/
















































































































































































































































































































































































































































































































































































































































































































































Text
ВЛЛНУРЫЖ
СПРАВОЧНИК КОНСТРУКТОРА МАШИНОСТРОИТЕЛЯ
том!!
1
Издание 5-е, переработанное и дополненное
ВЛЛНУРЫЖ
СПРАВОЧНИК КОНСТРУКТОРА МАШИНОСТРОИТЕЛЯ
том!!
1
Издание 5-е, переработанное и дополненное
ББК 34.42
А 73
УДК 621.001.2 (031У
Вниманию читателей!
В том 1 в отличие от издания 1978 г. внесены изменения стандартов до 1 декабря 1978 г. и даны исправления на стр, 455, 193, 194, 211, 229, 250, 319, 320.
Анурьев В. И.
А 73 Справочник конструктора-машиностроителя: В 3-х т. Т. 1. — 5-е изд., перераб. и доп. — М.: Машиностроение, 1979. — 728 с., ил.
В пер.: 3 р. 50 к.
Пятое расширенное издание справочника в трех томах (4-е изд, 1973 г. выходило в двух книгах) улучшено и значительно переработано, дополнено новыми главами, прежние главы расширены за счет новых разделов.
В первом томе приведены общетехнические сведения, справочные данные но материалам, шероховатости поверхности, допускам и посадкам, предельным отклонениям формы и расположения поверхностей, конструктивным элементам деталей, технологичности конструкций, крепежным изделиям, стандартизованным и нормализованным деталям и узлам, а также по защитным и защитно-декоративным покрытиям.
Справочник предназначен для инженеров и техников-конструкторов.
31301-606
А- -—— 2-78 2702060000 038 (01)-79
ББК 34.42 6П5
©. Издательство «Машиностроение», 1979 г.
ОГЛАВЛЕНИЕ
Предисловие..........
8
Глава I
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
Вспомогательные таблицы......... 9
Решение треугольников и многоугольников ....................... 50
Тригонометрические зависимости . . 52
Плоские фигуры.................... 54
Поверхности и объемы тел...... 60
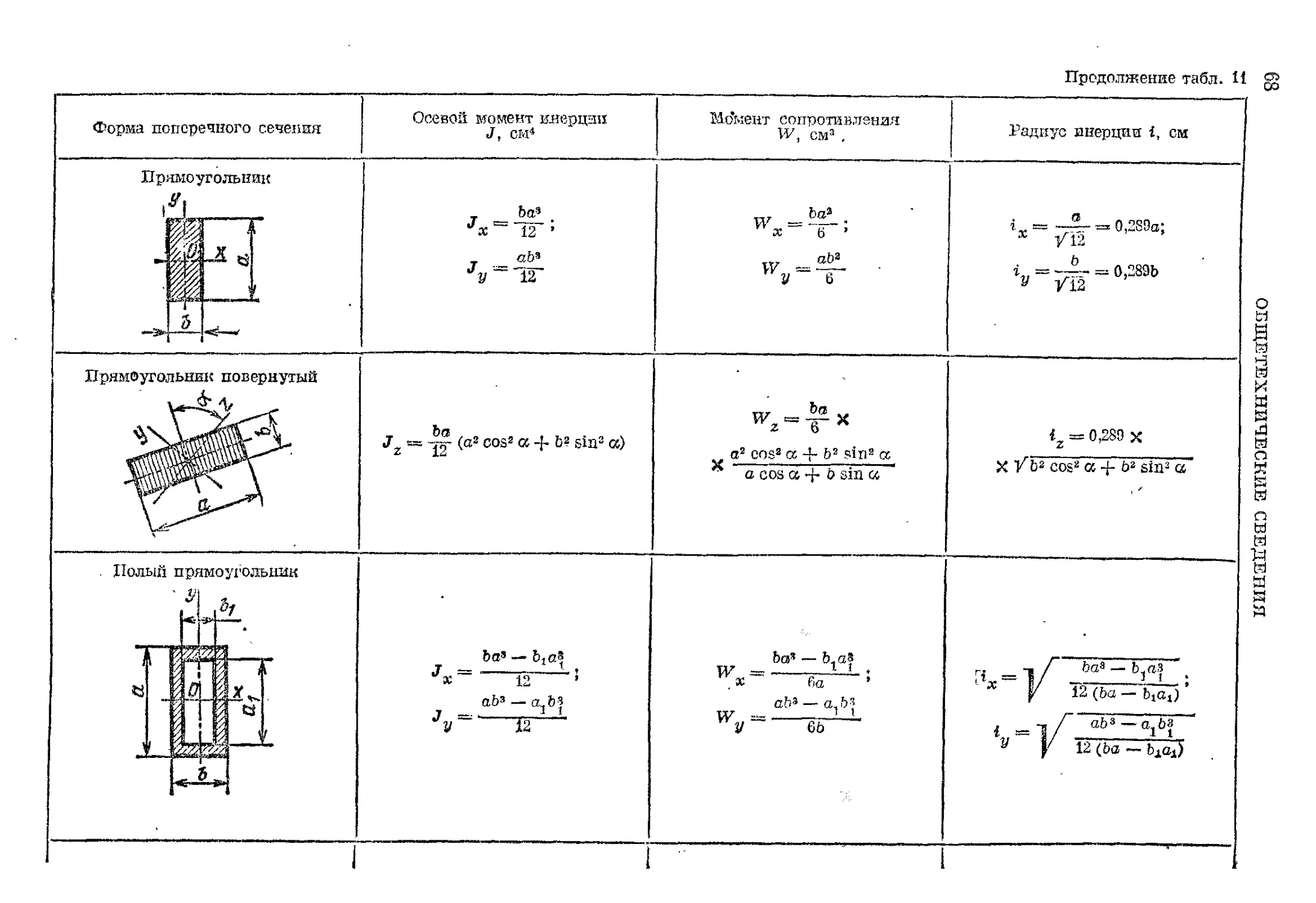
Элементы сопротивления материалов .............................. 62
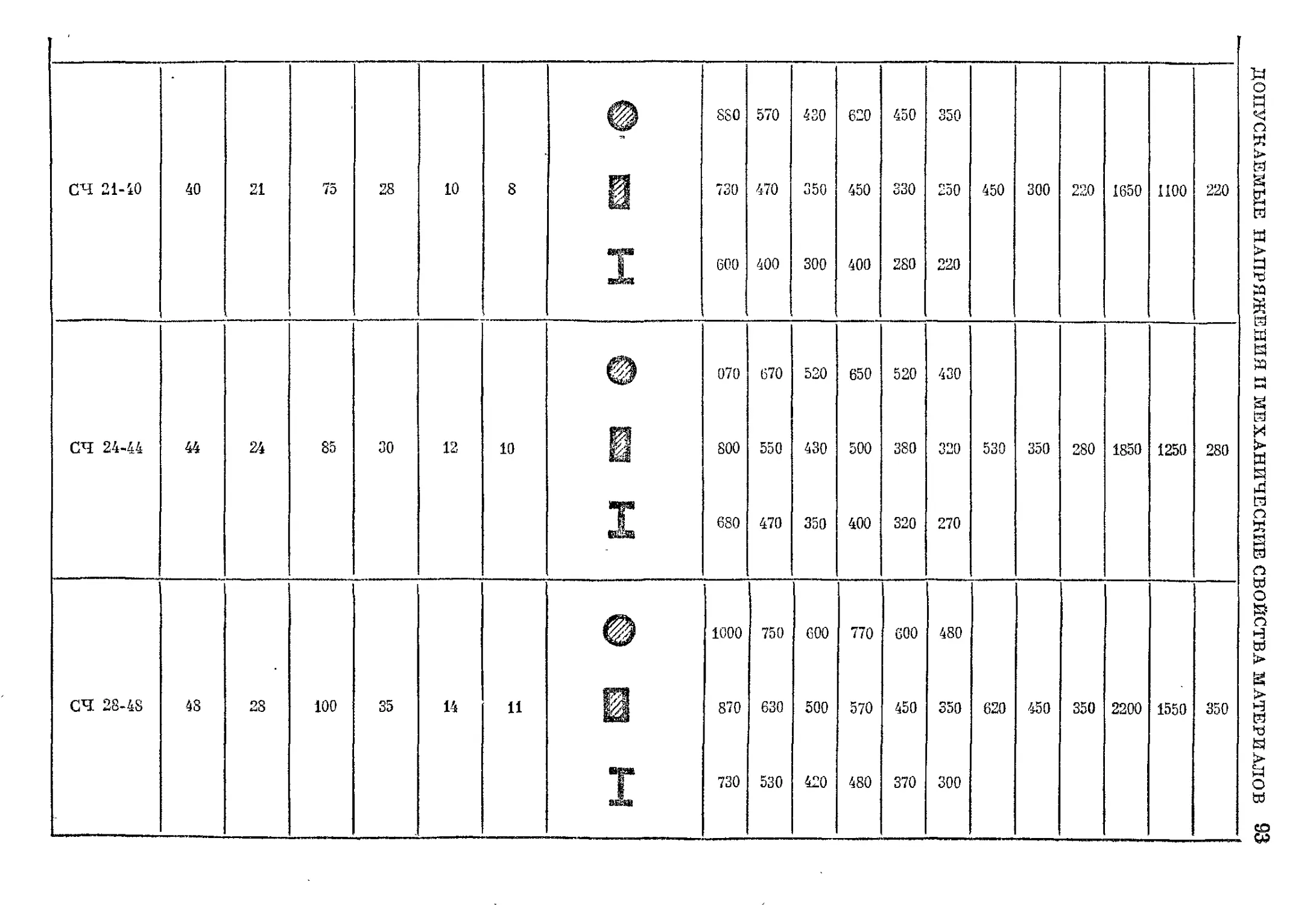
Допускаемые напряжения и механические свойства материалов .... 84
Ориентировочные коэффициенты трения .............................. 98
Определение твердости металлов и сплавов........................... 99
Глава II
МАТЕРИАЛЫ
Основные принятые обозначения 101
Стали............................ 101
Основные указания по выбору марки стали . ................ 101
Углеродистая сталь обыкновенного качества....................... 102
Сталь конструкционная повышенной и высокой обрабатываемости резанием........................ ЮЗ
Углеродистая качественная конструкционная сталь............. 104
Подшипниковая сталь............ 107
Легированная конструкционная сталь.......................... 107
Инструментальная углеродистая сталь.......................... 110
Качественная калиброванная сталь.......................... 110
Сталь круглая со специальной отцепкой поверхности — серебрянка ............................ Ill
Назначение конструкционных ста-
' лей основных марок............. 112
Сталь износоустойчивая в условиях абразивного трения....... 117
Сталь с особыми тепловыми свойствами ........................ 117
Твердые спеченные сплавы .... 117
Смеси порошков для наплавки . . 118
Порошки из сплавов для наплавки 118
Прутки для наплавки............ 119
Теплоустойчивая сталь.......... 120
Сталь сортовая коррозионностойкая, жаростойкая и жаропрочная 122
Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные............... 123
Листовая легированная конструкционная сталь общего назначения 127 Горячекатаная толстолистовая качественная углеродистая и легированная конструкционная сталь. . 127
Сталь листозая углеродистая качественная и обыкновенного качества общего назначения .... 128
Толстолистовая и широкополосная универсальная углеродистая сталь обыкновенного качества 130 Круглая и квадратная горячекатаная и шестигранная калиброванная сталь................. 130
Кованая круглая и квадратная сталь........................ 131
Калиброванная круглая сталь . . 131
Горячекатаная стальная лента . . 132
Полосовая горячекатаная и кованая инструментальная сталь . . . 132
Прокатная широкополосная универсальная сталь.......... 133
Листовая горячекатаная сталь . . 134
Листовая холоднокатаная сталь . . 135
Прокатная угловая равнополочиая сталь ........................... 135
Прокатная угловая неравиополоч-ная сталь........................ 133
Гнутые стальные равиополочныо и неравнополочные уголки .... -140
Балки двутавровые......... 144
Швеллеры стальные горячекатаные 145
Швеллеры стальные гнутые равно полочные ..................... 147
Рельсы крановые.................. 1»1
Рельсы для наземных и подвесных путей............................ 152
Отливки из конструкционной нелегированной стали............... 152
Отливки из конструкционной легированной стали................... 153
Стальные плетеные одинарные сетки........v................... 154
Стальные канаты.................. Ю6
Стальная низкоуглеродистая проволока общего назначения .... 164
Проволока из углеродистой конструкционной стали ........ 165
Низкоуглеродистая качественная проволока...................... 166
Дополнительные ист о ч н и к и 166 [угун............................ 165
Отливки из серого чугуна..... ЮЗ
Отливки из высокопрочного чугуна с шаровидным графитом .... 169
Отливки из жаростойкого чугуна 1Ю
Отливки из антифрикционного чугуна ............................ 171
Модифицирование чугуна ..... 172
Дополнительный и с т о ч« ни к ..........................
Цветные металлы и сплавы . ,
Оловянные и свинцовые баббиты Оловянно-фосфористая литейпая бронза Бр. ОФ10—1............
Оловянные бронзы, обрабатываемые давлением ...............
Безоловянньге бронзы, обрабатываемые давлением ............
Прутки оловянно-цинковой бронзы Бронзовые прутки.............
Проволока из кремые-марганцовой бронзы.......................
Медно-цшшовые сплавы (латуни) . Медно-цинковые литейные сплавы Меднотцинковые сплавы (латуни), обрабатываемые давлением ...» Латунные прутки .............
Ленты латунные общего назначения ........................*
Латунные листы и полосы .... Латунная проволока ........ «
Антифрикционные цинковые сплавы .........................•
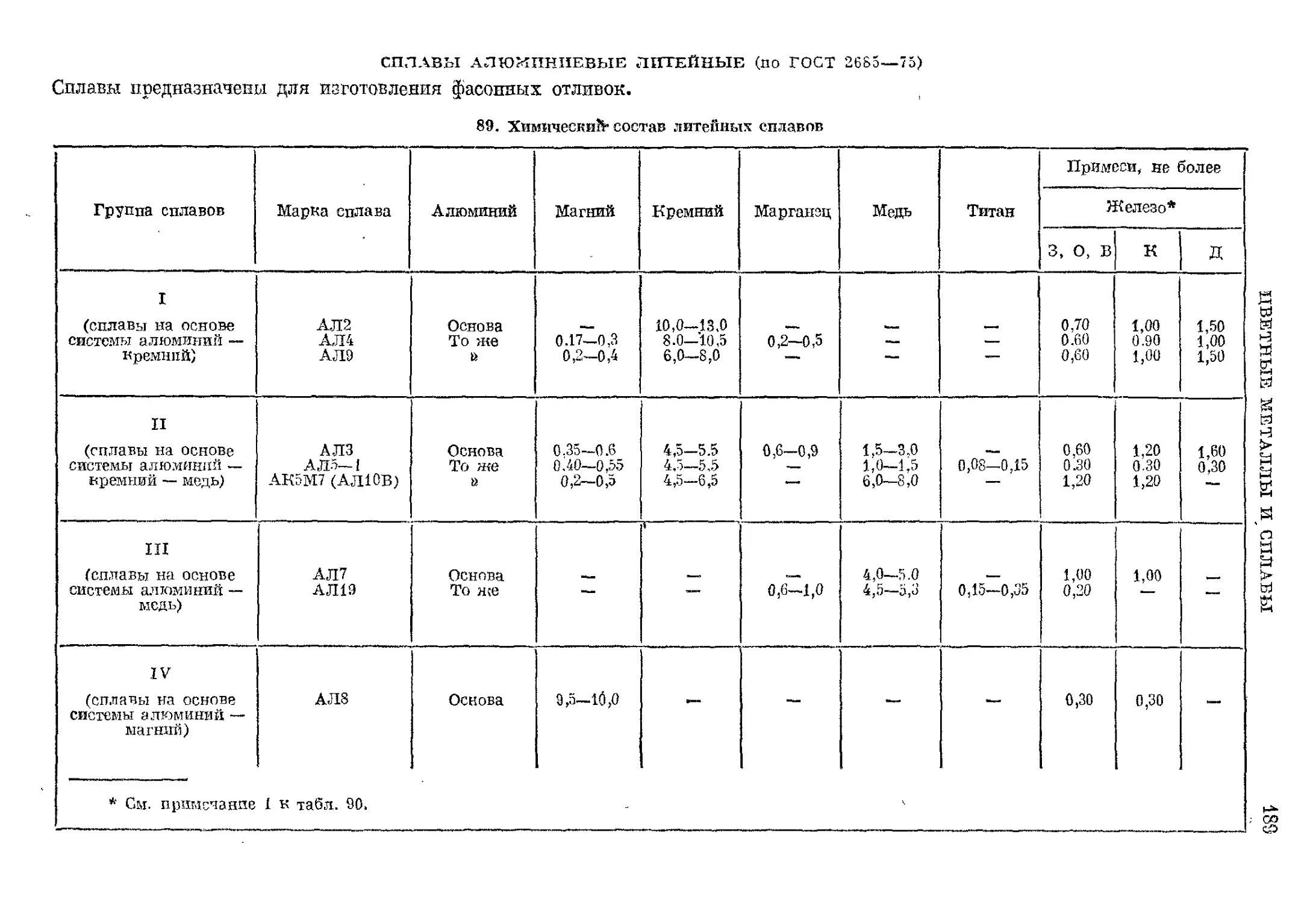
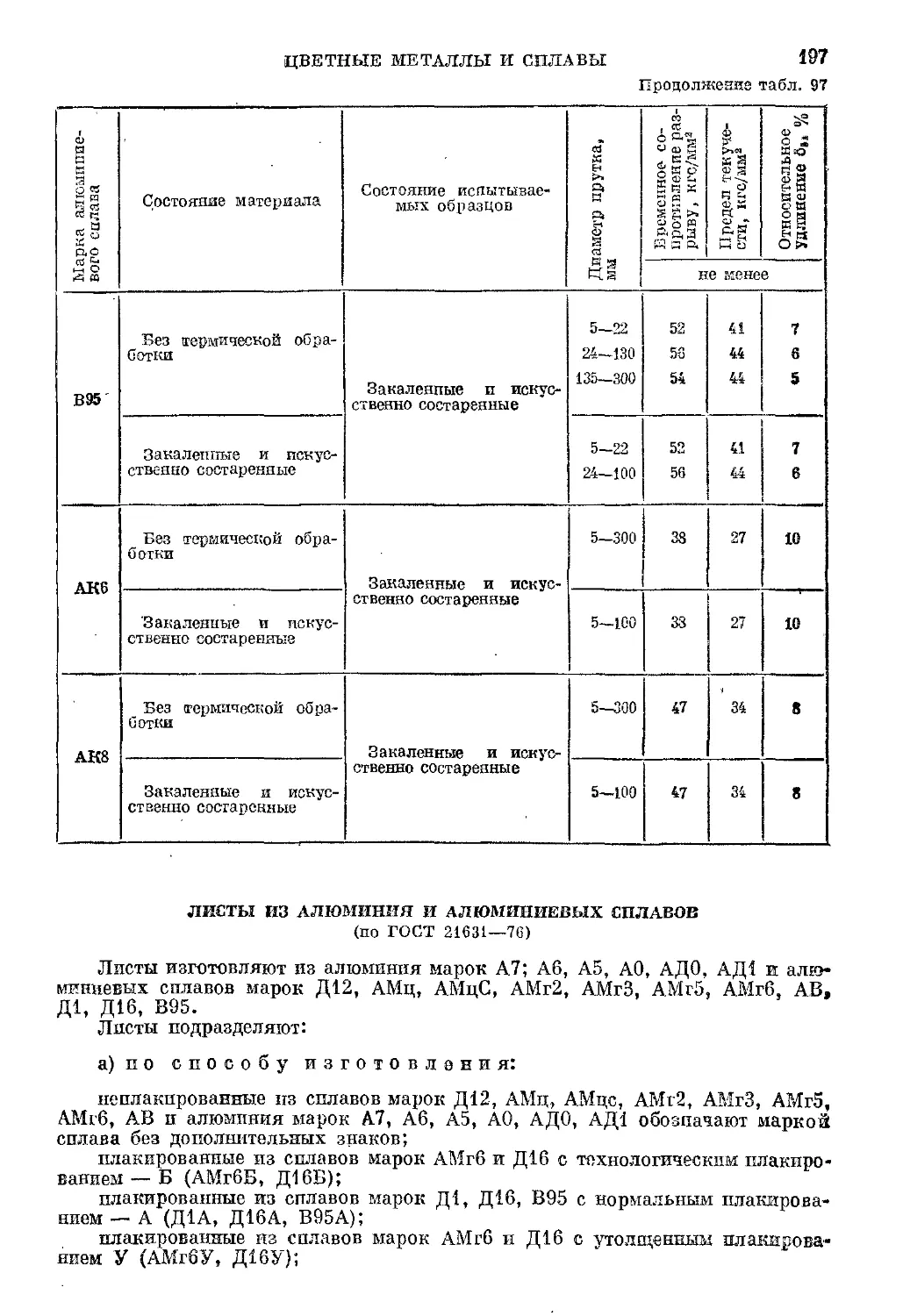
Сплавы алюминиевые литейные . . Профили, прессованные из алюминия и алюминиевых сплавов .... Прутки, прессованные из алюминия и алюминиевых сплавов .... Листы из алюминия и алюминиевых сплавов .................
Лепты из алюминия и алюминиевых сплавов....................
Угольник равнобокий П50......
Швеллер равнотолщпнный П300 из алюминия и алюминиевых сплавов .........................
Двутавр П200, прессованный из алюминия и алюминиевых сплавов .........................
Зет нормальный П500 из алюминия и алюминиевых сплаве в.......
Медь.........................
Сортамент и технические требования на листовую медь .... Сортамент медных круглых прутков .......................
Медная рулонная фольга для технических целей..........
Титан и титановые сплавы, обрабатываемые давлением ..........
Основные физико-механические свойства титана и титановых сплавов .........................
Прутки катаные из титановых сплавов ................... .
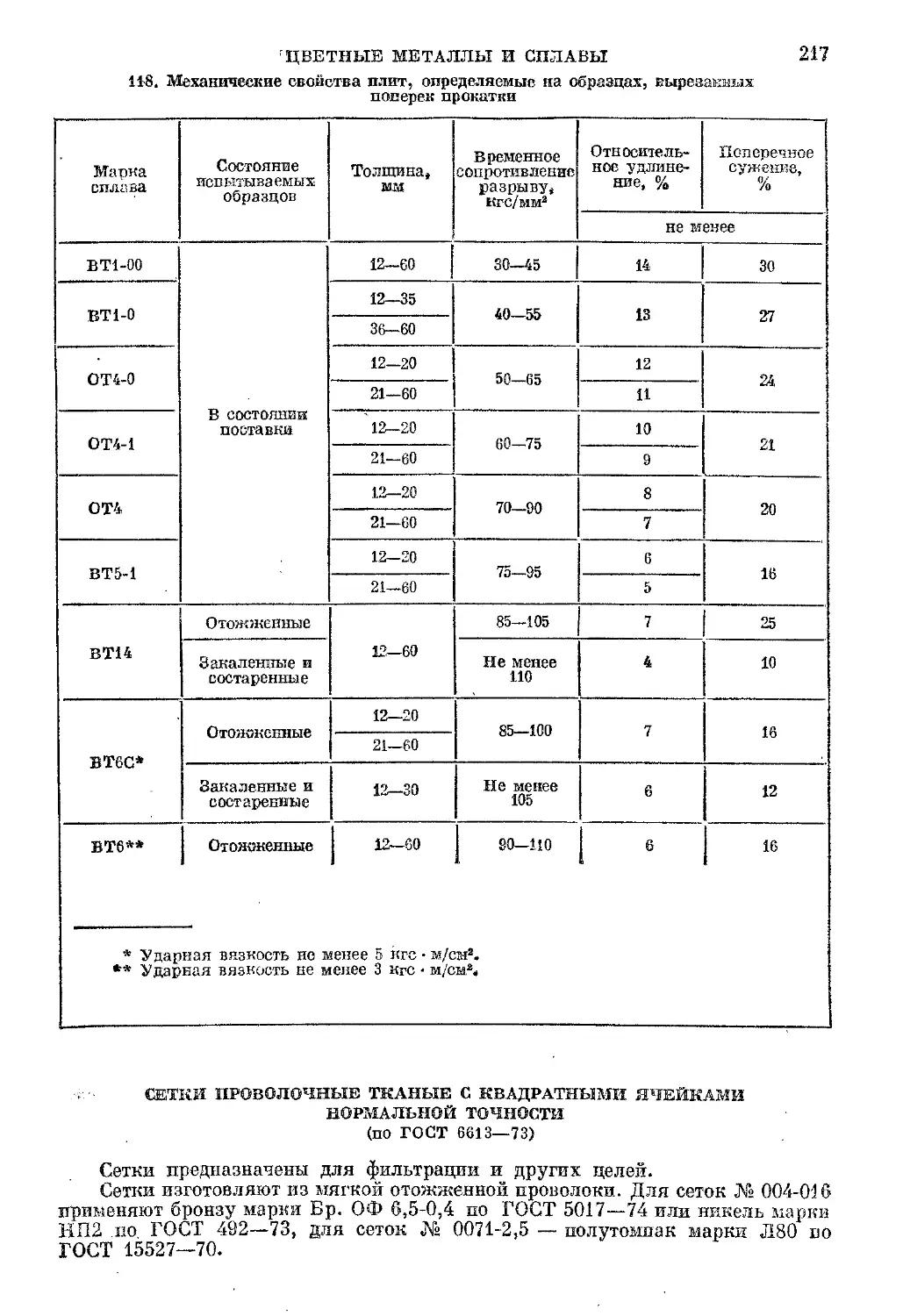
Листы из титановых сплавов . . . Плиты из титановых сплавов . . . Сетки проволочные тканые с квадратными ячейками нормальной точности ....................
Сетки проволочные тканые с квадратными ячейками контрольные и высокой точности ............
Пополнительные источ-‘ ни к ...........'............
Неметаллические материалы . . . «
Древесные слоистые пластики . . . Конструкционный текстолит . . . Конструкционный стеклотекстолит Листы из непластифицирлзанного поливинилхлорида (винипласт листовой) .....................
Листы из ударопрочного полисти-ч 1 п акрилонитрилбутадиенсти-vi ьного пластика . .........
о органическое конструк-тг .....................
|’< ОИД « . , . ...............
Асбестоцементные электротехниче-172 ские дугостойкие доски ...... 230
173 Эластичные фрикционные асбесто-
173 вые материалы.................. 231
Асбестовые тормозные ленты . . . 232
174 Фрикционные изделия из ретинак-
са.............................. 233
174 Асбестовые ткани............... 233
Асбестовые теплоизоляционные 175 ленты (ЛАТ).................... 234
175 Асбестовая бумага .............. 234
176 Асбестовый картон............... 235
Прокладки плоские эластичные 235
178 Термоизоляционный прокладоч-
178 ный картон..................... 236
179 Лента из фторопласта-4 прокладочная 237
181 Фторопластовый уплотнительный
181 материал........................ 237
Паронит..................«... 238
183 Картон прокладочный в уплотни-
185 тельные прокладки из него .... 238
186 Асбестовые шнуры .............. 239
Технический полугрубошерсткый 188 войлок........................ 240
189 Прессовочный материал АГ-4 . . . 240
Капроновая первичная смола . , 241
192 Литьевой полиамид.............. 242
Литьевые сополимеры полиамида 242
193 Фторопласт-4 .................. 243
Прессовочные фенольные массы 245
197 Листовая фибра............ . . 250
Фибровые трубки.......... ► . « 250
206 Капроновые канаты............ 251
207 Конвейерные резинотканевые ленты ....................................t 251
Декоративная фанера.......* « 256
208 Древесностружечные плиты . * . » 257
Техническая кожа.............. 258
Резиновые и резино-тканевые пла-209 стины......................... 258
Дополнительные источ-210 Ники ....................... 263
211
211
Глава Ш
211
212
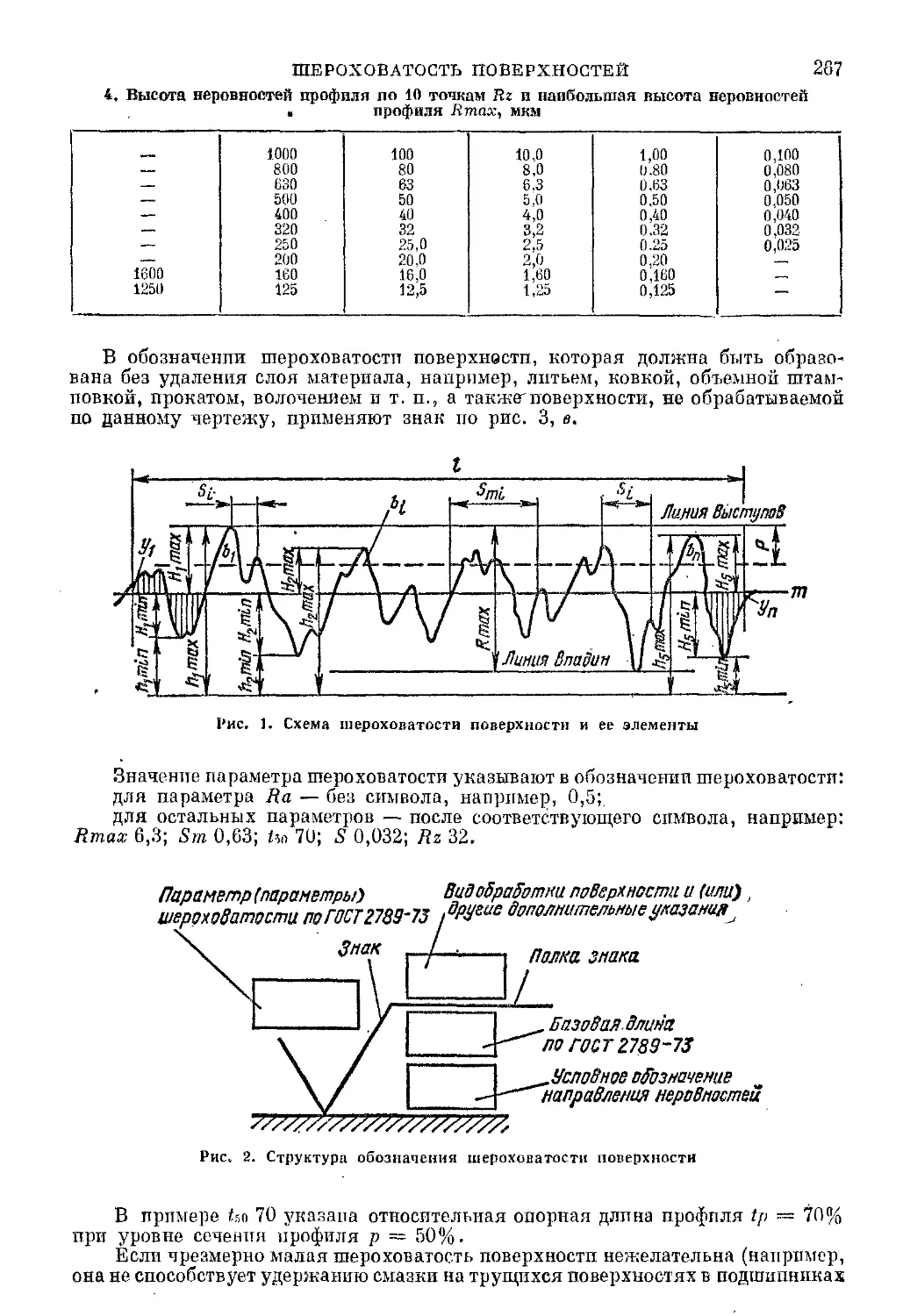
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
212
213
в
213
215
216
Сопрягаемые поверхности , » s . Шабреные поверхности .... Пригоняемые поверхности . . Поверхности отверстий и валов системе отверстия *и вала . . .
Типовые поверхности ......
Свободные поверхности.........
Поверхности в зависимости от методов обработки .
