охлаждения были
выбраны и выдержаны правильно, то для установки достаточ-
но одного-двух резких ударов.
После установки седла его необходимо зачеканить. Для
этого можно использовать узкое зубило, с помощью которого
материал головки зачеканивается на верхнюю фаску седла
(рис. 9.159). Такая схема применяется для седел в алюмини-
евых головках. Для чугунных седел в чугунных головках заче-
канивание не нужно, т.к. материал головки и седла имеет оди-
наковый коэффициент линейного расширения.
Последней операцией при замене седла является обра-
ботка фаски указанными выше способами.
9.6.1.4. РЕМОНТ ФОРКАМЕР ГОЛОВОК ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ
Ослабление посадки, а также трещины и разрушение вста-
вок (крышек) форкамер вихрекамерных дизелей является до-
вольно распространенным дефектом, связанным обычно с
нарушениями процесса сгорания и перегревом стенок голо-
вки, а также разрушением клапанов, сёдел и/или поршней.
Разрушение или выпадение крышки представляет большую
опасность для двигателя, т.к. приводит к разрушению поршня,
деформации шатуна, головки блока и клапанов.
Замена крышки форкамеры, если ослаблена ее посадка в
головке, выполняется в целом подобно седлам клапанов. Для
некоторых двигателей крышки поставляются в запасные части
с увеличенным наружным диаметром, что облегчает задачу.
Тогда гнездо растачивается на вертикально-расточном станке
под крышку с натягом по наружному диаметру крышки
0,08-Ю, 10 мм для алюминиевой головки и 0,05Ю,07 мм для чу-
гунной. Натяг по меньшему диаметру крышки не требуется. При
растачивании необходимо выдержать глубину под упорный бур-
тик крышки (рис. 9.160), иначе потребуется снятие большого
припуска при последующей обработке плоскости головки.
При разрушении крышки форкамеры нередко гнездо ока-
зывается достаточно сильно разбито, и для ремонта требуют-
ся крышки с наружным диаметром на 1-2 мм больше стан-
дартного. Естественно, использование поставляемых в за-
Рис. 9.160. Схема обработки гнезда головки блока дизеля для
установки ремонтной вставки (крышки) форкамеры:
а — гнездо; б — крышка
Таблица 9.7. Влияние разности температур и материалов деталей на посадку при установке седла в головку блока цилинцоов
Алюминиевая головка + чугунное седло
нагрев головки 0°С 150°С
охлаждение втулки 0°С сухой лед жидкий азот 0°С сухой лед жидкий азот
зазор/натяг при установке натяг 0,104-0,12 натяг 0,054-0,07 натяг 0,024-0,04 зазор 0,01-0,03 зазор 0,064-0,08 зазор 0,09-0,11
Чугунная головка + чугунное седло
нагрев головки 0°С 150°С
охлаждение втулки ОС сухой лед жидкий азот 0°С сухой лед жидкий азот
зазор/натяг при установке натяг 0,08-0,10 натяг 0,034-0,05 натяг 04-0,02 натяг 0,024-0,04 зазор 0,02-0,04 зазор 0,05-0,07
21. Ремонт двиг. заруб, ав-еп.
297
Рис. 9.161. Эскиз вставки (крышки) форкамеры дизельного двигателя
Рис. 9.162. Ремонт гнезда вставки (крышки) форкамеры с помо-
щью переходного кольца:
1 — крышка: 2 — алюминиевое кольцо
пасные части крышек ремонтного размера становится невоз-
можным, поскольку они имеют меньшее ремонтное увеличе-
ние. В таких случаях крышка может быть изготовлена.
Для изготовления крышки можно использовать отечест-
венные жаростойкие стали и сплавы, в том числе такие, как
ЭИ69 (45Х14Н14В2М), ЭИ388 (40Х15Н7Г7Ф2МС), ЭИ481
(37Х12Н8Г8МФБ), ЭИ572 (31Х19Н9МВРТ), ЭП700
(10Х15Н27ТЗМР), ЭП890 (40X11МЗФМ) и целый ряд других.
Изготовить крышку, как правило, несложно (рис. 9.161), одна-
ко следует иметь в виду, что некоторые жаростойкие матери-
алы трудно обрабатывать вплоть до того, что не удается про-
сверлить отверстие в крышке. Поэтому подбор материала для
крышки необходимо сопоставлять с технологическими воз-
можностями производства.
Альтернативным изготовлению новой крышки способом
ремонта является установка в гнездо специального кольца
(рис. 9.162). Данная схема применяется при сильном повреж-
дении гнезда, когда требуется увеличение его диаметра на 2
мм и более. Кольцо изготавливается из силумина с содержа-
нием кремния не менее 6%, должно иметь глубину не менее
8-1 0 мм, толщину стенки не менее 1,5 мм и натяг в расточен-
ном гнезде порядка 0,03-0,05 мм. При установке кольца в
гнездо следует создать разность температуры деталей не ме-
нее 120-150°С, чтобы кольцо зашло свободно.
Установка крышки мало отличается от установки нового
седла клапана - следует обеспечить достаточную разность
температур деталей и "вбить" крышку в гнездо с помощью
круглой медной или алюминиевой оправки с плоским торцом,
предварительно обеспечив ориентацию отверстия в крышке
(рис. 9.163). Затем следует проверить и прошлифовать ниж-
нюю плоскость головки, т.к. крышка форкамеры должна быть
заподлицо с ней или выступать не более чем на 0,05 мм.
9.6.1.5. РЕМОНТ ДЕФЕКТОВ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
К таким дефектам в первую очередь следует отнести тре-
щины. Трещины в головке блока цилиндров обычно появляют-
ся при разрушении деталей, например, клапанов, при силь-
ном перегреве двигателя, а также при его «разморажива-
нии». Ремонт трещин представляет собой серьезную пообле-
му вследствие плохой свариваемости традиционных материа-
лов головок - алюминиевых сплавов (силуминов) и чугунов. В
отличие от блоков цилиндров, головки менее склонны к боль-
шим деформациям после сварки, однако наличие ряда конст-
руктивных особенностей головок (седла клапанов, постели
распределительного вала и другие элементы, рядом или че-
рез которые могут проходить трещины) сильно усложняет ре-
монт. Особую сложность представляет ремонт камер сгора-
ния, где при работе двигателя возникают большие перепады
температур - некачественная сварка довольно быстро приво-
дит к образованию новых трещин и потере герметичности.
Наличие трещины в камере сгорания даже при серьезном
повреждении ее поверхности можно определить, если ввер-
нуть свечу зажигания, а внутрь седел клапанов установить за-
глушки с уплотнительными резиновыми кольцами. Тогда, пе-
ревернув головку плоскостью вверх (рис. 9.164) и налив в ка-
меру керосин, можно найти утечку керосина в рубашку (отсут-
ствие утечек через свечу и заглушки легко контролируется).
Более надёжным способом проверки головки на герме-
тичность является опрессовка под давлением. Для этого не-
обходимо заглушить все окна рубашки головки на плоскости
стыка с блоком с помощью стальных пластин, притягиваемых
Рис. 9.163. Схема установки вставки (крышки) форкамеры:
а—запрессовка I )ышки с помощью "мягкой" оправки; б—ориентация отверстия
в крышке (у б ольшкнства двигателей отверстие направлено к седлам клапанов)
Рис. 9.164. Схема проверки герметичности камеры сгорания с по-
мощью керосина:
1 — резиновое уплотнительное кольцо; 2 — заглушка; 3 — керосин
298
болтами с гайками к головке через резиновые прокладки
(рис. 9.165). Штуцеры и патрубки закрываются шлангами с со-
ответствующими заглушками (рис. 9.166). Один из штуцеров
остаётся свободным - через него в головку заливается вода,
после чего он через шланг подключается к ручному насосу
высокого давления.
После создания давления в рубашке охлаждения порядка
0,6-0,7 МПа следует выдержать головку в течение одного-
двух часов. Даже незначительные трещины при таких услови-
ях обнаруживаются по выступанию капель воды, а также рез-
кому падению давления.
Проверку герметичности головки необходимо делать во
всех случаях нарушения герметичности системы охлаждения,
когда прокладка головки не повреждена, а плоскость стыка с
блоком сильно не деформирована, но имеются следующие
признаки неисправностей:
“выбивание" охлаждающей жидкости из расширительного
бачка вскоре после запуска холодного двигателя;
водо-масляная эмульсия в картере;
запах отработавших газов из расширительного бачка;
масляная плёнка на поверхности жидкости и на стенках
расширительного бачка.
Кроме того, рекомендуется проверять головку при визу-
альном обнаружении трещин в стенках камеры сгорания, а
также при серьёзных повреждениях поверхности камеры сго-
рания разрушенными деталями (клапаны, сёдла, поршень).
Наиболее часто трещины возникают в следующих сечени-
ях головок:
между сёдлами клапанов;
между форкамерой и седлом клапана (у дизелей);
в выпускном канале за седлом клапана (чаще встречает-
ся в чугунных головках);
на верхней части рубашки вдоль головки (по подшипникам
распределительного вала).
Основным способом ремонта трещин в головках является
сварка. При этом существенное значение имеет правильная
разделка трещины. Необходимо вдоль всей трещины выпол-
нить канавку достаточно большой глубины (€н-8 мм) и такой
же ширины. Это может быть сделано фрезерованием или руч-
ной дрелью с шарошкой. Если трещина расположена около
седла клапана, седло следует удалить (например, растачива-
нием или фрезерованием).
Для чугунных головок наиболее надежным способом ре-
монта является газовая сварка чугунной проволокой (иногда
вместо нее используют после соответствующей очистки ста-
рые поршневые кольца) при подогреве всей головки до
700-800сС. Подогрев головки осуществляется в печи. Лучше
всего, если у печи есть специальное окно, через которое мо-
жет быть произведена сварка - это предохраняет головку от
остывания при сварке. В таких условиях получается практи-
чески монолитная структура металла в месте сварки без ка-
ких-либо ее изменений на границах шва и основного металла.
После выдержки в печи в течение 2-3 ч головка должна мед-
ленно остывать вместе с печью.
Трещины в алюминиевой головке обычно з°вариваются ар-
гонно-дуговой сваркой. Наилучшие результаты получаются при
подогреве головки до 200-250сС с последующей выдержкой и
медленным охлаждением вместе с печью. Вследствие некото-
рой пластичности алюминиевых сплавов хороший шов можно
получить и при меньшем подогреве, однако следует помнить, что
чем больше температура головки (но не выше указанной, чтобы
не деформировать головку), тем меньше внутренние напряже-
ния будут у сварочного шва и тем надежнее будет ремонт.
После ремонта головок с применением сварки часто тре-
буется обработка базовых поверхностей, особенно плсскости
стыка с блоком. Если сварка проводилась в камере сгорания,
то предварительно необходимо обработать сварочный шов
заподлицо с поверхностью камеры. Обработав плоскость,
следует отремонтировать или установить новые седла клапа-
Рис. 9.165. Способ глушения окон рубашки охлаждения в головке
блока цилиндров:
1 — болт; 2 — стальная пластана, 3 — рэзиновал прокладка; 4 — головка блока
Рис. 9.166. Простейший способ глушения штуцеров и патрубков
рубашки охлаждения для опрессовки головки блока:
1 — головка блока; 2 — штуцер; 3 — хомуты; 4 — армированный резино-
вый шланг; 5 — заглушка
нов. После сварки проверка на герметичность под давлением
является обязательной.
Некоторые локальные повреждения головок довольно ча-
сто встречаются в эксплуатации. К ним относятся, в основ-
ном, повреждения плоскости стыка с блоком - такие, как про-
гар между камерой сгорания и рубашкой охлаждения и про-
гар по контуру окантовки прокладки. Эти неисправности мо-
гут быть устранены аналогично трещинам (включая разделку
мест прогара). Локальные трещины и повреждения неответст-
венных поверхностей, не испытывающих больших механичес-
ких (например, при затяжке болтов) и температурных нагру-
зок (где нет контакта с горячими газами), могут быть также
отремонтированы с помощью клеевых композиций накладка-
ми или штифтами (см. раздел 9.5.).
К часто встречающимся дефектам головок можно отнести
повреждение резьбового отверстия свечи зажигания. Такие
повреждения могут возникнуть при отворачивании свечи, на-
пример, из-за подгорания нижних витков резьбы свечи. Ино-
гда это приводит к заклиниванию и поломке свечи вблизи уп-
лотнительного кольца.
Если резьбовая часть свечи осталась в отверстии, необхо-
димо аккуратно высверлить её, обеспечив совпадение осей
отверстия и сверла. При этом отверстие изолятора централь-
ного электрода свечи хорошо центрирует сверло. Начинать
высверливание следует сверлом 06^-7 мм, постепенно увели-
чивая диаметр сверла до 011-12 мм, после чего оставшуюся
часть свечи удаётся вынуть. Далее резьбовая часть "прогоня-
ется11 метчиком М14х1,25.
Если при выворачивании или заворачивании свечи резь-
ба оказалась сильно повреждённой, то её, как правило, уже
21*
299
Рис. 9.167. Установка футорки
в поврежденное гнездо свечи
не удаётся восстановить мет-
чиком. Стандартным спосо-
бом ремонта является уста-
новка специальной втулки
(футорки). Для этого в резьбо-
вое отверстие сначала заво-
рачивается метчик М16x1,5, а
затем - М18х1,5 (какое-либо
предварительное рассверли-
вание отверстия не нужно).
Футорка, изготовленная из ла-
туни или бронзы с резьбой
М14х1,25 внутри и М18х1,5 -
снаружи, наворачивается на
свечу, после чего свеча заво-
рачивается в отверстие (рис. 9.167). Наружную резьбу на фу-
торке желательно выполнить "тугой", чтобы обеспечить не-
большой натяг в отверстии голозки.
У современных высокофорсированных двигателей дан-
ный способ ремонта следует применять с осторожностью и
только в крайнем случае. Футорка ухудшает отвод тепла от
свечи, что может привести к её перегреву, калильному зажи-
ганию, а также "выстреливанию" свечи из отверстия на режи-
мах высоких частот вращения и нагрузок. Поэтому в некото-
рых случаях оказывается целесообразным устанавливать в
повреждённое отверстие свечу с резьбой М18х1,5. Повыше-
ние надежности соединения обеспечивает алюминиевая фу-
торка. имеющая по наружному диаметру "тугую" резьбу, одна-
ко технология установки такой футорки сложнее (требуется
обеспечить достаточную разность температур и быстрое за-
ворачивание футорки в отверстие головки).
Если резьба повреждена не более чем на 40-50% длины,
ее можно отремонтировать, прогнав метчиком со стороны не-
поврежденной части. Когда головка блока цилиндров неде-
монтирована, а повреждена заходная часть резьбы, то мож-
но попытаться «спасти» резьбу специальным «разжимным»
метчиком. Его легко сделать из старой свечи, выбив из нее
центральный электрод и сделав разрез ножовкой вдоль сталь-
ной резьбовой части. Такой «метчик» устанавливается «до
упора» в головку, затем в отверстие «метчика» забивается
стержень, разжимающий стенки, после чего метчик вывора-
чивается из отверстия, одновременно исправляя резьбу.
Нередко при разборке головки ломаются шпильки крепле-
ния коллекторов. Если шпилька сломалась заподлицо с плоско-
стью, то её необходимо высверлить. Перед высверливанием
следует точно по центру накернить шпильку, далее сверлом ма-
лого диаметра (03^4 мм) просверлить в шпильке отверстие на-
сквозь строго по её оси (рис. 9.168). Затем сверлом диаметром
D = М - S, где М - диаметр резьбы; S - шаг, высверлить шпильку
и нарезать резьбу заново. При высверливании следует соблю-
дать осторожность, чтобы не перекосить сверло, иначе резьба
окажется повреждена, и потребуется увеличить её диаметр.
Рис. 9.168. Стандартная схема высверливания обломанной
шпильки (болта):
а — исходное состояние; б — обработка тоэца и кернение центра;
в — сверление сверлом малого диаметра; г — сверление сверлом под вну-
тренний диаметр резьбы; д — нарезание (правка) резьбы метчиком
Если шпилька обрывается
на некотором расстоянии от
фланца, то можно попробо-
вать вывернуть её. Для этого
на торчащем от плоскости
стержне делаются напильни-
ком две параллельные лыски,
которые зажимаются тиска-
ми, и шпилька выворачивает-
ся поворотом тисков в руках.
Можно также попытаться вы-
вернуть шпильку газовым
ключом, но это менее надёж-
ный способ. Если подобным
способом вывернуть шпильку
не удаётся, следует спилить
её до основания и высверлить
по схеме, указанной выше.
Рис. 9.169. Восстановление
резьбы в отверстии под шпиль-
ку с помощью специальной
резьбозой футорки (1)
Можно также приварить к обломку шпильки гайку (через
отверстие) и, затем вывернуть шпильку ключом.
Если при высверливании шпильки или болта не удалось
сохранить резьбу в отверсыи, можно использовать специаль-
ные резьбовые футорки. Футорки представляют собой пружи-
ну из проволоки специального профиля, создающей снаружи
резьбу того же шага, что и внутри с диаметром на 2 мм боль-
ше внутреннего (рис. 9.169). Другие способы, включая пере-
ход на ступенчатую шпильку, шпильку большего диаметра или
установку вместо шпильки болта с гайкой имеют ограничен-
ное применение.
В практике ремонта встречаются и более сложные де-
фекты головок, требующие применения специального обору-
дования и методов ремонта. Подобные ситуации возникают,
например, при сильной деформации стержня клапана у ди-
зеля после обрыва ремня привода распределительного ва-
ла. При этом стержень клапана деформируется, укорачива-
ется, одновременно увеличиваясь в диаметре, и заклинива-
ет в направляющей втулке. Попытки выбить или выпрессо-
вать такой клапан могут привести к повреждению головки
вплоть до её неремонтопригодности, а высверливание кла-
пана затруднено или невозможно, т.к. его материал имеет
высокую твердость.
Аналогичная картина возникает также при поломке свечи
накаливания у дизеля из-за пригорания резьбы или примене-
ния несоответствующего инструмента. При этом электрод
свечи, выполненный из тугоплавкого материала, также не
удаётся высверлить.
В таких случаях стержень из плохо обрабатываемого ма-
териала можно "выжечь", используя электроискровой или
электроэрозионный методы обработки. Данные методы осно-
ваны на разрушении поверхностного слоя материала при воз-
никновении искры или дуги между ним и катодом, выполнен-
ным в виде стержня нужной длины и диаметра. Продукты раз-
рушения детали вымываются жидкостью (обычно - кероси-
ном), а катод постепенно продвигается в тело детали.
Несмотря на недостатки методов (специальное оборудова-
ние, низкая производительность), в некоторых случаях они поз-
воляют "вернуть к жизни" казалось бы “безнадежные” детали.
9.6.2. Ремонт распределительного вала
Износы рабочих поверхностей распределительного вала
довольно часто встречаются в эксплуатации и связаны, в ос-
новном, с недостаточной смазкой и несвоевременным техни-
ческим обслуживанием (большие зазоры в приводе клапанов).
Поэтому при ремонте распределительного вала всегда следует
выявить и устранить причину ускоренного износа - например,
это может быть не только недостаточное давление масла
вследствие негерметичности редукционного клапана или изно-
са деталей маслонасэса, но и просто масло низкого качества.
300
У распределительных валов подвержены износу кулачки и
опорные шейки. В эксплуатации встречаются валы с износом
только шеек, только кулачков, а также и шеек и кулачков од-
новременно.
Наиболее просто ремонтируется вал, у которого изноше-
ны только опорные шейки. Общая схема ремонта таких валов
была описана в разделе 9.3., однако ремонт распределитель-
ных валов имеет определенные особенности, обусловленные
механизмом привода клапанов.
Перед началом ремонта следует определить состояние по-
стелей распределительного вала - измерить их износ, оваль-
ность, а также решить, требуется ли их ремонт, либо они могут
быть оставлены без дополнительной обработки. Это необходи-
мо для определения ремонтного размера опорных шеек вала.
Конструкция подавляющего большинства современных ав-
томобильных двигателей не предусматривает каких-либо спо-
собов ремонтного уменьшения диаметра подшипников распре-
делительного вала (в отличие, например, от коленчатого вала).
Поэтому ремонт опорных шеек часто связан с увеличением их
диаметра с помощью наварки (наплавки) металла на шейки.
Перед ремонтом, необходимо проверить биение в центрах
или на призмах. Проверку следует выполнять в трех плоско-
стях - по краям вала и в середине (см. рис. 8.31). Если с пе-
Рис. 9.171. Схема работы механизма привода клапана с пдро-
толкателем при биении тыльной стороны кулачка:
а — касание толкателя кулачком по минимальному радиусу тыльной сторо-
ны Rmin - клапан закрыт; б — при повороте кулачка радиус тыльной сторо-
ны увеличился на величину биения 8 - клапан приоткрыт
реднего края это сделать нетрудно, т.к. здесь располагается
посадочный пояс шкива (звездочки) и, возможно, поверх-
ность, по которой работает сальник, то проверка в других пло-
скостях может вызвать затруднения из-за большого и нерав-
номерного износа опорных шеек. В таких случаях проверку
следует проводить по тыльным сторонам расположенных ря-
дом кулачков (рис. 9.170).
Биения на краях вала устраняются притиркой соответст-
вующих центровых фасок (см. раздел 9.3.). Оставшееся после
этого биение в середине вала требует его правки. Следует от-
метить существенную разницу в допустимых биениях валов с
механической (ручной) регулировкой зазоров в приводе кла-
панов и с автоматической (гидротопкателями или гидроком-
пенсаторами зазоров). При механической регулировке зазо-
ра допустимым биением тыльной стороны кулачка относи-
тельно оси вращения вала (опорных шеек) может быть приня-
та величина 25-30% от величины номинального зазора в ме-
ханизме привода. При среднем зазоре порядка 0,20-0,25 мм
это биение может без каких-либо отрицательных последствий
достигать 0,05-0,08 мм. Это значит, что зазор при вращении
вала непостоянен, но его изменение не будет выходить за
пределы регулирования (обычно точность ручной регулиров-
ки зазоров составляет 0,05-0,10 мм). Следовательно, у ва-
лов. работающих с механизмами ручной регулировки зазо-
ров, требования к биению тыльных сторон кулачков относи-
тельно оси вращения достаточно "мягкие", и не составляет
большого труда выдержать их при ремонте. Исключения здесь
составляют валы, у которых имеются шестерни привода до-
полнительных агрегатов. Тогда для работоспособности шесте-
рен допустимое максималь-
--------------------------ное биение в шейке ближай-
Рис. 9.170. Проверка биения
тыльной стороны кулачка рас-
пределительного вала на приз-
мах с помощью индикатора
шей к шестерне должно быть
уменьшено по крайней мере
вдвое, т.е. до 0,03ч-0,04 мм.
Совершенно другая карти-
на имеет место у валов с гид-
ротолкателями. Практика по-
казывает, что при биении
тыльной стороны кулачка свы-
ше 0,015-0,020 мм клапан не-
редко перестает работать
нормально. Гидротолкатель
автоматически "находит" на
тыльной стороне кулачка точ-
ку с минимальным радиусом,
в которой клапан закрыт. Во
Рис. 9.172. Появление “биения" тыльной стороны кулачка (б) при
работе двигателя за счет большого зазора в подшипниках распре-
делительного вала:
а — исходное состояние; б — рас 1ределительный вал отклонился вверх на
величину 8 за счет усилий на других кулачках - рычаг и плунжер гидротол-
кателя отслеживает движение вала как при переходе на меньший радиус
тыльной стороны кулачка
всех остальных точках, имеющих радиус больше на величину
биения, гидротолкатель может испытывать усилие со стороны
кулачка (рис. 9.171). При этом обратный клапан гидротолкате-
ля запирается, после чего механизм привода приоткрывает
клапан в камере сгорания на величину биения тыльной сторо-
ны кулачка. В результате этого те цилиндры, где кулачки рас-
пределительного вала имеют биения, не работают на холос-
том ходу, т.е. при малом давлении и расходе воздуха, когда
относительная доля утечек газа через приоткрытый клапан
велика. Интересно отметить, что данная неисправность хоро-
шо диагностируется измерением давления в цилиндрах ком-
прессэметром в двух положениях дроссельной заслонки - в
полностью открытом и закрытом. В первом случае макси-
мальное давление в цилиндре с "зависающим" клапаном
обычно мало отличается от остальных (всего на 0,10-0,25
МПа), в то время как во втором случае оно может быть сни-
жено более чем в 2-3 раза (см. раздел 4.3.2.).
Близкая картина может наблюдаться при большом зазоре
в опорных подшипниках распределительного вала (более
0,12-0,15 мм). За счёт этого возможны колебания распреде-
лительного вала в подшипниках, вызывающие дополнитель-
ное отклонение (биение) тыльной стороны кулачка (рис.
9.172). В результате двигатель может работать неустойчиво
на холостом ходу и низких частотах вращения.
Исходя из этого, ремонт вала, работающего с гидротолка-
телями, представляет собой более трудную задачу. Если при-
тиркой центровых фасок и правкой не удается добиться бие-
ния тыльной стороны кулачков менее 0.01 мм, то в дальней-
301
шем это потребует шлифования тех кулачков, биение которых
превышает этот уровень.
Когда ремонтный размер шеек определен и вал подготов-
лен к ремонту, опорные шейки навариваются. Если применя-
ется роликовая наварка ленты, то после нее распределитель-
ный вал не получает каких-либо деформаций. Кроме того, дан-
ный способ наварки не требует занижения - предварительной
шлифовки шеек, даже в том случае, если окончательный раз-
мер шеек не увеличивается (например, если шейки имеют
много мелких круговых рисок). Особенности других способов
наварки приведены в разделе 9.3. Если после наварки вал ока-
зался деформированным, и биение тыльных сторон кулачков
стало больше допустимого, его необходимо править. При от-
сутствии правки такой вал потребует после шлифования опор-
ных шеек дополнительно шлифования тех кулачков, биение
тыльной стороны которых превышает допустимое.
После наварки шеек не деформируются распределитель-
ные валы, у которых диаметр шеек существенно больше диа-
метра "стержня" вала, т.е. когда шейки соизмеримы с разме-
ром кулачка. Валы с шейками малого диаметра могут после
наварки ленты получить дополнительное биение в несколько
сотых долей миллиметра. Кроме того, при ремонте распреде-
лительных валов этого типа после задиров и перегрева опор-
ных шеек следует иметь в виду, что существует опасность их
поломки в дальнейшей эксплуатации.
Деформированный при наварке опорных шеек вал необ-
ходимо термообработать (состарить) независимо от того,
правился он или нет. Так же, как и коленчатые, распредели-
тельные валы могут деформироваться со временем при нор-
мальной температуре или достаточно быстро при рабочей.
Термообработка (старение) проводится при температуре
180-200°С в течение четырех часов, причем распределитель-
ный вал желательно подвешивать вертикально. Наилучшие
результаты дает старение, если оно выполняется после пред-
варительного шлифования опорных шеек с припуском поряд-
ка 0,08-0,10 мм на окончательное шлифование. Это связано
с тем, что значительная часть дефектного поверхностного
слоя, вызывающего деформацию, снимается шлифованием.
Если старение проводить сразу после наварки, не исключено,
что через несколько дней после шлифования у опорных шеек
появится биение в несколько сотых долей миллиметра.
В практике ремонта известны случаи, когда из-за ослаб-
ления или недостаточной затяжки звездочки (шкива, шестер-
ни) привода распределительного вала разбивается посадоч-
ная поверхность на валу. Технология ремонта таких повреж-
дений включает наварку и шлифовку и практически не отли-
чается от технологии ремонта посадочных поверхностей ко-
ленчатого вала (см. раздел 9.4.).
Особую сложность представляет ремонт распределитель-
ного вала с наплавкой (наваркой) кулачков. Независимо от
количества наплавляемых кулачков и способа наплавки вал в
той или иной степени деформируется. Поэтому основная за-
дача ремонта таких валов - обеспечить после ремонта мини-
мально допустимые биения как опорных шеек, так и тыльных
поверхностей всех кулачков. Эта задача нередко настолько
сложна по трудоемкости, особенно для валов, работающих с
гидротолкателями, что если есть возможность замены вала
на новый, то это лучше сделать безо всякого сомнения. Таким
образом, восстановление распределительных валов с на-
плавкой кулачков рекомендуется только для случаев, когда
найти новый вал не представляется возможным.
Практика показывает, что при наплавке нескольких кулач-
ков редко удается поправить вал так, чтобы взаимные биения
опорных шеек и тыльных поверхностей всех кулачков оста-
лись меньше максимально допустимых. Поэтому скорее все-
го потребуется, с одной стороны, шлифование даже тех кулач-
ков, которые не наплавлялись, а с другой - восстановление
опорных шеек в прежний размер, но при отсутствии взаимно-
го биения, т.е. с помощью их наварки и шлифовки. Аналогич-
ная общая схема ремонта может быть применена, если после
восстановления кулачков и/или шеек вал не правится или ес-
ли одновременно с кулачками требуют восстановления опор-
ные шейки.
Наплавка кулачков вала выполняется на практике различ-
ными способами, наилучшими из которых являются те, кото-
рые не вызывают сильного разогрева вала. Среди этих спосо-
бов следует отметить такие, где вал частично погружен в ох-
лаждающую жидкость (обычно это вода). При этом изношен-
ная вершина кулачка может быть наплавлена стеллитовой
или высокоуглеродистой стальной проволокой с помощью ар-
гонно-дуговой сварки. Находят также применение специаль-
ные легированные стали (например, 30Х5В2Г2СМ). Быстрое
охлаждение вала после сварки вызывает закалку наплавлен-
ного стального слоя до твердости HRC3 > 55. Однако такое ох-
лаждение может стать причиной образования поверхностных
трещин, что является недостатком указанного способа. В то
же время после наплавки в воде деформация вала (биение)
редко превышает 0,10 мм, в то время как другие способы на-
плавки без одновременного интенсивного охлаждения дают
биения обычно 0,3-0,5 мм и иногда даже до 1,0 мм. При таких
биениях дальнейший ремонт вала становится проблематич-
ным, даже если применяется правка.
На некоторых предприятиях для восстановления кулачков
применяют плазменное напыление, аналогично тому, как это
делается для восстановления шеек коленчатых валов. Если
для дуговой наплавки целесообразно восстанавливать только
изношенную вершину кулачка, то для плазменного напыления
иногда лучше давать слой покрытия равномерно по всей ок-
ружности кулачка. Это позволяет несколько уменьшить де-
формацию вала, однако требует предварительного "заниже-
ния" всей поверхности кулачка, что увеличивает трудоем-
кость ремонта.
Необходимо отметить, что распределительные валы мно-
гих двигателей изготавливаются из отбеленного чугуна, обла-
дающего высокой твердостью и одновременно хрупкостью.
Поэтому при правке валов следует соблюдать особую осто-
рожность. При наличии большого числа изношенных кулачков
и деформации (биения) вала не более 0,20-0,25 мм лучше
полностью обработать все необходимые поверхности, чем
получить две половины вала после не вполне квалифициро-
ванной правки.
После наплавки кулачков и правки навариваются опор-
ные шейки вала, затем следует термообработка - старение
для снятия внутренних напряжений.
Обработка кулачков наиболее точно выполняется на ко-
пировально-шлифовальных станках. Некоторые специализи-
рованные модели таких станков могут работать по одному из
неизношенных кулачков, как эталону, копируя его профиль на
обрабатываемом кулачке, для которого задается угол его по-
ворота относительно эталонного кулачка. Другие, более уни-
версальные, станки работают по так называемому мастер-ку-
лачку, являющемуся увеличенной в некотором масштабе ко-
пией кулачка необходимого профиля. Это значительно менее
удобно, т.к. требует большого объема измерений, а также до-
статочно большого времени на изготовление мастер-кулачка.
Существенным преимуществом обработки кулачков на шли-
фовально-копировальных станках является высокая точность
выполнения профиля и отсутствие биений тыльной стороны
кулачка, что, как уже отмечено выше, имеет решающее зна-
чение для валов, работающих с гидротолкателями. Однако
эти станки достаточно дороги и пока далеко не везде и не все-
гда доступны.
При отсутствии специализированных станков кулачки мо-
гут быть обработаны на универсальном шлифовальном обору-
довании, но при этом профиль кулачка уже не будет точно со-
ответствовать исходному. Неточности обработки кулачков
приводят, с одной стороны, к ухудшению характеристик двига-
теля из-за изменения фаз газораспределения, а с другой - к
302
появлению нерасчетных ускорений и действующих сил в дета-
лях распределительного механизма, что может вызвать их
повышенный износ. Однако нередко на практике не удается
найти ни нового распределительного вала, ни специализиро-
ванного оборудования для ремонта старого. В таких случаях
использование универсального оборудования является един-
ственно возможным выходом из положения.
Прежде чем приступить к обработке, необходимо произ-
вести обмеры одного из неизношенных кулачков. Практика
показывает, что подавляющее большинство распределитель-
ных валов имеют симметричные кулачки, профиль которых
приближенно может быть описан подъемом h и тремя радиу-
сами (рис. 9.173) - радиусом тыльной стороны Ro, радиусом
вершины г0 и радиусом сопряжения R. В некоторых двигате-
лях (ALFA ROMEO, FIAT) радиус сопряжения кулачка настоль-
ко велик, что может быть заменен прямой линией (плоской
поверхностью). Это существенно упрощает обработку кулач-
ков (см. ниже).
Рассмотрим порядок операций по обработке кулачка с на-
плавленной вершиной (рис. 9.174). Вначале необходимо на
круглошлифовальном станке обработать вершину так, чтобы
радиус, который она описывала бы при вращении вала, был
равен Ro + h + А, где А = 0,1-0,2 мм - припуск на окончатель-
ную обработку. Затем на плоскошлифовальном станке специ-
ально заправленными кругами шлифуются боковые поверх-
ности и вершина. При шлифовании боковых поверхностей
следует соблюдать большую осторожность, чтобы не повре-
дить радиус основания Ro, иначе его придется сильно умень-
шать в дальнейшем либо повторно наплавлять весь кулачок
(рис. 9.175). Затем на круглошлифовальном станке, обеспечи-
вая поворот вала вручную, обрабатывается тыльная сторона
кулачка "как чисто". Здесь также не следует торопиться -
нельзя подрезать кругом в крайних положениях боковые по-
верхности кулачка (рис. 9.176), иначе на них появится неис-
правимый "провал". Если все сделано аккуратно, в оконча-
тельном виде надо вручную плоским абразивным бруском за-
круглить ступеньки, образовавшиеся в местах сопряжения
радиусов. Особая осторожность нужна при закруглении пере-
хода от тыльной поверхности к боковой - нельзя обрабаты-
вать тыльную поверхность, имеющую радиус Rq. особенно у
валов, работающих с гидротолкателями, т.к. на ней появится
местный "провал". Если это все же произошло, необходимо
повторить шлифование тыльной сюрэны кулачка. Качество
выполненной работы проверяется индикатором часового ти-
па (см. рис. 9.170).
При обработке кулачков описанным способом определен-
ные трудности вызывает задание углового положения верши-
ны кулачка относительно других кулачков. Допущенная при
этом ошибка влечет за собой непосредственно изменение фа-
зы газораспределения, задаваемой данным кулачком, что
крайне отрицательно может отразиться на эксплуатационных
характеристиках двигателя. Возможны два способа координа-
ции углового положения. Первый способ заключается в уста-
новке на вал (на посадочное место звездочки или шкива) дис-
ка. В плоскости установки шпонки на диск наносится риска -
нулевая отметка, дающая начало отсчета углов. Затем вал ус-
танавливается в центрах (например, токарного станка), и с по-
мощью индикатора надиск наносятся риски, соответствующие
осям всех обрабатываемых кулачков. Наиболее удобно опре-
делять угловое положение кулачка по его вершине, однако ес-
ли она сильно изношена или уже наплавлена, это можно сде-
лать по тыльной стороне кулачка, хотя и с меньшей точностью
- ось кулачка будет расположена посередине между точками
одинакового подъема боковых поверхностей (рис. 9.177).
Распределительные валы рядных двигателей имеют пары
противолежащих кулачков, а это значительно облегчает за-
дачу, если требуется восстановить только один кулачок из
пары. Так или иначе, прежде чем восстанавливать распреде-
лительный вал с большим количеством изношенных кулач-
Рис. 9.173. Схема кулачка, об-
разованного тремя радиусами
Рис. 9.176. Основные дефекты
кулачка после шлифования
(указаны стрелками):
а — подрез основания при шлифова-
нии тыльной стороны (устраняется
перешлифовкой всего профиля);
б — ступень в месте сопряжения ра-
диусов (устраняется доработкой боко-
вой поверхности по линии (--)
Рис. 9.174. Схема обработки кулачка на универсальном шлифо-
вальном оборудовании:
а — предварительное шлифование вершины; б — профильное шлифование
боковых поверхностей; в — профильное шлифование вершины; г — шлифо-
вание тыльной стороны; д — ручная доводка линий сопряжения с контро-
лем ступеней А, В по индикатор,
Рис. 9.175. Подрез основания
кулачка при шлиьэсзании боко-
вой поверхности (указан стрел-
кой) требует перешпифовки
тыльной стороны на меньший
радиус (-----)
Рис. 9.177. Упрощенная схема
определения углового положе-
ния кулачка на распределитель-
ном валу:
а — точки начала подъема профиля
303
ков, необходимо выполнить
соответствующие измере-
ния, в противном случае по-
сле наплавки обработка ку-
лачков может вызвать серь-
езные затруднения.
Другой способ координа-
ции углового положения ку-
лачков может быть приме-
нен для валов с плоскими
(или почти плоскими) боко-
выми поверхностями кулач-
Рис. 9.178. Схема обработки ку- ков еспи требуется обра-
лачков с плоской боковой по- g0TKa только одного кулачка
верхностью. пары противолежащих, то
1 — базовый кулачок, ориентирован- ’
ный в противофазе к обрабатывав- ^ГО угловое положение ПОЛу-
мому; 2 — обрабатываемый кулачок; чаеТСЯ ЭВТОМЭТИЧеСКИ (рИС.
3 —стол станка 9.178) При ШЛИфОВЭНИИ его
боковых поверхностей, кото-
рые строго параллельны соответствующим боковым поверх-
ностям парного кулачка. Такие кулачки обрабатывать про-
ще, т.к. их боковые поверхности не требуют профилирова-
ния круга, а при шлифовании круг может подаваться в на-
правлении не только вдоль оси вала, но и поперек.
После того, как все восстановленные кулачки прошлифо-
ваны, необходимо проверить и прошлифовать в центрах тыль-
ные поверхности других кулачков, если на них есть биение,
после чего прошлифовать опорные шейки в заданный размер.
Ресурс и надежность работы восстановленного таким
способом распределительного вала определяется, в основ-
ном, материалом и способом наплавки кулачков. Независи-
мо от используемого оборудования ремонт распределитель-
ного вала оказывается значительно сложнее, чем коленча-
того, и требует весьма высокой квалификации специалис-
тов-ремонтников. Такой ремонт может выполняться только
в крайнем случае, когда нет возможности заменить распре-
делительный вал. Эта концепция подтверждается также ми-
ровой практикой - на иностранных ремонтных предприятиях
изношенные распределительные валы двигателей легковых
автомобилей в большинстве случаев не восстанавливают, а
заменяют на новые.
9.6.3. Ремонт рычагов и толкателей
Рабочие поверхности рычагов, толкателей или коромысел,
контактирующие с кулачками распределительного вала, изна-
шиваются обычно при нарушении рабочего зазора или при ра-
боте двигателя на некачественном масле, причем эти износы
не обязательно сопровождаются износом кулачков вала.
Рычаги и толкатели большинства двигателей являются
весьма недорогими деталями, поэтому их замена часто
оказывается экономически выгоднее, чем ремонт, тем бо-
лее, что надежность работы новых деталей обычно выше,
чем восстановленных. Однако поскольку для многих двига-
телей прошлых лет выпуска
приобретение новых запас-
ных частей сопряжено с се-
рьезными трудностями, на
практике часто приходится
делать выбор в пользу ре-
монта, а не замены изно-
шенных деталей.
Рассмотрим способы ре-
монта рычагов, коромысел и
толкателей в зависимости
от их конструкции для наи-
более распространенных
схем газораспределитель-
ных механизмов.
Рис. 9.179. Схема шлифования
рабочей поверхности рычага на
плоско-шлифовальном станке:
1 — шлифовальный круг со специаль-
ным профилем; 2 — рычаг; 3 — по-
движный стол станка- 4 — тиски
Рычаги больше всего изнашиваются по площадке контак-
та с кулачком, где возникают большие удельные давления при
набегании кулачка на рычаг. При этом на опорной поверхно-
сти возникает постепенно расширяющийся характерный про-
вал (см. рис. 8.33). Даже если кулачок не имеет износе, при
работе в паре с изношенным рычагом возникают ударные на-
грузки и стук, вследствие чего износ быстро прогрессирует.
У большинства двигателей рычаг имеет монолитную кон-
струкцию - обычно он делается целиком из стали и закали-
вается до поверхностной твердости НРОЭ > 55 также цели-
ком или только местно. Иногда на рабочую поверхность на-
носят тонкий (0,4-0,8 мм) слой износостойкого материала.
Для целиком закаленного рычага при не слишком больших
износах можно обработать рабочую поверхность на шлифо-
вальном станке (рис. 9.179), но для рычагов с поверхност-
ным упрочнением изношенная поверхность должна восста-
навливаться наплавкой. Определить тип поверхности в каж-
дом конкретном случае можно, если измерить твердость на
изношенной и неизношенной ее частях, а также визуально
по их различию в цвете.
Наплавка рабочей поверхности рычагов выполняется те-
ми же материалами и на том же оборудовании, что и восста-
новление распределительных валов. Однако в отличие от рас-
пределительных валов локальный перегрев рычага не пред-
ставляет опасности. Не стоит только сильно нагревать весь
рычаг, это может привести к снижению твердости и износо-
стойкости материала в местах его контакта с клапаном и опо-
рой. Кстати, даже у сильно изношенных рычагов (имеется в
виду поверлность контакта с кулачком), как правило, не на-
блюдается сколько-нибудь заметных износов на других рабо-
чих поверхностях.
Восстановление рабочих поверхностей коромысел, кон-
тактирующих с кулачком, не отличается от того же процесса
для рычагов. На многих двигателях коромысла имеют состав-
ную конструкцию - рабочая поверхность образована пласти-
ной из твердого износостойкого материала, припаянной или
приклеенной к коромыслу. Для таких коромысел достаточно
прошлифовать изношенную поверхность. Более того, нередко
коромысла изготавливаются из алюминиевого сплава - тогда
наплавка рабочей поверхности пластины не допускается,
иначе она может оторваться от коромысла.
Для шлифования рабочих поверхностей рычагов и коро-
мысел существуют различные специализированные станки и
приспособления к универсальным шлифовальным станкам
(см. раздел 5.4.4.). Суть таких станков или приспособлений
сводится к следующему: рычаг (коромысло) закрепляется на
поворотном столе, обеспечивающем вращение вокруг точки с
заданным радиусом закругления рабочей поверхности рыча-
га (коромысла), после чего подводится шлифовальный круг до
касания, и с поворотом стола выполняется шлисрование (рис.
9.180). При отсутствии каких-либо приспособлений обработка
рабочих поверхностей может быть без труда выполнена на
универсальных шлифовальных станках специально спрофили-
рованным кругом (см. рис. 9.179).
Для конструкций с коромыслами достаточно характерен
износ отверстия и оси в направлении действия нагрузки от ку-
лачка и клапана (см. рис. 2.145). Если в отверстии коромысла
установлена бронзовая втулка, то ее неспох;но заменить на
новую. Такая втулка при необходимости вытачивается из
оловянистой фосфористой или свинцовистой бронзы и долж-
на иметь натяг в отверстии к промысла порядка 0,06-0,08 мм.
Внутреннее отверстие втулки может быть выполнено в двух
вариантах - окончательно с зазором 0,05-0,06 мм по оси ко-
ромысел, либо с тем же припуском на окончательную обра-
ботку. В первом варианте после запрессовки втулки она не-
сколько сжимается, и зазор уменьшится до рабочего
(0,015-^0,025 мм). Во втором варианте отверстие после за-
прессовки хонингуется, разворачивается или растачивается
аналогично втулке верхней головки шатуна. Однако следует
304
Рис. 9.180. Схема шлифования
коромысла на поворотном столе
(R - радиус закругления опорной
поверхности коромысла)
помнить, что у некоторых ко-
ромысел боковая поверхность
не является базовой, а это
может затруднить выверку по-
ложения коромысла на стан-
ке. Данный вопрос имеет важ-
ное значение, т.к. перекос оси
отверстия по отношению к ра-
бочей поверхности, контакти-
рующей с кулачком, приведет
к появлению дополнительных
сил, разворачивающих коро-
мысло, и ускоренному износу
втулки и оси.
На некоторых двигателях,
прежде всего японских, коро-
мысла часто не имеют в.улок.
Для таких коромысел возмож-
ны два варианта - растачива-
ние отверстия и установка
тонкостенной (около 1 мм)
бронзовой или силуминовой втулки или увеличение диаметра
оси коромысел с обработкой отверстия в увеличенный ре-
монтный размер. Первый вариант не всегда проходит, так как
может ослабить коромысло, в то время как второй вариант
достаточно трудоемок. Тем не менее на практике иногда при-
ходится если не увеличивать, то хотя бы восстанавливать из-
ношенные оси коромысел в прежний размер.
Наиболее простой способ ремонта осей коромысел - их
взаимная перестановка. Обычно в головке блока клапаны и
коромысла располагаются в шахматном порядке, поэтому
при перестановке осей коромысла оказываются на неизно-
' шенных поверхностях. Основная сложность здесь - разо-
браться со смазочными отверстиями, чтобы не нарушить по-
дачу масла к коромыслам и опорам распределительного ва-
ла. Для этого ненужные отверстия завариваются аргонно-ду-
говой сваркой и обрабатываются напильником заподлицо с
наружной поверхностью оси. Перед заваркой следует разме-
тить новые отверстия, которые затем просверлить и снять на
них заусенцы зенкером или сверлом большего диаметра и
мелкой шкуркой.
Такая схема ремонта не всегда удобна. На некоторых дви-
гателях она требует большого объема сварочных и сверлиль-
ных работ. Кроме того, иногда изношенная часть оси попада-
ет на опору. Тогда в отверстии опоры получается большой за-
зор, что может привести к большим утечкам и нарушениям в
работе системы смазки распределительного механизма. По-
этому нередко приходится восстанавливать изношенные оси
коромысел нанесением на них различных металлов.
Перед восстановлением осей необходимо убедиться, что
оси можно будет установить в головку, т.е. проанализировать
крепление осей на головке. Восстановление осей не по всей
длине, а только у изношенных поверхн стой, и, тем более,
увеличение их диаметра недопустимо для таких конструкций
(BMW), где оси устанавливаются в неразъемные соосные от-
верстия опор, выполненные в голозке. Даже если изношен-
ные поверхности будут восстановлены в тот же размер, не-
большая несоосность восстановленной поверхности относи-
тельно неизношенной поверхности оси приведет к тому, что
ось не войдет в опору (рис. 9.181).
Для тех конструкций, где крепление осей допускает увели-
чение их диаметра или, по крайней мере, восстановление от-
дельных участков с небольшой несоосносгь о, изношенные по-
верхности навариваются или наплавляются аналогично дру-
гим валам (см. раздел 9.3.). После сверления отверстий оси
шлифуются. Шлифование осей, в отличие от валов, произво-
дится не в центрах, а в патронах, т.к. обычно оси не имеют
центровых фасок и могут иметь некоторую деформацию, не
оказывающую никакого влияния на работу распределительно-
Рис. 9.181. Влияние несооснос-
ти восстановленной поверхнос-
ти оси коромысел на возмож-
ность сборки узла:
А — поверхность, имеющая после
восстановления несоосность с не-
восстановленной поверхностью В;
С — “ступень" в месте перехода,
препятствующая сборке; 1 — ось ко-
ромысел; 2 — опора или коромысло
го механизма. Поэтому при шлифовании каждого наваренно-
го участка ось выставляется по минимальному биению (0,02
мм) соседних невосстановленных поверхностей. Следует от-
метить, что несмотря на определенную сложность ремонта,
восстановленные наваркой оси коромысел, как правило, пре-
восходят по износостойкости новые. При отсутствии оборудо-
вания оси можно изготовить заново из стали, обеспечиваю-
щей после термообработки твердость не ниже HRC3 50.
У цилиндрических толкателей основным дефектом явля-
ется износ контактирующей с распределительным валом тор-
цевой поверхности. При этом торец толкателя становится во-
гнутым, поверхность здесь близка к сферической (см. рис.
8.33). Интересно, что кулачки распределительного вала, дли-
тельно работавшие с такими толкателями, часто не имеют
сколько-нибудь заметного износа.
Ремонт цилиндрических толкателей наиболее прост и за-
ключается в шлифовании изношенной поверхности на плоско-
шлифовальном станке. При шлифовании необходимо обеспе-
чить неперпендикулярность обрабатываемой и боковой по-
верхности не более 0,03 мм. Это не вызывает обычно боль-
ших затруднений, если использовать специальные лекальные
призмы, закрепляемые на столе станка.
Износ рабочей поверхности плунжера гидротолкателя
обычно связан с некачественной фильтрацией масла и с попа-
данием в него продуктов износа других деталей двигателя. При
этом плунжер теряет подвижность и не выбирает зазор в меха-
низме при контакте толкателя с тыльной стороной кулачка. Ча-
стицы грязи, попадая под плунжер из системы смазки, приво-
дят также к негерметичности обратного клапана гидротолкате-
ля, что вызывает неконтролируемую периодическую или посто-
янную просадку плунжера и стук. Возможности ремонта этих
деталей весьма ограничены, однако в большинстве случаев
разборка, тщательная очистка и промывка всех деталей гидро-
толкателя восстанавливают его работоспособность.
Разборка цилиндрических гидротолкателей двигателей с
нижним расположением распределительного вала (GM,
CHRYSLER, FORD) не составляет труда - досоточно вынуть
стопорное кольцо плунжера и легкими ударами о мягкий
предмет "вытрясти" плунжер (см. рис. 2.159). В то же время
разборка цилиндрического гидротолкателя фирмы INA евро-
пейских двигателей с верхним расположением распредели-
тельного вала (VOLKSWAGEN, MERCEDES-BENZ и др.) не-
редко достаточно проблематична. Гидротолка гели коромы-
сел, а также гидрокомпенсаторы - опоры рычагов (см. раздел
2.4.), обычно разбираются без каких-либо трудностей.
Если неисправный гидротолкатель не разбирается, его
следует заменить - промыть без разборки внутренние полости
любого гидротолкателя невозможно. В этой связи следует на-
помнить, что стуки гидротолкателей далеко не всегда связаны
с их неисправностью. Часто такой эффект дают неисправнос-
ти маслонасоса, редукционного клапана, противодренажного
клапана масляного фильтра, вызывающие недостаточную по-
дачу масла на некоторых режимах. Иногда бывает достаточно
несколько раз с интервалом 1000-^2000 км заменить масло и
фильтр, чтобы "отремонтировать" гидротолкатели.
У двигателей с газораспределением OHV при некоторых
неисправностях механизма привода клапанов, а также при
превышении допустимой частоты вращения деформируются
штанги привода клапанов. Такие штанги подлежат замене, но
при невозможности найти новые их можно поправить. После
22. Ремонт двиг. заруб, ав-сй.
305
Рис. 9.182. Схема проверки деформации толкающих штанг:
1 — призмы; 2 — индикатор
Рис. 9.184. Схемы шлифования фаски клапана:
а — наружной поверхностью шлифовального круга; б — боковой поверхно-
стью шлифовального круга
правки прямолинейность штанги легко проверяется на приз-
мах поверочной плиты индикатором (рис. 9.182) - нежела-
тельно, чтобы биение в середине штанги при опоре на краях
было бы больше 0,10 мм.
9.6.4. Ремонт, подбор и изготовление клапанов
В эксплуатации возникает целый ряд неисправностей,
связанных с дефектами клапанов. Наиболее часто встреча-
ются износы фаски, стержня и торца клапана, нередки также
случаи деформации стержня вследствие удара поршня по не-
закрывающемуся клапану (например, при обрыве ремня га-
зораспределения, превышении максимальной частоты вра-
щения и др.).
Обработка изношенного торца клапана может быть вы-
полнена несколькими способами. При этом должна быть
обеспечена перпендикулярность торца и стержня клапана.
Наиболее высокое качество обработанной поверхности торца
дают плоскошлифовальные станки. Клапан устанавливается
на специальную лекальную призму и зажимается на ней ана-
логично толкателям при обработке их торцов (см. раздел
9.6.3.). В данном случае шлифовальный круг контактирует с
торцом клапана цилиндрической поверхностью.
Другие способы предполагают контакт обрабатываемой
поверхности с торцом шлифовального круга. Это может быть
сделано как на круглошлифовальном, так и на заточном стан-
ке. При этом клапан должен быть установлен на призме, за-
крепленной в станка так, чтобы была обеспечена перпендику-
лярность стержня к торцу круга (рис. 9.183). Чтобы свести к
минимуму возможный перекос торца и стержня, следует при
шлифовании медленно поворачивать клапан. Недостатком
этого способа ремонта является необходимость часто пра-
вить торец шлифовального круга, а также ухудшение качест-
ва поверхности торца и даже ее выпуклость. В дальнейшем
это может привести к дополнительным регулировкам зазоров
в механизме привода, а также к повышенному шуму.
Обработка изношенной фаски клапана может быть выпол-
нена на круглошлифовальном станке. Для этого необходимо
использовать цанговый зажим для крепления и привода (вра-
щения) клапана. Цанга имеет посадочный конус для соедине-
Рис. 9.183. Простои способ ремонта торца клапана:
1 — шлифовальный круг; 2 — призма
ния со шпинделем станка и
обеспечивает довольно низ-
кое биение клапана относи-
тельно оси вращения - поряд-
ка 0,024),03 мм, что является
допустимым, составляя поло-
вину рабочего зазора клапана
в направляющей втулке. Пе-
редняя бабка станка развора-
чивается на угол фаски клапа-
на (рис. 9.184), после чего
производится шлифование.
Для шлифования фасок
клапанов применяются также
специализированные станки
и/или приспособления для
универсальных станков (см.
рис. 5.84), однако для неболь-
ших мастерских такое обору-
дование не всегда доступно.
Фаска клапана может
быть отремонтирована в спе-
циальном приспособлении,
Рис. 9.185. Общая схема обра-
ботки фаски клапана резцовой
головкой:
1 — центрирующая втулка; 2 — рез-
цовая головка, 3 — твердосплавный
резец
выпускаемом, например, фирмой NEWAY. Приспособление
имеет резцовую головку и направляющие для центрирования
клапана по стержню (рис. 9.185). Качество ремонта фаски
резцами уступает другим способам, но цена приспособления
на порядок меньше самого дешёвого шлифовального обору-
дования. Недостатком приспособления с резцовой головкой
является невозможность ремонта фаски при её биении отно-
сительно стержня, поэтому перед обработкой желательно
проверить биение тарелки (см. раздел 8.1.).
При большом износе фаски иногда приходится снимать до-
статочно большой припуск, в результате чего клапан дополни-
тельно "проваливается" в седле, а его стержень как бы удли-
няется. Это может быть недопустимо для двигателей с гидро-
толкателями. особенно, если они цилиндрические, а распре-
делительный вал имеет верхнее расположение. Такие конст-
рукции обычно имеют небольшой ход плунжера гидротолкате-
ля, поэтому здесь необходимо компенсировать "провалива-
ние" клапана укорочением стержня, обрабатывая его торец
(рис. 9.154).
Допустимым износом стержня следует считать величину
0,03 мм, причем клапан с таким износом может нормально
работать еще достаточно длительное время только с новой
направляющей втулкой.
Существует несколько способов восстановления стерж-
ней клапанов. Из них следует отметить хромирование, кото-
рое по сравнению с другими способами (например, напыле-
нием) обладает рядом преимуществ, среди которых высокая
твердость, плотность, износостойкость и адгезия покрытия.
Именно эти свойства хрома определяют достаточно широкое
распространение хромовых покрытий клапанов на многих
306
Рис. 9.186. Шлифование стержня клапана в центрах до и после
хромирования с использованием оправок
Рис. 9.189. Остаточная деформация после прав-
ки сильно деформированного клапана - индика-
тор 2 показывает отсутствие деформации, в то
время как по индикатору 1 она значительная
Рис. 9.187. Де-
формированный
клапан
двигателях, однако ремонт клапанов таким способом доста-
точно сложен.
Технологическая цепочка ремонта включает в себя следу-
ющие операции:
1) очистка клапана;
2) обработка наружного диаметра тарелки "как чисто" с
минимальным биением (0,02-^0,03 мм) относительно стержня;
3) изготовление оправок (рис. 9.186) и шлифование клапа-
на в центрах круглошлифовального станка. При этом необхо-
димо обработать стержень клапана "как чисто" или снять ста-
рое покрытие так, чтобы слой хрома в окончательном виде
составил порядка 0,04-5-0,07 мм;
4) хромирование клапана с защитой от покрытия тарелки
и конца стержня (где расположены канавки для фиксации кла-
пана сухарями);
5) установка на клапан оправок и шлифование стержня.
Описанная технология позволяет ремонтировать изно-
шенные стержни клапанов, однако требует хорошего оснаще-
ния и довольно высокой культуры производства. При отсутст-
вии таковых на возможность ремонта изношенных клапанов
рассчитывать не следует.
Достаточно часто в эксплуатации встречается деформа-
ция стержня клапана, возникающая при ударе поршня по та-
релке. Деформированные клапаны (рис. 9.187) подлежат за-
мене, однако в некоторых случаях, если придерживаться оп-
ределенных правил, их удается восстановить. Разумеется,
восстановление деформированных клапанов является край-
ней мерой (своего рода "запрещённым приёмом") и может ис-
пользоваться только в исключительных случаях, когда не уда-
ется найти новые клапаны. Для этого необходимо:
1) править только впускные клапаны. Выпускные клапаны
при работе двигателя испытывают значительно более высо-
кие нагрузки, а их материал часто менее пластичен. Поэтому
при деформации и/или при восстановлении может возникнуть
трещина, которая под действием высоких нагрузок (и темпе-
ратур) быстро приведет к поломке клапана со всеми вытека-
ющими последствиями;
2) править следует только клапаны, деформированные у
тарелки и имеющие биение тарелки не более 0,3-0,4 мм. При
большем биении возрастает опасность последующего разру-
шения клапана.
Принципиально существует два различных способа вос-
становления подобных клапанов. Первый способ - шлифова-
ние фаски "как чисто". При этом тарелка остается деформи-
рованной, однако фаска делается концентричной стержню.
Однако при относительно большой деформации стержня на
одном из краев тарелки получается "острый" угол (край) меж-
ду тарелкой и фаской, что грозит перегревом и прогаром та-
релки в этом месте.
Другим способом ремонта является правка тарелки.
Правка достаточно легко делается в патроне токарного
станка (рис. 9.188). Чтобы не повредить стержень, необхо-
димо зажимать его кулачками патрона через картон или
Рис. 0.188. Схема правки тарелки клапана в патроне токарного
станка
плотную бумагу. Далее легким ударом медным молотком по
соответствующему краю тарелки в направлении вдоль оси
стержня производится правка. Практика показывает, что
при деформации (торцевом биении) тарелки менее 0,3-0,4
мм правка без больших затрат времени позволяет добиться
биения и тарелки и фаски менее 0,03 мм. Этого достаточно,
чтобы далее просто притереть клапан к седлу с помощью
абразивной пасты. При начальном биении тарелки более
0,4 мм исправить деформацию тарелки относительно
стержня обычно не удается - при отсутствии биения торца
тарелки фаска может бить на 0,1 мм и более (рис. 9.189). В
подобных случаях следует после правки обрабатывать фас-
ку тарелки "как чисто".
Несмотря на то, что описанные способы ремонта клапанов
могут быть реализованы на практике, многие из них сложны,
трудоемки и не обеспечивают высокую надежность двигателя.
Поэтому однозначно лучше отказаться от ремонта в пользу за-
мены клапанов. Идеальный случай, когда можно купить клапа-
ны к конкретному двигателю, следует отнести только к распро-
страненным маркам и моделям (BMW, MERCEDES-BENZ,
AUDI, VOLKSWAGEN, OPEL). Для других с приобретением мо-
гут возникнуть сложности. Поэтому нередко выходом из поло-
жения будет доработка близких по размерам клапанов от дру-
гих двигателей. Этот способ является достаточно надежным
решением проблемы при отсутствии штатных клапанов, хотя и
требует дополнительных затрат.
Для доработки необходимо найти клапаны, имеющие длину
и диаметр тарелки не меньше, чем у штатных клапанов. При
подборе таких заготовок в первом приближении можно ориен-
тироваться на данные, приведенные в Приложении 3. Помимо
этого, следует руководствоваться следующими правилами:
диаметры стержня заготовки и клапана должны быть оди-
наковы, поскольку обработка стержня технологически доста-
точно сложна и может снизить надежность клапанов;
назначение заготовки должно соответствовать готовому
клапану, в крайнем случае в качестве заготовки впускного
клапана можно использовать подходящий по размерам выпу-
скной. Обратная замена приведет к прогару и поломке;
22*
307
заготовку следует подбирать, ориентируясь на соответст-
вие удельной (литровой) мощности и частоты вращения двига-
телей. Особую осторожность следует соблюдать при подборе
заготовок выпускных клапанов двигателей с турбонаддувом и
дизелей;
канавки на стержне заготовки не должны препятствовать
протачиванию новых канавок для установки сухаря в том же
сечении стержня, как и у штатного клапана;
при подборе заготовок следует обращать внимание на из-
носостойкие покрытия стержня и фаски - если у штатного кла-
пана они есть, а в заготовке - нет, то не исключен повышен-
ный износ как самого клапана, так и ответных деталей. То же
самое относится к уплотнительной фаске выпускных клапа-
нов некоторых двигателей, на которую может быть нанесено
износостойкое покрытие.
Если заготовка выбрана, необходимо обработать на то-
карном станке тарелку и канавки, используя цанговый зажим.
Окончательная обработка фаски и торца клапана выполняет-
ся так, как это описано выше. При этом необходимо обеспе-
чить требуемую длину клапана. Для двигателей с гидротолка-
телями или с цилиндрическими толкателями и регулировоч-
ными шайбами следует точно выдержать расстояние между
фаской и торцом клапана (рис. 9.190), поскольку именно эта
величина, а не общий габаритный размер, определяет сопря-
жение клапана и толкателя.
В некоторых случаях не удается подобрать заготовку кла-
пана для доработки, соответствующую указанным требовани-
ям. Обычно это случается, если клапан имеет тарелку боль-
шого диаметра или его длина слишком велика. Тогда остается
изготовить новый клапан целиком из подходящей для этого
заготовки.
В качестве заготовки может быть выбран клапан с больши-
ми габаритными размерами. При этом в качестве заготовки не
следует выбирать клапаны со сварным соединением тарелки и
стержня. Разнородные материалы здесь легко проверяются с
помощью магнита - к тарелке из жаропрочного сплава, в отли-
чие от стержня из легированной стали, магнит не притягивает-
ся. Не следует использовать в качестве заготовок клапаны с на-
трием, т.к. уменьшение диаметра и длины стержня а также диа-
метра тарелки у них недопустимо. При отсутствии подходящих
клапанов для заготовок новый клапан может быть изготовлен
из прутка. Материалы для клапанов следует выбирать заведомо
наиболее прочные. Подходят жаропрочные стали и сплавы (см.
также раздел 9.6.1.4.) на никелевой основе, однако эти матери-
алы трудно найти и обработать. При выборе материала следует
ориентироваться в том числе и на его пластичность. Это осо-
бенно важно для тех двигателей, где возможен контакт клапа-
нов с поршнями. Хрупкий клапан может сломаться, что приве-
дет к выходу двигателя из строя. Для некоторых материалов
большую сложность поедставляет термообработка, требующая
специального оборудования. Все это в значительной степени
ограничивает возможность изготовления клапанов.
Рис. 9.190. Клапаны с различными тарелками должны иметь разную
общую длину, чтобы обеспечить одинаковое выступание торца (Н)
При изготовлении клапана на заготовке необходимо сде-
лать небольшие технологические центровые отверстия для
того, чтобы вести обработку на универсальных станках. По-
сле точения с припуском на окончательное шлифование кла-
пан термообрабатывается (если в качестве заготовки взят го-
товый клапан, термообработка не требуется). Затем выпол-
няется шлифование стержня и уплотнительной фаски в цент-
рах, после чего край стержня с технологическим центровым
отверстием отрезается, а торец шлифуется. Центровое отвер-
стие на тарелке может быть оставлено, т.к. оно никак не вли-
яет на работоспособность клапана.
9.6.5. Ремонт элементов привода механизма
газораспределения
К деталям и агрегатам привода в зависимости от его схе-
мы относятся цепь (ремень) ГРМ, звездочки (шкивы, шестер-
ни), успокоитель, натяжитель, натяжной и паразитный ролики,
В эксплуатации неисправности привода встречаются доволь-
но часто и являются достаточно опасными, особенно для тех
двигателей, у которых возможен контакт открытых клапанов
с поршнями в ВМТ.
Большинство элементов привода газораспределительного
механизма практически не подлежит ремонту и при неис-
правност ях требуется их замена. В первую очередь это отно-
сится к цепям и зубчатым ремням.
В процессе эксплуатации происходит износ и вытягивание
цепей и ремней. На большинстве двигателей цепь рассчитана
на весь срок службы двигателя (200-^250 тыс. км), в то время
как зубчатый ремень - не более, чем на 60100 тыс. км. При
сложном ремонте двигателя, имеющего большой пробег, за-
мена цепи (ремня) обязательна.
Различные фирмы, производящие или торгующие запас-
ными частями (см. раздел 5.5.), имеют в своих каталогах ог-
ромную номенклатуру газораспределительных ремней, по-
этому приобретение ремня для подавляющего большинства
известных автомобилей не составляет большой проблемы.
Аналогично обстоит дело и с цепями, причем здесь есть боль-
ше возможностей для выбора. Например, многие европей-
ские автомобили имеют однорядные или двухрядные цепи с
шагом звеньев 3/8" (9,525 мм) и диаметром роликов 1/4" (6,35
мм). В запасные части цепи нередко поставляются с замка-
ми, позволяющими разъединить цепь для ее установки. Нали-
чие замка облегчает, например, укорочение цепи. Необходи-
мость в этом может возникнуть, когда под руками имеется
более длинная цепь с другого двигателя, у которой звенья
имеют те же размеры.
Разъединить цепь можно, если выпрессовать ось одного
из звеньев. Для этого удобно использовать специальные при-
способления. При их отсутствии можно надфилем слегка при-
пилить развальцованный край оси, после чего ударами техно-
логического штифта выбить ось. При последующем соедине-
нии цепи необходимо развальцевать ось керном или ударами
легкого молотка по ее краю.
Как правило, вместе с цепью (ремнем) оказываются в той
или иной степени изношены звездочки (шкивы). Характер из-
носа звездочек (рис. 9.191) обычно способствует ускоренно-
му износу и вытяжению новой цепи. Однако практически да-
же после больших пробегов звездочки часто не имеют силь-
ного износа. Учитывая, что на большинстве двигателей есть
гидронатяжители, обеспечивающие плавность работы цепи и
отсутствие ударных нагрузок, нередко удается повторно ис-
пользовать старые звездочки. Правда, ресурс новой цепи при
этом будет уменьшен.
Износ шкивов зубчатого ремня может быть достаточно
большим, если кожух оемня не обеспечивал надежного уплот-
нения от пыли и грязи. При этом часто изнашивается наруж-
ная поверхность шкивов (рис. 9.192), из-за чего ремень (осо-
бенно, новый с неизношенными зубьями) прилегает к шкиву
308
Рис. 9.191. Характер износа цепи и ззэздочки после длительной
эксплуатации:
а — малоизношенная (или новая) звездочка со старой и новой цепью - ста-
рая цепь из-за растяжения обеспечивает зацепление роликов с зубьями по
большему радиусу и с большими зазорами; б — новая цепь с изношенной
звездочкой дает зацепление роликов с зубьями с большими зазорами
Рис. 9.194. Некоторые способы ремонта резьбовых отверстий
крепления деталей ГРМ:
а — углубление резьбы с установкой более длинной шпильки; б — переход
на резьбу большего диаметра и ступенчатую шпильку; в — углубление резь-
бы с подрез, ой поврежденного прилива и установка специальной шпильки;
1 — поврежденный участок резьбы; 2 — подрезанный торец прилива блока
Рис. 9.192. Изношен-
ный шкив зубчатого
ремня
Рис. 9.193. Износ гр дронатяжителя после дли-
тельной эксплуатации на вытянутой цепи (ме-
ста характерного износа указаны стрелками)
только на небольших участках у захода на шкив и схода с не-
го. Остальная часть ремня между этими участками может не
прилегать к шкиву - она как бы “висит в воздухе". Вследствие
этого значительно возрастает нагрузка на зубья, и новый ре-
мень может проработать всего несколько тысяч километров.
Менять следует в первую очередь звездочки (шкивы) ко-
ленчатого и распределительного валов. Остальные звездочки
(шкивы) на большинстве двигателей не оказывают существен-
ного влияния на ресурс элементов привода.
Следует отметить, что надежность работы двигателя в
большой степени зависит от состояния других деталей приво-
да распределительного вала. Так, неисправности натяжителя
и успокоителей цепи вызывают ударные нагрузки на детали,
ускоренный износ и в конце концов ведут к обрыву цепи. То
же самое следует сказать о неисправных подшипниках роли-
ков ремня. Поскольку в двигателях с цэпным приводом (и на
многих двигателях с зубчатым ремнем) возможен контакт
поршней с клапанами, неисправности привода распредели-
тельного вала могут привести к поломкам клапанов, поршней,
шатунов, а также повреждениям блока и головки цилиндров.
Следствие этого при ремонте двигателя все неисправные
элементы привода должны быть проверены и заменены или
отремонтированы.
При длительной работе на изношенной цепи плунжер и
корпус гидронатяжителя также изнашиваются (рис. 9.193).
Увеличение рабочего зазора плунжера вызывает повышен-
ный расход масла, ослабление натяжения цепи и ее шум на
низких частотах вращения. Установка новой цепи обычно
нормализует работу натяжителя, однако с течением време-
ни неисправность проявляется снова. Вследствие этого при
ремонте двигателя состояние гидронатяжителя следует
обязательно контролировать. Изношенный натяжитель не-
обходимо заменить, однако его можно найти не для всех
двигателей.
Изношенный натяжитель может быть отремонтирован об-
работкой отверстия в корпусе (например, хонингованием) и
заменой плунжера на больший диаметр. Такой плунжер мо-
жет быть изготовлен из легированной стали, зазор в соедине-
нии следует обеспечить в пределах 0,03-0,04 мм.
Особую внимательность следует проявлять при ремонте
цепного привода у двигателей с балансирными валами. Так, у
четырехцилиндровых двигателей балансирные валы иногда
приводятся дополнительной цепью и вращаются с удвоенной
частотой (см. раздел 2.4.5.). При этом практически любые, да-
же самые незначительные неисправности быстро приводят к
разрушению цепи, звездочек, успокоителей и натяжителей, а
также к поломкам самих валов и корпусных деталей. Для та-
ких двигателей при ремонте нередко требуется полный ком-
плект деталей привода балансирных валов. Следует отметить,
что ременный привод балансирных валов значительно более
надежен - даже обрыв ремня обычно не вызывает неисправ-
ностей и поломок других элементов привода.
Поломки деталей привода распределительного вала не-
редко сопровождаются или напрямую связаны с обрывом це-
пи. На двигателях с алюминиевым блоком цилиндров это мо-
жет привести к серьезным повреждениям резьбовых отвер-
стий в блоке, с помощью которых крепятся детали привода.
Ремонт отверстий возможен несколькими способами (рис.
9.194), из которых следует отметить углубление резьбы, пере-
ход на больший диаметр, установка специальных шпилек, а
также комбинированные способы.
9.6.6. Ремонт балансирных валов
Как уже указывалось в разделе 2.2., балансирные валы
являются высоконагруженными деталями двигателя, а их
подшипники требуют хорошей смазки. При нарушении подачи
масла, а также при низком его качестве и плохой фильтрации
на высоких частотах вращения балансирных валов (до 12-13
тыс. мин’1) происходит ускоренный износ и разрушение под-
шипников (рис. 9.195), сопровождающиеся большим износом
опорных шеек и, нередко, постелей в блоке цилиндроз.
В практике некоторых ремонтных мастерских получил
распространение способ "ремонта", при котором балансир-
ные валы демонтируются, а в каналы подвода масла к их под-
шипникам устанавливаются заглушки. Такой "ремонт" в экс-
плуатации оказывается неэффективным по нескольким при-
чинам. Так, двигатель с балансирными валами обычно имеет
весьма небольшие противовесы на коленчатом валу. Отсутст-
вие балансирных валов приводит к повышенной вибрации
двигателя и кузова автомобиля. При этом создаются неком-
Plic. 9.195. Поверхность опор-
ной шейки балансирного вала,
поврежденная после работы с
недостаточной подачей масла
309
Рис. 9.196. Пример неоправданного изменения конструкции дви-
гателя при ремонте:
а — исходный вариант (1 — балансирный вал; 2 — масляный насос);
б — при отрезании части балансирного вала перекашивающее усилие на
ведомой шестерне не воспринимается задней опорой вала, что вызывает
ускоренный износ деталей насоса
фортные условия в салоне, а также резко возрастают нагруз-
ки на опоры двигателя, ресурс которых в данных условиях мо-
жет снизиться до нескольких тысяч и даже сотен километров
пробега. Помимо этого, на некоторых двигателях один из ба-
лансирных валов является частью конструкции масляного на-
соса - на нем устанавливается ведомая шестерня насоса.
Тогда демонтировать вал удается, только если обрезать его и
оставить ту часть, где находится шестерня. В результате это-
го возрастает нагрузка на подшипник вала (рис. 9.196) и из-
нос деталей масляного насоса. Таким образом, данный спо-
соб "ремонта" еще раз подтверждает сформулированное вы-
ше правило, что изменение конструкции двигателя при ре-
монте приведет к снижению его эксплуатационных характе-
ристик и, в первую очередь, надежности. Поэтому неисправ-
ные балансирные валы и их подшипники должны быть в обя-
зательном порядке и очень тщательно отремонтированы.
Поскольку в подавляющем большинстве случаев повреж-
дения балансирных валов связаны с износом их подшипников,
начинать ремонт следует с замены втулок, установленных в
блоке цилиндров. В запасные части втулки балансирных валов
поставляются только одного - стандартного размера. Поэтому
изношенные опорные шейки вала требуют либо восстановле-
ния в прежний размер, либо замены вала на новый.
Рис. 9.197. Ремонт постели подшипника с помощью дополнитель-
ной втулки:
1 — дополнительная втулка, 2 — балансирный вал; 3 — корпус маслонасо-
са (по отверстию корп\ са осуществляется выверка положения блока перед
растачиванием отверстия под дополнительную втулку); 4 — блок цилиндров
Если втулка осталась в блоке, то постель скорее всего не по-
вреждена. Тогда старую втулку следует выпрессовать, исполь-
зуя оправку (см. рис. 5.61). Запрессовка новой втулки может
быть выполнена аналогично втулкам распределительных валов
(раздел 9.6.1.). При этом важно не допустить перекоса оправки,
чтобы не повредить втулку. Отсутствие перэкосг обеспечивает
специальная резьбовая оправка, постепенно "втягивающая"
втулку в постель. Можно также запрессовать втулку оправкой с
длинным стержнем лёгкими ударами молотка по стержню.
После запрессовки втулки следует измерить нутромером
внутренний диаметр подшипника. Если стандартный диаметр D
вала неизвестен, то он может быть рассчитан, если задать за-
зор в подшипнике. Поскольку балансирный вал вращается с вы-
сокой частотой, желательно обеспечить повышенный зазор по
сравнению с другими подшипниками - порядка 0,06*0,08 мм.
В эксплуатации нередки случаи расплавления втулки, при
которых постель (расточка) в блоке сильно повреждается.
Тогда установить втулку в блок можно только через дополни-
тельную втулку (рис. 9.197). Чтобы это сделать, необходимо
расточить отверстие постели на расточном станке. При раста-
чивании блок должен быть выставлен на станке по базовым
поверхностям (верхняя, нижняя или передняя плоскости бло-
ка). Особенно важно обеспечить совпадение старой и новой
оси отверстия с точностью до 0,02 мм, иначе вал встанет с пе-
рекосом, что впоследствии приведет к поломке вала и разру-
шению подшипников. Это можно сделать по технологическим
отверстиям на переднем торце блока.
После растачивания отверстия изготавливается стальная
втулка и запрессовывается в отверстие с натягом 0,04*0,06 мм.
Возможно, что во втулке придется сделать смазочное отвер-
стие и совместить его с отверстием в блоке при запрессовке.
Затем внутреннее отверстие дополнительной втулки следует
расточить под необходимый диаметр. Толщина стенки втулки
должна быть не менее 1,5 мм. Если все работы выполнять точ-
но и аккуратно, то можно сразу изготовить дополнительную
втулку без последующей расточки. При этом следует учесть, что
при толщине стенки 1,5*2,0 мм натяг по наружному диаметру
0,04*0,06 мм даст уменьшение внутреннего диаметра втулки
после запрессовки примерно на 0,02*0,03 мм. Внутренний диа-
метр дополнительной втулки должен обеспечивать запрессовку
втулки подшипника вала с тем же натягом - 0,04*0,06 мм.
Нежелательно, чтобы втулка подшипника балансирного
вала изготавливалась - она должна быть стандартной, в край-
нем случае её можно подобрать от вспомогательного или рас-
пределительного валов других двигателей. Однако не всегда
и не для всех двигателей втулки удается приобрести. Если ис-
пользовать стандартные втулки не удается, можно попробо-
вать их изготовить. При этом следует иметь в виду, что тогда
добиться высокой надежности работы балансирных валов
удастся только в случае использования специальных матери-
алов и технологий.
Перед началом работы по изготовлению втулок необходимо
учесть, что бронза для подшипников балансирных валов непри-
годна. Практика показала, что даже при зазоре порядка
0,08*0,10 мм бронзовая втулка может перегреться, заклинить на
валу, деформироваться и начать вращаться в корпусе независи-
мо от величины монтажного натяга. Поэтому для изготовления
втулок должны быть использованы материалы и технологии, опи-
санные в разделе 9.6.1. для втулок распределительных и вспомо-
гательных валов. Для втулок балансирных валов требуются мате-
риалы, выдерживающие высокие нагрузка и скорости скольже-
ния, например, сталеалюминиевая лента с содержанием олова
20%. Такая лента часто применяется для вкладышей дизельных
двигателей с турбонаддувом. Поэтому основной способ изготов-
ления втулок - из двух половин (например, из двух шатунных вкла-
дышей) с последующей перепрессовкой в отверстие блока через
оправку, как это описано в разделе 9.6.1. Использование метал-
лофторопласта здесь также нежелательно. Этот материал, как
уже отмечалось, уступает по допустимой нагрузке, "не любит" аб-
310
разивных частиц, а его преимущества при недостатке смазки не
реализуются, т.к. в расположенные около масляного насоса втул-
ки обычно подается большое количество масла.
После того, как необходимый размер опорной шейки балан-
сирного вала определен, можно приступать к его рэмонту. Ес-
ли произошло разрушение подшипника, то износ шейки может
быть значительным, в некоторых случаях больше 1,0-1,5 мм.
Изношенные поверхности шеек восстанавливаются наваркой
(наплавкой) и последующей шлифовкой. Основные ремонтные
операции для таких валов не отличаются от описанных в раз-
деле 9.3., за исключением того, что балансирные валы проще
других в ремонте, т.к. имеют только две опорные шейки.
9.7. Ремонт вспомогательных агрегатов
и систем
В эксплуатации нередки случаи возникновения неисправ-
ностей различных агрегатов, включая насосы систем пита-
ния, смазки и охлаждения, элементов системы управления
двигателем, турбокомпрессоров и др.
Неисправности некоторых из них непосредственно приво-
дят к повреждениям и поломкам различных деталей двигате-
ля. Например, отказ маслонасоса обычно ведет к расплавле-
нию вкладышей подшипников и задирам шеек коленчатого ва-
ла. Неисправности ряда других агрегатов влияют на двига-
тель не так очевидно, однако их последствия могут проявить-
ся с течением времени. Так, переобогащение топливовоздуш-
ной смеси и связанный с ним затрудненный запуск двигателя
обычно сопровождаются смыванием масла топливом со сте-
нок цилиндров и разжижением масла в картере. Это может
заметно сократить ресурс двигателя.
Многие неисправности агрегатов возникают из-за дли-
тельной стоянки автомобиля как до, так и во время ремонта
двигателя. Обычно длительная стоянка приводит к поврежде-
нию (негерметичности) различных уплотнений, а также к вну-
тренней коррозии агрегатов. Особенно от коррозии страдают
насосы систем охлаждения и подачи топлива.
Даже после выполненного самым тщательным образом
ремонта КШМ или ЦПГ двигатель может опять быстро выйти
из строя вследствие неисправностей агрегатов, которые не
были устранены при ремонте. Неисправности некоторых аг-
регатов системы управления иногда приводят к неустойчивой
работе двигателя после ремонта, а также к повышенной ток-
сичности отработавших газов. Таким образом, при ремонте
двигателя его агрегаты и системы требуют достаточно серь-
езного внимания, а ремонт двигателя не может считаться вы-
полненным, если есть признаки их неисправностей.
9.7.1. Ремонт масляных насосов
Масляный насос является одним из наиболее важных аг-
регатов и от его состояния зависит работоспособность всего
двигателя. Основные неисправности насоса обычно связаны
с износом шестерен, корпуса, валика привода и редукционно-
го клапана. В сопряжении изношенных деталей образуются
увеличенные зазоры, что приводит к возрастанию утечек,
снижению производительности насоса и давления масла в си-
стеме смазки. Сильноизношенные насосы нерэдко не обеспе-
чивают быстрой подачи масла в систему смазки после запус-
ка. Это отрицательно сказывается на ресурсе подшипников
двигателя и даже может привести к выходу их из строя.
В зависимости от конструкции насоса износу подвержены
различные поверхности его деталей. В соответствии с этим ре-
монт насоса, который можно выполнить, не прибегая к замене
узлов и деталей насоса, также будет различен для разных кон-
струкций. Рассмотрим более подробно способы их ремонта.
У насссов с шестернями наружного зацепления изнаши-
ваются зубья и торцы шестерен, поверхности корпуса и крыш-
ки насоса, соприкасающиеся с шестернями, а также ведущий
Рис. 9.198. Обработка торца
шестерни масляного насоса на
токарном станке
Рис. 9.2G0. Притирка плоскости
разъема корпуса масляного насоса
для уменьшения торцевого зазора
Рис. 9.199. Износ корпуса насо-
са (места износа указаны
стрелками)
Рис, 9.201. Измерение зазора в
зацеплении шестерен насоса с
помощью набора щупов
валик и его отверстие (подшипник) в корпусе. Наиболее под-
вержены износу торцы шестерен и корпуса. Возникающий по-
вышенный торцевой зазор снижает давление и подачу масла,
особенно при малой частоте вращения. На торцах шестерен
обычно возникают круговые борозды. Если они не слишком
глубоки, торцы могут быть притерты на плите с абразивной
пастой (при этом необходимо все время поворачивать шес-
терню, чтобы не перекосить торец). Если глубина поврежде-
ний велика (более 0,03-0,05 мм), торец можно проточить, ус-
тановив шестерню на оправку (рис. 9.198) ипи зажав в патро-
не токарного станка. При этом необходимо выставить торец
по индикатору с точностью 0,01 мм. Лучшее качество дает
шлифование торцов шестерен.
Аналогичные повреждения корпуса следует устранять в за-
висимости от конструкции насоса. Убрать риски с торцевой по-
верхности внутри корпуса (рис. 9.199), как правило, достаточно
трудно, однако на крышке это сделать несложно. При этом сле-
дует помнить, что алюминиевую крышку нельзя притирать на
плите, используя пасту. Абразивные частицы, внедряясь в мяг-
кий материал, в дальнейшем могут вызвать ускоренный износ
шестерен. Поэтому для таких конструкций лучше использовать
фрезерование. Притирание с абразивной пастой вполне допу-
стимо, если крышка выполнена из стали, стойкой к шаржирова-
нию (внедрению твердых частиц в поверхность).
Увеличенный за счет износа торцевой зазор шестерен
легко устраняется притиранием плоскости корпуса на плите
(рис. 9.200). Ни в коем случае нельзя использовать для этого
шкурку - плоскость будет искривлена и испорчена. При обра-
ботке плоскости следует стремиться к зазору порядка 0,05 мм
(у длительно работавшего насоса торцевой зазор шестерен
обычно превышает 0,1 мм). Однако не стоит подгонять дета-
ли слишком плотно. Например, алюминиевый корпус при низ-
кой температуре уменьшится в размерах значительно силь-
нее, чем чугунные или стальные шестерни. Если зазор исчез-
нет, возможны задиры и заклинивание шестерен насоса в
корпусе при запуске двигателя, грозящие еще более серьез-
ными поломками деталей самого насоса и его привода.
Если торцевой зазор в норме, следует проверить состояние
зубьев шестерен, зазор в зацеплении и по наружному диамет-
ру шестерен в корпусе (рис. 9.201). Насосы с сильно изношен-
ными зубьями шестерен (зазор в зацеплении более 0,25<-0,30
мм) и корпусом (радиальный зазор шестерен в корпусе более
0,20-0,25 мм), вообще говоря, подлежат замене. Насосы с та-
кими дефектами обычно дают пониженное давление масла на
311
Рис. 9.202. Ремонт изношенных поверхностей под шестерни в
корпусе масляного насоса:
1 — корпус: 2 — втулки
низких частотах вращения. При очень большом износе воз-
можна также ситуация, когда насос не засасывает масло из
картера при запуске. Как правило, данный эффект связан с
большим зазором по наружному диаметру шестерен. Если воз-
можности замены насоса нет, единственным способом ремон-
та является установка втулок в корпус насоса {рис. 9.202).
Для этого надо расточить корпус насоса, точно (до 0,02
мм) выверив его положение по отверстиям ведущего валика
и оси ведомой шестерни. Втулки следует сделать с толщиной
стенки порядка 2 мм. Материал втулок - алюминиевый сплав
с содержанием кремния 44-8% или бронза. Из втулок выреза-
ются участки, не прилегающие к корпусу. Далее втулки встав-
ляются в корпус на клеевой композиции (предварительно де-
тали обезжириваются). После полимеризации клея внутрен-
няя поверхность втулок растачивается окончательно под за-
зор в шестернях порядка 0,054-0,10 мм, а плоскость корпуса
притирается на плите.
При износе отверстия в корпусе и/или валика эти дета-
ли также необходимо ремонтировать, иначе все остальные
восстановленные поверхности в дальнейшем быстро изно-
сятся снова из-за люфтов и перекосов ведущей шестерни.
У большинства насосов валик вращается в отверстии кор-
пуса. Тогда поврежденное отверстие следует расточить.
Далее в него запрессовывается бронзовая или силумино-
вая втулка (рис. 9.203). Если имеется износ ответной по-
верхности валика, то возможны два варианта ремонта. На-
иболее простой - когда втулка корпуса делается длиннее,
чтобы обеспечить контакт с неповрежденной поверхнос-
тью валика. Другой вариант - изготовление нового валика
из высокопрочной легированной стали, закаленной до
НАСЭ 364-40. Это несложно, если привод валика снабжен
шпонкой. В случае, если валик шлицевой, при изготовлении
потребуется специализированное оборудование. Поэтому
для таких конструкций лучше рассчитывать на первый ва-
риант ремонта либо на замену валика.
На зубьях шестерен ино-
гда образуются задиры, ухуд-
шающие уплотнение между
ними. Наиболее простой спо-
соб выхода из положения - пе-
ревернуть их наоборот и тем
самым обеспечить контакт по
неизношенным сторонам зу-
бьэв. Ведомая шестерня
обычно вращается на оси и
перевернуть ее не составляет
труда. Ведущая шестерня тре-
бует для этого выпрессовыва-
ния валика привода.
Распрессовать эти детали
можно с помощью универсаль-
ных съемников либо ударами
молотка по медной выколотке,
Рис. 9.203. Восстановление из-
ношенного отверстия под веду-
щий валик насоса с помощью
ремонтной втулки:
1 — втулка, 2 — корпус
Рис. 9.204. Типичные ошибки при сборке деталей с уплотнительными
резиновыми кольцами:
а — нормальное кольцо; б — старое кольцо не дает натяга в канавке и не
обеспечивает герметичность; в — слишком “толстое" кольцо при сборке ци-
линдрических деталей будет разорвано (указано стрелкой); г — слишком
“толстое" кольцо торцевого уплотнения не даст сопряжения фланцев дета-
лей (стрелкой указан зазор между фланцами)
однако в последнем случае надо соблюдать осторожность,
чтобы не повредить детали. Запрессовку валика в шестерню
лучше производить с нагревом шестерни до 1804-200°С, чтобы
избежать больших усилий и реформа! (ии деталей.
На большинстве двигателей насосы с шестернями наружно-
го зацепления расположены в поддоне картера и часто полно-
стью или частично погружены в масло. Естественно, они не
тоебуют уплотнений (прокладок, сальников и т.д.), т.к. незначи-
тельные утечки по стыкам деталей не оказывают влияния на их
работу. Однако на некоторых двигатэлях (GM, VOLKSWAGEN и
др.) насосы данного типа могут быть расположены снаружи на
блоке цилиндров. В таком случае по крайней мере стык крыш-
ки и корпуса требует герметизации. Обычно у насосов герме-
тичность обеспечивается резиновым кольцом, установленным
в соответствующую канавку корпуса или прокладкой.
При ремонте насосов уплотнительные элементы подлежат
замене. Старое уплотнительное кольцо деформировано и, как
правило, не уплотняет поверхности. Новое кольцо должно
иметь такую же толщину, как и старое. Нельзя применять ре-
зиновые кольца большего сечения - при стягивании крышки и
корпуса такое кольцо может целиком заполнить канавку и не
дать хорошего сопряжения крышки и корпуса (рис. 9.204, см.
также рис. 2.192). Это обычно приводит к увеличению торце-
вого зазора настолько, что насос становится неработоспособ-
ным. Кроме того, при стягивании деталей "повисшая в возду-
хе" крышка деформируется у отверстий болтов даже при не-
большом усилии затяжки.
Конструкция насосов с уплотнением крышки прокладкой
требует не меньшего внимания. Так, при обработке торцевых
поверхностей деталей насоса (корпус, шестерни) необходимо
учитывать толщину прокладки, иначе торцевой зазор шесте-
рен окажется слишком велик. Прокладка должна быть выпол-
нена из твердого материала, иначе со временем она "поте-
чет". Поэтому предпочтительно пользоваться "фирменной"
прокладкой крышки, иначе трудно обеспечить надежность ра-
боты двигателя после ремонта. Нельзя уплотнять крышку на-
соса герметиком без прокладки - большинсгво соединений,
имеющих внутреннее давление масла и собранных без про-
кладки, очень быстро теряют гэрметичность. Следует также
отметить, что герметичность крышки насоса зависит от состо-
яния плоскостей сопряженных деталей. После длительной
эксплуатации плоскости часто имеют деформацию, которая
должна в обязательном порядке устраняться их обработкой (в
частности, притиркой, фрезерованием или шлифованием).
Ремонт других типов насосов - с шестернями внутреннего
зацепления и роторных, выполняется в цепом по той же схе-
ме. Однако существуют некоторые особенности ремонта каж-
дой схемы. Рассмотрим их более подробно.
У насосов с шестернями внутреннего зацепления основ-
ным дефектом является износ посадочного пояска ведущей
312
Рис. 9.205. Ремонт сопряжения
внутренней шестерни и корпуса
масляного насоса:
1 — корпус (отверстие под шестерню
растачивается): 2 — втулка, напрес-
сованная на изношенный поясок ше-
стерни после его протачивания
(внутренней; шестерни и со-
пряженной с ним поверхности
отверстия корпуса. Такой де-
фект устраняется следующим
образом (рис. 9.205). Шестер-
ня точно выверяется в токар-
ном станке, после чего пояс
протачивается с уменьшени-
ем диаметра на 1,0-1,5 мм.
На пояс перепрессовывается
с натягом 0,03^-0,04 мм тон-
кая (1,0-1,5 мм) стальная
втулка. После этого отверстие
в корпусе растачивается так,
чтобы зазор в соединении со-
ставил 0,05-0,07 мм. При рас-
тачивании корпуса необходи-
мо обеспечить строгую пер-
пендикулярность отверстия к
торцу корпуса и его соосность, по крайней мере, со старым
отверстием. Увод или перекос отверстия могут привести к за-
клиниванию и выходу насоса из строя, особенно если зазор
между внутренними шлицами ведущей шестерни и коленча-
тым валом достаточно мал.
У насосов роторного типа основным дефектом является
износ залика и отверстия в корпусе. Особенно это характер-
но для конструкций, где привод насоса осуществляется зубча-
тым ремнем (TOYOTA, MITSUBISHI, ISUZU и др.). Обычно ва-
лик достаточно короткий, а перекашивающие нагрузки от
ремня велики. Поэтому уже при пробегах 150 тыс. км сальник
насоса часто подтекает, а замена его останавливает течь не-
надолго.
