/























































































































































































































































































































































































































Author: Анурьев В.И.
Tags: общее машиностроение технология машиностроения конструкции машиностроение справочник
Year: 1973




Text
В. II. АНУРЬЕВ
СПРАВОЧНИК
КОНСТРУКТОРА-
МАШИНОСТРОИТЕЛЯ
Издание 4-е, переработанное и дополненное
в двух к и и г ах
КНИГА I
КТ о с к в а
«МАШИНОСТРОЕНИЕ»
1973
УДК 621.001 (031)
А и у р ь е в В. И. Справочник конструктора-
машмноетрсителя. Изд. 4-е, иерераб. и доп. Кн. 1.
М., «Л1ашниостроеппе», стр. 1—416
4-е издание справочника (3-е изд. 1968 г.) дополнено
сведениями о редукторах, гидравлических, пневматиче-
ских устройствах, электрооборудовании. 11 риведепы
качественные показатели материалов, деталей, узлов и
комплектующих изделий. Некоторые сведения заменены
новыми. Для удобства пользования справочник выпу-
скается в двух книгах.
В 1-й кише приведены сведения о конструктивных
материалах, допусках, посадках, конструктивных эле-
ментах, технологичности конструкций, крепежных из-
делиях, стандартных и нормализованных деталях и
узлах, смазочных материалах и устройствах, защптно-
декоративпых покрытиях.
Справочник предназначен для инженеров и техников-
конструкторов. Он может быть полезен также студентам
машиностроительных вузов и техникумов. Табл. 410,
рис. 101.
3131-43
А 038(01)-73
43-73
ОГЛАВЛЕНИЕ
Предисловие...................... 6
Глава I
МАТЕРИАЛЫ
Основные принятые обозначения 7
Допускаемые напряжения ..... 8
Определение твердости металлов и
сплавов . ....................... 11
Ориентировочные коэффициенты
трения........................... 12
Сталь.......................... 13
Основные указания по выбору мар-
ки стали....................... 13
Углеродистая сталь обыкновенно-
го качества ................. 13
Нонетр укцнч»ниаа автомат нпя
сталь ....................... 15
Углеродистая качественная кон-
струкционная сталь............. 16
Легироваина я к<шетрукционная
сталь.......................... 17
Инструментальная углерод истая
сталь.............. ........... 19
Рессорно-пружинная сталь .... 19
Сталь износоустойчивая в усло-
виях абразивного трения .... 20
Сталь с особыми тепловыми свой-
ствами ........................ 20
Вътсоколегп] юванн ыс корропюн-
ностойкие, жаростойкие и жаро-
прочные (деформируемые) стали
и сплавы ...................... 20
Коррозпонпостопкэп и жаростой-
кая сортовая сталь............. 24
Шарике- и роликоподшипниковая
сталь ............... 25
Примерное назначение конструк-
ционных сталей основных марок 25
Стальная пружинная термообрабо-
танная холоднокатаная п плюще-
ная лента....................... 30
Проволока из конструкционной
средне углерод истой стали . . . 32
Твердые сплавы.................. 32
Сортамент....................... 33
Отливки из конструкционной неле-
гированной стали................ 44
Сетки ........................... 45
Дополнительные источники.... 4-S
-.Тугун........................ 48
Отливки из серого чугуна .... 4s
Отливки из высокопрочного чугу-
на с шаровидным графитом ... Ы
Отливки из антифрикционного се-
рого чугуна . .................. 52
Модифицирование чугуна......... 53
Цветные металлы и сплавы.... 53
Оловянистые баббиты........... 53
Ол ов яш । офосФо рнста я л идейна я
бронза Бр. ОФ10-1 из первичных
металлов...................... 54
Оловянные вторичные литейные
бронзы........................ 55
Безоловянныс бронзы ....... 56
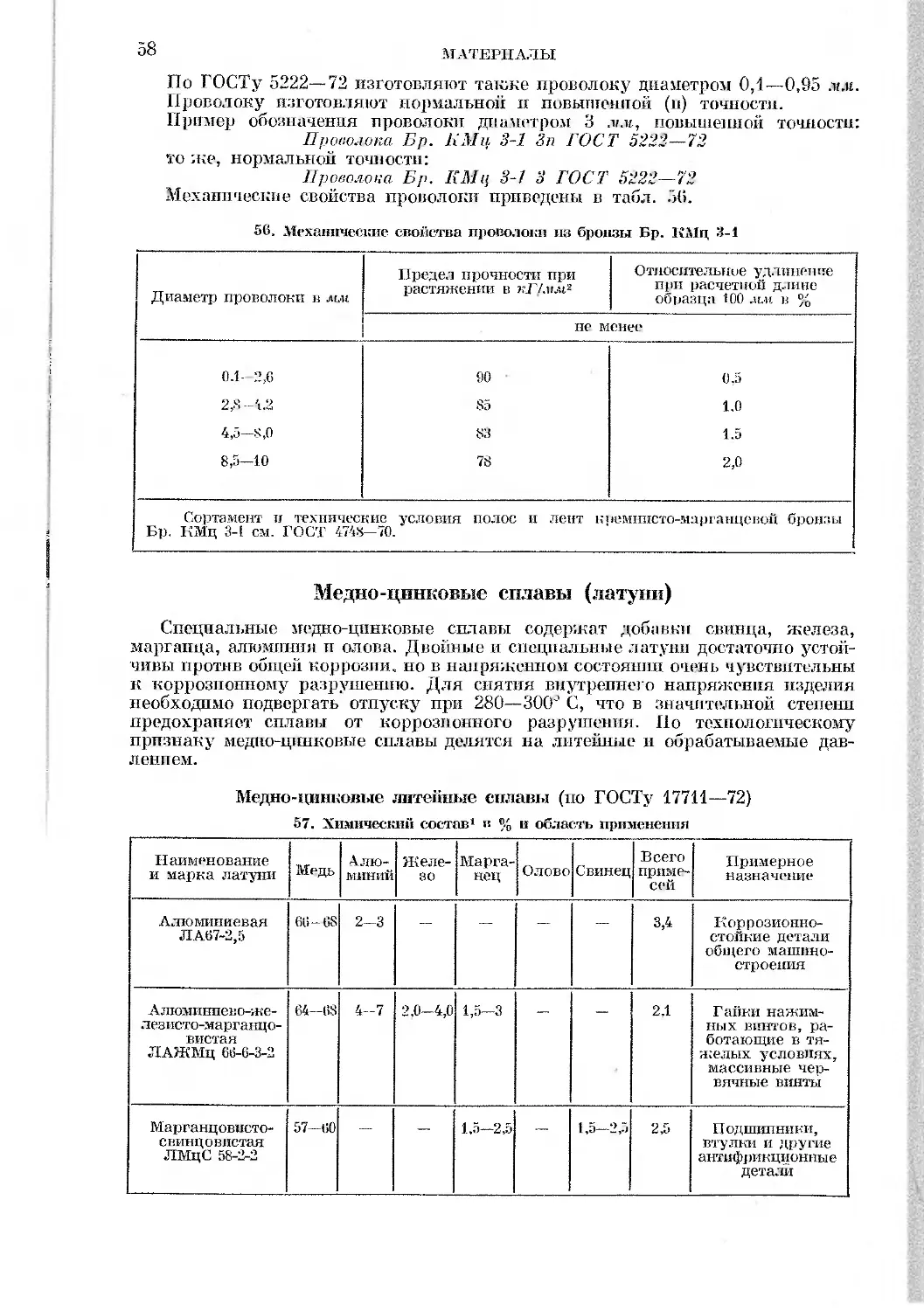
Медно-цннковые сплавы (латуни) 58
Медно-цинковыс литейные сплавы 58
Мед но-цннков ые сплавы, обра-
батываемые давлением........ 60
Антифрикционные сшивы на цин-
ковой основе ........... 61
Алюминиевые литейные сплавы 62
Припои........................ 63
Оловнно-СБШЩОВПГТЫГ припои 63
Серебряные припоя............. 64
Мгдно-цинковые припои....... 64
Медь.......................... 65
Проволочные тканые сетки с
квадратными ячейками ..... 67
Дополнительные источники ... 67
Неметаллические материалы .... 67
Древесные слоистые» пластики 67
Поделочный текстолит.......... 69
Асботекетолит................. 70
Листовой винипласт............ 71
К< шетрукционный стеклотексто-
лит ......................... 71
Ф рикц| юяяые асбестовые на клад-
ки сцепления................. 73
Эластичные фрикционные асбесто-
вые материалы ................ 74
Асбестовые тормозные ленты . . 75
Асбестовые термоизоляционные
ткани, лента и бумага ..... 76
Асбестовый картон.............. 77
Прокладочный картон............ 77
Прессшпан ..................... 78
Термошумоиз‘>ляц|тоннглй картон 78
Водонепроницаемый картон ... 78
Фибровые трубки................ 79
Трубы из графитвитшплзста ... 80
Ппшшла еловые трубы и стержни S0
Полиамидная смола 68........... 80
Капрон......................... 81
Уретанопласт ПУ-1.............. 81
Органическое кэнструкционнос
стекло........................ 82
Паронпт........................ 82
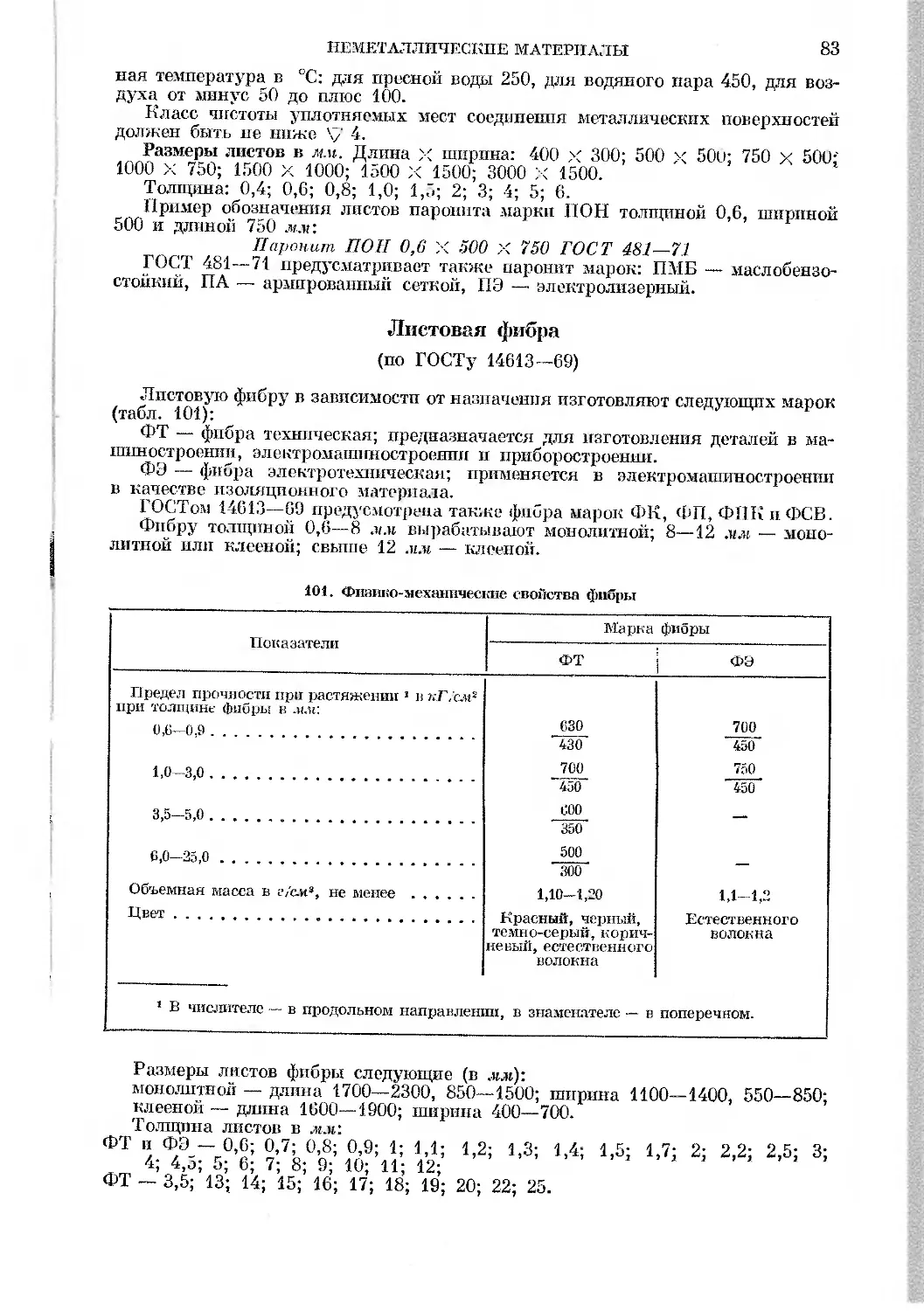
Листовая фибра................. 83
Асбестоцемент!ште эле?;тротечни-
чсскир дугостойкие дсюки ... 84
Техническая кожа ........ 84
Репина......................... 84
Асбестовые нити и шпуры • • 89
Техинческий полугрубошерстный
войлок........................ 89
Конвейерные резино-тканевые
ленты ...................... 90
1*
4
ОГЛАВЛЕНИЕ
Гпдропласты СМ л ДМ.........
Конструкционные и яскоиструК’*
цпонные клеи . . ...........
Дополнительные источники . . .
Глава II
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ.
ДОПУСКИ И ПОСАДКИ
Шероховатость поверхности.......
Сопрягаемые поверхности.......
Классы чистоты свободных поверх-
ностей .......................
Классы чистоты типовых поверх-
ностей и поверхностей яри раз-
ных методах обработки.........
Допуски п посадки...............
Поля допусков предночтитслыюго
применения, наименование поса-
док и обозначение полей допусков
отверстий и валов............ 1<}2
Система отверстий............ 10.”»
Система вала .................. 197
Прессовые посадки .............. ИО
Характеристика и примеры приме-
нен и и посадок.............. . ИЗ
Допуски па угловые ради»*ры ... li t
Отклонения Формы и расположе-
ния поверхностей................. И 7
Предельные отклонения фирмы и
расположения npBCi=xiKXTrif . . . 120
Допуски и посадки деталей из
пластмасс...................... 128
Дополнительные источники ... 132
Глава III
КОНСТРУКТИВПЫЕ ЭЛЕМЕНТЫ,
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Конструктивные плементы.......... 1Л”
Л (шейные размеры, углы, конусы 133
Фаски, галтели и радиусы закруг-
лений ..................... 13s
Канавки........................ 140
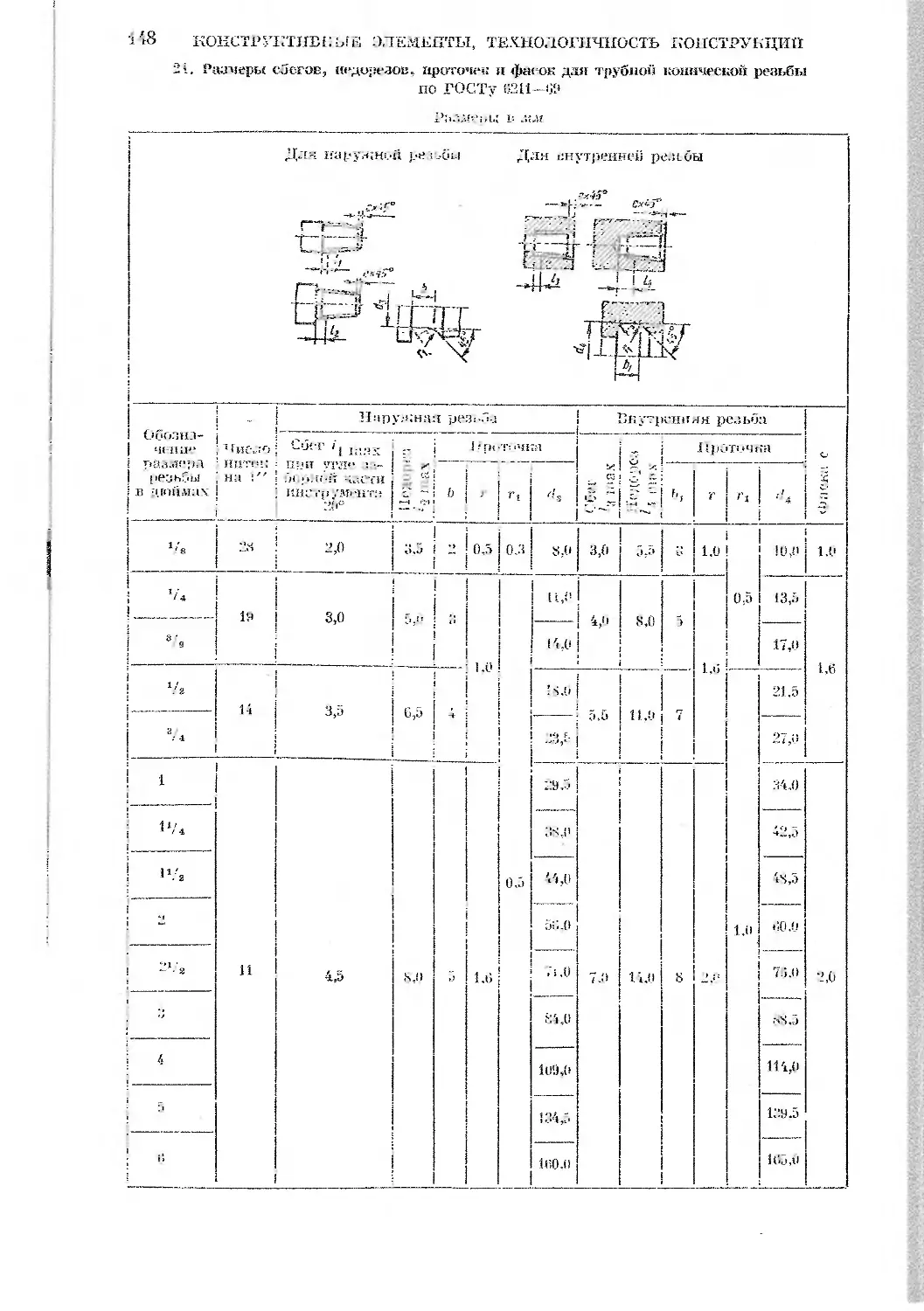
Выход резьбы. Сбеги, недорезы,
проточки и фаски............ 14.3
Отверстия...................... 151
Места под ключи и под головки
крепежных детален............ 154
Накатка деталей ............... 159
Радиусы гибки ................. 160
Штрихи шкал.................... 16*
Муфтовые и шпиндельные концы 162
Концы шпинделей и оправок Фре-
зерных станков............... 163
Концы шлифовальных шпинделей
и шпинделей агрегатных станков 106
Направляющие станков........... 16К
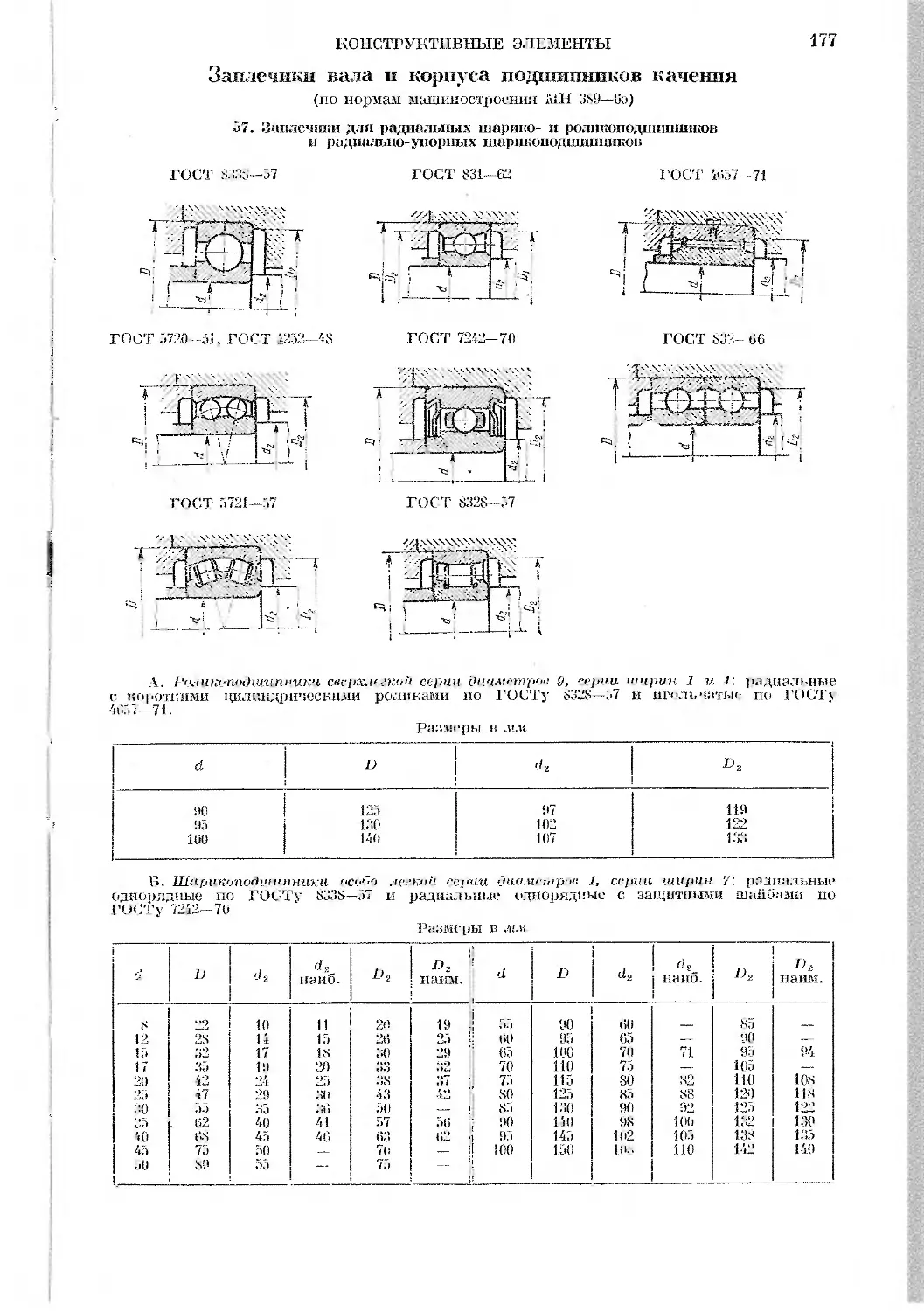
Заплечики нала и корпуса подшип-
ников качения................ 177
Резьбы........................... 183
Метрическая рез(л>а............ 1*3
Дюймовая резьба . ............. Н‘0
Трубная резьба................ .192
Резьба Мб х 1 коническая для мас-
ленок ....................... Г.» 5
Т i >а пецеида л ьна я одноходова я
резьба....................... 105
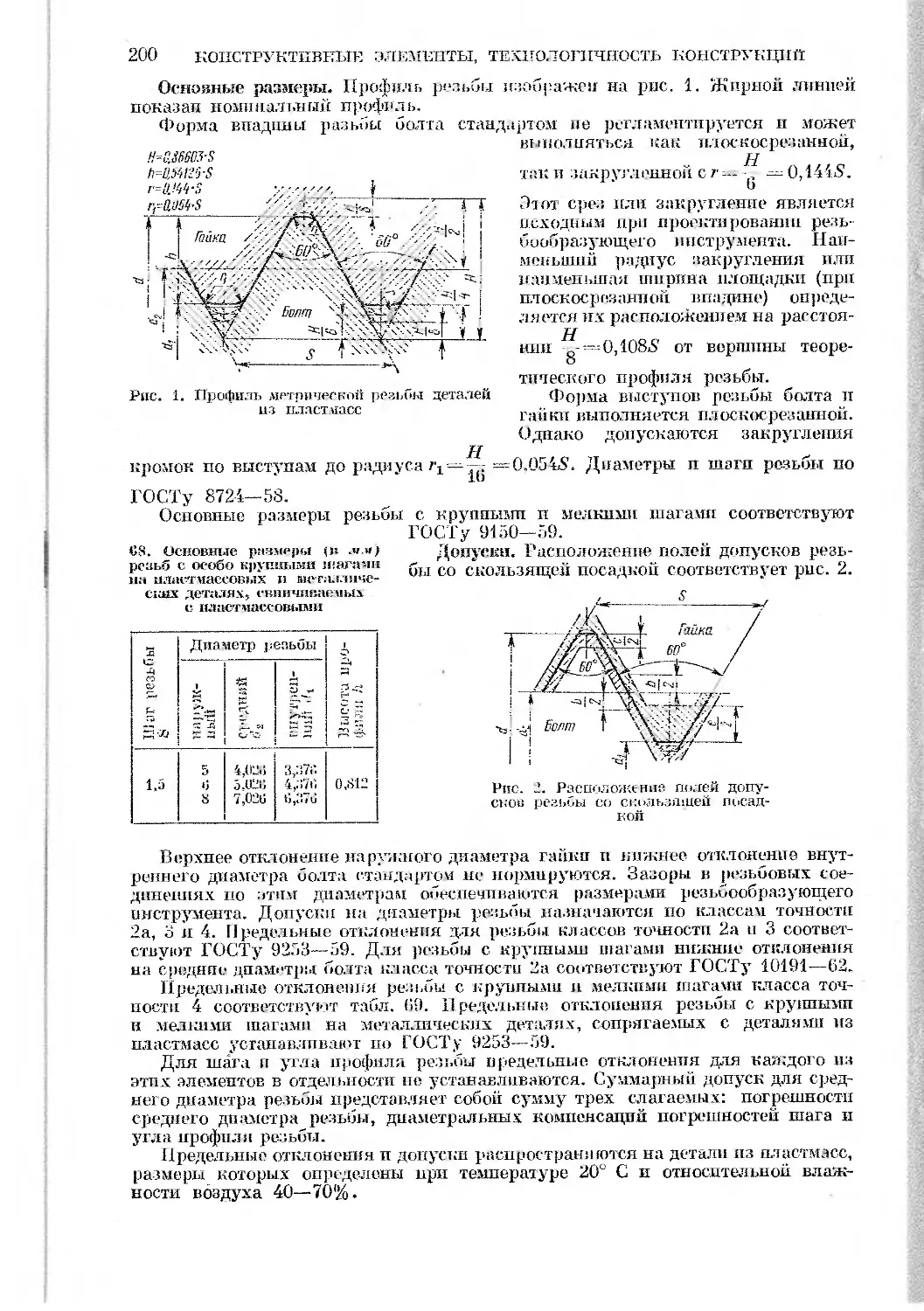
Метрическая резьба деталей из
пластмасс................... if 9
Дополнительные источники . . , 203
Технологичность конструкций . . . 203
Элементы конструкций литых де-
талей ................ ..... 203
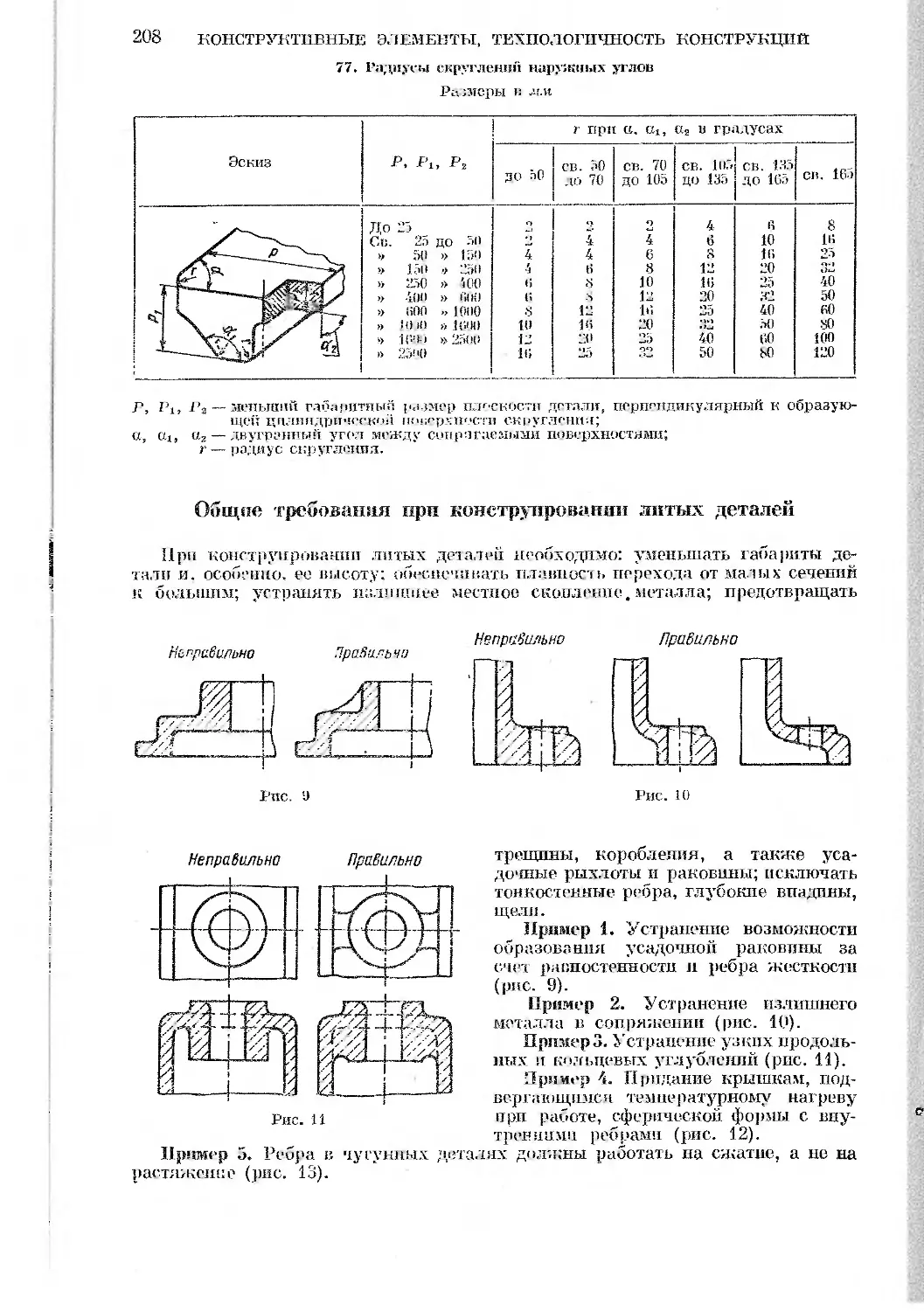
Общие требования при конструи-
ровании литых деталей 208
Технологические указания по кон-
струированию деталей и узлов
при их механической обработке 209
Технологические указания по кон-
струирование деталей, подвер-
гаемых термической обработке 210
Технологические указания по кон-
струированию деталей и узлов,
связанные со сборкой ...... 214
Примеры приемов облегчении сбо-
рочных работ ........... 215
Донсшпггельныс источнике ... 21s
Г л а в а
IV
КРЕНЕЖНЫ Е ПЗДЕЛ1Г Я
Технические требования на болты.
винты, шпильки и гайки ... 21 о
Болты....................... 225
Винты. .................... 230
Гайки ...... ............... 23S
Шайбы....................... 244
Шплинты и штифты. . ........ 259
Дополнительные источники . . 265
Г л а в а V
СТ ШДАРТНЫЕ
И НОРМАЛИЗОВАННЫЕ
ДЕТАЛИ И УЗЛЫ
Рукоятки, ручки, фиксаторы .... 267
Кнопки . . ....................... 286
Маховички......................... 2x9
Штурвальные гайки п ступицы . . . 292
Зажимы............................ 207
Кольца.......................... 300
Лимбы и нониусы................... 314
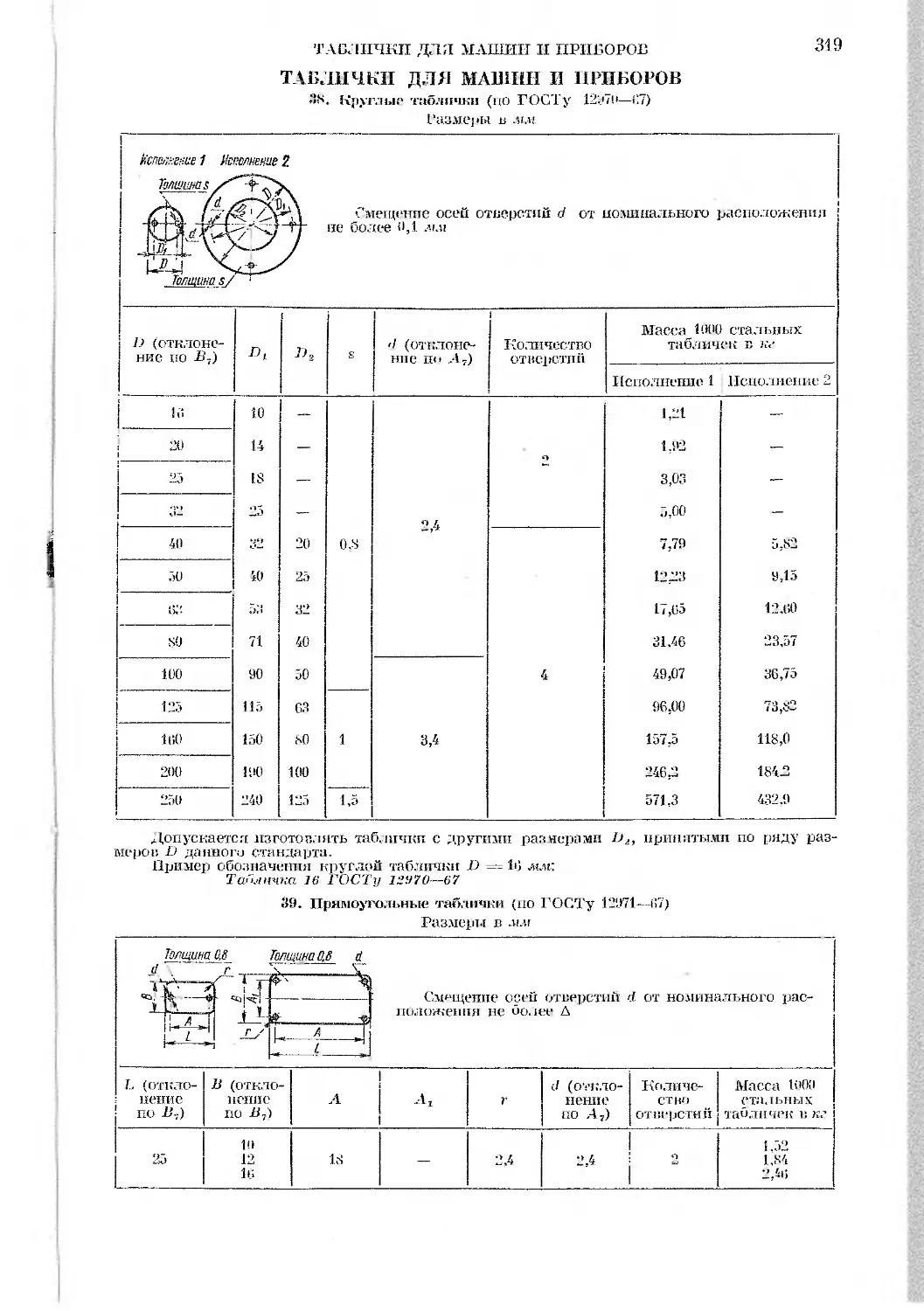
Таблички для машин и приборов 319
Пробки я заглушки................. 321
Винты для пружин . ........ 325
Грузовые винты и стяжные муфты 327
Втулки..................... . . 330
Опоры, сухари, пседцрящтели, петли 331
Скобы для крепления труб и метал-
лических рукавов.................. 336
Крышки . ......................... 349
Назначение крышек ........ 349
Примеры применения крышек . . 330
Шарики и ролики................... 251
Дополнительные источники...... 351
Г л а в а
VI
СМАЗОЧП ЫЕ МАТЕРИАЛЫ
Н УСТРОЙСТВА
Масла и смазки, применяемые для
смазки оборудования и механизмом 352
Индустриальные .масла.......... 352
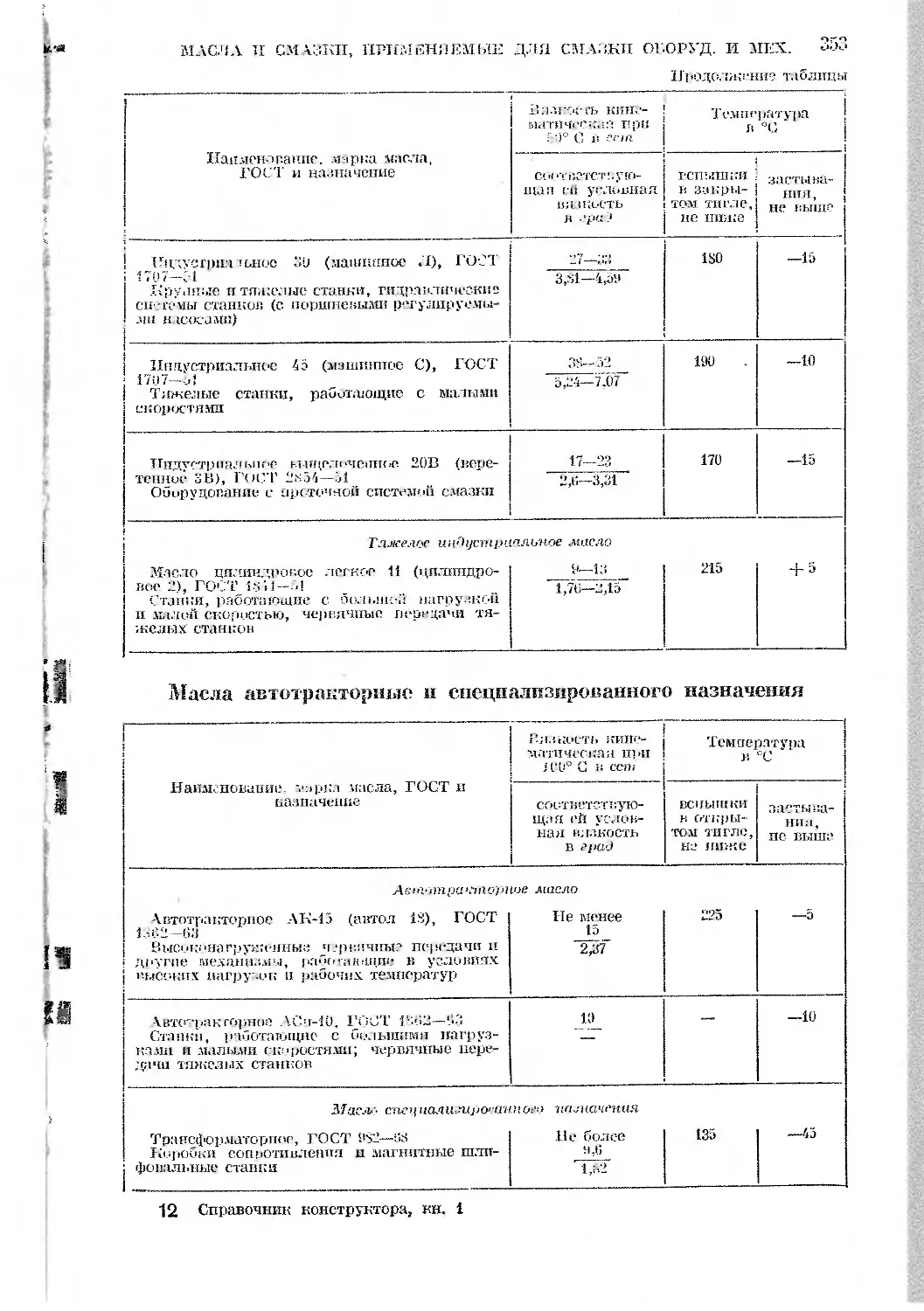
Масла автотракторные и специз-
лизпроваиного назначения . . , 353
Консистентные смазки ............ 354
Смазочные устройства............. 356
Смазочные устройства для жидкой
смазки ....................... 356
О ГЛАВ/'El ?ПЕ
Смазочные устройства для густой
смазки........................
Продольные и кольцевые канавки
Масленки для консистентных сма-
зок .........................
Масленки для жидких масел . . .
11 ид ив ид уа л ьна ч ней; >с р ык на а
смазка под давлением .........
Плунжерные насосы . . . ...
Шиберные насосы..............
Шестеренчатые насосы . .
Мдслоуказатели...........
Водоуказательные стекла . . .
Смазка узлов конструкций........
Смазка зубчатых передач.......
Смазка цепных передач........
Смазка под hi Шишков........ .
Пример ы смазочных устройств
Диаметры н уклоны мрелонрокидов
Дополнительные источники .....
Г л л в а VII
ЗАЩИТНЫЕ
II ЗА Щ i ГПIO-ДЕКОРАТ>3 ВН ЫЁ
)ЮКРЫТИЯ .МЕТАЛЛОВ
Лакг«к pj=сочиы<* покрытия.........
Га,. !ьваипческие по<;цнпiя........
Оксидные ii ФоеФати-оксилные по-
Грун11 ы ус т<:вий иксп. гуат?цн?i ме-
таллических и неметаллических не-
о оганич с."них пик»»ытн:1.........
Общие требования к выбору покры-
тий ...............................
Ниды, р:;.,о4 гол.пнт и обоана-и нгн
...................................
Дино, нпгп . E-Tii'infii; . . .
1;ер<ЧПИ. ГОСТищ (’{-Го>{ :i .
Предметный указатель...............
ПРЕДИСЛОВИЕ
В техническом прогрессе нашей страны ва-.кнуди роль призваны играть
конструкторы-машиностроители, для которых н предназначен данный справоч-
ник.
Справочник составлен на основе государственных стандартов, нормален
мапшностроеипя, руководящих технических материалов научных и проектно-
конструкторскнх организаций и передовых заводов.
Лрл подготовке четвертого издания снраво'шнка максимально учтены по-
желании и замечания читателей. Целевая направленность справочника и его
структура сохранены в четвертом издают. Тем не менее оно существенно от-
личается от предшествовавшего издания.
В Справочник включены новые главы: «Редукторы», «Гидравлические и
тпгивматпческш; устройства», «йлектропборудование». Расширены справочные
сведения по машиностроительным материалам, конструктивным элементам, тех-
нологичности конструкций, стандартным и нормализованным деталям, подшип-
никам, разъемным и неразъемным соединениям, а также по расчету передач и
пружин. Углубление содержания справочника достигнуто частичной заменой
менее нужных справочных данных более требуемыми, расширением качествен-
ных показателей материалов, детадей, комплектующих изделий. Kai: и в пре-
дыдущем издании, таблицы, иллюстрации и расчеты сопровождаются минималь-
ным. пояснительным текстом. Отсутствуют теоретические выводы формул, они
даются в виде, удобном для непосредственного пользования. Из ГОСТов и нор-
малей приводятся только данные, наиболее часто используемые конструкторами.
Сведения для особо подробных и более точных расчетов, а также редко тре-
бующиеся в практике конструирования, .могут быть получены из дополнитель-
ных источников, указанных в соответствукпцпх главах.
В связи с добавлением новых глав и расширением справочных данных в
остальных главах объем справочника увеличился. Поэтому для удобства поль-
зования он выпускается в двух книгах.
Из предисловия ко 2-му изданию
В сравнении со «Справочником конструктора-мапишостроптеля», разрабо-
танным в научно-исследовательском институте технологии автомобильной про-
мышленности (НППТавтопром) В. II. Анурьевым, Ф. Ф. Калашниковым и
И. М. Масленниковым иод научной редакцией А. В. Бутузова и выпущенным
в J959—1960 годах, данное издание существенно переработано и дополнено.
Авторы выражают благодарность коллективу конструкторов НППТавто-
прома за ценные советы и предложения, которые были использованы при соста-
влении справочника.
ГЛАВА Г
МАТЕРИАЛЫ
ОСНОВНЫЕ ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
Обозначения Термины "1 Размерность
Предел прочности при растнжетши (временное conjio-
тнвление) .... hl Чд£41г
ст Предел текучести . . . й
» ныниелиноетя при изгиб** с симметричным
циклом . кГ C.U2
ф Относите л ын»е с у л. сине сечения $0
б Относительное удлинение образца при разрыве . . %
6» Отяосительное удлинение при разрыве короткого
образца, (длиной, равной пяти диаметрам) ........ йо 1
бдо ()т носител ьное удлинение i г гит ра зры не длинного
образца (длиной, равной десяти диаметрам) . . ... % 1
% Ударная вязкость rfl'-Ai/CAl3
Допускаемое напряжение при растяжении кГ.’слг8
То же, при изгибе . »
>> » сжатии
K.J й >> смятии №
LW » срезе . »
КД » iipучении >>
НВ Твердость но Бринеллю к Г‘мм2
HRC » Роквеллу (шкала С) »
HV а >> Виккерсу >>
°n Напряжение от пробной нагрузки »
aF Напряжение от испытательной нагрузки »>
8 МАТЕРИАЛЫ
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ
Для определения допускаемых напряжений в машиностроении применяют
следующие основные методы:
1. Дифференцированный—запас прочности находят как произведение
ряда частных коэффициентов, учитывающих надежность материала, степень
ответственности детали, точность расчетных формул и действующие силы и
другие факторы, определяющие условия работы деталей.
2. Табличный — допускаемые напряжения принимают по нормам, систе-
матизированным в виде таблиц (табл. I—4). Этот метод менее точен, но наиболее
прост и удобен для практического пользования.
В работе конструкторских бюро и при расчетах деталей машин в данном
справочнике применяются как дифференцпрованпьш, так и табличный методы,
а также и комбинация их. В табл. 3 и 4 приведены допускаемые напряжения
для нетиповых литых деталей, на которые не разработаны специальные методы
расчета. Типовые детали (например, зубчатые 11 червячные колеса, шкивы)
следует рассчитывать по методикам, приводимым в .соответствующем разделе
справочника или в специальной литературе.
Для литейных конструкционных сталей и отливок из серого чугуна допу-
скаемые напряжения предназначены для приближенных расчетов только на
основные нагрузки. Для более точных расчетов с учетом дополнительных
1. Допускаемые напряжения для конструкционных сталей
Марка стали Термическая обработка Допускаемые напряжения в i.-r/cat2
при растяже- нии [ор] при изгибе при кручении
I II III I II III I II III
СтЗ Без г.Прайоткп . . . . 960 740 000 1150 800 720 710 560 440
А12 Без обработки . . 960 770 640 1150 040 800 770 020 520
20 Нормализация . 969 740 ООО 1150 8X0 720 710 560 440
Отжиг 1609 И 00 8»0 1900 1550 woo 1300 850 640
50Г2 Нормализация 1700 1100 800 2050 1550 1200 1350 S70 640
Улучшение 2350 1500 11110 2800 2050 1600 1900 1200 880
65Г Нормализация .... 1600 1250 1000 1920 1500 1250 1300 920 720
Улучшение ........ 2350 1703 1350 2800 2100 1700 1900 1150 800
Без обработки 4000 1850 1200 4800 2550 1750 3200 1500 1000
60С2 Закалка в масле и отпуск на твердость HR С 44—48 .... . 4700 2500 1700 5650 3350 2400 3750 1850 1200
Отжиг 1850 1209 SsO 2200 1600 1зоо 1500 960 720
Улучшение 2500 1600 1200 3000 2150 1700 2000 1300 900
40ХП Закалка в масле и отпуск на твердость НИС —4.4 .... 3350 2000 1450 4000 2800 2150 2700 1650 1200
Закалка в масле и отпуск на твердость НИС 50—54 . . . . . 5350 3000 2100 6400 4150 3050 4300 2250 1500
Отжиг , 1700 1200 900 2000 1600 1350 1350 970 760
IIIX15 Закалка в масле и отпуск на твердость НН С 59—33 . \ . 4400 3050 2300 5300 4050 3300 3500 2350 1750
Римскими цифрами обозначен вид нагрузки, см. табл. 2. Табличные данные предназначены для расчетов только на основные нагрузки.
При более точных расчетах с учетом дополнительных нагрузок (динамических, пнер-
ционных и др.) табличные значения следует увеличить в 1,2— 1,э раза.
2. Дощеваемые напряжении для коиетрукцнишплх стилей 1
Предел прочно- сти при растя- жении (Т Предел текуче- сти G-f 11 i н-’дел Допускаемые напряжении 2 ! kJ. ; см2
Марка стали 'Геру.ичсскип обработка Т вер- ность НН вынос- ливо- сти (У 1 при растяже- нии [ар] при изгибе 1Л.Л при кр учении K'/J при Срез? !w
в нГ/мм2 I II III I II ш I II 111 п III
15 Норма, аизация Цемента.’цш с закалкой в воде и отпуск на твер- дость HR С 56-62 135-14U 33—45 51-55 20 30 —35 17 850 1.300 700 1000 500 800 950 1500 806 1156 600 800 700 1.1.00 ООО 850 АЗО 1Ю0 800 1200 600 900 456 660
35 Нормализация Улучлкине Закалка в воде н отпуск ни твердости ИНС ИЗ—43 187 .'121--375 68- -72 90 -4)5 48 -50 70—85 24 30 40 1.2(10 1300 2350 950 1.300 1730 700 830 12*10 юзи 2ЮС 2700 .1.100 1550 2000 800 1000 1350 1001) 1550 2000 800 1150 15'10 600 75'1 ЮОО 1100 1.71Ю 2Ю0 s")0 1250 650 80i) 1.1.U0 J-l 2 n
45 Отжиг Нормализация Улучшение Закалка в виде и отпуск на твердость ЯКО 38— 4.x 1411 —187 1711- 207 228-250 375-430 52—-58 6(1.-75 75 -Х2 1'0—10*1 28-- 30 32 50—52 70- -80 2?, 38 42 1200 .1350 1.350 2(500 4'50 1100 1350 1909 700 bSO 1150 1.250 1330 1550 2209 3000 1100 1230 1730 2200 800 950 1.300 14.50 Юио 1150 1650 2200 8<1*1 9U0 1.31’0 ЮПИ ООП ЮО 950 Ю50 1 sun 1250 1.860 240i) toon 1800 ООО 750 1.030 1.1.50 s
20 X Нормализация Улучшение Цементация с закалкон в масле и отпуск на твер- дость HR С 56—62 14:1-179 217—235 46—60 70 95 30—40 50 80 24 30 1.350 1860 26(10 юно 1300 1900 700 830 1250 1501) 21(Ю .'КИЮ 1150 1.536 2260 800 1.000 1400 1150 (550 2206 950 ИЗО ИЮО 600 730 юзо 120и 1700 2400 12;.ю 1800 650 .4’0 1150 НА ПРЯЖЕ
4ОХ ОТКШ’ Улучшение Закалка в масле и отпуск на твердость HRC 37—4.1 Закалка в масле п отпуск на твердость HRC 46—50 187—217 230—200 62—75 1211-1011 150--160 40 Is,,,—'J'j ПО—120 135-1': 5 30 40 35 1550 2)Ю0 3700 44: io 1200 1750 2700 3100 >40 12но Ю50 2000 1.8<Ю 2700 4300 5100 1400 2о00 ;;ioo 3700 1060 1350 1.4(00 2300 1300 2000 3200 3809 П.тЮ 1500 2300 2 <00 750 Ю’.Ю Шю 1700 1430 22<j0 3400 4100 1.Ю0 1650 24.30 Nip J100 13'hj 1!<3 S
12ХНЗ 1 Гормилиотция Цементация с закалкой в масле и отпуск па твер- дость T1RG 55—61 . ... 217 60--70 11'0—105 43 80 45 950 2X00 1200 21.00 Мн; 1.350 1900 52(Ц: 1400 2400 330 1550 141Д1 1.050 2250 700 ИЗО 1300 2500 1.130 ЮСЮ 1250
сим ума Р a j |). i и о ran о бюро но рмп ли и я ц и я ста н к < »ст п о пте j и. и о г и з 11 во; i, t «К pa г • н ы Р и ми к им i I цифра м и обоз на ч ен. в ид н аг р у; ши: I — ст; t ти чес к а я; II -- 1i ? до нуля (и улье пр у ю 1 ца я); 111 — з и а 1 •: on ере мен пая (сим мет j) ична я). 1; 1 па с про ч н ос i1 г д л; i I с л уча я 1,4—t,8; II и III с л уч ае в 2. 4 придг >\) |)ПЙ». jump иная, дейег •> .-JU 1Я иг ну.я . ди ганъ-иму м.а и от MUK-
10
МАТЕРИАЛЫ
3. Допускаемые напряжения 1 для отливок из серого чугуна
Доку г кагмыс напряжения 2 в кГ-сл 2
Марна чугуна Фор- ма се- чения при изгибе [^J при кручении при растяжении [Ир] при сжатии
Г п III J II III I I II III I II ш
СЧ15-32 ® м 700 600 500 400 350 290 300 25н 210 530 409 530 300 230 180 220 160 130 330 200 140 1430 830 140
СЧ18-ЗИ 1 800 660 360 500 410 350 350 300 250 5S0 430 370 360 270 230 260 2(Ю I6H 400 250 180 1500 950 180
СЧ21-40 е I 880 730 Г.00 570 170 400 430 350 300 620 150 400 453 330 250 350 250 220 430 300 220 1650 1100 220
С 424-44 ф I 970 800 6а0 670 550 470 520 430 350 650 300 400 380 320 430 320 270 530 350 280 1S50 1259 280
C42S-4S ф । I 1000 870 730 750 изо 530 600 500 420 770 570 480 600 450 370 480 350 300 620 430 350 2200 1550 350
0432-52 ф .1 1150 950 S0O 800 650 550 600 500 120 850 650 550 600 ззо 370 480 350 300 700 480 370 2400 1650 370
СЧ35-56 ф I 1250 1000 870 <850 700 ООО 650 550 450 900 650 550 650 470 400 500 370 300 780 550 420 2600 1850 420
СЧЗ-5-60 е г 1300 1000 900 850 700 600 65и 550 450 1000 750 630 С.50 470 400 500 370 300 850 570 430 2800 1900 430
1 А н пс пм п в И. Ф., Б л а г вочшш. М., «Машиностроение, 1367 2 Римскими цифрами обозначен Д< »п усниемые напряж^шtя при с тыо. Д,ш отливок с доработанной могут быть повышены на 20%. он Б. II. Дроекглров вид нагрузки, см таил и*дгяы для отливок с иг»всрхностьк» допуска анис литых деталей. Спра- нсобработанной поверхно- емые напряжения на изгиб
нагрузок (например, динамических) табличные значения следует увеличивать на
20—30%.
Допускаемые напряжения даны без учета концентрации напряжений и раз-
меров детали, вычислены для стальных гладких полированных образцов диа-
метром 6—12 .чьи и для необработанных круглых чугунных отливок диаметром
30 .м. При опрсде.ченип наибольших напряжений в рассчитываемой детали
нужно номинальные напряжения о„ и tH умножать на коэффициент концентра-
ции />\; чип /.’т:
&нииб — ^наип —
Для пластичных (незакалеиных) сталей при статических напряжениях
(I вид нагрузки) коэффициент концс'нт рации не учитывают. Для однородных
малопластнчных сталей (с о,, > 130 кГ/.к.и2. а также в случае работы их при
низких температурах) коэффициент концептрацпп, при наличии концентрации
напряжения, вводят в расчет и при нагрузках 1 вида (А > 1). Для пластичных
11
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ МЕТАЛЛОВ II СПЛАВОВ
4. Допускаемые напряжения* для литейных конструкционных нормализованных сталей
Д< »пускаемь о напряжения3 в /гГ-с.и«
. Марка стали при растяже- нии [€Тр] при ияг 14,д rue при Круч! шш при срезе при смя- тии [<>с л, 1
1 II ш I II III I 11 1И I II Ш I II
15 Л 800 630 520 950 770 553 -1 3(1 350 '50 .'50 -Э - - 12оя S59
2о Л «880 070 «Н<1 КЮО S10 ИО 600 470 3S0 38(1 2W 1300 900
25Л 950 730 000 1Ь0 901) / ; J; 1 070 510 420 .».;i । 400 з::о 15(10 10(1(1
ЗОЛ 1000 770 620 1250 960 7ьО 70о 540 ми 5’-1 ми 350 1боо 100!)
35 Л 1100 840 6S0 1300 К Ф0 s4o 770 530 4г.о С(1(» 460 370 174*0 12: HI
40.1 1200 8>0 700 1450 1100 880 850 Г.20 4.S0 660 490 400 1800 !200
45Л ii~.ii 940 740 15,10 11511 940 $70 ОНО 529 700 520 420 1850 131.у
50.1 1350 990 780 1600 1200 HSO 950 77(1 540 759 .'.(><> 440 2000 1.(01,
55Л 1400 1050 S40 1650 1250 1050 9S0 730 580 770 5ъ0 460 2100 14UU
1 А н а с и м о в И. Ф., Б л а г ночник. .М., «Машиностроение», 1967. 2 Римскими цифрами обозначен ов Б. H. Прост гид нагрузки, см :тирив табл ани? литых деталей. Сира-
сталей при действии переменных нагрузок и при наличии концентрации напря-
жений, эти напряжения необходимо учитывать.
Для чугунов в большинстве случаев коэффициент концентрации напряжений
приближенно принимают равным единице при всех видах нагрузок (1—Illi.
При расчетах на прочность для учета размеров детали приведенные таб-
личные допускаемые напряжения для литых деталей следует умножить на
коэффициент масштабного фактора, равный 1,4—5.
Допускаемые напряжения для хрупких металлов приведены в табл. 5.
5. Допускаемые напряжения для хрупких металлов
Материал Предел прочности при изгибе В КГ/ММЯ Предел вы носл и .чи- сти О i в кГ,см2 Допускаемые naupj при изгибе в и г [жеиая 'СЛ!2
I п III
Антифрикционный чугл н 30—25 950 700 459
Кремнистая латунь .... 26 — 550 450 зоо
Бронза Бр. ОФЮ-1 . ... 1S—2(1 ,150 450 350 200
Бронза ОЦС 36—48 1400 коо 450 зоо
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ МЕТАЛЛОВ П СПЛАВОВ
С достаточной степенью точности для большинства сталей (углеродистых,
никелевых, хромистых и др.) можно считать, что а,. а: 0,35 НВ.
При измерении твердости шариком диаметром D = 10 леи под нагрузкой
Р — 3000 кГ с выдержкой t- 10 сек число твердости по Бринеллю сопровождается
символом НВ, например НВ 400. При других условиях намерения обозначе-
ние НВ дополняется индексом, указывающим условия измерения в следующем
порядке: диаметр шарика, нагрузка и продолжительность выдержки. Например,
НВ 5 (250) 30—200 означает число твердости по Бринеллю 200 при испытании
шариком Л — 5 мм под нагрузкой Р — 250 кГ, приложенной в течение t - Ы)сек.
Измерение твердости но Бринеллю ГОСТ 9012—59, Роквеллу ГОСТ 9013—59,
Виккерсу ГОСТ 2999—59 (табл. 6).
12
МАТЕРИАЛЫ
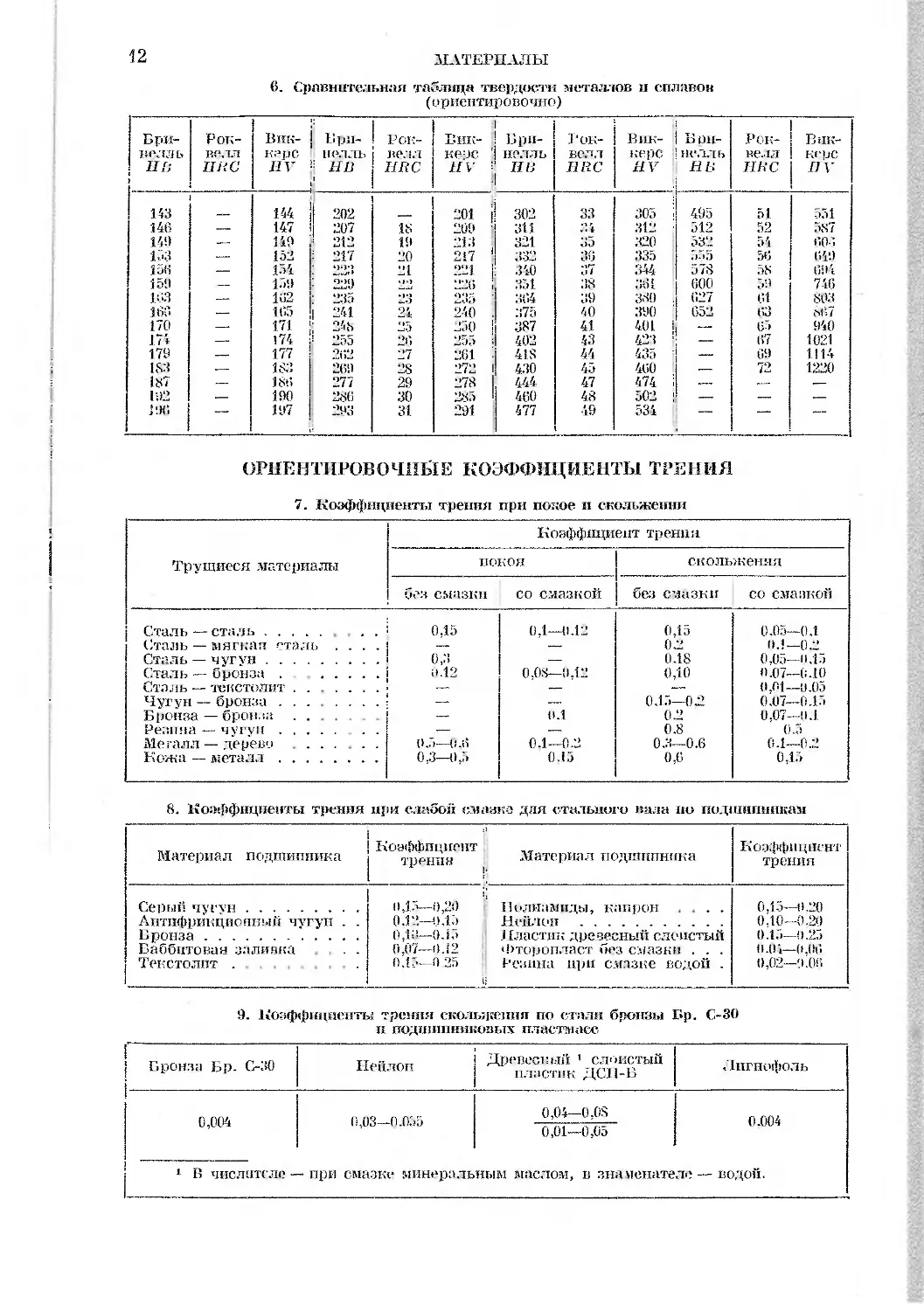
6. Сравнительная таблица твердости металлов и сплавов
(ориентировочно)
Бри- нелль пи Рок- велл ИКС Вик- к? нс IIV Г» рп- нелль НИ Рок- велл НИС Вик- керс HV Бри- нелль ни Рок- велл HR С Вик- керс HV Б оп- не л л ь Fill Рок- велл НИС ВпК- КерС IIV
153 144 202 201 302 33 305 495 51 551
146 —- 147 207 16 200 ' 311 312 312 'tx 587
149 — 149 212 19 213 321 35 320 54 по-;
153 — 152 217 20 217 ->•»«» 335 535 56 Г»49
1э6 .— 154 ..,. > 21 221 340 37 344 ;»/л 58 694
159 — 15!) 229 226 351 .18 ООО 746
103 — 162 235 »п . ! i 39 380 627 61 коз
163 .— 165 241 24 240 375 40 390 652 (i3 ЫГ/
170 —. 171 24Ь 25 250 387 41 401 — 65 940
174 —. 174 255 402 43 423 -— 67 1021
179 __ 177 27 261 41.8 44 435 -—. 69 1114
183 ,— 183 269 28 'ri., 430 45 460 — 1/. 1220
167 — 18.; 277 29 278 444 47 474 — -—
192 .— 190 286 30 460 48 502 — —
196 —- 197 293 31 291 477 49 534 — — —
ОРНЕНТИРОВОЧНЙЕ КОЭФФИЦИЕНТЫ ТРЕНИЯ
7. Коэффициенты трения при покое и скольжении
Трущиеся .материалы Коэффициент трения
покоя скольжения
без смазки со смазкой без смазки со смазкой
Сталь — сталь 0,15 0.1—0.12 0.15 0.05—0.1
Сталь — мягкая сталь .... —-- — 0.2 01 — 0.2
Сталь — чугун о,з — 0.18 0.05—В.15
Сталь — бронза . 0.12 0,08—0,12 0,10 0.07—(;.1О
Сталь — текстолит ...... — — — 0.01—о .05
Чугун — бронза —. —. 0.15—0 Л 0.07—0.15
Бронза — бронза — 0.1 0.2 0,07—0.1
Резина — чугун ..... — — 0.8 0.5
Металл — дерево 0.5—0.6 0.1—0.2 0.3—0.6 0.1—0.2
Кожа — металл 0,3—0,5 0.15 0.6 0,15
8. Коэффициенты трения при слабой смазка для стального вала ко подшипникам
Материал подшипника Коэффициент трения Материал подшипника Коэффициент трения
Серый чугун Антифрикционный чугун . . Баббитовая заливка . . Текстолит . 0.15—0.20 0.12—9 Ла 0.10—0J5 0.07—012 015—0 25 Полиамиды, капрон .... Нейлон J [ластик древесный слоистый Фторопласт без смазки . . . Резина при смазке водой . 0,15—11.20 010—0.20 015—0.25 0.04—0.06 0.02—9.06
9. Коэффициенты трения скольжения по стали бронзы Г»р. С-30
и подшипниковых пластмасс
1 | Бронза 15р. С-30 Нейлон Древесный 1 слоистый пластик ДСП-Б Лпгнифоль
I 0,004 1 В числителе - 0,03—0.055 - при смазке минераль 0,04—0,0S 0,01—0,05 ным маслом, в знаманате 0.004 ле — водой.
13
СТАЛЬ
10. Коэффициенты трении н износ капрона и металлов
Материал циепт трения Абе.- ДЮТНЫЙ ИЗ Ж-С б г Материал Коэффи- циент Трения 5 ОСО- лютный и.-аюс ВТ
Капрон . . 0.055 ОД 12 Латунь ЛСЗ 0.127 0.034
Бронза Бр. ОЦСО-6-3 . 0,158 0.022 Сталь <5 ........ 0,113 0,033
11. Коэффициент трепня качения или плечо трения качения К
Трущиеся тела К Б СМ
Мягкая сталь — мягкая сталь . . . (l.O'.ij
Закаленная сталь — закаленная сталь . . . . . 0 (Н»1
Дерево — сталь ... 0.01
СТАЛЬ
Основные указании но выбору марки стали
Пои выборе сталей необходимо учитывать их свойства, условия работы де-
талей и конструкций, характер нагрузок и напряжений.
Назначая марку стали, следует руководствоваться следующим:
I. При возможности шире использовать стали: углеродистую обыкновенного
качества Ст 3, автоматную А12 и углеродистые конструкционные 15. 35 и 45.
Автоматная сталь хорошо обрабатывается, но склонна к красноломкости, т. е.
к хрупкости при горячей механической обработке. 11:* стали С.тЗ и автоматной
стали изготовляют детали, для которых не требуется большая прочность.
2. В сварных конструкциях применять углеродистые стали марок Ст О,
Ст 3, Ст 5, Ст 6, 15, 35, 45, 50Г. Сварка легированных сталей несколько затруд-
нена из-за склонности к закалке околошовиой зоны и образованию в ней хрупких
структур (требуется специальная технология сварки).
3. Марганцовистые стали в состоянии проката или после нормализации
имеют повышенную прочность и упругость. Они относительно дешевы и при-
годны для изготовления деталей, которые должны иметь повышенную прочность,
вязкость и сопротивляемость износу.
4. Легированные термически обработанные стали обладают более высоким
комплексом механических свойств, чем уыеродпстые. Они лучше прокали-
ваются. Jipii закалке легированные стали охлаждают а масле, что значительно
уменьшает опасность образования закалочных трещин. Стали, содержащие
никель, молибден и вольфрам, следует применять, если их нельзя заменить ста-
лями, содержащими кремний, марганец и хром.
Углеродистая сталь обыкновенного качества
(по ГОСТу 380-71)
1> зависимости от назначения сталь подразделяют на три группы:
А — поставляемую ио .механическим свойствам;
Б — поставляемую по химическому составу;
В — поставляемую по механическим свойствам и химическому составу.
В зависимости от нормируемых показателей сталь каждой группы подразде-
ляют па категории:
14
МАТЕРИАЛЫ
1, 2, 3 группы А;'
1, 2 » Б;
1, 2, 3, 4, 5, б группы В.
Чем выше помер категории, тем больше нормируемых показателей.
Сталь изготовляют следующих марок:
группы Л — СтО, Ст2, СтЗ, Ст4, Сто, Стб (табл. 12);
группы Б — БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5, БСтб;
группы В — ВСт2, ВСтЗ, ВСт4. ВСт.З. Буква Л в обозначении марки стали
не указывается.
Для обозначения степени раскисления к марке стали добавляют индексы:
кп — кипящая, пс — нолуснокойная, сп — спокойная.
12. Механические свойства стали группы А
Марна стали Временное сопротивление в ??Г/.ПЛ12 Предел текучести в кГ/мм2 для толщин в мм
ДО 2» св. 20 до 40 св. 40 до 100 св. 100
не менее
СтО Не менее 31 — — - —
Ст1кп 31—50 — — — —
CtIiic Ст1сп 32-42 — — —
Ст2кп 33—42 22 21 20 1У
Ст2пс Ст2сп 34—44 23 22 21 20
СтЗкп 37—47 24 "" 22 20
СтЗпс СтЗсп 38—49 25 24 23 21
СтАкп 41-52 2G 25 24 23
Ст-inc Ст4сп 42—54 27 26 25 24
Стопе СтЗсп 50—64 29 28 27 26
СтСпс CTiicn Не менее 60 32 31 30 30
ГОСТ 380—71 предусматривает соответствующие свойства и для сталей групп Б и В.
Замена марок сталей ГОСТа 380—71 в технической документации на машины,
механизмы, конструкции. При наличии ссылок на ГОСТ 380—60 без указаний
марки стали производится замена ссылки на ГОСТ 380—71. При ссылке с ука-
занием марки стали следует руководствоваться общей частью данного ГОСТа
и табл. 13.
СТАЛЬ
15
18. Сопоставления марок сталей по ГОСТу 3S0—60 и ГОСТу 380—71
г< >ст .-so—во ГОСТ 330—71
Группы стали Обозначение марок Группы стали Категории Обозначение марок
А СтЗсп А 1 СтЗсп СтЗсп2 Ст.ЗспЗ
Б МСтЗсц КСтЗсп Б 1 БСтЗсп
МСт."сп КСтЗсп 2 БСтЗсп2
В ВМСтасн ВКСтЗсп В 1 ВСтЗсп
ВМСтЗсп ВКСтасп 2 ВСтЗспЗ
ВМСтЗсп ВКСтЗсп 3 ВСтЗспЗ
ВМСтЗсп ВКСт-сп 4 ВСтЗсп4
ВМСтЗсп ВКСтЗсп 5 ВСтЗспэ
ВМСтЗсп ВКСтЗсп 6 ВСтЗспО
Конструкционная автоматная сталь
(по ГОСТу 141 i—54)
Механические свойства горячекатаной стали приведены в табл. 14, а холод-
нотянутой — в табл. 15.
14. Механические свойства горячекатаном,
термически необработанной стали
в состоянии поставки
15. Механические свойства холоднотянутой,
термически необработанной стали
в состоянии поставки
рка стали ИлЦ1‘Л проч- ти При '• гижчмшг ,Т;мл<* Относи- тельное удлине- ние 6 5 И % Относи- тельное сужение Т ГОР- ДОСТЬ н /.»
П! HUI IU1. не менее
А12 42—57 36 160
да> 46—61 20 30 168
АЗО 52-—67 15 25 185
А40Г 60—75 14 20 207
Марка стали Предел прочности при растяжении в ьТ'.мм? при диаметре прутка В J11.W Относи- тельное удлине- ние <% в % 1 пер- дость НВ 1
до 20 2О-::о!св. 30
М2 60-so 55—75 52—70 7,0 167—217
A2U 62—80 57—76 51—73 7,0 167-217
АЗО 63—84 GO—SO ал— 77 6,0 174-223
16
МАТЕРИАЛЫ
Холоднотянутую сталь марки А40Г испытывают после высокого отпуска;
для всех диаметров прутка предел прочности равен 60—80 нГ’мм:, относитель-
ное удлинение 17% и твердость НВ 179—229.
Горячекатаная и холоднотянутая сталь марок АЗО и А ЮГ поставляется
в термически обработанном состоянии (отжит, нормализация) или бе:: термиче-
ской обработки, сталь марок А12 и Л20 — без термической обработки.
Сортамент горячекатаной стали: круглой но ГОСТу 2590—71; квадратной
по ГОСТу 2591 — 71; шестигранной но ГОСТу 2879—69.
Сортамент калиброванной стали: круглой по ГОСТу 7417—57; квадратной
по ГОСТу 8559—57; шестигранной по ГОСТу 8560—67.
Углеродистая качественная конструкционная сталь
(по ГОСТу 1050—60)
Приводимые нормы (табл. 16) распространяются на углеродистую качест-
венную конструкционную горячекатаную и кованую сортовую сталь размером
(диаметром или то.ппдаой) до 250 мм.
В зависимости от химического состава сталь подразделяют на две группы:
I — с нормальным содержанием марганца;
II — с повышенным содержанием марганца.
Порлп.т механических свойств (табл. 16) относятся к стали диаметром или
толщиной до 80 л.и. Для стали размерами свыше 80 мм допускается снижение
относительного удлинения на 2% (абсолютных) и сужения поперечного сечения
на 5% (абсолютных) против норм, указанных в табл. 16,
сталь
17
Для стали марок 25, 25Г и других с более высоким содержанием углерода
допускается снижение- прометшего сопротивления на 2 кГ/.'jm1 нротгг указан-
ных норм при одновременном повышении норм сгинет тельного удлинения ьа
2% (абсолютных).
Легированная конструкционная стать
(по ГОСТу 4543—71)
В обозначении марок (табл. 17) двузначные цифры слева указывают средней?
содержание углерода в сотых долях процента, цифры после букв (тайл. 1;Д —
процент примерного содержания соответствующего элемента и целых единицах.
Отсутствие цифр означает содержание легирующего элемента до 1,5%.
Сталь выпускается горячекатаная и кованая диаметром или толщиной до
250 л .к.
В зависимости от химического состава и свойств сталь делится на категории:
качественная, высококачестпениая — А, особо лысокскач«.твенпая — Ш.
В зависимости от назначения проката горячекатаная сталь делится и.< под-
группы:
а — для горячей обработки давлением и холодищи волочения (подкат);
б — для механической обработки ио всей uoe.i-pxHorni.
В соответствии с заказом сталь поставляют как в термически обработанаем
состоянии (отожженную, вчеокоотпу щепную или нормализованную с высоким
отпуском), так и без термообработки.
Сортамент стали: горячекатаной круглой — ГОСТ 2590—71, горячекатаном
квадратной для размеров до 100 .«.» вкчю'штельно— ГОСТ 2591—71; горяче-
катаной шестигранной — ГОСТ 2879—09.
17. Механические свойства термически оорабатываемой стали некоторых марок
18
МАТЕРИАЛЫ
Продолжение табл. 17
Термообработка X =>•
Закалка Отпуск Р-» с у1 и й 5*! ?
а s ура в °C 5 Предел те Временно! гшьленпе ; S Й Ё § низкость в - S сечения щц О Примерное назначение
с- 35 и Г- £ в кГ /МЛ12 в «' /0 £ § л г
М a pi fc~i и ЕН 6" не менее л- £ - й !—1
50Х ьзо Масло 520 Вода или масле* 90 110 9 40 4 229 25 Ответственные палы, зубчатые колеса, упорны? кольца
ЛОХМА S80 Масло 540 75 95 12 50 9 15 Ведущие валы, оси, ответствен- ные болты
35ХМ См. стр. о 0 241 25
18ХГ 880 200 Воз- или масло 75 90 10 40 — 187 15 Валы, оси, шату- ны , к о ле нчатые валы, т] гсбующи? большой износо- стойкости
20ХГСА 880 Масло 500 65 80 12 45 207 15 Ответственные шт: гит -ванные п сварные детали и сварные узлы, штоки, дышла
зохгс 560 Вода или масло 85 110 10 4,5 229 25 То же, а такя;е зубчатые колеса, оси, валы, роли- ки , МУ<}(ТЫ, б< »лты
20ХН* 800 7tJ0— S10 Вода пли масло 180 G0 80 14 50 8 197 15 Зубчатые ш »лееэ, IИЛ! 1Ц?вне вали кп, ШШЧ1КИ
40X11 См. стр. 39 229 Ответственные- штампованные сварные детали
45ХН Вола пли масло 85 105 10 45 7 207
50ХН 820 530 Вода ИЛИ 00 110 9 40 5 25 и CBtipiibB* узлы, штоки, дышла
ЗОХНЗА Масло масло 80 100 10 50 8 241 Зубчатые колеса, шлицевые ва.’шки, шпонки
* Температура 8«0 °C 760 -810°С. относится к первой закалке дл; I ВТОРОЙ за ка яки 1 емпература
По ГОСТу 4543 - 71 изготовляют стали и других марок.
18. Буквенные осоиначенпя легирующих элементов в марках сталей п сплавов
11 а звание элемента Ма рг.ч- нец Крем- ний X ром Ни- кель Молиб- ден Вана- дий Во .а,- Фрам Титан Алю- миний
Стандартное обозна- чение Г С X И М <Т> в т К)
Инструментальная углеродистая сталь
(по ГОСТу 1435—54)
В обозначении (табл. 19) .марка с буквой А соответствует группе высокока-
чественной стали, а без нее — качественной; буква У означает, что сталь угле-
родистая, а цифры указывают на среднее содержание углерода в десятых долях
процента.
По ГОСТу 1435—34 изготовляют также стали марок У8Г, У8ГА, У11, УИЛ,
У13, У13А.
19. Механические свойства инструментальной стали
Марка стали Т ]i-• рдость по еле отжига НН, не б<>лее Тсмиерату ра закалки в "‘С (охлаждение в воде) Твердость после закалки HRC, не менее
у 7, У7А 187 800—820 62
У8, УЧА 1*7 Tjji 1—800 f,
У'.», У9Д 192 760—/80 62
УП>, У1!?А 197 760—780 62
У12, У12А 207 700—7-80 62
Рессорно-пружинная сталь
(по ГОСТу 14959-69)
Рессорно-пружинная сталь (табл. 20) подразделяется: на качественную
с содержанием фосфора и серы пе более чем по 0,0354с, высококачественную —
0,025%; на первую категорию — без обезуглероженного слоя, вторую — с нор-
мированным обезуглероженным слоем.
20. Механические свойстеа марганцовой стали 65Г, кремнистой стали 60С2А
и хромованадиевой стали 50ХФ1
Наименование показателя 65Г Марка
«0С2Д 50ХФЛ
Твердость термически необработанной стали НЬ\ не бо- лее . . . , . 285 302
То же, обработанной 241 2 59
Рекомендуемый режим термической обработки: температура закалки в °C 830 870 850
закалочная среда температура отпуска г. °C 480 Масло 420 520
Механические свойства: предел прочности в кГ/лкм2 .............. 100 160 130
« текучести в ?;1 ;ЛМ12 85 140 но
относительное удлинение в % . . i 6 8
« сужение в % - . . 20 35
ГОСТ 14959—69 предусматривает и другие марки.
20
Л МАТЕРИАЛЫ
Поставляется в термически обработанном состоянии (отожженной или высо-
коотиущеккоп; пли б'?.; термической обработки в виде круглых и квадратных
прутков, а также во.че-с. Сортамент круглой стали — по ГОСТу 2590—57,
квадратной—ио ГОСТу 2591—71, полосовой — по ГОСТу 103—57.
Сталь «зиоеоустойчнвая в условиях абразивного трения
Высокомарг.-шцовпстал износоустойчивая сталь марки Г13, содержащая
0,9—1,4% С и 11—14"о ’in, применяется для сильно изнашивающихся деталей
(корпусы И lip-KIl Дробилок, 1ГШТ1.1 ulapoBWX мельниц, траки гус-.чшчных тракто-
ров, железнодорожные крестовины и сердечники стрелочных переводов). Изде-
лия получают г. виде отливок. выбиваемых из форм при температуре около
1100° С и сразу же «акалпв-аомых в воде; обработке обычным режущим инстру-
ментом не поддаются. Если отливку полностью охладить в форме, то .можно
обработать ее обычным режущим инструментом, после чего ее нужно нагреть
до 11110е С и закалить в воде.
Сталь с особыми тепловыми свойствами
Сталь инг р марки П-36, содержащая 35—37% Xi, при температуре от —50
до , 105° С имеет кыффкцнелт линейного раешьрения, близкий к нулю. При
температуре выше ПК)0 С этот коэффициент быстро растет и при температуру,
большей 275° С, превосходит коэффициент линейного расширения обыкновен-
ных сталей. Из инвара изготовляют детали точных измерительных приборов и
аппаратов.
Сталь платинит чарки Н-42, содержащая 42% .Xi, имеет коэффициент линей-
ного расширения, равный коэффициенту линейного расширения стекла; приме-
няется для электроламп, бшита-ыпческих термостатов и др.
Стиль элинвар, содержащая 36,5—38,5% Ni, имеет ицстояяпый модуль упру-
гости, ио зависящий от температуры; применяется для нзготовтеипя пружин
часов к хронометров, а также деталей измерительных приборов.
Выеоколегнрозаииые хоррозяояяостойкпе, жаростойкие
и жаропрочные (дефармяруемые) стали и сплавы
(но ГОСТу 5632—(51)
В зависимости от основных свойств стали и сплавы разделяют па группы:
I — коррозионно-стойкие (нержавеющие) стали, обладающие стойкостью
прети:-, электрохимической коррозии (атмосферной,- почвенной, щелочной,
кислотной, селевой, морской и др.);
11 — жаростойкие (окаляностойкне) стали п сплавы, обладающие стойко-
стью против химического разрушения поверхности я газовых средах при тем-
пературах выше 550° С, работающие в денагру.кеаном или слабоиагружепном
еостоилш;
HI — жаио’лрочные стали п сплавы, работающие в нагруженном состоянии
при высоких техшературнх в течение определенного времени и обладающие при
этом достаточной окютияостойкоетыо.
Название марок стали состоят из буквенных обозначений элементов и сле-
дующих за ними цифр, указывающих среднее содержание элемента в процентах,
кроме элементов, присутствующих в стали в малых количествах (бор, азот,
титан). Букву Л (азот) в конце обозначения марки не ставят.
Название .марок сплавов состоит только из буквенных обозначений элемен-
тов, за исключением никеля, после которого указываются цифры, обозначающие
его среднее содержание в процентах.
Цифры перед буквенным обозначением указывают содержание углерода
в стали в десятых долях процента. Цифра впереди не указывается, если коли-
чество углерода в стали но ограничено ппжппм пределом при верхнем пределе
0,09% и более; при содержании углерода до 0,04% внер-здп буквенного обозна-
чения ставится знак 00; при содержании углерода до 0,08 — знак 0.
СТАЛЬ
21. Примерное назначение высоколегированных сталей
Корразии’uocmoinnif ( ui-pjKaiyaourue) стали (гриппа I)
Марка стали П рилерное назначение X аракгеристика Кроме J гиго, при-: меняется по группе
2X13 (ЭЖ2) Детали с повышенной пла- стичностью, подвергающиеся ударным нагрузкам (клапаны гидравлических прессов), а так- же изделия, подвергающиеся действию слабоагресспвпых сред (атмосферных «садков, водных растворов солей органических кислот при комнатной темпера- туре и др.) Наибольшая корро- зионная стойкость дости- гается термической обра- боткой (закалкой с от- пуском и полированием) III
3X13 (ЭЖЗ); 4X13 (ЭЖ4) Режущий, мерительный и хи- мический инструмент, пружины, карбюраторные иглы О бла дает повышенной твердостью. П римо- няется, если детали под- вергают закалке, низко- му отпуску, полируют и шлифуют —
1X13H3 Тяжелонаг ругненныс детали, подвергающиеся действию прес- ной и морской боды и се паров — —
9X13 (X1S, •ЭП229) Втулки п другие детали, под- вергающиеся сильному износу п действию агрессивных сред Применяется после за- калки с низким отпуском
Х14 (ЭП211) Детали, которые должны иметь гладкую поверхность и обладать повышенной стой- костью против истирания (звез- дочки, шестерни, винты, гайки и другие детали с резьбой) О бла дает удо влеты > ри- телыюй стойкостью про- тив атмосферной корро- зии и влияния других видо в слабоагрессивных Сред —
Х15119Ю (ЭП904) Рекомендуется как высоко- прочная сталь для изделий, работающих в атмосферных условиях П овышеиная прочность достлга ется применен нем отпуска при температу- рах* 750 я 5S0° С ш
2X17112 Рекомендуется как высоко- прочная сталь для тяжелона- гр уженных деталей, работаю- щих на истирание и на удар в агрессивных средах Обладает высокой по- верхностной твердостью (свыше IIНС 45)
Х18Н9 (1X18 Н9, ЭЯ1) Применяется преимущественно в виде холоднокатаного листа и ленты повышенной прочности для различных деталей и кон- струкций, соединяемых точеч- ной сваркой. Сварные соедине- ния, выполненные другими ме- тодами сварки, склонны к меж- кристаллитной коррозии — II
22
МАТЕРИАЛЫ
Продолжение табл. 21
Марка стали Примерное назначение X арактеристика Кроме :того, при- меняется по группе
X1SII10T (1X1SH9T, :>Я1Т); Х18НИТ (1Х18Н9Т, ЭЯ1Т) Применяется для изготивл(*- ния сварной аппаратуры в раз- ных отраслях промышленности. Сталь марки X1SH9T рекомен- дуется применять в виде сорто- вого металла и горячекатаного листа, не изготовляемого на ста- нах непрерывной прокатки О б л. । да ет удов лет в и рп- телын »й сопротивляе- мостью ме> ккристаллит- ной коррозии II u III
ОХ18.ШОТ (91X914) Рекомендуется для изготовле- ния сварных изделий, работаю- щих в средах более высокой агрессивности, в которых стали марок Х18Ш0Т и Х18Ш2Т не обладают высокой стойкостью против межкристаллитной кор- розии Обладает повышенной сопротивляемостью мея;- кристаллитной коррозии II
Жаростойкие (окалииостийкие) стили и сплаяы (.-рилпа Л)
Марка стали или сплава Примерное назначение Температура начала интенсивного окалин?»- образования в воздушной среде в °C (ориенти- ровочно) X арактеристика Кроме того, приме- няются по группе
Х5 Трубы 600—650 — ш
4Х9С2 (Х9С2, ЭСХВ) Клапаны выпуска авто- мобильных, тракторных и дизельных двигателей, трубки рекуператоров, теплообменники," колос- ники 850 Устойчива в серо- содержащих средах их
1Х12СЮ (Х12ЮС. ЭИ404) Клапаны а втотря ктор- ных двигателей, различ- ные детали 950 Устойчива в серо- содержащих средах —
Х20Ш4С2 Печные конвейеры, ящики для цементации 1000- 1050 Устойчива в наугле- роживающих средах —
4ХШХ25С2 Печные конвейеры и другие нагруженные де- тали иоо Устойчива и наугле- роживающих средах —
Х25Н16Г7АР Детали газопроводных СИСТеМ, ИЗГОТ0ВЛЯСМЫХ из тонких листов, ленты, сортового проката 1050—1100 Рекомендуется для замены жаростойких сплавов на никелевой основе III
X1Х60Ю Детали газопроводных систем, аппаратура 1200 — —
СТАЛЬ
23
Продолжение табл. 21
Яшро»рЬ*& столп V '‘планы (группа III)
31арка сплава или стали Примерное назначение Рабочая темпера- тура в "С Срок работы * Темпера- тура начала интенсив- ного окалино- образова- ния в °C Характери- стика Кроме того, при- меняется по группе
Ориентировочно
Х6СМ Трубы, части насосов, за- движки, штоки 660 Длитель- ный 700 — —
2X13 Лопатки пар!> вых турбин, клапаны, болты и трубы 500 Весьма длитель- ный 750 — I и П**
X18 НЮТ; X1SH12T Детали выхлоп- ных систем, трубы, листовые и сортовые детали 600 800 Боле? ста- бильна в ра- боте по срав- нению с X18 НЮТ I п II**
* Под длительным сроком работы (в отдельных случаях до 20 000 ч), под 10 000 ч (обычно от эО ООО до 100 000 ч). ** Преимущественно. условно принимается время от 1000 до 10 000 ч весьма длительным — время значительно больше
Примечания: 1. ГОСТ 5632—61 предусматривает также и другие марки сталей. 2. В скобках указаны прежние обозначения марок стали и сплавов.
22 Применение коррозпоиностойкпх сталей и агрессивных средах
Марка стал» Примерная среда работы
0X15; 1X13; 2X13; 3X13; .1X13; Х14; 2Х13ШГ9; Х14Г14Н; Х14Г14НЗЧ'; 1X13H3 Слабоагрессивная при температура не выше 30° С (водные растворы солей, азотная и не- которые органические кислоты невысоких кон- центраций, пищевые среды). Стали, достаточно стойкие против действия пресной воды, пара, атмосферы
9X18: 1Х17Н2: 2Х17Н2; Х17; 0Х17Т; Х25Т; Х15Н91О; X2S; 1ХЗШ5Т; 0IIX1SH1O; 0Х12ШЙ XI Н9; 2Х19НВ; XJ8H10E; 0Х13Н10Т: ХГ-ПЮТ; 0Х18Н11; Х28Д11; Х19И9Т 13 средах средней агрессивности — азотная и органические кислоты (исключая уксусную, муравьиную, молочную, щавелевую); боль- шинство растворов солей органических и не- органических кислот при различных темпе- ратурах и концентрациях
0Х23Н28М2Т Растворы серной кислоты низких концентра- ций (до 20%) при температуре не выше 60° С, фосфорной кислоты, содержащей фтористые соединения, и другие высокой агрессивности
24
МАТЕРИАЛЫ
Коррозионностойкая и жаростойкая сортовая сталь
(по ГОСТу 5949-61)
23. Механические свойства термически обработанной стали
Механические свойства Твердость
Марка стали Рекомендуемые режимы те рм’.т ческой об работки образцов или заготовок Временное сонрот»вле- нив Предел текучести Относитель- ное удлине- ние a s Относитель- ное сужение тая вязкость \1,‘СМ2 этояскениом co- in нии НИ закалки и ; гена HRC
в кГ мм2 в у /() Харт •г/Ч iH.T.0 Э1ГЗ
не менее я я ъ я
Хэ Отжиг 850—870° С, охлажде- ние на воздухе 40 17 24 50 10 — —
4Х9С2 То лю или без термической обработки 75 50 15 35 — — —
2X13 Закалка 1000 —1050° С, охла- ждение. иа воздухе или в масле, отпуск 660—770° С, охлаждение на воздухе, в масле или в воде 66 45 16 55 8 126 -197 —
3X13 Закалка 950-1030° С, охлажде- ние в масле, отпуск 200— 300° С, охлаждение на воздухе или в масле — — — — — 131-207 <48
4X13 Закалка 1000-1050° С, охла- ждение в масле, отпуск 200 - 300° С, охлаждение на воздухе или в масле — — — — 143*29 50
9X18 То же — — — — — “>э 55
1X13 Закалка 1000—1050° С, охла- ждение иа воздухе или в масле, отпуск 700—790° С, охлаждение на воздухе, в масле или в воде 60 А‘> 20 60 9 121-187 __
1Х12СЮ Отжиг 800—850° С, охлажде- ние иа воздухе или в масле . . 50 35 15 60 __ — —
Х17 Отжиг 760—780° С, охлажде- ние на воздухе или в воде . . . 40 25 20 50 — 126—107 —
Х15Н9Ю Нормализация 928—975° С, гю- следующая обработка холодом от —50 до —70° С в течение 2 ч, старение 375 — 500“ С с выдерж- кой 1ч 120 90 10 45 4 —
X201I14C2 Закалка 1000—1150° С, охла- ждение на воздухе или в воде 60 30 35 30 — — —
X18119 0Х18Ш0Т Закалка 1050—1100° С, охла- ждение на воздухе, в масле или в воде 50 20 45 55 -- — —
Х18Н9Т То же 55 20 40 оэ — - -
X18 ШОТ » ‘ • * 52 20 40 ЙЗ •— — —
Приведенные нормы распространяются на сталь с размером профиля до 60 лит.
При испытании стали размером профиля более 60 до 10» лии. допускается понижение
удлинения на 1 единицу и сужения на 5 единиц против норм, приведенных в таблице.
Механические свойства стали размером профиля более 100 мм определяют при планоч-
ном контроле,
СТАЛЬ
Коррозпопяостойкая и жаростойкая сортовая сталь поставляется в виде
горячекатаных и кованых полос и прутков диаметром пли толщиной до 200 лм/.
По форме и размерам сталь соответствует требованиям стандартов на сортамент:
горячекатаная — ГОСТы 2590—71; 2591—71, 4405—48; кованая — ГОСТы
1133—41, 4405— 48.
Шарико- н роликоподшипниковая сталь
(по ГОСТу 801-60)
24. Содержание углерода п хрома в стали в %
Марка стали Углерод X ром Свойства стали |
I11XG 1.05-1.15 0Л0 -0.70 Устойчива против тое-
Л1л9 1.00- 1.10 0.90—1.20 ния качения по м-атял-
ШХ15 0.95—1.('5 1.30-1.65 лу при больших
ШХ15СГ 0.95-1,05 1.30 1.65 давлениях
По форме н размерам поперечного сечения сталь соответствует:
горячекатаная круглая — ГОСТу 1133—41 (за исключением примечания 2к
п. 2); горячекатаная круглая сталь диаметром более 180 мм — ГОСТу 2590—71;
горячекатаная квадратная — ГОСТу 2591—71;
горячекатаная полосовая — ГОСТу 103—57;
холоднотянутая круглая — ГОСТу 7417—57 с дополнительными размерами
согласно приложению к ГОСТу 801—60.
Отожженная горячекатаная п холоднотянутая сталь в состоянии поставки
имеет твердость: ШХ15 НВ 179—207; 1ПХ15СГ НВ 179—217.
Примерное назначение конструкционных сталей основных марок
Марка стали Термическая обработка Механические свойства Область применения
СтЗ Б ез термически *й обработки См. табл. 12 Сварные конструк- ции; детали, работающие с малой нагрузкой без трения; кожухи, щитки, крышки, прокладки
А12 Жидкостная цемен- тация или цианиро- вание Поверхность НН С 36—02 Мелкие малоиагружеи- ные детали, к которым п pi дъя вляются требова- ния чистоты поверхности и сопротивления износу: винты, гайки, оси, кольца
15 Цементация, закал- ка в воде, отпуск При сечении 1 до 50 м.м: о , --= 45 ~ 55; О7. = 25 < 311; 6 > 20; т|' > 50; Я.ЧС 56—62 Малонагруженные мел- кие и средние детали п ростой конф игу рации, работающие в условиях трения: валики, втулки, упоры, пальцы, оси
1 Имеется в виду наибольший размер в сечении.
26
МАТЕРИАЛЫ
Продолжение
Марка стали Термическая обработка Механические свойства Область применения
35 Без термической обработки См. табл. 16 Малонагружснные де- тали: оси, тяги, кольца, рычаги, фланцы
Закалка в воде, отпуск При сечении до 20 ,и.и: с > 100; о_ > 05; б > 8; ф > 30; HRC 30—40 Мелкие среднеяагру- л генные детали, к кото- рым предъявляются тре- бования повышен! юй прочности: втулки, вали- ки, винты, штифты, упо- ры, кольца
Жидкостная цемен- тация или цианиро- вание — Маги»иягружеииые де- тали, к которым предъ- являются требова ния con poTiiB Ленин из носу: установочные винты, оси и детали крепежа
А40Г Без термической обработки См. табл. 14 Ходовые винты метал- лорежущих станков
45 Улучшение (закал- ка с высоким отпу- ском) При сечении до Юн льм: ав > То-, ог > 45; б 13; ф > 35; а 5» 5; НВ 192— 285 Средне» (агру женпые де- тали, работающие при небольших скоростях и средних, удельных давле- ниях: валы в полшшнп- ках качения, шлицевые валы, шпонки, втулки, вилки
Закалка с нагревом т. в. ч. с глубиной закаленного слоя 1,8—2.2 мм, отпуск (У6> === £0 120; ог — 70 4- 90; б 7; ф 20; HRC 38—46 Детали средних разме- ров несложной конструк- ции, к которым предъяв- ляются требования повы- шенной прочности и твер- дости: ролики, валики, цапфы, винты, собачки и др.
Закалка с нагревом т. в. ч. с глубиной закаленного слоя 1,8—2,2 mi, отпуск HR С 50-80 Детали средних и круп- ных размеров, к которым предъявляются требова- ния высокой поверхност- ной твердости и повышен- ной износостойкости: ше- стерни, шпиндели и валы, работающие в подшип- никах скольжения при средних окружных ско- ростях. При требовании повышенной прочности сердцевины изделия (сред- них размеров) материалы должны быть улучшены перед закалкой с нагре- вом т. в. ч.
Закалка в масле, отпуск ое > 90; ог = 65; 6 > 15; ф > 40; HRC 30-40 Мелкие тонкостенные детали сложной конфи- гурации
СТАЛЬ 27
Продолжение
Марка стали Термическая обработка Механические свойства Область применения
45 Закалка в воде или в щелочном растворе При сечении до 20 лш: о > 120; п > 95; НН С 49-50 Детали средних разме- ров несложной конфигу- рации: стопоры, фикса- торы, храповики, упоры, ВЛЛИКП
5'10 Без термической обработки — Ходовые винты преци- зионных станков
Закалка в воде или в щелочном растворе, отпуск HR С &S—62 Центры к станкам, втулки
50Г2 Нормализация НВ 187—230 Крупные ма лона гру- женные детали тяжелых машин: шестерни, шпин- дели и валы, работающие в подшипниках качения
Зака.гка в масле, высокий отпуск При сечении до 80 лмс <тв > 06; от > 70; б > 9; ф 40; НВ 250—300 С рсд ненагруженные крупногабаритные дета- ли тяжелых машин, к которым предъявляются требования общей повы- шенной прочности: ше- стерни, шпиндели н валы, работающие в подшип- никах качения
65Г Закалка в масле, отпуск •— Детали, к которым п редъявляются требова- ния высокой износо- устойчивости и высоких пружинящих свойств, например цанг, высокая твердость (HR С 5 8— С» 2) относится к головке ца н- гп, на хвостовой (пружи- нящей) части твердость HR С 42—48
Закалка в масле, отпуск При сечении до 20 лш: 1S°; ^>135; б > 5; ф Ю; о 1 -о 59; HR С 42-48 Детали, работающие при знак оперсмепных нагрузках: крупные пру- жины, пружинящие кольца и шайбы, фрик- ционные диски
20Х Цементаци и, закал- ка в масле, отпуск При сечении до 40 .м.н: 5= 85; о 3?- 63; б > 10; g 40; «1 6; о 3 -»< 69; Сердцевина НВ 212. 1 Говсрхность HRC 56-62 Детали средних разме- ров с твердой износо- устойчивой поверхностью при достаточно прочной и вязкой сердцевине, ра- ботающие при больших скоростях и средних удельных давлениях: шестерни, кулачковые муфты, втулки, направ- ляющие планки, плун- жеры, копиры, шлицевые валики, шпиндели и ва- лы, работающие в под- шипниках скольжения
28
МАТЕРИАЛЫ
Продолжение
Марка стали Термическая обработка Механически? свойства Область применения
Закалка в масле, высокий отпуск При сучении до 50 aim: о = 80 ~ 05; 04 — 60— 75; б>1н;Ф = 3»4- 50; ан °’ а-1 '• 3’:; НВ 230—2S0. При се’юшш до 100 мм: св > 75; gt > 52; б > 15; ф > 50; % > НВ 23(1-285 Детали с общей повы- шенной прочностью, ра- ботающие при средних скоростях и средних удельных давлениях: ше- стерни, червячные валы, шлицевые валы, проме- жуточные оси, шшшде.ш и налы, работающие в ш щшншшках кач» шия
4ПХ Закалка в масле, отпуск НИС 34-42 С ильнонаг р уженные шпиндели и валы, рабо- тающие в подшипниках качения, клапаны, шаро- вые упоры, храповые ко- леса
То же О(, = 15» 4- 160; сг - -- 13(14- 140; 6 7; 1]' = 25; ан '•• HRC Г<Ь—50 Детали, работающие при средних окружных скоростях. высоких удельных давлениях и небольших ударных на- грузках: шестерни, шпин- дели, втулки, кольца, рейки, роторы гидрона- сосов
Закалка с нагревом т. в. ч. с глубиной закаленного слоя 1,8—2.2 мм, отпуск о t -- 55; НН С 50—54 Детали, к которым предъявляются требова- ния высокой поверхност- ной твердости п повышен- ной износоустойчивости: шестерни, валы, оси. При трг б о ва нн и по вишенной пу< «чности сердцевины п л далия материалы должны быть улучшены перед закалкой с* нагре- вом т. в. ч.
4.>Х Закалка, высокий отпуск 11В 230-280 Крупногабаритные де- тали, с общей повышен- ной прочностью, рабо- тающие при средних ско- ростях п средних удель- ных давлениях: валы в подтип и як: i х к ачения, шестерня, червячные ва- лы, шлицевые валы
То жа При сечении до 100 лыс ст >85; от > 60; б > 10; ф > 40; “« 5= 5; а г 36; НВ 230-300 Детали, работающие при средних скоростях, удельных давлениях п ударных нагрузках: ва- лы, вращающиеся в под- шипниках качения, вали- ки, шестерни
СТАЛЬ
29
Продг-лнй-мги
Марка стали Термическая об расе »тк« j Механически;’ ! СВСЙСТВа Область применения
40Х11 Закалка в масле, отпуск при сечении д<« 4о л;лп "« 9i;>; сг 140: 6 ’ •' 4«; ~ •4; М-хткие и средние дета- 1 ли, работающее при вы- • соккх удойных да»:л<- | нпях и ударных пагрул- ! ьах. при тг-ебованги | гонок прочности II ЛОУМ- : п 1?! пз ни пластичности: д: -стерпи, кулачковое муфты, червяки
18ХГТ IДемептацпя, зека, 1- ка в масле, отпуск При ее-;евин до 50 лш: Ог 1П-’; а 80; 6 > 9; 1;? > 50; «м S- Сердцевина :ia 2-с-зоо. flfO-CpXHOCTb HRC ом-62 Детали, работаю!) pie при бол.’.ишх скоростях, средних. II высоких удель- ных давлениях, пум на- -'чншп уда оных нагрузок: валы, враи’аК'Викся в in иишияшах сколыке- пня, нюсторяи, червяки, кулачковые мубггы, втул- ки. Применяется при требовапии высокий по- верхностной ТВ- рдости и I c-iHoeoycToftwcocTii, если Iнеобходима более высо- кая прочность П ВЯЗ- КОСТЬ, ч* м у стели 2{'Х
13XH3A 11ем“.нтаци;1, закал- ка в масле, отпуск При сечении до 100 лг.м: О6. > 85; о?. > 70; С > 10; Ф > »о; a 53 S: о_, t 39; Сердцевина 1’В 269. Поверхность HRC 5S-62 Сяльнонаг| »у; кенные де- тали с высокой ПОВЕРХ- НОСТИ! »:1 тве РД< »СТЬ.Ю, 1Д5 - носоустотпшвостью И БН-;~ кв”? сердцевиной, рабо- тают (не при больших СКО- РОСТЯХ и ударных нагруз- ках: шпиндели и валы в и с »дш ииник ах ск о льаи J- 1шт; шестерни СЛОЖНОЙ К' «НфИГ У} МИНН, гильзы, кулачковые муфты, чер- вяки
3:<Х2Ю* Азотирование При сечении до «п дин: Of? > 95; сг > 80; б > 12; Ф > 50; «н > 3. Сердгрииша ИВ 269. Поверхность HV 870-1020 Детели очень высокой твердости £1 ИЯНПСОуСТОЙ- ЧИВОСГИ При незпаЧИТАЛЬ- НОЙ деформации: копиры, г.-ксцен'п »ик и, ил унжеры
ШХ15 Зак елка я масле, отпуск с 221»; о?, 17п; а , 0,5; о 66,5 71 — икс 58 -«4 Детали с высокий твер- Д»ч:Т:.Ю и UIHIOCOустойчи- востью: статоры лопаст- ных иас-оеов, копиры, ро- лики, собачки храпового механизма, пальцы
* Соответствует марке 38X10 по ГОСТу 4513- 61.
30
МАТЕРИАЛЫ
Продолжение
Марка стали Те) ишческая обработка Механические свойства Область применения
35 ХМ Закалка в масле, высокий отпуск НВ 280—ЗИП Шестерни, обрабаты- ваемые В УЛУЧШЕННОМ состоянии, для точных передач
Закалка в масле, отпуск При сечении до .мдг. а >• 160; с>„ -> Г»0; б > 12; аз; <до, = 65; НДС 45 -53 Ш сете] инн, щп инд? ли, работающие в условиях больших нагрузок и боль- ших скоростей, где боль- шое значение, имеет пре- дел выносливости
а , °т’ ° 1 Е кЛ'л'-и!. 6 и ф в %
Стальная пружинная термообработаниая холоднокатаная
п плющеная лента
(ио ГОСТу 2614-65)
Лепта предназначена для изготовлении пружинящих деталей и пружин, за
исключением заводных.
Л ента под разделяется:
по прочности (табл. 25):
первой прочности............ ............................. ш
второй » 2П
третьей » ЗП
по точности изготовления:
нормальной точности по толщине и пшрппо............... —
повышенной ТОЧНОСТИ ПО ТОЛЩИН?........................ В
повышенной точности по толщине и ширине ............ РП1
высокой точности по ТОЛЩИН?.......................... Т
высокой точности по толщине и ширине................. ТШ
по виду кромок:
холоднокатаная с обрезными кромками.................. —
то же, с обрезными и шлифованными кромками........... Д
плющеная с закругленными кромками.................... Е
по виду поверхности:
светлая (светлокаленая и нагартоваиная)..................... —
светлополированная..................................................................... С
колоризовапная............................................................................. к
темная..............................................’ xj
Размеры ленты приведены в табл. 26.
Шероховатость поверхности светлой, светяополированной, колоризованной
ленты не ниже 8-го класса по ГОСТу 2789—59.
ст \.ть
Ленту изготовляют из стали марок: У7А,
УЯА, У9А, У1ОД, У12А по ГОСТу 1435—54;
65Г ио ГОСТу 1050—60; 60С2А, 70С2ХА по
ГОСТу 14959—69; J3X по ГОСТу 5950—63.
Пример обозначения лепил второй прочно-
сти, высоком точности по толщине. нормаль-
ной точности по ширине, с обрезными и
шлифовании мп кромками, колорпзовапной,
размерами 0,5 X 19
Лепта 2П-Т-Д-К-0,5 «10 ГОСТ 2614—65.
Пример обозначения ленты первой прочно-
сти, повышенной точности по толщине п шп-
25. Предел прочиоетп и твердость
лепты в состоянии поставки
Группа проч- ности Придел прочное ГИ в кГ,'ммг Твер- дость НУ
ш 130—1>ю .'175—485
2] 1 161—190 4S6—0(М)
3U Более 190 Более ООО
рине, плющеной, темной, размерами 0,5 X 5 ля:
Лепта 1Н-ВШ-Е-г1-0,5 .< 5 ГОСТ 2614—65.
26. Толщина и ширина ленты 1 в лс.»
Ширина Тол I чипа
2 0,45; 0,50 Плюще? и.55; 0,60 ал лента 0.6::; 0.70; ОАО; ОЛЮ; 1,00 1,10; 1.20; 1,25 — — —
2.2 1.40: 1.50: 1.60
2,4 1,70
2,5 1,50
1.90; 2.00
2.8; 2 9; з; 3,3; 3,6*t4; 4,5;
6 0,50
7; Ь
9 10; И; 12; 14; 15; 16; is; 31; 22; 25; 26; 30; 32; 35; Л’.; 40; 45; 50; -га; G0; 70 JV о.-п> инока та пая лтта
0,55; 0,60 0.63; 0.77»; П.Ы»; 1.7.90; 1,00 1,10; 1,20 — — — —
1 ГОСТ 26 и 74—1IW. 14—05, кроме того, предусматривает толщину 0.05—0.45, ширину 1,4—-1,8
32
МАТЕРИАЛЫ
Проволока из кочструкционкон углеродистой стали
(по ГОСТу 17305—7 J)
Диаметры проволоки в 0,30; 0,35; 0,40; 0,45; 0,50; 0,55: 0,(5; 0.7; 0.8;
0,0; 1,0; 1,1; 1,2; 1,3; },4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 2,2; 2,5; 2,8; 3,0; 3,5; 4,0;
4,5; 5,0; 5,5; 6,0: 7,0.
27. .Механические свойства проволоки
Предел upon -юстп при растяжении в кГ/мм3 (не менее)
ДЛИ Пр.-ВпЛОКП из сталн магюк
Дизметр проволог.и В л», и
15 кп; 15 п 2-.I 25; 30 и 25 -;0; 45 и 50
п.З—0,7 60 iOO 110
о .$-1.0 35 УО и hi
1.1-2.11 55 80 но
2.2—5.0 50 70 80
5,5—7.0 40 С.0 70
Пример обозиачеязч а юволога: диаметром 2,5 .м.м из стали марки 45:
Приен,юна 2,5—43 ГОСТ ITZO3—71
Твердые сплавы
Твердые сплавы подразделяются па металлокерамические, литые и порош-
кообразные. .Металлокерамические сплавы применяют в виде пластин к режу-
щему инструменту, литые и порошкообразные — для наплавки быстропзнашп-
вающихся деталей.
Твердые сплавы обладают высоком твердостью, износоустойчивостью и крас-
ностойкостью.
К литым твердым сплавам относятся стеллит марки В-ЗК, а также сормайты
по ГОСТу 11545—65. Стеллит сохраняет стойкость при температуре до 800° С,
сормайт — до 600° С. В литом виде наибольшей твердостью обладает стеллит
Я ЯС 60—G2; сормайт имеат твердеют», НЛС 43—50.
Стеллит представляет собой сплав на основе кобальта с содержанием вольф-
рама, хрома, углерода. В сормайтах кобальт заменен железом, а вольфрам
отсутствует.
Стеллит н сормайт применяют для наплавки деталей, требующих механиче-
ской обработки для получения ровной и чистой поверхности. Износоустойчи-
вость деталей, наплавленных литыми сплавами, повышается в несколько раз.
Например, наплавка из сормайта в 2—3 раза износоустойчивее хромоникелевой
стали и в 4—5 раз углеродистой стали марки 45. Наплавка из стеллита еще более
и зное оу стой чпв а.
Литые твердые сплавы и порошкообразные смеси можно наплавлять на
стальные и чугунные детали. Наплавку твердых сплавов производят при помощи
ацетплено-шюлородного пламкпи и электрической дуги, а порошкообразной
смеси — элсктродуговым способом. Стеллит и сормайт выпускают в виде прут-
ков диаметром 5—7 .ил и длиной 200—-300 .мл.
Порошкообразные твердые сплавы— вокар, сормайт по ГОСТу 11545—65,
сталинит М по ГОСТу 11545—65 и др. — применяют преимущественно для
наварки деталей, используемых дли выполнения грубой работы, допускающих
большое количество нор н раковин и не. требующих обработки наваренной
поверхности (щеки дробилок, зубья экскаваторов и другие подобные детали).
Состав вокара (в %): вольфрама 86; углерода 9,5—10,5; кремния до 0,5;
железа до 2,5. Состав сталинита М (в %): железа ~55; хрома 24—26; марганца
6—8,5; углерода 7—10; кремния 3.
Порошкообразные твердые сплавы наваривают электрической дугой.
Твердость, определяемая на образцах, наплавленных сталинитом М, должна
быть не менее HRC 52.
