/







































































































































































































































































































































































































































































































































































Text
Перейти ^оглавлению
СПРАВОЧНИК
конструктора
МАШИНО'
СТРОИТЕЛЯ
СПРАВОЧНИК
КОНСТРУКТОРА-
МАШИНОСТРОИТЕЛЯ
В ТРЕХ ТОМАХ
ВИАНУРЬЕВ
СПРАВОЧНИК
КОНСТРУКТОРА-МАШИНОСТРОИТЕЛЯ
ТОМ
Издание 5-е, переработанное и дополненное
9м«
МОСКВА «МАШИНОСТРОЕНИЕ» 1978
ББК 34.42
А 73
УДК 621.001.2(031)
Анурьев В. И.
А 73 Справочник конструктора-машиностроителя: В 3-х т. Т. 3,—5-е изд., перераб. и доп. — М.: Машиностроение, 1978.— 557 с., ил.
В пер. 2 р. 60 к.
В третьем томе справочника приведены сведения по расчету и конструированию неразъемных соединений, йружнн, уплотнителытых устройств, трубопроводов и арматуры, смазочных, гидравлических и пневматических устройств. В нем также рассмотрены смазочные материалы, приборы, встраиваемые в оборудование, редукторы, электродвигатели.
Справочник предназначен для инженеров и техников-конструкторов.
31301-004 ББК 34.42
038(01)-78 4'78 6П5
© Издательство «Машиностроение», 1978 г.
Глава I
ОГЛАВЛЕНИЕ
Глава II
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ПРУЖИНЫ
Заклепочные соединения ............ 9
Заклепки нормальной точности 9
Заклепки повышенного качества 12
Основные параметры заклепочных соединений................. 16
Расчет заклепочных соединений 17 Пустотелые и полупустотелые заклепки ........................ 17
Сварные соединения................ 23
Свариваемость сталей .......... 23
Электроды ..................... 23
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей........ 23
Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами........... 24
Сварочные материалы и рекомендуемые электроды........ 24
Требования к сварке............ 27
Швы стальных сварных соединений ................Т'....... 27
Швы сварных соединений из алюминия и алюминиевых сплавов 37 Швы сварных соединений трубопроводов ...................... 50
Швы сварных соединений из винипласта и полиэтилена 60
Технологичность сварных конструкций ............‘........... 68
Условные изображения и обозначения швов сварных соединений 73 Расчет прочности сварных соединений ......................... 77
Допускаемые напряжения для сварных швов................... 81
Примеры расчета прочности сварных соединений................. 82
Паяные соединения................. 83
Оповянно-свинцовые припои ... 83
Серебряные припои.............. 86
Основные типы и параметры паяных соединений................. 87
Пределы прочности на срез паяных соединений................. 90
Допускаемые напряжения в паяных соединениях................ 91
Клеевые соединения................ 91
Конструктивные элементы склеиваемых деталей................. 92
Дополнительные источники . . , 94
Винтовые цилиндрические пружины сжатия и растяжения................ 96
Классы и разряды пружин. . • 9;
Материалы для пружин........ 98
Расчет, пружин................. 104
I (римеры определения размеров пружин и формулы для проверочных расчетов жесткости и напряжений........... 107
Параметры пружин............... Ill
Конструкция пружин.......... 144
Длина пружин сжатия .... 146
Пружины кручения из круглой проволоки ........................... 146
Пластинчатые пружины изгиба . . . 150
Плоские спиральные пружины . . . 151
Тарельчатые пружины .............. 154
Дополнительные источники . . . 157
Глава III
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
Уплотнения неподвижных соединений .................................... 158
Уплотнения для труб и резьбовых соединений ...................... 158
Резиновые уплотнительные кольца круглого сечения для гидравлических и пневматических устройств .............................. 160
Посадочные места для радиальных уплотнений..................... 163
Посадочные места для торцовых уплотнений..................... 175
Посадочные места для уплотнений по конусной фаске . . . 179
Посадочные места для резьбовых уплотнений..................... 180
Уплотнения подвижных соединений .................................... 183
Сальниковые войлочные кольца .................................. 187
Канавочиые уплотнения................ 186
Маслооткачивающие канавки . . ' 186
Лабиринтные уплотнения .... 117
Защитные шайбы.................. 188
Маслоотражательпые кольца и канавки.............................. 186
Комбинированные уплотнения 189
Резиновые армированные манжеты для валов...................... 19?
Полиамидные шевронные многорядные уплотнения для гидравлических устройств .............. 193
Резиновые манжеты уменьшенного сечения для гидравлических устройств...................... 198
Резиновые уплотнительные манжеты для пневматических устройств ........................ 212
Резиновые уплотнительные кольца прямоугольного сечения для гидравлических устройств .... 218
Резиновый шпур круглого и прямоугольного сечений............ 222
Сальниковые устройства....... 224
Дополнительные источники .... 224
Глава IV
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
Общие сведения................... 225
Внутренний диаметр трубопровода .......................... 225
Монтаж трубопроводов.......... 225
Радиусы изгиба труб............ 228
Трубы................................ 229
Стальные водогазопроводпые трубы............................. 229
Стальные бесшовные холодноде-формйрованные Трубы............... 230
Стальные бесшовные горячекатаные трубы......................... 232
БесщоВпые горячедеформирован-пые трубы из коррозионно-стойкой стали......................... 233
Бесшовные холодно- и теплоде-формировапные трубы из коррозионно-стойкой стали......... 234
Медные трубы................. 238
Латунные трубы............... 238
Бронзовые прессованные трубы 239
Бесшовные горячекатаные трубы л > сп авоз па основе титана . . . 240
Трубы из титанового сплава
ВТ1-0............................. 241
Трубы пз титанового сплава марок ОТ4 и OT'i-1.................. 242
Катаные и тянутые трубы из алюминия и алюминиевых сплавов 242
Прессованные трубы из алюминия и алюминиевых сплавов ... 244
Напорные трубы из полиэтилена 245
Резиновые технические трубки 248
Рукава............................ 248
Резиновые напорные рукава с -текстильным каркасом.......... 248
Гибкие металлические герметичные рукава с подвижным швом 252 Рукава резиновые высокого давления с металлическими оплетками Неармированные.............. 253
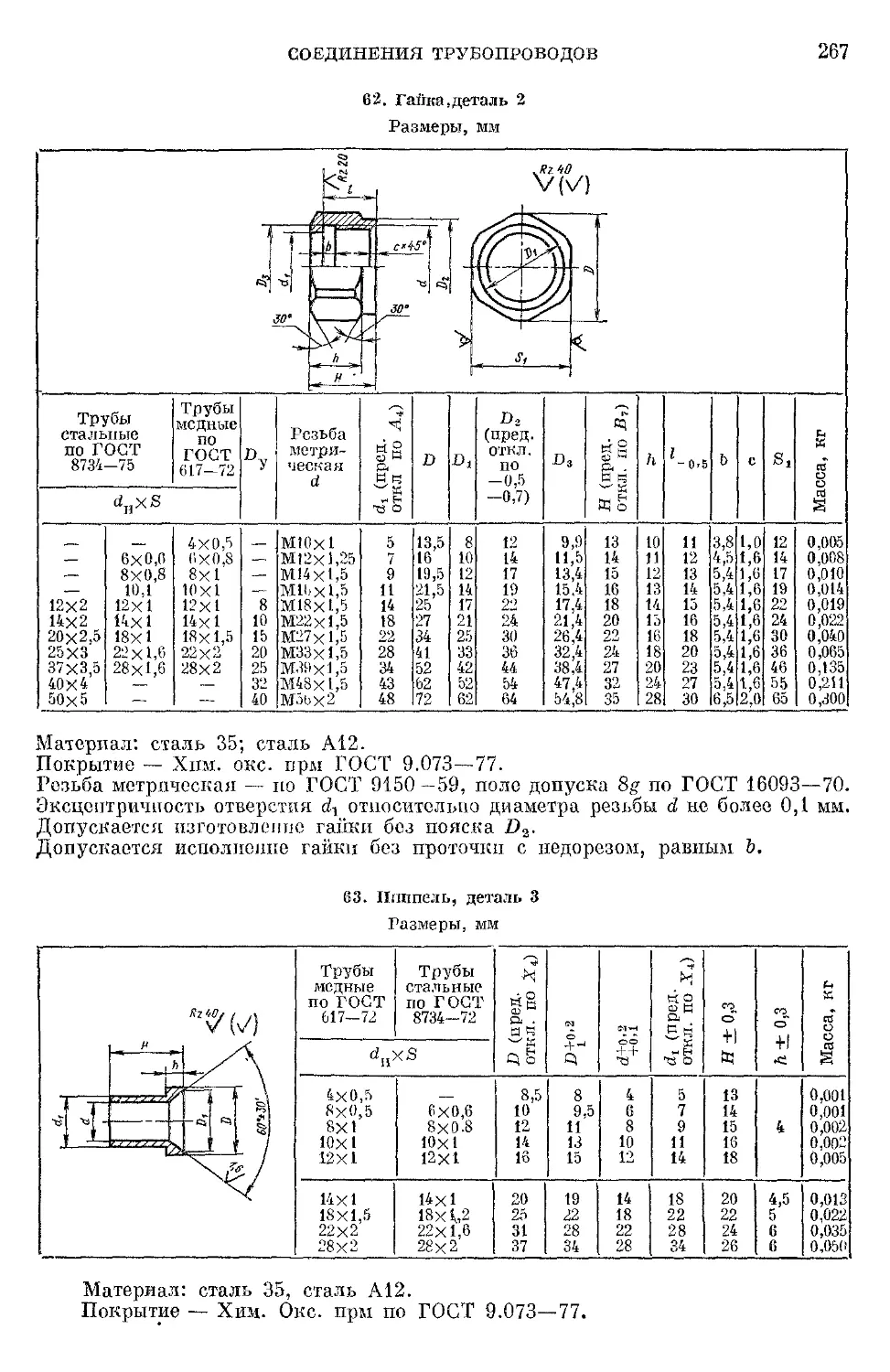
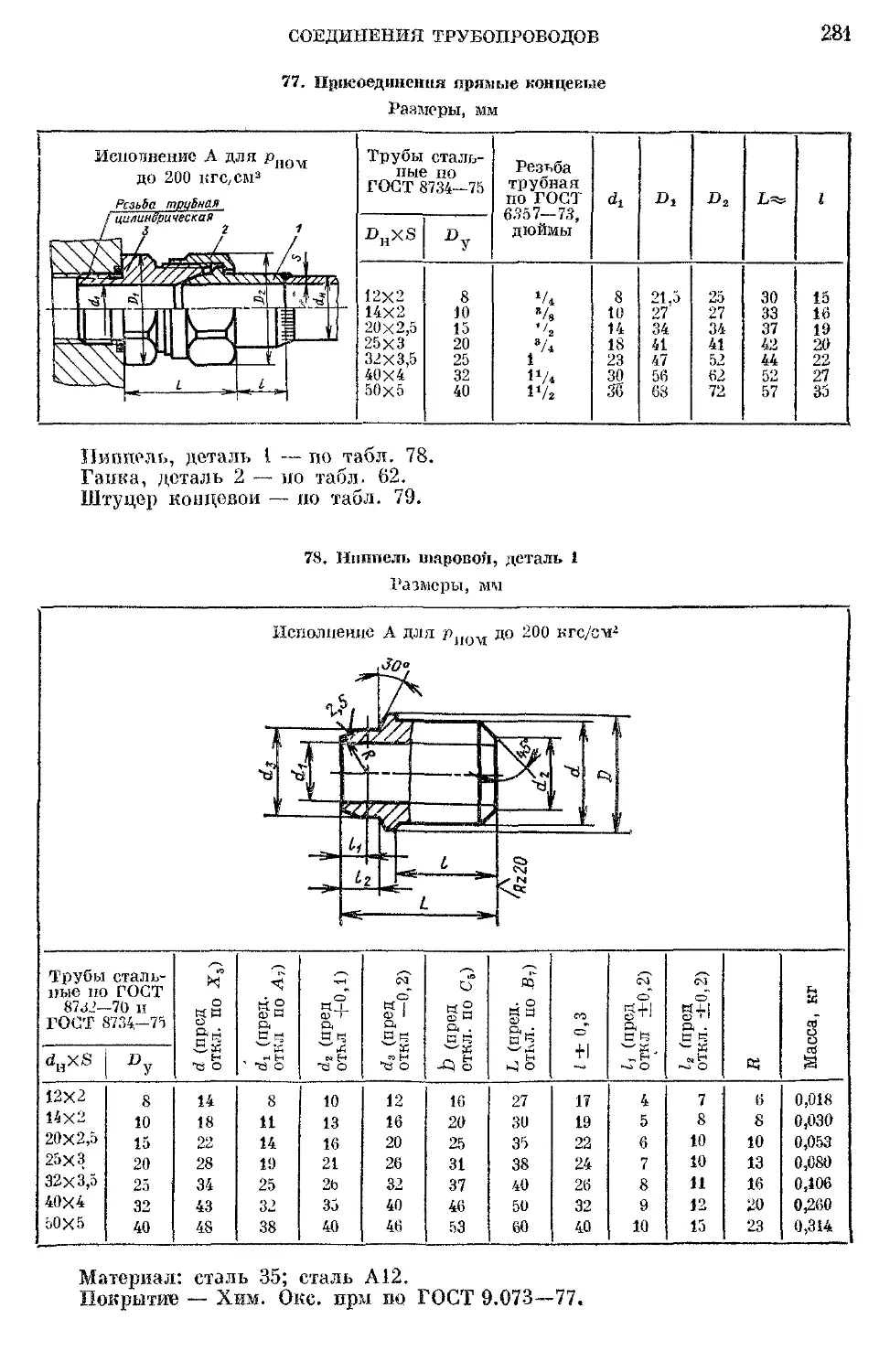
Соединения трубопроводов ......... 258
Соединительные стальные части трубопроводов ................. 258
Соединительные части пз ковкого чугуна для трубопроводов . . . 257
Соединительные части (фитинги) для гидроприводов.............. 262
Соединения тонкостенных труб с 5>азвальцовкой................. 264
Соединения стальных труб шаровые для номинального давления до 200 кгс/см2................. 280
Соединительные части для полиэтиленовых трубопроводов . . . 294
Соединения для рукавов и шлангов ........................... 299
Фланцевые соединейия .......... 312
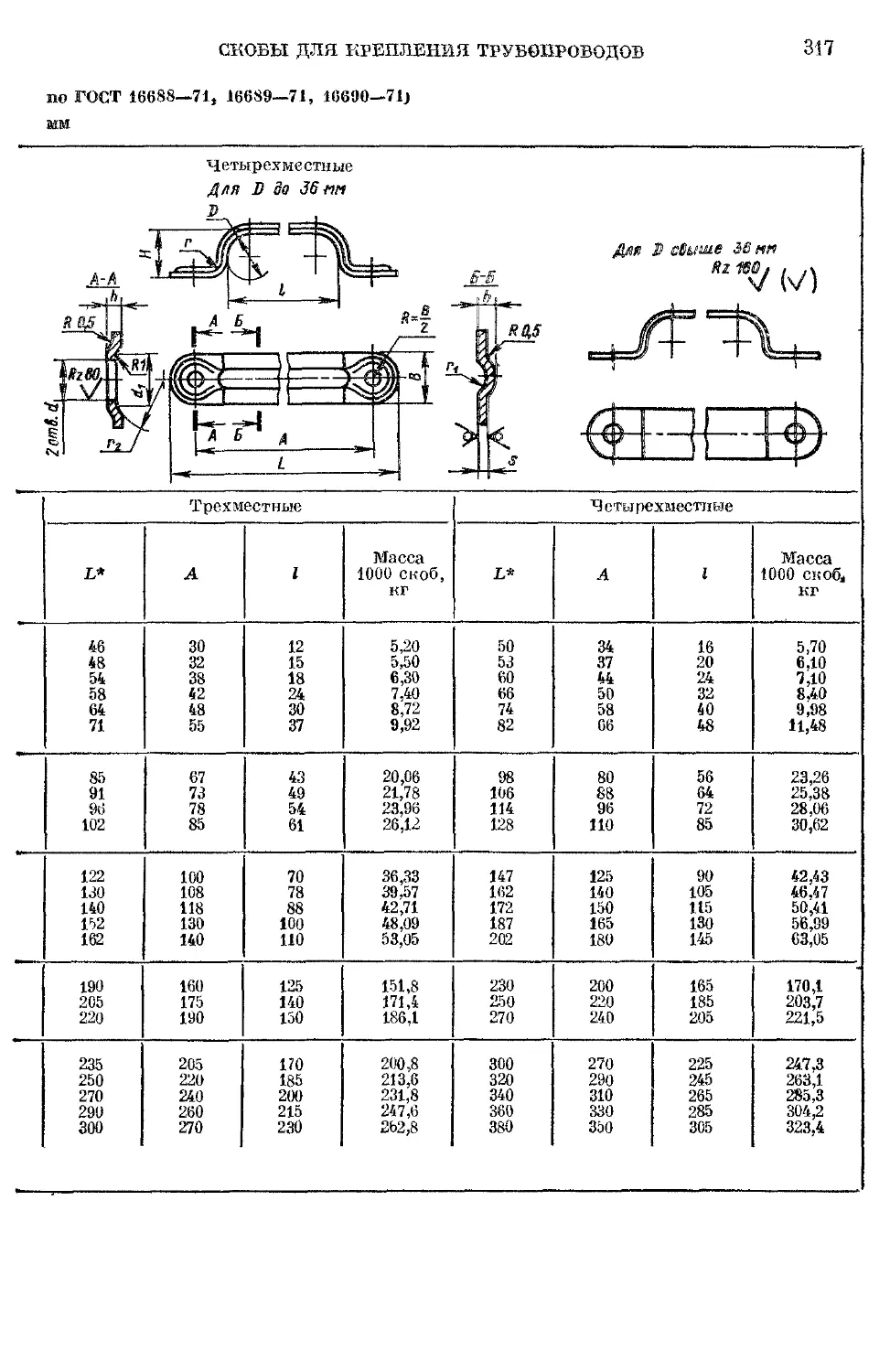
Скобы для крепления трубопроводов .............................. 314
Дополнительные источники . . . 318
Глава V
ТРУБОПРОВОДНАЯ АРМАТУРА
Муфтовые концы с трубной цилиндрической резьбой...................... 319
Краны................................. 319
Конусные натяжные муфтовые латунные краны на ру 16 кгс/см2 319 Конусные трехходовые сальниковые фланцевые чугунные краны на Ру 6 кгс/см2 ................... 320
Пробковые проходные сальниковые фланцевые латунные краны на ру 10 кгс/см2................... 321
Пробковые проходные натяжные чугунные краны для газопроводов ............................... 322
Пробно-спускные сальниковые латунные крапы на Ру 10 кгс/см 322 Вентили............................... 324
Запорные муфтовые и фланцевые вентили из серого чугуна на ру 16 кгс/см2......................... 324
Запорные из ковкого чугуна вентили на Ру 16 кгс/см2.............. 325
Запорные сильфонные стальные вентили нарр 10 кгс/см2..... 326
Запорные прямоточные вентили из коррозионно-стойкой стали на Ру 16 кгс/см2................... 328
Запорные муфтовые латунные вентили на ру 10 и 16 кгс/см2 . , . 330
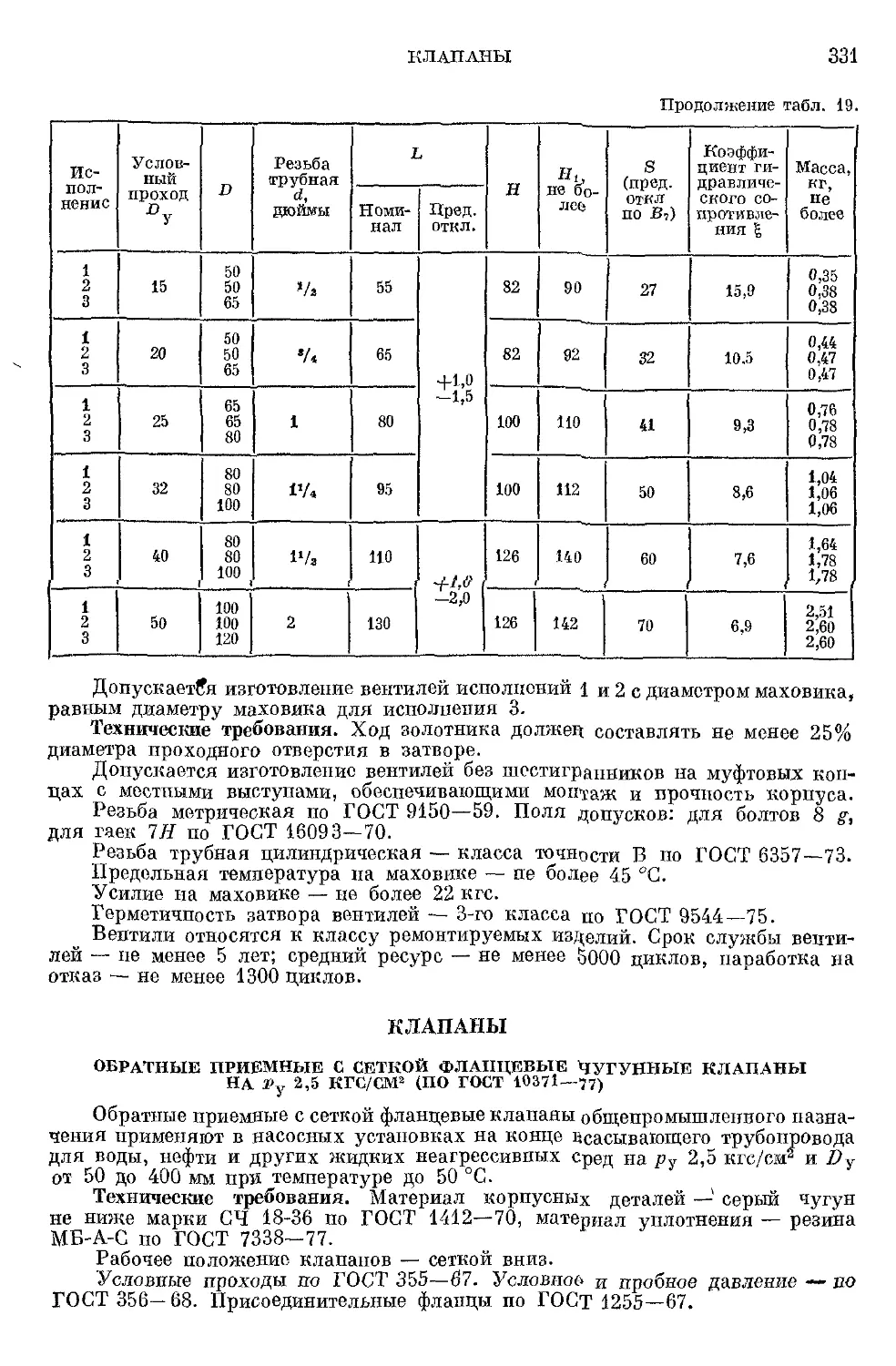
Клапаны............................... 331
Обратные приемные с сеткой фланцевые чугунные клапаны на Ру 2,5 кге/см2..................... 331
Обратные подъемные муфтовые латунные клапаны на Ру 16 кгс/см2......................... 332
Предохранительные пружинные полнопод-ьсмные фланцевые стальные клапаны па р>у 16 п 40 кгс/см2 ........................ 333
Дополнительные источники ... 335
Глава VI
СМАЗОЧНЫЕ МАТЕРИАЛЕ! И УСТРОЙСТВА
Масла и смазки для оборудования и механизмов.......................336
Жидкие смазки.................. 336
Пластичные смззки.............. 338
Смазочные устройства.............. 339
Смазочные устройства для жидкой смазки..................... 339
Смазочные устройства для густой смазки......................... 34Q
Продольные и кольцевые канавки 341
Масленки для смазочных масел и пластичных материалов....... 314
Насосы....................... 347
Одноплунжерные ручные смазочные "насосы.............. 317
Поршневые многоотводные насосы для жидкой смазки на
Гном = ЫО кгс/см2...... 348
Смазочные станции........ 352
Смазочные ручные двухлинейные станции............ 352
Станции смазки типа И-ЦСЭ ЗоЗ
Двухлинейные станции централизованной смазки . . . . . 355
Маслораспределители...... 358
Дроссельные маслораспредели-тели для централизованных смазочных систем............ 358
Клапаны....................... 330
Предохранительные шариковые концевые клапаны............ 330
Предохранительные смазочные клапаны..................... 331
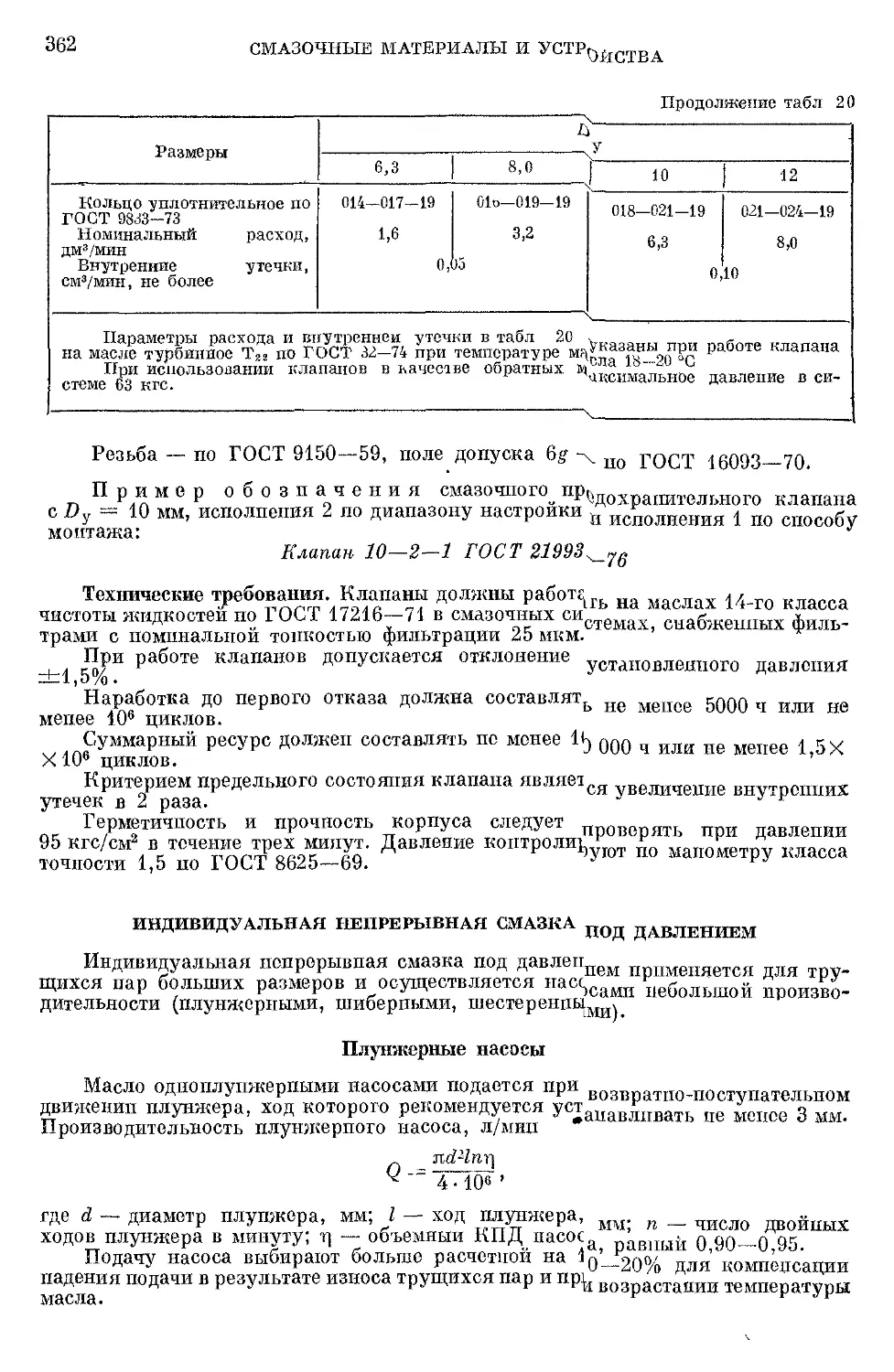
Индивидуальная непрерывная смазка под давлением.......... 302
Плунжерные насосы...... 332
Шиберные насосы........ 306
Шестеренные насосы..... 339
Маслоуказатели........... 371
Смазка узлов конструкций ... 378
Смазка зубчатых и червячных передач..................... 378
Смазка цепных передач .... 379
Смазка подшипников.......... 383
Примеры смазочных устройств 381
Диаметры и уклоны маслопроводов ........................... 384
Дополнительные источники . . . 385
Глава VII
ГИДРАВЛИЧЕСКИЕ И
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Общие сведения.................... 380
Основные параметры гидравлических и пневматических цилиндров и аппаратуры................ 380
Условные проходы................ 380
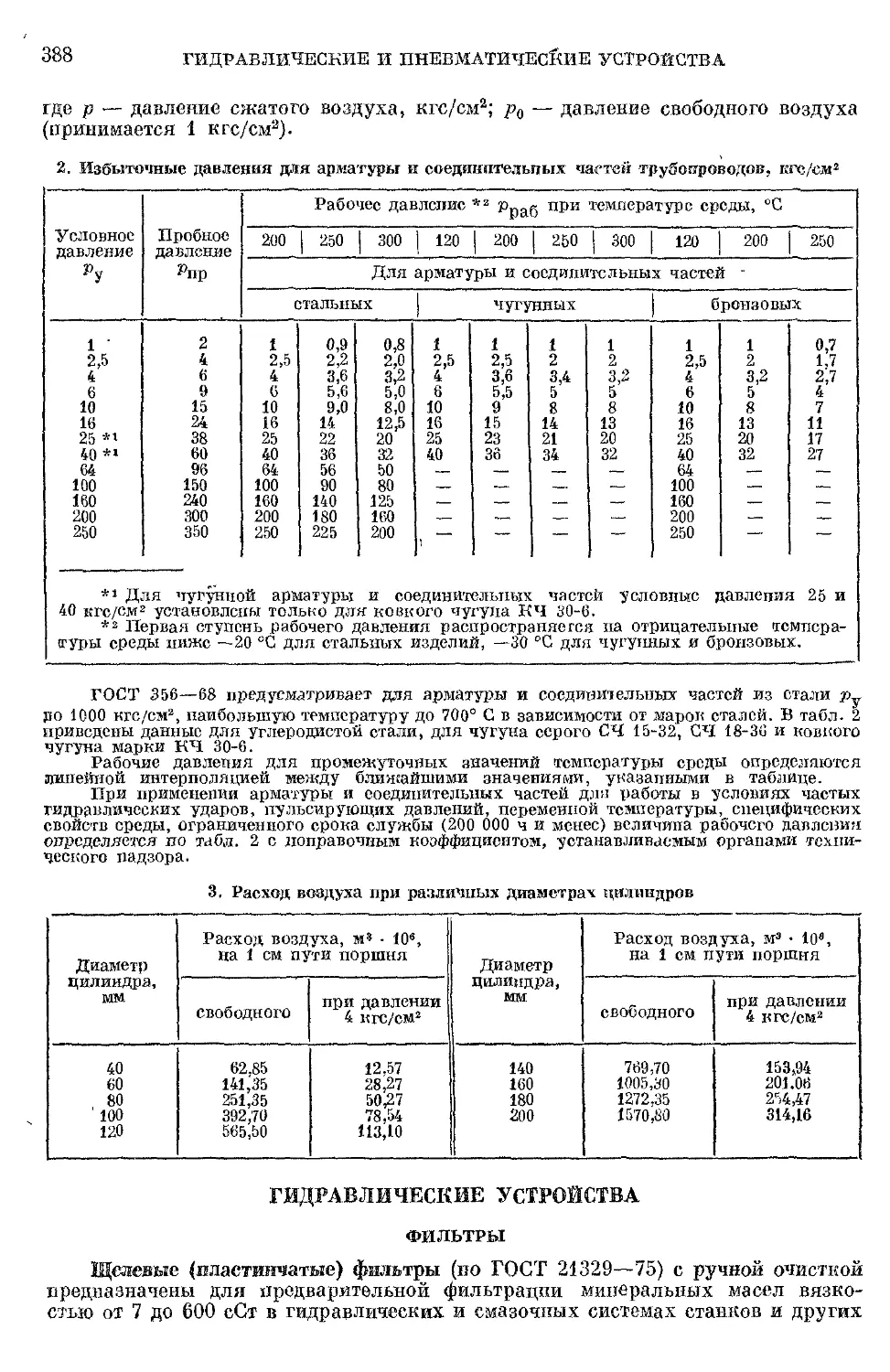
Давления условные, пробные и рабочие для арматуры и соединительных частей трубопроводов . . 387
Расход жидкости или сжатого воздуха......................... 387
Гидравлические устройства....... 388
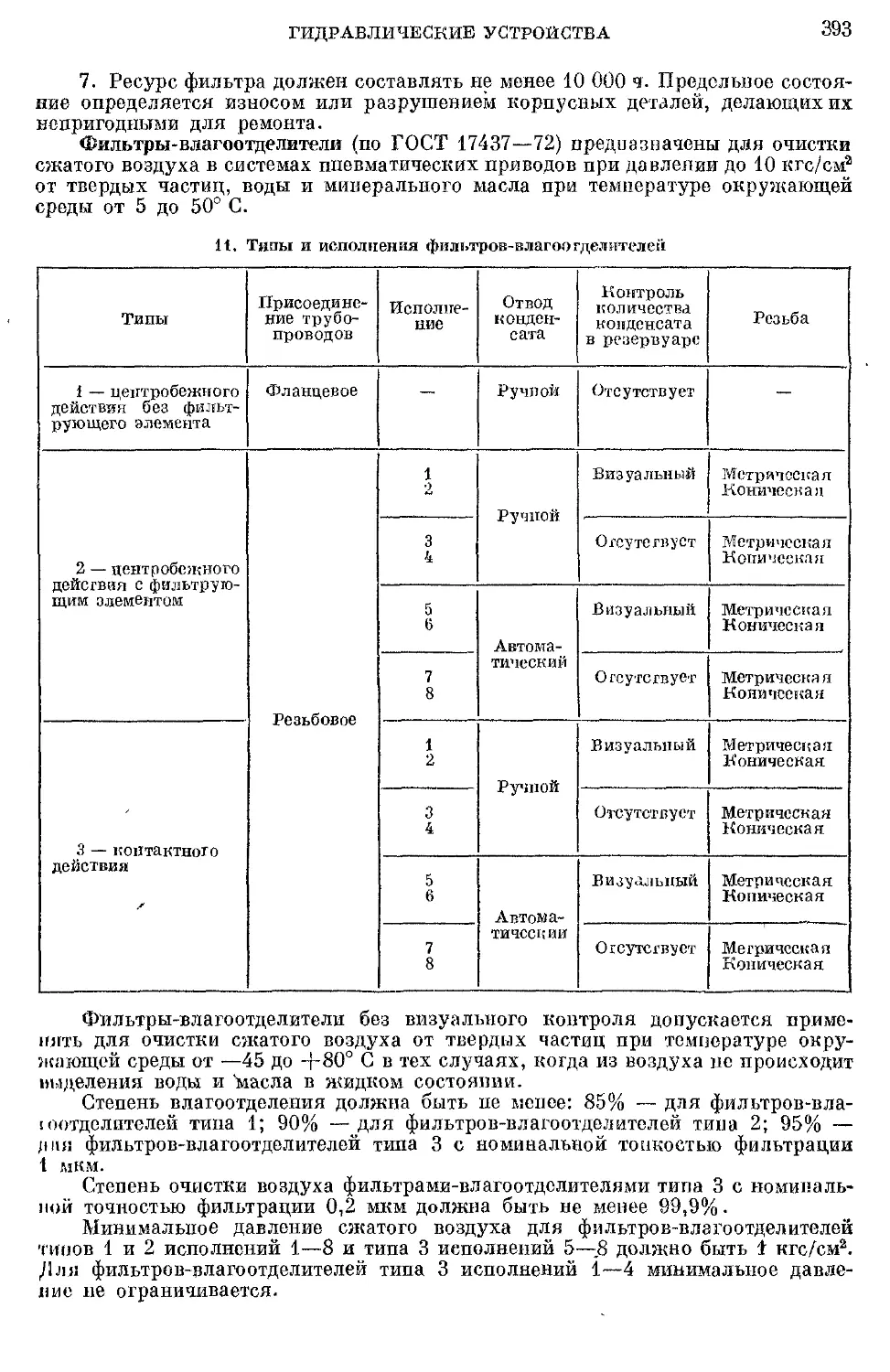
Фильтры . . . :................. 388
Предохранительные гидроклапаны нарпом до 320 кгс/см2...... 308
Гидроцилиндры для станочных приспособлений.................. 402
Гидравлические цилиндры .... 420
Пневматические устройства....... 422
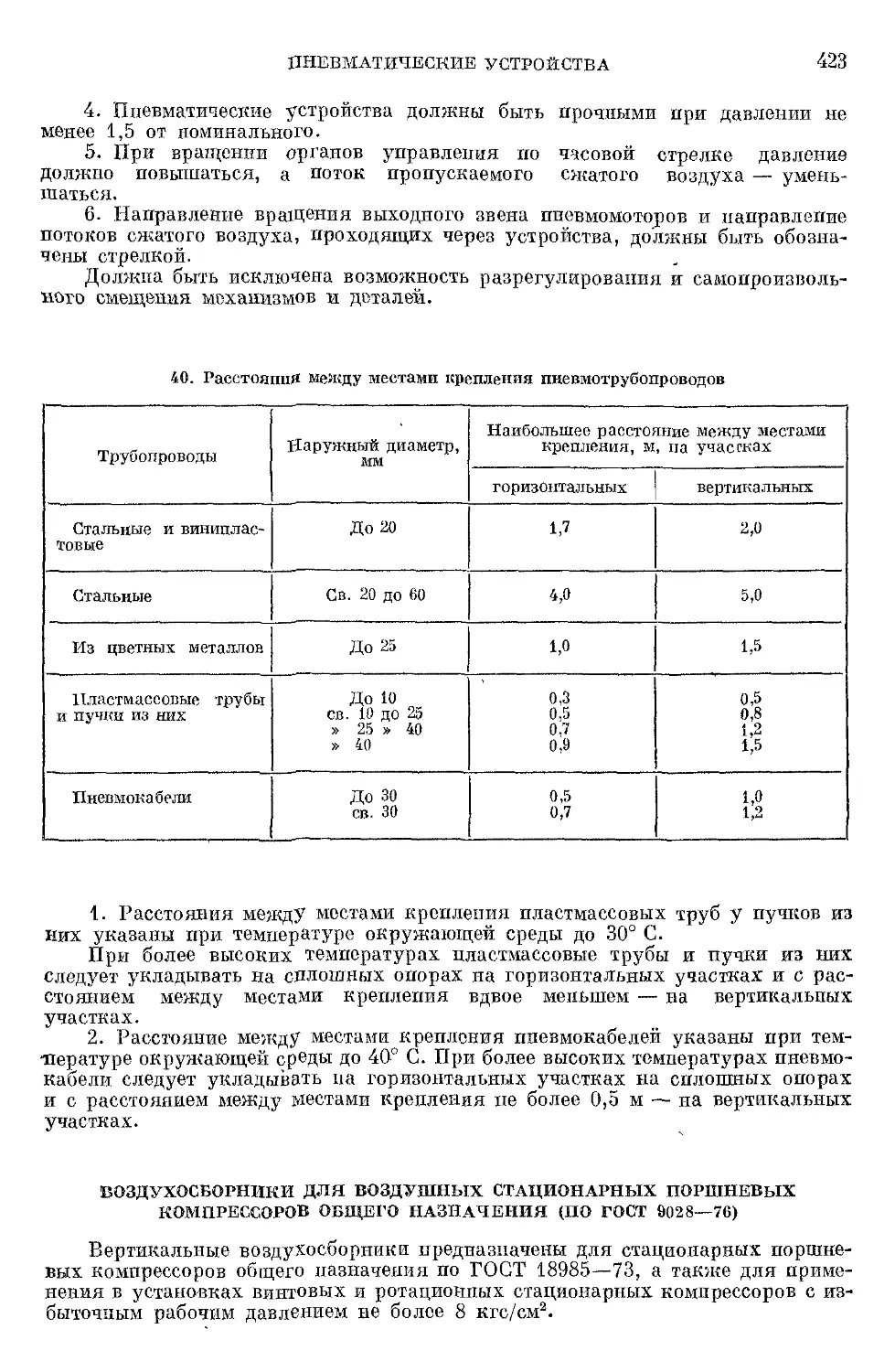
Требования к конструкции ... 422
Воздухосборники дли воздушных стационарных поршневых компрессоров общего назначения 423
Обратные пневмоклапаны на
Гном = Ю кгс/см2................ 428
Редукционные пневмоклапаиы на
Рном ~кгс/см2 430
Пневмодроссели с обратным клапаном на рном = 10 кгс/см-' ... 431
Маслораспылитель типа В44-2 434
Крановые пневмораспределитечи на давление рном =10 кгс/см2 434
Краны управления типа В71-2 437
Кран последовательного включе-
ния типа В71-33 .............. 438
Встраиваемые пнезмоцилиндры для станочных приспособлений 433
Вращающиеся пневмоцилиндры с воздухоподводящей муфтой . . . 4S3
Иневйодипиидры на давление 10 кгс/см2.................... 460
Пневмоциливдры на давление до
10 кгс/см2 ................... 466
Дополнительные источники . . « 476
Глава VIII
РЕДУКТОРЫ
Общие сведения.................... 477
Указания по конструированию корпусов редукторов............ 477
Основные технические условии 481
Обозначение вариантов сборки редукторов и мотор-редукторов 483
Цилиндрические редукторы........ 484
Цилиндрические одноступенчатые редукторы типоразмеров 481
ПУ-100, ЦУ-169, ЦУ-200, ЦУ-250 484
Цилиндрические двухступенчатые (редукторы типоразмеров
Ц2У-100—Ц2У-250 ............... 485
Цилиндрические двухступенчатые горизонтальные редукторы
Ц2У-315Н, Ц2У-400Н, Ц2Н-450, Ц2Н-500 ....................... 488
Коническо-цилиндрические редукторы ............................... 492
Редукторы общего назначения типов КЦ1........................ 492
Червячные редукторы............... 495
Червячные цилиндрические редукторы общего назначения РЧУ 495
Червячные одноступенчатые универсальные редукторы 4-40, 4-63, 4-80 . .................. 503
Мотор-редукторы................... 506
Цилиндрические одноступенчатые мотор-редукторы типа МЦ и двухступенчатые соосные типа
МЦ2С.................... 506
Планетарные зубчатые мотор-редукторы одноступенчатые типа МПз и двухступенчатые типа
МПз2.................... 510
Редукторы, выпускаемые заводами 516
Дополнительные источники ... 517
Глава IX
ПРИБОРЫ, ВСТРАИВАЕМЫЕ В ОБОРУДОВАНИЕ
Стеклянные технические термометры 518
Манометры . .................... 520
Реле давления нариом до 10 кгс/см2 522
Регуляторы давления типа В57-1 и БВ57-1 .......................... 523
Стеклянные трубки для определения уровня жидкостей................. 524
Водоуказательные стекла.......... 524
Указатели уровня жидкостей На до 40 кгс/см2.................... 525
Запорные устройства указателей уровня жидкостей................. 526
Водомеры......................... 529
Счетчик оборотов СО.66 .......... 530
Пружинные динамометры растяжения общего назначения ........ 532
Дополнительные источники ... 533
Глава X
ЭЛЕКТРОДВИГАТЕЛИ
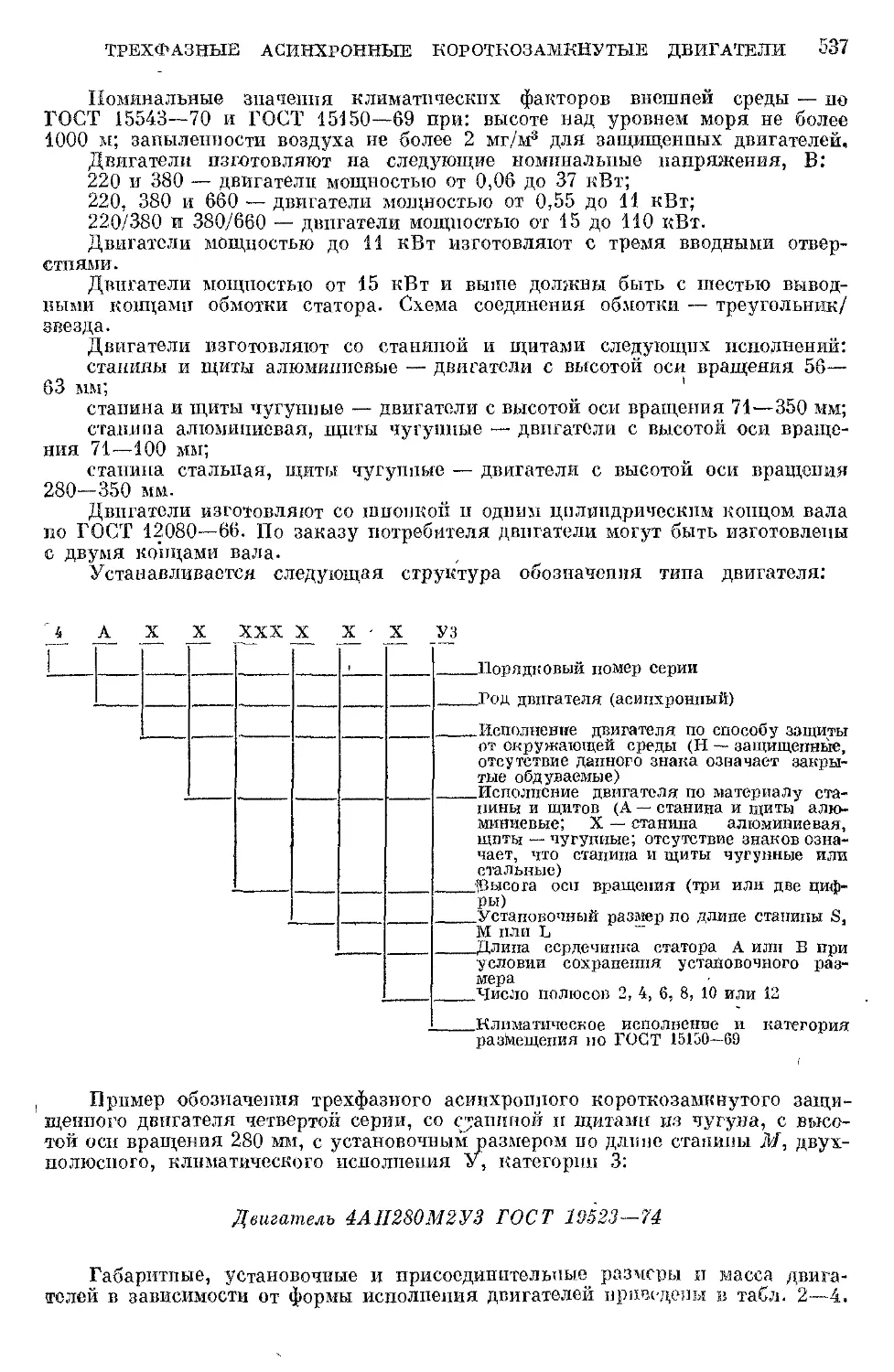
Трехфазные асинхронные короткозамкнутые двигатели серии 4А . . . 534
Дополнительные источники . . . 543
Приложения ....................... 544
Перечень ГОСТов и ОСТОВ...... 549
Предметный указатель ............. 552
ГЛАВА I
НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
ЗАКЛЕПКИ НОРМАЛЬНОЙ ТОЧНОСТИ
1. Заклепки с полукруглой л потайной головкой Размеры, мм
ГОСТ 10299-68
ГОСТ 10300-68
L — с учетом образования головки
90°
d 2 ± 0,12 2,5 ± 0,12 3'± 0,12 4 1 0,16 5 0,16 6 ±0,16 8 ±0,2
D 2,5 4,4 5,3 7Д 8,8 И 14
3,9 4,5 5,2 7,0 8,8 10,3 13,9
Н 1,2 1,5 1,8 2,4 3 3,6 4,8
Hi 1 1Д 1,2 1,6 2 2,4 3,2
г, не более 0,2 0,4 0 ,5
?-1} не более ОД 0,2 0,25
R 1,9 2,4 2,9 3,8 4,7 6 7,5
а 90°
1 1,5 3 4
L* 3-16 3-20 4—40 5-50 7-60 7-60 7-70
* Размер 1в указанных пределах брать из ряда: 3; 4; 5; 6; 7; 8; 9; 10 (11): 12(13); 14 (15); 16 (17); 18 (10); 20; 22; 24; 26; 28; 30; 32, 34; 36; 38; 40; 42; 45; 48; 50; 52, 55; 58; 60; 65; 70
ГОСТ 10299—68 и 10300—68 предусматривают cl — 1 — 36 и L — 2 18Q мм.
Пример обозначения заклепки d — 8 мм, L == 20 мм, из материала группы 00 без покрытия:
Заклепка 8 X 20.00 ГОСТ 10299—68
То же, из материала группы 38, меди марки М3, е покрытием 03 толщиной 6 мкм:
Заклепка 8 X 20.38. М3.036 ГОСТ 102®9—68
То ясе, из алюминиевого сплава с окисным анодйзацпонпым покрытием:
Заклепка 8 х 20.35 ГОСТ 10300—-68
Длину заклепок L (по рис. табл. 1) принимают равной -толщине склепываемых деталей с прибавлением 1,5 d на образование головки и округляют ближайшей стандартной заклепки.
2. Форма и размеры замыкающей плоской (бочкообразной) головки заклепок по ГОСТ 10299—68 и 10300—68
Размеры, мм
d заклепки 2 2,5 3 4 5 6 8
кж
1 pW Номинал п 3,0 3,9 4,5 6,0 7,5 8,7 11,6
Я <:! и Отклонение ± 0,3 ± 0,4 ± 0,5 ±0,7
h, не менее 0,8 1Д 1,2 1,6 2,0 2,4 3,2
3. Марки материалов и их условные обозначения, виды- условные обозначения н толщины покрытии заклепок
Материал Покрытие
Наименование . Условное обозначение вида Марки Условное обозначение марки (группы) Вид Условное обозначение вида (группы) Обозначение и минимальная толщина покрытия, мкм, по ГОСТ 9.073-77
Углеродистые стали 0 Ст2 10; Юкп СтЗ 15; 15кп 00 01 02 03 Без покрытая Пипковое с хроматированием Кадмиевое С хроматированием Окисное Фосфатное 00 01 02 05 06 ЦбТхр Кд 6. хр Хим. Оке Хим. Фос
Легированная сталь 1 09Г2 по ГОСТ 19281-73 10 Фосфатное 06 Хим. Фос
Нержавеющая сталь 2 12Х18Н9Т по ГОСТ 5632-72 21 Без покрытая Окисно-фос^атное Серебряное 00 И 12 Оке. Фос Ср.6
Латуни 3 Л63 по ГОСТ 1Э527—70 Л63 (антимагнитная) по ГОСТ 15527-70 32 33 Без покрытия Цинковое о хроматированием Никелевое Окисио-фос^атное СО 01 03 И ЦЗ. хр Н6 Оке. фос
Продолжение табл. 3
Материал Покрытие
Наименование Условное обозначение вида Марки Условное обозначение марки (группы) Вид Условное обозначение вида (группы) Обозначение и минимальная толщина покрытия, мкм, по ГОСТ 9.073—77
Медь М3 по ГОСТ 859—66, МТ по ГОСТ 2112-71 38 Без покрытия Никелевое Окисно-фосфатное со 03 11 Н6 Оке. фос
Алюминиевые сплавы 3 АМг5Ц по ГОСТ 4784-74; Д18 по ГОСТ 4784—74 АД1 по ГОСТ 4784-74 31 35 Без покрытия Окисное аяолиза-ционное с хроматированием 00 10 Ап. Оке. хр
Допускается применять ле предусмотренные в табл. 3 виды и толщины покрытий, а также изготовление заклепок и) других материалов, обеспечивающих механические свойства не ниже указанных в таблице.
4. Состояние поставки заклепок
Материал заклепок Состояние поставки Временное сопротивление срезу, кге/мм2, не менее
Наименование Марка
Сталь Ст2, СтЗ, Ст2кп, СтЗкп Ю, 15, Юкп, 15кп Отожженные 32 34 32
09Г2 Без термической обработки 39
12Х18Н9Т Закаленные 44
Латунь Л 63, Л63 (антимагнитная) Отожженные —
Медь М3 19
Алюминиевые сплавы АМг5Ц Отожженные 16
АД1 Без термической обработки 6
Д18 Закаленные и естественно состаренные 19
По соглашению между изготовителем и потребителем допускается поставлять заклепки без термической обработки
ЗАКЛЕПКИ ПОВЫШЕННОГО КАЧЕСТВА
Заклепки повышенного качества предназначены для ответственных соединений с повышенными требованиями к надежности.
5. Заклепки с полукруглой, потайной и плоской головкой
Размеры, мм
С полукруглой головкой ГОСТ 14797-75
С потайной головкой ГОСТ 14798-75
С плоской головкой ГОСТ 14801—75
«2
ЯЯГ...Д2
4
* Размер обеспечивается инструментом
* * Размер для справок
а О п, D3 Н Н> Н3 Г =5= п L***
2+о.ю 3,6 3,9 3,8 1,2 1,0 1,0 2 0.5-1 3-16
2,й+Д’11) 4,7 4,6 4,9 1,6 1,1 1,3 2,6 0,5-1 4-20
д+0» 10 5,4 5,2 5,6 1,8 1,2 1,5 3 0,5-1 5-24
3,5+°,1О 6,3 6Д 6,5 2,0 1,4 1,7 3,5 0,5-1 6-28
4+о ло 7.1 7,0 7,5 2,3 1,6 2,0 4 0,5-1 6-32
5+о.ю 9,0 8,8 9,3 2,9 2,0 2,5 5 0,5-1 8-40
g+0-15 10,8 1Q.5 10.8 3,4 2,4 3,0 6 1-2 10-40
(7)+»015 12,6, 12,2 12,6 4,0 2,8 3,5 7 1-2 12-46
8+0.15 14.4 13,9 14,4 4,6 3,2 4,0 8 1-2 14-50
10+a.is 18,0 17,3 17,7 5,8 4,0 5,0 10 1-2 18-60
“» Размер Г в __ * в
13; 14; 15; 16, 17; 18; 19; 20; 22; 24; 26; 28; 30; 32; 34; 36;
54; 56; 58; 60
указанных пределах брать пз ряда:
38; 40; 42;
7; 8; 9, 10; 11; 12;
44; 46, 48 ; 50; 52;
ГОСТ 14797—75 и 14798—75 предусматривают также d = 1 1,6.
Пример обозначения заклепки диаметром 4 мм, длиной 8 мм, из материала группы 01, без покрытия:
Заклепка 4 X 8.01 ГОСТ 14797 — 75
То же, из материала группы 39, с покрытием 03, толщиной 9 мкм:
Заклепка 4 X 8.39.039 ГОСТ 14798—75
6. Размеры замыкающих головок и диаметры отверстий под заклепки повышенного качества
Размеры, мм
d 2 2,6 3 3,5 4 5 6 (7) 8 10
do 24+o,12 2,7+0’12 Зд + °,1в 3,6'10’10 4д-| о,1в г( |-1 0,1 в 6,11 °’2 7,1+0'2 8,1 н>'2 10,1!"0'2
D 32:0,20 3,9 ±0,25 4,5±0,3 5,2±0,3 6±0,4 7,5 ±0,5 8,7 ±0,5 10,2±0,5 11,6±0,8 14,5±0,1
h, нс менее 0,8 1,1 1,2 1,4 1,6 2,0 2,4 2,8 3,2 4,0
Подбор длин заклепок повышенной точности. Длины заклепок подбирают по номограмме (рис. 1).
Длина заклепок подсчитана по формуле
L = d + ^ s, а.-1
где d — поминальный диаметр заклепки; d0 — наибольший допустимый диаметр отверстия; s — расчетная толщина пакета.
Длины заклепок по номограмме подбирают следующим образом: приложить линейку к делениям шкал (справа и слева), соответствующим толщине пакета, тогда цифры в прямоугольниках, пересекаемые линейкой, покажут нужную длину заклепки соответствующего диаметра.
Штрихпупктиром показан пример выбора длины заклепки.
При толщине пакета s = 5,4 мм заклепки брать по таблице:
d L d L d L
2 3,5 10 6 12
2,6 о 4 10 7 13
3 5 11 8 14
Для ответственных соединений не рекомендуется применять заклепки с длинами свыше: 3d при ударной клепке; 4d при прессовой клепке. Применение заклепок с большими длинами может вызвать их изгиб в отверстии или иезаполнение зазора между стержнем и отверстием.
Д' | 2 |?,5| 5 I 4I 5 i б- I Г?;} <? I 7Z? I
Рис. 1. Номограмма для подбора длин заклепок повышенной ТОЧНОСТИ
7. Технические требования па заклепки повышенного качества
Условное обозначение группы материала Временное сопротивление срезу, кге/мм3, не менее Состояние заклепок Марка материала Номер стандарта Виды покрытия по ГОСТ 9.073-77 Условное обозначение вида покрытия Г Обозначение и минимальная толщина покрытий, мкм, по ГОСТ 9.073-77
01 Отпущенные Углеродистая сталь 10 гост Без покрытия Цинковое с хроматированием Кадмиевое с хроматированием Окисно-фосфатпое 00 01 ПЭ.хр
03 Углеродистая стадь 15 5663—51 02 13 КдЭ.хр Оке. фос
и 50 Закаленные и отпущенные Легированная сталь120Г2 —
21 44 Закаленные Нержавеющая сталь 12Х18Н9Т гост 18907-73 Без покрытия Кадмиевое с хроматированием Пассивное Медное Серебряное 00 02 И 08 12 Кд 9.хр Хим. Пас М9 Ср 9
32 Латунь лоз Без покрытия Цинковое с хроматированием Кадмиевое с хроматированием Пассивное Оловянное Никелевое Серебряное 00 01 Ц9. хр Кд 9.хр Хим. Пас 09 П9 Ср 9
33 —- Отожженные Латунь Л63 (антимагнитная) гост 12920-67 И 07 03 12
39 — Отожженные Медь М2 — Без покрытия Кадмиевое с хроматированием Никелевое Оловянное Пассивное Ссрлбг)янос 00 02 03 07 И 12 Кд9.хр 119 09 Хим. Пас Ср 9
31 16 Ото кжен-ные Алюминиевый сплав АМг5Г Без покрытия Окисное Окисное аноди-зациоиносс хроматированием Окисное -а ионизационное с наполнением водой 00 05 10 Хим. Оке Ан. Оке. хр
36 19 Закаленные и состаренные Алюминиевый сплав Д18 14 Ан. Оке. упл
37 — Без термической обработки Алюминиевый сплав АД1 гост 14838-69
41 Для d от 1,6 до 7,0 мм —25 Для d от 8 ДО 10,0 мм — 24,5 Закаленные и состаренные Алюминиевый сплав В65
Продолжение табл. 7
Условное обозначение группы материала Временное сопротивление срезу, кге/мм2, не менее Состояние заклепок Марка материала Номер стандарта Виды покрытия по ГОСТ 9.073—77 Условное обозначение вида покрытия Обозначение и минимальная толщина покрытий, мкм, по ГОСТ 9.073—77
42 Для d от 1,6 до 6,0 мм —28 Для d от 7,0 до 8,0 мм — 27 Закаленные Алюминиевый сплав Д19П гост 14838-69 Без покрытия Окисное Окисное аноди-зационное с хроматированием Окисное аноди-зационное с наполнением водой 00 05 10 14 Хим. Оке Ан. Оке. хр Ан. Оке. упл
43 — Без тер--мической обработки Алюминиевый сплав АМи
Допускается замена стали марки 20Г2 на сталь ЗОХМА е тем же временным сопротивлением срезу.
Проволока из латуни Диаметром 2,6 мм — по ГОСТ 12920—67.
Для заклепок пз сплава марки Д19П необходима псрезакалка перед установкой в конструкцию, если время после их закалки превышает: 6 ч для заклепок d от 2,6 до 4 мм; 4 ч — свыше 4 до 6 мм, 2ч — свыше 6 до 8 мм.
8. Механические свойства поставляемой проволоки
Марка материала Временное сопротивление разрыву, кгс/см2 Относительное удлинение при расчетной длине образца 1 = 100 мм, в %, не менее
20Г2 От 50 до 70 10
ЗОХМА » 45 » 65 10
М2 Не менее 24 15
ОСНОВНЫЕ ПАРАМЕТРЫ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
В стальных металлоконструкциях для швов внахлестку диаметр заклепки d = 2s, где s — толщина соединяемых частей; для швов с двумя накладками d = 1,5s.
Для заклепочного шва внахлестку и с двумя накладками при рядном расположении заклепок шаг шва t — 3d, для двух-рядиого шва внахлестку t = id, для однорядного шва с двумя накладками t = 3,5d, для двухрядного шва с двумя накладками t = 6rf.
Расстояние от оси заклепок до свободной кромки в направлении действующей силы Zj = (1,5-4-2) d.
Расстояние между рядами заклепок t2 — (2-4-3) d.
Толщина накладок s, = 0,8s.
В конструкциях из легких сплавов клепку производят в холодном состоянии, поэтому силы сжатия склепываемых частей, а следовательно, и силы трения в заклепочном соединении небольшие. Поэтому заклепки в основном работают на срез. Рекомендуется принимать d= 1,5s-}- 2 мм, t — (2,5-4-Q) d, t, = 2d.
Допускаемые напряжения в заклепках [тср] = (0,4-j-0,5) пг, где от — предел текучести материала соединяемых частей.
РАСЧЕТ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
В соединениях, подверженных действию продольных сил, распределение усилий на заклепки принимается равномерным.
При расчете заклепок па срез допускаемое усилие в соединении
п г- и яс/-2 jPsShcpHc-Y-,
где [тСр] — допускаемое напряжение заклепок на срез (табл. 9); к — число плоскостей среза в соединении; d — диаметр заклепки.
При расчете соединения на смятие допускаемое усилие в соединении
Р «£ [Осы] nds,
где [осм! допускаемое напряжение заклепок на смятие (см. табл. 9); п — количество заклепок (в односрезпых заклепках п = к); з — наименьшая толщина соединяемых частей.
При- расчете заклепок на растяжение (отрый головок) допускаемое усилие в соединении
где [ffpl — допускаемое напряжение на отрыв головок (см. табл. 9).
9. Допускаемые напряжения в силовых заклепочных сочинениях при расчете по основным (кнруакам, кгс/см-
Род напряжения Ста ль
СтО, Ст2 СтЗ
Срез заклепок [ г(.„1 1400 1400
Смятие заклепок [Орч] 2800 3200
Отрыв ГОЛОВОК [Ор] 900 900
Растяжение основных элементов [о;)] 1400 1600
При продавленных отверстиях (без сверления) напряжения па срез па 30%, а на смятие на 15% ниже табличных данных.
ПУСТОТЕЛЫЕ И ПОЛУПУСТОТЕЛЫЕ ЗАКЛЕПКИ
Пустотелые заклепки часто применяют, чтобы использовать их отверстия в заклепочных соединениях, например для пропуска электрических, крепежных или других деталей.
При соединении деталей из кожи, пластмасс и текстиля рекомендуется опорную площадь 'фланцев заклепок увеличивать посредством металлических подкладок и шайб.
Полупустотелые заклепки часто применяют в случае, когда нежелательно или нецопу» стимо заклепочные соединения подвергать ударам.
10. Пустотелые заклепки Размеры, мм
Со скругленной головкой по ГОСТ {2638—67
С потайной головкой по ГОСТ {26i0-67
С плоской головкой по ГОСТ 12639-67
Испип»е»ие 1 \/
Исполнение 2
Общие размеры ГОСТ 12638-67 гост 12640-67 L*
d D Толщина степки заклепок s г, не более Н rt, справочный Bi Hi
стальных 1 1 1 : латук- I । ных 1 й 2 g S о я 5 и и £ е RS в я Ко медных
1,6 + 0,12 2,9 0,16 0,15 0,2 0,4 0,25 2,2 0,4 2-8
2 + 0,12 3,5 0,25 0,25 — 0,2 0,5 0,25 2,6 0,4 2-16
2,5 + 0,12 4 0,25 0,25 — — 0,2 0,5 0,25 3,2 0,5 3-20
3 + 0,12 5 0,3 0,4 0,4 0,5 0,2 0,7 0,3 3,8 0,6 3-28
4 + 0,16 6,2 0,5 0,5 0,5 0,5 0,3 0,8 0,3 5 0,8 3-28
5 + 0,16 7,5 0,5 0,5 0,5 0,5 0,3 0,9 0,4 6 0,8 3-40
6 + 0,16 10 0,5 0,5 0,5 0,5 0,3 1,0 0375 7,5 1,1 3-40
8 + 0,2 13 1,0 1,0 1,0 1,0 0,5 1,2 0,75 9,5 1,5 3-40
10 + 0,2 15 1,0 1,0 1,0 1,0 0,5 1,5 0,75 12 1,7 3-40
* Размер L в указанных пределах брать из ряда- 2; 3; 1; 5; 6; 7; 8; 9; 10 (11); 12 (13); 14 (15); 16 (17); 18; 20; 22, 24; 26; 28; 30; 32; 34; 36; 38; 40
ГОСТ 12638—67 предусматривает d = 1 - 20 мм.
ГОСТ 12639—67 и 12640—67 предусматривают d = 1 — 1,2 мм.
Предельные отклонения заклепок исполнения 1 — по сортаменту труб.
Технические требования ио ГОСТ 12644—67 (табл. 14).
Пример обозначения заклепки со скругленной головкой размерами d = = 3 мм, I = 20 мм, из материала подгруппы 00, с покрытием по группе 2, исполнения 1:
Заклепка 3 X 20 — 002 ГОСТ 12633—67
То же, заклепка с плоской головкой, исполнения 2:
Заклепка 2 — 3 X 20 — 002 ГОСТ 12630—67
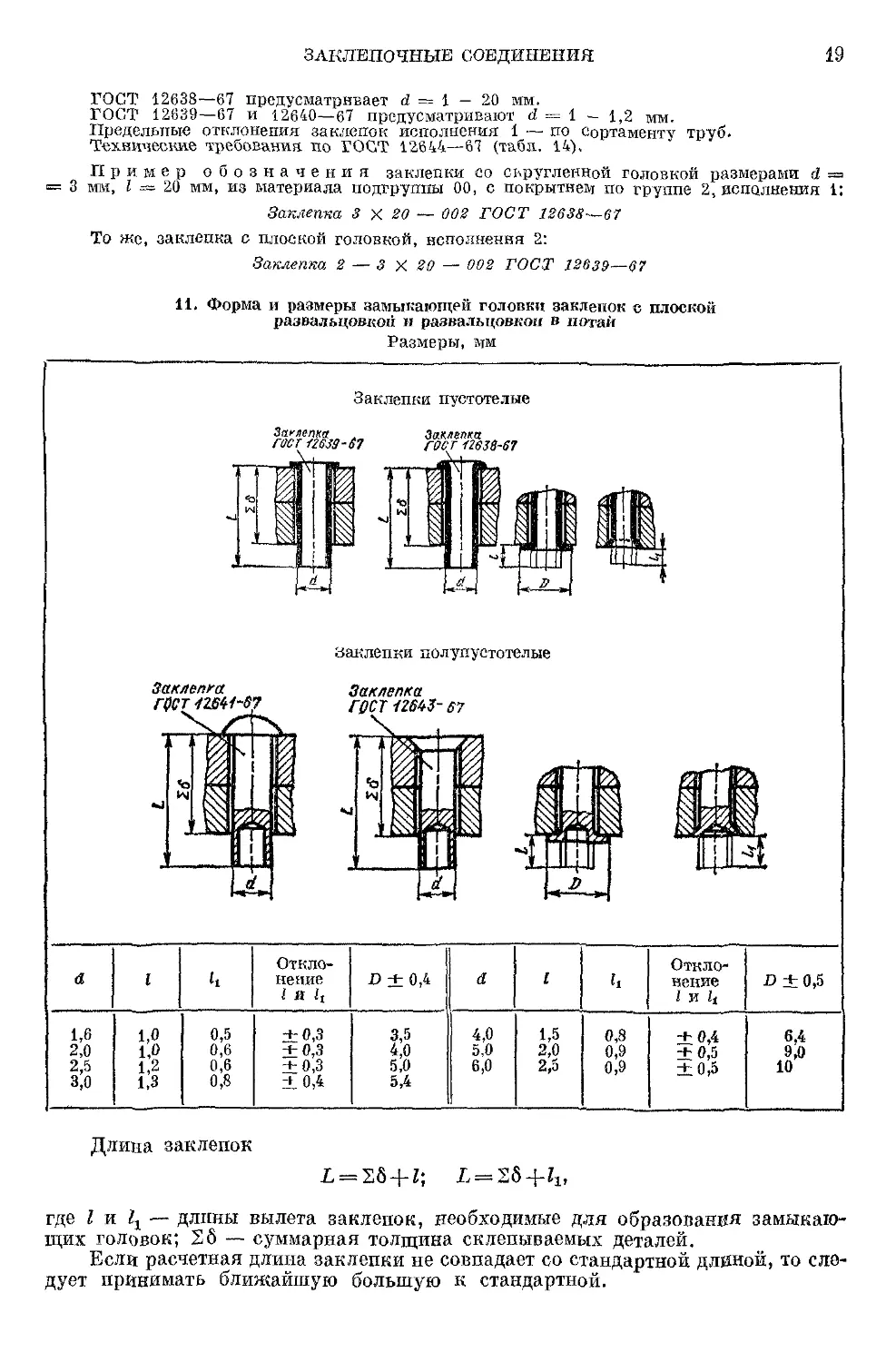
11. Форма и размеры замыкающей головки заклепок с плоской развальцовкой и развальцовкой в потай
Размеры, мм
Заклепки полупустотелые
Заклепка ГИСТ 4Z641-67
Заклепка
ГОСТ 1Z643- 67
А I It Отклонение 1 и lt D + 0,4 d I Ci Отклонение l И It 0+0,5
1,6 1,0 0,5 ч-0,3 3,5 4,0 1,5 0,8 + 0,4 6,4
2,0 1,0 0,6 + 0,3 4,0 5,0 2,0 0,9 + 0,5 9,0
2,5 1,2 0,6 + 0,3 5,0 6,0 2,5 0,9 + 0,5 10
3,0 1,3 0,8 i 0,4 5,4
Длина заклепок
£ = S6 + Z; £ = S6+Z1(
где I и Zj — длины вылета заклепок, необходимые для образования замыкающих головок; 26 — суммарная толщина склепываемых деталей.
Если расчетная длина заклепки не совпадает со стандартной длиной, то следует принимать ближайшую большую к стандартной.
12. Заклепки иолупустотелые
Размеры,
Полупуетотелые с полукруглой головкой по ГОСТ 12641—67
Исполнение 1 „ Исполнение 2
т\°/ А™'1 °F?
Полупуетотелые с потайной головкой по ГОСТ 12643—67
Общие размеры Заклепка по ГОСТ
d D, Г h 1* D Н и,
1,6 + 0,12 — 0,2 1 1,5 1,5 3,2 0,7 —
2 + 0,12 4 0,2 1,2 1,5 1,5 4 0,8 0,7
2,5 + 0,12 5 0,2 1,6. 2,5 3 5 1,0 0.85
3 + 0,12 е 0,2 2 2,5 3 6 1,2 1,0
4 j. 0,16 8 0,3 2,8 4 3 8 1,6 1,4
5 + 0,16 10 0,3 3,5 5 4 10 2,0 1,7
6+0,16 12 0,3 4,5 5 4 12 2,5 2
8 + 0,20 16 0,3 е 6 4 16 3,0 —
* Расстояние основания головки до места замера; для коротких заклепок (длиной
** Размер L в указанных пределах брать наряда: 3; 4; 5; 6, 7; 8; 9; 10(11); 12(13);
ГОСТы предусматривают <1 = 1; 1,2 (1,4); (3,5) и 10 мм.
Пример обозначения заклепки <1 = 3 мм, длиной L = 20 мм, из материала подгруппы 00, с покрытием по группе 2, исполнения 1, по ГОСТ 12641—671
Заклепка ЗХ2О — 002 ГОСТ 12041—07
То же, исполнения 2, по ГОСТ 12642—67:
Заклепка 2 — 3X20 — 002 ГОСТ 12642—07
нормальной точности
мм
Полупустотепые с плоской головкой по ГОСТ 12642—67
Исполнение 1 Исполнение 2
Вариант исполнения отверстия в заклепке й, устанавливается предприятием-изготовителем
12641-67 Заклепка по ГОСТ 12642-67 Заклепка по ГОСТ 12643—67 L**
Г1 Га Н2 я, Гз Ds н,
2,2 — 3 08 — 0,4 2,9 0,7 — 0,1 3-10
2,9 3,2 3,8 1,0 0,7 0,6 3,9 1,0 0,6 0,1 3—20
3,6 4,1 4£ 1,2 0,85 0,6 4.5 1,1 0.75 0,1 4-30
4,4 5 5,5 1,6 1,0 0,6 5,2 1,2 0,9 0,1 4—90
5,8 7.2 7,5 2 1,4 0,8 7-0 1,6 1,2 0,2 6-48
7,2 8,2 9,5 2,5 1,7 1,2 8.8 2,0 1,5 0.2 7-48
8,4 10 И 3 2,0 1,2 10,7 2,4 1,8 0,2 7-52
12,2 — 14 4 2,7 2,0 13,9 3,2 — 0,2 10—СО
менее 2d) диаметры замеряются на середине длины стержня заклепки.
14 (15), 16 (17); 18; 20; 22; 24; 26; 28; 30; 32; 34; 36; 38; 40; 42; 44; 46; 48; 50; 52; 55; 58; 60
13. Технические требования на пустотелые и иолупустотелые заклепки
Материал Покрытие Обозначение материала и покрытия
Номер группы Вид материала Номер подгруппы Рекомендуемая марка Номер группы Наименование и обозначение (по ГОСТ 9.073—77)
0 Углеродистые, стали 00 10, Юкп 0 Без покрытия Не обозначается
1 Цинковое хроматированное (Ц. хр) 001
2 Кадмиевое хроматированное (Кд. хр) 002
5 Окисное (Хим. Оке) 005
6 Фосфатное (Хим. Фос) 006
9 Сплавом ПОС (Гор. ПОС) 009
01 20, 20кп 0 Без покрытия 010
1 Цинковое хроматированное (П. Хр) 011
2 Кадмиевое хроматированное (Кд. хр) 012
5 Окисное (Хим. Оке) 015
6 Фосфатное (Хим. Фос) 016
9 Сплавом ПОС (Гор. ПОС) 019
е Цветные металлы и сплавы 62 Л63 0 Без покрытия 620
1 Цинковое хроматированное (Ц. хр) 621
3 Никелевое однослойное (Н) 623
9 Сплавом ПОС (Гор. ПОС) 629
64 М3 0 Без покрытия 640
3 Никелевое однослойное (Н) 643
9 Сплавом ПОС (Гор. ПОС) 649
7 Легкие металлы и сплавы 70 71 АД1 Д18 0 Без покрытия 7С0 710
70 71 АД1 Д18 1 Окисное, наполненное раствором хромпика (Ан. Оке. хр) 701 711
Для стальных заклепок покрытие Хим. Фос рекомендуется в качестве грунта под лакокрасочные покрытия.
Заклепки из сплава Д18 должны быть подвергнуты закалке и старению.
Для пустотелых заклепок исполнения 2, изготовленных из листа (ленты) путем свертывания и отбортовки головки, зазор в месте стыка па цилиндрической части стержня — не более 0,2 мм.
Для пустотелых заклепок, изготовленных штамповкой из листа и ленты, допускается скругление торца стержня по наружной кромке.
Отверстия в стержне полупусгогелых заклепок могут быть выполнены как сверлением# так и высадкой. Форма дна отверстия не регламентируется.
СВАРНЫЕ СОЕДИНЕНИЯ
СВАРИВАЕМОСТЬ СТАЛЕЙ
Основными характеристиками свариваемости сталей является их склонность к образованию трещин и механические свойства сварного шва.
По свариваемости стали подразделяют на четыре группы: 1 — хорошая свариваемость, 2 — удовлетворительная свариваемость, 3 — ограниченная свариваемость, 4 — плохая свариваемость.
К группе 1 относят стали, сварка которых может быть выполнена без подогрева до сварки и в процессе сварки и без последующей термообработки. Но применение термообработки не исключается для снятия внутренних напряжений. Хорошей свариваемостью обладают стали марок БСт1—БСт4 по ГОСТ 380-71; стали марок 08; 10; 15; 20; 25 по ГОСТ 1050—74; стали 15Л; 20Л по ГОСТ 977—75, стали марок 15Г; 20Г; 15Х; 20Х; 20ХГСА; 12ХН2 по ГОСТ 4543—71. Стали марок 12Х18Н9Т, 08Х18П10; 20X231118 по ГОСТ 5632^-72.
К группе 2 относят преимущественно стали, при сварке которых в нормальных производствепн ых условиях трещины не образуются, а также стали, которые для предотвращения трещин нуждаются в предварительном нагреве; стали, которые необходимо подвергать предварительной и последующей термообработке. Удовлетворительной свариваемостью обладают стали марок БСт5пс, БСт5сп по ГОСТ 380—71; стали марок 30; 35 по ГОСТ 1050—74; стали марок ЗОЛ; 35Л по ГОСТ 977—75; стали 20ХНЗА; 12Х2Н4А по ГОСТ 4543—71.
К группе 3 относят стали, склонные к образованию трещин в обычных условиях сварки. Их предварительно подвергают термообработке и подогревают. Большинство сталей этой группы термически обрабатывают и после сварки. Ограниченной свариваемостью обладают стали марок Стбпс, Стбсп, БСтбпс, БСтбсп по ГОСТ 380—71; стали марок 40; 45; 50 по ГОСТ 1050—74; стали марок ЗОХМ; ЗОХГС; ЗЗХС; 20Х2Н4А по ГОСТ 4543-71; стали марок 17Х18Н9; 12Х18Н9 по ГОСТ 5632-72.
К группе 4 относят стали, наиболее трудно сваривающиеся и склонные к образованию трещин. Их применение для сварки ограничено. Сваривают обязательно с предварительной термообработкой, с подогревом в процессе сварки и с последующей термообработкой. Плохой свариваемостью обладают стали марок 40Г; 45Г; 50Г; 60Г; 65Г; 70Г; 50ХН по ГОСТ 4543—71, сталь марки 55Л по ГОСТ 977-75; стали марок У7; У8; У8А; У8Г; У9; У10; У11; У12 по ГОСТ 1435—74; стали марок 65; 75; 85; 50ХГ; 50ХГА; 50С2; 55С2; 55С2А; 60С2; G0C2A по ГОСТ 14959-69; стали марок Х12; Х12М; 7X3; 8X3; ХВГ; ХВ4; 5ХГМ; 6ХВГ по ГОСТ 5950-73.
ЭЛЕКТРОДЫ
Размеры и общие технические требования на покрытые металлические электроды для ручной дуговой сварки сталей и наплавки приведены в ГОСТ 9466—75.
Электроды покрытые металлические для ручной дуговой сварки конструкционных н теплоустойчивых сталей (по ГОСТ 9467—75)
Электроды изготовляют следующих типов:
Э38, Э42, Э46 и Э50 — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кге/мм2;
Э42А, Э46А и Э50А — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости;
Э55 и ЭбО — для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву свыше 50 до 60 кгс/мм2;
□70, Э85, 9100, 9125, 9150 — для сварки легированных конструкционных сталей повышенной и высокой прочности с временным сопротивлением разрыву свыше 60 кгс/мм2;
Э-09М, Э-09МХ, Э-09Х1М, Э-О5Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1М1НФБ, □-10ХЗМ1БФ, Э-10Х5МФ — для сварки легированных теплоустойчивых сталей.
Механические свойства металла шва, наплавленного металла и сварного соединения, выполненных электродами для сварки конструкционных сталей, должны соответствовать нормам, приведенным в табл. 14.
ГОСТ 9467—75 предусматривает также типы электродов и механические свойства наплавленного металла или металла шва легированных теплоустойчивых сталей.
Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами (по ГОСТ 10051—75)
Типы Марки Твердость без термической обработки после наплавки, НДС Область применения
3-10Г 2 Э-11ГЗ Э-12Г4 Ц-15Г5 3-30Г2ХМ ОЗН-250У ОЗН-ЗООУ ОЗН-350У ОЗН-400У ИР-70 20—28 28—35 35-40 40—44 35—39 Наплавка деталей, работающих в условиях интенсивных ударных нагрузок (осей, валов, автосцепок, железнодорожных крестовин, рельсов и др.)
Э-65Х11НЗ Э-65Х25Г13НЗ ОМГ-Н ЦНИИН-4 25-33 25-35 Наплавка изношенных деталей из высокомарганцовистых сталей типов 1101'13 и 110Г13Л
Э-95Х7Г5С Э-30Х5В2Г2СМ 12АН/ЛИВТ ткз-н 25-32 50—60 Наплавка деталей, работающих в условиях интенсивных ударных нагрузок с абразивным изнашиванием
.9-80Х4С Э-320Х23С2ГТР Э-320Х25С2ГР Э-ЗО0Х26Г2Р2СТ 13КН/ЛИВТ Т-620 Т-590 Х-5 56—62 55—62 57-63 58-63 Наплавка деталей, работающих в условиях преимущественно абразивного изнашивания
Э-300Х28Н4С4 3-225 Х10Г1 ОС Э-110Х14В1ЗФ2 Э-175Б8Х6СТ ЦС-1 ЦН-11 ВСН-6 ЦП-16 48—54 40-50 40—55 40-50 Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания с ударными нагрузками
ГОСТ предусматриваег химический состав и другие типы и марки электродов.
Сварочные материалы и рекомендуемые электроды
Сварочные материалы, применяемые для сварки стальных конструкций, должны обеспечивать механические свойства металла шва и сварного соединения (предел прочности, предел текучести, относительное удлинение, угол загиба, ударную вязкость) пе менее нпжиего предела свойств основного металла конструкции (табл. 15).
14. Механические свойства металла шва, наплавленного металла и сварного соединения при нормальной температуре
Металл шва или наплавленный металл Сварное соединение, выполненное электродами диаметром менее 3 мм
Типы электродов Временное сопротивление разрыву, кг с/мм2 Относительное удлинение 6б, % Ударная вязкость кге м/см2 Временное сопротивление разрыву, КГС/ММ2 Угол загиба, градусы
Не менее
938 38 14 3 38 со
Э42 42 18 8 42 150
946 46 18 8 46 150
350 50 16 7 50 120
Э42А 42 22 15 42 180
Э46А 46 22 14 46 180
950А 50 20 13 50 150
955 55 20 12 55 150
э«о 60 *18 10 60 120
970 70 14 6 — —
985 85 12 5 —
Э100 100 10 5 — —
9125 125 8 4
9150 150 6 4 — —
15. Свариваемые материалы и электроды
Марка свариваемого материала Тип электрода Марка свариваемого материала Тип электрода Марка свариваемого материала Тип электрода
БСтЗкп ВСтЗкп ВСтЗпс ВСтЗпс Сталь 08кп Сталь 10 942 942А 946 Сталь 25Л 946 СталЬ 18ХГТ Сталь ЗОХГСА 9100
Сталь 35Л Сталь 35 Сталь 45 Г>Ст5пс ВСтйпс Э50А
АД1 АД1М АМгб Присадочные нрутки
Сталь 20 Э42 Сталь 20Х Сталь 40X Э85
10. Типы электродов, их назначение
Тип электродов Для сварки Положение шва
942 Ответственных конструкций из низкоуглеродистых и некоторых низколегированных сталей (например, марки 09Г2) Лишнее наклонное
Ответственных металлоконструкций и деталей машин из виз-коуглеродистых сталей, работающих при статических и динамических знакопеременных нагрузках Любое
Q42A Особо ответственных металлоконструкций из низколегированных, низкоуглеродистых сталей, работающих при динамических нагрузках; сосудов, работающих под давлением, а также заварки дефектов литья Любое
Ответственных металлоконструкций из низкоуглеровистых, среднеуглеродистых и низколегированных сталей, а также заварки дефектов чугунных отливок
Тип электродов Для сварки Положение шва
Э46А Ответственных металлоконструкций и деталей машин из низкоуглеродистых сталей, работающих при статических и динамических нагрузках Любое
Ответственных металлоконструкций и низколегированных сталей, работающих при статических и динамических нагрузках
Ответственных металлоконструкций из низкоуглеродистых сталей
Э50А Ответственных металлоконструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей, заварки дефектов литья, ремогггиой и монтажной сварки Любое
Ответственных металлоконструкций из низколегированных сталей, монтажной и ремонтной сварки, а также заварки дефектов литья
960 Ответственных металлоконструкций из среднеуглеродистых и низколегированных хромистых, хромомолибденовых и хромо-кремнемарганцовистых сталей, работающих в условиях тяжелых и динамических нагрузок Любое
970 Высоконагружешгых ответственных металлоконструкций из конструкционных и низколегированных сталей повышенной прочности, работающих при динамических нагрузках Нижнее
985 Ответственных металлоконструкций из низколегированных сталей повышенной прочности Любое
Ответственных конструкций из сталей 40Х и ЗОХГСА, подвергающихся термической обработке до высокого предела прочности
9100 Ответственных конструкций из среднелегированных высокопрочных сталей Нижнее
17. Марки сиарочпой проволоки и ее назпаченпе
Марки сварочной проволоки ГОСТ Для сварки
Св-08Г2С Св-08ГС ГОСТ 2246-70 Углеродистых и низколегированных сталей в углекислом газе
Св-08 Св-08А СВ-08ГА Углеродистых и низколегированных сталей под флюсом
Св-05Х20Н9ФБС СВ-08Х25Н13БТЮ Коррозионностойких сталей в углекислом газе
Св-07Х19Н10Б СВ-06Х19Н9Т Для аргоно-дуговой сварки коррозионно-стойких сталей
СвАК5 ГОСТ 7871-75 Алюминия марок АД1 и АД1М
СвАМг5 СвАМгб Алюминпево-магниевого сплава АМгб
Проволока сварочная из титановых сплавов (по ОСТ 1 90015—71). Сварочную проволоку марок ВТ1-00, ОТ4-1 и ОТ4 изготовляют следующих диаметров: 1,0; 1,2; 1,4; 1,5; 1,6; 1,8; 2,0; 2,5; 3,0; 3,5; 4; 5; 6; 7 мм.
Ограничительными размерами рекомендуются диаметры 1,2 п 2,0 мм.
Пример обозначения сварочной проволоки диаметром 1,2 мм из титанового сплава марки ВТ1-00:
Проволока 1,2 ВТ1-00 ОСТ 1 90015-71
ТРЕБОВАНИЯ К СВАРКЕ
Сварка низкоуглеродистых сталей. 1. При сварке в углекислом газе для обеспечения необходимых механических свойств металла шва и высокой стойкости его против образования пор и кристаллизационных трещпп следует применять, сварочную проволоку марки Св-08Г2С, а для сварки неответственных конструкций — проволоку марки Св-08ГС.
При сварке сталей с содержанием углерода 0,21—0,25% применение проволоки Сц-08Г2С обязательно.
2. При сварке под флюсом необходимо применять сочетание низкоуглеродистой сварочной проволоки марки Св-08А и Св-08 и высококремиистого марганцовистого флюса марок АН-348-А или ОСЦ-45, а при сварке особо ответственных конструкций — сварочной проволоки Св-08ГА и упомянутых флюсов.
Сварка низколегированных сталей. 1. При сварке низколегированных низкоуглеродистых сталей в углекислом газе для обеспечения необходимых механических свойств металла шва и высокой стойкости его против образования пор и кристаллизационных трещин следует применять сварочную проволоку Св-08Г2С.
2. При сварке низколегированных пизкоуглеродистых сталей под флюсом необходимо применять сочетание пизкоуглеродистой сварочной проволоки Св-08ГА или Св-08А и высококремиистого марганцовистого флюса АН-348-А или ОСЦ-45.
Сварка алюминия и его сплавов. 1. Алюминиевые изделия перед сваркой должны проходить специальную подготовку, заключающуюся в обезжиривании металла и удалении с его поверхности пленки окиси алюминия химическим или другими способами.
2. Для предотвращения деформаций и образования трещин сварку следует производить в кондукторах.
3. При ручной электродуговоп сварке детали толщиной свыше 10 мм рекомендуется предварительно нагреть до 100—400° С в зависимости от толщины металла.
4. При аргопо-дуговой и газовой сварке алюминия и его сплавов сварочная проволока и присадочные прутки следует применять того же или аналогичного состава, что и свариваемый металл.
Сварка титана и его сплавов. Необходимо тщательно защищать зоны сварки от вредного воздействия воздуха атмосферы. Защищать следует пе только расплавленный металл, по и участки, нагретые до 500° С, а также обратные стороны шва, для чего целесообразно применять стальные подкладки с поддувом аргона. Необходимо обеспечить в процессе сварки минимальное время нагрева свариваемых деталей. Аргоно-дуговая сварка является основным способом сварки титана и его сплавов. В качестве присадочного материала применяют трубки или проволоку из титана и его сплавов. Можно сваривать стыковой, точечной и шовной контактной сваркой.
После дуговой сварки изделий для снятия внутренних напряжений целесообразно производить отжиг не позже двух часов после окончания сварки. Отжиг производят при 600—650 °C с выдержкой 30—45 мин.
ШВЫ СТАЛЬНЫХ СВАРНЫХ СОЕДИНЕНИЙ
Швы применяют в сварных соединениях из углеродистых и низколегированных сталей, выполняемых ручной злектродуговой сваркой металлическим плавящимся электродом во всех пространственных положениях.
18. Конструктивные элементы подготовленных кромок деталей и швов стальных соединении
Размеры, мм
Стыковое соединение
Обозначение шва сварного соединения Конструктивные элементы S =$! b е±1 g Примечание
подготовленных кромок деталей шва сварного соединения
С2 -iitl 1-1,5 0+0.5 5 1+0,5 Сварку в вертикальном и потолочном положениях производят для толщин ПС более 3 мм
2 3 1+1,0 6 7 1,5+1,0
о, г/////
U 4 1
4 5-6 2±J,5 7 9 2+1,0
СЗ С( й , е 1 ьл 1-1,5 2—3,0 4-6,0 010.5 1+ 1,0 о+1,|> 5 6 8 1,010.5 1,5+1 2,0+1 —
T7Z
съем * пой подкладке
С4 1 — М 2-3 4-5 G-8 2+1 2+1 о+1«5 7 8 9 1,5+1 1,5+1 2+1 Сварку в вертикальном и потолочном положениях производят для толщин не более 6 мм
-UU 1
| Обозначение шва сварного | соединения Конструкционные элементы S =«1 с = Ь е, не более g
подготовленных кромок деталей шва свапного соединения
С5 4 6 1±1 12 16 0,51Ь
8 2±1 18
«j * 10 12 14 16 18 20 22 24 26 24 28 30 34 36 40 42 44 0,5±51?
_ с»|
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
С6
Со съемной подкладкой
Конструктииные элементы
додо'отоадяжы.х драмда деталей
виза сварного соединения
е,
s=«, С Ь±1 не более g
4 1 + 1 3 14
6 16 o,5±J;g
8 20
10 4 24
12 26
14 28
16 9 1-1 32 o,5+?:(s
18 36
20 40
22 5 42
24 46
26 48
с=Ь не более «1-2 g
4 12
6 16 8 0,5±J;6
8 18
10 22
12 24
14 28
16 2±а 30
18 34
20 36 10 Uj3-0.5
22 40
24 42
26 44
О a> к о к MBs Конструктивные элементы
Я Ч й МОЙ подготовленных кромок шва сварного
О о оз шва соещ деталей соединения
2*/ «
S = 81 Л е, не более g
18-14 5—6 18
16—18 7-8 20
20-22 9—10 22 o,5±g;g
24—26 11-12 26
28-30 13-14 28
32—34 15-16 32
36-38 17-18 34
40-42 19-20 38
44—46 21—22 40
48-50 23-24 44 O,5±ols
51’—54 25—26 46
56-58 27-28 48
60 29 50
Обозначение 1 шва сварного ! соединения К< знстр^ ктивные элементы s=-s4 c = b г, не более g
ПОДГОТО кромок влеягп детал IX ей шва сварного соединения
С15 «о rZZZZZ 3-4 6-8 1 ± 1 10 14 o,5±J;|
Ь J £7^, 10-12 9+1 2—2 20
Я 14-16 18-20 22-24 26-38 24 30 34 38 o,5±g:g
w и t> 30-32 34—36 38-40 42-44 46-48 50 44 48 54 58 62 G> o,5±g;g
Обозначение шва'сварного соединения к экстр1 активные элементы S = Si с—Ъ e, не более g
ПОДГОТО кромок вленш детал ях ей шва сварного соединения
С18 6э YS/У/ 3-4 6-8 1 1.1 10 14 8 0,^.1
275^ -£-*| Ч 10-12 14-16 18-20 22-24 26—28 2±J 20 24 30 34 38 10 0,5±й
** 1
30-32 34—36 38—40 42-44 46-48 50 44 48 54 58 62 66 12 o,5±g;g
ь t J
Обозначение шва сварного соединения к экстрЛ активные элементы S = Si h е, не более g
подгото кромок вленн детал ых ей шва сварного соединения
С21 ?7^>, t б -sJ Ъ> 12-14 16-18 20-22 24—26 28—30 5-6 7-8 9—10 11-12 13-14 16 18 22 24 26 Л a+2’° Up- о «5
м Я я 32-34 36—38 40—42 44—46 48—50 52-54 56—58 60 15—16 17-18 19—20 21-22 23-24 25—26 27—28 29 28 30 32 34 36 38 40 42 n rJ-3,0 Op~o,5
2*f г <4
Угловое соединение
Обозначение шва сварного соединения Конструктивные элементы 5 ъ е g Примечание
подготовленных кромок деталей шва сварного соединения
У2 «а' £ ь *—» 1-1,5 0+°'8 6 + 3 o,5±J;? Сварку в вертикальном и потолочном положениях производят для толщин не более 3 мм
% 1 2-5 012 8 + 4 0j5-o’ ь
6 10 + 4 n г.+г,о 0,3-0.5
Обозначение 1 шва сварного соединения 1 Конструктивные элементы S Ъ e g
подготовленных кромок деталей шва сварного соединения
УЗ £> t 2-2,5 он 6± 3 п Ь1’0 0,Э-0,5
и 1 3-4,5 012 8 ± 4
Х&1 * Si>,0,7f l==04-0,5 S J справ у/л
5-6 10 + 4 о,5±В:|
7-8 12 ± 4
Обозначение | ива сварного соединения Конструктивные элементы т1 = К b Примечание
подготовленных кромок деталей шва сварного соединения
У4 1 ЖШГ ь шш а 1-2 0,5s — з 0+2 Сварку в вертикальном п потолочном положениях производят для толщин не более 6 мм
р Si>,0,1& 2,5-30 0+2
Обозначение шва сварного соединения Конструктивные тлементы 3 т. = К
подготовленных кромок деталей шва сварного соединения
&| , I
У5 1^' 2-30 0,5s — s
Обозначение шва сварног соединения Конструктивные элементы 3 с = Ъ е, не более а
подготовленных кромок детален шва сварного соединения
4 12
1 । 1
6 16
8 18
У0
fzT^j i1^— "ь %
i 10 22
12 24
14 28
16 30
. е . ъ>1 18 2±| 34
||sh 20 36 0.5111
У7
р 22 40
24 42
26 44
2 Аиурьсв В И , т 3
Тавровое соединение
Обозначение шва сварного соединения Конструктивные элементы 8 с — О е, не более 8
подготовленных кромок деталей шва сварного соединения
те 1 4 6 1±1 10 14 3±J
,, zs 8 10 9+1 2-2 16 20
* \°о 12 14 16 22 26 28 4 + 3
Т7 А <•1
18 20 22 24 26 32 34 38 40 42 5 + 3
i 1 1 й Б
Обозначение | шва сварного соединения Конструктивные элементы 8 h е, не более g±3
подготовленных кромок деталей шва сварного соединения
T9 12-14 16-18 5-6 7-8 16 18 3
20—22 24-26 9-10 11-12 20 24 5
н $ г| WXAZZ 1 l-ff. 28-30 32—34 13-14 15-16 26 30 6
36-38 40-42 44-46 17-18 19-20 21—22 32 36 38 9
48—50 52-54 23—24 25-26 42 44 11
56-58 60 27—28 29 46 48 13
2*
Соединения нахлесточные
Продолжение табл. 1
конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
о
g о и И » te s а3 Е S5 ® 2 й щ Я о S 'О Й О Л £7 <© « Я ов§
Конструктивные элементы
подготовленных шва сварного
кромок дега 1сй соединения
в b Примечание
2-5 6—60 0+1 0+2 Размеры 1 и t устанавливают при проектировании
в В, не менее Ь
2-5 6-60 2 ($ -} 0+1 0+2
S, не пенсе А Примечание
ИЗ
т ?2j
г = 0,5т
2 0,8s —s
Размеры с, и, L и I устанавливают при проектировании
ГОСТ 5264—69 предусматривает и другие конструктивные элементы свариваемых деталей.
Технические требования. 1. При стыковой сварке листов неодинаковой толщины наибольшую предельную разность толщин — s выбирают в зависимости от толщины тонкого [листа в соответствии с требованиями табл. 19.
В этом случае подготовку кромок под сварку производят так же, как для листов одинаковой толщины; конструктивные элементы подготовленных кромок и размеры выполненного шва сварного Соединения выбирают по большей толщине sx.
19. Разность толщин листов при стыковой сварке
Толщина тонкого листа s, мм До 3 4-8 9-11 12-25 Свыше 25
Наибольшая разность толщин мм 0,7s 0,6s 0,4s 5 7
При разности толщины листов (st — s), свариваемых встык, превышающей пределы, указанные в табл. 19, на листе, имеющем большую толщину, должен быть сделан скос с одной или двух сторон листа длиной L, равной 5 — s)
при одностороннем превышении кромок и 2,5 (st — s) при двустороннем превышении кромок до толщин тонкого листа s, как указано на рис. 2 и 3.
Рис. 2
2. Допускается смещение свариваемых кромок одна относительно другой не более:
0,5 мм — для толщин не более 4 мм;
1,0 мм — для толщин 4—10 мм;
0,1s, но не более 3 мм — для толщин не менее 10 мм.
3. Для потолочных и горизонтальных швов в вертикальной плоскости допускается угол разделки кромок, равный 22 ± 3°, и зазор, равный 4 zh 1 мм.
4. За катет К принимают меныпий катет вписанного в сечение шва сварного соединения неравнобедренного треугольника (рис. 4,а) и равнобедренного треугольника (рис. 4, б и в).
Выпуклость (усиление) шва сварного соединения g допускается не более 2 мм для швов, выполненных в нижнем положении!, и не более 3 мм для швов, выполненных в остальных положениях.
Вогнутость шва сварного соединения А при сварке во всех пространственных положениях допускается не более 3 мм.
5. При двусторонней сварке допускается удалять ранее наложенный корень шва до чистого металла любым способом.
6. Допускается увеличение предельных отклонений усиления шва сварного соединения g, выполняемого в вертикальном, горизонтальном и потолочном положениях, на 1 мм для s не более 26 мм и на 2 мм для s не менее 26 мм.
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Швы применяют в сварных соединениях из алюминия и алюминиевых деформируемых термически неупрочняемых сплавов.
Способ дуговой сварки: ручная в защитных газах неплавящимся металлическим электродом — однофазная. Обозначение этого способа — Рн-3.
20. Конструктивные элементы подготовленных кромок деталей и швов алюминиевых соединений
Размеры, мм
Стыковое соединение
Обозначение шва сварного соединения Конструктивные элементы 8 — Si ъ е g р, не более
подготовленных кромок деталей шва сварного соединения
сз е । 0,8-1 1,5-2,5 3-4 о+О,5 0+1 £со <35 1+1+ 1+ 0,8 ± 0,5 2 2 3
ь
Обозначение шва сварного соединения Конструктивные элементы 8 = Si ь П е±2 g
подготовленных кромок деталей шва сварного соединения
С4 \\W\V «,1 0,8-1 1,5-2 ,1-0.5 1-2 6 8 1±0,5
22 цей ь Чт ст п ПС С дклад кой
Сс >стаю1 2,5—3 4-5 2+2 2-3 10 2± 1
Обозначение шва сварного соединения Конструктивные элементы 8 — 81 Ъ е g Р, не более
подготовленных кромок деталей шва сварного соединения
С6 е . о, 0,8-1 1,5-2 2,5-3 4—5 о+О>5 ОМ он £ ООО 1+ 1+1+ i со | 0,8 ±0,5 2 3
Сс съемной _ ь подкладкой
Обозначение шва сварного соединения Конструктивные элементы 8—81 . ь е g
подготовленных кромок деталей шва сварного соединения
С7 1» 3-4 0+0,2 10 ±2 1 ±0,5
1^1
Конструктивные элементы
подготовленных кромок деталей шва сварного ’ соединения
е, не более
S о й аз аз § ssg СО & О св И ОВ8
Конструктивные элементы
подготовленных шва сварного
кромок деталей соединения
15 min
С остающейся подкладкой
Конструктивнее элементы
подготовленных кромок деталей
шва сварного соединения
0+1 2+1
2+1
10-12 0+2 3+1 25 2+1
14-16 18-20 33 40 3+1
8 = Sj С п е, не более g
5 6-8 2+1 2-5 17 23 2+1
10-12 3+1 29 2±1
14-16 18-20 3+1 3-8 37 44 3+1
3 = st ъ С е, не более е1 ±2 g
5 6-8 0+1 2+1 14 18 10 2+1
10-12 0+2 3+1 25 10
14-16 18-20 33 40 13 3+1
Конструктивные элементы
подготовленных кромок деталей шва сварного соединения
’ = Л±1 6Vee
С14
12—14 5 19
16—18 7 23
20—22 9 27
24-26 и 31
28-30 13 35
32-35 15 39
1чение :арного ения Конструктивные элементы е, не
Я о Й £ ю ffl Ф св8 подготовленных кромок деталей шва сварного соединения s = 3t ъ более g
С18
5 6-8 О'1
Ю-12 0+2
14—16 18—20
14 17 1,4+0,6
21 1,4±0,6
27 33 3,0+1,0
। Обозначение I шва сварного 1 соединения Конструктивные элементы 3 = с + 1 п е, ве более
подготовленных кромок деталей шва сварного соединения
С19 е д I с» 5 6-8 2 2-5 16 20 2 + 1
10-12 3 3-8 25 2± 1
С остан «5| ШШ
4" кладкой
15п ощейе; mi под 14-16 18-20 31 36 3±1
Обозначение шва сварного соединения Конструктивные элементы s = st b cil e, не более 8
подготовленных кромок деталей шва сварного соединения
С20 . е . Ы 5 6-8 0+> 2 14 17 2 + 1
10-12 0 b2 3 21 2 + 1
1
14-16 18-20 27 33 3 ± 1
о+г
Обозначение шва сварного соединения Конструктивные элементы S—Si b c e, не более g
подготовленных кромок деталей шва сварного соединения
С21 . е Ч 5 6-8 01 > 211 14 17 10 2 + 1
10—12 0 1-2 3 11 21 10 2±1
t*> , д..] 1 L еу т [ 14—16 18 -20 27 33 13 3+ 1
Обозначение : шва сварного ; соединения Конструктивные элементы S = St h± 1,5 e, не более g
подготовленных кромок деталей шва сварного соединения
024 12—14 16-18 20—22 24-26 28-30 5 7 0 11 13 t7 20 23 26 29 3 + 1 3 Jt 1 3±1 4 +2 ‘i2J
о*г
Угловое соединение
Обозначение шва сварного соединения Конструктивные элементы 8 Ь К р, не более
подготовленных кромок деталей шва сварного соединения
1,5-2 2,5-3 0+О,5 0+1 0+e.s 0+1,2 3+2 2 3
с
У2 и & _Ь Бх»ххЖ 4-5 0+1 0+2 4
6-8 10-12 о+2,о 0+з,о O+S>o 4+з S’14 4
Обозначение | шва сварного соединения | Конструктивные элементы S ь ?Пх К К,
подготовленных кромок дегалей шва сварного соединения
УЗ > . .Я* 1,5-2 2,5-3 4-5 Q+O.S О1 0,5 о+* 0+0.8 0+1,2 0+2„> 3+2 3+2
7, жш. 5с*
1 1 [W,
Ji>D,7S 6-8 10-12 0+2 0+2 о+з.о 0+5’° 4+з 5+4 4+*
Обозначение шва сварного, соединения Конструктивные элементы S ь е Р, не более
подготовленных кромок деталей шва сварного соединения
У4 £1 ।_ 1 7 1,5-2 2,5-3 4-5 o+o.s 0+1 О11 о+О,8 0+1.2 0+2 6 + 1 7 + 1 8 + 2 2 3 4
1 1 KWXWO
3)2*0,73
л д а Мой со е.
У5
к ® §
di О. Е
Д =
СО _ ® о Сб й
Уб
У7
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
s
Ь
тг
е
К
1,5,—2
2,5-3
4-5
s
o+o,s
0+1
0+1
Ь
0+0,8
0+1,2
О+2.о
с
7±1
е, не более
3+2
g
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
5
14
0+«
2+«
2± 1
6-8
18
10-12
14-16
18-20
25
0+2
3+»
33
40
3+1
УУ>
у' S}^O,7S
Л Ьс
S ъ С е, не более g К
5 0+1 14 3+2
6-8 0+1 2+1 18 2±1 4Ьз
10-12 0+2 25 4+з
14-16 0+2 3+* 33 3±1 5+‘
18-20 40
Обозначение шва сварного соединения Конструктивные элементы 3 е, не более g
подготовленные кромок деталей шва сварного соединения
У10 У11 , е 12-14 16-18 20—22 24-26 28-30 24 29 35 41 47 2±1 3 ±1 3 ±1 4±1 4+1
02
Ж
1
♦1 1 <0*2 SflOJS "хвал, _ -Г
в 1
Л*2 * Z2 ’ 1
^*>1
0
1
Обозначение шва сварного соединения Конструктивные элементы S h ± 1 е Ci g gt
подготовленных кромок дезалей шва сварного соединения
не более
У12 t е с» 12-14 16-18 20-22 7 S 19 23 27 17 21 25 2+1 3+1 3+1 5 ± 2
1 f 1
,0 г £ 0?S г е' 24-26 28-30 32-35 11 13 15 31 35 39 29 33 37 4±1 10 + 3
Тавровые соединения
| Обозначение । шва сварного i соединения Конструктивные элементы 8 ъ к
подготовленных кромок деталей шва сварного соединения
1,5-2 q+0,5 з+*
Т1 й * % ъл уЛ \ ас 2,5-3 0+1 3+5
HusssssssssH 4 5 0+1 4+«
1 6-8 0+й 4+«
10-12 0'2 бьв
У%к, _
тэ я SSLSS 14-16 0+2 ви
i 121-4 8*1 чТГ
^ISSSSSSSSSSSSSM
♦ 18-20 01-2 81-7
Конструктивные элементы
СО ®
подготовленных кромок деталей
шва сварного соединения
ш
Т2
№№№№»
' \
2 шаанв i»nnnn»i
1 г 4
е 1 *
8 ъ К t 1
1,5-2 0+0” з+< 60- 120 30- 60
2,5-3 0 » 3+5
4-5 4+в
6-8 04 2 4+в 100— 400 50— 250
10-12 б'6
14-16 0 1-2 6+в 200-500 100— 300
18-20
Примечание
Величина I для швов, выполняемых способом сварки Рн-3, назначается конструктором ближе к нижнему пределу, указанному в таблице
В о (я S К й й a S Конструктивные элементы
Й’ & подготовленных шва сварного
ю и £ овЗ кромок деталей соединения
$ Ь к t 1 Примечание
1,5-2 2,5-3 О+0,5 0+* 3+* 3+s 60- 120 30-60 Величина 1 для швов, выполняемых способом сварки Рн-3, назначается конструктором ближе к нижнему пределу, указанному в таблице
4-5 6-8 10-12 0+1 0+2 0+2 4+® 4+в 6+в |100-400 50— 250
14-16 18—20 0+2 6+в 84 ’ 200-500 100-300
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
е, не менее
5 0+« 2+1 12
6-8 0+1 2+1 16
10-12 0+2 3+1 23
14-16 0+2 3+1 31
18-20 0+2 3+1 <18
и а о Q Ч О я к о о
Q О
J=t S я ф а s л
СВАРНЫЕ СОЕДИНЕНИЯ
о 2
ю 2 ж Ойо
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
гл,,.
;SS8WSSSSSSS8SS|
s
1,5-2
2,5-3
и
М
Ч
10
ь
к
I
о+о>5
0+*
0+>
3+*
3+«
4+s
Н2
I
6-8
10-12
14-16
18-20
20
30
0+2
0+2
062
0+2
4+8
66»
6-и
8+’
60-
120
too-400
200—
500
30-
60
SO-250
100— 300
Величина I для швов, выполняемых способом сварки Рн-3, назначается конструктором ближе к нижнему пределу, указанному в таблице
о
<0 S-
52й
*о и 5 ОВ§
Конструктивные соединения
подготовленных кромок деталей
шва сварного соединения
Н4
S b и 1 Ti | е, не более Ti $0
5 0+‘ 10 20
15-20 30—200 2
6-8 04-2 12 28
10-12 0+2 20 45 2
14-16 0+2 40-80 80-300 28 62 3
18-20 0+2 36 78 3
о 2 Ш И s
Конструктивные соединения
Мой со =•
s
Ь
и
8 и ф г
оа§
подготовленных кромок деталей
шва сварного соединения
и
$ § г ъ щ
К
Н5
5
0+1
6—8
10-13
14-1Р
18- 20
0+1
12-20
40-100
to
10
0+2
0+2
20-50
80-280
0+2
20
28
36
зо
36
60
80
100
4+«
4+«
6+»
6+«
8+’
ГОСТ 14806—69 предусматривает и другие конструктивные этементы свариваемых деталей.
Технические требования. 1. В швах односторонних стыковых соединений СЗ, С8, С18, выполняемых „навесу", угловых соединениях У2, У4. Уб, У10, тавровых с Т1 до Тб и нахлесточных Hl, Н2, НЗ допускается непровар корня шва.
2. Кромки свариваемых деталей должны быть обработаны механическим путем не грубее параметров шероховатости поверхности Rz = 40 мкм по ГОСТ 2789—73.
3. При сварке швов на съемной подкладке с канавкой для формирования шва с обратной стороны размеры съемной подкладки устанавливаются при проектировании, но не менее 6 мм для толщины п и не ме1|ее 30 мм для ширины т.
i. Для обеспечения направленности подачи присадочной проволоки в сварочную ванну при сварке в защитных газах неплайящимся электродом при выполнении стыковых соединений без скоса кромок допускается снятие фаски размером 1 X 45° или 1,5 X 45° с верхних кромок обеих деталей.
5. При сварке швов стыковых соединений деталей неодинаковой толщины, когда разность толщин не превышает величин, указанных в табл. 21, подготовку кромок под сварку производят так же, как и для деталей одинаковой толщины. В этом случае конструктивные элементы подготовки кромок и размеры выполненного шва назначают по меньшей толщине сваРиваемых деталей.
21. Разность толщин листов при стыковой ^в^рке, мм
Толщина наиболее Юнкой детали Наибольшая разность толщин свариваемых^ кромок Толщина наиболее тонкой детали Наибольшая разность толщин свариваемых кромок
0,8-4 5-10 0,5 1,2 12-25 <ib— 54 2,0 3,0
Если разность толщин свариваемых кромок превышает указанные величины, то на детали большей толщины должен быть сделан скос с одной или с двух сторон до толщины более тонкого листа длиной L в соответствии с рис. 2 и 3.
Длина L определяется для одностороннего превышения кромок по формуле L ~ 5 («1 — s)+6 и для двустороннего превышения кромок по формуле L = = 2,5 («! - s)+3.
6. При выполнении двусторонних швов необходимо удаление корня шва, ранее положенных проходов до чистого металла механическим путем.
7. Предельные отклонения по размеру усиления швов даны только для нижнего положения шва; при ином положении шва предельные отклонения могут быть увеличены на 2 мм для толщин до 25 мм и на 3 мм для толщин от 26 до 60 мм.
8. Во всех случаях допускается удаление проплавов сварных швов механическим путем заподлицо с основным материалом; врезание в основной материал при этом не допускается.
9. Величина катета для расчетных швов тавровых и нахлесточных соединений устанавливается конструктором при проектировании и должна указываться на чертеже.
10. При сварке швов тавровых и нахлесточных соединений в нижнем положении величина приращения катета по горизонтальному размеру не должна превышать величины допуска на катет шва.
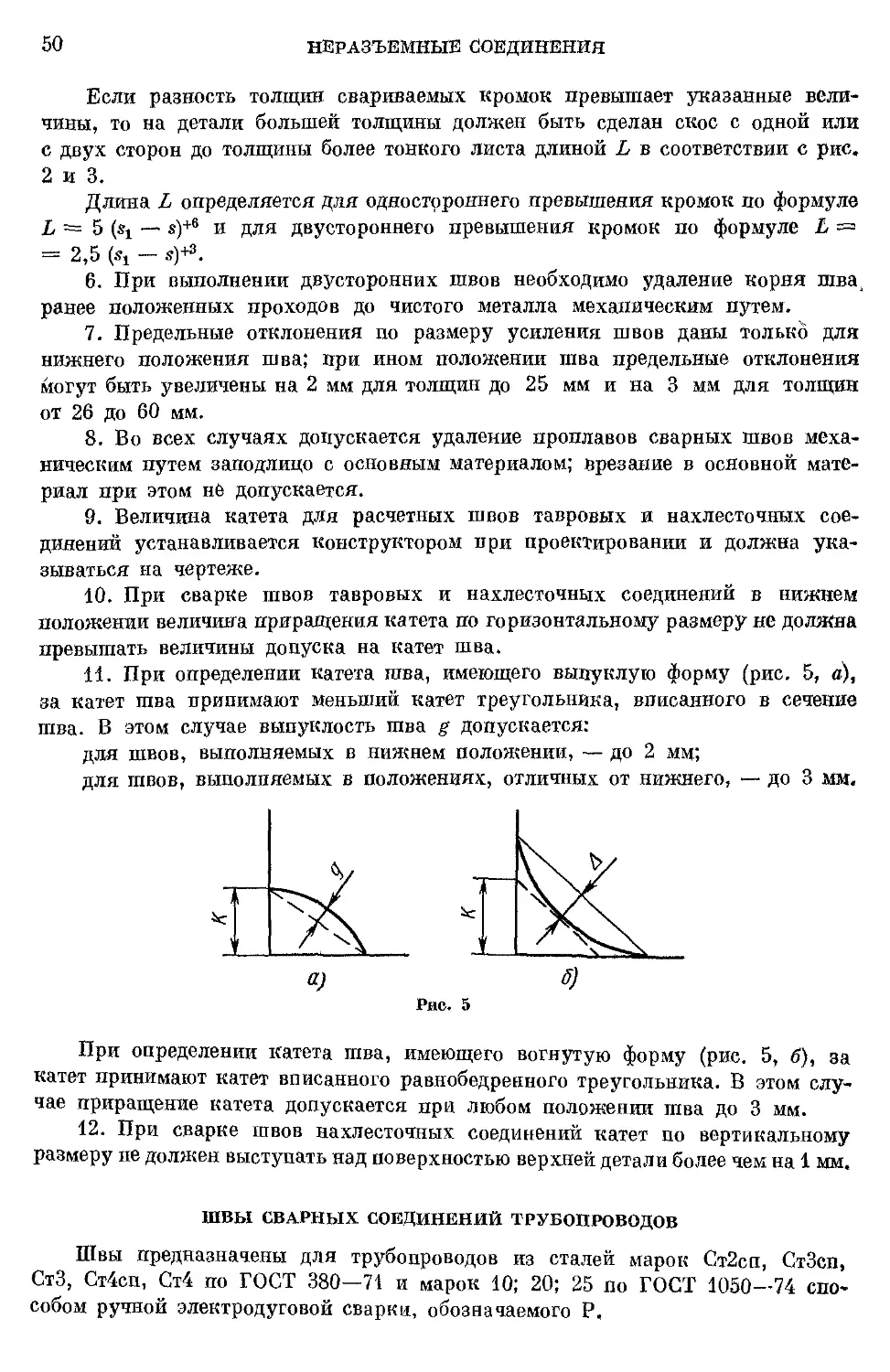
11. При определении катета шва, имеющего выпуклую форму (рис. 5, а), за катет шва принимают меньший катет треугольника, вписанного в сечение шва. В этом случае выпуклость шва g допускается:
для швов, выполняемых в нижнем положении, — до 2 мм;
для швов, выполняемых в положениях, отличных от нижнего, — до 3 мм.
5)
Рис. 5
При определении катета шва, имеющего вогнутую форму (рис. 5, б), за катет принимают катет вписанного равнобедренного треугольника. В этом случае приращение катета допускается при любом положении шва до 3 мм.
12. При сварке швов нахлесточных соединений катет по вертикальному размеру не должен выступать над поверхностью верхней детали более чем на 1 мм.
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ
Швы предназначены для трубопроводов из сталей марок Ст2сп, СтЗсп, СтЗ, Ст4сп, Ст4 по ГОСТ 380—71 и марок 10; 20; 25 по ГОСТ 1050—74 способом ручной электродуговой сварки, обозначаемого Р.
IS
Я g н
о н Й я и и я я Й
ф 2 g о к S3 Я Е «у л. S
Конструктивные элементы
2 ?? я Лой
подготовленных кромок деталей
С5
g 2 «
Я И И
я
С6
£
£ re S S85
С остающейся подкладкой
Конструктивные элемегты
подготовленных кромок деталей шва сварною соединения
, Л 1 е
30 T Lf'y/'yb.
Конструктивные элементы
OHS
подготовленных кромок деталей
С7
ь
т
Со съемной подкладкой
шва сварного соединения
шва сварного соединения
# == в. b e 8
2 3 4 5 6 7 2+2 9+2 10+2 11+2 12+a 13+3 14+* l,5±i15
8 9 10 4Jtl 16+« 18+« 19+« 2,0±?
12 14 19 18 20 5±? 21+s 23 H 26+» 28+» 31 +’
« = «1 ь c e g
3 4 5 6 7 8 |+0>5 j+o.s j+0,5 1+J 1+1 1+1 O,5+0’5 7+2 8+1 <3+2 И 12Ь® 13+» i,5±l:S
9 10 12 14 16 18 20 2+‘ 2+i 2+1*5 2+1.s 2+1*5 2+i,s 2+1.3 1,0+0,5 141-4 16+‘ 18+< 21+4 23l« 26+’ 28+« 2,o+f;S
« = b e S
3 4 5 . 1+* 7+2 8+2 9+2 1,5±1’5
6 7 8 2+1 11+2 12+3 13+3 i,5±K>
9 10 12 14 14+4 15+4 17+4 22+s 9+2 *-J»5
16 18 20 3+1 23+e 25+« 28+» 2±?,s
! Обозначение шва сварного соединения Конструктивные элементы s= $1 b е g
подготовленных кромок деталей шва сварного соединения
3 4 2-И 8+2 9+« ни* 1,5±}’6
6 7 8 12+» 13+г 14+< 1X1,S
С8 и к' й 9 10 12 14 3+* 15+« 16+» 18+“ 23+’ n+S ^-1.5
С( caJ юта! ощейся п одкладкс
16 18 20 5+1 25-1» 27+» ЗОН» п+й *-1.5
Соединение труб струбаМ»
S С W S «Я
2303 aS g°s
О m
OHS
Конструктивные элементы
подгото вл»нпых кромок деталей
шва сварного соединения
= К, не более
I
Н2
I
10 так
1,3«
(2—6)s или
20—100
Соединение фланцев с трубами
3
4
4
5
Примечания
Фланцы на условное давление -Ру = = 2,5 кгс/см2—во ГОСТ 1537—63.
Размер катета сварного шва К, выполненного способом Р, должен быть на 2 мм больше толщины стенки трубы, но не менее указанного в таблице.
Шов с привалочной стороны для трубопроводов, транспортирующих неагрессивную холодную рабочую среду, допускается заменять развальцовкой конца, трубы
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
Примечание
14-25 3
32-57 0,5 4 Фланцы — по ГОСТ
12827-67, ГОСТ
76—159 1255—67 и ГОСТ 12828-67. Размер катета свар-
194 ного шва К должен
быть на 1 мм больше
219 толщины стенки тру-
1,0 бы, но не менее ука-
245 8 занного в таблице
273- 325 9
* ГОСТ предусматривает DH до 1620 мм.
Продолжение табл. 22
о ф р-
д и а
Е S sSS-
Конструктивные элементы
подготовленных кромок деталей
шва сварного соединения
У2
"н Ь, не более К при условном давлении в кгс/см2
6 10 16
25-32 3
38—70 0,5 3 3 4
76-89 0,5
108-133 1,0 4 4 5
159 5
194-245 1,0 5 6
273 5 7
299-325 7
377 1,0 6 8
426 5
480 1,0 6 7 9
Примечание
530 1,0 6
8 10
Фланцы — по ГОСТ 1537-63, кольца — по ГОСТ 4439-48. Размер катета сварного шва К для соединения колец с трубами должен быть равен указанному в таблице, а для соединении фланцев с трубами равен толщине стенки трубы, по не менее указанного в таблице.
Для -Ру—6 кгс/см2 допускается сварка труб с фланцами без скоса кромки фланца с тыльной стороны. Шов с привалочной стороны для фланцев на Ру = 6 кгс/см2 для трубопроводов, транспортирующих неагрессивную холодную рабочую среду, должен иметь катет, равный 3 мм, либо он может быть заменен развальцовкой конца трубы
Конструктивные элементы
н
К при условном давлении в кгс/см2
Примечание
подгото вле иных кромок деталей
шва сварного соединения
16
-qcot-* 1 1 1 0,5 3 4 5 3 4 Фланцы — по ГОСТ 12827-67, ГОСТ 1255—67 и ГОСТ 12829—67. Размер катета сварного шва К должен быть на 1 мм больше толщины стенки трубы, но не менее указанного в таблице
194 219 245 273-325 1,0 6 7 8 9 6 7 8 9
377-529 377—630 1,5 10 10
Примечания
Фланцы—по ГОСТ 1537—63, кольца — по ГОСТ 4439-48
Размер катета сварного шва К для соединений колец с трубами должен быть равен толщине стенки трубы, но не менее 3 мм и не более указанного в таблице, а для соединений фланцев с трубами — равен толщине стенки трубы, но ис менее 3 мм
Шов с привалочной стороны для фланцев на Pv = 6 кгс/смг для трубопроводов, транспортирующих неагрессивную холодную рабочую среду, допускается заменять развальцовкой конца грубы
Соединение отростков с трубами
Примечания
25- 38 1
80-138
109—194
219-273
325- 377 426-478 529-630
720—820 920
Отношение внутреннего диаметра отростка к внутреннему диаметру трубы должно быть не более 0,6 Несовпадение отверстия в трубе с внутренним диаметром отростка допускается не более 1 мм Допускается применение отростков под углом 60 и 45° к оси трубы К = 1,ds, но не менее указанного в таблице
Обозначение шва сварного соединения Конструктивные элементы Ь, не более К Примечания
подготовленных кромок деталей шва сварного соединения
У5 2—2,5 1 3 Отношение внутреннего диаметра отростка к внутреннему диаметру трубы должно быть не менее 0,6. Несовпадение отверстия в трубе с внутренним диаметром отростка допускается не более 1 мм. Допускается пр вменение отростков под углом 60 и 45° к оси трубы
—>• Я я t i Ь 3 3,5-4 5 6 7 8 9 10 12 14 16 18 20 22 25 2 4 5 7 8 9 10 12 13 15 18 22 24 27 29 31
т
I Обозначение шва сварного 1 соединения Конструктивные элементы £1 Ь с+0,5 в g|2 Примечания
подготовленных кромок деталей шва сварного соединения
Уб 4 6 4 "М 1-0>5 0,5 8+2 10+2 11+2 3 5 Отношение внутреннего диаметра отростка к внутреннему диаметру трубы должно быть не менее 0,6. Несовпадение отверстия в трубе с внутренним диаметром огростка допускается не более 1 мм. Допускается применение отростков под углом 50 и 45° к оси трубы
-х | У_ 7 8 9 10 11 12 13 14 15 16 17 18 19 20 9Н <?4-2 0>5 0,5 0,5 1 1 1 1,0 13+! 1413 Ы-’ 16 Н 17 Н 19+“ 21+“ 22+-23-1“ 24+« 25+“ 26+“ 27+“ 28+“ 30+“ 33+«
I в ЖЖ I
Продолжение табл. 22
Соединение ответвительных штуцеров и приварите^ с трубами
Ярзжчаяяя
ЙТтуцера и приварыши — по технической документации, Утвержденной в установленном порядке.
Несовпадение отверстия в трубе с внутренним диаметром приварыша должно быть не более 0,5 мм.
Размер катета сварного шва К должен быть равен 1,3 минимальной толщины свариваемых «Ромок деталей, но не менее уназаяного в таблице
Соединение сегментов колец (отводов)
ГОСТ предусматривает и другие конструктивные элементы свариваемых деталей и стали других марок для трубопроводов.
Технические требования и принятые обозначения. 1. Швы сварных соединений, ие предусмотренные стандартом, должны быть вычерчены па чертеже или оговорены в технических условиях на изделие с указанием размеров конструктивных элементов свариваемых кромок и швов и допусков на эти размеры.
2. Швы сварных соединений тройников и крестовин, а также швы соединений запорной и регулирующей арматуры и тройников, крестовин и переходов с трубами должны выполняться по типу соединений труб с трубами.
3. Параметр шероховатости поверхностей свариваемых кромок и подкладных колец должен быть ие грубее Rz = 80 мкм по ГОСТ 2789—73.
4. В качестве удаляемой подкладки применяют медное или керамическое кольцо или флюс.
5. Остающиеся подкладные кольца и муфты изготовляют для труб из стали марок Ст2сп, СтЗсп, СтЗ, Ст4сп, Ст4, стали марок 10 и 20 — из любой указанной марки стали.
6. Внутренние кромки остающихся цилиндрических подкладных колец скругляют по радиусу, равному 2—3 мм, или с них снимают фаску под углом 25°.
7. Зазор между остающимся подкладным кольцом и трубой для сварных соединений, контролируемых просвечиванием проникающими излучениями, должен быть не более 0,2 мм, а для соединений, не контролируемых проникающими излучениями, — не более 0,5 мм.
Местный зазор для соединений, контролируемых просвечиванием проникающими излучениями, допускается не более 0,5 мм, а для соединений, не контролируемых проникающими излучениями, — не более 1 мм.
8. В стыковых соединениях труб без подкладных колец при односторонней сварке величину допускаемых смещений свариваемых кромок и непровара уста; навливают в стандартах и технических условиях, утвержденных в установленном порядке.
’ При сварке на остающемся или удаляемом подкладном кольце и при двусторонней сварке допускается смещение кромок не более 1 мм. 1
9. Высота усиления швов сварных соединений С2 и С7 со стороны полости трубы должна быть не более 2 мм, ширина усиления шва сварного соединения С2 — не более 3 мм, а шва сварного соединения С7 — не более 6 мм.
10. За катет К принимают меныпий катет вписанного в сечение шва сварного соединения неравнобедренного треугольника (рис. 4, а) и катет вписанного равнобедренного треугольника (рис. 4, б и рис. 4, в).
Выпуклость (усиление) катета шва сварного соединения g допускается не более 2 мм для швов, выполненных в нижнем положении, и не более 3 мм длй швов, выполненных в остальных пространственных положениях. ,
Вогнутость катета шва сварного соединения А при сварке во всех пространственных положениях допускается не более 3 мм.
Допускаемые отклонения на величину катета К устанавливаются следующие: +2 мм — для К до 5 мм; +3 мм — для К pft 12 мм; +5 мм — для К, (куцее 12 мм.
11. Приняты следующие обозначения: s — толщина стенки трубы; st — толщина стенки присоединяемых деталей; Da — наружный диаметр трубы; de — наружный диаметр присоединяемых деталей; — условный проход;1 — условное давление; I — длина муфты.
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ ИЗ ВИНИПЛАСТА И ПОЛИЭТИЛЕНА
Основные типы и конструктивные элементы швов сварных соединений: деталей и конструкций:
из винипласта, сваренных нагретым газом с присадочным прутком (при толщине свариваемых деталей 2—20 мм);
из полиэтилена низкой и высокой плотности, сваренных нагретым газом с присадочным прутком или экструдированной присадкой (при толщине свариваемых деталей 2—10 мм).
Угловые и тавровые соединения распространяются на детали, расположенные под углом 90 ± 5°,
Условные обозначения способов сварки: НГП — сварка нагретым газом С присадкой; ЭП — сварка экструдированной присадкой.
Условные изображения и обозначения швов сварных соединений на чертежах выполняют в соответствии с ГОСТ 2.312—72.
23. Конструктивные элементы подготовленных кромок деталей и швов соединений из винипласта н полиэтилена
Размеры, мм
Стыковое соединение
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки S = «1
по дгото вл енных кромок свариваемых деталей шва сварного соединения
С1 (без скоса кромок, шов односторонний) НГП 2—4
Обозначение < шва сварного соединения * Конструктивные элементы Обозначение способа сварки S — 5t
подготовленных кромок свариваемых деталей шва сварного соединения
С2 (без скоса кромок, шов односторонний на остающейся подкладке) «О ги $ ч с нгп эп 2—6
1
157 тл t 1
СЗ (без скоса кромок, шов односторонний на съемной подкладке) V. ♦1 см нгп эп 2-6
С4 (без скоса кромок, шов двусторонний) о см нгп 2-4
та»
С5 (с прямолинейным скосом одной кромки, шов односторонний) нгп эп 4—20 4-10
С6 (с прямолинейным скосом одной кромки, шов односторонний на остающейся подкладке) 2^4 нгп эп 4—20 4-10
cj
15 п йп S -н е С-Ч
С7 (с прямолинейным скосом одной кромки, шов односторонний на съемной подкладке) 2*У, *' XL- 1 W ♦ 41 *3 нгп эп 4-20 4-10
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки S = Si
подготовленных кромок свариваемых деталей шва сварного соединения
С8 (с прямолинейным скосом одной кромки, шов односторонний на съемной подкладке) г о нгп эп 4-20 4-10
за/ -I э» 1 Г|х3
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки з — st Л±1
подготовленных кромок свариваемых деталей шва сварного соединения
С9 (с двумя симметричными прямолинейными скосами одной кромки, шов двусторонний) 0^. & +Г> нгп 8-10 12-14 16-18 20-10 4 6 8 10
й! V. +1
эп 8-10 4
Обозначение шва сварного > соединения * Конструктивные элементы Обозначение способа сварки 3 — S1 а± 3°
подготовленных кромок свариваемых деталей шва сварного соединения
СИ (с прямолинейным скосом двух кромок, шов односторонний) «9 tlr (Г* +? нгп 4-10 12-20 35 30
эп 4-10 30
С12 (с прямолинейным скосом двух кромок, шов односторонний на остающейся подкладке) О’* •*> нгп 4-10 12-20 35 30
/
iSmax +/ С: Q'g Г\| эп 4-10 30
С13 (С прямолинейным скосом двух кромок, шов односторонний на съемной подкладке) «а g*' +Г ’'О нгп 4-10 12-20 35 30
1V Ф эп 4-10 30
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки S = Si а±3°
подготовленных кромок свариваемых деталей шва сварного соединения
С14 (с прямолинейным скосом двух кромок, шов односторонний на съемной подкладке) +7 НГП 4-10 12-20 35 30
ir 0 4? *•0 3*1 эп 4-10 30
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки S = Si Л± 1
подготовленных кромок свариваемых деталей шва сварного соединения
С15 (с двумя симметричными прямолинейными скосами двух кромок, шов двусторонний) С*' +' 1 Жй 8-10 12-14 16-18 20 4 6 8 10
10 V Куперу
эп 8-10 4
С16 (с двумя несимметричными прямолинейными скосами двух кромок, шов двусторонний) Го 4? ь? НГП 8-10 12-14 16-18 20 6 9 13 16
1ГГ +7
*35^" эп 8-10 6
Угловое соединение
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки s Si
подготовленных кромок свариваемых деталей шва сварного соединения
У1 (без скоса кромок, шов односторонний) К888888Г г. к | И К-- = 5 НГП ЭП 2-20 2-10
» st St s
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки $ S1
ПО кр дготовленных эмок свариваемых деталей шва сварного соединения
У2 (без скоса кромок, шов двусторонний) чг it*5"'4 нгп эп 2-20 2-10
к = = 8
УЗ (без скоса кромок, шов односторонний) ** нгп 2-4
2 Sf rt s
У4 (без скоса кромок, ШОВ двусторонний) Т . 2** ew 1 нгп 2-4
ЙЕ
8 у, Z* 2
S1 s
У5 (с прямолинейным скосом одной кромки, шов односторонний) ft нгп эп 8 3 1 1 м» м»
1
Уб (с прямолинейным скосом одной кромки, шов двусторонний) • •и *5 нгп эп 4—20 4-10
$
-0* 1 4*2
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки 3 St
по дг отов лепных 1фомок свариваемых деталей шва сварного соединения
У7 (с прямолинейным скосом двух кромок, шов односторонний) - - .грУ +Г нгп эп 4-20 4-10
== з Ж
У8 (с прямолинейным скосом двух кромок, шов двусторонний) зо^ . о*1 I +1’1 нгп ЭП \ 4-20 4-10
£ ж
% tsj > 1
р = 3 Laz
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки 3 si h±l
подгото вленных промок свариваемых деталей шва сварного соединения
У9 (с двумя симметричными прямолинейными скосами одной кромки, шов двусторонний) +Г *5 нгп 10-12 14-16 18-20 10-20 10-20 10-20 5 7 9
HI й эп 10 10 5
Тавровое соединение
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки 3 Si
подготовленных кромок свариваемых деталей шва сварного соединения
Т1 (без скоса кромок, шов односторонний) ’ <51 К > 3 НГП эп 2-20 2-10
з
Т2 (без скоса кромок, шов двусторонний) /с нгп эп 2—20 2-10
к..