217
270
273
274
275
277
278
278
Глава IV
219
ДОПУСКИ И ПОСАДКИ
220
220
220
222
223
226
227
229
Основные определения
Единая система допусков и посадок СЭВ.............. .
Система отверстия ............
Система вала..................
Система допусков и посадок ОСТ Допуски на угловые размеры . . . Отклонения формы и расположения поверхностей ................
Отклонения формы............
Отклонения расположения. . . . Предельные отклонения формы и расположения поверхностей , . »
280
281
286
298
317
323
325
3-25
326
Указание на чертежах предельных отклонений формы и распо- . ложеяия поверхностей , . . . . 335
Виды допусков . ................ 347
Допуски расположения осей отверстий для крепежных деталей . . . 355
Дополнительные источники 363
Глава V
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Линейные размеры, углы, конусы 364
Фаски, галтели и радиусы закруглений .......................... 370
Капе вки........................ 371
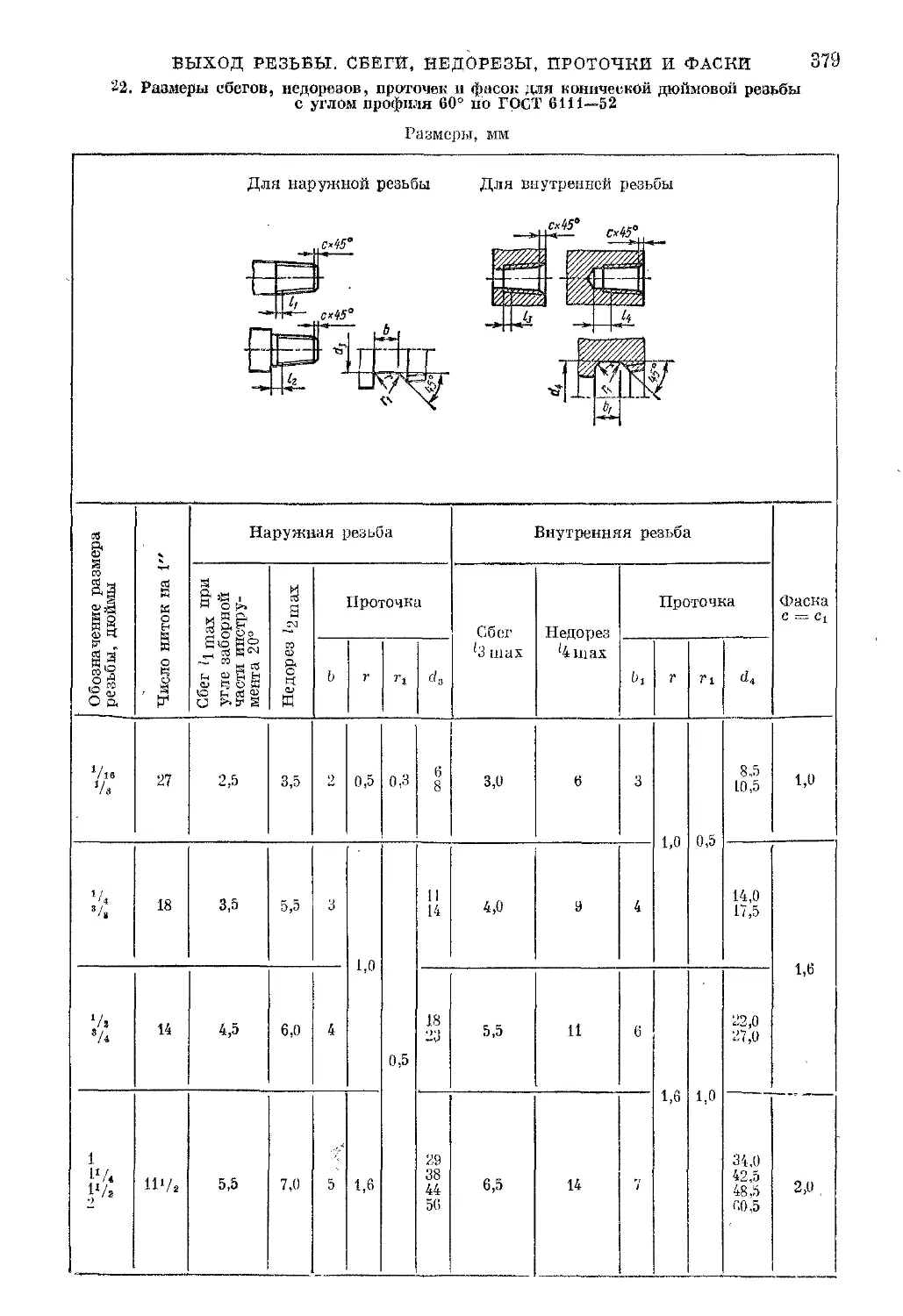
Выход резьбы. Сбеги, педорезы, проточки и фаски . ............ 373
Отверстия....................... 381
Размещение отверстий под заклепки и боты в прокатных профилях! 331
Профиль деталей, примыкающих it прокатным профилям и сварных конструкциях.................... 392
Места под ключи п под головки крепежных деталей, пазы Т-образ-иые............................. 397
Рифления ....................... 402
Радиусы гибки и разделка уголков .................... .... 403
Штрихи шкал..................... 405
Концы шпинделей станков и хвостовики инструментов.............. 406
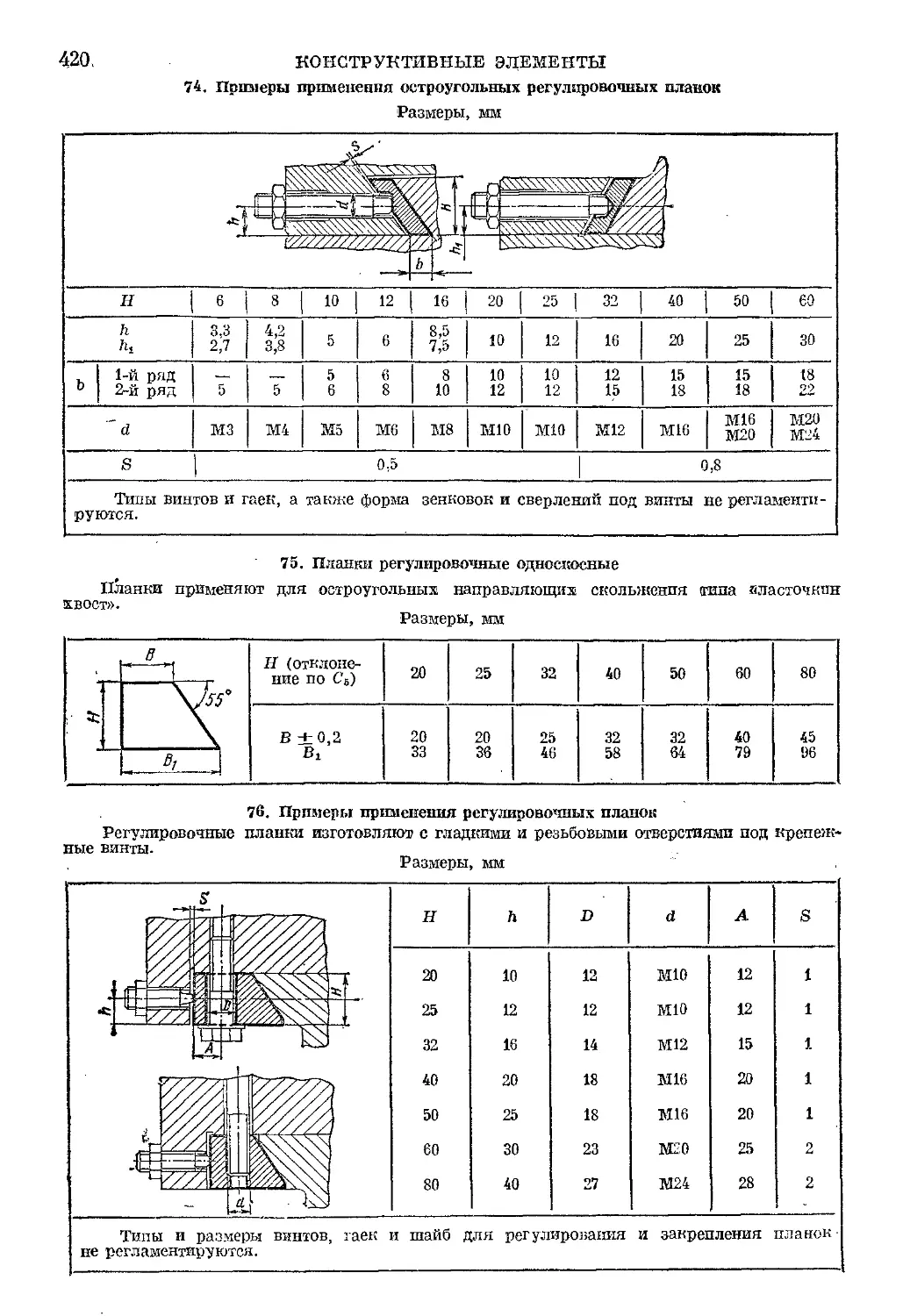
Направляющие станков............ 4t3
Крепление к фундаменту ..... 425
Петли и жалюзи ................. 426
Резьбы.......................... 427
Метрическая резьба............ 427
Коническая дюймовая резьба с углом профиля 60°............. 44t
Трубная цилиндрическая резьба 442
Трубная коническая резьба. . . 445
Трапецеидальная однозаходиая резьба........................ 448
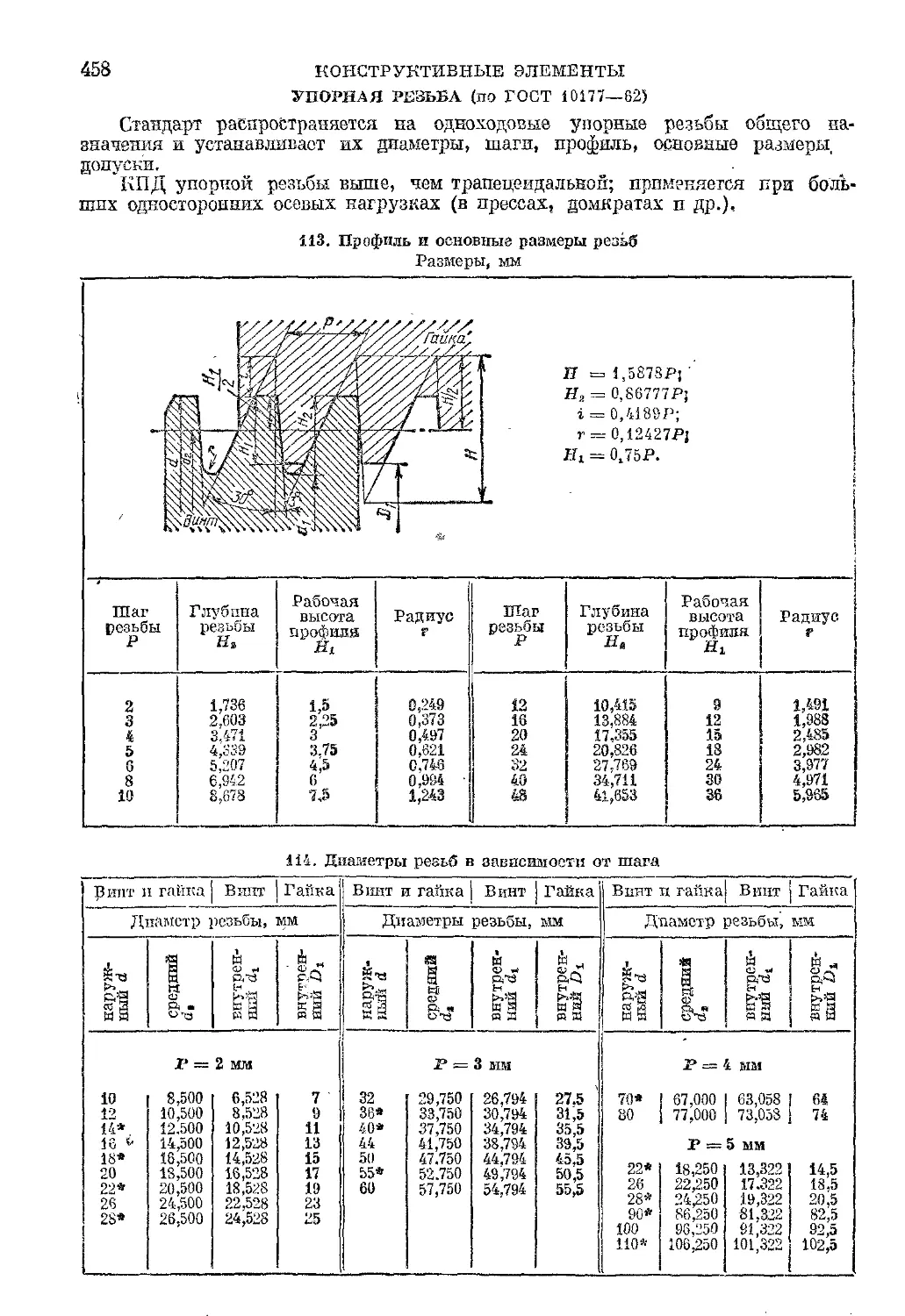
Упорная резьба................ 458
Метрическая резьба на деталях из пластмасс.................. 462
Допуски и посадки деталей из-пластмасс ...................... 468
Дополнительные источники,,,,. ...................... 473
Глава VI ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
Технологические указания по конструированию литых деталей ... 474
Технологические указания по конструированию деталей, получаемых механической обработкой 481 Технологические указания по конструированию деталей, подвергаемых термической обработке . . 433
Технологические указания по конструированию деталей из пластмасс ............................ 492
Технологические указания по конструированию деталей и сборочных единиц, связанные со сборкой. . . 503
Дополнительные и с т оч-п и ц и . 507
Глава VII
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Технические требования на болты, винты, шпильки и гайки.... 508
Болты....................... 512
Винты....................... 526
Шурупы...................... 540
Шпильки резьбовые.......... 542
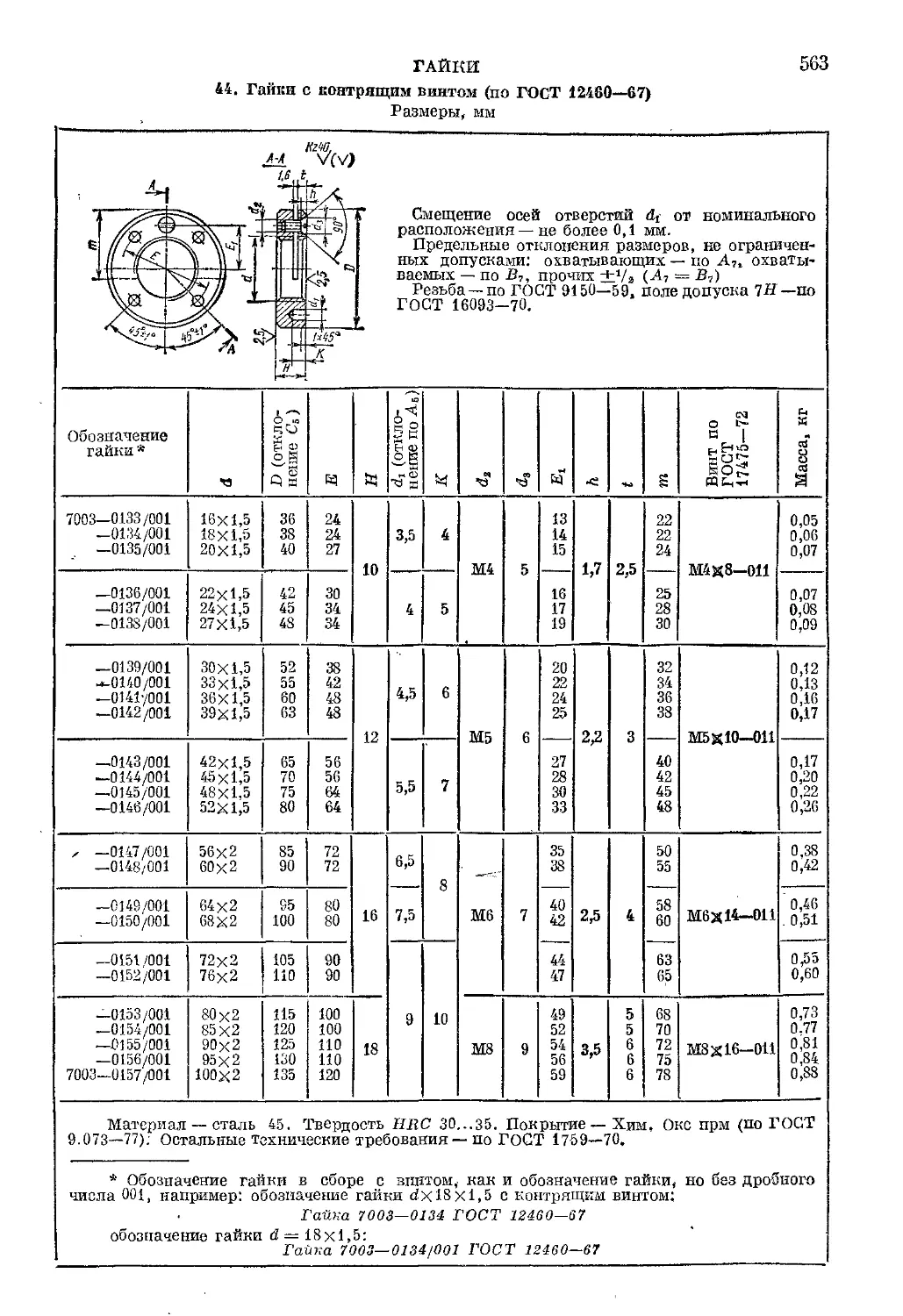
Гайки....................... 545
Шайбы....................... 565
Шплинты и штифты........ 583
Стопорение крепежных деталей 591
Дополнительные источники .................. 59э
Глава VIII СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Рукоятки, ручки, фиксаторы . . . 597
Кнопки....................... 614
Маховички.................... 617
Штурвальные гайки и ступицы . . 620
Зажимы........................ 625
Кольца....................... 629
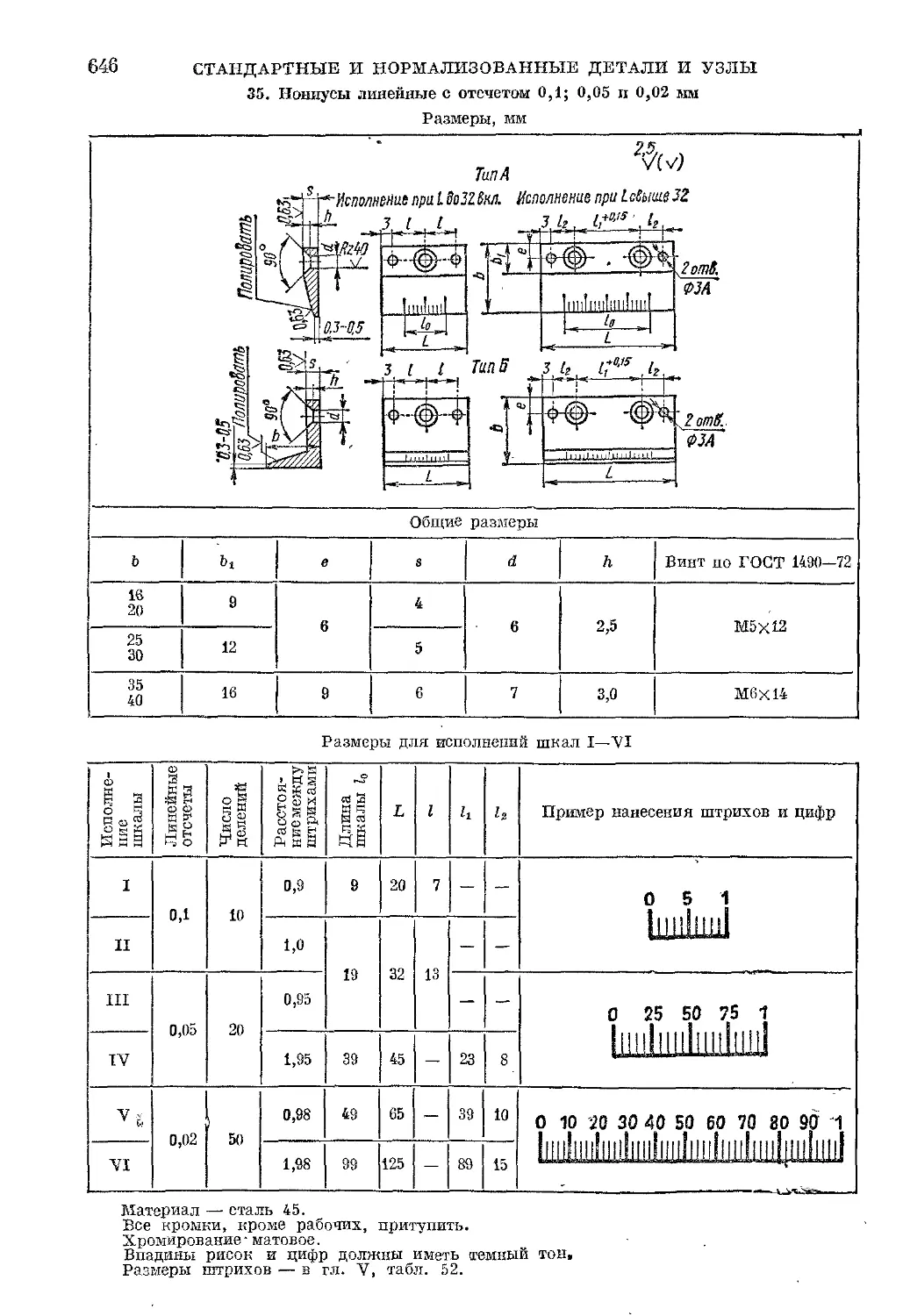
Делительные кольца, лимбы и нониусы .................... у 641
Таблички для машин и приборов 647
Пробки и заглушки............. 649
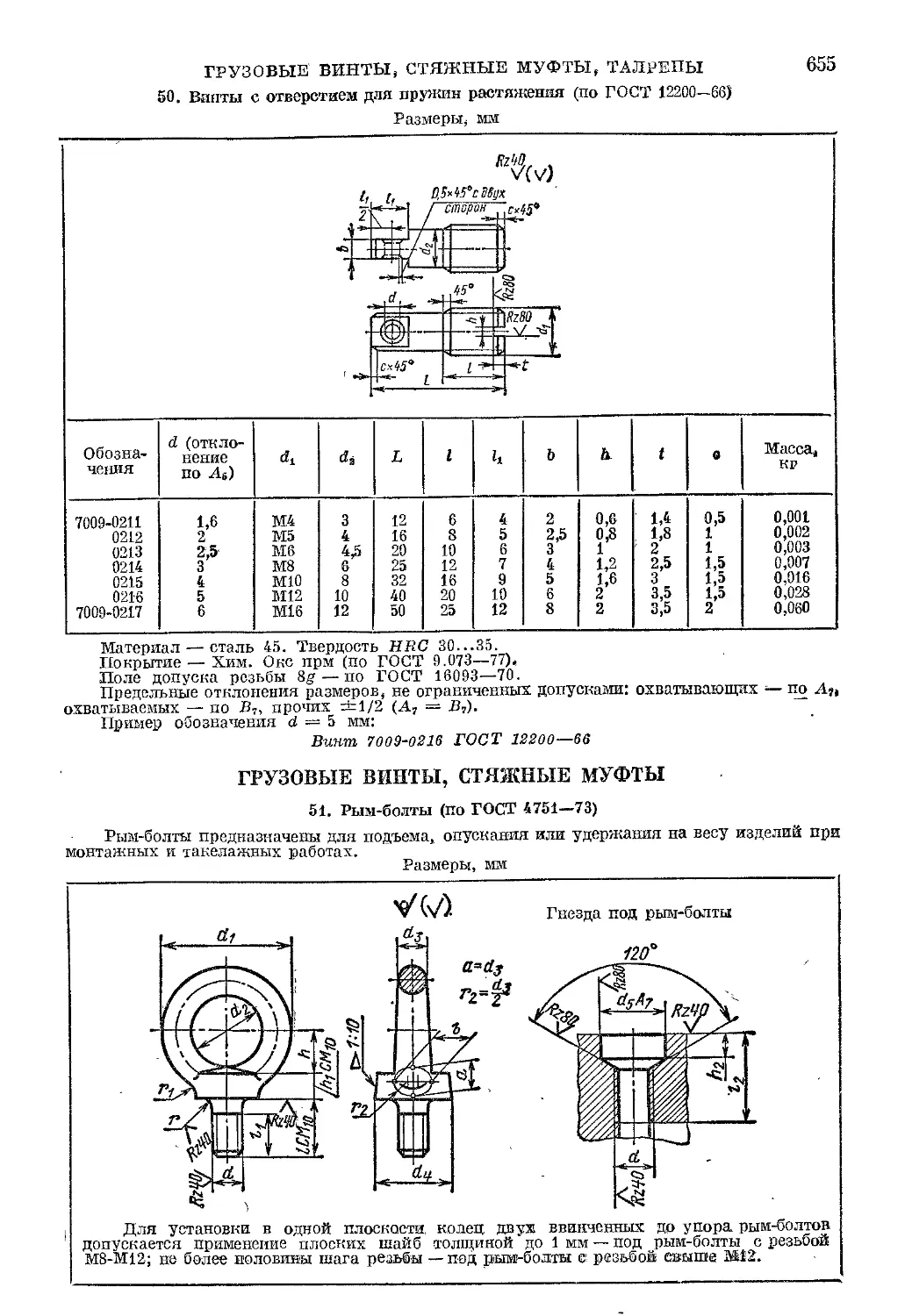
Винты для пружин.............. 654
Грузовые винты, стяжные муфты, 655
Талрепы....................... 659
Втулки........................ 664
Опоры ........................ 666
Шарики и ролики............... 668
Сухари, оседержатели, петли ... 669 ;
Коуши....................... 672
Колеса и шины................. 674
Ролики рольгангов, блоки канатов, профиль ручья блока, тали ручные...................: 689
Дополнительные источники-.,,,... 685
Глава IX
ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
Лакокрасочные покрытия . . . . , 686
Классификация и обозначения лакокрасочных покрытий .... 683
Металлические и неметаллические неорганические покрытия....... 688
Группы условий эксплуатации металлических и неметаллических неорганических покрытий .... 688
Общие требования к выбору покрытий ..................... 690
Виды, ряды толщин и обозначения покрытий............... 693
Основные характеристики металлических покрытий............ КО
Основные характеристики неметаллических неорганических покрытий ..................... 703
Дополнительные источники . . . . .............. 712
Приложение........... 703
Перечень ГОСТов. ОСТов li С1 СОВ ТС.
Предг.етяый указателя - . . 7'2
ПРЕДИСЛОВИЕ
Первоочередной задачей десятой пятилетки остается ускорение научно-технического прогресса. В связи с этим в решениях XXV съезда КПСС указано, что следует усилить научную п конструкторскую разработку проблем, которые определяют будущее экономики. Таким образом, большое значение п научно-техническом прогрессе, т. е. техническом ociiihhohiiii, повышении эффективности И Качества производства придается работе конструкторских и проектных орга-НИ1Я1ЦН й.
Предлагаемый справочник предпааппчон дли конструкторов-маптипо-ет|1онтел(ч"|. Он выдержал четыре издания с тиражом более 480 000 экземпляров ЮПИ' я стал настольной книгой конструкторов.
< h'lionное назначение справочника—снособстповнть ускорению конструктор-СШ1* разработок и их унификации на основе гостонских и других опробировании* «чищений, ускорять внедрение в производство научных и конструкторских |1И(1нт.
Сирниочивк составлен на основе государственных и отраслевых стандартов, руншшднщнх технических материалов научных и проектпо конструкторских яр|ПЯ1НН1Ц«11 Я передовых заводов.
При родготопко пятого издания справочника максимально учтены поже-лннпн и >1НМ1>ч1)ппя читателей. Целевая направленность справочника и ого СТpyti I Урн i n * ранены и пятом издании. Тем не менее оно существенно отлича-ИИЯ hi iipiotintM'TB.vioiHoro издания.
II данное нидиоцо справочника включены новые главы: «Общстехнпчоские оие/нчпни, •Трубннроводиая арматура» и «Приборы, встраиваемые: а оборудование* Гинны предыдущего издания расширены и дополнены поиымн разделами, Полыни нрнн1',111Ч1н на честно и пых показателей материалов, деталей, комплск-тупнпн, iiaitc'Hill, Как и п предыдущем издании, таблицы, иллюстрации и pito'iii 1 ы t4Htpniiiifii)|iihiTi,ii минимальным пояснительным текстом. Отсутствуют тес pot ii4t4-iiiiii иыппды формул, они даются в виде, удобном для пепосредстпен-ц|>|в iiiiHi.4iiuaii|iii Ни в пн<дп ртов СЭВ и отечественных приводятся только данные, ititiifiii'lee чини iioiiiuibiiyt'Mbio конструкторами. Сведения для особо подробны, Н Гкп|1ч1 1НЧПЫ» р|1|1чотпп, и также редко требующиеся в практике коп-гтрупропппня Mtn V! быть получены из дополнительных источников, приведенных в с । н > file । гray it пн я * глина*.
II riiHiiu е днПи11'|||||1|1>м инны* глав и расширением глав предыдущего издания обы'М riipiuiiHiiiiiiiii yinoi и а иле и. Поэтому для удобства пользования он выпуск потея II три* 11111*1
В повлодип* три, ii,JbiiiHin енрииичнпка непосредственное участие принимал клид. чехи, внук, /Hiitetit Г. Л. Потемкин. Он участвовал в определении содержания ciipiiiiioiiniitii, уч Тй|||1ИЛ1ч11Н| уровня научно-технического изложения. отборе сиpniiii4iii.it 1НГ'Д|Щ11(1 ин гпгударствеппых, отраслевых и республиканских стаиднртии, а чинше итиидиртив СЭВ.
ГЛАВА I
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
ВСПОМОГАТЕЛЬНЫЕ ТАБЛИЦЫ
1. Корни из числа меньше единицы
п Vn "/п п п Уп п
0,01 0,1000 0.2154 0.34 0,5831 0,6980 0,67 0,8185 0,8750
0,02 0,1414 0,2714 0.35 0,5916 0,7047 0.68 0,8246 0,8794
0,03 0,1732 0,3107 0,36 0,6000 0,7114 - . 0.69 0,8307 0,8837
0.04 0,2000 0,3420 0^37 0,6083 0,7179 0.70 0,8367 0,8879.