СТАЛЬ
33
Сортамент
28. Круглая и квадратная горячекатаная и шестигранная калиброванная сталь
(по ГОСТам 2599-71. 2591—71, S560—С7)
d, а в лии Масса 1 м стали в кг d, а В Л1Л1 Масса 1 .« стали в кг Масса 1 at стали в
о. £ й’ rnec’i и- г ран и "it квадрат- ней Ш»Г 1 !Т- гранн *н d, и В ЛЫ4 круглой 1 шести- гранной
6 7 .8 9 ill 11 12 13 14 15 19 17 1.8 1» 20 21 22 0.154 0-222 0.302 0.395 0.499 0.617 0.746 0.888 1,04 1.21 1.39 1,5S 1.78 2,00 2,47 2.72 2,98 3,55 3,85 0.196 0,2.83 0.385 0,502 0.636» 0,7-85 0.95 1.13 1,33 1,54 1.77 2,01 2,27 2,54 2,S2 3,14 3,46 3,80 4 52 4ДЦ 0,170 ‘ 0.245 0.333 0.435 0.551 0.680 0.823 0.979 1,150 1.330 1,530 1.740 1,960 2.200 2.45 2.72 3,00 3,29 3,92 28 30 £ 36 40 41 45 .46 50 й гл 63 4.17 5.55 6,31 7.13 7,99 S.90 9.87 10.87 12,48 14,21 15,42 17,32 19313 22.19 21.17 5,30 6,1.5 9,07 10.17 11.34 12.Лэ 16,81 13>5 15,90 18,09 19,63 22,05 26,40 28.26 31,16 7.59 4.96 a. J.i 6.12 6.96 7,86 8,М 9.82 10-S.8 1.40 11.99 13,77 14.4 15,66 16,99 19.10 20.6 21,32 24.50 26,98 65 70 75 80 90 95 100 165 110 120 125 130 140 130 160 170 180 190 200 26.05 30.21 34.68 39,46 44,55 49.94 33,64 61,н5 67.97 7-4,60 88.78 96.33 104,20 120.84 138,72 157,83 178.18 ?>?!*-- 24ь’б2 33,17 38.46 44,13 30.25 56.72 70.85 78,30 Не уста- ва вли- вается 24.70 33,30 38 -2'1
Обозначения: d — диаметр круглой стали пли вписанной окружности для шестигранной стали; а — сторона квадрата. Предусматриваются также раамеры: 23; 29; 31; XI; 35; 37; 39; 52; 93; 115; 135; 14а леи. Ио ГОСТу 2591—71 прутки со стороной квадрата до 100 .мж включительно поста- вляются с острыми углами; свыше 100 ,м«м — с закругленными (К ^0,1,и<). Круглые и квадратные горячекатаные прутки поставляются из сталей марок по ГОСТу 380—71 и по техническим условиям ГОСТа эХ>—58, а также из сталей марок по ГОСТу 5(68—65 и по техническим условиям итого же ГОСТа. По ГОСТу 8560—67 предусматриваются размеры шестигранника о_= 3 4-100 «им; шестигранники изготовляют трех классов точности: За — OCT IIКМ 1027, 4 — ОСТ 1024 и 5 — ОСТ 1025. Шестигранные калиброванные прутки поставляются из сталей марок по ГОСТу 1051—59 и По техническим условиям этого же ГОСТа. Примеры обозначений: круглой стали марки СтЗ диаметром 50 .м.м „ 50 ГОСТ ’.•5М - 71 кР!,г 3 Г ОС Г 535 -53 квадратной стали СтЗ при сторон»» квадрата 60 .п.и „ _ Р,60 ГОСТ 2591-71 hvaotmn Cm3 rocJ, 5S5_.S8 шестигранной калиброванной стали 45 размера 25 мм, 5 класса точности 25—5 ГОСТ #560—67 Шестигранник 45 ГОСТ 1051-5» •
2 Справочник конструктора, кн. 1
34
МАТЕРИАЛЫ
29. Стальная горячекатаная лента (по ГОСТу 6002—57)
Ши- рина В ЛШ Теоретическая масса 1 м полосы в м при толщине Ь в лги
1,2 1.4 1.6 1,8 °0 2.2 2.5 2.8 3,0 3,2 3,5 3,8
20 0.188 0.220 0.251 0.283 0.314 0.345 0.393 0.440 0.471 0.502 0.550 0.597
23 0,207 0,241 0,276 0.311 0.345 0.380 0.432 0.484 (5*18 0353 0.604 0.656
25 0-235 0,275 0,314 0,353 0,393 0,432 0,491 0,550 0,589 0,628 0.687 0,746
2S 0264 0.308 0,352 0.396 0.440 0,484 0350 0.615 0.659 0.703 0.769 0.835
30 0,282 0,330 0,377 0,424 0.471 0.518 0.589 0.659 0.707 0.754 0.824 0.895
32 0,301 0,351 0,402 0,4э2 0,502 0,552 0,628 0,703 0,753 (1,801 0,879 0.954
30 0.339 0.395 0.452 0,509 0.565 0.622 0.706 0.7(41. 0.848 0.904 0.989 1,074
40 0.377 0.439 0,502 0,565 0.628 0,691 0.785 0.879 0,942 1.005 1,099 1.193
45 0,424 0,494 0,565 0,636 0,707 0,777 0,883 0,989 1,060 1,131 1,237 1,343
50 0,471 0,549 0,628 0.707 0,785 0.864 0-981 1.099 1.178 1,256 1.374 1,492
56 — — — — — 1,099 1,231 1.319 1,401 1.538 1.670
00 — — — — — — 1,178 1,319 1,413 1.507 1.649 1,790
63 — — — 1,236 1,385 1,183 1,581 1.731 1.879
65 — — — — 1.276 1.429 1,531 1.6 3 1.786 1.939
70 — — — — — — 1,374 1,539 1,649 1,758 1.923 2.08b
75 — — — — 1.472 1.649 1.766 1,884 2,061 2,237
80 — — — — 1,»70 1.758 1.884 2.010 2,193 2,386
85 — — — — — — 1да 1,868 2,002 2,135 2,336 2,536
90 — — 1.766 1.978 2,120 24161 2.473 2.685
95 — — — — 1,865 2,088 2.237 2,387 2.610 2.В.14
100 — — — — — — 1.963 2,198 23-55 2,512 2,748 2,983
105 — . — — 2,061 2.308 2,473 2,638 2.885 3,132
110 __ — — — 2,160 2.418 2,590 2,763 3.020 3,281
120 — — — — — — 2,355 2,638 2,826 3,014 3,297 3,580
125 — — 2 452 2,748 2.944 3.140 3,435 3,729
130 .— — —- — 2,551 2,857 3,062 3,266 3,570 3.878
140 — — — — — 2,748 3,077 3,297 3,517 3,847 4,176
150 — - 2,944 3,297 3.533 3,758 4,120 4.475
160 -А — — ..— — 3,768 4,019 4.396 4,773
170 — — — — — - — — 4,004 4,370 4,670 5,071
180 — 4,239 5,522 1,946 5,369
190 4.475 4,773 5 220 5.668
200 — 4,710 5,024 5.495 5.966
Пример обозначения ленты из стали Ст2 толщиной 2 мм и шириной 50 лги:
„ 2XSO ГОСТ C009-S7
Лчт^ Ст2 гост 63S_SS
30. Прокатная полосовая сталь (по ГОСТу 103—57)
Шири- на В ЛМ? Теоретическая масса 1 м полосы в кг при толщине в лиг
4 i 5 6 7 8 9 10 11 12 14 16 18 20
12 0.38 0.47 0.57 0,66 0.75 —
14 0,44 0,55 0.66 0,77 0.88
16 0,50 0,63 0,75 0,88 1,00 1,15 1,26 — 1,52 — — -— —
18 0,57 0,71 0.85 0,99 1,13 1,27 1,41 — — — — — —
20 0.63 0.79 0.94 1,10 1.26 1,41 1.'57 1,73 1,88 — 2,52 — —-
22 0,69 0,86 1,04 1,21 1,38 1,55 1,73 1,90 2,07 — — —
25 0,79 0.98 1,18 1,37 1 57 1,77 1,96 2.16 2,36 2.75 3,14 —- 3,92
28 0,88 1.10 1,32 1,54 1,76 1,98 2,42 2,64 3,08 — —
30 0,94 1.18 1,41 1,65 1,88 2,12 2,36 2,59 2,83 326 3,77 4.24 4,71
32 1,04 1,25 1,50 1,76 2,01 226 2,54 2.76 3,01 3,51 4,02 4.52 5,02
36 1,13 1.41 1,69 1,97 2,26 2,51 2.82 3,11 3,39 3,95 432 5,09 5,65
40 1,26 1,57 1,68 2,20 2,51 2.83 3,14 3,45 3.77 4,40 5,02 5,65 6,28
45 1,41 1,77 2,12 2.47 2,83 3,18 3.53 3,89 4.24 4,95 5.65 6,36 7.07
50 1.57 1,96 2,36 2,75 3,14 3,53 3,93 4,32 4,71 5,50 6,28 7.07 7,85
56 1,76 2,20 2,64 3,08 3,52 3,95 4 9 4,83 5,27 6,15 7,03 7,91 8,79
60 1,88 2,36 2.83 3,30 3,77 4,24 4,71 5.18 5.65 6,59 7.54 8.48 9.42
СТАЛЬ
35
Продолжение табл. 30
Ши- рина В Л1.И Теоретическая масса 1 .« полосы в «л при толщине в .мл»
4 5 6 7 8 У 10 11 12 14 16 18 20
63 1,% 2.47 2.97 3,46 3,95 4,45 4.94 5,44 5,93 6,92 6,91 8,90 9,69
65 2,04 2,55 3.06 3,57 4,08 4,59 5,10 5.61 6.12 i.14 8.16 9,19 10.21
70 2.75 3,30 3,8., 4,40 4,95 5,50 6.04 6.53 7,69 8,79 9,89 10,99
75 ° зн ° 94 3,53 4,12 4,71 5.30 5.89 6,48 7/»7 8.2 л 9,42 10.60 11,78
so 2,51 3.14 3,77 1.40 5.02 5,65 6,28 6,91 7,54 8,79 10,05 11.30 1.2,56
85 2.67 3,34 4,00 4.07 5,34 6,01 6,67 7,34 S,0l 9,34 10.68 12,01 13,35
90 2,83 3,53 4,24 4.95 5,6~» 6,36 7,07 7,77 S,4«S 9.89 11,30 12,72 14.13
95 2,9.4 3.73 4.47 5,22 5,50 5,97 6,71 7.46 8,20 8,95 10.44 11.93 13,42 14,92
1U0 3,14 3,93 4,71 6,28 7.07 7,85 8,64 9,42 10,99 12,56 14,13 15,70
105 3,30 4 Г* 4.95 5.77 6,59 7.42 8.25 9,07 9,89 11,54 13,19 14,84 16,49
110 3,45 4,32 5,18 6,04 6,91 7,77 8,64 9.50 10.36 12,09 13,82 17,27
120 3,77 4,71 5.65 6,59 7,54 8,48 9,42 10.36 11,30 13,19 15,07 16,96 18,84
125 3,93 4,91 5,89 6,67 7,85 8.83 9.81 10.79 11,78 13.74 15,70 17.66 19,63
130 4,08 5,10 6,12 7,14 8.16 9.18 10,21 11,23 12,25 14,29 16,33 18.87 20.41
140 4,40 5,50 6,59 7,69 8,79 9,89 10,99 12,09 13,19 15,39 17,58 19,78 21,98
150 4,71 5,49 7,07 8, 24 9,42 10.60 11,78 12.95 14,13 16,49 18.84 21,20 23,55
160 5,02 6.2s 7.54 8,79 10,05 11,30 12,56 13,82 15,07 17,58 20,10 22,61
170 3 ,34 6,67 8.01 9,34 10,68 12.01 13,35 1'4 ,GS 16,01 18,68 21,35 24,02 26,09
ISO 6,65 7.07 К. 48 9.89 11.30 12,72 14.13 15.54 16,96 19,78 22,1)1 25,43 28,26
190 5,97 7.46 Х.95 10,44 11.98 13,42 14,92 16.41 17,27 17,90 20,78 23,86 26,85 29,S3
200 6,28 7.85 9,42 10.99 12.56 14,13 15,70 18,84 21,98 25,12 28,26 31,40
Теоретическая масса 1 -и полосы
!
60
45
40
36
30
2S
32 6.28
36 — — -— — — .— —— — -— ——
40 6,91 7,85 8,79 — 10,0 — — — — — —
45 7,77 8,83 9,89 10,60 11.30 12.72 —. — — —
50 8,64 9,81 10.99 11,7-8 12.56 14,13 15,7 — — — —
56 9,67 10-99 12.31 13,19 14,07 15,82 — — — — —
60 10.36 11.78 13.19 14.13 15.07 16.95 18,84 21,20 — — —
63 10,88 12.36 13.85 14,34 15.82 Ь,80 19,78 24,75 — —
65 11,23 12,76 14,29 15,31 16,33 18,37 20,41 22,96 — — —
70 12,09 13,74 15.39 16.49 17.58 11) .78 21,98 24,73 — — —
75 П,95 14,72 16,49 17,66 18.84 21.19 23,55 26,40 — — —
80 13.82 15,70 17,58 18,84 20,09 25,12 28,26 31,40 35.17 —
85 14.68 16.68 18,68 20,02 21.35 24,02 26,69 30,03 33,36 37,36 40,04
90 15.54 17,66 19,78 21,20 22,61 25,43 28,26 31,79 35,33 39,58 42,ЗУ
95 16,41 18,84 20,88 22,37 23, st; 26,85 29,83 33,56 37,29 41,76 44,75
loo 17.27 19,63 21.98 23,55 25,12 28,26 31,40 35,33 39,35 43,96 47,10
105 18,1.8 20.61 23,08 24,73 26.37 29,67 32,97 37,09 41,21 46,16 49,46
ПО 19,00 21,59 24,18 25,91 27,63 .31,09 34,54 3S.86 43,18 48,35 51,81
Г'0 20,72 55 26,38 28,26 30.14 33,91 37,68 42,39 47,10 52,75 56,52
125 21,59 24,53 27,48 29,44 31.40 35,32 39,25 44.16 49,06 54,95 58,88
130 22,45 25,51 28,57 30,62 32,65 36,73 40,82 45.92 51,03 57,14 61,23
140 24.18 27,48 30.77 32,07 35,17 39,56 43,96 49,46 54,95 61,54 65,94
150 25.91 •’9,44 .'12,97 35.33 37.68 47,10 52,99 58,88 65,94 70,65
160 27,63 31,40 35.17 37,63 40,19 45,22 50,24 56,52 62.80 70,33 75,36
170 29,36 2*3,-*6 37,37 40,04 4°. 70 48,04 53,38 60.05 66,73 74,73 80,07
1S0 31 ,»У 35 39,56 42.39 45.22 5037 56,52 63,,9 70,65 79,12 84,78
190 32.81 37.29 41,76 44,75 47.72 53,69 59,64 67.12 74.58 83,52 89,49
200 34,54 39,25 43,96 47,10 50.24 56,52 62,80 70.65 78,50 87.92 94,20
ГОСТа 335—38 л марок по ГОСТу 1050—00. а также из стали марок но ГОСТу 5055—Оа
5X50 ГОСТ 103—57
36
МАТЕРИАЛЫ
31. Прокатная тонколистовая сталь (по ГОСТу 3680—57)
Размеры в лш
Толщина Длина при ширине
(too (070) 710 750; 800 (900) 1000 (1100) 1250 1400
0,5; 0,55; 0,0; 0,7; 0.75 1200; 1420 1420 — — — - — -
0.8; 0.9 1500 — - — i — -
1,0; 1.1; 1.2: 1.4; 1,5; 1.6; 1.8 1800; 2000 2000 — - -
2.0; 2.2; 2.5; 2,8 3,0; 3.2; 3.5; 3.8; 4,0 1420- 2000* 1420; 2000' 1500; 2000 2200 2500 2800; 3000; 3500; 4000
Тонколистовую сталь изготовляют из стали обыкновенного качества по ГОСТу
380—71, из качественной конструкционной стали по ГОСТу 1050—60, из легированной
стали по ГОСТу 1542—54, из специальных сталей по ГОСТу 5582—61.
32. Прокатная толстолистовая сталь (сортамент по ГОСТу 5681—57)
Листовую сталь изготовляют из стали обыкновенного качества по ГОСТу 380—71,
из качественной конструкционной стали по ГОСТу 1050 - 60, из высоколегированных
и специальных сталей по ГОСТу 7350—66 следующих толщин (в мм): к; 4,5; 5; 5.5; 6; 7;
8; 9; 10: 11; 12; Гц 16; 18; 20; 22; 25; 28; 30; 32; 36; 40; 15; 50; 52; 55; 56; 58; 60; 63; 65; 70; 75;
80; 85; 90; 95; 100; 105; НО; 120; 125; 130; 140; 150; 160.
ГОСТ 5681—57 предусматривает ширину и длину листов.
Технические условии на толстолистовую углеродистую сталь — по ГОСТу 14637—69,
на толстолисговую низколегированную — по ГОСТу 500 - 58.
33. Прокатная угловая равнобокая сталь (по ГОСТу 8509—571)
Условные обозначе и и я:
Ь — ширина полкв;
d — толщина полки;
R — радиус внутреннего закругления;
г — радиус закругления полок;
j — момент инерции;
7 — радиус инерции;
Zo- расстояние от центра тяжести
Размеры в лея
Справочные величины для осей
1,46
0,60
0,64
0.81
1.03
0.34 0,49 1,57 0,73
0.44 0,48. 2,1 L 0,76
1 С t января 1974 г. вводится ГОСТ 8509—72.
СТАЛЬ
37
Продолжение табл. 33
.Vs про- филя Размеры в мм й| Масса 1 м в >и Справочные величины для осей я
х — х Х0 — -^0 Vo — Vo Xi —лч
b d R г ZY в см /.. в с.п* 1 '0 макс. С о В С‘« макс. В СЛ14 J ! /{) МЙ1ШМ. •киник на я О И
2.8 28 3 4 1,3 1,62 1,27 1,10 0,85 1,84 1,07 0,48 0,55 2,20 0.80
3,2 32 3 4,5 1,5 1.86 2.43 1,46 1,91 1.77 2,2(1 0.97 0,96 2.80 1.28 1,21 0,74 0.94 0.63 0,62 3,26 4,39 0.89 0,94
3.6 36 3 4 4.5 1,5 2.10 1.65 2,16 2.56» 3,29 1.10 1.09 4,06 5,21 1.39 1,38 1.06 1,36 0,71 0,70 4.64 6,24 0.99 1,04
4 40 3 4 5 1.7 3,08 1,85 2,42 3,55 1.23 1,22 Г) ,63 7,26 1,55 1,53 1,57 1.90 0.79 0.78 6.35 8,53 1,09 1,13
4.5 45 3 4 5 5 1,7 2.65 3.4S 4.29 2.0S 3,37 5.13 6.63 8,03 1.39 1.38 1,37 8,13 10,5 12.7 1,75 1,74 1.72 2.12 274 з.зз 0.89 0.89 0,88 9,04 12.1 15,3 1,21 1,26 1,30
5 50 3 5 5,5 1,8 2.96 3.89 4,80 2.32 3.05 3,77 7.11 9.21 11,2 1,55 1,54 1.53 11,3 14.0 17.8 1.95 1,94 1,92 2.95 3,80 4,63 1,00 0.99 0,98 12,4 16,6 20.9 1.33 1,3$ 1,42
5,6 56 3,5 6 2 3/6 5А1 3,03 3.44 4.25 11.0 13. t 16,0 1.73 1.73 1.72 14.4 20,8 2,18 2,18 2,16 4.80 5,41 6,59 1,12 1,П 1,10 20.3 23,3 29,2 1,50 L57
6.3 63 4 5 6 7 2,о 4.96 6.13 7.28 3,90 4,81 5,72 18,9 23,1 27,1 1.95 1,94 1,93 29.9 36.6 42,9 2,45 2,44 2,43 7,81 9,52 11,2 1.25 1.25 1,24 33.1 41.5 50,0 1.69 1.74 1,78
7 70 5 6 7 8 8 2,7 6,20 6.86 8.15 9.42 10,7 4,87 5,38 6,39 7,39 8,37 29,0 31,9 37,1’» 43.0 48.2 2,16 2.16 245 2,14 243 46.0 50.7 59.(1 6S.2 76,4 2.72 2,72 2,71 2,Н9 2,68 12,0 13,2 15,5 17.8 20.0 1.39 1,39 1,38 1.37 1,37 51.0 56,7 68,4 80.1 01,9 1,88 1,1)0 1,94 1.99 2,02
7,5 75 5 6 7 9 9 3 7,39 8,78 10.1 11.5 12,8 5,80 6.80 7,96 9,02 10,1 39,5 46.6 53,3 59,8 66.1 2.31 2.30 229 2,28 2'.27 62.(1 73.9 84,6 94,9 105 2,91 2,90 2.89 2.87 2,86 16,4 19.3 22,1 24,8 27.5 1,49 1,48 1.48 1,47 1,46 69.6 83,0 98,3 ИЗ 127 2,02 2,00 2,10 2,15 2,18
8 80 6 7 о 9 3 8,63 9.38 10,8 12,3 6.78 7,36 8,51 9,65 52,7 57,0 65,3 73,4 2.47 2,47 2,45 2,44 83,6 90,4 104 116 3,11 3,11 3,09 3,08 21,8 23,5 27,0 30,3 1,59 1,58 1Й 93,2 102 119 137 2,17 2.19 2.23 2,27
8 90 6 7 8 9 10 3,3 10,6 12,3 13,9 15,6 8,33 9,04 10.9 12.2 82,1 94,3 100 118 2,78 2.77 2>» 2,75 130 150 168 196 3,50 3,49 3,48 3,46 34,0 38,9 43,8 48,6 1,79 1,78 1,77 1,77 145 169 194 219 2,43 2,47 2,51 2,55
38
МАТЕРИАЛЫ
Продолжение табл. 13
К» про- филя Размеры в мм Площадь про- филя в ель2 Масса 1 м в ;;г Справочные величины для осей 14-3 I I °Z
X — X Х(, Хр Ш — Уо Xi — Х1
b d R Г С . Н /х0 Б см4 макс. /;!Со в см макс. 'ИИНИИ a Of\! *юшии згэ я. ,И"Э я 1-,7
10 100 6.5 7 8 10 12 14 16 12 к 12.8 13,8 15.6 19,2 22.8 26'3 29,7 10.1 10.8 12.2 15,1 17.9 20.6 23,3 12» 131 147 179 209 237 264 3,09 3,08 3,07 3,05 3,03 3,00 2,98 193 207 233 284 331 375 416 3,88 3,88 3,87 3,84 3.81 3 73 3j4 50.7 54.2 60 i) 74.1 86 j) 99,3 112 1,99 1,98 1.98 1> 1.95 Е94 1,94 214 231 265 333 402 472 543 2,68 2,71 2,75 2,83 2,91 2,99 3,06
11 по 8 12 4 15.2 17,2 11.9 13,5 176 198 3,40 3,39 279 315 4,29 4,28 72,7 81,8 2,19 2,18 30-8 353 2.96 ЗЛО
12,5 125 8 9 10 12 14 10 11 4,6 19,7 22,0 28 3* 33,4 37,8 15.5 17.3 19.1 22,7 29 J 294 327 3(Ю 422 482 539 3,87 3,86 3,85 3,82 3,80 3,78 467 520 .,71 670 764 853 4,87 4,86 4,84 4.82 4;78 4,75 122 135 149 174 200 224 2.49 2.48 2.47 2,46 2'45 2/44 516 582 649 782 916 1051 3.36 3,40 3,45 3.53 3^61 3,68
14 140 9 10 12 14 4,6 24,7 27,3 19,4 21,5 25.5 466 512 602 4,34 4,33 4,31 739 814 957 5-47 5,46 5,43 192 211 248 2,79 2,78 2,76 818 911 1097 3,78 3.82 3>
16 160 10 11 12 14 16 1b 20 16 5.3 31,4 34,4 37,4 43,3 49,1 51,8 60.4 24.7 27,0 29,4 34,0 38.5 43,0 47,4 744 844 913 1046 1175 1299 1419 4,96 4,95 4.94 4^2 4.89 4.87 4,85 1229 1341 1450 1662 1866 2061 2248 6,25 6,24 (>:2з 6.20 6.17 6.13 6.10 319 348 376 431 485 537 589 3,19 3,18 3,17 3,16 3,14 3.13 3,12 135(5 1494 1633 1911 2191 2472 2756 4,30 4.35 4,39 4,47 4.63 4J0
18 180 И 12 16 5,3 3§,8 42.2 30.5 33,1 1216 1317 5,60 5.59 1933 2093 7.06 7,04 500 540 3,59 3,э8 2128 2324 4,85 4,89
20 200 12 13 1.6 20 30 18 6 47,1 50,9 54,6 62.0 76,5 94.3 115,5 37,0 39,9 42,8 48,7 60.1 74,0 87,6 1823 1961 2097 2363 2811 3466 4020 6.32 6,21 6 до 6,17 6Л2 6Л0 6.00 2896 3116 3333 3755 4560 5494 6351 7,85 7,83 7.81 7,78 7.72 7,63 7,55 749 805 861 970 1182 143» 1638 3,99 3,98 3,97 3> 3,93 3,1'1 3.89 3182 3452 3722 4264 5355 6733 8130 5,37 5,42 5,46 5,54 5.70 5,89 6,07
ГОСТом 8509-57 предусмотрены также профили «М 22 и 2э. Угольники изготовляют из углеродистой стали обыкновенного качества всех марок по ГОСТу 380 -«1. Пример обозначения угловой равнобокой стали размером 50x50x3 .«.и марки СтЗ: 50X50X3 ГОСТ 8509—57 Угол. CtMr<jCT s3i_s8 •
•34. Прокатная угловая неравнобокая сталь (по ГОСТу 8510—575)
й и \ X _rf, Г |У — г (1 X Уело в и ы е об о зп а ч е и и я : В — ши j >пна бол га пой п< >«; гкн; 6 — « меньшей полки; ГОСТом 8510—57 предусмотрены также профи ли d-- толщина полки; № 20/12,5 и 25/16. У1ч»лышки изготовляю? из уг- Н — радиус внутреннего закругления; меродистой стали обыкновенного качества всех r — радиус закругления полки: марок но ГОСТу 3,se—71. j — моме нт и нерцшi; г — радиус инерции; t’o, Уи — расстояние центров тяжести
X, :: yj_ £
% /z/.wz/Д»
У, ь г 1
№ профиля Размеры в лг.ч Площадь профиля В СМ* и Справочные величины для осей
ь Ь R г А — А’ У — У Xi — At У1 - У1 и — и
Масса 1 м j в c.v4 i в см X и и jXt всм< Расстоя- ние цент- ра тяже- сти у0 в си с j i Расстоя- ! нне црнт- ра тяже- сти х0 в СМ i„ В СЛР апшим. I. сл< мипиаг. Угол на- клона ОСИ 1ц я 1
2,5/1,'5 25 16 з 3,5 1,2 1,111 0,91 0.70 0.78 0.22 0,44 1,56 0,86 0.43 0.42 0.13 0,34 0,392
3,2/2 32 20 3 4 3,5 1.2 1,49 1,94 1. 1,1 7 «> 1.52 1>3 1.01 1,00 0.46 0,57 0.55 0,54 3,26 4,38 1.08 1,12 0.82 1,12 0.49 0,53 0.28 0.35 0,43 0.43 0,382 0.374
4/2.5 40 25 3 4 4.U 1.3 1,59 2,47 1.48 1,94 3,06 ЗРЗ 1,27 L2G 0.93 1,18 0,70 0,69 6,37 8,53 1,32 1,37 1,58 2,15 0.99 0,63 0.56 0,7.1. 0.54 0,54 0,385 0,381
4,5/2,8 45 28 3 4 5 1,7 2,14 2,50 1,68 2,20 4.41 5.68 1,43 1,42 1,32 1,60 0.79 0,78 9,02 12,1 1,47 1,51 2.20 2,98 0.64 0,68 0,79 1,02 0.61 0,60 0.382 0,379
li>74 г. вводится ГОСТ 8510—72.
1 С- 1 января
СТАЛЬ
О с» ел "ел 5 со ел со Те W. профиля
о со ел о о5 & с to | WW a H(l,iw4i4<
и» о о © О й й СГ
ОС Л СП "*ел Сестсл ел ссга<л*> «тф'СО Sb
о со GO -л ъ О ел
со ьз ьэ to м го
sun те‘8 98“ 4 <ют 6,11 7.25 9,47 <г OV1rfS«>f> ос сг<5с £- If»/ so‘s 9l‘S 1.42 3,17 Площадь профиля в елг2
6,17 6.70 8Л7 Й ;5 4.79 5.69 7,43 3,98 4,39 3.17 3,91 4.I1.I 6,03 <Н/8 is'Z ^*Z 1,1'0 2,49 Масса 1 лг в кг
65,3 70.fi НО .9 4t,e 49,0 34.8 40.9 52,4 —.1 ел 10.1 11.4 13,8 6,1.7 7,98 3^. в ел»* t-t Сирпмчпые величины для осей 1
ОЯ'З W<1 88'3 2.511 2,55 СО'с KITE ш:‘г to го ЦI ; 2,01 2,00 1,1’9 1.96 1.79 1,78 1,77 1.00 1.59 ix в ел»
19.7 21,2 27.1 841 ГоТ 12.5 14.11 18,5 СП СЯ V» еГб яг: 9<29 91*1 77 О О ГО jy в СЛГ* 7
1,58 1,58 1,50 он WI С 8S4 1,13 1 1.12 1,11 1,09 1.1'2 1.02 1,01 0.91 0,90 iy в см
132 145 194 S01 94S 51 56,7 33,0 41.4 49,9 г.6.9 20.3 23.2 29.2 12,4 16.0 jXi в с.ч‘ 1
2,92 2,95 3,04 S9T 2219 2,44 2Л2 мьэ VI? г с to с о го — ГС ОС Сл. с: fc о So Расстоя- ние цент- ра тяже- сти Уо В С. И
94 V £*«>: 20,8 25,2 S‘ ♦/£ 8” ба ел оз 8,51 .10,8 13,1 17,9 yic} ел ел W 3,/, в г.ч1 МИНИА1. ।
9КЧ $СЧ 1СЧ *-1 С- ГСГ1 12“ 1 414 соч КОЧ 0,91 0.95 0.99 1,07 0.72 0176 Расстоя- ние цент- ра тяже- сти Л’о в см
11.8 12.7 1G.3 ей СС I'.'Ol S’/S K'L te-rc^— ic у. 31( в с-и* мнним. £
izn s-;4 бьЧ г-г* 1.09 1,08 1,07 «5 и.н» 0.86 0,85 (1.79 0.78 0,78 0,70 ОД) i u в см мнним.
0.Ж 0.584 0.38U 0.3S7 0,386 0,436 0.435 0,430 0.407 0.406 оосо Z <2 ТС С« '-С ~J г—СС Угол на- клона оси tg а
МШИЛИЛУК
Продолжение табл. 34
QV
Про.чоцжеилг чибл. 34
Размеры в ,ИЛ1 ’j Справочные величии нт длп jf'f.oi
* а .V х : ?/ -- и .Vi Ax Hi - Pi 'll — и
№ Профиля 11 b d К г Площадь профиля I Ztlacca 1 ai ^игэ я ХС <2 d « | Расотоя- I НИе ЦРНТ-; ! ра тяже- i ) С ill <!., 1! r.llj 'll Расстоя- ние* цент- ра тяже- сти A\) 1» CM •ниник pra n,lf i в см МИЯПМ. Угол на- клона оси is? я
io/gj; НЮ 63 t! 7 10 10 3.3 11.59 11,1 12,6 13.5 7.53 8.79 9.87 12,1 98.3 ИЗ 127 154 3,2 3,19 3.1 S 3,15 30.6 35.0 39.2 47.! 1,79 1.7 г 1,77 1.75 PIS 3.23 3^2 3.4 » 40.9 58.7 67.6 8 5,8 1.42 1.46 1.50 1,5d 1H.2 20 S 23,4 1.3S 1.37 1.3 1.25 9.39“ 0 392 6.39! 0.387
11/7 Пи 70 Г».5 7 10 з.з ИЛ 13.9 S.J8 9.64 10.9 142 152 172 3,53 3.52 3,51 45.0 27 1,99 1.98 309 3,55 3,57 74,3 80.3 1.58 I.H 1.64 26.9 28,8 1,53 1.53 1.52 <’ *2 0.4D2 0.41Ю
12.5 /К 125 so 7 8 10 12 11 3,7 14.1 1<1 19.7 23.4 11 15.5 18.3 256 3.12 365 4.01 4.00 3,98 3,95 8X0 100 11.7 2,29 2^28 2,20 •> 518 Ш 781 4.01 4.05 4.14 4,22 110 173 210 1,8 1,84 1.92 2,0 43,4 48...4 6X5 1.7'1 1.45 1.74 1,72 ij.407 0/M 6.400
И/9 ПО 90 8 10 12 4 .6 . 14 Л. 17,5 334 444 4.0’9 4,47 130 По 2,58 727 9 И 4.49 2.03 2,12 76.3 83,5 1.У8 i.,9i; 0,411 11,409
10/10 1ГЮ 160 9 10 12 11 13 4.3 ‘‘2.9 ЗОЛ 34.7 1s 19.4 23,0 ООН 667 784 897 9.15 5.13 5,11 5.0S is»; 204 239 2.35 2.34 Si" 1221 1259 1634 19.10 5.19 5.23 5.32 405 477 t) ,fU 116 12.1 142 162 240 2.1S 2.13 C-.391 0.390 0.3^1 0.3S5
Пример обозначения угловой неравноооиой стали размером «3x40X4 .-.о« марки С.т2: „ - U3X40X4 ГОСТ 6510 5Г у,10'1. ni'pa'ili'KjoK - - • С»:8 i ОС Г 555 -58
СТАЛЬ
35. Двутавровые балки 1 (n.i ГОСТу 83S-72)
4
S./Z7»
У с л о в и ы е обоз н а ч е н и я:
Л — высота балки;
Ь • - ширина полки;
<1 — толщина стенки;
t - средняя толщина полки;
И — радиус внутреннего закругления;
г — радиус закругления полки;
I - момент инерции;
W — момент сопротивления;
Н — статический момент полусечения;
i - радиус инорцип
ГОСТом 8239—72 предусмотрены также
профили свыше Тч» 4и. Малин изготовляют
из углеродистой с тли обыкновенного ка-
чества 1-сех марок но ГОСТу ЗаО-71
№ Про- фи.'Ь1 Масса 1 .и в ке Размеры в мм Площадь сечения в с. и.2 Справочные величины длн осей
h & d t К г X -- А- у — у
1 v В С О* IV в сл« гх в см <8'т в c.ii3 I в с.и4 W в с.и8 в см
10 9.40 100 53 4.3 7.2 7.0 п -;} 12.0 198 39.7 4.06 23.0 17.9 6.49
12 11.5 120 61 4.8 7.3 7.5 3.0 14.7 359 58.4 4 8.S 33.7 27.9 1,.:.8
14 13.7 140 73 4,9 7.3 8.0 3.0 17,4 572 81,7 5,7;; 4 U,is 41.9 11,5 1.55
10 15.0 160 81 5.(1 7 8 3.5 20.2 873 109 6.57 62.3 5s,о 14.5 1.70
18 18.4 180 90 5.1 8.1 9.0 3,3 23,4 1 290 143 1 <* 81.4 s 18.4 1.88
18а 19.9 180 ню 5.1 8,3 9.0 3.3 25,4 1 430 159 7.51 8; 1,8 11.4 т 22.8 2. г.:
20 21.0 200 100 8,4 9.3 4.0 26.8 1 810 184 8,28 104 115 23.1 2.97
20а 22. / 200 по 8.6 9,5 4.0 28.9 2 ОНО 203 8 37 1.11 155 •>< •> *,>
24,0 220 но 5,4 8.7 10.0 4.0 30.6 2 350 9О‘> Я.13 131 137 28.6 2.27
22а ,s 220 120 5.4 8.9 10.0 4.0 32.8 2 790 254 9,22 143 206 •’4 ;; 2,30
21 27.3 240 115 5,6 9.5 10.5 4.0 34,8 3 460 289 9,97 163 198 34.5
21а 29,4 2-10 125 3.6 9,8 10.5 4,0 3 / ,э 3 800 317 10.1 178 2110 41,6 2.65
27 31.3 270 125 6.0 9.S 11.0 /4 40.2 5 010 371 11.2 210 260 41,5 2,54
27а 33.9 270 135 b,0 10.2 11.0 43,2 5 500 4(17 11,3 229 337 50.0 2.81*
30 36.5 300 135 6.5 10.2 12.0 5,0 46,5 7 (>80 472 12.3 2t's >>3/ 49,9 2,69
30а 39,2 300 145 6,5 10.7 12.0 5.0 49,9 7 780 318 12.5 222 436 60.1 2.95
33 /(2.2 330 140 7.0 11.2 13.0 5.0 >>3,8 9 840 597 13,3 419 59,9 2.79
36 48.6 360 145 7.5 12.3 14.0 6.0 61.9 13 280 743 14.7 516 71.1 2.89
40 57,0 400 153 8,3 13,0 13.0 6.0 72,0 19 062 953 10.2 373 667 8»,1 3,03
1974 года действует ГОСТ 823У—5(1.
.36
ГОСТ ЛТ’.ЗД - 73
МАТЕРИАЛЫ
1 До 1 января
Пример обозначения двутавровой балки .№ 3(1 из стили СтЗ; Дщпипвр —г-гглттт,;-.
< '613 J. ОС I 33-j
СТАЛЬ
43
36. Швеллеры (по ГОСТу 8240—72 *)
Уело в! 1ые обозпа ченпя:
Л — высота швеллера;
Ь — ширина полкд;
d — толщина стенки;
1 — толщина полки;
К —радиус
г — радиус
Т — .момент
W — момент
г — радиус , .
S — статический момент полусечепня;
Zo — расстояние от оси у — у до наружной
грани стенки.
ГОСТ 8240—72 предусматривает также швеллеры с парал-
лельными гранями* полок, отличаемые в обозначении
буквой П после номера швеллера.
внутренне го закругления;
закругления полки;
инерции;
сопротин лен пя;
инерции:
Длины швеллеров:
Лэ 10—18
Лэ 20—40
5—19 »
Швеллеры изготовля-
ют из углеродистой ста-
ли обыкновенного каче-
ства пи ГОСту 380—71.
Справочные величины для осей
и Размеры в мм л* у - и
юфмл ё ’= С V s 3
h Ъ d t fl r о и
£ Вес 11ЛС НИИ - И и X 5» N
5 4,84 50 32 4,4 7,0 6 2,5 6,16 9,10 1,92 5,59 5,61 2,75 0,954 1,16
6,5 5,90 65 36 АА 7,2 6 2,.> 7,51 48,6 15,0 2,54 9,00 8,70 3,68 1,08 1,24
8 7,05 80 40 4,5 7,4 6,5 2,5 8,98 89,4 22,4 3,16 13,3 12,8 4,75 1,19 1,31
10 8.59 100 4G 4,5 7.6 7 3 10.9 171 34,8 3,99 20,4 20,4 6,46 1,37 1,44
12 10,4 120 52 4.8 7.8 7.5 3 13,3 304 50,6 29,6 31,2 8,52 1,53 1,5',
14 12,3 140 58 4,9 8.1 8 3 15.6 491 70,2 5,60 40,8 45,4 11,0 1,70 1,07
14а 13,3 140 62 4.9 8,7 8 3 17,0 545 77,8 5,66 45,1 57,5 13,3 1,84 1,87
16 14,2 160 64 5,0 8,4 8,5 3,5 18,1 747 93,4 6,42 54,1 63,3 13,8 1,87 1.80
16а 15,3 160 OS 5.0 9,0 8,5 3,5 19,5 823 103 6,49 59,4 78,8 16,4 2,01 2,00
IS 16,3 180 70 5,1 8,7 9 3,5 20,7 1 090 121 7,24 69,8 86,0 17,0 2,04 1,94
tea 17/1 ISO 74 5,1 9,3 9 3,5 22,2 1 190 132 7,32 76,1 105 20,0 2,18 2,13
20 18,4 200 76 5,2 9,0 9,5 4 23,4 1 520 152 8,07 87,8 113 20,5 2,20 2,07
20а 19,8 200 80 5.2 9,7 9.5 4 25,2 1 670 167 8,15 95,9 139 24,2 2,35 2,28
22 21,0 220 82 5,4 9,5 10 4 26,7 2 110 192 8,89 110 151 25,1 2,37 2,21
22а 22,6 220 87 5,4 10,2 to 4 28,8 2 330 212 8,99 121 187 30,0 2,55 2,46
24 24,0 240 90 5,6 10,0 10,5 4 30,6 2 900 242 9,73 139 208 31,6 2,60 2,42
24а 25.8 240 95 5.6 10,7 10,& i 32,9 3 ISO 265 9,84 151 254 37,2 2,78 2,67
27 27л 270 95 6,0 10,5 11 4,5 35,2 4 160 308 10,9 178 262 37,3 2,73 2,47
30 31,8 300 100 6,5 11,0 12 5 40,5 5 810 387 12,0 224 327 43,6 2,84 2,52
33 36,5 330 105 7,0 11,7 13 5 46,5 7 980 484 13,1 281 410 51,8 2,97 2,59
36 41,9 360 110 7,5 12,6 14 6 53,4 10S20 601 1121 350 513 61,7 3,10 2,68
50 48,3 400 115 8,0 13,5 15 6 61.5 15 220 761 15,7 444 642 73,4 3,23 2,75
1 До 1 января 1974 г. действует ГОСТ 8240—56.
Пример обозначения швеллера Ле 24 с уклоном
внутренних граней полок из стали Ст?»:
24 ГОСТ 8240-72
Cm3 ГОСТ 535—58'
44
МАТЕРИАЛЫ
Отливки из конструкционной нелегированной стали
(по ГОСТу 977-65)
Отливки разделяют на три группы
I — обычного назначения: для деталей, не рассчитываемых на прочность,
конфигурация и размеры которых определяются конструктивными и техноло-
гически ми соображениями;
И — ответственного назначения: для деталей, рассчитываемых на проч-
ность и работающих при статических нагрузках;
III — особо ответственного назначения: для деталей, рассчитываемых на
прочность и работающих при динамических и знакопеременных нагрузках.
Для отливок группы I механические испытания не обязательны, по требо-
ванию заказчика должна определяться твердость по Бринелю.
Для отливок группы II и III обязательно определение предела текучести и
относительного удлинения, а для группы III — также и ударной вязкости, по
требованию заказчика может определяться и относительное сужение (табл. 37).
Пример обозначения отливки из стали марки 15Л группы I:
Ст. 15Л — I ГОСТ 977—65
Припуски на механическую обработку, допуски па размеры и вес отливки
должны соответствовать ГОСТу 2009—55, а формовочные уклоны — ГОСТу
3212—57.
37. Механические свойства стали после термической обработки
Марка стали Предел текучести В КГ/ЗЬИ2 Предел прочности в кГ/мм* Относитель- ное удлине- ние в % Относи- тельное су- жение в % Ударная вязкость В кГ-М/СМ* Твердость НВ
не менее
15Л 20 40 24 35 5,0 109-136
20Л 22 42 22 35 5,0 116—144
25Л 24 45 19 30 4,0 124—151
ЗОЛ 26 48 17 30 3,5 131—157
35Л 28 50 15 25 3,5 137—166
40Л 30 53 14 25 3,0 146-173
45Л 32 55 12 20 3,0 153—179
50Л 34 58 11 20 2,5 159—190
55Л 35 60 10 18 2,5 170—199
45
СТАЛЬ
Сетки
38. Стальные плетеные одинарные сетки (по ГОСТу .'336—6/)
Сетки применяют для ограждений и просеивания материалов. Изготовляют
их с ромбической Р и с квадратной ячейкой; малой плотности — М и нормаль-
ной плотности — И.
Р алме р и и м а с с а се то к
С ромбической ячейкой С квадратной ячейкой
Номер сетки Диаметр прово- локи. В ММ Живое сечение сетки Плот- ность Масса 1 л» сетки в кг Помер сетки Диаметр прово- локи В ALW Живое сечение сетки It О' к /0 Плот- ность Масса 1 AtS сетки в кг
3 1.0 41.8 Н 5.40 20 1,6 2,0 85.0 81,4 М 1,71 2,66
4 1.0 1.2 53.6 46,5 И 3,98 5,74
25 2,0 84,7 81,8 М 2.14 3,36
5 1.0 1,2 61.5 55.9 И 3,12
:;о 2.0 87,2 84.5 М 1.81 2.82
Н 1.0 1.2 66,5 61.0 н 2,59 3,73 ।
35 2,0 91,0 87,0 м 1,56 2,44
3 1,0 1,2 1,4 74,5 69,8 65.5 м н 1.93 1 ЗД)
45 2,0 з’о 91,0 84.4 87.0 м 1.20 1.87 2,70
10 1.2 1.4 75.3 71.5 н 2.20
3,00 ; 50 3,0 90.0 88,8 м 1.68 2,42
12 1.2 1.4 1,6 79,0 76,3 73,3 м и 1,82 2.48 3,24
60 3,0 4.0 90.5 87,2 м 2,00 3,56
1а 1.4 1.6 1.8 S0.0 77.5 76.0 м 1,97 . 2.57 ! 3,25 80 4.0 90.3 м 2,76
100 4.0 5.0 92,5 90,5 м 2,18 3,40
III и р ина с е г к и
Номер сетки Ширина сетки Номер сетки Ширина сетки
3—к 10—15 1000 1000; 1500 2(1—30 35—100 1000; 1500; 2000 1500; 2000
II р и м е ч а н и е. Сетки прополочные тканые с квадратными ячейками из цветных
металлов — по ГОСТу 6613—53 см. на стр. 67.
Номер сетки соответствует номинальному размеру стороны ячейки в свету.
Сетки изготовляют из ниакоугаеродистой нагартоваиной светлой оцинкован-
ной проволоки по ГОСТу 14969—69.
Примеры обозначения сеток:
с ромбической ячейкой, стороной ячейки в свету 12 л/.ч, из проволоки диа-
метром 1,6 мм
Сетка Р Лё 12—1,6, ГОСТ 5336—67
с квадратной ячейкой, стороной ячейки в свету 20 мм, из проволоки диамет-
ром 2,0 .ил/
Сетка Л» 20 — 2,0 ГОСТ 5336—67
46
МАТЕРИАЛЫ
39. Проволочные тканые сетки общего назначении с квадратными ячейками
(ПО ГОСТу 12183—Кб)
Номер сетки Размер сто- роны ячейки в свету в мм, Диаметр проволо- ки в мм £ Масса 1 .и2 в Номер сетки ivii н .(.ыаэ и (l.’ionlil! HHOCl -oia (l.iweoj Диаметр проволо- ки в мм ПЛОТШ ICTO Масса 1 м2 в /га
04 0.4 0,2; 0.25 Б 0.9; 1.3 2.8 2.S 0.45; 0.7; 0,9 Н o.s; 1.8; 2.8
045 0.45 0.2; 0.22; 0.25 Б 0,8; 1.0; 1,2
3,2 3,2 0.5; 0 >; 1.2 В 0.9; 2,1; 4.3
050 0.5 0.2 0.25 Н Б 0.7 1,1
1 3,5 3,5 0.7; 0,9; 1,0; 1.1 н 1.5; 2.4; 2.9; 3,1
055 0.55 0.22 0.28 И В 0-8 1,3
' 4 4.0 0.6 1.0; 1,2 м и 1.0 2.6; 3,6
окз о.ОЗ 0.2; 0.25 0,32 Н В 0 G; 0.9 1.4
4,5 0 7; 0.9; 1.0; 1,8 н 1,2; 1,9; 2.3; 6,8
070 0.7 0.22; и.28 0.32 11 Б 0.7; 1.0 1,35
5,0 0,7 1.2; 1,(5; 2.0 м II 1.1 3,0; 5,0; 7.4
080 0,8 0,25; 0,32 н 0.8; 1.2
5,5 5,5 0.7 1,4; 1,s м и 1,0_ 3,7; 5,7
090 0,9 0.22; (1.28; 0.30 0.4 н в 0.6; 0.9; 1.3 1.6
6.0 0.7 1,2; 2.0 м н , -Р’’’. Г-
1 1.0 0.23; 0.32; 0.4 н 0.7; 1.0; 1,5
i 7,0 0.7; 1,0 1.1; 1.8 м 11 0 8; 1Д 1.9; 5.0
1.1 1.1 0,28; 11.36 и 0,7; 1.2
8,0 0.7; 1,2 1,6; 2,0 31 II 0.7; 2,1 3,4; 5.2
1,2 1,2 0.32; 0,4 н 0,9; 1.3
1,4 1,4 0 36; 0,45; 0.53 0.65 н в
1.0; 1,4; 1 2,0 9 9,0 1,0; 1J 2.2 м 11 1.3; 1,5 5,54
10 10 1,0 2,0 м II 1.2
1,6 1,0 0.32; 0.4; 0,5 И 0.7; 1.0;
12 12 1.2 2,0 м 11 1,4 3,7
1,8 1,8 0.45; 0.55; 0,7 н 1.2; 1.7; 2,5
14 14 1/» О м н 1.7 3,9
О 2,0 0.4; 0.5; 0,6 1,0; 1,2 н Б 0.9; 1.3: 1.9 !,5; 6,0 '
16 1.6 м н 1,9
2,2 2,2 0.45; 0.55; 0,7 н 1,0; 1,4;
18 IS 1.8 2,8 м II 2.0 4.9
2,5 2.5 0.4; 0,5; 0,6 И 0.7; 1.1; 1,5 ! 1
20 20 1,6; 2,0 ;2,3 м 1,5; 2,3; 3,5
СТАЛЬ
47
Сетки общего назначения применяют для ограждения, арматуры и пр. Изго-
товляют их малой плотности — М, нормальной плотности — И, большой плот-
ности — Б.
Сетки изготовляют из стальной низкоуглеродистой отожженной проволоки
по ГОСТу 14964-69.
Сетки поставляют шириной 1000; 1300 и 1500 мл.
Пример обозначения сетки с размером стороны ячейки в свету 0,63 .н.п из
проволоки диаметром 0,25 н.п:
Сетка Л? 063 — 0,25 ГОСТ 12184—66.
Ю. Фильтровые пвоволочные сетки (но ГОСТу 3187—65)
Сетки саржевые одно- Сетки саржевые
CTopi нише дв уст< 'ренине
ИШ.0.1 С Помина ль- fi ЫЙ ДШ1- мртр при P.O- Номиналь- но? число проволок Номиналь- ный диа- метр прово- локи в мм Номиналь- ное число проводок Номиналь- ный диа- метр прово- Номиналь- ное число проволок
ЛОКИ R .MM на I'M на ЛОКИ в мм на им
1 я ос- новы VTim ОС- НОВЫ утка ос- новы утка новы утка новы утка ос- новы утка
9'. 0.7 11.4 2i 260 1.2 0,7 21 290 1 0,6 24 260
0.6 0/. 2s 260 .—- — — — — — — ——
32 0,1. 0.4 32 260 0.9 0.6 32 340 0.7 0,5 32 325
36 h.5 0.4 36 200
id 0.5 0,35 w 325 0.7 0.5 40 420 0.6 0.4 40 400
И 0,45 6.3 ii 360
48 0,45 H,3 4s 360 0.6 0.45 48 45-э о,5 0415 4S 45(1
0.45 0.2k 52 ЗП0 — — — _— —- — — —
0.4 0.28 -*u 390 0.5 0,37 56 550 0,4 0,3 56 500
60 0.4 Н.2Й 60 390 __
ГА 0.35 0.22 64 4s5 0.15 0..J0 •и 680 0.37 0.21 64 550
OS 0.35 0.22 GS 485
.9 11,30 11,20 72 550 0.40 0,25 72 810 0.35 0,22 72 700
76 II, 3D 0.20 76 550
Si) 0JS 0.1S so IK« 0.35 0.20 80 1050 (1.3(1 0.2а 80 790
90 0,2S 0.16 90 645 0.50 0.20 90 1050 — — — —
10(1 0.35 II. Ill 100 670 0.25 0.1s 100 11S0 — — — —
120 0.22 II.16 120 670 0.25 0.16 120 13(10 0.25 0.18 120 900
160 0.20 0,14 160 820 0.20 0J6 160 1300 0.22 0.16 160 wo
Ж o.u 0.12 2«i0 S70 0.20 0.1 i 200 1570 0.20 0.14 200 1100
Помер сетки соответствует числу проволок основы на 1 им.
Проволочные тканые сетки, применяемые для фильтрации, а также для
обезвоживания и сушки, представляют собой проволочную ткань, полученную
переплетением проволок основы (продольных) с проволоками утка (попереч-
ными) без образования ячеек.
48
МАТЕРИАЛЫ
Сетки выпускают след5тощих видов (см. эскиз к табл. 40):
а. — гладкие — проволоки основы, расположенные на определенном расстоя-
нии друг от друга, переплетаются через одну проволоку с проволоками утка,
уложенными вплотную друг к другу;
б — саржевые односторонние — проволоки основы расположенные на
определенном расстоянии друг от друга, переплетется через две проволоки
с проволоками утка, расположенными вплотную друг к другу;
в — саржевые двусторонние — проволоки основы, расположенные на опре-
деленном расстоянии друг от друга, переплетаются поочередно через одну и
через две проволоки с проволоками утка, уложенными вплотную друг к другу.
Сетки изготовляют шириной 1000 ми из проволоки:
низкоуглеродистой светлой и высоколегированной по ГОСТу 14964—69;
медной по ГОСТу 859—66;
латунной марок Л68 и Л80 по ГОСТу 15527—70
фосфористой бронзы по ГОСТу 5017—49;
никелевой и монель-металла по ГОСТу 492—52
Условные обозначения фильтровых сеток
гладкой № 48
Сетка фильтровая 48 ГОСТ 3187—65
саржевой односторонней №61
Сетка фильтровая С 64 ГОСТ 3187—65
саржевой двусторонней № 120
Сетка фильтровая СД 120 ГОСТ 3187—65
Дополнительные источники
Прутки, штанги и полосы из теплоустойчивых и жаростойких сталей —
ГОСТ 10500—63.
Сталь низколегированная конструкционная. Марки и общие технические
требовании — ГОСТ 5058—65.
Сталь толстолистовая высоколегированная коррозионностойкая и жаростой-
кая. Технические требования — ГОСТ 7350—66.
Сталь тонколистовая коррозионностойкая п жаростойкая. Технические тре-
бования — ГОСТ 5582—61.
Лента стальная холоднокатаная из инструментальной и пружинной стали —
ГОСТ 2283-69.
Стал ь прокатная широкополосная универсальная. Сортамент — ГОСТ 82—70.
Сталь круглая со специальной отделкой поверхности — серебрянка —
ГОСТ 11955-69.
Сталь качественная конструкционная калиброванная. Технические требо-
вания — ГОСТ 1051—59.
Отливки из конструкционной легированной стали — ГОСТ 7832—65.
Отливки из высоколегированной стали со специальными свойствами —
ГОСТ 2176—67.
Швеллеры облегченные — ГОСТ 6185—52.
Сетки из стальной рифленой проволоки с квадратными ячейками —
ГОСТ 3306—70.
ЧУГУН
Отливки из серого чугуна
(по ГОСТу 1412—70)
При выборе марки чугуна (табл. 11) следует иметь в виду, что с уменьшением
скорости охлаждения отливок (с увеличением толщины их стенок и веса) меха-
нические свойства чугуна понижаются (табл. 12).
Область применения серого чугуна наиболее распространенных марок при-
ведена в табл. 13.
49
ЧУГУН
41. Марки и механические свойства чугуна
Марка чугуна Предел прочности к к1,-ммг Стрела прогноз в лм? при расстоянии между опорами в лм1 Твердоеть ив
при растя- жении при ИЗГИОГ М) 300
не менее
СЧ 00 — — — — —
СЧ 12-28 12 2К 6 2,0 143—229
СЧ 15-32 СЧ 18-36 15 18 36 8 2,5 163—223 170—22;»
СЧ 21-40 СЧ 24-44 СЧ 28-48 СЧ Si-56 21 2 S 40 44 56 9 3,0 170- 241 170-241 170—241 1 7—25,) 197—269
СЧ 40-60 СЧ 44-6 i 40 44 60 64 10 .3,5 207—'М!) j 22:1—2-м 1 1
42. Твердость. предел прочности при растяжении в изгибе (рекомендуемы») для отливок
из серого чугуна с различной толщиной стенок (но данным ЦШШТ3.1АШ)
'Го шцшга ет-.'нок к ~ <5 Механические свойства для чугуна марок
СЧ 1„-2.' СЧ 18-36 СЧ 21-40 СЧ 24-11 СЧ 28-48 СЧ 32-52 сч . г,-;»!
10 <7, НВ 207—250 26 55 207—248 5;» 20.9
20 НВ 19 46 190—217 49 194—228 224 23 248 269 G0 X
30 °« НВ 15 1г.::-22:) 18 191—212 21 40 207—235 21 241 28 48 269 32 36 56
40 % НВ 14 14G—190 16 3.5 183—168 19 39 197—212 22 197—22S 24.8 30 269
50 G % 12 2-5 14 17 3.» 20 40 44 48 50
50
МАТЕРИАЛЫ
Продолжение табл. 42
Толщина стенок Обозначение механиче- ских свойств Механические свойства для чугуна марок
СЧ 15-32 СЧ 18-36 СЧ 21-40 СЧ 24-54 СЧ 2о-48 СЧ 32-52 СЧ 36-56
60 °и НВ И 26 130—180 13 28 156—188 16 33 176-207 19 37 23 41 46 47
70 °в а„ НВ 10 23 120—170 12 26 15 30 1S 34 21 39 21 43 26 44
ьо °г, НВ 9 110-160 11 13 17 29 37 24 41 __
100 ъ 3 о с 7 20 9 11 24 15 30 18 33 20 38 20 38
Знак «х» означает, что чугун отбелен.
43. Область применения серого чугуна наиболее распространенных марок
Марка чугуна Требования к деталям Изгото ил немые детали
СЧ 32-52 Условные напряжения изгиба примерно до ^из~- 500 к1Уем2 Условные удельные давления между трущимися поверхностями > 2*1 кГ/см2 Высокая герметичность (лапины ножниц и прессов, олоки и плиты многоптиндельных станков, патроны токарных станков, зубчатые колеса Направляющие плиты, станины с направляющими револьверных, авто- матических, токарных и других интен- сивно нагруженных станков; муфты, кулачки Тидроцилиндры, корпусы гидронасо- сов, компрессоров и золотников высо- кого давления
СЧ 24-44 Жаростойкость и повышенная прочность Кокильные формы, выхлопные тру- бы, фитинги
СЧ 21-40 Условные напряжения изгиба примерно до o.UJ= 300 кГ/см2 Условные удельные давления между трущимися поверхностями > 5 кГ/см2 ( - 1,5 кГ/c.u2 в отливках весом более 10 /п) или подвержен- ность поверхностей закалк** В ысока я гермстпчi f ост ь Станины долбежных станков, верти- кальные стойки фрезерных, строгаль- ных и расточных станков Станины с направляющими боль- шинства металлорежущих станков, шестерни, маховики, тормозные бара- баны, диски сцепления Гидфоцнлиндры. гильзы, корпусы гидронасосов, золотников и клапанов среднего давления (до кГ/см2)
ЧУГУН
51
Продолжение таСл. 43
Марна чугуна Требования к деталям Изготовляемые детали
СЧ 18-36 Средняя прочность и хорошая обрабатываемость Корпусные детали
СЧ 15-32 Условные напряжения примерно Ди Gv3-_ L00 пГ/с.и2 Удельные давления между трущи- мися поверхностями 5 кГ/с.нг Основания большинства станков, ста- нины, корпусы клапанов и вентилей и другие детали сложной конфигурации при недопустимости большого короб- ления и невозможности произвести их старение. Тонкостенные отливки с большими габаритными размерами небольшого веса Салазки, столы, корпусы задних ба- бок, корпусы маточных гаек, шестерни, кронштейны, люнеты, вилки переклю- чения, шкивы, планшайбы
СЧ 12-28 Слабонагруженные детали: износ не имеет большого значе- ния; деформации (коробления) должны быть минимальными Корыта, крышки, кожухи Основания с привертными направ- ляющими, плиты, стойки, подшипники, втулки
СЧ 00 Неответственные детали Грузы, простые опоры
Детали из чугуна марок С Ч 32-52 п СЧ. 21-40, которые должны обладать преиму- щественной износоустойчивостью в трущейся паре, рекомендуется ставить сопряженно с деталями соответственно из чугуна СЧ 21-40 и СЧ 15-32, за исключением следующих случаев: а) когда обе детали в трущейся паре должны быть в равной мере износоустойчивы и основной деталью является верхняя; б) когда условия эксплуатации создают возможность абразивного износа. В этих случаях обе составляющие трущейся пары нужно изготовлять пз чугуна одной марки.
Отливки из высокопрочного чугуна с шаровидным графитом
(по ГОСТу 7293-70)
Чугун с шаровидным графитом (табл. 44) получают, добавляя в расплавлен-
ный чугун магний или другие специальные присадки.
Механические свойства и структура чугуна обеспечиваются либо в литом
состоянии, либо путем термической обработки. Отливки сложной конфигурации
поставляют после снятия литейных напряжений.
Высокопрочный чугун используют для отливок конструкционного назначе-
ния вместо стали и ковкого чугуна. Прочность его при нагреве до 450—500° С
снижается медленнее, чем углеродистой стали. Он удовлетворительно обраба-
тывается резанием; легко сваривается с помощью газовой сварки с применением
стержней из чугуна, содержащего магний, причем прочность шва не отличается
от прочности основного металла. Высокопрочный чугун хорошо воспринимает
термическую обработку, которая может в значительных пределах изменять
структуру и свойства отливок.
МАТЕРИАЛЫ
44, Марки п механические свойства высокопрочного чугуна
Марка чугуна Временное гйпротп;,л:’- пне разрыву в ъГ/льи2 Предел текучести В hl Л1Л1- Относитель- ное удлине- ние в % Ударная ВЯЗКОСТЬ к сГ-м-см2 Трость
не менее
ВЧ 38-17 3S 17 6,0 140—170
ВЧ 12-12 /;(> 28 12 1.0 140—200
ВЧ 45-5 45 33 5 3,0 160-220
ВЧ 5ч-2 50 28 о Ь0—23(1
ВЧ 60-2 г.о 40 2.0 200—24)
ВЧ 7П-3 70 40 3 3,0 229—275
ВЧ 80-3 so 50 3 2,0 220-000
ВЧ 1011-'» 101) 70 4 3,0 302—369
ВЧ 120-4 120 90 4 3,0 302—369
Отливки из антифрикционного серого чугуна
Отливки из нитпфрикционного серого чугуна предназначены для работы
в подшипниковых узлах трения. Применение антифрикционного чугуна в под-
шипниках требует соблюдения следующих условий: а) тщательного монтажа
45. Марки антифрикционного чугуна (по ГОСТу 1585—70)
и предельные режимы работы деталей в узлах трения
Марка Твер- дость отливки НН Основная ха рак теристика и назначение Удельное давление р в кГ/см2 Окружная скорость : В М/CfK pv в кГ'«.и/сл12«сек
не более
АЧС-1 180—262 Серый чугун Легированный хромом и медью, предназначенный для работы в паре с зака- ле! (ны м или пор мализ ован- ным валом 90 5 0,2 100 18
АЧС-2 180—229 Легированный хромом, ни- келем, титаном и мед ыо, предназначенный для рабо- ты в паре с закаленным или нормализованным валом 90 1 0.2 3 18 3
АЧС-8 160—190 Легированный титанам и медью, предназначенный для работы в паре с незака- ленным налом 60 0,75 45
АЧВ-1 210—260 Высокопрочный я. С шаровидным графитом (обработан магнием), пред- назначенный для работы в паре с закаленным или нор- мализованным валом /еун. 10 200 8 1 80 200
.Vi В-2 167—197 То же, но для работы в паре с незакаленны и валом 5 120 5 1
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 53
(точное сопряжение трущихся поверхностей и отсутствие перекоса); б) непре-
рывной хорошей смазки; в) увеличения зазоров иа 15—30% (а при значительном
нагреве в работе— до 50%) по сравнению с установленными для бронзы; при-
работка на холостом ходу и постепенное повышение нагрузки до расчетной;
г) недопустимости искрения; д) твердости поверхности пиша (цапфы, шейки)
выше твердости вкладыша на 20—30 единиц НВ.
По ГОСТу 1585—70 изготовляют чугун марок АЧС-4 и АЧС-6, а также ков-
кий антифрикционный чугун марок АЧК-1 и АЧК-2.
Приводимые для чугуна некоторых марок два предельных значения /> и соот-
ветственно е (табл. 45) указывают допустимые сочетания каждого из этих пока-
зателей.
Для промежуточных значений V, не указанных в таблице, допускаемые pv
определяют интерполированием; например, для вкладыша из чугуна АВЧ-1
при а = 3 м/сек
PV = 25 ; 2’- • 2 «= 72 кГ м/см2 сек,
pv 72
р== ,,=24 кГ/см2,
v А
Значения р, v и pv (табл. 45) являются самыми общими и не относятся к ре-
жиму жидкостного тренин.
Модифицирование чугуна
Модифицирование заключается в обработке жидкого чугуна небольшими
количествами присадок (силикокальция, ферросилиция, силпкоалюмшшя, маг-
ния п др.).
Модифицированием конструкционного серого чугуна достигается:
повышение прочности (о,; =- 30 а- 40 кГ/мм2) при сохранении хорошей обра-
батываемости ;
повышение износостойкости;
повышение коррозионной стойкости;
повышение плотности;
однородность свойств в разных частях отливок с резкими переходами в сече-
ниях;
снижение внутренних напряжений в отливках.
Дополнительные источники
Отливки из ковкого чугуна — ГОСТ 1215—59.
Отливки из коррозиониостойкого и жаропрочного чугуна — ГОСТ 11849—66.
ЦВЕТНЫЕ МЕТАЛЛЫ П СПЛАВЫ
Оловяпистые баббиты
46. Химический состав баббита в % (по ГОСТу 1320—55)
Марка баббита Олово Сурьма Медь Мышьяк Другие элементы Всего примесей, не более Свинец
Б S3 Остальное 10—12 5.5—6,5 0.55 —
Б16 13—17 15—17 1,5—2.0 —„ — 0,60 Остальное
БП 5—0 14—10 2,5—3,0 0.6—1,0 — 0.40 »
БН 9—11 13—15 1,5—2,0 0.5—0,9 0.75—1,251X1 0,35 »
ВТ 9—11 14—16 0,7—1,1 — 0,05—0.20Те 0.60
54
МАТЕРИАЛЫ
47. Физические и механические свойства баббита
Марна баббита Температура затвердевания в °C Плот- ное гь Линей- ная усадка в % Ударная вязкость в .м/сл1* Твгр- ТОСТБ Hi; КоЯ»]м||ПЦИ<’НТ трения
начала конца со смазкой без смазки
Б83 370 240 7.JS 0.65 0.6 30 0.05 0.28
Б16 410 240 9,29 .— 044 30 0.006 0.25
Б6 416 232 9.Й0 — 0,1.5 32 0.005 —
БН 400 240 9,55 9.50 0,3 29 o.ooi; 0.27
ЕТ — — — —. 0,26 3.» 0,009 —
48. Область применения баббита
Марка баббита Примерное наз качение
Б83 Подшипники турбин, мощных компрессоров, быстроходных дизелей, судо- вых и стационарных паровых машин мощностью более 1200 л. с., мощных генераторов
Б16 Крупные подшипники тяжелых и средних станков при pv до 80 пГ^/сма*сек (р до 30 кГ ем2) для незакаленных валов и pv до 100 кГ‘М;ем2-:ек (р до 50 к.Г/см2) для закаленных валов; подшипники шаровых мельниц и пр. при умеренной спокойной и ударной нагрузках
Б6 Подшипники металлорежущих станков, трансмиссий вентиляторов, шаровых мельшщ
БН Шатунные и коренные подшипники тракторных л автомобильных двигателей, подшипники металлорежущих станков, редукторов и шестеренных клетей прокатных станов, дробилок
БТ 1Пату ные и коренные подшипники тракторных и автомобильных двигателей, подшипники редукторов и шестеренных клетей прокатных станов, дробилок
Оловяннофосфористая литейная бронза Бр. ОФ10-1
нз первичных металлов
Бронза Бр.ОФ10-1 (табл. 49) является антифрикционным высококачествен-
ным сплавом; применяется в ответственных конструкциях для втулок и вклады-
шей подшипников (ро ДО 72 кГ-м/см2-сек при v до 10м/сек), венцов червячных
шестерен при термически обработанных червяках.
49. Химический состав и механические свойства бронзы Бр. ОФ 10-1
Химический состав в % Вид литья Механические свойства
Олово Фосфор При- меси ДО Медь Предел прочности при растя- жении в К.Г/ЛШа Относитель- ное удлине- ние 6 в % Твердость Н-В10/1000/30
не менее
9—11 9.8-1.2 6.75 Остальное В землю 24 3 95
В кокиль 26 3 100
ЦВЕТНЫЕ МЕТАЛЛЫ II СПЛАВЫ
55
Оловянные вторичные литейные бронзы
(по ГОСТу 613—65)
50. Химический состав и механические свойства бронз
Маука бронзы Химический состав * и % Вид литья М ехапическпе с войства
0.1 сто Цинк Свинец yaaawiidu ojojfi Предел проч- ности при растяжении U КГ/МЛ^ Относитель- ное удлине- ние 0 и % ; Твердость по Бринеллю На 10/1000/30
не менее
Бр. ОЦС 5-5-5 4,0-6,0 4,0 - 6,0 4,0—6,0 1,3 В землю 15 6 60
В кокиль 1S 4 60
Бр. ОЦС 4-1-17 3,5—5,11 2,0-6.0 14,0—20,0 1,5 В землю 15 5 60
Бр. ОЦС 3,5-7-5 1 Остальное В обозначен!! (О —олово, Ц —щ 3,0-4,5 и?дь. и мары тик, С — 6,0- 0,5 буквы свинец), 3,0—6.0 указывай а цифры 1,3 и? осн — сре; В землю 15 6 60
В кокиль овные соста (п -г содер/Ь 18 вляющш? ап не яти элементы х элемент 60 сплава ов в %.
51. Область применения бронз
Марка бронзы Примерное казначение
Г.р. ОЦС 5-3-5 Для антифрикционных л ответственных деталей, требующих боль- шой точности и износоустойчивости. Подшипники главные шпинделей станков (для закаленных шпин- делей pv до 40 кГ-м/^м2-сек при — 3 ~ 6 м/сек, для незана ленных шпинделей pv до 50 кГ* м/см*-сек при и до 3 м/ссю; венцы червячных шестерен при незакаленном червяке
Бр. ОЦС 4-4-17 В гулки подшипников, ганки ходовых винтов (pV до 50 кГ* м/см^-сск при : до 6 м/сек)
Бр. ОЦС 3,3-7-5 Детали для тракторов
56
МАТЕРИАЛЫ
Безо.товянные бронзы
(по ГОСТу 193—54)
52. Химический состав бронз и виды изделий из них
Марна бронзы Химический состав 1 в % Виды изделий
Алюми- ний Желя- Марга- нец Крем- ний Свинец Всего приме- сей
Бр. КМц 3-1 -- — 1—1,5 2дз—~3,о — 1,1 Проволока, поло- сы, ленты, прутки
Бр. АЖ 9-4Л 8-10 2—4 — — 2,7 Поковки и фасон- ное литье
Бр. СЗО — — — 2,-33 0,9 Литье в кокиль
1 Остальное медь. ГОСТ 493 -54 пред усматривает также и други? марки бело до винных бронз. В части бронз, обпабатме.домых давлением с 1 января 1974 г. введшая ГОСТ 18175—72.
53. Механические свойства литейных бронз
Марка бронзы Способ отливки Предел проч- ности при растя- жении в кГ мм2 Относительное удлинение в % Твердость нв«), 1(10!.1/зо
не менее
Бр. АЖ 9-W В землю 40 10 100
В кокиль 50 12
Бр. СЗО В кокиль 6 4 "5
Механические свойства даны для бронз, термически необработанных.
54. Характеристика и применение литейных бронз
Марка бронзы Характеристика и область применения
Бр. АЖ О-'.Л Обладает большой прочностью, твердостью и пластичностью (боль- шей, чем олопянистые бронзы), а также высокой износоустойчивостью при условии сопряжении с термически обработанной сталью (НИС г '-г 45). Пригодна для нижнего и среднего пределов нагрузок (ре г- 75 кГ- и/с.иа-е.чг). Допускает ударную работу. Детали куют при ДЮ — 901Р С. Изготовляют втулки и вкладыши подшипников, работающие в сопря- жении с термически обработанными валами при : до 2,5—5 .ад/еек (при скоростях свыше 2,5 лг с^к смазка должна быть обильной)^ червячные колеса при термически обработанном червяке (HR С Ш 45), больших на- грузках и невысоких скоростях; трущиеся диски и бара саны насосов; фрикционные диски; упорные кольца
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Продолжение т:,5л. 54
Марка бронзы Характеристика и область применения
Бр. СЗО Высококачественный антифрикционный сплав с выслкия пределом усталости и теплопроводное!и служит для заливки стальных трубных заготовок, для изготовления втулок* и подшипников, работающих при нагрузках pv КО >;Г-м /елР-сее, высоких окружных скоростях 10 м d-к и испытывающих значительную ударную нагрузку (допускае- мое удельное давление р Г-н ~ 250 к! /ед»2; рс - 2П() -г М) кГ-ai ‘слГ^-е^к; необходима хорошая смазка (желательно под давлением), термически обработанные валы (НЬ’С £> 45)
Бронза Бр. КЦМ 3-1 обладает хорошей аитпфрикционпостыо, коррозионной
стойкостью, высоким пределом упругости, выносливостью; хорошо куется и спа-
ривается. Из бронзы Бр. КМц 3-1 изготовляют пневматическую аппаратуру,
заслонки, дымовые фильтры, пружины; и:: бронзы Бр. АЖ9 — антифрикцион-
ные высокопрочные детали (шестерни, втулки, вкладыши подшипников).
55. Свойства п область применения круглых прутковых бронз (по ГОСТу 1G2S— 6(0
Марка бронзы Диаметр прутка Способ изготовления Предел прочности при растя- жении в кГ,А1м2 Относи- тельно»? удлинение бц> в % Плот- ность Твердость 1000. зо
не менее
5-12 Тянутые 50 10 —
Бр. КМц 3-1 14-40 » 48 15 8.47 —
30—100 Прессованные 35 20 —
Бр. АЖ 9-4 16-120 130—160 » 55 50 15 12 7,5 110-160
Диаметры круглых тянутых прутков из бронзы марки Бр. КМц 3-1 (по
ГОСТу 1628—60) в .и.в: 5; 5,5; 6; 6,5; 7; 7,5; 8; .8,5; 9; 9,5; 10; 11; 12; 13; 14; 15;
16; 17; 18; 19; 20; 21; 22; 24; 25; 27; 28; 30; 32; 35; 36; 38 и 40.
Прутки поставляют двух классов точности: 4-го по ОСТу 1024 и 5-го по
ОСТу 1025.
Диаметры круглых прессованных прутков из бронз марок Бр. АЖ 9-4 и
Бр. КМц 3-1 (по ГОСТу 1628—60) в мм;‘16; 18; 20; 22; 25; 28; 30; 32; 35; 38;
40; 42; 45; 48; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 120; 130; 140; 150
и 160.
Прутки поставляют двух классов точности: 8 и 9-го по ОСТу 1010.
Примеры обозначений:
Пруток из бронзы марки КМц 3-1 тянутый круглый диаметром 32 мм
Пруток Бр. 11'Мц 3-1 — т — кр. 32 ГОСТ 1628—60
то же, прессованный
Пруток Бр. КМц 3-1 — пр. 32 ГОСТ 1628—60
Диаметры проволоки из бронзы марки Бр. КМц 3-1 для пружин (по
ГОСТу 5222—72) в .«.и: 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2,0; 2,2; 2,3;
2,4; 2,5; 2,6; 2,8; 3,0; 3,2; 3,5; 3,8; 4,0; 4,2; 4,5; 4,8; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5;
8,0; 8,5; 9,0; 9,5 и 10.
58
МАТЕРИАЛЫ
По ГОСТу 5222—72 изготовляют также проволоку диаметром 0,1—0,95 лки.
Проволоку изготовляют нормальной и повышенной (н) точности.
Пример обозначения проволоки диаметром 3 лм, повышенной точности:
Проволока Бр. БМц. 3-1 Зп ГОСТ 5222—72
то же, нормальной точности:
Проволока Бр. КМц 3-1 3 ГОСТ 5222—72
Механические свойства проволоки приведены в табл. 56.
56. .Механические свойства проволоки из бронзы Бр. КМц 3-1
Диаметр проволоки в Предел прочности при растяжении в кГ/мм? Относительное удлинен пе при расчетной длине образца 100 ,п.н в %
не менее
О.Ь 2,6 90 0,5
2, Я -4.2 85 1.0
4,5—8,0 83 1.5
8,5—10 78 2,0
Сортамент и технические условия полос и лент кчемнпсто-маргаицевой бронзы
Бр. КМц 3-1 см. ГОСТ 4748—70.
Me дно-цинковые сплавы (латуни)
Специальные медно-цпнковые сплавы содержат добавки свинца, железа,
марганца, алюминия и олова. Двойные и специальные латуни достаточно устой-
чивы против общей коррозии, но в напряженном состоянии очень чувствительны
к коррозионному разрушению. Для снятия внутреннего напряжения изделия
необходимо подвергать отпуску при 280—300"’ С, что в значительной степени
предохраняет сплавы от коррозионного разрушения. По технологическому
признаку медпо-цинковые сплавы делятся на литейные и обрабатываемые дав-
лением.
Медно-цинковые литейные сплавы (по ГОСТу 17711—72)
57. Химический состав1 в % и область применения
Наименование и марка латуни Медь Алю- миний Желе- зо Марга- нец Олово Свинец Всего приме- сей Примерное назначение
Алюминиевая ЛА67-2,5 66-GS 2-3 — __ — 3,4 Кор розионно- стойкие детали общего машино- строения
Алюминпево-же- лезисто-марганцо- вистая ЛАЖМц 66-6-3-2 64—68 4-7 2,0-4,0 1,5-3 — __ 2,1 Гайки нажим- ных винтов, ра- ботающие в тя- желых условиях, массивные чер- вячные винты
Марганцовисто- свинцовистая ЛМцС 58-2-2 57—60 — 1,5-2,5 — 1,5—2,5 2,5 Подшипники, втулки и другие антиф рикциониы е детали
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
59
Продолжение табл. 5S
Наименование и марка латуни Медь Алю- миний Желе- зо Марга- нец Олово Свинец Всего приме- сей Примерное назначение
Марганцовисто- оловяиносвичц» »- вистая ЛМцОС 38-2-2-2 57—G'J — — 1,5-2,5 1,5-2.5 0,5—2.5 1.5 Зубчатые колеса
Ма 1 )ганцо висто- железистая ЛМцЖ 55-3-1 53—58 0,5-1,5 3—4 — __ 2,0 Детали неслож- ной конфигура- ции, работающие при температуре до 30о°С, массив- ные детали
Свинцовистая ЛС 59-1Л 57—61 — — — - 0,S—2,0 2,0 Фасонное литье, втулки для роли- к оподшипник ов
1 Остальное цинк.
По ГОСТу 1771J- 72 язгото! ЛК 80-3 Л, ЛКС 80-3-3, ЛАЩ58-2 тяготея также :1, ЛМцПЖАбО латуни -2-1-1-1 следующих марок: ЛАЖ В0-1-1Л, ЛС59-1ЛД
58. Физические и механические свойства
Марка латуни Вид литья Плот- ность Предел проч- ности при растяжении в кГ;.чм2 Относитель- ное удлине- ние б5 в % Твердость ЯВ1О/1ОСО,'ЗО
не менее
ЛА 67-2,5 В кокиль В землю 8,5 40 30 15 12 90
ЛАЖМц 66-6-3-2 В кокиль В землю Центробежное 8.5 65 60 70 7 7 11» 160
ЛМцС 58-2-2 В кокиль В землю 8,5 35 <8 10 80 70
ЛМцОС 5S-2-2-2 В кокиль В землю 8,5 30 30 4 6 100 90
ЛМцЖ 55-3-1 В кокиль В землю Под давлением 8,5 50 40 10 18 10 100 но 90
ЛС 50-1Л Центробежное 8,5 20 20 30
60
МАТЕРИАЛЫ
Медно-цинковые сплавы, обрабатываемые давлением
(по ГОСТу 15527—70)
59. Химический состав и плотность
Марка латуни Химический состав в % Плотность
Медь Свинец Всего прим*-сен Цинк
лез 62—65 0.5 Остальное 8,5
лс ;>м 57—60 0,8-1,9 0,75
60. Механические свойства полуфабрикатов
Марка латуни Изделие Состояние материала Предел прочности при растя- жении в к1'-мм2 Относи- тельное удлинение 610 в % ГОСТ на сорта- мент и техни- ческие условия
но менее
лгп .'[исты горячека- таные — 30 30 931 -70
Листы и полосы холодноката- ные Мягкие (М) Полутвердые (Пт) Твердые (Т) 30 50 16 4
Ленты Мягкие Четно ртьтвердые Полутвердые Твердые Особо твердые 30 35 42 50 60 20 10 220-8-70
Л 63 Прутки Тянутые. (диаметр 5-40) Прессованные (диа- метр 10—160) 38 30 п 30 2060—60
Проволока Мягкая (М) Полутвердая (Пт) Твердая (Т) — 1066—58
ЛС59-1 Листы горячека- таные — 37 81 931—70
Листы и полосы холод) юн ата ные Мягкие Ш) Твердые (Т) 47 5
Ленты Мягкие Твердые 35 47 5 2208—70
Прутки Тянутые (диаметр 5-40) Прессованные (диа- метр 10—160) 40 37 12 18 2060—60
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
61
Продолжение табл. И>
Марка латуни Изделие Состояние матгриала Предел прочности при растя- жении в кГ/.«.н* Относи- тельное удлинение н % ГОСТ на сорта- мент и техни- чески»* условия
не меиое
ЛС59-1 Проволока Мягкая (М) J1 < »л утверда и (Пт) Твердая (Т) — lliijil—5.S
ГОСТ 15527—70 предусматривает также другие марки латуни и состояние
материала.
Коэффициент трения для латуни Л63 со смазкой 0,12; без смазки 0,39; для
ЛС59-1 со смазкой 0,13, без смазки 0,17.
Горячекатаные листы изготовляют толщиной 5—25 ,«л, холоднокатаны е —
0,4—12 .«.и, холоднокатаные полосы — шириной 40—500 .м.л, толпщпой — из
Л 63 0,4—2 .ил;, из Л С 50-1 1—2 леи.
Примеры обозначений листов, полос, круглого сортамента.
Лист горячекатаный размерами 5 .< 600'< 1500 л.и. из латуни марки Л63:
Лист ЛвЗГк 5:<600 :< 1500 ГОСТ 931—70
Лист холоднокатаный мягкий размерами 4 X 600;-. 1л00.м.м из латуни марки
ЛС59-1:
Лист ЛС59-1М 4'<600Х1500 ГОСТ 931—70
Полоса мягкая размерами 0,8 -.100.<800 лл пл латуни марки Л63:
Полоса Л63М 0,8.<100. 800 ГОСТ 931—70
Пруток тянутый круглый диаметром 14 ял из латуни марки .163:
Пруток Л63 — т — кр. 14 ГОСТ 2060—60
Пруток прессованный круглый диаметром 80 лл из латуни марки Л63:
Пруток Л63 — пр — кр. 80 ГОСТ 2060—61)
Проволока круглая мягкая диаметром 3 .ил из сплава Л63:
Пров. лат. кр. А13Л63 ГОСТ 1066—58
Антифрикционные сплавы на цинковой основе
(по ГОСТу 7117—62)
Сплав ЦАМ 10-5 (табл. 61) имеет коэффициент трения 0,009 со смазкой и
0,35 без смазки. Он является заменителем в подшипниках оловянистых бронз
61. Химический состав в % и физические свойства сплавов
Марка сплава Алю- миний Медь Магний Всего Прияг- сей Цинк Плот- ность А’дарная ВЯЗКОСТЬ В кГ-.М :СМ2 Твердость 11 в j 0 4 ооо/зо
ЦАМ 10-5 ЦАМ 9-! ,5 10.(1-12.0 9,0-11,0 4.0 -5,5 1,0-2,0 0,03-0,00 0.35 Осталь- ное 6.3 6.2 1.0 1-1.2 95
и баббитов, обладает хорошими литейными качествами и высокими антифрик-
ционными свойствами. Применяется для втулок и подшипников, работающих
при удельном давлении до 200 кГ/см? и скорости 1—1,5 л, сек.
При пониженных удельных давлениях сплав хорошо работает при скорости
до 7 м/сек.
62
МАТЕРИАЛЫ
Алюминиевые литейные сплавы
62. Химический состав в % (по ГОСТу 2685—63)
Марка сплава Магний Крем- ний Марга- нец Медь Желе- зо Сумма учитываемых примесей Алюми- ний
3, о, в К д
АЛ2 10.0—13,0 22 2,3 2,8
АЛА 0,>7-0.3 8-10.5 025—0,5 — — 1,2 1.5 1.0
АЛ9 0 2-0.4 6—8 — — — 1.2 1,6 2.1 Остальное
А Л10В 0,2— У, 5 4.5 —6,5 — 6,8 -8.0 — 2,5 2,7 —
АЛ15В -— 0,2—0.6 3.5-5.0 4,0 4,1 ——
АЛ18В — 1,5—2.5 0,3-0,8 7,5-11,5 1,0-1,8 1,7 — —
В обозначениях марок буква В указывает, что отливки изготовляют из литейных
алюминиевых сплавов в чушках по ГОСТу 15X5- (ю.
В графе «Сумма учитываемых примесей» буквы указывают способ литья: 3 —
в землю, О — в оболочковые формы. В — по выплавляемым моделям, К — в кокиль,
Д — под давлением.
ГОСТ 21185—ИЗ предусматривает сплавы еще 29 марок.
63. Механические свойства алюминиевых сплавов (по ГОСТу 26X5—63)
Марна сплава Способ литья Вид тер- мической обработ- ки Временное сопротивле- ние разрыву И КГ/ЛЬИ2 Относитель- ное удлине- ние в % Твердость нв 10/1000/30
не менее
АЛ2 ЗМ, ОМ, ВМ. КМ К Д ИМ, ОМ, ВМ. км к д ЙЙЙ1।1 15 16 16 Г. 15 15 4 1 4 3 50 50 50 50 50 50
АЛ4 3, о, в, к, д ЗМ, ОМ, ВМ к Т1 Тб т>1 15 20 23 24 2 1,5 3 3 50 70 70 70
АЛО 3, о, в, к д 3, о, в, к, д к 3, о, в к 3, 0, в ЗМ, ОМ, ВМ ЗМ, ом, ВМ ЗМ, ом, ВМ Т2 Т4 Т4 Т5 Т5 Тб Т7 Т8 16 17 14 19 18 21 20 20 16 1 2 4 1 2 <; 50 50 45 50 50 60 60 70 60 55
АЛ10В 3 к к 3 TI Т1 13 16 17 15 80 80 90 80
АЛ18В к — 18 - 80
Буква М обозначает, что сплав при литье подвергается модифицированию. Условные обозначения видов термической обработки: Т1 — старение; Т2 — отжиг; Т4 — закалка; Т5 — закалка и частичное старение; Тб — закалка и полное старение до максимальной твердости; Т7 — закалка и стабилизирующий отпуск; Т8 —закалка и смягчающий отпуск.
63
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
64, Характеристика и примерное назначение сплавов
Марка сплава Характеристика и примернее назначение
АЛ2 Плети петь 2,65. Жидкотекучесть, стойкость против усадочных трещин и герметичность хорошие. Жаропрочность удовлетворительна, я. Корро- зионная стойкость выше среднего, обрабатываемость резаниелг плохая, коэффициент усадки небольшой. Применяется для ответственного литья: ползунов, планшайб, шкивов, роторов вентиляторов, корпусов пере- носных пневматических инструментов
АЛ4 Плотность 2,65. Жаропрочность и стойкость против усадочных трещин хорошая. Герметичность выше среднего. Коррозионная стойкость и обра- батываемость резанием удовлетворительные. Применяется для отливки крупных нагруженных деталей двигателей: блоков головок, рубашек цилиндров, картеров
АЛО Плотче етъ 2,Ьэ. и стойкость против усадочных трещин хорошая. Г^рм^пчность1 выше среднего. Ki эрозионная стойкость и об- рабатываемое^ резапиРМ удовлетвп|*гята‘1ьныё'.~Нриме%'1е^ся для деталей г южнои^к<пфИГурацИИ Прд средней нагруженности, а также для свари- ваемых Деталей
Литейные качества хорошие. Обрабатываемость резани™ хорошая. Применяется для поршней и головок цилиндров двигателя. внутреннего '•горания и других деталей в машиностроении, работающих при повы- ленных температурах
АЛ18В Усадка сравнительно небольшая. Жидкотекучесть удовлетворительная. Жаропрочность и обрабатываемость резанием хорошая. .При работе с трением повышение температуры незначительное. Прирабатывае!»ость хорошая при достаточной смазке. Применяется для втулок подшипников при сопряжении с термически обработанными валами (ИНС ;s 4э) в усло- виях трения до pv = 40-4-50 кГ-м/см‘ -сек и окружных скоростях до 5 м/сек при р 20 кГ/см-. Требуются большие зазоры, чем при бронзах (на 0,008 мм при толщине стенки втулки 10 мм), более обильная смазка чистым маслом, очень тща- тельные пригонки и шлифование. При окружных скоростях, близких к 5 м/сек, обязательна притирка шеек валов и шпинделей
Припои
Оловянно-свинцовистые припои
(по ГОСТу 1499—70)
65. Химический состав1 в % и область применения
Н ашиенование и марка припоя Олово Сурьма Примесей, не более Область применения
Оловяпно-свинцовьш ПОССу 40-2 39—41 1,5-2,0 0,474 Лужение и пайка холо- дильных устройств, тонко- лпстовой упаковки. Припой широкого назначения
Оловянно-свинцовый ПОССу 25-2 1 Остальное свинец. 2э—26 1,5—2,0 0,474 Пайка в автомобилестрое- нии
Малосурьмятшстые припои не рекомендуются для пайки цинковых и оцин-
кованных деталей.
64
МАТЕРИАЛЫ
66. Механические и физические свойства
Марка припоя Температура плавления в СС Предел проч- ности при растяжении В кГг'сМ2 Отноште.ть- ! ное ияне- 1 НИС & %
Солидус Ликвидус
ПОССу 40-2 ПОССу 25-2 1л5 1S5 260 3,8
ГОСТ 1499—70 предусматривает также припои бессурьмянпстые — П 0С90;
IIOCG1; 11ОС40; Г1ОС10; Г10С61М и ПОСК50-18, малосурьмяпистые — ГГОССу
61-0,5; ПОССу 50-0,5; ПОССу4О-0,5; ПОССу 35-0,5; ПОССу 30-0,5; ПОССу 25-0,5
и ПОССу 18-0,5; сурьмянистые ПОССу 95-5; ПОССу 35-2; ПОССу 15-2; ПОССу
10-2; ПОССу 8-3; ПОССу 5-1 и ПОССу 4-6.
Припои поставляют в виде чушек (Ч), проволоки (Пр), ленты (Л), пругков
трех оранных (11т) и круглыхту,’^»0&,.ЗДЛольенмих флюсом (Т), поуюгпка
(пор.). ••
Размеры. Проволоку изготовляют диаметром 0,5; 0,6 0,8; 1,0; 1,2; 1,5; 4,8;
2,0; 2,5; 3; 4; , ц G .им; прутки круглые — диаметрами 6 8; 10',’ 12 и 1 о .им;
прутки трехг ранные — со стороной 10; 12; 14 и 16 мм. Дл1.иа KPV *411 ПРех*
граниых прудков 350—550
Прилшр обозначения сурьмянистого припоя, изготовленного
граниых прутков с размером стороны 10 ,ч.«, марки ПОССу 4о
Припой Пт 10 ПОССу 40-2 ГОСТ 1499—70
Серебряные припои
(по ГОСТу 8190-56)
В зависимости от назначения припой выпускают в виде полос и проволоки
(размеры см. ГОСТ 8190—56).
67. Химический считав1 в % п область применения
Марка припоя Серебро Медь ПрИМеСей не более Температура плавления Область применения
в °C
ПСр 25 25 40 0,5 705 Для более тонких работ, когда требует- ся чистота места. спая
НСр 4э 45 30 0,5 720 Для пай еж медных и бронзовых частей
1 Остальное цинк.
Медно-цинковые iгрипои
(по ГОСТу 1534—42)
Припои поставляют в форме зерен, которые по величине разделяют на классы:
А — величиной от 0,2 до 3 .«.в;
Б — » » 3 » 5 »
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
65
68. Химический состав 1 в % и область применения
Наименование и марка припоя Медь Примесей не более Паяемый материал
Медно-цинковый 36 ПМЦ 36 Медно-цинковый 48 ПМЦ 48 Медно-цинковый 54 ПМЦ 54 1 Цинк остальное. 36 ±2 48 ± 2 54 ± 2 0.15 Латунь, содержащая до 68% меди Медные сплавы, содержащие свыше 68% меди Медь, томпак, бронза и сталь
69. Физические и механические свойства
Марка припоя Критическая точка в °C Предел прочности при растяжении в кГ/льм2 Относительное удлинение 6 в %
верхняя нижняя
ПМЦ 36 825 800 Хрупкий
ПМЦ 48 865 850 21 3
ПМЦ 54 880 876 За 20
Медь
70. Марки и примерное назначение (по ГОСТу 859—66)
Марка меди Содержание меди в %, нр менее Примерное назначение
МО 99,95 Проводники тока и сплавы высокой чистоты
Ml 99.90 Проводники тока, прокат и высококачественные бронзы, не содержащие олова
М2 99,70 Высококачественные полуфабрикаты (кроме провод- ников тока) и сплавы на медной основе, обрабатывае- мые давлением
М3 99,5 Прокат и сплавы на медной основе обычног ства, а также прочие литейные сплавы
М4 99,0 Литейные бронзы и различные неответственные
Температура плавления для меди всех марок 1083° С.
Сортамент и технические требования на листовую медь
(по ГОСТу 495-70)
Толщина холоднокатаных листов в млн 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1; 1,1;
1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2; 2,2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10;
И; 12.
3 Справочник конструктора, кн. 1
G6
МАТЕРИАЛЫ
Толщина горячекатаных листов в лг.к: 3; 3,5; 4; 4,5; 5; 6; 7; 8; 9; 10- И;
12; 13; 14; 15; 16; 17; 18; 19; 20; 22; 24; 25.
Холоднокатаные листы поставляются мягкими (отожженными) п твердыми
(неотожженнымн).
Примеры обозначений:
листа марки М2 горячекатаного размером 6 x600x1500 м.м
Лист. М2 Гк 6х6О()Х15од ГОСТ 495—70
листа марки М3 твердого холоднокатаного разменом 1x1000x2000 ж.н
Лист М3 Т1'.<1000 x2000 ГОСТ 495-70
Сортамент медных круглых прутков
(по ГОСТу 1535-71)
Диаметры горячекатаных круглых прутков в .«.в: 32; 35; 38; 40; 45; 50;
55; 60; 65; 70; 75; 80; 85; 90; 95,'100.
Диаметры тянутых прутков в лмг. 3; 3,5; 4; 4,5; 5; 5,5; 6; 7; 8; 9; 10; 11;
12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 24; 25; 27; 28; 30; 32; 33; 35; 36; 38;
40; 41; 45; 46; 50.
Прутки тянутые изготовляют мягкими (отожженными) — М, полутвер-
дыми — ПТ, твердыми Т; по точности: высокой — В, повышенной — II,' нор-
мальной — II.
ГОСТ 1535—71 предусматривает размеры прутков прессованных круглых
и тянутых квадратных и шестигранных.
Листы и прутки изготовляют из меди марок Ml, Mlp, М2, М2р, М3 и МЗр.
Медь марки Ml применяют только для изготовления токопроводящих деталей.
Примеры обозначений:
прутка из меди М2, горячекатаного, диаметром 35 .v.u
Пруток М2 — гк. 35 ГОСТ 1535 — 71
прутка из меди М2, тянутого, круглого, нормальной точности, твердого, диа-
метром 10 мм
Пруток М2 -т. кр. -Н-Т —10 ГОСТ 1535 - 71
Медная рулонная фольга для технических целей
(по ГОСТу 5638—51)
71. Размеры в .м.и и масса фольги
Толщина Допускаемые отклонения по толщине Масса 1 л2 в г
нормальной точности ПОВЫШЕННОЙ ТОЧНОСТИ
0,015 0,002 + 0.002 — 0,004 -ь 0.002 - 0,003 133,5
Ч\020 4 178,0
’>.030 *,040 0,050 + 0.003 — 0,007 + 0.002 — 0,006 267,0 356,0 445.0
плотность меди принята 8,9.
Фольгу изготовляют из меди марок МО, Ml и М2 по ГОСТу 859—66 и поста-
вляют твердой (нагартованной) в рулонах шириной 20—150 .иль
Пример обозначения медной фольги марки М2, нормальной точности, тол-
щиной 0,020 „м.1> и шириной 50 лл:
ФМ2 0,020 X 50 ГОСТ 5638—51
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
67
Проволочные тканые сетки с квадратными ячейками
(по ГОСТу 6613 -53)
72. Основные размеры, живое сечсипе и масса
№ сетки Живое сече- ние сетки в % Дна- метр про- волоки в мм Масса 1 м2 сетки в ?гз Лэ сетки Живое сече- ние сетки в % Диа- метр про- волоки в мм Масса 1 м2 сетки в кг
латунной фосфори- стой бронзы латунной фосфори- стой бронзы
о к 70,0 0,5 1,18 025 43,3 одз 0.62
о 64,0 0.5 ' 1,41 — 0224 40.8 0,13 0.66 —
1,15 66,8 0.45 1,39 — 02 36.7 0.13 0,72 —
1,25 58.5 0.4 1,33 — 018 33.S 0.13 0.76 —
1 55.0 0.35 1,23 — 016 32,7 0,10 0,54 —.
09 41..3 0,35 1.38 — 014 3S.0 0.09 0.56 —.
08 53,0 0.3 1,20 0125 33,8 0,09 0.54 0.53
07 48,0 0.3 1,27 — 0112 34,7 0.0S 0,46 0,46
063 48.0 0.25 .1.00 —— 01 34,6 0,07 0,40 0,40
056 51.0 0.23 0.97 — 009 31,(5 0.07 0,43 0.43
05 48.2 0.22 0.94 — 008 30.0 0,055 0,30 0.30
045 50,9 0.18 0.72 0071 31,4 0,055 — 0,33
04 53,0 0,15 0.5S — 0063 34,9 0,045 — 0,25
0355 49.0 0,15 0.63 — (!(Ж 0,04 — 0.24
0315 46.0 0,1-4 0,61 —- 005 31 0.035 — 0.21
028 44. Э 0.14 0.65 — 0045 29,8 0-035 — 0,21
Номер сетки соответствует номинальному размеру стороны ячейки в свету в ,ч,ч.
Пример обозначения сетки с номинальным размером стороны ячейки в свету
0,500 льи;
Сетка А» 05 ГОСТ 6613—53
Технические условия по ГОСТу 3584—53. 1. Сетки изготовляют из терми-
чески обработанной проволоки следующих сплавов цветных металлов:
сетки № 2,5-0071 из латуни марки Л80 по ГОСТу 17711—72,
сетки Л» 0125-004 из фосфористой бронзы по ГОСТу 5017—49.
2. Ширина сетки должна быть:
№ 2,5-0,16 ............................................... 1000, 1300 и 1500 мм
№ 014-0071 ................................................ 1000 и 1300 мм
№ 0063-004 ................................................ 1000 мм
3. Длина сетки нс менее 1 м.
По ГОСТу 3584—53 изготовляют сетки контрольные (К) и высокой точности
(В) с более узкими допускаемыми отклонениями, нежели сетки нормальной
точности по ГОСТу 6613—53. Сетки предназначены для разделения сыпучих
тел по величине и для фильтрации жидких веществ. Контрольные сетки пред-
назначаются для сит, применяемых при контроле размера частиц, а сетки вы-
сокой точности — для сортировки зерен дробленых абразивных и других ма-
териалов по размеру.
Дополнительные источники
Прутки из алюминия и алюминиевых сплавов. Сортамент — ГОСТ 7857—55.
Прутки прессованные из алюминия и алюминиевых сплавов — ГОСТ 4783—68.
Сплавы алюминиевые деформируемые. Марки — ГОСТ 4784—65.
Листы алюминиевые общего назначения — ГОСТ 13722—68.
Листы конструкционные из алюминия и алюминиевых сплавов — ГОСТ
12592—67.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Древесные слоистые пластики
(по ГОСТу 13913—68)
Пластики (табл. 73—76) выпускают прямоугольной формы в виде листов
толщиной менее 15 .«.и и плит толщиной 15 мм и более.
Листы и плиты, склеенные из целых по длине листов шпона, называются
цельными, а листы п плиты, склеенные из нескольких листов шпона по длине,
уложенных внахлестку или встык, называются составными.
3”
68
МАТЕРИАЛЫ
73. Размеры пластиков в мм
Марка Тип пластика Длина Ширина Толщина
Листы ДСП-В Цельные 700; 1150; 1500 950 1; 1,5; 2; 2,5; 3; 4; 5; 6; 7; 8; 10; 12
1500 1200
Составные 2400 950 3; 4; 5; 6; 7; 8; 10; 12
4800; 5600 1200
Плиты ДСП-Б; ДСП-В; ДСП-Б-м; ДСП-В-м Цельные 750 750 От 15 до 60 с градацией через 5 мм
700; 1150; 1500 950
1200 1200; 1500
1500 1200
Плиты ДСП-Б; ДСП-В; ДСП-Г; ДСП-Г-м Составные 2400 950
4800; 5600 1200
750 750
2400 950
ГОСТ 13913—68 предусматривает также марки пластика ДСП-A; ДСП-Б-э; ДСП-В-э;
ДСП-Б-т.
74. Физико-механические свойства плит пластика
Наименование показателей ДСП-Б ДСП-В ДСП-Г Составные ДСП-Б-м Цельные ДСП-В-М Цельные ДСП-Г-м Составные
Цель- ные Со- став- ные Цель- ные Со- став- ные
Объемная масса в г/см3, не менее Влажность в %, не более . Водопоглощение в % (не более) за 24 ч пластика толщиной в лык 15—20 25—50 55—60 Предел прочности вдоль во- локон рубашек в кГ;см8, не менее: при растяжении ... при сжатии при статическом изгибе Ударная вязкость вдоль волокон рубашек в кГ-см/см1, не менее . . . Предел прочности при скалывании по клеевому слою в г>Т'/с.«2, нс менее Твердость торцовой поверх- ности в к1’/л(.и2, не менее 1,30 7 3 2 1 2600 1600 2800 80 80 20 1,30 7 3 1 2200 1550 2600 70 70 20 1,30 7 3 2 1 1400 1250 1800 30 70 20 1,30 7 3 Т 1100 1200 1500 30 60 20 1,30 3 1 1250 1500 30 70 1,23 7 2000 1300 2200 60 50 1,23 7 1300 1.000 1400 25 50 1,23 7 1000 840 17 50
69
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
75. Физико-механические свойства листов пластика марки ДСП-В
Значение показателей при толщине в .ч.«
Наименование показателей 1—2,5 3—5 6—7 х—12 3—5 <5—7 8—12
цельных составных
Объемная масса в г/см3, не менее 1, 2S 1,25
Влажность в % 2—8
Водопоглощение за 24 ч в %, не бо- лее 15 10 7 5 10 7 5
Предел прочности при растяжении в ?гГ/с..и2, не менее: вдоль волокон поперек волокон под углом 45° 1600 1500 1350 XI :0 1400 1100 700
76. Примерное назначение пластиков
Марка Назначение
ДСП-Б; ДС1Г-В Конструкционный п антифрикционный материал. Кроме того, ДСП-Б применяют в дейдвудных подшипниках
дсп-г Конструкционный (зубчатые колеса) и антифрикционный (втулки и вкладыши подшипников и др.) материал
ДСП-Б-м; ДСП-В-м; ДСП-Г-м Самосмазывающий антифрикционный материал. Ползуны лесопильных рам и другие аналогичные детали
Поделочный текстолит
(по ГОСТу 5—52)
Текстолит поделочный представляет собой слоистый пластический материал,
получаемый прессованием уложенных правильными слоями полотнищ ткани,
пропитанной искусственными смолами. В зависимости от физико-механических
показателей текстолит выпускается трех марок: ПТК, ПТ л ПТ-1 (табл. 77).
Текстолит толщиной до 8 .i/.и называется листовым, а более 8 л.и — плиточным.
Изделия из текстолита изготовляют механической обработкой и склеиванием.
Из текстолита марки ПТК изготовляют детали, работающие под нагрузкой
(бесшумныз шестерни, направляющие ролики, втулки, кольца); из текстолита
марки ПТ — простейшие детали (ручки, клеммы), выравнивающие и амортиза-
ционные прокладки; из текстолита марки ПТ-1 — детали, работающие при
низких нагрузках. Текстолит марки НТК используется также в качестве анти-
фрикционного материала.
Толщина текстолита в .it.it: 0,5; 0,7; 0,8; 1,0; 1,2; 1,5; 1,8; 2,0; 2,5; 3,0; 3,5;
4,0; 5,0; 6,0; 7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 16,0; 17,0; 18,0; 19,0;
20,0; 22,0; 25,0; 27,0; 30,0; 32,0; 35,0; 40,0; 45,0; 50,0; 55,0; 60,0; 65,0; 70,0.
70
МАТЕРИАЛЫ
77. Физико-механические свойства текстолита
Показатели ПТК пт ПТ-1
Плотность в а/с.и® 1,3—1,4 1,3-1,4 1,3-1,4
Твердость по Бринслю 33—35 33—35 33-35
Теплостойкость по Мартенсу в "С 125 125 120
Предел прочности в кГ/см2, не менее:
при растяжении 1000 S50 650
при статическом изгибе 1600 1450 1200
при сжатии;
перпендикулярно слоям 2500 2300 2000
параллельно слоям 1500 1300 1200
Ударная вязкость в кГ-см/см2, не менее . . 35 35 25
Водопоглощение в %, не более 0.8 1,2 1,4
Цвет От светло-желтого до темно-коричневого или черный
Асботекстолит
Асботекстолпт изготовляют в виде плит и листов из асбестовой ткани на
основе смол Орехово-Зуевский завод «Карболит» и Кемеровский завод пласт-
масс.
В машиностроении наибольшее применение имеют асботекстолпты марок А
и Б (табл. 78). Поставляются они плитами толщиной 6—30 шириной и дли-
78. Свойства асботекстолита марок А и Б
Марка и технические условия Плотность в г/см3 Предел прочно- сти при стати- ческом изгибе В KjT/C.U2, не менее Ударная вязкость в кГ-см/см2, не менее Водопог.то- щаемость за 24 ч в %
А (МРТУ-6-05-888—63) Не более 1,7 1000 35 2
Б (ВТУ УХП 183-60) 1,3 900 700 25 20 2 1,6
ной до 800 X 1400 мм. Используются в качестве конструкционного материала
посредством механической обработки: детали тормозных устройств и механизмов
сцепления, различные прокладки. Коэффициент трения без смазки при давле-
нии 10 кГ/смг и скорости 0,4 м/сек равен 0,3—0,38, со смазкой маслом 0,05—
0,07; износ за 1 км пути при давлении 10 кГ/смъ и скорости 0,4 м/сек без смазки
составляет 2,5 мг, при смазке маслом 1—2 мг.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
71
В качестве термоизоляционного материала деталей, работающих при высо-
кой температуре (до 250° С), применяются асботекстолитовые плиты толщиной
100 л.ч, длиной и шириной 2400 X 1400 мм (ВТУ УХП 183—60).
Листовой винипласт
(по ГОСТу 9639—61)
Винипласт представляет собой жесткий листовой термопластичный материал,
получаемый методом прессования уложенных слоями пленок или методом
экструзии.
Обладает большой химической стойкостью и водостойкостью, физико-меха-
нические свойства достаточно высоки. Применяется в качестве антикоррозион-
ного конструкционного материала, работающего при температуре от 0 до -|-6()J С.
Используется как электроизоляционный и прокладочный материал. При изго-
товлении изделия может применяться механическая обработка, гибка и штам-
повка при нагреве, сварка горячим воздухом с присадочным вшшпластовым
прутком (по ВТУ ГХП 90—48), склеивание.
79. Физико-механические свойства винипласта
Показатели ВН ВП
Теплостойкость по Вика в °C, не менее 75 70
Предел прочности при растяжении в кГ/сл»2. нс менее Предел прочности прп статическом изгибе в кГ/ем2, 550 500
не менее 1000 900
Ударная вязкость в кГ-с.«.'с.«2, не менее 80 70
Выпускаются следующие марки винипласта (табл. 79): ВН — непрозрачный,
натурального цвета пли окрашенный; ВП — прозрачный, бесцветный или окра-
шенный.
Цвет оговаривается потребителем при заказе.
Размеры в .«.и
Толщина......................... 2—20
Ширина........................ 600—В50
Длина......................... 1300—1500
Допуск на толщину ±(0,1 + 0,05s), где s — толщина листа.
Толщина винипласта в пределах, указанных в ГОСТе 9639—61, оговари-
вается ири заказе.
Конструкционный стеклотекстолит
(по ГОСТу 10292—62)
Стеклотекстолит конструкционный изготовляют на основе стеклоткани
(ГОСТ 8481—61, марка Т|), а также более упрочненных стеклотканей и модифи-
цированной фенолформальдегидной смолы резольного типа.
Конструкционный стеклотекстолит выпускают трех марок (табл. 80).
КАСТ толщиной 0,5; 0,8; 1,2 мм;
КАСТ-В толщиной 0,5; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5;
6,0; 7,0; 8,0; 9,0; 10,0; 11,0; 12,0; 13,0; 14,0; 15,0; 17,0; 20,0; 25,0; 30,0; 35,0 мм;
КАСТ-Р толщиной 1,5
Ширина листов и плит стеклотекстолита 600; 700; 800; 900; 1000; 1200 мм.
Длина листов и плит 2400 .«.и.
Стеклотекстолит толщиной от 0,5 до 2 мм выпускают обрезанным; толщиной
от 2,5 до 35 мм — необрезанным.
80. Фшшко-механичсские показатели стеклотекстолита
Показатели Нормы для толщины
0.5 | 0,8 1,2 0,5 0,8 1,0 1,2 1,5 2,0 2,5 и 3,0 3,5 п 4,0 1 4,5 и 5,0 5,5 и 6,0
Марка КАСТ Марка КАСТ-В
Плотность в г/км3, нс более 1,9 1,85
Ударная вязкость в ^Г-слг/с.м3, не менее: но основе Не опреде- ляется 75 Не определяется (Ю 70 75 90 115 Не определяется
по утку 55 50 | 50 55 60 85
Предел прочности в кГ/см*, не менее: при статическом изгибе по основе Не определяется
при растяжении по основе now 2700 2800 2700 2600 2500 2350 2300
по утку 1650 1 1700 1000 1600 1530 1500 | 1400
при сжатия параллельно слоям .... Не определяется
Водопоглощение в мг, не более Показатели 100 | 120 150 100 J-°_ 135 1 150 | 200 | 300 1ормы для толщииь 330 375 | 400 426
7,0 8,0 9,0 10,0 11,0 12,0 13,0 14,0 15,0 | 17,0 | 20,0 | 25,0 | 30,0 35,0 1,5
Марка КАСТ-В Марка КАСТ-Р
Плотность в ?/с,м3, не более 1,85 1.85
Ударная вязкость в «Г-е.н/ел12, не менее: по основе Не определяется 70
по утку . 60
Предел прочности в нГ/см2, нс менее: при статическом изгибе по основе Не определяется 1400
при растяжении по основе 2300 2100 Не определяется 2800
по утку 1400 | 1100 1700
при сжатии параллельно слоям .... Не определяется 1400 Не определяется
Водопоглощение в .«а, не более 450 475 | 500 520 540 | 560 । 580 | 600 020 650 j 730 | 800 825 830 100
МАТЕРИАЛЫ
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
73
Фрикционные асбестовые накладки сцепления
(по ГОСТу 1786—66)
Асбестовые фрикционные накладки сцепления (табл. 81—83) применяют для
создания необходимой силы трения при передаче крутящего момента.
Колебание коэффициента трения ио чугуну в пределах одной партии не более
15% только для накладок, поставленных на многодисковые муфты сцеплении.
81. Марки и материал фрикционных накладок
Марка Материал
НСФ-4 (КФ-4) Прессованный асболатексный картон
НСФ-5 (картонно-бакелитовый) Прессованный картон, пропитанный фенолформаль- дегидной смолой
НСФ-6 (фриванитовыс) Листовой фрпванпт
ГОСТ 1786—66 предусматривает и другие марки.
Накладки выпускают без отверстий для заклепок. При сверлении, зенкова-
нии и приклепывании к металлическому диску накладки не должны расслаи-
ваться, трескаться и разлохмачиваться.
82. Диаметр и толщина накладок
Размеры в лен
X щионныо накладки сцепления с D)( менее 100 лл! вляют только марок НСФ и НСФ-6
- ФрИ1 изгото
Диаметр Толщина h Диаметр Толщина й
D„ °е D н D «
50 65 75 20; 30 30; 40 40; 50 2,5; 3,0; 3,5 180 190 200 215 240 250 280 100; 120; 125 110; 130; 140 120; 130; 140 140; 150; 160 140; 150; 160; 175 1п0; 1S0 155; 150 165; 181; 200 3; 3,5; 4; 4,5
85 100 115 140 150 160 170 45; 50 60; 70 65; 90 75; 8.x 100 90; 100 95; ПО 100; 120 2 5; 3; 3, 5; 4; 4,5
300 310 165; 175; 200 175; 200 3,5; 4; 4,5; 5; 6
ГОСТ 1786—66 предусматривает Dn до 450 мм, D*. до 290 мм, h до 6 мм.
74
МАТЕРИАЛЫ
83. Физико-механические свойства фрикционных накладок
Наименование показателей Марки
НСФ-4 НСФ-5 НСФ-6
Твердость по Бринелю в кГ/.и.и8 Коэффициент трения по чугуну Линейный износ по чугуну при постоянном моменте трения в лмц не более Ударная вязкость в кГ-см,‘смг, не менее . Водопоглощаемость в %, не более Маслопоглошаемость в %, не более .... 15—24 0,37—0,49 0.20 3,5 9 21—45 0,325—3,36 0.13 7 3 20—35 0,44—0,52 0,34 12 2 2
Пример обозначения накладки сцепления марки НСФ-5 с наружным диа-
метром 200 мм, внутренним диаметром 120 мм, толщиной 4 ,члс
Накладка сцепления фрикционная НСФ-5 200 X 120 X 4 ГОСТ 1786—66
Эластичные фрикционные асбестовые материалы
(по ГОСТу 15960-70)
Эластичные фрикционные асбестовые материалы (табл. 84—86) выпускают
в виде накладок по чертежам, согласованным между потребителем и поставщи-
84. Марки и назначение асбестовых материалов
Марна Область применения
ЭМ-1 Тормозные и фрикционные узлы строительно-дорожных и подъемно-транс- портных машин и механизмов; лебедок и тормозов механических прессов с поверхностной температурой трения до 200 °C при удельном давлении до 15 кГ/с.м® и отсутствии масла на поверхности трения
ЭМ-2 Тормозные узлы тракторов и других сельскохозяйственных машин; фрик- ционные узлы экскаваторов с поверхностной температурой трения до 200 °C при удельном давлении до 25 кГ/см2 и отсутствии масла на поверхности трения
ЭМ-3 Тормозные узлы мотороллеров и мотоциклов с поверхностной температурой трения до 200 °C при удельном давлении до 8 кГ/см2 и отсутствии масла на поверхности трения
85. Фпзпко-механпчсскпе показатели асбестовых материалов
Наименование показателей ЭМ-1 ЭМ-2 ЭМ-3
Коэффициент трения, не менее:
по чугуну СЧ 15-32 0.39 0,37 —
по стали 20 .— 0,40
по стали 45 Линейный износ при постоянном моменте трения в мм, не более: 0,44 0,40 —
по чугуну СЧ 15-32 . 0,10 020 —-•
по стали 20 — — 0,25
по стали 45 0,12 0,50 —
Водопоглощаемость в %, не более .... 1,0 1,5 1,5 2,0
Маслопоглошаемость в %, не более .... 1,0 1,5
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
86. Размеры лент в мм
75
Ширина 30 35 40 45 50 5э со 65 Толщина Ширина 70 80 90 100 120 140 160 Толщина
5 + 6 + _L +-1—Н-+-!- 03 10 + 5 + 6 + + ++++-Н-+ +++++++ g
ком, в виде отрезков прямой ленты длиной до 1000 а также в виде ленты
длиной до 8000 и толщиной до 8 мм в рулонах.
По согласованию с потребителем допускается ленты толщиной 10 мм выпу-
скать в рулонах.
Пример обозначения ленты марки ЭМ-1 толщиной 5 мм и шириной 00 .и.м:
Лента ЭМ-1 5 X 90 ГОСТ 15960—70
Асбестовый материал марки ЭМ-2, выпускаемый Тамбовским заводом АРТИ,
допускается поставлять с маслопоглощаемостыо не более 2%. Накладки выпу-
скают шлифованными без отверстий под заклепки; ленты не шлифуют.
Асбестовые тормозные ленты
(по ГОСТу 1198—69)
Ленты (табл. 87—89) изготовляют из асбестовых нитей и латунной проволоки
диаметром не менее 0,16 мм. Пропитка лент у тина Б — бптумно-масляная,
у типа В — масляная.
87. Типы лент и применение их
Тип и вид
пропитки
Б (битумно-
масляная)
В (масляно-
смоляная)
Область применения
Тормозные механизмы тракторов, экскаваторов, машин специального
назначения; различных лебедок, пневмоко лесных кранов, самоходных
шасси комбайнов; планетарно-фрикционных механизмов породопогрузоч-
ных машин и других тормозных и фрикционных узлов с поверхостной
температурой трения до 300 °C, при удельном давлении до 50 кГ.с.и2
и отсутствии масла на поверхности трения
Малоиагруженные тормозные механизмы кранов, лесопильных рам,
деревообрабатывающих станков, автоматов для резки кирпича и других
тормозных и фрикционных узлов с поверхностной температурой трения
до 300 °C при удельном давлении до 11,5 ьТ.'см2 и отсутствии масла
на поверхности трения
ГОСТ 1198—69 предусматривает также ленту типа А для тормозных устройств
якорно-швартовых механизмов судов.
Длина лент в рулоне не более 50 м.
Пример обозначения ленты Б толщиной 5 мм и шириной 40 мм:
Лента асбестовая тормозная тип Б 5 X 40 ГОСТ 1198—69
МАТЕРИАЛЫ
88. Физико-механические показатели лент
Показатель Тип
Б В
Коэффициент трения: по чугуну, не менее по стали 45, не менее Линейный износ при постоянном моменте трения в мм, не более: по чугуну по стали Водопоглощаемость б % Маслопоглощаемость в % 0,45 1,45—1,65 0,15 0.2 С>—9 6—9 0.42 1,2—1,4 0,12 0,12 12 16
Асбестовые теплоизоляционные ткани, лента и бумага
Асбестовые ткани (по ГОСТу 6102—67). Ткани марок АТ4, АТ7, АТ11
(табл. 9(0 применяют в качестве теплоизоляционного и прокладочного мате-
риала, марки АТ-9 — в качестве теплоизоляционного материала.