<=i I V ч
К > s/2
3 Анурьев В И , т 3
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки £ «1 е+2 g+2
подготовленных кромок сварных деталей шва сварного соединения
тз (с прямолинейным скосом одной кромки, шов односторонний) Л «У ' \^i Соф НГП 4-6 8-10 12-14 16-18 20 4-20 7 И 15 19 21 3 5 7 10 10
<> эп 4-6 8-10 4-10 7 И 3 5
Т4 (с прямолинейным СКОСОМ одной кромки, шов двусторонний) эд/ \£* см + *> J-? 1 |ж у НГП 4-6 8-10 12-14 16-18 20 4-20 7 И 15 19 21 3 7 10 10
=3 1)1 ‘
1 к эп 4-6 8-10 4-10 7 И 3 5
Обозначение Шва сварного соединения * Конструктивные элементы Обозначение способа сварки £ $1 Л_£1 е Ьг g'
подготовленных кромок сварных деталей шва сварного соединения
Т5 (с двумя симметричными прямолинейными скосами одной кромки, шов двусто- ронний) Ак «''о 9 15 НГП 10-12 14-16 18-20 10—20 5 7 9 6 9 И 3 4 5
эп 10 10 5 6 3
Нахлесточное соединение
Обозначение шва сварного соединения * Конструктивные элементы Обозначение способа сварки £
подготовленных кромок свариваемых деталей шва сварного соединения
Н1 (без скоса кромок, шов односторонний) НГП эп 2-20 2-10
£ В > 2 (s 1 + »1) K = s
Продолжение табп. 23
Технические требования. 1. При выполнении швов стыковых соединений деталей, разность толщин которых не превышает 1 мм, подготовка кромок под сварку производится так же, как и для деталей одинаковой толщины.
2. Если разность толщин свариваемых деталей превышает 1 мм, то на детали большей толщины должен быть сделан скос с одной или двух сторон до толщины более тонкой детали.
3. При выполнении двусторонних швов допускается удаление корня шва ранее уложенных проходов механическим путем. f
4. Во всех случаях допускается удаление проплавов сварных швов механическим путем заподлицо с основным материалом; врезание в основной материал при этом не допускается.
Рис. 8 Рис. 9
Рис. 6
Рис. 7
Рис. 10
5. Величина катета для расчетных швов тавровых и пахлесточпых соединений устанавливается конструктором при проектировании и указывается на чертеже.
6. За катет К принимают катет вписанного в сечение шва сварного сойа динения равнобедренного треугольника (см. рис. 4, б и 5, б).
Выпуклость (усиление) катета шва сварного соединения g допускается не более 2 мм.
Вогнутость катета шва сварного соединения А допускается не более 3 мм.
7. Неразделенные кромки деталей могут иметь отклонение от прямого угла у не более 3° (рис. 6).
8. При выполнении стыковых и угловых швов сварных соединений (кроме швов типов У1 и У2) ширина шва не должна превышать зазора Ъ между кромками (рис. 7) или ширины разделки / свариваемых деталей на величину 2—4 мм (рис. 8—10).
ТЕХНОЛОГИЧНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ
24. Примеры конструирования сварных соединений *
Неудовлетворительная конструкция Правильная конструкция
Обеспечивать удобный подвод электродов к месту сварки
Сварные швы вынесены из тесного пространства между перегородками
Для приварки размерных трубок к листам сварные швы вынесены па поверхность
Фланец отнесен от смежной стенки патрубка
Сварной шов вынесен на торец фланца
Устранять совмещения швов. Сводить к минимуму количество сварочного металла
Ребра для приварки расположены в шахматном порядке
Для приварки перегородки расширены
Исключать с 'в а р к и толстых деталей с топкими
Свариваемым кромкам придано примерно одинаковое сечение
asssssl
* Орлов П. И. Основы конструирования. Изд. 2-е. Кн. 2. М., «Машиностроение», 1077.
Неудовлетворительная конструкция
Правильная конструкция
Фланец приварен тонкостенным переходом
У пальца образован тонкостенный фланец
В пальце у места сварки образована выборка металла
Обод выполнен с тонкостенными переходными кольцами для приварки к дискам
Предусматривать фиксацию свариваемых деталей без применения специальных приспособлении
Шаровая деталь и стержень взаимно центрируются
Для прйварки фланец зафиксирован па трубе
' Для приварки бобышка зафиксирована буртиком
Неудовлетворительная копиру кция
Правильная конструкция
Втулка центрирована относительно листа
Чтобы резьбовая поверхность не деформировалась при сварке, сварной шов отдален
Исключить трудоемкую разделку кромок.
Для швов производить смещение свариваемых деталей
Сварка кромок
Угловое соединение
Соединение профилей с листами
Приварка косынки
rq р
LO__D
Неудовлетворительная конструкция Правильная конструкция
Подготавливать кромки у деталей; с наиболее простой механической обработкой
F
ч Подготовлены кромки заглушки
(ж
—
—
Исключена подготовка кромок па трубе за счет снижения буртика муфты
Исключать подгонку и упрощать форму привариваемых деталей
zpSSSS
Вместо криволинейного перехода ребра еде лай прямолинейный срез
i
Фигурный вырез у косынки заменен прямым срезом
При сварке тонкостенных деталей применять гнутые детали для увеличения жесткости конструкции
Составная полка заменена гнутой
"Д
|| z Угловое соединение тру5 усилено за счет JI замены двух плоских косынок одной гнутой
Неудовлетворительная конструкция Правильная конструкция
Исключать пережиг и оплавление тонких кромок
МШККККАШ]
Острые кромки ребра а и б устранены срезом
Оплавление кромки отверстия при приварке фланца к обечайке предотвращено удалением отверстия от сварного шва.
Другой способ исключения оплавления и деформации отверстия — свержение отверстия после сварки
Отдалять обработанные поверхности от места сварки. Точные и чиртые поверхности обрабатывать после сварки
Резьба штуцера удалена па расстояние, достаточное для предотвращения оплавления резьбы
а — сварной шов удален от обработанной поверхности;
б — на пальце дан припуск для обработки после сварки
а)
6)
а — для предотвращения коробления отверстия втульи сварной шов удален;
б — отверстие окончательно обрабатывается после сварки
При сварке закрытых полостей предотвращать коробление • стенок вследствие образования вакуума при остывании
Для приварки кольцевого профиля жесткости к обечайке предусмотрено вентиляционное отверстие
Неудовлетворительная • конструкция
Правильная конструкция
Для получения сваркой герметичной детали предусмотрено отверстие d, завариваемое после остывания
УСЛОВНЫЕ ИЗОБРАЖЕНИЯ И ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Изображение швов сварных соединений. Шов сварного соединения независимо от способа сварки условно Изображают:
видимый — сплошной основной линией '(рис. 11, а, в);
невидимый — штриховой линией (рис. 11, г).
а, в — видимый шов — основной линией; б —
видимая одиночная сварная точка — знаком +; Рис, 13
г — невидимый — штриховой линией
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком «+» (рйс. 11, б).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис. И). Линию-выноску предпочтительно проводить от изображения видимого шва.
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначать прописными буквами русского алфавита (рис. 12).
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнений шва по данному чертежу (рис. 13).
Условные обозначения швов сварных соединений. 1. Вспомогательные знаки для обозначения сварных швов приведены в табл. 25.
25. Вспомогательные знаки для обозначения сварных швов
Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва
с лицевой стороны с оборотной стороны
Усиление шва спять .Q
Наплывы и неровности шва обработать с плавным переходом к основному металлу
—— Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения г
у/ Шов прерывистый или точечный с цепным расположением. Угол наклона линии 60°
т Шов прерывистый или точечный с шахматным расположением Z / т
о Шов по замкнутой линии, диаметр знака — 3 ... 5 мм ^0— -
• Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа
Примечания: 1.3а лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. 2 За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. 3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
2. Условное обозначение шва показано на рис. 14.
3. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой Линии-выноски после условного обозначения шва (рис. 15, а, б), или указывают в таблице швов, или приводят в техпи-
Условное обозначение
Условное обозначение
а)
б)
Рис. 14. Условное обозначение шва:
а — на полке линии-выноски, проведенной от изображения шва с лицевой стороны; б — под полкой липии-выиоски, проведенной от изображения шва с оборотной стороны
ческих требованиях чертежа, например: параметр шероховатости поверхности сварных швов не грубее Hz = 80 мкм.
4. Сварочные материалы указывают па чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
Рис. 15
5. При наличии па чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на липии-выпоске, имеющей полку с нанесенным обозначением шва (рис. 16, а);
бу- на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 16, б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 16, в).
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. рис. 16, а).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования;
они имеют одинаковые условные обозначения.
Примеры условных обозначений швов сварных соединений приведены в табл. 26 и 27. '
26. Примеры условных обозначений стандартных швов сварных соединении
Характеристика шва
Форма поперечного сечения шва
Условное обозначение шва, изображенного на чертеже
с лицевой стороны с оборотной стороны
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый электроду!овой ручной сваркой при монтаже изделия.
Усиление снято с обеих сторон.
Параметр шеротавато-сти поверхностей шва: с лицевой стороны Rz = 20 мкм с оборотной стороны Rz = 80 мкм
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполняемый сваркой на-!ретым газом с присадкой
27. Пример условного обозначения нестандартного шва сварною соединения
Характеристика шва Условное изображение и обозначение низа на чертеже
Шов соединения без скоса кромок, односторонний, выцопняемый ручной электродуговой сваркой при монтаже изделия Л | д-д
—
‘-’Х. tgssw л • Примечание. В технических требова-’' ниях делают следующие указания: «Сварка ручная электродугован»
Упрощения обозначений швов сварных соединений. 1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (записью по типу; «Сварные швы... по...») или таблице.
2. Допускается ве присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рис. 17).
3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изоб-
ражения изделия.
4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-
выносками и обозначение их наносить Рис. 17
только у одного из изображений оди-
наковых частей (предпочтительно у изображения, от которого проведена линия-выноска с номером позиции).
5. Допускается не отмечать па чертеже швы лиииями-выпосками, а приводить указания по сварке записью в технических требованиях чертежа/если эта запись однозначно определяет моста сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном се-
чении и расположение швов.
6. Одинаковые требования, предъявляемые ко всем швам или группе Швов, приводят один раз — в технических требованиях или таблице швов.
РАСЧЕТ ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
Стыковое соединение с прямым швом (рис. 18). Допустимое усилие для соединения при растяжении Рг = [o'JZS, то же при сжатии Р2 = где
(о',1 и — допускаемые напряжения для сварного шва соответственно при растяжении и сжатии.
Рис. 18. Стыковое соединение с прямым швом
Рис. 19. Стыковое соединение с ко* сым швом
При расчете прочности все виды подготовки кромок в стыковых соединениях принимают равноценными.
Стыковое соединение с косым швом (рис. 19). Допускаемое усилие для соединения при растяжении
КН15 р __ L PJ
1 bin р ’ го же при сжатии р -- ^сж 2 sin р
При р = 45° соединение равнопрочно целому сечению.
Нахлесточное соединение (рис. 20). Соединения выполняют угловым швом. В зависимости от направления шва относительно направления действующих сил угловые швы называют лобовыми (рис. 20, а), фланговыми (рис. 20, б), Косыми (рис. 20, е) и комбинированными (рис. 20, г).
Максимальную длину лобового и косого швов не ограничивают. Длину фланговых швов следует принимать не более 60К, г;Ш К — длина катета шва. Минимальная длина углового шва 30 мм; при меньшей длине дефекты в начале п в конце шва значительно снижают его прочность. Минимальный катет углового шва £тт принимают равным 3 мм, если толщина металла £>3 мм.
Рис. 20. Швы нахлесточных соединений: а — лобовой, б — фланговый, в — косой, г — комбинированный
Допускаемое усилие для соединения Р = /> 0,7 [тс'р]КЛ, где [т£р] —
допускаемое напряжение для сварного шва на срез; К — катет шва; L —
весь периметр угловых швов;
для лобовых швов L = Z;
» фланговых L = 2Z±;
г I
» КОСЫХ L—-----5-1
sin р ’
» комбинированных L — 2Z, + I.
Рис. 22- Наиболее простое в технологическом отношений тавровое соединение
Рис. 21. Соединение несимметричных элементов
Соединение несимметричных элементов (например, угловых профилей, рис. 21). Усилия, передаваемые на пЬы 1 и 2, находят из уравнений статики;
Ра = Р-^. е е
Необходимая длина швов
7 1 Р*___
1 0-7 |ХрИ’ 2“°>7[ГсрИ’
где [т£р] — допускаемое напряжение для сварного ним на срез; К — катет шва.
Примечание. Допускается увеличение 1% до размера Z,.
Тавровое соединение:
а) наиболее простое в технологическом отношении (рис. 22). Допускаемое усилие для растяжения
р=[т;р]о,7«,
где [т'р] — допускаемое напряжение для сварного шва на срез; К — катет шва не должен превышать 1,25 (S — наименьшая толщина свариваемых элементов);
Рис. 23. Тавровое соединение, обеспечивающеэ лучшую передачу усилий
£
5
передачу; усилий (рис.
б) обеспечивающее лучшую
23). Допускаемое усилие для растяжения
^JL^Pp] допускаемое усилие для сжатия
'Р2==[асж|
где [<Тр] и [<тс'ж] — допускаемые напряжения для’сварного шва при растяжении и сжатии.
Соединение с накладками. Сечение накладок, обеспечивающее равно-прочность целого сечения (рис. 24):
FH- SJ ,
где F — сечение основного металла; [ог,| — допускаемое напряжение при растяжении основного металла; [ор| — допускаемое напряжение для сварного шва при растяжении.
Рис. 25
Рис. 26. Соединение с прорезями
Сечение (рис. 25):
накладки, обеспечивающее равнопрочность целого сечения
^H=5HZ
[Тср]
где [т'р] — допускаемое напряжение для сварного шва на срез.
Соединения е прорезями (рис. 26) применяют лишь в случаях, когда угловые швы недостаточны для скрепления. Рекомендуется а — 2S, I = (10-^25) 5.
Допускаемое усилие, действующее на прорезь, P = 2[r'p]Z5,
где [т'р1 — допускаемое напряжение для сварного шва на срез.
Соединение пробочное (рис. 27) применяют в изделиях, не несущих силовых нагрузок. Пробочную сварку можно применять для соединения листов тол-
Рис. 27. Пробочное соединение
Рис. 28. Стыковое соединение под действием изгибающего момента
щипой 15 мм. Если пробочные соединения подвергаются действию срезы-вающих сил, то напряжение
Тер = ^Г^[Тср]’ 1Т
где d — Диаметр пробки; I — число пробок в соединении.
Расчет прочности соединения, на которое действует изгибающий момент. При расчете прочности соединения (рис. 28), осуществленного стыковым швом,
Рис. 29. УТ левое соединение под действием изгибающею момента н продольной силы
находящимся под действием условие прочности
изгибающего момента Мп и продольной силы Р
а__|_ W
F
где
6
и F = hS,
При расчете прочности соединения (рис. 29), осуществленного угловым швом, находящимся под действием изгибающего момента М.а и продольной силы Р, расчетные касательные напряжения в шве*
где
°’7j№ ^ = “6—-
Fc = 0,lKh.
При расчете прочности соединений (рис. 30), состоящих; из нескольких швов и работающих на изгиб, принимают (для приведенного графически слу-
чая), что изгибающий момент Ма уравновешивается парой сил в горизонтальных швах и моментом защемления вертикального шва:
Mn = xO,7Kl (/t4-g)4--.^
откуда
__________________
О 7Л7/2
О,7/«(Л4-АГ)+^^~-
(1)
Если момент Ма п допускаемое напряжение т заданы, то из полученного уравнения следует определить I и К, задавшись остальными геометрическими параметрами.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ СВАРНЫХ ШВОВ
Допускаемое напряжения (табл. 28 и 29) для сварных швов принимают в зависимости: z
а) от допускаемых напряжений, принятых для основного металла;
б) от характера действующих нагрузок.
28. Допускаемые паприжеиия для сварных швов в машиностроительных конструкциях при постоянной нагрузке
Сварка Для стыковых соединений При срезе [тер]
при растяжении [°р] при сжатии [°сж]
Ручная электродами 042 . .' 0,9 [Ор] Рр] 0,6 [Ор]
Ручная электродами Э42А Рр] Рр] 0,65[ор]
— допускаемое напряжение при растяжении для основного металла.
29. Допускаемые нааряясепяя в кгс/см2 для металлоконструкций промышленных сооружении (подкрановые балки, строительные фермы и т. п.)
Марка стали Учитываемые нагрузки
основные ' основные и дополнительные
вызывающие напряжения
растяжения, сжатия, изгиба среза смятия (торцового) растяжения, сжатия, изгиба среза смятия (торцового)
Подкрановые балки, стропильные фермы и т. н
Ст2 1400 000 2100 1600 1000 2400
СтЗ 1СОО 1000 2400 1800 1100 2700
Металлоконст р у к ц и и типа крановых ферм
СтО и Ст2 1200 950 1800 1450 1150 2200
СтЗ и Ст4 1400 1100 2100 1700 1350 2550
Ст5 1750 1400 2600 2100 1700 3150
Низколегированная 2100 1700 3150 2500 2000 3760
В конструкциях из стали Ст5, подвергающихся воздействию переменных или знакопеременных нагрузок, допускаемые напряжения для основного металла понижают, умножая на коэффициент
1,2 — 0,8-^2^ amax
где <rmin и <ттах — соответственно минимальное и максимальное напряжения, взятые каждое со своим знаком.
Для конструкций из пизкоуглеродистых сталей при действии переменных нагрузок рекомендуется принимать коэффициент понижения допускаемых напряжений в основном металле
= __________1_________________
7 0,6#8 + 0,2- (0,6-ffs- 0,2) г 5=3 1 ’
где г — характеристика цикла, г = Pmin/Pmax; /Jmin и Ртах — соответственно наименьшее п наибольшее но абсолютной величине усилия в рассматриваемом соединении, взятые каждое со своим знаком; Ks — эффективный коэффициент Концентрации напряжений (табл. 30).
30. Эффективный коэффициент концентрации напряжении Ks
Расчетное сечение основного металла Ks
Вдали от сварных швов В месте перехода к стыковому или лобовому шву (металл обработан наждачным кругом) То же (металл обработан строганием) В месте перехода к стыковому шву без механической обработки последнего . . В месте перехода, к лобовому шву без обработки последнего, но с плавным переходом при ручной сварке В месте перехода к лобовому шву при наличии выпуклого валика и небольшого подреза В месте перехода к продольным (фланговым) швам у концов последних .... 1,00 1,00 1,10 1,40 2,00 3,00 3,00
ПРИМЕРЫ РАСЧЕТА ПРОЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
Пример 1. Определить длину швов, прикрепляющих уголок 100 X 100 X X 10 мм к косынке (рис. 31). Соединение конструируется равнопрочным целому элементу. Материал: сталь Ст2. Электроды Э42.
В табл. 29 для стали Ст2 находим допускаемое напряжение [стр] = = 1400 кгс/см2. Площадь профиля уголка 19,2 см2 (см. т. 1, гл. II, табл. 37).
L 100X100X10
Рис. 31. Равнопрочное соединение
Рис. 32. Швеллер, нагруженный на конце
Расчетное усилие в уголке Р = 1400 X 19,2 = 26 880 кгс. В данном случае допускаемое напряжение при срезе (согласно табл. 28) в сварном шве [Трр] = = 1400 X 0,6 = 840 кгс/см2.
Требуемая длина швов (при К = 10 мм) в нахлесточном соединении согласно расчету к рис. 20 и 21
, 26 880
L 0,7 -840-1 “ 45,8 СМ'
Длина любого шва I — 10 см; требуемая длина обоих фланговых швов 1фЛ = —• 10 = 35,8 см.
Так как для данного уголка ег = 0,71, то длина шва 2 будет 12 = 0,7 -35,8 « » 25 см, длина шва 1 будет = 0,3 -35,8 « 10,8 см.
Принимаем 12 — 27 см, 1г = 13 см.
Пример 2. Определить длину I швов, прикрепляющих швеллер № 20а, нагруженный на конце моментом М = 2,4 тс-м (рис. 32). Материал: сталь Ст2. Электроды 942.
В табл. 29 для стали Ст2 находим допускаемое напряжение [<тр] = 1400 кгс/см3. Допускаемое напряжение при срезе (согласно табл. 28) в сварном шве
[т'р] = 1400 0,6 = 840 кгс/см2.
Момент сопротивления сечения швеллера
Напряжение
W = 167 см».
240 000 ...п , ,
а — —=« 1440 кгс/см2.
1 /о
6
Катет горизонтальных швов К; = 10 мм, вертикального Къ = 7,5 мм. Из формулы (1) находим
240000-0,7'0’!5 - 202 840
1= 0,7-1 (20 4-1)-840 СМ‘
Принимаем I = 20 см. При этой длине шва напряжение при изгибе 240 000 „
тиз =----р--------------О wT = 730 кгс/см2.
0,7 1 • 20 (204-1) 4--’/°;.. --L 6 j
ПАЯНЫЕ СОЕДИНЕНИЯ
ОЛОВЯННО-СВИНЦОВЫЕ ПРИПОИ
Наиболее широкое применение во всех отраслях промышленности имеют оловянно-свипцовые прцпои, применяемые для лужения и панкй деталей.
Припои в чушках — по ГОСТ 21930—76, припои в изделиях — в виде круглой проволоки, ленты, трехгранных, круглых и квадратных прутков, круглых трубок, заполненных флюсом, порошка — ГОСТ 21931—76.
В зависимости от химического состава оловяпно-свипцовые припои высшей и первой категорий изготовляют следующих марок.
бессурьмя п истые - ПОС 90, ПОС 61, ПОС 40, ПОС 30, ПОС 10, ПОС 61М, ПОСК 50—18, ПОСК 2—18;
малосурьмянистые — ПОССу 61—0,5, ПОССу 50—0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18—0,5;
сурьмянистые — ПОССу 95—5, ПОССу 40—2, ПОССу 35—2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3; ПОССу 5—1, ПОССу 4—6, ПОССу 4-4.
Повышенные требования по содержанию пршгееей в обозначении всех приведенных марок припоя в чушках добавляется буква П, например: ПОС 90-П; ПОС 61-П; ПОССу 61—0,5-П; ПОССу 40-2-П.
31. Физико-механические свойства припоев
Марка припоя Температура плавления, «С Плотность, г/см3 Удельное электросопротивление, Ом • мм2/м Теплопроводность, кал/(см- с,°C) I Временное сопротивление разрыву, 1 кгс/мм2 Относительное удлинение, % Ударная вязкость, кгс-м/см2 Твердость по Бринеллю НВ
Соли-. ДУС Ликвидус
ПОС 90 183 220 7,6 0,120 0,130 4,9 40 4,2 15,4
ПОС 61 183 190 8,5 0,139 0,120 4,3 46 3,9 14Д}
ПОС 40 183 238 9,3 0,159 0,100 3,8 52 4,0 12,5
ПОС 10 268 299 10,8 0,200 0,084 3,2 44 3,2 12,5
ПОС 61М 183 192 8,5 0,143 0,117 4,5 40 1,1 14,9
ПОСК 50-18 142 145 8,8 0,133 0,130 4,0 40 4,9 14,0
ПОССу 61-0,5 183 189 8,5 0,t40 6,120 4,5 35 3,7 13,5
ПОССу 50-0,5 183 216 8,9 0,149 0,112 3,8 62 4,4 13,2
ПОССу 40-0,5 183 235 9,3 0,169 0,100 4,0 50 4,0 13,0
ПОССу 35-0,5 183 245 9,5 9,172 3,100 3,8 47 3,9 13,3
ПОССу 30-0,5 183 255 8,7 0,179 0,090 3,6 45 3,9 13,2
ПОССу 25-0,5 183 266 10,0 0,182 0,090 3,6 45 3,9 13,6
ПОССу 18-0,5 183 277 10,2 0,198 0,084 3,6 50 3,6
ПОССу 95-5 234 240 7,3 0,145 0,110 4,0 46 5,5 18,0
ПОССу 40—2 185 229 9,2 0,172 0,100 4,3 48 2,8 14,2
ПОССу 35-2 185 243 9,4 0,179 0,090 4,0 40 2,6
ПОССу 30-2 185 250 9,6 0,182 0,0?0 4,0 40 2,5 —
ПОССу 25—2 185 260 9,8 0,185 0,090 3,8 35 2,4
ПОССу 18—2 186 270 10,t 0.206 0,181 3,6 35 1,9 И,’
ПОССу 15-2 184 275 10,3 0 208 0,080 3,6 35 1,9 12,0
ПОССу 10—2 268 285 10,7 0,208 0,080 3,5 30 1,9 10,8
ПОССу 8-3 240 290 10,5 04’07 0,081 4,0 43 1,7 12,8
ПОССу 5—1 275 308 11,2 0,200 0,084 3,3 40 2,8 10,7
ПОССу 4—6 244 270 10,7 0,208 0,080 6,5 15 0,8 17,3
Примеры обозначения: припой в чушках марки ПОС 40: Припой Ч ПОС 40 ГОСТ 21930—76
То же, марки ПОССу 18—0,5:
Припой Ч ПОССу 18—0,5 ГОСТ 21930—76
Сортамент припоя в изделиях:
диаметр проволоки 0,5; 0,6; 0,8; 1,0; 1,2; 1,5; 1,8; 2,0 мм;
прутки круглые: 8; 10; 12; 15 мм;
прутки трехгранные: 10; 12; 14; 16 мм;
прутки квадратные (размер сторон): 5; 7; 9; 11; 13; 15 мм. Длины прутков 400 мм;
лепты толщиной 0,8 и 1,0 мм при ширине 8—10 мм; толщиной 1,5; 2,0;
2,5; 3; 4; 5 мм при ширипе 5—10 и 15 мм;
трубки с наружным диаметром 1,0; 1,5; 2,0; 2,5; 3; 4; 5 мм.
Длина проволоки, ленты и трубки не менее 10 м.
Примеры обозначении припоев в изделиях.
Припой в виде проволоки диаметром 2 Мм, марки ПОССу 40—0,5, Припой Пр 2 ПОССу 40—0,'5 ГОСТ 21931—76
То же, в виде ленты размером 1x8 мм, марки ПОС 61:
Припой Л 1 X 8 ПОС" 61 ГОСТ 21931 — 76
То же, в виде круглого прутка диаметром 10 мм, марки ПОССу 30—2: Припой Пк 10 ПОССу 30—2 ГОСТ 21931 — 76
32. Области Преимущественного применения оловянно-свинцовых припоев
Марка припоя Область применения
ПОС 90 ПОС 61 ПОС 40 ПОС 10 ПОС 61М ПОСК 50-18 ПОССу 61-0,5 ПОССу 50-0,5 ПОССу 40—0,5 ПОССу 35-0,5 ПОССу 30-0,5 ПОССу 25-0,5 ПОССу 18-0,5 ПОССу 95-5 ПОССу 40—2 ПОССу 30-2 ПОССу 18-2 ПОССу 5-1 ПОССу 4—6 ПОССу 4—4 ПОСК 2—18 Лужение н пайка внутренних швов пищевой посуды, и медицинской аппаратуры Лужение и пайка алектро- и радиоаппаратуры точных приборов с высокогерметичными швами, где недопустим перегрев Лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами Лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов Лужение и пайка электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, элеКтро-и радиоэлектронной промышленности Применение припоя при лужении и пайке в тиглях и ванных нс допускается Пайка деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов Лужение и пайка электроаппаратуры, оцинкованных радиодеталей при жестких требованиях к температуре Лужение и пайка авиационных радиаторов, пайка пищевой посуды с последующим лужением пищевым оловом Лужение и пайка жести, пайка монтажных элементов, радиаторных трубок, оцинкованных деталей холодильных агрегатов Лужение и пайка свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки Лужение и пайка листового цинка, радиаторов Лужение и пайка радиаторов Лужение и пайка трубок теплообменников Пайка в электропромышленности, пайка трубопроводов, работающих при повышенных температурах Лужение и пайка холодильных устройств, тонколистовой упаковки. Припой широкого назначения Для лужения и пайки в холодильном аппаратостроении, автомобилестроении, для абразивной пайки Пайка в автомобилестроении Лужение и пайка деталей, работающих при повышенных температурах Пайка белой жести, лужение и пайка деталей с закатанными и клепаными швами из латуни и меди Лужение и пайка в автомобилестроении Лужение и пайка металлизированных и керамических деталей
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
То же, в виде трохграниого прутка с размером сторон 14 мм, марки ПОС 61:
Припой Пт 14 ПОС 61 ГОСТ 21931-76
То же, в виде квадратного прутка с размером сторон 9 мм, марки ПОССу 61-0,5:
Припой Пкв ПОССу 61—0,5 ГОСТ 21931—76
То же, в виде трубки наружным диаметром 4 мм, марки ПОССу 25—2 с на-полнителем — канифолью марки А:
Припой Т4А ПОССу 25-2 ГОСТ 21931-76
То же, в виде порошка марки ПОССу 30—2:
Припой Лор ПОССу 30—2 ГОСТ 21931-76
СЕРЕБРЯНЫЕ ПРИПОИ
33. Марки серебряных припоев и их назначение
Марна припоя Примерное назначение
ПСр 72; ПСр 71;ПСр 62; ПСр 50Кд; ПСр 50; ПСр 45; ПСр 40, ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М _ ПСрМО 68-27-5; ПСр 70; ПСр 50 ПСр 37,5 ПСр 40 ПСр 71; ПСр 25Ф; ПСр 13 ПСр ЗКд ПСрМО 68-27-5, ПСрКдМ 50—34— 16; ПСрМЦКд 45—15—16—24; ПСр 3; ПСр 2,5 ПСр 1 Лужение и пайка меди, медных и медпо-иике-левых сплавов, никеля, ковара, нейзильбера, латуней и бронз Пайка стали с медью, никелем, медными и мед-но-никелевыми сплавами Пайка титана и титановых сплавов с нержавеющей сталью Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свипцово-оловяпистых бронз Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой Пайка меди, медных сплавов и сталей по све-жепапесенному медному гальваническому покрытию не менее 10 мкм Пайка и лужение цветных металлов и сталей Пайка и лужение серебряных деталей
М. 'Гетянература изавлеиня п плотность серебряных ирниоев
Марка припоя Плотность, г/см3 Температура плавления, °C Марка припоя Плотность, г/см3 Температура плавления, °C
Верхняя критическая точка Нижняя критическая точка Верхняя критическая точка Нижняя критическая точка
ПСр 72 10,0 779 779 ПСр 25 8,7 775 740
ПСр 71 9,8 795 645 ПСр 25Ф 8,3 725 645
ПСр 70 9,8 770 715 ПСр 15 8,5 810 640
, ПСр 65 9 >45 722 695 ПСр 12М 8,3 830 793
, ПСр 62 9,6 723 650 ПСр 10 8,4 850 822
ПСр 50 9,3 860 770 ПСр 3 11,4 315 304
ПСр 50ЯД 9,25 €40 625 ПСр ЗКд 8,7 342 314
ПСр 45 9,1 730 665 ПСр 2,5 11,0 300 295
ПСр 40 9,25 610 5Р0 ПСр 2,5С 11,3 306 304
ПСр 37,5 8,9 810 725 ПСр 1 9,4 235 225
В обоавачеивях марок припоев овяачакуг. И — припой, Ср — серебро, 14 — медъ, О — олово. Числа означают соответственное процентное содержание этих элементов.
Сортамент серебряных припоев. Проволоку круглую (по ГОСТ 19746—74) изготовляют следующих диаметров: 0,15; 0,20; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 3,6; 4,0; 5,0; 6,0 мм.
Пример обозначения проволоки из серебряного припоя марки ПСр 50, диаметром 0,25 мм:
Проволока ПСр 50 0,25 ГОСТ 19746—74
Полосы (по ГОСТ 19739—74) изготовляют: толщиной 0,10; 0,12; 0,15; 0,20; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0 мм; шириной 50; 100; 150; 200 мм; длиной 100; 150; 200; 300; 400 мм.
Пример обозначения полосы из серебряного припоя марки ПСр 50, толщиной 0,8 мм, шириной 200 мм, длиной 400 мм:
Полоса ПСр 50, 0,8 X 200 X 400 ГОСТ 19739—74
Химический состав серебряных припоев приведен в ГОСТ 19738—74.
ОСНОВНЫЕ ТИПЫ И ПАРАМЕТРЫ ПАЯНЫХ СОЕДИНЕНИЙ (но ГОСТ 19249—73)
35. Типы паяных соединений и их обозначения
Тип паяного соединения Форма поперечного сечения соединения Условное обозначение соединения Тип паяного соединения Форма поперечного сечения соединения Условное обозначение соединения
ПН-1 пв-з
шт
— В скос
Виа- ПН-2 г г ПВ-4
хлестну 1 1 1
ESI ПН-3
1 ПТ-1
ПП-4
Телесно- ПН-5 1 ПТ-2
пическое
ПН-6 Втавр
ПТ-3
gw ПВ-1
Встык
I | 1 ПТ-4
1 1 1 IIB-2
Продолжение табл. 35
Тип паяного соединения Форма поперечного сечения соединения Условное обозначение соединения Тип паяного соединения Форма поперечного сечения соединения Условное обозначение соединения
В угол ПУ-1 Соприкасающееся ПС-1
ПС-2 ПС-3
ПУ-2
ПУ-3
ПС-4
Примечание Тип паяного соединения определяется взаимным расположением и формой паяемых деталей в месте соединения
36. Конструктивные элементы паяных швов п их обозначения
Тип соедине- Конструктивны^, элементы паяных швов Наименование конструктивных элементов Обозначение конструк- элементов
Внахлестку, телескопическое 1 а г Толщина основного материала Толщина шва Ширина шва 8 а Ь
Встык g 1 L^l Толщина основного материала Толщина шва Ширина шва S а Ь
Вскос el Толщина основного материала Толщина шва Ширина шва Угол скоса 8 а Ъ а
Продолжение табл 36
Тип соединения Конструктивные элементы паяных швов Наименование конструктивных элементов Обо значение кон-струкгив-нлХ элементов
Втйвр .с Толщина основного материала Толщина шва Ширина шва S ь
1 /а1- л
«о И
В угол j» «j/\ Уу' Толщина основного материала Толщина шва Ширина шва Уюл соединения деталей Угол скоса S a Ъ сс
Соприкасающееся >| То пдппа основного материала Радиус кривизны прямой детали Ширина шва S R Ь
37. Величины сборочных зазоров для наиболее распрос i раненных сочетании «паяемый материал — припои», мм
Наименование припоя Наименование паяемого материала
Медь Медные сплавы Сталь Углеродистая и ни зколеги-рованная Сталь нержавеющая Алюминий и алюминиевые сплавы
Оловяпно-свннцовый 0,07—0,20 0,07—0,_0 0,0э—0,50 0,20— 0,75 0,05-0,15
Медный - 0 04—0,20 0,001—0,05 0 01—0,10 —
Медно-цинковый 0,04—0,20 0,04-0,20 0,05-0,25 0,02- 0,12 —.
Серебряный 0,04- 0,2э 0,04-0,25 0,02—0,15 0,05-0,10 ——
Алюминиевый - — — —— 0,12—0,2а
Цинковый — — — — 0,10—0,25
Конструктивными элементами паяного шва являются: капиллярный участок шва и залтель (залтели).
Основными параметрами конструктивных элементов паяного шва являются толщина, ширина и длина капиллярною участка шва.
Толщина шва — расстояние между поверхностями соединенных деталей.
Это расстояние эквивалентно величине паяльного зазора.
Ширина шва — протяженность капиллярного участка шва в сечении, характеризующем тип паяного соединения (характерном сечении). В соединениях
внахлестку и телескопическом ширина шва равна
Рис. 33. Условное обозначение типа паяного соединения
На стадии эскизного
величине нахлестки.
Длина шва — протяженность паяного шва вдоль его оси, перпендикулярной плоскости характерного сечения.
Толщина шва а определяется величиной сборочного зазора и физико-химическими свойствами паяемого материала и припоя. Величины сборочных зазоров для наиболее распространенных сочетаний «паяемый материал — припой» приведены в табл. 37.
Величина нахлестки определяется механическими свойствами паяемого материала, паяного шва и требованиями, предъявляемыми it конструкции.
Толщина паяемого материала S устанавливается при проектировании паяной конструкции, и технического проектов обозначения паяных швов
на чертеже — по ГОСТ 2.313—68.
Условное обозначение типа паяного соединения проставляют над полкой линии-выноски, как показано на рис. 33.
Рациональная- форма галтели — вогнутый мениск.
Форма и конструктивные элементы швов паяных соединений, которые являются комбинацией основных типов, должны быть вычерчены с указанием
размеров.
Комбинированные паяные соединения, широко применяемые в отраслях промышленности, приведены в справочном приложении 2 ГОСТ 19249—73.
Пример обозначения паяного гава соединения впахлестку ПН-1, толщиной 0,05 мм, шириной 10 мм и длиной шва 150 мм:
ПН-1 0,05 X 10 X 150 ГОСТ 19249-73
ПРЕДЕЛЫ ПРОЧНОСТИ НА СРЕЗ ПАЯНЫХ СОЕДИНЕНИЙ
Примеры пределов прочности на срез паяных соединений металлов приведены в табл. 38 и 39.
38. Значения предела прочности на срез соединений оловянно-свшщовым ' припоем ПОС 40
Основной металл Предел прочности, в кге/мм2, при температуре, °C
-196 -183 —96 -60 4-20 4-85
Сталь 20 6,0 5,5 5,5 5,1 2,8 2,2
12Х18Н9Т 3,0 3,4 3,0 5,0 3,2 2,0
Медь М3 3,5 3,3 3,4 3,5 2,7 1,6
Латунь Л63 2,9 2,9 3,1 2,7 2,2 2,2
39. Значения пределов прочности на срез соединений серебряными припоями
Основной металл Предел прочности, кге/мм3
ПСр 40 ПСр 45 ПСр 25
12Х18Н9Т 40ХНМА ЗОХГСА Медь 24—29 33-46 35—46 18-26 35-41 25 19-24 35—43
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ В ПАЯНЫХ СОЕДИНЕНИЯХ
Допускаемые напряжения в паяных соединениях зависят от многих факторов: свойств основного материала, припоев, технологического процесса, вида соединения, толщины шва, рода силовых нагрузок, температурного режима эксплуатации, среды работы конструкции. Надежным и приемлемым методом определения допускаемых напряжений в паяных соединениях является испытание образцов при параметрах и условиях, близких к производственным.
Для паяных соединений встык рекомендуется испытание до момента разрушения^ В таком случае разрушающее напряжение
Р
где Р — разрушающее усилие; F — площадь поперечного сечения испытуемого образца.
Допускаемое напряжение при пайке может быть определено в зависимости от величины разрушающего напряжения и коэффициента запаса прочности К, который рекомендуется брать равным 2,5—3,0 при статических напряжениях.
Для паяных соединений внахлестку испытания проводят па образцах, имеющих толщины, равные принятым в конструкциях при длине нахлестки 2,5 S. Разрушающее напряжение
Р
b-2,5S ’ где b — ширина образца; S — толщина образца.
Коэффициент запаса прочности такой же, как при испытании соединения встык.
Для телескопических паяпых соединений целесообразно производить испытание на образцах аналогичных конструкций. Разрушающее напряжение
где F — площадь шва в телескопическом соединении. Коэффициент запаса прочности принимать как при испытании соединения встык.
КЛЕЕВЫЕ СОЕДИНЕНИЯ
Склеивание применяют для соединения однородных и разнородных материалов, преимущественно для соединения слабоиагруженных деталей, деталей из листового материала, гнутых профилей, труб и пр. Для большинства соединений необходимы нагрев и сжатие склеиваемых деталей.
Для склеивания деталей требуется их механическая и химическая подготовка. Механическую подготовку металлических деталей производят па металлорежущих станках или напильником, сложные поверхности подвергают пескоструйной обработке. При склеивании металлов следует Избегать очень шероховатых поверхностей, чтобы исключить попадание воздушных пузырькон в углубления поверхностей, что может привести к возникновению внутренних напряжений. Резиновые детали зачищают наждачной шкуркой. Пластмассовые детали обрабатывают резанием или зачищают шкуркой. Детали из стекла, фарфора перед склеиванием не подвергают механической обработке. Химическая подготовка заключается в обезжиривании склеиваемых поверхностей ацетоном, спиртом, бензином или бензолом.
Существенное значение имеет выбор толщины клеевого шва: 0,1—0,2 мм для клея ПЭФ-2/10; 0,05—0,25 мм для клея БФ-2 и БФ-4 при двустороннем двухслойном нанесении на металлическую поверхность и однослойном на пластмассовую поверхность. С применением швов толщиной более 0,5 мм значительно снижается прочность соединения.
Наибольшее влияние на прочность соединения оказывает температура эксплуатационного режима (табл. 40). Клеи и их физико-механические свойства приведены в табл. 41.
40. Предел прочности клеевого соединения при отрыве при кратковременном нагружении
Марка клея оотр в кгс/см2 при температуре, °C
-СО 20 60 100 2С0 300
БФ-4 70 150 90 50 15
ПЭФ-2/10 200 160 100 СО 25
Клеи марок БФ-2, БФ-4, ПЭФ-2/10, ВС-ЮТ вибростойки.
Клей марки БФ-2 по сравнению с клеем марки БФ-4 соответственно обладает большей термостойкостью, но меньшей эластичностью.
Клей ПЭФ-2/10 устойчив к воздействию топлива и масел, допускает применение при вибрации или возвратно-поступательном перемещении одной поверхности относительно другой, jпотребляется для горячего и холодного склеивания.
НекоиструКционные клеи применяют для соединения пепагруженных деталей, конструкционные — для прочностных соединений.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СКЛЕИВАЕМЫХ ДЕТАЛЕЙ
В прочностных клеевых конструкциях наиболее распространены соединения внахлестку и встык. Примеры конструктивных элементов склеиваемых детален приведены на рис. 34, 35 и 36.
Рис. 34. Типы клеевых соединений
Клеевые соединения лучше выдерживают сдвиг и хуже — неравномерный отрыв. Когда клеевые соединения подвергаются неравномерному отрыву, отдиранию, для надежности, большей долговечности и увеличения силовой нагрузки, следует предусматривать усиления, например, приклеивание накладок, приклепывание и точечную сварку.
41. Конструкционные н неконструкционные клеи
Показатели БФ-2 БФ-4 БФ-2Н БФ-4Н БФ-6 ВС-ЮТ по ГОСТ 5.581-70 ПЭФ-2/10 по ВТУ П38-56 88*
по ГОСТ 12172—74
Склеиваемые материалы Цветные металлы, нержавеющие стали; эти металлы с неметаллами: пластмассой, деревом, фиброй, кожей, тканями Черные металлы Ткани, войлок, резина между собой и с металлами Стали, дюралюминий, теплостойкие пенопласты, стеклотекстолиты между собой и в сочетании друг с другом. Фрикционные накладки к тормозным колодкам Металлы с металлом, резиной, пластмассой, органическим стеклом, текстолитом, кожей Металлы с металлами, дюралюминий с кожей и резиной, сталь с пробкой, резина с резиной, дерево с резиной и брезентом
Температура эксплуатации клея От минус 60 до -плюс 80 “С От минус 60 до плюс 60 °C От минус 60 до плюс 60 сС — 200 °C в течение 200 ч — — От минус7 60 до плюс 50 °C
Предел прочности клеевого соединения при сдвиге, кгс/см2, не менее при 20 сС при 60 °C при 80 °C при 150—200 'С 200(170)** 200(160)** 200(170)** Не определяется 200(160)** 100(85)** Не определяется Не определяется Сталл ЗОХГСА 180 при 20 °C 65 при 200'С 40 при 300 °C 200 160 100 при 100 'С 60 при 200 °C 25 при 300 ’С —
Коррозионная активность на образцах: алюминиевых стальных Отсутствие Не определяется Не определяет Отсутствие ся Не определяется — — - _
Стойкость к воздействию агрессивных сред: масло, бензин, керосин, вода спирт, ацетон кислота щелочь Стоек Ограниченно стоек Стоек Ограниченно стоек Стоек Ограниченно стоек —
Внешний вид w Пеконструкпнонны ** В скобках приведе Прозрачная или слегка мутная жидкость от светло-желтого до красноватого цвета I клей 88 стоек к удару, склеивает без нагрева. •ш величины для 1-го сорта марок клеев, без скобок — для высшего сорта. —
КЛЕЕВЫЕ СОЕДИНЕНИЯ
Рис. 35. Клеевые угловые соединения: а — с неудовлетворительной прочностью; б — с удовлетворительной прочностью
Рис. 36. Клеевые соединения труб:
а — стыковое металлической и пластмассовой труб на ус; б — нахлесточное труб разного диаметра; в — стыковое ступенчатым клеевым швом; г — стыковое пластмассовых труб посредством металлической муфты
Техника безопасности. Фенолополивияилацетальные клеи (БФ-2, БФ-4, БФ-2П, БФ-4Н, БФ-6) — горючая, невзрывоопасиая жидкость. Из клеев этих марок возможно выделение фенола, формальдегида, аммиака, масляного альдегида.
Для предотвращения вредного воздействия веществ, выделяющихся при повышенной температуре из клеев, помещения необходимо оснастить приточно-вытяжной вентиляцией.
ДОПОЛНИТЕЛЬНЫЕ источники
Заклепки с потайной головкой (угол 90°) (повышенного качества). Конструкция и размеры — ГОСТ 14799—75.
Заклепки с плосковыпуклой головкой (повышенного качества). Конструкция и размеры — ГОСТ 14801—75.
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры — ГОСТ 11535—75.
Швы сварных соединений электрозаклепочные. Основные типы и конструктивные элементы — ГОСТ 14776—69.
Сварные соединения, выполняемые контактной электросваркой. Основные типы и конструктивные элементы — ГОСТ? 15878—70.
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры — ГОСТ 14771—76.
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы — ГОСТ 10052—75.
Проволока стальная сварочная — ГОСТ 2246—70.
Проволока сварочная пз алюминия и алюминиевых сплавов — ГОСТ 7871-75.
Проволока и прутки из меди и сплавов на медной основе сварочные — ГОСТ 16130—72.
Проволока сварочная из титановых сплавов — ОСТ 1 90015—71,
Припои. Классификация — ГОСТ 19248—73.
Проволока из припоев серебряных — ГОСТ 19746—74.
Клеи. Свойства и пазначенпе — ОСТ 4. ГО.029.004.
Клей резиновый — ГОСТ 2199—66.
Земляков И. П. Прочность деталей из пластмасс. М., «Машиностроение», 1972.
Проектирование сварных конструкций в машиностроении. Под ред. С. А. Куркина. М., «Машиностроение», 1975.
Николаев Г. А., Куркин С. А., Винокуров В. А. Проектирование сварных конструкций в машиностроении. М., «Машиностроение», 1975.
Орлов П. И. Основы конструирования. Изд. 2-е Кн. 2. М., «Машиностроение», 1977.
Справочник по пайке. Под ред. С. Н. Лоцманова, И. Е. Петрунина^ В. П. Фролова. М., «Машиностроение», 1975.
Швы сварных соединений. Аргоно-дуговая сварка титановых сплавов. Основные типы и конструктивные элементы — ОСГ 6 20.5Б0.010 ООО—76.
ГЛАВА II
ПРУЖИНЫ
ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ ПРУЖИНЫ СЖАТИЯ И РАСТЯЖЕНИЯ
КЛАССЫ И РАЗРЯДЫ ПРУЖИН
Ниже рассматриваются винтовые цилиндрические пружины сжатия и рас-тяжеиия из стали круглого сечения с индексами с = -^ от 4 до 12. Приводимые данные распространяются на пружины для работы при повышенных температурах, а также в агрессивных и иных средах, требующих применения специальных материалов. Пружины разделяют на классы и разряды (табл. 1 и 2).
Отсутствие соударения витков у пружин сжатия определяется условием
Уо ^кр где v0 — наибольшая скорость перемещения подвижного конца пружины при нагружении или при разгрузке, м/с; рьр — критическая скорость пружин сжатия, м/с (соответствует возникновению соударения витков пружины от сип инерции).
Выносливость и стойкость пружин. При определении размеров пружин необходимо учитывать, что при v0 > ркр, помимо касательных напряжений кручения, возникают контактные напряжения от соударения витков, движущихся по инерции после замедления и остановок сопрягаемых с пружинами деталей. Если соударение витков отсутствует, то лучшую выносливость имеют пружины с низкими напряжениями т3, т. е. пружины I класса ио табл. 1, промежуточную — циклические пружины II класса и худшую — пружины III класса.
При наличии интенсивною соударения витков йыпосливость располагается в обратном порядке, т. е. повышается не с понижением, а с ростом т3. В таком же порядке располагается и стойкость, т. е. уменьшение остаточных деформаций или осадок пружин.
Средствами регулирования выносливости и стойкости циклических пружин в рамках каждого класса при неизменных заданных значениях рабочего хода служат изменения разности между максимальным касательным напряжением при кручении т3 и касательным напряжением при рабочей деформации та.
Возрастания разности т3 — т2 обусловливают увеличение выносливости и стойкости циклических пружин всех классов при одновременном возрастании размеров узлов. Уменьшение разностей т3 — т2 сопровождается обратными изменениями служебных качеств и размеров пространств в механизмах для размещения пружин.
1. Классы пружин
Класс пружин Пружины Нагружение Выносливость в циклах, ие менее Инерционное соударение витков
I Сжатия и растяжения Циклическое 5 40» Отсутствует
II Циклическое и статическое 1.10»
ш Сжатия Циклическое 2-10» Может наблюдаться
Максимальное касательное напряжение при кручении т, назначено с учетом кривизны витков. Временное сопро1ивлеиие при растяжении О — по ГОСТ 9389—75.
м Класс
tc tC С5 | ГС Разряд
Одножильные сжатия Одножильные сжатия и растяжения Одножильные сжатия и растяжения Вид
31,5-1400 23,6-1000 1 0,125—125 ; 1 0,150-140 Г 8 о о 1 со о 0,100—85 Сила пружины при максимальной деформации, Р3, кгс
3-12 3-12 о 7с 1 ел о 31-е о 1с Диаметр d, мм
о
60С2А; 65С2ВА по ГОСТ 14963-69 50ХФА по ГОСТ 14963-69 65Г по ГОСТ 1050-74 60С2Л, 05С2ВА | по ГОСТ 1 14963-69 По ГОСТ 1050-74 И ГОСТ 1435-74 50ХФА по ГОСТ 14963-69 60С2А; 65С2ВА по ГОСТ 14963-69 По ГОСТ 1050-74 и ГОСТ 1435-74 1 Марка стали Проволока I
53-57 i 44-50 Г tc 1 Г о 46—52 1 Твердость после термообработки HRC
1 i 14963—69 г СП 14963-69 9389-75 (классов 11 и ПА) 1 9389-75 (класса I) 14963-69 9389-75 (классов 1 II и Г ГА) 1 9389-75 (класса I) | 1 i гост
С© О Q а СП ет> о сс С1 03 Максимальное касательное напряжение при кручении тч, кгс/мм3
Обязаиэль-, но назначают упрочне-1 ине i ДрОбЬЮ 5 4 м S' 1 ! Упрочнение
13775-68 13772—68 13771-68 13770-68 13768-68 13767-68 13766-68 ГОСТ на параметры витков пружин
ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ ПРУЖИНЫ СЖАТИЯ И РАСТЯЖЕНИЯ
О
Для пружин I класса расчетные напряжения и свойства металла регла-
г’о _ t
ментпрованы так, что при—— обусловленная выносливость пружин при
Ркр
действии силы Р\ (сила пружины при предварительной деформации) пе менее 0,2 Р3 (сила пружины при максимальной деформации) обеспечивается при всех осуществимых расположениях и величинах рабочих участков па силовых диаграммах разности напряжений т3 — т2 и т2 — И (касательное напряжение при предварительпой деформации).
Циклические пружины П класса при — в зависимости от располо-жепия и величин рабочих участков могут быть поставлены в условия как неограниченной, так и ограниченной выносливости.
Циклические пружины III класса при всех отношениях-5- и относительней
ном инерционном зазоре пружин б пе более 0,4 характеризуются ограниченной выносливостью, поскольку они рассчитаны на предельно высокие касательные
напряжения кручения, к которым при -° > 1 добавляются контактные папря-
Пьр жения от соударения витков.
Все статические пружины, длительно пребывающие в деформированном состоянии и периодически нагружаемые со скоростью < гкр, относятся ко II классу. Вводимые стандартом ограничения расчетных напряжений и свойств проволоки (табл. - 2) обеспечивают неограниченную стойкость статических пружин при остаточных деформациях пе более 15% от величины максимальной деформации F3.
Допустимые остаточпые деформации статических пружин регламентируются координацией сил пружины при рабочей деформации Р2 на силовых диаграммах, причем увеличение разности Р3 — Р3 способствует уменьшению остаточных деформаций.
Технологические средства регулирования выносливости и стойкости пружин определяются документацией на технические требования.
МАТЕРИАЛЫ ДЛЯ ПРУЖИН
Имеющиеся в промышленности марки пружинной стали характеризуются следующими свойствами и условиями применения.
Проволока класса I по ГОСТ 9389—75 (табл. 3). Высокая разрывная прочность. Наличие больших остаточных напряжений первого рода (от волочения и навивки) обусловливает появление остаточных деформаций пружин при напряжениях т3 > 0,32сГв. При г.’о > ркр остаточные деформации высоки независимо от применения операции заневоливания.
Проволока классов II и ПА по ГОСТ 9389—75 отличается от проволоки класса I меньшей прочностью при разрыве и повышенной пластичностью. Применяют для изделий, работающих при низких температурах, а также для пружин растяжения со сложными конструкциями зацепов. Проволока класса ПА отличается от проволоки класса II более высокой точностью размеров, меньшим содержанием вредных примесей в металле и повышенной пластичностью.
Стальную углеродистую холоднотянутую проволоку по ГОСТ 9389—75 применяют для изготовления пружин, навиваемых в холодном состоянии и не подвергаемых закалке.
Проволоку изготовляют:
а) по механическим свойствам: первого класса — I, второго класса — II, третьего класса — III, класса — ПА;
б) по точности изготовления: нормальной точности, повышенной точности — II.
Поимечание Проволоку классов I, IT, III изготовляют нормальной и повышенной точности Проволоку класса ПА изготовляют повышенной точности. Механические свойства проволоки приведены в табл. 3.
3. Механические свойства проволоки
Диаметр проволоки, мм Временное сопротивление в кгс/мм2 для классов Число перегибов, не менее, для классов Число Скручиваний, не менее, для классов
I II НА III I 11 НА III I II НА III
0,20 275-310 230-275 225—270 180—230 .. 30 30 32 30
0,22 275-310 230-275 225—270 180—230 — 29 29 32 29
0,25 275—310 230—275 225 -270 180-230 27 27 32 27
0,28 275—310 230—275 225-270 180-230 — — — — 26 26 31 26
0,30 275—310 230—275 225—270 180—230 23 23 31 23
0,32 270-305 225—270 220—265 175- 225 22 22 30 22
0,36 270—305 225—270 220—265 175—225 — — 22 22 30 22
0,40 265—300 220—265 220—265 170—220 — — — — 20 21 28 21
0,45 265—300 220—265 220—265 170—200 — 17 20 28 20
0,50 265-300 220—265 220—265 170-220 — 16 19 27 19
0,56 265—300 220-265 220—265 170—220 — — 16 19 27 19
0,60 265—300 220-265 220—265 170-220 — — — ,— 16 18 25 18
0,63 260—295 220—260 215-260 170—220 — 16 18 25 18
0,70 260—295 220-260 215—260 170—220 — — 16 18 25 18
0,80 200—295 215—260 215—260 170-215 и 12 12 12 16 17 24 17
0,90 255-285 215-255 210—255 165-215 10 И И И 16 17 24 17
1,00 250—280 210—250 205—250 160—210 9 10 10 10 16 17 24 17
1,10 245-275 205—245 195-240 155-205 8 8 8 9 16 17 24 17
1,20 240—270 200—240 195-240 155—200 7 7 7 8 16 17 24 17
1,30 235—265 200—235 190 -230 155-200 19 18 18 18 16 17 24 17
1,40 230—260 195—230 190—230 150-195 17 17 17 17 16 17 24 17
1,50 225-255 190—225 185- 220 145—190 15 15 15 15 16 17 24 17
1,60 220—250 190—220 185—220 145-190 13 13 13 13 16 17 24 17
1,70 210—240 180-210 180—210 140—180 и 10 10 И 15 17 24 17
1,80 210—240 180-210 180—210 140—180 10 10 10 И 15 17 24 17
1,90 205-235 180- 205 180-210 140-180 8 10 9 10 14 17 23 16
2,00 205-230 180—205 180-210 140—180 8 9 9 10 14 16 23 16
2,10 200-225 175—200 170—200 140-175 7 8 8 9 13 15 22 15
2,30 195—220 170-195 170—200 135-170 6 7 7 8 13 15 21 15
2,50 185-210 165—190 165—195 130-165 6 7 7 8 12 15 21 15
2,80 181-2Q5 165—190 165—195 130-165 7 9 9 10 и 14 19 14
3.00 175—200 165-190 165-195 130-165 4 5 5 7 10 13 18 13
3,20 175—200 155—180 155-185 125—155 4 5 5 7 10 13 18 13
3,50 170—199 155—180 155-180 125—155 3 5 5 5 8 13 18 13
3,60 170-195 155-180 155-180 125-155 3 5 5 5 7 13 18 13
4,00 165—190 150-175 150-175 120-150 4 6 6 6 6 13 18 13
4,20 160-185 145-170 140—165 115-145 4 5 5 5 6 12 16 12
4,50 155—180 140—165 140-165 115—140 4 5 5 5 6 12 16 12
5,00 150—175 140—165 140—165 115—140 3 4 4 4 4 9 13 9
5,60 145—170 135-160 135-160 110-135 5 6 6 6 4 6 8 6
6,00 145-170 135-160 135-160 110-135 3 6 6 6 2 4 6 4
ГОСТ предусматривает диаметр проволоки 0,14—0,18 и 6,30—8,00 мм.
Примеры обозначений:
Проволока I класса, повышенной точности, диаметром 1,20 мм:
Проволока I—II—1,20 ГОСТ 9389—73
То же, Ш класса, нормальной точности, диаметром 2,00 мм:
Проволока III— 3,0 ГОСТ 9389—73
Сталь марки 65Г. Повышенная склонность к образованию закалочных трещин. Применяют с целью удешевления продукции для изделий массового производства в случаях, когда поломки пружин не вызывают нарушения функционирования деталей механизмов и замена пружин не трудоемка.
Сталь марки 50ХФА. Повышенная теплоустойчивость. Закаливается на твердость пе более HRC 52. В результате высоких уйругих и вязких свойств служит лучшим материалом для пружин I класса. Для пружин III класса непригодна по причине недостаточной твердости.
4*
Сталь марки 60С2А. Высокие упругие и вязкие свойства. Повышенная склонность к графитизации п недостаточная прокаливаемость при сечениях d > 20 мм. Широко применяют для пружин I и II классов. Для пружин III класса назначают при va < 6 м/с.
Сталь марки 65С2ВА. Высокие упругие свойства и вязкость. Повышенная прокаливаемость. Служит лучшим материалом для пружин III класса. Применяют при v0 > 6 м/с.
Пружины из стали 50ХФА преимущественно используют при температуре от минус 180 до плюс 250° С, из проволоки класса ПА по ГОСТ 9389—75 — от минус 180 до плюс 120° С, из стали марок 65Г, 60С2А, 65С2ВА и из проволоки класса 1 ГОСТ 9389—75 — от минус 60 до плюс 120° С. В случаях использования пружин при более высоких температурах рекомендуется учитывать температурные изменения модуля.
Стальная легированная пружинная проволока (по ГОСТ 14963—69). Стальная легированная полированная шлифованная проволока — серебрянка и неполированная и нешлифованная проволока круглого сечения предназначена для изготовления пружин, подвергающихся после павивки закалке и отпуску.
Проволоку подразделяют:
а) по отделке поверхности:
па проволоку со специальной отделкой поверхности — серебрянку: полированную с шероховатостью поверхности не ниже класса 9-А'; шлифованную или полированную с шероховатостью поверхности не ниже класса 8-Б; шлифованную с шероховатостью поверхности но ниже класса 7-В; шлифованную с шероховатостью поверхности не ниже класса 6-Г;
на проволоку без специальной отделки поверхности — предварительно очищенную с последующим волочением — Д; неполированную ц нешлифованную (после волочения) — Н;
б) по точности изготовления:
на проволоку нормальной точности (группа точности ГТ4 по ГОСТ 2771—57, повышенной точности (группа точности ГТЗа по ГОСТ 2771-57) - П;
в) по назначению: на пружины горячей навивки — ГН; на пружины холодной навивки — ХН.
Проволоку изготовляют следующих диаметров: 0,50; 0,55; 0,63; 0,70; 0,80; 0,90; 1,00; 1,10; 1,20; 1,60; 1,80; 2,00; 2,50; 2,80; 3,00; 3,20; 3,50; 3,80; 4,00; 4,20; 4,50; 4,80; 5,00; 5,50; 6,00; 6,20; 6,50; 7,00;’7,50; 8,00; 8,50; 9,00; 10,00; 10,50; 11,00; 11,50; 12,00; 13,00; 14,00 мм.
Допускаемые отклонения по диаметру проволоки должны соответствовать труппам точности ГТЗа и ГТ4 ио ГОСТ 2771—57.
В состоянии поставки твердость проволоки, предназначенной для пружин холодной навивки, из сталей марок 60С2А, 65С2ВА, 70СЗА, 60С2ХФА не выше HRC 33 (НВ 302) или временное сопротивление разрыву пе более 105,5 кгс/мм2.
Для сталщбОХФА при термическом режиме обработки: закалка при 840— 860° С, охлаждение в масле, отпуск при 370—420° С, выдержка не менее 30 мин, охлаждение в масле или горячей воде — временное сопротивление разрыву при растяжении — не менее 150 кгс/мм2; сужение площади поперечного сечения — не мепее 40%; твердость HRC 42—50.
Примеры обозначений.
Проволока из стали 50ХФА, полированной, группы А, повышенной точности, холодной навивки, диаметром 3,5 мм:
Проволока 50ХФА—А—П—ХН—3,5 ГОСТ 14963—69
То же, из стали 60С2А, неполированной и нешлифованной, группы Н, повышенной точности, горячей навивки, диаметром 9,0 мм:
Проволока 60С2А—Н-П—ГН—9,0 ГОСТ 14963—69
Стальная холоднокатаная термообработанная лента (но ГОСТ 21996—76). Лента из конструкционной, инструментальной и пружинной стали предназначена для изготовления пружинящих деталей п пружин.
Ленту подразделяют:
а) по прочности (временному сопротивлению разрыву или твердости) на группы: первую — 1П, вторую — 2П, третьго — ЗП;
б) по точности изготовления: по толщине — нормальной точности, повышенной точности — ПТ, высокой точности — ВТ, по ширине — нормальной точности, повышенной точности — ПШ; высокой точности — ВШ;
в) по виду поверхности: па светлокаленую, светлокалепую с цветами побежалости — Ц, полированную — С, колоризованную — К, темную — Ч;
г) по виду кромок: с обрезанными кромками, с обработанными кромками — Д.
Размеры и механические свойства лент даны в табл. 4, 5.
4. Толщина и ширина лент Размеры, мм
Толщина Ширина Толщина Ширина
0,20—0,40 0,45—0,50 0,55 -0,60 5- 100 6-100 7-100 0,63—0,8 0,90-1,0 1,1-1,3 8-100 9-100 10-100
Примеры обозначений.
Лента группы 1П повышенной точности изготовления по толщине, нормальной точности по ширине, с обработанными кромками,, светлокаленая с цветами побежалости, размером 0,7 X 20 мм:
Лейта 1П-ПТ-Ц-7Х20 ГОСТ 21996—76
То же, группы ЗП повышенной точности изготовления по толщине и ширине, с обрезанными кромками, светлокаленая, размером 0,3 X 15 мм:
Лента ЗП—ПТПШ—0,3X15 ГОСТ 21996—76
Ленту изготовлягот из стали марок 50, 60, 70, 65Г по ГОСТ 1050—74, марок У7А, У8А, У9А, У10А, У12А по ГОСТ 1435—74 и марок 60СЗА, 70С2ХА по ГОСТ 14959—69.
5. Временное сопротивление разрыву или твердость ленты
Группы прочности лепты Временное сопротивление разрыву, кгс/мм2 Твердость по Виккерсу HV
ш 21Г ЗП 130-160 161—190 Св. 190 375-485 486—600 Св. 600
Горячекатаная рессорно-пружинная сталь (по ГОСТ 7419—74) (табл. 6—8). Размеры и предельные отклонения круглой пружинной стали — ио ГОСТ 2590-71. '
Пружинную квадратную сталь изготовляют со стороной квадрата от 6 до . 50 мм; размеры и предельные отклонения — по ГОСТ 2591 —71.
Полосовую прямоугольную пружинную сталь с притупленными углами изготовляют шириной от 20 до 160 мм, толщиной от 4 до 18 мм; размеры поперечного сечения и предельные отклонения — по ГОСТ 103—76.
6. Пружинная полссоваи сталь с закругленными краями Размеры, мм
в Я Масса 1 м, кг
R н 2 35x0,5 40X0,7 40X0,7 45X0,7 45X0,7 75x1,0 5,5X0,15 5X0,35 7X0 35 5x0,35 7x0,35 10x0.35 1,37 1,53 2,12 1,72 2,39 5,72
7. Рессорпаи полосован сталь Размеры, мм
RZD-W в Н В н В н
40 45 50 55 4,5-8 4,5—9 5—10 6-11 60; 65 70 75 . 80 6-12 7-14 7,5—14 8-16 90 100 120; 130 150 9-18 10—20 12—20 14—20
*1
1
В
8. Рессорная трапециевидная сталь Размеры, мм
*1 1
С
1 в '
В •Bi 7 Обычная точность прокатки 7 Высокая точность прокатки лтах R Масса 1 м, кг
45X0,6 25 6,0X0,15 6,5X0,15 7,0X0,15 6,0X0,1 6,5X0,1 7,0+0,1 2,0 2,0 2,3 50 1,82 1,95 2,09
55X0,6 30 6,0x0,15 6,5x0,15 7,0X0,15 8,0X0,15 9,0x0,15 6,0X0,1 6,5X0,1 7,0+0,1 8,0+0,1 9,0X0,15 2,0 2,0 2,3 3,0 3,0 100 2,21 2,37 2,54 2,87 3,21
65X0,7 35 6,0+0,15 7,0+0,15 8,0X0,15 9,0+0,15 10,0X0,15 11,0X0,15 6,0X0,1 7,0X0,15 8,0x0,1 9,0X0,1 Ю 0X0,1 11,0X0,1 2,0 2,3 2,7 3,0 3.3 3,7 100 2,59 3,02 3,45 3,89 4,31 4,75
Примеры обозначений.
Рессорная полосовая сталь размером 8 X 65 мм, марки 65, обычной точности Прокатки:
„ 8 X 65 ГОСТ 7419—74
Рессорная полосовая ос. --
65 1ОС1 14959—69
Пружинная полосовая сталь размером 5 X 45 мм, марки 60С2:
„ 5 X 45 ГОСТ 7419—74
Пружинная полосовая ~0С2 гост Шб9^Г
Класс высокой точности оговаривают в заказе. При обозначении стали высокой точности прокатки в числителе указывают букву «В».
Пружинная проволока из кремне-марганцовой бронзы Бр. КМц 3-1 (по ГОСТ 5222—72). Наибольшее допускаемое напряжение при кручении [ткр] в кгс/мм2 в зависимости от групп пружин следующее: ‘
Группа пружин...............................
[ Ткр]......................... ............
I И Ш
0,3<JB 0,6<JB 0,5<Ув
Характеристика пружин:
I группа — пружины, подверженные динамическим нагрузкам. При работе пружин возможно их разрушение, причем замена пружины затруднена, а ее поломка может вызвать аварию механизма;
II группа — пружины нагружены статически, их несущая способность в пределах уируюсти повышена заневоливапием (пружины II группы запево-ливаются);
III группа — пружины при статической или плавно прилагаемой переменной по величине нагрузке.
Для пружин с заповоливаниом применяют особый метод расчета.
Для пружин растяжения с прицепами из отогнутых витков приведенные значения [ткр] уменьшают примерно на 25%.
Диаметры проволоки: 1,0; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,2; 2,3; 2,4; 2,5; 2,6; 2,8; 3,0; 3,2; 3,5; 3,8; 4,0; 4,2; 4,5; 4,8; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10 мм.
Проволоку изготовляют нормальной и повышенной (и) точности.
Пример обозначения проволоки диаметром 3 мм, повышенной точности:
Проволока Бр. КМц 3-1 Зп ГОСТ 5222-72
То же, нормальной точности:
Проволока Бр. КМц 3-1 3 ГОСТ 5222—72
9. Механические свойства проволоки из бронзы Бр. КМц 3-1
Механические свойства Диаметр проволоки, мм
0,1 - 2,0 2,8-4,2 4,5—8,0 8,5-10
Предел прочности при растяжении, кгс/мм2, не менее Относительное удлинение при расчетной длине образца 100 мм, %, не менее .... 90 85 83 78
0,5 1,0 1,5 2,0
РАСЧЕТ ПРУЖИН
10. Формулы и способы расчета
Пружина сжатия ПружинД растяжения
Рз
Наименование и обозначение Формула!, нормативы и способы
параметра и размера расчета
Сила пружины при предварительной деформации кто -
Назначаются или вычисляются по условиям работы механизма
Сила пружины при рабочей деформации (соответствует наибольшему принудительному перемещению подвижного звена в механизме) Рг, иге
Рабочий ход h, мм
Наибольшая скорость перемещения подвижного конца пружины при нагружении или разгрузке г>0, м/с
Выносливость — число циклов до разрушения N
Наружный диаметр пружины D, мм Назначается предварительно с учетом конструкции узла Уточняется но табл 11-17
Относительный инерционный зазор пружины сжатия Для пружины растяжения служит ограничением максимальной деформации 0 - 1 - ~рг- • (1) а 3 Для пружйн сжатия I и II классов 6 = 0,05 — 0,251 для пружин растяжения 6 = 0,05 — 0,101 Для одножильных пружин III класса д == 0,1 — 0,4
Сила пружины при максимальной деформации Р3, к ГС <2) Уточняют нО табл 11—17
Диаметр проволоки d, мм Выбирают ЦО табл 11—17
Жесткость одного витка гд, ьтс'мм
Максимальная деформация одного витка /г, мм
Продолжение табл. 10
Наименование и обозначение параметра и размера Формулы, нормативы и способы расчета
Максимальное касательное напряжение при кручении (с учетом кривизны витка) т3, кгс/мм2 Определяют по /абл 2.
Критическая скорость пружины сжатия Гнр’ М/С ’ (3> где O2Gp 3,58
Модуль сдвига G, нгс/мм2 Для пружинной стали G — 8-Ю3
Плотность материала р, кгс-с2/мм* Для пружинной стали р — 8- 1О~10
Жесткость пружины z, кгс/мм , О - р> р° 1Г, Z- h - <*)
Число рабочих витков п « =- “ (5)
Полное число витков п£ 71, П 4- П2, (6) где п2 - число опорных витков
Средним диаметр пружины До, мм д„ = D - d (7)
Индекс пружины с (8)
Предварительная деформация Е£, мм о = (0>
Рабочая дсформапия Г2, мм (10)
Максимальная деформация (при соприкосновении витков сжатия или при испытании пружины растяжения) F3, мм ^3 - (11)
Высота иружипЪ! при максимальной де-формапии мм Н, — (п, 1 — ?г,) d, (12) где ж; — число зашлифованных витков. Для пружин растяжения «а=Но + Е3 (12а)
Высота пружины в свободном состоянии По мм (13) Для пружин растяжения Н0==(П14-1)<г (13а)
Высота пружины при предварительной деформации Й, (определяет габариты узла пружины сжатия), мм Л, = И» - F,' (14) Для пружин растяжения /Ц = И„ [ (Па)
Продолжение табл. 10
Наименование и обозначение параметра и размера Формулы, нормативы и способы расчета
Высота пружины при рабочей деформации Н2 (определяет габариты узла пружины растяжения без учета зацепов), мм Н2 = Н„ - Для пружин растяжения Нг = + Рг (15) (15a)
jffibr друнаиаи t, ик ? “ А ~Г Для пружин растяжения t = d (16a)
Длина развернутой пружины (без учета зацепов пружины растяжения) -L, мм L 3,2 Doni (17)
Масса пружины Q, кг Q 19,25-10—» Dod*n, (18)
Объем W, занимаемый пружиной, мм3 W = 0,758 (19)
1. Исходными величинами для определения размеров пружин являются силы /ф и Р2, рабочий ход h, наибольшая скорость г0 перемещения подвижною конца пружины при нагружении или при разгрузке, заданная выносливость N и наружный диаметр пружины D (предварительный).
Если задана только одна сила Р2, то тот да вместо рабочего хода h назначают прогиб Р2, соответствующий заданной силе.
2. По величине заданной выносливости N предварительно определяют принадлежность пружины к соответствующему классу по табл. 1.
3. По заданной силе р2 и крайним значениям инерционного зазора 6 вычисляют по формуле (2) граничные значения силы Р3.
4. По вычисленным величинам Р3, пользуясь табл. 2, предварительно определяют принадлежность пружины к соответствующему разряду в выбранном классе.
5. Из таблицы соответствующего стандарта (табл. 11—17) па параметры витков пружин отыскивают строку, в которой наружный диаметр витка наиболее близко совпадает с предварительно заданным значением D. Из этой же строки берут соответствующие величины силы Р3 и диаметра проволоки d.
6. По табл. 2 определяют напряжение т3 для пружин из закаливаемой стали. Для пружин из пагартованной проволоки т3 вычисляют с учетом значений временного сопротивления сув по ГОСТ 9389—75.
7. По полученным значениям Р3 и т3, а также по заданной величине силы Р2
по формуле (3) вычисляют критическую скорость гКр и отношение — , при г’кр
помощи которого подтверждается или отрицается принадлежность пружины к предварительно установленному классу.
Несоблюдение условия -°- < 1 для пружин I ккр
п II классов означает, что
при скорости vn выносливость, обусловленная классификацией на стр. 96, может быть но обеспечена, в связи с чем пружина должна быть отнесена к последующему низшему классу или должны быть изменены исходные условия с таким расчетом, чтобы после повторных вычислений в указанном порядке
удовлетворить требование — < 1. В случае невозможности- изменения исход-Гкр
них условий назначают запасные комплекты пружин.
8. По окончательно установленному классу и разряду из таблицы соответствующего стандарта па параметры витков пружин, помимо ранее найденных величин Р3, D и d, выбирают также величины zt и f3, после чего остальные размеры пружины и габариты узла определяют путем последовательных вычислений по формулам (4) — (19).
Примеры определения размеров пружин и формулы для проверочных расчетов жесткости и напряжений
Пример 1. П р у ж и и а сжатия.
Дапо: = 2,0 кгс; Р2 — 8 кгс; h — 30 мм; D = 10ч-12 мм; t’0; = 5 м/с;
N = 1 -10’.
Пользуясь табл. 1, убеждаемся, что при заданной выносливости пружину следует отнести к I классу.
По формуле (2), пользуясь интервалом значений 6 от 0,05 до 0,25 формулы (1), находим граничные значения силы Р3:
Рз = 1=^05 1-0Д5 = 8,4 10,7 кгс‘
В интервале от 8,4 до 10,7 кгс в табл. 11 имеются следующие силы Р3: 8,50; 9,00; 9,50; 10,0 и 10,6 кгс.
Исходя из заданного диаметра и стремления обеспечить наибольшую критическую скорость останавливаемся па витке со следующими данными (помер пружины 355): Р3 = 10,6 кгс; d = 1,8 мм; D = 12,0 мм; zt = 9,893 кге/мм; /3 = 1,071 мм.
Учитывая, что для пружин I класса норма напряжений т3 — 0,3а, (табл. 2), находим, что для найденного диаметра проволоки расчетное напряженно т3 = = 0,3 -210 = 63 кге/мм2.
Принадлежность к I классу проверяем путем определения отношения -^1-, для чего предварительно находим критическую скорость по формуле (3) гкр при 6 = 0,25:
3 \ Рз ) _ 63 • 0,25 Ркр“ 3,58 ~ 3,58
м/с
и
»0_
Ркр
к
~ = 1,14>1.
4,4
Полученная величина свидетельствует о наличии соударения витков в данной пружине, и, следовательно, требуемая выносливость может быть пе обес-печена. Легко убедиться, что при меньших значениях силы Ps отношение ------
Ркр будет еще больше отличаться от единицы и указывать па еще большую интенсивность соударения витков.
Попытаемся использовать пружины II класса. Заданному наружному диаметру и найденным выше силам /< соответствует виток со следующими данными по табл. 14: Р3 = 9,5 кгс; d = 1,4 мм; D = 11,5 мм; z = 3,729 кгс/мм; /3 = = 2,548 мм.
Учитывая норму напряжений для пружин II класса, т3 = 0,5пв, находим: т3 = 0,5 -230 = 115 кгс мм2.
с
По формуле (2) вычисляем 6 = 1 — -- = 1 —===== 0,16 и находим гкр п - -° , " з •'о ^пр
помощью которых определяем принадлежность пружин ко П классу:
115-0,16
Гкр-----388 ~
5,14 м/с
и
5 0
=21 = 0.973 < 1.
5,14
Полученная величина свидетельствует об отсутствии соударения витков, и, следовательно, выбранная пружина удовлетворяет заданным условиям; но так как пружины 11 класса относятся к разряду ограниченной выносливости, то следует учитывать комплектацию машины запаспымп пружинами с учетом опытных данных. Остальные размеры определяем По формулам табл. 10.
Жесткость пружины
р ___ р Q_____9
2= -Ц—- = -5=- = 0,20 кгс/мм. h 30
Число рабочих витков пружины
Уточненная жесткость
7 3 729
2= ’ = 4^- = 0,202 0,2 кгс/мм.
ч 18,0
При полутора нерабочих витках полное число витков
П| —п-\-п2 = 18,5 4-1,5 = 20.
Средний диаметр пружины
«0= 11,5-1,4= 10,1 мм.
Вычисляем деформации, высоты п шаг пружины:
Fi = Р~- = Д = 10 мм;
Z 0,2
F-, = = 8 = 40 мм;
г 0,2
7, Р, 9.5 .,г
= =0-^ = ^,5мм;
н3 = (zij +1 - п3) <7 = (20 +1 -1,5) 1,4 = 27,3 мм;
Яо = H3+F3 = 27,3 + 47,5 = 74,8 мм;
Я1=Яв-Я1 = 74.8-10 = 64,8 мм;
я2 = По - Fi = 7 4,8 - 40 = 34,8 мм;
£=/34-6? = 2,51,4 =3,9 мм.
Таким образом, размеры пружины и габариты узла (размер Ях) определены.
Некоторое увеличение выносливости может быть достигнуто при использовании пружины с большей величиной силы Р3, чем найденная в настоящем примере. С целью выяснения габаритов, занимаемых такой пружиной, проделаем добавочный анализ.
Остановимся, например, на витке со следующими данными по табл. 14: Р3 = 10,6 кгс; d = 1,4 мм; D = 10,5 мм; zj = 5,098 кгс/мм; /я = 2,079 мм.
Находим т3 = 115 кгс/мм2 и производим расчет в той же последовательности:
Очевидно, что у этой пружины создается больший запас на несоударяе-мость витков.
Далее в рассмотренном ранее порядке находим:
” ' ”026" = 2°’492о’5’
5,098 .
уточненную жесткость z = _ «г 0,20 кгс/мм;
W1 = 25,5+1,5=27;
1>о = 1О,5—1,4= 9,1 мм;
2 0
Pi = 020 10 ММ;
Я2 = = 40 мм;
„ 10,6 „
7?3 = бдо=53мм;
ff3=(27+l-l,5) 1,4=37,1 мм;
Яо = 37,1+ 53 = 90,1 мм;
Я! = 90,1 — 10=80,1 мм;
Я2 = 90,1 — 40 = 50,1 мм;
7=2,08+1,40 = 3,48 мм.
Таким образом, применение пружины с более высокой силой Р3 хотя и привело к большему запасу на несоударяемость витков, по оно вызвало увеличение габарита узла (размер Ял) на 15,3 мм. Можно показать, что если был бы выбран виток с большим диаметром, паНример D = 16 мм (см. табл. 14, номер пружины 314), то тогда требовалось бы расширить узел по диаметру, но при атом соответственно уменьшился бы размер Ял.
Пример 2. Пружина растяжения.
Дапо: Pi = 25 кгс; = 80 кгс; h = 100 мм; D = 28s-32 мм; /V = 1 -105.
На основании табл. 1 по величине N устанавливаем, что пружина относится ко II классу. По формуле (2) находим силы, соответствующие предельной деформации:
рз=т4^1Дг~84’2^88’9 кгс-
В интервале сил 84,2—88,9 кгс в табл. 14 на пружины II класса, разряда 1 (номер пружины 494) имеется виток со следующими параметрами: Ps = 85 кгс; Л — 30 мм; d = 4,5 мм; zj = 24,69 кге/мм; /3 = 3,443 мм.
Йо заданным параметрам определяем жесткость пружипы:
P2-Pt 80 — 25
Z=— 1 = —77^— = 0,55 кгс/мм.
h 100
Число рабочих витков
zt 24,69 _
Вычисляем реформации и высоты пружипы:
„ Pi 25 ... _
Fi= — = = 4а,5 мм;
z 0,55
Р2 80 . _
F2 = --- — ==- = 145,5 мм;
z 0,55
F3 = - - = — 154,5 мм;
z 0,55
Яо==(п-)-1) rf=(454-l) 4,5 = 207 мм;
Hi = Но+Fi = 207 + 45.5 = 252,5 мм;
Н2 = Яо-|-Л2 = 207 4-145,5 =352,5 мм;
Н3 — По 4~F3 — 207 4-154,5 = 361,5 мм.
Размер Н2 с учетом конструкций зацепов определяет длину гнезда для размещения пружины растяжения в узле, а размер 1/3 с учетом конструкций зацепов ограничивает деформацию пружипы растяжения при зановоливании.
Формулы для проверочных расчетов одножильных пружин. Жесткость
Pi Р2 Р3 1000с/1
г=Щ = ?- = -51— кгс/мм.
Pl F2 Fs D'n
Полученные значения жесткости должны совпадать с вычисленными величинами по формуле (4).
Напряжение
rz 8PsD0 Хз==К~мР~ кгс/мм2;
7Г — 4е — 1 0,615 _ _ Da
4с — 4 ‘ с ’° d '
Полученные значения напряжений должны совпадать с указанными в табл. 2 для соответствующих разрядов с отклонениями не более stl0%.
ПАРАМЕТРЫ ПРУЖИН
11. Пружины сжатия и растяжения I класса, разряда 1 (по ГОСТ 13766—68)
Материал: проволока класса I по ГОСТ 9389—75 диаметром от 0,4 до 5 мм.
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость zt одного витка, кгс/мм Наибольший прогиб одного витка Уз, ММ
проволоки d наружный пружины
78 0,355 0,40 5,2 0,231 1,537
82 0,375 0,40 5,0 0,263 1,426
98 0,475 0,40 4,0 0,549 0,865
117 0,630 0,40 3,0 1,457 0,432
119 0,630 0,50 6,0 0,376 1,676
133 0,750 0,50 5,0 0,686 1,093
139 0,800 0,60 8,0 0,320 2,500
149 0,900 0,60 7,0 0,494 1,822
162 1,06 0,60 6,0 0,823 1,288
176 1,25 0,60 5,0 1,524 0,820
182 1,32 0,80 10,5 0,449 2,940
187 1,40 0,80 10,0 0,526 2,662
194 1,60 0,60 4,0 3,297 0,485
205 1,80 0,80 8,0 1,097 1,641
213 2,00 0,80 7,0 1,718 1,164
219 2,12 1,00 13,0 0,579 3,661
223 2,24 1,00 12,0 0,751 2,983
231 2,50 1,00 11,0 1,000 2,500
236 2,65 1,00 10,5 1,166 2,273
240 1,00 10,0 1,372 2,041
242 2,80 1,20 16,0 0,640 4,375
247 3,00 1,20 15,0 0,789 3 802
250 1,00 9,0 1,953 1,613
252 3,15 1,20 14,0 0,988 3,188
255 1,00 8,5 2,370 1,414
257 3,35 1,20 13,0 1,263 2,652
260 1,00 8,0 2,915 1,218
262 3,55 1,20 12,0 1,646 2,157
266 1,20 11,5 1,900 1,974
267 1,40 18,0 0,839 4,470
269 1,00 7,0 4,630 0,864
271 4,00 1,20 11,0 2,201 1,817
272 1,40 17,0 1,013 3,949
277 4,25 1,40 16,0 1,234 3,444
281 1,20 10,0 3,043 1,479
282 4,50 1,40 15,0 1,529 2,943
286 4,75 1,40 14,0 1,920 2,474
290 1,20 9,0 4,370 1,144
291 5,00 1,40 13,0 2,461 2,032
292 1,60 20,0 1,052 4,733
Продолжение табл. 11
Номер пружины Сила Р3 цру_ Диаметр, мм Жесткость zt одного витка, кгс/мм Наибольший прогиб одного витка f3, мм
ЯСИНЫ При симальной деформации, КрС проволоки наружный пружины
296 5.30 1,40 12,0 3,227 | 1,642
300 301 Л02 303 5,60 1,20 1,40 1,80 8,0 11,5 J J3,8 24,0 6,595 3,729 7,486 0,960 0,849 1,502 3,768 5,833
306 308 6,СО 1,40 1,80 11,0 22,0 4,337 1,274 1,383 4,711
310 311 312 6,30 1,20 1,40 1,60 7,0 10,5 16,0 10,630 5,098 . 2,195 0,593 1,236 2,870
315 316 317 318 6,70 1,40 1,60 1,80 2,00 10,0 15,0 20,0 26,0 6,040 2,724 1,742 1,157 1,109 2,460 3,846 5,791
3ZC 323 1 ' 7,10 / 1,6» 2,00 14,(1 25,0 1 3,437 1,315 ' 2,066 5,399
326 327 328 7,50 1,60 1,80 2,00 13,0 18,0 24,0 4,424 2,469 1,503 1,695 3,038 4,990
330 332 333 .8,00 1,60 2,00 2,20 12,0 22,0 28,0 5,827 2,000 , 1,363 1,373 4,000 5,869
334 336 337 338 8,50 1,40 1,80 2,00 2,20 8,0 16,0 21,0 26,0 13,000 3,667 2,333 1,737 0,634 2,318 3,643 4,893
341 342 343 9,00 1,80 2,00 2,20 15,0 20,0 25,0 4,564 2,743 1,978 1,972 3,281 4,550
344 346 348 9,50 1,40 1,80 2,20 7,0 14,0 24,0 21,880 5,775 2,260 0,434 1,645 4,204
349 351 352 353 10,0 1,60 2,00 2,20 2,50 Ю,0 18,0 22,0 32,0 11,120 3,906 3,018 1,522 0,899 2,560 3,313 6,570
355 358 10,6 1,80 2,50 12,0 30,0 9,893 1,878 1,071 5,644
359 361 362 363 11,2 1,60 2,00 2,20 2,50 9,0 16,0 20,0 28,0 16,220 5,831 4,154 2,356 0,690 1,921 2,696 4,754
Продолжение табл. И
Номер пружины Сила Р3 пружины при максимальной деформации, КГС Диаметр, мм Жесткость Zt одного витка, кге/мм Наибольший прогиб одного витка мм
проволоки наружный пружины D
366 2,00 15,0 7,283 1,620
368 11,8 2,50 26,0 3,010 3,920
369 2,80 36io 1,678 7,032
370 1,60 8ft 25,000 0,500
372 2,00 14,0 9,259 1,350
373 12,5 2,20 18,0 5,944 2,103
374 2,50 25,0 3,429 3.645
375 2,80 34,0 2,024 1,600 6,177
376 3,00 40,0 7,812
377 1,80 10,0 18,980 0,695
380 13,2 2,50 24,0 3,930 3,359
381 2,80 32,0 2,468 5.348
382 3,00 38,0 1,888 6,992
384 2,00 12,0 16,000 0,875
385 2,20 16,0 8,914 1,571
336 V.,t> 2,Ъ6 22,Ъ 2№Ъ
387 2,80 30,0 3,054 4,584
388 3,00 36,0 2,254 6,211
391 2,20 2,80 15,0 11,160 1,344
393 15,0 28,0 3,84t 3,905
394 3,00 34,0 2,722 5,511
396 2,20 14,0 14,290 1,120
397 16,0 2,50 20,0 7,289 2,195
398 2,80 26,0 4,922 3,25t
399 3,00 32,0 3,318 4,822
403 2,80 25,0 5,618 3,026
404 17,0 3,00 30,0 4,115 4,131
405 3,50 45,0 2,098 8,103
406 2,00 10,0 31,250 0,576
408 18,0 2,50 18,0 10,490 1,716
409 2,80 24,0 6,454 2,789
410 3,00 28,0 5,184 3,472
411 3,50 42,0 2,630 6,844
414 2,80 22,0 8,684 2,188
415 19,0 3,00 26,0 6,657 2,854
416 3,50 40,0 3,085 6,159
418 2,50 16,0 15,880 1,260
420 20,0 3,00 25,0 7,607 2,629
421 3,50 38,0 3,651 5,477
422 2,50 15,0 20,000 1,060
423 2,80 20,0 12,100 1,753
424 21,2 3,00 24,0 8,746 2,424
425 3,50 36,0 4,371 4,850
426 4,00 52,0 2,315 9,158
427 2,50 14,0 25.680 0,872
429 22,4 3,00 22,0 11,830 1,893
430 3,50 34,0 5,289 4,235
43t 4,00 50.0 2.630 8,517
Номер пружины Сила Р3 пружины при максимальной деформации, кге Диаметр, мм Жесткость zt одного витка, нгс/мм Наибольший прогиб одного витка /э, мм
проволоки d наружный пружины D
433 2,80 18,0 17,490 1,349
435 23,6 3,50 32,0 6.482 3,641
436 4,00 48,0 3,005 7,854
437 2,50 12,0 45,560 0,549
439 25,0 3,00 20,0 16,460 1,532
440 3,50 30,0 8,064 3,101
441 4,00 45,0 3,714 6,731
443 2,80 16,0 26,720 0,992
445 26,0 3,50 28,0 10,200 2,598
446 4,00 42,0 4,665 5,681
449 3,00 18,0 24,000 1,167
450 28,0 3,50 26,0 13,170 2,126 5,103
451 4,00 40,0 5,487
453 2,80 14,0 43,750 0,686
455 30,0 3,50 25,0 15,120 1,984
456 4,00 38,0 6,514 4,605
458 3,00 16,0 36,870 0,854
459 31,5 3,50 24,0 17,390 1,811
460 4,00 36,0 7,812 4,032
462 5,00 65,0 2,894 10,880
463 3,00 15,0 46,880 0,715
465 33,5 4,00 34,0 9,481 3,533
467 5,00 63,0 3,203 10,460
469 35,5 4,00 32,0 11,660 3,044
471 5,00 60,0 3,756 9,452
473 37,5 4,00 30,0 14,570 2,574
475 5,00 55,0 5,000 7,500
477 40,0 4,00 28,0 18,520 2,160
479 5,00 52,0 6,020 6,644
481 4,00 26,0 24,040 1,768
483 42,5 5,00 50,0 6,859 6,196
485 45,0 4,00 25,0 27,640 1,628
487 5,00 48,0 7,860 5,725
488 47,5 4,00 24,0 32,000 1,484
490 5,00 45,0 9,766 4,864
491 50,0 4,00 22,0 43,900 1,139
493 5,00 42,0 12,340 4,052
Продолжение табл. И
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость zt одного витка, кгс/мм Наибольший прогиб одного витка /з» мм
проволоки d наружный пружины D
496 53,0 5,00 40,0 14,580 3,636
497 499 56,0 4,00 5,00 20,0 38,0 62,500 17,390 0,896 3,220
501 60,0 5,00 36,0 20,980 2,860
503 63,0 5,00 34,0 25,630 2,458
505 67,0 5,00 32,0 31,750 2,110
506 507 508 509 71,0 75,0 80,0 85,0 5,00 30,0 28,0 26,0 25,0 40,000 51,370 67,480 78,120 1,775 1,460 1,185 1,088
ГОСТ 13766—68 предусматривает также пружины из проволоки <1 = 0,2 4- 0,36, а в пределах приведенной таблицы — другие d и Д и соответственно номера пружин, Р.1, Z1 и h-
12. Пружины сжатия и растяжения I класса, разряда 2 (по ГОСТ 13767—68)
Материал: проволока класса II и НА по ГОСТ 9389—75 диаметром от 0,4 до 5 мм
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость 21 одного витка, кгс/мм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины'
69 0,280 0,40 5,2 0,231 1,212
74 0,300 0,40 5,0 0,263 1,141
90 0,375 0,40 4,0 0,549 0,683
110 0,40 3,0 1,457 0,344
112 0,500 0,50 6,0 0,376 1,330
125 0,600 0,50 5,0 0,686 0,875
132 0,630 0,60 8,0 0,320 1,969.
142 ’ 07710 0,60 7,0 0,494 1,43V
145 0,750 0,50 4,0 1,458 0,514
155 0,85 0,60 6,0 0,823 1,033
169 1,00 0,60 5,0 1,524 0,656
184 1,18 0,80 10,0 0,526 2,243
186 1,25 0,60 4,0 3,297 0,379
201 1,50 0,80 8,0 1,097 1,367
209 0,80 7,0 1,718 0,990
211 1,70 1,00 13,0 0,579 2,936
215 1,80 1,00 12,0 0,751 2,397
Номер пружины Сила Р, пружины при максимальной деформации, кгс Диаметр, мм Жесткость Z, одного витка, КГС/ММ Наибольший прогиб одного витка /з, и®
.проволоки d наружный пружины D
221 223 2,00 0,80 1,00 6,0 11,0 2,913 1,000 0,686 2,000
232 234 2,24 1,00 1,20 100 16,0 1,372 0,640 1,633 3,500
235 239 2,36 0,80 1,20 5.0 15,0 5,529 0,789 0,427 2,991
242 244 2,50 1,00 1,20 9,0 14,0 1,953 0.988 1,280 2,530
249 2,65 1,20 13,0 1,263 2,098
252 254 2,80 1,00 1,20 8,0 12,0 2,915 1,646 0.960 1,701
261 264 ЗД5 1,00 1,40 7,0 18,0 4,630 0,839 0,680 3,754
273 274 3,55 1,20 1,40 10,0 16,0 3,043 1,234 1Д67 2,877
276 279 3,75 1,00 1,40 6,0 15,0 8,000 1,529 0,469 2,453
282 283 4,00 1,20 1,40 9,0 14,0 4,370 1,920 0,915 2,083
289 4,25 1,60 20,0 1,052 4,040
292 293 4,50 1,20 1,40 8,0 12,0 6,595 3,227 0,682 1,384
298 299 4,75 1,60 1,80 18,0 24,0 1,486 0,960 3,196 4,948
304 308 5,00 5,30 1,80 1,60 22,0 16,0 1,274 2,195 3,926 2,414
зи 312 313 5,60 1,40 1,60 1,80 10,0 15,0 20,0 6,040 2,724 1,742 0,927 2,056 3,215
314 , 316 318 6,00 1,20 1,60 2,00 6,0 14,0. 26,0 18,750 3,437 1,157 0,320 1,746 5,186
321 322 6,30 1,80 2,00 18,0 25,0 2,469 1,315 2,552 4,791
Продолжение табл. 12
Сила Р, пру- Диаметр, мм Жесткость Наибольший
Номер жины при мак- наружный Zt одного прогиб
пружины симальной де- проволоки витка, кгс/мм одного витка
формации, кгс d D /з, ММ
324 6,70 1> 12,0 5,827 1,150
326 2,00 24,0 1,503 4,458
327 1,40 8,0 13,400 0,530
329' 7,10 1,80 16,0 3,666 1,937
330 2,00 22,0 2,000 3,550
331 2,20 28,0 1,363 5,209
334 7,50 1,80 15,0 4,564 1,643
336 2,20 26,0 1,737 4,318
337 1,40 7,0 21,880 0,366 -
339 8,00 1,80 14,0 5,775 1,385
340 2,00 20,0 2,743 2,916
341 2,20 25,0 1,978 4,044
342 8,50 1,60 10,0 11,120 0,764
345 2,20 24,0 2,260 3,761
347 1,80 12,0 9 893 0,910 2,304
348 9,00 2,00 18,0 х 3,906
349 2,20 22,0 3,018 2.982
354 9,50 2,50 32,0 1,522 6,242
357 2,00 16,0 5.831 1,715
358 10,0 2,20 20,0 4,155 2,407
359 2,50 30,0 1,878 5,325
3(0 1,60 8,0 2Г..С00 0,424
362 10,6 2,00 15,0 7,283 1,455
364 2,50 28.0 2,3)6 4,499
365 1,80 10,0 18,980 0,590
366 2,00 14.0 9,259 1,210
367 11,2 2,20 18,0 5,944 1,884
368 2,50 26,0 3.010 3,721
369 2,80 36,0 1,678 6,675
373 2,50 25.0 3,429 3,441
374 11,8 2,80 34.0 2,024 5,831
375 3,00 40.0 1,600 7.375
3/7 2,00 12 0 16,000 0.781
37» 2,20 16.0 8,914 1,402
379 12,5 2,50 24,0 3,930 3,181
380 2.80 32,0 2,468 5,065
381 3,00 38,0 1,888 6,621
383 2.20 15,0 11,ио 1,183
384 13,2 2,50 22,0 5,268 2,-06
385 2,80 30,0 3.054 4,322
386 3,00 36,0 2,254 &,856 ,
388 2,20 14,0 14,290 < 0,980
390 14,0 2,80 28,0 3,841 3,645
391 3,00 34,0 2,722 5,143
Номер пружины Сила Рч пружины при максимальной деформации, кгс 'Диаметр, мм Жесткость одного витка, кгс/мм Наибольший прогиб одного витка fa, мм
проволоки d наружный пружины D
394 ' 15,0 2,50 20,0 > 7,289 2,058
395 2,80 26,0 4,922 3,047
396 3,00 32,0 3,318 4,521
597 2.00 10,0 31,250 0,512
398 16,0 2,20 12,0 24,890 0.643
409 2,80 25,0 5,618 2,848
401 3,00 30,0 4,115 3,888
402 3,50 45,0 2,098 7,626
404 2,50 18,0 10,490 1,620
405 17,0 2,80 24,0 6,454 2,634
406 3,00 28,0 5,184 3,279
407 3,50 42,0 2,630 6,464
410 18,0 2,80 22,0 8,684 2,073
411 3,00 26,0 6,657 2,704
412 3,50 40,0 3,085 5,835
413 19,0 2,50 16,0 15,880 1,196
415 3,00 25,0 7,607 2,498
416 3,50 38,0 3,651 5,'204
417 2,50 15,0 20,000 1,000
418 20,0 2,80 20,0 12,100 1,653
419 3,00 24,0 8,746 2,287
420 3,50 36,0 4,371 4',576
421 4,00 52,0 2,315 8,639
422 2,50 14,0 25,680 О',825
424 21,2 3,00 22,0 11,830 1,792
425 3,50 34,0 5.289 4,008
426 4,00 50,0 2,630 8,061
428 22,4 2,80 18,0 17,490 1,281
430 3,50 32,0 6,'482 3,455
431 4,00 48,0 3,005 7,454
432 2,50 12,0 45,560 0,518
434 23,6 3,00 20,0 16,то 1,454
435 3,50 4,00 30,0 8,064 2,927
436 45,0 3,714 6,354
437 4,50 60,0 2,401 9,829
438 2,80 16,0 26,720 0,935
440 25,0 3,50 28,0 10,200 2,451
441 4,00 42,0 5,359
442 4,50 55,0 3,184 7,852
443 2,80 15,0 33,850 0,789
444 26,5 3,00 18,0 24,000 1,104 2,012
445 3,50 26,0 13,170
446 4,00 40,0 5,487 4,830
447 4,50 52,0 3,826 6,926
448 2,80 14,0 43,750 0,640
450 28,0 3,50 25,0 15,120 1,852
451 4,00 38,0 6,514 4,298
452 4,50 50,0 4,354 6,431
453 3,00 16,0 36,870 0,814
454 3,50 24,0 17,390 1,725
455 30,0 4,00 36,0 7,812 3,840
456 4,50 48,0 4,977 028
457 5,00 65,0 2,894 10,370
Продолжение табл. 12
Номер пружины Сила пружины при максимальной деформации, кге Диаметр, мм Жестк ость zt одного витка, к гс умм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины
458 3,00 15,0 46,880 0,672
459 3,50 22,0 23,700 1,329
460 31,5 4,00 34,0 9,481 3,322
461 4,50 45,0 6,173 5,103
462 5,00 63,0 3,203 9,834
464 4,00 32,0 11,660 2,873
465 33,5 4,50 42,0 7,776 . 4.308
466 5,00 60,0 3,756 8,919
467 3,50 20,0 33,410 1,063
468 35,5 4,00 30,0 14,570 2,436
469 4,50 40,0 9,165 3,871
470 5,00 55,0 5,000 7,100
472 4,00 28,0 18,520 2,025
473 37,5 4,50 38,0 10,930 3,431
474 5,00 52,0 6,020 6,229
475 3,50 18,0 49,220 0,813
476 40,0 4,00 26,0 24,040 1,664
477 4,50 36,0 13,120 3,049
478 5,00 50,0 6,859 5,832
480 4,00 25.0 27,640 1,538
481 42,5 4,50 34.0 15,970 2,661
482 5,00 48.0 7,860 5,407
483 4,00 24.0 32,000 1,406
484 45,0 4,50 32.0 19,730 2,281
485 5,00 45 0 9,766 4,608
486 4,00 22,0 43,900 1,082
487 47,5 4,50 30,0 24,690 1,924
488 5,00 42,0 12,340 3,849
490 50,0 4,50 28,0 31,640 1,580
491 5,00 40,0 14,580 3,429
492 53,0 4,00 20,0 62,500 0,848
493 4,50 26,0 41,260 1,285
494 5,00 38,0 17,390 3,047
495 56,0 4,50 25,0 47,600 1,177
496 .5,00 36,0 20,980 2,669
497 60,0 4,50 24,0 55,300 1,085
498 5,00 34,0 25,630 2,341
499 63,0 4,50 22.0 76,450 0,824
500 5,00 32,0 31,750 1,984
501 67,0 5,0 30,0 40,000 1,675
502 71,0 5,0 28,0 51,370 1,382
503 75,0 5,0 26,0 67,480 1,111
504 80,0 5,0 25,0 78,120 1,024
ГОСТ 13767—68 предусматривает также пружины из проволоки d — 0,2 4- 0,36, а в пределах приведенной таблицы — др угие d и D и соответственно номера пр'ужипы, -Р3, и Д.
13. Пружины сжатия и растяжения I класса, разряда 3 (по ГОСТ 13768—68)
Материал:, сталь 60С2А, 65С2ВА, твердость HRC <56 ... 52; сталь 50ХФА, твердость HRC 44 ... 50.
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость z, одного витка, кгс/мм Наибольший прогиб одного BHTfa /з, мм
проволоки d наружный пружины D
1 14,0 40 1,600 8,7>0
2 15,0 38 1,888 7,945
3 16,0 3,0 36 2,254 7,098
4 17,0 34 2,722 6,245
5 18,0 32 3,318 5,425
6 19 0 3,0 30 4,115 4,617
7 3,5 45 2,098 9,056
8 9Л 0 3,0 28 5,184 3,858
9 3,5 42 2,630 7,604
10 21 2 3,0 26 6,657 3,185
и 3,5 40 3,085 6,872
12 22 4 3.0 25 7,607 2,945
13 3,5 38 3,651 6,135
14 93 6 3,0 24 8,746 2,698
15 3,5 36 4,371 5,399
16 3,0 22 11,830 2,113
17 25,0 3,5 34 5,289 4,727
18 4,0 52 2,315 10,800
20 26 5 3,5 32 6,482 4.088
21 4,0 50 2,630 10,080
22 3,0 20 16,460 1,701
23 28,0 3,5 30 8,064 3,473
24 4,0 48 3,005 9,318
26 30 0 3,5 28 10,200 2,941
27 4,0 45 3,7t4 8,078
28 3,0 18 24,000 1,312
29 31 5 3,5 26 13,170 2,392
30 4,0 42 4,660 6,752
31 4,5 60 2,401 13,120
33 3,5 25 15,120 2.216
34 33-5 4,0 40 5,487 6,105
35 4,5 55 3,184 10,520
36 3,0 16 36,870 0,963
37 35 5 3,5 24 17.390 2,041
38 4,0 38 6,515 5,449
39 4,5 52 3,826 9,278
Продолжение табл. 13
Номер пружины Сила пружины при максимальной деформации, к ГС Диаметр, мм. Жесткость zt ОДНОГО ' витка, кгс/мм Наибольший прогиб одного витка /3, мм
проволоки d наружный пружины 2?
40 3,0 15 46,880 0,800
41 3,5 .1 • ’ 23,700 1,582
42 37,5 4,0 36 7,812 4,800
43 4,5 50 4,354 8,613
44 5,0 65 2,894 12,960
46 4,0 34 9,481 4,219
47 40,0 4,5 48 4,977 8,037
48 5,0 63 3,203 12.490
49 3,5 20 33,410 1,272
50 42,5 4,0 32 11,660 3,644
51 4,5 45 6.173 6.885
52 5,0 60 3,756 11,320
54 4,0 30 14,570 3,088
55 45,0 4.5 42 7,776 5,788
56 5,0 55 5,000 9,000
‘ 57 5,5 75 2,726 16,510
58 3,5 18 49,220 0,965
59 4,0 4,5 28 18,520 2,565
60 47,5 40 9,165 5,183
61 5,0 52 6,020 7,890
62 5,5 70 3,410 13,930
64 4,0 26 24,040 2,080
65 50,0 4,5 38 10,930 4,575
66 5,0 50 6,859 7,290
67 5,5 65 4,344 11,510
68 4,0 25 27,640 1,917
69 53,0 4,5 36 13,120 4,040
70 5,0 48 7,860 6,743
71 5,5 63 4,814 11,010
72 4,0 24 32,000 1,750
73 4,5 34 15,970 3,506
74 56,0 5,0 45 9,766 5,734
75 5,5 60 5,653 9,906 17,490
76 6,0 80 3,201
77 4,0 22 43,900 1.367
78 4,5 32 19,730 3,041
79 60,0 5,0 42 12,340 4,862
80 5,5 55 7,544 7,953
81 6,0 75 3,945 15,210
83 4,5 30 24,690 2,552
84 63,0 5,0 40 14,580 4,321
85 5,5 52 9,103 6,921
86 6,0 70 4,939 12,760
87 4,0 20 62,500 1,072
88 4,5 28 31,640 2,118
89 67,0 5,0 38 17,390 3,852
90 5,5 50 10.380 6,455
91 6,0 65 6,310 10.620
Номер ' пружины Сила Р3 пр‘у_ ЖИНЫ Ирл максимальной деформации кгс ’ Диаметр, мм Жесть ость zt одного витка, кгс/мм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины D
92 71,0 4,5 26 41,260 1,721
93 5,0 36 20,980 3,384
94 71,0 [* 5,5 | 48 11,920 5,956
95 6,0 63 7.000 10,140
96 4,5 25 47,600 1,576
97 75,0 5,0 34 25,630 2,926
98 5,5 45 14,850 5,050
99 6,0 60 8,230 9,113
100 4,5 24 55,300 1,447
101 80,0 5,0 32 31,750 2,520
102 5,5 42 18,820 4,362
103 6,0 55 11,000 7,273
104 7,0 90 4,196 19,060
105 4,5 22 76,450 1,112
106 85,0 5,0 30 40,000 2,125
107 5,5 40 22,280 3,815
108 6,0 52 13,300 6.391
109 7,0 85 5,063 16,790
110 5,0 28 51,370 1,752
111 90,0 5,5 38 26,660 3,376
112 6,0 50 15,240 5,906
ИЗ 7,0 80 6,170 14,590
114 5,0 26 67,480 1,408
115 95,0 5,5 36 32,260 2,945
116 6,0 48 17,490 5,432
117 7.0 75 7,636 12,440
118 5,0 25 78,120 1,280
119 5,5 34 39,520 2,530
120 100 6,0 45 21,850 4,577
121 7,0 70 9,602 10,410
122 8,0 105 4,494 22,250
123 5,5 32 49,180 2,155
J24 106 6,0 42 27,780 3,816
125 7,0 65 12,330 8,597
126 8,0 100 5,260 20,150
127 5,5 30 62,240 1,799
128 112 6,0 40 32,970 3,397
"129 7,0 63 13,670 8,193
130 8,0 95 6,220 18,010
131 5,5 28 80,330 1,469
132 118 6,0 38 39,620 2,978
133 7,0 60 16,140 7,311
134 8,0 80 7,429 15,880
135 6,0 36 48,000 2,604
136 125 7,0 55 21,680 5,766
137 8,0 85 8,972 13,930
138 9,0 120 4,798 26,050
Продолжение табл. 13
Сила Р3 пру- Диаметр, мм
Номер пружины ЖЙНЫ при максимальной проволоки наружный zt одного витка, прогиб одного витка /з,
деформации, кгс d пружины D кгс/мм мм
139 6,0 34 59,040 2,236
140 132 7.0 52 26,340 5,011
141 8,0 80 10,970 12,030
142 9,0 110 6,372 20,720
143 6,0 32 73,740 1,899
144 140 7,0 50 30,240 4,630
145 8,0 75 13,590 10,300
146 9,0 105 7,416 18,880
147 6,0 30 93,750 1,600
148 7,0 48 34,790 4,312
149 150 8,0 70 17,180 8,731
150 9,0 100 8,709 17,320
151 10,0 130 5,787 25,920
152 7,0 45 143,760 3,657
153 8,0 65 122,120 7,234
154 160 9,0 95 10,300 15,530
155 10,0 125 6.575 24,330
156 7,0 42 56,000 3,036
158 170 9,0 90 12,350 13,770
159 10,0 120 7,513 22,630
160 7,0 40 66,810 2,694
161 8,0 60 29,130 6,179
162 180 9,0 85 14.970 12,020
163 10,0 110 10,000 18,000
164 7,0 38 80,590 2,358
165 190 8,0 55 39,450 4,816
166 9,0 80 18,320 10,370
167 10,0 105 11,660 16,300
168 7,0 36 98,450 2,032
169 8,0 52 48,080 4,160
170 200 9,0 75 22,820 8,764
171 10,0 100 13,720 14,580
173 8,0 50 55,290 3,834
174 212 9,0 70 28,870 7.343
175 10,0 95 16,280 13,020
177 8,0 48 64,000 3,500
178 224 9,0 65 37,410 5,988
179 10,0 90 19,530 11,470
182 8,0 45 80,860 2,919
184 236 10,0 85 23,700 9,958
187 8,0 42 104,200 2,399
188 250 9,0 60 49,460 5,055
189 10,0 80 29,150 8,576
Номер пружины Сила пружины при максимальной деформации, к гс Диаметр, мм Жесткость Zj одного витка, кгс/мм Наибольший прогиб одного витка /„ мм
проволоки d наружный пружины 1)
192 8,0 40 125,000 2,120
193 265 9,0 55 67,410 3,931
194 10,0 75 36,420 7,276
197 280 9.0 52 82,520 3,393
198 10,0 70 46,300 6,048
201 9,0 50 95,190 3,152
202 10,0 65 60,110 4,991
205 31в 9,0 48 110,900 2,841
209 ЗЗв 9,0 45 140,600 2,383
210 10,0 60 80,000 4,188
213 Зл> 10.0 55 109,700 3,236
216 375 10,0 52 135,000 2,778
219 400 50 156,200 2,561
В предепач приведенной таблицы ГОСТ 13768—68 предусматривает и соответственно номера пружин, Р3, и другие d и D
14. Пружины сжатия и растяжения J1 класса, разряда 1 (по ГОСТ 13770—68)
Материал, проволока класса 1 но ГОСТ 6389—75 диаметром от 0,4 до 5,0 мм.
Номер пружины Сила Р3 пружины при максимальной деформации, К ГС Диаметр, мм Жесткосгь zt одного витка, кгс/мм Наибольший прогиб одного витка /3, мм
проволоки d наружны# пружины
81 0,60 0.40 5,2 0,‘>31 2,597
85 0,63 5,0 0,263 2,395
101 0,80 0.40 4,0 0,549 1,457
119 1,06 0,40 3,0 1,457 0,728
121 0,50 6,0 0.376 2,819
135 1,25 0,50* 5,0 0.686 1,822
141 1,32 0,60 8,0 0.320 4,125
151 1,50 0,60 7,0 0,494 3,036
154 1.60 0,50 4,0 1,458 1,097-
165 1,80 0.60 6,0 0,823 2,187
176 2,12 0,50 3,0 4,000 , 0,530
178 0,60 5,0 1,524 1,391
Продолжение табл. 14
f Номер 1 пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Z1 одного витка, кгс/мм Наибольший прогиб одного витка 1з, мм
проволоки d наружный пружины D
189 2,36 0,80 10,0 0,526 4,487
196 2,65 0,60 4,0 3.297 0,804
198 2,65 0,80 9,0 0,743 3,567
207 3,00 0,80 8,0 1,097 2,735
215 3,35 0,80 7,0 1,718 1,950
217 0,60 ‘ 3,0 9,375 0,379
221 3,55 1,00 13,0 0,579 6,131
225 3,75 1,00 12,0 0,751 4.993
227 4,00 0,80 6,0 2,913 1,373
240 0,80 5,0 5,529 0,859
242 4,75 1,00 10,0 1,372 3,462
244 1,20 16,0 0,640 7,422
249 5,00 1,20 15,0 0,789 6,337
254 5,30 1,20 14,0 0,988 5,364
259 5,60 1,20 13,0 1,263 4,434
262 1,00 8,0 2,915 2,058
264 6,00 1,20 12,0 1,646 3,645
269 6,30 1,40 18,0 0,839 7,509
271 1,00 ч7,0 4,630 1,447
273 6,70 1,20 11,0 2,201 3,044
279 7,10 1,40 16,0 1,234 5,754
283 1,20 10,0 3,043 2.465
284 7,50 1,40 15,0 1,529 4,905
285 1,00 6,0 8,00 1,000
288 8,00 1,40 14,0 1,920 4,167
289 1,60 21,0 0,899 8,899
292 1,20 9,0 4,370 1,945
293 8,50 1,40 13,0 2,461 3,454
294 1,60 20,0 1,052 8,080
298 9,00 1,40 12,0 3,227 2,789
300 1,00 5,0 45,620 0,608
302 1,20 8,0 6,595 1,441
303 9,50 1,40 11,5 3,729 2,548
304 1,60 18,0 1,486 6,393
305 1,80 24;0 0,960 9,896
308 1,40 11,0 4,337 2,306
310 10,0 1,80 22,0 1,274 7,852
Номер пружины Сила Pj пружины при максимальной деформации, кгс Диаметр, мм Жесткость zt одного витка, кгс/мм Наибольший прогиб одного витка /3, мм
проволоки d наружный пружины D
312 1,20 7,0 10,630 0,997
313 16,6 1,40 10,5 5,098 2,079
314 1,60 16,0 2,195 4,829
317 1,40 10,0 6,040 1,854
318 11,2 1,60 15,0 2,724 4,112
319 1,80 , 20,0 1,742 6,429
320 2,00 26,0 1,157 9,680
323 1,60 14,0 3,437 3,433
324 11,8 1,80 19,0 2,060 5,728
325 2,00 25,0 1,315 8,973
326 1,20 6,0 118,750 0,667
328 12,5 1,60 13,0 4,424 2,826
329 1,80 18,0 2,469 5,063
330 2,00 24,0 1,503 8,317
332 1,60 12,0 5,827 2,265
334 13,2 2,00 ига
335 2,20 28,0 1,363 9,684
336 1,40 8,0 13,400 1,045
338 14,0 1,80 16,0 3,666 3,819
340 2,20 26,0 1,737 8,060
343 1.80 15,0 4,504 3,286 5,468
344 15,0 2,00 20,0 2,743
345 2,20 25,0 1,978 7,583
346 1,40 7,0 21,880 0,731
348 16,0 1,80 14,0 5,775 2,770
350 2,20 24,0 2,260 7,080 ।
351 1,60 10,0 11,120 1,529
352 1,80 13,0 7,473 2,275
353 17,0 2,00 18,0 3,906 ’ 4,352
354 2,20 22,0 3,018 5,633
355 2,50 32,0 1,522 "11,170
357 18,0 1,80 12,0 9,893 1,820
360 2,50 30,0 1,878 9,585
361 1,60 9,0 16,220 1,171
363 19,0 2,00 16,0 5,831 3,258
364 2,20 20,0 4,154 4,574
365 2,50 28,0 2,356 8,064
368 2,00 15,0 7,283 2,746
369 20,0 2,20 19,0 4,941 4,048
370 2,50 26,0 3,010 6,644
371 2,80 36,0 1,678 11,920
372 1,60 8,0 25,000 0,848
374 2,00 14,0 9,259 2,290
375 21,2 2,20 18,0 5,944 3,567
376 2,50 25,0 3,429 6,182
377 2,80 34,0 2,024 10,480
378 3,00 40,0 1,600 13,250
Продолжение табл. 14
Номер пружины Сила Р3 пружины при максимальной деформации, к ГС Диаметр, мм Жесткость Z1 одного витка, кгс/мм Наибольший npoi иб одного витка /з, мм
проволоки d наружный пружины D
379 1,80 10,0 18,980 1,180
382 22,4 2,50 24,0 3,930 5,700
383 2,80 32,0 2,468 9,076
384 3,00 38,0 1,888 11,860
386 2,00 12,0 16,000 1,475
387 2,20 16,0 8,914 2,648
388 23,6 2,50 22,0 5,268 4,480
389 2,80 30,0 3,054 7,727
390 3,00 36,0 2,254 10,470
393 2,20 15,0 11,160 2,240
395 25,0 2,80 28,0 3,841 6,509
396 3,00 34,0 2,722 9,184
398 2,20 14,0 14,290 1,854
399 26,5 2,50 20,0 7,289 3,636
400 2,80 26,0 4,922 5,384
401 3,00 32,0 3,318 7,987
405 2,80 25,0 5,618 4,984
406 28,0 3,00 30,0 4,115 6,804
407 3,50 '45,0 2,098 18,350
408 2,00 10,0 31,250 0,960
409 2,20 12,0 24,890 1,205
410 30,0 2,50 18,0 10,490 2,860
411 2,80 24,0 6,454 4,648
412 3,00 28,0 5,184 5,787
413 3,50 42,0 2,630 11,410
416 2,80 22,0 8,684 3,628
417 31,5 3,00 26,0 6,657 4,732
418 3,50 40,0 3,085 10,210
420 2,50 16,0 15,880 2,110
422 33,5 3,00 25,0 7,607 4,404
423 3,50 38,0 3,651 9,176
424 2,50 15,0 20,000 1,775
425 2,80 20,0 12,100 2,934
426 35,5 3,00 24,0 8,746 4,059
427 3,50 36,0 4,371 8,122
428 / Ч 4,00 52,0 2,315 15,330
429 2,50 14,0 25,680 1,460
431 37,5 3,00 22,0 11,830 3,170
432 3,50 34,0 5,289 7,091
433 4,00 50,0 2,630 14,260
435 2,80 18,0 17,490 2,287
437 40,0 3,50 32,0 6,482 3,005 6,170
438 4,00 48,0 13,310
439 2,50 12,0 45,560 0-,933
441 3,00 20,0 16,460 2,582
442 42,5 3,50 30,0 8 .(«А 5,271
443 4,00 45,0 3,714 11,440
444 4,50 60,0 2,401 17,700
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость zx одного витка, кгс/мм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины
445 2,80 16,0 26,720 1,684
447 45,0 3,50 28,0 10.200 4,412
448 4,00 42,0 4,665 9,646
449 4,50 55,0 3,184 14,130
450 2,80 15,0 33,850 1,403
451 3,00 18,0 24,000 1,979
452 47,5 3,50 26,0 13,170 3,607
453 4,00 40,0 52,0 5,487 8,657
454 4,50 3,826 12,410
455 2,80 14,0 43,750 1,143
457 50,0 3,50 25,0 15,120 3,307
458 4,00 38,0 6,514 7,676
459 4,50 50,0 4,354 11,480
460 3,00 16,0 36,870 1,438
461 3.50 24,0 17,390 3,048
462 53,0 4,00 4,50 36,0 7,812 6,784
463 48,0 4.977 1050
464 5,00 65,0 2,894 18,310
465 3,00 15,0 46,880 1,194
466 3,50 4,00 22,0 23,700 2,363
467 56,0 34,0 9,481 5,906
468 4,50 45,0 6,173 9,072
469 5,00 63,0 3,203 17,480
471 - 4,00 32,0 11,660 5,146
472 60,0 4,50 5,00 42,0 7,776 7,717
473 60,0 3,756 15,970
474 3,50 20,0 33,410 1,886
475 63,0 4,00 30,0 14,570 4,324
476 4,50 40,0 9,165 6,874
477 5,00 55,0 5,000 12,600
479 4,00 28,0 18,520 3,618
480 67,0 4,50 38,0 10,930 6,130
481 5,00 52,0 6,020 11,130
482 3,50 18,0 49,220 1,442
483 71,0 4,00 26,0 24,040 2,953
484 4,50 36,0 13,120 5,412
485 5,00 50,0 6,859 10,350
487 4,00 25,0 27,640 2,713
488 75,0 4,50 34,0 15,970 4,700
489 5,00 48,0 7,860 9,542
490 80,0 4,00 24,0 32,000 2,500
491 , 4,50 32,0 19,730 4,055
492 5,00 45,0 9,766 8,192
493 4,50 22,0 43,900 1,936
494 85,0 4,50 30,0 24,690 3,443
495 5,00 42,0 12,340 6,888
Продолжение табл. 14
Номер пружины Сила Р, пружины при максимальной деформации, кгс Диаметр, мм Жесткость zt одного витка, кгс/мм Наибольший прогиб одного витка /3, мм
проволоки d наружный пружины D
497 4,50 28.0 31,640 2,844
498 90,0 5,00 40,0 14,580 6,173
499 4,00 20,0 62,500 1,520
500 95,0 4,50 26,0 41.260 2,306
501 5,00 38,0 17,390 5,463
502 4,50 25.0 47,600 2,10t
503 100 5,00 36,0 20,980 4,767
504 4,50 24,0 55,300 1,917
505 106 5,00 34,0 25,630 4,136
506 4,50 22,0 76,510 1,465
507 112 5,00 32,0 31,750 3,528
508 118 5,00 30,0 40,000 2,950
509 125 5,00 28,0 51,370 2,433
510 132 5,00 26,0 67,480 1,956
511 140 5,00 25,0 78,120 1,792
ГОСТ 13770—68 предусматривает также пружины из проволоки d — 0,2 — 0,36, а в пределах приведенной таблицы — друше d и 1) и соответственно номера пружин, Ps, и }3.
15. Пружины сжатия и растяжения И класса, разряда 2 (по ГОСТ 13771—68)
Материал: проволока класса II и ПА по ГОСТ 9389—75 диаметром от 0,4 до 5 мм.
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zi одного витка, кгс/мм Наибольший прогиб одного витка Ь, мм
проволоки d наружный пружины I)
80 0,500 0.40 5,2 0,231 2,164
84 0,530 5.0 0,263 2,015
100 0,670 0,40 4.0 0,549 1,220
118 0,830 0,300 0,50 6,0 0,370 2,261
120 0,40 3,0 1,457 0,618
131 1,00 0,50 5.0 0,686
138 1,06 0,60 8.0 0,320 3.312
148 1,18 0,С0 7,0 0,494 2,389
151 1,25 0,50 0,60 4,0 1,458 0.857
162 1,40 6,0 0,823 1,701
176 1.70 0,60 5.0 1,524 1,115
191 2.00 0,80 10,0 0,526 3,802
193 2,12 0,60 4.0 3,297 0,643
208 2,50 0,80 8,0 1,097 2,279
214 0.60 3,0 9,375 0,299
216 2,80 0,80 7.0 1,718 1,630
218 1,00 13,0 0,579 4,836
5 Анурьев В. И., т. 3
Сила Р3 пру- Диаметр, мм Жесткость Zi одного витка, кгс/мм Наибольший прогиб одного витка /3, мм
Номер пружины жины при максимальной деформации, кгс проролоки d наружный пружины D
222 228 3,00 3,35 1,00 0,80 12,0 6,0 0,751 2,913 3,995 1,150
240 242 3,75 1,00 1,20 10,0 16,0 1,372 0,640 2,733 5,859
243 247 4,00 0,80 1,20 5,0 15,0 5,529 0,789 0,723 5,070
252 257 4,25 4,50 1,20 1,20 14,0 13,0 0,988 1,263 4,302 3,563
260 262 4,75 1,00 1,20 8,0 12,0 2,915 1,646 1,630 2,886
263 5,00 0,80 4,0 12,500 0,400
269 272 5,30 1,00 1,40 7,0 18,0 4,630 0,839 . 1,445 6,317
281 282 6,00 1,20 1,40 Ю,0 16,0 3,043 1,234 1,972 4,862
284 287 6,30 1,00 1,40 6 0 15,0 8,000 1,529 0,788 4,120
292 293 6,70 1,40 1,60 14,0 . 20,0 1,920 1,052 3,490 6,369
297 7,10 1,40 13,0 2,461 2,885
299 301 302 303 7,50 1,00 1,20 1,40 1,60 5,0 8,0 12,0 18,0 15,620 6,595 3,227 1,486 0,480 1,137 2,324 5,047
308 8,00 1,80 24,0 0,960 8,333
310 311 312 313 8,50 1,20 1,40 1,60 1,80 7,0 11,0 16,0 22,0 10,630 4,337 2,195 1,274 0,800 1,960 3,872 6,674
315 316 9,00 / 1,40 ' 1,60 10,5 15,0 5,098 2,724 1,745 3,304
319 320 321 - 9,50 1,40 1,60 1,80 10.0 14,0 20,0 6,040 3,437 1,742 1,573 2,764 5,454
Продолжение табл. 15
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость zx одного витка, кгс/мм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины D
322 10,0 1,20 6,0 18,750 0,533
326 2,00 26,0 1,157 8,643
328 1,60 12,0 5,827 1,810
329 10,6 1,80 18,0 2,469 4,293
330 2,00 25,0 1,315 8,061
334 11,2 2,00 24,0 1,503 7,452
335 1,40 8,0 16,0 13,400 0,880
337 11,8 1,80 3,666 3,219
338 2,00 22,0 2,000 5,900
339 2,20 28,0 1,363 8,657
342 12,5 1,80 15,0 4,564 2,739
344 2,20 26,0 1,737 7,196
345 1,40 7,0 21,880 0.603
346 13,2 1,60 10,0 11,120 1,187
347 1,80 14,0 5.775 2,286
348 2,00 20,0 2,743 4,812
349 2,20 25,0 1,978 6,673
ззз ' 14,0 2,20 24,0 2,260 6,195
355 1,80 12,0 9,893 1,516
356 15,0 2,00 18,0 3,906 3,840
357 2,20 22,0 3,018 4,970
358 2.50 32,0 1,522 9,855
363 16,0 2,50 30,0 1,878 8,520
364 1,60 8,0 25.000 0,680
366 17,0 2,00 16,0 5,831 2,915
367 2,20 20,0 4,154 3,852
368 2,50 28,0 2,356 7.216
370 '18,0 2,00 15,0 7.283 2,472
372 2,50 26,0 3,010 5,980
373 1,80 10,0 18,980 1,001
374 2,00 14,0 9,259 2,052
375 19,0 2,20 18,0 5,944 3,196
376 2,50 25,0 3,429 5,541
377 2,80 36,0 1,678 11,320
381 2,50 24,0 3,930 5,089
382 20,0 2,80 34,0 2,024 9,882
383 3,00 40,0 1,600 . 12,500
385 2,00 12.0 16,000 1,325
386 2,20 16,0 8,914 2,378
387 21,2 2.50 22,0 5,268 4,024
388 2,80 32,0 2,468 8,590
389 3,00 38,0 1,888 11,230
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zi одного ' витка, .кгс/мм Наибольший прогиб одного витка мм
проволоки d наружный пружины D
391 2,20 15.0 11,160 2,007
393 22,4 2.80 30,0 3,054 7,334
394 3 00 36,0 2,254 9,938
396 2.20 14,0 14,290 1,652
397 23,6 2,50 20,0 7,289 3,238
398 2,80 28,0 3,841 6.144
399 3,00 34,0 2,722 8,670
403 2,80 26,0 4,922 5,079
404 3,00 32,0 3,318 7,535
405 2,00 10,0 31,250 0,848
406 2,20 12,0 24,890 1,065
407 26,5 2,50 18,0 10,490 2,526
408 2,80 25,0 5,618 4,717
409 3,00 30,0 4,115 6,440
410 V. 3,50 45,0 2,098 12,630
413 2,80 24,0 6,454 4,338
414 28,0 3,00 28,0 5,184 5,401
415 3,50 42,0 2,630 10,650
417 2,50 16,0 15,880 1,889
418 30,0 2,80 22,0 8,684 3,455
419 3.00 26,0 6,657 4,506
420 3,50 40,0 3,085 9,724
421 2,50 15,0 20,000 1,575
423 31,5 3,00 3,50 25.0 7,607 4,141
424 38,0 3,651 8,628
425 2,э0 14,0 25,680 1,304
426 2,80 20,0 12,100 2,768
427 33,5 3,00 24,0 8,746 3.830
428 3,50 36,0 4,371 7,664
429 4,00 52,0 2,315 14,470
432 3,00 22,0 11,830 3,000
433 35,5 3.50 34,0 5,289 6,712
434 4,00 50,0 2,630 13,500
435 2,50 12,0 45,560 0,823
436 2,80 18,0 17,490 2,114
438 3/ 3,а0 32,0 6,482 5,785
439 4,00 48,0 3,005 12,480
441 3,0tr 20,0 16,460 2,430
442 40,0 3,50 4,00 30,0 8,064 4,961
443 45,0 3,714 10,770
444 4,50 60,0 2,401 16,660
445 2,80 16,0 26,720 1,590
447 42,5 3,50 28,0 10,200 4,167
448 4,00 42,0 4,665 9,110
449 4,50 55,0 3,184 13,350
Продолжение табл. 15
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость zt одного витка, кгс/мм Наибольший прогиб одного витка 1:>, мм
проволок® d наружный пружины
450 2,80 15.0 33,850 1,329
451 3,00 18,0 24.000 1,875
452 45,0 3,50 26,0 13,170 3,417
453 4,00 40,0 5,487 8,201
454 4,50 52,0 3,826 11,760
455 2,80 14,0 43,750 1,086
457 47,5 3,50 25,0 15,120 3,142
458 4,00 38,0 6,514 7.292
459 4,50 50,0 4,354 10,910
460 5,00 65,0 2,894 16,410
461 3,00 16,0 36,870 1,356
462 3,50 24,0 17,390 2,875
463 50,0 4,00 36,0 7.812 6,400
464 4.50 48,0 4,977 10,050
465 5,00 63,0 3,203 15,610
46В 3,00 15.0 46,880 1,130
467 3,50 22,0 23,700 2,236
468 53,0 4,00 34,0 9,481 5,590
469 4,50 45.0 6,173 8,586
470 5,00 60,0 3,756 14,110
472 4,00 32.0 11,6(0 4.803
473 56,0 4,50 42,0 55,0 7,776 7,202
474 5,00 5.000 11,200
475 3,50 20,0 33,410 1,796
476 60,0 4,00 30.0 14,170 4,118
477 4.50 40,0 9,165 6,547
478 5.00 52,0 6,020 9,967
480 4,00 28.0 18,520 3,402
481 63,0 4,50 38,0 10,930 5.764
482 5,00 50,0 6,859 9,185
483 3,50 18,0 49.220 1,361
484 67,0 4,00 26.0 24,040 2,787
485 4,50 36,0 13,120 5,107
486 5,00 48,0 7,860 8,524
488 4,00 25,0 27.640 2,569
489 71,0 4,50 34.0 15.970 4,445
490 5,00 45,0 9,766 7,270
491 4,00 24.0 32,000 2.344
492 75,0 4,50 32,0 19,730 3,801
493 5,00 42,0 12,340 6,078
494 4,00 22,0 43,900 1,822
495 80,0 4,50 30,0 24,690 3,240
496 5 00 40,0 14,580 5.487
498 85,0 4,50 28,0 31.640 2,686
499 5,00 38,0 17.390 4,888
Номер пружины Сила Р3 пружины при максимальной деформации, к ГС Диаметр, мм Жесткость Zi одного витка, кгс/мм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины D
500 4,00 20,0 62,500 1,440
501 90,0 4,50 26,0 41,260 2,181
502 5,00 36,0 20,980 4,290
503 95,0 4,50 25,0 47,600 1,996
504 5,00 34,0 25,630 3,706
505 100,0 4,50 24,0 55,300 1,808
506 5,00 32,0 31,750 3,150
507 106 4,50 22,0 76,450 1,386
508 5,00 30,0 40,000 2,650
509 112,0 28,0 51,370 2,180
510 118,0 5,00 26,0 67.480 1,749
511 125,0 25,0 78,120 1,600
ГОСТ 13771—68 предусматривает также пружины из проволоки d = 0,2 — 0,36, а в пределах приведенной таблицы — другие d и JJ и соответственно номера пружин, Ра, Z1 и f3.