0.05 0,2236 0,3684 0.38 0,6164 0,7243 0,71 0,8426 0,8921
0,06 0,2449 0,3915 0.39 0,6245 0,7306 0,72 0,8485 0,8963
0.07 0-2646 0,4121 0.40 0,6325 0,7368 0,73 0,8544 0,9004
0,08 0.2828 0,4309 0.41 0,6403 0,7429 0,74 0,8602 0,9045
0,09 0,3000 0,4481 0,42 0,6481 0,7489 0,75 0,8660 0,9086
0,10 0,3162 0,4642 0.43 0,6557 0,7548 0,76 0,8718 0,9126
0,11 0,3317 0,4791 0,44 0,6633 0,7606 0,77 0,8775 0,9166
0,12 0.3464 0,4932 0,45 0,6708 0,7663 0,78 0,8832 0,9205
0,13 0,3606 0,5066 0,46 0,6782 0,7719 0,79 0,8888 0,9244
0,14 0,3742 0,5192 0,47 0,6856 0,7775 0,80 0,8944 0,9283
0,15 0.3873 0,5313 0,48 0,6928 0,7830 0,81 0,9000 0,9322
0,16 0,4000 0,5429 0,49 0,7000 0,7884 0,82 0,9055 0,9360
0,17 0,4123 0,5540 0,50 0,7071 0,7937 0,83 0,9110 0,9398
0,18 0,4243 0,5646 0.51 0,7141 0,7990 0,84 0,9165 0,9435
0,19 0,4359 0.5749 0,52 0,7211 0,8041 0,85 0,9220 0.9473
0.20 0,4472 0,5848 0.53 0,7280 0,8093 0.86 0,9274 0,9510
0,21 0,4583 0,5944 0,54 0,7348 0,8143 0,87 0,9327 0,9546-
0,22 0,4690 0.6037 0.55 0.7416 0,8193 0,88 0,9381 0,9583
0,23 0,4796 0,6127 0,56 0,7483 0,8243 0,89 0,9434 0,9619
0,24 0,4899 0,6214 0.57 0,7550 0,8291 0.90 0,9487 0,9655
0.25 0,5000 0,6300 0,58 0,7616 0,8340 0,91 0,9539 0.9691
0,26 0,5099 0,6383 0,59 0,7681 0,8387 0,92 0,9592 0,9723
0,27 0,5196 0,6463 0,60 0,7746 0,8434 0,83 0,9644 0,9761
0,28 0.5262 0,6542 0,61 0,7810 0,8481 0,94 0,9695 0,9796
0,29 0.5385 0.6619 0,62 0,7874 0,8527 0,95 0,9747 0,9830
0,30 0.5477 0.6694 0,63 0,7937 0,8573 0,96 0,9798 0,9865
0.31 0,5568 0.6768 0,64 0,8000 0,8618 0,97 0.9849 0,0899
0,32 0.5657 0,8840 0,65 0,8062 0.8662 0,98 0,9899 0,9933
0,33 0,5745 0,6910 0,66 0,8124 0,8707 0,99 0.9350 0,9967
2. Степени, корни, десятичные логарифмы, длины окружностей, площади кругов
п пг П3 Vn 1g п Jtn 7ГП2’ __ п
1 1 1 1,0000 1,0000 0,00000 3,142 0,7854 1
2 4 8 1,4142 1,2599 0,30103 6,283 3,1416 2
3 9 27 1,7321 1,4422 0,47712 9,425 7,0686 3
4 16 64 2,0000 1,5874 0,60206 12,566 1.2,5664 4
5 25 125 2,2361 1,7100 0,69897 15,708 19,6350 5
6 36 216 2,4495 1,8171 0,77815 18,850 28,2743 6
7 49 343 2,6458 1,9129 0,84510 21,991 38,4845 7
8 64 512 2,8284 2,0000 0,90309 25,133 50,2655 8
9 81 729 3,0000 2,0801 0,95424 28,274 63,6173 9
10 100 1000 3,1623 2,1544 1,00000 31,416 78,5398 10
11 121 1331 3,3166 2,2240 1,04139 34,558 95,0332 И
12 144 1728 3,4641 2,2894 1,07918 37.699 113,097 12
13 169 2197 3,6056 2,3513 1,11394 40,841 132,732 13
14 196 2744 3,7417 2,4101 1,14613 43,982 153,938 14
15 225 3375 3,8730 2,4662 1,17609 47,124 176,715 15
15 256 4096 4,0000 2,5198 1,20412 50,265 201,062 16
17 289 4913 4,1231 2,5713 1 23045 53,407 226,980 17
18 324 5832 4,2426 2,6207 1,25527 56,549 254,469 18
19 361 6859 4,3589 2,6684 1,27875 59,690 283,529 19
20 400 8000 4,4721 2,7144 1,30103 62,832 314,159 20
21 441 9 261 4,5826 2,7589 1,32222 65,973 346,361 21
22 484 10 648 4,6904 2,8020 1,34242 69,115 380,133 22
23 529* 12 167 4,7958 2,8439 1,36173 72,257 415,476 23
24 576 13 824 4,8990 2,8845 1,38021 75,398 452,389 24
25 625 15 625 5,0000 2,9240 1,39794 78,540 490,874 25
26 676 17 576 5,0990 2,9625 1,41497 81,681 530,929 26
27 729 19 683 5,1962 3,0000 1,43136 84,823 572,555 27
28 784 21 952 5,2915 3,0366 1,44716 87,965 615,752 28
29 841 24 389 5,3852 3,0723 1,46240 91,106 660,520 29
30 900 27 000 5,4772 3,1072 1,47712 94,248 706,858 30
31 961 29 791 5,5678 3,1414 1,49136 97,389 754,768 31
32 1024 32 768 5,6569 3,1748 1,50515 100,531 804,248 32
33 1089 35 937 5,7446 3,2075 1,51851 103,673 855,299 33
34 1156 39 304 5,8310 3,2396 1,53148 106,814 907,920 34
35 1225 42 875 5,9161 3,2711 1,54407 109,956 962,113 35
38 1296 46 656 6,0000 3,3019 1,55630 113,097 1017,88 36
37 1369 50 653 6,0828 3,3322 1,56820 116,239 1075,21 37
38 1444 54 872 6,1644 3,3620 1,57978 119,381 1134,11 38
39 1521 59 319 6,2450 3,3912 1,59106 122,522 1194,59 39
40 1600 64 000 6,3246 3,4200 1,60206 125,66 1256,64 40
41 1681 68 921 6.4031 3,4482 1,61278 128,81 1320,25 41
42 1764 74 088 6,4807 3,4760 1,62325 131,95 1385,44 42
43 1849 79 507 6,5574 3,5034 1,63347 135,09 1452,20 43
1936 85 184 6,6332 3,5303 1,64345 138,23 1520,53 44
45 2025 91 125 ' 6,7082 3,5569 1,65321 141,37 1590,43 45
46 2116 97 336 6,7823 3,5830 1,66276 144,51 1661,90 46
47 2209 103 823 6.8557 3,6088 1,67210 147,65 1734,94 47
48 2304 110 592 6.9282 3.6342 1,68124 150,80 1809,56 48
49 2401 117 649 7,0000 3,6593 1,69020 153,94 1885,74 49
50 2500 125 000 7,0711 3,6840 1,69897 157,08 1963,50 50
51 2601 132 651 7.1414 3,7084 1,70757 160,22 2042,82 51
52 2704 140 608 7.2111 3,7325 1,71600 163,36 2123,72 52
53 2809 * 148 877 7,2801 3,7563 1,72428 166,50 2206,18 53
54 2916 157 464 7,3485 3,7798 1,73239 169,65 2290.22 54
55 3025 166 375 7 4162 3,8030 1,74036 172,79 2375,83 55
56 3136 175 616 7,4833 3,8259 1,74819 175,93 2463,01 56
57 ЗЙ9 185 193 7,5498 3,8485 1,75587 179,07 2551,76 57
5R 3364 195 112 7,6158 3,8709 1,76343 182.21 2642,08 58
59 3481 205 379 7,6811 3,8930 1,77085 185,35 2733,97 59
3600 216 000 7,7460 3,9149 1,77815 188,50 2827,43 60
Продолжение таСл. 2
п п» п3 Уп 7» 1g п ЯП ЯП2 4 п
61 3 721 226 981 7,8102 3,9365 1,78533 191,64 2922,47 61
62 3 844 238 328 7,8740 3,9579 1,79239 194,78 3019,07 62
63 3 969 250 047 7,9373 3,9791 1,79934 197,92 3117,25 63
64 4 096 262 144 8,0000 4,0000 1,80618 201.06 3216,99 64
65 4 225 274 625 8,0623 4,0207 1,81291 204,20 3318,31 65
66 4 356 287 496 8,1240 4,0412 1,81954 207,35 3421,19 66
67 4 489 300 763 8,1854 4,0615 1,82607 210,49 3525.65 67
68 4 624 314 432 8,2462 4,0817 1,83251 213,63 3631,68 68
69 4 761 328 509 8,3066 4,1016 1,83885 216,77 3739,28 69
70 4 900 343 000 8,3666 4,1213 1,84510 219,91 3848,45 70
71 5 041 357 911 8,4261 4,1408 1,85126 223,05 3959,19 71
72 5 184 373 248 8,4853 4,1602 1,85733 226,19 4071,50 72
73 5 329 389 017 8,5440 4,1793 1,86332 229,34 4185,39 73
74 5 476 405 224 8,6023 4,1983 1,86923 232,48 4300,84 74
75 5 625 421 875 8,6603 4,2172 1,87506 23э,62 4417,86 75
76 5 776 438 976 8,7178 4,2358 1,88081 238,76 4536,46 76
77 5 929 456 533 8,7750 4,2543 1,88649 241,90 4656,63 77
78 6 084 474 552 8,8318 4,2727 1,89209 245,04 4778,36 78
79 6 241 493 039 8,8882 4,2908 1,89763 248,19 4901,67 79
80 6 400 512 000 8,9443 4,3089 1,90309 251,33 5026,55 80
81 6 561 531 441 9,0000 4,3267 1,90849 254,47 5153,00 81
82 6 724 551 368 9,0554 4,3445 1,91381 257,61 5281,02 82
83 6 889 571 787 9,1104 4,3621 1,91908 260,75 5410,61 83
84 7 056 592 704 9,1652 4,3795 1,92428 263,89 5541,77 84
85 7 225 614 125 9,2195 4,3968 1,92942 267,04 5674,50 85
86 7 396 636 056 9,2736 4,4140 1,93450 270,18 5808,80 86
87 7 569 658 503 9,3274 4,4310 1,93952 273,32 5944,68 87
88 7 744 681 472 9,3808 4,4480 1,94448 276,46 6082,12 88
89 7 021 704 969 9,4340 4,4647 1,94939 279,60 6221,14 89
90 8 100 729 000 9,4868 4,4814 1,95424 282,74 6361,73 90
91 8 281 753 571 9,5394 4,4979 1,95904 285.88 6503,88 91
92 8 464 778 688 9,5917 4,5144 1,96379 289,03 6647,61 92
93 8 649 804 357 9,6437 4,5307 1,96848 292,17 6792,91 93
94 8 836 830 584 9,6954 4,5468 1,97313 295,31 6939,78 94
95 9 025 857 375 9,7468 4,5629 1,97772 298,45 7088,22 95
96 9 216 884 736 9,7980 4,5789 1,98227 301,59 7238,23 96
97 9 409 912 673 9,8489 4,5947 1,98677 304,73 7389,81 97
98 9 604 941 192 9,8995 4,6104 1,99123 307,88 7542,96 98
99 9 801 970 299 9,9499 4,6261 1,99564 311,02 7697,69 99
100 10 000 1 000 000 10,0000 4,6416 2,00000 314,16 7853,98 too
101 10 201 1 030 301 10,0499 4,6570 2,00432 317,30 8011,85 101
102 10 404 1 061 208 10,0995 4,6723 2,00860 320,44 8171,28 102
103 10 609 1 092 727 10,1489 4,6875 2,01284 323,58 8332,29 103
104 10 816 1 124 864 10,1980 4,7027 2,01703 326,73 8494,87 104
105 И 025 1 157 625 10,2470 4,7177 2,02119 329,87 8659,01 105
106 И 236 1 191 016 10,2956 4,7326 2,02531 333,01 8824,73 106
107 И 449 1 225 043 10,3441 4,7475 2,02938 336,15 8992,02 107
108 11 664 1 259 712 10,3923 4,7622 2,03342 339,29 9160,88 108
109 11 881 1 295 029 10,4403 4.7769 2,03743 342,43 9331,32 109
110 12 100 1 331 000 10,4881 4,7914 2,04139 345,58 9503,32 110
111 12 321 1 367 631 10,5357 4,8059 2,04532 348,72 9676,89 111
112 12 544 1 404 928 10,5830 4,8203 2,04922 351,86 9852,03 112
113 12 769 1 442 897 10,6301 4,8346 2,05308 355,00 10028,7 ИЗ
114 12 996 1 481 544 10,6771 4,8488 2,05690 358,14 ' 10207,0 114
115 13 225 1 520 875 10.7238 4,8629 2,06070 361,28 10386,9 115
116 13 456 1 560 896 10,7703 4,8770 2,06446 364,42 10568,3 116
117 13 689 1 601 613 10,8167 4,8910 2,06819 367,57 10751,3 И7
118 13 924 1 643 032 10,8628 4,9049 2,07188 370,71 10935,9 118
119 14 161 1 685 159 10,9087 4,9187 2,07555 373,85 11122,0 119
120 14 400 1 728 000 10,9545 4,9324 2,07918 376,99 11309,7 120
п п2 п3 Кп У» 1g п тог ЯП2 ___ п
121 14 6-41 1 771 561 11,0000 4,9461 2,08279 389.13 11499,0 121
122 14 884 1 815 848 41,0454 2,08636 383,27 11689,9 122
123 15 129 1 860 807 11,0905 4,9732 2,08991 386,42 11882,3 123
124 125 15 376 15 625 1 906 024 1 953 125 11,1355 11,1803 4,9866 5,0000 2,09342 2,09691 з!$ 12076,3 12271,8 124 125
126 15 876 2 000 376 11,2250 5,0133 2,10037 395,84 12469,0 126
127 16 129 2 048 383 11,2694 5,0265 2,10380 2,10721 398,98 12667,7 127
128 16 384 2 097 152 11,3137 5,0397 402,12 ' 128
129 16 641 2 146 689 11,3578 5.0528 2,11059 405,27 13069,8 129
130 10 900 2 197 000 11,4018 5.0658 2,11394 408,41 1327,3,2 130
131 17 161 2 2-18 091 11,4455 5.0788 2.11727 411,55 13478,2 131
132 17 424 2 299 968 11,4891 5,0916 2,12057 414,69 13684,8 132
133 17 689 2 352 637 11,5326 5,1045 2,12385 417,83 13892,9 133
134 17 956 2 403 104 2 460 375 2 515 456 11,5758 5,1172 2,12710 420,97 14102,6 134
135 18 225 11,6190 5,1299 2.13033 424,12 14313,9 135
136 18 496 . 11,6619 5,1426 2,13354 427,20 14526,7 136
137 18 769 2 571 353 2 628 072 11,7047 5,1551 2,13672 430,40 14741,1 137
138 19 044 11,7473 5.1676 2,13988 433,54 14957,1 138
19 321 2 685 619 2 744 000 11,7898 5.1801 2,14301 436,68 15174,7 139
19 000 11,8322 5,1925 2,14613 439,82 15393,8 140
141 19 881 2 803 221 11.8743 5.2048 2,14922 442,96 15614,5 141
142 20 164 20 449 2 863 288 11,9164 5,2171 2,15229 446.11 15833,8 142
143 2 924 207 11,9583 5,2293 2,15534 449,25 16060,6 143
144 20 736 2 985 984 3 04 8 625 12,0000 5.2415 2,15836 452,39 16286,0 144
145 21 025 12,0416 5,2536 2,16137 455,53 16513,0 145
146 21 316 3 112 136 12,0830 5,2656 2,16435 458,67 16741,5 146
147 ' 21 609 3 176 523' 12,1244 5,2776 2.16732 401.81 16971.7 147
148 21 994 3 241 792 12,1655 5,2896 2,17026 464,96 17203,4 148
149 22 201 3 307 949 12,2966 5,3015 2,17319 468,10 17436,6 • 149
150 22 500 3 375 000 12,2474 5.3133 2,17609 471,24 17671,5 150
151 22 801 3 442 951 12,2882 5,3251 2,17898 474,38 17907,9 151
152 23 104 3 511 808 12,3288 5,3368 2,1'8184 477,52 18145.8 152
153 23 409 3 581 577 12,3633 5,3485 2,18469 480.66 18385,4 153
154 23 716 3 652 264 12,4097 124499 5,3601 2,18752 483,81 18626,5 154
155 24 025 3 723 875 3 796 416 5,3717 2,19033 486,95 18869,2 155
156 24 336 12,4900 5,3832 2,19312 490.09 19113,4 156
157 24 649 3 869 893 12,5300 5,3947 2,19590 493,23 19359,3 157
158 24 964 3 944 312 12,5698 5,4061 2,19866 496.37 19606,7 158
159 25 281 4 019 679 12,6095 5,4175 2,20140 499.51 19855,7 159
160 25 600 4 096 000 12,6491 5,4288 2,20412 502,65 20105,2 160
161 25 921 4 173 281 12,6886 5,4401 2.20683 505,80 20358,3 161
162 20 244 4 251 528 12,7279 5,4514 2.20952 503,94 20612,0 162
163 23 569 4 330 747 12,7671 5,4626 2,21219 512,08 20867,2 163
164 26 890 4 410 944 12,8062 5,4737 5,4848 2.21484 2,21748 515.22 21124,1 164
165 27 225 4 492 125 4 574 296 12,8452 518,36 21382,5 165
166 27 556 12,8841 5,4959 2,22011 521,50 21642,4 166
10 27 889 4 657 463 12,9228 5,5069 2,22272 524,65 21904,0 167
28 224 4 741 632 12,9615 5,5178 2,22531 527,79 22167,1 168
169 28 561 4 826 809 13,0000 5,5288 2,22789 530.93 22431,8 169
170 28 900 4 913 000 13,0384 5,5397 2,23045 534,07 22698,0 170
171 29 241 5 000 211 13,0767 '5,5505 2,23300 537,21 22695,8 171
172 29 584 5 088 448 13,1149 5,5613 2,23553 540.35 23235,2 172
173 29 929 5 177 717 13,1529 5,5721 2,23805 543,50 23506,2 173
174 30 276 5 268 024 13,1909 5.5828 2,24055 546.64 23778,7 174
175 30 625 5 359 375 13.2288 5,5934 2,24304 549,78 24052,8 175
170 30 976 5 451 776 13,2665 5,6041 2,24551 552,92 24328,5 176
177 31 329 5 545 233 13,3041 5,6147 2'25042 556,06 24603,7 177
178 31 684 5 639 752 13,3417 5,6252 559,20 24884,6 178
179 32 041 5 735 339 13,3791 5,6357 2,25285 562,35 25164,9 179
180 32 400 5 832 000 13,4164 5,6462 2,25527 565,49 25446,9 180
Продолжение табл. 2
п п2 п3 Уп 1g п 7171 ЯП2 4 п
181 32 761 5 929 741 13,4536 5,6567 2,25768 568,63 25730.4 181
182 33 124 6 028 568 13,4907 5.6671 2.26007 571,77 26015,5 i(S2
183 33 489 6 128 487 13,5277 5,6774 2,26245 574,91 26302,2 183
184 33 856 6 229 504 13,5647 5,6877 2,26482 578,05 26590,4 184
185 34 225 6 331 625 13,6015 5,6980 2,26717 581.19 26880,3 185
186 34 596 6 434 856 13,6382 5,7083 2,26951 584,34 27171,6 186
187 34 969 6 539 203 13,6748 5,7185 2,27184 587,48 27464,6 187
188 35 344 6 644 672 13.7113 5,7287 2,27416 590,62 27759,1 188
189 35 721 6 751 269 13,7477 . 5,7388 2.27646 593,76 28055,2 189
190 36 100 6 859 000 13,7840 5,7489 2,27875 596,90 28352,9 190
191 36 481 6 967 871 13,8203 5,7590 2.28103 600,04 28652,1 191
192 36 864 7 077 888 13,8564 5,7690 2,28330 603.19 28952.9 192
193 37 249 7 189 057 13.8924 5,7790 2,28556 606,33 29255,3 193
194 37 636 7 301 384 13,9284 5,7890 2,28780 609,47 29559,2 194
195 38 025 7 414 875 13.9642 5,7989 2,29003 612,61 29864,8 195
196 38 416 7 529 536 14,0000 5,8088 2,29226 615,75 30171,9 196
197 38 809 7 645 373 14,0357 5,8186 2.29447 618.89 30480,5 197
198 39 204 7 762 392 14,0712 5,8285 2,29667 622.04 30790.7 198
199 39 601 7 880 599 14,1067 5,8383 2,29885 .. 625,18 31102,6 199
200 40 000 8 000 000 14,1421 5,8480 2,30103 628.32 31415,9-' 200
201 40 401 8 120 601 14,1774 5.8578 2,30320 631,46 31730,9 201
202 40 804 8 242 408 14,2127 5,8675 2,30535 634,60 32047.4 202
203 41 209 8 365 427 14,2478 5,8771 2,30750 637,74 32365,5 203
204 41 616 8 489 664 14,2829 5.8868 2,30963 640.88 32685,1 204
205 42 025 8 615 125 14.3178 5,8964 2,31175 644,03 33006.4 205
206 42 436 8 741 816 14,3527 5,9059 2,31387 647,17 33329,2 206
207 42 849 8 869 743 14,3875 5,9155 2,31597 650,31 33653,5 207
208 43 264 8 998 912 14,4222 5,9250 2.31806 653,45 33979,5 208
209 43 681 9 129 329 14,4568 5,9345 2,32015 656,59 34307,0 209
210 44 100 9 261 000 14,4914 5,9439 2,32222 659,73 34636,1 210
211 44 521 9 393 931 14,5258 5,9533 2,32428 662.88 34966,7 211
212 44 944 9 528 128 14,5602 5.9627 2,32634 666,02 35298,9 212
213 45 369 9 663 597 14,5945 5,9721 2,32838 669,16 35632,7 213
214 45 796 9 800 344 14,6287 5,9814 2,33041 672,30 35968,1 214
215 46 225 9 938 375 14,6629 5,9907 2,33244 675,44 36305,0 215
216 46 656 10 077 696 14,6969 6,0000 2,33445 678,58 36643,5 216
217 47 089 10 218 313 14,7309 6,0092 2,33646 681,73 36983,6 217
218 10 360 232 14,7648 6,0185 2,33846 684,87 37325.3 218
219 47 961 10 503 459 14,7986 6.0277 2,34044 688.01 37668,5 219
220 48 400 10 648 000 14,8324 6,0368 2,34242 691,15 38013,3 220
221 48 841 10 793 861 14,8661 6,0459 2,34439 694,29 38359,6 221
222 49 284 10 941 048 14,8997 6,0550 2.34635 697.43 38707,6 222
223 49 729 11 089 567 14,9332 6,0641 2,34830 700,58 39057,1 223
224 50 176 И 239 424 14.9666 6,0732 2,35025 703,72 39408.1 224
225 50 625 И 330 625 15,0000 6,0822 2,35218 706.86 39760,8 225
226 51 076 11 543 176 15,0333 6,0912 2,35411 710,00 40115,0 226
227 51 529 И 697 083 15,0665 6,1002 2.35603 713,14 40470.8 227
228 51 984 И 852 352 15,0997 6,1091 2,35793 - 716,28 40828,1 228
229 52 441 12 008 989 15.1327 6,1180 2,35984 719.42 41187,1 229
230 52 900 12 167 000 15.1658 6,1269 2,36173 722,57 41547,6 230
231 53 361 12 326 331 15.1987 6,1358 2,36361 725,71 41909,6 231
232 53 824 12 487 168 15,2315 6,1446 2,36549 728,85 42273,3 232
233 54 289 12 649 327 15,2643 6,1534 2,36736 731,99 42638,5 233
234 54 756 12 812 904 15.2971 6,1622 2,36922 735,13 43005,3 234
235 55 225 12 977 875 15.3297 6,1710 2.37107 738.27 43373.6 23!)
236 55 696 13 144 256 15,3623 6,1797 2,37291 741,42 43743,5 236
237 13 312 053 15,3948 6,1885 2.37475 744.56 44115.0 237
238 56 644 13 481 272 15.4272 6,1972 2,37658 747.70 44488.1 238
239 57 121 13 651 919 15,4506 6,2058 2,37840 750,84 44862,7 289
240 57 600 13 824 000 15,4919 6,2145 2,38021 753,98 45238,9 240
п п2 па Yn Jg п ЯП ЯП2 п
241 58 081 13 997 521 15,5242 6,2231 2,38202 757,12 45616,7 241
242 58 564 14 172 488 15,5563 6,2317 2,38382 760,27 45996,1 242
243 59 049 14 348 907 15,5885 6,2403 2,38561 763,41, 46377,0 248
244 59 536 14 526 784 15,6205 0,2488 2,38739 706,55 46759,5 244
245 60 025 14 706 125 15,6525 6,2573 2,38917 709,09 47143,5 245
246 60 516 14 886 936 15,6844 6,2658 2,39094 772,83 47529,2 246
247 61 009 15 069 223 15,7162 6,2743 2,39270 775,97 47916,4 247
248 61 504 15 252 992 15,7480 6,2828 2.39445 779,11 48305,1 248
249 62 001 15 438 249 15,7797 6,2912 2,39020 782,26 48695,5 249
250 02 500 15 625 000 15,8114 6,2990 2,39794 785,40 49087,4 250
251 63 001 15 813 251 15,8430 6,3080 2,39907 788.54 49480,9 251
252 63 504 16 003 008 15,8745 6,3104 2,40140 791,68 49875,9 252
253 64 009 10 194 277 15,9060 0,3247 2,40312 794,82 50272,6 253
254 64 516 16 387 064 15,9374 6,3330 2,40483 797,96 50670,7 254
255 16 581 375 15,9687 6.3413 2,40654 801,11 51070.5 255
256 . 65 536 16 777 210 16,0000 6,3496 2,40824 804,25 51471,9 256
257 66 049 16 974 593 16,0312 6,3579 2.40993 807,39 51874,8 257
258 17 173 512 16,0024 6,3661 2,41162 810.53 52279,2 258
259 67 081 17 373 979 16,0935 6,3743 2,41330 813,67 52685,3 259
260 67 600 17 570 000 16,1245 6,3825 2,41497 816,81 53092,9 260,,.
261 ,68 121 17 779 581 10,1555 6,3907 2,41664 819,96 53502,1 261
262 68 644 17 984 728 16,1804 6,3988 2,41830 823,10 53912,9 262
'263 69 169 18 191 447 10,2173 6,4070 2,41996 826,24 54825,2 263
264 69 696 18 399 744 16,2481 6,4151 2,42160 829,38 54739,1 264
265 70 925 18 609 625 16,2788 6,4232 2,42325 832,52 55154,6 265
266 70 756 18 821 090 16,3095 6,4312 2,42488 835,66 55571,6 266
267 71 289 19 034 163 16,3401 6,4393 2,42651 838,81 55990,2 267
268 71 824 19 248 832 16,3707 б ,4473 2,42813 841,95 56410,4 268
269 72 361 19 465 109 16,4012 6,4553 2,42975 845,09 56832,2 269
270 72 900 19 683 000 16,4317 6,4633 2,43136 848,23 57255,5 270
271 73 441 19 902 511 16,4621 6,4713 2,43297 851,37 57680,4 271
272 73 984 20 123 648 16,4924 6,4792 2,43457 854,51 58106,9 272
273 74 529 20 346 417 16,5227 6,4872 2,43616 857,65 58534,9 273
274 75 076 20 570 824 16,5529 6,4951 2,43775 860,80 58964,6 274
275 75 625 20 796 875 16,5831 6,5030 2,43933 863,94 59395,7 275
276 70 176 21 024 576 16,6132 6,5108 2,44091- 867,08 59828,5 276
277 76 729 21 253 933 16,6433 6,5187 2,44248 870,22 60262,8 277
278 77 284 21 484 952 16,6733 6,5265 2,44404 873,36 60698,7 278
279 77 841 21 717 639 16,7033 6,5343 2,44500 876,50 61136,2 279
280 78 400 21 952 000 16,7332 6,5421 2,44716 879,05 61575,2 280
281 78 961 22 188 041 16,7631 6,5499 2,44871 882,79 62015,8 281
282 79 524 22 425 708 16,7929 6,5577 2,45025 885,93 62458,0 282
283 80 089 22 665 187 16,8226 6,5654 2,45179 889,07 62901,8 283
284 80 656 22 906 304 16,8523 6,5731 2,45332 892,21 63347,1 284
285 81 225 23 149 125 16,8819 6,5808 2,45484 895,35 63794,0 285
286 81 796 23 393 656 16,9115 6,5885 2,45637 898,50 64242,4 286
287 82 369 23 639 903 16,9411 6.5962 2.45788 901,64 64692,5 287
288 82 944 23 887 872 16,9706 6,6039 2,45939 904,78 05144,1 288
289 83 521 24 137 569 17,0000 6,6115 2,40090 907,92 65597,2 289
290 84100 24 389 000 17,0294 6,6191 2,46240 911,06 60052,0 290
291 84,-681 24 642 171 17.0587 6,6267 2/16389 914,20 60508,3 291
292 85'264 24 897 088 17,0880 6,6343 2,46538 917,35 66966,2 292
293 85 849 25 153 757 17,1172 6,6419 2,46687 920,49 67425,6 293
294 86 436 25 412 184 17,1464 6,6494 2,46835 923,63 07886,7 294
295 87 025 25 672 375 17,1756 6,6509 2,46982 926,77 08349,3 295
296 87 010 25 934 336 17,2047 6,0044 2,47129 929,91 68813,4 296
297 88 209 26 198 073 17,2337 0,0719 2,47270 933,05 69279,2 297
298 88 804 26 463 592 17,2627 6,0794 2,47422 936,19 69746,5 298
299 89 401 26 730 899 17,2916 6.0809 2,47567 939,34 70215,4 299
| 390 90 090 27 000 000 17,3205 'А 6,6943 2,47712 942,48 70685,8 300
п П2 п3 У п 1g « ЯП лп2 4 п
301 90 601 27 270 901 17,3494 6.7018 2,47857 945.62 71157,9 301
302 91 204 27 543 608 17,3781 6,7092 2,48001 948,76 71631,5 302
303 91 809 27 818 127 17,4069 6,7166 2,48144 951,90 72106,6 303
304 92 416 28 094 464 17,4356 6,7240 2,48287 955.04 72583,4 304
305 93 025 28 372 625 17,4642 6,7313 2,48430 958,19 73061,7 305
306 93 636 28 652 616 17,4929 6.7387 2,48572 961,33 73541,5 306
307 94 249 28 934 443 17,5214 6,7460 2,48714 964,47 74023.0 307
308 94 864 29 218 112 17,5499 6,7533 2,48855 967,61 74506,0 308
309 95 481 29 503 629 17,5784 6,7606 2,48996 970,75 74990,6 309
310 96 100 29 791 000 17,6068 6,7679 2,49136 973,89 75476,8 310
311 96 721 30 080 231 17,6352 6.7752 2,49276 977,04 75964.5 311
312 97 344 30 371 328 17,6635 6,7824 2,49415 . 980,18 76453,8 312
313 97 969 30 6 64 297 17,6918 6,7897 2,49554 983,32 76944,7 313
314 98 596 30 959 144 17,7200 6.7969 2,49693 986,46 77437,1 314
315 99 225 31 255 875 17,7482 6.8041 2,49831 989,60 77931,1 315
316 99 856 31 554 496 17,7764 бзиз 2,49969 992,74 78426,7 316
317 100 489 31 855 013 17,8045 6,8185 2,50106 995,88 78923,9 317
318 101 124 32 157 432 17,8326 6,8256 2.50243 999,03 79422,6 318
319 101 761 32 461 759 17,8806 6,8328 2,50379 1002.2 79922,9 319
320 102 400 32 768 000 17,8885 6,8399 2,50515 1005,3 80424,8 320
321 103 041 33 076 161 17,9165 6,8470 2,50651 1008,5 80928.2 321
322 103 684 33 386 248 17,9444 6,8541 2,50786 1011,6 81433,2 322
323 104 329 33 698 267 17,9722 6,8612 2,50920 10t4,7 81939,8 328
324 104 976 34 012 224 18,0000 6,8683 2,51055 1017,9 82448,0 324
325 105 625 34 328 125 18,0278 6,8753 2,51188 1021,0 82957,7 325
326 106 276 34 645 976 18,0555 6,8824 2,51322 1024,2 83469,0 326
327 106 929 34 965 783 18,0831 6,8894 2,51455 1027,3 83981,8 327
328 107 584 35 287 552 18,1108 6,8964 2,51587 1030,4 84496,3 328
329 108 241 35 611 289 18.1384 6,9034 2,51720 1033,6 85012,3 329
330 108 900 35 937 000 18,1659 6,9104 2,51851 1036,7 85529,9 330
331 109 561 36 264 691 18,1934 6,9174 2,51983 1039,9 86049,0 331
332 ПО 224 36 594 368 18,2209 6,9244 2.52114 1043,0 86569,7 332
333 ПО 889 36 926 037 18,2483 6,9313 2,52244 1046,2 87092,0 333
334 111 556 37 259 704 18,2757 6,9382 2,52375 1049,3 87615,9 334
335 112 225 37 595 375 18,3030 6,9451 2,52504 1052,4 88141,3 335
336 112 896 37 933 056 18,3303 6,9521 2,52634 1055,6 88668,3 336
337 113 569 38 272 753 18,3576 6,9589 2,52763 1058,7 89196,9 337
338 114 244 38 614 472 18,3848 6,9658 2,52892 1061,9 89727,0 338
339 114 921 38 958 219 18,4120 6,9727 2,53020 1065,0 90258,7 339
340 115 600 39 304 000 18,4391 6,9795 2,53148 1068,1 90792,0 340
341 116 281 39 651 821 18,4662 6,9864 2,53275 1071,3 91326,0 341
342 116 964 40 001 688 18,4932 6,9932 2,53403 1074,4 91863,3 342
343 117 649 40 353 607 18,5203 7,0000 2,53529 1077,6 92401,3 343
344 118 336 40 707 584 18,5472 7,0068 2,53656 1080,7 92940.9 344
345 119 025 41 063 625 18,5742 7,0136 2,53782 1083.8 93482,0 345
346 119 716 41 421 736 18,6011 7,0203 2,53908 1087,0 94024,7 346
347 120 409 41 781 923 18,6279 7,0271 2,54033 1090.1 94569,0 347
348 121 104 42 144 192 18,6548 7,0338 2,54158 1093,3 95114,9 348
349 121 801 42 508 549 18,6815 7,0406 2,54283 1096,4 95662,3 349
350 122 500 42 875 000 18,7083 7,0473 2,54407 1099,6 96211,3 350
351 123 201 43 243 551 18,7350 7.0540 2,54531 1102,7 96761.8 351
352 123 904 43 614 208 18,7617 7,0607 2,54654 1105,8 97314,0 352
353 124 609 43 986 977 18,7883 7,0674 2,54777 1109,0 97867,8 353
354 125 316 44 361 864 18.8149 7,0740 2,54900 1112,1 98423,0 354
355 126 025 44 738 875 18,8414 7,0807 2,55023 1115,3 98979,8 355
356 126 736 45 118 0t6 18,8680 7,0873 2,55145 1118,4 99538,2 356
357 127 449 45 499 293 18,8944 7,0940 2155267 1121,5 100 098 357