Если возможности заменить насос нет, то следует посту-
пить так. Поскольку валик имеет достаточно простую конфи-
гурацию (рис. 9.206), его нетрудно изготовить с увеличенным
(ремонтным) диаметром. В качестве материала лучше вы-
брать износостойкие стали с большим содержанием углерода
и хрома, например, 40X13, цементуемые, инструментальные
и специальные стали (в частности, хорошо зарекомендовали
себя стали 95X18 и ШХ15) и закалить до твердости НИСЭ ~ 50.
Посадка ротора на валике должна иметь натяг не менее
0,04-0,05 мм, а наружную поверхность валика необходимо
шлифовать. Далее следует расточить отверстие в корпусе
(крышке), обеспечив зазор порядка 0,03-0,05 мм и отсутст-
вие перекосоз и смещений оси отверстия. Послэ запрессовки
залика в отверстие ротора край отверстия желательно заче-
канить в нескольких местах, чтобы исключить возможность
проворачивания ротора на валике.
У некоторых роторных насосов (TOYOTA) ротор и шестер-
ня привода напрессованы на валик с двух сторон, что затруд-
няет не только контроль состояния де।алей, но и их ремонт.
Так, если обнаружен большой люфт валика в крышке насоса,
то необходимо разобрать узел для замены валика. Разборку
узла в данном случае не удаётся выполнить съёмниками, т.к.
нельзя зацепить лапы съёмника за шестерню или ротор. По-
скольку валик всё равно будет заменён, чтобы снять с него
шестерню, можно засверлить его по оси со стороны шестерни
на глубину, на 4-6 мм больше её ширины, постепенно увели-
чивая диаметр сверла. Когда толщина стенки валика (между
отверстием и наружной поверхностью) станет меньше 0,5-0,8
мм, натяг значительно уменьшится, и валик можно будет в ы-
бить из шестерни лёгким ударом.
В эксплуатации нередки случаи отказов двигателя из-за
неисправности перепускного (редукционного) клапана. Основ-
ной причиной неисправности является заклинивание клапана
или плунжера (в зависимости от конкретной конструкции), а
также попадание сравнительно больших частиц загрязнений
под клапан. Заклинивание клапана в открытом положении,
очевидно, ведет к недопустимому падению давления масла.
♦Обеспечить зазор в корпусе насоса 0,03-0.05 мм
** Обеспечить натяг в отверстии ротора 0,04-0,06 мм
*** Обеспечить зазор в отверстии пи ива 0,01-0,03 мм
Рис. 9.203. Эскиз валика роторного масляного насоса
Рис. 9.207. Ремонт редукционного клапана системы смазки с за-
меной цилиндрического клапана на шариковый:
1 — клапан (изношенный пояс указан стрелкой); 2 — шарик: 3 — отверстие
под шарик доработано (увеличен диаметр и сделана уплотнительная фаска)
Однако, если клапан не открывается, возможно выдавливание
уплотнительного кольца из-под масляного фильтра или разру-
шение его корпуса. У двигателей с гидротолкателями чрез-
мерное давление может привести к зависанию клапанов и ос-
тановке двигателя из-за отсутствия компрессии.
Поскольку заклинивание происходит из-за попадания гря-
зи под клапан или его плунжер, в большинстве случаев быва-
ет достаточно его разобрать, тщательно очистить и промыть.
При этом необходимо проконтролировать состояние уплотни-
тельных поверхностей на седле. Если поверхности имеют сле-
ды повреждений или износа, ведущие к потере герметичнос-
ти, необходимо их обработать. [Сак празило, бывает достаточ-
ной обработка "как чисто". Иногда при износе клапана его
можно заменить шариком соответствующего диаметра (рис.
9.207). В любом случае при разборке насоса, а также при раз-
рушении деталей КШМ контроль состояния деталей редукци-
онного клапана обязателен.
9.7.2. Ремонт насосов системы охлаждения
У двигателей автомобилей с пробегом 120-150 тыс. км и
более нередки случаи неисправности насосов системы ох-
лаждения. Большинство неисправностей насосов связаны с
той или иной степенью негерметичности уплотнения валика.
Причиной этого может быть ускоренный износ уплотнения,
например, при эксплуатации на воде (она хуже смазывает де-
тали) или на грязной старой охлаждающей жидкости, содер-
жащей абразивные частицы. Негерметичность уплотнения
приводит к постепенному вымыванию смазки из подшипника
и его износу (например, усталостному разрушению беговых
дорожек - питтингу), из-за чего подшипник начинает "гудеть".
Когда эксплуатируемый на воде двигатель поступает в ре-
ме чт, после его разборки необходимо смазать (пролить) на-
сос охлаждающей жидкостью. В противном случае коррозия
деталей уплотнения скорее всего приведет к негерметичнос-
23. Ремонт двнг. заруб. а в-ей.
313
-3
Рис. 9.200. Взаимное положение деталей (размеры А и Б) насоса
охлаждающей жидкости:
1 — корпус насэса; 2 — крыльчатка; 3 — валик подшипника; 4 — упорное уп-
лотнительное кольцо сальника; 5 — резиновая манжета сальника; 6 — зубча-
тый шкив
Рис. 9.210. Снятие крыльчатки Рис. 9.211. Снятие фланца
насоса с помощью съемника: шкива насоса съемником
1 — съемник 2—крыльчатка, 3—кор-
пус насоса, 4 — тиски
ти сразу после запуска двигателя. Из-за этого может оказать-
ся неисправным ("потечь") даже относительно новый насос.
Указанные особенности работы насосов необходимо учиты-
вать при эксплуатации и ремонте двигателей - от надежности
насоса зависит надежность работы всего двигателя в целом.
На распространенные модели двигателей насосы можно
приобрести - цена, как правило, не слишком велика. Поэтому
при возникновении неисправности из двух вариантов - ре-
монт или замена, однозначно необходимо выбирать второй.
Новые насосы (сюда с небольшими оговорками можно отнес-
ти и серийно восстановленные в заводских условиях) сущест-
венно выше по надежности, чем отремонтированные, в осо-
бенности, если ремонт связан с применением нестандартных
(нештатных) подшипников и уплотнений.
На практике возможны ситуации, когда найти новый насос
не удается. В таких случаях ремонт является единстзэнно воз-
можным выходом из положения. При этом необходимо выпол-
нить работу с особой осторожностью и тщательностью. От этого
будет зависеть надежность работы всего двигателя, особенно,
если насос приводится ремнем ГРМ (при разрушении подшипни-
ков насоса здесь следует ожидать "проскакивания" ремня и, воз-
можно, деформации или поломки клапанов и других деталей).
Приступая к ремонту насоса, необходимо помнить, что од-
ним из наиболее ответственных этапов является разборка,
т.к. ошибки здесь приводят, как правило, к поломке деталей и
невозможности дальнейшего их использования.
Перед разборкой насоса будет нелишним отметить взаим-
ное осевое положение фланца, крыльчатки и валика (рис.
9.208), чтобы затем при сборке не искать его заново.
Основная трудность состоит в выпрессовке подшипника
из корпуса. Эту операцию следует выполнять так, чтобы вы-
прессовка шла в направлении от крыльчатки в сторону флан-
ца шкива. Попытка выпрессовать валик в обратную сторону у
многих насосов приводит к поломке корпуса, т.к. валик лома-
ет его упорный бурт (рис. 9.209). У некоторых конструкций
упорного бурта нет, поэтому выпрессовку валика можно вес-
ти в направлении от фланца, предварительно сняв фланец с
валика (см. ниже).
У насосов с крыльчаткой, лопасти которой направлены
внутрь, а также если крыльчатка тонкая и/или изготовлена из
хрупкого материала, она нередко ломается при выпрессовке
(рис. 9.210). Если это произошло, единственным выходом из
положения будет изготовление новый крыльчатки - отдельно
в запасные части крыльчатки не поставляются.
Для изготовления новой крыльчатки могут использовать-
ся различные материалы, например, сталь, чугун, пластмасса
типа капролона или латунь. Процесс изготовления крыльчат-
ки из круглой заготовки на универсальном металлорежущем
оборудовании не представляет больших трудностей. Необхо-
димо отметить, что у многих насосов торцевое уплотнение ра-
ботает по соответствующей поверхности (торцу) крыльчатки,
поэтому произвольно изменять ее материал нельзя. При из-
готовлении крыльчатки необходимо обеспечить биение тор-
цевой поверхности, на которую опирается уплотнение, не бо-
лее 0,010-0,015 мм относительно отверстия, а также низкую
шероховатость этой поверхности, иначе уплотнение в даль-
нейшем быстро выйдет из строя.
После демонтажа валика из корпуса следует снять фланец
шкива. Для этого можно использовать универсальный съемник
(рис. 9.211) или пресс. Поскольку выпрессовка валика из кор-
пуса требует достаточно больших усилий, использовать повтор-
но этот валик нельзя, т.к. подшипники всегда оказываются в
той или иной степени повреждены и не будут работать долго.
Разборка насоса завершается снятием уплотнения, что обыч-
но не вызывает каких-либо трудностей и мойкой всэх деталей.
Некоторые фирмы поставляют в запасные части отдель-
ные детали насосов, например, валики и уплотнения. Если та-
кие комплектующие удалось найти, дальнейшие операции по
сборке насоса выполняются в следующем порядке:
1. Запрессовать новый валик с подшипниками в корпус
(рис. 9.212), используя оправку. При этом нельзя приклады-
вать усилие к самому валику, чтобы не повредить подшипники.
2. Установить в корпус новый сальник, опираясь на его на-
ружную поверхность и корпус насоса со стороны фланца.
3. Напрессовать на валик фланец шкива согласно эскизу,
сделанному перед разборкой. Для этого можно использовать
пресс с опорой на валик с другой его стороны (рис. 9.213).
Опираться на корпус нельзя, иначе можно повредить и кор-
пус, и подшипник. Данная операция в зависимости от конст-
рукции насоса может быть выполнена как перед установкой
314
Рис. 9.212. Запрессовка валика
в корпус:
1 — втулка; 2 — валик; 3 — корпус
Рис. 9.213. Схема запрессовки
фланца шкива на валик
валика в корпус, так и в конце сборки.
4. Напрессовать крыльчатку на валик, используя пресс с
опорой на противоположный конец валика (рис. 9.214). Здесь
также, как и на предыдущей операции, нельзя создавать опо-
ру на корпус. Крыльчатка напрессовывается согласно эскизу
(рис. 9.208), однако при этом необходимо проверить, чтобы в
торцевом уплотнении появился натяг (тогда валик вращается
с несколько увеличенным усилием), а также зазор между ло-
патками крыльчатки и ответной деталью (корпус, крышка,
блок цилиндров и т.д.). Обычно этот зазор выдерживается в
пределах 0,4-^0,8 мм. Меньший зазор может вызвать задева-
ние крыльчатки, а больший - снижение производительности
насоса и эффективности охлаждения двигателя на малых ча-
стотах вращения. Зазор легко проверяется по отпечатку на
небольшом куске пластилина, если приклеить его к лопатке, а
насос установить на место (естественно, не забыв при этом
про прокладку).
Завершая сборку, желательно, хотя бы грубо, проверить
герметичность уплотнения, установив насос крыльчаткой
вверх и налив под нее охлаждающую жидкость. Если в течение
последующих 10-И 5 мин следов подтекания из дренажных от-
верстий в корпусе не появится, насос можно ставить на двига-
тель. Подтекание свидетельствует о повреждении уплотнения
насоса при сборке и необходимости повторного ремонта.
На некоторые модели редких и старых двигателей найти
новый насос трудно, и иногда это не удается, не говоря уже
об отдельных его комплектующих. В таких случаях, как край-
няя мера, можно попытаться отремонтировать насос, исполь-
зуя новые валик и уплотнение от другого насоса, близкого по
размерам. При этом необходимо помнить, что нежелательно
использовать отдельные стандартные подшипники (рис.
9.215). Переход на такой вариант требует при той же допусти-
мой нагрузке на подшипники значительно увеличенного на-
ружного габарита корпуса. Если подобрать для такого вариан-
та ремонта подшипники (возможно, даже несколько большие
по наружному диаметру - сколько допускает толщина стенок
корпуса), насос работать не будет, т.к. подшипники окажутся
сильно перегруженными и быстро выйдут из строя. Достаточ-
но аккуратно следует относиться и к замене валика на другой,
если насос работает в иных условиях, имеет другой привод и
т.д. Например, вентилятор, расположенный на оси насоса,
предполагает, как правило, усиленные подшипники, поэтому
недостаточная допустимая нагрузка у нового узла может
стать причиной быстрого выхода его из строя. Особую осто-
рожность следует соблюдать при ремонте тех насосов, кото-
рые приводятся зубчатым ремнем - здесь ошибка может при-
вести к необходимости ремонта всего двигателя.
Перед тем, как начинать что-либо переделывать, необхо-
димо выполнить определенную конструкторскую работу. Во-
первых, новые детали - валик и уплотнение - должны подхо-
дить по диаметру, т.е. если требуется увеличение диаметров
отверстий в корпусе, то оставшаяся толщина стенки корпуса
не должна быть очень малой (менее 3,5 мм). Во-вторых, но-
рме. 9.214. Схема запрессовки
крыльчатки:
1 — втулка; 2 — подкладка под ва-
лик;
Рис. 9.216. Размерная цепь при
установке крыльчатки - разме-
ры а и б от фланца должны быть
такими, чтобы обеспечить за-
зор между колесом и корпусом
(А) и поджатие графитового
кольца к торцу крыльчатки (Б)
Рис. 9.215. Пример неквалифицированного ремонта подшипника
насоса:
а — исходная конструкция; б — переход на стандартный тип подшипников (с
внутренним кольцом) приводит к их перегрузке и быстрому выходу из строя
вые детали в сборе с корпусом и крыльчаткой образуют в осе-
вом направлении некую "размерную цепь" (рис. 9.216), в ко-
торую могут "не вписаться" нештатные дэтали. Кроме того,
уплотнение, которое предполагается использовать, может не
стыковаться с торцом крыльчатки как по диаметру, так и по
материалам. Пару трения здесь составляют графит (кольцо
уплотнения) и материал крыльчатки, работающий с графитом,
например, сталь или чугун. При несовпадении диаметров или
материалов этих деталей можно предусмотреть установку до-
полнительного кольца (рис. 9.217).
Если новые нештатные детали удается скомпоновать в кор-
пусе насоса, можно приступать к доработке. Прежде всего сле-
дует расточить отверстие в
корпусе под подшипники ва-
лика. При этом следует строго
(до 0,02 мм) выдержать соос-
ность нового и старого отвер-
стий. Одновременно следует
расточить отверстие под за-
прессовку уплотнения. Глуби-
на расточки под уплотнение
должна быть такой, чтобы
крыльчатка насоса, с одной
стороны, имела бы рекомен-
дуемый зазор между лопатка-
ми и корпусом (крышкой), а с
другой - одновременно было
бы обеспечено поджатие гра-
Рис. 9.217. Упорное кольцо (1)
уплотнения насоса, напрессо-
ванное на валик
23’
315
фитового кольца к торцу крыльчатки (см. рис. 9.216).
Следует отметить, что замена валика на нештатный неред-
ко требует растачивания отверстий в крыльчатке и фланце шки-
ва привода. При этом наиболее ответственной операцией явля-
ется доработка крыльчатки - она должна быть выполнена с до-
статочно высокой точностью. Так, биение торца крыльчатки при
ее вращении не должно превышать 0,010 мм, а шероховатость
скользящей поверхности - не более 0,6 мкм, в противном слу-
чае уплотнение может оказаться негерметичным или быстро
выйти из строя. Чтобы обэспечить малое биение торца, его
мо?кно обработать одновременно с растачиванием отверстия.
Отвэрстия в крыльчатке и фланце должны быть расточены
так, чтобы сохранить натяг на валике порядка 0,02-0,03 мм.
Сборка насоса с доработанными и нештатными комплек-
тующими выполняется так же, как было описано выше. Если
все сделано правильно и аккуратно, отремонтированный на-
сос работает достаточно долго.
9.7.3. Ремонт турбокомпрессоров
Ротор турбокомпрессора при работе двигателя на ре-
жимах максималоной мощности вращается с частотой,
обычно превышающей 100-120 тыс. мин'1. При этом нару-
шение подачи, плохая фильтрация масла, масло несоответ-
ствующего качества и т.д., приводят к ускоренному износу
подшипников и уплотнений ротора. Из-за течи через уплот-
нения возрастает расход масла двигателем. На этой ста-
дии турбокомпрессор уже требует ремонта по крайней
мере, замены подшипников и уплотнений. При дальнейшей
эксплуатации износ быстро прогрессирует, возникает за-
девание лопаток рабочих колес ротора за корпус - появля-
ется характерный "визг" турбокомпрессора на некоторых
режимах. Нагрузки на ротор возрастают настолько, что он
деформируется. Далее после непродолжительной работы
происходит его разрушение (рис. 9.218). На такой стадии
ремонт требует замены ротора в сборе (поменять скорее
всего придется весь турбокомпрессор, т.к. ротор отдельно
в запасные части не поставляется).
Вследствие высоких нагрузок на подшипники и требова-
ний к качеству масла и его фильтрации турбокомпрессор яв-
ляется "слабым" агрегатом двигателя с турбонаддувом. Раз-
личные неисправности двигателя, вызывающие ухудшение
подачи масла обычно приводят к повреждению в той или иной
степени подшипников и уплотнений ротора. Поэтому при
сложном ремонте двигателей необходимо контролировать со-
стояние турбокомпрессора - не исключено, особенно для дви-
гателей с пробегом более 150-200 тыс. км, что большая часть
расхода масла связана с его течью через изношенные уплот-
нения ротора. У двигателей с разрушенными шатунными под-
шипниками нередко обнаруживается недопустимый износ
подшипников и уплотнений турбокомпрессора. Обычно это
Рис. 9.218. Разрушенный ротор
турбокомпрессора
Рис. 9.219. Схема нанесения
меток на детали ротора перед
отворачиванием гайки - метки
на валу, гайке и колес? ком-
прессора должны располагать-
ся на одной линии:
1 — вал; 2 — колесо компрессора;
3 — гайка;
является следствием работы двигателя с недостаточной по-
дачей масла (повреждение поддона, маслонасоса и т.д.). В от-
дельных случаях поврежденным оказывается только турбо-
компрессор. Это происходит при даже не слишком длительной
эксплуатации двигателя на масле крайне низкого качества
или на масле, вообще не предназначенном для автомобиль-
ных двигателей. Такое масло не обладает достаточной вязко-
стью при высоких температурах в подшипниках ротора и, кро-
ме того, интенсивно коксуется в этих условиях, закрывая в
подшипниках смазочные отверстия малого диаметра.
Турбокомпрессор является прецизионным агрегатом - допу-
ски на изготовление и деформацию деталей в эксплуатации
обычно не превышают нескольких микрон. В связи с этим для
его ремонта необходимо иное, значительно более точное, обо-
рудование, нежели для остальных узлов и агрегатов двигателя.
Прежде чем что-либо ремонтировать, необходимо оце-
нить возможности приобретения необходимых комплектую-
щих. Если таких возможностей нет, лучше не тратить време-
ни впустую на разборку турбокомпрессора - необходимо его
менять на новый независимо от обнаруженной или предпола-
гаемой неисправности. Практика показывает, что приобрести
новый турбокомпрессор существенно проще, чем специаль-
ный комплект для его ремонта, однако цена нового агрегата
достаточно высока. Специализированные иностранные фир-
мы, выполняющие ремонт турбокомпрессоров, учитывают
стоимость старого агрегата при его сдаче, что на 20-25% сни-
жает цену воссгановленного.
Сигналом к необходимости ремонта или замены турбо-
компрессора служит увеличение расхода масла свыше
1,0—1,2 л /1000 км. Для того, чтобы убедиться в неисправнос-
ти именно турбокомпрессора и не спутать причину увеличе-
ния расхода масла (например, вследствие износа деталей
ЦПГ), необходимо снять патрубки, соединяющие компрессор
со впускным коллектором и воздушным фильтром. При неис-
правных уплотнениях на выходе из компрессора в патрубке
обнаруживается много масла, особенно, если патрубок гоф-
рированный. В компрессоре также обычно скапливается мас-
ло, иногда даже в виде "лужи" на входе в компрессор.
При разрушении поршней и возрастании давления в кар-
тере масло может поступать на вход турбокомпрессора через
систему вентиляции. В таких случаях определить причину на-
личия масла в компрессоре и его патрубках достаточно слож-
но, особенно на неработающем двигателе.
По внешним признакам можно также оценить степень по-
вреждения деталей, чтобы определить возможность ремонта.
При осмотре турбокомпрессора не должно быть чрезмерного
(более 0,3 мм) радиального люфта ротора, а на лопатках ком-
прессора и турбины не должно быть следов задевания за кор-
пус (а также гнутых или поломанных лопаток). Турбокомпрес-
сор с повреждёнными лопатками уже не подлежит ремонту из-
за недопустимой деформации ротора и должен быть заменен.
Если явных повреждений не обнаружено и есть возмож-
ность приобретения отдельных комплектующих (подшипники,
уплотнения), можно приступать к разборке турбокомпрессо-
ра. Вначале на корпусные детали наносятся метки (чтобы со-
брать их в том же положении, иначе агрегат не состыковать с
патрубками), затем демонтируются корпуса компрессора и
турбины. На многих турбокомпрессорах для этого необходи-
мо отвернуть соответствующие болты или снять стопорное
кольцо, фиксирующее корпус. Освободив корпус подшипни-
ков в сборе с ротором, можно разбирать ротор.
Перед разборкой и снятием ротора необходимо в обяза-
тельном порядке нанести три метки на ротор со стороны ком-
прессора - на резьбовой конец вала ротора, гайку и колесо
компрессора (рис. 9.219). Это необходимо для последующей
сборки указанных деталей в том же положении. Если этого не
сделать, балансировка ротора будет нарушена. Тогда будут
возможны два варианта - либо собранный турбокомпрессор
окажется неработоспособным (подшипники выйдут из строя
316
Рис. 9.220. Отворачивание гай- Рис. 9.221. Снятие ротора из
ки ротора турбокомпрессора корпуса турбокомпрессора
Рис. 9.222. Проверка биения
ротора
Рис. 9.223. Проверка осевого
зазора в подпятнике
уже через 100200 км пробега), либо потребуется динамиче-
ская балансировка ротора. Последний вариант достаточно
проблематичен, т.к. балансировка может быть сделана толь-
ко на специализированных предприятиях, имеющих соответ-
ствующее оборудование.
После нанесения меток следует отвернуть гайку крепле-
ния колеса компрессора. На многих турбокомпрессорах гай-
ка имеет левую резьбу. Ротор от проворачивания следует
удерживать со стороны турбины за шлицы у ступицы колеса
(рис. 9.220). Сняв колесо компрессора, необходимо освобо-
дить узел переднего уплотнения ротора. Он может быть за-
креплен на корпусе подшипников винтами или внутренним
стопорным кольцом. Нередко узел уплотнения по наружному
диаметру имеет резиновое уплотнительное кольцо - из-за
этого его трудно вынуть из корпуса.
За узлом уплотнения расположен подпятник - фигурная
пластина, удерживающая ротор в осэвом направлении. Под-
пятник снимается вместе с упорной втулкой вала ротора. Да-
лее ротор можно вынуть из корпуса в сторону турбины (рис.
9.221). Затем из корпуса следует вынуть бронзовые втулки -
подшипники ротора. Все детали турбокомпрессора необходи-
мо тщательно вымыть и просушить. Зазоры и износы сопря-
женных деталей указаны в табл. 9.8.
Дефектацию турбокомпрессора следует начинать с про-
верки ротора. Для этого ротор устанавливается в центрах или
на призмы и микронным индикатором определяются взаим-
ные биения различных участков вала (рис. 9.222). Биение свы-
ше 0,007 мм указывает на недопустимую деформацию ротора.
Деформированный ротор подлежит замене, а так как отдельно
в запасные части он не поставляется, то менять придется тур-
бокомпрессор в ссоре. Существует возможность поправить
ротор, однако шансов на успех здесь немного. Во-первых, сам
процесс правки очень сложен. Необходимо править вал с не-
большим перегибом (0,010-0,015 мм) с последующим снятием
„напряжений гибкой в обратную сторону. Поскольку точность
правки высока, а сечение вала достаточно мало (диаметр 5-8
мм), для правки требуется специальное оборудование, позво-
ляющее контролировать прогиб вала при правке. Если вал по-
правлен, необходимо выполнить старение (180°С, 4 часа, ох-
лаждение с печью), после чего снова контролировать биение -
оно нигде не должно быть больше 0,005 мм.
Износ втулок подшипников определяется измерением их
наружного и внутреннего диаметра, а также диаметров вала
и отверстий в корпусе. Максимальные зазоры не должны пре-
вышать 0,06-0,09 мм, иначе втулки необходимо менять. Из-
нос поверхностей контакта со втулками на валу и в корпусе
даже при сильно изношенных втулках обычно достаточно мал.
Если втулки изношены, то серьезной проблемой является
как их приобретение (б ремонтном комплекте), так и изготов-
ление. Последний вариант наименее удачен, в основном, из-
за трудности подбора материал? втулок. Из отечественных
материалов подходят оловянно-свинцовые бронзы типа
БрОС. При изготовлении втулок необходимо обеспечить за-
зоры порядка 0,03-0,04 мм по валу и в корпусе, что не со-
ставляет больших трудностей.
Особое внимание следует уделить подпятнику, восприни-
мающему осевые нагрузки от ротора. Опорная поверхность
подпятника невелика, на нее выходят смазочные отверстия
малого диаметра (0,5-0,8 мм), которые могут оказаться закок-
сованными. Торцевой зазор в подпятнике можно определить,
измерив толщину опорной пластины на позерхности контакта
со втулкой микрометром и расстояние между щеками опорной
шайбы с помощью набора концевых мер (рис. 9.223). Зазор не
должен превышать 0,10-0,12 мм. Обычно повышенный зазор
в подпятнике получается за счет износа опорной пластины. У
многих турбокомпрессоров пластина выполнена из бронзы.
Изготовить новую пластину трудно из-за ее сложной конфигу-
рации и весьма малых отверсгий, однако изношенную опор-
ную поверхность у некоторых турбокомпрессоров можно об-
работать "как чисто" строго параллельно неизношенным по-
верхностям. К более тонкой пластине потребуется новая втул-
ка вала с меньшим расстоянием между щеками. Такая втулка
выполняется из легированной стали твердостью не менее
НИСЭ 57-60, с зазором в опорной пластине 0,02-0,05 мм и би-
ением торцевых поверхностей относительно отверстия не бо-
лее 0,005 мм. Для сохранения балансировки необходимо
обеспечить малый зазор на валу (0,010-0,015 мм) и малое би-
ение наружных поверхностей (до 0,005 мм). Кроме того, длина
новой втулки не должна отличаться от длины старой больше,
чем на 0,005 мм, да и то в большую сторону. Это необходимо,
чтобы при затягивании гайки метка на ней оказалась на преж-
нем месте, иначе может быть нарушена балансировка ротора.
Таблица 9.8. Основные параметры, контролируемые при дефектации деталей турбокомпрессора
Деталь Параметр Величина (мм)
номинальная max допустимая
Ротор Взаимное биение поверхностей (деформация) 0.003-0,005 0,007
Подшипники ротора
Сопряжение втулка - ротор зазор 0,02-0,04 max 0,06
Сопряжение втулка - корпус зазор 0,03-0,05 max 0,09
Подпятник
Толщина износ — 0,05
Сопряжение подпятник - втулка зазор 0,02->0,06 0,12
Уплотнения
Замок кольца в корпусе уплотнения зазор 0,02-0,05 0,15
Сопряжение торец кольца - канавка зазор 0,03-Ю,08 0,12
Внутренняя поверхность корпуса уплотнения износ — 0,03
317
Рис. 9.224. Влияние ширины деталей, устанавливаемых на рото-
ре, на зазор между лопатками и корпусом (размер Ц определяет
пол >жение колеса компрессора, 1_2 - турбины):
а — исходное состояние; б — ширина деталей уменьшена, зазор велик;
в — ширина деталей увеличена, зазор мал
Рис. 9.225. Установка
ремонтной втулки при
сильном износе от-
верстия под уплотне-
ние в корпусе турбо-
компрессора:
1 — корпус; 2 — колесо
турбины; 3 — ремонтная
втулка; 4 — уплотнитель-
ное кольцо
Рис. 9.226. Оправка для термофиксации уплотнительных колец:
1 — шпонка; 2 — кольцо
То же самое произойдет и при недопустимо блыиом торцевом
биении стягиваемых на роторе деталей, т.к ротор в этом слу-
чае деформируется.
В некоторых конструкциях используются стальные опор-
ные пластины с антифрикционным покрытием. Здесь большой
износ или повреждение (задиры) покрытия приводит к необ-
ходимости замены пластины.
Детали, расположенные вдоль оси вращения ротора, не
могут произвольно обрабатываться по длине или заменяться
без контроля и подгонки по длине. У деталей, зажимаемых па-
кетом гайкой на валу ротора, изменение длины может вызвать
дисбаланс ротора из-за углового смещения гайки от прежнего
положения. Изменение ширины опорной пластины или замена
опорной втулки на валу может привести к смещению ротора
по оси, что совершенно недопустимо из-за опасности задева-
ния лопаток одного из колес за корпус (рис. 9.224). У противо-
положного колеса при этом зазор между лопатками и корпу-
сом увеличивается, что существенно снижает подачу ком-
прессора и ухудшает параметры всего двигателя в целом.
Большие трудности вызывает ремонт уплотнений. Со сто-
роны турбины в канавке вала располагается одно, реже - два
уплотнительных разрезных кольца. Основные неисправности
этого узла - износы наружной поверхности кольца, отверстия
корпуса, торцов кольца и канавки (табл. 9.8).
Изношенную поверхность отверстия желательно обработать
"как чисто" (если износ не превышает 0,034),05 мм), иначе новое
уплотнительное кольцо может быстро износиться контактируя по
изношенной поверхности. Обработку отверстия необходимо вы-
полнить с точностью 0,010 мм относительно отверстий корпуса
для втулок подшипников. При больших износах диаметр отвер-
стия придется увеличивать намного. В таких случаях, если позво-
ляет конструкция, отверстие можно расточить примерно на
1,5^2,0 мм, запрессовав туда втулку из серого легированного чу-
гуна с натягом 0,0154),025 мм (рис. 9.225). Затем отверстие во
втулке следует расточить соосно отверстиям подшипников. Если
диаметр отверстия сделать на 0 034),05 мм меньше, то не исклю-
чено, что старое уплотнительное кольцо можно будет использо-
вать повторно, однако только тогда, когда нет больших износов по
торцам кольца и канавки. Большой износ торцов, а также невоз-
можность или нецелесообразность установки втулки в корпус
(например, когда поверхность отверстия не изношена) требуют
замены кольца. Наиболее удачный вариант - приобрести ремонт-
ный комплект, однако на практике такая возможность часто от-
сутствует. Поэтому рассмотрим, как изготовить новое кольцо.
Возможны несколько вариантов (технологий) изготовления
уплотнительного кольца, из которых можно выбрать более или
менее удобный для единичного производства. Кольцо изготав-
ливается из серого легированного чугуна, из которого вначале
точится заготовка с наружным диаметром больше необходимо-
го на величину А/3,14159, где А - ширина инструмента для раз-
резки кольца (а не должна быть более 0,4 мм). После разреза-
ния кольца оно предварительно (с припуском порядка 0,10 мм)
шлифуется по торцам. Затем необходимо термофиксировать
(развести) замок - увеличить его до 2,О-2,5 мм. Для этого ис-
пользуется оправка с круглой шпонкой диаметром 445 мм, на
которую устанавливается кольцо (или несколько колец паке-
том) и сжимается по торцам. Кольцо в оправке не должно опи-
раться по наружному или внутреннему диаметру на какие-либо
детали (рис. 9.226).
Термофиксация выполняется в печи с температурой
600-4)50°С - нагрев с выдержкой 3 ч и последующим охлажде-
нием с печью. При охлаждении на воздухе возможно увели-
чение твердости и износостойкости кольца, однако оно может
деформироваться (из-за неравномерного охлаждения) или
стать хрупким.
После термофиксации торцы кольца окончательно шлифу-
ются в размер канавки вала (зазор по торцам 0,02-4),03 мм).
Далее выполняется притирка наружной поверхности. Жела-
тельно притирку делать в два этапа - сначала в калибре уве-
318
Рис. 9.227. Приспособление для притирки уплотнительного кольца:
1 — гильза; 2 — кольцо; 3 — стержень
личенного на 0,05-0,10 мм диаметра, а затем в калибре с ди-
аметром больше на 0-0,02 мм отверстия корпуса. Это необ-
ходимо для того, чтобы избежать смыкания замка при при-
тирке (что искажает форму наружной поверхности) и обеспе-
чить малый зазор в замке в окончательном виде.
Приспособление для притирки (рис. 9.227) должно обеспе-
чивать простоту установки и снятия кольца, а также отсутст-
вие перекосов. Предварительная притирка выполняется пас-
той зернистостью 12-20 мкм, а окончательная - не более 10
мкм. После притирки кольцо в калибр должно устанавливать-
ся без каких-либо просветов по наружному диаметру, а замок
должен быть достаточно мал (см. табл. 9.8).
У многих турбокомпрессоров переднее уплотнение анало-
гично заднему, однако встречаются и торцевые уплотнения
(см. раздел 2.7.). В торцевом уплотнении возможен износ гра-
фитового кольца или втулки вала, а также старение резины
уплотнительного кольца, установленного внутри графитового.
Способы устранения указанных неисправностей достаточно
очевидны и не требуют пояснений.
Если вследствие неквалифицированной разборки взаим-
ное положение деталей турбокомпрессора оказалось неза-
фиксированным, сборка агрегата возможна только после ди-
намической балансировки ротора. Ротор турбокомпрессора
является "гибким", т.е. частота его собственных колебаний
меньше рабочей (см. раздел 9.4.). Поэтому его балансировка
возможна только на специальных стендах, позволяющих рас-
кручивать ротор до частот, близких к рабочим. Найти возмож-
ность выполнить такую балансировку так же сложно, как и
найти мастерскую по ремонту турбокомпрессоров двигателей
легковых автомобилей' с соответствующим оборудованием.
Из-за этого неквалифицированная разборка уже практически
гарантирует неработоспособность турбокомпрессора.
Сборка турбокомпрессора выполняется в порядке, обрат-
ном разборке. Предварительно необходимо повторить весь
комплекс работ по измерению зазоров в сопряженных дета-
лях. Такие детали, как подшипники и уплотнения, должны быть
смазаны моторным маслом. Последними операциями являют-
ся затягивание гайки ротора (моментом порядка 8-10 Н м) и
сборка корпусов компрессора и турбины с корпусом подшип-
ников до совпадения ранее сделанных меток.
В заключение необходимо рассмотреть еще один вопрос,
имеющий практическое значение и связанный с турбоком-
прессорами. Встречаются ситуации, когда турбокомпрессор
выходит из строя, а автомобиль все же должен эксплуатиро-
ваться. Существует несколько вариантов решения проблемы.
Основная задача здесь - исключить поступление масла в га-
зовоздушный тракт двигателя через разрушенные уплотнения
турбокомпрессора. Это можно сделать следующим образом:
1) перекрыть трубопровод подачи масла в турбокомпрес-
сор, не разбирая его;
2) то же, но, разобрав агрегат и установив вместо ротора
заглушку, препятствующую перетеканию газов из выпускной
системы во впускную;
3) демонтировать турбокомпрессор, устанозив на его ме-
сто специально изготовленный выхлопной патрубок и удлинив
впускной трубопровод.
Первый способ - наименее удачен, но наиболее прост. Он
позволяет перекрыть подачу масла в турбокомпрессор, если
подшипники и уплотнения уже разрушены и масло под давле-
нием поступает в газовоздушный тракт. Турбокомпрессор в
такой ситуации уже не подлежит ремонту, а отсутствие пода-
чи масла уже не влияет на неработающий агрегат. Практиче-
ски перекрыть подачу можно, например, с помощью сплош-
ных (без отверстий) прокладок, устанавливаемых на фланцы
трубопроводов подачи и слива масла на блоке цилиндров. По-
скольку операция достаточно проста, она может быть выпол-
нена даже в дороге, чтобы доехать до места ремонта. Недо-
статок способа - значительное падение мощности двигателя и
увеличение расхода топлива, т.к. невращающиеся рабочие
колеса создают значительное сопротивление как на впуске,
так и на выпуске, особенно на режимах средних и больших на-
грузок и частот вращения.
Второй способ несколько лучше первого, поскольку сопро-
тивление будет меньше из-за отсутствия рабочих колес. Од-
нако остаются улитки компрессора и турбины, также облада-
ющие значительным сопротивлением течению воздуха и вы-
хлопных газов. Ухудшение основных параметров получается
значительным, но не столь сильным, как в первом варианте.
Третий способ несколько лучше предыдущих соответству-
ет данному двигателю в безнаддувном варианте. Тем не ме-
нее параметры двигателя без турбокомпрессора все равно
будут хуже, чем у изначально безнаддувного двигателя вслед-
ствие пониженной степени сжатия, неоптимальных фаз газо-
распределения и несоответствующей программы регулирова-
ния (управления) подачи топлива и опережения зажигания
или впрыска (у дизелей).
9.8. Выбор и изготовление прокладок для
двигателя
При разборке двигателя повреждается большинство про-
кпадок, уплотняющих те или иные детали и узлы. Поэтому, вы-
полняя ремонт, необходимо знать, какие прокладки требуют
замены, как их приобрести, а также что делать, если найти го-
товые прокладки не удается.
Как было указано в разделе 2.5., материалы и конструк-
ция прокладок существенно различаются в зависимости от
конструкции и условий работы уплотняемых деталей - темпе-
ратуры, давления, а также свойств уплотняемой среды (мас-
ло, топливо, охлаждающая жидкость, воздух или отработав-
шие газы). При разборке двигателя некоторые прокладки ос-
таются целыми, т.е. не имеют явных дефектов после разъеди-
нения деталей. В соответствии с этим при ремонте двигателя
следует решить, на что ориентироваться - на замену или на
сохранение старой прокладки. Данный вопрос имеет доста-
точно большое значение, особенно с точки зрения себестои-
мости ремонта - цена полного комплекта прокладок на неко-
торые двигатели достаточно велика, в то время как проклад-
ки, которые следует обязательно менять, нередко стоят ощу-
тимо дешевле.
Чем более напряженные условия работы деталей, тем
меньше надежность уплотнения старой прокладки при по-
вторном ее использовании. Наиболее нагруженной с точки
зрения давлений, температур и близкого расположения поло-
стей различных рабочих жидкостей и газов является проклад-
ка головки блока цилиндров. Практика показывает, что даже
в случае идеального состояния снятой прокладки и плоско-
стей головки и блока ее нельзя использовать вторично - после
более или менее продолжительной эксплуатации такая про-
кладка обычно прогорает по уплотнительной окантовке ци-
линдров. Таким образом, замена прокладки головки на новую
при ремонте обязательна.
В тяжелых условиях работают также прокладки выпускных
коллекторов. Нередко материал этих прокладок аналогичен
прокладкам головки, вокруг каналов также выполнена сталь-
319
ная окантовка. При повторном использовании прокладок гер-
метичность стыка также может нарушиться. Хотя это не при-
водит к каким-либо изменениям в работе двигателя, выхлоп-
ные газы из подкапотного пространства могут попадать в сис-
тему вентиляции салона автомобиля. Поэтому повторное ис-
пользование прокладок деталей выпускной системы также не-
желательно. Длительное время работавшая прокладка выпу-
скного коллектора может оказаться негерметичной, даже ес-
ли детали не разъединяются и нет внешних признаков негер-
метичности (характерные следы сажи). Вследствие этого ре-
комендуется демонтировать выпускной коллектор с головки,
даже если это не вызвано необходимостью проведения каких-
либо работ (например, когда колпэктор мешает выполнить ре-
монт головки или сам коллектор требует ремонта).
Прокладки, уплотняющие каналы и полости под давлением
(системы смазки и охлаждения), могут быть использованы по-
вторно, если при демонтаже не произошло разрывов и по-
вреждений по контуру уплотняемой полости. Прокладки для
уплотнения полостей без давления, например, для передней и
задней крышек двигателя, поддона картера, а также некото-
рые другие аналогичного назначения, могут быть заменены
герметиками. Возможность подобной замены определяется
конструкцией деталей.
При проведении сложного рэмонта двигателя, при кото-
ром выполняется его снятие и разборка, необходимо демон-
тировать все крышки и детали системы охлаждения на блоке
и головке цилиндров. В большинстве случаев при этом старые
прокладки оказываются непригодны к дальнейшему использо-
ванию и требуют замены. Необходимость демонтажа указан-
ных деталей диктуется следующим. Длительное время непре-
рывно работавшие уплотнения после мойки и сушки узла как
бы уменьшаются в размерах ("сохнут"). В результате этого
после сборки двигателя и заливки рабочих жидкостей сущест-
вует вероятность возникновения течи по фланцам и соедине-
ниям деталей, которые не разбирались при ремонте.
Если при демонтаже прокладка не поврехщена, ее повтор-
ное использование возможно, только если перед сборкой уп-
лотняемые поверхности дополнительно будут обработаны
герметиком. Если это не будет сделано, старая прокладка
вряд ли обеспечит герметичность соединения. Резиновые уп-
лотнительные кольца следует менять на новые, т.к. старые
кольца обычно оказываются сильно деформированы и имеют
низкую эластичность из-за старения резины.
Штампованные из тонкого стального листа крышки обыч-
но требуют прокладок из сравнительно мягких материалов
(например, пробка или резина) толщиной 1,5-3,0 мм. При ус-
тановке таких деталей без прокладки необходимо убедиться в
хорошем их прилегании друг к другу. Однако даже и в этом
случае использование герметика вместо прокладки не гаран-
тирует длительной надежной работы соединения.
При сопряжении крышек из алюминиевого сплава без про-
Рис. 9.228. У поддонов, имеющих
сложную конфигурацию поверх-
ностей стыка с блоком цилинд-
ров, требования к качеств/ про-
кладки значительно повышены
кладок, напротив, герметич-
ность сохраняется практичес-
ки до следующего ремонта
двигателя. В таких местах по-
врежденная при разборке про-
кладка вполне может быть за-
менена герметиком. Исключе-
ния составляют передние
крышки некоторых двигате-
лей, где за счет толщины про-
кладки обеспечивается торце-
вой зазор в упорном фланце
вспомогательного вала
(VOLVO). Здесь установка про-
кладки обязательна, иначе вал
будет зажат. Аналогичная си-
туация характерна для масля-
ных насосов, расположенных
снаружи двигателя (VOLKSWAGEN, GM, FORD, NISSAN и др.).
Особое внимание должно быть уделено прокладкам под-
дона картера, если поддон имеет сложную форму с огибани-
ем передней и задней крышек коренных подшипников (рис.
9.228). Такие прокладки обычно изготовлены из маслостой-
кой резины, которая после длительной работы может быть де-
формированной и неэластичной. Повторное их использова-
ние нередко приводит в дальнейшем к подтеканию масла с
передней и задней части поддона. Это в одинаковой степени
относится к прокладкам двух наиболее часто используемых
типов - цельной и состоящей из нескольких частей. В послед-
нем случае негерметичность чаще характерна в местах со-
пряжения частей прокладки, уплотняющих боковые, перед-
нюю и заднюю части поддона. По этой причине прокладки
поддонов сложной формы рекомендуется менять на новые.
Поскольку прокладки - отдельно и в наборах, выпускают и
продают различные фирмы, следует обращать внимание не
только на цену, но и на качество прокладок. Практика показы-
вает, что чем более форсирован двигатель, тем выше, напри-
мер, требования к прокладке головки блока. Помимо более до-
рогих материалов прокладок головки, высокофорсированные
двигатели часто требуют специальной схемы затяжки болтов, а
также, возможно, и их подтяжки после непродолжительной экс-
плуатации. В то же время требования к качеству других про-
кладок, например, для уплотнения полостей и каналов систем
смазки и охлаждения, не столь высоки.
Учитывая это, для старых двигателей, не имеющих высоко-
го форсирования, можно использовать более дешевые проклад-
ки. Напротив, для современных двигателей, а также для дизэ-
лей и двигателей с наддувом, следует выбирать более качест-
венные и, соответственно, более дорогие прокладки.
На практике возможность выбирать существует, в основ-
ном, только для распространенных моделей автомобилей. Бо-
лее того, при ремонте некоторых двигателей иногда вообще не
удается найти необходимых прокладок. Естественно, в таких
случаях изготовление прокладки является единственным спо-
собом качественно собрать отремонтированный двигатель.
Для прокладок большинства "неответственных" деталей
(имеются в виду различные соединения, кроме выпускного
коллектора и головки блока) хорошо подходят парэнит и прес-
сованный картон (прессшпан) различной толщины, обычно
0,4—1,0 мм. Поскольку прокладки часто имеют сложную кон-
фигурацию, при их изготовлении желательно придерживаться
определенной технологии.
Изготовление прокладки следует начать с копирования ее
формы на тонком листе белой бумаги. Для этого на уплотняемый
фланец детали наносится тонкий слой масла, затем лист поижи-
мается к фланцу. Полученный "отпечаток" фланца обводится ка-
рандашом. Далее отпечаток наклеивается на соответствующий
лист паронита или картона, после чего прокладка вырезается
ножницами по наружному и внутреннему контурам.
Для того, чтобы в прокладке выполнить ровные отверстия,
необходимо использовать специальное приспособление - про-
бойник (рис. 9.229). Такой пробойник, если он изготовлен из
инструментальной стали, обеспечивает пробивание отверстий
в различных материалах - от картона до тонкой стали. Основа-
ние и крышка пробойника центрируются штифтами, а отвер-
стия обрабатываются совместно. Стержни пробойника захо-
дят в соответствующие отверстия с зазором 0,02-0,03 мм и
имеют скошенную рабочую поверхность. За счет этого лист,
зажатый между крышкой и основанием, легко пробивается
(как бы разрезается) легким ударом молотка по стержню, чем
обеспечивается ровный край отверстия. На одном основании
могут быть расположены стержни диаметром от 3 до 20 мм.
Прокладка выпускного коллектора должна быть изготов-
лена из специальных материалов. Обычно используется ма-
териал, аналогичный прокладкам головки блока цилиндров -
армированный сталью специальный картон. Для двигателей
прошлых лет выпуска, не имевших высокого форсирования,
320
при ремонте такие прокладки могут быть выполнены без
стальной окантовки. Прокладка изготавливается так же, как
описано выше, однако поскольку асбокартон армирован, на-
ружный и внутренний контуры обработать сложнее. Наруж-
ный контур можно вырезать ножницами по металлу. Для об-
работки внутреннего контура, т.е. круглых или фасонных от-
верстий большого размера, лучше воспользоваться стержнем
пробойника большого диаметра, пробивая отверстия с "пере-
крытием" по контуру (рис. 9.230).
Для относительно новых двигателей про.сладки выхлопного
коллектора и приемной трубы требуют окантовки, иначе после
непродолжительной работы прокладка может прогореть. Суще-
ствуют различные способы изготовления прокладок с окантов-
кой в условиях единичного производства. Остановимся более
подробно на одном из них, позволяющем изготавливать такие
прокладки, если отверстие имеет круглую форму. Для этого
можно использовать специальное приспособление, обеспечива-
ющее несколько операций - пробивку отверстия, предваритель-
ную и окончательную завальцовку окантовки этого отверстия.
Приспособление (рис. 9.231) состоит из основания с
крышкой, тарельчатой пружины и сменных колац, позволяю-
щих выполнить указанные операции для отверстий различно-
го диаметра (рпя каждого диаметра необходим свой набор ко-
лец). Перед установкой в приспособление в прокладке с по-
мощью пробойника выполняется центрирующее отверстие.
Далее прокладка кладется на основание, а сверху устанавли-
вается нож. Втулка передает усилие на нож со стороны болта,
в результате чего нож вырезает точное отверстие в проклад-
ке (рис. 9.231, а). Для того, чтобы при этом прокладка не ко-
робилась, наружное кольцо прижимает прокладку к основа-
нию усилием тарельчатой пружины.
После разборки приспособления нож переворачивается,
а на прокладку сверху кладется предварительно вырезанное
из стальной или медной фольги плоское кольцо - заготовка
для окантовки. Операция "вдавливания" повторяется, при
этом обратная часть ножа предварительно вальцует окантов-
ку на прокладке (рис. 9.231, б) под прямым углом.
Перевернув нож вместе с прокладкой и установив его в
основание, необходимо вручную плоским предметом немно-
го отогнуть край окантовки, а затем, перевернув наружное
кольцо со втулкой, окончательно завальцевать окантовку
(рис. 9.231, в). В результате описанных операций получается
достаточно ровная окантовка с малым зазором в отверстии
между прокладкой и окантовкой. Это имеет существенное
значение для надежной работы в условиях высоких темпера-
тур, и, в частности, в стыке головки и блока, а также в трубо-
проводах выхлопной системы.
Описанный способ позволяет изготавливать прокладки со
стальной или медной окантовкой в условиях единичного про-
изводства. Однако для этого необходим хороший материал.
Следует отметить, что отечественный асбокартон не удовле-
творяет всем требованиям к прокладкам современных двига-
телей. Основным его недостатком является большая пласти-
ческая деформация. Это приводит к необходимости подтяги-
вать уплотняемые детали 2-3 раза, что иногда существенно
может усложнить техническое сбспуживание двигателя и сни-
зить его надежность после ремонта. Вследствие этого приме-
нение некачественных материалов для изготовления прокла-
док по результату равноценно использованию дешевых про-
кладок сомнительного происхождения. Изготовление прокла-
док, таким образом, можно рассматривать только как вынуж-
денную меру, и только для редких двигателей, для которых
найти необходимую прокладку сложно или практически не-
возможно. Для относительно более распространенных двига-
телей установка дешевых "самодельных" прокладок головки
блока не оправдывается из-за их пониженной надежности.
Рис. 9.229. Пробойники для отверстий в прокладках:
а — общий вид комплекта; б — схема работы; 1 — пробойник; 2 — крышка;
3 — основание; 4 — прокладка
Рис. 9.230. Изготовление отверстия большого диаметра в неот-
ветственной прокладке способом пробивки отверстий меньшего
диаметра с перекрытием
Рис. 9.231. Схема работы простого приспособления для окантов-
ки отверстий прокладок:
а — разка отверстия в прокладке; б — предварительная гибка окантовки;
в — отгибание края окантовки; г — окончательная вальцовка окантовки;
1 — тарельчатая пружина; 2 — окантовка- 3 — прокладка
24. Peri-Hi дпиг. зар 6. ав-ей.
321
Глава 10. СБОРКА ДВИГАТЕЛЯ
Если от качества ремонта отдельных деталей и качества ис-
пользуемых запасных частей зависит, в основном, ресурс, то
от качества сборки зависит не только ресурс, но и работоспо-
собность двигателя в целим. Зависимость ресурса от качества
сборки двигателя определяется, в основном, чистотой собира-
емых деталей, качеством поверхностей трущихся пар и зазора-
ми во всех сопряжениях деталей. Очевидно, сборка грязных
деталей вызывает их повреждения уже на начальной стадии
эксплуатации двигателя, что также, как и установка изношен-
ных деталей, дающая большие зазоры в сопряжениях, ограни-
чивает ресурс. Однако в наибольшей степени качество сборки
определяет работоспособность двигателя. Если при сборке до-
пущены грубые ошибки, например, из-за неправильного кон-
троля или его отсутствия зазоры в сопряжениях деталей силь-
но отличаются от рекомендованных, особенно, в меньшую сто-
рону, детали имеют деформацию, нарушен порядок (техноло-
гия) сборки, в том числе неправильно выполнена затяжка от-
ветственных резьбовых соединений и т.д., то двигатель может
проработать до возникновения серьезных неисправностей или
поломок отдельных деталей от нескольких секунд до несколь-
ких часов (в отдельных случаях - до нескольких десятков часов,
что эквивалентно нескольким тысячам километров пробега).
Таким образом, сборка двигателя также является сложным
и ответственным этапом ремонта. Успешное решение всех за-
дач ремонта на этапе сборки возможно только при определен-
ных условиях, включая:
1) высокую квалификацию специалистов-сборщиков двига-
телей, знание ими рабочих процессов двигателя и условий ра-
боты отдельных деталей;
2) наличие технической литературы с описанием особеннос-
ти сборки данного двигателя, моментов затяжки резьбовых со-
единений, размеров деталей й т.д.;
3) наличие всего необходимого инструмента и приспособ-
лений, в том числе, измерительных (раздел 5.2.);
4) специальные требования к помещению, где выполняется
сборка (раздел 5.1.).
Практика показывает, что качественно собрать двигатель,
не имея представления об условиях работы его отдельных де-
талей, невозможно в принципе, даже располагая самыми по-
дробными описаниями всех ремонтных операций. Во многом
это связано с тем, что квалифицированный специалист, обла-
дая знаниями рабочих процессов, как правило, хорошо пред-
ставляет себе последствия тех или иных действий и, особенно,
ошибок при сборке. Вследствие этого целый ряд таких ошибок
(например, неправильная установка (раз газораспределения)
оказываются практически полностью исключены.
Литература при сборке даже самого сложного двигателя
имеет вспомогательное значение. Опытный специалист мо-
жет качественно собрать двигатель вообще без какой-либо
литературы, однако ее наличие облегчает и ускоряет процесс
сборки.
Нельзя относиться к литературным данным, как к истине в
последней инстанции. При пользовании литературой сборщик
двигателя должен полагаться прежде всего на свой опыт, ина-
че возрастает вероятность ошибок при сборке. В литературе
иногда встречаются опечатки или неверная информация, вклю-
чая ошибочные данные по геометрическим характеристикам
деталей, моментам и порядку затяжки некоторых резьбовых
соединений и др. Из практики известны случаи поломки болтов,
неправильной установки момента зажигания, фаз газораспре-
деления и другие ошибки, связанные с невнимательным обра-
щением с литературой, когда автоматическое следование инст-
рукциям превалирует над опытом и даже здравым смыслом.
Не менее важно для качественной сборки двигателя иметь
весь комплекс контрольно-измерительного инструмента. От-
сутствие каких-либо позиций из указанной номенклатуры (раз-
дел 5.2.) превращает процесс сборки в работу "вслепую11, кото-
рую вполне характеризует хорошо известное "авось". Сборка
двигателя в таких условиях — дело весьма рискованное во
всех отношениях, причем риск тем больше, чем более новым
и/или сложным является двигатель.
Далеко не последнее место занимают и требования к поме-
щению для сборки двигателей. Очевидно, такое помещение долж-
но содержаться в чистоте и иметь низкую запыленность. Это тре-
бование исключает производство в том же помещении работ по
кузову, подвеске и тормозам автомобилей - при выполнении по-
добных работ появляется много пыли, недслустимой при сборке
двигателя. Требование к чистоте подразумевает также чистоту
рук и одежды сборщиков двигателей, чтобы исключить дополни-
тельное (вторичное) загрязнение деталей.
Помещение для сборки должно иметь хорошее освещение и
стабильную температуру в пределах 1fr-25°C независимо от
времени года. Температура сильно влияет на погрешность из-
мерения деталей вследствие их различного теплового расши-
рения. Пренебрежение этим требованием может привести к
неправильному назначению зазоров при ремонте деталей и
связанных с этим неприятностям (включая заклинивание со-
пряженных деталей в некоторых соединениях).
Операции, выполняемые при сборке двигателя, включают:
1) очистку, мойку и продувку всех устанавливаемых деталей;
2) контрольно-измерительные операции, обычно проводи-
мые в процессе сборки;
3) собственно сборку двигателя, включая регулировочные
работы (например, регулировку зазоров в приводе клапанов);
4) установку навесного оборудования.
Сборка двигателя может начаться только при наличии всех
необходимых запасных частей и отремонтированных деталей.
Не следует собирать двигатель, если не хватает каких-либо вну-
тренних деталей, поскольку при последующем хранении час-
тично собранного двигателя возможно попадание пыли во вну-
тренние полости, снижающее качэство ремонта.
10.1 . Мойка и подготовка деталей для сборки
В отличии от мойки деталей после разборки двигателя, баз
которой невозможно качественно провести дефектацию дета-
лей (см. раздел 7.4.), мойка перед сборкой преследует другие
цели. Часть деталей, хранившихся до сборки двигателя, может
быть запылена и даже загрязнена. Детали, подвергавшиеся ре-
монту, всегда в той или иной степени загрязнены стружкой, аб-
разивом, смазывающе-охлаждающей жидкостью (СОЖ), мас-
лом и т.д. С другой стороны, мойка деталей для сборки должна
проводиться более тщательно, чем после разборки двигателя,
т.к. от чистоты деталей (как наружных поверхностей, так и вну-
тренних полостей и каналов) напрямую зависит его ресурс, а
нередко и работоспособность.
Мойка деталей перед сборкой выполняется примерно так
же, как описано в разделе 7.4. Однако следует отметить некото-
рые особенности мойки перед сборкой. Так, особое внимание
следует уделить внутренним каналам деталей - они могут быть
загрязнены и даже забиты различными частицами, в т.ч. струж-
кой. Наиболее высокие требования предъявляются к чистоте
масляных каналов, в частности, у двигателей, имевших серьез-
ные неисправности и разрушения деталей КШМ и ЦПГ.
Внутренние каналы обычно не удается очистить на различ-
ных моечных установках. Очистка каналов должна предшест-
вовать мойке деталей, т.к. из каналов может выходить большое
количество частиц грязи, оседающих на наружных поверхнос-
тях детали. Основным способом очистки внутренних каналов
является их продувка сжатым воздухом давлением 0,6 МПа и
выше при снятых заглушках (рис. 10.1). В некоторых случаях
сильного загрязнения хорошие результаты дает механическая
322
Рис. 10.1. Продувка каналов
блока цилиндр эв перед сборкой
сжатым воздухом
Рис. 10.2. Промывка головки
блока цилиндров эмульсией под
давлением
Рис. 10.3. Мойка поверхности
цилиндров специальными жид-
костями
Рис. 10.4. Сушка деталей перед
сборкой продувкой сжатым
воздухом
очистка каналов приспособлениями типа "ёрш". Подобное при-
способление представляет собой стержень, трубку или трос с
большим количеством коротких стальных проволок на одном
конце. Очистка канала производится вращением «ерша» с од-
новременным протягиванием его по каналу.
В некоторых случаях для очистки каналов эффективно ис-
пользование различных растворителей, подаваемых в канал под
давлением 0,3-МЭ,4 МПа. Даже при достаточно высоком давлении
продувка воздухом не обеспечивает 100%-ную очистку стенок
каналов от прилипших частиц. Практика показала, что "пролив-
ка" каналов в сочетании с продувкой воздухом является весьма
эффективным способом очистки. Проливка без труда может
быть выполнена с помощью небольшого металлического бачка,
имеющего наддув от источника сжатого воздуха через обратный
клапан, расположенный в заливной пробке (рис. 10.2).
Помимо масляных каналов, у некоторых двигателей после
серьезных разрушений деталей ЦПГ (поршня) и/или распреде-
лительного механизма (клапана, седла) впускной коллектор за-
грязняется продуктами разрушения. Поэтому пэред сборкой
все впускные каналы должны быть промыты и продуты - необ-
ходима полная гарантия того,, что в каналах не осталось частиц
деталей, которые могут впоследствии попасть в цилиндры дви-
гателя.
Значительное влияние на ресурс отремонтированного дви-
гателя оказывает качество мойки поверхности цилиндров, об-
работанных хонинговальными головками с абразивными брус-
ками. При такой обработке, значительное количество абразив-
ных частиц оказывается на поверхности, а некоторое их коли-
чество - внедренными (шаржированными) в поверхность. Неко-
торые особенности этого процесса уже описаны в разделе 9.2.
Хорошие результаты по очистке цилиндров дает длительная
мойка в горячем (60*80°С) содовом растворе. При этом одно-
временно желательно периодическое воздействие на поверх-
ность цилиндра неметаллическим жестким предметом типа
грубой щетки. Более качественную мойку, особенно с точки
зрения удаления шаржированных частиц, обеспечивает дли-
тельное (4^-5 часов) кипячение в содовом растворе, однако
данный способ нетехнологичен, а производительность его на-
столько низка, что при серийном коммерческом ремонте его
использование неэффективно.
Неплохие результаты дает 24-3-кратная мойка цилиндров
щеткой или ветошью, пропитанной керосином или жидким мас-
лом (рис. 10.3). После этого блок (или гильза цилиндра) может
быть вымыт обычным способом с применением традиционных
моющих растворов.
Следует отметить, что качество мойки цилиндров зависит
не только от способа мойки, но и от способа обработки. Как
указывалось в разделах 9.2. и 9.5., на загрязнение поверхнос-
ти цилиндра влияет материал абразивных брусков, количество
и сорт масла (или специальной СОЖ), подаваемого в зону кон-
такта брусков с обрабатываемой поверхностью. Наибольшее
шаржирование абразива в поверхность дают алмазные бруски,
что требует специальных способов очистки, включая кипяче-
ние в содовом растворе. Для стандартного процесса обработки
цилиндров корундовыми брусками и обильной смазкой вполне
достаточно любого из приведенных выше способов.
Качество очистки поверхности цилиндров можно очень
просто проверить, если прижать и провести белый лист бумаги
по поверхности - на листе не должно остаться заметных чер-
ных следов. Кстати, данный спсооб проверки достаточно хоро-
шо подтверждает неэффективность мойки цилиндров бензи-
ном - цилиндры при внешней чистоте остаются грязными. Оче-
видно, что в дальнейшем это приведет к ускоренному износу
деталей ЦПГ.
Среди деталей и агрегатов, требующих внимания на данном
этапе, следует отметить редукционный клапан системы смазки.
Известны случаи, когда в результате первоначальной мойки
(после разборки) из-за вымывания масла из зазора между што-
ком клапана и корпусом происходила коррозия деталей и кла-
пан заклинивало в корпусе. При последующей сборке двигате-
ля клапан не проверяли и не смазывали, что приводило к чрез-
мерному давлению масла, деформации фильтра, «пробива-
нию» его прокладки и отказу гидротолкателей.
Завершающим этапом мойки является сушка деталей, вы-
полняемая продувкой сжатым воздухом (рис. 10.4). Помимо
быстрого испарения моющего состава, с поверхности детали
сбиваются частицы, перенесенные на деталь при мойке.
В некоторых случаях оказывается целесообразно мыть от-
дельные детали уже в процессе сборки непосредственно перед
установкой на двигатель. Преимуществом подобного способа
мойки является практически исключение загрязнения деталей
перед установкой, а также отсутствие специального места для
хранения деталей собираемых двигателей, обеспечивающего
их чистоту. Недостатком мойки в процессе сборки является
значительное возрастание времени сборки, что при больших
объемах может сильно ограничить производительность работы.
У некоторых деталей наружные поверхности со временем
корродируют, на них образуется рыхлый слой частиц окислов,
не снимаемых полностью при мойке. После сушки деталей не-
редко мелкие частицы легко отрываются от поверхности. Опыт
показывает, что при сборке двигателя касание руками окислив-
шейся поверхности вызывает загрязнение рук и перенос твер-
дых частиц окислов на другие, в том числе, внутренние детали.
Чтобы избежать подобного "вторичного" загрязнения деталей,
рекомендуется их красить. В первую очередь нужна окраска
блока цилиндров, поскольку при сборке его приходится касать-
ся руками наибольшее число раз Возможна также окраска под-
дона картера, головки блока и ее крышки, выпускного коллек-
тора и некоторых других деталей.
Большинство фирм мира окрашивает блоки цилиндров в чер-
ный цвет, однако встречаются и другие цзета: красный (VOLVO,
MAZDA), зеленый (VOLKSWAGEN), синий (GM), серый (FIAT).
При ремонте желательна покраска в "родной" цвет, однако неко-
торые крупные зарубежные ремонтные предприятия иногда
пользуются своим собственным оттенком краски для блоков.
Красить блок можно распылителем или кистью. В первом
случае необходимо защищать рабочие плоскости от краски, что
не всегда технологично. Разумеется при окраске нельзя закра-
шивать таблицу или площадку с номером двигателя, желатель-
но также избегать попадания краски в резьбовые отверстия.
Для окраски можно использовать синтетические эмали для ку-
зовов автомобилей - после первого запуска, прогрева и непро-
ст
323
должительной работы краска полимеризуется и уже не смыва-
ется растворителями (в т.ч., бензином).
Чугунные головки блока обычно окрашиваются в тот же
цвет, что и блок. Алюминиевые головки могут быть окрашены
тонким слоем лака, содержащего алюминиевую пудр/. Вообше
следует отметить, что алюминиевые детали нередко корроди-
руют не менее сильно, чем чугунные, поэтому вопрос их окра-
ски является далеко не лишним. Остальные детали, перечис-
ленные выше, окрашиваются аналогично, за исключением вы-
пускных коллекторов, требующих специальных термостойких
эмалей (например, кремнийорганических).
10.2 . Контрольно-измерительные операции
при сборке
Измерения при сборке проводятся примерно по той же схе-
ме, что и при дефектации двигателя (раздел 8.1.), однако, цель
измерений при сборке совершенно другая. Если при дефекта-
ции необходимо найти изношенные или поврежденные детали,
чтобы определить возможность их ремонта или необходимость
замены, то при сборке комплекс контрольно-измерительных
операций позволяет:
1) исключить установку неотремонтированных или незаме-
ченных деталей, пропущенных по ошибке при дефектации;
2) исключить установку некачественно отремонтированных
деталей;
3) исключить установку некондиционных новых деталей
(например, поврежденных при транспортировке, хранении, не-
качественно изготовленных и т.д.);
4) значительно уменьшить вероятность ошибок при сборке
(в основном, связанных с неправильной затяжкой резьбовых
соединений).
Достаточно распространена небрежность при сборке, в ре-
зультате которой остаются незатянутыми некоторые ответст-
венные резьбовые соединения. Подобные ошибки ведут (в за-
висимости от вида соединения и конструкции двигателя), в луч-
шем случае, к останову и незначительным повреждениям дета-
лей, а в худшем - к выходу двигателя из строя и повторному ре-
монту, возможно, даже более сложному. Практика показывает,
что вероятность таких ошибок можно значительно уменьшить,
если сборщик двигателя будет записывать основные операции
по определенной схеме в порядке выполнения этих операций.
При этом можно совместить контроль моментов затяжки резь-
бовых соединений с измерениями размеров, отклонений фор-
мы и других характеристик деталей и узлов, следуя обшему по-
рядку выполнения сборочных операций. Пример такой схемы
контроля при сборке двигателя представлен в таблице 10.1 в
виде протокола контрольно-измерительных операций.
В протокол введены проверки, в
основном тех деталей, от геометрии и
состояния которых зависит работо-
способность двигателя. Некоторые
измерения повторяют уже выполнен-
ные при дефектации (табл. 8.1). Это
связано с несколькими причинами.
Даже при малом объеме ремонта в
2-3 двигателя в месяц проблематич-
но запомнить все неисправности и де-
фекты, вследствие чего трудно быть
уверенным, что они устранены полно-
стью до сборки. С другой стороны, не-
которые "неочевидные" дефекты не
всегда обнаруживаются при дефекта-
ции, но они не должны быть пропуще-
ны при сборке. К ним относятся раз-
ного рода трещины на деталях (на го-
ловках, седлах и тарелках клапанов,
блоках цилиндров и т.д.), ослабление
Рис. 10.5. Проверка пер-
пендикулярности по-
верхности цилиндра к
верхней плоскости блока
с помощью лекальной
линейки и угольника
посадки втулок (например в верхней головке шатуна) и другие
дефекты.
Основное внимание, тем не менее, должно быть уделено
отремонтированным деталям. Практика показывает, что из-за
различного рода нарушений ремонтных технологий в геомет-
рию деталей могут быть внесены такие дефекты и неисправно-
сти, которые не могут появиться ни при изготовлении, ни при
самой грубой эксплуатации. К таким дефектам следует отнес-
ти, в первую очередь, отклонения формы (некруглость, неплос-
костность) и расположения отремонтированных поверхностей
как между собой, так и по отношению к базовым поверхностям
(неперпендикулярность, непараллельность, нэсоосность, раци-
альное и торцевое биение).
Поскольку ряд контрольно-измерительных операций при
сборке (табл. 10.1) аналогичен дефектации (табл. 8.1), рассмо-
трим более подробно те операции, которые характерны только
для сборки.
Дополнительные проверки геометрии блока цилиндров свя-
заны, в основном, с ошибками при его ремонте. Практика пока-
зывает, что при установке "сухой" гильзы в сильно поврежден-
ный цилиндр возможен перекос оси гильзы из-за неправильной
установки блока на расточном станке или из-за неправильно
выбранного метода обработки. Перекос оси в плоскости враще-
ния кривошипа практически не оказывает влияния на работо-
способ юсть двигателя, в то время как перекос в продольной
плоскости ведет к появлению непараллельное™ оси отверстия
под палец в поршне и нижней головки шаг/на (см. раздел 9.5.).
Проверку расположения поверхности гильзы проще всего
выполнить относительно верхней плоскости блока. Для этого
можно использовать лекальный угольник и набор щупов (рис.
10.5). Допустимая неперпендикулярность на диаметре цилинд-
ра составляет не более 0,03^-0,04 мм.
Не менее важно убедиться в соосности поверхностей корен-
ных опор ^постелей) блока. Несоосность может возникнуть из-за
неквалифицированного ремонта блока, например, вследствие
сильного перегр эва стенок при заварке пробэин или трещин, а так-
же при сдвиге блока во время растачивания постелей. Соосность
может быть проварена установкой лекальной линейки поперемен-
но на три рядом стоящие опоры (см. раздел 8.1. и рис. 8.16).
Геометрия подшипников коленчатого вала контролируется
в обязательном порядке очень тщательно и в полном объеме.
Отсутствие или неполнота контроля значительно снижает на-
дежность работы КШМ, т.к. в некоторых подшипниках возмож-
но появление чрезмерно малых или > |резмерно больших зазо-
ров, приводящих в дальнейшем к неисправности и/или сниже-
нию ресурса подшипников. Одной из встречающихся пока еще
причин неправильной геометрии подшипников является произ-
вольная "грубая" обработка крышек по плоскости разъема, вы-
полняемая некоторыми "умельцами" для восстановления зазо-
ра в подшипниках со старыми изношенными вкладышами. При
этом могут быть "запилены" не все, а только некоторые крыш-
ки, что делаэт неэффективным выборочный контроль. Наруше-
ние геометрии возможно также при перегреве подшипников.
Контроль коренных и шатунных подшипников выполняется
по одинаковой схеме. Вначале при затянутых рабочим момен-
том болтах (гайках) крышек нутромером измеряется диаметр
постелей (рис. 8.15). Измерения поовэдятся в трех плоскостях:
одно - перпендикулярно плоскости разъема и два - вблизи нее
(рис. 10.6). Основным размером является перпендикулярный
плоскости разъема, однако два других позволяют оценить эл-
липсность опоры и центрирование ее крышки.
Полученные размеры следует сравнить со стандартными
для данного двигателя, для чего необходимо пользоваться
специальной литературой или данными Приложения 1. В по-
давляющем большинстве случаев измеренный диаметр по-
стели несколько отличается от стандартного в большую сто-
рону (на 0,01-s-0,02 мм). Если постель не ремонтировалась, то
это отличие связано с остаточной деформацией после дли-
324
Таблица 10.1. Порядс:: контроля и измерения деталей при сборке двигателя (с указанием зазоров в сопряжениях и
отклонений формы деталей)
1. Промывка каналов под давлением:
в блоке
в коленчатом вале
2. Диаметры цилиндров и поршней:
1 2 3 4 5 6 7 8 прим.
цилиндров
поршней
зазоры 0,03-0,10
3. Неперпендикулярность внутренней поверхности ‘‘сухой” гильзы к плоскости блока: 4. Несоосность постелей коренных подшипников: 5. Биение шеек коленчатого вала на призмах:
| | 0,04 max
| 0,02 max
хвостовик передний сальник средние коренные шейки задний сальник
0,03 max 0,03 max | | 0,02 max | | 0,03 max
6. Диаметры шеек коленчатого вала:
1 2 3 4 5 6 7 задано прим.
коренных эллипс 0,01 max
шатунных
7. Коренные подшипники
1 2 3 4 5 6 7 8 STD прим.
диаметр нижней головки
внутрен. диаметр подшипн. (во вкладышах)
толщина вкладыша
зазор в подшипниках 0,03-0,10
8. Затяжка коренных крышек: | Нм 9. Осевой зазор в упорном подшипнике: I | 0,05-0,20
10. Деформация шатунов:
1 2 3 4 5 6 7 8 прим.
0,03 max на D цилиндра
11. Шатунные подшипники:
1 2 3 4 5 6 7 8 STD прим.
диаметр нижней головки
внутрэн. диаметр подшипн. (во вкладышах)
толщина вкладыша
зазор в подшипниках 0,03-0,10
12. Массы деталей:
1 2 3 4 5 6 7 8 разница
шатуны 1,5% max
поршни
пальцы
итого
13. Зазор в замках колец: верхнее среднее маслосъемное 14. Установка стопорных колец поршневых пальцев: 15. Ориентация поршней и шатунов в блоке: 16. Затяжка шатунных болтов: 0,3-0,7
0,2-0,7
0,2-0,7 (1,2 max для дисков)
Нм
17. Зыступание поршней от верхней плоскости:
1 2 3 4 5 6 7 8
1,0 max
18. Легкость вращения вала
19. Масляный насос: осевой зазор 0,03-0,08 max
редукционный клапан
20. Промывка, зарядка гидротолкателей:
21. Затяжка пробки слива масла: 22. Соответствие прокладки головки цилиндрам: 23. Затяжка болтов головки: 24. Установка фаз газораспределения: 25. Затяжка болта переднего шкива: 26. Затяжка болта распределительного вала: 27. Осевой люфт распределительного вала: 28. Затяжка болтов доп.шкивов, роликов, звездочек 29. Затяжка болтов маховика: 30. Проливка маслом.
Нм
Нм
Нм
0,25 max
Нм
Нм
31. Неисправности и дефекты, замеченные, но не устраненные при сборке:
11
2____________________________________________________________________
3
325
Рис. 10.6. Схема измерения посте-
ли подшипника коленчатого вала:
в плоскости 1-1 —основном размер;
в плоскостях 2-2 и 3-3 — вспомога-
тельные размеры для определения
эппипсности постели и точности цен-
трирования крышки
Рис. 10.7. Измерение диаметра
подшипника с установленными
вкладышами для определения
зазора в подшипнике
тельной эксплуатации двигателя. Иногда несколько увели-
ченный диаметр постели связан с наличием небольших за-
усенцев на плоскостях разъема (их мож! ю слегка притупить
шабером), попаданием пыли под плоскости или недостаточ-
ной затяжкой болтов.
Неправильное центрирование крышки приводит к измене-
нию формы отверстия, при котором одно из измерений (рис.
10.6) размера отверстия у плоскости разъема меньше, а другое
- больше стандартного. Если крышка имеет небольшой люфт в
центрирующих элементах (по боковым поверхностям или во
втулках), то следует проверить, хватает ли этого люфта для по-
лучения правильной окружности. Если по каким-либо причи-
нам добиться правильной окружности постели не удается, это
может означать, что крышка или опора целиком деформирова-
на либо крышка перепутана, т.е. взята от другой опоры или дру-
гого двигателя (такое тоже случается). В любом случае откло-
нение от окружности (овальность) в опоро не должно превы-
шать 0,02 мм.
Если основной размер постели меньше стандартного,
обычно это указывает на обработку плоскости разъема в пре-
дыдущем неквалифицированном ремонте. Для шатуна подоб-
ный дефект легко исправляется (раздел 9.4.), в то время как
для блока это сопряжено с определенными трудностями (раз-
дел 9.5.).
Уменьшение размера постели более чем на 0,01-0,02 мм
может оказаться критическим для работоспособности подшип-
ника, однако окончательное заключение можно сделать, изме-
рив внутренний диаметр подшипника (во вкладышах). Методи-
ка измерения (рис. 10.7) ничем не отличается от измерения ди-
аметра постэли, однако при этом следует соблюдать осторож-
ность, чтобы не повредить мягкий рабочий слой вкладышей.
Разница диаметров подшипника (во вкладышах) и шейки
вала дает зазор в подшипнике, который не должен быть мень-
ше 0,03 мм. Нежелательна также большая эллипсность отвер-
стия во вкладышах, и, если она превышает 0,03+0,04 мм, спе-
дует найти причину. Иногда для этого приходится измерять тол-
щину вкладыша, что может быть сделано микрометром с шари-
ком (рис. 8.8) или специальным толщиномером (рис. 5.32). Из-
мерения не получаются слишком точными за счет влияния на
результат вдавливания шарика в рабочий слой вкладыша, од-
нако полученных результатов вполне достаточно для опреде-
ления дефектов вкладышей.
Осевой зазор в упорном подшипнике коленчатого вала из-
меряется с помощью стойки и индикатора (рис. 10.8) покачива-
нием вала в осевом направлении. Нормальный зазор обычно
лежит в пределах 0,05-0,15 мм.
Подшипники распределительных, вспомогательных и ба-
лансирных валов контролируются при сборке аналогично под-
шипникам коленчатых валов.
При сборке достаточно важно обеспечить малое различие
Рис. 10.9. Измерение выступа-
ния поршня над плоскостью
блока в ВМТ с помощью штан-
генглубиномера
Рис. 10.8. Измерение осевого
зазора коленчатого вала с по-
мощью стойки с индикатором
в массах поршней и шатунов. Большой разброс по массе одно-
именных деталей встречается при замене неполного комплек-
та поршней или шатунов, а также после ремонта шатунов. Из-
мерение массы деталей необходимо производить с погрешнос-
тью не более 2-3 г, а последующую подгонку массы - с точнос-
тью порядка 5^-8 г (т.е. 1,0-1,5% от массы детали). Для этого
можно использовать любые типы весов с ценой деления не бо-
лее 2 г, включая электронные. Если разница в массе шатунов
для рядных 4- и 6-цилиндровых двигателей превышает реко-
мендуемые цифры, необходимо подогнать ее ближе к самой
легкой детали. У двигателей других схем подгонка массы шату-
нов не допускается (раздел 9.4.).
Помимо указанных параметров, для некоторых Д1зельных
двигателей имеет значение выступание поршней над плоскостью
блоха в ВМТ. Эта величина измеряется штангэнглубиномером,
штангенциркулем или стойкой с индикатором (рис. 10.9).
В целом следует отметить, что, помимо повышения надеж-
ности отремонтированных двигателей, система ведения прото-
кола контроля сборочных операций нередко помогает опреде-
лить причину возможной неисправности отремонтированного
двигателя только анализом результатов измерения деталей
(или даже их отсутствием, если протокол ведется неаккуратно).
Недостаток системы, связанный с увеличением времени сбор-
ки, в значительной степени компенсируется снижением коли-
чества дефектов в эксплуатации и, соответственно, затрат вре-
мени на гарантийный и послегарантийный ремонт.
10.3 . Проверка и установка коленчатого
вала и вкладышей подшипников
Сборку двигателя удобно выполнять на специальном пово-
ротном стенде, на котором закрепляется блок цилиндров (см.
раздел 5.4.). Возможна также сборка на специальном верстаке,
однако это не всегда удобно, особенно для крупных двигате-
лей, из-за необходимости переворота частично собранного
двигателя вручную.
На данном этапе основные проверки и сборка коленчатого
вала с блоком выполняются в положении блока цилиндрами
вниз (рис. 10.10).
Перед началом сборки двигателя следует проверить зазо-
ры в цилиндрах и подшипниках, как это указано выше, чтобы не
разбирать впоследствии блск, если будет обнаружен какой-ли-
бо дефект. Результаты измерений должны быть зафиксирова-
ны в протоколе (табл. 10.1).
Перед сборкой цилиндры блока, даже если используются
поршни "старые" или того же размера, должны быть обработа-
ны хонингованием для снятия "глянца" с поверхности. При та-
кой обработке диаметр цилиндра увеличивается не более чем
на 0,01 мм, но на отполированные участки наносится сетка ри-
сок, удерживающая масло на поверхности цилиндра для смаз-
ки поршневых колец (см. разделы 9.2. и 9.5.). Глянец на поверх-
ности цилиндра и отложение нагара в верхней и нижней его ча-
326
Рис. 10.10. Исходное положе-
ние блока цилиндров перед на-
чалом сборки
Рис. 10.11. Замена втулки под-
шипника вспомогательного ва-
ла с помощью оправки
стях (характерные для длительно работавшего двигателя) мо-
гут стать причиной повреждения поршня и колец при сборке
и/или в процессе первоначальной приработки из-за попадания
твердых частиц нагара между трущимися поверхностями и из-
за недостаточного маслоудержания на рабочих поверхностях.
Перед сборкой двигателей с нижним расположением рас-
пределительного вала, очевидно, необходимо проверить зазо-
ры в его подшипниках. Если при дефектации был установлен
износ подшипников, то их следует заменить, очевидно, еще до
начала сборки двигателя.
Точно так же обстоит дело со вспомогательными и балан-
сирными валами - замена втулок их подшипников в блоке с со-
бранным КШМ может оказаться не только неудобной, но и не-
возможной.
Замена втулок подшипников не представляет трудностей
(рис. 10.11). Поскольку натяг втулок в корпусе обычно не пре-
вышает 0,04^-0,06 мм, а толщина втулок невелика -1,4И ,8 мм,
то больших усилий при их выпрессовке и запрессовке не требу-
ется. Вся работа может быть выполнена одной оправкой с
упорным буртом (рис. 5.61), диаметр которого должен быть на
0,20,5 мм меньше наружного диаметра втулки (диаметра рас-
точки в корпусе). Оправка устанавливается во втулку и удара-
ми молотка выполняется выпреосэвка. После очистки отвер-
стия в блоке от следов грязи и нагара аналогичным способом
новая втулка запрессовывается в корпус.
Для замены крайних втулок иногда требуется снять соот-
ветствующую заглушку блока. Это также несложно, но при ус-
тановке заглушки следует герметизировать соединение. Если
натяг заглушки после выпр эссовки из корпуса окажется мал,
при ее установке в блок следует использовать клеевые компо-
зиции (см. раздел 9.5.) или ставить новую заглушку.
До сборки следует проверить геометрию постелей и их чис-
тоту, т.е. отсутствие следов нагара на поверхности. Нагар или
пыль могут стать причиной уменьшения зазора в подшипнике и
ухудшения теплоотвода, в результате чего возможны различ-
ные неисправности. Напротив, чтобы зазор в подшипнике не
оказался слишком большим (более 0,08^-0,10 мм), иногда до-
статочно просто притереть плоскости разъема крышек.
Если у собираемого двигателя проводилось растачивание
поверхностей постелей блока, то перед сборкой следует прове-
рить соосность отверстий передней и задней крышек блока с
коленчатым валом. Особенно важна соосность передней
крышки блока, имеющей встроенный масляный насос - несоос-
ность центрирующего пояса шестерни в крышке и коленчатого
вала более 0,10-Ю,15 мм обычно приводит к поломке насоса
при первом же запуске двигателя.
Для обеспечения соосности следует использовать оправку,
устанавливаемую на передние опоры вместо коленчатого вала
(рис. 10.12) и имеющую поясок для центрирования крышки.
Смещение после ремонта постелей оси коленчатого вала
взерх (в сторону головки блока) даже на 0,1 мм обычно приво-
дит к невозможности посадки передней крышки одновременно
на центрирующий пояс оправки и штатные центрирующие
Рис. 10.12. Схема центрирования корпуса масляного насоса на
блоке цилиндров:
1 — корпус насоса; 2 — центрирующая втулка; 3 — блок; 4 — центрирую-
щая оправка; 5 — крышка коренного подшипника
штифты или втулки крышки на блоке. В этом случае необходи-
мо разделать отверстия в крышке под центрирующие штифты
так, чтобы крышка могла смещаться вверх на нужную величи-
ну. Далее отверстия обезжириваются и в них наносится эпок-
сидная композиция, а на штифты на блоке - разделительная
жидкость (см. раздел 9.5.). После установки крышки и полиме-
ризации композиции на крышке образуются новые центрирую-
щие отверстия, обеспечивающие центрирование крышки по ко-
ленчатому валу с учетом смещения его оси в результате ре-
монта постелей.
Перед установкой коренных вкладышей в блок стоит лиш-
ний раз убедиться, что это вкладыши именно того ремонтного
размера, который нужен 'встречаются ошибки при упаковке,
когда размер, указанный на коробке, не соответствует разме-
ру вкладышей). На “неоригинальных" вкладышах обязательно
выбит размер - метрический (STD; 0,25; 0,3; 0,5 и т.д.) или дюй-
мовый (STD; 0,001; 0,002: 0,010; 0,020 и т.д.). На "оригиналь-
ных" вкладышах размер может быть закодирован в их номере,
поэтому при отсутствии таких сведений достаточно измерить
толщину вкладыша (например, микрометром через шарик).
При установке вкладышей в постели блока необходимо про-
следить, чтобы отверстия во вкладышах совпадали со смазоч-
ными отверстиями в блоке. У двигателей, имеющих различные
вкладыши на блоке и крышках, ошибка, очевидно, приведет к
повреждению подшипников и выходу двигателя из строя.
Установив вкладыши и затянув крышки, следует проверить
зазор в подшипниках, как это описано в раздело 10.2. Не менее
важно проконтролировать геометрию коленчатого вала - вза-
имные биения всех поверхностей и диаметры шеек, а также
voeflHTbCfl, что шейки вала отполированы, а смазочные отвер-
стия на шейках имеют полированные края (острые края отвер-
стий могут повредить вкладыши). На шейках не должно быть по-
вреждений, которые иногда возникают при небрежном хране-
нии или транспортировке. Такие повреждения следует заполи-
ровать мелким абразивным полотном и заново промыть вал.
Перед установкой коленчатого вала в блок необходимо
смазать вкладыши. Рекомендуется для этого использовать не
моторное, а более вязкое трансмиссионное масло. Оно лучше
предохраняет от задиров и повреждений при первом запуске,
т.к. дает более прочную масляную пленку на поверхности дета-
лей. Для нанесения масла на детали нежелательно использо-
вать пальцы рук, кисточки и подручные предметы, поскольку
они загрязняют масло. Лучше всего пользоваться масленками
со специальными "носиками" (рис. 10.13), позволяющими сразу
нанести масло на деталь.
327
Рмс. 10.13. Смазха детали мас-
лом перед установкой с помо-
щью масленки, изготовленной
из фляги с маслом
Рис. 10.14. Затягивание бол-
тов коренных подшипников с
помощью динамометрического
ключа
Рис. 10.15. Проверка легкости
вращения коленчатого вала с по-
мощью рычага, установленного
между двумя болтами маховика
Рис. 10.16. Следы непосредствен-
ного контакта вкладыша и колен-
чатого вала в результате недоста-
точного зазора в подшипнике
Установив коленчатый вал в блок (рис. 10.14), а сверху -
крышки коренных подшипников, необходимо равномерно затя-
нуть болты крышек динамометрическим ключом. Момент затяж-
ки указывается в литературе по ремонту конкретного двигателя.
При отсутствии таких данных следует ориентироваться на диа-
метр D резьбы болтов - момент обычно составляет (0,74-1,0) D.
Затягивать болты следует в 24-3 приема, постепенно увеличивая
момент затяжки болтов одновременно на всех крышках.
У двигателей с дополнительными боковыми болтами кры-
шек подшипников эти болты окончательно затягиваются сразу
после предварительной затяжки основных болтов. Нарушение
порядка затяжки приводит к деформации постелей и поврежде-
нию подшипников.
После затягивания болтов проверяется легкость вращения
вала. Вал должен вращаться "от руки" при проворачивании за
хвостовик и задний фланец. Если провернуть вал не удается,
следует завернуть в соответствующие резьбовые отверстия ма-
ховика два болта и установить меходу ними рычаг длиной 0,64-0,8
м (рис. 10.15). В зависимости от усилия проворачивания вала
можно предварительно установить причину заедания вала.
Тугое страгивание и относительно легкое вращение вала
свидетельствует о недостаточном зазоре в подшипниках. Ма-
лый зазор (при нормальном измеренном) может быть следст-
вием загрязнения поверхности постелей перед установкой
вкладышей, наличием заусенцев на краях поверх! юстей посте-
лей, а также искривления постелей или деформации коленча-
того вала. Невозможность страгивания вала говорит о натяге в
подшипниках, в то время хак тугое страгивание и тугое враще-
ние (возможно, неравномерное, с "дроблением") - о задевании
щек коленчатого вала за опоры блока, слишком широких вкла-
дышах, заходящих рабочей поверхностью на галтели у краэв
шеек, недостаточном торцевом зазоре в упорных подшипниках
или других аналогичных причинах. В подшипнике, в котором
наблюдается заедание, масло, нанесенное перед сборкой, за-
метно чернеет уже после нескольких оборотов вала, что позво-
ляет быстро найти место заедания.
Независимо от характера заедания вала необходимо разо-
брать подшипники и устранить причину заедания. Недостаточ-
ный зазор в подшипниках хо-
рошо заметен по блестящим
участкам на рабочей поверх-
ности вкладышей (рис. 10.16).
При правильной геометрии
блока и вала и качественных
вкладышах заедание возмож-
но только вследствие местных
дефектов на деталях, которые
легко обнаруживаются и уст-
раняются. Большая площадь
заедания обычно свидетельст-
вует об ошибках при ремонте,
включая деформацию блока и
вала, а также применение не-
качественных вкладышей. В
подобных случаях необходимо
Рис. 10.17. "Вкручивание" упор-
ного полукольца при его уста-
новке в зазор между торцами
шейки коленчатого вала и ко-
ренной опоры
еще раз тщательно проверить все детали и их геометрию.
В некоторых мастерских практикуют шабрение рабочей по-
верхности вкладышей, заключающееся в снятии слоя материа-
ла в местах касания вала, где зазор в подшипнике недостато-
чен. Если речь идет о снятии небольшого слоя в 0,0U0,02 мм
на малом участке, то это почти не отражается на работоспо-
собности и ресурсе подшипников. В то же время шабрение по
относительно большой поверхности недопустимо, поскольку
это значительно снижает максимально-допустимую нагрузку в
подшипнике и может довольно быстро привести к задирам и
разрушению рабочего слоя вкладышей и износу шеек коленча-
того вала. Так или иначе, шабрение рабочей поверхности вкла-
дышей свидетельствует о некачественном ремонте двигателя и
не может быть рекомендовано, особенно при современном
уровне форсирования двигателей.
Когда легкое вращение вала в подшипниках обеспечено,
следует установить упорные полукольца, если они выполнены
отдельно от вкладышей. Для этого снимается соответствующая
крышка блока, и полукольца поочередно "вкручиваются" в за-
зор между торцевыми поверхностями вала и опоры блока (рис.
10.17), куда предварительно нанесено масло. Следует очень
тщательно проконтролировать правильность установки полуко-
лец (рабочей поверхностью к
валу), в противном случае
ошибка приведет к выходу дви-
гателя из строя уже через не-
сколько сотен километров. По-
сле установки полуколец и за-
тягивания болтов контролиру-
ется торцевой зазор в упорном
подшипнике (рис. 10.8).
Если, измеренный зазор в
упорном подшипнике оказался
существенно больше рекомен-
дованного (например, более
0,204-0,25 мм), для конструкций
с фланцевыми вкладышами
можно уменьшить его сдвигом
крышки коренного подшипника
в осевом направлении (рис.
10.18). Наиболее просто это
сделать в конструкциях с цент-
рированием крышки по боко-
вым поверхностям - достаточ-
но вал подать "до упора" впе-
ред, после чего поставить и за-
тянуть крышку, прижав ее к пе-
редней упорной поверхности
коренной шейки. При этом на-
грузки от муфты сцепления бу-
дет держать только верхняя
половина упорного подшипни-
Рис. 10.18. Схема уменьшения
осевого зазора коленчатого ва-
ла сдвигом крышки упорного ко-
ронного подшипника в сторону
хвостовика вала:
1 — отверстия в крышке под Золты
"разделаны" в сторону заднего
фланца вала
328
Рис. 10.19. Крышка заднего ко-
ренного подшипника с проточ-
кой для установки сальника:
ХХХХ — места герметизации стыка
крышки с блоком для исключения те-
чи масла
Рис. 10.20. Установка заднего
сальника коленчатого вала пе-
ред установкой крышки корен-
ного подшипника:
1 — блок цклиндров; 2 — коленчатый
вал; 3—крышка коренного подшипника
ка (в блоке), а обратные - нижняя (на крышке). У конструкций с
центрированием крышки втулками или штифтами для сдвига
крышки потребуется разделать центрирующие отверстия, что
возможно только в самом крайнем случае. Для конструкций с
упорными полукольцами описанный способ уменьшения осе-
вого зазора не рекомендуется, т.к. проще найти полукольца
увеличенной толщины.
В некоторых двигателях (GM, FORD, MAZDA, RENAULT и др.)
сальники коленчатого вала устанавливаются в расточку, выпол-
ненную в блоке и крышке коренного подшипника блока (см. раз-
дел 2.). Для таких конструкций перед установкой крайних крышек
необходимо нанести герметик на плоскость разъема (рис. 10.19),
иначе не будет обеспечена герметичность, и масло будет прохо-
' дить по стыку крышки с блоком, минуя сальник. Если крышка цен-
трируется по боковым поверхностям, то герметик наносится и на
них. В таких соединениях, как и в других, следует использовать
специальные силиконовые высокотемпературные герметики
(обычно они имеют синий, красный, серый или черный цвет).
Перед установкой крышки с расточкой желателоно также по-
ставить сальник (рис. 10.20). Возможна установка сальника и по-
сле затягивания болтов крышки, однако это сложнее из-за натя-
га сальника в расточке. В таком случае для исключения повреж-
дения сальника может потребоваться специальная оправка.