16. Пружины сжатия и растяжения II класса, разряда 3 (по ГОСТ 13772—68)
Материал: сталь 60С2А, 65С2ВА, 65Г, твердость HRC 46 ... 52; сталь 50ХФА, твердость HRC 44 ... 50.
Номер пружины Сила Р3 пружины при максимальной деформации, кге Диаметр, мм Жесткость Zi одного витка, кгс/мм Наибольший прогиб одного витка fa, мм
проволоки d наружный пружины D
1 23,6 3,0 40 1,600 14,750
2 25,0 3,0 38 1,888 13,240
3 26,5 3,0 36 2,254 11,760
4 28,0 3,0 34 2,722 10,290
5 30,0 3,0 32 3,318 9,042
6 31,5 3,0 30 4,115 7,655
7 33,5 3,0 28 5,184 6.462
8 33,5 3,5 45 2,098 15,970
9 35,5 3,0 26 6,657 5,333
10 3,5 42 2,630 13,500
и 37,5 3,0 25 7,608 4,930
12 3,5 40 3,085 12,160
13 40,0 3,0 24 8,746 4,574
14 3,5 38 3,651 10,960
15 3,0 22 11,830 3,592
16 42,5 3,5 36 4,37t 9,723
17 4,0 52 2,315 18,360
Продолжение табл. 16
Номер пружины Сила Рз пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zi одного витка, кгс/мм Наибольший прогиб одного витка /3, мм
проволоки d / наружный пружины D
19 45,0 3,5 34 5,289 8,509
20 4,0 50 2,630 17,110
21 3,0 20 16,460 2,886
22 47,5 3,5 32 6,482 7,327
23 4,0 48 3,005 15,810
25 26 50,0 3,5 4,0 30 45 8,064 3,714 6,201 13,460
27 3,0 18 24,000 2,208
28 53,0 3,5 28 10,200 5,197
29 4,0 42 4,665 11,360
31 56,0 3,5 26 13,170 4,252
32 4,0 40 5,487 10,200
33 4,5 60 2,401 23,320
34 3,0 16 36,870 1,627
35 60,0 3,5 25 15,120 3,968
36 4,0 38 6,514 9,211
37 4,5 55 3,184 18,840
38 3,0 15 46,880 1,344
39 63,0 3,5 24 17,300 3,623
40 4;0 36 7,812 8,064
41 4,5 52 3,826 16,470
42 3,5 22 23,700 2,827
43 67,0 4,0 34 9,481 7,067
44 4,5 50 4,354 15,390
45 5,0 65 2,894 23,150
47 4,0 32 11,660 6,089
48 71,0 4,5 48 4,977 14,260
49 5,0 63 3,203 22,170
50 3,5 20 33,410 2,245
51 75,0 4,0 30 14,570 5,148
52 4,5 45 6,173 12,150
53 5,0 60 3,756 19,970
55 4,0 28 18,520 4,320
56 80,0 4,5 42 7,776 10,290
57 5,0 55 5,000 16,000
58 5,5 75 2,726 29,350
59 3,5 18 49,220 1,727
60 85,0 4,0 26 24,040 3,536
61 4,5 40 9,165 9,274
62 5,0 52 6,020 14,120
63 5,5 70 3,410 24,930
65 4,0 25 27,640 3,256
66 90,0 4,5 38 10,930 8,234
67 5,0 50 6,859 13,120
68 5,5 65 4,344 20,720
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zj одного витка, кгс/мм Наибольший прогиб одного витка f3, мм
проволоки наружный пружины D
69 4,0 24 32,000 2,969
70 4,5 36 13,120 7.24t
71 95,0 5.0 48 7.860 12,070
72 5,5 63 4,814 19,730
73 6,0 80 3,201 29,680
74 4,0 22 43,900 2,278
75 4,5 34 15.970 6,262
76 100 5,0 45 9,766 t0,240
77 5,5 60 5,653 17,690
78 6.0 75 3,945 25,350
80 4,5 32 19,730 5,372
81 106 5,0 42 12,340 8,590
82 5,5 55 7,544 14,050
83 6,0 70 4,939 21,460
84 4,0 20 62 500 1,792
85 112 4,5 30 24’,690 14,580 9,103 4,536
86 5,0 40 7,682
87 5,5 52 12,300
88 6,0 65 ё;310 17,750
89 4,5 28 31,640 3,729
90 118 5,0 38 17,390 6,786
91 5 5 50 10,380 11,370
92 6,0 63 7,000 16,860
93 4,5 26 41,260 3,030
94 125 5,0 36 20,980 5,958
95 5,5 48 11,920 10,460
96 6,0 60 8,230 15,190
97 - 4,5 25 47,600 2,773
98 5,0 34 25,630 5,150
99 132 5,5 45 14,850 8,889
100 6,0 55 И,000 12,000
101 7,0 90 4,196 31,460
102 4,5 24 55,300 2,532
103 5,0 32 31,750 4,409
104 140 5,5 42 18,820 13,300 7,439
105 6,0 52 10,530
106 7,0 85 5,063 27,650
107 4,5 22 76,450 1,962
108 5,0 30 40,000 3,750
109 150 5,5 40 22,280 6,732
110 6,0 50 15,240 9,842
111 7,0 80 6.170 24,310
112 5,0 28 51,370 3,115
ИЗ 160 5,5 38 26,660 6,002
114 6,0 48 17,490 9,148
115 7,0 75 7,636 20,950
116 5,0 26 67,480 2,519
117 170 5,5 36 32,260 5,270
118 6,0 45 21,850 7,780
119 7,0 70 9,602 4,494 17,700
120 8,0 105 37,830
Продолжение табл. 16
Номер пружины Сила Р3 пружины при максимальной деформации, иге Диаметр, мм Жесткость zt одного витка, КГС/ММ Наибольший прогиб одного витка )3, мм
проволоки d наружный пружины D
121 5,0 25 78,120 39,520 2,304
122 5,5 34 4,555
123 180 6,0 42 27,780 6,479
124 7,0 65 12,330 14,600
125 8,0 100 5,260 34,220
126 5,5 32 49,180 3,863
127 6,0 40 32,970 5,762
128 190 7,0 63 13,670 13,900
129 8,0 95 6,220 30,550
130 5,5 30 62,240 3,213
131 200 6,0 38 39,620 5,048
132 7,0 60 16,140 12,390
133 8,0 90 7,429 26,920
134 5,5 28 80.330 2,639
135 6,0 36 48,000 4,417
136 212 7,0 55 21,680 9.778
137 8,0 85 8,972 23,6'80
138 9,0 120 4,798 44,180
139 6,0 34 59,040 3.794
140 224 7,0 52 26,340 8,504
141 8,0 80 10,970 20,420
142 9,0 ИО 6,372 35,130
143 6,0 32 73,740 3,200
144 7,0 50 30,240 7,804
145 236 8,0 75 13,590 17,360
146 9,0 105 7,416 31,830
147 6,0 30 93,750 2,667
148 250 7,0 48 34,790 7,186
149 8,0 70 17,180 14,550
150 9,0 100 8,709 28,700
151 7,0 45 43,700 6,056
152 265 8,0 65 22,120 11,980
153 9,0 10.0 95 10,300 25,730
154 130 5,787 45,790
155 7,0 42 56,000 5,000
156 280 8,0 63 24,560 11,400
157 9,0 90 12,350 22,680
158 10,0 125 6,575 42,580
159 7,0 40 66,810 4,490
160 300 8,0 60 29,130 10,300
161 9,0 85 14,970 20,040
162 to,о 120 7,513 32,930
163 7,0 38 80,590 3,909
164 315 8,0 55 39,450 7,984
165 9,0 80 18,320 17,190
106 10,0 110 10,000 31,500
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zi одного • витка, кгс/мм Наибольший прогиб одного витка L, мм
проволоки d наружный пружины D
167 7,0 36 98,450 3,403
168 8,0 52 48,080 6,968
169 335 9,0 75 22,820 14,680
170 10,0 105 11,660 28,730
172 8,0 50 55,290 6,421
173 355 9,0 70 28,870 12,300
174 10,0 100 13,720 25,870
176 8,0 48 64,000 5,859
177 375 9,0 65 37,410 10,020
178 10,0 95 16,280 23,030
181 8,0 45 80,860 4,947
182 400 9,0 63 41,670 9,599
183 10,0 90 19,530 20,480
В пределах приведенной таблицы ГОСТ 13772—68 предусматривает другие d и D и соответственно номера пружин, Р3, Zt и /3
17. Пружины сжатия III класса, разряда 2 (по ГОСТ 13775—68)
Материал: сталь 60С2А, 65С2ВА, твердость HRC 53 ... 57
Номер пружипы Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zi одного витка, Кгс/мм Наибольший прогиб одного витка /з, мм
проволоки d наружный пружины
1 31,5 3,0 40 1,600 19,690
2 33,5 3,0 38 1,888 17,740
3 35,5 3,0 36 2,254 15,750
4 37,5 3,0 34 2,722 13,780
з 40,0 3,0 32 3,318 12,060
6 42,5 3,0 30 4,115 10,330
7 45,0 3,0 28 5,184 8,681
8 3,5 45 2,098 21,450
9 47,5 3,0 26 6,657 7,135
10 3,5 42 2,630 18,060
и 50,0 3,0 25 7,607 6,573
12 3,5 40 3,085 16,210
13 53,0 3,0 24 8,746 6,060
14 3,5 38 3,651 14,520
15 3,0 22 11,830 4,734
16 56,0 3,5 36 4,371 12,810
17 4,0 52 2,315 24,190
19 60,0 3,5 34 5,289 11,340
20 4,0 50 2,630 22,810
Продолжение табл. 17
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаметр, мм Жесткость Zt одного витка, кгс/мм Наибольший прогиб одного витка h, мм
проволоки d наружный пружины D
21 3,0 20 16,460 3,827
22 63,0 3,5 32 6,482 9,718
23 4,0 48 3,005 20,960
25 67,0 3,5 30 8,063 8,309
26 4,0 45 3,714 18,040
27 3,0 18 24,000 2,958
28 71,0 3,5 28 10,200 6,961
29 4,0 42 4,665 15,220
30 4,5 60 2,401 29,570
32 3,5 26 13,170 5,695
33 75,0 4,0 40 5,487 13,670
34 4,5 55 3,184 23,560
35 3,0 16 36,870 2,170
36 80,0 3,5 25 15,120 5,291
37 4,0 38 6,514 12,280
38 4,5 52 3,826 20,910
39 3,0 15 46,880 1,813
40 85,0 3,5 24 17 390 4,888
41 4,0 36 7,812 10,880
42 4,5 50 4,354 19,520
43 3,5 22 23,700 3,797
44 90,0 4,0 34 9,481 9,493
45 4,5 48 4,977 18,080
46 5,0 65 2,894 31,100
48 4,0 32 11,660 8.148
49 95,0 4,5 45' 6,173 15,390
50 5,0 63 3,203 29,660
51 3,5 20 33,410 2,994
52 100 4,0 30 14,570 6,863
53 4,5 42 7,776 12,860
54 5,0 60 3,756 26,620
56 4,0 28 18,520 5,724
57 4,5 40 9,165 11,570 21,200
58 106 5,0 55 5,000
59 5,5 75 2.726 38,890
60 3,5 18 49,220 2,275
61 4,0 26 24,040 4,659
62 112 4,5 38 10,930 10,250
63 5,0 52 6,020 18,600
64 5,5 70 3,410 32,840
66 4,0 25 27,640 4/269
67 118 4,5 36 13,120 8,994
68 5,0 50 6,859 17.200
69 5,5 65 4,344 27,160
Сила Р, пру- Диаметр, мм Наибольший
Номер пружины жины при максимальной проволоки наружный Zt одного витка, прогиб одного витка
деформации, к гс d 1 пружины кгс/мм /з, мм
70 4.0 24 32.000 3,906
71 4,5 34 15,970 7,827
72 125 5,0 48 7,860 15,900
73 5,5 63 4,814 25,9С0
74 6,0 80 3,201 39,050
75 4,0 22 43,900 3,007
76 4,5 32 19,730 6,690
77 132 5,0 45 9,766 13,520
78 5,5 60 5.653 23,350
79 6,0 75 3,945 33,460
81 4.5 30 24,690 5,670
82 5,0 42 12,340 И,340
83 5,5 55 7,545 18,560
84 6,0 70 4,939 28,340
4,1) 2D 112,Ж) 2,да
86 4,5 28 31,640 4,741
87 150 5,0 40 14,580 10,290
88 5.5 52 9,103 16,480
89 6.0 65 6,ЗЮ 23,770
90 4,5 26 41,260 3,878
91 160 5,0 38 17,390 9.201
92 5,5 50 10,380 15,410
93 6,0 63 7,000 22,860
94 4,5 25 47,600 3,572
95 170 5,0 36 20,980 8,103
96 э.э 48 11,920 14,260
97 6,0 60 8,230 20,660
98 4,5 24 55,300 3,255
99 5,0 34 25,630 7,023
100 . 180 5.5 45 14,850 12,120
lot 6,0 55 11,000 16,360
102 7,0 90 4,196 42,900
103 4,5 22 76,450 2,485
104 190 -5.0 32 31,750 5.984
105 5,5 42 18,820 10,100
106 6,0 52 13.300 14,280
107 7,0 85 5,063 37,530
108 5,0 30 40,000 5,000
109 200 5.5 40 22,280 8,977
ИО 6,0 50 15.240 13,120
111 7,0 80 6,170 32,410
112 5,0 28 51,370 4,127
ИЗ 5,5 38 26,660 7,952
114 6.0 48 17,490 12,120
115 7,0 75 7,636 27.760
Продолжение табл. 17
Номер пружины Сила Р3 пружины при максимальной деформации, кгс Диаме проволоки d тр, мм наружный пружины D Жесткость Zi одного витка, кгс/мм Наибольший прогиб одного витка /з, мм
116 117 118 119 120 224 5,0 5,5 6,0 7,0 8,0 26 36 45 70 105 67,480 32,260 21,850 9,602 4,494 3,320 6,944 10,250 23,330 49,840
121 122 123 124 125 236 5,0 5,5 6,0 7,0 8,0 25 34 42 65 100 78,120 39,520 27,780 12,330 5,260 •'3,021 5,972 8,495 19.140 44,870
126 127 128 129 250 5.0 6.0 7,0 8,0 32 40 63 95 49,180 32,970 13,670 6,220 5,083 7,582 18,290 40,190
130 131 132 133 265 6,0 7.0 8,0 30 38 60 90 62,240 39,620 16,140 7,429 4,258 6,688 16,420 35,670
134 135 136 137 280 5,5 6,0 7,0 8.0 28 36 55 85 80,330 48,000 21,680 8,972 3,486 5,833 12,920 31,210
138 139 140 141 300 6,0 7,0 8,0 9,0 34 52 80 120 59,040 26,340 10,970 4,798 5,081 11,390 27,350 62,530
142 143 144 145 315 6,0 7.0 80 9,0 32 50 75 110 73,730 30,240 13,590 6,372 4,272 10,420 23,180 49,440
146 147 148 149 335 6,0 7,0 8,0 9,0 30 48 70 105 93,750 34,790 17,180 7,416 3,573 9,629 19,500 45,180
150 151 152 153 355 7,0 8,0 9,0 10,0 45 65 100 130 43,760 22,120 8,709 5,787 8,113 16,050 40,760 61,340
154 155 156 157 375 7,0 8,0 9,0 10,0 42 63 95 125 56.000 24,620 10,300 6,575 6,696 15,230 36,410 57,030
В пределах приведенной таблицы ГОСТ 13775—68 предусматривает другие d и D и соответственно номера пружин, Р3, г, и /3.
18. Пружины сжатия для станочных приспособлений (по ГОСТ 13165—67)
Размеры, мм
,х н, 5 Л Направление навивки пружины — правое. Поджатые и прошлифованные участки опорных витков составляют не менее 8/< окружности витка. ОП/ГПТ.ТО ТТПТЛТ’Т/ГТТЛ-гпъ.
L
„|_ Но
г Гокрытие — Хим. фос. прм (обозначение покрытия по ГОСТ 9.073—77)
" i п №
L №
г х
Обозначение пружин D ± 0,4 d н§= (±0,2 Число витков Диаметр Длина развернутой проволоки L И* Я* ?2, КГС -Р3, KI’C (отклонение ±10%) Масса 100 шт., кг
рабочих п полное П1 на гильзе Dr ПО стерж-ню Dc
7039-2011 8 0,8 28 3,2 8,5 10,0 8,32 6,14 226 12 8,0 2,12 2,63 0,000
2012 2013 1,0 32 50 2,5 12,0 19,5 13,5 21,0 5,76 384 462 16 25 13,5 21,0 3,64 4,37 0,238 0,284
2014 2015 10 1,0 1,2 45 40 3,5 12,5 11,0 14,0 12,5 10,4 7,68 7,29 306 346 17 20 14,0 15,0 3,00 5,40 3,43 7,00 0,250 0,307
2016 2017 12 1,2 1,6 45 60 4,5 3,5 9,5 16,5 11,0 18,0 12,48 9,21 7,90 374 500 18 35 13,2 28,8 4,50 8,70 5,40 11,10 0,332 0,929
2018 14 1,6 51 4,5 11,0 12,5 14,56 11,90 400 32 20,0 6,00 10,00 0,774
ПРУЖИНЫ
Обозначение пружин £>±0,4 d Я? г ±0,2 Число витков Диаметр Длина развернутой проволоки L н1 И* кгс Р3, кгс (отклонение + 10%) Масса 100 шт., кг
рабочих п полное Hi на гильзе вг по стержню dq
2010 2020 2021 2022 16 1,6 50 60 70 95 6,0 8,0 9,5 11,5 15,5 9,5 11,0 13,0 17,0 16,66 12,28 430 500 590 770 22 25 30 40 15,2 17,6 20,8 27,2 7,80 9,70 0,470 0,790 0,929 1,203
2023 2024 16 18 2,0 2,5 80 90 5,0 5,0 15,5 17,5 17,0 19,0 16,66 18,72 11,52 12,48 750 925 43 54 34,0 47,5 14,20 21,00 17,50 26,20 1,847 3,561
2025 2026 2027 2028 22 2,0 80 110 138 164 8,5 9,0 12,5 16,0 19,0 10,5 14,0 17,5 20,5 22,28 19,20 660 880 1100 1290 32 42 52 62 21,0 28,0 35,0 41,0 10,60 13,00 1,630 2,170 2,715 3,177
2029 2030 2031 7039-2032 28 2,5 95 125 150 192 10,5 9,0 11,5 14,0 18,0 10,5 13,0 15,5 19,5 29,12 22,08 842 1042 1242 1562 38 49 59 75 26,3 32,5 38,8 48,8 15,40 1830 3,041 4,011 4,781 6,013
* Но — высота пружины в свободном состоянии; Н2 — высота пружины под осевой нагрузкой Р2, кгс; Н3 — высота пружины под осевой нагрузкой Р3, кгс.
ВИНТОВЫЕ ЦИЛИНДРИЧЕСКИЕ ПРУЖИНЫ СЖАТИЯ И РАСТЯЖЕНИЯ
Материал: проволока II—по ГОСТ 9389—75 или сталь 65Г--по ГОСТ 1050—74.
Пример обозначения пружины сжатия размерами D = 8 мм, Но = 28 мм:
Пружина 7039—2011 ГОСТ 13165—67 &
КОНСТРУКЦИЯ ПРУЖИН
Выполнение рабочих чертежей пружин сжатий и растяжения приведено в табл. 19 — 24.
19. Пружина сжатия из проволоки круглого сечения с неподвижными и нешлифованными крайними витками
1. Модуль сдвига G ... кгс/iOm2.
2. Твердость HRG ...
3. Напряжение касательной при кручении (максимальное) т3 . . кгс/мм2.
4. Длина развернутой Пружины L ... мм.
5. Число рабочих витков п.
6. Направление навивки
7. Диаметр контрольного с7ержня Dc ... мм или диаметр контрольной гильзы Ог .• мм.
8. Остальные технические Требования по ... (указывают номер нормативного документа).
9. *Размеры для справок.
20. Пружина сжатия с поджатыми по 7з витка с каждого копна я шлифованными на окружности опорным# поверхностями
1. Модуль сдвига G ... кгс/мм2.
2. Твердость HRC ...
3. Напряжение касательной при кручении (максимальное) Тз ... кгс/мм2.
4. Длина развернутой пружины L ... мм
5. Число рабочих витков «
6. Число витков полное пг
7. Направление навивки.
8. Диаметр контрольного стержня 1>с ... мм пли диаметр контрольной гидьзг! мм.
9. Остальные технические требования по ... (указывают номер нормативного документа).
10. ’’Размеры для справок.
22. Пружина растяжения из проволоки круглого сечения с зацепами, открытыми с одной стороны и расположенными в одной плоскости
1. Модуль сдвига G ... кгс/мм2.
2. Твердость ЛВС ..
3. Напряжение касательное при кручении (максимальное) Тз кгс/мм2.
4. Длина развернутой пружины L ... мм.
5. Число рабочих витков п.
6. Направление навивки.
7. Остальные технические требования по ... (указывают номер нормативного документа).
8. * Размер для справок.
23. Пружина растяжения <• межвптковым давлением из проволоки круглого с ечения с зацепами, открытыми с противоположных сторон и расположенными в одной плоскости
24. Пружпна растяжения из проволоки круглого сечения с зацепами, расположенными под углом 90°
Примечание. Требования под изображением пружины такие же. как в табл. 22.
25. Опорные витки пружины сжатия
Поджат целый нешлифованный виток;
s = d; л = О
Поджат целый виток, зашлифовано 3/4 дуги окружности;
sK = 0,25d; /. = 0
Поджато 3/4 витка, зашлифовано 3/4 дуги окружности;
sK= 0,25d;
0,25 (t - d)
0,5d
Зят/гТ*
t t r Лгпах
Длина пружин сжатия
Длину пружин сжатия рекомендуется принимать Но sg (D — d).
Можно брать Но до 5 (D — d), во тогда пружины должпькработать на направляющем стержне или в направляющей гильзе. При этом между пружиной и сопрягаемой деталью выдерживают зазор z в зависимости от величины среднего диаметра Do пружины (табл. 26).
26. Значение зазора z
Размеры, мм
D„ Z Do Z
До 10 1 Св. 50 до 80 5
Св. 10 до 18 2
i 5-z » 80 » 120 6
'tJJ- ГГ 2 1 » 18 » 30 3
ft 30 » 50 4 » 120 »>150 7
ПРУЖИНЫ КРУЧЕНИЯ ИЗ КРУГЛОЙ ПРОВОЛОКИ
Пружина кручения и диаграммы силовых испытаний изображены на рис. 1.
На пружину кручения действует пара сил, закручивающая ее в поперечных сечениях.
Пружины применяют в качестве прижимных аккумулирующих и упругих звеньев силовых передач. Примеры применения даны на рис. 2, 3 и 4.
Расчет. Исходные данные: наибольший рабочий крутящий момент М2, кгс-мм; наибольший угол закручивания «3.
Находим наибольший рабочий крутящий момент в кгс -мм:
(20)
Наименьший (установочный) рабочий крутящий момент определяется условиями работы механизма, его значение в кгс -мм
Если установочная нагрузка не предусматривается, то Мг = 0. Предельно допустимый крутящий момент (для наибольшей испытательной
нагрузки) в кгс -мм: М3 = М2^; (21) аа
Индекс пружины М3 = 1,25М2. (21а) С = ^; (22)
здесь — средний диаметр пружины; рекомендуется принимать с > 5 (чем
Рис. 2
Рис. 4
меньше d, тем больше следует брать с); в исключительных случаях допустимо с = 4.
Значения индекса пружины с можно принимать в зависимости от диаметра проволоки:
Диаметр проволоки, мм с=^...................
d
0,2—0,4 0,45—1,0 1,1—2,5 2,8—6 7—14 16-8 , 12-6 10-5 10-4 8-4
Коэффициент формы сечения и кривизны витка
К = (23)
4с— 4
Диаметр проволоки в мм
d=lZ 3^2^. (24)
г Л [<Тиз]
Напряжение, нормальное при изгибе, в кгс/мм2, под нагрузкой М2
32МгК <т2 = • 57— nd3 (25)
должно быть о2 <: [о из]. Предельный у юл закручивапия в градусах при М3
ctg=== 1 (26)
Наибольший рабочий угол закручивапия в градусах при М2
а2 0,8а3. (27)
Наименьший рабочий угол закручивания в градусах при Mt
а2^1 1 мг • (28)
Рабочий угол закручивапия в градусах от М, до Мг
6 = а2— ар (29)
Обычно 6 определяют из условий работы механизма. Число рабочих витков 5456cZ3 П (30)
100УГа2 (30а)
1.8с [аиз] *
Наименьшее число витков (из условия устойчивости пружины, т. е. постоянства ее оси)
Ит1П = (123"г) должно быть п > Wmm.
Высота пружины в свободном состоянии в мм
Z70=n(d-)-6). (32)
Зазор между витками в мм
6 = 0,1 : 0,5. (33)
Шаг пружины в мм ? = d + 6. (34)
Длина развернутой пружины в мм
L ка 3,2D0n ^приц, (35)
Znpщ—• длина проволоки прицепов, мм.
Пример расчета. Дано: наибольший рабочий крутящий момент Л/2 = = 1100 ктс -мм; наибольший рабочий угол закручивания а2 == 140°; пружина класса 1, разряда 3.
Решение. Допускаемое напряженно на изгиб в кгс/мм2
[Пиз] = 1,25 [т3].
Из табл. 2 имеем для стали 60С2А [т3] = 56 кгс/мм2, [оиз] = 1,25-56 = 70 кгс/мм2.
Индекс пружины по формуле [22] принимаем с = 8.
Коэффициент формы сечения и кривизны витка по формуле (23) 4с —1 4-8—1
R = ——- = 2—2—- = 111.
4с —4 4-8-4 ’
Диаметр проволоки по формуле (22)
3 / 32лТд? _ 3 Г32-1100-1,11
V Я [<тиз] ” V 3,14 - 70 принимаем <7=6 мм.
Диаметр пружины по формуле (22)
Do= cd — 8 6 = 48 мм;
Z>=D0-]-d = 484-6 = 54 мм;
D1=£>0 — d = 48 — 6 = 42 мм.
Иногда диаметр пружины приходится принимать по конструктивным соображениям.
Нормальное напряжение при М2 (т. е. поверочный расчет пружины на прочность) по формуле (25)
32Л72Я 32-1100-1,11 „ , „
°* - = - ЗД4Т6Г-58 кгс/мЛ
Число рабочих витков по формуле (30а): 100Яа2 100 • 1,11 • 140
” 1,8с [Пиз] ~ 1,8-8-70 ~~
Предельный угол закручивания по формуле (26) а3=1,25а2= 1,25-140=175°.
Наименьшее число витков по формуле (31) / а3 \4 / 175 \« . .
"mm \ 123,1/ \ 123,1) %
Наименьший рабочий крутящий момент по формуле (20а) ЛА ==0,2Д/2 = 0,2 1100=220 кгс-мм.
Наименьший рабочий угол закручпванпя по формуле (28)
_ аЛ 140 • 220
— М2 “ 1100 ~
Зазор между витками по формуле (33)
6 = 0,5 мм.
Высота пружины по формуле (32)
ТТ0 ~ п (d 6) —16 (6 -ф- 0,5) = 104 мм.
Предельно допустимый крутящий момент по формуле (21а) М3 = 1,25М2 = 1,25 -1100= 1375 кгс • мм.
Шаг пружины по формуле (34)
Длина развернутой проволоки по формуле (35).
Примечание. Если конструкция пружины окажется не совсем удачной, расчет следует повторить, исходя из иного, вновь выбранного индекса пружины.
27. Пружина кручения с прямыми концами, расположенными вдоль оси пружины
1. Модуль упругости Е ... кгс/ммг.
2. Твердость HRC ...
3. Напряжение нормальное при изгибе (максимальное) Оз ... кгс/мм2.
4. Длина развернутой пружины L ... мм.
5. Число рабочих витков п ...
6. Направление навивки
7. Остальные технические требования по ... (указывают номер нормативного документа)
8. *Размеры для справок.
ПЛАСТИНЧАТЫЕ ПРУЖИНЫ ИЗГИБА (РИС. 5)
Расчет. П р и.н я т ы е обозначения: F3 — деформация
пружины, мм, при нагрузке соответственно Рх, Р... Р3', Lo — длина пружины, мм; Pj и Р2 — рабочие нагрузки, кгс; Р3 — максимально допустимая нагрузка
Рис. 5
на пружину, кгс; [пиз] — допустимое напряжение при изгибе, кгс/мм2; Е модуль упругости (для стали 21 000 кгс/мм2).
Максимально допускаемая нагрузка в кгс р fcs2 [<7из] 3 ~ ’
Деформация пружины в мм
* bsPE 3sE
Пример расчета. Д а н о: Р3 = 1 кгс; Lo = 70 мм.
Определить размеры сечения пружины и деформацию.
Берем холоднокатаную ленту из стали 65 с допускаемым напряжением при изгибе [Пиз] : 70 кгс/мм2 (для пружин из ленты толщиной 4 мм и более применяют сталь 65Г с [оиз] = 70 кгс/мм2); Е « 21 000 кгс/мм2.
1. Толщину ленты s по конструктивным соображениям и согласно сортаменту на пружинную ленту выбираем равной 0,8 мм, тогда ширина ленты
Ъ
6P3L0 6-1-70 . .
*2[<7из] 0,82 - 70 “9’ ММ>
Принимаем Ь = 10 мм.
2. Определяем максимально допустимую деформацию
У3 =
21-0 [С’из] 3sE
2 • 702 • 70 с Q.
3 • 0,8 • 21 000 5,84
Максимально допускаемое напряжение на изгиб для стали принимаем равным 1,25 [тКр], где [т1;р] — максимально допускаемое напряжение кручения.
Выполнение рабочих чертежей. Для пластинчатой пружины с контролируемыми силовыми параметрами, кроме диаграмм, на чертеже приводят схему закрепления пружины и указывают размеры от точки приложения нагрузки до места закрепления (табл. 28).
28. Пример выполнения пластинчатой пружины изгиба
1. Модуль упругости Е ... кгс/мм2.
2. Твердость BRC
3. Напряжение нормальное при изгибе (максимальное) о, ... кгс/мм2.
4. Длина развернутой пружины L ... мм.
5. Остальные технические требования по ... (указывают номер нормативного документа).
ПЛОСКИЕ СПИРАЛЬНЫЕ ПРУЖИНЫ
Плоские спиральные пружины применяют в качестве заводных; их обычно заключают в барабан для обеспечения смазки и придания им определенных внеш
них размеров. В неответственных случаях используют спиральные пружины и без барабанов. Внутренний конец пружины крепят к заводному валику, наружный — к барабану (рис. 6):
70,4
68,6
61,2
60,0
КПД спиральных пружин определяется отношением работы, производимой пружиной при развертывании, к работе, затраченной на ее заводку.
КПД в зависимости от смазки (в %): Касторовое масло с графитом . . . Машинное масло . . . . ....
Чистое касторовое масло.....
Без смазки..................
Следует избегать толстых пружин, так как они работают неплавко, что ведет к перенапряжению в материале пружины и ее поломке.
Толщину s пружины выбирают из условия ssg г₽, где г — радиус валпка, 1<э
на который наматывается пружина.
Условие s С учитывает, что наибольшие напряжения изгиба испытывают первые к валику витки пружины.
При расчете пружин рекомендуется придерживаться также соотношения
г = -°-3 ’
где г0 — внутренний радиус барабана.
Расчет. Принятые обозначения: — г •— П —
внутренний радиус барабана, мм;
радиус валика пружины, мм;
внешний радиус заведенной пружины, равный внутреннему радиусу спущенной, мм;
толщина пружины, мм;
8 —
i|j рабочее число оборотов барабана;
— число витков свободной пружины (впе барабана);
п — число витков спущенной пружины (в барабане);
и2 — число витков заведенной пружины (в барабане);
йр — расчетное число витков пружины;
L — длина развернутой пружины, мм;
Ь — ширина пружины, мм;
•^тах ~~ максимальный момент на валике пружины, кгс -мм;
МПпп ~~ минимальный момент па валике пружины, кгс-мм;
[оиз]— допускаемое напряжение на изгиб, кгс/мм2;
Е — модуль упругости, кгс/мм2;
— КПД в зависимости от смазки.
Формулы
ж и н ы:
для расчета плоской спиральной п р у -
__«E&Ss„pmaY max
М max .
-ТьГ-^из];
M _п£6^рттП _м mm ~~ г —,
6L
6L/Wmin
np min .
max ’
"р max
£ = л (r0 4~ ri) ” 4~ 2лг.
Для пружины
длина пружины
с нормальным соотношением т. е.
£=ьлги (1,745п 4-0,67).
вр max = и2 ~ И1 ДЛЯ заведенной пружины;
ranmm = и — »i для спущенной пружины;
Их = (0,3-5-0,372) н2;
п = 0,255 ''°-; и2 = 0,412 Г° ; S $
« = 0,157
ф ’ 15’
1
П==О,745го; r=3-r0.
Величинами г0 и ф обычно задаются по конструктивным соображениям.
Рабочее число оборотов барабана ф при расчете следует увеличивать па 0,5— 1,5 для покрытия потерь на трение.
Пример расчета. Заводная пружина должна иметь: г0 = 21 мм, ЛГт1Д == = 50 кгс -мм и ф = 7 об.
Материал: сталь с модулем упругости Е — 2,1 -104 кгс/мм2. Смазка: касторовое масло с графитом.
1. Берем пружину с нормальным соотношением ;
2. Толщина пружины
s = 0,157 го, . ф
Учитывая трепне в начале и конце работы, добавляем один оборот, следовательно,
ip = 71 = 8,
тогда
91
$ = 0,157- о- = 0,4 мм.
о
Толщина пружины s должна быть меньше, чем , т. о. 0,4 < , в против-
ном случае необходимо изменить исходные данные для расчета.
3. Число витков спущенной пружипы в барабане
и = 0,255 -° = 0,255 ~ = 13,4.
’ $ 0,4 ’
4. Число витков заведенной пружины в барабане
п2 = 0,412 = 0,412 ~ = 21,6.
s 0,4
5. Число витков пружины в свободном состоянии (вне барабана) пг =
= (0,3 = 0,372)п2; принимаем nt = 0,3-21,6 = 6,5 витка.
6. Длина пружины
L = nr0 (1,745пф-0,67) =3,14 • 21 (1,745• 13,4-ф0,67) = 1587 мм.
7. Расчетное число витков
«р max = «2 _ ”1 = 21’6 ~ 6’5 = 15;
йр mm = ййт =1— 6,5 = 7.
8. Ширина пружины
, 6MminZ, 6 50 1587
b = min —_________________________________— =. 24 мм;
3,14 • 7 • 2,1 • 104 • 0,4® • 0,704
КПД р принят равным 0,704 в зависимости от смазки (см. с. 152).
Примеры выполнения рабочих чертежей спиральных плоских пружин приведены в табл. 29 и 30.
29. Спиральная плоская пружина из заготовки прямоугольного сечения с креплениями на валу и к барабану
Схема закрепления пружины при измерении момента
1. Модуль нормальной упругости Е ... кгс/мм2.
2. Твердость НДС
3. Напряжение нормальное при изгибе (максимальное) п3 ... кгс/мм2.
4. Длина развернутой пружины L ... мм.
5. Число витков пружины в свободном состоянии п.
6. Направление спирали.
7. Остальные технические требования по ... (указывают номер нормативного документа) .
30. Спиральная плоская пружина из заготовки прямоугольного сечения с отогнутыми зацепами
ТАРЕЛЬЧАТЫЕ ПРУЖИНЫ
ГОСТ 3057—54 установлены следующие типы тарельчатых пружин:
Н — нормальной точности, получаемые штамповкой без механической обработки поверхности обреза;
П — повышенной точности, получаемые штамповкой с механической обработкой поверхности обреза.
Пружины разделяют: а) по характеристике: на пружины большой жесткости -< 0,6^ и малой жесткости ^0,6 < 1,5^ где fs — высота
внутреннего конуса, мм; s — толщина пружины, мм; б) по условиям
работы: на пружины статического действия — С; динамического — Д; многократного — М.
Материал пружин: сталь 60С2А. Допускается применять пружинную сталь по ГОСТ 14963—69 из листового и полосового проката, которая по своим качествам не ниже стали 60С2А.
Пружины термически обрабатывают и защищают от коррозии.
Применение. Для получения нужного осевого перемещения пружины составляют из ряда секций, каждая из которых образуется последовательно двумя тарелками (рис. 7, а), соприкасающимися наружными кромками.
Рис. 7
Секции монтируют в гильзе или па общецентрирующей оправке. Отдельные секции взаимодействуют, соприкасаясь внутрешшми кромками. Образуемые таким способом весьма жесткие пружины предназначены для восприятия больших усилий при относительно малых габаритных размерах. Используют главным образом как мощные буферные пружины во всякого рода амортизаторах.
Для большего гашения энергии воспринимаемых ударов между тарелками можно устанавливать шайбы (рис. 7, б); в этом случае жесткость пружины немного возрастет за счет сил трения, развивающихся па кромках тарелок при их скольжении по шайбам. При очень больших нагрузках пружины устанавливают пакетами (рис. 7, в), вкладывая конус в конус так, чтобы верхняя пружина своей внутренней поверхностью прилегала к наружной поверхности пижпей пружины; при этом рабочая пагрузка может быть увеличена примерно пропорционально числу пружин в пакете.
31. Форма, основные параметры п размеры пружин, мм
Ребра скруглять R = 0,1s.
Обозначения:
Рз — усилие при наибольшем прогибе f = f3 — не контролируется;
- Кб уКиРЛ “ П0Д“ } стандартом не регламентируются;
} контролируются при испытаниях
Продолжение табл. 31
D £ /з ho Усилие, кгс, при прогибе Масса, кг
/ = /» /2 = 0,8/, |/2 = 0,65/,
Р, Р2
Пружины большой жесткоср
28 12 1,5 0,8 2,3 500 410 350 0,006
30 15 2,0 0,6 2,6 830 670 550 0,008
32 10 2.0 0.9 2,9 910 750 610 0,012
32 (Ю) 3,0 0.7 3,7 2 400 1900 1550 0.017
32 (14) 3,0 0.7 3,7 2 600 2100 1700 0,015
35 20 2,0 0,8 2,8 900 720 600 0.010
40 20 2.0 1.0 ЗЛ 730 620 520 0,015
40 25 2,5 0,8 3,3 1 500 1200 990 0,015
45 (20) 2.2 1,1 3,3 770 650 540 0.022
45 25 2.5 1,0 3,5 1 250 1000 840 0,022
45 25 3,0 1,0 4,0 2 200 1750 1450 0,026
50 20 ЪЯ 1,3 3,5 730 610 510 0,029
50 30 , 3,0 1,0 4,0 1 850 1500 1250 0.039
55 24 '3,0 1,4 4,4 1 700 1400 1150 0,038
55 25 2,5 1,5 4,0 1 050 900 760 0,037
60 20 2,5 1,5 4,0 830 700 580 0,048
60 26 3,8 1,4 5,2 2 900 2300 1900 0,067
60 30 3,0 1,5 4,5 1 600 1350 1150 0,050
60 30 3,5 1,5 5.0 2 600 2100 1750 0,058
65 32 3,0 1,5 4,5 1 400 1100 950 0,058
65 35 3,5 1,5 5,0 2 300 1900 1550 0,065
70 26 50 1,1 6,1 3 500 2800 2300 0,130
70 28 3,8 1,8 5,6 2 600 2100 1750 0.098
70 40 4,0 1,5 5,5 3 100 2500 2100 0,084
80 (26) 4,3 1,8 6,1 2 800 2300 1900 0,151
80 28 5.0 1,5 6,5 3 700 2900 2400 0.176
80 32 7.0 1,0 8,0 6 900 5500 4500 0,232
80 36 3,7 2.0 5,7 2 100 1700 1500 0,117
80 40 4,0 2,0 6,0 2 800 2300 1950 0,119
80 50 5,0 1,5 6,5 5 100 4100 3400 0,120
00 25 5,0 2,0 7,0 3 800 3100 2500 0,231
00 (26) 4,5 2,2 6,7 3 000 2500 2100 0,206
90 32 4,0 2,3 6,3 2 300 1900 1600 0,175
90 40 4,5 2,5 7.0 3 800 3100 2600 0,l8t
90 50 5.0 2,0 7.0 4 800 3900 3200 0,172
90 50 6,0 2,0 8,0 8 300 6700 5500 0,208
100 36 4,8 2,5 7,3 3 500 2800 2400 0,258
100 40 6,0 2,2 8,2 6100 4900 4100 0,312
100 50 5.0 2,5 7,5 4 500 3600 3000 0,232
100 50 6,0 2,5 8,5 7 600 6200 5200 0,277
100 60 7,0 2,0 9,0 И 500 9200 7500 0,277
Пружины малой жесткости
30 15 1,0 1,0 2,0 1700 150 140 0.004
35 15 1,5 1,0 2,5 380 330 280 0,009
40 20 t,0 1,5 2,5 140 140 130 0,008
45 25 1,5 1,5 3,0 400 350 320 0,013
50 20 2,0 1,5 3,5 630 530 460 0,026
50 25 1,5 1,5 3,0 300 260 240 0,017
55 (16) 2,0 1,5 3,5 490 420 360 0,034
55 25 2,0 1,5 3,5 550 480 410 0,030
60 25 2,0 2,0 4,0 590 530 480 0,036
60 30 1,5 2,0 3,5 270 270 250 0,025
65 30 2,5 2,0 •4,5 1020 880 760 0,051
70 (25) 3,0 2,4 5,4 1650 1450 1250 0,079
70 30 2,0 2,5 4,5 540 510 480 0,049
70 30 3,0 2,0 5,0 1450 1250 1050 0,074
80 35 3,0 2,5 5,5 1400 1200 1050 0,096
80 40 2,0 3,0 5,0 550 550 530 0,059
90 (40) 2,5- 3,5 6,0 900 890 860 0,100
100 40 4,0 3,0 7.0 2450 2100 1850 0,207
1G0 50 2,5 6,0 780 740 740 0,111
1. Пружины размеров, указанных в скобках, по возможности не применять.
2. ГОСТ 3057—54 предусматривает пружины большой жесткости до D = 300 мм, пружины малой жесткости до Е> = 250 мм.
3. Усилие Рг при прогибе /2 — 0,8 f3 является предельным рабочим для пружин С и испытательным для пружин Д и М при динамических испытаниях.
4. Усилие Рг при прогибе /2 — 0,65 f3 является предельным рабочим для пружин Д ими обычным рабочим для пружин С.
Пример обозначения тарельчатой пружины типа Н динамического действия' с размерами D = 70 мм, Dx = 30 мм, s = 3 мм и/8 = 2 мм:
Пружина тарельчатая 11Д 70 X 30X3x2 ГОСТ 3057—54
32. Ширина опорной плоскости Ъ пружины в зависимости от размеров наружного диаметра D
Размеры, мм
ь D
От 28 до 50 Св. 50 до 80 Св. 80 до 120
Поминал 0,6 0,7 0,8
Допускаемое отклонение -1-0,6 -0,3 +0,7 -0,3 +0,8 —0,4
33. Пружина тарельчатая с прямыми кромками
Схема расположения пружин в пакете при силовой испытаниях
1. Модуль упругости Е ... кгс/мм2.
2. Твердость HRC ...
3. Напряжение нормальное при изгибе (максимальное) п,. ... кгс/мм2.
4. Число пружип в пакете п.
5. Пакет пружин маркировать па бирке и применять комплектно.
6. Остальные технические требования по ... (указывают помер нормативного документа).
Примечание. Для пружин тарельчатых с наклонными кромками схема расположения в пакете при силовых испытаниях такая же, по с изображением пружин с наклонными кромками.
ДОПОЛНИТЕЛЬНЫЕ ИСТОЧНИКИ
Лента стальная холоднокатаная из инструментальной и пружинной стали— ГОСТ 2283—69.
Лента стальная плющеная высокой прочности. Технические условия— ГОСТ 21997—76.
Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Технические требования—ГОСТ 16118—70.
Ленты алюминиевой бронзы для пружин — ГОСТ 1048—70.
УПЛОТНИТЕЛЬНЫЕ УСТРОЙСТВА
УПЛОТНЕНИЯ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
УПЛОТНЕНИЯ ДЛЯ ТРУБ И РЕЗЬБОВЫХ СОЕДИНЕНИЙ
1. Материалы для прокладок
Материалы Рабочая среда Температура среды, °C Рабочее давление среды, кгс/см2
не б олее
Свинец Кислоты — 2
Резина сплошная В.ода, воздух, вакуум . . . 30 3
Картон технический промасленный Вода, нефть, масло .... 40 10
Паронит Воздух 60 50
Резина с парусиновой прослойкой Вода, воздух 60 6
Полихлорвинил Кислоты, бензин 60 40
Резина с металлической сеткой Вода, воздух 90 10
Паронит ПОН Бензин, керосин, масло . . 100' 20
Полотно армированное Вода, воздух 150 —
Медь Пар 250 35
Асбометаллические прокладки с медной оболочкой Пар 250 35
Медь Вода 250 100
Алюминий Пар 300 20
» Нефть, масло 300-400 30—60
Асбометаллические прокладки с никелевой оболочкой Пар 300 20
Паронит ПОН Вода, пар 200 50
» ПОН Водяной пар 450 «0
Асбест Пар, горячие газы .... 450 1,5
Мягкая сталь Вода, пар ......... 470 100
2. Уплотнения для труб
Размеры, мм
Втулка 1
Л___
Baum A '6*10
М5°
Крышка бака
• 1 1
Условный проход трубы в дюймах по ГОСТ 3262-75 dT di I) Di d 15 19 23 29 d2 13,6 17,6 21,6 27,6
>/< s/» 3/4 14 18 22 28 17 21 25 32 36 40 44 50 . 27 31 . 35 в 41
1 Н/4 I72 [ 34 42 60 [ 63 38 47 53 68 1 56 65 /2 I 85 47 63 76 | 35 51 I 64 | 33,6 4?^ / 48,5 63
Материал: втулки — сталь 20, сальника — войлок технически^
3. Уплотнительные прокладки для резьбовьг^ соединений
Размеры, мм
'о'Ы)
d (по А?) D (по С6) 8
3,2 4,2 6,5 1,0
5,2 8,5 10,5
6,2 10,5 12,5
8,2 12,5 14,5
10,2 14,5 16,5
12,2 16,5 18,5 1,5
14,2 18,5 20,5
16,2 20,5 22,5
18,2 _ 24,7
36,3 |
2
“X „р прокладок: алюми- 'ИМ ,,й’ МС?Ъ паронит, картон,
,) ибра, резина
5
\d (по А,)| D (по С5)
26,7 28,7
22,2 | 28,7 30,7
24,3 | 30,7 32,7
26,3 | 32,7 34,7
28,3 | 34,7 36,7
,30,3 | 36,7 38,7
32,3 j 38,7 40,7
34,3 | 40,7 42,7
» Для фибры s = 2,l мм.
** Для фибры 5 = 2,к мм; для пароиита s = 3,0 мм.
1,5
2,0 *
d (по А,) D (по Св) S
38,3 45,7 46,7 2,0 *
40,3 48,7 51
42,3 51 53
45,3 53 55 в
48,3 57 59
50,5 61
64 2,5 **
52,5 64 66
56,5 66
60,5 69 71
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА КРУГЛОГО СЕЧЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ (ПО ГОСТ 9833—73 И ГОСТ 18829—73)7“^
Резиновые уплотнительные кольца для гидравлических и пневматических устройств предназначены для работы при давлении:
до 500 кгс/см2 — в неподвижных соединениях и до 320 кгс/см2 — в подвижных соединениях в минеральных маслах, жидких топливах, эмульсиях, смазках, пресной и морской воде;
до 400 кгс/см2 — в неподвижных соединениях и до 100 кгс/см2 — в подвижных соединениях в сжатом воздухе.
Скорость перемещения — до 0,5 м/с в любой указанной рабочей среде.
Кольца изготовляют следующих групп точности:
1 — для подвижных соединений;
2 — для подвижных и неподвижных соединений.
Кольца группы точности 1 изготовляют по согласованию потребителя с изготовителем.
4. Группы точности колец
Размеры, мм
Номинальный диаметр сечения Предельные отклонения для групп точности Номинальный диаметр сечения Предельные отклонения для групп точности
1 2 1 2
1,4 1,9 -1-0,10 -0,05 ±о,Ю 4,6 ±0,10 +0,20 -0,10
2,5 ±0,10 5.8 7,5 • чо,15 -1-0.30 —0,15
3,0 3,6 -1-0,20 -0,10
8,5 10,20 +0,30 —0,20
5. Группы резш1ы в зависимости от рабочей температуры
Группы резины Температура, “С Группы резины Температура, °C
Нижний предел Верхний предел Нижний предел Верхний предел
0 -15 4 -30 +120
1 —30
2 -50 .+100 5 —20 + 150
3 -60 6 -20 +200
Резина группы 3 рекомендуется для работы в маслах при температуре до минус 60 “С, а в остальных средах — до минус 50 °C.
Внутренние диаметры колец указаны в табл. 6. Масса указана для справок при плотности резины 1,2 г/см3.
6. Сечения и внутренние диаметры уплотнительных колец Размеры, мм
Обозначение типоразмера кольца dt Масса 1000 шт, кг Обозначение типоразмера кольца d, Масса 1000 шт, кг
Поминал Пред откл. Номинал Пред, откл.
0г, s' ~ 1 Кольцо сечением 2,3 040 —045—30 042-048-30 045—050—30 39,0 41,0 44,0 -0,7 0,92 0,98 1,04
020—024—25 021—025—25 022-026—25 023—027—25 024-028-25 025 -029—25 19,5 20,5 21,5 22,6 23,5 24,5 —0,4 0.34 0..5 0,37 0.39 0,40 0,41 050-055-30 051-056-30 49,0 50,0 -0,8 1,20 1,25
055 -060-30 056-01:1—30 54,0 55,0 -0,9 1,30 1,35
(Ь8-063—30 060—065— 30 063-068—3Q 58,0 59,0 62,0 -1,0 1,38 1,40 1,48
026—030—25 027—031—25 028 -032 -25 029-033-25 030-034—25 25,5 27Л 28,5 29,5 -0,5 0.42 0,45 0,46 0,48 0.49
065-070-30 066—071—30 070-075—30 071 -076-30 63,5 64,5 68,5 (>9,5 -1,1 1,50 1,55 1.60 1,65
032-036-25 034-038-25 030—040—25 037-041-25 038-042—25 31.0 33,0 35,0 36,0 37,0 -0,6 032 0,55 0,57 0,59 0,61
075-080-30 080-085-30 73,5 78,5 -1,2 —1,3 1,70 ‘ 1,80
085-090-30 0'50-095-30 83,5 88,5 -1.4 1,90 2,60
040- 044-25 041-045 -25 042-046-25 043 -047 -25 044-048-25 045-049-25 3 ).О 40, У 41.0 42,0 43,0 44.0 -0,7 034 0.(56 • 037 0,68 0.70 0,72
095-100-30 93,0 -4,5 2 ДО
07/ . i Кольцо сечонЕСх 3,8
046—050—25 048-052—25 050—054—25 45,0 47,0 49,0 —0,8 0,73 0,76 0,79
фз,о J I i I Кольцо сечением 3 Ъ Т1Г 022-028-36 023-029—.36 024—030-36 025-031—36 21.5 22,5 23,5 24,5 —0,4 &О& е 8,0 8,3 8,7 9.0
020 -025-30 022-027-30 023—028—30 024—029—30 025-030-30 19,5 21,5 24,5 —0,4 0,50 0. >4 0,57 0,59 0,61 026-032-36 027—033—36 028-034—36 029-035-36 030-036—36 25,5 26,5 27,5 28,5 29,5 -0,5 9,3 9,6 9,9 10,2 10,6
032-038-36 034—040—36 035—041-36 036—042—36 038-044-36 31,0 33,0 34,0 35,0 37,0 -0,6 11,3 11,1 12,1 12,5 13,0
027—032—30 0 28-033-30 030-035—30 26,5 27,5 29,5 -9,5 0,66 0,68 0.72
032- 037—30 033-038—30 035 -040—30 036-041—30 038 —042 —30 31,0 32,0. 34,0 Ь>.0 36,0 -0,6 0.75 0,73 0,81 0.84 0,87 03Э-045-36 040 —046— 3'6 042—048—36 044—0.50—36 045-001—36 38,0 39,0 41,0 43,0 44.0 -0.7 13,3 13,6 14,3 14,9 15,2
6 Анурьев В. И., т. 3
Обозначение типоразмера кольца а, Масса 1000 шг, кг Обозначение типоразмера кольца d, Масса ЮООДит, кг
Номинал Пред. откл. Номинал Пред, откл.
046-052-36 048- 054—36 049—055—36 050-056—36 45,0 47,0 48,0 49,0 -ft ,8. 15,5 16,2 16,5 16,8 112-118-36 114-120-36 115-121-36 118-124-36 110,0 112,0 113,0 116,0 -4,6 36,6 37,0 37,3 38,2
052-058-36 054—060—36 055—061—36 056-062- 36 057-063-36 51,0 53,0 54,0 55,0 56,0 -0,9 17,4 18,1 18,4 18,7 19,0 120-126-36 118,0 -1,9 38,9
125-130-36 130—135—36 121,5 126,5 -2,0 40,0 41,6
058-064—36 059—065—36 060-066—36 062—068—36 063-069-36 064—070—36 57,0 58,0 59,0 61,0 62,0 62,5 -1,0 19,4 19,7 20,0 20,7 21,0 21,1 135-140-36 140-145-36 145-150-36 131,5 136,5 141,5 -2,2 43,2 44,8 46,6
150—155—36 155-160-36 146,5 151,0 -2,4 48,0 49,4
065-071-36 066-072-36 068-074-36 069-075—36 070-076-36 071-077-36 63,5 64,5 66,5 67,5 68,5 69,5 -1,1 21,4 21,8 22,4 22,7 23,1 23,5
160-165-36 165—170—36 170-175-36 156,0 161,0 166,0 -2,6 51,0 52,6 54,2
175-180-36 180-185-36 185—190—36 171,0 176.0 181,0 —2.8 55,8 57,4 59,0
072—078-36 074— 080—36 075 -081-36 076-082-36 078-084—36 70,5 72,5 73,5 74,5 76,5 -1,2 23,7 24,3 24,7 25,0 25,6
190-195-36 195-200-36 200—205—36 186.0 191,3 195,5 -3,0 60,6 - 62,4 63,7
079-085-36 080-086-36 082—088—36 084-090-36 77,5 78,5 80,5 82,5 -1,3 25,9 26,3 26,9 27,5
04,6
085—091—36 086- 092- 36 088-094-36 089—095- 36 090-096-36 83,5 84,5 86,5 87,5 88,5 -1,4 27,9 28,2 28,8 29,1 29,5 J-1 ч- 0^8-036-46 030-038 -46 27,5 29,5 - 0,5 16,8 17,8
О ОО О. «Л 1О о о о о о «с О~1 1 1 П 1 1 СО СО CO СС СО Са> сг съ сх- оз сз с: 90 5 92,0 93,0 94,0 96,0 97.0 -1,5 30,1 30,6 30,9 31,2 31,8 32,2 032-0|0—46 034—042—46 035-043-46 036-044-46 037-045-46 038-046-46 31,0 33,0 34,0 35.0 • 36,0 37.0 -0,6 18,6 19,6 20,2 20,7 21,1 21,7
100 -106-36 ,102—108- 36 104-110-36 105-111-36 98,0 100,0 102,0 103,0 -1,6 32,5 33,1 33,8 34,1
040 - 048—46 042-050-46 044-052-46 045-053-46 39,0 41,0 43,0 44,0 -0,7 22,8 23,8 24,8 25,4
Ж -И2- 36 Ш -114—Зь 109 -11 )—ЗС> 110—110—3d 104,0 106,0 107,0 108,0 -1,7 34,4 35,0 35 4 35,7
047—055—46 048 -056-46 1 (4,0-058-46 46.0 47.0 49,0 -Р",« 26.4 26,9 28,0
Обозначение типоразмера кольца Масса 1000 шт, кг Обозначение типоразмера кольца di Масса 1000 шт, кг
Номинал Пред. откл. Номинал Пред. ОТКЛ.
052—060—46 054-062—46 055-063—46 057—065—46 51,0 53,0 54,0 56,0 —0,9 29,0 30,1 30,6 31,6 150-160-46 155-165-46 147,5 152,0 -2,4 79.4 81,8
160—170—46 165—175—46 170-180-46 157,0 162,0 167,0 -2,6 84,8 87,0 89,6
058-066-46 0(50—068—46 062—070—46 063—074—46 064—072—46 57,0 59,0 61,0 62,0 62,5 -1,0 32,2 33,2 34,2 34,6 35,0
175-185-46 180—190—46 185-195-46 172,0 177,0 182,0 -2,8 92,2 94,8 97,4
065—073—46 067-075—46 068—076-46 070-078-46 63,5 65,5 66,5 68,5 -1,1 35,6 36.6 37,1 38,2
190—200—46 195—205—46 200 -210-46 187,0 191,5 196,5 -3,0 100,0 102.4 105.0
072-080—46 074-082— 46 075—083—46 077—085—46 078- 086-46 70,5 72,5 73,5 75,5 76,5 -1,2 39,2 40,2 40,8 41,8 42,3 205-215-46 210-220-46 201,5 206,5 -3,2 107,6 110,2
215-225-46 220—230—46 225-235-46 211,5 216,0 221,0 -3,4 112,8 115,2 117,8
080- 088—46 032-090- 46 78,5 80,5 -1,3 43,3 44,4
230-240-46 235-245-46 240-250-46 226,0 231,0 236,0 —3,6 120,4 123,0 125,6
085—092—46 088-005—46 090 - 098—46 82,5 85,5 88,5 -1,4 45,5 47,0 48,6
245-255-46 250-260-46 241,0 245,5 —3,8 128,2 130,6
092-100-46 095—102—46 098-105—46 90,5 92,0 95,0 -1,5 49,6 50,4 52,0
Кольцо сечением 5,8
100-108—46 102-110-46 105-112-46 98,0 100,0 102,0 -1,6 53,6 54,6 55,6
108-115—46 110-118-46 105,0 108,0 -1,7 57,2 58,8 050 -060—58 49,0 -0,8 3,8
053-063-58 055—065—58 056—066—58 52,0 54,0 55,0 -0,9 4,1 4,3 4,5
112-120—40 115-122-46 118—125—46 110,0 112,0 115,0 -1,8 59,8 СО ,9 62,4
060-070- 58 061-071-58 063-073—58 59,0 60,0 61,0 -1.0 4,6 4,8 5,3
120-128-46 122—130—46 118,0 120,0 -1,9 64,0 65,0
125—135—46 130-140-46 122,5 127,5 -2,0 66,4 69,0 065—075—58 070-080—58 071-081—58 63,5 68,5 70,0 -1.1 5,6 5,9 6,0
135—145—46 140—НО-46 145—155—46 132,5 1.37.5 142,5 -2,2 71,6 74,2 76,8
075 -085 -58 080-096 - 58 73,5 78,5 -1,2 -1.3 6.3 6,9
Обозначение типоразмера кольца di Масса 1000 шт, кг Обозначение типоразмера кольца Масса 1000 шт, кг
Номинал Пред, откл. Номинал Пред, откл.
085—095—58 090-100-58 83,5 88,5 -1,4 7,2 7,7 255—265—58 260—270—58 265-275-58 250,5 255,5 260,5 -4.0 20,9 21,3 21,7
095-105—58 93,0 -1,5 8,2
270 -280—58 275-285-58 280—290-58 285—295 —58 265,5 270,5 275,0 280,0 -4,3 22,1 22,5 22,9 23,3
100-110-58 105—115—58 98,0 103,0 -1,6 8,5 8,9
110-120-58 115—125—58 120-130-58 108.0 11.3.0 118,0 —1,7 -1.8 -1,9 9,3 9,5 9,9 290-300—58 295-305-58 300-310-58 285,0 290,0 294,5 -4,5 23,7 24,0 24,9
125-135-58 130-140-58 122,5 127,5 -2,0 10,3 10,7 310-320-58 304,5 -5,0 25,7
0^4 •J Кольцо сечением 8,5 13 пг
135-145-58 140-150-58 145-155-58 132,5 137,5 142,5 -2,2 11,1 11,5 11,9
150-160-58 155—165—58 147.5 152,0 —2,4 12,3 12,6 185-200—85 180,0 -2,8 34,5
160—170—58 165—175—58 170-180-58 157,0 162,0 167,0 -2,6 13,0 13,4 13,8 190-205-85 195-210-85 200-215-85 185,0 191,5 196,5 -3,0 35,7 36,5 37,4
175-185-58 180-190-58 185-195-58 172,0 177.0 182,0 -2,8 14,2 14,6 15,0 205-220-85 210—22а—85 201,5 206,5 -3,2 38,2 39,2
215- 230-85 220-235—85 225-240- 85 211,5 216,5 221,0 —3,4 40,0 40,9 41,8
190-200-58 1973—205—58 200 -210-58 187,0 191,5 196,5 -3,0 15,5 15,8 16,2
230-245-85 235—250—85 240—255—85 226,0 231,0 236,0 -3,6 42,2 42,7 43,6
205—215—58 210-220-58 201,5 206,5 -3,2 16.6 17.0
245-260 -85 250—265—85 241,0 245,5 —3,8 45,3 51,1
215—225—58 220-230—58 225—235—58 211.5 216.0 221,0 -3,4 17,8 18,2 18,6
255-270-85 260—27.) -85 265—280—85 250,5 255,5 Я0,5 -4,0 51,8 53,2 54,2
230-240—58 235-245—58 240-250-58 226,0 231,0 236,0 -3,6 19,0 19,4 19,8
280-205—85 283—300—85 275.0 280,0 -4,3 56,8 67,9
245—235—58 230—260—58 241,0 245,5 —3,8 20,1 20,5 300—315— 85 305-320-85 294,5 2'39,5 -4,5 ' 60,0 Ы,0
ГОСТ 9833—73 предусматривает кольца для цилиндров менее 10 мм, более 320 до 510 мм и нерекомендуемые размеры колец и соответствующие им данные (посадочные Mecia и пр.).
Обозначение типоразмера кольца строится по следующей структуре:
XXX
диаметр штока, мм
-XXX
диаметр цилиндра, мм
—XX
диаметр сечения, мм, умноженный на 10
Обозначение
кольца
строится по следующей структуре:
ххх
диаметр штока, мм
диаметр
цилиндра, мм
—XX
диаметр сечения, мм, умноженный на 10
группа точности
—X
группа резины
Пример обозначения кольца для диаметра штока 20 мм, диаметра цилиндра 25 мм, диаметром сечения кольца 3,0 мм, группы точности 2 из резины группы 4:
Кольцо 020—025—30—2—4 ГОСТ 9833-73
Технические требования. Облой от разъема пресс-формы тщательно удаляют без повреждения поверхности кольца, при этом выступы облоя не должпы превышать 0,1 мм на сторону. В местах снятия облоя допускаются следы шлифования.
Отклонение от геометрической формы сечения колец (смещение по плоскости разъема пресс-форм, овальность и др.) по должны выходить за пределы допускаемых отклонении по диаметру сечения кольца и по должны превышать 0,15 мм.
Шероховатость формующей поверхности пресс-форм, определяющей поверхность колец, по грубее Ла — 0,32 мкм по ГОСТ 2789—73.
Срок сохраняемости колец с момента изготовления, включая время работы, должен составлять ие мепее: для розип групп 0, 1, 2 и 3 — 7 лег; для резин группы 4 — 8 лет; для резин групп 5 и 6 — 12 лет.
Гарантийные сроки и наработка колец для неподвижных соединений гидравлических устройств при статическом давлении до 320 kic/csi2 и пневматических устройств при статическом давлении до 100 кгс/см2 указаны в табл. 8.
Физико-механические показатели резины, применяемой для изготовления колец, приведены в табл. 7.
7. Физико-механические показатели резины
Показатели Нормы для резины групп
0 2 3 4 '5 6
Предел прочности при разрыве, 125 100 100 120 110 140 120
кгс/см2, не мепее , Относительное удлинение при 250 300 160 140 150 130 120
разрыве, %, не менее Относительное остаточное удли- 20 20 8 8 8 15 10
некие после разрыва, %, не более Коэффициент морозостойкости по эластическому восстановлению после сжатия, не мопсе, при температуре: минус 10 °C 0,2 0,2 0,2
минус 20 °C — 0,2 — —- 0,2 — -—.
минус 45 °C — — 0,2 ! 0,2 -—
Температура хрупкости при замо- -15 -30 —50 -50 -30 —25 —23
раживапии, °C, ие выше Истираемость (по шкурке), 375 зао 600 600 500 ООО Ж
в см»/(кВт-ч), не более Твердость в условных единицах 75-85 55-70 70-80 75—85 75-85 75-00 65—80
8. Гарантийные сроки и наработка колец
1 Группа резины Гарантийный срЗк при температуре 25 °C, лет Гарантийная наработка в ч при температуре, °C, до
50 70 100 120 150 200
0 1 5 2400 соо 50 — — —
2 3 3700 720 70 — — —
4 6 8500 1800 240 70 — —
5 6 10 4 года 2 года 1 год 1000 1400 000 700 120
Нижние температурные пределы для каждой группы резины должны соответствовать указанным в табл. 5.
Способы установки резиновых колец и требования к сопрягаемым деталям.
Способы установки показаны на рис. 1-3.
I
Рис. 1. Установка резиновых колец без защитных колец
Рис. 2. Установка резиновых колец о защитными кольцами
Рис. 3. Установка резиновых колец для резьбовых соединений
Предельные отклонения диаметров сопрягаемых деталей по системе отверстия в зависимости от давления п вида соединения выбирают по табл. 9.
9. Предельные отклонения диаметров сопрягаемых деталей
Размеры, мм
Шероховатость поверхности сопрягаемых деталей с учетом покрытий должна быть не ниже указанной на рис. 4.
Для повышения долговечности резиновых колец рекомендуется применять покрытия поверхностей штоков; стальных — твердое хромирование; из алюминиевых сплавов — хромово-кислое анодирование или другие методы поверхностного упрочнения.
Рис. 4. Шероховатость поверхности сопрягаемых детален: а — подвижное соединение; б — неподвижное соединение; в — торцовое соединение
Размеры канавок и посадочных мест под резиновые кольца без защитных колец рекомендуется выбирать:
для радиальных уплотнений в соответствии с табл. 10—15;
для торцовых уплотнений в соответствии с табл. 16—21;
для уплотнения по конусной фаске в соответствии с табл. 22;
для уплотнения резьбовых соединений в соответствии с табл. 23.
В подвижных пневматических устройствах должна обесш-чивагься смазка трущихся поверхностей.
Посадочные места для радиальных уплотнений
10. Посадочные места под кольца с диаметром сечения d2 = 2,5 мм
Размеры, мм
Л 'а7Л (7/л//\ I/O
\Ь ш/ /
I LXaSx LJ к—* J !А 13 1 1
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности Б
Л1 ь (пред, откл. по А6) й3 ъ (пред, откл. по Ль)
020—024—25 021-025—25 022-026—25 20 21 22 24 25 26 — — — 20,3 21,3 22,3 23,7 24,7 25,7 3,6 0,06
009,5-013,5-25 010.5-014,5-25 011,5-015,5-25 012.5-015,5-25 013,5-017,5-25 014,5-018,5—25 015,5-019,5-25 9,5 10,5 11,5 12,5 13,5 14,5 15,5 13,5 14,5 15,5 16.5 17,5 18,5 19,5 9,5 10,5 11,5 12,5 13,5 14,5 15,5 13,5 14,5 15,5 16,5 17,5 18,5 19,5 3,3 9,8 10,8 11,8 12,8 13,8 14,8 15,8 13.2 14,2 15,2 16,2 17,2 18,2 19,2 3,6 0,04
023—027 -25 024— 028—25 025—029—25 026- 030-25 027-031-25 028-032-25 029—033—25 ' 030-034-25 032-036-25 034 -038-25 036- 040—25 037- 041-25 038-042—25 040-044—25 041-045—25 042-046—25 043—047—25 044-048—25 045-049—25 046-050-25 048—052—25 (ЪО—0.34—25 23 24 25 26 27 28 29 30 32 34 36 37 38 40 41 42 43 44 45 46 48 50 27 28 29 30 31 32 33 34 36 38 40 41 42 44 45 46 47 48 49 50 52 54 —1 — — 23,3 24,3 25,3 26,3 27,3 28,3 29,3 30,3 32,3 34,3 36,3 37.3 38,3 40,3 41,3 42,3 43,3 44,3 45,3 46,3 48,3 50,3 26,7 27,7 28,7 29,7 30,7 31,7 32,7 33,7 ' 35,7 37,7 39,7 40,7 41,7 43,7 44,7 45,7 46,7 47,7 48,7 49,7 51,7 53,7 3,6 0,06
11. Посадочные места под кольца с диаметром сечения d2 = з,о мм (рис. по табл. 10)
Размеры, мм
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности
Di ь (пред, откл. по Ав) d, ь (пред. ОТКл. по А6)
020-025—30 20 25 20 25 20,3 24,7
022-027-30 22 27 22 27 22,3 26,7
023-028-30 23 28 23 28 23,3 27,7
024-029-30 24 29 24 29 24,3 28,7
025—030- 30 25 30 25 30 25,3 29,7 0,04
027-032—30 27 32 27 32 27,3 31,7
028—033—30 28 33 28 33 28,3 32,7
030—035-30 30 35 30 35 3,7 30,3 34,7
032-037-30 32 37 32 37 32,3 36,7
033-038 - 30 33 38 33 38 33,3 37,7
035—040-30 35 40 35 40 35,3 39,7
036—041—30 36 41 36 4t 36,3 40,7
038-042-30 38 42 37 43 37,3 42,7
040-045-30 40 45 40 45 40,3 44,7
042-048-30 42 48 43 48 43,3 46 Л
045—050-30 45 50 45 50 45,3 49,7 4,0 0,06
050-055—30 50 55 50,3 54,7
051-056-30 51 56 51,3 55,7
055-060-30 55 60 55,3 59,7
056-061-30 56 61 56,8 60,7
058-063—30 58 63 58,8 62,7
060—065- 30 60 65 60,3 64,7
ОЬЗ-О68-ЗО 6? 68 63,3 67,7
065—070-30 65 70 65,3 69,7
066-071-30 66 71 — — 66,3 70,7
070-075-30 70 75 70,3 74,7
071-076-30 71 76 71,3 75,7
075-080-30 75 80 75,3 79,7
, 080-085-30 80 85 80,3 84.7
1 085—090-30 85 90 85,3 89,7
090-095—30 90 95 90,3 94,7
095-100-30 95 100 95,3 99,7
12, Посадочные места под кольца с диаметром сечения d2 = 3,6 мм Размеры, мм
г®
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности Б
d; Ъ (пред, от ь л но А6) d3 ъ (пред, откл по Ай)
022-028-36 22 28 22 28 22,4 27,6
023-029—36 23 29 23 29 23,4 28,6
024-030 -36 24 30 24 30 24,4 29,6
025—031—36 25 31 25 31 25,4 30,6 0,04
026-032—36 26 32 26 32 26,4 31,6
027-033-36 27 33 27 33 27,4 32,6
028—034—36 28 34 28 34 28,4 33,6
029-037-36 29 35 29 35 29,4 34,6
030-036 -36 30 36 30 36 30,4 35,6
032-038-36 32 38 32 38 4,4 32.4 37,6
034-040—36 34 40 34 40 34,4 39,6
03->—041— 36 3'1 41 35 41 35,4 40,6
036—042—36 36 42 36 42 36,4 41,6
038- 044-36 38 44 38 44 38,4 43,6
039-045—36 39 45 39 45 39,4 44,6
040—046—36 40 46 40 46 40,4 45,6
042-048—36 42 48 42 48 42,4 47,6
044—050—36 44 50 44 50 44,4 45,5 49,6
045—051—36 45 51 45 51 50.6
046—052-36 46 52 46 52 46,4 51,6 4,7
048—0 >4—36 48 54 48 54 48.4 53,6
049-055-36 49 55 49 5э 49,4 54,6 0,06
050-056-36 ГО 56 50,4 55,6
052- 0о8—36 52 58 52,4 87,6
054—0ь0—36 54 со 54,4 59,6
055-061-36 55 61 55,4 60,6
056-062-36 56 62 56.4 61.6
0з7—ОГЗ-36 57 63 — — — 57,4 62,6
058—064—36 58 64 58,4 63,6
059-065-36 59 65 59,4 64,6
060—01,6—36 60 66 СО ,4 65,6
062-01 8—36 62 68 62,4 67,6
063-069-36 сз 69 63,4 68,6
064—070—36 64 70 64,4 69,6
Продолжение--табл 12
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности Б
Di ъ (пред ОТКЛ по Аь) с/3 Di Ъ (пред откл. по А&)
065—071—36 066—072—36 068 -074-36 069- 07а—36 070 -076 -36 071-077-36 072-078—36 074—080—36 075—081—36 076-082—36 078—084—36 079—085—36 080-086-36 082-088—36 084-090-36 085- 091—36 086-092-36 088-094—36 089-095-36 090-096—36 092-098—36 094-100 -36 095-101-36 096-102-36 098-104—36 099-105—36 100-106-36 102-108-36 104-110-36 105-111—36 10G—112—36 108—114—36 109—115—36 110-116-36 112-118-36 114-120-36 115-121-36 118-124-36 120-126-36 125—130—36 130—135—36 135-140-36 140-145-36 145-150- 36 150-155-36 155—1С0—36 160—165—36 165—170—36 170-175-36 175-180-36 180-185-36 185-190-36 190-195 -36 195-200-36 65 66 68 69 70 71 72 74 75 76 78 79 80 82 84 85 86 88 89 90 92 94 95 96 98 99 100 102 104 105 106 108 109 НО 112 114 115 118 120 125 130 135 140 145 150 155- 160 165 170 175 180 185 190 195 71 72 74 75 76 77 78 80 81 82 84 85 86 88 90 91 92 94 95 96 98 100 101 102 104 105 106 108 110 111 112 114 115 116 118 120 121 124 126 130 135 140 145 150 155 160 165 170 17а 180 185 190 195 200 — - 65,4 66.4 68,4 69,4 70,4 71,4 72.4 74,4 75.4 76,4 78,4 79,4 80,4 82,4 84,4 85,4 86,4 88,4 89,4 90,4 92,4 94,4 95,4 96,4 98,4 99,4 100,4 102,4 104,4 105,4 106.4 108.4 109,4 110,4 112,4 114,4 115,4 118,4 120,4 125 4 130,4 135,4 140,4 1-45,4 150,4 155,4 1 (>0,4 16> 4 170,4 175.4 180,4 18 >,4 190,4 19а,4 70,6 71,6 73,6 74,6 75,6 76,6 77,6 79,6 80,6 81,6 83,6 84,6 85,6 87,6 89,6 90,6 91,6 93,6 94,6 95,6 97,6 99,6 100,6 101.6 103,6 104,6 105,6 107 6 10,1,6 110 6 111.1 ИЗ 6 1116 115 6 117 6 119 С> 1 1 1 1 ‘ 1 i > а Н4,6 149,6 154,6 159,6 164.1 169,6 174,6 179,6 184,6 18>,6 194,6 199,6 4,7 0,06
209-205—30 200 20о — 200,4 204.G 4,7 0,07
13. Посадочные места под кольца с диаметром сечении <f« = 4,6 « (рис. по табл. 12)
Размеры, мм
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности Б
d. b (пред ОТКЛ no A6) dt Di b (пред, откл. no A5)
028-033- 46 28 36 28 36 28,6 35.4
030-038-46 30 38 30 38 30,6 37,4 0.04
032-040—46 32 40 Г2 40 32,6 39,4
034-042—46 34 42 34 42 34,6 41,4
035—043—46 35 43 35 43 35,6 42,4
036-044-46 36 44 36 44 36,6 43,4
037-045-46 37 45 37 45 37,6 44,4
038-040-46 38 46 38 46 38,6 45,4
040- 048—46 40 48 40 48 40,6 47,4
042—050-46 42 50 42 50 42,6 49,4
044—052- 46 44 52 44 52 44,6 51,4
045- 053-46 45 53 45 53 45,6 52,4
047- 055-46 47 55 47 lit-» 47,6 54,4
048-056-46 «8 56 48 56 48,6 55,4
050-058-46 50 58 50 58 50,6 57,4
052—060—46 hz. 60 52 60 52,6 59,4
054—062—46 54 62 54 62 54,6 61,4
055-963—46 55 63 55 63 55,6 02,4
057-065—40 57 05 57 65 57,6 64,4
058-066-46 58 66 58 66 58,6 65,4
060-068—46 60 68 co 08 60,6 67,4
062—070—46 62 70 62 70 62,6 69,4
063- 071—46 63 7t 63 71 63,6 70,4
064-072—46 64 72 64 72 64,6 71,4
065-073-46 6э 73 65 73 65,6 72,4
067-075-46 67 75 67 75 67,6 74,4
068— 076-46 68 76 68 76 68,6 75,4
070—078—46 70 78 70 78 70,6 77,4
072- 080-46 72 80 72 80 5)2 72,6 79,4 5,6 0,06
074-082—46 74 82 74 82 74,6 8t,4
075—083—46 75 83 75 83 75,6 82,4
077—085—46 77 85 77 85 77,6 84,4
078-086-46 78 86 78 8b 78,6 85,4
080-088-46 80 88 80 88 80,6 87,4
082—090—46 82 90 82 90 82,6 89,4
08.,—092—46 85 92 84 93 84,6 92,4
088—095—46 88 95 87 96 87,6 95,4
090-098-46 90 98 90 98 90,6 97,4
092-100- 46 92 100 92 100 92,6 99,4
095-102-46 95 102 94 103 94,6 102,4
098-105-46 “8 105 97 106 97,6 105,4
400-108-46 100 108 100 108 100,6 107.4
102-110-40 102 110 102 110 102,6 109,4
105-112-46 105 112 104 113 104,6 112,4
108-115-46 108 115 107 116 107,6 115,4
110-118-46 110 118 110 118 110,0 117,4
112-120-46 112 120 112 120 112,6 119,4
115-122-46 115 122 114 123 114,6 122,4
118—125—46 118 125 117 126 117,6 125,4
120-128—46 120 128 120 128 120.6 127.4
122-130-46 122 130 122 130 122,6 129,4
125-135-46 125 135 127 133 127,6 132,4
130- 140-46 130 140 132 138 132,6 137.4
135-145—46 135 145 137 143 137,6 142,4
140-150- 46 140 150 142 148 142,6 147,4
145 -155 -46 145 155 147 1?3 147.6 152,4
ПО- р о _46 150 160 152 158 152,6 157.4
—46 155 165 157 163 157,6 162,4
Продолжение табл. 13
Обозначение типоразмера кольца а D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности Б
d3 Di Ь (пред, откл ПО А6) d3 Di ь (пред, откл. но Аъ)
160-170-46 160 170 162 168 162,6 167,4
165-175-46 165 175 167 173 167,6 172,4
170—180-46 170 180 172 178 172,6 177,4
175—185—46 175 185- 177 183 177,6 182,4
180-130-46 180 190 182 188 182,6 187,4 0,06
185-195-46 185- 195 187 193 187,6 192,4
190-200-46 190 200 192 198 192,6 197,4
195-205-46 195 205 197 203 197,6 202,4
200- 210-46 200 210 202 208 5,2 202,6 207,4 5,6
205—215—46 205 215 207 213 207,6 212,4
210-220-46 210 220 212 218 212,6 217,4
215-225-46 215 225 217 223 217.6 222,4 0,07
220—230—46 220 230 222 228 222,6 227-4
225—235—46 225 235 227 233 227,6 232,4
230—240-46 230 240 232 238 232,6 237.4
235-245-46 235 245 237 243 237,6 242.4
240-250-46 240 250 242 248 242,6 247,4
245—255—46 245 255 247 253 247,6 252,4
250-260-46 250 260 252 258 252,6 256,4
14. Посадочные места дая кольца с диаметром сечения d2 =5,8 мм (рис. но табл. 12)
Размеры, мм
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности
^3 Ъ (пред. ОТКЛ. ПО Аь) d. О, ь (пред.* откл. яо-46)
050-060-58 50 60 50 60 50,8 59,2
053-063-58 53 63 53 63 53,8 62,2
055—065—58 55 65 55 65 55,8 64,2 65,2
056—066—58 56 66 1 56 66 56,8
060-070-58 60 70 60 70 60,S' 69,2
061-071-58 61 71 61 71 61,8 70,2
063-073-58 63 73 63 73 63,8 72,2
065—075—58 65 75 65 75 65,8 74,2
070-080-58 70 80 70 80 70.8 79,2
071-081-58 71 81 71 81 71,8 80,2
075—085—58 75 85 75 85 75,8 84,2
080-090-58 80 90 80 90 80,8 89,2
085—095—58 85 95 85 95 6,5 85,8 94,2 7,0 0,06
090-100-58 90 100 90 100 90,8 99,2
095-105-58 95 105 95 105 95,8 104,2
100-110-58 100 110 100 110 100,8 109,2
105-115-58 105 115 105 115 105.8 114,2
110-120-58 110 120 110 120 110,8 119,2
115-125-58 115 125 115 125 115.8 124,2
120—130-58 120 130 120 130 120,8 129,2 '
125—135-58 125 135 125 135 125,8 134.2
130—140—58 130 140 130 140 130,8 139.2
135—145—58 135 145 135 145 135.8 144,2
140-150—58 140 150 140 150 140,8 149,2
Продолжение табл. 14
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности В
Di b (пред, откл. по Л5) d3 Di Ь (пред. ОТКЛ. по Ав)
145 -155-58 150-16’0—53 155—165—58 160-170-58 165—175—58 145 150 155 160 165 155 160 165 170 175 145,8 110,8 155,8 160.8 165.8 154,2 159,2 164,2 169,2 174,2
170-180-58 175-185-58 180-190-58 185- 195-58 190-200—58 170 175 180 185 190 180 185 190 195 200 170,8 175,8 180,8 185.8 190,8 179,2 184,2 189,2 194,2 199,2
195—205—58 200-210-58 205-216-58 210-220-58 215—225—58 195 200 205 210 215 205 210 215 220 225 195.8 200,8 205,8 '210,8 215 8 204,2 209,2 214.2 219.2 224,2
220—230—58 225-235-58 230—240-58 235—245—58 240-250—58 220 225 .230 235 240 230 235 240 245 250 — — 220,8 225.8 230,8 235.8 240,8 229,2 234,2 239,2 244,2 249,2 7,0 0,06
245—255—58 250-260—58 255-265-58 260-270—58 265—275—58 245 250 255 260 265 255 260 265 270 275 245.8 250,8 255,8 260,8 265,8 254,2 259,2 264,2 269,2 274,2
270-280-58 275-285-58 280—290-58 285—295-58 270 275 280 285 280 285 2!.О 295 270,8 275,8 280,8 285,8 279,2 284,2 289,2 294,2
290-300-58 295-305—58 300-310-58 310-320-58 290 295 300 310 300 305 310 320 290,8 295,8 300,8 310,8 299,2 304,2 309,2 319,2
15. Посадочные места иод кольца с диаметром сечения da = 8,5 мм
(рис. по табл. 12)
Размеры, мм
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности В
Di ь (пред, откл. по А5) Di ь (пред, откл. по Аб)
180-195-85 185—200—85 190—205—85 195-210-85 180 185 190 195 195 200 205 210 180 185 190 195 195 200 205 210 9,4 181,4 186,4 191,4 196,4 193,6 198,6 203,6 208,6 10,3 0,06
200-215-85 . 205—220—85 200 205 215 220 200 205 215 220 201,4 206,4 213,6 218,6 0,07
Продолжение табл. 15
Обозначение типоразмера кольца d D Подвижное соединение Неподвижное соединение Радиальное биение поверхности А относительно поверхности Б
ds JDi b (пред, откл. по А6) 4 ь (пред, откл. по АБ)
210-225—85 210 225 210 225 211,4 223,6
215-230-85 215 230 215 230 216,4 228 ;е
220—235—85 220 235 220 235 221,4 233,6
225-240-85 225 240 225 240 226,4 238,6
230-245-85 230 245 230 245 231,4 243,6
235-250-85 235 250 235 250 236,4 248,6
240-255—85 240 255 240 255 241,4 253,6
245-260-85 245 260 245 260 246,4 258,6
250—265—85 250 265 250 265 9,4 251,4 263,6 10,3 о,т
255—270—85 255 270 255 270 256,4 268,6
260—275—85 260 275 260 275 261,4 273,6
265-280—85 265 280 265 280 266,4 278,6
280-295-85 280 295 280 295 281,4 293,6
285—300—85 285 300 285 300 286,4 298,6
300-315-85 300 315 300 315 301,4 313,6
305—320—85 305 320 305 320 306,4 318,6
Посадочные места для торцовых уплотнений
16. Посадочные места под кольца с диаметром сечения d2 — 2,5 мм Размеры, мм
Обозначение типоразмера кольца* (пред, откл. по С6) О2 (пред. Откл. по А4) Обозначение типоразмера кольца d4 (пред откл. ПО С’ь) D, (пред, огкл. ПО Л4) Обозначение типоразмера кольца dt (пред, откл. по С6) (пред, откл. по А4)
020-024-25 17 24 029—033—25 26 33 041-045-25 38 45
021—025—25 18 25 030—034—25 27 34 042-046-25 39 46
022—026—25 19 26 032—036—25 29 36 043- 047-25 40 47
023-027—25 20 27 034—038—25 31 38 044-048—25 41 48
024- 028-25 21 28 036—040—2э 33 40 045-049-25 42 49
025-029—25 22 29 037-041—2о 34 41 046—050—25 43 50
026—030—25 23 30 038-042-25 35 42 048-052—25 52
027—031—25 028-032—25 24 25 31 32 040-044-25 37 44 050-054-25 47 54
17. Посадочные места под кольца с диаметром сечения <f2 = 3,0 мм Размеры, мм
22*V
Обозначение типоразмера ,кольца d. (пред откл. по С.) п2 '(пред откл по At) Обозначение 1ни©размера кольца dt (пред откл ПО С6) О2 (пред откл. по АО Обозначение типоразмера кольца d4 (пред откл. по С.) Dt (пред откл. но А4)
020 -025—30 16 036-041-30 31 40 063-068—30 59 68
022 -027—30 1-8 27 038-042—30 32 41 065-070—30 60 69
023—028—30 19 28 040—045—30 35 44 066—071—30 61 70
024-029-30 20 29 042-048—30 37 46 070—075—30 65 74
025—030—30 21 30, 045—050—30 40 49 071- 076—30 66 75
(27-032-30 23 32 050—055—30 45 54 075-080-30 70 79
028-033-30 24 33 0,1—056—30 46 55 080-085—30 75 84
030-035-30 26 35 055-060-30 50 59 085—0^0—30 80 89
032-037—30 28 37 056 -061—30 51 60 040-09 >—30 85 94
033 -038—30 28 37 057-063-30 54 63 095 -100—30 89 98
035—040—30 30 39 0( 0—065-о0 56 6э
18. Посадочные места под кольца с диаме»ром сечения d„ = 3,6 мм 1'азмеры, мм
kv4
яоЛ.
А
т
Чз pS
Обозначение типоразмера ьольпа (пред, откл по С5) О2 (пред 01 КП по А4) Обозначение типоразмера кольца (пред, откл по С.) 1>2 (пред, огкл. по А4) Обозначение типоразмера кольца Л, (пред, откл. по С6) О, (пред откл. по А4)
022—0 8 -3G 19 90 028—034—36 25 35 036-042-36 32 42
023-0^1-36 20 30 029-ОЗэ—36 26 ЗЬ 1 038—044—36 34 44
02'1 -020—36 21 31 030-036 -36 27 37 039—045—36 35 45
02 >-031 -36 22 3z 032-038-36 28 38 040-046-36 36
026—032- 36 23 33 034—040—36 30 40 042—048—36 38 48
027- 033-36 24 34 035-041—36 31 41 044-050-36 40 50
Продолжение табл. 18
Обозначение ' типоразмера кольца d4 (пред, откл. по С6) Di | (пред, откл. по А.) Обозначение типоразмера кольца <Л (пред, отк ч. ПО Сб) П2 (пред, откл. по А4) Обозначение типоразмера кольца (пред. ОТКЛ. по С5) D, (пред, откл. по А4)
045—051—36 41 51 075-081-36 70 80 109—115-36 103 ИЗ
046-052—36 42 52 076-082-36 71 81 110—116—36 104 114
048-054—36 44 54 078—084—36 73 83 112-118-36 106 116
049-055-36 v 45 55 079—085—36 74 84 114-120—36 108 118
050—056—36 46 56 080-086-36 1Ъ 85 415-121-ЗЪ 11»
052—058—36 48 58 082-088—36 77 87 118-124-36 112 122
054--060-36 50 60 084—090—36. 79 89 120—126—30 114 124
055—061—36 51 61 085-091—36 80 90 125-130-36 118 128
056—062—36 52 62 086—092-36 81 91 130-135—36 123 133
057-063-36 54 63 088-094-36 83 93 135—140—36 128 138
058-064—36 54 64 089-095—36 84 94 140-145—36 133 143
059-065-36 55 65 090-096-36 85 95 145-150—36 138 148
060-066-36 56 66 092-098—36 87 97 150-155—36 143 153
062—068—36 58 68 094—100-36 88 98 1.55—160—36 147 157
063-069—36 58 68 095—101-36 89 99 160-165—36 152 162
064—070—36 59 69 096-102—36 90 100 165—170—36 157 167
085—071—36 60 70 098-104-36 92 102 170—175—36 162 172
066-072-36 61 71 099-105-36 93 103 175—180—36 167 177
068-074-36 63 73 100—106—36 94 104 180—185—36 172 182
069-075—36 74 102-108-36 96 106 185-190- 36 177 187
070-076-36 65 75 •104-110-36 98 108 190-195 -36 182 192
071-077 -36 67 76 105-111-36 99 109 195—200—36 188 198
072—078—3S 67 77 lOti—112—W J00 ПО 200-205-36 192 202
074-080-36 69 79 108-114-36 101 III
19. Посадочные места под кольца с диаметром се4»р11ш? мм
Размеры, мм
Обозначение типоразмера кольца й. (пред, отйл ПО С6) Ог (пред, откл. по А.) Обозначение типоразмера кольца (пред, откл. по Сб) (пред, откл. по А.) Обозначение типоразмера кольца (пред, огкл. по С5) П, (пред. ОТК ц по
028 -036—46 25 37 047—055—46 ' 43 55 065—073—46 60 72
030-038—46 27 39 048 056—46 44 56 067—075—46 62 74
032—040—46 28 40 050—058-46 46 58 008-076-46 63 75
034—042—46 30 42 052—060—46 48 60 070—078—46 65 77
035—043—46 31 43 054—062—46 50 62 072-080—46 67 79
036-044—46 32 44 055—063—46 51 63 074-082-46 69 81
037-045-46 33 45 057—Обо—46 53 65 075-08.3-46 70 82
038-046—46 34 46 058—06'5—46 54 66 077-085-46 72 84
040-048—46 ЗС) 48 060-068-46 56 68 078-086-46 73 85
042—050—46 38 50 062—070—46 58 70 080-088-46 75 87
044-052-46 40 52 063-071-46 59 71 082—050-46 77 89
045-053-46 41 . 53 064-072-46 59 71 085-092—46 79 91
Продолжение.табл. 19
Обозначение типоразмера кольца d4 (пред, откл. по С’6) о2 (пред, откл, по А4) Обозначение типоразмера кольца rf4 (пред, откл. по С8) о2 (пред. ОТКЛ. по А4) Обозначение типоразмера кольца d. (пред, откл. по С,) Н2 (пред, откл. по Л4)
088-095-46 . 82 94 122-130-46 116 128 190-200-46 183 195
090-098—46 85 97 125—135—46 119 131 195-205-46 188 200
092-100-46 87 99 130-140-46 124 136 200-210—46 193 205
095—102—46 88 100 135-145-46 129 141 205-215—46 198 210
098—105—46 91 103 140—150—46 134 146 210-220-46 202 215
100—108—46 94 106 145-155-46 139 151 215-225-46 208 220
102-110-46 96 108 150-160-46 144 156 220-230-46 212 224
105-112-46 98 110 155-165-46 148 160 225—235—46 217 229
108-115-46 101 ИЗ 160—170—46 153 165 230—240—46 222 234
110-118-46 104 116 165—175—46 158 170 235-245-46 227 239
112-120-46 106 118 170-180-46 163 175 240-250—46 233 245
115-122-46 108 120 175-185-46 168 180 245—255—46 237" 249
118-125-46 111 123 180-190-46 173 185 250—260—46 241 253
120—128—46 114 126 185-195—46 178 190
20. Посадочные места под кольца с диаметром сечения d2 = 5,8 мм Размеры, мм
iKT
•S- JN
Обозначение типоразмера кольца d4 (пред, откл. по С6) п2 (пред, откл. по Д4) Обозначение типоразмера кольца dl (пред, откл. ПО С5) d2 (пред. ОТКЛ. по А 4) Обозначение типоразмера кольца ($4 (пред, откл. ПО С5) 1Ь (пред, откл. по А.)
050-060—58 45 60 120-130-58 114 129 215-225-58 207 222
053-063-58 48 63 125-135-58 118 133 220—230—58 211 226
055—065—58 50 65 130—140—58 123 138 225—235—58 216 231
056— 066—58 51 66 135-145-58 128 143 230-240—58 221 236
060—070—58 55 70 140-150-58 133 148 235-245-58 226 241
061-071-58 57 71 145-155-58 138 153 240—250—58 231 246
063- 073-58 57 72 150-160-58 143 158 245—255—58 236 251
065—075—58 60 75 155-165-58 148- 163 250—260—58 241 256
070-080—58 65 80 160-170-58 153 168 255—265—58 246 261
071—081—58 66 80 165—175—58 158 173 .260—270—58 251 266
075- 085—58 70 85 170-180-58 163 178 265—275—58 256 271
080-090—58 75 90 175-185-58 168 183 270-280-58 , 261 276
085— 095—58 80 95 180-190-58 173 188 275—285—58 266 281
000—190—58 85 100 185—195—58 178 193 280—290—58 270 285
095—105—58 89 104 190—200—58 183 198 285—295—58 275 290
100-110-58 94 109 195—205—58 187 202 290—300—58 280 295
105-115-58 99 114 200-210—58 192 207 295—305-58 285 300
110— ПО—58 104 119 205—215—58 197 212 300—310—58 290 305
1Ь-155-58 109 124 210-220-58 202 217 310—320-58 300 315
21. Посадочные места под кольца с диаметром сеЖИ11я d2 = 8,5 мм Размеры, мм
Обозначение типоразмера di (пред, откл. Ог (пред, от к Л Обозначение типоразмера ' Й4 (пред. d2 (пред. Обозначение типоразмера
кольца по С6) по Ai) кольца по Сь) по А4) кольца
(пред, откл.
ПО С6)
О, (пред, откл. по АД
185—200—85 175 196 220-235-85 212 233 255—270—85
190-205-85 180 201 225-240-85 216 237 260—275—85
й» 'т-Ж-95> Ш. W-m-%5,
200-215-85 192 218 235—250—85 226 247 280—295—85
205—220-85 197 218 240-255-85 230 251 285—300—85
210-22.5-85 L02 223 245—260—85 236 257 300-315-85
215-230-85 207 22^ 250-265-85 241 262 305-320-85
246 251 гчй, 270
275 290
295
267
272
291
296
311
316
Посадочные места для уплотнений по конусной фаске
22. Размеры посадочных мест, мН
Откл. d по G
< — 'умкявяй'®*®- wassaT®.
Сечение кольца <12 G, не более. ч R, не более S, не менее Сечение кольца а, не более М R, не более S, не менее
1,9 0,12 2,5 1,0 4,0 4,6 0,46 7,2 2,5 9.0
2,5 0.12 3,3 1,3 5,0 5,8 0,18 7,8 3,0 10,0
з.о 0,15 4,2 2,0' 6,0 8,5 0,20 11.5 4,0 14,0
3,6 0,15 5,0 2,5 7,0
Посадочные места для резьбовых уплотнений 23. Посадочные места для резьбовых соединений Размеры, мм
Обозначение типоразмера кольца Резьба d d5 (пред, огкл. по Л4) Йе d7 (пред, откл. по С4) d8 min b ±0,2 h ±0,2 *min гтах
021-025-25 024-028-25 М24Х1.5 М27Х1,5 24,5 27,5 25,5 28,5 21,6 24,6 29 32 4 17,0 16,0
023 -028—30 М27Х1.5 27-5 28,5 23,7 32 5,0 5,0 22,0 21,0
027-031-25 027-032- 30 МЭ0Х1.5 МЭ0Х2,0 30,5 31,5 27.6 26,7 35 4,0 5,0 4,0 5,0 18,0 23,0 17,0 22,0
030-034-25 030—035 -30 МЗЗХ1.5 МЗЗХ2.0 33,5 35,0 30,6 29,7 39 4,0 5,0 4,0 5,0 19,0 24,0 18,0 23,0
034-038-25 033-038—30 М36Х1.5 М36х2,0 36,о 38,0 33,6 32,7 42 4,0 5,0 4,0 5,0 20,0 25,0 19,0 24,0
037-041-25 036- 041-30 М39Х1.5 М39х2,0 39,5 41,0 36.6 35,7 45 4,0 5,0 4,0 5,0 21,0 27,0 20,0 26,0
040—044-25 040—045-30 М42Х1.3 М 42x2,0 42,5 44,0 39,6 38,7 48 4,0 5,0 4,0 5,0 21,0 27,0 20,0 26,0
043-047-25 042-048-30 М45х1,5 М45Х2.0 45,5 47,0 42,6 41,7 51 4,0 5,0 4,0 5,0 21,0 27,0 20,0 26,0
045-050-30 050-055—30 055-060—30 М48Х2.0 М52Х2.0 М56Х2,О 48,5 52,5 56,5 50,0 54.0 58,0 44,7 48,7 52,7 54 58 62 5,0 5,0 27,0 26,0
Рекомендации по монтажу колец. 1. При установке резиновые кольца следует предохранять от перекосов, скручивания, механических повреждений и порезов. Поверхности сопрягаемых деталей должны быть чистыми, не содержать абразивных продуктов и продуктов коррозии. Поверхность рекомендуется смазывать смазкой, инертной к материалу колец, или рабочими жидкостями, обладающими хорошими смазывающими свойствами.
2. Для облегчения монтажа необходимо предусмотреть заходные фаски в цилиндре, на поршне и штоке, указанные на рис. 5, а и б.
Рекомендуется применять открытые канавки (рис. 5, в) для уплотнения штока кольцами с внутренними диаметрами dt более нижеуказанных, в мм: d, ................................. 1,9 2,5 3,6 4,6 5,8 8,5
dx ............................ 30 30 55 65 80 130
3. Если в процессе монтажа кольцо проходит по отверстию, то во избежание среза делают кольцевые проточки (рпс. 6). Если невозможно выполнить кольцевую проточку, то притупляют острые кромки.
а) 5) в)
Рпс. 5. Заходные фаски:
а — для цилиндра D , — «3 + -|- 1,0; б — для штока dj, = — 2d — 1,0; в — от-
Ч’ -крытые канавки 4
4. Для установки уплотнительных колец в наружные канавки рекомендуется применять конусные оправки (рис. 7). В случае, когда Кольцо при монтаже проходит по резьбе, оправки следует применять обязательно.
Диаметр оправки D устанавливают в зависимости от диаметра штока или поршня, a Lt — от расположения гнезд в соединении, в которые будет монтиро-
ГТТ « / ^3 \
ваться уплотнительное кольцо. Толщину стенок копуспон оправки f—J выбирают равной 0,5—2 мм.
15-30°
-15-зд°
Рие. В
5. Монтаж уплотнительных' колец во внутренние капавкн производят:
а) без применения инструментов, если внутренний диаметр цилиндра достаточно велик;
б) с помощью инструментов типа прямых отверток или отверток с концом, согнутым под углом 90 , при небольшом диаметре цилиндра или глубоком расположении канавки.
Инструменты для монтажа колец изготовляют пз пластмассы или мягкого металла (например, алюминия или латуни) с закругленными краями.
6. Если монтаж колец во внутреннюю канавку затруднен, то рекомендуется применять цилиндрический ограничитель, который вводят в цилиндр до канавки со стороны, противоположной направлению ввода кольца в цилиндр.
Ограничитель представляет собой сплошной цилиндр с наруяшым диаметром, равным диаметру цилиндра, в который монтируется кольцо. Длину ограничителя выбирают в зависимости от расстояния до канавки (под уплотни тельное кольцо) со стороны, противоположной направлению ввода кольца.
7. Кольца при демонтаже уплотнительного узла повторно не применять.
Рекомендации по применению и монтажу защитных колец. 1. Защитные кольца следует применять для предохранения от выдавливания резины в зазор под влиянием давления рабочей среды.
Защитные кольца устанавливают со стороны, противоположной направлению давления, а при двустороннем давлении — с обеих сторон уплотнительного кольца.
Защитные кольца применяют при радиальных зазорах свыше 0,02 мм при следующих условиях работы:
в подвижных соединениях при давлении свыше 100 кгс/см2;
в неподвижных соединениях при давлении свыше 200 кгс/см2;
при пульсирующем давлении свыше 100 кгс/см2;
в неподвижных соединениях с уплотнительными кольцами из резин на основе кремнийорганических и фторсиликоновых каучуков при давлении свыше 10 кгс/см2.
Допускается применять защитные кольца при меньших давлениях.
Ширина канавок под кольца должна быть увеличена па максимальную толщину защитных колец.
2. Защитные кольца изготовляют пз фторопласта, полиамидной смолы по ГОСТ 10589—73 или других материалов цельными, разрезными или спиральными по технической документации,. утвержденной• в установленном порядке. Толщина цельных защитных колец из фторопласта должна быть не менее 1 мм.
Номинальные размеры диаметров защитных колец должны соответствовать диаметрам цилиндров и штоков. Наружный диаметр защитною кольца выполняют с предельным отклонением по А3, внутренний — по С3. Предельные отклонения указаны для инструмента.
Поверхность защитных колец должна быть ровной, без царапин, задиров, аау сенцев.
3. Защитные фторопластовые кольца монтируют в наружные канавки таким же способом, как и уплотнительные кольца, но с последующим механическим осаживанием для устранения остаточного удлинения. Кольца осаживают при помощи конусной втулки (рис. 8) и двух полуколец (рис. 9).
Конусную втулку изготовляют из стали 45 и закаливают до твердости HRC 28...32. Внутренние поверхности должны иметь шероховатость не грубее На = 0,16 мкм по ГОСТ 2789—73. Размеры втулки выбирают в зависимости от диаметра штока или поршня, в канавку которого монтируют защитные фторопластовые кольца, и от ширины канавки. Внутренний диаметр конусной втулки D равен диаметру штока или поршня. Диаметр D3 = О + 2fe, где h = ^-~--------
ширина фторопластового кольца, диаметр D3 == D + 2а, где а — толщина стенки втулки (не более 8 мм).
Полукольца изготовляют из стали 45 и закаливают до IIRC 28...32. Диаметр d9 равен диаметру штока пли поршня, в гнездо которого устанавливают защитное кольцо; диаметр d выбирают равным диаметру штока пли поршня по диаметру канавки. Толщина полуколец должна быть равна ширине канавки без ширины фторопластового кольца.
Защитные кольца 1 и полукольца 2 устанавливают в канавки поршня (рис. 10), протаскивают несколько раз через конусную втулку до тех пор, пока они пе будут проходить через нее свободно. После этого полукольца снимают и вместо них устанавливают уплотнительные кольца.
Защитное кольцо после монтажа должно плотно прилегать к рабочей поверхности уплотнительного соединения (штока или цилиндра).
Если невозможно применить конусную втулку, осаживание производят хомутиком.
4. Защитные кольца, установленные во внутренние канавки, расправляют конусными оправками (рис. 11). Диаметр оправки D равен диаметру уплотняемого штока.
УПЛОТНЕНИЯ ПОДВИЖНЫХ СОЕДИНЕНИИ
Тип уплотнения подвижных соединений (табл. 24) определяется скоростью и направлением относительного перемещения уплотняемых деталей, видом, температурой и давлением уплотняемой среды, состоянием окружающей среды, допускаемой утечкой жидкости и газа. <
24. Ориентировочный выбор уплотнения для валов
Окружающая среда Смазка Окружная скорость, м/с Уплотнительные устройства
Чистая и сухая Пластичная До 5 Проточки, лабиринты, войлочные кольца
Жидкая Св. 5 Проточки, лабиринты, маслоотражательныо устройства
Загрязненная Пластичная До 5 Войлочные кольца
Жидкая Войлочные кольца в комбинации с проточками и лабиринтами
Пластичная и жидкая До 8 Резиновые манжеты
Сильно загрязненная и влажная Пластичная До 5 Лабиринты
Пластичная и жидкая От 5 ДО 9 Сложные лабиринты, кожаные уплотнения
Жидкая Любые скорости Сложные лабиринты комбинированного типа
САЛЬНИКОВЫЕ ВОЙЛОЧНЫЕ КОЛЬЦА
Сальниковые кольца (табл. 25) из грубошерстного войлока, изготовляемого по ГОСТ 6418—67, и полугрубошерстпого — по ГОСТ 6308—71, предназначены для уплотнения валов, работающих при окружной скорости не более 2 м/с, сальниковые кольца из тонкошерстного войлока по ГОСТ 288— 72 предназначены для уплотнения валов, работающих при окружной скорости не более 5 м/с.
Сальниковые уплотнения не рекомендуется применять:
а) в ответственных конструкциях и в условиях повышенной загрязненности окружающей среды;
б) при избыточном давлении с одной из сторон кольца;
в) при температуре свыше 90° С.
25. Форма п размеры сальниковых колец и канавок для них Размеры, мм
15°Ца
Перед установкой кольца рекомендуется пропитывать разогретой смесью из универсальной • срсдпеплавкой смазки (85%) и чешуйчатого графита (15%)
Диаметр вала ав Кольцо Канавка
а D Ь Z>x dx bi b2
10 9 18 2,5 19 11
12 И 20 2.5 21 13
14 13 22 2,5 23 15
15 14 23 2,5 24 16
16 15 26 3,5 27 17
17 16 27 3,5 28 18
18 17 28 3,5 29 19 3 4,3
20 19 30 3,5 31 21
22 21 32 3,5 33 23
25 24 37 5,0 38 26
28 27 40 5,0 41 29
30 29 42 5.0 43 31
32 31 44 5,0 45 33
35 34 47 5,0 48 36 4 5,5
36 35 48 5,0 49 37
38 37 50 5,0 51 39
40 39 52 5,0 53 41
42 41 54 5,0 55 43
Лиа-метр вала dB КОЛЬЦО Канавка
d D b Dx d. bl b2
45 44 57 5,0 58 46
48 . 47 60 5,0 61 49 4 5,5
50 49 66 6,0 67 51
52 51 68 6,0 69 53
55 54 71 6,0 72 56
58 57 74 6.0 75 59 5 / ,1
60 59 76 6,0 77 61
65 64 81 6,0 82 66
70 69 88 7.0 89 71
75 74 93 7.0 94 76
80 79 98 7,0 99 81 6 8,3
85 84 103 7.0 104 86
90 89 110 8,5 lit 91
95 94 li.s 8,5 116 96 7 9,6
100 99 124 9,5 125 101
105 104 129 9,<> 130 106
110 109 134 9,5 135 lit 8 11,1
115 114 139 9,5 140 116
Применение сальниковых колец. 1. При работе сальниковых колец в среде, вызывающей повышенный износ валов, рекомендуется устанавливать на вал защитные втулки (рис. 12).
2. При установке в поджимные сальники кольца можно сдваивать (рис. 13).
3. При работе в'сильно загрязненной, пыльной и влажной среде рекомендуется применять сальниковые войлочные кольца в сочетании с канавочными
уплотнениями (рис. 14), с лабиринтными уплотнениями (рис. 15) или с лабиринт-до-капавочнымц уплотнениями (рис. 16).
Рис. 15
Технические требования к сопрягаемым деталям. Твердость шейки вала под кольцом рекомендуется не менее HRC 45.
Биение шейки вала dB иод кольцом при вра1ценпи в подшипниках должно быть при окружной скорости: до 4 м/с — не более 0,1 мм; св. 4 м/с — пе более 0,06 мм.
При установке войлочных уплотнений па валах, расположенных вертикально, и в сырых помещениях рекомендуется уплотнение защищать фасонным диском, как показано па рис. 17.
При расположении подшипника с пластичной смазкой применяют одно или, лучше, два кольца.
Для отвода, излишка масла, впитавшегося в уплотнение, в пижней части проточки предусматривают канавку с выходом в резервуар, как показано на рис. 18.
КАПАВОЧНЫЕ УПЛОТНЕНИЯ
Щели концентричных проточек заполняют консистентной смазкой. Образуемый затвор препятствует вытеканию масла и ограничивает проникновение посторонних веществ извне.
Применять капавочные уплотнения (табл. 26) рекомендуется для узлов, работающих в сравнительно чистой окружающей среде. Канавки очень полезны в комбинации с уплотнениями другого типа.
Для лучшего удержания смазки канавки делают в крышке и па валу. Температура разжижения смазки, заполняющей щели, должна быть выше рабочей температуры узла, чтобы не было вытекания масла из щели.
26. Основные размеры капавочных уплотнении, мм
МАСЛООТКАЧИВАЮЩИЕ КАНАВКИ
Уплотнение при помощи спиральных маслооткачпвающпх канавок (табл. 27) не обладает герметичностью, но препятствует вытеканию наружу масла, принудительно прогоняет его в нужном направлении. Такое уплотнение применяют при большой частоте вращения (не мепее 5 м/с) вала или втулки с постоянным направлением вращения и при незначительном количестве подаваемого масла.
Направление канавок зависит от направления вращения вала. Если вал вращается по часовой стрелке, то направление канавок на валу будет правое, а на втулке — левое. Если вал вращается против часовой стрелки, направление канавок будет противоположным: на валу — левое, па втулке — правое.
Направление вращения вала определяют, смотря на него со стороны масляной ванны.
27. Основные размеры маслооткачивающих канавок, мм
Профиль канавки
Номинальный диаметр D Отклонение отверстия но А2 Посадки по ОСТ 1012 Шаг Число ходов ь i
Л III
Втулка является подшипником Втулка не является подшипником
Отклонение вала
10-18 +0,019 -0,030 -0,045 3 1 1 0,5
—0,055 -0,075 5
18-30 +0,023 -0,040 - о,осо 7 2
-0,070 -0,095 10
30-50 +0,027 -0,050 -0,075 7 1,5 1
-0,085 —0,115 10 2
50—80 +0,030 -0.063 —0,095 10 3 1,5
-0,105 -0,145 14 2
80—120 40,035 -0,080 -0,120 1(1 '4 2
-0,125 —0,175 24
ЛАБИРИНТНЫЕ УПЛОТНЕНИЯ
Уплотняющее действие лабиринтного устройства основано па создании малого зазора сложной извилистой формы между вращающимися и неподвижными деталями узла. Зазор заполняют пластичной или жидкой смазкой. Лабиринтные уплотнения (табл. 28) имеют значительные преимущества перед фетровыми и манжетными: малое внутреннее трение смазки, неизпашиваемость деталей, простота в эксплуатации, неограниченность окружных скоростей "вала (но при больших скоростях может быть выбрасывание смазки из зазоров).
Недостаток уплотнения — сложность конструкции и необходимость тщательного монтажа с целью сохранения заданных зазоров.
Лабиринтные уплотнения применяют для защиты от вытекания смазки п попадания в нее влаги и грязи из внешней среды, чаще в комбинации с уплотнениями других типов. Больше двух канавок делают при особо высоких требованиях защиты и тяжелых условиях эксплуатации.
28. Основные размеры лабиринтных уплотнений, мм
ЗАЩИТНЫЕ ШАЙБЫ
На рис. 19 изображена неподвижная защитная шайба, ее уплотняющее действие незначительно. Шайбу применяют в узлах, работающих на пластичных смазках при окружной ско- to
рости не более 5 м/с.
На рис. 20 приведена вращающаяся шайба; опа под влиянием возникающих центробежных сил отбрасывает попадающее на нее масло или посторонние вещества. Действие этой шайбы более эффективно по сравнению с неподвижной и тем сильнее, чем выше окружная скорость шайбы. Применяют для любых смазок; для жидкой смазки при окружной скорости ие менее 5 м/с.
МАСЛООТРАЖАТЕЛЬНЫЕ КОЛЬЦА И КАНАВКИ
Для предотвращения утечки жидкой смазки широко используют маслоот-ражательпые кольца (табл. 29) и канавки на валах (рис. 21).
Смазка, вытекающая из корпуса, попадает на отражательное кольцо или в канавку и центробежной силой отбрасывается в полость крышки корпуса, откуда возвращается в корпус по специально предусмотренному для этого каналу. Маслоотражательпые кольца выполняют за одно целое с валом (рис. 21, а), устанавливают в канавку на валу (рис. 21, б) или укрепляют па нем.
Маслоотражательные канавки бывают одинарными (рис. 21, в) и двойными (рис. 21, г). Эти уплотнения работают в узлах, смазываемых яшдкими маслами; наиболее эффективны при высоких окружных скоростях (не менее 7 м/с). Для маслоотражательпых устройств характерны простота конструкции, отсутствие трения и износ деталей уплотнения.
КОМБИНИРОВАННЫЕ УПЛОТНЕНИЯ
Комбинированные уплотнения (рис. 22—26) представляют собой комбинацию уплотнений различных типов. Их часто применяют в ответственных конструкциях и при особо тяжелых условиях эксплуатации. Ниже приведены примеры таких уплотнений:
фетровое кольцо и отражательный фланец, отбрасывающий масло в полость крышки (рис. 22);
фетровое кольцо и лабиринт (рпс. 23);
лабиринтпо-капавочно-войлочиое уплотнение (рис. 24);
жировое (пластичная смазка подается в лабиринт через каналы) и кана-вочпо-войлочпое уплотнение (рис. 25);
уплотнение крышкой, поверхность которой одновременно работает как центробежное кольцо (рис. 26).
РЕЗИНОВЫЕ АРМИРОВАННЫЕ МАНЖЕТЫ ДЛЯ ВАЛОВ (ПО ГОСТ 8752—70)
Резиновые армированные одиокромочпые манжеты для уплотнения валов, предназначенные для работы в минеральных маслах, воде, дизельном топливе при избыточном давлении до 0,5 кгс/см2, скорости до 20 м/с и температуре в месте контакта манжеты с валом от минус 45 до плюс 150° С.
Манжеты изготовляют двух типов: 1 — одиокромочпые, 2 — однокромочные с пыльником.
Адрес завода, выпускающего резиновые армированные манжеты: Москва, Шаболовка, 46, завод резино-технических изделий № 1.
30. Основные размеры манжет, мм
1 — корпус; 2 — каркас; S — пружина
Тип 1
Рабочая кромка.
Тип 2
А,
Диачетр вала d D, 1-го ряда /ц h2, не более Диаметр вала d 1-го ряда Л, h2, не более Диаметр вала d О, 1-го ряда Л, h2, не более
10 11 12 13 14 15 16 17 18 19 26 26 28 28 28 30 30 32 35 35 7 — 30 32 35 36 38 40 42 45 48 50 52 52 52 58 58 58 60 62 65 ,70 70 75 10 14 6.5 70 71 75 80 85 90 95 too 105 110 115 120 125 90 95 95 too 105 110 120 120 125 130 135 145 150 155 12 16
20 2t 24 26 40 40 40 40 42 45 10 14
Л5 56 58 60 63 80 80 80 85 90 12 16
130 160 15 20
ГОСТ 87'2—70 предусматривает диаметр вала d — 6 -У 9 и d = 140 500 мм, а также
манжет»! по ряду 2 и 3 ограниченного применения. Манжеты по ряду 1 предназначены для пре (почтительного применения во всех отраслях машиностроения.
Пример обозначения манжеты типа 1 для вала диаметром d — 50 mai с наружным диаметром = 70 мм из резины группы 3:
Манжета 1—50 X 70 — 3 ГОСТ 8752— 70
31. Группы pesiii, дня манжет в зависимости от условии их работы*
Группа резины Работая среда Температура в °C при работе Окружная скорость, м/с, не более
длительной кратковременной, пе более 2 ч
1 Минеральные Масла, не содержащие серу в актинием состоянии (по отношению к резине) От —45 до +1Z0 +130 10
Вода От Ц-4 до +100 —
2 Минеральные щасла с присадками, вызывающие повышенное набухание резин группы 1 От —30 до +120 +130
Масла для гипоидных передач От —30 до 1-100 —
Вода От Ч 4 до +100
3 Минеральные Масла, не содержащие серу в активном состояний (по отношению к резине) От —30 ДО (120 +140
Вода От +4 до +100 —
4 Минеральные м^спа всех типов Дизельное топлмво От —45 до +1з0 20
’ При избыточном давленпи не более 0,5 кгс/см2.
Скорости для манжет тИ[Та 2 должны быть снижены на 30—50%.
Физико-механические Показатели резины, применяемой для изготовления манжет, приводятся в ГОСТ 8752—70.
Ресурс 95%-шлй должен быть: для манжет из группы резины 1—3 ие менее 3000 ч, для манжет из группы резит1ы 4 не менее 5000 ч. '
Рекомендации к установке и эксплуатации манжет. 1. Манжету устанавливают в агрегате пе отцошоппю к действию давления среды р в соответствии с рис. 27.
2. Сопряженные ‘детали должны соответствовать следующим показателям:
а) шероховатость поверхности для вала Па — 0,63 или Ra = 0,32 мкм, риски ие допускаются; для отверстия Ra ~ 2,5 мкм по ГОСТ 2789—73;
б) твердость поверхности трения для стальною вала не менее IIRC 30;
в) класс точности для вала За, для отверстия 3;
г) предельное радиаПЬНос биение вала в мм при частоте вращения до 500 об/мин 0,2; свыше 50fj до 1500 об/мин 0,15; свыше 1500 до 4000 об/мин 0,08;
д) несоосность посадочного места (отверстия) относительно осп вала при диаметрах посадочного Г[{03да не более: до 80 мм 0,12; свыше 80 до 150 мм 0,15; свыше 150 до 360 мм О,2о,
3. Для валов с постоянным направлением вращения допускаются маслосгонные винтовые микроканавки с шероховатостью Ra = 1,25 мкм при условии экспериментальной Проверки их эффективности.
4. При работе манжет должна быть обеспечена смазка трущихся поверхностей.
5. При запыленности внешней среды перед мапжетой необходимо устанавливать защитные устройства: пылеудержпвающую манжету, лабиринтное уплотнение, отражатель и т. и.
6. Для предохранения манжеты от выворачивания при перепаде давлений более 0,5 кгс/см2 рекомендуется применять конусный упор 3 (рис. 27).
з-ч-
Рис. 27. Схема установки манжеты:
1 — вал, 2 — манжета; 3 — упор; 4 — втулка
7. Для защиты вала от износа рекомендуется устанавливать втулку 4 (рис. 27).
8. Для предохранения рабочей кромки манжеты от повреждения при монтаже необходимо предусмотреть на валу J или втулке 4 заходпую фаску (рис. 27).
9. Если нельзя выполнить заходиуто фаску па валу или если манжета долж-* на проходить через шлицы, пазы, резьбу и т. д. устанавливать манжеты следует с помощью монтажной втулки (рис. 28).
Рис. 29
Рис. 30
10. При установке манжеты рядом с коническим подшипником в отверстии под подшипник необходимо предусматривать канавки для отвода масла, которое нагнетается подшипником (рис. 29).
11. Чтобы не повредить манжету, посадочное место в крышке или корпусе не должно иметь канавок, отверстий, шпоночных пазов и т. п. и должно иметь заходпую фаску. (
12. Запрессовывать манжеты следует с помощью специальной оправки нажатием по всей торцовом поверхности (рис. 30). При запрессовке необходимо избегать перекоса манжеты и повреждения наружною слоя резины.
13. При сборке все свободные полости й поверхности трепня следует обильно смазать.
ПОЛИАМИДНЫЕ ШЕВРОННЫЕ МНОГОРЯДНЫЕ УПЛОТНЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
Полиамидные шевронные многорядные уплотнения (табл. 32) плунжеров (штоков) и цилиндров гидравлических устройств предназначены для работы в средах воды или эмульсии при давлении до 1000 кгс/см2 со скоростью возвратно-поступательного движения до 2 м/с при температуре окружающей среды от 0 до 90° С.
Рис. 31. Примеры применения уплотнений:
1 — манжета; 2 — опорное кольцо; з — нажимное кольцо
Примеры применения показаны па рис. 31, рекомендуемое число манжет приведено в табл. 33 и скорости возвратпо-поступателгшого движения — в табл. 34.
Пр’и соблюдении указанных условий срок службы уплотнений составляет не менее 3000 ч при числе двойных ходов в секунду не более 6,3 (приблизительно
Рис. 32
400 двойных ходов в минуту). Посадочные места под уплотнения показаны па рис. 32. Виеппе е должно соответствовать 9-п степени точности по ГОСТ 10356—63. Твердость плунжера (штока) рекомендуется IIRC 48...52. Размеры манжет и колец приведены в табл. 35 п 36.
7 Анурьев В. И , т. 3
32. Конструкции и размеры полиамидных шевронных уплотнений
Размеры, мм
Уплотняемые Число манжет в комплекте
4 6 7 8 10
1
1 плунжера цилиндра (штока) d D
в М Л’Л в . — *. ж .*B~aV Я н
да»
JI - г
12 . 24*
Г А 13* 14 16 18 20 22 24* 25 26* 28* 30* 32 34* 36 16,8 20,2 21,9 23,7 27,1
Уплотняемые Число манжет в комплекте
плунж ера (штока) d цилиндра 1) 6 7 8 10 12 14 16 18 20
К
25 28 30* 32 35* 36 40 45 50 55 60 70 80 90 40 , | 23,2 25,0 26,7 30,2 33,7 —
45 48* 50 52* 55 56* 60 65* 70 75* 80 90 100 110 — 31,7 33,6 37,6 41,6 45,6 — — —
100 125 39,2 43,8 48,3 52,8 57.4 — •—
110 125 130* 140 150* 160 170* 180 190* 200 220 140 155* 160 170* 180 190* 200 210* 220 230* 250 — — — 52,7 58,3 63,9 69,5 75,1 —
240* 250 280 *' Пр 280 290* 320 вменять не рек оме чдуется. — — 68,5 74,3 80,1 85,9 91,7
Пример обозначения уплотнения из семи манжет с уплотняемыми диаметрами для плунжера (штока) d = 28 мм и цилиндра D = 48 мм из материала группы 1:
Уплотнение 28 X 48-1-7 МН 5652—65
То же пз материала группы 2:
Уплотнение 28 X 48—2—7 МН 5652—65
33. Рекомендуемое число манжет в уплотнении (комплекте) в зависимости от ) иамегра плунжера (штока), цилиндра и давления рабочей жидкости
Уплотняемые диаметры Число манжет в комплекте при давлении рабочей жидкости, кгс/см2
плунжера (штока) d цилиндра D До 200 Св. 200 до 400 Св. 400 до 030 Св. 630 до 800 Св 800 до 1000
10-24 22-36 4 6 7 8 10
25 40 6 7 8 10 12
25—90 45 -110 7 8 10 12 14
too 125 8 10 12 14 16
110-220 140 -250 10 12 14 16 18
240—710 280—750 12 14 16 18 20
34. Рекомендуемые скорости возвратно-поступательного движения в зависимости от материала н давления рабочей жидкости
Рекомендуемая скорость, м/с Давление рабочей жидкости, кгс/см2, для материала группы Рекомендуемая скорость, м/с Давление рабочей жидкости, кгс/см2, для материала группы
1 2 1 2
0,2 1,0 До 630 » 400 До 1000 » 630 1,5 2,0 До 320 » 160 До 560 » 400
35. Манжеты и кольца нажимные Размеры, мм
Уплотняемые диаметры Манжеты Кольца нажимные
плунжера (штока) d цилиндра D и h Л, Г Г1 Масса 100 шт., кг 11 h Г п Масса 100 пп , кг
10 12 13* 22* 24* 25 5,3 1,6 1,2 1,5 1 0,054 0,061 0,064 1 3,6 0,5 1 0,054 0 207 0 -Д9
у*
Продолжение табл. 35
Уплотняемые диаметры Манжеты Кольца нажимные
плунжера (штока) d цилиндра I) И h /11 г Г1 Масса 100 шт., кг И 7г Г Т1 Масса 100 шт., кг
14 16 18 20 22 24» 26’ 28* 30* 32 34» 36 5,3 1,6 1,2 1,5 1 0,067 0,074 0,081 0,088 0,094 0,115 7 3,6 0,5 1 0,230 0,253 0,276 0,299 0,322 0,355
25 40 6,1 1,6 1,3 2 1,5 0 132 9 4,2 1.5 0,617
25 28 30» 32 35» 36 40 45 50 55 СО 70 80 45 48» 50 52* 55 56* (0 65* 70 Й* 80 90 100 8 1.8 1,5 2,5 2 0,150 0,228 0,240 0,252 0,270 0,280 0,300 0,330 0,360 0,390 0,420 0,480 0,540 12 5,8 1 1,2 0,663 1,260 1,326 1,393 1,492 1,600 1,658 1,824 1,990 2,155 2,321 2,653 2,984
SO 110 0,600 2 3,316
100 125 10 2 1,7 2,8 2,25 0,943 15 7,5 2,25 5,773
110 125 130» 140 150» 160 170 » 180 180» 200 220 140 157* 160 170» 180 190» 200 210» 220 230* 250 12 2,5 2,1 3,5 2,75 1,566 1,754 1,817 1,942 2,067 2,192 2,318 2,443 2,568 2,694 2,944 18 9,1 1,5 2,75 9,163 10,263 10,630 11,369 12,096 12,829 13,562 14,295 16,028 15,761 17.227
240* 2)0 280 * Пр 280 290* 320 имепять iie 15 рек 2,5 оменд 2,3 уется 4,8 4,2 4,204 4,366 4,851 25 11,8 1,5 4,25 35,785 37,1°0 41,250
Пример обозначения манжеты для плунжера (штока) d = 28 мм и цилиндра D = 48 мм из материала группы 1:
Манжета 28 X 48 — 1 МН 5652—65
Пример обозначения нажимного кольца для плунжера (штока) d = 28 мм п цилиндра D = 48 мм:
Кольцо нажимное 28 X 48 МН 5652—65
36. Кольца опорные Размеры, мм
<h
di = d -f- 1 mmj
Dt == D — 1 мм
Уплотняемые диаметры В Уплотняемые диаметры ШТ.,
плунжера (штока) d цилиндра D Н /1 0 Г | Масса 100 кг плунжера (штока) d цилиндра D Н h hj b Г Масса 100 кг
10 12 13* 14 22* 24* 25 26* 28* 30* 32 34* 0,129 0,145 0,154 0,162 0,178 0,194 0,210 0,226 60 70 80 80 90 100 И 5,7 2 4 2,5 1,756 2,006 2,257
16 18 20 22 6 3,2 1,5 3 1,5 90 100 110 125 и 13 5,7 5,8 2,5 2,8 2,508 4,346
24* 36 0,240 110 125 130* 140 150* 140 155* 160 170* 180 6,641 7,438 7,704 8,235 8,766
25 40 7,5 3,9 2 0,422 15 6,4 2 4 3,5
25 28 30* 32 35 36 45 48* 50 52* 55 56* И 5.7 2 4 2,5 0,450 0,953 1,003 1,053 1,129 " 1,240 160 170* 180 190* 200 220 190* 200 210* 2'20 230* 250 9,298 9,629 10,360 10,891 11,423 12,485
40 45 50 55 60 65* 70 75* 1,254 1,379 1,505 1,630 240* 250 280 280 290* 320 20 8,3 2,5 5 4,8 24,850 „ 25,805 28,620
* Применить не рекомендуется
Пример о б о з и а ч о п п я опорного кольца для плунжера (штока) d = 28 мм и цилиндра d — 48 мм:
Кольцо опорное 28 X 48' МП 5654—65
37. Физико-механические показатели материала манжет и колец
4 Группа материала
Показатели 1
Относительное сжатие деталей в диаметральном направлении, %, 30 10
не менее
Упругое удлинение, %, не менее 2 2
Удлинение при разрыве деталей, %, не менее:
не подвергаемых старению, подвергаемых старений в масле 30 10
(индустриальное И-ЗОА) в течение 70 ч ирй температуре -{-80 °C
Водопоглощение деталей: %, не менее 2 2
Допускается изготовление деталей из полиамидных смол других марок, имеющих физико-механические показатели ие ниже, чем указано в таблице.
Технические требования. Материал деталей: -группа 1 — капроновая смола и группа 2 — полиамидная смола.
Манжеты изготовляют из материалов групп 1 и 2; опорные и нажимные кольца — группы 1.
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по А7, охватываемых — по В7, прочих (Л7 = В7), угловых — ио 8-Й степени точности ГОСТ 8908—58.
Рабочая поверхность мапж'ет и нажимных колец должна быть гладкой, глянцевой, без рисок, надрывов, вмятин, наплывов и заусенцев; на нерабочих поверхностях допускаются риски, вмятины и наплывы для манжет не более 0,3 мм, для нажимных колец — не превышающих высоту маркировки.
Проверке подлежат размеры Dx и й2. Остальные размеры контролируют при приемке пресс-форм.
РЕЗИНОВЫЕ МАНЖЕТЫ УМЕНЬШЕННОГО СЕЧЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ (ПО ГОСТ 14896—74)
Резиновые манжеты предназначены для уплотнения цилиндров и штоков гидравлических устройств, работающих при давлении до 100 кгс/см2, а с применением защитных колец — при давлении до 500 кгс/см2, со скоростью возвратно-поступательного движения до 0,5 м/с в среде минеральных масел и водных эмульсий.
Конструкция и размеры мапжет указаны в табл. 38—40.
38. Манжеты для уплотнения цилиндров диаметром D = 25 4- 60 мм и штоков диаметром d = 15 4- 50 мм
39. Манжеты для уплотнения цилиндров диаметром D = 63 ~ 90 мм и штоков диаметром d = 48 4- 75 мм
Размеры, мм
Размеры, мм
Продолжение табл. 40
Диаметры уплотняемых, деталей di <?2 ) шт., Диаметры уплотняемых деталей di d2 В
о
а те Я а
i СО и У св № tc S5
Й о i «Я g «гз « м о S R Й О Э S «Я Ф Й S й
в с № а н й о с № О. н И О йк Я-Q о й ан и о о й uS Би S И
(145) 125 125,5 ±1,0 121 ±1,0 51
160 140 140,5 136 57 250 (230) 250 230,5 226 91
(270) 250,5 246 08
180 160 160,5 156 64 280 (260) 260,5 ±1,5 256 ± 1,5 102
200 180 180,5 200,5 176 ±1,2 72 (300) 280 280,5 276 109
220 200 ± 1,2 196 79 320 (300) 300,5 296 117
(240) 220 220,5 216 87
Мапжеты для цилиндров и штоков с размерами, заключенными в скобки, приме-
пять нс рекомендуется.
Допускается отсутствие радиуса R ~ 0,5 мм (отмеченного звездочкой) на всех сече-
НИЯХ манжет.
Пример обозначения мапжеты для уплотнения цилиндра диаметром D — 160 мм и штока диаметром d = 140 мм из резины группы 2:
Манжета 160 X 140—2 ГОСТ 14896—74
Технические требования. Для изготовления следующих марок:
резины применяют каучук
Группа резины 1 2 3 4 £ 6
Марка каучука СНФ-32 СКН-40 СКН-40 плюс поливинилхлорид СКИ-26 СКН-18 плюс CK1I-26 СКН-18
Продолжение технических требований на стр. 203.
41. Механические п физические свойства резины
Показатели Нормы для резины группы
1 2 3 4 5 6
Предел прочности при разрыве, кгс/см2, не менее 140 100 125 100 90 120
Относительное удлинение при разрыве, %, пе менее 130 200 №0 150 150 140
Сопротивление раздиру, кгс/см2, не менее 40 60 70 45 25 35
Истираемость (по шкурке), см3/(кВт • ч), пе более 225 300 300 385 460 600
Твердость на твердомере ТМ-2, условные единицы 75—90 70—85 75-85 70—85 70-85 75-85
42. Конструкция п размеры посадочных мест под манжеты для уплотнения цилиндра
Размеры, мм
Без защитного кольца С защитным кольцом
Допуски на угловые размеры — по 8-й степени точности ГОСТ 8908—58 Предельные отклонения D с защитным кольцом по табл. 44
Обозначение манжеты Dxd D d _ h hi Е
Номинал Пред. откл. без защитного кольца Номинал Пред. ОТКЛ. Пред, от <Л. по А7
25x15 25 15 -0,12
26X16 28x18 (26) (28) 16 18
30x20 32x22 35x25 36X26 38X28 40x30 120) 1б5) (38) 40 А3 ^3' 20 22 25 26 28 30 -0,14 8,5 10,5
42x32 45x35 46x36 50x40 55x45 56x46 60X50 (42) 45 (46) 50 (55) 56 (60) 32 35 36 40 45 46 50 —0,17 0,07
70X55 78x63 80X65 85X70 90X75 70 (78) 80 (85) 90 55 63 65 70 75 -0,20 11,0 13,5
100X80 110X90 120X100 125X105 130X110 140X120 100 110 Q2?’ 125 (130) 140 Аз X 80 90 100 105 110 120 - 0.20' -0,23 -0,23 -0,23 —0,23 -0,23
145X125 160X140 180X160 (145) 160 180 125 140 160 -0,26 12,0 14,0- 0,10
200X180 220x200 240X220 250X230 270 X 250 200 220 (240) 250 (270) Аз д 180 200 220 230 250 -0,26 -0,30 -0,30 -0,30 -0,30
280X260 300x280 320 x 300 280 (300) 320 260 280 300 -0,30 -0,34 —0,34 14,5 0,14
43, Конструкция и размеры посадочных мост под манжеты для уплотнения штока
Размеры, мм
Без защитного кольца С защитным кольцом
Допуски на угловые размеры — по 8-й степени точности ГОСТ 8908—58. Предельные отклонения d с защитным кольцом по табл. 44
Обозначение манжеты Dxd d D h ht Е
Номинал Пред. откл. без защитного кольца Номинал Пред, откл. Пред, от кл. по А?