358 128164 45 882 712 18,9209 7,1006 2,55388 1124,7 100 660 358
359 128 881 46 268 279 18,9473 . 7,1072 2,55509 1127,8 101 223 359
360 129 600 46 656 000 18,9737 7,1138 2,55630 1131,0 101 788 36V
п п2 п3 У» 1g п Tin пп- п
361 130 321 47 045 881 19,0000 7,1204 2,557-51 1134,1 102 354 361
362 131 044 47 437 998 19,0263 7.1269 2,55871 1137,3 102 922 362
363 131 769 47 832 147 19,0526 7,1335 2,55991 1140,4 103 491 363
364 132 496 48 228 544 19.0788 7.1400 2,56110 1143,5 104 062 364
365 133 225 48 627 125 19,1050 7,1466 2,56229 1146,7 104 635 365
366 133 956 49 027 896 19,1311 7,1531 2,56348 1149,8 105 209 3(56
367 134 689 43 430 863 19,1572 7.1596 2,56467 1153,0 105 785 367
368 135 424 49 836 032 19,1833 7,1661 2,56585 1156,1 106 362 368
369 136 161 50 243 409 19,2094 7,1726 2,56703 1159,2 106 941 369
370 136 900 50 653 000 19,2354 7.1791 2,56820 1162,4 107 521 370
371 137 641 51 064 811 19,2614 7,1855 2,56937 1165,5 108 103 371
372 138 384 51 478 848 19,2873 7,1920 2,57054 1168,7 108 687 372
373 139 129 51 895 117 19,3132 7,1984 2,57171 1171,8 109 272 373
374 139 876 52 313 624 19,3391 7,2048 2,57287 1175,0 109 858 374
375 140 625 52 73 4 375 19,3649 7,2112 2,57403 1178.1 110 447 375
376 141 376 53 157 376 19,3907 7,2177 2,57519 1181,2 111 036 376
377 142 129 53 5 82 633 19,4165 7,2240 2,57634 1184,4 111 628 377
378 142 884 54 010 152 19,4422 7,2304 2,57749 1187,5 112 221 378
379 143 641 54 439 939 19,4679 7,2368' 2,57864 1190,7 112 815 379
380 144 400 54 872 000 19,4936 7,2432 2,57978 1193,8 113 411 380
381 145 161 55 306 341 19.5192 7,2495 2,58092 1196,9 114 009 381
382 '145 924 55 742 968 19,5448 7,2558 2,58206 1200,1 114 608 382
38-3 146 689 56 181 887 19,5704 7.2622 2,58320 1203,2 115 209 383
384 147 456 56 623 104 19,5959 7.2685 2,58433 1206,4 115 812 384
385 148 225 57 066 625 19,6214 7,2748 2,58546 1209,5 116 416 385
386 148 996 57 512 456 19,6469 7,2811 2,58659 1212,7 117 021 386
387 149 769 57 960 СОЗ 19,6723 7.2874 2,58771 1215,8 117 628 387
388 150 544 58 411 072 19,6977 7.2936 2,58883 1218,9 118 237 388
389 151 321 58 863 869 19.7231 7.2999 2.58995 1222,1 118 847 389
39» 152 100 59 319 000 19,7484 7,3061 2,59106 1225,2 119 459 390
391 152 881 59 776 471 19,7737 7,3124 2,59218 1228.4 120 072 391
392 153 664 60 236 288 19.7990 7,3186 2,59329 1231,5 120 687 392
393 154 449 60 698 457 19,8242 7,3248 2,59439 1234,6 121 304 • 393
394 155 236 61,162 984 19,8494 7,3310 2,59550 1237,8 121 922 394
395 156 025 61 629 875 19,8746 7,3372 2,59660 1240.9 ..122 542 395
396 156 816 62 099 136 19,8997 7,3434 2,59770 1244,1 *123 163 396
397 157 609 62 570 773 19,9249 7,3496 2.59879 1247,2 123 786 397
' 398 158 404 63 044 792 19,9499 7,3558 2,59988 1250,4 124 410 398
399 159 201 63 521 199 19,9750 7,3619 2,60097 1253,5 125 033 399
400 160 000 64 000 000 20,0000 7,3681 2,60206 1256,6 125 664 400
401 160 801 64 481 201 20,0250 7,3742 2,60314 1259,8 126 293 401
402 161 604 64 964 808 20,0499 7,3803 2,60423 1262,9 126 923 402
403 162 409 65 450 827 20,0749 7,3864 2,60531 1266,1 127 556 403
404 163 216 65 939 264 20,0398 7,3925 2,60638 1269,2 128 190 404
405 164 025 66 430 125 20.1246 7.3986 2,60746 1272,3 128 825 405
406 164 836 66 923 416 20.1494 7.4047 2,60853 1275,5 129 462 406
407 165 649 67 419 143 20,1742 7,4108 2,60959 1278,6 130 100 407
408 186 464 67 917 312 20,1990 7,4169 2,61066 1281,8 130 741 408
409 167 281 68 417 929 20.2237 7,4229 2,61172 1284,9 131 382 409
410 168 100 68 921 000 20,2485 7,4290 2,21278 1288,1 132 025 410
411 168 921 69 426 531 20,2731 7,4350 2,61384 1291,2 132 670 411
412 169 744 69 934 528 20,2978 7,4410 2,61490 1294,3 133 317 412
413 170 569 70 444 9Э7 20,3224 7,4470 2,61595 1297,5 133 965 413
414 171 396 70 957 944 20.3470 7,4530 2,61700 1300,6 134 614 414
415 17 2! 22о 71 473 375 20,3715 7,4590 2,61805 1303,8 135 265 415
416 173 056 71 991 296 20,3961 7,4650 2,61909 1306,9 135 918 416
417 173 889 72 511 713 20,4206 7,4710 2,62014 1310,0 136 572 417
418 174 724 73 034 632 20,4450 7,4770 2,62118 1313,2 137 228 418
419 175 561 73 560 059 20.4695 7,4829 2,62221 1316,3 137 885 419
420 176 400 74 088 000 20,4939 7,4889 2,62325 1319,5 138 544 420
п п8 п3 Уп 1g п ЯП Лп2 __ п
' 421 177 241 74 618 461 20.5183 7,4948 2,62428 1322,6 139 205 421
422 178 084 75 151 448 20,5426 7,5007 2,62531 1325.8 139 867 422
423 178 929 75 686 967 20,5670 7,5067 2,62634 1328,9 U0 531 423
424 179 776 76 225 024 20,5913 7,5126 2,62737 1332,0 141 196 424
425 180 625 76 765 625 20.6155 7,5185 2,62839 1335.2 141 863 425
426 181 476 77 308 776 20,6398 7,5244 2,62941 1338,3 142 531 426
427 182 329 77 854 4 83 20,6640 7,5302 2,63043 1341,5 143 201 427
428 183 184 78 402 752 20,6882 7,5361 2,63144 1344,6 143 872 428
429 184 041 78 953 589 20,7123 7,5420 2,63246 1347,7 144 545 429
430 184 900 79 507 000 20,7364 7,5478 2,63347 1350,9 145 220 430
431 185 761 80 062 991 20,7605 7-5537 . 2,63448 1354,0 145 896 431
432 186 624 80 621 568 20,7846 7,5595 2,63548 1357,2 116 574 432
433 187 489 81 182 737 20,8087 7,5654 2,63649 1360,3 147 254 433
434 188 356 81 746 504 20,8327 7,5712 2,63749 1363,5 147 934 434
435 189 225 82 312 875 20,8567 7,5770 2,63849 1366.6 148 617 435
436 190 096 82 881 856 20,8806 7,5828 2,63949 . 1369,7 149 301 436
437 190 969 83 453 453 20,9045 7,5886 2,64048 1372,9 149 987 437
438 191 844 84'027 672 20,9284 7,5944 2,64147 1376,0 150 674 438
439 192 721 84 604 519 20,9523 7,6001 2,64246 1379,2 151 363 439
440 193 G00 85 184 000 20,9762 7,6059 2,64345 1382,3 152 053 440
441 194 481 85 766 121 21,0000 7,6117 2,64444 1385.4 152 745 441
442 195 364 86 350 888 21,0238 7,6174 2,64542 1388,6 153 439 442
443 196 249 86 938 307 21,0476 7,6232 2,64640 1391,7 154 134 443
444 197 136 87 528 384 21,0713 7,6289 2,64738 1394,9 154 830 445
445 198 025 88 121 125 21,0950 7,6346 2.64836 1398,0 155 528 445
446 198 916 88 716 536 21,1187 7,6403 2,64933 1401,2 156 228 446
447 199 809 89 314 623 21,1424 7,6460 2,65031 1404,3 156 930 447
418 200 704 89 915 392 21,1660 7,6517 2,65128 1407,4 157 633 448
449 201 601 90 518 849 21,1896 7,6574 2,65225 1410,6 158 337 449
450 202 500 91 125 000 21,2132 7,6631 2,65321 1413,7 159 043 450
451 203 401 91 733 851 21.2368 7,6688 2,65418 1416,9 159 751 451
452 204 304 92 345 408 21,2603 7,6744 2,65514 1420.0 160 460 452
453 205 209 92 959 677 21,2838 7,6801 2,65610 1423,1 161. 171 453
454 206 116 93 576 664 21,3073 7,6857 2,65706 1426,3 161 883 454
455 207 025 94 196 375 21,3307 7,6914 2,65801 1429.4 162 597 455
456 207 936 94 818 816 21,3542 7,6970 2,65896 1432,6 163 313 456
457 208 849 95 443 993 21,3776. 7,7026 2,65992 1435,7 164 030 457
458 209 764 96 071 919 21,4009 7,7082 2,66087 1138.8 161 748 458
459 210 681 96 702 579 21,4213 7,7138 2.66181 1442,0 165 468 459
460 211 600 97 336 000 21,4476 7,7194 2,66276 1445,1 166 190 /160
461 212 521 97 972 181 21,4709 7.7250 2,66370 1448.3 166 914 461
462 213 444 98 611 128 21,4942 7,7306 2,66464 1451,4 167 639 462
463 214 369 99 252 847 21,5174 7.7362 2,66558 1454,6 168 305 463
464 215 296 99 897 344 21,5407 7,7418 2,66652 1457.7 169 093 464
465 216 225 100 544 625 21,5639 7.7473 2,66745 1460,8 169 823 465
466 217 156 101 194 696 21,5870 7.7529 2,66839 1464,0 170 554 466
AG7 218 089 101 847 563 21,6102 7,7584 2,66932 1467,1 171 287
468 219 024 102 503 232 21,6333 7.7639 2,67025 1470,3 172 021 468
469 219 961 103 161 709 21,6564 7.7695 2,67117 1473,4 172 757 469
470 220 900 103 8 23 000 21,6795 7,7750 2,67210 1476,5 173 494 470
471 221 841 104 487 111 21,7025 7,7805 2,67302 1479,7 174 234 471
472 222 784 105 154 048 21,7256 7,7860 2,67394 1482,8 174 974 472
473 223 729 105 823 817 21,7486 7,7915 2,67486 1486,0 175 716 473
474 224 676 108 496 424 21,7715 7,7970 2,67578 1489,1 176 460 474
475 225 625 107 171 875 21,7945 7,8025 2,67669 1492,3 177 205 475
476 226 576 107 850 176 21,8174 7,8079 2,67761 1495,4 177 952 476
477 227 529 108 531 333 21,8403 7,8134 2,67852 1498.5 178 701 477
478 228 484 109 215 352 21,8632 7,8188 2,67943 1501,7 179 451 478
479 229 441 109 902 239 21,8861 7,8243 2,68034 1501.8 1?0 203 479
480 230 400 110 592 000 21,9089 7,8297 2,68124 1503.0 180 956 480
п па п‘ Уп Ig n ЯП лп2 4 п
481 231 361 111 284 641 21,9317 7,8352 2,68215 1511,1 181 711 481
482 232 324 111 980 168 1 21,9545 7,8406 2,68305 1514,2 182 467 482
483 233 289 112 678 587 21,9773 7,8460 2,68395 1517,4 183 225 483
484 234 256 ИЗ 379 904 22,0000 7,8514 2,68485 1520.5 • 183 984 484
485 235 225 114 084 125 22,0227 7,8568 2,68574 1523,7 184 745 485
486 236 196 114 791 256 22,0454 7,8622 2,68664 1526,8 185 508 486
487 237 169 115 501 303 22,0681 7,8676 2,68753 1530,0 186 272 487
488 238 144 116 214 272 22,0907 7,8730 2,68842 1533,1 187 038 488
489 239 121 116 930 169 22,1133 7,8784 2,68931 1536,2 187 805 489
490 240 100 117 649 000 22,1359 7,8837 2,69020 1539,4 188 574 490
491 241 081 118 370 771 22,1585 7,8891 2,69108 1542,5 189 345 491
492 242 064 119 095 488 22,1811 7,8944 2,69197 1545,7 190 117 492
493 243 049 119 823 157 22,2036 7,8998 2,69285 1548,8 190 890 493
494 244 036 120 553 784 22,2261 7,9051 2,69373 1551,9 191 665 494
495 245 025 121 287 375 22,2486 7,9105 2,69461 1555,1 192 442 495
496 246 016 122 023 936 22,2711 7,9158 2,69548 1558,2 193 221 496
497 247 009 122 763 473 22,2935 7,9211 2,69636 1561,4 194 000 497
498 248 004 123 505 992 22,3159 7,9264 2,69723 1564,5 194 782 498
499 249 001 124 251 499 22,3383 7,9317 2,69810 1567,7 195 565 499
500 250 000 125 000 000 22,3607 7,9370 2,69897 1570,8 196 350 500
501 251 001 125 751 501 22,3830 7,9423 2,69984 1573,9 197 136 501
502 252 004 126 506 008 22,4054 7,9476 2,70070 1577,1 197 923 502
503 253 009 127 263 527 22,4277 7,9528 2,70157 1580,2 198 713 503
504 254 016 128 024 064 22,4499 7,9581 2,70243 1583,4 199 504 504
505 255 025 128 787 625 22,4722 7,9634 2,70329 1586,5 200 296 505
506 256 036 129 554 216 22,4944 7,9686 2,70415 1589,6 201 090 506
507 257 049 130 323 843 22,5167 7,9739 2,70501 1592,8 201 886 507
508 258 064 131 096 512 22,5389 7,9791 2,70586 1595,9 202 683 508
509 259 081 131 872 229 22,5610 7,9843 2,70672 1599,1 203 482 509
510 260 100 132 651 000 22,5832 7,9896 2,70757 1602,2 204 282 510
511 261 121 133 432 831 22,6053 7,9948 2,70842 1605,4 205 084 511
512 262 144 134 217 728 22,6274 8,0000 2,70927 1608,5 205 887 512
513 263 169 135 005 697 22,6495 8,0052 2,71012 1611,6 206 692 513
514 264 196 135 796 744 22,6716 8,0104 2,71096 1614,8 207 499 514
515 265 225 136 590 875 22,6936 8,0156 2,71181 1617,9 208 307 515
516 266 256 137 388 096 22,7156 8,0208 2,71265 1621,1 209 117 516
517 267 289 138 188 413 22,7376 8,0260 2,71349 1624,2 209 928 517
518 268 324 138 991 832 22,7596 8,0311 2,71433 1627,3 210 741 518
519 269 361 139 798 359 22,7816 8,0363 2,71517 1630,5 211 556 519
520 270 400 140 608 000 22,8035 8,0415 2,71600 1633,6 212 372 520
521 271 441 141 420 761 22,8254 8,0466 2,71684 1636,8 213 189 521
522 272 484 142 236 648 22,8473 8,0517 2,71767 1639,9 214 008 522
523 273 529 143 055 667 22,8692 8,0569 2,71850 16/43,1 214 829 523
524 274 576 143 877 824 22,8910 8,0620 2,71933 1646.2 215 651 524
525 275 626 144 703 125 22,9129 8,0671 2,72016 1649,3 216 475 525
526 276 676 145 531 576 22,9347 8,0723 2,72099 1652,5 217 301 526
527 277 729 146 363 183 22,9565 8,0774 2,72181 1655,6 218 128 527
528 278 784 147 197 952 22,9783 8,0825 2,72263 1658,8 218 956 528
529 279 841 148 035 889 23,0000 8,0876 2,72346 1661,9 219 787 529
530 280 900 148 877 000 23,0217 8,0927 2,72428 1665,0 220 618 530
531 281 961 149 721 291 23,0434 8,0978 2,72509 1668,2 221 452 531
532 283 024. 150 568 768 23,0(151 8,1028 2,72591 1671,3 222 287 532
533 284 089s’ 151 419 437 23,0868 8,1079 2,72673 1674,5 223 123 Ьзз
534 285 156 152 273 304 23,1084 8,1130 2,72754 1677,6 223 961 534
535 286 225 153 130 375 23,1301 8,1180 2,72835 1680,8 224 801 535
536 287 296 153 990 656 23,1517 8,1231 2,72916 1683,9 225 642 536
537 288 369 154 854 153 23,1733 8,1281 2,72997 1687,0 226 484 537
538 289 444 155 720 872 23,1948 8,1332 2,73078 1690,2 227 329 538
539 290 521 156 590 819 23,2164 8,1382 2,73159 1693,3 228 175 Ь39
540 291 600 157 464 000 23,2379 8,1433 2,73239 1696,5 229 022 540
О п» /п lg п (ГСП ЛП8 4 п
541 292 681 158 340 421 23,2594 8,1483 2,73320 1699,6 229 871 541
542 293 764 159 220 088 23,2809 8,1533 2,73400 1702,7 230 722 542
543 294 849 160 103 007 23,3024 8,1583 2,73480 1705,9 231 574 543
544 295 936 160 989 184 23,3238 8,1633 2,73560 1709,0 232 428 544
545 297 025 161 878 625 23,3452 8,1683 2,73640 1712,2 233 283 545
546 298 116 162 771 336 23,3666 8,1733 2,73719 1715,3 234 140 546
547 299 209 163 667 323 23,3880 8,1783 2,73799 1718,5 234 998 547
548 300 304 164 566 592 23,4094 8,1833 2,73878 1721,6 235 858 548
549 301 401 165 469 149 23,4307 8,1882 2,73957 1724,7 236 720 549
550 302 500 166 375 000 23,4521 8,1932 2,74036 1727,9 237 583 550
551 303 601 167 284 151 23,4734 8,1982 . 2,74115 1731,0 238 448 551
552 304 704 168 196 608 23,4947 8,2031 2,74194 1734,2 239 314 552
553 305 809 169 112 377 23,5160 8,2081 2,74273 1737,3 240 182 553
554 306 916 170 031 464 23,5372 8,2130 2,74351 1740,4 241 051 554
555 308 025 170 953 875 23,5584 8,2180 2,74429 1743,6 241 922 555
556 309 136 171 879 616 23,5797 8,2229 2,74507 1746,7 242 795 556
557 310 249 172 808 693 23,6008 8,2278 2,74586 1749,9 243 669 557
558 311 364 173 741 112 23,6220 8,2327 2,74663 1753,0 244 545 558
559 312 481 174 676 879 23,6432 8,2377 2,74741 1756,2 245 422 559
560 313 600 175 616 000 23,6643 8,2426 2,74819 1759,3 246 301 560
561 314 721 176 558 481 23,6854 8,2475 2,74896 1762,4 247 181 561
562 315 844 177 504 328 23,7065 8,2524 2,74974 1765,6 248 063 562
563 316 969 178 453 547 23,7276 8,2573 2,75051 1768,7 248 947 563
564 318 096 179 406 144 23,7487 8,2621 2,75128 1771,9 249 832 564
565 319 225 180 362 125 23,7697 8,2670 2,75205 1775,0 250 719 565
566 320 356 181 321 496 23,7908 8,2719 2,75282 1778,1 251 607 566
567 321 489 182 284 263 23,8118 8,2768 2,75358 1781,3 252 497 567
568 322 624 183 250 432 23,8328 8,2816 2,75435 1784,4 253 388 568
569 323 761 184 220 009 23,8537 8,2865 2,75511 1787,6 254 281 569
570 324 900 185 193 000 23,8747 8,2913 2,75587 1790,7 255 176 570
571 326 041 186 169 411 23,8956 8,2962 2,75664 1793,8 256 072 571
572 327 184 187 149 248 23,9165 8,3010 2,75740 1797,0 256 970 572
573 328 329 188 132 517 23,9374 8,3059 2,75815 1800,1 257 869 573
574 329 476 189 119 224 23,9583 8,3107 2,75891 1803,3 258 770 574
575 330 625 190 109 375 23,9792 8,3155 2,75967 1806,4 259 672 575
576 331 776 191 102 976 24,0000 8,3203 2,76042 1809,6 26Q 576 576
577 332 929 192 100 033 24,0208 8,3251 2,76118 1812,7 261 482 577
578 334 084 193 100 552 24,0416 8,3300 2,76193 1815,8 262 389 578
579 335 241 194 104 539 24,0624 8,3348 2,76268 1819,0 263 298 579
580 336 400 195 112 000 24,0832 8,3396 2,76343 1822,1 264 208 580
581 337 561 196 122 941 24,1039 8,3443 2,76418 1825,3 265 120 581
582 338 724 197 137 368 24,1247 8,3491 2,76492 1828,4 266 033 582
583 339 889 198 155 287 24,1454 8,3599 2,76567 1831,6 266 948 583
584 341 056 199 176 704 24,1661 8,3587 2,76641 1834,7 267 865 584
585 342 225 200 201 625 24,1868 8,3634 2,76716 1837,8 268 783 585
586 343 396 201 230 056 24,2074 8,3682 2,76790 1841,0 269 703 586
587 344 569 202 262 003 24,2281 8,3730 2,76864 1844,1 270 624 587
588 345 744 203 297 472 24,2487 8,3777 2,76938 1847,3 271 547 588
589 346 921 204 336 469 24,2693 8,3825 2,77012 1850,4 272 471 589
590 348 100 205 379 000 24,2899 8,3872 2,77085 1853,5 273 397 590
591 349 281 206 425 071 24,3105 8,3919 2,77159 1856,7 274 325 591
592 350 464 207 474 688 24,3311 8,3967 2,77232 1859.8 275 254 592
593 351 649 208 527 857 24,3516 8,4014 2,77305 1863,0 276 184 593
594 352 836 209 584 584 24,3721 8,4061 2,77379 1866,1 277 117 594
595 354 025 210 644 875 24,3926 8,4108 2,77452 1869,2 278 051 595
596 355 216 211 708 736 24,4131 8,4155 2,77525 1872,4 278 986 596
597 356 409 212 776 173 24,4336 8,4202 2,77597 1875,5 279 923 597
598 357 604 213 847 192 24,4540 8,4249 2,77670 1878,7 280 862 598
599 358 801 214 921 799 24,4745 8,4296 2,77743 1881,8 231 802 599
600 360 000 216 000 000 24,4949 8,4343 2,778t5 1885,0 282 743 600
п п2 п3 Vn в/п 1g п ЯП Л?13 _____ п
601 361 201 217 081 801 24,5153 8,4390 2,77887 1888.1 283 687 601
602 362 404 218 167 208 24,5357 8,4437 2,77960 1891,2 284 631 602
603 363 609 219 256 227 24,5561 8,4484 2,78032 1894,4 285 578 603
604 36'1 816 220 348 864 24,5764 8,4530 2,78104 1897,5 286 526 604
605 366 025 221 445 125 24,5967 8,4577 2,78176 1900,7 287 475 605
606 367 236 222 545 016 24,6171 8,4623 2,78247 1903,8 288 426 606
607 368 449 223 648 543 24,6374 8.4670 2,78319 1906,9 289 379 607
608 369 664 224 755 712 24,6577 8,4716 2,78390 1910.1 290 333 608
609 370 881 225 866 529 24,6779 8,4763 2,78462 1913,2 291 289 609
610 372 100 226 981 000 24,6982 8,4809 2,78533 1916,4 292 247 610
611 373 321 228 099 131 24,7184 8,4856 2,78604 1919.5 293 206 611
612 374 544 229 220 928 24,7386 8,4902 2,78675 1922,7 294 166 612
613 375 769 230 346 397 24,7588 8,4948 2,78746 1925,8 295 128 613
614 376 996 231 475 544 24,7790 8.4994 2,78817 1998.9 296 092 614
615 378 225 232 60S 375 24,7992 8,5040 2.78888 1932,1 297 057 615
610 379 456 233 744 896 24,8193 8,5086 2,78958' 1935,2 298 024 616
617 380 689 234 885 ИЗ 24.8395 8.5132 2,79029 1938,4 298 992 617
618 381 924 236 029 032 24,8596 8,5178 2,79099 1941,5 299 962 618
619 383 161 237 176 659 24,8797 3,522-4 2,79169 1944,6 300 934 619
620 384 400 238 328 000 24,8998 8,5270 2,79239 1947,8 301 907 620
6э1 385 641 239 483 061 24,9199 8,5316 2,79309 1350,9 302 882 621
622 386 884? 240 641 848 24,9399 8,5362 2,79379 ' 1954.1 303 85S 622
623 388 129 241 804 367 24,9600 8,5408 2,79449 1957,2 304 836 623
624 389 376 242 970 624 24,9800 8,5453 2.79518 1960.4 305 815 624
625 390 625 244 140 625 25.0000 8.5599 2,79588 1963.5 ЗОВ 796 625
626 391 876 245 314 376 25.0200 8,5544 2,79657 1966,6 307 779 626
627 393 129 246 491 883 25.0400 8,5590 2,79727 1963,8 308 763 627
628 394 384 247 673 152 25,0599 8,5635 2,79796 1972.9 309 748 628
629 395 641 248 858 189 25.0799 8,5681 2.79865 1976.1 310 736 629
630 396 900 250 047 000 25,0998 8,5726 2,79934 1979,2 311 725 630
631 398 161 251 239 591 25,1197 8.5772 2,80003 1982,3 312 715 631
632 399 424 252 435 968 25,1306 8,5817 2,80072 1985,5 313 707 632
633 400 689 253 636 137 25,1595 8,5862 2,80140 1988.6 314 700 633
634 401 956 254 840 104 25,1794 8,5907 2,80209 1991,8 315 696 634
635 403 225 256 047 875 25,1992 8,5952 2,80277 1994,9 316 692
636 404 496 257 259 456 25,2190 • 8,5997 2,80346 1998,1 317 690 636
637 405 769 258 474 853 25.2389 8,6043 2,80414 2001,2 318 690 637
638 407 044 259 694 072 25.2587 8.6088 2,80482 2004,3 319 692
639 408 321 260 917 119 25.2784 8,6132 2,80550 2007.5 320 695 639
640 409 600 2G2 144 000 25,2982 8,6177 2,80618 2010,6 321 699 640
641 410 881 '263 374 721 25,3180 8,6222 2,80686 2013,8 322 705 641
642 412 164 264 609 288 25,3377 ' 8.6267 2,80754 2016,9 323 713 642
643 413 449 265 847 707 25,3574 8,6312 2,80821 2020,0 324 722 643
644 414 736 267 089 984 25,3772 8,6357 2,80889 2023.2 325 733 644
645 416 025 268 336 125 25,3969 8,6401 2,80956 2026.3 326 745 645
646 417 316 269 586 136 25,4165 8,6446 2,81023 2029,5 327 759 646
647 418 609 270 840 023 25,4362 8,6490 2,81090 2032,6 328 775 647
648 419 904 272 097 792 25,4558 8,6535 2,81158 2035,8 329 792 648
649 421 201 273 359 449 25,4755 8.6579 2,81224 2038,9 330 8Ю 649
650 422 500 274 625 000 25,4951 8,6624 2,81291 2042,0 331 831 650
651 423 801 275 894 451 25.5147 8,6668 2,81358 2045,2 332 853 651
652 425 104 $77 167 808 25,5343 8,6713 2,81425 20'8,3 333 876 652
653 426 409 278 445 077 25,5539 8,6757 2,81491 2051,5 334 901 653
654 427 716 279 726 26! 25.5734 8.6801 2.81558 2054,6 335 927 654
655 429 025 281 011 375 25.5930 8.6845 2,81624 2057,7 336 955 655
656 430 336 282 300 416 25-6125 8.6890 2,81690 2060,9 337 985 656
657 431 619 283 593 393 25,6320 8.6934 2,81757 2064,0 339 016 657
658 432 964 284 890 312 25,6515 8,6978 2,81823 2067,2 340 049 658
659 434 281 286 191 179 25.6710 8.7022 2,81889 2070,3 341 084 659
660 435 600 287 496 000 25,6905 8.7066 2,81954 2073,5 342 119 660
п п2 п3 V п ^/п 1g п ЛП ЯП2 п
661 436 921 288 804 781 25,7099 8,7110 2,82020 2076,6 343 157 661
662 438 244 290 117 528 25.7294 8,7154 2,82(®£ 2079.7 344 196 662
663 439 569 291 434 247 25,7488 8,7198 2,82151 2082,9 345 237 663
664 440 896 292 754 944 25,7682 8,7241 2,82217 2086,0 346 279 664
665 442 225 294 079 625 25.7876 8,7285 2.83Й7 2039.2 347 323 66э
666 443 556 295 408 296 25,8070 8,7329 2,8^7 2092,3 348 368 666
667 444 889 296 740 963 25.8263 8,7373 2,8$^? 2095,4 349 415 667
668 446 224 298 077 632 25.8457 8,7416 2,82478 2098,6 350 464 боб
669 44 7 561 299 418 309 25,8650 8,7460 2.82543 2101,7 351 514 669
670 448 900 300 763 000 25,8844 8,7503 2,82607 2104,9 352 565 670
671 450 241 302 111 711 25.9037 8.7547 2,82672 2108,0 353 618 671
672 451 584 303 464 448 25.9230 8,7590 2.8'2737 2111,2 354 673 672
673 452 929 304 821 217 25,9422 8,7634 2,82802 2114,3 355 730 673
674 454 276 306 182 024 25,9615 8.7677 2,82886 2117,4 356 788 674
675 455 625 307 546 875 25,9808 8,7721 2,82930 2120,6 357 847 675
676 456 976 308 915 776 26,0000 8,7764 2,82995 2123,7 358 908 676
677 458 329 310 288 733 26,0192 8,7807 2,83059 2126,9 359 971 677
678 459 684 311 665 752 26,0384 8,7850 2,83123 2130.0 361 035 678
С79 461 041 313 046 839 26.0576 8.7893 2.83187 2133,1 362 101 679
680 462 400 314 432 000 26,0768 8,7937 2,83251 2136,3 363 168 680
681 463 761 315 821 241 26,0960 8.7980 2,83315 2139,4 364 237 681
682 465 124 317 214 568 26,1151 8,8023 2,83378 2142,6 365 308 682
683 466 489 318 611 987 26,1343 8,8066 2,83442 2145,7 366 380 683
684 467 856 320 013 504 26,1534 8,8109 2,83506 2148,8 367 453 684
685 469 225 321 419 125 26,1725 8.8152 2,83569 2152,0 368 528 685
686 470 596 322 828 856 26,1916 8,8194 2,83632 2155,1 369 605 686
687 47 1 969 324 242 703 26,2107 8,8237 2.83696 2158,3 370 684 687
688 473 344 325 660 672 26.2298 8,8280 2,83759 2161,4 371 764 688
689 474 721 327 082 769 26,2488 8,8323 2,83822 2164,6 372 845 689
690 476 100 328 509 000 26,2679 8,8366 2,83885 2167,7 373 928 690
691 477 481 329 939 371 26,2869 8.8408 2,83948 2170.8 375 013 691
692 478 864 331 373 8S8 26,3059 8,8451 2.84011 2174,0 376 099 692
693 480 249 332 812 557 26,3249 8,8493 2.84073 2177,1 377 187 693
694 481 636 334 255 384 26,3439 8,8536 2,84136 2180,3 378 27(1 694
695 483 025 335 702 375 26.3629 8,8578 2,84198 2183,4 379 367 695
696 484 416 337 153 536 26,3818 8,8621 2,84261 2186,5 380 459 696
485 809 338 608 873 26,4008 8.8663 2,84323 2189,7 381 553 G97
698 487 204 340 068 392 26,4197 8,8706 2.84386 2192,8 382 649 698
699 488 601 341 532 099 26,4386 8.8748 2,84448 2193.0 383 746 699
700 490 000 343 000 000 26,4575 8,8790 2,84510 2199,1 384 845 700
701 491 401 3'14 472 101 23,-4764 8,8833 2,84572 2202,3 385 945 701
702 492 804 345 948 408 26,4953 8.8875 2,84634 2205.4 387 047 702
703 494 209 347 428 927 26,5141 8,8917 2,84696 2208,5 388 151 703
704 495 616 348 913 664 26,5330 8,8959 2,84757 2211,7 389 256 704
705 497 025 350 402 625 26,5518 8.9001 2,84819 2214,8 390 363 705
706 498 436 351 895 816 26,5707 8,9043 2,8.880 2218,0 391 471 706
707 499 849 353 393 243 26,5895 8.9085 2,84942 2221,1 392 580 707
708 501 264 354 894 912 26,6083 8.9127 2,85003 2224,2 393 692 708
709 502 681 356 400 829 26.6271 8.9169 2,85065 2227,4 394 805 709
710 504 100 357 911 000 26,6458 8,9211 2,85126 2230,5 395 919 710
711 505 521 359 425 431 26,6646 8.9253 2,85187 2233,7 397 035 711
712 506 944 360 944 128 26.6833 8.9295 2.852'18 2236,8 398 153 712
713 508 369 362 467 097 26,7021 8,9337 2.85309 2240,0 399 272 713
714 509 796 363 994 344 26,7208 8.9378 2,85370 2243,1 400 393 714
715 511 225 365 525 875 26,7395 8.9420 2,85431 2246,2 401 515 715
716 512 656 367 061 696 26,7582 8,9462 2,85491 2249,4 402 639 716