90. Размеры и физико-механические показатели асбестовых тканей
Марка » Ширина Толщина разрывная на грузка полоски 50,<100 .«.и. в кГ, не менее Максимально допустимая температура эксплуата- ции в °C Масса 1 м2 в &
В Л б и по основе по утку
АТ-4 1040; 1350; 1550 2,5—3,5 44 14 400 1400—1850
АТ-7 1520 2,2—2.5 85 60 450 1450—1600
А T9 1500 1,9—2.0 70 36 450 1050—1200
АТ11 1040; 1350; 1550 2,6—3,5 44 14 450 1400-1850
1 ГОСТ 6102—67 предусматривает и другие марки тканей.
Длина куска ткани не менее: 25 л при массе 1 .и3 до 1600 г; 15 м при массе
1 .и2 более 1600 г.
Пример обозначенпя асбестовой ткани марки АТ-4:
Ткань асбестовая АТ-4 ГОСТ 6102—67
77
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
91. Асбестовые теплоизоляционные ленты (ЛАТ) (по ГОСТу 14256—72)
Толщина Ширина Разрывная на- грузка по основе на ширину лен- ты я ?.*?, не жнее Масса 1 м в г, не более Область применения
В ММ
0,5 20 30 175 8 13 14 Не определяется 18 18 21 105 Для теплоизоляции по- крытий трубопроводов, при- боров и узлов аппаратов, работающих при темпера- туре до 400 °C
ГОСТ 14256—72 предусматривает также марки электроизоляционных лент.
Пример обозначения ленты марки ЛАТ толщиной 0,5 мм и шириной 175 .иле
Лепта асбестовая теплоизоляционная ЛАТ 0,5 X 175 ГОСТ 14256—72
Асбестовая бумага (по ГОСТу 2630—69). Бумагу марки БТ применяют
для теплоизоляции; ее выпускают в рулонах шириной п толщиной 670 X 0,5;
950 X 0,65; 1150 X 1,0 .и.и. Допускается изготовлять бумагу листами 950 X 1000
толщиной 1,5 мм. Масса 1 .и- в г, не более: 850 для толщины 0,5 и 0,65 мм; 1250
для толщины 1,0 мм; 1850 для толщины 1,5 .и,м.
Обозначение асбестовой теплоизоляционной бумаги толщиной 0,65 мм,
шириной 950 мм:
Бумага асбестовая БТ 0,65 X 950 ГОСТ 2630—69
Асбестовый картон
(по ГОСТу 2850—58)
Картон применяют в качестве огнезащитного, термоизоляционного пли
электроизоляционного материала, а также для уплотнения соединений в при-
борах, аппаратах и коммуникациях.
Картон выпускают листами 900 X 900, 900 X 1000 и 1000 X 1000 .и.и, тол-
щиной 2; 2,5; 3; 3,5; 4; 5; 6; 8 и 10 мм.
Объемная масса картона 1—1,3 г'слс’.
Прокладочный картон
(по ГОСТу 9347—60)
Картон выпускают двух марок: А — пропитанный, Б — непропитанпый
(табл. 92).
Толщина в .и.и:
картона марки А .............. 0,2; 0,3; 0,4; 0,5; 0,8; 1,0; 1,5
» » Б .................0,3; 0,5; 0,8; 1,0; 1,25; 1,5; 1,75; 2,0; 2,25; 2,5
92. Физшю-механпчеекне свойства картона
Марка А Марка Б
Показатели Толщина в .ил1
0,2—0.8 1; 1.5 ОД; 0,5 0,8—2,5
Объемная масса в г/см® . . . Сжимаемость при нагрузке 40 кГ/см* в %, не менее Упругая деформация после снятия нагрузки в %, не менее Влажность в % 0,80 28 65 12 0.85 25 85 12 0,80 10 0,85 10
78
МАТЕРИАЛЫ
Картон марки А толщиной до 0,8 л.н включительно должен вырабатываться
в листах и рулонах, толщиной 1,0 и 1,5 мм — в листах; картон марки Б толщи-
ной до 0,5 .и.и включительно — в листах и рулонах, толщиной от 0,8 л.и и выше —
в листах.
Прессшпан
(по ГОСТу 6983—54)
Прессшпан представляет собой сильно уплотненный лощеный картон. При-
меняют его для прокладок повышенной плотности (по сравнению с картонными
прокладками). Прессшпан выпускают двух марок: А и Б (табл. 93).
93. Основные характеристики прессшпана
Показатели Марка
А Б
Толщина в мм .............................. Объемная масса в г,см3, не менее ......... Предел прочности при растяжении в кГ,'мм*, не менее . . . Влажность в % 0.35; 0.4; 0 5 0.9 3,5 ! 2,5 7 10
Прессшпан толщиной до 0,6 ,и.и включительно поставляют в рулонах или
листах, толщиной 0,7 .«.и и более — в листах.
Термошумоизоляцпоннын картон
(по ГОСТу 10368—63)
Марки и размер ы
Картон выпускается двух марок: ТШ-1 и ТШ-2 (табл. 94), тисненым и нетис-
неным. Ширина рулонов картона 950—1100 мм.
Картон марки ТШ-2 — биостойкпй.
94. Технические показатели гладкого нетисненного картона
Показатели Нормы для марок ТШ-1 | ТШ-2
Толщина в ли, Объемная масса в г/см3, не более Предел прочности при растяжении в поперечном напра- влении в кГ/см*, не менее Водопоглощаемость за 30 мин при полном погружении в %, не более: для толщины 2.0-2.5 льч для толщины 3,0 мм ....................... 2.0; 2.5; 3,0 0,50 7.0 10.0 8,0
Водонепроницаемый картон
(по ГОСТу 6659—63)
Картон в зависимости от вида вырабатываемых из него деталей выпускается
двух марок: А п Б (табл. 95).
Размеры листов картона в ял: 790 X 500; 790 X 1000; 1000 X 1350; 1050 X
х 1350; 1100 х -1000; 1580 X 1100; 1580 X 1000; 1600 X 1000; 1800 X 1100.
Толщина листов: 1,25; 1,5; 1,75; 2,0; 2,5; 3,0; 3,5; 4,0 мм.
79
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
95. Технические показатели картона
Показатели
Нормы для марок
Толщина в льм
до 1,75 ! 2—2,5 св. 2,5 до 1,75 i 2—2,5 | св. 2.5
Объемная масса в г -с.п3, не менее...
Предел прочности при растяжении в сред-
нем по двум направлениям в кГ/мм2, не
менее ..............................
Водопоглощаемость при 20° С за 30 жн
при полном погружении в %, не более
Линейная деформация после выдержки
образца в воде в течение 2 ч в %, не
более:
в продольном направлении..........
в поперечном направлении..........
Влажность в %.......................
Фибровые трубки
(по ГОСТу 11945—68)
Монолитные фибровые трубки (табл. 96—98) марки К применяют в качестве
конструкционного материала, марки ОП — в качестве теплоизоляционного п
облицовочного материала, а также как трубки общего назначения.
96. Диаметры трубок
Диаметр в льн Градации по внутрен- нему и наружному диаметрам в мм
внутрен- ний наружный
6-9,5 8,5—13 0,5
10-25 13,5—31,5 1,о
26 и выше 32,5 и выше 1,5
97. Толщина стенок трубок в лг.и
i .Внутренний \ диаметр. Толщина стенки Внутренний диаметр Толщина стенки
мини- мальная макси- мальная мини- мальная макси- мальная
1»-7 1,25 6 21-30 3 8,5
7.5-1 i 1,25 39.5-51,5 4 9
15-20 1,5 8 53—80 6 10
Трубки не должны растрескиваться, расслаиваться и давать сколы при
механической обработке (распиливании, резашш резцом, сверлении, обтачи-
вании и фрезеровании) при условии соблюдения установленного режима обра-
ботки, согласованного с поставщиком.
Трубки изготовляют цвета естественного волокна, черного, синего или крас-
ного.
98. Механические свойства трубок
Показатели Марки
К ОП
Плотность в г/см9 ....... • ................... Предел прочности при растяжении вдоль оси в кГ/слс2, не менее Влажность в %, не более 1,3 500 10 1,3 350 10
80
МАТЕРИАЛЫ
Пример обозначения фибровой трубки марки К, синего цвета, с наружным
диаметром 16 внутренним диаметром 10 лки, длиной 350 мм:
Трубка К синяя 16 X 10 X 350 ГОСТ 11945—68.
Естественный цвет в обозначении трубок не указывается.
Трубы из графитвиннпласта
(по ВТУ ГУПК М-353-53)
Трубы выпускает Охтинский химический комбинат и Владимирский хими-
ческий завод с наружным диаметром 45 ± 2 .м.м и внутренним диаметром 15
± 0,8 мм; применяют их для изготовления втулок подшипников и других подоб-
ных деталей, работающих в паре с металлом.
Вишшластовые трубы и стержни
(по ТУ МХП 4251—54)
Трубы (табл. 99) и стержни длиной от 1,5 до 3 м изготовляет Охтинский
химический комбинат и Владимирский химический завод. Используют трубки
для неподвижных трубопроводов в гидравлических системах станков, а также
99. Размеры труб в мм
Услов- ный проход Наруж- ный диаметр Толщина стенки при рабочем давле- нии в кГ/см2 Услов- ный проход Наруж- ный диаметр Толщина стенки при рабочем давле- нии в кГ/см2
до 2,5 до 6 до 2,5 ДО 6
6 10 2,0 50 63 4 5 7,0
8 12,5 —. 2225 60 76 5,0 8.0
10 15 — 2,5 70 83 6,0 —
13 — 4,5 80 96 6,5 —
15 20 — 2 э 90 102 6.5 .—.
20 25 2,0 3,0 100 114 7.0 —
25 32 3,0 4,0 125 140 8,0 .—
32 40 40 51 3,5 4.0 5.0 6.0 150 166 8,0 —
для соединительных частей. При изготовлении изделия применяют механиче-
скую обработку, гибку и штамповку при нагреве, сварку горячим воздухом
с присадочным сварочным прутком, склеивание.
Диаметр стержней в .«.и: 5; 10; 14; 16; 18; 20; 22; 25; 27; 30; 33; 36; 40; 45.
Физике-механические свойства винипласта
Плотность........................................... 1,38—1,45
Теплостойкость по Мартенсу в °C.......................... 65
Предел прочности в кГ/см2:
при растяжении......................................... 400
при сжатии......................................... 800—1600
Ударная вязкость в кГ-см/см2........................... 50—60
Полиамидная смола 68
(по ГОСТу 10589—63)
Полиамид 68 представляет собой роговидный материал цвета от белого
до светло-коричневого; применяется для изготовления деталей, требующих
высокой механической прочности, стойкости к истиранию, абразивостойкостп,
малого коэффициента трения, хорошего сцепления с металлами (подшипники,
крыльчатки насосов, игольчатые клапаны в гидропередачах, винты, клапанные
седла, шестерни и др.). Зубчатые колеса ори зацеплении хорошо поглощают
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
81
ударные нагрузки, долговечны и работают бесшумно в условиях плохой смазки.
Изделия из амидопласта изготовляют литьем под давлением, (режим: темпера-
тура 175 °C, давление 150—800 кГ/см1), а также сваркой и склейкой.
Физико-механические свойства амидопласта № 68
Плотность в з/с.и3.......................................... 1,09—1,11
Твердость но Бринелю ......................................... 10—15
Теплостойкость по Мартенсу в °C............................... 213—221
Предел прочности в кГ/слс8:
при растяжении................................................ 500—600
» сжатии.................................................. 700—800
» статическом изгибе..........................=............ 700
Ударная вязкость в кГ*с.м/&м2, не менее........................... 100
Усадка при литье под давлением в %............................ 1—2
Капрон
(по ВТУ УХП 69—58)
Капрон представляет собой гранулированный роговидный материал; основ-
ным составляющим его является поликапролактам.
Из капрона изготовляют детали с высокой механической прочностью, стой-
кие к истиранию и с низким коэффициентом трения при работе со смазкой (под-
шипники скольжения, краны, втулки, накладки на направляющие, зубчатые
колеса, маслоуказатели). Капрон стоек к керосину, сульфофрезолу, минераль-
ному маслу, солям и щелочам; самозатухает при удалении из пламени, раство-
ряется в кислотах и фенолах.
Капрон перерабатывают в изделие литьем под давлением. Температура рас-
плава 212—220° С; удельное давление до 1000 кГ!см2 (в зависимости от сечения
стенок изделий и литниковых каналов). Выдержка 1 мин на 4—5 мм толщины
стенки изделий.
Физико-механические свойства капрона
Плотность В З СЛ13........................................... 1,1—1,13
Твердость по Брпне.тю......................................... 10—12
Теплостойкость по Мартенсу в °C ................................ .->0—55
Усадка при литье в %..........................................1,1—1,э
Предел прочности и кГ/с.«2;
при растяжении................................................ 550
» статическом изгибе.......................................... 900
Ударная вязкость в кГ-см’ем?.................................. 100
Температура плавления в °C, не менее........................ 210
Водопоглощение за 24 ч в %................................... 1,4
Уретанопласт ПУ-1
(по МВТУ 6М-881—62)
Уретанопласт (пли полиуретан) марки ПУ-1 представляет собой термопла-
стичный материал; поставляется Московским заводом пластмасс. Обладает
хорошими электроизоляционными свойствами и устойчив к истиранию. Изго-
товляют из него детали, работающие длительное время во влажных условиях
при 100—110 °C (самосмазывающпеся соединения, шестерни, детали насосов,
уплотнения, теплоизоляция, звукоизоляция).
Изделия получают литьем под давлением. Режимы: температура 180—185°,
давление 150—180 кГ/см2.
Физико-механические свойства
ПЛОТНОСТЬ В 0/C.U3............................................
Твердость по Брпнелю..........................................
Теплостойкость по Мартенсу в °C...............................
Водопоглощение за 24 ч в %....................................
Предел прочности в кГ-см?, не ниже:
при растяжении...............................................
» сжатии ................................................
» статическом изгибе.....................................
Ударная вязкость в кГ’См.'см2, не ниже .......................
Теплостойкость по В лк а в °C, не ниже........................
Температура плавления в °C, не ниже ..........................
1.21
--1J
60
.1
500
800
700
10
150
175
82
МАТЕРИАЛЫ
Органическое конструкционное стекло
(по ГОСТу 15809-70)
Органическое стекло предназначается в качестве конструкционного ма-
териала для приборостроения п агрегатостроення и для изготовления изделии
технического назначения в машиностроении и других отраслях промышлен-
ности.
В зависимости от назначения конструкционное органическое стекло выпу-
скается следующих марок (табл. 100): СОЛ — пластифицированное; СТ-1 —
непластпфицированное; 2-55 — сополимерное.
Конструкционное органическое стекло изготовляют в виде листов прямо-
угольной формы с обрезанными краями размерам! в .«л: шириной и длиной
400 X 500; 500 X 650; 700 X 800; 850 X 950; 1000 X 1100; 1100 X 1100;
толщиной 0,8; 1,0; 1,5; 2,0; 2,5; 3; 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 24.
100. Фпвпко-мсханичесЕпе показатели конструкционного органического стекла
Наименование показателей Марки
СОЛ СТ-1 2-55
Плотность при 20° С в г.'с.и8 1,18 1.18 1.19
Температура размягчения в °C, не менее Ударная вязкость в кГ-см'см2, не менее: 90 110 133
ДЛЯ ТОЛЩИНЫ 3—4 мм 8 8 8
для толщин 5 и выше Разрушающее напряжение при растяжении в кГ/ск2, 15 650 15 15
не менее ... Предел прочности в нГ/см2: 780 850
при статическом изгибе . 1200 1400 1400
при сжатии 1300 1400 1500
Относительное удлинение при разрыве в %, не менее 2,5 3,0 2,5
Усадка при прогреве 3,5 3,5 —
Модуль упругости при растяжении вкГ/сл!8, нс менее Водогюглощаеатость за К) суток в % 27 000 29 000 35 000
— 1,2 1,4
Маслостонкость и бензостойкость за 21 ч в % .... 2 —
Светопрозрачность в %, не менее Светостойкость в %, не более 91 91 90
2,5
Показатели: разрушающее напряжение при растяжении, относительно:: удлинение
при разрыве, модуль упругости, термостойкость для органического стекла толщиной до
6 .».« включительно не определяют.
Для органического стекла марки СТ-1 толщиной (>,¥--2,5 лг.м температура размягче-
ния должна быть не менее, 108°С .
Органическое сополимерное стекло марки 2-55 толщиной 0,8—3 .«.е не вы-
пускается.
ГОСТ 15809—70 предусматривает и другие ширину и длину.
Пример обозначения стекла марки СОЛ, толщиной 5 мм, шириной 1000 мм
п длиной 1100 лып
СОЛ 5 X 1000 X 1100 ГОСТ 15809—70
Паронпт
(по ГОСТу 481—71)
Листовой паронпт получают из смеси асбестовых волокон, растворителя,
каучука и наполнителей; предназначен для изготовления прокладок различных
конфигураций.
Паронит общего назначения — марка ПОН — применяют для уплотнения
плоских разъемов неподвижных соединений с давлением рабочей среды не более
40 кГ/сж2.
Физико-механические показатели. Поглощение воды не более 14%; предел
прочности при разрыве в поперечном направлении не менее 60 кГ/см?-, пределы-
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 83
ная температура в °C: для пресной воды 250, для водяного пара 450, для воз-
духа от минус 50 до плюс 100.
Класс чистоты уплотняемых мест соединения металлических поверхностей
должен быть не ниже \7 4.
Размеры листов в мм. Длина X ширина: 400 X 300; 500 X 500; 750 X 500;
1000 X 750; 1500 X 1000; 1500 X 1500; 3000 X 1500.
Толщина: 0,4; 0,6; 0,8; 1,0; 1,5; 2; 3; 4; 5; 6.
Пример обозначения листов паронпта марки ПОН толщиной 0,6, шириной
500 и длиной 750 .м:
Паронит ПОН 0,6 X 500 X 750 ГОСТ 481—71
ГОСТ 481—71 предусматривает также паронит марок: ПМБ — маслобензо-
стойкий, ПА — армированный сеткой, ПЭ — электролизерный.
Листовая фибра
(по ГОСТу 14613—69)
Листовую фибру в зависимости от назначения изготовляют следующих марок
(табл. 101):
ФТ — фибра техническая; предназначается для изготовления деталей в ма-
шиностроении, электромашиностроении и приборостроении.
ФЭ — фибра электротехническая; применяется в электромашиностроении
в качестве изоляционного материала.
ГОСТом 14613—69 предусмотрена также фибра марок ФК, ФП, ФПК и ФСБ.
Фибру толщиной 0,6—8 .и.и вырабатывают монолитной; 8—12 мм — моно-
литной или клееной; свыше 12 мм — клееной.
101. Фпвико-механпческпе свойства фибры
Показатели Марка фибры
ФТ ФЭ
Предел прочности при растяжении 1 и кГ.'см- при толщине фибры в л<.и: ОД—0,9 1,0—3,0 3,5-5,0 6,0—25,0 Объемная масса в г/ем3, не менее Цвет сзо 430 700 450 ООО 350 500 300 1,10—1,20 Красный, черный, темно-серый, корич- невый, естественного волокна 700 450 750 450 1,1-1,2 Естественного волокна
1 В числителе — в продольном направлении, в знаменателе — в поперечном.
Размеры листов фибры следующие (в лл):
монолитной — длина 1700—2300, 850—1500; ширина 1100—1400, 550—850;
клееной — дшша 1600—1900; ширина 400—700.
Толщина листов в лг.и:
ФТ и ФЭ —0,6; 0,7; 0,8; 0,9; 1; 1,1; 1,2; 1,3; 1,4; 1,5; 1,7; 2; 2,2; 2,5; 3;
4; 4,5; 5; 6; 7; 8; 9; 10; 11; 12;
ФТ — 3,5; 13; 14; 15; 16; 17; 18; 19; 20; 22; 25.
84
МАТЕРИАЛЫ
Асбестоцементные электротехнические дугостойкие доски
(по ГОСТу 4248-68)
Асбестоцементные доски применяют для изготовления деталей электрических
машин и аппаратов, подвергающихся действию высоких температур и элек-
трической душ (стенки искрогасительных камер, перегородки вблизи мест
возникновения электрической дуги и др.)- Доски выпускают с обработан-
ной пли необработанной лицевой поверхностью следующих марок: 350; 400;
450; 500.
Размеры досок в мм
Длина х ширина .......... 1000x700 и 1200x800
Толщина:
обработанных..............10; 12; 15; 20; 25; 30; 35; 40
необработанных........ 6; 8; 10; 12; 15; 20; 25; 30; 35; 40
Физико-механические свойства
Марка досок ............................... 350
Предел прочности при изгибе в кГ см®....... 350
400 450 500
400 450 500
15
Водопоглощаемость (по отношению к весу высу-
шенных досок) в %.........................•
Пример обозначения асбестоцементной необработанной доски марки 400,
длиной 1200 мм, шириной 800 .тки, толщиной 15 мм:
Доска асбестоцементная необработанная 400—1200 X 800 X 15 ГОСТ 4248—68
Техническая кожа
(по ГОСТу 1898 - 48)
102. Назначение кожи в зависимости от ее группы и типа
Группа Тип Назначение Характер отделки Толщина в точке, определяе- мой стандар- том, В ЛШ
Кожа для деталей машин Кожа для манжет и прокладок: тяжелая легкая Манжеты компрессорные уплотнительные, поршневые, насосные, автотракторные, тормозных систем и пр.; прокладки, кольца и кла- паны; сальниковая набивка; муфты бесшумных систем и пр. Манжеты, пластины, мем- браны газоуплотнительные, накладки и пр. Лицо глад- кое, бахтарма строганая Лицо глад- кое, бахтарма строганая 2,5 и более 1,5—2,5
Резина
Техническая листовая резина (по ГОСТу 7338—65) предназначается для
изготовления прокладок, клапанов, уплотнителей и других деталей. Стандарт
не распространяется на техническую резину с тканевыми прокладками и спе-
циального назначения.
Техническую резину выпускают следующих типов: кпслотощелочестойкую
(КЩ), теплостойкую (Т), морозостойкую (М), маслобензостойкую (МБ)
(табл. 103).
В зависимости от твердости техническая резина подразделяется на мягкую
(М), средней твердости (С) и повышенной твердости (П).
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
85
В зависимости от стойкости к воздействию масла и бензина маслобензостой-
кая резина подразделяется на две марки: А п Б.
Техническую резину изготовляют следующих размеров в .«..и:
Пластины длиной
шириной . . .
250—1000 Рулоны длиной
250—S00 шириной .
500-М 000
200— 1 750
Толщина резины в рулонах и пластинах: 2; 3; 4; 5; 6; 8; 10; 12; 14; 16; 18;
20; 25; 30; 35; 40 и 45 и, кроме того, в рулонах 0,5; 1 и 1,5, пластинах — 55 и 60.
103. Основные свойства листовой резины
Показатели Твер- дость Нормы для резины
кщ Т м МБ марок
А Б
Предел прочности при разрыве в кГ/с.и8, не менее п G0 60 65 95 70
с 45 45 50 90 50
м 40 40 40 СО 45
Относительное удлинение при разрыве в %, не менее п 200 200 200 200 200
с 275 250 250 250 300
м 350 300 300 250 400
Относительное остаточное удлинение после разрыва в %, не более .... п 20 20 20 20 15
с 25 20 20 25 30
м 25 25 25 30 35
Набухание по весу в %, не более: в бензине марки «Галоша» (ГОСТ 443-56) п — — 15
с - - -1 20
м — — 25
в масле марки МК-22 (ГОСТ 1013—49) п — — — —3 — 2
с — - — +1.5 —1,5
м — — •
Детали, изготовленные из листовой резины, предназначены для работы при
температуре в °C: из кпслотощелочестонкой (К1Ц) и маслобензостойкой (МБ)
от —30 до +50; теплостойкой (Т) от —35 до +90 в среде воздуха и до +140
в среде водяного пара; морозостойкой (М) от —45 до —50.
Пример обозначения листовой технической резины толщиной 3 мм, масло-
бензостойкой марки А, мягкой, в виде пластин:
Резина— пластина ЗМБ-А-м ГОСТ 7338—65
то же, в виде рулонов:
Резина — рулонная ЗМБ-А-м ГОСТ 7338—65
104. Ревина для деталей (по МРТУ 38-5-204—65)
Марка резины Температур- ный интервал в °C Рабочая среда Изготовляемые детали Твер- дость па прибо- ре ТИР Предел прочно- сти при разрыве В йТ/сИ2, не менее Температура хрупкости при замора- живании в °C,не выше Плот- ность в г/сл»3 Технические свойства (справочные)
ОТ до
Резины общего назначения Резины, работающие е среде поды, еоодуха, слабых растворов кислот и щелочей Интервал температур от —50 до +80 °C
3311 -50 +80 Вода и воздух Уплотнительные для неподвиж- ных соединений 30-45 150 -55 0,98 Шприцуется, фор- муется, каландрует- ся, викелюется
200А -50 +80 То же То же 45-60 200 -55 1,12 Формуется
1847 -50 +80 » Амортизационные 35—50 160 -50 1,05 Шприцуется, фор- муется, каландруст- ся, викелюется
3827 —45 +80 Получаемые методом шприцева- ния (уплотнители, изоляционные, вспомогательные) 50—55 60 -4S 1,53 Формуется, шпри- цуется
4355 -50 +80 » Амортизационные 50-60 220 -50 — Формуется
2959 —50 +80 » » 45—60 160 52 1,17 Формуется, шпри- цуется
16-Р-8 -50 +80 » Уплотнительные для неподвиж- ных соединений 50-65 200 -50 — <1 юрмуется, шпри- цуется, каландрует- ся, викелюется
2462 —50 +80 » Резино-металлические для непо- дв иж н ых у ил отнеиий 00—75 100 -50 1,40 То же
93 -50 +80 То же Интервал температур от 65-80 —45 до 200 +130 °C —50 1.20 Формуется, ка- ландруется
3687 40—55 130 » Уплотнительные для неподвиж- ных соединений 40—55 130 -55 1,28 Формуется, шпри- цуется , к аландрует- ся, викелюется
6429 -35 +130 Кольца различного сечения для уплотнения подвижных соединений с возвратно-поступательным движе- нием 50—65 45 —40 1,26 < То же
МАТЕРИАЛЫ
Интервал температур от —40 до -1-80 'С
6373 -35 4-130 » Кольца различного сечения для уплотнения подвижных соединений с возвратно-поступательным движе- нием 40-55 45 —45 а
1626 -45 4-80 » Амортизационное 45-60 100 —40 — Формуется, цуется шири-
120-С —45 4-80 » » 65—70 100 —45 — Формуется
7840 —45 4-80 » Получаемые методом шприце ма- ния (уплотнители, изоляционные, вспомогательные) 50—65 80 -45 — Формуется, цуется шпри-
106 —40 4-80 » Уплотнительные для неподвиж- ных соединений 75-85 170 —40 — То же
175 —40 4-80 То же 70—85 50 —40 — й
Реданы, 'работающие г- среде бензина, топлива, масел
Интервал температур от —30 до +-1ад °C
4161 —30 4-100 Масло и топливо У плотнптельные для неподвиж- ных. соединений 40—55 50 —45 — Формуется, цуется шпри-
3825с -30 4-100 То же Кольца различного сечении для уплотнения подвижных соединений с возвратно-поступательным движе- нием 80—95 100 —30 1,31 Формуется, ландруется, цуется ка- шпри-
38260 -30 4-Ю0 »> То же 60-75 80 —27 1,35 Шприцуется
H-2G17 -30 4-100 » Уплотнительные устройства для неподвижных соединений 45—60 70 -30 —• Формуется
Интервал температур от —50 до 4-100 °C
Но-68-1/2 —50 4-ЮО Получаемые методом шприцева- ния (уплотнители, изоляционные, вспомогательные) 55—70 90 —55 1,2 i Формуется, ландруется, цуется ка- ши ри-
129 —50 4-100 а Кольца различного сечения для уп- лотнения подвижных сечений с воз- вратно-поступательным движением 60—75 90 —55 — То же
6117 -50 4-100 а Манжеты для уплотнения подвиж- ных соединений 60-75 80 -50 — Формуется
В-14 -50 4-ЮО >8 Кольца различного сечения для уплотнения подвижных соединений с возвратно-поступательным дви- жением 70-77 100 —50 — То же
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Продолжение табл. 104 go
Марка резины Температур- ный интервал в °C Рабочая среда Изготовляемые детали Твер- дость на прибо- ре ТИР Предел прочно- сти при разрыве в кГ/см2, не менее Температура хрупкости при замора- живании в °C, не выше Плот- ность в Э/СЛ!3 Технические свойства (справочные)
ОТ ДО
В-14-1 -50 + 100 Масло и топливо Уплотнительные для неподвиж- ных соединений 77—85 120 -50 1,27 Формуется
Н-2616 -50 +100 » Манжеты для уплотнений подвиж- ных соединений Интервал температур от 70-80 —35 до 100 1-100 °C —55 »
4990 —35 -1-100 Уплотнительные для неподвиж- ных соединений 50-65 50 —30 — Формуется, шпри- цуется
4908 -35 -1-100 » То же 40—55 70 —35 1.3 Формуется
Я-16Р —30 +100 » » 45—60 70 -30 — Формуется, калан- друется
Я-19Р -30 +100 » » 50—65 80 —3(1 — Шприцуется
Р6 -35 + 100 » Кольца различного сечения для уплотнения подвижных соединений с возвратно-поступательным движе- нием 60-75 80 —35 1,38 Формуется
ИРЛ-1209 -35 +100 Рез » ины, р То же аботающие п ни т е рв а л 75—85 е тем 160 н е р а т —35 р от —35 ) о +13 » э°с
3508-Н -35 +130 » Кольца различного сечения для уплотнения подвижных соединений с возвратно-поступательным движе- нием 45—55 70 -40 1,33 сформуется
3063-Н —30 +130 » Амортизационные 50-65 90 —38 — Формуется, шпри- цуется
9831с —35 +130 » Кольца различного сечения для уплотнения подвижных соединений с возвратно-поступательным движе- нием 55-70 100 —35 1,39 (Формуется
ИРП-1005 —35 +130 Получаемые методом шприцева- ния (уплотнители, изоляционные, вспомогательные) 50—65 70 —50 — Формуется, шпри- цуется
ИР.Г1-1068 —35 +130 » Манжеты для уплотнения подвиж- ных соединений 75—9(1 100 -30 — сформуется
МАТЕРИАЛЫ
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
89
Асбестовые нити и шнуры
(по ГОСТу 1779—55)
Нптп и шнуры (табл. 105) применяют как изоляционный материал в тепло-
вых агрегатах и теплопроводящих системах при температурах до 400° С, а также
для уплотнения сальников, вентилей и оплетки изделий.
105. Размеры и способ изготовления асбестовых нитей и шнуров
Тип нити и шнура Диаметр в ЛПП Способ изготовления
Нить асбе- стовая Шнур асбе- стовый Шнур асбо- магнезиаль- иый Асбопух- шнур 0,5; 0,75; 1,0; 1,5; 2: 2,5 3; 4; 5; 6; 8; 10; 13; 16; 19; 22; 25 13; 16; 19; 22; 25; 28; 32 20; 25; 30 Скручена из нескольких сложенных вместе одиночных асбестовых волокон (пряжи) Диаметром до 6 мм включительно скручены из несколь- ких сложенных вместе асбестовых нитей или пряжи. Шнур диаметром более 6 ami изготовлен из нескольких асбестовых нитей, пряжи или ровниц, сложенных вместе в сердечник и обвитых, или оплетенных снаружи асбе- стовой нитью или пряжей. Для шнура диаметром более 13 мм сердечник из пухжгута, ровницы или пряжи Изготовлен сплетением асбестовыми нитями сердеч- ника, состоящего из магнезии и заправочных асбестовых нитей Изготовлен из прочесанных волокон асбеста п хлопка, сложенных вместе в сердечник и обвитых снаружи асбе- стовыми нитями или пряжей (для диаметра 25 мм) или оплетенных снаружи асбестовыми нитями или пряжей для других размеров
Пример обозначения нптп диаметром 0,5 мм:
Нить асбестовая 0,5 ГОСТ 1779—55
то же, шнур диаметром 10 мм:
Шнур асбестовый 0 10 ГОСТ 1779—55
Технический полугрубошерстнып войлок
(по ГОСТу 6308—71)
Войлок изготовляют следующих видов:
а) для сальников, применяемых для задержки смазочных масел в местах
трения и предохранения мест трения от попадания в них воды и пыли; условное
обозначение ПС; объемная масса 0,38 г/с.и3;
б) для прокладок, предохраняющих детали машин от истирания, загрязне-
ния, ударов, сотрясении и для звукопоглощаемостп. Войлок для прокладок в за-
висимости от степени уплотнения изготовляют двух марок: А — с объемной
массой 0,34 г!см3, Б — с объемной массой 0,28 (для мягких прокладок) условное
обозначение соответственно ППрА и ППрБ;
в) для фильтров, применяемых для фильтрации масел; условное обозначе-
ние ПФ; объемная масса 0,24 г/см3.
В условное обозначение войлока входит наименование войлока по виду
шерсти (полугрубошерстный), назначению (сальник, прокладка, фильтр), тол-
щине, а также номер стандарта.
Пример условного обозначения войлока полугрубошерстного толщиной
10 мл:
для сальников
Войлок ПС10 ГОСТ 6308—71
для прокладок марки А
Войлок ППрАЮ ГОСТ 6308—71
для фильтров
Войлок ПФ10 ГОСТ 6308—71
Выпускается также войлок технический тонкошерстный (ГОСТ 288—72) п
грубошерстный (ГОСТ 6418—67).
90
МАТЕРИАЛЫ
Конвейерные резино-тканевые ленты
(по ГОСТу 20-62)
Резпно-тканевые хлопчатобумаишые ленты (табл. 106) применяют на лен-
точных конвейерах для транспортировки сыпучих, кусковых или штучных ма-
териалов.
106. Типы лент, их конструкция и назначение
Тип Наименование и характеристика Транспортируемые материалы
co г с 1 г м Послойные с усиленным бортом и двусторонней резиновой обкладкой Послойные с двусторонней резиновой обкладкой Послойные с двусторонней резиновой обкладкой и брекером Послойные с двусторонней резиновой обкладкой с тканевой оберткой бортов Послойные с односторонней резино- вой обкладкой Сильно истирающиеся крупнокуско- вые Средне-мелкокусковые и сыпучие Сильно истирающиеся среднекуско- вые в горнорудной промышленности Рядовой уголь Мелкокусковые, сыпучие и штучные при отсутствии влаги и атмосферных воздействий
Конвейерные ленты в зависимости от назначения изготовляют двух видов:
ленты общего назначения н ленты специального назначения (теплостойкие,
морозостойкие, маслостойкпе).
Для тканевого сердечника лент применяют прорезиненные бельтинги пли
уточную шнуровую ткань (табл. 107—109). Ленты специального назначения
изготовляют так же, как и ленты общего назначения, но с применением:
слоя теплостойкой резпны под обкладкой для теплостойких лент;
морозостойкой резпны, обеспечивающей работоспособность морозостойких
лент при температуре минус 45 °C;
маслостойкой резпны в качестве резиновой обкладки для маслостойких
лент.
107. Ширина и число прокладок конвейерных лент
ширина ленты в мм Число прокладок для лент типа Ширина ленты в мм Число прокладок для лент типа
1 2, 2Р и ЗУ 3 1 2, 2Р и 2У 3
ОПБ-5 и ОПБ-12 Уточная шнуровая ткань Б-820 Уточная шнуровая ткань Б-820 ОПБ-5 и ОПБ-12 Уточная i шнуровая 1 ткань Б-820 Уточная шнуровая ткань Б-820
300 400 500 650 800 1000 3-5 3-6 4-8 3—5 3—6 4-8 си ею w со оэ 1 1 1 1 II оо бз сп »₽• о >С*СО СО 1 II 1 II СОС5СЛ 3-4 3—4 3—4 3-5 3—5 3-6 1200 1400 1600 1800 2000 5-9 6-10 7-10 8-12 9-12 5—9 6—10 7-10 8—12 9—12 6-10 7-10 5-9 6—10 7-10 8-12 9-12 —
Ленты всех видов и типов изготовляют конечными. Длина лент типа 1 —
от 80 до 400 м, а типа 2, 2Р, 2У и 3 — от 40 до 105 .и.
Для лент всех видов п типов допускаются продольные стыки на ширине свыше
1400 мм: один стык па наружных слоях и по два стыка на каждом из внутрен-
них слоев. Стыки в продольном направлении должны располагаться на рас-
стоянии не менее 100 мм от края каркаса. Каждый стык должен находиться
от стыков других слоев на расстоянии не менее 100 мм.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
91
108. Толщина (расчетная) одной прокладки
в ленте в дада
109. Толщина (расчетная)
резиновой обкладки в да.»
Ткань Толщина одной прокладки Допу- скаемое откло- нение
с резино- вой про- слойкой без рези- новой про- слойки
Бельтинг марок ОПБ-5 и ОПБ-12 . . 2,,Ч + 0,25
Уточная шнуровая 2.3
ткань — -ь 0,25
Разреженная ткань (брекерная) 1,25 1.0 нн 0,15
Бельтинг марки Б-820 ......... 1,5 1,25 ± 0,25
Тип ленты Рабочая сторона Нерабочая сторона
1 6.0 2,0
4,5 2,0
2Р 4,0 2,0
2У 3,0 1,5
О 3,0 1.0
3 2,0 —
Толщина амортизирую-
щего слоя входит в толщину
резиновой обкладки.
Для лент всех видов и типов на длине не менее 90 .и допускаются один попе-
речный стык на одной из наружных прокладок и не более двух поперечных
стыков на каждой из внутренних прокладок. Стыковку производят под углом
45°.
Общую прочность конвейерной ленты вычисляют путем умножения величины
прочности 1 с.п ширины одной прокладки (табл. 110) на ширину ленты и чпсло
прокладок. Число прокладок принимают по табл. 107.
110. Физико-механические показатели конвейерных лент
Ткань Предел прочности при раз- рыве на 1 си ширины одной прокладки готовой ленты в кГ, не менее Относитель- ное удлине- ние при раз- рыве ленты по основе в %, не более
по основе по утку
Бельтинг марки ОПБ-5 115 37 22
Бельтинг марки ОПБ-12 115 33 .Z1
Бельтинг марки Б-820 35 15 18
Уточная шнуровая ткань 119 33 18
Пример обозначения конвейерной ленты общего назначения типа 2 шириной
500 с тремя прокладками из бельтинга Б-820, с резиновой обкладкой тол-
щиной 3 мм на рабочей поверхности и 1 мм на нерабочей поверхности:
Лента Л2-500-3Б-820-160-3-1 ГОСТ 20—62
При обозначении лент специального назначения к букве Л добавляются
буквы: Т — теплостойкая; М — морозостойкая; Мс — маслостойкая.
111. Относительное удлинение лент всех типов
по основе при нагрузке
Ткань Нагрузка ширины одной прокладки в Х.Г/СЛ1 Относи- тельное удлине- ние в %
Бельтинг марки Б-820 . . 18 4-12
Бельтинг марки ОПБ-5 и ОПБ-12 40 7-17
Уточная шнуровая ткань 36 4-12
112. Предел прочности
и относительное удлинение
обкладочной резины для лент
типов 1 и 2Р морозостойких и лент
общего назначения
Тип ленты Предел прочности при разрыве в кГ/слР, не менее Относитель- ное удлине- ние в %, не менее
1 200 450
2Р 140 350
92
МАТЕРИАЛЫ
Относительное удлиненно лент всех типов по основе приведено в табл. 111,
а предел прочности и относительное удлинение обкладочной резины для моро-
зостойких лент типов 1 п 2Р, а также для лент общего назначения — в табл. 112.
Прочность связи при расслоении между обкладкой и разппо-тканевоп про-
кладкой не менее 2,8 кГ!см, а между прокладками — не менее 3,0 кГ/см. Удель-
ный показатель истирания резиновой обкладки не более 700 см3!квт-ч. Для
обкладки теплостойких и маслостойкпх лент показатель истирания не нор-
мируется.
Предприятие-поставщик обязано безвозмездно заменять ленты, вышедшие
пз строя в течение гарантийного срока (табл. 113) при условии соблюдения
113. Гарантийный срок службы лент
Характеристика транспортируемого материала и место установки Гарантийный срок службы в месяцах (при кругло- суточной работе)
Рядовой уголь: угольный разрез сырая шахта сухая шахта . . . .............. ......... на поверхностных технологических комплексах шахт Уголь на обогатительных фабриках: сырой сухой Руды цветных металлов (св. 80 м.«): крупные (св. 80 лип) дробленые (до 80 ш) Руды черных металлов: крупные (св. 80 леи) дробленые (до 80 лги) Кокс (влажный с повышенной температурой) Горячая земля (до -р 100 °C, сухое помещение) при использовании тепло- стойкой ленты без теплоизолирующего слоя Формовочная земля (сухое помещение) Концентрат рудный (влажность до 30%) Цемент, клинкер, шлак (температура до —100 °C, сухое помещение) при использовании теплостойких лент без теплоизолирующего слоя Мергель, брикет (температура до 4-60 °C, сухое помещение) ........ Глина, кирпич (полузакрытое помещение, влажность материала до 16%) Известковый камень (естественные условия, полузакрытое помещение) . . Динас (закрытое сухое помещение, температура материала до — (50 °C) . . Шамот (закрытое сухое помещение, влажность материала до 10%) .... Магнезитовый продукт (закрытое сухое помещение, температура мате- риала до + 60° С) Зерно (закрытое сухое помещение) 18 20 30 30 30 36 9 14 И 21 15 12 36 15 12 15 18 12 24 40 40
«Инструкции по выбору, эксплуатации, стыковке и ремонту прорезиненных
транспортных лент».
Завод-поставщик гарантирует:
а) работоспособность лент тощего назначения при температуре окужаю-
щего воздуха не ниже минус 25 °C и при температуре транспортируемого мате-
риала не выше 60 °C; работоспособность морозостойких лент при температуре
окружающего воздуха не ниже минус 45 СС; работоспособность теплостойких
лент при температуре транспортируемого материала не выше 130 °C, а лент
без теплоизолирующего слоя — не выше 100 °C;
б) стойкость резиновой обкладки лент всех типов к действию смазочных ма-
сел прп случайном попадании их на ленту;
в) работоспособность маслостойких лент прп постоянном соприкосновении
с минеральными маслами. Рабочие среды и температурные условия работы лент
согласовываются потребителем и поставщиком при заказе.
На концах рулона ленты наклеивают тканевый ярлык с указанием типа
резины и клея, рекомендуемых для стыковки и ремонта ленты.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Гидропласты СМ и ДМ
(по ТУ МХП 2742-53)
Гпдропласты (табл. 114) представляют собой студнеобразную массу цветом
от я;елтого до коричневого, выпускаются двух марок: СМ и ДМ. Гидропласт
СМ относительно более тверд и упруг, гпдропласт ДМ более мягок.
При использовании гпдропласт подогревают.
114. Механические свойства и назначение гидропласта
Марка гидропласта Предел проч- ности при растяжении в кГ/'см2 Относительное удлинение при растяжении в % Назначение
не менее
см 1,5 120 Масса для заполнения полостей при- способлений металлорежущих станков
дм Не нормируется Масса для заполнения полостей раз- личных зажимов, способная переме- щаться под давлением по узким каналам
Конструкционные и неконструкционные клен
Показатели Марка клея
БФ-2 БФ-4 ПЭФ-2/10 № 88 *
Технические условия ГОСТ 12172-116 ВТУ П—38—06 ТУ МХП 1542-49
Склеиваемые мате- Металлы, текстолит, стек- Металлы с Металлы с метал-
риалы Клеящая способность (прочность клеево- го соединения) в кГ/см2: лотекстолит, (, эбонит, кожа, ншан, как л так их сочета шбра, стекло, слюда, пресс- южду собой, ние металлом, ре- зиной, пласт- массами, орга- ническим стеклом лами, дюралюминий с кожей и резиной, сталь с пробкой, ре- зина с резиной и кожа с кожей, дерево с резиной и брезен- том
сталь — сталь . , 285—385 450—600 — 25
сталь — стекло . . алюминий — алю- 139 450—600 13 — для дюралю- мина с кожей и ре- зиной
МИНИН — 65 — —
сталь — текстолит текстолит — тек- — 168—300 32,5 —
столит Стойкость: — — 36 —
к воде к маслам и бен- зину Теплостойкость по Устойчив Устойчив Набухает Устойчив
Мартенсу в °C . . . 180 200 —
Морозостойкость в °C Вибростойкость . . . Электроизоляцион- ные свойства .... Горючесть 60 Стоек Обладает Горюч —
Внешний вид .... Жидкость прозрачная от желтого до красноватого цвета —
Режим склейки . . . Давление при склей- Требует нагрева При комнатном температуре
не в кГ/с.ч2 .... 10- -20 Без давления
* Неко нет] аукционный клей № 88 стоек к удару, выдерживает перепад температур от 4-50 до —60 °C.
Конструкционные клеи применяют для прочностных соединений, неконструкцион- ные — для удержания пенагруженных деталей.
94
МАТЕРИАЛЫ
Дополнительные источники
Эбонит электротехнический — ГОСТ 2748—53.
Текстолит электротехнический листовой — ГОСТ 2910—67.
Гетинакс электротехнический листовой — ГОСТ 27181—66.
Стеклотекстолит электротехнический листовой — ГОСТ 12652—67.
Целлулоид технический прозрачный — ГОСТ 576—41.
Целлулоид галантерейный — ГОСТ 428—53.
Канаты капроновые — ГОСТ 10293—67.
Массы прессовочные фенольные (фенопласты) — ГОСТ 5689—66.
Накладки тормозные асбестовые. Номенклатура основных показателей качества —
ГОСТ 18090—72.
ГЛАВА 11
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
ГОСТом 2789—59 установлено 14 классов чистоты: 1, 2, 3, 4, 5, 6, 7, 8, 9,
10, И, 12, 13 и 14.
Сопрягаемые поверхности
Подвижные стыки (табл. 1—5) по рабочему движению разделяют на сле-
дующие:
а) направляющие соединения, которые определяют направление и траекторию
перемещения деталей и узлов станка и их взаимное расположение; различают
направляющие скольжения и направляющие качения;
б) торцовые опоры — соединения торцовых поверхностей вращающихся
деталей (подпятники), определяющие положение вращающихся частей в направ-
лении оси вращения.
1. Поверхности направляющих
Станки Класс чистоты поверх- ностей направляющих скольжения качения
Малых размеров 8 10
Средних размеров повышенной точности, в том числе шлифо- вальные 9
нормальной точности 7 8
Тяжелые 6 7
2. Поверхности торцовых опор
Торцовое биение В ЛОШ Класс чистоты поверхности Торцовое биение В Л1КМ Класс чистоты поверхности
До 0 10 До 25 7
» 10 9 » 40 6
» 1С 8
Классы чистоты поверхности, указанные в табл. 1 и 2, действительны для
скоростей до 0,5 м/сек, для более высоких скоростей класс чистоты повышается
на единицу.
96
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ II ПОСАДКИ
3. Поверхность осей и валов под уплотнения
Уплотнение Скорость в м/сск
до 3 св. 3 до 5 св. 5
Резиновое Полировать Полировать Полировать
\/?~8 \/в-9 ^9-10
Лабиринтное Жировые канавки . . «1 йл ся - V6 -V6 —
Войлочное Полировать \/?-8 при скорости до 4 j&[cvk —
4. Поверхности мест посадки шарико- и роликоподшипников
Посадочные места Класс точности подшипников Класс чистоты поверхности при номинальном диаметре в мм
до 30 свыше 80 до 500
Валов II и П 7 6
В и А 8 7
С 9 8
Отверстий корпусов Н и п 7 6
В, А и С 8 /
Торцов заплечиков Н и П 6 G
Валов и корпусов В, А п С 7 6
Шероховатость посадочных поверхностей валов для шарико- и роликопод-
шипников на закрепительных или закрепительно-стяжных (буксовых) втулках
должна быть не ниже V 6.
5. Поверхности зубьев колес п витков червяка
Поверхности Степень точности
6 7 8 9
Профили зубьев прямозубых, косозубых и шевронных цилиндрических и червячных колес V8 V 7 - V 8 V0 V5
Профили зубьев прямозубых и с круговым зубом конических колес и витков червяка V8 V8 V7 V6
По диаметрам выступов V 4 — V 6
По диаметрам впадин Как у рабочих поверхностей или на один класс ниже
В lEPOKOBATOCT Б ПОВЕРХНОСТИ
97
Неподвижные стыки — соединения прилегающих поверхностей деталей,
определяющие точность взаимного расположения в собранном виде. Поверх-
ности, образующие неподвижные стыки, разделяют иа следующие виды:
а) припадочные плоскости корпусных деталей п прокладок (табл, в);
б) торцовые поверхности тел вращения, определяющие точность располо-
жения деталей относительно оси вращения и в направлении ее (табл. 7).
6. Припадочные плоскости корпусных деталей
Наименьший размер Точность распил» vnei и класс чистоты нон ГИП В .’.07.47 ерхности
В ММ До 1U До До «3
100 400 1200 8 fi 6 1» 5
7. Торцы гильз, стаканов,
регулировочных колец и др.
Точность располо- жения пи ВС j ясности В МКМ Класс чистоты поверхности
До 6 » 10 8
Св. 10 6
Разъемные стыки (табл. 8—12) — соединения, определяющие точность
фиксируемых положений перемещающихся деталей и узлов машины в направ-
лении их движения. Поверхности, образующие разъемные стыки, разделяются
по виду и конструктивным признакам иа следующие:
а) индексирующие поверхности делительных и установочных устройств и
механизмов (делительные диски, фиксаторы, упоры п т. д.);
б) поверхности столов машин, станков, станочных принадлежностей и при-
способлении.
8. Индексирующие поверхности делительных дисков, фиксаторов и упоров
Точность индексации В Л1КЛ1 Класс чистоты поверхности Точность индексации В МКМ Класс чистоты поверхности
До 4 11 До 25 8
» 6 10 » 03 7
» 10 II Св. 63 6
Точность индексации относится к месту соединения фиксирующих поверхностей.
S. Поверхности столов станков
Размерная характеристика ст анка Класс чи- стоты I1O- верхиосз и
Шлифовальные станки, про- чие станки малых разме- ров и станочные принад- лежности 8
Станки средних размеров 7
Тяжелые станки 6
4 Справочник конструктора, кн. 1
10. Классы чистоты поверхности при посадках
с точным центрированием 1 валов в отверстиях
(цилиндрических и конических)
Радиальное биение в мнм Класс чистоты поверхности
вала отверстий
До 2,5 ... . » 4 .... » 6 .... » 10 .... » 16 .... ». 25 .... 1 Назначав расположения 12 11 10 9 8 7 П ДЛЯ Т0ЧНО1 соединяемых .; 11 10 9 8 7 6 ’о взаимного сета лей.
98
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ II ПОСАДКИ
11. Поверхности. конических соединений в зависимости от степеней точности
Степень точности по ГОСТу 8908—5S Размер меньшей опоры угла или образующей конуса в мм
ДО 5 св. 5 до 50 ев. 50 до 200
2 V и
3 V 10 —V и
4 V9 V S
5—6 V7 - V8 V 7
7—8 V7 V 0
9 V5 V 4
10 V4 V з
12. Поверхности кулачков и копиров
Точность профиля в ло;л! Класс чистоты поверх- ностей кулачков и ко- пиров. работающих с роликами 1 Точность профиля В МКМ Класс чистоты поверх- ностей кулачков и ко- пи ров, работающих с роликами
До 6 » 16 8 7 До 40 Св. 40 6 5
Классы чистоты рабочих поверхностей во фрикционных передачах
Шкивы плоско- и клиноременяых передач с диаметром в мм:
до 120............................................ 7
» 300 ............................................. 6
св. 300 ........................................... 5
Колеса (катки) в зависимости от условий работы, габарита, ма-
териала и др.......................................х—10
Тормозные барабаны диаметром до 500 мм ............. 8
Тормозные барабаны диаметром более 500 лги, муфты, диски,
колодки ................................. ......... 7
Классы чистоты свободных поверхностей
Открытые поверхности (видимые при наружном осмотре станка)
Прецизионные шкалы с оптическим отсчетом .... . 12
Шкалы нормальной точности ... ........... <8
Лимбы............................................... 8
Выступающие части быстровращающпхся деталей:
концы и фланцы шпинделей, валов.................... 7
Рукоятки, обеды маховиков, штурвалы, ручки, стержни,
кнопки ............................................... 9 (поли-
ровать)
Головки винтов, торцы валов, фаски, канавки, закругления 4—1»
Поверхности указателей, таблиц .......................8 (поли-
ровать)
Поверхности механически обработанных корпусных деталей
с наибольшим размером в мм:
до 100............................................. 6
св. 100 до 400 ...................................... 5
» 400 » 1200 ...................................... 4
Поверхности фланцев и крышек........................... G
Закрытые поверхности (не видимые при наружном осмотре станка)
Поверхности механически обрабатываемые ...................3—5
Подошвы и основания станин, корпусов, лап; несопрягаемые по-
верхности, механически обработанные......................3
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
99
Классы частоты типовых поверхностей и поверхностей
при разных методах обработки
13. Шабреные поверхности в зависимости от их назначения
Обозначение1 Число пятен в квад- рате со сторо- ной 25 дин Соответству- ет шерохова- тости поверх- ностей, обра- ботанных дру- гим способом Поверхности
Шабрить х/? 20—25 VII Скольжения прецизионных станков
Шабрить х/? 10—20 v ю Направляющих подвижных деталей (ка- ретки и суппорта станков), столы шлифо- вальных и других станков
Шабрить х/б 13—1:; V9 Скольжения неподвижных деталей, по которым перемещаются подвижные детали (направляющие станин станков), вкладыши подшипников скольжения для валов диа- метром до 120 м.м.
Шабрить / 10—13 V8 Скольжения сопряженных деталей, пере- мещение которых производится лишь при наладке машин (например, направляющие задних бабок), * вкладыши подшипников скольжения для вадов диаметром свыше 120 лмг
? Шабрить 8—10 V? Сопряжения неподвижных деталей без относительного перемещения (неподвиж- ные стопки, кронштейны)
1 Класс чисто сы указы». <е г на шерохова' гость поверхности до шабрения.
14. Классы чистоты для типовых поверхностей
Класс чистоты Типовые noBerjxHocTn и детали
VI nV- Нерабочие контуры деталей
V3 Отверстия на проход винтов, выточки, проточки
V4 Шейки валов 5-го класса точности, диаметром св. 80 до 500 .ил. Отверстия: 4-го класса точности, диаметром св. 120 до 500 лич; 5-го класса точности, диаметром св. 18 до 500 лич
V» Шейки валов: i-го класса точности, диаметром св. 30 до 500 лич.; 5-го класса точности, диаметром св. (5 до 80 л tat. Отверстия: З-го класса точности, диаметром св. 360 до 500 .п.и; 4-го класса точности, диаметром св. 10 до 120 .мм; 5-го класса точности, диаметром св. 1 до 18 лич
4*
100
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
Продолжение табл. 14
Класс чистоты Типовые поверхности и детали
V6 Поверхности гаек ходовых винтов 1-го класса точности. Песоприкасающпеся поверхности зубчатых колес. Шейки валов: 3-го класса точности, диаметром св. SO до 600 лг.и; 4-го класса точности, диаметром св. 3 до 30 лг.и. Отверстия: 3-го класса точности, диаметром св. 180 до 500 jn.it; 3-го класса точности, диаметром св. 18 до ЗИО л».«; 4-го класса точности, диаметром св. 1 до 10 .w.w. Направляющие типа «ласточкин хвост». Опорные плоскости реек. Поверхности нарезки ходовых винтов i-го класса точности и гаек 3-го класса точности. Поверхности фланцев. Крепежная резьба нормальной точности
V7 Шейки валов: 2-го класса точности, диаметром св. 120 до 500 дьи; 2-го класса точности, диаметром св. 6 до 80 .«.и; 5-го класса точности, диаметром св. 1 до 3 мм. Отверстия: 1-го класса точности, диаметром св. 50 до 500 мм; 2-го класса точности, диаметром св. 10 до 180 лг.м; 3-го класса точности, диаметром св. 1 до 18 мк. Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников н др.) с допуском зазора — натяга 25—40 мкм. Поверхности нарезки ходовых винтов 3-го класса точности и гаек 2-го класса точности. Пп.пшдры, работающие с манжетами. Посадочные поверхности отверстий и валов под неподвижные по- садки. Отверстия подшипников скольжения. Трущиеся поверхности мал* «нагруженных деталей
V8 Шенки салоп: 1-го класса точности, диаметром св. -Ю до 500 мм; 2-го класса точности, диаметром св. 10 до 120 мм. Отверстия: 1-го класса точности, диаметром св. 3 до 50 мм; 2-^о класса точности, диаметром св. 1 до 10 л/л?. Валы в пригоняемых и регулируемых соединениях с допуском за- зора — натяга 25—40 мим,. Отверстия пригоняемых и регулируемых соединений с допуском за- зора - натяга 6,5—25 мкм. Трущиеся поверхности нагруженных деталей. Посадочные- поверхности 2-го класса точности с длительным сохра- ненном заданной посадки: осн эксцентриков, точные червяки, зубча- тые колеса. Сопряженные поверхности бронзовых зубчатых колес. Рабочие шейки распределительных валов. Штоки и шейки валов в упяотшчшлх
V9 Валы в пригоняемых п регулируемых соединениях (шейки шпинде- лей, аолотппки) с допусками зазора - - катяга 10— S мк.ч. Отиер.'япя пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора — натяга 4—лкм. Трущиеся поверхности сильнонагрушеякых деталей. Цилиндры, паботающпе с. иоршпеяьшп кольцами. Рукоятки, ойоды маховиком. ИГГургЩЛЫ, ручки, стержни п кнопки
V 10 Поверхности, работающие на трение, от износа которых зависит точность работы механизмов
v и Валы в пригоняемых и регулируемых соединениях с допуском зазо- ра — катяга 2,5—У,5 мкм. Отверстия пригоняемых и регулируемых соединений с допуском зазора — натяга до 2,5 мкм. Рабочие шейки валов прецизионных быстроходных станков и меха- низмов
V 12 Прецизионные шкалы с оптическим отсчетом (зеркальные валики коордиаатно-расточных стойко г. и др.)
101
_ „ , ОВраваты-
Плоскости Внутренние цилиндрические Наружные цилиндрические ваемые
__ ____________________________________ поверхности
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
15. Классы чистоты поверхности при разных методах обработки стали
Методы обработки Клоссы чистоты
1 2 J 4 г l! в 7 4 ю И 13 1У
Обтачивание "^реббарителыю^ ТчистоЯё 1 % 7 5 11 ::
Танков __ я
Шлифование ПрёиЫёштёкь чое —
Чистоте ви
Тонкое й
Притирка Гоубая •ви
Средняя ив
Тонкая 12. %
Отделка, абразивным полотном VA 1
Обкатывание роликом ив %
Шлифование-отделка (суперфиниширование) 1
Растачивание ПредВаоительние
'чй.стиосё 7
Тонкое 1 [ 7 ЙЕ
СОеаление 1
Зенкерование Черновее (по корке) '/
Чистовое . г
Развертывание Нормальное Точное __ — 7 И.
я i
Тонкое - „.С 4-4^
Т1рдтяги6со>ие j
Внутреннее шлифование Предварительное V/
Чистовое
Калибрование шаоиком Yl
Притирка Грубая
Сребияя с
тонкая
Шлифование-притирка. (хониняоВание) 'Нормальное Зеохалышс
Строгание РзезРарителыгз //
Чистовое 7с
Тонкое 7, к
Цилиндрическое фрезерование П'реиоарйтёлпное
ЧистоВое йй V?
Тонкое
Торцевое фрезерование 1;дчЗВарнтелыюе 4
Чистовое Т// 7/
Тонкое '7
Торцовое точение Пресбшштельное 7 4? п~
Чистойсг V7 7 7' —
Тонкое 7 7. 7Л
Плоское шлифование ПреКамгаыьнеё
Чистдвоё ей
Притирка груЕан Mi
СргбклЯ Й
Тенист
102
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ и посадки
ДОПУСКИ И ПОСАДКИ
Поля допусков предпочтительного применения,
наименование посадок и обозначение полей
допусков отверстий и валов
Системой отверст и я называется совокупность посадок, в кото-
рых предельные отклонения отверстия одинаковы (при одном и том и;е классе
точности и одном и том же номинальном размере). а различные посадки дости-
гаются путем изменения продельных отклопеппй валов. Во всех стандартных
посадках системы отверстия нижнее отклонение отверстии равно нулю.
Системе и в а л а называется совокупность посадок, в которых пре-
дельные отклопенпя валов одинаковы (при одном и том же классе точности и
одном и том же номинальном размере), а различные посадки достигаются путем
изменения предельных отклонений отверстий. Во всех стандартных посадках
системы вала верхнее отклонение вала равно нулю.
В целях повышения уровня взаимозаменяемости изделий, развития коопе-
рирования п специализации производства, сокращения номенклатуры нормаль-
ного инструмента ГОСТом установлены ноля допусков валов и отверстий пред-
почтительного применения (табл. 16).
Напмеповапнь стандартизованных посадок и обозначения полей допусков
отверстий и валов нрнведепы в табл. 17.
16. Поля чопусков валов и отверстий предпочтительного крпмеиенпя ли размеров 1—500 м.и
(по ГОСТу 7713-62)
Класс точности 1 2а 3 За 4 5
Полл допусков валон 1-й ряд Обозначения солей — 77, С—В, А’ с.-=в4 А„ С0^Ь’5
ост — 1012; 1022 ИКМ 101:- 10U;; 1023 __ 1014: 1024’ 1015; 1025
2-Й 13 ЯД Обозначения полей 0,= !.-, Пр, Г, IJ, Д, Л с В 2а 2а Шл — — х5
ост ИКМ 1011; ИКМ 1021 1043; 1012 ИКМ 1016; ИКМ 101:; — 1015
Поля допусков открстай 1-й ряд Обозначения нолей — А=С -1„„ = с,., ya .43 С3 — -14-=С4 Д6--=С6
ОСТ — 1012; 1022 ИКМ 1016; НЕМ 1026 1013; 1023 — 1014; 1024 1015; 1025
2-й ряд Обозначения полей Ht, п, J , II, п,х -X, за ~ - За а, —
ОСТ НЕМ 1021 1022 — 1023 ИКМ 1017: ИКМ 1(527 1024 —
В первую очередь прилюляют поли допусков i-ro ряда, »атсм 2-го и лишь в слу-
чае крайней неооходимостп псиользуют остальные поли допусков.
Иола допусков палов ~-В4, Л и поля допусков отверстий /Л, Hi и И предна-
зпачепы в основном для посадок подшипников качении.
Ноле допуска вала Пр предпочтительно только а интервале диаметров 1—80 ли.
Допускается применгииг любых комбинаций долнй допусков отверстий и валов,
указанных в таблице.
ДОПУСКИ И ПОСАДКИ
•103
17. Наименования стандартизованиях посадок и обозначения полей допусков отверстий
п валов при размерах соединений 1—500 лг.и (по ГОСТу 771;:—Ш)
—
К; асеы точности ш>са док
Труп- 1 2 1 2:1 J 2а 4 5 2 j 2а 2 За 4 5
Наименование посадок па поса- док Обозначение полей допусков еретип О бозначение 1 •?. • допусков зал* чей
At A А л 3 *13а ч А, В1 В вз Г. ь*. В.
Обозначение полей допусков Обозначена по «ей
валов допуск* »в от перстни
Прессовая 2-я . ] __ ....... ! —
Прессовая 2-я | Щ>2, — Пр£,о 111-2, — — — — — — — — —
Прессовал 1-я { С на- ПрЬ — При — — — — — — — — —
Горячая j ТЯГОМ — 1;> — — — — — г,> — — — —
Прессовая — ![;, — — — — — — IIГ — — — —
Легкопрессовая j — 11л — — — — ._ - — — — — —
Глухая г. Г 5а — — — — А г Г2Д то1 — — ___ —
Тугая | Пере- 1\ T — — — — А т — — — —
Напряженная | ход- Hl ! 1 — — . Hi И
Плотная J н ые III 11 W2a — - — И. п А Л2Д — — — -
Скользящая 1 Ci С с, С?., С„ с5 С, с С.,а с. С,., с„
Движения | д. я — — — — д. — — —
Ходовая ( С за- A, X л'2а Аз — V. _v5 А1 X — А — А А 5
Легкоходовая 1 зором — .7 — — ’Л — л — — л4
Широкоходовая j — 111 — Ill, — ш. — ш — ш, ш,
Тепловая ходовая) __ ТХ — — — — — —• — !
Допуски и посадки размеров менее I .и.» приведены в ГОСТе 3047—0;:; свыше Г-ЦГ- |
до 10 000 ляг — в ГОСТе Эй.О-54.
Система отверстий
18. Система отверстия. 1-и пласе точности (по OGTy НКМ 1011)
Номиналь-
ные
диаметры
В ММ
Отклоне-
ние от-
верстия
А 1 В Ж7»’.и
Посадка
Г, j Ti | Ht ; nt • Cc=Bi* Д1 j Xt
Отклонение вала в жн
От 1 до <» 0 6
Св 3 » I) 0 R
» 6 >> 10 0 9
» 10 » is 0 11
» 1.S » 30 0 13
» 30 » 50 0 15
» 50 » •s0 0 18
» 80 » 120 0 21
» 120 » ISO 0
» 180 » 260 0 27
» 260 » 360 0 30
» 360 » 500 0 30
+ верхи. 4- нижи. •| верки. ЦЖ1-Ш + uepxit., -|- 1Н1ЖН. •нхйля -|- 'Н.Ч’ШН — . верхи. •нжин — •HXl1.1l! — 1 •HXil.lK — — П11ЖН. j
10 6 8 A 5 1 M 0 4 3 8 6 12
13 8 10 6 I 0 0 3 4 (Л 10 IS
10 9 12 6 8 ,, 4 0 6 0 11 13 «>»
20 11 15 i 10 _7 7) 0 8 G 14 IG 27
* t 13 17 g 12 2 6 .5 0 s i 16 20 33
28 Hi 20 9 14 2 / 4 0 11 9 20 . .,1 41
33 111 •»4 10 16 3 0 0 13 10 23 30 49
38 O*’ 28 12 19 3 9 6j 0 15 12 27 36
40 26 ’ 14 4 10 / 0 18 14 32 42 6S
;ls 30 36 16 4 11 8 0 20 16 36 50 79
58 Jo '.0 is 2S 4 13 9 0 22 18 40 56 8S
65 40 45 20 0 15 10 0 25 20 45 68 ios
* Посадки 2-го ряда.
id. Система отверстия. 2-il а. шее точности (пи ОСТу 1012)
Откгг биение отверстии Л ® к .1 . Посадка
Г'“' Т II * и # * С := : 1: * Д ** л « .7 Ш 1 V
Номинальные Отк лгшъие в; .за в Л! h'M
диаметры В ЛМ! •«< й К й Е и й И В/КН. : Р й § в Ё й S й
Я я й Е Е X ж 4- Е и К я Й й — Й к И" м с.
S -г -1- !' । + г •!' 1- 1 й 1 1 1 1 1 1 1 1 1 § 1
От 1 до 3 С», 3 » G » n » 10 » hi » 1.8 » lb » ’и* о о п 0 0 Il- ls 11.1 111 13 1*5 20 9/< но 0 10 12 15 10 h. 4 ;> 7 к 7 -1 12 14 17 1 1 3 4 5 *5 7 J 4 Г» 7 в 0 0 0 1(1 12 !'< 3 5 8 12 lb 22 8 1.0 13 И 1S 12 17 5h 25 7(1 у 35 СО 95 Р' Ы1 90 11.0 74 122 1.43
Св. 30 ди 40 » so >) du 0 27 35 is 27 о 20 3 8 S и 17 ю 27 25 50 5(1 85 75 115 120 159 1.69
Св. 50 до Сю » *55 » 80 0 30 40 20 30 10 23 3 10 1.0 II 20 12 32 30 00 05 105 1*5 145 1.40 150 190
Св. 80 до 100 » 1о0 » 1.20 *1 35 45 23 35 12 20 3 12 12 (1 23 15 38 40 75 80 .125 12н 175 170 km 234
Съ. 120 ;-о 140 » По » lull п 101 » 1MI 0 40 52 25 4П 13 ЗУ 4 14 14 и 27 1S 45 5U <.Т 100 155 150 21.0 200 210 203 2119
Св. ISO до 220 » 220 » 2*.‘0 0 45 СО 30 45 15 35 4 10 10 0 30 22 52 6(1 КС. 120 180 1>0 25и 290 290 332
Си. 201 до .41" » ДИ) » 300 0 50 70 35 50 15 60 4 18 1-3 0 35 20 со 70 125 140 210 21» 290 330 ;?5о 411 441
Св. НПО до 4i0 » 440 » 5и0 0 со 80 40 со 20 45 5 20 20 0 40 30 70 8’6 1.4 6 170 245 250 з» и 4.10 Ш 5о7
* Посадки 1-го 41 Посадки 2-го ряда, ряда*
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕН, ДОПУСКИ И ПОСАДКИ
ДОПУСКИ И ПОСАДКИ
105
20. Система отверстия. Класе точности 2п (по ОСТу НИМ 1016)
Отклоне- ние от- верстия Посадка
i r2il i "2a ! ir>a <7* -V»n
В .w.u
Номинальные * 23 Отклонение вала В AH M
диаметры
В Л1Л! i—. >-4 nJ f — k—
Ej Ф i- . ZE OJ
— r~.
T T “ • T *V У 3 1 1 1
От 1 до 3 0 14 15 6 10 1 7 0 9 6 20
Св. 3 » 6 0 IX 20 111 r, 13 1 9 0 12 10 28
» 11 » 10 0 22 2э 10 1 6 16 1 Ju J 0 15 13 .0
» io » is 0 ••7 30 12 25 7 19 1 12 G 0 18 16 /<:!
» is » зо 0 33 «>*» 15 S 23 у 13 0 21 2o V’
» 30 » 50 0 3J 17 9 2 15 10 0 25 25 64
» 50 » 80 0 46 <50 20 41 11 32 2 IS 12 0 .‘Hi 20 76
» 80 » 120 0 a i .iS 23 iS 13 , .a 20 15 0 O|i 14!
» 120 » 180 0 63 67 2^ 55 ta 53 3 22 18 0 w 53 106
ISO » 260 0 73 7s :il fH- 17 51 .4 24 fj 47 50 122
260 » 360 0 R4 90 36 i~i 20 i 27 27 0 ,j j 1.87
» 350 » 500 0 .’3 102 40 *'u) 67 a ;n 31 0 165
* Посадки
** Посадки
1-го
2-го
ряда,
ряда.
21. Система отверстия. 3-й класс точности (по ОСТу 1013)
Номинальные диаметры В ALU Отклонение отверстия в мкм Посадки
С*
От клокение вала в л» км
нижн. верхи. нгрхн. нижи. вгрхн. нижн. верхи. нижи.
От 1 до 3 0 20 0 20 7 32 17 50
Св. 3 » 6 0 25 0 -> 11 -1± ’•1 65
» 6 > 10 0 30 0 30 15 55 35 85
» 10 » 18 0 35 0 20 70 4.) 105
» 18 > 30 0 45 0 45 25 85 60 130
» 30 > 50 0 50 (1 50 <.>м 100 75 160
> 50 » 80 0 (ЭД 0 60 40 120 95 1«.7
» 80 » 120 0 70 0 70 59 НО 120 235
» 120 у 180 0 80 0 80 60 Ий 150 2S5
-» iso 260 0 90 0 90 75 195 180 330
» 260 ’ 360 0 100 0 109 90 • к?,- 210 3S9
» 3G0 500 0 120 0 120 100 —аа 250 440
* П‘»сад1 :и 1-го ряда.
ww 11 осадки 2-го ряда.
105
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
22. Система отверстия. Л’.гасе /шл'шччми (по ГОСТу НКМ 1017»
Помин язь- Н дпамгч ры Я ЛЬИ Отклонение отверстии Посадка С.}а, ; отклонение вала в мкм • Пом ина ль- ны»' диаметры В .V.U Отклонение отверстия Посадка С3а> отклонение вала в мкм
В МКЛ1 -’за в л??гл1
ПИ'<КИ. верхи. 4- верхи. HIUKH. s Ш1/КИ- верхи. + верхи. НИЖУ.
От 1 до 3 0 40 0 40 : Св. 50 до 80 0 120 0 120
Св. 2 » 6 0 48 0 48 ’ » 80 » 120 0 140 0 110
» 6 » 10 0 58 0 5.8 > » 120 » 180 0 10,0 0 ню
» 10 » 18 0 70 0 70 : » ISO » 260 0 185 0 185
» 1« » зо 0 •’Ll 0 St » 200 » 3(50 0 215 1) 215
» 30 » 50 0 1(10 0 100 » 360 » 500 0 250 0 2л0
* Посадки 2-го рада.
22. Система отверстия, /-й класс точности (по ОСТу 1014)
Номинал ь- днаяет ры в мм Отклонение отверстия Л:-: а мкм Посадка
С* .Y® Л4 i ПЦ
Отклонение вала в .шгм
яи<ки. Мрхн. верхи. 1П1ЖН. верхи. нижи. верхи. HiUKH. верхи. вин; н.
От 1 до 3 Св. 3 » 6 » 8 » К) » 10 >> 1.8 » 18 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 14» >> 200 » 200 » 360 » 3*30 » 500 • Посад 0 0 0 0 0 0 0 0 о 0 и (1 ш !-го 80 80 100 120 140 !7П 200 230 200 200 350 380 "яда. 0 0 0 0 0 0 0 0 0 0 0 0 60 80 100 120 140 ;70 209 230 260 300 340 380 30 4о 30 60 70 80 100 120 130 159 170 190 90 120 130 180 210 250 360 350 400 450 зео 370 со 80 100 120 140 170 200 2л0 20,0 300 340 380 120 :во 2в0 240 540 400 4С0 530 «гео 68(i 760 120 1<50 2 Hi 240 340 400 4f,0 550 Г.00 680 760 1.80 240 309 369 420 500 6(0 700 800 900 ЮрО 1100
25. Система отверстия. 5-и класс точности (го ОСТу 1015)
Номиналь- ные диаметры Отклонении отверстии А5* в л».-гл? 1 нюадка
5 5 •^«5
Отклонение вала в мкм Зазо|> .5 мкм Отклонение вала в мкм Зазор в мклг
1IHJKH. верхи. верхи. HfLKH. наиб. напм. верхи. НИЖИ. наиб. найм.
От 1 до 0 120 fj 120 240 0 69 •80 300 60
Св. з » о 0 1г,0 0 ию 320 0 80 240 400 80
> 6 » 10 0 200 i) 290 •100 0 100 399 500 100
» 10 - 18 0 240 n 240 180 0 ;2о 300 600 120
» 18 » 30 0 289 0 280 560 0 149 'l-’ll 700 140
» ::о » ,>(! 0 340 0 310 i;so 0 170 500 840 170
» 50 » 80 0 460 0 400 800 0 209 6(10 КИЮ 2*30
•> 80 Ъ 120 0 400 0 460 920 0 2-Hl 7(Ю 1100 ‘
120 » 1.-;(| 0 339 о 550 1060 0 260 800 1330 260
» 180 2а0 0 600 0 г,оз =266 6 з(й) !Ю9 1500 300
» 260 » 360 0 680 0 СУО 136!» 0 349 1009 1680 340
360 500 0 7(Ю 0 760 1330 0 380 11011 I860 389
* Посадки 1-го ряда.
** Посадки 2-го ряда.
107
ДОПУСКИ II ПОСАДКИ
Система вала
25. Система вала. 1-й класс точное,та (по ОСТу НКМ 1021)
Номинальные диаметры В .МЛ1 Откло- нение вала В МКМ Посадка
Гх Т, н,- Сх Д1 Л'1
Отклонение отверстия в мкль
•iixilaa В •ншин — •их<Тоа — — нижи. — верхи. 1 S и 1 иерхн. —- НИЖИ. г верхи. -|- верхи. § ВОрХН. Е верхи.
От 1 до 3 Св. 3 » 6 » 6 » 10 » 10 » 18 » .1.8 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » iso » ISO » 200 » 260 » 360 » 360 » 500 - Посади 0 0 0 0 0 0 0 0 0 0 0 0 а 2-г 4 5 8 9 11 13 15 18 20 2? о ря; 10 13 16 20 38 45 58 65 ta. 6 S 10 12 14 17 20 27 30 8 10 12 15 17 20 24 3G 40 45 3 4 4 5 и 7 8 9 10 5 8 10 12 14 16 19 38 32 1 1 1 1 2 3 3 3 5 7 8 9 10 11 13 15 6 S 9 10 12 14 16 20 0 0 0 0 0 0 0 о 0 0 0 0 X 9 11 13 1S 21 24 30 35 6 9 10 12 14. 18 20 10 12 14 17 20 25 29 34 39 43 48 55 6 10 13 1G 20 25 30 36 50 5G 68 16 34 4! 50 6(. 71 S3 96 108 131
2G. Система вала. 2-й. класс точности (по ОСТу 1022)
Поминаль- ные диаметры В ЛМ1 От 1 до 3 Св. 3 » 6 » 6 » 10 » 10 » 18 » 18 » 30 » 30 » оО >> 50 » S0 » 80 » 120 » 120 » 180 » 180 » 260 » 260 » 360 » 360 » 500 Откло- нение В* В МКМ Посадка
Г »* Т и * * П ** С * д X ** л Ш
Отклонение отверстия п лнг.н
* 0 0 0 (J 0 0 0 0 0 0 0 0 •• (» 8 10 12 14 17 20 23 27 30 35 40 13 16 20 30 35 40 60 70 80 я 1 4 6 7 8 10 12 15 18 20 1 10 13 16 19 27 30 40 50 60 о 0 0 0 0 0 0 0 0 0 0 0 0 и ! у 12 14 17 20 23 26 30 35 4п 45 Г о4 и 4 4 5 (> 7 8 9 to 11 12 15 К X 5 ! 4 5 6 7 8 10 12 14 16 18 20 X S? 9 И 13 16 18 20 27 30 35 40 0 0 0 0 0 0 0 0 0 0 0 0 и X 10 13 16 19 27 30 35 40 45 50 60 4 6 8 10 12 15 15 26 30 13 17 21 30 За 50 60 70 80 90 8 10 13 16 20 30 40 50 60 70 80 = 27 <ч» 40 50 60 70 90 105 120 140 160 к 12 23 30 40 50 65 S0 100 120 140 170 К о + 31) 10 50 60 80 16 115 140 171) 200 230 270 S § + 18 25 35 45 60 75 95 120 150 18(1 210 250 ф я 38 50 65 80 105 125 1 -чэ 197 230 3W 365
* Посадки ** Посадки 1-го ряда. 2-го ряда.
103
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТОП, ДОПУСКИ И ПОСАДКИ
27. Система вали. Пласе точности 2а (по ОСТу НКМ 1026)
Отклонение нала В„. ** га в лгл’м Посадка
J\a Т2а н2а "за С 2 * а
Номинальные диаметры Отклонение отверстия в мкм
В Л1Л1 - —< 2 к к м а й
...
(-М «г X и
1 I 1 1 1 1 S
1 1 1
От 1 до 0 9 15 1 10 4 «7 0 14
Св. 3 » 6 0 12 20 17 1 13 5 9 9 0 IS
» 6 » 10 0 15 2Э 3 21 1 16 G 10 12 0
>> 10 » 18 0 1S 30 о 2.5 '» 19 8 12 15 0 »>7
» 18 » 30 а 21 36 3 29 4 23 10 13 20 0 33
» 30 » 50 0 23 42 3 34 0 27 12 15 24 0 39
>? 50 » 80 0 30 50 4 41 5 32 14 18 28 0 46
» 80 » 120 0 •Д.1 58 4 -18 6 38 16 20 •’Л 0 34
» 130 » 180 0 40 и/ 4 55 8 43 20 22 41 0 63
» 1S0 » 260 0 47 78 64 <1 51 24 49 0 73
» 260 » 360 0 .14- 90 6 /! 10 58 26 97 0 84
360 » 500 0 G2 102 7 85 и» 67 31 0
* Посадки 1-го ряда. ** Посадки 3-го ряда.
28. Система вала. о-ад класс точности (по ОСТу 1023)
Номинальные диаметры в лг.н Отклонение вала Ь‘3* В МКЛ1 Посадка
с3* V й Я -* 8 ш3
Отк.юнение отверстия в мкм
верхи. нинсн. ниясн. верхи. нижн. верхи. нижи. верхи.
От 1 до 3 Св. 3 » 6 » 6 » 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 ?> 2G0 >> 360 » 360 » 500 - Посад] ** Посад 0 а 0 0 0 0 0 0 0 0 0 0 си 1-го pj кц 2-го ря 20 25 30 35 45 50 G0 70 80 90 100 120 да. 1Да. 0 0 0 0 0 0 0 0 0 0 0 0 30 45 50 60 70 80 90 100 120 7 11 15 20 40 50 60 75 90 105 44 70 100 120 140 165 195 255 17 45 60 75 95 120 150 180 210 250 50 65 85 105 130 160 195 235 285 330 380 440
ДОПУСКИ II ПОСАДКИ
109
29. Система вада. Л’лнгс тошмапк (по ОСТу НКЛ1 1027)
Номиналь- ные диаметры В ММ Отклонение Посадка С„д*,i отклонение отверстия в мкм Номиналь- ные диаметры в л.ш (>: клопенпе пала Вза в Посадка С3а*, отклонение отверстия в мим
вала в .. 11 за vkm
верхи. Ш1ЖН. ~~ низки. веьхп/ верхи. НИЖИ. нижн. верхи.
От 1 до 3 0 40 0 40 Св. 50 до 80 0 120 0 120
Св. 3 » 6 0 48 0 48 1 >> S0 » 120 0 140 0 140
>> 6 ’> 10 0 58 0 i*S । » 1Д.Ч1 » 180 0 160 0 10.0
» 10 » 18 0 70 0 70 » ? >0 » 260 () 18а 0 18э
» 18 » 30 0 S4 а 84 ' » 200 » 3G0 6 215 0 215
» зб » 50 * Посад. 0 :и 2-го 100 ряда. 0 100 1 » 360 » 500 0 250 0 250
30. Система вала. 4-Я n.iacc точ пости (по ОСТу 1924)
Поминальные дна метры в мм Отклонение вала в мкм Посадка
С4* Х4** Л4 1
Отклонение отверстия в мкм
верхи. НИЖН. нижн. верхи. Ш«Е1Г. верхи.[ нижи. верхи. ни; кн. верхи.
От 1 до з Св. 3 » 6 » 6 » 10 » 10 » is » 18 » 30 » 30 » 50 » 50 » 80 » 80 » 120 »> 120 » 180 » 180 » 260 » 260 » 360 »> 360 » 500 * 11ОСЯД1 ** ПосаД1 0 0 0 0 0 0 0 0 0 и б 0 си 1-го ;и 2-го 60 80 100 120 140 170 200 230 260 300 340 380 эяда. эл да. 0 0 0 0 0 0 0 0 0 0 0 fill so 100 129 140 170 2i)0 230 260 зоо 340 380 30 40 50 60 70 80 100 120 130 150 170 190 ди 120 150 130 210 250 3(М1 350 400 450 500 570 60 80 100 120 140 170 200 230 230 300 340 7180 120 160 200 240 2S0 340 400 460 530 5о0 680 760 120 160 200 240 280 340 400 460 530 600 680 760 180 240 300 360 420 500 600 700 800 900 1000 1100
31. Система вала. •>-« н^»(?сс то™ ногти. (по ОСТу 1025)
Номинальные диаме гры в ММ О уклонение вала BS" В Л1К.И Посадка
< / = = л . -vs
Отклоиелпе отверстия в лнг.и Зазор в я км Отклонение отверстия в мкм Зазор в мкм
верхи. нижн. ншкн. верхи. наиб. найм. нижн. верхи. наиб. найм.
От 1 до 3 (.) 120 0 129 240 0 60 160 300 60
Св. 3 » 6 0 160 (’ 160 320 0 80 240 400 Si 1
» 1» » 10 0 200 0 200 400 0 100 300 500 100
» 10 » 1S 0 240 0 240 480 0 120 060 000 120
» 1S » 30 0 280 0 280 500 0 140 420 700 140
» 30 >> 50 0 340 0 340 680 0 170 500 840 170
» 50 » 80 0 400 0 400 800 0 2IK) 600 1000 200
» S0 » 12(1 0 4 (Ю 0 460 92(1 0 230' 700 1160 230
» го » 1м 1 0 53(1 0 330 106.0 0 260 800 13.30 260
» 180 » 2*10 0 600 0 600 1200 0 300 900 1500 300
» 260 » 360 0 680 0 680 1360 0 340 1000 1680 340
>> 360 » 509 0 760 0 760 1520 0 380 1100 I860 380
* Иосадки 1-го ряда.
по
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ. ДОПУСКИ II ПОСАДКИ
32. Допуски Зс-льшие. классы точности* 7. 8, 9 и 10-й '.по ОСТу 101U)
Номинальные диаметры в мм Отклонения в мкм для классов точности
7 8 а 10
Л7, в. См7 d- '4 s, В $ Сл<8 А„, В» Сма ‘410, Bi0 Слг10 d-
От 1 до 3 Св. 3 » 6 » 6 » 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 260 » 260 » 300 » 360 » 500 * См?, См8, стпям и валам и П р и меча равны нулю. 2. Отклонен 230 300 360 430 520 620 740 870 1000 1150 1350 1550 См9 и не образа н и я: 1. ня для А 120 150 200 200 300 300 400 400 500 600 . 700 .400 C.Uiq — д. ТЮЩИХ С€ Нижни брать сс 400 480 580 700 840 1000 1200 1400 1(500 1000 2200 2500 .я разме единен и." С ОТКЛО! знаком 200 200 300 300 400 500 600 700 800 1000 1100 1200 ров nosej ения дл плюс, дл 600 750 900 1100 1300 1600 1900 2200 2500 2900 3300 3800 JXHOCTCH, я отверс я В — со 300 400 500 500 600 300 1000 1100 1200 1500 1700 2000 не относ гия и ве знаком м 1200 1500 1800 2100 2500 3000 3500 4000 4600 5400 6300 ящяхся г рхние ал инус. 600 700 900 КИЮ 1200 1500 1700 2000 2300 2700 3000 отвер- я вала
Прессовые посадки
33. Система отверстия. ?-« класс -точности
Горячая посадка (по ОСТу 1042)
Номинальные размеры Отверстие Z1 Вал Гр Допуск вала в мкм Натяг в .икм Допуск натяга в мкм
Отклонен не в мкм наиб. найм. средний теорети- ческий
нижи. верхи. верхи. НГОКН.
В ММ
От 1 до 3 0 10 27 17 10 27 7 17 20
Св. 3 » 6 0 13 33 20 13 i 20 2G
» 6 » 10 0 16 39 23 16 39 7 23
» 10 » 18 0 19 48 29 19 48 10 29 о-,-
» 18 » 30 0 62 39 —о 16 39 -А?)
» 30 » 40 0 2i 77 50 — / i i 23 50
» 40 » 50 0 27 87 60 27 87 ’О 60 ,4
» 50 » 65 0 30 105 75 30 105 45 75 60
» 6а » 80 0 30 120 90 30 120 60 90 60
» 80 » 100 0 35 140 105 35 140 70 105 70
» 100 » 120 0 35 160 125 35 160 90 125 70
» 120 >> 150 0 40 190 150 40 190 110 150 80
» 150 » 180 0 40 220 180 40 220 140 180 80
» 180 » 220 0 45 260 215 260 170 215 90
» 220 » 260 0 45 300 255 45 300 210 255 90
» 260 » 310 0 50 350 300 50 350 250 300 100
» 310 у 360 0 50 400 350 50 400 300 350 100
» 360 » 440 0 60 475 415 60 475 355 415 120
» 440 » 500 0 GO 545 485 60 545 425 485 120
Система вала. 2-й класс точности, горячая посадка — см. ОСТ 1142.
Система отверстия. 1-й класс точности, прессовые посадки (IIpi и lliiZt) — см. ОСТ
НКМ 1041.
ДОПУСКИ II ПОСАДКИ
111
34. Система отверстия. *~-й пласе точности
Прессовая посадка (по ОСТу 1043)
Номинальные диаметры В ЛГЛ1 Отверстие А* ' Вал .()/>** Допуск вала в Л1КЛ1 Натяг в мкм Допуск натяга в МКМ
Отклонен верхи, нижн. ИС В ЛП«’ верхи. м нижн. наиб. нала. средний т<‘ерети- ческий
От 1 до 3 Св. 3 » 6 » 6 » 10 » 10 » 18 » L8 » 30 » 30 » 50 » 50 » so » SO » 100 » 100 » 120 » 120 >> 150 » 150 » ISO >> ISO » 220 » 223 >7 200 » 260 » 310 » 310 » 360 » 360 ‘> 440 » 440 » 500 * Посадки * * Посадки применения тол! Система вал 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1-го ря, 2-го рг ко в ин а. 2-й к 10 13 16 19 27 30 35 35 40 40 50 50 G0 да. да. По тер вале ласс то» 18 28 65 S5 95 ПО 125 145 165 195 220 260 300 тс допз диамет шести, 12 15 18 4’9 35 60 70 so 95 115 135 160 185 220 260 ска ва ров 1 -8 прессов 8 10 12 14 17 20 30 30 30 30 35 40 40 та Пр 0 мм. тя посад 23 34 65 <85 95 ПО 125 145 165 195 220 260 300 шляется ка — см. 5 15 35 40 55 70 90 110 135 160 200 предп ОСТ 11 10 12.5 15 1-8,5 23,5 30 40 55 65 75 90 107.5 127.5 152,5 177,5 219 250 очтптелын 43. 16 21 26 31 37 44 50 60 60 70 70 75 75 85 85 100 100 мм для
35. Система отверстия. S-й класс точности
Легконрэссовая посадка (по ОСТу 1044)
Отверстие й* Вал Пл Натяг В МКМ
Номинальные Отклонение в .ик.и Допуск Допуск
диаметры вала натяга
в мм верхи. верхи. нижн. В М КМ наиб. найм. В МКМ
-г “Г
От 1 до 3 0 10 16 10 6 16 0 16
Св. 3 » 6 0 13 21 13 8 21 0 21
» 6 >> 10 0 16 26 16 10 26 0 26
» 10 » 18 0 19 32 20 13 32 1 3.1.
» 18 » 30 0 39 cm. 1 14 39 37
» 30 » 50 0 27 47 3(1 17 47 3 44
» 50 » 80 0 39 55 35 20 55 5 50
» 80 » 120 0 .АЛ 70 4Л 70 10 60
» 120 » 180 0 40 85 58 85 18 67
>> 1S0 » 260 0 45 105 75 30 105 30 75
» 260 » 360 0 50 135 100 35 135 31» <8э
» 360 » 500 0 60 170 130 40 170 70 100
* Посадки 1-го ряда.
112
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
36. Система отверстия. Класс точности 2а
Прессовые носэд»ш (по ОСТу НИМ 1016)
Номинальные диаметры в мм ОТКЛОНИ- нне от- верстия А * ' 2а В МКМ П'^а* Пр12а* 1 Номинальные диаметры В «КЛ1 Отклоне- ние от- верстия -Ча* в ло/л? ПГ~’2а* Я.'И2;г*
Отклонение вала В МКМ Отклонение вала в мкм
ИШ1Ш. + •нхсТля шт; кн. ' верхи. л и I НС рхн.1 -1- •HJKH7I а •НЛ'ШТ
От 1 до 3 Св. 3 » 6 » 6 »> 10 0 0 0 14 18 32 41 30 18 W* ’ 24 38 15 19 Св. 50 до 1.00 » 100 » 120 0 54 178 198 124 114 ки; in 71 79
Се. 120 до ПО » 140 •> 100 » 160 » ISO 0 (В (О N5 U 170 190 210 122 14(1 148 1'2 кю 108
Св. 10 до 14 » 14 » 18 0 27 60 33 4и 28 -
Св. 18 до 24 » 24 » 30 0 33 74 81 11 5г» 35 Св. 180 до 220 » 220 » 21Ю 0 73 356 23»» 2-84 168 185 122 140
Св. 30 до 40 » 50 » 50 0 30 90 109 (И* 70 J Св. 269 до 310 »> 5i ч » 360 0 84 431 471 350 ЗЗО 242 170 190
Св. 50 до 65 » 65 » 80 о 1;'.:: ИЗ lie S3 53 i Св. 380 до «40 >> 440 » 59и 0 95 557 1»37 41») 540 on 22р
* Посадки 1-го ряда..
Система вала. Класс точности 2а, прессовая посадка Пр-.,а —см. OCT НКМ 1026.
37. Система отверстия» о-ч класс. точности
Прессовые посадки (по ОСТу 1063)
Номинальные 1-я прессе вал 2-я прессовал 3-я прессовая
Отвер- стие А3 Вал Пр1 з Отвер- стие Л8 Вал П‘--3 S Отвер- стие Вал Ht ’З3
диаметры В ММ Отклонение j мкм к О'". утонение в MKAt От: члоненне в мкм
= 2 и = S г - 5 к 5 и гКН. В1 [эХп
- - Г—Г — — — — • S
= г: _г 5-.- •*- — н- 1 - “г S3
От 3 ДО 6 0 25 55 30
Св. 6 » 10 0 30 65 За 30 0 30 70 40 30 0 3'! но 70 30
» 10 » 18 0 35 75 40 •J.} 0 .о S0 45 Зэ 0 • •j 115 80 нЭ
» 18 » 30 0 45 95 50 45 0 «л 100 7»л 0 -ы 145 100 А?»
»> 30 » 40 0 50 110 6.0 .»0 0 50 115 ( 50 0 50 165 115 50
» 40 » 50 0 50 110 60 50 0 50 125 75 50 0 50 175 125 50
» 50 » 65 0 60 1.45 75 со 0 60 150 90 60 0 Г.0 210 150 60
» 65 » .80 0 60 135 /Л 60 0 60 165 юз 60 0 60 >:*>£' 165 60
>> 80 » 100 0 70 1110 90 70 0 70 116 125 70 0 70 26(1 11)0 70
» 100 » 120 0 70 IG0 90 70 0 79 210 140 79 0 70 230 210 70
1> 120 » 150 0 80 185 105 80 ! । 89 24.5 165 80 0 80 ; ’ 1 245 SO
» 150 » 180 0 80 200 120 80 (1 80 _ '•» Г.15 so 0 80 355 - » 80
>> ISO » 220 0 90 230 ПО 90 0 90 525 235 о.» 0 90 410 320 30
» 220 » 260 0 90 2а0 1-10 90 0 41'5 ; ,1 но 0 90 4э() 360 зо
» 2с>9 » 310 0 100 8 л 185 100 0 НЮ 420 320 кю 0 100 515 41.. 100
» 310 » 360 0 100 :Ю5 205 НЮ 0 Н-h ПС- 370 loo 0 •00 565 165 190
>> 360 » 440 0 120 360 4. * 12<» а < ;• 5511 4:ю 11,: I 0 120 670 550 120
» 440 » эОО 0 129 275 ° 120 Г.20 501» 120 (» 120 7W '320 120
ю
Настоящий стандарт распространяете и и па сседшй’ямя, осуществляемые нагрева-
нием охватывающей детали.
ДОПУСКИ И ПОСАДКИ
из
Характеристика и примеры применения посадок
При изготовлении технологического оборудования (близкого к станочному)
в большинстве случаев применяются следующие посадки.
Прессовая 2-я, 3-го класса -jy-, — обеспечивает без дополнительного креп-
ления прочное соединение деталей, па которые действуют значительные моменты,
стремящиеся сдвинуть одну деталь относительно другой. При сборке нагревают
втулку или глубоко охлаждают вал. Оту посадку применяют для насадных зуб-
чатых венцов больших шестерен, бандажей колес, искусственных буртов па
вадах, стяжных колец, кривошипных пальцев в дисках кривошипов.
Прсссовая 2-го класса — используется для чугунных пли бронзовых
ступиц при толщине стенки, равной приблизительно 0.5 диаметра вала, и длине
поверхности соприкосновения, соответствующей примерно диаметру вала;
широко применяется для посадки втулок в гнезда при тяжелых ударных нагруз-
ках (втулка в головку шатуна компрессора п др.).
Легкопрессовая - — относительное расположение деталей сохраняется без
дополнительного крепления. Сборку производят под прессом. При горячей
посадке дает более прочные соединения. Примерами применения могут служить
бронзовые венцы -;ервячпых колес, сборные шестерни, втулки в шестернях и
шкивах, постоянные втулки в станинах.
Прессовая 1-я, 3-го класса ------применяется в тех же случаях, что
если возникающие напряжения не вызовут нарушения проч-
а деформации но имеют значения, например для пальцев криво-
легкой рессовая
пости детали,
шипов.
.1
Г
— создаст прочное соединение. Применяется при передаче боль-
наличии вибрации и ударов. При соответствующих усилиях тре-
Глухая
1Ш1Х усилий 11
бует дополнительного крепления от проворачивания и продольного смещения.
Сборка под прессом. Примеры применения: зубчатые венцы на шестернях, посто-
янные втулки в подшипниках и шестернях, сильнонаг ружейные шестерни на
валах, рабочие приводные шкивы, диски соединительных .муфт, насадные бурты
на валах, шестерни на валах сотрясательных аппаратов и камнедробилок и др.
Глухая р— — то же, что и для посадок 2-го класса при меньших трсоова-
ниях к точности сопряжения.
Напряженная - — обеспечивает хорошее центрирование; требует крепле-
ния от проворачивания и осевого сдвига. Сборка и разборка при помощи молотка
без значительных усилий. Применяется для деталей, туго насаживаемых на
шпонках и снимаемых лишь изредка (шестерни, маховички, рукоятки и др.).
А- А.
Напряженная и — часто может заменять напряженную посадку
-Ы л га
2-го класса.
Скользящая 1 — применяется при особо высокой точности сборки, в оспов-
сч
ном для прецизионных деталей, требующих подвижности с инициальными
зазорами.
Скользящая — допускает относительное перемещение деталей вручную
после смазки. Посадку применяют для сменных шестерен на ватах, шпинделей
задних бабок, шпиндельных гильз сверлильных станков, передвигающихся на
валах муфт и шестерен, установочных колец с винтами.
114
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ II ПОСАДКИ
Скользящая — используется вместо посадки 2-го класса прп большей длп-
С^2й.
не сопрягаемых поверхностей, п когда точность сопряжения может быть понижена
относительно 2-го класса, что практически возможно для многих сопряжений.
А3
Скользящая — допускает относительно легкое перемещение одной детали
в другой; применяется для следующих деталей: эксцентрик на валу эксцентри-
кового насоса, поршневой шток в поршне компрессора, поршни л поршневые
золотники в цилиндрах, вкладыши разъемных подшипников скольжения, ло-
пастной винт мешалки на валу, сальники, направляющий стержень в опорах.
Скользящая и 0^- — могут практически во многих сопряжениях заме-
рз Сда
нять посадку 3-го класса.
v Л
Ходовая -- — обеспечивает перемещение одной детали в другой с заметным
А
зазором при достаточном центрировании. Типичная посадка для подшипников
скольжения (основные подшипники металлорежущих станков, передвижные
шестерни на валах коробок скоростей и подач, подвижные части сцепных муфт,
распорпые кольца, направляющие втулки, нанравляюпще ползунов, цапфы
эксцентриков).
я. .1
Ходовая v- — отличается от ходовой несколько оольшпми зазорами и
А з А
менее точным центрированием. Типичная для подшипниковых соединений дета-
лей при значительных скоростях: вращающиеся валы с несколькими или далеко
расставленными опорами, а также валы в длинных нодшишшках (эксцентри-
ковый вал пресса в опорах, холостые шкивы, центрирование крышек цилиндра,
сцепные муфты и включаемые ими зубчатые колеса и другие детали, свободно
вращающиеся на валах).
Посадки 4-го и 5-го классов применяют для соединений, в которых требуются
большие зазоры и где но вредны значительные их колебания.
Свободные размеры вследствие отсутствия общепринятых норм рекомендуется
выполнять по 7; 8; 9 и 10-му классам ОСТа 1010.
Допуски на угловые размеры
"(по ГОСТу 8908—58)
38. Предельные отклонения углов в зависимости от степени точности
ДОПУСКИ П ПОСАДКИ
115
Продолжение табл. 38
IГит .'риалы длин мсныдей стороны угла пли образую- щей конуса в мм Откло- нения Предельные отклонения углов + (лначения а/2 в мк.,Г) для степеней точности
1 2 з 4 5 6 7 8 9 10
Си. 3 до 5 6/2 30м 50” 1-15” 2' 3' 5' 8' 20' 50' 2°
С/; 2 0.4 0,8 0.7 1,3 1.1 1,9 1,8 1,5 7,5 7,2 12 18 30 45 75 108 180
Св. 5 до S 6/2 2-5" 40" 1' изо" 2'30" 4' 6' 15' 40' 1°30'
а- 2 0,0 1 1 1,6 1.5 2,4 2,3 3,6 6 6 9,6 9 14,4 22,5 36 60 96 135 216
Св. 8 до 12 6'2 20"' 30" 50" 1-15" 2' 3' 5' 12' 30' 1°15'
а/2 O.S 1,2 1.2 1,8 О 3 4,5 4.8 7,2 ю’з 12 18 43*2 108 180 270
Св. 12 до 20 б-'2 15" 25" 10" 1' 1'30" 2'30" 4' 10' 25' 1°
а !2 0.9 13 1,5 Г 3,6 6 5,5 9 9 15 14,5 24 36 60 90 150 216 360
Св. 20 до 32 6/2 12" 20" 30” 50" 1'15" 2' 3' 8' 20' 50'
а/2 1,2 1.9 3,2 3 4,8 8 7.5 12 12 19 18 29 48 77 120 192 300 480
Св. 32 до 50 6/2 10" 15" 25" 40" 1' 1'30" 2'30" 6' 15- 40'
а,'2 1,6 3,8 6 6,5 10 9,5 15 14,5 37,5 57.5 НО 144 384 600
Св. 50 до 80 6/2 8" 12” 20" 30" 50" 1'15" 2' 5’ 12' 30'
а: 2 3,2 4.8 5 8 12 12,5 20 19 30 30 48 75 120 180 288 450 720
Св. 80 до 120 6'2 G" 10" 15" 25" 40" г 1'30" 4' 10' 25'
G ;'3 з’о G 6 9 10 15 16 24 36 36 54 90 144 240 360 600 900
Св. 120 до 200 6-2 5" 8" 20" 30" 50" 1'15" 3' 8' 20'
<1/2 3 4,8 8 7 12 12 20 18 30 30 50 45 75 108 180 2S8 480 720 1200
Св. 200 до 320 6/2 4" 6" 10" 15" 25" 40" 1' 2'30" 6' 15'
а/2 6,5 6 9,5 10 1(1 15 40 40 64 60 96 150 240 360 576 900 1440
Св. 320 до 500 6/2 3" 5" 8" 12" 20" 30" 50" 2' 5' 12'
а/2 7,5 8 12,5 13 20 19 30 32 50 48 75 80 125 192 300 480 750 1152 1800
116
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
Продолжение табл. 3S
Интервалы дли: г меньшей стороны угла или образую- щей конуса в мм Откло- нения Предельны? отклонения углов А (значения а/2 в ли&и) для степеней точности
1 2 з 4 5 G 7 8 9 10
Св. 5U0 до 800 6/2 о” 4" 10" 15" 25" 40" 1'30” 4' 10'
а '2 12° 10 10 15 40 110 100 100 160 225 360 600 960 1500 2400
Св. 800 до 1250 6,2 2п 3" Ъп 8" 12" 20" 30" 1'15" 3' 8'
а/2 8 12,5 12 19 20 31 50 48 75 80 125 120 187,5 309 469 720 1125 1920 3000
Св. 1250 до 2000 6:2 2” 3" 4" G" 10" 15" 25" V 2'30" 6'
а!2 12,5 2(» 19 ЗВ 25 4'1 60° 62.5 100 94 150 156 250 938 1500 2250 3560
При наличии специальных конструктивных требований допускается несимметрич-
ное расположение предельных отклонений угловых размеров с сохранением величины
допуска, приведенной и таблице.
39. Применение допусков на угловые размеры деталей
Степень точности Детали Методы обработки
2 Высшей точности наружные конусы, предназначенные для соединений, тре- бующих герметичности Тонкое шлифование с последую- щей доводкой
з Высшей точности внутренние конусы То ж*
4 Высокий точности, требующие хоро- шей 1 цент । шрова пая; цент । шру ющие концы валок (осей) иод зубчатые* коле- са и отверегия в зубчатых колесах вы- соких степеней точности Шлифование?, развертывание и точение высокой точности
5—6 Высокой точности, передающие на конусном соединении большие крутя- щие моменты; фрикционные копусы и втулки; штифты конусные (1 Г 50) и отверстия для ппх То же и слесарная обработка высокой точности
7—8 Нормальной точности: конусы фрик- ционных деталей с последующей под- гонкий, .зубчатые конические колеса, центрирующие концы осей, штифты ко- нические (1 : 50) нормальной точности, направляющие планкп кареток Точение на токарных и револь- верных станках обычной точности, фрезерование высокой точности с применением делительных меха- низмов, шлифование с установкой на столе и в приспособлении, раз- вертывание
ДОПУСКИ И ПОСАДКИ
117
Продолжение табл. ЗУ
Степень точности Детали Методы обработки
9 И» ч в лсо ко it точности, перед а к »щие двпж'-нин, стояирпщпс я т. (!.: угловые паз ы, з вёидпчки фиксаторе в, стопор- ные втулки к поводкам, храповые и фрикционные остановы, прессован- ные детали J in.; у • -лето K-'irUijr, чисто вое (PPCjepnoai'n*’ но paa-aqi;r, (-I’posa- пне в ириенчсоб.кили, алчиашаннс, шлифование
10 К точности которых нс предьяв- .1 лстся высоких требований (свобод- ные размеры) Грубая обработки на станках всех видов, литье, прессование пластмасс, гибка в гибочных штам- пах высокой точности
Отклонения формы и расположения поверхностен
Отклонения форели
1. Неплоскостностъ (отклонение от плоскостности) — наибольшее расстоя-
ние от точек реальной поверхности до прилегающей плоскости (рис. 1).
2. Пепряелолинейиоеть (отклонение от прямолинейности) — наибольшее рас-
стояние от точек реального профиля до прилегающей прямой (рис. 2). Элемеп-
Неллоскотность
Прилегающая
плоскость
Реальная
'поверхность
Рис. 1
Прилегающая прямая
' , ЗпЗанния ,
Реальный профиль
Непрямолинейность
Рис. 3
тарными (простейшими) видами непяоскостпости и пепрямолппейности явля-
ются: вогнутость (рис. 3,а) и выпуклость (ряс. 3,6).
3. Неци.шндричность (отклопеппе от шсшидричиости) — наибольшее рас-
стояние от точек реальной поверхности до прилегающего цплиядра (рис. 4).
Нецплиндричность включает в себя некруглость (рис. 5) и отклонение профиля
продольного сечения (рис. 6).
Прилегающий цилиндр
Реальная поверхность '
Прилегающая окружность
Рис. 4 Рис. 5 Рис. 6
Прилегающий профиль
V- Реальный псофиль
Отклонение профиля /
провального сечения/
Элементарными видами некруглости являются овальность (рис. 7,о), за
величину которой принимают разность между наибольшим и наименьшим диа-
метрами сечения, т. с. удвоенную величину некруглости, и огранка (рис. 7,6).
Элементарные виды отклонения профиля продольного енчеапя — конусооЬ-
разность (рис. 8,о), бочкообразность (рис. 8,6), содяообразность (рис. 8,в),
изогнутость (рис. 8,г).
118 шероховатость поверхностей, допуски п посадки
За величину кон усооб разности, бочкообразное®! и седлообразиости прини-
мают разность между наибольшим и наименьшим диаметрами продольного сече-
ния, т. е. удвоенную величину отклонения профиля продольного сечения.
Кол1гчественио изогнутость оценивается так же, как отклонение профиля
продольного сечения.
Отклонения расположения
Непараллелъностъ (отклонение от параллельности) плоскостей — раз-
ность наибольшего и наименьшего расстояний между прилегающими плоскостя-
ми на заданной площади пли длине (рис. 9).
5. Непараллелъностъ (отклонение от параллельности) прямых и плоскости —
разность наибольшего и наименьшего расстояний между прилегающими прямыми
на заданной длине (рис. 10).
6. Непараллелъностъ (отклонение от параллельности) осей поверхностей
вращения (или прямых в пространстве) — пепараллельность проекций осей ня
пх общую теоретическую плоскость, прохо-
дящую через одну ось п одну из точек дру-
гой осп (рис. 11).
7. Перекос осей (пли прямых в про-
странстве) — непараллельность проекций
Рис. 9
Заданная блина
Непараллельность
Рис. 10
осей на плоскость, перпендикулярную к общей теоретической плоскости и про-
ходящую через одну пз осей (рис. 11).
8. Непараллелъностъ (отклонение от параллельности ) оси поверхности вра-
щения и плоскости — разность наибольшего и наименьшего расстояний между
ДОПУСКИ И ПОСАДКИ
419
птшлегающей плоскостью и осью поверхности вращения па заданной длине
Грис. 12).
9. Неперпендикулярн-остъ (отклонение от перпендикулярности) плоскостей,
осей или оси и плоскости — отклонение угла между плоскостями, осями или
№щея теоретическая плоскость осей
Рис. 11
Рис. 12
осью и плоскостью от прямого угла (90°), выраженное в линейных единицах
па заданной длине (рис. 13). Отклонение от перпендикулярности определяется
от прилегающих поверхностей или линий.
П р и м е ч а н и е к пп. 4—9. Если длина, к которой следует относить отклонение рас-
положения, не задана, то оно должно определяться на всей рассматриваемой поверхности.
10. Торцовое биение — разность наибольшего и наименьшего расстояний
от точек реальной торцовой поверхности, расположенных на окружности задан-
ного диаметра, до плоскости, перпендикулярной к базовой осп вращения (рис. 14).
Рис. 14
Рис. 13
Если диаметр не задан, то торцовое биение определяется на наибольшем диаметре
торцовой поверхности.
11. Несоосностъ (отклонение от соосности) относительно базовой поверх-
ности — наибольшее расстояние между осью рассматриваемой поверхности и
осью базовой поверхности на всей длине рассматриваемой поверхности или рас-
стояние между этими осями в заданием сечении (рис. 15).
12. Несоосностъ (отклонение от соосности) относительно общей оси — наи-
большее расстояние от осн рассматриваемой поверхности до общей оси двух пли
нескольких номинально соосных поверхностей вращения в пределах длины рас-
сматриваемой поверхности (рис. 16).
Общей осью двух или нескольких поверхностей при контроле соосности
калибром является ось калибра (несооспостью ступеней калибров в данном
определении пренебрегаем).
За общую ось двух поверхностей при контроле соосности универсальными
средствами измерения принимается прямая, проходящая через эти осп в средних
сечениях рассматриваемых поверхностей.
П р и м е ч а п и е. Несоосностъ относительно общей оси целесообразно оговаривать
при двух разнесенных поверхностях или при числе поверхностей более двух, если одна пз
этих поверхностей не является базовой.
120 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ П ПОСАДКИ
13. Радиальное 6wnue — разность наибольшего и наименьшего расстояний
от точек реат ,ной поверхности до базовой оси ера-цепня в сечении, перпенди-
кулярном к этой осп (рис, 17).
Pa.Suапьное биение=
Рпс. 13
Рис. 16
Рис. 17
Радиальное биение является результатом смещения центра (эксцентрицитета)
рассматриваемого сечения относительно оси вращения (эксцентрицитет вызы-
вает вдвое большее по величине радиальное биение) н некруглости.
II п и м е ч а н и о. Для поверхностей вращения, образующая которых непараллельна
базовой осп (например, конических), оговаривается биение в направлении, перпендикуляр-
ном к рассчитриваемой поверхиостп.
14. Непересечение осей (отклонение от пересечения) — кратчайшее расстоя-
ние между осями, номинально пересекающимися (рис. 18).
15. IЬ.'еилимстрюиие-пп (отклонение от симметричности) — наибольшее рас-
стояние между плоскостью симметрии (осью симметрии) рассматриваемой по-
верхности п плоскостью симметрии (осью симмо-
трпп) базовой поверхности (рпс. 19).
16. Смещение оси (пли плоскости симметрии) от
номинального расположения — напиолылее расстоя-
ние между действительным и номинальным располо-
жениями осп (пли плоскости симметрии) па всей
длине рассматриваемой поверхности. Если заданы
базы, то номинальное расположение определяют
относительно баз (рис. 20).
Смещение оси
ст номинального располе.-кения
Рпс. 20
Рпс. 18
Рис. 19
Предельные отклонения формы и расположения поверхностей
(по ГОСТу 10356-63)
Предельные отклонения формы и расположения поверхностей (табл. 40—43)
должны назначаться при. наличии особых требований, вытекающих из условий
работы, изготовления или измерения деталей. В остальных случаях отклонения
формы и распотожедия поверхностей ограничиваются полем допуска на размер
или рег.тамгитируются в нормативных материалах на допуски, ио проставля-
емы;' у размер;-1;.
Рекомендации по выбору степеней точности и примеры их назначения при-
ведены в табл. 14 и 45.
121
ДОПУСКИ и ПОСАДКИ
40. Предельные отклонения формы цилш^хрических поверхностей
Интервалы номинальных диаметров в мм Предельные отклонения к мкм при степени точности 1
ш IV V VI VII VIII IX X
До 6 0,8 1,2 2 3 5 8 12 20
Св. 6 до 18 1,2 3 5 у; 12 20 30
» 1S » 50 1Л 2.5 4 6 10 16 25 40
>? 50 >> 120 2 3 5 8 12 20 30 50
» 120 » 260 2.5 4 6 10 16 95 40 60
» 260 » 500 3 5 8 12 20 30 50 80
» 500 »> 800 4 d 10 1G 25 10 «о 100
» 800 » 1250 5 8 12 20 30 50 80 120
» 1250 » 2000 6 10 16 -а 40 60 100 100
1 ГОСТ 10356—63 предусматривает таки® I и П степени точности.
Примечания: 1. Величины, приведенные в таблице, используют непосредст- венно в качестве предельных значений нецилиндричпости, некругл ости, отклонения профиля продольного сечения, огранки, изогнутости. Для получения предельных зна- чений овальности, конусообразноети. бочкообразное™ и седлообразноети указанные в таблице величины нужно удвоить, а затем округлить результат до ближайшего пред- почтительного числа, приведенного в этой таблице. 2. цри отсутствии указаний о предельных отклонениях формы цилиндрических поверхностей эти отклонения ограничиваются полем допуска иа диаметр.
41. Предельные отклонения от плоскостности и прямолинейности
Интервалы Предельные отнионения в мкм при степени точности 1
номинальных длин в мм III IV V VI VII VIII IX X
До 10 0,6 1 1,6 2,5 4 6 10 16
Св. 10 ДО 25 1 1,6 2,5 4 6 10 16 2а
» 25 й 60 1,6 2,5 4 6 10 16 25 40
» 60 » 160 2,5 4 6 10 16 25 40 60
» 160 >> 400 4 6 10 16 25 40 60 100
» 400 » 1 000 6 10 16 25 40 60 100 160
» 1 000 » 2 500 10 16 25 40 60 100 160 250
» 2 500 » 6 300 16 25 40 60 100 160 250 400
» 6 300 Й 10 000 25 40 60 100 160 250 400 600
* ГОСТ 10356—63 предусматривает также I и П степени точности. Допускается нормирование плоскостности числом пятен на заданной контроле «на краску». площади при
122
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ II ПОСАДКИ
42. Предельные отклонения от параллельности и перпендикулярности и предельные
значения торцового биения
Интервалы номинальных размеров в мм Предельные отклонения в мкм при степени точности 1
ш IV V VI VII VIII IX X XI XII
До Ю 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 до 25 1,6 2,5 4 6 10 16 25 40 60 100
а 25 » 60 2,5 4 6 10 16 25 40 00 100 160
» 60 » 160 4 6 10 16 25 40 60 100 160 250
» 160 » 400 6 10 16 25 40 60 100 160 250 400
» 400 » 1000 10 16 25 40 60 100 160 250 400 600
» 1 000 » 2 500 16 25 40 60 100 160 250 400 600 1000
» 2 500 » 6 300 25 40 60 100 160 250 400 600 1000 1600
» 6 300 » 10 000 40 60 100 160 250 400 600 1000 1600 2500
1 ГОСТ 10350—63 предусматривает также I I II степени точности.
Примечания: 1- Под номинальным размером понимается длина, на которой задается предельное отклонение от параллельности и перпендикулярности, или диаметр, на котором задается предельное торцовое бдение. 2. При отсутствии указаний о предельных отклонениях от параллельности эти отклонения ограничиваются полем допуска на расстояние между поверхностями, их осями или плоскостями симметрии.