25X15 25X16 28x18 30x20 18 20 25 26 28 30 4-0,14
32x22 35x25 30x26 38x28 40x30 42x32 45x35 46x36 50x40 22 25 (26) 28 (30) 32 (35) 36 40 А» -^8 32 35 36 38 40 42 45 46 50 +0,17 8,5 10,5 0,07
55x45 56x46 60x50 45 (46) 50 55 56 60 4-0,2
70x55 78x63 80x65 85x70 90x75 (55) 63 (65) 70 (75) 70 78 80 85 90 1-0,20 -0,20 -0,20 -•0,23 -0,23 11,0 13,5
100x80 110x90 120x100 125X105 130Х1Ю 140x120 145x125 160X140 180X160 200x180 80 90 100 (Ю5) 110 (120) 125 140 160 180 •^3 X 100 110 120 125 130 140 145 160 180 200 - -0.23 -0,23 -0,23 -0,26 -0,26 -0,26 -0,26 -0,26 -0,26 -0,30 12,0 14,0 0,10
220x200 240x220 250x230 200 220 (230) 220 240 250 4-0,30
270X250 280x260 300X280 320X300 250 (260) 280 (300) А3 Д 270 280 300 320 4-0,34 14,5 0,14
Манжеты в зависимости от применяемой группы резины должны эксплуатироваться в следующем температурном интервале:
Группа резины
1...
2...
3...
i...
5...
6...
Температурный интервал работоспособности манжет, °C
От минус 10 до плюс 150
» » 15 » » 100
» » 15 » » 70
» » 25 » » 100
» » 40 >/ » 100
» » 50 » » 100
Шероховатость поверхности манжеты обеспечивается формующей поверхностью пресс-формы.
На поверхностях А и В возвышения и углубления должны быть не более 0,2 мм, площадью до 1 мм2, в количестве пе более одного па каждые 50 мм длины окружности манжеты.
На остальных поверхностях возвышения и углубления должны быть не более 0,3 мм, площадью до 5 мм2, в количестве не более одного па каждые 30 мм длины окружности манжеты. Облой па этих поверхностях должен быть пе более 0,4 мм по высоте.
Уточка рабочей жидкости в период наработки ресурса пе должна превышать следующих величин:
Утечка рабочей жидкости с 1 м2 уплотняемой поверхности в течение часа, смг К* * К = V», где К — приведенный коэффициент, характеризующий величину утечек по измепеиию вязкости рабочей среды и скорости перемещения; v — вязкость рабочей жидкости при минимальной низкой рабочей температуре, сСт; v — относительная скорость манжет, м/с (при V -ф 0).
0,5 0,85 1,5 До 50 » 150 » 300
Установление порм негерметичности по рабочей жидкости при статическом режиме работы (у = 0) определяется экспериментально. Допускается образование пленки рабочей жидкости на поверхности штока. Капельная течь через манжеты не допускается.
44. Классы точности и характер подвижных соединений уплотняемых диаметров
Размеры, мм
Уплотняемые диаметры Классы точности при эксплуатации в интервале давлений
от 0 до 250 кгс/см2 от 250 до 500 кгс/см2 от 0 до 500 кге/см2
с защитным кольцом из фторопласта-4 с защитным кольцом из полиамида 610 литьевого
До 80 A3 ^3 А4 ^4
Св. 80 до 180 » 180 » 220 Ад X А3 Д А& A3 '~у~1 пли -у-Лз] Л.4
Св. 220 до 500 А 'д Аз
45. Защитные кольца для уплотнения цилиндра Размеры, мм
Диаметр цилиндра Р Фторопласт-4 Полиамид 610 литьевой с5 R К -о О а о § Полиамид 610 литьевой 4-1 >0 о щ1 Фторопласт-4 Полиамид 610 литьевой
О, ь
Номинал Пред. ОТКЛ. Номинал О Номинал i Пред, откл. Масса 1000 шт., кг
25 (26) (28) 25,4 26,4 28,4 -0,14 26.2 27,2 29,2 -0,52 5,2 5,0 -0,12 2,0 3 1,93 2,02 2,22 0,94 0,98 1,06
(30) 32 (35) 30 (38) 40 (42) 45 ' (46) 30,4 32,4 35,4 36,4 38,4 40,4 42,4 45.4 46,4 —-0,17 31.3 33,3 36,3 37,3 39,3 41,3 43,3 46.3 47,3 -0,62 2,41 2,(0 2,88 3,00 3,17 3,38 3,55 3,84 3,90 1,15 1,25 1,38 1,43 1,54 1,61 1,70 1,84 1,89
f О' А
~50 56 (60) 50,4 55,4 56,4 60,4 -0,20 51,4 56,4 57,4 61,4 -0,74 3,92 4,61 4,75 5,17 1,96 2,31 2,38 2,60
70 (78) 70,4 78,4 71,4 79,4 7,7 7,5 -0,15 2,5 •4 11,30 13,00 5,68 6,52
J
80 (85) 90 100 110 80.4 85,4 90,4 100.4 110,4 -0,23 81,4 86,4 91,4 101,4 111,4 -0,87 7,7 7,7 7,7 10,2 10,2 7,5 7,5 7,5 10,0 10,0 2,з 2,5 2,5 2,0 2,0 13,30 14,05 14,95 20,70 22,80 6,65 7,05 7.50 10,40 11,45
Н
15 «зя.
(120) (125) (130) 140 (145) 160 120,4 125,4 130,4 140,4 145,4 160,4 -0,26 121.5 126,5 131,5 141,5 146,5 161,5 -1,00 10,2 10,0 2,0 25,00 26,10 27,50 29,90 31,20 34,40 12,55 13,10 13,80 14,95 15,65 17,25
180 200 220 (240) 250 180,4 200,4 220,4 240,4 250,4 -0,30 181,5 201,5 221,5 241,5 251,5 -1,15 39,00 43,30 49,50 52,60 54,50 19.50 21,70 24,80 26,40 27.30
(270) 270,4 -0,34 271,6 —1,35 59,50 29,70
280 (300) 320 280,4 300,4 320,4 -0,34 281,6 301,6 321,6 2,5 5 72,50 77,30 83,40 30,30 38,80 41,70
46. Защитные кольца для уплотнения штока
Размеры, мм
•о ее Фторопласт-4 Полиамид 610 литьевой Ой Полиамид 610 литьевой §8
Диаметр итог d, ь ь g ев Ф *а ы
Номинал Пред, откл. i „ 1 Номинал | Пред, откл. i 115 О ) Номинал i Пред, откл. М «5 о 1 £ Масса, 1000 шт., кг
(15) 16 15.4 16,4 +0,12 15,8 16,8 +0,43 1,92 2,02 0,91 0,95
1 18 20 22 25 (26) 28 18,4 20,4 22,4 25,4 26,4 28,4 +0,14 18,7 20,7 22,7 25,7 26,7 28,7 +0,52 5,2 5,0 -0,12 2,0 3 2,20 2,39 2,59 2,87 2,91 3,16 1,04 1,13 1,23 1,37 1,41 1,51
1 1 г (30) 32 (35) 36 АС 45 (46) 50 30,4 32,4 35,4 36,4 45,4 l£,lt 50,4 +0J7 30,7 32,7 35,7 36,7 40,7 45,7 46,7 50,7 +0,62 3,34 3,53 3,80 3,92 +02 4,61 4,75 5,17 1,59 1,68 1,84 1,87 1,00 2,31 2,38 2,60
(48) <+.) 56 (65) 70 (75) 48,4 55,4 56,4 65,4 70,4 75,4 - -0,17 -0,20 -0,20 -0,20 -0,20 -0,20 48,7 55,6 56,6 65,6 70,6 75,6 +0,62 +0,74 4-0,74 4-0,74 +0,74 +0,74 7,7 7,5 2,5 10,00 11,16 11,45 13,21 13,81 14,80 5,02 5,60 5,74 6,63 6,94 7,43
kSj-Q 1
ПТ Л 80 90 80,4 90,4 100,4 80,5 90,5 100,5 105,5 110,5 20,40 22,501 10,24 11,27
’1 // 100 +0,23 +0,87 24,70 25,84 27,35 12,40 12,95 13,71
(1О.>) 110 105,4 110,4 4
(120) 125 140 160 120,4 125,4 140.4 160,4 +0,26 120,5 125,5 140,5 160,5 +1,00 10,2 10,0 -0,15 2,0 29,38 30,90 34,00 38,60 14,73 15,50 17,05 19,35
180 200 220 (230) 250 180,4 200,4 220,t 230.4 250.4 +0,30 180,4 200,4 230,4 230,4 250,4 +1,15 43,10 47,80 52,30 54,30 59,00 21,60 23,95 26,20 27,20 29,60
(260) 260,4 260,3 +1,35 61,20 30,70
280 (300) 280,4 300,4 -4-0,34 280,3 300,3 2,5 5 77,20 83,40 38,70 41,70
Предельные отклонения ь для фторопласта-4 равно — 0,1.,.
Размеры d,, £>j н допускаемые отклонения соответствуют размерам заготовки кольца до его разрезки.
Разрезку колец производить под углом <х== 30° ±2°, ширина разрезки S = 1,5 ± 0,1 мм.
Пример обозначения защитного кольца типа 1 при уплотнении цилиндра D = 125 мм из материала группы I:
Кольцо защитное 1—125—I
То же, для типа 2 при уплотнении штока d = НО мз материала группы III
Кольцо защитное 2—110—Ц
Защитные кольца должны изготовляться в зависимости от рабочей температуры из материалов, указанных в табл. 47.
47. Материалы защитных колец
Группа материалов Материал защитного кольца Метод изготовления Интервалы рабочих температур, °C
I Полиамид 610 литьевой ГОСТ 10589—73 Литье под давлением От минус 30 до плюс 90
Напролом Механическая обработка
II Заготовки из фторопласта-4 марок А и Б От минус 50 до плюс 150
Указания и рекомендации по применению и монтажу манжет.
1. Для обеспечения гарантийного срока эксплуатации манжет длина хода узлов и изделий рекомендуется не более 2 м.
2. Для улучшения условий работы манжет в гидравлических системах, для очистки рабочих жидкостей рекомендуется применять фильтры: сетчатые, пластинчатые, магнитные и другие со степенью очистки от 25 до 50 мкм; при работе в запыленной среде перед манжетой, уплотняющей шток, рекомендуется устанавливать грязесъемппк или другие защитные устройства.
3. Изготовление и комплектацию узлов и изделий защитными кольцами производит предприятие — изготовитель узлов или изделий.
4. Для обеспечения герметичности при давлениях от 0 до 10 кгс/см2 рекомендуется за манжетой устанавливать кольцо круглого или овального сечения (см. табл. 49 схемы 13—14 и табл. 50 схемы 9—10). При повышенных требованиях к герметичности при низких давлениях шероховатость цилиндрических поверхностей канавок d, D (см. табл. 42,43) под манжеты следует принимать Ra 0,63 мкм.
В целях повышения надежности и долговечности работы узлов допускается установка манжет-дублеров, позволяющих при нарушении работоспособности первой манжеты сохранить работоспособность уплотнения в целом на более длительное время.
5. В целях исключения коррозии и других вредных последствий контакта резин с металлом рекомендуется применять в канавках под манжеты покрытие: для углеродистых и легированных сталей с содержанием хрома менее 17—18% — хромирование Х.18; для алюминия — глубокое анодирование; для сплавов типа АВ — сернокислое анодирование.
В канавках под манжеты, погруженных весь эксплуатационный период в рабочую среду, допускается использование покрытий Хим. Оке. или Хим. Фос.
6. Стальные трущиеся поверхности, соприкасающиеся с манжетой, должны иметь твердость не ниже ИКС 45 и покрытие не ниже X. 48 или многослойное X. 21 молочное с последующим Х.24 и другие; титановие поверхности следует оксидировать.
7. Направляющие детали узлов изготовлять из латупи, бронзы пли других антифрикционных материалов, выбираемых из конструктивных соображений. Допуски и посадки указаны в табл. 42—44.
Для ответственных узлов и изделий допускается применять посадки повышенных классов точности.
8. В тех случаях, когда по условиям работы узла возможен разогрев металла в зоне уплотняемых диаметров выше 80° С, во избежание заклинивания принятая посадка (табл. 42—44) должна быть проверена термическим расчетом.
При длительной работе уплотнений при температуре 80° С следует применять охлаждение рабочих сред, препятствующее ускоренному износу манжет и нарушению герметичности.
9. Забоины, царапины, риски л другие механические повреждения уплотняемых поверхностей не допускаются.
При монтаже исключить попадание под манжеты и во внутренние полости узлов абразивных материалов, продуктов коррозии и других загрязнений.
10. При сборке узлов или изделий для уменьшения силы трения резины по металлу трущиеся поверхности и манжеты смазать тонким слоем 0,5 мм пластичной смазки, инертной к материалу манжет, или рабочей жидкостью.
11. При наличии зазора между штоком и цилиндром выше рекомендуемого табл. 49, 50 для предотвращения закусывания уса манжеты рекомендуется устанавливать фторопластовое кольцо, ограничивающее перемещение манжеты в канавке по рис. 38.
12. Для предотвращения повреждения манжет при протягивании их через канавки (под стопорное кольцо и подобных) необходимо в пих устанавливать монтажное фторопластовое кольцо, которое затем должно удаляться.
13. Имеющиеся в цилиндре (пжоке) отверстия заглушать технологическими пробками, изготовленными из фторопласта, полиэтилена и других полимерных материалов.
14. Категорически запрещается протягивать шток с помощью ударного инструмента. Монтаж должен осуществляться с применением гидравлических, пневматических или механических устройств. Для контроля правильности сборки предусмотреть 3—4 протягивания штока. Перемещение должно быть плавным без рывков.
15. Инструменты, применяемые для монтажа манжет, изготовлять из пластмасс или мягкого металла (алюминия, латуни и др.) с закругленными кромками.
16. Манжеты, находящиеся в контакте с рабочей средой более педели, при демонтаже узла повторно пе применять, независимо от степени их износа.
17. Для облегчения монтажа п устранения возможности повреждения манжет и защитных колец необходимо предусмотреть заходные фаски в цилиндре, на поршне и Штоке, указанные па рис. 33—37 и в табл. 48. При невозможности изготовления заходных фасок в цилиндре следует применять оправки по рис. 35. При монтаже мапжет через отверстия, резьбы, шлицы и острые кромки канавок следует применять оправки по рис. 36, 37.
Допускается применять угол заходных фасок в пределах от 15 до 30° с соответствующим изменением величины С и сохранением размеров по табл. 48 и рис, 33,34.
48. Заходные фаски С
Уплотнение цилиндра (см. рис. 33) Уплотнение штока (см. рис 34)
Уплотняемый диаметр D f, не менее С Уплотняемый диаметр df, не более С
Св. 25 до 60 Св. 63 до 90 d + е 5,2 Св. 15 до 50 Св. 48 до 75 d-7 6,0
Св. 100 до 340 О + 8 7,0 Св, 80 до 320 d -9 8,0
* Размеры для справок
Примеры монтажа манжет приведены в табл. 49 и 50,
Рис. 33. Уплотнение цилиндра
Рис. 35
Рис. 36
Рис, 37
Рис. 38
49. Примеры монтажа манжет дли уплотнения цилиндра
Схемы конструкций
втулка.
Втулка
Ьинт/Ьрикционньис материал
Характеристика условий применения
Рабочее давление, кгс/см2 Диаметр канавки под манжету d, мм
От 1 до 100 От 80 до 500
От 1 до 100 От 80 до 500
От 1 до 100 От 15 до 500
Or 1 до 500 От 80 до 500
От 1 до 500 От 80 до 500
От 1 до 500 От 15 до 500
Схемы конструкций
Характеристика условий применения
Рабочее давление, кгс/см2 Диаметр канавки под манжету d, мм
От 0 ДО 100 См. схемы 1-6
От 0 до 500 См схемы 7-12
Направляющие втулки (схема 4) изготовляют разрезными и крепят при помощи резьбовых соединений Направляющие втулки (схема 10) можно запрессовывать или навинчивать с обязательным их стопорением.
Указания по проектированию пресс-форм. 1. Размеры пресс-форм назначать с учетом усадки резины.
2. Шероховатость поверхностей пресс-форм: рабочих (формующих) Ra — = 0,25 мкм, полировать, посадочных Ra = 1,25 мкм, остальных Да = 2,5 мкм.
3. Рабочие поверхности хромировать на толщину 0,02—0,035 мм.
4. Острые углы пресс-форм, не относящиеся к манжете, скруглять радиусом R = 0,5 мм.
5. Разъем пресс-формы рекомендуется размещать в месте пересечения конусной поверхности, образованной фаской под углом 45°, с плоскостью (рис. 39); не допускается разъем на рабочей поверхности манжеты А и Б.
6. Число мест, высота и исполнительные размеры пресс-форм должны быть согласованы с заводом — изготовителем манжет.
Схема конструкции пресс-форм показана на рис. 40.
50. Примеры монтажа манжет для уплотнений штока
Характеристика условий применения
Схемы конструкций
Ю
Рабочее давление, кгс/см2 Диаметр штока dt мм
От 1 до 100 От 80 до 525
От 1 до 100 От 4 до 525
От 1 до 500 От 80 до 525
От 1 до 50Q От 15 до 525
От 0 до 100 См схемы 1-4
Характеристика условий применения
Схемы конструкций
Рабочее Диаметр давление, штока +
кгс/см2 мм
От 0 См. схемы до 500 5—8
Примечания: 1. Конструкция грязесъемника ГОСТ 14896—74 не регламентируется.
2. „Размеры L и L, выбирают из конструктивных соображений с учетом технологичности монтажа манжет.
Резиновые уплотнительные манжеты (воротники) для гидравлических устройств по ГОСТ 6969—54 приведены в Приложении.
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ МАНЖЕТЫ ДЛЯ ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ (ПО ГОСТ 6678—72)
Резиновые манжеты предназначены для уплотнения цилиндров и штоков пневматических устройств, работающих при давлении от 0,05 до 10 кгс/см2 со скоростью возвратно-поступательного движения до 1 м/с и температуре от -65 до +150° С.
Манжеты изготовляют двух типов: 1 — для уплотнения цилиндра, 2 — для уплотнения штока.
Условия работы и материал манжет:
Условия работы Материал манжет
Рабочая среда Диапазон температур, °C Скорость возвратно-поступательного движения, м/с, при диаметре цилиндров (штоков) Группа резины Тип каучука для изготовления резины
до 160 св. 160
Воздух с парами масел или топлива От —55 ДО +55 До 1 До 0,5 1 СКН-18 и СКН-26
От —20 до +150 » —30 » +100 2 3 СКФ-26 СКН-40
Воздух От —65 ДО +100 4 СКМС-10
51. Тип я размеры манжет
Тип 1 — для уплотнения цилиндров
Размеры, мм
Диаметр цилиндра D 1>х п2 й, й> Н 77, ±_0,2 773 1 h | 5 >' ) П ±0,1 Масса 1000 шт., кг
Номинал Пред, откл. Номинал Пред. 1 ОТКЛ. | Номинал i Пред : откл. Номинал | Пред, откл. ±0,15
20 22 21 23 ±0,3 ±0,5 17,5 19,5 » 0,3 ±0,5 14 0 16,0 9,5 11,5 10,5 12,5 ±0,3 ±0,5 4.0 5.0 ±0,3 3,5 1,7 1,2 1,0 0.70 0,80
25 28 32 26 29 33 22,0 25,0 29.0 18.0 21,0 25 0 13.0 16.0 20,0 14,0 17,0 21,0 5,0 4,5 2,0 1,5 1,5 0,5 0,25 1,30 1,1.0 1,80
38 40 45 37 41 46 32,0 36.0 41,0 27,5 31,5 36,5 21,0 25 0 30,0 23,0 27,0 32,0 6,0 5,5 2,5 2,80 3,30 3,60
50 56. 60 80 56 со ±0,5 45 0 51,0 55,0 40,0 46,0 50.0 33,0 39.0 43 0 35,0 41,0 45.0 0,8 4.90 6,00 6,40
70 80 80 100 70 80 80 too 65,0 74.0 84,0 84,0 ДО,5 СО 0 69,0 79,0 89,0 53,0 С2,0 72,0 82,0 55 0 64,0 74,0 84,0 ±0,5 6,5 ±0,5 6,0 3,0 2,0 0,50 7,30 8.50 9,40 11,40
... —-
110 119 103,0 97.5 90,0 92,0 2,0 12,60
125 140 160 180 200 124 139 159 179 199 ±1,0 118,0 132,0 Г2,0 172,0 192,0 112,5 126,5 446,5 166,5 186,5 105 0 118,0 138,0 158,0 178,0 107,0 121,0 141,0 161.0 181.0 7,0 2,2 1,о 14,90 18,70 22,(0 23,20 24,70
220 250 280 320 219 249 279 319 ±1,5 211,0 241,0 271,0 311,0 ±0,7 205 0 235 0 265,0 305.0 195.0 225.0 255,0 295,0 199.0 229,0 259,0 299,0 ±0,7 8,0 7,0 3,5 2,5 1,2 27,00 30,50 33,70 38.50
ГОСТ 6678—72 предусматривает D = 10 4- 18; 63; 71; 360 Я 400 мм.
Пример обозначения манжеты типа 1 для диаметра цилиндра D — 25 мм из резилы группы 3:
Тип 2—для уплотнения штоков
Размеры, мм
Диаметр Штока d dx dz В, с/з Н 1 (пред. 1 йТзд-л. ±0,2) 1 П2 (пред, откл. ±0,15) h (пред. о^кл ±0,15) Ь (пред, о^кл. ±0,15) г (пред. 1 О7К51 ±0,1) ) | ri (пред. 1 откл. ±0,1) Масса 1000 | Ига , кг
й § g о Й Пред. О'гкл. Поминал ни Поминал Пред. Откл. Номинал | Пред. О'ГКЛ. Поминал ни о Ag Сн О
12 14 11,0 13,0 14 16 23,0 25,0 21 23 17,5 19,5 5 ±0,3 4,5 2,0 1,5 1,о 0,5 1,02 1,15
16 18 20 15,0 17,0 19,0 ±0,3 18 20 22 ±0,3 29,0 31,0 33,5 ±0,3 27 29 31 ±0,3 22,5 24,5 26,5 0,25 2,10 2,16 2,48
22 25 28 32 36 40 21,0 24,0 27,0 31,0 34,5 38,5 24 27 30 34 38 42 35,5 38,5 41,5 45,5 49,5 53,5 33 36 39 43 47 51 28,5 31,5 34,5 38,5 42,5 46,5 6 ±0,5 5,5 2,5 1,5 1,50 0,8 2,60 2,90 3,28 3,78 4,20 4,80
45 50 56 60 70 80 43,5 48,5 54,0 58,0 68,0 78,0 ±0,5 48 53 59 63 73 83 ±0,5 60,5 65,5 71,5 75,5 85,5 95,5 ±0,5 58 63 69 73 83 93 ±0,5 53,0 58,0 64,0 68,0 78,0 88,0 7 ±0,5 6,0 3,0 2,0 1,75 0,8 0,50 5,10 6,40 6,70 7,50 8,92 10,50
90 100 110 125 140 160 88,0 98,0 108.0 123,0 138,0 158,0 93 103 ИЗ 128 143 163 105,5 115,5 125,5 140,5 155,5 175,5 103 ИЗ 123 138 153 173 98,0 108,0 118,0 133,0 148,0 168,0 11,10 12,20 13,20 14,70 16,20 18,20
ГОСТ предусматривает d = 5 4-11; 63; 71; 180 и 200 мм.
Пример обозначения манжеты типа 2 для диаметра штока d = = 10 мм из резины группы 1:
Технические требования. 1. Манжеты изготовляют из резин с физико-механическими показателями, указанными в табл. 52.
2. Манжеты из резин групп 2 и 3 должны быть пригодны для работы в условиях тропического климата.
3. Облой в местах разъема пресс-форм должен быть удален. В местах удаления облоя не допускается фаска размером более 0,5 мм.
4. Поверхность манжеты определяется формующей поверхностью пресс-формы, шероховатость которой должна быть не грубее Ra = 0,32 мкм по ГОСТ 2789—73.
5. При условии соблюдения требований по установке и эксплуатации манжет, указанных па рис. 42, 43 и в табл. 53—55, 95%-ный ресурс манжет должен составлять пе менее 100 км. В конце ресурса допустимая величина падения давления воздуха в уплотняемой полости в теченпо 3 мии пе должна быть более 0,05 кгс/см2.
6. Гарантийный срок манжет — 3 года со дня ввода их в эксплуатацп о.
52. Физико-механические показатели резин
Показатели Нормы для резины группы
1 2 3 4
Предел прочности при разрыве, кгс/см2, пе менее 80 120 100 130
Относительное удлинение при разрыве, %, не менее 160 120 120 160
Относительное остаточное удлинение после разрыва, %, пе более 6 10 10 5
Твердость по прибору ТИР, условные единицы 70-80 70-80 80-90 70-80
Температура хрупкости при замораживании, °C, не выше -60 —25 -35 -70
При расчете массы принята плотность резины 1,27 г/см3.
Требования к установке и эксплуатации манжет
Манжета типа! Манжета типа1
1. Примеры применения манжет приведены на рис. 41.
Па рабочей поверхности цилиндра или штока, по которой перемещается манжета, допускаются поперечные отверстия а диаметром пе более 1,5 мм.
2. Конструкция канавок под манжеты типа 1 для уплотнения цилиндра приведены в табл. 53, типа 2 для уплотнения штока приведены в табл. 54.
Радиальное биение поверхности А отпосительпо поверхности Б — не более 0,03 мм.
Для манжет типов 1 и 2 при диаметрах цилиндров и штоков до 20 мм поршни и корпусы должны быть разъемными, а свыше 20 мм могут быть как разъемными, так и неразъемными.
Для манжет типов 1 и 2 рекомендуются канавки полного
профиля исполнения 1. Допускаются канавки с низким буртом исполнения 2.
Манжеты типа 1 для диаметров цилиндров от 22 до 50 мм при неразъемном
поршне рекомендуется устанавливать:
в канавки исполнения 1 с помощью конусной оправки согласно табл. 55;
в капавки исполнения 2 без применения оправки.
Во всех остальных случаях манжеты типов 1 и 2 устанавливают без специальных приспособлений.
53. Канавки под манжеты типа 1 для уплотнения цилиндра
Размеры, мм
й Ё й й lk В й Й Й й
К ^3 а&о н о и g о Й О и <и j=r£^ && О К о й н о й о в н о Й О
Диаме’ D ( ОТКЛ. ] 05 © С dt (пре по Ct) d, (пре | по Ct) Диаме pa D ( ОТКЛ. j US О t: о й de (пре по Сл) (EV on in) SH
20 22 11,5 13,5 19,4 21,4 14,5 16,5 4,4 90 100 77,0 87,0 89,3 99,3 82,5 92,5 7,2
28 32 15.0 18,0 22,0 24,4 27,4 31,3 19,3 22,3 26,3 5,5 110 125 140 96,0 112,0 126,0 109,0 124,0 139,0 101,5 117,5 131,5 7,7
36 40 45 24,0 28,0 33,0 35,3 39,3 44,3 28.3 32,3 37,3 6,6 160 180 200 146,0 166,0 186,0 159,0 179,0 199,0 151,5 171,5 191,5
50 56 60 70 80 37,0 43,0 47,0 57,0 67,0 49,3 55,3 59,3 69,3 79,3 42,5 48,5 52,5 62,5 72,5 7,2 220 250 280 320 204.0 234,0 264.0 304,0 218,8 248,8 278,8 318,8 209,5 2.39,5 269,5 309,5 8,8
3. Для удобства монтажа поршней рекомендуется изготовлять заходные конусы в оправках (рис. 42) или непосредственно в цилиндрах (рис. 43).
Рос. 43
Рис. 42
Диаметр фаски определяют по формуле
где D7 — наружный диаметр манжеты типа 1 в сборе; п — выбирают в зависимости от D:
Л, мм....................От 10 до 80 Св. 80 ДО 125 Св. 125 до 200 Св. 200
п............................. 3,0 5,0 6,0 7,0
4. Для удобства монтажа штоков рекомендуется изготовлять на них заход-вые конусы (рис. 44).
Диаметр фаски определяют по формуле
d9 < (die — Hi),
где d10 — внутренний диаметр мапжеты типа 2 в сборе; пх — выбирают в зависимости от уплотняемого диаметра d'.
d, мм...........................................От 5 до 28 Св. 28 до 50 Св. 50
Hi.................................................. 1,5 2,0 2,5
54. Канавки под мапжеты типа 2 для уплотнения штока Размеры, мм
Исполнение 1 Исполнение 2
Сб Й . *. о Я Bg откл. откл. Я к . откл. штока откл. ОТКЛ. О ОТКЛ. ОТКЛ.
аметр пред. < Х4) (пред. As) (пред. А.) (пред. А4) (пред Аъ) а . £ £ * (пред. As) (’V Кэйп) (пред. А4) (пред. А8)
И « о CJ И г- о и о й «И И А4”" о И ” о Q й г- О с И « о пз И W и
12 22 12,4 19,0 5,5
14 24 14,4 21,0 50 64 50,8 56,8 59.0
16 28 16,4 23.7 56 70 65,0
18 30 18Л 25,7 60 74 60,8 69,0
20 22 32 34 20,4 22,4 27,7 29,7 70 80 84 94 70,8 80,8 79,0 89,0 7,7
25 37 25,4 32,7 6,6 90 104 90,8 99,0 109,0
28 40 28,4 35,7 100 114 100,8
32 44 32.4 39,0 110 124 110.8 119,0
36 48 36,4 40,4 43,0 125 139 125,8 134,0
40 52 47,0 140 154 ' 140,8 149,0
160 174 160,8 169,0
45 59 45,8 54,0 7,7
5. Манжеты и уплотняемые поверхности деталей должны быть смазаны: в пневматических цилиндрах подачей распыленного масла (индустриальное И-20А) в сжатом воздухе.
При перемещении поршня или штока на длину более 15 мм и при использовании смазок на нефтяной основе рекомендуется применять смазочное кольцо из тонкошерстного войлока по ГОСТ 288—72, пропитанного маслом МВП по ГОСТ 1805—76 иля смазкой ЦИАТИМ-221Д (рис. 45, а и 6). Допускается установка войлочного кольца 2 перед манжетой.
Рис. 4-4
Рис. 45. Схема установки войлочного кольца:
1 — меси закладки смазки, 2 — войлочное кольцо
55. Установка манжет типа 1 при неразъемном поршне в канавки исполнения 1
Размеры, мм
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
Кольца (табл. 56) предназначены для уплотнения плунжеров (штоков) и цилиндров насосов и других гидравлических устройств, работающих при давлении до 600 кгс/см2, скорости возвратно-поступательного движения до 1,5 м/с и температуре от —15 до +80° С на минеральных маслах, пресной и морской воде, керосине и других жидкостях, нейтральных к материалу колец.
56, Форма и размеры колец Размеры, мм
Уплотняемые диаметры di Si Н Масса 100 шт., кг
плунжера (штока) d цилиндра D Номинал Пред, откл. Номинал Пред, откл. Номинал Пред, откл.
н 10 12 14 16 18 22 25 28 32 9,3 11,3 13,3 15,3 17,3 ±0,3 23 26 29 31 33 ±0,4 8 +0,2 0,37 0,46 0,55 0,60 0,67
$
20 22 25 36 40 19 20 21 23 24 ±0,4 36 37 39 41 42 9 0,88 0,92 1,02 1,08 1,12
28 32 36 40 45 45 50 55 60 27 31 34 35 39 44 46 51,5 56,5 57,5 61,5 66,5 ±0,4 ±0,5 ±0,5 н-0,5 ЕЕ0,5 ±0,5 10 10 И и и 11 +0,3 1,45 1,70 2,20 2,36 2,57 2,87
50 55 60 70 70 80 90 48,5 53,5 58,5 68,5 ±0,5 ' 71,5 76,5 81,5 91,5 ±0,5 12 3,45 3,75 4,04 4,65
80 SO 100 110 78,5 88,5 102 112 ±0,6 5,33 6,02
Пример обозначения кольца для плунжера (штока) d — 70 и цилиндра D — 90:
Кольцо 70 X 90 МН 5396-64
То же для плупжера d = 36:
Кольцо d 36 МН 5396—64
То же для цилиндра D — 36:
Кольцо D 36 МН 5396—64
57. Канавки под кольца для уплотнения плунжера (штока)
Размеры, мм
У плот- «4 У плот- ’If НАС 5
пяемый диаметр н о отк. к н о эткя няемый диаметр g о К н о
илу иже- плунже-
ра (што- о н о н ра (што- н н
ка) d (пред. (’У ап) (пр Аз) вч о (пре Аз) ка) d (пред. (’V 1С1П) (пре Аз) a-v С5 'пре А3)
ОТКЛ. « о + откл. +
ПО Хз) С) в Ч Н С) в •© й по Х3) Ч в Ч в Ci К л В
10 26 18 24
12 30 21 28 36 62 50 СО
(4 32 24 30 7.8 40 68 55 65 10,8 6
16 34 26 32 45 70 60 68
18 30 28 34
20 40 30 38 50 75 72
22 42 32 40 8,8 65
25 48 37 45 6 55 60 70 82 90 100 70 75 85 78 85 95 11,8 8
28 32 80 110 95 105
50 55 40 45 4Ь 52 9,8 90 120 105 115
Твердость уплотняемого вала должна быть HRC 50 ... 55
58. Канавки под кольца для уплотнения цилиндра
Размеры, мм
Уплотняемый диаметр цилиндра D (Пред, откл. по А3) <1. (пред, откл. по С6) (Пред, откл. no С) dt (пред, откл. ПО А6) b+o,t е>. (пред, откл. по А3)
22 7 13 9 5
25 9 15 11
28 10 18 13 7,8 5
32 14 22 17 6
36 17 25 19
40 20 28 22 8,Ь
45 24 32 26
50 28 36 30 9,8 6
55 30 40 32
60 35 45 38 10,8
70 45 55 48
80 52 65 55
90 62 75 65 11,8 8
100 72 85 75
110 80 95 85
59. Форма и размеры защитных колец, мм
Уплотняемые диаметры
Отклонение при уплотнении
Рекомендуемые материалы защитных колец для работы в среде не-
фтепродуктов, минеральных масел и воды—текстолит марки ПТК по ГОСТ 5—72 и другие антифрикционные материалы, стойкие к воздействию рабочей жидкости
Технические требования. Резина, применяемая для изготовления колец, должна иметь следующие физико-механические показатели:
Предел прочности при разрыве, кгс/см2 .... Относительное удлинение при разрыве, % . . . Остаточное удлинение после разрыва, % . . . • Температура хрупкости при замораживании, °C Твердость по ТМ-2.........................
Не менее 70 » 200
Не более 28 » выше —15 Не менее 70
Облой должен полностью удаляться без повреждения рабочих поверхностей. , л „
Допускается закругление кромок кольца радиусом не более мм.
Рекомендации по применению колец. Уплотнительные кольца следует при-
менять в паре с защитными кольцами, как показано на рис. 46 и 47.
Шероховатость поверхностей пресс-форм, соприкасающихся с формуемыми кольцами, не ниже Ra = 0,32 мкм ГОСТ 2789—73.
Число уплотнительных колец принимают в зависимости от рабочего давления:
Рабочее давление, кгс/смг......
Число колец....................
До 200 Св. 200 ДО 400 Св. 400 до 600
1,2 2; 3 3, 4
Рие. 40. Уплотнение штока:
I — уплотнительное кольцо, г — защитное кольцо, з — насеста, 4 — oinepcinc для подвода рабочей жидкости
Рис. 47. Уплотнение цилиндра:
1 — уплотнительное кольцо, 2 — защечное кольцо, з — 1,аесста; 4 — ст всрстие для подвода рабочей жидкости
РЕЗИНОВЫЙ ШНУР КРУГЛОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЙ (ПО ГОСТ 6467—69)
Резиновый шпур круглого и прямоугольного сечения предназначен для работы в качестве уплотнительной детали.
60. Типы шнуров п их применение
Обозначение {ТИПОВ Основная характеристика Степень твердости Применение
1 Кпслотощелоче-стойкий Мя1 кой (М), средней (С) и повышенной (П) твердости В растворах кислот и щелочей концентрацией до 20% (за исключением азотной и уксусной кислот) в интервале температур от —30 до +50 °C, а также в среде воздуха, инертпого газа и воды
2 Теплостойкий Мягкой (М), средней (С) и повышенной (И) твердости В среде воздуха в интервале температур от —ЗС до +90 °C и в среде водяного пара®до +140 °C
3 Морозостойкий Мягкой (М), средней (С) и повышенной (П) твердости Мягкой ДМ), средней (С) и повышенной (П) твердости В среде воздуха в интервале температур от —45 до +50 °C
4 Маслобензостой-кий В среде масла или бензина в интервале температур от —30 до +50 °C
5 Для пищевой промышленности Средней (С) твердости Для работы в соприкосновении с пищевыми продуктами в интервале температур от —30 до +50 °C
61. Размеры резинового шнура, мм
Шнур Круглого и квадратного сечения Шнур прямоугольного сечения
Диаметр или размер стороны Высота Ширина
2,0 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 25,0 32,0 40.0 50,0 60,0 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 25,0 32,0 40,0 50,0 6 6 6 8 10 12 16 20 25 32 40 50 60 8 8 8 10 12 16 20 25 32 40 50 60 10 10 10 12 16 20 25 32 40 50 60 12 12 12 16 20 25 32 40 50 60 16 16 16 20 25 32 40 50 60 20 20 20 25 32 40 50 60 25 25 32 40 50 60 Illi Ilf 1 gg ggl III
Длина шнура в зависимости от размеров его сечения от 3 до 40 м.
62. Физико-механические свойства резины шпуров
Показатели Степень твердости Нормы для резины
кислотоще ло нестойкой теплостойкой морозо-стойкой масло-бензо-стойкой пищевой
Относительное удлине- м 350 350 350 400
ние, %, не менее с 250 300 220 300 250
п 200 180 200 120 —
Относительное оетаточ- м 30 30 30 40
ное удлинение, %, не с 30 30 25 40 30
более п 25 20 10 25 —
Твердость по ТШР, м 4,7-7,5 4,5—7,5 4,5-7,5 4,5-7,5
кгс/см2 с 7,6-12 7,6-12 7,6-12 7,6-12 5-10
п 12,1-20 12,1-20 12,1-20 12,1-20 —
Коэффициент теплостойкости резины для теплостойких шпуров не менее 0,7. Температура хрупкости резины для морозостойких шнуров не выше —50 °C.
Пример обозначения шнура типа 3, средней твердости, круглого сечения, диаметром 12 мм:
Шнур ЗС ф 12 ГОСТ 6467—69
то же, шнура типа 3, мягкого, квадратного сечения, размером 20 X 20 мм:
Шнур ЗМ 20 X 20 ГОСТ 6467—69
то же, шнура типа 4, повышенной Твердости, прямоугольного сечения, размером 6 X 12 мм:
Шнур 4П 6 X 12 ГОСТ 6467—69
САЛЬНИКОВЫЕ УСТРОЙСТВА
В вентилях, задвижках и другой арматуре уплотнение между шпинделем и крышкой, а также уплотнение штоков, скалок, пырял и прочих деталей, имеющих возвратно-поступательное движение, создается сальниками с мягкой и металлической набивкой (рис. 48—50).
При необходимости усиленной смазки поверхности штока и шпинделя вводят дополнительную подводку смазки. При небольшом диаметре штока можно применять нажимную или накидную гайку. Размеры элементов сальникового
Рис. 48
Рис. 50
уплотнения для штоков можно определить па основании эмпирических зависимостей п конструктивных соображений. Величина s должна быть меньше 3—4 мм, но не рекомендуется более 30 мм. Обычно s= 4-2,5 Yd (меньшее значение для сальников с накидной гайкой).
Величина h зависит от давления и среды; се принимают обычно (5 -г- 8) s.
Для газов и паров выбирают большее значение s п h, для жидкостей — меньшее. Большое значение s берут также для быстроходных машин п больших давлений. Угол а принимают равным 45—60°.
Размеры сальниковых уплотнений для шпинделей определяют из следующего соотношения: s= (1,44- 2) Y~d •
Сальниковые набивки (по ГОСТ 5152—77) применяют в сальниковых уплотнениях машин и аппаратуры с целью герметизации салышка. Набивки, пропитанные антифрикционным составом, применяют также для смазки салышка.
ДОПОЛНИТЕЛЬНЫЕ ИСТОЧНИКИ
Г Манжеты резиновые уплотнительные для гидравлических устройств —
2. Уплотнения шевронные резинотканевые для гидравлических устройств. Технические условия — ГОСТ 22704—77.
ГЛАВА IV
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
ВНУТРЕННИЙ ДИАМЕТР ТРУБОПРОВОДА
Внутренний диаметр трубопровода для жидкости можно определить но формуле
где d — внутренний диаметр трубопровода, мм; Q — количество жидкости или воздуха, протекающих по трубопроводам, л/мин; v — средняя скорость движения жидкости или воздуха, м/с.
Для воздуха эта формула будет ориентировочной.
МОНТАЖ ТРУБОПРОВОДОВ
Скобы для крепления труб следует устанавливать возможно ближе к коленам или изгибам. При расположении на трубах каких-либо тяжелых устройств, не требующих специальных опор, расстояния между скобами для крепления труб уменьшают. Расстояние между опорами или скобами выбирают в зависимости от наружного диаметра трубы (табл. 1).
Желательно ко всем элементам трубопровода иметь свободный доступ. Трубопроводы должны отсоединяться без снятия агрегатов.
Штуцеры следует располагать так, чтобы можно было осуществлять сборку и разборку каждого соединения в отдельности. При большой длине трубопровода необходимо предусматривать компенсацию температурных расширений.
В штуцерах, которыми трубопроводы присоединяют к агрегатам, нарезают цилиндрическую и коническую резьбы. Коническая резьба не требует уплотняющих прокладок, однако в соединениях, подвергаемых частой разборке, применять ее не следует, так как она теряет герметичность. Стальные трубы для присоединения конической резьбой приведены в табл. 2.
При перемещениях одних частей механизма относительно других исполь-
1. Расстояние между опорами для крепления труб
Размеры, мм
Наружный диаметр трубы 6 8 10 12 15 18 24 30
Расстояние между опорами пли скобами 400 450 500 550 600 650 700 800
2. Стальные бесшовные трубы для соединения с помощью копичеекон резьбы
Резьба коническая Резьба коническая по ГОСТ 6111-52 Размеры труб из стали 10 OjjXs, мм Резьба коди-ческая по ГОСТ 6111-52 Размеры труб из стали 10 В xs, мм
ДЮЙМЫ мм дюймы ММ
— 1 к К Vs К »/г К 13,572 17,055 21,223 26,568 14x2 18x2,5 22x3 28x4 А1 К1*/4 К1’/2 К2 33,228 41,985 48,054 60,092 34x5 42x6 50x6 63X8
с
8 Анурьев В. И., т. 3
3. Внутреннее рабочее давление для труб бесшовных холоднодеформируемых по ГОСТ 8734—75
Наружный диаметр, мм Внутреннее рабочее давление р *, кгс/см2, при толщине стенки, мм
0,5 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,5 2,8 3,0 3,2 3,5 4,0 4,5 5,0 5,5 6,0 6.5 7,0 7,5 8,0 8,5 9,0 9,5 10 И 12
5 128 154 роз 256 308 360
6 106 128 170 213 256 300 342 385 426
7 91 110 146 183 220 256 294 330 366 402 456
8 80 96 128 160 192 224 256 289 320 350 400
9 71 85 114 142 171 200 228 256 284 312 356 400
10 64 77 102 128 154 179 205 230 256 282 320 358 384 410 448
и 58 70 93 116 140 163 186 210 232 256 290 326 349 372 406
12 53 64 85 106 128 150 171 192 213 234 266 300 320 341 373
14 46 55 73 92 110 128 146 165 183 200 228 256 274 292 320 366
16 40 48 64 80 96 112 128 144 160 176 200 224 240 256 280 320 360
18 36 43 57 71 85 100 114 128 142 156 178 199 213 228 249 284 320 356
20 32 38 51 64 77 90 102 115 128 141 160 180 192 204 224 256 288 320 352 384
22 29 35 47 58 70 82 93 105 116 128 145 163 174 186 203 232 262 291 320 349
25 26 31 41 51 61 72 82 92 102 ИЗ 128 144 153 164 179 204 230 256 282 307 332 358
25 2S 23 37 4$ 55 $4 73 S2 91 101 114 128 146 160 183 205 228 251 274 297 320
30 21 26 34 43 51 60 68 77 85 94 106 120 128 136 -149 170 192 213 234 256 277 298 320 341
32 20 24 32 40 48 56 64 72 80 88 100 112 120 128 140 160 180 200 220 240 260 280 300 320
34 19 23 30 38 45 53 60 68 75 83 94 106 ИЗ 120 132 150 169 188 207 226 244 263 282 301
36 18 21 29 35 43 50 57 64 71 78 89 100 106 114 124 142 160 177 195 213 231 248 266 284
38 17 20 27 34 40 47 54 61 67 74 84 95 101 108 118 134 151 168 185 202 218 236 252 269 287 304
40 16 19 26 32 38 45 51 58 64 70 80 90 96 102 112 128 144 160 176 192 208 224 240 256 273 289
42 30 37 43 49 55 61 67 76 85 91 97 106 122 137 152 168 183 198 213 228 244 259 274
45 28 34 40 46 51 57 63 71 80 85 91 100 114 128 142 156 171 185 199 213 228 242 256 270 284
48 27 32 37 43 48 53 59 67 75 80 85 93 106 120 133 146 160 173 187 200 213 226 240 253 266
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
Продолжение табл. 3
СО
*
S « S
Z7 СО СО к-
Ж s
0,5
0,6
Внутреннее рабочее давление р *, кгс/см2, при толщине стенки, мм
50
53
56
60
65
70
75
80
85
90
95
100
110
120
130
140
150
160
170
180
190
200
0,8
1,0 1,2 1,4 1,6
26 31 36 41
24 29 34 39
23 27 32 37
21 26 30 34
20 24 28 32
20 24 28 32
18 22 26 29
17 21 24 27
22 26
21 24
20 23
19 22
20
19
17
I,8
2,0
2,2
46
43
41
38
33
31
29
27
26
24
23
21
19
51
48
46
43
41
39
37
34
32
30
28
27
26
23
21
56
53
50
47
45
43
40
38
35
33
31
30
28
26
23
2,5 2,8 3,0 3,2 3,5 4,0 4,5 5,0 5,5 6,0 6,5 7,0 7,5 8,0 8,5 9,0 9,5 10 11 12
64 72 77 82 90 102 115 128 141 153 166 179 192 204 217 230 243 256
60 68 72 77 84 96 108 120 133 145 157 169 181 193 205 217 229 241 265 290
57 64 69 73 80 91 103 114 125 137 148 160 171 183 194 206 217 228 251 274
53 60 64 68 75 85 96 107 117 128 139 149 160 171 181 192 202 214 235 256
51 57 61 65 71 81 92 101 112 122 132 142 153 163 173 183 193 204 224 244
49 55 59 63 69 79 89 99 108 118 128 138 148 157 167 177 187 197 216 236
46 51 55 58 64 73 82 91 100 ПО 119 128 137 146 155 165 174 183 201 220
43 48 51 55 60 68 77 85 94 102 111 119 128 137 145 154 162 171 188 204
40 45 48 51 56 64 72 80 88 96 104 112 120 128 136 144 152 160 176 192
38 42 45 48 53 60 68 75 83 90 98 105 ИЗ 121 128 136 143 151 165 180
36 40 43 45 50 57 64 71 78 85 92 100 107 114 121 128 135 142 156 170
34 38 40 43 47 54 61 67 74 81 87 94 101 108 115 121 128 135 148 162
32 36 38 41 45 51 58 64 70 77 83 90 96 102 109 115 122 128 141 153
29 33 35 37 41 46 52 58 64 70 76 81 87 93 99 105 111 116 128 139
27 30 32 34 37 43 48 53 59 64 69 75 80 85 91 96 Ю1 107 117 128
25 28 29 31 34 39 44 49 54 59 64 69 74 79 84 89 94 99 108 118
27 29 32 37 41 46 50 55 59 64 69 73 78 82 87 91 100 110
26 27 30 34 38 43 47 51 55 60 64 68 73 77 81 85 94 102
28 32 36 40 44 48 52 56 60 64 68 72 76 80 88 96
25 30 34 38 41 45 49 53 57 60 64 68 71 75 83 90
23 28 32 35 39 43 46 50 53 57 60 64 68 71 78 85
27 30 34 37 40 44 47 51 54 57 61 64 67 74 81
26 29 32 35 38 42 45 48 51 54 58 61 64 70 77
s — толщина стенки трубы,
где
сопро-
мм; <?в — временное
2sa формуле р — 100 кгс/см2,
* р для труб из стали
тивление при растяжении, кгс/мм2; для стали 10 <тв = 32 кгс/мм2; О — наружный диаметр трубы, мм; п — запас прочности, принят пятикратным. При подборе труб из сталей других марок необходимо табличные данные умножать на коэффициент: для труб из стали 20 на 1,25; для труб из стали 35 на 1,60; для труб из стали 45 на 1,85. Данная таблица составлена для труб с креплением без конической резьбы по ГОСТ 6111—52.
10 вычислено по
ГОСТ 8734—75 предусматривает и другие наружные диаметры и толщины стенок.
ОБЩИЕ СВЕДЕНИЯ
зуюг соединения с гибким шлангом, который пе должен скручиваться при эксплуатаций. Трубопроводы у места присоединения к ним шлангов должны иметь опоры. Радиус изгиба должен быть не менее десяти наружных диаметров шланга.
Смонтированную систему проверяют па герметичность (обычно полуторным рабочим давлением). Гидравлические трубопроводы следует проектировать без местных возвышений, чтобы в них не собирался воздух, а также без изгибов, препятствующих сливу жидкости. В воздухопроводах необходимо избегать резких изменений направления движения воздуха и «воздушных мешков», способствующих выделению влати и скоплению конденсата.
РАДИУСЫ ИЗГИБА ТРУБ
Наименьшие радиусы изгиба труб и наименьшие длины прямых участков изогнутых труб показаны на рис. 1.
Рис. 1
Длину изогнутого участка трубы А определяют по формуле
где R — наименьший радиус изгиба, мм; йн — наружный диаметр трубы, мм.
4. Радиусы изгиба стальных водогазопровоДпых труб, изготовляемых по ГОСТ 3262—75 (см. рис. 1)
Размеры, мм
Условный проход Dv Наружный диаметр Наименьший радиус изгиба R трубы Наименьшая длина прямого участка Условный проход Dy Наружный диаметр % Наименьшим радиус изгиба R трубы Наименьшая длигга прямого участка
в горячем состоянии в холодном состоянии в горячем состоянии в холодном состоянии
8 13,5 40 80 40 40 48 150 290 100
10 17 50 100 45 50 60 180 360 120
15 21,3 65 130 50 65 75,5 225 450 150
20 26,8 80 160 55 80 88,5 265 530 170
25 33,5 100 200 70 100 114 340 680 230
32 42,3 130 250 85
5. Радиусы изгиба стальных труб в зависимости от их диаметра и толщины стенок Размеры, мм
Диаметр трубы d Наименьший радиус изгиба при толщине стенки
до 2 св 2
I От 5 до 20 » 20 » 35 » 35 » 60 » 60 » 140 53 1 1 3d 3d id 5d
6. Радиусы изгиба медных и латунных труб, изготовляемых соответственно по ГОСТ 617—72 и 494—76 (см. рис. 1)
Размеры мм
Наружный диаметр dH Наименьший радиус изгиба R Наименьшая длина прямого участка Наружный диаметр dH Наименьший радиус изгиба R Наименьшая длина прямого участка imm
3 6 10 12 24 35
4 8 12 15 30 45
6 12 18 18 36 50
8 16 25 24 72 55
10 20 30 30 90 60
При выборе радиуса изгиба следует по возможности предпочитать для изгиба трубы В ХОЛОДНОМ состоянии.
Наименьшая длина прямого участка трубы £min необходима для зажима конца трубы при изгибе.
ТРУБЫ
СТАЛЬНЫЕ ВОДОГАЗОПРОВОДНЫЕ ТРУБЫ (ПО ГОСТ 3262—75)
Неоципкованные и оцинкованные стальные сварные трубы применяют для водопроводов и газопроводов, а также для систем отопления и деталей Конструкций,
7. Размеры и резьба труб
Условный проход, мм Наружный диаметр, мм Толщина стенки труб, мм Резьба Масса 1 м труб без муфты, кг
легких обыкновенных усиленных Число витков на дюйм Длина до сбега*, мм легких обыкновенных усиленных
длинной короткой
6 10,2 1,8 2,0 2,5 0,37 0,40 0,47
8 13,5 2,0 2,2 2,8 0,57 0,61 0,74
10 17,0 2,0 2,2 2,8 0,74 0,80 0,98
15 21,3 2,5 2,8 3,2 14 14 9,0 1,16 1,28 1,43
20 26,8 2,5 2,8 3,2 14 16 10,5 1,50 1,66 1,86
25 33,5 2,8 3,2 4,0 If 18 11,0 2,12 2,39 2,91
32 42,3 2,8 3,2 4,0 И 20 13,0 2,73 3,09 3,78
40 48,0 3,0 3,5 4,0 И 22 15,0 3,33 3,84 4,34
50 С0,0 3,0 3,5 4,5 Н 24 17,0 4,22 4,88 6,16
65 75,5 3,2 4,0 4,5 И 27 19,5 5,71 7,05 7,88
80 88,5 3,5 ,4,0 4,5 11 30 22,0 7.34 8,34 9,32
«0 101,3 3,5 4,0 4,5 И 33 26,0 8,44 9,60 10,74
100 114,0 4,0 4,5 5,0 И 36 30,0 10,85 12,15 13,44
125 140,0 4,0 4,5 5,5 11 38 33,0 13,42 15,04 18,24
150 165,0 4,0 4,5 5,5 и 42 36,0 15,88 17,81 21,63
* Цилиндрической резьбы.
По длине трубы поставляют: а) иемериой длины от 4 до 12 м; б) мерной или •кратной мерной длины от 4 до 8 м (по заказу потребителя) и от 8 до 12 м (но соглашению между изготовителем и потребителем).
Трубы изготовляют обычной и повышенной точности.
Примеры обозначений.
Труба обыкновенная, неоципкованпая, обычной точности изготовления, с условным проходом 20 мм, иемериой длины, толщиной стенки 2,8 мм, без резьбы и без муфт:
Труба 20x2,8 ГОСТ 3262-75
То же, с муфтой:
Труба М-20х2,8 ГОСТ 3262—75
То же, мерной длины 4 м, с резьбой:
Труба Р-20Х2,8-4000 ГОСТ 3262-75
То же, с цинковым покрытием, немерной длины, с резьбой:
Труба Ц-Р-20\2,8 ГОСТ 3262—75
Для усиленных труб в условном обозначении после слова «труба» указывается буква У, для легких — Л. Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
Для легких под накатку труб в обозначении после слова «труба» указывается буква Н, для труб с длинной резьбой в обозначении, после слова «труба» указывается буква Д.
Технические требования. Трубы изготовляют из стали по ГОСТ 380—71 и ГОСТ 1050—74.
Трубы могут изготовлять без резьбы и муфт или без резьбы, по в комплекте с муфтами. По заказу потребителя безрезьбовые трубы с условным проходом более 70 мм изготовляют со скошенными кромками.
По заказу потребителя трубы с условным проходом более 10 мм могут изготовлять с цилиндрической длинной или короткой резьбой па обоих концах и муфтами из расчета одна муфта па каждую трубу.
Муфты изготовляют из стали или ковкого чугуна в соответствии с требованиями ГОСТ 8966-75, ГОСТ 8954-75 и ГОСТ 8955-75.
Сварные трубы до нарезки должны выдерживать испытание гидравлическим давлением:
25 кгс/см2 — трубы обыкновенные и легкие;
32 кгс/см2 — трубы усиленные и муфтовые.
Трубы с цилиндрической резьбой применяются при сборке с уплотнителями, Резьба — по ГОСТ 6357-73.
Резьбу на оцинкованные трубы наносят после оцинкования.
СТАЛЬНЫЕ БЕСШОВНЫЕ ХОЛОДНОДЕФОРМИРОВАННЫЕ ТРУБЫ
(ПО ГОСТ 8734—75)
В зависимости от отношения наружного диаметра Dn к толщине стенки s трубы подразделяются на:
особотонкостенпые при DJs более 40 и трубы диаметром 20 мм и менее со стенкой 0,5 мм и менее; тонкостенные при Dv/s от 12,5 до 40 и трубы диаметром 20 мм и мепее со стенкой 1,5 мм; толстостенные при DH/s от 6 до 12,5; особотолстостенные при Da/s менее 6.
8. Диаметры и толщины стенок труб. Размеры, мм
Наружный диаметр Толщина стенки *2 Наружный диаметр ** Толщина стенки *3 Наружный диаметр ** Толщина стенки *2
5 0,3-1,5 25-28 0,4—7,0 140 1,6-22
6 0,3-2,0 30-36 0,4—8,0 150 1,8-22
7-9 0,3-2,5 38; 40 0,4-9,0 160 2,0—22
10-12 0,3—3,5 42 1,0-9,0 170 2,0—24
13-15 0,3-4,0 45; 48 1,0-10 180 2,0—24
16-19 0,3—5,0 50-76 1,0-12 190 2,8—24
20 0,3-6,0 80-95 1,2-12 200—220 3,0—24
21-23 0,4—6,0 100-108 1,5—18 240; 250 4,5-24
24 0,4—6,5 110-130 1,5-22
В указанных пределах брать из ряда: 7; 8; 9; 10; 11 12; 13; 14; 15; 16; 17; 18; 19;
21; 22; 23; 25; 26; 27; 28; 30; 32; 34; 35: 36; 38; 40; 50; 51; Г 3; 54; 56; 57; 0; 63; 65; 68;
70; 73; 75; 76; 80; 8з; 85; 89; 90; 95; 100; 102; 108; 110; 120; 130; 200; 210; 220 мм.
*2 В указанных пределах брать из ряда: 0,3; 0,4; 0,5 ; 0.6: 0,8; 1,0; 1,2; 1,4; 1,5; 1,6;
1,8; 2,0; 2,2; 2,5; 2,8; 3.0; 3.2; 3, 5, 4,0; 4,5: 5,0; 5,5; 6,0; 6,5; 7,0: 7,5; 8,0; 8,5: 9,0; 9,5; 10; 11; 12;
14; 16; 1Ь; 20; 22; 24 мм.
9. Предельные отклонения размеров труб
Наружный диаметр, мм Предельные отклонения Толщина стенки, мм Предельные отклонения
От 5 до 10 вкл. Св. 10 до 30 вкл. » 30 >> 50 и » 50 чн 0,15 мм н 0,30 мм -|- 0,40 мм ± 0,8% До 1 Св. 1 до 5 » 1 » 2,5 при диаметре НО мм и более Св. 5 ± 0,12 мм ± ю% ± 12,5% ±8%
Трубы изготовляют: номерггой длины от 1,5 до 11,5 м; мерной длины от 4,5 до 9 м; длины, кратной мерной от 1,5 до 9 м.
Теоретическую массу 1 м длины трубы в кг вычисляют по формуле
М = 0,02 466148's (Da-s),
где М — масса, кг; Da — наружный диаметр, мм; s — толщина стопки, мм.
Трубы диаметром 100 мм и более с отношением Da/s более 50 и трубы с отношением DB!s менее 4 поставляют по согласованной с заказчиком технической документации.
Материал труб и технические требования к ним — по ГОСТ 8733—74.
Примеры обозначений.
Труба с наружным диаметром 70 мм, толщиной стопки 2,0 мм, длиной, кратной 1250 мм, из стали 20, с поставкой но химическому составу (по группе Б) ГОСТ 8733-74:
70 X 2 X 1250 кр ГОСТ 8734—75
РУ Б 20 ГОСТ 8733—74
То же, длиной 6000 мм (мерная длина), из стали 20, с поставкой по механическим свойствам и химическому составу (по группе В) ГОСТ 8733—74:
б 70 X 2 X 6000 ГОСТ 8734—75 а В 20 ГОСТ 8733—74
То же, с комбинированными предельными отклонениями для диаметра повышенной точности по ГОСТ 9567—75, но толщине стенки обычной точности:
7On X 2 X 6000 ГОСТ 8734-75
1рУ а В 20 ГОСТ 8733—74
То же, номерной длины, с поставкой без нормирования механических свойств и химического состава, по с указанием величины гидравлического давления (по группе Д) ГОСТ 8733—74:
70 X 2 ГОСТ 8734—75
РУ Д ГОСТ 8733—74
То же, из стали 10, с поставкой по механическим свойствам, контролируемым на термически обработанных образцах, и по химическому составу (по группе Г) ГОСТ 8733-74:
т 70 X 2 ГОСТ 8734—75
Ру6а Г 10 ГОСТ 8733—74
То же, с внутренним диаметром 70 мм и толщиной стенки 2,5 мм немерной длины, из стали 40Х, с поставкой по группе В по ГОСТ 8733—74:
б вн 70 X 2,5 ГОСТ 8734—75
/рУ а В 40X ГОСТ 8733—74
СТАЛЬНЫЕ БЕСШОВНЫЕ ГОРЯЧЕКАТАНЫЕ ТРУБЫ (ПО ГОСТ 8732—70) *
10. Диаметры и толщины стенок труб Размеры, мм
Наружный диаметр ** Толщина стенки *2
25-42 2,5-4,0
45 2,5-5,0
50 2,5-5.5
54 3-11
57 3-12
60; 63,5 3-14
68; 70 3-16
73: 76 3—18
83 3,5-18
89-102 3,5-22
108-121 4-28
Наружный диаметр ♦> Толщина стенки *2
127 4-30
133 4-32
140—159 4,5-36
168-194 5-45
203; 219 6-50
245; 273 7-50
299—351 8-75
377-426 9—75
450 16-75
480—530 25-75
*> В указанных пределах брать из ряда: 25; 28; 32; 38; 42; 89; 95; 102; 108; 114; 121; 140; 146; 152; 159; 168; 180; 194; 299; 325; 351; 377; 402; 426; 480; 500; 530 мм.
*2 В указанных пределах брать из ряда: 2,5; 2,8; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6; 7; 8; 9; 10; И; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 36; 40; 45; 50; 56; 60; 63; 65; 70; 75 мм.
Примеры" обозначений.
С наружным диаметром 70 мм, со стенкой толщиной 3,5 мм, длиной кратной 1250 мм, из стали 10, изготовляемой по группе Б ГОСТ 8731—74:
70 X 3,5 X 1250 кр. ГОСТ 8732-70 /ру6а Б 10 ГОСТ 8731—74
То же, длиной 6000 мм (мерная длина), из стали БСт4сп категория стали 1, изготовляемой по группе Б ГОСТ 8731—74:
70 X 3,5 X 6000 ГОСТ 8732—70
Оруба Б Ст4сп ГОСТ 8731_74
То же, немерной длины, изготовляемой по группе Д ГОСТ 8731—74: 70 X 3,5 ГОСТ 8732— 70
1РУба д гост 8731__74
То же, из стали 40Х, изготовляемой по группе В ГОСТ 8731—74:
70 X 3,5 ГОСТ 8732—70
Ipyoo- в 40Х гост 8731_74
С внутренним диаметром 70 мм, стенкой толщиной 16 мм, немерной длины, из стали Ст2сп, категория стали 1, изготовляемой по группе А ГОСТ 8731—74: вн. 70 X 16 ГОСТ 8732—70
Ipyoa А Ст2сп гост 8731~74
Обозначение групп изготовления труб Б, В совпадает с первой буквой в обо-вначений марки стали по ГОСТ 380—71.
Технические требования на трубы горячедеформированные (ГОСТ 8732—70) и холоднодеформированные и теплодеформированные (ГОСТ 8734—75) соответственно по ГОСТ 8731—74 и ГОСТ 8733—74.
• С 1 января 197.9 г. вводится в действие ГОСТ 8732—78.
Горячедеформированные трубы группы А — с нормированными механическими свойствами для сталей различных марок приведены ниже:
Ст2сп Ст4сп Стаси Стбсп
Временное сопротивление разрыву, кгс/мм2 . . . 35 42 50 60
Предел текучести, кгс/мм2 . . 22 25 28 31
Относительное удлинение б6, % . . 24 20 17 14
11. Механические свойства труб по ГОСТ 8732—70 и ГОСТ 8734—75
Марка стали Временное сопротивление разрыву, кгс/мм2 Предел текучести, кгс/мм2 Относительное удлинение д6, % Твердость НВ
10 30 (35) 22 (21) 24 (24) 137 (137)
20 42 (42) 25 (25) 21 (21) 156 (156)
35 52 (52) 30 (30; 17 (17) 187 (187)
45 60 (60) 33 (33) 14 (14) 207 (207)
1QT2. 48 (43) 27 (25) 21 (22) 197 (197)
15Х*« - (42) - (-) -(19) - (179)
20Х 44 (44) -(_) 16 (17) - (179)
40Х 67 (63) -(_) 9(14) 269 (2(7)
ЗОХГСА 70 (50) -(-) И (18) - (229)
15ХМ 44 (44) 23 (-) 21 (21) —
ЗОХМА*2 60 40 (—) 13
12ХН2*2 50 40(-) 14 —•
*» Только для труб по ГОСТ 8734—75.
*2 Только дг,я труб по ГОСТ 8732—70.
В скобках приведены данные для труб по ГОСТ 8734-75.
Холоднодеформированпые и топлодеформированцые стальные трубы по ГОСТ 8734—75 изготовляют термически обработанными. Без термической обработки изготовляют трубы, у которых отношение наружного диаметра D к толщине стенки s равно 50 и более, а также по заказу потребителя. При из, отоплении труб без термической обработки нормы механических свойств устанавливают по соглашению изготовителя с потребителем.
i
БЕСШОВНЫЕ ГОРЯЧЕДЕФОРМИРОВАНПЫЕ ТРУБЫ
ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ (НО ГОСТ 9940—72)
12. Диаметры и толщины стенок горячедеформпрованпых труб
Размеры, мм
Наружный диаметр*1 Толщина стенки*2 Наружный диаметр Толщина стенки*2 Наружный диаметр*1 Толщина стенки*2
76; 83 89 95 102; 108 114 *> В ука: *2 В укк 8,0; 8,5; 9,0; 3,5-10 3,5-14 5-16 5-20 5-22 апных предела анных предел ),5; 10—28 с ин 121; 127 133-159 168 180 194 х брать из ряда 1х брать из ря тервалом 1 мм. 5-26 4-26 7—26 8—28 9-28 : 133; 140; 146; да: 3,5; 4,0; 4, 219 245 273 325 152; J59 мм. 5; 5,0; 5,5; 6,0 1111 О С—
Немерная длина труб от 1,5 до 10 м. ГОСТ предусматривает и мерные длины труб.
Марки сталей труб и их механические свойства приведены в табл. 16.
Трубы выпускают обычной и высокой точности изготовления (табл. 13).
13. Предельные отклонения труб
Размеры труб, мм Предельные отклонения, %, при точности изготовления
обычной высокой
По наружному диаметру По толщине стенки: с толщиной стенки 3,5—8,0 и диаметром до 140 с толщиной стенки более 8 и диаметром до 140 с толщиной степки до 10 и диаметром более 140 с толщиной сгенки 11—20 и диаметром более 140 с толщиной стенки более 20 ±15 +20 -15 ±15 +20 -15 ±15 +12,5 -15,0 +1,00 -1,25 +12,5 -15,0 +12,5 -15,0 +12,5 -15,0 +12,5 —15,0 ±12,5
Примеры обозначений труб из стали марки 08Х18Н10Т.
Труба с наружным диаметром 76 мм, толщиной стенки 5 мм, обычной точности изготовления, иемериой длины:
Труба 76 X 5—08Х18Н10Т ГОСТ 9940- 72
То же, высокой точности изготовления:
Труба 76в X 5в — 08X18Н ЮТ ГОСТ 9940—72
То же, высокой точности изготовления по диаметру и обычной точности изготовления по толщине стенки, длины кратной 1,5 м:
Труба 76в X 5 X 15Q0 кр — 08Х18Н10Т ГОСТ 9940—72
То же, высокой точности изготовления, только мерной длины Зм:
Труба 76в X 5в X 3000 м — 08Х18Н10Т ГОСТ 9940—72
Массу (в кг) одного метра длины труб вычисляют по формуле
ТТ
м ~ люб SP’
где Da — номинальный наружный диаметр, мм; s — номинальная толщина стенки, мм; р — плотность металла, г/см8 в зависимости от марки стали в соответствии с табл. 16.
БЕСШОВНЫЕ ХОЛОДНО- И ТЕПЛОДЕФОРМИРОВАННЫЕ ТРУБЫ ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ (ПО ГОСТ 9941—72)
Трубы из стали марок 12X17, 08Х17Т и 15Х25Т поставляют с наружным диаметром не менее 21 мм.
Мерная длина труб: 6 м для всех диаметров с толщиной стенки 0,3 и 0,4 мм; для толщин 0,5 и 0,6 мм, начиная с диаметра 32 мм; для толщины 0,8 мм, начиная с диаметра 53 мм; для остальных размеров длина 7 м.
Немерная длина труб: от 0,75 м до мерной длины для толщин стенок до
0,5 мм; от 1 м до мерной длины для толщин стенок свыше 0,5 мм до 1 мм; от 1,5 до 9 м для толщин стенок 1 мм и более.
Марки сталей труб и их механические свойства приведены в табл. 16.
Трубы изготовляют обычной, повышенной и высокой точности (табл. 15).
It. Диаметры и толщины стенок холоднокатаных, холоднотянутых и теплокатаных труб
Размеры, мм
Наружный диаметр*1 Толщина стенки*2 Наружный диаметр*1 Толщина стенки*2 Наружный диаметр*1 Толщина стенки*2
5 6; 7 8; 9 10-13 14-17 18; 19 20-24 25-28 0,3-1,0 0,3—1,5 0,3—2,0 0,3—2,5 0,3-3,0 0,3—3,5 0,3-4,0 0,3-4,5 30—35 36 38—45 48; 50 51—56 57 60 63-75 0,3-5,5 0,4-5,5 0,4-6,0 0,4-7,5 0,5-7,5 0,5-8,0 0,5-8,5 1,5-8,5 76—90 95—102 108 110; 120 130-150 160-220 250 3.0—8,5 3,0—10 3,5-10 3,5-12 3,5-20 4,0-22 4,5-22
В указанных пределах брать из ряда: 10; 11; 12; 13; 14; 15; 16; 17; 20; 21; 22; 23; 24; 25; 27; 28; 30; 32; 34; 35; 38; 40; 42; 45; 51; 53; 54; 56; 63; 65; 68; 70; 73; 75; 76; 80; 83; 85; 89; 90; 95; 100; 102; 130; 140; 150; 160; 170; 180; 200; 220 мм. *2 В указанных пределах брать из ряда: 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,4; 1,5; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10, 11; 12; 14; 16; 18; 20; 22 мм.
15. Предельные отклонения труб
размеры труб, мм Отклонения при точности изготовления
обычной повышенной высокой
Наружный диаметра от 5 до 10 св. 10 » 30 » 30 Толщина стенки: от 0,3 до 0,4 » 0,5 » 0,6 » 0,7 » 1,0 св. 1 » 3 а 3 а 7 » 7 +0,3 мм +0,45 мм ±1,2% +0,07 мм +0,10 мм ±0,15 мм ±15% +12,5% +12,5% -ю% ±0,2 мм ±0,3 мм +1,0% +0,05 мм ч 0,07 мм +0,10 мм +12,5% +12,5% -ю% +10% +0,15 мм +0,2 мм +0,8% +12,5% -ю% +10%
Примеры обозначений труб
Труба из стали 12Х18Н10Т с наружным диаметром 25 мм, толщиной стенки 2 мм, обычной точности изготовления, немерной длины:
Труба 25 X 2 — 12Х18Н10Т ГОСТ 9941-72
То же, повышенной точности изготовления по диаметру и толщине стенки, иемериой длины:
Труба 25п X 2п — 12Х18Н10Т ГОСТ 9941—72
То же, повышенной точности изготовления по диаметру и высокой точности изготовления по толщине стенки, длины, кратной 1 м:
То же, обычной точности изготовления, мерной длины 3 м:
Труба 25 X 2 X 3000 — 12Х18Н10Т ГОСТ 9941—72
То же, повышенной точности изготовления, мерной длины 3 м:
Труба 25п X 2пХ 3000 ж — 12Х18Н10Т ГОСТ 9941—72
Определение массы одного метра длины труб см. формулу па стр. 234.
16. Механические свойства труб из сталей
Марки стали (по ГОСТ 5632-72) Временное сопротивление разрыву, кгс/мм2 * Относите льиое удлинение 05, %* Плотность р, г/см3 Марки стали (по ГОСТ 5(32- 72) Временное сопротивление разрыву, кгс/мм2 * Относительное удлинение б5, %* Плотность р, г/см1
не м епсе не ь енее
08Х17Т 38 (38) 17 (17) 7.70 08Х18Н10 52 (54) 40 (37) 7,90
08X13 38 (38) 22 (22) 7,70 08Х18Н10Т 52 (56) 40 (37) 7,90
12X13 40 (40) 21 (22) 7,70 08Х18Н12Т 52 (56) 40 (37) 7,95
12X17 45 (45) 17 (17) 7,70 08Х17Н15МЗТ 52 (56) 35 (35) 8,10
15Х25Т 45 (47) 17 (17) 7,60 12Х18Н10Т 54 (56) 40 (35) 7,95
04Х18Н10 45 (50) 40 (45) 7,90 12Х18Н12Т 54 (56) 40 (35) 7,90
08Х20Н14С2 52<52) 35 (35) 7,70 09Х14Н19В2БР 56 (56) 40 (35) 8,15
10XI7II13M2T 54 (54) 35 (35) 8,00 12X18119 54 (56) 40 (37) 7,90
08Х18Н12В 52 (54) 38 (37) 7,90 17X18119 58 (58) 40 (35) 7,90
10X231118 50 (54) 37 (35) 7,95 08Х22Н6Т 60 (60) 24 (20) - 7,60
* Величины без скобок относятся к бесшовным горячедеформированным трубам из коррозионно-стойкой стали ио ГОСТ 9940-72; в скобках к бесшовным холодно- и теклодеформироьанным из коррозионно-стойкой стали ио ГОСТ 9941 -72.
МЕДНЫЕ ТРУБЫ (ПО ГОСТ 017—72)
17. Диаметры и толщины стенок тянутых и холоднокатаных труб Размеры, мм
Наружный диамыр Толщин? стенки* Наружный диаметр Толщина стенки*
3 4 5 6; 8; 10 12 13; 14 -16 18 20 22 24 26 28 30 32 34 35 36 * В указ 4,9; 4,5; 5, 6; 0,5-0,8 0,5 -1,0 0,5—1,2 0,5-2,0 0,8-2,0 1,0; 1,5-3,0 0,8-2; 3,5 1; 1,5; 2; 3-4 1-3; 4,) 1-3; 4; 5; 6 1; 1,5-3, 4; 5-7 1; 1,5-3; 5-7 1-2; 3; 5 1; 1,5-3,5; 5 1-3; 4-5 1; 1,5—6,0 1-1,8; 2,>; 5 1,2-3, 4; 5; 7 анных пределах брать из ря 7; 8; to So 38 40 42 45 48 50 53 55 58 60 63 65 70; 75 80 85 90 95 100 да: 0,5; 0,6; 0, 1; 1,5; 2,3; 3: 4 1; 1,5-3; 4; 5 1-2,5 1; 1,5-3,5; 5 1,5; 2; 3; 4; 5 1, 1,5-3; 4; 5 1,5; 2; 3-4 1, 1,5-5,0 2,5, 3,5-4,5; 6 Г, 1,5-4; 5 1,5-3; 4; 5-7 2-3,5; 5; 7; 10 1,5-4; 5 1,5—3; 4; 5; 6; 8 1.5-2,5; 3.5-5; 7; 10 1,5; 2,5; 3,5; 4,5; 5 1,5-3; 5 1,5-4; 5-10 3; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0; 3,5;
ГОСТ предусматривает некоторые промежуточные диаметры и свыше 100 до 360 мм, а также прессованные трубы с диаметром от 30 до 280 мм с толщиной стенок 5—30 мм.
Трубы изготовляют: немерной длины от 1,5 до 6 м, мерной длины или кратной ей в пределах немерной длины.
Размеры труб, марки меди, способ изготовления и состояние материала оговаривают в заказе.
Примеры обозначений труб.
Труба из меди М2, тянутая, мягкая, наружным диаметром 28 мм и толщиной стенки 3 мм, мерной длины 4000 мм:
Труба М2М28 X 3 X 4000 ГОСТ 617—72
То же, твердая, наружным диаметром 28 мм и толщиной стенки 3 мм, немерной длины:
Труба М2Т28 X 3 ГОСТ 617-72
То же, холоднокатаная, полутвердая, наружным диаметром 28 мм и толщиной стенки 3 мм, длиной, кратной 1500 мм:
Труба М2ПТ28 X 3 X 1500 кр ГОСТ 617—72
То же, из томпака Л96, тянутая, твердая, с наружным диаметром 18 мм и толщиной стенки 2 мм, мерной длины 3000 мм:
Труба Л96Т18 X 2 X 3000 ГОСТ 617—72
Технические требования. 1. Трубы изготовляют из меди марок Ml, М1р, М2, М2р, М3, МЗр по ГОСТ 859-66, „томпака JJ96 по ГОСТ 15527-70.
Трубы для токопроводящих изделий изготовляют из меди марок Ml и М2.
Трубы из томпака Л96 изготовляют диаметром до 30 мм.
2. Тянутые и холоднокатаные трубы изготовляют: мягкими (отожженными)— М; полутвердыми — ПТ; твердыми — Т.
Полутвердые трубы поставляются по соглашению сторон.
Трубы должны выдерживать испытание гидравлическим давлением р в кгс/см2, которое вычисляют по формуле
где s — толщина степки, мм; Ов — внутренний диаметр, мм.
Испытание гидравлическим давлением свыше 70 кгс/см2 проводят на предприятии-изготовителе по соглашению сторон.
18. Механические свойства медных труб
Способ изготовления Состояние материала Временное сопротивление разрыву, кгс/мм2 Относительное удлинение б, %, при расчетной длине 1 = и,з Vf„
не менее
Тянутые и холоднокатаные Мягкий (М) Полутвердый (ПТ) Твердый (Т) 20 25 29 35 8 2
ЛАТУННЫЕ ТРУБЫ (ПО ГОСТ 494—76)
Трубы тянутые и холоднокатаные общего назначения изготовляют из латуни ЛвЗ и Л68.
19. Размеры латунных труб, мм
Наружный диаметр Толщина стенки Наружный 1 диаметр Толщина стенки
3; 4 5 6 8; 9; 10 11 12 13 и 15 16 18 19 20 22 0,5 0,5; 9,8; 1,0 0,5; 0,8; 1,0; 1,5; 2,0 0 5; 0,8; 1,0; 1,5; 2,0 1,0; 1,5; 2,0 0,5; 0,8; 1,0; 1,5; 2,0; 2,5; 3,0 0,5; 0,8; 1,0; 1,5; 2,0; 3,0 <9,6,- 1,0; 1,5,- 2,0 0,5; 1,0; 1,5; 2,0; 2,5; 3,0 0,5; 0,8; 1,0; 1,5; 2,0; 2,5; 3,0 1,0; 1,5; 2,0; 3,0; 4,0 0 5- 0,8; 1,0; 1,5; 2,0; 4,5 1,0; 1,5; 2,0; 2,5; 3,0; 5,0 1,0; 1,5; 2,0; 2,5; 3,0; 4,0; 6,0 23 24 25 26 27 28 30 32 35 36 38 40 42 45 1,0; 1,5; 2,5; 3,0; 3,5; 4,5 1,0; 2,0; 3,0; 4,0; 6,0; 7,0 1,0; 1,5; 2,0; 2,5; 3,0; 3,5; 4,0 1,0; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 7,0 1,0; 2,0; 3,0; 3,5; 5,0 1,0; 1,5; 2,0; 3,0; 3,5; 4,0; 5,0; 6,0 1,0; 1,5; 2,0; 2,5; 3,0; 3,5; 4 0; 4,5; 6,0 1,0; 1,5; 2,0; 3,5; 4,0; 4,5; 5,0 1,0; 1,5; 2,0; 2,5; 3,0; 4,0; 4,5; 6,0 3,0; 4,0; 5,0; 6,0; 7,0 1,0; 1,5; 2,0; 2,5; 3,0; 4,0; 4,5; 5,0; 10 1,0; 2,0; 2,5; 3,5; 4,0; 6,0 1,0; 2,0; 3,0; 3,5; 5,0 1,0; 1,5; 2,0; 3,0; 3,5; 4,0; 6,0
ГОСТ предусматривает трубы тянутые и холоднокатаные с наружным диаметром 7, 17, 21, 29, 31, 3.3, 34, 37, 44 и свыше 45 до 100 мм, а также (грубы прессованные с наружным диаметром 21—195 мм.
Трубы изготовляют: номерной длипы — от 1 до 6 м; мерной длины или кратной ей в пределахдгемерпой длипы; длиной пе мопее 10 м при наружном диаметре до 10 мм и толщине стенки до 1,5 мм в бухтах массой не более 150 кг.
Обозначения проставляют при следующих сокращениях: тянутая, холоднокатаная — Д; круглая — КР; нормальной точности — Н; повышенной точности — П; мягкая — М; твердая — Т; полутвердая — П, иемериой длины — НД, кратной длипы — КД; антимагнитная — А. Вместо отсутствующих данных ставится знак «X».
Примеры обозначений.
Труба тянутая или холоднокатаная, круглая, наружным диаметром 28 мм, с толщиной стенки 3 мм, нормальной точности изготовления, мягкая, длиной, кратной 1500 мм, из латуни Л63:
Труба ДКРПМ 28 X 3 КД 1500 Л63 ГОСТ 494-76
То же, повышенной точности изготовления:
Труба ДКРПМ 28 X 3 КД 1500 Л63 ГОСТ 494—76
То же, мерной длины 3500 мм:
Труба ДКРПМ 28 X 3 х 3500 Л63 ГОСТ 494—76
То же, полутвердая, немерной длины, антимагнитная:
20. Механические свойства тянутых и холоднокатаных труб
Марка латуни Состояние материала Временное сопротивление разрыву, кгс/мм2 Относительное удлинение й10, %
не менее
лез Мягкий Полутвердый 30 38 40 25
Л 68 Мягкий Полутвердый 30 35 40 35
БРОНЗОВЫЕ ПРЕССОВАННЫЕ ТРУБЫ (НО ГОСТ 1208—73)
Прессованные трубы из бронзы марок БрАЖМцЮ—3—1,5 и БрЛЖНЮ—4—4 по ГОСТ 18175—72 применяют для изготовления различных деталей.
21. Диаметры и толщины стенок труб
Размеры, мм
Наружный диаметр* Толщина . стенки Наружный диаметр* Толщина стенки
50—60; 70 5 85-140 22,5
45—100 7,5 80; 90-135 25
50-115 10 120; 140 27,5
55-125; 135; 155 12,5 100—140 30
60; 70-160 15 115-140 32,5
65—160 17,5 125; 135; 140 35
80-140 20 120; 135 37,5
* В указанных пределах брать из ряда: 45; 50; 55; 60; 65; 70; 75 105; 110; 115; 120; 125; 130; 135; 140; 155; 160 мм. ; 80; 85; 90; 100)
ГОСТ предусматривает наружные диаметры свыше 160 до 300 мм.
Длины труб с наружным диаметром до 140 мм включительно: 0,5—4 м при толщине стенки до 20 мм; 0,5—2,5 м при толщине стенки свыше 20 мм.
Пример обозначения трубы из бронзы марки БрАЖМцЮ—3—1,5, наружным диаметром 90 мм и толщиной стенки 7,5 мм:
Труба БрАЖМцЮ—3—1,5—90 X 7,5 ГОСТ 1208—73
22, Механические свойства бронзовых труб
Марки сплавов Временное сопротивление разрыву, кгс/мм2 Относительное удлинение б10, % Твэрдость НВ
не менее
БрАЖМцЮ—3—1,5 БрАЖНЮ-4-4 60 65 12 5 140—200 17U—220
БЕСШОВНЫЕ ГОРЯЧЕКАТАНЫЕ ТРУБЫ ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА (ПО ГОСТ 21945—76)
Бесшовные горячекатаные трубы из сплавов на основе титана применяют для деталей и конструкций.
23. Диаметры и толщины стенок труб
Размеры, мм
Наружный диаметр ** Толщина стенок *2 Наружный диаметр ** Толщина стенок *2
83 6-12 180; 194 6-26
89; 95 6—14 203; 219 9-27
102 6—20 245; 273 10—30
108 6-22 325 12-30
114 6-24 351-402 12—65
121; 140 6-25 426 15-65
146—159 7-22 465 16—65
168 8—22 480 20-65
** В указанных пределах брать из ряда: 146; 152; 159; 351; 377; 402 мм.
*3 Брать в пределах 6—65 с интервалом 1 мм.
Трубы группы Б изготовляют с толщиной стенок от 10 мм и более.
Немерная длина труб: 1,5—6 м при диаметре 83—325 мм; 2—4,5 м при диаметре 351—480 мм.
ГОСТ предусматривает мерную длину труб и кратную мерной длине.
24. предельные отклонения по размерам труб
Наружный диаметр, мм Предельные отклонения, %, по наружному диаметру груб точности изготовления Толщина стенки, мм Предельные отклонения, %, по толщине стенки труб точности изготовления
обычной повышенной обычной повышенной
От 83 до 180 От 194 до '825 От 351 до 480 +1,0 -2,5 +1,0 —2,5 ±1,5 +1,0 -2,0 +0,8 -1,8 +1,0 -1,2 От 6 до 15 Св. 15 +15,0 —20,0 ±15,0 ±15,0 ±12,5
Теоретическую массу 1 м трубы в кг вычисляют по формуле
М = 0,01413s (Ря-з), где D„ — наружный диаметр трубы, мм; s — толщина стенки, мм.
Плотность сплава принята равной 4,5 г/см3.
При м е р ы обозначений.
Труба горячекатаная с наружным диаметром 89 мм и с толщиной стенки 10 мм из сплава марки ПТ-7М, немерной длины, обычной точности изготовления:
Труба 89 X 10 ПТ-7М ГОСТ 21945—76
То же, немерной длины, повышенной точности изготовления по диаметру и толщине стеики и с повышенным качеством поверхности (группа А):
Технические требования. Трубы изготовляют из сплавов марок ВТ1-0, ПТ-7М, ПТ-ЗВ, ВТ14, ОТ4, ОТ4-1.
Трубы диаметром 351 мм и более изготовляют по соглашению изготовителя С потребителем.
Трубы должны быть термически обработанными. Термическая обработка труб группы А из сплавов ВТ1-0 и ПТ-7М диаметром 325 мм и менее производится в вакууме.
25. Механические свойства металла труб
Марка сплавов Временное сопротивление разрыву, Предел текучести От, кгс/мм2 Относительное удлинение 65, % Относительное сужение ф, % Ударная вязкость, кгс-м/см2
кгс/мм2 не менее
ВТ1-0 35-58 25 20 42 8,0
ПТ-7М 48-70 38 18 36 8,0
ПТ-ЗВ 57-88. 53 10 30 6,5
ОТ4-1 60—75 50 12 35 4,5
ОТ4 70-90 65 10 30 3,5
ВТ14 90-100 80 8 25 4,0
Трубы из сплавов, приведенных в табл. 25, изготовляют с повышенным качеством наружной поверхности (группа А) и обычным (группа Б).
Трубы группы А изготовляют расточенными по внутренней и обточенными или шлифованными по наружной поверхности. Параметры шероховатости поверхности труб Rz 40 мкм по ГОСТ 2789—73.
Трубы группы Б поставляют после горячей прокатки без травления и механической обработки.
Качество поверхности труб (группа А или Б) указывается в заказе.
Максимальное испытательное давление устанавливают 400 кгс/см2.
ТРУБЫ ИЗ ТИТАНОВОГО СПЛАВА ВТ1-0 (ПО ОСТ 1 90050—72)
26. Размеры труб
Oxs* Масса 1 м, кг Ох5* Масса 1 м, кг
Номинал Отклонение D Номинал Отклонение D
6X1 8x1 10X1 ±0,3 0,071 0,099 0,127 20x1 25x2 ±0,45 0,268 0,664
32X2 40x2 50X2 стейк иг ±1,5 0,847 1,074 1,356
12x1 16X1 * D — НЕ ±0,45 фужный диаме 0,155 0,212 тр; s — толщина
Трубы поставляют катаные и тянутые обычной точности изготовления, в отожженном состоянии с травленой поверхностью, немерной длины от 0,5 до 4 м.
Пример обозначения трубы с наружным диаметром D = 12 мм, толщиной стенки s=l мм, обычной точности изготовления, иемериой длины: Труба ВТ1-0 12 X 1 ОСТ 1 90050—72
ТРУБЫ ИЗ ТИТАНОВОГО СПЛАВА МАРОК ОТ4 И ОТ4-1 (ЦО ТУ-1-5—348—75)
27. Размеры, мм
Наружный диаметр Допускаемые отклонения по диаметру Толщина стенки Допускаемые отклонения по толщине стенки Наружный диаметр Допу-скасмые отклонения по диаметру Толщина стенки Допускаемые отклонения по толщине стенки
12,' 14; 16; 18: 20 32 ±0,45 ±0,48 1 ±0,15 54 56 60 65 ±0,81 ±0,84 ±0,90 ±0,97 2 ±0,3
18; 20 31 42 45 46 48 50 52 54 56 60 ±0,45 ±0,47 ±0,63 +0,67 ±0,69 ±0,72 ±0,75 ±0,78 ±0,81 ±0,84 ±0,90 1,5 ±0,23
30 32 35 ±0,45 ±0,48 +0,52 2,5 3,0 3,0 ±0,38 ±0,45 ±0,45
32 35 38 40 ±0,48 ±0,52 ±0,57 ±0,60 3,5 ±0,45
32 35 38 42 ±0,48 ±0,52 + 0,57 +0,63 4,0 ±0,5
20; 22; 24 52 ±0,45 ±0,78 2 ±0,3
Технические требования и длина труб по OCT I 90050—72 (стр. 241).
КАТАНЫЕ И ТЯНУТЫЕ ТРУБЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (ПО ГОСТ 18475—73)
28. Диаметры и толщины стенок труб Размеры, мм
Наружный диаметр*1 Толщина стенок*2 Наружный диаметр*1 Толщина стенок*2 Наружный диаметр*1 Толщина стенок*2
6; 7 8; 9 10; 11 12-15 16 17 18 19 20 *1 В указ 33; 34; 35; 36; 120; 125: 130; *2 В указ 8; 10 мм. 0,5-1,5 0,5-2,0 0,5-2,5 0,5-3,0 0,5-3,5 1,5 0,5-3,5 1,5 0,5—4 анных пределах 37: 38; 40; 42; 135; 140; 150; 1 апных пределах 22 23 24-26 27-30 32-38 40—48 50; 52 53 54—60 брать ил ряда 43; 45; 48; 54 60; 165; 180 мм брать из ряд 0,5-5 1,5 0,5-5 0,75-5 0,75-6 0,75—8 0,75-10 1,5 0,75—10 12; 13; 14; 1 55; 58; 60; 8 а: 0,5; 0,75; 1,0 62 63 65 68 70; 75 80 85—120 125-180 г, 24; 25; 26; 2 5; 90; 95; 100; 1,5; 2,0; 2,5 3 0,75—10 1,5-10 5 1,5-10 2-10 2-5 3-5 7; 28; 30; 32; 105; 110; 115; 0; 3,5; 4; 5; 6;
Длины труб: 1—6 м при диаметре 6—135 мм; 1—4м при диаметре 140—180 мм.
Трубы из сплава АМг5 и АМгб изготовляют с толщиной стенки не менее 1,0 мм при наружном диаметре 12—35 мм; 1,5 мм при наружном дпаметре 36— 60 мм; 2,0 мм при наружном диаметре 62—120 мм; 3,0 мм при наружном диаметре более 120 мм.
ГОСТ предусматривает трубы квадратные и прямоугольные.
Пример обозначения трубы с наружным диаметром 50 мм, толщиной стенки 1,5 мм из сплава Д1, отожженной:
Труба круглая 50 X 1,5 Д1 М ГОСТ 18475—73
29. Механические свойства катаных и тянутых труб из алюминия и алюминиевых сплавов
Марка материала (по ГОСТ 4784-74) Состояние материала при поставке * Наружный диаметр трубы, мм Толщина стенки трубы, мм Временные сопротивления разрыву, кгс/мм2 Относительное удлинение б, %
АДО м Все размеры Все размеры & 6 20
н < 2 2,5-5,0 > 8 4 5
АД1 м Все размеры 6-11 20
и < 2 2,5-5,0 > И > 10 4
Д1 м Все размеры < 25 10
т < 22 < 10 1,5-5 > 38 13 14
23-50 < 1 1,5-5,0 > 40 12 13
> 50 Все размеры 11
Д16 м Все размеры < 25 10
т <22 < 1 1,5-5,0 >42 13 14
23-50 > 52 Все размеры > 43 12 10
АВ м т Т1 Все размеры по табл 28 - закаленные и естественно со Н — нагартованные. W/A 17 14 8
АМц м н 9-14 > 14 —
АМг2 м н 16-22,5 > 23
АМгЗ м н > 19 > 23 15
АМг5 м н W 15
АМгб * М — от и искусствен^ м н ожженные; т о состаренные > 32 > 35 даренные) Т1 15 — закаленные
Примечание. Механические свойства труб с толщиной стенки 6; 8 и 10 мм устанавливают соглашением потребителя и заказчика.
ПРЕССОВАННЫЕ ТРУБЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (ПО ГОСТ 18482—73)
30. Диаметры и толщины стенок труб
Размеры, мм
Наружный диаметр*1 Толщина стенки*2 Наружный диаметр*1 Толщина стенки*2
18 20 22; 24 25, 26 28 30 32 34-38 40 42; 45 48 50 52-58 60 62 41 В указ; 100; 105; 140; 14 *2 В указ 7,5; 8,0; 9,0; 10; 1,5; 2,0 1,5-3,5 1,5-4,5 1,5-5,0 1,5-7.0 1,5-7,5 1,5-8,0 1,5-10 1,5-10; 12,5 1,5-10; 12,5; 15 1,5-10; 12,5-17,5 1,5-10; 12,5; 15 2—10; 12,5; 15 2-10; 12,5-17,5 2,5-10; 12,5-17,5 1ППЫХ пределах брать из рг >; 150; 155 мм; 1нных пределах брать из р 11; 12,5; 15; 17,5; 20; 22,5; 25; 65—70 72 75, 80 82 85 90 95-105 110 115 120 125; 130 135 140—155 158 100 да; 34; 35; 36; 38 яда: 1,5; 2,0; 2,5; 27,5; 30; 32,5; 35; 3 2,5-10; 12,5-20 7 9,5-10; 12,5-27,5 6 3—10; 12,5—27,5 4,5—10; 12,5-27.5 4,5-10; 12,5-32,5 4,5-10; 12,5-40 4,5-40 4,5-10; 12,5-40 6-10; 12,5—40 5-10; 12,5-40 10; 12,5-40 11 10; 12,5-40 52; 55; 56; 58; 65; 68; 70; 95; 3,0; 3,5; 4,0; 4,5; 5,0; 6,0; 7,0; 7,5; 40 мм.
ГОСТ предусматривает трубы с наружным диаметром до 340 мм. Длины труб 1—6 м.
Пример обозначения трубы с наружным диаметром 80 мм из сплава АД31 в закаленном и естественно состаренном состоянии:
Труба 80x3 АД31Т ГОСТ 18482—73
31. Механические свойства прессованных труб* из алюминия и алюминиевых сплавов
Марка материала (по ГОСТ 4784—74) Состояние материала при поставке* Наружный диаметр трубы, ММ Толщина стенки трубы, мм Временное сопротивление разрыву, кгс/мм2 Предел текучести ао,2> кгс/мм2 Относительное удлинение б, %
не менее
АДО, АД — Все размеры > 3 6-11 20
Д1 — < 120 > 120 > 5 36 38 20 22 12 10
Т Все размеры <5 34 — 10
< 120 > 120 > 5 36 38 20 22 12 10
Д16 — < 120 > 120 <5 40 43 26 28 12 10
т Все размеры <5 37 — 12
< 120 > 120 > 5 40 43 26 28 12 10
Марка материала (по ГОСТ 4784-74) Состояние материала при поставке* Наружный диаметр трубы, мм Толщина стенки трубы, мм Временное сопротивление разрыву, кгс/мм2 не м Предел текучести кгс/мм2 енее Относительное удлинение 6, %
АВ т Все размеры по табл. 30 зрмической об Т1 — закалеш Все размеры 21 — 14
Т1 > 5 31 8
АМг2 — > 5 16-22,5 —
АМгЗ м Все размеры по табл. 30 18 7 15
АМгб м 32 15 15
АД31 т < 5 13 12 6 12 10
В95 * Прочее •естественно с Т1 ж — без т эстаренные; 5-20 >20 работки; М — ые и искусстве 50 52 отожженные iriro состарег 38 41 ; Т — зака шые. 7 5 ленные и
ТОСТ предусматривает и другие марки материала.
НАПОРНЫЕ ТРУБЫ ИЗ ПОЛИЭТИЛЕНА (ПО ГОСТ 18599—73)
Напорные трубы кольцевого сечения из полиэтилена высокой плотности и полиэтилена низкой плотности предназначены для трубопроводов, транспортирующих воду, воздух и другие жидкости и газообразные вещества, к которым полиэтилен химически стоек.
32. Типы труб из полиэтилена
Тип трубы Максимальное давление воды, кгс/йц2, при 20 °C для труб из полиэтилена
высокой плотности низкой плотности
Л — легкий СЛ — среднелегкий С — средний Т — тяжелый 2,5 4,0 6,0 10,0 2,5 4,0 6,0 10,0
Допускается использовать трубы для хозяйственно-питьевого пературе воды до 30 °C. назначения при тем-
33. Диаметры и толщины стенок труб из полиэтилена, мм
Средний «наружный диаметр Толщина стенки труб высокой плотности типов Толщина стенки труб низкой плотности ТИПОВ
Номинал Отклонение Л СЛ С т Л СЛ с т
10 4-0,4 2,0 — 2,0
12 --0,4 2,0 — — — 2,0
16 --0,4 — — — 2,0 — — 2,0 2,7
20 4-0,5 2,0 — — 2,0 3,3
25 --0,6 2,0 2,3 — 2,0 2,7 4,2
32 4-0,7 2,0 2,9 2,0 2,4 3,4 5,3
40 --0,8 2,0 2,3 3,6 2,0 3,0 4,3 6,7
50 --1,0 —- 2,0 2,8 4,5 2,4 3,7 5,4 8,3
63 -1,1 2,0 2,5 3,6 5,7 3,0 4,7 6,7 10,5
75 4-1,3 2,0 2,9 4,3 6,8 3,6 5,6 8,0 12,5
90 --1,6 2,2 3,5 5,1 8,2 4,3 6,7 9,6 15,0
110 —1,8 2,7 4,3 6,2 10,0 5,2 8,1 11,8 18,3
125 --2,1 3,1 4,8 7,1 11,4 6,0 9,3 13,4 20,8
140 --2,3 3,5 5,4 7,9 12,7 6,7 10,4 —
160 --2,6 3,9 6,2 9,1 14,6 7,7 11,9 — '—
180 4-2,7 4,4 7,0 10,2 16,4 — — — .—
200 --2,8 4,9 7,7 11.4 18,2 — — — ——
225 --2,9 5,5 8,7 12,8 20,5 — — — —
250 --3,0 6,1 9,7 14,2 22,8 — — — —
280 —3,1 6,9 10,8 15,9 25,5 —— — '—• —
315 -3,3 7,7 12,2 17,9 — — — — —
355 -1-3.4 8,7 13,7 20,1 — — — — —
400 --3,6 9,8 15,4 22,7 — — — — —
450 --3,8 11,0 17,3 25,5 — — — —. —
500 12,2 19,3 — — — — — —
560 --4,2 13,7 21,6 — — — — — —
630 4-4,5 15,4 24,3 — — —
Трубы изготовляют в отрезках длиной 6, 8, 10 и 12 м. Трубы из полиэтилена высокой плотности диаметром до 40 мм включительно и из полиэтилена низкой плотности диаметром до 63 мм включительно могут изготовлять в бухтах и на катушках.
34. Предельные отклонения толщины стенки труб из полиэтилена высокой и низкой плотности, мм
Толщина стенки Предельные отклонения Толщина стенки Предельные отклонения Толщина стенки Предельные отклонения
2,0 2,2 2,3 2,4 2,5 2,7 2,9 3,0 3,4 3,5 3,6 3,7 4,2 4.3 4,7 5,1 5,3 5,4 5,6 6,2 1-0,5 -0,6 -0,6 -0,6 -0,6 -0,6 -0,7 1-0,7 -0,7 НО ,8 -0,8 -0,8 -0,8 -0,9 -0,9 -1,0 -1,0 -1,0 -1,1 -1,2 6,7 6,8 6,9 7,7 8,0 8,1 8,2 8,7 9,1 9,7 9,8 10,0 10,4 10,5 10,8 11,0 11,8 11,9 12,2 12,5 И,2 -12 -1,2 -1,3 -1,4 -1,5 -1,5 1-1,5 1-1,6 Н,7 -1,7 -1,7 1-1,8 1-1,8 1-1,9 И,9 -2,0 1-2,0 1-2,1 1-2,1 12,8 13,7 14,2 14,6 15,0 15,4 15,9 16,4 17,3 17,9 18,2 18,3 19,3 20,1 20,5 21,6 22,7 22,8 24,3 25,5 F2,l -2,3 -2,3 -2,4 -2,5 -2,5 1-2,6 1-2,7 -2,8 [-2,9 -3,0 1-3,0 1-3,1 1-3,2 -3,3 -3,5 -3,6 1-3,7 1-3,9 1-4,1
Полиэтиленовые трубы стандартизованы по наружным диаметрам.
В зависимости от рабочих давлений применяют соответствующую толщину стенки и меняют внутренний диаметр. Это позволяет унифицировать соединительные части трубопроводов.
Примеры обозначения.
Труба изготовлена из полиэтилена высокой плотности, с наружным диаметром 63 мм, среднелегкого типа (СЛ):
Труба ПВП 63 СЛ ГОСТ 18599-73
Труба изготовлена из полиэтилена низкой плотности, с наружным диаметром 40 мм, тяжелого типа (Т):
Труба ПНП 10 Т ГОСТ 18599—73
Технические требования. Трубы должны выдерживать испытание на растяжение при скорости перемещения подвижного захвата машины 50 мм/мин для труб из полиэтилена высокой плотности и 100 мм/мин для труб из полиэтилена низкой плотности. Полученные при этих испытаниях показатели приведены в табл. 35.
35. Механические свойства труб
Материал трубы Толщина с генки трубы, мм Предел текучести при растяжении, кгс/см2 Относительное удлинение при разрыве, % Плотность, г/см8
средний минимальный средний минимальный
Полиэтилен высокой плотности До 2,5 От 2,7 до 5,1 5,2 и более 210 200 350 280 210 260 210 200 0,95
Полиэтилен низкой плотности Все толщины 100 95 300 250 0,92
36. Изменение размеров труб в осевом направлении после прогрева патрубка в течение 1 ч
Материал труб Температура испытания, °C Изменение размеров, %
Полиэтилен высокой плотности 110 3
Полиэтилен низкой плотности 100 5
37. Условия испытаний гидростатическим давлением
Материал труб Начальное контрольное напряжение в стенке трубы, кгс/см2 Температура, °C Время, ч, не менее Материал труб Начальное контрольное напряжение в стенке трубы, кгс/см2 Темпе-рату-?са* Время, ч, не менее
Полиэтилен 150 20 1 Полиэтилен 70 20 1
высокой плот- 42 80 44 низкой плот- 32 70 1
ности 30 80 170 ности 25 70 100
Трубы должны выдерживать без признаков разрушения испытание внутренним гидростатическим давлением при нормальной и повышенной температурах при соблюдении условий испытаний, указанных в табл. 37.
РЕЗИНОВЫЕ ТЕХНИЧЕСКИЕ ТРУБКИ (ПО ГОСТ 5496—6’7)
Трубки применяют для подачи по ним жидкостей, воздуха и газов без избыточного давления. Все типы трубок, кроме теплостойких и морозостойких, сохраняют работоспособность при температуре от —30 до +50 °C.
38. Типы резиновых трубок и их назначение
Тип Характеристик 1 Твердость Для работы
1 Кисл отоще лоче-стойкие Мягкие, средней твердости В растворах кислот и щелочей концентрацией до 20% (за исключением азотной и уксусной кислот). Могут применяться в среде воздуха, воды и инертного газа
2 Теплостойкие То же ' При температуре воздуха до +90 °C, в среде водяного пара до -1-140 °C
3 Морозостойкие » При температуре до —45 °C
4 Масл обенз остойкие Мягкие, средней твердости, повышенной твердости В среде мрела или бензина
5 Для пищевой промышленности Средней твердости В соприкосновении с пищевыми продуктами
39. Размеры резиновых трубок, мм
Внутренний диаметр Толщина стенки Внутренний диаметр Толщина стенки
2 3 4; 5; 6; 8; 10 1,25 1,25; 2 1,25; 2; 3 12; 16 20; 24 28; 32; 36; 40 2; 3; 4; 5 .2; 3; 4; 5; 6; 8 3; 4; 5; 6; 8
Длина трубок средней и повышенной твердости пе менее 3 м, а мягкой — не менее 2 м.
Пример обозначений.
Кислотощелочестойкая трубка, мягкая с внутренним диаметром 6 мм и толщиной стенки 3 мм:
Трубка 1 м 6x3 ГОСТ 5496—67-
Маслобензостойкая трубка, повышенной твердости с внутренним диаметром 20 мм и толщиной стенки 4 мм:
Трубка 4 пт 20x4 ГОСТ 5496-67
Для трубок типа 2 (теплостойкие) коэффициент теплостойкости 0,7.
Для трубок типа 3 (морозостойкие) температура хрупкости ие выше —50 °C.
РУКАВА
РЕЗИНОВЫЕ НАПОРНЫЕ РУКАВА С ТЕКСТИЛЬНЫМ КАРКАСОМ
(ПО ГОСТ 18698—73)
Напорные резиновые рукава с текстильным каркасом применяют в качестве гибких трубопроводов для подачи под давлением жидкостей, насыщенного пара, газов и сыпучих материалов, они работоспособны в районах умеренного и тропи-
чсского климата, а также в районах с холодным климатом при температуре до -50 °C.
Классы напорных рукавов в зависимости от назп^яония указаны в табл. 40.
40. Классы рукавов
Класс Наименование среды Температура, °C
Б (I) Бензины Керосины Минеральные масла на нефтяной основ0 Ог —35 до 4-25 » —35 » _|_70 » —35 » 4-100
В (П) Вода техническая, слабые растворы иС органических кислот и щелочей концей" траций до 20% (кроме растворов азогно® кислоты) До +50
ВГ (III) Горячая вода До -100
г (IV) Воздух, углекислый газ, азот и други0 инертные газы От —35 до 4-50
П (VII) Пищевые продукты (спирт, вино, пив(Ь молоко, слабокислые растворы органич^” ских и других веществ, питьевая вода) До +50
Ш (VIII) Абразивные материалы (песок от песк+ струйных аппаратов) От —35 до +50
Слабощелочные и слабокислые воднь>е растворы для штукатурных работ До 50
Пар - 1 (X) Пар — 2 (X) Насыщенный пар До -М*3 » 4-175
Основные размеры, рабочее давление (статичсскос) и масса резиновых напорных рукавов в зависимости от класса приведены в табл. 41.
Длина рукавов оговаривается предприятием-потребителем и согласовывается с предприятием-изготовителем, при этом минимальная длина рукавов классов Пар—1 (X) и Пар—2 (X) должна быть 1 м, длина рукавов остальных классов 2 м. Максимальная длина рукавов 20 м.
Примерыобозначений.
Для рукавов класса Б (I) при рабочем давлений IOkic/cm с внутренним диаметром 50 мм и наружным диаметром 64 мм, с комбинированной тканью, работоспособных в районах с тропическим климатов (Т):
Рукав Б (I)—10-50—64— Т ГОСТ 18698—73
То же, для рукавов с наружным диаметром 6‘1 им и хлопчатобумажной тканью:
Рукав Б (I)—10—50—69—Т ГОСТ 18698-73
То же,'для рукавов с наружным диаметром 64 мм й комбинированной тканью, работоспособных в районах с умеренным климатом Сл7):
То же, для рукавов с наружным диаметром 69 мм и хлопчатобумажной тканью:
Рукав Б (I)—10—50—69—У ГОСТ 18698-73
То же, для рукавов с наружным диаметром 64 мм й комбинированной тканью, работоспособных в районах с холодным климатом (ХЛ):
Рукав В (1)—10—50—64—ХЛ ГОСТ 18698—73
То же, для рукавов с наружным диаметром 69 мм и хлопчатобумажной тканью:
Рукав В (1)—10—50—69—ХЛ ГОСт 18698-73
Рукава всех классов должны быть герметичными При гидравлическом давлении, равном 2р (где р — величина рабочего давления, кгс/см2).
Рукава класса Г (IV) герметичны при пневматическом давлении, равном 1р.
Рукава классов Б (I), B(II), II(VII) и Ш (VIII) должны иметь не менее чем трехкратный запас прочности при разрыве гидравлическим давлением, а рукава классов ВГ (III), Г (IV), Пар—1 (X) и Пар—2 (X) —- не менее чем пятикратный.
Внутренний и наружный резиновые слои рукавОв класса Б (I) маслобепзо-стойки.
Рукава классов В (II) и III (VIII) кислотощелочестойки.
Рукава класса ВГ (III) стойки к горячей воде.
/;5 г«(вг< А'ла^вса ui (V//// стиакв: к истирашпи.
Рукава должны быть гибкими. Минимально Допустимый радиус изгиба рукавов с внутренним диаметром до 10 мм включительно равен 6d, диаметром от 12 до 32 мм — 12й, от 38 до 50 мм — 15 d, от 60 мм и выше — 20 d.
41, Рукава классов Б (I), В (11) и Г( (VII)
Размеры, мм
Рабочее давление (статическое), кгс/см 2
1,0; 1,6; 2,5 6,3 10,0 16,0 20,0 ч
Наружный Наружный Наружный Щругкный Наружный
диаметр диаметр диаметр Диаметр диаметр
ей Я га й я й й га й Й га е & Q
Внутренний р с комбиниров ной тканью с хлопчатобу-1 мажной ткань Масса 1 м, г с комбиниров; ной тканью с хлопчатобумажной ткань Масса 1 м, г с комбиниров ной тканью с хлопчатобумажной ткань J ‘и I еоэетч 1 с комбиниров, ной тканью с хлопчатобумажной тканы 'Масса 1 м, г с комбинирова ной тканью с хлопчатобумажной тканы Масса 1 м, г
10,0 22 22 440 22 22 440 22 22 440 22 22 440 22 23 500
12,5 23 23 450 23 23 450 23 23 450 2з 25 480 23 26 530
16,0 27 27 540 27 27 540 27 27 540 2Г 29 700 29 33 800
20,0 31 31 600 31 31 600 31 33 710 51 35 810 33, 38 930
25,0 36 36 730 36 36 730 36 38 «40 Sg 42 1120 40 47 1440
31,5 43 43 950 43 43 950 43 47 1260 47 52 1500 49 57 2170
40,0 51 51 1200 51 53 1200 53 57 1850 55 62 2500 57 68 2900
50,0 62 62 1300 02 62 1800 64 69 2300 68 75 3000 73 81 3900
63,0 75 75 2000 77 77 2000 79 85 2500 8б 94 3700 89
80,0 94 94 2500 94 2800 ——
100,0 ш 112 3800 115 3900
125,0 136 138 5100 146 — 5100 —— .
160,0 171 175 6900 182 6900 —
200,0 213 215 8000 225 — — — — — - — — __ —
10,0 12,5 16,0 20,0 25,0 31,5 40,0 50,0 63,0 80,0 100,0 Внутренний диаметр
1 1 - 54 62 78 104 112 с комбинированной тканью Наружный диаметр | 1,0; 1,6; 2,5 1 Рабочее давление (статическое), кгс/см2 I
54 62 78 108 118 с хлопчатобумажной тканью
1650 1800 2000 4800 5200 Масса 1 м, г
32 38 45 54 67 78 98 118 с комбинированной тканью Наружный диаметр о
21 25 29 33 38 45 56 67 79 100 122 с хлопчатобумажной тканью
500 525 600 780 940 1440 1650 2200 2400 5000 5500 Масса 1 м, г
21 25 29 33 38 47 57 67 82 с комбинированной тканью Наружный ' диаметр 1 J0,0 1
21 25 29 35 40 49 59 70 85 с хлопчатобумажной тканью
500 525 600 800 1240 1425 2000 2800 3000 - Масса 1 м, г
I 1 1 1 ОЗН'ФФН'ОТОСЛН* с комбинированной тканью Наружный диаметр 16,0 1
21 27 33 37 44 52 65 78 93 с хлопчатобумажной тканью
500 600 800 1200 1300 2000 2600 3500 3700 Масса 1 м, г
24 27 32 38 43 52 63 76 91 с комбинированной тканью Наружный диаметр 1 20,0
24 29 35 41 46 56 68 84 — с хлопчатобумажной тканью
600 700 1000 1400 1900 2300 3100 4100 4900 Масса 1м, t
43. Рукава класса Ш (VIII)
10,0 12,5 16,0 20,0 25,0 31,5 40.0 50,0 63,0 Внутренний диаметр
22 23 28 33 40 47 57 69 85 с комбинированной тканью Наружный диаметр ВГ (III) и Г (IV) с рабочим давлением (статическим) 10 кгс/см2
23 25 29 33 42 51 59 73 92 с хлоп- i чато бумажной I тканью
500 525 600 780 1000 1425 2000 2790 3900 ag ч »
24 28 40 47 - Наружный диаметр с хлопча- । тобумаж-ной । тканью Пар — 1 (X) с рабочим давлением (статическим), 3 кгс/СМ2
450 540 820 1010 2130 Масса 1 м, г
1 СО | CJIЛ- ? СОСО 1 1 О 1 О CS । 050 1 Наружный диаметр с хлопчатобумажной тканью Пар — 2 (X) с рабочим давлением (статическим), 8 кгс/см2
660 880 1150 1680 3100 Sg
42. Рукава классов ВГ (III), Г (IV), Пар — 1 (X) и Пар — 2 (X) Размеры, мм
ГИБКИЕ МЕТАЛЛИЧЕСКИЕ ГЕРМЕТИЧНЫЕ РУКАВД с ПОДВИЖНЫМ ШВОМ (ПО ГОСТ 3575—75)
Гибкие металлические герметичные рукава с поьвижным швои предназпа_ чены для перемощения порошкообразных, жидких и газообразных веществ с температурой до 110° С (для рукавов с хлопчато^умажным уплотнением) и температурой до 300 С (для рукавов с асбестовым Уплотнением).
Рукава различают: '
по профилю — Р1 и Р2 (рис. табл. 44);
по материалу ленты из стали С; пз стали о^пнкованпо^ ц. из стапи коррозионно-стоикои Н;
по виду уплотнения — с хлопчатобумажным уп^отпением х,' с асбестовым уплотнением А;
по наружной оплетке в стальной коррозионп^_РтРВЖРД проволочной оплетке — О, в стальной коррозионно-стойкой проволочпов оплетке ОН без оплетки. ’
44. Основные параметры и размеры металлич^СЕИХ ру1(авов Размеры, мм
7 - профилированная лента, 2 - уплотнение, 3 — п^оводочная Оплетка
Диаметр условного прохода Лу Внутренний диаметр <7, не менее Наружный диаметр D, не более Наименьший радиус при изгибе рукава Масса 1 м, кг, нс более Рабочее давление, кгс/см2, не менее, для рукавов исполнения
без оплетки в оплетке без оплетки в оплетке Р1 Р2
без оплетки в оплетке I без оплетки в оплетке
4 3,8 7,7 9,0 100 0,14 0,21 19
6 5,5 10,0 11,5 120 0,16 0.27 1Z, 19 1а 1 ч
10 9,3 14,0 15,5 150 0,28 0,43 1<й 1Л 1Э 19 1А
15 14,0 20,2 21.7 210 0,6 0,80 1U 1Л 14 1 9 LA lo 1Q
20 19,0 28,0 29,5 300 1,0 1,3 J.U о 1<й 1Л 1ft 19 lo
25 23,5 33,0 34,5 350 1,27 1,65 о о 1U 1 Л 14 1 О 14
32 30,0 38.0 40,0 450 1,6 2,1 о 7 1U g 14 1 9 14 1 г.
40 38,0 48,0 50,0 550 2,2 2,7 7 g 14 19 1ft 1 r.
50 48,0 62,0 04,0 600 3,5 4,1 7 О 14, 1ft
80 77,0 92,0 94,0 1100 5,4 6,3 5 О Y —
100 97,0 113,0 — 1200 6,5 — к —
— и
Примеры обозначений:
Рукав исполнения Р1 из стальной оцинкованной ленты хлопчатобумажным уплотнением, без оплетки, с диаметром условного прохода 4 мм и IOOMmm™” уПЛОТП®
Металлорукав Р1—Ц—X—4 X 10 000 ГОО? 3575___75
То же исполнения Р2 из стальной коррозионно-стойкой Р аРпРРТппЫм уплотнением в оплетке, из стальной нержавеющей проволоки, с диа™ы с и длиной 5000 мм: метром условного прохода 25 мм
Металлорукав Р2—Я—А—ОН—25 X 5000 3575—75
Пробное давление для рукавов равно удвоепному рабочему по табл. 44.
Рукава изготовляют отрезками длиной не мене^ м для рукавов с D =' = 50 мм и не мепее 1,5 м для рукавов с Ду === 50 мм или отрезками меньшей длины, по заказу потребителя.
Девяностопроцентный срок сохраняемости рукййов без переконсервации устанавливается: 6 месяцев для рукавов из стальной Денты 12 месяцев для рукавов из стальной-оцинкованной ленты и 24 месяца дл^ рукавов из стальной коррозионно-стойкой ленты.
РУКАВА РЕЗИНОВЫЕ ВЫСОКОГО ДАВЛЕНИЯ С МЕТА^ЛИЧЕСКИМИ ОПЛЕТКАМИ НЕАРМИРОВАННЫЕ (ПО ГОСТ 6286-Х-73)
Резиновые рукава * высокого давления оплеточн^й конструкции с металлическими оплетками применяют в качестве гибких трубопроводгов для подачи под высоким давлением жидкостей, работоспособных в раЙ011ЯХ умеренного и тропического климатов, а также в районах Крайнего Сев^ра (кроме рукавов при температуре до —60 °C. г г ej / Г
Рис. 2. Схемы конструкции рукавов с оплеткой из латунированной проволоки:
I — внутренний резиновый слой; 2 — металлическая оплетка; з — промежуточный резиновый слой; 4 — наружный резиновый слой
лайков $хемы конструкции рукавов 4. оплеткои вз свет.
л'ой проволоки:
L~ ри^Тренний резиновый та ’ г.п'п — хлопчатобумаж-„2 „етка; з — металли-?е®2?.™2}1летка; 4 — проме-Htyio iio.fij резииовый слой;
5 наружный резиновый слой
Рукава в зависимости от разрывного усилия примеияемой ПрОВОЛОКИ должны изготовлять трех групп: А, В и В.
А — с применением проволоки с разрывным усилиом не менее 14 7 кгс;
Б — с применением проволоки с разрывным усипием не менее 17’5 кгс-
В — с применением проволоки с разрывным усилпем йе менее 2о’о кгс’.
'Рукава Z должны изготовлять из проволоки с паТуцИрованной поверхностью и разрывным усилием не менее 16 кгс. г
Рукава каждой группы в зависимости от копструк^ии допжны изготовляться следующих типов: I — с одной металлической оплетк^. ц _ с двумя металлическими оплетками.
Схемы конструкции рукавов приведены на рис. 2 и 3.
Рукава Z должны изготовлять типов I и II.
* Здесь и в пунктах, где не оговорены требования для ных буквой Z, следует читать — в том числе рукава Z.
рукавов, условно обозначен-
45. Основ1,ые размеры, масса и радиус изгиба рукавов
Размеры, мм
Внутренний диа-метр Наружный диаметР РУкава Наружный диаметр по верхней металлической оплстке Минимальный радиус изгиба Масса 1 м, кг
тип I тип II
пал Пре дельное отело-1 нение 0СШИ- 1 нал Предель- нение Тип 1 1 ' Тип 11 Тип У 5 Тип 11 Тйп 1 1 Тип 11
± 1,0 11,2 9,5 12,8 11,15 12,7 14,0 15,1 16,0 18,0 18,3 12,8 11,1 14,0 12,7 14,3 16,6 16,7 18,6 20,6 19,9 50,0 90,0 60,0 100,0 115,0 80,0, 130,0* 80,0 100,0 180,0 60,0 90,0 70,0 100,0 115,0 90,0 130,0 110,0 130,0 180,0 0,40 0,45 0,50 0,55 0,65 0,50 0,60 0,70 0,80 0,90
4,0 5,0 6,0 6,3 8,0 8,0 10,0 10,0 12,0 12,5 14,5 12,7 16,5 15,9 17,5 18,0 19,85 20,5 22,5 23,0 ± 1,0 17,0 15,9 19,0 17,5 19,1 21,0 21,4 23,0 25,0 ' 26,2 27,8 29,0
16,0 16,0 19,0 20,0 20,0 22,0 25,0 25,0 26,2 27,5 30.2 31,2 32,0 : з,з 37,0 38,1 +1,5 -1,0 21,4 22,0 23,0 24,6 205,0 120,0 205,0 170,0 0,85 1,10
31,8 32,8 34,0 34,9 39,0 39,7 +1,5 -1,0 25,4 26,4 26,0 28,6 31,0 32,9 27,0 28,0 29,0 30,2 34,0 34,5 240,0 240,0 150,0 280,0 170,0 300,0 240,0 240,0 200,0 280,0 240,0 300,0 1,05 1,20 1,35 1,50
±2,0 40,1 38,0 44,0 46,0 48,0 56,0 59,0 60,0 41,7 41,0 47,0 47,6 49,6 59,0 60,6 61,6 420,0 200,0 250,0 500,0 - 500,0 300,0 630,0 630,0 420,0 280,0 320,0 500,0 500,0 370,0 630,0 630,0 1,50 1,80 2,00 2,20 2,50 3,10
31,5 32,0 38,0 38,0 40,0 50,0 50,0 51,0 46,0 44,0 10,0- 52,6 54,6 62,0 65,7 66,7 ±2,0 50,5 46,0 52,0 57,15 59,15 64,0 68,85 - 69,85
ГОСТ предусматривает Т1Ш 111 с тРем;т металлическими оплетками.
46. МаксИмальное рабочее давление рукавов, кгс/см2
Внутренний диаметр рукавов, мм Группа А Группа Б Группа В
Тип I Тиб II Тип I Тип II Тип I Тип II
Статика Динамика Статика Динамика Ста- 1 тика Динамика и S Дина-1 мика 1 Статика Динамика Статика Динамика
4 9ПП 120 115 100 90 яоо 180 250 150 350 2КГ 300 180 410 240
g JOO 98Л 170 230 140 330 200 270 165 370 225
8 10 165 1ES0 95П 150 210 125 320 190 145 350 210
?15 130 180 110 270 165 220 135 310 185
12 145 80 910 125 160 100 250 150 200 120 300 180
1g inn GO 105 100 130 95 200 120 150 90 240 145
?.CI QCI 150 90 120 70 180 НО 140 85 220 130
25 * 80 50 195 75 100 65 160 95 120 70 200 120
32 65 40 100 60 75 45 130 75 90 55 140 85
38 40 25 80 50 50 30 90 55 60 35 90 55
50 30 15 40 25 35 20 50 30 40 25 60 35
47. Максимальное рабочее давление р рукава Z, кгс/см2
Внутренний диаметр рукава Z, мм Тип I Тип II Внутренний диаметр рукава Z, мм Тип I Тип II
5 210 350 22 80 140
6,3 200 350 25 70 140
8 175 300 31,5 44 110
10 160 280 38 35 90
12,5 140 250 40 30 80
16 105 200 50 26 80
19 90 160 51 26 80
20 90 160
Пример обозначения рукава типа I, изготовленного с применением латунированной проволоки с внутренним диаметром 12 мм, рабочим статическим давлением 135 кгс/см2 и рабочим динамическим давлением 80 кгс/см2, работоспособного в районах с тропическим климатом (Т):
Рукав I Л—12—135/80—Т, ГОСТ 6286-73
То же для рукава, работоспособного в районах с умеренным климатом (У):
Рукав I Л—12—135/80—У, ГОСТ 6286—73
То же для рукава, работоспособного в районах Крайнего Севера (С):
Рукав I Л—12—135/80—С, ГОСТ 6286—73
То же для рукава, изготовленного с применением светлой проволоки и работоспособного в районах с тропическим климатом:
Рукав 1—12—135/80—Т, ГОСТ 6286-73
То же, для рукавов Z типа I с внутренним диаметром 12,5 мм, рабочим давлением 140 кгс/см2, работоспособных в районах с уморенным и тропическим климатом:
Рукав Z 1—12, 5—140 ГОСТ 6286—73
Длины рукавов, мм: 375; 400; 450; 500; 550; 600; 650; 700; 750; 800; 900; 1000; 1200; 1400; 1500; 1600; 1800; 2000; 2200; 2500; 2800; 3000; 3200; 3500; 3800; 4000; 4200; 4500; 5000.
Рукава с внутренним диаметром 16 мм и выше выпускают длиной до 10 м.
Технические требования. В зависимости от климатических условий рукава должны быть работоспособны при следующих температурах окружающего воздуха:
в условиях умеренного и тропического климата от —50 до +70° С, а рукава Z от —40 до +70 °C;
в условиях Крайнего Севера от —60 до +70° С, кроме рукавов Z.
Рукава должны быть герметичными при гидравлическом давлении, равном 1,25р, а рукава Z — при 2р, где р — рабочее давление, кгс/см2, указанное в табл. 47.
Рукава должны иметь не менее чем трехкратный запас прочности при разрыв^ гидравлическим давлением для статических условий работы и но мепее чем пятикратный — для динамических условий работы.
Рукава Z должны иметь не менее чем четырехкратный запас прочности при разрыве гидравлическим давлением.
Рукава должны быть работоспособны в рабочей среде и при температурах, указанных в табл. 48 и 49.
48. Условия работоспособности для рукавов, кроме Z
Рабочая среда для рукавов, кроме Z Температура рабочей среды,0 С
Бензин Керосин, дизельное топливо, масла на нефтяной основе. . Вода От —50 до +25 От —50 до +Ю0 До +100
49. Условия работоспособности для рукавов Z
Рабочая среда для рукавов Z Температура рабочей среды, °C
Гидравлические жидкости Минеральные масла Растворимыр. масла Эмульсионные масла Масляные и водные эмульсии Водный раствор гликоля От —40 до +100
Вода До 100
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
СОЕДИНИТЕЛЬНЫЕ СТАЛЬНЫЕ ЧАСТИ ТРУБОПРОВОДОВ
Соединительные части с цилиндрической резьбой предназначены для работы при температуре не выше 175° С 0* давлении р = 16 кгс/см2.
50. Муфты, ниппели, контргайки и,стопы
Размеры, мм
Продолжение табл. 50
Условный ПРОХОД Dy . Резьба трубная, дюймы Муфты Ниппели Контргайки С гоны
L S Масса*1, кг ' L Масса*1, кг н 8 D Масса*1, кг 1 J *2 L Масса*1, кг
8 25 3,5 0,023 18 0,008 6 22 22,4 0,014 7,0 38 80 0,040
10 s/8 26 3,5 0,036 20 0,012 6 27 31,2 0,021 8,0 42 90 0,062
15 Va 34 4,0 0,067 24 0,021 8 32 36,9 0,037 9,0 40 110 0,094
20 »/4 36 4,0 0,086 27 0,031 9 36 41,6 0,044 10,5 45 110 0,134
25 1 43 5,0 0,163 30 0.052 10 46 53,1 0,076 11,0 50 130 0,243
32 1*/4 48 5,0 0,220 34 0,075 10 55 63,5 0,105 13,0 53 130 0,336
40 1‘/, 48 5,0 0,255 38 0,109 10 60 69,4 0,113 15,0 60 150 0,463
50 2 56 5,5 0,409 42 0,148 10 75 «8,5 •0,174 17,0 65 150 0,608
65 2«/« 65 6 0,663 47 0,234 12 95 110 0,334 19,5 75 170 1,027
80 3 71 6 0.838 52 0.316 12 105 121 0,347 22,0 85 •180 1,229
100 4 83 8 1,800 79 0,614 14 135 156 0,660 __
125 5 92 8 2,370 — —' — — — — — — — —
* Масса оцинкованных >олыпо черных на 4%.
*3 Предельное отклонение -ро 5 мм.
Изготавливают по требованию потребителя: муфты с 7?у = 150; ниппели и стоны с 7?у = 65 и 80; контргайки с 7)у = 65; 80 и 100 мм.
Примеры обозначений прямой муфты без покрытия с Z>y = =50 мм:
Муфта 50 ГОСТ 8966—75
Ниппеля с Пу = 50 мм с цинковым покрытием:
Диппель 50—Ц ГОСТ 8967—75
Материал: сталь по ГОСТ 380-71 и ГОСТ 1050-74.
Ниппели изготовляют из труб по ГОСТ 3262—75 и ГОСТ 10707—73; стопы — из труб по ГОСТ 3262—75 и ГОСТ 10704—76.
Резьба цилиндрическая — по ГОСТ 6357—73 (класс точности Б).
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ИЗ КОВКОГО ЧУГУНА ДЛЯ ТРУБОПРОВОДОВ
51. Прямые угольники, тройники и кресты, прямые короткие н длинные муфты, компенсирующие муфты, ниппели двойные
Размеры, мм
Угольники прямые ИО ГОСТ 8946—75
Тройники прямые по ГОСТ 8948—75
Кресты прямые ПО ГОСТ 8951—75
9 Анурьев В И., т. 3
Продолжение табл. 51
Муфты прямые короткие по ГОСТ 8954-75
Муфты прямые длинные по ГОСТ 8955—75
Муфты компенсирую щие по ГОСТ 8956—75
Ниппели двойные по ГОСТ 8958-75
d
J Условный проход Резьба трубная d, дюймы Угольники Тройники Кресты Муфты Ниппель
L Масса*, кг L Масса*, кг_ L Масса*, кг короткие длинные 8 L h Масса, кг
L Масса*, кг L Масса*, кг
8 21 0,042 21 0,064 22 0,031 27 0,031 17 36 7 0,029
10 ®/в 25 0,059 25 0,085 ,’п 0,105 24 0,040 3( 0,044 19 38 7 0,035
15 */2 28 0,094- 28 0,133 28 0,163 28 0,065 3( 0,074 24 44 7 0,065
20 ’/* 33 0,146 33 0,206 33 0,284 31 0,096 39 0,108 30 47 8 0,090
25 1 38 0,229 38 0,318 38 0,38,3 35 0,155 45 0,173 36 53 8 0,140
32 1*Л 45 0,352 45 0,490 45 0,585 39 0,226 50 0,245 46 57 9 0,209
40 1>Л 50 0,494 50 0,673 50 0,797 43 0,309 55 0,342 50 59 9 0,210
50 2 * Массе 58 П] 0,790 эиведепа 58 ДЛ1 1,088 вариант 58 а 1,251 • (см. та 47 бл 0,480 55). 65 0,560 65 68 10 0,406
ГОСТ предусматривает части с нерекомендуемым Dy = 65; 85 и 100 мм. Примеры обозначений:
прямого угольника без покрытия с Dy = 40 мм:
Угольник 40 ГОСТ 8946—75
прямого тройника с Dy = 40 мм с цинковым покрытием:
Тройпищ Ц—40 ГОСТ 8948—75
прямой короткой муфты .без покрытия с Dy = 40 мм:
Муфта короткая 40 ГОСТ 8954—75 компенсирующей муфты с Dy = 40 мм с цинковым покрытием:
Муфта компенсирующая Ц—40 ГОСТ 8456—75 двойного ниппеля без покрытия с Dy = 25 мм:
Ниппель 25 ГОСТ 8958—75
Резьба цилиндрическая — по ГОСТ 6357—73 (класс точности В).