717 514 089 368 601 813 26,7769 8,9503 2,85552 2252,5 403 765 717
718 515 524 370 146 232 26,7955 8.9545 2,85612 2255.7 404 892 718
719 516 961 371 69'1 959 26,8142 8.9587 2,85673 2258,8 406 020 719
720 518 400 373 248 000 26,8328 8,9628 2,85733 2261,9 407.150 720
п п2 п8 /п У" 1g п ЯП ЯП2 п
721 519 841 374 805 361 26,8514 8,9670 2,85794 2265,1 408 282 721
722 521 284 376 367 048 26.8701 8,9711 2,85854 2268,2 409 415 722
723 522 729 377 933 067 26,8887 8,9752 2,85914 2271,4 410 550 723
724 524 176 379 503 424 26,9072 8,9794 2,85974 2274,5 411 687 724
725 525 625 381 078 125 26,9258 8,9835 2,86034 2277,7 412 825 725
726 527 076 382 657 176 26,9444 8,9876 2,86094 2280,8 413 965 726
727 528 529 384 240 583 26,9629 8,9918 2,86153 2283,9 415 106 727
728 529 984 385 828 352 26,9815 8,9959 2,86213 2287,1 416 248 728
723 531 441 387 420 489 27,0000 9,0000 2,86273 2290.2 417 393 729
730 532 900 389 017 000 27,0185 9,0041 2,86332 2293,4 418 539 730
731 534 361 390 617 891 27,0370 9,0082 2,86392 2296,5 419 686 731
732 535 824 392 223 168 27,0555 9,0123 2,86451 2299,6 420 835 732
733 537 289 393 832 837 27,0740 9,0164 2,86510 2302,8 421 986 733
734 538 756 395 446 904 27,0924 9,0205 2.86570 2305,9 423 138 734
735 540 225 397 065 375 27,1109 9,0246 2,86629 2309,1 424 293 735
736 541 696 398 688 256 27,1293 9,0287 2,86688 2312,2 425 447 736
737 543 169 400 315 553 27,1477 9,0328 2,86747 2315,4 426 604 737
738 544 644 401 947 272 27,1662 9,0369 2,86806 2318,5 427 762 738
739 546 121 403 583 419 27,1846 9,0410 2,86864 2321,6 428 922 739
740 547 600 405 224 000 27,2029 9,0450 2,86923 2324,8 430 084 740
741 549 081 406 869 021 27,2213 9,0491 2,86982 2327,9 431 247 741
742 550 564 408 518 488 27,2397 9,0532 2,87040 2331,1 432 412 742
743 552 049 410 172 407 27,2580 9,0572 2,87099 2334,2 433 578 743
744 553 536 411 830 784 27,2764 9,0613 2,87157 2337,3 434 746 744
745 555 025 413 493 625 27,2947 9,0654 2,87216 2340,5 435 917 745
746 556 516 415 160 936 27,3130 9,0694 2,87274 2343,6 437 087 746
747 558 009 416 832 723 27,3313 9,0735 2,87332 2346,8 438 259 747
748 559 504 418 508 992 27,3496 9,0775 2,87390 2349,9 439 433 748
749 561 001 420 189 749 27,3679 9,0816 2,87448 2353,1 44 0 609 749
750 562 500 421 875 000 27,3861 9,0856 2,87506 2356,2 441 786 750
751 564 001 423 564 751 27,4044 9,0896 2,87564 2359,3 442 965 751
752 565 504 425 259 008 27,4226 9,0937 2,87622 2362,5 444 146 752
753 567 009 426 957 777 27,4408 9,0977 2,87679 2365,6 445 328 753
754 568 516 428 661 064 27,4591 9,1017 2,87737 2368,8 446 511 754
755 570 025 430 368 875 27,4773 9,1057 2,87795 2371,9 447 697 755
756 571 536 432 081 216 27,4955 9,1098 2,87852 2375,0 448 883 756
757 573 049 433 798 093 27,5136 9,1138 2,87910 2378.2 450 072 757
758 574 564 435 519 512 27,5318 9,1178 2,87967 2381,3 451 262 758
759 576 081 437 245 479 27,5500 9,1218 2,88024 2384,5 452 453 759
760 577 600 438 976 000 27,5681 9,1258 2,88081 2387,6 453 646 760
761 579 121 440 711 081 27,5862 9,1298 2,88138 2390,8 454 841 761
762 580 644 442 450 728 27,6043 9,1338 2,88195 2393,9 456 037 762
763 582 169 444 194 947 27,6225 9,1378 2,88252 2397,0 457 234 763
764 583 696 445 943 744 27,6405 9,1418 2,88309 2400,2 458 434 764
765 585 225 447 697 125 27,6586 9,1458 2,88366 2403,3 459 635 765
' 766 586 756 449 455 096 27,6767 9,1498 2,88423 2406,5 460 837 766
767 588 289 451 217 663 27.6948 , 9,1537 2,88480 2409,6 462 031 767
768 589 824 452 984 832 27,7128 9,1577 2,88536 2412,7 463 247 768
769 591 361 454 756 609 27,7308 9,1617 2,88593 2415,9 464 454 769
770 592 900 456 533 000 27,7489 9,1657 2,88649 2419,0 465 663 770
771 594 441 458 314 011 27,7669 9,1696 2,88705 2422,2 466 873 771
772 595 984 460 099 648 27,7849 9,1736 2,88762 242э .3 468 085 772
773 597 529 461 889 917 27,8029 9,1775 2,88818 2428,5 469 298 773
774 599 076 463 684 824 27,8209 9,1815 2,88874 2431,6 470 513 774
775 600 625 465 484 375 27,8388 9,1855 2,88930 2434,7 471 730 775
776 602 176 467 288 576 27,8568 9,1894 • 2,88986 2437,9 472 948 776
777 603 729 469 097 433 27,8747 9,1933 2,89042 2441,0 474 168 777
778 605 284 470 910 952 27,8927 9,1973 2,89098 2444,2 475 389 778
779 606 841 472 729 139 27,9106 9,2012 2,89154 2447,3 476 612 779
780 608 400 474 552 000 27,9285 9,2052 2,89209 2450,4 477 836 780
п п2 п3 Vn 1g п ЯП ЯП2 ""4“ п
781 609 961 476 379 541 27,9464 9,2091 2,89265 2453,6 479 062 781
782 611 524 478 211 768 27,9643 9,2130 2,89321 2456,7 480 290 782
783 013 089 480 048 687 27,9821 9,2170 2,89376 2459,9 481 519 783
784 614 656 481 890 304 28,0000 9,2209 2,89432 2463,0 482 750 784
785 616 225 483 736 625 28,0179 9,2248 2,89487 2466,2 483 982 785
786 617 796 485 587 656 28,0357 9,2287 2,89542 2469,3 485 216 786
787 619 369 487 443 403 28,0535 9,2326 2,89597 2472,4 486 451 787
788 620 944 489 303 872 28,0713 9,2365 2,89653 2475,6 487 688 788
789 622 521 491 169 069 28,0891 9,2404 2,89708 2478,7 488 927 789
790 624 100 493 039 000 28,1069 9,2443 2,89763 2481,9 490 167 790
791 625 681 494 913 671 28,1247 9,2482 2,89818 2485,0 491 409 791
792 627 264 496 793 088 28,1425 9,2521. 2,89873 2488,1 492 652 792
793 028 849 498 677 257 28,1003 9,2560 2,89927 2491,3 493 897 793
794 630 436 500 566 184 28,1780 9,2599 2,89982 2494,4 495 143 794
795 632 025 502 459 875 28,1957 9,2638 2,90037 2497,6 496 391 795
796 633 616 501 358 336 28,2135 9,2677 2,90091 2500,7 497 641 796
797 635 209 506 261 573 28,2312 9,2716 2,90146 2503,8 498 892 797
798 636 804 508 169 592 28,2489 9,2754 2,90200 2507,0 500 145 798
799 638 401 510 082 399 28,2666 9,2793 2,90255 2510,1 501 399 799
800 640 000 512 000 000 28,2843 9,2832 2,90309 2513,3 502 655 800
801 641 601 513 922 401 28,3019 9,2870 2,90363 2516,4 503 912 801
802 643 204 515 849 608 28,3196 9,2909 2,90417 2519,6 505 171 802
803 644 809 517 781 627 28,3373 9,2948 2,90472 2522,7 506 432 803
804 646 416 519 718 464 28,3549 9,2986 2,90526 2525,8 507 694 804
805 648 025 521 660 125 28,3725 9,3025 2,90580 2529,0 508 958 805
806 649 636 523 606 616 28,3901 9,3063 2,90634 2532,1 510 223 806
807 651 249 525 557 943 23,4077 9,3102 2,90687 2535,3 511 490 807
808 652 864 527 514 112 28,4253 9,3140 2,90741 2538,4 512 758 808
809 654 481 529 475 129 28.4429 9,3179 2,90795 2541,5 514 028 809
810 656 100 531 441 000 28,4605 9,3217 2,90849 2544,7 515 300 810
811 657 721 533 411 731 28,4781 9,3255 2,90902 2547,8 516 573 811
812 659 344 535 387 328 28,«56 9,3294 2,90956 2551,0 517 848 812
813 660 969 537 367 797 28,5132 9,3332 2,91009 2554,1 519 124 813
814 662 596 539 353 144 28,5307 9,3370 2,91062 2557,3 520 402 814
815 664 225 541 343 375 28,5482 9,3408 2,91116 2560,4 521 681 815
816 665 856 543 338 496 28,5657 9,3447 2,91169 2563,5 522 962 816
817 667 489 545 338 513 28,5832 9,3485 2,91222 2566,7 524 245 817
818 669 124 547 343 432 28,6007 9,3523 2,91275 2569,8 525 529 818
819 670 761 549 353 259 28,6182 9,3561 2,91328 2573,0 526 814 819
820 672 400 551 368 000 28,6356 9,3599 2,91381 2576,1 528 102 820
821 674 041 553 387 661 28,6531 9,3637 2,91434 2579,2 529 391 821
822 675 684 555 412 248 28,6705 9,3675 2,91487 2582,4 530 681 822
823 677 329 557 441 767 28,6880 9,3713 2,91540 2585,5 531 973 823
824 678. 976 559 476 224 28,7054 9,3751 2,91593 2588,7 533 267 824
825 680 625 561 515 625 28,7228 9,3789 2,91645 2591,8 534 562 825
826 682 276 563 559 976 28,7402 9,3827 2,91698 2595,0 535 858 826
827 683 929 565 609 283 28,7576 9,3865 2,91751 2598,1 537 157 827
828 685 584 567 663 552 28,7750 9,3902 2,91803 2601,2 538 456 828
829 687 241 569 722 789 28,7924 9,3940 2,91855 2604,4 539 758 829
830. 688 900 571 787 000 28,8097 9,3978 2,91908 2607,5 541 061 830
831 690 561\ 573 856 191 28,8271 9,4016 2,91960 2610,7 542 365 831
832 692 224 575 930 368 28,8444 9,4053 2,92012 2613,8 543 671 832
833 693 889 578 009 537 28,8617 9,4091 2,92065 2616,9 544 979 833
834 695 556 580 093 704 28,8791 9,4129 2,92117 2620,1 546 288 834
835 697 225 582 182 875 28,8964 9,4166 2,92169 2023,2 547 599 835
836 698 896 584 277 056 28,9137 9,4204 2,92221 2626,4 548 912 836
837 700 569 586 376 253 28,9310 9,4241 2,92273 2629.5 550 226 837
838 702 244 53 8 480 472 28,9'182 9,4279 2,92324 2632,7 551 541 838
839 703 921 590 589 719 28,9655 9,4316 2,92376 2635,8 552 858 839
840 705 600 592 704 000 28,9828 9,4354 2,92428 2638,9 554 177 840
п п2 п3 1 п к» 1g п ПЛ ЯП2 ~4“ п
841 707 281 534 823 321 29,0000 9,4391 2,92480 2642,1 555 497 841
842 708 964 596 947 6S8 29.0172 9,4429 2,92531 2645,2 556 819 842
843 710 649 599 077 107 ‘ 29,0345 9,4466 2,92583 2648,4 558 142 843
844 712 336 601 211 58 > 29,0517 9,4503 2,92634 2651,5 559 467 844
845 714 025 603 351 125 29,0689 9,4541 2,92686 2654,6 560 794 845
846 715 716 605 495 736 29,0861 9,4578 2,92737 2657,8 562 122 846
8Л7 717 409 607 645 423 29,1033 9,4615 2,92788 2660,9 563 452 847
848 719 104 609 800 192 29.120* 9,4652 2,92840 2664,1 564 783 848
849 720 801 611 960 049 29,1376 9,4690 2,92891 2667.2 506 116 849
850 722 500 614 125 000 29,1548 9,4727 2,92942 2670.4 567 450 850
851 724 201 616 295 051 29.1719 9.4764 2,92993 2673,5 568 786 851
852 725 90’* 618 470 208 29,1890 9,4801 2,93044 2676,6 570 !24 852
853 727 609 620 650 477 29,2062 9,4838 2,93095 2679,8 571 463 853
854 729 316 622 835 864 29,2233 9,4875 2,93146 2682,9 572 803 854
855 731 025 625 026 375 29,2404 9,4912 2,93197 2686,1 574 146 855
856 732 736 627 222 016 29,2575 9,4949 2,93247 26S9. 575 4‘.Ю 856
857 734 449 629 422 793 29,2746 9,4986 2,93298 576) S35 857
858 736 164 631 628 712 29,2916 9,5023 2,93349 2b’.):,, :> 578 18'.! 858
859 737 881 633 839 779 29,3087 9.5060 2,93399 2698,6 579 580 859
860 739 600 636 056 000 29,3258 9,5097 2,93450 2701,8 580 880 860
861 741 321 638 277 381 29.3428 9,5134 2,93500 2704,9 582 232 861
862 743 044 640 503 928 29,3598 9,5171 2,93551 2703,1 583 585 862
863 744 769 642 735 647 21,3769 9,5207 2,93601 2711,2 584 940 863
864 746 496 644 972 544 29.3939 9,5244 2,93651 2714,3 586 297 864
865 748 225 647 214 625 29,4109 9.5281 2,93702 2717,5 587 655 865
866 749 956 649 461 896 29,4279 9,5317 2,93752 2720,6 589 014 866
867 751 689 651 714 363 29,4449 9,5354 2,93802 2723,8 590 375 867
868 753 424 653 972 032 29,4618 9.5391 2,93852 2726.9 591 738 868
869 755 161 656 234 909 29,4788 9,5427 2,93902 27.30.0 593 102 269
870 756 900 658 503 000 29,4958 9,5464 2,93952 2733,2 594 468 870
871 758 641 660 776 311 29,5127 9.5501 2.9^002 2736,3 595 835 871
872 760 384 663 054 8-48 29,5296 9,5-537 2^94052 2739,5 597 204 872
873 762 129 665 338 617 29,5466 9,5574 2,94101 2742,6 598 575 873
874 763 876 667 627 624 29,5635 9,5610 2,94151 2745,8 59 9 947 874
875 765 6 25 669 921 875 29,5804 9,5647 2,94201 2748,9 601 320 875
876 767 376 672 221 376 29,5973 9,5683 2,94250 2752,0 602 696 876
877 769 129 674 526 133 29,6142 9,5719 2,94300 2755,2 604 073 877
878 770 884 676 836 152 29,6311 9,5756 2,94349 2758,3 605 451 878
879 772 641 679 151 439 29,6479 9,5792 2.94399 2761,5 606 831 879
880 774 400 681 472 000 29.6648 9,5828 2,94448 2764,6 608 212 880
881 776 161 683 797 841 29,6816 9,5865 2,944 98 2767,7 609 595 831
882 777 924. 686 128 968 29,6985 9,5901 2,94547 2770,9 610 980 882
883 779 689 688 465 387 29.7153 9,5937 2,94596 2774,0 612 366 883
884 781 456 690 807 104 29,7321 9,5973 2,9'1645 2777,2 613 754 884
885 783 225 693 154 125 29,7489 9,6010 2,94694 2780,3 615 143 885
886 784 996 695 506 456 29,7658 9,6046 2,94743 2783,5 616 534 886
887 786 769 697 864 103 29,7825 9,6082 2,94792 2786,6 617 927 887
888 788 544 700 227 072 29.7993 9,6118 2,94841 2789,7 619 321 888
889 790 321 702 595 369 29,8161 9,6154 2,94890 2702,9 620 717 889
890 792 100 704 969 000 29,8329 9,6190 2,94939 2796,0 622 114 890
891 793 881 707 347 971 29,8496 9,6226 2,94988 2799.2 623 513 891
892 795 664 709 732 283 29,8664 9,6262 2,95036 2802.3 624 913 892
893 797 419 712 121 957 29,8831 9,6298 2,95085 2805,4 626 315 833
894 799 23# 714 516 984 29,8998 9,6334 2,95134 2803,6 627 718 8Э4
895 801 025 716 917 375 28,9166 9,6370 2.95182 2811.7 629 124 895
896 802 816 719 323 136 29,9333 9.6406 2,95231 2814,9 630 530 896
8» 804 609 721 734 273 29,9500 9,6442 2.95279 2818.0 631 938 897
898 806 Ш 724 150 792 29,9666 9,6477 2,95328 2821,2 633 348 898
899 808 201 726 572 699 29,9833 9,6513- 2,95376 2824.3 634 760 899
900 810 000 729 000 000 30,0000 9,6549 2,95424 2827,4 636 173 900
п n2 n3 Vn 8<— у n Ig n ?1Л лп2 n
901 811 801 731 432 701 30,0167 9,6585 2,95472 2830,6 637 587 901
902 813 604 733 870 808 30,0333 9,6620 2,95521 2833,7 639 003 902
90.'1 815 409 736 314 327 30,0500 9,6656 2,95569 2836,9 640 421 903
1)04 817 216 738 763 264 30,0660 9,6692 2,95617 2840,0 641 840 904
И05 810 02!» 741 217 (>25 30,0832 9,6727 2.95665 2843,1 643 261 905
ООП h:*,o b:u*i 743 077 416 30,0998 9,6763 2,95713 285(5,3 644 683 906
007 HP:’ Ml) 746 142 (563 30,1164 9,6799 2,95761 2849,4 646 107 907
ООН i;:*/. 4(14 748 813 312 30,1330 9,6834 2,95809 2852,6 647 533 90S
9011 n-ll 281 751 0811 4211 30,149(1 9,6870 2,95856 2855.7 648 960 909
PH) 8'8 100 753 571 000 30,10(K 9,6905 2,95904 2858,8 650 388 910
PII 820 (121 7511 058 031 30,1828 0,01)41 2,!)59:>2 2862,0 651 818 911
игл 831 744 758 ,'if.O 528 • 30,101)3 9,6976 2,95999 2865,1 653 250 912
II13 833 5(19 701 048 497 30,2159 9,7012 2,90047 2868,3 654 684 913
PI 4 835 396 763 551 944 30,2324 9,7047 2,96095 2871,4 656 118 914
PIO 837 225 766 060 875 30,2490 9,7082 2,96142 2874,6 657 555 915
0lii 839 056 768 575 296 30,2655 9,7118 2,96190 2877,7 658 993 916
017 «40 889 771 095 213 30,2820 9,7153 2,96237 2880,8 660 433 917
PIH 842 724 773 620 632 30,2985 9.7188 2,96284 2884,0 661 874 918
PIO 844 561 776 151 559 30,3150 9,7224 2,96332 2887,1 663 317 919
1)20 846 400 778 688 000 30,3315 9,7259 2,96379 2890,3 664 761 920
821 848 241 781 229 961 30,3480 9,7294 2,96426 2893,4 666 207 921
922 850 084 783 777 448 30.3645 9,7329 2,96473 2896,5 667 654 922
923 851 929 786 330 467 30,3809 9,7364 2,96520 2899,7 669 103 923
924 853 776 788 889 02'» 30,3974 9,7400 2,96567 2902,8 670 554 924
925 855 625 791 453 125 30,4138 9,7435 2,96614 2906,0 672 006 925
926 857 476 794 022 776 30,4302 9,7470 2,96661 2909,1 673 460 926
927 859 329 796 597 983 30,4467 9,7505 2,96708 2912,3 674 915 927
928 861 184 799 178 752 30,4631 9,7540 2,96755 2915,4 676 372 928
929 863 041 801 765 089 30,4795 9,7575 2,96802 2918,5 677 831 929
930 864 900 804 357 000 30,4959 9,7610 2,96848 2921,7 679 291 930
931 866 761 806 954 491 30,5123 9,7645 2,96895 2924.8 680 752 931
932 868 624 809 557 568 30,5287 9,7680 2,96942 2928,0 682 216 932
933 870 489 812 166 237 30,5450 9,7715 2,96988 2931,1 683 680 933
934 872 356 814 780 504 30,5614 9,7750 2,97035 2934,2 685 1'47 93'»
935 874 225 817 400 375 30,5778 9,7785 2,97081 2937,4 935
936 876 096 820 025 856 30,5941 9,7819 2,97128 2940,5 688 08 i 936
937 877 969 822 656 953 30,6105 9,7854 2,97174 2943,7 689 555 937
938 879 844 825 293 672 30,6268 9,7889 2,97220 29'16,8 691 028 938
939 881 721 827 936 019 30.6431 9,7924 2,97267 2950,0 692 502 939
940 883 600 830 584 000 30,6594 9,7959 2,97313 2953,1 693 978 940
941 885 481 833 237 621 30.6757 9,7993 2,97359 2956,2 695 <55 941
942 887 364 835 896 888 30,6920 9.8028 2,97405 2959.4 696 93'( 942
943 889 249 838 561 807 30,7083 9,8063 2,97451 2962,5 638 415 943
944 891 136 841 232 384 30.7246 9,8097 2.97497 2965,7 699 897 944
945 893 025 843 908 625 30,7409 9,8132 2,97543 2968,8 701 380 945
946 894 916 846 590 536 30,7571 9,8167 2,97589 2971,9 702 865 946
947 896 809 849 278 123 30,7734 9,8201 2,97635 2975,1 70'1 352 947
948 898 704 851 971 392 30,7896 9,8236 2,97681 2978,2 705 840 948
949 900 601 854 670 349 30,8058 9,8270 2,97727 2981,4 707 330 949
950 902 500 857 375 500 30,8221 9,8395 2,97772 2984,5 708 822 950
п п2 п3 Уп Гп 1g п ИЛ ЛП2 __ п
951 904 401 860 085 351 30,8383 9,8339 2,97818 2987,7 710 315 951
952 906 304 862 801 408 30,8545 9,8374 2,97864 2990,8 711 809 952
953 908 209 865 523 177 30,8707 9,8408 2,97909 2993,9 7,13 306 953
954 910 116 868 250 664 30,8869 9,8443 2,97955 2997,1 714 803 954
955 912 025 870 983 875 30,9031 9,8477 2,98000 3000,2 716 303 955
956 913 936 873 722 816 30,9192 9,8511 2,98046 3003,4 717 804 956
957 915 849 876 467 493 30,9354 9,8546 2,98091 3006,5 719 306 957
958 917 764 879 217 912 30,9516 9,8580 2,98137 3009,6 720 810 958
' 959 919 681 881 974 079 30,9677 9,8614 2,98182 3012,8 722 316 959
960 921 600 884 736 000 30,9839 9,8648 2,98227 3515,9 723 823 960
961 923 521 887 503 681 31,0000 9,8683 2,98272 3019,1 725 332 961
962 925 444 890 277 128 31,0161 9,8717 2,98318 3022,2 726 842 962
963 927 369 893 056 347 31,0322 9,8751 2,98363 3025,4 728 354 963
964 929 296 895 841 344 31,0483 9,8785 2,98408 3028,5 729 867 964
965 931 225 898 632 125 31,0644 9,8819 2,98453 3031,6 731 382 965
966 933 156 901 428 696 31,0805 9,8854 2,98498 3034,8 732 899 966
967 935 089 904 231 063 31,0966 9,8888 2,98543 3037,9 734 417 967
968 937 024 907 039 232 31,1127 9,8922 2,98588 3041,1 735 937 968
969 938 961 909 853 209 31,1288 9,8956 2,98632 3044,2 737 458 969
970 940 900 912 673 000 31,1448 9,8990 2,98677 3047,3 738 981 970
971 942 841 915 498 611 31,1609 9,9024 2,98722 3050,5 740 506 971
972 944 784 918 330 048 31,1769 9,9058 2,98767 3053,6 742 032 972
973 946 729 921 167 317 31,1929 9,9092 2,98811 3056,8 74 3 559 973
974 948 676 924 010 424 31,2090 9,9126 2,98856 3059,9 745 088 974
975 950 625 926 859 375 31,2250 9,9160 2,98900 3063,1 746 619 975
976 952 576 929 714 176 31,2410 9,9194 2,98945 3066,2 748 151 976
977 954 529 932 574 833 31,2570 9,9227 2,98989 3069,3 749 685 977
978 956 484 935 441 352 31,2730 9,9261 2,99034 3072,5 751 221 978
979 958 441 938 313 739 31,2890 9,9295 2,99078 3075,6 752 758 979
980 960 400 941 192 000 31,3050 9,9329 2,99123 30783 754 296 980
981 962 361 944 076 141 31,3209 9,9363 2,99167 3081,0 755 837 981
982 964 324 946 966 168 31,3369 9,9396 2,99211 3085,0 757 378 982
983 966 289 949 862 087 31,3528 9,9430 2,99255 3088,2 758 922 983
984 968 256 952 763 904 31,3688 9,9464 2,99300 3091,3 760 466 984
985 970 225 955 671 625 31,3847 9,9497 2,99344 3094,5 782 013 985
986 972 196 958 585 256 31,4006 9,9531 2,99388 3097,6 763 561 986
987 974 169 961 504 803 31,4166 9,9565 2,99432 3100,8 765 111 987
988 976 144 964 430 272 31,4325 9,9598 2,99476 3103,9 766 662 988
989 978 121 967 361 669 31,4484 9,9632 2,99520 3107,0 768 214 989
990 980 100 970 299 000 31,4643 9,9666 2,99564 3110,2 769 769 990
991 982 081 973 242 271 31,4802 9,9699 2,99607 3113,3 771 325 . 991
992 984 064 976 191 488 31,4960 9,9733 2.99651 3116,5 772 882 992
993 986 049 979 146 657 31,5119 9,9766 2,99695 3119,6 774 441 993
994 988 036 982 107 784 31,5278 9,9800 2,99739 3122,7 776 002 994
995 990 025 985 074 875 31,5436 9,9833 2,99782 3125,9 777 564 995
996 992 016 98.0 047 936 31,5595 9,9866 2,99826 3129,0 779 128 996
997 994 009 991 026 973 31,5753 9,9900 2,99870 3132,2 780 693 997
998 996 004 994 011 992 31,5911 9,9933 2,99913 3135,3 782 260 998
999 998 001 997 002 999 31,6070 9,9967 2,99957 3138,5 783 828 999
1660 1 000 000 1 000 000 000 31,6228 10,0000 3,00000 3141,6 785 398 1000
ВСПОМОГАТЕЛЬНЫЕ ТАБЛИЦЫ
3. Значения тригонометрических функций
0° 1°
sin cos tg ctg | t sin cos tg ctg 1
0 0,00000 1,00000 0,00000 infin 60 0 0,01745 0,99985 0,01746 57,290 60
1 0,00029 1,00000 0,00029 3437,7 59 1 0,01774 0,99984 0,01775 56,350 59
2 0,00058 1,00000 0,00058 1718,9 58 2 0.01803 0,99984 0,01804 55,441 58
3 0,00087 1,00000 0,00087 1145,9 57 3 0,01832 0,99983 0.01833 54,561 57
4 0,00116 1,00000 0,00116 859,4 56 4 0,01862 0,99983 0,01862 53,708 56
5 0,00145 1,00000 0,00145 687,6 55 5 0,01891 0,99982 0,01891 52,882 55
6 0,00175 1,00000 0,00175 573,0 54 6 0,01920 0,99982 0,01920 52,081 54
7 0,00204 1,00000 0,00204 491,1 53 7 0,01949 0,99981 0,01949 51,303 53
8 0,00233 1,00000 0,00233 429,7 52 8 0,01978 0,99980 0,01978 50,548 52
9 0,00262 1,00000 0,00262 382,0 51 9 0,02007 0,99980 0,02007 49,816 51
10 0,00291 1,00000 0,00291 343,8 50 10 0,02036 0,99979 0,02036 49,104 50
11. 0,00320 0,99999 0,00320 312,5 49 11 0,02065 0,99979 0,02066 48.412 49
12 0,00349 0,99999 0,00349 286,5 48 12 0,02094 0,99978 0,02095 47,739 48
13 0,00378 0,99999 0,00378 264,4 47 13 0,02123 0,99977 0,02124 47,085 47
14 0,00407 0,99999 0,00407 245,6 46' 14 0,02152 0,99977 0,02153 46,449 46
15 0,00436 0,99999 0,00436 229,2 45 15 0,02181 0,99976 0,02182 45,830 45
16 0,00465 0,99999 0,00465 214,9 44 1,6 0,02211 0,99976 0,02211 45,226 44
17 0,00495 0,99999 0,00495 202,2 43 17 0,02240 0,99975 0,02240 44,638 43
18 0,00524 0,99999 0,00524 191,0 42 18 0,02269 0,99974 0,02269 44,066 42
19 0,00553 0,99998 0,00553 180,9 41 19 0,02298 0,99974 0,02298 43,508 41
20 0,00582 0,99998 0,00582 171,9 40 20 0,02327 0,99973 0,02328 42,964 40
21 0,00611 0,99998 0,00611 163,7 39 21 0,02356 0,99972 0.02357 42,433 39
22 0,00640 0,99998 0,00640 156,3 38 22 0,02385 0,99972 0,02386 41,916 38
23 0,00669 0,99998 0,00669 149,5 37 23 0,02414 0,99971 0,02415 41,410 37
24 0,00698 0,99998 0,00698 143,2 36 24 0,02443 0,99970 0,02444 40,917 36
25 0,00727 0,99997 0,00727 137,5 35 25 0,02472 0,99969 0.02473 40,436 35
26 0,00756 0,99997 0,00756 132,2 34 26 0,02501 0,99969 0.02502 39,965 34
27 0,00785 0,99997 0,00785 127,3 33 27 0,02530 0,99968 0,02531 39,506 33
28 0,00815 0,99997 0,00815 122,8 32 28 0,02560 0,99967 0,02560 39,057 32
29 0,00844 0,99996 0,00844 118,5 31 29 0,02589 0,99966 0,02589 38,618 31
30 0,00873 0,99996 0,00873 114,6 30 30 0,02618 0,99966 0,02619 38,188 30
31 0,00902 0,99996 0,00902 110,9 29 31 0,02647 0,99965 0,02648 37,770 29
32 0,00931 0,99996 0,00931 107,4 28 32 0,02676 0,99964 0,02677 37,358 28
33 0,00960 0,99995 0,00960 104,2 27 33 0,02705 0,99963 0.02706 36,956 27
34 0,00989 0,99995 0,00989 101,1 26 34 0,02734 0,99963 0,02735 36,563 26
35 0,01018 0,99995 0,01018 98,22 25 35 0,02763 0,99962 0,02764 36,177 25
36 0,01047 0,99995 0,01047 95,49 24 36 0,02792 0,99961 0,02793 35,800 24
37 0,01076 0,99994 0,01076 92,91 23 37 0,02821 0,99960 0.02822 35,431 23
38 0,01105 0,99994 0,01105 90,46 22 38 0,02850 0,99959 0,02851 35,070 22
39 0,01134 0,99994 0,01134 88,14 21 39 0,02879 0,99959 0.02881 34,715 21
40 0,01164 0,99993 0,01164 85,94 20 40 0,02908 0,99958 0,02910 34,368 20
41 0,01193 0,99993 0,01193 83,84 19 41 0,02938 0,99957 0,02939 34,027 19
42 0.01222 0,99993 0,01222 81,85 18 42 0,02967 0,99956 0.02968 33,694 1.8
43 0,01251 0,99992 0,01251 79,94 17 43 0,02996 0,99955 0,02997 33,366 17
44 0,01280 0.99992 0,01280 78,13 16 44 0,0302д 0,99954 0.03026 33,045 16
45 0,01309 0,99991 0,01309 76,39 15 45 0,030» 0,99953 0,03055 32,730 1.5
46 0,01338 0,99991 0,01338 74,73 14 46 0,03083 0,99952 0,03084 32,421 14
47 0,01367 0,99991 0,01367 73,14 13 47 0.03112 0,99952 0,03114 32,118 13
48 0,01396 0,99990 0,01396 71,62 12 48 0,03141 0,99951 0,03143 31,821 12
49 0,01425 0,99990 0,01425 70,15 11 49 0,03170 0,99950 0,03172 31,528 11
50 0,01454 0,99989 0,01455 68,75 10 50 0,03199 0,99949 0,03201 31,242 10
51 0,01483 0,99989 0,01483 67,40 9 51 0,03228 0,99948 0,03230 30,960 9
52 0,01513 0,99989 0,01513 66,11 8 52 0,03257 0,99947 0.03259 30,683 8
53 0,01542 0,99988 0,01542 64,86 7 53 0,03286 0,99946 0,03288 30 412 7
54 0,01571 0,99988 0,01571 63,66 6 54 0,03316 0.99946 0,03317 30,145 6
55 0,01600 0,99987 0,01600 62,50 5 55 0,03345 0,99944 0,03346 29,882 5
56 0,01629 0,99987 0,01629 61,38 4 56 0,03374 0,09943 0,03376 29,624 4
57 0,01658 0,99986 0,01658 60.31 3 57 0,03403 0Ж42 0,03405 29,371 3
58 0,01687 0,99986 0,01687 59,27 2 58 0,03432 0.99941 0,03434 29.122 2
59 0,01716 0,99985 0,01716 58,26 1 59 0,03461 0,99940 0.03463 28,877 1
60 0,01745 0,99985 0,01745 57,29 0 60 0,03490 0,99939 0,03492 28,636 0
cos sin ctg tg cos I sin 1 ctg 1 tg
89е 88’
4° 5 о
/ sin cos t» Ctg | t sin cos tg ctg
0 0,06976 0,99756 о'Ьб993 14,301 60 0 0,08716 0,99619 0,08749 11,4301 60
1 0.07005 0.99754 0,07022 14,241 59 1 0,08745 0,99617 0,08779 11,3919 59
2 0,07034 0,99752 0,07051 14,182 58 2 0,08774 0,99614 0,08807 11,3540 58