43. Предельные значения радиального биения
Интервалы номинальных размеров в мм Предельные значения в при степени точности 1
III IV V VI VII VIII IX X
До 6 3 5 8 12 20 30 50 80
Св. 6 до 18 4 6 10 16 25 40 60 100
№ 18 ч 50 5 8 12 20 30 50 80 120
» 50 » 120 6 10 16 25 40 60 100 160
» 120 » 260 8 12 20 30 50 80 120 200
» 260 » 500 10 16 25 40 60 100 160 250
» 500 » 800 12 20 30 50 80 180 200 300
» 800 » 1250 16 2» 40 60 100 160 250 400
8 1250 » 2000 20 30 50 80 120 200 300 500
1 ГОСТ 10356—63 предусматривает также I и II степени точности.
Примечай и е. Для получения предельных значений несоосности и несим- метричности в случае, если они оговорены независимым допуском, указанные в таблице величины нужно уменьшить вдвое с последующим округлением результата до ближай- шего предпочтительного числа, приведенного в этой таблице.
ДОПУСКИ И ПОСАДКИ 123
44. Рекомендации по применению степеней точности (ориентировочные)
Степени точности Изделия
х-п Прецизионные станки и приборы для линейных и угловых измерений (в том числе и для контроля формы и расположения поверхностей)
III-IV Станки и приборы для линейных и угловых измерений повышенной точ- ности. Узлы машин м приборов с особо высокими требованиями к точности, плотности и др. (например, подшипники, плун;керные пары)
V-VI Станки нормальной точности. Машины и приборы повышенной точности или работающие и тяжелых режимах (высокие давления, нагрузки, скорости)
vn—VIII Машины и приборы средней точности, работающие в средних и легких режимах
IX-X1I Малоответстиенные поверхности и поверхности при использовании компен- саторов. Вспомогательные и ручные механизмы
45. Примеры назначения степеней точности и способы обработки для их достижения 1
Степени точности по ГОСТу 10356—63 При меры применения Способы обработки
Ш—IV Не плоскостность, и е п р я м о л и н е й Направляющие станков повышенной точности. Столы илоскошлифовэльных, фрезерных и дру- гих станков высокой точности ГОСТЬ Доводка, шлифова- ние, шабрение повы- шенной точности
V—VI Направляющие станков нормальной точности. Рабочие поверхности столов станков повышен- ной н нормальной точности. Направляющие точных машин и приборов. Поверхности плоских соединений в шестеренча- тых и винтовых насосах 1 Шлифование, обта- чивание повышенной точности
VII-VIH Направляющие кривошипных и гидравлических прессов; ползуны. Упорные подшипники машин малой мощности Базовые поверхности кондукторов и других технологических nil псш «соблений - Опорные поверхности корпусов подшипников. Разъемы корпусов редукторов, масляных насо- сов, опорных подшипников валопроводов Грубое шлифова- ние, фрезерование, строгание, протяги- вание, обтачивание
IX—X Кронштейн и основания вспомогательных и руч- ных механизмов. Опорные поверхности машин, устанавливаемых на клиньях и амортизирующих прокладках. Присоединительные новее» хности арматуры, фланцев станков (с использованием мягких про- кладок) Грубое фрезерова- ние, строгание, обта- чивание, долбление
1 Более полная таблица имеется и статье М. А. Палей «К применению предельных отклонений формы и расположении поверхностей но ГОСТу 10356—63». «Стандартиза- ция», 1964, J4 1.
124
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
Продолжение табл. 45
Степени точности по ГОСТу 1.0356—G3 Примеры применения Способы обработки
III-IV О т к л о и еине форм ы ц и л и иД р и чс с к п х иовсрхностей Н с к р у г л о с т ь Посадочные поверхности подшипников качения классов С и А н отверстии в корпусах под эти подшипники. Подшипниковые шейки шпинделей станков по- вышенной точности. Цапфы подшипников жидкостного трения в прокатных станах. Рабочие поверхности плунжерных и золотни- ковых пар (пои высоких давлениях). Поршневые пальцы автомобильных двигателей Тонкое точение, шлифование, алмаз- но* * растачивание, хонингование
V-VI Посадочные поверхности подшипников качения классов В, .11 и Н, а ташке валов и корпусов под них. Подшипниковые шейки станков нормальной точ- ности. Подшипниковые шейки коленчатых валов и вкладыши редукторов, паровых турбин, насосов Цилиндры автомобильных двигателей. Рабочие поверхности золотнике вых пар, рабо- тающих при средних давлениях. Поршни и цилиндры гидравлических устройств, насосов и компрессоров, работающих при средних давлениях и уплотненных поршневыми кольцами. Поверхности соединений втулок с цилиндрами и корпусами в гидре алическпх системах высокого давления, втулок с головками шатуна двигателей Шлифование, точе- ние, хонингование, растачивание повы- шенной точности, развертынаиие, про- тягивание
VII—VIII ’Горший и гпльоы тракторных двигателей. Поршневые кольца автомобильных и трактор- ных двигателей. Гильзы дизелей и газовых двигателей. Отверстии под втулки в шатенах дизелей, ком- прессоров, тракторных двигателей Грубое точение, шлифование, р а зве р- гы вание, пр от яги ва- нне, растачивание, евщ щенке по иышен- ной точности
IX-X Подшипники сколыкенин при легких условиях работы (лебедки, крапы). Поршни и цилиндры насосов низких давлений с мягкими уплотнениями Грубое точение, растачивание, свер- ление
III—IV II с и араллельност ь Основные поверхности токарных автоматов и фрезерных станков высокой точности, токарных, шлифовальных и расточных станков повышенной точности. Особо точные направляющие приборов управле- ния и регулирования Доводка, шлифова- ние, шабрение
V—VI Рабочие поверхности станков нормальной точ- ности. Плоскости подштамповой плиты прессов. Направляющие пазы и планки приборов и меха- НИ.’.МОГ. ВЫСОКОЙ точности. Опорные торцы крышек и дистанционные коль- ца под подшипники классов С я А. Ось отверстий и торцы корпусов и рабочих шестерен, винтов в яасчйах. Базовые плоскости блока, рамы и картера дви- гателей Шлифование, фре- зерование повышен- ной точности, коор- динатное растачива- ние, сверление
ДОПУСКИ II ПОСАДКИ
125
Продолжение табл. 45
Степени точности по ГОСТу 1035(1—к:; Примеры применения Способы обработки
VII-VIII Рабочие поверхности прессов и молотов. Плоскости плит штампов. Рабочие поверхности кондукторов средней точ- ности. Опорные торцы крышек и колец для подшипни- ков классов В, П и Н. Оси отверстий в головках шатуна. Осп расточек под гильзы в блоке двигателя. Оси отверстий в корпусах зубчатых передач 7—10-скшеиой точности <1 ’ резерование, стро- гание, п рот яги ванне, растачивание
IX—X Торцы крышек подшипников крупных машин (тяжелое машиностроение). Шатунные шейки коленчатого вала дизелей и газовых двигателей. Оси передач в .лебедках, ручных приводах. Осп отверстий в упругих втулочно-вальцевых втулках Грубое фрезерова- ние, фрезерование, растачивание, св< q >- ление повышенной точности
Ш—IV II епер пен д и к у л я рнос ть, торцовое б и е н и с Основные поверхности токарных и шлифоваль- ных станков нормальной и повышенной точности, ток а рн ых а втоматс »и и шх-г уа втомат ов, Ф| м-зе рны к станков высокой точности Заплечики валов под подшипники качения клас- са С Доводка, шлифова- ние, шабрение повы- шенной точности
V—VI Основные поверхности токарных автоматов и фрезерных станков нормальной и повышенной точности. Торцы корпусов, рабочих шестерен, винтов п роторов насосов высокого давления. Заплечики валов под подшипники классов А и 8 и корпусов иод подшипники классов Си А. Фланцы валов ц соединительных муфт двигате- лей. Опорные торцы цилиндров машин и двигателей ДГл ифпванне, ша б- репне, ФI и::и?ро i мнйс, строгание, растачи- вание повышенной точности
VII—VIII Направляющие и базовые поверхности холодно- высадочных и отрезных автоматов. Торцы станочных втулок. Заплечики валов корпусов под подшипники качения классов П и Н. Торцы ступиц н распорных втулок. Оги отверстий в корпусах конических редук- торов при сопряжениях no С и Д. Ось отверстия под палец в поршнях автомобиль- ных и тракторных двигателей Шлифование, фре- зерование, строгание, долбление, растачи- вании
IX—X Торцы подшипников валов в ручных лебедках и приводах. Оси отверстий корпусов конических редукторов при сопряжениях Л и Ш. Зубчатые венцы колес с обработанными зубьями в сельскохозяйственных машинах. Оси цапф крестовин и в пл ок шарнирных пере- дач в сельскохозяйственных машинах Обтачн ванн с, г ру- бое фрезе ро ван s te, строган не, растачи- вание
126
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ. ДОПУСКИ II ПОСАДКИ
Продолжение табл. 45
Степени точности по ГОСТу 10356—63 Примеры применения Способы обработки
III—IV Несоосность, радиальное биение Рабочие поверхности шпинделей, столов и стан- ков повышенной и нормальной точности, токар- ных автоматов и полуавтоматов высокой и повы- шенной точности. Посадочные шейки валов под зубчатые колеса 4 и 5-й степеней точности. Быстроходные валы прп 3000—10 000 об/мин. Конус иглы форсунки Тонкое шлифова- ние, точение, внут- реннее шлифование с одной установки
V—VI Рабочие поверхности токарных автоматов и полуавтоматов нормальной точности. Втулки станочные повышенной точности. Посадочные поверхности валиков и осей точных приборов и механизмов. Посадочные до верхи ости валов под зубчатые колеса 6 и 7-й степеней точности. Опорные шейки коленчатого и распределитель- ного валов автомобильных двигателей. Быстроходные валы повышенной точности Шлифование, обта- чивание повышенной точности, внутреннее шлифование, раста- чивание с одной уста- новки
VII—VIII Посадочные шейки валов под зубчатые колеса 8 и 9-й степеней точности. Коренные шейки коленчатого вала дизелей и валы газовых двигателей. Шейки распределительного вала тракторного двигателя. Быстроходные валы нормальной точности (до 1000 об -'мин) Фаска клапана и гнездо под клапан в автомо- бильных двигателях. Зубчатые колеса с обработанными зубьями в сельскохозяйственных машинах Г| > убое шлпфо ва- нне, обтачивание, растачивание
IX—X Посадочные шейки валов под зубчатые колеса 10 и 11-й степеней точности. Посадочные поверхности гильзы цилиндра трак- торных двигателей. Пояски и канавки для поршневых колец авто- мобильного двигателя Обта чи ванне, рас- тачи ваш ге понижен- ной точности
Допуски и посадки деталей из пластмасс
(по ГОСТу 11710—71) *
Стандарт устанавливает допуски н посадки па гладкие детали из пласт-
масс, сопрягаемые с металлическими или пластмассовыми деталями.
Для м с таял и ч е с к и х деталей, соединяемых с пластмассовым!!, реко-
мендуется но соответствующим ОСТам применять следующие ноля допусков:
.-12Р, Ая, ASa и А, для охватывающих поверхностей (отверстий); В.,я, Ва, Bsz
и Bi для охватываемых поверхностей (валов).
До 1 января 1974 г. действует ГОСТ 11710—66.
46. Предельные отклонения охватываемых 1 размеров (валов) деталей из пластмасс. Система отверстия
“з Лр2а., Л'<113'Л Но. за Лр24 Пр.7, т-4 1717, И(24 Л 4(1
Номинальиме Предельные отклонения в мм
диаметры в мм §+ верхи. Li- t-1- L 8+ L L В. L 11 L верхи. 1 t I 1 L верхи. 1, 1.
Св. 3 до 6 30 S3 35 — — 48 215 140 155 80 270 345 485 560 860 935 120 140 200 180
Св. 6 до Ю 36 100 42 - — 58 260 170 187 97 280 370 505 595 900 990 150 150 300 220
Св. 10 до 14 » 14 » 1.8 43 120 130 50 60 — — 70 316 34S 206 238 240 260 130 1.50 290 400 520 630 920 1030 180 1.50 азо 270
Св. 18 до 24 » 24 » 30 52 157 172 73 88 — 84 428 475 298 345 318 348 188 218 300 430 540 670 1160 1090 210 160 370 330
Св. 30 до 40 » 40 » 50 62 21.2 2.36 112 136 1(18 197 & 100 600 680 440 520 434 485 274 325 310 320 470 480 560 580 720 740 1000 1050 1160 121.0 250 170 1.80 420 430 390
Св. 50 до (15 » 65 » 80 74 292 330 1.72 210 242 266 146 120 840 960 650 770 595 670 405 480 530 550 600 640 700 830 1100 1.1.50 1.2'.Ю 1340 300 190 200 490 500 460
Св. 80 до 100 » 100 » 120 87 398 450 2.58 310 318 350 178 210 140 1160 1320 МО 1100 S05 910 585 600 3811 410 600 630 6»0 740 900 960 1250 1350 1470 1570 350 220 240 570 590 540
Св. 120 до 140 » 140 » 1.00 » 16(1 » 180 100 525 575 625 3115 415 465 408 440 470 248 280 310 160 1550 1700 1850 1300 1450 1600 1.050 1.150 1.250 800 ООО 1000 460 520 580 710 770 830 820 940 1050 1070 1190 1300 1500 1700 1850 .1750 1950 2100 400 260 280 310 660 680 710 630
Св. 180 до 200 » 200 » 225 » 225 » 200 115 705 760 825 520 575 640 535 570 61.0 350 385 425 185 20У0 2200 2490 1800 2000 2200 1440 1540 1.640 1150 1250 1350 600 740 820 950 1030 1110 1200 1350 1500 1490 1640 1790 2150 2400 2650 2440 2690 2940 460 340 380 420 800 840 880 720
Св. 260 до 31.0 » 310 » зио 130 9бэ 1115 750 900 715 805 500 5U0 215 2940 3340 2600 3000 1940 2240 1600 1900 1000 1200 1340 1540 1800 2200 2140 2540 3200 зьоо 3540 4140 520 509 900 1020 1120 810
1 Для охватывающих размеров (отверстой) системы вала величину отклонения принимать: иижн. охватываемых размеров с обратным знаком. Для охватываемых размерив (валов) нижнее отклонение Нд, Нд;( и верхнее отклонение С4П -~А^ Для охватывающих размеров (отверстий) верхнее отклонение Нд, И ч и нижнее отклонение С4а - как 'V верхи., а верхи, как нижн. - ЛQ равно пулю. С равно нулю.
ДОПУСКИ И П(
47. Рекомендации по выбору посадок е натягом и переходных посадок
Характер соединения Характеристика шпкчмаес Примеры применения н марки пластмасс Посадки в соединениях деталей из пластмасс и металла Поездки и еоещг- нениях деталей из пластмасс .Шерохо- ватость но перх- лостн детален ИЗ металла
Модуль упруго- сти ,1.0s кГ/см2 Коэффициент линейного расширении на 1° с 1 • 'W'"5
(.'пет ома отверстия Система нала
С за- зором или натя- гом — — Все марни пластмасс. (h вс । >ст I i я п« д и о; цит। пн и шт 1 >*ачешш текстильных машин. Зубчатые колеса, вшивы с доколпптельными крепле- ниями •^2 . Лза ’ w3a И3 _ Яза ’ ^(3а II ’ н за у 5- у 7
То же —” — .1 [ил намидные смолы ма р».»к А К-7, II-» 1х; ни л пк а при л; i кт а м, нолик ап р о - амид. Зубчатые колеса, шкивы с допол- ните л ы 1 ыми 1; ре плени я аш '1_за_ . Лза_ “На ’ л?;?3;1 "‘‘Ча и‘,гял р7а ’ ' ha йр1зл ^'/--'за V'li
С на- тяг им Св. 70 До 1,45 Стеклопласты J3-a "1^2а }чл" Пь22а V !’
прг2а 11 -''“'еа
То же Св. 70 Св. 1,й Д<) 2,0 Прсссматорпа.1 А Г-4, фенопласты. Графитоплисг марок Д:>.Ч п АФ-Т. Соединения енеции.тык'го назначения Лз 1!г,1~3:\ "h п‘‘Ча V б
То .ко Св. 20 до 70 Св. 2,5 до 3,5 В о л <>кн нт, тс кето л пт, г ра ф пт< . п л ы :т марки и ЗТ. Втулки нп; ипигпш кив 1! ро 1: а тпы х стано в, трансно ртных у стринет в А3 DV2^ h VC
II >>Чл
То же Св. 20 до 40 10-11 Полиамидные смолы марок АК-7, 1I-6S. Пол мфо 1 ша ль; i,e г i тд, по л ика р бо на т. Вторичный капрон. В тулки подшипники в eta ш иже ния Лза "г14 h Hi'4 у' 5—у с
То же До 20 15-20 Полипапролактам. Поликапроамид. Втулки подшипников литьевых, тек- СТ11Л ЬЯ1 »ТХ, ССЛ1 >С г в»К оз Я П СТ ВС Ш ГЫ X и тхэа; гепгл ртых у ст [я > йст в Лза . Л1 HV2i U,.-^ ПгЧ Т11>1^ П1'24 н&~ ; ТГ^ '• П^Т4 V 5-v б
прг,! ’ лрг4 1 !за
Рекомендации распространяются па соединения, работающие при температуре 21)° С и птноеительний влажности тюзауха Сй%.
При эксплуатации соединения с натягом деталей пи пластмасс и когалда в других условиях при выборе величин иатига необходимо учи-
тывать изменение размеров деталей от воздействия температуры и среды.
Шероховатость поверхности деталей из пластмасс не оказывает существенного влияния на прочность соединения с натягом.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ II ПОСАДКИ
“ —I мам
Л-Ityciill II писл
чамкга it аииянпд <т ‘ечл'Л'нг г.-н иитазрнлгрк! ‘i и i.'.y.nt>om.-« шИпЛГилтлияд ,
*sm '>.111 _*7 ‘на ff. — ’ЙП7 « , r '1 Г1/ ^''‘L / 1 у rlv.' it ‘xunng tif.t ‘.jj-Ji ‘t-yfV H'-illBIf HV'1'.W Л1. Ш'.'ПЖУП;" ал: ад ош ox «-0Я
‘«lit ' a"
1'41 f'rn/ 11 .V Ъ r “r A Г r Fl . a_ "f" V A-- ?v - i‘U ‘ r*.T i ;x я чт.-i; < i n t: я п; /игr) a 01 f и ?с в j ! n’ • и cu тгтилтг’ояэ имишшипгоц j u- ’i -во u”. !••?!([ ‘UHilHAf) ‘хлк'р.оц
*.v , sni ’.У ' "ill ’m | — k.v Ч-- ''lb sv Л •'.!<' • ПОНйф ‘»JJ41L0T.3H?T. ‘ПУ.ННИ'Х? -ОК ?И ийИЗЖЧГдЮ ош •»!. 0Ш 01,
41 * A _'я •'by *Я чн ’V fv 77/ ‘{I! SV 9*ii о;.' if!/ ol' от '>'□ : OK ‘.HH-iiaj ‘x.\ '-JJ
Л А *ill . Rz 7j '6./ E,7 rm ея Av ** * A f:v f;y F :л ' usi , £ (WIV mil J PIV JA1 Г) ЯП) I’-'M,-н„•) ‘|,-:-дф-)у м; LIW< >.• .'»яй |.ау,’Я г •f;<>J ?; ’ГПОТЛ1 Д>.Л КИ и- п.’WV нипгн.Пх -юл эх”.нн;г 11•.<V‘ > {г СП) f»LL cri: '11/ oh: (»x
А 3r... V /'./ . "T,7 "r , «7 ъ ' i;G 2Z 0 . г e v- s '_2 V -7.X й •• V ( >ТС И UMFMrjfcK ‘ИЯПНКТл) TifV)[{ -h'<r домпш хли--iiHrtx.K'j ч ‘ляг<<г( пшктхг । vmrrnrw ;f oi'i'corrnOKHdiT {;<1чи ”10(11?!! I'OKilHSi 03 •[ ШЛ’Н ‘im’iLiQ ‘'1 ‘XAutioff
1 ! i А 1 . S.'7 ‘4 tKin гИ! -Kv Ла’ Г\> 'i:V -«и -ь,. ‘.'7 v •7. . J S' , s a * A • ey ‘Л; хшол.г'.т; хт'иьич чч! п лИ'11:.'.л^ггп.?.ч.’.- ш<и 1<1ч»1.ч'п ‘uoairox ai'UHi.aS). -(piHnina ‘ишнши) п1 >ип.чг -11,..lit X.i.lOIBHiiHiOi .-ntn.-rt i.’ii'ij.iott •• uvii’uY-xIn и ..HiiMUbndijtjBdu хтк!л.1оя win ‘t';>nn -..•'.tcilitnn й'Лн-.ох и ivutminmtiid -man а :тин..ни:'...>а isir'C
Шсргхона- 1 ТОСТЪ ности детален- из металла j aovw ШГЛ ('fl IKH/'i’J.ok' ШИ *’ «НШ '^П « m-iV-.s'uj । ns ; * n<?r f!t+ i.i. :— ОС г j Ok-!- (l'!— гъптг.итгп IIHli’irN И ШШЗН м'ХЛПи но ЖИЙЦ % 'I h VP апноТп -of’JOH -01МЯ с опт:ъ|’’п i<; ил od min nd огоиилигнр Bl/ado KV.H -HOiiiiox
30 H ИйТПКПАТГНЛ t.i cif Yi wiAtirvar,
vi’liii риолгид ’4i. i usruoio
тш'гоьта п л ХНТШдИГ: НКХ.’ЛЛ.’П ПГ *0’13 4 »'i г Л’ЛВЖЛШГП 1’них.‘?е-.1,эипк1е\
14-я1т<»е д 012 ИИТГОННЛКОЯ.М ‘SV
Справочник конструктора, кн.
чкянлмадв
130 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ, ДОПУСКИ И ПОСАДКИ
49. Достижимые классы точности для деталей из пластмасс,
изготовляемых литьем под давлением и прессованием
Класс точно- сти Величина техно логического угла наклона Материал с колебанием расчетной усадки в %
0° 15' 30-
Наибольшая высота детали в .и.м. в направлении разъема пресс-формы
' ! 15 ; 30 4 15
Номинальные диаметры в л«л/
3 1—0 — — — — До 0,10
За 6—120 10—50 — — — — До О.Ю
1—150 — — — — — Св. (МО до 0.16
120—260 — __ — 6—1x0 — До 0,10
4 50—260 — — __ —
50—120 3—80 — — — Св. (1.10 до 0,16
4; 4а 1—50 — — — — — Св. 0,16 до 0,25
4а 1—360 1—260 1—180 — 1—260 — До 0,10
1—120 1—120 1—30 — 1—so — Св. 9.10 до 0,16
— 1—260 1—260 — 1—120 — Св. 0.10 до 0,16
6 1—500 1—120 1—120 — 1—5 — Св. 0,16 до 0.25
1—120 — — — — — Св. 0.25 до 0,40
— 36,0—500 ЗРЮ—500 3—30 120—300 360—500 3—30 120—500 Св. 0,10 до 0,16
180—500 180—500 80—50 3—50 12(1—500 3—500 Св. 0,16 до 0,25
i 80—360 50—360 1—180 6—180 50—180 6—180 Св. 0.25 до 0,40
1—120 1-130 1—80 — 1—80 — Св. 0,40 до 0,60
1—18 1-6 — — — — Св. 0,60 до 1.00
360—50 360—500 180—500 180—500 180—500 ISO—500 Св. 0.25 до 0.40
8 120—360 80—360 80—260 1-260 80—26,0 1-260 Св. 0,40 до 0,60
18—120 0-120 1—120 10—800 1—120 10—80 Св. 0,60 до 1,00
1—18 1—18 — — 1-0, ~~ Св. 1
360—500 360—500 260—500 260—500 260—500 260—500 Св. 0.40 до 0.60
9 120—260 120—26,0 120—260 80—180 120—260 80—180 Св. 0.60 до 1,00
18—120 18—120 1—80 1—80 6—80 1—80 Св. 1
10 260—500 120—260 260—500 120—260 260—500 80—260 180—500 89—260 2G0—500 80—260 1S0—500 80—260 Св. 0.60 до 1,00 Св. 1
Расчетная усадка при формовании определяется по ГОСТу 5689—66 пли по результа-
там специальных экспериментальных исследований.
ДОПУСКИ И ПОСАДКИ
131
Для пластмассовых детален, соединяемых с металлическими или
пластмассовыми, а также для ответственных несопрягаемых пластмассовых
деталей рекомендуется применять следующие поля допусков:
для охватывающих поверхностей
(налов)
«Г2:,................по ОСТ НКМ 1016
Нг..........................по табл. 46
В3 = С„ А’3, Ш,.............по ОСТ 1013
П'1>3 Hpl3.v . ... по табл. 46
U,a"C.fl по ОСТ НКМ 1017
n'i>s„ Нрц. Шщ, шц,
ШЗг........................по табл. 46
В4 = С4, Л'4.................по ОСТ 1014
С,,, Л. С’ .................по табл. 46
4а 4с1 ’ о
для охватывающих поверхностей
(отверстий)
Л21 == С2а, Лр?2а ... по ОСТ НКМ 1026
.......................по табл. 46
А3^С3, А’3, 1ПЛ . . . по ОСТ 1023
^р2за» • . по табл. 46
Дзд«=Сза . ‘ ‘. по ОСТ НКМ 1027
П/й>4, Ill'll, Шп„ Hllv
Ш2Л...................по табл. 46
-44 = С4, У4...........по ОСТ 1024
С4а> Л4а- С6...........по табл- ',6
Допуски на неответственные размеры деталей из пластмасс назначать
по 7, 8, 9 и 10-му классам точности ОСТа 1010.
Предусматриваемые на пластмассовых деталях уклоны должны распола-
гаться в поле допуска.
Предельные отклонения полей допусков охватываемых п охватывающих
размеров деталей из пластмасс приведены в табл. 46, рекомендации по выбору
посадок — в табл. 47 и 48.
Точность изготовления деталей из пластмасс литьем под давлением и прес-
сованием. При изготовлении деталей из пластмасс литьем под давлением и
прессованием в металлических формах различные элементы деталей оказы-
ваются неодинаковой точности. Наиболее высокую точность приобретают эле-
менты деталей, оформляемые в одной части формы (только в матрице пли только
пуансоном). Размеры элементов деталей, зависящих от подвижных частей
формы, а также размеры элементов деталей, оформляемые в двух и более частях
формы, характеризуются большей погрешностью.
Точность размеров деталей из пластмасс зависит от величины колебаний
усадки материала, усадочной деформации детали и уровня размерной стабиль-
ности материала. Кроме того, при оценке точности размеров деталей из пласт-
масс необходимо учитывать п влияние технологических уклонов, которые могут
назначаться на поверхности детали, параллельные направлению замыкания
формы.
50. Достижимые классы точности резанием при обработке деталей из пластмасс
Наименование материала Наружное и внутреннее шлифование Двукратное развертыва- ние 1 Гпстопое точение Чисто вое растачива- ние () дно крат- ное развер- тывание Сверление Чистовое фрезерова- ние Черновое точение Черновое фрезерова- ние
Достижимые классы точности для номинальных размеров в .«.и
3—100 1 3—40 1—200 10—200 3—40 ! 1—40 10—300 1—200 10—500
Полиметплмета- к рилат, винипласт, пресспорошкн с раз- личными наполпп- талями, прессмате- риа.ты тюло книстьв * (текстильные, асбес- товые, стеклянное волокно), слопсч ые и I юссматс рпа лы 2а 2а; 3 2а 3; За с‘а 4; 4а; 6 4; 4а; 6
Полистирол, вто- ропласт 2а - 8 3 За 4 4а; 6 4а; 6
132
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕН, ДОПУСКИ II ПОСАДКИ
Классы точности для размеров моментов деталей, оформляемых в одной
части формы, приведены и табл. 49. Погрешность ст технологического уклона
подсчитана при известном угле уклона а и высоте ааемонта детали И но формуле:
Л,.к -= 2/1Г{ а.
Предельные отклонения размеров деталей из пластмасс относятся к тем-
пература 20° С п относительной влаяшости воздуха 65%.
Точность изготовления деталей пз пластмасс р-.-зшшем (табл. 50). Обработка
деталей ж: пластмасс резанием применяется: когда сложную конфигурацию
детали трудно выполнить и металлической форме без значительного услолато-
ния формы, для повышения точности размерив деталей после формования. при
изготовлении деталей из пластмассовых полуфабрикатов.
Дополнительные источники
Допуски гасположения осей отверстии дли крепежных деталей —
ГОСС 14140—69.
.Припуски и допуски поковок из углеродистой и легированной стали, изго-
товляемые свободной ковкой — ГОСТ 7062—G7.
Отливки из серого чугуна. Допускаемое отатош-рпя ио размерам и весу
и припуски на ч. --обработку— ГОСТ ’555—55.
М я 1 ков В. Д. Допуски и посадди. Сира; зшшк. Издание 4. М.~Л.,
«Машинскя роение», 1966.
ГЛАВА III
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ
КОНСТРУКЦИИ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Линейные размены, углы, конусы
1. Нормальные линейные размеры (по ГОСТу GG3G—G?)
i М 4,0 17** С7** 1X9***
1,05* * * /} 2* »' * 13*** 71** 2»” 1!3”
1 1,1’* 4 5” И»*** 75*** ; iny * * * i:v
1,15*** '< с*** 20* У 5* 329* 1350*
1,-* 5,0* •>!«:#* ?5й’ ** 1S31***
13*** 5 •;* * * 22* ' <к*** 5i-.p * * l.'i.'J!}* *
( . * * 5 J »* * Ci * * * 2 -< • i* # Ф
1 ,JM> 6.U* ** 25 100 rm
6,3 2К* ** Р>5*** •;j5P j- • i •" *
1,7*** К ,7*** * 1 пр- * 30* ‘ jSGO**
i. 7,1** 120* * ' ; - j?* * * j,1(i: <»*
1,9*** 7.3**# 125* ГРО* ЫАя1 *
2,0* '<0* j < v~ * Ln*** 520*** !* *
2,1*** Х,э*** г;;;* * J Ар** ‘ *
О »’# * 9,0** Ipi.,* * * coo** * 23ИИ* * *
2,1’** 10 10 ICO 620 2500
2.5 11. >’•» 4?* * * Г?,:*** 670*** n65f':*‘ * *
* * 11** 45** 1 SV» * 7BJ** c,<pn* =s
’> g=i- * 11,5*** ‘i,$* * * 7Ы. * * * 3099* * *
3,0* * * 12» 50* 200* t-oO* 3130*
3 2* j ..;*** ;<;*** 21b*** , ;r 3259* * *
3 4* * * Г«** 220** Оуй* * 3550* •
3 о* » 1 .* * * * 2? >**« Э50* • 37?j4* ’
3,s*»* 16 239 11.it SOvO
Числа Пез вел дочек еде л;; !• !’1Ч--:и;PUIT.I i ! чи-’лем < о pi •п ввнлдычкг-й; чис,.ь: с одной
И вол чо’.'ьа >ii • чпс-.т < двум,; , -м.. ; < ,\м.ч :-в. ?‘В EVA?о т л: i
З.ЧГЗЛОЧКЗ'ЛП.
(’ТЯНДНрТ y!-r:.V!il НЛ'Г'.ЛРТ корме Ь.’Н/л .!!•!!: !;й\ Г; ЧУ .ft h • Р ДЛИН, ВЫ -
СОТ П Др.) В it» .T’li, 'hiB’-I Ou;:* »MГ* =., u-. { на (ГЮ£<
рядов предпочтительных чш.ел ко ГОС./у >-Э-. ’—.я, окр /т.н.-;/;:- Шктсэрмх спээл.
13'| КОНСТРУКТ Л ВШДЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
2. Нормальные углы (по ГОСТу 8908—58)
1-й ряд 2-й ряд 3-и ряд 1-11 ряд 2-й ряд 3-й ряд 1 ,» 1 1-й ряд 1 2-й ряд 3-й ряд
0° (° 0° 10° 10° 7н°
0°15' > . 75°
0°30' 0 30 15° 15 15 8(>
0 45 18 i 85
1 1 20 20 90° 90 90
1 30 100
2 25 но
2 30 30 30 30 120 120 120
•1 ,1 35 135
4 40 150
5 5 45 45 180
G 50 270
360
S 8 60 во 60
9 65 i
Таблица не распространяется па угловые размеры, связанные расчетными зависимо-
стями с другими принятыми размерами, и на угловые размеры конусов (нормальные конус-
ности ПО ГОСТу 8593—57).
При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 8-му.
3. Нормальные конусности общего назначения (по ГОСТу 8593—57)
Конусность К есть отношение разности диаметра двух поперечных сечении конуса
к расстоянию между ними.
Конус- ность К Угол конуса 2а Угол наклона а Исходное значение Примеры применения
1 : 50 1° о'45" 0°34'23" 1 : 50 Конические штифты, установочные шпильки, концы насадных рукояток
1 : 30 1 54 115 0 57 17 1 : зо Конусные шейки шпинделей
1 ; 20 2 51 51 1 25 56 1: 20 Метрические конусы в шпинделях станков, оправки
1 : 15 3 49 6 1 э4 33 1 : 15 Конические соединения деталей при усилиях вдоль оси. Соединения поршней со штоками
1 : 12 4 46 19 2 23 9 1 : 12 Закрепительные втулки шарико- п ролик о-
подшипников
1 : 10 5 43 29 2 51 45 1 : 10 Конические соединения деталей при уси- лиях, перпендикулярных к оси и вдоль нее. Концы валов электрических и других ма-
шин. Регулируемые втулки подшипников шпинделей
1 : S 7 9 10 34 35 t : 8 —
1 : 7 У 10 16 4 5 8 1 : 7 Пробки кранов для арматуры
1 : э 11 25 16 5 -«.2 38 1 : 5 Легко разнимающиеся соединения деталей при перпендикулярных к осп усилиях. Коми- ческие фрикционные муфты
1: 3 18 55 29 9°27°44" 1 : з Конусы муфт предельного момента
1: 1,866 30 15° 30° Фракционные муфты приводов, зажимные цанги, головки шинных болтов
1 : 1,207 45 22°39' 45 Уплотняющие конусы для легких ниппель- ных винтовых соединений труб
1 : 0,м16 «0 30° 60 Центры станков и центровые отверстия
КОНСТРУКТПВНБТЕ ЭЛЕМЕНТЫ
135
Продолжение табл. 3
Конус- ность К Угол конуса 2(4 Угол наклона а Исходное значение Примеры применения
1 : 6.652 75° 37°30' 75° Внутренний конус у нажимных гаек в сое- динениях труб низкого давления
1 : 0.500 90 ао 90 Концы обрабатываемых валов и валиков. Конусы вентилей и клапанов. Центровые от- верстия для тяжелых работ
1 : 0.289 120 60 120 Внутренние фаски нарезанных отверстий. Конусы под набивку сальников. Дроссель- ные клапаны
Конусы Морзе от № 1 до •V» 6 Конусы в шпинделях станков. Хвостовики инструментов. Оправки
4. Внутренние конусы (гнезда) (по ГОСТу 2847—67)
Размеры в лм
Для конусов с резьб( «пихт Для конусов с лапкой
отверстием
Цилиндрическая Конусная
часть . . часть
ч 1 , ч
I
h
Обозначение конусов D (отклоне- ние по Д3) h (отклоне- ние по Ля) (отклоне- ние по В9) ё h (отклоне- ние по Д„)
(отклоне- ние по Д4)
Метриче- 4 4 3 25 21 2,2 8
скис 6 6 4.6 — 34 29 3,2 12
0 9,045 6.7 49 3,9 15
1 12,065 9.7 1 56 52 Я,/. 19
ч 17,780 14.9 11,5 67 62
Морзе .4 23,825 20.2 14 84 78 7,9 27
4 31,267 **к Ч 18 107 98 11,9 < ‘л
5 44,399 3.8.2 135 125 15.9 38
6 63,348 54,6 27 188 177 19 47
80 80 71,5 33 292 186 26
Метриче- 100 90 39 240 220 32 60
120 108,5 39 276 254 38 70
160 160 145,5 350 321 50 90
200 200 182,5 3^ 424 388 62 110
ГОСТ 2847-
предусматрпвает также наружные конусы.
С. К >нусяветь r.HVT;> • ле
КОНСТРУКТИВНЫЕ ЭЛ ЕМЕПТЫ
137
7. Предельные отклонена» угп-- ннутлеига га к<Я!;-са Ою ГОСТу 2MS—ц7)
Обозначение конусов I fp: -;'*.r»H!.: ‘ Q;K. H>- ' : {>Чь.Ч'»- пения угла знута-л- . иг-нЯ) угла ;;чуг|ИЧ- KOHY0.1 :. i ff, । К.-яу.-.Ч В .‘.<>:.V па !;Ь л».и л. .!!!!•>! (1Сч ап.ГР‘Я’1 • ! ва i •/.;*.;! :;ш-1 Д1Я Т‘ Ч- tJiHy -i-:: i ,!.r< Т< J.'.’p:; T’rq- ' И’.-угн
з 5 : ;j 3
Метрические -i ± iB ,’•: > -T ii«I/ ч » i f nr.- s r> i к -t- :f G ± J2
Ч I 1 1 - ,AlK Li ip -t- lu
Г. 12
л .. ! -i 2:) -ь 39 ± SO i
1 Морзе J- M
i 5 n : » 2?) ?- hi ? 2л -i- 40 J
4 К I >2 ' -s 2n
t ,.i -2 Д 23
- 1 i : r> i_ 1U i i bl нь 3i< i
i
111- i '.
ЕЮ 120 a :L о i ± 1 - ''u j i p; -p 2э =
8. Предельные отклонения формы конических поверхностей
Степень точности Нвип Mi ’.л ине йтп ’Стг> •рлзу-г-гдеп i i 17круглость
конусов Стряся;, точности н ’ ГС» СТ у !0‘;5й—33
3 IV VII !
4 VHI !
5 V VTI! =
И рпгдеры обозначений:
конуса Морзе 3, 5-й стеш-ня точности
?р>,— J с».о. з ГОСТ 257 я -Т-7
метрического конуса 1G0. -~й ст-'шчш ти:яе-гта
А Г е т 2 •> 9 ст. - Г' Ог Г 3 х * -- ь
укороченного конуса 2ь, 2-1- с ген •. л т.-.-чп: ? ги
.Чо. 2b t 3 1 OCT : C-W
138
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
9. Конусы шпинделей и оправок с конусностью 7 : 24 (по ГОСТу 15045—70)
Размеры в мм
Обозначение конусов D cl L (сира вочный)
g’n'so" —г
15 19.05 У ,v 11.2 26.9
Ja 25.40 13,S 39,8
j№°35W Г ~1 30 31,75 17.4 49,2
3.1 3S.1 21/1
40 '14/15 25,3 65,6
Пример обозначения ко-
нуса 25 с конусностью 7 : 21: 50 69 Xi 3933 103,7
Ко.'ШС 25 ГОСТ 15945-70 55 8490 50,5 131,0
КО 107.95 60,2 163,7
65 133,35 75.0 200.0
70 105,10 92.9 9-47 1
/Э 203,20 114,3 304,8
Фаски, галтели и радиусы закруглений
10. Радиусы закруглений и фаски
Размеры в мм
Размеры радиусов и фасок распространяются на детали, изготовляемые и 5 металла и
пластмасс, но не распространяются на размеры радиусов, «акруглсянй (сгиба) гнутых де-
талей, фасок на резьбах, радиусов проточек для выхода резьбообразующего инстру .мента,
фасок и радиусов закруглений шарпко- и роликоподшипников в на их сопряжения с ва-
лами п корпусами.
При выборе размеров радиусов и фасок 1-й ряд следует предпочитать --му.
В обоснованных случаях допускается применять фаски с углами, отличными от ы .
139
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И. Входные фаски деталей с неподвижными посадками
Размеры в .мл
D Фаска Размеры фаски при Посадках
Гр. Пр, Пл. Г, Т Пр1, 17р2з ПрЗ,
До 50 а А 0,5 1 1 1,5 1,5 2 2
"М 4 г а -4-Л—r?|-
50-100 а Д 1 1,5 2 2,5 о 2,5 3,5
7//S//////M ИЛИ
6 100-200 а А 2,5 в 3,5 4 4,5 5 6
250—500 а А 3,5 4 4,5 5,5 8 85 10
Фаски делать только с одной стороны деталей.
При Н D допускается увеличение фасок до ближайшего (большего) размера.
12. Радиусы скруглений сопряженных валов и втулок
Размеры в
Вал cJ 1 «z. ''В^та Вал «11 О Г Г1
10-18 20—28 30-46 48—68 70—100 105—150 155—200 210—250 0,6 1.6 2,0 5 6 1 2.5 3 5 6 8
13. Гал’гелн вала и корпуса под шарика* и роликоподшипники
Размеры в мм
ГНО.И 0.2 0,3 0.4 0,5 1 1,5
Г1 0,1 0,2 0,2 0,3 0,6 1
Г1ЮМ 2 2,5 3 3,5 4 5
Г1 1 1,5 2 2 2,5 3
В таблице приведен наибольший размер галтели.
140 конструк гкк.’.'ые плгимж ижполо1’цчность конструкций
Канавки
15. Каи» ;сш выхода червячных фрс~ при нарезании шевронных колес
i
г~ . 1 - ... .ТГ4
& 1 1 '•/, ^^т77/^/47/< 7/
1 g
Ширина Ki-нанки b j* мм При ViVi!» IIuK.loH? пуоЬ» в но делит» льнь.му цилиндру :! прмааышй ГПииина канавки Ъ в мм при угле никлинл зз'чьеч по делНТСЛЫ:ому ЦИ.1Ш1ДРУ
j модуль ?Ht, i 1! >'ИЛ1 гра гусах Лр: WI1. 7П?г в мм 1’. градусах 1
до 25 си. 25 ДО 35 до '.5 св. 15 до 25 Св. 25 до 35 си. 25 ДО 45
1 1,5 2 г !*Л -•> 2S 38 № 55 зп 36 40 50 Г.0 । * ^5 55 СО а 6 9 10 12 60 70 73 *Х> 100 115 65 75 NO 105 110 125 70 80 05 ! lk.= 115
141
конструктивны?: элементы
ifi. Канавки для выхода долбякоя (ио ГОСТу 14775—69)
Канавки для выхода зуборезных долбяков у деталей наружного и внутреннего зацеп-
лений с прямыми и косыми зубьями по ГОСТам 13754—68, 13733—68 и (>-33—51 устанавли-
ваются двух исполнений профиля: 1 — прямоугольный; 2 — трапецеидальный.
Размеры в .«.«
Х/,7 Исполнение 1 Исполнение 2 ружное Внутреннее Наружное Внутреннее •епление зацепление зацепление зацепление ,[ / -*h+^’ -С — ’
। “ЧЙЦ. М -М ! П1| $' rf z
W г|/'<
Ж ж
гг - 1 4^ 1
Модуль Ь паям. а их найм.
Исполнение 1 Исполнение 2
при яри- мых зубьях при косых зубьях при пря- мых зубьях при косых зубьях
р „ 15° р 23° Р ‘ р «=23°
1 5 6 7 3 0.5
1,25-1,5 4
1,75—2 5
2,25 10 13 14 6
2,5 6 7 8 6,5
2,75-3 7,5
9 1.0
3,25
3,*? * 10,5
4,25—4,5 7 8 9 12
5 13
5,5 8 10 15
- 6 16
6*5 18
7 9 10 11 18
& 20
9 22,5
1.0 10 12 13 12 15 16 1.6
и 28
12 30 •
₽ -= 13® и (J 2’3° — углы наклона пинтовой линии долбяка.
Дли деталей зубчатых (шлицевых) звольаентных (ГОСТ 6033—э1) в отверстиях размер
а, уменьшается вдвое, а иа валах а — на >/3.
142 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
17. Канавки для выхода шлифовального круга при плоском шлифовании
(по ГОСТу 8829—69)
Размеры в мм
^•Припуск Припуск на шлифование ' „г -|*Д нг tSife bi hi и.
3 5 1,6 3 0,5 1,0 1,6
18. Канавки для выхода шлифовального круга при круглом шлифовании
(по ГОСТу 8X20—69)
Шлифование по наружному цилиндру
Шлифование по наружному торцу
Исполнение 1
Исполнение 2
'Kf'S.' Припуск на
шлифование
Шлифование по наружному цилиндру
п терцу
Шлифование по внутреннему терцу
Исполнение
Исполнение 1
KOliCT P АКТИВНЫЕ ЭЛЕМЕНТЫ
143
Продолжение табл. 13
Шлифование по внутреннему цилиндру
и торцу
Шлифование по внутреннему
цилиндру
Припуск
на шлифование
Размеры в лш
ь Наружное шлифование dx Виутренн.'с шлифование h R d
1 d - 0.3 d -г 0,3 0,2 0,3 0,2 До 10
1,6 0,5 0.3
2 d - 0.5 d -j- 0,5 0,3 0,5 0,3 До 10
3 1,0 0,5 Св. 10 до 50
5 1,6 0,5 Св. 50 до 10(1
8 d — 1 d-i-i 0,5 2,0 1 » 100
10 3,0 1
Если на одеюй детали имеется несколько диаметров под шлифование, то канавки при-
нимают одинакового размера.
В деталях, где применение канавок по прочностным признакам нецелесообразно, до-
пускаются скругления радиусами по табл. 10.
Выход резьбы. Сбеги, недорезы, проточки и фаски
(по ГОСТу 10549-63)
Стандартом устанавливаются размеры сбита резьбы (при отсутствии про-
точки) при выходе инструмента пли при наличии на инструменте заборной част,
размеры недореза при выполнении резьбы в упор, формы и размеры проточек
для выхода резьбообразующего инструмента, размеры фасок — для метрической
резьбы, трубной цилиндрической, трубной конической, конической дюймовой
с углом профиля 60° и трапецеидальной.
Стандарт не распространяется на концы установочных винтов.
144
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
19. Размеры сбегов, недоргаол, проточек и фасоз для метрической резьбы
Д л --[ и а р у и: и г» к р з ь 5 ы
I Ipu Н1.пю.'|ш н!|н наружной снтрнч.-гкоИ резьбы на Р|нг-;<с( рекомендуем а прич/чигп
ре п>1''Ч'Л|’-ь;у|'-щпн инетрч.:ь;нт г- ‘. r io.-.? жити 1..П-; при ш, иолнгщш |м;’|,бы
i: унор и ah»j‘М;*.':! tin ! ч и‘Д(м.н-:»е и ширине • ;• <чм; пирпа f п Ц -с заборной
Mih’.-fi: Itpii y:\icthj'!- HH.>W •<»•’ и уи;з>П Пр'-точ;;:! Г VI/Н'М ;.:l!'i!»p;{oji чксти
Нед 11?Д“И(цом р:*:!!ь"»ы .[О1?!;.м;н-1рн ш-.ррины н- н икшнноп наетн ptra.in между Ь'онцим
•.бега и (ан-pHoii i:»av-j!?;fit«сп,ю
'‘а;’.!'. У1': C'b'jiM р-НГП 1И О.Ш-'.П.'?! ЛЮМ у -i.lPUi ТрУ
Допус-кпег»”! приулснят}, вм»*.?тп проточек типа-! при 2 слагмгтрпчные проточки
(без фаски) с рэдиупоаг закруглг-шти с обеих ’-торон, рдсчыг; г.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
145
П ро должен ие 1
1 с, к $5° Н.\. I't шах с{^> *т iS° .„и □ ,?Т f \ - i I Грпт' Таг i v-; •чка I Tunll упроч:ки:‘ ;Нг Г < 4
£. Шаг резьбы : lb Сб-г Р 111йх — т типа 11 , J _ i ВЯ й .‘j г; । 9.3 । 0,5 \ 1,0 |
р нормаль- "Ь НЫЙ 11 0,5 JII4H I >7 1 1 . • .1 т 1 0.1 1 СО 1 £ £ 1.S 3,2 нормальная узнан _ г
0. 2.0 * 3,0* 0.5 — 1,0 0.3 0,5 .... 1,0* 1,6 * 0.3 0,2 0.3
0,4 i 0.8 0,6
0.45 0.5 0.6 1,1 1,2 1,5 0.7 о,з 1,0
0.7 0,75 1,к 1,2 1.9 । 1,3
0.5 ' 2,1 । 1,1 __ __ _
I 2,7 1 1,5 6.0 7,0 8,0 10,0 3,3 4,5 5,2 6,0 4Х) 1,(» 0.5 1.9 ia.v--»T 2,1 0.5 0.3 3,6 2,0 а - d - -0,5 1,0 2.0
1.25 3,3 2,2 1.5 г 4.0 2,7 1,75 4,7 । 3,2 2,5 7,0 i 5,7 5,0 G.0 «.0 s.:> l(i 1,0 2.0 3,0 (ля Ч 3,0 4,0 5.9 1,0 м 4,5 5 4 6’и 6.5 ° л 3,о 2.5 5,3 2,5 3,0 4,0 5,5 1,61 2,0
3 3,5 * Шд 5.7 6,6 Про 1 9,( ЮЛ 6,0 — 7.0 1,0 И бс И.4 13,1 о,5 7,5 с - - 1,2
4 7,6 12,. 8,0 14,.; 8.0 а - d - ,1- -1,1. -2.0 4,0
4,5 5 6 8,5 9,3 РИИ 1 14,0 10,0 _... »чек 14 16 дана 19 12 рйВ « 3,0 Л*.Л1 !•< 7 ! 10,5 7,0 х П ...5
lipit внутренней ya*;>нчг' ;:“П шгиЛы i: yi'.'-p ’»; н«? mj.ц.’п.г-: HC'.np••.
и iiiiijiitHP протечки tiiii.i J |в кочек, «уется при-.рчиг";» p з</;ОО-*:>-. ;vkhuko j • j • лип ' :i.i!
ной з.нюрнон части н* чо.И’р TjH\ шаги!:, при умснылчиюм si нр'-"ьчт.' п it
иг полег ;р’;, x шагов. I’aapriuavrr:! дли внутргн’:» * t !•'. *з *••'>'* < кт ч от-и;
ПНЯХ у»П’.-’!РН!|:;» <•;. Cpt ; До ’Ш/ЛН Ш^ЮИ..1 В Г.гу>0:< о ГВ;ч К-.ТВИХ V В ‘.:‘;г И’ Bi .70 i г Ч<': В'З Ин .’И,
нм га, если кто ден y:;r?r.n.i н • ус. в впи.ч iв-натр лиши.
146 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛI‘ТОЧНОСТЬ КОНСТРУКЦИИ
20. Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы
Для наружной резьбы
Размеры в мм
-Е Е н р- Сж45°
Обозна- чение размера резьбы в дюй- мах Число ниток на 1" Сбег Недорог Проточна Фаска с
Ч max при угле за- борной части инструмента нормаль- ный а s» умень- и I ’ шейный | HOI ь ниаль хая ь узка} <7
20° 30°
V, 2-S 1.6 1.0 п.з 1.6 2,5 1,0 0,5 1,6 0,5 0,3 4,0 1,0
1/ 7, in 2.4 1,5 4.0 2.5 4,0 2.5 1,0 0,5 11,0 14,5 1,6
'/г ".-8 3/-1 ’/• 14 3,2 2,U 5.0 3,0 5.U 1,6 3.0 18.0 20,0 23,5 27.0 2,0
1 I1', 1».', 17. 1»/, 17, ^7, 3 з*/2 R 11 4,1 2,5 6,0 4,0 6,0 1,0 4,0 29,5 34,0 38,0 40,5 м,о 50,0 56,0 62,0 71,5 78,0 84,0 96.5 109,0 134,5 160,0 2,5
При выполнении наружной трубной цилиндрической резьбы на проход, а также
в упор при нормальных недорезе и ширине проточки рекомендуется применять резьбо-
образующий инструмент с углом заборной части 20°, а при уменьшенном недорезе и узкой
проточке — с углом заборной части 30°.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
147
Продолжение табл. 20
Дл я вн утреи ие и р е аь б ы
Размеры в д?л1
Обозна- чение размера резьбы в дюй- мах Число ниток на 1" Сбег Ыедорез Проточка Фаска
max ll max нормальная узкая
HO|>Ma.;lb- I н ый умень- шенный 1 нормаль- ный циня ш - ШЛИ Л i Ь г П bi г г,
1, 6 28 2.2 1.4 4 2.5 4 1,0 0,5 2,5 1,0 0,5 10.0 1,0
1/ 19 3,3 2,0 5 3,0 5 1,6 3,0 13,5
з . ; в 17,0
V, 14 4,8 3,0 8 5,0 8 2,0 1,0 5,0 1,6 21.5 1,6
/8 23,5
27,0
31,0
1 11 6.0 4.0 10 6.0 10 3,0 и,0 1.0 34,0
1‘/8 39,0
1*/4 43,0
13Л 45,0
1‘/3 4 8,5
is; 1 '4 54.5
2 60,5
«_ /4 66,5
21/-> 76,11
V3/ 4 82,5
3 83,0
З’Л 101.0
4 114,0
5 139,5
6 165,0
При выполнении внутренней трубной цилиндрической резьбы в упор и нормальных
недорезе и ширине проточки рекомендуется применять рсзьбопбразукяция инструмент
с длиной заборной части не более трех шагов, а при уменьшенном недорезе и узкой про-
точке — с длиной заборной части не более двух шагов.
148 КОНСТРУКТИВ!: Ый ЭЛЕМЕНТЫ, технологичность конструкции
2 L Райнеры сЗсгов, «едоргзов, проточек и фасок для трубной конической резьбы
по ГОСТу 6211—69
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
149
22. Размеры сбегов, педорезов, проточек и фасок для конический дюймовой резком
с углом профиля 60° по ГОСТу u111 -52
Размеры в лис
150 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
23. Раймеры проточек и фасок для наружной и внутренней трапецеидальной
одноходовой резьбы
Размеры в мм
SI c,»45°
“ 43^' 7 ± -Ча ...про
Шаг резьбы Проточка Фаска c — ct
(> г Г1 d. d4
2 3 1,0 0,5 d - 3,0 d J- 1,0 1.6
3 , э 1,6 d — 4.2 2,0
4 : в 1,0 d — 5.2 d -f-1.1 2,5
5 I 8 2.0 d —7,0 d-j-1,6 3,0
6 10 3,0 d — 8,0 3,5
8 12 d - 10.2 d + 1,8 4,5
1(1 10 d - 12,5 5,5
12 18 d - 14,5 d -f- 2,1 6,3
16 20 25 5.0 2,0 d — 19,5 d - 24.0 d-f-2,8 1 9.0 d 4- 3.0 1 11,0
24 i 30 d — 28.0 d 4- 3,5 13,0
32 40 d — 36,5 17,0
40 50 d - 44,5 d 4- 4,0 21.0
48 60 d - 52,8 25,0
Для многоходовой трапецеидальной резьбы ширину проточки принимают равной
ширине проточки одноходовой резьбы, шаг которой равен ходу многоходовой резьбы.
Размеры остальных элементов принимать по табл. 23.
Общие указания: 1. Нормальные проточки и недорезы должны иметь пред-
почтительное применение. Узкие проточки и уменьшенный недорез допускается
применять в обоснованных случаях. Ширина узких проточек для внутренней
резьбы может быть уменьшена до 1,5 шага.
2. Допуски на диаметр и ширину проточки назначают, исходя из конструк-
тивных требований к изготовляемым деталям.
3. Для наружной и внутренней метрических резьб допускается применять
фаски под углом между образующей и осью конуса менее 45°, а при изготовлении
гаек — под углом 60° и глубиной приближенно равной глубине резьбы.
4. Для крепежных деталей одного диаметра с разными шагами резьбы до-
пускается делать концевую фаску одного размера, принятую по наибольшему
шагу резьбы.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
151
Отверстия
24. Диаметры отверстий под нарезание дюймовой конической резьбы
но ГОСТ* 6111—52, М6:<1 конической по ГОСТу 1303—56
Размеры отверстий под нарезание резьбы распространяются на металлы и сплавы, не
обладающие повышенной вязкостью
Размеры в .w.it
С разбертыбанчем без разбертыбана »
на конус ' на 'кснус
Оснобнся пч^огть НснчЗнп « п МС* №
\ “Ь> 7- 16 ——: ' : —
Размер резьбы в дюймах Число ниток на 1" Шаг резьбы S Внут- ренний диаме гр резьбы Диаметр отверстия с раз- вертыванием на конус Глу- бина све1н ления 1 Диаметр отверстия без развертыва- ния на конус
с о’о Но- мин. Дпп. откл.
Но- мин. Доп. откл. Но- мин. Доп. ОТКЛ.
I кониче- ская 2э 1 4.55 4J0 J- 0.16 4,55 4- 0,00 13 4,40 + 0,12
Vie 27 0.941 6,389 6,00 6,39 14 6,20 + 0,14
8,766 8 >30 + -9.20 8,76 15 8,60
18 1,411 11,314 10.70 Д- 0.24 11,31 4- одз 20 11,10 + 0.24
7‘8 14,797 14.25 14,80 22 14,60
3 ' / 4 14 1,814 18,321 17,30 4- 0,28 18,32 + 1),17 28 18,10
23.666 22,90 23,66 23,50 4-0,28
1 1‘/4 !«,'» 2,209 29,694 28,75 23,60 35 29,40
38,i.>t о7,4з 4- 0.34 38,45 36 38,20 4- 0,34
44,520 43,50 44,52 44^5
2 56,558 55,50 4- 0,40 56,56 37 56,30
152 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
25. Сквп-.шыг отверстия под крепежные детали (по ГОСТу 11234 — 65)
Сквозные отверстия предназначены дли болтов, винтов, шпилек и заклепок
Размеры и дглг
Диаметры стержней К|И’ти’я;ных _V тале й Дна метры сквозных отверстий Диаметры стержней крепежных деталей Диаметры сквозных отверстий
1-й РИД 2-й ряд 1-й ряд 2-я ряд
2,0 о 9 о 1. 16,0 16,3 (17) 17.0 (13)
2,5 2,7 2,9 18,о IS... (19) 19,0 (20)
3,0 3,2 3,4 20,0 21,0 22,0
4,0 ♦ <ё 4.5 ’ 22,0 23,0 24.0
5,0 О 5,5 2-4.0 25,0 26.0
6,0 6,4 6,6 27,0 28,0 30,0
8,0 8,4 •*,<» 30.0 31,0 33,0
10 10,J 11,0 36,0 37,0 зэ.о
12,0 12 Л (13) 13,0 (14) 42,0 43,0 '<.,0
14,0 11,5 (15) 15,9 (!"• 48,0 .Ю,0 52,0
Отклонения ди<аи*т»м-з отверстий 1-го r,;ua п<* Л6, 2-гп ряда по Л
Лонусаастс. <т прим:-ирнire размеров, указанных s’скобкам.
26. Отверстия под установочные вшггы
Размеры и вл»
, п^Ь-п 1 го Ш еЬ | , ЬН 4-1 .., । ft .1 o'? 1,-'? -Ч —Н*| 1 "( ! Г Ч , J-
1^-и’
ДиаМ’-'тр резьбы винта (отклоиение гк« Л7) d2 • отклонение по Ля) ! 7<-| /io (справоч- ный)
1 Отклонение -± --- Л7
4 5 6 R 10 12 16 1,7 2,0 3,5 4,5 9 Е* 15 18 1 । । п :? § ? । 1 ! 1,0 1,2 1.6 1,6 2,0 3,0 4,0 4.0 6,н 8,0 1 1 1 | “Л r‘S. '*< *’>. 1 1 1 1 Cl Cl 1 III-- - > -= « 1 1 1 0,8 1,0 1,2 1,7 2 2 3,0 3,5 4.5 6,0 7,5 9,0
153
KOT ICTРУКТПВП ЫE ПД ЕА «' Е ПТ Ы
27. Цеитровые отверстия (до ГиСТу 14024—bS)
Размеры в мм
ГОСТ 14В34—68 предусматривает также О.Н;;г/л? * = 2-4-5 мл>.
Пример обозначения центрового отверстия фирмы А с d =--2 ям:
Omeepernw* ib Hniiww А/ ГОСТ 1403-1 —чч
то же, формы В:
Оггьиретиг ittHbipoi'br ГОСТ 14034—68
Размеры в мм
а --- -- 60°, отклонение допускается не
более - 2«У.
Допуски на резьбу — по З-му клас-
су точности
Г) на и м для форм d НИ ,)ИН I 1, -'-4 i
F Н
УТЛ 3,2 i,5> - -
10 16 3I4 4,3 6,5 S.2 •S 3,5 1,!> о - 1.1.5
L2.-< 20 ?,Г« 5,3 s !1.4 10 i;J 2.2 b, a 3,3 1
16 2_> Мб 6,4 10 i3,S 12 J,u 3 6,5 4 1
20 32 лЬ S,4 12,-» IB 16 7 3,5 4,5 i
) 40 Mie И 15,6 1У..Ч :ю G 4 10,2 _ :} 1.2
32 50 М12 13 IS 22 24 to i,3 11,2 5.5 i.2
40 63 М£6 17 22,s 12;, 7 32 11 5 1° 5 L»,-' 1,51
63 80 М20 21 :й 36 12,5 i*. 14 7,5 1,5
100 vs 2.» 43 !0 14 3,5 id 11,5 p
160 изо 31 44,8 51,8 50 IS 12 20 14
ГОСТ 14034—0$ прет усматривает также TJuaaM свыше 1200 мм.
Пример обозначения центрового отверстия с метрической резьбой формы Г с d «= M4i
Отверстие центровое с резьбой FM4 ГОСТ 14034—68
то же, формы Н:
Отверстие иентроное с регьбьй НМ 4 ГОСТ 14033—68
Шероховатость конусной (центрирующей) поверхности доля; нт быть не грубее 6-го
класса частоты; шероховатость других поверхностей центрового отверстия —• не грубее
3-го класса чистоты.
•154 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Места нод ключи и под головки крепежных деталей
28. Размеры ключа и под ключ (по ГОСТу 6424—60)
Размеры в «км
|Х| Oft fan <ыва Раз ющс меры кл •в 0х НМ. Чат ывси WW6 Размер 3 винтов с угг ключа под эт В графе £ изделий now той — для из ГОСТ 6424 до 225 лен
Wr ОхВатыВа L 9а ед змер ые ы / )Од ключ 0х я Si ваг ЧЫв1 % SL wnii re ублеипем в головке и для о углубление. 2 отклонение над чертой для пленной точности, под чер- делип нормальной точности. -60 предусматривает S — 8Я
Номи- нальные Допустимые отклонения , размеров Номи- нальные Допустимые отклонения размеров
размеры S 81 8 2 Sa 1 размеры S Si s2 S8
(3) — —0.06 4-0.09 ! 4-0,03 j 32 36
3,2 4-0,5 —0-34 —0,34 + 0.5
5 4-0.24 4-0.08 —0,08 -0,16 4-0.12 j 4-0,04 I 41 46 4-0,17 -1,0 4- u.17
6 50
8 10 4-0.3 4-0,1 —0,10 -0,2 4-0,15 • +0,05 j 55 60 65 4-0,11 -0,4 —0.4 +0,6
4-иД -1,2 +0.2
12 -0,36 -0,12 —0.24 1-0,18 70 75 80
17 1-0,12 —0,43 f-0.06
19 [-0-4.2 -0.28 4-0.21 85 90 4-0,7 —0.87
-0.14 4-0,23 1,4
24 4-0,14 —0,52 7- 0Л7 95
27 100
30
155
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
29. Места под гаечные ключи (по ГОСТу 136S2—68)
Размеры в лтл?
ГОСТ 13682—68 преду-
сматривает также зев
ключа от 3.2 до 5 и сверх
Зев клю- ча S А E R М L L, ft D А, Зев клю- ча. У А м L L, R Г) Ах
5,5 11 5 7 20 15 10 30 58 20 30 98 75 •58 48 45
7 14 6 8 2(5 20 13 — — 32 62 22 32 100 80 50 52 48
8 17 7 9 30 24 15 20 16 36 68 21 36 110 85 55 60 52
10 20 8 и 3(» 28 18 22 18 41 80 26 40 120 90 60 63 60
12 2-4 11) 1!1 45 34 22 26 20 46 90 30 45 140 105 68 70 65
14 28 11 15 18 3G 24 26 50 95 32 48 150 110 72 75 70
17 34 13 17 52 38 26 30 2(5 55 105 31; 52 160 120 80 85 7S
19 36 11 19 (Ж 45 30 ;.2 30 60 110 3S 55 170 130 S5 - —
22 42 15 21 72 55 3G 36 32 65 120 12 69 185 145 92 — -
21 13 к; 25 78 он 38 10 36 7(1 130 45 65 209 160 98 — —
27 52 19 28 85 65 45 40 75 140 4S 70 210 170 105 —
156 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
3V. Места под шестигранные головки болтов, шестигранные гайки;
под шайбы плоские, пружинные, стопорные с наружными п внутренними зубьями
ГОСТ 12876-67 предусматривает d — 1,6 г 2,5, а также нерекомендуемые d.
Размер h устанавлиибстся конструктором.
При глубине /1, щи-кыныяндей Vs высоты головки болта (гайки), размеры D следует
бр?»ть но табл. 20. Допуска ?угся размеры D под шестигранные головки болтов и под ше-
стигранные гайки применять равными D под шайбы (если это допустило по условиям
конструкции).
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ 157
31. Места под годояки еннгоп п под стопорны'** шайбм с лубьями под пинты
с питанной п иатяютайной голоп:;ой
Размеры г. лли
я • ] т/ П Z4 ' ЙШ 1" 041^’ -Г'Л- "Q. "J.,'- ! •sX_.,i-4.. В ;fj' . -V-ir/. “ • : ! . , • <г и i « л 14 *. i ч ; •: V • : ». !: п f~ ' ' - ..1* . .[1 (:f J У '-v Отверстия снкозны»! dt под винты принимаются !!<• ГОСТУ 1?2<: - j pU’ifBHhiMH И»»И‘ ' *гм?тя»П! /i.niyciBT-ic;! рч- „ "ч , ' друс зикруг.ншш UV 6;>- i < ”ч; .- ‘ ' *:аУгг ’)ы ’ /1 1 i 11, 'П п!.» \ ' кп:< Hpy.Kmiii-.!;: и:а;ч» ' i ' /.1 i (‘С Гу !>!«с; a-. j • if n:7-iC!l(U!;UHih:X еду- = снах ,дга.-;са >я- j -1ГШ1С р;с..чг|»;.з О. //,. : //, И - С -вч! ’ЛЬ!!' (-ТК. '•.»!» !П':И IM fill | ради'ВЫ ИР А-,.
I Тишь нлльный диаметр резьбы Lb Винты С ЦИСпшдрической ГОЛО!-КОЙ и НП’СТЯ- гранным у n I у««ленном иод кл юч, пил у кр углом и нилиндричс-скоп головкой Вшпы 1’. потай- Н->П И 1Н'- . ! у= НН ;|Й- ИОЙ BO.JOH- KOU И !Ну- Шайбы сто- ’ пнрньр- с лубь’чн.п . Hliliit-i !’ !!«’- ’ т. ЙНОН И И!» ! . 1 уч-<та-йи>п ! 'К ; е у ।
1-й ряд 1 2-й ряд 2 Л, г/2 н3 л4 r-'t
D '' !
<> 4 6 10 12 14 16 18 2о 3 Пр 1 11 11 17 п» IMi-H' -H’-l хгаенякн » 12 15 1S 20 24 30 34 при СК при с 4 6 10 12 11 16 18 20 вс- лгых квояпыг 5,5 7 11 13 16 1.5 20 25 отв.-рог итйерс М 1,7 3.5 4 6 7 о 9 10 И но ТИЛХ П(- 2 4 7,5 11 12 13 15 16 -MV ря; 2-му 1 12 15 18 о. 20 26 50 W 4.*! v,.« 10.3 12.3 16,5 20 24 31 30 я и 244 65, =Г.Та 1’2 4- 7 11,5 1 14.5 j 15,5 !
ГОСТ 1287*1—67 предусматривает .1 от 1 до 42 .мл*.
158 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
32. Места под готовки заклепок
Размеры в ami
a g Диаметр стержня а Заклепки с потай- ной головкой Заклепки с полу- потайной головкой
а° D х>
2 90 3,6 12(1 6,0
2,5 4.2 7,0
•• i.S 8,0
j 3,5 5.6 9,5
Si Ч ...
4 6,4 10.5
5 S.2 13,0
6 9,7 90 11,0
S 13,3 15,0
W 75 16,4 75 16,0
12 19,4 20.0
ГОСТ 12876—07 предусматривает также диаметр стержня от 1 до 1,Сисверх 12 до 3(1 ami.
33. Пазы Т-образные обработанные (по ГОСТу 1574—71)
Размеры в -мл
Класс чистоты боковых поверхностен, определяемых размером «, должен Сыть не
ниже V о.
КОНСТРУИТИВПЫЕ ЭЛЕМЕНТЫ
159
Накатка деталей
34. Прямая накатка (по ОСТу 211016)
Размеры в мм
Диаметр заготовки Шаг накатки f при ширине заготовки b
до 2 св. 2 до 6 св. 6 до 14 св. 14 ди 30 СЕ. 30
Фаска £ t
'У
I “ I До о 0,5 0.з
.г—Г| / 0.6 0,6 0,6
•-U R)! j У Св. 8 до 1b 0,5 0,ь
т-1 у » 16 » 32 0.5 0,6 (1.8 0.8 0.8
» .12 .»> 0.6 0,6 0.8 1,0 1,0
» П4 » 100 0.8 0,8 0,8 1,0 1,2
Стандарт распространяется на накатку наружных поверхностей для всех материалов.
После накатывания диаметр изделия* больше диаметра заготовки 1) на величину
Д ^0,25 4-0,51.
На рабочем чертеже вместо диаметра накатанного изделия условно проставляют
диаметр заготовки D.
Пример обозначения прямой накатки с шагом t — 0,8:
Накатка -прямая 0,8 ОСТ 26016
35. Косая сетчатая накатка (по ОСТу 20017)
Размеры в мм
Стандарт распространяется на накатку наружных поверхностей. Пример обозначения
косой сетчатой накатки с шагом t -== 0,8:
Накатка сетчатая 0,8 ОСТ 26017
1G0 КОНСТ?УЛ1Т1Й11Ы!С ar EMBliTbi. техно.югпчяость конструкция
и«;к<л-ка для npcecvBLiсоединений металлических деталей е пластмассовыми
Размеры I. мм
IlGMil [I K’ljjHiilii ДИ«М:’ТР d lilar 1П MaTKH I СИклонения
1 —^ятггв1Т’ отверстия — до накат- ки п< еле Накатки
3' : J M.zJL ! ЙГ""?~"П|ИЯ ! Са PR Д- C o,j -Hi.ts -!-0.(k!
Св. «» до 10 0.G -U),w +0.10 -Pli.ifi
Се. !: до IS n.fi -4-II.O7 +0.12 .
Cn. !S до "" ; o.:; +0.14 -4-H.35 -r(j.2O
Диаметр втулки I) '= 2; длина накатки L -t 1,5) -i.
Текстолит и гетшикг и мед механический обработкой вросуишть.
С'Тверс- nw с кер лить Ht-f »п»шдш; улярхю волокнам.
Радиусы гибки
37. Нрпб.'Иокеялые значения -ныипх квутренжк радиусов гибни г
для листовых материалоя
I Огон: каппые i за В J i 'Лй НлрМ ’ЛИ- яые Наклепанные
Ыатериа.ты Рзсполоя;ени** линии сгиба относительно i.oЛОКО11 п роката
поперек вдоль поперек вдоль
। Алюминий ! Латунь * !-<».*• f Сталь и.-;—- Сто, Gt? ! Сталь К», 20, Ст:;’ . . I Сталь 25, 33, Ст4 । Стал г. За, 40, Ста i Сталь 45, 50, Стб | Сталь 55, г<|, Ст? i Дура л KiAJrlH МЯГКИЙ . Дуралю:*ии1 закалс.нгп Ст2 0 (На ().2h Ол/i 0.7/1 \h 0.2/1 .ь О.э/t п.гл о.?л 1 ,:/! 1,5/1 Зй 0.2/1 ОЛ/i 0.|/1 0,5/1 9,6/i 0..V1 1/1 1.3/1 ' ,5/г 3/1 В.с/1 0,ьА О..Ч/4 1/1 1.2/1 1,5/1 1.7/» 2/i 25/1 ч/1
НаиигГЕ-лпяе внутренние радиусы гибки усталопл^ны по ир«-дельно допустимым д»*фо1>
М4Щ1ЯА1 КрсШИИ? !. »л:-кон, ИХ ПрЛМНШЮТ Л ПИИ» При НРОУХОДКМиСТМ, обычно принимают
увелич< ни i -ь j puли уг.ы.
При гибке п-.-д углом к направлению проката берут яром?л;уточные значения радиуса.
Неля заготовки* получены вырубкой il,h резкой и з ог.кига, радиусы гибки берут как
для наклепанного металла. Ви избежание трещин заготовку устанавливают заусенцами
внутрь угла изгиба
При точной гибко расчетные размеры заготовки проверяют пробной гибкой.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
1G1
38. Минимальные радиусы гибки металлов круглого (Rt) и квадратного (П2) сечений
(по нормали ВХШИстройдормаш)
Размеры в лив
В случае конструктивной псдопусти».ости искчкепип профили, согласно сечениям
Л — Л и Л - В, радиусы гибки принимают Г>'( г- 1,ла и Вг 1,ао.
Штрихи шкал
Й9. Штрихи для делительных шкал на деталях машин
Размеры и л?.и
Длина штрихов I, /г, lz при Ъ
Виды штрихов
Для последоватеггьиых (рядсшых) отметок
Для последовательных отметок, разде-
ленных пополам
Для отметок с интервалом в три, пять
и десять делений
Ширину штрихов при Ъ < 3 лы1 принимают 0,1 мм; при b 3 jw.u — 0,2 мм с допуском
~ 9,03 .и.и.
Разница в длине штрихов в пределах одной шкалы не должна превышать следующих
.значений: при длине штрихов до 3 лгн — 0,2 льм; га. 3 до 5 льм - 0,3 aut; св. 5 мм — 0.5 мм.
Ширина .линии, ограничивающей концы штрихов, должна быть равна их ширине.
6 Справочник конструктора, кн. 1
162
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Муфтовые и шшшде.тьные концы
40. Муфтовые концы с трубной цплиндрпческой резьбой (по ГОСТу 6527—68)
Размеры в мм
Таблица распространяется иа муфтовые концы трубопро-
водной арматуры: а) из латуни, бронзы и ковкого чугуна —
на условное давление рн'<~5 лТ.ом2; б) из серого чугуна—
на условное давление у/ 10 кГ.'см3.
Резьба трубная цилиндрическая по 3-му классу точности.
Давление условное по ГОСТу 356—68
Про- ходы услов- ные °У Резьба труб- ная в .дюй- мах ДЛЯ КОВКОГО чугуна Для серого чугуна Для латуни и бронзы
s 1 не менее h S 1 не менее h S 1 не менее h
р„ 16 </ ри 25 vu — 1,: о,,-25
6 1н 9 10 — — — 19 9 11 7 11
10 ®/8 22 10 12 27 12 14 оо 10 12 8 12
15 1 '9 27 12 14 30 14 16 27 12 15 9 13
20 3 / 36 14 16 36 !• 18 14 17 10 14
2л ! 41 1G 18 46 18 21 41 16 19 12 16
32 1’/. 50 18 21 55 20 2-э Ю 18 99 14 18
40 1’А 60 о». °* 60 99 26 60 20 — 16 —
50 2 70 25 75 24 28 70 22 — is —
65 -*.'2 90 28 90 26 30 90 — 20 —
80 3 100 28 31 105 30 34 100 28 — —
41. Резьбовые концы шпинделей (по ГОСТу 16868—71)
Таблицы распространяются на концы шпинделей токарных, токарно-винторезных,
токарно-револьверных станков и делительных универсальных головок.
Размеры в лсм
d (откло- нение no C) -^2 (откло- нение ио C5) L I c
M2OX2,5 21 3u 20 7 1,6
М27.-Д 28 38 26 10 1,6
aM33;<3,5 3o 45 2-> 11 2
M39x4 40 50 35 14 J
M45 X 4,5 44 60 40 15 2
M52X5 ЭЭ 70 45 17 2
Mt«’X5,5 62 7-8 50 19
Р»'з:.ба — но ГоСТу 9150—59. Допуски иа резьбу — по среднему классу точности
с посади* >Й »5ц.
Приточка типа I узкая по ГОСТу 11’549—63.
Нанайка для выхода шлифовального круга — но ГОСТу 8820—69. Допускается взамен
канавки выполнять переходный радиус 1,5 льм.
Для делительных универсальных головок отклонение размера «G —по С\.
о
Концы шпинделей и оправок фрезерных станков
(по ГОСТу 83U—02)
•'.2, Передние концы шпинделей
Размеры г: «ч
А-А
Несимметричность i/язт относительно осп не более
-1-0,03 и/,i для конусов 1И.И111:д(.-,-1,;'й 1, и 2; 1-9,111 лг.и для
3, 4а и 46.
И р и м с ч а и u е. С 1 января 1374 г. вводится
ГО СТ 830—72.
е/л /торча *0,4
Номера конвои Ш1ШН- делсй D (откле- пе fill1? no Ci) С 2 rf (отк.то- пе.нч" по <14) </1 ни м-’.-нее '4 L А Ъг ьг Г*
TIo.YiH- нил Откло- нении Ниименылия Пожи- нал негше Отклонение л о г1\
t 31.75 иуда 54,0 ± 0,150 17,10 М10 17 Mi*. 12.5 8 73 25 о (Мне 15JJS8 ± 0,03
3 4 i.43 8зда (С..7 25.32 M1.S lil 100 33 1 0,125
3 00,83 IBS ,57 101,и + 0.175 39.50 MW 27 5112 19 12,5 140 49,5 25,415 — ± 0,04
4 а 107,95 221,44 177.8 ± 0.200 60,20 ЛИО 35 33 280 84 ± O.lavi
46 — 70
* V — ирз.тдльиое сддаценяе плоскости симметрии паза относительно иарят.ие.чыюй ей осадой плоскости.
43. Концы опрапок
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
165
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
44. Шпошш шпинделей
Размеры в мм
7’” 7/тЧ а чинделя *5
о. и Жь® л 1 гДф f kTW 5' ’ 7М -4-4 . .»_• 7 ? ь, ST" р Несимметричность выступ С—q поверхности А нс иолеи 0,05 i ?»i относительно
Номера концов шпинде- лей ь (откло- нение по Bt) Ь1 (откло- нение по В ) .J th h fh наиб. й2 I
1 «> 15,888 7 12 7 16 8 п
3 11 16 25,415 2 5,410 - 13 20 13 25 12,5 4G и
45. Концы шомполов
Раздоры в мм.
Допуски на резьбу — по
2-му классу точности.'
Допуски на конусность —
no 7-й степени точности
ГОСТа 8908—58
Номера концов шпинде- лей d dt ^2 Z c
1 Г» — Ml) 12 — 1
12 М12 3110 3G 15
2 !•> М16 М12 45 20 1,5
М24 Mli GO 30 2
mis 70
4 а 30 ИЗО 80 40
№ М24 90
166
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЯ
Концы шлифовальных шпинделей и шпинделей
агрегатных станков
46. Концы гплп<|юввльвых шпинделей для посадки флянцев шлифовального инструмента
(по ГОСТу 2323-67)
Размеры т. .я.и
Конструкция I
Общие размеры Конструк- ция 1 Конструкция II
D Г 1. (OTK.JO- пение по ПШ) /1 (отк/io- нение по Ый? d 1 £ Резьба М Рсзъпа о’з а ь2 La Lt
16 0.6 — 16 М10 18 М8 8,5 2 24 <-2 4,5
20 0,6 — - — - 20 MI2 18 М8 8,5 24 22 4,5
2г 1 3 3,5 16 16 25 5116 34 М10 10,5 i 35 32 «
32 1 4 6,0 •<» 2(1 М16 34 М12 13,5 35 33 6
40 1,6 5 7,8 2- 25 40 М24 36 М1« 17 5 45 42 8
50 1,6 6 7,8 50 М24 зг» М16 17 5 45 42 8
65 1,6 6 8,8 28 40 65 МЗ('Х5 50 М2* G.5 6э 62 и
80 .2 8 10,5 50 S? 50 М24 25 6,5 65 62 и
Направление резьбы должно быть противоположным направлению вращения шпин-
деля. Допускается применение призматических шпонок по ГОСТу S789—I® с шириной Ь
Разрешается крепление фланцев на шшшделе и бел шпонки.
Длину конуса L можно увеличивать к 1,2.1 рази.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
167
47. Концы шпинделей агрегатных станков
(по ГОСТу 13876—68)
Концы шпинделей мпогошпиндельных коробок и силовых головок агрегатных станков,
многошгшндельных резьбонарезных головок (насадок) сверлильных станков, предназначен-
ные для установки в них вспомогательного инструмента.
Размеры в мм
d (откло- нение по А) D Ъ (откло- нение по А3) а 4- 6 (откло- нение G по Ав) 1 h к к
14 25 4 15,С 70 20 15 — М8Х1
80 20 15
20 32 5 21,9 120 25 20 20 MlOxl
so 20 20
26 40 с 28,3 120 25 2С> 20 M12xl,25
36 50 ъ 38.0 120 25 20 20 МГ’Х1,25
44 65 12 46,9 130 25 95 25 M16X1.5
60 90 16 63,6 150 30 30 30 M20X1.5
80 110 20 84,3 170 30 30 30 M20X1.5
Концы шпинделей допускается изготовлять с окнами для облегчения смены инст-
румента.
168
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
Направляющие станков
48. Типы и профили сечений направляющих (по нормали сташюстроения)
1 Заправляющие Характеристика п прпмеаениз
охватываемые 1 2 охватываю- щие 3
Направляющие треугольные симметричные Повышенная точность перемещения движу- щихся частей вследствие меньшего влияния изно- са, чем у направляющих других типов. Санере- гулируемая компенсация износа. ‘Охватываемые направляющие обеспечивают хорошие условия удаления стружки. (Ухватывающие направляющие хорошо сохра- няют смазку. Применяются с прижимными регулировочными планками и без них
^0 V//A Направляющие греугольные несимметричные Применяются с прижимными регулировочными планками и без них. Применяются при значительной разнице межяу вертикальными и горизонтальными усилиями, действующими на направляющие
Напраел яющие пр .-ши угольные
Просты г изготовлении.
Воспринимают большие нагрузки.
Регулировка осуществляется планками и
клиньями
Нанрявлякмцпэ остроугольные двусторонние («ласточкин хвост»)
Применяются при малых размерах по высоте.
* Регулировка осуществляется клиньями и план-
; ками.
; Плохо работают на отрыв при больших опро-
кмдывающик моментах
I
1 Рекомендуемые для мз пых скоростей перемещения.
2 Рекомендуемы с для малых и больших скоростей перемещения.
49. Треугольные направляющие (но норма ш станкостроения)
Размеры п .«!.«
Типы наирнплякяцих II 6 8 10 12 16 И , 25 32 40 50 till I SO liki
Симмет- ричные ( )х натыкаемые , ,4 lit 12 14 16 Hi 18 20 25 2s 32 36 40 40 45 50 50 55 GO 60 70 SO 80 0(1 100 100 no 125 125 1411 ion __ ...
h 7 9 и 13 1.7 2! 27 35 42 ’•>3 63 81 101
Ъ 1 1.5 2 3 5 8 10 12 16 20
1- ? *1 R 0.3 0,5 1 1,5 2 3 4
В при а -г 60° » а — 90° » а « 120° 6,93 12 9.24 Ifi 11.55 20 13,SO 24 ls.48 32 23,09 40 28.87 50 86.6 36,95 64 110,9 to) 13ч,6 100 173,2 120 207,9 200 346,4
Типы направляв »щп к 1-1 16 12 16 21» 25 32 40 50 60 80 100 125 Kill
1 iecmi- ж’трич- пые »х натыкаемые To/riK - - Hi ЙЯЙ 32 40 45 all Э5 60 60 70 S’.) so 90 too too 110 125 125 140 100 — — —
л ^8 h и 13 17 21 27 34 42 53 «I 81 104 129 165
т4: д $
8 • Ч
S3 Охватывающие ъ 2 5 b 10 12 16 20 <5/J
R 0.5 1 1,3 2 3 1 Й
[ в
в Т 1^25’ » ₽ = 20’ 23,1 26.1 27.7 31.3 37 41.8 46,2 52,2 37,7 73,0 83,5 99,6 92.4 104.4 124,5 115,5 130.5 155,6 I3s.il 1511,1.1 1.86,7 184,8 2us.ii 248,9 230.U 261.1 311.2 326.4 388,9 417.7 497.1'
р 3(1’ 23’ 20’ Размер llt — рекомендуемый; размер Н — справочный.
(( аъ 0.250 o.iso 0.121’
КОНСТРУКТИВНЫЕ ЭЛЮ!
.170 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
S0. Прямоугольные направляющие
(по нормали станкостроения)
Размеры в мм
Типы направляющих
Охватывающие Охватываемые
Без регулировочной планки
н 8 10 12 16 20 25 33 40 50 60 80 100
12 16 20 25 32 40 50 60 80 100 125 160
16 20 25 32 40 50 60 80 100 125 160 200
в 20 25 32 40 50 60 80 100 125 160 200 250
25 32 40 ье 60 80 100 135 160 200 250 320
32 40 50 60 ъо 100 125 160 200 250 320 400
— - - — - — 12 16 20 25 33 40
h ~ т 4 5 б 8 10 12 10 20 25 32 40 50
5 6 8 10 12 16 20 25 32 36 50 60
Примечания: 1. Номинальная толщина тонкого конца клина bt относится
к плоскости торца детали, к которой крепится клин.
2. Размер S — рекомендуемый.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
171
51. Остроугольные направляюаще («ласточкин хвост»)
(по нормали станкостроения)
Охватываемые
Размеры в льи
Контакт по нижней плоскости
Ъ — bi — номинальная толщина тонкого
конца клин а а торцовой плоскости детали,
к которой крепится клин
Контакт по верхней плоскости
Для справок
А2 А -р 1,4//; А3 ” AlAHj. 4- Ьх;
Л4 — _4j —- 1,4/1; А6 = Aj — 1,4Н -j- bj
Для направляющих' с регул ировпчя*?й планкой вместо размера. Ь4 указывают номи-
нальную толщину планки п зазор.
172 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
52. Фаски и канавки направляющих для выхода инструмента
Размеры в лш
Тины направляющих / /1 а rzt а2 fl ft. *• П В1 /?2 Р, (орисяггиро- «очно)
Прямоугольные 1 1 2 2 2 1,5 0,5 0,5 0,5 0.5 0,5 До 50
1.5 1 3 3 3 1 1 1 1 1 Св. 50 до 100
2 1,5 5 5 3 1,5 1,5 1,5 1,5 1,5 Св 100 до 200
KZZZW^ ZZZI^r 3 2 5 8 — 3 2 — 1,5 2 — Св. 200 до 400
Остроугольные канавки прямоугольной фОрЫЫ ' '//7 4 |BL, si |W>> ,l г н / h а h Я
6 « 10 1 — 1 1 0,3
12 16 1,5 1.5 1,5 0,5
20 2 2 2
25 32 40 2,5 1 3 3 1
50 00 4 1,5 5 5 1,5
80 7 2 8 8 2
с =г.п 0,7/
Размеры канавки («2, hz п Ва) для нижней грани и планки выбирают в зависимости
от ширины нижней грани.
173
КОНСТРУКТПВНЫЕ ЭЛЕМЕНТЫ
53. Рекомендуемые расстояния между направляющими в .клг
174 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
54. Измерение расстояния меящу боковыми гранями остроугольных направляющих
типа «ласточкин хвост» с помощью цилиндрических роликов
Размеры в ж
Охватывающие направляющие
F , (A^b)-2F F
Охватываемые напра ел ни >щне
b — номинальная толщина планки плюс зазор. Для направляющих с регулировоч-
ным клином вместо размера t> принимают Ъ, (см. примечание к табл. 50)
I F 11 d F = l,4605d н d F= 1,4603d
4 5 6 8 10 12 16 2,5 3,5 5 6 7 9 3,65 4,3S • 5,11 7,30 8,76 10^2 13,14 20 £, 32 40 50 60 80 12 15 18 30 35 50 17,53 21,91 26,29 36,51 43,82 51,12 73,02
gg
—
'1 = = г- 0 ИЛ F- 0 /// 7 (Я — /) I 7 (77! - /)
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
175
55. Элементы размеров угловых пазов, измеряемых по роликам в лгл»
0,52057
1,92038; X,
!7°.Ю'
d
<1
Для типа Д
X = Н tg 15° = НО,26795
Дли типа А, В, В, Г
V II tg 35° НО, 70021
а Х& для типа II X для типа
А, Г Б, В Д А, Б, В и Г Д
2.5 2,401 0,651 0,959 4 2,801 1,072
3 2,881 0,781 1,150 5 3,501 1,310
3,5 3,362 0,911 1,343 6 4,201 1,608
5 4,802 1,301 1,918 8 5,602 2,144
6 5,763 1,502 2,302 10 7,002 2,680
7 6.723 1,822 2,686 12 8,403 3,215
9 8,644 2,343 3,453 16 11,203 4,287
13 12,486 3,334 4,988 20 14,004 5,359
18 17,289 4.685 6,906 "5 17.505 6,699
25 21,012 6,507 9,502 32 22,407 8,574
30 28,815 7,800 11,510 40 28,0118 10,718
; 50 35,010 13^
176 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
56. Направляющие качения
Схема и характеристика
d — длина направляющих;
II — ход;
L — длина планок.
Направляющая для ограниченной длины
яегн’мещення. Тела качения заключены
поодиночке или группами в отверстия же-
сткого сепаратора или без сепаратора и
перемещаются вперед и назад по постоян-
ной прямолинейной траектории, всегда
находясь в нагруженном состоянии
Шариковая направляющая для прямо-
линейного перемещения. Шарики, заклю-
ченные в обойму, катятся между направ-
ляющими планками, положение одной из
планок регулируется с помощью клина.
Конструкцию применяют при небольших
нагрузках
Открытые направляющие салазок на
шариках и роликах
Закрытая конструкция салазок с роли-
ками и шариками, расположенными друг
над другом
Призматические направляющие на роли-
ках и иглах
Столы с направляющими типа «ласточ-
кин хвост» и с плоскими направляющими
па роликах
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
177
Заплечики вала и корпуса подшипников качения
(по нормам машиностроения ЫН 389—65)
57. Заплечики для радиальных шарико- и роликоподшипников
и радиальноупорных шарнкоподшншшков
ГОСТ SXa—57
ГОСТ 831—62
ГОСТ V557-71
ГОСТ
ГОСТ 832- 06
ГОСТ 5721-57
1? •>
ГОСТ-
A. ptAiiiKtnvH-Jiu'tinHUK’i сырхм-гкоП серии PuuAirnrp'ii: р, герии ширин 1 и 4: радиальные
с ко।«отними цилиндрическими роликами по ГОСТу 8328—57 и игольчатые по ГОСТ}
4657—71.
Размеры в л».н
d D d2 р2
90 125 97 119
95 130 102 122
100 140 107 133
Б. Ширцк^тоЛуитники чсиг>'> легкий серии Ои<сн»аф-»« 1, серии ширин 7: радиальные
однорядные по ГОСТу 8338—57 и радиальные однорядные с защитными шайбами по
ГОСТу 7212—70
Размеры в леи
d и d2 (ls наиб. Ds г Т»г ' ,1 11ШШ. ' ! D J2 наиб. Л2 I) 2 найм.
8 >и) 10 11 20 19 55 90 60 85
12 2S 14 15 26 25 и (>9 95 65 — 90 —
15 32 17 18 30 29 (й 100 70 71 95 94
17 35 19 20 33 32 70 110 75 — 105 —
20 Д 9 24 25 3.8 37 • 75 115 SO 82 110 10s
25 47 29 3(1 43 42 • S0 125 85 88 13) Its
30 55 35 36 50 - 1 « 130 90 92 125 122
25 Н2 40 41 57 .',11 : 90 150 98 100 132 130
W Г.8 45 46 63 62 -i 95 145 192 105 138 135
45 и0 75 89 50 55 - 7(> 75 z |! ию ь 150 10- 110 142 140
178 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
В. Шч11чкчп>>г)1ии1иш}>и. серии диаметра 1, серии, ширим о: радиально-од-
норядные ил ГОСТу 833к—57, радиально-упорные однорядные по ГОСТу 831—62, радпально-
ynoi »нъте с; 1,!; лепные ш» Г<) С Т у 832—66, рад пл льно-у п< • 1 ише < »днор > *ДП ые с одним разъемным
кольце»?! по ГОСТу 8995-59.
pi>jiifvot»,.ji4unimn4, ог><•'••} ji-choil серии. Оиимевгр^е 1, c> рич ширин O', 3 и P. радиальные
о короткими цилиндрическими роликами но ГОСТу 8328-57, двухрядные с короткими
цилиндр и чески ?лп роликами по ГОСТу 7634— 56, радиальные сферические двухрядные по
ГОСТу 5721-57, игольчатые ио ГОСТу 4657—71
Размеры в мм.
d D •ч t/s наиб. р8 Т>, найм. D </2 наиб. р2 П<> найм. 7>i
17 35 19 20 33 32 32 60 95 . 6S 88 __ 90
20 42 25 37 — 3S 65 100 72 — 92 — 95
25 47 30 — 42 — 45 7«» 110 77 — ЮЗ — 105
30 55 36 __ 49 — 50 75 115 82 — 110
35 Г-2 41 — 55 —- .« 50 125 87 — иг 117 120
40 68 46 — 62 — 65 65 130 92 — 123 — 125
45 75 52 — 6Я 70 90 140 99 150 — 130
50 80 56 — 74 — 75 95 145 101 — 136 — 136
55 90 62 — 82 — 85 100 150 109 - 110 — 112
Г. IIIu.pU’> • •пиди.р пшики ji-гкоч серии. Очалнтгриа 2 (3), серии. »ш/pvt( О и 3' радиальные
однорядные по ГОСТу №58—37, радиальные* однорядные с защитными шайбами по
ГОСТу 72*2—70, радиальные однорядные е упорным бортом малогабаритные по ГОСТу
рЮ5й—62, радиальные сферические двухрядные по ГОСТу 5720—51, радиально-упорные
однорядные по ГОСТу S31—62, радиально-упорные сдвоенные ио ГОСТу 832—66, радиально-
упорные двухрядные по ГОСТу 4252—18, радиальные однорядные с уплотнениями по
ГОСТу 8882—58, радиально-упорные однорядные с одни?! разъемным кольцом по
ГОСТу 8995—59.
pnjiiKiinnihutrnHUfiU. легко?* серии диаметров 2 (3), серии ширин О' радиальные с ко-
роткими цилиндрическими роликами по ГОСТу 8328—57, радиальные с короткими цилин-
дрическими роликами без внутреннего или наружного кольца по ГОСТу 5377—60, радиаль-
ные сферические двухрядные но ГОСТу 5721—57
Размеры в .vat
d D */2 -'2 наиб. П2 найм. а D «Я наиб. 1>2 найм.
7 ЧП 9 — 20 — 15 85 52 — 78 — 79
8 24 10 11 22 21 — 50 90 57 S3 84
9 26 14 — 21 — 55 100 64 91 93
10 30 15 — 25 — — 60 110 69 101 103
12 32 17 — 2« — 29 65 120 74 ___ 111 111
15 35 20 __ 30 — 32 70 125 79 116 __ 117
17 40 "Р. — 35 — 37 75 130 84 __ 121 —- —
20 47 26 — 41 43 80 по 90 92 130 12S
25 52 31 — 4(5 — 13 85 150 95 98 140 138 ___
30 02 36 — 56 — 57 90 160 100 102 150 14S __
35 72 42 — 65 — 66 95 170 107 110 15S 155 —
40 60 47 -- 73 — 74 1(41 160 112 115 168
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Д. Шаргигоподиптзшкч- средней серии диаметра 3(6 г. радиальные однорядные по
ГОСТу 8388—57, радиальные однорядные с защитными шайбами по ГОСТу 7242—70,
радиально-упорные однорядные по ГОСТу 831—62, радиально-упорные сдвоенные по
ГОСТу 832—66, радиально-упорные двухрядные по ГОСТу 4252—48, радиально-упорные
однорядные с одним разы мныы кольцом по ГОСТу s993—59, радиальные сферические
двухрядные по ГОСТу 5720—51 и радиальные однорядные с уплотнениями по ГОСТу
8882 —58.
рчлиь'аподии/пники средней серии ииамгтрче 3(6}: радиальные с короткими цилиндри-
ческими роликами по ГОСТу 8328—37, рация.сыше с короткими цилиндрическими роликами
бе i внутреннего или наруяшого кольца по ГОСТу 5377—60; средней широкой серии ра-
диальные сферические двухрядные по ГОСТу 5721—57
Размеры в мм
d D </2 д2 наиб. 1^2 1)2 найм. D. d Г) 2 d„ наиб. паям. Л.
10 35 14,5 29,5 __ - 55 120 65 68 110 108 НО
12 37 16,5 — 32 — — 60 130 72 75 118 115 120
15 42 2022 — 37 — — 65 140 77 80 128 125 130
17 47 23 - 41 — '*3 70 150 S3 85 13S 135 140
20 5° 27 — 45 — 47 75 П10 87 92 1-18 1-15 150
25 62 32 — 55 53 -80 170 92 95 158 152 155
30 72 37 — 65 63 66 85 180 99 105 1(15 160 115
35 80 44 — 70 — 73 90 190 104 110 175 170 175
40 91) 49 — 80 — 83 95 200 109 115 185 ISO 185
45 100 54 — 90 — 92 100 215 114 120 200 195 200
50 110 со 63 100 98 100
Е. Шарикоподшипники тяжелой серии: радиальные однорядные по ГОСТу 8338—57,
радиально-упорные однорядные по ГОСТу 831—62, рэлиальни-улорпыс ед военные но
ГОСТу 832—66.
Раликопид шинники тяжелой серии радиальные с К1»р<уткими иилиидiшческима -роликами
но ГОСТу 832ь—57
Размеры в мм
d D d2 li g. наиб. 02 1)2 найм. D. 1. и -‘2 'V наиб. 1>2 1>2 н«цм. л.1
17 62 °4 25 55 52 — I |i 60 150 72 75 138 135 135
20 72 2.8 30 65 63 — г es 160 78 .80 L4S 145 145
-Л 80 35 Зь 70 63 72 | 70 1S0 *4 SS 16G 162 165
30 90 40 42 80 78 S0 75 НИ) 90 93 175 170 175
35 100 43 48 90 88 88 | 80 2(10 95 100 1Ь5 180 185
40 110 50 52 100 98 100 | ® ::ю 105 110 190 185 190
45 120 55 КО 110 105 110 1 90 225 110 115 205 20'3 205
50 130 62 65 118 115 118 95 240 115 125 220 219 —
1 140 68 79 12.8 125 125 100 й 230 118 148 232 21 *2 —
180 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
58. Заплечики для конических однорядных роликоподшипников
А. Ролгжоподшипни^и конические однорядные пп ГОСТу 333-59: легкая серия диамет-
ров 2 и легкая широкая серия. Роликоподшипники конические с упорным бортом на
наружном кольце по ГОСТу 3169—46
Размеры в лы«
<1 D с!г С?2 наиб. d3 наиб. в2 Р2 найм. Лх Pi найм. Для легкой Серин Дта легкой широкой серии
«1 найм. а2 найм. «1 найм. а2 паям.
15 35 20 — 10 30 — — 2 2 — —
17 40 24 — 22 34 36 - 3 2 —
20 47 26 27 25 41 — 44 — 3 3 — —
25 52 32 — 30 46 — 49 — 3 3 — —
30 62 зг» 38 36 55 — 5S — 3 3 3 4
35 72 42 45 42 65 — 68 — 4 3 4 5
40 80 48 50 48 72 - 75 — 4 3,5 4 5,5
45 85 52 55 52 78 75 so 78 4 4,5 4 5,5
50 90 58 60 58 82 85 — 4 4.5 4 5,5
55 100 65 68 65 во — 95 -• 5 4,5 5 5,5
60 по 70 72 70 100 - 105 — 5 4,5 5 5,5
65 120 75 80 75 110 115 112 6 4.5 6 о.а
70 125 80 85 80 115 — 120 118 6 5 6 6
75 130 85 90 85 120 118 125 122 6 5 6 6
80 140 90 95 92 130 125 132 130 6 6 6 7
85 150 95 100 98 140 135 142 140 7 6 7 8
90 160 100 110 105 150 145 152 150 7 г» 7 8
95 170 108 115 ПО 155 - 160 7 7 7 10
100 180 112 120 115 165 - 170 — 7 8 7 10
i to нстру i от i в а ык эле ai е i сты 1 о 1
Б. Po.niKtyt^iOiiiHiUHiKu кгтнчесъиг ср/чгней ч сра'чч'й шчр^к^ч серии диалитри^ .? (в):
однорядные по ГОСТу З.'й—59, кинические с упорным бортом нп наружном кольце по
ГОСТу .51G9-—46 и конические с большим углом конуса по ГОСТу 726(1—54
182 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Б. Шарикоподшипники упорные легкой серии и ОДПИарные по ГОСТу 1.874—.,4, а также
двойные по ГОСТу 7872—56.
Размеры в .«.«
d I) dg наиб. г>2 наим. а найм. <1 V «’2 </3 наиб. r>, найм. P, a найм.
10 26 20 — 16 14 26,5 50 7 s 67 69 81 52 78.5 3,5
12 2s 22 — 18 16 28,5 3 55 90 76 so 69 57 90.5 6
15 32 25 26 18 32,5 з со 95 Si 85 74 62 95,5 6
17 33 2.8 29 25 20 35,5 з 65 100 SC. 90 79 67 lot 6
20 40 32 34 28 •>»> 40,5 3,5 70 105 91 95 S3 80 106 6
25 47 3.8 40 34 37 47,5 3,5 75 110 96 100 89 85 111 6
зо 52 43 45 39 32 52,5 3,5 80 115 101 105 94 90 116 7
62 52 53 45 37 с.2,5 3,5 85 125 109 115 101 95 126 7
40 68 57 59 51 42 68*5 3,5 ни 135 117 121 10S 102 136 7
45 73 62 64 56 47 73,5 3.5 100 150 130 136 120 112 151 9
В. Ша1еигшпш>шшпгики /торные среОней серии: одинарные по ГОСТу 6874—54 и двойные
по ГОСТу 7872—56
Размеры в -u.it
d L) dg d2 паи 6. 7^2 I)2 найм. Ei a найм. d 1) d2 fJ2 наиб. d2 d2 найм. Dt a найм.
25 52 41 42 35 34 52,5 5 65 115 95 101 85 80 116 8
30 CO 4S 42 40 GO ,5 5 70 125 юз 111 92 85 126 8
35 68 55 5=8 48 45 68,5 6 75 135 ill 11.8 99 90 136 11
40 78 63 68 55 52 78,5 6 80 140 lie 124 104 95 141 11
45 85 69 75 61 55 85,5 6 85 150 124 134 111 100 151 12
50 95 77 81 68 63 95,5 6 90 155 129 133 116 105 156 12
□5 105 85 91 75 70 Wo 8 100 170 142 153 12S 120 171 12
60 110 90 96 s0 75 111 8
МН 389—65 предусматривает подшипники и других типов и серий, а также другие d.
В технически обоснованных случаях допускается увеличивать диаметры заплечиков
валов и уменьшать диаметры заплечиков корпусов до размеров, обеспечивающих нормаль-
ную работу подшипников (пе допуская касания заплечиков о сепаратор и т. п.). При этом
увеличение диаметров заплечиков валов свыше >1 Maug (при отсутствии в таблицах
d„ наиб ~ свь,ше 'О 11 уменьшение диаметров заплечиков корпусов ниже Г>2 моц и (при
отсутствии в таб.шцах (Ц нп1(,, — ниже 7>.,) вызывает необходимость предусматривать
демонтажные пазы (дли съема колец подшипников).
Биение заплечиков и класс чистоты поверхности заплечиков должны соответствовать
ГОСТу 3325 55.
Отклонения диаметров: dE — по Сь, О, п О,- по ЛЕ.
183
РЕЗЬБЫ
РЕЗЬБЫ
Метрическая резьба
60. Основные размеры метрической резьбы (по ГОСТу 9150—59)
Размеры в мм
Утолщенной линией показан номинальный про-
'' Уа •л!о»1Х’х филь, общий для болта ганки. Форма впадины
4 ♦ резьбы может болта станда । >т« >?• нс регламентируете;! и ттлгкпгпряяиплп тян w
т~ jsH I И * '
ч , 1 закрут; ТОННОЙ с 0.1 US.
1 '5з|ха Срез резьбы о тли закр\г.л< мне но внутреннему диаметру ’ н болтов на расстоянии -- 8=0Днь от sep- ti
h*0,5M25-S шины теоретик .’СКОГО профиля р
исходным размером при проектировании резьпо-
овразующего инструмент
Диаметр резьбы Высота Диаметр резьбы Высота
Шаг Шаг
резьбы S наруж- ный средний внутрен- ний профиля h резьбы наруж- ный средний внутрен- ний профиля /1
d 2 f/i d 2
С крупным шагом С мелким шагом
0,45 2,5 2,208 2,01.3 0.243 2.5 2,273 2,121
0,50 3 2,675 2,459 0,270 а ,35 3 2,773 2,621 0,189
0,60 (3,5) 3,110 2,850 0,325 (3,5) 3,273 3,121
0.70 4 3.546 3,242 0.376 4 3,675 3,459
0,75 (4,5) 4,013 3,6-SK 0,406 (4,5) 4,175 3,959
0,60 5 4,480 4,134 0,433 5 4,675 4,459
1 6 5,350 4,918 0,541 6 5,675 5,459
1,25 8 7,188 6,647 0.676 0,5 8 7,675 7,459 0,270
1,5 10 9,026 8,376 0,812 10 9,675 9,459
1,75 12 10,863 10,106 0,947 12 11,675 11,459
2 (14) 12.701 11,335 1,082 (14) 13,675 13,459
2 16 14,701 13,835 1,082 16 15.675 15,459
2,5 (18) 16,376 15.294 1,353 (18) 17,675 17,459
2,5 20 18,376 17,294 1,353 20 19,675 19,459
2,5 (22) 20,376 19,294 1,353 (22) 21,675 21,459
3 24 22,051 20,752 1,624 Г» 5,э13 5,188
3 (27) 25,051 23,7 52 1,624 8 7,513 7,188
3,э 30 27.727 26.211 1,894
10 9,513 9,188
Зр (33) 30.727 29,211 1,894
12 11.513 11.188
4 36 33,402 31,670 2,165 (14) 13,513 1.3,1-88
4 4,5 С‘9) 36,102 2,9.077 34,670 37,129 2,165 16 15.513 15,188
4,5 (45) 42,077 40,129 2,435 0,75 (18) 17,513 17,158 0,406
5 48 44.752 42.587 2,706 20 19.513 19.188
5 (52) 48,752 46,587 2,706 (22) 21..-43 21,188
5,5 56 52.42$ 50,016 2.977 24 23,513 23,188
5,5 (60) 56,428 54,0И 2.977 (27) 26,513 26,188
6 64 60.103 57,505 3,247 30 29.513 2ЭД88
6 (Ь8) 64,103 61,505 3-47 (33) 32,513 32,188
184 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНО.ЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Продолжение таил. 80
Шаг резьбы 8 Диаметр резьбы Высота профи, in It Шаг резьбы 8 Диаметр резьбы Высота профиля /i
наруж- ный Средний '7 g внутрен- ний наруж- ный средний внутрен- т
S 7,300 6,168 (45) . 44,026 43,376
10 9,330 8,PIS 48 47,026 46,376
13 11,350 19AHS (52) 51,026 50,376
(14) 1(5 13,350 12.918 1,5 0.812
15,350 14,918 (60) 39,026 58,376
(1S1 17,350 16,918 64 «3,026
1,0 20 19,350 IS,91b 0,551 (OS) 67,020 66.3/6
(22) 21,350 21),1>1S 72 71,026 70,376
24 23,350 22,918 (76) 75,026 74,376
(27) 26,350 25,91'8 80 79,026 78,376
30 29,350 28,918 (S3) 84,026 ‘83,376
(33) 32,350 31.918 90 89,026 88,376
3b 35,350 34,913 (95) 94.020 03,376
(39) 38,330 .17,918 100 99,026 98 378
42 41,350 40,018 (105) 104,020 103,3715
('<5) 44,350 43,9 i 8 110 100,029 103,370
48 47,350 46,918 (115) 114,026 113,376
(32) 51,350 58,9’8 (120) 119,021! I18.o«(*
’ 55,350 54.918 .125 124,026 123,376
(•0) j9,350 5.8,918 (130) 129,026 128,276
*н 63,350 62,018 140 139,026 138.376 1
(6S) 67,350 66,918 (150) 149.020 148,376
72 71,350 70.918
(if-) 75,350 74.918 (IS) 16,701 15,835
80 79,350 7s .318 20 18,701 17,835
(22) 20.701 19,835
10 V,1 s-: 8,647
1,25 12 ll.leS 10.647 0,676 14 22,701 21,835
(14) 13,188 124)47 (20 25,701 24,835
30 28.701 27,835
12 11,028 10,370 2,0 133) 31,701 l,0S2
(14) 13,026 12,376 36 34,701 33,835
Hi 15,026 1076 (39) 37,701 36,855
1,0 (18) 17,026 16,376 0.812 42 40,701 39,835
20 19,026 18.376 (45) 43,701 42,835
(22) 21,021! 2n,376 48 46,701 45.835
24 23,026 22,376 (52) 50,701 49,S35
27 26.026 25,376 ! ,'lil 57,701 53,835
30 29,026 2076 (iso) 38.701 57,8.35
(33) 32,026» 31,376 1 61 62,701 61,835
36 35,02.; 34,376 (8.8) 66,701 65,S35
(ж» 38,026 27,376 72 70,701 69.835
42 41.025 49..Ь') (76) 77,701 73.S35
РЕЗЬБЫ
1S5
Продолжение табл. 60
Шаг резьбы Дном**т| > резьбы Высота пуофп. <;i h Шаг рг-зьбы S Диаметр резьбы Высота профиля
наруж- ный <' СргДПИЙ внутрен- ний 0'1 наруж- ный средний внутрен- ний
2,« >0 (S.7I IX) (05) 100 (ЮЗ) 110 (115, (120) 125 (1,:(и 140 (ГО- 11,0 (170) 1м (1:10) 2(Ю 78,701 83,701 88.701 93,701 93,701 193,70= 108,701 Н 3,701 118.701 1 23,701 128.701 1,78.701 148,791 158.701 168.701 178,701 183,701 198.701 77.835 82-8.35 87,S35 92.835 97,835 102.835 107,835 11 ?.*•'»> 117.S3.'» 122.83.» 127.185 127.825 1 'и .835 137.83.» 107,835 177.835 187,835 197,835 1.0.62 3,0 (120) 125 (i;s()j 149 (150) IGO (170) 180 (190) 209 118.051 123.051 128.051 13.*.051 148.051 158,051 1.GS.051 17x3’31 188.051 198,051 116.752 121.752 125,752 1.36.752 l'iG.752 156,752 166,752 176.752 186,752 196,752 1.624
4.0 (42) (45) < ' 4) (52) (511) (CD) 6l (76) Si) (65) 90 (16.) 1-1(1 (105) 110 (115) (120) 125 (130) 140 (150) 160 (170) ISO (190) 200 29,102 42,402 45.402 49.402 53,402 57,402 61,402 09,402 73,402 77.402 82.402 87,402 92.402 97,402 102,402 107,402 112,.02 122.402 127,4(12 137,402 147,402 157,402 167,402 177,402 187,402 ГЛ,'-и2 37,670 ((-.Они 43,670 47.670 51,070 55,070 53,670 67,670 71,070 75.670 S0.670 85,(170 911.670 П5.670 100.670 105,1170 110.676 115.1170 1211.6,7(1 125,670 135,670 145,670 155,670 165,670 175,670 185,670 105,670 2,165
3,0 (20) (.1.4) 30 (.'HI! 42 (45) 4S (52) 5к («0) 04 (68) 72 (70) 80 (85) 90 (115) 100 (105) 110 (115) 28,(151 31.(151 34,051 1-7,051 40.051 43,051 46.051 511,051 54.051 53,051 62,(151 66.951 7:1.051 74,051 72.051 83,051 8S.051 93,051 9S,051 103,051 106.051 113,1Ы 26.752 29,752 32.752 35,752 38.752 41,752 44,752 48.752 52.752 56.752 GO-7 52 64,752 68.752 72,752 76,752 81,752 86.752 91,752 PG,752 101,752 106.752 111,752 1.624
ГОСТ 9150—59 предусматривает шаги резьб S* - 9.2 4- ь лис, наружный диаметр
Л -- 1 _1_ с,оо ли* и 3-и ряд наружных диаметров.
Без скобок приведены диаметры 1-го ряда, которые следует предпочитать диамет-
рам 2-го ряда, заключенным в скобках.
Обозначение резьб:
с крупными шагами обозначают буквой М и диаметром (М24, МИ4 и т. д.);
с мелкими шагами — буквой М, диаметром и шагом через знак умножения (М24;<2.
Мб4х2 и т. д.).
Шаги резьб, заключенные в скобки, по возможности не применять.
18(,‘ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
61. Допуски метрических резьб в -w.v.w (по ГОСТу 9253—59)
S 1 Жж~т т- / Допуски
1 ' 1 мер. rui. чиеаемые дет допуски по р; где числитель болта, наприл
i т ” «1 i П4 & 1 i
™ ПЖ
Шаг резьбы S В Л1Л1 Номинал ьный диаметр резьбы В ЛМ1 БОлт
Нижнее откло- нение — с наружного диаметра d
круп- ной мел- кой кл. 1,2 и 2а кл. 3
0,35 — 2,5; 3 3,5 90 90
0,4 0,45 «э — 100 110 100 110
0,5 о - 120 120
— 4—5,5 6-9 10—16 18-22
0.6 0.7 3,5 4 — 130 140 130 140
0,75 4.5 — 150 150
— 6-9 10-16 18—27 30-38
0.8 5 — 160 220
1 6; 7 — 1S0 250
— X; 9 10-17 18—28 30-52 56—80
1,25 8; 9 10—14 200 300
резьб с крупными и мелкими шагами обо- ювым значением класса точности, напри- 1, 3164x3 кл. 3. Если на чертеже свив- али показаны в собранном виде и имеют |.зным классам, то их обозначают дробью, — класс точности гайки, а знаменатель — «ер Мб4;<3 к л. 3. кл. 2
Болт и гайка Гайка
Допуски b среднего диаметра <1ъ Верхнее отклонение ** внутрен- него диа- метра di
кл. 1 кл. 2 кл. 2а кл. 3
— 59 65 75 85 99 105 100
— Г.4 67 - 106 112 110 12U
— 71 — 118 140
80 90 100 110 100 110 125 140 130 145 160 1S0
54 78 84 — 130 140 too 180
58 99 — 150 190
Г.0 65 75 85 95 105 129 135 120 130 145 165 160 175 195 220
58 90 — 150 200
«5 101 — 16S
Г.5 70 80 99 100 101 НО 125 140 155 125 140 155 175 195 168 1S5 200 230 250
72 112 140 187 210
РЕЗЬБЫ
187
Продолжение табл, й
Болт Болт и гайка Гайка
Шаг резьбы Я в мм. Номинальны и диаметр резьбы в мм Нижнее откло- нение — С наружного диаметра d Допуски h среднего диаметра d2 Верхнее отклонение е впутреп-
круп- ной мелкой кл. 1, 2 и 2а кл. 3 кп. 1 кл. 2 кл. 2а кл. 3 него диа- метра di
10; 11 80 123 205
1,5 - 12—17 18-28 30 — 52 .... Ml 85—1211 125-150 240 350 80 00 100 110 120 1зо 123 135 150 165 180 200 155 170 190 210 230 250 205 220 250 270 300 320 250
1,75 12 — 260 380 85 133 «?• >9 280
И; 1С> — 91 152 — 23 /
2 — 2)1 c'l О i< O X 290 410 100 110 120 1зо по 150 155 170 1S5 200 220 230 195 210 230 250 270 290 250 280 300 330 350 3S0 300
2,5 18—22 — 330 480 101 159 - 260 320
24; 27 — 110 174 — 290
з - Q* Z' L“ Si 3 M N N C: [J CC CJJ 370 520 120 1.Ю 140 15» 100 175 190 2<М> 220 240 250 270 230 250 270 290 320 340 310 330 360 391) 420 450 380
3,5 30; 33 — 400 550 120 188 — 313 420
1SS КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Продолжение табл. G1
Шаг резьбы S V. ЗиИ Номинальный диаметр резьбы В мм Болт Болт и гайка Гайка
Нижнее откло- нение — С наружного ;yia?.'iCTpa 4 Допуски !> среднего дпа- мстра ;/2 Верхнее отклонение 4- е внутрен- него диа- метра dt
круп- ной мелкой кл. 1.2 и 2а КЛ. 5 кл. 1 КЛ. 2 кл. 2а кл. 3
4 36; 39 420 600 128 201 — 335 480
— । it । Т । 140 150 160 170 ISO 280 220 230 259 270 300 270 290 310 330 зоо 380 360 3SO 410 440 170 500
4,5 42; 45 — 450 6.50 136 2Г_: 355 550
5 48; 52 — 500 700 144 225 — 375 600
5.5 56; 60 — 550 750 150 236 — 393 650
6 64; 6S — 600 800 157 246 410 700
70 S0 85-120 125—1811 185-280 265—380 370—500 510-600 246 262 280 3(Ю 315 350 .305 370 390 115 440 410 4ГЮ 490 520 550 580
Отклонения отсчитывают от линии теоретического профиля резьбы в направлении,
перпендикулярном к оси болта.