52. Переходные угольники, тройники, кресты и муфты Размеры, мм
Угольники ПО ГОСТ 8947-75
по ГОСТ 8952—75
Тройники по ГОСТ 8949—75
8957—75
Условный проход Dy х Dyl Резьба трубная dxrfn дюймы Угольники Тройники Кресты Муфты
L bi Масса*, кг L bi Масса*, кг L bi Масса*, кг L Масса*, кг
10x8 •/«xV< — — — — — — 30 0,040
15x8 */:Х‘А — — — —. — — — — — 36 0,061
15X10 1/2Х3/в 26 26 0,077 26 26 0,119 26 26 0,137 36 0,064
15x20 ’ЛХ’А — — 31 30 0,163 — —. — — —
20X10 7»х3/в 28 28 0,103 28 28 0,168 — —. — 39 0,086
20X15 ’ДХ’/г 30 31 0,134 30 31 0,183 30 31 0,212 39 0,095
25X15 1Х*/« 32 34 0,173 32 34 0,255 32 34 0284 45 0,134
25x20 IX3/* 35 36 0,204 35 36 0,285 35 36 0,329 45 0,147
32X15 ПЛХ’Л, 34 38 0,234 34 38 0,352 34 36 0,382 50 0,185
32X20 I'/iX’/* 36 41 0,260 36 41 0,382 36 41 0,428 50 0,209
32x25 i7«xi 40 .42 0,321 40 42 0,430 40 42 0,492 50 0,218
40X15 iVeX’/i — — — 36 42 0,459 — — — 55 0,243
40x20 1*/2Х3/4 — — — 38 44 0,494 38 44 0,543 55 0,258
40x25 11/гХ1 42 46 0,415 42 46 0,552 42 46 0,619 55 0,280
40x32 Р/гХРД 46 48 0,459 46 48 0,616 46 48 0,709 55 0,325
50X15 2Х3/з — — — 38 48 0,672 — — .— — —
50x20 2 Xs/* — — — 40 50 0,714 — — .— — —
50X25 2X1 — — — 44 52 0,788 44 52 0,859 65 0,416
50X32 2ХР/1 — — — 48 54 0,867 48 54 0,964 65 0,447
50x40 2х1’/« — — — 52 55 0,940 52 55 1,055 65 0,473 "
* Масса приведена для варианта 1 (см. табл. 55).
9*
ГОСТ предусматривает части с нерекомендуемые д = 65x32; 65x40; 65x50; 80X40; 80x50; 80X65; 100X65 и 100 X 80.
Примеры обозначений!
переходного угольника без покрытия с Лу 40 мм па /)у1 25 мм:
Угольник 40x25 ГОСТ 8947—75
переходного тройника с Dy 40 мм па Dyi 32 нм с цинковым покрытием:
Тройник Ц—40x32 ГОСТ 8949-75
переходного креста бей^ покрытия с 2? у 25 мм нц Dn 20 мм:
Крест 25X20 ГОСТ 8952— >5
переходной муфты без покрытия с Dy 32 мм на Ру1 25 мм: Муфты 32X25 ГОСТ 8957—75
53. Тройники и кресты с двумя пере\одачи
Размеры, мм
Тройник по ГОСТ 8950-75
fl~ 1 (4k=-L=^
Условный проход Резьба трубная dyd, xd2, дюймы Тройники Просты
L Li L: Масса » кг ’ Ь Lt Масса *, кг
20x15x15 •ЛХ’ЛХ*/» 30 31 28 0,158 30 31 28 0,200
20x20x15 •/«Х’/дХ'А 33 33 31 0,185 33 33 31 0,264
25x15x20 1Х>/гХ>/4 32 34 30 0,215 32 34 30 0,252
25x20x20 lx3Axs/i 35 36 33 0,246 35 36 33 0,316
32x 20 x 25 l‘/4XS/«Xl 36 41 35 0,328 36 41 35 0,396
32x25x25 V/iXlXl 40 42 38 0,374 — — — —
40x25x32 1»/»Х1Х1*/4 42 46 40 0,47’j — — — —
* Масса приведена для варианта 1
55).
(см. табл.
Примеры обозначений:
тройника с двумя переходами без покрытия с Dy 25 эдм на Dn 15 мм и Dyi 20мм:
Тройник 25X15X20 ГОСТ 8950—75
то же, с цинковым покрытием:
Тройник Ц—25X15X20 ГОСТ 8t)50—75
54. Контргайки, колпаки и пробки Размеры, мм
Контргайки Колпаки Пробки
по ГОСТ 8961-75 по ГОСТ 8962-75 по ГОСТ 8963-75
Условный проход "у Резьба трубная, дюймы Контргайки Колпаки Пробки
н 3 D О, Масса, кг, не более L Масса*, кг L 8 Н масса, кг
8 */4 6 22 25,4 20 0,013 0,023 22 9 6 0,016
10 ’/» 7 27 31,2 25 — 24 11х 7 0,024
15 8 32 36,9 30 0,034 19 0,053 26 14 7 0,040
20 ’/« - 9 36 41,6 33 0,041 22 0,089 32 17 9 0,069
25 1 10 46 53,1 43 ‘ 0,077 24 0,138 36 19 10 0,110
32 1*/1 11 55 63,5 52 0,109 27 0,221 39 22 12 0,157
40 1*/а 12 60 69.3 56 0,127 27 0,251 41 22 12 0.186
50 * Ма 2 сса колпаш 13 для 75 вари 86,5 анта 70 (см. 0,212 табл. 55) 32 0,474 48 27 14 0,322
Примеры обозначений: контргайки без покрытия с Dy 50 мм:
Контргайка 50 ГОСТ 8961—75 то же, с цинковым покрытием:
Контргайка Ц—50 ГОСТ 8961—75
55. Конструктивные размеры * и технические требования на соединительные части иа ковкого чугуна, мм
Вариант 1 Вариант 2
Условный проход °У Резьба dt й, 3 81 h
трубная, дюймы d 1 | G 12, пе более
ие в енее
8 */« 13,158 9.0 9,0 7,0 13,5 12,5 2,5 3,0 2ft
10 3/8 16,663 10,0 11,0 8,0 17,0 ' 16,0 2,5 3,0 2,0
15 20,956 12,0 14,0 9,0 21,5 27,0 20,0 2,8 3,5 2,0
20 26,442 13,5 16,0 10,5 25,5 3,0 3,5 2,5
25 1 33,250 15,0 19,0 11,0 34,0 32,0 3,3 4,0 2,5
32 1‘/4 41,912 17,0 21,0 13,0 42,5 40,5 3;6 4,0 3,0
40 а 47,805 19,0 21,0 15,0 48,5 46,5 4,0 4,0 3,0
50 59,616 21,0’ 24,0 17,0 60,5 58,5 4,5 4,5 3,5
* Для справок. Выбор вариантов 1 или 2 производится предпри я тием-изготовите-
лем. Следует отдавать предпочтение тому варианту, при котором получается меньшая масса соединительной части для каждого Г>у.
Марки и технические требования на отливки — по ГОСТ 1215—59.
Резьба цилиндрическая — по ГОСТ 6357—73 (класс точности В),
СОЕДИНИТЕЛЬНЫЕ ЧАСТИ (ФИТИНГИ) ДЛЯ ГИДРОПРИВОДОВ
56. Футорки
Размеры, мм
Jg»!. и
‘’N г Do «5
4
fj-o
T, r V P 0,S5S _ac
Номинальный размер, дюймы Резьба коническая по ГОСТ 6111—52, дюймы s H D T -0,3 Pl c Глубина ввертывания
Do | d co сбегом
‘/.X’/s к’1/, if1/» 14-0,M 19 16,2 15 11 1 9,5
15
“/sX1/. if3/» К1/. 12-0,2S 20 21,9
’ДХ1/. Xs/, к ’/» if1/. К3/» 22-0,28 25 25.4 20 15 16 13
х1/. •/.X//, х>/2 if3/. К >/. А' »/« К >/2 27- 0,28 26 31,2 15 16 21
15 16 21 21
X1/. 1Х3/8 Х*/2 Xs/ 4 К1 К >/. к ’/» к '/г к 3/. 36-0,M 31 41,6 25 1,5 15
Х’/4 х3/„ I’/.XVa X3/. XI КП/4 if1/. if3/» if1/» if3/. К 1 46-0,34 32 53,1 15 16 21 21 26 16
х’7. х3/„ I’feX1/» X3/4 XI Х1’/4 К1«/а if«/. if3/» if1/» if3/. if 1 if I1/. 50- 0,34 33 57,7 15 16 21 21 26 27
1,5 18
х’7* Х3/а X»/* 2Х3/. XI XI1/. Х1*/2 К2 if*/, if 3/a if V2 if3/. if 1 if 11/. if I1/» 65-0,4 36 75 26 15 16 21 21 26 27 27
57. Прямые строганые угольники высокого давления
Размеры, мм
Резьба коническая по ГОСТ 6111—52, дюймы L Л-о,2 К 1 Tt со сбегом С Г
КЧ» 26,5 17 18 20 И 4 2
К Ча 33 22 22 25 15 5 2
К’/> 37 24 25 28 16 6 2,5
К Ча 45 30 30 34 21 7 2,5
К3/, 53 36 35 40 21 8 3
К 1 65 46 42 48 26 10 3
К 14 а 77,5 55 50 58 27 12 4
КИ/2 90 60 60 69 27 15 4,5
К 2 107,5 75 70 82 28 20 5
Материал: сгаль 35.
58. Ввертные строганые угольники высокого давления
Размеры, мм
Резьба коническая по ГОСТ Ы11—52 Da и d, дюймы di L Н Ь-»,з D К Ki 1 <1 т Та С С1 Глубина ввертывания
со сС ЮГОМ
КЧ, 8 33 26,5 17 16 18 24,5 20 12 10 И 4 1 6,5
К Ча. 8 42,5 33 22 21 22 31,5 25 17 15 15 5 1 9,5
К1/, И 46,5 37 24 23 25 34,5 28 17 15 16 6 1 9,5
К Ча 15 58 45 30 29 30 43 34 22 20 21 7 1 13
К Ча 20 66 53 36 35 35 48 40 22 20 21 8 1 13
К1 25 80 65 46 45 42 57 48 27 25 26 10 1,5 15
К1Ча 34 93,5 77,5 55 54 50 66 58 27 25 27 12 1,5 16
К 14, 40 106 90 60 59 60 76 69 27 25 27 15 1,5 16
К 2 51 125,5 117,5 75 74 70 88 82 28 26 28 20 1,5 18
59. Тройники прямые строганые высокого давления Размеры, мм
Резьба коническая по ГОСТ 611J—52 d, дюймы L Н б ©?3 Л со сбегом Г
К >/. 18 26,5 17 и 2
К‘/. 22 33 22 15 2
К’/< 25 37 24 16 2,5
К »/г 30 45 30 21 2,5
№/« 35 53 36 21 3
К 1 42 65 46 26 3
Д-РА 50 77,5 55 27 4
К 1*/а 60 90 60 27 4,5
К 2 70 107,5 75 28 5
СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ТРУБ С РАЗВАЛЬЦОВКОЙ
Соединения изготовляют двух исполнений: А — с трубной цилиндрической резьбой по ГОСТ 6357—73, Б — с конической резьбой ио ГОСТ 6111—52.
В таблице Dy — условный проход труб.
60. Присоединения прямые концевые Размеры, мм
Исполнение А с резьбой грубпой Исполнение Б с резьбой конической
цилиндрической дюймовой
Резьба, трудная Основная плоскость
дюймовая
Общие размеры Исполнение Исполнение Б
Трубы медные по ГОСТ 617-72 dH; Трубы стальные по ГОСТ 8734—70 < S D Di 1 Резьба трубная по ГОСТ 6357- 73, дюймы L Резьба коническая по ГОСТ 6111—52, дюймы L
4X0,5 6X0,8 6x0,5 2,5 4 13,5 16 13,5 16 7 8 */« 23 26 ’/я 26 29
8X1 10x1 8X0,8 10X1 5,5 7,5 19,5 19,5 21,5 . 9 10 ’/4 27 36 37
12X1 14X1 12X1 14X1 9,5 И 21,5 27 25 27 и 12 »/» 31 35 “/» 38 43
18X1,5 22X2 28x2 18X1,5 22x1,6 28x2 14 19 24 34 41 47 34 41 52 13 14 16 »/« "/4 1 40 44 47 »/, •/* 1 49 53 59
Штуцеры концевые, деталь 1 — но табл. 61.
Гайка, деталь 2 — по табл. 62.
Ниппель, деталь 3 — по табл. 63.
Кольцо резиновое — по ГОСТ 9833—73.
Допускаемое номинальное давление: для труб медных до 63 кгс/см®, для труб стальных до 125 кгс/см2.
61. Штуцеры концевые, деталь 1
Размеры, мм
Исполнение А с цилиндрической трубно!! резьбой
Исполнение Ij с конической дюймовой резьбой
Общие размеры
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734—75 Резьба d dt (пред, откл. по Д7) d2 (пред, откл. +0,3) ds (пред, откл. по В,) ;+0,2 5 f Масса, кг
<гн XS
4X0,5 М10Х1 2,5 3 8,5 12 2 3,5 0,014
6X0,8 6X0,6 М12Х1.25 4,0 4,5 10.2 13 3 0,018
8X1 8X0,8 М14Х1.5 5,5 6 11,8 14 3,5 0,030
10X1 10X1 М16Х1.5 7,5 8 13,8 15 4,0 0,031 0,046
12X1 12X1 М18Х1.5 8,5 10 15,8 16 4.0
14X1 14X1 1122X1,5 11 12 19,8 18 3 0,066
18X1,5 18X1,2 М27Х1.5 14 15 24,8 20 0,150
22X2 22X1,6 МЗЗХ1.5 18 20 30,8 22 6 0,180
28X2 28X2 М39Х1.5 24 25 36,8 24 7 0,263
Продолжение табл. 61
Исполнение А'
Резьба трубная по ГОСТ 6357-73 (пред, откл. +0,2) D Di L (пред откл по В7) ц (пред откл =1 0,2) Ь1 С SI
Дюймы
*/» 9,728 8,0 16 13,5 26 28 8 2 1 14
*/* 13,157. 11,0 21,5 16,5 34 19
12 2,5 1,6
•/. 16,662 14,5 27 22 36 39 24
*/» 20,955 • 18 34 27 45 14 3,0 2,0 30
’/1 26,441 23,5 41 33 50 16 3,0 2,0 36
1 33,250 28,5 47 39 56 18 4,0 2,5 41
Продолжение табл. 61
Исполнение Б
Резьба коническая по ГОСТ 6111—52 С1 D й2 L (пред, откл по В7) S,
Дюймы Йо h «0 (Пред, откл ±0,3)
»/. 10,42 7 4,572 9 1 13,5 16 10,5 13,5 27 29 12 14
*/< 13,85 9,5 5,080 14 1,5 19,5 16,5 36 37 17
•/. 17,33 10,5 6,096 21,5 27 18 22 38 42 19 24
V. 21,56 13,5 8,128 19 1,5 34 27 50 30
26,91 33,69 14,0 8,bit 19 1,5 41 33 54 36
1 17,5 10,16 24 2,0 47 39 62 41
Материал: сталь 35, сталь А12.
Покрытие Хим. Оке. прм ГОСТ 9.073—77.
Резьба трубная цилиндрическая по ГОСТ 6357—73.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
62. Гайка,деталь 2 Размеры, мм
.иг to
V(\/)
Трубы стальные по ГОСТ 8734-75 Трубы медные по ГОСТ 617—72 Резьба метрическая d «в О С D D, й2 (пред. ОТКЛ. по -0,5 В, (пред. сл. по В?) Д 1 -0,5 ь с S, к ге о
dnxS л "О о -0,7) ЭД о rt
4x0,5 Mioxi 5 13,5 8 12 9,9 13 10 и 3,8 1,0 12 0,005
6x0,0 6X0,8 — M12xl,25 7 16 10 14 11,5 14 11 12 4,5 5,4 1,6 14 0,008
— 8x0,8 8x1 — M14xl,5 9 19,5 12 17 13,4 15 12 13 1,6 1,6 17 0,010
— 10,1 10X1 — МП> X 1,5 11 21,5 14 19 15,4 16 13 14 5,4 19 0,014
12X2 12x1 12X1 8 M18xl,5 14 25 17 22 17,4 18 14 15 5,4 1,6 22 0,019
14x2 14x1 14x1 10 M22xl,5 18 27 21 24 21,4 20 15 16 5,4 1,6 24 0,022
20x2,5 25X3 18x1 18X1,5 15 М27Х1,5 22 34 25 30 26,4 22 16 18 5,4 1,6 30 0,040
22x1,6 22x2 21) МЗЗХ1.5 28 41 33 36 32,4 24 18 20 5,4 1,6 36 0,065
37X3,5 28x1,6 28x2 25 M.Wxl.a 34 52 42 44 38,4 27 20 23 5,4 1,6 46 0,135
40x4 — — 32 M48xl,5 43 62 52 54 47,4 32 24 27 5,4 1,6 55 0,211
50x5 — — 40 М5ьх2 48 72 62 64 54,8 35 28 30 6,5 2,0 65 0,300
Материал: сталь 35; сталь А12.
Покрытие — Хим. оке. прм ГОСТ 9.073—77.
Резьба метрическая — ио ГОСТ 9150 —59, поле допуска 8g по ГОСТ 16093—70.
Эксцентричность отверстия d, относительно диаметра резьбы d нс более 0,1 мм.
Допускается изготовление гайки без пояска П2.
Допускается исполнение гайки без проточки с ледорезом, равным Ъ.
63. Ниппель, деталь 3
Размеры, мм
Материал: сталь 35, сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
64. Присоединение угловое концевое Размеры, мм
Для труб с </н до 10 мм (цельные)
Для труб с от 12 мм (сварные)
Основная плоскость
Резьба коническая вюйыо&ая
Резьба коническая Ъюй новая
Основная плоскость
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734-75 Резьба коническая по ГОСТ d. D Lt 1 Н
dH; <-8 6111—52, дюймы
4X0,5 6X0,8 6x0,6 */а 2,5 4 13,5 16 32 33 25 26 7 8 25
8X1 8X0,8 5,5 19,5 37 28 9 32
10X1 10X1 V 4 7,5 21,5 41 32 10 35
12X1 14X1 12X1 14X1 •/« 9,5 И 25 27 50 55 38 43 11 12 40
18X1,5 18X1,2 •Zi 14 34 64 49 13 50
22X2 22X1,6 •/4 19 41 74 56 14 58
28X2 28x2 1 24 52 83 63 16 70
Угольник, деталь 1 — по табл. 65.
Гайка, деталь 2 — по табл. 62.
Ниппель, деталь 3 — по табл; 63.
Допускаемое номинальное давление для труб медных до 63 кгс/см8; для труб стальных до 125 кгс/см2.
65. Угольник концевой, деталь 1
Размеры, мм
Для труб с dH до 10 мм (цельные) Для труб с dH от 12 мм (сварные)
Трубы медные по ГОСТ 617-72 Трубы стальные но ГОСТ 8734—75 Резьба коническая по ГОСТ 6111-52 Резьба d di (пред откл по А7) С?2 (пред откл +0,2) d, (пред, откл. ПО В,) dt (пред ОТКЛ по Al) <fs (пред откл по В?) L 1 н h Йд f S, Масса, кг
Дюймы Йо 11 12 1з (пред ОТКЛ -±0,2) С пре Д о ±0, гкл
dn X 8
4X0.5 — i/8 10,42 7 4,542 9 1 MlOxl 2,5 3 8,5 28 14,5 24 18 21 3,5 г, 1 h 0.029
6x0,8 6X0,6 Ml 2x1,25 4 4,5 10.2 28 28 20 24 0,035
8X1 8X0,8 13,85 9,5 5,080 М14Х1.5 5,5 6 11.8 32 15 34 25 30 3,5 4 0.054
10x1 ЮХ1 *7-! 14 1,6 M16xl,5 7,5 8 13,8 36 19 38 27 33 4 7 17 0,062
12X1 14X1 12x1 14x1 s/s 17.33 10,5 6,090 14 М18Х1.5 М 22xl,5 9,5 И 13 15 20 44 48 20 40 45 30 32 -35 38 24 0,115 0,141
18x1,5 18X1,2 21,56 13,5 8,128 19 1,6 М27Х1,5 14 —- 19 24 57 22 53 38 45 30 0,225
22x2 22X1,6 V. 26,91 14 8,611 19 1,6 М33х1,5 19 24 30 66 26 62 44 52 36 0,415
28x2 28x2 1 33,69 17,5 10,69 24 2 М39Х1.5 24 30 36 76 30 ’/ 2 52 80 41 0,606
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
Штуцер присоединительный по табл. 66.
66. Штуцер присоединительный
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734—75 Резьба d (пред О ГК л по Л7) 3-2 (пред откл +0,2) йз (пред откл по В7) С?4 (пред откл по Л4) L (пред ОТКЛ по В7) 1 It ?2 h Масса, кг
Пред огкл ±0,2
dnxS
10X1 12X1 10X1 12X1 М16Х1.5 М18х1,5 7,5 9,5 8 10 13 15 и 13 23 24 12 13 4 1,5 it 0,014 0,019
14X1 18x1,5 14X1 18x1,2 М22Х1.5 М27х1,5 И 14 Ъ 15 19 24 15 19 29 34 15 17 5 7 1,5 2 5 0,037 0,065
22x2 28X2 22x1,6 28x2 М 33X1,5 М39Х1.5 19 24 20 25 30 36 24 30 36 42 20 23 7 2 6 7 0,103 0,181
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 1609г—70.
67. Присоединение тройниковое концевое Размеры, мм
Для труб с <2И от 12 мм (сварные)
3 2 J
дюймовая
Исполнение А — присоединяемые трубы разные Проход одной трубы =» <3, Исполнение Б — присоединяемые трубы одинаковые Проход каждой трубы = dt Исполнение В — присоединяемые грубы одинаковые Проход каждой трубы менее dt.
Трубы медные но ГОСТ 617—72 dn Трубы стальные по ГОСТ 8734—75 XS Исполнение Резьба коническая по ГОСТ 6111—52, дюймы d, <32 <2з D Ci 1 == Н
4X0,5 — Для Б груб с d ’/* II д° 2,5 10 мм (ц 2,5 л ьн ы е) 13,5 51 / 19
6x0,8 4X0,5 А 4 4 2,5 16 13,5 52 8 7 22
6X0,8 Б 4 16 53 8
4x0,5 В 2,5 13,5 51 7 21
8X1 6X0,8 8x0,8 6x0,6 А >Л 5,5 5,5 4 19,5 16 56 9 8 28
8X1 3x0,8 Б 5,5 19,5 57 9
6x0,8 6x0,6 В 4 16 56 8 26
'10X1 8X1 10x1 8X0,8 А 7,5 75 5,5 21,5 19,5 61 10 9 31
10X1 Юх1 В 7,5 21,5 65 10
8X1 8x0,8 В 5,5 19,5 57 9 30 —
272
Трубопроводы и соединения
Трубы медные по ГОСТ 617-72 Трубы стальные по ГОСТ 8734-75 Исполнение Резьба л ониде-скал по гост 6111-52, ДЮЙМЫ d3 d, D Dt I 11 И
dHXS
JX л к труб с <JB от 12 w (.свар и ы е)
12X1 10x1 12X1 10X1 А 9,5 7,5 25 21,5 74 и 10 35
12x1 12X1 Б •/. 9,5 9,5 25 7о и
10X1 10X1 В 7,5 21,5 72 10 , 31
14x1 12X1 14X1 12X1 А И 11 9,5 27 25 81 12 11 38
14x1 14X1 Б и 27 86 12
12X1 12X1 В 9,5 25 76 И 35
18X1,5 14X1 18x1,2 14X1 А ‘/1 14 14 11 34 27 95 13 12 45
18X1,5 18x1,2 Б 14 34 98 13
14x1 14X1 в И 27 92 12 39
22X2 18X1,5 18X1,2 А ’/4 19 ' ГО 14 1 41 34 107 14 13 54
22x2 22x1,6 Б 19 41 110 14
18x1,5 18X1,2 в 14 34 104 13 47
28x2 22X2 28x2 22x1,6 А 1 24 24 19 52 41 120 16 14 66
28x2 28x2 Б 24 52 125 16
22x2 22X1,6 В 19 41 117 14 56
Тройник концевой, деталь 1 — по табл. 69.
Гайка, деталь 2 — iI0 табл. 62.
Ниппель, деталь 3 — по табл. 63.
Допускаемое номинальное давление для труб: медных до 63 кгс/см2; стальных р.0 125 кгс/см2.
68. Соединение тройниковое промежуточное Размеры, мм
Для труб с dH до 10 мм (цельные)
Для труб с dH от 12 мм (сварные)
Трубы медные по гост 617-72 Трубы стальные по ГОСТ 8734-75 Трубы медные по ГОСТ 617-72 Трубы стальные по ГОСТ 8734-75 dg D l 11 И
dH XS и dn txSi
ДЛЯ отв ада с d. ДЛЯ отве да с d2
4x0,5 4x0,5 2,5 2,5 13,5 13,5 48 7 7 30
6X03 6x0,6 4x0,5 — 4 2,5 16 13,5 57 8 7 32
8X1 8X0,8 6x0,8 6x0,6 5,5 4 19,5 16 56 9 8 38
Юх1 10x1 8x1 8x0,8 7,5 5,5 21,5 19,5 60 10 9 40
12X1 12X1 Юх1 10X1 9,5 7.5 25 21,5 67 И 10 46
14X1 14X1 12xt 12x1 11 9,5 27 25 77 12 11 50
18x1,5 18x1,2 14x1 14X1 „ 14 И 34 27 86 13 12 60
22x2 22x1,6 18x1,5 18x1,2 19 14 41 34 98 14 13 70
28x2 28x2 22x2 22x1,6 24 19 52 41 106 16 14 84
Тройник проходной, деталь 1 — по табл. 70.
Гайка, деталь 2 — по табл. 62.
Ниппель, деталь 3 — по табл. 63.
Допускаемое поминальное давление для труб: медных до 63 кгс/см2; стальных до 125 кгс/см2.
69. Тройник конце
Размеры,
Исполнение'А — присоединяемые трубы разные Проход одной трубы
Исполнение Б — присоединяемые трубы одинаковые Проход ка/ьдой трубй ^dt.
Исполнение В ~~ присоединяемые трубы одинаковые Проход трубы менее dx.
Для хруб с dH
Трубы медные по ГОСТ 617-72 Трубы стальные по ГОСТ 8734-75 Исполнение Резьба коническая по ГОСТ 6111—52 Гезъба метрическая dx с^2 d%
Дюймы Do 11 G (пред откл ± 0,2) С а Й4 Пред откл по А
dHXS
4x0,5 — Б V» 10,42 7 4,572 9 1 MlOxl 2,5 2,5
6x0,8 А М12х1,25 4 4 |
4x0,5 MlOxl | 2,5
6x0,8 6x0,6 Б М12Х1,25 4
4x0,5 — В MlOxl 2,5
8x1 8X0,8 А ’/4 13,85 9,5 5,080 14 1,5 M14xl,5 | 5,5 5,5 |
6X0,8 6\0,6 M12xl,25 1 ч
8X1 8x0,8 Б №4x1,5 ' 5,5
6X0,8 6x0,6 в М12х1,25 4
Юх1 10x1 А М1Ьх1,Ь | 7,5 7,5 | |
8x1 8x0,8 М14х1,5 1 5,5 1
10x1 10x1 Б Mlbxt,5 7,5
8X1 8X0,8 В М14х1,5 5,5
вой, деталь 1
мм
Для труб с da от 12 мм (сварные)
до 10 мм (цельные)
<h do d, <-<8 L 1 /4 И±0,3 Л+0,3 hi Tig Лз f fi St Масса, кг
3 8,5 43* 21,5 f4,5 24 18 21 3,5 14 0,035
4,5 10,2 28 20 24 0,040
3 8,5
4,5 10,2 47 23,5 15 0,046
3 8,5 43 21,5 14,5 0,037
6 11,8 46 23 15 14,5 34 25 30 17 0,062 0,065 0,060
4,5 10,2
6 11,8 47 23,5 15
4,5 10,2 48 23 14,5
8 13,8 51 25,5 19 15 38 27 33 4 | 7 4 0,068
6 11,8 3,5
8 13,8 55 27,5 15 4 7 7 0,069
6 11,8 47 23,5 15 3,5 4 0,065
Для труб с dH от 12 мм (сварные)
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734—75 Исполнение Резьба коническая по ГОСТ 6111-52, дюймы <11 <?3 D Di 1 h Н Si 8.
dHXS
12X1 10X1 12X1 10X1 А •А ' 9,5 9,5 7,5 25 21,5 Н И 10 35 22 19
12X1 12X1 Б 9,5 25 76 И 22
WX1 10X1 В 7,5 21,5 72 10 31 19
14X1 12X1 14x1 12X1 А 11 И 9,5 27 25 81 12 И 38 24 22
14X1 14X1 Б И 27 86 12 24
12X1 12X1 В 9,5 2о 76 И 35 22
18X1,5 14X1 18x1,2 14X1 А 14 14 И 34 27 95 13 12 45 30 24
18X1,5 18X1,2 Б 14 34 98 13 30
14X1 14X1 В И 27 92 12 39 24
22X2 18X1,5 22X1,6 18X1,2 А •/4 id 19 14 41 34 107 14 13 54 36 30
22X2 22X1,6 Б 19 41 110 14 36
18X1,5 18X1,2 В 14 34 104 13 47 30,
28x2 22X2 28X2 22X1,6 А 1 24 24 19 52 41 120 16 14 66 «6 36
28X2 28x2 Б 24 52 125. 16 №
22X2 22X1,6 В 19 41 117 14 56 36
Материал для цельного тройника: сталь 35; сталь А12.
Материал сварного тройника: сталь 35; сталь А12.
Штуцер присоединительный — ио табл. 66.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8 g — по ГОСТ 16093—70.
70. Тройник проходной, деталь 1
Размеры, мм
Для труб с dH до 10 мм (цельные) Для труб с da от 12 мм (сварные)
Трубы медные по ГОСТ 617-7? Трубы стальные по ГОСТ 8734-75 Резьба метрическая d di &2 Трубы медные Трубы стальные Резьба метрическая d3 d4 ds d. d8 (Пред ОТКЛ. по At) L (±0,2 Н h hi h S2 Масса, кг
Пред по откл. А? ДЛЯ 017 xs{ ода с d2 Пред ОТКЛ. 0,2 Пред ПО откл. в?
d н XS
4x0,5 — М10Х1 2,5 2,5 4x0,5 MlOxl 3 3 8,5 8,5 40 12 26,5 2 12 0,033
6x0,8 6x0,6 M12xl,25 4 2,5 4x0,5 — MlOxl 4,5 3 10,2 8,5 42 13 28,5 3,5 3,5 3 It 14 0,042
8x1 8x0,8 М14Х1.5 5,5 4 6x0,8 6x0,6 M12xl,25 6 4,5 11,8 10,2 46 14 31,5 3 17 0,066
10X1 ЮХ1 М16х1,5 7,5 5,5 8x1 8x0,8 M14xl,5 8 6 13,8 11,8 50 15 32 4 3,5 4 17 0,073
12x1 12x1 М18х1,5 9,5 7,5 10x1 10X1 M16xl,5 10 15,8 и 55 16 38 4 ___ 19 0.096
14x1 14x1 М22Х1.5 и 9,5 12x1 12x1 М18Х1.5 12 — 19,8 — 13 63 18 44 4,5 — — 24 0,175
18X1,5 18x1,2 М27х1,& 14 И 14x1 14X1 М22х1,5 15 24,8 15 72 20 54 5 30 0,226
22x2 22x1,6 М33х1,5 19 14 18x1,5 18x1,2 М27Х1.5 20 30.8 19 82 22 63 6 __ — 36 0,502
28x2 28x2 М39Х1.5 24 19 22x2 22x1.6 МЗЗХ1.5 25 36.8 24 92 24 71 7 41 0,933
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Материал цельного тройника: сталь 35; сталь А12.
Материал сварного тройника: сталь 35; сталь А12.
Покрытие — Хим. Оке. при по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
71. Соединение прямое промежуточное Размеры, мм
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734-75 й. D В, L I*
dH XS
4x0,5 , 2,5 13,5 13,5 38 7
6x0,8 6x0,6 4 16 16 42 8
8X1 8X0,8 5,5 19,5 44 9
10X1 10x1 7,5 21,5 46 10
12x1 12x1 9,5 21,5 25 52 11
14X1 14xt It 27 27 59 12
18x1,5 18x1,2 14 34 34 64 13
22x2 22x1,6 19 41 41 71 14
28X2 28x2 24 47 52 76 -
Штуцер проходной, деталь 1 — по табл. 72.
Гайка, деталь 2 — по табл. 62.
Ниппель, деталь 3 — по табл. 63.
Допускается давление для труб: медпых до 63 кгс/см2; стальных до 125 кгс/см2.
72. Штуцер проходной, деталь 1 Размеры, мм
30°
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734—75 Резьба метрическая d di (пред. | откл по А?) d2 (пред, откл. -0,3) d3 (пред, откл по В?) D Bt L (пр%д. откл по В7) сд +! h Si /
dHXS
4x0,5 — Mtoxl 2,5 3 8,5 13,5 10,5 30 12 3,5 12 2
6x0,8 6x0,6 M12xl,25 4 4,5 10,2 16 13,5 32 13 3,5 14 3
8X1 8X0,8 М14Х1,5 5,5 6 11,8 19,5 16,5 34 14 3,5 17 3
10X1 Юх1 М16х1,5 7,5 8 13,8 19,5 16,5 36 15 4 17 3
12X1 12X1 М18х1,5 9,5 10 15.8 21,5 18 40 16 4 19 3
14X1 14x1 М22Х1,5 И 12 19,8 27 22 45 18 4,5 24 3
18x1,5 18X1,2 М27Х1.5 14 15 24,8 34 27 50 20 5 30 3
22X2 22x1,6 МЗЗХ1.5 19 20 30,8 41 33 55 22. 6 36 3
28x2 28x2 М39Х1.5 24 25 36,8 47 39 62 24 7 41 3
Масса, кг
0,013 0,020 0,029 0,033 0.047 0,080 0,145 0 Л9 0.321
Продолжение табл. 72
Материал: сталь 35; сталь А12-.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
73. Концевое соединение без ниппеля (пример применения) Размеры, мм
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734-75 Резьба метрическая Резьба трубная по ГОСТ 6357—73, дюймы L
— ~в| 4x0,5 6x0,8 8x1 10X1 12X1 6x0,6 8x0,8 10X1 12x1 МЮХ1 М12Х1.25 М14Х1.5 М16Х1.5 М 18x1,5 — 10 12 14 16 18
2 'V4 XI *1 1 14X1 18x1,5 22x2 28x2 14x1 18x1,2 22x1,6 28X2 — V а 1’А 20 23 26 30
Штуцер, деталь 1 — по табл. 74.
Кольцо, деталь 2 — по табл. 75.
Допускаемое поминальное давление для труб: медных до 63 кгс/см2; сталь-чных до 125 кгс/см2.
74. Штуцер
Размеры, мм
Скруглить
1*45°
Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734—75 Резьба А (пред. Н-0,3 откл'2о,2) (,-a оп 1ГЯ1О •fiadn) гр D Di £ (пред. ОТлЛ. по В7) 1 1 + 0,2 1 / fl S Масса, кг
метрическая d трубная по ГОСТ 6357-73, дюймы
°’н XS
4x0,5 М10Х1 4 8,5 13,5 10,5 14 9 2 12 0,007
6X0,8 6x0,6 М12х1,25 6 10,2 16 13,5 16 10 2,5 14 0,010
8x1 8x0,8 М14х1,5 8 11,8 19,5 16,5 18 11 2 2,5 17 0,016
10x1 10x1 М16Х1.5 10 13,8 19,5 16,5 20 12 2,5 17 0,017
12X1 12X1 Mt8x1,5 12 15,8 21,5 18 22 14 3 19 0,020
14x1 14x1 Ул 14 18 25 21 26 17 2 3 22 0,034
18x1,5 18x1,2 74 18 23,5 34 27 30 20 3 3 30 0,077
22\2 22x1,6 1 22 29,8 41 33 34 23 4 4 36 0,115
28x2 28x2 1*/< 28 38 52 42 38 26 7 4 46 0,206
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ТОСТ 16093—70.
75. Кольцо уплотнительное Размеры, мм
W) Трубы медные по ГОСТ 617—72 Трубы стальные по ГОСТ 8734-75 d (пред, откл по А?) <Л (пред откл. +0,2) 7 Q L (пред откл. по В?) Масса 10 шт., кг
| медных сталь-1 ных
dH X S
г 4X0,5 — 2,5 3 8,3 7 0,023 0,016
1 6X0,8 6x0,5 4 4,5 10 8 0,034 0,027
<=1 _в 1 осЛ —г 1 -"til TS —i 1 8X1 10X1 12X1 14X1 8x0,8 10X1 12X1 5.5 7.5 9,5 6 8 10 11,5 13,5 15,5 9 10 11 0,045 0,068 0,102 0,136 0,038 0,058 0,060 0,092
14X1 12 11
\ Скруглить
«в—» \ 18X1,5 18X1,2 14 15 23,5 12 0,203 0,173
22X2 22x1,6 19 20 29,5 14 . 0,328 0,329
28x2 28X2 24 25 38 16 0,701 0,601
Материал: медь М3; сталь 35; сталь Л12.
Покрытие стальных колец — Хим. Оке. прм по ГОСТ 9.073—77.
СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ ШАРОВЫЕ ДЛЯ НОМИНАЛЬНОГО ДАВЛЕНИЯ
ДО 200 КГС/СМ2*
Соединения изготовляют двух исполнений: А — с трубной цилиндрической резьбой по ГОСТ 6357—73; Б — с конической резьбой iio ГОСТ 6111—52.
В таблицах £>у — условный проход труб.
78. Канавки под кольца для неподвижных соединений Размеры, мм
W 11 Резьба трубная по ГОСТ «357—73, дюймы D (пред. откл. по А4) h ±0,1
к в R0 »/. •/. ’/г •А 1 1‘А I1/» 12 18 22 28 32 38 48 55 2,3 1,9 1,9 2,9 2,6 2,6 2,6 2,6
ОЛЬ о 1’ цо рез ОСТ 9 иновое 333-73
* Нормаль станкостроения предусматривает соединения труб шаровые для иоминавь-яого давления до 320 кгв/см*.
77. Присоединения яримые концевые Размеры, мм
Исполнение А для Р110Л1 до 200 кгс, см3
РсзьНа трудная
Трубы стальные ПО ГОСТ 8734—75 Резьба трубная по ГОСТ 6357—73, дюймы dl Di Г»2 1
ВНХ8 ВУ
12X2 8 */4 8 21,5 25 30 15
14X2 10 10 27 27 33 16
20x2,5 15 14 34 34 37 19
25x3 20 а/4 18 41 41 42 20
32X3,5 25 1 23 47 5 44 22
40X4 32 1*/4 30 56 62 52 27
50x5 40 ЗВ 68 72 57 35
Ниппель, деталь I — по табл. 78.
Гайка, деталь 2 — но табл. 62.
Штуцер концевой — по табл. 79.
78. Ниппель шаровой, деталь 1
Размеры, мм
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77
79. Штуцеры
Разме
Трубы стальные Резьба трубная по ГОСТ 0357- 73 Метрическая d + (пред, откл по А,) + (пред, откл. +0,2) + (пред. ОТКЛ. по В7) + (пред, откл. +0,2)
dHXS °у Дюймы do
12x2 14x2 8 10 ’/1 8/8 13,138 16,663 М18Х1.5 М22Х1.5 8 10 13 17 15,8 19,8 11,0 14,5
20x2,5 25x3 15 20 Х/2 8Л 20,956 26,442 М27Х1.5 МЗЗХ1.5 14 18 22 28 24,8 30,8 18,0 23,9
32X3,5 40X4 25 ,32 ' 1 V/4 33,25 41,912 M39xf,5 М48Х1.5 23 30 34 42 36,8 45,8 29,5 38,0
50X5 40 р/, 47,805 М5Сх2 36 48 53 44,0
80. Штуцеры кон
Разме
Трубы стальные Резьба коническая по ГОСТ 6111—52 '
dHxS °у дюймы Но li г, Ci
12X2 14X2 8 10 К >/4 К V, 13,85 17,33 9,5 10,5 5,080 в,096 14 1,6
20X2,5 25X3 15 20 К >/2 К 21,56 26,91 13,5 14 8,128 8,611 19
32X3,5 40X4 25 32 К 1 К Р/4 33,69 42,44 17,5 18 10,160 10,668 24 2
50X5 40 К Р/2 48,55 18,5 10,668 26
Материал: сталь 35; сталь А12. Покрытие — Хим. Оке. прм по по ГОСТ 9.073-77.
концевые, деталь 3 (исполнение А), ры, мм
Исполнение А дл^ Рном до 200 кгс/см2
D L (пред ОТКЛ. по В?) 1 1 h Пред откл. ±0,2 b
21,5 27 18 22 34 36 14 15 12 3
34 41 28 34 41 47 16 18 14 16
47 56 39 48 52 58 20 22 18 20
68 57 64 25 22 4
bi с Ci S, Масса, кг
2,5 1,6 1,6 19 24 0,047 0,078
3 2,0 30 36 0,135 0,200
4 2,5 41 50 60 0,290 0,440 0,500
2
цевые, деталь 3 (исполнение Б), ры, мм
Исполнение Б для ряом до 200 кгс/см2
Резьба метрическая d dj (пред откл. по А,) d2 (пред, откл +0,2) d3 (пред, откл по В7) D Di L (пред откл. по В,) г ±0,2 ь с Si Масса, кг
М18Х1.5 М22Х1.5 8 10 13 17 15,8 19,8 21,5 27 18 22 36 38 14 15 3 1,6 19 24 0,038 0,060
М27Х1.5 M33xl,5 14 18 22 28 24,8 30,8 34 41 28 34 46 50 16 18 30 36 0,090 0,160
М39Х1.5 М48Х1.5 23 30 34 42 36,8 45,8 47 56 39 48 58 62 20 22 41 50 0,220 0,350
М56Х2 36 48 53 68 57 68 25 4 2 60 0,652
ГОСТ 9.073—77. Резьба метрическая — по ГОСТ 9150—59, поле допуска 8 g
81. Присоединения прямые концевые Размеры, мм
3 }
Исполнение Б для рном до 200 кгс/см2
Й
Г' _ ч* ш— -
РззьЗя химическая _ /у 8юйпа8ал ^\\\
Основная _мосяос^я 1 ... » Z
Трубы стальные по ГОСТ 8734-75 Резьба коническая по ГОСТ 0111-52, дюймы а. Dt D, I
<7НХ8 Dy
12x2 14x2 20x2,5 25x3 32x3,5 40x4 50x5 8 10 15 20 40 К V, К 3/а К % К К 1 Л IV, К 1V, 8 10 14 18 23 30 36 21,5 27 34 41 47 56 68 25 27 34 41 52 62 72 39 41 48 53 58 66 73 15 16 19 20 22 27 35
Ниппель, деталь 1 — по табл. 78.
Гайка, деталь 2 — по табл. 62.
Штуцер концевой, деталь 3 — по табл. 80.
82. Присоединения угловые концевые
Размеры, мм
Исполнение Б для Рном до 200 кгс/см2
Трубы стальные по ГОСТ 8734-75 Резьба коническая по ГОСТ 6111-52, дюймы а, D Lt^ H=« H,«=
rfHXS Dy
12x2 , 8 к V, 8 25 45 36 36 23 15
14X2 10 К 3/« 10 27 54 42 40 26 16
20x2,5 15 К »/2 14 34 63 48 47 30 19
25X3 20 К 18 4t 73 55 55 36 20
32x3,5 4,0 К 1 23 52 82 62 68 42 22
40X4 32 К Н/, 30 62 10t 76 81 50 27
50X5 40 Л' 1>Л 30 72 117 87 92 56 35
Ниппель, деталь 1 — по табл. 78.
Гайка, деталь 2 — ао табл. 62.
Угольник концевой, деталь 3 — по табл. 83.
Трубы стальные Резьба коническая по ГОСТ 6111—52 Резьба метрическая d d, (пред, откл по Ат) dg (пред откл. по А4) d3 (пред, откл. ПО Вт) 1 н h ht St Масса, кг
Пред. откл. ±0,3
dHxS Dv Дюймы Do Ч *3 С
12X2 14x2 8 10 К К 13,85 17,33 9,5 10,5 5.080 6,096 14 1,6 М18Х1.5 М22х1,5 М27Х1.5 МЗЗХ1.5 8 10 и 18 13 15 19 24 16 20 24 30 37 45 53 62 18 20 22 26 38 45 53 62 28 32 38 44 32 38 45 52 19 24 30 36 0,086 0,146 0,237 0,396
20x2,5 25x3 15 20 к Чг К »/4 21,56 26,91 13,5 14 8,128 8.611 19
32X3,5 40x4 25 32 К 1 К IV. 33,69 42,44 17,5 18 10,160 10,668 24 2 М39Х1.5 М48Х1.5 23 30 30 38 36 45 72 87 30 34 72 85 52 60 60 70 41 50 0,566 0,869
50x5 40 К 14, 48,55 18,5 10,868 26 М56Х2 36 45 55 102 36 96 66 78 60 1,121
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Материал: сталь 35; сталь А12. Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Штуцер присоединительный — по табл. 84.
84. Штуцер присоединительный Размеры, мм
* —
Трубы стальные по ГОСТ 8732-78 и ГОСТ 8734-75 Резьба метрическая t d d, (пред, откл. по А,) (пред, откл. ±0,2) d, (пред, откл. по В,) d4 (пред, откл. по Х4) L (пред, откл. по В7) 1 Масса, кг
Пред. откл. ±0,2
ВНХ8
12x2 14x2 8 10 М18Х1.5 М22Х1.5 8 И 13 17 15,8 19,8 13 15 22 25 И 12 5 1,5 ( 0,025 0,043
20x2,5 25x3 15 20 М27Х1.5 МЗЗХ1,5 14 19 22 28 24,8 30,8 19 24 28 32 13 15 5 6 2 0,088 0,151
32X3,5 40x4 25 32 М39Х1.5 М48Х1.5 25 32 34 42 36,8 45,8 30 38 38 44 17 21 7 0,191 0,350
50X5 40 М56Х2 38 48 53 45 50 25 8 2,5 0,522
Материал: сталь 35; сталь Л12. Покрытие —Хим. Оке. прм по ГОСТ 9.073—77. Резьба метрическая—по ГОСТ 9150—59, поле допуска 8g—по ГОСТ 16093—70.
85. Присоединение угловое концевое Размеры, мм
Исполнение А для рном до 200 кгс/см2
Трубы стальные по ГОСТ 8734-75 Резьба тр-убпая по ГОСТ 6357—73, дюймы di D А, И Hi 1 h 1
dHxS
12x2 8 »/« 8 25 48 37 30 17 15 12
14X2 10 3/s 10 27 54 42 32 18 16 12
20x2,5 15 14 34 63 48 40 23 19 14
25X3 20 8/. 18 41 73 55 46 26 20 16
32X3,5 25 1 23 52 82 62 58 32 22 18
40x4 32 Г/4 30 62 101 76 70 38 27 20
50x5 40 Г/2 36 42 117 87 80 43 35 22
Ниппель, деталь 1 — по табл. 78. Гайка, деталь 2 — по табл. 62.
Угольник концевой—по табл. 86. Кольца резиновые — по ГОСТ 9833—73.
86. Угольники концевые, деталь 3 Размеры, мм
Исполнение А для рнОМ до 200 кгс/см2
Трубы стальные Резьба трубная по ГОСТ 6357—73 Резьба метрическая d <*1 (пред. ОТКЛ. но А?) d2 (пред. откл по Д4) <4 (пред, откл. по В7) di (пред откл. +0,2) 1 I, н h ht b с Si Масса, кг
dBX8 Дюймы do Пред. откл ±о, 3
12x2 8 13,158 M18xl,5 8 13 22 11,0 йО 18 12 40 29 33 1,6 22 0,086
14X2 10 s/s 16,663 М22Х1.5 10 15 24 14,5 45 18 12 42 30 36 2,a 24 0,185
20X2,5 15 20,956 М27х1,5 14 19 30 18,0 53 21 14 52 37 43 30 0,280
25X3 20 26,442 МЗЗХ1.5 18 24 36 23,5 62 24 16 60 42 48 3 2 36 0,450
32X3,5 25 1 33,25 М39х1,5 23 30 41 29,5 72 28 18 70 50 56 41 0,762
40x4 32 IV* 41,912 №8x1,5 30 38 50 38,0 87 32 20 83 58 68 4 2,5 50 1,124
50x5 40 1>/3 47,805 М56х2 36 45 60 44,0 102 34 22 95 65 76 60 1,341
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70. м
Штуцер присоединительный — по табл. 84.
87. Соединение прямое промежуточное Размеры, мм
Трубы стальные по ГОСТ 8732—78 и ГОСТ 8734-75
dnXS
12x2 8
14x2 10
20x2,5 15
25x4 20
32X3,5 25
40x4 32
d, D Di I
8 21,5 25 52 15
И 27 27 56 16
14 34 34 62 19
19 41 41 70 20
25 47 52 74 22
32 50 62 88 27
Ниппель, деталь 1 — по табл. 78.
Гайка, деталь 2 — по табл. G2.
Штуцер проходной, деталь 3 — по табл. 88.
88. Штуцер проходной Размеры, мм
RzW, W)
Трубы стальные по ГОСТ 8732-78 и ГОСТ 8734-75 Резьба метрическая d dt (пред, откл по Д7) d2 (пред, огкл, ±0,2) (#3 (пред, откл. по В7) D Di L (пред. ОТКЛ. по В,) (±0,2 Si Масса, кг
DHXS
12X2 8 М18x1,5 8 13 15,8 21,5 18 36 14 19 0,046
14x2 10 М22х1,5 11 17 19,8 27 22 38 15 24 0,068
20x2,5 15 М27Х1.5 14 22 24,8 34 27 42 16 30 0,107
25X3 20 МЗЗХ1.5 19 28 30,8 41 33 48 18 36 0,180
32X3,5 25 М39х1,5 25 34 36,8 47 39 54 20 41 0,240
40X4 32 М48х1,5 32 42 45,8 56 48 60 22 50 0,402
Материал: сталь 35; сталь А12.
Нокрьпие — Хам. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 1x4)93—70.
89. Присоединение тройниковое концевое Размеры, мм
Исполнение А — присоединяемые трубы разные. Проход одной трубы =»<!,.
Исполнение Б — присоединяемые трубы одинаковые. Проход каждой трубы =&dt.
Исполнение В — присоединяемые трубы одинаковые. Проход каждой трубы менее dt .
Трубы стальные по ГОСТ 8732-78 и ГОСТ 8734-75 Исполнение’ Резьба коническая по ГОСТ 6111-52, дюймы di d3 D Dt I h H
df(XS °У
12X2 8 Б */4 8 8 25 70 15 40
14X2 12X2 10 8 А V. 10 11 8 27 25 80 16 15 44
14X2 10 Б И 27 64 16
12x2 8 В 8 25 76 16 38
20x2,5 14X2 15 10 А V, 14 14 11 34 27 92 19 16 52
20X2,5 15 Б 14 34 96 19
14X2 10 В 11 27 90 16 45
25x3 20x2,5 20 15 А •/* 18 19 14 41 34 106 20 19 60
25X3 20 Б 19 41 110 20
20x2,5 15 В 14 34 102 19 50
32X3,5 2)ХЗ 25 20 А 1 23 25 19 52 41 120 22 20 70
32X3,5 26 Б 25 52 120 22
25X3 20 В ' 19 41 116 20 60
40x4 32x3,5 32 25 А 1*/4 30 32 25 62 52 142 27 22 80
40X4 32 Б 32 62 152 27
32X3,5 25 В 25 52 132 22 72
Ниппель, деталь 1 — по табл. 73.
Гайка, деталь 2 — по табл. 62.
Тройник концевой, деталь 3 — по табл. 90.
Допускаемое номинальное давление до 200 кгс/см2.
10 Анурьев В И , т. 3
90. Тройник
Pa'jMe
присоединительный
Трубы стальные, по ГОСТ 8732—78 и ГОСТ 873 4-75 Исполнение Резьба коническая по ГОСТ 6111—52 Резьба метриче екая
Дюймы По h 1г 1, С d (14
dBX8 Ю
12X2 8 Б V1 13,85 9,5 5,080 14 1,5 М18Х1.5
14x2 12x2 10 8 А ч, 17,33 10,5 6,096 14 М22Х1.5 М18Х1,5
14X2 10 Б М22Х1,5
12X2 8 В М18Х1.5
20x2,5 14X2 15 10 А 21,56 13,5 8,128 19 М27х1,5 М22Х1.5
20X2,5 15 Б М27Х1.5
14X2 10 В М22Х1,5
25X3 20x2,5 20 15 А ч» 26,90 14 8,611 МЗЗХ1.5 М27Х1.5
25X3 20 В М33х1,5
20X2,5 15 В М27Х1.5
32x3,э 25X3 25 20 А 1 33,68 17,5 10,160 24 2 М 39X1,5 М 33X1,5
32X3,5 23 Б М29Х1,5
25x3 20 В М13X1,5
40X4 32X3,5 32 25 А 1*/4 42,45 18 10,668 М48х1,5 М39Х1,5
40x4 32 Б М48х1,5
32x3 5 23 В М30Х1,э
Материал: сталь 35; сталь А12
Покрытие — Хим. Оке. прм по ГОСТ 9 073—77.
концевой
ры, мм
Исполнение А — присоединяемые трубы разные. Проход одной трубы <fx. Исполнение Б — присоединяемые трубы одинаковые. Проход каждой трубы = .Исполнение В — присоединяемые трубы одинаковые. Проход каждой трубы менее rft.
d2 йз ds do OI КП. по В7) 1 Н Л Si Масса, кг’
Пред. откл. по А7 Пред откл. по А» Пред. откл. ±0,3
8 8 13 16 55 18 27,5 38 28 32 19 0,108
10 И 8 15 13 20 63 20 32,5 45 32 38 24 0,162
11 15 65 0,181
8 13 62 31 43 30 34 0,143
14 14 И 19 15 24 74 22 37,5 53 38 45 30 0,260
14 19 75 0,304
И 15 72 36 51 35 40 0,216
18 19 14 24 19 30 85 26 44 62 44 52 36 0,440
19 24 88 0,514
14 19 82 41 58 40 46 0,366
23 25 19 30 24 36 98 30 51,5 72 52 60 41 0,581
25 30 103 0,614
19 24 93 46,5 71 48 54 0,548
30 32 25 38 30 45 118 34 62 83 60 70 50 0,915
32 38 124 1,079
25 30 112 56 93 56 64 0,751
Штуцер присоединительный — по табл. 84. Резьба метрическая — по ГОСТ 9150—59.
10*
91. Соединение прямое промежуточное Размеры, мм
Трубы стальные по ГОСТ 8732-78 и ГОСТ 8734-75
d„XS
12X2 14X2 20X2,5 25X3 32X3,5 40x4
8 10 15 20 25 32
Ниппель, деталь 1 — по табл. 78.
Гайка, деталь 2 — по табл. 62.
Штуцер присоединительный, деталь 3 — по табл. 92.
Допускаемое поминальное давление до 200 шс/см2.
92. Штуцер присоединительный, деталь 3
Размеры, мм
Трубы стальные по ГОСТ 8732—78 и ГОСТ 8734-75
dHxs ЛУ
12x2 8
14x2 10
20X2,5 15
25X3 20
32x3,5 25
40x4 32
37’*
В R
+J
й
Резьба метрическая d
5В
М18Х1,5 М22Х1.5 №27x1,5 №33X1,5 №39x1,5 №48X1,5
8 И 14 19 25 32
13
17
22
28
34
42
15,8
19,8
24,8
30,8
36,8
45,8
13
15
21
26
33
41
21,5
27
34
41
47
56
18
22
27
33
39
48
22
29
28
32
36
40
14
15
16
18
20
22
4
6
6
8
8
10
19
24
30
36
41
50
0,031 0,047 0,075 0,114 0,160 0,252
i
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8 g — по ГОСТ 16093-70.
Д опускаемое номинальное давление до 200 кгс/см2.
95. Ниппели для припарки к трубам Размеры, мм
Трубы стальные Резьба коническая по ГОСТ 0111—Ж С?! (пред откл по D L С Масса, кг
duXS Дюймы Do h 1, (пред откл ±0,3) Пред но откл. в7
12x2 8 ’ к Ч» 13,85 9,5 5,080 8 14 30 0,025
14x2 10 К‘/. 17,33 10,5 6,096 10 18 35 0,040
20x2,5 15 к 21,55 13,5 8,128 19 14 22 40 .г 0,062
25X3 20 к 26,91 14 8,611 18 28 45 0,110
32x3,5 25 К 1 33,69 17,5 10,160 23 35 50 4 0,190
40X4 32 к 14. 42,44 18 10,668 30 44 55 5 0,310
50X5 40 К 1*/г 48,55 18,5 10,668 26 38 50 60 6 0,480
Материал сталь 35.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
94. Штуцер присоединительный Размеры, мм
Продолжение табл 94
Трубы стальные по ГОСТ 87з2—78 и ГОСТ 8734-75 Резьба метрическая d di (пред, откл по А,) <1г (пред откл 2) , d3 (пред откл по В,) d4 (пред откл по Х4) ь (пред откд по Б?) 1 1, Ь R Масса, кг
пред
daXS
откл ТО,2
12x2 8 M18xl,5 8 13 15,8 12 22 11 5 1,5 6 0,025
14X2 -10 М22Х1Л 11 17 19,8 14 25 12 5 2 7 0,043
20x2,5 15 М27Х1.5 14 22 24,8 19 28 13 5 3 10 0,088
25x3 20 МЗЗХ1.Й 19 28 30,8 24 32 15 6 4 12,5 0,151
32X3,5 25 М39Х1,Й 25 34 36,8 30 38 17 7 5 16 0,191
40x4 32 М48х1,& 32 42 45,8 38 44 21 7 7 20 0,350
~ 50x5 40 Мэ6Х1,5 38 48 53 45 50 25 8 8 25 0,522
Материал: сталь 35; сталь А12.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8 g — по ГОСТ 16093-70.
Отверстие d, сверлить после приварки штуцера.
Допускаемое номинальное давление до 200 кгс/см2.
СОЕДИНИТЕЛЬНЫЙ ЧАСТИ ДЛЯ ПОЛИЭТИЛЕНОВЫХ ТРУБОПРОВОДОВ
Соединительные части для напорных полиэтиленовых труб, как правило, изготовляют литьем под давлением.
Большинство соединительных частей из полиэтилена имеют раструбы по наружному диаметру труб для соединения контактной сваркой.
95. Муфты
Пример обоз рачения муфты тяжелого типа с диаметром раструба d — 20 мм:
96. Угольники
Пример обозначения угольника среднего типа с диаметром раструба о! = 2,5 мм:
Угольник ПИП 25 С ОСТ 6-05-337—74
97. Тройники
Размеры, мм
Пример обозначения тройника тяжелого типа с диаметром раструба й=40мм:
Тройник ПИП 40 Т ОСТ 6-05-367—74
98. Тройники переходные
Пример обозначения тройника переходного среднего типа с диаметром раструба d — 40 мм и диаметром раструба d' = 16 мм:
99. Перехо.цл
Размеры, мм
d2xd Тип 1я 1 di Тип 1а 1 di
20x16 16 14 11 12 И 13
25x16 18,5 14 И 14 и 13
25X20 18,5 16 13 14 12 16
32x25 22 18,5 20 16 14 21
40X25 26 18,5 20 18 14 21
40X32 т 26 22 25 С 18 16 28
50X32 31 22 25 20 16 28
50x40 31 26 31 20 18 35
63X32 37,5 28 25 22 18 28
63X40 37,5 26 31 22 18 35
63x50 37,5 31 39 22 20 44
75X50 43,5 31 39 24 20 44
75x63 43,5 37,5 50 24 28 58
90x50 51 31 39 28 20 44
90x63 51 37,5 50 28 22 56
90X75 51 43,5 64 28 24 68
110x50 61 31 43 32 20 44
110X63 61 37,5 50 32 22 55
Ц0Х90 61 51 77 32 28 82
140Х1Ю — — — — л 36 32 100
Пример обозначения перехода среднего типа с диаметром хвостовика d2 = 50 мм и диаметром раструба d = 40 мм:
Переход ЛЯП 50X40 С ОСТ 6-05-367-74
Технические требования. Соединительные детали изготовляют из гранулированного полиэтилена низкой плотности (высокого давления) по ГОСТ 16337—70 марки 176—14, сорт 1.
Соединительные детали должны выдерживать без признаков разрушения испытание внутренним гидростатическим давлением при температуре 70 °C и соблюдении условий, указанных в табл. 100.
Допуски на присоединительные номинальные диаметры d, d' и приведены в табл. 101.
100. Условия испытаний соединительных детален
Тип деталей Да’в пение йены гатель-ное, кгс/см2 Время, ч, не более Тип де 1 алей Давление испыта тельное , кгс/см2 Время, ч, не более
т 12,8 10,0 1 100 СЛ 5,1 4,0 1 100
с 7,7 6,0 1 100 Л 3,2 2,5 1 100
Габаритные размеры присоединительных деталей — в табл. 102.
101. Допуски на присоединительные номинальные диаметры
Размеры, мкм
Номинальный диаметр d, d't d& Тип Отклонение d, d' Пред откл. d2 Номинальный диаметр d, d', d2 Тип Отклонение d, d' Пред. ОТКЛ. d2
верхнее нижнее верхнее нижнее
16 -0,2 -0,6 +0,4
16 -0,4 -0,8 — 20 -0,2 -0,7
+0,5
20 -0,4 —0,9 +0,5
25 -0,2 -0,7 +0,5
25 -0,5 -1,0 + 0,5 32 С -0,3
-0,9 4-=о,б
32 Т -0,5 -1,1 +0,6 40
—0,3 -1,0 +0,7
40 -0,6 -1,2 +0,6
50 -0,3 -1,0 +0,7
50 -0,6 -1,2 4-0,6
63 -0,3 -1,0 +1,0
63 -0,8 -1,5 +0,7
—0,4 — 1,2
75
75 -1,0 -1,7 4 0,7 90 СЛ -0,4 -1,2 +1,2
90 110 с -1,0 -1,2 —1,9 -2,1 +0,9 4-о,9 ПО -0,5 -1,5
140 л -0,5 -1,5 -1-1,5
102. Габаритные размеры D муфт, угольников, тройников, переходов и D (1)х) переходных тройников
Размеры, мм
Номинальный диаметр d (d') Тип деталей D пе более Тип дета пей D (1У), не более
16 23 22
20 29 27
25 36 34
32 Т 46 с 43
40 57 54
50 72 67
63 90 84
75 96 92
90 С 115 СЛ ПО
110 141 134
140 — — л 158
СОЕДИНЕНИЯ ДЛЯ РУКАВОВ И ШЛАНГОВ 103. Неразъемное соединение для рукавов Размеры, мм
S noS ключ
. I?
A 1 jW
S, r:0l> ключ
/< I. t
I,
/ерубиая цилиндрическая
РеиЬа/ !
k
Резьба каническая дюймовая
1
L
Условный проход, мм Резьба трубная по ГОСТ 6357-73, дюймы й <а dz d3 I A A G / D Di
? 10 15 20 *А "А >А "А 8 9,5 14 17,5 9 И 16 19 12 15 20 22 13,5 17 21,5 27 14 15 18 20 6 8 8 10 10 12 14 20 6 6 8 8 3 3 4 4 19,6 25,4 34,6 41,6 16,5 21,5 26 31
Условный проход, мм S Число зубьев Резьба коническая по ГОСТ 0111-52, дюймы d2 D, A ^6 Si
8 10 15 20 17 1 -а,24 22 -0,28 3°-0,28 З6-О,34 3 3 4 4 К 1/4 к у, к у, K'/t 16,2 19,6 25,4 31,2 13,85 17,33 21,5b 26,SI 15,5 16,5 21 21,5 21,5 23,5 29,0 30,5 14 -6,24 17 -0,24 22 -0,28 27 -0.28
Материал: сталь 20.
Для условною прохода 8, 10, 15 и 20 мм L равно соответственно 40; 48; 60 и 70 мм.
104. Разъемное соединение для рукавов Размеры, мм
Условный проход, мм Внутренний диаметр рукава Резьба коническая по гост 6111-52, ДЮЙМЫ а L Li Масса, кг, исполнения
I II ПТ
8 9 к */« 7,5 28 36 31,5 35,5 0,103 0,108 0,094
10 12 к3/. 9,5 37 39 35 39 0,162 0.178 0,148
15 18 К Ч, 14 47 44 39 43 0,244 0Д83 0,224
20 18 к3 /4 16 62 49 44 49 0,422 0,463 0,394
25 25 XI 23 82 55 49 52 0,595 0,641 0,558
105. Ниппель, деталь 1
Размеры, мм
- It Я .. Ък°Х5? _*ь$5 0 •tdlsp?
Л. 1 If if If L, —
- I
1
Условный 1ТрО~ ход, мм а d, dt (пред. откл. -0.2) L I ^2 (пред, откл. 4-0,4) ' R Число зубьев D
8 10 15 20 25 7,5 9,5 14 16 23 9 11 16 17,5 24,5 12 15 20 22 29 Pi-0-06 -0-L8 1Я-0.06 -0.18 22-0.07 - 0-21 28~0’07 -0-21 34-0-08 -0-25 12 16 20 26 32 40 51 63 80 100 26 34 45 56 70 6 8 8 10 12 4 6 7 8 9 10 12 14 14 6 8 10 13 16 3 3 4 4 4 16-0,2 2O-O,2 25-o.a ol-0,3 37 -0,3
Материал: сталь 20. Оксидировать.
106. Концевой штуцер, деталь 2
Размеры, мм
Условный проход, мм Резьба коническая по ГОСТ 6111-52, дюймы По h Г С а di (пред, откл. Н 0,2) d, D D, L I S
8 К>/< 13,85 9,5 14 1,5 М18Х1.5 8 13 15,8 21,5 18 36 14 19
10 К‘/, 17,33 10,5 14 1,5 М22Х1.5 11 17 19,8 27 22 38 15 24
15 к 7* 21,56 13,5 19 1,5 №7X1,5 14 22 24,8 34 27 46 16 10
20 К»/* 26,91 14 19 1,5 №3X1,5 19 28 30,8 41 33 50 18 36
25 К 1 33,69 17,5 24 2 №9X1,5 25 34 36,8 47 39 58 20 41
32 К Р/4 42,44 18 24 2 М48Х1.5 32 42 45,8 36 48 62 22 50
Материал: сталь 35. Оксидировать.
107. Гайка, деталь 3
Размеры, мм
3
Резьба метрическая, поле допуска III - по ГОСТ 16093-70
Отклонение от соосности отверстий ие более 0,2 мм
Условный проход, мм ,d dt D Dt d2 D, H h I (пред, откл. —0,5) 8
8 Ml8Xl,5 14+o.ia 25 17 21 19 18 14 15 22
10 №2x1,5 jg+0.12 27 21 24 23 20 15 16 24
15 №7X1,5 22+0,14 34 25 30 28 22 16 18 30
20 M33X1.5 2gl*0»J4 41 33 36 34 24 18 20 36
25 M39X1,5 34+0>17 52 42 44 40 27 20 23 46
32 №48X1,5 43+0.1? 62 52 54 50 32 24 27 55
Материал: сталь 35. Оксидировать
108. Концевой штуцер, деталь 4 Размеры, мм
Условный проход, мм Резьба трубная по ГОСТ 6357-73, 1дюймы а <Л2 (пред, откл. +0,2) d4 d& D Dt I h L ?> s
8 »/, М18Х1.5 8 13 15,8 11 8,5 21,5 18 14 15 37 3 19
10 •/. М22Х1.5 11 17 19,8 14,5 11,5 27 22 15 18 42 3 24
15 Ч, М27Х1.5 14 22 24,8 18 14,5 34 27 16 21 48 3 30
20 •Ц MJ3X1.5 19 28 30,8 24 19,5 41 33 18 24 55 4 36
25 1 №9X1,5 25 34 36,8 30 25,5 47 39 20 28 62 5 41
32 1*/« М48Х1,5 32 42 45,8 38,5 33 56 48 22 32 70 5 50
Материал: сталь 35. Оксидировать.
109. Прокладка, деталь 5
Материал: медь М3. Отжечь,
110. Штуцер, деталь 6
Размеры, мм
Условный проход, мм Резьба трубная по ГОСТ 6357-73, дюймы d d, (отклонение +0,2) ^2 1 L D Di t $
8 8 13 М18Х1.5 13,5 14 6 10 28 21,5 16,5 3 19
10 11 17 М22х1,5 17 15 6 12 30 27 21,5 3 24
15 ’/г 14 22 М27Х1.5 21,5 16 8 14 34 34 26 4 30
20 •/< 19 28 М33х1,5 27 18 8 20 38 41 31 4 36
25 1 25 34 М39х1,5 34 20 8 20 40 47 38 6 41
Материал: сталь 35. Оксидировать.
111. Присоединение* концевое неразъемное рукавов высокого давления Резиновые рукава высокого давления с металлическими оплетками — по ГО СТ G286—73.
Размеры, мм
Диаметры рукава Резьба по ГОСТ 6111-52, дюймы di d2 D Di £>2 L Масса, кг
йв йп
4 14,0 К >/, 2,5 6 19 16,2 21,9 72 0,116
6 16,0 к ’/< 3,5 6 22 19,6 25,4 76 0,143
8 19,0 К 8/s 5,0 8 24 21,9 27,7 80 0,201
10 20,0 К ’/» 6,5 10 27 21,9 31,2 90 0,238
12 25,0 К ‘h 8,0 12 32 27,7 36,9 90 0,344
16 29,0 К 12,0 15 36 34,6 41,6 90 0,440
20 34,0 К 3/4 16,0 20 41 41,6 47,3 100 0,600
25 39,5 К 1 20,0 25 46 47,3 53,1 100 0,730
32 46,5 К 1*4 26,0 30 55 63,5 63,5 100 1,108
* Присоединения рукавов высокого давления составлены по нормам ВНИИТАрма
тура.
Ниппель, деталь 1—по табл. 112.
Гайка, деталь 2 — пэ табл. ИЗ.
Допустимое давление в рукаве 100 кгс/см2.
112. Ниппель, деталь 1
Размеры, мм
Яг 20/
W)
Диаметры рукава Резьба по ГОСТ 6111—52, дюймы da di d2 d3 ds D d (поле допуска Qg) Ds L I h Is S (пред, откл. no Cs) с Масса, кг
dH
4 14 К »/в 2,5 6 4 8.6 10,42 10,2 16,2 M12X1.25 13Д 85 7.0 9 50 14 0,5 0,040
6 16 К 35 6 6 10,6 13,85 11,8 19,6 M14xl,5 16,5 DO 9,5 12 55 17 1,0 0,062
8 19 К Ча 5Д 8 8 12.6 17,33 13,8 21,9 MT6X1,5 18,0 95 10,5 14 60 19 1,6 0,100
10 20 к 3/s 6,5 10 10 14,6 17,33 13,8 21,9 M16X1.5 18,0 95 10,5 14 60 19 1,6 0,090
12 25 к 8/я 8,0 12 12 16,6 17.33 15 8 27,7 M18X1.5 23,0 95 10,5 14 60 24 1,6 0,111
16 29 h Ча 12,0 15 16 20.6 216'6 19.8 34,6 M22X1.5 28,5 100 13.5 19 65 30 1,6 0,165
20 34 К 16.0 20 20 24.6 26(91 24.8 41,6 M27xl,5 34,0 100 14.0 19 65 36 2,0 0,2о0
25 39,5 К 1 20,0 25 25 29,6 33,69 30.8 47.3 МЗЗХ1.5 39,0 105 17,5 24 70 41 2,0 0,350
32 46,5 к 1*/. 26,0 30 32 36,6 42,44 36,8 63,5 M39X1.5 53,0 105 18,0 24 70 55 .2,0 0£26
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
Магерпал: сталь 35. Оксидировать.
Неуказанные предельные отклонения размеров: валов — по Blt отверстий-—^по А7, остальных — по CMt.
Диаметры рукава
d в
4
6
8
10
12
16
20
25
32
14
16
19
20
25
29
34
39,5
46,5
113. Гайка, деталь 2
Размеры, мм
ь
Di
25
16,0
Резьба /2 (поле дрпу-ска 61/1
М12х1,25
М14х1,5
М16х1,5
MlOxl,5
Ш8Х1Л
М22х1,5
М27х1,г>
М33х1,5
М39Х1.5
19,5
27,0
32,0
37,5
44,5
21,0 23,0 27,0 31,0 36,0
41,0 48,0
25.4
27.7
31,2
36,9
41,6
47,3
53,1
63,5
19
22
24
27
32
36
41
46
55
18,0
21,0
23,0
26,0
30,5 34,0 39,0 44,0
53,0
55
55
65
65
65
70
70
70
45
50
50
50
55
55
25
32
32
40
40
40
8
8
8
10
10
10
12
12
S (пред, откл. по Св)
Масса, кг
11
24
27
32
36
41
46
55
0,069 0,081 0,110 0,148 0.233 0,274
0,320 0,378 0,400
Материал: сталь 35.
Неуказанные предельные отклонения размеров отверстий — по Д7, валов по В,, остальных — по СМ».
114. Присос- (niMitne концевое разъемное рукавов высокого давления Резиновые рукава высокого давления с металлическими оплетками —но ГОСТ 6286—73.
Размеры, мм
Диаметры рукава Резьба по ГОСТ 6И1-52, дюйм я dt d, D Pi D, Ds L Масса, кг
йв dH
4 6 8 10 12 16 20 25 32 14,0 16,0 19,0 20,0 25,0 29,0 34,0 39,5 46,5 К К 'С К к >/, к ‘/, К ‘/, К •/,. А 1 К ХЧь 2,5 3.5 5,0 6,5 8,0 12,0 16.0 20,0 26,0 (5 6 8 10 12 15 20 25 30 19 22 24 27 32 36 41 46 55 21,5 21,5 27,0 27,0 27,0 34,0 41,0 47,0 _56,0 21,9 25,4 27,7 31,2 36,9 41,6 47,3 53,1 63,5 25 25 27 27 27 34 41 52 62 105 105 110 120 120 130 135 145 155 0.173 0,206 0,280 0.318 0,403 0,518 0,738 0,9и8 1,750
Ниппель, деталь 1 по табл. 115. Ганка, деталь 2 — по табл. 116.
Штуцер, деталь 3 — по гдбл. 117.
Гайка, деталь 4 — но табл. ИЗ.
Допустимое давление в рукаве 100 кгс/см2.
со
о
о
115. Ниппель, деталь 1
Размеры, мм
Диаметры рукава D d. d2 dt d (поле допуска 6g) Dt (пред откл. по X*} О2 (пред, откл. —0,2) Оз (пред, откл. -0,2) L 1 It It h п Г с S (пред, откл. по С,) Масса, кг
йв
4 14,0 2,5 6 4 8,6 10 M12X1.25 14 12 16 85 It 9 8 50 2 6 0.5 12 0,039
6 16,0 3,5 6 6 10,6 12 M14X1.5 14 12 16 85 4 9 8 50 2 6 1,0 12 0,048
8 19,0 5.0 s 8 12,6 14 M16xl,5 18 16 20 90 5 10 8 55 2 8 1,6 14 0,086
10 20.0 6.5 10 10 14.6 14 M16xl,5 18 16 20 90 5 10 8 55 2 8 1,6 14 0,086
12 25,0 8.0 12 12 16,6 16 М18Х1Д 18 16 20 90 5 10 8 55 2 В 1,6 14 0,086
16 29,0 12,0 15 16 20,6 20 M22xl,5 22 20 25 95 6 12 12 60 2 1« 1,6 19 0.108
20 34,0 16,0 20 20 24,6 2э M27xl,5 28 26 31 95 7 14 12 60 3 13 1,6 24 0,163
25 39,5 20,0 25 25 29,6 31 M33X1.5 34 32 37 100 8 14 16 65 3 16 2,0 30 0,241
32 46,5 26,0 30 32 36,0 36 M39X1.5 42 40 46 105 9 18 16 70 4 20 2,5 36 0,571
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
Материал: сталь 35. Оксидировать.
Неуказанные предельные отклонения размеров: отверстий — по Д7, валов — по Въ остальных — по CMS.
116. Гайка, деталь 2
Размеры, мм
Диаметры рукава Резьба D (поле допуска 6Н) d1 d2 d3 (пред, откл. по А,) Й4 ds ^8 L 1 (пред. (ОТКЛ. —0,5) ь Г Г1 С S (пред, откл. по С&) Масса, кг
4 14 М10Х1.0 И 14 5 8 10,5 15,5 13 10 и 2 0,5 0,3 1,0 14 0,008
6 16 М 12x1,25 13 17 7 10 12,5 19,5 14 11 12 17 0,010
8 19 М14х1,5 15 17 9 12 14,7 19,5 15 12 13 1,6 17 0,010
10 20 М16х1,5 17 19 11 14 16,7 21,5 16 13 14 19 U,614
12 25 М18Х1.5 19 21 14 17 18,7 25,0 18 14 15 22 6,019
16 29 М22х1,5 23 27 18 21 22,7 30,0 20 15 16 3 1,0 0,5 27 0,636
20 34 М27Х1.5 28 30 22 25 27,7 34.0 22 16 18 2,0 30 0,040
25 39,5 МЗЗХ1.5 34 36 28 33 33,7 41,0 24 18 20 36 0,065
32 46,5 М39Х1.5 40 44 34 42 39,7 52,0 27 20 23 46 0,135
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Материал: сталь 35. Оксидировать.
Покрытие — Хим. Оке. прм по ГОСТ 9.073—77.
Неуказанные предельные отклонения размеров: отверстий — по валов —> по Bi, остальных — по CMS.
117. Штуцер, деталь 3
Размеры, мм
Резьба по ГОСТ 6111—52, дюймы D d. do (пред, откл. +0,2) йз d Dt L 1 h S (пред, откл. по СБ) 9 Масса, кг
К >/. 8 13,85 13 15.8 №18x1,5 21,5 18 3(5 9,5 15 14 19 1,6 0,042
К ’/. 10 17,33 17 19,8 №22x1,5 27.0 22 38 10.5 16 15 24 1,6 0,062
К >/2 14 2L,56 22 24,8 №27x1,5 34.0 27 46 13,5 20 16 30 1,6 0,096
К »/4 19 26,91 28 30,8 №33X1,5 41,0 33 50 14,0 20 18 36 1,6 0,159
К 1 25 33,69 34 36,8 №39x1,5 47,0 36 58 17.5 25 20 41 2,0 0,244
К Р/4 32 42,44 42 45,8 №48+1,5 56.0 48 62 18,0 25 22 50 2,0 0,408
Материал: сталь 35. Оксидиропать.
Неуказанные предельные отклонения размеров: отверстия—по А7, валов — по остальных — по СМЯ.
Резьба метрическая по ГОСТ 9150—59, поле допуска резьбы 6# — по ГОСТ 16093—70.
118. Присоединение концевое разъемное под углом 90° рукавов высокого давления
Резиновые рукава высокого давления с метрическими оплетками — по ГОСТ 6286—73.
Размеры, мм
Угольник, деталь 1 — по табл. 119.
Ниппель, деталь 2 — по табл. 115.
Гайка, деталь 3— по табл. ИЗ.
Гайка, деталь 4 — по табл. 116.
Допускаемое давление в рукаве 100 кгс/см2.
119. Угольник, деталь I
Размеры, мм
ft 4.-7, U/;
,Резь5а коническая вюймсбая
Диаметры рукава Резьба di (пред. ОТКЛ +0,2) Резьба d (поле допуска 6g) S (пред, откл. по С6) Масса, кг
dB dH 6111—52, дюймы d, d, d3 dt ! !1 h ц L ft Н С
4 14 К »/, 13,85 16 8 15,5 13 М18Х1.5 9,5 12,0 18 32,0 37 19 28 38 19 1,6 0,086
6 16 К'/. 17,33 18 И 19,5 17 M22xl,5 10,5 13,0 20 38,0 45 24 32 45 24 1,6 0,146
8 19 К‘Л 21,56 24 14 24,5 22 №7X1,5 13,5 16,5 22 45,0 53 30 38 54 30 1,6 0,237
10 20 X'/. 26,91 30 19 30,5 28 M33xl,5 14,0 17,0 26 53,5 62 36 44 63 36 1,6 0,396
12 25 К1 33,69 36 25 36,5 34 М39х1,5 17,5 21,5 30 64,5 72 41 52 75 41 2,0 0,566
16 29 клч< 42,44 45 32 45,5 42 М48х1,5 18,0 22,0 34 76,0 87 50 60 90 50 2,0 0,868
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Материал: сталь 35. Оксидировать.
Неуказанные предельные отклонения размеров: отверстия —по 4„ валов —по В,, остальных—по CMt. §
сс о
120. Хомуты Для крепленая резино-тканевых рукавов
Размеры, мм
скоба, г-бобышка, 6-планка, 4 -гайка по ГОСТ 5915-70, 5-болт по ГОСТ 7798-70, 6-шайба по ГОСТ 11371-68
Диаметр хомута D Наружный диаметр рукава L В d I а h (if h b H 6?2 r ^2 Bf Масса хомута, кг
39 42 48 37-41 40—44 46-50 82 85 92 25 М10 50 14 55 58 66 и 3 15 15 16 12 22 18,5 20 23 20 22 0,275 0,280 0,29o
50 58 62 48—52 56-60 60-65 100 108 112 30 М12 60 14 20 20 68 76 80 13 3 f 18 14 14 16 25 24 28 30 30 27 0.435 0.4-5 0,485
79 89 ИЗ 139 77-81 87-91 112-114 137-142 145 155 180 205 35 Ml 6 80 80 90 90 20 102 112 135 165 17 5 29 22 22 24 18 22 26 26 32 38,5 43.5 55.5 68,5 30 32 0.87 0,93 1,16 1,17
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
Материалы: скобы, бобышки, планки — сталь СтЗ, гайки и болта—-сталь 35, шайбы — сталь 25.
Отклонения размеров: охватывающих —по Д7, охватываемых — по В,, прочих—по СМ-. Покрытие скоб Ц15 —по ГОСТ 9.073—77.
121. Хомут для шланга
Основные размеры и масса хомута в зависимости от диаметра D шланга
. D А 1 2 А-А увеличено Р, мм Масса, г W, мм Масса, г
— J't
18 3,5 30 4,6
3 ЯР 20 3,7 45 6,1
26 4,4 50 6,7
1. Отклонение свободных размеров + 0,25 мм.
2. Разность в длине концов усиков не более 2 мм.
3. Заготовка соответствует профилю стандартного шплинта с условным диаметром 4 мм.
4. Масса шплинта 1,6 г
Лента, деталь 3
1
t L
D шланга Толщина L Масса, г D шланга Толщина L Масса, г
18 140 1,5 30 220 2,6
20 0,3 160 1,7 45 0,3 350 4.1
26 106 2,4 50 380 4,7
Заготовка: лента из низкоуглеродпстой стали по ГОСТ 503—71.
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
122. Стальные плоские приварные фланцы Размеры, М1н
Фланцы с соединительным выступом
по ГОСТ 1255—67 Флцнцы без выступа по ГОСТ 12827—67
Для ру = 1 -Ь 10 кгс/см’ Для ру — 16 и Для ру = 1 4-10 кгс/см’ Для ру = 16 и
25 кгс/см’ 25 кгс/см’
Проход условный Dy dH riB D Ь для ру D; h d* Диаметр резьбы болтов лли шпилек Масса, кг, фланцев по ГОСТ
1255—67 для ру 12827—67 для ру
# 1
1 и 2,5 6 1 и 2,5 6
Ф л а н цы дл я ру = 1 “Г 6 к £ с/С М3
10 14 15 75 50 8 10 35 0,25 0,31 0,24 0,30
15 18 19 80 55 8 10 40 0,29 0,33 0,27 0,32
20 25 26 90 Ь5 10 12 50 10 0,45 0,53 0,42 0,51
25 32 33 100 75 10 12 60 0,55 0,64 0,51 0,62
32 38 39 120 90 10 70 2 0,79 1,01 0,75 0,97
40 45 46 130 100 10 13 80 3 14 12 0.95 1,21 0,86 1,12
50 57 59 140 110 10 90 3 1,04 1,33 0,95 1,23
65 76 78 160 130 и НО О 1,39 1,63 1,27 1,50
80 89 91 185 150 11 15 128 3 18 16 1,84 2,44 1,67 2,28
ТРУБОПРОВОДЫ И СОЕДИНЕНИЯ
Продолжение табл. 122
Фланцы для Ру = 10 ~ 25 кгс/см’
Проход условный Dy йн D Dt Ь ДЛЯ Ру h d* Диаметр резьбы болтов или шпилек Масса, кг
10 16 25 фланцы по ГОСТ
1255—67 для Ру 12827-67 для ру
10 16 25 10 16 25
Ф Л S нцы ДЛЯ Ру = 10 25 кгс/см’
10 14 15 90 60 10 12 14 40 0,46 0,54 0,63 0,44 0,52 0,61
15 18 19 95 65 10 12 14 45 2 14 12 0,51 0,61 0,70 0,49 0,58 0,68
20 25 26 105 75 12 14 16 58 0,74 0,86 0,98 0,71 0,83 0,94
25 32 33 115 85 12 16 16 68 0,89 1,17 1,17 0,84 1,12 1,12
32 38 39 135 100 14 16 18 78 2 1,40 1,58 1,77 1,33 1,52 1,71
40 45 46 145 110 15 17 19 88 3 1,71 1,96 2,18 1,63 1,85 2,06
50 57 59 160 125 15 19 21 102 3 18 16 2,06 2,58 2,71 1,93 2,44 2,70
65 76 78 180 145 17 21 21 122 3 2,80 3,42 3,22 2,62 3,24 3,07
80 89 91 195 160 17 21 23 138 3 3,19 3,71 4,06 2,98 3,68 3,86
* Число отверстий п = 8 для Пу = 6 и 80 П при Ру = 25; в остальных случаях п = 4.
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
Пример обозначения стального плоского флшца с соединительным выступом с Z>v = 50 мм, jay = 10 кгс/см2
Фланец 50—10 ГОСТ 1255—61
То же, фланца без выступа
Фланец. 50—10 ГОСТ 12821—61
eg
Со
Технические требования на фланцы. Материал фланцев — стал'ь ВСтЗсп — по ГОСТ 380—71, болтов и шпилек — сталь 20 или 25, гаек — сталь 10 или 20.
Предельные отклонения: dB — по /17, D, — по В-,, & — по 15-му квалитсту СТ СЭВ 145—75; h при h = 2 мм ±0,5 мм, при h > 2 мм — ±1,0 мм.
Торцевое биение поверхностей А и Б — по XII степени точности ГОСТ 10356—63.
Фланцы предназначены для работы при температуре не более 300 °C.
Во фланцевых соединениях применяются мягкие или металлические с мягкой набивкой прокладки.
Сварные швы выполняются электродами типа Э42 или Э42А.
Размер катета сварного шва и толщина степки трубы определяются расчетом на прочность.
СКОБЫ ДЛЯ КРЕПЛЕНИЯ ТРУБОПРОВОДОВ
123. Одноместные скобы (по ГОСТ 16686—71) Размеры, мм
D В±1,5 S н L* А d (по А7) d, h = г. т Гй Масса 1000 шт., кг
10 16 1,0 8 44 28 5,5 9 2 3 6,20
12 10 46 30 6,80
14 12 56 38 13,66
16 18 14 58 40 6,6 10 14,58
18 16 60 42 15,76
20 1,6 18 63 45 3 10 17.12
22 20 74 52 24,13
25 22 77 55 25,77
28 22 24 80 58 9 14 27,3t
32 28 84 62 30,29
36 32 87 65 33,05
40 35 105 75 9 14 63,58
45 40 108 78 9 14 71,18
50 2 45 115 85 9 14 4 16 76,82
55 50 120 90 И 16 81,42
60 55 125 95 11 16 6 85,82
65 30 60 135 105 И 16 92,72
70 ео 140 110 и 148,60
75 3 65 145 115 и — 155,80
80 70 155 125 13 — — 217,30
* Размер Ьдля справок.
Материал: сталь СтЗ.
Пример обозначения одноместной скобы D = 50 мм: Скоба 50 ГОСТ 16686—71
124. Одноместные облегченные скобы (по Г Размеры, мм
^СТ 16G87—71)
Скобы изготовляют из . „ 0 „ гп„„ „с„
или из стали 12Х18Н9Т попали СтЗ по ГОСТ 380--71 алюминиевого сплава Д16Т также из
Для определения массы J/ь. значения массы, указанные ,кобяиз алюминиевого сплава ножеиы на коэффициент о.З^аблицс, должны быть ум-
D В±1 S н L* Л d (по А,) \ Г Масса 1000 шт. стальных скоб, кг
Номинал Пред. ОТКЛ.
3 4 6 0,5 2 3 17 И +0,25
/ ±2 0,36 / 4^ /
5 6 8 10 8 0,8 0,8 1,0 1,0 3 4 5 7 24 26 28 30 16 18 £0 22 3,4 2,0 2,0 2,5 2,5 1,09 1,26 1,61 2,33
12 14 16 18 10 1,0 1,2 1,2 1,2 9 И 13 15 36 40 42 44 26 30 32 54 4,5 2,5 3,0 3,0 3,0 3,14 4,50 5,12 5,44
20 22 25 1,2 17 1) 21 46 48 50 36 38 40 ±0,50 3,0 5,94 6,41 6,84
28 32 36 1,6 24 27 31 55 60 (15 45 50 55
4,0 10,30 11,50 13,00
1 35 39 44 49 54 70 75 8U 85 90 60 65 70 75 80
40 45 50 55 60 12 5,5 17,20 18,80 20,80 22,70 24,50
* Размер L для справок.
Пример обозначения одноместной o6j из стали марки СтЗ:
ei ценной скобы D = 50 мм
Скоба 50 ГОСТ 16687—71
То же, из стали марки 12Х18Н9Т:
Скоба 50—12Х18119Т ГОСТ 166.я„
То же, из алюминиевого сплава марки Д16Т:
Скоба 50—Д16Т ГОСТ 16(.оу
/о/—11
125. Двух-, трех- и четырех»»естяые скобы (соответственно
Размеры
Материал: сталь СтЗ.
Пример обозначения соответственно Д1?ух-, трех- и четырехмест-ной скобы. В =50.
Скоба 50x2 ГОСТ 16688—7}
Скоба 50x3 ГОСТ 16689—7}
Скоба 50x4 ГОСТ 16690—7}
по ГОСТ 16688—71, 16689—71, 16690—71J
8Ш
Трехместные Четырехместные
L* А 1 Масса 1000 скоб, кг L* А 1 Масса 1000 скоб, кг
46 30 12 5,20 50 34 16 5,70
48 32 15 5,50 53 37 20 6,10
54 38 18 6,30 60 44 24 7,10
58 42 24 7,40 66 50 32 8,40
64 48 30 8,72 74 58 40 9,98 11,48
71 55 37 9,92 82 66 48
85 67 43 20,06 98 80 56 23,26
91 73 49 21,78 106 88 64 25,38
96 78 54 23,96 114 96 72 28,06
102 85 61 26,12 128 110 85 30,62
122 100 70 36,33 147 125 90 42,43
130 108 78 39,57 162 140 105 46,47
140 118 88 42,71 172 150 Н5 50,41
152 130 100 48,09 187 165 130 56,99
162 140 110 53,05 202 180 145 63,05
190 160 125 151,8 230 200 165 170,1
205 175 140 171,4 250 220 185 203,7
220 190 150 186,1 270 240 205 221,5
235 205 170 200,8 300 270 225 247,3
250 220 185 213,6 320 290 245 263,1
270 240 200 231,8 247,6 340 310 265 285,3
290 260 215 360 330 285 304,2
300 270 230 262,8 380 350 305 323,4
Технические требования на скобы одноместные облегченные, одноместные, двух-, трех- и четырехместные.
Предельные отклонения размера А
для облегченных скоб:
±0,25 мм для диаметров D = 3-J-18 мм, ±0,50 мм » » D = 20-1-60 мм;
для одноместных скоб:
±0,50 мм для диаметров D = 10-^65 мм, ±1,0 мм » » D = 70 и более;
для двух-, трех- и чотырехместнык скоб:
±0,5 мм для диаметров D = 4-1-36 мм, ±1,0 мм » » D — 40 и более.
Неуказанные предельные отклонения размеров ±'/2 допуска 9-го класса по ОСТ 1010. Предельные отклонения на толщину скоб должны соответствовать допускам на применяемый сортамент.
Готовые детали должны иметь следующие покрытия по ГОСТ 9.073—77: из стали марки Ст 3—Ц9. хр.; из стали марки 12Х18Н9Т — Хим. Пас; из алюминиевого сплава Д16 — Ан. Оке. хр.
ДОПОЛНИТЕЛЬНЫЕ источники
Детали трубопроводов из пластмасс — ОСТ И.ПО.865.031—72 ОСТ 11. ПО. 865.054—72.
Детали трубопроводов из углеродистой стали беепговпые приварные на от 1 до 100 кгс/см2 — ГОСТ 17374—72 — ГОСТ 17380—72.
Соединения приборов с внешними пневматическими, гидравлическими и электрическими линиями. Типы, основные параметры и размеры — ГОСТ 20954—75.
То же. Общие технические требования — ГОСТ 20960—75.
Соединения фланцевые для гидравлических и смазочных систем — ГОСТ 19535—74.
Трубы бесшовные холоднодеформированные из сплавов на основе гитана. Технические условия — ГОСТ 22897—77.
Трубы конструкционные холоднодеформироваппые и теплодеформированные из углеродистых и легированных сталей — ГОСТ 21729—76.
Трубки медные и лагунные тонкостенные—ГОСТ 11383—75.
Трубы стальные электросварные прямошовные. Сортамент — ГОСТ 10704—76.
Трубы стальные прецизионные — ГОСТ 9567—75.
ГЛАВА V
ТРУБОПРОВОДНАЯ АРМАТУРА
МУФТОВЫЕ КОНЦЫ С ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБОЙ (ПО ГОСТ 6527-68)
1. Основные размеры, мм
Данные распространяются на муфтовые концы трубопроводной арматуры: а) из латуни, броцзы и ковкого чугуна - на условное давление р < 25 кгс/см2; б) из серого чугуна — на условное давление р 16 кгс/см2.
Резьба трубная цилиндрическая по ГОСТ 6357—73
Проходы условные, мм Резьба трубная, дюймы Для ковкого чугуна Для серого чугуна Для латуни и бронзы
8 не менее h 8 1, не менее h 8 пе менее h.
ру<1« ру = 25 Ру <16 ру =25
6 >/4 19 9 10 19 9 И 7 И
10 •/. 22 10 12 27 12 14 22 10 12 8 12
15 '/2 27 12 14 30 14 16 27 12 15 9 13
20 3/4 36 14 16 36 16 18 32 14 17 10 14
25 1 41 16 18 46 18 21 41 16 19 12 16
32 П/4 50 18 21 55 20 23 50 18 22 14 18
40 1>/2 60 20 23 60 22 26 60 20 16
50 2 70 22 25 75 24 28 70 22 18
65 2>/2 90 25 28 90 26 30 90 25 20
80 3 100 28 31 105 30 34 100 28 — 22 —
КРАНЫ
КОНУСНЫЕ НАТЯЖНЫЕ МУФТОВЫЕ ЛАТУННЫЕ КРАНЫ ПА ру=16 КГС/СМ2 (ПО ГОСТ 22508—77)
Конусные натяжные муфтовые латунные краны общепромышленного назначения па Ру-Ькгс/см2 и Dv от 15 до 40 мм применяют на трубопроводах для жидких сред при температуре до 100 °C.
2. Основные размеры кранов, мм
Размер под мкзч Резьба трубная d, дюймы ъ Н h 8 Масса, кг, не более
*
15 20 25 32 40 ’А 3/4 1 1’/4 I1/ 2 55 65 89 95 110 30 36 44 51 58 35 40 50 57 62 12 14 17 19 22 0,24 0,36 0,63 0,92 1,65
%
2.
* Размеры для справок.
Технические требования. Материал основных деталей — латунь ЛС59-1 по ГОСТ 17711—72.
Допускается изготовление основных деталей пз латуни других марок, обеспечивающих установленную надежность эксплуатации.
Муфтовые концы — но ГОСТ 6527—68. Герметичность затвора — по 3-му классу ГОСТ 9544—75.
Краны относятся к классу ремонтируемых изделий.
Срок службы — не менее 5 лет. Ресурс — не менее 1500 циклов, или 40 000 ч. Наработка на отказ — ие менее 400 циклов, или 6000 ч.
Краны обеспечивают заданные показатели надежности и гарантийную Наработку при смазывании через каждые 200 циклов.
Температура окружающей среды — не ниже — 40 °C.
КОНУСНЫЕ ТРЕХХОДОВЫЕ САЛЬНИКОВЫЕ ФЛАНЦЕВЫЕ ЧУГУННЫЕ КРАНЫ НА Ру 6 КГС/СМ2 (ПО ГОСТ 22509—77)
Конусные трехходовые салышковые фланцевые чугунные краны общепромышленною назначения па рч 6 кгс/см2 и Оу от 25 до 100 мм применяют на трубопроводах для воды при температуре до 40 °C и для нефти и масла — до 100 °C.
3. Основные размеры кранов, мм
* Размеры для справок.
Условный проход 1>у Б н h S Масса, кг, не более
25 145 135 50 19 4,4
40 180 181 95 27 10,4
50 200 208 110 32 11.3
65 230 238 132 41 18,0
80 200 2Ы 145 4G 27,0
100 310 254 174 46 46,7
Технические требования. Материал основных деталей — серый чугун СЧ 15-32 по ГОСТ 1412-70.
Присоединительные фланцы по ГОСТ 1235—67.
Герметичность затвора 3-го класса по ГОСТ 9544—75.
Краны относятся к классу ремонтируемых изделий. Срок службы — не менее 5 лет. Ресурс — не менее 1500 циклов, или 40 000 ч. Наработка на отказ — не менее 200 циклов, или 6000 ч. Краны обеспечивают заданные показатели надежности и гарантийную наработку при смазывании через каждые 100 циклов.
Температура окружающей среды — ие ниже —15 °C.
ПРОБКОВЫЕ ПРОХОДНЫЕ САЛЬНИКОВЫЕ ФЛАНЦЕВЫЕ ЛАТУННЫЕ КРАНЫ НА />у 10 КГС/СМ2 (ПО ГОСТ 16394—70)
Пробковые проходные сальниковые латунные краны общепромышленного назначения на ру 10 кгс/см2 и Dy 25, 40, 50 и 80 мм применяют на трубопроводах для жидких сред с температурой до 100 °C.
4. Основные параметры и размеры крапов, мм
Технические .требования. Герметичность затвора 2-го класса по ГОСТ 9544-75.
Краны относятся к классу восстанавливаемых изделий. Срок службы до списания крана не менее трех лет. Средний ресурс до списания крана — не менее 1800 циклов. Наработка на отказ не менее 450 циклов. Средняя наработка до первого отказа пе менее 600 циклов.
11 Анурьев В. И, т. з
ПРОБКОВЫЕ ПРОХОДНЫЕ НАТЯЖНЫЕ ЧУГУННЫЕ КРАНЫ ДЛЯ ГАЗОПРОВОДОВ (ПО ГОСТ 12154—74)
Пробковые проходные натяжные чугунные краны применяют на газопроводах для топливного газа на ру 1 кгс/см2 при температуре до 50 °C и Dy от 25 до 80 мм.
5. Основные размеры крапов, мм
Размер под ключ
* Размеры для справок.
Проход условный ПУ L h Л., не более 8 Ь, не менее Масса, кгя не более
25 80 49 58 17 10 0,90
32 95 56 62 19 11 1,37
40 НО 66 70 22 12 2,03
50 130 80 81 27 14 3,41
65 160 97 96 32 15 5,71
80 180 113 114 36 17 8,65
Технические требования. Герметичность затвора 1-го класса по ГОСТ 9544—75.
Краны относятся к классу ремонтируемых изделий. Срок службы до списания крана — не менее 5 лет. Средний ресурс до списания крана не менее 2000 циклов. Наработка на отказ не менее 500 циклов.
Коэффициент гидравлического сопротивления <; = 2 обеспечивается конфигурацией проточной части корпуса.
ПРОБНО-СПУСКНЫЕ САЛЬНИКОВЫЕ ЛАТУННЫЕ КРАНЫ НА р 10 КГС/СМ?
(ПО ГОСТ 22595—77)
Пробно-спускные сальниковые латунные краны на ру 10 кгс/см3 применяют на резервуарах, емкостях и трубопроводах общепромышленного назначения для воды при температуре до 80 °C и самосмазывающихся жидкостей при температуре до 100 °C.
Краны должны быть изготовлены трех исполнений: 1 — с изогнутым спуском; 2 — с прямым спуском; 3 — с прямым спуском и ниппелем.
6. Основные размеры кранов, мм
Исполнение 1
Исполнение 2
L*±3
Исполнение 3
L*±5
* Размеры для справок.
Исполнение крана Условный проход пу Резьба трубная d, дюймы Резьба трубная da, ДЮЙМЫ ъ 1 Н h S Масса, кг, не более
6 1/4 76 65 59 20 14 0,27
10 3/8 80 65 60 24 17 0,31
1 15 1/2 — 96 97 74 26 22 0,60
20 3/4 116 97 78 32 27 0,85
6 1/4 13 65 65 56 18 14 0,27
10 3/8 16 67 65 61 20 17 0,29
2 15 1/2 22 78 97 74 24 22 0,50
20 3/4 27 94 97 79 28 27 0,75
6 1/4 1/4 89 65 56 18 14 0,36
10 3/8 3/8 94 65 61 20 17 0,41
3 15 1/2 — 1/2 104 97 74 24 22 0,68
20 3/4 3/4 119 97 79 28 27 0,98
Технические требования. Материал корпуса и пробки кранов — латунь марки ЛС59—1ЛД по ГОСТ 17711—72.
Краны должны эксплуатироваться при температуре окружающего воздуха от -30 до +50 °C.
Герметичность затвора — по III классу ГОСТ 9544—75.
Размеры присоединительных цапковых концов — по ГОСТ 2822—68.
Краны относятся к классу ремонтируемых изделий. Срок службы кранов — не менее 8 лет. Ресурс—не менее 1500 циклов или 60000 ч. Наработка на отказ — не менее 400 циклов или 6000 ч. Для обеспечения заданных показателей надежности и гарантийной наработки потребитель должен производить регламентное обслуживание в соответствии с эксплуатационной документацией.
11*
ВЕНТИЛИ
ЗАПОРНЫЕ МУФТОВЫЕ И ФЛАНЦЕВЫЕ ВЕНТИЛИ ИЗ СЕРОГО ЧУГУНА НА />у 16 КГС/СМ8 (ПО ГОСТ 18722—73)
Запорные муфтовые вентили общепромышленного назначения из серого чугуна с крышкой на резьбе Лу 15, 20, 25, 32, 40 и 50 мм и с крышкой на шпильках Dy 65 и 80 мм; фланцевые с крышкой на резьбе Dy 25, 32, 40 и 50 мм па ру 16 кгс/см2.
7. Основные параметры вентилей
Исполнение Присоединение к трубопроводу Проход условный Пу, мм Материал уплотнительной поверхности затвора Рабочая среда Температура среды, °C, не более
1 Муфтовое 15; 20; 25; 32; 40; 50; 65 и 80 Фтороплает-4 ПО ГОСТ 10007-72 Вода, пар 225
4 Резина кислотощелочестой-кая средней твердости по ГОСТ 7338—77 Вода 50
7 Фланцевое. 25; 32; 40 и 50 Фторопласт-4 по ГОСТ 10007—72 Вода, пар 225
10 Резина кислотощелоче-стойкая средней твердости по ГОСТ 7338—77 Вода 50
ГОСТ предусматривает вентили фланцевые (исполнение 13) с крышкой на шпильках Dy 65; 80; 100; 125; 150 и 200, а также исполнения 2, 3, 5, 6, 8, 9, 11, 12 и 14, которые действительны до 1 января 1979 г.
Материал: корпусных деталей серый чугун не ниже марки СЧ 18-36 по ГОСТ 1412—70; шпинделя латунь по ГОСТ 1552—70.
8. Основные размеры вентилей, мм
Продолжение табл. 8
Проход условный Dy Исполнения L Н и. По Масса, кг, не более
15 20 1 и 4 1 и 4 90 100 110 118 120 65 0,75 0,90
25 1 и 4 7 и 4 120 132 из 80 1,75 3,60
32 1 и 4 7 и 10 140 145 2,70 5,50
40 1 И 4 7 И 10 170 164 180 120 4,15 7,65
50 1 и 4 7 и 10 200 165 185 5,80 10,30
65 80 1 и 4 1 и 4 260 290 184 226 215 260 160 14,00 17,00
Технические требования. Герметичность затвора вентилей 1-го класса по ГОСТ 9544—75.
'Муфтовые концы по ГОСТ 6527—68. Проходные фланцы по ГОСТ 1235—67 на ру 16 кгс/см2. Чугунные маховики по ГОСТ 5260—75.
Вешили относятся г; классу ремонтируемых изделий. Срок службы вентилей — пе менее 5 лет. Ресурс пе менее 10 000 циклов. Наработка на отказ — не менее 2700 циклов или 10 000 ч.
ЗАПОРНЫЕ ИЗ КОВКОГО ЧУГУНА ВЕНТИЛИ НА 16 КГС/СМ» (МУФТОВЫЕ ПО ГОСТ 18161—72 И ФЛАНЦЕВЫЕ ПО ГОСТ 18162—72)
Запорные вентили с крышкой па резьбе предназначены для общепромышленного применения.
9. Исполнения и основные параметры вентилей
Исполнение Проход условный Лу, мм Материал уплотнительной поверхности затвора Рабочая среда Температура среды, °C, не более
1 15*, 20 *. 25, 32, 40 и 50 Фторопласт-4 ио ГОСТ 10007—72 Вода, пар 225
4 Резина кислотощелочестойкая средней твердости по ГОСТ 7338—77 Вода 50
* Только для муфтовых вентилей.
ГОСТ предусматривает исполнения 2, 3, 5 и 6, которые действительны до 1 января 1979 г.
Материал: корпусных деталей ковкий чугун не ниже марки КЧ 30-60 по ГОСТ 1215—59, шпинделя латунь по ГОСТ 1552—70.
10. Основные размеры вентилей, мм
** Размеру для справок.
Фланцевые вентили по ГОСТ 18162—72
Общие размеры ГОСТ 18161—72 ГОСТ 18162-72
ру - L Н Резьба трубная й, дюймы -Do S Масса, кг, не более Масса, кг, не более
15*2 90 110 118 27 0,7
20 *2 100 120 74 36 0,9 •—
25 120 132 143 1 145 41 1,4 2,7
32 140 145 1*/» 50 2,1 4,3
40 170 164 180 1‘/2 120 60 3,7 5,8
50 200 165 185 2 70 5,0 8,0
гг Только для муфтовых вентилей.
Технические требования. Герметичность затвора вентелей 1-го класса по ГОСТ 9544—75.
Муфтовые концы — по ГОСТ 6527—68.
Проходные фланцы корпусов по ГОСТ 12817—67 на ру 16 кгс/см2.
Чугунные маховики по ГОСТ 5260—75.
Вентили относятся к классу ремонтируемых изделий. Срок службы не менее 5 лет. Ресурс не менее 10 ООО циклов, или 40 000 ч. Наработка на отказ не менее 2700 циклов, ити 10 000 ч.
Техника безопасности. Запрещается производить работы по устранению дефектов и перенабивку сальника при наличии давления в трубопроводе. Подтяжка сальника может производиться без снятия давления в трубопроводе.
Не допускается использование дополнительных рычагов при ручном управлении вентилями.
ЗАПОРНЫЕ СИЛЬФОННЫЕ СТАЛЬНЫЕ ВЕНТИЛИ
НА 2>р 10 КГС/СМ2 (НО ГОСТ 10421—75)
Запорные сильфонные стальные вентили общепромышленного назначения на рр 10 кгс/см2 и Ру от 10 до 150 мм применяют на трубопроводах для жидких и газообразных сред (наличие механических включений не допускается).
11. Основные размеры вентилей 7>у от 10 до 25 мм с ручным управлением и цапковым присоединением к трубопроводу, мм
д ^1 » ВУ L Н, не более Л, (пред. откл. по СМ,) 1> Масса, кг, не более
к—
L
*
10 15 20 . 25 100 130 150 160 120 155 205 200 15 24 35 40 80 100 120 120 1,2 2,5 7,1 7,1
I
*
J 1/
1
* Размер для справок.
12. Основные размеры вентилей 77у от 10 до 25 мм с шарнирной муфтой под дистанционное управление н цапковым присоединением к трубопроводу, мм
у15 L Я, не более h (пред. откл. по СМ,) Масса, кг, не более
пь IE 10 15 20 25 100 130 150 160 195 225 275 270 15 24 35 40 1,3 2,6 7,0 1/>
Ff
др-
* Размер для справок.
13. Основные размеры вентилей £>у от 32 до 150 мм с ручным управлением и фланцевым присоединением к трубопроводу, мм
Dy 1 н, не более h (пред. откл. по СМ,) L Масса, кг, не более
$ к 32 40 50 65 80 100 125 150 180 200 230 290 310 350 400 480 200 200 200 230 230 245 405 410 45 55 65 84 95 120 150 176 200 200 200 260 260 320 400 500 14,7 15,3 18,1 33,0 39,2 61,0 132,3 174,0
II
аЗ * Размс L р ДЛЯ СП равок.
14. Основные размеры вентилей Dv от 32 до 150 мм с шарнирной муфтой под дистанционное управление и фланцевым присоединением к трубопроводу, мм
ГОСТ предусматривает вентили с электроприводом, а также с ручным управлением и присоединением под приварку.
Технические 'требования. Материалы деталей приведены в табл. 15.
Установочное положение вентилей — любое.
15. Материал корпусных деталей и уплотнительных поверхностен затвора в зависимости от температуры среды
Материал Температура
Корпусных деталей Уплотшггельных поверхностей затвора среды, 'С, не более
12Х18Н9Т или 10X17H13M3T по ГОСТ 5632-72 ЦН12М Фторопласт-4 по ГОСТ 10007—72 Пластмасса или полиэтилен ио ГОСТ 16338-70 350 200 40
Сталь 20 по ГОСТ 1050-74 ЦН12М Фторопласт-4 по ГОСТ 10007—72 Пластикат Цо ГОСТ 18269—72 350 200 40
Для вентилей из коррозионно-стойкой стали сильфон должен изготовляться из того же материала, что и корпус.
Присоединительные фланцы — по ГОСТ 1255—67, с пазом по ГОСТ 12832—67 на pv Ю кгс/см2.
Размеры присоединительных цапковых концов — по ГОСТ 2822—68.
Герметичность затвора 1-го класса по ГОСТ 9544—75.
Вентили являются ремонтируемыми изделиями: срок службы — не менее 10 лет; средний ресурс для вентилей с эластичным уплотнением в затворе 10 000 циклов, или 80 000 ч; средний ресурс для вентилей с медаллическим уплотнением в затворе — 8000 циклов, или 80 000 ч; наработка на отказ для вентилей с эластичным уплотнением в затворе не менее 2700 циклов, или 14 000 ч; наработка на отказ для вентилей с металлическим уплотнением в затворе — не менее 1200 циклов, или 14 000 ч.
ЗАПОРНЫЕ ПРЯМОТОЧНЫЕ ВЕНТИЛИ
ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ НА 2>у 16 КГС/СМ2 (ПО ГОСТ 20294—74)
Вентили должны применяться на средах, по отношению к которым стоек материал деталей, соприкасающихся со средой; наличие механических включений в средах не допускается.
16. Основные параметры вентилей
Тип Исполнение Присоединение к трубопроводу Условный проход Dy, мм Материал основных деталей — сталь Материал уплотнительных поверхностей Температура среды, °C, не более
корпуса золотника
Вентиль с воз-вратно-поступа-тельным движением шпинделя 1 Под приварку 32' 40; 50; 80; 100; 125; 150 10Х18Н9ТЛ, 10Х18Н12МЗТЛ по ГОСТ 2176-67 и 12Х18Н9Т; 10X17H13M3T по ГОСТ 5632-72 Стали марок 10Х18Н9ТЛ 10Х18Н12МЗТЛ по ГОСТ 2176—67 Стали марок 10Х18Н9ТЛ, 10Х18Н12МЗТЛ по ГОСТ 2176-67 и 12X18Н9Т, 10X17H13M3T по ГОСТ 5632—72 420
2 Фланцевое 25; 32; 50; 65; 80; 10(1; 12»; 1,0 Фторопласт-4 по ГОСТ 10007—72 200
Рабочие среды — коррозионные.
ГОСТ предусматривает тип вентиля с вращательно-поступательным движением шпинделя.
17. Основные размеры вентилей, мм
Технические требования. Герметичность затвора вентилей 1-го класса ио ГОСТ 9544-75.
Вентили относятся к классу ремонтируемых изделий. Срок службы вентилей — не менее 10 лет. Ресурс вентилей: исполнения 1 и 2 не менее 6000 дик-
лов. Наработка на отказ вентилей; исполнения 1 и 2 не менее 2700 циклов, или 14 000 ч.
ЗАПОРНЫЕ МУФТОВЫЕ ЛАТУННЫЕ ВЕНТИЛИ НА Уу 10 И 16 КГС/СМ3 (ПО ГОСТ 9086—74)
Запорные муфтовые латунные вентили на ру « 10 и 16 кгс/см2, £>у от 15 до 50 мм, применяют на трубопроводах для воды и пара.
18. Основные параметры вентилей
Исполнение Ру, кгс/см3 Материал основных деталей Рабочая среда Материал уплотнительных поверхностей Температура среды, °C, не выше
корпуса золотника
1 10 Латунь марки ЛС59-1Л по ГОСТ 17711—72 Вода Латунь марки ЛС59-1Л по ГОСТ 17711—72 Резина марки ПБ по ГОСТ 17133—71 50
2 16 Горячая вода или насыщенный пар Специальная масса 200
3 Латунь марки ЛС59—1Л по ГОСТ 17711-72 200
Допускается изготовление уплотнительных поверхностей из других материалов, по свойствам не уступающим указанным в таблице.
19. Основные размеры вентилей, мм
Исполнения 1, 2
Исполнение 3
11 вариант
* Размеры для справок.
Продолжение табл. 19.
Исполнение Условный проход ПУ D Резьба трубная d, дюймы 7 Номинал Пред, откл. И не более 8 (пред, откл по Bit Коэффициент гидравлического сопротивления £ Масса, кг, не более
1 2 3 15 50 50 65 ’/« 55 +1,0 -1,5 82 90 27 15,9 0,35 0,38 0,38
1 2 3 20 50 50 65 •/« 65 82 92 32 10.5 0,44 0,47 0,47
1 2 3 25 65 65 80 1 80 100 110 41 9,3 0,76 0,78 0,78
1 2 3 32 80 80 100 VA 95 100 112 50 8,6 1,04 1,06 1,06
1 2 3 40 80 80 100 11/» 110 -2,0 126 140 60 7,6 1,64 1,78 1,78
1 2 3 50 100 100 120 2 130 126 142 70 6,9 2,51 2,60 2,60
Допускается изготовление вентилей исполнений 1 и 2 с диаметром маховика, равным диаметру маховика для исполнения 3.
Технические требования. Ход золотника должен составлять не менее 25% диаметра проходного отверстия в затворе.
Допускается изготовление вентилей без шестигранников на муфтовых концах с местными выступами, обеспечивающими монтаж и прочность корпуса.
Резьба метрическая по ГОСТ 9150—59. Поля допусков: для болтов 8 g, для гаек 7Я по ГОСТ 16093-70.
Резьба трубная цилиндрическая — класса точности В по ГОСТ 6357—73.
Предельная температура па маховике — не более 45 °C.
Усилие на маховике — не более 22 кгс.
Герметичность затвора вентилей — 3-го класса по ГОСТ 9544-75.
Вентили относятся к классу ремонтируемых изделий. Срок службы вентилей — пе менее 5 лет; средний ресурс — не менее 5000 циклов, наработка на отказ — не менее 1300 циклов.
КЛАПАНЫ
ОБРАТНЫЕ ПРИЕМНЫЕ С СЕТКОЙ ФЛАНЦЕВЫЕ ЧУГУННЫЕ КЛАПАНЫ НА Ру 2,5 КГС/СМ2 (ПО ГОСТ 10371—77)
Обратные приемные с сеткой фланцевые клапаны общепромышленного назначения применяют в насосных установках на конце всасывающего трубопровода для воды, нефти и других жидких неагрессивных сред на /+ 2,5 кгс/см* и Ру от 50 до 400 мм при температуре до 50 °C.
Технические требования. Материал корпусных деталей — серый чугун не ниже марки СЧ 18-36 по ГОСТ 1412—70, материал уплотнения — резина МБ-А-С по ГОСТ 7338-77.
Рабочее положение клапанов — сеткой вниз.
Условные проходы по ГОСТ 355—67. Условное и пробное давление — по ГОСТ 356— 68. Присоединительные фланцы по ГОСТ 1255—67.
Метрические резьбы деталей клапанов выполняют с полями допусков 8д и 1Н по ГОСТ 16093—70.
В клапанах пропуск среды или «потение» через металл, а также пропуск среды через прокладочные соединения пе допускается.
Клапаны относятся к классу ремонтируемых изделий. Срок службы — не менее 8 лот; ресурс — пе мепее 60 000 ч; наработка па отказ 8000 ч.
ОБРАТНЫЕ ПОДЪЕМНЫЕ МУФТОВЫЕ ЛАТУННЫЕ КЛАПАНЫ НА 18 КГС/СМ» (ПО ГОСТ 12677-75)
Латунные муфтовые подьемные обратные клапаны па ру 16 кгс/см2, 1)у 15, 20, 25, 40 и 50 мм применяют на горизонтальных трубопроводах крышкой вверх для воды и пара при температуре от 0 до 225 °C.
21. Основные параметры и размеры клапанов» мм
г
ГЕ
гс \ - d - lapuanm
7 —
s Размер под ключ L
Условный проход "у Резьба трубная d, дюймы L II, не более S (пред, откл по В;) Масса, кг, не более
Номинал Пред, откл.
15 ’/j 55 4-1,0 -1,5 38 27 0,23
20 25 ’/* 1 65 80 42 42 32 41 0,30 0,50
40 50 IV» 2 110 130 +1,0 -2,0 70 80 60 70 1,43 2,00
Технические требования. Условные, пробные и рабочие давления — по ГОСТ 356-68.
Направление потока среды должно соответствовать направлению стрелки, выполненной на корпусе. При измерении направления потока среды золотник клапана должен опуститься на седло корпуса и перекрыть поток.
Ход золотника должен составлять пе менее 0,25 диаметра проходного отверстия в затворе.
Муфтовые концы клапанов по ГОСТ 6527—68. Несоосность резьб в муфтах клапанов — не более 2°.
Резьба метрическая по ГОСТ 9150—59, поля допусков иа резьбу 8g и TH по ГОСТ 16093-70.
Резьба трубная цилиндрическая по ГОСТ 6357—73, класс точности В.
Пропуск среды через затвор клапанов допускается нс более 1 см3/мип воды или 1 дм3/мин воздуха. Пропуск среды через металл и прокладочное соединение ие допускается.
Клапаны относятся к классу ремонтируемых изделий, срок службы до списания клапана — не менее 10 лет, средний ресурс — 12000 циклов или 80 000 ч; наработка на отказ — не менее 1200 циклов или 10 000 ч.
ПРЕДОХРАНИТЕЛЬНЫЕ ПРУЖИННЫЕ ПОЛНОПОДЪЕМНЫЕ ФЛАНЦЕВЫЕ СТАЛЬНЫЕ КЛАПАНЫ НА Ру 16 И 40 КГС/СМ2 (ПО ГОСТ 9789—75)
Предохранительные пружинные полно подъемные фланцевые стальные клапаны общепромышленного назначения на 16 и 40 кгс/см2 и Z>y 25, 40, 50, 80, 100, 150, 200 мм предназначены для установки на резервуарах, аппаратах или трубопроводах для автоматического выпуска среды при повышении давления относительно установленного.
Клапаны работоспособны на чистых (без механических примесей) средах.
22. Типы, исполнения, основные па раметры и материалы
Тип Клапана Исполнение Материал Основная рабочая среда Темпе* ратура среды, °C, не выше
корпуса уплотнительных поверхностей затвора
Фланцевый с приспособлением для принудительного открытия 1 Сталь 20Л, 25Л гр. II или III по ГОСТ 977—75 Сталь 20X13 или сталь 30X13 по ГОСТ 5632—72 Жидкие ч и газообразные неагрессивные взрывобезопасные химические и нефтяные среды 450
2 Сталь 10Х18Н9ТЛ по ГОСТ 2176-67 Стеллит ВЗК, ЦП12М Жидкие и газообразные агрессивные взрывобезопасные химические и нефтяные среды 600
Фланцевый без приспособления для принудительного открытия 3 Сталь 20Л, 25Л гр. II или III по ГОСТ 977—75 Сталь 20X13 и сталь 30X13 по ГОСТ 5632—72 Жидкие и газообразные неагрессивные взрывобезопасные химические и нефтяные среды 450
4 Сталь 10Х18Ц9ТЛ по ГОСТ 2176—67 Стеллит ВЗК, ЦН12М Жидкие н газообразные агресси вные взрывобезопасные химические и нефтяные среды 600
23. Основные размеры клапанов, мм
Исполнения 1 И 2 Исполнения 3 и 4
Общие размеры Для исполнений
Условное давле- Условный проход Dy 1 2 3 4
ние L Li а Мас- Мас- Мас- Мас-
Рр кгс/см2 входного ВЫХОДНОГО н са, кг н са, кг и са, кг Н са, кг
фланца фланца не более
25 40 100 100 17 520 22 565 26 480 21 520 24
40 65 100 100 25 550 25 600 28 500 23 560 25
50 80 100 125 30 570 27 635 30 510 24 570 26
16 80 100 110 140 40 655 37 725 40 600 35 670 37
100 125 130 175 50 815 50 915 55 740 50 840 53
150 200 200 225 72 1030 118 1200 143 930 115 1100 125
200 300 280 320 142 1360 250 1480 265 1200 230 1380 245
25 40 100 100 17 525 25 570 28 485 23 530 25
40 65 100 100 25 555 27 605 30 505 24 565 26
50 80 105 130 30 575 30 640 34 515 26 575 28
40 80 100 115 145 40 660 40 730 45 605 38 675 40
100 125 135 180 50 825 58 925 65 745 56 850 60
150 200 205 230 72 1050 125 1210 150 940 120 1110 130
Технические требования. Пропуск среды или потение через металл и сварные швы, а также прокладочные соединения, сальниковое уплотнение и соединения седла с корпусом не допускаются.
Герметичность затвора при рабочем давлении должна соответствовать нормам, указанным в табл. 24.
За рабочее давление принимается давление настройки, при котором клапан обеспечивает требуемый класс герметичности в затворе.
Условное и пробное давления — по ГОСТ 356—-68.
Принудительное открытие клапана в рабочих условиях должно производиться при рабочем давлении среды. Допускается производить принудительное открытие клапана при давлении на 10% ниже рабочего давления.
24. Герметичность затвора при рабочем давлении
Класс герметичности Пропуск среды через затвор, см3/мин, не более условного Ру, мм , для прохода
25 40 50 80 100 150 200
1 Для жи сред, для Э1 2 дких и га ергетическ! 5 Казна1 зообразных токсичных -IX и ответственных усз 10 е н и е взрывобезопасных хи гановок 15 чических и нефтяных
2 | 5 1 10 | 25 | 10
Назначение
Для жидких и газообразных взрывобезопасных химических и нефтяных нетоксичных сред
Клапаны относятся к ремонтируемым изделиям: средний срок службы — не менее 10 лет, средний ресурс — не менее 750 циклов; наработка на отказ — не менее 120 циклов (10 000 ч).
ДОПОЛНИТЕЛЬНЫЕ источники
Арматура из пластмасс. Основные параметры — ГОСТ 22643—77.
Вентили запорные фланцевые из ковкого чугуна на ру 25 и 40 кгс/см2 — ГОСТ 18163—72.
Гуревич Д. Ф. Трубопроводная арматура. Выбор, монтажные размеры и эксплуатация. Справочное пособие. М., «Машиностроение», 1975.
Детали соединений и арматура трубопроводов на ру 250 кгс/см2 —> ГОСТ 4340—77 — 4361—77, ГОСТ 22416—77, ГОСТ 22417—77.
Журавлев Б. А. Справочник мастера-сантехника. Изд. 4-е, Стройиздат, 1974, 479 с.
Краны пробковые проходные сальниковые фланцевые и муфтовые чугунные на ру 10 кгс/см2 — ГОСТ 19193—73.
ГЛАВА VI
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
МАСЛА И СМАЗКИ ДЛЯ ОБОРУДО,ВАНИЯ И МЕХАНИЗМОВ
ЖИДКИЕ СМАЗКИ
Наименование, марка масла, ГОСТ или ТУ, назначение Вязкой кинематСи ская алф 50 °C, Температура, °C
ВСПЫШКИ в закрытом тигле, не ниже застывания, не выше
Индустриальное И-5А, ГОСТ 20799—75 Для высокоскоростных. механизмов Точные механизмы, 4-5 125 -25
щения 15 000—20 000 об/мин или с окружной Скоростью на шейке вала 4.5—6 м/с (высокоскорост-ные шпиндели, шлифовальные и другие станки)
130 —20
Индустриальное И-8А, ГОСТ 20799—75. Механизмы, работающие с малой нагрузкой при частоте вращения 10 000—15 000 об/мин или с окружной скоростью па шейке вала 3—4,5 м/с 6-0
/" 165 -30
Индустриальное И-12А, ГОСТ 20799—75. Шпиндели шлифовальных станков при частоте вращения до 10 000 об/мин или при окружной скорости до 3 м/с, гидравлические системы станков 10—I4
180 —15
Индустриальное И-20А, ГОСТ 20799—75. Станки малого и среднего размеров, работающие при повышенных скоростях, пневматические устройства, гидравлические системы оборудования 17—
/ 190 -15
Индустриальное И-ЗОА, ГОСТ 20799—75. Крупные и тяжелые станки, гидравлические системы станков (с поршневыми регулируемыми насосами) 28-03
/' 200 —15
Индустриальное И-40А, ГОСТ 20799—75. Тяжелые станки, работающие е малыми скоростями 35—'»3
е/ 170 -15
Масло ВНИИ НП-401 для направляющих скольжения металлорежущих станков, ГОСТ 110о8—75. Направляющие скольжения станков с целью обеспечения равномерности медленных движений и точности установочных перемещений суппортов, столов и других узлов станков 16,5-0°
/ 260 -70
Жидкости кремпийорганические марок 132-24 и 132-25, ГОСТ 10957—74. Трущиеся поверхности оол 4^ лрки для м9л
МАСЛА И СМАЗКИ ДЛЯ ОБОРУДОВАНИЯ И МЕХАНИЗМОВ
337
Продолжение
Наименование, марка масла, ГОСТ или ТУ, назначение Вязкость кинематическая при 50 °C, сСт Температура, °C
вспышки в закрытом тигле, не ниже застывания, не выше
металл — металл и металл — резина 132—24 при +20 °C; 190-290 для марки 132-25 260 -70
Масло приборное МПВ, ГОСТ 1805—76. Контрольно-измерительные приборы, агрегаты и механизмы, работающие при невысоких нагрузках в условиях низких (до —50 °C) температур; для наполнения масляно-пневматических амортизаторов. Допускаемые контактные напряжения до 80 кгс/см2. Температурный диапазон от +110 до —60вС 6,5-8,0 125 —60
Трансмиссионное автомобильное, МРТУ 38-1-185—65. Зубчатые редукторы, работающие при температурах окружающего воздуха до—25°С> контактных напряжениях до 1200 кгс/см2 и скоростях скольжения до 8 м/с. Можно использовать для мало- и средпепагружепных червячных редукторов, лебедок — — —
Гидравлическая, ТУ 38001 234—75. Агрегаты и механизмы, работающие при невысоких нагрузках (подшипников скольжения, шестеренчатых передач, валов, шарниров, стопоров). Рабочая жидкость в гидравлических устройствах, работающих при температурах от —30 до +120 °C 11—14 (при 20 °C не более 50) 145 —45
Масло турбинное марок Т22 и Т30, ГОСТ 32—74. Клапаны предохранительные 20-23 для Т22, 20—32 для Тм 180 — 15дляТ22, —10 для Тм
Марки индустриальных масел общего назначения без присадок по ГОСТ 20799—75 и соответствующие марки масел по отмененной нормативно-технической документации
Марки по ГОСТ 20799-75 Соответствующие отмененные Марки по ГОСТ 2+99-75 Соответствующие отмененные
И-5А И-8А И-12А И-20А И-25А Велосит ГОСТ 1840—51 Вазелиновое масло ГОСТ 1840—51, Швейное масло ГОСТ 973—50 И-12 ГОСТ 1707—51, ИС-12 ГОСТ 8675—62, ИС-12 ТУ 38-1-272—69 И-20 ГОСТ 1707—51, ИС-20 ГОСТ 8675—62 ИС-25 ТУ 38-1-272—69 И-ЗОА И-40А И-50А И-70А И-100А И-30 ГОСТ 1707—51 И-45 ГОСТ 1707—51, ИС-45 ГОСТ 8675—62, ИС-40 ТУ 38-1-272-69 И-50А (СУ) ГОСТ 1707—51, ИС-50 ГОСТ 8675-62, ИС-48 ТУ 38-1-272—69 ИС-65 ТУ 38-1-272—69 ИСТ-11 ГОСТ 8675—69, ИС-110 ТУ 38-1-272—69
ПЛАСТИЧНЫЕ СМАЗКИ
Наименование, марка смазки, ГОСТ или ТУ, назначение Вязкость Температура кап-лепаде-ния, *Gf не ниже
Смазка солидол синтетический ГОСТ 4366—76. Водостойкая смазка общего назначения узлов трения качения и скольжения различных машин и механизмов, работающих при температурах от —20 до +65 °C. В достаточно мощных механизмах (подшипники, шарниры и блоки ит. п.) смазка работоспособна при более низких температурах до —50 «С Эффективная вязкость при 0 °C и среднем градиенте скорости деформации 10 с не более 1000 П для пресс-солидола С и 2000 П для солидола С
Универсальная среднеплавкая УС (жировой солидол) марок УС-1 (пресс-солидол) и УС-2, ГОСТ 1033—73. Подшипники и другие малонагруженные узлы механизмов, работающие при температуре от —25 до +65 °C — 75
Универсальная тугоплавкая водостойкая 1-13 жировая, ГОСТ 1631—61. Средне- и высоконагру-женпые подшипники качения, работающие при температурах выше 60 °C, но не более ПО °C. При длительной работе максимальная температура в узле трения не должна превышать 80 "С Кинематическая вязкость масла, входящего в смазку, при 50°С 19 сСт 120
Смазка ЦИАТИМ-201, ГОСТ 6267—74. Подшипники качения и скольжения, шарниры, подпятники, ползуны, трущиеся поверхности, небольшие редукторы. Приборы и механизмы, работающие с малым усилием сдвига при температуре от —60 до +90 °C. Точные механизмы и приборы, системы управления. Не рекомендуется для применения в условиях прямого контакта с водой и при относительной влажности более 80% Эффективная при—50 °C и среднем градиенте скорости деформации 10 с-1, П, не более И 000 175
Смазка ЦИАТИМ-202, ГОСТ 11110-75. Подшипники качения, работающие при температуре от —50 до +120 °C. БыстровращающИеся опоры Эффективная при —30 °C и среднем градиенте скорости деформации 10 с"1, П, не более 15 • 108 170
Смазка ЦИАТИМ-203, ГОСТ 8773—73. Смазочный материал с улучшенными противозадирными свойствами по сравнению со смазкой ЦИАТИМ-201 Высок онагруженные винтовые и шестеренные, в том числе червячные передачи; подшипники скольжения и качения, шаровые опоры, шарниры и т. п. Механизмы, работающие в условиях высоких удельных нагрузок и диапазоне температур от —50 до +90 °C Эффективная при —50 °C и среднем градиенте скорости деформации 1000 с~‘, П, не менее 10 То же, при —30 °C и среднем градиенте скорости деформации 10 с-1, П, не более 10 000 150
Смазка ЦИАТИМ-205, ГОСТ 8551-74. Предохранение от спекания неподвижных резьбовых соединений и арматуры, работающих в интервале температур от —60 до +50 °C в агрессивных средах. В подвижных соединениях минимальная температура применения смазки —20 °C — 65
Смазка ЦИАТИМ-221, ГОСТ 9433-60. Узлы трения и сопряженные поверхности «металл—металл» и «металл—резина», работающие в интервале температур от —60 до 4-150 ®С в агрессивных средах При —50 °C и среднем градиенте скорости деформации 10 с"1, П, не более 8000 200
Графитная УСсА, ГОСТ 3333—55. Грубые открытые зубчатые передачи, грубые резьбовые соединения и винты домкратов. Температурный диапазон применения от —10 до +70 °C При 50 °C 2—3 П 77
Продолжение
Наименование, марка смазки, ГОСТ или ТУ, назначение Вязкость Температура кап-лепаде-ния, °C, не ниже
Канатная 39у, ГОСТ 5570—69. Водостойкая липкая смазка с хорошими защитными свойствами. Рекомендуется для смазывания стальных тросов, уменьшает их износ, защищает от коррозии Условная при 100 °C 4,5 Температура плавления 60-70 °C
Паста (смазка) ВНИИ НП-232, ГОСТ 14068-68. Узлы трения Во взаимно Перемещающихся деталях, подшипники скольжения, нагруженные шар-’ нирные и резьбовые соединения, работающие при температуре до 100 °C — —
СМАЗОЧНЫЕ УСТРОЙСТВА
СМАЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ЖИДКОЙ СМАЗКИ
Способ смазки Устройство для смазки Особенности Применение
Периодическая без принудительного давления И н д и в Отверстие е защитой от попадания грязи Пресс -масленка под запрессовку по ГОСТ 19853-74 идуальная смазка Малые габаритные размеры. Неравномерность подачи масла, неэкономичный расход масла Установка корпуса масленки заподлицо с деталью. Неравномерность подачи масла. Неэкономичный расход масла При отсутствии места для установки масленок (мелкие приборы) Неответственные по работе трущиеся пары, несущие легкую нагрузку и работающие периодически
Периодическая под давлением Насос смазочный одноплунжерный по ГОСТ 3563-73 и масленка одноплунжерная по ГОСТ 3562—73 Подача масла производится нажатием рукоятки на плунжер. Надежность подачи масла Трущиеся пары, работающие периодически. Дополнительная смазка подшипников перед пуском машины
Непрерывная без принудительного давления Войлочные подушки Кольца, сидящие на шейках валов Масляные ванны Масленки, подающие масло на быстровращающи-еся детали Ролики в масляной ванне Простота, автоматичность, надежность в работе. Требуется плотно закрытый резервуар Простота, автоматичность, не требуется наблюдения. Экономичное расходование масла Автоматичность, надежность и обильность смазки. Требуется герметичность уплотнений Смазка осуществляется разбрызгиванием. Неэкономичный расход масла. Требуется герметически закрытый корпус Простота, надежность. Неэкономичный расход масла, невозможность регулирования подачи масла Подшипники скольжения при окружной скорости до 4 м/с Горизонтально расположенные подшипники скольжения' при окружной скорости от 0,5 до 30 м/с Подшипники качения, подпятники, цепи. Зубчатые передачи при окружной СКОРОСТИ до 14 м/с Подшипники качения. Зубчатые передачи при окружной скорости до 12 м/с Горизонтальные направляющие машины
Непрерывная под давлением Насосы одноплунжерные Надежность, малые габаритные размеры. Большая высота всасывания Трущиеся пары, несущие большую нагрузку и требующие смазки под давлением до 100 кгс/см2
Продолжение
Способ смазки Устройство для смазки Особенности Применение
Непрерывная под давлением Насосы шиберные (лопастные) Насосы шестеренные Струйные насадки Распыляющие масленки Простота, компактность, надежность. Небольшая высота всасывания Простота, надежность, компактность. Небольшая высота всасывания. Относительно быстрый износ 4 Надежность, простота. Требуется герметически закрытый корпус с уплотнениями Распиливание сжатым воздухом. Равномерность подачи масла. Неэкономичный расход масла Трущиеся пары, требующие смазки под давлением до 3 кгс/см2 Трущиеся пары, требующие подачи смазки (в любом количестве) под давлением до 10 кгс/см2 Зубчатые передачи коробок скоростей при окружной скорости выше 12 м/с Шпиндели быстроходных станков, работающих в пыльных помещениях
Периодическая под давлением Центра! Групповые масленки, заправляемые шприцем Насос смазочный одноплунжерный по ГОСТ 3563—73 и масленка одноплунжерная по ГОСТ 3562—73 Насосы многоплунжерные ручного действии Насосы и автоматически действующие распределители (изованная смазк Располагаются выше мест смазки. Неэкономичный расход масла Подача масла к трущимся парам через распределители. Неэкономичный расход смазки Возможность регулирования подачи масла. Неэкономичный расход масла Автоматическая подача масла в заданные моменты времени а Трущиеся пары, работающие периодически и расположенные вдали от рабочего места Трущиеся пары, работающие периодически, расположенные в неудобных местах для смазки То же. Для предварительной подкачки масла перед пуском машины Трущиеся пары, работающие периодически;, направляющие станков
Непрерывная без принудительного давления Групповые капельные масленки Разбрызгиватели Располагаются выше мест смазки. Неэкономичный расход смазки Простота. Необходимость герметических уплотнений. Ускоряется процесс старения масла Трущиеся пары, не требующие обильной подачи масла Зубчатые передачи коробок скоростей при окружной скорости колес до 12 м/с
Непрерывная под давлением Насосы смазочные многоотводные по ГОСТ 3564-72 Насосы, подающие смазку через распределители Надежность, автоматичность. Сложность конструкции Надежность. Возможность применения плунжерных, шзстеренных и шиберных (лопастных) насосов. Экономический расход смазки Трущиеся нары, работающие в тяжелых производственных условиях и требующие подачи масла под давлением до 100 кгс/см2 Трущиеся пары, требующие подачи масла под давлением в любом количестве
СМАЗОЧНЫЕ УСТРОЙСТВА ДЛЯ ГУСТОЙ СМАЗКИ
Способ смазки Устройство для смазки Особенности Применение
Периодическая под давлением Индив Масленки колпачковые по ГОСТ 20905-75 идуальная смазка Невозможность контроля подачи смазки. Опасность отвертывания крышки во время работы механизма Трущиеся пары при окружной скорости до 4,Ь м/с
Продолжение
Способ смазки Устройство для смазки Особенное! и Применение
Периодическая под давлением Пресс-масленки по ГОСТ П 8 53—74 Малые размеры, нерйв“ номерцость подачи, г*с~ экономичный расход смазки. Заправка шп£,и" цем Трущиеся пары, расположенные в труднодоступных местах
Непрерывная без принудительного давления Ванны в корпусах механизмов Простота, надежность> экономичный расх°я смазки Подшипники качения при частоте вращения не выше 3000 об/мин; трущиеся нары при окружной скорости до 4,5 м/с. Тяжелонагруженные зубчатые и червячные передачи, цепи
Непрерывная под давлением Масленки с непрерывной подачей смазки Надежность подач11- Относительная ело*11' ность заправки смазки Трущиеся пары при окружной скорости до 4,5 м/с, расположенные в труднодоступных местах Винты фрикционных прессов
Периодическая ( Централ Групповые мас-мыс шприцем Станции ручные двухлинейпые но ГОСТ 8630-74 изовапиая с ма к Неэкономичный расход ; положение выше м£ст смазки Неэкономичный расход смазки Сложность у£т“ ройства 1 Трущиеся пары, работающее петртолияедки. и. расположенные в неудобных местах для смазки Тяжело нагр уженные трущиеся пары периодически действующих машин
Непрерывная под давлением Лубрикаторы мпогоючечпые с механическим провозом Надежность, авюматй^“ ность Сложносхь устр0и" ства Трущиеся пары, работающие в тяжелых условиях
ПРОДОЛЬНЫЕ II КОЛЬЦЕВЫЕ КА11АВКИ
Кольцевые к а п а в к и располагают ио 1СРаям или посередине подшипника (табл. 1). В последнем случае канавка как бы разделяет его пополам. Масло, перетекая из нагруженной в неиагружениую шшть подшипника, снижает несущую способность масляного слоя. Наличие двух кольцевых канавок у краев
подшипника меньше снижает несущую способность масляного слоя.