3 0,07063 0,99750 0,07080 14,124 57 3 0,08803 0.99612 0.08837 11,3(63 57
4 0,07092 0,99748 0,07110 14,065 56 4 0,08831 0,99609 0,08866 11,2789 56
5 0.07121 0,99746 0,07139 14,008 55 5 0,08860 0,99607 0,08895 11,2417 55
6 0,07150 0,99744 0,07168 13,951 54 6 0,08889 0,99604 0,08925 11,2048 54
7 0,07179 0,99742 0,07197 13,894 53 7 0,08918 0,99602 0,08954 11,1681 53
8 0.07208 0,99740 0.07227 13,838 52 8 0,08947 0,99a99 0,08983 11,1310 52
9 0.07237 0,99738 0,072.-56 13,782 51 9 0,08970 0.99596 0,09013 11,0954 51
10 0,07266 0,99736 0,07285 13,727 50 10 0,09005 0,99594 0,09042 11,0594 50
11 0,07295 0,99734 0,07314 13,672 49 11 0,09034 0,99591 0,09071 11,0237 49
12 0,07324 0.99731 6,07344 13,617 48 12 0,09063 0,99588 0.09101 10,9882 48
13 0,07353 0,99729 0,07373 13,563 47 13 0,09092 0,99586 0,09130 10.9529 47
14 0,07382 0.99727 0.07402 13,510 46 14 0,09121 0,99583 0.00159 10,9178 46
15 0.07411 0,99725 0,07431 13,457 45 15 0,09150 0,99580 0.09189 10,8829 45
16 0,07440 0.99723 0.07461 13,404 44 16 0,09179 0.99578 0,09218 10,8483 44
17 0,07469 0,99721 0,07490 13,352 43 17 0,09208 0,99575 0.09247 10.8139 43
18 0,07498 0,99719 0,07519 13.300 42 18 0,09237 0,99572 0.09277 10,7797 42
19 0,07527 0,99716 0,07548 13,248 41 19 0.09266 0,99570 0,09305 10,7457 41
20 0,07556 0,99714 0,07578 13,197 40 20 0,09295 0,99567 0,09335 10,7119 40
21 0,07585 0,99712 0,07607 13,146 39 21 0,09324 0.99564 0.09365 10.6783 39
22 0,07614 0,99710 0,07636 13,096 38 22 0,09353 0,99562 0.09394 10.6450 38
23 0,07643 0,99708 0.07665 13,046 37 23 0,09382 0.99559 0,09423 10,6118 37
24 0,07672 0,99705 0,07695 12,996 36 24 0,09411 0,99556 0,09453 10,5789 36
25 0,07701 0,99703 0,07724 12,947 35 9.5 0,09440 0,99553 0.09482 10.5462 35
26 0,07730 0.99701 0,07753 12,898 34 26 0,09469 0.99551 0.09511 10.5136 34
27 0,07759 0.99699 0,07782 12,850 33 27 0,09498 0,99548 0.09541 10,4313 33
28 0,07788 0,99696 0,07812 12,801 32 28 0,09527 0.99545 0,09570 10,4491 32- '
29 0,07817 0,99694 0,07841 12,754 31 29 0,09556 0,99542 0,09600 10.4172 31
30 0,07846 0,99692 0,07870 12,706 30 30 0,09585 0,99540 0,09629 10,3854 30
31 0,07875 0,99689 0,07899 12,659 29 31 0,09614 0,99537 0.09658 10.3538 29
32 0,07904 0.99687 0.07929 12,612 28 32 0,09642 0,99534 0,09688 10.3224 28
33 0,07933 0.99685 0,07958 12,566 27 33 0,09671 0.99531 0.09717 10,2913 27
34 0,07962 0,99683 0,07987 12,520 26 34 0,09700 0.99528 0.09746 10.2302 26
35 0,07991 0,99680 0.08017 12,474 25 35 0.09729 0.99526 0,09776 10.2294 25
36 0.08020 0.99678 0,08046 12,429 24 36 0,09758 0.93523 0,09Ь 01 10.1988 24
37 0,08049 0,99676 0,08075 12,384 23 37 0,09787 0.99520 0,00834 10.1683 23
38 0.08078 0.99673 0,08104 12,339 22 38 0,09816 0.99517 0,09864 10.1381 22
39 0 03107 0,99671 0,08134 12,295 21 30 0,0984a 0.99514 0.09893 10.1080 21
40 0,08136 0,99668 0,08163 12,251 20 40 0,09874 0,99511 0,09923 10,0780 20
41 0,08165 0,99666 0.08192 12,207 19 41 0,00903 0.99508 0,09952 10 0483 19
42 0,08194 0.99664 0,08221 . 12,163 18 42 0.09932 0,99505 0.09981 IO.0187 18
43 0.08223 0,99661 0.08251 12.120 17 43 0.09961 0,99503 0,10011 9,9833 17
44 0,08252 0,99659 0,08280 12,077 16 44 0.09990 0,99500 0.10040 9.9601 16
0,08281 0.99657 0,08309- 12.035 15 45 0.10019 0.99497 0,10059 9.9310 15
46 0,08310*' 0,99654 0,08339 11,992 14 46 0,10048 0,99494 0,10099 9.9021 14
47 0,08339 0,99652 0,08368 11,950 13 47 0,10077 0Ж91 0.10123 9,8734 13
48 0.08368 0.99649 0,08397 11,909 12 48 0710106 0-99488 0.10158 9,8448 12
49 0,08397 0.99647 0.08427 11,867 11 49 0,10135 0,90485 0,10187 9.8164 11
50 0,08426 0,99644 0,08456 11,826 10 50 0,10164 0,99482 0,10216 9,7882 10
51 0,08455 0,99642 0,08485 11,785 9 51 0.10192 0.99479 0.10246 9.7601 9
52 0,08484 0,99639 0,08514 11,745 8 52 0,10221 0.90476 0,10275 9,7322 8
53 0,08513 0.99637 0.08544 11,705 7 53' 0,10250 0,99473 0,10305 9,7044 7
54 0,08542 0.99635 0,08573 11,664 6 54 0,10279 0.99470 0,10334 9,6768 6
55 0,08571 0,99632 0,08602 11,625 5 55 0,10308 0,89467 0,10363 9.6493 5
56 0,08600 0,99630 0.08632 11,585 4 56 0,10337 0.99484 0,10393 9,6220 4
57 0.08629 0,99627 0.08661 11,546 3 57 0.10366 0,9S4ist 0.10422 9.5949 3
58 0.08658 0,99625 0.08690 11,507 2 58 0.10395 0.99458 1 0,10452 9,5679 2
59 0,08687 0,99622 0,08720 11,468 1 59 0,10424 0,9945,? 0,10481 1
60 0,08716 0,99619 0,08749 11,430 0 60 0,10453 0,99452 0,10510 9,0144 0
соя sin ctg tg COS sin etg tfr t
8- ° 84”
2° 3°
/ sin cos tg cig sin cos tg ctg
0 0,03490 0,99939 0,03492 28,636 60 0 0.05234 0,99863 0,05241. 19,081 60
1 0.03519 0,99938 0,03521 23,399 59 1 0.05263 0,98861 0.05270 18,976 59
2 0.03548 0,99937 0,03550 28,166 58 2 0.05292 0,99860 0.05299 18,871 58
«5 0,03577 0,99936 0,03579 27,937 57 3 0.05321 0,99858 0,05328 18,768 57
4 0,03606 0,99035 0,03609 27,712 53 4 0,05350 0,99857 0,05357 18,666 56
5 0,03635 0,99934 0,03638 27,490 55 5 0,05379 0,99855 0,05387 18,564 55
6 0,03664 0,99933 0,03667 27,271 54 6 0.05408 0,99854 0,05416 18,464
7 0,03693 0.99932 0.03396 27,057 53 7 0.05437 0,99852 0,05445 18.366 53
8 0,03723 0,99931 0.03725 26,845 52 8 0,05466 0,99851 0.05474 18,238 52
9 0.03752 0,99130 0.03754 26,637 51 9 0,05495 0.99849 0.05503 18.171 51
10 0,03781 0,99929 0,03783 23,432 50 10 0,05524 0,99847 0,05533 18,075 50
11 0.03810 0,99927 0,03812 26,230 49 it 0,05553 0,99846 0,05532 17,980 49
12 0,03839 0,99926 0,03842 25,031 48 12 0,05582 0,99844 0,05591 17,886 48
13 0.03868 0,99925 0,0387t 25,835 47 13 0,05611 0,99842 0,05620 17,793 47
14 0,03897 0,99924 0.03900 25,642 46 14 0,05640 0,99841 0,05649 17,702 46
15 0,03926 0,99923 0,03929 25,452 45 15 0.05669 0,99839 0,05678 17,611 45
16 0,03955 0,99922 0,03958 25,264 44 16 0,05698 0,99838 0.05708 17,521 44
17 0,03984 0,99921 0,03987 25,080 43 17 0,05727 0,99836 0,05737 17,431 43
18 0.04013 0,99919 0.04016 24,898 42 18 0,05756 0,99834 0,05766 17,343 42
19 0.04042 0,99918 0.04946 24,719 41 19 0,05785 0,99833 0.05795 17.256 41
20 0,04071 0,99917 0,04075 24,542 40 20 0,05814 0,99831 0,05824 17,169 40
21 0,04100 0,99916 0,04104 24,368 39 21 0.05844 0,99829 0,05854 17.084 39
22 0.04123 0,99915 0,04133 24,196 38 22 0,05873 0,99827 0,05883 16,999 38
23 0,04159 0,99914 0,04162 24.026 37 23 0,05902 0,99826 0,05912 16,915 37
24 0,04188 0,99912 0,04191 23,859 36 24 0.05931 0,99824 0,05941 16,832 36
25 0,04217 0.99911 0.04220 23,695 35 25 0,05960 0,99822 0,05970 16,750 35
26 0.04246 0,99910 0,04250 23,532 34 26 0,05989 0,99821 0,05999 16,668 34
27 0,04275 0,99269 0.0'279 23,372 33 27 0,06018 0,99819 0,06023 16,587 33
28 0,04304 0,99007 0.04308 23,214 32 28 0,06047 0,99817 0,06058 16.507 32
29 0.04333 0.99906 0.04337 23,058 31 29 0.06076 0,998l5 0.06087 16,428 31
30 0,04362 0,99905 0,04366 22,904 30 30 0,06105 0,99813 0,06116 16,350 30
31 0,04391 0,99904 0,04395 22,752 29 31 0.06134 0,99812 0.06145 16,272 29
32 0.04420 0,99902 0,04424 22,602 28 99 0,06163 0,99810 0.06175 16,195 28
33 0,04449 0.99901 0,04454 22,454 27 33 0,06192 0,99808 0.06204 16,119 27
34 0.04478 0,99900 0,04483 22,308 26 34 0.06221 0,99806 0,06233 16,043 26
35 0.0'1507 0.99898 0,04512 22,164 25 35 0,06250 0.99805 0.06262 15,969 25
Зо 0.04533 0,99897 0,04541 22,022 24 36 0,06279 0,99803 0,06291 15.895 24
37 0,04565 0,99896 0Ж70 21,881 23 37 0,06308 0,99801. 0.06321 15,821 23
38 0,01594 0,99834 0,04599 21,743 22 38 0,06337 0,99799 0.06350 15,748 22
39 0.04623 0.99893 0.04628 21,606 21 3 4 0,06366 0,99797 0,06379 15,676 21
40 0,04653 0,99892 0,04658 21,470 20 40 0,06395 0,99795 0,06408 15,605 20
41 0.04682 0,99890 0,04687 21,337 19 41 0.03424 0,99793 0,064-38 15,534 10
42 0.04711 0.99889 0.04716 21,205 18 42 0,06453 0,99792 0,06467 15,464 18
43 0.04740 0.99888 0.04745 21,075 17 43 0,06482 0,99790 0,06496 15,394 17
44 0,04769 0,99886 0.04774 20.946 16 44 0,06511 0,99788 0,03525 15.325 16
45 0,04798 0,99885 0,04803 20,819 15 45 0,06540 0,99786 0,06554 15.257 15
46 0,04827 0,99883 0,04833 20.693 14 46 0.06569 0,99784 0,06584 15,189 14
47 0.04856 0,99882 0,04862 20,569 13 47 0,06598 0,99782 0,06613 15,122 13
48 0,04885 0.99881 0,04891 20,446 12 48 0,06627 0,99780 0,08642 15.056 12
49 0,04914 0,99879 0,04920 20.325 11 49 0,06656 0,99778 0,06671 14,990 - 11
50 0,04943 0,99878 0,04949 20,206 10 50 0,06685 0,99776 0,06700 14,924 10
51 0,04972 0,99876 0,04978 20.087 9 51 0,06714 0.99774 0,06730 14,860 9
52 0,05001 0.99875 0.05007 19,970 8 n 0,06743 0,99772 0,06759 14,795 8
53 0.05030 0,99873 0,05037 19.855 7 53 0.06773 0,99770 0.06788 14,732 7
54 0.05059 0.99872 0,05066 19,740 6 54 0.06802 0,99768 0,06817 14.669 6
55 0.C508S 0,99870 0.05095 19,627 5 55 0,06831 0.99766 0.06847 14,606 5
56 0.95117 0.99869 0,05124 19,516 4 56 0.06860 0,99764 0.06876 14,544 4
57 0,05146 0,99867 0.05153 19,405 3 57 0,06889 0.99762 0,06305 14,482 3
58 0.05175 0,99866 0.0482 19,296 2 58 0,06918 0,99760 0,06934 14.421
59 0,99864 0.9,">212 19,188 1 59 0,06947 0.99758 0.06963 14,361 1
GO 0,05234 0,99863 0.05241 19,081 0 60 0,06976 0,99756 0,06993 14,301 0
cos sin ctg tg COS sin ctg tg
8 7° 83°
30 ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ Продолжение табл. 3 g. ОСОЬ-0|Л^СФ^-ЧО OQOO tDlQ^C0<N**O <*>
§ iSi-isBi® liliSSi B!bS®8 gisgsg 1В1ВЯ1В Siei®
1ЯМЩИЙ ООООООООООО IlillHI 0000000000 0,12899 0,12929 0,12958 0,12988 0,13017 0,13047 0,13076 0,13106 0,13136 0,13165 isilBt oooooooooo швин •W-! ’I’-lTt-i oooooooooo ЧЧ*1МЛМЛМЛП oooooooooo § л *
8 Bliiilllt ООООООООООО SSSgSfeSSSsg 'OOOOOQO ssssgsssss МяОЯяОЖ оооооооооо iiiiililil OOOOOOOOOO IlJilllli О О ООО о о о" о о lliiiii.i о o"o o'o'oo ООО Й «5
•S laiMBi >ооооооооо iiaiiii oooooooooo 0,12793 0,12822 0,12851 0,12880 0 12908 0,12937 0,12966 0,13053 OOOOOOOOOO 11^0111 OOOOOOOOOO illiililli t'-l. OOOOOOOOOO 8
* о оЗ ео >4* ю ot>- со о о 11 12 13 14 15 16 17 18 19 20 ййгзаяййййй ЙЙЙЙЙЙЙЙЙЗ 59S3SSS3S8 ЙЙЙЙЙЙЙЙ5?§
Ь SSKSSBSSSSS 5S?5SS59S135 ЙЙЙЙЙЙЙЙЙ8 Яййййййййй OCOt'-tdO«4<COOJw-<0
f ООООООООООО ваш». lllllisfef со со со со coco со со со со BUilSB COCOCOCOCOCOCOCOCOCO gisi® сосососососососооосо BilSiBSBi- Ь»
ьр iillliiiffl ООООООООООО igggggiiil n4’J.nnnn,rt,4’l oooooooooo 0000000000 4*innn*i О о О О О о С- . о о о sgglllOl oooooooooo 0,12013 0.12042 0,12072 0.12101 0,12131 0.12160 0 42190 0,12219 0.12249 0,12278
8 itililili ООООООООООО gSS88S88S8 OOOOOOOOOO itsaui OOOOOOOOOO oooooooooo ItiBIliil oooooooooo ®И1И1 oooooooooo a ul a, *
0.10453 0,10482 0,10511 0,10540 0,10569 0,10597 0,10626 0.10655 0,10684 0,10713 0.10742 sillilBB oooooooooo oooooooooo ЙЙ§9§8ЙЙ§§ oooooooooo lll'gggiigi *"L’*^*t ПЧЧЧП oooooooooo BSIIIB oooooooooo 8 i - „.:
•* Ow-fMCO'SflftOt-COOO ЙЙЙЗЗЗЬЗЗЙ ЯЯЗЯЯЙЙЙЙЯ ЙЙЙЙЙЙЙЙЗЗ sssasss-sas
8° 8-
sin cos tg ctg I sin cos ctg
0 0,13917 0.99027 0,14054 7,1154 60 0 0,15643 0,98769 0.15838 6,3138 60
1 0,13946 0,99023 0,14084 7.1004 59 1 0,15672 0,98764 0.15868 6,3019 59
0,13975 0,99019 0.14113 7.0855 58 2 0.15701 0.98760 0.15S98 6,2901 58
3 0,14004 0.99015 0,14143 7.0706 57 3 0,15730 0,98755 0.15928 6.2783 57
4 ОД4033 0.99011 0,14173 7.0558 56 4 0,15758 0,98/51 0.15958 6,2666 56
0,99006 0,14202 7,0410 ЭЭ 5 0.15787 0.98746 0.15988 6.2549 55
6 0.14090 0,99002 0.14232 7,0264 54 6 0,15816 0,98741 0.16017 62432 54
7 0,14119 0,98998 0.14262 7.0117 53 7 0,15845 0.98737 0.16047 6,2316 53
8 6'14148 0.98994 0,14291 6,9972 52 8 0,15873 0,98732 0.16077 6.2200 52
9 0,14177 0^98990 0,14321 6,9827 Л i 9 0,15902 0.98728 0.16107 6,2085 51
10 ОД4205 0,98986 0,14351 6,9682 50 10 0,15931 0,98723 0,16137 6,1970 50
и 0,14234 0,98982 0,14381 6,9538 49 11' 0.15959 0,98718 0.16167 6.1856 49
12 0.14263 6.98978 0,14410 6,9395 48 12 0,15988 0.98714 0.16196 6.1742 48
13 0Д4292 0,98973 0,14440 6.9252 47 13 0,16017 0.98709 0.16226 6,1628 47
14 0,14320 0198969 0,14470 6,9110 46 14 0,16046 0,98704 0.16256 6.1515 46
15 0Д4349 0,98965 0,14499 6,8969 45 15 0,16074 0,98700 0,16286 6.1402 45
16 0'14378 0,98961 0,14529 6,8828 44 16 0,16103 0,98695 0,16316 6.1290 44
17 0,14407 0,98957 0,14559 6,8687 43 17 0.16132 0,98690 0.16345 6,1178 43
18 044436 0198953 0,14588 6,8548 42 18 0,16160 0.98686 0.16376 6.1066 42
19 0.98948 0,14618 6,8408 41 19 0,16189 0,98681 0.16405 6,0955 41
20 0Д4493 0^98944 0,14648 6,8269 40 20 0,16218 0,98676 0.16435 6,0844 40
21 0,14522 0.98940 0,14678 6.8131 39 21 0.16246 0,98671 0.16465 6.0734 39
22 0,14551 0198936 0,14707 6,7994 38 22 0,16275 0,98667 0.16495 6,0624 38
23 0,14580 0,98931 0,14737 6,7856 37 23 0,16304 0,98662 0.16525 6,0514 37
24 0,14608 0,98927 0,14767 6,7720 36 24 0,16333 0.98657 0,16555. 6,0405 36
25 0,14637 0.98923 0.14796 6,7584 35 25 0,16361 0,98652 0.16585 6.0296 35
26 0,14666 0.98919 0,14826 6,7448 34 26 0,16390 0,98648 0.16615 6,0188 34
27 0,14695 0.98914 0,14856 6.7313 33 27 0,16419 0,98643 0.16645 6,0080 . 33
28 0.14723 0,98910 0,14886 6.7179 32 28 0,16447 0,98638 0.16674 5,99/2 32
29 044752 0.98906 0,14915 6,7045 31 29 0,16476 0.98633 0.16704 5,9865 31
30 0,14781 0,98902 0,14945 6,6912 30 30 0,16505 0,98629 0,16734/ 5,9758 30
31 044810 0,98897 0,14975 6.6779 29 31 0.16533 0,98624 0.16764 5.9651 29
32 0 44838 0.98893 0,15005 6,6646 28 0,16562 0,98619 0,16794 5,9545 28
33 ОД4867 0.98889 0.15034 6.6514 27 0,16591 0.98614 0,16824 5,9439 27
34 044896 0,98884 0.15064 6,6383 26 0,16620 0.98609 0,16854 5.9333 26
35 0'14925 0,98880 0,15094 6.6252 25 0,16648 0,98604 0.16884 5.9228 25
36 0,14954 0,98876 0,15124 6.6122 24 0,16677 0.98600 0.16914 5.9124 24
37 0,14982 0,98871 0.15153 6,5992 23 0,16706 0,98595 0.16944 5,9019 23
38 0,15011 0.98867 0,15183 6,5863 22 0,16734 0,98590 0.16974 5,8915 22
39 0,15040 0>863 0,15213 6.5734 21 0.16763 0,98585 0.17004 5.8811 21
40 0Д5069 0,98858 0,15243 6,5606 20 0,16792 0,98580 0,17033 5,8708 20
А1 045097 0,98854 0,15272 6.5478 19 41 0,16820 0.98575 0,17063 5,8605 19
42 0'15126 0.98849 0.15302 6.5350 18 42 0,16849 0,98570 0.1 7093 5,8502 18
43 0,98845 0.15332 6,5223 17 43 0,16878 0.98565 0.17123 5,8400 17
44 0,15184 0,98841 0,15362 6,5097 16 44 0.16906 0,98561 0.17153 5.8298 16
045212 0,98836 0,15391 6,4971 15 45 0.16935 0.98556 0.17183 5,8197 15
045241 0.98832 0.15421 6,4846 14 46 0,16964 0,98551 0.17213 5.8095 14
47 0,98827 0.15451 6,4721 13 47 0,16992 0,98546 ОД7ЙЗ 5,7994 13
48 0.15299 0.98823 0.15481 6,4596 12 48 0,17021 0.98541 0.17273 5,7894 12
49 0,15327 0,98818 0.15511 6.4472 11 49 0,17050 0.98536 0.17303 5,7794 11
50 0,15356 0,98814 0,15540 6,4348 10 50 0,17078 0,98531 0,17333 5,7694 10
51 045385 0.Э8809 0,15570 6.4225 9 51 0.17107 0,98526 0.17363 5,7594 9
52 0,15414 0,98805 0,15600 6.4103 8 52 0.17136 0,98521 0.17393 5..-495 8
53 0,15442 0.98800 0,15630 6.3980 7 53 0.17164 0.98516 0,17423 5,/39b 7
54 0 45471 0,98796 0.15660 6,3859 6 54 0,17193 0.98511 0.1/453 5,/29/ 6
55 0,98791 0.15689 6,3737 5 55 0,17222 0.°8506 0.17483 5.7199 5
0,15529 0,98787 0.15719 6.3617 4 56 0.17250 0,98501 0.17:13 5,7101 4
0,15557 0,98782 0.15749 6,3496 3 57 0.17279 }.984^. 0 17543 5,70C*
58; 0,98778 0,15779 6.3376 9 58 0,17308 0.984'1 5,69(
59 045615 0.98773 0,15809 6.3257 1 59 0,17336 0.98486 t-,1/603 5,6809 1
60 0,15643 0,98769 0,15838 6,3138 0 60 0,17365 0,t'84Sl 3,17633 5,6 Jo ,. 0
cos sin Ctg tg t COS sin cig tg t
81® 80*
10» 11»
sin COS tg ctg sin cos tg ctg
0 0.17365 0.98481 0.17633 5,6713 60 0 0.19081 0.98163 0.19438 5,1446 60
1 0.17393 0,98476 0,17863 5.6617 59 1 0.19109 0.98157 0.19463 5.1366 59
2 0.17422 0.98471 0-17093 5.6521 58 '} 0.19138 0.98152 0,19498 5.1286 58
3 0.17451 0.98466 0.17723 5.6425 57 3 0.13167 0.98146 0.19529 5,1207 57
4 0.17479 0.98461 0.17753 5.6329 56 4 0.19195 0.98140 0,19559 5.1128 56
5 0.17508 0.93455 0.17783 5.6234 55 5 0.19224 0,9813.5 0,19589 5.1049 55
6 0.17537 0.98450 0.17813 5,6140 54 6 0.19252 0,98129 0,19619 5.0970 54
7 0.17565 0.98445 0.17843 5,6045 53 7 0.19281 0.98124 0.19649 5,0392 53
S 0.17594 0.98440 0.17873 5.5951 52 8 0.19309 0.98118 0,19680 5.0814 52
9 0.17623 0.98435 0.17903 5.5857 51 9 0,19338 0.98112 0.19710 0,19740 5,0736 51
10 0,17651 0,98430 0,17933 5,5764 50 10 0.19366 0,98107 5,0658 50
11 0.17680 0.98425 0,17963 5.5671 49 11 0.19395 0.98101 0.19770 5.0581 49
12 0.17708 0,98420 0,17993 5.5578 43 12 0.19423 0.98096 0.19801 5.0504 48
13 0.17737 0.98414 0.18023 5,5185 47 13 0.19452 0.98090 0,19831 5,0427 47
14 0.17766 0.98409 0.18053 5,5393 46 14 0.19481 0.98034 0.19861 5,0350 46
15 0.17794 0.98404 0,18083 5,5301 45 15 0.19509 0.98079 0.19891 5.0273 45
16 0.17S23 0.98399 0.18113 5,5209 44 16 0,197>38 0.98073 0.19921 5,0197 44
17 0.17852 0,98394 0.18143 5,5118 43 17 0.19566 0.98067 0,19952 5,0121 43
18 0.17880 0,98389 0,18173 5,5026 42 18 0,19595 0,98061 0.19982 5,0045 42
19 0.17909 0.98383 0,18203 5.4936 41 19 0,19623 0.98056 0.20012 4.9969 41
20 0.17937 0,98378 0,18233 5,4845 40 20 0,19652 0,98050 0,20042 4,9894 40
21 0.17966 0,98373 0,18263 5,4755 39 21 0.19680 0,98044 0,20073 4,9819 39
22 0.17995 0.98368 0. 18293 22 0.19709 0.98039 0.20103 4,9744 38
23 0.18023 0,98362 0.18323 5,4575 23 0.19737 0,98033 0,20133 4.9669 37
0.18052 0.98357 0,18353 5.4486 36 24 0.19766 0,98027 0,20164 4,9594 36
0.18081 0.98352 Ж 5.4397 35 25 0.19794 0.98021 0.20194 4,9520 35
0.18109 0.98347 5.4308 34 26 0.19823 0,98016 0,20224 4,9446 34
0.18138 0.98341 0.98336 0.18444 5,4219 33 27 0.19851 0,98010 0.20254 4,9372 33
0.18166 0.18474 0,18504 5.4131 32 28 0.19880 0.98004 0.20285 4,9298 32
0.13195 0.98331 5,4043 31 29 0.19908 0.97998 0,20315 0,20345 4.9225 31
30 0,18224 0,98325 0,18531 5,3955 30 30 0,19937 0,97992 4,9152 30
31 0.18252 0.98320 0,18564 5,3868 29 31 0,19965 0,97987 0,20376 Ж 29
32 0.18281 0,98315 0.98310 0,18594 5*3781 28 32 0.19994 0.97981 0,20406 28
33 0,18309 0,18624 5.3694 27 33 0.20022 0,97975 0,20436 4.8933 27
34 0.18338 0,98304 0,1.8654 5,3607 28 34 0.20051 0.97969 0.20466 26
35 0.18367 0,98299 0.18684 5,3521 25 35 0,20079 0,97963 0,20497 25
36 0.13395 0.98294 0.18714 5,3435 24 36 0,20108 0,97958 0.20527 24
0.13424 0.98288 0.18745 5.3349 23 3'7 0.20136 0,97952 0,20557 23
33 0,18452 0,18775 5.3263 22 38 0.20165 0.97956 0.20588 4.8573 22
0.18481 0.18805 5.3178 21 39 0.20193 0.97940 0.20618 4.8501 21
40 0,18509 0,98272 0,18835 5,3093 20 40 Q ,20222 0,97934 0,20648 4,8430 20
41 0,18538 0,98267 0.13865 5,3008 19 41 0.20250 0.97928 0.20879 19
0.18567 0,98261 0.13895 5,2924 18 42 0.20279 0,97922 0.20709 4,8288 18
43 0.18595 0,98256 • 0,18915 5,2839 17 43 0.20307 0.97916 0.20739 4.8218 17
44 0.18624 0.98250 0.18955 5.2755 16 44 0.20336 0.97910 0.20770 4,8147 10
45 0.18652 0,98245 0.18986 5,2672 15 45 0.20364 0.97905 0.20800 4.8077 15
46 0.18681 0,98240 0.10016 5,2588 14 46 0,20393 0,97899 0,20830 ’ 4.8007 14
47 0.18710 0,98234 0.19046 5.2505 13 47 0,2-0421 0.97893 0.20861 4.7937 13
48 0,18738 0,98229 0.19076 5.2422 12 48 0.20450 0,97887 0,20891 4.7867 12
49 0.18767 0.19106 5,2339 11 49 0.20478 0.97881 0.20921 4,7798 11
50 0 Л 8795 0,98218 0,19130 5,2257 10 50 0,20507 0,97875 0,20952 4,7729 10
51 0.18824 0,98212 0.19166 5.2174 9 51 0.20535 0,97869 0.20982 4.7659 9
52 0.18852 0.98207 0,19197 5,2092 8 52 0,20563 0.97863 0.21013 4.7591 8
53 9.18881 0.98201 0.19227 5.2011 7 53 0.20592 0.97857 0,210'13 4.7522 7
54 0.18910 0.98196 0.19257 5.1929 6 ГГ1 0,20620 0.97851 0.21073 4.7453 6
- 55 0.18938 0,98190 0.19287 5.1848 5 55 0,20649 0,97845 0.21104 4,7385 5
0.18967 0,98185 0.19317 5.1767 4 0.20677 0.97839 0,21134 4,7317 4
57 0 Л8995 0,98179 0.19347 5.1686 3 ! 57 0.20706 0,07833 0.21164 4,7249 3
58 0.19024 0.9817-1 0.19378 5.1606 2 58 0.20734 0.97827 0.21195 4,7181 2
59 0.19052 0.98168 0.19408 5.1526 1 59 0.20763 0,97821 0.21225 4.7114 1
GO 0.19081 0,98163 0,19438 5,1446 0 60 0.20791 0,97815 0,21256 4,7046 0
cos sin ctg tg cos sin ctg tg
79* 78°
Продолжения табл. 3
12° 13е
sin СОЗ tg ctg sin cos tg Ccg
0 0,20791 0.97815 0.21256 4.7046 60 0 0,22'195 0.97437 0.23087 4,3315 60
1 0.20820 0.97809 0.21286 4,6979 59 1 0.22523 O.9743J 0,23117 4,3257 59
2 0.20818 0,97803 0.21316 4.6912 58 2 0,22552 0.97424 0,23148 4,3200 58
3 0120877 0.97797 0.21347 4,6845 57 3 0,22580 0.97417 0,23179 4,3143 57
4 0,20905 0.97791 0.21377 4,6779 56 4 0 22608 0,97411 0.23209 4.3086 56
5 0,20933 0,97784 0,21408 4.6712 55 5 0 22637 0.97404 0.23240 4.3029 55
В 0,20982 0,97778 0. 1438 4,6646 54 6 0 22665 0.97398 0,23271 4.2972 54
7 0,20990 0,97772 0,21469 4.6580 53 7 0.22693 0,97391 0.13301 4.2916 53
8 0.21019 0.97766 0,2141-9 4,6514 52 8 0,22722 0.97384 0 23332 4,2859 52
9 0.21047 0.97760 0,21529 0,21560 4,6448 51 9 0.22750 0,97378 0.23363 4,2803 51
10 0,21076 0,97 754 4,6382 50 10 0,22778 0,97371 0,23393 4.2747 50
11 0,21101 0,97748 0,215 1 > 4,6317 49 11 0.22807 0,97365 0,23424 4.2691 49
12 0,21132 0,97742 0.21621 4,6252 48 12 0.22835 0.97358 0,23455 4,2635 48
13 0,21161 0,97735 0,31651 4,6187 4,6122 47 13 0,22863 0,97351 0.23485 4.2580 47
14 0.21189 0,97729 0,21682 46 14 0,22892 0-97345 0/3516 4.2524 46
Ь 0,21218 0,97723 0,21712 4,6057 45 5 0.22920 0.97338 0.23547 4,2468 45
16 0,21246 0,97717 0,2 743 4,5993 44 16 0,22948 0.97331 0.23578 4,1’413
17 0,21275 0,9771! 0.21773 4.5928 43 17 0,22977 0-97325 0,23608 4.2358 43
18 0.21303 0.9770? 0,2180 4,5864 42 18 0.23005 0.97318 0.23639 4,2303 42
19 0,21331 0,97698 0.2183 4,5800 41 19 0,23033 0.97311 0.23670 4.2248 41
20 0,21300 0,97692 0,2186 4,5736 40. 20 0,23062 0,97304 0,23700 4,2193 40
21 0.21388 0.97686 0.2181’5 4,5673 39 21 0.23090 0,97298 0.23731 4,2139 39
22 0,21417 0,97680 .0,21925 4,5609 38 22 0.23118 0.97291 0.23762 4,2084 38
23 0,21445 0,97673 0,21956 4,5546 37 23 0.23146 0.97284 0.23793 4.2030 37
24 0.21174 0.97667 0.21986 4,5483 36 24 0.23175 0 97278 0,23823 4,1976 36
25 0.21502 0.97661 0,22017 4,5420 35 25 0.23203 0.97271 0,23854 4,1922
26 0.21530 0.97655 0,22047 4.5357 34 26 0,2.3231 0.97264 0,23885 4.1868 34
27 0,21559 0,97648 0.22078 4.5294 33 27 0.23260 0.97257 0,23916 4,1814 33
28 0.21587 0,97612 0.22108 4,5232 32 28 0.23288 0-97251 0.239^6 4.1760 32
29 0,21616 0.97636 0.22139 4.5169 31 29 0.23316 0.972'14 0,23977 4,1706 31
30 0,21644 0,97630 0,22169 4,5107 30 30 0.23345 0.97237 0,24008 4,1653 30
31 0,21672 0,97623 0,22200 4,5045 29 31 0.23373 0,97230 0,24039 4.1600 29
32 0,21701 0.97617 0,22231 4,4983 28 32 0.23401 0.97223 0.24069 4.1577 28
33 0,21729 0.97611 0.22261 4,4922 27 33 0.23429 0,97217 0.24100 4,1'193 27
3'1 0,21758 0.97604 0.22292 4,4860 26 34 0.23458 0.97210 0,24131 4Д441 26
35 0,21786 0,97598 0.22322 4,4799 25 35 0,23186 0.97203 0,21162 4,1388 25
36 0.21814 0,97592 0.22353 4,4737 24 36 0.23514 0.97196 0,24193 4,1335 24
37 0,21843 0.97585 0,22383 4,4676 23 37 0.23512 0.97189 0,24223 4,1282 23
38 0,21871 0,97579 0,22414 4,4615 22 38 023571 0,97182 0,24254 4,1230 22-
39 0,21899 0,97573 0,22444 4.4555 21 39 0.23599 0.97176 0.21285 4.1178 21'
40 0,21928 0,97566 0,22475 4,4494 20 40 0,23627 0.97169 0,24316 4,1126 20-
41 0,21956 0,97560 0.22505 4,4434 19 41 -0.23656 0.97162 0.21347 4.1074 19
ц/ 0,21985 0.97553 0.22536 4,4373 18 42 0.23684 0,97155 0,24377 4.1022 18
43 0.22013 0.97547 0,22567 4,4313 17 43 0.23712 0.97148 0.24108 4.0970 17
44 0.22041 0,97541 0,22597 4,4253 16 0.23740 0.97141 0.24439 4,0918 16
45 0.22070 0,97535 0.22628 4,4194 15 14 45 0.23769 О-9713'i 0.24470 4.0867 15
46 0.22098 0,97528 0.22658 4,4131 46 0.23797 0.97127 0.24501 4,0815 14
47 0.22126 0,97521 0.22689 4,4075 13 47 0.23825 0.97120 0.24532 4,0764 13
4 о 0,22155 0,97515 0.22719 4/015 12 48 0.23853 0.97113 0.24562 4.0713 12
49 0.22183 0.97508 0.22750 4,3956 И 49 0.23882 0.97106 0.24593 4,0662 И
50 0,22212 0,9750? 0,22781 4,3897 10 50 0,23910 0.97100 0,24624 4.0611 10
51 0,22240 0.97496 0.22811 4,3838 9 51 0.23938 0.97093 0.21655 4.05'60 9
0.22268 0.97489 . 0.22842 4,3779 8- л” 0-23966 0.97086 0.21686 4.0509 8
53 0.22297 0.22325 0.97483 0.22872 4,3721 7 • 53 0.23995 0.97079 0.24717 4.0459 7
54 0,97476 0.22903 4.3662 6 .. 5'! 0.24023 0,97072 0.24717 4.0'08 6
55 0.22353 0,97570 0,22934 4.3604 5 5') 0.24051 0.97065 0.21778 5
5(> 0,22382 0,97463 0,22964 4,3546 л 56 0.24079 0,97058 0.21809 4,0308 4
57 0.22410 0,97457 0,22995 4,3188 3 57 0.25108 0.97051 0.24810 4.0257 3
58 0,22438 0,97450 0.23026 4,3430 2 58 0.24136 0.97044 0,21871 4,0207 2.