10.4 . Сборка и установка поршней, шатунов,
сальников и поддонов картера
Перед сборкой шатунов и поршней необходимо выполнить
комплекс контрольно-измерительных операций. Основными
характеристиками шатунов являются диаметры отверстий го-
ловок, деформация стержня и масса.
Методики измерения диаметров отверстий, деформации и
массы описаны выше (рис. 8.17,8.20,10.6 и 10.17). Обычно ша-
туны после ремонта нижней головки имеют уменьшенную мас-
су, очевидно, тем меньшую, чем сильнее было изношено отвер-
стие. Если у рядных четырех и шестицилиндровых двигателей
разница в массе превышает 1 ,Сй-1,5% от массы остальных ша-
тунов, необходимо подогнать их массу к наиболее легкому ша-
туну за счет съема металла у нижней головки (рис. 10.21).
Несколько иная ситуация может возникнуть при замене ша-
туна, если его масса сильно отличается от массы других шату-
нов. В этом случае неизвестно расположение избыточной мас-
сы, что требует поочередного взвешивания верхней головки
при опоре на нижнюю и наоборот для всех шатунов (рис. 2.33).
При подгонке массы шатунов следует иметь в виду, что про-
извольное уменьшение массы нижних головок возможно (хотя
и нежелательно с точки зрения возрастания нагрузок на колен-
чатый вал) только у рядных четырех- и шестицилиндровых V-об-
разных ДЕенадцатицилиндровых двигателей, имеющих колен-
чатые валы, симметричные относительно средней коренной
шейки. Для других схем, если один из шатунов оказывается лег-
25. PeiKiHi двиг. 3.1руб. ав-ей.
че других, лучше его заменить, но не подгонять массы других
за счет съема металла у их нижних головок во избежание раз-
балансирования КШМ (см. раздел 9.4.).
Контроль поошней включает в первую очэродь измерение
размера юбки для определения зазора в цилиндре. Если не
указаны другие способы, размер юбки следует измерять в се-
чении, оасположенном между нижним краем отверстия под па-
лец и верхним краем выреза юбки (рис. 9.86). Минимальный
зазор указывается на днище поршня, на упаковке или в инст-
рукции (см. раздел 9.5.). Для большинства двигателей легковых
автомобилей и микроавтобусов он лежит в пределах 0,03-^0,05
мм, хотя встречаются зазоры 0,01 мм и 0,14 мм. Во всех слу-
чаях зазор не должен быть меньше минимально-допустимого,
иначе блок потребуется разобрать и дополнительно хонинго-
вать. При измерении зазора следует также учесть температуру
в помещении - при уменьшении температуры зазор увеличива-
ется примерно на 0,0100,015 мм каждые 10°С отличия от нор-
мальной температуры (+20°С).
Посадка поршнэвэго пальца в поршне также сильно зави-
сит от температуры. При 20°С "неподвижный" палец должен
свободно входить в отверстия бобышек без заедания, а "плава-
ющий" может иметь различную посадку - от свободной до плот-
ной (с закусыванием). В любом случае палец не должен "бол-
таться" в отверстии в поперечном направлении, иначе двига-
тель после прогрева будет "шумным". Напротив, слишком плот-
ная посадка пальца в поршне в сочетании с неподвижной по-
садкой в шатуне может привести к заклиниванию при запуске
в условиях низкой температуры.
При контроле деталей перед сборкой, как показывает
практика, не обязательно измерять зазор или натяг в верх-
ней головке шатуна - достаточно визуальной проверки. Так,
“плавающий” палец должен свободно ходить во втулке верх-
ней головки шатуна, но не иметь явного люфта во избежание
шумной работы двигателя. При неподвижной посадке палец
вообще не должен входить в отверстие головки шатуна даже
на долю миллиметра. Нарушение посадки у плавающего
пальца требует дополнительного хонингования при недоста-
точном зазоре (менее 0,005 мм) или замены втулки при
чрэзмерном зазоре (более 0,015 мм), а у неподвижного при
недостаточном натяге - замены шатуна. Недостаточный на-
тяг пальца в отвэрстии головки шатуна (менее 0,010 мм)
представляет наибольшую опасность для двигателя, т.к. гро-
зит смещением пальца и задиром стенки цилиндра с последу-
ющим выходом двигателя из строя.
Сборка поршня с шатуном и плавающим пальцем не пред-
ставляет трудностей. Если палец имеет слишком плотную по-
садку в поршне, поршень необходимо подогреть до 6Сй-70°С.
Смазанный маслом палец при разности температур свободно
("от руки") заходит в отверстия бобышек поршня (рис. 10.22).
Рис. 10.22. Сборка поршня с
шатуном и плаваюшим пальцем
может быть выполнена от руки,
если предварительно нагреть
поршень
Рис. 10.21. Места снятия металла
при подгонке шатунов по массе:
А — основное место снятия металла
(например, после ремонта шатунов);
Б — место снятия металла, исполь-
зуемое только при разве сов^е ша-
тунов (раздельном взвешивании
верхней и нижней головок)
329
Рис. 10.23. Определение направления установки поршня (в сторо-
ну переднего носка коленчатого вала):
а — по букве F (FRONT); б — по стрелке на днище
Рис. 10.24. Определение направления установки деталей (в сто-
рону переднего носка коленчатого вала):
а — смещение отверстия пальца влево при виде на поршень со стороны пе-
реднего носка (хвостовика) коленчатого вала; б — при том же виде на
шатун замки вкладышей расположены справа
Перед сборкой следует уточнить ориентацию поршней отно-
сительно шатунов. Для правильной установки на днище поршня
выбивают стрелку или специальную метку (рис. 10.23), указыва-
ющую на первый цилиндр, либо ставится буква F (FRONT) на хо-
лодильнике. При этом, если смотреть на поршень спереди, порш-
невой палец смещен обычно влево (рис. 10.24), за исключением
некоторых двигателей, у которых поршни имеют большое рассто-
яние от оси пальца до днища при относительно короткой юбке.
Ориентация шатунов зависит от их конструкции. Наиболее
распространен вариант, когда при виде спереди замки вклады-
шей расположены с правой стороны отверстия нижней головки
(рис. 10.24). Исключения характерны для несимметричных ша-
тунов, имеющих разную ширину верхней и нижней головок или
Рис. 10.25. Установка стопор-
ного (круглого сечение) кольца
поршневого пальца
Рис. 10.26. Установка стопор-
ного кольца с отверстиями с по-
мощью круглогубцев
Рис. 10.27. Замок стопорного коль-
ца поршневого пальца желательно
располагать по оси поршня:
а—в сторону юбки; б—в сторону днища
Рис. 10.28. Наиболее простой
способ нагрева шатуна для
сборки с поршнем - с помощью
пропановой горелки
другие отличия, что часто встречается у V-образных двигате-
лей. При этом шатуны на одном двигателе могут иметь разную
ориентацию (например, по рядам цилиндров).
После установки "плавающего" пальца необходимо устано-
вить стопорные кольца. Кольца круглого сечения обычно можно
поставить "от руки", если завести один край кольца в канавку и
надавить на другой край (рис. 10.25). Стопорные кольца с уста-
новочными отверстиями сжимаются круглогубцами (рис. 10.26),
после чего вставляются в отверстие. Кольца не должны иметь
люфта в канавке (это иногда встречается у старых деформиро-
ванных колец), иначе со временем канавка может износиться
гак, что кольцо "выскочит". Поэтому устанавливать рекоменду-
ется, в основном, только новые стопорные кольца. В обязатель-
ном порядке следует проверить наличие стопорных колец во
всех поршнях собираемого двигателя. Известны случаи, когда
одно из стопорных колец на каком-либо поршне по ошибке не
ставилось. Тогда сразу после запуска палец сдвигался до упора
в стенку цилиндра, что приводило к повторному ремонту двига-
теля. Для повышения надежности фиксации пальца желательно
разрез кольца располагать по оси поршня (рис. 10.27), чтобы си-
лы инерции не ослабляли посадку кольца в канавке.
Сборка шатунов и поршней с неподвижным пальцем слож-
нее. При этом нельзя пользоваться прессами или другими ана-
логичными способами, предполагающими приложение усилий
к деталям, иначе они будут деформированы.
Для того, чтобы палец свободно вошел в отверстие верхней
головки шатуна, шатун необходимо нагреть до 270300°С. Наи-
лучшие результаты дает равномерный нагрев шатуна в печи,
имеющей контроль температуры нагрэва (рис. 5.45). На прак-
тике часто применяется другой способ - локального нагрева
только верхней головки с помощью паяльной лампы или пропа-
новой горелки (рис. 10.28). Такой способ также допустим, если
при этом контролируется температура шатуна в месте нагрева.
Наиболее простой способ контроля температуры - по цвету
мыла. Кусочек мыла кладется на верхнюю головку шатуна пе-
ред нагревом. В процессе нагрева мыло сначала плавится, а
затем чернеет. Почернение мыла означает достижение требу-
емой температуры (порядка 300°С), выше которой перегревать
головку нельзя во избежание потери натяга пальца. Чтобы на-
тяг не уменьшился и не пропал, ни в коем случае нельзя ис-
пользовать ацетиленовую горелку или другие способы, дающие
быстрый неконтролируемый нагрев шатуна. Такую ошибку не-
редко совершают неопытные механики. Последствия ее доста-
точно серьезны - отремонтировать цилиндр, поврежденный
съехавшим вбок пальцем, удается только гильзованием блока.
Для правильной установки пальца в шатун необходимо
пользоваться оправкой (рис. 5.44). При ремонте двигателей
различных моделей оправка должна обладать универсальнос-
тью, что достигается (рис. 10.29):
1) упором торца рукоятки в боковую поверхность поршня;
2) возможностью подкладки регулировочных шайб между
пальцем и рукояткой (для некоторых двигателей желательно
330
Рис. 10.29. Схема определения
толщины регулировочных шайб
X при сборке шатуна с порш-
нем, имеющем неподвижную
посадку пальца в шатуне
Рис. 10.30. Сборка поршня с
шатуном с помощью оправки
(прессовая посадка пальца в
шатуне)
предусмотреть небольшое поднутрение, чтобы палец мог на
0,54-1,0 мм заходить внутрь рукоятки);
3) комплектом направляющих различного диаметра (на
0,104-0,15 мм меньше диаметра пальца).
Для каждого двигателя следует рассчитать толщину пакета
X регулировочных шайб (рис. 10.29) по формуле
v_ D + H-B-L-0,5
2
где D - диаметр цилиндра; Н - ширина верхней головки ша-
туна; L - длина пальца; В - расстояние между бобышками.
Формула обеспечивает установку пальца так, что верхняя
головка шатуна оказывается в середине пальца с точностью
±0,5 мм независимо от конструкции и размеров деталей.
Палец центрируется с направляющей в отверстии бобышек
поршня и зажимается на стержне оправки болтом или гайкой
(в зависимости от конструкции оправки).
После нагрева шатун быстро устанавливается в тисках
(при нагреве только верхней головки шатун может быть зажат
в тисках предварительно), сверху подводится поршень, и па-
лец с помощью оправки вставляется в шатун движением "до
упора" (рис. 10.30).
Если при установке пальца его "закусывает" в шатуне, сле-
дует разобрать соединение и замерить нутромером отверстие
верхней головки шатуна - не исключено, что отверстие имеет
овальность. Шатун с деформированной верхней головкой реко-
мендуется заменить, в крайнем случае можно попробовать по-
править головку на прессе, непрерывно контролируя размер
отверстия. При этом следует помнить, что при овальности от-
верстия более 0,044-0,05 мм установить палец в шатун, как пра-
вило, не удается. Кроме того, овальность отверстия головки
после установки пальца вызывает и его деформацию, что край-
не негативно отражается на ресурсе деталей.
После сборки желательно смазать маслом соединение пор-
шня с шатуном, что сделать достаточно легко, пока детали на-
греты (масло быстро проникает в зазоры). В принципе смазать
детали можно и после их установки в цилиндр, но на холодных
и ограничено-подвижных деталях при первом запуске недоста-
точная смазка пальцев может привести к их "прихвату".
Независимо от типа соединения поршня с шатуном пор-
шень должен вращаться на шатуне абсолютно свободно. Тугое
вращение поршня и разного рода заедания ненормальны и
должны быть устранены, иначе "холодный" поршень может сту-
чать некоторое время после запуска.
Собрав поршни с шатунами, необходимо проверить посад-
ку колец в цилиндре и канавках поршня. Некоторые фирмы
(MAHLE, KOLBENSCHMIDT, TRW, АЕ и некоторые другие) по-
ставляют в запасные части поршни с кольцами, одетыми на
поршни. При этом кольца являются калиброванными, т.е. в ци-
линдре с диаметром, обеспечивающим рекомендованный за-
зор с поршнем, замки колец обычно лежат в пределах 0,24-0,5
Рис. 10.31. Подгонка замка г
специальном приспособлении
Рис. 10.32. Подгонка замка
кольца при зажатии его в тисках
алмазным кругом
мм (в отдельных случаях - до 0,6 мм у компрессионных и до 1,0
мм у наборных маслосъемных).
Кольца, поставляемые в отдельной упаковке, могут быть не-
калиброваны под диаметр цилиндра, соответствующий конкрет-
ному поршню. У таких колец зазор в замке может быть сущест-
венно меньше минимально-допустимого. Установка колец с
уменьшенным зазором в замке крайне опасна - при прогреве
двигателя за счет разности температур кольца и цилиндра за-
зор может уменьшиться до нуля, после чего кольцо заклинива-
ет в цилиндре с задиром поверхности цилиндра и скалыванием
покрытия с поверхности кольца (см. раздел 12.). Учитывая это,
рекомендуется проверять и при необходимости подгонять зам-
ки колец независимо от фирмы-изготовителя, упаковки и т.д.
Проверка зазора в замке колец выполняется с помощью
набора щупов аналогично тому, как это делается при дефекта-
ции (рис. 8.21). Если замок меньше рекомендованного, следует
подогнать его. Для этого лучше всего пользоваться специаль-
ными приспособлениями (рис. 10.31) с алмазным диском, обес-
печивающим точность обработки, в том числе параллельность
сторон замка. При отсутствии подобного приспособления в
крайнем случае можно использовать надфиль, зажав кольцо в
тисках со шлифованными губками (рис. 10.32). Для колец с
твердыми покрытиями необходим алмазный надфиль, иначе
возможны сколы покрытия у замка.
Основная сложность ручной подгонки замка при закрепле-
нии кольца в тисках заключена в необходимости обеспечения
параллельности сторон замка. Поэтому в некоторых случаях, в
частности, при отсутствии навыка, можно подгонять замок об-
работкой сразу двух его сторон при зажатии надфиля или на-
пильника (рис. 10.33). При подгонке замков колец следует ори-
ентироваться на минимально-допустимые зазоры: 0,34-0,4 мм
для верхних колец и 0,24-0,3 мм для средних и коробчатых мас-
лосъемных. У дисков наборного маслосьемного кольца жела-
тельно иметь несколько больший зазор - 0,44-0,5 мм, чтобы не
ухудшить условия смазки цилиндров (см. раздел 2.3.).
После подгонки надо обязательно снять заусенцы у замка,
иначе кольца не будут прилегать к торцам канавок. Неприлега-
ние у замка из-за заусенцев
приводит к ухудшению ком-
прессионных и маслосъемных
свойств колец и повреждению
поверхностей канавок поршня,
а заусенцы на наружной по-
верхности колец - к поврежде-
нию поверхности цилиндров и
увеличению расхода масла. У
коробчатых маслосъемных ко-
лец следует дополнительно
снять заусенцы з канавке пру-
жины.
При проверке деталей пе-
ред сборкой желательно про-
контролировать зазор в канав-
Рис. 10.33. Способ подгонки
замка кольца с помощью на-
пильника, зажатого в тисках
33
ках колец. Этот зазор у новых колец и поршней составляет в
среднем 0,064),08 мм для верхнего кольца (у дизелей 0,084), 10
мм), 0,044),07 мм для среднего и 0,034),05 мм для маспосъэмно-
го. Визуальный контроль обычно обеспечивает свободное враще-
ние всех колец в канавках при отсутствии явного торцевого люф-
та. Б злее точно зазор можно измерить щупом ипи определить по
разнице ширины канавки, измеренной плиткой (см. рис. 8.24), и
высоты кольца, измеренной микрометром (см. рис. 8.23).
Наиболее опасэн, как и в других соединениях двигателя,
недостаточный зазор между кольцом и канавкой поршня. Так,
зазор менее 0,03 мм в канавке верхнего кольца может быть
причиной пригорания (коксования) кольца в канавке с последу-
ющим перегревом поршня, задирами на кольцах и поверхнос-
ти цилиндра и выходом двигателя из строя. При недостаточном
зазоре, измеренном указанными выше способами, торцевые
поьерхности кольца можно притереть с абразивной пастой
зернистое Сью 154>0 мкм на притирочной плите. Для этого
удобно использовать оправки (см. рис. 9.119), с помощью кото-
рых можно обеспечить равномерный съем металла, но не бо-
лее чем 0,02 мм с каждой стороны (чтобы не перекосить тор-
цы). Обработка торцов кольца’ другими способами затруднена
или вовсе недопустима, особенно при таком малом съэме, т.к.
не удается обеспечить приемлемое качество поверхности. Де-
фекты на поверхностях кольца, возникшие из-за некачествен-
ной обработки, ухудшают уплотнительные и теплопередающие
свойства колец, вследствие чего может значительно упасть
компрессия, а температура поршня - недопустимо возрасти.
Измерение зазора и притирка на плоскости возможны
только для колец с плоскими торцами. У трапециевидных колец
точно измерить засор в канавке простыми способами невоз-
можно, однако следует проверить кольцо в положении заподли-
цо с боковой поверхностью поршня (рис. 10.34) - небольшой за-
зор, по крайней мере, в несколько сотых долей миллиметра
должен быть, а кольио должно "проваливаться" на несколько
десятых долей миллиметра вн’ггрь канавки (от наружной по-
верхности поршня). Из-за приближенности измерений подгон-
ка торцевых зазоров трапециевидных колец не допускается.
Простые кольца, также как и трапециевидные, должны
"проваливаться" внутрь канавки поршня и не выступать от на-
ружной поверхности. В противном случае либо невозможно бу-
дет установить поршень в цилиндр, либо двигатель выйдет из
строя вскоре после запуска из-за заклинивания поршня.
Если все кольца проверены, их можно устанавливать на
поршень. Начинать следует с маслосъемных колец. У коробча-
тых колец в канавку поршня предварительно устанавливается
экспандерная пружина. Далее кольцо разводится руками (рис.
10.35) и проводится через верхнюю часть поршня к канавке. У
подавляющего большинства коробчатых колец ориентация
"верх-низ" произвольна. Чтобы не сломать кольцо, желательно
использовать специальные приспособления, ограничивающие
усилие на разжим кольца, однако при аккуратном разжиме
можно обойтись и без них. После установки коробчатого коль-
ца необходимо сдвинуть его относительно пружины так, чтобы
стык пружины и замок кольца оказались друг напротив друга
(т.е. были развернуты на 180°).
Установка наборного кольца начинается с двухфункцио-
нального расширителя (рис. 10.36). Далее нижний диск одним
концом "вкручивается" в зазор между расширителем и нижним
торцом канавки поршня, после чего аналогичным образом
"вкручивается" верхний диск (рис. 10.36). Диски необходимо
развернуть от стыка расширителя на 90° в противоположные
стороны. При использовании старых колец диски необходимо
ставить так же, как они стояли - гладкой поверхностью к торцу
канавки, а неровной - к расширителю. Установка дисков наобо-
рот может вызвать повышенный расход масла.
При сборке наборного кольца важно проследить, чтобы
концы расширителя не "наехали" друг на друга. В подобном слу-
чае не будет обеспечено усилие прижима дисков к цилиндру.
Такую неправильную сборку кольца допускают только некото-
рые конструкции расширителей. Иногда фирмы-производители
колец надевают на концы расширителя цветные пластмассо-
вые наконечники, препятствующие ошибочной сборке.
При установке средних колец в соответствующую канавку
следует соблюдать осторожность, так как кольца часто делают-
ся из сравнительно хрупкого серого чугуна. Обычно средние
кольца ставятся аналогично маслосъемным - концы разводят-
ся пальцами так, чтобы кольцо прошло к канавке через верх-
нюю часть поршня. В некоторых случаях удается "вкрутите"
кольцо в канавку, однако для новых поршней, когда зазоры в
канавках малы, это прсблематично. Несколько легче устано-
вить среднее кольцо, если канавки верхнего кольца имеет та-
кую же ширину - тогда кольцо "вкручивается" сначала в верх-
нюю, а уже оттуда - в среднюю канавку (рис. 10.37).
При установке среднего кольца ни в коем случае нельзя пу-
тать его сторону (верх и низ), иначе может существенно возра-
СТ1, расход масла. У большинства средних колец, выпускаемых
различными фирмами, на верхней торцевой поверхности есть
метки, например, небольшая лунка или слово "ТОР" (верх). Ча-
сто на внутренней поверхности кольца есть фаска - она, как
правило, обращена вверх, хотя встречается и обратный вари-
ант. Скребковые кольца со скребком (выточкой) на наружной
поверхности всегда ставятся скребком вниз
Верхние кольца устанавливаются строго в соответствии с
меткой на верхней стороне (аналогично средним кольцам). Ес-
ли на внутренней поверхности верхнего кольца выполнена фа-
ска или проточка, то она всегда обращена вверх в соответст-
вии с несимметричным профилем приработанного к цилиндру
кольца (см. раздэл 2.3.). Ошибочная установка верхнего коль-
ца фаской вниз обычно вызывает ускоренный износ цилиндра
на этапе первоначальной приработки и снижение ресурса дви-
гателя после ремонта.
При отсутствии опыта описанный выше способ установки
Рис. 10.34. Проверка отсутст-
вия выступания колец над на-
ружной поверхностью поршня
Рис. 10.35. Установка ко-
робчатого маслосъемного
кольца на поршень:
а — установка расширителя;
б — установка кольца
Рис. 10.36. Установка наборного мас-
лосъемного кольца на поршень:
а — установка двухфункционального расши-
рителя; б — "вкручивание"диска
Рис. 10.37. Установха компрес-
сионного кольца методом "вкру-
чивания"
332
Рис. 10.39. Притупление остро-
го края цилиндра шабером для
облегчения установки поршней
с кольцами
Рис. 10.38. Использование спе-
циальных щипцов для установки
компрессионного кольца на
поршень
компрессионных колец представляет определенную опасность
- неквалифициро занный механик может легко сломать кольцо.
Исключить подобного рода поломки позволяют специальные
приспособления типа щипцов (рис. 10.38), не дающие, в отли-
чие от “ручного" способа, больших и опасных напряжений в ма-
териале кольца при его установке.
Перед установкой поршней с шатунами в цилиндры необходи-
мо провзсти ряд подготовительных операций. Верхний край ци-
линдра должен иметь небольшую фаску шириной 0,34,5 мм, об-
легчающую установку поршня с кольцами в цилиндр. Если после
увеличения диаметра цилиндра в ремонтный размер здесь обра-
зовалась острая кромка, ее необходимо притупить шабером (рис.
10.39). Далее следует убедиться в чистоте всех деталей - напри-
мер, поршни могли загрязниться при установке колец, в цилинд-
ры могла попасть пыль и т.д. Поэтому рекомендуется, например,
дополнительная промывка и продувка деталей сжатым воздухом.
Цилиндры перед установкой поршней необходимо тщатель-
но протереть чистой сухой ветошью, не оставляющей на по-
верхности ворсинок, ниток и других аналогичных "следов". Пре-
небрежение этим приводит к появлению царапин на деталях
уже при сборке, и далее многие подобные дефекты остаются на
весь последующий срок службы двигателя. Необходимо также
снять крышку шатуна устанавливаемого поршня, тщательно
протереть сухой чистой ветошью поверхности постели вклады-
ша и разъема крышки, затем установить в шатун и крышку
вкладыши. Чтобы случайно не перепутать крышки шатунов, эту
операцию следует выполнять для каждого шатуна отдельно не-
посредственно перед установкой в цилиндр.
Для установки поршней в цилиндры используются оправки -
коническая (рис. 5.46) или ленточная (рис. 5.47). Последняя явля-
ется универсальной, поэтому ее применение предпочтительно
при сравнительно большой номенклатуре ремонтируемых двига-
телей. Перед сжатием поршневых колец оправкой их замки сле-
дует развернуть друг относительно друга. Если в комплекте колец
применяются коробчатые маслосъемные кольца, то стандартным
(т.е. наиболее распространенным) положением колец является
разворот их замков на 120° (рис. 10.40). Для наборных масло-
съемных колец часто рекомендуется разворот замков компрес-
сионных колец на 180°, а дисков - на 90° относительно компрес-
сионных и 180е между собой. При этом стык расширителя совпа-
дает по направлению с замком одного из компрессионных колец.
Некоторые фирмы рекомендуют привязывать расположе-
ние замков к оси коленчатого вала (или плоскости вращения
кривошипа). Такие данные могут быть приведены в специали-
зированной ремонтной литературе или инструкции по установ-
ке конкретного комплекта колец. Иногда такие рекомендации
связывают не только с уменьшением прорыва газов, но и с бо-
лее равномерным износом цилиндров и колец. Ремонтная
практика, однако прямо не подтверждает этого, поскольку че-
рез небольшое время эксплуатации кольца нередко разворачи-
ваются друг относительно друга произвольным образом вплоть
до "выстраивания" замков всех колец в одну линию.
Рис. 10.40. Схемы типичного расположения замков поршневых
колец на поршне:
а — с коробчатым маслосъемным кольцом; б — с наборным маслосъемным
кольцом; I — I — плос юсть вращения кривошипа; 1 — замок вер) него ком-
прессионного кольца; 2 — замок среднего кольца; 3 — замок коробчатого
маслосъемного кольца; 4, 5 — замки дисков; 6 — стык двухфункционального
расширителя
При установке поршней блок цилиндров желательно уста-
новить в такое положение, при котооом цилиндры расположе-
ны горизонтально. При этом коленчатый вал может быть рас-
положен как горизонтально, так и вертикально (рис. 10.41). В
обоих случаях при установке поршней требуется поддерживать
и поправлять шатуны, чтобы они попадали на шатунные шейки.
Кольца, юбка поршня, вкладыш шатуна и цилиндры смазы-
ваются маслом. Также, как и для коленчатого вала, желатель-
но использовать для этого трансмиссионное масло. Затем пор-
шень ориентируется по направлению (перед поршня в сторону
переднего носка коленчатого вала у подавляющего большинст-
ва двигателей) и по месту расположения (строго в тот цилиндр,
который определен по результатам измерений). Последнее
особенно важно для V-образных двигателей с несимметричны-
ми шатунами, у которых ошибочная установка поршня с шату-
ном не в тот цилиндр приводит к перекосу шатуна и, возможно,
повреждению деталей при затягивании болтов его крышки.
Поршень устанавливается в цилиндр, не доходя маслосъем-
ным кольцом несколько миллиметров до верхней плоскости
блоха (рис. 10.42). При этом коленчатый вал желательно повер-
нуть так, чтобы шатунная шейка данного цилиндра была распо-
ложена в нижней мертвой точке - это несколько облегчает уста-
новку шатуна на шейку коленчатого вала. На верхний пояс пор-
шня одевается ленточное приспособление, с помощью которого
кольца сжимаются примерно до размера цилиндра (рис. 10.43).
Лента должна стоять ровно, без перекосов, и упираться в верх-
нюю плоскость блока без зазора по всей окружности. Легким
постукиванием через деревянную проставку по днищу поршень
проталкивается в цилиндр. При этом необходимо контролиро-
вать положение ленты, в частности, отсутствие зазора у плоско-
Рис. 10.41. Расположение бло-
ка цилиндров для установки
поршней с шатунами, удобное
для V-образных двигателей
Рис. 10.42. Исходное положе-
ние поршня перед установкой в
цилиндр (поршневые кольца
выше верхней плоскости блока
на 5-; 15 мм)
333
Рис. 10.43. Сжатие поршневых
колец ленточным приспособле-
нием:
а — затягивание ленты; б — выравни-
вание ленты легким обстукиванием
Рис. 10.45. Стягивание колец на
поршне простейшей ленточной
оправкой из листовой стали:
1 — пассатижи; 2—оправка; 3 — пор-
шень
сти блока, иначе одно из колец может проскочить в зазор.
Небольшое осаживание поршня в цилиндр после каждого
легкого удара свидетельствует о нормальном ходе операции.
Заклинивание поршня обычно происходит по нескольким при-
чинам - из-за выскакивания кольца в зазор между лентой и
плоскостью блока (это характерно для дисков маслосъемного
кольца), попадания внутреннего края ленты между поршнем и
цилиндром и отсутствия фаски на кромке цилиндра. При закли-
нивании поршня следует вытолкнуть его обратно и устранить
причину заедания. В любом случае запрещается прикладывать
усилия, иначе очень легко сломать кольцо.
При использовании конической оправки она должна быть
предварительно одета на поршень (рис. 10.44), после чего пор-
шень проталкивается в цилиндр так, как описано выше. При от-
сутствии специальных приспособлений и оправок очень про-
стую оправку можно изготовить из отрезка листовой стали,
отогнув его коая для удобства стягивания пассатижами (рис.
10.45), однако этот способ наименее удачен и им можно поль-
зоваться только в крайнем случае, например, в "полевых" усло-
виях, когда другие недоступны.
Характерным признаком нормально установленного порш-
ня является возможность его вращения вокруг оси пальца. Пе-
ред дальнейшим проталкиванием поршня желательно дополни-
тельно смазать шатунную шейку маслом. Затем шатун ориен-
тируется на шейку, и поршень проталкивается в цилиндр до по-
садки вкладыша на шейку вала. Чтобы не повредите шейку ша-
тунными болтами, на них можно предварительно одеть поли-
этиленовые колпачки (рис. 10.46).
Устанавливать крышку шатуна со вкладышем следует после
точной выверки его положения (вперед-назад). Это сделать не-
трудно, поскольку у подавляющего большинства двигателей за-
мок вкладыша на крышке ориентирован к замку вкладыша на
шатуне (за исключением некоторых старых моделей BMW). Да-
лее гайки (болты) шатуна равномерно подтягиваются до посад-
ки крышки на плоскость разъема шатуна (рис. 10.47).
Рис. 10.44. Установка поршня с
кольцами и шатуном в цилиндр с
помощью конической оправки:
1 — оправка; 2 — поршень; 3 — блок
цилиндров
Рис. 10.46. Полиэтиленовые кол-
пачки на болтах шатуна при уста-
новке предохраняют шейки ко-
ленчатого вала от повреждения
Рис. 10.47. Затягивание шатун-
ных болтов
Рис. 10.49. Выбивание старого
сальника из держателя (крышки)
Рис. 10.48. Характерные случаи сдвига в сторону или упора верх-
ней головки шатуна в одну из бобышек поршня:
а — "несимметричный" шатун установлен наоборот; б — перекос оси цилин-
дра (характерный при нарушении технологии ремонта цилиндра)
Окончательно затягивать шатунные гайки (болты) можно
сразу после установки шатуна с поршнем либо одновременно у
всех шатунов после их установки. Момент затяжки гаек (бол-
тов) указывается в ремонтной литорапуре. При отсутствии та-
ких данных можно проводить затяжку в 2-3 приема, давая
окончательный момент в зависимости от диаметра d резьбы
М [Нм] = (5*6) d [мм].
Для двигателей малого рабочего объема желательно да-
вать меньшие моменты.
После окончательного затягивания каждого шатуна следует
проворачивать коленчатый вал, чтобы проконтролировать лег-
кость его вращения и отсутствие заеданий или заклинивания.
Практика показывает, что подобные заедания иногда возника-
ют на шейках, имевших до ремонта серьезные повреждения,
сопровождавшиеся расплавлением вкладышей подшипников.
Иногда после не вполне квалифицированного ремонта вала на
торцевых поверхностях шейки остаются наплавленные части-
цы вкладыша, выступающие внутрь и препятствующие легкому
вращению шатуна. В подобных случаях следует снять шатун с
шейки и обработать торцы шейки алмазным надфилем, соблю-
дая осторожность, чтобы стружи© не попала на детали или во
внутренние каналы, а также чтобы не повредить рабочую по-
верхность шейки.
Некоторые конструкции двигателей требуют иного порядка
сборки, чем описанный выше. Так, у двигателей с "мокрыми"
гильзами удобнее поршни предварительно установить в гильзы
и затем весь узел - в блок цилиндров. Более того, некоторые
двигатели не допускают иного порядка сборки (например, когда
334
нижняя головка шатуна по ширине больше диаметра цилиндра).
Значительные отличия имеет порядок сборки у двигателей с оп-
позитным расположением цилиндров. Обычно такие двигатели
предполагают сборку поршней с гильзами без шатунов, причем
поршень должен быть выведен за НМТ вниз так, чтобы был до-
ступ к отверстию пальца. При этом шатуны должны быть пред-
варительно установлены на коленчатом валу без поршней. Да-
лее гильза с поршнем заводится в блок до совмещения отвер-
стий в верхней голозке шатуна и поршне. Затем устанавливает-
ся палец и фиксируется стопорными кольцами, после чего гиль-
за вдвигается внутрь блока до посадки в расточку блока.
После установки всех поршней и затягивания гаек (болтов)
крышек шатунов нелишним будет проверить штангенглубино-
мером выступание поршней от плоскости блока в ВМТ (оно не
должно быть больше 1,0 мм), а также отсутствие задевания
поршней за щеки коленчатого вала или форсунки подачи мас-
ла в НМТ. Ситуации с несовпадением размеров поршней ино-
гда встречаются, когда используются поршни других модифи-
каций данной модели двигателя. Одновременно следует прове-
рить зазоры между шатунами и бобышками поршней (рис.
10.48) у двигателей традиционной конструкции и между шату-
нами и щеками коленчатого вала, если шатун фиксируется в
осевом направлении в бобышках поршня. В данном случае в
указанных местах должны быть зазоры, которые при движении
поршней в ВМТ и обратно не могут явно изменяться. Отсутст-
вие зазора в каком-либо месте свидетельствует о деформации
шатуна или неправильной его установке, а изменение зазора
по ходу поошня - о неперпендикулярности цилиндра оси колен-
чатого вала в продольном направлении.
Перед дальнейшей сборкой необходимо заменить передний
и задний сальники коленчатого вала. Старый сальник снимает-
ся достаточно легко, если наружную сторону крышки устано-
вить на опору и ударами молотка по заостренному стержню
выбить сальник (рис. 10.49). Новый сальник устанавливается
только после очистки отверстия крышки от грязи и нагара. Но-
вый сальник запрессовывается в крышку при надавливании на
него через оправку, обеспечивающую равномерное давление
по окружности. Усилие может быть создано и легкими ударами
молотка по оправке (рис. 10.50). При этом следует обеспечить
ровную, без перекосов, посадку сальника в отверстие крышки.
Желательно также установить сальник с небольшим осевым
смещением (1-2 мм) относительно его прежнего положения,
чтобы уплотнительная кромка не попала в канавку на валу,
иначе ресурс сальника будет ограничен.
Установка задней крышки коленчатого вала в сборе с саль-
ником не вызывает трудностей, если используется оправка
(рис. 10.51). При установке без оправки следует соблюдать ос-
торожность, чтобы не повредить сальник и исключить соскаки-
вание его пружины. Для этого крышку желательно одевать на
задний фланец вала с небольшим перекосом, который обеспе-
чиваэт прохождение кромки сальника через торец фланца сна-
чала на половине окружности, а затем - полностью всей окруж-
ности кромки. Задняя крышка не требует прокладки, т.к. явля-
ется жесткой деталью; сопрягаемые поверхности - ровные,
имеют довольно большую площадь контакта, а давление в кар-
тере достаточно низкое. В таких условиях достаточно надеж-
ное уплотнение обеспечивают силиконовые герметики. Приме-
нение прокладки в этом соединении обязательно лишь в слу-
чае, если задняя крышка закрывает одновременно полости си-
стемы охлаждения (AUDI, BMW).
Чтобы установить переднюю крышку, у двигателей с цеп-
ным приводом распределительного вала необходимо собрать
детали привода - успокоители, натяжитель, звездочки, цепь и
др. Обычно эта операция очевидна и не требует пояснений, од-
нако у некоторых моделей двигателей здесь могут возникнуть
трудности.
У двигателей с газораспределением OHV (нижним располо-
жением распределительного вала) перед установкой крышки
следует установить распределительный вал и собрать весь ме-
ханизм его привода. При этом следует проконтролировать про-
висание цепи - она не должна задевать за блок или крышку
(рис. 10.52), а звездочка распределительного вала при непо-
движном коленчатом вале не должна иметь возможности пово-
рота более чем на один зуб (рис. 10.53).
Некоторые двигатели (NISSAN) имеют гидронатяжитель це-
пи, расположенный вблизи звездочки коленчатого вала. При
сборке передняя крышка, а затем поддон картера, ставятся
только после установки головки блока и сборки всего механиз-
ма привода распределительного вала. Изменение порядка
сборки в подобных конструкциях приводит к невозможности
или, по крайней мере, значительной трудоемкости сборки при-
вода распределительного вала. Аналогичные проблемы воз-
можны у двигателей с цепным приводом распределительного
вала, если установка фаз газораспределения осуществляется
по совпадению маркированных звеньев цепи с метками на
звездочках (MITSUBISHI). При сборке таких двигателей во из-
бежание ошибочной установки фаз переднюю крышку жела-
тельно устанавливать после сборки всего привода.
У двигателей с масляным насосом, расположенным в ниж-
ней части блока, необходимо установить насос и маслоприем-
ник (рис. 10.54). Перед установкой маслоприемника следует
проверить состояние его фланца или посадочного пояса у сты-
ка с насосом или блоком, а также заменить прокладку или ре-
зиновое уплотнительное кольцо, чтобы исключить негерметич-
ность в магистрали всасызания масла.
Установив маслоприемник, следует залить в него 10-15 см3
масла, чтобы обеспечить первоначальное поступление масла в
насос. Пренебрежение этим простым правилом нередко приво-
дит к невозможности засасывания масла насосом при запуске
(за исключением конструкций, где сам насос погружен в масло).
Рис. 10.50. Запрессовка сальни-
ка в держатель (крышку) заднего
подшипника коленчатого вала.
1 — оправка; 2 — манжета; 3 — дер-
жатель
Рис. 10.51. Установка крышки с
сальником на задний фланец
коленчатого вала:
1 — коленчатый вал; 2 — держатель
манжеты; 3 — оправка
Рис. 10.52. При растяжении це-
пи размер А уменьшается и
цепь начинает задевать за
крышку
Рис. 10.53. Схема проверки
степени растяжения цепи - при
неподвижном коленчатом вале
звездочка распределительного
вала не должна отклоняться в
крайние положения (на угол <р)
более чем на 1 зуб
335
Рис. 10.54. Установка масло-
приемника
Рис. 10.55. Установка поддона
картера
Рис. 10.56. Подготовка уплотнения коленчатого вала с сальнико-
вой набивкой при сборке двигателя:
а — стансюка части набивки в канавку на блоке цилиндров; б — обжатие оп-
равкой; в — срезание выступающих краев набивки; г — установка и подгонка
краев набивки на поддоне; д — окончательное об; ^атие набивки поддоном;
1 — оправка; 3 — блок, 2 — набивка; 4 — крышка коренного подшипника;
5 — пощон картера
Сборка КШМ заканчивается установкой поддона картера
(рис. 10.55). Перед установкой стального штампованного под-
дона следует поправить (если это необходимо) его фланцевую
поверхность, особенно у отверстий болтов, где обычно воз-
можна деформация. Сопрягаемые поверхности поддона и бло-
ка должны быть очищены от следов старой прокладки и/или гер-
метика. Вмятины в нижней части поддона (из-за наездов авто-
мобиля на препятствия) надо выправить, т.к. они могут повли-
ять на подачу масла через маслоприемник из-за прикрытия его
заборного отверстия поддоном. Если деформация нижней час-
ти поддона значительна, то предварительно следует проверить
аго герметичность, например, налив в него небольшое количе-
ство керосина.
У некоторых старых двигателей (MERCEDES-BENZ) с саль-
никовой набивкой на заднем фланце коленчатого вала часть ка-
навки для набивки расположена в поддоне. Для таких конструк-
ций требуется несколько иной порядок сборки, чем описан вы-
ше. Так, перед установкой коленчатого вала необходимо пред-
варительно обжать сальниковую набивку в канавке, используя
цилиндрическую оправку (рис. 10.56). Диаметр пояска оправки,
контактирующего с набивкой, должен быть на 0,44-0,5 мм мень-
ше соответствующего пояска коленчатого вала. После установ-
ки половины набивки в канавку на блоке цилиндров оправка за-
жимается крайней крышкой коренного подшипника и обжимает
эту часть набивки. Выступающие края набивки срезаются за-
подлицо с плоскостью блока, затем другая часть набивки уста-
навливается в канавку поддона, а ее края срезаются с неболь-
шим выступанием от плоскости (1,0-Н ,5 мм). Поддон притягива-
ется штатными болтами к блоку, после чего снимается вместе с
оправкой. Края набивки, попавшие между плоскостями стыка,
аккуратно срезаются, чтобы при дальнейшей сборке они не пре-
пятствовали сопряжэнию поддона с блоком. Далее визуально
контролируется качество обжатия набивки по ее поверхности -
оно должно быть по всей окружности.
Следует отметить, что от аккуратности выполнения данной
операции во многом зависит надежность и ресурс такого уп-
лотнения. Слишком сильный или, наоборот, слабый натяг на-
бивки по валу, а также недостаточная смазка перед сборкой
обычно приводят к быстрой потере герметичности уплотнения
в эксплуатации.
У большинства двигателей уплотнение стального поддона
осуществляется с помощью мягких прокладок (резиновых или
пробковых). При установке новой прокладки не стоит дополни-
тельно наносить на поверхности герметик, т.к. обычно это при-
водит к скольжению прокладки относительно деталей, выдавли-
ванию ее и потере герметичности соединения. Однако в неко-
торых конструкциях применение герметика желательно, на-
пример, в местах резких переходов на "рельефных" поддонах,
а также при уплотнении поддона по передней и задней крыш-
кам коренных подшипников. Не следует чрезмерно затягивать
болты поддона, т.к. при этом прокладка в некоторых конструк-
циях выдавливается из стыка, разрывается вдоль уплотнитель-
ной поверхности и теряет герметичность.
У некоторых двигателей (NISSAN, MITSUBISHI, TOYOTA)
стальной поддон может уплотняться и без прокладки - с помо-
щью силиконовых герметиков. Литые алюминиевые поддоны,
обладающие большой жесткостью, также могут быть установле-
ны "на герметик", однако практика показывает, что с проклад-
кой соединение получается более надежное.
Поскольку алюминиевые сплавы хрупкие, при наличии на
алюминиевом поддоне повреждений следует проверить его
герметичность.
После установки поддона и затягивания болгов его крепле-
ния желательно затянуть пробку слива масла, т.к. после установ-
ки двигателя она может оказаться незатянутой со всеми “выте-
кающими” отсюда последствиями. Все сборочные операции фик-
сируются в Протоколе (табл. 10.1) в виде отметок о выполнении
или реальных моментов затяжки резьбовых соединений.
10.5. Сборка газораспределительного
механизма и головки блока цилиндров
Сборка головки начинается с установки маслоотражатель-
ных колпачков (клапаны и направляющие втулки должны быть
предварительно отремонтированы или заменены, а фаски сэдел
клапанов - поправлены, шлифованы или притерты согласно ме-
тодам раздела 9.6.). При установке колпачков необходимо ис-
ключить повреждение их уплотнительных кромок при контакте с
канавками на стержнях клапанов. Поэтому не рекомендуется
"протаскивать" колпачок через канавки. Наилучшие результаты
дает использование предохранительной пластмассовой втулки,
одеваемой на стержень клапана, предварительно установленно-
го в головку (рис. 10.57). Пссле прохождения колпачком канавок
втулка снимается со стержня, после чего колпачок устанавлива-
ется на верхний пояс направляющей втулки клапана.
Предохранительная втулка нередко входит в комплект мас-
лоотражательных колпачков, однако если ее нет, колпачки, в
крайнем случае, можно поставить и без нее. Для этого следует
снять с них пружины, чтобы уменьшить давление уплотнитель-
ной кромки на стержень клапана, и смазать стержень маслом.
Такой способ неудобен, если клапаны имеют привод от цилин-
дрических толкателей, т.к. после установки колпачка трудно
одеть на него пружину (мешают стенки гнезда толкателя).
Установка колпачка на посадочное место втулки в зависи-
мости от конструкции клапанного механизма может быть осу-
ществлена "вручную" или с помощью оправки. Установка "вруч-
ную" возможна только при хорошем доступе к посадочному по-
ясу втулки и, в основном, для неармированных колпачков или
336
Рис. 10.57. Пластмассовая втул-
ка на стершие клапана для предо-
хранения маспоотражательнсго
колпачка от повре.'кдения рабо-
чей кромки при его установке
Рис. 10.59. Дефекты при чрез-
мерно глубокой посадке масло-
отражательных колпачков на
втулку (указаны стрелкой):
а—разрыв материала; б—отжатие \ уп-
лотняющей к юмки от стержня клапана
в случае, когда колпачок на посадочной поверхности имеет
кольцевой выступ, входящий в канавку на втулке. Для других
конструкций колпачок заходит на пояс втулки с натягом, поэто-
му применение оправки обязательно.
Оправка для установки колпачков должна опираться только
на внешний край его стального армирующего кольца, при этом
клапан должен заходить в центрирующее отверстие оправки,
чем колпачок предохраняется от перекоса и повреждения (рис.
10.58). Перед установкой колпачков желательно сравнить дли-
ну пояска втулки и колпачка. Если пояс на втулке длиннее, то
колпачок нельзя ставить "до упора", так как это приведет либо
к разрыву резины у уплотнительной кромки, либо к отжиму
кромки от стержня (рис. 10.59), и, как следствие, отсутствию
уплотнения стержня клапана.
Сборка пружин и их тарелок выполняется теми же приспо-
соблениями, что и разборка. Для установки сухарей при сжа-
той пружине удобно пользоваться пинцетом (рис. 10.60). Что-
бы сухарь прилипал к стержню клапана, можно слегка сма-
зать его пластичной смазкой. После сборки всех клапанов с
пружинами следует легко обстучать торцы стержней клапа-
нов (рис. 10.61). Этим обеспечивается плотность посадки кла-
панов в седлах, необходимая, в частности, для правильной
регулировки зазоров (в механизмах привода клапанов без ги-
дротолкателей).
Распределительный механизм головки блока перед уста-
новкой на блок цилиндров должен быть собран полностью. Это
облегчает и ускоряет сборку двигателя в целом. Кроме того,
сборку распределительного механизма головки можно выпол-
нить заранее или параллельно сборке КШМ, чтобы не терять
времени непосредственно на сборке двигателя. При этом важ-
но тщательно проконтролировать все детали, чтобы не снимать
головку с блока и не разбирать ее вследствие некачественной
сборки распределительного механизма.
У двигателей с распределительным валом в головке перед
установкой головки необходимо установить толкатели (рычаги,
коромысла) и распределительный вал, а также предварительно
Рис. 10.58. Влияние конструкции
оправки на качество установки
маслоотражательных колпачков:
а — стандартный вариант — справка
центрируется по стержню клапана;
б— оправка без центр ’рования может
дать зз< четный перекос колпачка из-за
чего возмол.на негерметичность уплот-
нения стержня (указана стрелкой)
Рис. 10.60. Сборка пружины
клапана винтовым приспособ-
лением с использованием пин-
цета для установки сухарей
Рис. 10.61. Обстукивание кла-
панов легкими ударами молот-
ка по их торцам
Рис. 10.62. Измерение толщины
донышка толкателя при подборе
регулировочных шайб для точ-
ной установки зазоров в приво-
де клапанов
отрегулировать зазоры в приводе клапанов (окончательная ре-
гулировка выполняется при затянутых болтах головки, т.к. уси-
лие их затяжки нередко значительно влияет на зазоры). Пред-
варительная регулировка в данном случае позволяет прове-
рить качество ремонта и сборки головки. Например, обработка
фасок и седел клапанов приводит к их смещению ввеох. что в
некоторых случаях может затруднить или сделать невозмож-
ной регулировку зазоров в пределах хода штатных регулиро-
вочных элементов. Подобная ситуация может возникнуть и при
ремонте отверстий подшипников распределительного вала,
когда его ось смещается вниз
В конструкциях с цилиндрическими толкателями и регули-
ровочными шайбами предварительная регулировка зазоров
очень близка к окончательной, т.к. затяжка болтов головки не-
значительно влияет на зазоры. В отличие от других конструк-
ций здесь обычно требуется тот или иной набор регулировоч-
ных шайб в дополнение к штатным. Учитывая, что на многих
двигателях шайбы при близкой толщине (3-: 4 мм) сильно разли-
чаются по диаметру (25-5-40 мм), необходимо заранее оценить
возможность регулировки зазоров, чтобы вовремя заказать и
получить шайбы нужного размера.
В некоторых случаях, включая трудности с получением но-
вых шайб, можно подогнать зазоры в механизме привода кла-
панов, не прибегая к замене шайб. Однако следует помнить,
что данная работа достаточно трудоемка и требует значитель-
ных затрат времени, нэ сравнимых с ситуацией, когда имеется
весь необходимый для регулировки комплект шайб.
При отсутствии лишних регулировочных шайб составляется
таблица, худа заносятся толщины шайб конкретных клапанов и
зазоры (таблиц? 10.2). Подбор шайб лучше осуществлять по-
очередно для каждого клапана, устанавливая на соответствую-
щий толкатель наименьшую шайбу Amin из имеющихся и изме-
ряя зазор набором щупов. После того, как будут определены
все максимальные зазоры 5тах, зная их рекомендованные
значения 60 (см. Приложение 4 или ремонтную литературу по
данному двигателю), рассчитываются искомые толщины шайб
А, которые надо установить, чтобы получить нужные зазоры
А = Anin + ^тах - $0-
У подавляющего большинства двигателей зазоры в приводе
впускных клапанов лежат в пределах 0,15-5-0,25 мм. а выпуск-
ных - 0,204-0,35 мм, причем большие значения относятся к кон-
струкциям с цилиндрическими толкателями, а меньшие - с ры-
чагами (конструкции с коромыслами занимают обычно "сред-
нее" положение). Если данных по зазорам у конкретного двига-
теля нет, то не будет ошибкой отрегулировать зазоры согласно
этим рекомендациям.
Обычно взаимной перестановкой удается так подобрать
шайбы цилиндрических толкателей, чтобы зазеры были близки
или соответствовали рекомендованным. Дополнительную воз-
можность регулировки, дает подбор толкателей, которые могут
иметь различную толщину донышка. Толщ1 на донышка может
быть измерена микрометром (рис. 10.62), однако у большинст-
ва двигателей она отличается не более чем на 0,055-0,08 мм.
Если никакой подбор не позволяет уменьшить зазор до ре-
комендованного, при отсутствии более толстых шайб единст-
2Ь. Ремонт ДВИ1. >aj>; 6.
337
Таблица 10.2. Подбор регулировочных шайб при ограниченном их количестве
№ клапана: 1 2 3 4 5 6 7 8
Требуемый зазор Sg
Зазор 8тах с регулировочной шайбой мини- мальной ТОЛЩИНЫ Др„п
Разница требуемого и фактического зазора х = 5тал —
Искомая толщина шайбы Д = Amin + X
венной возможностью выйти из положения является обработ-
ка седла клапана, в результате которой клапан смещается
вверх, а зазор уменьшается. Если зазор слишком мал, то, оче-
видно, существуют два способа - шлифовать шайбу на меньшую
толщину или подрезать торец стержня клапана. Применение
того или иного способа зависит от технологических возможно-
стей конкретного ремонтного предприятия.
В конструкциях с цилиндрическими гидротолкателями предва-
рительная сборка всего распределительного механизма вместе с
распределительным валом позволяет еще до установки головки
выявить “зависание" клапана, когда не хватает хода плунжера на
сжатие, или, наоборот, "зависание" гидротолкателя, когда в приво-
де образуется зазор. Эти дефэкты проявляются при контакте тол-
кателя с тыльной стороной кулачка распределительного вала. Так,
при установке распределительного вала и затягивании крышек
подшипников гидротолкатель должен опуститься, а клапан - приот-
крыться. В данном положении толкатель зажат и не вращается.
Через небольшое время (5-И 5 с) пружина клапана постепенно со-
жмет плунжер гидротолкателя, тарелка клапана сядет на седло, а
гидротолкатель начнет достаточно свободно вращаться под ку-
лачком. Отклонения от описанной схемы в ту или другую сторону
(зажатый толкатель или его люфт) требуют разборки механизма и
устранения дефекта аналогично тому, как это описано для цилин-
дрических толкателей с регулиров очг юй шайбой.
Следует отметить, что перед установкой все гидротолкате-
ли должны быть проверены, промыты или заменены, если дви-
гатель перед ремонтом имел серьезные неисправности, свя-
занные с быстрым износом и разрушением трущихся деталей,
а также сильную закоксованность внутренних полостей и кана-
лов. Практика показывает, что если гидротолкатели ставятся
при сборке в том же виде, в каком они были сняты с двигателя
(т.е. без промывки), то довольно высока вероятность заклини-
вания плунжера одного или нескольких гидротолкателей из-за
попадания частиц износа или грязи в их внутреннюю полость.
Наиболее просто разбираются гидротолкатели у двигателей
OHV и гидрокомпенсаторы у двигателей типа ОНС с приводом
клапанов рычагами. В первом случае достаточно снять стопор-
ное кольцо и постучать гидротолкателем о мягкую металличе-
скую поверхность, чтобы плунжер вышел из корпуса (рис.
10.63). Во втором случае необходимо снять запорное наруж-
ное кольцо, подцепив его отверткой в нескольких местах по ок-
ружности (рис. 10.64), после чего вынуть плунжер.
Более сложно разбираются цилиндрические гидротолкате-
ли, а иногда и гидротолкатели, установленные в коромыслах
привода клапанов. Это связано с тем, что стопорное или запор-
ное кольцо часто располагается внутри корпуса и к нему нет
доступа, что затрудняет снятие подвижной втулки с плунжером
из корпуса. Снять втулку иногда удается пассатижами (рис.
10.65) или подачей сжатого воздуха в питающее отверстие (в
этом случае необходимо принять меры к тому, чтобы не поте-
рять детали). Если двигатель не имел перед ремонтом внутрен-
него загрязнения и серьезных неисправностей, в том числе, не
было стука клапанов, а толкатели сразу после разборки были
положены в масло, то их разборка и промывка необязательны.
После разборки гидротолкателя необходимо промыть все
его детали. В некоторых конструкциях образуется застой и кок-
сование масла, поэтому нередко требуется механическая очи-
стка деталей. При сборке желательно обеспечить заполнение
маслом внутренних полостей и выход оттуда воздуха, чтобы по-
сле первого запуска двигателя исключить длительную его рабо-
ту с незаполненными ("стучащими") гидротолкателями, вызыва-
ющими ударные нагрузки в механизме привода клапанов. Для
этого перед сборкой корпус гидротолкателя необходимо залить
моторным маслом, после чего вставлять в него подвижный эле-
мент (плунжер или втулку с плунжером - в зависимости от конст-
рукции). Поскольку масло в корпус заливается с избытком, для
выхода его излишков требуется усилие. Такое усилие легко мо-
жет быть создано струбциной (рис. 10.66), при этом гидротолка-
тепь должен находиться в рабочем положении (вэрх-низ), иначе
воздух не выйдет из внутренних полостей. Сжимать плунжер
следует плавно, чтобы не повредить детали толкателя. После то-
го, как плунжер окажется на своем месте, устанавливается за-
порное (стопорное) кольцо, и гидротолкатель готов к установке в
головку (или в блок цилиндров у двигателей типа OHV).
Описанная "зарядка" гидротолкателей часто позволяет об-
наружить их неисправности, включая негерметичность клапа-
на. Неисправный гидротолкатель практически не дает усилия
(сопротивления) при быстром сжатии подвижного элемента
струбциной. Такой гндротолкатель можно повторно промыть, и
если это не дает результата - его необходимо заменить.
Впускной и выпускной коллекторы у многих двигателей мо-
гут быть поставлены на головку блока как до, так и после ее ус-
тановки на блок цилиндров (у V-образных двигателей впускной
коллектор ставится после установки головок). Коллекторы сле-
Рис. 10.63. Разборка гидротол- Рис. 10.64. Разборка гидротол-
кателя снятием стопорного кателя развальцовкой запорно-
кольца (двигатели OHV) го кольца
Рис. 10.65. Разборка гидротол-
кателя ("стакана") для промыв-
ки и зарядки
Рис. 10.66. "Зарядка" гидротол-
кателя маслом с помощью
струбцины
338
дует ставить на новые прокладки, предварительно очистив пло-
скости стыков деталей от старых. Если установка коллекторов
выполняется до установки головки, то это экономит время
сборки, особенно если сборка головки с коллекторами и КШМ
осуществляются параллельно.
Перед установкой коллекторов следует проверить состоя-
ние крепежных шпилек. Часто при разборке старых двигате-
лей шпильки ломаются, их приходится высверливать и уста-
навливать новые. Нельзя собирать коллектор с головкой бло-
ка, если хотя бы одна шпилька обломана - стык деталей ока-
жется негерметичен. В подобном случае (типичный пример
неквалифицированной сборки) помимо прогорания проклад-
ки возможна деформация коллектора по плоскости стыка с
головкой из-за его местного перегрева.
Перед установкой выпускного коллектора следует также
проверить состояние шпилек крепления приемной трубы.
Шпильки с поврежденной резьбой (или обломанные) необхо-
димо заменить до установки коллектора. Невнимательность
или забывчивость может привести к повторному съему дви-
гателя из-за невозможности высверлить шпильку на двигате-
ле, стоящем в автомобиле. По этой же причине многие кон-
трольные операции, выполняемые при дефектации, дублиру-
ются при сборке - этим значительно уменьшается вероят-
ность того, что на двигатель будет установлена некачествен-
ная или дефектная деталь.
Перед установкой коллекторов желательно проверить их
плоскости стыка с головкой - при обнаружении деформации
более 0,080,12 мм плоскости следует править (притирка на
плите, фрезерование, шлифование). У выпускных коллекторов
дополнительно контролируются трещины, часто возникающие
у фланца крепления приемной трубы или, реже, по поперечно-
му сечению крайних трубопроводов. В любом случае коллек-
тор с тем или иным дефектом должен быть отремонтирован
или заменен. Пренебрежение этим правилом может привести
к негерметичности стыка и попаданию выхлопных газов из
подкапотного пространства в салон или неустойчивости рабо-
ты двигателя на холостом ходу из-за подсоса воздуха.
Следует отметить, что у некоторых двигателей с чугунной
головкой блока выпускной коллектор соединяется с головкой
без прокладки (FORD, GM). Такие соединения в ремонте
можно собирать без прокладки только в случае шлифования
плоскостей стыка деталей, иначе не обеспечить герметич-
ность. Более простым решением является установка ремонт-
ной прокладки, допускающей достаточно большие деформа-
ции плоскостей стыка.
Перед установкой головки на блок, помимо дополнитель-
ной проверки плоскостей (рис. 8.42), необходимо проверить
соответствие прокладки головки контуру блока цилиндров, по-
ложив прокладку на плоскость блока. При этом прокладка
должна встать на центрирующие штифты или втулки блока.
Проверять следует в первую очередь контур окантовки цилин-
дра - нигде не должно быть "свисания" окантовки внутрь ци-
линдра (рис. 2.119), иначе прокладка быстро прогорит при
дальнейшей эксплуатации. Не менее опасно, когда поршень в
ВМТ достает до края "свисающей" прокладки - это вызывает
трудно диагностируемый стук и повреждение не только самой
прокладки, но и, возможно, поршня. Помимо этого, должны
совпадать отверстия каналов систем охлаждения, смазки и
вентиляции картера (эту проверку лучше проводить наложени-
ем новой прокладки на старую). Контроль прокладки головки
особенно важен, если используются относительно дешевые
прокладки сомнительного происхождения. Проверка не поме-
шает и для "оригинальных" прокладок, т.к. некоторые двигате-
ли имели модификации, у которых прокладки голозки имели не
всегда заметные, но существенные отличия. Необходимо так-
же убедиться, что плоскости стыка полностью очищены от сле-
дов старой прокладки, герметика, масла и пыли, в противном
случае, очевидно, герметичность стыка головки с блоком бу-
дет нарушена сразу или через некоторое время.
Перед установкой головки желательно вывести поршень
первого цилиндра в ВМТ до совпадения соответствующих меток.
У двигателей с верхним расположением распределительного ва-
ла (ОНС и DOHC) следует примерно поставить распределитель-
ные валы по возможности близко к положению, соответствую-
щему ВМТ первого цилиндра. Затем коленчатый вал необходи-
мо повернуть на 25-5-30° в любую сторону, чтобы при ошибочной
установке распределительного вала не повредить клапаны во
время затяжки болтов головки (у двигателей типа OHV это де-
лать не надо, т.к. фазы газораспределения уже установлены).
Современные двигатели не требуют, как правило, дополни-
тельной герметизации прокладки головки - прокладка имеет
соответствующие герметизирующие полосы и окантовки, обес-
печивающие отсутствие каких-либо подтеканий рабочих жидко-
стей. Поэтому использование герметиков не только нежела-
тельно, но и, как правило, не допускается. У двигателей про-
шлых лет выпуска, имеющих простые прокладки без герметизи-
рующих элементов, а также в случае использования дешевых
прокладок можно нанести очень тонкий (прозрачный) слой гер-
метика, но только по наружному контуру прокладки.
При установке головки она должна попасть на центрирую-
щие штифты или втулки. Чтобы это можно было сделать без про-
блем, втулки или штифты должны стоять на блоке. Если они ока-
зались в головке, их надо переставить на блок. Иногда втулку
тяжело вынуть без деформации. Упрощает задачу использова-
ние болта или стержня, входящего во втулку без большого зазо-
ра. Тогда втулка легко снимается пассатижами (рис. 10.67).
Нельзя устанавливать головку, если на блоке нет центриру-
ющих втулок (штифтов), т.к. при этом прокладка может недопу-
стимо смести,ться. Исключение составляют только некоторые
двигатели (VOLKSWAGEN), не имеющие центрирующих эле-
ментов. В таких конструкциях центровка деталей осуществля-
ется по болтам крепления головки.
Поставив головку на блок (рис. 10.68), необходимо затянуть
болты. Однако перед установкой болтов их резьбовую часть
обязательно надо смазать маслом, иначе на момент затяжки
повлияет сила трения в резьбе и головке болта. В результате
этого при достижении заданного момента усилие затяжки ока-
жется пониженным.
При затяжке болтов следует ориентироваться на ремонтную
литературу (см. также Приложение 10), где указаны моменты и
порядок затяжки. Обычно по порядку затяжки можно разделить
болты на работающие в области упругой и пластической дефор-
мации - для первых указывается только момент затяжки (у них
диаметр резьбы примерно равен диаметру стержня), для вто-
рых - еще и угол доворота (у таких болтов диаметр стержня за-
метно меньше диаметра резьбы). Первый тип болтов применял-
ся, в основном, на двигателях прошлых лет выпуска, и при их за-
тяжке необходимо придерживаться рекомендаций фирмы-про-
изводителя автомобиля. К болтам, работающим в области пла-
стической деформации, следует относиться весьма осторожно -
далеко не всегда удается затянуть их по инструкции. Основная
причина этого обычно заключена в их остаточной деформации.
На инструкцию в подобных случаях следует только ориентиро-
ваться, т.е. затяжка должна идти в указанном для данного дви-
Рис. 10.67. Снятие центрирую-
щей втулки (болт, установлен-
ный в отверстие втулки, препят-
ствует ее деформации)
Рис. 10.68. Затягивание болтов
головки блока цилиндров с по-
мощью динамометрического
ключа
339
26"
гателя порядке, но до тех пор, пока болт не начнет "тянуться".
После этого необходимо сопоставить угол, на который надо до-
вернуть болт - он не должен быть больше 3(М0°, даже если, со-
гласно инструкции, осталось довоначивать 90° и более. Очевид-
но, при затягивании таких болтов следует пользоваться динамо-
метрическими ключами со стрелочным индикатором. Ключи с
"предельными" индикаторами (по "щелчку") здесь непримени-
мы, т.к. не позволяют определить динамику изменения момен-
та в зависимости от угла затяжки.
Описанная схема затяжки болтов головки, как показала прак-
тика, не снижает надежности стыка головки с блоком, но позволя-
ет использовать старые болты головки, если нет возможности
приобрести новые. Менять требуется только те болты (обычно их
не более U2 шт.), которые дают существенно меньший крутящий
момент.-соответствующий пределу текучести, чем остальные.
У дизелей, где моменты затяжки достаточно велики, лучше
использовать новые болты, т.к. недостаточная затяжка головки
здесь более опасна, чем у бензиновых двигателей. У дизелей
болты, работающие в области пластической деформации,
обычно имеют момент затяжки не менее 140150 Н-м.
У бензиновых двигателей болты, работающие в области уп-
ругой деформации, при отсутствии других данных можно затяги-
вать, ориентируясь на диаметр d резьбы, т.е. момент затяжки
Мтах [Н-м] а 10-d [мм].
У болтов, работающих в области пластической деформа-
ции, такой способ позволяет приближенно оценить минималь-
ный момент затяжки, начиная с которого болт "тянется". В ре-
монтной литературе обычно указывается максимальная длина
болта, при достижении которой (в результате пластического де-
формирования и вытягивания) болт подлежит замене. Однако
оценка такого "предэльного" состояния болта по его длине не
всегда однозначна - из практики известны случаи, когда болты
с длиной меньше максимальной уже имели значительный "про-
вал" по моменту затяжки.
Затяжка болтов головки всегда выполняется в приема
(шага), при этом все болты каждый раз затягиваются одним и
тем же моментом (или углом доворота) по определенной схе-
ме, указанной в ремонтной литературе. При отсутствии тако-
вой можно ориентироваться на данные Приложения 10. Неза-
висимо от типа двигателя затяжка всегда начинается со сред-
них болтов, и постепенно по принципу "коест-накрест" или
"вкруговую" затягиваются остальные болты.
Перед последним шагом затяжки можно дать выдержку
30-И0 мин. Такая выдержка важна, в основном, для прокладок
двигателей прошлых лет выпуска, имеющих болеэ дешевые ма-
териалы, склонные к деформации (оседанию) под нагрузкой.
Для некоторых современных
двигателей рекомендуется ос-
лабление и повторная затяжка
болтов (см. Приложение 10).
У двигателей с верхним
распределительным валом
(или валами) после установки
головки следует поставить рас-
поеделительныи вал и собрать
весь механизм привода клапа-
нов, если эти операции не были
сделаны заранее (см. выше).
Далее выполняется установка
фаз газораспределения, вклю-
чающая сборку деталей приво-
да распределительного вала.
Установка фаз - очень от-
ветственная операция,посколь-
ку ошибки при ее выполнении
влекут за собой значительное
увеличение затрат времени на
частичную разборку двигателя,
а в некоторых случаях - и его
Рис. 10.69. Определение поло-
жения коленчатого вала, соот-
ветствующего ВМТ первого ци-
линдэа с помощью стойки с ин-
дикатором
снятие с автомобиля с последующим повторным ремонтом голо-
вки из-за деформации клапанов. Фазы у большинства двигателей
ставятся по меткам, нанесенным на звездочки (шес/эрни, шки-
вы), при совпадении их с соответствующими метками на корпус-
ных деталях или элементах привода (цепи, ремни ГРМ). Встреча-
ются и другие способы установки фаз (см. Приложение 7), пред-
полагающие использование дополнительных приспособлений,
например, технологических фиксирующих штифтов, планок, инди-
каторных стоек и др.
Чтобы исключить ошибки, желательно следовать некото-
рым правилам, подтвержденным практикой:
1) не полагаться полностью на ремонтную литературу,
Встречаются двигатели, различные модификации которых име-
ют и разные способы установки фаз В подобных случаях пута-
ница может возникнуть не только при самой сборке неправиль-
но идентифицированного двигателя. Редко, но встречаются
ошибки, неточности или не вполне ясное изложение порядка
установки фаз в тех или иных изданиях;
2) перед разборкой двигателя и его распределительного
механизма необходимо в обязательном порядке проверять ус-
тановку фаз и положение соответствующих меток, а также све-
рить это положение с указанным в литераг/рэ (см. раздел 7.);
3) при отсутствии или затруднении в определении положения
деталей следует при разборке делать свои "метки" на деталях, кото-
рые необходимо подробно описать, а записи сохранить до сборки;
4) очень важно, чтобы до установки головки блока было
уточнено положение коленчатого вала, соответствующее ВМТ
первого цилиндра. При отсутствии каких-либо меток (или если
их не удается найти) ВМТ можно найти очень точно с помощью
стойки с индикатором (рис. 10.69);
5) независимо от способа установки фаз необходимо обя-
зательно проверить взаимное положение распределительного
и коленчатого валов. Например, у рядных двигателей проверка
осуществляется по кулачкам первого цилиндра при положении
коленчатого вала в ВМТ того же цилиндоа. У V-образных дви-
гателей так проверяется установка распределительного вала
одного ряда цилиндров. Для другого ряда необходимо ориенти-
роваться на порядок работы цилиндров. Так, если двигатель
имеет N цилиндров, то цилиндр, расположенный в порядке ра-
боты на месте N/2 + 1, должен иметь поршень в ВМТ и симме-
тричное положение кулачков, обратное первому цилиндру.
Если головка блока уже установлена, а метки, позволяю-
щие определить ВМТ первого цилиндра, найти не удается,
можно вывернуть свечу и попытаться "поймать" ВМТ по ин-
дикатору через свечное отверстие (в большинстве двигате-
лей с боковым расположением свечей сделать это достаточ-
но точно не удается).
У вихрекамерных дизелей определение ВМТ может оказать-
ся еще более трудным, т.к. в головке блока нет отверстий, непо-
средственно выходящих в цилиндр. В таких случаях может быть
использован способ, основанный на малом возможном ходе кла-
панов при положении поршня в ВМТ. Если вращать распредели-
тельный вал в ту или другую сторону, то чем ближе поршень под-
ходит к ВМТ, тем меньше будет угловой ход распределительного
вала (рис. 10.70). После того, как положение ВМТ найдено, мож-
но найти соответствующее ему положение распределительного
вала - угловой ход по часовой стрелке и против нее от этого по-
ложения должен быть одинаковым, т.к. у .дизелей тарелки клапа-
нов расположены в головке практически на одинаковом расстоя-
нии от днища поршня.
Установка ротора ТНВД у дизелей производится по ремонт-
ной литературе, однако и здесь существует способ проверки.
Так, при повороте коленчатого вала в сторону ВМТ первого ци-
линдра кулачок насоса начинает сжимать пружину плунжера, но
при положении коленчатого вала в ВМТ шкив (звездочка) насо-
са при вращении его от руки не удерживается в этом положении,
а отходит назад на 1-И ,5 зуба (рис. 10.71). Такая проверка полез-
на для тех двигателей, у которых принята сложная система уста-
новки фазы впрыска. Кроме того, ТНВД в этот момент должен
ЗчО
обеспечивать подачу топлива именно в первый цилиндр, а не в
какой-либо другой. У насосов роторного типа это легко прове-
рить - шпонка на валу насоса должна быть направлена на выход-
ной штуцер, лопающий топливо к форсунке первого цилиндра.
У двигателей с двумя распоеделительными валами в голо-
вке правильно установить распределительные валы без меток
на деталях гораздо сложнее, однако симметрия кулачков на
распределительных валах сохраняется - у первого цилиндра
(при положении его поршня в ВМТ) кулачки симметрично на-
правлены от толкателей, а у цилиндра, находящегося в проти-
вофазе - к толкателям (рис. 10.72). Если распределительные
валы вращаются в разные стороны, то кулачки на впускном и
выпускном валах должны быть наклонены примерно на одина-
ковый угол от вертикальной оси (рис. 10.73). У двигателей с ре-
гулированием фазы впуска при установке цепи звездочка "впу-
скного" распределительного вала должна быть повернута в
крайнее положение против врашения.
Положение балансирных валов также устанавливается од-
новременно с фазами газораспределения. Так, у рядных четы-
рехцилиндровых двигателей положение балансирных валов
противовесами вниз соответствует положению поршня любого
цилиндра в ВМТ (рис. 2.31).
Несмотря на приближенность описанных способов уста-
новки фаз они исключают грубые ошибки и связанные с ними
неисправности двигателя, требующие не только повторных сня-
тия и разборки, но и того или иного ремонта. На практике эти
способы рекомендуется использовать для проверки установки
фаз по меткам и только в крайнем случае - в качестве основ-
ных способов установки, фаз (при отсутствии или невозможно-
сти идентификации меток).
При сборке привода распределительного механизма дви-
гателей после сложного (капитального) ремон.а необходимо
устанавливать новую цепь (или ремень). Старая цепь легко
может оказаться вытянутой настолько, что у натяжителя не
хватит хода (или он будет слишком мал - тогда цепь "загремит"
после непродолх;ительной эксплуатаиии). Оставлять старый
зубчатый ремень, особенно у современных двигателей, вооб-
ще опасно, т.к. при его обрыве, скорее всего, придется сни-
мать и ремонтировать головку. Замечено, что даже у вполне
‘’приличного” с виду старого ремня могут быстро срезаться
зубья, если он будет поставлен против того направления вра-
щения, которое было у него до ремонта двигателя. Поэтому
установка старых цепи или ремня после сложного ремонта
двигателя является одним из признаков низкой квалифика-
ции персонала ремонтного предприятия.
После установки фаз следует затянуть болты всех шкивов
(звездочек, шестерен) механизма газораспределения согласно
рекомендация фирмы-производителя автомобиля. При отсут-
ствии данных можно ориентироваться на диаметр резьбы d - у
шкива коленчатого вала момент затяжки болта в среднем
М [Н м] = (104-15) d [мм],
а у распределительных и вспомогательных валов
М [Н м] = (6-7)-d [мм].
Обычно среднее значение момента затяжки у болта коленча-
того вала Мср = 150-200 Н м, а у других валов - Мср = 80-90 Н м.
Встречаются двигатели с существенно меньшим или большим
моментом затяжки болта коленчатого вала, поэтому желатель-
но следовать ремонтной литературе. Следует также иметь в ви-
ду, что недостаточная затяжка указанных болтов опасна их от-
ворачиванием в эксплуатации и выходом двигателя из строя.
Препятствует самопроизвольному отворачиванию болтов на-
несение на резьбу специальных композиций для фиксации
резьб, в крайнем случае, силиконовых герметиков. Однако, ес-
ли болт остался незатянутым (весьма распространенная ошиб-
ка неопытных механиков), вряд ли такое положение спасет та
или иная композиция. Вследствие этого рекомендуется момен-
ты затяжки ответственных соединений, включая болты шкивов
и звездочек, фиксировать в Протоколе контрольно-измери-
тельных операций (табл. 10.1).
Рис. 10.70. Приближенный ’ косвенный" метод определения поло-
жения коленчатого вала в ВМТ и соответствующего ему положе-
ния распределительного вала у дизелей:
<р — угловой ход шкива распределительного вала (должен быть минималь-
ным); ф/2 — величина, определяющая положение распределительного вала
между крайними точками
Рис. 10.71. Приближенный "кос-
венный” метод определения фа-
зы впрыска дизеля (при поло-
жении коленчатого вала в ВМТ
первого цилиндра):
а — ис. юдное положение — ремень
натянут; б — ремень снят — угол а
приблизительно соответствует
зуба ремня; 1 — шкив насоса высо-
кого давления; 2 — ремень привод?:
3 — шпонка; 4 — трубка подачи топ-
лива к форсунке пе; >вого цилиндра
Рис. 10.72. Установка фаз газораспределения у двигателей DOHC
при вращении валов в одну сторону (поршень первого цилиндра
находится в ВМТ):
а — кулачки первого цилиндра б — кулачки цилиндр3 находящегося в про-
тивофазе
Рис. 10.73. Установка фаз у двигателей DOHC при вращении ва-
лов в разные стороны:
а — кулачки первого цилиндра (поршень — в положении ВМТ); б — кулач-
ки цилиндра, находящегося в противофазе
341
Рис. 10.74. Затяжка болта шки-
ва распределительного вала
при фиксации шкива стержнем
Рис. 10.75. Способ фиксации
коленчатого вала от проворота
стопорением зубьев маховика
Рис. 10.76. Проверка легкости
вращения коленчатого вала за
болт хвостовика
Рис. 10.77. Схема проверки на-
тяжения ремня механизма га-
зорапределения
При затяжке болтов на распределительном или вспомога-
тельном валах необходимо фиксировать шкив или звездочку от
проворота (рис. 10.74). Нельзя при этом нагружать цепь и, осо-
бенно, ремень ГРМ, чтобы не повредить их. При затягивании
болта шкива коленчатого вала вал удерживается от проворачи-
вания с помощью рычага, установленного на зубьях маховика
(рис. 10.75). Очевидно, этой операции должна предшествовать
затяжка болтов маховика, выполняемая с аналогичной фикса-
цией вала от проворачивания. Если отверстия во фланце ко-
ленчатого вала под болты маховика - сквозные, то на резьбо-
вую часть болтов необходимо нанести герметик, иначе масло
будет вытекать из двигателя по резьбе. Герметик в определен-
ной степени предохраняет болты и от отворачивания. Вместо
герметика можно использовать различные клеи и клеевые
композиции. Момент затяжки болтов маховика у большинства
двигателей лежит в пределах 70-И 00 Н м.
Для автомобилей с механической коробкой передач далее
следует установить сцепление. Обычно эта операция не вызы-
вает каких-либо трудностей, если есть оправка для центрирова-
ния ведомого диска (рис. 5.63). Однако неопытные механики и
здесь иногда допускают ошибку, устанавливая диск сцепления
наоборот, даже когда на диске указана сторона, обращенная к
маховику. Если после установки двигателя сцепление окажет-
ся "намертво" выключенным, то. значит, так оно и есть - надо
снимать коробку передач и переворачивать диск.
После затяжки болтов на валах следует окончательно натя-
нуть ремень ГРМ. На многих двигателях применены натяжите-
ли цепи, обеспечивающие автоматическое натяжение после ос-
лабления гаек (болтов) его крепления. Ветре чаются также кон-
струкции с ручной регулировкой усилия натяжения. Перед натя-
гиванием ремня следует прокрутить двигатель на два оборота
коленчатого вала за центральный болт (свечи должны быть вы-
вернуты), чтобы окончательно удостовериться в отсутствии ка-
ких-либо заеданий, а также упоров поршней в открытые клапа-
ны. Вращение должно быть плавным, без рывков (рис. 10.76).
Натяжение ремня ГРМ наиболее просто контролируется
нажатием рукой на его длинную ветвь (рис. 10.77). При усилии
порядка 100 Н ремень должен заметно прогибаться (на &И5
мм у разных двигателей), но не иметь люфта (не "болтаться").
Перетяжка ремня вызывает характерный "вой" газораспрэде-
лительного механизма на средних частотах вращения.
Некоторые последние модели двигателей имеют автомати-
ческие гидромеханические натяжители ремня ГРМ (см. раздел
2.4.). При сборке необходимо "зарядить" натяжитель, т.е. мак-
симально утопить плунжер, (иначе невозможно собрать при-
вод), и зафиксировать плунжер в этом положении стопором.
Операцию "зарядки" можно проводить в тисках, но соблюдать
осторожность, чтобы не повредить натяжитель. После установ-
ки всех деталей, включая ремень, стопор осзобождается, и
плунжер натягивает ремень.
У большинства двигателей с цепным приводом распредели-
тельного механизма применяются автоматические гидронатя-
жители цепи, не требующие регулирования натяжения. В ряде
конструкций натяжителей установлены специальные стопоры,
ограничивающие обратный ход плунжера (см. раздел 2.4.). В
таких случаях необходимо снять плунжер со стопора и утопить
его в корпусе, чтобы поставить цепь, после чего плунжер сам
выйдет и даст цепи предварительное натяжение (желательно
также прокрутить двигатель на 1<2 оборота). У двигателей с
низким расположением натяжителя на блоке под передней
крышкой после сборки распределительного механизма ставят-
ся передняя крышка и поддон картера.
Если двигатель в целом собран, следует проверить и отре-
гулировать зазоры в приводе клапанов (для двигателей без ги-
дротолкателей), т.к. после затягивания болтов головки зазоры
на предварительно отрегулированном механизме могут изме-
ниться. У двигателей типа ОНС регулировка ничем не отлича-
ется от описанной, ее просто необходимо повторить. Несколь-
ко более сложной выглядит регулировка зазоров у двигателей
типа OHV. Это связано с тем, что распределительный зал
скрыт в блоке, а, значит, не видно, в каком положении находит-
ся тот или иной кулачок.
Чтобы не допустить явной ошибки, проще всего ориентиро-
ваться на порядок работы цилиндров и их нумерацию. Начи-
нать регулировку следует с первого цилиндра при положении
коленчатого и распределительного валов, соответствующем
сжатию и зажиганию. При этом оба клапана закрыты, а кулач-
ки обращены к толкателям тыльной стороной. После регулиро-
вания зазора коленчатый вал поворачивается в напразлении
вращения на 180° и регулируются зазоры в приводе клапанов
следующего цилиндра в соответствии с порядком работы ци-
линдров и их нумерацией. Здесь необходимо помнить, что у
зеэх двигателей принято направление вращения по часовой
стрелке, если смотреть на двигатель спереди, кроме двигате-
лей HONDA, где вращение противоположное. Порядок работы
указывается на головке цилиндров или ее крышке, а также в
соответствующей ремонтной литературе. Не следует ориенти-
роваться на порядок регулировки клапанов какого-либо друго-
го известного двигателя, т.к. взаимное расположение клапанов
у разных двигателей может отличаться.
На аналогичном принципе основана регулировка предвари-
тельного натяга в приводе клапанов двигателей типа OHV с ги-
дротолкателями и "подвесными" коромыслами (см. раздел
2.4.), не имеющими упора гайки крепления. В таких конструк-
циях обычно затягиванием гайки коромысла зазор в приводе
выбирается до нуля, после чего гайка дополнительно заворачи-
вается на 2-3 оборота. Выполнив такую работу, следует убе-
диться, что чэрез некоторое время (5-15 с) пружина клапана
сжала плунжер гидротолкателя, клапан сэл на седло, а штанга
начала свободно вращаться от руки (рис. 10.78). Это означает,
что плунжер гидротолкателя имеет ход, достаточный для авто-
матического регулирования зазора в приводе. Перетяжка гай-
ки коромысла в таких конструкциях может привести к "зависа-
нию" клапана. Помимо опасности прогара клапана это вызыва-
ет значительное возрастание нагрузок на толкатель и кулачок
распределительного вала, в результате чего возможен мест-
ный перегрев и износ кулачка до "круглого" состояния всего за
несколько сотен километров пробега.
У других схем с гидротолка1еп?ми полезно выполнить ана-
логичную проверку, чтобы после запуска не потребовалась ча-
342
Рис. 10.82. Затяжка свечей за-
жигания посредством динамо-
метрического ключа (трещотки)
Рис. 10.78. У двигателей с гидро-
толкателями при закрытом кла-
пане толкающая штанга (или ги-
дротолкатель) должна вращать-
ся от руки, но не иметь люфта
Рис. 10.79. Устранение "зажатия" клапана:
а — исходное состояние — клапан "зажат", плунжер гидротопкателя на упо-
ре; б — освобождение клапана (и гидротопкателя) с помощью шайбы, под-
кладываемой под опору коромысла; 1 — коромысло; 2 — опора коромысла
3 — штанга; 4 — стержень клапана; 5 — дополнительная шайба
Рис. 10.80. Устранение зазора в механизме привода клапана:
а — исходное состояние — зазор между коромыслом и клапаном (и
гидротолкателем); б — устранение зазора между коромыслом и клапаном
(и гидротолкателем) с помощью снятия металла с опоры коромысла;
А — место снятия металла; 1 — опора коромысла; 2 — стержень клапана;
3 — штанга; 4 — коромысло
Рис. 10.81. Установка распределителя зажигания (коленчатый
вал установлен в положении ВМТ первого цилиндра):
1 — корпус распределителя; 2 — крышка; 3 — высоковольтный вывод све-
чи первого цилиндра (остальные провода соединяются согласно порядку
работы цилиндров данного двигателя и направлению вращения ротора);
4 — шлиц на крышке; 5 — выступ на корпусе
стичная разборка двигателя для обеспечения работоспособно-
сти гидротолкателей (когда гидротолкатель оказался "зажат"
или "свободен" вследствие изменения длины клапана, углубле-
ния седла, обработки поверхностей стыка головки с блоком и
других аналогичных причин). На данном этапе у двигателей ти-
па OHV подобные неисправности легко устраняются. Так, если
гидротолкатель оказался "зажат", а клапан "зависает" в откры-
том положении, то следует подложить шайбу под опору коро-
мысла (рис. 10.79). При зазоре в приводе клапана необходимо
обработать опору коромысла так, чтобы коромысло "село" бли-
же к головке блока (рис. 10.80).
На данной стадии сборки можно установить распредели-
тель зажигания. Для этого поршень первого цилиндра должен
быть в ВМТ, а клапаны закрыты (кулачки распределительного
вала направлены в сторону от толкателей). С распределителя
снимается крышка и замечается взаимное положение ротора
(бегунка) и корпуса распределителя, при котором ротор на-
правлен на контакт высоковольтного провода первого цилинд-
ра (рис. 10.81). Далее распределитель необходимо установить
таким образом, чтобы взаимное положение ротора и корпуса
сохранилось. У двигателей с датчиком зажигания, расположен-
ным вне распределителя (на распределителе или коленчатом
валу) это положение является окончательным, и корпус рас-
пределителя можно закрепить. У конструкций с датчиком за-
жигания в распределителе данное положение является пред-
варительным. Обычно такого положения оказывается доста-
точно, чтобы запустить двигатель после ремонта, после чего
можно будет окончательно установить опережение зажигания.
Свечи зажигания на собираемом двигателе необходимо
всегда ставить новые. Практика показывает, что даже вполне
хорошие на вид свечи, которые были на двигателе до ремонта,
часто дают сбои после запуска и требуют замены. Когда речь
идет о рядном двигателе, замена свечей, как правило, не пред-
ставляет трудностей. Другое дело, если двигатель V-образный -
на некоторых автомобилях с такими двигателями замена све-
чей представляет довольно серьезную проблему. В подобных
случаях экономия на свечах может повлечь за собой дополни-
тельные затраты времени, перекрывающие такую экономию.
Кроме того, дополнительные затраты времени часто требуют-
ся и для того, чтобы определить причину неустойчивой работы
двигателя и найти неисправную свечу - при большом числе ци-
линдров это бывает не так просто и очевидно.
При установке новых свечей необходимо соблюдать реко-
мендации по их затяжке. Обычно момент затяжки не превыша-
ет 15 Н-м. Такой момент, очевидно, легко создается динамомет-
рическим ключом или, в крайнем случае, ключом с небольшим
рычагом (рис. 10.82). Чрезмерное затягивание свечей опасно -
такие свечи имеют свойство "прикипать" к головке, после чего
при отворачивании возможно повреждение резьбы или поломка
свечи, особенно неприятная в сечении между резьбой и шлица-
ми под ключ. Эти неисправности довольно трудно устранить (см.
раздел 9.6.), и может потребоваться снятие головки блока, если
доступ к свечному отверстию ограничен.
10.6. Установка навесных узлов и агрегатов
При установке навесных узлов и агрегатов должно соблю-
даться следующее важное правило - ставить на двигатель пе-
ред его установкой в автомобиль необходимо только те агрэга-
ты, которые были на нем при снятии. Если при снятии двигате-
ля с него пришлось предварительно снимать какие-либо агре-
гаты, то их также следует ставить после установки двигателя на
автомобиль. Очевидно, если некоторые агрегаты могут иногда
предварительно сниматься с двигателя для облегчения его сня-
тия, то "лишние" агрегаты могут затруднить, а в отдельных слу-
чаях сделать невозможной установку двигателя. Напротив, ес-
ли какой-либо агрегат, стоявший на двигателе при снятии, не
поставлен перед установкой, то поставить его уже на автомо-
биле, как правило, сложнее.
Для того, чтобы поставить только необходимые агрэгаты, сле-
дует либо записывать комплектность разбираемого двигателя, ли-
бо хранить отдельно агрегаты, снятые с двигателя после его демон-
тажа с автомобиля (см. раздел 7.5.). Полагаться на память удает-
ся, в основном, только при малых объемах и сроках ремонта.
Установка навесных агрегатов обычно достаточно проста и
не требует такой строгости, как сборка двигателя. Однако от
343
надежной работы агрегатов часто зависит надежность и рабо-
тоспособность как двигателя, так и автомобиля в целом. Поэто-
му некоторые пояснения все же необходимы.
Насос охлаждающей жидкости ставится на двигатель в обя-
зательном порядке на новую прокладку. Старая прокладка по-
сле демонтажа насоса обычно имеет те или иные поврежде-
ния, и даже если она целая, лучше ее заменить. Ни в коем слу-
чае нельзя ставить насос, а также различные патрубки систе-
мы охлаждения без прокладок на герметик, что часто делают
неопытные механики - такие соединения ненадежны и со вре-
менем текут (см. раздел 2.5.).
Многие двигатели имеют насос охлаждающей жидкости, ус-
тановленный на передней крышке двигателя. Если при слож-
ном ремонте двигателя насос не меняется, то его часто остав-
ляют на крышке без снятия и замены прокладки. Аналогично на
головке и блоке цилиндров остаются различные патрубки, по-
скольку они не мешают ремонту.
Практика показывает, что подобные соединения, оставаясь
надолго без рабочей жидкости, теряют герметичность и часто
текут уже при первом запуске двигателя после ремонта. Поэто-
му замена прокладок во всех соединениях системы охлажде-
ния обязательна.
Похожая картина иногда наблюдается в соединениях шлан-
гов с патрубками не только системы охлаждения, но и смазки.
Чтобы обеспечить высокую надежность отремонтированного
двигателя, следует указанные детали разъединить, проверить и
очистить поверхности стыка, после чего соединить заново. При
этом для различных шлангов лучше всего использовать новые
хомуты. Старые .хомуты, имеющие следы коррозии резьбовой
части винтов нередко при повторном использовании только
создают "иллюзию" затяжки, когда винт заклинивает в хомуте.
Следствием этого может быть соскакивание шлангов с трубо-
проводов и патрубков (обычно проявляется на первых сотнях
километров пробега после ремонта).
В некоторых конструкциях двигателей (MERCEDES-BENZ,
VOLVO и др.) насос системы охлаждения ставится до установки
головки блока, в других - до установки деталей привода газорас-
пределительного механизма (если насос приводится ремнем
ГРМ). При установке "старого" насоса следует обращать внима-
ние на легкое, но с некоторым трением "покоя" в уплотнении, и
без заедания в подшипниках, вращение валика и отсутствие его
люфта, а также на отсутствие следов подтекания охлаждающей
жидкости, из дренажных отверстий в корпусе насоса. Насос с
признаками износа подшипников и/или уплотнения должен быть
заменен. Следует также отметить, что у "старого" насоса после
длительного хранения и последующей установки на двигатель
может появитьС/Ч негерметичность уплотнения валика, даже ес-
ли насос до разборки внешне был зполне работоспособен.
У двигателей с вентилятором на валу насоса вентилятор за-
ранее лучше не ставить, т.к. он может затруднить установку
двигателя. Кроме того, при установке легко сломать лопасти
Рис. 10.83. Схема проливки двигателя маслом:
1 — бачок с маслом; 2 — вход сжатого воздуха; 3 — переходник; 4 — г iarn-
страль подачи масла от маслонасосг 5 — магистраль подачи масла в сис-
тему смазки; 6 — фланец крепления масляного фильтра на блоке цилиндров
вентилятора, после чего его придется менять. Сломанная ло-
пасть создает большой дисбаланс на валу насоса, что значи-
тельно увеличивает нагрузки на его подшипники и резко огра-
ничивает их ресурс.
При установке топливных форсунок на двигателях с впрыс-
ком топлива необходимо использовать новые уплотнительные
резиновые кольца, если форсунки снимались (например, для
очистки). В крайнем случае, при отсутствии новых колец следу-
ет внимательно осмотреть старые - при обнаружении дефектов
на кольце (трещины, вырывы) ставить его бесполезно, т.к. гер-
метичности оно не обеспечит.
На некоторых двигателях стартер крепится болтами непосред-
ственно на блоке цилиндров. В подобных случаях стартер удоб-
нее ставить до установки двигателя на автомобиль, где к стартеру
может быть затруднен доступ. При установке генератора следует
проверить состояние его подшипников, прокрутив его за шкив.
Аналогичную операцию желательно выполнить для всех роликов
приводного ремня, а также для воздушного компрессора системы
снижения токсичности отработавших газоз (устанавливается на
некоторых американских и европейских автомобилях высокого
класса). Изношенные подшипники нередко издают характерный
воющий шум и представляют определенную опасность для двига-
теля и автомобиля в целом - при заклинивании (характерно в ос-
новном, для роликов) или разрушении выйдет из строя ремень и
перестанут работать все агрегаты, которые им приводятся. У со-
временных двигателей, имеющих нередко один ремень на все аг-
регаты, включая насос системы охлаждения, подобная неисправ-
ность не позволит даже доехать до места ремонта.