Продольные канавки в горизонтальных подшипниках располагают в разъеме п в зоне подвода масла (табл. 2). Продольная песквозная закрытая канавка, расположенная в нснагруженной части
подшиВлика, способствует равномерному ц Замкнутые ьривые канавки
распределению масла по трущимся поверх- подшипника
ностям. При подводе масла с торца под-
шипника канавку делают сквозной только со сторон^1 подачи масла. При подводе же масла под давлением в середину подшипника канавку делают закрытой с обоих концов.
Канавки в виде пересекающихся замкнутых кривых (рпс. 1) применяют для вращающихся валов пр[г пластичной смазке, а в подшипниках с вертикальным расположением вала —ПРИ жидкой смазке. Направление вращения в этом случае не имеет значения. Масло подают через отверстие, расположенное на пересечении двух кривых, а в вертикальных подшипниках
сверху.
1. Примеры рационального устроиства кольцевых канавок
Эскиз Вращающаяся деталь Нагрузка Подвод Смазки Расположение кольцевой канавки Расположение продольной канавки
в >7 л р а с п Вал сложен Вращается вместе с валом г о р и 3 О I Через подшипник I т а л ь н о В середине подшипника На валу со стороны, противоположной зоне давления 1 в подшипнике
— .— Л
//л Постоянная или меняющаяся в пределах 180° Через вал Со стороны, противоположной направлению нагрузки
k-4
sip'3 Подшипник Вращается вместе с подшипником В подшипнике в йена гр уженной зоне
|| и ( II u 1 ж ал рас Вал положе! Вращается вместе с валом верти! Через подшипник а л ь и о Ближе к верхнему краю подшипника при подаче масла без давления, в середине при подаче под давлением На валу со стороны, 4 противоположной зоне давления в подшипнике
J If. Вал м направл Постоянная или меняющаяся в пределах 180° Через вал ши канавку В середине Подшипника на валу не делак т.
1 п ри ft Й Ц нео I пределеннс Вращается вместе с валом энии нагруг
Продолжение табл. 1
Эскиз Вращающаяся деталь Нагрузка Подвод смазки Расположение кольцевой канавки Расположение продольной канавки
1 ч ч Подшипник Вращается вместе с подшипником Через вал В середине подшипника —
2. Примеры рационального устройства продольных канавок
Эскиз
at
Г|
Вал
Вращающаяся деталь
Подшипник
Расположение вала
Гори-зон-таль-ное
Вертикальное
Нагрузка
Постоянная или меняющаяся в пределах 180е
Подвод масла
Через подшипник
Вращается вместе с валом
Постоянная или меняющаяся в пределах 180°
Через вал
Через подшипник
Через вал
Располо-жение канавки
В подшипнике, в ненагру-женной зоне, в месте подвода масла
На валу со стороны, противоположной направлению нагрузки
В подшипнике 1 со стороны, противоположной зоне давления
На валу со стороны, противоположной зоне давления в подшипнике
1 Канавка с выходом к верхнему краю подшипника при подаче масла без тельного давления.
принуди-
3. Смазочные отверстия в валах Размеры, мм
<20° ( ' ; г Z-j ^^2
1"*-
Резьба коническая дюймовая по ГОСТ 6111-52 Резьба трубная Резьба метрическая по ГОСТ 9150-59 Резьба коническая дюймовая Резьба трубная Резьба метрическая <j2 И СС а !2 пип С
коническая по ГОСТ 6211-69 цилиндрическая по ГОСТ 6357—73 коническая 1 цилиндриче- | ! ская j
Дюймы Глубина нарезания гш1п
*/. */. •/» ’/« */, MlOxl 6,7 10,2 13,5 10 11 13 16 18 20 25 а । I I । е е 8 10 12 150 150 200 400 800 15 15 20 25 30 0,5 1 1 1 1
4. Смазочные канавки на валах Размеры, мм
* Размер, обеспечиваемый-инструментом.
Диаметр вала d, h = г П 1
От 10 до 18 1 1 0,5 12,5 5
Св. 18 до 50 2 2 1 12,5 о
» 50 » 80 2,5 3 1,5 20 8
» 80 » 100 3 4 2,0 25 8
МАСЛЕНКИ ДЛЯ СМАЗОЧНЫХ МАСЕЛ И ПЛАСТИЧНЫХ МАТЕРИАЛОВ 5. Прямая (резьбовая) для пластичных материалов. Тип 1 (по ГОСТ 18853—74) Основные размеры, мм
Тип 1
1— корпус масленки; 8 —заКорный опемСнт; 3—пружина По заказу потребителя допускается изготовлять масленки для смазочных масел
Продолжение табл. 5
Номера (типоразмеры) масленок Резьба н h ht <0,2 d, d2 d,,±0,2 d4 S а0
Номинал Пред О ГК Л Номинал Пред откл
1 М6Х1 коническая 13 8 6,0 6,7 4,5 5,8 -0,3 2,0 2,5 8 - 0,20 48
2 М10Х1 по ГОСТ 9150—59 18 10 7,0 10
3 К V," по ГОСТ 5111—52
4 К '/«" по ГОСТ 6111-52 24 12 7,5 10,0 5,2 8,0 — 0,35 4,5 5,0 14 —0,24 60
Пример обозначения пресс-масленки типа 1, № 2, с покрытием Ц6:
Масленка 1.2.Ц6 ГОСТ 19853—74
То же, № 4, с покрытием Кдб:
Масленка 1.4.КЭ6 ГОСТ 19853—74
6. Угловая (резьбовая) для пластичных материалов. Тип 2 (по ГОСТ 19853—74)
Основные размеры, мм
Допускается безрезьбовое соединение вставного элемента с переходным штуцером.
По заказу потребителя допускается изготовлять масленки для смазочных масел.
Пример обозначения пресс-масленки типа 2, № 1, с углом а = =45°, покрытием Ц6: 7
Масленка 2.1.45.Ц6 ГОСТ 19853-74
То же, № 3, с углом а = 90°, 'покрытием Кдб:
Масленка 2.3.90.Кдб ГОСТ 19853—74
7. Под запрессовку для смазочных масел. Тип 3
Технические требования на масленки, приведенные в табл. 5—7. Наружные поверхности масленок имеют защитные покрытия Ц6, Цбхр, Кдб, Кдбхр (по ГОСТ 9.073—77).
Резьба М10Х1 с полем допуска 8g по ГОСТ 16093—70.
Запорный элемент под действием пружины должен плотно прилегать к гнезду и после утопапия возвращаться в первоначальное положение. Запорный элемент должен выступать за торец головки масленки на 0,1—0,9 мм.
Для стальных запорных элементов должны применяться шарики по ГОСТ 3722—60. В масленках, предназначенных для смазочных масел, должны применяться шарики не ниже III группы точности.
Ресурс масленок — не менее 20 000 циклов. Цикл состоит из процессов открытия и закрытия запорного устройства.
8. Колпачковые масленки (по ГОСТ 20905—75)
Колпачковые масленки предназначены для индивидуальной подачи к узлам трения машин и механизмов пластичного смазочного материала с числом пенстрации 100—290 при 25° С, отфильтрованного от частиц размером более 0,25 мм, работающие при температуре окружающей среды от минус 50 до плюс 50° С.
Размеры, мм
(
Пример обозначения масленки вместимостью 25 см3: Масленка 25 ГОСТ 20905—75
Резьба метрическая — по ГОСТ 9150—59, поле допуска е — по ГОСТ 16093-70.
9. Одноплунжерные масленки (по ГОСТ 3562—73)
Одноплунжерные масленки предназначены для периодической смазки трущихся пар минеральными маслами вязкостью 15—100 сСт при температуре окружающей среды от 10 до 40° С.
Размеры, мм
Корпус масленок изготовляют нз прозрачного материала.
Масленки устанавливают только в вертикальном положении.
Масленки должны заправляться через фильтр с номинальной точностью фильтрации не грубее 40 мкм.
Ресурс должен составлять 250 000 циклов.
В конце ресурса допускается уменьшение подачи за один ход плунжеров па 15% по сравнению с указанной в табл. 9
Рабочий объем, см3 Номинальное давление, кгс/см2 Подача, см3/ход, пе менее Диаметр плунжера Ход плунжера 1 D Н h Масса, кг, не более
0,25 0,20 5 46 86 36 0,2
0,50 10 0,40 8 10 55 125 68 0,3
Параметры указаны при работе масленки на минеральном масле вязкостью 80-85 сСт.
Пример обозначения одноплунжерной масленки с рабочим объемом 0,25 см3:
Масленка 25 ГОСТ 3562—73
Присоединительная резьба метрическая — по ГОСТ 9150—59, поле допуска е — по ГОСТ 16093—70.
НАСОСЫ
Одноплунжерные ручные смазочные насосы (по ГОСТ 3563—73)
Технические требования. Насос должен устанавливаться вертикально.
Масло заливается через фильтр с номинальной тонкостью фильтрации не более 40 мкм.
Рукоятка должна перемещаться плавно. Усилие на рукоятке должно быть не более 10 кгс.
Наружные утечки масла по стыкам и присоединительным резьбам не допускаются.
Ресурс до первого капитального ремонта — не менее 250 000 циклов. В конце ресурса допускается уменьшение подачи за один ход плунжера на 15% по сравнению с указанной в табл. 10.
10. Размеры насосов, мм
Одноплунжерные пасосы с ручным приводом и резервуаром предназначены для периодической подачи к местам трения минерального масла с кинематической вязкостью от 15 до 100 сСт под давлением 2,5 кгс/см2 при температуре окружающей среды от 10 до 40°С
Рабо-
объем, см3
Номинальная «ЯМПЯЯГН резервуара, дм3
.Иоиачц см2/ход, пе мепее
А,
№жеа, кг, пс более
120
140
180
80 14
130 16
130 16
2,2
5,0'
7,4
В Ь
Пример обозначения насоса с рабочим обьемом 2,0 см3:
Насос 2 ГОСТ 3563-73
Поршневые многоотводные насосы для Жидкой смазки на рном — 100 кгс/см2 (по ГОСТ 3J>64—72)
Поршневые многоотводные регулируемые пасосы с приводом от механизмов машин или электродвигателя предназначены для пода>1И при номинальном давлении 100 кгс/см2 жидкой смазки вязкостью от 20 до 15до сСт к тругцимся поверхностям машин, работающих в закрытых помещениях ^ри температуре окружающей среды от 0 до 50 °C.
Пасосы изготовляют с числом отводов 4, 8 и 12 следующих исполнений: 1 — без редуктора (со свободным концом вала); 2 _ с качателытым устройством; 3 — с редуктором (г = 1:80); 4 — с редукторам (j = 1:160) и электродвигателем.
На приводном валу насосов исполнений 1, 2 и 3 устанавливают рукоятку для ручной прокачки масла.
Каждое исполнение может быть с правым (Г) и левым (.2) расположением привода относительно устройства визуального контроля. в исполнении 3 редуктор может быть установлен в одном из четырех по11ОжеПий поворотом на 90, 180 и 270° относительно оси приводного вала насоса. Свободный конец вала редуктора относительно устройства визуального контродя МОжет быть направлен: 1 — вверх, 2 — вниз, 3 — вперед, 4 — назад.
11. Основные параметры насосов
Параметры Нормы для насосов с числом отводов
4 8 12
Номинальная затрачиваемая мощность, нВт, не более 0,07 0,09 0,12
Объем масла, заливаемого в резервуар, дм3 Масса, кг, не более: 1 2,5 6,3 10
исполнения 1 11 21 28
» 2 14 24 31
» 3 14 24 31
» 4 17 26 33
Номинальное давление 100 кгс/см2.
Рабочий объем нагнетательного элемента одного отвода 0,32 см’.
Подача в один отвод (регулируемая) от 0 до 0,25 см’/об.
Частота вращения приводного вала насоса 2,4 — 24 об/мин.
Размеры насосов приведены на рис. 2—5 и в табл. 12. На рисунках представлены пасосы с правым расположением привода относительно устройства визуального контроля.
12. Основные размеры насосов, мм
Исполнение Число ; отводов i 1 А±0,5 ю t! ; L, не более ю +1 Исполнение Число отводов ю +1 ю o' +1 L, не более 1Л о +1
1 4 100 340 58 3 4 100 425 108
8 300 520 47 8 300 610 97,5
12 452 226 660 40 12 452 226 740 90,5
2 4 100 370 77 4 4 100 320
8 300 — 545 66 8 300 — 490
12 452 226 690 59 12 452 226 630 —
Примеры обозначений.
Насос исполнения 1 с правым расположением привода и 4 отводами:
Насос 11—04 ГОСТ 3564-72
То же, исполнения 4, с левым расположением привода и 12 отводами:
Насос 42—12 ГОСТ 3564—72
То же, исполнения 3, с правым расположением привода, 8 отводами, свободным концом вала, направленным вверх:
Насос 31—08—1 ГОСТ 3564- 72
То же, исполнения 3, с левым расположением привода, 12 отводами, свободным концом вала, направленным назад:
Насос 32—12—4 ГОСТ 3564—72
Технические требования. 1. На насосе имеется стрелка, указывающая направление вращения приводного вала.
2. Вал насоса должен проворачиваться от руки с усилием на рукоятке не более 8 кг.
3. Масло, заливаемое в резервуар, должно быть отфильтровано в соответствии с требованиями, предъявляемыми к 12-му классу чистоты жидкостей по ГОСТ 17216—71.
4. Заправочная горловина насоса должна иметь фильтр, задерживающий частицы размером более 125 мкм.
5. Зазоры поршневых пар нагнетательных элементов должны находиться в пределах: для рабочей поршневой пары — от 4 до 9 мкм; для дозирующей поршневой пары — от 6 до 12 мкм.
6. Суммарный ресурс должен составлять не менее 30 000 ч для насосов высшей категории качества и 25 000 ч для насосов первой категории качества.
Предельное состояние насоса характеризуется уменьшением номинальной подачи на 0,05 см3/об у половины нагнетательных элементов в насосе.
к
Рис. 2. Насос. Исполнение 1:
1 — устройство визуального контроля; 2 — отвод к месту трения; з — рукоятка
Рис. 3. Насос. Исполнение 2:
1 — устройство визуального контроля; 2 — отвод к месту трения; 3 — рукоятка для ручной прокачки; 4 — качателыюе устройство
Рис. 4. Насос. Исполнение 3:
1 — устройство визуального контроля; 2 — отвод к месту трепня; 3 — рукоятка для ручной прокачки; 4 — редуктор
4 3
•7 =*1 Z
- Д
L
Рис. 5. Насос. Исполнение 4:
1 — устройство визуального контроля; 2 — отвод к месту трения; з — электродвигатель; 4 — редуктор
СМАЗОЧНЫЕ СТАНЦИИ
Смазочные ручные двухлинейные станции (по ГОСТ 8630—74)
13. Основные параметры и размеры
ЬотвФН
7оо max
КтруВУ
готВ К труб1/)
4-4 увеличено Заправочный штуцер станции типа 1
660 max
Тип станции Рабочий об ьем, см3 Номинальная подача, см8/двойпой ход, не менее Номинальное давление *, кгс/см2 Номинальная емкость бака, дм3, не менее ^тах и Масса, кг, пе более
мм, не бопее
1 2,5 2,0 200 1,6 4,0 400 700 455 (650) 760 (1200) — 15 17
8,0 6,3 100 2,5 4,0 500 700 575 (850) 760 (1200) 16 17
2 8,0 6,3 40 1,6 2,5 4,0 — — 550 650 800 16 18 18
* Манометрическое давление, развиваемое станцией от 0 до указанной величины за один ход.
Станции предназначены для подачи жидкого и пластичного смазочного материала в смазочные системы. Станции работают на жидком смазочном материя де с кинематической вязкостью пе ниже 30 сСт при 50 °C и на пластичном смазочном материале с числом пепетрацпи не ниже 260 при температуре окружающей среды от 0 до +40 °C.
Станции изготовляют двух типов: 1 — для пластичного смазочного материала; 2 — для жидкого смазочного материала.
Станции типа 1 допускается изготовлять с жестким шток-поршпем для непрерывного контроля уровня смазочного материала в резервуаре.
Размер Нтах, указанный в скобках — для станций с жестким шток-порги-нем.
Пример обозначения станции типа 1 с рабочим объемом 2,5 см3 и поминальной емкостью бака 1,6 дм3:
Станция 1—25—16 ГОСТ 8630—71
То же, станции типа 2 с рабочим объемом 8,0 см3 и номинальной емкостью бака 4,0 дм3:
Станция 2—80—40 ГОСТ 8630—74
Технические требования. Усилие на рукоятке должно быть не более 16 кгс.
Резьба трубная коническая по ГОСТ 6211—69.
Резьба метрическая по ГОСТ 9150—59, поле допуска 8g по ГОСТ 16093—70.
По заказу потребителя должны изготовлять станции с резьбой М16х1,5 по ГОСТ 9150-59.
Станции типа 1 должны быть оборудованы визуальным указателем верхнего и нижнего уровня смазочного материала в баке, а станции типа 2 — указателем наличия масла.
В станциях типа 1 перед манометром должен 1>ыть установлен разделитель, предотвращающий попадание пластичного смазочного материала в манометр.
Станции типа 1 должны заполняться смазочным материалом только через заправочный штуцер.
Станциц типа 1 должны работать на пластичном смазочпом материале, отфильтрованном от частиц размером более 0,25 мм, станции типа 2 — на жидком смазочном материале 14-го класса чистоты жидкостей по ГОСТ 17216—71.
Средняя наработка до первого отказа должна быть не менее 50 000 циклоп работы насосных элементов, ресурс до первого капитального ремонта — не менее 350 000 циклов.
Предельное состояние определяется уменьшением подачи при поминальном давлении на величину более 40% от указанной в таблице.
Станции смазки типа И-ЦСЭ (по ТУ2—053—1239—76)
Станции предназначены для подачи жидкой смазки к трущимся частям оборудования и работают в централизованных импульсных системах смазки типа И-ЦСЭ (рис. 6—8).
Станции работают на чистых минеральных маслах с кинематической вязкостью от 30 до 600 сСт, при температуре масла от +5 °C до +50 °C и температуре окружающей среды от +1 °C до +40 °C.
Класс чистоты рабочей жидкости должен быть не ниже 14-го по ГОСТ 17216—71.
Для обеспечения требуемого класса чистоты рабочей жидкости рекомендуется применять фильтры с номинальной тонкостью фильтрации пе более 25 мкм по ГОСТ 14066—68 «Фильтры гидравлических и смазочных систем. Основные параметры».
Рекомендуемые марки масел: турбинное Т30 ГОСТ 32—74, индустриальное И-40А ГОСТ 20799-75.
12 Анурьев В И., т. 3
Обозначение станций смазки по емкости бака:
Емкость бака, дм3........... 2,5 6,3 10
Обозначение ................И-ЦСЭ—2,5 01 И-ЦСЭ—6,3 01 И-ЦСЭ—10 01
Пример обозначения станции смазки при заказе: Станция смазки с емкостью бака 2,5 дм3 И-ЦСЭ—2,5.01.
365 не Золее
Рис. 7. Станции смазки типа И-ЦСЭ—6,3.01
Рис. 6. Станция смазки типа И-ЦСЭ—2,5.01
Рис. 8. Станции смазки типа И-ЦСЭ—10.01
14. Основные параметры станции смазки типа И-ЦСЭ при работе на чистом минеральном масле TJS ГОСТ 32—74 при температуре масла 4~20°С
Параметры Данные для И-ЦСЭ-— 2,5,01, И-ЦСЭ-6,3,01, И-ЦСЭ-10 01
Давление нагнетания, кгс/см2: номинальное максимальное Давление настройки подпорного клапана, кгс/см2 , , . . - Давление на всасывание, кгс/см2 Номинальная подача, л/мин Объемный КПД, не менее 90%-ный ресурс при частоте 1 цикл в 5 мин, ч Предельное состояние характеризуется падением объемного КПД станции, не более чем 90%-ная наработка до первого отказа при частоте смазочных циклов 1 цикл в 5 мин, ч Масса станции И-ЦСЭ—2,5.01, кг Тип насоса — шестеренный 25 32 0,4 0,01 0,5 0,55 40 000 на 25% 5 000 8,2
При работе станций допускается колебание настройки предохранительного и подпорного клапанов ±2 кгс/см2.
15. Основные параметры электрооборудования
Параметры Данные
Электродвигатель Род тока Частота тока, Гц Напряжение, В Мощность, Вт Частота вращения, об/мин АОЛ11-2 исп. М361 ГОСТ 8212-70 Переменный 380 80 2760
Технические требования. Станции смазки должны быть снабжены устройством, обеспечивающим остановку двигателя насоса и подачу электрического аварийного сигнала в случае недопустимого снижения уровня масла в баке. Уровень масла при этом должен быть не ниже нижнего предела на масло указателе.
Двухлинейные станции централизованной смазки (по ГОСТ 11700—73)
Станции предназначены для поочередного периодического нагнетания пластичных смазок с числом пенетрации не ниже 260 при температуре 25 °C и минеральных масел с кинематической вязкостью не ниже 30 сСт при температуре 50 °C в магистрали централизованных двухлинейных автоматических смазочных систем при температуре окружающей среды от 10 до 40 °C. Станции должны изготовляться двух типов: 1 — петлевые, 2 — концевые; двух исполнений по виду смазочного материала: 1 — для подачи пластичной смазки; 2 — для подачи минерального масла трех исполнений по виду приводного электродвигателя: 1 — с электродвигателем переменного тока напряжением 220/380 В закрытого исполнения; 2 — с электродвигателем постоянного тока напряжением 220 В закрытого исполнения; 3 — с электродвигателем переменного тока напряжением 380 В взрывозащищенного исполнения.
Допускается по заказу потребителя изготовлять станции с электродвигателями постоянного тока, во взрывозащищепном исполнении, а также’ с электродвигателями на другую величину напряжения,
12*
16. Основные параметры станций
Подача* л/мин, не менее Рабочий Номи- Номинальная Исполнения Мощность
Тип станции объем насоса, см3 нальное давление, кгс/см2 емкость резервуара, дм3, не более ПО ВИДУ смазочного материала по виду электродвигателя электродвигателя, кВт
0,038 1,12 100 25 1 1 2 3 0,4 0,6 0,4
1 0,075 2,24 10 10 63 1 1 2 1 2 1 0,4 0,6 0,4
0,150 2,80 200 63 1 1 3 0,®
0,300 0,300 0,600 4,00 4,00 8,00 201) 100 200 160 1 2 1 1 1,1
0,075 0,150 2,24 2,80 100 200 25 63 1 0,4 0,6
2 0,300 4,00 200 100 160 1 2 1 1,1 ином номи-
•Пода пальнем де 0,600 ча указана влснии 8,00 тля работы 200 станции в смазочной 1 системе п ри посгон
Пример обозначения станции с подачей 0,038 л/мин петлевого типа для нагнетания пластичной смазки с электродвигателем постоянного тока напряжением 220 В закрытого исполнения: '
Станция 0038—1—1—2 ГОСТ 11700—73
То же, с подачей 0,300 л/мин концевого типа для нагнетания минерального масла е электродвигателем переменного тока напряжением 220/380 В закрытого исполнения:
Станция 0300—2—2—1 ГОСТ 11700—73
Технические требования, 1. Петлевые станции должны быть оборудованы двухлинейными распределителями с гидравлическим управлением.
2 . Концевые станции должны быть оборудованы двухлпнейными распределителями с электромагнитным управлением.
Тяговое усилие электромагнитов должно быть не менее:
3 кгс — для станций с подачей 0,075 и 0,150 л/мии;
6 кгс — для станций с подачей 0,300 и 0,600 л/мин.
3. Резервуары станций должны иметь указателе уровня смазочного материала.
4. Резервуары станций должны иметь по два конечных выключателя мгновенного действия закрытого исполнения, пригодных для работы на переменном токе напряжением 127 В и постоянном токе напряжением 220 В. Допускается но заказу потребителя устанавливать один конечный выключатель. Конечные выключатели для станций с электродвигателем взрывозащищенного исполнения должны быть выполнены во взрывозащищепном исноднении для работы на переменном токе напряжением 220 В.
5. На петлевых станциях около распределителя должен устанавливаться конечный выключатель исполнения, указанною в п. 4.
6. Заправочное устройство станций для фильтрации смазочного материала должно иметь сетку с размером ячеек в свету не более 0,25 мм.
7. Открытые поверхности деталей станций должны иметь защитные (лакокрасочные или металлические) покрытия.
8. Суммарный ресурс — не менее 5000 ч или срок службы 5 лет. Наработка плунжерных и клапанных пар до предельного состояния, характеризующегося падением подачи до значения 75%, указанной в табл. 16, — не менее 1000 ч. ।
9. При испытаниях и эксплуатации нетоковедущие части, могущие оказаться под напряжением, должны быть заземлены в соответствии с действующими электротехническими нормами и правилами, а клеммные коробка двигателей и распределителей — закрыты крышками.
10. Кулачковая муфта, соединяющая электродвигатель с насосом станции, должна быть ограждена.
11. Для защиты станции от перегрузок в линии нагнетания должны быть установлены предохранительные клапаны.
МАСЛОРА ОПРЕДЕЛИТЕЛИ
Дроссельные маслораспределители для централизованных смазочных систем (по ГОСТ 19333—73)
Дроссельные маслораспределители для централизованных смазочных систем предназначены для отвода от напорной линии и регулирования подаваемого к трущимся поверхностям машин под номинальным давлением 16 кгс/см2 потока минерального масла вязкостью от 17 до 400 сСт при Температуре масла и окружающей среды от 5 до 50 °C.
Маслораспределители изготовляют двух исполнений: 1 —без указателя потока; 2 —'С ротаметрическим указателем потока.
Маслораспределители обоих исполнений изготовляют с числом отводов 2; <—4 л 6.
Величина потока в отводе: номинального 0,63=Ь0,06 л/мин; наименьшего стабильного при перепаде давлений на дросселе 0,5 кгс/см2 0,035±0,003 л/мин; наименьшего контролируемого ротаметром (для исполнения 2) 0,063 л/мин.
18. Основные размеры, мм
Общие Исполнение 1 Исполнение 2
Число г — Масса, Масса,
ОТВОДОВ L 1 ±0,1 = (п-1) 38 а <21 !2 h кг, не более а <21 1. h кг, не более
2 106 82 38 16 11 12 40 1,5 16 11 12 40 2,1
4 184 158 114 16 11 12 40 2,7 20 13 10 45 3,9
6 266 240 190 20 13 10 45 3,7 20 13 10 45 5,5
Пример обозначения маслораспределителя исполнения 1 с 2 отводами:
Маслораспределителъ 1—2 ГОСТ 19333—73
Пример обозначения маслораспределителя исполнения 2 с 4, отводами: Маслораспределителъ 2—1 ГОСТ 19333—73
Технические требования, 1. При наименьшей величине потока верхняя кромка ротаметра масло распределителей исполнения 2 должна находиться не ниже нулевого и не выше первого деления шкалы.
2. Наружные утечки масла не допускаются.
3. Утечки масла через каждый отвод при закрытом дросселе не должны превышать 0,025 см3/мип.
4. Маслорасиределителп должны работать па маслах 13-го класса чистоты жидкостей по ГОСТ 17216—71, прошедших очистку фильтрами с номинальной топкостью фильтрации 25 мкм.
5. Ресурс маслораспределителей должен составлять не менее 15 000 ч. В конце ресурса допускается увеличение наименьшего стабильного потока на 15% от величины потока, указанного па стр. 358, и увеличение утечки масла через каждый отвод на 50% от величины, указанной в п. 3.
КЛАПАНЫ
Предохранительные шариковые концевые клапаны
19. Размеры клапанов, мм
Р азмер трубы dHXs Резьба d L 1 Lt Резьба d. dg d3 Sa Обозначение
Тип I Тип И
8X1 М14Х1.5 49 12 33 М8х1 5 4 17 17 C58-11 ПС58-11
ЮХ1 М16Х1.5 53 12 35 М10Х1 6,5 5,5 17 19 C58-12 IIC58-12
12x1 М18Х1.5 58 14 38 М12Х1.25 8 7 19 22 C58-13 IIC58-13
14x1 М22х1,5 65 16 43 №14X1,5 10 9 22 24 C58-14 IIC58-14
Предохранительные смазочные клапаны (по ГОСТ 21993—76)
Предохранительные клапаны смазочных систем машин предназначены для работы па минеральных маслах кинематической вязкостью от 18 до 500 сСт при температуре масла от 5 до 60 °C и окружающей среды от 1 до 40 °C в закрытых производственных помещениях.
Клапаны допускается использовать в качестве обратных.
Клапаны изготовляют с /Д, = 6,3; 8; 10 и 12 мм трех исполнений по диапазону настройки давления: 1 — (0,10—0,63) кгс/см2; 2 — (0,63—6,3) кгс/см2; 3 — (6,3—16) кгс/см2 и трех исполнений ио способу монтажа: 1 — с накидной гайкой и ввертным концом; 2 — с двумя накидными гайками; 3 — с двумя ввертными концами
20. Основные; параметры л размеры клапанов, мм
По способу монтажа Исполнение 1
Размеры ДУ
6,3 8,0 10 12
d №14x1,5 №16x1,5 №18x1,5 №22x1,5
D, не более 19,8 22,9 26,4 27,7
S 17 17 22 24
L, не более 28 30 34 38
" I 14 15 16 18
h. не более 6 8 9
dH 8 10 12 14
Продолжение табл 20
Размеры 6,3 8,0 У 10 12
Кольцо уплотнительное по ГОСТ 9833—73 Номинальный расход, дм3/мин Внутренние утечки, см3/мин, не более 014-017-19 1,6 0. 01о—019—19 3,2 15 018-021-19 6,3 0, 021—024—19 8,0 10
Параметры расхода и внутренней утечки в табл 20 ^кяяяиы „„йптр кяяпяпя на масле турбинное Т2г по ГОСТ 32—74 при температуре работе клапана
,.г..мЛ!ч1,^"0ЛЬЗ°“аН1П1 клапапов в ‘ячес1,,е обРатных %ксимальное давление в си-UlViVlv Ou Hlv»
Резьба — по ГОСТ 9150—59, поле допуска 6g 1I0 рдр/р 16093—70.
ГЦ) и мер обозначения смазочного^ пр^охрапителг>ного клапапа с Dy 10 мм, исполнения 2 по диапазону настройки исполнения 1 по способу монтажа: 17
Клапан 10-2-1 ГОСТ 21993._76
Технические требования Клапаны должны работу на маслах класса чистоты жидкостей по ГОСТ 17216—71 в смазочных систе снабженных филь-трами с поминальной топкостью фильтрации 25 мкм.
При работе клапанов допускается отклонение устаповлеяпого давлспия ztl,Это .
Наработка до первого отказа должна составляв не мепее 5000 ч или не мепее 10е циклов.
Суммарный ресурс должен составлять по менее 15 00Q q иля не ее i 5х Х106 циклов. ’
Критерием предельного состояния клапана являет^ увеличепие ВНутропцих утечек в 2 раза. г
Герметичность и прочность корпуса следует проверять при давлепии 95 кгс/см2 в точение трех минут. Давление контролу £ мап0^етриу класса точности 1,5 по ГОСТ 8625—69. J
ИНДИВИДУАЛЬНАЯ НЕПРЕРЫВНАЯ СМАЗКА „„ п.пприкр,, /ДА. JO.jL'LJjIVA
Индивидуальная непрерывная смазка под давлеппем пвпменяется для TDV. щихся пар больших размеров и осуществляется нас<,самп ебольшой ^роизво-дительности (плунжерными, шиберными, шесте ренпы^^
Плунжерные насосы
Масло одноплунжерными насосами подается при возвратпо_поступательпом Sy У®’ Р ? Д Р Р У У улавливать не менее 3 мм.
Производительность плунжерного насоса, л/мин
_ шШпг\
Q -= TW ’
где d - диаметр плунжера, мм; I - ход плунжера, п _ число двойцых ходов плунжера в минуту; т] — объемный КПД пасоса оав11Ь1^ о 90—0 95
Подачу насоса выбирают больше расчетной на ^о—20% для'компенсации ПаслаИЯ П0ДаЧИ В ₽езУльтате износа трущихся пар и ирц возрастапии температуры
21. Основные размеры насосов типа t и
Размеры, мм
Исполнение 2 425
2 — плунжер; з — палец;
—втулка; в — шпилька; .управляющая, 8 — штифт;
; 10 — пружина; И —кольцо ",“л — штуцер нагнетающий; рсасывающий; 14 — шарик;
1 — корпус;
4 — ролик;
7 — втулка О — прокладка! запорное; 7»
1к^бш-п₽ужЛ“;гаПь1:
1J — ВТуЛКа
Конструкция плунжера Обозначение насоса d di н h hi h2 8 в
типа 1 типа 2
Без ролика 11-08 11-12 21-08 21-12 8 12 9 80 38 20 15 10 35
11-18 11-25 21-18 21—25 18 25 и 90 45 30 20 12 55
С роликом 12-18 12-25 22—18 22—25 18 25 118
L Li A D Масса, кг
78 112 56 32 0,56
100 134 76 / 48 1,32 1,42
1,42 1,56
Отвод масла наружу.
Пример обозначения насоса типа 1 исполнения 2, d = 18 мм: Насос 12—18 МН 3031—ffi
22. Основные размеры насоса тш1а з Размеры, мм
Крепление на фланце
Яймдажг 3
Позиции 1—12 — см. в табл. 21; 13 — пробка; и — шарик; 15 — пругрина; 16 — шарик; 11—19 — саг. табл. 21; го — пружина; 21 — магнитный уловитель; ag — прокладка
Общие размеры Исполнение 1 и 2 Исполнение 3 и 4
d d, Й2 Йа Н h 8 L = Dt D (пред-откл. по П) Dt | П3 Пред. откл. +0,2 Конструкция плунжера Обозначение Масса, кг Обозначение L, Масса, кг
8 12 9 14 6 103 28 12 80 32 60 56 Без ролика 21—08 21-12 90 1,05 1,08 33-08 38-12 115 1.1 1,2
18 25 11 17 7 110 30 15 100 50 76 76 21-18 21-25 110 2,07 2.28 33—18 33—25 138 2ДЗ 2,34
18 25 140 С роликом 22-18 22—25 2,15 2.40 34-18 34-25 2,21 2,46
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТТ>оЙСТВА
Для исполнений 1 п 2 отвод масла внутрь, для исполнений 3 и 4 — наружу.
Пример обозначения насоса типа 3 исполнения 1, d = 18 мм:
Насос 21—18 МН 3031—61
Пример обозначения насоса типа 3 исполнения 3, d = 18 мм:
Насос 33—18 МН 3031—61
Плунжерные насосы на р|том = Ю кгс/см2 (по нормали машиностроения МН 3031—61) предназначены для непрерывной подачи под давлением смазочных масел вязкостью 7—118сСт к трущимся поверхностям.
Нормаль машиностроения содержит 24 типоразмера насосов, различающихся диаметрами плунжеров (величина подачи), способами крепления насосов (на кронштейне, лапах и фланце) и. исполнением верхнего конца плунжера (с роликом и без ролика).
Допустимые варианты крепления насосов и отвода масла дают возможность в каждом конкретном случае наиболее удобно компоновать насос на машине.
Величину подачи в насосах можно регулировать изменением длины хода плунжера и числа, его двойных ходов (табл. 23).
23. Техническая характеристика насосов
Диаметр плунжера d, мм Подача (производительность) номинальная «пом- л/м1Ш Давление нагнетания номинальное, кгс/см2 Ход плунжера 1, мм Число двойных ходов в минуту п Высота всасывания наибольшая, м
8 12 18 25 0,03 0,06 0,12 0,25 10 6-12 100-500 0,5
Примечания: 1. Значения Qjjom Даны при Рпом=10 кгс/см2, 1 = 6 мм, п = 100 ход/мин. 2. Направление вращения приводного вала — безразлично.
Технические требования. 1. Отклонение величины действительной подачи от фюм не должно превышать ±15%.
2. Движение плунжера насоса как при прямом, так и при обратном ходе должно происходить плавно, без рывков и заедания.
3. Утечка масла по плунжеру допускается не более одной капли за 100 двойных ходов плунжера при рном = 10 кгс/см2.
4. Течь масла в местах соединений и стыков не допускается.
5. Детали должны изготовляться в соответствии с чертежами нормали МН 3031-61.
6. Допускаемые отклонения па свободные размеры — по 7-му классу точности ОСТ 1010.
7. Острые кромки и заусенцы должны быть зачищены.
8. Необработанные поверхности должны быть окрашены маслостойкой краской.
Привод насосов осуществляется нажатием эксцентрика .или рычага на плунжер, как показано иа рис. 9.
Ход плунжера равен удвоенному эксцентриситету, т. е. I = 2 е.
Возврат плунжера в исходное положение обеспечивается пружиной, находящейся внутри корпуса насоса.
На рис. 9, а—в даны примеры привода насоса исполнения 1 и 3 (без ролика); на рис. 9, г — привода пасоса исполнения 2 и 4 (с роликом). Положение ролика устанавливается подгонкой толщины прокладки (деталь 9) при монтаже насоса.
Рис. 9. Привод насосов:
а — с нажатием на плунжер шарикоподшипником, установленным на приводном валу с эксцентриситетом е, б и в — с нажатием на плунжер эксцентрика через рычаг; г — с нажатием на плунжер непосредственно эксцентрика
МН 3031—61 содержит рабочие чертежи отдельных деталей па все три типа плунжерных насосов.
Плунжерные пасосы (см. табл. 24) изготовляет централизованно Елецкий завод «Гидропривод» (г. Елец Липецкой обл., ул. Ани Гайтеровой, 4).
24. Обозначение плунжерных насосов заводом-изготовителем
Обозначение Обозначение Обозначение 1
ПО нормали завода-изготовителя ПО нормали завода-изготовителя ПО нормали завода-изготовителя
11-08 С13-11 21—18 ШС13-13 32—18 ПС13-23*
11-12 С13-12 21-25 ШС13-14 32-25 ПС13-24*
11-18 С13-13 22-18 IVC13-13 33-08 ШС13—21*
11-25 С13-14 22-25 IVC13-14 33—12 ШИЗ—22*
12—18 ПС13-13 31-08 С13 -21* 33-18 П1С13-23*
12-25 ПИЗ-14 31-12 С13—22* 33-25 ШС13-24*
21-08 ШС13—11 31-18 С13—23* 34—18 IVC13—23*
21-12 ШИЗ-12 31-25 С13-24* 34-25 IVC13-24*
* Централизованно не изготовляются.
Шиберные насосы
Шиберные насосы изготовляют по схемам а, б, в (рис. 10). При вращении ротора лопатки 2 вытесняют масло в выходное отверстие 4.
Производительность шиберного (лопастного) насоса, л/мин л (D + d)
где D — диаметр статора, мм; d — диаметр ротора, мм; Ь — ширина лопаток, мм; е — эксцентриситет, мм; п — частота вращения ротора, об/мин; т) — объемный КПД пасоса, равный 0,6—0,8.
Рис. 10. Схема шиберных насосов:
J — ротор; 2 — лопатка;
3 — входное отверстие; 4 — выходное отверстие
Варианты вращения ротора и присоединения трубопроводов приведены на рис. 11.
Насос рекомендуется ставить возможно ближе к резервуару ввиду его небольшого всасывающего действия (до 0,5 м высоты при 1000 об/мин).
а) В) в)
Рис. 11. Варианты вращения ротора и присоединения трубопроводов:
а — вращение с помощью шкива; б — вращение с помощью зубчатого колеса; в — вращение с помощью зубчатой муфты; г — присоединение всасывающего трубопровода; д — присоединение нагнетающего трубопровода
Избыточное Вабление
Рис. 12. Зависимость подачи шиберного насоса от частоты вращения и избыточного давления
Зависимость подачи шиберного пасоса от частоты вращения и избыточного давления при работе на индустриальном масле И-20А показана па рис. 12.
Насосы шиберные на р110м = 2,5 кгс/см2 (но нормали машиностроения МН 3032—61, табл. 25 и 26) предназначены для непрерывной подачи под давлением смазочных масел вязкостью 12—600 сСт в системах принудительной смазки машин. Насосы нерегулируемые с постоянным направлением потока. Они отличаются простотой и компактностью конструкции, надежностью в работе и могут изготовляться с одной п двумя лопатками.
Технические требования. 1. Действительная подача насосов может цметь отклонения ±10% от поминальных значений, указанных в табл. 25.
2. Эмульсирование масла воздухом при работе насоса через уплотнения, резьбовые соединения и стыки пасоса не допускается.
3. Наружная утечка масла по валу не должна превышать 0,5 см3/мин, утечка по стыкам и через резьбрвые соединения не допускается.
4. Работа насоса не должна сопровождаться резким шумом.
5. Приводной вал насоса при вращении от руки должен проворачиваться свободно, без заклинивания.
6. Необработанные поверхности насоса должны быть окрашены маслостои-кой краской.
7. Гарантийный срок службы, в течение которого завод-изготовитель безвозмездно заменяет или ремонтирует пасосы, устанавливается в один юд со дня поставки потребителю, при условии эксплуатации их в соответствии с требованиями нормали.
8. Испытание шиберных пасосов производится на чистом минеральном индустриальном масле И-40А (ГОСТ 20799—75) при температуре +50°С.
9. Действительная подача проверяется нагнетанием масла в мерный бак за 1 мин при 1000 об/мин и давлении рноч = 2,5 кгс/см2.
10. Высота всасывания при испытании должна быть равна 0,5 м (проверяется измерением расстояния между осью всасывающего отверстия и уровнем масла в расходном баке).
11. Давление, развиваемое насосом, проверяют тарированным манометром, установленным па иагцетатольпом трубопроводе.
25. Техническая характеристика насосов
Подача номинальная <3110м, л/мин Давление нагнетания номинальное риом, кгс/см2 Диапазон чисел оборотов п, об/мин Об ьемный КПД Т), Высота всасыга-нпя /1, м
1,6 3,0 5,0 8,0 2,5 500—1000 0,8 0,8 0,85 0,85 0,5
Примечания’ 1 Подача <ЗПОм указана при давлепии нагиегания Рном = = 2,5 кгс/см2 и при частоте вращения приводного папа и = 1000 об/мин 2 Направление вращения приводного вала — безразлично
26. Габаритные и присоединительные размеры, мм
Подача насоса Q, л/мин D* Dj а (?3 L Lt ^3 В Ь t h Масса, КР
1,6 3,0 5,0 к 4S 60 45 12 9 13 82 54 32 64 t 13,5 2 -1,1
8,0 К 74 55 20 13 20 102 75 40 75 6 22,5 5 1,8
* Резьба В — по ГОСТ 6111-52.
Допускается изготовление резьбы D по ГОСТ 6357—73.
Пример обозначения шиберного насоса с номинальной подачей
Сном = 5 л/мин:
Насос шиберный 5 МН 3032—61
27. Переводная таблица обозначении насосов
Шифр насоса Шифр насоса
по нормали машиностроения по нормали станкостроения по нормали машиностроения по нормали станкостроения
1,6 МН 3032—61 3,0* МН 3032—61 * Насос серийно С12-21 С12-22 ie изготовляется. 5.0 МН 3032-61 8,0 МН 3032—61 С12—23 С12-12
Указания по монтажу и эксплуатации. 1. Расположение насоса на машине должно обеспечить удобный доступ к нему для монтажа и наблюдения за работой. Насос может быть установлен в горизонтальном или вертикальном положениях, не выше чем па 0,5 м над уровнем масла.
2. Соединение вала насоса с приводным валом осуществляется через зубчатое колесо, шкив или соединительную муфту.
3. Со стороны всасывания рекомендуется устанавливать модные трубы цо ГОСТ 617-72:
дггя насосов с присоединитеггьпым отверстием К — трубу 10 х 1;
для пасосов с = 8 л/мин — трубу 44 X 1,
для насосов с QH0M = 5 л/мин при работе па масле с вязкостью более 50 сСт — трубу 14 X 1.
Всасывающая магистраль должна быть по возможности короткой и иметь минимальное количество изгибов. Расстояние конца всасывающей трубы до дна бака должно быть пе меньше двух диаметров трубы.
Место присоединения всасывающего трубопровода к штуцеру насоса должно иметь надежное уплотнение, исключающее возможность засасывания воздуха.
4. Внутренние поверхности труб и масляного резервуара должны быть тщательно очищены от ржавчины, окалины, песка и прочих частиц, могущих загрязнить масло и способствовать преждевременному износу и выходу из строя насоса.
5. Перед заливкой в резервуар масло должно быть отфильтровано. Для нормальной работы насоса рекомендуется менять масло в резервуаре пе роже одного раза в шесть месяцев.
6. Рекомендуемый сорт масла — индустриальное И-40А по ГОСТ 20799—75.
7. Для обеспечения нормальной работы насоса температура масла в баке не должна превышать 50° С. ,
Шиберные насосы изютовляет серийно Елецкий завод «Гидропривод» (г. Елец Липецкой обл., ул. Ани Гайтеровой, 4) и Московский машиностроительный завод им. Калинина (Москва, 2-я Хуторская, 30, а).
Чертежи находятся в ЭНИМСе (Москва, 5-й Донской пр., 21, б).
Шестеренные насосы (по материалам ЭПИМС)
Подача насоса приближенно, л/мин
лй (йг — D)
Q==----465-----ВПЦ’
где D — диаметр делительной окружности зубчатого колеса, мм; De — диаметр окружности выстуНов, мм; В — ширина зубчатого колеса, мм; п — часюта вращения вала насосав об/мин; q — объемный КПД насоса 0,7—0,9.
Шестеренные насосы типов Г11—11, АГИ—11, БГ11—11 и ВГ11—И изготовляют 10 типоразмеров (табл. 28 и 29). Они предназначаются для подачи минерального масла вязкостью 3° ВУ50 — 8° ВУ50 в смазочные системы машин. Насосы пригодны для работы с температурой масла от 10 до 50° С.
Насосы могут иметь привод от любого вида передачи.
Насосы типа АГИ—И крепят на фланце, типа ГН—И — па лапах, типа БГ11—11 — на лапах и соединяют с электродвигателем через промежуточный фланец. Насосы типа ВГ11—11 соединяют с фларцевым электродвигателем через промежуточный фланец.
Насосы могут быть установлены в горизонтальном и вертикальном положениях.
Преимущества: простота конструкции, надежность и компактность.
Недостатки: сравнительно быстрый износ и снижение производительности, слабое подсасывающее действие. ' /
28. Габаритные и присоединительные размеры тестеренпых насосов, мм
Обозначения по классификатору d по ГОСТ 6111-52, дюймы А Б в д Е § к м н Масса, кг
Г-11-11 к 3/, 21 84 45 — 16,25 68 20 30 101 2,25
АГИ-11 К — — — 105 16 25 —_ 20 30 2,22
БГ11-11 КЧ, 340 50 115 115 16,25 60 197 12,25
ВГ11-И К3/, 340 50 115 125 180 16,25 too 12,60
ГИ-11А к 21 84 45 — 16,25 88 20 30 101 2,25
АГИ—ИА к */„ — — — 105 16,25 — 20 30 2,22
БГ11-11А - К >/„ 340 50 115 115 — 16,25 60 197 12,85
ВГ11—ИА А'Д 340 50 115 125 180 16^25 150 12,60
Г11-11Б К 21' 84 45 — 16,25 68 20 30 101 2,25
АГИ—ИБ А’Л — — 105 16,25 -- 20 30 101 2,02
29. Техническая характеристика шестеренных насосов
Показатели АГ11-11Б, Г11-11Б В ГН—ИА, БГИ-ИА АГ11-11А, ГП—ИА ВГ11-11, БГ11-11 АГИ-11, ГН—11
Подача Q при наибольшем рабочем давлении и номинальной частоте вращения, л/мин 3 5 5 8 8
Наибольшее рабочее давление р, кгс/см2 5 для насосов всех типоразмеров
Номинальная частота вращения вала п, об/мин 600 1450
Потребляемая мощность N при номинальной частоте вращения, нВт 0,25 для насосов всех типоразмеров
Объемный КПД 0,70 0,70 0,70 0,72 0,72
Высота всасывания h, м 0,5 для насосов всех типоразмеров
Направление вращения вала Любое для насосов всех типоразмеров
Приведенные характеристики действительны для новых насосов при работе на индустриальном масле И-20А с температурой 45—50 °C.
МАСЛОУКАЗАТЕЛИ
30. Удлиненные маслоуказатели
Размеры, мм
Глазок Стекло* 2 Корпус 1 Количество винтов
L В L, С, с2 с„
100 115 150 133 16,5 50 8
120 140 34 175 158 19 40 10
200 * Сте , 220 нло рифлен ое, см. ГС 255 СТ 1663-57 238 гл. IX. 19 40 14
31. Круглые маслоуказателп Размеры, мм
А-А
Исполнение 11
Исполнение I
Шифр а <*1 D О. L Г, Масса, нг
1-14 14 М2’Х1,5 30 33 20 14,0 0,008
1-20 19 М27х1,5 36 ' 39 22 15,5 0,012
1-30 30 М39х1,5 48 51 24,5 17,5 0,017
1-50 50 М60х2,0 68 72 30 20,0 0,042
Исполнение II
Шифр d di D _Dt L Масса, кг
11-30 30 40 60 48 12 0,024
11-50 50 60 82 70 • 14,5 0,035
Пример обозначения круглого маслоуказатели с d = 30 мм исполнения 1:
Маслоу казатель I—30 МН 176—63
То же, исполнения II:
Маслоуказатель II—30 МН 176—63
32. Круглые маслоуказатели с гладким смотровым окном Рекомендуется применять в случае отсутствия покупных маслоуказателей
Размеры, мм
Маслоуказатель
Корпус 1
ГОСТ 17473-72
а <г. (пред. откл. +0,5) D Di L Li 1 (пред откл. —0,5) Масса корпуса, кг
30 40 60 48 12-13 12 9 40 0,068
50 60 82 70 13-15 13 10 60 0,136
Технические требования. Материал: корпус — сталь СтЗг;п; окно смотровое — оргстекло; винт — сталь 10; кольца резиновые для <4 = 40 кольцо 032—46—2—2 ГОСТ 9833—73, для dt = 60 кольцо 050—060—58—2—2 ГОСТ 9833—73.
Неуказанные предельные отклонения размеров по 7-му классу точности ОСТ 1010.
Смещение осей отверстий диаметром, равным 6 мм, от поминального расположения пе более ±0,3 мм.
Место установки маслоуказателя красить белой эмалью.
Покрытие корпуса н винта — фосфатное,
33. Трубчатые маслоуказатели
Трубчатые маслоуказатели предназначены для визуального контроля уровня масла, находящегося при атмосферном давлении и температуре от —30 до +50° С в корпусах и резервуарах машин, не испытывающих при работе сильных толчков и тряски.
Трубчатые маслоуказатели применяют только в тех местах, где нельзя установить встроенные — круглые и удлиненные маслоуказатели.
Конструкция маслоуказателей с Н = 80 и 120 мм
Размеры, мм
Пример обозначения трубчатого маслоуказателя с Н = 120 мм: Маслоуказатель 120 МН 178—59
Корпус, деталь 1
М9Пг1 к Я-гЬП/
60
Материал: сталь СтЗ. Оксидировать.
Резьба метрическая, поле допуска 7Я — по ГОСТ 1С093-70.
Отклонения свободных размеров — по 7-му классу точности ОСТ 1010.
Проточки для резьбы—по ГОСТ 10549—63.
Пример обозначения корпуса:
Корпус МН 178—59
Т р у б к а, деталь 2
Для детали 80/2 длина L = 71 мм;
» » 120/2 » П=111мм; -
Материал: органическое стекло.
Резьба метрическая, ноле допуска 8Л - по ГОСТ 16093-70.
Отклонения свободных размеров — по 7-му классу точности ОСТ 1010.
Пример обозначения трубки трубчатого маслоуказателя с Н ~ 10 мм:
Тррбка 80/2 МН 178—59
Прокладка, деталь 3
Материал: резина маслобензостойкая.
Отклонения размеров — по 7-му классу точности ОСТ 1010.
Пример обозначения прокладки трубчатого маслоуказателя:
Прокладка МН 178- 59
Прокладка под гайку, деталь 4
Материал: резина маслобензостойкая. ,
Отклонения размеров — по 7-му классу точности ОСТ 1010.
Пример обозначения прокладки под гайку трубчатого маслоуказателя.
Прокладка под гайку МН 178- 59
Прокладка под винт, деталь 5
Материал: резина маслобензостойкая.
Отклонения размеров — по 7-му классу точности ОСТ 1010.
Пример обозначения прокладки под винт трубчатого маслоуказателя:
Прокладка под винт МН 178—59
Продолжение табл. 33
КонструкЦия маслоуказателей Н — 160 и 200 мм
Размеры, мм
Пример обозначения трудчатого маслоуказателя с Н = 160 мм:
Маслоуказатель 160 МН 178—59
Трубра предохранительная, деталь 3
Для детали 160/3 длила L2 — 145 мм)
» » 200/3 » L2 = 185 мм.
Материал: труба с L>y 15 по ГОСТ 3262—75.
Резьба метрическая, поле допуска 8 Л. — по ГОСТ 16093—70.
Отклонения размеров — по 7-му классу точности ОСТ 1010.
Оксидировать. Наружную поверхность полировать.
Пример обозначения предохранительной трубки трубчатого маслоуказателя Н = 160 мм:
Трубка 160/3 МН 178—59
Колпачок, деталь 4
Материал: сталь 08кп или Юки.
Отклонения размеров — по 7-му классу точности ОСТ 1010. Резьба метрическая, поле допуска 7Н—но ГОСТ 16093 —70. Оксидировать. Наружную поверхность полировать.
Пример обозначения колпачка трубчатого маслоуказателя:
Колпачок МН 178—59
Трубка стеклянная, деталь 2
Для детали 180/2 длина — 147 мм;
» » 200/2 » Lt — 187 мм
Материал: стекло — по ГОСТ 8446—74 или органическое стекло.
Отклонения размеров — по 7-му классу точности ОСТ 1010.
Пример обозначения стеклянной трубки трубчатого маслоуказателя с Н = 60 мм;
34. Жезловые маслоуказатели*
Жезловые маслоуказатели предназначены для определения уровня масла в корпусах редукторов, насосов и других механизмов
Тип I —дчя определения уровня масла в корпусах с неоолыпим тепловыделением.
Тип II — для определения уровня масла в корпусах с большим тепловыделением.
Конструкция и размеры маслоуказателей типа I
Исполнение 1
Ручка исполнения 1
Фильтры для смазочных систем приведены в гл. VII д. 3.
Продолжение табл. 34
Пробка, деталь 1
Шайба, деталь 2
Стержень, деталь 3
Размеры 1 и I, конструктивные
Набивка, деталь 4. Проволока КРМ 0,25Л68 по ГОСТ 1066—75.
Кольцо, деталь 5 Кольцо А15 ГОСТ 13943—68.
Материал ручек, стержней, шайб: сталь СтЗ.
Неуказанные предельные отклонения размеров: охватывающих no А-,, охватываемых — ко Bi, прочих — по СМ,.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Й — по ГОСТ 16093—70.
Покрытие деталей маслоуказателей Хим. Оке. прм (по ГОСТ 9.073—77).
лей, по не менее 10 мм.
Г_______________2_______„_____„____„____________............... “*
—<А .2 а \тт\ wmsasm ^падцпую силу мошцости.
у-г 1 — ° -лцз тилтепл /> д/го тг.тт) о <г е> rm г
давлением 0,5—0,8 кгс/см2, 0,1—0,15 кгс/см2.
СМАЗКА УЗЛОВ КОНСТРУКЦИЙ
Смазка зубчатых и червячных пе/одач
Открытые цилиндрические зубчатые передачи сказываются пластичными смазками с температурой каплепадеиия пе мепее 45° (иП0®0бы смазок открытых передач: а) при окружной скорости передачи не 00лее П5 м/с корытная смазка;'б) при скорости не более 4 м/с— периодичоская мазями или весьма вязкими жидкими маслами; в) при невозможности применения кожуха для масляных ванн из-за ограниченности места — капе?яяая смазка! г) централизованная смазка; д) при скорости по более 0,5 il!'c покрытие твердыми смазками. В открытых и полуоткрытых передачах 110вьппенныи износ зубьев колес, поэтому эти передачи следует применять в обоснованных случаях. Для закрытых цилиндрических зубчатых передач примеш™т смазку:
а) погружением в масляную ванну зубьев при ('к°рости не более м/с, при непродолжительной периодической работе допуск,ает2я. ° большая скорость; б) струйную или циркуляционную при скорости, большои 12 10 М/С’ ПРИ мень* шей скорости — для многоступенчатых передач.
При общей масляной ванне па несколько зубчать1Х паР для ц°Дачи смазки на колеса меньшего диаметра применяют паразитиы0 3Убчатые колеса (часто неметаллические), шайбы маслоразбрызгивающие, колоса 4ePnattHbi° и ИР-
Глубину погружения в ванну зубчатого колеса принимают от 1 до о модулей, по пе мепее 10 мм.
Емкость масляной ванны для одноступенчатых
При окружной скорости до 60 м/с зубчатые ко.т1оса можио смазывать под давлением 0,5—0,8 кгс/см2, а при меньших скоростях ~ Достато4110 давления 0,1—0,15 кгс/см2.
Чтобы предотвратить заедание и намазывание б]’01|'1Ы11а чеРвяк> Для червячных передач следует применять наиболее вязкую смазкУ> ПРИ которой еще пе слишком велики потери мощности на размешиваш*0 11 разбрызгивание масла (табл. 35).
35. Рекомендуемая кинематическая вязкость смазки в ct'L
(в скобках - при 100 °C) II способы подачи смазки в заце*1ле,1ие "срвя'шых передач
Скорость скольжения, м/с Кинематическая вязкость масла, сСт Смазка Скорость скольжения, м/с / клнематиче- Л)лЯ вязкость м^сла, сСт Смазка
0—1*1 0—25*» 1—5*2 450 (53) 270 (34) 180 (28) Окунанием 10-15 15—25 Св. 25 85 Струйная под давлением, кгс/см2: 0.7 2 3
5-10 *i Tf *-> Ср 120 (15) желые условия сдние » Струйная или окунанием работы. » 60 45
Трубчатые сопла жидкой смазки
Трубчатые сопла предназначены для подачи минералы^™ масла на зубчатые и червячные передачи при струйной смазке.
Сопла изготовляют двух исполнений:
1 — конец сопла с трубной конической резьбой; 2 — ко* '1' соп ез ре° оы*
В табл. 36 приведены трубчатые сопла для струй*1011 сяазК11-
36. Основные параметры, габаритные п присоединительные размеры сопел
Линейные размеры, мм
Р„ом=1 кгс/см2 Показатель надежности — врзмя наработке до первого отказа — 1,5 года. I Показатель долговечности — срок службы сопла — 8 лет.
Технические требования на трубчатые сопла. Внутренние и наружные поверхности должны быть тщательно очищены от окалины.
Выходное отверстие (щель) сопла должно быть чисто обработано и калибровано по всей длине.
При давлении 1 кгс/см2 струя масла па выходе из сопла должна быть сплошной, без разрывов и иметь правильную веерообразную форму, обеспечивать номинальный расход при Dy соответственно данным табл. 36.
Указания по эксплуатации. Для получения неразрывной и веерообразной струи, выходящей из щели сопла, перед соплом должно быть оптимальное давление, поддерживаемое насосом.
При давлении перед соплом меньше оптимальной величины масло может вытекать из сопла, не образуя струи вообще или же струя будет настолько слабой, что не достигнет смазываемой поверхности.
При давлении перед соплом больше оптимальной величины струя может быть с разрывами, а также, сильно ударяясь о смазывающую поверхность, не обеспечить ее смазку.
Смазка цепных передач
Для смазки цепных передач применяют преимущественно легкие масла, вязкость которых должна быть тем выше, чем больше удельное давление в цепи.
Периодическая смазка назначается при скорости цепи ие более 4 м/с и производится через 6—8 ч.
Пластичная внутришарнирная смазка применяется для цепных приводов транспортных машин при скорости цепи пе более 8 м/с. Осуществляется она погружением цепи в подогретую до температуры разжижения смазку. Периодичность 120—180 ч.
Капельная непрерывная смазка назначается при скорости цепи не более 10 м/с; масло подается масленками-капельницами пли лубрикаторами в количестве 20—25 г/ч. Наиболее совершенна непрерывная смазка в масляной ванне при скорости цепи до 12 м/с или при подаче масла насосом при более высоких скоростях. При закрытой передаче с применением масляной ванны ведомая ветвь цепи погружается ие более чем на высоту пластины. После 350—400 ч
работы необходимо менять масло и очищать ванну от осадков. Маслонепроницаемый кожух выполняют разъемным, преимущественно сварной конструкции. Он существенно снижает шум, поэтому его целесообразно применять при больших скоростях цепи. Если нет кожуха — необходимо защитное ограждение.
Смазка подшипников
Смазка подшипников качения. Основными факторами, влияющими на выбор смазки для подшипников качения, являются скорость вращения, нагрузка на подшипник, рабочая температура-подшипникового узла и условия окружающей среды.
Для смазки подшипников качения применяются жидкие минеральные масла и пластичные смазки. Для подшипников качения наилучшей является жидкая смазка, но она усложняет конструкцию уплотнения.
Практически наиболее удобна для смазки большинства подшипников качения пластичная смазка. Она применяется при dn < 300 000 мм -об/мин (где d — диаметр отверстия подшипника, мм; п — частота вращения подшипника, об/мин); t 120° С; при непостоянном режиме (меняются температура, нагрузки, частота вращепия) для подшипников в механизмах, работающих с продолжительными остановками и для подшипников, расположенных в труднодоступных местах.
При выборе пластичной смазки температура каплепадения ее должна быть выше рабочей температуры подшипника не менее чем на 20° С.
Если dn >300 000 мм-об/мин, то рекомендуется применять жидкие масла.
Для смазки подшипников, работающих при нормальном режиме, следует выбирать масла со следующей кинематической вязкостью при рабочей температуре узла: для радиально-упорных и упорных ~ 30 сСт, для роликовых сферических ^-20 сСт; для остальных шарикороликоподшиппиков ~12 сСт.
Для высокоскоростных и миниатюрных подшипников используют маловязкие масла. \
Применяются следующие способы смазки подшипников качения:
масляная ванна для подшипников горизонтальных валов при п =€ =€10 000 об/мин, для подшипников малых размеров допускается и при большей частоте вращепия. Уровень масла при п =€ 2000 об/мин должен быть не выше центра нижнего шарика или ролика, при большей частоте вращепия уровень ' масла лишь касается шарика или ролика;
смазка масляным туманом для высокоскоростных малопагруженных подшипников; смазка проникает в подшипники, омывает и охлаждает их;
смазка разбрызгиванием для подшипников, не изолированных от общей системы смазки (например, редукторы), при п = 2000—3000 об/мин; при большей частоте вращения следует предусматривать устройства, ограничивающие поступление масла в подшипник;
циркуляционная смазка самотеком или под давлением через форсунки. Последний способ применяется для подшипников, работающих в тяжелых условиях, когда необходим интенсивный отвод тепла;
фитильная смазка назначается в широких пределах скоростей для подшипниковых узлов горизонтальных и вертикальных валов.
Вязкость применяемых масел 12 сСт (например, индустриальное И-12А).
Смазка подшипников скольжения."Для смазки подшипников скольжения машин преимущественно применяют индустриальные минеральные масла.
Подшипники, работающие при небольших удельных нагрузках и скоростях, подлежат периодической (например, капельной) смазке.
Циркуляционная смазка под давлением является наилучшей, особенно для тяжелых режимов работы; опа обеспечивает подачу масла в количестве, достаточном для смазки, непрерывную очистку и охлаждение его.
Смазка кольцевая. Кольцевая смазка применяется для горизонтальных валов при п = 100 -5- 2000 об/мин. При большей частоте вращепия кольцевая смазка не обеспечивает отвода тепла от подшипника. Количество подаваемой смазки зависит от скорости вращения.
Размеры колец, мм (рис. 13): DK « 2 й; Ъ т 0,2 d; В = b + (1 -ь 5) мм; s ss 0,3 Ъ. Глубина погружения кольца в масло t х (0,5 -г- 0,6) й. При длине подшипника более 1,5 й рекомендуется ставить два кольца.
Рис. 1р. Схема кольцевой смазки
Примеры смазочных устройств
Смазка подшипников скольжения (рис. 14—17).
Смазка подшипников качения (рис. 18—21).
Смазка зубчатых зацеплений (рис. 22—25).
Смазка направляющих (-рис. 26, 27).
Смазка цепей, (рис. 28, 29).
Рис. 14. Смазка с помощью индивидуальных масленок
Рис. 15. Смазка с помощью фитиля
Рис. 16. Смазка с помощью винтовой канавки
Рис. 17. Подвод масла к подшипнику: а — разбрызгиванием; б от открытого маслораспределителя; е — от закрытого маслораспределителя
Рис. 18. Смазка подшипников вертикальною вала с помощью масленки с запорной иглой
Рис. 20. Фитильная смазка подшипников вертикального вала при верхнем расположении резервуара
Рис. 21. Центробежная’смазка подшипника вертикального вала:
а — при расположении конусной насадки ©снованием вверх, б — при расположении конусной насадки основанием вниз
Рис. 22. Смазка в масляной ванне с применением дополнительного резервуара:
1 — масляная ванна
Рис. 23. Смазка с помощью вспомр! ательного
колеса:
1 — колесо
Рис. 24. Смазка подшипников качения червячного редуктора:
1 — червяк; 2 — защитные шайбы
Рис. 25. Схемы расположения разбрызгивания масла:
1 — разбрызгиватель (насос)
Рис. 26. Роликовая смазка на-правляющих:
а — призматических; б — плоских
Рис. 27. Подвод смазки к прямым движущимся плоскостям деталей типа ползунов, направляющих
Риз. 28
Рис 29
Размеры смазочных капавок прямых плоскостей в мм:
Ширина плоскости h ь т
До 40 Св. 40 до 120 1,5 2 4,5 6 . 2
ДИАМЕТРЫ И УКЛОНЫ МАСЛОПРОВОДОВ .
Диаметры маслопроводов. Диаметр маслопроводящей трубы к трущейся паре, см ’
О 140
где F — — -—площадь сечепия проходов, см2; Q — количество масла, подаваемого к трущейся поверхности, л/мип; v — скорость подачи масла, м/с.
Для отводящего маслопровода диаметром до 100 мм
/''отв — “^ПОДВ»
где #подв — площадь сечепия проходов подводящего маслопровода, см2.
Уклоны “маслопроводов. Величина уклона маслопровода зависит от вязкости масла. При малой вязкости масла уклон принимают равным 1 : 80; при средней вязкости — 1 : 60 и при большой вязкости — 1 : 40.
37. Количество масла, проходящего через трубы
Условные прохоцы Dy, мм Площадь проходов, см2 Количество масла, л/мип, при скорости движения его, м/с
0,2 0,5 0,6 0,8 1,0 1,25
6 10 ' 15 20 25 32 40 50 70 80 100 0,6 1,2 1,9 3,5 5.7 10,0 13,2 22,0 36,3 50,9 88,2 0,7 1,4 " 2,3 43 6,8 12,0 15,8 26,4 43,5 61,9 105,9 1,8 3,6 5.8 10.6 17,1 30,1 39,6 66,1 108,9 152,7 264,7 -2,2 4,4 7,0 12,7 20,6 36,1 47,5 79,4 130,7 183,2 317,7 3,0 5,9 93 17,0 27,5 49,1 63,3 105,5 175,2 244,3 423,6 3,7' 7,3 11,7 21,2 34,3 603 79,2 132,3 217,8 305,4 529,5 4,7 9,2 14,6 26,5 42,9 75,3 99,0 165,4 212,3 381,7 661,8
Условные проходы В у, мм Площадь проходов, см2 Количество масла, л/мин, при скорости движения его, м/с
1,5 1,75 2,0 2,25 2,5 2,75 3,0'
6 10 15 20 25 32 40 50 70 80 100 0,6 1,2 1,9 3,5 5,7 10,0 13,2 22,0 36,3 50,9 88,2 5,6 11,0 17,5 31,9 51.5 90,3 118,8 198,5 326,7 458,1 794,2 6,6 12,9 20,4 37,1 60,1 105,4 138,6 231,6 381,2 534,4 926,6 7,5 14,7 23,4 42/1 68,7 120,4 158,4 264,7 435,7 610,8 1059,0 8,5 16,6 26,3 47,7 77,2 135.5 178,2 297,8 490,1 687,1 1191,3 9,4 18,4 293 53,1 85,9 150,6 198,0 331,9 544,5 763,5 1323,7 10,3 20,3 32,1 58,4 94,5 165,1 217,8 365,0 599,1 839,8 1456,1 11,3 22,1 35,1 63,7 103,1 180,7 237,6 397,0 653,5 916,2 1588,5
ДОПОЛНИТЕЛЬНЫЕ источники
Головки смазочных нагнетателей — ГОСТ 3027—75.
Детали машин. Справочник. Под ред. II. С. Ачеркана, в 3-х томах. Т. 2, М., «Машиностроение», 1968. 408 с.
Мазырин И. В. Смазочные устройства. М., Машгиз, 1963. 247 с.
Михеев И. И., Попов Г. И. Смазка заводского оборудования. М., «Машиностроение», 1967. 210 с.
Нагнетатели смазочные. Типы. Основные параметры. Технические требования — ГОСТ 14046—76.
Промышленная чистота. Классы чистоты жидкостей — ГОСТ 17216—71.
Розенберг 10. А. Влияние смазочных масел на надежность и долговечность машин. М., «Машиностроение», 1970. 315 с.
Смазка металлорежущих станков. Справочное пособие, под ред. акад. В. И. Ди-кушина. М., «Машгиз», 1956.
Смазка ружейная жидкая (смазка ВО). Технические условия — ГОСТ 3045—51.
Системы смазочные. Общие технические требования — ГОСТ 19099—73.
Справочник по применению и нормам расхода смазочных материалов. Изд. четвертое. Кн. 1. Под редакцией Е. А. Эминова. «Химия», 1977, 383 с.
Трение, изнашивание и смазка. Справочник. В 2-х кн., кп. I. Под ред. И. В. Кра1ельскою и В. В. Алисига. М.,«Машиностроение»,1978, 400 с.
13 Анурьев В И , т 3
ГЛАВА VII
ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
ОБЩИЕ СВЕДЕНИЯ
ОСНОВНЫЕ ПАРАМЕТРЫ ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ ЦИЛИНДРОВ И АППАРАТУРЫ (ПО ГОСТ 6540—68 И 14063—68)
Номинальное давление рао«, кгс/см2: 6,3*; 10*; 16*; 25; 63; 100; 160; 200; 250; 320; 400; 500; 630.
Условные проходы Ру, мм: 2,5; 4; 6; 8; 10; 12; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200; 250.
Ряды диаметров цилиндров, мм: 10; 12; 16; 20; 25; 32; (36); 40 (45); 50 (56); 63 (70); 80 (90); 100 (110); 125 (140); 160 (180); 200 (220); 250 (280); 320 (360); 400 (450); 500 (560); 630 (710); 800 (900); 1000.
Ряды диаметров штока й, мм: 4; 5; 6; 8; 10; 12 (14); 16 (18); 20 (22); 25 (28)? 32 (36); 40 (45); 50 (56); 63 (70); 80 (90); 100 (НО); 125 (140); 160 (180); 200 (220); 250 (280); 320 (360); 400 (450); 500 (560); 630 (710); 800 (900).
Ряды хода поршня (плунжера) цилиндра й, мм: 4; 6; 8; 10; 12; 16; 20; 25; 32; 40; 50 (56); 63 (70); 80; 100 (110); 125 (140); 160 (180); 200 (220); 250 (280); 320 (360); 400 (450); 500 (560); 630 (710); 800; 1000(1120); 1250 (1400); 1600 (1800); 2000 и далее до 9500.
Примечание. Без скобок — основные ряды, в скобках — дополнительные.
УСЛОВНЫЕ ПРОХОДЫ
Условные проходы гидравлических и пневматических систем (по ГОСТ 16516—70). Условные проходы распространяются па устройства, входящие в гидравлические и пневматические системы привода и управления и смазочные системы машин (аппаратуру, фильтры, соединения трубопроводов и др.).
Под условным проходом устройства следует понимать номинальный внутренний диаметр присоединяемого к нему трубопровода, округленного до ближайшей величины из ряда: 2; 2,5; 3,2; 4; 5; 6,3; 8; 10; 12; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125; 160; 200; 250.
Присоединительные резьбы трубопроводов приведены в табл. 1.
Пример обозначения условного прохода с номинальным внутренним диаметром трубопровода 100 мм:
Dy = 100 мм.
Условные проходы трубопроводной арматуры, соединительных частей и трубопроводов (по ГОСТ 355—67), мм: 3; 6; 10; 15; 20; 25; 32; 40; 50; 65; 80; 100; 125; 150; 200; 250; 300 и т. д. до 4000.
* Относятся только к пневматической аппаратуре.
1. Присоединительные резьбы трубопроводов гидравлических, пневматических (и смазочных) систем
Резьба метрическая Резьба коническая по ГОСТ 6111-52, ДЮЙМЫ Резьба трубная коническая по ГОСТ 6211—69, дюймы Резьба метрическая Резьба коническая по ГОСТ 6111—52, дюймы Резьба трубная коническая по ГОСТ 6211—69, дюймы
М6 №8X1 №10x1 ^труб №33x2 Kt Ятруб *
№36X2 №39X2 №42x2 К ии ктруб ,1'/*
№12x1,5 №14X1,5 К >/« ^труб
№45X2 №48X2 к 1*/2 ^труб **/’
№16X1,5 К»/» ^труб
№18X1,5 №20X1,5 к Ктруб №52X2 №56X2 №60x2 К 2 Ктруб 2
№22X1,5 №24X1,5 №27X2 №30x2 к~>/< К 1 А А ’О । . О О
№64x2 №68x2 №72x2 — ^труб 21/а
При выборе резьб следует предпочитать метрическую.
ДАВЛЕНИЯ УСЛОВНЫЕ, ПРОБНЫЕ И РАБОЧИЕ ДЛЯ АРМАТУРЫ И СОЕДИНИТЕЛЬНЫХ ЧАСТЕЙ ТРУБОПРОВОДОВ (ПО ГОСТ 356—68)
Приводимые в табл. 2 давления распространяются на арматуру и соединительные части трубопроводов (тройники, колена, переходы, фланцы и др.); не распространяются на трубопроводы в собранном виде, а также на гидравлические и пневматические системы; для трубопроводов являются рекомендуемыми.
Под условным давлением понимается наибольшее избыточное рабочее давление при температуре среды 20° С, при котором обеспечивается длительная работа арматуры и соединительных частей. Под пробным давлением ионимается избыточное давление, при котором арматура и соединительные части трубопроводов подвергаются гидравлическому испытанию иа прочность и плотность материала водой при темиературе не выше 100° С.
Под рабочим давлением понимается наибольшее избыточное давление, при котором обеспечивается длительная работа арматуры и соединительных частей при рабочей температуре проводимой среды.
РАСХОД ЖИДКОСТИ ИЛИ СЖАТОГО ВОЗДУХА
Расход жидкости, м3/мин, или сжатого воздуха для питания цилиндра
К
Q=Fv, или Q=—,
где F — площадь цилиндра, м2; v — скорость перемещения поршня цилиндра, м/мин; V — объем воздуха под поршнем или мембраной при перемещении их на величину хода, м3; t — время срабатывания цилиндра, мин.
Чтобы перейти от расхода сжатого воздуха к расходу свободного воздуха, применяют формулу
где р — давление сжатого воздуха, кгс/см2; р0 — давление свободного воздуха (принимается 1 кгс/см3).
2. Избыточные давления для арматуры и соединительных частей трубопроводов, кгс/см»
Условное давление Ру Пробное давление г>пр Рабочее давление *2 У>ра,~ при температуре среды, °C
200 | 250 I 300 | 120 | 200 | 250 | 300 120 200 250
Для арматуры и соединительных частей -
стальных | чугунных бронзовых
1 2,5 4 6 10 16 25 *> 40 *» 64 100 160 200 250 *1 д 40 кгс/см *2 И туры Сре/ 2 4 6 9 15 24 38 60 96 150 240 300 350 пя чугуннс установлю врвая ступе !ы ниже —2 1 2,5 4 6 10 16 25 40 64 100 160 200 250 >й ар» гы тол нь раб 0 °C дд 0,9 2,2 3,6 5,6 9,0 14 22 36 56 90 140 180 225 гатуры ько дп очего 1я стал 0,8 2,0 3,2 5,0 8,0 12,5 20 32 50 80 125 160 200 и со я ковк (авлеш ьных 1 2,5 4 6 10 16 25 40 1 единят ого чу гя рас is дел и 1 2,5 3,6 5,5 9 15 23 36 елыгых гула К гростр й, —30 1 2 3,4 5 8 14 21 34 част Ч 30-6 аняегсг °C длг 1 2 3,2 8 13 20 32 :й усл па от чугуш 1 2,5 4 6 10 16 25 40 64 100 160 200 250 эвпыс рицател 1ЫХ И б] 1 2 3,2 5 8 13 20 32 щвлепи/ ьные тс эонзовы 0,7 1,7 2,7 4 7 И 17 27 25 и мпсра-к.
ГОСТ 356—68 предусматривает для арматуры и соединительных частей из стали р., до 1000 кгс/см2, наибольшую температуру до 700° С в зависимости от марон сталей. В табл. 2 приведены данные для углеродистой стали, для чугуна серого СЧ 15-32, СЧ 18-36 и ковкого чугуна марки КЧ 30-6.
Рабочие давления для промежуточных значений температуры среды определяются лилейной интерполяцией между ближайшими значениями, указанными в таблице.
При применении арматуры и соединительных частей дли работы в условиях частых гидравлических ударов, пульсирующих давлений, переменной температуры, специфических свойств среды, ограниченного срока службы (200 000 ч и менее) величина рабочего давления определяется по табл. 2 с поправочным коэффициентом, устанавливаемым органами технического падзора.
3. Расход воздуха при различных диаметрах цилиндров
Диаметр цилиндра, мм Расход воздуха, м’ • 10е, на 1 см пути поршня Диаметр цилиндра, мм Расход воздуха, м3 • 10е, на 1 см пути поршня
свободного при давлении 4 кгс/см2 свободного при давлении 4 кгс/см2
40 62,85 12,57 140 769,70 1005,30 153,94
60 141,35 28,27 160 201.06
80 251,35 50,27 180 1272,35 1570,80 254,47
100 392,70 78,54 113,10 200 314,16
120 565,50
ГИДРАВЛИЧЕСКИЕ УСТРОЙСТВА
ФИЛЬТРЫ
Щелевые (пластинчатые) фильтры (по ГОСТ 21329—75) с ручной очисткой предназначены для предварительной фильтрации минеральных масел вязкостью от 7 до 600 сСт в гидравлических и смазочных системах станков и других
машин при давлении до 63 кгс/см2 и температуре масла от 10 до 50° С и температуре окружающей среды от 5 до 50° С.
Фильтры изготовляют с номинальной тонкостью фильтрации 80 и 125 мкм двух исполнений: 1 — в корпусе; 2 — встраиваемые.
4. Основные параметры
Типоразмер Условный проход, мм Номинальная пропускная способность, л/мин, при номинальной тонкости фильтрации, мкм Перепад давлений, кгс/смг
80 125 поминальный, не более максимально допустимый
1 2 10 16 3,2 8,0 5,0 12,5 1,о
3 16 16,0 25,0 10
4 20 32,0 50,0
Параметры указаны при работе на минеральном масле вязкостью 70—80 сСт
5. Основные размеры фильтров Размеры, мм
Продолжение табл. 5
Типоразмер В, не более Исполнение 1 Исполнение 2
Резьба Bi, не более L В. Масса, кг, ие более А ±0,2 1 D (пред откл. Аз/С3) ' di 1 (пред откл. ±2) £з Масса, кг, яе более
метрическая по ГОСТ 9150—59 коническая | по ГОСТ , 6111-52, I дюймы Пред, откл. ±2
1 2 85 М16Х1,5~6Н М22Х1.5-6Н К »/, К >/2 90 170 190 110 130 2,8 3,0 64 55 и 19 140 160 65 85 1,6 1,7
3 4 110 М27Х2-6Н к »/4 115 230 265 170 205 6,3 7,3 84 85 13 22 185 225 105 145 3,2 3,7
Фильтры с метрической резьбой изготовляют по заказу потребителя.
Пример обозначения фильтра в корпусе с метрической резьбой, поминальной пропускной способностью 8 л/мин, номинальной тонкостью фильтрации 80 мкм, исполнения 1:
Фильтр 8—80—1 ГОСТ 21329—75
То же, в корпусе с конической резьбой:
Фильтр 8—80—1К ГОСТ 21329—75
То же, встраиваемого фильтра, исполнения 2:
Фильтр 8—80—2 ГОСТ 21329-75
Технические требования. Момент на рукоятке при ручной очистке пе должен превышать на чистом фильтре 0,85 кгс -м — для фильтров типоразмеров 1 и 2 и 1,2 кгс -м — для фильтров типоразмеров 3 р 4- Рукоятку фильтра необходимо проворачивать на полный оборот не реже 1 раза в смену.
Суммарный ресурс — 20 000 ч. Срок сохраняемости фильтров — два года.
Щелевые фильтры с тонкостью фильтрации 25—80 мкм на давление до 160 кгс/см2 (по ГОСТ 16027—70). Щелевые (пластинчатые) фильтры (табл. 6 и 7) предназначены для очистки от механических загрязнений минеральных масел вязкостью 10—500 сСт при рабочем давлении до 160 кгс/см2 в гидравлических системах станков и других машин.
Технические требования. Фильтры снабжают устройством для автоматической очистки фильтрующих элементов и выброса загрязнений из гидросистемы обратным потоком масла при снятии давления в системе.
При срабатывании автоматического очистительного устройства объем загрязненной жидкости, сбрасываемой в дренажное отверстие, составляет: не менее 8 см8 — для фильтров габаритов 1 и 2; не менее 25 см3 — для фильтров габаритов 3 и 4.
Ресурс должен составлять не менее 10 000 циклов срабатываний очистительного устройства. В конце ресурса объем "срабатываемой в дренаж жидкости должен быть не менее 80% от величин, указанных выше.
Деформация пластин фильтрующего пакета не допускается.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Н — по ГОСТ 16093-70.
На фильтре указывают место подвода и отвода масла или направление его движения.
6. Основные параметры фильтров (при работе па минеральном масле вязкостью 45 сСт)
Габарит Условный проход, мм Номинальная пропускная способность Номинальная тонкость фильтрации, мкм Перепад давлений, кгс/см2 Обозначения по классификатору сганкострое-ния
л/мин дм’/с номинал наибольший
1 16 8 0,13 80 40 25 1,5 2,0 2,5 0,08Г41—51 0,04Г41—51 0.025Г41-51
2 16 0,26 80 40 25 1,5 2,0 2,5 10 0.08Г41-52 0.04Г41-52 0,025Г41—52
3 20 32 0,52 80 40 25 1,5 2,0 2,5 0,08Г41—53 0,04Г41—53 0,025Г41—53
4 63 1,05 80 40 25 1,5 2,0 2,5 0,08Г41—54 0.04Г41—54 0,025Г41—54
Примечание. <Под номинальной тонкостью фильтрации понимается минимальный размер частиц, задерживаемых фильтром в количестве 92% от числа частиц такого же размера, находящихся в нефильтрованной жидкости.
7. Основные размеры щелевых фильтров, мм
Допускается изготовлять фильтры с резьбой К Чг" и К по ГОСТ 6111—52.
Фильтры со сменными бумажными фильтрующими элементами (по ГОСТ 16026—70) предназначены для очистки с номинальной тонкостью фильтрации 10 мкм минеральных масел вязкостью не более 500 сСт в гидравлических системах машин, работающих при давлении до 200 кгс/см2 и температуре на более 60° С. Параметры и размеры фильтров приведены в табл. 8, 9 и 10.
8. Основные параметры фильтров
Условный проход, мм Номинальная пропускная способность, л/мин Перепад давления, при котором открывается перепускной клапан, кгс/см2 Номинальный перепад давления *, кгс/см2 Применяем] элем Типоразмер je фильтро-енты Количество
10 16 20 25 * Номи элемент пот( иости. 16 40 63 100 нальный перепа эка масла, соот 6 д давлений привел ветствующего по 0,6 1,5 1,1 1,7 ен при iiponyci еличине иомш 1 2 2 2 гании через чис гальной пропус 1 1 1 2 ,тый фильтро-,кной способ-
Пример обозначения фильтра с условным проходом D-s 16 мм:
Фильтр 16 ГОСТ 16026— 70
Обозначение фильтреэлемента типоразмера 2:
Филътроэлемент 2 ГОСТ 16026—70
9. Основные размеры фильтра Размеры, мм
Условный проход °У (резьба <1, (пред. D, (пред. Н И, Л Л, Ь1 (пред. Масса,
по ГОСТ 9150—59) откл. +0,1) не более откл. —0,1) пе более откл. ±0,1) КГ, не более
10 М16Х1,5 22 110 105 300 340 75 105 1,5 8,5
16 М22Х1.5 28 140 135 275 420 90 130 2,5 16,5 16,5
20 М27Х2 33 140 135 275 420 90 130 2,5
25 МЗЗХ2 40 140 135 580 625 90 130 2,5 22,0
Допускается по согласованию'с потребителем изготовлять фильтры с резьбой К Ч»"> К 41", К ЧГ' и К 1” по ГОСТ 6111-52.
10. Основные размеры фильтрующего элемента Размеры, мм
Типоразмер Н Л— в, в а d, (пред откл. по А,) Масса, кг, но более
1 155 11 60 45 0,22
2 205 9 95 70 0,49
Технические требования. 1. Фильтры снабжены перепускными клапанами, перекрывными устройствами и индикаторами загрязненности фильтрующих элементов.
2. Фильтрующий элемент должен выдерживать без разрушения перепад давлений до 9 кгс/см2. •
3. Через перекрывное устройство при давлепии до 6 кгс/см2 не допускаются утечки масла более 10 капель в минуту.
4. Через перепускной клапан при перепаде давлений до 5 кгс/см2 не допускаются утечки масла более 10 см3/мин.
5. Поле допуска на метрическую резьбу 7/Z — по ГОСТ 16093—70.
6. Фильтры должны устанавливаться в вертикальном положении стаканом вниз в месте, удобном для обслуживания и наблюдения за индикатором загрязненности.
7. Ресурс фильтра должен составлять не менее 10 000 ч. Предельное состояние определяется износом или разрушением корпусных деталей, делающих их непригодными для ремонта.
Фильтры-влагоотделители (по ГОСТ 17437—72) предназначены для очистки сжатого воздуха в системах пневматических приводов при давлении до 10 кгс/см2 от твердых частиц, воды и минерального масла при температуре окружающей среды от 5 до 50° С.
It, Типы и исполнения фильтров-влагоотделителей
Типы Присоединение трубопроводов Исполнение Отвод конденсата Контроль количества конденсата в резервуаре Резьба
1 — центробежного действия без фильтрующего элемента Фланцевое — Ручной Отсутствует —
2 — центробежного действия с фильтрующим элементом Резьбовое 1 2 Ручной Визуальный Метрическая Коническая
3 4 Отсутствует Метрическая Коническая
5 6 Автоматический Визуальный Метрическая Коническая
7 8 Отсутствует Метрическая Коническая
3 — контактного действия Z 1 2 Рутой Визуальный Метрическая Коническая
3 4 Отсутствует Метрическая Коническая
5 6 Автоматический Визуальный Метрическая Коническая
7 8 Отсутствует Метрическая Коническая
Фильтры-влагоотделители без визуального контроля допускается применять для очистки сжатого воздуха от твердых частиц при температуре окру-жающей среды от —45 до +80° С в тех случаях, когда из воздуха не происходит выделения воды и масла в жидком состоянии.
Степень влагоотделения должна быть пе мепее: 85% — для фильтров-вла-s оотделителей типа 1; 90% —для фильтров-влагоотделителей типа 2; 95% — дня фильтров-влагоотделителей типа 3 с номинальной тонкостью фильтрации 1 мкм.
Степень очистки воздуха фильтрами-влагоотдолителями типа 3 с номинальной точностью фильтрации 0,2 мкм должна быть не менее 99,9%.
Минимальное давление сжатого воздуха для фильтров-влагоотделителей типов 1 и 2 исполнений 1—8 и типа 3 исполнений 5—8 должно быть 1 кгс/см2. Для фильтров-влагоотделителей типа 3 исполнений i—4 минимальное давление пе ограничивается.
12. Остальные параметры фильтро-влагоотделптелей
Типы Условный проход, мм Пропускная способность, м3/мин Номинальная тонкость фильтрации, мкм Номинальный перепад давлений, кгс/см2, не более Номинальная емкость резервуара для сбора конденсата, дм8
Номинал Минимально
32 40 6,3 10,0 2,0 3,2 0,050 0,063 4,0
1 50 63 16,0 25,0 5,0 8,0 80 0,080 0,100 6,3
80 100 160 200 250 40,0 63,0 160,0 250,0 400,0 12,5 20,0 50,0 80,0 125,0 0,125 0,150 0,150 0,150 0,150 10,0
6,3 0,20 0,04 5 25 0,63 0,25 0,025
8,0 0,50 0,10 5 10 25 40 0,25 0,16 0,10 0,05
12,0 1,25 0,25 5 10 25 40 0,40 0,22 0,16 0,08 Нормального о,ю, увеличенного 0,25
2 16,0 2,00 0,40 5 10 25 40 0,50 0,28 0,20 0,10
20,0 3,20 0,80 10 25 40 0,42 0,28 0,16 0,400
25,0 5,00 1,25 10 25 40 0,50 0,32 0,20
32,0 8,00 2,00 10 25 40 0,50 0,32 0,20
40,0 12,50 3,20 10 25 40 0,63 0,42 0,25 1,000
50,0 16,00 4,00 40 0,40
6,3 0,125 — 0,2 1,0 0,50 0,25 0,100
3 8,0 0,200 — 0,2 1,0 0,32 0,16 0,400
Продолжение табл. 12
Типы Условный проход, мм Пропускная способность, м3/мин Номинальная тонкость фильтрации, мкм Номинальный перепад давлений, кгс/см2, не более Номинальная емкость резервуара для сбора конденсата, ДМ3
Номинал Минимально
3 12,0 0,400 — 0,2 1,0 0,50 0,25 0,400
16,0 0,800 — 0,2 1,0 0,50 0,25 1,000
Пр им е ч а н и я: 1. Скорости воздуха при рабочем давлении 6,3 кгс/см2 в трубопроводах с диаметрами, соответствующими условным проходам фильтров влагоотделите-лей, составляют: 17—18 м/с — для типа 1 при потоке воздуха, соответствующем номинальной пропускной способности фильтра; 5,2—5,7 м/с — для типа 1 при потоке воздуха, соответствующем минимальной пропускной способности фильтра; 21—24 м/с — для типа 2 при потоке воздуха, соответствующем номинальной пропускной способности фильтра; 4,2—4,8 м/с — для типа 2 при потоке воздуха, соответствующем номинальной пропускной способности фильтра; 8—9 м/с — для типа 3 при потоке воздуха, соответствующем номинальной пропускной способности фильтра; не ограничиваются — для типа 3 при потоке воздуха, соответствующем минимальной пропускной способности фильтра. При давлениях, отличных от 6,3 кгс/см2, скорости воздуха не должны выходить за указанные пределы 2. Величины номинальных перепадов давления указаны для чистых фильтрующих элементов при потоках воздуха, соответствующих номинальным пропускным способностям.
13. Габаритные и присоединительные размеры фильтров-влагоотделителей типа 1, мм
Тип 1 Условный проход Dt d2 D, d п <21 А Ai
32 40 135 145 100 110 78 88 18 4 14 110 120
я
50 63 160 180 125 145 102 122 18 150 160
IV
80 100 195 215 160 180 138 158 4 8 210 180
160 280 240 212 23 8 23 340 210
200 250 335 390 295 350 268 320 8 12 27 530 320
— Условный проход а В, не более ь Н, не более h ht
32 40 18 320 120 800 105 100
— 1 50 63 20 380 140 900 125 85
отб d 80 100 22 420 190 1320 160 200
ъ /7 160 24 480 2ь0 1900 210 240
В 200 250 28 670 360 2800 280 300
14. Габаритные и присоединительные размеры фильтров-влагоотделптелей типа 2 и 3, мМ
Тип 2 и 3
С ручным отводом конденсата
С автоматическим отводом конденсата
L?1
-О—
Условный проход Тип Присоедини гол иная резьба А В II, не более h
Метрнчес-К 1Я по гост 9150-59 Коническая по ГОСТ 6111—52, дюймы нс более при ручном отводе конденсата при ав-тома-тичес-ком отводе конденсата
нормальный резервуар увеличенный резервуар
6,3 2 3 М12Х1.5 н>/4 50 86 50 86 120 240 — 180 15
8,0 2 3 М14Х1.5 86 120 86 130 180 340 250 240 300 15 23
12,0 2 3 М18Х1.5 №/« 86 120 86 130 180 340 250 240 300 15 23
16,0 2 3 М22Х1.5 К ‘/2 86 165 86 165 180 420 250 240 400 15 35
20,0 2а,0 32,0 40,0 2 М27х2 М33х2 л'3/, ГС 1 120 130 300 — 340 23
М42\2 М48\2 К‘/, К Чг 165 165 400 — 420 35
50,0 М60 X 2 К 2 420 — 450 45
Пример обозначения фильтра-впагоотделителя типа 1, с условным проходом 40 мм, с точностью фильтрации 80 мкм:
фильтр-влагоэтделитель 1—40 X 80 ГОСТ 17437—73
То же, типа 2, исполнения 1 с условным проходом 40 мм, с тонкостью фильтрации 10 мкм:
Филътр-елагоотделителъ 21—40 X 10 ГОСТ 17437—72
То же, типа 3, исполнения 1, с условным проходом 8 мм, с топкостью фильтрации 1 мкм:
Филътр-влагоотделителъ 31—8 X 1 ГОСТ 17437— 72
Технические требования. 1. Конструкция' резервуара фильтров-влагоотде-лителей типа 1 должна обеспечивать возможность присоединения устройства для автоматического отвода конденсата.
2. Фильтры-влагоотдолители должны быть прочными при давлении до 15 кгс/см2.
3. Фильтры-влагоотдолители должны быть герметичными при давлепии до 10 кгс/см2.
4. Поле допуска резьбы 7IT ио ГОСТ 16093—70.
5. Фильтры-влагоотделители должны устанавливаться в вертикальном положении, резервуаром вниз, в место, удобном для их обслуживания.
6, Для монтажа фильтров-влагоотделителей типа 1 должны применяться фланцы на давление 10 кгс/см2 с присоединительными размерами по ГОСТ 1234-67.
Для фильтров-влагоотделителей с условными проходами 63 и 160 мм должны применяться фланцы с присоединительными размерами, соответствующими условным проходам 65 и 150 мм.
В процесс© эксплуатации допускается увеличение перепада давления на фильтрах-влагоотделителя типов 2 и 3 до величины, превышающей в 2,5 раза значения, указанные в табл. 12.
7. Наработка па отказ для фильтров-влагоотделителей должна составлять: 5000 ч — для типов 1 и 2 с ручным отводом конденсата; 1000 ч — для типов 2 и 3 с автоматическим отводом конденсата; 3000 ч — длй типа 3 с ручным отводом конденсата.
Отказом считается любая неисправность, для устранения которой требуется прекращение работы фильтра-влагоотделителя.
Загрязнение фильтрующих элементов отказом не считается.
8. Суммарный ресурс фильтров-влагоотделителей должен составлять:
25 000 ч — для типа 1, 10 000 ч — для типа 2 с ручным отводом конденсата, 6000 ч — для типа 2 с автоматическим отводом конденсата и типа 3.
15. Классы загрязненности сжатого воздуха, подводимого к фильтрам-влагоотделителим
Типы • Тонкость фильтрации, мкм Классы загрязненности воздуха ло ГОСТ 17433-72
1 80 13 и 14
2 25; 40 5; 10 11 и 12 9 и 10
3 1 0,2 7 И 8 6J
ПРЕДОХРАНИТЕЛрНЫЕ ГИДРОКЛАПАНЫ НА Рном ДО 320 КГС/СМ2 (ПО ГОСТ 21148—75)
Предохранительные «лапаны непрямого действия (со вспомогательным клапаном) на рном « 320 кгс/см2 предназначены для поддержания установленного давления, предохранения от превышения давления и разгрузки от давления гидросистем станков и других стационарных машин, работающих в по-
1G. Исполнение клапанов
Номинальное давление настройки, кгс/см2 Dy, мм Присоединение У правление разгрузкой
резьбовое стыковое фланцевое
10 + + —
20 + —
100; 200; 320 32 + — С подводом потока или
40 — — электромагнитное
50 — —
мещениях при температур6 окружающёй среды от 0 до 40° С па минеральных маслах кинематической вязкостью от 10 до 400 сСт, при температуре от 10 до 70° С.
Знак показывай что клапан изготовляется, знак „ показывает, что клапан не изготовляется.
а — с подводом потока управления разгрузкой; б — с электромагнитным управлением разгрузной; 1 основной клапан; г — вспомогателеный клапан; з — распределитель с олектро»*агнитным управлением; Р — подвод основного потока; Рх =- подвод потока урравлевии разгрузкой (при отсутствии разгрузки подвод глушитсл); Г — слив основного потока
Клапаны с электроуагинтгтым управлением должны изготовляться с электромагнитами следующих исполнений; переменного тока на НО В; переменного вька на 220 В; иостоян11°го тока на 24 В.
Гидравлические схемы клапанов указаны на рис. 1.
17. Основные параметры клапанов
Параметры Нормы
Поминал Наиб. Наим.
Пропускаемый поток рабочей жидкости 0, л/мин, для клапанов с Dy=i0 мм ................... 40 56 3
Dy=20 мм 100 140 5
Dy=32 мм 250 350 10
Давление настройки, кгс/см2, для исполнений клапанов по давлению настройки:
100 100 125 30
200 200 250 10
320 320 400 20
Изменение давления при измерении потока от номинального до наибольшего, кгс'см2 ~4
Давление разгрузки, кгс/см2 ~3
Давление на сливе, кгс/см2 —-1,5
Время срабатывания для клапанов с электромагнитным управлением разгрузкой, с 0,2
Превышение давления от номинального при резкой перегрузке системы, %, для исполнения клапанов на номинальное давление настройки, кгс/см2
200 8
320 6
Параметры указаны при работе клапанов на масле турбинном Т22 по ГОСТ 32—74 и температуре масла 45—50°С.
18. Основные размеры клапанов, мм
Клапаны резьбового присоединения С подводом потока управления разгрузкой
С электромагнитным управлением разгрузкой
Клапаны стыкового присоединения
С подводом потока управления разгрузкой
С электромагнитным управлением разгрузкой
Пара- метры Клапаны резьбового присоединения с Dy Клапаны стыкового присоединения с Dy
10 20 32 10 20 32
в М27Х2 А 3/8" КЗЗХ2 ' К 3/4" М48х2 А1 1/4" 22 32 40
Bi 34 39 57
d — — 14 22 30
di 13 17 19
L 121,5 138,5 156,5 104,5 121,5 200,5 141,5
Li 200,5 217,5 235,5 183,5 220,5
I 80 97 115 63 80 too
It 45 55 65 45 60 75
в 90 ПО 130 80 102 120
b 60 72 90 54 70 82,5
bi 45 55 65 27 35 41,25
H 148 162 16 8 148 162 168
149 163 169 149 163 ' 169
h 73 91 114 54 66,7 89
14 27 31 36 47,6 55,5 76,5
Л» 48 56 67 — 23,8 31,8
123 150 181 22 11 13
- -г— _— 80 118 152
— — — 123 150 181
Для клапанов с подводом потока управлением разгрузкой
4,6 7,1 11,7 4,1 72 12,5
Масса,
кг, не более Для клапанов с электромагнитным управлением разгрузкой
6Д 8,6 13,2 5,6 8,7 14,0
Клапаны с конической 100 и 200 кгс/см2. резьбой изготовляют на номинальное давление настройки
ГОСТ предусматривает клапаны фланцевого присоединения с D— 40 и 50 мм.
Пример обозначения клапана с 2?у = 20 мм, номинальным давлением настройки «200 кгс/см2, с резьбовым метрическим присоединением с подводом потока управления разгрузкой:
Клапан 20—200—1—11 ГОСТ 211'48-75
То же, с Оу = 32 мм, поминальным давлением настройки «200 кгс/см2, с резьбовым коническим присоединением с электромагнитным управлением разгрузкой с электромагнитом переменного тока на 110 В:
- Клапан 32—200—1к—21 ГОСТ 21148—75
То же, с Оу « 10 мм, номинальным давлением настройки «320 кгс/см2, стыкового присоединения с электромагнитным управлением разгрузкой с электромагнитом переменного тока на 22,0 В:
Клапан 10-320-2—22 ГОСТ 21148-75
Технические требования. 1. Клапаны должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 16517—70 и ГОСТ 17411—72 по рабочим чертежам, утвержденным в установленном порядке.
2. Клапаны должны работать на маслах 14-го класса чистоты жидкостей по ГОСТ-17216—71 в гидросистемах, снабженных фильтрами с номинальной тонкостью фильтрации 25 мкм.
3. Клапаны с электромагнитным управлением должны обеспечивать разгрузку от давления после включения электромагнита.
Клапаны должны допускать работу при частоте не мепее 250 включений в час.
4. Электромагниты — по ГОСТ 19264—73 с рабочими напряжениями катушек:
НО и 220 В — для электромагнитов переменного тока серии МТ:
24 В — для электромагнитов постоянного тока серии ЭУ.
5. Клапаны должны иметь плавную регулировку давления настройки от наименьшего до номинального при установленном потоке от' наименьшего до номинального.
При работе клапанов допускается отклонение установленного давления не более чем на 1,5%.
6. Усилие на регулирующем элементе клапана при настройке давления на всем диапазоне должно быть не более 4 кгс.
7. Присоединительная резьба: метрическая — по ГОСТ 9150—59, поле допуска 6Н — по ГОСТ 16093—70; коническая — по ГОСТ 6111—52. Фланцы по ГОСТ 19535-74.
8. Суммарные внутренние утечки при рНом должны быть не более указанных в табл. 19.
В течение срока эксплуатации утечки не должны превышать указанных в табл. 19 вдвое.
19. Суммарные внутренние утечки
Условные проходы Оу, мм Суммарные внутренние утечки, см’/мин, при номинальном давлении настройки, кгс/см2
100 200 320
10 100 200
20 200 400
32 300 600
9. Наработка до первого отказа должна составлять не менее 75% ресурса.
10. Для клапанов стыкового присоединения размеры b, br, h, ht, hz, hg (табл. 18) имеют предельные отклойения ±0,1 мм.
ГИДРОЦИЛИНДРЫ ДЛЯ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ
Гидроцилиндры работают на минеральных маслах 2-го класса чистоты жидкостей по ГОСТ 17216—71 и вязкостью от 10 до 100 сСт, при номинальном давлении 100 кгс/см2 и температуре окружающей среды от —5 до +60° С, со скоростью перемещения поршня до 6,3 см/с и предназначены для механизации зажима заготовок в станочных приспособлениях.
Технические требовании. 1. В рабочей полости цилиндра допускаются перегрузки в течение 10% времени, не превышающие 50% от номинального, давления.
2. Механический КПД цилиндров должен быть не менее 0,93.
3. Цилиндр должен быть герметичным при давлении рабочей среды 150 кгс/см2.
4. Неуказанные предельные отклонения размеров деталей: отверстий » по Х7, валов — по В7; остальных — по СМ8.
5. Резьба метрическая — по ГОСТ 9150—59, коническая по ГОСТ 6111—52. Цилиндры с метрической резьбой являются предпочтительными для применения.
6. Узкие канавки, недорезы и фаски под резьбу — по ГОСТ 10549—63,
7. Покрытие — Хим. Оке прм (по ГОСТ 9.073—77).
8. Канавки для выхода шлифовального круга — по ГОСТ 8820—69,
20. Гидроцилиндры одностороннего действия со сплошным Штоком (по ГОСТ 19897—74) Размеры, мм
1 — корпус; 2 — крышка; 3 — поршень; 4 — пружина; 5 — крьппка; 6 — кольцо резиновое по ГОСТ 9833-73
Исполнение t
1 Z 3
Исполнение 2 $
Обозначение цилиндра Исполнение D (пред. Ад. ОТКЛ. ПО -=-) А — d dt' d, di Bl L Ход поршня 1 It G S (пред, откл. ПО Сб) Усилие теоретическое, кгс Масса, кт
Номинал 1 I Пред. 1 откл.
7021—0061 7021—0063 1 40 М14Х1.5 М14Х1.5 22 А, Х3 М12 №2X1,5 56 90 110 12 67 85 14 19 1200 1,16 1,45
7021-0065 7021—0067 1 2 50 М14Х1.5 М14Х1.5 25 М16 М48Х1.5 67 100 125 16 75 100 22 1883 1,94 2,23
7021-0069 7021—0072 1 2 63 М14Х1.5 №4X1,5 32 -А, X М20 M56xl,5 80 105 125 16 80 100 16 30 2985 3,37 3,74
7021—0074 7021—0076 1 80 М16Х1.5 №6x1,5 36 М24 M60XI.5 105 110 130 85 105 32 1850 5,26 6,38
Пример обозначения цилиндра исполнения 1, размерами D 40 мм и d = М14 X 1,5:
Цилиндр 7021—0061 ГОСТ 19897—74
21. Корпус, деталь 1
Размеры, мм
Продолжение табл. 21
Обозначение гидроцилиндра Исполнение D L а (предл. откл. -^з) 1 11 h 1, Масса, кг
7021-0061 7021—0063 , 1 2 56 59 72 40 1145x1,5 М14Х1.5 16,5 18 47 15 0,63 0,57
7021—0065 7021—0067 1 2 67 65 85 50 M56XI.5 М14Х1.5 17,5 20 55 16 0,89 0,90
7021—0069 7021-0072 1 2 80 70 85 63 М68Х1.5 М14Х1.5 59 1,58 1,03
7021-0074 7021—0076 1 2 105 73 87 80 М85Х1.5 М16Х1.5 60 2,45 2.36
Материал: сталь 40Х. Твердость HRC 25 ... 30.
Поле допуска метрической резьбы — 6Н по ГОСТ 16093—70.
Посадочное место и заходная фаска под резиновое уплотнительное кольцо по ГОСТ 9833—73.
Предельные значения: радиального биения поверхности Б относительно оси поверхности А — по V степени точности, торцового биения поверхности В и Г относительно оси поверхности А — по VII степени точности ГОСТ 10356—63.
22. Крышка, деталь 2 Размеры, мм
Продолжение табл. 22
Обозначение цилиндров D L d d. d, d3 (пред, откл. по А3) dt ds (пред, откл. по С)
7021-0061; 0063; 0064 7021—0065; 0067 7021—0009; 0072 7021-0074; 0076 56 67 80 105 43 49 51 54 442/1,5 М 48x1,5 М56х!,5 М60Х1.5 33 38 45 49 23 26 33 37 22 25 32 36 34 42 48 60 40 50 63 80
Обозначение цилиндров de 1 h ^2 1» U S Масса, КР
7021—0061; 0063; 0064 7021—0065; 0067 7021—0069; 0072 7021—0074; 0076 М45Х1.5 №6X1,5 М68Х1.5 М85Х1.5 14 14 16 16 21 25 25 26 22 30 36 36 16,5 17,5 17,5 17,5 3 4 4 4 50 65 75 100 0,23 0,52 0,82 1,30
Материал: сталь 40Х. Твердость HRC 25...30.
Поле допуска резьбы для d — 8g, da — 6g — по ГОСТ 16093—70- Предельные значения: радиального биения поверхностей Г, Л относительно оси поверхности В — по V степени точности, торцового биения поверхности В относительно оси поверхности В — по VII степени точности ГОСТ 10356—63.
23. Поршень, деталь 3 Размеры, мм
Обозначение гидроцилиндров D (пред, огкл. по /V) L d dl d2 d3 I It la It It s (пред, откл. по C5) Масса, кг
Номинал Пред откл.
7021-0061 7021—0063 40 78 80 22 X, 22 М12 25 14 4 20 28 40 19 0,28
7021—0065; 0067 50 63 90 25 Х3 25 Ml 6 34 14 4 25 32 50 22 0,43
7021—0069 : 0072 94 32 X 32 М20 45 18 6 30 40 50 30 0,74
7021—0074; 0076 80 97 36 X 36 М24 60 18 6 40 50 50 32 1,16
Материал: сталь 20Х. Цементировать па глубину 0,8 ... 1,2 мм. Твердость — HRC 56 ... 62. Резьбу от цементации предохранить.
Поле допуска резьбы — 7Н по ГОСТ 16093—70.
Канавка и посадочное место под, резиновое уплотнительное кольцо — по ГОСТ 9833—73.
Предельные значения радиального биепия поверхности Б относительно оси поверхности В — по V степени точности ГОСТ 10356—63.
24. Пружина, деталь i Размеры, мм
Модуль сдвига G = 8340 кгс/мм2.
Модуль упругости Е = 20900 кге/мм2.
Напряжение касательное при кручении г,, = 56 кге/мм2.
Напряжение касательное при изгибе = 25,5 кге/мм2.
Направление навивки пружины — правое.
* Размеры для справок,
Обозначение гидроцилиндров D ±0,4 Но 4 t ±0,2 Диаметр по гильзе £>г Диаметр по стержню Длина развернутой проволоки L Число рабочих витков п Полное число витков
7021—0061; 0063 7021—0065; 0067 7021—0069 ; 0072 7021—0074; 0076 32 40 45 55 45 55 65 65 4 5 6 7 9,0 10,5 12,0 15,0 32,64 40,80 45,90 56,10 23,76 29,70 32,67 40,59 538 770 811 845 4,5 5 5,0 4,0 6,0 6,5 6,5 5,5
Обозначение гидроцилиндров Hi Ня На Pi, кге Ра. кгс Р», кгс ^•тах » ®к min Масса, кг
Пред- откл. ±10%
7021—0061; 0063 7021—0065 ; 0067 7021—0069; 0072 7021-0074; 0076 32,17 42,0 50,2 50,2 26,3 33,8 41,3 40,9 22,0 30,0 36,0 35,0 31,9 45,2 69,0 91,0 47,5 66,0 104,0 137,0 58 80 131 174 1,25 1,37 1,50 2,00 1,00 1,25 1,50 1,75 0,05 0,12 0,18 0,25
Материал: проволока из стали 60С2А-Н-ХН по ГОСТ 14963—69, Технические требования — по ГОСТ 16118—70.
25. Крышка, деталь 5
Размеры, мм
Обозначение гидроцилиндров О L d d, (пред, огкл. no С) <?4 ±0,1 (прСТ-по А) 1 11
7021—0063 56 30 М45Х1.5 40 30 М14Х1,5 34 4 14 5
7021—0067 67 35 М56Х1.5 50 36 М14Х1.5 38 А 14 4
7021—0072 «0 31 М68Х1.5 63 50 М14Х1.5 48 0 14 4,5
7021—0076 105 33 М85Х1.5 80 67 М16Х1.5 64 и 15 4,5
Материал: сталь 40Х. Твердость — IIRC 25 ...
Поле допуска метрической резьбы — для d s “з — <>Я по ГОСТ 16093—70.
Канавка и посадочные места под резиновые уплотнительные кольца —<• по ГОСТ 9833—73.
Рис. 2. Пример применения гидроцилиндра:’
1 — гидроцилиндр по ГОСТ 19897—74;
2 — винт по ГОСТ 1491—72, з — соединение 4-М14 по ГОСТ 15766—70
Предельные значения: радиального биения nop0PXILOCTn Б относительно оси поверхности А — по V степени точности, торцов^го биения поверхности В относительно оси поверхности А — по VII степени 'Точности ГОСТ 10356—63.
Пример применения гидроцилиндра приведен на Рио- 2'
28. Гидроцилиндры одностороннего действия с полым штоком (по ГОСТ 19898—74) i Размеры, мм
Исполнение 2
1 — корпус, 2 — крышка, з — поршень, 4 — пружина, s — крышка, 6 — кольцо резиновое по ГОСТ 9833—73
Обозначении цилиндров Исполнение О (пред. А3. ОТКЛ. ЦО -у-) Л dt d. di d< Hl L Ход поршня i I Усилие теоретическое, кгс Масса, кг
Номинал ; Пред. | откл. Номинал Пред, откл.
7021—0091 7021-0093 1 2 40 М14Х1.5 М14х1,5 18 Лз х3 20 WI « ’’ГМ 13 71 56 90 115 12 1020 1,77 2,44
7021—0095 7021—0097 1 2 50 М14х1,5 М14Х1.5 22 25 17 75 67 100 120 16 1500 2/11 3,36
7021—0099 7021—0102 1 2 63 М14Х1.5 М14Х1.5 28 32 Аз X 21 85 80 105 130 2360 4,35 5,27
7021—0104 7021—0106 1 2 80 M16XW М16Х1,5 36 л» X 36 25 — 105 105 130 3835 5,35 7,73
Пример обозначения цилиндра исполнения 1, размерами D = 40 мм, d = М14 X 1,5:
Цилиндр 7021—0091 ГОСТ 19898—74
27. Корпус, деталь 1
Размеры, мм
Исполнение 1
Обозначение гидроци-лиидров
W
Исполнение 2
М14Х1,5
18
16
65
82
71
М45Х1.5
40
56
22
М14Х1.5
62
20
40
5
10
16
19
70
75
67
М56Х1.5
50
V'HWi
7021—0091 7021-0093
7021—0095
7021—0097
1 2
1
2
1,25 0,97
92
90
Зраски
1,38 0,99
7021—0099
7021—0102
80
94
95
85
М68Х1.5
63
28
45
М14Х1.5
68
16
25
10
16
20
24
80
2,84
2,30
7021-0104
7021—0106
105
94
95
М85Х1,5
80
36
60
М16Х1.5
68
16
28
12
18
24
32
10
3,34
2,76
1
2
6
1
2
6
Материал: сталь 40Х. Твердость — HRC 25 ... 30. Поле допуска резьбы — 6Н ио ГОСТ 16093—70.
Канавка, посадочные места и заходные фаски под резиновые уплотнительные кольца — по ГОСТ 9833—73.
Предельные значения: радиального биения поверхностей В и Д относительно оси поверхности Б — по V степени точности, торцового биения поверхности Г и Е относительно оси поверхности Б — по VII степени точности ГОСТ 10356-63.
28. Крышка, деталь 2
Размеры, мм
А
в
‘ииаскк
Zqiacxu
Обозначение гидроцилиндров D L d d, (пред, откл. по С) <$2 di (пред, откл. по -А3) dt d5 ?| "е d, (пред, откл. по А) de 1 11 1з 1 Масса, кг
7021—0091; 0093 56 34 №5x1,5 40 34 20 21 31 38 5 2 6 24 3 4 0,22
7021—0095; 0097 67 41 М56Х1.5 50 42 25 26 38 48 5 2 и 30 4 4 0,45
7021—0099; 0102 «0 48 М68Х1.5 63 52 32 33 45 56 6 3 14 36 4 7 0,76
7021—0104; 0106 105 48 М85Х1.5 80 62 36 37 49 64 6 3 14 36 4 7 1,42
Материал: сталь 40Х. Твердость — HRC 25 ... 30.
Поле допуска метрической резьбы — 6g по ГОСТ 16093—70. Предельные значения: радиального биения поверхностей Б и В относительно оси поверхности А — no V степени точности ГОСТ 10356—63, торцового биения поверхности Г относительно оси поверхности А — по VII степени точности ГОСТ 10356—63.
29. Поршень, деталь 3
Размеры, мм
Материал: сталь 20х. Цементировать на глубину 0,8 ... 1,2 мм. Твердость — HRC 56 ... 62.
™,,£аА0%ВоКа Л noca«O41ioe место ГОСТ 9833—73.
под резиновое уплотнительное кольцо — по
Предельные значения радиального биения поверхности Б и В относительно оси поверхности A и<-, у степени точности ГОСТ 10356—63.
Пружина, деталь 4
По табл. 24
30. Крышка, деталь 5
Размеры, мм
/Ш0,
W
Обозначение гидроцм-липдров
<71 d2
(пред. (ппед. откл. откл.
no С) по А3)
Масса, кг
7021-0093
7021-0097
7021-0102
7021-0106
М45Х1.5
М56Х1,.7
М68Х1,Е>
М85Х1.5
М14х1,5
М14Х1,5
М14Х1.5
М16х1,5
L d
Материал:, сталь 40Х. Твердость — HRC 25 ... 30.
Поле допуска резьбы для d — 6g, для — 611 ио ГОСТ 16093—70.
Канавки, посадочные места и заходные фаски под резиновые уплотнительные кольца — ио ГОСТ 9833—73.
Неуказанные предельные отклонения: отверстий — по А,, валов — по В?, остальных — т САД
Предельные значения: радиального биения поверхностей В и Д относительно оси поверхности 5 - по V степени точности, торцового биения поверхности Г относительно оси поверхности Б — по VII степени точности ГОСТ 10356-63.
Пример применения гидроцилипдра приведен на рис. 3.
Рис. 3. Пример применения гидроцилиндра:
1 — гидроцилиндр по ГОСТ 19898—74; 2 — прихват по ГОСТ 4734—69; 3 — прихват по ГОСТ 14733—69; 4 — гайка по ГОСТ 5915—70; 5 — шпилька по ГОСТ 11769—66; в — пружина по ГОСТ 13766—68; 7 — шпонка по ГОСТ 14739—69; 8 — гайка по ГОСТ 8918—69; 9 — соединение 4—М14 по ГОСТ 15766—70
31. Укороченные гидррцилиндры двустороннего действия (по ГОСТ 19900—74)
Размеры, мм
Обозначение цилиндров Исполнение D d dz Dt Н L Ход поршня 1 h 1г
Номинал 1 Пред. откл. Номинал 1 Пред. откл.
7021—0221 7021-0223 1 2 М14Х1,5 М14Х1.5 90 105 12 32 30 8! 98
7021—0225 7021-0227 1 2 40 Аз X М14х1,5 М14Х1.5 22 "^з Хз М12 50 71 110 125 32 52 50 105 118
7021-0229 7021-0232 1 2 М14х1,5 М14х1,5 130 145 50 70 68 125 136
Продолжение табл. 31
О d 1 Усилие
Обозна- Пред. отел. | Пред. откл. | Ход поршня 1 теоретическое, кгс
цилиндров S й: ф и ч о g к Номинал а Номинал П1 Н L (’3 on a -Badri) g толкающее тянущее Масса, кг
7021-0234 7021—0236 1 2 40 №14x1,5 №14x1,5 22 №12 56 71 160 175 80 100 98 155 166 19 1256 876 2,17 2,66
7021-0238 7021-0241 1 2 №14x1,5 №14x1,5 95 110 16 36 34 90 102 2,49 2,82
7021—0243 7021-0245 1 2 №14x1,5 №14x1,5 25 W 1ы 110 125 32 52 50 105 118 2,60 2,95
50 №16 22 1963 1472 —
7021-0247 7021—0249 1 2 №14x1,5 №14x1,4 130 145 50 70 68 125 136 2,96 3,24
7021-0252 7021-0254 1 2 №14x1,5 М14х1,5 160 175 80 100 98 155 166 3,30 3,61
7021—0256 7021—0258 1 2 №14x1,5 №14x1,5 too 110 16 42 36 95 104 1 3,25 3,34
7021-0261 7021—0263 1 2 63 Лз №14x1,5 №14x1,5 32 №20 80 95 115 125 32 56 52 ПО 120 30 3116 2312 3,55 3,69
7021-0265 7021-0267 1 2 №14x1,5 №14x1,5 135 145 50 75 70 130 138 4,00 4,08
7021—0269 7021-0272 1 2 №14x1,5 №14x1,5 А., 165 175 80 105 100 160 168 4,75 5,10
7021—0274 7021-0276 1 2 * №16x1,5 №16x1,5 X 105 115 16 45 40 100 110 5,80 6,33
7021-0278 7021—0281 1 2 80 №16x1,5 №16x1,5 36 №24 105 120 120 130 32 60 56 115 126 32 5024 4ПП7 6,39 6,93
7021-0283 7021—0285 1 2 №16x1,5 №16x1,5 140 150 50 80 74 135 144 7,13 7,55
7021-0287 7021-0289 1 2 №16x1,5 №16x1,5 170 180 80 110 104 165 174 8,29 8,70
ГОСТ 19900-—74 предусматривает цилиндр с £> = 100 мм.
Пример обозначения цилиндра исполнения 1, размерами D = 40 мм и <7 = М14х1,5:
Цилиндр 7021—0221 ГОСТ 19900—74
32, Корпус, деталь 1 Размеры, мм
Продолжение табл. 32
Обозначение гидроцилиндров Исполнение D Н L d dt dt (пред, откл. по А3) da (пред. ОТКЛ. по Л3) d< da d8 'd’ i ds 1 ^2 h Масса кг
7021-0234 1 56 71 150 33 23 22 40 4 M14xl,5 110 3 18 103 17,5 1,58
7021-0230 2 156 — M14xl,5 — —• 29 98 - 1,49
7021-0238 1 85 38 26 25 4 M14xl,5 46 4 20 36 22,0 1,38
7021—£241 2 92 — — —— — М14х1,б — — 30 34 — 1,06
7021—0243 1 100 38 26 25 4 М14х1,э 62 4 20 52 22,0 1,55
7021—0245 2 67 82 108 — — — 50 М56Х1.5 — М14х1,5 — — 30 50 — 1,26
7021—0247 1 120 38 26 25 4 М14х1,5 80 4 20 70 22,0 1,84
7021—0249 2 126 — — — — М14х1,5 — — 30 68 — 1,48
7021—0252 1 150 38 26 25 4 М14Х1.5 22 110 4 20 100 22,0 2.19
7021-0254 2 156 — —-• — М14Х1.5 — — 30 98 — 1,84
7021-0256 1 90 45 33 32 4 М14х1,э 48 4 20 42 25,0 1,82
7021-0258 2 94 — •— — —. М14х1,5 — —• 30 36 — 1,29
7021-0261 1 105 45 33 32 4 М14х1,5 64 4 20 56 25,0 2,02
7021—0263 2 80 95 110 — — — 63 M68xi,5 —• М14Х1.5 — — 30 • 52 — 1,54
7021-0265 1 125 45 33 32 4 М14х1,5 82 4 20 75 25,0 2,36
7021—0267 2 128 — — — — М14Х1.5 — — 30 70 — 1,81
7021—0269 1 156 45 33 32 4 М14х1,а 112 4 20 105 25,0 2,81
7021—0272 2 158 — — — — М14Х1.5 — —• 30 100 — 2,36
1021-0274 1 96 49 37 36 5 М16х1,5 54 4 20 45 32,0 3,43
7021—0276 2 100 — .— — — М16х1,5 — — 30 40 — 2.70
7021—0278 1 110 49 37 36 5 М16х1,э 70 4 20 60 32,0 3,82
7021—0281 2 1 105 120 116 — — — 80 М85Х1.5 — 5 Ж6Х1,з 25 — — 30 56 — 34$
7021—0283 1 130 49 37 36 5 М16Х1,5 88 4 20 80 32,0 4,47
7021—0285 2 134 — —- — М16Х1,5 — —• 30 74 — 3,67
7021-0287 1 160 49 37 36 5 М16Х1,5 118 4 20 110 32,0 5,33
7021-0289 2 164 — — — — М16Х1.5 — — 30 104 — 4,52
ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Материал: сталь 40Х.
Сварка электродуговая. Отжечь. Параметр шероховатости Rz поверхностей сварных швов не должен быть более 80 мкм.
Поле допуска резьбы — &Н по ГОСТ 16093—70.
Канавка, посадочные места и заходные фаски под резиновые уплотнительные кольца — по ГОСТ 9833—73.
Предельные значения: радиального биения поверхностей Б и Д относительно оси поверхности А — по V степени точности, торцового биения поверхностей В в Г относительно оси поверхности А — по VII степени точности ГОСТ 10356-63.
33. Поршень, деталь 2 Размеры, мм
МЛ/
Обозначение гидроцилиндров
D
7021-0’21 7021—0223 7021-0225 7021 -0227 7021-0229 7021—0232 7021-0234 7021—0236
7021—0238 7021-0241 7021—0243 7021—0245 7021-0247 7021-0249 7021—0252 7021—0254
7021—0256 7021-0258 7021—0261 7021 -0263 7021—0265 7021—0267 7021-0269 7021—0272
7021-0274 7021-0276 7021-0278 7021-0281 7021-0283 7021-0285 7021—0287 7021—0289
Номи- Пред, нал откп
L d dt 1 h ^3 S (пред, откл. ПО С5) Масса, иг
Номинал Вред, откл.
54 69 74 89 94 109 124 139 22 М12 16 14 5 20 24 19 0,21 0,24 0.27 0,30 0,33 0,36 0,42 0,45
59 74 74 89 94 109 124 139 25 М16 22 14 5 25 30 22 0,32 0,38 0,38 0,43 0,46 0,52 0,57 0.6.1
64 74 79 89 99 109 129 139 32 X М20 28 16 5 30 35 30 0,55 0,62 0,64 0,71 0,77 0,84 0,96 1.03
65 75 80 90 100 110 130 140 36 М24 34 18 6 35 40 32 0,87 0,94 1,01 1,06 1,15 1,22 1,39 1,46
Материал: сталь 20Х. Цементировать на глубину 0,8 ... 1,2 мм. Твердость — HRC 56 ... 62. Резьбу от цементации предохранить.
Поле допуска резьбы — ЧН по ГОСТ 16093—70.
Канавка и посадочное место под резиновое уплотнительное кольцо — по ГОСТ 9833-73.
Предельные значения радиального биения поверхности В относительно оси поверхность Б — по V степени точности ГОСТ 10356—63.
14 Анурьев В. И., т. 3 -
34. Крышка, деталь 3
Размеры, мм
Обозначение гидро-цилиндра D L d d, (пред откл. по С) d3 d* (пред откл ±0,1) <h (пред откл ЙО А6) 1 h ^2 13 С Масса, кг
7021—0221; 0223 7021—0225; 0227 7021-0229 ; 0232 7021—0234; 0236 56 36 М45х1,5 40 25 16 М12 34 4 5 5 20 24 0,5 0,37
7021—0238; 0241 7021—0243; 0245 7021-0247 , 0249 7021—0252; 0254 67 36 М56Х1,5 50 30 22 М16 38 6 5 7 20 24 1,0 0,56
24
0,83
20
7
1,0
6
5
40
48
36
М68х1,5
63
28
М20
80
7021—0256 ; 0258 7021—0261; 0263 7021—0265 ; 0267 7021—0269 , 0272
Материал: сталь 40Х. Твердость — IIRC 25 ... 30. „„„„
Поле допуска резьбы для d — uo 6g, для dt — по 7И по ГОСТ 160М—70.
Канавка и посадочное место под резиновое уплотнительное кольцо — по ГОСТ 9833-73.
Предельные значения: радиального биения поверхности Б относительно оси поверхности А — по V степени точности, торцового биения поверхности В относительно оси поверхности А — по VII степени точности ГОСТ 10356—63.
35. Крышка, деталь 4 Размеры, мм
Ll
Rz40/ ,
w
I
шо.
7*45*
2 фаски
5
0*45°
4 фаски 4omS. ds~
3,5
13
74
15*1
К)
3S
Обозначение гидро-цилиндров D d Й! (пред откл по С) й3 (пред, откл. по А3) (пред, откл. ±04) d,, (пред, откл по As) 1 h I, С Масса, кг
7021—0223; 0227 7021-0232; 0236 56 М45х1,5 40 33 22 23 34 4 5 10 3 20 0,5 0,28
7021-0241; 0245 7021—0249; 0254 67 М56х1,5 50 38 ^5 26 38 6 7 12 4 25 1,0 0,48
7021-0258; 1263 7021—0267; 0272 80 М68х1,5 63 45 32 33 48 0,59
7021-0276 ; 0281 7021-0285; 0289 105 М85х1,5 80 49 36 37 64 8 20 1,19
Я
Материал: сталь 40Х. Твердость — HRC 25 ... 30.
Поле допуска резьбы — 6g по ГОСТ 16093—70.
Канавка и посадочные места под резиновые уплотнительные кольца — по ГОСТ 9833—73.
Предельные значения: радиального биения поверхностей А и В относительно оси поверхности Б — по V степени точности, торцового биения поверхности Г относительно оси поверхности Б— по VII степени точности ГОСТ 10356—63.
Пример применения гидроцилиндра приведен па рис. 4.