Верхнее отклонение наружного и внутреннего диаметра болта и нижнее отклонение
наружного и внутреннего диаметра гайки равны нулю.
Верхнее отклонение наружного диаметра гайки « нижнее отклонение внутреннего
диаметра болта не нормируются. Гарантированные зазоры по этим диаметрам обеспечи-
ваются размерами резьбообразуюшпх инструментов (п. <*» ГОСТа 9150—э9).
Для резьб п-го класса с шагом до 0,7а мм включительно допускается выход наруж-
ного диаметра болта за нижнюю границу его поля допуска до предела, обусловленного
допуском на средний диаметр.
Класс точности резьбовых соединений определяется величиной полного допуска сред-
него диаметра. Установлено три класса точности: кл. 1, кл. 2 и кл. 3. Для метрических
резьб с мелкими шагами допускается также класс 2а (кл. 2а).
Класс точности резьбовых соединений выбирают в зависимости от назначения. Допу-
скаются сочетания гаек и болтов разных классов точности. Свинчн ваемость резьбовых
соединении (с допусками по стандарту) гарантируется при условии, если длина свинчива-
ния изделий превышает длины стандартных калибров (но ГОСТу 1774—60) не более чем
на 25%.
ГОСТ 9253—59 предусматривает также допуски для резьб с шагами 6 -= 0.2 4- 0,3 мм.
РЕЗЬБЫ
189
Основные положения ГОСТа 16093—70 на допуски метрической резьбы.
С 1 января 1974 г. взамен ГОСТа 9253—59 на допуски метрических резьб со
скользящей посадкой и ГОСТа 10191—62 па допуски метрической резьбы с зазо-
рами вводится ГОСТ 16093—70 «Резьба метрическая для диаметров от 1 до
600 .«.и. Допуски». В ловом стандарте установлены ряды основных отклонений:
h, g, е, d — для болтов: II, G — для гаек и степени точности: 4, 6, 8 — для
наружного диаметра болтов; 4, 6, 7, 8 — для среднего диаметра болтов, 5, 6, 7 —
для внутреннего диаметра гаек; 4, 5, 6, 7 — для среднего диаметра гаек.
Примеры обозначений полей допусков:
резьбы с крупным шагом —
болта М12—6g; гайки М12—6Я;
резьбы с мелким шагом —
болта Л112Х1—6g; гайки АИ2:;1— И.
Посадки резьбовых деталей обозначают дробью: в числителе указывают обо-
значение поля допуска гайки, а в знаменателе — обозначение поля допуска
болта. Например: М12 — М12у1— .
Установлено три класса точности: точный, средний, грубый.
Классы точности и ноля допусков резьб
Классы точности Поля допусков резьб
болтов гаек
Точный •ЖИ
Средний №; «£'*; «<; 6<2 jHAH; С-Н*; GG
Грубый ; ‘c'g* 7II*; 7G
* Поля допусков предпочтительного применения.
Примечание. Допускается сочетание полей допусков разных классов точ-
ности болтов и гаек.
Рекомендуемые замены допусков
Болты Гайки
Заменяемое ппде допуска пи ранее действо павшим стандартам Заменяющее поле допуска по ГОСТу 16093—70 Заменяемое поле допуска по ранее действовавшим стандартам Лпменякицсл- поле допуска по ГОСТу 16098—70
Кл. 1 Кл. 2 Кл. 2а Кл. 3 гост 9253—59 6л? Кл. 1 Кл. 2 Кл. 2<4 Кг 3 ГОСТ 9253—59 №Н ьН сн 1Н
Кл. 2.-1Д кл. ;<л ГОСТ 10191—62 6р Кл. ЗА гост 1 (ШИ-62
В ГОСТе 1С0»3—70 приведены предельные отклонения диаметров резьб.
190 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
Дюймовая резьба
62. Дюймовая резьба с углом профиля 55" (по ОСТу НКТПИ260)
Размеры в мм
55° и»
?л\\'/
1 V '2 — v
и }<м + 5, 1« т сч *•4 » г=
_~.i & Хз! Xi 1 хз
Номиналь- ный диаметр рг-зъбы в дюймах Диаметр резьбы Зазор Шаг резьбы Число ниток на 1" Высота профиля ^2
наруж- ный ^0 средний dcp внутрен- ний d. С е'
*/< °/1е (’/ id *л (’/.«) 7. V. ’/» 1 1>/. 17. (17») 1*/2 (17s) 17. (17») 2 2*/. 27, 27. 3 З1/. 37. 37. 4 4,762 6,350 7,938 9,525 11,112 12,700 14,288 15,875 19,050 22.225 25,400 28,575 31,750 34,925 38,100 41,275 44,450 47.625 50,800 57,150 63,500 69,850 76,200 82,550 88,900 95 ДИ) 101,600 4,085 5,537 7,034 8,509 9,951 11,345 12,932 14,397 17,424 20,418 23,367 26,252 29,427 32,215 35,390 38,022 41.198 44,011 47,186 53,084 59,434 65,204 71,554 77,546 83,896 89,829 06,179 3,408 4,724 6.131 7,492 8,789 9,989 11,577 12.91.S 15,798 18,611 21,334 23,929 27.104 29,504 32,679 34,770 37.945 40,397 43,572 49,019 55,369 60,557 66,907 72342 78,892 84,409 90,759 0,132 0,150 0,158 0,165 0ДК2 0,200 0,208 0,225 0,240 0,265 0,290 0,325 олзо 0,365 0,370 0,425 0,430 0,475 0,480 0,530 0.530 0,590 0,590 0,640 0-640 0,700 0,700 0,152 0,186 0,209 0,238 0,271 ОДП 0,313 0,342 0,372 0,419 0,466 0,531 0,536 0,626 0,031 0,750 0,755 0,833 0,838 0,941 0,941 1,073 1,073 1,158 1,158 1,251 1,251 1,058 1,270 1.411 1,588 1,814 2,117 2,117 2,309 2,540 2,822 3,175 3,629 3,629 4,233 4.233 5,080 5,080 5,644 5,644 6,350 6,350 7,257 7,257 7,815 7,815 8,457 9,467 20 18 16 14 12 12 И 10 V 8 7 7 6 6 5 5 4 4>/s 4*А 4 З’/в 3>/. 3‘/. 3«/. 3 3 0,677 0,811 0,903 1,017 1,162 1,355 1,355 1,479 1,626 1,807 2,033 2.323 2,323 2.711 2,711 3,253 3,253 3,614 3,614 4,066 4,066 4,647 4,647 5,004 5,004 5,421 5,421
Дюймовую резьбу применяют лишь при изготовлении запасных деталей.
Стандарт рис-проотрвшцпел на резьбовые соединении топливных, маститых, иодиных и вад!ушных трубопоощдан мешит и станков. Шаг резьбы пвмертот параллельно оси резьбы. Биссектриса угла профили йервепдику.тнрнв оси резьбы. Ргшмер —сир.точный. J, - по табл. 25. Число витков с иодным профилем в ртзьбопом сопряжении стандарт' и не увтаппВ|Тиваетеп, но не доля,пи быть меньше двух, при свинчивании без натяга трубы и муфты е номинальными роумерами резьбы основшш .итоокоеть ре.и.иы е-яшидаст е торцом муфты.' Уменьше- ние длины сверления (размера 1,) допускается при обеспечении д.лтГггочИий прочности и плотности соединения и исколь.ен'атш для получе- ния резьбы стандартного щютрумента. Пример обгмнач hihi коничееш й резьбы •/**'*: К К» зъ ' #•"'w"“w il* со*^е* с»бозначени«’ па.imp- ра резьбы пдк пмах 1\оЛ\<‘НОСТЬ 2 ig <• ^1:16 >s V-lI "£^05 Is? & Q. rrf-j H t ut KKgSx' x\\ x\\\XXXV T
Vlll 7т11 7; ll Я XI SI LZ LZ Число ниток на Г'
1г ГС K5 ь- G5 о Шаг резьбы S
плоскостуу^
6,5 4Д4 7,0 4,572 9,5 5,l>6t> 10.5 6.090 13,5 8,12с 14,0 R.411 17,5 10.1611 Is.и 10,WS 18.5 111.ОЙ рабочая /1 от торца трубы до основной П.1ОСЬ«-СТИ /2 J2
c,’ p ~ V» co £» ГГ p <> qt «..1 l-c c: 15 средний d С г- ч
b -r is bjee Ъ’1 г-У у» у го С71 г- с. • -1 “-1 х 4~СЛСС Z- COCJ'MIJ наружный d
। Оснобна n/JOCKOCt tin pe
X £ 6.3MI 8,7Glj 11,314 14.797 18.321 внутренний di * Jul Лг ^>1 ?
к; Й. -j*-j
851’63 918'21 airvi 4G<‘0I 1ЫГ8 sriro Внутренний ДНЯЖ<’Тр репьи ы у тохэца трупы d-p 7 1^/Й IIP S 50 Г 1 4 ,,ц
0,753 0.753 1,129 1.129 1,431 1.Ч1 1,7.17 1,767 1,767 Рабочая высота г-итка ?2
8 10.5 1 8,е5 13 8.5 11,0 1 111,42 1.4 12 15,5 1,5 13.85 20 13 16,5 1.5 17,33 21 16,5 21.0 1,5 21..V 28,5 17 21.5 1,5 26/J1 26 .5 21.5 26.5 2.0 P3.6H 33,5 22 _ 27.0 2,0 42,44 34.5 —— ,5 2.j — ,0 чЗ.Ь'Т >j 4 ..j г ц НС ЗН’НС’С — с D Труба Муфта
ej ‘ д ЙП J
rf: fc
hu ...
10 и 13 1С 21 21 26 2? 27 для ояранок 4о (внлв.чпп сб< г) » Муфта LrM8!'
6.3 6.7 11,2 14.7 18.25 23,5 2; 1,6 28.5 44,5 to
6.3. Коническая дюймовая резьба с углом профиля 60е (по ГОСТу 6111
1’а.чмеры п лм
161
хчэчки
192 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
Трубная резьба
64. Трубная цилиндрическая резьба (по ГОСТу 6357—52)
Размеры в .и.ч
)„ O.9G049S
1г t-.- 0.6403S
г = 0,137338
Обозначе- ние резьбы в дюймах Число ниток па 1" Шаг реаьоы Диаметр резьбы Высота профиля радиус закругле- ния г
наруж- ный средний dcp внутрен- ний
(>/«) 29 0.907 9,729 9,148 8,867 0,581 0,125
V* 19 1.337 13,158 12,302 11.446 0.856 0,18-1
V. 19 1,337 16,663 15,807 142)51 0.856 0.134
о 14 1,814 20,956 19.754 18.632 1.162 04149
<»/»> 14 1,814 22,912 21,750 20,588 1,162 0249
7* 14 1,814 26,142 25.281 24,119 1,162 0.249
'•'а 14 1,814 30,202 29,040 27,878 1,162 0,24»
1 11 2,309 33,250 31.771 30.292 1,47» 0.317
(’*/«) И 2,:®» 37,898 36,420 34,941 1,479 0,317
IV* 11 2,309 41.912 40.433 38,954 1,479 0,317
(17,) И 2,309 44.325 42.846 41,367 1,479 0,317
I1/ 9 11 2,309 47,305 46,326 44,847 1,479 0,317
(I3/*) И 2,309 53,748 52270 50,791 1.479 0,317
п и 2,309 59,616 58,137 56.059 1,479 0,317
(Зу4) 11 2,309 65.712 64234 62,755 1,479 0,317
2V2 11 2.309 75,187 73,708 72,230 1,479 0,317
(~8А) и 2,309 81,537 80,058 78,580 1,479 0.317
3 11 2,30* 87,887 86,409 84.930 1.479 0,317
37я 11 2,309 100.334 98.855 97,376 1,479 0,317
4 11 2,309 113,034 111,556 110.077 1,470 0,317
5 11 2,309 138,435 136,957 135,473 1,479 0,317
6 и 2,309 163,836 162,357 160,879 1,479 0.317
Резьбы »,»; ’/«; 1*/8; Is,13'4; 21'*; 2«'4; 3>/а применяют только для изделий, для кото-
рых они предусмотрены стандартами.
Пример обозначения трубной резьбы:
Труб. 2" кл. 2
РЕЗЬБЫ
193
65. Трубная коническая ргяьба (по ГОСТу 6211—69)
О с н о в н ы е р а з м с р ы
размеры d мм
Основная рва яял ель ная
Об; значение резьбы В ДЮЙМнХ Числе ниток на 1" *3 Длина резьбы Диаметр в основной ГКЪ «СКС’СТН llnyrpemuift дии- ме rp Г<:/Ы11Ч у <п.'рц« трубы dT Zc 1 Радиус .закр у где- 1 ния г !
g от торца ! 'грубы до осип кHt.il плоскости Z2 средний </ 1 Г ппруяшый d внутренний
7» 0.907 6.5 4 9.147 9.728 8.566 8 316 0.581 0.125
19 1.337 *9.7 6 12.3(11 13,157 11.445 10.070 (US. «6 0.184
3, . 19 1,337 10.1 6.4 15,мФ 10.662 14.950 14.550 O.K»6 0,184
1 • 14 1.814 13,2 у о 19.793 29.955 18.631 18,119 1.162 0.219
3 14 1,814 14.5 9.5 25,279 2.6,4 .1 24,117 23,323 1.162 0,24»
L И 2,309 16.8 10,4 31,770 33,249 30,291 29,641 1,479 o.3i;
1V4 И 2,309 19,1 12.7 40,431 41,910 38,952 38.158 1,479 0.317
1*/2 11 2,309 19,1 12.7 46,324 47,803 44.8 j5 44,051 1,479 0.317
11 2.309 ” 4 15,9 58,13а 59,614 56,656 55,652 1.479 0.317
11 2.30» 26.7 17.5 73,705 75.184 72,226 71,132 1.479 0.317
.-I 11 2.309 2у,8 20.6 86,405 87,-v;4 84.926 83,638 1,479 0.317
к 11 2,309 3'5.8 2э,4 111.551 113,030 110,11/2 108,484 1,47» 0,317
5 11 2,3.09 40.1 в 136,9.71 i:;SA;:o 135,472 133,684 1,479 0.317
6 И 2.309 •40,1 28,6 1112,351 163,830 160,872 159,084 1,47» 0,317
Шаг резьбы измеряют параллельно оси трубы. Биссектриса угли профиля перпендику-
лярна оси резьбы. При свинчивании без натяга трубы л муфты с номинальными размерами
резьбы длина свинчивания равна /2. При любом значении /2 с пределах поля допуска раз-
ность /1 —/2 для наружной резьбы должна быть не менее разности указанных в таблице
величин Ь и Z2. Размер dT справочный.
Укороченные длины резьб на трубе в мм
Длины Обозначение диаметра резьбы в дюймах
1 1 1*Л 1‘Л 3
*Л 8 Л, /8 ‘’г 2 ^72
Z2 не менее 4 4,5 4.5 6 7 8 10 11 12 14,5
к 7,7 82! 9,5 11 13,4 14/1 16,4 18,5 21,2 23,7
В таблице приведены укороченные разы.-ры Zt и Z2 для соединения наружной кониче-
ской резьбы с внутренней цилиндрической резьбой муфтовой арматуры по ГОСТу 0527—68.
Допускается "и а резать на трубах укороченную коническую резьбу для соединений трубо-
проводов пз видогазопроводных труб по ГОСТу 3262- 62 ври давлениях р до W кТ/сж2.
Разность Z, — Z2 должна быть не менее разности указанных в таблице величин к Z2.
7 Справочник конструктора, кя. 1
194 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Отклонен и я п о .1 о в и н ы у г л а про ф и ля, угла у к л она (ф)
н о т к л о н е н и я н о ш а г у р г я ь б ы
Размер резьбы в дюймах I [редельные отклонения
половины угла профиля угла уклона для резьбы шага резьбы на длине в млг
наружной внутренней ДО 10 ДО 25
Нормальная точность
>/. +1" -М2' —12'
— 6' т-С'
±45' ±12' — 6' — 12' -j-Г/ ±0,04 ч 0.07
-4-10' -10'
1—В ±45' —5' -т-э
Поаышгпная точность
Vs ±40' -10' — 10'
V.-’A ±35' -1 -1- 1 ; Ч' q с « 2 iQ ; Ы 1- ±0,02 ±0,04
1-6 ±25' — 4'
Нормальная точность указана в таблице для соединений трубопроводов из труб по
ГОСТу 3262—62 при давлении р до 10 кГ/см*.
Примеры обозначений:
конической трубной резьбы »/*"
К труп в, 4" ГОСТ С,211—69
укороченной конической трубной резьбы а/4"
чаруй 3'4'' укор. ГОСТ 6211—69
укороченной конической резьбы повышенной точности 8/4"
К труб 3/4" пов. тонн. ГОСТ 621.1--69
Резьба М6х1 коническая для масленок
(по ГОСТу 131)3—56)
Линия,параллельная
/(,==ВХ>68
if -Л°\Т2л’
Конусность 1:16
Шаг резьбы Я в льи............ 1
Длина резьбы в .о;
Zi......................... 5
Z2.........................4 t 0,75
Диаметр резьбы в основной плоско-
сти в мм:
средний d.................5,35
наружный d ........... 6.15
внутренний di .......... 4,55
Внутренний диаметр резьбы у торца
трубы (1Т г. ММ.................. 4,3
Рабочая высота витка /2 в мм ..... 0.S
Шаг резьбы измеряется параллельно осп
трубы.
Биссектриса угла профиля перпендику-
лярна к оси резьбы.
Размер 0 относится к наружной и внут-
ренней резьбе.
Сбег резьбы в особых случаях можно при-
нять равным (1““) *ч-
Об» -значение pt .чьиы:
КЫ6Х1 ГОСТ 1303 —56.
РЕЗЬБЫ
195
Трапецеидальная одноходовая резьба
(по ГОСТу 9484-60)
66. Основные размеры
А. Ряды диаметров и шаги
Размеры в juu
Диаметр d Шаг S
1-й ряд 2-й ряд 3-й ряд
10; 12 14 — 3 2
16; 20 18 4
26 °2* 28 24 \ 8 j 5
32; 40 36 30; 34; 38; 43 j 10 1 6 3
50; 60 44; 55 46; 48; 52 | 13 : 8
80 ' 70 (62); 65; 75; (78) 16 10 , 4
100 ИО; 110 85;. 95 ! 20 ‘ 12 5
120 140 130; 150 24 16 6
160 170 8
— 180 190 32 20
200 220 210 10
250 280 240; 260; 300 40 24 12
320; 400 360 3-40; 380 '<8 —
ГОСТ 9484—60 предусматривает также резьбы для диаметров до 640 .и.и с шагом
16—А мм.
При выборе диаметров резьб следует предпочитать 1-й ряд 2-му, а 2-ой—3-му.
Диаметры, поставленные в скобки, по возможности не применять.
Б. Профиль и основные размеры
Размеры в льи
7*
196 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Продолжение табл. 66
В. Диаметры и площади сечений
Шаг резьбы 8 в мм
Диаметр резьбы в л.и Площадь сечения ctci»khh !•’ в лнг Шаг резьбы В в мм Диаметр резьбы в мм Площадь сечения стержня F и см1
винта винта и гай- ки гайки винта впита и гай- ки гайки
наружный d внутренний di ередиьй d2 наружный <!' внутренний d' наружный d внутренний dt \ средний d. наружный d’ внутренний d'
16 11,5 14 16,5 12 1,04
10 7,5 9 10,5 8 0,44 18 13,5 16 18,5 14 1,43
12 9,5 И 12,5 10 0,71 20 15,5 18 20,5 16 1,89
14 11,5 13 14,5 12 1,04 62 57,5 00 62.5 58 25,97
16 13,5 15 16,5 14 1,43 к 65 60,5 63 65,5 61 28,75
18 15,5 17 18,5 16 1,89 70 65,5 68 70,5 66 33,70
20 17,5 19 20,5 18 2,41 75 70,5 73 75,5 71 39,01
22 19,5 21 22,5 20 2,99 78 73,5 76 78,5 74 42,43
24 21,5 23 24,5 22 3,63 80 75,5 78 80,5 76 44,77
23,5 25 4,34
ро 10 19,5 23 17 2,01
5,11
25,5 27 28,5 26
24 18 21,5 25 19 2,54
20 20 23,5 21 3,14
10 6,5 8,5 10,5 7 0,33 28 22 25,5 29 23 3,80
12 8,5 10,5 12,5 9 0,57 5 85 7® 82,5 86 80 49,02
14 10,5 12,5 14,5 И 0,87 90 84 87,5 91 85 55,42
30 26,5 28,5 30,5 *>« 5,52 95 89 92.5 96 90 62,21
32 28,5 30,5 32,5. 29 6,38 100 94 97,5 101 95 69,40
34 30,5 32,5 34,э 31 7,31 i 110 104 107,5 111 105 84,95
30 32,? •>4,5 36,5 33 8,30 i 30 23 *>7 31 24 4,16
38 34,5 36,5 38,5 35 9,35 X? 9.4 29 33 26 4,91
40 36,5 38,5 40,5 37 10,46 34 27 31 35 28 5,73
42 38.5 40,5 42,5 39 11, (-4 36 29 33 37 30 6,61
44 iO.5 42,5 44,5 41 12,88 38 31 35 39 32 7,55
46 42,5 44,5 46,5 43 14,19 = 6 40 33 37 41 34 8,55
48 44,5 46,5 48,5 45 15,55 42 35 39 43 36 9,62
50 46,5 58,5 50,5 47 16,93 120 из 117 121 114 100.29
52 48,5 50,5 52,5 49 18,47 1зо 123 127 131 124 118,82
55 51.5 53,5 55,5 52 20,83 140 133 137 141 134 138,93
60 56,5 58,5 60,5 <-• i 25.70 160,61
! 150 143 147 151 144
РЕЗЬБЫ
197
Продолжение табл. «6
Шаг резьбы S в мм Диаметр резьбы в мм Площадь сечении стержня К Ч Шаг резьбы 8 о .и.-,: Диаметр резьбы в at.u f 1,агнца дь сеченая стержня Ь' в '.VJ3
винта винта и гай- ки гайки винта винта и гай- ки гайки
р (Р'ШжЛфщ внутренний <?4 средний >1, & инутреиний d' наружный <1 & средний d2 ,2» анугррнипй <1 j
8 НО 24 26 28 44 46 48 50 55 •10 160 170 180 190 13 15 17 19 35 37 39 41 43 46 51 151 161 171 1S1 18 20 21 40 44 46 48 51 156 166 176 186 23 27 29 45 47 49 51 53 61 161 171 1S1 191 14 16 18 29 40 47 152 162 172 182 1,33 1,77 2Д7 2,84 9,62 10,75 11,05 13,20 14,52 16,62 2и,43 179,08 203,58 229,66 257.30 10 12 80 200 210 220 45 4S 50 52 55 •30 У0 95 100 110 240 250 260 280 300 320 340 -360 380 400 69 1S9 199 209 31 37 42 47 72 77 82 97 227 237 247 267 287 307 327 347 367 387 75 195 205 215 40 !*• 79 104 23-4 214 254 274 294 314 354 394 81 201 211 221 47 >я 51. 56 С.1 М • 96 101 111 241 251 261 2-31 901 XII 841 361 381 401 70 190 200 210 3-4 40 73 78 83 08 238 248 268 308 328 348 368 3S8 37,39 230,55 311.03 343,07 7,55 8,53 10.75 11,95 13,85 17,35 10,72 46,57 52,81 59,45 73,90 404.71 441,15 479,16 559,90 646,93 740,2.3 339,82 945,69 1057,81 117628
10 30 34 36 38 40 42 62 65 70 75 78 19 21 25 27 29 31 51 54 59 67 25 27 29 31 33 За 37 57 60 65 70 73 31 33 35 37 39 41 43 63 66 71 76 79 20 24 26 30 55 60 65 t-8 2,84 3,56 4,16 4.91 5,73 6,61 7,55 20,43 22.90 27,34 32,17 35.26
ГОСТ 9485—60 предусматривает также диаметра и площади сечений дли шага от 16
до 48 .и.и.
Наружный диаметр впита является одновременно и поминальным диаметром рельсы.
В случае передачи больших усилий профиль винта у впадины закругляют радиусом г,
причем величины г являются наибольшими допустимыми.
Для многоходовых трапецеидальных резьб применяют те же профили, что и для одно-
ходовых.
Резьбы обозначают буквами «Трап», диаметром и шагом. Например: Трап 60X12.
Для резьбы трапецеидальной трехходовой левой с диаметром 90 лм» и шагом (расстоя-
нием между соседними витками) 12 .или
Трап S0X (3X12)
198
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
67. Допуски и посадки трапецеидальной резьбы (по ГОСТу 9562—60)
1 Шаг S в мм I Диаметр резьбы d в мм Максимальная длина свинчивания в лш * Винт Гайка
Наруж- ный диа- метр d Внутрен- ний диа- метр di Средний диаметр dz Вну- тренний диа- г метр dj
Отклонение в мкм
нижнее —с** нижнее у ** верхнее —Ь' нижнее —Ь" верхнее 4-ь *** верхнее
Классы
1,2,3 зх 1 2 и 3 ЗХ 1 1 2 ! 3 । ЗХ 1 1 2 ’ 3
2 10-16 18—28 20 30 100 444 477 542 547 0 34 132 197 210 294 314 362 388 460 485 197 210 262 280 328 355 100
3 10-14 30—44 46—60 30 35 45 150 503 572 588 623 692 705 0 37 158 221 266 266 336 392 392 410 465 478 530 585 595 221 266 266 295 355 355 372 428 440 150
4 16-20 62-80 45 50 200 595 695 737 840 0 45 187 266 314 400 462 485 565 627 710 266 314 355 418 440 520 200
5 22—28 85-110 50 60 250 694 799 849 949 0 52 205 308 359 462 530 565 650 720 800 308 359 410 478 515 595 250
6 30-42 120-150 55 70 300 780 885 945 1050 0 56 234 349 398 585 635 720 800 885 349 398 465 530 578 660 300
8 22-28 44—60 160—190 65 90 100 400 883 931 1021 1083 1133 1223 0 67 268 390 413 461 590 «20 682 720 758 830 920 960 1032 390 413 461 520 550 615 650 690 765 400
10 30—42 62—80 200-220 90 100 110 500 1006 1063 1106 1228 1288 1334 0 75 300 454 476 499 680 710 738 820 865 900 1042 1090 1128 454 47(5 499 605 635 665 745 790 825 500
12 44—60 85—110 240—300 110 120 130 600 1164 1202 1316 1406 1449 1576 0 82 328 518 536 593 772 800 835 948 978 1070 1190 1225 1330 518 536 593 690 715 790 865 895 985 600
* Приведены стандартные длины свинчивания, с учетом которых должны назна-
чаться длины стандартных резьбовых калибров. Свинчиваемость резьбовых соединений,
проверяемых только предельными калибрами, гарантируется при условии, что факти-
ческие длины свинчиваемых изделий не превышают длины используемых при контроле
калибров более чем на 25%.
* * Верхнее отклонение равно нулю.
* ** Нижнее отклонение равно нулю.
Примечание. Нижнее отклонение наружного диаметра гайки равно нулю,
верхнее отклонение стандартом не нормируется.
РЕЗЬБЫ 199
1. Отклонения отсчитывают от соответствующих диаметров резьбы в направ-
лении, перпендикулярном к оси впита.
2. Класс точности резьбовых соединений определяется величиной полного
допуска среднего диаметра.
^'стаиавлпваются следующие классы точности в системе отверстия:
а) для гайки — 1, 2 и 3-й классы точности (кл. 1, кл. 2, кл. 3);
б) для винта — скользящая посадка 1-го класса точности (кл. 1), посадка
движения 2-го класса точности (кл. 2), посадка движения 3-го класса точности
(кл. 3), ходовая посадка 3-го класса точности (кл. ЗХ).
3. Выбор класса точности для отдельных резьбовых соединений производит-
ся в зависимости от их назначения и ГОСТом 9562—60 не регламентируется.
Допускаются сочетания гаек и внптов разных классов точности.
4. Для шага резьбы и угла профиля предельные отклонения по каждому из
элементов в отдельности не устанавливаются, так как они косвенно контроли-
руются при проверке резьбовых изделий предельными калибрами.
Для резьбовых соединений, от которых требуется заданная точность расчет-
ного перемещения гайки относительно винта (например, ходовые винты станков
и механизмов), дополнительные требования в отношении точности шага уста-
навливаются техническими условиями и нормами точности соответствующих
станков, механизмов и приборов.
Полный допуск (в зп;л1) по среднему диаметру резьбы
Ь = 8Ь +3,732880,5826’6
где 6b — часть полного допуска в мкм по среднему диаметру, которая может
быть использована как собственно допуск по среднем у диаметру при
наличии ошибок по шагу и углу профиля;
68 — отклонение в мкм (абсолютная величина) по шагу резьбы, опреде-
ляемое как отклонение величины расстояния между двумя любыми
витками в пределах длины свинчивания (высоты гайки от номинальной
величины тага);
8 — шаг резьбы в мм;
б — среднее арифметическое абсолютных величин отклонений обеих поло-
вин угла резьбы от их номинальной величины в минутах.
При раздельной проверке шага, угла профиля и среднего диаметра факти-
ческое отклонение по среднему диаметру не должно быть менее требующегося
для компенсации ошиоок и угла профиля.
Примеры обозначения одноходовой резьбы:
Трап 36x6 кл. 1
Трап 36x6 кл. ЗХ
Пример обозначения многоходовой резьбы:
Трап 36х (3хб) кл. 3 лев
Число ходов указывается перед шагом (в скобках).
Если на чертеже свинчиваемые детали показаны в собранном виде и имеют
допуски по разным классам, то они обозначаются в виде дроби, числитель кото-
рой указывает класс точности гайки, а знаменатель — винта, например:
Трап 86 Хбкл.2!кл. 3
Метрическая резьба деталей пз пластмасс
(по ГОСТу 11709—66) *
Стандарт устанавливает диаметры, шаги, основные размеры, профиль и
допуски метрической резьбы для деталей пз пластмасс и комбинации их с ме-
таллическими деталями для диаметров от 1 до 120 мм.
* С 1 января 1974 г. вводится ГОСТ 11709—71.
200 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ:
Основные размеры. Профиль резьбы изображен на рис. 1. Жирной линией
показан номинальный профиль.
Форма впадины разьбы болта стандартом не регламентируется и может
H=Q.86603S
Рис. 1. Профиль метрической резьбы деталей
из пластмасс
вынолпяться как плоскосрезаннон,
так й закругленной с г — 0,1445.
Этот срез» пли закругление является
исходным при проектировании резь-
бообразующего инструмента. Наи-
меньший радиус закругления или
наименьшая ширина площадки (при
плоскосрезанпой впадине) опреде-
ляется их расположением на расстоя-
Н
нпи „-=0,1085 от вершины теоре-
О
тпческого профиля резьбы.
Форма выступов резьбы болта и
гайки выполняется плоскосрезанной.
кромок по выступам до радиуса >\
Однако допускаются закругления
= 0.0545. Диаметры и шаги резьбы по
ГОСТу 8724—58.
Основные размеры резьбы
с крупными и мелкими шагами соответствуют
ГОСТу 9150—59.
Допуски. Расположение полей допусков резь-
бы со скользящей посадкой соответствует рис. 2.
Рис. 2. Расположение полей допу-
сков резьбы со скользящей посад-
кой
CS. Основные размеры (в
резьб с особо крупными ягагами
на пластмассовых и ме-пигличе-
Ciaix деталях, свиичпваеиых
с пластмассовыми
Верхнее отклонение наружного диаметра гайки п нижнее отклонение внут-
реннего диаметра болта стандартом не нормируются. Зазоры в резьбовых сое-
динениях по этим диаметрам обеспечиваются размерами резьбообразующего
инструмента. Допуски на диаметры резьбы назначаются по классам точности
2а, 3 и 4. Предельные отклонения для резьбы классов точности 2а и 3 соответ-
ствуют ГОСТу 9253—59. Для резьбы с крупными шагами нижние отклонения
на средний диаметры болта класса точности 2а соответствуют ГОСТу 10191—62.
Предельные отклонения резьбы с крупными и мелкими шагами класса точ-
ности 4 соответствуют табл. 69. Предельные отклонения резьбы с крулпымп
и мелкими шагами на металлических деталях, сопрягаемых с деталями из
пластмасс устанавливают по ГОСТу 9253—59.
Для шага п угла профиля резьбы предельные отклонения для каждого из
этих элементов в отдельности не устанавливаются. Суммарный допуск для сред-
него диаметра резьбы представляет собой сумму трех слагаелмх: погрешности
среднего диаметра резьбы, диаметральных компенсаций погрешностей шага и
угла профиля резьбы.
Предельные отклонения п допуски распространяются на детали из пластмасс,
размеры которых определены при температуре 20° С и относительной влаж-
ности воздуха 40—70%.
РЕЗЬБЫ
201
69. Предельные отклонения 1 резьбы с крупными и мелкими шагами класса точности 4
Размеры в м м
Шаг 8 в лил Номинальный диаметр реЛЬбЫ 'i В ММ 1 [ Болт. Ниж- • нее отклоне- ние наруж- ного диамет- ра —с 1 Болт н гай- ка. Допуски Ь греднего диаметра Гайка. | Верхнее от- клонение вн утреннего диаметра
с крупным шагом i । с мелким | шагом
0.7 - 224 224 i 204
0,75 6-9 2&0
10-16 280
0,? ь — 240 240 220
1 6; 7 X; <1 , 2711 270 235
W -16 368 296 318
56—27 320
20- 30 3/.С
1,25 9 — 1 000 300 265
1 1.5 10; И 12 17 400 328 350 • 1 -1
13-27 350
30-32 4UG
55—60 450 <30 410 i
... 120 480
1,75 12 — 3--.0 355 280
9 14; 16 450 380 400
18—27 too
30—92 430
55—80 530 180 400
85-120 530
2,5 18- 22 — 480 425 380
3 24; 27 — 580 465 510
— 30—52 495
55—80 530
65 — 120 5S0
3,5 30-33 550 500 500 i
1 Верхние отклонения наружного d и внутреннего диаметров болта и нижние : отклонения внутреннего »/1 и наружного d диаметр к »в ганки равны нулю. ;
202
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Продолжение таол. 69
Шаг S в л.« Номинальный диаметр резьбы d в .нл< Болт. Нижнее отклонение наружного диаметра —с Болт и гай- ка. Допуски b среднего диаметра Гайка. Верхнее отклонение внутреннего диаметра +«
с крупным шагом с мелким шагом
4 36; 39 — 650 535 570
- 42—80 570
85-120 610
4,5 42; 45 — 650 570 550
5 48; 52 700 600 600
5.5 56; 60 750 630 650
6 64—68 70-80 800 650 720
85 —120 700
Шаг резьбы необходимо выбирать с учетом следующих рекомендаций.
Для термореактивных материалов с порошкообразным наполнителем наи-
более прочной является резьба с шагом 1,5 мм. Резьбы с более крупными шагами
имеют меньшую прочность. В нагруженных сопряжениях пластмассового болта
с металлической гайкой для шагов более 1,5 мм целесообразно для увеличения
прочности уменьшить высоту профиля резьбы болта за счет наружного диаметра.
Нижнее отклонение наружного диаметра не должно выходить при этом за пре-
делы допуска 4-го класса точности. Величина уменьшения наружного диаметра
резьбы кольца по сравнению с расчетным будет i\td — c,t — \d.)Z, гдес4 — до-
пуск наружного диаметра резьбы 4-го класса точности; — суммарная
погрешность среднего диаметра резьбы.
Резьбы с шагом менее 1,5 мм для нагруженных соединений не рекомендуются,
так как вследствие переобогащения витков смолой последние имеют меньшую
прочность на срез.
Из термопластичных материалов может быть получена резьба с любым шагом.
Наиболее прочными являются для упруго-эластичных материалов резьбы с
шагом 2—3 мм. При меньших шагах может произойти разрушение витков при
относительно небольших нагрузках.
Выбор класса точности для отдельных резьбовых соединений производится
в зависимости от их назначения. Допускается сочетание гаек п болтов разных
классов точности.
При выборе класса точности необходимо учитывать эксплуатационные тре-
бования, предъявляемые к резьбовому соединению. При этом, помимо механи-
ческих свойств пластмассы данной марки, должны быть учтены следующие заме-
чания:
а) класс точности 2а предназначается для резьбовых деталей повышенной
точности, к которым предъявляются требования по герметичности (с использо-
ванием специальных паст) и соосности соединяемых деталей;
б) 3-й класс точности рекомендуется для нагруженных резьбовых соедине-
ний. Не рекомендуется комбинировать хрупкий материал и упруго-пластичный,
так как прочность при этом снижается в 3—5 раз. Шаг резьбы пресс-формы сле-
дует изготовлять при этом только корректированным на величину средней усадки;
в) 4-й класс точности (табл. 69) предназначается для слабонагруженных
резьбовых соединений пластмассовой детали с пластмассовой и металлической.
Соединения типа металл — пластмасса будут иметь большую прочность, чем
пластмасса — пластмасса.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ 203
Обозначение резьб. Резьбы с крупным шагом обозначаются буквой М и
диаметром, например М24; для резьб с особо крупными и мелкими шагами, кроме
того, указывается шаг резьбы, напрпмер М24х2.
Допуски резьб с крупными, особо крупными п мелкими шагами обознача-
ются числовым значением класса точности, напрпмер: М12х1,5 кл. 3, М36 кл.
и т. п. Если на чертеже свинчиваемые детали показаны в собранном виде и име-
ют допуски по различным классам, то они обозначаются в виде дроби, числи-
тель которой указывает класс точности гайки, а знаменатель — болта, например:
Ml20x3 кл. 3/кл. 4.
Дополнительные источники
Концы шпинделей сверлильных и расточных станков — ГОСТ 2701—72.
Концы шлифовальных шпинделей с внутренними центрирующими поверх-
ностями — ГОСТ 2324—67.
Машины ручные. Концы шпинделей. Места крепленпя инструментов
.МИ 5065—63 — 5072—63.
Диаметры, квадраты и лыски хвостовиков инструментов и отверстия под
квадраты — ГОСТ 9523—67.
Резьба метрическая с зазорами. Допуски — ГОСТ 10191—62.
Резьба метрическая с натягами. Допуски — ГОСТ 4608—65.
Концы болтов, винтов и шпилек. Размеры — ГОСТ 12414—66.
Профиль деталей, примыкающих к прокатным профилям в сварных конструк-
циях — МН 1385—60.
Размещение отверстий под заклепки и болты в прокатных профилях
МН 1387-60.
ТЕХНОЛОГИ ЧНОСТЬ КОНСТРУКЦИЙ
Элементы конструкций литых деталей
Толщина стенок литых деталей. Для литых деталей из серого чугуна, отли-
ваемых в песчаные формы, толщину стенок определяют по графику (рис. 3).
Приведенный габарит А’ детали рассчитывают по формуле
уу — 2/-}-й
где I, Ъ, h — соответственно длина, ширина и высота детали в ль
График построен для деталей с приведенным габаритом более 0,5 л. При
меньшем габарите, а также в некоторых случаях выполнения особо тонких
сечений (типа радиаторов, ребристых цилиндров и др.) толщину стенок допуска-
ется уменьшать до 2 мм.
Для деталей из модифицированного чугуна толщину стенок принимают на
15—20% больше, чем для деталей из серого чугуна.
Толщину внутренних стенок устанавливают меньше наружных на 10—20%.
Толщину стенок чугунных отливок можно принимать и по табл. 70.
70. Толпцша стенок чугунных отливок
Приведенный габарит в м Толщина стенки в мм Приведенный габарит в .и Толщина стенки в мм
наружной внутренней наружной внутренней
0.75 8 6 2,5 18 14
1,0 10 8 3,0 20 16
1,5 12 10 3,5 .'r'l 18
1,8 14 12 4,5 25 20
2,0 16 12
204
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Для деталей из углеродистой стали, отливаемых в песчатые формы, толщину
стенок можно определять но графику (рис. 4), который распространяется на
детали с приведенным габаритом более 0,5 .м. При меньшем габарите минималь-
Рпс. 3. График для определения тол-
щины стенки детали из серого чугуна
Рис. 4. График для определения толщи-
ны стенки детали из углеродистой стали
пая толщина стенок допускается до 5 Стенки деталей из легированных ста-
лей пониженной жидкотекучести делают толще на 20—30%, чем для однотип-
ных деталей из углеродистых сталей. Внутренние стенки в стальных литых дета-
лях делают на 20—30% тоньше наружных.
Толщину стенок отливок из цветных металлов можно принимать по табл. 71.
71. Наименьшая толщина стенок отливок из цветного металла при литье
в песчаные формы
Размеры в мм
Материал X ар антеристпна отливок Наименьшая толщина стенок
Бронза оловянная Специальные бронзы и латуни Алюд-.пнпевые сплавы Магниевые сплавы С протяженностью стенки: до 5(1 св. 50 до ЮО » 100 » 250 » 250 » 600 Мелкие Сргдшкс Мелкие с протяженностью стенки: до 200 св. 200 до SuO Мелкие Средние с протяженностью стенки до 400 О‘С0 ст. 1 | оо si a ci гл w
Переходы и углы сопряжений. Для получения высококачественных отливок
отношение толщин стенок при переходе от одного сечения к другому должно быть
не больше 4 : 1.
Выполнять переходы от одного сечения к другому галтелями допустимо
s
для всех деталей при соотношении сопрягаемых толщин —-<2 (рис. 5). Радп-
si
усы галтелей принимают:
для деталей ::з чугуна, алюминиевых и магниевых сплавов R = 0,37г.;
для детален из стали и медных сплавов R = 0,47г.
S
Переходы сечений при соотношении—>2 рекомендуется выполнять с уче-
si
том характера нагрузок па детали при эксплуатации: для деталей, не испыты-
вающих ударных нагрузок, галтелями с радиусом, указанным выше; для дета-
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
205
лей, подвергающихся ударным нагрузкам, в виде клипового (рис. 6) или сту-
пенчатого сопряжения, причем длину участка перехода от одной толщины к дру-
„ , ,, S- -S, 1
гои принимают I 2г 4А или —sg для деталей из чугуна, алюминия п
Рис. 5. Выполнение перехо-
да галтелью
Рис. 6. Клиновое сопряжение
магниевых сплавов п I 2 5Л шш -—— -- для деталей из стали п медных
L О
сплавов.
Примеры сопряжений и радиусы скругления наружных углов приведены
в табл. 72—77.
72. Примеры угловых сопряжений
206 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
78. Значения h и I (к таил. 72)
в: «, > 2,5 13-2.3 1.25-1,8
h (L7 (s-- «,) 03 (« — »>)
1 Сталь и медные сплавы ? -
Чугун, алюминиевые и магниевые сплавы 4Л
г Определяют по графику (рис. 7 п 8), округляют и принимают по ряду предпочтительных* чисел (ГОСТ JC.3G—6И)
Рис. 8. График для определения радиу-
са галтели г при сопряжении элементов
литой детали из чугуна, алюминиевых
и магниевых сплавов
Рис. 7. График для определения радиу-
са галтели г при сопряжении элементов
литой детали из стали и медных спла-
вов
74, Примеры тавровых сопряжений
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
207
75. Значения Л я I (к табл. 74)
s : si > 2,5 1,8- 2,5 1,25-1,8
h 0.7 (к — sO 0.8 (s — М s к,
- 2
Сталь и медные сплавы 2s 10й
1 Чугун, алюминиевые и магниевые сплавы >: Uh
г Определяют по графику (рис. 7 и 8), округляют и принимают по ряде предпочтительных чисел (гост йпп—в»)
76, Ребра жесткости
Размеры s и <1 принимают конструктивно.
Толщина наружных ребер не должна превышать 0,8 и внутренних — 0,<»—0.7 толщины
сопрягаемой стенки.
208 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
77. Радиусы скруглений наружных углов
Размеры п ,’л.и
Р, Plt Р3 — меньший габаритный размер плоскости детали, перпендикулярный к образую-
щей ц или н дрп • !сс.кой гкч ;с рхпости ск i »у гленп я;
а, ах, а2 ~ двугранный угол между сопригаемыглй поверхностями;
г — радиус скругления.
Общие требования при конструировании литых детален
При конструировании литых деталей необходимо: уменьшать габариты де-
тали и, особенно. ее высоту: обеспечивать плавность перехода от малых сечений
к большим; устранять налипшее местное скопление, металла; предотвращать
Неправильно Правильно
Неправильно
Правильно
Рис. ю
Рис. и
трещины, коробления, а также уса-
дочные рыхлоты и раковины; исключать
тонкостенные ребра, глубокие впадины,
щели.
Пример 1. Устранение возможности
образования усадочной раковины за
счет равпостенности и ребра жесткости
(рис. 9).
Пример 2. Устранение излишнего
металла в сопряжении (рис. 10).
Пример 3. Устранение узких продоль-
ных и кольцевых углублений (рис. 11).
Пример 4. Придание крышкам, под-
вергающимся температурному нагреву
при работе, сферической формы с вну-
тренними ребрами (рис. 12).
Пример 5. Ребра в чугунных деталях должны работать на сжатие, а не на
растяжение (рис. 13).
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
209
Пример 6. Конструирование деталей по возможности без отъемных частей
модели (в данном примере — бобышек, рис. 14).
Неправильно Правильно
Рис. 12
Рис. 14
Технологические указания по конструированию
деталей и узлов при их механической обработке
Общие требования. При конструировании необходимо обеспечить качествен-
ные требования к детали, уменьшить и облегчить механическую обработку,
исключить ее в труднодоступных местах.
Пример 1. Конструирование точных и соосных отверстий в детали сквоз-
ными, допускающими обработку на проход с одной установки (рис. 15).
Неправильно Правильно
Рис. 16
Неправильно Правильно
Рис. 17
Пример 2. Исключение
(рис. 16).
Прихмер 3. Устранение
метров сверла (рис. 17).
глухих отверстий особенно с обеих сторон детали
глубоких отверстий, превышающих десять диа-
210 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЯ
Пример 4. Согласование радиуса паза г с радиусом фрезы R п диаметром
установочного кольца D на оправке фрезы (рис. 18); предусмотрен необходимый
зазор А между обрабатываемой деталью п установочным кольцом (А — не ме-
нее 3 .мл).
Рпс. 10
Пример 5. Уменьшение площади обработки сопрягаемых поверхностей
(рис. !9).
Пример 6. Создание бобышки для нормального врезания и выхода сверла,
чтобы устранит!, его увод пли поломку (рис. 20).
Пример 7. Расположение обрабатываемых частей детали, предусматриваю-
щее возможность их обработки, например, для сверления и нарезания резьбы
(рис. 21).
Неправильно Правильно
Рис. 21
Пример 8. Детали имеют надежную опору для обработки, обрабатываемые
поверхности расположены на одном уровне, что обеспечивает выполнение
операции на проход (рпс. 22).
Технологические указания по конструированию деталей,
подвергаемых термической обработке
Общие требования к конфигурации деталей. 1. Форма детали должна преду-
сматривать устранение возможности возникновения концентрации напряжений
и чрезмерных деформаций. При термической обработке особенно концентрация
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
211
напряжений появляется в местах резких изменений формы детали (шпоночные
разы, вырезы, подрезы и т. п.).
2. Детали не должны иметь острых углов, тонких концов и выступов.
3. (/топки полых деталей должны быть одинаковой толщины. В сопряженных
элементах сечения не должны значительно отличаться по толщине (рис. 23).
Правильно
4. Сечение детали должно быть по возможности симметричным. Большая
асимметрия может привести при закалки к значительной деформации и даже
к разрушению детали. Вследствие несимметричного сечения деталь при закалке
сильно коробится. Коробление можно уменьшить, усилив тонкую сторону про-
филя и ослабив массивную (рис. 24).
5. Внутренние углы н резкие переходы деталей должны быть закруглены,
чтобы избежать образования закалочных трещин. У деталей, закаливаемых в
воде, радиусы закруглений должны быть не менее 0,5 мм, а у детален, закаливае-
мых в масле, — не менее 0,25 мм. При меньших радиусах закруглений необхо-
димы специальные меры для защиты деталей в углах и резких переходах от тре-
щинообразованпя, что усложняет и удорожает термообработку.
0. У деталей, подвергаемых закалке с внутренней поверхности, необходимо
обеспечить возможность удаления образующегося при закалке пара (рис. 25).
В противном случае нельзя гарантировать получения па внутренних поверх-
ностях требуемой твердости.
Если закалка поверхности отверстия не обязательна, то оно защищается
от охлаждения пробкой из огнеупорной массы. Для этого на чертеже детали
выноской, заканчивающейся «полкой», делают указание (рпс. 26) или эту за-
пись помещают в технических требованиях.
7. Размещать отверстия на закаливаемых деталях нужно так, чтобы рас-
стояние между центрами ближайших отверстий или от центра отверстий до края
детали было не менее двух диаметров отверстий (рпс. 27).
8. Отверстия в тонких выступах н стенках с переменным сечением не допу-
скаются, так как это приводит к образованию трещин. Если по конструктивным
соображениям нельзя увеличить толщину стенок до толщины основного сече-
ния, то деталь следует подвергать местной или поверхностной закалке, остав-
ляя стенку незакаленной (рнс. 28.)
212 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
Выбор стали для деталей. Детали, подвергаемые термической обработке,
изготовляют в основном из сталей следующих марок: 45, 65Г, У8, У10, 20,
18ХГТ, 111X15 и 40Х. Закалке могут также подвергаться отливки из стали мар-
ки 45Л.
При назначении марки стали следует исходить не только из требуемых меха-
нических свойств стали is закаленном состоянии, по и из конфигурации детали
Рис. 27
Рис. 28
и толщины ее сечения. Чем выше назначаемая твердость, тем вероятнее появле-
ние трещин от остаточного напряжения. Сложные детали, не допускающие зна-
чительной деформации и коробления (например, ответственные шестерни, длин-
ные валы и т. п.), нужно изготовлять из стали, обеспечивающей необходимые
механические свойства при закалке в масле (марки ШХ15, 40Х, 65Г). В .масле
также необходимо закаливать детали сложной конфигурации, переменного
сечения, с острыми углами, глубокими пазами и резкими переходами (двойные
и блочные шестерни, шестерни с длинными и массивными ступицами; шестерни,
изготовленные совместно с валами, валы с фланцами, шлицевые валы, червяки
и проч.). Такие детали, если они не подвергаются цементации, следует изго-
товлять из стали марок 65Г, ШХ15 и 40Х.
Для деталей, закаливаемых в воде, следует применят!, стали не ниже марок
40—45. Сталь 35 закаливается слабо (особенно при содержании углерода на
нижнем пределе); при сечении до 20 мм не превышает HRC 40.
Для получения твердых износоустойчивых поверхностей при мягкой серд-
цевине применять малоуглеродистые стали с последующей цементацией и за-
калкой. Цементировать рекомендуется на глубину с интервалами 0,5—0,8;
0,8—1,2: 1,2-1,6 и 1,6—2 мм.
Для цементируемых деталей следует использовать сталь марок 20, 20Х,
18ХГТ (табл. 78). Сталь 20 применяют только для неответственных деталей,
допускающих закалку в воду.
78. Твердость цементованной стали различных марок
Место измерения твердости HRC д.тя сталей марок
20 20Х i 18ХГТ
Цементованная поверхность —ьО 55—62 5Н—63
Сердценива — 15-25 30-40
Стали марок 20Х, 18ХГТ применяются для деталей, которые после цемен-
тации закаливают в масле. Важным преимуществом стали 18ХГТ в сравнении
со сталью 20Х является то, что после закалки сердцевина цементованной детали
приобретает более высокую твердость и предел текучести; это очень важно для
тяжелонагруженных шестерен и других деталей.
Твердость термически обрабатываемых деталей должна устанавливаться
с разницей не менее 5 и не более 12 единиц HRC. Повышенная разница должна
назначаться для деталей большего габарита и менее ответственных.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
213
Стали широко применяемых марок имеют после обычной закалки л низкого
отпуска примерно следующие предельные значения твердости:
Марка стали
45 1бГ УК У10 40Х
Твердость
50 «2 Й2 03 50
Рпс. 20
Конструирование деталей, подвергаемых местной (зональной) закалке.
При сложной конфигурации детали назначать по возможности только местные
высокие твердости.
Границей зоны закалки считается место, до которого простирается участок
детали, имеющий твердость, оговоренную в чертеже.
Отклонение на размер закаленной зоны зависит от метода пагрева под закал-
ку. а также от толщины детали и ориентировочно может быть принято 1—2,5 тол-
щины детали. Длина переходной зоны зависит от техно-
логии нагрева и может быть взята 1,5—2 толщины
детали.
Если местную закалку применяют для предотвра-
щения поломки деталей при клепке пли затягивании
болтом, то расстояние от центра отверстия, через кото-
рое проходит заклепка пли болт, до ближайшей грани-
цы зоны закалки должно быть не менее полутора
диаметров отверстия (рис. 29).
При твердости закаленной зоны менее НКС 45 опас-
ность поломки при клепке невелика, если термическая
обработка произведена правильно, в таком случае введение местной закалки
является излишним.
Деталь должна иметь только две зоны: 1) закаленную и отпущенную до
определенной твердости, заданной чертежом; 2) незакаленную.
Наличие нескольких закаленных зон с регламентированными различными
значениями твердости крайне нежелательно. Поэтому рекоминдустся такие
детали подвергать закалке и отпуску для получения твердости, средней из
указанных значений, а те части, где требуется повышенная твердость, допол-
нительно подвергать поверхностной закалке (рис. 30).
При местной объемной закалке зона закалки должна прилегать к краю дета-
ли. Термическая обработка червячного вала, показанного в качестве примера,
Закалить Закалить
W" /Ж ’ o'xv’’
30-43 42-55 50-60
Рис. 30
Закалить Закалить т.б.ч.
KRC 38-45
50-60
связана с излишними затратами труда. Желательно продлить закаленную зону
до одного из концов детали. Если этого сделать нельзя, следует предусмотреть
возможность поверхностной закалки середины при нагреве т. в. ч. или, в край-
нем случае, замены цельной детали сборной (рис. 31).
При местной цементации возможно различное соотношение и расположение
цементованной и нецементованной зон. Однако введение дополнительной опе-
рации — защиты отдельных мест от цементации — удорожает производство.
Поэтому желательно, где это допустимо, производить цементацию всей детали,
подвергая ее затем местной закалке.
214
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
Технологические указания по конструированию деталей
и узлов, связанные со сборкой
Требования к конструкции машины. При конструировании машины необхо-
димо предусматривать следующее:
разделение машины на узлы, обеспечивающее их независимую параллельную
сборку;
минимальную трудоемкость операций взаимного соединения узлов в про-
цессе общей сборки машины;
удобство выполнения операций сборки (в частности, применения механизи-
рованных средств).
Разделение машины на технологические узлы должно удовлетворять сле-
дующим требованиям:
1) количество технологических узлов, на которые может быть разделена
машина, должно быть небольшим. Вместе с тем узел не должен представлять
собой сборочной единицы, которая состояла бы из слишком большого количества
сборочных элементов и отдельных деталей, так как это приводит к чрезмерному
усложнению сборки узлов;
2) узлы, требующие каких-либо испытаний или обкатки, должны непременно
выделяться в закопченные сборочные единицы;
3) узлы не должны требовать даже частичной их разборки при установке
па машину;
4) следует избегать подачи на общую сборку деталей, не включенных в ка-
кие-либо сборочные единицы (исключениями являются детали, очень большие
по габариту пли весу, а также соединительные и крепежные детали);
5) предусматривать специальные элементы для транспортировки машины
(отверстия, приливы, грузовые цапфы, рым-болты и проч.).
Уменьшение трудоемкости сборки может быть достигнуто разными путями,
в частности путем правильного выбора методов фиксации крепежных элемен-
тов (рис. 32, 33).
Рис. 32
Способ а (рис. 32) следует применять, когда требуется частая разборка
соединения и вместе с тем достаточно надежная фиксация крепления. Он допу-
скает использование механизированного .инструмента.
Рис. 33
Способы бив пригодны прп ручном труде. Они обеспечивают надежную фик-
сацию крепления.
Способ г дешев и допускает механизацию труда, почему и получил широкое
распространение. Однако он менее надежен, чем первые два.
ТЕХНО.!О ГПЧНОСТЬ К0ПСТРУК1Щ ft
215
Способ а (рпс. 33) рекомендуется, если необходимо определить положение
детали с прочным прижатием к выступу вала или установить ее с определенным
зазором.
Способы б п в применяют при установке детали на валу при незначительных
осевых усилиях в направлении кольца, а также при установке детали с необхо-
димым зазором. При способе в используют запорное кольцо по МН 470—61
или упорное концентрическое по ГОСТу 13940—68 и эксцентрическое кольцо
по ГОСТу 13942—68.
Способ г рекомендуется для предотвращения радиального и осевого смещения
детали. Необходимо совместное сверление и развертывание отверстия в уста-
навливаемой детали и валу под конический штифт.
Очень важно исключить какие-либо доделочные работы в процессе обшей
сборки машины (доработка «по месту», обработка «в сборе»), так как они плохо
поддаются механизации и обычно сопровождаются большими затратами времени.
Необходимо по возможности предусматривать такую компоновку узлов и
такие способы их взаимного соединения, при которых каждый из последователь-
но устанавливаемых узлов налагался бы сверху (т. е. без каких-либо переме-
щений узла снизу вверх, вдоль или под углом к уже установленным узлам).
Требования к конструкции узлов. При конструировании узлов должно быть
предусмотрено:
1) разделение узла на подузлы;
2) удобство сборки узлов, в частности, с точки зрения механизации процесса;
3) максимальное сокращение количества применяющихся в узле деталей
(при сохранении заданных для узла функций);
4) максимальное сокращение объема пригоночных работ;
5) максимально возможное число постоянных соединений вместо разъемных;
6) применение специальных приемов облегчения сборочных работ и средств
транспорта ровкп.
В отношении разделения узлов на подузлы, транспортировки и удобства
сборки узлов в основном действительны те же требования, что и в отношении
общей сборки машины.'
Постоянные соединения, как правило, отличаются меньшей трудоемкостью,
чем разборные. Поэтому всюду, где это возможно, необходимо применять вместо
болтовых соединений заклепочные или сварные, вместо заклепочных — свар-
ные, вместо подвижных соединений с фиксацией деталей с помощью тех пли
иных фиксирующих элементов — неподвижные, прессовые и т. д.
Требования к конструктивному выполнению деталей. Конструктивное выпол-
нение деталей должно удовлетворять следующим общим требованиям:
1) детали машины должны быть по возможности взаимозаменяемыми;
2) места расположения крепежных деталей должны быть доступны для
сборочного инструмента;
3) крупногабаритные и тяжелые деталп должны иметь устройство для их
транспортировки.
Требования, предъявляемые в связи со сборкой к конструктивному выпол-
нению деталей, в полном их объеме должны выявляться в каждом конкретном
случае на основе анализа собираемости того или иного проектируемого узла
машины.
Примеры приемов облегчения сборочных работ
Пример 1. Если две круглые детали сопрягаются друг с другом по двум
пли нескольким поверхностям, то им необходимо придавать такие линейные
размеры, при которых начальный контакт каждой пары сопрягающихся поверх-
ностей осуществлялся бы не одновременно, а последовательно (рис. 34).
Пример 2. Последовательное соединение отдельных «сборок» (комплектов
деталей) (рпс. 35).
Пример 3. Посадочные поверхности должны иметь минимально необходимые
линейные размеры с тем, чтобы были минимальными и перемещения деталей
по этим поверхностям в процессе сборки (рис. 36).
216 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Пример 4. Предусмотрен уступ для предотвращения проворачивания болта
при навинчивании гайки (рпс. 37).
Пример 5. Применение сегментной шпонки, если последнюю надо вынимать
из вала (рис. 38).
Неправильно Правильно Неправильно Правильно
Рис. 34
Рис. 35
Рис. 37
Рис. 36
Рис. 39
Пример 6. Применение кольцевой канавки (рпс. 39); рекомендуется для
нефпкспруемых деталей, если допускается ослабление сечения валика.
Пример 7. Предусмотрены способы удаления подшипников из их гнезд
(рис. 40).
Устройство для разборки деталей с плотной посадкой (рис. 41).
вариант 1 — при завертывании винта фланец сходит с центрирующей выточ-
ки, для деталей из легких сплавов предусматривается пятка;
вариант 2 — введение рычага в зазор но окружности фланца позволяет
разжать детали.
Крепление деталей (рис. 42):
вариант 1 — крепление стойки и станпны выносится в легкодоступные места;
вариант 2 — для закладки и завертывания болтов и гаек предусматривается
достаточно места.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
217
Конструкция узла должна состоять по возможности из отдельных «сборок»
(комплектов деталей), устанавливаемых на место без разборка пли с частичной
разборкой (рис. 43).
'Неправильно : Правильно
Рис. 42
Рис. 43
Рекомендуемый вариант узла позволяет собранный со всеми деталями вал
ставить на место целиком, для этого наружный диаметр поднпшника взят больше
наружного диаметра зубчатого колеса. Для привертывания левой крышки
предусмотрены отверстия в ступице шкива.
218 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ, ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИИ
Дополнительные источники
Пробки резьбовые конические автотракторные. Технические требования—
ГОСТ 12717—67.
Резьба метрическая для приборостроения. Основные размеры — ГОСТ
16967—71.
Технологичность конструкций. Справочное пособие. Под редакцией проф.
С. Л. Ананьева и канд. техн, наук В. П. Купровпча. Изд. 3-е М., «Машино-
строение», 1969.
Н. Ф. А н и с и и о в, Б. Н. Благо в. Проектирование литых дета-
лей. Справочник. «Машиностроение», 1967.
ГЛАВА IV
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА БОЛТЫ,
ВИНТЫ, ШПИЛЬКИ И ГАНКИ
(по ГОСТу 1759-70)
1. Механические свойства болтов, винтов п шпилек пз углеродистых и легированных сталей
Класс прочно- сти * Временное сопроти- вление в кГ/лкм2 I Гредел текучести в кГ. 'мм2 Относи- тельное удлинение Z п о/ ° 5 В /о Ударная вязкость в кГ • Л1/СЛI2 Твердость по Бринелю НВ Напряжении от пробной нагруз- ки (У в кГ/мм2 Марка стали
S наиб. (и нрав.) не менее найм. наиб. (справ.)
3.6 34 49 20 25 Нс регламен- тируется 90 150 18,8 СтЗкпЗ, СтЗсп, 10
30 10кп
4.6 40 55 24 25 5,5 110 170 22,6 20
4.8 32 14 справ. Не регламен- тируется 29,1 10, 10кп
5.6 50 70 зо 20 5 140 215 28,2 30, 35
5.8 40 10 справ. Не регламен- тируется 36,4 10**, 10кп**, 20, 20кп, СтЗспЗ, СтЗкп
6.6 60 80 36 16 4 170 245 33,9 35, 45, 40Г
6.8 48 8 справ. Не регламен- тируется 43,7 20 , 20кп
6.9 54 12 справ. 47,5
220
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение табл. 1
Иласс прочно- сти * Времен- ное сопро- тивление в кГ/мм? Предел текучести в кГ/лш» Относи- тельное удлинение <*& в % Ударная вязкость в кГ- м/см2 Твердость по Бринелю НВ Напряжение от пробной нагруз- ки ст о ъТ/мм2 Марка стали
инны. наиб. (спраь.) не менее к наиб. (справ.)
8.8 80 ню 64 12 6 225 300 58,2 35***, 35Х, 38ХА, 45Г
10.9 100 120 ВО 9 4 280 365 79,2 40Г2, 40Х, зохгел, 16ХСН
12.9 120 140 10В 8 4 330 425 95,0 35ХГСА
14.9 110 100 12G 7 3 390 Не регламен- тируется 111,0 40ХНМА
* Класс прочности обозначен двумя числами. Первое число, умноженное на 10, определяет величину минимального временного сопротивления в кГ/мм2; второе число, умноженное на 10, определяет отношение предела текучести к временному сопротивле- нию в процентах; произведение чисел определяет величину предела текучести в i.T/auw2 (для класса прочности 3.6 значения приблизительные). * * Для болтов, винтов и шпилек с диаметром резьбы до 12 мм включительно. “* Для болтов, винтов и шпилек с диаметром резьбы до 16 3i.it включительно.
Для изготовления изделий классов прочности 1.8; 5.8 и 6.8 допускается применение
автоматных сталей.
2. Механические свойства гаек из углеродистых и легированных сталей
Класс прочности 1 Напряжение от испыта- тельной нагрузки в кГ/л im?, нс менее Твер НВ не б дость НИС олее Марка стали
5 6 40 50 60 80 302 33 СтЗкпЗ, Ст-?сп8 10, 10кп, 20 10, Юкп, 13, 15кп, 35, Ст5 20 , 20кп, 35, 45
10 12 100 120 353 38 35Х, 38ХА 40Х, ЗОХГСА, 16ХСН
14 1 Класс напряжения 140 прочности 0'5ос от испытатслы 375 начен числом, ой нагрузки в 40 которое при у ТгГ.'ММ2. 35ХГСА, 40ХНМА множении на 10 дает величину
Для изготовления гаек классов прочности 4 и 5 допускается применять фосфористую
сталь, а классов прочности 4, 5 и 6 — автоматные стали.
ГОСТ 1759—70 предусматривает также марки коррозионностойких, жаропрочных, жаро-
стойких и теплоустойчивых сталей.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3. Механические свойства болтов, винтов и шпилек из цветных сплавов
221
1 Условное обозначе- ние группы1 В ременное сопротив- ление 1 в кГ/мм* Предел текучести в кГ/мм» Относи- тельное удлинение 6s в % [ Твердость во Бринелю НВ Марна материала или сплава1
не менее
31 27 12 15 Не регла- ментируется АМгэП
33 32 Не регла- ментируется 12 75 Латунь ЛС594, латунь ЛОЗ
33 Латунь ЛС59-1, латунь Л63 антимагнитные
34 50 Не регла- ментируется Бронза Бр. АМц9-2
35 38 20 10 Д1П, Д16П
• Относятся также к гайкам.
4. Виды и условные обозначения покрытий болтов, винтов, шпилек и гаек
Обозна- чение Виды покрытий 1 Обозна- 1 чепие Виды покрытий
00 Без покрытия 08 Фосфатное с промасливашкеч 1
01 Цинковое с хроматированием 0/ Оловянное
02 Кадмиевое с хроматированием 08 Медное
03 Никелевое; многослойное — , 09 Цинковое
медь — никель i 10 Окисное анодпззциошюе с хро-
0’1 Многослойное — медь — ни- матировавнем
ь'ель — хром 1 11 Пассивное j
05 Окисное 12 Серебряное {
Вид покрытия для определенного материала выбирают по ГОСТу ! 4623—69.
Технические требования к покрытиям, толщины покрытии и размеры резьб
крытия устанавливаются по соглашению между потребителем и изготовителем.
Допускается применять другие виды покрытий.
под не-
рекомендуемые условные обозначения болтов, винтов, шпилек и гаек. Болты,
шшты и шпильки из углеродистых сталей классов прочности 3.6—6.9, гайки
из углеродистых сталей классов прочности 4—8 и изделий из цветных сплавов
следует обозначать по следующей схеме:
ото
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
При обозначении изделия, изготовленного из автоматной стали, после числа,
обозначающего класс прочности, указывается буква А.
Болты, винты л шпильки классов прочности 8.8, 10.9, 12.9, 14.9 и гайки
классов прочности 10, 12, 14, изделия из коррозиопностойких, жаростойких,
жаропрочных и теплоустойчивых сталей, а также изделия, материал пли покры-
тие которых не предусмотрены ГОСТом 1759—70, следует обозначать по сле-
дующей схеме:
ТЕХНИЧЕС11ПЕ ТРЕБОВАНИЯ
Бчлт 2V12 /.1,25.2а > JiO.8S.85X Тиб ГиСТ.
Болт 2 М12 1,25 2а 60 SS 35Х Ти
223
i номер
. размер-
] НОГ0
I стан-
толщина
j покрытия
обозначе-
ние вида
покрытия
стала или
класс проч-
ности или
гр s гша
длина
класс точ-
ности
рг.'.ьйы
рРЗЬоЫ
диаметр
резьбы
исполни
И ИС
наименование
детали
Класс точности резьбы 3, крупный шаг резьбы, псполпапно I, вид покрытия
00 (без покрытия) в обозначении не указываются.
Толщина 5И1оГ(Х‘лониого покрытия в с.5о.шаче*н1н указывается (дяцей, сум-
марной для всех компонентов; например: покрытие A13I13X1 оиозначается — 047.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
5. Стандарты на болты, впиты, шпильки и гайки
гост Нупшноиапие Эскиз
7805—70 7303-70 Болты С шестигранной головкой с диаметром резьбы от 1,0 до 48 ,*пч (повышенной точности) С шрстпгра1шой уменьшенной головкой с диаметром резьбы от ь до 48 мм (повышен- ной точности) Винты С полукруглой головкой с диаметром резьбы ОТ 1 до 20 ММ С потайной головкой с диаметром резьбы от 1 до 20 мм С цилиндрической головкой с диаметром резьбы от 1 до 20 мм С цилиндрической головкой и шестигранным углублением под ключ с диаметром резьбы ОТ 1 ДО 42 ALU С квадратной головкой и буртиком с диа- метром резьбы от 5 до 20 мм Шпильки Дли деталей с резьбовыми отверстиями --
17473—72
14475—72 €гт
1491-72 - —»
11738-72 14SS—04 11766—60 -pjj—g—।
11770- IB с диаметром резьбы от 2 до 4.8 мм (повышен- ной точности) Для деталей с гладкими отверстиями с дпа- мефом резьбы от 2 до 48 леи (повышенной точности) Гайки Шестигранные с уменьшенным размером под ключ с диаметром резьбы от 8 до 4л льн (по- ьышепноп точности) Шестигранны!? низкие с уменьшенным раз- мером под ключ с диаметром резьбы от 8 до '•8 мм нювышеш-юй точности) Шестигранные с диаметром резьбы от 1,0 до 48 лсп (повышенной точности) Шестигранные низкие с диаметпом иезьбы
2524-70 2526-70 5927—70 5929-70
15524—70 от 1,0 до «5 л’.л» (посышенний точности) Шестигранные высокие с диаметром резьбы
от •> до >6 мм (повышенной точности)
Продолжение табл Ь
БОЛТЫ
ГОСТ Наименование Эскиз
5931-70 2528—62 5035-62 Шестигранные особо высокие с диаметром резьбы от 3 до 48 мм (повышенной точности) Шестигранные прорезные с уменьшенным размером под ключ с диаметром резьбы от -5 до 48 мм (повышенной точности) Шестигранные прорезные низкие с умень- шенным размером п«»д ключ с диаметром резьбы от 8 до 48 мм (повышенной точности) н
БОЛТЫ
I
!
6. Откидные болты (по ГОСТу 14721—69)
Размеры в лм|
Отклонения размеров, но ограниченных допу-
сками: охватывающих — по Xi;; охватываемых —
по В,; прочих + (Лг —- Вг).
Отклонение от перпендикулярности осн отвер-
стия головки к оси стержня болта — по XII сте-
пени точности ГОСТа 10356—63.
Обозначение болтов d кл. 3 CJ - d2 (отклоне- ние по Л'„) Ъ (отклоне- ние по Л'.,) нормаль- ная увеличен- ная ь * О Масса** в кг
7002-0358 0359 0560 Мб 50 С>0 70 12 6 6 8 20 35 4 0.3 0,013 0.013 0,017
0562 05(Й 0564 0565 0566 М8 50 60 70 80 90 16 8 8 10 25 35 45 45 55 55 4 0,3 0.024 0.028 0.032 0.036 0,040
8 Справочник конструктора, ин. 1
226
К РЕПЕЖ1Г1.1Е ИЗДЕЛИЯ
Продолжение табл. 6
Обозначение болтов ».? вл. 3 — t’s (отк'л"пс- ине ко Л\)
70(i2~0r>d^ IJ57I» 0571 0572 0573 0574 М10 Г.0 70 SO 90 РЮ 110 20 10 10
0577 O57S 0571. 05м) 0.7S1 05x2 0583 М12 70 .0 90 ЦМ 110 125 140 20 12 10
H3S7 о;,« 05.-Э 051’0 0501 о..'.е 0593 М16 S0 <Ю 100 ПО 125 ПО 160 1.-0 23 lli 12
059Й 0557 05'.':. ОЗОН 0000 7ОО2-0.Ю1 М20 100 110 1.25 140 160 180 34 20 16
’о !
Ъ (от кг вин пне по Л'4 1. к 2 Il F.
12 30 50 50 Г.0 г.0 70 70 i 0.4 o,o4i; (i.05i ii.Oiil'- 0.066 0.07-.I
14 40 55 (б На 75 75 73 00 6 0,4 O.OitS 9.977 0.056 u.Oil.4 0,103 9.117 0,130
18 50 75 75 90 110 110 6 0,5 о.ы O.II’.I 0.183 0.1'.« 0.222 0214.1 0.277 0,3W
22 50 so 80 SO 95 ИО HO 6 0,6 0.291 0.31* **'. 0,353 0.435 0,4S5
* Допускаемое смещение оси головки относительно оси стержня.
** Дли болтов с нормальной длиной работы Io-
ГОСТ 1-4724—69 предусматривает и другие размеры.
Мят«*рпал: сталь 45. Твердость НДС 33—38.
Острые кромки ярптуипть.
Понрыпщ — 5им. Оке. пом (обозначение по ГОСТу 9791—68) Допускается применение
других видов защитных покрытий.
остальные технические требования — по ГОСТу 1759—70.
Пример обозначения откидного болта с нормальной длиной резьбы l0, d « Мб,
I = 50 Л1лг;
Болт 7009.-05-5^ ГОСТ 14724—69
то же. с увеличенной длиной резьбы 10:
Болт 7002-0558 У ГОСТ 14724 6'9
БОЛТЫ
227
7. Болты к станочным обработанным палам (ГОСТ 1.*И52—67) и болты
быстросъемные к станочным пазам (ГОСТ 12^01—^)
Размеры л .мм
228
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение та*«л. 7
Обозначение бол- тов по ГОСТу Шири- на ста- нич- ного паза и L D--=H h г* * По ГОСТу 13152—67 По ГОСТу 12201—66
13152—67 12201—66 ь (откло- нение по С5) Масса В В Масса в кг
2589 2591 2593 2595 2597 2599 2601 2603 2605 2607 2609 0372 0373 0374 0375 0376 22 М20 so 90 100 110 130 125 130 140 150 too ISO 200 42 14 1,0 40 50 60 34 ОДО 0,324 0.349 0.373 ОДО 0,423 0.447 0,472 0,497 0,540 0,589 60 2(1 0.296 0,344 2 0,406 0,466 0.340
а-,17 2619 2621 2623 2625 2Г27 2629 2631 2633 7002-2635 * следуют 7002-2490 ** 0379 0380 0381 0382 Ариведепь се четное ДЛЯ UCIIO.I Размеры г 28 обозн число, нения в скобг М24 ДЧРНИ наир] li ри <ах д. 90 100 ПО 120 125 130 140 150 160 180 200 Я Д- 1мер 1Я бс 55 1Я ПС 7002- MiO и лтов 18 ПОЛЬ 2489 L ----- 5ыет 1,6 гения для 40. росъе 60 80 1, HCIM мны 44 обознач лпения х по ГС 0,554 0,589 0,625 0,660 0,696 0.731 0,767 0.802 0,862 0,933 егшо д.’ 1 при СТу 122 75 тя 1 01„ 24 псп Ш( G6. 2.5 о.тнс и 0,520 0,604 0,697 0.S02 нпя 2 = 40;
ГОСТ 13152—67 предусматривает d -- MS М48, L == 25 400 мм\ ГОСТ 12201—(56 преду-
сматривает d -= MS, L 32 ~ 3tK) мм. /п rt
Материал болтов к пазам станочным: сталь 4э. Твердость HRC Зэ— д). При длине
болта L более 73 мм калить до твердости НКС 35—40 только головку.
Материал болтов быстросъемных: сталь 35.
Предельные отклонения размеров, не ограниченных допусками: охватываемых — по
В7, прочих + ’/я (.47 В7).
Резьба по 3-му классу точности ГОСТа 9253—59.
Покрытие — X нм. Оке. ирм (обозначение по ГОСТу 9791—G8).
Примеры обозна чений:
болта к пазам станочным исполнен л я 1, и — М10 и L = 10 мм
Болт 7002-2489 ГОСТ 13152—67
болта быстросъемного d — MI0 и L — 40 льн
Болт 7002-0355 ГОСТ 1201—66
БОЛТЫ
229
8. Болты конические (повышенной точности) (по ГОСТу 15163—60)
Размеры в .«.к
ГОСТ 15163—69 предусматривает также длины
1 = 20 и нерекомендуемые. !
Резьбы с крупными шагами класса точности 2 I
или 3, с мелкими — 2а или 3.
Допускается изготовлять болты со сферическим
концом (высотой сферическом части, равной с) и
болты без шлица.
Допуски на угловые размеры конуса болта по
С-м степени точности ГОСТа 8908—5.8.
Механические свойства соответствуют прочности
5.8—12.9 для болтов из углеродистых и легирован-
ных сталей и группам 23—26 для болтов из жаро-
прочных и коррчзпонностойкпх сталей.
Технические требования — по ГОСТу 175Э—70
Резьба о Шаг резьбы \ 0.7 0,8 6 1 1,25 1 10 1.5 1 1.25 12 1,75 1,25 16 1 2 ; 1,5
D (отклонение 110 йза) ь it С 12 1,5 1 1,4 0,8 0,3 6 14 3,5 1,5 1,2 1,7 1 0,3 S 16 4,5 1,5 1,6 2 1,2 0,4 10 18 6 2 2,5 1,6 0,4 12 20 7 3 1,6 0,5 14 9 О 3 3,5 1,6 0,6 2(1 30 . 12 4 4 1 03.
Смещение оси относи- тельно оси конуса стерж- ня 02! 025 0,3
шлица 0,35 0,45 0,5
1- 25—05 25-70 25—80 30-80 30—90 30-90 40 -90
' Размер I в указанных пределах брать из ряда: 25; 30; 36; 40; 45; 50; 55; 60; 13;
711; 80; 9(1.
Примеры обозначений:
болта <1 =» 12 льи, I = 60 лам, класса прочности 5.8 с (крупным) шагом резьбы 1,75 лам.
класса точности 3, без покрытия
h-um Ml 2 60.58 ГОСТ 15163—60
то же, класса прочности Ю.9 с (мелким) шагом резьбы 1,2а ,ч.и, класса точности 2а, с по-
крытием 01
Болт УИ2 X 1.23.2а 60.100.01 ГОСТ 15163—60
Класс точности резьбы 3 г. обозначении не указывать.
230
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ВПИТЫ
9. Шштм игпыгадающпе с пилиялрнчсской (ГОСТ 10336—63) и полукруглой
(ГОСТ 10341—63) головками
Размеры в мм
ГОСТ 10336—63 ГОСТ ЮЗИ—S3
Ят*жяк1 Х^г ('/) * Vi'-f'v;
ГхИ- ? --у 1 А Г , 1 /***1^ ч5!
? А /;— 1 J Ml
t 1 г ч/ I . / | !„ Г-
t<! • —es- ГЧ;' \ 2^22^
'^'2, /
:
С! , ,, 10 12
Jtp'si И:?,» Ы « Ssl H.4-J 0.5 0.7 0.3 1 1,5 1,75
'-’1 1,0 2,3 »>,з 4 5,7» 7,0 9,0
=е 3 5 8 10 12 16
1) Ы 5,0 7,0 1:=.о 12,5 15,0 18,0
7.0 0,(1 10,5 1.1,0 10,0 18,5
и 1,7 2.0 23 3,5 '»,0 5,0 6,0 7,0
Hl 2,1 3.2 4,0 р5 6,0 7.5 9,0
о <»,« 0.5 1,2 1,6 2,0 2,5 3,0
/1 0.9 1,0 ы L7 2,0 'ч 5 3,0 3,->
’'1 1,2 1,4 1>* 2,2 2,5 3.2 Зр 421
R 2,3 2,6 3,5 4,5 5,<» 6Л 8,0 9,3
Hl ЕЗ 1 5 2.0 2,-» 3,0 4,0 5,0 6,0
с 0,8 to 1,2 1,6 2,0 2,5 3,0 4,0
Л 2 0.2 0,2 е,-* ОД 0.5 0,3 0,6
пе но л ее 6—16 6-60 .-—60 10-80 112—SII 25-80 271—80 32—80
* Размен ИНЫХ on РП( мах брать из вида: (»; 8; 10: 12: 16: 27»; :;l ; 40; 50;
ГОСТы предусматривают также нерекомендуемые длины винтов.
Пример обозначения снята дпаур'гро.ч о .нм, длиной 2.» .ил», с классом точности резьбы
класса лрочнестн 5.6, псиолнення 1:‘
Biom Г*М X ГОСТ 103,36—63
Б инки ЛП
Д.5?. ГОСТ 10311—оз
Резьба по 2 иля 3-му классу точности ГОСТа У253—59.
Класс точяостз оззьбы 3 в обозначении не указывать.
Класс точности резьбы 3 предпочитать классу точности 2.
Технические требования —- по ГОСТу 1759—70,
винты
231
10. Винты невыпадакпцт с шестигранной головкой (ГОСТ 10338—153), с цнлиидрической
головкой и шестигранным углублением под ключ (ГОСТ 19342—63), с лыской под ключ
(ГОСТ 10343—63)
Размеры в мм
ГОСТ 10338—63
ГОСТ 10342—63 ГОСТ 10343—63
а 6 8 10 12 16 20
Шаг резьбы I 1.25 1,5 1,75 2,0 2.з
di 4 5 5 7 9 11 14 &I
1о 8 10 12 16 20 23
I. 2 2.э 4 5 —
s 10 14 17 19 24 30
SI. 5 7 8 10 12
sa 4,5 6 7.э 9 12
H 4 3,3 8 10 13
H, 6 ч 10 12 !(; —
h, 8 10 12 io 20 —
D 11.5 16,2 19.6 21,9 34.6
L>2 10 ' 12,5 15 18 24 —
D3 6 8.а 0.5 12 14 —
Dt 6 8 10 12 к; —
5,8 8,1 9,2 11,5 13,8 —
h 3,5 4 3 7 9 2
1,6 2 2.5 .5 4 —-
Q 2 2.3 4 5 6
1 1,2 1,5 1.8 2 —
г, не более 0.4 0,5 0,5 0.6 0.8 0.8
R •! 4.75 6,3 8.5 9.5 —
R 20-80 25—100 25-100 К- 100 50- 1<Ю 59-100
* Размер 1 в указанных пределах брать из ряда: 20; 25; 32; 40; 50; 60; 80; ИЮ.
ГОСТы предусматривают также перекомендуемые длины винтов.
Пример обозначения винта диаметром 8 км, длиной 2., лиа, с классом точности
резьбы 2, класса прочности 5.6;
Винт M8X25.ll.56 ГОСТ 10338-63
Винт M8X2S.2.56 ГОСТ 10342—63
Резьба по 2 или 3-му классу точности ГОСТа 9253—59.
Класс точности резьбы 3 в обозначении не указывать.
Класс точности резьбы 3 предпочитать классу точности 2.
Технические требования — по ГОСТу 1759—70.
232
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Конструктивная особенность и применение невыпадающнх винтов. В отличие
от крепежных винтов общего назначения диаметр гладкой части стержня невы-
цадающих винтов равен примерно 0,7 диаметра резьбы.
Невыпадающпе винты имеют большое применение в зарубежной практике.
Там, кроме невыпадающпх винтов с гладким стержнем диаметром меньше внут-
реннего диаметра резьбы, применяют обычные винты с отверстием в
стержне и штифтом в нем, как показано нт рис. 1.
Рис. 1. Примеры применения невыпадающнх винтов в зару-
бежной практике
В отечественном машиностроении невыпадающпе впиты (рпс. 2) наиболее
широко используются в откидных деталях, водонепроницаемых п взрывобезо-
пасных крышках и заглушках, а также при установке приборов, панелей как
Рис. 2. Примеры применения невыпадающнх винтов в отечественном машино-
строении: а — при толщине прикрепляемой детали менее двух шагов резьбы винта;
б — при толщине прикрепляемой летали более двух шагов резьбы винта
- Размер а > 1и — длина резьбы)
в комбинации с фиксирующими втулками, так и без них п в других подобных
случаях.
Конструкция п размеры невыпадающих винтов, изображенных в примерах
на рис. 2, приведены в табл. 9 и 10. Для невыпадающих винтов с цилиндриче-
ской полукруглой головкой (рис. 2) стандарт предусматривает также испол-
нения головки II и III.
Невыпадающпе винты могут быть с цилиндрической головкой и сферой на
ней, с потайной и полупотайной головкой и с цилиндрической накатанной го-
ловкой.
винты
233
Диаметры п длины невыпадающнх винтов всех типов объединены в единые
ряды, отличающиеся только диапазоном применения Для винтов некоторых
типов диапазоны расширены с учетом перспективного использования их. При-
нята единая форма резьбового конца винта — «усеченный конус».
11. Винты с потайной, полуи.отайиой и полукруглой головкой самопарезающиг
для металла и пластмассы
Размеры в .к.н
Пример обозначения винта диаметром > мм, длиной 30 мм, класса прочности 6.6,
с крупным шагом резьбы:
Винт 5:<30.6в ГОСТ 10619—63
то же, с мелким шагом резьбы:
Винт 57.1,5X30.66 ГОСТ 10620—63
Технические требования на самонарезающие винты для металла п пласт-
массы (но ГОСТу 10618—63). Винты самонарезающие должны соответствовать
требованиям ГОСТа 1759—70 и дополнительным требованиям, установленным
настоящим стандартом.
Винты самонарезающие должны быть термообработаны. Твердость для вин-
тов с крупным шагом НИС 56—62, с мелким шагом HRC 42—46.
Винты должны изготовляться с противокоррозионным покрытием. Вид
и толщина покрытия оговариваются при заказе.
Для проверки качества самоварезающие винты с крупным шагом ввинчивают
в пакеты из двух листов из стали марки 10 или 15, винты с .мелким шагом ввин-
чивают в листы из дюралюшша.
ЕРЕТЖК1111Е ИЗДЕЛИЯ
12. Тол'цп.шх $ пакетов и листок п диаметры d} отверстий для испытаний
P:j3%Tri»iI в JL'.t
Ди " ?7р ’llIPT’t d S 4 5 6 8
С : Гр Т&чщпнч пакета S 1. > 1,75 ° 0 9 5 3,5
1С.1Л 1Д910М Диаметр огварс-п’л ct 1,0 2..? 3,0 3,8 4,8 6,0
Винты г »vh:hv 1 - । j р л. л я на ,пг2та .ч 3,11 4,0 5,0 0,0 8,0
! :'; пере дня ..', 2,4 2.5 3,5 а, а /,-э
Вмч пу'- I - Гт выходить пз п.чкгтл или листа нс менее чем на два витка
?;». Уст-шошучные зинты с цилиндрическими головками и с цилиндрическим,
коническим я .засверленным концами
Размеры я .м.и
Г?5(pj;- ГОСТ йи*7-»—65 ГОСТ-1(Ю77—64
II-хк» л ics-fie i
' 2,5 3 5 Г, S 10 12
; П1аг L крупный 9/:5 <'5 0,7 0Л 1 1,25 1.5 1,75
: psj-jb'ihl j мелкий - - — - 1 1,25 1,25
i 'и 1 ,! : '« 1 Л 1 4,5 1.7 Од. 0.9 0.2 Lv Z 5 ii.8 1 (1,2 0,6 « 7'7 “Г'йГъГ fS : 8,5 3,5 1,2 1,7 0.4 ;s з’ 1 10 < 1,6 9,5 4.5 „ « 1 >г -‘ft'г г i cp-.d гю исесюч-ч 15 6 2,5 3 0.6 7Ъ°'‘* 4 7 1,5 18 7 3,5 0,8 9 1,5
1^- 5-12 5.Л4 у—16 G 20 8-20 10-25 12-25 12-25
]«’•:ДГЛЬх брст з из ряда: 5; G; S; 1"; 1 2; 11; 16; 20; 25.
впиты
ГОСТы 10975—64 и 10971»—6-5 предусматривают d ---1,6 ~~ 2 м.л и » =4 .хи; PoG'j
10977—64 предусматривает I = 30 .•или
Примеры обозначений винта диаметром 10 лс-к длиной 25 лки, с классгш* точносп
резьбы 2 и 2а, класса прочности 3.s, г покрытием си группе 1:
с крупным шагом резьбы псоол нения 1
В и ,>м Ml Р X 2 5. ?. 55’. f>l ГО СТ 10:> 73 —'i -J
с мелким шагом ревьбы исполнения 1
Винт гост
Класс точности резьбы 3 в обозначении чг у кавыка г*..
Для резьб с крупными шагами класс точности 2 вли 3, с. мелкими — 2с или Л
При выборе шагов резьб крупные* шаги следует о редис» читать мелким и класс т-чукот
резьбы 3 — классам точности 2 и 2а.
Технические требования — по ГОСТу 1759—70.
14. Винты установочные с квадратной головкой и цилиндрическим, ступенчатым,
засверленным концами
Примеры обозначений винта диаметром 12 л»м, длиной 4<> ли», е клаве и точиг.
резьбы 3, класса прочности 5.8, с крупным шагом резьбы без покрытии:
Винт М.12 X Ю. 53..ГО СТ 1482—64
то же, с мелким шагом резьбы класса точности 2а, класса прочности Л8, из стали
35Х, с покрытием 01, толщвшой 9 мк.и:
Винт М12',\1,25.2аХ 10.48.35Х.010 ГОСТ 1434—64
Класс точности резьбы 3 в о6озн-р!рнип не укзвыпать.
Для резьб с крупными шагами класс точности 2 или 3, с мел шк-п? - • 2л зил и
При выборе шагов резьб крупные шаги следует пред почитать мелким.
Технические требовании — по ГОСТу 1759—70.
236
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
1.5. Линты установочные с коническим, плоским, цилиндрическим, засверленным
н фиксирующим коническим концами
Размеры в .».«
ГОСТ 1476,•
ГОСТ 1472—6!
WVj
,еМ‘ Й
л Для 345
Вариант исполнения
Сфера R
ГОСТ l'.7S-64
ГОСТ 1477—64
ГОСТ 11(173—64
Wv)
Ввл&ШИП
1&IKKM шагом резь-Зы класса точ-
юных пределах орать
Вариант исполнения
Сфера. R
ЛЯН?1;!
с крупным тэгом резьбы класса точности 3, оез покрыта,
* 2.5 з ' 5 8 12
Шаг крупный 0.45 0,5 0,7 1 125 1.5 (.75
мелкий - — — 1 i.25 ! .2?
G Ч h h ,1г (' 2 d4 справочный н г Г* 0,4 Z 0.3 6-М 4 0,5 - о Н.5 ГН-1Г. 0.6 1,4 ъ> 4 0.5 6—20 0.S 3,5 -о,з 1 2,5 1 4.5-0,3 л 6 1 - 1,2 <\ 0.3 5 й 0.4 1,5 6 1.6 3 7 16 1.5 10 3 1 i 3,«> и.,50 <« 12’ ! 0 6 1,5 !?.-50
ряда:
ГОСТы 1476—64 и 1477— 64 продуем атрш а ют
Примеры обозначений винта диаметром d
пости 5>, с _.v<- - ---- —
Винт М10X25 58 ГОСТ 1176—61
то же, класса прочности из стали марки 3.»X
пости 2а, с покрытием 01, то.шцпюй -3 мкм:
Винт B110.<lt25.2aX25.HS.35X.01U ГОСТ 117:
Для резьб с крупными шагами класс точности 2 или с мелкими — -а
При выборе шагов резьб крупные шаги следует предпочитать мелким.
Класс точности резьбы 3 вобозначении не указывать
Технические требования — но ГОСТу 1 «’50—70.
или
винты
16. Винты установочные с шестигранным углублением под ключ и с коническим,
фиксирующим коническим, щыиндричдошми концами
Размеры в леи
ГОСТ 11075—64
7лв \?4(v)
Вариант исполнений
h
а 10 12 16 20 24
Шаг крупный 1,5 1,75 2 2.3 3
резь-
бы мелкий 1,25 1.25 1,5 1.5 *“
1) 5.8 6.9 9,2 11.5 13.8
Dt 6 / 9,5 12 14
“j К 10 12
h 5 9 11 13
ht 8 10 13 15
R 4 4.75 6.5 8,5 9.5
Q. i 5 1.5 .1.
h 4 5 () 8 10
1.3 6 4 ..1 J *3
<1 12 15 с i* -о
1 0,3*.; —П. 11» -о, 1 •; -0,13
T 0.5 0.6 0.8 1.0 1.0
I* 10—70 12—80 16- 50 2(?—90 25—100
* Размер I ) указанных: пределах брать из ряда: 10; 12 14; 16; 20; 25; 30; 35; 40; 45;
50; 5г ; GO; 70; 75; 80; 90; 100.
Примеры обозначений винта диаметром резьбы d —10 лен, данной Г~25 л*.н, класса
прочности 5.8. с крупным шагом резьбы класса точности 3, без покрытия:
Benin AJ 10X25.58 ГОСТ 8878—04
то ;ке, класса прочности 8.8, из стали 33X, с мелким шагом резьбы класса точности
2а, с покрытием 01, толщиной 9 мкм:
М10Х1,25.2а,'.25.88.35Х .010 ГОСТ 11074—в!
Для резьб с крупными шагами класс точности 2 или 3, с мелкими—2а или 3.
При выборе шагов резьб крупные шаги следует предпочитать мелким.
Класс точности резьбы 3 в обозначении не указывать.
Технические требования— по ГОСТу 1759—70.
238
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
17. Регулирующие виаты с квадратным отверстием под ключ (по ГОСТу 13897—(8)
Размеры в леи
/ 'о V 4
, ,,у-,3 Материал: сталь 40Х. Твердость— HRC 35—40.
Отклонения размеров, не ограниченных допусками:
охватывающих — но А„ охватываемых — но В,, осталь-
ных ± -у (А, = В,).
Покрытое — Хим, Оке. при по ГОСТу 9791—68.
Технические требования — по ГОСТу 1759—70.
Обозначе- на ВИНГОВ Н D JDt s (откл. по А'<) С Отклонение смещения оси отверстия относительно оси винта Масса 1U0 ШТ. в кг
6000-0451 М10Х1 Ь 4.1 4,3 з 1 0-3 0.17
0452 MWx 1 6 4,1 421 ,.> 1 0.3 0,36
0453 5I12X 1.25 8 5,5 5.7 к 1.6 0.4 1,50
0454: ?.П4х 1.5 8 6,8 7,4 .1 1.6 6,4 0.80
0561 MWX 1.5 10 8,3 У 6 1.6 0.4 1.30
0562 3(20x1.5 10 tll.9 12 8 1.6 0.5 1,97
0563 ВД2Х1.5 10 10.9 12 8 1.6 0.5 2.48
0564 М27Х2 14 13,7 15 10 о 0,5 5.80
6000-0565 1133x2 14 16,5 18 12 0.6 7.77
Пии.иер оболна чения винта d = М27 :< 2:
Пинт 6000—0S64 Гист 13897—68
ГАЙКИ
18. Шестигранные гайки с буртиком и со сферическим торцом
Размеры в -м.и
Гайки с буртиком
по ГОСТу 8916—60
Гайки со сферическим торцом
по ГОСТу 14727—69
Исполнение t (v)
Обозначение по ГССТу Общие размеры По ГОСТу 8918-69 По ГОСТу 14727—69
8918—69 14727—69 d кл. 3 S (откло- нение по Сс) н I.) Dt h Масса в пг <!1 г Масса в кг
7003-(®.'1 7003-0271 мс. 1.0 11 11.5 Г. i:,005 7 9 0,004
0302 0273 М8 14 • 9 16,2 18 0,013 9 12 0,011
ож 9275 мю 17 15 19.6 22 3 0,026 и 15 0.021
0304 0277 М12 19 18 21.9 з 0.036 14 18 0,031
0305 0279 Mill 24 .‘.•I 27.7 30 4 0.068 18 0.060
0306- 0281 №0 зо 30 34,6 зь э 0.134 27 0.120
гайкп
239
Продолжение табл. 13
1 < Ь1л.:начеи1>" по ГОСТу Обi»!№* р<!.ШСP'r-I По ГОСТу \‘.мз-у?1 И;. ГОСТу !^И7—у
S-.I1S— 11727 •*’<! кл. з S (птклеГ- ш'ште по С5> И л /1 5 Гасса в кг 1 Мдоса : }; кг '
{Г:(»7 ('30S 0309 0310 7003-1'311 02<» (•2S7 !.*23? ТООЗ-ОЗРП АГ2* 51;:р 5 ОЗ'-1 М42 3о 55 ;3 54 41,1! (52,5 aS ’О 5 1 8 6‘л-7 ijws .12 «7 o/S 1 :'.7I,7 ' S.I7!! i 1Л-Л! |
ГОСТ 14727—69 И|и;гугл»;привагт токже лепйлнешш 2.
АТагсриал: сталь Я?Х. Твердость— НГС 3.?—33.
Отклонения рагрлерпв. не ограниченных допусками: охваты паролях — до охг.атьт-
касмых — ио В7; прочих zi (Л7 —- В5).
Отклонения от перпендикулярности ао’.юрхяостц _1 относительно и$и родобч—дл VIIГ
степени точности ГОСТа 10356—63.
Острые кромки притупить.
.Покрытие. — Хим. Оке. прм (обозначение ш» ГОСТу 97:0—68». Допускается применение
других видов зпжитных покрытии.
Остальные технические требования— но ГОСТу 1753—70.
Лшпшр обозначения «в стиграни<»й гайки с буртики?! размеров d - = Лб‘»:
Гач:;г: Г**СТ —в?1.
Пример обозначения шестигранной гайки со сферическим торцом исипли» н*.тп .1. раз-
мером d --- 51(5:
Га ака 7П(£ГЬ2 71 ГО С Т14 72 7-г. д
10. Колпачковые гайки (по ГОСТу USvO—W>
Размеры в .мм
Диаметр резьбы о 3 1 4 5 ! о S 1(1 12 10 20 24
Шаг крупный 1 и-.'.ьбы мелкий 0,5 - 0,7 0,8 1 1,25 1 I 5 1Э 1:25 1,5 3.5 12. п ?:!.. ±- 1'1 Й 114,7
j) 11 h Jb I k m Масса 1090 стальных гаек в кг 5,5 6,0 5 5 0,375 7 7,7 у 6 с. 3 1,г27 s,s 10 V < 2,1:2 to и 12 1(1 V’ 4,111 IV 15,5 15 6 j«> 11 ОД •1,424 17 Г\9 18 .16 13 7 17,60 21Д 22 10 1-: 1’> у 26,ОЗ 24 21 Г: 2 ± 0.2 •ё?63 30 S3,0 11. 1.’. SO,02
ГОСТ 1»>(>()—‘-5(5 пр» дугматрн’’-ает л н«-пек'ргчтдуе’-!ы«- размеры.
Для р-доры с крупными шагами — класс точности 2 или 3, е гулкими— 2.» пли 2.
Крупные шаги следует предпочитать ыгдки* п класс то-шпеги резьбы з—классом точ-
ности 2 в 2з.
Основные технически» • тр'УЗоиаиин— но ГОСТу 1759-70
Примеры обшщзчешо? гаек с d == 12 ,мл?? класса. прочпытп 5, без покрытия:
С ЧрУШШМ ПК-:!’Ь'! резьбы КЛЯСТ;: ТОНН »ети 3, и.доолнепдо 1
' Гай-(• ?I12.Л J'f}-LТ 11 9— fjj
с мелким шягпм резьбы класса точности 2а, ггсполнепп** I
Гайка М 12 /.],2Л.2чГ> ГЬСТ 11/;С—С,•'
то яке, группы 23 и;; стали 2X1.2, исполнение 2, с мелким шагни резьбы класр*
точное ги 2а, с пакпытием Ос., толщиной р .мкм
Г"Ъкч 2 5Г ?2 .< ?, ? J.::а.2 J.2Х ! . n.'j'j П > Г Г 1
Класс точности резьбы 3 в обоаначелии нс указыгчи'тгя.
240
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
20. Круглые гайки с радиалыю расположенными отверстиями (по ГОСТу 8381—60)
Размеры в jut
Для резьб с крупными шагами класс точности 2
или 3, с мелкими—2а или 3.
При выборе шагов резьб крупные шаги следует
предпочитать мелким и класс точности резьбы 3 —клас-
сам точности 2 и 2а.
Рекомендуемые марки материалов и покрытия гаек
указаны в ГОСТе 1759—70.
Твердость гаек HRC 36—42.
Стальные гайки допускается применять без термо-
обработки
Резьба <1 Шаг резьбы с, не более Шаг накат- ки t Фаска от- верстия di под углом 45° Масса 1000 стальных гаек в кг
крупный мелкий
k 6 10 12 16 20 0,7 0,8 1 1,25 1,5 1,75 2,5 1 1.25 1.25 1,5 1,5 и 1:? 16 21 215 311 38 45 3,4 5 6.5 8 0,5 12 14 1,7 •> 3.2 318 415 6 2,8 3,4 4,5 5,5 7,5 8.5 0.1! 0.6 0.6 1 1 1 1,6 1,6 0.8 0.8 0.8 1 1 1 1 1 0.3 0,3 0.3 0,5 05 0,5 1,0 1,0 1,973 3,334 6,228 13,50 26.16 41.12 81.20 132.2
ГОСТ 8381—66 предусматривает '1—2 4-3.
Пример обозначения гайки ,1—12, с классами точности резьбы 2 и 2а, класса прочно-
сти 8, с покрытием 05:
с крупным шагом резьбы
Гайка М12.2.8.05 ГОСТ 8381-66
с мелким шагом резьбы
Гайка M12Hl"3.2a.8.05 ГОСТ 8381—66
Класс точности резьбы 3 в обозначении не указывается.
21. Круглые гайки с отверстиями на торце под ключ (по ГОСТу 6393—66)
Размеры в .«л
Шу?
Резьба по классу точности "а или 3.
Острые кромки притупить.
Рекомендуемые марки материалов и
покрытия гаек указаны в ГОСТе 17.-9—70.
Твердость гаек в пределах HRC 36—42.
Стальные гайки допускается приме-
нять без термообработки
Резьба а Шаг резьбы D Н А ch 1 с Фаски отверстия иод углом 43° Масса Ю00 стальных гаек в кг
16 1,5 30 8 4 Ъ 0,6 0.5 31.31
(18) 1,5 8 а э 1 0.5 34.34
20 1,5 34 8 27 4 1 0.5 37.40
(22) 1,5 38 10 30 4 5 1 0.5 60,34
24 1,5 11) 24 1 5 1 0.5 75,58
(27) 1,5 10 34 4 э 1 0,5 82,05
ГАЙКИ 2-Я
Продолжение табл. 21
1 Резьба 1 d Ш«г резьбы В В А dx 1 с Фаски отверстия под углом 45° Масса 1000 стальных гаек г кг
яо 1,5 48 10 90 £ 7 1 1,0 90.43
(33) 1.5 -.9 10 1 . 6 7 1 1,0 104,2
1.5 1*Г» 10 48 6 7 1 1.0 113,3
(39) 1 60 10 (> 7 1 1.0 135.0
1.5 65 10 56 г. 7 1 1.0 157.3
(45) 1.5 70 10 6 7 1 1.0 183.7
1.5 75 12 04 6 7 1 1.0 £jfsS.
(52) 1.5 S0 12 64 с. 7 1 1.0 2*8,0
1 к > 79 х » 10 1,0 1.-5 315.2
(60) »> 10 12 7"'? X 10 1.11 1.5 . >44 ,•>
9 95 12 S0 К 10 1,0 1,5 383,6
(68) о 100 15 X 10 1.0 1.5 491.2
О кв 15 1’0 ;1 11 1.0 1,5 501.5
(76) но 15 90 у 11 1,6 1,5 544.1
SO 9 115 15 100 *} и 1.0 1,5 576.9
(S5) 9 120 15 100 9 11 1,0 1,5 «07.0
90 9 125 18 ио 9 11 1,0 1,5 734,0
ГОСТ 6393—-66 предусматривает d---S — 14; 95 и ИЮ.
Размеры гаек, заключенные в скобки, по возможности не применять.
Примеры обозначения гайки d 56 с шагом резьбы 2 льм, с классом точности резьбы
2а. класса прочности 8. с покрытием 05:
Гайка М56>'2.2а.8.03. ГОСТ 6393—66
Класс точности резьбы 3 в обозначении не указывать.
22. Гайки с контрящим винтом (по ГОСТу 12460—67)
Размеры в мм
V4(v)
Обозначе- ние гайки * 3 33 Со он ашьш -01ГЯХО) (J
7003-0133/001 10X1,5 36 24
-013'1/001 18X1,5 38 н» -1
-0135/001 23x1.5 40 .27
-0136 001 —X 1,5 42 30
-0137/001 24X1,5 45 34
-огы/001 27x1,5 4S 34
Смещение осей отверстий dt от номинального
расположении не более 0,1 мм.
Предельные отклонения размеров не егргиш-
ченных допусками: охватывающих—по Д7, охва-
тываемых—по В?, прочих 9- (А7 — В?).
Острые кромки притупить
о о ёё fc; <1
3,5 4 5 ?.и о 13 11 15 ь; 17 19 2,5 1 a i й й । & । и । к
0,05
о,ос.
0,07
0,07
О.ОЧ
0,03
242
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолна-пиг табл. 22
Обозначе- ние гайки * (1 (ГК. 3) (’J пи пинан -оги.ъа) и ill (НТКЛЙ- вение го А) -Г Г.ПН’С но ГО<УГ> 143’ i—T'i s -
70(13-0139/001 30x1.5 52 38 12 6 М5 5 20 30 < 40 4а .515x10—0Ц 0,12 0J3 OJG 0.17 0,17 П 20 0,?2
-0140/001 33X1,3 55 42
-0141/001 36X1..') 60 48
-0142/001 39X1,5 03 48
-0143/001 42x1,5 65 50 :>,5 7
-01,4/001 45X1,5 70 58
-0145/001 48X1,5 75 64
-0146/001 52X1,5 80 Гн
-0147.001 36 X 2 85 72 1-: 6,5 s № 7 35 40 4.2 4 50 60 М8Х14—ОН 9,38 1 0.42 0.4(J 0,51 0,55 0.60
-0148/001 00x2 90 72
-0149/001 64x2 95 so 7,5
-0150/001 68x2 100 80
-0151/001 72x2 105 90 9 16
-0152/0(11 76X2 НО 90
. -0153/001 80X2 115 100 18 5TS 9 49 5 68 70 r,is;.<lr,_ oil 0,77 0,81 0,84
-0154/001 85X2 120 too
-0155/001 00X2 125 110 54 G 73 73
-0156 -'001 95x2 130 НО
7003-0157-0(1! 1(Ю>:2 135 120
.Материал: сталь 55. Таердоеть ИНС :>о—Покрытие--Хии. <кс.
«791—KS). Остальные технические требоеанпя по ГОСТу! ь>Э—70.
* Обозначение гайки в сборе с впитом. как п ёбоинеченпе гайки,
числа 001 иапнизн’р: обозначение гайки !8'<1.ё с коитринип-. г-шгтом
C.;.'i«i 7WS-V13I ГОСТ JZlK'J—it
ир.ч (ЦО ГОСТу
но боа дробного
г/-- I-. 1,5
.Ганьн 71/93-0131;ч"1 ГОСТ 12100—17
обозначгнпе гайки
ГАЙКИ
243
23. Круглые шлицевые гайки (по ГОСТу 11871—66)
Размеры в мм
Й Шероховатость поверхности для гаек с повышенной точностью соответственно выше на один класс чистоты. \ Для резьбы с мелкими шагами класс точности "а и 3. J 5’ гаек повышенной точное™ г.езьоа выполняется д по 2-му классу ГОСТа 3253—59. / Для гаек нормальной точности класс точности 1>еэь~ ' бы з следует предпочитать классу 2а. Рекомендуемые марки материалов и покрытия гаек указаны в ГОСТе 1751-—70. Твердость гаек НИС 36—42.
"С! а -р f
f- k-
Резьба а Шаг резьбы I) н Ь t Число шли- цев 14 с, ИР более С1 Масса 1000 стальных гаек в кг
10 12 (14) 16 (18) 20 (22) 24 (27) 30 (33) 36 (39) 42 (45) 48 (52) 56 (60) 64 (68) 72 (76) 80 (85) 90 (95) 100 (105) ПО (115) (120) 125 (130) (135) 140 1,25 1.25 1,5 1,5 1,5 1,5 1.5 1.5 1,5 1.5 1.5 1,5 1,5 1.5 1.5 1.5 1,5 2 2 2 2 О 2 2 2 '2k 26 28 30 32 34 45 •'.8 52 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 150 155 160 1115 170 175 180 8 8 8 8 8 8 10 111 10 10 10 1(> 10 in 10 12 12 15 15 15 15 15 18 IS IS IS 22 22 26 26 4 4 4 5 5 5 5 5 5 5 6 6 г, 6 6 8 8 -8 8 8 10 10 10 10 10 12 12 12 14 14 14 14 14 14 2 2 2.5 2,5 2.5 2.5 2,5 2л 3 3 3 3 3 4 4 4 4 4 5 5 5 5 5 6 6 6 6 7 7 7 7 7 7 7 4 л 4 Ь 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 4 i 4 4 6 G Г. 6 G 6 6 6 16 18 20 22 24 27 30 33 30 39 42 45 48 52 56 60 Г,5 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 (1.6 0,6 0.6 0.6 1 1 1 1 1 1 1 1 1 1 1 1 1 1,6 1,6 1.6 1.6 1.6 1,6 1,6 1,6 1.6 1.6 1.6 1.6 1.6 1.6 1.6 1,6 1.6 1.6 1.6 1.6 1.6 1.6 1,6 1ДЗ 1,6 1,6 1,6 1.6 1,6 1.6 1.6 1.6 1.6 1.6 1,6 2 2 2 2 2 13.Я7 16,40 18,88 20.50 27,42 45.74 56,31 62,35 69.52 75,87 83,49 90,03 104.5 117,2 174,1 197.0 218,6 245,4 276.S 409,9 414.5 454.0 495.2 6S<6 720.9 755.1 786.9 1099 1145 1190 1235 1280 1(534 1690
ГОСТ 11871—6В предусматривает <1 = 4 -м 200.
Размеры гаек, вак.чюченпыс в скобки, по возможности не применить.
Примеры обозначений гайки <1 64 .«.« с шагом резьбы 2 леи, с классом точности
резьбы 2 и 2а, класса прочности 8, с покрытием П5:
нормальной точности
Гайка М6'Г.<г.г.1>.05 ГОСТ ШМ—вв
повышенной точности
Гайт II »!M'Ag.Sa.».0S ГОСТ 11S71—4C
Класс точности резьбы 3 в обозначении не указывать.
244
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ШАЙБЫ
24„ Увеличенные шайбы (ГОСТ 6058—68'?, шайбы (ГОСТ 11371—68),
уменьшенные шайбы (ГОСТ 104-50—<58)
Размеры r -v-w
Исполнение 1 Исполнение 2
£*и-
-------------------
ГОСТы предусматривают также шайбы для диа-
метра стержни крепежной детали 1—2 .м.ч. При изго-
товления шайб по ГОСТу 11371—68 из прутков допу-
скается применять шайбы с наружными диаметрами
12, 17, Зи. 40, 45 и 67 мм вместо 12,5; 17,5; 37; 39; 44 и
46 мм.
Рекомендуемые марки материалов и покрытия
шайб по ГОСТу 175»—70.
Л &
Диаметр стержня крепеж- ной детали d Шайбы увеличенные Шайбы Шайбы уменьшенные Масса IWm стальных шайб в ,.? по ГОСТу
I) S € D 8 с 1) S С 6958—68 11371—118 10450-68
° 5 2,7 8 1 0,3 6,5 п.5 — 5 0,5 — 0,350 0.108 0,055
о о 3,2 10 1 0,3 7 0,5 U 0.5 — 0.533 0,119 0,07»
4 4.3 12 1.2 ол 9 0.8 — 8 0.S — 0.92-8 0,308 0,225
5 Э«»'« 10 1.6 0,4 10 1,0 0,3 10 0,8 — 2Л5 0.443 0,360
6 6,4 1.4 1,6 0,4 12,5 1.2 0.4 12 1.0 0.3 2.79 0,85:1 0,628
8 8,4 24 2 0,5 17,5 1,6 0,4 15,5 1,6 0,4 6,23 2-- 1,67
10 19,5 30 0,8 21 2,0 0,5 18 1,6 0,4 14,6 4,08 2.13
12 ±3 3G 3 o,s 24 2,5 0,6 21 2,0 0,5 20.8 6.27 3,36
14 15 42 3 0.8 28 3,0 0,8 24 2,0 0.5 28,5 10.3 4,33
16 17 48 4 1,0 30 3,0 0,8 28 2,0 0,5 49,6 11,3 6,10
1S 19 55 4 1,0 34 3,0 0,8 30 2,5 0,6 65,7 13,7 8.30
20 21 60 5 1,2 37 4,0 1,0 34 2,5 0,6 97.4 22,9 11,0
’2 65 5 1,2 39 7,й 1,0 37 2,5 о,й 111 24,5 12,9
24 2.5 70 6 1,6 44 4,0 1,0 39 2,5 0.6 158 32Д 13,8
27 2S 80 0 1,0 50 5,0 1,2 44 2,5 0.6 208 52,9 17.'.
30 31 !И) 6 1,6 56 5.0 1.2 50 3.0 0,8 264 67,1 28,5
3G 37 100 8 2,0 66 6,0 1,6 60 3,0 0,8 426 110 41,3
42 43 120 8 2,0 78 6,0 1,6 72 4,0 1,о 61» 157 822
48 50 140 S 2.0 90 8.0 2.0 84 6.0 1.6 843 276 168
III шмеры обозначен ни:
увеличенной шайбы исполнения 1, диаметром стержня 12 мм, класса прочности
3.6, с покрытием 05
Шайба 12.36.05 ГОСТ 6958—68
уменьшенной шайбы исполнения 2, диаметром стержня 12 дин, класса прочности
3.6, с покрытием 01
Шайба 2—12.36.01 ГОСТ 6958—68.
ШАЙБЫ
25. Концевые шайбы (по ГОСТу 14734—69)
Размеры в лм1
Рекомендуемые концы валов Пример применения
и крепление шан и
Шайбы
Обозначение I [сполнснис- D я Л (отклонение -Ю.2) d й г с Масса и те d,, кл. 3 он аинонос-яю) *р ? 11 Исполне- ние 1 Исполне- ние 2 О
Винт по ГОСТу 1400--72 ьолт по гос гу 7798-70
7019-0621 1 28 4 7,5 5,5 10.3 3,5 0.6 (>,018 20—24 М5 3 16 10 М5Х 12-055 — Х10
0(£2 0623 0624 0625 (va; 0627 0,528 61529 окю 0631 (1632 0633 1 1 1 2 1 1 1 32 36 40 45 50 56 5 9.0 10.0 12,0 16.0 ОД) 12.3 12,3 12,3 Г’,3 12.3 12,3 1,0 0,029 0,030 0,037 0,038 0,046 0,047 0.059 0,060 0,074 0,075 0.094 0,095 24-28 28—32 32—36 36-40 40—45 45—50 Мб 4 18 12 МИХ 16—055 мс,:; 16-055 4Пр22;1:< Х12
0(534 (i(53C> 0637 boas икзо 0640 0641 0642 0643 0044 7019-0645 1 1 1 1 1 1 (53 67 71 75 85 9(1 6 20 25 28 9 16,5 16,5 16,5 16,5 16,5 16,5 5.5 1,6 0.141 9,143 0.160 0,1С,2 0,180 0,182 0,202 0.204 0.2151 0263 0.294 0.296 CI о С5! С2 W' О 1 1 1 1 1 1 се -1 сп сг сл О С..1 О СП О 1'1 МН 5 22 16 М8у 20 - 055 М8> 20-055 5Пр2„а;--. ;--.1с>
Материал: сталь 45.