59 0,22467 0,97444 0.23056 4.3372 1 59 02'.164 0.97037 0.24902 4,0153 1 0
60 0.22495 0,97437 . 0,23087 4,3315 1) 60 0.24192 0,97030 0.24933 4,0108
cos sin ctg tg COS sin ctg tg r
77° 76°
2 Анурьев В. И., т. 1
14° 15»
/ sin cos tg ctg ' / sin cos tg Ctg
0 0,24192 0.97030 0,24933 4,0108 60 0 0,25882 0,96593 0,26795 3,7321 60
1 0,24220 0,97023 0,24964 4,0058 59 1 0,25910 0,96585 0,26826 3,7277 59
2 0,24249 0,97015 0,24995 4,0009 58 2 0,25938 0,96578 0,26857 3,7234 58
3 0,24277 0.97008 0,25026 3,9959 57 3 0,25966 0,96570 0,26888 3,7191 57
4 0,24305 0,97001 0,25056 3,9910 56 4 0,25994 0,96562 0.26920 3,7148 56
5 0.24333 0,96994 0,25087 3,9861 55 5 0,26022 0,96555 0,26951 3,7105 55
6 0,24362 0,96987 0,25118 3,9812 54 6 0,26050 0,96547 0,26982 3,7062 54
7 0,24390 0,96980 0,25149 3,9763 53 7 0,26079 0,96540 0,27013 3,7019 53
8 0.24418 0,96973 0,25180 3,9714 52 8 0,26107 0,96532 0,27044 3,6976 52
9 0,24446 0,96966 0,25211 3,9665 51 9 0,26135 0,96524 0,27076 3,6933 51
10 0,24474 0,96959 0,25242 3,9617 50 10 0,26163 0,96517 0,27107 3,6891 50
11 0.24503 0.96952 0,25273 3,9568 49 11 0,26191 0,96509 0,27138 3,6848 49
12 0,24531 0,06945 0,25304 3,9520 48 12 0.26219 0,96502 0,27169 3,6806 48
13 0,24559 0,96937 0,25335 3,9471 47 13 0,26247 0,96494 0,27201 3,6764 47
14 0,24587 0,96930 0,25366 3,9423 46 14 0,26275 0,96486 0,27232 3,6722 46
15 0,24615 0,96923 0.25397 3,9375 45 15 0,26303 0,96479 0,27263 3,6680 45
10 0,24644 0,96916 0,25428 3,9327 44 16 0,26331 0,96471 0,27294 3,6638 44
17 0,24672 0,96909 0,25459 3,9279 43 17 0,26359 0,96463 0,27326 3,6596 43
18 0.24700 0,96902 0,25490 3,9232 42 18 0,26387 0,96456 0.27357 3,6554 42
19 0.24728 0,96894 0,25521 3,9184 41 19 0,26415 0.96448 0,27388 3,6512 41
20 0,24756 0,96887 0,25552 3,9136 40 20 0,26443 0,9(1440 0,27419 3,6470 40
21 0.24784 0,96880 0,25583 3,9089 39 21 0.26471 0,96433 0,27451 3,6429 39
22 0,24813 0.96873 0.25614 3,9042 38 22 0,26500 0.96425 0,274 82 3,6387 38
23 0.24841 0,96866 0,25645 3,8995 37 23 0,26528 0,96417 0.27513 3,6346 37
24 0,24869 0.96858 0,25676 3,8947 36 24 0,26556 0.96410 0,27545 3,6305 36
25 0,24897 0,96851 0,25707 3,8900 35 25 0,26584 0,96402 0,27576 3,6264 35
26 0,24925 0,96844 0,25738 3,8854 34 26 0.26612 0,96394 0,27607 3,6222 34
27 0,24954 0,96837 0,25769 3,8807 33 27 0,26640 0,96386 0,27638 3,6181 33
28 0.24982 0,96829 0,25800 3,8760 32 28 0.26668 0,96379 0,27670 3,6140 32
29 0,25010 0,96822 0,25831 3,8714 31 29 0,26696 0,96371 0.27701 3,6100 31
30 0,25038 0,96815 0,25862 3,8667 30 30 0,26724 0,96363 0,27732 3,6059 30
31 0,25066 0,96807 0,25893 3,8621 29 31 0,26752 0,96355 0,27764 3,6018 29
32 0,25094 0,96800 0.25924 3,8575 28 32 0.26780 0,96347 0.27795 3,5978 28
33 025122 0,96793 0,25955 3,8528 27 33 0,26808 0,96340 0,27826 3,5937 27
34 0,25151 0,96786 0.25986 3,8482 26 34 0,26836 0.96332 0,27858 3,5897 26
35 0,25179 0,96778 0,26017 3,8436 25 35 0,26864 0,96324 0,27889 3,5856 25
36 0,25207 0,96771 0.26048 3,8391 24 36 0,26892 0,96316 0,27921 3,5816 24
37 0.25235 0,96764 0.26079 3,8345 23 37 0,26920 0,96308 0.27952 3,5776 23
38 0,25263 0,96756 0.26110 3,8299 22 38 0,26948 0,96301 0,27983 3,5736 22
39 0.25291 0,96749 0.26141 3,8254 21 39 0,26976 0,96293 0,28015 3.5696 21
40 0,25320 0,96742 0,26172 3,8208 20 40 0,27004 0,96285 0,28046 3,5656 20
41 0,25348 0,96734 0,26203 3,8163 19 41 0.27032 0.96277 0,28077 3,5616 19
42 0,25376 0,96727 0,26235 3,8118 18 42 0,27060 0,96269 0,28109 3,5576 18
43 0,25404 0,96719 0,26266 3,8073 17 43 0,27088 0,96261 0,28140 3,5536 17
44 0,25432 0,96712 0.26297 3,8028 16 44 0,27116 0,96253 0,28172 3,5497 16
45 0,25460 0,96705 0,26328 3,7983 15 45 0,27144 0,96246 0,28203 3,5457 15
40 0,25488 0,96697 0,26359 3,7938 14 46 0,27172 0.96238 0,28234 3,5418 14
47 0,25516 0,96690 0,26390 3,7893 13 47 0,27200 0,96230 0,28266 3,5379 13
48 0,25545' 0,96682 0,26421 3,7848 12 48 0,27228 0,96222 0,28297 3,5339 12
49 0.25573 0,96675 0,26452 3,7804 11 49 0,27256 0,96214 0,28329 3,5300 11
50 0,25601 0,96667 0,26483 3,7760 10 50 0,27284 0,96206 0,28360 3,5261 10
51 0.25629 0,96660 0,26515 3,7715 9 51 0,27312 0,96198 0,28391 3,5222 9
52 0,25657 0,96653 0,26546 3,7671 8 52 0,27340 0,96190 0,28423 3,5183 8
53 0,25685 0.96645 0,26577 3,7627 7 53 0,27368 0,96182 0,28454 3,5144 7
0,25713 0,96638 0.26608 3,7583 6 54 0,27396 0,96174 0,28486 3,5105 6
55 0,25741 0,96630 0,26639 3,7539 5 55 0^7424 0,96166 0,28517 3,5067 5
50 0,2^69 0,96623 0,26670 3,7495 4 56 0,27452 0,96158 0.28549 3,5028 4
57 0,25798 0,96615 0,26701 3,7451 3 57 0,27480 0,96150 0,28580 3,4989 3
58 0115826 0,96608 0,26733 3,7408 2 58 0.27508 0,96142 0,28612 3,4951 2
59 0,25854 0.96600 0.26764 3,7364 1 59 0,27536 0,96134 0,28643 3,4912 1
00 0,25882 0,96593 0,26795 3,7321 0 60 0,27564 0,96126 0,28675 3,4874 0
i, cos sin ctg tg г cos sin ctg tg t
L- ~K О | 74®
16“ 17э ....
* sin СОЗ tg ctg t sin cos tg ctg
0 0,27564 0,96126 0,28675 3,4874 60 0 0,29237 0.95630 0,30573 3,2709 60
1 0,27592 0,96118 0,28706 3,4836 59 1 0,29265 0,95622 0,30605 3,2675 59
2 0,27620 0.96110 0,28738 3,4798 58 2 0,29293 0,95613 0,30637 3,2641 58
3 0,27648 0,96102 0,28769 3,4760 57 3 0,29321 0,95605 0,30669 3,2607 57
4 0,27676 0,96094 0,28801 3,4722 56 4 0,29348 0,95596 0,30700 3,2573 56
5 0,27704 0,96086 0,28832 3,4684 55 5 0,29376 0,95588 0,30732 3,2539 55
6 0,27731 0,96078 0,28864 3,4646 54 6 0,29404 0,95579 0,30764 3,2506 54
7 0,27759 0.96070 0,28895 3,4608 53 7 0,29432 0,95571 0,30796 3,2472 53
8 0,27787 0,96062 0,28927 3,4570 52 8 0,29460 0,95562 0,30828 3,2438 52
9 0,27815 0,96054 0,28958 3,4533 51 9 0,29487 0,95554 0,30860 3,2405 51
19 0,27843 0,96046 0,28990 3,4495 50 10 0,29515 0,95545 0,30891 3,2371 50
11 0,27871 0,96037 0,211021 3/1458 49 11 0,29543 0,95536 0,30923 3,2338 49
12 0,27899 0.96029 0,29053 3,4420 48 12 0,29571 0,95528 0,30955 3,2305 48
13 0,27927 0,9(i02l 0,2903'4 3,4383 47 13 0,29599 0,95519 0,30987 3,2272 47
14 0,27955 0,96013 0,291 к; 3,434(> 14 0,29626 0,95511 0,31019 3,2238 46
15 0.27983 0,96005 0,29147 3,4308 45 15 0,29654 0,95502 0,31051 3,2205 45
16 0,28011 0,95997 0,29179 3,4271 44 16 0,29682 0,95493 0,31083 3,2172 44
17 0,28039 0,95989 0,29210 3,4234 43 17 0,29710 0,95485 0,31115 3,2139 43
1В 0,28067 0,95981 0,29242 3,4197 42 18 0,29737 0,95476 0,31147 3,2106 42
19 0,28095 0,95972 0,29274 3,4160 41 19 0,29765 0,95467 0.31178 3,2073 41
29 0,28123 0,95961 0,29305 3,4124 40 20 0,29793 0,95459 0,31210 3,2041 40
21 0,28150 0,95956 0,29337 3,4087 39 21 0,29821 0,95450 0,31242 3,2008 39
22 0.28178 0,95948 0,29368 3,4050 38 22 0,29849 0,95441 0,31274 3,1975 38
23 0,28206 0,95910 0,29400 3,4014 37 23 0,29876 0,95433 0,31306 3,1943 37
24 0,28234 0,95931 0,29432 3,3977 36 24 0,29904 0,95424 0,31338 3,1910 36
25 0,28262 0,95923 0,29463 3,3941 35 25 0,29932 0,95415 0,31370 3,1878 35
26 0,28290 0,95915 0,29495 3,3904 34 26 0,29960 0,95407 0,31402 3,1845 34
27 0,28318 0,95907 0,29526 3,3868 33 27 0.29987 0,95398 0,31434 3,1813 33
28 0,28346 0,95898 0,29558 3,3832 32 28 0,30015 0,95389 0.31466 3,1780 32
29 0,28374 0,95890 0,29590 3,3796 31 29 0,30043 0,95380 0,31498 3,1748 31
30 0,28402 0,95882 0,29621 3,3759 30 30 0,30071 0,95372 0,31530 3,1716 30
31 0,28429 0,95874 0,29653 3,3723 29 31 0,30098 0,95363 0,31562 3,1684 29
32 0,28457 0,95865 0,29685 3,3687 28 32 0,30126 0,95354 0,31594 3,1652 28
33 0,28485 0,95857 029716 3,3652 27 33 0,30154 0,95345 0,31626 3,1620 27
34 0,28513 0,95849 0,29748 3,3616 26 34 0,30182 0,95337 0,31658 3,1588 26
35 0.28541 0,95841 0,29780 3,3580 25 35 0,30209 0,95328 0,31690 3,1556 25
36 0.28569 0,95832 0,29811 3,3544 24 36 0,30237 0,95319 0,31722 3,1524 24
37 0,28597 0,95824 0,29843 3,3509 23 37 0,30265 0,953i0 0,31754 3,1492 23
38 0,28625 0,95816 0,29875 3,3473 22 38 0,30292 0,95301 0,31786 3,1460 22
39 0,28652 0,95807 0,29906 3,3438 21 39 0,30320 0,95293 0,31818 3,1429 21
40 0,28680 0,95799 0,29938 3,3402 20 40 0,30348 0,95284 0,31850 3,1397 20
41 0,28708 0,95791 0,29970 3,3367 19 41 0,30376 0,95275 0,31882 3,1366 19
42 0,28736 0,95782 0,30001 3,3332 18 42 0,30403 0,95266 0,31914 3,1334 18
43 0,28764 0,95774 0,30033 3,3297 17 43 0,30431 0,95257 0,31946 3,1303 17
44 0,28792 0,95766 0,30065 3,3261 16 44 0,30459 0,95248 0,31978 3,1271 16
45 0,28820 0,95757 0,30097 3,3226 15 45 0,30486 0,95240 0,32010 3,1240 15
46 0,28847 0,95749 0,30128 3,3191 14 46 0,30514 0,95231 0,32042 3,1209 14
47 0,28875 0,95740 0.30160 3,3156 13 47 0,30542 0,95222 0,32074 3,1178 13
48 0,28903 0,95732 0,30192 3,3122 12 48 0,30570 0,95213 0,32106 3,1146 12
49 0,28931 0,95724 0,30224 3,3087 И 49 0,30597 0,95204 0,32139 3,1115 11
50 0,28959 0,95715 0,30255 3,3052 10 50 0,30625 0,95195 0,32171 3,1084 10
! 51 0,28987 0,95707 0,30287 3,3017 9 51 0,30653 0,95186 0,32203 3,1053 9
52 0,29015 0,95698 0,30319 3,2983 8 52 0,30680 0,95177 0,32235 3,1022 8
53 0,29042 0,95690 0,30351 3,2948 7 53 0,30708 0,95168 0,32267 3,0991 7
54 0,29070 0,95681 0,30382 3,2914 6 54 0,30736 0,95159 0,32299 3,0961 6
55 0,29098 0,95673 0,30414 3,2879 5 55 0,30763 0,95151 0,32331 3,0930 5
56 0,29126 0,95664 0,30446 3,2845 4 56 0,30791 0,95142 0,32363 3,0899 4
57 0,29154 0,95656 0,30478 3,2811 3 57 0,30819 0,95133 0,32396 3,0868 4
58 0,29182 0,95647 0,30509 3,2777 2 58 0,30846 0,95124 0,32428 3,0838 2
59 0,29209 0,95639 0,30541 3,2743 1 59 0,30874 0,95115 0,32460 3,0807 1
60 0,29237 0,95630 0,30573 3,2709 0 60 0,30902 0,95106 0,32492 3t0777 0
СОЗ sin Ctg tg I COS sin ctg tg
73е 72“
2*
18° 19°
г sin cos tg ctg I sin COS tg ctg
9 0,30902 0,95106 0.32492 3,0777 60 0 0,32557 0,94552 0,34433 2,90421 60
1 0,30929 0,95097 0;Зь2524 3,0746 59 1 0.32584 0.94542 0,31465 2,90147 59
2 0.30957 0.95088 0,32556 3,0716 58 2 0,32312 0,94533 0.34498 2,<W3 58
3 0,30985 0.95079 0.32588 3,0680 57 3 0,32639 0.94523 0.34530 2,8gfe00 57
4 0.31012 0,95070 0,32621 3,0655 56 4 0,32667 0,94514 2,89327 56
5 0,310'10 0,95061 0,32653 3,0625 55 5 0,32634 0.9450! 0,3-596 2,89055 55
6 0,31068 0.95052 0,32685 3,0595 54 6 0,32722 0.94495 0.34628 2,88783 54
7 0,31095 0.95043 0.32717 3,0565 53 7 0,32749 0,91485 0,34661 2.88511 53
8 0,31123 0,95033 0,32749 3,053э 52 8 0,32777 0,94476 0.34693 2,88240 52
9 0,31151 0,95024 0,32782 3,0505 51 9 0,32804 0,9 И 66 0,31726 2,87970 51
10 0,31178 0.95015 0,32814 3,0-475 50 10 0,32832 0,94457 0,34758 2,87700 50
И 0,31206 0,95006 0,32846 3,0445 49 11 0,32859 0,91447 0,34791 2,87430 49
12 0,31233 0,95997 0,32878 3,0115 48 12 0,32887 0,9’<438 0,31824 2,87161 48
13 0.31261 0,94988 0,32911 3,0385 47 13 0,32914. 0,94428 0,34856 2,86892 47
14 0,31289 0,94979 0,32943 3,0356 46 14 0,32942 0,94418 0,34889 2,86624 46
15 0,31316 0,94970 0,32975 3,0326 45 15 0,32969 0,94409 0,34922 2,86356 45
16 0,31314 0.9Ш 0,33007 3,0296 44 16 0,32997 0,94399 0,34954 2,86089 44
17 0,31372 0,94952 0,33040 3,0267 43 17 0,33024 0,94390 ' 0,3'1987 2,85822 43
18 0,31399 0,94943 0,33072 3,0237 42 18 0,33051 0,9 4380 0.35020 2,85555 42
19 0,31427 0,94933 0,33104 3,0208 41 1!) 0,33079 0.91370 0,35052 2,85289 41
20 0,31454 0,94924 0,33136 3,0178 40 20 0,33106 0,91361 0,35085 2,85023 40
21 0,31482 0.94915 0,33169 3,01'19 39 21 0.33134 0,94351 0,35118 2,84758 39
22 0.31510 0,04906 0,33201 3.0120 38 22 0.33161 0.94342 0,35150 2,84494 38
23 0,31537 0,94897 0,33233 3,0090 37 23 0,33189 0,94332 0,35183 2,84229 37
24 0,31565 0,94888 0,33266 3.0061 36 24 0,33216 0,94322 0,35216 2.83965 36
25 0,31593 0,94878 0,33298 3,0032 35 25 0,33244 0.94313 0,35248 2,83702 35
26 0.31620 0,94869 0.33330 3,0003 34 26 0,33271 0,9'<303 0,35281 2,83139 34
27 0,31648 0,94860 0,33363 2,9974 33 27 0,33298 0,94293 0.35314 2.83176 33
28 0.31675 0,91851 0,33395 2,9945 32 28 0,3332.6 0,94284 0,35346 2,82914 32
29 0,31703 0,94842 0.33427 2,9916 31 29 0,33353 0,94274 0,35379 2,82653 31
30 0,31730 0,9-4832 0,33460 2,9887 30 30 0,33381 0,94264 0,35412 2,82391 30
31 0,31758 0,94823 0,33492 2,9858 29 31 0,33408 0.94254 0.35445 2,82130 29
32 0,31786 0.94814 0,33524 2,9829 28 32 0,33436 0,94245 0,35477 2,81870 28
33 0,31813 0,94805 0,33557 2,9800 27 33 0,33463 0.94235 0.35510 2,81610 27
34 0,31841 0.94795 0.33589 2,9772 26 34 0,33490 0.94225 0.35513 2,81350 26
35 0.31868 0,94786 0,33621 2,9743 25 35 0,33518 0,91216 0.35576 2,81091 25
36 0,31896 0,94777 0,33654 2,9714 24 36 0.33545 0,94206 0.35608 2,80833 24
37 0,31921 0,94768 0,33686 2,9686 23 37 0,33573 0,94196 0,35641 2,80574 23
38 0,31951 0.94758 0,33718 2,9657 22 38 0,33600 0.91186 0,3567'i 2,80316 22
39 0,3.1979 0,94719 0,33751 2,9629 21 39 0,33627 0,91176 0.35707 2,80059 21
40 0,32006 0,94740 0,33783 2,9600 20 40 0,33655 0,94167 0,35740 2,79802 20
41 0,32034 0,94730 0.33816 2,9572 19 41 0,33682 0,94157 0,35772 2,79545 19
42 0,32061 0,94721 0,33848 2,9544 18 42 0.33710 0.94147 0,35805 2,79289 18
43 0,32089 0.94712 0,33881 2,9515 17 43 0,33737 0,94137 0,35838 2.79033 17
44 0.32116 0,94702 0.33913 2,9487 16 44 0,33764 0,94127 0,35871 2,78778 16
45 0,32144 0,94693 0,33945 2,9459 15 45 0,33792 0,94118 0,35904 2,78523 15
46 0.32171 0,94684 0,33978 2,9431 14 46 0,33819 0,94108 0.35937 2,78'269 14
47 0.32199 0,94674 0,34010 2,9403 13 47 0,33846 0,94098 0,35969 2,78014 13
48 0,32227 0,94665 0,34043 2,9375 12 48 0,33874 0,94088 0.36002 2,77761 12
49 0.32254 0,91656 0,34075 2,9347 11 49 0.33901 0,94078 0.36035 2,77507 11
50 0,32282 0,94646 0,34108 2,9319 10 50 0,33929 0,94068 0,36068 2,77254 10
51 0,32309 0,94637 0,34140 -2,9291 9 51 0,33956 0,94058 0.36101 2,77002 9 J
52 0,32337 0,94627 0,34173 2,9263 8 52 0.33983 0,94049 0,361.34 2,76750 8 1
53 0.32364 0.94818 0,34205 2,9235 7 53 0,34011 0,94039 0,36167 2,76498 7
54 0,32392 0,94609 0,34238 2,9208 6 54 0.34038 0,91029 0.36199 2,76247 6
55 0,32419 0,94599 0,34270 2,9180 5 55 0,34065 0,94019 0,36232 2,75996 5
56 0,324® 0,94590 0,34303 2,9152 4 56 0,34093 0,94009 0.36265 2,75746 4
57 0,32474 0,94580 0,3'4385 2,9125 3 57 0,34120 0,93999 0,36298 2,75496 3
58 0,32502 0,94571 0,31368 2,9097 2 58 0,34147 0,93989 0,36331 2,75246 2 ,
59 0,32529 0,94561 0,31400 2,9070 1 59 0,34175 0,93979 0,36364 2.74997 1 i
60 0,32557 0,94552 0,34433 2,9042 0 60 0,34202 0,93969 0,86397 2,74748 о ;
COS sin ctg tg I cos sin Ctg tg
7 1° 70°
20° 21°
sin COS tg ctg f sin cos tg ctg
0 0 3^202 0.93969 0,36397 2,74748 60 0 0.35837 0,93358 0,38386 2,60509 60
1 0 34929 0'93959 0.36430 2,74499 59 1 0.35864 0.93348 0.38420 2.60283 59
да.257 0 93949 0.36463 2,74251 58 2 0.35891 0,933.37 0.38453 2,60057 58
з (Ж284 0 93939 0,36496 2,7'1004 57 3 0.35918 0,93327 0.38487 2,59831 57
4 0,34311 0 34339 0'93929 0.36529 2,73756 56 4 0.35945 0.93316 0.38520 2.59606 56
0,93919 2,73509 55 5 0.35973 0,36000 0.36027 0,93306 0.38553 2,59331 55
G 6 34366 0.93909 0.36595 2.73263 54 6 0,93295 0.38587 2.59156 54
7 6^34393 0 93899 0,36628 2,73017 53 7 0.93285 0.38620 2 .ЭЙ932 53
8 б>21 0 34448 6 $3889 0.36661 2,72771 52 8 0.36054 0,93274 0.38654 2,58708 52
9 0'93879 0.36694 2,72526 51 9 0.36081 0.93264 0.38687 2.58484 51
10 0,34475 0,93869 0.3G727 2,72281 50 10 0,36108 0,93253 0,38721 2,58261. 50
11 0,3'6 0! 0.93859 0.36760 2,72036 49 11 0.36135 0,93243 0,38754 2,58038 49
12 0,93849 0.36793 2,71792 48 12 0.36162 0,93232 0,38787 2,57815 68
13 0 З'1557 0,93839 0.36826 2,715'<8 47 13 0.3G190 0,93222 0,38821 2.57593 47
14 034584 0'93829 0,36859 2.71305 46 14 0,36217 0.93211 0.38854 2,57371 46
15 0,34612 0193819 0.36892 2.71032 45 15 0,36244 0.93201 0,38888, 2,:>71~>0 45
16 6 34639 0 93809 0.36925 2,70819 44 16 0.36271 0.93190 0.38921 2,56928 44
17 0.3 4666 0.93799 0.36958 2,70577 43 17 0,36298 0,93180 0.38955 2,56707 43
18 6 34694 0,93789 0,36991 2,70335 42 18 0.36325 0.93169 0,38988 2,56 :-.8/ 42
19 0.34721 0.93779 0.37024 2.70094 41 19 0.36352 0.93159 0.39022 2,5626'6 41
20 0.34748 0,93769 0,37057 2,69853 40 20 0,36379 0,93148 0,39055 2,56046 40
21 0 34775 0 93759 0.37090 2,69612 39 21 0.36406 0.93137 0.39089 2,55827 39
22 0,3.803 0.93748 0.37123 2.69371 38 22 0.36434 0.93127 0.39122 2.55608 38
23 0 34830 0.93738 0.37157 2,69131 37 23 0.36461 0,93116 0,39156 2.55389 37
24 0'34857 0 93728 0.37190 2.68892 36 24 0.36488 0.93106 0.39190 2.55170 36
25 0,34884 0.93718 0.37223 2.68653 35 25 0.36515 0.39223 2,54952 35
26 0.3191 2 0.93708 0.37256 2.68414 34 26 0.36542 ’0.93084 0.39257 2.54734 34
27 О 34939 0193698 0.37289 2,68175 33 27 0.36569 0.93074 0.39290 2,34516 33
28 0 34966 0 93688 0.373'!2 2,67937 32 28 0.36596 0.93063 0.3932/, 2,34299 32
29 6 34993 0,93677 2.67700 31 29 0.36623 0,93052 0.39357 2,54082 31
30 0^35021 0,93607 0,37388 2,67462 30 30 0.36650 0.93042 0.39391 2,53865 30
31 0 35018 0.93657 0.37422 2,67225 29 31 0.36677 0,93031 0.39425 2.53648 29
32 0,35075 0.93047 0,37455 2,66989 28 32 0.36704 0,93020 .0.39458 2,53432 28
33 34 0,35102 0 35130 0,93637 0,93626 0.37488 0,37521 2,66752 2.66516 27 26 33 3 V 0.36731 0.36758 0.93010 0.92999 0.39492 0.35526 2,o3217 2.5J001 27 26
35 0 35157 0,93616 0.37554 2,66281 25 35 0.3673.7 0.92988 0.39559 2,52786 25
36 0.35184 0.93606 0,37588 2,66046 24 0 36312 0.92978 0.39593 2,52371 2i
37 0,35211 0.93596 0.37621 2,65811 23 0.36840 0,92967 0.39626 2,з23з/ 23
38 0,35939 0,93585 0.37654 2,65576 22 38 0.36867 0.92J56 0.39660 2,.>2142 22
39 0.35266 0,93575 0.37687 2.65342 21 39 0,36894 0.929’5 0.39694 2.51929 21
40 0,35203 0,93565 0.37720 2,65109 20 40 0.36921 0,92935 0,39727 2,:>1715 20
41 0 35320 0,93555 0.37754 2,64875 19 41 0.36948 0.92924 0.39761 2,51502 19
42 43 0,35347 0 35375 0.93544 0.93534 0.37787 0.37820 2,64642 2,64410 18 17 42 43 0.36975 0.37002 0.92913 0.92903 0.39795 0,39829 2,51289 2,51076 18 17
44 0 35402 0,93524 0.37853 2.64177 16 44 0.37029 0.92892 0.39862 2,50864 16
45 0’35429 0,93514 0.37887 2,63945 15 45 0.37056 0.92831 0.39896 2,50652 15
46 0 35456 0,93503 0.37920 2,63714 14 46 0.37083 0.92-70 0.39930 2.50440 14
47 0.35484 0.93493 0.37953 2,63483 '17 0.37110 0.92859 0.39963 2,50229 13
48 49 0.35511 0 35538 0,93483 0,93472 0.37986 0.38020 2,63252 2,63021 It 48 49 0,37137 0.37164 0,92849 0,92838 0,39997 0,40031 2,50018 2,49807 12 11
50 0*35565 0,93462 0.38053 2,62791 10 50 0,37191 0,92827 0,40065 2,49597 10
51 0 35 0.93452 0.33086 2,625111 9 51 0.37218 0.92816 0,40098 2,19386 9
52 0.35'519 0.93441 6.381 '0 2,62332 8 52 0.372'15 0,92805 0.40132 2,19177 8
53 54 0,35647 0 85674 0.93431 0 93420 0.38153 0.38186 2,62103 2.61874 7 6 53 54 0,37272 0.37299 0.9279', 0,9278', 0.40106 0.40200 2,48967 2,48758 7 6
55 0,35701 0.35728 0 35755 0.93410 ОЛ.82’0 2,61646 5 55 0.37326 0.92773 0,40234 2,48549 5
56 0.93400 0,38253 2,61 'il 8 4 56 0.37353 0,92762 0.40267 2,48340 4
57 0,38286 2,61190 3 57 0,37380 05)2751 0.40301 2.4813Z 3
58 35782 Л Q4Q7Q 0.38320 2,60963 2 58 0.37407 0.92740 0,40335 2,47925 2
59 0 35810 0.93368 (1.3835.3 2,60736 1 59 0.3713'1 0.92729 0.40369 2,47716 1
60 0.35837 0:93358 0.38386 2,60509 0 60 0.37461 0,92718 0,40403 2,47509 0
cos sin ctg tg / COS sin ctg tg r
69° . 68°
22° 23°
/ sin COS tg ctg I sin COS tg ctg
0 0,37461 0,92718 0,40403 2,47 50Ф 60 0 0,39073 0.92050 0,42447 2,35585 60
1 0,37488 0,92707 0,40436 2,47302 59 1 0.39100 0,92039 0,42482 2,35395 59
2 0,37515 0,92697 0,40470 2,47095 58 2 0,39127 0,92028 0.42516 2,35205 58
3 0,37542 0.92686 0,40504 2,46888 57 3 0,39153 0,92016 0,42551 2,35015 57
4 0'37569 02*2675 0,40538 2,46682 56 4 0,39180 0,92005 0,42585 2,34825 56
5 0,37595 0,92664 0,40572 2,46476 55 5 0.39207 0,91994 0,42619 2,34636 55
0.37622 0,92653 0,40606 2,46270 54 6 0,39234 0,91982 0,42654 2,34447 54
0.37649 0,92642 0,40640 2,46065 53 7 0,39260 0,91971 0.42688 2,34258 53
8 о;37676 0.92631 0,40674 2,45860 52 8 0,39287 0,91959 0,42722 2,34069 52
9 0,37703 0,92620 0.40707 2,45655 51 9 0,39314 0,91948 0,42757 2,33881 51
10 0,37730 0,92609 0,40741 2,45451 50 10 0,39341 0,91936 0,42791 2,33693 50
11 0,37757 0,92598 0.40775 2,45246 49 It 0,39367 0,91925 0,42826 2,33505 49
12 0,37784 0,92587 0,40809 2,45043 48 12 0,39394 0.91914 0.42860 2,33317 48
13 0,37811 0,92576 0,40843 2,44839 47 13 0,39421 0,91902 0,42894 2.33130 47
14 0,37838 0,92565 0,40877 2,44636 46 14 0,39448 0,91891 O,42§09 2,32943 46
15 0,37865 0,92554 0,40911 2,44433 45 15 0,39474 0,91879 0,42963 2,32756 45
16 0,37892 0,92543 0,40945 2,44230 44 16 0,39501 0.91868 0,42998 2,32570 44
17 0,37919 0,92532 0,40979 2,44027 43 17 0,39528 0,91856 0,43032 2,32383 43
18 0,37916 0,92521 0,41013 2,43825 42 18 0,39555 0,91845 0,43067 2,32197 42
19 0,37973 0,92510 0,41047 2,43623 41 1!) 0.39581 0,91833 0,43101 2,32012 41
20 0,37999 0,92499 0,41081 2,43422 40 20 0.39608 0,91822 0,43136 2,31826 40
21 0,38026 0,92488 0,41115 2,43220 39 21 0.39635 0,91810 0,43170 2,31641 39
22 0.38(2,5' 0,92477 0,41149 2,43019 38 22 0,396(51 0,91799 0,43205 2,31456 38
23 0,38080 0,92466 0,41183 2,42819 37 23 0,39688 0,91787 0,43239 2,31271 37
24 0,38107 0,92455 0,41217 2,42618 36 24 0,39715 0,91775 0,43274 2,31086 36
25 0,38134 0,92444 0,41251 2,42418 35 25 0,39741 0,91764 0,43308 2.30902 35
26 0,38161 0,92432 0,41285 2,42218 34 26 0,39768 0,91752 0,43343 2,30718 34
27 0.38188 0,92421 0,41319 2,42019 33 27 0.39795 0,91741 0,43378 2,30534 33
23 0 38215 0,92410 0,41353 2,41819 32 28 0,39822 0,91729 0,43412 2,30351 32
29 0,38241 ' 0,92399 0,41387 2,41620 31 29 0,39848 0,91718 0,43447 ,, , 2,30167 31
30 0,38268 0,92388 0,41421 2,41421 30 30 0,39875 0,91706 0,43481 \ 2,29984 30
31 0,38295 0,92377 0,41455 2,41223 29 31 0,39902 0,91694 0,43516 2.29801 29
32 0,38322 0,92366 0,41490 2,41025 28 32 0,39928 0,91683 0,43550 2,29619 28
33 0,38349 0,92355 0,41524 2,40827 27 33 0.39955 0,91671 0,43585 2,29437
34 0,38376 0,92343 0,41558 2,40629 26 34 0,39982 0.91660 0,43620 2 29254 26
35 0,38403 0,92332 0,41592 2,40432 25 35 0,40008 0,91648 0,43654 2,29073 25
36 0,38430 0,92321 0,41626 2,40235 24 36 0,40035 0,91636 0.43689 2,28891 24
37 0,384’56 0,92310 0,41660 2,40038 23 37 0,40062 0,91625 0,43724 2,28710 23
38 0,38483 0,92299 0,41694 2,39841 22 38 0,40088 0,91613 0,43758 2,28528 22
39 0,38510 0,92287 0,41728 2,39645 21 39 0,40115 0,91(501 0,43793 2,28348 21
40 0,38537 0,92276 0,41763 2,39449 20 40 0,40142 0,91590 0,43828 2,28167 20
41 0,38564 0,92265 0,41797 2,39253 19 0,40168 0,91578 0,43862 2,27987 19
42 0 38591 0,92254 0,41831 2,39058 18 0,40195 0,91566 0,43897 2,27806 18
43 0,38617 0,92243 0,41865 2,38863 17 0,40221 0,91555 0,43932 2,27626 17
44 0,38644 0,92231 0,41899 2,38668 16 0,40248 0,91543 0,43966 2,27447 16
45 0,38671 0,92220 0,41933 2,38473 15 0,40275 0,91531 0,44001 2,27267 15
46 0,38698 0,92209 0,41968 2,38279 14 0,40301 0,91519 0.44036 2,27088 14
47 0,38725 0,92198 0,42002 2,38084 13 0,40328 0,91508 0,44071 2.26909 13
48 0,38752 0,92186 0,42036 2,37891 12 0,40355 0,91496 0,44105 2,26730 12
49 0,38778 0,92175 0,42070 2,37697 11 0,40381 0,91484 0,44140 2,26552 11
50 0,38805 0,92164 0,42105 2,37504 10 50 0,40408 0,91472 0,44175 2,26374 10
Г. 1 0,38832 0,92152 0,42139 2,37311 9 51 0,40434 0,91461 0,4'210 2,26196 9
52 0,38859 0,92141 0,42173 2,37118 8 52 0,40461 0,91449 0,44264 2,26018 8
53 0,38886 0,92130 0,42207 2,36925 7 53 0,40488 0,91437 0,44279 2,25840 7
0,38912 , 0.92119 0,42242 2,36733 6 54 0,40514 0.91425 0,44314 2,25663 6
55 0,38939 •> 0,92107 0,42276 2,36541 5 55 0,40541 0,91414 0,44349 2.25486 5
0,38966 0,92096 0,42310 2,36349 4 56 0.40567 0,91402 0,44384 2,25309 4
57 0,38993 0,92085 0,423^5 2,36158 3 57 0,40594 0,91390 0,44418 2,25132 3.