Рис. 4. Пример применения гидроцилиядра*. 1—гидроцилиндр поГОСТ 19900—74; 2— болт по ГОСТ 14724—69, 3 — гайка по ГОСТ 5929—70; 4 — соединение 4-М14 по ГОСТ 15766—70
14»
ГИДРАВЛИЧЕСКИЕ ЦИЛИНДРЫ
36. Гидравлические цилиндры на рабочее давление рр до 100 кгс/см2
Диаметр, мм Площадь, см2 Максимальное расчетное усилие на штоке, кгс, при ходе
цилиндра штока d поршня F штока ) F—f на выталкивание на втягивание
40 20 12,57 3,14 9,43 1 260 940
50 25 19,64 4,91 14,73 1 960 1470
60 30 28,27 7,07 21,20 2 830 2120
70 35 38,46 9,62 28,84 ' 3 850 2880
80 40 50,27 12,57 37,70 5 030 3770
90 40 63,62 12,57 51,05 6 360 5100
100 50 78,54 19,64 58,90 7 850 5890
НО 50 95,25 19,64 75,61 9 520 7560
125 60 122,20 28,27 94,00 12 220 9400
Действительное усилие ла штоке вследствие потерь ла трение будет меньше расчетного при уплотнении манжетами, для I) — 40 — 60 мм на 10%, для D = 70 ~ 125 мм на 8%.
МН 2255—61 содеряшт чертежи деталей гидроцилиндпов
37. Гидроцилиндр с D = 40 -- 70 мм Размеры, мм
Исполнение I
>=0,5 D
До /// Исполнение II
D d dl d% <1, L для исполнения I h С для исполнения в H h Ход поршня S *
I II I II
40 20 12 M14xl,5 224 4-s 199 + s 18 81 194 4- s 169 4- s 50 85 70 35 80—400
50 25 16 IO M20X1.5 227 + s 206 + s 20 80 197 4- s 176 4- s 55 90 84 42 100—500
60 70 30 35 30 15 M24xi,3 M30x I 5 233 4- s 209 4-8 22 87 203 4- s 179 4- « 65 78 100 112 93 102 45 52 125—630 160—700
* В указанных пределах брать из ряда. 80; 100; 125; 160; 200; 250; 320; 400; 500; 630, 700.
Пример обозначения гидроцилиндров исполнения I с диаметром цилиндра Р = 50 мм и ходом поршня s = 200 мм:
Гидроцилиндр I — 50 X 200 МН ‘2255—61 гидроцилипдра исполнения II с диаметром цилиндра О = 40 мм и ходом поршня s = 100 мм:
Гидроцилиидр II — 40 X 100 МП 2255—61
38. Гидроцилиндры с D = 80 ~ 125 мм
Размеры, мм
Исполнение I
Исполнение II
d = 0,5 D
D d dt / Резьба L для исполнения 1 1, /s
Х, I II
80 90 40 30 19 21 к чг М36Х1.5 282 4-3 284 4- s 262 Д- s 264 -ps 30 102 20
100 110 50 40 23 25 К ЧГ М42Х1,5 319 + 8 341 4- s 299 4- s 307 -I - s 35 114 22 25
125 60 28 357 + s 331 4- s 122 27
D С для исполнения I 1 II Ci в н h ' hi Ход поршня S *
80 90 100 242 4- s 244 4-s 275 4-s 222-U 5 224 s 255 s 70 80 85 110 120 130 107 116 126 55 60 65 14 16 20 160— 800 200— 900 200—1000
110 125 * В 1100; 125 291 Д-з 303.;- s указанных пр ). 257 4- s -277 + s еделах брать' 90 из ряд 136 145 а: 160; 141 153 200; 250; 72 78 320; 400; 22 25 500; 630 250—1100 250—1250 ; 800; 900; 1000
Пример обозначения гидроцилипдра исполнения I с диаметром цилиндра D = 80 мм и ходом поршня s — 250 мм: ,
Гидроцилиндр I — 80 X 250 МП 2255—61
гидроцилипдра исполнения II с диаметром] цилиндра D = 80 мм и ходом поршпя s = 250 мм:
Гидроцилиидр II — 80 X 250 МН 2255—61
Гидравлические цилиндры с креплением па лапах на рр до 100 кгс/см2 (по нормали машиностроения МН 2255—61) двойного действия работают на чистых минеральных маслах при рабочем давлепии до 100 кгс/см2.
Установлены два исполнения гидроцилиндров (табл. 37 и 38): I — с уплотнением поршня и штока манжетами, II — с уплотнением поршня и штока резиновыми кольцами круглого сечения. Шифр гидроцилипдра: исполнения I: I — D — з, исполнения II: II — D X s.
Для сквозных крышек гидроцилиндров ‘ с D = 80 а- 125 мм резьбовую часть штуцеров необходимо выполнять в соответствии с данными табл. 39.
39. Резьбовая часть штуцеров
А Резьба по ГОСТ 6111—52, дюймы 1, пе менее
х 1 К */г К “U К 1 20 22 30
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
ТРЕБОВАНИЯ К КОНСТРУКЦИИ
1. Пневмоприводы должны быть оборудованы устройствами для выполнения следующих функций:
очистки воздуха от загрязнений (твердых частиц, масла, воды, кислот и т. д.);
удаления компрессорного масла, конденсированной влаги и других загрязнений из мест их скопления;
контроля давления (или местами для их подключения);
снижения уровней шума и ипбрацпй па рабочих местах до установленных санитарными нормами.
2. Пневмоприводы в зависимости от условий их применения оборудуют: предохранительными устройствами;
устройствами для внесения в сжатый воздух масла для смазки трущихся поверхностей;
поясняющими табличками у органов управления.
3. Предохранительные устройства настраивают на давление, превышающее рабочее не менее чем па:
Q.5 кгс/см2 — при давлении в пневмосистеме до 3 кгс/см2;
15'% — » » » св. 3 до 6,3;
10% — » » а св. 6,3
4. Пневматические устройства должны быть прочными при давлении не менее 1,5 от номинального.
5. При вращении органов управления по часовой стрелке давление должно повышаться, а поток пропускаемого сжатого воздуха — уменьшаться.
6. Направление вращения выходного звена пиевмомоторов и направление потоков сжатого воздуха, проходящих через устройства, должны быть обозначены стрелкой.
Должна быть исключена возможность разрегулирования и самопроизвольного смещения механизмов и деталей.
40. Расстояния между местами крепления пневмотрубопроводов
Трубопроводы Наружный диаметр, мм Наибольшее расстояние между местами крепления, м, па участках
горизонтальных вертикальных
Стальные и винипластов ые До 20 1,7 2,0
Стальные Св. 20 до 60 4,0 5,0
Из цветных металлов До 25 1,0 1,5
Пластмассовые трубы и пучки из них До Ю св. 10 до 25 » 25 » 40 » 40 0,3 0,5 0,7 0,9 0,5 0,8 1,2 1,5
Пневмокабели До 30 св. 30 0,5 0,7 1,0 1,2
1. Расстояния между местами крепления пластмассовых труб у пучков из них указаны при температуре окружающей среды до 30° С.
При более высоких температурах пластмассовые трубы и пучки из них следует укладывать на сплошных опорах на горизонтальных участках и с расстоянием между местами крепления вдвое меньшем — на вертикальных участках.
2. Расстояние между местами крепления ппевмокабелей указаны при температуре окружающей среды до 40° С. При более высоких температурах пневмокабели следует укладывать на горизонтальных участках на сплошных опорах и с расстоянием между местами крепления пе более 0,5 м — на вертикальных участках.
ВОЗДУХОСБОРНИКИ ДЛЯ ВОЗДУШНЫХ СТАЦИОНАРНЫХ ПОРШНЕВЫХ КОМПРЕССОРОВ ОБЩЕГО НАЗНАЧЕНИЯ (ПО ГОСТ 9028—76)
Вертикальные воздухосборники предназначены для стационарных поршневых компрессоров общего назначения по ГОСТ 18985—73, а также для применения в установках винтовых и ротационных стационарных компрессоров с избыточным рабочим давлением не более 8 кгс/см2.
41. Основные размеры воздухосборников
Размеры, мм
d В отв
Л-4
К манометру В \
машинном отделении
5-fi
тгц-Вд
Обозначение типоразмера воздухосборника D И h Л,, *4 л«
В—0,5 4 600 2140 1500 1720 850 1500 1730
В—1,0 800 2380 1600 1800 850 1500 1750 —
В-1,6 1000 2305 1600 1850 860 950 1600 1850
В—2,0 1000 2905 2200 2450 900 1160 2400 2500
К-3,2 1200 3250 2400 2500 915 1200 2350 2500
В—4,0 1200 3855 3000 3250 915 1300 2650 3350
В—6,3 1400 4565 3600 3625 1500 2700 - 2900 3200
В-8,0 1600 4515 3400 3625 1000 1600 2800 3000 3475
В—10,0 1600 5615 4500 4800 1900 2800 3000 3500
В—16,0 2000 5510 4200 4630 1100 1900 2800 3000 3755
Продолжение табл. 41
Обозначение типоразмера воздухосборника Л7 L Вг ПУ1 R а ъ d п*
В-0,5 310 400 460 50 260 60 65
В-1,0 400 500 560 - 65 25 360 80 80 19 1
В-1,6 411) 600 580 50 460 80 80
В-2,0 410 610 580 100 25 460 80 80 19
В—3,2 505 720 680 80 550 1и() 115 24 1
В-4,0 505 720 680 150 40 550 100 11.) 24
В-6.3 555 830 700 200 630 100 115 21
В—8,0 650 040 7(50 150 50 705 120 140 35 1
В-10,0 650 940 760 200 705 120 140 35
В-16,0 745 1150 930 200 70 905 150 160 35 __
* п — количество предохранительных клапанов.
ГОСТ предусматривает воздухосборники типоразмеров В — 20,0 и В — 25,0.
Пределыще отклонения размеров /г, — 1гй, L, L, и Л по 9-му классу точности ОСТ 1010 и ГОСТ 2689—54.
Предельные отклонения размеров П, h и — по II классу точности ГОСТ 2689-54.
Чертеж но определяет конструкцию воздухосборников.
Пример обозначения воздухосборника вместимостью 0,5 м3:
Воздухосборник В — 0,5 ГОСТ 9028—76
42. Основные параметры s оздухосборннков
Обозначение типоразмера воздухосборников Номинальная вместимость, м3 Внутренний диаметр, мм Толщина стенки, мм, не более Масса, кг, нс более
обечабкн днища
В-0,5 0.5 ЬОО 4 6 215
В-1,0 1,0 800 5 6 330
В—1,6 1,6 1000 5 6 445
В -2,0 2,0 101'0 , 5 6 550
В - 3,2 3,2 1200 6 8 850
В—4,0 4,0 1200 6 8 1005
В-6,3 6,3 1400 6 8 1425
В-8,0 8,0 1600 7-8 8 1750
В—10,0 10.0 1600 7-8 8 2085
В—16,0 16,0 2000 8 10 2965
43. Материалы обечайки, днища, люка, опор, патрубков и фланцев воздухосборников в зависимости от температуры
Марки стали Средняя температура наиболее холодной пятидневки, °C
До-20 Св. —21 до —40 Св. —41 до —70
ВОгЗсй4, ВСтЗпс4, ВСтЗспб, ВСтЗпс5 по ГОСТ 380-71 и 20К по ГОСТ 5520-69 + (+) —
09Г2С; 10Г2С1 по ГОСТ 5520—69 + + +
16ГС по ГОСТ 5520—69 + +
Для воздухосборников, изготовляемых из сталей, применение которых отмечено знаком (-|-), должен соблюдаться специальный регламент проведения в зимнее время ступенчатого пуска, остановки и испытания, согласованный с Госгортехнадзором СССР. Регламент должен быть приложен к паспорту.
44. Механические свойства листовой стали
Марки стали Толщина проката, мм Временное сопротивление разрыву, кгс/см2, нс менее Ударная вязкость на поперечном образце, кгс-м/см’, пе менее при температуре, °C
+20 —20 —40
ВСтЗсп4 ВСтЗпс4 ВСтЗспб; ВСтЗпсЗ 5-9 10-25 26-40 38—19 8,0 7,0 5,0 4 3 3
20К До 20 21-40 41—60 41—52 6—7 5,5—6,5 5-6 3 3
09Г2С До 4 5—9 • 50 6,5 — 4,0
10—20 21—32 33—60 61—80 48 47 46 45 6,0 3,5
10Г2С1 До 4 5-9 50 6,5 — 4,0
10—20 21—32 33—60 48 48 46 6,0 3,0
16ГС До 4 5-9 50 60 — 4,0
10-20 21-32 33-60 49 48 47 60 3,о
ГОСТ предусматривает ударную вязкость при —70°С.
Технические требования. 1. Воздухосборйики должны изготовляться в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением» и «Правилам устройства и безопасной эксплуатации
стационарных компрессорных установок, воздухопроводов и газопроводов», по рабочим чертежам, утвержденным в установленном порядке.
2. Материал для изготовления обечайки, днища, люка, опор, патрубков и фланцев воздухосборников в зависимости от средней температуры наиболее холодной пятидневки района эксплуатации, должен соответствовать данным табл. 43.
3. Ударная вязкость и временное сопротивление разрыву листовой стали должны быть пе менее величин, указанных в табл. 44.
4. В воздухосборниках следует применять отбортованные эллиптические днища по ГОСТ 6533—68.
5. Конструкция и размеры стальных плоских приварных фланцев па pv 10 кгс/см2 по ГОСТ 1255—67.
6. Стыковые швы сварных соединений воздухосборников следует выполнять с подваркой шва со стороны вершины. Допускается стыковые швы обечаек с днищами выполнять па остающихся подкладных кольцах. Для воздухосборников типоразмера В — 0,5 стыковые швы допускается выполнять без подварки корня шва. \
7. Все сварные соединения толщиной стопки 6 мм и более подлежат обязательному клеймению.
8. Патрубок для отвода воздуха из воздухосборника должен быть приварен к днищу или патрубку днища. Допускается изготовлять входной и выходной патрубки сварными.
9. Патрубок для слива конденсата и масла должен быть изготовлен из трубы с условным диаметром Dy 25 мм с муфтовым вентилем по ГОСТ 19722—74 или ГОСТ 18161-72.
10. Воздухосборники вместимостью 1,6 м3 и более должны иметь люк размером в свету пе менее 420 X 325 мм (овальный) или диаметром 450 мм (круглый), расположенный в нижней цилиндрической части корпуса.'Крышка люка должна быть самоуплотняющейся па мягкой прокладке.
Воздухосборники вместимостью 0,5 и 1 м? должны иметь в верхнем дпище люк диаметром 150 мм. В нижнем днище всех воздухосборников должен быть предусмотрен люк диаметром 50 мм для удаления грязи при чистке.
11. Степки обечаек и днищ, имеющие отверстия для люков размером 420 X X 325 мм и диаметром более 150 мм, а также для входных и выходных патрубков диаметром 150 мм и более должны быть укреплены в соответствии с нор-мамй и методами расчета на прочность.
12. Каждый воздухосборник должен быть снабжен полпоподъемными предохранительными клапанами пружинного типа с минимальным диаметром прохода в седле клапана пе менее указанного в табл. 41. Предохранительные клапаны должны быть отрегулированы на избыточное давление открытия пе более 9 кгс/см2 и запломбированы.
Допускается устанавливать предохранительные клапаны с диаметром седла мопыпим, чем указано в табл. 41, если пропускная способность клапана обеспечивает максимальное избыточное давление в воздухосборнике <не более 9 кгс/см2.
Допускается устанавливать неполноподъемные предохранительные клапаны рычажного или пружинного типа. При этом диаметры прохода в седле клапана «/, указанные в табл. 41, должны быть увеличены в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
13. Каждый воздухосборник должен быть снабжен проверенным и запломбированным рабочим манометром диаметром не менее 150 мм, с верхним пределом измерения 16 кгс/см2, класса точности не ниже 1,5 по ГОСТ 8625—77.
14. Для присоединения рабочего и контрольного манометров к воздухосборнику на его корпус должен быть установлен с помощью угольника и ниппелей контрольный трехходовой крап.
• 15. На каждом воздухосборнике должен быть предусмотрен штуцер с резьбой М20 X 1,5 для присоединения с помощью трубки второго рабочего манометра, устанавливаемого в машинном отделении.
16. Для присоединения регулятора производительности на воздухосборнике должен быть предусмотрен фланец или резьбовой штуцер с Dv 15 мм.
17. Воздухосборники пе должны, иметь забоин, замятии и рр:сок, уменьшающих расчетную толщину, а также следи коррозии, окалины и грязи.
18. Воздухосборник должен быть окрашен атмосферостойкой эмалью по ГОСТ 6465—76.
19. Срок службы воздухосборника — не менее 10 лот.
20. Ремонт воздухосборника во время работы пе допускается.
21. На циферблате рабочего манометра должна быть нанесена красная черта, указывающая рабочее давление 8,0 кгс/см2 в воздухосборнике. Вместо красной черты на циферблате допускается надежно укреплять па наружной стороне корпуса манометра пластину, окрашенную в красный цвет, плотно прилегающую к его стеклу.
22. Воздухосборник должен быть снабжен строповыми устройствами по ГОСТ 13716-73.
23. Пе допускается эксплуатация воздухосборников при повышении давления в воздухосборнике выше разрешенного, неисправностях предохранительных клапанов и манометров.
24. Пуск, остановку и испытание в зимнее время воздухосборников, изготовленных из углеродистых сталей по ГОСТ 380—71, следует производить в соответствии с регламентом проведения в зимнее время пуска, остановки и испытания изделия, согласованным с Госгортехнадзором СССР.
25. При выключении компрессора воздухосборники, изготовленные из сталей ВСтЗсп4; ВСтЗпс4; ВСтЗспб; ВСтЗпсб по ГОСТ 380—71, эксплуатируемые при температуре окружающей среды ниже —20° С, не допускается оставлять под давленном.'
26. Каждый воздухосборник должен иметь: паспорт, соответствующий «Правилам устройства и безопасной эксплуатации сосудов, работающих под давлением»; инструкцию по монтажу и безопасной эксплуатации воздухосборника; паспорт и инструкцию по эксплуатации на предохранительные клапаны.
27. Все воздухосборники должны подвергаться гидравлическому испытанию давлением 11,5 кгс/см2.
Для гидравлического испытания должны применять воду температурой не ниже +5 и пе выше +40° С.
При проверке прочности сосудов под пробным давлением время выдержки • должно быть пе мепее 10 мпп. Затем пробное давление снижают до рабочего, при котором производят осмотр изделия.
После проведения гидравлического испытания жидкость из воздухосборника должна быть удалена, а воздухосборник должен быть продут сжатым воздухом.
ОБРАТНЫЕ ПНЕВМОКЛАПАНЫ ПА />ыом = 1» КГС/СМ2 (ПО ГОСТ 21324—75)
Ппевмоклапапы обратные с резьбовым присоединением предназначены для ппевмосистом станков и других машин, работающих при давлении сжатого воздуха от 1 до 10 кгс/см2 в закрытьях производственных помещениях при температуре окружающей среды от 1 до 45° С.
Технические требования. 1. Клапаны должны работать на сжатом воздухе, очищенном в соответствии с требованиями 10-го класса загрязненности по ГОСТ 17433—72 и содержащем распыленное масло вязкостью от 10 до 35 сСт при температуре 50° С в концентрации 2—4 капли па 1 м3 воздуха, приведенного к условиям по ГОСТ 2939—63. *
2. Утечка воздуха через закрытый клапан в диапазоне давлений от 1 до 10 кгс/см2 не допускается. ',
3. Средняя наработка до первого отказа 3000 ч, или 2,4 млн. циклов. Суммарный ресурс 10 000 ч или 8 млн. циклов.
Предельное состояние характеризуется потерей герметичности клапана.
4. Срок сохраняемости клапанов — 3 года.
5. Периодические испытания должны проводиться не реже 1 раза в 3 года. Отбор клапанов для периодических испытаний должен проводиться по способу «ряд» по ГОСТ 18321—73.
При периодических испытаниях проверяют соответствие клапанов требованиям пп. 1, 2, 3.
45. Основные параметры и размеры клапанов; Размеры, мм
? отв. d
Чертеж не определяет конструкцию клапана
Пропускная способность*1, м’/мин Потери давления, кгс/см2, пе более Резьба d L В
ГОСТ 6111—52, дюймы гост 9150—59*2 ле более
4 0,10 0,5 к ч, мюх1 42 20
8 10 0,40 0,63 0,4 к к ’/, М16Х1.5 67 32
12 16 20 0,80 1,6 2,5 0,3 к ч» к Чг К •/* М1 «Х1,5 М20х1,5 М24х1,5 80 42
25 32 40 4,0 6,3 10,0 0,2 К 1 К 1 >/« К 1 ’/2 М30х1,5 М36х2 М48х2 93 100 120 50 65 75
** Пропускная способность указана при давлении яг6,3 кгс/см2.
*2 Иоле допуска метрической резьбы 711 — по ГОСТ 16093—70.
Пропускная способность клапана при других давлениях. При избыточном (манометрическом) давлении р пропускная способность
Qp = Оном,
где Опои — номинальная пропускная способность при давлении 6,3 кгс/см2.
Пример: пропускная способность клапана = 16 мм при давлении р ко к. 9 кгс/см2
94-1
Qp = • 1,6 = 2,19 м3/мин.
Поминальная пропускная способность установлена исходя из скорости течения сжатою воздуха, равной 17 м/с, в трубопроводе, внутренний диаметр которого равен условному проходу.
Пример обозначения пневмоклапапа с Оу = 10 мм с метрической резьбой:
Клапан 10—1 ГОСТ 21324— 75
То же, с конической резьбой:
Клапан 10—1К ГОСТ 21324-75
РЕДУКЦИОННЫЕ ПНЕВМОКЛАПАНЫ НА ;рном = 10 кгс/см* (ПО ГОСТ 18468—73) '
Редукционные ппевмоклапаны со сбалансированным редуцирующим клапаном и пружинной нагрузкой с давлением до 10 кгс/см2 на входе предназначены для понижения давления сжатого воздуха, подводимого для питания пневматических приводов оборудования и технологической оснастки при температуре
Рис. 5. Номограмма для определения пропускаемого потока воздуха в зависимости от давления
окружающей среды от 5 до 50° С и относительной влажности до 80%.
Пневмоклапаиы изготовляют с условными проходами Оу 8; 12; 16 и 25 мм двух исполнений: 1 — с конической резьбой но ГОСТ 6111—52; 2 — с метрической резьбой по ГОСТ 9150—59.
Наибольшее давление входе в пневмокла-— 10 кгс/см2.
Пределы регулирова-давления на выходе при отсутствии потока хода) должны быть кгс/см2.
на
пан
ния
(рас-1-9
Номинальные потоки воздуха, пропускаемые через ппевмоклапаны при давлении 4 кгс/см2, должны соответствовать:
0,25 м3/мин — для пневмоклапапа с Ру 8 мм
0,63 » » » с Ру 12 »
1,00 » » » с Ру 16 »
2,50 » » » с Ру 25 »
Пропускаемые потоки воздуха для других давлений указаны на номограмме (рис. 5).
46. Основные размеры клапанов
Размеры, мм
Пример обозначения редукционного ппевмоклапана с условным проходом 8 мм и конической резьбой:
Пневмоклапан 08—1 ГОСТ 18468—73
Технические требования. 1. Пневмоклапаны должны работать на сжатом воздухе не грубее 10-го класса загрязненности по ГОСТ 17433—72.
2. Ппевмоклапаны должны быть герметичными при давлении 10 кгс/см2. Не допускаются наружные утечки воздуха по стыкам и через тело корпуса и крышек.
3. Падение давления па выходе пневмоклапапа при изменении потока воздуха от нуля до наибольшего значения не должно превышать следующих величии:
0,2 кгс/см2 — для пневмоклапапа с Dy 8 мм
0,3 » » » с Dy 12 »
0,5 » » » с Dy 16 »
0,7 » » » с Dy 25 »
4. Увеличение давления па выходе пневмоклапапа при снижении давления на входе с 10 кгс/см2 до давления настройки пе должно превышать следующих величин:
0,10 кгс/см2 для пневмоклапапа с Dy 8 мм
0,15 » » » с Dy 12 »
0,25 » » » с Dy 16 »
0,35 » » » с Dy 25 >>
5. Превышение давления па выходе пневмоклапапа над давлением настройки, при котором открывается клапан сброса воздуха в атмосферу, пе должно быть более 0,6 кгс/см2.
6. Утечка воздуха через клапан сброса воздуха в атмосферу при давлении 10 кгс/см3 не должна превышать 200 см3/мин.
7. Регулировочное устройство должно плавпо изменять давление на выходе в пределах диапазона регулирования.
8. Средняя наработка до первого отказа — не менее 2000 ч. Суммарный ресурс — 6000 ч.
9. Ппевмоклапаны должны быть прочными при давлении 15 кгс/см2.
10. Пневмоклапапы должны быть расположены так, чтобы пользование ими было удобно, пе вызывало при этом опасности травмирования и исключало возможность случайного изменения настройки.
11' . Направление перемещения регулировочного винта должно соответствовать требованиям ГОСТ 9146—73.
12. Расположение регулировочного винта пневмоклапапа пе должно приводить к защемлешпо и наталкиванию на другие органы управления и части станка. ,
ПНЕВМОДРОССЕЛИ С ОБРАТНЫМ КЛАПАНОМ НА 2>ном = 10 КГС/СМ2 (ПО ГОСТ 19485—74)
Ппевмодроссели с обратным клапаном предназначены для регулирования потока сжатого воздуха давлением до 10 кгс/см2 и обеспечения свободного прохода в обратном направлении при температуре окружающей среды от 5 до 50s С и относительной влажности до 80%.
Дроссели изготовляют двух исполнений: 1 — резьбового присоединения с 2)у = 4, 8, 10, 12, 16, 20 и 25 мм; 2 — стыкового присоединения с Dy = 4, 10, 20 и 25 мм.
Номинальные потоки воздуха, пропускаемые через дроссель при давлении 6,3 кгс/см2, должны соответствовать:
при D , мм........................ 4 8 10 12 16 20 25
QH0M, м’/мин 0,1 0,4 0,63 0,8 1,6 2,5 4,0
Потоки воздуха при других давлениях. Поток воздуха при давлении р определяется по формуле
(ОИ>
где <2Р — поток воздуха при давлепии р, кгс/см2; <2ном — номинальный поток (при давлении 6,3 кгс/см2).
Номинальные потоки установлены исходя из скорости течения сжатого воздуха, равной 17 м/с, в трубопроводе, внутренний диаметр которого равен условному проходу.
47. Основные размеры дросселей исполнения 1
Размеры, мм
ZomOd
Zomod
Чертеж ио определяет конструкцию
d, дюймы Н, не более D L В A t0,2 А1+;0,2 1 h Л1 <1,
Номинал Пред.. откл.
4 к»/» ы 18 —0,24 42 20 25 13 19 25 10 М4-7Н
8 10 К ‘/4 К;7» 85 32 —0,34 67 32 40 25 32 32 16
12 1в 20 №/8 К'О К 3/< 103 103 104 42 -0,34 80 42 45 34 41 41 "39 42 21 М5-7Н
25 К 1 115 50 -0,34 93 50 50 4Q. 52 50 25 М6-7Н
Пример обозначения дросселя Dy 8 мм, исполнения 1:
Лневмодроссель 08—1 ГОСТ 19485—74
То же, Dy 12 мм:
Лневмодроссель 12—1 ГОСТ 19485—74
48. Основные размеры дросселей исполнения 2
Размеры, мм
Пример обозначения дросселя £>у 4 мм, исполнения 2:
Пиевмодроссель 04—2 ГОСТ 19485—74
То же, 20 мм:
Пиевмодросселъ 20—2 ГОСТ 19485—74
Технические требования, 1. Дроссели должны работать на сжатом воздухе 10-го класса загрязненности по ГОСТ 17433—72.
2. Потеря давления при номинальном потоке воздуха, пропускаемом через полностью открытый дроссель при закрытом обратном клапане, не должна превышать 0,5 кгс/см2.
3. Потеря давления (ПД) при номинальном потоке воздуха, пропускаемом через открытый обратный клапан при полностью закрытом дросселе, не должна превышать:
кгс/см'- ........................... 0,2 0,3 0,4 0,5
для дросселей с мм .................... 25 12, 16, 20 8, 10 4
4. Утечки воздуха (УВ) через полностью закрытый дроссель при давлении 10 кгс/см2 не должны превышать:
м3/мин ............... 4 • 10~5 10 10~5 16 - 10~5 25 •
для дросселей с Ру, мм « . . 4 8, 10 12, 16, 20 25
5. Средняя наработка до первого отказа 3000 ч. Суммарный ресурс 10 000 ч.
При периодических испытаниях проверяют соответствие дросселей требованиям пп. 2—5 и прочность.
МАСЛОРАСПЫЛИТЕЛЬ ТИПА В44-2
Маслораспылитель используется для подачи в пневматический привод масла, распыленного в воздушном потоке.
49. Основные размеры маслораспылителей, мм z
В1&-2В
вьь-гзивц-ь-гь
Шифр Наибольший расход воздуха в л/мин при р == 4 кгс/см2 Рабочее давление, нгс/см2 d, дюймы н Hi L В
В 44—23 40 К3/* 170 120 86 86
В44—24 90 2-6 К 170 120 86 86
В44-26 250 К 1 270 214 120 120
Пример обозначения маслораспылителя с шифром-1344—23: Маслораспылитель Б44—23
КРАНОВЫЕ ПНЕВМОРАСПРЕДЕЛИТЕЛИ НА ДАВЛЕНИЕ 2>ном = 10 кгс,/см* (ПО ГОСТ 18467—73) *
Четырехлинейные двухпозиционные крановые пневмораспределители с ручным управлением предназначены для изменения направления потоков сжатого воздуха давлением до 10 кгс/см2 в пневмоприводах производственного оборудования и технологической оснастки при температуре окружающей среды от 5 до 50°С и относительной влажности до 80 %.
Распределители изготовляют трех исполнений по присоединению трубопроводов:
1 — с присоединительными отверстиями на торце основания;
2 — с присоединительными отверстиями на боковых сторонах основания;
3 — с комбинированным присоединением (с Dy 8 и 12 мм): два присоединительных отверстия на боковых сторонах и два отверстия на торце;
двух исполнений по виду резьбы: 1 — с конической резьбой по ГОСТ 6111—52; 2 — с метрической резьбой по ГОСТ 9150-59-
Номинальные потоки воздуха QHom, пропускаемые через распределители при давлении 4 кгс/см2:
м’/мин ........................... 0,25 0,63 1,00
для распределителей с Dy, мм.... 8 12 10
Пропускаемые потоки указаны для воздуха, приведенною к условиям по ГОСТ 2939—63.
Пропускаемые потоки воздуха для других давлений указаны на номограмме
(рис. 6).
Рис. 6. Номограмма для определения пропускаемого потока воздуха в зависимости от давления
Пример обозначения распределителей с Dy 8 мм, с присоединительными отверстиями па торце основания и с метрической резьбой:
Пневмораспределителъ 08—12 ГОСТ 1-8467—73
50. Основные размеры распределителе®
Размеры, мм
Исполнение 2 с присоединительными отверстиями на боковых сторонах
Исполнение 1 с присоединительными отверстиями для трубопроводов на торце
Исполнение 3 с комбинированным присоединением
Технические требования. 1. Распределители должны работать на сжатом воздухе не грубее 10-го 'класса загрязненности по ГОСТ 17433—72.
2. Распределители должны быть юрметичными при давлепии до 10 кгс/см2. Не допускаются наружные утечки воздуха по стыкам и через тело корпуса и крышек.
3. Потери давления при номинальном пропускаемом потоке воздуха не должны превышать 0,2 кгс/см2.
4. Утечка воздуха через распределительный элемент не должна превышать: 350 см3/мин для распределителей с £>у 8 мм; 500 см,!/мин для распределителей с Ду 12 и 16 мм. .
5. Усилие на рукоятке, необходимое для переключения распределителя при давлении 10 кгс/см2, не должно превышать 3 кгс.
6. Поверхности деталей, соприкасающиеся со сжатым воздухом, должны быть коррозионно-стойкими.
7. Средняя наработка до первого отказа — 500 000 циклов. Суммарный ресурс — 2 млн. циклов.
8. Распределители должны быть прочными при давлении 15 кгс/см2,.
9. При необходимости к отверстию для отвода воздуха в атмосферу присоединяют глушитель.
КРАНЫ УПРАВЛЕНИЯ ТИПА В71—2
Краны управления предназначены для изменения направления движения сжатого воздуха. Рабочее давление 1—6 кгс/см2, усилие переключения рукоятки до 3 кгс.
51. Основные размеры кранов управления, мм
В
8 атмосферу
ПоВВод сжатого Воздуха р
Шифр Наибольший расход сжатого воздуха, л/мин d, дюймы d3 L Li В В, н Hi h A ±0,2 Ai R
В71-22 25 К*/4 М8х1 9 14 144 7b 89 62 80 41 33 56 32 106
В71-23 40 к э/з MlOxl 9 14 135 90 98 78 73 50 40 66 62 no
В71—24 90 к М14Х1.5 11 17 18а 120 118 95 82 58 58 96 86 12a
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Пример обозначения крана управления с шифром В71—22: Кран управления В71—22
КРАН ПОСЛЕДОВАТЕЛЬНОГО ВКЛЮЧЕНИЯ ТИПА В71—33
Кран последовательного включения позволяет работой двух цилиндров в пневматических приводах
одновремеппо управлять станков и машин.
52. Основные параметры кранов включения
Наибольший расход сжатою воздуха, л/мин . . 40
Рабочее давление, кгс/см2...............2—6
Усилие переключения рукоятки, кгс........до 3,5
Обозначение крана:
Иран последовательного включения В71—33
ВСТРАИВАЕМЫЕ ПНЕВМОЦИЛИПДРЫ ДЛЯ СТАНОЧНЫХ ПРИСПОСОБЛЕНИЙ (по ГОСТ 21307-75)
Ппевмоцилиндры, встраиваемые в станочные приспособления, предназначены для работы па сжатом воздухе при давлении до 10 кгс/см2 и температуре от +5 до +50° С со скоростью перемещения штока не более 0,5 м/с.
Цилиндры изготовляют двух исполнений: 1 — с задней крышкой; 2 — с передней крышкой.
53. Основные параметры цилиндров
Диаметр, мм Усилие па штоке в кгс, при давлении, кгс/см2, не менее
цилиндра 4,0 6,3 10 4,0 6,3 10
штока Толкающее Тянущее
63 16 107 168 265 100 155 250
80 25 175 275 440 160 • 250 400
100 25 275 435 690 260 405 645
125 32 430 680 1080 400 630 1000
160 32 740 1160 1850 710 1120 1770
200 40 1150 1820 2890 1110 1750 2780
250 50 1800 2840 4520 1730 2730 4340
54. Основные размеры цилиндров Размеры, мм
Исполнение 1
Б-Б
0,5 min
Is
d/,.
l5
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Обозначение цилиндра Исполнение D L d (пред. откл. по Х3) d2 d3 d4 d5 (пред. откл. по Л4) d8 Di (пред, откл. +0,5 +0,2) 1 h, не более ^2 1з 1„, не более 17 -1 в S (пред. отнл. по С5)
7020-0151 7020 -0153 1 2 63 10 16 №2x1,5 №2x1,5 №0 MB 6 30 — 72 25 16 22,5 12,5 20 — 40 66 46 60 78 14 1,9
7020—0155 7020—0157 1 2 16 №2x1,5 №2x1,5 20 62 2,0
7020—0159 7020-0162 1 2 25 №2x1,5 №2x1,5 20 81 2,1
7020—0164 7020—0166 1 2 32 №2x1,5 №2x1,5 20 88 2,2
Продолжение табл. 54
ли ‘vooupj ГО го <н см 3,3 3,5 3,4 3,6 \ 3,5 3,7 "го'го ого^ 4,2 4,5 СР_О0 5,6 5,8
он -кяхо •Дэйн) g ст ГО
ч <» 1Q —н
Е‘0 Л V S £ ОЭ
с©
00EOQ ОН ‘9/ ст 02 О с© СО го 02 о го g о
1<3 ОО го .ГО
1 I-* 1 * I-" 1 * 1 1 1^ 1^
8 1 я 1 ст 1 й 1 Го 1 СО 1 го 1 го 1 Я 1 го 1 го 1 я 1
- 1О го *ri СМ
osifog он ‘?/ ст 02 ГО го со
- -о го
>о СМ го го
(г‘о+ S’0+ чмо Bodu) ’а го §э ст
)П го со
(*У он '1ГИХО •Eodu) «р го S
та с© оо оо
тз
S 9 §
ю >л XX s§ счхгш сдхгш М12Х1.5 М12Х1,5 XX го го SS 1Г5 >О XX го го SS' XX Го го го го S9 IQ О XX го го ^5 к-1 <i f==i 1.-1 ю XX го го S9 М12Х1.5 М12Х1,5 Л'Л XX го го Йй
(Е.¥ оп Тпыо •Ео<1ц) р S ГО 1О СМ
§ О СР го с© со со | S g
Q го с© оо
0РН0НКОПОИ ^го -г4 ГО •гН го —IO1 •гН го ч-нГО Го ^н<ГО *н го Т-<СТ
вйИшший айнэьвнеодо 7020—0168 7020—0171 7020—0173 7020—0175 7020—0177 7020—0179 7020—0182 7020-0184 7020—0186 7020—0188 7020—0191 7020—0193 |7020—0195 1 1 7020-0197 | 7020—0199 7020—0202 7020—0204 7020—0206 7020—0208 7020—0211 7020-0213 7020—0215
7020—0268 7020-0268 7020—0262 7020-0264 7020—0257 7020—0259 7020-0253 7020—0255 1 7020—0248 1 I 7020—0251 7020—0244 7020—0246 7020—0239 7020-0242 7020—0235 7020—0237 7020—0231 7020-0233 7020—0226 7020—0228 7020—0222 7020—0224 7020—0217 ' 7020—0219 ] Обозначение цилиндра
NH. Mb* го н*. ГОН* го СО н* rot- ГО Н* ГО и* bOh- Исполнение
го о 0
о Si о g СО СО ГО О’ frl
CO to к <7 (аред. откл. по Л':>)
gg gg C2 СП gg СП СП Шб’Х М16Х М16Х1 1 М16Х М12х: М12Х1 М12Х1 М12Х! gg to го M12Xj М12Х1 gg to го М12х: М12х: i М12Х' 1 М12х:
Ъ-i Q' Ъ’ъ< "b’cn Ъ‘Ъд Ъ«Ъч СЛ СИ Ъ'Ъ’ О'Ъ’ СЛ Q'
M20 М16
й
СО о
С оо а.
СИ ds (пред. ОТКЛ. цо Ад)
>₽> О.
oo to Dt (пред, откл. -j-0,5 -Ь0,2)
с со
oo
о й h, це более
15,0 СЛ
1 8 1 О 1 ё 1 ё 1 й । а 1 8 1 8 I го 1 СП 1 о 1 8 I го 1 СП ьГ-
& 1 O’. | Ол| ст.| ’"о, 1 = 1 1 иг- | 1 1
оо
8 ; co fj оо О’ с5 о о к § со to g. 05 ^в, нс более
CJ’ to ₽:
ГО А А 0,3
S'. tn
го VO 8 (пред. откл. ПО Cs)
о о Ъ'Л'О 10,0 10.3 9,8 10,1 9,6 9,9 9,5 1 1 9’8 1 1 6,7 7,1 V спел Ъи z 6,0 6,3 У ь-00 I 5,7 1 5,9 Масса, кг
Продолжение табл. 54
и?
vgjroxfOdiM яинэяьихтагяяпп
Продолжение табл. 54
jh ‘яээви ' 10,9 11,3 11,3 11,7 11,8 12,2 15,3 16,0 15,7 16,0 16.2 16,7 17.1 17,8 17.5 18.1 18,2 18,8 19,6 20,2 20,3 20,8 21,7 22,2
оп ’ШИО •ttadu) s' см
cq о 00
е‘о ч v О
ээггод эн см £ (Ю g OM ° Ю OO CM §
ш со
1 °= 1 ° 1 “= 1 °= 1 “= 1 “= 1 “= 1 “= 1 “ 1 1 --° 1 “=
g 1 со I = 1 Й 1 3 1 g 1 й 1 3 1 £ 1 S 1 й 1
гЛ1 115,0
ЭЭЕО9 ЭН ‘V Ю
см co
(3‘0+ S‘o+ 'ито СО
-сТ g
(»у ОН '10110 Иэйп) sp •<* иО
"О О
ем co
g
М20
lO 1О tco КО иО 1(0 tO to 1O to to to Ю 1O Ю icO Ю to to >O 1Г5 Ю uO
•Q со со СО СО CO CO co co сою <o co ю co co' i?' co co
йй Ml Ml ss gg ss gg ss ss gg
(СХ ОН чсяхо •tfodn) р ем со
СО S g 2 tO 00 *3 1 CO CM § 3
ом g
ЭИП0ПЕОН0И ^-ej ^.см VH(M -нем — О] ч-I CM ^ej CM *1 CJ
со 1С0 г— <51 CM -0284 -0286 -0288 -0291 CO>P r— <51 CM COOO •rH OO LC-1 r- <51 CM
ваиникий ei ом I ( -02-; -02’ CM CM II CM CM I I -03( -03( -03( -03( [K0-teo- СО СЗ ОС? | | ??
0ИН0ЫШ8О2О Ф о -0б( ~02( 1 1 CJO1 OM )20- )20- )20- )20- 320- 320- 3 см CJ CM CM CM
t- r- L~~ I?- c- r- c- r- L-, f- t" L"~ t-1- r- L ~ t-1-
Продолжение табл. 54
Обозначение цилиндра Исполнение D L d (пред. откл. по Л'3) d. С? 2 d4 dr, (пред. откл. по Л4) d. Л, (пред, откл. -|-0,5 +0,2) h h, пе более h ii 1а, не более 11 г А ± 0,3 В 8 (пред откл. по С6) Масса, кг
7020—0324 7020—0326 1 2 200 16 40 М18Х1,5 М18Х1,5 М24 М20 14 62 45 215 50 40 70 17,5 42 8 58 78 64 172 220 36 24,5 26,7
7020—0328 7020—0331 1 2 25 М18Х1,а М18Х1.5 42 8 87 25,0 27,2
7020—0333 7020—0335 1 2 40 М18Х1,5 М18Х1,5 42 8 102 25.7 27,9
7020—0337 7020—0339 1 2 63 М18Х1.5 М18Х1,5 42 8 125 26,6 28,8
7020—0342 7020—0344 1 2 80 М18Х1,5 М18Х1,5 42 8 142 27,5 29,7
7020—0346 7020—0348 1 2 100 М18Х1.5 М18Х1.5 42 8 162 28,5 30,6
7020—0351 7020—0353 1 125 М18Х1.5 М18Х1,5 42 8 187 30,0 32,2
7020—0355 7020—0357 1 2 160 М18Х1,5 М18Х1.5 42 8 222 31,4 33,6
7020—0359 7020—0362 1 2 200 М18Х1.5 1418X1,5 42 8 262 33 38.8
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
ГОСТ предусматривает также цилиндр D = 250 мм.
Цилиндры приведены с метрической резьбой, как предпочтительные для прпменения, но ГОСТ предусматривает d± с конической дюймовой резьбой.
Пример обозначения цилиндра исполнения 1 размерами D = 63 мм, £ = 10 мм и = М12 X 1,5:
Пневмоцилиндр 7020—0151 ГОСТ 21307—75
55. Конструкция цилиндров с задней крышкой (исполнение 1)
^'/////////ТТТТ7,
1 — крышка; 2 — крышка; 3 — втулка; 4 — поршень; 5 — гильза; 6 — шток (приведены соответственно в табл. 56—63)
Обозначение цилиндра D £ а Гайка 7, ГОСТ 5927—70 i Шайба стопорная 8, ГОСТ 13465-77 Кольцо 9, ГОСТ 9833-73 Кольцо 10, ГОСТ 9833-73 Кольцо 11, ГОСТ 9833-73 Кольцо 12, ГОСТ 9833—73 Манжета 13 ГОСТ 6678—72 Манжета 14. ГОСТ 6678-72
ММ Обозначение
7020-0151 10 М12Х1.5 СМ ! СМ СМ CM 1
7020—0153 М12Х1.5 СМ CM
16 1 1(0 1 1 el
7020-0159 25 М12х1,5 СМ 1 см co
7020 —Р1С4 63 32 М12Х1.0 СО см 1 см со 1 co 7 7
7020—01(8 7020-017.4 40 63 М12Х1.5 М12Х1.5 10.01 ’ <1 о 1 оо in tJ_ iQ 7 CM 1-63
7020- 0177 10 М12Х1.5
7020-0182 16 М12Х1.5 7 7 7
7020-0186 25 М12х1,5 7 7 CM 1
7020-0191 32 М12Х1.5 1(0 см Lfi CM co
7020- 0195 40 М12у1,5 СМ Д 1 д
7020-0199 63 М12Х1.5 1 СМ -S' s G 1
7020-0204 80 М12х1,5 д 1 со 1 io 1 -S' co 1
7020-0208 100 №2x1,5 Ci см 1 C5 o 1
о со оо CM 1
оо т
7020-0213 10 М12Х1.5 S СО 1 • см k CM
7020 - 0217 16 М12Х1.5 1 1 1
7020-0222 25 М12х1,5 7 7 CM 1
7020—0226 100 32 М12Х1.5 1ГЗ co co
7020-0231 40 №2x1,5 1 Д Д
7020—0235 63 М12Х1.5 CD
7020-0239 80 М12Х1.5 1 00 1 io oo 1 -S' cn 7
7020 -0244 100 №2x1,5
7020-0324 7020-0328 7020—0333 7020—0337 7020- 0342 7020—0346 7020-0351 7020- 0355 7020- 0359 7020-0284 7020—0288 7020- 0293 7020-0297 7020—0302 7020—0306 7020—0311 7020—0315 7020- 0319 7020—0248 7020- 0253 7020— 0257 7020-0262 7020—0266 7020—0271 7020—0275 7020-0279 Обозначение цилиндра
S S g to
16 25 40 63 80 100 125 160 200 1 16 25 40 63 80 100 125 160 200 i 10 16 25 32 40 63 80' 100 bl
ggggggg'gg ХХХХХХХХХ СЛ СЛ ел ел 'сл ~ел 'СЛ СЛ СЛ ggggggggg X X X X X X X X X ел "ел *сл ~СЛ 'ел ел ~ел "ел gggggggg ел "ел ел 'ел 1л ел ~сл 1л а»
М24.8.019 М20.8 019 | Обозначение Гайка 7, ГОСТ 5927-70
24-01.016 20-01.016 Шайба стопорная 8? ГОСТ 13465-77
020-025-30-2-2 018—022—25-2-2 Кольцо 9, ГОСТ 9833—73
094—100—36—2—2 1 057 -063-30-2—2 . Кольцо 10. ГОСТ 9833-73 *
180-185-36- 2-2 130-135- 30-2-2 105—110-30-2—2 Кольцо 11, ГОСТ 9833—73
195—200—36—2—2 155-160-36-2-2 120—125—30—2—2 Кольцо 12, ГОСТ 9833—73
2-40-1 2-32-1 Манжета 13, ГОСТ 0678-72
1-200-1 1-160-1 1-125-1 Манжета 14, ГОСТ 6678—72
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
56. Крышка, деталь 1, D = 63 и 80 мм ' Размеры, мм
* Размеры для справок.
Обозначение крышки D 1£>1 о2 Оз D, d А А, В b Л S 8Х Масса, кг
Пред, откл. no С,
7020—0151/001 7020-0177/001 63 80 57,4 74,4 34 50 45 62 28 42 60 18 17 М12Х1.5 М12Х1.5 60 75 20 28 78 92 7 14 18 18 6 8 0,75 1,40
57. Крышка, деталь 1,0 = 100 и 125 мм
Размеры, мм
* Размеры для справок.
Продолжение табл. 57
Обозначение крышки D о, d2 D3 D„ D„ A >11 В m Ь (пред. ОТКЛ. по Аз)
Пред, по ОТКЛ. С3
7020—0213/001 100 94,4 68 82 78 60 20 92 36 115 12,5 4,7 8
7020—0248/001 125 120,3 90 105 100 65 24 110 48 PtO 15 4,0 10
Продолжение табл. 57
Обозначение крышки d d. d2 г Г1 Н h S S1 Масса, кг
7020—0213/001 Mt2xl,5 It 10,5 12 6 36,5 18 12 8 2,0
7020—0248/001 М16х1,5 13 14,3 15 8 42 22 14 8 4,2
58. Крышка, деталь 1,0 = 160 и 200 мм Размеры, мм
Продолжение табл. 58
Обозначснис крышки d dt. н ъ Ь1 h S «I Масса, кг
7020—0284/001 M16xl,5 17 14,3 42 12 31 29 15 8 7,6
7020—0324/001 М18х1,5 22 16,3 47 16 42 34 17 10 13,5
Технические требования на крышку, деталь 1. Материал: чугун СЧ 21—40.
Отливки с точностью, соответствующей II классу по ГОСТ 1855—55. Раковины, трещины и пористость не допускаются.
Неуказанные литейные радиусы R 3—5 мм. Формовочные уклоны =• по ГОСТ 3212—57.
Продолжение табл. 58
Покрытие крышек, выполненных из алюминиевых сплавов, — Ан. Оке. прм (по ГОСТ 9.073—77).
Резьба метрическая — по ГОСТ 9150—59, поле допуска 6Я — по ГОСТ 16093—70. Размеры сбегов и фасок па резьбовых отверстиях—по ГОСТ 10549—63.
Неуказанные предельные отклонения размеров: отверстий — по Л7; валов — по 2J,, остальных — по СМ8.
Исполнение 1
Исполнение 2
гВФ I
59. Крышка, деталь 2
Размеры, мм
I7IW1
17ИЛ-1I7IW нёи-
Обозначение крышки [ Исполнение D Dt о2 Оз Из D-o (пред. откл по А*) D, (пред. 1 откл. по+-,д О, Оз Во (пред. ’ откл. по А4)| О ю (пред. откл по С4) Он (пред. откл по О5) й (пред. ОТКЛ.по А) di (пред. I откл по А4) й2 (пред. откл. поА5)
Пред. откл. по С,
7020—0151 /002 1 03 57,4 72 42 48 62 55 51 39 35 30 — 22 16,4 28
7020-0177/002 7020-0213/002 80 100 74,4 94,4 90 112 54 00 62 68 78 88 71 81 66 72 51 56 47 52 40 45 — 32 25,4 37
7020—01’48/002 7020-0284/002 125 100 120,3 155,4 138 174 74 95 84 105 108 133 99 124 90 110 70 90 63 54 — 40 32,4 44
7020—0324/002 | 2 200 195,4 215 132 14b 182 172 154 126 98 62 88 48 40.4 52
Продолжение габл. 59
Обозначение крышки йз d4 ъ 01 Ь2 Я h 01 0, iu А Масса, кг
Пред. откл. по А6 11ред. откл. +0,1
7020—0151/002 6 22,5 6 4,7 6,6 38 12 8 1,85 1,40 22 22,5 0,16
7020—0177/002 7020—0213/002 8 32,5 44 1,85 28 29 32 0,28 0,38
7020—0248/002 7020—0284/002 10 40,5 4.0 4,7 48 2,2 2,20 32 40 50 0,78 1,00
7020—0324/002 14 48,5 4,7 60 2,6 2,60 42 70 1,26
Материал: алюминиевый сплав марки Д1 по ГОСТ 4784—74. Покрытие — Ап. Оке. при (по ГОСТ 9.073—77).
Неуказанные предельные отклонения размеров: отверстий — по Л7; валов — по В7; остальных — по СЛ1а.
60. Втулка, деталь 3
Размеры, мм
L Обозначение bi у лк и D (пред, откл. по Пл) h (пред, откл. ПО А3) L с Масса, кг
С» i
сх^5° 7020—0151/003 7020—0177/003 22 32 16 25 22 28 0,5 0,03 0,07
2tpacxu
1,25/
7020—0248/003 7020—0324/003 40 48 32 40 32 42 1,0 0,16 0,22
C xi,5 a ZcfWtU
Материал: бронза марки Бр. АЖ9—4Л по ГОСТ 493—54. Неуказанные предельные отклонения размеров — но СМ3.
61. Поршень, деталь 4
Размеры, мм
пет №ззв~7о
Обозначение поршня D(пред, откл. по Агз) Di (пред, откл. по С4) О» о. d (пред, огкл по А3) di d3 Н
7020—0151/004 63 50 — — 61 62,3 12 14,3 5 26
7020—0177/004 7020—0213/004 80 100 67 87 40 50 56 78 98 79,3 99,3 18 20,3 6 30
7020—0248/004 7020—0284/004 126 160 112 146 50 70 90 123 158 124,0 159,0 22 24,3 7
7020—0324/004 200 186 60 126 198 199,0 25 27,3 8 32
15 Анурьев В И , т. 3
Обозначение поршня D (пред откл. по Аз) л ht Ла ha Ь (пред, откл. по As) А п С Масса, кг
7020-0151/004 63 — 5 3,0 15,8 7,2 10 1 0,5 0,19
7020—0177/004 7020-0213/004 80 100 2 6 3,2 19,0 15 2 0,38 0,60
7020-0248/004 7020-0284/004 126 160 7 3,5 7,7 18 0,5 1,0 1,05 1,43
7020-0324/004 200 3 4,0 20,0 20 1,0 2,84
Материал: алюминиевый сплав марки Д1 по ГОСТ 4784—74. Покрытие —> Ан. Оке. прм (по ГОСТ 9.073—77).
Неуказанные'продельные отклонения размеров: отверстий — по А?, валов —• по -В7, остальных — по СМ8. Допуски на угловые размеры по 10-й степени точности ГОСТ 8908—58.
62. Гильза, деталь 5
Размеры, мм
* Размер и шероховатость поверхности указаны с учетом покрытия.
Обозначение гильзы D (пред, откл. по At) • L Масса» кг
7020-0151/005 60 0,45
7020—0155/005 66 0,49
7020-0159/005 75 0,56
7020-0164/005 63 72 65,6 82 0,62
7020-0168/005 90 0,67
7020-0173/005 113 0,85
Обозначение гильзы П (пред, отки. по А1) Ci В Масса, кг
7020—0177/005 7020-0182/005 7020-0186/005 7020-0191/005 7020—0195/005 7020-0199/005 7020-0204/005 7020—0208/005 80 90 82,6 64 70 79 86 94 117 134 154 0,67 0,73 0,83 0,90 0,99 1,22 1,40 1,64
7020-0213/005 7020-0217/005 7020-0222/005 7020—0226/005 7020-0231/005 7020—0235/005 7020—0239/005 7020-0244/005 100 112 102,6 64 70 79 86 94 117 134 154 1,00 1,10 1,23 1,35 1,47 1,84 2,10 2,42
1 1
7020-0248/005 7020-0253/005 7020-0257/005 7020-0262/005 7020 -0266/005 7020-0271/005 7020-0275/005 7020-0279/005 125 138 127,6 64 70. 79 86 94 117 134 154 1,35 1,47 1,66 1,72 1,92 2,14 2,84 3,25
7020-0284/005' 7020- 0288/005 7020-0293/00» 7020-0297/005 7020 —0302/005 7020-0306/005 7020-0311/005 7020-0315/005 7020-0319/005 160 174 163,6 70 79 94 117 134 154 179 214 254 2,02 2/28 2,71 3,37 3,86 4,43 5,16 6,05 7.19
7020—0324/005 7020 -0328/005 7020—0333/005 7020-0337/005 7020-0342/005 7020-0346/005 7020—0351/005 7020-ОЗээ/005 7020-03э9/005 200 215 203,6 96 119 136 156 181 216 256 2,76 3,11 3,28 4,56 5,21 5,97 6,94 9,27 9,80
Материал: труба из стали 45. Покрытие поведХ|тПРТИ л ______ YTTt 21 inn
ГОСТ 9.073—77). 1
Неуказанные предельные отклонения размеров: отверстий — по А,- валов — по В7\ остальных — по СМ&. 15*
63. Шток, деталь G Размеры, мм
Размер и шероховатость поверхности уь^заны с учетом покрытия
Обозначение штока D d dt Ds (пред ОТКЛ. -0 1 -0,2) d3 (пред ОТКЛ, по С,) L (пред ОТКЛ —0,э) 1 к 1, к I, (s I, I. b (пред ОТ15Л no A3) S (пред ОТКЛ. по С6) С Масса, кг
• Пред. откл. по Х3
7020-0151/006 7020—0153/006 7020—0159/006 7020—0164/006 7020—0168/006 7020-0173/006 16 12 М10 16 8,3 10,7 105 112 120 128 135 158 25 10 10 21 37 4 10 27 4,0 3,6 14 1,6 0,16 0,17 0,18 0,19 0,20 0,28
ГИДРАВЛИЧЕСКИЕ II ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Продолжение табл. 63
Обозначение D d о2 (пред. da (пред откл. по С3) L (пред, откл. —0,5) b (пред. s (пред. Мас-
штока Пред, по ОТКЛ. ^3 di откл. -0.1 —0,2/ di 1 h 11 Z6 Zs откл. по Дз) ОТКЛ. по С5) кг
7020-0177/008 7020—0182/008 7020-0186/008 7020-0191/006 7020-0195/00(5 7020-0199/006 7020-0204/006 7020— 0208/006 25 18 М16 25 14,3. 17.0 114 120 130 135 145 168 185 205 3° 10 48 35 5.0 24 2,0 0,40 0,44 • 0,46 0,48 0,52 0,61 0,70 0,80
7020-0248/006 7020—0253/006 7020—0257/006 7020- 0262/006 7020—0266/006 7020-0271/006 7020- 0275/006 7020-0279/006 7020-0311/006 7020—0315/006 7020-0319/006 32 22 М20 22 18,3 21,0 126 132 142 148 156 180 196 216 242 276 316 40 15 11 24 52 6 15 43 6,5 3,6 27 2,5 0,73 0,76 0,82 0,87 0.91 0.96 1,17 1,30 1,45 , 1,67 1,93
7020-0324/006 7020-0328/006 7020—0333/006 7020-0337/006 7020—0342/006 7020—0346/006 7020—0351/006 7020—0355/006 7020—0359/006 40 25 М24 40 20,3 25.2 148 Г.8 172 195 212 232 258 292 332 50 56 55 7.5 4,0 36 1 00 Е45 1,61 1.78 1.95 2,15 2,39 2.79 3,19
Пневматические устройства
Материал: сталь 40Х по ГОСТ 4543—71. Твердость — HRC 28 ... 32.
Покрытие поверхности В — Хтв 21 (по ГОСТ 9.073—77).
Резьба метрическая — по ГОСТ 9150—59, поле допуска для внутренней резьбы — 7ff, для наружной резьбы — 8g — по ГОСТ 16093—70.
Неуказанные предельные отклонения размеров: отверстия — по А,; валов — по В,; остальных — по CMS.
64. Конструкция цилиндров с передней крышкой (исполнение 2)
Д-Д
74
13
11
10
л
(/////////^^
7
а 7 6 s
1 — крышка; 2 — крышка; з — кольцо; 4 — втулка; 5 — крышка; в — поршень; 7 — гильза; g — шток (приведены соответственно в табл. 65—70 и на рис. 7, табл. 61—63)
Обозначение цилиндра D L d Винт 9. ГОСТ 1491-72 Гайка 10, ГОСТ 5927—70 Шайба стопорная 11, ГОСТ 13465—77 Кольцо 12, ГОСТ 9833—73 Кольцо 13, ГОСТ 9833—73 Кольцо 14, ГОСТ 9833—73 Манжета 15, ГОСТ 6678—72 Манжета 16, ГОСТ 6678—72
ММ Обозначение
ОЗ ОЗ ОЗ
о 1 1 1
7020—0153 10 М12Х1.5 о 05 ОЗ 1 7 7
7020-0157 16 М12Х1.5 е© о 1 1Q 1 1 ^4
7020—0162 25 М12Х1.5 СО оз 1 сЗ 1 С© ео
7020—0166 32 М12Х1.5 О О 1 ОЗ 1 с©
7020—0171 40 М12Х1.5 X й о о 8 8 [ 03 1
7020-0175 63 М12х1,5 й 1 со 1 СО Д
о о О
СЛ
ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
7020—0251 7020—0253 7020—0259 7020—0264 7020—0268 6020—0273 6020—0277 6020—0282 7020—0215 7020—0219 7020—0224 7020—0228 7020—0233 7020—0237 7020—0242 7020—0246 7020-0179 7020—0184 7020—0188 7020—0193 7020-0197 7020-0202 7020—0206 7020-0211 Обозначение цилиндра
сл § О S* нч 0
10 16 2э 32 40 63 80 100 10 16 2э 32 40 63 80 100 10 1 16 25 32 40 03 80 100 ь
ST Х9Ш с'ТХЭТЛ «гтхеш с‘ТХ9ТЛ с‘ТХ9Ш 9 ТХ9ТН е‘ТХд;н S'TXgjH SKgggggg со to to to to ю to ХХХХХХХХ С-7'Ъ’ О< СП о gggggggg СО ГО to СО СО Ю b-< ГО XXXXXXXX о.
Mix 12.56.019 Обозначение Винт 9, ГОСТ 1491—72
М20.8.019 М16.8.019 Гайка 10, ГОСТ 5927-70
20.01.016 10.01.016 Шайба стопорная 11, ГОСТ 13465-77
018-022-25-2—2 014-018—25-2-2 Кольцо 12, ГОСТ 9833-73
105-110-30-2-2 085—090—25—2—2 075-080-25—2-2 Кольцо 13, ГОСТ 9833—73
120-125- 30-2-2 094-100-36—2-2 074-080-36-2-2 Кольцо 14, ГОСТ 9833—73
2—32—1 2-25-1 Манжета 15, ГОСТ 6678-72
1-125-1 1—100—1 1-80-1 Манжета 16, ГОСТ 6678—72
Продолжение табл. 64
VfLLDlJOdlM яидаяьихуиаяш!
Продолжение табл. 64
ЗЛ-~8Д9Ч tLDOJ ‘gj Е1эжн«и 1 Обозначение 1 1-000-1 I-оог-1
Zi—8199 J-OOJ ‘91 Е1ЭЖНВИ I—88-г i-й—г
8Д-8886 ъэол otaqirojj 2-8—98—091-861 г-г-98—оог—cel
81-8886 1ЪЭО J MgJ 011ЧК0Я г—г—ос—ест—сет г—г-эе—681-081
ед-8886 JDOJ ‘г, 011ЧК0Ц г—г—вг-гго-8ю г-^г—oe-SEO—ого
дд-S918I JjOOJ ‘U BBHdouoia BQIJBin ото-итог 910'10'16
од—дгвч tLOOJ ‘01 WBJ fiiO'8'оги бют'дги
гд-mi tLOOJ ‘6 хиид 6Т0‘00-гТХ9И 610'90-ЯХ9М
тз 1 Л ift Л Л |Л Л in V-I ю ХХХХХХХХХ ШФСООфОССчОСС ggggggggS 1П Л 1П 1П ifn 10 1О 1О >о ххххххххх иазозиищ®а>к> ggggggggg
16 25 40 63 80 ICO 125 160 200 16 25 40 63 80 100 125 160 200
А О О см
Обозначение цилиндра 7020—0286 7020—0291 7020—0295 7020—0299 7020-0304 7020-0308 7020—0313 7020-0317 7020-0322 7020—0326 7020—0331 7020-0335 7020-0339 7020—0344 7020-0348 7020-0353 7020—0357 7020—0362
Крышка, деталь 1, D = 63 мм
Крышка для цилиндра 7020—0153 изображена на рис. 7. Обозначение Крышки 7020—0153,001. Масса крышки «1,0 кг.
Рис, 7. Конструкция и размеры крышки
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
С-!
458
УСТРОЙСТВА
ГИДРАВЛИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ J
65. Крышка, деталь 1,0 = 80; 100 и ММ
Размеры, мм
Обозначение цилиндра D Dt О2 Вз Ds Do D-< Dt
Пред. ОТКЛ. по с3 Пред. ОТКЛ.
по -^3
7020—0179/001 7020-0215/001 80 100 74,4 94,4 42 87 ^0 68 (32 82 42 52 72
7020—0251/001 125 120,3 48 44 90 105 50 58 82
Ро А А, А2 В Г гг
20 15 92 28 36 — 92 115 12 5 6
24 110 48 2 140 16 7
Продолжение табл. 65
_ _ A-f-0,2 m s a Масса, кг
Обозначение цилиндра Ъ (пред. ОТКЛ. Аб) bt b2 d dr d2 d3 4
3,4 12,5 27 9 30° 1,6 2,6
7020—0179/001 7020—0215/001 4,7 7 8 8 M12X1.5 M12X1.5 9 11 10,5 17 23 37 /
15,0 11 45» 4,6
7020—0251/001 4,0 10 10 M16xl,5 13 14,3 — 42
/
66. Крышка, деталь 1, D = 160 и 200
Размеры, мм
Обозначение цилиндра О О2|т7з £>4 л. Я
П 09 ПС ред. "КЛ. С3 Пред, откл. по А3
7020-0286/001 160 155,4 44 48 120 140 130
7020-0326/001 200 195,4 52 58 160 180 85 160
Продояжтатае чабя S6
Обозначение цилиндра т п d Й1 d2 н-0,2 /J-0,2 1 <1 1. m S Масса, кг
7020-0286/001 16 12 М16Х1.5 17 14,3 М5 42 3,4 31 12 14 15 12 6,90
7020-0326/001 16 15 М18Х1.5 22 16,3 Мб 52 3,4 5 42 12 14 17,5 15 12,6
Технические требования на крышки, деталь 1. Материал: чугун СЧ 21-40. Отливки с точностью, соответствующей II классу ГОСТ 1855—55. Раковины, трещины и пористость не допускаются. Неуказанные литейные радиусы R3— 5 мм. Формовочные уклоны — по ГОСТ 3212—57.
Покрытие крышек, выполненных из алюминиевых сплавов, — Ан. Оке. прм (по ГОСТ 9.073-77).
Резьба метрическая — по ГОСТ 9150—59; поле допуска для резьбы с крупным шагом — 7Я, для резьбы с мелким шагом — 6Н по ГОСТ 16093—70. Размеры сбегов и фасок на резьбовых отверстиях — по ГОСТ 10549—63.
Неуказанные предельные отклонения размеров: отверстий — по А,; валов — по Я,; остальных — по СМа.
G7. Крышка, деталь 2
Размеры, мм
Обозначение крышки D (пред. ОТКЛ. по Аь) Dt (пред, огкл. по Х5) Dz Из Dt d dj и h (пред, откл. по С5) hi h2 (пред, откл. по А5) Масса кг
7020-0153/002 28 32 51 40 17 5 8 9 3 3,5 6,6 0,08
7020-0179/002 37 42 . 64 52 26 6 10 И 4 4,0 6,6 0,14
7020-0251/002 44 48 72 58 33 6 10 И 4 4,0 6,6 0,17
7020-0326/002 52 58 84 70 41 7 и 12 4 5,0 6,6 0,26
Материал: сталь 35. Покрытие — Ц12 хр (по ГОСТ 9.073—77).
Неуказанные предельные отклонения размеров: отверстий — по А,; валов — по S,; остальные — по СМ8.
08. Кольцо, деталь 3
Размеры, мм
Обозначение кольца Di D, Масса, кг
7020-ОЬЗ/ООЗ 17 22 31,5 0,001
7020-0179/003 20 34 41,5 0,003
7020-0251/003 33 40 47,5 0,007
7020—0326/003 41 48 57,5 0,010
* Размер для справок.
Материал: сталь СтЗ. Покрытие — Ц12 хр (по ГОСТ 9.073—77).
Неуказанные предельные отклонения размеров: отверстий — по Л7; валов — по Т?7; остальных — по СМ8.
Обозначение втулки
69. Втулка, деталь 4 Размеры, мм
D ^2 (пред. ("Рея откл. ОТКЛ П0Аз) Пр°2з)
Масса, кг
7020—0153/004
7020-0179/004
7020—0251/004
7020—0326/004
1,0 1,5 0,07
1,0 1,5 0,12
1,0 1,5 0,17
1,6 2,0 0,27
Материал: бронза марки Бр. АЖ9—4Л по ГОСТ 493—54.
Неуказанные предельные отклонения размеров: отверстий — но А,; валов — но /У7; остальных — но СМ&.
70. Крышка, деталь 5
Размеры, мм
Продолжение табл. 70
Обозначение крышки Л | Di Dt л» J3. о5 (пред, откл. по Ci) (пред, откл по А5) Л, D, ь (пред, откл. по А5) bi (пред откл. Ч-од) н h Масса, кг
Пред, откл. по Са
7020-0153/005 63 57,4 55 45 40 55 62 72 50 4,7 1,85 0,09
7020-0179/005 80 74,4 65 55 50 71 78 90 6Ь 4,7 1,85 0,14
7020-0215/005 100 94,4 90 80 60 81 88 112 70 4,7 1,85 0,26
7020-0251/005 125 120,3 11 ! 105 80 99 108 138 88 4,0 2,2 18 8 0,37
7020—0286/005 160 1о5,4 150 140 90 124 133 174 110 4,7 2,2 0,67
7020—0326/005 200 195,4 190 175 120 172 182 215 155 4,7 2,6 0,92
Материал: алюминиевый сплав марки Д1 по ГОСТ 4784—74. Покрытие — Ап. Оке. прм (по ГОСТ 9.073-77).
Неуказанные предельные отклонения: отверстий — по А7, валов — по В7, остальных — по СМ8.
Рис. 8
Рис. 9
Рис. 10
Примеры применения пневмоцилиндров в станочных приспособлениях указаны на рис. 8 и 9.
Типовая схема включения пневмоцилиндра в пневмосеть приведена на рис- 10.
ВРАЩАЮЩИЕСЯ ПНЕВМОЦИЛИНДРЫ С ВОЗДУХОПОДВОДЯЩЕЙ МУФТОЙ
(по ГОСТ 21821-76)
Вращающиеся пневмоцилиндры с воздухоподводящей муфтой, имеющей предохранительное устройство, являются силовым приводом приспособлений, осуществляющих зажим заготовок при обработке их на токарных, токарноревольверных и других станках с частотой вращения до 3000 об/мин.
Пневмоцилиндры изготовляют двух типов: 1 — одинарные; 2 — сдвоенные.
71. Основные параметры ппевмоцилиндров
Диаметр, мм Одинарный цилиндр Сдвоенный цилиндр Оди-нарный цилиндр Сдвоенный цилиндр
Давление воздуха в пневмоссти, кгс/см2
цилиндра штока Толкающее Тянущее Толкающее Тянущее Частота вращения об/мин
4,0 6,3 4,0 6,3 4,0 6,3 4,0 6,3
Усилие на выходном звене, кгс
100 12Ь 25 275 430 435 680 260 ,415 405 650 — — — — 3000 —*
160 200 32 740 1150 1160 1820 710 1120 1120 1770 1410 2230 2205 3525 1380 2200 2180 3480 3000 2500
250 320 45 1800 2960 2840 4660 1740 2900 2750 4560 3500 5750 5540 8635 3440 5760 5440 9060 2500 2000 2000
Цилиндры с метрической резьбой являются предпочтительными для применения.
Технические требования. 1. Цилиндры должны работать на сжатом воздухе при давлении до 6,3 кгс/см2 и температуре окружающей среды от +5 до +50° С со скоростью перемещения штока пе более 0,5 м/с.
2. Падение давления в отсеченном объеме, вызываемое утечками при давлении 6,3 кгс/см2, не должно быть более 0,5 кгс/см2 за 1 мин.
3. Давление страгивдния поршня без нагрузки не должно быть боле© 0,4 кгс/см2.
4. Радиальное биение цилиндра по наружному диаметру и дисбаланс при минимальном вылете штока не должны превышать следующих значений:
Диаметр цилиндра, мм Одинарные цилиндры Сдвоенные цилиндры
100;125 160;200 250 320 160 200;250 320
Радиальное биение, мм, не более 0,15 0,20 0,25 0,30 0,25 0,30 0,35
Допустимый диебаланс для каждой из плоскостейт{ор-рекции (А и Б), г, не более 45; 60 75; 90 128 228 128 162;228 360
Поле допуска номинального значения допустимого дисбаланса ограничено верхним и нижним отклонениями, которые не могут быть больше или меньше, чем в 1,5 раза поминального значения допустимого дисбаланса.
5. Нагрев корпуса муфты в любой точке при непрерывном вращении цилиндра в течение 4 ч при частоте вращения 3000 об/мин и температуре окружающей среды не выше 25° С пе должен быть более 70° С.
6- Наработка до первого отказа должна быть не менее 1200 ч при число двойных ходов поршня цилиндра до 2 -105.
Рис. 11. Схема включения пневмоцилиидра в пиевмосеть: ‘
1 — вентиль; 2 — фильтр-влагоотделигель; 3 — редукционный пневмоклапан с манометром; 4 — реле давления; 5 — маслораспылитель; в — пневмораспрсде-литсль четырехлинейный, 7 — пневмоглушитель; в — воздухоподводящая муфта;
z9 — цилиндр; 10 — присоединительный фланец
Средний ресурс должен быть -не менее 3000 ч прп числе двойных ходов поршня цилиндра 1 -108.
В конце ресурсу падение давления, вызываемое утечками воздуха, не должно превышать 50% сверх установленной в п. 2 нормы.
7. Загрязненность воздуха, подаваемого в рабочие полости цилиндров, должна быть не ниже 10-го класса по ГОСТ 17433—72. Сжатый воздух должен быть насыщен распыленным маслом вязкостью от 10 до .35 сСт при температуре 50° С с концентрацией 2—4 капли на 1 м3 свободного воздуха.
8. Резьба метрическая — по ГОСТ 8724—58 и ГОСТ 9150—59, поле допуска резьбы — QH по ГОСТ 16093—70. Резьба коническая — но ГОСТ 6111-52.
Типовая схема включения пневмоцилиндра в пневматическую сеть приведена на рис. 11.
72. Основные размеры цилиндров, мм
Обозначение цилиндра ’ Тип / в d L В, О2 (пред откл по А) Яз (пред откл. —0.3) D*, не более di d, (пред, откл. по х3) L>2 1 1х ^2 Количество отверстий Маееа, кг, не более
не более
7020—010! 7020—0102 1 100 М12х!,5 К yi" 32 55 75 110 135 165 М16 мю 25 125 340 35 20 30 4 6
7020—0103 7020—0104 125 М12Х1.5 К 1/4" 8
7020—0105 7020—0106 160 М12х1,5 К 1 /4" 65 100 140 200 М20 М12 32 6 10
1020—0107 7020-0108 2 М12Х1.5 К 1/4" 205 420 17
7020—0109 7020—0111 1 200 М12Х1.5 К 1/4" 240 125 340 25 12
7020—0112 7020-0113 2 М12Х1.5 К 1/4" 205 420 19
7020-0114 7020—0115 1 250 №12X1,5 К \/Ь" 40 80 125 170 290 МЗО М16 45 145 370 45 30 40 15
7020—0116 7020—0117 2 №12x1,5 К 1/к" 245 460 24
7020—0118 7029—0119 1 320 М12Х1.5 К 1/4" 360 145 370
7020-0121 7020—0122 2 М12Х1.0 К 1/4" 50 255 470 38
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
Пример обозначения цилиндра типа 1 размерами D — 100 мм и d==M12Xl,5: Пневмоцилиндр 7020—0101 ГОСТ 21821—76
ПНЕВМОЦИЛИНДРЫ НА ДАВЛЕНИЕ 10 КГС/СМ2
Пневматические цилиндры (развитие исполнения 2011 по ГОСТ 15608—70) двустороннего действия с односторонним штоком, предназначены для работы на сжатом воздухе при давлении до 10 кгс/см2 и температуре от —45 до +60° С со скоростью перемещения штока не более 0,5 м/с (см. табл. 73 н 74).
Цилиндры изготовляют с торможением, с креплением на удлиненных стяжках, с наружной резьбой па конце штока, с метрической присоединительной резьбой для подвода воздуха.
73. Основные параметры цилиндров
Диаметр, мм Усилие на штоке, кгс Масса поступательно движущихся частей, кг,
теоретическое действительное, не менее
ЦИЛИ- што- толкающее тянущее толкающее тянущее толкающее тянущее толкающее тянущее
ядра D d Давление, кгс/см2
6,3 10 6,3 10
40 12 79 72 126 114 63 57 100 91 35
50 16 124 111 196 176 99 88 156 140 60
63 16 196 183 311 291 156 146 248 232 90
80 25 317 286 503 454 278 251 442 399 300
100 25 495 464 785 736 435 408 690 647 500
125 32 773 723 1227 1147 680 636 1079 1009 800
ПКЕБМОЦИЛИПДРЫ НА давление ДО 10 кгс/см2 (ПО ГОСТ 15608—70)
Пневматические цилиндры двустороннего действия с односторонним штоком, предназначены для работы па сжатом воздухе при давлении до 10 кгс/см2 (табл. 75) и температуре от —45 до +60° С со скоростью перемещения штока не более 0,5 м/с.
Цилиндры изготовляют следующих исполнений:
По способу торможения: 1 — без торможения; 2 — с торможением;
по виду крепления: 0 — на удлиненных стяжках; 1 — на лапах; 2 — на переднем фланце, 3 — на заднем фланце, 4 — на проушине, 5 — на цапфах;
по выполнению конца штока: 1 — с наружной резьбой, 2 — с внутренней резьбой;
по присоединительной резьбе для подвода воздуха: 1 — с метрической резьбой, 2 — с конической резьбой.
1k. Основные размеры цилиндд0В! 51В
Обозначение цилиндров
Ds (пред, откл. по С~3)
di
-<1г (резьба метрическая по ГОСТ 91ЛГ— 59)
ds
Л,
S (пред, откл. по CJ
А+0,3
Bt, не бо-ле’д’
2011-40
2011—50
2011-63
2011—80
2011-100
2011—100
2011—125
40
40
50
80
80
—400
-500 -630 —800
.. —1000 125—1000 100-1250
40
50
63
80
100
100
125
12
16
16
25
25
25
32
а
52
52
65
65
65
75
М8 М10 М10 М16 М16 М16 М20
М10Х1
М12Х1.5
М12Х1,5
М16Х1.5
М16Х1.5
Mt6xl,5
М18Х1.5
Мб М8 М8
М8 М10 М10 М12
6
6
6
10
10
10
10
15
20
20
25
30
30
35
*£ в указанных пределах брать
из ряда: 40; 50; 60; 80; 100;
125; 160; 200; 250;
И 12 12 15 15 15 17,5
10
14
14
22
27
100
106
106
138
138
138
143
130
146
146
188
198
198
213
15
25
25
32
32
32
40
33
39
39
54
54
54
67
28
33
33
46
46
46
57
22
25
25
35
35
35
40
40
52
60
75
92
92
110-
58
70
78
92
115
115
140
69
81
89
104
127
127
152
ПНЕВМАТИЧЕСКИЕ УСТРОЙСТВА
320; 400; 500; 630; 800;
1000;
1250 ММ.
О
d
Л
т
В
Обозначения цилиндров в соответствии с ГОСТ 15608—70.
Пример обозначения цилиндра диаметром 50 и длиной хода поршня L = 250 мм: Пневмоцилиндр 2011—50 X 250 FOfjj’ J560S—70
Технические требования на цилиндры на стр. 468.
ГОСТ 15608—70 предусматривает также цилиндры с торможением для диаметров D = 360 и D — 400 мм на удлиненных стяжках, па лапах, на переднем или заднем фланце, на цапфах.
Примеры условных обозначений:
цилиндр без торможения 1, на удлиненных стяжках 0, с наружной резьбой па конце штока 1, с метрической присоединительной резьбой 1, диаметром D = 100 мм и длиной хода L = 1000 мм:
Пневмоцилиндр 1011—100 X 1000 ГОСТ 15608—70
цилиндр с торможением 2, на проушине 4, с внутренней резьбой па конце штока 2, с конической присоединительной резьбой 2, диаметром 50 мм и длиной хода L = 320 мм:
Ппевмоцилипдр 2422—050 X 0320 ГОСТ 15608—70
75. Основные параметры цплннД{(ов
Диаметр, мм Усилие на штоке, кгс Масса постулате льпо-движущихся частей в кг не более (для цилиндров с торможением)
теоретическое действительно, не менее
цилиндра D штока d толкающее тянущее толкающее тянущее толкающее тянущее толкающее тянущее
Давление кгс/см2
6,3 10 6,3 10
25 32 40 50 63 80 100 125 160 200 250 320 10 10 12 16 16 25 25 32 40 50 «3 80 31 50 79 124 196 317 495 773 1267 1979 3092 5006 26 45 72 111 183 286 464 723 1187 1856 2896 4750 49 80 126 196 311 503 785 1227 2011 3142 4909 8042 41 72 114 176 291 454 736 1147 1885 2946 4->97 7539 24 40 63 99 156 278 435 680 1165 1820 2844 4660 20 36 57 88 146 251 408 636 1092 1707 2664 4370 39 64 100 156 248 442 690 1079 1850 2890 4516 7398 32 57 91 140 232 399 647 1079 1734 2710 4229 6935 60 90 300 500 800 1600 4000 7500 15000
Технические требования на цилиндры. 1. Цилиндры должны изготовлять в соответствии с требованиями ГОСТ 15608—70 по чертежам Минстанкопрома, утвержденным в установленном порядке. -
2. Параметры шероховатости рабочих поверхностей гильзы и штока пе грубее Па — 0,32 мкм по ГОСТ 2789—73.
3. Рабочая поверхность штока должна иметь твердость ППС = 45 ... 54.
4. Покрытие рабочей поверхности штока Х.тв.21 (по ГОСТ 9.073—77).
5. Внутренняя поверхность гильзы должна быть коррозионно-стойкой.
6. Литые детали из чугуна должны подвергаться старению, детали из алюминиевых сплавов — термической обработке до твердости НВ 60—100.
7. Параметр шероховатости поверхностей монтажных фасок должен быть пе грубее Па = 1,25 мкм. '
8. При сборке воздушные каналы крышек должны быть*очищены от грязи и стружки, а уплотнения заполнены пластичной смазкой.
9. Цилиндры должны выдерживать- пробное давление 16 кгс/см2 без разрушения и следов деформации.
10. Падение давления при 10 кгс/см2, вызываемое утечками через уплотнения подвижных соединений (поршня и штока), не должно превышать 0,2 кгс/см2 за 5 мин.
Утечки воздуха через тела крышек и гильзы по резьбам и стыкам деталей не допускаются.
11. Давление страгнвапия в момент начала перемещения поршня без пагруз-' ки не должно превышать величин, указанных в табл. 76.
Перемещение поршня при указанных давлениях в обоих направлениях из одного крайнего положения в другое должно осуществляться плавно, без рывков и заедании.
12. Тормозные устройства должны обеспечивать плавное (без ударов в крышку или отскока) торможение пор-
76. Давление страгивапия
Диаметр цилиндра, мм Давление страгивапия, кгс/см2
без торможения с торможением
25—63 0,30 0,50
80—125 0,25 0,35
160-3-0 0,20 0,30
360 и 400 0,15 0,20
шня в конце хода.
Время прохождения поршнем тормозною пути без жпрузки, при закрытых дросселях и давлении 4 кгс/см2 должно быть пе менее 10 с.
13. При монтаже цилиндров необходимо обеспечить совпадение направления действия усилия с осью штока па всем пути движения штока.
14. Монтаж цилиндров рекомендуется осуществлять присоединительными отверстиями вниз для исключения возможности сбора конденсата.
15. Загрязнение сжатою воздуха, подаваемого в рабочие полости цилиндров, пе должно превышать норм, указанных в.табл. 77.
77. Нагряввенпе сжатого воздуха
Вин загрязнения Концентрация загрязнения на 1 м3 свободного воздуха, не более
при температуре св. 5 до ьО°С при температуре ог — 45 до -|- ь°С
Киспош и щелочи Не допускаются
Механические частицы размером не более 40 мкм 20 мг
Влага в жидкой фазе G00 мг Пе допускается
Влага в парообразной фазе (относительная влажность) Не лимитируется Точка росы воздуха при рабочем давлении должна быть не менее чем на 10°С ниже минимальной температуры эксплуатации цилиндров
16. Сжатый воздух должен быть насыщен распыленным маслом с вязкостью от 10 до 35 сСт при температуре +50° С с концентрацией из расчета 2—4 капли на 1 м3 свободного воздуха, проходящего через маслораспы-литель.-
17. Полный ресурс работы цилинДра должен составлять не менее 1,5 млн. двойных ходов при величине хода не более 500 мм.
18. Наработка до первого отказа должна составлять не менее 200 000 двойных ходов при величине хода не более 500 мм.
Уплотнения подвижных соединений подлежат замене при падении давления, превышающем на 50% установленную норму для новых цилиндров.
Методы испытаний цилиндров — по ГОСТ 15608—70.
78. Цилиндры с креплением Размеры,
Цилиндры без торможения
Общие размеры
D d (Отклонение по С8) Для подвода воздуха d2 d3 711:0,3 В 1 ^2 т S (пред откл. по С»)
Резьба метрическая Резьба коническая дюймы
25 32 10 20 MlOxl К «/, Мб М5 28 34 38 45 16 15 16 9 8
40 12 ' 45 М12Х1.5 К‘/4 М8 Мб 42 55 20 20 12,5 10
50 63 16 52 М12Х1.5 К М10 М8 52 60 70 78 25 25 12,5 14
80 25 65 М12Х1,5 М16Х1.5 к «д К>/. М16 М8 75 92 32 28 12,5 15 22
100 25 65 М12Х1.5 М16Х1.5 К >/< К */, М16 М10 92 115 32 35 12,5 15 22
125 32 75 М16Х1.5 М18х1,5 К у, К »/в М20 Ml 2 110 140 40 42 15 17,5 27
160 40 85 Ml 6X1,5 М18х1,5 к V, к */» М24 Ml 6 140 180 50 52 15 17,5 36
200 50 110 М18Х1.5 М24Х1,5 к >/а к >/t МЗО М20 172 220 60 62 17,5 20 46
250 63 115 М18Х1.5 М24Х1.5 M36X3 М20 210 275 60 70 17,5 20 55
320 80 135 М24Х1.5 М30Х2 к •/» к 1 М48ХЗ М24 265 345 80 80 20 25 75
* Цилиндры JD=25—40 мм с внутренней резьбой (исполнение 2) не изготовляются При на удлиненных стяжках являются базовой моделью. Размеры А, В, Dt, d, dt, d2, d3, I, Bt, d, dt, d2, d3, I, llt I, L, h, ht, K, m, S для остальных исполнений цилиндров с тор-
на удл гневных стяжках
мм
Цилиндры без торможенйя
h, не более
hi
К
К,
Ход поршня L по
ГОСТ
6540—68
пе более
10
5
4
92
115
10—250
10-320
20
24
28
35
30
12
13
13
18
13
38 22
33 17
45 29
40 24
55
50
35
30
4
4
5
5
5
5
8
8
8
98
127
10—400
106
110
120
110
120
120
130
120
130
132
142
150
160
143
150
160
160
170
180
190
193
203
220
230
245
255
10-500
10—630
10-160
180—800
10-200 220—1000
10-250 280-1250
10-250 280-1600
10-320 360—2000
10-360
400 -2500
86
95
110
135
160
205
245
305
77
67
55
45
10
160
180
270
290
10-400 450—2500
375
цилиндры с торможением
30
39
39
51
56
65
76
98
Л, не более
- 1 Л1 1 К 1 76, 'Ход поршня L по ГОСТ 6540—68
/ — — —
— — —•
5 106 143 80—500 80—630
/
10 138 178 80—800
/
10 138 188 80—1000
/
18 143 203 80—1250
_/
23 163 236 100—1600
/
25 170 258 100—2000
30 198 293 125 -2500
/
38 208 318 125-2500
воздуха следует предпочитать ме^Р”4001^10 Ррзь5У- Цилиндры 6ез торможения, а размеры А, В, И в табл. 78.
выборе резьб для подвода
li, h, hi, т, К, S для остальных исполнений цилиндров можением, — должны соответствовать указанным па рисунке
79. Цилиндры с креплением на лапах Размеры, мм
Цилиндры без торможения
Цилиндры с торможением
р Общие размеры Цилиндры без торможения Цилиндры с торможением
А1 А $> Bi d. т,! Кг Кг Ход поршня L по ГОСТ 6540-68 Кг Кз
Пред. откл.
±0,3 ±0,1
25 32 40' 28 34 42 26 30 36 45 52,5 63,5 6 6 7 3,5 3,5 4 125 125 138 140 140 155 10—250 10-320 10—400 — —
50 63 52 60 45 50 80 89 9 9 5 5 160 160 182 182 10—500 10—630 160 160 182 182
80 75 58 104 и 6 170 180 195 205 10-160 180—800 193 223
100 92 72 129,5 13 8 182 192 210 220 10—290 220—1000 210 238
125’ 110 85 155 17 10 210 220 246 256 10—259 280—12о0 233 269
160 140 ПО 200 22 12 230 240 272 282 10—2j0 280—1600* 273 315
200 172 130 240 22 12 250 260 292 302 10—320 360—2000 288 330
250 210 155 292,5 26 14 278 288 326 336 10—360 400-2500 326 374
329 265 190 362,5 32 18 320 340 376 396 10—400 450—2500 368 424
80. Цилиндры с креплением на фланцах
Размеры, мм
Цилиндры с креплением на переднем фланце без торможения и с торможением
Ци Шндры с креплением па заднем фланце без торможения
с торможением
Общие размеры
D А1 Аз D2 (пред откл. по А3) <2 6 и Ход поршня L цилиндра без торможения по ГОСТ 6540—68
Пред откл ),3
25 28 52 65 20 6 8 4 10—250
32 34 60 72 20 6 8 4 10—320
40 42 70 85 50 7 8 4 10—400
50 52 85 100 60 7 8 4 10—500
63 60 95 100 60 7 10 5 10—630
80 75 112 130 80 9 12 7 10—160 180—800
тк
100 92 138 162 80 и 14 9 10—200 220—1000
125 110 165 190 100 13 16 и 10—250 280—1250
160 140 212 245 125 17 18 и 10—250 280—1600
200 172 260 300 160 22 22 14 10—320 360—2000
250 210 305 345 200 22 28 20 10—360 400—2500
320 265 380 430 250 26 32 22 10—400 450—2500
81. Цилиндры с креплением на проушине Размеры, мм
82. Цилиндры с креплением на цапфах Размер, мм
Цилиндры с торможением
Общие размеры Цилиндры без торможения
D в3 N ds (пред откл по Х3) г» Ход поршня по ГОСТ 6540—68
25 32 40 50 63 40 48 58 72 82 70 82 105 125 150 10 12 16 20 ) 22 14 16 22 24 32 1 10—250 10—320 10—400 10—500 10-630
80 100 178 25 36 10-160 180—800
100 125 210 32 40 10—200 220—1000
125 155 260 36 50 10—250 280—1250
160 195 300 40 50 10—250 280—1600
200 240 365 50 60 10—320 360—2000
250 300 445 60 70 10—360 400—2500
320 385 570 80 90 10—400 450—2500
* Цилиндры с торможением Л — 25 -г 40 ГОСТ 15608—70 не предусматривает.
ДО ПЭЛ Н ИТЕЛ ьн ы в исто ч н ик и
Баки для гидравлических и смазочных систем. Общие технические требования — ГОСТ 16970—71.
Гери, Е. В., Крейпин Г. В. Расчет пневмоприводов. Справочное пособие. «Машиностроение». 1975.
Гидроаппаратура управления. Общие технические требования — ГОСТ 16517—70.
Гпдроцилиндры двустороннего действия на\ номинальное давление 100 кгс/см2 для станочных приспособлений. Конструкция и основные размеры — ГОСТ 19899—74.
Днища эллиптические отбортованные стальные для сосудов, аппаратов и котлов. Основные размеры — ГОСТ 6533—68.
Сосуды и аппараты. Нормы п методы расчета на прочность — ГОСТ 14249-73.
Ковалевский В. Ф., Железняков Н. Т., Бейлин IO. Е. Справочник по гидроприводам торных машин. Изд. второе. «Недра», 1973-
Приноды гидравлические. Методы измерений —_ГОСТ 171Q8—71.
Приводы гидравлические. Общие технические требования — ГОСТ 17411 —72.
Приводы гидравлические. Общие требования по технике безопасности — ГОСТ 16028-70.
Фильтры воздуха для пневматических приборов — ГОСТ 14266—69.
Ц'ялипдры телескопические гидравлические и пневматические. Основные параметры — ГОСТ 16029—70.
ГЛАВА VIJI
РЕДУКТОРЫ
ОБЩИЕ СВЕДЕНИЯ
УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ КОРПУСОВ РЕДУКТОРОВ
Обычно корпуса редукторов изготовляют из чугунного литья, а корпуса тяжелопагружеппых редукторов — из стального литья. При индивидуальном изготовлении корпуса часто выполняют сварными из листовой стали Ст2, СтЗ. Толщина стенок сварных корпусов примерно на 20—30% меньше чугунных.
На рис. 1 показаны литые основание и крышка корпуса одноступенчатого цилиндрического редуктора, на рис. 2 — червячного редуктора.
Ориентировочные размеры основных элементов литого корпуса приведены в табл. 1, лап и фланцев — в табл. 2.
Взаимное положение основания корпуса и крышки фиксируют двумя коническими штифтами.
1. Соотношения размеров основных элементов корпуса из чугунного литья (см. рис. 1)
Размеры, мм
Параметры Ориентировочные соотношения
Толщина стенки корпуса и прытки редуктора: одноступенчатого цилиндрического то же, конического « червячного двухс гупенчатого Во всех случаях б и 6^8 мм; б = 0,025 а-Н; б, = 0,02 а+1 б = 0,05Ц(,4-|; а, =0,04 Яе+1 б = 0,04 «+2; 6, = 0.032 а+2 б = 0,025ат+3; в, = 0,02ат+3
Толщина верхнего пояса фланца корпуса Толщина нижнего пояса (фланца) крышки корпуса Толщина нижнего пояса корпуса: без бобышки при наличии бобышки Толщина ребер основания корпуса Толщина ребер крышки Диаметр фундаментных болтов и?-,? 3- 'Й II || II II II II II qc> cc o> tn ©» 0» 1 1 M fl grJP’O’ 11 ft Ъ t " g 3 * о
Диаметр болтов: у подшипников в крышке и корпусе соединяющих основание корпуса с крышкой крепящих смотровую крышку Расстояние от наружной поверхности стопки корпуса до оси болтов dt, d2, <13 Ширина нижнего и верхнего нояса основания корпуса Размер д, определяющий положение бол -тов d2 Высота бобышки Лд под болт d2 d, = (0,7 — 0,75)d3 d3 = (0,5 4-0,6)^ d6 = (0,3 4- 0,4)dt или по табл. 3 ci выбирают no табл. 2 выбирав по табл. 2 9*>>0,5d2 + d4 Jig выбирают конструктивно, так чтобы образовалась опорная поверхность под головку болта и гайку
Продолжение табл. 1
Параметры Ориентировочные соотношения
Гнездо под подшипник Диаметр отверстия -Оп — по наружному диаметру подшипника или стакана
Винты крепления крышки подшипника й4 Число винтов Диаметр окружности расположения винтов DB Принимают по ГОСТ 18511-734-18514-73
Диаметр гнезда Длина гнезда DK — Л2-|~(24-5) мм Пг—диаметр фланца крышки; I*2 = б 4. х + с2 + яб + (34-5) мм
Размеры штифта Диаметр Длина (размеры по ГОСТ 3129—70) ^ш^ + + 5 .мм
Наименьший зазор между наружной поверхностью колеса и стенкой корпуса: по диаметру но торцам .4=1,26 Л, = 6 (на рисунке не показаны)
*> Следует проверить также размер <?=» (14-1.2) й2. Для удобства механической обработки торцов бобышек и проверки перекоса осей отверстий размерь1 обычно принимают одинаковым для всех опор, поэтому и размер ( для всех гнезд принимают одинаковым.
Для подъема крышки редуктора иногда вместо рым-болтов делают в литье крюки или петли (рис. 3). Для подъема тяжелых оснований корпуса у верхней части плиты разъема изготовляют литьем крюки.
На крышке корпуса для осмотра механизма и заливки масла делают смотровое отверстие. Оно закрывается крышкой, примерные размеры ее даны в табл. 3.
2. Размеры лап и фланцев редукторов, мм
Параметры Б олты
М6 М8 М10 М12 М16 ®20 М24 М27 МЗО
22 24 28 33 ' 39 48 54 58 65
ci 12 13 16 18 21 25 34 36 40
Редукторы с большим тепловыделением (например, червячные) должны иметь отдушину, устанавливаемую на крышке корпуса или да крышке смотрового отверстия.
Рис. 1. Конструктивные элементы крышки и основания цилиндрического редуктора
ОБЩИЕ СВЕДЕНИЯ
со
Рис. 2. Конструятнвщле элементы! корпуса червячного редуктора
Рис, 3. Крышка корпуса редуктора с конструктивными элементами для подъема:
а — с крюками, б — о петляли
3. Крышка смотрового отверстия редуктора п отдушины Размеры, мм
Крышка
Ручка-отдушина для легких редукторов
1 — крышка; г - ручка-отдушина; з — картонная прокладка; 4 — болт
Конструкция отдушины для крупных редукторов
корпус; 2 — колпак; 3 — фильтровая сетка; 4 - прокладка
А В А, вх С с, к R Болт Число болтов
too 75 150 100 125 100 12 М8Х22 4
150 100 190 140 175 120 12 М8Х22 4
200 150 250 200 230 130 180 15 М10Х22 6
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
1. Зубчатые передачи редукторов должны изготовлять не ниже VIII степени точности.
2. Шероховатость рабочих поверхностей: червяков — пе грубое Ra — = 0,63 мкм по ГОСТ 2789—73; зубьев шестерен с модулем до 5 мм —т^не 1рубея Ra = 1,25 мкм; с модулем свыше 5 мм — не грубее Ra = 2,5 мкм; зубьев колес с модулем до 5 мм — не грубее Ra = 2,5 мкм, с модулем свыше 5 мм — но грубое Rc = 20 мкм.
Для валов-шестерен, имеющих диаметр окружностей выступов меньше диаметров рядом расположенных цилиндрических шеек, допускается шероховатость рабочих поверхностей зубьев па один параметр грубее указанной выше.
3. Зубчатые колеса, изготовленные с применением литых заготовок и вращающиеся с частотой свыше 500 об/мин, должны быть сбалансированы. Предельная величина Динамического усилия от несбалансированной массы при расчетной частоте вращения на каждой опоре пе должна превышать 20 кгс, но не более 3% от расчетной величины статической реакции опоры.
16 Анурьев В И , т. 3
Предельную несбалансированную массу Ди считывают по формуле
л
Nm-&R (1—а) ’
(в кг) зубчатого колеса под-
где AN — предельное увеличение реакции опоры, кгс; w угловая скорость, рад/с; R — радиус, на котором находится несбалансированная масса Дт, м; I — расстояние между серединами опор, м; а — расстояние от середины рассчитываемой опоры до середины колеса, м.
4. Припуски на механическую обработку, предельные отклонения по размерам, массе и по толщине необработанных стенок й ребер чугунных отливок должны соответствовать II классу точности по ГОСТ 1855—55, стальных — II классу точности по ГОСТ 2009—55.
5. Отливки должны быть очищены от формовочных материалов, окалины и пригара.
На литых заготовках не допускаются трещины й пережоги, отбел на обрабатываемых поверхностях.
6. Неравномерность твердости на поверхностях .Зубчатого венца и ступицы пе должна превышать 50% от допуска на твердости, указанного на чертеже.
7. Все необработанные поверхности литых, чугунных и стальных деталей, которые будут находиться в масляной ванне редуктора, должны быть окрашены после грунтовки маслостойкой краской красного цвета или покрыты вторым слоем грунта.
8. В собранном редукторе валы должны проворачиваться от руки легко,
9. Головки маслоуказателей, заливной и спускной пробки должны быть окрашены в красный цвет.
10. Наружные поверхности редуктора должны быть окрашены (за исключением таблички предприятия-изготовителя и выступающих концов валов) атмосферостойкой эмалью.
11. Предельные отклонения поминальных размеров высоты осей вращения тихоходных валов относительно 'опорных плоскостей не должны превышать указанных величин:
Высота осей, мм . . . До 50 Св. 50 до 250 Св. 250 ДО 630 Св. 630 до 1000 Предельное отклоне-
ние, мм ........ —0,4 —0,5 -^-1,0 —1,5
12. Отклонение от поминальных размеров, определяющих положение центров отверстий под фундаментные болты относительна сродной плоскости редуктора и оси его тихоходного вала, пе должно превышать +0,17 (D — cl), где D — номинальный диаметр отверстия в лапах редуктора под фундаментные болты; d — номинальный диаметр фундаментного болта.
13. Нопараллельность осей вращения валов относительно опорных плоскостей но должна превышать:
при лапах, выполненных вместо с корпусом, не более 0,1 па длине 100 мм;
при отъемных лапах не более 0,3 на длине 100 мм.
14. Неплоскостпость опорной поверхности основания пе должна превышать:
при лапах, выполненных вместе с корпусом, не солее 0,05 на длине 100 мм;
при отъемных лапах не более 0,2 па длине 100 м+
15. Быстроходный вал должен допускать соедийение>с двигателем муфтой и клпноременной передачей.
16. Конструкция редуктора должна исключать течь масла из корпуса и проникновение внутрь грязи и воды.
17. На корпусах редуктора должны быть предусмотрены элементы для строповки при транспортировании и во время монтажа.
18. На корпусах редукторов с длиной более ЮбО мм должны быть предусмотрены горизонтальные обработанные поверхности для выверки редуктора при монтаже.
19. Конструкция маслоуказателя и масляных систем должна исключать возможность их повреждения при транспортировании.
20. Редукторы должны допускать консольную радиальную нагрузку Ре (в кгс -м), приложенную в середине шейки тихоходного вала, не менее:
для планетарных с передаточным числом и 12,5 и других одноступенчатых зубчатых редукторов
Рт= 40УЛ/т,
для остальных редукторов
Быстроходный вал должен допускать соединение с двигателем муфтой и клиноременной передачей.
Более полные общие технические условия см. в ГОСТ 16162—78.
ОБОЗНАЧЕНИЕ ВАРИАНТОВ СБОРКИ РЕДУКТОРОВ И МОТОР-РЕДУКТОРОВ (ПО ГОСТ 20373—74)
Условные обозначения вариантов сборки являются составной частью условных обозначений редукторов и мотор-редукторов общего назначения.
4. Варианты сборки
Сборки с концами валов под муфты или в виде части муфты
Сборки с концом тихоходного вала для присоединения приборов управления
Сборки с полым тихоходным валом
Взаимное расположение осей валов
Оси параллельны
Оси пересекаются под прямым углом
Концы валов допускается изображать в соответствии с их фактической формой.
На вариантах сборки Допускается изображать линиями невидимого контура расположение зубчатых колес и червяков.
В вариантах сборки редуктор или мотор-редуктоР должен рассматриваться в проекции, в которой оси быстроходного и тихоходного валов параллельны ее плоскости, с учетом следующих условий: редукторы р мотор-редукторы с осями валов, расположенными не в горизонтальной плоскости, должны рассматриваться со стороны, отмеченной фирменной табличк0® или другим способом, указанным на рабочем чертеже;
коническо-цилиндрические редукторы и мотор-редукторы со скрещивающимися осями быстроходного и тихоходного валов должны рассматриваться со стороны быстроходного вала;
универсальные червячные редукторы и мотор-редукторы должны рассматриваться в плане при нижнем расположении червяка, при вертикальном тихоходном нале — со стороны червяка;
в редукторах с фланцем под двигатель фланец приравнивают к быстроходному валу, который на варианте сборки допускаемся заменять упрощенным контуром фланца;
в мотор-редукторах двигатель приравнивают к быстроходному валу, который па варианте сборки допускается заменять упрощенным контуром двигателя.
П р и м е ч а и и о. Для специальных редукторов и мотор-редукторов, выполняемых в виде самостоятельных агрехатов, оси валов которых параллельны, пересекаются или скрещиваются под прямым углом, стандарт является рекомендуемым.
ЦИЛИНДРИЧЕСКИЕ РЕДУКТОРЫ
ЦУ-100, цу-iao, ЦУ-200, ЦУ-250 (ПО ГОСТ 21420—75)
Узкие горизонтальные одноступенчатые цилиндрические зубчатые редукторы общего назначения предназначены для применения в районах с уморенным климатом (исполнение У), сухим и влажным тропическим климатом (исполнение Т), категорий размещения 1—4 по ГОСТ 15150—69,
Технические требования — по ГОСТ 16162—78-
Редукторы должны допускать кратковременные перегрузки, в 2,2 раза превышающие устанавливаемые стандартом нагрузки, возникающие при пусках и остановках двигателя, если число циклов нагруясеяия тихоходного вала за время действия этих перегрузок не превысит 105 в течение всею срока службы редукторов.
’ Редукторы изготовляют по вариантам сборки 11—-13; 21 —23; 31—33 (табл. 4) v, соответствии с ГОСТ 20373—74. Варианты сборцР 11 — 13; 21-^23 являются предпочтительными.
5. Основные параметры редуктор015
Типоразмер редуктора Межосс-вос расстояние, мм Номинальные передаточные числа Номинальный крутящий момент на тихоходном валу, кге-м, не менее Номинальная радиальная нагрузка на валу, нс менее Масса, кг, нс более
1-й ряд 2-й ряд быстроходном тихоходном
ПУ-100 100 2,0; 2,5 2,24 25 50 200 27
НУ-160 160 3,15; 4,0 2,8, 3,55 100 100 400 75
ПУ-200 200 5,0 4,5 200 200 560 135
ПУ-250 250 6,3 5,6 400 300 800 250
1-й ряд значений и следует предпочитать 2-му.
Фактические значения передаточных чисел не должны отличаться от поминальных более чем на 2,5% при и . 4 и на 4% при и > 4.
Номинальная радиальная нагрузка считается приложенной в середине посадочной части конца вала.
Значения номинальных нагрузок указаны для длительного режима работы редукторов с частотой вращения быстроходного вала пе более 1500 об/мпи.
Пример обозначения цилппдрического одноступенчатого редуктора с межосевым расстоянием 200 мм, поминальным передаточным числом 2,5, вариантом сборки 12, климатического исполнения У и категории размещения 2:
Редуктор ЦУ-200-2,5-12У2 ГОСТ 2U26—75
в. Габаригные п присоединительные размеры Редукторов, мм
1 но ГОСТ 12081—72- На концах валов
Концы валов копичестще тйпа 1, исполнения 1 по ГОСТ 12081—72- На концах валов должны быть гайки но ГОСТ 5915—70 или ГОСТ 5916—7q „ стопорные шайбы — по ГОСТ 13465—77.
Типоразмер редуктора
L, пе более
7-1, не более
Н, не более
h, не более
В, пе более
ЦУ-100 jjy-jw ПУ-200 ПУ-250
132
195
230
290
ЦИЛИНДРИЧЕСКИЕ ДВУХСТУПЕНЧАТЫЕ РЕДУКТЦРЫ ТИПОРАЗМЕРОВ Ц2У-Ю0—Ц2У-250 (ПО ГОСТ 20758-. 7Й>
Зубчатые цилиндрические двухступенчатые узкиц горизонтальные редукторы общего назначения типоразмеров Ц2У-100, Ц2У-125, Ц2У-160, Ц2У-200, Ц2У-250 с рядом крутящих моментов 25—400 кгс-м i4 передаточными числами 8—40, предназначенные для применения в условия^ по ГОСТ 16162—70 и в макроклиматических районах с умеренным климатом (исполнение У), сухим п влажным тропическим климатом (исполнение Т), категорий размещения 1-4 по ГОСТ 15150-69,
Редукторы должны допускать кратковременные перегрузки, в 2,2' раза превышающие устанавливаемые стандартом нагрузкщ возникающие при пусках и остановках двшателя, если число циклов пагружения тихоходного вала за время действия этих перегрузок не превысит Ю5 в тедение всего срока службы редукторов.
При работе редукторов типоразмеров Ц2У-160, Ц^У-200 и Ц2У-250 в повторно-кратковременном режиме, т. е. при переменных нагрузках с периодиче
скими остановками, допускается увеличивать значение крутящего момента на тихоходном валу по сравнению с указанным в табл- 7. Коэффициент увеличения номинального крутящего момента следует принимать равным 2,0, если число циклов нагружения тихоходного вала за время действия этих значений крутящих моментов пе превысит 10е.
При работе редукторов типоразмеров Ц2У-100 и Ц2У-125 в повторно-кратковременном режиме максимальная нагрузка Не должна превышать значений, указанных в табл. 7.
При работе редукторов в реверсивном режиме, т. е. при периодическом изменении направлений вращепия, номинальные крутящие моменты на тихоходном валу, указанные в табл. 7 (с учетом коэффициента увеличения), должны быть снижены на 30%.
Редукторы изготовляют по вариантам сборки 11—16, 21—26, 31—36 по ГОСТ 20373—74 (табл. 4).
Для редукторов типоразмеров Ц2У-100 и Ц2У-125 варианты сборки 16, 26, 36, а также сборки с концами валов в виде части зубчатой муфты применить пе следует.
Варианты сборки 11—13, 21—23 являются предпочтительными.
7. Основные параметры редукторов
Типоразмер редуктора Межосевое расстояние, мм Номинальные передаточные числа Номинальный крутящий момент на тихоходном валу, кге-м Номинальная ради- ’ ЗЖЬЯс/Я 7'ict выходном валу, кгс Масса, кг, не более
тихоходной ступени °WT быстроходной ступени aw6 быстроходном тихоходном
Ц2У-100 ню 80 8; 10; 12,5; 25 25 400 .35
Ц2У-125 125 80 16 50 50 560 53
Ц2У-160 160 100 18; 20; 22,4; 25 100 100 800 95
Ц2У-200 200 125 28; 31,5; 200 200 J22O 170
Д2У-250 250 160 35,5; 40 400 300 1600 320
Передаточные числа 8; 10; 12,5; 16; 20; 25; 31,5; 40 являются предпочтительными.
Фактические значения передаточных чисел не должны Отличаться от поминальных более чем на ±4%.
Номинальную радиальную нагрузку следует' считать Приложенной в середине посадочной части выходного конца вала.
Значения номинальной нагрузки указаны для длительного режима работы редукторов с частотой вращения быстроходного вала не более 1500 об/мин.
Значения номинальной радиальной нагрузки для редукторов с концами валов в виде части зубчатой муфты должны устанавливаться в документации предприятия-изготовителя,
Пример обозначения цилиндрического Двухступенчатого редуктора с межосевым расстоянием тихоходной ступени 200 мм, номинальным передаточным числом 25, вариантом сборки 12, коническим концом выходного вала (К), климатического исполнения У и категорий размещения 2:
Редуктор Ц2У-200—25—12КУ2
То же, с концом тихоходного вала в виде части зубчатой муфты:
Редуктор Ц2У-200—25—12 МУ2
То же, с концом тихоходного вала для присоединения приборов управления, автоматики и вариантом сборки 14:
Редуктор Ц2У-200—25—14 ДУ2
То же, с полым валом и вариантом сборки 16:
Редуктор Ц2У-200—25—16 ПУ2
Технические требования — по ГОСТ 16162—78.
8. Габаритные и присоединительные размеры редукторов, мм
9. Размеры концов тихоходных валов в виде части рубчатой муфты, мм
ле мс 7 нее* £ Типоразмер редуктора Зацепление L К В d (пред, откл. по X) dt
*4 / 7П Z Ь
Ц2У-160 Ц2У-200 Ц2У-250 4 5 е 40 20 25 30 48 55 66 19 22 25 38 50 60 72 80 110 95 105 140
— Z к ра
X Торе ц pt дунтс
10. Размеры концов тихоходных валов дай присоединения приборов управления п автоматики, мм
Типоразмер редуктора L 1 d с£з
Номинал Пред откл. Номинал Пред. 1 огкл.
Ц2У-100 Ц2У-125 95 103 ' 15 35 45 -0,032 -0,100 14 - 0,035 Мб 24
Ц2У-160 Ц2У-200 118 (40 55 70 -0,040 -0,120 25 -0,045 40
Ц2У-250 160 20 90 -0,050 —0,140 75 —0,060 М8 55
ЦИЛИНДРИЧЕСКИЕ ДВУХСТУПЕНЧАТЫЕ ГОРИЗОНТАЛЬНЕЕ РЕДУКТОРЫ Ц2У-315Н, Ц2У-400Н, Ц2Н-450, Ц2Н-500 (ПО ТУ2-056-165—77)
Зубчатые цилиндрические двухступенчатые горизонтальные редукторы с передачами Новикова общею применения Ц2У-315Н, Ц2У-400Н, Ц2Н-450, Ц2Н-500 предназначены для зкеилуатации в макроклиматических районах с умеренным климатом (исполнение У), сухим и влажным тропическим климатом (исполнение Т) категорий размещения 1, 2, 3, 4 по ГОСТ 15150—69.
Редукторы допускают применение в следующих условиях: нагрузка постоянная и переменная по величине (в пределах допускаемого крутящего мо
мента) и направлению; работа постоянная и с периодическими остановками; вращение валов в любую сторону без предпочтительности.
Конструкция редуктора допускает установку его только в горизонтальном положении, опорной плоскостью вниз.
Пример обозначения редукторов при их заказе и в документации другой продукции, в которой они могут быть применены — редуктор цилиндрический (Ц), двухступенчатый (2), узкий (У), горизонтальный с межосевым расстоянием тихоходной ступени 315 мм, с передачами Новикова (И), номинальным передаточным числом 25, вариантом сборки 12, климатическим исполнением У п категорией 3:
Редуктор Ц2У-315Н—25—12—УЗ
То же, с концом тихоходного вала под зубчатую муфту (М):
Редуктор Ц2У-315Н—25—12М—УЗ
То же, с межосевым расстоянием 450 мм с концом тихоходного вада для присоединения приборов управления и автоматики п вариантом сборки 14:
Редуктор Ц2И-450—25—14-УЗ
12. Основные параметры и размеры редукторов
Типоразмер редуктора Ц2У-315Н Ц2У-400Н i i Ц2Н-450 й Э
Межосевое расстояние, мм тихоходной ступени awT быстроходной ступени 315 200 400 250 450 280 500 315
Номинальные передаточные числа и 8; 10; 12,5; 16; 25; 31,5; 40; 50
Допускаемый крутящий момент на тихоходном валу Л?т ttrc-м, при п0 = 1500 об/мин, и — 25 и непрерывном нереверсивном режиме работы 780 1590 3340 4520
Максимальная частота вращепия быстроходного вала пб, об/мин, для передаточных чисел и = 8; 10 1500 1000
и = 12,5 1500 1000
и — 16; 20; 25; 31,5; 40; 50 1500
Допускаемая консольная нагрузка в середине выходного конца, кгс на быстроходном валу Pg для передаточных чисел и = 8; 10; 12,5; 16; 20 400 710 1000 1250
и = 25; 31,3; 40; 50 200 315 1000 1250
на тихоходном валу Рт 2240 3150 6000 8000
КПД, пе мепее 0,97
Масса, кг, не более 520 940 1530 2100
Для двухконцевого исполнения валов (варианты сборки 13, 23, 31, 32, 33, 34, 35) допускаемая консольная нагрузка на каждый из валов должна быть уменьшена на 50%.
Сборки. Редукторы изготовляют по вариантам сборки И—15, 21—25, 31—35 по ГОСТ? 20373—74. Варианты сборки 11—13, 21—23 являются предпочтительными.
Редукторы с вариантами сборки 14, 15, 24, 25, 34, 35 п концом тпхоход-'ного вала в впде части зубчатой муфты изготовляют и поставляют по согласованию с заводом—изготовителем редукторов.
14. Размеры концов тихоходных валов в виде части зубчатой муфты, мм
Типоразмер редуктора Зацепление L 1, не менее К В d d,
т Z ь Номинал Пред. ОТКЛ.
Ц2У-315Н 6 40 30 250 25 25 60 110 +0,04 +0,09 140
Ц2У-400Н 8 40 300 35 65 150 +0,050 +0,105 215
Ц2Н-450 Ц2Н-500 10 50 400 430 40 70 160 230
15. Размеры концов тихоходных валов для присоединения приборов управления и автоматики, мм
Типоразмер редуктора
Номинал Пред откл.
Ц2У-315Н И2У-400Н Ц2Н-450 Ц2Н-500
110
140
160
180
-0,14
—0,16
-0,16
-0,16
d
Требования к надежности и долговечности, 90%-ный ресурс при длительной работе с постоянной нагрузкой должен быть не менее 3600 ч. При других режимах работы срок службы — не менее 10 лет.
Требования по технике безопасности в процессе эксплуатации редуктора должны быть следующими:
заливку масла, слив отработанного масла из картера и проверку уровня масла производить только при полной остановке редуктора;
установку редуктора производить таким образом, чтобы обеспечить свободный доступ к смотровой крышке, маслоуказателю и маслоспускной пробке;
соединительные муфты и концы валов должны быть защищены предохранительными кожухами;
при разборке редуктора необходимо снять действие консольных нагрузок па валы.
КОНИЧЕСКО-ЦИЛИНДРИЧЕСКИЕ РЕДУКТОРЫ
РЕДУКТОРЫ ОБЩЕГО НАЗНАЧЕНИЯ ТИПОВ КЦ1 (ПО ТУ24-9-268—72)
Редукторы коиическо-цилппдрпческие двухступенчатые предназначены для эксплуатации в макроклиматических районах с умеренным климатом (исполнение У), категории размещения 2 по ГОСТ 15150—69.
ТУ 24-9-268—72 предусматривает также трехступенчатые редукторы КЦ2-500, КЦ2-750, КЦ2-1000, КЦ2-1300.
16. Габаритные и присоединительные размеры редукторов КЦ1 Размеры, мм
болты, расположенные по диагонали, выполняют с допуском Ар
Б—быстроходный дал; Т—тихоходный вал; М—масломерная игла
Типоразмер А Аг •4-э А4 •4-5 L Li Н 7?!
КЦ1-200 КЦ1-250 KJ [1-300 КЦ1-400 КЦ1-500 200 250 300 400 500 85 120 120 212 250 280 335 390 335 390 375 480 545 810 990 250 325 350 450 550 900 1170 1274 1703 2085 480 600 680 930 1160 435 515 607 705 877 225 265 315 320 400
Типоразмер В в, ( /1 Л S Отверстия Масса, кг, не более
d ЧИСЛО
КЦ1-200 К] (1-250 НЦ1-300 КЦ1-400 КЦ1-500 200 275 450 i 526 630 334 450 110 160 170 272 340 530 620 95 100 20 25 25 35 40 17 22 22 26 33 4 4 6 8 8 186 391 474 980 1740
17. Концы быстроходных и тихоходных валов Размеры, мм
Быстроходный вал Цилиндрический—форма Ц
Тихоходный вал Конический
?/—ось симметрии корпуса редуктора
Типоразмер d. d2 >2 1, К 2 ь t d3 (пред, откл. по Н) <4 L, 11
Kill-200 40 75 85 350 460 12 21 45 80 247 14 48,5
КЦ1-250 50 85 85 515 625 14 26,5 55 ПО 319,5 16 59
КЦ1-300 50 85 85 515 625 14 26,5 70 140 38 > 20 j/j. )
КЦ1-4Г0 ВО но 108 708 818 18 31,5 90 170 452 I- . 1
KU1-500 90 150 135 860 1030 25 47 110 210 з44 28 111)
18. Конец быстроходного вала Размеры, мм
Зубчатый-форма М, #2, 7 ПгН*-^ за
гр
R
Ж и
/ /77,’Z У Z4
2г
V—ОСЬ сим четрии корпуса редукто
Типоразмер т г D Й4 (пред, откл. по X) (7-, (пред, откл. ПО Х3) ^2 is 1. L, L,
КЦ1-200 КЦ1-250 КЦ1-300 КЦ1-400 КЦ1-500 3 3 3 4 4 40 48 56 56 56 126 150 174 232 232 80 90 110 140 140 130 100 180 240 240 20 25 25 35 35 45 48 60 00 20 20 22 22 194.5 240 295 338 390 219 267 325 370 422
19. Исполнение редукторов по передаточным числам
Исполнение I II III IV V
Номинальное передаточное число 28 20 14 10 6,3
Исполнение редукторов по сборкам (рис. 4): редукторы имеют три исполнения: 1, 2, 3. Редуктор со сборкой 3 имеет оба конца тихоходного вала одинаковой формы Ц.
Исполнение 1 Исполнение 2 Исполнение X
Рис. 4. Схемы сборок:
Б — быстроходный вал; Т—тихоходный вал
Обозначение редуктора должно состоять из обозначения типоразмера редуктора, номера исполнения по передаточному числу, номера сборки, обозначения формы тихоходного вала, обозначения климатического исполнения У и категории размещения 2.
Пример обозначения редуктора КЦ1-200, с исполнением по передаточному числу II, сборки 2, с цилиндрическим концом тихоходного вала формы Ц, климатического исполнения У и категории 2:
Редуктор КЦ1-200—П—2—ЦУ2
20. Допускаемые моменты Мт па тихоходных валах в кгс-м прп 1000 об/мин быстроходного вала
Типоразмер Исполнепие
I II III IV 1 V
КЦ1-200 53 66 76 75 49
КЦ1-250 101 127 143 154. 121
КЦ1-300 177 212 239 186 121
КЦ1-400 400 478 536 531 346
КЦ1-500 756 903 996 912 593
Указанные в таблице моменты даны для случая спокойной нагрузки в течение восьми часов в сутки. При иных условиях работы допускаемый момент определяют умножением М,г на один из коэффициентов, приведенных в табл. 21,
21. Коэффициент в зависимости от продолжительности работы и нагрузки
Характер нагрузки Продолжительность работы в сутки
3 ч 8 ч 24 ч
Спокойная 1,25 1,00 0,80
С умеренными толчками 1,00 0,80 . 0,65
С сильными толчками 0,65 0,55 0,50
22. Допускаемые консольные нагрузки Рт на тихоходных валах в кгс при 1000 об/мин быстроходного вала
Место приложения консольной нагрузки—середина шейки или гнезда тихоходного вала.
Типоразмер Форма конца вала Исполнение
I II III IV V
ц 645 615 570 565 595
КЦ1-200 м 840 690 560 475 455
ц 885 820 750 690 650
КЦ1-250 м 1100 950 800 680 . 590
Ц 1300 1250 1150 1300 1350
КЦ1-300 м 1930 1700 1450 1350 1200
ц 2100 19э0 1820 1850 2150
КЦ1-400 м 6050 3650 4700 4150 3700
ц 3000 2800 2500 2600 3150
КЩ-500 м 8400 7400 6500 5800 5150
КПД редукторов должен быть не менее 0,94.
Техника безопасности. При эксплуатации редукторов должны соблюдать следующие правила:
заливку масла и слив его производят только при остановленном редукторе;
к масломерпой игле должен быть обеспечен свободный доступ;
концы валов и насаженные на них детали (соединительные муфты, зубчатые колеса, шкивы и т. п.) должны быть защищены предохранительными кожухами;
-перед снятием крышки редуктора необходимо разгрузить концы валов от действия консольных нагрузок.
ЧЕРВЯЧНЫЕ РЕДУКТОРЫ
ЧЕРВЯЧНЫЕ ЦИЛИНДРИЧЕСКИЕ РЕДУКТОРЫ ОБЩЕГО НАЗНАЧЕНИЯ РЧУ (ПО ГОСТ 13563—68)
Червячные цилиндрические одноступенчатые универсальные редукторы общего назначения (табл. 23—25) изготовляют без искусственного охлаждения, с корпусами из алюминиевого сплава, отлитыми под давлением.
Допускается изготовлять редукторы с чугунными корпусами, но с учетом ограничений по термической мощности, указанных в табл. 27.
Редукторы можно применять:
а) при температуре окружающей среды от —40 до +40° С;
б) в условиях, не требующих специальной защиты от пыли, и в неагрессивных средах;
в) при вращении валов в обе стороны при частоте вращения до 1500 об/мин;
i) при горизонтальной оси червячного колеса и расположении червяка под колесом, над колесом и сбоку колеса, а также при вертикальной оси колеса и расположении червяка сбоку колеса;
д) с лапами, без лап и в виде насадных на валы рабочих машин.
При повторно-кратковременных режимах работы и пластичной смазке допускается произвольное расположение редуктора в пространстве.
Исполнения редукторов:
а) по схеме сборки (рис. 5). Концы быстроходных валов выполняют коническими; концы тихоходных валов — цилиндрическими. В исполнении 4 оба конца тихоходного вала выполняют одинаковыми;
б) по расположению червячной пары (рис. 6);
в) по способу крепления (рис. 7).
Пример обозначения универсального червячного редуктора с межосевым расстоянием А = 160 мм, передаточным числом и = 40, выполняемым по схеме сборки 4 с верхним червяком (исполнение 2 по расположении червячной пары), без лап (исполнение 1 по способу крепления):
РЧУ-160—40—4—2—1 ГОСТ 13563-68
То же, с нижним червяком и с лапами:
РЧУ-160—40—4—1—2 ГОСТ 13563-68
Исполнение 1 Исполнение Z Исполнение 3 " Исполнение И
Рис. 5. Схемы сборок:
Б — конец быстроходного вала, Т — конец тихоходного вала
Ч — червяк; К — колесо Исполнение 1
Исполнение 2 (клепление на псивешпные опасные лапы)
Рис. 7. Способы креплении
23. Габаритные и присоединительные размеры, мм
Обозначение редукторов А А, а2 А3 а4 В Bt вг Bs Bt d dt (отклонение по А3) с?2, не менее Н н. Н2
РЧУ-40 РЧУ-50 РЧУ-63 Р ЧУ-80 РЧУ-100 РЧУ-125 РЧУ-160 40 50. 63 80 100 125 160 105 125 150 180 220 280 360 150 160 180 225 270 350 450 140 145 165 185 231) 280 З.Й 35 35 42 50 55 75 95 78 86 100 117 140 190 245 120 125 145 164 200 230 280 100 105 125 140 175 200 245 164 180 197 212 265 325 425 ь 4 5 5 5 7 9 13 13 13 15 17 22 22 16 16 16 18 18 25 30 10,5 10,5 10,5 12,5 14 18 22 180 200 225 267 310 385 490 72 72 82 92 95 125 160 89,5 99,5 115 132 150 190 245
Обозначение редукторов я?, не более L L, La fl | h2 Масса редуктора (без масла) с полым валом, без лап, кг, не более Масса лап, кг, не более Масса тихоходного вала, кг, ие более
Пред, откл. по Ag-.Bg не менее
с одним выходным концом с двумя выходными концами.
Корпус из алюминиевого сплава Корпус из чугуна
Р,ЧУ-40 РЧУ- >0 рчу-зз Р ЧУ-80 РЧУ-100 РЧУ-125 РЧУ-160 55 55 65 75 85 100 130 115 12 > 1,0 180 220 260 335 90 100 100 120 180 200 250 180 190 220 ’60 31(1 400 490 115 150 155 190 290 330 420 90 90 115 135 14э 175 220 145 165 2G0 240 270 335 420 5,3 6,5 10,3 14,2 26,5 49,0 76,5 7,0 8,5 16,7 23,4 46,0 82,0 135 0,6 0,8 1,1 1,5 1,7 4,8 12,8 0,3 0,6 0,8' 1,2 3,5 6,0 10,7 0,4 0.7 1,0 1,4 4,4 7.4 13,7
Размеры В, и Н3-справочные.
Размеры h, ht и h2 определяют наименьшее расстояние, необходимое для извлечения масломерпой иглы.
17 Анурьев В. И., т. 3
24. Концы быстроходных валов
Размеры, мм
Z А-А Обозначение редукторов d <4 d% ! Ъ t h
-Н J Г /Г1 -TTpsf3 1 Л L РЧУ-40 РЧУ-50 РЧУ-63 РЧУ-80 РЧУ-100 РЧУ-125 РЧУ-160 16 16 22 25 32 36 40 М10x1,25 М10Х1.25 М12x1,25 М16Х1.5 М20Х1.5 М20Х1.5 М24х2 26 26 32 40 45 45 50 40 40 50 60 80 80 110 30 30 38 45 60 60 85 5 5 6 8 10 10 12 4,3 4,3 6,6 7,5 10,1 12,1 13,8 5 5 6 7 8 8 8
Резьба метрическая — по ГОСТ 9150—59; поле допуска для болта 8g, для гайки 7Д-по ГОСТ 16093-70.
25. Концы тихоходных валов Размеры, мм
Обозначение редук-1 торов Вал испопрения 1 по схеме сборки Вал исполнений 2, 3, 4 по схеме сборки Соединение
di С?2 ^2 h d (йред. откл. по Н) 4 1 1з, не менее А шпоночное по ГОСТ 8788-68 и ГОСТ 10748-68 шлицевое по ГОСТ 6033—о 1
Ъ h d— t Эв. вх xmxz
РЧУ-40 РЧУ-50 РЧУ-63 РЧУ-80 РЧУ-100 РЧУ-125 РЧУ-160 ЧА 30 32 39 52 68 77 60 70 70 90 110 125 140 23,5 24 38 50 56,5 68 75 3,5 4 18 24 27 18 35 18 22 25 32 40 50 60 М4 Mj Мб М8Х1 М8Х1 МЮх1,25 М10Х1.25 28 36 42 58 82 82 105 15 18 24 30 16 20 20 20 32 32 5 6 8 10 12* 14* 18* 6 6 7 8 8 12 16 14,5 18,5 21,0 27,0 35.0 42,5 50,0 22x1,5x14 28xl,5xl8i 30x1,5x18 38x2x18 50x2x24 60x2,5x22 75x2,5x28
* По ГОСТ 10748—68. Размеры 1 и lt — справочные.
Допускаемые нагрузки и выбор редукторов. Для редукторов с межосевыми расстояниями А 80 мм при любом режиме работы, а также для редукторов с А> 100 мм при повторно-кратковремелных режимах работы, если продолжительность работы редуктора под нагрузкой пе превышает 24 мин в час, значения нагрузок, установленные по механической прочности передач (табл. 26), не ограничиваются термической мощностью редукторов при предельно допустимых значениях температуры окружающего воздуха 1В = 40° С и температуры масла в ванне lM ag 9Cr С.
' Для редукторов с межосевыми расстояниями А 100 мм при непрерывной работе, частоте вращения червяка и передаточных числах и, расположенных в табл. 26 выше жирной линии, допускаемые нагрузки ограничиваются термической мощностью редукторов и должны устанавливаться по табл. 27.
Для выбора редуктора определяют расчетный момент на тихоходном валу:
Мр = Мпк,
где Ма наибольший момент, кгс >м, передаваемый редуктором при нормально протекающем процессе работы машины; к — коэффициент условий работы, определяемый по табл. 28.
Подбор редуктора производят путем сопоставления расчетного момента Л/р со значениями по табл. 26 (или по табл. 27, если допускаемая нагрузка ограничивается термической мощностью редуктора) при соответствующем сочетании частоты вращения пх и поминального передаточного числа и.
Если заданная частота вращепия червяка ('ъ) находится между величинами, указанными в табл. 26, то табличные значения М2 определяются линейной интерполяцией. Если nt < 750 об/мип, редуктор выбирают по моменту М2, соответствующему = 750 об/мии.
При периодически изменяющейся частоте вращения червяка редуктор выбирают по наибольшей частоте вращепия.
При нагружении выходного вала червячного колеса консольной нагрузкой (например, при посадке на конец вала шкива, звездочки, зубчатого колеса и т. п.) величина ее при приложении в середине выступающего конца вала по . _ 500М2
должна превосходить значения, вычисляемого по формуле РКонс=—> где М2 — допускаемый момент па валу червячного колеса кгс -м (по табл. 26); d — диаметр выступающего вала червячного колеса, мм (см. рис. табл. 25).
Значения КПД редукторов приведены в табл. 29. Они соответствуют среднему эксплуатационному уровню.
26. Допускаемые нагрузки редукторов при не трерывпой работе до 12 ч в сутки (ио механической прочности передач)
А—межосевое расстояние редуктора, мм; и — номинальное передаточное число редуктора; п, — частота вращения червяка, об/мин; 2Vt — мощность на валу червяка, кВт; М2 — момент па валу червячного колеса, кгс • м.