Завершающей операцией при сборке двигателя является за-
полнение его системы смазки маслом под давлением. Опыт по-
казывает, что подобная операция является весьма важной по не-
скольким причинам. Заполнение (проливка) маслом позволяет
контролировать косвенным путем неисправности маслонасоса и
редукционного клапана, негерметичность заглушек и соединений
маслосистемы. Такой контооль осуществляется по падению дав-
ления масла при подаче его одновременно во входную и выход-
ную магисграпи масляного фильтра. Если давление масла пада-
ет до нуля очень быстро (в течение нескольких секунд), то это го-
ворит о некачественной сборке двигателя, необходимости его ча-
стичной разборки, выявления и устранения неисправностей.
При проливке происходит заполнение маслом всей системы
смазки, что контролируется по появлению масла в головке бло-
ка в зазорах между деталями газораспределительного меха-
низма. Отсутствие масла в головке может свидетельствовать о
наличии засорения (пробках) в масляных каналах. Следует от-
метить, что в американской литературе проливку маслом реко-
мендуется делать со снятым поддоном, чтобы убедиться в по-
ступлении масла ко всем подшипникам коленчатого вала. Эга
позволяет исключить грубые ошибки сборки, например, уста-
новку в блок вкладышей без смазочных отверстий.
У большинства двигателей проливка выполняется с помо-
щью переходника со штуцером, устанавливаемого вместо мас-
ляного фильтра (рис. 10.83). Для большей универсальности же-
лательно иметь комплект переходников, позволяющий завора-
чивать их на штуцеры с различными резьбами (см. раздел 2.6.).
Для двигателей со сменными фильтроэлекентами проливка мо-
жет выполняться через резьбовое отверстие датчика давления
масла, для чего требуются специальные резьбовые штуцеры.
Перед проливкой необходимо затянуть пробку слива масла
из поддона и заглушить (или закольцевать) трубопроводы к
маспорадиатору, если он есть в автомобиле. Проливка выпол-
няется со снятой крышкой гоповки блока. К штуцеру переход-
ника подсоединяется шланг от небольшого масляного бачка,
наддуваемо-о сжатым воздухом от насоса или компрессора с
давлением 0,2-0,3 МПа.
У правильно собранного двигателя после отключения подачи
воздуха в бачок давление падает до нуля в среднем за 20-И0 с.
После того, как масло поступило в головку блока, его пода-
чу следует прекратить, а вместо переходника установить но-
344
вый масляный фильтр. Фильтр предварительно должен быть за-
полнен маслом.
Указанная схема проливки двигателя маслом хорошо зареко-
мендовала себя при ремонте. Помимо указанных функций про-
ливка обеспечивает очень быстрое поступление масла при пер-
вом запуске двигателя - в большинстве случаев еще при прокрут-
ке стартером. Это особенно важно именно для первого запуска,
кргда из-за запаздывания поступления масла возможно появле-
ние оазличных неисправностей в подшипниках скольжения. Это
может привести не только к снижению ресурса, но и выходу дви-
гателя из строя после непродолжительной эксплуатации.
Если двигатель снимался с автомобиля в сборе с коробкой
передач, то ее необходимо соединить с двигателем. Соедине-
ние механической коробки передач с ручным переключением
обычно не представляет трудностей. Перед соединением сле-
дует в обязательном порядке проверить состояние выжимного
подшипника и вилки сцепления, а также легкость хода муфты
(или подшипника) на направляющей коробки. После соедине-
ния коробки передач необходимо затянуть все болты ее креп-
ления с двигателем (по кругу).
При соединении с двигателем автоматической коробки пе-
редач гидромуфта должна стоять на коробке. После соедине-
ния и затяжки болтов муфта должна иметь возможность сво-
бодного вращения относительно маховика. Если муфта "зажа-
та", то скорее всего она не вошла в шлицы коробки и не "села"
до конца. Закрепить муфту на маховике через соответствую-
щее окно часто удобнее после установки силового агрегата.
В заключении раздела следует отметить, что после сборки
двигателя не должно остаться каких-либо "лишних" болтов и дета-
лей. Это будет свидетельствовать о некачественной сборке и, ско-
рое всего, низкой надежности отремонтированного двигателя. Не
менее неприятно, когда наблюдается нехватка каких-либо дета-
лей (наиболее часто - болтов или гаек). Скорее всего, это могло
произойти из-за небрежного хранения деталей разобранного дви-
гателя. Если каких-то болтов не хватило, а часть осталась лишней,
то, вероятно, некоторые болты были установлены не там, где они
допзкны быть. Такая ситуация достаточно опасна, т.к. в ответст-
венных соединениях могут оказаться установленными болты не-
соответствующего класса прочности, что впоследствии грезит их
поломкой со всеми вытекающими отсюда последствиями.
10.7. Особенности сборки частично-разо-
бранного двигателя, установленного
на автомобиле
Если двигатель частично разобран без снятия с автомоби-
ля (например, снята головка блока, поддон картера, поршни с
шатунами и т.д.), то при сборке в подобных случаях может воз-
никнуть ряд проблем, нехарактерных для сборки двигателя,
снятого с автомобиля.
Одно из основных требований к сборке в таких условиях -
чистота деталей. Если устанавливаемые детали без труда мож-
но очистить и отмыть, то этого нельзя сказать о блоке цилинд-
ров и коленчатом вале, остающихся на автомобиле.
После очистки верхней плоскости блока частицы от следов
старой прокладки попадают на поверхность цилиндров и во
внутренние каналы, а также на шатунные шейки коленчатого
вала. Мойка блока растворителями или моющими растворами
в данном случае не рекомендуется, т.к. раствор с частицами
грязи может попасть во внутренние каналы (в частности, в
масляные), откуда удалить его проблематично. Кроме того,
растворители нередко разрушают резиновые уплотнения (саль-
ники, кольца и т.д.).
Наиболее эффективной для очистки двигателя на автомо-
биле оказывается мойка под давлением до разборки, а после
частичной разборки - npoiHpKa рабочих поверхностей насухо
чистой ветошью, не дающей ворсинок, и продувка сжатым воз-
духом. При этом необходимо закрывать отверстия масляных
каналов, чтобы исключить попадание в них грязи. Применение
растворителей и моющих растворов после разборки возможно
только в крайнем случае при сильном загрязнении при условии
соблюдения необходимых мер предосторожности.
Зсе устанавливаемые детали должны быть тщательно очи-
щены и вымыты. Установка на двигатель грязных деталей, еще
допускаемая во многих мастерских, является примером неква-
лифицированной работы, при которой невозможно обеспечить
требуемое качество сборки.
Помимо чистоты самих деталей важно обеспечить чистоту
всего подкапотного пространства, чтобы уменьшить вторичное
загрязнение деталей. Это достигается мойкой двигателя и все-
го моторного отсека автомобиля перед разборкой (см. раздел
7.3.). Как и при любой другой работе на автомобиле, необходи-
мо защищать наружные панели кузова от возможного повреж-
дения с помои>ью специальных накидок на крылья или коври-
ков. Отсутствие их при выполнении любых работ в подкапот-
ном пространстве однозначно свидетельствует о низких куль-
туре и качестве этих работ.
Основная сложность сборки частично разобранного двигате-
ля на автомобиле заключена в ограниченном доступе как к самим
деталям и агрегатам, так и к их крепежным элементам (болты,
гайки). Очевидно, не следует нарушать последовательности сбо-
рочных операций (обычно - обратной разборке), иначе может ока-
заться невозможным поставить на место тот или иной агрегат.
В отличие от сборки снятого двигателя здесь на некоторых
операциях требуется два человека. Например, при установке
поршней с шатунами в цилиндры двигателя необходим дополни-
тельный контроль снизу двигателя для того, чтобы шатуны ниж-
ними головками попадали точно на шейки коленчатого вала.
В целом работы по сборке двигателя на автомобиле по ус-
ловиям выполнения близки к работам по установке двигателя
(глава 11.), с той разницей, что требуют существенно больших
затрат времени. Кроме того, вследствие ограниченного досту-
па к узлам и агрегатам затруднен контроль некоторых сбороч-
ных операций, особенно на новых моделях автомобилей, где
высока плотносгь компоновки. Например, нередки случаи не-
правильной установки прокладок, перекоса деталей и т.д. Все
это требует высокой квалификации персонала и, нередко, не
меньшего опыта, чем для сборки двигателя, снятого с автомо-
биля. При назначении сроков выполнения подобных работ сле-
дует учитывать то, что они занимают обычно в 2-3 раза боль-
ше времени, чем затрачено на разборку.
Наиболее часто выполняемая операция сборки частично оа-
зобэанного на автомобиле двигателя - установка головки блока
цилиндров. В целом она мало отличается от описанной выше
(раздел 10.5.), однако на автомобиле следует однсврэменно
обеспечить стыковку выпускного коллектора с приемной трубой,
имеющей ограниченную подвижность. У двигателей с натяжите-
лем цепи, расположенным под передней крышкой, необходимо
соблюдать порядок сборки, указанный в разделе 10.5., в частно-
сти, перед установкой голозки снять переднюю крышку. Наруше-
ние порядка сборки у таких конструкций не дает возможности
поставить цепь и звездочку распределительного вала.
После установки основных узлов и агрегатов следует обра-
тить снимание на правильное подключение вакуумных трубок и
электроразъемов. Известны случаи, когда вследствие ограничен-
ного доступа, например, под впускной коллектор, отдельные труб-
ки и разьемы "повисали в воздухе", что приводило к неустойчи-
вости работы двигателя, особенно, на малых частотах вращения,
неработоспособности контрольных приборов и т.д. Не менее важ-
но обеспечить правильное соединение шлангов систем охлажде-
ния и вентиляции, а также их хомутов. Небрежность, допущенная
на этих операциях, нередко приводит к негерметичности соеди-
нений, течи охла'сдающей жидкости и/или подсосу воздуха в сис-
тему вентиляции и во впускной колле: crop. Неправильно собран-
ный шланг системы охлаждения может привести к перегреву дви-
гателя, особенно в случае срыва его с трубопровода, со всеми
вытекающими отсюда последствиями вплоть до повторного ре-
монта, нередко более сложного, чем уже выполненный.
27. Ремонт двиг. заруб. ав-eii.
345
Глава 11. УСТАНОВКА, ЗАПУСК И ЭКСПЛУАТАЦИЯ ДВИГАТЕЛЯ ПОСЛЕ РЕМОНТА
Установка двигателя на автомобиль является не менее
важным этапом ремонта, чем другие. Практика показывает,
что во многих мастерских с ошибками при установке двигателя
связаны не менее 3040% всех неисправностей, появляющих-
ся в эксплуатации послэ ремонта.
Большинство неисправностей, связанных с некачественной
установкой двигателя, проявляется в ослаблении различных
резьбовых соединений, не получивших требуемой затяжки. В
подобных случаях имеет место нарушение основного правила
установки двигателя, которое можно сформулировать так:
"взялся за болт или гайку - затяни!"
Установка двигателя является завершающим этапом всего
ремонта. Как показывает практика, после запуска двигателя
нередко обнаруживаются неисправности в различных агрега-
тах и системах, включая систему управления двигателя, не свя-
занные непосредственно с проведенным ремонтом. При этом
часть неисправностей могла возникнуть еще в эксплуатации,
предшествующей ремонту. К ним относятся неисправности дат-
чиков, бензонасоса, разрыв электрических цепей и т.д.
Очевидно, наличие подобных неисправностей не позволяет
считать ремонт законченным, поскольку с большинством из них
эксплуатация автомобиля затруднена или вообще невозможна.
Поэтому при установке двигателя часто приходится дополни-
тельно привлекать не только механиков, но и специалистов по
электрическим и электронным системам, включая диагностику
систем управления двигателя, по холодильной технике (провер-
ка, зарядка систем кондиционирования воздуха или климатиче-
ских установок) и др. В этом смысле завершающий этап ремон-
та двигателя часто не менее сложен, чем, например, его сбор-
ка, и также требует времени и высокой квалификации персона-
ла ремонтного предприятия.
11.1. Основные операции при установке
двигателя
В целом установка двигателя на автомобиль производится
в порядке, обратном его снятию. При этом используются те же
условия (яма, подъемник) и устройства (тельфер, домкрат, гид-
равлический подъемный механизм), описанные в разделе 6.
В зависимости от схемы демонтажа двигатель (или силовой
агрегат) подвешивается на одном из подъемных устройств, по-
сле чего опускается или поднимается в моторный отсек. Для
обеспечения стыковки с коробкой передач под нее следует под-
вести домкрат и приподнять ее.
Перед установкой двигателя без коробки передач полезно
лишний раз убедиться в работоспособности выжимного под-
шипника, его привода, отсутствии течи масла через сальник
первичного вала коробки. Очевидно, бессмысленно устанавли-
вать двигатель с дефектами указанных деталей - даже при са-
мом высоком качестве ремонта самого двигателя на автомо-
биле вряд ли можно будет ездить.
При опускании двигателя в моторный отсек необходимо
следить за шлангами, кабелями и агрегатами, чтобы они не ме-
шали или чтобы их не зажало между двигателем и кузовом. При
установке двигателя без коробки передач его опускание ведет-
ся до тех пор, пока продольная ось коленчатого вала не окажет-
ся примерно на оси первичного вала коробки. Далее следует
состыковать двигатель с коробкой так, чтобы первичный вал
коробки вошел в сцепление, а центрирующие втулки на заднем
фланце двигателя - в соответствующие отверстия на фланце ко-
робки (или наоборот - в зависимости от конструкции). При этом
перекос осей коробки и двигателя, а также зазор по фланцам
должны быть минимальными. Это позволяет установить болты
крепления коробки - их необходимо сначала все наживить, а
затем - сразу затянуть по кругу.
Притянув коробку к двигателю, можно опустить двигатель
346
на опоры и затянуть их болты (гайки). При установке двигателя
в сборе с коробкой силовой агрегат опускается в моторный от-
сек сразу на опоры, после попадания на которые следует затя-
нуть их болты крепления. У автомобилей классической компо-
новки к выходному валу можчо пристыковать карданный вал. У
переднеприводных автомобилей принципиально есть два спо-
соба установки приводов - одновременно с двигателем, когда
внутренние шарниры входят в коробку при опускании силового
агрегата на опоры, или после установки двигателя, когда необ-
ходимо отсоединить передние стойки подвески (возможно, и
шаровые опоры), чтобы вставить приводы в коробку. Первый
способ неудачен из-за опасности повреждения сальников ко-
робки передач и чехлов внутренних шарниров. Второй способ,
как правило, более трудоемок, но предпочтителен.
Дальнейшие операции удобно выполнять на яме двум меха-
никам, когда один работает снизу автомобиля (в яме), а другой
- рядом с автомобилем (сверху). Для работающего сверху нель-
зя забывать о необходимости защиты передних крыльев от по-
вреждений с помощью чехлов или накидок.
Снизу соединяется гидромуфта с маховиком, стартер, кар-
данный вал, приемная труба с коллектором, выполняются раз-
личные вспомогательные операции. Сверху обычно ставятся и
соединяются агрегаты (генератор, компрессоры и насосы),
шланги вакуумной, топливной систем и системы охлаждения, а
также электрические кабели и разъемы. При этом необходимо
пользоваться записями или маркировкой разъемов и шлангов,
сделанной при снятии двигателя.
Очень важно, чтобы перед установкой двигателя и его сты-
ковкой с автоматической коробкой передач была правильно ус-
тановлена гидромуфта. Это значит, что шлицы гидромуфты долж-
ны точно войти в ответные пазы ротора насоса коробки передач.
При правильном соединении муфты с коробкой после стыковки
двигателя муфта имеет возможность свободного вращения отно-
сительно маховика двигателя и/или небольшого осевого переме-
щения. Только после этой проверки можно притягивать муфту к
маховику. Если шлицы гидромуфты не попадут в пазы маслона-
соса коробки, то окажутся зажатыми и муфта и маховик двигате-
ля, а попытка запуска двигателя в такой ситуации, скорее всего,
приведет к выходу из строя коробки передач.
У многих двигателей соединение выпускного коллектора с
приемной трубой - шарнирное, а герметизация осуществляется
по специальному уплотнительному кольцу полусферического
профиля (рис. 11.1). В таких соединениях нет жесткой стяжки
деталей - чтобы обеспечить их относительное перемещение,
применяются пружины, предварительно затягиваемые болта-
ми (гайками). Неопытные механики часто соединяют приемную
трубу с коллектором жестко, забыв про пружины. После непро-
должительной эксплуатации обычно приемная труба ломается,
не имея возможности поворота относительно выпускного кол-
лектора. У жестких фланцевых соединений нужно поставить но-
вую прокладку.
Следует отметить, что при соединении деталей выпускной
системы не стоит использовать пружинные разрезные шайбы
типа "гровер", т.к. с нагревом они быстро теряют свои пружин-
ные свойства и могут не удержать гайки от отворачивания. По-
этому для этих целей лучше использовать конические шайбы, в
крайнем случае, простые плоские.
После установки всех агрегатов, включая радиатор (если он
был снят), необходимо соединить все. трубопроводы и шланги
(рис. 11.2). Здесь внимательно следует отнестись к хомутам -
лучше их заменить на новые, чтобы гарантированно обеспе-
чить затяжку шлангов.
У двигателей с приводным вентилятором ремень натягива-
ется после установки вентилятора и затягивания болтов его
крепления. Нельзя перетягивать ремень, чем обычно "страда-
ют" малоопытные механики, т.к. это перегружает подшипники
Рис. 11.1. Соединение приемной
трубы с выпускным колле сгором
допускающее их некоторое вза-
имное перемещение
Рис. 11.2. Затягивание хому-
тов на шлангах системы ох-
лаждения
агрегатов, рэзко ограничивая ресурс не только их, но и самого
ремня.
Особое внимание при установке двигателя уделяется элек-
тропроводке. Одна из самых распространенных ошибок - двига-
тель остается не соединенным с кузовом "массовым" проводом
(его забывают поставить). В таком случае не будет работать
стартер. Разъемы электрических кабелей у многих двигателей
соединяются однозначно. Там, где такой однозначности нет,
для облегчения работы желательно использовать маркировку,
сделанную при снятии двигателя. При подключении датчиков у
ряда европейских моделей без маркировки проводов легко
ошибиться, т.к. разъемы могут быть одинаковыми.
Нередко встречаются ошибки при подключении генерато-
ра. У всех без исключения автомобилей на генератор идет
провод достаточно большого сечения от аккумулятора под
гайку на клемме, выполненной в виде шпильки. Помимо это-
го, у генераторов подавляющего большинства автомобилей
есть еще разъем с по крайней мере двумя выводами - управ-
ляющим (на него подается "+” при включении зажигания) и
контрольным (на контрольную лампу). Очевидно, что ошибка
в подключении приведет к тому, что генератор не будет рабо-
тать, т.е. давать "зарядку".
Не менее важно правильно соединить вакуумные трубки,
большое количество которых характерно для японских и некото-
рых американских автомобилей прошлых лет выпуска с карбю-
раторами. У многих японских моделей под капотом есть схема
подключения трубок, которая, также как и маркировка перед их
разъединением, позволяет соединить их без ошибок. Очевидно,
неправильное подключение трубок повлияет на работу двигате-
ля - в основном, на низких частотах вращения, на расход топли-
ва и токсичность выхлопа, а у некоторых автомобилей с автома-
тической коробкой передач - на ее работу.
Косвенно качество установки двигателя можно оценить по
количеству оставшихся неиспользованными болтов, кронштей-
нов и других мелких деталей. В идеальном случае ничего не
должно оставаться, однако на практике нередко это случается.
В таких ситуациях необходимо очень внимательно оценить и
проанализировать оставшиеся детали и найти, где они должны
были стоять, возможно, используя соответствующую ремонт-
ную литературу. Как правило, такая работа требует времени,
однако время, затрачиваемое на устранение неисправностей,
возникших в дальнейшей эксплуатации из-за некачественно
выполненной работы, всегда будет больше.
Установка двигателя завершается заменой воздушного и
топливного фильтров. У двигателя с масляным радиатором по-
сле соединения всех магистралей может потребоваться про-
ливка маслом (раздел 10.6.), если ее не удалось сделать при
сборке. Не следует также забывать об установке защитного ко-
жуха под двигателем.
11.2. Запуск, обкатка и регулировка
двигателя
Перед запуском двигателя необходимо заполнить все сис-
темы рабочими жидкостями. Заливать масло в двигатель мож-
97*
но несколько выше метки "MAXIMUM", чтобы после запуска за-
полнение всех каналов и фильтра не привело к падению уров-
ня ниже минимального. Обычно указанный "перелив" масла со-
ставляет 300400 см3, однако у двигателей с масляным радиа-
тором и сменным фильтром он может достигать 1 л. При залив-
ке удобно ориентироваться на паспортные данные автомобиля,
приводимые в соответствующей литературе, где указано коли-
чество масла для конкретной модели двигателя.
Для начального периода эксплуатации отремонтированного
двигателя не следует использовать дорогие сорта масел (в том
числе, на синтетической основе) - достаточно минеральных ма-
сел с вязкостью по SAE 10W40 или 15W40 (последнее только
для теплого времени года). При этом следует обращать внима-
ние на качество - спецификация масла по API должна быть не
ниже SG для бензиновых двигателей (см. раздел 4.2.). Приме-
нение более дешевых минеральных масел даже у высокофор-
сированных двигателей обусловлено, с одной стороны, эксплу-
атацией непосредственно после рэмонта на “щадящих” режи-
мах, а с другой - возможностью появления неисправностей, ус-
транение которых сопряжено со сливом или заменой масла, а
также с возможным повышенным расходом масла первые не-
сколько тысяч километров после ремонта
Некоторые руководства рекомендуют в период обкатки при-
менять масла с пониженной вязкостью, например, 10W30 и даже
5W30. Это позволяет в целом несколько ускорить приработку де-
талей. Однако следует иметь в виду, что при ошибках, допущен-
ных при ремонте, в частности, отклонениях в форме и расположе-
нии различных поверхностей трущихся деталей, более вязкое
масло надежнее предохраняет их от задиров и заклинивания.
Заливка охлаждающей жидкости в систему охлаждения
обычно не представляет каких-либо сложностей, однако у неко-
торых автомобилей требуются дополнительные операции для
заполнения системы. Так, при заливке жидкости через горло-
вину радиатора или расширительного бачка заполнению систе-
мы обычно препятствует закрытый клапан термостата. При
этом после заполнения радиатора уровень в нем постепенно
падает, что требует многократной доливки. Этот процесс мож-
но ускорить, если интенсивно сжимать ("качать") верхний шланг
радиатора. У многих моделей BMW, AUDI и др. при заливке не-
обходимо открыть специальные заглушки для стравливания
воздуха до появления в отверстиях жидкости. Для микроавто-
бусов (VOLKSWAGEN) с задним расположением двигателя за-
глушка для стравливания воздуха находится впереди на радиа-
торе. У ряда моделей окончательно стравить воздух из системы
охлаждения открытием заглушек можно только после запуска
двигателя (BMW). К стравливанию воздуха из системы охлаж-
дения необходимо относиться внимательно, чтобы не пере-
греть и не вывести из строя двигатель после первого запуска.
Для систем охлаждения двигателей иностранных автомоби-
лей желательно применять антифризы с антикоррозионными и
смазывающими свойствами. Следует обратить внимание на ра-
диатор автомобиля - если он алюминиевый, то рекомендуется
заливать специальные антифризы, обеспечивающие защиту
алюминия от коррозии (на них указано "Aluminium protected" -
защита алюминия).
У автомобилей с автоматической коробкой передач перед
запуском необходимо предварительно проверить уровень мас-
ла в коробке. При снятии двигателя в сборе с коробкой, при
разъединении трубопроводов масляного радиатора из коробки
может вытечь значительная часть масла. Запуск и работа дви-
гателя с недостатком масла в коробке может привести к по-
вреждению ее деталей.
Чтобы при запуске коробка не осталась без масла, следует
предварительно долить через ее масломерный щуп масла
столько, чтобы на щупе его уровень был несколько выше мак-
симума (рис. 11.3). Очевидно, окончательно уровень масла
проверяется на работающем двигателе.
Для механических коробок передач пониженный уровень
масла не имеет такого серьезного значения для запуска и ра-
347
Рис. 11.3. Масломерный щуп ав-
томатической коробки передач:
а — при поперечном расположении
двигателя; б — при продольном рас-
положении двигателя
боты двигателя на холостом
ходу. У некоторых автомоби-
лей (MAZDa) недостаточный
уровень масла в коробке вы-
зывает в ней стук, который
ошибочно можно принять за
стук двигателя. Необходи-
мость доливки масла в меха-
ническую коробку возникает,
также как и у автоматической,
в случае снятия всего силово-
го агрегата в сборе. Долив <а
масла у переднеприводных
автомобилей с поперечно
расположенным двигателем
осуществляется обычно через
привод спидометра или проб-
ку в верхней части коробки, а
у заднеприводных - через
пробку, расположенную сбоку
на картере коробхи.
В автоматических короб-
ках передач используется
специальное масло ATF
DEXRON III или II (последнее
— для автомобилей прошлых
лет выпуска). В механических
коробках часто используются
трансмиссионные масла раз-
личных марок. Встречаются
автомобили, у которых в ме-
ханической коробке передач может применяться ATF DEXRON
и даже моторное масло. Поэтому при доливке масла в коробку
необходимо руководствоваться инструкцией по эксплуатации
данного автомобиля.
После установки двигателя обычно требуется доливка мас-
ла и в гидроусилитель руля. У многих автомобилей в качестве
рабочей жидкости здесь используется ATF DEXRON, однако
встречаются системы, работающие на минеральных и даже
специальных маслах (MERCEDES, VOLKSWAGEN, AUDI и др.).
Применение несоответствующего масла обычно приводит к до-
вольно быстрому выходу из строя уплотнений насоса и/или ру-
левого механизма. Поэтому, аналогично механическим короб-
кам передач, здесь необходимо строго руководствоваться пас-
портными данными автомобиля.
После заливки (или доливки) всех рабочих жидкостей сле-
дует проверить визуально отсутствие каких-либо подтеканий, а
также состояние клемм аккумулятора (если имеются следы
коррозии на клеммах, их необходимо зачистить), и затянуть их.
Тольке после этого можно приступать непосредственно к запу-
ску двигателя.
Запуск отремонтированного двигателя может быть осуще-
ствлен только штатным стартером. Это имеет принципиальное
значение, по крайней мере, по трем причинам:
1) если двигатель не вращается стартером или вращается
слишком медленно (см. также раздел 12.), то следует сначала
найти и устранить неисправность в электрических цепях, акку-
муляторе или в самом стартере. Очевидно, что эксплуатация
автомобиля с подобными неисправностями невозможна, по-
этому запускать двигатель "с ходу" буксировкой автомобиля,
как это еще делается в некоторых мастерских, в данном слу-
чае, бессмысленно;
2) если при исправной системе запуска коленчатый вал
вращается слишком туго (это можно проверить вручную с по-
мощью ключа, установленного на болт хвостовика), то двига-
тель собран неправильно. Необходимо его снять и разобрать,
чтобы устранить неисправность. Вообще говоря, тугое враще-
ние коленчатого вала определяется еще на начальном этапе
сборки, и двигатель с такими дефектами не должен быть уста-
новлен на автомобиль. С другой стороны, практика показыва-
ет, что дефекты, вызывающие тугое вращение, не остаются без
последствий и часто приводят к серьезным неисправностям
после непродолжительной эксплуатации. Вследствие этого за-
пуск сходу или так называемая "холодная" обкатка не только не
улучшают ситуацию, но иногда могут принести значительный
вред вплоть до повторного ремонта;
3) двигатель не запускается при быстром вращении колен-
чатого вала стартером. В такой ситуации запуск "с ходу" также
не имеет смысла, поскольку следует найти и устранить неис-
правность в системе управления двигателем.
У автомобилей с автоматической коробкой передач запуск
двигателя “с ходу” вообще невозможен, т.к. неработающий дви-
гатель не имеет связи с трансмиссией.
Перед запуском необходимо включить зажигание и прокон-
тролировать табло недостаточного давления масла - лампа
должна гореть. Это свидетельствует, по крайней мере, о пра-
вильном подключении датчика. Запускать двигатель без кон-
троля за давлением масла нежелательно.
Запуск двигателя с карбюраторной системой подачи топли-
ва предполагает закрытие пусковой воздушной заслонки. У ав-
томобилей прошлых лет выпуска возможен ручной привод за-
слонки аналогично отечественным автомобилям, однако более
распространены полуавтоматические и автоматические пуско-
вые устройства. Последние обеспечивают автоматическое
прикрытие пусковой заслонки при низкой температуре охлаж-
дающей жидкости, а в полуавтоматических системах необходи-
мо предварительно нажать на педаль газа, чтобы привести пу-
сковую систему в рабочее состояние.
При включении стартера карбюраторный двигатель обычно
не запускается сразу, т.к. вначале должна заполниться поплав-
ковая камера. Двигатель с впрыском топлива должен запус-
каться с минимальной задержкой по времени (несколько се-
кунд), необходимой для заполнения топливного коллектора пе-
ред форсунками.
Если двигатель не запускается и не дает характерных
вспышек, то следует проверить искру на одной из свечей. От-
сутствие искры, очевидно, указывает на неисправность сис-
темы зажигания, включая неправильную сборку проводки.
У бензиновых двигателей для облегчения запуске можно
подать во впускной коллектор 1 ,Сн-1,5 см3 бензина. Для этого
удобно использовать медицинский шприц. Если система зажи-
гания исправна, а подачи топлива нет, то двигатель сразу запу-
стится и через U2 с заглохнет. Неисправности системы пита-
ния иногда езязаны с неквалифицированной сборкой (см. раз-
дел 12.) и устраняются без серьезных затруднений.
Если топливо подается, ис\ра есть, но двигатель не запус-
кается, возможной причиной является ошибочная установка
момента зажигания - слишком поздно или слишком рано (у дви-
гателей с датчиком зажигания в распределителе зажигания),
либо неправильное соединение свечей зажигания (т.е. ошибка
в порядке работы цилиндров). В этих случаях двигатель может
давать отдельные вспышки во впускной или выпускной каналы.
Раннее зажигание характерно также остановками ("упором")
коленчатого вала в моменты воспламенения топлива в цилин-
драх. а позднее - очень быстрым вращением коленчатого вала
стартером (кажется, что двигатель вот-вот запустится).
Иногда в системе управления двигателем появляются серь-
езные дефекты, связанные с длительной стоянкой автомобиля в
ремонте и/или перед ним (коррозия элегических соединений,
агрегатов системы топллвоподачи и т.д.). В подобных случаях,
чтобы определить и устранить неисправности, нередко требуется
достаточно большой объем диагностических работ (раздел 4.).
Практика показывает, что даже при внешне вполне удовле-
творительной работе двигателя проведение квалифицирован-
ной диагностики электронной системы управления позволяет
достаточно быстро устранить неисправности, отсутствовавшие
до ремонта и связанные как с длительной стоянкой автомоби-
ля, так и с ошибками при сборке. Подобные неисправности лег-
348
че всего выявляются сравнением результатов тестирования
системы управления до и после ремонта двигателя.
У дизелей запуск может быть затруднен из-за плохого за-
полнения ТНВД топливом. Если есть ручной подкачивающий
насос, то им следует подкачать топливо. При его отсутствии
можно отвернуть штуцер подачи топлива от фильтра к насосу и
заполнить насос с помощью шприца. Затем следует отвернуть
накидную гайку одной из форсунок и вращать двигатель старте-
ром до тех пор, пока из-под гайки не появится топливо.
Иногда у дизелей затруднения с запуском возможны из-за
неисправности свечей накаливания или цепи их питания, что
нетрудно проверить тестером. Независимо от причины отсутст-
вия запуска запрещается подавать на вход дизеля легковос-
пламеняющиеся жидкости - в таких случаях взрывной характер
сгорания может стать причиной поломки поршней.
Соазу после запуска необходимо установить частоту вра-
щения коленчатого вала несколько выше частоты холостого хо-
да и выполнить некоторые проверочные операции. Прежде
всего контролируется давление масла - по указателю либо кон-
трольной лампе недостаточного давления. Затем следует про-
верить отсутствие каких-либо подтеканий рабочих жидкостей
снизу, под автомобилем, а также проверить уровень масла в
автоматической коробке передач. При необходимости уровень
масла доводится до отметки на щупе, соответствующей холод-
ному двигателю.
Иногда непосредственно после запуска двигателя могут по-
явиться посторонние шумы и стуки различного характера. На-
иболее часто наблюдается стук гидротолкателей, обычно исче-
зающий через определенное время (5-^20 мин) и после не-
скольких резких нажатий на педаль газа. Другие возможные
причины стуков приведены в разделе 12.
Следует отметить, что если двигатель работает со стуком
незначительное время на холостом ходу (не более 5^-10 мин),
то даже в случае возникновения серьезных неисправностей,
как правило, не происходит сколько-нибудь заметного повреж-
дения коленчатого вала, блока цилиндров, поршней и других
деталей. Напротив, кратковременная эксплуатация со стуком
под нагрузкой и на повышенных частотах вращения часто при-
водит к необходимости повторного ремонта и/или замены ряда
деталей. Поэтому нельзя эксплуатировать двигатель, пока не
выяснена и не устранена причина стука.
После прогрева двигателя до рабочей температуры контро-
лируется наличие давления в системе охлаждения. Проверка
выполняется вручную сдавливанием верхнего шланга радиато-
ра. Отсутствие давления указывает на неисправность клапана
в пробке радиатора или расширительного бачка. Одновремен-
но проверяется заполнение системы охлаждения - для этого
достаточно включить вентилятор отопителя и приток горячего
воздуха. Если вместо горячего идет холодный воздух, это озна-
чает, что в системе охлаждения имеется воздушная пробка, ко-
торую необходимо устранить стравливанием воздуха и долив-
кой охлакдающей жидкости.
Дальнейшая работа двигателя на холостом ходу должна
привести к увеличению температуры выше среднего значения
(по указателю) и включению электровентилятора или муфты
приводного вентилятора. Включение муфты (электромагнит-
ной или вязкостной) проверяется увеличением частоты враще-
ния - оно должно сопровождаться усилением потока горячего
воздуха от радиатора и характерным шумом. Если температу-
ра сильно возрастает, а вентилятор не включается, следует
проверить термостат (патрубка радиатора должны быть горя-
чими) и заполнение системы охлаждения (при наличии воздуш-
ных пробок в системе обычно не работает отопитель салона).
После прогрева необходимо выполнить регулировку холос-
того хода винтами количества и качества смеси (на тех моде-
лях, где они есть), ориентируясь на частоту холостого хода
80СН900 мин-1, состав выхлопных газов (0,5-М ,5% СО и
100300 ppm СН) и устойчивость работы двигателя.
Регулировку момента зажигания можно выполнять с помо-
щью стробоскопа, ориентируясь на паспортные данные по углу
опережения зажигания (для двигателей с датчиком зажигания
в распределителе). При отсутствии данных о величине угла
можно установить зажигание "на слух" - для этого надо резко
"до упора" нажать и сразу отпустить педаль газа. Если угол опе-
режения близок к нормальному, нажатие на газ не приведет к
детонационным стукам, однако они появятся, если зажигание
сдвинуть на несколько градусов раньше (очевидно, в баке дол-
жен быть бензин с октановым числом, соответствующим дан-
ной модели двигателя).
У дизелей момент опережения впрыска при отсутствии спе-
циализированных приборов также может быть установлен "на
слух", хотя это сложнее, чем у бензиновых двигателей. У вих-
рекамерных дизелей на холостом ходу прослушивается харак-
терный несколько неровный стук сгорания, который при увели-
чении частоты вращения становится тише и ровнее. Для пра-
вильной установки угла "на слух" необходимо обладать опытом
работы с дизелями различных марок и моделей.
При работе двигателя на месте контролируется дымность
выхлопа. Синий дым обычно свидетельствует о увеличенном
сгорании масла. Если перед ремонтом двигатель имел большой
расход масла, то масло может быть в выпускной системе. В та-
ком случае двигатель может дымить довольно длительное вре-
мя (до 1,5^-2 ч работы), пока масло не выгорит. В то же время
дымность выпуска может говорить и о некачественной сборке
(см. также раздел 12.).
Перед обкаткой двигателя "на ходу' устанавливается капот.
Эту операцию рекомендуется делать очень аккуратно, чтобы
не повредить лобовое стекло и/или передние крылья. Болты ка-
пота. следует ставить на “старые” места, что обычно достаточ-
но для ровной посадки капота с равномерными зазорами меж-
ду ним и крыльями. Произвольное крепление капота, помимо
всего прочего, может привести к перекосу и заклиниванию его
замка и, соответственно, большим потерям времени на его от-
крытие и последующую оегулировку.
Начальный период обкатки - работа двигателя на месте,
включает все необходимые проверки и регулировки и состав-
ляет обычно 2-3 ч и более. Если все системы работают нор-
мально, то обкатка может быть продолжена в движении - на
средних частотах вращения и нагрузках. Для проверки, как
правило, вполне достаточно, пробега 5-И0 км, после чего сле-
дует повторить проверки и, если необходимо, регулировки.
Особое внимание здесь надо уделить контролю подтекания ра-
бочих жидкостей. Нелишним будет проверить цвет масла - ес-
ли двигатель собран правильно, оно практически не изменит
цвета. Серый оттенок масла может свидетельствовать об ин-
тенсивном износе вкладышей подшипников и/или поршней в
начальный период обкатки, что может быть следствием нека-
чественной сборки или применения запасных частей и деталей
низкого качества.
11.3. Правила эксплуатации и техническое
обслуживание двигателя после
ремонта
При эксплуатации двигателя после сложного ремонта сле-
дует придерживаться определенных правил, позволяющих из-
бегать появления неисправностей, связанных с местными от-
клонениями формы сопряженных отремонтированных и/или
новых деталей от оптимальных. Отклонения формы деталей в
начале эксплуатации двигателя определяют пониженные пло-
щади контакта (сопряжения) и, соответственно, повышенные
удельные давления. Большие нагрузки и частоты вращения мо-
гут вызвать превышение допустимых удельных давлений, пере-
грев, подплавление и задиры на деталях. По этой причине не-
обходим определенный период приработки деталей - обкатка.
Длительность обкатки в значительной степени определяет-
ся качеством ремонта отдельных деталей и использованных
запасных частей - чем оно выше, тем меньше может быть об-
349
катка. Так, использование запасных частей ведущих фирм-про-
изводителей (раздел 5.3.), оптимальная технология ремонта,
включающая полирование шеек валов, плосковершинное хо-
нингование цилиндров и т.д., правильная геометрическая фор-
ма деталей и рекомендованные зазоры в сопряжениях обеспе-
чивают малый период приработки - всего насколько сотен ки-
лометров. В то же время запасные части низкого качества и
ошибки при ремонте требуют значительного времени прира-
ботки - до 2-3 тыс. км, а в некоторых случаях - до 5 тыс. км и
более. При грубых ошибках ремонта приработка деталей часто
не наступает - за несколько тысяч километров детали могут
оказаться полностью изношены.
Чтобы уменьшить риск возникновения неисправностей, ре-
комендуется ограничивать максимальную частоту и нагрузку
"средними" режимами в течение первых ЮОСн-1500 км пробе-
га автомобиля. В этот период максимальная скорость не име-
ет решающего значения, однако частоту вращения коленчато-
го вала желательно ограничивать пределами 2000-4000 мин-1
(у двигателей OHV - не более 3000 мин'1). Важное значение
имеет также прогрев холодного двигателя перед началом дви-
жения - он должен быть не менее 1 мин.
В начальный период эксплуатации двигателя высока ве-
роятность возникновения неисправностей, связанных с
ошибками при сборке. Раннее обнаружение таких неисправ-
ностей позволяет устранить их с минимальными трудозатра-
тами, когда последствия еще не будут слишком серьезны. По-
этому необходимо контролировать работу двигатэля - перио-
дически проводить техническое обслуживание, включающее
замену масла и масляного фильтра, внешний осмотр, регули-
ровочные работы и т.д. Если речь идет о коммерческом ре-
монте, то сроки прохождения технического обслуживания
следует согласовывать со сроком гарантии на ремонт. Прак-
тика показывает, что при гарантии на 20 тыс. км первое ТО
желательно делать при небольшом пробеге - 500-800 км по-
сле ремонта, а последующие - с периодичностью 7-8 тыс. км.
Такая система технического обслуживания учитывает повы-
шенную вероятность возникновения неисправностей после
ремонта (примерно до 1000 км пробега) и более сложные ус-
ловия эксплуатации на отечественных дорогах, требующие
более частой смены масла.
При выполнении технического обслуживания двигателя
контролируются:
расход масла;
расход охлаждающей жидкости;
подтекание рабочих жидкостей из соединений и шлангов;
дымность двигателя;
шумы двигателя;
цвет масла;
устойчивость работы двигателя на холостом ходу, высоких
частотах вращения и нагрузках.
Эти параметры, с одной стороны, характеризуют качество
ремонта и сборки двигателя. С другой стороны, по отклоне-
нию указанных параметров от нормы можно судить о возмож-
ных неисправностях и способах их устранения. Одним из ос-
новных параметров является расход масла. Практика пока-
зывает, что расход масла в начале эксплуатации после ре-
монта может быть несколько повышен, а после пробега
1000-2000 км обычно снижается, однако не следует рассчи-
тывать, что если расход масла чрезмерно высок, то он упадет
до приемлемого уровня.
Основываясь на паспортных данных большого числа моде-
лей автомобилей, можно установить нормальный уровень рас-
хода масла порядка 0,254-0,30 л на 1000 км пробега в обычных
условиях эксплуатации (на средних режимах). При таком рас-
ходе отсутствует характерный синий «масляный» дым выхло-
па, причем этот расход ниже максимально-допустимого "пас-
портного" в 2,54-3 раза. Кроме того, конкретную причину расхо-
да масла, если он не превышает указанный уровень, найти
очень сложно - практика показывает, что это может вызывать-
ся неблагоприятным сочетанием различных факторов (зазо-
ров в сопряжениях, отклонений формы деталей и др.), каждый
из которых сам по себе не является дефектом. В результате из
большого количэства отремонтированных по одной технологии
двигателей расход масла более 0,3 л /1000 км имеет место не
более чем в 1-2% случаев. Наилучшим результатом следует,
тем не менее, считать такой расход масла, когда за пробег
между его сменой (6-8 тыс. км) уровень масла в картере пада-
ет не ниже отметки “min”, т.е. не требуется доливка вообще.
Расход масла в определенной степени зависит от числа ци-
линдров двигателя и его рабочего объёма - очевидно, чем они
больше, тем больше может быть расход. Однако в любом случае
расход масла не должен выходить за указанные выше пределы.
Среди распространенных причин повышенного расхода
масла следует отметить некоторые ошибки при сборке и уста-
новке двигателя. Так, даже небольшая течь масла в виде не-
скольких капель под автомобилем сразу вызывает расход свы-
ше 0,5-1,0 л/1000 км. Аналогичный расход наблюдается при де-
фекте одного-двух маслоотражательных колпачков, слишком
"грубой" поверхности цилиндров или деформации шатунов (ког-
да ухудшается маслосъемное действие колец на поршнях, ра-
ботающих с перекосом. При этом, если расход масла связан с
"внутренними" причинами, синий дым выпуска появляется на
некоторых режимах при расходе более 0,5 л / 1000 км, а при
расходе порядка 1,0 л /1000 км. как плавило, имеет устойчи-
вый характер на всех режимах (см. также раздел 12.).
Цвет масла при его замене косвенно характеризует каче-
ство ремонта двигателя. Так, быстрое потемнение масла у бен-
зиновых двигателей (черный оттенок) обычно указывает на по-
вышенный прорыв газов или переобогащение топливо-воздуш-
ной смеси. Серый оттенок масла, иногда с мелкими "перламу-
тровыми" блестками свидетельствует об ускоренном износе
вкладышей и втулок подшипников или поршней, а непрозрач-
ный бурый или желтый - о "внутренней" негерметичности сис-
темы охлаждения.
Особое внимание при техническом обслуживании отремон-
тированного двигателя следует уделить посторонним шумам и
стукам, особенно, если их не было в начале эксплуатации или
на предыдущих ТО. При обнаружении стуков в большинстве
случаев эксплуатацию автомобиля приходится прекращать до
определения и устранения соответствующих неисправностей.
При осмотре двигателя необходимо также уделить внима-
ние системе охлаждения двигателя - ее неисправности не
менее опасны, чем неисправности механической части. На-
пример, при отсутствии внешних подтеканий охлаждающей
жидкости желто-коричневая эмульсия в расширительном
бачке и понижение уровня охлаждающей жидкости свиде-
тельствуют о внутренней негерметичности системы и необ-
ходимости прекращения эксплуатации автомобиля до устра-
нения неисправностей.
При осмотре двигателя снизу следует обратить внимание
на подтекание масла через сальники выходных валов коробки
передач и соединения трубопроводов (для автоматических ко-
робок передач) - не исключено, что эти элементы оказались
повреждены из-за ошибок, допущенных при снятии или уста-
новке двигателя. В некоторых случаях такие ошибки могут при-
вести к выходу коробки передач из строя.
Если в целом работа двигателя не вызывает сомнений,
можно выполнить основные работы по техническому обслужи-
ванию. Они включают, в первую очередь, замену масла и мас-
ляного фильтра. Если в эксплуатации не выявлено заметного
расхода масла, то в двигатель могут быть залиты более доро-
гие сорта масел, в том числе, синтетические.
Для проведения гарантийных ТО ремонтное предприятие
должно располагать необходимым набором масляных фильт-
ров для всех гарантийных автомобилей. Чтобы облегчить под-
бор фильтра и масла на данную модель автомобиля, удобно
на каждом техническом обслуживании закреплять под капо-
том талон с указанием всех необходимых сведений, включая
350
Рис. 11.4. Талон прохождения гарантийного технического обслу-
живания двигателя
сроки прохождения следующего технического обслуживания
(рис. 11.4).
Регулировочные работы, проводимые при прохождении
ТО, включают регулировку зазоров в приводе клапанов, натя-
жения ремней, угла опережения зажигания, частоты вращения
холостого хода и токсичности отработавших газов. При этом,
следует иметь в виду, что необходимость некоторых регулиро-
вок может быть связана с не вполне качественно выполнен-
ным ремонтом. Например, шумность работы клапанного меха-
низма после непродолжительной эксплуатации часто появля-
ется в результате неточного регулирования зазоров при сбор-
ке двигателя. Другие системы двигателя могут потребовать ре-
гулировочных работ из-за изменения характеристик этих сис-
тем в начале эксплуатации после длительного периода стоянки
(до или во время ремонта).
У некоторых двигателей следует провести подтягивание
болтов головки блока цилиндров, если такая работа рекомен-
дована изготовителем двигателя или прокладки головки. Для
дешевых прокладок сомнительного происхождения подтягива-
ние болтов (или, по крайней мере, проверка затяжки) обяза-
тельно, так как такие прокладки часто имеют повышенное осе-
дание (см. раздел 2.5.). Подтягивание болтов алюминиевых го-
ловок необходимо выполнять на холодном двигателе не ранее,
чем через 2^3 ч после выключения двигателя.
Глава 12. ОСНОВНЫЕ НЕИСПРАВНОСТИ ДВИГАТЕЛЕЙ ПОСЛЕ РЕМОНТА, ИХ
ПРИЧИНЫ И СПОСОБЫ УСТРАНЕНИЯ
После сложного ремонта двигателя, как показывает практи-
ка, возможно возникновение целого ряда неисправностей, свя-
занных, в основном, с различными нарушениями технологии
ремонта. Такие неисправности можно условно разделить на
две группы.
К первой группе относятся неисправности, не устраненные
при ремонте в силу невнимательности, низкой квалификации
и/или некомпетентности ремонтного персонала. Подобные не-
исправности возникают еще по ремонта и остаются после него -
как правило, они вызваны износом деталей и оставлением их
без ремонта или замены и проявляются различными посторон-
ними шумами и стуками, расходом масла, перегревом и т.д., т.е.
их признаки аналогичны указанным в разделе 4.3. Типичный
пример - после перегрева и расплавления вкладышей ремонти-
руется только кривошипно-шатунный механизм, а изношенная
поршневая группа оставляется без ремонта, хотя именно изно-
сы поршней, колец и цилиндров явились причиной неисправно-
сти (не говоря уже об изношенном механизме газораспределе-
ния). Некоторые наиболее характерные и часто встречающиеся
неисправности этой группы приведены в табл. 12.1.
Вторая группа неисправностей - весьма специфические не-
исправности, возникающие после ремонта. Причина их появле-
ния обычно заключена в применении запасных частей низкого
качества, некачественном ремонте отдельных деталей, неква-
лифицированных сборке и установке двигателя. Подавляющее
большинство неисправностей не появляется, если строго кон-
тролировать каждую операцию на сборке (раздел 10.2.) - тогда
некондиционные детали не будут установлены в двигатель.
Большинство неисправностей этой группы (табл. 12.1) про-
являются сразу после запуска двигателя, либо после непродол-
жительной эксплуатации. В первом случае конкретная неис-
правность должна быть устранена в обязательном порядке, по-
скольку в эксплуатации она не исчезнет "сама по себе", как
иногда полагают неопытные механики. Напротив, эксплуатация
двигателя с явной неисправностью может привести к серьез-
ным повреждениям тех или иных деталей, выходу двигателя из
строя и повторному, нередко еще более сложному ремонту.
Неисправности, появляющиеся после непродолжительной
эксплуатации, как правило, удается обнаружить при гарантий-
ном техническом обслуживании двигателя после ремонта.
Практика показывает, что более 90% подобных неисправнос-
тей проявляются при пробеге до 500 км. Именно поэтому очень
важно, чтобы автомобиль был представлен на первое гарантий-
ное техническое обслуживание при относительно небольшом
пробеге в 500-800 км (см. раздел 11.3.), когда обнаруживаются
только первые признаки неисправностей, а их устранение воз-
можно с минимальными трудозатратами.
Ряд неисправностей этой группы вообще нехарактерен для
двигателя, собранного на заводе-изготовителе, и "привнесен"
при ремонте (таблица 12.1). Вследствие этого признаки подоб-
ных неисправностей могут значительно отличаться от общеиз-
вестных, связанных, в основном, с износом тех или иных дета-
лей. Это затрудняет поиск причин неисправностей, особенно
при низком качестве ремонтных работ, когда детали устанав-
ливаются в двигатель без соответствующего контроля.
Поиск причин неисправностей в данном случае оказывает-
ся даже более трудным, поскольку для этого часто необходимо
хорошо знать условия pa6oi ы отдельных деталей в двигателе,
характер действующих на них сил и т.д.
Устранение "привнесенных" неисправностей часто оказы-
вается не менее сложным, чем тех, из-за которых двигатель
подвергался ремонту. Для этого требуется частичная разборка
двигателя на автомобиле, а во многих случаях - снятие и прак-
тически полная его разборка. Такие "дополнительные" работы
никогда не проходят даром - независимо от причины неисправ-
ности повторная сборка двигателя часто дает сама по себе сни-
жение качества ремонта.
Это обусловлено рядом причин, в частности, повреждением
тех или иных уплотнений при разборке, попаданием пыли и гря-
зи во внутренние полости двигателя и т.д. Особенно неприятна
с этой точки зрения частичная разборка двигателя на автомо-
биле, когда вследствие ограниченного доступа к деталям и аг-
регатам затруднен или даже невозможен необходимый кон-
троль при сборке.
Повторные разборка и сборка, помимо дополнчтэльных
трудозатрат, всегда требуют и дополнительных финансовых за-
трат, т.к. ряд уплотнений не могут быть использованы повторно
без существенного снижения надежности двигателя (прокладка
головки блока и некоторые другие). Кроме того, для некоторых
малораспространенных моделей двигателя не удается сразу
приобрести запасные части, необходимые для повторной сбор-
ки. Это увеличивает срок ремонта двигателя и существенно
снижает прибыль ремонтного предприятия.
Таким образом, чем более тщательно выполняются и кон-
тролируются воо детали и ремонтные операции, тем больше
времени требуется на ремонт, но и тем меньше вероятность то-
го, что потребуются дополнительные затраты времени и
средств (а они могут оказаться весьма значительными) на уст-
ранение неисправностей после ремонта. Напротив, чем быст-
рее сделан ремонт, особенно, сборка двигателя, тем выше риск
его повторения. В результате этого общие потери времени и
средств оказываются выше, чем при самом тщательном выпол-
нении и контроле всех операций с самого начала ремонта. В
данном случае качество ремонта является определяющим и
именно в нем заключается успешная деятельность и развитие
ремонтного предприятия.
Таблица 12.1. Основные неисправности двигателей, связанные с его ремонтом
Характеристика неисправности Причина Проверка Способ устоанения
Тугое вращение коленчатого вала стартером Отсутствует "массовый" провод с кузова на двигатель Слишком малые зазоры в под- шипниках валов Визуально Прокрутить коленчатый вал ключом за болт переднего шкива не удается Установить провод Снять двигатель, разобрать, найти и устранить неисправ- ность
Нет давления масла после за- пуска На двигатель установили без проверки сильно изношенный масляный насос Принудительно под давлением закачать масло в систему. По- сле запуска замерить давле- ние и сравнить с давлением на горячем двигателе - послед- нее должно быть в несколько раз меньше Заменить или отремонтировать насос
352
Продолжение табл. 12.1.
Характеристика неисправности Причина Проверка Способ устранения
Нет давления масла после запуска Неправильно (наоборог) собран или заклинен в открытом поло- жении редукционный клапан маслосистемы Дефект (трещина) в маслопри- емнике или его фланце Принудительно подать масло под давлением в маслосисте- му. Давление будет быстро (за 3-Н5 с) падать до нуля После запуска давление масла появляется только при предва- рительной подаче его под дав- лением в систему Разобрать клапан и собрать правильно Снять поддон, заменить или от- ремонтировать маслоприемник
Затруднен запуск холодного двигателя, возможно, отсутст- вие режима холостого хода или большая его частота на горя- чем двигателе Подсос воздуха через негерме- тичное соединение впускного коллектора или неподключен- ные вакуумные трубки или шланги системы вентиляции Визуально или специальными методами контроля (раздел 5.2.) Подключить шланги, снять кол- лектор, установить новые про- кладки
Затрудненный запуск дизельно- го двигателя, возможно, работа с сине-белым густым дымом выхлопа Неисправность топливо-впрыс- кивающей аппаратуры вследст- вие коррозии из-за длительной стоянки Ошибочная установка угла опе- режения впрыска Визуально, разборка аппарату- ры впрыска Визуально Снять и отремонтировать ТНВД и форсунки Установить угол опережения впрыска согласно рекомендациям фирмы-изготовителя автомобиля
Затрудненный запуск, низкая частота вращения холостого хода, работа двигателя с пере- боями Ошибочное соединение прово- дов свечей зажигания Коррозия форсунок или насоса системы впрыска топлива при длительной стоянке автомобиля Отключение некоторых свечей не влияет на работу двигателя Замена форсунок местами из- меняет номер неработающего цилиндра Установить провода согласно порядку работы цилиндров Заменить или очистить форсунки
Остановка двигателя сразу по- сле запуска (на двигателях с гидротолкателями) Из-за заклинивания редукцион- ного клапана маслосистемы возможно отжатие клапанов давлением масла в толкателях Стартер вращает коленчатый вал очень быстро, компрессия в цилиндрах отсутствует, двига- тель может запускаться и глох- нуть через каждые 1-^2 мин, давление масла при запуске превышает 0,6-е-0,8 Мпа Разобрать, отремонтировать или заменить редукционный клапан
Выдавливание резинового уп- лотнительного кольца из-под масляного фильтра при запуске холодного двигателя, возмож- но, "раздувание" фильтра Заклинивание редукционного клапана маслосистемы в за- крытом положении Давление масла при увеличе- нии частоты вращения превы- шает О.б-е-0,8 Мпа То же
Двигатель не запускается, воз- можны "хлопки" в глушителе или системе впуска Неправильно установлен рас- пределитель зажигания Нарушен порядок работы ци- линдров Проверить установку зажига- ния по МВТ первого цилиндра То же Установить правильно распре- делитель и высоковольтные про- вода системы зажигания То же
Двигатель не запускается, за- пуск возможен при принуди- тельной подаче топлива во впускную систему, далее двига- тель глохнет Ошибочно соединены шланги прямой и обратной магистрали топливной системы Визуально отсоединением шлангов при прокрутке стар- тером Переставить шланги
Двигатель не запускается, ис- кра на свечах отсутствует Не подключены датчики систе- мы зажигания Сг.оман штифт на маховике или коленчатому валу, по которому работает датчик зажигания Визуально Визуально Подключить все разъемы про- водки автомобиля Отремонтировать, заменить по- врежденные детали
Течь насоса системы охлажде- ния сразу после первого запу- ска Негерметичность уплотнения насоса из-за мойки его раство- рителями То же, из-за длительной стоян- ки автомобиля без охлаждаю- щей жидкости, особенно после работы на воде Визуально То же Заменить или отремонтировать насос То же
Двигатель работает с перебоя- ми, на холостом ходу не рабо- тает один из цилиндров. При увеличении частоты вращения и нагрузки цилиндр включается "Зависание” клапана в конст- рукциях с гидротолкателями из- за излишнего углубления седла при ремонте При контакте с тыльной сторо- ной кулачка толкатель (или штанга) не вращаются "от руки" Подрезать торец клапана или "приподнять" ось вращения ко- ромысла (только в двигателях типа OHV)
28. Ремонт двиг. зарчб. ав ей.
353
Продолжение табл. 12.1.
Характеристика неисправности Причина Проверка Способ устранения
Двигатель работает с перебоя- ми, на холостом ходу не рабо- тает один из цилиндров. При увеличении частоты вращения и нагрузки цилиндр включается То же из-за искажения профи- ля кулачка при ремонте рас- пределительного вала (биение тыльной стороны кулачка) После разрушения поршня или шатуна головка блока не раз- биралась и не ремонтирова- лась - один или два клапана остались гнутыми Поворачивая распределительный вал, индикатором проверить би- ение тыльной стороны кулачка. Цилиндр включается при нали- чии малого зазора в приводе Измерить компрессию Заменить распределительный вал Снять головку блока и заменить клапаны
Невозможность включения и переключения передач механи- ческой коробки на работающем двигателе Диск сцепления установлен "наоборот" Педаль сцепления имеет ма- лый ход и дальше не прожима- ется Снять коробку передач и устра- нить неисправность
Быстрое снижение частоты и остановка (возможно, со сту- ком) под нагрузкой горячего двигателя Некачественные поршни - не- правильный профиль юбки, вы- сокий коэффициент расшире- ния материала, как следствие - подклинивание поршней (рис. 12.1). Слишком малый тепловой зазор между поршнями и ци- линдрами Малая глубина канавок порш- ней, кольца не соответствуют поршням по радиальной ширине После непродолжительного ох- лаждения двигатель некоторое время работает нормально. Го- рячий двигатель туго вращает- ся стартером Снять поршни, проверить визу- ально Заменить поршни или увеличить зазоры в цилиндрах хонингова- нием Заменить поршни и/или кольца, отремонтировать цилиндры
Тугое вращение стартером го- рячего двигателя, потеря мощ- ности, возможен синий дым выхлопа Слишком малые тепловые за- зоры в замках поршневых ко- лец - задиры на кольцах и ци- линдрах (рис. 12.2) Визуально после разборки дви- гателя - на кольцах имеются характерные зоны прижогов и задиры Заменить кольца, при сильных задирах цилиндров отремонти- ровать их в следующий ремонт- ный размер
То же, как у холодного, так и у горячего двигателя, выхлоп в норме Задир в подшипнике коленчато- го вала (обычно коренном) из-за недостаточной смазки или слиш- ком малого зазора (рис. 12.3) Заклинивание поршневого пальца в отверстии бобышек поршня из-за недостаточного зазора (для неподвижной по- садки пальца в шатуне) Коленчатый вал очень туго вращается от руки. Масло име- ет серый оттенок То же, но цвет масла нормаль- ный. Снять поддон, отсоеди- нить и покачать шатуны Разобрать двигатель и отремон- тировать, заменить поврежден- ные детали, проверить каналы системы смазки Снять поршни с шатунами, за- менить или отремонтировать поврежденные детали
Неустойчивая работа двигателя через несколько секунд после запуска, падение мощности, возможно, появление стуков Забит катализатор - у автомо- билей с V-образными двигате- лями и независимой системой выпуска каждого ряда цилинд- ров. Неисправность может вы- звать очень быстрый абразив- ный износ поршней, колец и цилиндров (рис. 12.4) Перегрев деталей системы вы- пуска, не работает один ряд цилиндре? Заменить катализаторы, прове- рить работоспособность кисло- родных датчиков
Затрудненный запуск и неус- тойчивая работа двигателя (особенно, горячего и на пони- женной частоте вращения), низкая мощность и увеличен- ный расход топлива, шум во всасывающем патрубке. Неправильно установлены фа- зы газораспределения Визуально Установить фазы согласно реко- мендациям изготовителя
То же, со стуком, возрастаю- щим с увеличением частоты вращения. То же, но задевание клапанов за поршень То же То же
Сильная вибрация на кузове автомобиля при работе двига- теля Установлен маховик, несоответст- вующий коленчатому валу (встре- чается при замене только махови- ка или только коленчатого вала у не<оторых V-образных дви1етелеи) Неправильная сборка маховика с коленчатым валом (угловое смещение) Смещены фазы привода балан- сирных валов (метки на шес- тернях) Визуально сравнить старую и новую детали После разборки двигателя То же Заменить маховик Собрать детали согласно реко- мендациям фирмы-производите- ля автомобиля или отбалансиро- вать их в сборе Правильно собрать привод
354
Продолжение табл. 12.1.
Характеристика неисправности Причина Проверка Способ устраненья
Сильная вибрация на кузове автомобиля при работе двига- теля Некачественный ремонт колен- чатого вала (большой остаточ- ный дисбаланс) Большая (более 154-20 г) разни- ца в массе шатунов и поршней Неправильная сборка гидромуф- ты с маховиком (только для не- которых моделей автомобилей) Поддон картера установлен на- оборот и задевает за детали кузова (только у некоторых мо- делей двигателей) Одна из опор двигателя разру- шена. То же То же После снятия коробки передач Визуально То же Отбалансировать или заменить коленчатый вал Подогнать массу деталей или заменить их Собрать детали согласно реко- мендациям фирмы-изготовителя автомобиля или отбалансиро- вать в сборе. Снять и переставить поддон. Заменить опору
Стук с частотой вращения ко- ленчатого вала (или вдвое меньшей), быстро прогрессиру- ющий в эксплуатации, не зави- сящий от прогрева Не затянуты болты (гайки) крепления звездочек или шки- вов на валах Визуально Затянуть болты
Нерегулярный сильный стук с частотой, значительно выше частоты вращения, появляю- щийся на некоторых режимах (в том числе и при запуске) и быстро прогрессирующий в эксплуатации Не затянуты болты маховика или муфты сцепления Визуально Снять коробку передач, затя- нуть болты рекомендованным моментом, предварительно на- неся на них фиксирующий гер- метик или клей
Резкий стук с частотой враще- ния коленчатого вала, усилива- ющийся при увеличении частоты вращения и прогреве двигателя Поршни от другой модификации двигателя - выступание порш- ней в ВМТ от плоскости блока и удар их по головке Обработка верхней плоскости блока при его ремонте на 0,54-0,7 мм и более Окантовка прокладки выступает в цилиндр Поршни задевают за клапаны при ошибочной установке фаз газораспределения Поршни от другой модификации двигателя - задевание щек ко- ленчатого вала за юбки порш- ней в НМТ Попадание посторонних частиц в цилиндр из плохо промытого впускного коллектора Снять поддон, освободить ша- туны. Отсутствие хода вверх при положении в ВМТ указы- вает на неисправность То же То же Проверить установку фаз, воз- можен легкий "упор" при вра- щении коленчатого вала вбли- зи ВМТ каждого из цилиндров Визуально после снятия поддона Визуально после снятия голо- вки блока Заменить поршни Доработать поршни подрезкой днища Заменить прокладку головки блока Установить фазы газораспреде- ления согласно рекомендациям фирмы-изготовителя автомобиля Доработать или заменить поршни Промыть коллектор и головку блока, устргнить частицы с по- верхности поршней и головки
Стук с частотой вращения ко- ленчатого вала, усиливающийся с нагревом и под нагрузкой Некачественные поршни - экс- центриситет пояса колец и юб- ки или неперпендикулярность юбки и отверстия под палец После разборки двигателя - по несимметричным затертым участкам поршнэй на наруж- ной поверхности (рис. 12.5) Заменить поршни
Кратковременный (10^-15 с) стук после запуска холодного двигателя Чрезмерно малый зазор в со- единении пальца и поршня (для неподвижной посадки пальца в шатуне) Холодный двигатель прокручи- вается от руки существенно труднее, чем горячий Снять поршни, доработать от- верстия под пальцы в поршнях, либо заменить пальцы
Стук с частотой вращения колен- чатого вала на холостом ходу, возможно, на средних частотах и уменьшающийся с прогревом При сборке установлен дефор- мированный шатун. Отверстия головок шатуна непараллельны из-за ошибок при ремонте После снятия шатуна визуаль- но по несимметричным пятнам контакта поршня с цилиндром (рис. 12.5) и на специальном измерительном приборе Правка или замена шатуна
Стук с частотой вращения ко- ленчатого вала после непродол- жительной эксплуатации на хо- лостом ходу и средних частотах, увеличивающийся с нагрузкой Повреждение подшипников ко- ленчатого вала стружкой из-за некачественной промывки дви- гателя перед сборкой (рис. 12.6) Визуально после снятия поддо- на и крышек подшипников Заменить вкладыши, возможно, отремонтировать коленчатый вал
28'
355
Продолжение табл. 12.1.
Характеристика неисправности Причина Проверка Способ ус ."ранения
Стук с частотой вращения ко- ленчатого вала после непродол- жительной эксплуатации на хо- лостом ходу и средних частотах, увеличивающийся с нагрузкой Разрушение вкладышей из-за неооо! ьетствия материала вкладышей валу и условиям ргботы в двигателе Перегрев и разрушение вклады- шей из-за деформации постелей или ошибочной установки кры- шек подшипников (рис. 12.7) Визуально после снятия поддо- на и крышек подшипников Заменить вкладыши, возможно, отремонтировать коленчатый вал
Низкий шум (стук) с частотой, значительно ниже частоты вра- щения коленчатого вала, не за- висящий от нагр/зки Шум цепи или ремня ГРМ из-за эксцентриситета звездочки (шки- ва) вследствие некачественного ремонта коленчатого вала После разборки двигателя про- веркой вала на призмах Перешлифовка коренных шеек коленчатого вала в следующий ремонтный размер
Стук с частотой вращения ко- ленчатого вала после непро- должительной эксплуатации, усиливающийся на средних ча- стотах вращения и под нагруз- кой, возможно, несколько уменьшающийся при прогреве Перегрев и деформация юбок поршней, из-за недостаточного зазора в цилиндре, неправиль- ного профиля юбки (рис. 12.1) То же, из-за перегрева двига- теля вследствие неисправности термостата, датчика или муфты включения вентилятора и др. Измерение поршней после их снятия То же Замена поршней, возможно, хо- нингование цилиндров То же, дополнительно замена агрегатов системы охлаждения
Стук с частотой, меньше часто- ты вращения коленчатого вала, возникающий или усилк ваю- щийся при прогреве Осевой люфт распределитель- ного вала больше 0,5-5-1,0 мм из-за установки изношенных деталей или ошибки при сборке Визуально после снятия крыш- ки головки (двигатели ОНС). У двигателей OHV - после снятия передней крышки блока Заменить или отремонтировать изношенные детали
Стук, усиливающийся при про- греве и исчезающий при вы- ключении сцепления Осевой люфт коленчатого вала свыше 0:4-ь0,5 мм из-за сборки коленчатого вала с изношенны- ми упорными поверхностями Визуально по осевому ходу ко- ленчатого вала у переднего шкива Разобрать двигатель, отремон- тировать коленчатый вал, заме- нить упорные полукольца на ре- монтные
То же, быстро прогрессирую- щий с пробегом одновременно с увеличением свободного хода педали сцепления Ошибочная установка упорного полукольца коленчатого вала обратной стороной - износ зад- ней упорной поверхности ко- ленчатого вала То же То же но, возможно, ремонт упорных поверхностей на блоке цилиндров
Резкий стук сразу после запу- ска с частотой, меньшей часто- ты вращения коленчатого вала, значительно усиливающийся с увеличением частоты вращения Прокладка головки блока оши- бочно установлена чао юрот, в результате чего перекрыт канал подачи масла к распределитель- ному валу (только у некоторых двигателей с приводом распре- делительного вала ремнем) Сняв крышку головки, убедить- ся в отсутствии разбрызгива- ния масла распределительным валом. Возможно также несо- впадение контура прокладки с контуром головки и блока Снять головку блока, заменить прокладку, проверить состояние подшипников распределительно- го вала
Нерегулярный стук, в основ- ном, на холостом ходу, при по- явлении которого возможно от- ключение цилиндров Слищком малый зазор между стержнями и направляющими втулками клапанов, из-за чего клапаны подклинивают во втулках Сняв крышку головки блока, медленно нажимать на клапа- ны - подклинивающие клапаны не отходят обратно до конца Снять и разобрать головку бло- ка, обработать отверстия втулок разверткой для достижения ре- комендуемых зазоров
Глухой "рокот11, постепенно пе- реходящий в стук после непро- должительной работы двигате- ля, усиливающийся при увели- чении частоты вращения и на- грузки. В дальнейшем возмож- но тугое вращение коленчатого вала и/или его заклинивгние Нарушение подачи масла к под- шипникам коленчатого вала из- за "пробки" в масляном канале вследствие некачественной про- мывки каналов перед сборкой То же из-за ошибочной уста- новки коренных вкладышей (за- крытие вкладышем отверстия канала подвода масла) После разборки двигателя по расплавлению вкладышей (рис. 12.7) То же Ремонт коленчатого вала, заме- на вкладышей, возможно, ре- монт постелей блока То же
Звон или стук при работе горя- чего двигателя под нагрузкой, возможен стук холодного дви- гателя Подклинивание поршня из-за ухудшения теплоотвода вслед- ствие неправильной установки ремонтной гильзы в блок (с зазором) Поршень имеет характерные задиры, наружная поверхность гильзы (после выпрессовки) - темная, со следами перегрева Заменить гильзу и поршень
ирезмерно “жест хая11 работа дизельного двигателя, резкое увеличение "жесткости" сгора- ния с ростом частоты враще- ния и нагрузки, сильно затруд- ненный запуск, особенно, хо- лодного двигателя, сильное давление Ошибочная установка фазы впрыска - раньше на 90° или 180’ поворота коленчатого вала Проверить установку фазы впрыска, используя соответст- вующую литературу Установить правильно фазу впрыска
356
Продолжение табл. 12.1.
Характеристика неисправности Причина Проверка Способ устранения
Поломка коленчатого вала по- сле непродолжительной эксплу- атации При шлифовании коленчатого ва- ла были подоэзаны галтели шеек Микротрещины вследствие пе- регрева и ударных нагрузок в эксплуатации перед ремонтом Микротрещины вследствие тер- мического воздействия на шей- ку при восстановлении вала Визуально и по характеру из- лома вала Заменить коленчатый вал и по- врежденные вкладыши
Поломка распределительного вала после непродолжительной эксплуатации Несоосность подшипников рас- пределительного вала - после обработки плоскостей деформи- рованной головки блока не ре- монтировались отверстия опор распределительного вала в го- ловке блока Визуально Отремонтировать головку блока и заменить распределительный вал, проверить и при необходимости заменить поврежденные клапаны
Постепенное увеличение в экс- плуатации свободного хода сцепления и усилия включения передач Не затянуты болты крепления коробки передач к двигателю Визуально по зазору между фланцем коробки передач и двигателем Затянуть болты
Прогрессирующее снижение давления масла в эксплуата- ции, шумность двигателя, воз- можно, появление стуков, осо- бенно, при запуске двигателя Быстрый износ коренных под- шипников из-за некачественно- го ремонта коленчатого вала (взаимное биение коренных шеек больше 0,07-5-0,10 мм) Задиры коренных вкладышей из-за малого зазора при сбор- ке (рис. 12.3) После снятия поддона и кры- шек коренных подшипников - вкладыши имеют темную по- верхность с вдавленными бле- стящими частицами (рис. 12.8) Шейки вала имеют "рельеф", ответный "рельейу" вкладышей Повторный ремонт кривошипно- шатунно-го механизма То же
Прогрессирующая течь сальни- ков после непродолжительной эксплуатации Некачественный ремонт колен- чатого вала - поверхности под сальники имеют большие биения относительно коренных шеэк Некачественные сальники или их материал не соответствует условиям работы в двигателе После разборки двигателя Визуально Перешлифовать коленчатый вал Заменить сальники
Течь прокладки поддона Некачественная сборка - выдав- ливание и разрыв прокладки из- за перетяжки болтов поддона картера (характерно для резино- вых и пробковых прокладок) Визуально Заменить прокладку
Течь нового заднего сальника коленчатого вала после перво- го запуска Некачественная сбоока с при- менением герметика - закрытие герметиком дренажных каналов из полости между задней корен- ной опорой и сальником, выдав- ливание сальника из гнезде Установлен сальник несоответ- ствующего размера Визуально после снятия короб- ки передач и маховика - саль- ник разрушен при трении о маховик Снять маховик, проварить раз- меры сальника Прочистить дренажные отвер- стия, заменить сальник Заменить сальник
Скрип, рокот или другой харак- терный шум в передней части двигателя Износ подшипников натяжного и/или паразитного роликов из- за мойки их растворителями Снять ремень, проверить визу- ально Заменить ролики
Обрыв нового ремня после не- продолжительной эксплуатации То же, из-за заклинивания ро- лика. Повреждение торцевых поверхностей шкивов при раз- борке или сборке двигателя То же То же, возможно снятие голо- вки и замена деформированных клапанов
"Перескакивание" зубчатого ремня после непродолжитель- ной эксплуатации Натяжной ролик остался неза- тянутым Визуально Заменить ремень, проверить и при необходимости заменить гнутые клапаны
"Выбивание" охлаждающей жидкости из системы охлажде- ния, возможен перегрев двига- теля и попадание охлаждающей жидкости в масло (эмульсия) Трещина в головке блока (ее обнаружение при дефектации двигателя затруднено) Некачественная установка ре- монтной гильзы после сильного повреждения цилиндра Снять и опрессовать головку Заменить или отремонтировать головку блока Перегильзовать цилиндр
357
Окончание табл. 12.1.
Характеристика неисправности Причина Проверка Способ устранения
"Выбивание" охлаждающей жид- кости из системы охлаждения, возможен перегрев двигателя и попадание охла: сдающей жидко- сти в масло (эмульсия) Трещины на блоке цилиндров у резьбовых отверстий из-за пе- ретяжки болтов головки Подать давление в цилиндр при закрытых клапанах через свеч- ное отверстие - уровень охлаж- дающей жидкости в расшири- тельном бачке будет повышаться Отремонтировать или заменить блок цилиндров
Быстрое прогорание прокладки головки блока после непродол- жительной эксплуатации Некачественный ремонт - пло- скости головки и/или блока де- формированы или имеют де- фекты в местах прилегания окантовки прокладки После снятия головки Ремонт поверхностей стыка го- ловки и блока
Резкое возрастание расхода масла и дымности после не- продолжительной эксплуатации Задиры цилиндров и поршне- вых колец из-за недостаточных тепловых зазоров в замках ко- лец (рис. 12.2) Соскакивание маслоотража- тепьных колпачков со втулок клапанов Пониженная компрессия в ци- линдрах Визуально, после снятия пру- жин клапанов Повторный ремонт ЦПГ. Заменить колпачки
То же, со стуком и повышени- ем давления в картере Некачественная сборка - "съез- жание" поршневого пальца до упора в стенку цилиндра Б двигатель установлены нека- чественные кольца с очень вы- сокой упругостью После снятия поршней и шату- нов - одна или две продольных борозды на стенке цилиндра После разборки - сильный износ цилиндров в зоне работы колец (более 0,2-е-0,3 мм) в средней и верхней части цилиндров Гильзование цилиндра, замена шатуна (для прессовой посадки пальца в шатуне) Повторный ремонт ЦПГ
То же, с отключением одного из цилиндров Прогар поршня из-за калильно- го (рис. 12.9) зажигания - на двигатель при сборке установ- лены слишком "горячие" свечи После разборки - поршень и свеча имеют характерные по- вре;кдения (с оплавлением) Замена поршня, колец, ремонт цилиндра, головки блока, клапа- нов
Большой расход масла и дым- ность двигателя после ремонта Некачественный ремонт - голо- вка блока не разбиралась и не ремонтировалась, большой люфт клапанов во втулках Слишком грубое хонингование цилиндров Некачественные поршни и кольца Шатуны имеют деформацию, вследствие чего ухудшено мас- лосъемное действие колец (ха- ра.огерно для коробчатых мас- лосъемных колец) Повреждение цилиндров при сборке из-за некачественной мойки При ремонте не была отремон- тирована изношенная (с риска- ми) поверхность цилиндров Разрушение маслоотражатель- ных колпачков из-за несоответ- ствия данному двигателю (слишком высокие колпачки) То же, при несоответствии на- ружного диаметра колпачка внутреннему диаметру пружины клапана Визуально состояние маслоот- ражательных колпачков, изме- рение зазора стержней клапа- нов в направляющих втулках Визуально По следам приработки на дета- лях и зазорам в сопряжениях По несимметричным следам приработки на поршнях, изме- рение деформации шатунов (рис. 12.5) Визуально по глубоким рискам на поверхности. Визуально Визуально после разборки пру- жин клапанов То же Снять и отремонтировать головку Перехонинговать цилиндры (возможно, с заменой поршней и колец) Заменить детали Заменить или поправить шатуны Повторный ремонт ЦПГ Ремонт ЦПГ с заменой порш- ней на ремонтные Заменить колпачки То же
Течь масла через сальники по- сле непродолжительной эксплу- атации, возможны неустойчи- вый холостой ход и повышен- ный расход масла При сборке ЦПГ сломано пор- шневое кольцо Сильный "наддув" в шланге си- стемы вентиляции Снять поршни, заменить сло- манные детали
358
Рис. 12.1. Заклинивание поршня из-за мало-
го теплового зазора в цилиндре
Рис. 12.7. Расплавление вкладышей после не-
продолжительной работы двигателя при наруше-
нии подачи масла или геометрии подшипников
Рис. 12.4. Новый поршень, изношенный по
юбке более чем на 0,1 мм из-за неисправ-
ности катализатора
Рис. 12.2. Задиры и прижоги на рабочей по-
верхности поршневых колец из-за малого
теплового зазора в замках
Рис. 12.5. Несимметричное пятно контакта
на юбке и повреждение огневого пояса из-
за деформации шатуна
Рис. 12.8. Коренной вкладыш после непро-
должительной работы двигателя с деформи-
рованным коленчатым валом
Рис. 12.3. Задир на вкладыше из-за малого
рабочего зазора после сборки двигателя
Рис. 12.6. Повреждение рабочего слоя
вкладыша (риски) из-за некачественной
мойки де галей перед сборкой двигателя
Рис. 12.9. Расплавление поршня из-за ка-
лильного зажигания вследствие установки
слишком “горячих" свечей зажигания
360
ПРИЛОЖЕНИЯ
В Приложениях приводится материал по размерам основных деталей наиболее распрост-
раненных двигателей, а также ряд дополнительных данных и сведений, которые могут быть
полезны при выполнении ремонта двигателей.
При составлении таблиц Приложений использовались каталоги фирм-производителей за-
пасных частей и некоторые другие источники информации. При работе с таблицами Приложе-
ний следует учитывать, что существующая литература нередко содержит неполную, а иногда и
противоречивую информацию о тех или иных деталях, двигателях, годах их выпуска и т.д. Если в
процессе выполнения ремонта возникают сомнения, то можно проверить представленные дан-
ные, например, по фактическим размерам конкретных деталей или инструкциям по эксплуата-
ции автомобилей.
Приложение 1.
ОСНОВНЫЕ РАЗМЕРЫ ПОДШИПНИКОВ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА
НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
Основные размеры деталей кривошипно-шатунного механизма, а именно, подшипников ко-
ленчатых валов, необходимы для проверки и задания размеров деталей при ремонте. По указан-
ным в этом Приложении данным можно:
1) провести идентификацию двигателя (или подтвердить ее). Для этого размеры деталей
конкретного двигателя сравниваются с табличными. Это особенно важно для исключения оши-
бок в приобретении необходимых запасных частей;
2) определить, какие стандартные размеры должны иметь шейки коленчатого вала (не исклю-
чено, что данный двигатель уже ремонтировался) и постели в шатуне и блоке цилиндров. Такая
информация позволяет правильно определить износ шеек, выбрать их ремонтный размер, а также
проверить и отремонтировать постели, если их поверхности деформированы или изношены;
3) осуществить подбор вкладышей, если по каким-либо причинам не удается приобрести
вкладыши для конкретного двигателя.
Информация по размерам деталей кривошипно-шатунного механизма иногда требует до-
полнительного уточнения по другим источникам литературы, например, если данный двигатель
имел в разные годы какие-либо модификации, сопровождавшиеся изменениями размеров дета-
лей. Материал вкладышей также мог изменяться. Совпадение диаметров вала и постели, а
также ширины вкладышей двух различных двигателей еще не означает, что вкладыши одинаковы
— возможны отличия по расположению замков, смазочных отверстий и канавок.
Ниже в таблице приводятся размеры шеек, диаметры постелей подшипников, а также шири-
на вкладышей коленчатых валов наиболее распространенных двигателей. При этом диаметры
валов даны с допусками (предельными отклонениями размеров) в сторону уменьшения, а отвер-
стий - в сторону увеличения размеров. Несколько значений ширины коренных вкладышей указы-
вают на то, что ширина вкладышей на разных шейках у данного двигателя различна.
Пробелы в таблице говорят об отсутствии данных.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n, MM Коренные подшипники Шатунные подшипники
Г>пост. (мм) Овала (mm) ЙВКЛ (mm) Ввкл. (мм) УП* Опост. (мм) Овала (mm) d ВКЛ. (mm) В вкл. (мм)
ALFA-ROMEO
Alfetta, Giulia, Super, Junior 1962- 105, 115, 116, 195 1570 78.0 x 82.0 x 4 63.657*00"1 59.973.0.013 1.837 25.52/18.36 3 53.695*0013 49.998-o.oi 1.838 23.44
Alfa 75, 90, 164 1968- 105, 116 1779 80.0 x 88.5 x 4 64.657*° 021 59.973-o.oi3 2.335 25.53/18.36
1987- 105 1962 84.0 x 88.5 x 4
Alfa 6, 75, 90, 164 1991- 119 V6 1996 80.0 x 66.2 x 6 63.657*0018 59.971-o.o2 1.841 22.35 55.511*° 013 52.000.qo2 1.749 19.10
Alfa 6, 75, GTV6 1980- 016, 061 V6 2492 88.0 x 68.3 x 6
Alfa 75 1987- 061, 064 V6 2959 93.0 x 72.6 x 6
Alfa 33, Arna.Alfasud 1983- 301, 305 1490 84.0 x 67.2 x 4 63.663*001 59.975-o.oi 23.4 53.696*001 50.000-o.oi 1.836 17.8
Alfa 33 1986- 307, 310 1717 87.0 x 72.2 x 4
Alfa 155, 164, Twin Spark 1987- 064 1995 84.0 x 90.0 x 4 56.717*°°2 53.OO4-o.oi3 1.848 20.75/24.25 53.89O*002 50.807.0.015 1.537 19.5
Alfa 75,Alfetta, Giulietta 1982- HR 488 Diesel 1995 88.0 x,82.0 x 4 67.O25*0025 63.010-0.015 1.823 32.25 57.560*002 53.955-o.oi5 1.798 23.25
Alfa 33 Diesel 1779 92.0 x 89.2 x 3 66.67O*0015 63.O2O-o.oi5 30.0
Alfetta, Alfa 90 Alfa 75, 90, Alfetta Diesel 2372 2393 92.0 x 89.2 x 4 92.0 x 90.0 x 4
1994- HR 492 Diesel 75.OO5*0025 70.000-q 02 32.25
Du — диаметр цилиндра; S — ход поршня; п — число цилиндров; Dnwr. — диаметр постели; 8™. — толщина вкладыша; В«л. — ширина вкладыша; УП — особенности конструкции
упорного подшипника, см. сноску в конце таблицы
Продолжение Прилож. 1
H'. .uni. заруб, аа-еи.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) d вкл. (мм) В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл. (мм) В вкл (мм)
AUDI
80 1977- ZB, ZC 1470 76.5 x 80.0 x 4 59.OOO+002 4 53.978.oo2 2.502 18.5/24.93 4 49.OOO*0016 45.970-о.ог 1.506 19.0
80. 100 1974-84 YS, YY,XX,YV,WP 1588 79.5 x 80.0 x 4
80 КД) -1984 WN, WH 1921 79.5 x 77.4 x 5 63,ОО+ода 57,978_o о?