Отклонения размеров, не ограниченных допусками: охватывающих — но Л7; охваты-
ваемых — по В7; прочих ± (Д7 ==В7).
Острые кромки притупить.
Покрытие — Хим. Оке. при (обозначение — по ГОСТу 9791 — 68). Допускается приме-
нение других видов защитных покрытий.
Пример обозначения концевой шайбы исполнения 1, D — 28 льм:
Шайба 7019—0621 ГОСТ 14734—69.
246
КРЕПЕЖНЫЕ изделия
26. Упорные быстросъемшле шайбы для валов (по ГОСТу 11G4S—65)
Размеры в мм
Несимметричность: паза Ъ 0,1 зля d мм— не более 0,нб мм\ паза Ь“ол для d >>
7 мм— не более 0,1 „uat; выступа 36 -° — не более 1°.
Шайбы должны быть плоскими и не иметь острых кромок. Неилоскостность шайб не
выше 0,1 леи.
Боновые поверхности шайб перпендикулярны к опорным поверхностям. Отклонение
от перпендикуляр постя — не более 3°.
Стальные шайбы имеют твердость IIRC 40—48, а бронзовые — нс менее HRB 00 но
ГОСТу 9031 — 63.
27. Материалы и покрытия упорных шайб и их обозначения
Материал Покрытий (JUO- значе- н ие
М омер группы Номер гр уппы Рекомен- дуемая марка Номер группы Наименование и обозначение по ГОСТу ;»7V1—G8
0 08 Сталь GET 0 1 4 6 Бе 5 покрытия U1 • нк<»вое х ро иг-тиро!»а»шое — Ц. х р. на чмнев«.»е х роматпроi.аннос — Кд. хр. Ивкел-тое мн< ’глслойиое — АШ X ромовое многослойное — МИХ окисное— Хим. Оке. <1»осфатное — Хим. Фос. USO US1 082 0s3 0.S4 0x5 086
Go Бронза Rn КлМц 3-1 и 4 5 6 7 Без покрытия Ишгелезое однослойное — Н Хромовое многослойное — MX или однослойное — X Окисное — Хим. Оке. Пассив®ровзнио— Хим. Пас. Оловянное (лужение) — О GaO 683 685 G8P. 687
Толщина покрытия и технические требования к его качеству — ио согласованию сторон.
Ра. ;решае'1 с я п р им ен п гь други; • м ар ки м. до - ри адов, обеспэш i «а и «щие vnp v-riic с нонет ва
шайб.
11рии<ф обозначения шайбы cd—5.и.и из материала подгруппы 03 с покрытием пи
группе 1:
Шайба 5—081 ГОСТ 11648—65.
ШАЙБЫ
21/
2S. Сфгркч ски? и конические шайбы
Размеры в лиг.
Материал; сталь ''*»• Твердость НКС -59—*5,
Отклонений размеров, не ограниченных допусками: охватывающих—-по А?; охватывае-
мых—по 2-*?; прочих н- ,у (.1, -Ь‘7к
Острые кромки притупить.
Покрытие—Хим. Оке. пря (обозначение по ГОСТу 97;4--(>S). Допускаете:! применение
других защитных покрытий.
Пример обозначения еферич^ек^п шайбы под стержень диз-щтхюм 6 лои:
;.ТоЛ. .,4 ;Р7Д-О.;77 г:>СТ ],ИЗЯ -вл
то же, конической ьчалёы:
lilatw. 7OJy-OUj ГУСТ
24S
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
29. Пружинные шайбы (по ГОСТу G402—70)
Линейные размеры в ям
S Пружинные шаппы изготовляются из стали В5Г, термостой-
кие пружинные шайбы—пз стали 3X1* или других сталей сфи-
.шко-мехапич<:еки:ш иока»нтелям«г не ниже указанных марок.
В технически обоснованных случаях допускается изготовление
I f MZпз бронзы Г>р. КМц 3-1 или других цветных металлов.
I \7j Твердость стальных шайб НИС 49—50, бронзовых не менее
т =075 VrV HUB 90.
—4—^ Масса в таблице приведена для шайб из стали С>5Г.
.*^•5*»* Проволока стальная для пружинных шайб—ГиСТ 11850—(41.
а, винта, Шайбы Расчетная упругая сила шайб из стали
легкие (Л) нормальные (П) тяжелые (Т) особо тя- желые (ОТ)
65Г в нТ
Диаметр болт шпильки » Масса 1.0ОП шт. в кг Ч - s Масса Iona шт. н i:,; а Мне с.ч 1000 шт. в >,’е | Л; JMevCfi IWh шг. в ке । ^1 Ь •г
3 3.1 0,6 1.0 0,061 0,8 0,062 0,8 0,101 — — 0.9 4,7 12.3
j 4,1 1,0 1,4 0,190 1,2 0,189 1,2 0267 — 5.1 13,9 26.9
5 5,1 1,2 1,6 0,318 1,4 0,315 1,4 0,424 — 6,9 16,1 28,7 1
6 6.1 1,4 2.0 0,560 1,г. 0,487 1,6 0,801 __ 8,3 1S,8 49,2
8 8Д 1,6 2,5 1,0-46 2,0 0.998 2.0 1,038 — 7.1 25,2 66,4
10 10.1 2,0 3,0 1,940 2.5 1,945 2,5 2,914 3,5 4,122 11,5 39,3 87,0 1бб
12 12.1 2,5 3.5 3,369 3,0 3,357 3,0 4 723 4,0 6,369 20,9 56,6 111 197
14 14,2 3,0 4,0 5,391 3,5 5,355 3,5 7,196 4,5 9.361 33,3 77,1 13S 229
1:; 16,3 3,2 4.5 7,392 4,0 8,022 4,0 10.41 5,0 13,16 31,0 101 1® 265
IS 18,3 3,5 5,0 io.ос 4.5 11,40 4,5 14,39 5.5 17,SO 34,3 12.3 2<»2 305
20 20,5 4,0 5,5 14,12 5,0 15,73 5.0 1.9,43 б,'1 23,58 49,3 157 238 3£?>
22 22,5 4,5 6,0 18,99 5.5 2ii.92 5,5 25,35 7.0 35,73 67,2 190 279 542
24 24,5 5,0 7,0 27.21 6,0 27,12 6,0 3.8,14 8,0 51,43 83,5 227 444 787
2« 27,5 5,5 8,0 38,55 7,0 41,76 7,0 56,15 9,0 73,10 93.0 336 601 396
30 30,5 6,0 9,0 52,64 8,0 60,87 8,0 79,07 10 100,1 103 470 7S3 1223
36 36,5 — —- 9 91.03 0 114,9 12 172,7 — 510 80S 1770
42 42,5 — — — to 129,7 10 193,9 — — 5«0 1243 —
48 48,5 — — — 12 215,2 12 — — — — 906 — —
Примеры обозначений шайбы для болта, пиита, шпильки диаметром резьбы 12
легкой пз бронзы Г.р. КМц 3-1 без покрытия
ШаОба 12Л Пр. Н.Ми 3-1 ГОСТ Ы02—70
нормальной пз стали 65Г с кадмиевым покрытием толщиной м .нс
JUailiia 12 Р5Г 02 О ГОСТ 6-102-—70
тяжелой пз стали 3X13 с пассивным покрытием
ШаПба 1ST 3X13 11 ГОСТ 6102—70
особо тяжелой из стали 65Г, покрытие никелевое толщиной 3 мк, с подслоем
меди толщиной 12 аге.и
Hlaiiua Г2ЧТ Г,.;Г 03 И12 Из ГОСТ 0102—70
ШАЙБЫ
249
30. Радиусы скруглении внутренних и наружных кромок сечения пружинных шайб
Размеры в льи
(‘норная стирона Ь Радиусы скругле- ний Опорная сторона 1 Радиусы скругле- ний Опорная сторона Ь Радиусы ск]' угле- НИИ Опорная crop’ »на 1. Радиусы скругле- ни п
0.8—1.5 0.25 ° .5-4.0 0.6 5.5—6,0 1.2 12.0 2,0
1.0-2.0 0,5 1 4,5—5.0 1,0 7,0—10,0 1,5 — —
31. Виды и обозначения покрытий пружинных шайб
Обозначе- ние покрытий Виды покрытий Обозна- чение покрытий Виды покрытии
ио 01 02 Без покрытия 1 Цинковое с хроматированием Кадмиевое с хроматированием ! 1 м Многослойное — никель — хром Многослойное — медь — хром
05 О кисное
03 Никелевое Многослойное — медь — никель 09 .10 И Фосфатное с промасливанием Цинковое Окисное аподизациониое с хро- матированием Пассивное
Вид и толщина покрытия устанавливают? я по соглашению между изготовителем
и потребителем.
Вид покрытия 00 (без покрытия) в обозначении не указывается.
32. Стопорные шайбы с внутренними и наружными вубьями
Размеры в ,v.u
Общие РЛЗР ь?ры Но Го СТу 104(>2—< 3 По ГОСТу и» ии—б:
2 >)Н ф Масса 1900 шт. в ф вида Не S Масса 1090 шт. в к?
1ШЧЕ1Ш.Н! НИЯ а I) й ... 1!ыс<*гл p;t зубьев Н, менее Числи зуб стальных бронзо- вых не мщ 7 о ф Число зуб стальных ф
2 2,7 6 0.2 0,3 4,2 4,9 3S 6 и.025 0.035 (L027 р.038 4 6 о .025 0.035 0.027 0,038
3 4 3,2 4.2 7 9 0.3 0,4 5,0 6,5 i 0.072 0,1 об 0.078 Щ168 612 8 9 0.072 0.156 0.078 0.168
э 5.2 10 0.7 7,5 2,5В 8 0,327 0,353 / ,--и 2,5Й 10 0,327 0,351
Продолжение таил. 32
кр t; n i шлеп n e; < a a
Диаметры ргиьйы билта, винта, шпильки Общпе I >азмс| »ы ]К. ГсСТу Kite—; Но ГОСТу lute:—i:;:
d Ъ S и 1 'te 1. Mae'a пгг. в „г Г’!, .1 0 » HOC tM'-:oX'p. оиушг-, .XI \‘f а «.Г! O.C; Г12ИГ/Т.6 I’UO'.'.r л1:к та ЮНО HIT. В КЗ
С • .%R1 .'ЫХ 1 | i |4 с' j 2'
G г.:: 12 О л ?J5 НЛ49 11 ’ ’? ’’ : 12 0.484
к S.i Г: о.;-: 11.0 2.3.-’ ;n B.h/2 11,2 16 г.622 0 Л «2
10 12 10,5 12,.5 17 19 1.0 1.2 15,-i 1,109 1.18' 14,0 1Г-.П 1,100 1,515 i,lSS 1,636
IS
14 16 14.5 15,5 — 1,4 is 20 2* ,562 tete I,-..:. 2д‘*22 2..Д-.2
5fl
IS 20 24 18,5 21 27 30 1,7 22.5 2,2.X 4,054 4,811 5ДсЭ 7.0;::: 5,WG 7.506 । 2,23 22 4,054 4,81.1 5,189 7 0:1*: 5,11л; i,G04 7,5»С, 1
Стопорные шайбы предназначены для применения с гайками и болтами с уменьшен-
ными размерами под ключ, а так?ке с ни игами
Материал, покрытия и их ибоапачсния и«« табл. 27
Примеры обозначении стопорной шайбы с внутренними зубьями для гайки, болта
и винта с диаметром резьбы 10 .мл»:
из стали подгруппы OS, с покрни нем по группе 1
Шайба 13—081 ГОСТ 10 162 ^х
из иоопзы подгруппы «Х с покрылн-м пс» группе 3
Шайба lo—бзз ГОСТ 10162—63
то -.-кг, с наружными зубьями для гайки, болта, винта и шпильки с диаметром
резьбы 10 Л1.и:
из стали подгруппы 0S, с покрытием но группе 1
Шайба 10—081 ГОСТ 10463—аз
из бронзы подгруппы С-s, с покрьпчем по ruvnne 3
Шайба 10—6.83 ГОСТ 10463—63
33. Стопорные шайбы с зубьями под винты г потайной и яолупотайной головкой
С углом яо° (ц:_» 1 мСТу ‘.0464—KJ,
Размеры в льи
!5ле»-'гл рззе«.> js зуб).:*!! II. пе менее *Х.
! i а-И1<-;>Ы ОПО.Р1Л’Г-НИП ГГ( >’Н' рШ<Й ШЛПНЫ
( у и рут яи ьубьлмм гн>д Bin it с потай пай п»-
.'|(>11»:он с угли.и >(» ’, с- «иамстром резьбы 10 л».»-:
ПЗ стали НОД1 РУППЫ 0S, с покрытием по
Группе 1
Шайба 10—081 ГОСТ 10164—63
и.; бронзы подгруппы 68, с покрытием по
груше? 3
Шайба 10—683, ГОСТ 10461—63
Материал, покрытия и их обозначения
по гибл. 27.
Диаметр резьбы винта и S / Число Масса 1000 шт. в к-.?
не менее зубьев стальных бронзо вых
3 3.2 6,1 0.2 0,7 12 0.038 0,011
г 7,8 9,8 0,3 0.4 ПЛ 13 0.091. 0,180 0,09S 0,194
6 «,3 и,» 1,1 14 0,461 0,493
8 10 1оЗ 15.11 19,2 0.7 1,8 2,4 16 0,829 1,199 0.895 1,295
12 л 12,5 0,8 6. л 20 1.999 2.109
ШАЙБЫ 251
Технические требования на стопорные шайбы с зубьями. Толщина покрытия
и технические требования на его качество устанавливаются по соглашению.
Зубья должны быть разделены так. чтобы они противодействовали отвинчи-
ванию деталей. крепления с правой резьбой.
Разведенные зубья должны быть проверены на равномерность выступания
их относительно обода шайбы. При атом больший размер выступающих зубьев
с одной стороны пе должен превышать более чем в 1,2 раза меньший размер
выступающих зубьев с другой стороны ободка.
Шайбы стальные должны иметь твердость HRC 44—18, а бронзовые — пе
менее HRB 90. Перед проверкой шайб па твердость обезуглероженный слой сни-
мается.
Шайбы должны быть испытаны па упругость зубьев.
Высота развода зубы-в Я после сжатия и выдержки шайбы в приспособлении
в течение 24 ч должна быть не менее 0,8 от размера высоты шайбы до испытания.
34. Стопорные миоголапчатые шайбы (по ГОСТу 11872—66)
Размеры в jmi
VJ
Предназначены для применения с круглы-
ми и шлицевыми гайками.
Размеры шайб, заключенные в скобки, по
возможности не применить.
Допускается изготовление шайб с лапками
по всей окружности.
Допускается шайбы изготовлять с анти-
коррозионным покрытием в соответствии
с ГОСТом 1/э9—ТО
Для резьбы d di D D1 ъ ш 8 t Масса 1000 стальных шайб в кг
10 10.5 2С 1С, 3,3 1 4,3 8 1,893
12 12.5 ’ -Ч 18 3,8 3,8 $1 1 4,3 10 2,034
(14) 14,5 30 2-i И 1 4,0 12 2,160
16 16,5 *» 4.8 13 1 5,3 14 2,568
(18) 20 18.5 34 24 4,8 4,8 15 1 5.3 16 2.703
20,5 37 17 1 i>,3 18 3,166
(22) 22,5 40 30 4Л 19 1 5.3 20 3,690
24 24. > 41 4,я 20.5 1 л,3 21.5 4,407
(27) 27,5 47 36 4Д 23,5 L 5,3 24,5 4,/22
30 30,5 50 39 4,3 26,5 1 5,3 27,5 5,0-36
(33) 33,5 /г9 5,8 29,5 1,6 6,3 30.5 9,244
36 36.5 45 5,3 1,6 6,3 33,5 9,966
(39) 39,5 (2 48 5,8 35,5 1JJ 6.3 36,5 10,69
42 42,7 (»7 ГЫ, 5,8 1,6 6Jj 39 12.46
(4b) 45,5 72 ЛЬ 5,8 41. 1,6 6,3 42 14,34
48 48.5 77 till 7,8 44 1.6 8.3 45 17.74
(52) 52,-j 82 65 7,4 1л 8,3 49 19,94
э/ 87 70 7,8 51,5 1,6 8,3 52p 21,82
(СО) 64 01 92 7.4 55,5 1.6 8,3 56,5 21.32
65 97 80 7,8 1.6 8,3 59,5 26,99
(68) 00 102 85 9,5 63.5 1,6 10 63,5 31,05
72 73 107 90 9Д> 07.5 1.6 10 67,5 М.08
(76) S0 77 112 и-. *;> 70.5 1.6 to 70.5 37.40
81 1.17 100 9,5 1.6 to 74,5 40,78
(85) 81> 122 105 9.5 79,5 1.6 10 79,5 42.26
90 91 127 И'1 11.5 84.5 6, 12 84.5 57,47
(95) 96 132 115 11,5 69,5 Zu 12 89,5 59,82
100 101 137 120 11,5 94,5 9 12 94.5 62 Д 6
(105) 100 142 125 11,5 99 Zu 12 99 64,59
110 111 152 130 13,5 104 *5 14 104 71,93
(115) (120) 116 157 135 13,5 103 Н 14 109 77,20
121 К-2 140 13.5 114 2 14 114 76.62
12.? 126 107 1Ъ 13,5 113 2 14 118 79,17
252
ПРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение табл. 34
Для резьбы d ch D D, b m s t Масса 1000 стальных шайб в кг
i (130) 131 172 150 13,5 123 о и 123 SI.52
(135) 136 177 155 13,5 128 - S !. 12S S3,86
w 141 182 1G0 13.5 133 ‘1 14 133 $6.2(1
(«5) 146 192 165 13.5 138 14 138 91.73
(1М>) 151 202 175 15,5 143 it* 143 147,0
ГОСТ 11872—66 предусматривает d = 'ь 8 и d ----- 160 -А 200. Размеры Ъ и t рекомендуе-
Матерпал: сталь марок OSkh, Юкп и 10.
Пример обозначения шайбы для ганки круглой шлицевой с резьбой 5164x2, класс
прочности 3.6, с покрытием 05:
ШаП.ба 61.36.05 ГОСТ 11872—66
35. Стопорные шайбы с лапками (по ГОСТу 3693—52)
Размеры в льн
Применяются для устранения самоотвннчнванпя винтов, болтов и гаек
I Шайба с одной лапкой Шайба с двумя Примеры применения шайбы
• лапками с одной ланкой:
Общие размеры Шайба с одной лапкой Шайба с двумя лапками
Диаметр болта d в L S D * Масса. 1000 шт. в К.‘ D Ei r Масса lOoO ШТ. в кг
3,2 4 12 0,4 10 7 0,2-’. 5 5 1 0,111
4 4.3 14 0.4 11 9 2.5 0.42 8 7 1 0.29
5 д 3 6 16 0.5 17 11 о . 0.79 9 1 о .47
6 6.5 7 18 0.5 19 12 4 1.08 11 9 1 0.66
8,э 8 20 0.5 ‘‘.2 17 ; 1,3.7 14 11 *» 0.85
10 11 10 0,5 У. 20 G 1.&’ 1 i 1;: у 1,11
12 13 12 ’S 1 26 10 д ,5!’ -j-J 16 3,64
16 17 15 32 1 40 10 8,55 27 20 A 4,59
20 21 18 .-;«'» 1 45 38 10 10.8 32 3 6,43
21 25 23 42 1 50 10 1:1 з из -> 8,11
;:о •.«» .> 52 1,5 63 3.1 16 31.0 4i< •j—। 3 18,00
. fi 1 30 1,5 75 65 !:> -44,2 .»3 :;s 26,22
•42 .« 70 1.5 SS 7<s 16 61.9 (>•’ 4.'1 4 35.10
44 .н‘ 40 80 1.5 КЮ 90 16 80.5 7 с» do 4 -tb.23.
ГОСТ 36'-.»3—52 предусматривает ташке d 2.6; 15; Г»; 23 п 2S.
Шайбы изготовляются пз стали 0'<кп, OS, Юкп и 10. В случае применения болтов или
винтов и гаек пз цветных металлов шайбы изготовляются из того же металла.
Антикоррозионные покрытия устанавливаются в соответствии с ГОСТом 1759—70.
Обозначение шайбы с одной лапкой d ~ 17 мм:
111 ft Об'.г стпппрная 17 ГОСТ 3693—52
Обозначение шайбы с двумя ланками d 1.7 льи:
Шайба стопорная 17—2 ГОСТ 3693—52
3G. Ort шорные шайбы
Стопорные шайбы с липкий п носком предназначены для устранении самоотшшчлнанип тпэстн при ннык гаек и болтов с шести граня1 >й голонной
Размеры в ,ч.и
Шайбы с* лапкой
ио ГОСТу
Шайбы с носком
но ГоСТу 1,54(53 -б4»
Гнездо для носка
Пример<ы применения
шайб с лапкой
Примеры применении
шайб с носким
№пмнени.е 1 Йсммнеиие 2
Шайба с ланкой
но ГОСТу 13463- -98
j Диаметр резьбы
общие размеры
Шайба с носком но ГОСТу 13465-68
Гнездо
для носков
| </, (отклонение : пл .V5) L1 В L, S Г \ Ft (отклонение по В7) Масси 10W шт. Н 1Ы i £-1 {отклонение : по В7) ГО -»-Н Масса 10'41 шт. 11 гег <}2 (отклонение 1 по А,)
(ВТК Л >“ пение : Исполне- | 1I11C 1 Исполне- ние 2 Исполне- i ине 1; 2 ’ г с | ние 3
но И;)
3,2 5.5 4 5 Д 1'1,20 0.5 о,5з 0.1. 0,5 1.0,1 0.25 3 12 1 0.3 0,189 0.2U7 w,4 7,5..) 0,25 4.5...Ю.2 1 0,124 0,112 4,3.1 0.2 3
4Д! 7 ь (М 0.20 П.э 0,51.0.1 0,51 ОД 0,3 \ 14 1 0,3 0.283 0,308 2.4 8.5 1 0.25 5.5 Н).2 1 одев 11,190 5,3 Ю.2 3
5.3 к 6 7,5 ! 0.25 0,5 0,5_1 ОД 0.510.1 0.3 5 1(1 J 0.3 0.387 0,429 3,4 ю_1025 7 i.0.25 1 0 232 0 2 / 3 С,84 0.25 4
6.4 10 7,5 У 1 0.25 0.8 0.5J 0.1 0,5 1.0,1 0,3 6 18 1 0,3 0л7’> 0,909 3,4 11,51 ОД 7,510.25 1 0.524 0,018 7,3 Ц1.25 4
8,4 14 9 11 1 0.30 1.0 0.5 1 0,1 1-1 0.3 0.3 8 2'0.НМ 1,574 1,715 3,4 12,5 1 ОД 8.5..J;.,. 0.2 5 1 1,0(Я 1 202 8Д1..0.25 4
10,5 17 10 1.0 1. ,2л 0 .3 1111.3 0.3 10 22 1 0.4 2.338 2.514 4 Л 14 1 П,у 10J У .25 1 1 4l5tS 1 (145 9,6.Ю.25 5
h (отклонение
по Л7)_____
ГФ
12 14 1:3 is 20 22 24 27 JI Oil 4S Диаметр ргр.ьбы
ё й s v & lz U 5 5 ? « di (отклонение го А б) Общие размеры
a 3 У к У й ё Ц £ IS “ УУУУ'зёУййУ"" Л’ЛК.;с1 >- !' иг ) 1Ю Й 7 ‘1
n ОII1 IOS i Li bi L* b< t: c? tt; >x, X Г
1 04 ll' 1 9'1 9'1 9'! 0'1 Hi n‘i Л n‘T 0*1 i*l‘l •X
2 l Cj.’i 2 i 0.3 с с: Ъ t; 1: U- is b т sr z ~ S ь u z- ь- S У.
л- cr c: tr is ts l’ IS .B 1- - l_ - IJ. - + ,J. if OOOdOOOOOOCG. -
To TO T о Г.1 /II /0 V0 ?‘>i ro r/n ro ru •>
g У У 4 22 У У г т " “ К />1 (отклонение ио Шайба и ла и гой ПО ГОСТу -118
g а у л / й I*? ' ' ; ,',- 2 S 2 b b Ь- Ь< b 1- L
tn- V 7 ? М Р С ? « ё г? У Й Xi у £ g 5 -2 g cr ПС1Ю31Н£- нис t М-ц-.'ч 11.11’11 ИГР. и »;г
l •>-* bi <1 <C £3 CC -1 C*. СЛ Ci 03 i: 3 У й ’Г ;; *; ; fe ', '; g IIcj юл не- кие 2
4,4 4,4 5.4 (i 6 7 7 S H 11 11 I.1; Ь‘4 (отклоиение но 1‘?) l;:i—<_5V:J 4,L!1OJ '-in кокон « Honviff
e-l'l f S4I 1 S3 <2 и i V’ll E il” Й ” 741 9K '/‘(1 i ',7 5'fH fill 2’(I*S 91 I."UT9T L
£ « 1- i 2' •.. 12-1 g.;; 12..! 0,3 15+0.3 is+ 0,3 Is i o,: 20..1 0,4 2t" । 0.1 22 l 9Л 25 10.4 30 + O.i Lt
l.ii 1,9 1.Г 1.9 I.,.; i.о 1.1! Q 2 R.tOJ
!.V 17 H'Cl I’ltl :;<m <£.'5 'u/'l l r-'/C P'nT 19.’’1 Исполне- ние 1; 2 Vi я •ЛТП П|1й[ ,’0.+ ’Л;
Ci -5 lx bl Г- <- z-i y> Ci Ci 7- Иенолне- шю 3
t? rc rc ~ ъ fe bi i- ,“• -,1 -• ;-' «< i.. - :j- - - i-t 'й I- - i:- А , и ом л он в i"!:
^Jtwcca-ocMMS ci >/2 (отклонение ио Л7)
г г й e c-. v. v „ ъ .=-. h (отклонение по Аг)
<i;; 'JiQRi.
ииьШи 5ii‘। j । :i;au5id:i
их
'-WWW*
37. Стопорные шайбы уменьшенные
Иредпаы 'y;qei 1ы д л д уеч1 pa ш.ч аг г еа м сю I ви нчи ван ня шс сч иг р а ним v г; » ей и болта в с шссгиг j «а нни и г с j о вкой ио..1 оу. -пний точно чти
н у м г* и ьшси ш.ш ра;; м ер • « м. п оjключ
л * Ра,: меры в мм
Ддайбы с лайк?.' /сга'1‘-,£Ч-егЗ 7 । Г- i’ltX г ? “ч 1—Ллу j Г, < 1 но Г<_ 0. Э' ' 1 •, /йл...".' И .3+4- .^2 S3 Я ИЫ п - 1 Г / Гс> ®*з’ ' — 1 “• Z- С НС’!?HUM IP. ' 1 .... э- 1 -цЬ Ч 'Ч V i+ 1 м 13 4( 7“ -< '4-65 -.,. . Осип.? J H.e^it.0 для П'.'С'ка <ж. табл. Об. ^('7 А -- предельны».’ гуещепяя <-ги ок- ру жнем.-иг ;uia.',.cTpt.'?i 0 и O'.H.’ii »'.иммет- ргш .’ГППЛК U'iHGLSITeJILHU иии <>TP.t‘]W‘TJiH а-'?•/иг 3 ди< цч(”г [ \. 'u Z Г Ст-'.ПЮ pH НС 1:1 ;! Й G (Л Я О L и 1 <»»* Л.’ П< -Т 1! 3 X » --I стали о.\к.ц, О-', Д'кн и 10. Динускаечея fT4\ ...1 |'.1>шус.''Ять их е антик»।рip‘гнипным S' / J j < Ч"> и ы ти ».*?.! в с кит 1;»? I ст вии с 1 'о СТил>. 17. >9-71?.
Диаметр рс;ьбы <.)би Ж рпо: 1» 'ph! Шайба е лянкои но ГОСТу 1246'1— lll.-.fiijil С rii.c.ov П(1 :--<з Гне-са? (ля н««ска
g s D Н Li S Г А 51 асе а 1000 шт. в ха 1 -Г3) 1 K 4 C’R 1 Kii.'o ни. в г [ 1>
(ОТКЛОНИ" 'ни;1 по Ь7) =ч Иенол- неняе 1 Й.’НЛЛ- нсние И^ППЛ- в.енн«) Jlcll'.-л- нетше и И«' 5 ie П<! J :
8 10 12 14 16 1s G 111 .12 14 Hi IS ::i pl 1.2 11 17 •2 7,Ъ 9 10 11 12 13 Н 16 1.8 19 j и .25 It 1 П.З 13:1 0,3 15 i и..-: 17 1 II. 3 1з । D.3 20-1 0.4 22-1 '1.1 21 -1 11,4 25 з <).4 !l5 f J’ 1,н 1.0 1.2 1'2 1,2 1'р. i.;5 1.2 11.51 1 U.5 »(. 1.J. । 1J < 1,2з । 1,2+1 1,2 1 1 1,2 1 1 1+0 ( 1.1’. 1 1 .1 ,1 .2 ,2 .2 .2 0,2 °£, 0.J0 0,25 0.25 0,25 7 1 1 1 4 12 1 0,3 U f 11.3 18 « 1‘Л 29 * 0Л 24 MU &'• 10,4 ЗО t.ii.4 32 .ij’,5 .TH 0.5 । !1,5 U.C73 1,1+1 1,513 2,< >77 3,111. ЗД1У 4,7+> 7,1 Л з.| 5й 0,755 1. ,2 47 1,753 2,357 3,570 4.22b 6.5'!.:! 7.82'4 8 A Gt 3..4 4 Л 4.J G 7 1.1,5 1 0.3 12,3 i а.3 14 i И,5 io to.;; b - t 9.3 24 i 0.4 24 t «1.4 26 t 0,4 26 И J.4 л’,5 t bSa 10 i и.25 12 t 0.3 12 t is;-; 13 t 0,3 Ь t 0.3 1 .> t o 20 i ii.4 20 t 0.4 l,n t.li l,li 1,S 1 + 1 + 1? 3.51'., 1+>1.4 1,1 мэ 1..133 l+t s 2,572 3,51'1.1 7,535 4,77ч 0X42 1,о20 1,365 1,714 2,337 3,< ion 3,597 4,2s; । । и 25 s, 14 11,25 3+1+25 11.5''t ||.23 1.1.5 1 П.25 1.4,5... >....<) .25 17.5 । ||.з 1.7Ji -1 н.З 1+3....! 'I.''. 15,5 1 4,3 4 4 6 7 8 6 6 (> 8 j\ 8 8
JI рннеры <।С’огпичегшй:
кн ай бы •? лапк'/Й пени л жил я 1 д#'Л пз^лгаграшша га Пия или иилга О ин.ч?ги» ранги ч7 гилмыюй с диаметром p»«l--6:-.i 10 .и.н, класса прочно-
сти 3.6, с покрытием 05
ГССТ Jгост j.'j.-iro—a#
3'0 "КС, С Я».чЖЮ'.1 ЛСГЮЛПиНИЛ 2, ни.Л|)О’Ши1ЛЛ J.C, с нинш-ггшчм 01
/<?•’.' 2' 2—2 О,8 .О / Го (: 11 161 Ъ 6 -66
256
ГРЕИЕЖПЫЕ ИЗДЕЛИЯ
Замковые шайбы ШЕЗ. Шайбы имеют удлиненную форму с загнутым концом
(фартуком), ilx применяют как стопорное устройство, предохраняющее ст осевого
смещения детали конструкций, не требующих предварительной затяжки. При
установке шайбу заводят в проточку штыря пли вала до упора, после чего с по-
мощью специального ключа или легкими ударами прогибают середину пере-
мычки фартука до совмещения ее с буртиком вала (рис. 3 и 4).
Рис. 4
Разбирая узел, тем же ключом, отверткой пли рычагом выпрямляют пере-
мычку и снимают шайбу.
При правильном выполнении операций установки и снятия шайбы, изго-
товленные нз пластичного материала (например, из стали 10), могут быть ис-
пользованы до 20 раз.
Рпс. 5
!
I
I
%
*
Для обеспечения правильной работы шайбы необходимо выбрать Продоль-
ный зазор между' шайбой и валиком.
Примеры применения шайб ШЕЗ приведены на рис. 5, а—в, реЛмеры ука-
заны в табл. 38.
ШАЙБЫ
257
38. Размеры шайб ШЕЛ (по нормали машиностроения МП 787—‘Ю)
Размеры в льч
Шифр шайбы Помп- ный диаметр вали на 1 h L Е, в Bt гз Допу- скаемая осевая нагрузка Маесл 100 шт
ШЕЗ-4 4—5 4 ± 0,5 14 4 1,0 8 а ЗД 1.8 0.3 5,5 100 0.05
ШЕЗ-15 G—б 0 ± 0,5 3 17 5 1,0 12 8 4,1 3,0 0,4 8,0 150 0,1
ШИЗ-li' 10-13 10 ±0,5 4 25 9 1,0 18 13 8,1 4,5 0,5 12,0 23(i 0 "
ШЕЗ-14 14-17 13 ± 0,о 4 32 12 1,6 24 17 5,5 0.6 16,0 550 0,5
Ш ЕД-18 18—20 17 ± 0,8 5 38 1(5 1,6 28 20 14 А 6,0 0,7 18,0 7(H) 0.6
ШЕЗ-22 22- 24 21 + 0.8 5 44 20 2,0 32 34 1.8,2 6,0 0,8 20,0 1030 0.9
ШЕЗ-25 25-28 24 ± 0.8 6 50 23 2,0 3S 28 20 Д 7,5 1.0 24.0 1180 1.2
шез-зо 30—1й 28 1 (1,8 6 ьг. 26 2,0 42 32 24,2 7,5 1,0 26,0 1400 1,5
ШЕЗ-36 Зв— 38 33 а 0-8 7 64 32 9 48 38 28 J 8,0 1,5 29,0 2130 2.4
ШЕЗ-40 40—42 37 А 0.8 7 70 35 2,5 ?2 42 32,2 9,0 1.5 31,0 2350 3,1
ШЕЗ-45 45—48 43 + 0.8 8 78 40 2,5 •50 48 36Д 10,0 1,5 36,0 2580 3,7
ШЕЗ-50 50—52 46 А 1 S S5 44 3,9 66 52 40,3 10,0 2,0 40.0 3500 5,1
ШЕЗ-55 55—60 53 :1 1 8 08 50 3,0 70 t>2 45,3 11,0 2.0 45,0 3800 5,8
ШЕЗ-С.5 05—70 63 ± 1 9 112 5S 3,0 S6 72 55,3 11,0 2,0 50,0 4200 6,5
1IIE3-75 75-80 73 ±1 9 124 68 3,0 96 82 65,3 13,0 3,0 55,0 6430 11,3
III Е 3-85 85-90 S3 ± 1 1(1 138 7S 3,0 110 92 75,3 15,0 3,0 64,0 7250 14,2
11 i ЕЗ-95 95- 100 03 ± 1 10 148 88 3,0 120 102 85.3 17,0 3,0 69 Д 8250 14,9
Материал: сталь марок Ст. 2 или W.
В технически обоснованных случаях шайбы можно изготовлять из нержавеющей
стали, п сталей с особыми физическими свойствами по ГОСТу 5G32—61, а также ил алюми-
ниевых сплавов АМц и АМг ко ГОСТу 4784— 65.
\пт«норрозиошюе покрытие указывают к заказе.
Допуски на свободные размеры — по 7-му классу точности.
Допускаемое смещение осей гпучрениего и внешнего контуров: 0,2 мм для П1ЕЗ-4 —
Л1ПЗ-18; 0.1 мм для ШЕЯ-22 - ШЕЗ-У5.
Допускаемая осевая нагрузка указана для стали Ст. 2; коэффициент запаса =t «.
При штамповке шайб необходимо иметь в виду, что гибка фартука должна выпол-
няться поперек волокон проката.
Фартук шайбы гнуть в строну, противош*.ложную завалу от штамповки.
Размеры валиков и проточек под шайбы ШЕЗ укавши г. главе 1, книги 2.
Пример обозначения шайбы замковой ШЕЗ для валика диаметром 6—8 лш.
Шайба ILltBJ-б МИ 757—НО
9 Справочник конструктора, кн. 1
25S
крип икпые и: щкл! ия
?9. Косые шайбы (по ГОСТу 10966—86)
Уклон я высот-! Н по ГОСТу 5157—53
Размеры в .«.я
Hjcnjnt „ду со(\7)
Диаметр резьбы болта d Г? Hi cnpaiu Допускае- мое сме- щение оси отверстия Масса 1000 шт. в ке
Номин. Доп. ОТКЛ. Номин. Доп. откл.
6 8 10 12 14 1G 18 20 22 24 27 6.6 9 11 13 15 17 19 22 24 26 30 + 0,36 16 -В 1,0 -1,5 4,9 0,43 8,6 7,5 122 3.2 ЗиД 64,1 59.4 55,9 105,1 93,7
+ 0.43 20 5.1 0,52
30 1 + 5,7
+ 0,52 40 + 1,0 — 1.9 6,2 0.62
50 i + 6,8
Примеры обозначений косой шайбы для болта с диаметром резьбы 20 мм:
класса пр-'чт-стп 3.6, с аош-ытием по группе 05
Шайба 20.3S.05 ГОСТ 10906—ее
класса по-чпк-стп 4.6, с кокоыгпем Л
'Шайба 60.46.01 ГОСТ 10906—66
Шайбы должны изготовляться из полосовой стали по ГОСТу 5157—53.
Острые кромка должны быть притуплены.
Механические свойства, рекомендуемые марки материалов и покрытия шайб — по
ГОСТу 1759-70.
40. Рекомендуемое применение косых шайб для швеллеров и двутавровых балок
Размеры в мм
Номинала- Наименьшие номера профилей Номииаль- Наименьшие номера профилей
иый диаметр резьбы болта J3 швеллеров по ГОСТу 6240—72 балок дву- тавровых по ГОСТу 8239—72 иый диаметр резьбы болта в швеллеров по ГОСТу 8240—72 балок дву- тавровых пи ГОСТу К239--72
6 8 111 5 12 18 20 *.»’? 40 16 18 20а 22а 24а 30а
10 20 8 14
12 14 30 10 12 18 24 50 22а 40 60
16 14 1ка 27 40
шплинты IT ШТИФТЫ
259
И. Рскочея;(угмые разделы г! при асиуч-чтя профиля шайб способом
мсханич *«.*•:< ».й г»Зрн5о>’1Ш или штамповки
В 10 20 30 40 50
н 4 5 б 7 i
Отклонения U — ио в7, ш<ф<.»ховатозть поверхностей не ниже V 3.
ШПЛИНТЫ II ШТИФТЫ
42. Разводные шплинты (по ГОСТу 397—G6)
Размеры ь ,мм
1 1 . .4 , , 1 ГОСТ 397 п 1 от i до 281s Пример о Mt 'П’ПЗД 5 .и.и. 66 предусматривает d от 0,6 до 20 лш .члг.
т-!^ 4 j /Lif, JI. упд. • t Г,дИГ11! 11 •? гали
лйншем vraertO” t* (* 3t-!% i UOKTJb th a; I
t Ш» -5 >-. за 1'0 ст зз;—« 1
Ус.?Т' »внып диа- метр шплинта, в • i; .1 • i Д11п метр у стьсрстия !,•’> 2 2,5 4 5 6,3 s 10
d 1,3 1,8 2J 2,7 3,Г. 4.6 5,6 7.5 9,5
D 2,8 3,8 4,7 5,7 7,1 0,1 11,1 13,5 17.5
3,5 5,0 6,0 7,5 3,0 11,5 14 10 21
la 2,5 2,5 2,5 4 4 ч 4 4 6
Рско.чепдусмый диал.-кк>и д;ъч- метроп валов, ООЛТОВ И впито в Св. 5 до 7 Св. 7 до i- Св. 9 ;-э 11 Св. 11 до 14 Св. 11 Св. 2--1 ДО 2 ; CJ-. 2; Cli. 50 ДО 8!;
1* 10-20 1 2—25 ii-;s 18-10 22—5(5 ;-;2 S0 40 -ИЛ) 50-125 70-125
* Размер < 32; 36; 40; 45; 50; 1 в указанных п 55; 60; 70; Ч\ 9 ределах брать 100; ПО; 123. пл рал i: 10; 12; 1-5; 1G; 8- 20- 22’ , - 8 i
9»
260
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
43. Цилиндрические штифты с засверленными концами (заклепочные)
(по ГОСТу 10774-Й)
Предназначены для соединения неразборных конструкций
Размеры в .мл
Размеры !ii и hi являются рекомендуемыми. Отклонения диаметра 4 но С8> длины £.
по И,
Материал: сталь 45, сталь Д12, сталь калиброванная 15 по ГОСТу 7417—57, сере-
бринка по ГОСТу 14!!55-В'5.
Пример обозначения штифта <1 — с< м.и, L — 45 леи:
Ulimujiiii «ХУ5 ГОСТ 10774—64
И. Штифты цилиндрические для глухих отверстий (по ГОСТу 122<П--6«)
Размеры и ,нл1
ШПЛИНТЫ II ШТИФТЫ
261
Продолжение табл. 44
Обозначения штифтов 0 (отклонение по цггГА) / ч ^2 /1 С С1 ги a шэвдо Обозначения штифтов <1 (отклонение ПО П/<22а) 1 d, 1, u h с Cl Масса в яг
7U31-0730 0731 0732 0733 0734 (173.5 12 •_<9 40 50 60 80 100 М8 12 1г, 11,5 1,6 1,0 0.022 0,029 0,038 0.047 0.065 ОДЧЗ /031-0/412 0743 ; 0744 0745 074G 0747 20 30 60 80 100 125 160 Ml 2 18 25 19 2,5 1,6 0.101 0.126 0.175 0 225 0.286 0.373
0736 0737 0738 0739 0740 0741 10 40 50 60 80 100 125 М10 16 20 15,5 2,0 1,0 0.051 0.066 0.082 0.114 0.146 0,185 ‘ 0748 0749 0750 0751 0732 7031-0753 25 60 80 100 125 160 200 М16 24 30 24 3 1,6 0.164 0.261 0.336 U.434 0,569 0.724
ГОСТ 12207—66 предусматривает d = 4 л- 6.
Материал: сталь 45. Твердость II НС 30—35.
Покрытие — Хим. Оке. прм (по ГОСТу 071)1—05).
Резьба по 3-му классу точности ГОСТа 925:Р.,9.
Отклонения размеров, не ограниченных допусками: охватывающих — по Д7, охваты-
ваемых—по В,, прочих 2 ’/, (Л7 -= В,).
Пример обозначения штифта цилиндрического для глухих отверстий с! = 16 леи,
I = 60 л.н.
Шшщрт 7031—0738 ГОСТ 12207-60
45. Цилиндрические и конические штифты
Размеры в леи
262 КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение табл. 45
d с 2 0,3 2,5 0,5 3 0,5 4 0.6 5 0.8 6 1.0 8 1,2 10 1,0 12 1,6 16 2 20
14 16 20 25 30 36 45 50 55 60 70
16 20 25 30 36 40 :>о 55 оо 65 80
20 25 30 36 40 45 55 60 65 70 90
25 30 36 40 45 50 60 65 70 80 100
30 36 40 45 50 55 65 70 80 90 1.10
36 40 45 50 55 60 70 80 90 100 120
1 40* 45 а0 55 60 65 80 90 100 110 140
50* 55 60 65 70 90 100 110 120 180
60* 05 70 80 100 110 120 110 180
70 80 ВО 110 120 140 160 200
80* 90 100 120 140 160 180 220
100* 110 140 160 180»* 200 250
120* 160* 180** 200** 220 280
230** 250**
* Только для цилиндрических штифтов. •• Только для конических штифтов.
ГОСТы 3128—70 и 3129—70 предусматривают й == 0,8--50 и нерекомендуемые.
Пример обозначения цилиндрического штифта <1 — ЮГ, i — 60 ль«;
Штифт югу.60 ГОСТ 3128—70
то же, d — ЮС, (В.), I — S0 л«.и:
, Штифт 10СяХв0 ГОСТ 3128—70
Пример обозначения конического штифта d — 10 леи, I = 60 лш
Штифт 10X80 ГОСТ 3120—70
Технические требования для цилиндрических и конических штифтов. Мате-
риал: сталь 45.
Термическая обработка штифтов оговаривается в заказе.
Допускается в технически обоснованных случаях антикоррозионное покры-
тие штифтов.
Отклонения длины I штифтов — по B7.
Техпичесиге требования для цилиндрических штифтов. Допускается изго-
товление одного из торцов штифтов с вогнутостью высотой, равной не более
половины фаски.
Допускается изготовление штифтив с предельными отклонениями по Г со
сферическим» концами, с высотой сферы, ранной величине фаски с.
Допускается в технически обосюяишных случаях изготовление штифтов
с предельным! отклонениями d по Пр?ш с двумя фасами.
Штифты с посадкой Пр'^л разрешается изготовлять до 1/1—1975 г.
Технические требования для конических пгифтов. Отклонения на угловые
размеры конуса — по 6-й степени точности ГОСТа 8908—58.
Допускается изготовление штифтов со сферическими концами, с высотой
сферической части, равной величине фаски с.
Допускается изготовление малых торцов штифтов с вогнутостью высотой,
равной не более величины фаски.
ШПЛИНТЫ И ШТИФТЫ
263
4G. Конические штифты с вщ-треяней резьбой (по ГОСТу 9464— 70)
размеры и .ЧЛГ
Размер <1* длл спуае-ок; подсчитывается по формуле
dt,_id4.Lz_(_c_L£i2
Ut - 50
2 С* 1* ш 1<» 1,9 0.5 25—ь0 Мэ 12 1.2 0 25—65 10 МП 10 14 1,6 7 . ' Зй— S0 •MS iii 1 h> М19 .г, 20 2,0 й * 20 7.112 is 1 50—169 МЫ 30 СО—200 з2 Л 4 4 2 70-250 40 20 0 0 п 30--2S0 .50 JC4 41) 50 6.3 90 - 280 60 эО 69 к 110-25(
76; >,0 Размер I в указанны ; ?9: 109; 119; 12’); 140; х пред *?:»; 14»; лах ьг 2?(е 22; ЧТ Г. И З ряда: - 1, 5; 30; » .; 40; 45 50; 55; GO; Кэ;
ГОСТ 9164—70 продуем. 1трипа«?т перек<-меядусмыс разоры.
Пример пбизндченяя коннчоскиг-j нн-едгга с внутреннем резьбой d »»10 леи, I =* 60 мм:
lllmufaa ПГ/^г.О ГОСТ v*tjl—7()
Материал: еталь 45.
Термическая обработка штифтов огзяариг-ается в заказе.
В технически обое но санцых случая^: дзнуе кается антике л розионпое покрытие штифтов.
Допуски на резьбу — ки J-му классу точности ГОСТа з2,>3—5 р.
Размеры сбегов и н ед о резок резьбы и фасок — по ГОСТу 10549 —63.
JI родильные отклонения на угловые размеры конуса — по 6-й степени точности
ГОСТа -3905—56.
47, Конические штифты с резьбовой цапфой (по ГОСТу 94С5—70)
Размеры п мм
Размер dj для справок; подсчитывается по
формуле
?3 выполняется в пределах среднего диаметра
резьбы
d Ml 515 Г. Mr; 8 MS 10 MIO 12 M13
dt - •> -i 4 ..> 6,0 7,0 8.0
I,. о iO 12 16 20 25
i( 1,5 3
c 0,6 U.3 1.0 1,2 1 ,6
нс более 0 0,4 0,5 0,6 0,8
ri} не более 0 0 4 0,5 0,6
264
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение табл. 47
1 L Масса 1000 стальных штифтов в кг при d в мм
4 5 6 8 10 12
30 2,67
16 36 3,12 — — — —- —
40 3,42 — — — — —
36 3’9 5.11
20 40 3,59 5,59 — — — —
45 4.11 6,20 — — *— —
45 4,20 6.51. 9.24
50 4.72 7.12 111.10 — — —-
ыд 55 4,95 /2 10.96 .— —
«0 5,33 8,32 11,82 — — —
55 8.21 11,62 20.34
60 — 8.81 12.48 21.89 —. —
70 10.01 1..1SI 24,9« — —
80 — 11,21 15,91 28,09 —
70 15.04 2625 40.36
S0 - 10.76, 29,35 45,2э —
40 90 18.47 32,45 50.14 —
100 — — 2h.1V 55.03 —
80 31,13 47,67 68
90 . 34,24 52.56 /э
50 100 — 37.33 57,45 82
110 „ 40,43 «2,34 89
120 43,54 67,23 96
140 — — — 49,73 77,00 110
110 65,05 92
ГЧ) — 69,94 100
со 140 — 79,72 114
160 — — — 89,49 123
Пример обозначения конического штифта с резьбовой цапфой d = 10 мм, I = 40 -и.и
и L — 80 мм:
nimwjim w:;40:'S0 ГОСТ 9445—70
Материал: сталь 45.
Термическая обработка штифтов оговаривается в заказе.
В технически обоснованных случаях допускается антикоррозионное покрытие.
Допуски на резьбу — ио 3-му классу точности ГОСТа 9253 —59.
Размеры сбегов и недорезов резьбы — по ГОСТу 10549—63.
Отклонения на угловые размеры конуса — по 6-й степени точности 1 ОСТа 8908—э8.
Отклонения размеров L, (, 1Л, Л, — по В,.
Отклонения резьбовой части стержня Т — не более двух шагов резьбы.
Отклонения диаметра d штифтов — по Cga.
Допускается изготовлять штифты со сферическими концами, с высотой сферической
части, равной величине фаски с, а также малый торец штифтов с вогнутостью высотой не
более фаски с.
Диаметр ненарезанной части стержня может находиться в пределах номинального
диаметра резьбы.
265
ШПЛИНТЫ И ШТИФТЫ
48. Цилиндрические насеченные штифты с ваходаыми концами (по ГОСТу 12850—67)
Размеры в мм
Исполнение 1
Допускается изготовлять штифты
без фасок или со сферическими кон-
цами, с радиусом сферы R = <7.
Шероховатость поверхности тор-
цов штифтов без фасок — V 3, острые
кромки притупляют
d Номинал Отклонение 3 —0,04 4 ! -( ,08 ' 6 S —0 10 ДО 12 —( 16 ,12
di Номинал Отклонение с U Р 3,20 -0.06 0,5 1,3 0,6 10—Зй -4,35 ! -0 0.6 1.6 0,9 12-50 5,35 16 0,8 2,0 1,2 14—60 6,35 1,0 1.Э 16-60 8.45 —0.20 1,2 2.8 2,0 20—80 10.45 1,6 3,2 25^-100 12,55 —( 1.(5 4.6 3,0 30-120 16,55 ,24 2,0 5,0 4,0 36-120
(28); ;;о Размер 1 в указанных (32); 36; 40; 45; аО; 55 пределах брать из ряда: 10; 12; 60; 65; 70; 80; 90; 100; 110; 120. 14; 16; (16); 20; (22); 25;
ГОСТ 12850—(57 предусматривает также d — 1.6-У 2.5.
Мжанические свойства, рекомендуемые марки материалов и покрытия штифтов —
по ГОСТу 1759-70.
Диаметры отверстий под штифты выполняются равными номинальным диаметрам d
штифтов с отклонением по А,.
Пример обозначения штифта d — 10 лои, I = ia лш, класса прочности 5.6, с покры-
тием 05, исполнения 1:
ШтщЦт 107.45.56.05 ГОСТ 12850—67
то же, без покрытия, исполнения 2:
Штщрт 2—10X45.56.00 ГОСТ 12850—67
Дополнительные источники
Винты с цилиндрической головкой и шестигранным углублением под ключ
(повышенного качества) — ГОСТ 14222—69.
Винты установочные с плоским концом — ГОСТ 1477—64.
Винты с потайной головкой невыпадающие. Размеры — ГОСТ 10339—63.
Впиты с полупотайной головкой невыпадающие. Размеры — ГОСТ 10340—63.
Винты с накатанной головкой невыпадающие. Размеры — ГОСТ 10344—63.
Впиты с накатанной высокой головкой. Размеры— ГОСТ 10491—63.
Винты с накатанной низкой головкой. Размеры — ГОСТ 10492—63.
Винты с полупотайной головкой — ГОСТ 17474—72.
Винты с полукруглой головкой и крестообразным шлицем самонарезающие
для металла п пластмассы. Размеры — ГОСТ 11650—65.
То ж;е с полупотайной головкой — ГОСТ 11651—65.
То же. с потайной головкой — ГОСТ 11652—65.
Впиты установочные с квадратной головкой и закругленным концом —
ГОСТ 1486—64.
Винты установочные с шестигранной головкой и ступенчатым концом —
ГОСТ 1483-64.
266
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Гайки шестигранные прорезные и корончатые (повышенной точности). Раз-
меры — ГОСТ 5932—62.
Гайки шестигранные прорезные и корончатые низкие (повышенной точности’.
Размеры — ГОСТ 5933—62.
Гайки шестигранные высокие (повышенной точности) — ГОСТ 15524—70.
Гайки шестигранные, с уменьшенным размером под ключ с диаметром резьбы
более 48 ai.it (повышенной точности). Размеры — ГОСТ 10608—72.
Гайки шестигранные корончатые с умепьшеплым размером под ключ с диа-
метром резьбы более 48 .w.w (повышенной точности). Размеры — ГОСТ 10609—72.
Гайки шестигранные низкие с уменьшающим размером под ключ с диамет-
ром резьбы более 48 .члг. (повышенной точности). Размеры — ГОСТ 10610—72.
Гайки круглые со шлицем на торце. Размеры — ГОСТ 10657—63.
Гайки круглые глухие — ГОСТ 12203—66.
Гайки-барашки — ГОСТ 3032—66.
Шайбы для осей с буртиком — ГОСТ 9649—66.
Шайбы резьбовые — ГОСТ 12219—66.
Шайбы откидные — ГОСТ 906'1—69.
Шайбы подвесные — ГОСТ 4090-—69.
Шайбы быстросъемные — ГОСТ 4087—69.
Шайбы. Технические требования — ГОСТ 1.8123—-72.
Болты усиленные к пазам станочным лбпийотплиым. Копструкиня и размеры-
ГОСТ 124о9—67.
Болты откидные с трапецеидальной резьбой — ГОСТ 14725—69.
Болты с шестигранной уменьшенной головкой с диаметром резьбы свыше 48 .и.»
'нормальной и повышенной точности). Конструкция п размеры — ГОСТ 18125—72.
ГЛАВА V’
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
1. Рукоятки с широкой головкой (по ГОСТу 3055—69)
Размеры в мм
Обозна- чение рукоя- ток Исполне- ние L D н h I d (отклонс- ! ни с по Л) dt dg ил. 3 d3 (*'х ОН эин -аногахо) ? г Масса в кг
7061-0001 Заготовка 63 16 10 7 — ’— 1,11 0.042
0002 ’ 1 12,0 5,0 8 2,9 — — — 0,036
оооз ; 2
0004 3 — М8 — — 0,030
0005 4
0006 & — — 7,0 5 0,037
0007 6
0008 Заготовка 80 20 13 9 | ; „1 _ — — \ — 0.086
0009 1 14.5 6,0 10 2,9 - — - 0,074
0010 2
268 ст 1ЛДЛРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
Продолжение табл. 1
Обозна- чение рукоя- ток Исполне- ние Г D Dj I), н h (V он эил -9HOil‘M.LO) p di d2 ds gH 5 ° Г' Pf o, g r Масса в кг
7061-0011 3 80 20 13 9 14,5 6,0 2,9 M10 — — 1,6 0,076
0012 4
0013 5 — — 9,9 7 0,077
0014 о
0015 Заготовка 100 25 16 11 — — ! _ —• 2,5 0,164
0016 1 19,0 8,0 12 3.9 — — - 0,141
0017 2
0018 3 — 5112 — - 0,142
0019 4
0020 5 — — 12,7 9 0.144
0021 6
0022 Заготовка 125 32 20 14 — — — — — — 0,327
0023 1 24 10 16 4,9 — __ — 0,278
0024 2
0025 3 — M16 — — £185
0026 4
0027 5 - — 15 11 0,297
0028 6
0029 Заготовка 1(50 40 25 18 — i — — — ; _ — — 4 0,665
0030 1 30 12,5 20 5.8 — — - 0,564
0031 2
0032 3 — M20 — 0,577
оозз 4
0034 5 -- — 19,3 14 0,591
7001-0035 6
При сборке отверстие dt под штифт просверлить насквозь и развернуть с отклоне-
нием по А.
ГОСТ 3055—69 предусматривает также рукоятки с L —.200 .им.
Материал: сталь 45. Твердость головок рукояток исполнений 5 и 6 - НРС 35—40.
Отклонения размеров, не ограниченных допусками: охватывающих — по А,- охваты-
ваемых - по В,; прочих ± */8 {А, — В,).
Острые кромки притупить.
Покрытие наружных поверхностей рукояток всех исполнений — Х.18.М (обозначение
покрытия - по ГОСТу 9791—68). Допускается применение тругих видов защитно-декора-
тивных илй защитных покрытий.
Пример обозначения рукоятки с шаровой головкой размером L — 63
Рукоятка 7061-0002 ГОСТ 3055—69
то же, заготовки рукоятки размером I. = 63 лиг
Заготовка 7061-0001 ГОСТ 3035—69.
0067 00® 9900 ‘МЮ 0003 0064 ОСИП 0062 7061-0059 ООГ.О i Обозначение цилиндрических рукояток по ГОСТу 8923—69
01(19 ОНО 0107 0108 0105 01.06 VOID 7061-0101 0102 по ГОСТу 8924—69 Обозна- чение рукояток с шаро- вой ручкой
10()/(»К) ИЮ/6010 0107/0®1 0108/001 I00/0ljl0 100/0010 0103/0(11 0104/001 7061-0101/001 0102/001 Обозначе- ние рукоятки, деталь I
II 1122 ОЪозпячение шаро- вой ртчки, деталь 2, по МН 6—64
tci-*- to- Исполнение Об«циа. размеры
1 о 1 S | CO 1 х СО <1 (отклоне- ние по Пр22Я)
QIW ода §l £ 1 gi dt кл. 3
Го О D
Ъ.1 to | Ъ.1 р £1 Ц
GO | «1 к I ОС | «-1 13
О I SI ОС | о- оо| S (отклоне- ние по С5)
О s О о в L
ЕЗ tc о g -1 Lt
1 Dt Рукоятка по ГОСТу ми—йэ
0.094 0.093 0.077 0,075 о 0,052 гЗ Мроса в *а
it tc 8 о ^2 Руконтиа, деталь по ГОСТу 8У2Й—-69
g d2 кл. 3
ГО it 1
S h
oust ! 11.080 0/164 0.063 й 0-0 Масса в кг
'Ll5t ... Ji-- i-д
I ж z. 1 = &
С^/Ш.1 1 1-10 C(pf. fMMuel W/nHgU. Cipepi L- ' _ § 3
-i ГО LI
- 'г-»-»
s= 4
• ’'пплнанпя 9 Исполнение 2 2
Г'0’
Н S:
5
692
1Ч<101¥ЭЯПФ ПНЬЛсГ ‘iraib'OJMd
:, Рукоятки цилиндрические и с шаровой ручкой
.Размеры в мм
88 0083 0484 0081 «82 0079 (Ю80 0077 W78 ^3 П070 0074 ГС >™* s’ Обозначение 1 ци i и нлрпческих рукояток но ГОСТу 8923-69
0129 0130 0127 1 0128 0123 0124 <5111 1ЕЮ 0119 0120 0117 0118 011.5 011.6 0113 ! 0114 7U01-0111. 0112 о Г Обспзна- ченме рукояток с шаро- вой ручкой
0120/001 (ШО/Wt 0127/001. 01.28/901 тооЦю ию.'егю iwtem ЮО'ШО '|.i)O/(KJ0 ИЮ/ОПО 0H7A.'0t 0118/001 юоЛшо hlO-'SHO oi4fc'7;ii. 0114/001 <001-0111,<(’-91 0112/001 1 Обогша че- пие рукоятки, детгтаь 1
И 114,0 i II П30 ЙП 11 Обозначение шаро- вой ручки, деталь 2, по МН 6—в4
ген* ГС.-* £- г- Ni-ь F-Jw. Исполнение ОСршс рп.;мс<ы
1 s I 8 1 S 1 j£ i e I Б 1 s 1 5 г/ (отклоне- ние п.о Яр2га)
M1U 1’ 8! । M1.G =1 liw gl 51 Mt 2 M10 1 Z, кл. 3
о <» D
-.-. I СС I « | gl gl -gl м j gl
! 81 SI о 1 Si SI SI 10 12 01 «1 f •3
£1 8 i 1 SI SI SI SI 01 S (отклоне- ние no С.,)
О’» сц ГС ст" 0 0 rc L
1 S £ в s Ч
1г 1 - Dt Рукоятка ич r-iCYv 8923-69
о,е?я 0,^78 О о 0.41 Ч> 0.455 0,3£9 0.304 0.282 021J0 pH ’/«’0 toro soro 49Г0 0.117 0Д15 Масса в кг
Б СП «и 5 - ГО Й L{ Рукоятаа. по^яь .7. по ГОСТу 8924-60
' г». 410 s u2 кл. 3
ГС t*
w 0
i Н! /5 0.343 0,338 693*0 ?’ПйО Й 96 Г 0 86 Г 0 ШЧ) ИГ0 80Г0 voro Масса в кг
• ecj I;х а ан л j Kieoi г он ц
Нйгсл и iiL-viat' шяттюеястгсаон л здптмгЯнухэ
ГЫОХУЭНИФ ‘lIMhAtl ‘ИЯХНОНЯЛ
(Ш) 7Ulii-(iO94 eg 0600 6SIH) gfe Обозначение ця л и нлри ч с ски X ПУКОЛТОК по 1 ОСТу 6923—69
2 сСо’ £•§ <К10 IKlO-liDZ. НО гос с пицю- ВОИ ' ручкой Оболпа- । ченяе ps ко гл ок
оо С« оо 1Й0/П510 ioo/isio-m 69—Л.х рукоятки, деталь 1 Обозначе- ние
2 Ооонн а челне шаро-
П50 пой ручки, деталь 2, но МН к—г<4
Г< г* гс->— РС^ ГС*-» Исполнение
1 ’S 1 g 1.« 1 ё d (отклони- шь’ 110
2 1 £4 1 М20 gl gl а\ кл. 3
ГС п Обо
.. —
1 *1 -1 -1 1.2
KI KI rtl Г?1 riclar;
2 1 SI SI SI S (отклоне- ние по С5)
Сл IC о L
Се сл К и> rS QI СЛ L,
ГС
коятка ГОСТу 123—«0
t.:«и>, 1,356 1,095 1.0S5 j£o 0.749 0.739 Масса в ?.<*
СО ic Г-О й СО 1С х2
го d2 кл. 3 ’УКОЯ1 НО ГС
ГС <л 1 'ка, дс ,СТу t
с> h •ТПЛЬ J <924—6:
| ЙО 1 ад НТО 22 Siacca в >.г i
Продолжение табл.
ИЗ
Стержень
Стальная ручки
П ластмассо в,-> я । /у чка
Стальная ручка
=
Li для
испол-
нения
Стальная
ручка и
стержень
... Попрекается
реЛ в сквозном
отверстии сторц:,
закаркать j
3. Фасонные ручки
(по нормали машиностроения МП 4-64)
'PtiJMCpW В Л1..Ч
Яр и сборке
развальцевать
V4 (?)
Исполнение!
Исполнение II
7
Общие размеры
к
-л
0,014
12
30
6
Пластмассе вая
ручка
Исполнен! Накаткапря„ая
остгвои
RUS
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Исполнение I
При сборке ... । А-
раодамцетть', i
Исполнение И
Допускается
резьбу S ск8изном\ ,
отверстии с тор-\ u-U
уа закернить
покрытия
Исполнение II
Стержень
3 •1 (отклоне- ние но С3)
48 15 6 Мб 5
1 дли ис- полне- ния
1 ;п
10 12 15 10
। ; и
MU '• -Gi ирсдуематривает также стальные фасонные ручки /. —-2j; 32 н 3s.
Материал ручек: пластмасса.....волокпит Вл1 и Вл2 черного цвета по ГОСТу SiSiJ—«G (допускается изготовление ручек другого циста.!,
сталь 15 иди 35 или сталь А12. Материал стержня: сталь За иля сталь А12.
Отклонения на размеры, не ограниченные .толусками. — по 7-му классу точности. Острые кромки притупить.
Покрытие стальной ручки — MG.H1i.X3.fi, стержня — Хим. Оке. м (oi5o.ni:.челне покрытии по ГОСТу 9791 — GS).
Пример обозначения фасонной пластмассовой ручки исполнении I. I-- = 75; I - =22:
Грнло I /775X22 МН-1—64
то же, стальной исполнения II, I =Т>; I . - 13.
7'рч),о 7/ 7.5 X/З М114—64
Пример обозначения стержня исполнения .Г лап ручки L — 75; I 22:
Ci!).'р.жт!/ь J 75МИ4 -114
то же, исполнения П для ручки ’.--75; 15:
CmeisJirein. 11 7.5..75/7 MII4 -П4
274
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
}i. Нрощаюрдшч-я рукоятки
(по нормали машиностроения МН 5-64)
Размеры в лии,
Пластмасс© ьые
Стальные
Пои сборке Исполнение I
Гризбалк^ебаГгл j 1
Исполнение I
При сборке
раэ8альцебйни>)
i V i Й £ “"“\Г
O&te CMR3 tT «STS ГЙ ICfTlUi кой У Л . при сборке с.маняп> = Cc-2 па ГОСТу У36Б 6У Исполнениен ЭЗ-:Г!л
т
) {Я^уекиется резьбу $ бк&рном
ofnSepeiTuiti с мир закеряшпь
. / Исполнение И
/Дмуомяпся резьбе б скбеэню
or(£epw>ju eniopi’a закерп^чзь
L
I. I) ! а {ОТИЛОН<>- вие по С;>) ' для л: волнения Масса в ге.'
1 К пластмас- совой стальной
со 10 8 М8 12 12 0,04 од
1о
18
75 24 10 шо 15 15 0,06 0,18
18
22
95 30 12 М12 22 20 0,15 0,37
25
2л
120 38 16 М16 28 25 0,28 OiB
32
зс
Пример обозначения вращаюглейе-j плазтаа&сопой рукоятки исполнения I, £ = 75,
!‘yKr.miu;a I II7SX.22 it Я ,
то же, стальной исполнения 11, £ -
ЯуК'Отчм If 75X15 МЛ j
-15:
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
р у ч к а Д т <1 . ь 1
Гаамерн в .и.н
Материал сталь 15, 35 ттлп А12.
(•тнлипсниа на размеры, нс игр.тнич--нние л/’пу-зклми, — по 7-му классу точности.
Пример обозн.и;сшш йластмаесо вой ручки L 75;
Ручка Л 7 5/1 MU й—til
то же, стальной:
Ручка 75/1 МН 5—64
Стер ?к <*нь. Д •• т а л • ?
Разу-: ры Г; Лf,t
276
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Продолжение
Ручка L (“*1 оп эин -ЭНОКЯХО) р Се § * с м - ял?» ис- полне- ния 1 зля ис- полне- ния 8 (отклоне- ние по С3) Ь (отклоне- ние -| 0.1) С Масса п кг
т П 1 11
75 16 10 мю 7 К) 7,7 85 85 15 15 8 5 8 14 1.2 1,5 2,5 0,6 0.04
1.8
22
95 20 12 М12 9 12 9 110 102 22 20 10 6 10 17 1,8 0,9 0,10
25
28
120 25 16 М1(> 12 16 13 140 130 2S 25 12 8 15 19 2 3 0,21
32
36
Материал: сталь 35 или АН.
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности.
Острые кромки притупить.
Покрытое — Хим Оке. м по ГОСТу 9791—68.
Пример обозначения стержня исполнения I для рукоятки L = 7э, I — 23:
Стержень I 75 ¥.22/2 МН 5—64.
Кольцо-замок. Деталь з
Размеры в лип
Ручка L D d II Длина заготовки Ъ Гасса в кг
60 7^ 1 4,5 21,1 0.01
75 9,0 4,8 26,3 0,02
95 10.8 1,4 5,1 32,9 0.03
120 14,6 5.7 44,2 0.05
Материал: проволока класса II по ГОСТу 9389—СО.
Отклонения на размеры — по 7-му классу точности.
Острые кромки притушив.
Пример обозначения кольца-замка 1> = 9:
Кольцо 75/3 МН 5—64.
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
277
5. Шаровые ручки
(по нормали машиностроения МН С—64)
Размеры в ли»
Общие размеры Пластмассовая ручка Стальная ручка
и । (отклонение ±0.5) d (отклонение по А4) 1 ДЛЯ ИСПОл- ' нения А ю Масса в w исполнения Масса в кг
£—11 1-11
12 8 М5 6 13 5 7 2 0,25 0,5 0.8 0.001 8 7 1 01)1
16 10 Мб 7 17 6 о 0,003 13 9 1,5 0.02
22 12 К8 10 23 8 16 2,5 0.50 1,0 1.2 0,006 16 14 2.5 0,03
30 15 М10 12 31 10 18 3 0,018 18 3 0.10
40 18 М12 14 42 12 24 1.0 2,0 1,8 0,041 30 24 0,25
50 20 52 ОДО 0,50
Л1Н 6—64 предусматривает также исполнение Ill—пластмассовую ручку со стальной
втулкой иод стержень.
. Материал: пластмасса—прессовочный материал марки К-17-2 или К-18-2 черного цвета
К-1 /-2ЦО красного и белого цветов по ГОСТу 5es9—66, стала, 15 или 35.
Отклонения на размеры, не ограниченные допусками, —по 7-м» классу точности.
Допуски на резьбу —по 3-му классу точности ГОСТа 9253—59.
„ Пластмассовые ручки I и II исполнения устанавливать на рычаг, смазанный эпоксид-
ной смолой ЭД-а, по ВТУ МХИ М-688—56 или ЭД-6 но ВТУ МХЦ М-646—56.
Рукоятки к ручке—ГОСТ 8924—69 (табл. 2).
В обозначение ручек вводится обозначение их цвета: черный—П; красный—ПК:
белый—ПБ
Пример обозначения шаровой пластмассовой ручки черного цвета, исполнения 1, £1=50:
Ручка Г150 МН и—64.
Пример обозначения шаровой стальной ручьи £>==50:
Ручка 50 МНв—64.
278 СТАНДАРТНЫЕ П НОРМАЛИЗОВАННЫЕ ДЕТАЛИ К УЗЛЫ
6. Ручки рычагов управления
(по нормали машиностроения МИ 2725—64)
Втулка. Деталь 1
Материал ручки рычагов: пластмасса — этрол нитроцеллюлозный по
ТУ 35-ХЦ-315—31 черного цвета. Допускается по требованию заказчика изготовле-
ние ручек другого цвета.
Материал втулки: сталь калиброванная.
Шестигранник
17—5 ГОСТ 8560—67
40 ГОСТ 1051—59 '
Допуски па резьбу — по 2а классу точности ГОСТа 9253—59.
Ручку исполнения I навинчивать на рычаг, смазанный эпоксидной смолой марки
ЭД-5 по ВТУ МХП М-688—56 или марки ЭД-6 по ВТУ МХП М-646—55.
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точно-
сти.
Остальные технические требования на ручку — по ГОСТу 627—55 и ТУ МХП
576—51.
Покрытие втулки —Хим. Оке. м (по ГОСТу 9791—68),
Обозначение ручки исполнения I.
Ручка 1 МН 2125—64
Обозначение втулки:
Втулка 1 МН 2125—64
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
279
7. Рукоятка с противовесом (по ГОСТу 2192—43)
Размены п .ai.w
Допускается применение полированных
нрх ротированных рукояток или полирован-
ных и оксидированных.
Предельные отклонения: d — по Л, d. -
по л..
Пример обоняя ‘юиия рукоятки L-™32 мм.
Рукоятка 33 ГОСТ 2193—43
Ь1 d fG ; I !Г, X) О H W. 2 Штифт по ГОС1 v 312У—Id * Ручка MH 4—G-i Масса в кг
25 25 S ‘ -> и,-.* : 3 12 11 i 1s ' (•. 8.5 11 10 3x1» 36X12 0.056
32 32 10 6 6,0 3 15 20 22 s 11,2 14 12 t»X2^ 4SX15 0,114
40 4и 12 с iu,0 4 19 28 10 Tl.v 18 “to 0,1, 4x25 60 x is 0.245
5В аО 12 X »{>,» 4 «:< 25 ^8 W 15.3 IS 16 1X25 l»0 x Is 0.2b3
Ь5 65 14 10 ‘ 12,5 1 :• 24 32 36 12,a 1'1,4 22 20 5X36 /0X22 0,495
>;0 80 16 10 12.5 5 24 32 26 12.5 2; A 20 20 5x3i» 75>;22 0,600
1П.> 100 1S I:1 1 : «• 30 49 15 16 27,i 2S 25 1.0 CX 50 h5x28 1,29»
Материал: сталь марок Ст 5, За и А12.
8. Кривошипные рукоятки
Размеры в м.и
280
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Продолжение табл. 8
L S в D с< (откло- нения по .13) Н н 'i. /1, в L, I l, r C1 3? Mac- в кг
80 1»Й:г 13.5 29 6 1.5 25 22 S 4 4 12 77,0 16 2.5 1,0 0.5 1,0 l,o 0.12
100 12+0» з +<Ь 1 16,5 24 s 18. 32 36 1.0 а 5 16 97,0 20 3,0 1,5 0,17
123 1VH -Н).1 19,0 28 10 21 40 30 12 6 6 20 122,5 25 4,0 1,5 2,0 2.._» 0J?
160 23,9 32 10 25 50 34 12 • .S 20 155,5 25 4,0 0,39
200 ют»: । 26,0 37 12 65 38 14 10 195,5 39 5,v 2.0 1,0 1.5 0,67
250 —*+0.1 30.0 42 i2 32 80 43 14 9 12 24 243,0 32 5,0 0.84
320 94+0,4 -нм .43,0 47 к; 36 100 48 it' 10 16 2S 212,5 4ё 6.0 1,40
Материал: сталь марок За и Ста
9. Рукоятки переключения
(по нормали станкостроения)
Размеры в u.-w
»4 <1 (отклонг- ния no A) <N <1, (ОТКЛОИС- UIIH по Л) •o4 Штифт uu I OCTy 3129—70 Масса ь
80 100 32 26 IS M18xt,5 M10 10 6 22 20 5 3 12 U 10 22 0,5 —>V i,u -V<30 0.3;5 0ДЮ
125 16,0 40 32 22 №22X1,5 M12 12 32 24 6 4 4 16 + 12 26 1,0 2,5 1,5 6X40 o,t;k, 0,900
200 250 50 40 2S M 27x1,5 3116 1c, s 36 28 6 a 22 15 30 1,9 3,0 1,5 8x50 1,50 2.15
Материал: СЧ 32—52.
10. Звездообразные рукоятки
(по нормали машиностроения МН 5333—64)
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
МН 5333—64 предусматривает также пластмассовую рукоятку.
Материал: чугун СЧ 15—32.
отклонения на размеры, не ограниченные допусками, —ио 7-му классу точности.
Наружные нехромированные поверхности рукоятки покрыть грунтовкой ГФ-1Й0 но ГОСТу 4056—03; посадочные поверхности и торец
рукоятки—смазкой универсальной низкоплавкой УН по ГОСТу 782—50. Загрунтованные поверхности красить при монтаже под цвет изделия.
Пример обозначения рукоятки О — 80;
РцкоятЛг SO МН 3333—в4
11. Фиксаторы с вытяжной ручкой (ио ГОСТу 1«ї67)
Предназначены для применения в делительных приспособлениях.
Размеры в .м
IZ
оо
tc
Отиарстия под штифты в деталях 1 л •) обработать при сборке
. с отклонениями по А
Обозначение фиксаторов Исполне- ние d L Масса в кй Деталь 3 Деталь 4 Деталь S. Пружина до ГОСТу 13105—'17 Деталь в. Штифт кониче- ски й по ГОСТу 3129—ТО Деталь 7. Кнопка по Mil 11--1.54
Ш'Мм’я пялнн;. >ичсгт<и ио ГОСТу 3128-70
'1037-0061 0062 1 6 83 0.W8 • 0,107 2ГХ10 6CsX60 7039-2011 2X12 I 25
0^3 0064 1 2 8 85 0.110 0,109
ОМ 0066 2 10 87 0.112 0,110
0067 00(58 1 12 105 (®3 о;«о ЗГХ16 8С,.,х80 7039- 2014 3X14 I 32
«Я9 7037-0070 1 16 109 0.256 0,253
Пример обозначения фиксатора с м п пятой ручкой исполнения 1. размером <1—6 -ч.из
Фиксатор 7037—0031 ГОСТ 13100—и)
СТАНДАРТНЫЕ И П0Р:иА.'1'1ЭбВАШГЫЕ ДЕТАЛИ П
<Г> и i.с а . 'I р, ; г ж .1 ь .7
1’a'wi‘iuJ в мл
/ у 7. Для MS
/, , . . Иапммиег J Дм й-6иЗ 1 • ?' о 8 „г r«t ?/»•*;« г - П ! JZI r,St^5° Лм ri*17
1- L
ЯГ "/ w “-fir*!! К _ Plp-i* 2Ж -"-Д 7,‘-
-J» wVJ •1 _iN-3 ?yi 7, Г ! J^nll1
Ч! V" т* LlbidjAA-ii Ж лТ с ...’leXe'O W I ...J 1 <( - - 1 1 . . i
-1—Г Cl J 1 Г-i 1 L п-x :d—7(
с -П •**1 —
.•puMKll {ipnryifMTf. i
Обиг.чт'о'.'шь? фнкеати >, юж. 1 гП)3 HV- UIlc 0 1. <h (oTK.’ioin.- нпи по Л3) t;3 l I, I, i. c r Mu ecu i: иг
(ОТКсЮЫ ! Л? НИ Д)
70374 ин;!/ 0002/» <4 Hl 1 2 0 10 22 6 1.6 JU 6 1.6 l.b OJi U.Oi'U O.O'js
iioiw/an 00МДЮ1 1. 8 24 b tl It 2 о .6 11.011 0.1 HO
0065/1^ 1 OOiE/i.101 t 19 _ 2’5 ... 8 - — — (u>i3 0.011
0007/7501 0i.li 56 /Ulf 1 1* 16 SC 8 2,0 12 111 22 17 3 ... i 0.034 0.031
00’ Ю ,’01 !1 1 7037-0U7U/0O1 1. 16 .... •W — 13 - 4 — U.0r.7 (i.04i
РУКОЯТКИ, ГУЧКИ, ФИКСАТОРЫ
Пример обозначении фиксатора ижозпемии 1, размерим cl И:
<1>ик, шпор 7U37-QtKl!OQ! ГОСТ ища--U7
Материал: m;n, 20 X; тверддагь Лис 5Г>—GU; цементировать на глубину 0,8—1,2 .и.ч, отверстия i't и л, иг цемяпациа предохранить.
Допуски на угловые размеры по 1-й степени точности ГОСТа 81'0'.i -58
Предельные отклонения ргюмерои, нс ограниченных допусками: охгеньтыиощих — но Л7, охнтгннаемых — ни В,, прочих ±-rj-(A,.- -Л7).
Предельное uimiwnte рид«а.'1Ы1ОЙ.1 биении г.пверлпости ;цшм«три <1 итпиеитМЛно цооерхноСпи диамегр:'1> — но IV степени тичпоепг
ГОСТа tTOi’-i’.s. м
Покрытие — Хим. Оке. пум (по ГОСТу 971'1—vs).
Размера
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
285
12, Ручки переключения с фиксатором
(по нормали станкостроения)
Размеры в мм
Размеры и лш
Допуск на резьбу — по 2-му классу точности
D й+о,г '-Л L fl Is l.t Масса в кг
92 20 18 М8 46 42 6 0.095
26 Ml 2 60 39 33 30 X 0.175
30 28 -0 Ml - 78 •ji 72 40 10 0.340
Материал: сталь марон Ста, X» и А12.
С. т о р ж е и ь
Размеры в лиг
* rfa L I G iyl Mac- ca н кг
(отклонения no A3)
MIS.; ,5 16,0 1*4:1 12 14 10 4» 15 4 30 19 0,038
25 M22:; ,5 19.8 o’s 14 16 12 37 is 5 30 22 0.065
30 M27:< ,5 24.8 Hi 20 14 70 22 К 40 27 0.120
Материал: ста л г. марок Ста, 33 и Д12.
286
СТЛПД \РТПЫЕ II ИОРМЛ.1ЛЗО1ШРПЯЕ ДЕТАЛИ И УЗЛЫ
Ф л к с а т о ; •
Е ! у ж н л а
^,(1 _ таддЛш £j4-0»5 d t L Полное число ниткеa Длина вагспрвки Масса I; кг
wff 4^ j 12,0 1,0 3.2 3) 0,C03
iUub3 1.2 3,5 •t' 12 32a W4'i
17.) : I.S i.> ! '<< ОТэ
Материал: щ VВОЛОКУ • T-> IbHi'.H y? |-»гю:ж ТИП. П!) ikhhiko I, ял. 1 I — IS»-| ^’CW’rv v0.
КНОПКИ
13. Лионки
(по пспяаяи ш.шпя.'СТ1к“'Ицл МП 1'.'—М)
itaaen'i и е-.и
VJft’)
Яспмнж" И
Испынение I
После покрытии
\ко контуру
C:je№pumj!X>j№
[пп? мнгческий j.
: С1 ’зчшь и разйернзъь
i fipU СбОСК?
/11шга«>кп м?* „я 1
f J i, , 7”T -“i-—г •^’*1 Цичг f / 1 i • г,
МН 10—64 продусматрпрает также
плл гт.иассо в ую крон к у.
итклпп4,1шп на размеры, не ограничен-
ные ДПГ»ГК<.ИП,—ПО 7-3,у классу ТОЧНОСТИ.
Резьба. ip.» 2-му классу точности.
11-»Кр«..ти:? — M6.1J9.X3.6 (обозначение
in* ГОСТу бл).
Спя мп» сЛидшдчсзпя кнопки исполне-
ние i, -32:
Кнопка I 32 Л1Н 10—61
U -^ .L d ' 1 i к 1 :^vi нс=1-'>япгнил . ! , i , !i • -a s *з ’ i r г“1 •’’s c Масса B
1 1 II
29 ЛГ-'’ • .• л! u ; •• 12 6 «. ! ?'» 2.5 5.5 I 2 0.025
25 X 16 5.3 \ i“ c 1U I o5 w 35 - 7,5 (»Г00
32 MIO lu 2IJ 7 E 12 til ! 13 i | 5,5 .:-•= 1,- ° 5 U.p?’.)
W 5112 u 25 ; II 1 b; • 13 P; 5 i 6,5 i 16 50 5.0 12 0,200 ;
50 M10 16 12 : 2t« 1.’. 2i> й 9.0; ?! 63 Г: I* 15 2 з । o,3so |
Мате’лиал: сталь 15 ила 35.
КНОПКИ
14. Кнопки « рифлением
..г.г,мл. ш л№.!;Ш? гогтр1«(5ШЯ 5ТЯ ‘ t—*. i)
г. л<.А?
D (ОТКЛОНИ- HtlC пи Л8) и ’h h l h "i )• ГлТИфТ КиШГГ.— Г< >GT 3129—70 >::icea |
12 I"' 7 5?5 12 1,0X6 0,005
16 4 U ЛИ 9 7,5 4 10 1,6X8 0,003
20 Is М5 10 ‘.5 1.0 12 o,7 20 2x10 0,015
25 6 22 Alii 12 12 If, 11 U 25 U,030
32 8 Mr. 15 10 20 11 32 1.5 3X15 0.0u0
40 10 МН] 20 20 Is 10 40 3x20 0,120
5(5 12 40 Ml 2 2-> 34 2i 30 24 12 1,5 1,5 50 2 4.<25 0,280
Материал: сталь 15 или 35.
288
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТА. Ill И УЗЛЫ
15. Кнопки поворотные
(по нормали машиностроения МН 12—64)
Размеры в лкн
Пластмассовая
Чугунная
Материал кнопок: пластмасса — прессовочный материал марки К-47-2 или К-18-2 чер-
ного цвета и К-17-2ЦО красного и белого цвета по ГОСТу 5689—66, чугун СЧ 21-40; мате-
риал втулки: сталь СтЗ или Ста.
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности.
Наружные поверхности чугунных кнопок покрыть грунтовкой ГФ-020 по ГОСТу
4056—63, посадочные поверхности и торец ступицы — смазкой универсальной нязкоплавкой
УН по ГОСТу 782—59. Загрунтованные поверхности красить под цвет изделия.
Покрытие втулки — Хим.Окс.м (по ГОСТу 9791—68).
В обозначения кнопок вводится обозначите их цвета: черный — И; красный ПК;
белый — ПБ.
Пример обозначения пластмассовой кнопки белого цвета V = 65з
1Гното?а П Б 6’5 12—61.
Пример обозначения чугунной кнопки =~ 65;
Кнопка 65 Mil 12—64.
Обозначение втулки:
Втулка 80/1 МН 12—64.
МАХОВИЧКИ
МАХОВИЧКИ
289
10. Маховички блз спиц
Размеры в мм
cofv?
Ручки к маховичкам — по нор-
мллп ‘МН 4—64.
Наружные hcxjроммрованные по-
верхности металлических махович-
ков покрывают грунтовкой ГФ-020
но ГОСТу 405Г.—LV, посадочные по-
верхности и торцы ступицы — уни-
версальной низкоплавк«»й смазкой
УН по ГОСТу 782—59. Загрунтован-
ные поверхности окрашивают при
монтаже под цвет изделия.
Допуски ла резьбу — по 2-му
классу точности ГОСТа 9253—59.
Отклонения свободных {разме-
ров—по 7-му классу точности.
И
CQ d (отклоне- ния по А) а 1 Ь (отклоне- ния пи 11 Ш}) t (отклоне- ния по Л5)
65 12 8 М5 1к 50 3 5 10 9,1 14 25
80 15 10 20 62 6 11,1 16 28
100 IS 12 Мб 24 78 4 7 12 с 13,6 18 32
D К с Г Г1 гг R R, С1 Масса чугунного маховичка в кг
65 2,5 1,5 4 8 1.5 6,о 26 0,5 0,5 0,210
so 2,0 5 И 2,0 7,5 0,400
100 3,0 2,0 G 15 2,0 9,0 41 1,0 0,870
Материал: чугун СЧ 15-32; сплав алюминиевый марок АЛ 15В и АЛ 16В по ГОСТу
2685—63.
Ю Справочник конструктора, кн. 1
290
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
17. Маховички со спицами
(по нормали машиностроения МН 8—64i
Размеры в aut
Вериакт шдользоВаиия
ппатика при применении,
мхобичка с ручкой по
НМ~Б4иМ5-6-'>
(v)
8^В
повернуто
,^2к .।
Б-Б
повернуто
D d (откло- нение по А) <1> Н L В b (откло- нение по А3) '7+G (откло- нение G по А5) 0. Е Г ,гз Г4 ГЪ
125 14 28 3G 18 18 4 15,6 1 8 । 20 : 9 18 45 12 1 5,5 6
160 10 32 40 20 20 5 ’ 17,9 : » 22 ‘ 10 22 60 16 0 7
200 20 ' 36 45 24 22 С , 22,3 | 10 25 И 26 • 80 20 ’ 7 8
250 25 45 50 28 . 25 S 27,0 : 11 . 28 12,5 ‘ - 102 24 s 9
320 30 : 55 55 34 : 28 32,6 ' 13 I 32 ’ 1'. ! — 135 ; 28 ! 9 J.0
D с/2 Отверст гладкое (отклоне- ние по А3) ие ds резь- бовое ,>e г9 Г9 h а с С1 Число спиц Мас- са 1 в
125 1 40 Ms 3.4 6 ,s 9 11 7 0,8 1,5 3 0,д
1(50 , 45 10 М10 3,7 4,5 8 10 10 1 12 8 1,0 2 1,3
200 : so 4,1 5,3 .11 । 14 1 II 1.-S
250 60 11 М12 4,5 6 И 12 12 16 10 1,5 - 2,8
320 ( 72 5,3 , 6,8 14 18 и 5 6,3
1 Для чугунных маховичков.
МН 8—64 предусматривает также металлические маховички В — 400 и 500 мм и пласт-
массовые D — 12а 4- 320 мм.
Материал: чугун СЧ 15-32, сплав алюминиевым АЛ 15В пли АЛЫВ ио ГОСТу 2635—63.
Отклонения на* размеры, не ограниченные допусками, — по 7-му классу точности.
Пример обозначения чугунного маховичка D = 2э0;
Маховичен 250 МН 8—61
то же, алюминиевого
А1ахо/.:ичок АЛ250 МН S—64
В случае необходимости применения металлических маховичков с ручкой используется
платин г9.
Допускается изготовление металлических маховичков с резьбовый отверстием под
ручку, при этом в обозначении взамен </3 указывают диаметр резьбы, например:
Маховичок 250 X Al 12 AlII 8—64
Допускаемое радиальное и торцовое биение на металлическом ободе 0,25 лис
Наружные нехро миро ванные поверхности металлических маховичков покрывают грун-
товкой ГФ-020 по ГОСТу 4056—63; посадочные поверхности и торцы ступицы — смазкой уни-
версальной низ ко плавкой УН по ГОСТу 782—э9. Загрунтованные поверхности красят при
монтаже под цвет изделия.
МАХОВИЧКИ
291
18. Маховички со спицами и с выемкой на ободе
(по нормали машиностроения МП 9—С-1)
МИО—«>’1 предусматривает также -металлические маховички D 409 п 509 и пластмассо-
вые— 1) =~-~ 250 и 320 мм.
Материал: чугун СЧ 15-32, сплав алюминиевый А. ШВ или АЛ1ѻ по ГОСТу 2685—63.
Отклонения на размеры, нс ограниченные допусками, — по 7-му~классу точности.
Допускается ра;щальное и торцовое биение на металлическом ободе 0,25 лм*.
Наружные пехромиро ванные поверхности металлических маховичков покрывают грун-
токкпй ГФ-920 но ГОСТу •'3’50—-63, посадочные поверхности и торцы ступицы — смазкой
универсальной низкоплавкой УП по ГОСТу 782—59. Загрунтованные поверхности красят
при монтаже под цвет изделия.
Пример обозначения чугунного маховичка D — - 2л0;
Махчнн-чок 250 МНУ—04
то я:с, алюминиевого
Маховичок АЛ250 МИО—04
1О
292
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
ШТУРВАЛЬНЫЕ
19. Штурвальные
Райею
Гайки штурвальные
по ГОСТу 1472k—Ои
Рукоятки штурвальные
по ГОСТу 11741—69
Итмвиие!
Обозна- чение гайки штур- вальной Обозначение гайки Обозна- чение рукоятки штур- вальной Обозначение корпуса ПепПЛШЛШС Общие
D JDS О2 Н ^2 da
7003-0:21 7003-0321 W1 7001-014» 7081-0146, W1 1 160 24 •45 ;к 14 11 M.S
0?23 0147 0147,1101
0323 0323/001 0U8 014-8'001 1 200 30 55 42 18 13 MW —
0324 0149 0149'001
0325 0325/001 0150 0150.W1 1 250 36 63 50 „2 17 5112
0326 0151 0151/001 -
о;с7 0327/001 0152 0152.001 1 ;ию 42 70 55 2G
0328 0153 0153/001 -
0329 0329/001 0154 0154,'(101 1 380 52 85 70 ,34 21 M16
700;:-0;ио 7W1-0155 7061-0155,'001 2
Материал: сталь 45. Твердость гайки ИНС 30—35.
Отклонения размеров, не ограниченных допусками: охватывающих — по А,; охваты-
ваемых — по Л7; прочих ± (А, В,).
Острые кромки притупить.
Покрытие — Хим. Оке. прм (обозначение по ГОСТу 9791—0S). Допускается применение
других видов защитных покрытий.
Допускается применение рукояток со стальными шаровыми ручками.
При сборке в корпусе отверстие <1, под штифт просверлить насквозь и развернуть
с отклонением по А
При сборке резьбу рукоятки (деталь I) смазать эпоксидной смолой или клеем, пред-
назначенным для склеивания металлических поверхностей.
ШТУРВАЛЬНЫЕ 1’АПКП П СТУШЩЫ
293
ГАГ1КП TI СТУШЩЫ
Пример обозначения штурвальной гайки ч<аю.-н<да;: I,
Гички ГОС" Г"
то же, гайки с рукоятками со стальнычи ш ;rjoi::- «и эечеамн:
Ги1'1,:а 7003-0121 Ст ГОСТ 1172)--19
то же, гайки О =- SI12:
1 Till,,а 7П93-п321 9«1 ГОСТ 1172 1—-Г
Пример обозначения штурвальной ny<.o,r./3i it<.n<<ujci!!!-r !, Л — 140 лм<|
Рукилтка 7О',1-О1Г:- ГОС'1 1Г:Г—
то же, штурвальной рукоятки со сталыылш гатооччмн ру> we:
руч-ттт 70:0-2 112 Ст ГОСТ 1!;!
то и;е, корпуса исиолш нип I, 0 — 12
Корпус 7061-1-1 IS; Р01 ГОСТ 117И—т;
20. Ступицы с горизонтальным стержнем
(по нормали станкостроения)
Размеры в лыс
В d (отклоне- ния во А) <?2 (отклоне- ния по А) rfa •J, (JB J. H h /ip 1 !> C Ci Штифт ito ГОСТу 3129—70 Масса в кг
"S J e
32 18 M1G 12 М12 17 6 3 48 23 1.2 to 2'5 3,0 1.3 2 6Х1Ю 3x30 0,2.4
40 22 М20 W MW 21 6 4 00 28 15 12 33 3.5 1.5 2,5 ex 40 4;<40 0.45
50 2$ ИЗО 20 М20 20 8 5 75 30 1.8 15 42 '1,5 2 3 8X50 5>;50 (1.87
294 СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
Материал: сталь 35.
Верхние и боковые поверхности полировать и хромировать; допускается применение полированных нехромированных ступиц.
21. Крестовая ступица
(по нормали станкостроения)
Размеры в лм:
Допускается Выполнение
ступицы со шпоночной канавкой
вместо отверстия Л, поВ штифт
Предварительное сверление под конический штифт.
Сверлить насквозь и развернуть при сворке
D '7 (ОТКЛО- НЕНИЯ по Л) С?2 <<з <1< и h /и с С1 .Штифт по ГОСТу 3129—70 Масса в кг
G5 18 М20 MI2 17 6 30 18 7 10 2,0 1,5 6X70 0,55
so 22 MS4 М10 21 36 22 У 12 2.5 6X80 0.98
100 ' 28 мзо М20 28 8 44 27 11 15 3,0 2,0 8X100 1,85
ШТУРВАЛЬНЫЕ ГАЙКИ II СТУПИЦЫ
Материал: сталь Ст5 пли чугун СЧ 32-52.
Верхние и боковые поверхности полировать и хромировать или только полировать.
м
СЛ
22. Ступицы рукояток переключения без фнкнгп >ра и с фи кеазором
(по нирма/ш станк<ч‘троншя)
Размеры в
(отклоне- ния пи А) di в'2 (оукл. дое- ния пи А) d3 '?4 С D L L, -/-2 1
18 MIE 12 G 4 1,0 *т_2 32 35 ЗК 1S
4» 2 MIC 11! 1Л f юч<? 40 2S 40 43 4'1 ^9
* ТО №J fl-KO д 20 h И пя рукиятск пере к 50 «ня зс без <иис 50 пир м а. - 28
1, /1 н ИОдкрт по ГОСТу 312»—70 ?P;::va (ТуШЩЫ В hd
d., d4 Се.-. ф1ше.-1 гора C 'i.jiKf !:ГОре.\Т
I И :й! ; in у St > 4.-.22 (1.14 0.10
14 40 I 12 и '/,<40 4:-, 2,-. 11,28 0.22
1 18 - ! 1.0 . iSXCiU 0,K2 —
М атсри ал: чугун с *1 32—52.
ЗАЖИМЫ
297
23. Ступица рукоятей переключения
Гилмеры и Л1.и
Материал: сталь aw рок < тГ> и За пли чугун Г,Ч 32-”»2.
Верхние и Ооког«:»1е позер.4:ногти полпповарь и хргпипшои’тт. г?гш только полировать.
ЗАЖИМЫ
298 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
25. Зажимы для стальных
Винтовые зажимы используются для образования разъемных соединений стальных
Разин
Зажим
Обозначение зажимов Диаметры канатов dn Общий раз- мер Колодка.
А Обо- зна- чение а L 1 В b h /11 /12 Г
Номи- нал Откло- нение
7 10 13 16 19 23 37 41 45 62 От 5 до 7 Св. 7 » 10 » 10 » 13 » 13 » 16 » 16 » 19 >> 19 >> 23 » 23 » 27 » 27 » 32 » .‘С » 37 » 37 » 41 » 41 » 45 >> 45 >> 52 » 52 » 62 18 30 36 40 50 55 65 75 80 90 105 ±0,5 7/1 1071 13/1 16/1 19/1 23,1 27'1 32/1 37/1 41/1 45/1 52/1 62/1 9 И 13 13 17 17 Ч‘» 26 33 33 33 39 38 48 55 60 70 80 95 100 120 130 140 150 180 18 24 28 36 40 50 55 64 74 78 85 95 20 28 30 36 38 45 45 55 60 65 75 90 12 14 16 16 21 21 26 26 30 36 36 42 47 14 18 24 26 30 36 40 55 60 65 73 8 12 14 16 18 20 32 38 42 S 10 и 12 14 18 20 о»> 25 28 28 30 8 10 10 12 12 16 16 20 20 20 25
± 1,0
Примеры обозначения:
зажима для канатов диаметром свыше 10 до 23 л.м
Зажим 23 ГОСТ 13186—67
колодки для зажима 23
Нп.юдка 23/1 ГОСТ 13186—67
скобы для зажима 23
Скоба 23'2 ГОСТ 13186—67
Разрешается для стопорения гаек применять отгпбпыс планки.
Детали зажимов должны ивготовляться:
колодка — штамповкой из стали марки СтЗкп по ГОСТу 380—71. Припуски, допуски
и штамповочные уклоны во второй группе ГОСТа 7505—55. Допускается изготовление
ЗАЖИМЫ
299
канатов (по ГОСТу 13186—67)
канатов грузоподъемных устройств, захватных приспособлений и монтажной оснастки.
])Ы в мм
Колодка, деталь 1
Скоба, деталь 2
деталь 1 Скоба, деталь Гайка, деталь «?, по ГОСТу 5915—70 Шайба пружинная, деталь по ГОСТу 6402—70 Масса зажима в кг
rt Г-2 Масса в кг. Обо- зна- чение II 1 Масса в ке
3,5 1.6 0.03 7 У? М8 36 15 0,03 М.8-011 8Н63Г 0.07
5 1,6 0,06 10/2 М10 50 20 0,06 М10-011 101165Г 0.14
6,5 1.6 0.12 13,2 М12 63 30 0.11 Ml 2-011 12Н65Г 0,26
8 1,6 0.16 16.2 М12 70 30 0,15 М12-011 12Н65Г 0,32
9,5 о 0.24 19/2 Ml 6 S5 40 0,27 М16-011 16Н65Г 0,57
11,5 о 0.32 23/2 М16 95 40 0,3 М16-011 16Н65Г 0,69
13,5 V 0.61 27/2 М20 120 45 0,53 М20-011 20Н65Г 1,27
16 2 0,74 32/2 М20 125 45 0.6 М20-011 20Н65Г 1,56
18,5 2,5 1,о 37/2 М24 150 55 0,98 М24-011 24Н65Г 2,33
20.5 2.5 1,7 41/2 мзо 170 60 1,76 мзо-ои 30Н65Г 3,97
22,5 2.5 2,0 45/2 мзо 180 60 1,9 м:Ю-011 30Н65Г 4,54
26 3 3,4 з2/2 мзо 210 70 2,4 М30-011 30Н65Г 6,35
31 3 5,45 62/2 М36 250 75 3,92 М36-011 36Н65Г 1027
отливкой из стали марки 25J1-II по ГОСТу 977—й, предельные отклонения размеров отли-
вок III класса точности по ГОСТу 2009—55; скоба — из горячекатаной стали 30.
Предельные отклонения размеров, не ограниченных допусками: охватывающих —
1
по Д7, охватываемых — по В7, прочих ± — (А7 ~ &-<)•
Допуски па резьбу — по 3-му классу точности ГОСТа 9253—59.
В деталях зажимов не должно быть плен, трещин и расслоений.
Поверхности должны быть чистыми, острые кромки притуплены.
Все детали должны иметь цинковое хроматированное покрытие (по ГОСТу 9791—68)
толщиной не менее 21 чкм для колодок п скоб и не менее 9 мкм для гаек и шайб; покры-
тие сплошное и гладкое, без пузырей и трещин.
УОО СТАНДАРТНЫЕ If НОРМА.'!ПЗОВ.ШПЫЕ ДЕТАЛИ И УЗЛЫ
Схема угтаньчжи з&кнмсв
1 ф ]л И }Ъ Ы •jHW" £-1 => {'< ОЗо :н.-.чение :;а:кизюв 7; К1; 12; 16 19; 23; 27 32; 37 41; 45;
Колп честно занш- М‘_’В 3 4 5 6
КОЛЬЦА
27. Установочные кольца со иггпфггос.ым ко:пленном (но ГОСТу 3130—64)
Размеры в лм».
Механические свойства готовых изделии должны
Gi-лз в пределах величин, установленных для класса
прочности 5.v—-8.8 ил ГОСТу 1759—79.
I 1 ОК! »Ы'П10 ус7 C HO I ;G4: £ЫХ колец — по ГО С Т у 1759—71'.
Предельные отклонения для размера -} — по Л,
дьнуекзютец ПО Л3, 1СЛИ нет необходц МОСТИ В боль-
но?;! точности.
Предельные отклонения для размеров D, Ь и <G —
по 7-му классу точности.
Торн.ог.-х- биение—нс более половины допуска,
уе<ан»,ол.-яного на размер <Г
О • псы ш п 1«;то =; — ре комет гдуемып.
Отверстие йод штифт сверлить с одной стороны;
окончательно сверлить и развернуть в собранном
гиде.
d D Ь i r/j lliTRnT /.< »- иич;скш{ но ГПСТу J12(--70 Мгеса в - Л? d D 6 <'1 Штифт KO- Hii'ie -кий по ГиСТу 3129—79 Масса в z?
9 3 DAUS 30 oh it; s 2-XSO 0,427
16 i 23 9.021 5э Sr, 20 8x90 0,512
12 I 25 ;>-z27» i P.927 ('.О Pl) 9,54S
14 2^ 1» •Ъ<30 i C,G35 95 10 lii.-.luo g.-js;:
15 ' ЗУ 4 , 70 E i-li 22 0.714
1« i уо a.i < 3 liU icxiio 0,907
18 24 iUO'J 5 se. 0.793
2(1 ж L’ ,i»j4 120 10x120 1,007
22 3.S 12 5;<4ii ' 0.073 i 0,878
OS 42 0 t':< 5 3 !J5 25 D 847
2S ! 45 140 10X140 1.527
30 4S 1A I .'О DJI? 105 1,164
*»9 ' .-.О 6A55 0.1 ! Ila i 130 30 12 15.-; 160 1,903
36 : 55 la B.iijS 129 ; lr.9 2.051
40 • GO к -?Ю 195 170 13X18(1 2,429
45 70 is 6X70 (1,310 i::o 2,18<j
Пример обозначения кольца 'J.
39, класса прочности 5.6, с покрытием Об:
Кольцо 30 56.06 ГОСТ 3130—64
КОЛЬЦА
301
2к. Установочные кольца с винтовым креплением, замковое- кольцо и канавка под кольцо
Размеры в .им
ГОСТ 2832—й4 я редусмат рнвагт J до 200 жм,
Механические свойства установочных колец долаагы быть в пределах величин, уста-
новленных для класса прочности 3.G—8.8 по ГОСТу Пай-—70.
Материал замкового кольца; проволока стальная углеродистая пружинная класса III
пли И по ГОСТу ;*389—60.
Покрытие установочных колец — по ГОСТу 1751’—70.
Предельные отклонения для размера d — ио А, допускаются по А8, если нет необхо-
димости в болт.шей точности.
Предельные отклонения для размеров П, 0, /•, — по 7-яу классу точности.
Торцевое биение — не более ш-л овины допуска, установленного на размер d.
Пример обозначения установочного кольца d -= 30, класса прочности 5.6, с покры-
тием бь:
Нол ыю 30. 56. Оft I ОС Т 28•>—64
Пример обозначения замкового кольца /Ц - а):
Кольцо 40 IOC1 2833—6S
ж
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
20. Запорные кольца
(по нормали маишиостроеиия МН 470—61)
Размеры в л».п
Примеры применения запорных колец
к к
Й/ Т7К- .Л11П .J £ У ту!
//? v i
I иг Н ИГО I _д.
VX ' 7/7 —g л ' ///-///г /Л
Установка йог
ец па ось или вал Установка колец п отверстия
‘Номиналь- ный диаметр осп или от- верстия d Ь'о и п в кг 1 п>- иетп i от- а ‘Л> Г) ?1 М ассо 1000 шт. ок;'
Номи- нал От- пели я Масса 10»Hi шт. Номтша.7 ный дна: оси пли верст ня Номи- нал Hl HU Л
4 0,8 3,4 ±0,1 2,5 0.0*2 П.054 38 2,5 36 *: 0-2 12 4.195
5 4.4 I 40 38 4 А45
6 5,4 и.(Ни is 42 40 16 4,525
8 7,2 4.0 0.08S ! 45 43 4.л88
10 0,166 I’ 4Х 46 5.251 ,
12 1,0 11 6,0 (1.191 50 48 5.493
14 13 2.234 55 3,2 52 - ±0.3 20 9,68
16 1,0 14,5 (1.695 60 57 I'.I.IW
18 16,5 0.79 Г 65 62 11,1’6
20 2,0 ISA ± 0.15 10.0 1,309 1 _ 70 67 25 12,33
20,2 1,457 : 75 и 72 13,32
25 23,2 1.70.5 ji SI) / f 14.32
2S 26.2 1,926 | 85 82 15,31
-И 30 ±0-2 12.0 3,409 I1 90 87 16,30
I 115 92 17.29
36 34
3,903 ' 100 97 32 17.84
Материал: проволока стальная углеродистая пружинная класса II по ГОСТу 9389—60.
Оси с буртиком и проточкой под запорное кольцо для шарнирных соединений —
по МИ 469—61.
Плоскостность кольца проверяется свободным прохождением его через калибр-щель.
Допускаемая неилоскостность — не более 0.1 м.ч.
Кольцо должно входить в канавку вала без радиального» зазора по внутреннему диа-
метру.
Пример обозначения кольца для d *= 20 леи:
Кольцо .lun/ji.iiioti 20 МН 470—61
303
КОЛЬЦА
30. Проточки под запорные кольца
Размеры и ,м.«
Номиналь- ный диа- метр осн пли отвер- стия >1 П। ютнчка нар скн.тя г Протична г.нутрснн:ы
<4 + 1 найм.
Номинал Отк лине- йно Поминал Отклоне- ние
-5 3 6 3,6 4,6 5,6 0,1 — — - —
& 10 7,6. 9,6 8,4 10.4 9,2 11,2 1,0
12 1а 14 11,4 12,4 13,4 -0,1 0,6 12,6 13,6 14.6 + 0Д 13,а 14,5 177,5 2,5
1G IS 15,0 17,0 1,0 17.0 1:1,0 18 20 3,0
20 30 1.8,8 20,8 23,8 1,2 21,2 23,2 29J 31,2 22,5 24,5 27,5 30,5 32,5 4,0
36 38 40 48 50 30.5 34,5 36,5 38,5 40,5 43,5 46,5 48,5 —0,2 1,6 33,э 39,5 41,5 43,5 46,5 49,5 + 02 35,5 39,5 41,5 45,5 48,5 31,5 53,5 5,0
с.о 65 70 75 so 90 95 100 53,,0 58,0 03,0 68.0 73,0 78,0 83,0 88,0 93,0 «8,0 -0,3 2,0 02,5 67,5 72,5 77,5 87,5 97,5 102,5 4* 0,3 60,0 65,0 70,0 75,0 80,0 85,0 90.0 95,0 100,0 105,0 6,0
301
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
гя я 'ЛГП пол; КЭЭЕК (ira’O
•гаген (j х- F?
ai.’dno э о
71
9j a‘i fi‘S
,4 03
giren '1 ,4
г/ 03
'ч -1
-II
s г:г a ’xm ц:>ц. eoonjv
-диин rx -= 3 КИШ1 'l сч 1
1 4 71 “ О
"p |
ОВщге fAAMW’i 1 S' □
2 (| 35 п
Канг-ПКИ я они -ml 003ЭЭО
•киин ц о ,-Г
•пиви Д
эин -.ИЮЕМХи с5
if ен икон
5S гии -чШШ?НХО кинигсоц 9.5 - П.1
p nirm dxowuwlf О
КОЛЬЦА
305
о о с? ст г- >2 2 сэ о? У Z? 2 £1 ;3 -S Гт Ц Г; ,ч •'? ~ о *2 * — э? ~ 15 t< >1 S£ *-< 7"^ «? ?т it г~> сз »о сЗ о о ~ ~ ’ -е4 ci сГ сГ еГ ci с-Г со ci со то со со -о г- -/. 71 71 7 1 71 CJ Й /| cj 7: со СО с5 й т? <? 5» 1и 3 -7 i'= S 1О ?<г 3
0.5 ил» 0.7 0.8 0.9 1.0 1.1 1.2 1,4
ffu Г.'О :
8.1 8.6 9,1 9.0 19.1 10.0 11.1 11,5 12.5 13,0 13.0 14.1- 14, В 15,5 16,0 16.5 1.8.0 19.0 19.4 1.9,8 20.3 ’П!.. '"1 Ч
s’l '°
Ci <s; Cl c-i‘ c$ 3,2 ОФ <* <* U*5
l.j.B 1И.З 17.4 18.7 19,7 20.7 21.7 2 J.0 25,0 25.9 —* i ,0 2 ”i .5 Of j Л.8 •>2,8 33,8 R>,1 38.0 39,6 49.6 41.6 42,1.1 44.7 46 „7 49.7
1.7 ci
Г
-Л -» or
ci i й CO io
1
^-i • ~i.
11.9 12,S 13.s 14,7 15,7 16,5 17,5 18,2 20,2 21,1 9Я.1 23,1 24,0 71 71 ?1 CC Cl ci 1Г5 CO -yi —" CO CO C j 7C 7-3 co «С
.’3 Г; ’.«П sw;j Oil I 5ЭД >,‘999 4-Cb' 21149 119 | i/5 re 168,., 1721 2195 22.30 966П 90S? 006" 77^ S'. *9"
A. 2,1 C$ c$ 3,0 3,8
ro Cl
-;-0.25
7 J «I
0,12 v Vo - T
13 12,2 14 13,2 15 14.1 111 15,0 17 1B.(I 18 16,8 19 17.8 29 ts.i; 22 20.6 23 21,5 21 2-’.5 CJ c dn c t 20 27 5 । 30 2S,5 32 30.2, 34 32.2 35 33,0 36 34.0 37 35,0 38 36,0 «’ 37.5 42 39.5 45 42,5
306
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
1 f ;р<1,0.' i жениe та б л. 31
Кольцо эксцентрическое ги а -ил ооог ЕЭЭ1Щ1 1_~~ Г - -Я' ST1 «Г •<? й о 6j iS о *5 5^ ^С. '^ со о7 04 АО ~5 ??
•киви ц 61,7 63,7 67.2 69,2 71,2 7S,2 St),2 S3,2 87,6 S9.6 91,6 96.2 09,2 101,2 103,2
•ав(1пэ э j irs
1.1 со
25.1 26,1 27,0 2S.0 29.0 29,5 30,0 31,4 112.4 03,4 ’S' *S *х о 1} 7г
-Л С-1
ГО •
•диви *7 i:.i 3
г1 О
1ч »..э со О 1-
*v гос 1"^ K cr S Ус *х 70.4 74.2 Ю >6 О1 1.0 17 -72 Г" t'- Хг -х » х>
тГ 70
г.7 я -ini oooj EJOUJV НЕ 71 Кг. ого 2? £2; -2* ® ® 22,81 'N .К 1 с 30.845 31.79 38,535 38.83 41).345
Е./ 1 Г s-‘w й’0£ ГОь <7 (.)•>,'7 0 УК 9,;!?У .47,0 3S.0 39.5 41 43
’ЛИЕН U -— Э т:
•киви Ч 1 j 3 1 7:
Z- о
Q .о о г- i jo
е11 1 CI оТ
1 Общие размеры | Кольцо а |> OJ о?
гр 2? 5 S 53, b 55,8 57.8 60.8 (ЙД‘> 67,6 70.6 73,5 75.0 77,0
, Канавка 1 j.4 я ж -пэ& эоааоо SI 146 9867 oi’.s’/ Й О ~ 3 С2 Г5 V- С| X -г-. i:Q О СС У? 72 се Й !>• Г- Зс 82У0 8643 8090 10740 : 10Н15
•киви г/ со КО
•диин j 7J о
ЭНН -OHOEMXQ о
L’EHHKOJI Г СМ СО
ЗИП -ЭИ01ГЯХО 70
ГВИИКОН »=^ »о о Cji 49,0 51.0 52,0 53.0 55.0 57,0 59 69 72 76,5 78.5
I /j Ъ'спа РхэлццД
sj 81,3 •> s -1-0.25 11420 79,5 2 *,» 2,'. s 5,6 44,3 41,H'O 91,5 S 4.5 45,3 2 106.2 37,1.14
88 Szj,5 1.1 n;is 82,5 45,8 4 5.5 94,5 46,8 109,2 33.414
90 86,5 12110 34,5 G.O 47,2 '52,400 98,1. ад 113.2 47,61.5
92 8S.5 0,3 5,3 12330 86,5 10 0Л 48,1. 54.207 3.0 109.1 6 2 49,3 tl,4 115.2 48,007
‘35 91.5 12798 89,5 49,6 55,200 103,1 9,0 5 50.8 2.2 1.18,2 49.607
У8 94.3 13220 92,5 8,5 51,1 55,810 106,1 52,3 1.21.2 50,207
LOH 96,5 13520 94,5 52,1 56,400 108.1 53,3 123,2 50,671
102 97,0 •-0,46 3,4 -1-0.3 10500 95,0 3,0 3,0 6.7 53,4 73,855 110.1 4 54,0 127,2 55,071
105 100 20400 94,0 54,7 74,600 113,0 55,5 130,2 06,871
ins 103 20070 101,0 56,2 77,060 116,0 57,0 133.2 68,671
111) 103 21070 103,0 12 U.5 57,2 78,300 11.8,0 10 8,0 5,5 58,0 2,o 135,2 70.071
112 107 0,4 7.5 21400 103,0 9,5 58.2 81,325 120.0 a 59,0 0,5 137.2 71,271
115 110 22050 103,0 59.7 81,90 123,0 60,5 140.2 73,270
120 115 22300 113,0 62,2 85,60 128,0 63,0 145,2 76,570
125 120 24000 118.0 1)4.7 89,20 3,5 '1.‘I4,8 11,2 6,0 □ 66,1 2,8 152.4 79.825
КОЛЬЦА
ГОСТы 13940—68 и 1.3042 (58 предусматривают также диаметр пала <(...= 44-9 и <1 - 130-3-200 .иг
Размер h дан для стальных валов с ст 00 пГ/мм*. В случае применения материала с временным сопротивлением разрыву <д <
<. 30 кГ;л<м- размер h рекомендуете:! увеличить.
Исполнение канавки с углом «0° указано для закрепления подшипника или детали на валу, воспринимающих односторонние осевые
нагрузки.
Для окспентрическцх колец форма ушков (выносной элемент 7) равнозначна и выполняется в зависимости от принятой технологии
и.-:го|'01:леи)1Я колец.