А И* ГЦ
750 1000 1500
77с м2 М2 м2
40 8,0 10,0 12,5 16,0 20,0 2л,0 31,5 40.0 50,0 63,0 0,35 0,30 0,20 0,20 0.15 0,10 0,10 0,10 0,10 0,05 3,1 3,1 2,7 3,1 3,1 2,7 3,1 3,1 2,9 2,75 0,45 0,40 0,25 0,25 0,20 0,15 0,15 0,15 0,10 0,10 3,0 3,0 2,6 3,1 3,1 2.7 3,1 3,1 2,8 2,75 0,60 0 50 0,35 0,35 0,30 0,20 0,20 0,20 0,15 0,10 2,7 2,7 2,5 2,8 2,9 2,5 2,8 2,8 2,7 2,6
50©-
Продолжение табл. 26
А и*
750 1000 1500
Ni м2 IV, л/2 N, М2
8,0 0,70 6,0 0,85 5,6 1,10 5,0
10,0 0,50 5,э 0,65 5,3 0,85 4,8
12,5 0,40 5,4 0,55 5,4 0,70 4,8
16,0 0,40 6,0 0.45 5,6 0,60 5,1
20,0 0,30 5,5 0,35 5Л 0,50 4,9
50 25,0 0,25 5,4 0,30 5,5 0,40 4,9
31,5 0,20 6,0 0,30 5,6 0,35 5.1
40,0 0,15 5,5 0,20 5,4 0,30 4,9
50,0 0,15 5,4 0,20 5,5 0,25 4,9
6d.O 0,10 5,3 0,15 5,2 0,20 4,9
80.0 0,10 4,1 0,10 4,0 0,15 3,8
8,0 1,25 11,5 1,60 10,5 2,10 9,8
10,0 1,00 10,9 1,20 10,2 1,60 9,3
12,5 ‘ 16.0 0,80 11,2 1,00 10,4 1,35 9,5
0,70 11,8 0,90 10,9 1,15 9,8
63 20,0 0,55 11,0 0,70 10,3 0,90 9,4
25,0 0,45 11,2 0,60 10,5 0,75 9,5
31,5 40,0 0,40 11,8 0,50 10,9 0,70 10.0
0,30 11,0 0,40 10,3 0,50 9,4
50,0 63,0 . 0,30 11,2 0.35 10,5 0,45 9,7
0,20 10,2 0,30 10,3 0,40 9,5
80,0 0,15 8,4 0,20 8,7 0,25 8,2
8,0 2,50 22,5 3,10 21,1 4,10 18,9
10,0 2,00 22,3 2,30 20,6 3,20 18,5
12,5 ,, 1,60 22,4 2.00 20.9 2.60 18,8
V 16,0 1' 1,35 22,9 1.05 21,4 2,20 19,1
20,0 1,10 22,5 1,35 21,0 1,75 18,9
80 25,0 0,90 22,6 1,10 21,2 1,45 19,2
31,5 0.80 22,9 1,00 21,4 1,25 19,2
.40,0 0,70 22.5 0,80 21,1 1,05 19,1
50,0 0,55 22,7 0.65 21,1 0.85 19,3
63,0 0,40 22,0 0,60 21,1 0,75 19,3
80,0 0,30 17,2 0,40 16,4 0,55 15,9
8,0 4,40 41,2 5.50 39,2 6-80 32,4
10,0 3,40 38,8 4,15 .56,3 5.60 33,0
12,Ь 2,90 . 41,2 3,50 38,3 4,80 34,8
16,0 2/10 42,2 3,00 39,5 3,05 32,8'
100 20,0 - 1,90 39,8 2,30 37.2 3,00 33,4
25,0 1,60 41,2 1,90 38,6 2,50 35,1
31,5 1,40 42,2 1,80 39,9 2,10 34,3
40,0 1,10 39,8 1,30 37.2 1,70 33,3
50,0 0,90 41,2 1.10 39,4 1,50 35,4
63,0 0,80 38,2 1,10 35.5 1,10 32,4
80,0 0,45 33,2 0,70 31,8 0.90 30,5
8,0 8,0 74,5 9,90 70,1 12,0 57,3
10,0 6,3 72,4 7,70 Ь7^ 9,2 54,8
12,5 5,1 72,4 6,30 67.5 7,5 55,1
16,0 4,3 76,01 5.40 70,9 6,4 58,2
125 ' 20,0 3,4 73,5 4,10 67.6» 5,0 55,9
25,0 2,8 х 73,0 3,40 68,1 4,1 56,2
31,5 2,4 76,3 3,05 70,9 3,6 58,7
40,0 1,9 73,0 2,40 68.1 2,8 55,9
.30.0 1,6 73,0 2,00 68,1 2,3 56,2
63.0 1,2 67,4 1,50 64,0 1,9 56,6
80,0 0,9 57,3 1,10 56,1 1,9 51,5
8.0 16,1 Г>0,0 17,8 127,4 20,4 98,5
160 10.0 12,) 147.5 14,2 1.5.3 18,5 ‘ 113,5
12,-» 16.0 10,4 1.>0,0 11,6 128,0 15,5 115,0
8,6 1.12,5 9,50 128.0 11,4 105,0
Продолжение табл. 26
А и* П1
750 1000 1500
Nt ( М8 Ni ( М2 Nt М,
160 * Фак 20.0 25,0 31,5 40,0 50,0 7,0 5,9 4,8 4,1 3,4 г 150,0 152,5 1о2,5 152,0 153,0 7.70 6,40 5,50 4,80 3,70 127,8 129,0 129,5 139,5 130,5 10,4 8,5 6,5 5.8 4,8 116,0 117,0 107,5 116,0 117,0
63,0 I 2,3 80,0 1,8 гические значения и не 130,5 120,0 ДОЛЖНЫ О' 2,90 I 122,4 2,20 116,0 сличаться От номиналь 3,3 3,0 1ых более ч 100,0 111,0 ем на 5%.
27, Допускаемые нагрузки, ограничиваемые термической мощностью редукторов, при непрерывной работе до 12 ч в сутки
А, и
750 1000 1500
W1T М2т w1T м2Т w1T М2Т
100 8,0 10,0 12,5 16,0 20,0 25,0 31,5 40,0 50,0 63,0 80,0 4,20 3,50 3,50 2,60 2,00 2,00 1,55 1,45 1,45 1,10 1,10 39,2 40,0 60,0 45,7 42,0 51,6 46,7 52,2 66,0 52,5 " 81,2 4,80 4,30 4,30 3,00 2,50 2,40 1,65 1,60 1,60 1,20 1,15 34,2 37,6 47,1 39,5 40,4 48,8 36,5 44,8 56,2 43,3 52,4 5,55 4,95 4,95 3,65 3,00 3,00 2,05 1,85 1,80 1,35 1,30 26,3 29,2 36,0 32,8 33,4 42,1 33,4 36,3 42,0 40,8 44,8
125 8,0 10,0 12,5 16,0 20,0 25,0 31,5 40,0 50,0 63,0 80,0 6,70 6,10 5,60 4,45 3,95 3,50 2,60 2,30 2,15 1,95 1,65 62,4 70,0 79,5 79,0 85,0 91,7 82,7 88,2 98,6 111,0 106,0 7.60 6,80 6,20 4,55 4,25 3,80 3,05 2,60 2,45 2,30 1,90 54,0 59,4 66,5 59,8 70,0 75,8 70,9 74,5 83,2 97,2 93,2 8,75 8,75 7,00 5,50 5,00 4,35 3,60 3,15 2,80 2,60 2,10 41,8 52,1 51,5 49,1 55,9 60,0 58,7 62,8 68,5 77,5 72,8
160 8,0 10,0 12,5 16,0 20,0' 25,0 31,5 40,0 50,0 63,0 80,0 10,30 9,30 ' 7,75 6,20 5,15 4,65 4,20 3,30 3,10 2,90 2,60 96,0 109,0 112,0 110,0 111,0 120,5 134,0 122,0 139,т 164,5 173,0 12,40 11,00 9,90 7,60 6,20 5,80 4,70 3,95 3,50 3,40 3,10 89,0 97,0 110,0. 103,0 102,0 117,0 111,0 115,0 124,0 143,5 . 163,5 15,00 13,20 11,70 9,60 7,50 7,00 5,55 4,80 3,90 4,05 3,60 72,5 81,0 87,0 85,0 84,0 96,0 91,5 96,0 95,0 123,0 134,0
1. Значения допускаемых нагрузок, указанных в табл. 27, соответствуют температуре масла в ванне редуктора = 90° С и температуре окружающего воздуха 1В = 20° С, т. е. температурному напору 70° С.
При температуре окружающего воздуха tg > 20° С и температуре масла в ванне редуктора 4М = 95° G (при использовании высоковязких масел типа индустриальное I1-50A по
ГОСТ 20799—75) мощность редуктора, ограничиваемую нагревом, определяют по формуле 95—<в
N1t = n1t <табличное) —yjj кВт.
2. Для редукторов с чугунными корпусами табличные значения допускаемых нагрузок должны быть снижены на 25%.
' 28. Коэффициент к условий работы редуктора
Характер нагрузки на приводимой машине Значения к при приводе от электродвигателя при суммарной продолжительности работы в сутки, ч
0,5 0,5-2,0 2,0-12,0 12,0—24,0
Равномерная С умеренными удавами С тяжелыми ударами 0,8 0,9 1,0 0,9 1,0 1,25 1,0 1,25 1,50 1,25 1,50 1,75 .
Под равномерной нагрузкой понимают нагрузку, отклоняющуюся от средней величины пе более чем па 5—10%. Такая нагрузка характерна для привода вентиляторов, центробежных воздуходувок и насосов, равномерно нагруженных конвейеров и т. п.
Под нагрузкой с умеренными ударами понимают нагрузку со значительными отклонениями от средней величины, с редкими перегрузками (не более двукратной велпчинй), вызванными пусками, остановками и реверсированием. Такая нагрузка характерна для механизма передвижения кранов и приводов смесителей и мешалок жидкостей различной плотности, неравномерно нагруженных конвейеров и т. п.
Под нагрузкой с тяжелыми ударами понимают нагрузку с частыми перегрузками (пе более двукратной величины). Такая нагрузка характерна для приводов шаровых и трубчатых мельниц, прессов с кривошипно-шатунными механизмами и т. п.
29. Коэффициент полезного действия червячных редукторов
А П1 КПД при передаточном числе и
8 10 12,5 16> 20 25 31,5 40 50 63 80
40 7'0 1000 1300 0 85 0,86 0,87 0.83 0,83 0,85 0,81 0,82 0,83 0,77 0,79 0,81 0,72 0,74 0,76 0,70 0,71 0,73 0,65 0,67 0,70 0,58 0,60 0,63 0,54 0,57 0,60 0,32 0,54 0,58 —
>£0 750 1000 1500 0,86 0.87 0,88 0,85 0,85 0,87 0,82 0,83 0,85 0,79 0,80 0,82 0,76 0,77 0,80 0,71 0,72 0,75 0,67 0,68 0,72 0,64 0,65 0,68 0,60 0,61 0,62 0,54 0,58 0,60 0,52 0,54 0,58
63 750 1000 1500 0,86 0,87 0,88 0,86 0,86 0,87 0,85 0,85 0,87 0,80v 0,81 0,83 0,7-9 0,80 0,82 0,76 0,77 0,80 0,68 0,69 0,73 0,67 0,68 0,72 0,64 0,64 0,68 " 0,60 0,61 0,62 0,54 0,57 0,60
80 750 1000 1500 0,88 0,89 0,90 0,87 0,88 0,89 0,85 0.86 0,88 0,82 0.84 0,85 0,78 0,80 0,83 0,77 0,78 0,82 0,71 0,74 0,77 0,66 0,70 0 72 0,65 0,66 0,71 0,62 0,60 0,64 0,54 0,55 0,56
100 750 1000 1500 0,90 0,91 0,92 0,88 0,90 0,91 0,88 0,90 0,91 0.84 0,85 0,87 0,80 0 83 0,85 0,80 0,82 0,85 0,73 0,74 0,78 0,69 0,71 • 0,74 0,69 0,71 0,75 0,60 0,63 0,06 0,58 0,60 0,65
125 750 1000 1500 0,90 0,91 0,92 0,89 0,90 0,92 0.88 0,89 0,90 0,85 0,85 0,87 0,83 0,84 0,86 0,81 0,82 0,84 0,74 0.76 0,79 0,71 0,73 0,77 0,69 0,71 0,74 0,66 0,69 0.72 0,60 0,63 0,66
160 750 1000 1500 0,90 0,92 0,93 0,90 0,91 0.92 0,89 0,90 0,91 0,86 0,87 0,89 0,82 0,84 0,86 0,80 0,83 0,85 0,78 0,79 0,81 0,72 0.75 0,78 0,70 0,72 0,73 0,68 0,71 0,74 0,64 0,68 0,71
Примеры выбора редуктора. Пример 1. Требуется выбрать червячный редуктор для привода смесителя от электродвигателя для следующих условий работы:
частота вращения электродвигателя п = 1000 об/мин;
передаточное число редуктора и — 50;
наибольший момент на валу смесителя Мя = 50 кгс -м; продолжительность работы 7 ч в сутки.
Расчет.
1. Определяем расчетный момент
Л/р=Л/цВ = 50 • 1,25 = 62,5 кгс • м
(коэффициент к принимаем по табл. 28 для нагрузки с умеренными ударами). 2. По табл. 27 подбираем редуктор РЧУ-125, для которого Мг = 68,1 кгс -м. Допускаемая нагрузка редуктора не ограничивается его термической мощностью.
Пример 2. Требуется выбрать червячный редуктор для привода равномерно нагруженного конвейера для следующих условий работы:
частота вращения электродвигателя п = 1000 об/мип;
передаточное число редуктора и = 16;
наибольший момент па валу червячного колеса редуктора Мн — 70 кгс -м;
мощность на валу червяка N4 = 5 кВт;
продолжительность работы редуктора 7 ч в сутки.
Расчет.
1. Определяем расчетный момент
Л/р = Мик = 70 • 1 = 70 кгс • м.
2. По табл. 27 для указанного привода подбираем редуктор РЧУ-125, для которого TVj = 5,4 кВт, Мг = 70,9 кгс -м. Однако допускаемая нагрузка для этого редуктора ограничивается его термической мощностью = = 4,55 кВт (см. табл. 27).
Поэтому для заданных условий работы приходится принимать редуктор РЧУ-160, для которою допускаемые нагрузки, ограничиваемые термической мощностью, 7VlT = 7,6 кВт и Л7ат = 103 кгс -м.
ЧЕРВЯЧНЫЕ ОДНОСТУПЕНЧАТЫЕ УНИВЕРСАЛЬНЫЕ РЕДУКТОРЫ 4-40, 4-63, 4-80 (ПО ТУ2-05Й-1-32—75)
Червячные одноступенчатые универсальные редукторы общего назначения 4-40, 4-63, 4-80 предназначены для эксплуатации в макроклиматических районах с умеренным климатом (исполнение У), категории размещения 3 по ГОСТ 15150—69.
Редукторы должны допускать применение в следующих условиях: нагрузка постоянная и переменная; одного направления и реверсивная; работа постоянная и с периодическими остановками; вращение валов в любую сторону без предпочтительности; частота вращения быстроходного вала — до 1500 об/мин; температура внешней среды от —40 до +50° С; повышенная запыленность; неагрессивная среда; влажность при температуре 20° С до 95% •
Пример записи обозначения редуктора, при его заказе и в документации другой продукции, в которой он может быть применен:
редуктор червячный одноступенчатый (Ч), с межосевым расстоянием 80 мм, номинальным передаточным числом 40, схемой сборки 2, с расположением чер-
вяка под колесом (исполнение 1 по расположению червячной пары), исполнение без лап — 1, климатическим исполнением (У) и категорией размещения 3;
Редуктор Ч-80—40—2—1—1—УЗ
То же, исполнение с лапами — 2:
Редуктор 4-80—40—2—1—2—УЗ
30. Основные параметры редукторов црп частоте вращения быстроходного вала 1500 об/мин
Передаточное число номинальное и ; Допускаемый крутящий момент (расчетный) на тихоходном валу, М кгс • м КПД редуктора (расчетный) и, % Допускаемая консольная нагрузка* Рт, кгс Масса редуктора, кг, не более
( 8 10 12,5 10 20 25 31,5 40 50 03 ( 8 10 12,5 16 20 25 * 1 11 г нее 80% 2. лее 1 5 3. (12 ч в Р е д у межосевое 2,8 2,7 2,0 2,9 3,0 2,6 3,15 2,9 2,8 2,7 V е д у чежосевое j Л 10,6 10,0 11,0 10,0 10,0 1риложепна и м е ч а н от указан! Фактически %. Нагрузочиа зутки) с по < т о р Ч jaccTonm .83 81 81 72 72 70 60 56 54 49 к т о р L >асстояни 87 86 84 78 76 74 я в серез и я: 1.1 ого в та( е переда я способ зтояннои -40 ie 40 мм) 140 (-63 с 63 мм) 280 tune вых : состояв злице. точные 1ОСТЬ и 1 нагрузи 6,4 13,2 эдпого к ИИ пост тела н< ШД ра эй и тем
Передаточное число номинальное и Допускаемый крутящий момент (расчетный) на тихоходном валу, М, кгс • м КПД редуктора (расчетный) р, % Допускаемая консольная нагрузка* Рт, кгс Масса редуктора, кг, не более
31,5 40 50 63 80 12,5 10 9,8 9,6 8,5 68 62 61 50 280 13,2
Редуктор 4-80 (межосевое расстояние 80 мм) /
8 10 12,5 16' 20 25 31,5 40 50 63 80 21,0 19,0 19,5 22,0 20 20 25 20 21 20 16,5 89 87 86 81 79 77 70 65 64 56 400 19,3
конца тихоходного вала.
тавки КПД редуктора должен быть не мс-
должны отличаться от номинальных бо-
засчитаны для непрерывного режима работы шературой масла 95 °C.
Схема 7 Схема 2 Схема 3
Схе>ма 4
Рис. 8. Схемы сборок
В зависимости от в?аимпого расположения концов валов редукторов при* меняют 4 схемы сборок, приведенных на рис. 8.
Исполнение 7
।
Дополнение 2 Исполнение ? Исполнение £
Рис. 9. Исполнения расположений червячной пары
В зависимости от расположения червячной пары в пространстве рримеияют 4 исполнения, приведенные на рис. 9.
Схема установки л;111 (Д 2, 3, 4), обеспечивающая исполнения редукторов с расположением червячной пары по ри<к 9, приведена па рис. 10.
Рис. 10. Схема установки лап
32. Концы валов Размеры, мм
Типоразмер d2 1 h bl Ьг Эе. dxmxz-
4-40 16 МА 18 28 28 3 в 8,5 20,5 22x1,5X14
4-63 22 ' Мб 25 36 42 4 8 И,С 28,0 30x1,5x18
4-80 25 М8 32 42 58 э 10 13,45 35,5 38x2x18
Требования к надежности и долговечности. 90%-ный ресурс при длительной работе с постоянной нагрузкой должен быть не менее 20 000 ч. При других режимах работы срок службы — не менее 5 календарных лет.
Требования по технике безопасности в процессе эксплуатации редуктора должны быть следующими: заливку масла, слив отработанного масла из картера и проверку уровня масла производить только при полной остановке редуктора; соединительные муфты и концы валов должны быть защищены предохранительными кожухами; при разборке редуктора необходимо спять действие внешних'нагрузок на валы.
МОТОР-РЕДУКТОРЫ
ЦИЛИНДРИЧЕСКИЕ ОДНОСТУПЕНЧАТЫЕ МОТОР-РЕДУКТОРЫ ТИПА МЦ (ПО ГОСТ 20754—75) И ДВУХСТУПЕНЧАТЫЕ СООСНЫЕ ТИПА МП2С
(ПО ГОСТ 20721-75)
Зубчатые цилиндрические мотор-редукторы предназначены для общего применения при режиме работы S1 по ГОСТ 183—74 ог сети переменного тока с частотой 50 Гц, поминальными напряжениями по ГОСТ 721—74 в следующих условиях:
нагрузка постоянная и переменная (в пределах допускаемого крутящего момента), одного направления и реверсивная;
вращение выходного вала в любую сторону;
основное климатическое исполнение: У (категорий* размещения 3), Т (категория размещения 2) по ГОСТ 15150—69 (при высоте над уровнем моря до 1000 м);
окружающая среда — неагрессивная, невзрывоопасная, с содержанием непроводящей пыли до 10 мг/м3;
положение в пространстве — горизонтальное, опорной плоскостью вниз.
' Концы валов — конические, типа 1, исполнения 1 по ГОСТ 12081—72; цилиндрические — исполнения 1 по ГОСТ 12080—66.
На конических концах валов должны быть гайки по ГОСТ 5916—70, шайбы стопорные — по ГОСТ 13465—77.
35. Габаритные и присоединительные размеры редукторов типа Мц, мм Фактическая частота вращения выходного вала не должна отличаться от номинальной более чем на 10%. ДопуЬкаемую радиальную нагрузку следует считать приложенной в середине посадочной части выходного вала. МЦ-125 МЦ-100 МЦ-80 МЦ-63 Типоразмер мотор-редукторов
224 280 355 450 224 280 1 355 450 0W SSS 083 V33 224 280 355 450 Номинальная частота вращения выходного вала* об/мин
44,0 46,9 49,1 39,0 23,2 26,4 21,0 23,0 12,4 12,3 10,1 11,2 6,57 5,30 ! 5,65 6,37 Допускаемый крутящий момент на выходном валу, кгс • м
© 8 © 8 Допускаемая радиальная нагрузка на выходном валу, кгс
185 205 200 200 оо #«. )₽. нгм Масса мотор-редук-тора, кг, не более
4A160S6P3 4А160М6РЗ 4A1U0M4P3 4А160М4РЗ 4A132M8P3 4A132M6P3 4A132M6P3 4A132M4P3 4А112МВ8РЗ 4А112МВ6РЗ 4А112МВ6РЗ 4А112М4РЗ 4A10OL8P3 4A100L8P3 4A100L6P3 4A100S4P3 Тип | Электродвигатель |
11,0 15,0 18,5 18,5 5,5 7,5 7.5 11,0 3,0 4,0 4,0 5,о 1,5 1,5 2 2 3,0 Мощность, кВт
970 970 1460 1460 720 900 . 960 1430 700 950 950 1450 700 700 950 1420 Частота вращения, об/мин
МЦ-63 (МЦ2С-63) МЦ-80 (МЦ2С-80) МЦ-100 (МЦ2С-100) МЦ-125 (МЦ2С-125) Типоразмер мотор-редуктора
63 80 100 125 Межосевое расстояние, мм
6,3 (12,5) 12,5 (25) 25.0 (50) 50,0 (100) Номинальный крутящий момент на выходном валу, кгс • м
33. Меякосевые расстояния п номинальные крутящие моменты на выходном валу мотор-редукторов
Типоразмер мо-тор-редуктора Номинальная частота вращения выходного вала, об/мин L, не более | L,, не более А А, В, не более И, не более Hi Ь 1 h dt —7——’ d
Номинал Пред. откл. Номинал Пред. откл. j | Номинал «3 Н: а К J Номинал | Пред. откл.
МЦ-63 w,w' 355 450 а01> 475 185 90 150 +0,7 180 10,7 215 306 80 -0.5 120 15 16 12 +0,43 22
МЦ-80 224; 280; 355; 450 565 265 105 165 +1 230 + 1 275 370 100 190 18 22 15 28
МЦ-100 224, 280, 355, 450 675 255 128 200 250 305 426 112 200 20 25 19 +0,52 35
МЦ-125 224 280, 355 450 790 830 325 160 270 300 355 530 140 250 25 25 45
36. Поминальные частоты вращении выходного вала, допускаемые нагрузки, наибольшие массы мотор-редукторов и электродвигатели
Типоразмер мотор-редуктор а Номинальная частота вращения выходного вала, об/мин допускаемый крутящий момент на выгодном вг»у, кге-м Допускаемая радиальная нагрузка на выходном валу, кгс Масса мо-тор-редук-тора, кг, не оолее Электродвигатель
Тип Мощность, кВт Частота вращения, об/мин
35,5 13,6 35 4А71В6РЗ 0,55 920
10,9 35 4А71В6РЗ 0,5 920
56 12.1 37 4А80А6РЗ 0,75 920
МЦ2С-63 'll 4ft ‘Л 4АЗАВЛЙЗ, Ш'\
90 11.7 280 37 4А80А4РЗ 1,1 1400
112 13,3 40 4А80В4РЗ 1,5 1,5 1400
140 10,0 40 4А80В4РЗ 1400
180 11,5 40 4А80В2РЗ 2,2 2850
28 24,8 55 4A90LA8P3 0,75 700
35,5 45 27,1 50 4А80В6РЗ 1,1 920
21,9 50 4А80В6РЗ 1,1 920
56 24,6 50 4А80В4РЗ 1.5 1400
МЦ2С-80 71 28,2 400 55 4A90L4P3 2,2 1420
90 23.4 55 4A90L4P3 2,2 1420
112 25,0 63 4A100S4P3 3.0 , У 20
140 26,7 70 4A100L4P3 4,0 1420
180 20,6 70 4A100L4P3 4,0 ' 1420
28 50.0 87 4A100L8P3 1,5 700
35,5 54,1 87 4A100L6P3 2,2 950
44,2 87 4A100L6P3 2,2 950
МЦ2С-100 56 49,0 560 80 4A100S4P3 3.0 1420
71 52,6 87 4A100L4P3 4,0 1420
90 40.7 87 4A100L4P3 4,0 1450
112 44,4 105 4А112М4РЗ 5.5 1420
140 49.0 105 4А112М2РЗ 7,5 2900
Типоразмер мотор-редуктора Номинальная частота вращения выходного' вала, об/мин Допускаемый крутящий момент на выходном валу, кге-м Допускаемая радиальная нагрузка на выходном валу, кгс Масса мо-тор-редук-тора, кг, не более Электродвигатель
Тип Мощность, кВт Частота вращепия, об/мин /
28 101,0 140 4А112МВ8РЗ 3,0 700
35,5 102,0 140 4АП2МВ6РЗ 4,0 950
45 81,4 140 4А112МВ6РЗ 4,0 950
56 92,6 140 4А112М4РЗЗ 5,5 1430
МЦ2С-125 71 101,0 '800 160 4A132S4P3 7,5 1450
90 113,0 175 4A132M4P3 11,0 1450
112 89,0 175 4AI32M4P3 11,0 1450
140 95,0 215 4A160S4P3 15,0 1460
180 95,6 235 4А160М4РЗ 18,5 1460
Фактическая частота вращения выходного вала не должна отличаться от номинальной более чем па 10%.
Допускаемую радиальную нагрузку следует считать приложенной в середине посадочной части выходного вала. z
37. Габаритные и присоединительные размеры редукторов типа МЦ2С, мм
Типоразмер МО-' тор-редук-тора Номинальная частота вращения выходного вала, об/мин А, Ис более Lit не более А Л, В, нс более н, не более Н, Ь 1 do d h
МЦ2С-63 35,5; 45; 71 48з 160 60 110 ь ±0,7 150± ±0,7 185 270 140-е,5 110 15 12+0,13 28 16
56; 90; 112, 140; 180 506 280
МЦ2С-80 28; 71; 90 35,5; 45; зб 112 140; 180 575 550 590 620 17э 70 115JJ ISOjzl 225 320 310 335 Зз5 17О-о,5 130 22 1Ь+(МЗ 35 18
МЦ2С-100 28; 35,5; 45; 71; 80 670 195 102 130.11 210ч 1 2из 375 212-о,з 150 20 15+о, п 45 22
56 112; 140 640 б9э 375 400
Типоразмер мо-тор-рсдук-тора Номинальная частота вращения выходного вала, об/мин L, не более Е1, не более А At В, не более И, не более И, ъ 1 d h
МЦ2С-125 28; 35,5; 45; 56 71 90; 112 140 180 740 765 815 870 910 235 105 1бол 280±1 335 455 480 480 530 530 265 230 25 1д+0,53 55 28
Пример обозначения мотор-редуктора типа МЦ с межосевым расстоянием 100 мм, поминальной частотой вращения выходного вала 355 об/мин, коническим концом вала (К), климатического исполнения У, категории размещения 3: .
Мотор-редуктор МЦ-100—355 КУЗ ГОСТ 20754—75
То же, типа МЦ2С с цилиндрическим концом вала (Ц), климатического исполнения Т, категории размещения 2;
Мотор-редуктор МЦ2С-100-355 ЦТ2 ГОСТ 20721—75
ПЛАНЕТАРНЫЕ ЗУБЧАТЫЕ МОТОР-РЕДУКТОРЫ ОДНОСТУПЕНЧАТЫЕ ТИПА МПз (ПО ГОСТ 21355—75)' И ДВУХСТУПЕНЧАТЫЕ ТИПА МПз2 (ПО ГОСТ 21356—75)
Планетарные зубчатые горизонтальные одноступенчатые и двухступенчатые редукторы общего применения предназначены для режима работы S1 по ГОСТ 183—74 от сети переменного тока 50 Гц с номинальными напряжениями в следующих условиях:
нагрузка постоянная и переменная по величине (в пределах допускаемого крутящего момента) и направлению;
вращение выходного вала в любую сторону;
основное климатическое исполнение — У (категория 3) и Т (категория 2) по ГОСТ 15150—69 при высоте пад уровнем моря до 1000 м;
окружающая среда — неагрессивная, певзрывоопасная, с содержанием непроводящей пыли до 10 мг/м8;
положение в пространстве — горизонтальное па лапах (опорной плоскостью вниз) или на опорном фланце.
Редукторы типа МПз изготовляют с крутящими моментами от 12,5 до 100 кгс -м и частотами вращения выходного вала от 90 до 280 об/мин; типа МПз2 соответственно от 12 до 200 кгс-м и от 18 до 90 об/мин. ГОСТ 21356—75 предусматривает типоразмер мотор-редуктора с крутящим моментом до 400 кгс -м.
38. Основные параметры мотор-редукторбв типа МПа
Типоразмер мотор-редуктора Радиус расположения осей сателлитов, мм Номинальная частота вращения выходного вала, об/мин Допустимый крутящий момент на выходном валу, кгс. м Допускаемая радиальная нагрузка на выходном валу, кгс Масса мотор-редуктора, кг, не более Электродвигатель
Тип Мощность, кВт Частота вращения, об/мин
112 12,0 45 4AX90L6P3 1,5 940
МПз-31,5 32,35 140 12,5 140 45 4AX90L4P3 2,2 1420
180 12,0 45 4AX90L4P3 2,2 1420
280 12,5 55 4A100S2P3 4,0 2880
112 23,о 8э 4А11гМАЫ>3 3,0 950
140 25,0 75 4A100L4P3 4,0 1450
ЫП.з-40 40 180 25,0 200 90 4A11JM1P3 5,5 1450
224 23,0 90 4АП2М4РЗ 5,5 1450
280 24,0 90 4А112М2РЗ 7,5 2900
Типоразмер мотор-редуктора Радиус расположений осей сателлитов, мм Номинальная частота вращения выходного вала,* об/мин Допустимый крутящий момент на выходном валу, кгс • м Допускаемая радиальная нагрузка на выходном валу, кгс Масса мотор-редун-тора, кг, не более Электре Тип двигат Мощность, кВт ель Частота вращения, об/мин
МПз-50 50 112 140 ' 180 224 42,0 50,0 ' 50,0 45,0 280 130 135 150 150 4A132S6P3 4A132S4P3 4A132M4P3 4А132ЖРЗ 5,5 7,5 11,0 11,0 960 960 1450 1450
МПз-63 63 а? 112 140 180 100,0 84,0 94,0 94,0 400 220 220 220 240 iAt<iOS6P3 4A160S6P3 4A160S4P3 4А160М4РЗ 11,0 11,0 15,0 18,5 370 970 1460 1460
39. Основные параметры мотор-рсдукторов типа МПз2
Типоразмер мотор-редуктора Радиусы расположения осей сателлитов первой и второй ступеней, мм Номинальная частота вращения выходного вала, об/мин Допускаемый крутящий момент па выходном валу, КГС’М Допускаемая радиальная нагрузка на выходном валу, кгс Масса мотор-редуктор а, кг, не более Электр< Тип )двигат Мощность, кВт ель Частота вращения, об/мин
МПз2-31,5 32,35 18 22,4 28 35,5 45 71 90 12,5 10.fi 12,0 12,5 12,0 12,5 11,5 280 35 4АХ71ВРЗ 4АХ71В8РЗ 4АХ71А6РЗ 4AX7IA4P3 4АХ71А4РЗ 4АХ71В2РЗ 4АХ71В2РЗ 0,25 0,25 0,37 0,55 0,55 1,10 1,10 690 690 920 1370 1370 2810 2810
МП32-40 40 18 22,4 28 35,5 45 56 71 00 25,0 22,0 24,0 25,0 23,0 25,0 .25,0 22,7 400 52 47 50 50 50 52 52 52 4АХ80Р8РЗ 4AX7J36P3 4АХ80А6РЗ 4АХ80А4РЗ 4АХ80А4РЗ 4АХ80В4РЗ 4АХ80В2РЗ 4АХ80В2РЗ 0,55 0,55 0,75 1,10 1,10 1,50 2,20 2,20 700 920 920 1400 1400 1400 2850 2850
МПз2-50 50 18 22,4 28 35,5 45 56 71 90 50,0 50,0 47,0 50,0 46.0 49,0 50,0 50,0 560 80 80 80 80 80 85 85 95 4AX90LB8P3 4AX90L6P3 4AX90L6P3 4AX90L4P3 4А X90L4P3 4A100S4P3 4A100S2P3 4A100LZP3 1,10 1,50 1,50 2,20 2,20 3,00 4,00, 5,50’ 700 940 940 1420 1420 1420 2880 2880
МП32-63 63 18 22,4 28 35,5 45 56 71 100,0 91,0 91,0 98,8 100,0 88,0 94,0 800 142 142 142 147 147 147 147 4А112МА8РЗ 4АИ2МА8РЗ 4 Al 12МА6РЗ 4AU2MB6P3 4АИ2М4РЗ 4АИ2М4РЗ 4AI12M2P3 2,20 2,20 3,00 4,00 5.50 5,50 7,50 700 700 950 950 1450 1450 2900
МПз2-80 80 18 22,4 28 35,5 45 56 200,0 200,0 167,0 192,0 200,0 180,0 1100 230 230 230 230 250 250 4A132S 8РЗ 4A132S 6РЗ 4A132S 6РЗ 4A132S 4РЗ 4A132M4P3 4A132M4P3 4,00 5,00 5,00 7,50 11,00 11,00 720 960 960 1450 1450 1450
Для мотор-редукторов типа МПа и МПз2:
фактическая частота вращения выходного вала не должна отличаться от номинальной более, чем на 10%;
допускаемую радиальную нагрузку следует считать приложенной к середине посадочной части выходного вала.
40. Габаритные п присоединительные размеры
Тип МПз ПО ГОСТ 21355—75
Концы валов — конические типа 1, исполнения 1 по ГОСТ 12081—72; цилиндрические исполнения 1 по ГОСТ 12080 — 66. На конических концах валов должны быть гайки по ГОСТ 5916 — 70 или 10607 — 72, шайбы стопорные по ГОСТ 13465 — 77.
Типоразмер МОТОр-редуктора Общие размеры Тип МПз и МПз2 **
L2, не более £3 А Hi (пред, откл. -0,5) 1 h d2 (пред, откл. +0,52) d А, В В, Ь
Номинал Пред откл Номинал Пред. откл. не более
МПз-31.5 (MII32- . 31,5) 175 99 130 ± 1,0 100 20 18 19 28 205 (155) ±1,0 245 (195) 260 (220) 156 (106)
МПз-40 (MI132-40) 215 120 170 ± 1,о 112 20 22 19 35 260 (180) ±1,0 305 (225) 320 (245) 210 (130) -
МПз-50 (МПз2-50) 265 158 210 ± 1,0 132 25 30 24 45 295 (220) ± 1,0 (±1,4) 345 , (270) 360 (285) 236 (160)
МПз-СЗ (МПз2-63) 285 158 230 ± 1,4 160 25 32 24 55 340 (260) ± 1,4 395 (330) 410 (345) 2б() (195)
(МП32-80) 400 196 335 ± 1,4 200 30 40 28 70 (335) ± 1,4 (405) (415) (249)
** В скобках размеры типа МПз2.
Номинальная частота вращения выходного вала мотор-редуктора типа МПз; величины, *3 Номинальная частота вращения выходного вала мотор-редуктора типа М11ь2; келичи
Пример обозначения мотор-редуктора типа МПз с радиусом располо 180 об/мин, на лапах, с коническим концом вала (К), климатического неполно
Мотор-редуктор МПа—63—180 КУЗ
То же, типа МПз2, номинальной частотой вращения выходного вала 56 об/мин,
Мотор-редуктор МПз2—63—56
мотор-редукторов исполнения на лапах, мм
Тип МПз2 ПО ГОСТ 21356—75
Тип МПз Тип М1132
п, *« об/мин L L, Н, не более di п,*» об/мин L 1 Н dt
не б олее Номинал Пред, откл. не б олее Номинал Пред откл.
280 180 140 112 565 550 550 550 630 605 605 605 275 265 265 265 28 24 24 24 +0,009 —0,004 18-90 515 560 255 19
280-112 665 765 315 42 +0,018 +0,002 18 22,4 570 570 625 625 285 22 19 +0,009 -0,004
140 630 695 285 28 +0,009 +0,004 28-45 56—90 570 590 625 645 22 22
224; 180 140; 112 810 760 890 840 360 42 +0,018 18—45 5Ь—90 700 715 755 770 330 24 28
180 140-90 940 900 1055 1015 440 42 +0,002 18-71 785 885 385 42 +0,018 +0,002
— — — — — 18—35,5 45; 56 1000 1045 1080 1125 460 42 +0,018 + 0,002
указанные в пределах, брать из ряда: 140; 112; 90
ны, указанные в пределах, брать из ряда: 18; 22,4; 28; 35,5; 45; 56; 71; 90.
жения осей сателлитов 63 мм, номинальной частотой вращения выходного вала ния У, категории 3:
ГОСТ 21355—75
с цилиндрическим концом вала (Ц), климатического исполнения Т, категории 2:
ЦТ2 ГОСТ 21356—75
41, Габаритные и присоединительные размеры мотор-редуктора
Тип МПз — По ГОСТ 21355—75
Концы валов — конические типа 1, исполнения 1 по ГОСТ 12081—72; цилипдричест<ие ГОСТ 5916—70 или 10607—72, шайбы стопорные — по ГОСТ 13465—77,
Типоразмер мотор-рс-дуктора Общие размеры Тип
Г2 Li ф О ю Q К Di d2 d К л * ю g о L Lx и, не более
Номинал 1_ _ Пред, откл. не более
МПз-31,5 МПз2-31,5 75 12 6 195 155 130 12 +0,43 28 280 180 140 112 565 550 550 550 630 605 605 605 295 285 285 285
МПз-40 МП32-40 95 15 6 225 185 100 15 35 280 224 180 112 665 765 340
140 630 695 505 /
МПз-50 МП32-50 130 18 8 270 230 200 17 45 224 180 140 112 810 810 760 760 890 890 840 840 390
МПз-63 МП32-63 130 20 8 330 280 250 19 +0,52 55 180 140-90 940 900 1055 1015 460
МП32-80 160 22 10 405 350 320 70 — — — —
Номинальная частота вращения выходного вала мотор-редуктора типа МПа; веии-
*2 Номинальная частота вращения выходного вала мотор-редуктора типа МПа2, пени-
исполнения на опорком фланце, мм
Тип МПз2 — по ГОСТ 21356-75
_ В
исполнения 1 по ГОСТ 12080—66. На конических концах валов должны быть гайки по
МПз Тип МПз2
D, dt g * ю £ о L Lt В Н П, di Количество отверстий
Номинал 1 . Пред. 1 откл. не более Номинал Пред, откл.
240 28 24 24 24 +0,009 -0,004 18-90 515 560 220 270 115 19 +0,009 -0,004 6
270 42 +0,018 +0,002 18 22,4 28-45 56—90 570 570 570 590 625 625 625 645 245 305 130 22 19 22 22
205 28 +0,009 —0,004
325 42 +0,018 +0,002 18-45 56-90 700 715 755 770 295 350 150 24 28
360 18-71 785 885 365 405 180 42 +0,018 +0,002
—“ — 18-35,5 45; 56 1000 1045 1080 1125 415 475 215 .8
чины, указанные в пределах, брать из ряда: 140, 112, 90.
чины, указанные в пределах, брать из ряда: 18; 22,4; 28; 35,5; 45; 56; 71; 90.
Пример обозначен и я мотор-редуктора типа МПз с радиусом расположения осей сателлитов 63 мм, номинальной частотой вращения выходною вала 180 об/мин', на опорном фланце, с коническим концом вала (К), климатического исполнения У, категории 3:
Мотор-редуктор МПз-63—180 ФКУЗ ГОСТ 21355—75
То же, типа МПз2, поминальной частотой вращения выходного вала 56 об/мин, с цилиндрическим концом вала (Ц), климатического исполнения Т, категории 2:
Мотор-редуктор МПа2-63—56 ФЦТ2 ГОСТ 21356-75
РЕДУКТОРЫ, ВЫПУСКАЕМЫЕ ЗАВОДАМИ
Наименование редукторов Типоразмер редуктора Цена, руб.
Заводы Министерства станкостроительной и промышленности ВПО Союзмашш Барыше кий редукторный з 433720, г. Барыш Ульяновской обл., ул Редукторы червячные одноступенчатые универсальные типа РЧУ' Редукторы червячные двухступенчатые универсальные типа 42 Л е п и и г р а д с ки й завод « Р 196084, г. Ленинград, М—80, ул. Вас Червячные одноступенчатые, универсальные типа РЧУ I Ижевский о п ы т п о - п о к а з а т с л ь н ы й ре им. В. И Ленина 42(5670, г. Ижевск, ул. Кирова, Редукторы цилиндрические горизонтальные двухступенчатые типа РИД ( Редукторы • цилиндрические горизонтальные двухступенчатые типа Ц2У Редукторы цилиндрические горизонтальные одноступенчатые типа ЦУ Киевский опытно-показательный ре 252680, г. Киев—58, ГСП, ул. Борщаговская, 154 Мотор-редукторы планетарные зубчатые двухступенчатые горизонтальные типа МПз2 Мотор-редукторы волцовые зубчатые типа МВз Майкопский редукторный завод 352701, г. Майкоп Краснодарского края, ул Щовгенс Редукторы цилиндричсскнс горизонтальные двухступенчатые типа Ц2у Можгинсний завод маши и остро и тел 4277(50, Удмуртская АССР, г. Можга, Сюгаильский п Редуктор червячный одноступенчатый универсальный типа Ч инструментальной рмаль а в о д . Пионерская, 9 РЧУ-100 42-160 о д у к т о р» зерпая,8 РЧУ-40А РЧУ-63А РЧУ-80А дукторный 172 РПД-250 РЦ Д-350 Ц2У-100 Ц2У-125 Ц2У-160 Ц2У-200 Ц2У-250 ЦУ-100 ЦУ-160 ЦУ-200 ЦУ-250 дукторный з МПз2-31,5 МЛ 32-40 МПз2-л0 МПз2-63 МВз-80 МВз-160 ва, 362 Ц2У-ЗЦН Ц2У-400Н Ц2Н-4..0 Ц2Н-500 ь н ы х д е т а л е ;р., 15 Ч-80А 88 265(ус) 40 60 82 завод 85 135 71 106 160 225 350 — Z —Z а в о д 94 116 155 266 ЮО(ус) 250(ус) й 75
Наименование редукторов Типоразмер редуктора Цена, руб.
Псковский завод зубчатых колес
180000, г. Псков, ул. Индустриальная, 7
Мотор-редукторы цилиндрические горизонтальные^ МЦ2С-63-71 126
двухступенчатые соосные типа МЦ2С МЦ2С-80-112 170
МЦ2С-100-56 190
МЦ2С-125-56 230
Редуктор цилиндрический горизонтальный двухсту- Ц2С-80-25 120
пенчатый соосный типа Ц2С
Завод Министерства тяжелого и транспортного машиностроения СССР
Л ейинградский машиностроительный нм. Котлякова
199048, г. Ленинград, В — 48, 17 линия В. О., 54
Редукторы цилиндрические горизонтальные двухступенчатые типа РМ .
Редукторы коническо-цилиндрические горизонтальные двухступенчатые типа КЦ1
завод
РМ-500* 192
РМ-650» 420
КЦ1-200 210
КЦ1-250 310
КЦ1-300 350
КЦ1-400 715
КЦ1-500 1225
Завод Министерства машиностроения для легкой и пшцевой промышленности и бытовых приборов СССР
Нежинский механический завод
251200, г. Нежин Черниговской области, ул. Б. Хмельницкого, 37
Редукторы червячные одноступенчатые универсаль-1 4-63 ные типа Ч I
60(ус)
* Технические данные: габаритные, установочные и присоединительные размеры см. Анурьев В. И. Справочник конструктора-машиностроителя, кн. 2 над. 4, с. 501—507.
Номенклатура редукторов, изготовляемых промышленностью, ежегодно уточняется. Поэтому для заказа редуктора необходимо предварительное подтверждение изготовления его заводом-изготовителем.
ДОПОЛНИТЕЛЬНЫЕ источники
Передачи зубчатые цилиндрические. Основные параметры — ГОСТ 2185—66.
Редукторы волновые зубчатые одноступенчатые. Основные параметры — ГОСТ 23108—78-
Редукторы общего назначения. Общие технические условия — ГОСТ 16162-78.
Планетарные зубчатые мотор-редукторы типов МР2—1600; MP3—1600 —
ТУ26—09—574—75. ,
Редукторы глобоидные типа Чг. Основные параметры, габаритные и присоединительные размеры — ГОСТ 21164—75.
Редукторы глобоидные обдуваемые типа Чог. Основные параметры и присоединительные размеры — ГОСТ 21165—75.
Вариаторы типа ВР-1 и ВГ-3 с широким клиновым ремнем — ТУ27—06— 1298—73.
Анфимов М. И. Редукторы. Конструирование и расчет (альбом). Изд. 3-е. М., «Машиностроение», 1972, 284 с.
Кудрявцев В. И., Державец Ю. А.~, Глухарев Е. Г. Конструкция и расчет зубчатых редукторов. М. Л., «Машиностроение», 1971, 328 с.
Краузе Г. Н., Крутилин И. Д., Сыпко С. А. Редукторы. Справочное пособие. Изд. 2-е М., «Машиностроение», 1972.
ГЛАВА IX
ПРИБОРЫ, ВСТРАИВАЕМЫЕ В ОБОРУДОВАНИЕ
В главе приведены контрольно-измерительные приборы, часто встраиваемые в оборудование.
СТЕКЛЯННЫЕ ТЕХНИЧЕСКИЕ ТЕРМОМЕТРЫ (ПО ГОСТ 2823-73)
Технические стеклянные термометры с погружаемой нижней частью предназначены для измерения температуры от —90 до -|-600о С.
В зависимости от формы нижней части термометры поставляют в двух исполнениях: прямые П; угловые У.
1. Основные параметры термометров (рисунок см. в Табл. 2)
Помора термометров Пределы измерения, °C Длина верхней части Li, Ь2, мм Номера тсрмо-мс гров Пределы измерения, °C Длина верхней части Li, L2, мм
От До 240 ко От До 240 160
Цена де^ шкалы епия °C Цена НИЯ 1Ш деле-алы, °C
1 -90 +30 1 — 7 +300 2
2 -30 0,5 или 1 8 +350
3 -G0 +50 1 1 9 10 0 400 +450 5 —
4 +100 и +500
5 6 0 +160 +200 1 или 2 2 12 +600 5 или 10
ГОСТ предусматривает менее предпочтительные размеры и Z2 (см. табл. 2;.
Пример обозначения термометра прямого исполнения № 5 с ценой деления 2° С, с длиной верхней части 160 мм и пййшей части 66 мм:
Термометр П 5 2 160 66 ГОСТ 2823—73
То же, для угловою исполнения № 4 с ценой деления 1° С, с длиной верхней части 240 мм и нижней 291 мм:
Термометр У 4 1 240 291 ГОСТ 2823-73
Термометры с пределами измерения от —90 до -|-30' С должны быть наполнены толуолом по ГОСТ 5789—69.
2. Пределы измерения и размеры термометров Размеры, мм
Прямое исполнение П Угловое исполнение У
Обозначение термометров * Пределы измерения, °C Li шах L-2 max S mm $2 max max d к 0,5 lt
180 —30 до +200 160 180 80 135 155 7,5 66 103 163 253 403 104 141 201 291 441
240 —90 до +600 240 260 140 215 235
240 8,5 633 1003 671 1041
* По длине верхней части.
Длина нижней части термометров с верхними пределами измерения от 400 до 600° С должна быть пе менее 103 мм п пе более 403 мм.
Термометры с диапазоном измерения температур от —30 до +600° С наполняют ртутью марки Г, и Р2.
В зависимости от назначения термометры с диапазоном от —60 до +200° С наполняют толуолом, полиотилсилоксапом по ГОСТ 13004—67, керосином по ГОСТ 4753—68 или другой термометрической органической жидкостью.
Термометрическая жидкость нертутпых термометров должна быть подкрашена красителем, не обеспечивающимся в процессе эксплуатации термометра.
Значение вероятности безотказной работы термометров за 1000 ч при доверительной вероятности Р* = 0,8 должно быть не ниже 0,8, а за половину заданного времени — 0,84.
МАНОМЕТРЫ (ПО ГОСТ 8625- 69) »
Стандарт распространяется па показывающие оДностРелочные манометры с упругими чувствительными элементами, в том чмс.т1е манометры, снабженные дополнительными устройствами для сигнализации иди показания давления, достигнутого в процессе измерения, и для дистанций1111011 передачи.
3. Основные параметры и диаметры корпусов манометров
Диаметр корпусов манометров, мм Классы точности приборов
без дополнительных устройств с дополнительными устройствами церхипе пределы измерений избыточного давления, кгс/см2
40 2,5 2
40 СО 2,5; 4 — От 1,6 до 250 по ряду Й5 * ,, 1 » 400 » » В.5 »
100 160; 250 250 1; 1,5; 2,5 0,6; 1; 1,5 0,4 1,5; 2,5 1; 1,5 ОТ 0,6 до 600 по ряду R5 * „ 0,6 » 1600 » » R5 * „ 1 » 600 » » R5 *
'* У".тд УУ» тю ГОСТ 8625— ТОСТ ЪЪ (приведен в т. 1, тл. >9 Предусматривает также вакуумметры л мШтовакуумметры.
4. Форма, основные, габаритные и присоединительны^ размеры манометров Размеры, мм
Манометр без фланца с радиальным штуцером
Манометр с передним расположением фланца с'осевым штуцером
ЛЯпомстр без фланца р осевым штуцером
С января 1979 г. ввоДИтся'В действие ГОСТ 8625—77.
В ъ н, н. h 1 1 б Форма манометра
D d А не более
40 ± 1 — — — — 28 40 45 — 15 — Без фланца
60 ± 100 ± 1 1 4,5*’ °’1е 5i5+o,ie 48 ± 0,2 80 ±- 0,2 63 106 t 5 45 60 60 100 75 105 6 8 20 25 35 Без фланца и с фланцем
160 ± 250 1,5 2 /у+0»2 /у+0.2 128 ±-0,4 200 ±0,4 170 265 5 7 70 70 125 175 120 120 8 8 30 35 60 100 (т. с. для всех форм)
1. Форма, основные, габаритные и присоединительные размеры манометров, имеющих дополнительные устройства для сигнализации и дистанционной передачи, должны соответствовать указанным па эскизе 2 табл. 4 и следующим данным:
D 1 в h Остальные размеры по табл. 4. Корпус диаметром 100 мм предназначен только для приборов, имеющих дополнительные устройства для сигнализации.
мм, пе более
100 ± 1 60 95 12
К.О £ 1,5 80 120
2. Приборы, имеющие дополнительные устройства для сигнализации и дистанционной передачи, могут иметь выступ за фланцем корпуса высотой пе более 80 мм. Форма выступа должна обеспечить его утопленный щитовой монтаж.
3. Форма, расположение и размеры присоединительных элементов для источ-
5. Приеосдцш1телынЛе размеры штуцеров манометров дал подвода измеряемого давления Размеры, мм
ников питания и дистанционной передачи выходных сигналов приборов с дополнительными устройствами должны устанавливаться в технической документации, утвержденной в установленном порядке.
Условные обозначения манометров по ГОСТ 14617—69.
РЕЛЕ ДАВЛЕНИЯ НА рПОм ДО 10 КГС/СМ2 (ПО ГОСТ 19486-74)
Реле предназначены для контроля давления рабочей среды в пневматических, гидравлических и смазочных системах с давлением до 10 кгс/см2 при температуре окружающей среды от 5 до 50° С и относительной влажности по ГОСТ 12434—73.
Реле изготовляют:
двух исполнений по величине контролируемого давления: 1 — па давление рабочей среды от 0,4 до 1,6 кгс/см2; 2 — на давление рабочей среды от 1,5 до 10 кгс/см2;
трех исполнений по способу присоединения к электрической системе: 1 — с резьбовым отверстием 1/2". Труб по ГОСТ 6357—73: 2 — с прямым штепсельным разъемом; 3 — с угловым штепсельным разъемом.
Ф70
Рис. 1. Исполнения реле по способу присоединения к электрической сети: а — исполнение 1; б — исполнение 2; в — исполнение 3
Реле должны допускать резьбовое и стыковое присоединения к пневматической, гидравлической и смазочной системам.
Разность между давлением срабатывания микровыключателя и давлением возврата его в исходное положение не должна превышать 0,2 кгс/см2 — для реле исполнения 1, от 0,3 до 0,6 кгс/см2 — для реле исполнения 2, причем пижнее значение зоны соответствует нижнему значению величины контролируемого давления. ' '
Однополюсный микро выключатель, встроенный в реле, должен работать при продолжительном режиме на номинальном токе 2,5 А при напряжении:
до 380 В переменного тока частотой 50 и 60 Гц;
до 220 В постоянного тоца.
Основные размеры реле указаны па рис. 1.
Пример обозначения роле исполнения 2 по величине контролируемого давления и исполнения 3 по способу присоединения к электрической системе:
Реле давления 23 ГОСТ 19486—74
То же, исполнения 1 по величине контролируемого давления и исполнения 2 по способу присоединения к электрической системе:
Реле давления 12 ГОСТ 19486—74
Технические требования. Реле должны работать на сжатом воздухе 10-го класса загрязненности по ГОСТ 17433—72. Реле должны также работать па минеральном масле с кинематической вязкостью от 4 до 400 сСт с поминальной тонкостью фильтрации пе грубее 40 мкм (13-й класс чистоты по ГОСТ 17216—71) при температуре масла от 10 до 55° С. „
Средняя наработка реле до первого отказа — 1 млн. циклов. Суммарный ресурс — 5 млн. циклов.
РЕГУЛЯТОРЫ ДАВЛЕНИЯ ТИПА В57-1 И БВ57-1
Регуляторы давления служат для регулирования и поддержания постоянного давления в пневматических системах. Давление на входе: наибольшее 6 кгс/см2, наименьшее 1 кгс/см2.
6. Основные размеры регуляторов, мм
Шифр Наибольший расход сжатого воздуха, л/мин d dt D H h В А
Б57-13, БВ57-13 40 К ЧГ 75 MG 86 150 34 36 160 80
Б57-14, БВ57-14 90 К ЧГ 75 MG 86 150 34 36 160 80
Б57-16 250 К Г 101 M8 115 200 48 55 190 105
Пример обозначения регулятора давления с шифром В57-13:
Регулятор давления В57—-13
СТЕКЛЯННЫЕ ТРУБКИ ДЛЯ ОПРЕДЕЛЕНИЯ УРОВНЯ ЖИДКОСТЕЙ (ПО ГОСТ 8446—74)
Размеры трубок, мм: наружный диаметр 8; 9; 10; И; 12; 14; 16; 18 с пред, откл- ±1; 20; 22; 25; 28; 30 с пред. откл. ±1,5; толщина стенки от 2,5 до 3,5 с пред. откл. ±0,5; длина от 200 до 1500.
Пример обозначения трубки диаметром 18 мм, толщиной стенки 2,5 мм, длиной 200 мм:
Трубка 18—2,5—200 ГОСТ 8446—74
Технические требования. Трубки изготовляют из химико-лабораторного стекла по ГОСТ 9111—59, они термически устойчивы и выдерживают перепад температур не менее 100° С. Трубки должны быть механически прочными и выдерживать без разрушения пробное давление, не превышающее 40 кгс/см2; концы трубок ровно обрезаны и зашлифованы.
ВОДОУКАЗАТЕЛЬНЫЕ СТЕКЛА (ПО ГОСТ 1663-57)
В зависимости от условий службы и поверхности изделий водоуказательные стекла, изготовляемые из термостойкого стекла, подразделяются на два вида:
1) рифленые, термически закаленные, предназначенные для работы при давлении до 35 кгс/см2 включительно;
2) гладкие, термически закаленные, предназначенные для работы без слюдяной прокладки, при давлении до 35 кгс/см2 включительно и термически закаленные, предназначенные для работы при давлении от 36 до 120 кгс/см2 включительно, в арматуре со слюдяной прокладкой, предохраняющей стекла от непосредственною воздействия воды и пара.
7. Форма и размеры водоуказательных стекол Размеры, мм
Рифленое стекло
L = 115; 140; 160; 190; 220; 250; 280; 320; 340
Гладкое стекло
L = 140; 160; 220; 250; 280;
340
В = 28 и 34
Стекла должны быть бесцветными. Допускаются голуббватый, зеленоватый или желтоватый оттенки стекла.
Пример обозначения:
рифленого термически закаленного стекла длиной 250 мм для работы при давлении до 35 кгс/см2 включительно:
Стекло рифленое Т3-250—35 кгс/см2 вкл. ГОСТ 1663—57
гладкого термически закаленного стекла длиной 250 мм для работы при давлепии от 36 до 120 кгс/см2 включительно:
Стекло гладкое Т3-250—120 кгс/см2 вкл. ГОСТ 1663—57
УКАЗАТЕЛИ УРОВНЯ ЖИДКОСТЕЙ НА ру ДО 40 КГС/СМ2 1 (ПО ГОСТ 9653-74)
Указатели уровня с запорными устройствами по ГОСТ 9652—68 на ру до 40 кгс/см2 применяют па котлах, сосудах, аппаратах и резервуарах для воды и других жидких неагрессивных сред при температуре до 250° С.
Указатели уровня изготовляют двух типов: тип 1 — на условное давление 25 кгс/см2; тип 2 — на условное давление 40 кгс/см2.
8. Номера и основные размеры указателей уровня типа 1 Размеры, мм
- 9. Номера и основные размеры указателен уровня типа 2 Размеры, мм
ж*
DM
Номера указателей уровня Н Н, Н2 Длина рифленого стекла ТЗ по ГОСТ 1663-57 Масса, кг, не более
2 305 168 124 140 4,3
5 385 248 204 220 6,1
7 445 308 264 '280 7,6
9 л - 505 368 324 340 8,9
* Размеры для справок.
Технический требования. Указатели уровня должны быть герметичными. Пропуск воды через металл и прокладочные соединения или потение не допускаются.
Стекло должно прилегать по всей длине опорных поверхностей указателей уровня.
Указатели уровня относятся к восстанавливаемым изделиям. Срок службы до списания — не менее 5 лет. Средний ресурс до списания — не менее 35 000 ч. Наработка па отказ — не менее 6000 ч. Указанные показатели надежности на стекла пе распространяются.
ЗАПОРНЫЕ УСТРОЙСТВА УКАЗАТЕЛЕЙ УРОВНЯ ЖИДКОСТЕЙ (ПО ГОСТ 9652—68)
Запорные устройства кранового и вентильного типов общепромышленного назначения па ру до 40 кгс/см2 ийу 20 мм применяют для указателей уровня с рамками и стеклянными трубками наружным диаметром 20 мм на котлах, сосудах, аппаратах и резервуарах для жидких сред при температуре до 250° С.
10. Типы и исполнения запорных устройств
Тип Исполнение Условное давление Ру» кгс/см2 Вид присоединения Исполнение затвора Материал корпуса Температура среды Масса, кг
не более
I А 16 Цапковое Крановое Латунь 225 2,45
Б Фланцевое 2,87
II — 25 4,60
III А—1 40 Цапковое Вентильное Сталь углеродистая 250 3,50
А—2 Коррозионно-стойкая сталь 20X13
А—3 Коррозионно-стойкая сталь 12Х18Н9Т
Б-1 Фланцевое Сталь углеродистая 5,25
Б—2 Коррозионно-стойкая сталь 20X13
Б—3 Коррозионно-стойкая сталь 12X18H9J
Применение запорных устройств типа III на котлах не допускается.
Основные размеры запорных устройств: типа I указаны па рис. 2 и 3, типа II — на рис. 4, типа III — на рис. 5 и 6.
При применении для запорных устройств цилиндрических трубок по ГОСТ 8446—74 длина стекла должна быть не менее установочного размера А между центрами присоединительных концов для указателей типа I — на 20 мм, типа II — на 36 мм и тина III — на 70 мм.
При применении для запорных устройств типов 1, II и III, исполнений А — 1 и Б—1 указателей уровня по ГОСТ 9653—74 (стр. 525) установочный размер А между центрами присоединительных концов должен соответствовать табл. И.
Рис. 2. Запорные устройства типа I, исполнение А
Шпак
Рис. 3. Запорные устройства типа I, исполнение Б
Рис. 4. Запорные устройства типа И
11 Установочный размер меиеду центрами для запорнык устройств тисов I, II и Ш, исполнений А—1 и Б—1
Размеры, мм
Указатели уровня по ГОСТ 9653—74 Типы запорных устройств
I 1 и | III
Тип Номер Установочный размер А
1 295 310 345
2 320 335 370
3 340 355 390
4 380 395 430
1 5 410 42э 4С0
6 440 455 490
7 470 485 520
8 510 525 560
9 530 545 580
2 325 340 375
5 405 420 455
2 7 465 480 515
9 525 540 575
Установочный размер А между центрами присоединительных концов запорных устройств типа III, исполнения А—2, А—3, Б-2 и Б—3 определяют в зависимости от конструкции и размеров применяемых рамок по чертежам, утвержденным в установленном порядке.
0SS , ।
Технические требования. 1. Условные, пробные и рабочие давления — по ГОСТ 356—68.
2. Материал литых деталей запорных устройств — латунь. Материал штампованных деталей — сталь: углеродистая — по ГОСТ 1050—74, коррозион-постойкая — по ГОСТ 5632—72.
3. Резьба метрическая — по ГОСТ 9150—59, поле допусков для болтов 8g, для гаек 7// — по ГОСТ 16093—70.
4. В запорных устройствах кранового типа нижняя кромка окна пробки не должна быть выше нижней кромки окна корпуса.
5. Уплотнение сальниковой набивки должно обеспечивать герметичность и не должно препятствовать свободному повороту пробки или перемещению шпинделя. После окончательного уплотнения сальниковой набивки втулка сальника должна входить в сальниковую коробку не более чем на 30% своей высоты, но не менее чем па 2 мм.
6. Запорные устройства должны быть герметичны. Пропуск воды и выделение следов влаги на наружных поверхностях пе допускаются.
7. Запорные фланцевые устройства должны изготовляться со сверленными отверстиями в присоединительных фланцах. По заказу потребителя допускается изготовление запорных устройств без отверстий в присоединительных фланцах.
8. Срок службы запорных устройств до списания — не менее трех лет. Ресурс — не менее 1800 циклов. Наработка на отказ — не менее 500 циклов. Гамма-процентный ресурс — пе менее 600 циклов. Вероятность безотказной работы в течение срока гарантии для запорных устройств: типа I — не менее 0,953; типа II — не менее 0,957; типа III — не менее 0,942.
ВОДОМЕРЫ
Рис. 7. Многострунный водомер тина ВКМ дли холодной воды
Водомеры с вертикально расположенной осыо-крыльчаткой типа ВКМ (рис. 7), устанавливаемые только горизонтально, предназначены для учета расхода холодной воды (до 30° С) от 3 до 20 м3/ч.
Техническая характеристика водомеров типа ВКМ приведена в табл. 12.
Водомеры с горизонтально расположенной осью-вертушкой (турбинные) предназначены для больших количеств холодной и горячей воды (до 90° С) приведены в табл. 13.
12. Многострунные водомеры типа ВКМ
Показатели вкм-з В КМ-5 ВКМ-10 ВКМ-20
Калибр водомера, мм Присоединительные размеры d, дюймы Характерный расход, м’/ч Наименьший допустимый среднесуточный расход (эксплуатационный), м’/сутки Длина корпуса L со штуцером, мм Масса со штуцером, кг 15 f/г 3 9 190 4 20 5 15 190 4,2 32 1‘Д 10 30 250 5,4 40 20 70 250 5,8
18 Анурьев В. И., т. 3
13. Турбинные водомеры (счетчики) Размеры, мм
Тип и L D Число отверстий Масса, кг
Д.л я холодной воды
УВТ-50 50 210 155 165 19 4 7,7
УВТ-80 80 245 205 195 19 4 12,2
УВТ-100 100 265 215 220 19 ’> 15,1
УВТ-150 150 326 261,5 285 23 8 25,2
Для горячей воды
УВТГ-50 50 210 155 165
УВТГ-80 80 245 205 195
УВТГ-100 100 265 216,5
УВТГ-150 150 326 216,5 —
* Диаметр отверстия во фланцах под болты
Техническая характеристика турбинных водомеров
Рабочее давление воды, кгс/см2 ................................ 10
Температура холодной воды, °C.................................. До 30
Температура горячей воды, °C.....................................До 50
Верхний предел измерений, м’/ч:
УВТ-50 и УВТГ-50........................................... 22
УВТ-80 и УВТГ-80........................................... 80
УВТ-100 и УВТГ-100..............•..........................140
Нижний предел измерений, М’/ч: УВТ-50 и УВТГ-50............................................... 3
УВТ-80 и УВТГ-80............................................ б
УВТ-100 и УВТГ-100.......................................... 8
УВТ-150 и УВТГ-150.......................................... 12
Наибольший эксплуатационный расход, м3/ч: УВТ-50 и УВТГ-50.......................................... 15
УВТ-80 и УВТГ-80.......................................... 45
УВТ-100 и УВТГ-100........................................ 75
УВТ-150 и УВТГ-150.........................................160
СЧЕТЧИК ОБОРОТОВ СО.66 (ПО ТУ 25-01-885-75)
Счетчик оборотов предназначен для подсчета оборотов в различных машинах и устройствах, работающих в закрытых сухих помещениях.
В зависимости от цепы деления низшего разряда и максимально допустимой частоты вращепия приводного вала счетчик выпускают в двух исполнениях: а) с ценой деления низшего разряда (первый цифровой барабан справа) 0,1 оборота с максимальной частотой вращения приводного вала 600 об/мин — типа СО.66;
б) с ценой деления низшего разряда 1 оборот с максимальной частотой вращения приводного вала 2000 об/мин— типа СО.66.01.
Основные, габаритные и присоединительные размеры счетчика даны на рис. 8.
Технические требования. Емкость счетчика 1 • 10° — 1 единиц. Счетчик имеет ручку сброса показаний на нуль.
Рис. 8. Основные, габаритные и присоединительные размеры счетчика оборотов
Направление вращения приводного вала по часовой стрелке.
Погрешность счетчика не более 1 ед. от полной емкости счетчика при температуре окружающего воздуха 20 ± 5° С, относительной влажности воздуха от 30 до 80%, наибольшей .частоте вращепия привода 600 и 2000 об/мии в зависимости от исполнения.
Счетчик должен работать без дополнительной погрешности в интервале температур от —10 до +40° С при относительной влажности воздуха от 30 до' 80%. Счетчик должен сохранять работоспособность при воздеИствпи на него относительной влажности воздуха до 95% при температуре плюс 25° С. Счетчик должен работать без дополнительной погрешности при воздействии вибрационной нагрузки частотой до 25 Гц с амплитудой не более 0,1 мм.
Масса счетчика не более 0,55 кг.
Суммарный ресурс отсчетов 5.108. Наработка на отказ То не должна быть менее 107 при односторонней доверительной вероятности Р* = 0,8. За отказ принимают: погрешность счета выше допустимого; выход цз строя механизма сброса.
Обозначение счетчика при его заказе и в документации изделий, в которых он может быть применен:
с частотой вращения 600 об/мип:
Счетчик оборотов СО-66 ТУ25-01-835—75
с частотой вращения 2000 об/мин:
Счетчик оборотов СО.66.01 ТУ25-01-885—75
ПРУЖИННЫЕ ДИНАМОМЕТРЫ РАСТЯЖЕНИЯ ОБЩЕГО НАЗНАЧЕНИЯ (ПО ГОСТ 13837—68)>
Пружинные динамометры общего назначения в обыкновенном и герметическом исполнениях применяют для измерений статических растягивающих усилий.
Классы точности динамометров обыкновенного исполнения 1; 2.
14. Основные параметры п размеры динамометров в зависимости от предельных нагрузок
Параметры Нормы
Пределы измеряемых усилий, кгс: пижпий верхний 1 10 2 20 5 50 10 100 20 200 50 500 100 1000 200 2000 500 5000 1000 10000 1500 15000 2000 20000 5000 50000
Цена деления шкалы, кгс, нс более Диаметр шкалы, мм, не менее Габаритные размеры динамометров обыкновенного исполнения, мм,*-не более: длина с серьгами . . ширина высота Масса динамометра обыкновенного исполнения, кг, нс более .... 0,1 125 350 200 50 1,5 0,2 125 350 200 50 1,5 0,5 125 350 200 50 1,5 1 150 425 200 50 3,0 2 150 425 200 50 3,5 5 1з0 425 200 50 3,5 10 150 425 200 80 6,0 20 175 550 ' 250 150 12,0 50 175 700 250 150 18,0 100 175 700 250 150 20,0 250 175 200 250 750 400 200 35,0 500 250 900 400 250 55,0
ГОСТ предусматривает также герметическое исполнение динамометра с наибольшей предельной нагрузкой 2; 5; 10 и 15 тс.
Технические требования. 1. Основная погрешность показаний динамометров при температуре воздуха 20 ± 5° С и относительной влажности пе более 80% выражается в процентах от верхнего продельного значения силы, измеряемой динамометром при статической нагрузке, и не должна превышать:
±1% — для динамометров 1-го класса;
±2% — для динамометров 2-го класса.
2. Динамометры доЛкпы соответствовать требованиям п. 1 при соблюдении следующих условий:
прибор должен быть установлен в вертикальном положении в соответствии с требованиями инструкции по эксплуатации;
измеряемое усилие направляется вдоль силовой оси;
нагрузку должны прилагать плавно и без рывков.
3. Динамометры должны сохранять метрологические свойства при условиях: а) превышения предельной нагрузки на 25%;
б) после изменения нагрузки по величине п знаку с размахом колебаний от 10 до 80% максимальной нагрузки (измеряемой динамометром) и частотой нагружения пе менее 220 циклов в минуту.
4. На предельные нагрузки до 1 тс динамометры имеют ограничительное устройство, предохраняющее упругий элемент от перегрузки.
5. Динамометры снабжены корректирующим устройством для установки стрелки на нулевую отметку шкалы. Корректор нуля не должен вносить в показания динамометров дополнительные погрешности.
ПРУЖИННЫЕ ДИНАМОМЕТРЫ РАСТЯЖЕНИЯ ОБЩЕГО НАЗНАЧЕНИЯ 533
6. Вероятность безотказной работы динамометра в течение 500 ч работы должна быть не менее 0,96.
7. Технический ресурс должен быть не менее 10 000 ч.
ДОПОЛНИТЕЛЬНЫЕ источники
Ротаметры общепромышленные — ГОСТ 13045—67.
Счетчики холодной воды крыльчатые — ГОСТ 6019—73.
Счетчики холодной воды турбинные. Технические условия — ГОСТ 14167—76.
Счетчики жидкости кольцевые — ГОСТ 14684—69.
Расходомеры элеьтромаыштные промышленные ГСП — ГОСТ 11988—72.
ГЛАВА X
ЭЛЕКТРОДВИГАТЕЛИ
ТРЕХФАЗНЫЕ АСИНХРОННЫЕ КОРОТКОЗАМКНУТЫЕ ДВИГАТЕЛИ СЕРИИ 4А (ПО ГОСТ 19523-74)
Трехфазпые асинхронные короткозамкнутые двигатели серии 4А (при синхронной частоте вращения 1500 об/мин) климатического исполнения У, категории 3 по ГОСТ 15150—69, общего применения предназначены для продолжительного режима работы от сети переменного тока с частотой 50 Гц.
1. Типы и основные параметры двигателей при нормальной нагрузке
Тип двигателя Мощность, нВт Отношение вращающего момента к номинальному
максимального начального пускового минимального
Закрытые обдуваемые двигатели
[Синхронная частота вращения 3000 об/мин
4АА50А2УЗ 0,03 2,0 1,2
4АА50В2УЗ 0,12 2,0 1,2
4АА56А2УЗ 0,18 2,0 112
4АА56В2УЗ 0,25 2,0 1,2
4АА63Л2УЗ 0,37 2,0 1.2
4АА63В2УЗ 0,55 2,0 1,2
4А71А2УЗ 0,75 2,0 1,2
4А71В2УЗ 1,1 2,0 1,2
4А80А2УЗ 1,5 2J) 1,2
4А80В2УЗ 2.2 2,0 1,2
4А90Ь2УЗ 3,0 2,0 1,2
4А10082УЗ 4,0 2,0 1,2
4A100L2Y3 5.5 2,2 2,0 1,2
4А112М2УЗ 7,5 2,0 1,0
4А132М2УЗ 11,0 1,6 1,0
4А160Й2УЗ 15,0 1,4 1,0
4А160М2УЗ 18,5 1,4 1,0
4A180S2Y3 22,0 1,4 1,0
4А180М2УЗ 30,0 1,4 1,0
4Л200М2УЗ 37,0 1,4 1,0
4A200L2Y3 45,0 1,4 1,0
4А225М2УЗ 55.0 1,2 1,0
4Д25082УЗ 75,0 1,2 1,0
4А250М2УЗ 90,0 1,2 1,0
4А28082УЗ 110 1,2 1,0
4А280М2УЗ 132 1,2 1,0
Синхронная ч а с то та вращения 1500 об/мин
4АА50А4УЗ 0,06 2,0 1,2
4ЛА50В4УЗ 0,09 2,0 1 2
4АА56А4УЗ 0,12 2,0 1,2
4АА56В4УЗ 0,18 9 9 2,0 1,2
4ДД63А4УЗ 0,25 2,0 1,2
4АА63В4УЗ 0.37 2,0 1,2
4А71А4УЗ 0,55 2,0 1,6
4А71В4УЗ 0,75 2,0 1,6
Продолжение табл. 1
Тип двигателя (Мощность, кВт Отношение вращающего момента к номинальному
максимального начального пускового минимального
4А80А4УЗ 1,1 2,0 1,6
4А80В4УЗ 1,5 2,0 1,6
с 4АШ4УЗ 2,2 2,0 1,6
4А10084УЗ 3,0 2,0 1,6
4A100L4V3 4,0 2,0 1,6
4А112М4УЗ 5,5 2,0 1,6
4А13284УЗ 7,5 2,0 1,6
4А132М4УЗ 11,0 2,0 ' 1,6
4А16084УЗ 15,0 1,4 1,0
4А160М4У?, 18,5 2,2 1,4 1.0
4A180S4Y3 22,0 1,4 1,01 .
4А180М4УЗ 30,0 1,4 1,0
4А200М4УЗ 37,0 1,4 1,0
4А2001ЛУЗ 45,0 1,4 1,0
4А225М4 УЗ 55,0 1,2 1,0
4А25084УЗ 75,0 1,2 1,0
4А250М4УЗ 90,0 1,2 1,0
4А28084УЗ 110 1,2 1,0
4А280М4УЗ 132 1,2 1,0
Сикхровкая частота вращепия 1000 об/мин
4ЛАОЗА8УЗ 0,18 2,2 2,0 1,2
4АА63В 8 УЗ 0,21 2,2 2,0 1,2
4А71А6УЗ 0,37 2,2 2,0 1,6
4А71В6УЗ* 0,55 2,2 2,0 1,6
4А80А6УЗ 0.75 2,2 2,0 1,6
4А80В6УЗ 1,1 2,2 2,0 1,6
4А90Е6УЗ 1,5 2,2 2,0 1.6
4А1001ЛУЗ 2,2 2,2 2,0 1,6
4АИ2МА6УЗ 3,0 2,2 2,0 1,6
4Л112МВ6УЗ 4,0 2,2 2,0 1,6 . .
4А13286УЗ 5,5 2,2 2,0 1,6
4А132М6УЗ 7,5 2,2 2,0 1,6
4А16О86УЗ 11,0 2,0 1,2 1,0
4А100М0УЗ 15,0 2,0 1,2 1,0
4А180М6УЗ 18,5 2,0 L2 1,0
4А200М6УЗ 22,0 2,0 1,2 1,0
4А200Ъ6УЗ 30,0 2,0 1,2 1,0
4А225М6УЗ 37,0 2,0 1,2 1,0
4А250й'5УЗ 45,0 2,0 1,2 1,0
4А250М6УЗ 55, <1 2,0 1,2 1,0
4А28086УЗ 75,0 1,9 1,2 1,0
4А280М6УЗ 90,0 1,9 1,2 1,0
Синхронная частота вращения 750 об/мин
4А71В8УЗ 0.25 1,7 1,6 1,2
4А80А8УЗ 0,37 1,7 1,6 1,2
4А80В8УЗ 0,55 1,7 1,6 1,2
4А90ЕА8УЗ 0,75 1,7 1,6 1,2
4А90ЬВ8УЗ 1,1 1,7 1,6 1,2
4А100Е8УЗ 1,5 1,7 1,6 1,2
4А112МА8УЗ 2,2 2,2 1,8 1,4
4А112МВ8УЗ 3,0 2,2 1,8 1,4
4Al32S8y3 4,0 2,2 1,8 1,4
4А132М8УЗ 5,5 2/2 1,8 1.4
4At60S8y3 7,5 2,2 1,0
4А1В0М8УЗ 11,0 2,2 ’ 1,4 1,0
4А180М8УЗ 15,0 2,0 1,2 1,0
4А200М8УЗ 18,5 2,0 1,2 1.0
4А200Е8УЗ 22,0 2,0 1,2 1,0
4А225М8УЗ 30,0 2,0 1,2 1,0
4А25088УЗ 37,0 2,0 1,2 1,0
4А250М8УЗ 45.0 2,0 1,2 1Л
4А28088УЗ 55Д 1,9 1,2 1,0
4А280М8УЗ 75.0 1,9 1,2 1,0
4A315S8 УЗ 90,0 1,9 1,0 0,9
—
Тип двигателя Мощность, кВт Отношение вращающего момента’к номинальному
максимального начального пускового минимального
Синхронная частота вращения 600 о б/м и н
4А280810УЗ 37,0 1 0 1 0
4А^80М10УЗ 45.0 1,8 1,и
Защищенные двигатели
Синхронная частота вращения 3000 об/м И Н
4АН10082УЗ 22,0 1.3 .
4АН160М2УЗ 30,0 ь,3
4АШ808 2УЗ 37.0 1,2
4АН180М2УЗ 45,0 1,3
4АП200М2УЗ 55,0 1,3
4АИ200Е2УЗ 75,0 2,2 1,3 1,0
4АП225М2УЗ 90,0 1,2
4АН25О82УЗ 110 1,2
4АП250М2УЗ 132 1,2
4АП28082УЗ 160 1?2
4АЯ280М2УЗ 200 1,2
С и н х р o'ii п а я частота враще НИЯ 1500 о б/м и н
4АН16084УЗ 18,5 2,1 1,3
4АШ60М4УЗ 22,0 2,1 1,3
4АП18084УЗ 30,0 2,2 1,2
4ДН180М4УЗ 37,0 2,2 1,2
4АП200М4УЗ 45,0 2,2 1,2
4АН200Е4УЗ 55,0 2,2 1,2 1,0
4АЦ225М4УЗ 75,0 2,2 1,2
4АН25084УЗ 90,0 2,2 1,2
4АЦ2.50М4УЗ ПО 2,2 1,2
4АЦ28084УЗ 132 2,0 1,2
4АЯ280М4УЗ 160 2,0 1,2
Синхронная частота вращения 1000 об/мин
- 4ДЦ18086УЗ 18,5 2,0
4АЯ180М6У1 22,0 2,0
4АЯ200М6УЗ 30,0 2,0
4АЯ200Ь6УЗ 37,0 2,0
4ДЦ225М6УЗ 45,0 2,0 1,2 1,0
4АЯ25086УЗ 55,0 2,0
4АЦ250М6УЗ 75,0 2,0
4АН28086УЗ 90,0 1,9
4АЯ280М6УЗ 110 1,9
Синхронная ч а с т о т а врат е н й я 750 о б/м и и
4АЯ18088УЗ 15.0
4АЯ180М8УЗ 18,5
4АЯ200М8УЗ 22,0
4АН200Ь8УЗ 30,0
4АЯ22ЬМ8УЗ 37,0 1,9 1,2 1,0
4АН25088УЗ 45,0
4АЯ250М8УЗ 55,0
4АЯ’8088УЗ 75,0
4АН280М8УЗ 90,0
Синхронная ч а с то та в.р а щ един 600 о б/м и и
4\Я-’80810УЗ 45,0
4АЯ280М10УЗ 55,0 1,8 | 1 0
ГОСТ 19523- -74 предусматривает такл.е мощности до 400 кВт.
Поминальные значения климатических факторов внешней среды — но ГОСТ 15543—70 и ГОСТ 15150—69 при: высоте над уровнем моря не более 1000 м; запыленности воздуха не более 2 мг/м3 для защищенных двигателей.
Двигатели изготовляют на следующие номинальные напряжения, В:
220 и 380 — двигатели мощностью от 0,06 до 37 кВт;
220, 380 и 660 — двигатели мощностью от 0,55 до 11 кВт;
220/380 и 380/660 — двигатели мощностью от 15 до 110 кВт.
Двигатели мощностью до 11 кВт изготовляют с тремя вводными отверстиями.
Двигатели мощностью от 15 кВт и выше должны быть с шестью выводными концами обмотки статора. Схема соединения обмотки — треугольник/ звезда.
Двигатели изготовляют со станиной и щитами следующих исполнений: станины и щиты алюминиевые — двигатели с высотой оси вращения 56— 63 мм; '
станина и щиты чугунные — двигатели с высотой оси вращения 71—350 мм;
станина алюминиевая, щиты чугунные — двигатели с высотой оси вращения 71—100 мм;
станина стальная, щиты чугунные — двигатели с высотой оси вращения 280—350 мм.
Двигатели изготовляют со шпонкой п одним цилиндрическим концом вала но ГОСТ 12080—66. По заказу потребителя двигатели могут быть изготовлены с двумя концами вала.
Устанавливается следующая структура обозначения типа двигателя;
'4 А X X XXX X X - X УЗ
.Порядковый иомер серии
.Род двигателя (асинхронный)
.Исполнение двигателя по способу защиты от окружающей среды (И — защищенные, отсутствие данного знака означает закрытые обдуваемые)
.Исполнение двигателя по материалу станины и щитов (А — станина и щиты алюминиевые; X — станина алюминиевая, щиты — чугунные; отсутствие знаков означает, что станина и щиты чугунные или стальные)
(Высота осп вращения (три или две цифры)
.Установочный размер по длине станины S, М пли L
.Длина сердечника статора А или В при условии сохранения установочного размера
.Число полюсов 2, 4, 6, 8, 10 или 12
____Климатическое исполнение и категория размещения ио ГОСТ 15150—69
Пример обозначения трехфазного асинхронного короткозамкнутого защищенного двигателя четвертой серии, со суашшой и щитами из чугуна, с высотой осн вращения 280 мм, с установочным размером по длине станины М, двухполюсного, климатического исполнения У, категории 3:
Двигатель 4АН280М2УЗ ГОСТ 19523—74
Габаритные, установочные и присоединительные размеры и масса двигателей в зависимости от формы исполнения двигателей приведены в табл. 2—4.
2. Двигатели испол
Разме
Исполнение Ml 00
к Тип двигателя Число полюсов Габаритные размеры Установочные и при
Общие Испей М100 пений М200 Об
^30 /33 /131 <^зо ^24 !> 1г /к» di *$10 Ь1
4АА50 4АА56 4АА63 2; 4 2; 4 2; 4; 6 174 194 216 221 250 142 152 164 104 120 130 120 140 160 20 23 30 23 30 63 71 80 32 36 40 9 11 14 5,8 5,8 7,0 3 4 5
4А71 4А80А • 4А80В 2; 4; 6; 8 285 '300 320 330 355 375 201 218' 218 170 186 186 200 40 50 50 40 50 50 90 100 100 45 50 50 19 22 7 10 10 6
4A90L 4A100S 4A100L 350 362 392 402 407 457 243 263 263 208 235 235 250 50 60 60 50 ,60 , 60 125 112 140 56 63 63 24 28 28 10 12 12 8
4А112М 4A132S 4А13-М 452 480 530 534 560 610 310 330 350 260 302 302 300 350 350 80 80 140 140 178 70 89 89 32 38 38 12 10
4A160S 2 4; 6; 8 624 737 430 358 350 110 110 178 108 42 48 15 12 14
4А160М 2 4; 6; 8 667 780 210 42 48 12 14
4A180S 2 4; 6; 8 662 778 470 410 400 203 121 48 55 14 16
4А180М 2 4; 6; 8 702 818 241 48 55 14 16
4А200М 2 4; 6; 8 780 790 875 905 535 450 450 110 140 по 267 133 55 60 19 16 18
4A200L 2 4; 6; 8 800 850 915 945 110 140 305 • 55 60 16 18
4А225М 2 4; 6; 8 810 840 925 98^ 575 494 550 лей ис 110 140 110 140 311 149 58 65 16 18
4A2SIS 2 4; 6; 8 915 1060 640 ДЛЯ 554 хвигате 140 полне 140 ния М 168 шов 65 75 24 —4А1 18 20
4А250М * Число 4; 6; 8 ОТВСРС1 955 ml d 2 1100 : 4 - 349 200 TI 65 tAA5(. 18 20 80М;
нений МИЮ и М200 ры, мм
Исполнение М200
соединительные размеры Масса, кг
Исполнений
М100 М200 Исполнений
Ъг Ь<о h й, h2 ^10 d2 Ле ^20 ?21 ^2» ^22 $26 ha М100 М200
4 5 80 90 100 50 56 63 3 4 5 4 5 10,2 12,5 16,0 6 7 7 И 14 12,5 16,0 3,0 3,0 3,5 9 10 10 И 14 100 115 130 10 10 80 95 110 '12,5 16,0 3,3 4.5 6,3 3,4 4,6 6,1
6 112 125 125 71 80 80 6 6 21,5 24,5 24,5 9 10 Ю 19 22 22 21,5 24,5 24,5 3,5 10 19 22 22 165 12 130 21,5 24,5 24,5 15,1 17,4 20,4 16,0 18.7 21,7
8 140 160 160 90 100 100 7 7 27,0 31.0 31,0 И 12 12 24 28 28 27,0 31,0 31,0 4,0 12 14 14 24 28 28 215 15 180 27,0 31,0 31,0 28,7 36.0 42,0 31,2 38,2 44,2
10 190 216 216 112 132 132 8 35,0 41,0 41,0 12 13 13 32 38 38 35,0 41,0 41,0 4,0 5,0 5,0 16 18 18 265 300 300 15 19 19 230 250 250 56.0 77,0 93,0 60 84 100
12 254 160 8 9 8 45,0 51,5 18 42 45 15 ’ 42 300 250 45 130 135 135 140
8 9 45,0 bl ,5 145 160 150 165
14 279 180 9 10 9 51,5 59 20 51,5 18 48 350 300 51,5 165 175 175 185
9 10 51,5 59 48 185 195 195 205
16 318 200 10 и 59 64 25 55 59 5 20 55 400 19 350 255 270 270 285
10 и 59 64 280 310 295 325
16 18 356 225 10 11 10 11 59 69 28 55 60 59 64 □5 60 59 64 355 375 За5
18 20 406 250 и 12 11 12 69 79,5 30 65 70 69,0 74,5 ' 22 65 70 500 450 69 74,5 470 490 4у5
18 20 11 12 И 12 69,0 79,5 65 70 69,0 74,5 65 70 69 74,5 МО 535 535 500
8 - для 4А200М - 4А250М.
3. Двигатели исполнений МЗОО, М302 И МЗОЗ
Размеры, мм
Наибольший диаметр двигателя d3a дл^высот оси вращения 180, 180 и 250 мм соответствует указанному в табл 2
Число Габаритные размеры Установочные и присоединительные размеры Число отвер- Масса,
двигателя полю-, сов ' ^3? <^24 1г Go Gi dt ^20 d22 C?25 b, hi hi стий й22 КГ
4АА50 2, 4 174 92 120 20 3,0 9 9 100 7 80 3 3 10,2 3,2
2, 4 194/ 96 140 23 3,0 10 И 115 10 95 4 4 1и,Ь 4,4
4АА63 2, 4, 6 21о 101 180 30 3,5 10 14 ISO 10 110 5 5 16,0 6,0
4А71 4А80А 4А80В 2,4,6,8 285 300 320 130 138 138 200 40 50 50 3,5 10 19 22 22 165 12 130 6 6 21,5 24,5 24,5 4 15,7 18,3 21,3
4A90L 4A100S 2,4, 6, 8 350 362 153 163 250 50 60 4 12 14 24 28 215 15 180 8 7 27 0 31,0 30.0 37,0
4A100L 392 163 60 14 28 31,0 42,8
ЭЛЕКТРОДВИГАТЕЛИ
58,0 82.0 97,0 145,0 160,0 130,0 | 135.0 170,0 180,0 190,0 200,0 0'51,3 0'003 285,0 315,0 360,0 1 340,0 485,0 505,0 525,0 550,0 780,0 830,0
QO
35,0 41,0 41,0 ! 45,0 51,5 45.0 51,5 51,5 59,0 51,5 ! 59,0 59,0 64,0 «ЛСО 59,0 1 J 69,0 69,0 ! 79,5 i 1 69,0 79,5 74,5 85,0 74,5 85,0
ОО OO ОО С7> CIO <350 3S 11 12 12 14 12 14
о CM<? СМ--* -3* co CD 00 C© QO CO co COO TH CM ' 18 20 О CM cm cm MCI
1 230 250 | 250 250 300 3a0 1 450 OSS
15 19 19 CM
265 300 300 300 350 L 400 500 600
см с© со СО СО СО 42 48 42 i 48 Q0>O NT Ю OO ifi IO о UO чО 1Г5 ® jo ;2 1Г5 65 75 65 75 V* QO
CD ОООО 1Q CM S3
iO iTj О
QO о 110 140 110 140 OH 1 on s 140 170 140 170
300 350 350 350 400 450 T 099
OOQOOO StCM CM 270 1 1 290 335 1 | S5D 390 1 535
452 480 1 530 667 кгН CM CD 662 1 702 760 790 800 830 i 810 1 840 915 955 1 I 1215 1245 1256 1285
— 2,4,6,8 oo 2 4, 6, 8 2 4, 6, 8 2 4, 6, 8 QO CD у 2 4, 6, 8 2 1 4, 6, 8 4, 6, 8 co C3CD 2 4, 6, 8 2 4, 6, 8
4A112M 4A132S 4A132M 4A160M 4A160S 4A180S 4A180M 4A200M 4A200L I KfiSSV’t 1 4A250S 4A250M 4A280S 4A280M
4. Двйгателн исполнений Размеры,
Исполнение М210
Тип Число Габаритные размеры •> Установочные и при
Исполнений Об
ЛЯ* полюсов М210 | М360
^30 J ^33 | ^30 J Ь31 ft-31 | Лз? /1 1з j Igo | Zgi di j d2 | &2о
4АА50 2; 4 174 — 104 62 142 92 20 — 2,5 — 9 — 55/75
4АА56 2; 4 194 221 120 62 152 96 23 23 2,5 — 11 11 65/85
4АА63 2; 4; 6 216 250 130 62 164 101 30 30 2,5/3,0 — 14 14 75/100
4А71 2; 4; 6; 8 285 330 170 86 201 130 40 40 3,0 10 19 19 115
4А80А 2; 4; 6; 8 300 352 186 86 218 138 50 50 3,5 10 22 22 130
4А80В 2; 4; 6; 8 320 372 186 86 218 138 50 50 3,5 10 22 22 130
4A90L 2; 4; 6; 8 350 402 208 86 243 153 50 50 3,5 12 24 24 130
4A100S 2; 4; 6; 8 362 427 235 86 — 163 60 60 4,0 14 28 28 165
4A100L 2; 4; 6; 8 392 457 235 86 — 163 60 60 4,0 14 28 28 165
* Тип двигателя 4A100S и 4A100L в исполнении М210 не изготовляют.
ГОСТ 19253—74 предусматривает также двигатели исполнений М101 и М201 с высотой оси вращения 280; 315 и 355 мм.
Показатели надежности и долговечности для двигателей устанавливаются следующие:
средний срок службы (расчетный) не менее 15 лет при наработке 40 000 ч;
наработка активных частей обмотки статора — не менее 20 000 ч;
наработка подшипников (расчетная) — не менее 12 000 ч, для отдельных исполнений допускается не менее 10 000 ч;
вероятность безотказной работы — не менее 0,9 при 10 000 ч наработки.
М210 и М360 мм
соединительные размеры Масса, кг
пте Исполнений Исполнений
М210 M360 M210 M360
<^22 da в Ь1 ь2 hi h2 hs h. h31 1st Vto h ^10 h.37
М5 40/60 3 - . 3 102 142 32 5,8 80 50 6 92 3,3 3,1
М5/М6 50/70 4 4 4 t 12,5 12,5 152 36 5,8 90 56 7 96 4,5 4,3
М5/М6 60/80 5 5 5 5 16,0 16,0 164 40 7,0 too 63 7 101 6,0 6,1
М8 95 6 6 6 6 21,5 21,5 201 45 7,0 112 71 9 130 15,6 15,2
М8 110 6 6 6 6 24,5 24,5 218 50 10 125 80 10 138 17,9 17,5
М8 110 6 6 6 6 24,5 24,5 218 50 10 125 80 10 138 20,9 20,5
М8 НО 8 8 7 7 27 27 243 56 10 140 90 11 153 29,2 28,0
мю 130 8 8 7 7 31 31 — J— —• — 163 — 36,2
М10 130 8 8 7 7 St 31 163 42,0
ДОПОЛНИТЕЛЬНЫЕ источники
Машины электрические малой мощности. Установочные и присоединительные размеры, конструкция и размеры мест крепления ГОСТ 12126—71.
Машины электрические. Допуски на установочные и присоединительные размеры — ГОСТ 8592—71,
ПРИЛОЖЕНИЕ
РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ МАНЖЕТЫ (ВОРОТНИКИ) ДЛЯ ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
(ПО ГОСТ-6969—54).
Манжеты (табл. 1) обеспечивают герметичность уплотнения в гидравлических устройствах для возвратно-поступательного движения; работают при давлении до 320 кгс/см2 и температуре от -у 80 до —35 °C.
1. Форма и размеры манжет (воротников)
Размеры, мм
и 5г . 1, g 1,_ if
|с ff-2 J
5; 1 Л7
L д 1
/
<1 В в~н di Bi h R, /13 R3 ht t
6 7* 8 9* 10 12 14 16* 14 15 16 17 18 20 22 24 4 6,4 7,4 8,4 9,4 10.4 12,4 14,4 16,4 13,6 14,6 15,6 16,6 17,6 19,6 21,6 23,6 4,8 5,8 ' 6,8 7.8 8,8 10,8 12,8 14,8 15.2 16,2 17,2 18,2 19,2 21,2 23,2 25,2 2 10 3 1 2,5 0,6
10 12* 1:4 * 16 18 20 23** 22 24 25 28 30 32 «зЭ 6 10,6 12,6 13,6 16,6 18,6 20 6 2),6 21,4 23,4 24,4 27,4 29,4 31,4 34,4 8,2 10.2 11,2 14,2 16,2 18,2 21,2 23,8 25,8 26,8 29,8 31й*< 33,8 36,8' 3 15 4,5 1,5 3,8 1
14 16 19** 20* 22 24**, зо 32 35 36 38 40 8 14,8 16.8 19,8 20,8 22,8 24,8 29,2 31,2 34,2 35,2 37,2 39,2 11,6 13,6 16,6 17,6 19,6 21,6 32,4 34,4 37-4 38,4 40,4 42,2 4 20 6 2 5,2 1,2
20 22 *‘5 28 30 32 35 38* 40 42* 45 48* 40 42 45 48 50 52 55 58 60 62 65 68 10 21 23 26 29 31 зз 36 39 41 43 46 49 39 41 44 47 49 51 54 57 59 61 64 67 17 19 22 25 27 29 32 35 37 39 42 45 43 45 48 51 53 ’ 55 58 61 63 65 68 71 5 25 7 2,5 6,4 1,5
а D В=Н <1, h Ri Rg Кз Л, f
50 70 51 69 47 73
52* 72 53 71 49 75
55 75 56 74 52 78
60 80 61 79 57 83 2,5 6,4 1,5
65 85 10 66 84 62 88 5 25 7
70 '90 71 89 67 93
75 95 76 94 72 98
80 100 81 99 77 103
50 75 51,3 73,7 46,3 78,7
. 55 80 56,3 78,7 51,3 83,7
' Ы) 85 61,3 83,7 56,3 88,7
65 90 12,5 66,3 88,7 61,3 93,7 6,3 1,8
70 95 71,3 93,7 66,3 98,7 31 9 3 8
75 100 76,3 98,7 71,3 103,7
80 105 81,3 103,7 76,3 108,7
85 НО 86,3 108,7 81,3 113,7
45 75 46,5 73,5 40,5 79,5
50 80 51,5 78,5 45,5 84,5
55 85 56,5 83,5 50,5 89,5
60 90 61,5 88,5 55,5 94,5
65 95 66,5 93,5 60,5 99,5
70 100 71,5 98,5 65,5 104,5
75 105 76,5 103,5 70,5 109,5
80 НО 81,5 108,5 75,5 114,5
90 120 91,5 118,5 85,5 124,5
95 125 96,5 123,5 90,5 129,3
100 130 101,5 128,5 95,5 134,5
105* 135 15 106,5 133,5 100,5 139,5 7,5 3,5 9,4 2,3
но 140 111,5 138,5 105,5 144,5 37,5 и
120 150 121,5 148,5 115,5 154,5
125* 155 126,5 153,5 120,5 159,5
130 160 131,5 158,5 125.5 164,5
140 1<0 141,5 168,5 135,5 174,5
150 180 151,5 178,5 145,5 184,5
160 190 161,5 188,5 155 5 194,5
170 200 171,5 198,5 165,5 204,5
180 210 181,5 208,5 175,5 214,5
190 220 191,5 21875 185,5' 224.5
200* 230 201,5 228,5 195,5 234,5
210 240 211,5 238,5 205,5 244,5
180 220 182 218 174 226
190* 230 192 228 184 236
200 240 202 238 194 246
210 250 219' 248 204 256
220 260 222 258 214 266 12,4
240 280 20 242 278 234 286 10 50 14 5 3
250* 290 252 288 244 296
2ъ0 300 262 298 254 306
280 320 282 318 274 326
300 340 302 338 294 346
* Для уплотнения по диаметру D пе применять.
* Для уплотнения по диаметру а не применять, 1) т а — уплотняемые диаметры.
Пример обозначения манжеты с размерами d — 55 мм и 0 — 75 мм: Манжета 55 X 75 ГОСТ 6969—54
2. Посадочные места для резиновых уплотнительных манжет (воротников) для уплотнения поршня
Размеры, мм
Цилиндр
7/М////Л
Поршень
ОМЛ
0,5Kk5°
/*«
Манжеты по ГОСТ 6969-54 П Dt d h hi 1
цилиндра поршня
24x40 45Ю.05 АЛ-0 >08 4U~0 ,25 30 24—0,i4 10 0,5
30X50 5О+°’05 50-0-08 ии- 0,25 38 36-0,14 - 0,5
40X60 g0+°.оо RA-0,10 °и-0,80 48 4О-о,17 4 0,5
55X75 ^g+0,00 75-0,10 ‘Э-0,30 65 55-0,20 12 0,5
70x90 90+0.07 90-°’!.? *0, J 5 85 70-0,20 1,0
80X100 1ОО'1'0’07 400—0,12 1и —0,85 98 80-0,2 0 1,0
80X105 Ю5Ч 0,07 4 Лк-0,12 1иэ-0,35 103 8О-о,2о 14,5 1,о
95X125 125+0’08 125=0°;108 123 95~о,2з
120x150 15о+°>°8 1азЦ’.18о 148 120-о,2о 6
150X180 18о+°’°8 180-?:^ 178 150-о,2д 17 1,5
170X200 2ОО+0’08 2ООГ°;1° 198 17О-о,2е
180x210 21О+0’08 210z»;>° 208 180-о,26
210X250 25о+°’08 25Л-О,15 ^°и~0,45 248 210-о,з0
260X300 ЗОО+о,1° Ч00~О,17 °UU—0,50 298 260-о.ао 22 8 2
3. Посадочные места для резиновых уплотнительных манжет (воротников) для уплотнения штока
Размеры, мм
Для манжет Щ}*60 и Более
Манжеты по ГОСТ 6969—54 d Й1 d2 b H
штока корпуса
6X14 й—0-011 и—0.044 g+0.025 10 24+0.12
8X16 С—0.015 °-0»055 g-ЬО’ОЗО 12 16+0.12
10X18 4П- 0»015 1U-0,055 lg-1-О’ОЗО 13,7 Jg+O.012 6
12X20 f О—0.020 12+0’085 15,6 20 60,14
16x24 4 6"О’О2О 1и- 0’070 |g+0»035 20 24+0,14
f 4-20
20X32 ЭЛ—0. OS 5 А'- О»О85 20+0,045 26 32”1 °’lr 8
25x45 эк—0-025 0’085 25+0,045 39 45+0,17 12
30X50 on—0.935 йи-0’085 00+0,045 40 50+0,17 12
35X55 ОК—0>032 йа-0’100 3&+0’050 40 55+0,20 12
%
40X60 ЛА—0.082 *и—О’ЮО 4о+о.о50 -1 60+o,2«
45X65 Лк-0’032 0’100 45+О.О5О — 65+o.ao
50X70 кл—0’082 ои—0’100 зд+0,050 — 79+0.20 12 5-30
60X80 ЙЛ-0’040 0U-0.120 gp+O.OOO — 80+O’2O
70X90 7(1—0’040 <и—0»120 (jQ-bO.OOO . 90Но,аз
80X100 ЙЛ-0.040 ои-0.120 gp+O’OOO — 100+o,23 12 5-40
Пресс,-формы для манжет. Резина дает усадку после вулканизации. Поэтому внутренние диаметры кольца пресс-формы увеличивают (рис. 1): 3-гв. п = d-i + 0,015da;
п = di +0,02d2, где d.2 и — внутренние диаметры манжеты.
Наружные диаметры кольца пресс-формы:
^1в. п=П1ф-0,02 Di,
®:гн. п=+ 0,02 О2, где Dt и Z)2 —наружные диаметры манжеты.
Материал пресс-формы: сталь У7; при изготовлении небольшой партии манжет можно применять сталь 35.
Термообработка — закалка до твердости HRC 38 ... 40.
В 3-ем томе использованы ГОСТы, действующие и утвержденные на 1 сентября 1978 г.
гост Стр. ГОСТ Стр. ГОСТ Стр. ГОСТ Стр.
2.312—72 60 1537—63 54 3575-75 252 5260—75 325
2.313—68 90 1552—70 324 3722—60 346 5264—69 36
5—72 221 1631—61 338 4340—77 335 , 5496—67 248
5.581—70 93 1663—57 524 4341—71 335 5520—69 426
9.073—77 10 1707—51 337 4342—71 335 5570—69 339
32—74 337 1805—76 337 4343—71 335 5631—51 15
103—78 101 1840—51 337 4344—71 335 5632—72 10
183-74 506 1855—55 447 4345—71 335 5789—69 518
288—72 184 2009—55 482 4346—71 335 5915—70 310
355—67 386 2112—71 11 4347—71 335 5916—70 485
356—68 387 2176—67 329 4348—71 335 5927—70 444
380—71 23 2185—66 517 4349—71 335 5929—70 41Э
493—54 449 2199—66 94 4350—71 335 5950—73 23
494—76 238 2246—70 94 4351—71 335 6019—73 533
503—71 311 2283—69 157 4352—71 335 6033—51 498
617—72 236 2590—71 101 4353-71 335 6111—52 225
721—74 506 2591—71 101 4354—71 335 6211—69 353
859—66 11 2689 —54 425 4355—71 335 6267—74 338
973—50 337 2771—57 100 4356—71 335 6286—73 253
977—75 23 2789—73 49 4357—71 335 6308—71 184
1033—73 338 2822—68 323 4358—71 335 6357—73 230
1050—74 23 2823—73 518 4359—71 335 6418—67 184
1066—75 377 2939—63 429 4360—71 335 6465—76 428
1208—73 239 3027—75 385 4361—71 335 6467—69 222
1215—59 261 '3057—54 154 4366—76 338 6527—68 319
1234—67 397 3129—70 478 4439—48 55 6533—68 427
1235—67 321 3212—57 447 4543—71 23 6537 —73 319
1255—67 312 3262—75 229 4734—69 - ^412 6540—68 386
1298—73 ' 517 3333—55 338 4753—68 519 6678—72 212
1412—70 321 3562—73 347 4784—74 И 6969—54 544
1435—74 23 3563—73 347 5152—77 224 7338—77 325
1491—72 407 3564—72 348 5222—72 103 7419—74 101
ГОСТ Стр. ГОСТ Стр. ГОСТ Стр. ГОСТ Стр.
7798—70 310 9028—76 423 12172—74 93 14684—69 533
7871—75 94 9111—59 524 12434—73 522 14724—69 419
8212-70 355 9140—73 431 12638—67 18 14733—69 412
8446—74 524 9150—59 266 12639—67 18 ' 14739—69 412
8551—74 338 9389—75 98 12640—67 18 14771—76 94
8592—71 543 9433—60 338 12641—67 20 14776—69 94
8625—69 520 9467—75 23 12642—67 21 14797—75 12
8630—74 352 9544—75 320 12643—67 20 14798—75 12
8675—62 337 9652—68 526 12677—75 332 14799-75 94
8724—58 464 9653—74 525 12817—67 326 14801—75 94
8731—74 232 9657—75 318 12821—67 329 14806—69 49
8732—74 232 9789—75 333 12822—67 329 14838—69 15
8733—74 231 9833—73 160 12823—67 329 14896—74 198
8734—75 230 9940—72 233 12827—67 312 14959—69 23
8752—70 190 - 9941—72 234 12828—67 54 14963—69 97
8773-73 338 10007—72 325 12829—67 55 15150—69 484
8788—68 498 10051—75 24 12832—67 328 15527—70 10
8789—68 350 10052-75 94 12920—67 15 15543—70 537
8820—69 402 10299—*68 9 13004—67 513 15608—70 468
8908—58 198 10300—68 9 13045—67 533 15766—70 407
8918—69 412 10356—63 193 13165—67 142 15878—70 94
8946—75 257 10371—77 331 13465-77 444 16026—70 391
8947—75 259 10421—75 326 13563—68 495 16027—70 390
•8948—75 257 10549—63 374 13716—73 428 16028—70 476
8949—75 259 10589 —73 206 13766—68 111 16037—70 59
8950—75 260 10704—76 257 13767—68 115 16093—70 266
8951—75 257 10707—73 257 13768—68 120 16118—70 157
8952—75 259 10748—68 498 13770—68 124 16130—72 94
8953—75 260 10957—74 336 13771—68 129 16162—70 483
8954—75 258 11058—75 336 13772—68 134 16310—70 76
8955—75 258 11110—75 338 13775—68 138 16338—70 328
8956—75 258 11371—68 310 13837—68 532 16394—70 321
8957 —75 259 11383-75 318 13943-68 377 16516—70 386
8958—75 258 11535—75 94 14046—76 385 16517—70 401
8961—75 261 11700—73 355 14063—68 386. 16686—71 314
8962—75 261 11769—66 412 14066—68 353 16687—71 315
8963—75 261 11988—72 533 14068—68 339 16688—71 317
8966—75 256 12080—66 506 14167—76 533 16689—71 317
8967—75 256 12081—72 485 14249—73 476 16690—71 317
8968—75 256 12126—71 543 14266—69 476 16970—71 476
8969—75 256 12154—74 322 14617—69 522 17108—71 476
ГОСТ Стр. ГОСТ Стр. ГОСТ Qrp. ГОСТ Стр.
17216—71 349 18511—73 478 19739—74 86 21329—75 388
17374—72 318 18512—73 478 19746—74 94 21355—75 510
17375—72 318 18513—73 478 19764—74 86 21356—75 510
17376—72 318 18514—73 478 19853—74 344 21426—75 484
17377—72 318 18599—73 245 19897—74 403 21631—76 315
17378—72 318 18698—73 248 19898—74 408 21729—76 318
17379—72 318 18722—73 324 19899—74 476 21821—76 463
17380—72 318 18829—73 160 19900-74 413 21930—76 83
17411—72 401 18907—73 15 20294—74 328 21931—76 83
17433—72 397 19099—73 385 20373—74 483 21945—76 240
17437—72 393 19193—73 335 20721—75 506 21993—76 361
17711—72 320 19248—73 94 20758—75 485 21996—76 100
18161—72 325 19249—73 87 20799—75 ' 336 21997—76 157
18162—72 325 19264—73 402 20905—75 346 22416—77 335
18163—72 335 19281—73 10 20954—75 318 22417—77 335
18175—72 239 19333—73 358 20960—75 318 22508—77 320
18269—72 328 19485—74 431 21148—75 398 22509—77 320
18321—73 428 19486—74 522 21164—75 517 22595—77 322
18467—73 434 19523—74 534 21165—75 517 22643—77 335
18468—73 430 19535—74 318 21324—75 428 22704—77 224
18475—73 242 19722—74 427 '21307—75 438 22897—77 318
18482—73 244 19738—74 86
А
Аппаратура гидравлическая — Основные параметры 386
----пневматическая — Основные параме-
тры 386
В
Вентили задорные муфтовые из ковкого чугуна 325, 326 .
----из серого чугуна 324, 325
-----латунные 330, 331
Вентили запорные фланцевые из ковкого чугуна 325, 326
-----из коррозионно-стойкой стали 328— 330
•----из серого чугуна 324, 325
Вентили запорные сильфонные стальные с ручным управлением 327
— — под дистанционное управление 327, 328 *
Водомеры многоструйные 529
-----турбинные (счетчики) 530
Воздухосборники для воздушных стационарных поршневых компрессоров общего назначения — Конструкция п основные размеры 424, 425 — Материалы обечайки, днища, люка, опор, патрубков и фланцев 426
Г
Гайки соединений для рукавов и шлангов 301, 305, 307
-----труб с развальцовкой 267
Гибка труб -— Радиусы изгиба 228, 229
Гидроклапаны предохранительные на номинальное давление 320 кгс/см2 — Исполнения 398 — Основные параметры 399 — 401 — Суммарные внутренние утечки 402— Схемы 398
----резьбового присоединения 399
----стыкового присоединения 400
Гидроприводы — Соединительные части (фитинги) 262 — 264
Гпдроцилиндры для станочных приспособлений одностороннего действия со сплошным штоком — Конструкция и размеры 403 — 407 — Пример применения 407
----одностороннего действия с полым што-
ком — Конструкция и размеры 408 — 412 — Пример применения 412
,----двустороннего действия укорочен-
ные— Конструкция и размеры 413 — 419— Пример применения 419
Гпдроцилиндры на рабочее давление до 100 кге/ем2 — Конструкция и размеры-420 — 422
д
Давление для арматуры и соединительных частей трубопроводов пробное 387, 388 ----- рабочее 387, 388 — — условное 387, 388
Динамометры пружинные общего назначения 532, 533
Дроссели пневматические с обратным клапа-
ном — 431 — 434
3
Заклепки нормальной точности 9 — 11 — Материал и покрытия 10, 11 —Состояние поставки 11 — Форма и размеры замыкающей плоской (бочкообразной) головки заклепок 10
----- с полукруглой головкой 9
----- с потайной головкой 9
Заклепки повышенного качества 12 — 16 — Материал и покрытие 15, 16 — Подбор ,длип 13, 14 — Размеры замыкающих головок и диаметры отверстий под заклепки 13
----- с плоской головкой 12
----- с полукруглой головкой 12
----- с потайной головкой 12
Заклепки полупуетотелые нормальной точности — Материал и покрытие 22, 23 — Форма и размеры замыкающей головки заклепок е плоской развальцовкой и развальцовкой в потай 19
-----с плоской гоиойкой 20, 21
-----с полукруглой головкой 20, 21
— — с потайной головкой 20, 21
Заклепки пустотелые — Материал и покрытие 22, 23 — Форма п размеры замыкающей головки заклепок с плоской развальцовкой и развальцовкой в потай 19 ----- со скругленной головкой 18 -----с плоской головкой 18 ----- с потайной головкой 18 '
К
Каьавкп в виде пересекающихся замкнутых кривых 341
— — кольцевые 341 — Примеры рационального устройства 342, 343
-----маслооткачпвающие 186, 187
------ маслоотражательные 188, 189
— — под кольца уплотнительные 181, 280
-----.продольные 341 — Примеры рационального устройства 343
----- смазочные на валах 344
-----смазочные прямых плоскостей 384
Клапаны обратные подъемные муфговые латунные 332, 333
-----приемные с сетной фланцевые чугунные 331, 332
Клапаны пневматические обратные 428, 429
-----редукционные 430, 431
Клапаны предохранительные гидравлические — см. Гидрок.чапаны предохранительные
-----пружинные полноподъемные фланцевые стальные — Герметичность затвора при рабочем давлении 335 — Основные размеры 334 — Типы, исполнения, параметры, материалы 333
----смазочные 361, 362
-----шариковые концевые 360, 361
Клеи — Марки и характеристики 93
Колпаки для трубопроводов 261
Кольца защитные — Классы точности и характер подвижных соединений уплотняемых диаметров 203 — Материалы 206— Применение п монтаж 182, 183 — Форма и размеры 221
----для уплотнения цилиндра 204
— — для уплотнения гогока 205
Кольца маелоотражательныс 188, 189
Кольца резиновые круглого сечепия для гидравлических и пневматических устройств — Гарантийные сроки и наработка колец 166
‘— Группы резины в зависимости от рабочей температуры 160
— Группы точности 160
— Предельные отклонения диаметров сопрягаемых деталей 167
• — Рекомендации по монтажу 180—182
— Сечения и внутренние диаметры 161 — 164
— Способы установки 166
— Требования к сопрягаемым деталям 166
— Физико-механические показатели резилы 165
— Шероховатость поверхности сопрягаемых деталей 167
Кольца резиновые уплотнительные прямоугольного сечения для гидравлических устройств — Канавки под кольца 219, 220
— Кольца защитные 221
— Рекомендации по применению 221, 222
•— Форма и размеры 219
Кольца сальниковые войлочные — Применение 184, 185 — Технические требования к сопрягаемым деталям 185, 186 — Форма п размеры 184
— — уплотнительные для соединений труб с развальцовкой 280
Контргайки для трубопроводов 256, 257, 261
Краны — Основные размеры 319
•----конусные натяжные муфтовые латун-
ные 320
-----конусные трехходовые сальниковые фланцевые чугунные 320, 321
•----пробковые проходные натяжные чу-
гунные для газопроводов 322
— — пробковые проходные сальниковые фланцевые латунные 321
-----пробно-спускные сальниковые латунные 322, 323
— — последовательного включения типа В71-33 438
-----управления типа В71-2 437
Кресты переходные 259
-----прямые 257. 258
-----с двумя переходами 260
Коэффициент концентрации напряжении
эффективный в сварных соединениях 82
Л
Лента стальная холоднокатаная термообработанная 100, 101
М
Манжеты резиновые армированные для валов — Основные размеры 190 — Рекомен-
дации к установке н эксплуатации 191,
-----уменьшенного С’чешгя для гидравлических устройств — Конструкция и размеры посадочных мест под манжеты 201, 202 — Механические и физические свойства резины 200 — Примеры монтажа 209 — 212 — Размеры 198 — 200 — Рекомендации по применению и монтажу 206 — 208 — Указания по проектированию пресс-форм 210
----------уплотнительные (воротники) для гидравлических устройств — Пресс-формы для манжет 548 — Форма и размеры 544, 545 -----уплотнительные для пневматических устройств — Конструкции канавок под манжеты 216, 217 — Монтаж 216 — 218 — Примеры применения 215— Типы и размеры 21.3, 21/т — Условия работы и материал манжет 212 — Физико-механические показатели резин 215
- Манометры — Основные параметры, форма,
. габаритные и присоединительные размеры 520, 521
Масленка колпачковая 346, 347 z
-----одноплунжерная 347
-----под запрессовку смазочных масел 346
-----прямая (резьбовая) для пластичных материалов 344, 345
-----угловая (резьбовая) для пластичных материалов 345
Масла индустриальные общего назначения без присадок — Марки 337
Маслораспределптели дроссельные для централизованных смазочных систем 358 — 360
Маслоуказатели жезловые 376, 377
-----круглые 372
-----круглые с гладким смотровым окном 37.3
— — трубчатые 373 — 375
-----удлиненные 371, 372
Маслораспылитель 434
Места посадочные для радиальных уплотнений 168— 175
-----для резиновых уплотнительных манжет (воротников 546, 547)
-----для торцовых уплотнений 175 — 180
-----для уплотнений по конусной фаске 179
-----под манжеты 201, 202
Монтаж трубопроводов 225
-----уплотнительных колец 180 — 183
Мотор-редукторы — Обозначение вариантов сборки 483, 484
Мотор-редукторы планетарные зубчатые двухступенчатые типа МПз2 — Основные параметры 511
•----одноступенчатые типа4 МПз — Основ-
ные параметры 510, 511
-----исполнения на лапах — Габаритны? и присоединительные размеры 512, 513
-----исполнения на опорном фланце — Габаритные и присоединительные размеры 514, 515
Мотор-редукторы цилиндрические двухступенчатые соосные типа МЦ2С — Габаритные и присоединительные размеры 509, 510 — Основные параметры 508, 509
-----одноступенчатые типа МЦ — Габарит-ные и присоединительные размеры 507, 508 — Основные параметры 507
Муфтовые концы с трубной цилиндрической резьбой 319
Муфты для трубопроводов из ковкого чугуна компенсирующие 258
-----—из ковкого чугуна переходные 259
— — из ковкого чугуна прямые длинные 258
------ из ковкого чугуна прямые короткие 258 .
----- полиэтиленовые 294, 298
-----стальные 256, 2J57
Н
Напряжения допускаемые в паяных соединениях 91
-----для сварных швов 81, 82
Насосы одноплунжерные ручные смазочные — Размеры 348 — Технические требования 347
-----плунжерные — Обозначения заводом-изготовителем 366 — Основные размеры 363 — 365 — Привод 365, 366 — Производительность 362
-----поршневые многоотводные для жидкой смазки — Конструкции и размеры 348 — 351
-----шестеренные — Габаритные и присоединительные размеры 370 — Подача 369— Техническая характеристика 371
-----шиберные — Варианты вращения ротора и присоединения трубопроводов 367 — Габаритные и присоединительные размеры 368 — Производительность 366 — Схема 367 — Техническая характеристика 368 — Указания по монтажу и эксплуатации 369
Ниппели для приварки к стальным' трубам 293
-----для рукавов и шлангов 300, 304, 306
— — для соединений труб с развальцовкой 267
-----для трубопроводов из ковкого чугуна
двойные 258
— — для трубопроводов стальные 256 —, -----для трубопроводов стальные шаровые
О
Отверстия смазочные в валах 344
п
Передачи зубчатые — Смазка 378 — 379
—• — цепные — Смазка 379, 380
— — червячные —• Смазка z378
Переходы для трубопроводов 297, 298
Пневмодроссели с обратным клапаном — Основные размеры 432 — 434 — Формула для потока воздуха 431, 432
Пневмоклапаяы обратные — Основные размеры 429 — Пропускная способность 428
— — редукционные — Основные параметры 430, 431
Пневмоприводы — Требования к конструкции 422
Пневмораспределитёли крановые — Номограмма для определения потока воздуха 435 — Основные размеры 435, 436
Пневмотрубопроводы — Расстояния между местами крепления 423
Пневмоцилиндры встраиваемые для станочных приспособлений — Основные параметры 438 — 443
----с задней крышкой — Конструкция и размеры 444 — 453
— — с передней крышкой — Конструкция и размеры 454 — 465
Пневмоцпливдры на давление до 10 кгс/см2 466
Припои оловяно-свинцовые — Марки 83 — Области применения 85 — Примеры обозначений 84, 85 — Физико-механические свойства 84
— — серебряные — Марки, сортамент, температура плавления 86
Пробки для трубопроводов 261
Проволока пружинная из кремнемарганцевой бронзы ЮЗ
----- стальная легированная 100
-----стальная углеродистая 98,99
Проволока сварочная — Марки и назначение 26
-----из титановых сплавов 27
Прокладки для уплотнений 158, 159
Проточки кольцевые 181
Проходы условные арматуры, соединительных частей и трубопроводов 386
----- гидравлических и пневматических систем. 386, 387
Прочность сварных соединений — Примеры расчета 82, 83
-----нахлесточных 77, 78
----- пробочных 80
— — с действующим изгибающим моментом 80, 81
----- с накладками 79
-----с прорезями 79, 80
-----стыковых 77
-----тавровых 79
Пружины — Выносливость 96, 98
— Классы 98
— Конструкция 144 — 146
— Материалы 98 — 103
— Параметры 111 — 141
— Разряды 97
— Расчет 104 — 110
— Стойкость 96, 98
Пружины кручения из круглой проволоки 146 — 150
—• — пластинчатые изгиба 150, 151
-----плоские спиральные 151 — 154
сжатия для станочных приспособле-
ний 142, 143
----- тарельчатые 154 — 157
цилиндрические винтовые сжатия и
растяжения 111 — 141
Р
БВ57-1
Распределителя крановые пневматические Регуляторы давления типа В57-1 и
Редукторы — Обозначение вариантов сборки 483, 484
— Основные технические условия 481 — 483
— Размеры лап и фланцев 478 '
— Соотношение размеров основных элементов корпуса из чугунного литья 481, 482
— Указания по конструированию корпусов 477 — 481
Редукторы, выпускаемые заводами — Наименование и типоравмеры 516, 517
— — коническо-цилиндрические общего назначения типов КЦ1 — Габаритные и присоединительные размеры 492 — Допускаемые моменты и консольные нагрузки на тихоходных валах 494, 495 — Исполнение по передаточным числам и сборкам 494 — Концы валов 493
Редукторы цилиндрические двухступенчатые — Ц2У-100 — Ц2У-250 — Габаритные и присоединительные размеры 487 — Основные параметры 486 — Присоединительные размеры полых валов 488 — Размеры концов тихоходных валов 488, 489
----- двухступенчатые горизонтальные Ц2У-315Н, Ц2У-400Н, Ц2Н-450, Ц2Н-500— Габаритные и присоединительные размеры 490, 491 — Основные параметры 489 — Требования к надежности и долговечности 491 — Требования по технике безопасности 491
-----одноступенчатые — Конструктивные элементы крышки и основания 479
»----одноступенчатые цу-100, цу-160,
' ЦУ-200, ЦУ-250 — Габаритные и присоединительные размеры 485 — Основные параметры 484
Редукторы червячные — Конструктивные элементы корпуса 480, 481
•----одноступенчатые универсальные 4-40,
4-63, 4-80 — Габаритные и присоединительные размеры 505 — Исполнения червячной пары 505 — Концы валов 506 — Основные размеры 504 — Схемы сборок 504 — Требования к надежности и долговечности 506 — Требования по технике безопасности 506
-----цилиндрические общего назначения РЧУ — Габаритные и присоединительные размеры 497 — Допускаемые нагрузки 499 — 501 — Концы валов 498 — КПД 502 — Примеры выбора 503 — Расположение червячной пары 496 — Способы крепления 496 — Схемы сборок 496
Резьбы присоединительные трубопроводов гидравлических, пневматических (и смазочных) систем 387
Реле давления 522, 523
Рукава — Неразъемное и разъемное соединения дли рукавов 299, 300
-----гибкие металлические герметичные с подвижным швом — Основные параметры 252
1— — резиновые высокого давления с металлическими оплетками — Присоединение концевое Неразъемное 303 — Присоединение концевое разъемное 305, 308
-----резиновые высокого давления с металлическими оплетками неармировап-ные — Максимальное рабочее давление 254, 255 — Основные размеры 254 — Схемы конструкций 253 — Условия работоспособности 256
1----резиновые напорные с текстильным
каркасом — Классы 249 — Размеры 250, ----резинотканевые — Хомуты для креп-
ления 310
С
Свариваемость сталей—Основные характеристики 23
Сварка алюминия и его сплавов 27
низколегированных сталей'27
----низкоуглеродистых сталей 27
----стыковая — Разность толщин листов
37, 49
— — титана и его сплавов 27
Сгоны для трубопроводов 256, 257
Скобы двухместные 316, 317
----Для крепления трубопроводов 314
-----одноместные облегченные 315
----трехместпые 316, 317
Смазка густая — Смазочные устройства 340, 341
----жидкая — Смазочные устройства 339,
340
----индивидуальная непрерывная под дав-
лением 362 — 361
----кольцевая 380, 381
.----струйная — Трубчатые сопла 378, 379
Смазка зубчатых передач 378, 379
----подшипников Жачения 380
----подшипников скольжения 380
----узлов конструкций 378 — 384
----цепных передач 379, 380
----червячных передач 378
Смазки жидкие 336, 337
---- пластинчатые 338, 339
Соединения заклепочные 9 — 23 — Основные параметры 16, 17 — Расчет 17
----неподвижные — Уплотнение 158 —183
----неразъемные'для рукавов 299
----подвижные — Уплотнение 183 — 224
---- разъемные для рукавов 300
----резьбовые — Уплотнение 159
----фланцевые 312, 313
Соединения клеевые — Конструктивные элементы склеиваемых деталей 92 — Предел -прочности при отрыве 92 — Техника безопасности 94 — Типы 92
----труб 94
— — угловые 94
Соединения паяные — Допускаемые напряжения 91
— Конструктивные элементы швов и их обозначения 88, 89
— Пределы прочности на срез 90
— Типы и обозначения 87, 88
— Условное обозначение 90 _
Соединения сварные — Примеры конструирования 68 — 73
— Примеры расчета прочности 82, 83
— Расчет прочности 77 — 81
— Технологичность 68, 77
— Условное изображение швов 73
— Условные обозначения швов 74 — 77
Соединения сварные из алюминия и алюминиевых сплавов нахлесточные 47 — 49
----стыковые 38 — 41
----тавровые 45 — 47
----угловые 42 — 44
Соединения сварные из винипласта и полиэтилена нахлесточные 66, 67
----стыковые 60 — 63
----тавровые 65, 66
---- угловые 63 — 65
Соединения сварные стальные нахлесточные 36
----стыковые 28 — 30
---- тавровые 34, 35
----угловые 31 — 33
Соединения сварные трубопроводов — см.
Швы сварных соединений /прубопровидов
Соединения е развальцовкой концевые без ниппеля 279
----прямые концевые 264
----прямые промежуточные 278
---- тройниковые концевые 270 — 272
----тройниковые промежуточные 273
----угловые концевые 268
Соединения стальных труб шаровые прямые концевые 281, 284
----прямые промежуточные 291, 292
----тройниковые концевые 290
----угловые концевые 284, 286
Сопла трубчатые 378, 379
Сталь горячекатаная рессорно-пружинная 101, 102
Станции двухлинейные централизованной смазки 355 — 358
----смазки типа И-ЦСЭ 353 — 355
----смазочные ручные двухлинейные 352, 353
Стекла водоуказательные 524
Счетчик оборотов СО.66 530, 531
т
Термометры стеклянные технические — Основные параметры 518 — Пределы измерений и размеры 519
Тройники для полиэтиленовых трубопроводов 295
-----концевые 270, 271, 274 — 276, 288, 290
-----переходные 259, 296
-----проходные 273, 277
-----— Прямые 257, 258
-----прямые строганые высокого давления для гидроприводов 264
-----с двумя переходами 260
Трубки резиновые технические 248
-----стеклянные для определения уровня жидкости 524
Трубопроводы — Внутренний диаметр 225
— Габаритные размеры присоединительных деталей 298
— Давления условные, пробные и рабочие для арматуры и соединительных частей 387, 388
— Допуски на присоединительные номинальные диаметры 298
'— Избыточное давление для арматуры и соединительных, частей 388
— Монтаж 225
— Присоединительные резьбы 387
— Соединительные полиэтиленовые части 256, 257
— Соединительные „стальные части 256, 257
— Соединительные части из ковкого чугуна
— Условия испытаний’соединительных деталей 297
Трубы— Радиусы изгиба 228, 229 — Уплотнения 159
Трубы бесшовные горячедеформированные из коррозионно-стойкой стали 233, 234
— — горячекатаные из сплавов на основе титана 240, 241
-----стальные горячекатаные 232, 233
-----стальные холоднодеформированные — Внутреннее рабочее давление 226, 227 —-Размеры 230, 231
-----холодно- и теплодеформированпые из коррозионно-стойкой стали 235, 236
Трубы цв титановых сплавов ВТ1-0, ОТЧ и ОТЧ-1 241, 242
-----катаные и тянутые из алюминия и алюминиевых сплавов 242, 243
-----латунные 238, 239
-----медные 236, 237
-----напорные из полиэтилена 245 — 247
-----прессованные из алюминия и алюминиевых сплавов 244, 245
— стальные водогазопроводные 229
У
Угольники строганые высокого давления для гидроприводов 263
----- для полиэтиленовых трубопроводов 295
•— — для присоединения рукавов высокого давления 309
-----концевые 269, 285, 287
----- переходные 259
-----прямые 257, 258
Указатели уровня жидкости—Устройства запорные 526 — 529
Уплотнения для валов — Ориентировочный выбор 183
— — для гидравлических и пневматических устройств 160
— — резьбовых соединений 159
— — дта тр'б I г>9
----- капавочные 186
(----комбинированные 189, 190
-----лабиринтные 187, 188
------ по конусной фаске — Посадочные места 180
-----полиамидные шевронные мпогорядпые для гидравлических устройств — Конструкция и размеры 194 — Размеры манжет и колец 195, 196 — Размеры опорных колец 197 — Рекомендуемое число манжет 195 — Физико-механические показатели материала манжет и колец 197
-----радиальные — Посадочные места 168— 175
-----резьбовые — Посадочные места 180
-----торцовые — Посадочные места 175 180
Устройства запорные указателей уровня жидкостей 526—529
----- сальниковые 224
-----смазочные — Примеры 381 — 383
--смазочные для густой смазки 340, 341 -----смазочные для жидкой смазки 339, 340 Устройства гидравлические— Присоедини-
тельные резьбы трубопроводов 387
— Расход жидкости 387
— Условные проходы 386
Устройства пневматические — Присоединительные резьбы трубопроводов 387
— Расход сжатого воздуха 387
— Требования к конструкции 422, 423
— Условные проходы 386
Ф
Фаски заходные 18 Г
Фильтры-влагоотделптели — Габаритные и присоединительные размеры 395, 396
— Классы загрязненности сжатого воздуха 397
— Основные параметры 393 — 395
— Типы и исполнения 393
Фильтры со сменными бумажными фильтрующими олементами 391, 392
-----щелевые на давление до 160 кгс/см' 390, 391
-----щелевые (пластинчатые) 389, 390
Фланцы стальные плоские приварные 312, 313
Футорки для гидроприводов 262
X
^Хомут для крепления резинотканевых рукавов 310
-----для шланга 311
ц
Цилиндры гидравлические — Основные параметры 386 <
-----для станочных приспособлений — см. Гидроцилипдры для станочных приспособлений--е
-----на рабочее давление до 100 кгс/см2 — Конструкция и размеры 420 — 422
Цилиндры пневматические — Основные параметры 386
-----встраиваемые для станочных приспособлений — см Пневмоцилинры встраиваемые для станочных приспособлений
Цилиндры пневматические на давление до 10 кге/см2 — Нормы загрязнения сжатого воздуха 469 — Основные размеры 467, 468
----- с креплением на лапах 472
— — о креплением па проушине 474
----с креплением на удлиненных стяжках
470, 471
•----о креплением на фланцах 473
-----с креплением иа цапфах 475
1П
Шайбы защитные 188
Швы паяных соединений — Конструктивные элементы 88, 89
— Основные параметры 89, 90
Швы сварных соединений — Допускаемые напряжения 81, 82— Условное изображение 73 — Условные обозначения 74 — 77
—----из алюминия и алюминиевых спла-
вов— Конструктивные элементы подготовленных кромок деталей и швов 38 — 49 — Технические требования 49, 50
-----из винипласта и полиэтилена — Основные типы и конструктивные элементы подготовленных кромок деталей и щвов 60 — 67 — Технические требования 67, 68
----стальных — Конструктивные элемен-
ты подготовленных кромок деталей и швов 28 — 36 — Технические требования 36, 37
-----трубопроводов — Конструктивные элементы подготовленных кромок деталей и швов 51 — 60 — Соединение ответвитель
ных штуцеров и приварышей с трубами 58 — Соединения отростков с трубами 56, 57 — Соединение сегментов колен (отводов) 58 — Соединение труб с трубами 51 — 53 — Соединение фланцев с трубами 54 —• 56 — Технические требования 59, 66
Шнур резиновый круглого и прямоугольного сечения 222, 223
Штуцеры 279, 303, 308
-----концевые 265, 266, 282, 283, 301, 302 -----присоединительные 270, 286, 292 —264 -----проходные 278, 291
э
Электродвигатели трехфазные асинхронные короткозамкнутые серии 4А — Структура обозначения типа двигателя 537 — Типы п основные параметры 534 — 536
-----исполнений Ml 00 и М200 538, 539
-----исполнений М300, М302, МЗОЗ 540, 541
-----исполнений М210 и М360 542, 543
Электроды покрытые металлические для ручной дуговрй наплавки поверхностных слоев с особыми свойствами 24
-----для ручной дуговой сварки конструкционных и теплоустойчивых сталей — Назначение 25, 26 — Типы 23, 24
ИБ № 602
ВАСИЛИЙ ИВАНОВИЧ АНУРЬЕВ
СПРАВОЧНИК КОНСТРУКТОРА-МАШИНОСТРОИТЕЛЯ
Том 3
Редакторы Т. С. Грачева, Л. П: Рыжова. Художественный редактор П. П. Рогачев Технический редактор Ф. П. Мельниченко. Корректоры II. М. Бо^ейша и Л. Я. Шабашова Переплет художника А. Я. Михайлова
Сдано в набор 24.02.78. Подписано в печать 06.10.78. Т-18029. Формат 60х90’/1в. Бумага типографская № 3. Гарнитура обыкновенная новая. Печать высокая. Усп. печ. л. 35,0, Уч.-изд. л. 46,0. Тираж 130 000 экз. Заказ 1792. Цена 2 р. 60 к.
Издательство «Машиностроение» 107885, Москва, ГСП-6, 1-й Басманный пер., 3
Ордена Октябрьской Революции, ордена Трудового Красного Знамени Ленинградское производственно-техническое объединение «Печатный Двор» имени А. М. Горького Союзнолнграфпрома при Государственном комитете Совета Министров СССР по делам издлтс шств, по шграфии и книжной торговли, 197136, Ленинград, П-136, Гатчинская уч , 26
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ И ПОПРАВКИ
Справочник конструктора-машиностроятеля,том 1
Страница Строка Напечатано Должно быть
8 10-я сверху 480000 725000
Поправки.
1. В ГОСТ 19807—74 (гл II «Материалы») вносится изменение: обозначение марки сплава ВТ6С заменяется на ВТ6 (МУС 8 1978 г.).
2. в табл. 51 (стр. 571, 572) эскизы дисков поменять местами-
3. В томе 2 на стр. 560 в табл. «Замеченные опечатки» в графе «Должно быть» все величины В и А считать подчеркнутыми линейкой, -например: ^за1 уС и т' д‘
Справочник конструктора-машиностроителя, том 2
Страница Строка Напечатано Должно быть
166 Табл. 116, трафа 14, 2-я сверху 24,5 24
298 24-я сверху Лс Лс
316 Табл. 60, графа 3-я СНИЗУ hae
371 1-я сверху Нагрузка Исх°Дная расчетная нагрузка
406 Табл. 133, графа Z.I Z1
408 8-я сверху tg Р' = /' tg р' = /
427 9-я снизу В берут Ввн беру1’