80, 100 80, А6 1983- 1986- DD, DS, DZ ЗА, 2E 1781 1984 81.0 x 86.4 x 4 82.5 x 92.8 x 4 59,OO+offi 63,OO+o°2 53,978_o 02 57,978_qq2 5С..0ОО*002 47.778 о.о2 г 1.406 1.396
80, 90, iOG 1983-86 HP, KP, SL 1994 81.0 x 77.4 x 5
100, 200, 5000 1977- WD, WE, WR, KG 2144 79.5 x 86.4 x 5
80, 90, 100, 200, RS2, S2, S6 80, 90 10( 1983- 1989- KV, KZ, HY 1B, KU, MC, NC. NF 7A 2226 2309 81.0 x 86.4 x 5 82.5 x 86.4 x 5
101 1976- NA, NF 1984 86.5 x 84.4 x 4 68.OO0*0-02 63.970^.02 2.005 21.0/27.9 2 51.6OO*002 47.97С-.0.0., 1.805 21.0
80 100 1992- ABC V6 2597 82.5 x 81.0 x 6 7O.OOO+002 64.978-o.o2 2.508 18.0 3 57.6OO*002 53.978-o.o2 1.806 17.0
80. 100, A4, А6, A8 1990- AAH V6 2771 82.5 x 86.4 x 6
A8 PT V8 3562 81.0 x 86.4 x 8 18.5 56.800+оог 1.408 18
1991- ABH V8 4172 84.5 x 93.0 x 8
80, Avant, мб 80, U0 1989- 1980- 1Y Diesel CY, SB Diesel 1896 1588 79.5 x 95.5 x 4 76.5 x 86.4 x 4 59,OO+002 63,00+002 5d.978.oo2 57.978.oo2 2.502 4 5О.6ОО+002 47.97(Г-о.« 1.405 20.0 19.0
100 1979- CN Diesel 1986 76.5 x 86.4 x 5
1990- 3D Diesel 2371 79.5 x 95.5 x 5
1990- 1T Diesel 2461 81.0 x 95.5 x 5
BMW
316' 1988- M40 1596 84.0 x 72.0 x 4 65.OOO*002 59.990-о.ог 2.49 20.0/24.94 2 4Е.ООО*002 44.99to.o2 1.493 18.С
318 3l8i, Si Bi M40, M42 16V 1796 84.0 x 81.0 x 4
320 3201 520, 520i 1977- M2U, M50 1990 80.0 x 66.0 x 6
323; * 2316 80.0 x 76.8 x 6
325i, 525i, Z1 1983- 2494 84.0 x 75.0 x 6
325e, 525e 2693 84.0 x 81.0 x 6
315 316 1965-87 M10 1573 84.0 x 71.0 x 4 6O.OOO*002 54.990-o.o2 24.0/29.94 3 52.ООО+оог 47.991.0.02 1.976 20.0
318 518 1766 85.0 x 71.0 x 4
321 520 1990 89.0 x 80.0 x 4
52t 1976-92 M30 249^ 86.0 x 71.6 x 6 65.OOO+ooz 59-990-q Q2
528. 628. 726 r2v88 8f.O x 80.0 x 6
631 3t 2986 89.G x 80.0 x 6
63t '33, 745 3205 89.0 x 86.0 x 6
533 35 1983-92 3430 92.0 x 8b.O x 6
53Г 63’ 735 1978-92 3453 93/ > 84-0 x 6
530 . v30i 740 1993- MbO VJ 2997 8-- .0 x 67.6 x 8 75.GOO*0019 6У.99£.ОО19 2.505 24.0 52.OOO*0013 49.991-o.oi4 1.997 17.0
540' -ЧЭД 840 г 1991 3982 89.6 x 80.0 x 8
/50, 350. 1987- М/С VIS 4988 84.6 x /5.0 x 12 8O.OOO*00" 74.99O_o.o2 22.6/30.94 2 48.ООО+оог 44.991-o.o2 1.497 16.0
324D, 524D 325D, 525TD3 1985 1991- M21D Diese. । 2443 80.0 x 81.0 x 6 65.000+0Й 59.99O.oo2 2.498 20.0/24.94 1.498 18.0
M51D Diesel | 2497 80.0 x 82.8 x 6
Продолжение Прилож.1
362
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. ОбЪСМ (см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (мм) Оьала (мм) 5 вкл. (mm) В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
CITROEN
АХ10, RE, С15, Visa 10 1986- 1983- TU9, XW8 TU1, H1A.HDZ 954 1124 70.0 x 62.0 x 4 72.0 x 69.0 x 4 53.6550015 49.981.0 015 1.832 17.3 3 41.128*0015 38.008-o.oi5 1.548 16.3
АХ11, ВХ11, Visa 11, ZX 48.655+0015 44.991 -0.015 1.820 19.8
AX14, BX14, C15, Visa 14, ZX 1986- TU2, 4, М4А 1294 75.0 x 73.2 x 4
TU3-XY, К1А, K2D,150A,KDY 1361 75.0 x 77.0 x 4
BX16 1985- XU5, XU6 1580 83.0 x 73.0 x 4 63.720+°01 60.000-o.oi 1.845 20.3 20.3
1983- В2, BDZ
AX, BX, Visa 17D 1985- XUD7 Diesel 1769 80.0 x 88.0 x 4 63.731*002 60.000,0 Q2 53.965+001s 50.000.0 cis 1.830 20.1
BX19, C25D, Xantia, ZX 1986- XUD9, D6 Diesel 1905 83.0 x 88.0 x 4 63.7O8*001 6O.OOO-o.oi 1.836 20.3
AX, BX 22D 1974- B22, M22 Diesel 2175 90.0 x 85.0 x 4 71.695*001 65.O5O-o.oi5 2.317 28.7 57.685*00' 53.99O.qoi 1.826 24.5
CX25D, CX2500D M25 Diesel 2500 93.0 x 92.0 x 4
DAIHATSU
Cuore, Domino 1976-88 AB 547 71.6 x 68.0 x 2 46.OO5+0-02 41.990-0.01 1.99 19.5 3 43.OO5*002 40.000_o.o2 1.49 18.0
AD 617 76.0 x 68.0 x 2
850 Van, Charade, S70 1982-88 CD 843 70.0 x 73.0 x 3
Charade 1977- CB, G100, CL Diesel 993 76.0 x 73.0 x 3
1983-
FIAT
Panda 45, Uno 45 1983- 965 67.2 x 68.0 x 4 54.507*001 50.810-o 02 1.837 22.72 3 43.657*0013 40.005.0 02 1.813 16.55
127, 850, 900, Panda 1971- 100GF, GBC, GBS, 200B1, BF1, CF1, CZ1, CP1 903 65.0 x 68.0 x 4 50.805.Q Q2 22.62
124, 238, 241, Florio -1980 124 1197 73.0 x 71.5 x 4 1.831 20.25/22.75 48.63O*00’5 45.530.Qoi 1.54 19.2
127, Panda, Punto, Tempra, Tipo, Uno 1988- 146, 159 1372 80.5 x 67.4 x 4
131 -1980 131A 1438 80.0 x 71.5 x 4
Tempra, Tipo 1988- 159, 160 1581 86.4 x 67.4 x 4
124 146 1608 80.0 x 80.0 x 4
127,147, Fiorino.Uno 1982- 127A 1049 76.0 x 57.8 x 4 51.92O+0015 48.210-0.02 1.84 17.65/25.25 47.13О+001 44.010.0.01 1.546 18.5
Ritmo, Strada -1982 138A1
128, Duna, Nuovo Fiorino, Uno 1983- 146, 138B 1116 76.0 x 61.5 x 4
127, Duna, Penny 1988- 146, 149 1301 76.1 x 71.5 x 4
131, Panorama 1981-84 131C 1367 78.0 x 71.5 x 4 56.72O+001 53.005.0 Q2 20.75/24.25 51,330+001S 48.244.0.0, 1.532 19.5
Uno 1986- 146 Diesel
131 1981- 132 1438 80.0 x 71.5 x 4
131, Argenta, Croma, Regata, Ritmo -1982 131, 154 1585 84.0 x 71.5 x 4
1982- 138, 149
Продолжение Прилож.1
to
363
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (MM) Овала (мм) 5 вкл. (мм) В вкл (мм) УП* DnocT. (мм) Пвала (мм) d вкл. (мм) В вкл. (мм)
Duna, Реппу, Regata, Ritmo, Tipo, Uno 1980- 149 Diesel 1698 82.6 x 79.2 x 4 56,72+°01 53,005_o.02 1,84 20,75/24,25 53.89О+оог 50.805-o.oi 1.537 19,5
R?qata,Ritmo, Strada 138 Diesel 1714 83.0 x 79.2 x 4
Tompra, Tipo 1989- 159, 160 16V 1756 84.0 X 79.2 x 4
Regata, Strada 1984-90 831 Diesel 1929 82.6 x 90.0 x 4
Croma, Ducato, Tempra, Tipo 1983- 149, 160, 280 Diesel
124, 131, Argenta, Croma, Tipo 1980- 131, 146, 154, 834, 159A 1995 84.0 x 90.0 x 4
132, Argenta, Croma, Ducato 1983- 8144 Diesel 2445 93.0 x 90.0 x 4 8O.589+0019 76.2OO-o.oi3 2.172 25.0/31.95 1 6О.ЗЗЗ*0012 56.535.ooi5 1.9 24.7
FORD
Escort 1980-85 GMA, GPA 1117 74.0 x 65.0 x 4 62.287*002 58.OOO-o.oi 2.138 22.4 3 46.680*002 43.010-о.ог 1.833 17.25
Escort, Fiesta 1984-86 JPA, JPC 1296 80.0 x 64.5 x 4 5O.89O*002 47.910-о.ог 1.487 19.3
Courier, Escort, Fiesta, Orion 1986- FU, F6 1391 77.2 x 74.3 X 4
Escort, Sierra, Sapphire 1982- LSD 1597 80.0 x 79.5 x 4
Escort, Fiesta, Orion 1980- OHV/HCS 1297 74.0 x 75.5 x 4 60.623+ooz 57 .OOO-o.oi 1.76 18.69 43.99O"002 41.010-о.ог 1.499 17.95
Sierra, Taunus 1970-86 JCC, JCT 1294 79.0 x 66.0 x 4 60.620+°°2 56.99O-o.o2 1.806 23.6 55.000*°°2 52.000-о.ог 1.497 20.0
Escort, Cortina, Sierra, Taunus, Transit 1970- LC, LA,L2 1593 87.66 x 66.0 x 4
Granada, Scorpio, Sierra 1984- Z18, REB 1796 86.2 x 76.9 x 4
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1982- NA,NE,NN,N5,LC 1993 90.8 x 77.0 x 4
1966- 1305 84.0 x 58.9 x 4 21.6/26.26 2 56.82О+оог 54.000.Q 02 1.407 16.48
1499 90.0 x 58.9 x 4
1967- V6 1814 80.0 x 60.1 x 6
V6 1998 84.0 x 60.1 x 6
V6 2294 90.0 x 60.1 x 6
1963-79 V6 2550 90.0 x 66.8 x 6
1977- V6 2792 93.0 x 68.5 x 6
1989- V6 2935 93.0 x 72.0 x 6
Sierra 1988- R2 CVH 1769 80.0 x 88.0 x 4 62.286+оог 58.001-0.02 2.129 22.58/28.73 1 46.888+002 43 9О9_о 02 1.488 19.51
Escort, Granada, Mondeo, Scorpio, Sierra 1991- Zeta 16V 1796 80.6 x 88.0 x 4 2.131 19.21/24.68 49.890+002 46.910-о.ог 1.475 20.1
Mondeo 1992- 1988 84.8 x 88.0 X 4
Escort, Sierra 1990- DOHC 1998 86.0 x 86.0 x 4 59.3OO+ooz 55.000-о.ог 2.13 20.0 3 53.9OO*0015 50.910.Q 02 1.54 20.5
Escort, Fiesta, Orion 1984-88 LTA, LTB Diesel 1608 80.0 x 80.0 x 4 57.683+00Z 53.990-о.ог 1.863 18.25/24.00 52.ООО+оог 48 990.Q.02 1.49 20.5
Escort, Fiesta, Orion, Sapphire, Sierra 1988- RTA.RTB, RTC 1753 82.5 x 82.0 x 4 1.83 22.17 1.495 21.59
1991- RFA Diesel
Sierra, Scorpio, Transit, Toureo 1978-86 4AA Diesel 2358 93.66 x 85.6 x 4 74.OOO*001 7O.OOO-o.oi 1.972 23.0/27.0/22.0 63.5О640015 6О.ООО.о 02 1.738 26.0
1974- 4AB, 4EA, 4DA Diesel 2496 93.66 x 90.54 x 4 74.000*001 81,000+°°1 7O.OOO-o.oi 77.000-ooi
Продолжение Прилож.1
364
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (CM3) Du x S x n (мм) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) 6 вкл. (мм) В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
HONDA
City, Civic, Jazz Ballade. Civic 1981-85 ER 1231 66.0 x 90.0 x 4 49.000+°°2 45.OOO_o 02 2.0 20.0 3 40.000"002 37.000>о,о2 1.506 17.5
1972-81 ЕВ1, ЕВ2 1169 70.0 x 76.0 x 4 54.000"° 02 5O.OOO.o 02 43.OOO"0025 4О.000.о Q2
1979- ЕВЗ, ЕЕ 1238 72.0 x 76.0 x 4
Ballade, 'inc. Quintet 1977-89 EJ, EN 1335 72.0 x 82.0 x 4
Ballade, Civic 1984- !EV, D1 1342 74.0 x 78.0 x 4 20.0
City, Civic, Jazz 1988- D12 1193 75.0 x 67.5 x 4 54.OOO"002 49.982.0.01 45.OOO"0024 41.980.Q Q15 1.51 17.0, 20.0
Civic 1987- D13 ; 1342 5.G •• 76 0 x4
Civic, Concerto 1988- D14 . 1396 5 0 x 79 0 x 4
Civic 1985- D15, D16 1493 .5.0 x 84.5 x 4
Accord 1984- EY 1598 30.0 x 79.5 x 4
-1979 EF 1509 74.0 X 93 0 x4
Accord, Quintet 1979-84 EP 160' '7.0 x 36.0 x 1
Accord, Prelude, /igor 1973- EK 175- 77.0 x 94.0 x 4
Ballade, Civic, Integra 1974-87 EG, ED, EM. EW 1488 74.0 x «36 5 < 4 4° 000-*002 5.000 w
Accord, Prelude, Vigor 1983-88 A18,ES,ET,A20 1829 80.0 x 91.0 x 4 54.002"° °2 49.982.qoi 48.000"002 45.001.0Q2 1.504 19.5
1985-89 BS, ВТ 1955 82.7 x 91.0 x 4
1985-88 B18 1834 81.0 x 89.0 x 4 40.000"002 37.ООО_о 02 1.506 17.5
19^0- F22 2156 85.0 x 95 0 x 4
Concerto, ’ntegra. Quintet 1985- ZC 1590 75.0 x 90 0 x 4 59OOO"002 55.000.oo25 2.01 48.010"°°’ 44.99O.ooi5 1.511 18.5
Accord, Prelude Bl 8, B30 1958 3".O x 95.0 x 4
Integra. Legend 1987- C25A 2451 85.0 x 86.4 x 5 1.99 1.49
C27A V6 C30A V6 2675 2977 87.0 x 75.0 x 6 90.0 x 84.0 x 6 68.OOO"002 64.000-0 02 55.OOO"002 52.000.o_o2
53.OOO"002 50.000.Q 02
C32A V6 3206 90.0 x 73 0 x 6 72.000"° 32 68.OOO.qo2 57.000 002 53.980.q_q2
ISUZU
i>mini,Fargo,l-Mark 1935-91 4XC1 14'- 77 0 < 79 0 x 4 51 980"° 02 47.960.no? 2.01 17.1 3 <2.980"°°2 39.96O.qoi5 1.51 17.1
Faster, Fargo Midi 1985-88 4XE1 i588 .30.0 70.0 x i
1981-89 4ZA1 1584 32.0 x 75.0 x 4 59. )80"°G2 55.930.qq, 22.0/32.0 51.980"° 02 48.940.qoi 22.1
Aska, Gemini, Fargo, Midi 1931-89 4ZB1, G180 1817 84.0 x 82.0 x 4
Gemini, impulse. Piazza, Trooper 1979-89 G200 1949 87.0 x 82.0 x 4
Aska, Gom'ni Impulse 1083-88 4ZC1 i 1994 op 0 x 82-0 x 4
Amigo, Asco, Midi 'ampo, coper H8S- -’ZD1 39.0 x 39 3
Fargo. Gammi 1981-82 4FA1 Diesel 1487 76.0 x 82.0 x 4
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1977-89 4FB1 Diesel 1817 84.0 x 82.0 x 4
Fargo, Gemini. Midi, Trooper 1981-89 4FC1 Diesel 1995 84.0 x 90.0 x 4
Fargo, Midi 1984-89 4FD1 Diesel 2189 88.0 x 90.4 x 4
Rodeo, Trooper 1992- 6VD1 V6 3165 93.2 x 77.0 x 6 69.OOO"002 63.96O.oo2 57 ООО"002 53.960.0Q2
Campo, Trooper 1972-89 C190 1951 86.0 x 84.0 x 4 63.980" ° 02 59.94O.qoi 21.5/28.7 55.984*0013 52.93O.qqi 22.0/25.7
Trooper 1980-89 C223 Diesel 2238 88.0 x 92.0 x 4
1985- 4.JA1 Die-el 2499 93.0 x 92.0 x 4
Elf, Rodeo, Trooper 1988- 4JB1 Diesel 2771 93.0 x 102.0 x 4 73.975"°°“ 69.930.oo, 30.0
Продолжение Прилож.1
365
Марка (модсль.1 'втомобчля Год выпуска Модель двигателя Рабоч. объем (см3) D;I x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (мм) DBruia (mm) 8 вкл, (MM) В вкл. (мм) УП* DnocT. (мм) Эвала (мм) d вкл. (мм) В вкл. (мм)
LANCIA
Delta, Prisma 1932- 831 1498 86.4 x 63.9 x 4 54.51040 01 50.300-q 02 1.849 20.25/22.75 3 48.63040016 45.53O.qoi 1.542 19.2
Dedra 1990- 828, 831 1585 84.0 x 71.5 x 4
Beta, Delta, Trevi 1986- 56.72O400’5 53.OOO.qoi 1.848 20.75/24.25 51.33O4001 48.244.qo2 1.53 19.5
Bota. Dedra, Delta, Prisma, Thema, Trevi -1985 828 1995 84.0 x 90.0 x 4 53.89O4002 50.805.qqi5 1.537
1986- 831, 834
Dedra, Delta, Prisma, Trevi 1985- 831D Diesel 1929 82.6 x 90.0 x 4
1984- 835AM Diesel
Thema 1984- 834E V6 2848 91.0 x 73.0 x 6 74. 0004002 70.060.qq2 1.967 23.47 56.OOO4002 52.286.0 0? 1.848 17.65
MAZDA
323, Familia 1977-89 E1 1071 70.0 x 69.6 x 4 54.000+ou15 49.954.0016 2.014 19.1 3 1 42.9994002 39.954.QQ2 1.509 16.99
1980-87 E3 1296 77.0 x 69.6 x 4
Bongo UC 1415 77.0 x 76.0 x 4
323, Familia 1980-85 E5 1490 77.0 x 80.0 x 4
-1988 TC 1272 73.0 x 76.0 x 4 48.OOO4002 44.955.QQ15 19.6
1986- B1 1139 68.0 x 78.4 x 4 49.960.0oi 2.01 17.6 43.00040015 39.960.Q 01
B3 1323 71.0 x 83.6 x 4
Б5 1498 78.0 x 78.2 x 4
323 B6 1597 78.0 x 83.6 x 4 +0.015 48.000 14.960 -9.01 17.0
1989- BP 1840 83.0 x 85 0 x4
626, 929, Cosmo, Capella, Luce, B2000 1973-88 VC 1768 80.0 x 88.0 x 4 67.000400’ 62.953.oo2 2.009 2.014 18.39/24.1 55.9994002 52.953-0.02 20.9
1977-89 MA 1970 80.0 x 98.0 x 4
626 1993- KL V6 2496 84.5 x 74.0 x 6 66.OOO4002 61.960-0.02 17.5 19.12/27.99 17.0 21.13
929, Luce 1988- JE V6 2954 90.0 x 77.5 x 6
1984- i992- 1982- JF V6 K8 V6 1997 1844 74.0 x 77.5 x 6 75.0 x 89.5 x 6 48.000 осг 51 .0004002 53 9974002 44.960-0.02 47.960-00? 5O.949-o.o2
626, 929, i.uce
626, Capella. MX6 FS F6 199 i 1587 83.0 x 92 0 x 4 81.0 x 77.0 x 4 50.000+fl°? 63.9Э74002 55.960.qq2 -9.954.qq2
F8 1789 86.0 x 77.0 x 4
626, 929, B2000, B2200 FE, FE-T 1998 86.0 x 86.0 x 4
929 1987- F2 12V, F2-T 2184 86.0 x 94.0 x 4
626D 1983- RF Diesel Ю98 86.0 ; 86.0 x 4 59.964.qq2 2.007 19.12/21.13
R2200 R2 Diesel 2-84 86 0 <^0x4 1 i
MERCEDES-BENZ
i9O, 2GG 1980-84 M102 IQ97 89 0 x 80.25 x 4’ 62.500+00? 57.965.no,s 2.261 21.4 3 51 ,6ОО+о<* 47.965-o.oi5 1.814 22.0
230 2299 95.5 x 80.25 x 4
190D 1984-86 1997 89.0 x 80.25 x 4 21.8 20.0
190 1990- 1797 89.0 x 72.2 x 4 17.5
1986- 1997 89.0 x 80.25 X 4
230 2299 95.5 x 80.25 x 4
190D, 200D 1983- OM601 Diesel 1997 37.0 x 34.0 x 4
250D 1985- OM602 Diesel 2497 87.0 x 34.0 x 5
300D OM603 Diesel M103 2996 87.0 x 34.0 x 6
190, 260 2597 82.9 x 30.25 x 6
Продолжение Прилож.1
366
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du х S x n (мм) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) 3 вкл. (м.м) В вкл. (мм) УП* Споет, (мм) Свала (мм) d вкл. (мм) В вкл. (мм)
300 2962 88.5 x 80.25 x 6 62,5OO+002 57,965-0015 2,261 17,5 3 51,60+°°2 47,965_о,о15 1,814 20
1989- М104 2960 88.5 x 80.2 x 6
320 1992- 3199 89.9 x 84.0 x 6
600 М120 V12 5987 89.0 x 80.2 x 12
250 1976-85 М123 2525 86.0 x 72.5 x 6 67.OOO*002 59.965.qoi 3.505 22.5/28.9 2 22.0
280 1972- М110 2746 86.0 x 78.8 x 6
380 1981- М116 V8 3802 92.0 x 71.5 x 8 68.5OO4002 63.965.0.01 2.254 21.0/26.9 51.6OO4002 47.965-0.015
420 1985- М116.М119 V8 4196 Э2.0 x 78.9 x 8
450, 500, 560 1977- M117 V8 4973 96.5 x 85.0 x 8
380 1979-81 M116 V8 3802 92.0 x 71.5 x 8 55.6OO4002 51.965-0.015
450, 500, 560 1978-82 M117 V8 4973 96.5 x 85.0 x 8
200 1968- M115 1988 87.0 x 83.6 x 4 74.5OO+002 69.965.0.01 2.255 27.0/33.9 4 1.805 26.0
230 1973- 2307 93.75 x 83.6 x 4
200D 1968- OM615 Diesel 1988 87.0 x 83.6 x 4
22QD 1976- 2197 87.0 x 92.4 x 4
240D 1973- OM616 Diesel 2399 90.9 x 92.4 x 4
209D, 240D, 300D 1974- OM617 Diesel 2998 90.9 x 92.4 x 5
MITSUBISHI
Colt 1983-89 G16B, 4G16 1198 68.2 x 82.0 x 4 51.998*002 48.OOO.oo2 1.999 19.1/23.95 1 44.9984002 41.998.0.02 1.499 17.5
1977-88 G11B, 4G11 1244 69.5 x 82.0 x 4
1984-89 G13B, 4G13 1298 71.0 x 82.0 x 4
Colt, Cordia 1978-89 G12B, 4G12 1410 74.0 x 82.0 x 4
Colt, Lancer,Mirage, Precis, Tredia 1982- G15B, 4G 15 1468 75.5 x 82.0 x 4
Lancer 1974-88 G33B, 4G33 1439 73.0 x 86.0 x 4 61.OOO+002 57.000.0,015 1.994 23.1/28.96 48.OO340015 45.001 -о.ог 1.494 23.6
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma,Tredia 1971- GG2B, 4G32 1597 76.9 x 86.0 x 4
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 x 86.0 x 4
Cordia, Eclipse, Galant, Lancer, Sigma, L200, L300, Sapporo, Tredia 1980- G63B, 4G63 1997 85.0 x 88.0 x 4
1985- G64B 2351 86.5 x 100.0 x 4
Colt, Cordia, Delica, Galant, Lancer, Mirage, Space Wagon Colt 1978- G62B, 4G62, 4D65 Diesel 1795 80.6 x 88.0 x 4
1992- 4G93 1834 81.0 x 89.0 x 4 54.OOO*002 50.000. q (p
Forte, Celesie 1978-88 G52B, 4G52 1995 84.0 x 90.0 x 4 64.000+0(r 59.999.oo2 1.991 25.1/30.96 55.9994002 52.999.Q02 1.499 25.0
Galant, Montero 1976- G54B, 4G54 2555 91.1 x 98.0 x 4
FG 1982- 4G53 2384 88.0 x 98.0 x 4
L200, L300, Shogun 4D56 Diesel 2477 91.1 x 95.0 x 4
Galant 1973-78 4G51 1855 81.0 x 90.0 x 4 69.9994002 65.999-o.o2 1.983 25.0/30.96
Galant,Lancer,Sigma G52B, 4G52 1995 84.0 x 90.0 x 4
Delica,Galant,Pagero 1980- 4D55 Diesel 23л6 91.1 x 90.0 x 4
Pagero, Sigma, Shogun 1986- 6G72 V6 2972 91.2 x 76.0 x 6 64.OOO-002 59.999.0 оз 1.991 18.0 52.999+оог 49.999.0,03 1.491 15.4
1993- 4G74 V6 3496 93.0 x 85.9 x 6 68.000’° °’ 64.000.Q Q2 58.OOO4002 54.990.Q02
Продолжение Прилож.1
367
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) 5 вкл. (мм) В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
NISSAN
Cherry, Sunny, Pulsar -1981 А10 988 73.0 x 59.0 x 4 53.650*° 02 49.964.QQ15 1.834 22.0/18.0/27.0 48.OOO*001 44.970-0015 1.504 19.6
-1982 А12 1171 73.0 x 70.0 x 4
B210 1974-82 А13 1288 73.0 x 77.0 x 4
Auster,Cherry,Sunny 1975-82 А14 1397 76.0 x 77.0 x 4
Cherry, Sunny А15 1487 76.0 x 82.0 x 4
Sunny 1981-89 Е13 1270 76.0 x 70.0 x 4 43.OOO*001 39.974.oo2 1.501 17.0
Sunny,Cherry,Prairie 1981-88 Е15 1487 76.0 x 82.0 x 4
Bluebird, Pulsar, Stanza, Sunny 1983- Е16 1597 76.0 x 88.0 x 4
1990- GA16 3 2
March, Micra 1983-89 МАЮ 987 68.0 x 68.0 x 4 49.OOO*0016 44.97O.o 01 2.007 17.0 15.0
Bluebird, Cedric, Gloria, Laurel, Lepard, Skyline 1980-89 L20 1998 78.0 x .69.7 x 6 58.658*0015 54.955.ooi5 1.836 24.0/26.0/31.98 48.OOO*0015 44.973.oo2 1.501 18.6
Laurel, Skyline, Maxima, Fairlady 1972- L24 2393 83.0 x 73.7 x 6
Auster, Bluebird, Skyline, Sunny, Stanza 1967-88 L16, Z16 1595 83.0 x 73.3 x 4 52.999*0015 49.974.ooi5 1.504 22.0
1976-88 L18, Z18 1770 85.0 x 78.0 x 4
Bluebird, Cedric, Gloria, Laurel, Leopard, Skyline 1966-89 L20 1998 78.0 x 69.7 x 6
Laurel, Skyline, Maxima, Fairlady 1972- L24 2393 83.0 x 73.7 x 6
Cedric, Fairlady, Gloria, Laurel 1972-75 L26 2565 83.0 x 79.0 x 6
1975-83 L28 2753 86.0 x 79.0 x 6
Cedric, Maxima, Laurel, Skyline 1980-88 LD28 Diesel 2793 84.5 x 83.0 x 6
Bluebird, Primera, Sunny 1993- SR20 1998 86.0 x 86.0 x 4 51.000*° 02 47.970.0 02
Sunny, Stanza 1982-88 СА16 1598 78.0 x 83.6 x 4 56.659*002 52.966.oo2 1.829 22.1/27.94 2 47.993*002 44.973+о.о2 1.501 18.6
Auster, Cedric, Laurel, Silvia, Stanza, Pulsar, 200SX САЮ 1809 83.0 x 83.6 x 4
Cedric, Gloria, Laurel, Skyline, Stanza 1981- СА20 1974 84.5 x 88.0 x 4
Bluebird, Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1600 80.0 x 83.6 x 4
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza 1977-89 Z20 LD20 Diesel 1952 85.0 x 86.0 x 4 63.650*0017 59.96O-o.o2 1.834 26.0/24.0/32.0 53.OOO*0012 49.974.Q013 1.504 22.0
720, Cabstar, 200SX 1981-88 Z22 2187 87.0 x 92.0 x 4
720 1983-86 Z24 2389 89.0 x 96.0 x 4
Prairie, Terrano II 1989- KA24
Cedric, Gloria, Maxima, Laurel, Leopard, Terrano 1983- VG30 V6 2960 87.0 x 83.0 x 6 66.640*° 02 62.960 ooi 1.829 22.0/19.0/28.8 1 53.000*° 012 49.974-o.oi3 1.504 22.0
Caravan, Homy, Junior, Clipper 1977-83 -1982 H20 U20 1982 87.2 x 83.0 x 4 2 55.OOO*00’5 51.970-0.015 24.0
363
Продолжение ПриложЛ
Марка (модель) автомобиля Год выпуска Модели двигателя Рабоч. объем .(см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) 5 вкл. (mmJ В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл (мм) В вкл (мм)
infiniti 1987- VH45 V8 4494 93.0 x 83.0 x 8 67.650'° 02 6c.96O.o о? 1,829 1 55.0'1'0,015 51,97_о.о. 1,504
720. Caiavan, Сеанс, Urvan 1963-83 SD22 Diesel 2164 83.0 x 100.0 x 4 74.98O'002 70.9 i4.o.ois 2.007 26.0 3 55.986'0013 52.926.ooic 1.499 2С.0
720, Urvan 1981-89 SD25 Diesel 2488 89.0 X 100.0 x 4 70.919.0.013 32.0
Caravan, Patrol, Safari 1966-88 SD33 Diesel 3246 83.0 x 100.0 x 6
Datsun, Urvan 1983- TD23 Diesel 2289 89.0 x 92.0 x 4 75.OOO'0015 70.930.Q of 6О.ООО'0015 56.93O.oo- 1.51 28.0
Caravan, Terrano, Urvan 1989- TD25 Diesel 2494 89.0 x 100.0 x 4
У нс, Terrano, Van TD27 Diesel 2663 96.0 x 92.0 x 4
pearic, „aarel, Patrol, ouvline 1987- RD28 Diesel 2826 85.0 x 83.0 x 6 58.66O'001 51.960-0.02 1.84 1 53.OOO'001 49.98O.oo2 1.50 I
OPEL
Ascona, Astra, Gorsa, Kadett, Manta, Vectra 1983- 12S, C12 1196 77.8 x 62.9 x 4 59.OOO'00’3 54.985.0.013 2.000 19.5/25.9 2 46.OOO'0012 42.987.Q.016 1.497 16.6 1
1979- 13N, 13S 1297 75.0 x 73.4 x 4
1989- 14N, C14 1389 77.6 x 73.4 x 4
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1986- 16S, C16 1598 79.0 x 81.5 x 4
Ascona Kadett 1980- 16S, C16 1598 80.0 x 79.5 x 4 62.000'001b 57.995.0.015 1.995 бг.оио400’5 48.98/ -0.015 1.500 19.3 |
Ascona, Astra, Frontera, Kadett, Omega, Vectra 1987- C20, 20N 1998 86.0 x 86.0 x 4
Ascona, Omega, Record, Vectra 1982- 18S, C18 1796 84.8 x 79.5 x 4
Frontera, Kadett, Astra, Ornega. Vectra 1У83- T7D Diesel 1699 82.5 x 79.5 x 4
Ascona, Kadett, Manta, Record, Transporter 1965- E, N 1897 93.0 x 69.8 x 4 1.989 22.43/27.4 55.OOO100'5 51.987.0,015 1.499 19.6
Ascona, Kadett, Manta, Monza Record 1975- S 1979 95.0 x 69.8 x 4
Monza, Record, Senator 1984- 2197 95.0 x 77.5 x 4
Omega Frontera 1979- C24NE 2410 95.0 x 85.0 x 4
CpTtirnodore .Senator, ’’ransporter 1970- E, S 2490 87.0 x 69.8 x 6
Omega, Senator 1990- C26NE 2594 88.8 x 69.8 x 6
Frontera, Monza, Omega, Senator 1970- C30 2969 95.0 x 69.8 x 6
Ascona, Record 1974- 20D Diesel 1998 86.5 x 85.0 x 4 1.987 24.5/29.42 57.OOO'0015 53.987.ooi5 1.489 25.5
Record, Transporter 1972- 21D Diesel 2068 88.0 x 85.0 x 4
Frontera, Omega, Senator, Record 1978- 23D Diesel 2260 92.0 x 85.0 x 4
PEUGEOT
104, 10G. 205, 300, 309, 405 1987- TU3 1361 75.0 x 77.0 x 4 53.655'002 49.981 -o.oi 5 1.832 17.3 3 48.655*0015 44.997.0.02 1.820 19.6
205, 305, 309, 405 306, 405, 406, 605, 806 1985- XU5, XU5S 1580 83.0 x 73.0 x 4 63.718'001 6O.OOO_o oi 1.845 20.3 44.991.0.015 1.820 20.3
1984- XU9 1905 83.0 x 88.0 x 4 63.7O8'001 53.695'° 015 5O.OOO_o.oi5 1.842
1990- XU10C, XU10J2 1998 86.0 x 86.0 x 4 63.73V0 025 1.834 21.7
505 1979- ZE J. XN1 1995 88.0 x 82.0 x 4 66.668'002 62.892.0.02 1.884 23.5 56.OOO'002 52.286 0.02 1.848 17.7
1983- ZDJL 2165 88.0 x 89.0 x 4 6О.ОО5*0015 56.286.Q Q2 1.842 20.8
504, 004 1976-83 ZM, ZMJ, PRY V6 2664 88.0 x 73.0 x 6 74.000'° 02 7O.O62.ooj 1.967 56.UOO'002 52.286.oo2 1.848 17.7
Продолжение Прилож.1
370
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du х S х п (мм) Коренные подшипники Шатунные подшипники
Dhoct. (мм) Овала (мм) 5 вкл. (мм) В вкл. (мм) УП* Опост. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
DL, GL, Leone 1979- ЕА71 Boxer 1595 92.0 х 60.0 х 4 53.985’00’5 49.970.qqi5 2.007 21.0/26.0 2 48.000’°015 45.OOO.qoi 1.486 13.2
ЕА81 Boxer 1781 92.0 х 67.0 х 4 59.000’° 02 54.970.Q 01 2.02
SUZUKI
Cultus, Samurai, Swift 1984- G13 1324 74.0 х 77.0 X 4 49.OOO’002 45.000.qq2 2.0 18.0 3 45.040’° 02 42.020.QQ2 1.49 18.0
Escudo, Swift, Vitara 1988- G16 1590 75.0 х 90.0 х 4 56.OOO’002 52.ООО_0 02 47.020’° 02 44.000.Q Q2 1.5
TOYOTA
Starlet 1970-86 2K 933 72.0 х 61.0 х 4 54.010’° 02 49.999.qqi5 2.004 21.0 3 44.998’° 025 41.998.QQ1 1.491 19.0
Corolla 1966-70 К 1077 75.0 х 61.0 х 4
Corolla, Starlet, Sprinter, Town-Ace -1988 ЗК 1166 75.0 х 66.0 х 4
Carina, Corona, Lite-Ace, Sprinter, Starlet, Town-Ace 1978-88 4К 1290 75.0 х 73.0 х 4
Carina, Corona, Corolla 1984-88 5К 1468 80.5 х 73.0 х 4
Starlet 1984-88 1Е 999 70.5 х 64.0 х 4 51.020’°°2 47.010.QQ15 2.001 16.1 45.999’002 43.004’° 02 43.014.0 Qis 39.999.oQ2 15.1 17.1
Corolla, Starlet 2Е 1295 73.0 х 77.4 х 4
Tercel Corolla, Starlet, Tercel 1985- ЗЕ 1456 73.0 х 87.0 х 4 54.010’° 02 49.999.q.015 1.999
1979-88 1А, 2А 1295 73.0 х 77.4 х 4 52.019’° 025 48.000.0 Q2 2.004 19.9
Carina, Corona, Corsa, Sprinter, Tercel ЗА 1452 77.5 х 77.0 х 4
Corolla 1987- 5А 1498 78.7 х 77.0 х 4
Carina, Corolla, MR2 1983- 4А 1587 81.0 х 77.0 х 4
1993- 7А 1762 81.0 х 85.5 х 4
Sprinter, Carina, Celica, Corona 1965-86 Т 1407 80.0 х 70.0 х 4 61.998’0025 58.000.qq25 1.994 20.8 51,005’°°2 48.000.Q Q2 1.504 20.0
Camry, Carina, Celica, Corona, Corolla, Cresta, MR2, Sprinter, Town-Ace 1977-86 ЗТ, 13Т 1770 85.0 х 78.0 х 4
1970-85 2Т, 12Т 1588 85.0 х 70.0 х 4
Camry 1987- 1VZ V6 1993 78.0 х 69.5 х 6 68.010’° 02 64.005.qqi5 2.004 22.0 17.0
1988- 2VZ V6 2508 87.5 х 69.5 х 6
Camry, Hi-Lux, 4 Runner 3VZ V6 2958 87.5 х 82.0 х 6 1.994 55.OOO’0015 58.ООО_о cis 1.488
Runner 1994- 5VZ V6 3378 93.5 х 82.0 х 6
Lite-Ace, Town-Ace 1983-88 1Y 1626 86.0 х 70.0 х 4 62.003*°°1s 58-OOO.q Q2 1.989 21.0 51.ООЗ’002 48.OOO.oo2 1.491 19.9
Hi-Ace,Lite-Ace, MR2 2Y 1812 86.0 х 78.0 х 4
Camry, Carina, Celica, Corona, Hi-Lux, MR2 3Y 1998 86.0 х 86.0 х 4
Space Cruise, Van Wagon 1986- 4Y 2237 91.0 х 86.0 х 4
Camry, Carina 1981-88 1S 1832 80.5 х 90.0 х 4 58.999’002 55.001.0.Q15 1.994 19.2/22.9 51.000’° 02 48.OOO_o.oi5 1.488 20.4
Camry, Celica, Vista 2S 1995 84.0 х 90.0 х 4
Camry, Carina, Celica, Corona, MR2, Vista 1983- 3S 1998 86.0 х 86.0 х 4
Camry, Carina, Celica, Chaser, Corona, Cresta, Crown, MR2 1981- 1G 1988 75.0 х 75.0 х 6 19.2 45.OOO’002 41.998.0.01 1.491 19.0
Продолжение Прилож.1
. Ремонт дпиг. заруб, ав-сй.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Оц x S x n (м m) Коренные подшипники Ш атунные подшипники
DnocT. (мм) Овала (мм) 5 вкл. (мм) В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
205D, 309D, 405TD 1983- XUD7 Diesel 1769 80.0 x 88.0 x 4 63.73Г0025 60.000 Q Qi 1.845 20.3 3 53.695+0015 5O.OOO-o.oi5 1.830 20.1
205D, 305D, 309D, 405D, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
TMD80/85, XD85 Diesel 1608 80.0 x 80.0 x 4 58.731+002 55.009.qqi5 1.835 30.0/22.0 1.822 29.0
404D, J7 1981- XDP485 Diesel 1816 85.0 x 80.0 x 4
XDP488 Diesel 1948 88.0 x 80.0 x 4
504D, 505D, 604D XDP490 Diesel 2112 90.0 x 83.0 x 4
1976- XD2, XD2S Diesel 2304 94.0 x 83.0 x 4 63.731 +° 02 60.021 .q Q2 30.0/24.0 58.737*0015 55.021.Q027 1.838
RENAULT
5, 9, 11, 19, 21, Clio, Express 1979- 6881E, C1E 1108 70.0 x 72.0 x 4 58.731+002 54.795.qqi 1.950 19.5 3 47.614+001 43.980.0.015 1.806 17.8
5. 10, 12, 15 1971- 810, 840 1289 73.0 x 77.0 x 4
5, 9, 11, 19, Clio, Chamade, Express, Fuego, Trafic 1977- C1J, C2J, 847 1397 76.0 x 77.0 x 4
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N 1721 81.0 x 83.5 x 4 18.5 51.587*° 015 48.020-o.o2 1.768 20.5
Clio, 19 1988- F7P 16V 1764 82.0 x 83.5 x 4
5D, 9D, 11D 1983- F8M Diesel 1596 78.0 x 83.5 x 4
19D, 21D, Clio 1988- F8Q Diesel 1870 80.0 x 93.0 x 4
18, 20, 21, 30TD, 25TD, Espace, Fuego, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 x 89.0 x 4 66.668+002 62.892-o.o2 1.884 23.5 6O.OO5*0015 56.286_0 Q2 1.842 20.8
J8S (852) Diesel 2068 86.0 x 89.0 x 4
18, 20, 21, 25. 30, Fuego, Espace 1977- J5R, J6R, J7R 1995 88.0 x 82.0 x 4 56.OOO*002 52.286.J от 1.852 18.8
25, 30, Alpina 1976-89 112, 114, 140, Z7V V6 2664 88.0 x 73.0 x 6 74.OOO*0019 7O.O6O-o.o2 1.967 1.848 17.7
Safrane 1993- Z7XB V6 2975 93.0 x 73.0 x 6 63.7O4*002 59.990.Q 02 1.846
ROVER
820 1982- 1993 84.45 x 89.0 x 4 57.683+0013 54.O26-o.oi3 1.83 28.7/19.56 3 51 ,ЗЗО+0018 47-660-0.012 1.83 19.85
Landrover 1980- Petrol/Diesel 2287 90.5 x 88.9 x 4 67.7ОЗ*0013 63.5OO-o.oi3 2.08 24.4/35.0 62.433 0013 58.744-o.oi9 25.07
2494 90.5 x 97.0 x 4
3430 90.5 x 88.9 x 6
Range Rover V8 3528 88.9 x 71.2 x 8 63.261+002t 58.410-0.Q26 2.42 20.5/26.87 1 53.967*0013 50.813-0.026 1.575 18.85
SAAB
99, 900, 9000 1975- BZ20 1985 90.0 x 78.0 x 4 62.OOO*002 58.000.qq2 1.988 21.5 3 56.OOO*002 52.000-o.o2 1.988 20.25
9000 1987- B234 2290 90.0 x 90.0 x 4
SUBARU
Rex, Leone 1974-89 EK21 358 66.0 x 52.4 x 2 45.OOO*002 41.980.0.02 1.51 20.0/25.0 1 41 .000*0015 38.000-o.oi5 1.49 14.0
EK22 490 74.0 x 57.2 x 2
Rex EK23 544 78.0 x 69.6 x 2
EK42 665 76.0 x 60.0 x 2
Justy 1983-89 1983- EF10 997 78.0 x 70.0 x 3 45.OOO*002 42.000.qq2 1.5 15.0
EF12 1189 78.6 x 83.0 x 3
Продолжение Прилож.1
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) 5 вкл. (mm) В вкл. (мм) УП* DnocT. (мм) Ввтла (мм) d вкл. (мм) В вкл. (мм)
Camry 1989- 5S 16V DOHC 2164 87.0 x 91.0 x 4 58,999+002 55,001 _q Qis 1,994 19,2 3 55.OOO*002 52.OOO-o.o2 1,991 18,0
Camry, Carina, Celica, Chaser, Corona, MR2 1970-88 18R 1968 88.5 x 80.0 x 4 64.002+002 59.989.ooi 1.991 22.0 4 55.999+0025 52.989.0.02 1.491 22.0
1978-87 21R 1972 84.0 x 89.0 x 4
Celica, Chaser, MR2, Corona, Landcruiser, Hi-Ace, 4 Runner 1980- 22R 2366 92.0 x 89.0 x 4
Pick-Up 1994- 2RZ 2438 95.0 x 86.0 x 4 59.OOO*002 56.ООО_о 02
T100 3RZ 2693 95.0 x 95.0 x 4
Crown, Celica, Corona, Cressida 1965-84 M 1988 75.0 x 75.0 x 6 64.020+°°2 59.999.0.015 2.004 22.1 3 55.013+0 015 51.998.0,03 1.499 20.0
Celica, Chaser, Cressida, Crown, MR2, Supra 1980-88 5M 2759 83.0 x 85.0 x 6 22.0/25.0
Cressida, Crown, Pick-Up, Supra, 4 Runner 1985- 7M 2954 83.0 x 91.0 x 6
Lexus, Supra Camry, Carina, Corolla, Lite-Ace 1992- 2JZ 2997 86.0 x 86.0 x 6 66.OO4*0015 61.998.0.015 1.984
1989- 1UZ V8 3969 87.5 x 82.5 x 8 71.OOO*002 67.OOO.qo2
1981-88 1983-88 1C Diesel 2C Diesel 1839 1974 83.0 x 85.0 x 4 86.0 x 85.0 x 4 61 ,OO3+002 57.OOO.oo2 22.0 20.0 53.5O2*002 5O.5OO-o.o2 1.481 23.7 18.9
Chaser, Cresta, Crown, Hi-Ace, Hi-Lux, Landcruiser, MR2, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4 66.004*0015 61.998.0.015 27.6 56.ОО4+0015 52.999.Q 02 1.486 26.0
1983- 2L Diesel 2446 92.0 x 92.0 x 4
2L Turbo Diesel 58.OOO*002 54.996-o.oi5
Crown 1988- 3L-Diesel 2779 96.0 x 96.0 x 4
Landcruiser 1992- 1HZ Diesel 4164 94.0 x 100.0 x 6 71.OOO+002 67.000.0 02 62.OOO*0019 57.990-0.02
VOLKSWAGEN
Corrado, Golf, Jetta, Passat, Polo 1980- GF, FY, FZ.GK, EP, EU, NZ 1272 75.0 x 72.0 x 4 59.OOO4002 53.978.0.02 2.502 18.5/24.93 4 45.OOO*0015 41.980-0.015 1.505 18.0
Caddy, Golf, Jetta, LT Van, Passat, Santana, Transporter 1976-80 CK Diesel 1471 76.5 x 80.0 x 4
1980- FR, KY Diesel 1588 76.5 x 86.4 x 4 5О.6ОО+002 47.778.0.02 1.406 19.0
Golf, Jetta, LT Van, Passat, Vento 1989- 2E, 9A 1984 82.5 x 92.8 x 4
Caddy, Corrado, Golf, Jetta, Santana, Passat, Scirocco, Transporter 1982- KR.PG, DS, PL, JN, EX, GU 1781 81.0 x 86.4 x 4
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Typ 2/68, Venta 1992- 1Y,1X Diesel 1896 79.5 x 95.5 x 4
1990- 1X Diesel 2370 79.5 x 95.5 x 5 63.OOO*002 57.978.0.02
1983- DL, DV, DW Diesel 2383 76.5 x 86.4 x 6
Typ 2/80, 181, 1200, 1302, 1303 Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Typ 2/68, Venta 1965- 211/311, В, C, AD Boxer 1585 85.5 x 69.0 x 4 65.000+o°19 5O.OOO+0015 54.99O.ooi9 4O.OOO.o.oi6 4.99/ 5.02 4.98 22.27 15.0 6 57.8OO*0019 54.990.0.019 1.397 17.6
1973-75 127 Boxer 1793 93.0 x 66.0 x 4 7O.OOO*0019 5O.OOO*0015 59.990.0.019 40.000.Q.O16 4.98/ 5.02 4.98 23.25/ 27.0 15.0
1972-82 Boxer 1971 94.0 x 71.0 x 4
Продолжение Прилож.1
372
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Вц x S x n (мм) Коренные подшипники Шатунные подшипники
DnocT. (мм) Овала (мм) 8 вкл. (мм) В вкл. (мм) УП* DnocT. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
Jetta, LT Van, Passat, Transporter, Тур 2/68, Venta 1982-85 DF Boxer 1915 94.0 x 69.0 x 4 7O.OOO+0019 65.OOO*0019 5O.OOO*0015 59.990.0.О1Э 54.99O.ooi9 40.000.ooie 4.98/ 5.02 4.98 26.0 22.27 15.0 6 57,8О+0'019 54,99_0.019 1,397 17,6
1985- DG Boxer 66.OOO*00'9 61.000+°019 5O.OOO+0015 59.99O.o.oi9 54.990-0.019 40.000-o.oi 6 3.0/ 3.01 19.8 22.27 15.0
DJ Boxer 2109 94.0 x 76.4 x 4
Golf, Passat, Vento 1991- VR6 2792 81.0 x 90.3 x 6 65.OOO+001 59.980_q Q2 2.501 17.0 3 56.8OO*002 53.978-o.o2 1.408 18.0
Corrado AAA 2861 82.0 x 90.3 x 6
VOLVO
343, 345 340, 440, 460, 480 1976- 1986- B14E B17 1397 1721 76.0 x 77.0 x 4 81.0 x 83.5 x 4 58.731+0 02 58.730+0015 54.795-o.oi 1.950 1.945 19.5 18.5 3 47.614+001 51.587*00’ 43.980.Q015 48.020-оог 1.806 1.768 17.8 20.5
340D, 360, 440, 460 1984- D16 Diesel 1596 78.0 x 83.5 x 4
242, 240, 244, 245, 360 1972- B19, B20 1986 88.9 x 80.0 x 4 67.462+0025 63.454.Qoi 1.985 28.2/38.9 2 58.OOO*0015 54.OOO-o.oi5 1.988 24.0
1974- B21 2127 92.0 x 80.0 x 4
240, 740, 760, 940 1984- B200 2127 92.0 x 80.0 x 4 59.OOO*002 55.OOO.ooi5 1.993 21.0 52.ООО+0015 49.OO5-o.o2 1.492 24.0
B23 2316 96.0 x 80.0 x 4
B230, B23 67.OOO*002 63.OOO-o.oi5 1.996 21.0/35.4 1
262, 264, 265 1974-81 B27 2664 88.0 x 73.0 x 6 74.OOO*002 70.060-o.o2 1.967 23.5 3 63.704+0 02 59.990-0.02 1.846 17.7
262, 760 850 1981- 1991- B28 B5254F 2849 2435 91.0 x 73.0 x 6 83.0 x 90.0 x 5 56.OOO*002 52.286-o.oz 1.848 17.6
69.OOO*0015 65.OOO-o.o2 1.994 19.6 1 5О.ООО*0013 53.OOO-o.oi6 1.496 19.5
960 1990- B6304F 2922 83.0 x 90.0 x 6
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6 63.OOO+002 57.978.0.02 2.502 18.5/24.9 4 5О.6ОО+002 47.778.0.02 1.406 19.0
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, New Yorker, Lancer, Voyager 1981- 135 SOHC 2200 87.5 x 92.0 x 4 63.99O+002 59.990-0.025 1.98 21.62/27.86 1 52.990+0015 5O.OOO-o.oi6 1.48 20.14
1989- 153 SOHC 2500 87.5 x 103.9 x 4
Caravan, Now Yorker, Voyager, Dynasty 1990- 201 V6 3300 93.0 x 81.0 x 6 67.99O+002 64.01 O-o .025 24.49/23.88 6O.99O*0013 58.010-0.025 16.54
Ram, Pover 1987- 239 V6 3900 99.2 x 84.15 x 6 68.39O*00'3 63.51O-o.o25 2.44 22.28/29.26/33.71 57.150+0013 53.980.Q025 1.58 18.67
Chaser, Coronet, Le Baron, New Yorker, Imperial 1979- 318 V8 5200 99.2 x 84.15 x 8 21.51
Chaser, Le Baron, New Yorker, Ram, Suburban, Swinger 1971-80 360 V8 5900 101.6 x 90.9 x 8 76.26O10013 71.390.0.025 22.28/29.26/31.98
Продолжение Прилож.1
373
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объе м (см3) Du х S х n (мм) Коренные подшипники Шатунные подшипники
Опост. (мм) Свала (мм) 5 вкл. (мм) В вкл (мм) УП* Споет, (мм) Свала (мм) d вкл. (мм) В вкл. (мм)
FORD (USA)
Escort 1987- 114, 116 1900 82.0 x 87.9 x 4 62.28O*002 58-OOO.q q2 2.128 22.6/28.73 1 46.89O*002 43.910-0.01 1.491 19.5
1985-86 50.890*002 47.910.0.01
Aerostar, Capri, Mustang, Taurus, Tempo, Topaz 1974- 140 2300 93.5 x 84.0 x 4 6O.99O*002 57.125.oo2 1.93 25.9 56.87O*001 53.95O-o.oi 1.458 20.6
Sable 1986- 153, 154 2500 93.5 x 91.5 x 4
Capri, Mustanq 1983-86 171 V6 2800 93.0 x 68.7 x 6 6O.62O+002 56.998-o.o2 1.806 21.6/26.3 3 56.82O*002 54.OOO-o.o2 1.405 16.5
Bronco II, Merkur, Scorpio, Ranger 1986- 177 V6 2900 93.0 x 71.2 x 6 1
Aerostar, Bronco II, Explorer, Ranger 1983- 244 V6 4000 100.4 x 84.0 x 6 15.8
Probe, Sable, Taunus 1986- 183 V6 3000 89.0 x 80.0 x 6 68.905+00? 64.OOO.o_o2 2.44 18.9/25.7/27.15 57.150+°°2 54.OOO-o.oi 1.57 19.4
183 SHO 68.OOO*002 1.99 1 55.000*002 52.OOO-o.oi 1.49 18.0
Zephyr 1982-87 230 V6 3800 96.8 x 86.0 x 6 68.89O*002 64.OOO.oo2 63.750.0 op** 2.44 21.8/29.6 61.640'° 01 58.7OO-o.oi 1.465 16.9
Lincoln, Mustang, Sable, Taurus, Thunderbird 1987- 232
Lincoln Tauncar, Mark VIII 1984- 280, 281 V8 4600 90.2 x 90.0 x 8 72.4ОЗ*0018 67.503.oo2 2.443 18.34/22.6 56.866*002 53.OO2-o.oi8 1.93 20.98
Bronco, Continental, Crown Victoria, Lincoln, Thunderbird, MarkVI/VII, Mustang, Grand Marquis, Montego 1973- 302 V8 5000 101.6 x 76.2 x 8 35.79O*002 6O.935-o.oi 2.426 24.6/30.35 5 57.790*0015 53.94O-o.oi 1.92 20.3
1975- 351 V8 5800 101.6 x 88.9 x 8 81,08O+002 76.205-o.oi 2.44 22.35/28.78 61.630*001 58.7OO-o.oi 1.465 18.45
GENERAL MOTORS (Cuick, Cadillac, Chevrolet, Pontiac)
Asuna, Le Mans, Nova Acadian, Chevette, Spectrum 1985-89 97 1600 80.0 x 81.5 x 4 52.O2O*002 48.OOO-o.oi5 2.00 19.9 3 43.OOO*00'5 45.000*0015 4O.OOO-o.ois 42.OOO-o.oi5 1.488 1.49 17.1 16.6
1990- 98 1600 81.0 x 77.0 x 4 59.000*002 54.986-o.o2
1987- 1600 79.0 x 82.0 x 4 1.98 25.9/19.6 1 46.000*0015 42.987.ooi5 1.498
Beretta, Blazer, Cavalier, Corsica, Sunbird 1983-89 121 2000 89.0 x 80.0 x 4 68.25O4002 63.38O.oo2 2.425 18.8/23.92 53.97O*0015 5O.8OO-o.oi5 1.577 21.4
Grand AM, Le Mans, Skyhawk, Sunbird 1987- 122 2000 86.0 x 86.0 x 4 62.000+OC2 57.996-o.oi5 2.00 19.5/25.91 52.OOO*0015 48.985-o.oi5 1.498 19.3
Beretta, Cavalier, Corsica, Skyhawk 1988- 133, 134 2200 89.0 x 88.0 x 4 68.25O*002 63.380.0.02 2.425 18.8/23.92 53.97O*00'5 50.800-oois 1.577 21.4
Beretta, Cutlass, Grand AM, Grand Prix 1987- 137 2300 92.0 x 87.9 x 4 56.77O*002 52.O2O-o.o2 2.377 21.3/27.76 51.165*0015 48 000 0 Q2 1.58 22.8
Blazer, Camaro, Grand AM, Firebird, Lumina, Monza 1977- 151 2500 101.6 x 76.2 x 4 63.260*° 02 58.4OO.o_o2 2.426 20.4/25.4 53.97O*0015 50.810.Q 02 1.575 18.9
Blazer, Camaro, Ciera, Corsica, Grand Prix, Firebird 1980- 173 V6 2800 89.0 x 76.2 x 6 72.15O*002 67.265.0.02 2.43 24.8/18.7/23.9 5 53.960*002 50.785,0 Q2 1.58 18.3
Beretta, Camaro 189 V6 3100 89.0 x 84.0 x 6
Cutlass, Grand Prix 1991- 212 V6 3400 92.0 x 84.0 x 6
Для 4-й коренной шейки двигателей с наддувом
Продолжение Прилож.1
374
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Коренные подшипники Шатунные подшипники
Опост. (мм) Овала (мм) 5 вкл. (mm) В вкл. (мм) УП* Опост. (мм) Овала (мм) d вкл. (мм) В вкл. (мм)
Cavalier, Celebrity, Firebird 1982- 181 V6 3000 96.5 x 67.6 x 6 68.O7O*002 63.500.П o?5 2.375 2.44/ 2.425 22.0/ 27.9 5 6О.ЗОО*0015 52.130*001 57.140-оог 48.970-0.02 1.57 1.575 16.7
Bonneville, Grand AM, Grand Prix, Le Mans, Firebird, Safari, Sunbird, Safari, Phoenix, Toronado 1979- 231 V6 3800 96.5 x 86.4 x 6
Deville, Eldorado, Fleetwood, Seville 1980-84 252 V6 4100 100.7 x 86.4 x 6
Calais, Ciera 1989-90 204 V6 252 V8 3300 4100 94.0 x 80.0 x 6 88.0 x 84.0 x 8 68.250+0C25 71.82O+002 22.0/ 26.87 24.1/ 32.8/ 24.9 16.7/ 18.3 16.9
1991- 1980-88 63.495.oo25 66.965-o.o2 1 5
Allante, Beretta, Deville, Eldorado, Fleetwood, Seville
1988- 273 V8 4500 92.0 x 84.0 x 8
1991- 300 V8 4900 92.0 x 92.0 x 8 1
1993- 1985- 281 V8 260, 262 V6 4600 4300 93.0 x 84.0 x 8 101.6 x 88.4 x 6 74.5OO*0015 66.360-o.oi5 4.05 20 57.150+0015 53.950-0.015 1.59 20.0
Deville, Regal, Blazer 67.O7*002 62,21_oo--5 2,426 20,5/43,6 6О,3+0015 57,14_€0? 1,57 16,7
Bonneville, Camaro, Safari, Chevrolet, Toronado 1976- 307 V8 5000 96.5 x 86.0 x 8 68.25O*002 63.49O-o.o2 2.38 24.9/30.4/41.4 57.14О+001 53.9 / О-о 02 1.572 21.1
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1973- 305 V8 5000 94.9 x 88.4 x 8 67.O7O*002 62.21 0-0.025 2.426 20.5/ 43.6 56.510+001 53.34О.о.о2 1.575 21.4
1967- 350 V8 5700 101.6 x 88.4 x 8
Chevrolet, Blazer, Suburban 1980- 454 V8 7400 108.0 x 101.6 x 8 74.60O+002 69.983.q_o2 2.38 26.6/ 46.0 5 59.O5O*0013 55.880.0.025 1.575 22.7
JEEP
Cherokee, Wagoneer, Comanche, Pick-Up, Wrangler 1987- 150 2500 98.55 x 81.0 x 4 68.35O*0025 63.5OO-o.oi3 2.42 25.04/ 32.26 1 56.О8О+0013 53.230-0.018 1.42 21.2
242 4000 98.45 x 87.6 x 6
1971- 258 4200 95.25 x 98.9 x 6
Pick-Up, Universal 1971-81 304 V8 5000 95.25 x 87.3 x 8 74.700+o°18 69.800-o.oie 2.44 23.57/ 32.26
Cherokee, Pick-Up, Wagoneer 1971- 360 V8 5900 103.6 x 87.3 x 8
*1 — коренной вкладыш с упорными фланцами только стандартной ширины;
2 — коронной вкладыш с упорными фланцами ремонтной ширины в зависимости от ремонтного размера вала;
3 — упорные полукольца;
4 — возможны варианты установки фланцевого вкладыша ремонтной ширины или упорных полуколец;
5 — возможны варианты установки фланцевых вкладышей стандартной или увеличенной ширины;
6 — возможны варианты с увеличенным диаметром постелей.
Приложение 2
ОСНОВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ ПОРШНЕВОЙ ГРУППЫ
НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
В Приложении приводятся основные размеры поршневых ко-
лец и пальцев. Это позволяет:
1) определить варианты конструкций (модификации) конкрет-
ных двигателей, различающихся высотой колец, а также избе-
жать ошибок при их покупке, когда кольца могут не соответство-
вать канавкам поршня;
2) при отсутствии поршневых колец для конкретного двигате-
ля подобрать близкие по размерам кольца от других, более рас-
пространенных моделей.
Информация, представленная в таблице, не содержит данных
о профилях поперечного сечения, материалах и покрытиях ко-
лец. Более полную информацию можно найти в каталогах специ-
ализированных фирм, выпускающих поршневые кольца.
В таблице указаны округленные величины высот когец. Реаль-
ные высоты обычно меньше указанных на величину допуска, т.е. на
0,0100,022 мм. Это необходимо учитывать при проверке зазоров
между кольцами и торцами канавок поршня. Диаметры поршневых
пальцев также даны округленными. Действительные диаметры в по-
давляющем большинстве случаев меньше указанных на 0-Ю,005 мм.
Пробелы и буквы вместо числа в таблице говорят об отсутствии
данных.
Марка (модель) автомобиля Год выпуска ^Модель двигателя Рабоч. объем (см3) О,, x S x n (mm) Высота колец (мм) Размеры пальца (мм) d х L
hl hz Ьз
ALFA-ROMEO
Alfetta, Giulia, Super, Junior 1952- 105, 115, 116, 195 1570 78.0 x 82.0 x 4 1.5 1.75 4.0 22 х 67.5
Alfa 75, 90, 164 1968- 105, 116 1779 80.0 x 88.5 x 4 22 х 68.5
1987- 105 1962 84.0 x 88.5 x 4 3.5 22 х 71.3
Alfa 6, 75, 90, 164 1991- 119 V6 1996 80.0 x 66.2 x 6 1.5 2.0 3.95
Alfa 6, 75, GTV6 1980- 016, 061 V6 2492 88.0 x 68.3 x 6 1.5 1.75 4.0
Alfa 75 1987- 061, 064 V6 2959 93.0 x 72.6 x 6 1.5 1.5 3.5 22 х 73
Alfa 75, Alfetta. Giulietta 1982- HR 488 Diesel 1995 88.0 X 82.0 x 4 2.5 2.0 4.0 30 х 70
Alfa 75, 90, Alfetta 1984- HR 492 Diesel 2393 92.0 x 90.0 x 4 30 х 75
AUDI
80 1983- EP, ZA, ZF 1296 75.0 x 73.4 x 4 1.5 1.75 3.0 20 х 57
80, 100 1974-84 YS, YY, XX, YV, WP 1588 79.5 x 80.0 x 4 1.75 2.0 4.0 22 х 55
80 1981- WN, WH 1921 79.5 x 77.4 x 5 22 х 63
100, 200, 5000 1977- WD, WE, WP 2144 79.5 x 86.4 x 5
1980- WR, KG, WC, KK, KL 22 х 67
80 1984- ABB 1595 81.0 x 77.4 x 4 1.5 1.75 3.0 20 X 57
80, 100 1983- DD, DS, DZ, SH, JN, PH 1781 81.0 x 86.4 x 4
80, A6 1986- ЗА, 2E. SD 1984 82.5 x 92.8 x 4
80, 90, 100 1983-86 HP, KP, SL, KZ, PX, NM 1994 81.0 x 77.4 x 5
80, 90, 100, 200, RS2, S2, S6 1983-88 KV, KZ, HY 3B, AAN 2226 81.0 x 86.4 x 5
1989- 20 х 60
80, 90, 100 1986- 1B.KU.MC, NG,NF, 7A, NF, N6, AAR 2309 82.5 x 86.4 x 5 20 х 57
1988- 1.2
80, 100 1991- ZE, AAD, ABK 1984 82.5 x 92.8 x 4 1.2 1.5 2.0 21 х 59
80, 100, A4, A6, A8 AAH V6 2771 82.5 x 86.4 x 6 21 х 54
80, 100 1992- ABC V6 2597 82.5 x 81.0 x 6 1.5 1.75 3.0 21 х 56
A8 1988- PT V8 3562 81.0 x 86.4 x 8 1.75 2.0 21 X 54
1991- ABH V8 4172 84.5 x 93.0 x 8 1.75
80, 100 1980- CY, SB Diesel 1588 76.5 x 86.4 x 4 2.0 24 х 64
100 1979- CN Diesel 1986 76.5 x 86.4 x 5
BMW
315, 316 1965- M10 1573 84.0 x 71.0 x 4 1.75 2.0 4.0 22 х 69
1987- 1.5 1.75 3.0 22 X 54
316i 1988- M40 1596 84.0 x 72.0 x 4
325i, 525i, Z1 1983- M20, M50 2494 84.0 x 75.0 x 6
318, 518 1980- M10 1766 89.0 x 71.0 x 4 1.75 2.0 4.0 22 х 62
320, 320i, 520, 520i 1975- 1990 89.0 x 80.0 x 4 22 х 71
528, 628, 728 1965- M30 2788 86.0 x 80.0 x 6
630, 730 1976- 2985 89.0 x 80.0 x 6
732, 733 1982-84 3300 89.0 x 88.4 x 6
535, 635, 735 1978-82 3453 93.4 x 84.0 x 6 2.5
320, 320i, 520, 5201 1977- M20, M50 1990 80.0 x 66.0 x 6 1.5 2.0 3.5 22 х 61
1990- M50 1.5 1.75 3.0 22 х 54
325e, 525e 1983- M20 2693 84.0 x 81.0 x 6 1.5 2.0 4.0 22 х 54
1990 M50 1,5 1,75 2,0
630, 730 1986-92 M30 M60 V8 2986 89.0 x 80.0 x 6 1.5 1.5 2.0 1.5 3.5 3.0 22 х 62 22 X 58
535, 735 1983-92 3430 3982 92.0 x 86.0 x 6 89.0 x 80.0 x 8
530i, 730, 730i, 740 1991-
750i, 850i 1987- M70 V12 4988 84.0 x 75.0 x 12 1.75 2.5 1.75 2.0 3.0 3.5 22 х 54 26 х 69
324D, 524D 1985- M21D, D24 Diesel 2443 80.0 x 81.0 x 6
375
Продолжение Прилож.2
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Высота колец (мм) Размеры пальца (vm) dxL
hi Иг h3
325D, 525TDS 1983- M51D Diesel 2497 80.0 x 82.8 x 6
1991- 3.0 1.75 3.0 27 x 63
CITROEN
Ami Super, АХ11, GS, GSA, 11, 12, TA 1977-86 G11 1129 74.0 x 65.6 x 4 1.75 2.0 3.5 22 x 63.9
GS, GSA 1974-78 G12 1222 77.0 x 65.6 x 4 4.0 22 x 66
AX14.BX14.C15, Visa 14, ZX 1988- TU3A 1361 75.0 x 77.0 x 4 3.0 19.5 x 62
BX16 1983- XU5, XU6, B2, BDZ 1580 83.0 x 73.0 x 4 1.75 1.75 4.0 22 x 66.2
BX19, C25D, Xantia, ZX 1986- XU9, D2A, D6A, 159 1905 83.0 x 88.0 x 4 1.5 1.5 4.0 22 x 66.2
CX20 1979- 829 1995 88.0 x 82.0 x 4 1.75 20 4.0 23 x 75
AX14D 1989- TUD3 Diesel 1361 75.0 x 77.0 x 4 2.25 1.75 3.0 23 x 63
AX, BX, Visa 17D 1985- XUD7 (161 A) Diesel 1769 80.0 x 88.0 x 4 2.0 2.0 3.0 25 x 69.8
BX19, C25D, Xantia, ZX 1986- XUD9 (162) Diesel 1905 83.0 x 88.0 x 4 25 x 72
CX25D, CX2500D 1978- M25/629 Diesel 2500 93.0 x 92.0 x 4 2.5 2.0 4.0 30 x 78
DAIHATSU
Cuore, Domino 1976-88 AB 547 71.6 x 680 x 2 1.5 1.5 2.8 18 x 62
1982-84 AD 617 76.0 x 68.0 x 2
850 Van, Charade, S70 1982-88 CD 843 70.0 x 73.0 x 3
Charade 1977- CB, G100 993 76.0 x 73.0 x 3
CL Diesel 993 76.0 x 73.0 x 3 2.0 1.5 3.0 21 x 63.5
FIAT
127, Panda, Punto, Tempra, Tipo, Uno 1988- 146, 159 1372 80.5 x 67.4 x 4 1.5 2.0 3.0 22 x 58
127, 147, Fiorino, Uno 1976-83 127A, 138A1 1049 76.0 x 57.8 x 4 3.95 22 x 67
124, 238, 241, Florio -191 0 124 1197 73.0 x 71.5 x 4 22 x 64
131 1981- 131A 1438 80.0 x 71.5 x 4 22 x 71
Tempra, Tipo 1988- 159, 160 1581 86.4 x 67.4 x 4 22 x 69
131, Argenta, Croma, Regata, Ritmo 1983- 131, 138, 154, 149 1585 84.0 x 71.5 x 4
Tempra, Tipo 1989- 159, 160 16V 1756 84.0 x 79.2 x 4 22 x 63
124, 131, Argenta, Croma, Tipo 1980- 146, 154, 1£9A, 834 1995 84.0 x 90.0 x 4 22 x 69
127, Penny, Duna 1981- 127A, 146A Diesel 1301 76.1 x 71.5 x 4 2.5 2.0 3.0 22 x 64.5 24 X 64.5
Uno 146B Diesel 1367 78.0 x 71.5 x 4
Duna, Fiorino, Regata, Ritmo, Tipo 1985- 146B2 Diesel 1698 82.6 x 79.2 x 4 4.0 25 x 69.5
Regata, Ritmo, Strada 1980- 138B Diesel 1714 83.0 x 79.2 x 4 25 x 71.1
Croma, Ducato, Regata, Tempra, Tipo 1983- 149, 138TD, 160 Diesel 1929 82.6 x 90.0 x 4 26 x 64.6
132, Argento, Croma, Ducato 1983- 8144 Diesel 2445 93.0 x 90.0 x 4 2.0 32 x 75.2
FORD
Escort 1980-85 GMA, GPA 1117 74.0 x 65.0 x 4 1.6 2.0 4.0 20.63 x 63.5
Courier, Escort, Fiesta, Orion 1986- FU, F6 1391 77.2 x 74.3 x 4
Sieia, Taunus 1970-86 JCC, JCT 1294 79.0 x 66.0 x 4 24 x 60.8
Escort, Fiesta 1984-86 JPA, JPC 1296 80.0 x 64.5 x 4 20.63 x 66.7
Escort, Sapphire, Sierra 1982- LSD 1597 80.0 x 79.5 x 4
Escort, Cortina, Sierra, Taunus, Transit 1970-84 OHC 1593 87.66 x 66.0 x 4 2.0 2.5 24 x 72.8
1984- 1.6 2.0 24 x 68.8
Granada, Scorpio, Sierra 1984- Z18, REB 1796 86.2 x 76.9 x 4
Capri, Cortina, Escort, Scorpio, Sierra, Taunus, Transit -1984 NA, NE, NN, N5, LC 1993 90.8 x 77.0 x 4 2.0 2.5
1984- 1.6 2.0
Escort, Fiesta, Fun 1989- OHV/HCS 1119 68.7 x 75.5 x 4 1.5 1.75 3.0 18.034 x 59
Escort, Fiesta, Orion 1980- OHV/HCS 1297 74.0 x 75.5 x 4 18.034 x 64
Sierra 1986- YB 16V 1993 90.8 x 77.0 x 4 24 x 60
Capri, Cortina, Escort, Fiesta 1977-83 HC 1298 81.0 x 63.0 x 4 1.6 1.99 3.95 20.63 X 71.4
Capri, Cortina, Escort, Fiesta, Transit 1970-80 LC 1601 81.0 x 77.7 x 4
Capri. Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1967- V6 1998 84.0 x 60.1 x 6 2.0 3.0 5.0 22 x 70
V6 2294 90.0 x 60.1 x 6 4.0 24 X 70
1968-79 V6 2550 90.0 x 66.8 x 6
1977- V6 2792 93.0 x 68.5 x 6 2.0 2.5 4.0 24 x 70.6
1989- V6 2935 93.0 x 72.0 x 6 1.6 1.75 3.5
Sierra, Scorpio, Transit, Toureo 1974-84 4AB, 4AE, 4DA Diesel 2496 93.56 x 90.54 x 4 2.4 2.4 4.75 29 x 77
1984-88 1988- 2.0 2.5 2.0 2.0 4.0 4.0
376
Продолжение Прилож.2
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (мм) Высота колэц (мм) Размеры пальца (мм) dxL
hj h2 Из
HONDA
Ballade, Civic 1972-81 ЕВ1, ЕВ2 1169 70.0 x 76.0 x 4 1.5 1.5 2.75 17 х 62
1979- ЕВЗ, ЕЕ 1238 72.0 x 76.0 x 4 4.0
1984- EV, D1 1342 74.0 x 78.0 x 4
Accord -1979 EF 1599 74.0 x 93.0 x 4
Civic 1987- D13 1342 75.0 x 76.0 x 4 18 х 64 20 х 62
Accord, Quintet 1979-84 ЕР 1601 77.0 x 86.0 x 4
Accord, Prelude, Vigor 1978- ЕК 1751 77.0 x 94.0 x 4
1983-88 А18, ES, ЕТ, А20 1829 80.0 x 91.0 x 4
1985-89 BS, ВТ 1955 82.7 x 91.0 x 4
1985- В18, В20 1958 81.0 x 95.0 x 4
Ballade, Civic, Quintet 1977-81 EJ, EN 1335 72.0 x 82.0 x 4 17 X 62
1982-89 1.0 1.2 2.8
Ballade, Civic, Integra 1974-79 ЕС, ED 1488 74.0 x 86.5 x 4 1.5 1.5
1975-79 4.0
1980-81 ЕМ
1982-83 1.2 1.2 2.8
19я 2- EF
1984-86 EW 19 х 64
1985-86 1.0
1985-87 1.5 1.5 4.0
Civic 1985- D15, D16 1493 75.0 x 84.5 x 4
1.0 1.2 2.8
Integra, Legend 1987- С27А SOHC V6 2675 87.0 x 75.0 x 6 1.2 1.2 4.0
ISUZU
Gemini, Fargo, l-Mark 1985-91 4ХС1 п 1471 77.0 x 79.0 x 4 1.2 1.2 2.8
Aska, Gemini, Fargo, Midi 1981-85 G180, 4ZB1 1817 84.0 x 82.0 x 4 2.0 2.0 4.0 22 х L
Gemini, Impulse, Piazza, Trooper 1979-89 G200 1949 87.0 x 82.0 x 4 1.5 1.5 4.0
Aska, Gemini, Impulse 1981-85 4ZC1 1994 88.0 x 82.0 x 4 22 x 69
Amigo, Asco, Campo, Midi, Trooper 1986- 4ZD1 2254 89.0 x 89.0 x 4
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1977-89 4FB1 Diesel 1817 84.0 x 82.0 x 4 2.5 2.0 4.0 25 x 67
Fargo, Gemini, Midi, Trooper 1981-89 4FC1 Diesel 1995 84.0 x 90.0 x 4
Campo, Trooper -1983 С190 1951 36.0 x 84.0 x 4 2.2 2.2 5.0 27 x 72
1983- 2.5 2.0
Elf, Journey, Trooper -1983 С240 Diesel 2369 86.0 x 102.0 x 4 2.2 2.2 5.0 27 X 72
1983- 2.5 2.0
Trooper 1979-80 С223 Diesel 2238 88.0 x 92.0 x 4 2.0 2.0 4.0 29 x 68
1980-89 27 x 72
Fargo, Midi 1984-89 4FD1 Diesel 2189 88.0 x 90.0 x 4 27 x 68
Elf, Rodeo, Trooper 1988- 4JB1 Diesel 2771 93.0 x 102.0 x 4 31 x 76
LANCIA
Delta, Prisma 1982- 831 1498 86.4 x 63.9 x 4 1.5 2.0 3.95 22 x 69
Beta, Dedra, Delta, Thema, Trevi 1986- 828, 831 1585 84.0 x 71.5 x 4
1984- 828, 831, 834 1995 84.0 x 90.0 x 4
MAZDA
323, Familia 1977-89 E1 1071 70.0 x 69.6 x 4 1.5 2.0 4.0 20 x 61
1981-84 1.2 1.5
1980-87 E3 . 1296 77.0 x 69.6 x 4 1.5 2.0 20 x 65
1981- 1.2 1.5
-1988 тс- 1272 73.0 x 76.0 x 4 2.0 2.0 20 x 55
1986- B3 "" 1323 71.0 x 83.6 x 4 1.2 1.5 3.0 20 x 52
Bongo 1980-87 UC 1415 77.0 x 76.0 x 4 1.5 4.0 20 x 65
323, Familia 1980-85 E5 1490 77.0 x 80.0 x 4 1.5 2.0
1981-85 1.2 1.5
626, Capella 1982- F6 1587 81.0 x 77.0 x 4 1.5 22 x 67
F8 1789 86.0 x 77.0 x 4 22 x 68
626, 929, B2000, B2200 FE, FE-T 1998 86.0 x 86.0 x 4
323 1986- B6 1597 78.0 x 83.6 x 4 3.0 20 x 61
626, Capella 1971-80 NA, VB 1796 78.0 x 94.0 x 4 1.2 4.0 22 x 65
1980-82 1.5
626, 929, Cosmo, Capella, Luce, B2000 1977-81 MA 1970 80.0 x 98.0 x 4 1.2 20 x 65
626, 929, В 2000 1982- MA 1970 80,0 x 98,0 x 4 1.5 2.0 4,0 20 x 65
929, Luce 1988- JE V6 2954 90.0 x 77.5 x 6 1.5 1.5
626D E2200 1983- RF Diesel R2 Diesel 1998 2184 86.0 x 86.0 x 4 86.0 x 94.0 x 4 2.0 2.0 25 x 68
31. Ремонт двиг. заруб. ав-еи.
377
Продолжение Прилож.2
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) D„ х S х л (мм) Высота колец (мм) Размеры пальца (мм) d ,х L
hi 112 Из
MERCEDES-BENZ
190, 200 1990- М102 1797 89.0 X 72.2 х 4 1.75 2.0 3.5 22 х 56
1980-84 1997 89.0 х 80.25 х 4 24 х 62
1984- 22 х 60
230 1980-84 2299 95.5 х 80.25 х 4 24 х 62
1984- 22 х 60
1984- М102 16V 1.5 1.75 3.5
1988- 2499 95.5 х 87.2 X 4
200 1968- М115 1988 87.0 х 83.6 х 4 1.75 2.5 4.0 26 х 72
230 1973- 2307 93.75 X 83.6 х 4 26 х 73
450 М117 V8 4520 92.0 х 85.0 х 8
250 1976-85 M123 2525 86.0 х 72.5 X 6 23 х 69
280 1972- M110 2746 86.0 х 78.8 х 6
190, 260 1985- M103 2597 82.9 х 80.25 х 6 1.5 1 75 3.0 22 х 52
300 2962 88.5 X 80.25 X 6
320 1992- M104 3i 99 89.9 х 84.0 х 6 22 X 56
380 1979-81 M116 V8 3818 92.0 х 71.8 х 8 1.75 2.0 3.5 26 х 73
450, 500, 560 1977- M117 V8 4973 96.5 х 85.0 х 8 26 х 60
420 1985- M116, M119 V8 4196 92.0 X 78.9 х 8 1.5 2.0 3.5 23 х 58.5
600 1991- M120 5987 89.0 х 80.2 х 12 1.5 2.0 3.0 22 х 56
190D, 200D 1983- OM601 Diesel 1997 87.0 х 84.0 х 4 2.0 2.0 3.0 27 х 56
200D 1968-79 OM615 Diesel 1988 87.0 х 83.6 х 4 3.0 2.0 4.0 26 х 72
1979- 2.0 2.0
220D 1976- 2197 87.0 х 92.4 х 4
240D 1973- OM616 Diesel 2399 90.9 х 92.4 х 4 3.0 2.0 26 х 74
209D, 240D, 300D 1974- OM617 Diesel TURBO 2998 90.9 х 92.4 х 5 28 X 74
250D 1985- OM602 Diesel 2497 87.0 х 84.0 X 5 2.5 2.0 3.0 26 X 55
300D OM603 Diesel 2996 87.0 х 84.0 х 6 28 х 70
MITSUBISHI
Colt 1984-89 G13B, 4G13 1298 71.0 х 82.0 х 4 1.5 1.5 4.0 18 х 60
Colt, Cordia 1978-89 G12B, 4G12 1410 74.0 х 82.0 х 4
Colt, Lancer, Mirage, Precis, Tredia 1982- G15B, 4G15 1468 75.5 х 82.0 х 4
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 х 86.0 х 4 19 х 63
Colt, Cordia, Delica, Galant, Lancer, Mirage, Space Wagon 1978- G62B, 4G62 1795 80 6 х 88.0 х 4
Mirage 1989- 4G61 1595 82.3 х 75.0 х 4 1.2
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma, Tredia 1971-83 4G32, G33 1597 76.9 х 86.0 х 4 2.0 2.0 19 х 63
1983- 1.5 1.5
Cordia, Eclipse, Galant, Lancer, Sigma, L200, L300, Sapporo, Tredia 1980- G63B, 4G63 1997 85.0 х 88.0 х 4 2.0 2.0 21 х 72
1986- 1.5 1.5
Forte, Celeste -1988 G52B, 4G52 1995 84.0 х 90.0 х 4 2.0 2.0 22 х 72
FG -1981 4G53 2384 8F.0 х 98.0 х 4
Galant, Montero 1976-83 G54B, 4G54 2555 91.1 х 98.0 х 4 2.0 2.0 22 х 80
1983- 1.5 1.5
Pagero, Sigma, Shogun 1986- 6G72 V6 2972 91.2 х 76.0 х 6 1.5 1.5 22 х 64
Colt, Galant, Lancer, Space Wagon 1978- 4D65 Diesel 1795 80.6 х 88.0 х 4 2.0 2.0 25 х 68
Delica, Galant, Pagero 1980- 4D55 Diesel 2346 91.1 х 90.0 х 4 29 X 75
L200, L300, Shogun 1982- 4D56 Diesel 2477 91.1 х 95.0 х 4 2.5
NISSAN
March, Micra 1983-89 МАЮ 987 68.0 х 68.0 х 4 1.5 1.5 2.8 17 X 58
Cherry, Sunny, Pulsar 1966-81 A10 988 73.0 х 59.0 х 4 2.0 2.0 4.0 17.45 X 65
1971-82 A12 1171 73.0 х 70.0 X 4
Auster, Cherry, Sunny 1975-82 A14 1397 76.0 х 77.0 X 4 19 X 63
Auster, Bluebird, Skyline, Stanza, Sunny 1967-88 L16, Z16 1595 83.0 х 73.3 X 4 21 X 72
1976-88 L18, Z18 1770 85.0 х 78.0 х 4 21 х 71
Cherry, Sunny 1975-82 A15 1487 76.0 х 82.0 х 4 1.2 19 х 63
Cherry, Sunny, Pulsar 1985- ЕЮ 988 73.0 х 59.0 х 4 1.5 1.5 4.0 17.45 х 62
Sunny Cherry, Sunny, Prairie 1981-89 1981-88 E13 E15 1270 1487 76.0 х 70.0 X 4 76.0 X 82.0 X 4 19 X 62
Bluebird, Pulsar, Stanza, Sunny 1983- ЕЮ 1597 76.0 х 88.0 х 4 1,5 1,5 4,0 19 х 62
1990- GA16 2.8 19 х 60
Sunny, Stanza 1981-88 САЮ 1598 78.0 х 83.6 х 4 4.0 20 х 61 21 х 72
Auster, Cedric, Laurel, Silvia, Stanza, Pulsar, 200SX 1982-88 1977-89 САЮ Z20 1809 1952 83.0 х 83.6 X 4 85.0 х 86.0 х 4
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza
378
Продолжение Прилож.2
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du х S х n (мм) Высота колец (мм) Размеры пальца (м,м) d х L
hi h2 Ьз
Bluebird, Primera, Sunny 1993- SR20 1998 86.0 x 86.0 x 4 22 х 60
Cedric, Gloria, Laurel, Skyline, Stanza 1981- СА20 1974 84.5 x 88.0 x 4 20 х 61
Bluebird, Cedric, Gloria, Laurel, Leopard, Skyline 1966-81 L20 1998 78.0 x 69.7 x 6 2.0 2.0 4.0 21 х 63 5
1981-89 1.2 20 х 66.5
Laurel, Skyline, Maxima, Fairlady 1972-80 L24 2393 83.0 x 73.7 x 6 2.0 2.0 4.0 20 х 66.5
1980-81 1.5
1981- 1.5
Cedric, Fairlady, Gloria, Laurel 1975-80 L28 2753 86.0 x 79.0 x 6 2.0 2.0 4.0 20 х 66.5
1980-83 1.5
Cedric, Bluebird, Leopard, Maxima 1983- VG20 V6 1978 78.0 x 69.0 x 6 1.5 1.5 2.8 21 х 65
Cedric, Gloria, Maxima, Laurel, Leopard, Terrano VG30 V6 2960 87.0 x 83.0 x 6 21 х 71
1985- VG30i, VG30S 2.0
Bluebird, Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1680 80.0 x 83.6 x 4 1.75 2.0 3.0 24 х 62.9
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza 1977-89 LD20 Diesel 1952 85.0 x 86.0 x 4 2.0 2.0 4.0 25 х 66.6
Cedric, Maxima, Skyline, Laurel 1980-88 LD28 Diesel 2793 84.5 x 83.0 x 6 25 х 66.6 27 х 67
Cedric, Laurel, Patrol, Skyline 1987- RD28 Diesel 2826 85.0 x 83.0 x 6
Pathfinder 1982-88 SD23 Diesel 2289 89.0 x 92.0 x 4 2.5 2.0 4.5 26 х 74
Datsun, Urvan 1983- TD23 Diesel
720, Urvan 1981-89 SD25 Diesel 2488 89.0 x 100.0 x 4 26 х 74
Caravan, Terrano, Urvan 1989- TD25 Diesel 2494 89.0 x 100.0 x 4 28 х L
Bus, Terrano, Van TD27 Diesel 2633 96.0 x 92.0 x 4
Caravan, Patrol, Safari 1966-88 SD33 Diesel 3246 83.0 x 100.0 x 6 26 x 71
Patrol, Trade -1989 A4.28 Diesel 2820 94.0 x 101.6 x 4 2.5 2.5 4.0 34 x 75
Patrol 1990- M24-Turbo Diesel 3.0 2.5 4.0 34 x 75
OPEL
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1979 13N, 13S 1297 75.0 x 73.4 x 4 1.75 2.0 4.0 20 x 65
1979-90 1.5 1.5
Ascona,Astra,Carsa,Kadett, Manta,Vectra 1986- 16S, C16 1598 79.0 x 81.5 x 4 1.2 1.5 3.0 18 x 55
Ascona. Kadett 1980- 16S, C16 1598 80.0 x 79.5 x 4 1.5 1.75 4.0 23 x 70
Ascona, Omega, Record, Vectra 1982- 18S, C18 1796 84.8 x 79.5 x 4
1987- 1.5 1.5 3.0 21 x 61.5
Ascona, Astra, Frontera, Kadett, Omega, Vectra C20, 20N 1998 86.0 x 86.0 x 4
Omega, Frontera 1979- C24NE 2410 95.0 x 85.0 x 4 22 x 65
Ascona, Kadett, Manta, Monza, Record 1975- S 1979 95.0 x 69.8 x 4 2.0 2.0 4.0 23 x 76
Monza, Record, Senator 1984- 2197 95.0 x 77.5 x 4 1.75 1.5 3.5 23 x 70
Ascona, Kadett, Manta 1970-82 1584 85.0 x 69.8 x 4 2.0 2.0 5.0 23 x 76
Kadett, Olympia, Record 1967-82 1698 88.0 x 69.8 x 4
Ascona,Kadett,Manta,Record, Transporter 1965- E, N 1897 93.0 x 69.8 x 4
Commodore, Senator, Transporter 1970- E, S 2490 87.0 x 69.8 x 6
Admiral, Commodore, Record S, H 2784 92.0 x 69.8 x 6
Froniera, Monza, Omega, Senator 1970-88 C30 2969 95.0 x 69.8 x 6 2.0 2.0 4.0 23 x 76
1989- 1.5 1.5 3.0 22 x 65
Astra, Frontera, Kadett, Omega, Vectra 1988- 17D Diesel 1699 82.5 x 79.5 x 4 2.0 2.0 3.0 26 x 65
Ascona, Record 1974- 20D Diesel 1998 86.5 x 85.0 x 4 4.0 28 x 73 30 x 78
Frontera, Omega, Senator, Record 1978- 23D Diesel 2260 92.0 x 85.0 x 4
PEUGEOT
104, 106, 205, 306, 309, 405 1987- TU3 1361 75.0 x 77.0 x 4 1.75 2.0 3.0 19.5 x 62
205, 305, 309, 405 1985- XU5 1580 83.0 x 73.0 x 4 1.75 1.75 4.0 22 x 66.2
1984- XU9 1905 83.0 x 88.0 x 4 1.5 1.5
306, 405, 406, 605, 806 1990- XU10 1998 86.0 x 86.0 x 4 1.5 1.75 3.0 22 x 62
505 504, 604 1979- ZE J, XN1 1995 88.0 x 82.0 x 4 1.75 1.5 2.0 4.0 23 x 74 23.5 x 72
1983- 1976-83 ZDJL ZM, ZMJ, PRY 2165 2664 88.0 x 89.0 x 4 88.0 x 73.0 x 6
31
379
Продолжение Прилож.2
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Высота колец (мм) Размеры пальца (мм) d х L
hj h2 Ьз
205D, 309D, 405TD 1983- XUD7 Diesel 1769 80.0 x 88.0 x 4 3.0 2.0 3.0 28 х 68
205D, 305D, 309D, 405D, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4 2.0 25 х 72
605 1991- XUD11 Diesel 2088 85.0 x 92.0 x 4 3.0 30 х 71.5
504D, 505D, 604D 1976-80 XD2 Diesel 2304 94.0 x 83.0 x 4 2.0 2.0 4.0 28 х 81
1981- 30 х 78.8
1980- XD2S Diesel 3.0
505D, 604TD, 605TD, J9 1983- XD3, XD3P Diesel 2498 94.0 x 90.0 x 4 2.0
1984- XD3T Diesel 3.0 32 х 78.8
RENAULT
5, 9, 11, 19, 21 1985- C1C-C4000 956 65.0 x 72.0 x 4 1.75 2.0 3.5 18 х 57
5, 9, 11, 19, 21, Clio, Express 1979- 6881E, C1E 1108 70.0 x 72.0 x 4 18 х 62
5, 9, 11, 19, Clio, Chamade, Expiess, Fuego, Trafic 1977- C1J, C2J, 847 1397 76.0 X 77.0 X 4 4.0 20 х 64
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N 1721 81.0 x 83.5 X 4 3.0 21 х 57
Clio, 19 1988- F7P 16V 1764 82.0 x 83.5 x 4
18, 20, 21, 25, 30, Fuego, Espace 1977- 829, J5R, J6R 1995 88.0 x 82.0 x 4 4.0 23 х 74
18, 20, 21, 30TD, 25TD, Espace, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 x 89.0 x 4
25, 30, Alpina 1976-89 112, 114, 140, Z7V V6 2664 88.0 x 73.0 x 6 1.5 2.0 4.0 23.5 X 72
5D, 9D, 11D 1983- F8M Diesel 1596 78.0 x 83.5 x 4 2.0 2.0 3.0 24 х 66.5
19D, 21D, Clio 1988- F8Q Diesel 1870 80.0 x 93.0 x 4 24 х 63
18, 20, 21, 30TD, 25TD, Espace, Fuego, Nevada,. Trafic 1976- J8S (852) Diesel 2068 86.0 x 89.0 x 4 2.0 2.0 4.0 28 х 75
1984- J8S Turbo Diesel 2.5 2.5
SAAB
99, 900 9000 1975- BZ20 1985 90.0 x 78.0 x 4 1.75 2.0 4.0 24 х 73
9000 1987- B234 2290 90.0 x 90.0 x 4 3.0 24 х 60
1990- B234 16V 24 х 68
SUBARU
Leone 1979-89 EA65 1298 83 0 x 60.0 x 4 1.2 1.5 4.0
DL, GL, Leone Ea81 Boxer 1781 92.0 x 67.0 x 4
1979-82 EA71 Boxer 1595 92.0 x 60.0 x 4 2.0 2.0 21 х 81
1983- 1.5 1.5
SUZUKI
Jimny 1983- F10A 970 65.5 x 72.0 x 4 1.5 1.5 2.8 16 х 53.5
Cultus, Swift 1983-89 G10 993 74.0 x 77.0 x 3 1.2 1.5 2.8 17 X 65
Cultus, Sarrurai, Swirt 1984- G13 1324 74.0 x 77.0 x 4
Escudo, Swift, Vitara 1988- G16 1590 75.0 x 90.0 x 4
TOYOTA
Starlet 1984-88 1E 999 70.5 x 64.0 x 4 1.5 1.5 3.0 18 х 60
Corolla, Starlet 1984 2E 1295 73.0 x 77.4 x 4
1985-88 18 х 59
Carina, Corona, Lite-Ace, Sprinter, Starlet, Town-Ace 1978-81 4K 1290 75.0 X 73.0 x 4 2.0 2.0 4.0 18 х 61
1981-38 1.5 1.5
Corolla, Starlet, Tercel 1979- 1A, 2A 1295 73.0 x 77.4 x 4 2.0 2.0 18 х 61
Corona, Hi-Ace, Hi-Lux, MR2, Toyo-Ace, Town-лее 1970-86 12R 1587 80.5 x 78.0 x 4 20 х 66
Crown, Celica, Corona, Cress da -1974 M, 2M 1988 75.0 x 75.0 x 6 22 х 61
Carina, Corona, Corsa, Sprinter, Tercel 1979-88 ЗА 1452 77.5 X 77.0 X 4 1.5 1.5 2.8 18 х 61
Corolla 1987- 5A 1498 78.7 x 77.0 x 4 18 х 61
Carina, Corolla, MR2 1982- 4A 1587 81.0 x 77.0 x 4 18 х 61
Camry, Car.na, Celica, Corona, Corolla, Cresta, MR2, Sprinter, Town-Ace 1970-77 2T 1588 85.0 x 70.0 x 4 2.0 2.0 4.0 22 х 66
1977-85 1.5 1.5
Carina, Corona, Corolla 1984-88 5K 1468 80.5 x 73.0 x 4 1.5 1,5 4,0 18 х 61
Lite-Ace, Town-Ace 1983-88 1Y 1626 86.0 x 70.0 x 4 22 х 66
Hi-Ace, Lite-Ace, MR2 2Y 1812 86.0 x 78.0 x 4
Camry, Carina, Celica, Corona, Corolla, Cresta, MR2, Tcwn-Ace Carina, Corona, MR2 1977-86 1973-80 ЗТ, 13T 16R 1770 1808 85.0 x 78.0 x 4 88.5 x 73.5 x 4
22 х 75
Camry, Carina 1981-88 1983- 1S 1832 80.5 x 90.0 x 4 20 х 66
Camry, Celica, Vista Camry, Carina, Celica, Corona, MR2, Vista 2S 1995 84.0 x 90.0 x 4
3S 1998 86.0 x 86.0 x 4
380
Продолжение Прилож.2
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (мм) Высота колец (мм) Размеры пальца (мм) dxL
hi h2 hj
Camry, Carina, Celica, Chaser, Coiona, Cresta, Crown, MR2 1981- 1G 1988 75.0 x 75.0 x 6 1.5 1.5 4.0 18 x 61
Camry, Carina, Celica, Corona, Hi-Lux, MR2 1983- 3Y 1998 86.0 x 86.0 x 4 22 x 66
Cressida, Crown, Pick-Up, Supra, 4 Runner 1985- 7М 2954 83.0 x 91.0 x 6
Camry, Hi-Lux, 4 Runner 1988- 3VZ V6 2958 87.5 x 82.0 x 6
Carina, Corolla, MR2 1993- 7А 1762 81.0 x 85.5 x 4 3.0
Camry 1990- 5S 16V DOHC 2164 87.0 x 91.0 x 4
1992- 4.0
Camry, Carina, Celica, Chaser, Corona, MR2 1978- 21R 1972 84.0 x 89.0 x 4 1.5 2.0 4.0 22 x 72
1984- 1.5
1970-88 18R 1968 88.5 x 80.0 x 4 2.0 2.5 4.0 22 x 75
Chinook, Coaster 1975- 20R 2189 88.5 x 89.0 x 4
Celica, Chaser, Cressida, Crown, Supra, MR2 1980-82 5M 2759 83.0 x 85.0 x 6 2.0 2.0 4.0 22 x 66
1982-88 1.5 1.5
Camry, Carina, Corolla, Lite-Ace 1981-86 1C Diesel 1839 83.0 x 85.0 x 4 2.0 2.0 4.0 27 x 68
1986-88 3.0
1983-88 2C Diesel 1974 86.0 x 85.0 x 4 4.0
Chaser, Cresta, Crown, Hi-Ace, Hi-Lux, Landcruiser, MR2, Pick-Up 1978-81 L Diesel 2188 90.0 x 86.0 x 4 2.5 2.0 4.0 27 x 74
1981-88 2.0
1983- 2L Diesel 2446 92.0 x 92.0 x 4 29 x 74
27 x 74
VOLKSWAGEN
Caddy, Coirado, Golf, Jetta, Santana, Passat, Scirocco, Transporter 1982- KR, PG, DS, PL, JN. EX, GU 1781 81.0 x 86.4 x 4 1.5 1.75 3.0 22 X 67
20 X 57
Corrado, Golf, Passat, Variant, Vento 1991- AAA, VR6 2792 81.0 x 89.0 x 6
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Typ 2/80 1982- DG, DF Boxer 1915 94.0 X 69.0 X 4 1.75 2.0 4.0 24 x 65
1972-82 Boxer 1971 94.0 X 71.0 X 4
1985- DJ Boxer 2109 94.0 X 76.4 X 4 3.5
Corrado, Golf, Jetta, Passat, Polo 1980- GF, FY, FZ, GK, EP, EU, NZ 1272 75.0 X 72.0 X 4 3.0 20 x 54
Polo 1986- MN Diesel 22 x 57
20 x 57.8
Caddy, Golf, Jetta, LT Van, Passat, Santana, Transporter 1980- FR, KY Diesel 1588 76.5 x 86.4 x 4 24 X 64
Caravelle, LT Van, Transporter 1983- DL, DV, DW Diesel 2383 76.5 x 86.4 x 6
Caravelle, Transporter 1986- KY Diesel 1715 79.5 x 86.4 x 4
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Venta 1992- 1X, 1Y Diesel 1896 79.5 X 95.5 X 4
1990- Diesel 2370 79.5 x 95.5 x 5
VOLVO
343, 3^5 1976- B14E 1397 76.0 x 77.0 x 4 1.75 2.0 4.0 20 X 64
242, 240, 244, 245, 360 1974-84 B19A/E, B20A/B/E 1986 88.9 x 80.0 x 4 24 X 72
240, 740, 760 1979-84 B23A 2316 96.0 x 80.0 x 4
340, 440, 460, 480 1983- B17 1721 81.0 x 83.5 x 4 3.0 21 x 65
240, 244, 245, 360, 740, 760, 940 1968- B200E/F/T 1986 88.9 x 80.0 x 4 1.75 1.75 3.5 23 x 60
240, 740, 760, 940 1984- B230 2316 96.0 x 80.0 x 4 23 x 65
242, 244, 245 1974- BL1 2127 92.0 x 80.0 x 4 2.0 2.0 4.0 24 x 72
850 1990- B5254F 2435 83.0 x 90.0 x 5 1.5 1.75 3.0 23 x 61
960 1991- B6304F 2922 83.0 x 90.0 x 6 1.5 1,75 3,0 23 x 61
262, 760 1981- B28 V6 2849 91.0 x 73.0 x 6 1.5 2.0 4.0 23.5 x 72
340D, 360, 440, 460 1984- D16 Diesel 1596 78.0 x 83.5 x 4 2.0 2.0 3.0 24 x 66.5
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6 1.75 2.0 3.0 24 X 62
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, Nev; Yorker, Lancer, Voyager 1981- 135 SOHC 2200 87.5 x 92.0 X 4 1.5 1.5 4.0 22.88 x L
1989- 153 SOHC 2500 87.5 x 103.9 x 4
Caravan, New Yorker, Voyager, Dynasty 1990- 201 V6 3300 93.0 x 81.0 x 6 3.0
New Yorker, Imperial Chaser, Coronet, Le Baron, New Yorker, Imperial 1991- 230 V6 3800 96.0 x 86.9 X 6 2.0 2.0 4.75 21.82 x L
1979- 318 V8 5200 99.2 x 84.15 X 8 25 x L
381
Продолжение Прилож.2
Марка (модель) автомобиля Гсд выпуска Модель двигателя Рабоч. ооьем (см3) Du x S x n (mm) Высота колец (мм) Размеры пальца (мм) dx L
hi 112 Из
FORD (USA)
Escort 1985-86 114, 116 1900 82.0 x 87.9 x 4 1.5 1.5 4.0 20.63 х L
1987- 3.0
Aerostar, Capri, Mustang, Taurus, Tempo, Topaz 1974-81 140 . 2300 93.5 x 84.0 x 4 2.0 2.0 4.75 23.17 x L
1982- 1.5 1.5 4.0
Sable 1986- 153, 154 2500 93.5 x 91.5 x 4 2.0 2.0 4.75
Capri, Mustang 1983-86 171 V6 2800 93.0 x 68.7 x 6 2.0 2.5 4.0 24 x L
Bronco II, Merkur, Scorpio, Ranger 1986- 177 V6 2900 93.0 x 71.2 x 6
Probe, Sable, Taunus 183 V6 3000 89.0 x 80.0 x 6 1.5 1.5 23.17 x L
Lincoln, Mustang, Sabb, Taurus, Thunderbird, Zephyr 1982-87 230 V6, 232 3800 96.8 x 86.0 x 6 2.0 2.0
1989- 1.5 1.5
Lincoln Tauncar, Mark VIII 1984- 280, 281 V8 4600 90.2 x 90.0 x 8 1.5 1.5 3.0 22 x L
Bronco, Continental, Crown Victoria, Lincoln, Mark VI/VII, Montego, Grand Marquis, Mustang, Thunderbird 1973- 302 V8 5000 101.6 x 76.2 x 8 2.0 2.0 4.75 24.76 x L
1986- 1.5 1.5 4.0 23.17 x L
1975- 351 V8 5800 101.6 x 88.9 x 8 2.0 2.0 4.75 23.17 x L
GENERAL MOTORS (Buick, Cadillac, Chevrolet, Pontiac
Asuna, Le Mans, Nova 1985- 97 1600 82.0 x 75.0 x 4 1.5 1.5 4.0 23 x L
1976- 98
Beretta, Camaro 1980- 189, 191 V6 3100 89.0 x 84.0 x 6
Allante, Beretta Deville, Eldorado Fleetwood, Seville 1988- 273 V8 4500 92.0 x 84.0 x 8 22 x L
1991- 300 V8 4893 92.0 x 92.0 x 8
Beretta, Blazer, Cavalier, Corsica, Sunbird 1983-89 121 2000 89.0 x 80.0 x 4 4.75 23 x L
Beretta, Cutlass, Grand AM, Grand Prix 1987- 137 2300 92.0 x 87.9 x 4 3.0
Allante, Beretta, Deville, Eldorado, Fleeiwood, Seville 1993- 281 V8 4600 93.0 x 84.0 X 8 22 x 63
Blazer, Camaro, Grand AM, Firebird, Lumina, Monza 1977- 151 2500 101.6 x 76.2 x 4 2.0 2.0 4.75 23.55 x L
1985- 1.6
Blazer, Camaro, Ciera, Corsica, Grand Prix, Firebird 1980- 173 V6 2800 89.0 x 76.2 x 6 2.0 23 x L
1982- 1.5
1987- 1.5 4.0
Beretta, Cavalier, Corsica, Skyhawk 1988- 133, 134 2200 89.0 x 88.0 x 4 2.0 2.0 4.75
Cavalier, Celebrity, Firebird 1982- 181 V6 3000 96.5 x 67.6 x 6 23.85 x L
Bonneville, Grand AM, Grand Prix, Le Mans, Firebird, Safari, Sunbird, Safari, Phoenix, Toronado 1979- 231 V6 3800 96.5 x 86.4 x 6
Allanie, Beretta, Deville, Eldorado, Fleetwood, Seville 1980-87 252 V8 4100 88.0 x 84.0 x 8 22 x L
1987-88 1.5 1.5 4.0
Caprice, Chevrolet, Impala, Monza, Nova, Regal, Blazer Century, Phoenix, Le Mans, Safari, Skylark,Regal, Ventura 1975- 262 V6 4300 101.6 x 88.5 x 6 2.0 2.0 4.75 23.55 x L
1980- 301 V8 4900 101.6 x 76.2 x 8
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1976- 305 V8 5000 94 9 x 88.4 X 8 2,0 2,0 4,75 23,55 x L
Bonneville, Camaro, Safari, Chevrolet, Toronado 1976- 307 V8 5000 96.5 x 86.0 x 8 24.9 x L
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1967- 350 V8 5700 101.6 x 88.4 x 8
Commercial, Deville, Eldorado, Fleeiwood, Seville 1980-84 368 V8 6000 96.5 x 103.1 x 8 25.4 x L
JEEP
Cherokee, Comanche, Pick-Up, Wagoneer, Wrangler 1987- 150 2500 98.55 x 81.0 x 4 2.0 2.0 4.75 23.65 x L
242 4000 98.45 x 87.6 x 6
1971- 258 4200 95.25 x 98.9 x 6
Pick-Up, Universal 1971-81 304 V8 5000 95.25 x 87.3 x 8
Cherokee, Pick-Up, Wagoneer 1971- 360 V8 5900 103.6 x 87.3 x 8
382
Приложение 3
ОСНОВНЫЕ РАЗМЕРЫ КЛАПАНОВ СИСТЕМЫ ГАЗОРАСПРЕДЕЛЕНИЯ
НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
В Приложении приведены основные размеры клапанов
системы газораспределения. Эти данные позволяют не только из-
бежать ошибок, приобретая эти детали, но и подобрать из имею-
щихся в продаже клапанов те. которые могли бы подойти для кон-
кретного двигателя.