'Пример обозначения пружиопого упорного плоского наружного концентрического штампованного кольца е плоскостностью пи группе Л
для закреплении подшипника и»1П детали на валу диаметром >/ --- 30 .ч.м:
Я<М(,1(о 1 А 30 ГОСТ 1301П-в«
то же, навиваемого, с плоскостностью но группе В:
1,'ольцо 2 13 30 ГОСТ 13VHJ—ч«
то же, рксцептричсекого кольца с плоскостноегью ио группе А:
7Лиюц> А 30 ГОСТ 13'JJS—es 5
32. Пружинные упорные плоские внутренние кольца и канавки для них
Пружинные упорные плоские внутренние кольца и канавки для них применяются для. закрепления радиальных пшшшпииков качения
и других деталей в корпусах п в узлах различных магшш. ’ ‘ "
Кольца концентрические по ГОСТу 13041- Го изготовляются двух исполнений:
I — штампованные;
2 — изготовленные навивкой.
ГОСТами 13U41--U3 и 13043—08 предусматриваются три группы кловкрстности колец: А, В и В.
Размеры в льм
оо
о
со
кольца
Канавки
Ьнутрепние иксцевтрнческие
кольца но ГОСТу 131
Внутренние кои центрические
ио ГОСТу 13941—ON
Л-А
А-А
ДЛЯ ЬХ) ММ
9.0
0,81
9,4
0,85
п — еечоние кольца, изготоиляомого
штамповкой или навивкой из стальной
лепты;
б - сечение кольца изготовляемого на-
вивкой из стальной плющеной ленты
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
м.
| Диаметр отверстия общие размеры
Канавка Кольцо
0 В I > папб. j Л напм. 1 Осепое уси- лие в кГ ев •г~ Ь5
Номинал Отклоне- ние Номинал 1 I Отклоне- 1 НИС
21 22 22.4 23,4 0,14 1,2 [-0.2. 0.1 2.1 1 175 1 272 23, Ь 1,0 0.3
Кольцо колцен гре-
ческое
~>н
Кол ьцо икс! [ситца чсское
h
КОЛЬЦА
309
to g cc c? fo 8 <z 1Z ГЛ ol rj о Гс 8 Диаметр < тверстия
9S.5 101,5 do ‘in 83,5 5? 73,0 71,0 о .p Номинал
Отклоне- ние
! f~ Номинал
to Отклоне- ние 85 :ашн.и.’. Обшш'
Z г наиб.
co iT h найм.
10 300 010 fit 1.4 340 13 740 К» П see n 800 El 11 S07 11 485 005 П 9 340 I IW8 (X 8 420 8 173 7 820 LW! 4 7 230 Осевое уси- лие в кГ 1меры
g g 100.5 103,5 5 03,5 p •4 GO <Z cc ?94 *-1 IO lo 04,2 л3
to p (коя
Eg if 1 3
zc с 1\
13 ’ 3 -и
1 о c? ь о
fo 2
£ ь. c. u £ 40.1 ъ у г2 HJUeiri :гое
sn‘of: cr Pi c< t3 *e C3 ts r-3 .Г1 EC 13,31 EC tc 12,10 11,40 Io.40 Масса 100(1 шт. в кг 7
1 « '1.1
“3 F to eg о 84.5 'Sj Z) 73,3 l."L9 65.3 64,9 r1 94SC i 1 Cl ’*5
Г1* 0.
p-
Г4 с
EC г3
У 47.0 45,1 46,(1 43.6 £- JO fc to 5C ъ СД O co ъ t< 'Z fj .три чес
е справ. о
to 5 •o to g 8‘69 ~'3 <z 58,4 Cn 'Lc 40.0 46,0 : F i D наиб.
? !“ l-r t5 g QC -f 12,1 F 10.9 9,90 Масса 1 оси шт.
Продолжение табл. 32
)Я11Т:Л II ИЮТ1Г JIFIUHYflOeilL’VIVdOn II EIFIHXdVt'RVdD Qfg
103 109 10 SOU 111.1) 3.1,3 40.88 100.0 7.3 50.3 1,8 85,0 36.8
10в 112 J 0.4В 17 34S 114,0 52 Л 42.67 103,0 51,8 88,0 38,0
110 114 0.3 6.0 17 5S0 116.0 22 7 5 53,8 43,08 3 11)3,2 4,0 4 52,0 2,1 88,4 38.8
112 ПИ [ U,25 17 S70 lls.O 54.8 44,57 195.2 8,5 53,0 90,4 39.2
115 110 2.8 18 350 121,5 56,5 45,49 108,7 55,0 94,0 40.9
12)1 124 19 131 126,5 <1 к - 59.0 47,79 113,7 57.3 99.0 43,0
125 129 19 800 131,5 61,4 49,79 116.0 59.2 101,4 44,8
130 134 20 697 136,5 0.4 64,0 59,44 121,9 61,6 106,2
1» 139 21 420 141,5 66,5 60.85 126.9 64,2 111,4 54,8
140 144 22 200 140.5 24 8,0 3,6 69,0 63,2л 131,9 9.7 4,5 4,5 66,7 2,4 116,4 37,0
145 1,9 • [-И.53 23 000 151.5 71,5 63,85 3,5 136,9 69,2 121,4 39,3
151 > 155 29 800 157,5 74.2 80,72 140.9 71,4 121.5 77,4
155 1С0 30 870 102,5 76,3 83,63 145,9 74,0 129,0 80,0
100 105 3,4 о.зо 7,5 31 850 107.5 3,0 2> 3,0 8,5 (5,0 78,7 86,72 150.9 И. 76,5 2,7 134,0 82,8
105 170 32 830 172,5 81,3 89,72 155.9 79,0 139.0 85,4
КОЛЬЦА
ГОСТы 131)51—OS и 13943—ГД предусматривают также диаметр отверстия 'I -= 8-л ;)ц и — 170 л-320
Размер Л дан для еталг.ных корпусе» с ор „> 30 кГ/мм*. в случае применения материала е временным сопротивлением разрыву о , <
< 30 кГ/.и.л)2 размер h рекомендуется увеличить.
Исполнение канавки с углом 60° указано для закрепления подшипника или дегали на валу воспринимающих односторонние осевые
нагрузки.
Пример обозначения пружинного упорного внутреннего копцептричсското штампованного кольца с плоскостностью по группе Л для
закрепления подшипника пли детали в корпусе с птиерстием d — 30 Л«;
Кольцо 1 А 30 ГОСТ 13!:-И—вЗ
то же, навиваемого, с плоскостностью по группе Б:
Кольцо 3 1> 30 ГОСТ 130-11—03
то же, эксцентрического кольца с плоскостностью по группе А:
Колюи: Л 30 ГОСТ 130--1Ч--63
312
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Технические требования на пружинные упорные плоские кольца. Материал
колец: сталь 65Г или другие пружинные стали, обеспечивающие физико-меха-
нические свойства не ниже стали 65Г.
Твердость колец:
для валов п отверстий
» » » »
d до 38 лыс — HRC 45—51;
свыше 38 до 200 .иле — И ПС 43—48.
Острые кромки не допускаются. Радиусы притупления кромок в мм:
при толщине кольца s -<1,7 >-1,7—2 >-2
радиус притупления кромок 0,1—0,2 0,25—0,5 0,6—0,8
Допускается радиус г, заменять фаской, равной величине гг X 15°.
Шероховатость поверхностей колец не грубее:
для опорных боковых плоскостей — 6-го класса чистоты;
для поверхностей рабочего диаметра — 4-го класса;
для нерабочих поверхностей — 3-го класса.
Шероховатость боковых поверхностей
5-го класса чистоты, а дня канавки — не
канавкп должна быть не грубее
грубее 4-го класса.
33, Неплоскостность колец в лж
Диаметр вала или отверстия Группа плоскостности колец
А Б В
До 25 0,05 0,10
Св. 25 до 60 0,05 0,10 0,15
» 60 » 160 0,05 0,10 ОЛЮ
» 160 0,10 ОДО 0,30
По требованию потребителя вид и толщина покрытия по ГОСТу 9791—68
оговариваются в заказе.
ГОСТы 13940—67-М3943—68 предусматривают предельные отклонения и
на другие исполнительные размеры, а ГОСТ 13944—68 — и другие технические
требования.
?4. Делите 1Ы1ЫС кольца, устанавливаемые на начало стечем
Раймеры к .«.а
Втулка.
СМ°
Накатка
сетчатая 0,8
ОСТ 26017
Кольцо
T6(v)
ПоттаОать
£**£
Торцовое бппше
понерхпости В
о'пк.оителыю оси
отверстии не более
г-д-, 0,2-0,5
rlWh ’
сМ
Пружича.
L —-1
AJ
ТО *4
[I I
-**> c
Г> (откло-1 нении л/ о D, (от- клонения по 4 / Q cT Длина за- гитоккп пружины /-1 * 1«Ч Число де- лений по окружно- сти коль- ца d (откло- нения по А) Bhionoq bi (откло- нения по ЛИЦ) пт,lit паз t (откло- нения но .4S) Дням,th кольца i)
32 30 25 2:) Is 11! 20 27 1.7 is 3,5 8,5 — to it 2.0 1,0 5 1,1) 50 ь 3 4 9,t 32
40 88 32 27 - 22 10 12 11,1. 1.3,0 32; 40
1 4| 411 04 — 28 24 2ii 40 50; 100 14 t5,l' 30
f)5 но 55 44 - 84 ’0 4,0 10,5 — w 1,5 10 If 5 1.8.1
8Н Go 57 - 40 38 1,2 22 18 20.1 Of; B5
20 6 22,>i 65
100 20 so 72 05 50 25 5,о 12,5 25 14 2.0 12 100; 200 >— 24,ti 05; 80
8 28.1 80
125 110 wo 92 so 62 ЗУ 102 25 1,5 28 38,1 80; 100; 125; lOO; 200
32 Ю 35,0 100; 125; W0; 200
Ifin РТ, 125 112 WU 65 20 7,0 14,5 30 W 3,0 3,0 14 100; 20о; 300 35 38 ,C
200 170 ’ 100 1-is ; t;.u too ! ;w 1.57 ! 80 200; 000; 400 4.0 12 43.0 H>0; 200
Материал: ьту.тнп и кольца — стиль 45, пружины — сталь С-5Г.
Маркируемую на .тпмбе цену деления устанавливают в ипвисимости от кинематический схемы и указывают при заказе.
Наружную поверхность подвергают матовому хромированию. Впадины рисок и цифр должны иметь темный тин. Размеры штрихов —
в гл Ш, на стр 161.
КОЛЬЦА
се
сЗ
ЛИМБЫ И НОНИУСЫ
Лимб дяя дросселей
(но нормали станкостроения)
Рис. 2
Полировать и хромировать
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II
Материал: сталь
35. Отсчетные лимбы
(по но I ша ли ста нкост роси и я)
Размеры в .ч.ч
Исполнение I
г:
С*45°
Исполнение 1L ^76(^7)
Полировать
импсинык
tS) Y..C1733
место _
маркировки
Полировать^
D (ОТКЛО- Ш-НПЯ но А’) Di И. 7\-. L I I, / г
2.) 1(1 14 ... 16 8 - 2 1,0
32 80 1S Й1 18 »
40 25 4| 32 20 10 j
50 по 27 42 •X) 11. 6 3 1,5
65 35 32 52 25 12 7
80 45 42 65 14
100 55 50 $5 16 10
125 115 30 110 32 1(1 1"
160 во 145 40 20 12 4 2.0
200 75 70 ISO 4D 20 12
в гра-
дусах
Материал: сталь 45.
Торцовое биение поверхности Г> относительно оси не более 0,04 ..иль
11 а р у ж ну 1е п<»верх ш ic г ь la.) д вер га ют х i ато вом у хром и. ро i ш in i ю. Вия ди ны
рисок и цифр должны иметь темный тон.
Маркируемую па лимбе цепу делении устанавливают в зависимости от
кинематической схемы. На чертеже указывают направление отсчета (но
часовой стрелке пли против). Размеры штрихов — и гл. III на стр. 1G1.
угловых
50 - 36
60
100
60 72
100 200
3110 72 180
200 .'.’00 400 180
Число делений по окружно-
сти при отсчете перемещений
(ОТКЛО- 1 нении । 110.1) 1, (откло- нения по Ля) t (откло- нения пи Д8) Диаметр лимба D
3 9,1 ‘’«5- 32
[ 10 11,1. ,'.2; 40
1 12 4 13.11 40
14 15.11 4(1; 50
in 5 18.1 50
IS 20,1 50; (55
' 20 G 22.0 Г) 5
22 24.11 05; 80
25 8 24.1 80
1 "X L Z_ _ 31,1 8'0; 100; 125; 160; 200
| 32 35.6 10D; 125; 100; 200
j 35 _ 12 38.0
40 43,(1 160; 200
ЛИМБЫ II НОНИУСЫ
7йл Л
30. Угловые нониусы - отсчетом 5 и 2 мин
(ио нормали станкостроения)
ПолщнЛать
Тип тика- ли Угло- вые от- счеты, в мни Число ‘Л ний для ис- полпения шкалы Угон шка- лы Ф по хордо Примеры нанеси иия штрихов 11 цифр
I II
I 5 12 24 и 0ДН17Я с Тип! Исполнение I л WkJMW’
и 5 12 24 12 0.38101? Гап Л Исполнение I It ’ ? да в» 3? । 9 а ЬшЯшц/
Ilf 2 15 30 2у 0.50081? Tunlir Исполнение I It в и а за в « ’’ ® ® ,я ШЙ -
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Общие размеры и .«.«
Продйижсиие тлбл. 3(1
Риамеры нониуса а .«.и со шкалой
п b bi е 8 <( /1 Винт по ГОСТу 14473—72 I II Ш
Хорда L 1 к Хорда /V Хорда /» L 1 Z1 1, Хорда L 1
К ^0 К «0
40 20 9 t 4 6 2,5 М5Х12 0.В4 7.668 2'> 1 - — •J .64 15.264 32 13 — — 0,072 20.032 Г2 10
50 0.80 9,585 0.80 19.08 0.84 25,04
63 1.(4 >8 12,077 1.008 24,04 1.058 31.55
80 1.28 15,336 1,2о Зи,53> 43 2J 1,3'14 4ii.Vi;i 45 — 23 8
100 23 12 5 1.1» 19.170 32 13 - - 1.SU 38.16 1,63 5lJ .OS
120 1.02 23,004 1.92 45.792 Ь5 - 39 10 2,016 I'.n.OOu ()5 39 10
160 30 2,3ii 30.672 45 .... 23 S 2.56 61,038 2,Су* M'.ILS 90 - co 12
200 3 2 38.340 3,2 76.32 Й0 (Ю 12 3,3ij 100.10 125 39 15
250 35 16 9 0 7 3,0 МОХ 14 4,0 47,425 G5 — 30 10 4.0 95.4 125 - 89 13 4^ 125.20 100 — 114 20
313 5.04 60,385 5 <04 120,204 5.292 157.752
400 40 6,4 76,080 00 ♦>0 12 6.4 155,W 1W - 114 20 6,72 206.22 2i!J - till
500 8,0 1'5,850 125 — 89 15 8,'1 Г.19,89 210 - 1W __ — — -- ..
ЛИМБЫ II НОНИУСЫ
Материал: сталь 45.
Все кромки, кроме рабочих, притупить.
Хпомнроиание матовое. Впадины рисок и цифр должны иметь томный тон.
Ркшмеры штрихов — >1 гл. III на стр. 101.
318
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
Линейные нониусы с отсчетом 0,1; 0.05 и 0.02
(по нормали станкостроения)
Размеры в мм
Материал: сталь 55
Все кромки, кроме рабочих, притупить.
X ромпрованне матовое
Впадины рисок и цифр должны иметь темный тон.
Размсры штрн хо в — в гл III на стр 161,
ТАБЛИЧКИ ДЛЯ МАШИН И ПРИБОРОВ
319
ТАБЛИЧКИ ДЛЯ МАШИН И ПРИБОРОВ
38. Круглые таблички (по ГОСТу 12?7в—(17)
fcmewe 1 Метение 2
Толщинах
Смещение осей отверстий d от номинального расположения
не более <1,1 лел
Толщина 8/ ‘
1> (отклоне- ние по В7) n, Л2 s d (отклоне- ние п<» A7) Количество отверстий Масса 1900 стальных табличен в кг
Исполпеппе 1 Исполнение 2
1 1,: 10 14 IS 40 71 90 115 150 190 240 20 32 40 50 63 SO 100 125 0.S 2,4 2 1,21 1.92 3,03 5,00 7.79 адз 17,бэ 31.46 49,07 96,00 157.5 246,2 571,3 9.15 12.00 23,57 36,75 118,0 184.2 432,9
•' 20
i 25
I
40 4
50
63
SO
100 3,4
125 1
160
200
250 1,5
Допускается изготовлять таблички с другими размерами принятыми по ряду раз-
меров D данного стандарта.
Пример обозначения круглой таблички D - 16 мм:
Тсиынчка 16 ГОСТу 12970-67
39. Прямоугольные таблички (по ГОСТу 12971—67)
Размеры в лл
Толщина 0.8
Толщина 0,8 d
CQj^]----
А
Смещение осей отверстий d от номинального рас-
положения не более А
L
L (откло- нение по В7) В (откло- нение по В7) л А, г d (откло- нение по А7) Количе- ство отверстий Масса ti’00 стальных табличек в кг
25 19 12 It; 18 — 2,4 о 1.52 1.84
320
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УИЛЫ
Продолжение табл. 39
L (откло- нение по Щ) В (откло- нение по В,) А At г •1 (откло- нение по А7) Количе- ство от- верстий Ласса 1000 стальных табличек в кг
50 20 25 40 — 2,5 2 6.23 7,80
32 22 5 4 9,95
20 25 — 2,5 2,4 2 7.49 9,37
63 40 50 53 зб 40 11,96 14,9.8 18 J5
SO 32 40 50 63 71 22 30 40 5з 15,98 20 .Ш 25,03 30,05
too 40 50 63 80 90 30 40 71 4 211,00 25,03 31.31 37.59 50.01
125 40 30 6* 80 115 ПО 40 53 71 3,4 31,21 39,16 47,01 62,57
ICO 50 63 80 150 40 71 50.15 Gii.lil 100,25
200 63 80 100 125 190 71 90 115 75.27 1011.25 15G.7 196.0
ГОСТ 12971—67 предусматривает L — 16 4- 500 лиг; В == с ~ 140 .и и; толщину 1,0 и 1,5 лш.
Допускается изготовление табличек без радиуса закругления г.
Пример обозначения прямо угольной таблички L — 50 ,»ии В =.-20 мм:
Табличка 50УЛ0 ГОСТ 121/71—67
Технические требования на таблички машин и приборов. Допускается приме-
нять таблички других размеров, если использование стандартной таблички тре-
бует изменения конструкции изделия, а также когда она совмещена с передней
панелью прибора пли служит целям художественно-декоративного оформления
изделпя.
Толщина s приведена для табличек из стали. Для табличек из других материа-
лов толщина устанавливается заказчиком.
Таблички изготовляют из тонколистовой холоднокатаной стали марок ОЗки
пли 10, декоративного бумгвкно-слопстого пластика по ГОСТу 9560—61 и других
пластмасс. В обоснованных случаях допускается применение других материалов.
Допускается изготовление табличек без отверстий, а также с увеличенным
диаметром отверстий. Шероховатость лицевой поверхности не ниже 6-го класса
чистоты. Защитно-декоративные покрытия по ГОСТу 9791—68.
ПРОГНИ И ЗАГЛУШКИ
321
I
ПРОБКИ И ЗАГЛУШКИ
40. Резьбовые пробки (по ГОСТу 12202—66)
Размеры в дм?.
Предельные отклонения размеров, не ограниченных
допусками: охпатывающих — но А?, охватываемых — по
В7, прочих J ‘ .2 I А? -
Допуски на резьбу по
ГОСТа 9253 — 59
классу
точности
Обозначети? пробе i; dt ; отклоне- ние ИО ь'2 h ъ c Масса в кг
ИСНОЛН'Л- ние 1 Пспол пе- ние 2 Исполне- ние 1 Исполне- ние 2
7»»t*n-iL:23 М8’-'1 и 1.5 1.2 1 0.0022
9225 7009-022=; ЛН0:<1 1.G С 2 l.li 1 0.0U37 0.0034
0227 022S М12Х1.25 7 1.6 N 2,J 3 2 1.5 11.00(15 0.0054
0223 0230 Mlixl.5 8 2,.j 10 3 4 1.5 0.0120 0.6100
0231 0232 М16>;1,5 19 2.-> 10 3 4 2.5 11,0130 0.0120
02:13 0234 M1SX1.5 12 2.5 10 3 ’1 2,5 1.5 (\0199 0.0159
0235 023i; М20Х 1.5 14 и» 3 i 2,з 1.5 0.0259 (1.0200
0237 02. »s 5122x1.5 16 _-,L» 10 3,.1 4 3 1.5 0,0290 0,0230
0233 0240 М21X1.5 1S 2.5 10 3,J 4 3 1.5 0.0345 0,0265
0211 0242 5'127 х 1.5 "’1 2 .1 111 3,7 4 3 1.5 0.0440 0.11330
7»Ю9-»243 7009-1. <244 М;:их1,5 10 3,7 4 3 1.5 0.0540 0,0400
ГОСТ 12202—G6 пред усматривает Я -= M6xv-75 и d — МЗЗ — M4S.
.Материал: сталь 45. Твердость, ЯНС 30—35.
Покрытие— Хим. Оке. ирч (< «5 л значение ио ГОСТу 9791—I5S).
При мер обоз1! ачепи г г резь: ч - во и п робки исполнения I, d — М10 х 1:
7004-0225 ГОСТ 12202—С, И
Материал пробки: сталь СтХ Оксидировать.
Ma rej 'И'<•:.:i Ii рокл:i дки: на ронит.
Допуски на резьбу — по J-му классу точности ГОСТа 9253 — 59.
И Справочник конструктора, кн. 1
СТАНДАРТНЫЕ П ПОРЛ1АЛПЗОВАНШ>1Е ДЕТАЛИ И УЗЛЫ
42. Резьбовые конические пробки с квадратным углублением (но ГОСТу 12718—67)
Размеры в ,«<«
Пример обозначения пробки
с резьбой КГ 3.'8":
Пробка КГ 3..'8" ГОСТ 12718—67
Резьба по ГОСТу 12717-67 в дюймах н S Ь с Масса 1000 стальных пробок в кг
КГ \\ 11 5,5+»;Jj 4 1,5 8,01
кг 12 Й-НЫ5 °+0,05 4 1,5 13.63
КГ V, 15 Йт-0.15 °— 0,03 4 1,5 27.60
кг 3/4 16 1О-Г0.1Я •ft), У 6 4.5 1.5 46.33
КГ 1 19 А*Ч О.ОС 5 •> 111 .S3
КГ I1/, 20 lu+0,21 1 -0,07 5,5 о 149,78
43. Резьбовые конические пробки с квадратной головкой (по ГОСТу 12719—67)
Размеры в м.м
Ск45° Резьба но ГОСТу 12717—67 в дюймах 32 Vj »о •о Масса 100П стальных про- бок в кг
И ПрО< леш с ре Про \Т -'ss КГ 7s КГ */, кг V, кг ч2 кг а/4 КГ 1 кг 1>/4 14 18 20 26 31 34 8 11 12 15 16 19 20 7 ~о,зв #~о,зе 1_,-о.4з М-о,4, 1'-0,43 ю „ , ~0, а2 ’"“-0,52 8 10 12 14 14 10 12 15 20 26 6 8 9 11 4 5,5 1 1,5 1,5 1,5 1,5 6,06 14,69 1 20,99 30,54 60,82 100,20 172,36
Доп 5ок Лрп ЗЬО( ока \ Г
►А» VCKJH без мер )й К АТ *ггя изготовление ш 1 утреннего углуб- тбизначення пробки 1 3 " - 8/8"SrOCT 12 719—67
ПРОБКИ II ЗАГЛУШКИ
323
45. Резьбовый конические пробки с шестигранной головкой (по ГОСТу 12720—G7)
Размеры в ч.и
Резьба по ГОСТу 12717—157 в дюймах . d не более о Масса 1 1000 сталь- ных про- бок в кг
- -а[ КГ 7. КГ •/„ 15 20 5 12 -о,ы 14 0 о 13’8-П В 16-о,7 2I’9-o,s 25’4-0,О 31>2-b0 1 1,3 9,80 15,13
тт
л КГ % кг */2 кг »/4 21 26 19 ~0,о2 >9 ~0»Х2 “7-0>52 10 12 14 1,5 1,5 1,5 31,42 51,60 82,23
7 955 5 8
Дою пробки ускасп без от ”Я изготовлять верстая 5,5 6 11 15
Пример обозначения пробки с резьбой КГ я/8":
Пробка НГ s/a" ГОСТ 12720—67
45. Резьбовые конические пробки со шлицем (по ГОСТу 12721—67)
Размеры в .ч.н
Пример обозначения пробки с резьбой КГ 3,'8":
Пробна КГ 3/8" ГОСТ 12721—67
Технические требования на резьбовые конические пробки. Пробки изготов-
ляют из сталей 10, 35, А12, ковкого чугуна КЧ 35-10, латуни ЛС 59-1, аипшою-
г.ого сплава. Пробки по ГОСТу 12719—67 допускается изготовлять из серого
чугуна СЧ 18-36.
Шероховатость поверхности резьбы пробок должна быть но грубее 5-го класса
чистоты, остальных механически обработанных поверхностей — 4-го класса
чистоты.
Литейные уклоны — не более 1°, литейные радиусы у пробок с резьбой до
КГ 3/4" — не более 1 ,и.и, а с резьбой свыше КГ 3.1" — не более 2 .«.и.
Резьба коническая дюймовая с углом профиля 60° герметическая по ГОСТу
12717—67.
11*
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
46. Пробки для смазочных отверстий (по ГОСТу 12217—66;
Размеры в .м.»1
Исполнение II Накатка туда-?) сетчатая 0,8 v*‘v/ Исполнение 1 0СТ26ОП %
1 у 1 й Гх, < 3 Вид “. < v ( я- i r хл-' Острые кромки притупить. Покрытие — Хим. Оке. прм по ГОСТу 9791—6°. Предельные отклонения размеров. не ограни- чен пых допуска ми: ох ваты к? ющпх но А 7, ох ва ты- каемых но B7j прочих » 1 '? f.\7 - Л7). Пример обозначения пробки d ---G мм, испол- нения II: i Пробна 7004—0004 ГОСТ 10017—вв
"Л V В; 1 rt A i i' I i J . < t
Ji Л 2 tf, 4
Обозначение пробок d (отклоне- ние пи C4) D Vi d2 П -1 h I L Масса * ।
Псполне ние I Исполне- ние II
7094-0001 7094-0002 4 s 9 8 1,0 1,0 6 - IB 0.ПЦ 1 !
0003 IKH'4 12 IS 10 1,6 ; 3.5 2,ii 10 20 1 2S сдач !
0005 (IMG 6 1G 17 14 2,0 -J,u 2,5 12 2j 5 32 0,022 ;
7094-0007 7094-0008 10 20 21 IS 2,5 6.0 3,t' 10 6 * 0,013 i
* Для пробок исполнения II. i
Материал: сталь Ст. 3.
47. Сферические заглушки (по ГОСТу 3111—67)
Размеры в ль и
Увеличено
Ц илинИрический
пол со к не менее
Гнездо под заглушку
1) (отклоне- ние no C4) p s Масса 1000 шт В /7С D (от f гл о fie- ri не по с4) 11^ Масса 1011'1 шт.
6 6 , 1 6 22 2S 30 4(1 «3») ;*? 50 55 60 65 • Я.30 !1.ч0 НЛО 12.55 14.90 17.70 19,70 21.70
10 12 14 16 Is 2° 11 13 17 20 30 1,4 0,63 1 0.9!l : 1,42 1 1,92 I 2.,>1 i 3,1S 4,76 1
ВПИТЫ Д.7Я ПРУЖИН
325
Продолжение табл. 47
D (откло- нение по С4) S Масса 1000 шт. в кг D (откло- ' пение । по С4) 8 Масса 1000 шт. в кг
43 70 24.80 75 80 125 130 86.30 98'60
48 75 28,80 ’ 85 140 2,5 111.20
50 80 30,75 90 150 125,00
55 82 85 33,20 37.20 1 95 160 139 ЛЮ
58 92 41,30
60 98 4'1,30 1оо 175 18'1,86
65 105 52.00 105 185 3 203,00
70 115 60 Д) 110 200 223,50
115 215 244,00
Для определения массы заглушек из алюминиевого сплава массу, указанную в таб-
лице, следует умножить на коэффициент 0.33/.
Заглушки изготовляют из тонколистовой ста.чи по ГОСТу 3680—57. Марки стали: 08кп,
08, Юкп, 10, 15кц и 15. Допускается изготовлять заглушки из листов алюминиевого сплава
марки АМг2 по ГОСТу 12аЙ2—07. Материалы и антикоррозионное покрытие заглушек должно
соответствовать ГОСТу 1759—70
Пример обозначения заглушки с D =-- 20 лиг, класса прочности 3.6, с покрытием 05:
Заглушка 20.36.05 ГОСТ 3111—67
то же, из материала группы ЗВ, с покрытием 01:
Заглушка 20.30.01 ГОСТ 3111—07
ВИНТЫ ДЛЯ ПРУЖИН
48. Впит с ушком для пруяпшы
Размеры в мм
(v) d d, D к с Г 1
41 х D 1 М3 1,5 5 1,2 0.5 1 5,0
□ т Г М4 2,0 0,7 6.0
— 6 1,5
V\\ с^5° М5 2,5 7 2,0 0.8 1,5 7,5
дость HRC 30—40. дировать Мб 3,0 8 2,5 1,0 9.0
Экси MS 4,0 10 3,0 1.2 2 12.0
Материал: сталь За.
49 Винты с канав1:ой для пружин растяжения (по ГОСТу 12199—66)
Размеры в ..мл/
326 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
Продолжение табл. 49
Обозна- чения D Di d L г ь h ht I s (откло- нение по С5) с Масса в кг
7009-0164 у 12 М8 32 0,5 2 8 115 10 1,3 0.019
01.5 9 13 мю 32 0,5 2 2,5 8 16 10 1,5 0,022
0166 и 16 мю ю 0,8 2,5 3 10 20 14 1,5 0,036
0167 и 16 М12 40 0.S 2 5 3 10 20 14 1,5 0.037
0168 14 20 М12 50 0,8 3,2 4 12 20 17 1,5 0,076
7009-0169 18 2э М16 60 0.8 4 5 16 *?•> 2 0.149
Материал: сталь 45. Твердость HRC 30—35.
Покрытие — Хиль Оке. при по ГОСТу 9791—68.
Допуски на резьбу по 3-му классу точности ГОСТа 9253—59.
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по
1
Д7, охватываемых — по В7, прочих -± В-).
Пример обозначения винта D ---11 .«tn. d — МЮ
Винт 7009-0166 ГОСТ 12199-66
30. Винты с отверстием для пружин растяжения (но ГОСТу 12200—66)
Размеры в .«.«
W)
1 Обозна- чения d (откло- нения по А А di dg L I <1 b h t c Масса В кг
7009-0211 1,6 М4 3 12 6 4 2 0,6 1,4 0,5 0,001
0212 2 М5 4 16 8 о 2,5 0,8 1,8 1 0,002
0213 2,5 Мб 4,5 20 10 6 3 1 2 1 0.003
0215 3 MS 6 25 12 7 'i 1.2 2,5 1,5 0,007
0215 4 мю 8 3~ 16 9 5 1.(5 J 1,5 0,016
0216 5 Ml 2 10 40 20 10 6 2 3,5 1.5 0,028
7009-0217 6 M1G • 12 50 25 12 8 3,5 0,060
Материал: сталь 45. Твердость HRC 30—35.
Покрытие — Хим. Оке. прм по ГОСТу 9791—Г-8.
Допуски на резьбу по 2-му классу точности ГОСТа 9253—59.
неограниченных
(Д7=В7).
Предельные отклонения размеров
охватываемых — по В7, прочих 1 ~
допусками:
охватывающих — по
Пример обозначения d ~ 5 лык
Винт 7009-0216 ГОСТ 12200-66
ГРУЗОВЫЕ ВИНТЫ И СТЯЖНЫЕ МУФТЫ
ГРУЗОВЫЕ ВПИТЫ И СТЯЖНЫЕ МУФТЫ
51. Рым-болты и гнезда под них (по ГОСТу 4751—67)
Рым-болты изготовляют штамповкой пли ковкой (сварка не допуска этен) я подвергают
термической обработке (отжигу или нормализаций), а затем очищают от окалины.
При испытании на прочность рым-болты должны выдержи на ть нагрузку, превышаю-
щую их номинальную грузи по дъ°мш*сгь на ЬЮ% с допуском не более
Рым-болты следует ввертывать до упора.
При работе двумя рым-болтами угол между стропами должен быть не более 90°.
Более полные технические условия, правила приемки и методы испытания изложены
в ГОСТе 4751—67.
Размеры в дм
d di ’ d5 (отклонения Ji<> .t7) h Л1 a2 I '.:‘o < f b r Г1 rZ MOUCit в Ke Г j । узопо д ьгмность в к Г
1 I для одного болта (и) ДЛЯ дпух Оилгов
(эскиз б) * (эскиз ••>) * *
MS 36 20 s 20 13 12 6 IS 10 4 0,05 120 1С0 80
MIO 45 25 10 25 15 h. s 6 2i з 12 Й 0,12 200 250 125
MI2 54 .30 12 30 17 IS 10 7 14 6 0,1:1 300 350 175
Mill 63 35 14 36 22 20 13 X 16 6 0Д1 350 300 250
M20 72 40 1G 40 2b 24 14 9 3S 19 7 s 0,30 s.>o 650
M24 90 50 20 50 32 29 16 10 45 4 24 3 9 12 0.87 1250 1000 500
изо 10S I® 24 65 40 37 is 11 *>э 28 11 15 1,58 2000 1400 700
мзв 120 70 28 75 45 43 «к» 12 65 .j2 13 IS 2,45 3000 2000 1000
М'/2 144 80 32 3.» 55 30 23 13 72 5 38 4 15 20 3,72 4000 2600 1300
Mis 102 00 36 95 60 52 30 14 82 42 18 22 5,54 ! 5000 ЗаОО 1600
* Чтобы кольца двух рым-болтов, ввинченных до упора, были расположены в одной
плоскости, как показано на эскизе б, допускается применение подкладок (шайб).
** При указанных нагрузках взаимное расположение рым-болтов может быть любым.
ГОСТ 4751—G7 предусматривает также шипы грузовые Май, М64, М72>:6 п MSOxH и
МКЮхб.
Грузоподъемность рым-болтов дана для случая установки их в гнездах в черных ме-
таллах.
Материал: сталь 20 или 25.
Твердость после термообработки в любом месте поверхности НВ 103—149 для стали 20
и НВ 134—187 для стали 2э.
Рым-болты должны иметь цинковое или хромированное покрытие. Допускаются другие
антикоррозионные покрытия.
Пример обозначения рым-болта с резьбой М10:
Рылъ-болт М10 ГОСТ 4751—67
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
52. Грузовые винты (цапфы) (но ГОСТу 8922—G9)
Предназначены для подъема, опускания и удерживания на весу механических
устройств.
Размеры в мм
21 е, Г1 г V4 (?) — Л-
•ч- *^г тЕ|
Л . •J’L. .^7 г
Обозна- чение винтов d кл. 3 L О О, D, s (откло- нение по С5) 1 h 01 Г ri 2 Допу- скаемая нагрузка !• в кГ Масса в кг
7095-0021 М12 50 52 12 25 22 22 V 5 2 к 2 120 0.085
0022 М16 65 40 16 30 24 2S 8 6 6 2U0 0.170
0023 М20 80 45 20 30 27 32 10 8 10 з 8 300 0-114
0024 М24 05 55 25 45 36 38 ;• 480 0.562 1
0025 мзо 110 65 30 55 41 45 12 10 4 720 0.918
002(1 М36 125 70 36 00 46 12 14 4 1100 1,374
0027 М42 140 80 42 70 60 60 12 5 1650 2,056
7095-0028 М48 160 85 50 75 65 70 14 16 2420 2,977
Материал: сталь 20.
Отклонения размеров, не ограниченных допусками: охватывающих — по /1,; охваты-
ваемых — по В7; прочих .» ‘ о (А7--
Размеры недорезов и фасок для резьбы — по ГОСТу 10540—63.
Покрытие — Хим. Оке. при (обозначение — по ГОСТу 4791—68). Допускается примене-
ние других видов защитных покрытий.
Размеры гнезд под грузовые винты и остальные технические требования — по ГОСТу
4751—67.
Пример обозначения грузового винта d ~ М12:
Винт ГОСТ 7095-0021 ГОСТ 8922—69
53. Грузовой болт
Размеры в мм
Сбрить и зачистить £ У d D L 1, 1г I, di с Грузо- подъем- ность в кГ Длина заготов- ки Масса 1 шт. в к?
Щ— М12 25 68 30 28 40,5 15 1.5 500 185 01237
М16 32 84 40 35 50,0 18 1,8 1000 240 0,455
М20 40 112 ^2 40 68,0 24 2,0 1500 300 1,000
’Материал: сталь 43.
Грузовой болт испытывают на прочность нагрузкой, превышающей его номинальную
грузоподъемность на 100%.
ГРУЗОВЫЕ ВИНТЫ II СТЯЖНЫЕ МУФТЫ
329
54. Стяжные круглые муфты
(по нормали Гипроуглемаша)
Размеры 1) 4Ш
d D <>г 1 С h L
Отклонения по .1,
Tun 1
М12 24 13 8 18 ±1 1,0 I
М16 i 30 17 | ю 24 ±1 -
Тип 11
М20 35 22 12 30 ± 1 1,0 -q с? ел Ь5 Ь5 10 Н i+ 1+ 1+ о о о о сс оо 'be а 100 ± 0.8 120 ±1,0 140 4 1,0 160 ± 1,0
М24 40 26 16 36 ± 1 1,5 60 ± 0.8 70 ±0,8 80 ± 0,8 90 ± 0,8 140 ± 1,0 160 ± 1,0 180 ± 1,0 200 ± 1,0
МЗО 50 32 20 45 1- 1 68 ни 0,8 78 ± 0,8 88 ± 0,8 ИЗ ± 0,8 160 4 1,0 180 ± 1,0 200 ± 1,0 250 ± 1.0
M3G (Ю 38 20 55 i 2 2,0 78 ± 0,8 88 ± 0,8 113 ±0,8 138 ± 1,0 180 ± 1,0 200 ± 1,0 250 L 1,0 300 ± 1,5
Материал: сталь СтЗ.
.330
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
ВТУЛКИ
55. Конические втулки для фиксаторов (ГОСТ 13157—67), втулки с буртиком
(ГОСТ 12214—66) и втулки (ГОСТ 1221."—«!>) для фиксаторов и установочных пальцев
Размеры в мм
Обозначение втулок
7030-0122 7030-0172 4 6
7030-1061 0123 0173 6 8
1062 0124 0174 8 10
1063 0125 0175 10 12
1064 oia; 0176 12 14
7030-1065 0127 0177 16 18
— 7030-0128 7030-017S 16 —
* Дла втулок по ГОСТу 13157—67: отклонение по А3.
* • Для D — отклонение но И для — по АД.
ГОСТ 13157—С7 предусматривает также d =2В.м.>|, ГОСТ 12214—67 предусматривает
d -= 2,5 л> « и d — 21' 51) .H.U.
Материал: стал:, УЗА. Твердость НИС 55—60.
Пример обозначения конической втулки для фиксатора размером d — 6 лмв
Втулка 7ОЗО-1ОХ1 ГОСТ 13137-07
Отклонения размеров, но ограниченных допусками: охватывающих — по 47,
охватываемых — по В7, прочих Т J (.1T = Z17).
Для втулок но ГОСТам 12214—66 и 12215—66 радиальное биение поверх-
ности диаметра d относительно поверхности диаметра /) п для втулки по ГОСТу
13157—67 радиальное биепие. поверхности D относительно конической поверх-
ности no IV степени точности ГОСТа 10356—63.
Для втулок ио ГОСТам 12215—66 и 12215-66 торцовое биение опорного торца
относительно поверхности диаметра Л и для втулок по ГОСТу 13157—67 торцовое
биение поверхности .1 относительно конической поверхности по V степени точ-
ности ГОСТа 10356—63.
Острые кромки притупить.
Для втулок ио ГОСТам 12214—66 и 12215—66 покрытие Хим. Оке. прм и
для втулок но ГОСТу 13157—67 покрытие Х.18. тверд, (обозначение по ГОСТу
9791—68).
ОПОРЫ, СУХАРИ, ОСЕДЕРЖАТЕЛП, ПЕТЛИ
331
ОПОРЫ, СУХАРИ, ОСЕДЕРЖАТЕЛП, ПЕТЛП
5G. Постоянные опоры с плоской п сферической головкой
Размеры в леи
Опора С ПЛОСКО* 1"! ГОЛОВ!
по ГОСТу 1341(1—OS
по ГОСТу
Сфера
Вариант испол-
нения опор
Ь
Н г О
L
Обозначения опор Общие размеры Опора с плоской головкой Опора со сфериче- ской ГОЛОВКОЙ
d
:? ПЛОСКОЙ головкой СО сфера- чес к» »й D н* L (откло- нение по b с -Л С1 Масса в ?.’? Масса в иг
головкой Лр72а)
7о;<4-о‘ад 7034-0314 6 Г1 и А 1 0.6 0.002 0.002
0287 0317 н •1 16 6 9 П.4 Z 0,8 0.305 0.0(15
0270 0320 10 10 18 6 9 0.6 9 1,0 0,008 0,00*
0274 0324 12 12 0*1 .Q о 0.6 1.0 U.015 0.915
0275 0325 12 16 26 8 11.6 V 1,0 0.018 0.01 S
0279 0229 16 16 2S 10 .1 u.G и} 0.032 0.U31
02*0 0330 20 -!1? 10 0,6 •+ 1.0 0.(09 0.037
02*4 0334 ‘;1 20 л 1.0 (4 ы 0.063 0.060
0285 0325 20 40 12 1,0 4 1,6 0,074 0.072
0290 0340 у?» Ari 16 1,0 г, 1.6 0.127 0.121
0291 0341. 25 Л2 г»‘< 1<; 3 1.0 о 1,6 0.154 0.148
0295 0345 32 50 20 3 1,6 Г» 1,6 0.218 01!06
7034-0296 7024-0356 0-5 32 58 20 1,6 6 и- 0,265 0.253
С
(ГОСТ
головкой
плп
Для опоры с
ПЛОСКОЙ
S) отклонение по
припуск на шлифование при сборке или' в комплекте. Для опоры со сферической го-
ловкой (ГОСТ 13441—68) отклонение по С5.
ГОСТы 13440—68 и 13441—68 предусматривают также О — 5 и 40 л.-.и, Н ~ 3 -4- 60 лы>.
Материал: сталь У7А дли опор 1> < 12 сталь 20Х зля опор D > 12 Твердость
НИС 55—60. Опоры из стали 2((Х цементировать па глубину 0,8—1,2 ,.м.и.
Отклонения размеров, ие ограниченных допусками: охватывающих — по А,; охпаты-
1
г.аемых — по В,; прочих ± (А,- В,).
Размеры канавок для выхода шлифовального lipyra — по ГОСТу 38211—69.
Острые кромки притупить.
Покрытие — Хим. Оке. при (обозначение по ГОСТу 9791—68). Допускается примене-
ние защитных покрытий других видов:
Для опор но ГОСТу 13446—68 неперпендпку.тярноси» опорного торца А относительно
поверхности диаметром d — не более 0,01 .мм (только для опор размером II, изготовляемых
с отклонением по С).
Пример обозначения опоры с плоской головкой D = 6 леи, Н = 6 _м с предельными
отклонениями Я по С:
Опора 7031-0264 С ГОСТ 43410—03
то же, с продельными отклонениями размера Н
Опори 703 4-0204 ГОСТ 13440—08
Пример обозначения опоры со сферической головкой D G ли), Н — 6:
Опора 7034-0314 ГОСТ 13441—68
332 СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
57. Сухари к обработанным станочным пазам (по ГОСТу 14730—69)
Размеры в лш
Обозначение сухарей В (отклоне- ние по А'.) В, Н II, d кл. 3 ъ h с С1 Масса в кг
7004-2041 6 9 7 4 М5 0,003
2042 8 12 8 5 Мб 1,0 0,4 0,006
2043 10 14 11 6 М8 1,0 1,0 0.012
2044 12 18 14 7 мю 0.022
2045 14 22 16 8 М12 1,6 0.035
2046 18 28 2Н 10 MW 0.6 0.070
2047 22 34 28 14 М20 0.153
2048 28 44 34 18 М24 2,5 0327
2049 36 54 45 22 изо 2.0 1,5 0,522
2050 42 (55 52 26 М36 1 1,061
2051 48 75 60 30 М42 4,0 1.009
7004-2052 54 85 68 34 М48 2,305
Материал: сталь 45. Твердость — HRC 35—40.
Отклонение от перпендикулярности поверхности А относительно поверхности Г — по
VIII степени точности ГОСТа 10356—63.
Смещение плоскости симметрии расположения поверхностей Д и Е и оси отверстия
диаметра d относительно плоскости симметрии расположения поверхностей А и Б: при
В 22 не более 0,2 мм, при В > 22 не более 0,3 мм.
Отклонения размеров, не ограниченных допусками: охватывающих — поЛ?; охваты-
ваемых —по В7; прочих ± 1/г (А, = В?).
Острые кромки притупить.
Покрытие — Хим. Оке. прм (обозначение по ГОСТу 9791—68). Допускается примене-
ние защитных покрытий других видов.
Пример обозначения сухаря к пазам станочным обработанным В = 6 мм:
Сухарь 7004-2041 ГОСТ 14730-69
ОПОРЫ, СУХАРИ, ОСЕДЕРЖАТЕЛИ, ПЕТЛИ
58. Осс держатели (по нормали подъемно-транспортного машиностроения)
Размеры в мм
i J] Дт 4S , 1 1 FL_ 1 1 !
T i T 'M. Ji- .. 4
П i t 1 RT
€ L 1* i
I
Диаметр оси h c H L Б t m найм. найм. 1 Болты 1 d X i i
1 » i 28 30 IS 19 19.5 21 45 30 31 31.5 33 34 70 24 Ki IS 20 23 10 6 M10X20
1 40 1 45 I 50 1 I 26,5 20 30,5 33,5 65 40,3 43 44,5 4fi 95 29 34 ss 42 46 12 8 5112x23
60 65 70 80 10 42,5 44 45,5 * JO 39 «1,5 63 64,3 120 39 30 35 59 63 68 14 10 MllixMO
00 1(Ю 110 56 <i0 63 110 80 84 87 160 49 76 85 93 IS 12 M20x35
Материал: сталь СтЗ.
Верхняя кромка оседержателн обработана.
Шайба пружинная нормальная — по ГОСТу 6402— 70.
Оседержатели следует устанавливать таким образом, чтобы они не воспринимали
нагрузки оси. На каждый конец оси устанавливают по оседержателю.
334
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
59. Петли шарнирные
(по нормали станкостроения)
Размеры в лои
Я 50 65 80
S 2 2.5 3
1.5 2 2,5
й 1 и II.
Петли левые и правые и с п о л н е н и
Петли исполнений III и IV
Размеры в .им
Материал: сталь СтЗ. Наружную поверхность петель полировать и оксидировать.
ОПОРЫ. Cl ХАРИ, ОСЕДЕРЖАТЕЛП, ПЕТЛИ 335
Продолжение табл. 59
Ось петли
Размеры в «л
н d L ft
ад £1- J L 50 50 2,0
Z +* 61 65
80 6 79,5 2,5 '
Наружную поверхность оси оксидировать.
Размеры в ям
Стержень Стержень in а й б а WfV)
ад! 1
ч L _ Z л- 1
а (отклонения по С4) di L 1 h h D с
5 3 50 64 5,0 It 2,5 9 1,0
6 4 79,5 5,5 5 3,0 11 1,5
Материал: стержня — сталь 35, шайбы — сталь СтЗ.
СКОБЫ ДЛЯ КРЕНЛЙНИЯ ТРУП II МЕТАЛЛИЧЕСКИХ РУКАВОВ
ВО. Одноместные односторонние скобы (по нормали машиноатроення МП 184—60)
Размеры в мм
336 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И 463ЛЫ
Материал: сталь СтЗ. Оксидировать.
Пример обозначения скобы D = -is .ил*.
cw* is мл
61, Одноместные двусторонние* скобы (но нормали маршпэегдчснис \П1 Г»5 ’10)
Размерь? в .мм
1':। ;;Ж’s -ы ра з иир-п.ш те- >п1*пiлес j :н е. Лз клонрнин г- йобид-
ных размеров п.) 7 -му классу точности
j i иаметр скобы I) г 'J, Л (отклоне- нии J 0,5) h L Винт 1 HO ГОСТу 17473—-72 Ma ecu ’('*?(J шт. в ?iC В
14 1К 13 20 4 1.Э 6,5 9 40 Й 13 15 17 19 2* > со 69 .,3 74.4 M6 li.l 12.2 13.1' 14.1 lli
2Z 30 4 1,5 !'1,0 12 52 56 60 21 зо 3-1 ,';s 42 91.i 99.7 119.4 IIS. 7 1,>.5 17.0 19.1
3S 43 50 65 (; -’,0 3.0 13 CS 'л’ 8U КС 40 44 51 '.II' 4<J 52 5iS 64 72 130.S 14 b .7 j 55.7 172.2 193,2 M8 ?!•? ::s.o 43,7 18
1 Длину винта выбирают в за виси мости от толщины прокладки.
К
ь«
□
I ТГУГ. II МЕТАЛЛИЧЕСКИХ РУКАВОВ
Ын тс риа л: ста л. ь СтЗ. о г ten дт! ро пат ь.
Пример обозначения скобы Л — 1ь .ил::
Ск’<Си jfj мн :fs.3--fio
338 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ П УЗЛЫ
62. Двух-, трех- и четырехместиые скобы
Размеры
Двухместные
Диаметр скобы D в г i'i 8 К d Й! h L А (откло- нения * 0,5) At Lt
4 6 8 10 12 14 2 2 1,0 2 6,э 9 3 5 7 9 И 12 14 К! 18 18 31 38 42 46 5 10 12 14 43,5 50.0 150.0 64,2 72,3
14 16 18 20 16 4 3 1,5 3 6,5 9 13 15 17 1'3 26 30 54 58 62 66 16 18 20 vO,t> 92,4 99,6 106.7
27 30 34 1 д 18 тину 1 лтнта «ыбя 1,5 рают завис 9,0 ИМОСТ1 12 ОТ то 21 23 31 ТИНИНЫ 30 34 42 прок/ /3 81 88 96 гадки. 29 36 116,4 128,7 142.4 154,7
Материалу сталь Ст 3. Оксидировать.
Пример обозначения скобы двухместной D = 18 льи.
Скоба 18 МН 186—60
то же, трехместной
Скоба 18 МН 187—60
то же, чстырехместной
Скоба 18 МП 188—60
СКОБЫ ДЛЯ КРЕПЛЕНИЯ ТРУП II МЕТАЛЛИЧЕСКИХ РУКАВОВ
339
(по нормалям машиностроения МН 186—60, МН 187—60 в МН 188—60)
В ММ
Размеры разверток теоретиче-
ские. Отклонения свободных раз-
меров — по 7-му классу точности
Трехместные Ч етырехместные Винт1 по ГОСТу 17473—72 Масса в /-г 1000 скоб
А (откло- нения ± 0,5) .4, Lt А (откло- нения ± 0,5) А, Lt двух- местных трех- местных четырех- местных
32 10 48.5 а!» 14 ,»2. j 3,31 3,86 4,41
38 14 57,0 44 20 (53,0 3,97 4,74 5,51
48 20 70.0 56 28 78,0 Мб 5,07 6,17 7,27
54 24 79,2 64 31 89,2 5,87 7,20 8,52
Г.0 28 88,3 /2 40 103.3 6,04 8,18 9,72
70 :9 1(11,3 84 46 113,3 14,10 17,10 2il 10
76 Зь 110,4 92 ji. 126.4 Мб 15,60 18,90 22,30
82 40 119,.; 100 5S 137,6 16,80 211.60 24.40
88 W 128,7 108 64 148,7 18410 22,30 26,40
98 ьо 141,4 121 73 164,4 20,20 24.90 29,60
ИО 58 157.7 — - — М8 23,10 28.20 —
120 64 174,4 — — — 25.10 31.20 —
132 72 190,7 — — 27.80 34,40 —
34(1 СТАНДАРТНЫЕ Л НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
63. Область применения скоб
Размеры в мм
Дпа- метр ' скобы • D Наружные диаметры различных труб и рукавов Трубы стальные водо- газопрово дныс по ГОСТу 3262—62 Рукава гибкие металлически? герме- тичные по ГОСТу 3575—47
уело вини проход ! Наруж- ный диаметр без оплетки в оплетке
в мм в дюй- ма-; ус лов- * ный проход на руж- ный диаметр услов- ный ПрС\ОД наруж- ный диаметр
8 От >> до о 4 7,7
10 Св. 8 » 10 — — — 6 10 '* 0,0
12 » 10 » 12 — — — — 11,5
14 » 12 » 14 8 >/4 13,50 19 -
10 От 15 » 16 — — — — 10 15,3
18 » 17 » 1.8 10 % 17.00 13 18 — -
20 » 19 » 20 — — — — 13 10,5
23 » 21 » 23 15 ч2 21,25 — — - —
27 » 24 » 27 20 28.75 — -- — —
30 » 28 » 30 - — - 20 28 20
34 » 31 » 34 25 1 03,50 25 33 25 34,5
38 » 35 » 38 — — — •»о 38 ___
43 » 40 » 43 32 1*4 42,25 - — 32 40.0
50 » 44 » 50 40 1‘Д 48,00 38 40 38 48.0
65 » 57 » 05 50 60,00 50 62 50 84,0
Скобы Jj = i и 6 л!л! применяют для труб маслопроводов.
КРЫШКИ
Материал: чугун СЧ 15-32. Отклонения размеров отливок по Ш классу
точности ГОСТа 1855—55.
Отклонения размеров, не ограниченных допускам:!: охватывающих — но Д7,
охватываемых — по Т>7, прочих + (Л,
Крышки исполнения I крепятся винтами по ГОСТам 1491—72 и 11738—72;
крышки исполнения 2 — болтами ио ГОСТу 7796—70.
84. Лрпятмпые крышки (по ГОСТам 11638— 65 и 116.39—(55)
Размеры в ли.
По ГОСТу 11038-65 ПоГОСТу 116.3'.|-65 Ис-W'.t Z И:'т.*w. fi не:. •:w/ ve 2 . < I ? "^еег." ::й <ь о г> и.: w
Jj /7 5/?^/Л <'мш 'Рн;:е r ’f4~! Л >' ! n". J ','C
i С> ’ 1 j не fvs.*e -' 7 -Д 2 Пепарал.зе.’гьност.ь naocwwit ... ' Л w fi: для d до GO л.и — пе О-олее £ i 1 0.01 .и »; для d св. 60 .v,m до ICO.m.ii—
' П t 1 ’
It t.l 'A , E * Lt n OL- . nV VV.'LVt. V.V.I.U V». JL'J'l не более 0,025 мм Для </ отк л имения по Х4
Наружный диа- метр подшип- ника D Dt di d2 cl'^ ‘i I H Я1 Л г {1 ?’2 Масса в ие* 11638 - (й крышек по ГОСТу 11639-G5
13 14 15; 1(5; 17 IS; IV; 20 34 34 40 22 on 28 9 10 1! 14 5 8 3 6 6 !) 3,2 0,5 2 2 0.0.3 0.0.3 0.0.3 0 .('-4 0.03 0.ЛЗ 0.04 0.05
21; 22 24; 28 28; 30; 32 35 * 37 45 50 57» 05 oil 42 4n 16 18 24 6 10 4 8 8 12 4 0,3 2 0.07 0,09 0.11 0.16 0J18 0.1.0 0,11: 6.12: 0.12 0.1.7
40; 42 44; 45; 47 50; 52 <ЭЭ. С) 8 60; 112 70 95 05 54 60 66 78 38 44 48 7 12 5 10 10 15 G,5 0.6 3 3 0.21. 0.24 0.29 0.36 0.40 0.22; 0.23 0.26; 0.2С; 0.27 0.31. 0.;.'8; 0.39 0.42; 0.43
КРЫШКИ
342
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
Продолжение табл. 64
Маиса в /»«* крышек пи ГОСТу 11639—65 0.6; (0.62); 0.61 (0.63) 0.66 (0.08); 0.Г.7 (0,69) 0.67 (11.60) р.75 (0.78); 0.78 (0.81) ОАО (0<4'2); 0.92 (0.95) 1,34 (1.40) 1,55 (1.62); 1,60 (1,60) 1,74 <1>'0); 1,79 (1,ВД) 1,Щ (2.0); 1,99 (2.05) 2.13 (2.2); 2.19 (2,26) -.46 (2.53) 3.43 (3,51); 3,52 (3,59) 3,72 (3,8); 3,9 (3,98) 4,62 (4,10); 4,1.1 (4,20) 4,51 (4,59) 4,9 (4.99); 5.11 (5,19) 5,25 (5,23) 5.7.Э (5,83); 5.87 (5,96)
I ©ОООО
и .2 1,59 1.71 1.89 2,08 2.Я4 CO CO 4^ )'"'
•^е-.^НтНС-КМ 3,19 ( 3,46 ( 3.75 ( 4.13 ( 4,59 ( 4,81 ( 5.41 ( h — 3 при I) -- 34 65; n = 4 при D 7u 4-lie; <i--0 при 1) — 120 4- 280. * Величины без скобок для исполнения 1. в скобках для испо.чненип 2.
3 Х> *>
чг -
- о 3 •f:
- io £ CQ
£ 51 7 4
й ** X
- С 4 Fl
- * х. 3
15 (13) IS (20) 20 (24)
О 3
- •X- Ti 49 03 о in » х> OKI сет CH coi so 06 135 145 155 160 175 190 2(M
84 90 90 100 110 120 130 140 150 160 170 32Озм~|сз 7i
3 105 110 110 120 130 145 155 165 175 185 195 210 220 230 240 255 265 280
Наружный диа- метр подшип- ника G5: G8 70; 72 75 80; 85 1)0; 05 100 105; 110 115; 120 125; 130 135; 140 145 ISO; 155 160; 165 170; 175 ISO 190; 200 210 215; 220
ГОСТы 11638—155 и 11639—65 предусматривают крышки 1) — 300 4- 375 ,«л(.
Пример обозначения крышки И - = 62 лм исполнения 1:
Крышка 1-62 ГОСТ 6'5
ю же, исполнения 2
Кришна 2-62 ГОСТ 11638-65
КРЫШКИ
343
65. Высокие прижимные крышки (по ГОСТу 11640—65)
Размеры в .мл?
И. 1 "полнсь ;л Жи TvJrS uef . исполнении Z. п от6.62.Смёшш1е осей ^отверстий а2 от номиналь- Дного расположения не Солее й < „ . 025мн 1 Непараллельность плоскостей А и Г: ХЖХ Я для d до WI мм — не более 0,01 л»м; для d
ср. 60 до U5U мм — не о<?л«*е и дни мм; для d св. 160 мм — не более 0,025 мм.
1
O-L У
i U. ^5 .
г/ (отклоне- ние по Л'4) О 1>1 О2 (h l/s 1 11 н W* 1 /1 01 г Г1 г» Масса В КЗ*
35; 37 65 48 36 28 6 , 10 4 14 Is 12 4 — — 0.3 3 2 0,18; 0,19
40; 42 44; 45; 47 50; 52 70 73 60 66 42 56 34 38 44 7 12 5 16 20 15 6„) 20 10 o.r> 4 з 0.23; 0.24 0.27; 0,27; 0.28 0,32; 0,32
55; 58 60; 62 95 95 7S 62 48 7 12 5 18 15 6,5 0.6 4 3 0.40; 0.41 0,45; 0,46
(55; 68 70; 72 80; 85 90; 95 105 110 110 120 130 84 90 90 100 110 70 74 76 84 92 58 62 64 I.J 80 9 15 (IS) 6 20 20 18 (12) 8,5 32 40 45 10 0,6 Г. 3 0.67 (0.7); 0.68 (0,71) 0,73 (11,76); 0.74 (0,77) 0.74 (0.77) 0.83 (0,89) 0,86 (0,91) 0.98 (1,04); 1.02 (1.07)
100 105; 110 115; 120 125; 130 135; 140 145 145 155 165 175 1S5 195 120 130 140 150 160 170 104 НО 120 130 140 145 90 95 105 115 125 130 11 14 (20) 8 25 32 23 (If.) 11 48 52 63 hi If, 16 1(1 in 0.6 8 4 1,48 (1,58) 1,7 (1,81); 1,75 (1.84) 1,«6 (1,77); 1,96 (2,07) 2Л7 (:".-) 2.33 (2.'<'|); 2,4 (2,э) 2,67; (2,7^)
150; 155 100; 165 170; 175 180 100; 200 210 215; 220 210 220 230 240 265 280 180 190 200 210 2-50 152 10.2 172 178 102 200 210 135 145 155 160 175 190 200 13 20 (24) 10 32 40 28 (20) 13 — 0,8 10 10 10 10 10 12 12 4 3,24 (3,39); 3,33 (3,48) 3,6 (3,75); 3,69 (3,8'0 3,73 (3,8.8) 3,83 (3,98) 4,21 (4,36) 4,5 (4.64); 4,71 (4,86) 4,73 (4,89) 5.16 (5.32); I..21 (.>.44)
п 3 при d — 354-37; tu=4 при tZ~-iO4~7ai п«=~6прн / —Ч)™220
* Величины без скобок — для исполнения I, в скобках — для исполнения 2.
ГОСТ 11640—65 предусматривает крышки D — 300 — 375 мм.
Пример обозначения крышки d = 72 мм исполнения 1;
1\рытьа 1-72 ГОСТ 11610—65
то же, исполнения 2
Крышка 2-72 ГОСТ 11640—65
66. Прижимные крышки с кацапкой под уплотнительное кольцо (по ГОСТу 11G41—65)
Размеры в ,»w
со
исполнение 7
njmB.ii-Смещение осей Игпп/1Н1,Н!1. ,
отверстии а, от нами- ‘пополнение l
gifo пильного расположение
►ЛДЙ н? более 0.25 мм с
, ПрхриЛЬ
♦ канаИки
fB
'5 Ь
и D 0, 'А А d* 'Ц Ь bt I G Jf h r r. Масси в не*
35 И; 1(5 18; 21 65 48 2S 6 10 19; 24 28; 31 3 3 4,3 t 3 9,5 12 0.3 2 0.18; 0.17 0.16; 0,15
37 13 10, 21 21 29; 31 в 3 4.3 0.1s 0.16
40 18 26 28 38 3 4 5.5 в 4 0.23 0,20
42 16 21; 23 2в 70 54 34 24 31; 33 38 •> 3 4 3 4,3 7 6 4 0.23 0.22; 0,21 0,20
44 И 7 12 28 4.3 5 6 12,5 15 6,5 0,G 3 3 0.26
45 21 2V 75 60 38 31 41 3 4 4,3 5,5 s 4 0.26 0.23
47 18; 21 26; 20; 31 28; 31 38; 41; 43 3 4 4,3 0 4 0.27; 0.26 0.25; 0,24; 0.23
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
Продолжение табл. 66
й (отклоне- ние ко А'<) Йо n Й1 da d* /? "4 b bi I 11 (a II h r Г1 r2 Масса в кг*
50 31 82 Go 44 1 12 43 4 5,5 5 4 12,5 15 6,5 0,6 3 3 0,20
52 21 26; 29; 31; 30 31 38; 41; 43; 48 3 4 4,3 6 4 0.02 0,31; 0.3; 0.29; 0,26
.73 31; 3(5; 41; 4(5 95 73 48 43; 48; 53; 58 4 5,5 4 0,38; 0.3(5; 0,33; 0,3
58 58 4 5,5 4 4 6 4 0.31
60 26; 36 95 78 52 38; 48 4 5,5 0,45; 0,41
62 18; 21 26; 29; 31; 36; 41 28; 31 38; 41; 4.3; 48; 53 •J 4 4 «5 0.4(5; 0.45 0.46; 0,44; 0.44; 0.41; 0,38
65 36; 4b 105 84 58 9 15 (lb) 48; 58 4 э,5 6 7 15 18 8,5 0.6 4 3 0,58 (0.151); 0,53 (0.55)
С 8 41; 46 53; 58 4 5,5 7 0,57 (0,6); 0,54 (0.57)
70 31; 41 110 yu 62 43; 53 4 5,5 7 o,i;S (0.71); о,© (Ода
72 26; 31; Эй 41; 46 3S; 43; 48 53; 58 4 4 5,5 7 7 0.71 (0.74); 0.69 (0.72); 0.67 (0.7) 0,151 (0.67); 0.61 (0.(54)
/э 46
no 90 84 58 4 5,5 7 0.62 (0,64)
80 26; 31; 36 4t; 40 51; 56 120 100 72 38; 43; 48 53; 58 67; 72 4 5,5 5,5 7,1 7 7 4 0,86 (0.88); 0.82 (0.86); 0.8 (0.84) 0.77 (0.81); 0,74 (0.78) 0,78 (0,82); 0.74 (0.78)
85 41; 4tj 51; 56 120 100 72 9 15 (18) 53; 58 67; 72 4 5 5.5 7,1 6 7 4 15 18 8,5 0,(5 4 3 0.8 (0,84): 0.77 (0.SI) 0,81 (0,85); 0.77 (0.81)
во 31; 36 41; W. 51; 5fi; 61 130 110 80 43; 48 53; 58 67; 72; 77 4 5,5 7,1 7 7 4 1 (1.04)- 0,07 (1,01) 0.95 (0.99); 0.91 (0.94) 0.91 (0.95); 0.86 (0,9); 0.81 (0.85)
05 01 77 5 7,1 4 0.84 (0.У8)
ИЯШГИЯ
346 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Масси в w* 1,13(1,2); 1.12(1,2); 1.12 (Ll;i) 1,03 (1,1); 1.04 (1,12); 0.87 (0,95) 1,35 (1,42) 1.73(1,8); 1.7(1.78) 1.68(1.7;.); 1.63(1.7); 1.58 (!.,(';>) 1,46 (1,54); 1.32 (1.4) Г— 1,1)6(2.03) 1.1)4 (2,02); 1.9 (1,97) 1,84 (1.92); 1.79 (1,80) 1.07 (1,73); 1,61 (1.69) 1,98 (2.06); 1,86 (1,93); 1.77 (1,84); 1 1.7 (1.78) 2Д8 (2.3); 2,18 (2.2(5) 2,13 (2.2); 2.08 (2,16) 2,04 (2,12): 1,97 (2.05); 1,82(1.9) 1,7(5 (1,83); 1.6(5 (1,73) 2.22 (2,3)
W
>П
0,6
л! -
Й 7Q
w 19,5
- 2 05 эо О Si эо х> GO Si co 'X
— ОО
7,1 еп LnS w I1‘6 8*8 9‘6 rs Pi l‘X
л ш <£> & -jMOinc© ZD •n л -X) t- -
48; 53; 58 67; 72; 82 £ 53; 58 67; 72; 77 80; 99 94; Ю4 58 67; 72 77; 82 У4; У9 89; 99; 104 111 l 89; 94; 104 111; 11.6
«« 18 (20)
4S
43 О 104 104 104 105
ч 1.20 130 140 150
ч 6Я 1П .п 30 in E" SSI
© 73 30; 41; 40 51; 56; 66 1-> 41; 46 51; 58; 61 71; Ы 7С>; 86 46 51; 5(5 61—6(5 7(5—St 71; 81; 86 91 51; 56 61; 66 71; 76; 86 91; 141 !>>
(отклоне- ние по *4) 100 S0I НО 115 Fj 125 130 135
I
f
* 1
1 Гродолжеиис табл. 66
d (отклоне- ние по А\) do и Pi di d8 d. b bl l h 1, 11 h r Мисси В ?й‘*
140 50; 61; UG 71; 76 81; SO 91; 96 101 185 loo 125 11 18 (20) 72; 77; 82 89; 94 91); 104 111; 116 125 5 6 6 7 8 7,1 8,3 8,3 9.6 11.1 8 9 8 8 6 19.3 2--. 11 0.6 5 * 2.48 (2,56); 2,43 (2,5); 2.37 (2.43) 2,35 (2.43); 2,28 (2,36) 2,21 (2.29); 2.13 (2.21) 2,1 (2.17); 2 (2,07) 1,87 (1.94)
145 9(5 lii'j 1115 171! 116 130 7 « 9,1; 11,1 6 2.34 (2,41) 2,1 (2,17)
150 61 71; 76 Ы; 86 91; 06 101 105; 111 210 180 135 13 20 (24) 89; 94 09; 104 111; 116 125 1.40; 135 6 I, 7 8 8 7,1 8.3 9.IJ 11.1 11.1 10 13 12 12 to 9 0 24 26 13 0,8 6 4 3,87 (3,97) 3,84 (3.94); 3,79 (3.89) 3,74 (3,84); 3,liS (3.78) 3,7 (3,8); 3,63 (3,73) 3,54 (3,65) 3,07 (3,17); 2,95 (3,05)
155 01 111 210 180 135 lit 135 7 8 9.0 11,1 10 9 3,51 (3,61) 3,911 (4,03)
160 ut> 76; St 91; <HJ 106; 111 220 100 145 82 94; 9!) 111; 116 130; 135 5 6 7 8 7.1 8,3 9,6 11,1 13 12 10 9 4,0b (4.1b) 4.01 (4.1.1); 3,93 (4,03) 3,87 (3,97); 3,76 (3,86) 3,53 (3,63); 3,41 (3,51)
та —3 при d — 35 — 37; и -*= 4 при d = 40-j-75; п — 6 при d — S0 Д-11,10.
КРЫШКИ
Величины без скобок для исполнения 1, в скобках для исполнения 2.
ГОСТ ИДИ—65 предусматривает d до 250 мм и 70 до 151 мм.
НепараЛлельнисть плоскостей Л п Б: для d до оо _-.iv — не более 0,61 длд d св. ои до 160 мм — не более 0.016 .иль
Пример обозначения крышки d — 65 .«и, — 36 ,и.н исполнения 1:
J-65X3S ГОСТ 11641—03
то же, исполнеппя 2 се
Д'1'ыш»а 2-05X36- ГОСТ 11011—в5 fj
348
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
67. Прижимные упорные крышки (по ГОСТу 11642— (>•>)
Непараллелытость плоскостей
.4 и Б: для d до 60 .ч,м — нс более
0,01 jh.u; для d св. 60 до 160 лев —
нс более 0,016 ,м.и. Для централь-
ного отверстия крышки винт по
ГОСТу 8878—64; гайка по ГОСТу-
5915—'<0.
d (отклоне- ние по хХ4) D Ot do dt ds d* I H h r Г1 Fg c Масса в кг*
40; 42 62 70 75 82 95 54 60 66 78 Ml 2 Ml 6 М16 М16 34 38 44 52 7 12 s 30 30 s 14 6*5 0,6 3 3 1,6 9 0.27 0J2 0,38 0,51
80; 85 90 110 120 130 90 100 110 М16 62 80 9 15 (18; 32 10 16 8.5 0.6 4 3 2 0.77 (0-79) 0,86 ;0,89) 0.88 (0.91) 1,01 (1,04)
100 110 155 155 120 130 90 95 38 1,62 (1,7) 1,9 (1,9 7)
120 125; 130 140 165 175 185 140 150 160 М20 105 ИЗ 125 и 18 (20) 40 12 20 11 0,6 5 4 2,13 (2,21) 2,34 (2,41); 2,37 (2,45)' 2.61 (2,69)
150 160 210 220 180 190 М24 135 145 13 20 (24) 48 16 24 13 0.8 6 2,5 4,1 (4,19) 4,44 (4,52)
п — 4 при d — 40 — 72; п — 6 при d — 80 160.
’ Величины без скобок для исполнения 1, в скобках — для исполнения 2.
Пример обозначения крышки d — 72 леи, исполнения 11
Крышка 1-72 ГОСТ 11642—65
То же, исполнение 2
Крышка 2-72 ГОСТ 11642—65
КРЫШКИ
3-19
68. Шайбы для прижтшых упорных крышек (по ГОСТу 11643—18)
Размеры ъ ям
Сстбые тонки
скруглит
I
Диаметр крышки а u’l d2 aa В н rs Масса в кг
40 1и 39.5 41.5 46,5 26 30 3 3 8 1,6 6.04 0.05 0,06
52 72 51.5 01,5 71.5 34 40 50 4 4 10 2,0 0.10 0,13 0.17
80 х» 1=0 1(0 79,5 84,5 89 р *.’9,5 55 60 65 75 4 5 12 2,5 0.27 0,30 0.33 0,40
150 120 125 150 109 5 iiOJi 124,5 80 90 95 too 6 (i 14 3,0 0.58 0.08 0.73 0,78
140 150 1S0 139,5 149 р 159,5 105 115 125 6 8 18 4,0 1,26 1,42 1,00
Материал; сталь СтЗ. Оксидировать.
Пример с.бознаг;ени:х шайбы для крышки === 42 шс
Шайба 42 ГОСТ 11в-1е—$3
Назначение крышек
Т( р и ж и м и ы о к р ы ш к п п р и м с и я ю т. а) для крепления в осе-
вом яапрквлевгш наружных колец подшипников качения в корпусных деталях
машин; б) как унлотияюшне устройства (в комплекте с эластичным» проклад-
350 СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ
ками и кольцами), предотвращающие вытекание смазки из корпуса подшипни-
ков и защищающие его от проникновения пыли, грязи, влаги, паров кислот и
других посторонних веществ внешней среды.
Примеры применения крышек
Крышки прижимные по ГОСТу 11638—65 (рис. 5)
1. Крепление подшипников, не воспринимающих осевую нагрузку.
2. В конструкциях, габаритные размеры которых не позволяют применять
крышки с посадочным диаметром.
Крышки прижимные низкие по ГОСТу 11639—65 (рис. 6)
Закрепление наружного кольца подшипника, устанавливаемого неподвижно.
Рис. 5
Рис. 6
Крышки прижимные высокие по ГОСТу 11650—65 (рпс. 7)
1. Закрепление наружного кольца подшипника, устанавливаемого непод-
вижно.
2. Для соединений, в которых внутреннее кольцо подшипника закреплено
гайкой.
Рис. 7
Рис. 8
Рис. 9
Крышки прижимные с канавкой под уплотнительное кольцо по
ГОСТу 11641—65 (рпс. 8)
Закрепление наружного кольца подшипника, устанавливаемого неподвижно.
Крышка прижимная упорная по ГОСТу 11642—65 с шайбой по ГОСТу
11643—65 (рис. 9)
Для регулирования конических подшшпшков в осевом направлении.
3э1
ШАРИКИ II РОЛИКИ
ШАРИКИ И РОЛИКИ
69. Шарики
Диаметр Т>: 1.5; 2.5; 3; 3,5; 4; 5; 5,5; G; 6,5; 7; 8; 9; |6; 11; '
12; 14; Ь; in; 17; 19 дн.
Технические требования на шарики — ГО СТ 3722—60.
Материал: сталь шарики- и роликоподшипниковая пи
ГОСТу S01—60.
Твердость при диаметре до 4а мм HR С 62—66;
то же. свыше 45 .мм HR С 6(»—66.
70. Цшншд|ШЧ(ч*кие ролики
Размеры в лья
71. Игольчатые ролики
Размеры в мм
Материал: сталь шарике- и ролико-
подшипниковая НО ГОСТу 801—60.
Степень точности и чистота:
Е ... VII; II ... V10; Ill ... V'J
1,G 7.8; 9,8; U.S; 13,8: 15.8
2.0 6,3; 7.8; 9.8; 11.8; 13.8: 15,8; 17,8; 19.8
2.5 7,8; 9,8; 11,8; 13,8; 15,8; 17.8; 19.8;
21,8; 23,8
3,0 3,s; 11,8; 13,8; 15.8; 17.8; 19,S; 21,-8;
23,8; 27,8; 29,8
3,5 13,8; 15 Л; 17.8; 19.8; 23,8; 29,8
4.0 19,8; 23.8; 29.8; 39,8
5,0 24,8; 29'S; 39,4; 44,8; 49,8
6.0 49Л; 59,8
Материал: сталь ШХ15; твердость HRC
61—G5.
Пример обозначения игольчатого ро-
лика d — 2 л?.и, I 15,8 мм. степени II:
Ролик игольчатый 2:^15,8 ГОСТ 6870—72
Дополнительные источники
Рукоятка с накаткой — ГОСТ 14742—69.
Опоры шаровые — ГОСТ 12216—66.
Коуши стальные для стальных канатов — ГОСТ 222-4—72.
Крюки однорогие. Основные параметры и размеры — ГОСТ 6627—63.
Крюки однорогие с предохранительными замками. Конструкция и раз-
меры — ГОСТ 128 40—67.
Крюки пластинчатые однорогие и двурогие — ГОСТ 6619—65.
Дпшца отбортованные для сосудов, аппаратов и котлов. Основные размеры —
ГОСТ 6533—68.
Колеса обрезиненные безрельсового транспорта. Тины, основные параметры
п размеры — ГОСТ 11112—70.
Колеса с массивными резиновыми нишами безрельсового транспорта. Тех-
нические требования — ГОСТ 13524—68.
Шины массивные — ГОСТ 5883—65.
Механизмы кулачковые. Концы роликовых толкателей. Ролики. Осп. Ку-
лачки (заготовки) — МН 3019—61 — МН 3030—61.
ГЛАВА VI
СМАЗОЧНЫЕ МАТЕРИАЛЫ II УСТРОЙСТВА
МАСЛА П СМАЗКИ, ПРИМЕНЯЕМЫЕ ДЛЯ СМАЗКИ
ОБОРУДОВАНИЯ И МЕХАНИЗхМОВ
Индустриальные масла
Наимено паппе, ма рка масла. ГОСТ и назначение Вязкость ГШ1Р- матическа я при бй° С в сст Температура в °C *
соответств ую- щая ой условная вязкость в град вспышки Г; 3,1 кры- том тягле, не ниже засты,:.- Ш1Я. нс выше
<rfегкг>е ген диетри' Масло для ныспкоскор«!стных механизмов Л i (велосит), ГОСТ 1чИ) -51 1 Точные механизмы, работающие с малой нагрузкой при частоте вращения 15 ООО— 2 о ООО f>6/jvriui или с окружной скоростью на шейке 4,5—6 м сек (высокоскоростные шпин- дели, шлифовальные и другие станки) л mice масло Ul—5Л 1,29—1,40 112 —25
Т «'вазелиновое), ГОСТ IS'pj-51 Механизмы, работающие с малой нагрузкой 1 при частоте вращения 1(> (-00—15 000 ои/дшн или с окружной скоростью на шейке 3— 4,5 м/сек 5.1—5,5 1,40—: ,72 125 —20
Приборное МВП, ГОСТ 1805-51 Контрольно-измерительные приборы, рабо- тающие при низких температурах, масляно- пневматические амортизаторы 6,2—Чл 1,51—1,72 12и —г.0
С1 1.' ий>кт> 1 i iur Индустриальное 12 (веретенясе 2), ГОСТ *7117—51 Шпиндели шлифовальных станков ппп ча- стоте вращения до Ю (,00 сб-.иш,- или при < к- ру.-кпоп скорости ао 3 м/сек, пщрлвличьекя-.- системы станков льш'Г Mfc.m i-3—14 i,se—2.зй 165 | i -30 1
Индустриальное 20 (веретенное 3), |ГОСТ 1707-51 Станки малого и среднего размеров, работаю- щие при повышенных скоростях, пневмати- ческие устройства, гидравлические системы оборудования 2,6—3,31 170 —20 j 1
I
МАСЛА II GMA3KII, ПР11Й1ЕНЯЕМ1ЯЕ ДЛЯ СМАЗКИ ОЪОРУД. И МЕХ. 353
1JI юдолла ‘ни? таблицы
Наняснопанне, марка м;юла, ГОСТ и назначение Вллгос-гь кинс- МгГГИЧ1‘С^. = :1 при Г ’)° С В Qi'lfl Температура | я “С i
с» < ‘Т1 ;отст!. у в и- тая ей условная ВЯЗКОСТЬ В pf.lj РСПЫШКИ в закры- том тигле, не ниже 1 застыва- j ни я, } не выше
I индустрии г оное SU (машинное Л), ГОСТ ; 1707—и Крупные итяаа*лые станки, гпдракляческие сне гены станков (с поршневыми регулируемы- ми насосами) 3,01—4,59 ISO —15
1 Ипцустпиальное 45 (машинное С), ГОСТ 1707—ъ! ' Тяжелые станки, работающие с малыми скоростями 5,24—7.07 190 —10
индустриальное ы-нцоптеннгл 20В (вере- тенное ЗВ), ГОСТ 2s 54—51 Оборудование с проточной системой смазки 17—23 2,6—3,31 170 —15
i Тяжелое ицдустри Масло цилиндровое легкое И (цплпндро- | вое 2), ГОСТ 1-5 И—4 Станки, работающие с большей нагрузкой и малой скоростью, червячные передачи тя- желых станков алынх масло 9—13 1,76—3,15 215 + 5
Масла автотракторные п специализированного назначения
15
И
1 Наименование, марка масла, ГОСТ и назначение Гязкисть кинс- мдтп чес.I :а; i щ »п Л‘0° С в сст Температура в °C
состветстную- щая ей услов- ная вязкость в град вспышки в откры- том тигле, не ниже застыва- ния, не выше
Ae»»iom4oaCTrtc-pi Автотракторное ЛК-15 (автол 18), ГОСТ 13*2—63 Высоконагрр’ячгныз ч/рг.ячны? передачи и ! другие механизмы, работающие в условиях । высоких нагруби к и рабочих температур юв масло Не менее 15 2,37 225 —5
Автотракторное .АС’г-1О, ГОСТ Г>62—S3 Станки, работаю1цис с большими нагруз- ками и .малыми скоростями; червячные пере- дачи тяжелых станков _UL — —10
37асЛ‘ - спец налиеиро'-ш Трансформаторное, ГОСТ 9S2—68 Коробки сопротивления н ахагнитиые ш.ти- . фов.тл1»ныс ставка к ого ) iaзначении Не более я ,6 1,Л2 135 —45
12 Справочник конструктора, ки. 1
354
СМАЗОЧНЫЕ МАТЕРИАЛЫ II УСТРОЙСТВА
Продолж пае таблицы
Наиме ио ;ни?, ма рка масла, ГОСТ и назначение Вязкость кине- матическая при 100° С в сет Те идератуоа в °C
со ответствую- щая ей условная вязкость в с рад ь г пытки в откры- том тигле не ниже ласты за- . НИЯ, ; не выше «
Масло для направляющих скпльжеп! я ме- таллорежущих станков (масло ВИНН Я11-401) ГОСТ 11053—64 ' Направляющие станков с целью обеспече- ния равномерности медленных движений и то’нкн ти установочных перс мешений суппор- тов, столов и других узлов станков Ле менее 4,5 (щ и 50° С не .«инее 16,5) 165 —15
Смазка ротационная (смазка IIP), ГОСТ 4S74—49 Подшипники ротационных машин — —•
Кремппйорганичсские смазки ПЭС-С (марки ВЭС-С-1 и ПЭС-С-2), ГОСТ 10957-64 1 Трущиеся поверхности «металл-металл» и лметалл-резина» — 265 для 1ЮС-С-1 И 260 для ПЭС-С-2 —
Консистентные смазки
Наименование, марка смазки, ГОСТ и назначение 1\ инсмати с ка я вязкость масла, ВХРДШЦ<ТО в смазку, при 50° С в сет, Темпе। .атуpa i:а пле- ла дени я в ЭС, не ниже
Антифрикцутиные кал*• ни* *.ьк У ни нереальная среднеплавкая синтетиче- ская (солидол синтетический) УСс, ГОСТ 4366—64 Трущиеся пары механизмов при рабочей температуре, не превышающей 60° С, в усло- виях высокой влажности при температуре ле выше 65° С ?».? Hl • и <' Гг! Ч О НН •>!£' •'31 19—53 i3/:u 75
Универсальная среднеилапкая (солидол жировой) УС-2 (Л), ГОСТ юз:—51 То же, попри температуре не выше 55—(>5°С п при скоростях, не превышающих 1э00 об/мин (под нагрузкой) 17—40 75
Смазка пушечная (смазка УНЗ), ГОСТ 2005—51 Смазка механизмов в летнее время и защита от коррозии — 50
МАСЛА II СМАЗКИ, ПРИМЕНЯЕМЫЕ ДЛЯ СМАЗКИ ОБОРУД. II МЕХ. 355
Про доджепне таблицы
Наименование, майка смазки, ГОСТ и назначение Кинемати ческа я вязкость масла, входящего г. смазку, при 59° С в сст Температура капле- пад<-пи;г г, °C, по ниже
AiwnwJjp их •> ионные кшлрн^ъц-. и натриас-г У ни нереальная тугоплавкая водостойкая УТР» (1-13 жировая), ГОСТ 1*531—г.1 Средне- и высоконаг ружейные подшипники кач ния, работающие при v-'—110° С, в усло- виях повышенной влажности -кальи че-щ* конечен 19 г- нтные смазки 120
Пр>‘.dfjxpaiситыы1ые Koitcvcmciппныс б КО.К UHmw6pUKt Универсальная пизкопланкая защитная у1?3 (смазка пушечная», ГОСТ М5—51 Смазка механизмов и защита ос кор розни металлических поверхностей, ж* защищённых иными покрытиями mo-iku (частично ис l.UGllH’AC) 40 польснютс^, 50
Смазка бензпноупарная, ГОСТ 7171-G3. Уплотнение резьбовых соединений бензо- проводов — 55
Смазка ПИАТПМ-201, ГОСТ 6247—59 Механизмы, работающие с тдалым усилием 1 сдвига при повышенной и низкой температуре — 170
Смазка 1Ц1АТИМ-Ж, ГОСТ 11110—61 Для быстровра [дающихся опор — — !
Смазка ЦПАТИЛТ-203, ГОСТ Я773—63 Механизмы, работающие в условиях высо- ких удельных нагрузок 1- .диапазоне темпера- тур 6т —0 до 4-120° С *—. 150
Смазка Ш1АТИМ-221, ГОСТ 9133—'50 Уллы трения н сопряженные поверхности «металл-металл» и «ли талд-рслина», работаю- щие г. интервале температур от минус 60 до плюс 150° С в агрессивных средах •М)
П п и м е ч а н и е. В период графе таблиц в скобках указаны старые наименова- ния и марки смазки.
12*
СМАЗОЧНЫЕ УСТРОЙСТВА
Смазочные устройства для жидкой смазки
(по материалам «С» :ра кичинка аш ш ин ос гранте ля», г. 4, книга 1()
Способ омазки У • *тр< > йс г: л.» i и (я гы rvt к и Особенное гд Врямепсняе
Перш.» ’ щч кая без ррину;*,иголь- ного д.гвлепин Отверстие с ооцитыЙ от ЛПШЩаНИЛ ГрГЗИ Мае ленка палииная с от- кидной крышкой по Г О (.'.Ту 1Ш-56 Ир’юс-масленка ннд за- пресеивку но ГОСТу 130J— ЮtРи'П ’ I »’/«.! Ь ll'.l.4 С.Mft! ;УМ Мал ы й габщ шт. Не и; si i ноа lepHOOT • • по д ач н мп ели., j I еи к.< чнош чн ы Й р н с:: < щ м<юла М я л ? д it г; ю а р я г. 111 юд ох ранение от пер- стня от попадании пыли Установка корпуса масленки заподлицо с ,!.оталf-ю. .1 Ic j »аbhj up,1 шесть и»щачи масла. JI е;но ян шичный j »агх< »д масла При итсутстВ’Ш моста для установки ма еленок (мелкие нриПоры) Трущиеся нары, работающие периоди- чески е небольшой нагрузкой и малой скоростью 11еот бутс г вен иы ио ра бо ге тр ущи с с я пары, несущи? легкую нагрузку и рабо- тающие 1л*р ио ’и (чеекн
Исрисщилрскин иод да a -синем В я t.-i к: с ?. ►<» со ’ i »•: ы i s о' сно- па у нжерпы й по 1 *о СТ у и наелгнка одно- пл у н'- к v рна я по ГО СТу •0* :2- - зь 11<-дача 1\.<। ел.'! и рои;.; щ.щ» г гея к аясятя ем 1 • у к' »я 1 f. - и па и; i j ни' v р. Н ?. д еяш i > '.‘Tl. п< > дач и дяюла Труицтеся пары, раб<ггпющие псриоди- ' *ес .Ki i. До I ю л ните.; i ь н; ы 1 с ма. t ка ш >; г,ш i и ши- кив перед пуском машины
Псир-ервшипя без принудитель- ного Да^ЛсНПЯ Ьi ае.iей;r-.i фи гпл biir.ie и с- j; е г ел и р у с.мс -1 i г per ул мр у е- мые но ГОСТу Г'0-J—66 Каш шика наян вида с ва- j ; ‘.j ян 'i\ 11г.' io i i (кипел i ,ни и) пи ГОСТу ЮЮ—Гж Hoj v-1 и ’ I •1 к аил я ми при на.'; кч i ш за- зири й!о;к;.1,у фитилем и называемой no- г. С р.к Н0С ТI • it? Тi 11U И1 н?! ).Ы ШР; —- 1.1 рП С 0! 1 р 1 • КU-J- ПШЯЧТШ! баП'ПЛН С ОТОЙ ни 301 испои ТЬЮ. < 1'ил ьграция масля Фитилим i << .>ли’юст во п-. <да a; । гчи; юо магл и р<.;г у; i и- р у.- гс 1 зап о 11 но i i 11 г л t»й. На дени? < •'; ть г? • -к; .-.ш.' у * гл < • ия. Псоиодим и пр нац ал г 1 j Фильтр ивашюм мисли 11од 1 л Я НИИ К И С К:Л i >Ч fСНП Я И KU Ч ЗШ5 Я , Н О требу ющне о и иль но i г с ?'; а в ня От bit с j'::.; пн > >ю м ./-'•! а киля в пд у а л ы to й смав.*ш. Н о д.иinn 11 икн. г к» >л ьжен и я и кд чс- ш1я, не чреб> 1<чштл? обилии>й смазки
МСПрСрЫВНИН бёи лршгудитсль- и ого давлении ’0оЙЛ“1ШЬК чидущкп ЕОЛЫЩ, ГПр.ПЩИе иа Ш».’й- ICil.X валов Масляные ванны Г» s' и ел! пкк, 11 од: t н я и; п• м а г- л о н; 1 бi-icrpи >фа щп ю 11 щсо;I леями 11 г-,я-1 и г:», a B’ct *мат 1 г чнос* гь, тi з j;i.*iиное1. ь в pat ч не. Треб у о гея плотно закрытый pe- at?,) ну ар 11 р । j 111 -1 та, и 1 - г < )..ч! । т ичш ют >, не тр। о бу етея п:. о л к ю«; и я. Экономя чнос р: t. • хо д о в ш и ю А' л’им а г я ч ш ют ь, и а дсч к н ость п об i г л i >- f к 'Еть еьк’ ,.t ки. Т pi -бу ста я герметяч f i ос»’ ь уПЛЮТП’ШТ'Н Смазка < ос у я I, ктв л ж !те; г раз б i > ызп i ви- ни <*м. 11 еwj кгн 1 шичнг.ш расхо;i ’ машi,i, Г р 1? и у ете я г v рм е г i i чес к и ?. ак р ы т id й ьо -рп ус В । ;; ci и i lh и к и с ко11 »ж < -н пи п рн о к р япюй Viutpoct’i! до и лр с'.ч;' Горизонтально pat положенные подишп- 11 ш? 11 с к».о । ь; кс н 11 я п р и о к ружной с но рос и г от 0,5 до 30 л1 it'f’n lit) д шинники ка < ’ с пи; i, 11 о д i гятн ики, цщ ш. о у б ча гые пер е; la ’ i и п; .ш и.кр у ж ной скор ости до L» П о д > и и пн • 1 к и к1? Ч’ ч ш и. У у б ч : t’t'f >к ’ н; • ро- дами при окружной икороитя до 12 г,г/е{.дг
СМАЗОЧНЫЕ МАТЕРИАЛЫ II УСТРОЙСТВА
Голики г. маелшюй ванне Простота, надежность. Неэкономичный расход мясла, невозможность регулирова- ния поднял масла Горкзштит ны'! ччпрлнияюшяе .ышпны
ГТс прерывна п под давлением $ Наеосы одноплунжерные Нгн.ти'Ы nii.’yt'pnj.i? (жига- стнче) Насоси шестеренчатые Струйные нясадкн Гагиылшоыис маепгнкп Надежность, малый габарит Волыпин Г. > >Т С1 »ТЦ ПС0 с ы г.я НИ А Про итог 11, К !-• М1а 1 -ТИ: »<*'.ГГ», 1Ш ДСЖП» »0г1 ь. II о а । > л ь ш •:»: I в кг чиа всас ыпа ши i 111 *‘.»с ft > га, н л де; к постя, компа ктиость. Небольшая виска вепсыиинпя. Относи- тельно быстрый износ Надежность, простота. Требуется гермс- тичеч ни :*.?крытый корпус е уплотнениями !*;нл11>гишанпо сжатым иищухнм. Рмно- АП‘рн->ить подачи масли. Не..‘Кон»»мпчиый расход масла Тр>1Ц1и.‘ся дары, tu'cymiw большую на- грузку и требующие смазки похднпленпем до 100 кГ/г.и2 Трущиеся пиры, требуимцпг1 слизки под 3 к/ ifni- Трущиеся пары, тре'уклщ.е подачи смазки (в любим ко.’шчсстпе) иод дапле- ши'М до 10 и/ i"M2 Зубчатые переломи коро’Ьок скоростей при окружной скороши выше 12 Шпиндели быстрокодны. ст.-янюв, рабо- тающих а пыльных помещениях
Периедич.'Ч!ная под дивленном Гр у п ш » w ые is ел ? ! ш г, в д- прандясмые в:придем Hnccu смазочный идво- плунжервый по ГОСТу .4563— 5S П масленка ощю- пл>н;керна я пи ГОСТу 35 Ь2—58 11 аоисы aimoiwljiупжерпыс* [♦уч ноги действия Нясиеы и аьтоматнчееки Л ейет кующие pit спр одел и- тели У(-./Н'Ш.ря.7’< (,'Я'М Г" CMUSKU Распило гкютел выш;* мест смазки. Но- ик111юмп1 тнын а< *х о:!, м ил нi lb.-дач л мае щ к трущшея парам черги раса11 »едеш! плiп. Иезкы-р<мичныи риеход CMU3K1T Риамо:к1юсть регулирования псешчи масл-ч. Н»*г-к»‘нпмими.1л раемм, миелн Аcto.mii гич-ткач I'/vvira масла в иадап- аые моменты времени Труп 1иес н 1 !,а р ы, р.!»f. < •>-i; 11- • Щ11 c i i-?i sпnдп- ’KuhTi и рас1.ю»я:екеш.1ые вдидн ит рииочепз мео гп Тр у 1 ши.**?; г г in р ’ J. ра Г-о 1 а у л.щч* i tr риоди- чееки, р1шиоложенпыс в неудобных местах ДЛЯ С ЛИШКИ Го же. Дли 11|1(-цвпр1?1тл!.ний подкачки :и;ь ли перед пуском йшшипы Трущиеся нары, работай'ii'iJQ Периоди- чески; направляющие счашюв
Непрерывнан Goa up пи длитель- но г о давления Грушюпые капельные iao- HCHtill Разоры..i нвитвг.и !\я пола 14-нот с л выше мгет смааки. 1 le- эк < .'И < гм и. чи ый р (с ид е ма •.! ки 11 р □< • тот». Нео б х и д и м • * ст ь г ej »м •• гя яс- ен н х у п л t итр ни й. У ик OJ ♦ лете я и роя есе в-:я f.’.‘Идя масля Труп ЦК’с я 1 щ £д I, н и* тр еб у ющие о бил i л ю Й подачи .масли 3 у б чн ты<1 пс р е; ш ч и i ;и । ю бо к < • тю pi ютей при икруипюй скорости киаес до 12 .м/с<-н
ttcupepi "зная под да яде а нем 11:..-оеы сйчг&ншые мп.ло- п; 1 у п: керн ы е ни Г и С' Г у ;:,’4 >4—5ь Насосы ни:им» »щио смазку через ряснрсдег-штсл J Падшкн»»сть, а вюматичность. Сложность ;<ои<; гр унции Л а;11•;кни е гь. Во м» ък t юсть примененiгя плунжерных, шестеренчатых п шиберных (ь|н;ясгиых) ндсосоь. Окоиомичный расход еаншки Трущиеся пары, работающие и тяжелых произподетиспных условиях и требующие подачи мне.та под давлением до 1W> i.'/7c.it2 Трущиеся пиры, требующие подачи масла под давлением в любом количеспю
Смазочные устройства для густой смазки
(по материалам '.Справочника машиностроителя», т. 4, книга И)
Способ смазки Устройство для смазки Особенности Првдгеиение
Периодическая под давлением Масленки колпачковые по ГОСТу 1303—50 Пресс-масленки по ГОСТу 1303-56 И нОивидцалыигл смаика Невозможность контроля подачи смазки Опасность отвертывания крышки ио время работы механизма Малые размеры, неравномерность по- дачи, неэкономичный расход смазки. Заправка шприцем Трущиеся пары при окружной скорости до 4,5 м/сек Трущиеся пары, расположенные в трул- нопоет у иных мест а х
Непрерывная без принудитель- ного давления Ванны в корпусах меха- низмов I Ipoci ста. надежность, экономя чны А расход смазки Подшипники качения при частоте вра- щении но выше 3000 oi/.imt; трущиеся пары при окружной скорости до 4,5 Af/CCK, Т’яже.'вшагружешгые зубчатые п червяч- ные передачи, цепи
Непрерывная под давлением Масленки с непрерывной подачей смазки Нап* •?кность пода чи. Относится ьна и сложность заправки с^ики Трущшюп пары при окружности скоро- сти цо 4.5 .м/сек. расположенные и трудно- доступных местах. Винты фрикционных прессов
Периодическая иод давлением Групповые масленки, за- ира ваяемые tun । ищем Н исос о дноп л упже рны й с ручным приводом пи ГОСТу 86S0-«7 lltiH.mjjct.iwi'/emi.nan сашзюi Неокономпчиый расход смазки. /Kc.ua- тольно расположение выше мест смятья Неэкономичный расход смазки. Слож- ность устройсг«а Тр \ и (неся । га пы. pa Иг >та риши* периоди- чески и расположенные в неудобных ме- стах для смазки Тяжелонагруяченпые трущш ея пары периодически действ укипи х машин
Непрерывпая под давлением Л у б р и ка т< 'рн м ш > гот». > чоч- н 1 ii е с мех: ш и асе к им и рп ви- дом На дг жн» н?.т ь, ; t в । о мп т 11 чп< »ст i >. С л • > жн осе ь ycTpuik'Ti .ч Тр ущш‘Ся 11а 11,ы, раб< нчпощнс в т;пколi.in усликиях
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
СМАЗОЧНЫЕ УСТРОЙСТВА
350
Продольные и кольцевые канавки
части подшипника, спосоиствует
Рис. 1. Замкнутые кривые канавки
подшипника
Коль ,ц е в ы е к а н а в к и располагают по краям или посередине под-
шипника (табл. 1). В последнем случае канавка как бы разделяет его пополам.
Масло, перетекая из нагруженной в вевагруженную часть подшипника, снижает
несущую способность масляного слоя. Наличие двух кольцевых канавок у краев
подшипника меньше снижает несущую способность масляного слоя.
II р о д о л ь и ы э к а в а в к и в горизонтальных подшипниках распола-
гают в разъеме и в зона подвода масла (табл. 2). Продольная несквозная закрытая
канавка, расположенная в непогруженной
равномерному распределению масла по
трущимся поверхностям. При подводе
млела с торца подшипника канавку делают
сквозной только со стороны подачи масла.
Г1|;:1 подводе же маета под давлением в
середину нодшппппка канавку делают за-
крытой с обоих концов.
К а н а в к и в виде пересе-
кающихся за мк н ут ы х к р и -
и ы х (рис. 1) применяют для вращающих-
ся валов при консистентной смазке, а в
иодшпштиках с вертикальным расположе-
нием вала — при яшдкой смазке. Направление вращения в этом случае не
имеет значения. Масло подают через отверстие, расположенное на пересечении
двух кривых, а в вертикальных подшипниках сверху.
1. Примеры рационального устройства кольцевых канавок
1 1 Вращаю- ; щи яс а деталь Нагрузка Подвод смазки Расположе- ние кольце- вой канавки Расположе- ние продоль- ной канавки Эскиз
Вал расположен горизонтально
Вращается вместе с валом Через подшип- ник На валу со стороны, противопо- ложной зоне давления 1 в подшипни- ке
-J- j. —
F/zf/xl
I [остошшал или мелю- щаяся в пре- делах 1й0° Через нал В середине подшипника Со стороны, противопо- ложной направлению нагрузки ///| /Л/s н. =у—
Подшип- 1 ник Вращается вместе с подшип- ником В подшип- нике в ненаГру- Женной зоне
360
СМАЗОЧНЫЕ JiATluPH-VIK И УСТРОЙСТВА
Пподолжеипе таЗл. 1
Братаю- щаяся деталь Нагрузка Пи-ГИОД ! Р.1СПО.-Ю.ЖС- счазчи i ПИ1: >юльце- ! вой кднаякп Расположе- ние продоль- ной канавки Эскиз
Вал расположи ei[нпнкально
Вал Бракуй' го я вмгс ге С на Лоа! Через подшип- ник Г», гинее к краю С |Д~ шианпка при без давления а середине — при подаче под давлени- ем 1Тз талу со стороны, Иро- ТИ i 5* ‘ J£C»J i €•# Г- - ной зоне давления в подшипнике !l fe'TmTk Si l WO
Постоянная дли меяяю- в пределах 1ь0° tr Hr iii i 1* t L 'S
Вращается вместе с валом вал В середине подшипника I I П i
Поц ШИК- НИ К 1 m Вращается имеете с подшипни- ком и неопр«?д.-леш юм иапран. тешш нагрузд» канавку на в i lay не делс Jji Y HOT.
2. Иримпры рационального устройства продольных кнпапок
В решаю- щаяся деталь Располо- жение вали Интрузии 11ол,!,.од вмела Рдсиоиожепяе канн |>ки Ос к из
ПОСТОЯНПГШ ИЛИ M'.'H/IK'- 1 [OpW В лолпи'ннппе, в иепнгру-
Вал 1 Горизон- тальное води масли
V//y///A У//, Y//////A У//////Л
Вращаете)! вместе с валом Через аал Па j'.hTy го стороны, про- зивоц«>.гонений направлении• нагрузки
Bcirrn- кальпое ТТостопнтшя пли мец.'ио- щажш в пределах 110° Черен пидшлшнш 11 шщнтп пцпке 1 со стп- р|»Н1-Т, npOTUjj-.iliUJIU/HHj!! G.JH-; давления ‘w,™—™~J г й S \уУ/
ПОДШИП- НИК 1 Черл-) вал На налу со сторон и, про- тив* ’П« >.1юл;и(at зоне да ьлен'п и i> под) ши шике й $11 Пг^ ' * fx
; 1 Kuuai.'i.a с выходом к верхнему краю подшипника при подаче маапа без Принудительного даиченпи.
СМАЗОЧНЫЕ УСТРОЙСТВА
362
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
3. Смазочные отверстия в валах
Размеры в .ил»
Резьба <7 '1 max 'Ч inin C
кони- ческая дюймо- вая трубная метриче- ская кони- ческая дюймо- вая трубная мет- риче- ская
кони- ческая цилин- дриче- ская Диа- метр d резьбы кони- ческая цилин- дриче- ская
Диаметр d резьбы в дюймах Глубина нареза- 111,11 'min
— — - М10Х1 — — — 14 6 150 15 0.5
7'в 7s — — 6,7 10 — — 6 150 15 1
7» 7» 74 10,2 и 1S — 8 200 20 I
- •/. Vs — — 13 20 — 10 400 25 X
7s */2 1/2 — 13,5 16 2э — 12 800 oU 1 i
4. Смазочные канавки на валах
Размеры в .«.и
d /l fi r
1 A До 15 15-30 30—60 00—130 130- 260 1,5 2,5 3 1,25 1,5 ° 5 3 0,75 1 1,5 1,5
СМАЗОЧНЫЕ УСТРОЙСТВА
«оз
Масленки для консистентных смазок
(по ГОСТу 1303—56)
5. Прямая пресс-масленка. Тип I
Осповны;
поры в -M.II
Труп- j па № мас- ленки Резьба II h 111 а’а d, tj 4 a° ^2 s Диа- метр шарика Масса в кг
А 1 К *-8" по ГОСТу 6111—~УЛ 1S 10 7 6,7 4,5 .5,8 2 48 4,0 /3 12 2,5 0,008
Б 1 ЛеЗ,'--. 1 ко- ническая 13 18 8 6 6,7 4,5 5,8 п 48 2± 0.5 4±0,75 8 2,5 0,004
— зпо:<1 18 К) 7 6,7 4,5 5,8 2 48 — 13 2,5 0.0S
Пример ойо.иычрпи:г пресс-масленки типа I, группы Л, Лё 1;
Масленка 1-Л1 ГОСТ 1303—56
6. Пресс-масленка с переходным штуцером специального профиля. Тип Ш
Пример обозначения пресс-масленки типа Ш, группы А, Ле 1, а = 30°«
Масленка 1II-A1-30 ГОСТ 1303—56
3G4 СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
7. Колпачковая масленка. Тин IV
Ос И?Fillijt- »ih3M.‘prj В .МЛ1
Пример обозначения колпачковой масленки типа TV, группы д емкостью 3 cai8i
Масленка 1V-A-3 ГОСТ 1303—55
Масленки для жидких масел
(по ГОСТу 1303—5G)
Ъ. Пресс-масленка под занресхокку. Тип V
Основные размеры и лш
, 27 J . 1-3 маслен- ки Н D Dt (ОТКЛОНОХПВ? ио п м/,>) h Ди;;мегр та рика
,Г J
к i Ji
1 4 12 20 30 12 Vs 2S б 10 1G 1 1,5 3,5 6 11 1.8 0.002 1>.007 i 0,014 | С,ИЗО 1 J
Допускается изготовление масленок uv-i буртика. Пример обозначения пресс-масленки
под запрессовку типа V Ла 2 с буртиком:
Масленка У^П ГОСТ 1303—56
то же без буртика
Масленка V-2 ГОСТ 1303-56
9. Наливная масленка с поворотной крышкой. Тип VI
Основные размеры в лев
Пример обозначения масленки гиаа VI № 2:
Масленка VI-г ГОСТ 1303—56
СМЛ30Ч1 Т i-ь Е УСТ!‘Ой СТВЛ
365
50. Наливная масленка е закреп1тгелын>ш
колпа*шом. Тин VI1
Масленка V11-25 ГОСТ 1303—56
12. Валютная масленей с запорной иглой
(капельного. Тин IX
Основные размеры и
Пример обозяютсныя маслс?п-а тиня IX
емкость».. ‘.'5 с. и8:
Масленки IX-25 ГОСТ 1303—56
11. Нгьтивная масленка с откидной
крышкой. Тип VIII (фш ильная
или с набипкон)
Основное размерь! в л^.м
Пример обозначения ашеленки типа VIII
емкоегью 3 сл13 Фптильи'^1:
Масленка VIII-З-f ГОСТ 1303—56
то яс.1, с набивкой
Масн'.нки VIII-3-H ГОСТ 1303—56
366
СМАЗОЧНЫЕ МАТЕРИАЛЫ II УСТРОЙСТВА
13. Одноплунжерная масленка ручного действии е резервуаром
(по ГОСТу 85G2—5у)
Назначен и е: для смазки трущихся пар, работающих периодически, а таки:-? для
предварительной подкачки жидкой смазки к ответственным подшипника!.» до пуска машины.
Основные размеры в -м.ц
ОбЪСАТ резервуара в ел3 Подача аа один ход плунжера в cat8 Ход плунжера 1 ~л h -я
25 0.2 5 40 3G 85
100 0.4 10 55 os 125
Конструкция масленки но стандартизуется.
Диаметральный зазор между плунжером н соответствующим отверстием в корпусе не
более 1а мкм.
Твердость рабочей поверхности плунжера не ниже ИКС 54.
Чистота рабочих поверхностей пМунжера и отверстия для пего в корпусе по
ниже V 9.
Размер стороны ячейки в свету сетки фильтра не более 9,18 по ГОСТу «;1:;--5И.
Наружные поверхности деталей масленки оцинковывают ir.rn кадмии уют.’
Пример обозначения одноплунжерной масленки ручного действия с резервуаром
емкостью 25 сиз;
Масленка одноплунжерная S3 ГОСТ S562—S8
367
СМАЗОЧНЫЕ УСТРОЙСТВА
14. Смазочный одноплунжерный ручной насос' с резервуаром (по ГОСТу 3563—58)
11 а л и а ч е н и с: дли периодической смазки трущихся пар.
i
Основные размеры и jh.ii
Объем резер- вуара с елг* Подана за одни ход плун- жера в cat3 Хоц плунжера в л-м — в L Н CL ь Z h t/1
250 1,5 20 У0 1’5 100 120 12 95 35 10 9
500 з 20 120 135 125 l-'itl 16 125 40 14 и
1000 6 20 120 135 165 180 20 125 40 14 11
I ]1Ш.5\
Конструкция иаспса не стандартизуется.
Дпамстралыплй зазор между нлуняад.ом и соответствующим отверстием в корпусе
не болл-е Г« мкм.
я верность рабочей поверхности плунжера не ниже ИКС 54.
Чистота ]к1бош1Х поверхностей плунжера и отверстая для него в корпусе но
ниже гу
Шарик в похжатом ноложенип нс должен пропускать масла.
Размер стороны я«-'хяги в свету сетки фильтра не более 0,1ь лиг по ГОСТу н<>13—53.
Необработанные поверхности деталей насоса окрашивают масл осто-ii кой краской.
Обработанные поверхности стальных деталей оцинковывают пли кадмнруют.
Пример апозначснил смазочного одной.лунжерпого ручного насоса с роззрвуаром
емкостью 250 ел»?:
НнеоС QfJnyiidyti^'-pw-ilb 250 ГОСТ
368
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
15. Предохранительные шариковые концевые клапаны
(по нормали станкостроения)
Размеры в иле
Индивидуальная непрерывная смазка под давлением
Индивидуальная непрерывная смазка под давлением применяется для тру-
щихся пар больших размеров и осуществляется пасос-ыш небольшой иромзво-
дительпости (плунжерными, шиберными, шестеренчатыми).
Плунжерные насосы
Масло одноплунжерными насосами подается яри возврати о- поступательном
движении плунжера, ход которого рекомендуется устанавливать не менее 3 .ил.
Производительность плунжерного насоса
л</ 2sm]
~5 • 1О'Г
AlMUH,
где (1— диаметр плунжера в ,«.v; с— ход плунжера р. jt.it; п — число двойных
.ходов плунжера в jiiiuyjy; ii — объемный к. и. д. насоса, равный 'д'.н:—;1,95.
Производительность насоса выбирают больше расчетной ;ia (:>—2з% «дя
компенсации падения производительности и результате износа трущихся пар
насоса и при возрастании тсмиературы масла.
СМАЗОЧНЫЕ УСТРОЙСТВА
369
16. Основные размеры насосов типов 1 п 2
Насос типа 2. Крепление
Насос типа 1. Крепление на
на лапах
-Исполнение 1
Zog ст 6
до 1?.нм
шпилька
направляю
3
ка
Олб
начешш
лор; — штуцер
• j • : i 1 1
шюлшше 2
025
1 — корпус; 2 — плунжер; з — па-
лец; 1—ро;шк; 5 -втулка;
. " 7 —- втулка
шан; 8 — штифт; 9 — прокладка;
10 —- пружина; 11 — кольцо запор-
нагнетающий;
13 —штуцер всасывающий; 11 — ша-
рик; 15— пружина; 14—пружина;
17 — пробка; 18 — гайка; 19 — ктул-
меры в
Конструкция плунжера ОГозначения насоса а ч н /г 1'! ,1г S в L *-4 А
типа 1 типа 2
Без ролика 11-05 21-03 9 30 20 15 10 35 тз 112
11-12 21-12 12
11-13 2Мз 1.3 и 90 *5 30 12 55 too 134 ?(
11-25 21-2»
С роликом 12-1.5 22-1S 1S 118
12-25 22-25 2;>
17. Основные размеры насос» тонн
Размеры в мл/
I',.'--ТРО Р ЦЦГ PT-PP
co
;?r<v xr = /* *П пип;.шгг1П.71! g глнх тихитп ипи.нпяимпп сТ.жшТц
lf/--iPOP ,7/V pl-Ю O'At.H
:ww xi = ti ‘t шшлшгпашт g шли &хкдт никоипнеагр ИоигиТп
•XJT'A*iT'.-H - t В г диИЛШМН.Ш KiM ‘q.J„l,<l.i'; №;)йй Гичхо 6 П J if1ПМПГП1КЖ
1л 6 Й6 ад ят-»в W-S£ ЯТ-СП сГг ЯГ2 т‘?. 011 С'П’<.7 si-ят: ИЛИ -И1ЛЛ.1 о Vi 9i 0? 001 SI OU iWI i П IT HI ЯТ
SS-IS si-w CJH on
й‘1 Гт си гт-яс s.o4 P.G гтча (W 7.': oa Я1 f:oi 9 H G Г.1 $
SO-aV еоЧ so-т*
<‘Ч. П Try ' Ш1.Л1 лч я '7 лппои р<Тэж -П НТО ( II «ИИь-Н t0. 7 V tf s,,
воа«в; -VIlfiOQO -УЧГ-’ЙПО к11‘ияЛ||.т.л -ион £<т s<7 -< TUMI о) <7 /7 /'
} иг: ГЯППШ-Т111ЛЦ- Г и Т НИПОШГ(»П.?П I'lu.iKOnJ nn'nrjo
372 СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОПСТЗЛ
Плунжерпые насосы па p„03i : К'* кГ'см- (но нормали машипостросшгя
МН 3U31—61). Насосы предназначены для лш1]х>рыв<и>й годачп вод давлением
смазочных масел вязкостью 7—118 сст к труядшея исвщ.хяостм.
Нормаль машиностроения содержит 25 типораомара насосов, различающихся
диаметрами плунжеров (величина подачи), способами крешелпя насосов (на
кронштейне, лапах п фланце) и исполнением верхнего конца плунжера (с роли-
ком и без ролика).
Допустимые варианты крепления насосов и отвода масла дают возможность
в каждом конкретном случае наиболее удобно кимиоиовать насос на ма-
шине.
Величину подачи в насосах можно регулировать пзмеишшем длины хода
плунжера и числа его двойных ходов (таил. 18).
18. Техническая характеристика насосов
Диаметр плушкера Подача (Пр<*МЗЕп;щ~ тыльное та) номинальная и в л мин Давление нагнетания номинальное в ??!’. с.и2 Ход плунжера 1 в .ел* ' - st С (0 ДВОЙНЫХ ХОДОВ МИ* пугу п Высота всасывания наибольшая
h и м
8 0,03
1:! 0.06 10 6-12 1СЮ—500 0,5
18 0.12
Лэ од>
1. Значения QW,JW даны при 7'и„и * Ю пТ>лР, I — 6 л?, и, ?>— lul» л'-л ..-айн.
2. Направление вращения приходного вала — безразлично.
Технические требования. 1. Отклонение величины действительной подачи
от Qno.',i пе должно превышать “ 15%.
2. Движение плунжера насоса как при прямом ходе, так и при обратном
должно происходить плавно, без рывков п заедания.
3. У течка масла но плунжеру допускается не более одной капли за 100 двой-
ных ходов плунжера при -- 10 кГ.'с.ч3.
4. Течь масла в местах соединений и стыков не допускается.
5. Детали должны изготовляться в соответствии с чертежалш настоящей
нормали.
6. Допускаемые отклонения на свободные размеры — но 7-му классу точ-
ности.
7. Острые кромки п заусенцы должны быть зачищены.
8. Необработанные поверхности должны быть окрашены маслостойкой крас-
кой.
9. Действительная масса насоса не должна превышать более чем на 10%,
указанной в таблицах.
Привод насосов осуществляется нажатием лкс-щ-птрика пли рычага на плун-
жер (рис. 2). Ход плунжера равен удвоенному зкецентрицнтету, т. е. I = 2е.
СМАЗОЧНЫЕ УСТРОЙСТВА 373
Возврат плунжера в исходное положение обеспечивается пружппой, находя-
щейся внутри корпуса насоса.