В таблице не приводятся сведения о форме и количестве ка-
навок на стержне клапанов для установки сухарей. Более точные
данные содержатся в кгтало^ах специализированных фирм, вы-
пускающих эти детали.
Пробелы в таблице говорят об отсутствии данных.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d x D, (mm)
впускной выпускной
ALFA-ROMEO
Alfetta, Giulia, Super, Junior 1962- 105,115,116,196 1570 78.0 x 82.0 x 4 9 x 41.1 x 106.8 9 x 37.1 x 106.5 9 x 11.5
Alfa 75, 90, 164 1968- 105, 116 1779 80.0 x 88.5 x 4 9 x 41.9 x 106.4 9 x 37.1 x 106.5
1987- 105 1962 84.0 x 88.5 x 4 8 x 44.0 x 116.0 8 x 38.0 x 119.4 8 x 10,8
Alfa 6, 75, 90. 164 1991- 119 V6 1996 80.0 x 66.2 x 6 9 x 44.1 x 104.5 9 x 40.1 x 104.9 9 x 11,5
Alfa 6, 75, GTV6 •1980- 016, 061 V6 2492 88.0 x 68.3 x 6 9 x 40.9 x 107.3 9 x 36.5 x 94.7
Alfa 75 1987- 061, 064 V6 2959 93.0 x 72.6 x 6 8.9 x 43.9 x 104.8 8.9 x 38.5 x 92.2
Alfa 75, Alfetta, Giulietta 1982- HR 488 Diesel 1995 88.0 x 82.0 x 4 8 x 40.2 x 121.0 8 x 33.9 x 121.0 8 x 12
Alfa 75, 90, Alfetta 1984- HR 492 Diesel 2393 92.0 x 90.0 x 4
AUDI
80 1981- EP 1296 75.0 x 73.3 x 4 8 x 34.0 x 98.7 8 x 31.2 x 98.5 8 x 10.8
80, 100 1974- YS, YY, XX, YV FS, YH, YW, WY 1588 79.5 x 80.0 x 4 8 x 38.0 x 105.7 8 x 31.2 x 105.5
1977- 8 X 34.0 x 98.7 8 x 31.2 x 98.5
80 1984- ABB 1595 81.0 x 77.4 x 4 8 x 38.0 x 98.7 8 x 33.2 x 98.5
1985- 8 x 38.0 x 91.0 8 x 33.2 x 91.2
1987- 8 x 39.5 x 91.9
80, 100 1981- DD, DS, DZ, SH DZ, JN, PV PM, DZ, JN 1781 81.0 x 86.4 x 4 8 x 38.0 x 98.7 8 x 31.2 x 98.5
1983- 8 x 40.0 x 98.7 8 x 33.2 x 98.5
8 x 38.0 x 91.0 8 X 33.2 X 90.8 8 x 33.2 x 91.2 8 x 33.2 x 90.8
1985- 8 x 40.0 x 91.0
1986- 8 x 38.0 x 91.9 8 x 33.2 x 91.2
80 1986- SD 1847 82.5 x 86.4 x 4 8 x 40.0 x 91.0 8 x 33.2 x 90.8 8 x 33.2 x 91.2
-1984 WN, WH 1921 79.5 x 77.4 x 5 8 x 38.0 x 98.7 8 x 33.2 x 98.5
100, 200, 5000 1977- WD, WE. WR, KG 2144 79.5 x 86.4 x 5
80, A6 1986- ЗА. 2E, AAE, ABK 1984 82.5 x 92.8 x 4 8 x 39.5 x 91.9 8 x 33.2 x 91.2
80, 90, 100 1983-86 HP, KP, PX, NM, PS 1994 81.0 x 77.4 x 5 8 X 38.0 X 91.0 8 x 33.2 x 90.8
1987- 8 X 40.0 X 91.4 8 x 33.2 x 91.2
1988- 7 x 32.0 x 95.5 7 x 28.0 x 98.2 7 x 9.8
1989- 1B, KU, MC, NG, NF, 7A 2309 82.5 x 86.4 x 5 8 x 40.0 x 91.0 8 x 33.2 x 91.2 8 x 10.8
1990- AAR 8 x 36.0 x 95.1
1991- NG 8 x 39.5 x 91.9
100, 5000 1983- 2200 81.0 x 85.4 x 5 8 x 38.0 x 91.0 8 x 33.2 x 90.8
80, 90, 100, 200, RS2, S2, S6 1984- KV, KZ, HY, PX, SL, HP, IB, MC, KW 2226 81.0 x 86.4 x 5 8 x 40.0 x 91.4 8 x 33.2 x 91.2
80, 100. A4, A6. A8 1990- AAH V6 2771 82.5 x 86.4 x 6 8 x 39.5 x 91.9
80, 100 1980- CY.SB Diesel 1588 76.5 x 86.4 x 4 8 x 34.0 x 104.9 8 x 31.2 x 104.6
1985- 8 x 34.0 x 95.1 8 x 31.2 x 95.0
80, Avant, A6 1989- 1Y Diesel 1896 79.5 x 95.5 x 4 8 x 36.0 x 95.1 8 x 31.2 x 95.1
1991- AAZ Turbo Diesel 8 x 31.2 x 95.5
100 1979- CN Diesel 1986 76.5 x 86.4 x 5 8 x 36.0 x 95.0 8 x 31.2 x 95.0
1989- 3D Diesel 2360 79.5 x 95.1 x 5
80, A4 1991- 1Z Turbo Diesel 1896 79.5 X 95.5 X 4 8 x 36.0 x 96.9 8 x 31.5 x 96.9
100 1990- 1T,AAT,ABP Diesel 2461 81.0 x 95.5 x 5
1991- AAS Diesel 2370 81.0 x 92.0 x 5 8 x 36.0 x 96.9 8 x 31.2 x 95.5
BMW
318, 518 1980-87 M10 1766 89.0 x 71.0 x 4 8 x 41.9 x 103.8 8 x 34.9 x 104.3 8 x 10.8
84.0 x 80.0 x 4 8 x 45.9 x 103.8 8 x 37.9 x 104.3
320, 520 1978-87 1990 89.0 x 80.0 x 4
316i 1988- M40 1596 84.0 x 72.0 x 4 7 x 32.9 x 106.7 7 x 30.4 x 106.3 7 x 9.8
318, 318i, 518i M42 i6V 1796 84.0 x 81.0 x 4
M40 7 x 41.9 x 102.1 7 x 35.9 x 101.1
383
Продолжение Прилож. 3
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d x D, (mm)
впускной выпускной
320, 320i, 520, 520i 1977- М50 1990 80.0 x 66.0 x 6 7 x 29.9 x 107.7 7 x 26.9 x 106.8 7 x 9,8
М20 7 x 39.9 x 102.5 7 x 33.9 x 102.5
325е, 525е 1983- М20, М50 2693 84.0 x 81.0 x 6
325i, 525i, Z1 1985- 2494 84.0 x 75.0 x 6 7 x 42.0 x 102.5 7 x 36.0 x 102.5
1991- М20, М50 24V 7 x 32.9 x 106.7 7 x 30.5 x 106.3
525 1980-92 МЗО 2494 86.0 x 71.6 x 6 8 x 45.9 x 106.5 8 x 37.9 x 107.2 8 x 10.8
528, 628, 728 1977-92 2788 86.0 x 80.0 x 6
535, 735 1983-92 3430 92.0 x 86.0 x 6
1986-92 8 x 46.9 x 106.5 8 x 37.9 x 107.2
530i, 730, 730i, 740 1993- М60 V8 2997 84.0 x 67.6 x 8 6 x 31.9 x 104.0 6 x 28.6 x 103.6
540i, 740i, 840i 1992- 3982 89.0 x 80.0 x 8 8 x 45.9 x 106.5 8 x 37.9 x 107.2 8 x 10.8
750i, 850i 1987- M70 V12 4988 84.0 x 75.0 x 12 7 x 41.9 x 102.1 7 x 34.9 x 101.1 7 x 9.8
1989- 7 x 35.9 x 101.1
325D, 525TDS 1991- M51D Diesel 2497 80.0 x 82.8 x 6 7 x 35.9 x 103.7 7 x 30.9 x 103.5
CITROEN
AX10.RE, C15, Visa 10 1986- TU9, XW8 954 70.0 x 62.0 x 4 7 x 34.7 x 112.8 7 x 27.7 x 112.6 7 x 9.8
Visa 11, AX11, BX11, ZX 1983- TU1, H1A, HDZ 1124 72.0 x 69.0 x 4 7 x 36.7 x 112.8 7 x 29.2 x 112.6
AX14, BX14, C15, Visa 14, ZX 1986- TU3, K1A, K2D, 150A, KDY 1361 75.0 X 77.0 X 4
1991- TU3F-J2K 7 x 39.4 x 111.7 7 x 31.3 x 111.5
1986- TU2/4 1294 75.0 x 73.2 x 4 8 x 39.3 x 111.8 8 x 31.2 x 111.5 8 x 10.8
BX16 1983- XU5, XU6, B2, BDZ 1580 83.0 x 73.0 x 4 8 x 41.6 x 108.8 8 x 34.5 x 108.4
BX19, C25D, Xantia, ZX, 1987- XU9-2C (D2A) 1905 83.0 x 88.0 x 4
1986- XU9-J2 (D2A) 8 x 41.6 x 105.2 8 x 34.5 x 104.8
1988- XU9-J4 (D6A) 7 x 34.6 x 106.4 7 x 29.6 x 105.8 7 x 9.8
Activa, Xantia, XM, ZX 1989- XU102C/J2/ J2Z 1998 86.0 x 86.0 x 4 8 x 42.6 x 108.8 8 x 34.5 x 108.4 8 x 10.8
XM ZPJ4/Y3 V6 2975 93.0 x 73.0 x 6 7 x 37.0 x 127.4 7 x 32.0 x 125.0 7 x 9.8
AX14D TUD3 Diesel 1361 75.0 x 77.0 x 4 7 x 35.5 x 108.4 7 x 30.6 x 108.2
AX, BX, Visa 17D 1985- XUD7 Diesel 1769 80.0 x 88.0 x 4 8 x 33 5 x 112.4 8 x 33.0 x 111.9 8 x 10.8
XMD12 1989- XUD11A iE-Turbo Diesel 2088 85.0 x 92.0 x 4 8 x 33.9 x 122.3 8 x 33.9 x 121.9
D12 XUD11A Diesel 2138 86.0 x 92.0 x 4
DAIHATSU
Charade 1977- CB 993 76.0 x 73.0 x 3 7 x 36.0 x 101.6 7 x 33.0 x 101.6
1987- 6 x 30.0 x 107.0 6 x 26.0 x 107.3
1983- CL Diesel 7 x 36.0 x 105.0 7 x 32.0 x .05.0
FIAT
Panda 1980- 141AE 652 77.0 x 70.0 x 2 8 x 34.4 x 115.8 8 x 28.0 x 115.7
1986- 156A4 769 65.0 x 58.0 x 4 7 x 26.4 x 97.0 7 x 23.3 x 97.2 7 x 9.8
1981- 100GL6 843 65.0 x 63.5 x 4 7 x 29.0 x 95.3 7 x 26.0 x 95.3
7 x 26.0 x 95.7
127, 850, 900, Panda 1971- 100GF, G3C, GBS, 200B1, BF1, CF1, CZ1, CP1 903 65.0 x 68.0 x 4 7 x 26.0 x 95.3
7 x 26.0 x 95.7
127, Panda, Uno 1985- 156A2, A4, AZ, 160A3 999 70.0 x 65.0 x 4 7 x 30.4 x 97.1 7 x 27.3 x 97.2
Tipo, Uno 160A3 1108 70.0 x 72.0 x 4
128, Duna, Nuovo Fiorino, Uno 1983- 146A6, A9, 1383 1116 76.0 x 61.5 x 4 8 x 36.5 x 110.2 8 x 29.0 x 110.6 8 x 10.8
127, Penny, Duna 1988- 146 1301 76.1 x 71.7 x 4
Ritmo, Uno 1980- 146A4 1116 80.0 x 55.5 x 4 8 x 36.0 x 108.5 8 x 31.0 x 109.0
Regata, Ritmo, Uno 1981- 128A3 1301 86.4 x 55.5 X 4
Uno 1985- 146A2 1301 80.5 x 64 0 x 4 8 x 33.1 x 109.0
127, Panda, Punto, Tempra, Tipo, Uno 1988- 160A1 1372 80.5 x 67.4 x 4 8 x 37.5 x 108.5 8 x 31.0 x 109.0
1989- 146A8 8 x 36.0 x 108.5 8 x 33.1 x 109.0
Nuova Ritmo, Reqata, Uno 1981- M605AA 1498 86.6 x 63.9 x 4 8 x 33.4 x 108.9
Tempra, Tipo 1988- 160A2 1581 86.4 x 67.4 x 4 8 x 37.5 x 108.5
1990- 8 x 39.5 x 108.5 8 x 31.0 x 109 0
125, Ritmo, Tipo 1989- 138AR 1580 84.0 x 71.3 x 4 8 x 43.6 x 105.6 8 x 36.2 x 105.9
131, Croma, Regata, Ritmo 1981- 131 1585 84.0 x 71.5 x 4
1985- 8 x 39.5 x 111.9 8 x 36.5 x 112.5
384
Продолжение Прилож. 3
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d x D, (мм)
впускной выпускной
132, Argenta 1981-85 132D 1595 84.0 x 72.0 x 4 8 x 41.9 x 106.3 8 x 36.2 x 105.9 8 x 10,8
Tempra, Tipo 1989- 159 1756 84.0 X 79.2 X 4 8 x 43.6 x 105.6
Tipo 1990- 160 16V 7 x 34.5 x 128.0 7 x 28.5 x 126.0
Ducato 10, 13, Forgone 1982- ХМ7Т 1795 84.0 x 81.0 x 4 8 x 42.6 x 118.6 8 x 35.5 x 112.2
XN1T 1971 88.0 x 81.0 x 4
132, Argenta 1981-85 132C3 1995 84.0 x 90.0 x 4 8 x 41.9 x 106.3 8 x 36.2 x 105.9
Croma 1985- 154А2 8 x 43.6 x 105.6 8 x 36.5 x 106.0
Tipo 1990- 160А8 7 x 34.5 x 128.0 7 x 28.5 x 126.0
127D, Panda, Uno 1981- 127А5 Diesel 1301 76.0 x 71.7 x 4 8 x 34.0 x 112.0 8 x 29.0 x 112.0
Uno 1986- 127A5 Turbo Diesel 1367 78.0 x 71.5 x 4 8 x 32.9 x 116.9 8 x 29 9 x 116.8
Duna, Penny, Regata, Ritmo, Tipo, Uno 1980- 149 Diesel 1698 82.6 x 79.2 x 4 8 x 37.4 x 116.8 8 x 33.5 x 116.5
Regata, Ritmo, Strada 1980- 138 Diesel 1714 83.0 x 79.2 X 4 8 x 38.4 x 126.0 8 x 33.4 x 126.0
Croma, Ducato, Regata, Tempra. Tipo, Uno 1983- 138TD, 149 Diesel 1929 82.6 x 90.0 x 4 8 x 37.4 x 116.8 8 x 33.5 x 116.5
1986- Turbo Diesel 8 x 37.5 x 116.5
Croma 1989- 154B Turbo Diesel 8 x 36.5 x 114.0 8 x 33.5 x 114 0
131D, 132D 1978-83 8144 65.300 Diesel 1995 88.0 x 82.0 x 4 8 x 40.9 x 121.9 8 x 32.9 x 122.0 8 x 12
1983- 8144.65 Diesel 8 x 41.0 x 120.9
15D, 18D, 242D 1974-81 Diesel 2175 90.0 x 85.5 x 4 8 x 42.3 x 121.4 9 x 35.0 x 121.4
131D, 132D, Argento 1978-83 8144 Diesel 2445 93.0 x 90.0 x 4 8 x 40.9 x 121.9 8 x 32.9 x 122.0 8 x 34.4 x 122.0
132, Argento, Croma, Ducato 1983- 8 x 41.0 x 120.9
242, Croma, Ducato Ducato 1981- B25.637 Diesel 2499 93.0 x 92.0 x 4 8 x 42.3 x 121.4 9 x 35.0 x 121.4
Argento, Croma, Ducato 1983- Diesel 8 x 41.0 x 120.7 8 x 34.4 x 122.0
FORD
Escort 1980-85 GMA, GPA 1117 74.0 x 65.0 x 4 8 x 38.0 x 136.0 8 x 32.2 x 132.8 8 x 12
Escort, Fiesta, Fun 1989 OHV/HCS 1119 68.7 x 75.5 x 4 7 x 34.5 x 104.0 7 x 29.0 x 104.4 7x11
1989- 7 x 33.0 x 104.0
Sierra 1982- 1294 81.0 x 64.5 x 4 8 x 38 5 x 113.2 8 x 30.0 x 112.6 8 x 12
Escort, Fiesta 1984-86 JPA, JPC 1296 80.0 x 64.5 x 4 8 x 42.0 x 134.8 8 x 34.0 x 131.4
Courier, Escort, Fiesta,Orion 1986- FU, F6 1391 77.2 X 74.3 X 4 8 x 40.0 x 136.5 8 x 34.0 x 133.2
Escort, Cortina, Sierra, Taunus, Transit 1970- LC, LA, L2 1593 87.55 x 56.0 x 4 8 X 42.0 X 113.2 8 x 34.2 x 112.6
Escort, Sapphire, Sierra 1982- LSD Turbo 1597 80.0 x 79.5 x 4 8 x 42.0 x 134.8 8 x 37.0 x 131.8
Sierra 1984- 1.6E Max 1599 81.3 x 77.0 x 4 8 x 42.0 x 113.2 8 x 32.0 x 113.3
1988- R2 CVH 1769 80.0 x 88.0 x 4 8 x 39.0 x 136.7 8 x 34.0 x 133.9
Escort, Granada, Mondeo, Scorpio, Sierra 1991- Zeta 16V 1796 80.6 x 88.0 x 4 6 x 32.0 x 97.1 6 x 28.0 x 96 7 6 x 12
Granada, Scorpio, Sierra 1984- Z18, REB 1796 86.2 x 77.0 x 4 8 x 42.0 x 112.3 8 x 34.2 x 111.7 8 x 12
Granada, Sierra 1981- V6 1968 84.0 x 59.2 x 6 8 x 35.0 x 105.6 8 x 30.2 x 105.7
Capri, Cortma, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1982- NA, NE, NN, N5, LC 1993 S0 8 x 77.0 x 4 8 x 42.0 x 111.2 8 x 36.0 x 110.6
Escort, Sierra 1990- DOHC 1998 86.0 x 86.0 x 4 7 x 42.6 x 108.5 7 x 38.0 x 108.9 7 x 11
Escort 1991- 16V 7 x 33.5 x 111.9 7 x 30.0 x 111.6
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1967- V6 2294 90.0 x 60.1 x 6 8 x 39.9 x 105.6 8 x 34.0 x 105.7 8 x 12
1989- V24 EAO V6 2394 84.0 x 72.0 x 6 8 x 40.0 x 105.0 8 x 34.0 x 105.1
1977- V6 2792 93.0 x 68.5 x 6 8 x 42.0 x 105.6 8 x 36.0 x 106.4
1986- NAAO V6 2935 93.0 x 72.0 x 6 8 x 42.1 x 105.0 8 x 36.0 x 105.1
1987- EAO V6 8 x 42.0 x i06.5 8 x 36.0 x 1C7.3
1991- 24V V6 7 x 34.0 x 105.5 7 x 30.0 x 104.0 7x11
Escort, Fiesta, Orion, Sapphire, Sierra 1988- RTA.RTB.RTC 1753 82.5 x 82.0 x 4 8 x 36.5 x 107.1 8 x 32.0 x 109.2 8 x 12
1991- RFA Diesel
Granada Gianada, Scorpio, Sierra 1977- XD 4.88 Diesel 1948 88 0 x 80.0 x 4 8.5 x 40.4 x 116.2 8.5 x 33.4 x 116.2
XD 4.90 Diesel 2112 90.0 x 83.0 x 4
1982- LXD2 Diesel 2304 94.0 x 83.0 x 4
Ремонт JBi'r чяп.п ан-vii.
385
Продолжение Прилохс. 3
Марка (моцепь) автомобиля Год. выпуска Модель двигателя Рабоч. объем <см3) D1( x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d x D, (mm)
впускной выпускной
HONDA
Ballade, Civic, Quintet 1977-89 EJ, EN 1335 72.0 x 82.0 x 4 6.6 x 36.0 x 109.5 6.6 x 32.0 x 110.0 6.6 x 11
Ballade, Civic, Integra 1974-87 EC,ED, EM, EW 1488 74.0 x 86.5 x 4 6.6 x 27.0 x 112.8 6.6 x 32.0 x 114
Accord, Quintet 1979-84 EP 1601 77.0 x 86.0 x 4 7 x 35.0 x 113.3 7 x 28.0 x 113.8 7 x 12
Accord, Prelude, Vigor 1978- EK 1751 77.0 x 94.0 x 4 7 x 36.0 x 113 2 7 x 30.0 x 113.2
Accord 1984- EY 3V 1598 80.0 x 79.5 x 4 6.6 x 30.0 x 120.5 7 x 35.0 x 120.7
Accord, Prelude, Vigor 1983-88 A18, A20, ET, ES 3V 1829 80.0 x 91.0 x 4
ISUZU
Gemini, Impulse, Piazza, Trooper 1979-89 G200 1949 87.0 x 82.0 x 4 8 x 42.4 x 109.6 8 x 34.0 x 110.8 8 x 12
Aska, Gemini, Impulse 1983-88 4ZC1 1994 88.0 x 82.0 x 4 8 x 42.4 x 110.6 8 x 36.0 x 110.2
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1986- 4ZE1 2559 92.6 x 95.0 x 4 8 x 44.2 x 108.6 8 x 37.0 x 108.2
1984- 4EC1 Diesel 1487 76.0 x 82.0 x 4 7 x 34.6 x 104.1 7 x 30.6 x 104.0
1977-89 4FB1 Diesel 1817 84.0 x 82.0 x 4 8 x 39.0 x 132.3 8 x 34.0 x 132.3 8 x 12
Fargo, Gemini, Midi, Trooper 1981-89 4FC1 Diesel 1995 84.0 x 90.0 x 4
Campo, Trooper 1972-89 C190 1951 86.0 x 84.0 x 4 8 x 38.0 x 115.8 8 x 32.0 x 115.8
Fargo, Midi 1984-89 4FD1 Diesel 2189 88.0 x 90.0 x 4 8 x 39.0 x 132.3 8 x 34.0 x 132.3
Elf, Journey, Trooper 1969- C240 Diesel 2369 86.0 x 102.0 x 4 8 x 40.0 x 115.8 8 x 34.0 x 115.8
Trooper 1980-89 C223 Diesel 2238 88.0 x 92.0 x 4
Elf, Rodeo, Trooper 1988- 4JB1 Diesel 2771 93.0 x 102.0 x 4 8 x 40.1 x 118.1 8 x 35.7 x 118.1
MAZDA
323, Familia 1979-88 E3 1296 77.0 x 69.6 x 4 8.1 x 36.0 x 105.5 8.1 x 31.0 x 103.5 8 x 14
1980-89 E5 1490 77.0 x 80.0 x 4
1986- B3 1323 71.0 x 83.6 x 4 7 x 33.0 x 105.4 7 x 28.0 x 104.2 7 x 12
626, Capella 1982- F6 1587 81.0 x 77.0 x 4 8.1 x 41.0 x 111.8 8.1 x 34.0 x 111.8 8 x 14
323 1986- B6 1597 78.0 x 83.6 x 4 7 x 38.0 x 103.8 7 x 32.0 x 102.8 7 x 12
626, Capella 1982- F8 1789 86.0 x 77.0 x 4 8.1 x 44.0 x 111.9 8.1 x 36.0 x 111.7 8 x 14
626, 929, B2000, B2200 FE 1998 86.0 x 86.0 x 4
626, 929, Cosmo, Capella, Luce, B2000 1977-89 MA 1970 80.0 x 98.0 x 4 8.1 x 42.0 x 108.6 8.1 x 33.0 x 107.1
929 1987- F2 12V 2184 86.0 x 94.0 x 4 7 x 32.5 x 115.8 7 x 34.0 x 116.2 7 x 12
929, Luce 1988- JE V6 2954 90.0 x 77.5 x 6 7 x 33 x 121.4 8 x 38 x 122.6 7 x 12, 8 x 14
626D 1983- RF Diesel 1998 86.0 x 86.0 x 4 8 x 41.0 x 107.0 8 x 36.0 x 106.8 8 x 14
E2200 R2 Diesel 2184 86.0 x 94.0 x 4
MERCEDES-BENZ
190, 200 1980- M102 1997 89.0 x 80.2 x 4 8 x 40.0 x 114.9 9 x 36.0 x 115.8 8x12, 9x11.6
1982- 8 x 43.0 x 114.9 9 x 39.0 x 115.8
230 1980- 2299 95.5 x 80.25 x 4 8 x 46.0 x 114.9
1989- M102 16V 2499 95.5 x 87.2 x 4 7 x 38.0 x 111.7 8 x 33.0 x 111.5 6.3x10.6, 7.2x10.6
190, 260 1985- M103 2597 82.9 x 80.25 x 6 8 x 40.0 x 110.3 9 x 35.0 x 110.9 8x12, 9x11.6
300 2962 88.5 x 80.25 x 6 8 x 43.0 x 110.3 9 x 39.0 x 110.9
280 1972- M110 2746 86.0 x 78.8 x 6 9 x 45.2 x 115.0 9 x 39.1 x 118.2 9 x 12
380 1981- M116 V8 3802 92.0 x 71.5 x 8 9 x 44.2 x 117.0 9 x 37.1 x 118.2 8.2 x 12
420 1985- M116, M119 V8 4196 92.0 x 78.9 x 8 9 x 39.1 x 118.2
450, 500, 560 1977- M117 V8 4973 96.5 x 85.0 x 8
1985- 9 x 46.2 x 117.0 9 x 12
450 1973- 4520 92.0 x 85.0 x 8 9 x 44.2 x 117.0 11 x 37.1 x 118.0 8.2x12, 10.2x13
560 1985- 5547 96.5 x 94.8 x 8 9 x 46.2 x 117.0 9 x 39.1 x 118.2 9 x 12
250 1976-85 M123 2525 86 0 x 72.5 x 6 9 x 41.2 x 128.0 11 x 37.1 x 113.2 9x12, 11x13
190D, 200D 1968- OM615 Diesel 1988 87.0 x 83.6 x 4 10 x 38.8 x 131.5 10 x 33.2 x 131.0 10 x 14
1983- QM601 Diesel 1997 87.0 x 84.0 x 4 8 x 38.0 x 106.4 9 x 35.0 X 106.4 8x12, 9x11.6
250D 1985- QM602 Diesel 2497 87.0 x 84.0 x 5
300D QM603 Diesel 2996 87.0 x 84.0 x 6
240D 1973- OM616 Diesel 2399 90.9 x 92.4 x 4 10 x 39.8 x 131.5 10 x 34.2 x 131 10 x 14
209D, 240D, 300D 1974- OM617 Diesel 2998 90.9 x 92.4 x 5 10 x 34.2 x 131.5
386
Продолжение Прилож. 3
Марка (модель) автомобиля Год выпуска Mодень двигателя Работ, объем (см3) Dl( x S x и (мм) Размеры клапанов d х D х L. (мм) Маслоотр. колпачки d х D (мм)
впхскной I выпускной
MITSUBISHI
Colt 1977-88 G11B, 4G11 1244 69.5 x 82.0 x 4 6.6 х 34.0 х 102.1 6.6 х 30.0 х 100.9 6.6 х D
1984-89 G13B, 4G13 1298 71.0 x 82.0 x 4
Colt, Cordia 1978-89 G12B, 4G12 1410 74.0 X 82.0 x 4
Colt, Lancer, Mirage, Precis, Tredia 1982- G15B, 4G15 1468 75.5 x 82.0 x 4
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage. Sigma, Tredia 1971- G32B, 4G32 1597 76.9 x 86.0 x 4 8 х 38.0 х 106.0 8 х 31.0 х 102.5 8 х 13
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 x 86.0 x 4 8 х 42.0 х 98.2 8 х 34.0 х 95.6
Colt, Cordia, Delica, Galant, Lancer,Mirage, Space Wagon 1978- G62B, 4G62 1795 80.6 x 88.0 x 4 8 х 43.0 х 109.8 8 х 35.0 х 108.7
Cordia, Eclipse, Galant, Lancer, Sigma, L200, L300, Sapporo, Tredia 1980- G63B, 4G63 1997 85.0 x 88.0 x 4
Galant, Montero 1976-84 G54B, 4G54 2555 91.1 x 98.0 x 4 8 х 46.0 х 110.0 8 х 38.0 х 108.0
1984- 8 х 46.0 х 108.0 8 х 38.0 х 106.0
Pagero, Sigma, Shogun 1986- 6G72 V6 2972 91.2 x 76.0 x 6 8 х 43.0 х 103.3 8 х 35.0 х 102.7
Delica, Galant, Pagero 1980- 4D55 Diesel 2346 91.1 x 90.0 x 4 8 х 40.0 х 136.5 8 х 34.0 х 136.5
L200, L300, Shogun 1982- 4D56 Diesel 2477 91.1 x 95.0 X 4
NISSAN
Auster, Cherry, Sunny 1975-82 А14 1397 76.0 X 77.0 X 4 8 х 37.0 х 103.8 8 х 30.0 х 103.8 8 х 12
Sunny 1981-89 Е13 1270 76.0 x 70.0 x 4 7 х 37.0 х 118.7 7 х 30.0 х 118.1 7 х 12
Cherry, Sunny, Prairie 1981-88 Е15 1487 76.0 x 82.0 x 4 7 х 37.0 х 119.6 7 х 31.0 х 119.9
Bluebird, Pulsar, Stanza, Sunnv 1990- GA16 1597 76.0 x 88.0 x 4 5.5 х 30.0 х 92.5 5.5 х 24.0 X 92.5
Auster, Cedric, Laurel, Silvia, Stanza, Pulsar, 200SX 1982-88 СА18 1809 83.0 x 83.6 x 4 7 х 40.1 х 106.7 7 х 35.0 х 108.0 7 х 12
Cedric, Gloria, Laurel, Skyline, Stanza 1981- СА20 1974 84.5 x 88 0 x 4
1986- 7 х 41.1 х 107.0
Bluebird, Primera, Sunny 1990- SR20Di 16V 1998 86.0 x 86.0 x 4 6 х 34.0 х 101.5 6 х 30.0 х 102.5
SR20DE 16V 7 х 30.1 х 102.5
720, Cabstar, 200SX 1981-88 Z22 2187 87.0 x 92.0 x 4 8 х 42.0 X 124.4 8 х 38.0 х 125.4 8 х 12
Prairie, Terrano II 1989- KA24 2389 89.0 x 96.0 x 4 7 х 34.1 х 121.3 8 х 40.0 х 122.3
1991- 7 х 36.6 х 101.3 7 х 31.3 х 98.8 7 х 12
Cedric, Fairlady, Gloria, Laurel 1972- L26 2565 83.0 x 79.0 x 6 8 х 42.0 х 116.5 8 х 35.0 х 117.5 8 х 12
Cedric, Gloria, Maxima, Laurel, Leopard, Terrano 1983- VG30 V6 2960 87.0 x 83.0 x 6 7 х 42.0 х 125.6 8 х 35.0 х 124.8
Bluebird, Cedric, Cheiry, Sunny, Stanza, Skyline 1982- CD 17 Diesel 1680 80.0 x 83.6 x 4 7 х 36.0 х 100.9 7 х 31.0 х 100.9 7 х 12
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza 1977-89 Z20 1952 85.0 x 86.0 x 4 8 X 42.0 X 124.4 8 х 38.0 х 125.4 8 х 12
LD20 Diesel 8 х 39.0 х 117.2 8 х 32.0 х 117.4
Datsun, Urvan 1983- TD23 Diesel 2289 89.0 x 92.0 x 4 8 х 40.0 х 117.0 8 х 35.0 х 117.0
Caravan, Terrano, Urvan 1989- TD25 Diesel 2494 89.0 x 100.0 x 4 8 х 41.5 х 117.0 8 х 37.0 х 117.0
Bus, Terrano, Van TD27 Diesel 2663 96.0 x 92.0 x 4 8 х 43.5 х 117.0 8 х 38.0 х 117.0
Cedric, Maxima, Laurel, Skyline 1980-88 LD28 Diesel 2793 84.5 x 83.0 x 6 8 х 39.0 х 117.2 8 х 32.0 х 117.4
Cedric, Laurel, Patrol, Skyline 1987- RD28 2826 85.0 x 83.0 x 6 7 х 39.0 х 102.8 7 х 32.0 х 102.6 7 х 12
1989- RD28 Turbo Diesel 7 х 39.0 х 101.8 7 х 32.0 х 101.6
OPEL
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1979- 13N, 13S 1297 75.0 x 73.4 x 4 7 х 33.0 х 105.0 7 х 29.0 х 105 7 х 11.1
1989- 14N, C14 1389 77.6 x 73.4 x 4 7 х 33.0 х 104.6 7 х 29.0 х 104.6
1991- C14SE 7 х 38.0 х 104.6 7 х 31.0 х 104.6
Ascona, Astra, Carsa, Kadett, Mania, Vectra 1986- 16S, C16 1598 79.0 x 81.5 x 4 7 х 38.0 х 101.1 7 х 31.0 х 101.1
32ц
387
Продолжение Прилож. 3
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (мм) Размеры клапанов d x D x L, (mm) Мгслоотр. колпачки d > D, (mm)
впускной ВЫПУСКНОЙ
Ascona, Kadett 1980- 16S, С16 1598 80.0 x 79.5 x 4 8 x 35.0 x 106.1 8 x 32.0 x 106.1 8 x 12.1
Kadett, Olympia, Record 1967-82 1698 88.0 x 69.8 x 4 9 x 40.0 x 123.0 9 x 34.0 x 123.7 9 x 14.3
Ascona, Omega, Record, Vectra 1982- 18S, С18 1796 84.8 x 79.5 x 4 8 x 38.0 x 106.1 8 x 34.0 x 106.1 8 x 12.1
1987- 7 x 41.8 x 103.8 7 x 36.5 x 103.6 7 x 11.1
Ascona, Kadett, Manta, Record, Transporter 1965- Е, N 1897 93.0 x 69.8 x 4 9 x 42.0 x 123.0 9 x 37.0 x 123.7 9 x 14.3
Ascona, Kadett, Manta, Monza, Record 1975- S 1979 95.0 x 69.8 x 4
Ascona, Astra, Frontera, Kadett, Omega, Vectra 1987- С20, 20N 1998 86.0 x 86.0 x 4 7 x 41.8 x 103.8 7 x 36.5 x 103.6 7 x 11.1
1988- 20ХЕ/С20ХЕ 7 x 33.0 x 104.9 7 x 2Э.0 x lOS.O
Commodore,Senator, Record 1984- С22 2182 95.0 x 77.0 x 4 9 x 45.0 x 123.0 9 x 40.0 x 123.7 9 x 14.3
Omega, Frontera 1979- C24NE 2410 95.0 x 85.0 x 4 9 x 45.0 x 122.5
Commodore, Senator, Transporter 1970- гп сл 2490 87.0 x 69.8 x 6 9 x 40.0 x 123.0 9 x 34.0 x 123.7
1981- 9 x 42.0 x 123.0 9 x 36.0 x 123.7
Omega, Senator 1990- C26NE 2594 88.8 x 69.8 x 6 9 x 42.0 X 122.3 9 x 36.0 x 123.2
Admiral,Commodore,R ecord 1970- S, Н 2784 92.0 x 69.8 x 6 9 x 40.0 x 123.0 9 x 34.0 x 123.7
Frontera, Monza, Omega, Senator СЗО 2969 95.0 x 69.8 x 6 9 x 42.0 x 123.0 9 x 37.0 x 123.7
1988 9 x 45.0 x 123.0 9 x 40.0 x 123.7
1990- 7 x 37.4 x 89.3 7 x 30.4 x 96.1 7 x 11.1
Omega 1990- C36GET 24V 3638 95.3 x 85.0 x 6
Ascona 1982- 16D/16DA Diesel 1598 80.0 x 79.5 x 4 8 x 36.0 x 123.2 8 x 32.0 x 123.2 8 x 14.3
Astra, Frontera, Kadett, Omega, Vectra 1988- 17D Diesel 1699 82.5 x 79.5 x 4
Frontera, Omega, Senator, Record 1978- 23D Diesel 2260 92.0 x 85.0 x 4 8 x 42.0 x 127.2 8 x 34.5 x 127.2
PEUGEOT
104, 106, 205, 303, 309, 405 1987- TU3 1361 75.0 x 77.0 x 4 7 x 36.7 x 112.8 7 x 29.2 x 112.6 7 x 9.8
205, 305, 309, 405 1985- XU5-1C 1580 83.0 x 73.0 x 4 8 x 40.0 x 108.8 8 x 33.0 x 108.1 8 x 10.8
XU5-2C 8 x 41.6 x 108.8 8 x 34.5 x 108.4
1984- XU9 1905 83.0 x 88.0 x 4
8 x 39.5 x 105.2 8 x 33.0 x 105.2
1986- 8 x 41.6 x 105 2 8 x 34.5 x 104.8
1988- 7 x 34.6 x 106.4 7 x 29.6 x 105.8 7 x 9.8
505 1979- ZEJ, XN1 1995 88.0 x 82.0 x 4 8 x 43.9 x 112.0 8 x 38.6 x 111.4 8 x 10.8
1983- ZDJL 2165 88.0 x 89.0 x 4
306, 405, 406, 605, 806 1990- XU10 1998 86.0 x 86.0 x 4 8 x 42.6 x 108.8 8 x 34.5 x 108.4
505 1983- N9TE-Turbo 2156 91.7 x 81.6 x 4 9 x 42.9 x 119.0 9 x 37.9 x 118.2
604 1984- ZNJ V6 2849 91.0 x 73.0 x 6 8 x 43.9 x 112.0 8 x 37.0 x 111.3 8 x 10.8
505 1987- ZN 3J/K V6 8 x 46.0 x 112.7 8 x 39.0 x 111.7
605 1989- ZPJ V6 2975 93.0 x 73.0 x 6
ZPJ4 24V V6 7 x 37.0 x 127.4 7 x 32.0 x 125.0 7x98
205D, 309D, 405TD 1983- XUD7 Diesel 1769 80 0 x 88.0 X 4 8 x 38.5 x 112.4 8 x 33.0 x 111.9
205D, 305D, 309D, 405D, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
605 1989- XUD11A TE-Turbo Diesel 2088 85.0 x 92.0 x 4 8 x 33.9 x 122.3 8 x 33.9 x 121.9
XUD11A Diesel 2138 86.0 x 92.0 x 4
504D, 505D, 604D 1976- XD2, XD2S Diesel 2304 94.0 x 83.0 x 4 8.5 x 40.4 x 116.2 8.5 x 33.4 x 116.2
505D, 604TD, 605TD, J9 1983- XD3, XD3T Diesel 2498 94.0 x 90.0 x 4 8.5 x 42.5 x 116.0 8.5 x 35.5 x 116.3
RENAULT
5, 9, 11, 19, 21, Clio, Express 1979 6881E, C1E-G750 1108 70.0 x 72.0 x 4 7 x 33.5 x 89.8 7 x 29.0 x 88.9 7 x 9.8
Clio, Express 1990- E5F, E7F 1171 75.8 x 65.0 x 4 7 x 37.5 x 107.8 7 x 33.6 x 107.8
5, 9, 11, 19 1987- C1JG 1237 71.5 x 77.0 x 4 7 x 34.2 x 91.4 7 x 29.0 x 88.9
5, 19, Clio, Express 1988- E6J, E7J 1390 75.8 X 77.0 X 4 7 x 34.1 x 91.3 7 x 28.8 x 89.3
1990- 7 x 37.5 x 107.8 7 x 33.6 x 107.8
388
Продолжение Прилож. 3
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (саг3) Du x S x n (mm) Размеры клапанов d x D x L. (mm) Маслоотр. колпачки dx D, (mm)
впускной выпускной
Camry, Carina, Corolla, Lite-Ace 1981-88 1С Diesel 1839 83.0 x 85.0 x 4 8 x 38 5 x 106.5 8 x 32.5 x 103 5
1983-88 2С Diesel 1974 86.0 x 85.0 x 4
Chaser, Cresta, Crown, Hi-Ace, Hi- Lux, Landcruiser, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4 8.5 x 42.6 x 123.0 8.5 x 35.0 x 122.8
1983- 2L Diesel 2446 92.0 x 92.0 x 4
VOLKSWAGEN
Golf, Jetta, Passat, Polo 1980- GF, FY, FZ,GK,EP 1272 75.0 x 72.0 x 4 8 x 34.0 x 110.5 8 x 28.2 x 110.5 8 x 10.8
1985- HZ, NZ, ZG, PY 8 x 36.0 x 99.3 8 x 28.9 x 99.1
Ca.avelle Transporter, Typ 2/80 1982- DG, DF Boxer 1915 94.0 x 69.0 x 4 8 x 39.9 x 122.4 9 x 33.9 x 122.7
1983- 8 X 35.5 X 122.4 9 x 29.9 x 122.7
1972-82 Boxer 1971 94.0 X 71.0 x 4 8 x 39.3 x 117.0 9 x 32.9 x 117.2
1985- DJ Boxer 2109 94.0 x 76.4 x 4 8 x 39.9 x 122.4 9 x 33.9 x 122.7
Polo 1986- MN Diesel 1272 75.0 X 72.0 x 4 8 x 34.0 x 99.1 8 x 28.9 x 99.1 8 x 10.8
1990- Diesel 1398 75.0 x 79.0 x 4
Caddy, Golf, Jetta, LT Van, Passat,Santana, Transporter 1980- FR, KY Diesel 1588 76.5 x 86.4 x 4 8 x 34.0 x 104.8 8 x 31.0 x 104.6
1985- 8 x 34.0 x 95.1 8 x 31.1 x 95.0
Caravelle, Gul.', Jetta, LT Van, Passat, Transporter, Venta 1992- 1Y, 1X Diesel 1896 79.5 x 95.5 x 4 8 x 36.0 x 95.1
1990- 1X Diesel 2370 79.5 x 95.5 x 5
1983- DL, DV, DW Diesel 2383 76.5 x 86.4 x 6
VOLVO
343, 345 1976- B14E 1397 76.0 x 77.0 x 4 7 x 33.5 x 89.8 7 x 30.3 x 89 7 x 9.8
1982-85 B14 7 x 34.1 x 91.3 7 x 29.0 x 88.9
340, 440, 460, 480 1986- B17, B18 1721 81.0 x 83.5 x 4 8 x 38.2 x 112.5 8 x 32.6 x 111.6 8 x 12
242, 240, 244, 245, 360 1972- B19, B20 1986 88.9 x 80.0 x 4 8 x 44.0 x 110.5 8 x 35.0 x 110.8
240, 244, 245, 360, 740, 760, 940 1984- B200E/T-Turbo 8 x 35.0 x 111.1
740 1988- B204E 16V 1986 88.9 x 79.8 x 4 7 x 32.5 x 122.5 7 x 29.5 X 122.6 7 x 9.8
940 1991- B204FT 16V 7 x 29.5 x 122.3
B204GT 16V DOHC 1991 88.9 x 80.2 x 4
240, 343, 740, 940 B200F 8 x 44.0 x 110.5 8 x 35.0 x 111.1 8 x 12
B200GT Turbo 16V 7 x 32.5 x 122.5 7 x 29.5 x 122.3 7 x 9.8
242, 244, 245 1974- B21ET Turbo 2127 92.0 x 80.0 x 4 8 x 44.0 x 110.5 8 x 35.0 x 111.1 8 x 12
240, 740, 760, 940 1984- B230, B23 2316 96.0 x 80.0 x 4
1987- B230K 8 x 44.0 x 119.6 8 x 35.0 x 119.9
740, 940 1988- B234F 16V 7 x 34.5 x 122.5 7 x 31.5 x 122.3 7 x 9.8
262, 760 1990- B280 V6 2849 91.0 x 73.0 x 6 8 x 45.3 x 112.5 8 x 38.5 x 111.5 8 x 12
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6 8 x 36.0 x 104.9 8 x 31.2 x 104.7 8 x 10.8
850 1991- B5254F 2435 83.0 x 90.0 x 5 7 x 31.0 x 104.1 7 x 27.0 x 103.3 7 x 9.8
960 1990- B6304F 2922 83.0 x 90.0 x 6
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baton, New Yorker, Lancer,Voyager 1981- 135 SOHC 2200 87.5 x 92.0 x 4 7.94 x 40.6 x 112.2 7.91 x 35.4 x 112.8
1986- 7.94 x 40.6 x 114.2 7.91 x 35.4 x 114.8
Caravan, New Yorker, Voyager, Dynasty 1990- 201 V6 3300 93.0 x 81.0 x 6 7.94 x 45.5 x 125.7 7.91 x 37.5 x 126.3
Lancer, Le Baron, New Yorker, Ram, Suburban, Voyager 1960-83 225 3700 86.4 x 104.8 x 6 9.84 x 41.2 x 121.3 9.82 x 34.5 x 121.8 9.5 x 14.3
New Yorker, Imperial 1990- 230 V6 3800 96.0 x 86.9 x 6 7.94 x 45.5 x 125.7 7.91 x 37.5 x 126.3
Chaser, Coronet, Le Baron, New Yorker, Imperial 1979-89 318 V8 5200 99.3 x 84.2 x 8 9.46 x 47.8 x 126.5 9.44 x 38.1 x 126.5 9.5 x 14.3
1981-89 9.84 x 45.2 x 126.5 9.42 x 40.6 x 126.9
Chaser Le Baron, New Yorker, Ram, Swinger 1971-80 360 V8 5900 101.6 x 90.9 x 8 9.46 x 47.8 x 126.5 9.42 x 40.6 x 126.9 9.5 x 15.9
390
Продолжение Прилож. 3
Марка (модель) автомоб11ля Год выпуска Модель двигателя Рабоч. объем (см3) D„ x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d x D, (мм)
вт СКНОЙ выпускной
5, 9, 11, 19, Clio, Chamade, Express, Fuego, Trafic 1977- C1J, C2J, 847 1397 76.0 x 77.0 x 4 7 x 34.2 x 91.4 7 X 29.0 x 88.9 7 x 9,8
1986- 7 x 34.1 x 91.3 7 x 28.8 x 89.3
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N. F3N 1721 81.0 x 83.5 x 4 8 x 38.1 x 111.5 8 x 32.5 x 111.3 8 x 10.8
1987- 7 x 34.2 x 91.4 7 X 29.0 X 88.9 7 x 9.8
Clio, 19 1988- F7P 16V 1764 82.0 x 83.5 x 4 7 x 30.7 x 107.5 7 x 28.6 x 108.3
7 x 28.6 x 109.1
18, 20, 21, 25, 30, Fuego, Espace 1977- J5R, J6R, J7R 1995 88.0 x 82.0 x 4 8 x 43.9 x 112.0 8 x 38.6 x 111.4 8 x 10.8
Safrane 1992- J7R 12V 7 x 36.4 x 111.8 7 x 40.1 x 112.0 7 x 9.8
21, Espace, Safrane, Trafic 1984- J7T-L754 2165 88.0 x 89.0 x 4 8 x 43.9 x 112.0 8 x 38.6 x 111.4 8 x 10.8
1991- J7T-760/76I 12V 7 x 30.4 x 111.9 7 x 40.1 x 112.0 7 x 9.8
25, Espace 1987- Z7W V6 28*9 91.0 x 73.0 x 6 8 x 46.0 x 112.7 8 x 39.0 x 111.7 8 x 10.8
Safrane 1993- Z7XB V6 2975 93.0 x 73.0 x 6
5D, 9D, 11D 1983- F8M Diesel 1596 78.0 x 83.5 x 4 8 x 36.1 x 111.7 8 x 31.6 x 111.3
19D, 21D, Clio 1988- F3Q Diesel 1870 80.0 x 93.0 x 4
18, 20, 21, 30TD, 25TD, Espace, Fuego, Nevada, Trafic 1976- J8S (852) Diesel 2063 86.0 x 89.0 x 4 8 x 40.3 x 111.6 8 x 33.3 x 111.6
Safrane 1P92- 8144.97 Turbo Diesel 2499 93.0 x 92.0 x 4 8 x 41.0 x 120.7 8 x 34.5 x 122.0
SAAB
99, 900, 9000 1975- BZ20 1985 90.0 x 78.0 x 4 8 x 42.0 x 107.8 8 x 34.5 x 108.3 8 x 10.8
BZ20 Turbo 8 x 42.0 x 108.3
1988- BZ20 16V 7 x 32.0 x 108.3 7 x 29.0 x 108.3 7 x 9.8
9000 1990- B234 16V 2290 90.0 x 90.0 x 4
SUBARU
Justy 1983- EF12 1189 78.0 x 83.0 x 3 7 x 37.0 x 111.0
DL, GL, Leone 1979- EA71 Boxer 1595 92.0 x 60.0 x 4 8 x 39.6 x 109.0 8 x 34.6 x 109.3
EA81, EA82 Boxer 1781 92.0 x 67.0 x 4
SUZUKI
Alto, Carry, Cervo, Fronte 1978- F5A 543 61.0 x 62.0 x 3 7 x 31.6 x 110.0 7 x 27.6 x 109.5
Alto, Carry, Jimny F8A 797 62.0 x 66.0 x 4
Jirnny 1983- F10A 970 65.5 x 72.0 x 4 7 x 36.0 x 115.5 7 x 30.0 x 114.5
Cultus, Swift G10 993 74.0 x 77.0 x 3
Cultus, Samurai, Swift 1984- G13 1324 74.0 X 77.0 X 4
1987- G13B 1299 74.0 x 75.5 X 4 5.5 x 29.2 x 92.2 5.5 x 59.0 x 79.9
TOYOTA
Starlet 1984-88 1E 999 70.5 X 64.0 X 4 6 x 31.0 x 92.4 6 x 31.0 x 92.3
6 x 20.9 x 98.6
Carina, Corona, Lite- Ace, Sprinter, Starlet, Town-Ace 1978-88 4K 1290 75.0 x 73.0 x 4 8 x 36.0 x 99.9 8 x 29.0 x 100.2 8 x 12.5
Carina, Corona, Corolla 1984-88 5K 1486 80.5 x 73.0 x 4
Corolla, Starlet, Tercel 1979- 1A, 2A 1295 73.0 x 77.4 x 4 7 x 36.0 x 106.7 7 x 31.0 x 106.7 7 x 11.5
Carina, Corona, Corsa, Sprinter, Tercel ЗА 1452 77.5 X 77.0 X 4
Carina, Corolla, MR2 1983- 4A 1587 81.0 x 77.0 x 4
Lite-Ace, Town-Ace 1983-88 1Y 1626 86.0 x 70.0 x 4 8 x 40.1 x 108.3 8 x 36.0 x 108.6
Hi-Ace, Lite-Ace, MR2 2Y 1812 86.0 x 78.0 x 4
Camry, Carina, Celica, Corona, Hi- Lux, MR2 3Y 1998 86.0 x 86.0 x 4
Camry, Carina. Celica, Corona, Corolla, Cresla, MR2, Town-Ace 1977-86 3T, 13T 1770 85.0 x 78.0 x 4 8.5 x 44.5 x 106.4 8.5 x 38.5 x 105.3 8 x 12.5
Camry, Carina 1981-88 1S 1832 80 5 x 90.0 x 4 8 x 40.0 x 109.7 8 x 34.0 x 109.3 8 x 12,5
Camry, Carina, Celica, Corona, Chaser, MR2 1978-87 21R 1972 84.0 x 89.0 x 4 8 x 43.0 x 115.5 8 x 36.0 x 114.0
Camry 1989- 5S 16V DOHC 2164 87.0 x 91.0 x 4 6 x 32 x 100.7 6 x 26.9 x 100.4
1992- 6 x 32 x 97.6 6 x 27 x 90.9
Camry, Hi-Lux, 4 Runner 1988- 3VZ V6 2958 87.5 x 82.0 x 6 8 x 42 x 104.2 8 x 35 x 104.4
389
Продолжение Припол;. 3
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры клапанов d x D x L, (mm) Мгслоотр. колпачки d х D, (мм)
впускной ВЫПУСКНОЙ
Camry, Carina, Corolla, Lite-Ace 1981-88 1С Diesel 1839 83.0 x 85.0 x 4 8 x 38.5 x 106.5 8 x 32.5 x 106.5
1983-88 2С Diesel 1974 86.0 x 85.0 x 4
Chaser, Cresta, Crown, Hi-Ace, Hi- Lux, Landcruiser, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4 8.5 x 42.6 x 123.0 8.5 x 35.0 x 122.8
1983- 2L Diesel 2446 92.0 x 92.0 x 4
VOLKSWAGEN
Golf, Jetta, Passat, Polo 1980- GF, FY, FZ,GK,EP 1272 75.0 x 72.0 x 4 8 x 34.0 x 110.5 8 x 28.2 x 110.5 8 x 10.8
1985- HZ, NZ, ZG, PY 8 x 36.0 x 99.3 8 x 28.9 x 99.1
Caravelle Transporter, Typ 2/80 1982- DG, DF Boxer 1915 94.0 x 69.0 x 4 8 x 39.9 x 122.4 9 x 33.9 x 122.7
1983- 8 x 35.5 x 122.4 9 x 29.9 x 122.7
1972-82 Boxer 1971 94.0 x 71.0 x 4 8 x 39.3 x 117 0 9 x 32.9 x 117.2
1985- DJ Boxer 2109 94.0 x 76.4 x 4 8 x 39.9 x 122.4 9 x 33.9 x 122.7
Polo 1986- MN Diesel 1272 75.0 x 72.0 x 4 8 x 34.0 x 99.1 8 x 28.9 x 99.1 8 x 10.8
1990- Diesel 1398 75.0 x 79.0 x 4
Caddy, Golf, Jetta, LT Van, Passat, Santana, Transporter 1980- FR, KY Diesel 1588 76.5 x 86.4 x 4 8 x 34.0 x 104.8 8 x 31.0 x 104.6
1985- 8 x 34.0 x 95.1 8 x 31.1 x 95.0
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Venia 1992- 1Y, 1X Diesel 1896 79.5 x 95.5 x 4 8 x 36.0 x 95.1
1990- 1X Diesel 2370 79.5 x 95.5 x 5
1983- DL, DV, DW Diesel 2383 76.5 x 86.4 x 6
VOLVO
343, 345 1976- B14E 1397 76.0 x 77.0 x 4 7 x 33.5 x 89.8 7 x 30.3 x 89 7 x 9.8
1902-85 B14 7 x 34.1 x 91.3 7 x 29.0 x 88.9
340, 440, 460, 480 1986- B17, B18 1721 81.0 x 83.5 x 4 8 x 38.2 x 112.5 8 x 32.6 x 111.6 8 x 12
242, 240, 244, 245, 360 1972- B19, B20 1986 88.9 x 80.0 x 4 8 x 44.0 x 110.5 8 x 35.0 x 110.8
240, 244, 245, 360, 740, 760, 940 1984- B200E/T-Turbo 8 x 35.0 x 111.1
740 1988- B204E 16V 1986 88.9 x 79.8 x 4 7 x 32.5 x 122.5 7 x 29.5 x 122.6 7 x 9.8
940 1991- B204FT 16V 7 x 29.5 x 122.3
B204GT 16V DOHC 1991 88.9 x 80.2 x 4
240, 343, 740, 940 B200F 8 x 44.0 x 110.5 8 x 35.0 x 111.1 8 x 12
B200GT Turbo 16V 7 x 32.5 x 122.5 7 x 29.5 x 122.3 7 x 9.8
242, 244, 245 1974- B21ET Turbo 2127 92.0 x 80.0 x 4 8 x 44.0 x 110.5 8 x 35.0 x 111.1 8 x 12
240, 740, 760, 940 1984- B230, B23 2316 96.0 x 80.0 x 4
1987- B230K 8 x 44.0 x 119.6 8 x 35.0 x 119.9
740, 940 1988- B234F 16V 7 x 34.5 x 122.5 7 x 31.5 x 122.3 7 x 9.8
262, 760 1990- B280 V6 2849 91.0 x 73.0 x 6 8 x 45.3 x 112.5 8 x 38.5 x 111.5 . 8 x 12
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6 8 x 36.0 x 104.9 8 x 31.2 x 104.7 8 x 10.8
850 1991- B5254F 2435 83.0 x 90.0 x 5 7 x 31.0 x 104.1 7 x 27.0 x 103.3 7 x 9.8
960 1990- B6304F 2922 83.0 x 90.0 x 6
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, New Yorker, Lancer, Voyager 1981- 135 SOHC 2200 87.5 x 92.0 x 4 7.94 x 40.6 x 112.2 7.91 x 35.4 x 112.8
1986- 7.94 x 40.6 x 114.2 7.91 x 35.4 x 114.8
Caravan, New Yorker, Voyager, Dynasty 1990- 201 V6 3300 93.0 x 81.0 x 6 7.94 x 45.5 x 125.7 7.91 x 37.5 x 126.3
Lancer, Le Baron, New Yorker, Ram, Suburban, Voyager 1960-83 225 3700 86.4 x 104.8 x 6 9.84 x 41.2 x 121.3 9.82 x 34.5 x 121.8 9.5 x 14.3
New Yorker, Imperial 1990- 230 V6 3800 96.0 x 86.9 x 6 7.94 x 45.5 x 125.7 7.91 x 37.5 x 126.3
Chaser, Coronet, Le Baron, New Yorker, Imperial 1979-89 318 V8 5200 99.3 x 84.2 x 8 9.46 x 47.8 x 126.5 9.44 x 38.1 x 126.5 9.5 x 14.3
1981-89 9.84 x 45.2 x 126.5 9.42 x 40.6 x 126.9
Chaser Le Baron, New Yorker, Ram, Swinger 1971-80 360 V8 5900 101.6 x 90.9 x 8 9.46 x 47.8 x 126.5 9.42 x 40.6 x 126.9 9.5 x 15.9
390
Продолжение Прилож. 3
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d x D, (мм)
ВП} СКНОЙ выпускной
FORD (USA)
Capri, Escort, Fiesta, Laser, Lynx, Pinto, Tracar 1971-80 98 1600 81.0 x 77.6 x 4 8.02 x 42.0 x 134.6 8.00 x 37.0 x 131.8 8 x 12
1978- 80.0 x 79.5 x 4 7.87 x 36.0 x 111.3 7.87 x 31.5 x 113.3 7.9 x 12.1
Capri, Laser, Lynx, Tracer 1981-85 98 1600 78.0 x 83.6 x 4 6.99 x 38.0 x 103.8 6.97 x 32.0 x 102.7
Escort 1985-90 114, 116 1900 82.0 x 87.9 x 4 8.02 x 42.0 x 134.6 8.00 x 37.0 x 131.8 8 x 12
1987- 8.03 x 39.0 x 136.7 8.00 x 34.0 x 133.9
Aerostar, Capri, Mustang, Taurus, Tempo, Topaz 1974- 140 2300 93.5 x 84.0 x 4 8.68 x 44.1 x 121.6 8.67 x 38.1 x 122.1 8.7 x 13.5
1977- 96.0 x 79.5 x 4 8.67 x 38.1 x 121.7
Sable 1986- 153, 154 2500 93.5 x 91.5 x 4 8.68 x 44.1 x 121.6 8.67 x 38.1 x 121.7
Merkur, Scorpio, Ranger, Bronco II 177 V6 2900 93.0 x 71.2 x 6 8.03 x 42.0 x 105.0 8.00 x 36.0 x 105.0 8 x 12
Taunus, Sable, Probe 1986- 183 V6 3000 89.0 x 80.0 x 6 7.95 x 42.2 x 117.2 7.94 x 34.8 x 117.2
8.33 x 42.2 x 117.2 8.32 x 34.8 x 117.2
8.71 x 42.2 x 117.2 8.7 x 34.8 x 117.2
Capri, Comet, Dronco, Fairlane, Granada, Mustang, Thunderbird, Zephyr 1963-83 200 3300 93.5 x 79.5 x 6 7.87 x 44.5 x 108.2 7.87 x 35.3 x 108.2 7.9 x 12.7
Lincoln, Mustang, Sable, Taurus, Thunderbird, Zephyr 1987- 232 3800 96.8 x 86.0 x 6 8.68 x 45.3 x 122.9 8.67 x 37.1 x 122.9
Bronco, Capri, Crown Victoria, Granada,Mustang, Thunderbird, Zephyr 1964- 255 V8 4200 93.5 x 76.2 x 8 8.68 x 42.7 x 128.8 8.75 x 37.1 x 128.8 9.06 x 37.1 x 128.8 8.7 x 14.3
1980-82 8.67 x 37.1 x 128.8
Bronco, Continental, Crown Victoria, Lincoln, Mark VI/VII, Montego, Grand Marquis, Mustang, Thunderbird 1973- 302 V8 5000 101.6 x 76.2 x 8 8.69 x 45.3 x 125.5 8.67 x 36.86 x 125.5 8.7 x 13.5
1986- 8.69 x 43.7 x 128.8 8.67 x 37.1 x 128.8 8.75 x 37.1 x 128.8 9.06 x 37.1 x 128.8
1975- 351 V8 5800 101.6 x 88.9 x 8 8.69 x 46.8 x 128.8 8.67 x 37.1 x 128.8 8.7 x 13.5
8.76 x 46.8 x 128.8 8.75 x 37.1 x 128.8
9.07 x 46.8 x 128.8 9.06 x 37.1 x 128.8
GENERAL MOTORS (Buick, Cadillac, Chevrolet, Pontiac Oldsmobile)
Chevette 1976-87 98 1600 82.0 x 75.7 x 4 7.98 x 39.0 x 98.5 7.96 x 32.0 x 99.0
6.97 x 36.0 x 107.0 6.97 x 31.0 x 107.0
Cavalier, Firenza, J2000, Skyhawk 1982 112 1800 89.0 x 73.9 x 4 7.98 x 41.0 x 106.5 7.96 x 35.0 x 106.5
Firenza, J2000, Skyhawk, Skyhawk 1982-86 112 1800 84.8 X 79.5 X 4
Beretta, Blazer, Cavalier, Corsica, Sunbird 1983-89 121 2000 89.0 X 80.0 x 4 7.97 x 43.0 x 138.6 7.96 x 37.0 x 131.2
Grand AM, Le Mans, Skyhawk, Sunbird 1987- 122 2000 86.0 X 86.0 x 4 7.01 x 43.0 x 103.7 6.98 x 36.5 x 103.5
Beretta, Cavalier, Corsica, Skyhawk 1988- 133 2200 89.0 x 88.0 x 4 7.97 x 43.0 x 138.6 7.96 x 37.0 x 131.2
1990- 134 7.97 x 44.0 x 138.6
Beretta, Cutlass, Grand AM, Grand Prix 1987- 137 2300 92.0 x 87.9 x 4 6.98 x 35.6 x 110.1 6.99 x 36.6 x 109.9 6.97 x 30.0 x 109.5 6.97 x 31.5 x 109.4
391
Продолжение Прилож. 3
Марка (модель) автомобиля Год вып] ска Модель двигателя Рабоч. обьем (см3) Du x S x n (mm) Размеры клапанов d x D x L, (mm) Маслоотр. колпачки d х D, (мм)
впускной выпускной
Blazer, Camaro, Grand AM, Firebird, Lumina, Monza 1977- 151 2500 101.6 x 76.2 x 4 7.96 x 43.7 x 116.6 7.96 x 38.1 x 115.3 8.7 x 14.3
Blazer, Camaro. Ciera, Corsica, Grand Prix, Firebird 1980-86 173 V6 2800 89.0 x 76.0 x 6 8.67 x 40.6 x 119.4 8.67 x 33.2 x 120.1 8.7 x 13.5
1982-89 8.67 x 43.6 x 119.5 8.67 x 36.2 x 120.3
1987-89 7.97 x 43.6 x 119.5 7.97 x 36.2 x 120.3 8 x 13.5
Cavalier, Celebrity, Firebird 1982- 181 V6 3000 96.5 x 67.6 x 6 8.66 x 43.4 x 119.7 8.66 x 38.1 x 119.8 8.7 x 14.3
Bonneville, Grand AM, Grand Prix, Le Mans, Firebird, Safari, Sunbird, Safari, Phoenix, Toronado 1975- 231 V6 3800 96.5 x 86.4 x 6
Beretta, Cama<o 1980- 189, 191 V6 3100 89.0 x 84 0 x 6 8.67 x 43.6 x 119.5 8.67 x 36.2 x 120.3 8.7 x 13.5
7.97 x 43.6 x 119.5 7.97 x 36 2 x 120.3 8 x 13.5
Allante, Deville, Eldorado, Fleetwood, Seville 1980-84 252 V8 4100 88.0 x 84.0 x 8 8.66 x 43.4 x 119.7 8.66 x 38.1 x 119.8 8.7 x 14.5
1982-88 8.68 x 39.0 x 122.5 8.65 x 33.0 x 120.1
Caprice, Chevrolet, Impala, Monza. Nova, Regal, Blazer 1975- 262 V6 4300 101.6 x 88.5 x 6 8.67 x 49.3 x 124.0 8.67 x 38.1 x 125.2 8.7 x 13.5
Allante, Beretta, Deville, Eldorado, Fleetwood- Seville 1988-89 273 V8 4500 92.0 x 84.0 x 8 8.68 x 39.0 x 122.5 8.65 x 33.0 x 120.1 8.7 x 14.3
1989- 8.68 x 45.0 x 121.9 8.65 x 38.0 x 119.7
1991- 300 V8 4900 92.0 x 92.0 x 8
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1976- 305 V8 5000 94.9 x 88.4 x 8 8.69 x 42.8 x 118.7 8.67 x 38.1 x 125.2 8.7 x 13.5
1967- 350 V8 5700 101.6 x 88.4 x 8 8.67 x 49.3 x 124.0 8.67 x 38.1 x 125.2
Deville, Eldorado, Fleetwood, Seville 1980-84 368 V8 6000 96.5 x 103.1 x 8 8.66 x 44.5 x 126.4 8.66 x 38.1 x 126.7 8.7 x 14.3
JEEP
Cherokee, Comanche, PickUp, Wagoneer, Wrangler 1987- 150 2500 98.55 x 81.0 x 4 7.91 x 48.5 x 124.7 7.91 x 38.1 x 125.5
1971- 258 4200 95.25 x 98.9 x 6 9.49 x 45.4 x 124.4 9.44 x 35.7 x 124.3 8.7 x 14.3
Cherokee, Pick-Up, Wagoneer 360 V8 5900 103.6 x 87.3 x 8 9.49 x 51.4 x 124.4 9.44 x 42.7 x 124.7 9.5 x 15.9
392
Приложение 4.
ЗАЗОРЫ В ПРИВОДЕ КЛАПАНОВ НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
В Приложении приводятся данные по зазорам в приводе кла-
панов наиболее распространенных двигателей. При пользовании
таблицей следует учитывать, что некоторые двигатели могут
иметь модификации с гидротолкателями, где регулировки зазо-
ров нет. С другой стороны, приведенные ниже данные являются
справочным материалом при отсутствии специальной литерату-
ры по обслуживанию и ремонту конкретной модели двигателя.
Поэтому возможны изменения величин зазоров в модификациях
одной и той же модели, не учитываемые в данной таблице. В то
же время эти изменения, как правило, не носят принципиально-
го характера и лишь незначительно влияют на работу газораспре-
делительного механизма.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем см3 Du x S x n Зазоры клапанов
Впускные кпа паны Хол. Горяч. Выпускные клапаны Хол. Горяч.
ALFA-ROMEO
Alfa 33, Arna 1983-84 301 1186 80.0 x 59.0 x 4 0.35 - 0.40 х 0.45 - 0.50 X
1287 80.0 x 64.0 x 4
Alfa 33, Arna, Alfasud 1983- 1350 80.0 x 67.2 x 4
1490 84.0 x 67.2 x 4
Alfa 33 1986- 307, 310 1717 87.0 x 72.2 x 4 0.40 - 0.45 X 0.55 - 0.60 X
Alfa 75, 90, 164 1987- 105 1962 84.0 x 88 5 x 4
Giulia 105, 115, 116, 195 1290 74.0 x 75.0 x 4 0.47 - 0.50 X 0.52 - 0.55 X
Giulietta 1962- 1570 78.0 x 82.0 x 4
Alfa 75, 90, 164 1968- 105, 116 1779 80.0 x 88.5 x 4
Turbo 0.40 - 0.45 X 0.45 - 0.50 X
Alfa 6, 75, 90, 164 1991- 119 V6 1996 80.0 x 66.2 x 6 0.47 - 0.50 X 0 52 - 0.55 X
Alfa 6, 75, GTV6 1980- 016, 061 V6 2492 88.0 x 68.3 x 6
Alfa 75 1987- 061, 064 V6 2959 93.0 x 72.6 x 6
Alfa 33 1982- Diesel 1779 92.0 x 89.2 x 3 0.40 - 0.45 X 0.45 - 0.50 X
Alfa 75,Giulietta,Alfetta HR 488 Diesel 1995 88.0 x 82.0 x 4
Alfa 75, 90 1982- HR 492 Diesel 2393 92.0 x 90.0 x 4 0.30 X 0.30 X
Alfetta 1984- 0.30 X 0.45 X
AUDI
80 1972- EP 1296 75.0 x 73.4 x 4 0.20 - 0.30 г 0.40 - 0.50 г
80, 100 1974-84 YS, YY, XX, YV, WP 1588 79.5 x 80.0 x 4
80 1984- EZ, EW 1595 81.0 x 77.4 x 4
80, 100 1983- DD, DS, DZ, SV, PH 1781 81.0 x 86.4 x 4
80 1980-84 WN, WH 1921 79.5 x 77.4 x 4
80, 90, 100 1983-86 HP, KP, SL, PX, NM 1994 81.0 x 77.4 x 5
80, 90, 100, 200, RS2, S2, S6 1983- KV, KZ, HY, SL, PX, HP, JT, NM 2226 81.0 x 86.4 x 5
80, 100 1980- CY, SB Diesel 1588 76.5 x 86.4 x 4
100 1979- ON Diesel 1986 76.5 x 86.4 x 5
BMW
315, 316 1963- 1980- M10 1573 84.0 x 71.0 x 4 0.20 X 0.20 X
318, 518 1766 1766 84.0 x 81.0 x 4 89.0 x 71.0 x 4
320, 520 1965-87 1990 89.0 x 80.0 x 4
320, 320i, 520, 520i 1977- M20, M50 1990 80.0 x 66.0 x 6 0.25-0.30 X 0.25-0.30 X
323i 2316 80.0 x 76.8 x 6
325i, 525i, Z1 1983- 2494 84.0 x 75.0 x 6
528, 628, 728 1965- M30 2788 85.0 x 80.0 x 6
730 1971- 2985 89.0 x 80.0 x 6
732/745 1976- 3205 89.0 x 86.0 x 6
535, 735 1983-92 3430 92.0 x 86.0 x 6
535, 635, 735 1978-82 3453 93.4 x 84.0 x 6
324 D, 524D 1983- M21D Diesel 2443 80.0 x 81.0 x 6
CITROEN
AX10 RE, C15, Visa 10 TU9, XW8 954 70.0 x 62.0 x 4 0.20 X 0.40 X
AX11, BX11, Visa 11, ZX 1983- TU1, H1A, HDZ 1124 72.0 x 69.0 x 4
AX14, BX14, C15, Visa 14, ZX 1985- TU3-XY, K1A, K2D, 150A 1361 75.0 x 77.0 x 4
BX14 XY7 0.10 - 0.15 X 0.20 - 0.30 X
AX Sport, AX14, BX14, C15, Visa 14, ZX 1986- TU 2/4, M4A 1294 75.0 x 73.2 x 4 0.20 X 0.30 X
Ami Super, AX11, GS, GSA, 11, 12, TA 1971- G10 1015 74.0 x 59.0 x 4 0.20 X 0.20 X
1983- TU1, HIA, HDZ 1124 74.0 x 65.6 x 4
1974- G12 1222 77.0 x 65.6 x 4
1984- TU3/653 1299 79.4 x 65.6 x 4
BX16 1983- XU5, XU6, B2, BDZ 1580 83.0 x 73.0 x 4 0.15 - 0.25 X 0.35 - 0.45 X
33. Ремонт двиг. заруб, ав-ей
393
Продолжение Прилож. 4
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем см3 Du x S x n Зазоры клапанов
Впускные клапаны Хол. Горяч. Выпускные клапаны Хол. Горяч.
DS20 1965-74 DX1, DJ1 1985 86.0 x 85.5 x 4 0.20 X 0.25 X
DS21 1974- В22 2175 90.0 x 85.5 x 4
DS23 М25 2348 93.5 x 85.5 x 4
Activa, Xantia, ХМ, ZX 1986- XU10 1998 86.0 x 86.0 x 4 0.20 X 0.40 X
CX20/Athena 1979- XJ7 1995 88.0 x 82.0 x 4 0.10 X 0.25 X
СХ22 М20 2175 90.0 x 85.5 x 4
СХ2400 614 2348 93.5 x 85.5 x 4 0.15 X 0.20 X
СХ25 1974- М25 2500 93.0 x 92.0 x 4
BX17D, Visa 17D 1985- XUD7 Diesel 1769 80.0 x 88.0 x 4 0.10 - 0.25 X 0.25 - 0.40 X
ВХ19, C25D, Xantia, ZX 1986- XU9, D6 Diesel 1905 83.0 x 88.0 x 4 0.15 - 0.25 X 0.35 - 0.45 X
CX25D, CX2500D 1974- M25 Diesel 2500 93.0 x 92.0 x 4 0.30 X 0.20 X
DAIHATSU
Charade 1972- 100GT 993 76.0 x 73.0 x 3 0.32 г 0.27 г
1977- G100 0.18 X 0.18 X
G100 Turbo 0.25 г 0.25 г
CL Diesel 0.25 X 0.30 X
Charmant 1971-79 T Toyota 1290 80.0 x 70.0 x 4 0.13 X 0.23 X
1976-85 2T, 12T, Toyota 1588 85.0 x 70.0 x 4
FIAT
127, 850, 900, Panda 1971- 100GF, GBC, GBS, 200B1, BF1, CF1, CZ1, CP1 903 65.0 x 68.0 x 4 0.15 X 0.20 X
127, Panda, Uno 1985- 156A2, A4, AZ, 160A3 99C 70.0 x 64.9 x 4
1981- 127A5, B1, 153A5 1301 73.1 x 71.5 x 4
127, Penny, Duna 146 0.30 X 0.40 X
131, 242, 238E 1978- 131A7, В, B7 0.20 X 0.20 X
1974- 131AA.OC, 131AZ.OC, 131AZ5 1438 80.0 x 71.5 x 4
750, Panda, Tipo, Uno 1986- 156A2, A4, AZ 769 65.0 x 58.0 x 4 0.30 X 0.40 X
Tipo, Uno 1985- 160A3, 156C 1108 70.0 x 72.0 x 4
128, Duna, Nuovo Fiorino, Uno 1983- 146A6, A9, 138B 1116 76.0 x 61.5 x 4
131, Argenta, Croma, Regata, Ritmo 1974- 131A1, AF1, AR, Bl, C1, СЗ, 124B3, 132C, D, 138AR, 149A2, A4, СЗ, 154A 1585 84.0 x 71.5 x 4
Ducato 10, 13, Furgone 1982- XM7T 1795 84.0 x 81.0 x 4 0.10 X 0.25 X
XN1T 1971 88.0 x 81.0 x 4
Regata, Ritmo 1980- 138B6 1714 83.0 x 79.2 x 4 0.35 X 0.40 X
Croma 1985- 154A2 1995 84.0 x 90.0 x 4
124,131, Argenta, Tipo, Croma 1980- 154A1, 834B 0.40 X 0.48 X
Regata, Ritmo, Uno 1978- 128A1, АЗ, B3, 149A3, A7 1301 86.4 x 55.5 x 4 0.35 X 0.45 X
1983- 128A, AC5, BB, 128AC5, BB, 138A, B, 146A4 1116 80.0 x 55.5 x 4 0.40 X 0.50 X
Uno 1985- 146A2 1301 80.5 x 64.0 x 4
127, Panda, Punto, Tempra, Tipo, Uno 1988- 146, C1, 160A1 1372 80.5 x 67.4 x 4
Tempra, Tipo 160A2 1581 86.4 x 67.4 x 4
1989- 159, 160 16V 1756 84.0 x 79.2 x 4 0.43 X 0.48 X
127, Penny, Duna 1981- 127A, 146A Diesel 1301 76.1 x 71.5 x 4 0.40 X 0.50 X
Uno 146B Diesel 1367 78.0 x 71.5 x 4 0.30 X 0.35 X
Croma, Ducato, Tempra, Tipo 1985- 138 TD, 149 A1 Diesel 1929 82.6 x 90.0 x 4
1983- 149, 160, 154 Diesel 0.39 X 0.45 X
Duna, Fiorino, Regata, Ritmo, Tipo 1985- 146B2, ВЗ, B4 Diesel 1698 82.6 x 79.2 x 4 0.35 X 0.35 X
131D, 132D 1978- SOFIM Diesel 1995 88.0 x 82.0 x 4 0.50 X 0.50 X
132, 242, Argenta, Croma, Ducato 1983- 8144 Diesel 2445 93.0 x 90.0 x 4
1981- Diesel 2499 93.0 x 92.0 x 4
15D, 18D, 242D 1974-81 B22/615 Diesel 2175 90.0 x 85.5 x 4 0.30 X 0.20 X
FORD
Fiesta 1976- 957 73.96 x 55.7 x 4 0.25 X 0.60 X
1989- 999 68.7 x 67.9 x 4
Escort 1980-85 GMA, GPA 1117 74.0 x 65.0 x 4
Escort, Fiesta, Fun 1989- OHV/HCS 1119 68.7 x 75.5 x 4
Escort 1968-80 1098 81.0 x 53.3 x 4 0.25 X 0.55 X
Escort, Fiesta 1984-86 JPA, JPS 1296 80.0 x 64.5 x 4
394
Продолжение Прилож. 4
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем см3 Dl( x S x n Зазоры клапанов
Впускные клапаны Хол. Горяч. Выпускные клапаны Хол. Горяч.
Escort, Fiesta, Orion 1980- OHV/HCS 1297 74.0 x 75.5 x 4
Capri, Cortina, Escort, Fiesta 1977-83 НС 1298 81.0 x 63.0 x 4
Escort, Cortina, Sierra, Taunus, Transit 1970- LC, LA, L2 1593 87.66 x 66.0 x 4
Escort, Sapphire. Sierra 1982- LSD 1597 80.0 x 79.5 x 4
Capri, Cortina, Escort, Fiesta, Transit 1970-80 LC 1601 81.0 x 77.7 x 4
Sierra, Taunus 1970-86 JCC, JCT 1294 79.0 x 66.0 x 4 0.20 X 0.25 X
Granada, Scorpio, Sierra 1984- Z18, REB 1796 86.2 x 76.9 x 4
Scorpio 1970- 1994 90.82 x 76.95 x 4
Escort, Sierra 1990- DOHC/DLI 1998 86.0 x 86.0 x 4
Granada, Sierra 1964- V4 1699 90.0 x 66.8 x 4 0.35 X 0.40 X
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1967- V6 1998 84.0 x 60.1 x 6
V6 2294 90.0 x 60.1 x 6
1968-79 V6 2550 90.0 x 66.8 x 6
1977- V6 2792 93.0 x 68.5 x 6
Escort, Fiesra, Orion 1984-88 LTA, LTB Diesel 1608 80.0 x 80.0 x 4 0.25 - 0.35 X 0.45 - 0.55 X
Escort, Fiesta, Orion, Sapphire, Sierra 1988- RTA, RTB, RTC 1753 82.5 x 82.0 x 4 0.30 - 0.40 X 0.45 - 0.55 X
1991- RFA Diesel
Granada 1977- XD 4.90 Diesel 2112 90.0 x 83.0 x 4 0.15 - 0.20 X 0.25 - 0.30 X
Granada, Sierra, Scorpio 1982- LXD2 Diesel 2304 94.0 x 83.0 x 4 0.30 X 0.35 X
XD3 Diesel 2498 94.0 x 90.0 x 4
Sierra, Scorpio, Transit, Toureo 1978-86 4AA Diesel 2358 93.66 x 85.6 x 4 0.20 X 0.35 X
1974- 4AB, 4EA 4DA Diesel 2496 93.66 x 90.54 x 4 0.20 X 0.40 X
HONDA
Jazz 1981-85 ER 1231 66.0 X 90.0 x 4 0.12 - 0.17 X 0.17 - 0.22 X
City, Civic 0.17 - 0.22 X 0.22 - 0.27 X
Ballade, Civic 1972-81 EB1, EB2 1169 70.0 x 76.0 x 4
1979- EB3, EE 1238 72.0 x 76.0 x 4
Ballade, Civic, Quintet 1977-89 EJ, EN 1335 72.0 x 82.0 x 4
Ballade, Civic 1984- EV, D1 1342 74.0 x 78.0 x 4
Ballade, Civic, Integra 1974-87 EC, ED, EM, EW 1488 74.0 x 86.5 x 4
Civic 1985- D15, D16 1493 75.0 x 84.5 x 4
Accord, Quintet 1979-84 EP 1601 77.0 x 86.0 x 4 0.12 - 0.17 X 0.25 - 0.30 X
Accord, Prelude, Vigor 1978- EK 1751 77.0 x 94.0 x 4
1985-89 A20 1955 82.7 x 91.0 x 4
BS, ВТ 0.08 - 0.12 X 0.16 - 0.20 X
1985- B20 16V 1958 81.0 x 95.0 x 4 0.24 - 0.28 X 0.28 - 0.32 X
1983-88 A18, ES, ET, A20 1829 80.0 x 91.0 x 4 0.15 X 0.28 X
ISUZU
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1986- 4ZE1 2559 92.6 x 95.0 x 4 0.20 X 0.20 X
Elf, Rodeo, Trooper 1988- 4JB1 Diesel 2771 93.0 x 102.0 x 4 0.40 X 0.40 X
LANCIA
Dedra, Delta, Prisma 1979- 831 AB.0, 828 1301 76.1 x 76.5 x 4 0.40 X 0.50 X
1982- 831 AB.1 1498 86.4 x 63.9 x 4
Beta, Dedra, Trevi 1986- 831 A4.0, 828 1585 84.0 x 71.5 x 4
Delta Turbo 0.35 X 0.40 X
Beta, Dedra, Trevi 1990- 828, 831, 834 B.O 1995 84.0 x 90.0 x 4 0.40 X 0.50 X
Delta, Thema 1984- Turbo 0.35 X 0.40 X
Dedra, Delta, Prisma, Trevi Thema 1985- 1984- 831D, 835AM Diesel 8144.91 Diesel 1929 2445 82.6 x 90.0 x 4 93.0 x 90.0 x 4 0.30 0.50 X X 0.35 0.50 X X
MAZDA
323, Fam ilia 1977-89 E1 1071 70.0 x 69.6 x 4 0.18 г 0.22 г
1980-87 E3 1296 77.0 x 69.6 x 4
1980-85 E5 1490 77.0 x 80.0 x 4
323 1986- B6 1597 78.0 x 83.6 x 4 0.19 г 0.19 г
626 1973-88 NA 1583 78.0 x 83.0 x 4 0.30 0.25 г X 0.30 0.35 г X
626, Capella 1982- 1983- F6 1587 81.0 x 77.0 x 4
626, 929, B2000, B2200 626D FE, FE-T RF Diesel 1998 86.0 x 86.0 x 4
33'
395
Продолжение Прнлож. 4
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем см3 Du x S x n Зазоры клапанов
Впускные клапаны Хол. Горяч. Выпускные клапаны Хол. Горяч.
MERCEDES-BENZ
190, 200 1980- М102 1997 89.0 x 80.25 x 4 0.20 г 0.35 г
200 1968- М115 1988 87.0 x 83.6 x 4 0.08 X 0.20 X
230 1980- М102 2299 95.5 x 80.25 x 4 0.15 X 0.30 X
1973- М115 2307 93.75 x 83.6 x 4 0.10 X 0.20 X
350 1968-80 М116 V8 3499 92.0 x 65.8 x 8
450 1973- М117 V8 4520 92.0 x 85.0 x 8
450, 500, 560 1977- M117 V8 4973 96.5 x 85.0 x 8
280 1972- M110 2746 86.0 x 78.8 x 6 0.10 X 0.25 X
200D 1968- OM615 Diesel 1988 87.0 x 83.6 x 4 0.10 X 0.40 X
220D 1976- 2197 87.0 x 92.4 x 4
240D 1973- OM616 Diesel 2399 90.9 x 92 4 x 4 0.10 X 0.20 X
209D, 240D, 300D 1974- OM617 Diesel 2998 90.9 x 92.4 x 5 0.10 X 0.30 X
MITSUBISHI
Colt 1977-88 G11B, 4G11 1244 69.5 x 82.0 x 4 0.15 г 0.25 г
1984-89 G13B, 4G13 1298 71.0 x 82.0 x 4
Colt, Lancer, Mirage, Precis, Tredia 1982- G15B, 4G15 1468 75.5 x 82.0 x 4
Coir, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma, Tredia 1971- G32B, 4G32 1597 76.9 x 86.0 x 4
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 x 86.0 x 4
Galant, Montero 1976- G54B, 4G54 2555 91.1 x 98.0 x 4
Colt, Cordia, Delica, Galant, Lancer, Mirage, Space Wagon 1978- G62B, 4G62, 4D65 Diesel 1795 80.6 x 88.0 x 4
L200, L300, Shogun 1982- 4D56 Diesel 2477 91.1 x 95.0 x 4
NISSAN *
March, Micra 1983-89 МАЮ 987 68.0 x 68.0 x 4 0.25 г 0.30 г
Bluebird, Cedric, Gloria, Laurel, Lepard, Skyline 1980-89 L20 1998 78.0 x 69.7 x 6
Laurel, Skyline, Maxima,Fairlady 1972- L24 2393 83.0 x 73.7 x 6
Sherry, Z10 1980-82 A12A 1237 75.0 x 70.0 x 4 0.28 г 0.28 г
Auster, Bluebird, Skyline, Stanza, Sunny 1976-88 L18, Z18 1770 85.0 x 78.0 x 4 0.30 г 0.35 г
Auster, Cedric, Laurel, Silvia, Stanza, Pulsar, 200SX 1982-88 CAI 8 1809 83.0 x 83.6 x 4
Cedric, Gloria, Laurel, Skyline, Stanza 1981- CA20 1974 84.5 x 88.0 x 4
Bluebird, Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1680 80.0 x 83.6 x 4 0.20 - 0.30 г 0.40 - 0.50 г
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza 1977-89 LD20 Diesel 1952 85.0 x 86.0 x 4 0.25 г 0.30 г
Cedric, Maxima, Laurel, Skyline 1980-88 LD28 Diesel 2793 84.5 x 83 0 x 6
720, Caravan, Cedric, Urvan 1963-83 SD22 Diesel 2164 83.0 x 100.0 x 4 0.35 г 0.35 г
Datsun, Urvan 1983- TD23 Diesel 2289 89.0 x 92.0 x 4
Caravan, Patrol, Safari 1966-88 SD33 Diesel 3246 83.0 x 100.0 x 6
OPEL
Ascona, Corsa, Kadett, Manta 1962- 1 0 993 72.0 x 61.0 x 4 0.15 } 0.25 г
1965- 1.1 1078 75.0 x 61.0 x 4
1971- 1.2 1196 79.0 x 61.0 x 4
Ascona, Kadeit, Manta 1970-82 1.6 1584 85.0 x 69.8 x 4 0.30 г 0.30 г
Kadett, Olympia, Record 1967-82 1.7 1698 88.0 x 69.8 x 4
Ascona, Kadett, Manta, Record, Transporter 1965- E, N 1897 93.0 x 69.8 x 4
Record, Transporter 1972- 21D Diesel 2068 88.0 x 85.0 x 4 0.20 0.20 X г 0.30 0.30 X г
Frontera, Rekord, Senator Omega 1978- 23D Diesel 2260 92.0 x 85.0 x 4
PEUGEOT
104 1973- XV 954 70.0 x 62.0 x 4 0.10 X 0.25 X
205 1972-88 0.15 X 0.25 X
1000Gl 1973- GL 0.30 X 0.35 X
106, 205 1986- TU9 0.15 - 0.25 X 0.35 - 0.45 X
1100GL 1973- GL 1124 72.0 x 69.0 x 4 0.30 X 0.35 X
1100GLX, 104, 205 XV, XW 0.25 X 0.30 X
396
Продолжение Прилож. 4
Марка (модель) автомобиля Год выпуска. Модель двигателя Рабоч. объем см3 Dy x S x n Зазоры клапанов
Впускные клапаны Хол. Горяч. Выпускные клапаны Хол. Горяч.