Рио. 2. Принод насосов: а — с иажатпом на плунжер шарикоподшип-
ником, установленным на приводном валу с эксцентрицитетом <?; б и
в — с нажатием на плунжер эксцентрика через рычаг; г — с нажатием
на плунжер непосредственно эксцентрика
На рис. 2, а—с- даны примеры привода насоса исполнен о я 1 п 3 (боа ролика);
па рис. 2, i — привода насоса исполнения 2 и 4 (с роликом). Положение ролика
устанавливается подгонкой толщины прокладки (деталь Р) при монтаже на-
соса.
МН 3031—61 содержит рабочие чертежи отдельных деталей на все три типа
пл у 1 гж ери ы х насосов.
Плунжерные насосы изготовляет централизованно Елецкий завод „Гидропри-
вод* (г. Елец, Липецкой обл., ул. Али Гаьтероиой, 4).
19. Обозначение плунжерных насосов заво/гом-изготокителем
Обозначение Обозначение
по нормали завода-изгото- вителя по нормали за вода-изгото вител я
11-0S 013-11 31-«!,-> С1Г-21*
11-12 СК-12 21-12 С12-22*
11-1S СЕ-12 ::i-i.s с,1::-285?
11-25 С12-14 31-25 013-24*
12-18 ПСК-13 .82-18 ПС12-22»
12-25 ИС13-14 -’7) ПС13-24*
21-08 ШС12-11 33413 ШС13-21*
21-12 ШС13-12 33-12 IIICK1-22*
21-18 ШС13-13 33-18 111(213-23*
21-25 шск-н ШС13-24*
22-18 1ЛС1.Ч-13 24-18 IVC12-23*
22—2э 1АС13-14 1УС12-24*
* Централизованно не изготовляются.
Шиберные насосы
Шибераы.? ласосы изготовляют ио схемам а, пскиг.аигмм на рис. 3.
При вр.'ишчп.-л ротора лооага'т Р вытесняют масло в исходное отверстие 4.
11роя:н:одителы:ист>. mnfi<-ряссо (лопастного) насоса
.•(/г'5)
——*0®— oczii] .<,Мип,
где D — диаметр статора в .и. <; cJ — диаметр ротора в лл; 4 — ширина лопаток
п.ч.ч; ” — : rpiiiijiTOT в л/лг: п — числи оборотив иотора и .чинуту; и — объем-
ный к. и. д. ласоеа, р<н ныл 6,6—С,о.
Рис. X Схема шпбег-ных насосов: 1— ротор; ?— дпнят-
ка; 3 — вхиднос отв’.'ргтш*; — emku;iu<»p ьтсерстие
Варианты вращения ротора в присоединения трубопроводов приведши.!
и: рис. 4.
ii.acoc рмюмспвусту ть г.о.'ноягто ближе к резервуару : виду его не-
большого всасывающего действа а (до 0,5 .и высоты при IUUO oHi.viih).
График проилво.311ТсЛ1.щ,етн шнбераогс- насоса при работе па .гндустриальпом
масле 20 в зависимости от числа оборотов и избыточного давления показан на
рис. 5.
Насосы на — -,с> иГ/ел’^ (по иор.малп машиностроения МЫ 3032—61).
Насосы (табл. 20 н 21) пр«*диазиачетн для непрерывной подачи под давлением
смазочных масел вязкостью 12—000 ест. в системах принудительной смазки ма-
шин. Насосы нерегулируемые с поетояипым направлением потока. Они отли-
чаются простотой и кдаигактчостыо конструкции, надежностью в работе л метут
изготовляться с одной и двумя лопатками.
СМЛЗО'ШЫЕ УСТРОЙСТВ \
375
Технические требоденшя. 1. Действительная йодана иасосоз может иметь
отклонения JzlO% от поминальных значений, указанных б лаб;ь 20.
20. Техзшчсекдя характерце гика насосов
Подача (Ир<НьЧВО- XUITtVIb- нооть) ниминаль- 11:11 :-’„еЛ । |; .>, мчн Давление нагнета- ния нсяи- на;тынл‘ 7: i.'J СД12 Диапазон чисел ОЬйрО- тог, <• в минуту Объем- ный IC. и. д. % Быемта i всасыва- 1 НИИ ' }Ь 1! М ’ |
1.,’i 3.0 г» л 9,0 2.5 боа—1иоэ ;1,3 9.-85 0,э I
1. Подача 'Af„M указана при давлении нагнета- .
tin a b’H..v-’Л кГ-м9 « частоте вращения привод- I
кого вали п Hl'jij об ним. !
2. Направление вращения при ".одного вала — =
безразлично. * ;
2. Достиг тельная масса папеов in? должна превышать значений, указан-
ных в табл. 21. бол.-о чел га 10%.
3. Эчудьсярезание масла воздухом ирн рабстг насоса через уплотнения,
резьбовые сиёдшн’ика ц стыки насоса не дозускдетей.
376
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
4. Наружная утечка масла по валу пе должна превышать 0,5 см3/мин, утечка
ио стыкам п через резьбовые соединения не допускается.
5. Работа насоса ио должна сопровождаться резким шумом.
6. Приводной вал насоса при вращении от руки должен проворачиваться
свободно, без заклинивания.
7. Необработанные поверхности насоса должны быть окрашены маслостой-
кой краской.
8. Крепежные винты должны быть затянуты до отказа.
9. Гарантийный срок службы, в течение которого завод-изготовитель без-
возмездно заменяет пли ремонтирует насосы, устанавливается is один год со дня
поставки потребителю, при условии иксплуатацпп их в соответствии с требова-
ниями настоящей нормали.
10. Испытание шиберных насосов производится на чистом минеральном
масле марки индустриальное 45 (ГОСТ 1707—51) при температуре
+50-’ С.
И. Действительная подача проверяется нагнетанием масла в мерный бак
за 1 мин при 1000 об'мкп и давлении ртм 2,5 кПсм1.
12. Высота всасывания при испытании должна быть равна 0,5 м (проверяется
измерением расстояния между осью всасывающего отверстия и уровнем масла
в расходном баке).
13. Давление, развиваемое насосом, проверяют тарированным манометром,
установленным на нагнетательном трубопроводе.
Проверка по п. 4, 5 и 6 производится наружным осмотром и наблюдением
за работой насосов.
Указания по монтажу и эксплуатации. 1- Расположение насоса на машине
должно обеспечивать удобный доступ к нему для монтажа и наблюдения за ра-
ботой. Насос может быть установлен в горизонтальном пли вертикальном по-
ложениях, не выше чем на 0,5 м над уровнем масла.
2. Соединенно вала насоса с приводным валом осуществляется через ше-
стерню, шкив или соединительную муфту.
3. Со стороны всасывания рекомендуется устанавливать медные трубы по
ГОСТу 617—64:
для насосов с присоединительным отверстием К 1/1"" — трубу 10 X I;
для насосов с — 8 л'мии — трубу 14 X 1;
для насосов с = 5 •' 'мин при работе на масле с вязкостью более 50 сст —
трубу 14 X 1.
Всасывающая магистраль должна быть по возможности короткой и иметь
минимальное количество изгибов. Расстояние конца всасывающей трубы до
дна бака должно быть не меньше двух диаметров трубы.
Место присоединения всасывающего трубопровода к штуцеру насоса должно
иметь падежное уплотнение, исключающее возможность засасывания воз-
духа.
4. Внутренние поверхности труб и масляного резервуара должны быть тща-
тельно очищены от ржавчины, окалины, песка и прочих частиц, могущих за-
грязнить масло и способствовать преждевременному износу и выходу из строя
насоса.
5. Перед заливкой в резервуар масло должно быть отфильтровано. Для
нормальной работы насоса рекомендуется менять масло в резервуаре не реже
одного раза в шесть месяцев.
6. Рекомендуемый сорт масла — индустриальное 45.
7. Для обеспечения нормальной работы насоса температура масла в баке
пе должна превышать 50° С.
Шиберные насосы' изготовляет серийно Елецкий завод „Гидропривод"
(г. Елец, Липецкой обл., ул. Ани Гайтеровой, 1) и Московский машинострои-
тельный завод им. Калинина (Москва, 2-я Хуторская, 30 а).
Чертежи находятся в ЭПИМСе (Москва, 5-й Донской пр., 216).
СМАЗОЧНЫЕ УСТРОЙСТВА
Hi I
22. Переводная таблица обозначений насосов
Шифр насоса Шифр насоса
по нормали машиностроения по нормали станкистроеиия но тшрмалп машиностроения но стан нормали КОСТриеННЯ
1,6 МН 31132—61 С12-21 5,0 МН 31-32—61 С12-23
3,(1* МН 303"—61 С12-22 1 8,0 МН 3032—61 С12-12
* Насос серийно не изготовляется.
Шестеренчатые насосы
(но .материалам ЭЫИ.МС)
Производительность насоса приближенно
„ лР (DP—D) „
Q =----HjgS---B,!11 л.м1т>
где D — диаметр делительной окружности зубчатого колеса в .ил; D,, — диаметр
окружности выступов в .м.ч; Л’ — ширина зубчатого колеса в .н.ч; и — число обо-
ротов вала насоса в минуту; р — объемный к. п. д. насоса 0,7—0,9.
Шестеренчатые насосы топов Г11-11, А ГН-11, БГ11-11 и ВГ11-11 изготовляют
10 типоразмеров. Они предназначены для подачи минерального масла вязкостью
3°ВУ50—8оВУ80 в смазочные системы машин. Насосы пригодны для работы с тем-
пературой масла от 10 до 50J С.
23. Габаритные и приеоодшштельиые размеры шестеренчатых наеоеов в -и.и
*) г)
Обозначения по класси- фикатору d в дюймах А Б в д Е з К М п Масса В «3
Г11-11 к 7, 21 84 45 — 16,25 68 20 30 101 2.25
АГИ-11 К 8/, — — 105 16,25 — 20 30 — 2,22
БГ11-11 к 7. 340 50 из 115 — 16Д5 — со 197 12,25
378
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
Продолжение табл. 23
1 Обозначения । до класон- в дюймах 1 Б в :} к М п Масса i в >г.’ 1
ВГ11-11 Н 3 'я '•VJ 115 125 «АО 1‘3,2л 150 12.С.0
ГГ1-1! V г f 4> 21 S4 16,25 20 ;?,и 101 2,25
аги-i : \ Г" 1 105 16,25 - 20 50 о гу)
Г.Г1М1А К ? :г»о 50 115 115 — '6Л5 W 107 12,85
ВГ11-11А к 'б .44!) 50 115 125 130 16Д5 150 12,1:0
Г11-ИБ к 21 45 — 16.25 6S 20 20 101 2.25
АГ11-11Г. к ’ 4 105 16,25 — 1’0 20 101 2,02 i
Насосы могут быть установлены в горизонте, льдом п пертпкалъпом положе-
ниях и иметь привод от любого рода переда1!!!.
Насосы типа ЛГ11-11 крепят ла фланце, типа ГП-11 —па лапах, типа
БГ11-11 — па лапах и соединяют с электрод»’.!гателем через промежуточный
фланец. Насосы типа ВГ11-11 соединяют с фланцевым электродвигателем через
промежуточный флапец.
Преимущества: простота конструкции, надежность и компакта ость.
Недостатки: сравнительно быстрый износ и снижение производительности,
слабое подсасывающее действие.
24. Техническая хап-ткт-; истина гпч тергпчатых насосов
Показатели АГИ-ИГ.; ril-Uli Ы’П-ПА; Г.ГЧ-НА АГ! 1-11 А; ГП-ПА ВГП-Н; БГ11-И i АГ! 1-1.'; ! Г'1-ll i
П?»ОЦйВ0ДИТС‘Л Ь:К-С,П'» КрИ иг ш бол ыя*?м рабочем давльтши и номиналь- ном числе оборотов и в л/.игш 3 5 5 8 8
Наибольшее рабочее да- вление I 3 в ?гГ/сл12 i 5 для насосов всех типоразмеров
| Поминальное число обо- ротов вала п в минуту СИ) 1450
СМ АЗЭЧНЫН УСТРОЙСТВ А
379
Продолжение тайл. 24
1 Показатели ДГ11-11Е; Г11-ИЕ ВГП-НА; БГН-НД АГИ-ИА; ГП-11А ВГ11-1!; 13ГИ-11 АГП-И; г; 1-11
С 6 С' о и з 0,25 для назосов всех тииоразмеров
I Объемный к. п. д. 1 G.70
i Высота всасывания ' ! в м 0.5 для насосов всех типоразмеров
На праялеппе вращения вала Любое для пдзосоо всех типоразмероз
Приведенные характеристики де&тгйителъцы для новых нае.чон и работе на дацу- j стр на льном масл»* 2? с температурой 4.5—б'.Р G.
Маелоуказателп
25, г ддшщчные чаелоуказвгеля
л’ЛЗМСРЫ »> Л\И
Глазок С; к. 1и 2 « ус л ’’пело винтов
L 1‘ Ь. 1 с2 С'з
100 115 3i 150 i-.'j 13.5 50 а
120 140 34 175 153 19 10
200 220 34 гз 40 14
Стек.: с рифлена-? — см, ГОСТ 16^3—57.
3S0
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
20'. Круглые маодоуказатели
(по нормали машиностроения МН 176—63)
Размеры в льм
L L AA Исполнение T г ft /J-k-tT <<2 £ Испзлнение 11 Д;'<0Д:'5)Ж- A-A a T
4^1 ' ns r0Cf№1-62 i‘
h" Кааснть Ж' Л Bs'iou змалъч Qt „ , №3-1 COST 7313-55 ~—г—— ~
Пспслнеши-1
Шифр d d. D jD, L Li Масса
1-14 1-20 1-30 1-50 14 13 30 50 M22X1A M27v|,5 5139x1.5 M«0 <2.0 30 30 IS C»S 39 51 72 20 24,5 30 14,0 15.5 17.5 20,0 0.005 o,012 0.017 0,042
Исполнение II
Шифр cl dt D Di L Масса в кг
11-30 11-50 30 50 40 GO 00 4S 70 12 14,5 0.024 0,035
Пример обозначения круг.; to го хМаслоуказатгля с 'I — 30 мм, исполнения I:
Mo.c.io.wrttJtmiHtb 1-30 МП 176—63
То же, исполнении II:
Мпслпугазшнель 11-30 МН 176—63
27. Трубчатые маслоуказатели
(по нормали машиностроения МН 173—59)
I
Нормаль распространяется на трубчатые масло указатели, предназначенные для
визуального контроля уз.-.кня млела, находящегося при атмосферном давлении и тем-
пературе от—30 до ~,-50оС н корпусах и резервуарах машин, нс испытывающих при
работе сильных толчков и тряски.
Трубчатые масло у податели применяют только в тех местах, где нельзя установить
; встроенные — круглые и удлиненные масло указатели.
I
СМАЗОЧНЫЕ УСТРОЙСТВА
381
Продолжение табл. 27
К о и с т р у к ц п я м а с л о у i: а з а т е л е й с Н --- 80 п 120 atw
Размеры в л’м
1Г ИТР Н Масса В KJ Гайка, деталь 6, vo ГОСТу 5927—70 Впит, деталь 7, но ГОСТ\ 1-91—02
30 >0 0.212 М t '< 1... MGX1U
120 120 0,225 мох ю
Пример обозначения трубчатого маслэ указателя с 11 ----- 120 леи.*
М асл'.уетп.рн-ль V3O МП 178—59
Корпус, деталь I
ни
Материал: сталь
СтЗ.
Допуски на резьбу—
но 3-м у классу точности.
ГОСТа 0253—59.
От кло i icnn я с нпб< * я»
ных размеров — но 7-му
классу точности
Проточки для резь-
бы -тюП >СТу 105 ?j—G3.
Оксидировать.
Пример обозна ченил
корпуса:
Кг'/Jb.yc МН 178—59
Трубка, деталь 2
Для детали 80/2 длина L ~ 71 мм;
» » 120/2 » 1- -- 1И »
Материал: органическое стекло. Резь-
ба по 3-му классу точности.
Отклонения свободных размеров — по
7-му классу точности.
Пример обозначения трубки трубча-
того масл ©указателя с II S<* л;.и:
Трубка 80:2 МН 178—59
Прокладка, деталь з
Материал: резина маслобензостойкая марки А средней твср-
:и по ГОСТу 7338—65.
Отклонений' размеров— по 7-му классу точности.
П рихср о 5о ’ ;йа чсап: £ проклад i t»i труб чатого масло указателя:
Прокладка МН 178—59
Прокладка под г а й к у, деталь 4
Материал: резина мас.добеизостоВ.кая марки А средней твердости по ГОСТу 73^8—65.
Он .угон»-ния размеров — по 7-му классу точности.
П рим е р •:;. ч *; я ачения прокладки под гайку труб' на то го
и. 1 ело указателя: ’ * •
Ц-рокладка под гайку МН 178—59 |
СМАЗОЧХ1ЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
I роде». гл ;иние та «3.
п 2U0 лиг
Размеры г
г±:"~' н ..J..''1 , k Шифр изделий 11 ?.tacca I; h<? Гайка, дел аль S', пи ГОСТу Si-27—70 Винт, га’таль .9, ; по ГОСТ,! 14^1—02* ‘ I i
l«0 It. J 2W l!.33i 0,40- 1 i | i M6X10 j 1
Р !Z_
Пример обоги'ачепил трубчатого йазлоука ителя с- 11 — 16И леи: Л!с.сл'>ук<1-.1ан‘!'аь 1И0 МН 178—5И
ь, == !>• 5 м
- по ГОСТ;,
годности ГОС Та
нон
11 -
Отклонении размеров — по
су точности.
Оксидировать.
-му клас-
I;.шмзр обозначения предохрани'
i чаю го
7кд М11 /75—5Р
054
‘*”т*
М2Ох1,!> 1
Материал: сталь СтОУкп или Г'кп.
му классу точности.
ОКСИДПрО:Ц1ТЪ.
На ружную поверхность полировать.
ИрК'зеэ обозначения колпачка трубчатого маслоуказатс
СМАЗКА УЗЛОВ КОНСТРУКЦИЙ
зьз
Водоуяазательпыэ стекла
(по ГОСТу 1663-57)
В завпспмостп от условий работы и поверхности водоукззйтильпих стекол
пх разделяют на два вида:
1) стекла рифленые (рис. 6), термически закаленные, для работы при давле-
нии до 35 кУ'.с.и2 включитс'лзие;
Рис. 6. Стекла рифленые Рве. 7. Стекла гладкие
2) стекла гладкие (рис. 7), термически .тякалсягаге, для работы при давле-
нии до 120 пПы1 включительно.
П pii»:epbi обозначения:
рифленого термически закаленного стекла длиной 250 для работы при
давлении до 35 кГ'с.м" включительно
Стекло рифленое ТЗ—250—35 кГ/СМ1 эд.’. ГОСТ ГЗ'лЗ—57
термически закаленного гладкого стекла длиной 250 .и.л тля работы при да-
влении до 35 кГ/см2 включительно
Стекло гладкое ТЗ—250—35 кГ!см~ икл. ГОСТ 1603—57
термически закаленного гладкого стекла длиной 250 .«.и для работы при да-
влении от 35 до *20 кГ'см- включительно
Стекло гладкое ТЗ—250—120 к Г-'см2 екл. ГОСТ 1053—57
ГОСТ 1663—57 предусматривает также более длпн-гме стекла.
СМАЗКА УЗЛОВ КОНСТРУКЦИИ
Смазка зубчатых передач
Для открытых цилиндрических зубчатых передач применяют копспстоптяые
смазки с температурой канлепадегшя по меяео 45° С. и не очеш. вязкие минераль-
ные масла. Способы смазки открытых передач следующие: а) при окружной
скорости ае более 1,5 лчг« — корытная; б) при скорости на более 4 м сек — пе-
риодическая мазями пли весьма вязкими жидкими маслами; в) при невозмож-
ности применения кожуха для масляшях ванн из-за ограниченности места —
капельная; г) центрютизованиая смазка; д) при скорости не более 0.5 .« —
покрытие твердыми смазками. В открытых п .полуоткрытых передачах повышен-
ный износ зубьев колес, псытому их следует избегать. Для закрытых цилиндри-
ческих зубчатых иередач применяют смазку:
384
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСЛ РОГЮТА
а) погружением в масляную ванну зубьев при скорости ле более 12 м/сек;
при иоироделжит!линой периодической работ-» допускается и больная скорость;
о! струйную или циркуляционную при скорости, большей 12— 15 л сен; при мень-
шей гкор- <то — для многоетуиепчатых шреда.ч.
При общей масляной вида на нисколько зубчатых пар, для подачи смазки
на колеса меньшего диаметра используют паразитные зубчатые колеса (часто
неметаллические), мзелора-.брызгиваиш.ш шайбы, черчщшьш колоса и пр.
Глубина погружения в ьашту зубчатого колеса должна быть ст 1 до б модулей,
ноне менее 10 мм. Емкость масляной исшил для одноступенчатых передач при-
нимают из расчета 0,25—0,5 л масла на 1 л. е. передаваемо.; мощности.
При окружной скорости до 60 м/сек зубчатки; колеса можно смазывать под
давлением 0,5—0,8 кГ:м'2, а при меньших скароСТЛХ— 0,1—0,15 кГ'см'2-.
Ч тобы предотвратить заеды, не и намазывание бронзы яачервяк,для червячных
передач следует применять наиболее вязкую смазку, при которой еще не слишком
велики потери мощности на размешивание п разбрызгивание масла (табл. 28).
28. Рекомендуемая кинематическая вязкость ем.-кош при течпературе 50- С
(в скобках — при lult’Cl и способы передачи славки в зацепление червячных передач
। Скорость скольжения в 'сиг 0-1* 0—2/»* 1—5*” 5—1(1 10-15 15—25 Св. 25
• । Кинематическая вязкость масла в ест 45U (.й) ”70 (34) IsO (АО 85 со 45
Смазка * Тяжелме условия работы. * * Средние " » » Окушшием Струй- ная или С'Куна- штем Струйная шд ШИШ В .‘.’/’/С и.7 । 2 1 Павле-. м3
Смазка цеппьтх передач
Для смазки печных передач применяют иреимуществеппо легкие масла,
вязкость которых должна быть тем выше, чем больше удельное давление в цепи.
Периодическая емпзка назначается при скорости цепи не более 4 м/сек и
производится через о—8 ч.
Консистентную штутришарнпрпую смазку применяют для ценных приводов
транспортных машин при скорости цепи не более 3 м'мк. Осугцествляется она
погружением цели в подогретую до температуры разжижения смазку. Перио-
дичность 120—180 ч.
Капельную непрерывную смазку назначают при скорости цени не более
10 м/сек; масло подается маслеяхами-капе.'ьннцями или лубрикаторами в когти-
честно 20—25 г/ч. Наиболее совершенна непрерывная смазка в маслиной ванне
(при скорости цепи до 12 .«-'сек) или подача масла насосом (при более высоких
скоростях). В закрытой передаче с применением масляной ванны ведомая ветвь
цели должна погружаться не более чем на высоту пластины. После 350—400 ч
работы необходимо менять масло и очищать ванну от осадков. Маслонинронпцае-
ммй кожух выполняют разъемным, преимущественно сварной конструкции.
Он существенно снижает шум, поэтому его целесообразно применять при больших
скоростях цепи. Если нет кожуха — необходимо защитное ограждение.
Смазка подшипников
Смазка подшипников качения. Основными факторами, влияющими на выбор
смазки для подшипника качения, являются: скорость вращения, нагрузка на
подшипник, рабочая температура подшипникового узла и условия окружающей
среды.
Для смазки подшипников качения п|1имопяя>т жидкие минеральные масла
и консистентные (густые) смазки. Для подшипников качения наплучшей яв-
ляется жидкая смазка, но она усложняет конструкцию уплотнения.
..И У.кТОВ КОГ'СТРУКП,ПП
385
П |j;uuпчески наиболее удобна для смаз,!:и оадышшства подшипников каче-
ния консистентная смазка. Она примеи*.:ёлТя иРа < Зио 0(Ю мм об,мин
,тдо d — диаметр .отверстия подшипника е мм; п ~ шало оооротов подшипника
в минуту!; I 120° С; при постоя ьи ом режиме (меняюгс-л па7рузки,
ч»кГ.« O’ApOTOii) ?лЯ подшипников в механизмах, рабАд.цошнх с продолжи тель-
ными остановка1!!1, и для цАДчццшиков, располоо;е!ШЫХ в труднодоступных
мостах. Температура капленадеип’Л генйилй смазки даташа быть выше
рабочей температуры цод.'пипиика не менее чем п.с 2(1 С.
Если dn > ЗТ: iipo Лм.„б,'.чин, то рекомендуется применять жидкие масла.
Для смазки подишшажов, работающих при корма»?сном режиме, следует
выбирать масла со следующей кинематической вязкостью при рабочей темпера-
туре узла: для радиально-упорных и упорных #» 30сст. для' полчковых сфериче-
ских st 20 сст- для остальных шарико-роликоподшппииков st 12 сст.
Для высокоскоростных и миниатюрных подшипников испать..’лот маЛовязкпе
масла.
Применяются следующие способы смазки подшипников качепиж
масляная пиша для подшипников горизонтальных валов при и 1( ООО об/мин;
для tmwnnniutoB малых размеров допускается и при большем числе оборотов.
Уровень масла при и <_ 2U00 об/мнн должен быть не выше центра ппи ;него ша-
рика или ролпка: при больших числах оборотов уровень масла лишь касается
шарика или ролика;
смазка масляным туманам для высокоскоростных малонмруженпьдх под-
шипников; смазка проникает в подшипники, омывает и охлаждает их; с» газка
разбрызгиванием для под1шишиков, не изолированных от общей системы сма^’ки
(например, редукторы), при п — 2000 -s- 3000 об/мин; при более высоких ско-
рее гнх следует предусматривать устройства, ограничивающие поступление масла
с ьодшишшк;
цтркуляцпоппая смазка самотеком или под давлением через форсунки.
1( цел един и способ применяют а.;л ее иилииико):, работающих в тяжелых-усло-
ягях, когда необходим 1ш ишенвиый отвод тепла;
-.рптилыгая смазка назначается в ran рок:-, х пределах скоростей для подшпп-
В1;:<>|:ых ;,т;;лов горизонтальных и вертикальных валов.
Гибкость масла 12 сст (например, индустриальное 12k
С.мазка пвдкьшнпкэз скатьжеипя. Дли смазки под.ini’. ков скольжения
машин прей муществ-.чшо прим •'•як-г индус
Нодшппипкп, работающие яри небольших
удельных давлениях и скоростях, подлежат
периодической (например, капельиой) сма-
Цпркуляциопная смазка под давлеши.-м
является наилучшей, особенно для тяжелых
режимов работы; опа обеспечивает подачу
.масла в количестве, достаточном для смазки,
п-чгрерьгапую очистку п охлаждение его.
Кольцевая смазка. Кольцевую смазку’ при-
»ы;го? для горизонтальных валов при 10U—
i с.:При больших числах оборотов
хольцгь?!.! смазка не обеспечивает отвода тепл
грпальпые лп1_:?,?ал1.ные масла.
Рис. 8. Кольцевая смазка
а пт подшппиик,-:. Количество по-
дав долгой смазки зав!:сит от частоты вращения.
Размеры колен в мм. (рг.с. 8): D,, 2d; 1--=^ <J,2tf; i> = ё-р {! •>) мл; ~ х 0,3 Ь.
Глубш'а погружения кольца г 'пело t (и.5 -г- 0,6></. При длине подшип-
ника более 1,5 а рекомендуется ставить два кольца.
Нрзг'еры е.мазочных yci; листе
Смазка подшеопинов скольжения (рис- £ —12).
T;o;i!i:iirrij:li'.oi: КачоЯИЯ (ряс. 13—
Смазка зубчатых иацеплея::й (рис. 17—20).
Смазь’.1 направляющих (ркс. 2i — 22).
Смазка ценен (рис. 23—24).
13 Справочник копструктора, кн. 1
386
срочные млтгт {1ллы п УСТРОЙСТВА
Рис. 9,
Рис. 12. Подвод масла к под-
шипнику: а — разбрызгива-
нием; "б — от открытого
маслораспгедвлипеля; с — от
закрытого маслораспределн-
теля
Рпс. 11. Смазка при
пилнацн винтовой ка-
навки
Рис. 15. Фитильная смазка под-
шип ников вертикального вала
при верхнем расположении ре-
зервуара
Рпс. 18. Сказка подшпп-
ншгон вертикал оного ва-
ла при вимо»ци масленки
с запорной иглой
СМАЗКА УЗЛОВ КОНСТРУКЦИЙ
387
Рпс. 16. Центробежная смазка подтип ника вептп-
кязьного вала: а — при расположении конусной на-
садки основанием -верх; б — при расположении
конусной насадки основанием вниз
Рпс. 17. Смазка в мас-
ляной ванне с птктгнг-
ппем д-.кто- пиггел ьнсго
резервуара: 1 — масля-
ная ванна
Рис. 18. Смазка при по-
мощи ВС пом: •£ ;п слыв) 1'0
колеса: 1 — колесо
Рпс. 16. Смазка подшипни-
ков качения червячного ре-
ДуКТОрл: 1 — ЧС-РШВ;; —
защитные шайбы
Рис. 20. Схемы равно,*»«мнения рязорыаги-
н:шил масла: 1 — разбрызгиватель (насос
13»
СМАЗОЧНЫЕ МАТЕРИАЛЫ И УСТРОЙСТВА
Рис. 21. P<-.inKi.B,':i гмлпкг н:.и;>ав. : пг-щих:
тиче< них; о — плоских
аризма-
Рис. 22. Подвод ежяю! к ппамым движущим-
ся плоскостям деталей 'ran.-, ползунов, кипра»-
лшущих
Размеры смазочных канавок пр <ых ii.ii.ciiocr-.ti о л«
Ширина 1 плоскости ;• 'i •
До iO . : Свыше Г.’ so 120 . . : 1 4,5 2
Рис. 23
Рис. 24
ДИАМЕТРЫ И УКЛОНЫ М КОЛОШ’ОИОДОВ
Диаметры масаояриьодоа. Диаметр маелоироводящей трубы к трущейся
пара
где I' — площадь сечептш прохода s ел>~\
£*1»еадЛ>П0Т ей ПО 11'ОРМГЛО
ДИАМЕТРЫ И УКЛОНЫ МАСЛОПРОВОДОВ 339
где Q — количество масла, подаваемого к трущейся поверхности, в л/мин;
v — скорость подачи масла в м;сек.
Для отводящего маслопровода диаметром до 100 мм
= ^noSet
где Рцоо» — площадь сечения проходов подводящего маслопровода в с.м2.
Уклоны обратны:-; маслопроводов. Величина уклона маслоирово <а зависит
от вязкости масла. При вязкости масла J—3 В У уклон принимают 1 ; 80; при
вязкости 4—10 В У — 1 : 60 и при вязкости 11 В У и выше — 1 ; 40.
29. Количество масла, проходящего через трубы
Услов- ные про- X ОТЫ Й ММ Пло- щадь про- ходов В СЛ12 Количество масла в л.'лчк при скорости движения его в .и, сек
0.3 0,6 0,8 1,о 1,2э 1,5 1,75 2,0 2"5 2,5 2,75 3,0
6 10 is 25 40 50 7» 80 100 0.6 1,2 1,9 3,5 i0.il 1321 22,0 S6.3 50,9 88Д К* х С nre ms' ire 1,8 3,6 5,8 1V.0 17,1 30,1 393 «6,1 108.9 152.7 264,7 4’i 7,0 12,7 20,С 36,1 47,5 79,4 130,7 183,2 317,7 3,0 5,9 17Д) 27.5 40,1 032» 105,5 ’75.2 244.3 3,7 1117 21,2 60 Д 79 * ' 132 Л 217.8 305.1 529,5 4,7 9,2 ’4.6 26,5 42,0 75,3 99,0 165,4 212,3 381,7 661,3 5,6 11,0 17,5 31,9 51,5 90,3 118.8 19S.5 326,7 458,1 794,2 6,6 1219 20, i 37.1 60,1 105.1 138,6 231,6 3sl,2 534.4 925,6 7,5 14.7 23,4 42,4 68,7 12ll.; 158.4 261,7 liiil’.M 1059,0 8,5 16,6 26,3 47,7 77,2 135,.» 2973S 490.1 687,1 1191,3 9,4 18,4 29,2 53,1 85,9 150.6 19.8,11 331,9 554,5 763,5 1323,7 10,3 20.3 32,1 58, t 94.5 165'1 217,8 365.0 593,1 839,8 1456,1 11,3 «>•-> |! 35 ’ll 63.7 103,1 18u,7 397.'(i 653,5 916,2 15S8,5| i
Дополнительные источники
Присоединительные резьбы соединений трубопроводов смазочных систем
см. в книге 2, глава 10.
!. Смазка металлорежущих станков. Справочное пособие, под ред. акад.
В. 11. Дпкулшна. Машгпз, 1956.
2. Мазырин II. В. Смазочные устройства машин. М., Машгпз, 1949.
3. II у П1 В. Э. Системы смазкп металлорежущих станков. М., Машгпз,
1948.
Маслораспылпте.л, — МН 4795—63.
Баки для гидравлических п смазочных систем. Общие технические требова-
ния — ГОСТ 16970—71.
ГЛАВА VII
ЗАЩИТНЫЕ II ЗАЩПТНО-ДЕКОРЛТПВПЫЕ
ПОКРЫТИЯ МЕТАЛЛОВ
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Классификация и обозначения (по ГОСТу 9894—61). Л тсокрасочные покры-
тия классифицируют по материалу покрытия, тц-шпему . нд\ иотюрхшстл по-
крытия (класс покрытия, табл. 1) и по условиям дксолу.тгаиип (группа покры-
тия, табл. 2). Виды и обозначения материалов покрытия — ро ГОСТу 9825—61.
По Стеньки блеска лакокрасочные покрытия подразделяются на глянцевые,
.то.туг.тянцсвыеп матовые. Степень блеска характеризуется материалом покрытии.
Специальные условия эксплуатации, как, например, низкие температуры
(ргг.ке минус вСГ С), рентгеновские излучения, воздействие пламени и т. п.,
ук .аываются полным nanweiioiiaiinoM в технических требоеаипях на поле чертежа
। .а в технических условиях.
К обозначению T' и Э термостойких п электронзо.’ипшог-.иых покрытий до-
бавляются в индексе предельная температура, например: Т°1Й>: Уял и т. д.
При необходимости прецельиаи т' чш-ратура может указываться и в обозна-
чении других видов покрытии, например: М1м; Б1Л, л т. д.
1. Классы покрытия « харшгтсрпс'пша внешнего гида
‘ Классы ; иокрмчия Характеристика внешнего вида
I Поверхность ровная, гладкая, однотонная. Но допускаются дефекты поверхности, видимые без дрпзннения увеличительных приборов
II Поверхность ровная, гладкая, однотонная или с характерны?.! рисунка м. Допускаются отдельные малозаметные без применения увеличительных приборов соринки, следы зачистки, риски, штрихи и пр. Рисунчатые по- крытия (молотковые, муар и т. nj доля;им иметь четкий рисунок без нс- J; j »сч г вл ГШ1ЫХ участке в
III Поверхность однотпииая, гладкая или е характерны?! рисунком. Допускаются отдельные. з<гистш.1е (ед* применения увсличйтелЕ.’щх при- боров соринки, следы зичистки, риегш и (ятрих'г, а такж«? нерпннйстн, связанные с сосшпнисм ок наши пае мой пор? рдноети до окраски
JV Поверхность однотонная п.тп с хярактерныч рисунком. Допускаются неровности, связанные е cfCTonnnini окрашиваемой по- верхности, и другие дефекты, iinriji.vi,!e без применения увеличительных приборов, пе влияющие на защитные свойства покрытий. ’
ЛАТИЖРАСОЧПЫЕ ПОКТ’ЫТИЯ
2. Группы по условиям aiK ii.iy.iTomui лакокрасочных покрытий
Группы ПУКрЫШН j О ...: ченпн Узленпя эксплуатации
L Стойкие внутри помещения 1 11 1 В эт. 1П.-ПП: il-мых п ог-ктцлпруеммх цомещетаои. Тэм- 1 na-isiTypa воздуха -> i‘:° С, отиооитпльная или иЯистэ | <55 ± 15% при '20 ± 5' С
2. Агкоефорэ- стойкие А Воздекстваг атчео верных осадков, солнечной р.ч л на- ция, морского тумана, атмосферы, з:1»чи.:ш<.*ннон пр.?- лышленпыми газами и пылью. Ъзмперятура воздуха от минус ПО до плюс 63°С. Относи сольная влажность до 9й%*ппи 25° С
3. Химически стойкие X Воздействие атмосферы, содержащей дгресопаиые газы и пары
А Ь’ ВО8ДСЙ8ТВИЛ КИС НОТ
X 14 Вол цейс г низ щг: i о • шй
Водостойки- В Воздействие пресной воды или ее парив
В м Воздействие морской соды
5. Термостоикие 1” Воздействие пэнышеннык гелшзратур от Gf| до 51<-° G
С». Mjcjh «стойкие j М Воздействие минера л ;>ш.ix масел и консистентн ых смазп •».
7. Бензогтойкие в Воздействие бензина, к-^изспна и других нгфтаны:-: продуктов, нз содержащих ароматических соединенна
8. Электрой ю- : ляцпонные Волдсйстепе элоктгегк’скэго тока, коронных разрядов, эдсктрпч-?ский дуги и поверхности?.IX разрядов"
Группы буки и цифр обцимчешти покрытия разделяют точками и распола-
гают в следум'Щ-ч порядке- (табл. ?.);
основной материал покрытия — но ГОСТу 9825—61;
внешний вид (класс) покрытия;
условия эксплуатации (группы покрытая).
Группы лакокрасочных материалов прпведепы в таил. 4.
И. Примеры обозначений покрытия
Покрытия Обозпач-^пия i
i Ок р к-Kt синен нятрозмалью Зм. Hi Г-25 пи К классу, для oKcn.iyaT-Ainiu изделий’внутри помещения Эм. НЦ-25, синий. j п.п j
Окрас да серой эмалые XС-710; с HGC.ieAyh?-avn лакировкой лаком ХС-70, по 11 классу, для зкеплуатацмл изделия при созденствпл кислое Эа». XG-710, серый. 1 Лгш ХС-7-1. 11.Х К ;
Т1ОКРытпе феиигтформ. 1Л Ь.ТСГГ; дЦ.,1 Л Гр VЦГО -I ФЛ-013, ПО IV классу, для хранения ь атмосферных условиях Гр. ФЛ-'ЛЗ.Т1.А { 1
392 ЗАЩИТНЫЕ П ЗЛЩПТПО-ДЕКОРЛТПВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
4, Группы лакокрасочных материалов
Группы Обозна- чение Групп Покрытия |
Атмосферостойкие Стойкие внутри помещения Специальные Стойкие к различным сре- дам Термостойкие Электроизоляционные Грунтовки и лаки полу- фабрикатные Шпатлевки 1 1 S я 0 00 Наружные для различных клима\ низких условий Применяемые внутри помещения ( Юла датив ще ci гецифпчес ? г ими с вонетва мп. лакокрасочные материалы ьтя кожи, резины, стойкие к рентгеновский н другим излуче- ниям Стойкие к воздействию жидких химических реагентов и пх паров воды, минеральных масел, оецзинл и др. Подвергающиеся воздействию температур 60—500° С Подвергающиеся пс'здейст’чню яектрических напряжений, тока, :-нектрн-теской дуги н по- верхностных рлзрядов
Если лакокрасочному покрытию предшествует покрытие металлическое или
неметаллическое неорганическое, то обозначение указывают дробью, в числи-
теле — металлическое пли неметаллическое неорганическое покрытие, а в зна-
менателе — .лакокрасочное, например: кадмирование толщиной 36 мим с по-
следующей окраской красно-коричневой полпвинплбутиральной эмалью B.7I-5J5,
по Ш классу, для эксплуатации изделия при воздействии нефтепродуктов:
__________________________________Кд. 36 _________.
Эм. ВЛ-515, красно-коричневый. 11!. Б
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Меднение.
Среднерасчетная толщина меднения в мим
Для сообщения притирочных свойств поверхности?! деталей
(шейкам коленчатых валов, кулачковых валиков, шлицевым
соединениям и др.).......................................... 5—15
Покрытие зубчатых зацеплений и соединений для уплотнения
зазоров и уменьшения шума................................... 5—25
В качестве подслоя при многослойном защитно-декоративном
никелировании или хромировании................................ 40
Восстановление размеров деталей.........................До 2000
Перед оксидированием или химическим окрашиванием .... 15—25
Защита от коррозии тонкостенных стальных вкладышей и
втулок коленчатых валов ..................................... 5—2
Износостойкое хромирование. Хром стоек протпв действия влажной атмо-
сферы, азотной кислоты и растворов щелочей; длительное время сохраняет свой
цвет и блеск; цвета побежалости на хроме появляются только при температуре
свыше 400° С.
Осадки хрома пористы, электрохимической защиты не создают. Прочность
сцепления хрома с основным металлом высокая. Часть слоя хрома можно уда-
лять шлифованием.
Коэффициент трения хрома сравнительно низкий. Покрытия хорошо вы-
держивают нагрузку, равномерно распределенную по их поверхности, по раз-
рушаются (скалываются) под действием сосредоточенных ударов.
Осадки хрома содержат микроскопическую сетку трощмн, размеры которых
зависят от режима хромирования и толщины покрытия.
Различают следующие основные типы хромовых осадков:
молочный, обладающий наименьшей твердостью (IIV 250—750), хрупкостью
п пористостью; в тонких слоях сетки трещин не выявляется, сравнительно легко
полируется до зеркального блеска;
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
393
блестящий, обладающий разветвленной сеткой мелких трещин, твердый
(JI У 751)—000) и хрупкий в толстых слоях, полировки не требует;
матовый, серого цвета, чрезвычайно твердый и хрупкий далге ири небщлыпой
толщине, полированию поддается при боаьших затратах труда и времени.
Толщины покрытия в зависимости от назначения приведены в табл. 5.
5. Толщина покрытий при износостойком хромировании
Xромируемые детали Рабочая толщина шжрыгня
вновь изгото- вленных изделий при ремонте
Шейки тчлов, соединительные пальцы, валики, щеки кулис, шпиндели, трущиеся детали станков, шейки осей, рейн»?, червяки и др. Пресс-Формы для литья металла под давлением ... Гильзы цилиндров Прессовые и плотные соединения, гнезда шарикопод- шипников, В1юстановл‘енис размеров Поршневые кольца и цилиндры двигателей (микропо- ристое хромирование) 10—Г.0 10- 20 50—500 120-250 До 500 » 50 » 750 » 1000
Защитно-декоративное хромирование широко применяется в производстве
автомобилей, мотоциклов и приборов. Процесс покрытия состоит г. нанесении
на поверхность изделия слоев металлов: меди, никеля, хрома, причем каждый
из зтпх слоев, как правило, полируется.
Толщина покрытия хромом приблизительно 1 мкж. На изделия несложной
формы, подверженные истиранию при работе (поручни, рукоятки), наносят слой
покрытия хрома 8—40 лм, причем без промежуточных слоев меди и никеля.
При многослойном (медь — никель 4- хром) покрытии деталей, поверхность
которых истирается (ручки штурвалов н др.), толщину хромового слоя увели-
чивают ДО 2--3 MK.it.
Цинкование ио стали применяют для защиты черных металлов от коррозии.
В воде при темкетатуре выше 65—70° С защитные свойства цинка резко падают.
Назначение покрытий и применяемая толщина их приведены в табл. 6.
6. Назначение цинкования н необходимая толщина покрытия
Цинкуемые детали Коррозионная среда Средне расчет- ная толщина покрытия в лилн
Детали машин, крепеж и метизы 31елкис резьбовые детали 1 Бензопроводы, бензиновые и ке- р пси новые резерву а ры Водяные резервуары, водопро- водные трубы 1 В зависимости от условии з.кс соответственно изменяя средний диаз Паружная атмосфера Бензин, керосин Пресная вода при темпера- туре до 7l»° С нлуатации применяют более тож хетр резьбы. 10-35 Ю 3 20-50 50-10 яые слои цинка,
Кадмирование. Кадмии по своим защитным свойствам близок к цинку. В отли-
чие от последнего он пластичен и потому незаменим при защите от коррозии
ответе, гпеииых резьбовых и сопряженных деталей (табл. 7), узлы которых тре-
буют плиткой сборки. Цвет кадмиевого осадка серебристо-белый с синеватым от-
ливом, не изменяющийся mi воздухе. Кадлшруют изделия из стали, чугуна,
меди н ладных сплавов.
391 ЗАЩИТНЫЕ И ЗАЩПТПО-ДЕКОРЛТИБИЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
”. Назпачехше кадмирования и необходимая толщина покрытия
i 1 Ьадчцргсмые детали 1 Коррозионная среда Средне расчет- ная толщина П‘«КрЫТИЯ вмм
i Точные детали, требующие илот- сборки и хорошей притирас- i масти i Резьбовые детали для обсспечо ; ии я их свинчиваем ости ! Тонкостенные стальные вкладыши i н втулки коленчатых вале»в Электрические контакты Влажная атмосфера, не ;;а- грлу.щн'мн агрсесплпызш га- зами То же Атмосфера при хранении И ЗиПСДГКИХ СЛ'ШПЯХ ‘ - 7—15 10.., 10 15
ОКСИДНЫЕ И ФОСФАТО-ОКСЯДНЫЕ ПОКРЫТИЯ
Оксидирование и фосфатирование заключается в создании на поверхности
металла неорганической защитной пленки способом химической или электрохи-
мической обработки изделий в специальных растворах.
Стальные изделия оксидируют для защиты от коррозии при эксплуатации
их в легких условиях. Защитные свойства оксидных пленок при атмосферной
коррозии повышают дополнительной обработкой маслами. Пленки обладают
малым сопротивлением на истирание. Цвет покрытия в зависимости от режима
процесса меняется от блестяще-черного до темно-серого.
Вороиспие — оксидирование термическим способом; применяют при отделке
мелких стальных изделий.
Спнеиие — оксидирование стальных полированных изделий термическим
способом, применяют для обработки часовых стрелок, пружин, винтов и других
подобных изделий.
Фоефато-окислптельные покрытия (бесщелочное оксидирование) применяют
при антикоррозионной и декоративной обработке поверхности изделий из угле-
родистой и нержавеющей стали, а такие? изделии из цинковых сплавов и по
цинковым покрытиям. Сопротивление, истиранию и коррозионная стойкость
таких покрытий значительно выше, чем оксидных. Толщина фосфато-оксидной
пленки колеблется от 1 до 4 .ик.м, при этом линейные размеры изделия но изме-
няются.
Фосфатирование относится к распространенному способу защиты поверх-
ности стальных изделий от коррозии, не требующих .декоративного вида. Допол-
нительная обработка маслами, лаками или красками надежно защищает металл
от коррозии. Твердость фосфатной пленки зачастую превосходит твердость меди
н латуни, по ио стойка против истирания.
t; результате фосфатирования физические свойства металла (твердость, уп-
ругость, магнитные свойства) не изменяются, однако линейные размеры деталей
увеличиваются па 5—8 л«./>.и.
Узлы из фосфатированных деталей могут подвергаться электросварке.
Покрытия выдерживают кратковременный нагрев до 500° С.
Оксидирование алюминия я его сплавов. Алюмшшй л его сплавы в естествен-
ных условиях покрыты оксидной пленкой, по опа недостаточно защищает их
от коррозия. Для более, надежной защиты от коррозии оксидные пленки толщи-
ной 3—12 .чкз» и больше получают электрохимическим (анодный) оксидирова-
нием.
Помимо защитных свойств самого оксидного покрова, используют его спо-
соби<ч”,’ь принимать защитную пропитку, окраску или цакпрорку.
Крэме этого, ёишгаое оксиднро:.: ипе применяют:
а) для декоративной отделки ислерхпоета:
б) для повышении сопротивлении поверхности истиранию вследствие высокой
Tie i,;ii;CTti экендной плойки;
и) для поверхностной электропзоллции.
Рабочую поверхность деталей, подверженных истиранию, покрывают плен-
кой толщиной 0,015—0,025 .и..а.
Толщии:; оксидной пленки алюминиевого сплава приведена в табл. 8.
МЕТАЛЛИЗАЦИЯ Р АСПЫЛЕПИЕМ
8. Толщина окисной пленки алюзишпевого сплава в зависимости
от регулирующего элемента при прочих одинаковых условиях
Размеры оксидирование;) детали щ'спе.-|ы:<> ую'шчпч.чются (примерно на
толщины паяесеш'оп» окспдлог.» сло.ч). Поэтому для деталей с ыамчи допус-
ками необходимо опытами лугом установить увеличение разлн-ров при
роваппа и предусмотреть его при предварительной обработке.
Оксидированию подвергают и мелкие детали (заклепки, ШШШ, шамом
и ДР-).
М ЕТА Л Л ИЗАЦПЯ РАСПЫЛ ЕНПЕМ
Металлизацию распыленней используют для защиты изделия ог коррозии,
а также для декоративных долей. Материалами для покрытий слу кат олово,
свинец, щи:к, алюлшнпй, кадмий, бронза н сталь различных марок в виде про-
волоки диаметром I—2 мм.
От атмосферной коррозии и действии коды стальные изделия защищают по-
крытием из цинка, ;!ли>:.пщ1!.ч п кадм.чч.
При металлизации мягкими металлами (сввш'ц, кадмий) за одни проход
образуется слой тслщиной О,OS при металлизации металлами с температурой
плавления 900—1000° например медью и бронзой, за один проход получают
слой толщиной 0,*>4 л.«; при мэталлпзашп! тугоплавкими металлами, например
нержавеющей сталью, получают <<Н покрытия 0,025—0,03 мм.
Преимущества металлизации распылением следующие:
а) простота технологии и оборудшкчквя;
б) возможность nccpi.iTiKi крупных конструкций ;т изделий в собранном виде;
в) металлизация изделий из различных материалов.
У. Влияние сноской подг*>тик1.'п иокерхиоетн на прочность сцешкяшя
метахшаацпоняых покрытий и устал<»етную прочность детали при циклической
знакопеременной н:, грузке 1
Предел 'СТаЛОСТЯ Прочность
Способ подготовки поверхности в % к шли- сцеплении
В hT-'AfS фованной нов*2 рхности в аТ’/с.р-8
Шлифование . . .... 100
Пескоструйная обработка i >» 110.5
Обработка дробью L'2,4 12S.5 10zi(J
Насечка пубалим . . . 2’k»> 82,0
Накатка (прямая, косая, с<*тчатал> .... 121,В Юно
Н арезка трсуп «лым:т 11 а резка тре угояьшн i с uoc.it «дул «цей оо ра - IS,8 74.а 1SG-J ! I960
биткой дробью 98
Нарезка треугольная с прикатал4j серншн 17 , 11 э 15Г.0
11 а резка кр сгл ия 1:<4 77.0 1070
1S.S 1440
Нарезка круглая с прикаткой Ьг-ршпл . . а
Нарезка кольцевых канавок lu,5 бэ,5 14111)
Нарезка кольцевых канавок с прикаткой вершин 15,3 61,0 ИЗО
Электроискровая обработка 20,3 80.5 1&Ю
1 Справочник млшиносгроптела в шести томах, т. 5, кп. 1. М., Маапмз, 1903.
396
ЗАЩИТНОЕ И 3.\ЩПТНО-ДЕКОРЛТПВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
Недостатки:
а) пористость в тонких слоях, доходящая до 3.'»% покрываемой площади
(для получения практически плотных бесиорпстых осадков необходимо увели-
чить толщину слоя или уплотнить покрытие лаком, эмалью, краской);
б) невысокая прочность сцепления покрытия с основным металлом. Боль-
шое влияние на прочность сцепления покрытий оказывает способ подготовки
поверхности (табл. 9);
в) большие потери напыляемого металла.
ГРУППЫ УСЛОВИЙ ЭКСПЛУАТАЦИИ МЕТАЛЛИЧЕСКИХ
II НЕМЕТАЛЛИЧЕСКИХ НЕОРГАНИЧЕСКИХ ПОКРЫТИЙ
Условия :жспдуатацпп металлических п неметаллических неорганических
покрытий, наносимых электролитическим (гальваническим), химическим, аяо-
дпзационпым, горячим, диффузионным, мсталлпзацнонньш способами делят-
ся па группы: легкая — Л, средняя — С, жесткая — Ж, очень жест-
кая — ОЖ.
Условия эксплуатации металлических и неметаллических неорганически к
покрытий в зависимости от содержания в атмосфере коррозпоино-аитппных
агентов, макроклиматического района (табл. 11) и условий размещения изделий
приведены в табл. 10.
10. Группы условий эксплуатации покрытий
Содержание коррозпоино- ; истинных агентов в атмо- сфере на открытом воздухе Размещение изделий Группы уело спи эксплуата- ции для манроклвма- j тпческого ранг»на
уме- рен- ного год- ного тропического
су- хого влаж- ного
Сернистый газ, не более 4 .иелм2 •сутки; хлористые соли по более 0,3 w- и2 -сутки (атм».»- сфера примерно соответствует сельской, лесной, горной мест- ности, вдали от промышленных объектов) На открытом воздухе с с с Ж
Иод навесом с с с ж
В закрытых помеще- ниях без искусственно регулпр уемых климати- ческих условий с с с яс
В закрытых помеще- ниях с искусственно ре- г улируемыми климатиче- скими условиями л *11 л л
Сернистый газ 4—200 мг/ма X Хсутки; хлористые соли 0,Й—2 мг/м? • cyiп ки (атмосфер?i примерно соответствует атмо- сфере промышленных объектов) На открытом воздухе я; ж с ОЖ
Под навесом ж ж с ОЖ
В закрытых помеще- ниях без искусственно per ул и руеыых климати- ческих условий с с с ж
В закрытых помеще- ниях & искусственно ре- гули руемыми климати- ческими условиями л л л с
ОБЩИЙ ГРИБОВ АП И Я !л В ОТБОРУ ПОКРЫТИИ
Продолжение табл. 10
: Сомгдакшло коппазиспми- i Гр у 11 п ы у.г.тевий экенл у ата - ц для дщ к.числима- ; тическоги рай*-на
y-tfp- У’П- ногу i ТрОГШЧгГКОРо I
i активных агентов a атм:- ; сФ<-ре на открытом г-оздухе Раимещеппе изделий
ЛОД- HU ГО хого клан:- : Нл-ги ।
i 1 Т с-т?:] -ытом г.оздухе гж ж - ож
। Под навесов < Ла - •- l/u ।
: Сернистый газ 20 лг'.-л2/ ! Хсгапку; хлористые соли ; 4f,aA’42ecj.>}<>?.•.' • атмоо» е pa ппиаа/оно иоотиетс'сву-.’т м:> ?- иа-й; ' В закрытых помеще- ниях без искусственно регули 1»уе мых нлпматп- чг-cinix ‘ у еле зий ж Ж - я;
В закрытых помеше- пнях с искусств* инг» ре- гулируемыми климгепг- i вескими условиями С ; С — с
1 i. Хге актернстшш макроклиматичегких районов
i • Макро климатически й рамой ‘ Характеристики
•; С умеренным климатом “ у |в 1 U 5 & 3 ’? ® w а '°^7 Г* “о
। С холодным климатом рецняя 'инимальпе:! темч.-ргтура ниже минус 45е'С. = Хьранте-шпуетез такиг* «:али'Ш< -1 ин»*п. о{?Л:‘Д“?в.‘1ШЯ, • и* трос с мелкой снгжгИ’й пыл:.и» ?
•
1
I тропическим влагкны климатом Xaj^iKTepHo идтю^ряжчшии д» йствш высокой отнеси- 1 тельной влажнпети воздуха и высок:»:! императ у ры. Со- 1
i । чс-танио температуры 2Ч°С или вигт и OTHcic^rrsvii.avi: i влажности’ b'j?o ii й«».тг»* па блюд.: стен примерно 12 ч и 1 более г. сутки непрерывно 2—12 ме^ цг-в в году. Для не- 5 которых, областей /Характерны также лпкнивые дожди, i гкедёйствие биологич«чп:их ачштояов, интенсивная сол- i печная радиация, конденсация влаги. В отдельных райо- | нах возможно воздействие, пыли |
! Г тр!»Ш1Ч«Ч‘К41Л1 ; ухи'4 КЯН- i Средняя м«п:си?лальнач температура вс-лдуха вьигр» | дли с 'в0 С. ]; пог:» вк.»дят области, которые по отнесены К районам в влажном тропическим КЛИМАТОМ. ЛарПКТе- :
рлзуется така:е интенсивной еогшечн.-й радиацией, зна- j читгльным изменением темхгорйтуры воздуха в течение j суток, высоким содержанием песка и ныли я воздухе ; 5
ОЫЦПЗ ТРЕБОВАНИЯ К ВЫБОРУ ПОКРЫТИЙ
(по ГОСТу 14623—69)
Па защитны.- м гащптио-декоратппшю метал,чпческт- и щ-ьк-галлищ-скш1
оеоргядспчсскне покрытия, наносимые ал«?ктролптнпесням, химическим, ано-
;ut Рационным, горячим, диффузионным, металл и пак и о-в ш м и дцксднкацшяным
си«чюами, устанавливаются следую и .не основные тпеоиаакпп к выбору покры-
тий. Учитывается назначение и материал детали, условия зксн.туатации (табл. 12),
398 ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
12. Основные виды защитных и защитно-декоративных покрытий
для различных условий эксплуатации
Вид покрытия по ГОСТу ЮТ1— 68 Условия экспл по ГОСТу Ш уатации
п ; с К \ О Ж
Для стали Цинковое электролитическое Ципко зоо эл vKTpcяштич ескос: с хроматированием с ‘|ос^ати{‘ОГ.анм«тм в хроматированием с Яроматиронаиием и лакокрасочным покрытием . . . с фосфатпрохшщчи я лакокрасочным покрытием . . . с покрытием лаками Цинковое горячее Цинковое горячее: о фосфатированием или хроматированием с хроматированием и промасливанием Цинковое металлизационное Цинковое диффузионное Цинковое диффузионное с фосфатированием или хрома- тированием Цинковое электролитическое с оксидированием в чер- ный цвет Кадмиевое электролитическое с хроматированием или фосфлтиьованием Кадмиевое электрожтичоское с хроматированием пли фосфнтиро<ч*.ииси и лакокрасочным покрытием Кадмиевое электролитическое с покрытием лаками . . - Сплавом кадмий — цинк Сплавом цинк — олово Оловянное, электролитическое Оловянное электролитическое по подслою никеля .... Оловянное по подслою меди Оловянное с оплавлением Оловянное горячее Сплавом слово — свинец по подслою меди Сплавом олово - свинец по подслою никеля и меди . . Сплавом олово — никель по подслою меди Никелевое электролитическое Никелевое химическое с пропиткой гидрофобизирующей жидкостью Мног<юлойиые покрытия: медь — никелт никель — хром медь — хром латунь — хром Хромовое мол очное Хромовое комбинированное Хромовое твердое Фосфатпое Фосфатное с промасливанием Фосфатное с лакокрасочным покрытием Хромовое диффузионное Окисное с лакокрасочным покрытием Алюминиевое горячее Алюминиевое металлизавдонпоо Для чугуна Цинковое горячее с хроматированием пли фосфатиро- ванием Цинковое горячее с фосфатированием и промасли вашем Цинковое мсталлизацлоштое Цинковое металлизационное с лакокрасочным покрытием Окисное Окисное фосфатное Фосфатное с промасливанием - Для м е д я и медных сплавов Никелевое электролитическое Никелевое химическое + +1 1 I 1 1 Illi 1 ++ 1 1 1 +++++++++1 + + +++++Н+++++1 ++1 1 ++I++++ ++ ++ + 1 I++++ +++ I +++1 ++++++++ + ++++++++ I+-I-H- + ++ + ++++ ++-!-+ 1 + + 1 + ' ! 1+++-I- +++I++I 1 1+++1 14-1- 1 4-44++1 H-I++4 + 4- 14 + ++++ ++++++ 1 1-|- 1 1 1-Н--Н- +++!++1 1114+11+1 1 + 1-!++1++I+++-г + |+ + ++-I-+ + I++++ 1 *“М ►* » М К> ® 3. «Л «в ф. Л № № № № «С |« «о
ОБЩИЕ ТРЕБОВАНИЯ К ВЫБОРУ ПОКРЫТИЯ
399
Продолжение табл. 12
Вид покрытия по ГОСТу 9/31—68 УСЛОВИЯ я; по ГОСТ: —1 сп.|гатпцш1 1|;,
.1 ''К О7К
Никелевое черное -р. — — —
помовое по подслою никеля . т~
XnoMGBoe черное по поделено никеля . -г— ——
Хромовое молочное — -г- =
Хромовое черное по подслою никеля н хрома —— - — -
Оловянное электролитическое . . , —
Оловянное по подслою никеля . -г- --
Сплавом олово — свинец - — -г- — —
Силаном олово — свиней с оплавлением ........... — —
С планом олово — свинец горячее ~г
Сплавом олово — висмут . . — -—•
-4-
11ассивноо - —. ~~ -—
Пассивное с лакокрасочным покрытием . Окисное химическое или анодпздционнсю и промасли- _ -Г —
ванном ~~~
Окисное химическое с лакокрасочным покрытием .... —. -Г-
Для алюмин п я и его с и i а в о » 1
Никелевое по подслою меди . — -г- —
Никелевое химическое "Т~ -г- — —
Хромовое — ~г* ’ 1 -4-4
-г- —
Хромовое по подслою медн п никеля ............ __ —
Окисное химическое:
с хроматированием -Р
с промасливанием
с хроматированием в лакокрасочным покрытием . . ।
Окисное с фосфатированием и лак:«красочным покрытием Окисное анодизашюнн» >е:
наполненное водой + — —
с хроматированием — — —
с хроматированием и .лакокрасочным покрытием . . . Т” —, -г- :
с промасливанием —
наполненное подин с лакокрасочным покрытием . . . — —- 5 j
из хромового электролита с лакокрасочным по- •
крытием . . Т -г* ~-
твердое ч- — _р-
твердое с .такокрасочным покрытием -— — Т"
эматаленое . ....... . —г— ” —_
с покрытием лаками —
Окисное элентрок.юляцнонное .................. ~Г" Г __
Для цинка я его сплавов 1
Никелевое по подслою меди д_ Ч- — ——
Хромовое по подслою меди и никеля . . _'_в —
Нп-сфатНОС С хп<»м.1тиро ведшем Фосфатное с хроматированием и лакокрасочным по- — |~
ирытием . . — Л* т т
Для магния и его с п. t а в о в
Окисное химическое с лакокрасочным покрытием .... -т- ~г — —
окисное анодизаиконное с лакокрасочным покрытием + +’
s Допускается и технически обоснованных случаях.
8 Не тип’ч’скаетса для изделия, поедназ каченных для раооть в морской атмосфере.
8 Допускается для изделии, цредназначвииих иля ]> глоты но влднда мТропическом
климате. - мэрской воды.
4 Иг допускается для изд» -лип, подвергающихся виз
5 И=* долускга’тел для иядал’ш, предназначенных д..ь р;а>:«ТЫ u Mopci uni атмо ефэрг.
В технически обоснованных случаях «пускается для s *.делий, пределе игаченпых для
работы по влшкнеш тропическим климате.
6 Ле донускас-ц-д для детален, предназначенных для а также под навесом но влажном тропическим и моренам раолты на откр климатах. ытом во здухе,
7 Ни допускаете.; для детален, прэдшизндчышнх для р.'юотн на '•«ткрытом во духи.
Примечание. Знак «--» означает, что покрытие дс-i I для д шных
условий эксплуатации. Знак «—» означает, что покрыта ус ли в п и экс плуата i цш. й пл дэнускс.ета { д ля д а 1П: КЕИ д
i'K) ЗЛПи-ГПП-Ч-: И ЗЛЩИТП0-ДЕ1х0РЛТ.11ТаП.1Е ПОКРЫТИЯ МЕТАЛЛОВ
назначение, свойства и способ нанесения покрытия, допустимость контактов
с он ря г аемы х м* *т -j л лов, .? коп одп еч< ‘С к : и i пел ес ооб р a-я г ость.
Минимальная толи-ина покрытия должна обеспечивать требуемую защитную
С1IOCOOH ОСТЬ НоКр? ДТП • • I ГЛ 11 Д | »у Г i i»? ОГО СI ’ РЦ i 13 Л L-ii ы е С В OiiCTi > а.
i I ок рыт! ея , и »е 1 у см эт ] яч; ш де дл я б од ее жестких углов i«й ; • ке пл у атак и и, в и е-
ООХОДНМЫХ случаях Лигут HpuMvEUlTbCJ! для бадес легких условий.
Д о иускат Ш’ И С < I ( .<• <»б Ы 3 ИЩИ т* j, с (ЮТ IИ *ТС TU У Ю1Ц И б ‘зЛ СР л ег к и м ус; Е О ВИ .’• I м
эксплуатации, чем установлено в таблице, дтм определения видов дотаю и в
изделий:
и]hi ।?;»бore и з д о и • й в уеловиях, об?усирчппаюгтцiх отсутстг-?i а контакта I! да-
лий с. внешней средой: дед слоем смезкщ при ^геццальчом уходе за изделием:
при сроках службы изделий более коротки чем срок действия, защитного по-
крытия.
Детали, работающие» масляной среде, ко вызывающей коррозия, допускается
иy:i м еият;> без кок ры тп й.
Для деталей, на который но уел пеням сопряжения невозможно нанести
i ток pj дтп; 1 с т< )л пщ иаьш, у : tn а: и г ы -.' и в техн; 1 ч ез к< hi докуме* гга ц i=и. д он у ск а ется
наносить покрытия меньших теин ди и при условии дои олннтел иной жпцнты этих
деталей.
В отдельных случаях места сопряжения в неразъемных сордпненпях для
сборки следует покрывать грунтом, лаком плц клеем, а на места сопряжения
I? । *азъем1 г ы х соедт i попи их па: ос и т ь коя с и ри с. пион и у к* смазку. 11 а । ;у жтш е ъ нети
из; р *л 11 я поел о со ор кн пеобх од и моя о ры ват J. грунтом, л аком, i м ? *ем iltj е ;) ма л j >ю.
Указанная выше дополнительная защита должна оговариваться в кочетрук-
торскоп или технологической документации.
Для обеспечения требуемого сопряжения деталей в сборочных единицах
локус кается занижение размеров деталей до нанссешьч i-открытий с учетом не-
обходимой толщины последних.
Не, ре колю н дуется нанесение ьлоктролптпчоских или хнлгических покрытий
па металлическую артсатуру после с частичной запрессовки ее в пласта псе у.
Поверхность детали в глухих или узких отверстиях, мелких каналах, зазо-
рах и щелях, где электролитачеекпо покрытия могут отсутствовать, должна
быть заищщепа от коррозии ехжзкалш или лакокрэегяшьвш покрытиями в за-
висимости от назмач-.’Пия детая и и условий оксплуятацин.
Нанесение покрытий па разъемные сборочные единицы в собранном виде
не допускается.
На детали, соединяемые в сборочные единицы свинчиванием, точечной свар-
кой, кл«‘нкон, занрессовкон и г. я., покрытия должны на»(ое’’тьия до сб(?ркн.
В случае па рушения покрытий в процесс^ клепки или развальцовки такие
места должны быть защищены дако красочны ми докрыть;! мп. После этого до-
полнительно допускается обрабатывать сборочные единицы яти отдельные их
места г и д рофоо! тли руг щей жп д кос тьч5.
Нет изделия, имеющие угловые, фасонные, радиусные ь им подобные швы,
выполнение газовой, н.тектоотуговой, ар гон плугов ой сваркой встык или вна-
хлестку, и изделия, имеющие иаляые соедшгекшт, допускаете те напоен ть электр=з-
лптнчеекке и химические покрытия кри у слезим игярерывности сварного шва
но вс<?му периметру, исключающей зптекаине электролита в шов.
На сбор очные едини пы с примеиюшем точечной или контактной сварки,
с ва рш? п ре рывпетым шв< »м ил и за кл - ‘почт-! х соединен i; и нан есен i а? электрод? г-
тнвеских или химических шжрытйй до или тюслэ сварки или кленки доиус-
кается: когда соедпяепия выполняют клееспарным способом без зазоров; в слу-
чае сварки пли клепки но ток<»нров(«дя1цруу грунту; в случае предварительной
гермет? i з: щ; ш п • р.а; есл и кокет} -у кция соединения или с лецн а л ьшые технолог д-
чес к ? i ? от в с -ст и я обес нечи = j а ют удал они е от ( чет рад; тта.
При жестких п очень жестких услт.вш-х экс-илуатацип указанные покрытия
рекомендуется неш.осить па детали до сварки пли клепки. В атс-м случае, кроме
л е > стрел 11 ти ч ес к и х ил и химия рек; i х noi" | >ыт t г й, на дат; ьта дол жн ’ »i б ыть к а i все* 11 ,i
ла1:окрасочные пли метал лизаци ышын пек рытая.
Для заИ’Нты от коррозии титых деталей из любых металлов и сплавов при
всех условиях эксплуатации рекомендуется в первую очередь наносить лако-
ВИДЫ. РЯДЫ ТОЛЩИН И ОБОЗНАЧЕНИЯ ПОКРЫТИЯ ч<>1
красочные и металлизациопные покрытия. При легких условиях эксплуатации
допускается наносить электролитические и химические* покрытия на детали из
черных п цветных металлов и сплавов (кроме алюминиевых и магниевых), от-
литые любым методом.
При средних условиях эксплуатации допускается наносить электролитиче-
ский и химические покрытия па детали из стали, медных и цинковых силанов,
отлитые в кокиль, под давлением и по выплавляемым моделям.
Для всех металлов и сплавов при жестких и очень жестких условиях эксплу-
атации, а также для алюминия и магния при всех условиях эксплуатации и
чугуна при средних условиях эксплуатации нанесение электролитических и
химических покрытий па литые детали по рекомендуется.
Внутренние детали изделии, работающих в жестких и очень жестких усло-
виях эксплуатации; при затрудненном обмене воздуха между внутренним про-
странством изделия и виешией средой и наличии в указанном замкнутом про-
странства органических материалов, способных при старении^ выделить лету-
чие агрессивные вещества, ие допускается покрывать цинком без дополнитель-
ной защиты лакокрасочными покрытиями.
При жестких и очень жестких условиях эксплуатации изделий, предназна-
чсицых для работтя во влажном тропическом климате, нанесение кадмиевых
покрытий рекомендуется, когда необходимо сохранение то3ари°го вида покры-
тий, а цинковых, — когда сохранение товарного вида покрытий не обязательно.
ВИДЫ, РЯДЫ толщин И ОБОЗНАЧЕНИЯ ПОКРЫТИЙ
(по ГОСТу 9791—68)
Приводимые г. табл. 13—19 данные п</сиростоаняются на ^йцту-ллическпе и
неметаллически" неорганические защитные и защвтоо-декорат*4”^”' 11 с11<>
иаальиые покрытия, наносимые на поверхности различных матери алои‘
13» Виды покрытий и <ч>оьяачения
Вид покрытии Обозна- чение h Вид покрытия СООЗ О чеши
Железное ж | Сплав олово — цинк ....... о-ц
!.адйшевое . Кд I Хромовое . X
бедное .......... ...... м Г Синковое . . Ц
Сплав медь -— олово , М-() : Сплав никель — цинк ...... н-ц
Силан медь —цинк (латунное) м-ц Окисное Оке
Никелевое . И !; ФПС
Свинцовое , 41 S Ояпипи-Фссфатное Оке -(hoc
Оловянное с • Алюминиевое
Сплав олово — йик« ль Р-И Сплав олово — свинец (поипей) НОС*
Сплав олово — свинец Сплав алюминий — цинк . , i A-JLL
* Указывается марка припо .1 по ГОСТу 1499—70.
В обозначении покрытий, состоящих из сплава, включающего два компо-
нента, кроме обозначенья компоиеитов, указываете:: .максимальное содержание
верного компонента в силане. иалрт.чер, меди о-цш; новое покрытие с содержа-
нием меди ж)—Ср1!' : цинка (О—5Э% ебс ишчаетея М-Ц (60).'
Дог<1лццтел1.:1ое лакокрасочное кокрытяг, пропитка пли промасливание,
наносимы.* на металлические или неметаллические неорганический покрытия,
обозначаются двумя способами:
а) если указание марки материала ; то покрытия обозначаются строчными кое покрытие, нанесенное анэднзацщ- красителем и черный цвет, премщле zb.'. С‘кс. ' юнолшггельпого покрытия паобязателыю, буквами в одну строчку. Например, гкпс- иным способом, окрашенное аннлнношдэд ниое обе.j«тачастен: и‘1>ный. iip^t
ЗАЩИТНЫЕ II З.ЦЦПТПО-ДЕКОРЛТПВПЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
£1. Способы нанесения покрытий и обозначения
Способ нанесет покрытия ШЛ г/- Способ нанесения покрытия I Обозначс-
• ’ лент? юл ити чески й Химический j АнедизациоиныП ....... ___ Хим Ан [ Горячий |! ,ЦИффу:<п.'-нНЫЛ А1етал.1изацпрш’ый ...... Гоп Дк<В
11 р и м и чая и чаете а. тин, пр указа иные п я: 1. Электр ял птичек кки ппюоб напесгпик покрытий .•гения покрытий, и такие? ьпты дрьплпит-?.!ы(пй пордбг данном стандарта, обозначаются полным паняен:‘вакпел не обоз "НИ ПОН» 1. •та-
15. Технологические признаки покрытия it их обозначения
1 ; з1. хноллгпчегкип Цризнак [ пекр.чпшг'' Обозна- чение ’i'esHOпо eи*1 • *c кин ари:niaк П’ »K P’.1TJI.£ (им зна- чение
! Чг^гое ‘ 4 Фосфа твое fhon
| ТьгрДоС .: TH <Г‘топидпн*е . фтор
1 Ммлочхюе .... MP.T Электрт »изол:цщоппси; ...... 113
; a s Of |JH *'! lj! _ . . , T« г»1t Эматалечое • . . . ........ ]
’ Ci Xp -.• >г:ЫХ .«Л-1 . }.rnTf,B
16. Степени блеска покрытия и обозначения
—-
Вид л о ноли отельной обработки покрытия Обозначение
Матовое Блестящее - * Зеркальное м б
П р и м е ч а н и -.*. Степень блеска покрыта.: укдчън-н’тал только при необходи-
мости итого.
17. Виды леполнптедыюй обработки покрытий и обозначения
ВИДЫ, РЯДЫ ТОЛЩИН И ОВОЗПАЧЕ1ШЯ ПОКРЫТИЙ
1S. Ряды таицин металлических покрытий, наносимых электролитическим
и химическим способами
4 03
!9. Примеры обозначения покрытий
Способ панесения и паи w пинание покрытия Обозначь чше
Л, рс.»тп нчес.VI' й а. особ
Цинковое толщиной 12 лиш, хрома !нргнчнш-е П f.2.хр
1 (инков: >е толп инн;: G aorat, ф^фаткри ванное с лакокрасочным
покрытием Ц ь фос/лпн1
Пинков»»е черное твлкщяей ?5 лг?.\и !( ч 15
1•ша?л е»и»? - лг.-иш»й 1 s .-лк.ч маяо *>•»«’ 11 1S.M
X р<> vt гое т: .-.,: н н пс “г ’-т г.-:- 1 мкм »л er-s л шее. г и .д^ло«-м ап -ди, нанесенной :>лект-и-литпч»*ск11Л1 спос-Аоп толиапюй 30 лиам, и
никсл я, на F-. *г они ог * тоf ж е г п ос'. *-Г» о?а т с* л ш ин oil 1 .*•. л t < м М 30. И 1S.X.6
X помп ное твердое толщиной "4 л?клг . л тв 24
Л ремопор ‘.fo.rio4Hf г т<‘лщпно<: '» .-.w.-.t X м.-л $)
: Оло зянпо? с пиля влеки.’?4 толщиной 6 .мхлг U ч о пл
! ОЛОВЯННОС Т:.’ЛЙЦГ-ГЭЙ ‘ ; .hvm . О 13
1 Сплав и.гоии — cuuni-ц е (жвжши плова ><•% толщагш.:! о .шли,
оплавленное О-С (GOj «‘..опт
1 э ШгСЯсвоё Tt f. ni НШОЙ 1 5 MV.it, ПИОПИТП НН»»С ГИДрофООЦ:Щ i i уъ. »IL> С Я
1 жидкостью марки ГКЖ-1‘4 11 1. г 1 ।
1 v , - Л 11Л11 г :1 аск 111J i i f-Vuj
Oimciiw с допа’гаительннм лак<-красочным покрытием . . Хим. оке <>мал1>
HAL-14
Окисное фторидное Хим. Оке фгор
Л ho^i: 3f.lt: и ci in i-i ti с п < об
Окиепи? с хроматпроеяпигм Ли. ;: хр
<)кнсш»е твердое z*n. (Дкс ’1.5
< ’KilefИ11? ол- -КТрОИГ;ОЯ; К • lt-'.-ПНОг \Н. 1 >К<’ йл
окисное, наполненное рдств-?кл1 красного красителя, о лестнице дн Оке красный, с»
Гео-ячий
Оло ванное Гор. О
Ириной олоияиио“Ск1Шциный Гор. ГЮС
Л и^И 'чтни-Ь CJ!<CO6
Цинковое Диф. Ц
'O:lltr firiJii СПОСОб
Цинковое Мет. И
1 Указывается обозначении ла-ачкрасочного покрыта по ГОСЛ у Wa'i-cd.
ЗАЩИТНЫЕ II ЗАЩИТНО-,ТЕКОРЛТИНПЫЕ ПОКРЫТИИ МЕТАЛЛОВ
б) если указание марки материала дополнительного покрытия обязателен;':,
то обозпаче.-ше покрытия записывается дробью: в числителе сбозеачешг.' пред-
шествующего покрытия, в знаменателе — дополнительного. Например, нике-
левое покрытие, нанесенное химическим способом, толщиной 9 лк#, е дополни-
тельной пропиткой гцдрофобизпрующей жидкостью марки ГКЖ-94 обозначается:
Д’у.и. II'J.TK/R— 94
Обозначения покрытий записываются в следующем порядке (табл. 19):
1) способ нанесения (табл. 14);
2) вид (табл. 13);
3) технологический признак (табл. 15);
4) толщина ,'табл. 18);
5) степени блеска (табл. 1-5);
6) вид дополнительной обработки (табл. 17).
У казанная последовательность не устанавливает обязательного наличия всех
перечисленных признаков. Обозначения отделяют друг от Друга тичка.чн, за
исключением материала, толщины и технологического признака накрытп.-:, ко-
торые точкой друг от друга не отделяют.
В обозначениях многослойных покрытий указывают все металлы, образую-
щие покрытие, в порядке нанесения слоев, а также толщину покрытия посль-сьо.
Например, хромовое блестящее покрытие толщиной до ' мкл, нанесен н-и* :ек-
тро литическим способом, с подслоем меди толщиной 31' мкл и шекеля тоо'ци-
пой 18 жкм обозначается:
МЗО. //18. Х.б
ГОСТ 9791—68 предусматривает также другие виды покрытий, способы на-
несения покрытий, их технологические признаки, ыщы толщин покрытий (зо-
лота, палладия, платины, радия и других драгоценных и редких металлов п их
сплавы:), примеры обозначений покрытий.
Дополнительный источник
Эмали ПФ-223 различных цветов — ГОСТ 14923— 69.
ПЕРЕЧЕНЬ ГОСТов, ОСТов и МН
В справочник-/ использованы ГОСТы, ОСТы в МН, действующие и утвери:-
денные па 1 февраля i9<3 г.
Г с «ста Стр. ГОСТа Стр. 1 «М ГОСТа Стр.
5—52 69 1303-56 151; 191; 356; 358,: 1855-55 132; 340
20- 62 90; 91 363-365 1852—63 353
82—70 4S 1320—55 53 1898—48 84
103—57 20; 25; 34;35 1112—70 48 2009—55 41: 299
288—72 89 1411-54 15 2060—60 60; 61
333—5;* 180; 181 1435—54 19; 31 2176—67 4S
380—60 15 1476—64 236; 301 2192-43 279
ЗХ<>—-71 13-15; 33; 35; 1477—64 236; 265 2208—70 60
38; 39; 12; II 1478-64 236 2224—72 351
43; 298 1479 -64 236 22S3—69 48
397—G6 259 1182-64 235 2323—67 166
428—53 94 1483—61 265 2324—67 203
443—56 85 1484—64 235 2521—70 23 г
481—71 82; S3 1185—64 235 2526-70 225
492—52 48 1486—64 265 2528—62 224
493-54 56 1488-61 221 2590—71 16; 17; 20; 25; 33
495—70 65; 66 1490—72 211; 212; 245 2591—71 16; 17; 20; 25; 33
500—58 36 1191-72 224; 310; 282 2611—65 30; 81
535-58 33—35: 33; 1499—70 63; 64 2630—69 77
41—43 1534—12 64 2685—63 62; 289;
576—41 91 ;| 1535—71 66 21*0; 291
613—65 55 1542-51 36 2689-5-1 103
782—59 268: 281; 1574-71 158 2701—72 203
288-291 1583-65 62 2718—66 91
801—60 25; 351 1 1585-70 53 2748-53 94
831—62 177—180 1628-60 57 2789—59 95
832—66 177— ;80 '! 1631—61 355 2832—61 301
836—62 163 ! 1663—57 379; 383 2833-65 301
836-72 163 1707—51 352; 353; 376 28-17—67 135
859—66 48; 6.5; 66 ' 1759—70 219; 220; 222: 2818—67 137
927-55 278 1 226; 229—231; 2850—58 77
931-70 60; 61 233; 235—240; •’12- 243- 251; 2854-51 353
977—65 44: 299 252; 251; 255; 2879-69 16; 17
1013—49 S5 258; 265; 300; ! 2910—67 94
1033—51 354 301; 325 2999—59 11
1050- 60 16; 31; 35; 36 1774-60 188 3005—51 351; 355
1051—59 33; 4S; 278 1 1779-55 89 3032—66 266
1066-58 СО; 61 । 1786-66 73; 74 3017—66 103
1133 41 ,1 1805—51 352 3055 69 267- 268
1198—69 75 '' 1810—51 352 3111—67 324; 325
1215—5'3 53 1811—51 353 3128-70 245; 261; 262; 282
406
ПЕРЕЧЕНЬ ГОСТов, OCT ос v Alii
Продолжение
ГОСТа CTP. ГОСТа Сто. A* . f'.-GTa Стр.
3129—70 261; 262; 279 5720—51 178; i7T i i<> = —.4) П8
294 -297; 30U 5721—57 173; 179 7"i;—-62 i'.C: 103
313(1—64 300 5883— 65 351 7796- 70 210
31C.;'--lli 180; 181 5915—7(1 299- HIS 779S— ;'i i ''Л5
3187—65 47; IS 5927—70 A I ‘ /1 '• ; ;:!
3262—62 193; 194; 310; 5929—71» i 7S(vs—Я-
382 5931—70 • >.ir । 7832—1)5 48
33.25—55 182 5032—62 2!‘.C> 1 7857—55 07
3562-58 356; 357; 366 5933—62 2fi3 ; 7872-5., 182
3563- 58 356; 357; 36/ 51135—62 8(n2—5G 133
357,5-47 34u 5949—61 8190 - 59 64
358 4—53 67 5950—63 31 8239—5?- 43
ciliSO—57 38; 325 6009—57 34 828 J—/3 12; 258
3693—52 296—351 6033—51 in 82 V?—♦>?•« 13
♦5j 22—GO 6102—67 76 i 8340—7;: 43
9156-63 281; 28S—291 6111—52 -149; 15;; Hr'; 832S-57 177—179
4037—69 266 363; 391; 37,:> 177; 179
4090—69 266 6185—52 48 i S3-SV—(»<> 2 ;o
4248-68 81 621:1—69 113; 191 / S196-57 383
4252—58 178; 179 6267—59 255 1 .<3;--6i 71
42.66 111 6303—71 89 Si'.; 38
4405—48 6257—52 192; 375 85!-—57 39; 41
4543—61 29 6393—60 24 J 853!'—57 16
1543—71 17; 13 6,-4(12—70 157; 2 IS; 333 856-;- 67 I-.; 33; 278
4608—65 203 6 4!8—67 89 1 359,:-57 l.-.l
41,57—71 177; 178 6424—60 - 37Й4-56 200
17 IS—70 Г)*4’. 6> >2 /—(j J 62; i33 •5773 -5«> '55
4751—G7 327; 328 i»Ju j—1-8 35 i 66 136
4783—68 67 6613—53 15; 67; 36.7 1 532c—6. । l ',2; 162; 331
4784—65 67; 257 6636—69 133; 206; 207 .= Ss>2--5S 179
4874—49 354 6659—63 73 387:-;—c< 237
5017—49 48: 67 6870—72 : 5i • 89(iS 58 9,4; 1!1; 134;
3058—65 33; 35; 48 6874—51 182 2ii2—261; .“.S3
5157—53 25S 6983—51 : 8918—69 238; 231;
5222—72 58 / l’t’3—b * 132 2922—69 328
5336—67 45 7117—62 r.i , 8923—69 269—271; 293
5377—GO 5582—61 179 36; 48 : 7242—70 7293—70 178; 179 51 . 8924—6:) 269—271; 277; 293
5632—61 20; 23; 257 7313—55 3S0 cfip.5—59 1: 9012—59 179
5638—51 66 i 7338—05 84; 85; 381 11
5631—57 36 7350—66 oG* -i'y J>"Ji c) 11
5689—66 94; 130; 273; , 7417—57 16; 25; 260 1 o.; J fb
277: 288 : 7JU5—55 298 , 9oG0—69 266
ПЕРЕЧЕНЬ ГОСТов, ОСТОВ п МН
407
Продолж-.нпе
ГОСТа I Стр. । rdcr.i Стр. ГОСЧа Стр.
9150—39 J62; 133: 1’ 10463—63 11710—65 126
!.88; 10454—63 25i i 11710—71 126
г*2»?5—«>У 186; о /. 2'V: 10191—6:: 235 11738—72 <3^4, 3 j.3
263; 254; 277; 321; 326; 331 10492—63 265 11766—86 224
9.57 60 1(1509—i >3 aS 11770—66 224
105 59—63 142; 162; 263; 11849—66 53
—i<li -> -> *1, 264; 325; 381 11850—66 248
9 533—6П 10589—63 SO 11860—66 239
‘Jjtij—70 2*»3 10608—72 2(;6 11871—66 243
95(55—70 263; 265 ЦИ5О9—72 2(»o 11872—66 251; 252
948 i—(50 195; 197 10(510—<2 266 11945—68 79; 80
0523—157 ’’.03 1061S—i.3 —*oo 12172-66 93
9562—6( > 193; 199 10619 . 63 ‘133 12184—66 4y
9(5.3!)—>5 L Y - il 10020—63 233 12199—66 325; 323
•И! 59—!М> 10621—(53 233 12200—66 326
ОТО—6 s ’Яи> °'>S’ 23S’ ' 10637—^«3 265 12201—66 227* 223
239;’ 23.5; 257; ' 1077 t—<’> 5 269 12203—66 2(И»; 321
261; 2(58; 27(5; , 10966—! >6 3! jS <2207—66 260; 261
278; 283; 2 56—288; 292; 1 1! >957—6 5 10975—(54 354 12214—66 12215—66 330 Зс'О
2,21; 324; 326; |i 10976—64 234; 235 12216—66 351
32s: sou—ooZ: 10977—05 234; 235 12217—56 324
393; 5399; 401 11058—(54 354 12->19—66 256
0525—0-1 30!’; 391 1 1973—64 236 12414—66 203
У-891—-51 syu: 1(075-65 257 12459—67 266
<19 >3—;ii 13 > 1 b .75— 23/ 12460—67 2 41; 242
ItKipS—о2 17.8 ill 10—64 12592—67 67; 325
11)191—62 189; .‘jJJ; 2*. -3 ! 1П12—70 351 12652—67 94
! 11284—65 152; 157 12717—67 218; 322; 223
11С9о—б< 9i ‘ i 1371—i»-?’ 241 12718—67 322
оз 22!) 11515—(55 32 12719—67
10333-63 O-? 1 * i PW; 65 341; 342; 350 12720—67
1ОЗЗУ—)е । 5.439 «г; 311; 359 12721—67
10340—33 3(5,! 11640—65 343; 350 12«SiO~(’7 351
1оЗ 51 —66 2,-0 1 344; 347; 350 12850—67 265
г- 4’4.2—v-j 11852—65 34e: 35i j 12876—67 156—153
z-jI i 1643—65 UH, »JO<z 12970—67 319
—.J !1 ; 65 2ziO j 2971—(;7 319; 320
I1 СчН.«—1‘2 120—122; 137; ‘’•/4- ’*'UT *'•2- j И’,50—(Vi 265 13152-67 227; 223
28'; 5,87; 3-82 11351—65 26 > 13157—67 3-_n)
НПО,;'—ЬЗ 11652—65 265 13160—67 932 284
оз * ^-9 -1 11709—66 199 ; 13136—67 298; 299
1о5’?’ гл: i 17f ;g 71 199 1343S—6S 247
403
ПКРЬЧЕНЬ rOCIuij, ОСТОВ п МН
Продолжен! IC
.V ГО СТа | I Стр. Л1 ГОСТа 1 ! Стр. Л. Г(< Та i C'4J-
13139—68 247 14007—68 398; 399 1<93 7- -69 1 48
-1;;< с; 331 14034—68 153 , 11969- 45
13441—68 331 14119—69 132 15163- 65 221>
13463—68 253: 254 14222—69 965 15624- 22 \; 256
13464—68 2* >«) i4256—72 77 15527- 79 43: 61
13465—68 ««»/»: Zo-i 11475-72 224; 317; 318 15809— к) S9
13163—6S 255 । 14613—69 83 , 15915- 70
18524—63 351 14623—69 1 • О»1 4 1 1 МАК: 7’1 74
13682—68 155 11637—69 36 16093— 70 139
13722—68 67 11724—69 225; 226 16868— 71 1«>2
13754—68 111 11725—69 266 16967— 71 21а
13755—68 111 14727—69 238; 239 . 16970— 71 3 <)
13876—68 167 14728—69 °92* ‘*93 117393 71 49
13897—68 238 14730—69 соИ 17473— 72 221
13913—68 67; 6S 14734—69 245 1717 j — 72 265
13910—68 301; 3<17; 312 14711—69 292; 293 177 И — '.,9 г 58; 59; 67
13941—68 308; 311 11712—69 зм 16123— /2 251; 253; 255;
13912—GS 301; 307 14923—69 404 258; 266
13943—68 308; 311; 312 ; <955—69 48; 260 »si 2а— /_ 266
13944—68 312 14959—69 19; 31 1&175— ,1 i 56
ОСТы
«V1 ОС 1 п Стр. -V оста С Стр. Лв оСТа Стр.
1010 57; 110; 114; 127 IIKM102! 107 1042 110
IIKMJ011 103 1022 197 Ц 1043 111
1012 101 1023 108; 131 W44 111
1013 105; 131 1024 33; 57: 109; 131 1069 112
1911 106; 127 I(i25 33; о7; 109 1142 110
1015 1< Hi ПК М1026 108; 112; 131 1113 111
il КМ 1016 105; if; 131 II КМ 1027 33; 199; 131 26016 159
НКМ1017 106; 131 EIKM1U41 110 1 / 159
ПЕРЕЧЕНЬ РОСТой, ОС.Тов н Sill
Продолжение
МИ
Ла мн Сер. : л .«и Стр. № МН Стр.
4-б4 272; 289 18 <—69 335 1387—6(1 203
274 185—60 337 272J—64 ‘>74
6—Г»4 269-271; 273; 186—60 338 .61 — 331
jt О У 187—60 338 ' — 3(130—61
8—64 299 1.88—60 з*» / 3031—1)1 369; 371
9—1)4 291 3S9—05 178; 182 : 3032-61 375; 376
40—64 280 ! 470—61 302 47<:5—63 389
11—64 2 S7 ' 737—00 257 Ь 5333—64 281
12—64 2S8 1385—0(1 203
17-. ।—64 381)
178—59 3S0~~ оЕ»о i ii
ПРЕДМЕТНЫЙ УК ЧЗАТЕЛЬ
А
Алюминий — Оксидирование 394
лсботекстолит 70
Б
Баббиты оловяяпстыс — Химический со-
став 53; — Физически? и механические
свойства, Применена- 54
Балки двутвироьыс 42
Биение радиальное 120 — Значения пре-
дельные 122; — Назначение стеиешг точ-
ности 126
----торцовое 119 — .Значения предель-
ные 122; — Назначение степени точ-
ности 125
Болты — Виды п условные обоаиачечия по-
крытий 221
— Диаметр отверстий 1юц стержень 152
— Места под головки Шестигранные 156
— ЛКю.зничстщя условные 221—223
— Стандарты 224
Болты быстросъемные к станочным пазам
227, 228
----грузовые 32 S
----из углеродистой и легированной ста-
ли — Свойства механические 219, 22и
----из цветных металлов — Свойства ме-
ханические 221
----- к станочным обработанным палам 227.
-—— конические (повышенной точности) 229
----откидные 225, 226
Бочкообрагшость 117
Бронза беиодонлнпая 56, 57
----круглая прутковая — Свойства, ли.г.-
метры 57
----оловянпстая литейная вторичная 55
----оловяннофосфористая литейная из пер-
вичных металлов 54
Бумага асбестовая 77
В
Валы — Классы чистоты поверхности иод
уплотнения 96
— Классы чистоты поверх нести при посад-
ках с точным центрированием 97
— Пиля допусков предпочтительного при-
менения 1а 2
Винипласт листовой 71
Винты — Виды и условные обозначения по-
крытий 221
— Диаметр отверстий под стержень 152
— Места под головки 157
— Стандарты 224
— Обозначения условные 221—223
Винты грузовые 328
— — для пружин с ушком 325
----для пружин растяжения с канавкой
325, 326
-----л л! £ Пру / ЯН ’ :ЖС! • И :I С О Г С?р?ТИе Ч
-12 и
------ из углер*. диетой и _ сир .канной ста-
ли — Своиетка хМеханические 219, 22и
-----из цветных металл-:*?. — Свойства меха-
нические 221
-----пеаыпа.u-piw — J -•«нгтрунтшлпде ос,о-
бг-инечли и кнг ф/цсни-- 232
-----_ с :;или1 прической гилмжой и лыской
мод к.зк»ч 231
-----с цилиндрической головкой и шести-
гранным углублениея клм.ч 231
-----с цплиндричецхой г, полукруглой го-
лоьками 2зи
-----с шестигранной головкой 231
-----рггулируьнние с квадратным отв-рети-
см под ключ 238
-----самой.»ре }аюшие д;*.п металл.' и ялзст-
м чес 232; — Те.лин'=( ше трсблныши
— Толщина пак?т и .шетлв, дна метры
('«'В-рстий для испытаний 23 t
-—- увчановочнлю с квод|Ж'гаой головкой
~----с конически:.:, плоским я цилиндри-
ческим концами 226
-----.— с ЦЯЛМНЛРИЧС€‘КОЙ ГОЛОВКОЙ 2-?1
-----с шестигранным углублением под
ключ 237
в*Фонеяш? 394
Войлок ш*луг(?1-!б0Я1(’рстный технический 89
Втулки конические для фиксаторов 330
Галтеля вала и корпус* под шарм но- и роли-
К: н юд.к ’ шши «и J 3 '
Гайки — Вид-л и уи.п’вдые обозначения ПО-
КрЫТ.'тй 221
— Обозначения Условные 221—223
— Сг шдацо’ы 224, 225
Гайки пз уе.гер./дилтой и .ветированной ста-
ли — CeoiK’TB > механические 220
-—- колпачковые 239
—— круглые с отверсти'пш на торце под
ключ 2 50, 241
----круглые с радиально расположенными
отверстиями 249
—— круглые inлшнвы? 243
----с киятряиш.ч винтом 2 51, 242
----ше«гг яг ранные — Места 156
---с бурти-юм 23.8
---со сфсри . *гн’им торцом 2®6, 239
----штурвальные 292, 293
Гш»зда — см. Конусы г.яутрецние
— „ Коц рЫМ-бОЛТЫ
Гпдроялнсты («3
TJ
Детали — Треб-эвслглс к тщш-трукцшг 215
— — г... илистмае.* — ‘классы точности при
ИЗГ('ТО>:лг*1Ш.И ЛИТК:М ПОД ДавЛ. НИ'.'М и
прессованием 131; — Классы точности,
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
411
постижимые при обработке резанием
132; — Отклонения предельные 128; —
Точность при различных способах изго-
товления 127
—— кпрцусны»? — Класс.!.? чистоты прпво-
лпчных поверхностей о 7
----ЛИТЫ»? — Об i ЦИС грсбокаипя При KPH-
струм}-овднии 2'.»8, 2:» 9; — Переходы 294,
21-5; — Радиусы скруглении’ наружных
-----lu-TBPi-f'-’cnibip щ. .и гакэлкс — Кон-
•рупрованне 213
-----};I <?г.епгяомы*? терм: »ч«тко:i««б ’< 5 п ке —
Выбор стали 212; — Трмкъ.пша к i:«4t-
фпгурации 211), 211
Диски делительные — Классы чистоты пн-
ц.’яси р ующ их ион сI » х Jf« 'CTcii 9 7
Допуски деталей пз пластмасс 126—131
----- и.т; i i юсаД« > к с нат! н*< I a U и—112
—— для посадок с -".азором и ii<-i-«сходных ня
---тр.пнцоиднлмюй прзьбы 198, 199
Доски асбп’тоцсментныс алеатротслиячеекпе
дуч’истойкш
Заглушки сферические 324, 32?
Заиашм для стал>.’>ых каи№в 29-. 299
— — для ЦПЛИНПрИЧ^КПХ леталеП 29:
Заклепки — Ди.» чет:» отверстий ?к»д стер-
жень 152; — Места под епдог-кп [5s
Заплечики вала и корпуса для подшипников
р.:диа.п»чых нт.; 1 -ик-‘ »»-г-- и »* »ликосых и
I «ад и. • л I » Д’- у пи; *ны л ш • рнк» «чих 171 —173
----ро j f РпОЗ: .i X 4 •;• н- ’ ряд К Uл К' ’Ш1ЧССТ > ИХ 1 X!!,
——- упорных одинарных и двойных 181,
Изделия Крепежные — Т}.1'5П!-ЛН11П техниче-
ские 219—225
Пчнос при трении капрона я тле галлов 13
Изогнутость 117
К
Канавки для выхода долбяков 141
----шелрумента в ла пиан л ян ш»и^ 172
----червячных фрез при и.: резан пи пн »;ион-
ных колес 14а
----шлифовального круга при круглим
ш л иФ< »ва н пи 1 ’• 2, 143
----шлифовального круга инн плоском
шлифовании 142
Кшшм.и :ш и.и.’н.рл! »H»;u.nnj![jn:ot; кпчг.йпя
1 »в
----ГМТЮ’ИШГ и ШГШ •-.» ЛИН V': -Л Е’ИВ’ЫХ
---- гшч;о'ИИ,и: i.'o. н.дег.не З'-О, ЗбР
— емч пл ?;;i и?; ЗР’
— - смнло’ш.ыг Hp i.io.ihHi.u* ;, .з, :с>|
---- код кольца ир•-кпиные спорные 31’4——
311
----под кольцо замковое 301
Кадмирование 393
Капрон 51 — йзн:>с при трения 13
Картой асбестовый 77
----водонепроницаемый 78
----прокладочный 77
----термошумопзоляционный 78
Клашшы концевые предохранительные 368
Классы точности метрической резьбы 189
Классы чистоты поверхности — см. по их
видам, например «Поверхности кониче-
ские», «Поверхности кулачков»
----при посадках с точным центрпоова-
нш’м 97
— — при паяных методах обработки стали
191
Ключ — Размеры 154
Кнопкп 286
---- поворотные 288
----с рифлением 287
Кожа техническая 84
Колет зубчатые — Классы чистоты поверх-
ности зубьев 96
Кольца делительный 313
----запорные 302 — Канавки под них 303
----упорны» пружинные плоские — Техни-
ческие требования 312
~--- внутренние 368—311
-------наружные 304—307
----уста ковочные с винтовым креплением
30 I
----„ со штифтовым креплением 300
----..1ММК0ВЫС .я»!
Конусности общего назначения нормальные
124, 135
К« >нуеообразность 117
----конусов внутренних 136
Конусы внутр» шиш 13? — Конусность 136;—
(»т <; л < и юн ии и редел оные у гл; > 13 7
----инстнументон укороченные 136
---- шпинделей н оправок 138
Концы .муПн’пуыс с трубной цилиндпической
резьбой 162
----он рамок фрег.еиных станков 164
---- шомполов фре.-.ерных стаиипг. 165
----гиппнде.чз'и агрегатных станков 167
— — пшш1Делсй резъо(»вы=’. 162
---шпинделей передние фрезерных стан-
ков 163
---- шщ.нделей шлифовальных 166
Ко.мЬ<1»ип.и<-нт конц*?нтрации напряжений —
Значения для стали 10
Коэффициент трения качения 13
----НИН покос и скольжении 12
— — при слабой смазке для стального вала
р.п подшипникам 12
Кдышки прижимные 341, 342
----высокие 343
----с канавкой под уплотнительное кольцо
344—347
----упорные 348 — И а значение 349; —
Примеры применения Д5Г»; — Шайбы 349
Кулачки — Классы чистоты поперхкоств 98
Л
еЧатуни см. «Сплавы медноцинковые»
Лента ас-бсст< »ва я теплешэоляпионная 77
----стольная горячекатаная — Сортамент
— — стальная пруяпишая холоднокатаная
и плющеная — Группы 30; — Размеры 31
Лепты резинотканевые коннеерные 90—92
----то’отозные асбестовые 75, 76
Лпмб ,пя дрогеелей 311
Лимбы отсчетные 315
М
Масленка колпачковая для консистентных
смазок 364
— — наливная с запорной иглой (капельная)
----с закрепительным колпачком 365
412
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
-----С ОТКИДНОЙ крышкой 365
-----с поворотной крышкой 364
----одноплунжерная ручного действия с ре-
зервуаром 366
Масло автотракторное 353
----индустриальное 352, 353
----специализированного назначении 353
Маслопроводы — Диаметры и уклоны 389
Маелоуказатели круглые 380
----трубчатые 38п—3S3
----удлиненные 379
Материалы асбестовые фрикционные эластич-
ные 74, 75
Маховички без спиц 289
---- со спицами 290
----со спицами п выемкой на ободе 291
Машина — Требования к конструкции 214
Медь — Марки и назначение 65
---листовая — Сортамент и технические
требования 65, 66
Места под головки винтов 157
----под головки заклепок 158
----под головки крепежных деталей 156—
158
----под ключи гаечные 155
----посадки шарики- и роликоподшипни-
ков — Классы чистоты поверхности 96
Металлизация распылением 395
Металлы — Износ при Тренин 13
— — хрупкие — Напряжения допускаемые
И
Муфты стяжные круглые 329
й
Накатка для прессовых соединений деталей
металлических с пластмассовыми 160
----косая сетчатая 159
---- прямая 159
Накладки сцепления асбестовые фрикцион-
ные 73, 74
Направляющие станков — Классы чистоты
поверхности 95; — Фаски и канавки для
выхода инструмента 172
~— качения — Схемы и характеристики
176, 177
—— остроугольные расстояния между бо-
ковыми гранями 174; — Размеры ifl; —
Xа ракте।»истина и применение 168
----прямоугольные — Размеры 170; — Рас-
стояния рекомендуемые 173; — Характе-
ристика и применение 168
—— смешанные — Расстояния рекомендуе-
мые 173
— — станков — Типы и профили сечений
168; — Размеры 169; — Расстояния ре-
комендуемые 173; — Характеристика и
применение 186
Напряжения допускаемые 8—11
Насос смазочный одноплунжерный ручной
Насосы смазочные плунжерные — Обозначе-
ние заводом-изготовителем 373; — При-
вод 373; — Производительность 368; —
Размер] .1 369—371; — Технически я ха-
рактеристика 372; — Требования техни-
ческие 372
----шестеренчатые — Проюдаодптел кипеть
377; — Размеры присоединительные 377,
37?;; — Характерце гика техническая 373,
379
----шиберные — Обозначение 376; — Про-
изводительность 374; — Размеры при-
соединительные 375; — Технические тре-
бования 375; — Указания по монтажу и
эксплуатации 376; — Характеристика
техническая 375
Недорезы для резьбы конической дюймовой
149
——• метрической 114
----трубкой конической 148
----трубной цилиндрической 146, 117
Некруглость 117 — Назначение степени точ-
ности 124
Непараллельность — Назначение степени точ-
ности 121, 125
----оси поверхности вращения и плоскости
118
----осей поверхностей вращения 118
---- плоскостей 118
----прямых и плоскости 11S
Иепересечение осей 129
Неперпендикулярность 119 — Назначение
степени точности 125
Невлоскостноеть 117 — Назначение степени
точности 123
Непрямолинешюсть 117 — Назначение сте-
пени точности 123
Несносность — Назначение степени точности
126
----относительно базовой поверхности 119
----относительно общей оси 119
I Асимметричность 120
Нецнлицдричность 117
Нити асбестовые 63
Нониусы линейны*? 318
----угловые 316
О
Обозначения величин принятые 7
Овальность 117
Огранка 117
Оксидирование алюминия 394
Опоры постоянные с плоской и сферической
головкой 331
Оправки фрезерных станков — Концы 164
Оседержатёли 333
Оси — Классы чистоты поверхности под уп-
лотнения 96
Ось общая нескольких поверхностей при конт-
роле соосности ПЭ
Отверстия — Поля допусков предпочтитель-
ного примднеппя 1<»2
Опоры торцовые — Классы чистоты поверх-
ности 95
Отверстия сквозные под крепежные детали
152
----смазочные в валах 362
~— под винты установочные 152
----- под нарезание конической резьбы 151
----центровые 153
Отклонения предельные деталей из пласт-
масс 128
----от параллельности и перпендикуляр-
пост и 122
----от плоскостности и прямолинейности
121
----- угла внутреннего конуса 137
—- Формы поверхностей конических 137
----- формы поверхностен цилиндрических
121
----- формы п расположения плоскостей —
Назначение 129
Отклонения профиля продольного сечения
117
•---расположения поверхностей 118—120
----Формы поверхности 117—118
Отливки из конструкционной иелегироваи-
пой стали 44
----из антифрикционного чугуна — Ларки,
предельные режимы работы в узлах тре-
ния 52, 53
—— из чугуна высокопрочного С ТШЦЮКЛД-
ным графитом — Марки и механические
свойства 51, 52
-— из чугуна серого — Марки и механиче-
ские свойства 49; — Напряжения, допу-
скаемые 19; — Применение 50, 51
—— чугунные — Толщина стенок 2-03
ПРЕДМЕТНЫЙ У1: АЗАТЕЛЬ
41.-
11
Пазы угловые направляющих — Размеры,
измеряемые по роликам 175
•---Т-образные обработанные
Паронит 82, S3
Передачи зубчатые — Смазка 383, 384
----фрикционные — Классы чистоты рабо-
чих поверхностей У8
----ц»*ииые — Смазка 385
Ь тли шарнирные 334, 335
Пластики древесные елонетые 67—60
'ic-sv; хно'.'ти — Отклонение расположения
И 8, 120; — Отклонения формы 117, 118
----- зубьев колес я витков червяка 96
——- мндг.ксируюшио делительных дисков,
фиксаторов и упоров 97
----конические —- Отклонения формы пре-
дельные 137
----конических соединений 98
—— кулачков и копиров 98
----мест посадки шарико- и роликоподшип-
ников 96
----направляямних 95
----осей и валов под уплотнения 96
----прлвалочных корпусных деталей 97
----рабочие во Фрпкционных передачах
----свободны!? — Классы чистоты 98
----сопрягаемые. 95—101
~— столов станков 97
----типовые — Классы чистоты 99, 100
----торцовые 97
----торцовых опор 95
----шабреные — Классы чистоты 99
Подшипники — Смазка 384, 335
----роликовые и шариковые — Заплечики
178—180
—— роликовые однорядные конические —
Заплечики 189
----упорные одинарные и двойные — За-
плечики 182
•; tжрытия гальваничсскне 392—394
----‘ болтов, винтов, шпилек и гаек — Виды
и условные обозначения 221
----лакокрасочные — Группы материалов
332; — Группы по условиям эксплуата-
ции 391; — Классификация 390; — При-
меры обозначении 391
Покрытия металлов защитные 390—103
— Виды дополнительной обработки, их
< >боз । ючение 4 0 2
— Виды и обозначения 401
— Группы условий эксплуатации 396, 397
— Основные виды для различных условий
эксплуатации 398, 399
— Примеры обозначения 403, 404
— Ряды толщин 403
— Способы нанесения, их обозначение 402
— Степени блеска, их обозначение 492
—- Технологические признаки, их обозначе-
ния 4 02
— Ха пактеристнки макроклиматических
районов 397
— Требования к выбору 397—401
Покрытия оксидные 394
----фосфато-окпслотелынае 394
----фостато-оксидиьк* 394
Моля допусков деталей из пластмасс 126,
127
— ___ метрической резьбы
----предпочтительного применения для раз-
мерив 1 — 509 лм< 192
I * -га. щи — t > риче.ры i: пямснения 113, 114
----деталей из пластмасс 126—131
1 ’: -садки прессовые 110 —112
— Горячая 110
— 2-й класс точности 111
— Легко прессовая 2-й класс точности 111
— Класс точности 2а 112
— 3-п класс точности 112
Погадки с зазором деталей из пластмасс —
Рекомендации по выбору 130
Посадки с зазором и переходные — Система
вала 107—111»
— 1-й класс точности 107
— 2-й класс точности ю7
— 2а класс точности ЮК
— 3-й класс точности ЮЗ
— За класс точности 1уу
— i-й класс точности 1-39
— 5-й класс точности Ю9
— 7—Ю-й классы точности ПО
Посадки с запором и переходные — Система
отверстии юз—106
— 1-й класс точности 103
— 2-й класс точности 104
— 2а класс точности 105
— 3-й класс точности Ю5
— За класс точности Ю(‘>
— 4-й класс точности 106
— 5-Й класс точности 106
Посадки с натягом и переходные деталей
из пластмасс — Рекомендации по bm6<»j*v
129
Посадки стандартизованные — Наименова-
ние и обозначения полей допусков при
ра.киерхх соединений 1 — 500 мм ЮЗ
Пресс-масленка для жидких масел 394
---прямая для консистентных смазок 363
---с переходным штуцером для консистент-
ных смазок 363
Прессшпан 78
Припои медиоцинковые 64, 65
— — серебряные 64
---одовяпносвинцовистые 63, 64
Пробки для смазочных отверстии 324
---резьбовые 321
---конические резьбовые — Технические
условия 323
—----с квадратной головной 322
-----с квадратным углублением 322
---с шестигранной головкой 323
-----со пойдем 323
--- с нрокладкамп 321
Проволока из бронзы для пружин — Диа-
метры 57; — Механические’ свойства 58
---из конструкционном сроднеуглероди-
стон стали 32
Проточки для резьбы метрической 141, 145
---конической дюймовой 149
---т р. и юцеид альной 150
---трубной конической 148
---трубной цилиндрической 146, 147
Проточки под кольца запорные ,и»3
Ирутки круглые из бронзы — Диаметры 57
---медные круглые — Сортамент 66
Р
Работы сборочные — Примеры приемов 215,
217
Радиусы гибки для листовых материалов —
Значения приближенные, наименьшие 160
---минимальные металлов круглого ц
квадратного сечений 161
Радиусы закруглений 138
---валов й втулок сопряженных 139
---наружных углов литых деталей 208
Размеры ключа й под ключ 154
---линейные нормальные 1:-::;
Ребра жесткости литых деталей 207
1--гзнна для деталей 81—88
---листовая техническая 84, S3
Резьба дюймечч:и с углом профиля 55° —
Размеры Г.ю
---дюймовая коническая с углом профиля
69° — Размеры 191; — Диаметры отвер-
стий под нарезание 151; — Размеры сбе-
гов, подо резон проточек и фасок 149
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
ПРЕДМЕТНЫЙ: УКАЗАТЕЛЬ
Трубки фибровые 79
Трубы пз графитвинпнласта 80
----- иинияластовые S0
У
Угол внутреннего конуса — Отклонения про-
дельиле 137
Углы нормальные 134
Узел — Требование к конструкции 215
Упоры — Классы чистоты индексирующих
поверхностей 97
Уретанопласт ПУ-1 31
Устройства смазочные — Примеры 385—
388; —с.м. также код их плаванием, напри-
мер «Насосы плунжерные», «Масленки»
—— для густой емщхки 3as
---для жидкой смазки 356, 357
----------для-------индивидуальной смазки 356
-----------для централизованной смазки 357
Ф
Фаски 138
---входные деталей с неподптокпыми по-
садками 139
—- для выхода инструмента в направляю-
щих 172
---для внутренней цилиндрической резьбы
!'(>, 117
-------- д.чя конической дюймовой реаьбы 149
----- Для метрической резьбы 144, 145
---------- для трапецеидальной резьбы 150
-----для трубной конической резьбы 148
Фибра листовая 83
Фиксаторы — Классы чистоты индексирую-
щих поверхностей 97
---с вытяжной ручкой 2.-2—284
Фольга медная рулонной для технических
целей 66
Фосфатирование 394
X
Хромирование износостойкое 392
—— защитно-декоративное 393
ц
Цгшфы грузовые 328
Цинкование 393
ч
Червяк — Класси чистоты поверхности вит-
ков 96
Чугун — Модифицирование 53
(ШСОКОЩЮЧИЫЙ С ШарОВИДИШ! Графи-
том — Отливки 51, 52
---серый — Отливки 43—51
---серый антифрикционный — Марки и
режимы работы в узлах трения 52, 53
IU
I Лайбы 214
----- для прижимных упорных крышек 349
---замковые Л1ЕЗ 256, 257
---конические 24 7
----- концевые 245
--- косые 253
>—- плоские — Места 156
--пружинные 248; — Виды и обозначения
покрытий 243; — Места 156; — Радиусы
скруглсппй кромок 249
---стопорные многоллпчатыс 251, 252
---стопорные с зубьями 249, 250; — Места
153; — Технические требог-.ишя 251
—- стопорные с зубьями под винты с по-
тай ной и пол у потайной головками 250; —
Места 157
---стопорные с лапками 252
---стопо|?ные с ланкой 253, 254
---стопорные с носком 253, 254
---стопорные уменьшенные с носком и
лапкой 255
---сферические 247
---увеличенные 244
----- уменьшенные 244
---оыстросъсмные иля валок 216
Шарики 351
1'Г.оеллеры 43
Шерохсдаатогть поверхностей 95
Шкалы делительные — Штрихи иа деталях
маишп 161
Шнуры асбеч-тоьые 89
Шпильки — Ввдл и условные обозначения
покрытий 221; — Дпавитр отверстий иод
стержень 152; — Обозначения условные
221—223; — Стандаргы 224
---из углеродистой и легированпой стали
219, 220
---из цветных металлов свойства механи-
ческие 221
Шпиндели агрегатных станков — Концы 167
•--фрезерных станков — Концы 163; —
Шпонки 165; — Концы шомполов 165
---шлифовальные — Концы 166
Шплинты разводные 259
IIтонки шпинделей 165
Штифты конические 261, 262; — Техниче-
ские требования 263
----- конические с внутренней резьбой 263
---конические с резьбовой цапфой 263,
264
---цилшьтршп-скпе 2«1, 262; — Техниче-
ские требования 262
---цилиндрические для глухих отверстий
260, 261
---цилиндрические пасечные 265
•--цилиндрические с засверленными кон-
цами 260
Штрихи для делительных шкал — Виды и
размеры 161
Лиу1л»*в Василий Иванович
СПРАВСЧ1U(К KOI 1С.ТРУ КТОРА-
МлШП ПОСТРОИТЕЛЯ, КН. I
Редактор издательстиа ипж. Л. Г. С&.ъ-’Ноя
Технический редактор В. Д.
Корректор А. П. Oorptj'Hi
Переплет художника А. Я. Михайлова
Сдано и набор 2У VI 1972 г. Пл.инпсаип к печа-
ти U Г1 1973 с. T-Q18S8. Формат G0x99{,w. Пу-
ап!га ,\е 2 Печ. л. 29,0. Уч. изд. л. 37,2 Тираж
131» Зз:« экз. Заказ -’.St. Цена 2 у. 07 к.
Нздг^’льетв ! «МЛПППЮС.ТГОЕКЯ1л>,
Москва, Е-7-8, 1-й В а смай »f ый дер., 3
Ордена Трудного Красного Зпалгени Ленин-
градская типография Al I «.Печатный Деор»
имени А. М. Горького «Союзполпграфпупма»
при государственном комитете Совета Минист-
ров СССР по делам издательств, полиграфии
и гишжяой торговли, Ленинград, Гатчин-
ская ул., 2G.