204, 205, 304, 305 1975- ХК, XL 1127 78.0 x 59.0 x 4 0.10 х 0.25 X
404 ХВ 1290 75.0 x 73.0 x 4
ХВ 1468 80.0 x 73.0 x 4
505 1971- XN1, XN2, Р 1971 88.0 x 81.0 x 4
1981- ZDJ 2165 88.0 x 89.0 x 4
1979- ZEJ 1995 88.0 x 82.0 x 4
XN1 0.20 х 0.30 X
1200S, 104 1980-83 XZ5 1219 75.0 x 69.0 x 4 0.30 X 0.35 X
309 1985- XU5S 1580 83.0 x 73.0 x 4 0.25 X 0.30 X
205, 305, 405, 309 XU5 0.20 X 0.40 X
1984- XU9 1905 83.0 x 88.0 x 4
306, 405, 406, 605, 806 1990- XU10C, XU10J2 1998 86.0 x 86.0 x 4
504, 604 1976-83 ZM, ZMJ, PRY V6 2664 88.0 x 73.0 x 6 0.10 X 0.25 X
204D, 304D -1979 XL Diesel 1255- 75.0 x 71.0 x 4 0.15 X 0.30 X
205D, 309D, 405TD 1983- XUD7 Diesel 1769 80.0 x 88.0 x 4
205D.305D, 309D, 405D, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
504D, 505D, 604D 1981- XDP490 Diesel 2112 90.0 x 83.0 x 4 0.15 - 0.20 X 0.25 - 0.30 X
1976- XD2, XD2S Diesel 2304 94.0 x 83.0 x 4 0.15 X 0.25 X
505D, 604TD, 605TD, J9 1983- XD3, XD3T Diesel 2498 94.0 x 90.0 x 4
PORSCHE
911, Carrera 1983- 207/231 PS 3164 95.0 x 74.4 x 6 0.10 х 0.10 X
1977- 300/320 PS Turbo 3300 97.0 x 74.4 x 6
RENAULT
4, 5 1979- C1E 956 65.0 x 72.0 x 4 0.18 г 0.25 г
5, 9, 11, 19, 21, Clio, Express 6881E, C1E 1108 70.0 x 72.0 x 4
5, 10, 12, 15 1971- 810, 840 1289 73.0 x 77.0 x 4
Clio, Express 1990- E5F, E7F 1171 75.8 x 65.0 x 4 0.10 X 0.25 X
18, 20, 21, Fuego, Espace 1977- J5R, J6R, J7R 1995 88.0 x 82.0 x 4 0.20 X 0.25 X
Espace 1984- J6R 0.10 X 0.25 X
5, 9, Clio, Express 1988- E6J, E7J 1390 75.8 x 77.0 x 4 0.10 X 0.25 X
15, 17 1989- C3J 0.15 X 0.20 X
5, 9, 11, 19, Clio, Fuego, Express, Trade 1977- C1J, C2J, 840.30 1397 76.0 x 77.0 x 4 0.18 г 0.25 г
19, Chamade 1980- C1J 0.15 X 0.20 X
18GTL 1978-81 A2M 0.20 X 0.25 X
18 1971- TX 1565 77.0 x 84.0 x 4 0.10 X 0.25 X
19, Chamade 0.15 X 0.20 X
17, 18, 20 0.20 X 0.25 X
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N 1721 81.0 x 83.5 x 4 0.20 X 0.40 X
25, 30, Alpine 1976-89 112, 114, 140, Z7V V6 2664 88.0 x 73.0 x 6 0.10 X 0.25 X
18, 20, 21, 30TD, 25TD, Espace, Fuego, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 x 89.0 x 4 0.20 X 0.25 X
J8S (852) Diesel 2068 86.0 x 89.0 x 4
5D, 9D, 11D 1983- F8M, Diesel 1596 78.0 x 83.5 x 4 0.20 X 0.40 X
SmAB
99, 900, 9000 1975- BZ20 1985 90.0 x 78.0 x 4 0.20 - 0.25 X 0.40 - 0.45 X
9000 1987- B234 2290 90.0 x 90.0 x 4 0.15 - 0.30 X 0.35 - 0.50 X
SUZUKI
Alto, Carry, Cervo, Fronte 1978- F5A 543 61.0 x 62.0 x 3 0.13 - 0.18 X 0.13 - 0.18 X
Alto, Carp)', Jimny F8A 797 62.0 x 66.0 x 4
Cultus, Swift 1983-89 G10 993 74.0 x 77.0 x 3 0.13 - 0.17 X 0.18 - 0.22 X
Cultus, Samurai, Swift 1984- G13A 1324 74.0 x 77.0 x 4 0.13 - 0.17 X 0.16 - 0.20 X
TOYOTA
Starlet 1984-88 1E 999 70.5 x 64.0 x 4 0.20 г 0.20 г
Corolla, Starlet 2E 1295 73.0 x 77.4 x 4
Corolla, Starlet, Tercel 1979-88 1A, 2A 0.20 г 0.30 г
Carina, Corona, Corsa, Sprinter, Tercel ЗА 1452 77.5 x 77.0 x 4
Camry, Carina, Celica, Corona, Chaser, MR2 1970-88 18R 1968 88.5 x 80.0 x 4
1978-87 1981-88 21R 1972 84.0 X 89.0 x 4
Camry 2S 1995 84.0 x 90.0 x 4
Celica, Chaser, Corona, Hi- Ace, Landcruiser, MR2, 4 - Runner 1980- 22R 2366 92 0 x 89.0 x 4
397
Продолжение Прилож. 4
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем см3 Du x S x n Зазоры клапанов
Впускные клапаны Хол. Горяч. Выпускные клапаны Хол. Горяч.
Carina, Corolla, MR2 1983- 4А 1587 81.0 x 77.0 x 4 0.15 - 0.25 X 0.20-0.30 X
Camry, Carina, Celica, Corona, Corolla, Cresta. MR2, Sprinter, Town-Ace 1970-85 2Т, 12Т 1588 85.0 x 70.0 x 4
Cressida, Crown, Pick-Up, Supra, 4 Runner 1985- 7М 2954 83.0 x 91.0 x 6
Camry, Carina, Celica, Corona, MR2, Vista 1983- 3S 1998 86.0 x 86.0 x 4 0.19 - 0.29 X 0.28 - 0.38 X
Camry, Carina, Corolla, Lite-Ace 1981-88 1С Diesel 1839 83.0 x 85.0 x 4 0.25 X 0.30 X
1985-88 2С Diesel 1974 86.0 x 85.0 x 4
1983-87 2С Diesel Turbo 0.20 - 0.30 г 0.25 - 0.35 г
Chaser, Cresta, Crown, Hi- Ace, Hi-Lux, Landcruiser, lviR2, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4 0.27 X 0.38 X
1983- 2L Diesel 2446 92.0 x 92.0 x 4
2L Turbo Diesel 0.25 г 0.36 г
VOLKSWAGEN
Typ 2'80, 181, 1200, 1302, 1303 1965- 211/311, В, C, AD Boxer 1585 85.5 x 69.0 x 4 0.10 X 0.10 X
Transporter, Typ 2/68 1968- 022 Boxer 1680 90.0 x 66.0 x 4
Golf 1983- DT, EZ, RL, EW 1595 81.0 x 77.4 x 4 0.20 г 0.30 г
Caddy, Golf, Jeita, LT Van, Passat, Santana, Transporter 1980- PR, KY Diesel 1588 76.5 x 86.4 x 4 0.20 - 0.30 г 0.40 - 0.50 г
Caddy, Corrado, Golf, Jetta, Santana, Passat, Scirocco, Transporter 1982- KR, PG, DS, PL, JN, EX, GU 1781 81.0 x 86.4 x 4
Golf, Jelia, LT Van, Passat, Vento 1989- 2E, 9A 1984 82.5 x 92.8 x 4
Caravelle, Golf, Jetta, LT Van, Passat,Transporter, Venta 1983- DL, DV, DW Diesel 2383 76.5 x 86.4 x 6
VOLVO
343, 345 1976- B14E 1397 76.0 x 77.0 x 4 0.15 X 0.20 X
240, 244, 245, 360,740,760,940 1968- B200E/T 1986 88.9 x 80.0 x 4 0.30 - 0.40 X 0.35 - О.чО X
240, 740, 769 1984- B200 2127 92.0 x 80.0 x 4
242, 244, 245 1974- B21 0.40 - 0.45 г 0.40 - 0.45 г
740 1984- B230K, B23 2316 96.0 x 80.0 x 4 0.30 X 0.40 X
240, 740 B230 0.35 X 0.40 X
740, 760 B230E, ТЕ 0.35 X 0.45 X
940 1988- 2.3/2.3 Turbo 0.35-0.45 X 0.35-0.45 X
262, 264, 265 1974-81 B27 2634 88.0 x 73.0 x 6 0.10 X 0.25 X
262, 760 1981- B280F, B28 2849 91.0 x 73.0 x 6 0.10 - 0.15 X 0.25 - 0.30 X
340D, 360, 440, 460 1984- D16 Diesel 1596 78.0 x 83.5 x 4 0.20 X 0.40 X
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6
398
Приложение 5.
РАЗМЕРЫ САЛЬНИКОВ НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
В Приложении даются размеры сальников наиболее распрост-
раненных двигателей. Двигатели разных фирм могут иметь практи-
чески одинаковые сальники. В таких случаях информация о разме-
рах позволяет быстро найти новый сальник, ориентируясь не на
марку автомобиля и модель двигателя, а на размерь! сальника. Это
может в некоторых случаях значительно упростить поиск необходи-
мого сальника, особенно для редко встречающихся моделей.
Пробелы в таблице говорят об отсутствии данных.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры сальников d x D x b. мм
Коленчатого вала Распределит, вала Вспомогат. вала
Передник Задний
ALFA ROMEO
Alfa 33, Arna 1983-84 301 1186 80.0 x 59.0 x 4 40 х 56 х 10 62 х 80 х 12 нет
1287 80.0 x 64.0 x 4
Alfa 33, Arna, Alfasud 1983- 301, 305 1490 84.0 x 67.2 x 4 35 х 58 х 10
Alfa 33 1986- 307, 310 1717 87.0 x 72.2 x 4
Alfa 75, Alfetta, Giulia, Super, Junior 1962- 105. 115, 116, 195 1570 78.0 x 82.0 X 4 35 х 50 х 10 82 х 105 х 12
Alfa 75,90, 164, Alfetta 1968- 105, 116 1779 80.0 x 88.5 x 4
1987- 105 1962 84.0 x 88.5 x 4
Alfa 155, 164, Twin Spark 1987- 064 1995 84.0 x 90.0 x 4
AUDI
80, 100 1974-84 YS, YY,XX,YV 1588 79.5 x 80.0 x 4 32 х 47 х 10 85 х 105 х 12 32 х 47 х 10 32 х 47 х 10
1983- DD, DS, DZ 1781 81.0 x 86.4 x 4
80, A6 1986- ЗА, 2E 1984 82.5 x 92.8 x 4
100 1976- NA, NF 1984 83.5 x 84.4 x 4 96 х 117 х 12 нет
80 -1984 WN, WH 1921 79.5 X 77.4 x 5 35 х 48 х 10 85 х 105 х 12
80, 90, 100 1983-86 HP, KP, SL 1994 81.0 x 77.4 x 5
100, 200, 5000 1977- WD, WE, WR, KG 2144 79.5 x 86.4 x 5
80, 90, 100, 200, RS2, S2, S6 1983- KV, KZ, HY 2226 81.0 x 86.4 x 5
80, 90, 100 1989- 1B, KU, MC, NG, NF, 7A 2309 82.5 x 86.4 x 5
80. 100 1992- ABC V6 2597 82.5 x 81.0 x 6
80, 100, A4, A6, A8 1990- AAH V6 2771 82.5 x 86.4 x 6
80, 100 1980- CY, SB Diesel 1588 76.5 x 86.4 x 4 32 х 47 х 10 32 х 47 х 10
80, Avant, A6 1989- 1Y Diesel 1896 79.5 x 95.5 x 4
100 1979- CN Diesel 1986 76.5 x 86.4 x 5 35 х 48 х 10 нет
BMW
315, 316 1965-87 M10 1573 84.0 x 71.0 x 4 35 х 55 х 12 90 х 110 х 12 нет
318, 518 1766 89.0 x 71.0 x 4
320, 520 1990 89.0 x 80.0 x 4
316i 1988- M40 1796 84.0 x 81.0 x 4 42 х 52 х 7.5/8
318, 318i, 518i M42 16V 44 х 60 х 10 38 х 50 х 8 38 х 50 х 8
320, 320i, 520, 520i 1977- M20, M50 1990 80.0 x 36.0 x 6 48 х 65 х 10 38 х 50 х 7 38 х 50 х 7
323i 2316 80.0 x 76.8 x 6
325i, 525i, Z1 1983- 2494 84.0 x 75.0 x 6
525 1976-92 M30 2494 86.0 x 71.6 x 6 42 х 62 х 12 нет
528, 628, 728 2788 86.0 x 80.0 x 6
630, 730 2986 89.0 x 80.0 x 6
633, 732, 733, 745 3205 89.0 x 86.0 x 6
535, 735 1983-92 3430 92.0 x 860 x 6
535, 635, 735 1978-92 3453 93.4 x 84.0 x 6
750i, 850i 1987- M70 V12 4988 84.0 x 75.0 x 12 55 х 72 х 10 100 х 125 х 13
324D, 524D 1935- M21D Diesel 2443 80.0 x 81.0 x 6 48 х 65 х 10 90 х 110 х 12 38 х 50 х 8
CITROEN
AX10, RE, C15, Visa 10 1986- TU9, XW8 954 70.0 x 62.0 x 4 42 х 66 х 7 85 х 105 х 12 36 х 50 х 8 нет
AX11, BX11, Visa 11, ZX 1983- TU1,H1A,H DZ 1124 72.0 x 6? 0 x 4
AX14, BX14, C15, Visa 14, ZX 1986- 1986- TU2,4,M4A TU3-XY, K1A, K2D, KDY 1294 1360 75.0 X 73.2 x 4 75.0 x 77.0 X 4
399
Продолжение Прилож. 5
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Da x S x n (mm) Размеры сальников d x D x b, мм
Коленчатого вала Распределит, вала Вспомогат. вг ла
Передний Задний
ВХ14, Visa 1986- 108, XV8 954 70.0 x 62.0 x 4 35 х 50 х 8 78 х 100 х 10
1979-85 109, XW7 1124 72.0 x 69.0 x 4
1981-82 129.5 1219 75.0 x 69.0 x 4
АХ14, ВХ14, С15, Visa 14, ZX 1986- 150 1360 75.0 x 77.0 x 4
Ami Super, AX11, GS, GSA, 11, 12, TA 1977-86 G11/631 1129 74.0 x 65.6 x 4 30 х 42 х 8 57.5 х 120 х 10 28 х 52 х 10
1984- Т13/653 1299 79.4 x 65.6 x 4
BX16 1983- XU5, XU6, В2, BDZ 1580 83.0 x 73.0 x 4 42 х 62 х 8 90 х 110 х 11 35 х 50 х 8
AX, BX17D, Visa 17D 1985- XUD7 Diesel 1769 80.0 x 88.0 x 4
BX19, C25D, Xantia, ZX 1986- XUD9, D6 Diesel 1905 83.0 x 88.0 x 4
DAIHATSU
Cuore, Domino 1976-88 АВ 547 71.6 x 68.0 x 2 32 х 48 х 7 58 х 74 х 10 32 х 48 х 7 нет
850 Van, Charade, S70 1982-88 CD 843 70.0 x 73.0 x 3 34 х 48 х 7
Charade 1977-82 СВ, G100 993 76.0 x 73.0 x 3 32 х 48 х 7
1983- 34 х 48 х 7
1983- CL Diesel 28 х 42 х 8
Charmant, Delta 1977-88 4K Toyota 1290 75.0 x 73.0 x 4 38.5 х 58 х 11 70 х 92 х 8.5
FIAT
127, 850, 900, Panda 1971- 100GF, GBC, GBS, 200B1, BF1, CF1, CZ1, CP1 903 65.0 x 68.0 x 4 42 х 56/63 х 7 64 х 80 х 8 нет
Panda 45, Uno 45 1983- 965 67.2 x 68.0 x 4
1985- 986 70.0 x 64.9 x 4 70 х 88 х 8
127, 147, Fiorino, Uno 1982- 127A 1049 76.0 x 57.8 x 4 40 х 56 х 7 64 х 80 х 8 30 х 52 х 7
127A моторы от N 475521- 70 х 85 х 8
Tipo, Uno 1985- 160A3 1108 70.0 x 72.0 x 4 64 х 80 х 8 30 х 42 х 7
1988- 70 х 88 х 8
Renata, Ritmo, Uno 1980- 138B, 146A4 1116 80.0 x 55.5 x 4 64 X 80 х 8 30 х 52 х 7
Uno 1985- 1283 80.5 x 63.9 x 4
Recata, Ritmo, Uno 1981- 128A3 1301 86.4 x 55.5 x 4
127, Panda, Punto, Tempra, Tipo, Uno 1988- 146, 159 1372 80.5 x 67.4 x 4
Uno, Nuova, Regata, Ritmo 1981- M605AA 1498 86.4 x 63.9 x 4
Tempra, Tipo 1988- 159, 160 1581 86.4 x 67.4 x 4
131, Argenta, Croma, Regata, Ritmo 1981-85 131, 154, 138, 149 1585 84.0 x 71.5 x 4 74 х 90 х 10
1985- 70 х 90 х 10
1988- 64 х 80 х 8
131, Panorama 1981-84 131C 1367 78.0 x 71.5 x 4 70 х 90 х 10 74 х 90 х 10
Tempra, Tipo 1989- 159, 160 VI6 1756 84.0 x 79.2 x 4
124, 131, Argenta, Croma, Tipo 1980-82 1982- 131C, 154, 146, 159A, 834 1995 84.0 x 90.0 x 4
Uno 1981- Diesel 1288 76.1 x 71.5 x 4 70 х 85 х 8 нет
Duna, Penny, Regata, Ritmo, Tipo, Uno 1980- 149 Diesel 1698 82.6 x 79.2 x 4 74 х 90 х 10
1935- 22 х 35 х 7
Regata, Ritmo, Strada 1980- 138 Diesel 1714 83.0 x 79.2 x 4 40 х 53 х 7 74 х 90 х 10 нет нет
Regata, Strada 1984-90 831 Diesel 1929 82.6 x 90.0 x 4 нет
Croma, Ducato, Tempra, Tipo 1983- 149, 160, 280 Diesel 22 х 35 х 7
131D, 132D 1981- 8144 Diesel Diesel 1995 88.0 x 82.0 x 4 70 х 90 х 10 90 х 115 х 13 29 х 46 х 10
132, Argento, Croma, Ducato 1983- 2445 2499 93.0 x 90.0 x 4 93.0 x 92.0 x 4 нет
1985- 55 х 70 х 8 100 х 118 х 12
242, 132, Argento, Croma, Ducato 1983-
400
Продолжение Прилож. 5
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры сальников d x D x b, мм
Коленчатого вала Распределит, вала Вспомогат. вала
Передний Задний
FORD
Escort 1982- GMA, GPA OHV 1117 74.0 x 65.0 x 4 36.5 х 52.4 х 8 60.4 х 76.2 х 11 нет нет
1980-83 CVH 30 х 50 х 7 88 х 108 х 11 42 х 56 х 7
Escort, Fiesta. Fun 1989- OHV/HCS 1119 68.7 x 75.5 x 4 36.5 х 52.4 х 8 60.4 х 76.2 х 11
Sierra, Taunus 1970-86 JCC.JCT OHC 1294 79.0 x 66.0 x 4 42 х 56 х 7 79.4 х 95.3 х 11 42 х 56 х 7
Escort, Fiesta, Orion 1980-86 HCS 1297 74.0 x 75.5 x 4 30 х 50 х 7 88 х 108 х 11
1986- OHV 36.5 х 52.4 х 8 79.4 х 95.3 х 11
Courier, Escort, Fiesta. O.ion 1986- FU, F6 1391 77.2 X 74.3 x 4 35 х 50 х 7 88 х 108 х 11 42 х 56 х 7
Escort, Sapphire, Sierra 1982- LSD CVH 1597 80.0 x 79.5 x 4
Sierra 1988- R2 CVH 176Э 80.0 x 88.0 x 4
Escort, Cortina, Sierra, Taunus, Transit 1970- LC, LA, L2 OHC 1593 87.66 x 66.0 x 4 42 х 56 х 7 79.4 х 95.3 х 11
Siei ra 1984- DOHC 1599 81.3 x 77.0 x 4
Granada, Scoipio, Sierra Z18, REB OHC 1796 86.2 x 77.0 x 4
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1982- NA, NE, NN, N5, LC 1993 90.8 x 77.0 x 4
Escort, Sierra 1990- DOHC'DLI 1998 86.0 x 86.0 x 4 88 х 108 х 11
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1967- V6 1998 84.0 x 60.1 x 6 35 х 50 х 8 60.4 х 76.2 х 11 нет
V6 229^ 90.0 x 60.1 x 6
1987- V6 2394 84.0 x 72.0 x 6 42 х 56 х 7
1977- V6 2792 93.0 x 68.5 x 6
1989- V6 2935 93.0 x 72.0 x 6
1967- V6 2550 90.0 x 66.8 x 6 35 х 50 х 8
Escort, Fiesta, Orion 1984-88 LTA, LTB Diesel 1608 80.0 x 80.0 x 4 42 х 58 х 11 79.4 х 95 3 х 11
Escort, Fiesta, Orion, Sapphire, Sierra 1988- RTA, RB, RTC 1753 82.5 x 82.0 x 4 66.7 х 89.3 х 10
1991- RFA Diesel
Granada 1977- XD 4.90 Diesel 2112 90.0 x 83.0 x 4 42 х 60 х 10
Sierra, Scorpio, Transit, Toureo 1978-86 4AA Diesel 2358 93.66 x 85.6 x 4
1974- 4AB, 4EA, 4DA Diesel 2496 93.66 x 90.54 x 4 66.7 х 85.7 х 9.5 79 х 95.3 х 11 47.6 х 66.7 х 11
HONDA
Ballade, Civic 1972-81 EB1, EB2 1169 70.0 x 76.0 x 4 35 х 50 х 8 74 х 98 х 12 27 х 43 х 9 нет
Cityr Civic, Jazz 1981-85 ER 1231 66.0 x 90.0 x 4
Ballade, Civic 1979- EB3, EE 1238 72.0 x 76.0 x 4
Ballade, Civic, Quintet 1977-89 EJ, EN 1335 72.0 x 82.0 x 4
Accord -1979 EF 1599 74.0 x 93.0 x 4
Accord, Quintet 1979-84 EP 1601 77.0 x 86.0 x 4
Accord, Prelude, Vigor 1978- EK 1751 77.0 x 94.0 x 4
City, Civic, Jazz 1988- D12 1193 75.0 x 67.5 x 4 31 х 46 х 8 80 х 100 х 10 29 х 45 х 8
Ballade, Civic Civic 1984- EV, D1 1342 74.0 X 78.0 x 4
1987- D13 75.0 x 76.0 x 4
Civic, СопсеЛо 1988- D14 1396 75.0 X 79.0 x 4 31 х 46 х 8 80 х 100 х 10 29 х 45 х 8 нет
Ballade, Civic, Integra 1974-87 EC,ED EM, EW 1438 74.0 x 86.5 x 4
Civic 1985- D15, D16 1493 75.0 x 84.5 x 4
Concerto, Integra, Quintet ZC 1590 75.0 x 90.0 x 4 27 х 43 х 9
Accord 1984- EY 1598 80.0 x 79.5 x 4 35 х 54 х 8 29 х 45 х 8
Accord, Prelude, Vigor 1983-88 A18,ES,ET, A20 1829 80.0 x 91.0 x 4
1985-89 BS, ВТ 1955 82.7 x 91.0 x 4
1985- B18, B20 1958 81.0 x 95.0 x 4 38 х 53 х 7
1990- F22 2156 85.0 x 95.0 x 4 40 х 52 х 9 нет
Integra, Legend 1987- C27A V6 2675 87.0 x 75.0 x 6 41 х 56 х 7 80 х 98 х 10 35 х 50 х 7
34. Рем опт двиг. заруб, авч-й.
401
Продолжение Прилож. 5
Марка (модель) автомобиля Год выпуска Модепь двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры сальников d x D x b, мм
Коленчатого вала Распределит. вала Вспомогат. вала
Передний Задний
ISUZU
Gemini, Fargo, 1- Mark 1985-91 4ХС1 1471 77.0 x 79.0 x 4 32 х 44 х 6 87 х 100 х 8 40 х 52 х 6 нет
Faster, Fargo, Midi 1935-88 4ХЕ1 1588 80.0 x 79.0 x 4 30 х 45 х 8 30 х 45 х 8
Gemini, Impulse, Piazza, Trooper 1979-89 G200 1949 87.0 x 82.0 x 4 50 х 68 х 9 82 х 105 х 10 40 х 52 х 6
Campo, Trooper -1982 1983-89 С190 1951 86.0 x 84.0 x 4 50 х 68 х 10 65 х 84 х 9 нет
Aska, Gemini, Fargo, Midi 1981-89 4ZB1, G180 1817 84.0 x 82.0 x 4 40 х 56 х 7 95 х 118 х 10 28 х 47 х 8
Aska, Gemini, Impulse 1983-88 4ZC1 1994 88.0 x 82.0 x 4
Amigo, Asco, Campo, Midi, T roooer 1986- 4ZD1 2254 89.0 x 89.0 x 4
Rodeo, Trooper 1989-94 6VD1 V6 3165 93.2 x 77.0 x 6 44.8 х 61.2 х 9.5 76 х 92 х 9.5 нет
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1977-89 4FB1 Diesel 1817 84.0 x 82.0 x 4 40 х 56 х 7 95 х 118 х 10 28 х 47 х 8
Fargo, Gemini, Midi, Trooper 1981-89 4FC1 Diesel 1995 84.0 x 90.0 x 4 30 х 45 х 8
Trooper 1979- 1983-89 C223 Diesel 2238 88.0 x 92.0 x 4 65 х 84 х 9 50 х 68 х 9 82 х 105 х 10 42 х 55 х 8
Elf Rodeo, Trooper 1988- 4JB1 Diesel 2771 93.0 x 102.0 x 4 95 х 118 х 10 нет
LANCIA
Y10 1985- 999 70.0 x 64.9 x 4 70 х 88 х 8 нет нет
Delta 1980-82 1302 86.4 x 55.5 x 4 40 х 56 х 7 64 х 80 х 8
Delta, Prisma 1982- 831 1498 86.4 x 63.9 x 4
Beta, Dedra, Delta, Thema, Trevi 1980-82 1585 84.0 x 71.5 x 4 70 х 90 х 10
1982- 828, 831 74 х 90 х 10
1980-82 1995 84.0 x 90.0 x 4 70 х 90 X 10
1982- 828 74 х 90 х 10
Dedra, Delta, Prisma, Trevi 1985- 831 Diesel 1929 82.6 x 90.0 x 4
MAZDA
323, Familia -1988 TC 1272 73.0 x 76.0 x 4 40 х 55 х 8 70 х 88 х 12 нет нет
1980-87 E3 1296 77.0 x 69.6 x 4
Bongo UC 1415 77.0 x 76.0 x 4
323, Familia 1980-85 E5 1490 77.0 x 80.0 x 4
1986- B3 1323 71.0 x 83.6 x 4 30 х 44 х 7 82 х 100 х 9 30 х 44 х 7
323 B6 1597 78.0 x 83.6 x 4
626, Capella 1982- F6 1587 81.0 x 77.0 x 4 34 х 48 х 7 90 х 110 х 9 34 х 48 х 7
F8 1789 86.0 x 77.0 x 4
626, 929, B2000, B2200 FE F2 1998 2184 86.0 x 86.0 x 4 86.0 x 94.0 x 4
929 1987-
323 1989- BP 1840 83.0 x 85.0 x 4 34 х 48 х 8 82 х 100 х 9 нет нет
626, 929, Cosmo, Capella, Luce, B2000 1977-89 MA 1970 80.0 x 98.0 x 4 48 х 70 х 12 80 х 105 х 14 40 х 54 х 5.5
929, Luce 1988- JE V6 2954 90.0 x 77.0 x 6 46 х 60 х 7 76 х 93 х 10 35 х 49.6 х 11
626D E2200 1983- RF Diesel R2 Diesel 1998 2184 86.0 x 86.0 x 4 86.0 x 94.0 x 4 34 х 48 х 7 90 х 110 х 9 30 х 44 х 7
MERCEDES-BENZ
190, 200 1980-84 M102 1997 89.0 x 80.25 x 4 45 х 67 х 10 93 х 117 х 12 нет нет
190D 1984-86 45 х 67 х 8 93 х 114 х 14
230 1980-84 1985-86 2299 95.5 x 80.25 x 4 45 х 67 х 10 45 х 67 х 8 93 х 117 х 12 93 х 114 х 14
1988- M102 16V 2499 95.5 x 87.2 x 4
200 1968- M115 1988 87.0 x 83.6 x 4 45 х 74.5 х 12 сальниковая набивка
230 1973- 2307 93.75 x 83.6 x 4
190, 260 1985- M103 2597 82.9 x 80.25 x 6 45 х 67 х 10 93 х 114 х 14 30 х 40 х 7 20 х 30 х 7
300 2962 88.5 x 80.25 x 6
1989- M104 2960 88.5 x 80.2 x 6
402
Продолжение Прилож. 5
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размеры сальников d x D xb, мм
Коленчатого вала Распределит. вала Вспомогат. вала
Передним Задний
250 1976-85 М123 2525 86.0 x 72.5 x 6 45 х 67 х 12/13 сальниковая набивка нет нет
280 1972- М110 2746 86.0 x 78.8 x 6
350 1968-80 М116 3499 92.0 x 65.8 x 8 100 х 124 х 13
380 1981- М116 V8 3802 92.0 x 71.8 x 8
420 1985- М116, М119 V8 4196 92.0 x 78.9 x 8
450 1973- M117 V8 4520 92.0 x 85.0 x 8
560 1985- 5547 96.5 x 94.8 x 8
450, 500, 560 1977- 4973 96.5 x 85.0 x 8
190D, 200D 1983- OM601 Diesel 1997 87.0 x 84.0 x 4 45 х 67 х 10 93 х 114 х 14
250D 1985- OM602 Diesel 2497 87.0 X 84.0 x 5
300D OM603 Diesel 2996 87.0 x 84.0 x 6
200D 1968- OM615 Diesel 1988 87.0 x 83.6 x 4 45 х 74.5 х 12 сальниковая набивка
220D 1976- 2197 87.0 x 92.4 x 4
240D 1973- OM616 Diesel 2399 90.9 x 92.4 x 4
209D, 240D, 300D 1974- OM617 D ?sel 2998 90.9 x 92.4 x 5
MITSUBISHI
Colt 1983-89 G16B, 4G16 1198 68.2 x 82.0 x 4 30 х 46 х 7 72 х 96 х 9 35 х 50 х 8 нет
1977-88 G11B, 4G11 1244 69.5 x 82.0 x 4
1984-89 G13B, 4G13 1298 71.0 x 82.0 x 4
Colt, Cordia 1978-89 G12B, 4G12 1410 74.0 x 82.0 x 4
Colt, Lancer, Mirage, Precis, Tredia 1982- G15B, 4G15 1468 75.5 x 82.0 x 4
Mirage 1989- 4G61 1595 82.3 x 75.0 x 4 44 х 60 х 7 80 х 96 х 9
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma, Tredia 1971- G32B, 4G32 1597 76.9 x 86.0 x 4 44 х 65 х 11 72 х 96 х 9 28 х 40 х 8 17 х 28 х 7 25 х 35 х 6 17 х 28 х 7
1977- 4G32 44 х 60 х 7
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 x 86.0 x 4
Colt, Cordia, Delica, Galant, Lancer,Mirage, Space Wagon 1978-84 G62B, 4G62 1795 80.6 x 88.0 x 4 80 х 96 х 9 28 х 40 х 8 17 х 28 х 7
1983- 25 х 35 х 6 17 х 28 х 7
Colt 1992- 4G93 1834 81.0 x 89.0 x 4 37 х 50 х 6 79.4 х 96 х 9 35 х 50 х 7 25 х 35 х 6 19 х 30 х 7
Cordia, Eclipse, Galant, Lancer, Sigma, L200, L300, Sapporo, Tredia 1980- G63B 1997 85.0 x 88.0 x 4 44 х 60 х 7 80 х 96 х 9 35 х 50 х 8 28 х 40 х 8 17 х 28 х 7
1981- 25 х 35 х 6 17 х 28 х 7 20 х 30 х 7
1981-85 4G63
L300, Sapporo, Tredia 1985- 4G63 1997 85,0 x 88,0 x 4 44 х 60 х 7 80 х 96 х 9 35 х 50 х 8 25 х 35 х 6 17 х 28 х 7
1985- G64B 2351 86.5 x 100.0 x 4 25 х 35 х 6 17 х 28 х 7 20 х 30 х 7
Galant, Montero 1976- G54B, 4G54 2555 91.2 x 98.0 x 4 48 х 68 х 11 23 х 34 х 8 нет
Pagero, Sigma, Shogun 1986- 6G72 V6 2972 91.2 x 76.6 x 6 37 х 50 х 6 91 х 111 х 9 35 х 50 х 8 (2 шт.)
1993- 4G74 DOHC V6 3496 93.0 x 85.9 x 6 37 х 50 х 6 90 х 110 х 13 30 х 42 х 7
34’
403
Продолжение Прилож. 5
Марка (модечь) автомобиля Год выпуска Модель двигателя Рабоч, объел (см3) Du x S x n (mm) Размеры сальников d x D x b, мм
Коленчатого вала Распределит, вала Вспомогат. вала
Передний Задний
Colt, Galant, Lancer, Space Wagon 1978-84 4D65 Diesel 1795 80.6 x 88.0 x 4 44 х 60 х 7 80 х 96 х 9 35 х 50 х 8 25 х 35 х 6 17 х 28 х 7
1984- 25 х 35 х 6 17 х 28 х 7 20 х 30 х 7
Delica, Galant, Pagero 1980- 4D55 Diesel 2346 91.1 x 90.0 x 4 25 х 35 х 6 17 х 28 х 7
L200, L300, Shogun 1982- 4D56 Diesel 2477 91.1 x 95.0 x 4
NISSAN
Cherry, Sunny, Pulsar -1982 A12 1171 73.0 x 70.0 x 4 38 х 55 х 9 60 х 82 х 12 нет
Sherry, Z10 1980-82 A12A 1237 75.0 x 70.0 x 4
Auster, Cherry, Sunny 1975-82 A14 1397 76.0 x 77.0 x 4
Cherry, Sunny A15 OHV 1487 76.0 x 82.0 x 4
Sunny 1981-89 E13 1270 76.0 x 70.0 x 4 36 х 49 х 7 80 х 100 х 10 40 х 55 х 9
Sunny, Cherry, Prairie 1981-88 E15 1487 76.0 x 82.0 x 4
Bluebird, Pulsar, Stanza, Sunny 1983- E16 1597 76.0 x 88.0 x 4
1990- GA16 40 х 52 х 8 84 х 104 х 8
Auster, Bluebird, Skyline, Sunny, Stanza 1967-88 L16, Z16 1595 83.0 x 73.3 x 4 48 х 70 х 9 80 х 100 х 13
1976-88 L18, Z18 1770 85.0 x 78.0 x 4
720, Cabstar, 200SX 1981-88 Z22 2187 87.0 x 92.0 x 4
720 1983-86 Z24 2389 89.0 x 96.0 x 4
Auster, Cedric, Laurel, Silvia, Stanza, Pulsar, 200SX 1982-88 CA18 1809 83.0 x 83.6 x 4 33 х 47 х 8 84 х 104 х 11 34 х 48 х 8
Cedric, Gloria, Laurel, Skyline, Stanza 1931- CA20 1974 84.5 x 88.0 x 4
Cedric, Gloria,Maxima, Laurel, Leopard,Ter rano 1983- VG30 V6 2960 87.0 x 83.0 x 6
Caravan, Homy, Junior, Clipoer 1977-83 H20 1982 87.2 x 83.0 x 4 45 х 68 X 12 80 х 100 х 13 нет
-1982 U20 48 х 70 х 9
Atlas,Bluebird, Cara van, Homy, Laurel, Sianza 1977-89 Z20 1952 85.0 x 86.0 x 4 48 х 70 х 9 80 х 10U х 13
Bluebird, Cedric, Gloria, Laurel, Leopard, Skyline 1963-89 L20 1998 78.0 x 69.7 x 6
Laurel, Skyline, Maxima, Fairlady 1972- L24 2393 83.0 x 73.7 x 6
Cedric, Fairlady, Gloria, Laurel 1975-83 L28 2753 86.0 x 79.0 x 6
Bluebird,Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1680 80.0 x 83.6 x 4 33 х 47 х 8 84 х 104 х 11 34 х 48 х 8 36 х 50 х 8
Atlas, Bluebird, Homy, Caravan, Laurel, Stanza 1977-89 LD20 Diesel 1952 85.0 x 86.0 x 4 48 х 70 х 9 80 х 100 х 13 нет
Cedric, Maxima, Laurel, Skyline 1980-88 LD28 D'esel 2793 84.5 x 83.0 x 6
Datsun, Urvan 1983- TD23 Diesel 2289 89.0 x 92.0 x 4 58 х 80 х 10 86 х 100 х 10
Bus, Terrano, Van 1989- TD27 Diesel 2663 96.0 x 92.0 x 4
Cedric, Laurel, Patrol, Skyline 1987- RD28 Diesel 2826 85.0 x 83.0 x 6 40 х 52 х 8 80 х 100 х 10 34 х 48 х 8
OPEL
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1979- 13N, 13S OHC 1297 75.0 x 73.4 x 4 26 х 42 х 8 80 х 98 х 10 35 х 48 х 8 нет
Ascona, Astra, Carsa, Kadett, Manta, Vectra 1986- 16S, C16 1598 79.0 x 81.5 x 4
40ч
Продолжение Прилож. 5
Марка (модель) автомобиля Гот выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Размены сальников d x D x b, мм
Коленчатого вала Распределит. вала Вспомогат. вала
Передний Задний
Ascona, Kadett 1980- 16S, С16 ОНС 1598 80.0 x 79.5 x 4 31 х 50 х 8 86 х 104 х 11 35 х 50 х 7 нет
1984- 35 х 50 х 8
90 х 104 х 11
Ascona, Omega, Record, Vectra 1982- 18S, С18 1796 84.8 x 79.5 x 4 31 х 50 х 8
Ascona, Astra, Frontera, Kadett, Omega, Vectra 1987- С20, 20N 1998 86.0 x 86.0 x 4
Ascona, Kadett, Manta, Record, Transporter 1965- Е, N CIH 1897 S3 0 x 6Э.8 x 4 45 х 80 х 9 77 х 100.1 х 11.5
Ascona, Kadett, Manta, Monza, Record 1975- S CIH 1979 95.0 x 69.8 x 4
Commodore, Senator, Record 1984- 2182 95.0 x 77.0 x 4
Omega, Frontera 1979- C24NE ОН 2410 95.0 x 85.0 x 4
Commodore, Senator, Transporter 1970- Е, S ОН 2490 87.0 x 69.8 x 6
Admiral, Commodore, Record S, Н 2784 92.0 x 69.8 x 6
Frontera, Monza, Omega, Senator 1970- СЗО 2969 95.0 x 69.8 x 6
Ascona, Record 1974- 20D Diesel 1998 86.5 x 85.0 x 4 81 х 100.1 х 11.5
Frontera, Omega, Senator, Record 1978- 23D Diesel 2260 92.0 x 85.0 x 4
Frontera, Kadett, Astra, Omega, Vectra 1988- 17D ОНС Diesel 1699 82.5 x 79.5 x 4 35 х 50 х 8 90 х 104 х 11 35 х 50 х 7
PEUGEOT
104 1973- XV 954 70.0 x 62.0 x 4 35 х 50 х 8 78 х 100 х 10 нет
106, 205 1986- TU9 42 х 66 х 7 85 х 105 х 12 36 х 50 х 8
309 1985- Е1А 1118 74.0 x 65.0 x 4 40 х 58 х 8 71 х 88 х 8
1100GLX, 104, 205 1973- XW 1124 72.0 x 69.0 x 4 35 х 50 х 8 78 х 100 х 10
205 1987- TU1 42 х 66 х 7 85 х 105 х 12 36 х 50 х 8
1200S, 104 1980-83 XZ5 1219 75.0 x 69.0 x 4 35 х 50 х 8 78 х 100 х 10
205 1988- TU24 129Л 76.7 x 70.0 x 4 42 х 66 х 7 85 х 105 х 12 36 х 50 х 8
104 1980- XY, 7P 1361 75.0 x 77.0 x 4 35 х 50 х 8 78 х 100 х 10
104, 106, 205, 306, 309, 405 1987- TU3 42 х 66 х 7 85 х 105 х 12 36 х 50 х 8
205, 305, 309, 405 1985- XU5, XU6 1580 83.0 x 73.0 x 4 42 х 62 х 8 90 х 110 х 10 36 х 50 х 7
1984- XU9, XU5 1905 83 0 x 88.0 x 4
505 1983- N9TE-Turbo 2156 91.7 x 81.6 x 4 40 х 58 х 8
504, 604 1976-83 ZM, ZMJ, PRY V6 2664 88.0 x 73.0 x 6 42 х 62 х 10 80 х 100 х 13
305 1980-82 X1D Diesel 1548 80.0 x 77.0 x 4 45 х 62 х 10 60.5 х 78 х 9
205D 309D, 405TD 1983- XUD7 Diesel 1769 80.0 x 88.0 x 4 42 х 62 х 8 90 х 110 х 10 35 х 50 х 8
205D, 305D, 309D, 4050, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
404D, J7 1981- XDP485 Diesel 1816 85.0 x 80.0 x 4 42 х 60 х 10 45 х 60 х 7 16 х 21 х 4.5
19R1-85 1985- XDP488 Diesel 1948 88.0 x 80.0 x 4
504D, 505D, 604D 1981-85 XDP490 Diesel 2112 90.0 x 83.0 x 4 42 х 60 х 10 28 х 45 х 8 нет
1985- 45 х 60 х 7
1976-85 XD2, XDP2 Ciesel 2304 9ч.О x 83.0 x 4 42 х 60 х 10 42 х 65 х 10 нет
1985- 45 х 60 х 7
1980-85 XD2S Diesel
1985- 45 х 60 х 7
505D, 604TD, 605TD, J9 1983- XD3, XD3P Diesel 2498 94.0 x 90.0 x 4 нет 28 х 45 х 7, 16 х 21 х 4.J? 16 х 21 х 4.5
1985- 1984- 42 х 60 х 10 45 х 60 х 7
XD3T Diesel
405
Продолх'эние Прилож. 5
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) D„ х S х п (мм) Размеры сальников d х D х Ь, мм
Коленчатого вала Распред _ лит. вала Вспомогат. вала
Передний Задний
RENAULT
5, 9, 11, 19, 21 1985- С1С-С4000 956 65.0 х 72.0 х 4 35 х 50 х 10 35 х 50 х 8 80 х 100 х 13 70 х 90 х 10 30 х 42 х 8 нет
5, 9, 11, 19, 21, Clio, Express 1979- 6881Е, С1Е 1108 70.0 х 72.0 х 4
5, 9, 11, 19 1987- C1JG 1237 71.5 х 77.0 х 4
5, 10, 12, 15 1971- 1970-75 810, 840 1289 73.0 х 77.0 х 4
14 1980-83 129 1218 75.0 х 69.0 х 4 35 х 50 х 8 78 х 100 х 10 14 х 19 х 4.5
X5J, 150 1361 75.0 х 77.0 X 4
5, 9, 11, 19, Clio, Chamade, Express, Fuego, Trafic 1977- 847, C1J, C2J, 840 1397 76.0 X 77.0 х 4 35 х 50 х 10 80 х 100 х 13 нет
5, 19, Clio, Express 1988- E6J, E7J 1390 75.8 х 77.0 х 4 35 х 47 х 7 80 х 100 х 10
Essence, Fuego, Trafic 1980- 841, 843 1647 79.0 х 84.0 х 4 45 х 60 х 10 80 х 100 х 13
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N ОНС 1721 81.0 х 83.5 х 4 50 х 68 х 10 85 х 105 х 12 22 х 45 х 8 25 х 42 х 8 30 х 40 х 7
Clio, 19 1988- F7P 16V 1764 82.0 х 83.5 х 4
18, 20, 21, 25, 30, Fuego, Espace 1984- 825, 829, J6R, J7R 1995 88.0 х 82.0 х 4 50 х 68 х 10 90 х 110 х 13 35 х 47 х 7 нет
18, 20,21, 30TD.25TD, Espace, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 х 89.0 х 4
1984- J7T
25 1985- Z7U Turbo V6 2458 91.0 х 63.0 х 6 42 х 62 х 10 80 х 100 х 13
25, 30, Alpina 1976-89 112, 114, 140, Z7V V6 2664 88.0 х 73 0 х 6
5D, 9D, 11D 1983- F8M Diesel 1596 78.0 х 83.5 х 4 50 х 68 х 10 85 х 105 х 12 25 х 42 х 8
19D, 21D, Clio 1988- F8Q Diesel 1870 80.0 х 93.0 х 4 нет 30 х 40 х 7
18, 20, 21, 30TD, 25TD, Espace, Fuego, Nevada, T rafic 1976- J8S (852), Diesel 2068 86.0 х 89.0 х 4 50 х 68 х 10 90 х 110 х 13
SAAB
99, 900, 9000 1975- BZ20 1985 90.0 х 78.0 х 4 48 х 66.65 х 10 88 х 108 х 12 нет нет
9000 1987- B234 2290 90.0 х 90.0 х 4
SUBARU
Justy 1983- EF12 1189 78.0 х 83.0 х 3 38.5 х 53 х 8 30 х 46 х 8 23 х 40 х 7
DL, GL, Leone 1979- EA71 Boxer 1595 92.0 х 60.0 х 4 38 х 55 х 9 70 х 87 х 8.5 нет нет
EA81, EA82 1781 92.0 х 67.0 х 4 35 х 59 х 9 76 х 93 х 10 35 х 55 х 9
SUZUKI
Alto, Carry, Jimny 1978- F8A 797 62.0 х 66.0 х 4 32 х 47 х 8 60 х 80 х 8 32 х 47 х 8 нет
Jimny 1983- F10A 970 65.5 х 72.0 х 4
Cultus, Swift 1983-89 G10 993 74.0 х 77.0 X 3 32 х 47 х 6 68 х 86 х 8
Escudo, Swift, Vflara 1988- G16 1590 75.0 х 90.0 х 4
Cultus, Samurai, Swift 1987- G13B 1299 74.0 X 75.5 X 4
1984- G13 1324 74.0 х 77.0 х 4 32 х 47 х 8
TOYOTA
Corolla 1966-70 К 1077 75.0 X 61.0 X 4 38.5 х 58 х 11 70 х 92 х 8.5 нет нет
Corolla, Starlet, Sprinter, Town-Ace -1988 ЗК 1166 75.0 х 66.0 х 4 41 х 53 х 7
Carina, Corona, Lite-Ace, Sprinter, Starlet, Town-Ace 1978-88 4K 1290 75.0 х 73.0 х 4 нет
Carina, Corona, Corsa, Sprinter, Tercel 1979-88 ЗА 1452 77.5 X 77.0 х 4 32.5 х 46 х 6 35 х 49 х 6
Hi-Ace, Lite-Ace, MR2 1983-88 1986- 2Y 1812 86.0 х 78.0 х 4 42 х 60 х 7 80 х 100 X 8.5 нет
Camry, Carina, Celica, Corona, Hi-Lux, MR2 3Y 4Y 1998 2237 86.0 х 86.0 х 4 91.0 х 86.0 х 4
Space Cruise, Van Wagon
406
Продолжение Прилож. 5
Марка (модсчь) автомобиля Год выпуска Модель двигателя Рабоч объем (см3) Du x S x n (mm) Размепы сальников d .< D x b, мм
Коленчатого вала Распределит, вала Вспсмогат. вала
Передний Задний
Tercel 1985- ЗЕ 1453 73.0 x 87.0 x 4 35 х 49 х 6 80 х 100 х 8.5 нет
Camry, Carina, Celica, Corona, Corolla,Cresta, MR2, Sprinter, Town-Ace 1970-85 2Т, 12Т 1588 85.0 x 70.0 x 4 38.5 х 58 х 11 75 х 100 х 13
1977-86 ЗТ, 13Т 1770 85.0 x 78.0 x 4
Camry, Carina 1981-88 1S 1832 80.5 x 90.0 x 4 42 х 60 х 7 85 х 105 х 10 38 х 50 х 8 18 х 30 х 7
Camry, Celica, Visa 2S 1995 84.0 x 90.0 x 4 нет
Camry, Carina, Celica, Corona, MR2, Vista 1983- 3S 1998 86.0 x 86.0 x 4
Camry, Carina, Celica, Chaser, Corona, MR2 1970-88 18R 1968 88.5 x 80.0 x 4 45 х 68 х 12 80 х 100 х 12 нет
1978-87 21R 1972 84.0 x 89.0 x 4
1984-85 21R ОНС 80 х 100 х 8.5
Chinook, Coaster 1975- 20R 2189 88.5 x 89.0 x 4 80 х 100 х 12
Celica, Chaser, Corona, Hi-Ace. Landcruiser, MR2, 4-Runner 1980- 22R 2366 92.0 x 89.0 x 4
Camry, Carina, Celica, Chaser, Corona, Cresta, Crown, MR2 1981- 1G 1988 75.0 x 75.0 x 6 45 х 62 х 8 75 х 100 х 13 38 х 50 х 8 18 х 30 х 7 (масляный насос)
Camry 1988- 2VZ V6 2508 87.5 x 69.5 x 6 40 х 55 х 6 91 х 110 х 8.5 нет
Hi-Lux, Camry, 4-Runner 3VZ V6 2958 87.5 x 82.0 x 6
Celica, Chaser, Crown, Cressida, MR2, Supra 1968-88 4М 2563 80.0 x 85.0 x 6 45 х 68 х 12 80 х 100 х 12 нет
1980-88 5М 2759 83.0 x 85.0 x 6
Cressida, Crown, PickUp, Supra, 4-Runner 1985- 7М 2954 83.0 x 91.0 x 6 52 х 70 х 8.5, 42 х 60 х 7 35 х 49 х 6
Camry, Carina, Corolla, Lite-Ace Chaser, Cresta, Crown, Hi-Ace, Hi-Lux, MR2, Landcruiser, PickUp 1981-88 1С Diesel 1839 83.0 x 85.0 x 4 42 х 60 х 7 90 х 110 х 8.5 38 х 50 х 8
1983-88 2С Diesel 1974 86.0 x 85.0 x 4 37.5 х 50 х 6
1983- 2L Diesel 2446 92.0 x 92.0 x 4 85 х 105 х 10 42 х 60 х 7
VOLKSWAGEN
Typ 2/80, 181, 1200, 1302, 1303 1965- 211/311, В, С, AD Boxer 1585 85.5 x 69.0 x 4 42 х 62 х 10 70 х 90 х 10 нет нет
Transporter, Typ 2/68 1968- 022 Boxer 1680 90.0 x 66.0 x 4 75 х 95 х 12 нет нет
Caravelle, Golf, Jetta, LT Van, Passat, 1973-75 127 Boxer 1793 93.0 x 66.0 x 4
1972-82 Boxer 1971 94.0 x 71.0 x 4
Transporter, Typ 2/68, 2/80, Venta 1982- DG, DF Boxer 1915 94.0 x 69.0 x 4 48 х 68 х 10 75 х 95 х 12 не г нет
1985- DJ Boxer 2109 94.0 x 76.4 x 4
Golf, Passat, Vento 1991- VR6 2792 81.0 x 90.3 x 6 35 х 48 х 10 85 х 105 х 11/9
Corrado AAA 2861 82.0 x 90.3 x 6
Caddy, Golf, Jetta, LT Van, Passat, Santana, Transporter Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Venta 1976-80 CK Diesel 1471 76.5 x 80.0 x 4 32 х 47 х 10 85 х 105 х 12 32 х 47 х 10 32 х 47 х 10
1980- FR, KY Diesel 1Y, 1X Diesel 1588 1896 76.5 x 86.4 x 4 79.5 x 95.5 x 4
1992-
VOLVO
343, 345 1976- 1986- B14E B17 1397 1721 76.0 x 77.0 x 4 81.0 x 83.5 x 4 35 х 50 х 8 50 х 68 х 10 95 х 112 х 12.5 85 х 105 х 12 нет 25 х 42 х 8 22 х 45 х 8 нет
340, 440, 460, 480
407
Продолжение Прилож. 5
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3; Du x S x n (mm) Размеры сальников d x D x b. мм
Коленчатого вала Распределит, вала Вспомогат. вала
Передним Задний
242, 240, 244, 245, 360 1972- В19, В20 1986 88.9 x 80.0 x 4 52 х 68 х 10 92 х 110 х 10 35 х 47 х 7 нет
1974- В21 2127 92.0 x 80.0 x 4
240, 740, 760, 940 1984- В200
В23, В230 2316 96.0 x 80.0 x 4
262, 264, 265 1974-81 В27 2664 88.0 x 73.0 x 6 42 х 62 х 10 80 х 100 х 13
262, 760 1981- В28 2849 91.0 x 73.0 x 6
340D, 360, 440, 460 1984- D16 Diesel 1596 78.0 x 83.5 x 4 50 х 68 х 10 85 х 105 х 12 25 х 42 х 8
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6 35 х 48 х 10 32 х 47 х 10
850 1991- B5254F 2435 83.0 x 90.0 x 5 35 х 47 х 98 х 110 х 30 х 47 45 х 57.2 х 6 -2 шт.
960 1990- B6304F 2922 83.0 x 90.0 x 6
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, New Yorker, Lancer, Voyager 1981-88 135 2200 87.5 x 92.0 x 4 35 х 52 х 7.75 91 х 111 х 10 35 х 52 х 7.75 35 х 52 х 7.75
1989- 28.58 х 41.25 х 4.8 38 х 50 х 7
1982-88 153 2500 87.5 x 103.9 x 4 35 х 52 х 7.75 35 х 52 х 7.75 35 X 52 х 7.75
1989- 25.58 х 41.25 х 4.8
Caravan, New Yorker, Voyager, Dynasty 1990- 201 V6 3300 93.0 x 81.0 x 6 28.58 х 41.25 х 4.8 нет
Lancer, Le Baron, New Yorker, Ram. Suburban, Voyager 1960-83 225 3700 86.4 x 104.8 x 6 56.9 х 81.03 х 11.43 х 144 х 10.5 нет
New Yorker, Imperial 1991- 230 3800 82.6 x 117.5 x 6 28.58 X 41.25 х 4.8 91 х 111 х 10 35 х 52 х 7.75
Chaser, Coronet, Le Baron, New Yorker, Imperial 1979- 318 V8 5200 99.2 x 84.15 x 8 55.37 х 81 х 15.75 х 142 9 х 11 нет
FORD (USA)
Capri, Escort, Fiesta, Laser, Lynx, Pinto, Tracer 1978- 98 1600 80.0 x 79.5 x 4 35 х 50 х 7 88 х 108 х 11 42 х 56 х 7 нет
Escort 1985- 114, 116 1900 82.0 x 87.9 x 4
Aeros»ar, Capri, Mustang, Taurus, Tempo, Topaz . 1977- 140 2300 96.0 x 79.4 x 4 43.41 х 56 х 7.42 92.08 х 107.7 х 9.91 43.4 х 56 х 7.42 43.4 х 56 х 7.42
1974- 140 2300 93.5 x 8<0 x 4 88 х 108 х 11.1 нет нет
Capri, Musiang 1983-86 170, 171 V6 2800 88.9 x 74.63 x 6 42 х 56 х 7 60.3 х 76.2 х 11
Probe, Sable, Taunus 1986- 133 V6 3000 89.0 x 80.0 x 6 47.63 х 65 х 13.4 88 х 108 х 11
C-spii, Comet, Dronco, Fairlane, Granada, ustang, Thunderbird, Zephyr 1963-83 200 3300 93.3 x 79.4 x 6 44.45 х 60.3 х 11.1 87.33 х 101.9 х 10.4 нет нет
Lincoln, Mustang, Sable, Taurus, Thunderbird, Zephyr 1987- 232 V6 3800 96.8 x 86.0 x 6 47.63 х 65 х 13.4 92.08 х 107.7 х 9.91 нет нет
Aerostar, Bronco 11, Explorer, Ranger 1983- 244 V6 4000 100.4 x 84.0 x 6 42 х 56 х 7 60.3 х 76.2 х 11.1
Lincoln Tauncar, Mark VIII 1984- 280, 281 V8 4600 90.2 x 90.0 x 8 47.63 х 65 х 13.4 92.08 х 107.7 х 9.91
Bronco, Continental, Crown Victoria, Lincoln, Mark VI/VI1, Mustang, Grand Marquis, Montego, Thunderbird 1975- 351 V8 5800 101.6 x 88.9 x 8 87.33 х 101.9 х 10.4
1984- 95.25 х 114.33 х 9.19
1973-82 1982- 302 V8 5000 101.6 x 76.2 x 8 87.33 х 101.9 х 10.4 92.08 х 107.7 х 9.91
408
Продолжение Прилож. 5
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du х S х n (мм) Размеры сальников d x D x b, мм
Коленчатого вала Распределит, вала Вспомогат. вала
Передний Задний
GENERAL MOTORS (Buick, Cadillac, Chevrolet, Pontiac)
Firenza, J2000, Skyhawk, Skyhawk 1980- 1982-88 112 1800 84.8 x 79.5 x 4 44.75 х 61.19 х 9.5 32 х 50 х 8 44.75 х 61.19 х 9.5 76 х 92 х 9.5 35 х 48 х 7 нет
Beretta, Blazer, Cavalier, Corsica, Sunbird 1983-89 1983-84 121 2000 89.0 x 80.0 x 4
Beretta, Cavalier, Corsica Skyhawk 1938- 133, 134 2200 89.0 x 88.0 x 4 нет
Blazer, Camaro, Grand AM, Firebird, Lumina, Monza 1977- 151 2500 101.6 x 76.2 x 4 75.9 х 95 х 9.5
Blazer, Camaro, Ciera, Corsica, Grand Prix, Firebird 1980- 173 V6 2800 89.0 x 76.2 x 6 76 х 92 х 9.5
Beretta, Camaro 189 V6 3100 89.0 x 84.0 x 6
Camaro, Grand Prix, Firebird, Lumina 1990- 207 V6 3400 92.0 x 84.0 x 6
Cavalier, Celebrity, Firebird 1982- 181 V6 3000 96.5 x 67.6 x 6 49.2 х 69.85 х 7.95
Calais, Ciera 1989- 204 V6 3300 94.0 x 80.3 x 6
Allante, Beretta, Deville, Eldorado, Fleetwood, Seville 1980-88 252 V8 4100 88.0 x 84.0 x 8 50.8 х 66.63 х 7.92 71.93 х 92 х 9.5
1988- 273 V8 4500 92.0 x 84.0 x 8
Deville, Eldorado, Fleetwood, Seville 1991- 298 V8 4900 101.6 x 76.2 x 8
Allante, Beretta, Deville, Eldorado, Fleetwood, Seville 1993- 280, 281 V8 чбОО 93.0 x 84.0 x 8 47.6 х 63.55 х 9.5 92 х 107.7 х 9.9
Caprice, Blazer, Impala, Monza, Nova, Regal 1975- 262 V6 4300 101.6 x 88.5 x 6 44.75 х 61.19 х 9.5 50.8 х 73.15 х 9.5 95 х 115 х 12.5 87.33 х 101.9 х 10.4
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1976- 305 V8 5000 94.9 x 88.4 x 8
Bonneville, Camaro, Safari, Toronado 1976-85 1980- 307 V8 5000 96.5 x 86.0 x 8
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1967- 350 V8 5700 101.6 x 88.4 x 8 44.75 х 61.19 х 9.5 95 х 115 х 12.5
Blazer, Suburban 1980- 454 V8 7ч00 108.0 x 101.6 x 8 59.2 х 76.2 х 10 110 х 130 х 12.7
JEEP
Cheiokee, Comanche, Pick- Up, Wagoneer, Wrangler 1987- 150 2500 98.55 x 81.0 x 4 45.2 х 57.2 х 9.5 75 х 95 х 10 нет нет
Pick-Up, CJ, DJ 1980-83 151 2500 84.2 x 111.0 x 4 44.8 х 61.2 х 9.5 75.9 х 95.2 х 9.5
Cherokee, Comanche, Pick- Up, Wagoneer, Wrangler 1987- 242 4000 98.45 x 87.6 x 6 45.2 х 57.2 х 9.5
1971- 258 4200 95.25 x 98.9 x 6
Pick-Up, Universal 1971-81 304 V8 5000 95.25 x 87.3 x 8 50.8 х 69.6 х 9.5
Cherokee, Pick- Up, Wagoneer 1971- 360 V8 5900 103.6 x 87.3 x 8
ОО. Ремонт двиг. ззр' 6. ап-сй.
409
Приложение 6
РАЗМЕРЫ ЗУБЧАТЫХ РЕМНЕЙ МЕХАНИЗМА ГАЗОРАСПРЕДЕЛЕНИЯ
НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
Указанные в Приложении размеры ремней механизма газо-
распределения (число, шаг и профиль зубьев) для некоторых моде-
лей двигателей существенно облегчают поиск нового ремня и
практически исключают ошибки. Как показывает анализ приводи-
мых ниже данных, некоторые модели двигателей могли практичес-
ки в одни и те же годы иметь по два (и даже больше) различных ва-
рианта ремней ГРМ. С другой стороны, целый ряд двигателей на
протяжении в гел лет выпуска имели только один тип ремня. Таким
образом, ориентируясь на таблицу, для большинства двигателей
можно, не дожидаясь обрыва ремня, найти новый ремень, не имея
под рукой его образца. И наоборот, по таблице можно определить,
для каких двигателей лучше иметь образец, чтобы не ошибиться
при покупке нового ремня.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабочий объем, (см3) Du x S x n (mm) Число зубьев. Z Ширина ремня, (мм) Шаг зубоев, (мм) Профиль зуба
ALFA ROMEO
Alfa 33, Arna, Alfasud 1983- 301, 305 1490 84.0 x 67.2 x 4 98 17 9.525 А
Alfa 33 1986- 307, 310 1717 87.0 x 72.2 x 4 100
1989- 307.46 16V 121 20 Е
Alfa 75, 90, 164 1987- 105 1962 84.0 x 88.5 x 4 119 19 А, С
AHa 155, 164, Twin Spark 1987-90 064 1995 84.0 x 90.0 x 4 142 18 А
1990- 064 16V 168 8.0 М
Alfa 6, 75, GTV6 1980- 016, 061 V6 2492 88.0 x 68.3 x 6 134 25.4 9.525 А
Alfa 75 1987- 061, 064 V6 2959 93.0 x 72.6 x 6
AUDI
80 1977- ZB, ZC 1470 76.5 x 80.0 x 4 121 18 9.525 А
80, 100 1974-84 YS, YY, XX, YV 1588 79.5 x 80.0 x 4
1983- DD, DS, DZ 1781 81.0 x 86.4 x 4
80 -1984 WN, WH 1921 79.5 X 77.4 X 5 113 19
80, A6 1986- ЗА 1984 82.5 x 92.8 x 4 121 18
1989- 2E, AAE 124 I
100 1976- NA, NF, WA 1984 86.5 x 84.4 x 4 121 9.525 А
80, 100 1990- AAD, ABK 1984 82,5 x 92.8 x 4 147 25 8.0 К
80, 90, 100 1983-86 HP, KP, SL 1994 81.0 x 77.4 x 5 120 18 9.525 А
PS 142 19 8.0 К
80, 90, 100, 200, RS2, S2, S6 1983- KV, KZ, HY AAN 2226 81.0 X 86.4 X 5 120 18 9.525 А
142 19 8.0 К
80, 90, 100 1989- 1B, KU, MC, NG, NF, 7A AAR 2309 82.5 x 86.4 x 5 120 18 9.525 А
142 19 8.0 К
80, 100 1992- ABC V6 2597 82.5 x 81.0 x 6 239 25
80, 100, A4, A6, A8 1990- AAH V6 2771 82.5 x 86.4 x 6
80, 100 1980- CY, SB Diesel 1588 76.5 x 86.4 x 4 135 25 9.525 J
80, Avant, A6 1989- 1Y Diesel 1896 79.5 x 95.5 x 4 137 25.4
100 1979- CN Diesel 1986 76.5 x 86.4 x 5 119 25 В
CN Diesel (для ТНВД) 75 20
1990- 3D Diesel 2371 79.5 X 95.5 X 5 122 26.5 J
3D Diesel (для ТНВД) 77 20
1991- 3D Diesel 124 26.5
1990- 1T Diesel 2461 81.0 x 95.5 x 5 80 21 J
BMW
316i 1988- M40 1596 84.0 x 72.0 x 4 110 21 9.525 Е А
318, 318i, 5181 M42 16V 1796 84.0 x 81.0 x 4
320, 320i, 520, 520i 1977-81 M20, M50 1990 80.0 x 66.0 x 6 110V111 25.4
1981-85 128 25 Е
1981- 127*
3231 1977-80 2316 80.0 x 76.8 x 6 110/111 25.4 А
1980- 127/128 25 Е
325i, 5251, Z1 1983- 2494 84.0 x 75.0 x 6
325e, 525e M20 2693 84.0 x 81.0 x 6
324D, 524D 1985- M21D Diesel 2443 80.0 x 81.0 x 6 138 28.5
CITROEN
AX10, RE, C15, Visa 10 1986- TU9, XW8 954 70.0 x 62.0 x 4 104 17 9.525 Е
AX11, BX11, Visa 11, ZX 1983- TU1, H1A, HDZ 1124 72.0 x 69.0 x 4
AX14, BX14, C15, Visa 14, ZX BX16 1986- 1983- TU 2/4, M4A 1294 75.0 x 73.2 x 4 104 17 9,525 Е
TU3-XY, K1A, K2D, 150A.KDY XU5, XU6. B2, BDZ 1361 1580 75.0 x 77.0 x 4 83.0 x 73.0 x 4 108 15/17
113 17
410
Продолжение При лож. 6
Марка (модель) автомобиля Год выпуска Модель двигателя Рабочий объ^м, (см3) Du x S x n (mm) Число зубьев, Z Ширина ремня, (мм) Шаг з}6ьев. (мм) Профиль зуба
ВХ19, C25D, Xantia, ZX 1986- XUD9, D6 Diesel 1905 83.0 x 88.0 x 4 113 17 9,525 Е
АХ, BX, Visa 17D 1985- XUD7 DieseF 1769 80.0 x 88.0 x 4 136 25.4
CX25D, CX2500D 1974- M25 Diesel 2500 93.0 x 92.0 x 4 118 32 В
M25 Diesel (для ТНВД) 62 19
DAIHATSU
Cuore, Domino 1976-88 AB 547 71.6 x 68.0 x 2 90 19 9.525 А
AD 617 76.0 x 68.0 x 2
850 Van, Charade, S70 1982-88 CD 843 70.0 x 73.0 x 3 102 G
Charade 1977- CB, G100 993 76.0 x 73.0 x 3 91 А
1983- CL Diesel 102 G
CL Diesel (для ТНВД) 63 А
FIAT
127, 147, Fiorino, Uno 1982- 127A 1049 76.0 x 57.8 x 4 117 15 9.525 А
Ritmo, Strada -1982 138A1
128, Nuovo Rorino, Uno 1983- 138В 1116 76.0 x 61.5 x 4 116 19
Duna 1987- 146 118 15
127, Duna, Penny 1988- 146 1301 76.1 x 71.5 x 4 120
127, Panda, Punto, Tempra, Tipo, Uno 1988- 146, 159 1372 80.5 X 67.4 x 4 138 8.0 М
131 -1980. CL Diesel 1438 80.0 x 71.5 x 4 144 19 9.525 А
CL Diesel (для балансир, вала) 68 15
Tempra, Tipo 1988- 159, 160 1581 86.4 x 67.4 x 4 138 15 8.0 М
131, Argenta, Croma, Regata, Ritmo -1982 131, 149 1585 84.0 x 71.5 x 4 123 19 9.525 А
131, 149, 138 (для баланс вала) 54
1982- 138 144
1984- 149А 122 А'С
1986- 154, 149А 110 18 А
Tempra, Tipo 1989- 159, 160 16V 1756 84.0 x 79.2 x 4 139
124, 131, Argenta, Croma, Tipo 1980- 131 С, 146, 834, 159А 1995 84.0 x 90.0 x 4 144/148 19
1986- 154 142 18
168 8.0 М
Uno 1986- 127 Diesel 1367 z 78.0 x 71.5 x 4 165 22
Duna, Penny, Regata, Ritmo, Tipo, Uno 1980- 149 Diesel 1698 82.6 X 79.2 X 4 168
Regata 1985-90 149ВЗ Diesel 141 19 22 9.525 А
Regata, Ritmo, Strada 1980- 138 Diesel 1714 83.0 x 79.2 x 4 138
Croma, Ducato, Tempra, Tipo 1983- 149, 154 Diesel 1929 82.6 x 90.0 x 4 126
160 Diesel 173 8.0 М
FORD
Escort 1980-85 GMA, GPA 1117 74.0 X 65.0 x 4 92 19 9.525 Е
Escort, Fiesta 1984-86 J PA, J PC 1296 80.0 x 64.5 x 4
Sierra, Taunus 1970-86 JCC, JCT 1294 79.0 x 66.0 x 4 119 А
Courier,Escort,Fiesta,Ori on 1986- FU, F6 1391 77.2 X 74.3 X 4 97 Е
Escort, Cortina, Sierra, Taunus, Transit 1970- LC, LA, L2 1593 87.66 x 66.0 x 4 119 А,С
Escort, Sapphire, Sierra 1982- LSD 1597 80.0 x 79.5 x 4 122
Sierra 1988- R2 CVH 1769 80.0 x 88.0 x 4 97 25 А
Escort, Granada, Mondeo, Scorpio, Sierra 1991- Zeta 16V 1796 80.6 x 88.0 x 4
Granada, Scorpio, Sierra 1984- Z18, REB, REC 1796 86.2 x 76.9 x 4 122 19
Fiesta, Escort, Orion 1984-88 LTA, LTB Diesel 1608 80.0 x 80.0 x 4 98 В
Escort, Fiesta, Orion, Sapphire, Sierra 1988- RTA, RTB, RTC 1753 82.5 x 82.0 x 4 85 22 L
1991- RTA, RTB, RTC, RFA Diesel 116 20
Sierra, Scorpio, Transit, Toureo 1978-86 4AA Diesel 2358 93.66 x 85.6 x 4 123 25.4 В
1974- 4AB, 4EA, 4DA Diesel 2496 93.66 x 90.54 x 4 130
HONDA
Ballade, Civic 1972-81 EB1, EB2 1169 70.0 x 76.0 x 4 84 19 9 525 А
1979- EB3, EE 1238 72.0 x 76.0 x 4
Ballade, Civic, Quintet 1977-89 EJ, EN 1335 72.0 X 82.0 x 4
City, Civic, Jazz Ballade, Civic 1988- D12 1193 75.0 X 67.5 X 4 97
1981-85 ER 1231 66.0 x 90.0 x 4
1984- EV, D1 1342 74.0 x 78.0 x 4 101 24 Е
35’
411
Продолжение Прилож. 6
Марка (модель) автомобиля Год выпуска Модель двигателя Рабочий объем, (см3) D„ x S x n (mm) Число зубьев, Z Ширина ремня, (мм) Шаг зубьев (мм) Профиль зуба
Civic 1987- EV 106 24 9,525 G
D13 75.0 x 76.0 x 4
Civic, Concerto 1988- D14 1396 75.0 x 79.0 x 4
Ballade, Civic, Integra 1974-87 ЕС, ED, 'EM, EW 1488 74.0 x 86.5 x 4 101 Е
1973-75 EC 94/95 19 А
Civic 1985- D15 1493 75.0 x 84.5 x 4 106 24 G
Concerto, Integra, Quintet ZC 1590 75.0 x 90.0 x 4 107/124/129
Accord 1984- EY 1598 80.0 x 79.5 x 4 108 Е
-1979 EF 1599 74.0 x 93.0 x 4 95 19 А
Accord, Quintet 19^9-84 EP 1601 77.0 x 86.0 x 4
Accord, Prelude, Vigor 1978- EK 1751 77.0 x 94.0 x 4
1983-88 A18, ES, ET, A20 1829 80.0 x 91.0 x 4 108 24 Е
1985-88 B18 1834 81.0 x 89.0 x 4
1985-89 BS, ВТ 1955 82.7 x 91.0 x 4
1985- В18, B20 1958 81.0 x 95.0 x 4 133
1987- 124 G
1990- F22 2156 85.0 x 95.0 x 4 113 24
F22 (для балансир, вала) 70 15.9
Integra, Legend 1987- С27А V6 2675 87.0 x 75.0 x 6 192 28
ISUZU
Faster, Midi, Fargo 1981-89 4ZA1 1584 82.0 x 75.0 x 4 109 19 9.525 А
1985-88 4ХЕ1 1588 80.0 X 79.0 x 4
Aska, Gemini, Fargo, Midi 1981-89 4ZB1, G180 1817 84.0 x 82.0 X 4 111
Gemini, Impulse, Piazza, Trooper 19^9-89 G200 1949 87.0 x 82.0 x 4 115
Aska, Gemini, Impulse 1933-88 4ZC1 1994 88.0 x 82.0 x 4 111
Amigo, Asco, Campo, Midi, Trooper 1986- 4ZD1 2254 89.0 x 89.0 x 4 115
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1977-89 4FB1 Diesel 1817 84.0 X 82.0 x 4 1334 30
Fargo, Gemini, Midi, Trooper 1981-89 4FC1 Diesel 1995 84.0 x 90.0 x 4 137 В
Fargo, Midi 1984-89 4FD1 Diesel 2189 88.0 x 90.4 x 4
Trooper 1980-89 C223 Diesel 2238 88.0 x 92.0 x 4 87 34
Elf, Rooeo, Trooper 1988- 4JB1 Diesel 2771 93.0 x 102.0 x 4 119 32
LANCIA
Delta, Prisma 1982- 831 14S8 86.4 x 63.9 x 4 118 19 9.525 А
Beta, Delta, Trevi 1986- 828, 831 1535 84.0 x 71.5 x 4 143/144
Prisma -1992 138 18
Beta, Dedra, Delta, Prisma, Thema, Trevi -1985 828 1995 84.0 x 90.0 x 4 126 25.4
1986-89 831, 834 142 18
1989- 168
Dedra, Delta, Prisma, Trevi 1985- 831D Diesel 1929 82.6 x 90.0 x 4 126 25.4
831D Diesel (для ТНВД) 57 19
1984- 835AM Diesel 173 22
MAZDA
323, Familia 1986- B1 1139 68.0 x 78.4 x 4 107 22 9.525 Н
B3 1323 71.0 x 83.6 x 4
B5 1498 78.0 x 78.2 x 4
626, Capella 1982- F6 1587 81.0 x 77.0 x 4 106 19 А
F8 1739 86.0 x 77.0 x 4
1984- А, Е
323 1986- B6 1597 78.0 x 83.6 x 4 107 19'22 8.0 F
1985- B6 DOHC 145 21.6
1989- BP 1840 83.0 x 85.0 X 4 145 22 9.525 Н
626, 929, Luce 1992- K8 DOHC V6 1844 75.0 x 69.5 x 6 133 25 8.0 К
626, 929, B2000, B2200 1982- FE, FE-T 1998 86.0 x 86.0 x 4 109 19'22 9.525 Е
626 1983- FE 1988 86 x 86 x 4 108 25.4 9,525 G
1992- FE DOHC 168 Н
626, Capella, MX6 1992- FS DOHC 16V 1991 83.0 X 92.0 X 4 135
929 1987- F2 F2-T 2184 86.0 x 94.0 x 4 110 G
626 1993- KL V6 2496 84.5 x 74.0 x 6 192 30 25 8.0 К
929, Luce 1988- JE V6 2954 90.0 x 77.4 x 6 173
626D E2200 1983- RF Diesel R2 Diesel 1998 2184 86.0 x 86.0 x 4 86.0 x 94.0 x 4 162 164
412
Продолжение Прилож. 6
Марка (модель) автомобиля Год выпуска Модель двигателя Рабочий объем, (см3) D,( х S х п (мм) Число зубьев, Z Ширина ремня, (мм) Шаг зубьев, (мм) Профиль зуба
MITSUBISHI
Golt 1983-89 G16B, 4G16 1198 68.2 х 82.0 х 4 92 19 9.525 А
1977-88 G11B, 4G11 1244 69.5 х 82.0 х 4
1984-89 G13B, 4G13 1298 71.0 х 82.0 х 4 22 G
Colt, Cordia 1978-89 G12B, 4G 12 1410 74.0 х 82.0 х 4 19 А
Lancer 1974-88 G33B, 4G33 1439 73.0 х 86.0 х 4 120
Colt, Lancer, Mirage, Precis, Tredia 1982- G15B, 4G15 1468 75.5 X 82.0 х 4 92 22 G
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma,Tredia 1971- G32B, 4G32 1597 76.9 х 86.0 х 4 122 19 С
G32B, 4G32 (для баланс, вала) 55 12.7 А
Cordia, Galant, L300 1973- G32B, 4G32 120,122 19 D
G32B, 4G32 (для баланс, вала) 55 12.2
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 х 86.0 х 4 120 19
Galant, L300, Tredia 1980- 122
G37B, 4G37 (для баланс, вала) 55 12.7
Colt 1992- 4G93 1834 81.0 х 89.0 х 4 156 29 Н
Cordia, Eclipse, Galant, Lancer. Sigma, L200, L300, Sapporo, Space Wagon, Tredia 1980-89 G63B, 4G63 1997 85.0 х 88.0 х 4 122 19 A, D
G63B, 4G63 (для баланс, вала) 55 12.7 D
1988- G63B, 4G63 122 24 G
DOHC 153 29
DOHC (для балансир, вала) 65 12.7 Н
1985- G64B 2351 86.5 х 100.0 х 4 123 19 D
GG4B (для балансир, вала) 55 12
Pagero, Sigma, Shogun, 1986-91 6G72 V6 2972 91.2 х 76.0 х 6 149 25.4 G
1990- 257 32 Н
Colt, Cordia, Delica, Galant, Lancer, Mirage, Space Wagon 1978- G62B, 4G62, 4D65 Diesel 1795 80.6 х 88.0 х 4 157 31.7 Е
G62B, 4G62, 4D65 (для ТНВД) 55 12 D
Delica, Galant, Pajero 1980- 4D55 Diesel 2346 91.1 X 90.0 х 4 163 25
4D55 Diesel (для ТНВД) 83 19
L200, L300, Shogun 1982- 4D56 Diesel 2477 91.1 х 95.0 х 4 163 25
4D56 Diesel (для ТНВД) 83 19
NISSAN
March, Micra 1983-89 МАЮ 987 68.0 х 68.0 х 4 91 19 9.525 А
1989- MA10S 107 Н
Sunny 1981-89 Е13 1270 76.0 х 70.0 х 4 102 А
Cherry, Sunny, Prairie 1981-88 Е15 1487 76.0 х 82.0 х 4 106
Bluebird, Pulsar, Stanza, Sunny 1983- Е16 1597 76.0 х 88.0 х 4
Stanza, Sunny Auster, Cedric, Laurel, Silvia,Stanza,Pulsar, 200SX 1982-85 СА16 СА18 1598 1809 78.0 х 83.6 х 4 83.0 х 83.6 х 4 95
1986-88 1982-88 151 8.0 К
Cedric, Gloria, Laurel, Skyline, Stanza 1981- СА20 1974 84.5 х 88.0 х 4 98 9.525 А
Cedric, Gloria, Maxima, Laurel, Leopard, Terrano 1983- VG30 V6 2960 87.0 х 83.0 х 6 133 25.4 В
Bluebird, Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1680 80.0 х 83.6 х 4 117
CD17 Diesel (для ТНВД) 76 19
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza 1977-89 LD20 Diesel 1952 85.0 х 86 0 х 4 143 30 9,525 В
LD20 Diesel (для ТНВД) 69 19 А
Cedric, Maxima, Laurel, Skyline 1980-88 LD28 Diesel 2793 84.5 х 83.0 х 6
LD28 Diesel (для ТНВД) 69 19 9.525 А
Cedric, Laurel, Patrol, Skyline 1987- RD28 Diesel 2825 85.0 х 83.0 х 6 149 30 D
413
Продолжение Прилож. 6
Марка (модель) автомобиля Год выпуска Модель двигателя Рабочий объем, (см3) Du x S x n (mm) Число зубьев, Z Ширина ремня, (мм) Шаг зубьев, (мм) Профиль зуба
OPEL
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1983- 12S, С12 1196 77.8 x 62.9 x 4 101 17 8.22 N
1979- 13N, 13S 1297 75.0 x 73.4 x 4 104 15 9.525 А
1989- 14N, С14 1389 77.6 x 73.4 X 4 111 17 8.22 N
104
Ascona, Kadett 1980- 16S, С16 1598 80.0 x 79.5 x 4 111 20
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1986- 16S, С16 1598 79.0 x 81.5 X 4 104 17
111 17/20
Ascona, Omega, Reco.d, Vectra 1982- 18S, С18 1796 84.8 x 79.5 x 4 111 20
18S, С18 (для распределителя) 45 10 9.525 А
Ascona, Asira, Frontera, Kadett, Omega, Vectra 1987- С20, 20N 1998 86.0 x 86.0 x 4 111 20 8.22 N
Frontera, Monza, Omega, Senator 1970- СЗО 2969 95.0 x 69.8 x 6 225 30 8,22 N
Astra, Frontera, Kadett, Omega, Vectra 1988- 17D Diesel 1699 82.5 x 79.5 x 4 146 24 8.22 N
PEUGEOT
104, 106, 205, 306, 309, 405 1987- TU3 1361 75.0 x 77.0 x 4 108 17 9.525 Е
205, 305, 309, 405 -1985- XU5, XU5S 1580 83.0 x 73.0 x 4 113
1984- XU9 1905 83.0 x 88.0 x 4
505 1979- ZEJ, XN1 1995 88.0 x 82.0 x 4 116 19 А
306, 405, 406, 605, £06 1990- XU10C, XU10J2 1998 86.0 x 86.0 x 4 114 17 Е
505 1983- ZDJL 2165 88.0 x 89.0 x 4 118 19 А
205D, 309D, 405TD XUD7 Diesel 1769 80.0 x 88.0 x 4 136 25.4 Е
205D, 305D, 309D, 405D, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
RENAULT
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N 1721 81.0 x 83.5 x 4 124/125 19 9.525 Е
Clio, 19 1988- F7P 16V 1764 82.0 x 83.5 x 4 148 25.4
18, 20, 21, 25, 30, Fuego, Espace 1977- J5R, J6R, J7R 1995 88.0 x 82.0 x 4 115/116 19 А, Е
18, 20, 21, 30TD, 25TD Espace, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 x 89.0 x 4 118 Е
5D, 9D, 11D 1983- F8M Diesel 1596 78.0 x 83.5 x 4 153 24/25.4 В, Е
19D, 21D 1988- F8Q Diesel 1870 80.0 x 93.0 x 4 24 Е
Clio, 19D 151 25.4
18, 20, 21, 30TD, 25TD, Espace, Fuego, Nevada, Trafic 1976- J8S (852) Diesel 2068 86.0 x 89.0 x 4 148 25.4
SUBARU
Rex 1974-89 EK23 544 78.0 x 69.6 x 2 88 19 9.525 А
EK42 665 76.0 X 60.0 x 2
dusty 1983-90 EF10 997 78.0 x 70.0 x 3
1983- EF12 1189 78.0 x 83.0 x 3 89/91 G
DL, GL, Leone 1979- EA81 Boxer 1781 92.0 x 67.0 x 4 98 8.0 К
119
SUZUKI
Cultus, Samurai, Swift Escudo, Swift, Vitara 1984- G13 1324 74.0 X 77.0 x 4 89 19 9.525 А
1988- G16 1590 75.0 x 90.0 x 4 95 G
G16 16V DOHC 103 25.4
TOYOTA
Starlei 1984-88 1E 999 70.5 x 64.0 x 4 121 20/24 8.0 F
Carina, Corona, Lite- Ace, Sprinter, Starlet, Town-Ace 1978-88 4K 1290 75.0 x 73.0 X 4 88 19 9.525 А
Corolla, Starlet 1984-88 2E 1295 73.0 X 77.4 x 4 123 20/24 8.0 F
Corolla, Starlet, Tercel 1979-88 1A, 2A 1295 73.0 x 77.4 x 4 88 19 9.525 А
Carina, Corona, Corsa, Sprinter, Tercel ЗА 1452 77.5 x 77.0 x 4
Carina, Corolla, MR2 1983- 4A 1587 81.0 x 77.0 x 4
4A DOHC 94
113 Е
Camry, Carina 1981-88 1S 1832 80.5 X 90.0 x 4 139 25.4 А
Camry, Carina, Celica, Chaser, Corona, Cresta, Crown, MR2 1981- 1G 1988 75.0 x 75.0 X 6 111
Camry, Celica, Vista 1981-88 2S 1995 84.0 X 90.0 x 4 139
414
Продолжение Прилож. 6
Марка (модель) автомобиля Год выпуска Модель двигателя Рабочий объем, (см3) Du x S x n (mm) Число зубьев, Z Ширина оемня, (мм) Шаг зубьев, (мм) Профиль зуба
Camry, Carina, Celica, Hi-Lux, Corona, MR2, Vista 1983- 3S, 3Y 1998 86.0 x 86.0 x 4 163 26.7 8.0 К
Camry 1989- 5S 2164 87.0 x 61.0 x 4
Camry, Hi-Lux, 4 Runner 1988- 3VZ V6 2958 87.5 x 82.0 x 6
Celica, Chaser, Ciessida, Crown, MR2, Supra 1980-88 5M 2759 83.0 x 85.0 x 6 142 25.4 9.525 А
169 8.0 F
Cressida, Crown, Pick- Up, Supra, 4 Runner 1985- 7M 2954 83.0 x 91.0 x 6 159
Camry, Carina, Corolla, Lite-Ace 1981-88 1C Diesel 1839 83.0 x 85.0 x 4 177 9.525 Е
1983-88 2C Diesel 1974 86.0 x 85.0 x 4
Chaser, Cresta, Crown, Hi-Ace, Hi-Lux, MR2, Landcruiser, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4 127 А
130 Е
1983-89 2L Diesel 2446 92.0 x 92.0 x 4
1989- 129 31
Crown 1988- 3L Diesel 2779 96.0 x 96.0 x 4
Landcruiser 1992- 1HZ Diesel 4164 94.0 x 100.0 x 6 94 25.4
VOLKSWAGEN
Corrado, Golf, Jetta, Passat, Polo 1980- GF, FY, FZ, GK, EP, EU, NZ 1272 75.0 x 72.0 x 4 108 128 19 9.525 А
8.0 К
Caddy, Corrado, Golf, Jetta, Santana, Passat, Scirocco, Transporter 1982- • KR, DS, PL, EX, GU 1781 81.0 x 86.4 x 4 147 25
PG, JN 121 18 9.525 А
Passat 1989- 2E, 9A 1984 82.5 x 92.8 x 4 120/124 I
Golf, Vento, LT Van 121 9.525 А
Caddy, Golf, Jetta, LT Van, Passat, Santana, Transporter 1980- FR Diesel 1588 76.5 x 86.4 x 4
1981- KY Diesel 135 25 J
1976-80 CK Diesel 1471 76.5 X 80.0 x 4
Caravelle, Golf, Jetia LT Van, Passat, Transporter, Venta 1992- 1Y, 1X Diesel 1896 79.5 x 95.5 x 4 137 25.4
1983- DL Diesel 2383 76.5 x 86.4 x 6 112 19
DV, DW Diesel 119 25.4 9.525 В
DV, DW Diesel для ТНВД 75 20
VOLVO
340, 440, 460,480 1986- B17 1721 81.0 x 83.5 x 4 124/125 19 9.525 Е
242, 240, 244, 245, 360 1972- B19, B20 1986 88.9 x 80.0 x 4 123 А
740, 780, 940 1982-
240 1984- B200 2127 92.0 x 80.0 x 4
240, 740, 760, 940 B230, B23 2316 96.0 x 80.0 x 4
850 1991- B5254F 2435 83.0 x 90.0 x 5 143 21 G
960 1990- B6304F 2922 83.0 x 90.0 x 6
340D, 360, 440, 460 1984- D16 Diesel 1596 78.0 x 83.5 x 4 153 24/25.4 В, Е
240, 244, 245, 740, 760, 780 1979- D24 Diesel 2383 76.5 x 86.4 x 6 119 25.4 В
D24 Diesel (для ТНВД) 75 20
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, New Yorker, Lancer, Voyager 1981- 135 SOHC 2200 87.5 x 92.0 x 4 124 25 9,525
1989- 153 SOHC 2500 87.5 x 103.9 x 4 125
FORD (USA)
Escort 1987- 116 1900 82.0 x 87.9 x 4 97 25.4 9.525 А
Aerostar, Capri, Mustang, Taurus, Tempo, Topaz 1974- 140 2300 93.5 x 84.0 x 4 129 22
GENERAL MOTORS (Buick, Cadillac, Chevrolet, Pontiac)
Asuna, Le Mans, Nova -1988 97 1600 80.0 x 81.5 x 4 113 19 9.525 Е
1985-88 88 А
1989- 95 G
Acadian, Chevette, Spectrum 1979-87 98 1600 79.0 x 82.0 x 4 100 19
1988- 104 17 8.22 N
1990- 112 25
Grand Am, Le Mans, Skyhawk, Sunbird 1987-89 122 2000 86.0 x 86.0 x 4 111 19 8 22 N
1989- 125 20
415
Приложение 7,
ПОЛОЖЕНИЕ ВАЛОВ ПРИ УСТАНОВКЕ ФАЗ ГАЗОРАСПРЕДЕЛЕНИЯ
НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
В Приложении указаны особенности установки фаз газорас-
пределения наиболее распространенных двигателей. Метки и спо-
собы фиксации валов при установке фаз показаны схематично,
что облегчает сборку двигателя. Более подробная информация
содержится в специальной литературе, а также в руководствах по
ремонту конкретных автомобилей. Для некоторых двигателей по-
рядок установки фаз желательно знать еще до разбсрки. В част-
ности, на ремне ГРМ риски, по которым определяется положение
валов, могут оказаться стертыми. Тогда после разборки механиз-
ма установить фазы становится затруднительно, если не сделать
соответствующих новых меток до разборки.
В некоторых случаях установка фаз газораспределения до-
статочно сложна даже при наличии соответствующей литературы,
в то время как, сделав соответствующие метки на деталях перед
разборкой, можно избежать трудностей при сборке. Поскольку на
практике встречаются различные ситуации, предлагаемая ниже
информация помогает правильно установить фазы, даже не имея
под рукой специальной литературы по конкретному автомобилю
или двигателю. В наиболее сложных случаях, а также при отсут-
ствии каких-либо данных иногда установить фазы помогает пра-
вило симметричного расположения “впускных" и “выпускных" ку-
лачков при положении поршня в мертвых точках.
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Установка коленвала Установка распредвала Установка ТНВД
ALFA ROMEO
Alfa 33 1986- 305, 307, 310 1717 87.0 x 72.2 x 4 АГ Н4
Alfa 6, 75, GTV6 1980- 016.46 V6 2492 88.0 x 68.3 x 6 В1 G2
Alfa 164 1984-87 061.20 V6 2959 93.0 x 72.6 x 6
Alfa 6, 75, GTV6 1992- 061.46 V6 2492 88.0 x 68.3 x 6 А1 G2
Alfa 75 1987- 061, 034.10 V6 2959 93.0 x 72.6 x 6
AUDI
80 1983- EP 1296 75.0 x 73.4 x 4 01, С2 Н2
80, 100 1974-84 YS, YY, XX, YV 1538 79.5 x 80.0 x 4
. 1983- DD, DS, DZ 1781 81.0 X 86.4 x 4
80 -1984 IWN, WH 1921 79.5 x 77.4 X 5 А1 Н2
100, 200, 5000 KE, WB, WC, KG 2144 79.5 x 86.4 x 5
80, 90, 100, 200, RS2, S2, S6 1983-86 KV, KZ.HY.KX 2226 81.0 x 86.4 x 5
80, 90, 100 1989- NG, NF 2309 82.5 x 86.4 X 5
1983-86 HP, KP, SL 1994 81.0 x 77.4 X 5 А1 НЗ, Л
1987- 1B, 2B, KV, KU 2226 81.0 X 86.4 x 5
1989- 7A 16V 2309 82.5 x 86.4 x 5
80, 100, A4, A6, A8 1990- AAH V6 2771 82.5 x 86.4 x 6 В2 F3
80, 100 1992- ABC V6 2597 82.5 x 81.0 x 6
BMW
316i 1988- M40 1596 84.0 x 72.0 x 4 А2
318, 318i, 518i M42 16V 1796 84.0 x 81.0 x 4
320, 320i, 520, 520i 1977- M20, M50 1990 80.0 x 66.0 x 6 В2, С1 НЗ
323i 2316 80.0 x 76.8 x 6
325i, 525i, Z1 1983- 2494 84.0 x 75.0 x 6
525 1976-92 M30 2494 86.0 x 71.6 x 6 В2 НЗ
528, 628, 728 2788 86.0 x 80.0 x 6
630, 730 2986 89.0 x 80.0 x 6
535, 735 1983-92 3430 92.0 x 86.0 x 6
535, 635, 735 1976-92 3453 93.4 x 84.0 x 6
540i, 740i. 840i 1991- M60 V8 3982 89.0 x 80.0 x 8 В6 J5
324D, 524D 1986- M21D Diesel 2443 80.0 x 81.0 x 6 А2 F1 К2
325D, 525TDS 1991- M51D Diesel 2497 80.0 x 82.8 x 6
CITROEN
AX10, RE, C15, Visa 10 1986- TU9, XW8 954 70.0 x 62.0 x 4 А2 F4
AX11, BX11, Visa 11, ZX 1983- H1A, HDZ 1124 72.0 x 69.0 x 4
AX14, BX14, C15, Visa 14, ZX 1986- K1A, KDY, KZD 1361 75.0 x 77.0 X 4
BX16 1983- B2, BDZ, XU5 1580 83.0 x 73.0 x 4 ВЗ, D1 F4, 11
BX19, Xantia, ZX, C25D 1986- D6A, D6C, XU9 1905 83.0 x 88.0 x 4
Xantia, XM, ZX 1989- R1A, R6A 1998 86.0 x 86.0 x 4
BX16 1993- XU6 1580 83.0 x 73.0 x 4 ВЗ F4
BX19, Xantia, ZX, C25D 1987- XU9 1905 83.0 x 88.0 x 4
CX20 1979-87 XY7 1995 88.0 x 82.0 x 4 А1, D1 И
AX14D 1939- TUD3 Diesel 1330 75.0 x 77.0 x 4 А2 F4 К2
AX, BX, Visa 17D 1985- XUD7 Diesel 1769 80.0 x 88.0 X 4
3X19, C25D, Xantia, ZX 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
XMD12 1989- XUD11 Diesel 2088 85.0 x 92.0 x 4
D12 2138 86.0 x 92.0 x 4
CX25D, CX2500D 1974- M25 Diesel 2499 93.0 x 92.0 x 4 А1 I3 н/Д
* значение рисунков см. в конце Приложения 7
416
Продолжение Прилож. 7
Марка (модель) автомобиля Год выпуска Модель двигатепя Рабоч. объем (см3) Du x S x n (mm) Установка коленвала Установка распредвала Установка ТНВД
FIP.T
750, Panda, Tipo, Uno 1986- 156А2, А4, AZ 769 65.0 x 58.0 x 4 D1 И
127, Panda, Uno 1985- 156А2.А4, AZ, 160A3 999 70.0 x 65.0 x 4
Tipo, Uno 160A3, 156C 1108 70.0 x 72.0 x 4
127, Panda, Punto,Tempra, Tipo, Uno 146, 159, 160 1372 80.5 x 67.4 x 4 B2, C1 НЗ
Tempra Tipo 1988- 159, 160 1581 86.4 x 67.4 x 4
131, Argenta, Regata, Rnmo 1983-85 149 DOHC 1585 84.0 X 71.5 X 4 B2 Н1
131, Croma. Regata, Ritmo 1981- 131 A, 138A, 149A C1 НЗ
Tempra, Tioo 1986- 154A, 159, 834A 1756 84.0 x 79.2 x 4
124, 131, Argenta, Croma, Tipo 1980- 154A, 159, 834B 1995 84.0 x 90.0 x 4
Duna, Penny, Regata, Ritmo, Tipo. Uno 149 Diesel 1698 82.6 x 71.2 x 4 C1 НЗ К1, К2
Croma, Ducato, Tempra, Tipo 1983- 149, 160, 280 Diesel 1929 82.6 X 90.0 X 4
132, 242, Argento, Croma, Ducato 1981- 8144 Diesel 2445 93.0 x 90.0 x 4 B2, B3 НЗ К2
Diesel 2499 93.0 x 92.0 x 4
FORD
Escort 1980-85 GM A, GPA 1117 74.0 X 65.0 x 4 C1 Н5
Escort, Fiesta, Fun 1989- OHV/HCS 1119 68.7 x 75.5 x 4
Sierra, Taunus 1970-86 JCC, JCT 1294 79.0 x 66.0 x 4
Escort, Fiesta 1984-86 JPA, JPC 1296 80.0 x 64.5 x 4
Courier, Escort, Fiesta, Orion 1986- FU, F6 1391 77.2 X 74.3 X 4
Sierra 1990- LJE, LJF 1599 81.3 x 77.0 x 4
Escort, Sapphire, Sierra 1982- LSD 1597 80.0 x 79.5 x 4
Sierra 1988- R2 СУН 1769 80.0 x 88.0 x 4
Escort, Granada, Mondeo, Scorpio, Sierra 1991- Zeta 16V 1796 80.6 x 88.0 x 4 B2 F2
Escort, Cortina, Sierra,Taunus,Transit 1970- LC, LA, L2 1593 87.66 x 66.0 x 4 B2 Н5
Granada, Scorpio, Sierra 1984- Z18, REB 1796 86.2 x 7S.9 x 4
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1982- NA, NE, NN, N5, LC 1993 90.8 x 77.0 x 4
Escort, Sierra 1990- DOHC 1998 86.0 x 86.0 x 4 B2 Н2, Л
Capri, Cortina, Escort, Granada, Scorpio, Sierra, Taunus, Transit 1967- V6 1998 84.0 X 60.1 X 6 E1 J2
V6 2294 90.0 x 60.1 x 6
V6 2550 90.0 x 66.8 x 6
1977- V6 2702 93.0 x 68.5 x 6
Escort. Fiesta, Orion 1984-88 LTA, LTB Diesel 1608 80 0 x 80.0 x 4 B4 F1 М3
Escort. Fiesta, Orion, Sapphire, Sierra 1988- RTA, RTB, RTC 1753 82.5 x 82.0 x 4 B4 F4 М4
1991- RFA Diesel
Sierra, Scorpio, Transit, Toureo 1978-36 4AA Diesel 2358 93.66 x 85.6 x 4 C1 F4 К2
1974- 4A, 4E, 4D Diesel 2496 93.66 x 90.54 x 4 A2 F4 К2
HONDA
City, Civic, Jazz 1981-85 ER 1231 66.0 x 90.0 x 4 A1 Н2
Accord, Prelude 1990- F22 2156 85.0 x 95.0 x 4
Ballade, Civic 1984- EV, D1 1342 74.0 x 78.0 x 4 B2 Н2
Ballade, Civic, Integra 1974-87 EW, EC, ED, EM 1488 74.0 x 86.5 x 4
Civic 1985- D15, D16 1493 75.0 x 84.5 x 4
1987- D13 1342 75.0 x 76.0 x 4 B2 Н2, НЗ
Accord, Prelude, Vigor 1985- B18, D20 1958 81.0 x 95.0 x 4 B2 Н2, Л
LANCIA
Y10 1985- 156 999 70.0 X 64.9 x 4 D1 11
1985-89 1108 70.0 x 72.0 x 4 A1, B2 НЗ
Delia, Prisma 1982- 831A2, 831В 1302 86.4 x 55.5 X 4 B1, B2 НЗ
Dedra, Delta, Prisma 831 A, 831B1 1498 86.4 x 63.9 x 4
1979- 831 AB.0, 828 1301 76.1 x 76.5 x 4 B2 Н1
Beta, Dedra, Trevi 1982- 831A4, A7, B6 1585 84.0 x 71.5 x 4
Dedra, Delta, Prisma, Thema Dedra, Delta, Prisma, Trevi 1983- 828, 831, 834 1995 84.0 x 90.0 x 4
1989- 835 1756 84.0 x 79.2 x 4 C1 Н1
1986- 834B 1995 84.0 x 90.0 x 4
1989- 835A1 1581 86.4 x 67.4 x 4 B2, C1 НЗ
1984- 1985- 834 831D Diesel 1095 1929 84.0 x 90.0 x 4 82.6 x 90.0 x 4 C1 C1 НЗ Н1
36. Ремонт двнг. заруб, ав-ей.
417
Продолжение Прилож. 7
Марка (модель) автомобиля Год выпуска Моде ч ь двигателя Рабоч. объем (см3) Du х S х п (мм) Установка коленвала Установка распредвала Установка ТНВД
MAZDA
323, Familia 1986- В1 1139 68.0 х 78.4 х 4 С1 НЗ
ВЗ 1323 71.0 х 83.6 х 4
323 1986- В6 1597 78.0 х 83.6 х 4
626, Capella 1982- F6 1587 81.0 х 77.0 х 4
F8 1789 86.0 х 77.0 х 4
626, 929, В2000, В2200 FE 1998 86.0 х 86.0 х 4
323, Familia 1980-87 ЕЗ 1296 77.0 х 69.6 х 4 D2 I2
1980-85 Е5 1490 77.0 х 80.0 х 4
626D 1983- RF Diesel 1998 86.0 X 86 0 х 4 С1 НЗ К1
E2200 R2 Diesel 2184 86.0 х 94.0 х 4
MERCEDES-BENZ
200 1968- М115 1988 87.0 х 83.6 х 4 В1 G2
230 1973- 2307 93.75 х 83.6 х 4
380 1979- М116 V8 3839 88.0 х 78.9 х 8
420 1985- М116, М119 V8 4196 92.0 х 78.9 х 8
450 1973- M117 V8 4520 92.0 х 85.0 х 8
450, 500, 560 1977- 4973 96.5 х 85.0 х 8
280 1972- M110 2746 86.0 х 78.8 х 6 В1 НЗ
250 1976-85 M123 2525 86.0 х 72.5 х 6
190 1990- M102 1797 89.0 х 72.2 х 4 В1 G3
190, 200 1980- 1997 89.0 х 80.25 х 4
230 2299 95.5 X 80.25 х 4
190, 260 1985- M103 2597 82.9 х 80.25 х 6
300 2962 88.5 х 80.25 х 6
1989- M104 2960 88.5 х 80.2 х 6 В1, D2 I2
320 1992- 3199 89.9 х 84.0 х 6
190D, 200D 1984- OM601 Diesel 1997 87.0 х 84.0 х 4 В1 G2 н/д
200D 1968- OM615 Diesel 1988 87.0 х 83.6 х 4
240D 1973- OM616 Diesel 2399 90.9 х 92.4 х 4
209D, 240D, 300D 1974- OM617 Dresel 2998 90.9 х 92.4 х 5
MITSUBISHI
Colt 1984-89 G13B, 4G13 1298 71.0 х 82.0 х 4 С1 НЗ
Colt, Lancer, Mirage, Precis, Tredia 1982- G15B, 4G15 1468 75.5 х 82.0 х 4
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma, Tredia 1971- G32B, 4G32 1597 76.9 х 86.0 х 4
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984- G37B, 4G37 1755 80.6 х 86.0 х 4
Cordia, Eclipse, Galant, Lancer, Sigma, L200, L300, Sapporo, Tredia 1980- G63B, 4G63 1997 85.0 х 88.0 х 4
G63B DOHC С1 Л
Pagero, Sigma, Shogun 1986- 6G72 V6 2972 91.2 х 76.0 х 6 С1 НЗ
Mirage 1989- 4G61 1595 82.3 х 75.0 х 4 С1 л
Galant, Montero 1976- G54B, 4G54 2555 91.1 х 98.0 х 4 D2 I2
Colt, Galant, Lancer, Space Wagon 1978- 4D65 Diesel 1795 80.6 х 88.0 х 4 С1 НЗ н/д
Delica, Galant, Pagero 1980- 4D55 Diesel 2346 91.1 х 90.0 х 4
L200, L300, Shogun 1982- 4D56 Diesel 2477 91.1 х 95.0 х 4
NISSAN
March, Micra 1983-89 МАЮ 987 68.0 х 68.0 х 4 С1 НЗ
Cherry, Sunny, Pulsar 1985- ЕЮ 988 73.0 х 59.0 х 4
Sunny 1981-89 E13 1270 76.0 х 70.0 х 4
Cherry, Sunny, Prairie 1981-88 E15 1487 76.0 х 82.0 х 4
Bluebird, Pulsar, Stanza, Sunny 1983- ЕЮ 1597 76.0 х 88.0 х 4
Sunny, Stanza 1982-88 САЮ 1598 78.0 х 83.6 х 4
Auster, Cedric, Laurel, Silvia, Stanza, Pulsar, 200SX САЮ 1809 83.0 х 83.6 х 4
Cedric, Gloria, Laurel, Skyline, Stanza 1981- СА20 1974 84.5 х 88.0 х 4
Cedric, Gloria, Maxima, Laurel, Leopard, Terrano 1983- VG30 V6 2960 87.0 х 83.0 х 6
Bluebird, Pulsar, Stanza, Sunny 1990- GA16 1597 76.0 х 88.0 х 4 D2 I2
Auster, Bluebird, Skyline, Stanza, Sunny 1976-88 L18, Z18 1770 85.0 х 78.0 х 4
Laurel, Skyline, Maxima, Fairlady 720 1972- 1983-86 L24 Z24 2393 2389 83.0 х 73.7 х 6 89.0 х 96.0 х 4
418
Продолжение Прилож. 7
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. обьем (см3) Du х S х n (мм) Установка коленвала Установка распредвала Установка ТНВД
Bluebird, Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1680 80.0 x 83.6 x 4 C1, D1 И L1
Atlas, Bluebird, Caravan, Homy, Laurel, Stanza 1977-89 LD20 Diesel 1952 85.0 x 86.0 x 4 D1 И L1, М1
Cedric, Maxima, Skyline, Laurel 1980-88 LD28 Diesel 2793 84.5 x 83.0 x 4 D1 Л L1, М1
OPEL
Ascona, Astra, Corsa, Kadett, Manta, Vectra 1983- 12S, C12 1196 77.8 x 62.9 x 4 B1 НЗ
1979- 13N, 13S 1297 75.0 x 73.4 x 4
1989- 14N, C14 1389 77.6 x 73.4 x 4
Ascona, Astra, Carsa, Kadett, Manta, Vectra 1986- 16S, C16 1598 79.0 x 81.5 x 4
Ascona, Kadett 1980- 16S, C16 1593 80.0 x 79.5 x 4
Ascona, Omega, Record, Vectra 1982- 18N, E, S, C18 1796 84.8 x 79.5 x 4
Ascona, Astra, Frontera, Kadett, Omega, Vectra 1987- 20X, N, S, C20 1998 86.0 x 86.0 x 4
Ascona, Kadett, Manta, Record, Transportei 1965- E, N 1897 93.0 x 69.8 x 4 C3 НЗ
Ascona, Kadett, Manta, Monza, Record 1975- S 1979 95.0 x 69.8 x 4
Commodore, Senator, Transporter 1970- E, S 2490 87.0 x 69.8 x 6
Frontera, Monza Omega, Senator C30 2969 95.0 x 69.8 x 6
Ascona 1982- 16D Diesel 1598 80.0 x 79.5 x 4 B1 I4 К1
Astra, Frontera, Kadett, Omega, Vectra 1988- 17D Diesel 1699 82.5 x 79.5 X 4
Record, Transporter 1972- 21D Diesel 2068 88.0 x 85.0 x 4 A1 НЗ
Frontera, Omega, Senator, Record 1978- 23D Diesel 2260 92.0 x 85.0 x 4
PEUGEOT
104, 106, 205, 306, 309, 405 1987- TU3 1361 75.0 x 77.0 x 4 A2 F4
205, 305, 309, 405 1985- XU5 1580 83.0 x 73.0 x 4 B3, D1 F4, И
1984- XU9 1905 83.0 x 88.0 x 4
1987- XU9 16V B3 F4
505 1971- XN 1971 88.0 x 81.0 x 4 D1 Л
1979- ZE J, XN1 1995 88.0 x 82.0 x 4
1983- ZDJL 2165 88.0 x 89.0 x 4
205D, 309D, 405TD 1983- XUD7 Diesel 1769 80.0 x 88.0 x 4 A2 И
404D, J7 1981- XDP485 Diesel 1816 85.0 x 80.0 x 4
205D, 305D, 309D, 405D, 806TD 1986- XUD9 Diesel 1905 83.0 x 88.0 x 4
605 1989- XUD11 Diesel 2088 85.0 x 92.0 x 4
XUD11A Diesel 2138 86.0 x 92.0 x 4
RENAULT
Clio, Express 1990- E5F, E7F 1171 75.8 x 65.0 x 4 C1 НЗ
5, 9, Clio, Express 1988- E6J, E7J 1390 75.8 x 77.0 x 4
15, 17 1989- C3J
5, 9, 11, 19, Clio, Chamade, Express, Fuego, Trafic 1977- C1J, C2J 1397 76.0 x 77.0 x 4
1980- C2J E1 J2
18, 20, 21, 25, 30, Fuego, Espace 1977- J5R, J6R, J7R 1995 88.0 x 82.0 x 4 A1 Н4
1992- D1 И
18, 20, 21, 30TD, 25TD, Espace, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 x 89.0 x 4
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N 1721 81.0 x 83.5 x 4 A1, D1 И
Clio, 19 1988- F7P 16V 1764 82.0 x 83.5 x 4
5D, 9D, 11D 1983- F8M Diesel 1596 78.0 x 83.5 x 4 L1
19D, 21D, Clio 1988- F8Q Diesel 1870 80.0 x 93.0 x 4
18. 20, 21, 30TD, 25TD, Espace, Fuego, Nevada, Trafic 1976- J8S (852) Diesel 2038 86.0 x 89.0 x 4 B5 Н4 L2
Master, Trafic 1981- SU8 Diesel 2445 93.0 x 90.0 x 4 A2 Н1 К2
TOYOTA
Starlet 1984-88 1E 999 70.5 x 64.0 X 4 C1 НЗ
Corolla, Starlet 2E 1295 73.0 x 77.4 x 4
Corolla, Starlet, Tercel 1979-88 2A B2, C1 B1, C1 Н5 НЗ
Carina, Corona, Corsa, Sprinter, Tercel ЗА 1452 77.5 x 77.0 X 4
Carina, Corolla, MR2 1983- 4A 4A-GE 1587 81.0 x 77.0 x 4
36’
41 с
Продолжение Прилож. 7
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Установка коленвала Установка распредвала Установка ТНВД
Carina, Corolla, MR2 1983- 4А 1587 81.0 x 77.0 x 4 B2, С1 Н5
4A-GE В1, С1 НЗ
Camry, Саппа 1981-88 1S 1832 80.5 x 90.0 x 4 В2 НЗ
Camry, Celica, Vista 2S 1995 84.0 x 90.0 x 4
Camrf, Carina, Celica, Corona, MR2, Vista 1983- 3S 1998 86 0 x 86.0 x 4
Celica, Chaer, Ctessida, Crown, MR2, Supra 1980-88 5M 2759 83.0 x 85.0 x 6
Cressida, Crown, Pick-Up, Supra, 4 Runner 1985- 7M 2954 83.0 x 91.0 x 6
Camry 1988- 2VZ V6 2508 87.5 x 69.5 x 6
Camry, Hi-Lux, 4 Runner 3VZ V6 2958 87.5 x 82.0 x 6
Camry, Carina, Celica, Corona, Chasei, MR2 1978-87 21R 1972 84.0 x 89.9 x 4 D2 I2
Chinook, Coaster 1975- 20R 2189 88.5 x 89.0 x 4
Celica, Chaser, Corona Hi-Ace, Landcruiser, MR2, 4-Runner 1980- 22R 2336 92.0 x 89.0 x 4
Hi-Ace, Lite-Ace, MR2 1983-88 2Y 1812 86.0 x 78.0 x 4
Camry, Carina, Celica, Corona, Hi-Lux, MR2 3Y 1998 86.0 x 86.0 x 4
Starlet 1970-86 2K 933 72.0 x 61.0 x 4 Е2 J3
Corolla 1966-70 К 1077 75.0 x 61.0 x 4
Corolla, Starlet, Sprinter, Town- Ace -1988 3K 1166 75.0 x 66.0 x 4
Carina, Corona, Lite-Ace, Sprinter, Starlet, Town-Ace 1978-88 4K 1290 75.0 x 73.0 x 4
Camry, Corolla, Carina, Lite- Ace 1981-88 1C Diesel 1839 83.0 x 85.0 x 4 С1 Н2 К1
1983-88 2C Diesel 1974 86.0 x 85.0 x 4
Chaser, Cresta, Crown, Hi-Ace, Hi-Lux, Landcruiser, MR2, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4
1983- 2L Diesel 2446 92.0 x 92.0 x 4
C.own 1988- 3L Diesel 2779 96.0 x 96.0 x 4
Landciuiser 1992- 1HZ Diesel 4164 94.0 x 109.0 x 6 С1 НЗ К1
VOLKSWAGEN
Pulo, Derby 1981- GN. GL, AAK 1043 75.0 x 59.0 x 4 С1 НЗ
Corrado, Golf, Jeila, Passat, Polo 1980- GF, FY, FZ, GK, EP, EU, NZ 1272 75.0 x 72.0 x 4
Golf, Jetta, Scirocco 1980- JB 1457 79.5 x 73.4 x 4 С2 Н2
Caddy, Jetta, Santana, Scirocco, Rabbit 1980- FN, EE, YY, WP, WY и др. 1588 79.5 x 80.0 x 4
Golf 1983- DT, EZ, RL, EW 1595 81.0 x 77.4 x 4
Caddy, Corrado, Golf, Jetta, Santana, Passat, Scirocco, Transporter 1932- KR, PG, DS, PL, JN, EX, GU 1781 81.0 x 86.4 x 4
Transporter 1990- 1968 81.0 x 95.5 x 4
Golf, Jetta, LT Van, Passat, Vento 1989- 2E, 9A 1984 82.5 x 92.8 x 4
Passat, Santana 1985- HP, KU, JS, PX 1994 81.0 x 77.4 x 5
Passat 1988- PS 1994 82.5 x 93.25 x 4
Transporter, Typ 2/G8 .968- 022 Boxer 1680 90.0 x 66.0 x 4 В2 J4
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Typ 2/80 1982- DG Boxer 1915 9ч.О x 69.0 x 4
1972-82 Boxer 1971 94.0 x 71.4 x 4
1985- DJ Boxer 2109 £4.0 x 76.4 x 4
Polo 1986- MN Diesel 1272 75.0 x 72.0 x 4 А1 НЗ
1990- NV Diesel 1398 76.5 x 76.0 x 4
Caddy, Golf, Jetta, LT Van, Passat, Santana, Transporter 1976-80 CK Diesel 1471 76.5 x 80.0 x 4 А1 F1
1980- FR, KY Diesel 1588 76.5 x 86.4 x 4
Caravelle, Transporter 1986- KY Diesel 1715 79 5 x 83.4 x 4
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Venta 1983- DL, DV, DW Desel 2383 76.5 x 86.4 x 6
VOLVO
340, 440, 460, 480 1986- B17 1721 81.0 x 83.5 x 4 D1 И
242, 244, 245 1974- B21 2127 92.0 x 80.0 x 4 С1, D1 НЗ, 11
240, 7^0, 760, 940 1984- B23, B230 2316 96.0 x 80.0 x 4
740 1988- B204 16V 1986 89.0 x 79.8 x 4
940 1991- 1991 89.0 x 80.2 x 4
420
Продолжение Прилож. 7
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) DIt x S x n (mm) Установка коленвала Установка распредвала Установка ТНВД
240, 244, 245, 360, 740, 760, 940 1968- В200ЕЛГ 1986 88.9 x 80.0 x 4 C1, D1 НЗ, И
850 1991- B5254F 2435 83.0 x 90.0 x 5 C1 НЗ
960 1990- B6304F 2992 83.0 x 90.0 x 6
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, New Yorker, Lancer, Voyager 1981- 135 2200 87.5 x 91.95 x 4 C1 Н5
1989- 153 2500 87.5 x 103.9 x 4
Ram, Pover 1987- 239 V6 3900 99.2 x 84.15 x 6 E1 J2
Chaser, Coronet, Le Baron, New Yorker, Imperial 1979- 318 V 8 5200 99.2 x 84.15 x 8
FORD (USa)
Aerostar, Capri, Mustang, Taurus, Tempo, Topaz 1974- 140 2300 93.5 x 84.0 x 4 B2 НЗ
Sable 1986- 153 2500 93.5 x 91.5 x 4 E1 J2
Taunus, Sable, Probe 183 V6 3000 89.0 x 80.0 x 6
183 SHO V6 3000 89.0 x 78.7 x 6 C1 НЗ
Capri, Mustang 1983-86 171 V6 2800 93.0 x 68.7 x 6 E1 J2
Merkur, Scorpio, Ranger, Bronco II 1986- 177 V6 2900 93.0 x 71.2 x 6
Lincoln, Mustang, Sable, Taurus, Thunderbird 1987- 232 3800 96.8 x 86.0 x 6
Bronco, Continental, Crown Victoria, Lincoln, Mustang, Mark VI/VII, Grand Marquis, Montego,Thunderbird 1973- 302 V8 5000 101.6 x 76.2 x 8
1975- 351 V8 5800 101.6 x 88.9 x 8
GENERAL MOTORS (Buick, Cadillac, Chevrolet, Pontiac)
Beretta, Cutlas, Grand AM, Grand Prix, Skylark 1988- 138 2300 92.0 x 87.9 x 4 C1 F4
Beretta, Blazer, Cavalier, Corsica, Sunbird 1983- 121, 132 2000 89.0 x 80.0 x 4 E1 J2
Beretia, Cavalier, Corsica, Skyhawk 1988- 133, 134 2200 89.0 x 88.0 x 4
Blazer, Camaro, Grand AM, Firebird, Lumina, Monza 1977- 151 2500 101.6 x 76.2 x 4
Blazer, Camaro, Ciera, Corsica, Grand Prix, Firebird 1980- 173 V6 2800 89.0 x 76.2 x 6
Cavalier, Celebrity, Firebird 1982- 181 V6 3000 96.5 x 67.6 x 6
Beretta, Camaro 1980- 189 V6 3100 89.0 x 84.0 x 6
Bonneville, Grand AM, Grand Prix, Le Mans, Firebird, Safari, Sunbird, Safari, Phoenix, Toronado 1979- 231 V6 3800 96.5 x 86.4 x 6
Allante, Beretta, Deville, Eldorado, Fleetwood, Seville 1989-88 252 V8 4100 88.0 x 84.0 x 8
Century, Phoenix, Le Mans, Safari, Skvlark, Regal, Ventura 1980- 301 V8 4900 101.6 x 76.2 x 8
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 6000, Fleetwood 1976- 305 V8 5000 94.9 x 88.4 x 8
1967- 350 V8 5700 101.6 x 88.4 x 8
JEEP
Cherokee, Comanche, Pick-Up, Wagoneer, Wrangler 1987- 150, 151 2500 98.55 x 81.0 x 4 E1 J2
241, 242, 243 4000 98.45 x 87.6 x 6
1971- 258 42C0 95.25 x 98.9 x 6
Cherokee, Pick-Up, Wagoneer 360 V8 5900 103.6 x 87.3 x 8
421
Типовое расположение меток на коленчатых валах
А1 — метка ВМТ на маховике —
через окно в картере сцепления.
1 — картер сцепления; 2 — маховик;
3 — риска на маховике
А2 — штифт в маховик — через
отверстие в задней части блока
1 — маховик; 2 — блок цилиндров;
3 — штифт
В1 — метка на шкиве клинового
ремня и штифт, выступающий из
передней крышки двигателя.
1 — шкив; 2 — штифт
В2 — метка на шкиве клинового
ремня и метка на кожухе ремня
или передней крышке
ВЗ — штифт — через отверстие
в шкиве клинового ремня в
переднюю крышку
В4 — палец, заворачиваемый в
передней части блока в
поперечном направлении:
1 — блок цилиндров; 2 - генератор
В5 — палец, вставляемый в от-
верстие блока в средней или
задней его части в поперечном
направлении
В6 — метка 45° на шкиве клино-
вого ремня совпадает с меткой
на передней крышке (корпусе)
С1 — метка на шкиве ремня
ГРМ и передней крышке двига-
теля.
1 — передняя крышка; 2 — метка
С2 — метка на шкиве клинового
ремня коленчатого вала совпа-
дает с меткой шкива привода
вспомогательного вала
СЗ — шпонка на шкиве (звез-
дочке) направлена вертикально
вверх (параллельно цилиндрам)
D1 — риска на ремне ГРМ сов-
падает с меткой на шкиве
D2 — метка на звездочке совпа-
дает со светлым (или темным)
звеном цепи
Е1 — метка на звездочке (шесте-
рне) коленчатого вала направле-
на в сторону метки на звездочке
распределительного вала
Е2 — метка на звездочке колен-
чатого вала направлена в сто-
рону, противоположную Е1
Типовое расположение меток на распределительных валах
F1 — паз на заднем торце рас-
пределительного вала паралле-
лен верхней плоскости головки
F2 — пазы на заднем торце ва-
лов на одной линии
F3 — отверстия в шкивах на-
правлены друг к другу и нахо-
дятся на оси, соединяющей оси
вращения шкивов
F4 — штифт через отверстие в
шкиве вставляется в отверстие
головки блока
422
Типовое расположение меток на распределительных валах (продолжение)
G1 — метки на распределитель-
ном вале и головке или крышке
опоры со стороны кулачков
G2 — метки на крышке средней
опоры и распределительном вале
G3 — метка на распределитель-
ном вале — в плоскости головки
Н1 — метка на задней части
шкива и головке блока
Н2 — метка на шкиве — в плос-
кости головки блока
НЗ — метки на шкиве (звездоч-
ке) и головке спереди
Н4 —.метка на шкиве — через
окно в кожухе ремня
Н5 — метка на внугоенней час-
ти кожуха или головке — через
отверстие шкива или звездочки
11 — Риска на ремне совпадает
с меткой на шкиве
12 — метка на звездочке совпа-
дает с темным или светлым зве-
ном цепи
13 — между метками на шкивах
распределительного вала и ко-
ленчатого вала определенное
количество — Z зубьев ремня
14 — положение распредели-
тельного вала определяется ин-
дикатором по подъему кулачков
первого цилиндра
Л — метки на шкивах (звездоч-
ках) распределительного валов
— друг к другу
J2 — метка на звездочке рас-
пределительного вала направ-
лена в сторону метки на звез-
дочке коленчатого вала
J3 — метка на переднем торце
распределительного вала на-
правлена в сторону коленчатого
вала
J4 — метка на шестерне распре-
делительного вала совпадает с
меткой на шестерне коленчато-
го вала
J5 — шрифт, устанавливаемый в
отверстие распределительного
вала и головке блока
423
Типовое расположение меток для установки топливного -;асоса высокого давления (ТНВД)
К1 — метка на шкиве насоса
совпацает с меткой на крон-
штейне или внутренней части
кожуха ремня
К2 — штифт устнанавливается в
отверстия шкива и кронштейна
нассса
L1 — риска на ремне совпадает
с меткой на шкиве
L2 — метка на шкиве насоса —
в отверстии кожуха ремня
М1 — между меткой на шкиве
насоса и шкиве коленчатого ва-
ла определенное количество зу-
бьев Z
М2 — метка на шкиве насоса не
доходит определенное количест-
во зубьев до метки на корпусе
М3 — метка на шкиве насоса со-
ставляет определенный угол <р с
меткой на корпусе
М4 — метка на шкиве насоса со-
ставляет определенный угол а с
вертикалью
424
Приложение 8.
КОДЫ ИДЕНТИФИКАЦИОННЫХ НОМЕРОВ (VIN-КОДЫ)
АВТОМОБИЛЕЙ ПРОИЗВОДСТВА США
Для автомобилей производства США таблицы VIN-кодов поз-
воляют точно опоеделить год выпуска и модель двигателя, что
практически исключает какие-либо разночтения и варианты при
покупке запасных частей. У автомобилей производства европей-
ских и японских фирм для американского рынка по табл. 8.1. При-
ложения можно определить год выпуска. Модели двигателей этих
автомобилей закже зашифрованы в YIN-e, но для их расшифровки
следует пользоваться специальной литературой.
Для идентификации модели двигателя американского автомо-
биля необходимо вначале по табл. 8.1. определить год выпуска,
после чего, зная элементарную информацию по двигателю (число
и расположение цилиндров), по табл. 8.2. определить его модель.
Модель двигателя и год выпуска являются у американских авто-
мобилей необходимой и как правило достаточной информацией
для приобретения запасных частей для двигателя.
Таблица 8.1. Код года выпуска автомобилей производства СШм и других стран для американского рынка
Код года выл. 5 6 7 8 9 0 или А В С D Е F G Н J К L М N Р R S Т
Год 19- 75 76 п 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96
Таблица 8.2. Определение модели двигателей автомобилей AMERICAN MOTORS (АМС) - JEEP
Автомобили выпуска 1975-80 годов 13-значный номер: А9М439Н00С001 / \ 2-й знак - 7-й знак - код года выпуска код двигателя Автомобили выпуска с 1981 года 17-значный номер: 2CCCN3870E3000001 / \ 4-й знак - 10-й знак - код двигателя код года выпуска
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
А А В В В С D D Е Е Е G Н Н J К L М 258-1V 105-TBI 151-2V 151-TBI 128-Turbo Diesel 258-2v 85-TBI 150-1V 232-1V 85-MFI 150-TBI 121-2V 304-2V 150-TBI 182-MFI 121-2V 241-MFI 241-TBI 75-80 85-87 80-83 82-83 85-90 76-88 83-87 89-90 75-79 83-87 87-90 77-79 75-81 87-88 88 77-79 89-90 87-88 М М N Р Р Р S Т т и и V W Y Z Z 7 241-MFI 258-2V 360-2V 360-4V 128-Turbo Diesel 150-TBI 241-MFI 132-MFI 258-2V 150-1V 241-MFI 120-MFI 173-2V 150-1V 401-4V 150-TBI 360-2V 87-88 89-90 75-88 75-78 85-90 91 91 88 89-90 83 88 88-90 87 84-86 83-88 75-78 88 89-90
Таблица 8.3. Определение модели двигателей автомобилей CHRYSLER-EAGLE
Автомобили выпуска 1975 8 3 годов 13-значный номер: XS22LAR100001 / \ 5-й знак - 6-й знак - код года выпуска код двигателя Автомобили выпуска с 1981 года 17-значный номер: 1B3BS48D4JN1r>3705 / \ 8-й знак - 10-й знак - код двигателя код года выпуска
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
А А А А А В В В В С С С С С 1.7L-2V 1.6L-2V (OHV) 1.4L-2V (J) 2.2L-EFI (Turbo II) 1.5L-EF1 (Q) 2.2L-2V 1.7L-2V 1.6L-2V (К) 2.0L-EFI (А) 225-1V 2.2L-EFI (Turbo I) 2.2L-2V 2.2L-EFI (Turbo) 3.0L-EFI (Turbo V) 78-82 83-86 84 87-90 91 81-82 83 84 91 75-80 82 83-89 90-91 91 J J J J К К К К К К L L L L 225-1V 2.3L-Turbo Diesel (D) 182-MFI 2.5L-EFI (Turbo I) 360-2V 1.6L-2V (K) 318-2V 225-2V 1.5L-2V (Q) 2 5L-TBI 330-4V 318-2V 225-2V 2.2L-EFI (Turbo I) 83 84-86 88-89 89-91 75-80 75-80 81-82 83 85-90 86-91 75-80 81-82 83 86-88
3/. Ремонт лвиг. заруб, ав-еи.
425
Окончание табл. 8.3.
Автомобили выпуска 1975-80 годов 13-значный -номер: XS22LAR100001 / \ 5-й знак - 6-й знак - код года выпуска код двигателя Автомобили выпуска с 1981 года 17-значный номер: 1B3BS48D4JN103705 / \ 8-й знак - 10-й знак - код двигателя код года выпуска
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
D D D D D Е Е Е Е Е F F F F F G G G Н Н Н Н Н Н J J J W X X Y Z Z Z Z Z Z 225-2V 2.6L-2V (F,W) 2.2L-TBI 2.0L-2V (А) 2.0L-EFI (А) 225-2V 225-1V 2.2L-EF1 (Turbo I) 2.6L-2V (F.W) 2.6L-EFI (F.W) 2.6L-2V (F) 225-1V 2.2L-2V 1.6L-EFI (Turbo К) 2.2L-EFI 318-2 V 225-2V 2.6L-2V (F,W) 318-4V 225-2V 225-1V 2.6L-EFI (Turbo F) 2 46L-TBI 2.5L-TBI 360-4V 1.4L-2V (J) 318-EFI 2.4L-EFI (T) 2.2L-LPG 1.5L-EFI (Q) 1.6L-EFI (K) 440-4V 360-4V 318-LPG 1.6L-2V (Z) 2.46L-TBI 1.6L-EFI (Turbo K) 77-80 81-82 83-91 84-90 87-90 75-80 81-82 83-89 84-90 87-90 78-80 81-82 83-86 84-90 88-89 75-80 81-82 83-87 78-80 81-82 83 84-88 89-91 90-91 75-79 79-80 81-82 91 87-88 89-90 89-91 75-78 79-80 87-89 77-80 88-89 89-90 М М N N N N О Р Р Р Р R R R R R S S Т т т и и и и V W 2 3 3 4 5 7 7 8 9 400-2V 318-4 V 400-4V 318-4V 318-EFI 2.6L-EFI (Turbo F) 2.2L-TBI 400-4V 318-2V 1.5L-EFI (Q) 2 2L-EF1 (Turbo II) 360-EFI 318-4V 2.0L-EFI (А) 2.2L-EFI (DOHC) 3.3L-EFI 318-4V 3.0L-EFI (V) 440-4V 2.2L-EFI 1 8L-EFI (Р) 440-4V 2.0L-2V (U) 2.0L-EFI (Turbo A) 3.0L-EFI 2.0L-EFI (A) 2.6L-2V (W) 1.4L-2V (J) 1.6L-2V (K) 3.0L-EFI (V) 318-2 V 2.0L-2V (U.A) 2.6L-2V (F,W) 318-LPG 2.2L-2V 2.3L-Turbo Diesel (D) 75-76 81-82 75-78 81-82 83 85-90 90 75-78 83-89 87-88 88-91 78-79 83-88 89-91 88-91 90-91 83-89 89-91 75-78 88-89 89-91 75-78 75-80 89-91 90-91 89-91 79-80 81-83 81-83 87-91 83-89 81-83 81-83 89 83-87 83
Таблица 8.4. Определение модели двигателей FORD
Автомобили выпуска 1975-80 годов 11-значный номер: 8Z62H400001 / \ 1-й знак - 5-й знак - код года выпуска код двигателя автомобили выпуска с 1981 года 17-значный номер: 1FDBP05FXBA100001 / \ 8-й знак - 10-й знак - код двигателя код года выпуска
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
А А А В С С С С С D D D Е F F F G Н Н Н н 460-4V 140-2V 140-EFI 200-1V 460-4V 250-1V 232-2V 133-EFI 232-EFI 255-2V 140-EFI (Turbo) 153 HSC-CFI 302 H.O.-EFI 302-2V 302-4V 302-EFI 351W-2V 351 М-2 V 351W-2V 122-Diesel 79-EFI 75-78 80-86 87-90 80-82 75-78 80 84-85 89-91 89-90 80-82 83 86-90 87-91 75-79 80-85 86-91 80-91 75-79 75-79 84-87 89-91 R R R S S Т Т т и V W W W X X Y Y Z 2 3 4 140 HSC-1V 133-EFI (Turbo) 232-EFI 400-2V 140 HSC-CFI 200-1V 140-EFI (Turbo) 302-EFI 183-EFI 177-EFI 140-2V (Turbo) 140-EFI (Turbo) 281-EFI 200-1V 140 HSC-CFI 140-2V 183-EFI (DOHC) 171-2V 98-2V 232-CFI 98 H.O.-2V 84-87 89-90 89-91 75-79 85-91 75-79 81-90 91 86-91 87-90 79 83-90 91 83 85-91 75-79 89-91 75-79 81-85 82-87 83-85
426
Окончание табл. 8.4.
Автомобили выпуска 1975-80 годов 11-значный номер: 8Z62H400001 / \ 1-й знак - 5-й знак - код года выпуска код двигателя автомобили выпуска с 1981 года 17-значный номер: 1FDBP05FXBA100001 / \ 8-й знак - 10-й знак - код двигателя код года выпуска
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
J К L L L М м м N Р 116-EFI 79-2V 250-1V 149-Tu rbo Diesel 133-EFI (Turbo) 302 H.O.-4V 302 H.O.-EFI 140-EFI 153 HSC-CFI 140-EFI (Turbo) 85-91 87-90 75-79 84-85 89-91 84-85 86-88 91 90-91 90 4 5 5 6 6 7 8 8 9 232-EFI 98-EFI 98-EFI 140-LPG 98-EFI (DOHC) 98 H.O.-EFI 98-EFI (Turbo) 109-EFI (DOHC) 116-CFI 87-91 83-85 87-90 - 82-85 90-91 83-85 84-85 90-91 85-90
Таблица 8.5. Опрелэние модели двигателей автомобилей GMS, CHEVROLET, CADILLAC, PONTIAC, OLDSMOBIuE
Автомобили выпуска 1975-80 годов Автомобили выпуска с 1981 года
13-значный номер: 17-значный номер:
2В377АР100001 G1AZ27LXBD100001
/ \ / \
5-й знак - 6-й знак - 8-й знак - 10-й знак -
код года выпуска код двигателя код двигателя код года выпуска
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
А 140-1V 75-77 К 229-2V 80-84
А 231-2V 77-87 К 91-2V 85-86
А 138-MFI (DOHC) 89-91 К 122-TBI (ОНС) 87-91
В 140-2V 75-77 L 350-4V (Chevrolet) 76-82
В 350-EFI (Cadillac) 78-79 L 173-2V 83-84
В 350-4V (Buick) 81 L 181-MFI 85-88
В 121-2V (OHV) 83-84 L 231-TPI 90-91
В 231-MFI 86-88 М 350-2V (Pontiac) 75-77
В 300-MFI 91 М 200-2V 78-79
С 231-2V 75-77 М 61-2 V 85-86
С 196-2V 78-79 м 122-MFI (OHC Turbo) 87-90
С 98-2V 82-87 N 400-2V (Pontiac) 75-76
С 231-MFI 88-91 N 350-Diesel (Oldsmobile) 78-85
D 250-1V 75-79 N 204-MFI 89-91
D 110-Diesel 81-86 О 122-EFI 76
D 138-MFI (DOHC) 87-91 О 98-1V 79-81
Е 98-1V 76-79 Р 350-4V (Pontiac) 75-77
Е 181-2V 82-85 Р 260-Diesel (V8) 79
Е 305-MFI 88-91 Р 121-TBI (OHV) 83-86
F 260-2V (V8) 75-81 О 305-2V 76
F 151-2V 82-84 В 400-2V (Chevrolet) 75
F 305-EFI 85-91 В 350-EFI (Cadillac) 75-77
G 262-2V 75-76 В 350-4V (Oldsmobile) 75-80
G 231-2V (Turbo) 78 В 151-TBI 82-91
G 305-2V 79 S 400-4V (Pontiac) 75-76
G 112-2V (OHV) 82 S 454-4V (Chevrolet) 75-76
G 305-4V 84-88 S 455-4V (Oldsmobile) 75-76
G 134-TBI 90-91 S 500-4V 75-76
Н 350-2V (Chevrolet) 75 S 500-EFI 75-76
Н 350-2V (Buick) 75-77 S 425-4V 77-79
Н 305-4V 78-88 S 265-2V 80-81
I 85-1V 76-77 S 305-CFI 83
J 350-4V (Buick) 75-77 S 173-MFI 85-89
J 98-1V 78 т 350-4V (Chevrolet) 75
J 267-2V 79-82 т 455-4V (Oldsmobile) 75-76
J 112-MFI (OHC Turbo) 84-86 т 425-EFI 77-79
J 350-MFI 89-91 т 301-4V 80-81
К 350-4V (Chevrolet) 75 т 301-4V (Turbo) 80-81
К 350-4V (Oldsmobile) 75 т 260-Diesel (V6) 82-85
К 403-4V 77-79 т 191-MFI 88-91
и 400-4V (Chevrolet) 75-76 4 97-2V (Chevrolet) 85-88
и 305-2V 77-78 5 151-2V 80-84
и 151-TBI 85-91 5 91-Diesel 85-86
V 350-2V (Chevrolet) 76 5 61-2V 88
V 151-2V 77-80 5 97-MFI (Chevrolet) 88-91
V 260-Diesel (V6) 82-85 5 273-DFI 88-89
V 191-MFI (Turbo) 89-90 6 368-4V 80-84
37'
427
Окончание табл. 8.5.
Автомобили выпуска 1975-80 годов Автомобили выпуска с 1981 года 17-значный номер: G1AZ27LXBD100001 / \ 8-й знак - 10-й знак - код двигателя код года выпуска
13-значный номер: 2В377АР100001
/ \ 5-й знак - код года выпуска 6-й знак -
код двигателя
Модель двигателя
код двигатель год выпуска код двигатель год выпуска
W 455-4V (Pontiac) 75-76 6 350-4V (Chevrolet) 80-88
W 400-4V (Pontiac) 75-76 6 97-EFI (Pontiac) 87-91
W 3C1-2V 77-79 6 61-TBI 90-91
W 173-MFI 85-89 6 97-MFI (Chevrolet) 90-91
X 455-4V (Chevrolet) 75 7 173-2V 80
X 350-4V (Chevrolet) 76-77 7 305-CFI 82
X 350-4V (Buick) 78-80 7 305-4V 84
X 173-2V 81-86 7 260-Diesel (V6) 85
X 212-MFI 91 7 231-SFI (Turbo) 86-89
Y 454-4V (Chevrolet) 75 7 91-2 V 87-88
Y 455-4V (Buick) 75-76 7 252-DFI (V8) 87-88
Y 301-2V 77-79 7 350-TBI (Chevrolet) 89-91
Y 307-4V 80-91 7 231-MFI 91
Z 400-4V (Pontiac) 75-79 8 350-4V (Chevrolet) 79-80
Z 173-2V 81-84 8 350-EFI (Cadillac) 80
Z 262-TBI 85-90 8 350-CFI (Chevrolet) 82-84
0 98-2V 79-80 8 350-MFI (Chevrolet) 85-91
0 112-TBI (OHC) 82-86 8 260-2V (V8) 82
1 151-2V 78-79 8 231-4V 84
1 173-2V 82-84 8 252-DFI (V8) 82-87
1 121-TBI (OHV) 87-89 8 273-MFI 89-91
2 231-2 V 78-79 9 151-2V 77
2 173-2V 81 9 98-2V 80-81
2 151-TBI 82-88 9 368-EFI 80-81
2 61-EFI (Turbo) 87-90 9 368-DFl 82-84
3 231-4V (Turbo) 78-82 9 305-4V 83-85
3 231-MFI (Turbo) 83-85 9 307-4V 84-90
3 231-MFI 84-88 9 229-2V 83-84
3 273-MFI 90 9 231-SFI (Turbo) 83-87
4 350-4V (Chevrolet) 78-79 9 173-MFI 85-88
4 252-4V (V6) 80-84 9 91-EFI 88
428
Приложение 9
ПОРЯДОК И МОМЕНТЫ ЗАТЯЖКИ ГОЛОВОК БЛОКА ЦИЛИНДРОЗ
НЕКОТОРЫХ РАСПРОСТРАНЕННЫХ ДВИГАТЕЛЕЙ
Укгзанные ниже в таблице порядок и моменты затяжки бол-
тов головок блока цилиндров различных двигателей являются
справочным материалом, на который следует ориентироваться
при сборке двигателя, если более достоверные и/или точные дан-
ные отсутствуют. При пользовании таблицей следует иметь в ви-
ду, что порядок затяжки зависит не только от конструкции двига-
теля, но и от материала прокладки и ее конструкции, иными сло-
вами, от фирмы, ее изготовившей.
Особое внимание необходимо при сборке тех двигателей, у
которых при затяжке болтов контролируется не момент, а угол за-
тяжки. Если по каким-либо причинам используются старые болты,
то при точном выполнении рекомендаций они могут быть недопу-
стимо повреждены. Для таких случаев рекомендуется прекращать
затяжку, если при повороте болта крутящий момент не возраста-
ет в течение более чем 2030° поворота. Схемы затяжки болтов
см. в конце Приложения.
Марка (модель) автог юбкля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Моменты (Нм) и порядок затяжки болтов* № рис.
AUDI
80 1977- ZB, ZC 1470 76.5 x 80.0 x 4 Болты М11: 39, 58 Нм, 180° Другие болты: 73 Нм, 90° 1
80, 100 1974-84 YS, YY, XX, YV 1538 79.5 x 80.0 x 4
1983- DD, DS, DZ 1781 81.0 x 86.4 x 4 Болты М11: 39, 58 Нм, 180° 2
80 -1984 WN, WH 1921 79.5 x 77.4 x 5
100, 4000 1980- ZV 1716 79.5 x 86.4 x 4 Болты М11: 39, 58 Нм, 180° Другие болты: 39, 58, 73 Нм, 180° ।
80, А6 1986- ЗА, 2E 1984 82.5 x 92.8 x 4 39, 58 Нм, 180° 1
80, 90, 100, 200, RS2, S2, S6 1983- KV, KZ, HY 2226 81.0 x 86.4 x 5 Болты М11: 39, 58 Нм, 180 Другие болты: 39, 58, 73 Нм, 90° 2
80, 90, 100 1989- 1B, KU, MC, NG, NF, 7A 2309 82.5 x 86.4 x 5
80, 100 1980- CY, SB Diesel 1588 76.5 x 86.4 x 4 Болты М12: 39, 58 Нм, 180° Другие болты: 39, 58, 73 Нм, 180я 1
100 1979- CN Diesel 1986 76.5 x 86.4 x 5 Болты М12: 39, 58 Нм, 180°, после 1500 км 90° Другие болты: 39, 58, 73 Нм, 180°, после 1500 км 90° 2
BMW
315, 316 1965-82 M10 1573 84.0 x 71.0 x 4 344-43, 66-5-70, 76-5-80 Нм 3
318, 518 1766 89.0 x 71.0 x 4
320, 520 1990 89.0 x 80.0 x 4
318, 518 1983-86 1766 89.0 x 71.0 x 4 344-40, 57-5-61 Нм, ждать 15 мин, дозернуть 20о4-36°, ждать 2 мин, довернуть 20°4-30°
320, 320i, 520, 520i 1977- M20, M50 1990 80.0 x 66.0 x 6 304-39, 49-5-58 Нм, 70”, прогреть, довернуть 90° 4
323i 2316 80.0 x 76.8 x 6
325i, 525i, Z1 1983- 2494 84.0 x 75.0 x 6 304-34, 584-64 Нм, 20°4-30э
325e, 525e 2693 84.0 x 81.0 x 6
633, 732, 733, 745 1976-92 M30 3205 89.0 x 86.0 x 6 344-40, 57-5-61 Нм, ждать 15 мин, дозернуть 20=4-36°, ждать 2 мин, довернуть 20-5-30°
535, 735 1983-92 3430 92.0 x 86.0 x 6
535, 635, 735 1978-92 3453 93.4 x 84.0 x 6
FIAT
Tempra, Tipo 1989- 159, 160 16V 1756 84.0 x 79.2 x 4 40 Нм, 90°, 90° 5
124, 131, Argenta, Croma, Tipo 1980-89 131C, 154 1995 84.0 x 90.0 x 4
1989- 146, 834, 15ЭА 40 Нм, 90°, 90-, 90°
FORD
Escort, Sapphire, Sierra 1982- LSD 1597 80.0 x 79.5 x 4 354-40, 704-75 Нм, ждать 5 мин, 90° 63
1990- 204-40, 40-5-60, 90 Нм, 90° 1
Granada. Scorpio, Sierra 1984- Z18, REB 1796 86.2 x 76.9 x 4 40-5-60 Нм, отпустить 180°, 404-60 Нм, 90°, 90° 1
Mondeo -1989 1988 84.8 X 88.0 x 4 354-40, 704-75 Нм, ждать 5 мин, 90° 63
1989- 25, 55 Нм, 90°, 90° 6
HONDA
Civic -1985 D13 1342 75.0 X 76.0 x 4 30, 60 Нм 1
1986- 30, 68 Нм 7
1985-87 D15, D16 1493 75.0 x 84.5 x 4 30-60 Нм 1
1988- 30, 65-5-68 Нм 8
Accord, Prelude, Vigor 1983-88 A18,ES,ET,A20 1829 80.0 x 91.0 x 4 30, 68 Нм 1
1985-90 B20 1958 81.0 x 95.0 x 4 30, 68 Нм 7
1991- 40, 70, 108 Нм
1990- F22 2156 85.0 x 95.0 x 4 40, 70, 108 Нм 8
Если порядок не указан, рекомендуется затягивать болты в три приема
429
Продолжение Прилож. 9
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S x n (mm) Моменты (Нм) и порядок затяжки болтов* № рис.
ISUZU
Gemini, Fargo, l-Mark 1985-89 4ХС1 1471 77.0 x 79.0 x 4 40, 79 Нм 9
Faster, Fargo, Midi 1985-88 4ХЕ1 1588 80.0 x 79.0 x 4 30, 79 Нм 10
Aska, Gemini, Fargo, Midi 1981-89 4ZB1 1817 84.0 x 82.0 x 4 98 Нм 9
Gemini, Impulse, Piazza, Trooper 1979-89 G200 1949 87.0 x 82.0 x 4 60, 88, 108 Нм 9
Aska, Gemini, Impulse 1983-88 4ZC1 1994 88.0 X 82.0 x 4 78, 88-108 Нм 9
Elf 1964-74 С220, С221 Diesel 2207 83.0 x 102.0 x 4 54-64, 73-93 Нм 12
Amigo, Asco, Campo, Midi, Trooper 1986- 4ZD1 2254 89.0 x 89.0 x 4 40, 78, 8-108 Нм 9
Fargo, Gemini, l-Mark, Pick-Up, Trooper 1986- 4ZE1 2559 92.6 x 95.0 x 4 78, 88-108 Нм 13
1977-89 4FB1 Diesel 1817 84.0 x 82.0 x 4 133-142 Нм 11
MAZDA
323, Familia 1980-87 ЕЗ 1296 77.0 x 69.6 x 4 35, 64-69, 85-91 Нм 14
Bongo UC 1415 77.0 X 76.0 x 4
323, Familia 1980-85 E5 1490 77.0 x 80.0 x 4 35, 60, 85-91 Нм
323 1986-38 B6 SOHC 1597 78.0 x 83.6 x 4 30, 50, 76-81 Нм
BP SOHC 1840 83.0 x 85.0 x 4
1986- B6 DOHC 1597 78.0 x 83.6 x 4 30, 50, 76-81 Нм 11
1989- BP DOHC 1840 83.0 x 85.0 x 4
626, Capella 1982- F6 1587 81.0 x 77.0 x 4 30, 50, 80-87 Нм 10
F8 1789 86.0 x 77.0 x 4
626, 929, B2000, B2200 1982- FE 1998 86.0 x 86.0 x 4 20-26, 50-56, 80-86 Нм 14
626, 929, Cosmo, Capella, Luce, B2000 1977-89 MA 1970 80.0 x 98.0 X 4 80-87 Нм
929 1987- F2 2184 86.0 x 94.0 x 4 20-26, 50-56, 80-87 Нм 10
929, Luce 1988- JE V6 2954 90.0 x 77.5 x 6 20 Нм, 90°, 90° 16
626D 1983- RF Diesel 1998 86.0 x 86.0 x 4 37 Нм, 90°, 90° 14
E2200 R2 Diesel 2184 86.0 x 94.0 x 4 108-115 Нм 15
MERCEDES -BENZ
190 1990- M102 1797 89.0 x 72.2 x 4 55 Нм, 90°, 90° 22
190, 200 1980- 1997 89.0 x 80.25 X 4
200 1968- M115 1988 87.0 x 83.6 x 4 77-80 Нм 17
220 2200 87.0 x 92.0 x 4
250 1976-85 M123 2525 86.0 x 72.5 x 6 77-80 Нм 18
190, 260 1985- M103 2597 82.9 x 80.25 x 6 70 Нм, 90°, 90° 23
320 1992- M104 3199 89.9 x 84.0 x 6
280 1972- M110 2746 86.0 x 78.8 x 6 77-80 Нм 19
380 1979- M116 V8 3802 92.0 x 71.5 x 8 30, 60 Нм, ждать 10 мин., ослабить, затянуть 60 Нм 20
420 1985- M116, M119 V8 4196 92.0 x 78.9 x 8
450, 500, 560 1977- M117 V8 4973 96.5 x 85.0 x 8
200D 1968-78 OM615 Diesel 1988 87.0 x 83.6 x 4 70, 90, 100 Нм 20
240D OM616 Diesel 2399 90.9 x 92.4 x 4
200D 1979- OM615 Diesel 1988 87.0 x 83.6 x 4 40, 70 Нм, ждать 10 мин., 90°, 90°
240D OM616 Diesel 2399 90.9 x 92.4 x 4
190D, 200D 1983- OM601 D.esel 1997 87.0 x 84.0 x 4 25, 40 Нм. ждать 10 мин., £0°, 90° 25
250D 1985- OM602 Diesel 2497 87.0 x 84.0 x 5 26
300D 1985- OM603 Diesel 2996 87.0 x 84.0 x 6 27
209D, 240D, 300D 1974-78 OM617 Diesel 2998 90.9 x 92.4 x 5 70, 90, 100 Нм 24
1979- 40, 70 Нм, ждать 10 мин., 90°, 90°
MITSUBISHI
Colt, Lancer, Mirage, Precis, Tredia 1982-88 G15B, 4G15 1468 75.5 x 82.0 x 4 69-74 Нм, запустить двигатель на 15 мин., 794-83 Нм 28
1983- 30-35, 50-55, 70-75 Нм
Colt, Cordia, Delica, Galant, Lancer, L300, Mirage, Sigma, Tredia 1971-88 G32B, 4G32 1597 76.9 x 86.0 x 4 69-73 Нм, запустить двигатель на 15 мин., 79-83 Нм 28
1989- 30-35, 70-75 Нм, запустить двигатель на 15 мин., 80-85 Нм
Colt, Cordia, Eclipse, Galant, Lancer, Tredia 1984-88 G37B, 4G37 1755 80.6 x 86.0 x 4 30-35, 70-75 Нм, запустить двигатель на 15 мин., 80-85 Нм 28
1989- 304-35, 50-55, 704-75 Нм
Cordia, Eclipse, Galant, Lancer, Sigma, L200, L300, Sapporo, Tredia 1980-87 GS3B, 4G63 1997 85.0 x 88.0 x 4 884-97 Нм, запустить двигатель на 15 мин., 984-107 Нм 28
1987- 304-40, 604-70, 904-100 Нм, запустить двигатель на 15 мин., ЮО-ИЮ Нм
1991- 304-40, 60-70, 904-100 Нм
1987- G64B 2351 86.5 x 100.0 x 4 30-40, 60-70, 904-100 Нм 28
430
Продолжение Прилож. 9
Марка (уодель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Du x S \ n (mm) Моменты (Нм) и порядок затяжки болтов* № рис.
Galant, Montero 1976- G54B, 4G54 2555 91.1 x 98.0 x 4 30-40, 60-70, 90-100 Н-м Болт №11: 20 Н-м 30
Pagero, Sigma, Shogun 1986-90 6G72 V6 2972 91.2 x 76.0 x 6 30-40, 60-70, 90-100 Н-м 31
1991- 25, 50, 75, 105-115 Н-м
6G72 Turbo V6 25, 50, 75, 118-128 Н-м
Delica, Galant, Pagero 1980- 4D55 Diesel 2346 91.1 x 90.0 x 4 103-112 Н-м 29
NISSAN
Cherry, Sunny, Pulsar -1982 A12 1171 73.0 x 70.0 x 4 29-34, 49-54, 69-74 Н-м 32
Auster, Cherry, Sunny 1975-82 A14 1397 76.0 x 77.0 x 4
Cherry, Sunny A15 1487 76.0 x 82.0 x 4
Sunny 1981-89 E13 1270 76.0 x 70.0 x 4 39-45, 69-73 Нм запустить двигатель на 15 мин, 69-73 Н-м 34
Cherry, Sunny, Prairie 1981-88 E15 1487 76.0 x 82.0 x 4
Bluebird, Pulsar, Stanza, Sunny 1983- E16 1597 76.0 x 88.0 x 4
1990 GA16 1597 76.0 x 88.0 x 4 30, 64 Н-м, ослабить болты, 30 Н-м, болт №1: 80"-85у, болты №2-10: 60*-65 Н-м, болты №11-15: затягивать моментом 10 Н-м 35
1990- 30, 58 Н-м, ослабить и повторить затяжку. Болты №11-15: затягивать моментом 10 Н-м
Auster, Bluebird, Skyline, Sunny, Stanza 1967-88 L16 1595 83.0 x 73.3 x 4 54-58 Н-м 32
Stanza, Sunny 1982-88 CA16 1598 78.0 x 83.6 x 4 30, 103 Н-м, ослабить болты и повторить 33
Auster, Bluebird, Skyline, Stanza, Sunny 1976-88 L18 1770 85.0 x 78.0 x 4 30, 50, 69-83 Н-м, запустить двигатель на 15 мин, 69-83 Н-м 32
Cedric, Gloria, Laurel, Skyline, Stanza 1981-84 CA20 1974 84.5 x 88.0 x 4 30, 79-84 Н-м 13
1984- 30, 79 Н-м, ослабить болты и затянуть 30, 73-83 Н-м
Auster, Cedric, Laurel, Silvia,Stanza,Pulsar, 200SX 1982-88 CA18 1809 83.0 x 83.6 x 4
Bluebird, Primera, Sunny 1993- SR20 1988 86.0 x 86.0 x 4 39, 78 Н-м, ослабить болты, 34*45 Н-м, 90°-100°, 90с-100э 38
Bluebird, Cedric, Gloria, Laurel, Lepard, Skyline 1966-89 L20 1998 78.0 x 69.7 x 6 78-88 Н-м 23
Laurel, Skyline, Maxima, Fairlady 1972- L24 2393 83.0 x 73.7 x 6
Cedric, Fairlady, Gloria, Laurel 1975-83 L28 2753 86.0 x 79.0 X 6
Prairie, Terrano II 1989- KA24 2389 89.0 x 96.0 x 4 30, 80 Н-м, ослабить болты, 30 Н-м, 80°-85° 36
720, Cabstar, 200SX 1976-88 Z22 2187 87.0 x 92.0 x 4 29, 78 Н-м, ослабить болты, 29, - 74-84 Н-м 39
Cedric, Gloria, Maxima, Laurel, Leopard, Terrano 1983-87 VG30 V6 2960 87.0 x 83.0 x 4 30, 58 Н-м, ослабить болты, 30, 54—64 Н-м 41
1987- 42
Bluebird, Cedric, Cherry, Sunny, Stanza, Skyline 1982- CD17 Diesel 1680 80.0 x 83.6 x 4 58-69, 98-108 Н-м 33
720, Caravan, Cedric, Urvan 1963-83 SD22 Diesel 2164 83.0 x 100.0 x 4 133 Н-м, болты №11-18: 57 Н-м 37
720, Urvan 1981-89 SD25 Diesel 2488 89.0 x 100.0 x 4 125 Н-м, болты №11 *-18: 57 Н-м 31
Cedric, Maxima, Laurel, Skyline 1980-88 LD28 Diesel 2793 84.5 x 83.0 x 6 125 Н-м 40
OPEL
Ascona, Omega, Record, Vectra 1982- C18 1796 84.8 x 79.5 x 4 25 Н-м, 60°, 60°, 60°, запустить двигатель на 15 мин, 30° 6
Ascona, Astra, Frontera, Kadett, Omega, Vectra 1987- 20N 1998 86.0 x 86.0 x 4
Ascona, Kadett, Manta, Record, Transporter 1965- E, N 1897 93.0 x 69.8 x 4 100 Н-м
Ascona, Kadett, Manta, Monza, Record 1975- S 1979 95.0 x 69.8 x 4
Commodore, Senator, Transporter 1970- E, S 2490 87.0 x 69.8 x 6 100 Н-м 43
Frontera, Monza, Omega, Senator 1987- C30 2969 95.0 x 69.8 X 6
Commodore, Senator, Transporter m СЛ 2490 87.0 x 69.8 x 6 60 Н-м, 90°, ждать 10 мин., 30°<40°
431
Продолжение Прилож. 9
Марка (модель) автомобиля Год выпуска Модель двигателя Рабоч. объем (см3) Dl( x S x n (mm) Моменты (Нм) и порядок затяжки болтов* № рис.
Frontera, Monza, Omega, Senator 1937 C30 2969 95.0 x 69.8 x 6 60Н-м, 90”, ждать 10 мин, 30”—40°
Record, Transporter 1972- 21D Diesel 2068 88.0 x 85.0 x 4 140 Н-м 6
Frontera, Omega, Senator, Record 1978- 23D Diesel 2260 92.0 x 85.0 x 4
PEUGEOT
104, 106, 205, 30G, 309, 405 1987- TU3 1361 75.0 x 77.0 x 4 60 Н-м, отпусгить болт №1, затянуть болт №1: 120 Н-м, доверить 120°, затянуть остальные болты 120 Н-м, 120° 14
205, 305, 309, 405 1985- XU5, XU5S 1580 83.0 x 73.0 x 4 60 Н м, отпустить, 20 Н-м, 300г
1984- XU9 1905 83.0 x 88.0 x 4
505 1979-89 1989- ZEJ, XN1 1995 88.0 x 82.0 x 4 49 Н-м, 90е 35 70 Н-м, 160° 10
1983- ZDJL 2165 88.0 X 89.0 x 4 50, 83 Н-м 14
RENAULT
5, 9, 11, 19, Clio, Fuego, Chamade, Express, Trafic 1977- C1J, C2J, 847 1397 76.0 x 77.0 x 4 57 Н-м 14
5, 9, 11, 19, 21, Clio, Chamade, Trafic 1983- F1N, F2N, F3N 1721 81.0 x 83.5 x 4 30, 70 Н-м, подождать 3 мин, ослабить болты, 20 Н-м, 120°+125°
18, 20, 21, 25, 30, Fuego, Espace 1977- J5R, J6R, J7R 1995 88.0 x 82.0 x 4
18, 20, 21, 30TD, 25TD, Espace, Nevada, Trafic 1976- J6T, J7T, 851 2165 88.0 x 89.0 x 4 50, 80 Н-м, ослабить болты на 180°, затянуть 92 Н-м
SAAB
99, 900, 9000 1975-89 BZ20 1985 90.0 x 78.0 x 4 58, 88-J-94 Н-м, прогреть двигатель, охладить 30 мин, ослабить на 180°, затянуть до 88-4)4 Н-м, дотянуть 90° 14
1986- DOHC 60, 89 Н-м, прогреть двигатель, охладить 30 мин, ослабить все болты, затянуть 89 Н-м, дотянуть 90° 44
SUBARU
Justy 1983- EF12 1189 78.0 x 83.0 x 3 39, 73 Н-м, отвернуть на 90°, затянуть 69+77 Н-м 45
DL, GL, Leone 1979- EA71 Boxer 1595 92.0 x 60.0 x 4 30, 58, 64 Н-м 46
EA81 Boxer 1781 92.0 x 67.0 x 4
Legacy 1990- EJ22 2212 97.0 x 74.8 X 4 80 Н-м, ослабить на 180 , затянуть 19-5-34 Н-м, 80°+90е, 80”+90э 48
SUZUKI
Cultus, Samurai. Swift 1984- G13 1324 74.0 X 77.0 x 4 23+31, 43-51, 65-6£ Н-м 49
1989- DOHC 1324 74.0 x 77.0 x 4 23-31, 43+51, 63+38 Н-м 50
Escudo, Swift, Vitara 1938- G16 1590 75.0 x 90.0 x 4 25+30, 45+50, 65+70 Н-м
TOYOTA
Corolla, Siailet, Sprinter, Town-Ace -1988 3K 1166 75.0 x 66.0 x 4 20, 40, 53+65 Н-м 51
Carina, Corona, Lite-Ace, Sprinter,Starlet, Town-Ace 1978-88 4K 1290 75.0 x 73.0 x 4 20, 40, 54-64 Н-м 51
Carina, Corona, Corolla 1934-08 5K 1468 80.5 x 73.0 x 4
Corolla. Starlet, Tercel 1979-88 1A 1295 73.0 x 77.4 x 4 54+64 Н-м 36
Corolla, Starlet 198-1-88 2E 1295 73.0 x 77.4 x 4 30, 49 Н-м, 90е 36
Tercel 1985- 3E 1456 73.0 x 87.0 x 4
Carina, Corona, Corsa, Sprinter, Tercel 1979-88 ЗА 1452 77.5 x 77.0 x 4 53+64 Н-м 51
Carina, Corolla, MR2 1983- 4AC 1587 81.0 x 77.0 x 4 25, 45, 53+64 Н-м 36
1988- 4AF 20, 40, 60 Н-м 52
1988- 4AGE, 4AGZE 30 Н-м, 90е, 90° 53
1985- 4AGEC 53—60 Н-м 54
Camry, Carina, Celica, Corona, Corolla, Cresta MR2, Sprinter, Town-Ace 1970-80 1980-85 2T, 12T 1538 85.0 x 70.0 x 4 84+87 Н-м 20, 39 Н-м, 90:, 90” 36 51
1977-86 ЗТ, 13T 1770 85.0 x 78.0 x 4 84+92 Н-м 51
Hi-Ace, Lite-Ace, MR2 1983-88 2Y 1812 86.0 X 78.0 x 4 30, 60, 84+92 Н-м 55
Camry, Carina, Celica, Corona, Hi-Lux, MR2 3Y 1998 86.0 x 86.0 x 4
Camry, Carina, Celica, Coion?, Chaser, MR2 1970-88 18R 1968 88.5 x 80.0 x 4 72+85 Н-м 56
1978-87 21R 1972 84.0 x 89.0 x 4
Camry, Celica, Vista 1981-88 2S 1995 84.0 x 90.0 x 4 60+68 Н-м 51
Camry, Carina, Celica, 1983-88 3S 1998 86.0 x 86.0 x 4 20, 40, 55 Н-м 55
432
Продолжение Прилож. 9
Марка (модель) автомобиля Гоц выпуска Модель двигателя Рабоч объем (см3) Du x S x n (mm) Моменты (Нм) и порядок затяжки болтов* № рис.
Corona, MR2, Vista 1989- 35 1998 86,0 x 86,0 x 4 49 Н-м, 90° 51
Crown, Celica, Corona Cressida 1965-84 М 1988 75.0 x 75.0 x 6 Болты 8 мм: 15+22 Н-м, болты 12 мм: 73+83 Н-м 57
Space Cruise, Van Wagon 1986- 4Y 2237 91.0 x 860 x 4 30, 60, 83 Н-м 55
Celica, Chaser, Corona. Hi-Ace, Landcruiser, MR2, 4 Runner 1980- 22R 2366 92.0 x 89.0 x 4 25, 50, 79 Н-м 28
Camry 1988- 2VZ V6 2508 87.5 x 69.5 x 6 34 Н-м, 90°, 90° 58
Celica. Chaser, Cressida, Crown, MR2, Supra 1980-82 5М 2759 83.0 x 85.0 x 6 75+83 Н-м 60
1932-88 20, 40, 60, 79 Н-м 61
Cressida, Crown, Pick-Up, Supra, 4 Runner 1985- 7М 2954 83.0 x 91.0 x 6 62
Camry, Hi-Lux, 4 Runner 1988- 3VZ V6 2958 87.5 x 82.0 x 6 45 Н-м, 90°, 9С° 59
Camry, Carina, Corolla, Lite-Ace 1981-88 1С Diesel 1839 83.0 x 85.0 x 4 84 Н-м 37
1983-88 2С Diesel 1974 86.0 x 85.0 x 4 8G Н-м
Chaser, Cresta, Crown, Hi-Ace, Hi-Lux, Landcruiser, MR2, Pick-Up 1978-88 L Diesel 2188 90.0 x 86.0 x 4 114+122 Н-м
1983- 2L Diesel 2446 92.0 x 92.0 x 4 118 Н-м
VOLKSWAGEN
Golf, Passat, Rabbit, Scirocco 1977- FC FG, FF, XS, XR и др. 1470 76.5 x 80.0 x 4 Болты М11: 39, 58 Н-м, 180° Другие болты. 73 Н-м, 90° 1
Caddy, Jetta, Santana, Scirocco, Rabbit -1983 FN, EE, YY, WP, WY и др. 1588 79.5 x 80.0 x 4
Dasher, Jetta, Scirocco, Santana, Rabbit, Quantum 1982- WT, EN, JF 1716 79.5 x 86.4 x 4
Caddy, Corrado, Golf, Jetta, Santana, Passat, Scirocco, Transporter 1982- KR, PG, DS, PL, JN, EX, GU 1781 81.0 x 86.4 x 4 40, 58 Н-м, 180°
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Typ 2/80 1982- DG, DF Boxer 1915 94.0 x 69.0 x 4 10, 45 Н-м 21
1985- DJ Boxer 2109 94.0 x 76.4 x 4
1972-82 Boxer 1971 94.0 x 71.0 x 4 10, 25, 30 Н-м 82
Golf, Jetta, LT Van, Passat, Vento, Transporter 1989- 2E, 9A 1984 82.5 x 92.8 x 4 40, 60 Н-м, 180° 1
Caddy, Golf, Jetta, LT Van, Passat, Santana, T ransporter 1976-80 CK Diesel 1471 76.5 x 80.0 X 4 Болты М11 мм: 47, 68, 88 Н-м, 90°, болты М12 мм: 39, 58 Н-м, 180°
1980-84 FR, KY Diesel 1588 76.5 x 86.4 x 4 73 Н-м, 90‘, прогреть двигатель, дотянуть 90°, после 1500 км 90°
1985- 40, 58 Н-м, 180°, прогреть двигатель, дотянуть 90°, после 1500 км 90°
Caravelle, Golf, Jetta, LT Van, Passat, Transporter, Venta 1983- DL, DV, DW Diesel 2383 76.5 x 86.4 x 6 40, 60, 75 Н-м, 180°, прогреть двигатель, дотянуть 90° 12
VOLVO
242, 240. 244, 245, 360 1972- B19, B20 1986 88.9 x 80.0 x 4 30, 70 Н-м, ждать 3 мин, отпустить, 20 Нм, 123° 13
1974- B21 2127 92.0 x 80.0 x 4 103+112 Н-м
240, 740, 760, 940 1984- B200 20, 60, 90°
1984-88 B230, B23 2316 96.0 x 80.0 X 4
1989- 20, 35+46 Н-м, 115°
262, 760 1981- B28 2849 91.0 x 73.0 x 6 10, 30, 60 Н-м, ждать 1СН15 мин, ослабить болты, затянуто 15+20 Н-м, 113°+117°, запустить двигатель на 15 мин, ждать 120 мин, 45° 81
CHRYSLER, DODGE, PLYMOUTH
Caravan, Dynasty, Le Baron, New Yorker, Lancer, Voyager 1981- 135 SOHC 2200 87.5 x 92.0 x 4 61, 88 Н-м, 90е 10
1989- 153 SOHC 2500 87.5 x 103.9 x 4
Caravan, New Yorker, Voyager, Dynasty 1990- 201 V6 3300 93.0 x 81.0 X 6 61, 88 Н-м 90° 16
Ram, Pover 1987- 239 V6 3900 99.2 x 84.15 x 6 68, 1ч2 Н-м
Chaser, Coronet, Le Baron, Nev; Yorker, Imperial 1979- 318 V8 5200 99.2 x 84 15 x 8 128+142 Н-м 22
Chaser, Le Baron, New Yorker, Ram, Suburban, Swinger 1971-80 360 V8 5900 101.6 x 90.9 x 8 142 Н-м
38. Pc-moiii двиг. зар*Л. аи-ей
433
Продолжение Прилож. 9
Марка (модель) авгомобчия Год выпуска Модель двигателя Рабоч объес (см3) Du x S x n (mm) Моменты (Нм) и порядок затяжки болгов* № рис.
FORD (USA)
Aerostar, Capri, Mustang, Taurus, Tempo, Topaz 1974- 140 2300 93.5 x 84.0 x 4 68+81, 108-122 Н м 63
Sable 1986- 153 2500 93.5 x 91.5 x 4 70-80, 95-103 Н-м 10
Capri, Mustang 1983-86 171 V6 2800 93.0 x 68.7 x 6 39+54, 54-69, 95-115 Н-м 64
Merkur, Scorpio, Ranger, Bronco II 1986- 177 V6 2900 93.0 x 71.2 x 6 30, 69-75 Н-м, 90е 65
Taunus, Sable, Probe 1986- 183 V6 3000 89.0 X 80.0 x 6 80 Н-м, ослабить, затянуть 50, 92 Н-м 66
183 SHO 50+68, 84-92 Н-м 67
Zephyr 1982-87 230 V6 3000 96.8 x 86.0 x 6 50, 60, 70, 80 Н-м, ослабить, затянуть 15-25 Нм, 85° 68
Crown Victoria 1989- 230 V6 Supercharger 50, 60, 70, 80 Н-м, ослабить, затянуть 65-88 Н-м, 90°+110° 16
Bronco, Continental, Crown Victoria, Lincoln, Mustang, Mark VI/VII, Grand Marquis, Montego, Thunderbird 1973- 302 V8 5000 101.6 x 76.2 x 8 Короткие болты: 92 Н-м, длинные болты: 108 Н-м 69
1975- 351 V8 5800 101.6 x 88.9 x 8 115, 129, 142-152 Н-м
general MOTORS (Buick, Cadillac, Chevrolet, Pontiac)
Beretta. Blazer, Cavalier, Corsica, Sunbird 1983-89 121 2000 89.0 x 80.0 x 4 99+102 Н-м 70
Beretta, Cutlass, Grand AM, Grand Prix 1987- 137 2300 92.0 x 87.9 x 4 35-40 Н-м, 90° 71
Blazer,Camaro, Grand AM, Firebird, Lumina, Monza 1977-84 151 2500 101.6 x 76.2 x 4 115-125 Н-м 72
1985- 25, 35 Н-м, 90°+120°
Blazer, Camaro, Ciera, Corsica, Grand Prix, Firebird 1980-86 173 V6 2800 89.0 x 76.2 x 6 88+102 Н-м 73
1987- 45 Н-м, 90°
Beretta, Camaro 1980-86 189 V6 3100 89.0 x 84.0 x 6 88+102 Н-м
1987- 45 Н-м, 90°
Cavalier, Celebrity, Firebird 1982-85 181 V6 3000 96.5 x 67.6 x 6 108 Н-м 74
1986- 34 Н-м, 180°
Calais, Ciera 1989- 204 V6 3300 94.0 x 80.0 x 3 48 Н-М, 130°, 30°
Bonneville, Grand AM, Grand Prix, Le Mans, Firebird, Safari, Sunbird, Safari, Phoenix, Toronado 1979-88 231 V6 3800 96.5 x 86.4 x 6 34 Н-м, 90°, 90°
Deville, Regal 1975- 260, 262 V8 4300 88.9 x 86.0 X 8 88+92 Н-м 75
Allante, Bereita, Deville, Eldorado, Fleetwood, Seville 1980-88 252 V8 4100 88.0 X 84.0 X 8 51, 92, 122 Н-м 78
1988- 273 V8 4500 92.0 x 84.0 x 8
1991- 300 V8 4900 92.0 x 92.0 x 8
Bonneville, Camaro, Safari, Chevrolet, Toronado 1980- 307 V8 5000 96.5 x 86.0 x 8 170-175 Н-М 77
Bonneville, Camaro, Safari, Le Mans, Firebird, Grand Am, 60',0, Fleetwood 1976- 395 V8 5000 94.9 x 88.4 x 8 88 Н-м 76
1967- 350 V8 5700 101.6 x 88.4 x 8
JEEP
Cherokee, Wagoneer, Comanche, Pick-Up, Wrangler 1987-88 150 2500 98.55 x 81.0 x 4 30, 61, 136-149 Н-м 72
1988- 44
1987-88 242 4000 98.45 x 87.6 x 6 115 Н-м 79
1989- 30, 61, 136+149 Н-м
1971- 258 4200 95.25 x 98.9 x 6 115 Н-м
Pick-Up, Universal 1971-81 304 V8 5000 95.25 x 87.3 x 8 108, 149 Н-м 80
Cherokee, Pick-Up, Wagoneer 1971- 360 V8 5900 103.6 x 87.3 x 8
’ Если порядок не указан, рекоментуется затягивать болты в три приема
434
Схемы затяжки болтов головок блоков цилиндров
* На всех схемах передний конец двигателя — слева
38*
435
436
437
ОГЛАВЛЕНИЕ
Глава 1. Процессы, происходящие в автомобильных двигателях, их влияние на износ деталей и возникновение
неисправностей ............................................................................................4
1.1. Процессы нагружения, износа и повреждения деталей автомобильного двигателя........................4
1.2. Прочности и износостойкость деталей автомобильных двигателей.....................................12
1.3. Особенности работы двигателя с наддувом..........................................................16
1.4. Особенности рабочего процесса и конструкции дизельных двигателей.................................17
1.5. Токсичность отработавших газов и способы ее снижения.............................................19
Глаза 2. Особенности конструкции двигателей , влияющие на технологию их ремонта ..........................21
2.1. Блок цилиндров...................................................................................21
2.2. Кривошипно-шатунный механизм.....................................................................27
2.3. Поршневая группа.................................................................................45
2.4. Головка блока цилиндров, газораспределительный механизм и его привод.............................58
2.5. Уплотнения двигателей............................................................................79
2.6. Агрегаты систем смазки, охлаждения двигателей и их привод........................................84
2.7. Агрегаты наддува двигателей......................................................................89
Глава 3. Системы управления двигателем....................................................................92
3.1. Системы зажигания................................................................................92
3.2. Системы топливоподачи бензиновых двигателей.....................................................108
3.3. Комплексные системы управления бензиновыми двигателями..........................................130
3.4. Функции самодиагностики блоков управления.......................................................132
Глава 4. Основные неисправности двигателей и их диагностика..............................................133
4.1. Основные причины возникновения неисправностей...................................................133
4.2. Работа двигателей в экстремальных условиях......................................................134
4.3. Диагностирование неисправностей механической части двигателя....................................140
4.4. Диагностика неработающего двигателя по внешним признакам........................................150
4.5. Определение причин возникновения неисправностей двигателя по характеру повреждения деталей......151
4.6. Поиск неисправностей в системах управления двигателей...........................................159
Глава 5. Ремонт двигателей в специализированных мастерских и гаражах.....................................173
5.1. Помещение мастерской для ремонта двигателей, его размещение и планировка........................173
5.2. Инструмент и оборудование для ремонта двигателей................................................175
5.3. Основные принципы приобретения запасных частей..................................................195
5.4. Общие правила выполнения ремонтных работ........................................................199
Глава 6. Особенности демонтажа двигателей................................................................201
6.1. Общие принципы демонтажа двигателей.............................................................201
6.2. Особенности демонтажа трубопроводов и электрических кабелей при снятии двигателя................203
6.3. Порядок демонтажа двигателей....................................................................204
6.4. Транспортировка автомобилей со снятым двигателем................................................206
Глава 7. Разборка двигателя..............................................................................208
7.1. Технология разборки двигателя...................................................................208
7.2. Разборка отдельных узлов и агрегатов двигателя..................................................211
7.3. Особенности частичной разборки двигателя, установленного на автомобиле..........................213
7.4. Мойка деталей двигателей........................................................................214
7.5. Хранение деталей разобранных двигателей.........................................................215
Глава 8. Дефектация деталей двигателя и подготовка их к ремонту..........................................216
8.1. Технология измерения основных деталей двигателей................................................218
8.2. Обнаружение трещин в деталях двигателей........^................................................225
8 3. Подготовка деталей к ремонту....................................................................227
Глава 9. Способы ремонта и восстановления деталей двигателей.............................................229
9.1. Общий подход к ремонт/ деталей..................................................................229
9.2. Ремонт отверстий в деталях двигателей и агрегатов...............................................230
9.3. Ремонт валов двигателей.........................................................................233
9.4. Ремонт деталей кривошипно-шаг/нного механизма...................................................241
9.5. Ремонт цилиндро-поршневой группы................................................................257
9.6. Ремонт головки блока цилиндров и механизма газораспределения....................................287
9.7. Ремонт вспомогательных агрегатов и систем.......................................................311
9.8. Выбор и изготовление прокладок для двигателя....................................................319
439
Глава 10. Сборка двигателя ................................................................................322
10.1. Мойка и подготовка деталей для сборки.............................................................322
10.2. Конропы-ю-измерительные операции при сборке......-................................................324
10.3. Проверка и установка коленчатого вала и вкладышей подшипников.................................. 326
10.4. Сборка и установка поршней, шатунов, сальников и поддонов картера............................... 320
10.5. Сборка газораспределительного механизма и головки блока цилиндров.......................... . . ..336
10.6. Установка навесных узлов и агрегатов..............................................................343
10.7. Особенности сборки частично-разобранного двигателя, установленного на автомобиле..................345
Глава 11. Установка, запуск и эксплуатация двигателя после ремонта.........................................346
11.1. Основные операции при установке двигателя.........................................................346
11.2. Запуск, обкатка и регулировка двигателя...........................................................347
11.3. Празила эксплуатации и техническое обслуживание двигателя после ремонта......................... 349
Глава 12. Основные неисправности двигателей после ремонта, их причины и способы устранения.............. ..352
Приложения.................................................................................................360
Приложение 1. Основные размеры подшипников кривошипно-шатунного механизма некоторых
распространенных двигателей................................................................................360
Приложение 2. Основные размэры поршневой группы некоторых распространенных двигателей......................375
Приложение 3. Основные размеры клапанов системы газораспределения некоторых распространенных двигателей....383
Приложение 4. Зазоры в приводе клапанов некоторых распространенных двигателей..............................393
Приложение 5. Размеры сальников некоторых распространенных двигателей......................................399
Приложение 6. Размеоы зубчатых ремней механизма газораспределения некоторых распространенных двигателей....410
Приложение 7. Положение валов при установке фаз газораспределения некоторых распространенных двигателей....416
Приложение 8. Коды идентификационных номеров (VIN- коды) автомобилей производства США......................425
Приложение 9. Порядок и моменты затяжки головок блока иилинпосо некотооых оаспоостоаненных пвигателей .....429
Производственно-практическое издание
Хрулев Александр Эдуардович
РЕМОНТ ДВИГАТЕЛЕЙ ЗАРМБЕЖНЫХ АВТОМОБИЛЕЙ
Редактор М.И. Бирюков
Художники О.А. Воеводов, Е.В. Грякалова. В.В. Маслов
Верстка А.А. Савин
Корректор Н.Н. Денискина
Лицензия ЛР № 061843 от 27.11.97
Подписано в печать с готовых диапозитивов издательства «За рулем» 16.03.92 Формат 60^88/: Печать
офсетная. Бумага офсетная. Усл. п. л. 53,9. Тираж 10000. Заказ 2818. Цена дс-оворная.
Издательство «За рулем». 107082, Москва, Бакунинская ул., 72
Отпечатано в Брянской областной типографии.
241019, г. Брянск, пр-т Ст. Димитрова, 40
Качество печати соответствует качеству предоставленных диапозитивов
ЗАПЧАСТИ ДЛЯ ДВИГАТЕЛЕЙ
'АВТОМОБИЛЕЙ ВСЕХ МАРОК И МОДЕЛЕЙ
- Поршни, поршневые
кольца, вкладыши,
клапаны, сальники
- прокладки и другие
детали для двигателей
всех । чомаро1с
-Детали подвески и-
рулевого управления,
колодки, фильтры.
’’ - Более 2500
наименованийв продаже
и на складе.
- - Поставки на заказ в
течение 3-10 дней из
г- Англии, Германии,
. ^Голландии, США,
J Финляндии.
- Оригинальные запасные
части.- Ремонт коленчатых
валов, блоков и головок
цилиндров
- Изготовление на заказ
поршней и шатунов для
двигателей спортивных и
редких автомобилей.
Обслуживсн/ie ремонтных
организаций, доставка
заказов.
’ Система скидок,
обучение работе с
каталогами,
информационное
обеспечение для
постоянных клиентов.
АБ-КИЖИНИРМНГ
ОФИЦИАЛЬНЫЙ ДИЛЕР КОНЦЕРНА «АЕ ENGINE PARTS», UK
-Оптовый отдел и офис : тел./ факс <095) 158-59-10. Розничная продажа и прием заказов -ТК "Марфино".
Магазин ('Запчасти для иномарок»: Москва, Гостиничный пр., стр. 8 тел./ факс (095) 488-77-92.
Диагностика двигателя от А до Я
<•* диагностическое оборудование (мотор-тестеры,
АмЕвро
тел. (095) 352-67-08; 352-67-00
факс (095) 352-67-05
INTERNET: WWW. AMEURO. COM
сканеры, газоанализаторы, систем-тестеры,
измерительные комплекты)
оборудование и расходные материалы для
очистки инжекторов и впускного траста
* техническая документация по ремонт, и
диагностике (литература и компакт-диски)
курсы технического обучения по
диагностике двигателя и систем
управления
рекомендации по созданию и
комплектации диагностического
участка
ij jj ^ Эксклюзивный дистрибьютор
европейских производителей
BRADI, FACET, Mondial Piston, ОТА, Record International.
адупем
I В T О MiO Б к л ь Ы Е з а п а с н ы е ч а с Т II
для ВАЗ, Audi, BMW, Ford, Mercedes-Benz, Opel, Renault, SEAT, Volkswagen.
ТОРМОЗНЫЕ ДИСКИ
• высокая прочность и
износостойкость
• динамически сбалансированы
ТОРМОЗНЫЕ КОЛОДКИ
СПА
MADE IN ITALY
• не содержат асбеста
• длительный срок службы
• стабильность свинств
независимо от нагрева
ТОРМОЗНЫЕ ЦИЛИНДРЫ
жэд©
(Ш11Ж
• коррозионная стойкость
• герметичность
• автоматическая регулировка
зазора
ЭЛЕКТРООБОРУДОВАНИЕ
• устойчивые рабочие
характеристики
• надежное искрообразование
• высокие электрические
параметры
ПОРШНИ И КОЛЬЦА
КЛАПАНЫ И ВТУЛКИ
ВКЛАДЫШИ И ПОЛУКОЛЬЦА
ПРОКЛАДКИ ДВИГАТЕЛЯ
• высокие жаростойкость и
жаропрочность
• фаска со специальной
наплавкой
• совершенные геометрические
параметры
• улучшенная термостойкость
• идеальны для высоко-
форсированных моторов
ТОПЛИВНЫЕ НАСОСЫ
assa
• улучшенное уплотнение
• высокий напор нагнетания
• долговечные мембраны и
клапаны
ВОДЯНЫЕ НАСОСЫ
Industrie Saleri Italo
• особо надежный подшипник
• герметичность
• прилагается комплект
уплотнений
Bimei
• выдерживают высокие
нагрузки
• противозадирное покрытие
• хорошо удерживают масло
СЦЕПЛЕНИЕ
ОТА
MADE IN ITALY
• не содержит асбеста
• износостойкость
• оптимальные динамические
характеристики
• бензомаслостоикие материалы
• надежное уплотнение
• точная геометрия
ДЕТАЛИ ПОДВЕСКИ И
РУЛЕВОГО МЕХАНИЗМА
• эффективная защита
• высокая надежность
• современные материалы
а также широкий выбор автохимии, авто к о смети к и, аксессуаров.
Приобретая товары в Торговом томе ”3а рулем”, Вы гарантированы от подделок.
Оптовая торговля: ул. Бакунинская, 72, тел.: 261-06-03,261-96-62; факс: 269-54-54; склад: пн.-,гг. 10м - 1803.
Магазины: Москва, ул. Долгоруковская, 36 (м.”Новослободская”), тел.: 973-14-00; пн.- сб. 9ю -20ю, вс. 10ю-47ю.
Москва, ул. Бакунинская, 72 (м.”Бауманская”), тел.: 261-01-08; пн.- пт. 9ю - 20ю, сб. 10ю - 17ю.
Рпппырж vn Хппк'тинпмя 119’ топ • 1Л-9Л-0П’ пи . Q00 . 1Я00 о/» Q00 . 1Д<>о
к.г-'- 4 5
t Usrm^bf^i T&L; 332-73-73
э №т®мовшов& &. 4
-^м Я<£й?/Г££й»^ а-«?гг-з>5 ТШ,: заб-87^7
ENTEILE /Wx
lemforderZU
LEMFORDER METAlLWAiirrN iNTERNATiONAL GM