58 0,39020 0,92073 0,42379 2,35967 2 58 0,40621 0,91378 0,44453 2,24951 . 2
59 0,39046 0,92062 0Л2ИЗ 2,35776 1 59 0,40647 0,91366 0,44488 2,24780 i
60 0,39073 0,92050 0,42447 2,35585 0 60 0,40674 0.91355 0,44523' 2,24604 0‘
cos sin ctg tg t cos sin ctg tg t
67° 66°
24“ 25®
г sin cos tg Ctg г sin COS tg ctg
0 1 0,40674 0,40700 0,91355 0,91353 0,44523 0,44558 2,24604 2,24428 60 59 0 1 0,42262 0,42288 0,90631 0,90618 0/6631 0/6666 2,14451 2,14288 60 59
2 0/0727 0,91331 0,44593 2.24252 58 2 0,42315 0,90606 0,46702 2,14125 58
3 0,40753 0.91319 0.44627 2,24077 57 3 0,42341 0,90594 0.46737 2,13963 57
4 0,40780 0,91307 0,44662 2,23902 56 4 0,42367 0,90582 0,46773 2,13801 56
5 0/0806 0,91295 0,44697 2,23727 55 5 0,42394 0,90569 0,46808 2,13639 55
6 0,40833 0,91283 0.44732 2,23553 54 6 0,42420 0,90557 0,46843 2,13477 54
7 0,40860 0,91272 0,44767 2,23378 53 7 0,42446 0,90545 0,46879 2,13316 53
8 0/0886 0.91260 0,44802 2,23204 52 8 0,42473 0,90532 0.46914 2,13154 52
9 0,40913 0.91248 0,44837 2,23030 51 9 0,42499 0,90520 0,46950 2,12993 51
10 0,40939 0,91236 0,44872 2,22857 50 10 0,42525 0,90507 0,46985 2,12832 50
11 0,40966 0,91224 0,44907 2,22683 49 11 0,42552 0,90495 0,47021 2,12671 49
12 0,40992 0.91212 0,44942 2,22510 48 12 0,42578 0,90483 0,47056 2,12511 48
13 0/1019 0,91200 0,44977 2,22337 47 13 0.42604 0,90470 0,47092 2,12350 47
14 0,41045 0,91188 0,45012 2,22164 46 14 0,42631 0,90458 0,47128 2,12190 46
15 6/1072 0,91176 0,45047 2,21992 45 15 0,42657 0,42683 0,90446 0,47163 2,12030 45
16 0,41098 0.91164 0,45082 2,21819 44 16 0,90433 0,47199 2,11871 44
17 0,41125 0,91152 0,45117 2,21647 43 VI 0,42709 0,90421 0,47234 2,11711 43
18 0,41151 0,91140 0,45152 2,21475 42 18 0,42736 0,90408 0,47270 2,11552 42
19 0,41178 0.91128 0,45187 2,21304 41 19 0,42762 0,90396 0,47305 0,47341 2,11392 41
20 0,41204 0,91116 0,45222 2,21132 40 20 0,42788 0,90383 2,11233 40
21 0,41231 0.91104 0,45257 2,20961 39 21 0,42815 0,90371 0,47377 2,11075 39
22 0,41257 0.91092 0,45292 2,20790 38 22 0,42841 0,90358 0,47412 2,10916 38
23 0,41284 0.91080 0,45327 2,20619 37 23 0,42867 0,90346 0,47448 2.10758 37
24 0,41310 0.91068 0,45362 2,20449 36 24 0,42894 0,90334 0,47483 2,10600 36
25 0,41337 0,91056 0,45397 2,20278 35 25 0,42920 0,90321 0/7519 2.10442 35
26 0,41363 0,91044 0,45432 2,20108 34 26 0,42946 0,90309 0,47555 2,10284 2,10126 34
27 0,41390 0,91032 0,45467 2,19938 33 27 0,42972 0,90296 0,47590 33
28 0/1416 0,91020 0,45502 2,19769 32 28 0,42999 0.90284 0,47626 2,09969 32
29 0,41443 0,91008 0,45538 2,19599 31 29 0,43025 0.90271 0.47662 2,09811 31
30 0,41469 0,90996 0,45573 2,19430 30 30 0,43051 0,90259 0,47698 2,09654 30
31 0,41496 0,90984 0,45608 2,19261 29 31 0,43077 0,90246 0,47733 2,09498 29
32 0/1522 0,90972 0,45643 2,19092 28 32 0,43104 0,90233 0,47769 2,09341 28
33 0,41549 0,90960 0,45678 2,18923 27 33 0,43130 0,90221 0,47805 2,09184 27
0,41575 0,90948 0,45713 2,18755 26 34 0,43156 0,90208 0/7840 2,09028 26
35 0,41602 0,90936 0,45748 2,18587 25 35 0,43182 0.90196 0/7876 2.08872 25
36 0/1628 0.90924 0,45784 2,18419 24 36 0,43209 0,90183 0,47912 2.08716 24
37 0,41655 0,90912 0,45819 2,18251 23 37 0,43235 0.90171 0,47948 0/7984 2,08560 23
38 0,41681 0,90899 0/5854 2,18084 22 38 0,43261 0.90158 2,08405 22
39 0,41707 0,90887 0.45889 2,17916 21 39 0,43287 0,90146 0.48019 2,08250 21
40 0,41734 0,90875 0,45924 2,17749 20 40 0,43313 0,90133 0,48055 2,08094 20
41 0,41760 0,90803 0,45960 2,17582 19 41 0.43340 0,90120 0.48091 2,07939 19
42 0,41787 0.90851 0,45995 2,17416 18 42 0,43366 0,90108 0,48127 2,07785 1.8
43 0,41813 0,90839 0,46030 2,17249 17 43 0,43392 0,90095 0,48163 2,07630 17
44 0,41840 0,90826 0/6065 2,17083 16 44 0,43418 0,90082 0,48198 2,07476 16
45 0,41866 0,90814 0/6101 2,16917 15 45 0,43445 0,90070 0,48234 2,07321 15
46 0,41892 0.90802 0,46136 2,16751 14 46 0,43471 0.90057 0,48270 2,07167 14
47 0,41919 0,90790 0,46171 2,16585 13 47 0/3497 0,90045 0,48306 2,07014 13
48 0 41945 0.90778 0,46206 2,16420 12 48 0,43523 0,90032 0,48342 2,06860 12
49 0,41972 0,90766 0,46242 2,16255 11 49 0,43549 0,90019 0,48378 2,06706 11
50 0,41998 0,90753 0,46277 2,16090 10 50 0,43575 0,90007 0,48414 2,06553 10
51 0,42024 0.90741 , 0.46312 2,15925 9 51 0/3602 0,89994 0,48150 2,06400 2,06247 9
52 0,42051 0,90729 0/6348 2,15760 8 52 0,43628 0,89981 0,48486 8
53 0,42077 0.90717 0,46383 2,15596 7 53 0,43654 0,89968 0,48521 2,06094 7
54 0,42104 0.90704 0,46418 2,15432 6 54 0.43680 0,89956 0,48557 2,05942 6
55 0,42130 0.90692 0,46454 2,15268 5 55 0,43706 0,89943 0/8593 2,05790 5
0,42156 0.90680 0,46489 2,15104 4 56 0,43733 0,89930 0,48629 2,05637 4
57 0,42183 0,90668 0,46525 2,14940 3 57 0,43759 0,89918 0,48665 2,05485 3
58 0,42209 0,90655 0,46560 2,14777 2 58 0,43785 0,89905 0,48701 2,05333
59 0,42235 0.90643 0,46595 2,14614 1 59 0,43811 0.89892 0,48737 2,05182 1
60 0,42262 0,90631 0,46631 2,14451 0 60 0,43837 0,89879 0,48773 2,05030 0
COS sin ctg tg e COS sin ctg tg
6< >• 64“
26° 27°
sin cos tg ctg sin COS tg ctg
0 0,43837 0.89879 0,48773 2,05030 60 0 0,45399 0,89101 0,50953 1,96261 60
1 0,43с63 0.89867 0,48809 2,04879 59 1 0,45425 0,89087 0,50989 1,96120 59
2 0,43889 0,89854 0,48845 2,04728 58 2 0,45451 0,89074 0,51026 1,95979 58
3 0,43916 0,89841 0,48881 2,04577 57 3 0,45477 0,89061 0.51063 1,9583g 57
4 0,43942 0,89828 0,48917 2,04426 56 4 0.45503 0,890^'8 0,51099 l,9^69p 56
5 0,43968 0,89816 0,48953 2,04276 55 5 0,45529 0,89035 0,51136 1.95557 55
6 0,43994 0,89803 0.48989 2,04125 54 6 0,45554 0,89021 0,51173 1.95417 54
7 0,44020 0,89790 0,49026 2,03975 53 7 0,45580 0,89008 0,51209 1,95277 53
8 0,44046 0,89777 0,49062 2,03825 52 8 0,45606 0,88995 0,51246 1,95137 52
9 0,44072 0.89764 0,49098 2,03675 51 9 0,45632 0,88981 0,51283 1,94997 51
10 0,44098 0,89752 0,49134 2,03526 50 10 0,45658 0,88968 0,51319 1,94858 50
11 0,44124 0,89739 0,49170 2,03376 49 11 0,45684 0,88955 0,51356 1,94718 49
12 0,89726 0,49206 2,03227 48 12 0,45710 0,88942 0,51393 1,94579 48
13 0,44177 0,89713 0,49242 2,03078 47 13 0,45736 0,88928 0,51430 1,94440 47
14 0,44203 0,89700 0,49278 2,02929 46 14 0,45762 0,88915 0,51467 1,94301 46
15 0,44229 0,89687 0,49315 2,02780 45 15 0,45787 0,88902 051503 1,94162 45
16 0,44255 0,89674 0,49351 2,02631 44 16 0,45813 0,88888 0,51540 1,94023 44
17 0,44281 0,89662 0,49387 2,02483 43 17 0,45839 0.88875 0,51577 1,93885 43
18 0,44307 0,89649 0,49'123 2,02335 4 Я 18 0,45865 0,88862 0.51614 1,93746 42
19 0,44333 0,89636 0,49459 2,02187 41 19 0,45891 0,88848 0,51651 1,93608 41
20 0,44359 0,89623 0,49'195 2,02039 40 20 0,45917 0,88835 0,51688 1,93470 40
21 0,44385 0.89610 0,49532 2,01891 39 21 0,45942 0,88822 0.51724 1,93332 39
22 0,44411 0,89597 0,49568 2,01743 38 22 0,45968 0,88808 0,51761 1,93195 38
23 0,44437. 0,89584 0,4960'1 2,01596 37 23 0,45994 0,88793 0,51798 1,93057 37
24 0,44464 0,89571 0.49640 2,01449 36 24 0,46020 0,51835 1,92920 36
25 0,44490 0,89558 0,49677 2,01302 35 25 0,46046 0,88768 0,51872 1,92782 35
26 0.44516 0,895'i5 0,49713 2,01155 34 26 0,46072 0,88755 0,51909 1,92645 34
27 0^44542 0,89532 0,49749 2,01008 33 27 0,46097 0,88741 0,51946 1.92508 33
28 0,44568 0,89519 0,49786 2,00862 32 28 0,46123 0,88728 0.51983 1,92371 32
29 0,44594 0,89506 0,49822 2,00715 31 29 0,46149 0,88715 0,52020 1,92235 31
30 0,44620 0,89493 0,49858 2,00569 30 30 0,46175 0,88701 0,52057 1,92098 30
31 0,44646 0,89480 0,49894 2,00423 29 31 0,46201 0,88688 0,52094 1,91962 29
32 0,44672 0,89467 0,19931 2,00277 28 32 0,46226 0,88674 0,52131 1,91826 28
33 0,44608 0,89454 0,49967 2,00131 27 33 0,46252 0,38661 0,52168 1,91690 27
34 0,44724 0,89'i'il 0,50004 1,99986 26 34 0,46278 0,88647 0,52205 1,91554 26
35 0,44750 0,89428 0,50040 1,99841 25 35 0,46301 0,88634 0,52242 1,91418 2э
0,44776 0,89115 0,50076 1,99695 94 36 0,46330 0,88620 0.52279 1,91282 24
37 0,44802 0,89402 0,50113 1,99550 23 37 0.46355 0,88607 0,52315 1,91147 23
38 0,44828 0,89389 0,50149 1,99406 22 38 0,46381 0.88593 0-52353 1,91012 22
39 0,89376 0.50185 1,99261 21 39 0,46407 0,88580 0.52390 1.90876 21
40 0,44880 0,89363 0,50222 1,99116 20 40 0,46433 0,88э6б 0,52427 1,90741 20
41 0,44906 0,89350 0.50258 1,98972 19 41 0,46458 0.88553 0,52464 1,90607 19
42 0,44932 0,89337 0,50295 1,98828 18 42 0,46484 0,88539 0,52501 1,90472 18
43 0,44958 0,89324 0,50331 1,98681 17 43 0,46510 0,88526 0.52538 1.90337 17
44 0,44984 0,89311 0,50368 1,9854 0 16 44 0,46536 0.88512 0,52575 1,90203 16
45 0,45010 0,89298 0,50404 1,98396 15 45 0,46561 0,88499 0.52613 1,90069 15
46 0,45036 0,89285 0.50441 1,98253 14 46 0,46587 0,88485 0,52650 1,89935 14
47 0,45062 0,89272 0,50477 1,98110 13 47 0,46613 0,88472 0.52687 1,89801 13
48 0,45088 0,89259 0,50514 1,97966 12 48 0,46639 0,88458 0,52724 1,89667 12
49 0,45114 0.89245 0,50550 1,97823 11 49 0,46664 0.88415 0,52761 1,89533 11
50 0,45140 0,89232 0,50587 1,97681 10 50 0,46690 0,88'131 0,52798 1,89400 10
51 0,45166 0,89219 0,50623 1,97538 9 51 0,46716 0.88417 0,52836 1,89266 9
52 0,45192 0,89206 0,50660 1,97395 8 52 0,46742 0,88104 0,52873 1,89133 8
53 0,45218 0,89193 0,50696 1,97253 7 53 0,46767 0,88390 0,52910 1,89000 7
54 0,45243 0,89180 0.50733 1,97111 6 54 0,46793 0.88377 0,52947 1,88867 6
55 0,45269 0,89167 050769 1,96969 5 55 0,46819 0,88363 0.52985 1.88734 5
56 0,45295 0,89153 0,50806 1,96827 4 56 0,46844 0,88349 0,53022 1.88602 4
57 0,45321 1 0,89140 0,50843 1,96685 3 57 0,46870 0,88336 0,53059 1,88469 3
58 0,45347 0,89127 0,50879 1,96544 2 58 0,46896 0,88322 0,53096 1,88337 2
59 0,45373 0.89114 0.50916 1,96402 1 59 0,46921 0.88308 0.53134 1,88205 1
60 0,45399 0,89101 0,50953 1,96261 0 60 0,46947 0,88295 0,53171 1,88073 0
cos Bin ctg tg f COS sin ctg tg •
63° 62°
28° 29°
sin cos tg ctg sin cos tg ctg
0 0,46947 0.88295 0,53171 1,88073 60 0 0.48481 0,87462 0.55431 1,80405 60
1 0.46973 0,88281 0.53208 1,87941 59 1 0,48506 0.87448 0,55469 1,80281 59
0.46999 0.88267 0.53276 1,87809 58 0,48532 0,87'134 0,55507 1,80158 58
3 №4702'1 0,88254 0.53283 1,87677 57 3 0,48557 0,87420 0,55э45 1,80034 57
/, 0647050 0,88240 0,53320 1,87546 56 4 0,48583 0.87406 0,55583 1,79911 56
) 0,47076 0,88226 0,53358 1,87415 ээ 5 0,48608 0,87391 0,55621 1,79788 55
6 0,47101 0,88213 0,53395 1,87283 54 6 0,48634 0.87377 0,55659 1,79665 54
7 0.47127 0,88199 0,53432 1,871л2 53 . 7 0,48659 0.87363 0,55697 1,79542 53
8 0,47153 0,88185 0,53470 1,87021 52 8 0,4888'* 0.87349 0,55736 1,79419 52
9 0,47178 0,88172 0.53507 1,86891 51 9 0,48710 0.87335 0,55774 1,79296 51
10 0,47204 0,88158 0,эЗэ'*э 1,8'6760 50 10 0,48735 0,87321 0,55812 1,79174 50
11 0,47229 0.88144 0,53582 1,86630 49 и 0,48761 0,87306 0,55850 1,79051 49
12 0,47255 0.88130 0,53620 1,86499 48 12 0,48786 0.87292 0,55888 1,78929 48
13 0.47281 0,88117 0,53657 1,86369 47 13 0,48811 0,87278 0,55926 1,78807 47
1'* 0,47306 0.88103 0,53694 1,86239 46 14 0,48837 0.87264 0.55964 1,78685 46
15 0,47332 0,88089 0.53732 1,86109 45 15 0.48862 0,87250 0.56003 1,78563 45
16 0,47358 0,88075 0.53769 1,85979 44 16 0,48887 0.87235 0,56041 1,78441 44
17 0,47383 0,88062 0,53807 1,8^850 43 17 0,48913 0.87221 0.56079 1,78319 43
18 0,47409 0,88048 0,53844 1,85720 42 18 0,48938 0,87207 0.56117 1,78198 42
19 0,47434 0,88034 0.53882 1,85591 41 19 0,48961 0,87193 0.56156 1,78077 41
20 0,47460 0,88020 0,53920 1,85462 40 20 0,48989 0,87178 0.56194 1,77955 40
21 0,47486 0.88006 0,53957 1,85333 39 21 0,49011 0.8716'1 0 56232 1,77834 39
0.47511 0,87993 0.53995 1,85204 38 22 0,49040 0,87150 0.56270 1,77713 38
23 0.47537 0,87979 0,54032 1,85075 37 23 0,49065 0.87136 0,56309 1,77592 37
2.4 0,47э62 0,87965 0,54070 1,84946 33 24 0,49090 0,87121 0,56347 1,77471 36
0,47588 0.87951 0,54107 1,84818 35 25 0,49116 0.87107 0,56385 1,77351 35
26 0.47614 0.87937 0.54П5 1,84689 34 26 0.49141 0.87093 0,56424 1,77230 34
27 0,47639 0,87923 0.54183 1,84561 33 27 0,49166 0.87079 0.56462 1,77110 33
28 0,47665 0,87909 0,54220 1,84733 32 28 0,49192 0,8706'* 0,56501 1,76990 32
29 0.47680 0,87896 0,54258 1,84305 31 29 0.49217 0,87050 0,56539 1,76869 31
30 0,47716 0,87882 0,54296 1,84177 30 30 0,49242 0,87036 0,56577 1,76749 30
31 ' 0.477'd 0.87868 0.54333 1,84049 29 31 0,49268 0,87021 0,56616 1,76629 29
32 0,47767 0.87854 0.54371 1,83922 28 32 0.49293 0,87007 0,56654 1,76510 28
33 0,47793 0.878i0 0,54409 1,83794 27 3.3 0/19318 0.86993 0,56693 1,76390 27
34 0,47818 0,87826 0,54446 1,83667 26 34 0,49344 0.86978 0,56731 1,76271 26
35 0,47844 0,87812 0,5458* 1,83540 25 35 0,19369 0.86964 0,56769 1,76151 25
36 0,47869 0.87798 0,54522 1,83413 24 Зи 0/19394 0,869+9 0.56808 1,76032 24
37 0.47895 0.87784 0,54560 1,83286 23 37 0,49119 0.86935 0.56846 1,75913 23
38 0/17920 0.87770 0,54597 1,83159 22 38 0.49445 0.86921 0,56885 1,75794 22
39 0.47946 0,87756 0,54635 1,83033 21 39 0,49470 0.86906 0,56923 1,75675 21
40 0,47971 0,877'13 0,54673 1,82906 20 40 0,49'195 0.86892 0,56962 1,75556 20
41 0,47997 0.87729 0,54711 1,82780 19 41 0,69521 0.86878 0,57000 1,75437 19
42 0/18022 0,87715 0,57778 1,82654 18 42 0.49546 0.86863 0,57039 1,75319 18
43 0,48048 0.87701 0,54786 1,82528 17 43 0,49571 0.86849 0,57078 1,75200 17
44 0,48073 0,87687 0,54824 1,82402 16 41 0,49596 0,86834 0.57116 1,75082 16
45 0,48099 0.87673 0.54862 1,82276 15 45 0,49622 0,86820 0.57155 1,74964 15
46 0,48124 0.87659 0,54900 1,82150 14 46 0.49647 0,86805 0.57193 1,748'16 14
47 0,48150 0,87645 0,54938 1,82025 13 47 0,49672 0,86791 0,57232 1,74728 13
48 0,4817э 0.87631 0.54975 1,81899 12 48 0/19097 0.86777 0,57271 1,74610 12
49 0,48201 0.87617 0,55013 1,81774 11 49 0,49723 0.86762 057309 1,74492 11
50 0,48226 0,87603 0,55051 1,81649 10 50 0,497'18 0.867'58 0,57348 1,74375 10
51 0.48252 0.87589 0,55089 1,81524 9 51 0,49773 0,86733 0.57386 1,74257 9
52 0,48277 0,87э7э 0,55127 1,81399 8 52 0.49798 0,86719 0.57425 1,741'0 8
53 0,48303 0,87561 0.55165 1,81274 7 53 0 / 9824 0,86704 0.57464 1,74022 7
54 0,48328 0,87546 0.55203 1,81150 6 54 0/19849 0,86690 0,57503 1,73905 6
5 5 0,48354 0,87532 0,55241 1,81025 5 55 0,49874 0,86675 0.57541 1,73788 5
56 0.48.379 0,87518 0,55279 1,80901 4 56 0,49899 0.86661 0,57580 1,73671 4
57 0,48405 0.8750', 0,55317 1,80777 3 57 0,49924 0,86646 0.57619 1,73п5э 3
58 0,48430 0.87790 0.55355 1.80653 2 58 0,49950 0.86632 0.57657 1,73438 2
59 0,48456 0.87476 0.55393 1,80529 1 59 0.49975 0,86617 0,57696 1,73321 1
60 0,48181 0,87462 0,55431 1,80405 0 6.0 0,50000 0,86603 0,57735 1,73205 0
COS sin Ctg tg • COS sin ctg tg >
61° - 60°
30® 31»
г sin COS tg ctg r sin cos tg ctg
0 0.50000 0,86603. 0,57735 1,73205 60 0 0.51504 0,85717 0,60086 1,66428 60
1 0,50025 0,8658^ 0,57774 1,73089 59 1 0,51529 0.85702 0,60126 1,66318 59
2 0,50050 0,86573 0,57813 1,72973 58 2 0,51554 0,85687 0,60165 1,66209 58
3 0,50076 0,86559 0,57851 1,72857 57 3 0,51579 0,85672 0,60205 1,66099 57
4 0,50101 0.86544 0,57890 1,72741 56 4 0,51604 0,85657 Ь ,60245 1,65990 56
5 0,50126 0,86530 0,57929 1,72625 55 5 0,51628 0,85642 0.60284 1,65881
6 0.50151 0.86515 0,57968 1,72509 54 6 0,51653 0,85627 0,60324 1,65772 54
7 0,50176 0.86501 0,58007 1/2393 53 7 0,51678 0,85612 0,60364 1,65663 53
8 0,50201 0.86486 0,58046 1,72278 52 8 0,51703 0.85597 0,60403 1,65554 52
9 0,50227 0.86471 0,58085 1,72163 51 9 0.51728 0.85582 0.60443 1,65445 51
10 0,50252 0,86457 0,58124 1,72047 50 10 0,51753 0,85567 0,60483 1,65337 50
и 0,50277 0,86442 0,58162 1,71932 49 11 0,51778 0,85551 0,60522 1,65228 49
12 0,50302 0,86427 0,58201 1,71817 48 12 0,51803 0,85536 0,60562 1,65120 48 .
13 0,50327 0,86413 0,58240 1,71702 47 13 0,51828 0,85521 0,60602 1,65011 47
14 0,50352 0,86398 0,58279 1,71588 46 14 0,51852 0,85506 0,60642 1,64903 46
15 0,50377 0,86384 0,58318 1,71473 45 15 0,51877 0,85491 0,60681 1,64795 45
16 0,50403 0,86369 0,58357 1,71358 44 16 0,51902 0,85476 0,60721 1,64687 44
17 0,50428 0,86354 0,58396 1,71244 43 17 0,51927 0,85461 0,60761 1,64579 43
18 0,50453 0,86340 0,58435 1,71129 42 18 0,51952 0,85446 0,60801 1,64471 42
19 0.50478 0,86325 0,58474 1,71015 41 19 0,51977 0.85431 0,60841 1,64363 41
20 0,50503 0,86310 0,58513 1,70901 40 20 0,52002 0,85'116 0,60881 1,64256 40
21 0,50528 0,86295 0,58552 1,70787 39 21 0.52026 0.85401 0,60921 1,64148 39
22 0,50553 0,86281. 0,58591 1,70673 38 22 0,52051 0,85385 0.60960 1,64041 38
23 0,50578 0,86266 0,58631 1,70560 37 23 0,52076 0,85370 0,61000 1,63934 37
24 0.50603 0,86251 0,58670 1,70446 36 24 0,52101 0.85355 0,61040 1,63826 36
25 0,50628 0,86237 0,58709 1,70332 35 25 0,52126 0,85340 0.61080 1,63719 35
26 0,50654 0,86222 0,58748 1,70219 34 26 0,52151 0,85325 0,61120 1,63612
27 0.50679 0,86207 0,58787 1,70106 33 27 0,52175 0,85310 0,61160 1,63505 33
28 0,50704 0,86192 0,58826 1,69992 32 28 0,52200 0,85294 0,61200 1,63398 32
29 0,50729 0,86178 0,58865 1,69879 31 29 0.52225 0,85279 0,61240 1,63292 31
30 0,50754 0,86163 0,58904 1,69766 30 30 0,52250 0,85264 0,61280 1,63185 30
31 0,50779 0,86148 0,58944 1,69653 29 31 0,52275 0,85249 0,61320' 1,63079 29
.32 0,50804 0.86133 0,58983 1,69541 28 32 0,52299 0,85234 0,61360 1,62972 28
33 0,50829 0,86119 0.59022 1,69428 27 33 0,52324 0,85218 0,61400 1,62866 27
34 0,50854 0,86104 0,59061 1,69316 26 34 0,52349 0,85203 0.61440 1,62760 26
35 0,50879 0,86089 0,59101 1,69203 25 35 0,52374 0,85188 0,61480 1,62654 25
36 0.50904 0.86074 0.59140 1,69091 24 36 0,52399 0,85173 0.61520 1,62548 24
37 0,50929 0,86059 0.59179 1,68979 23 37 0,52423 0,85157 0,61561 1,62442 23
38 0,50954 0,86045 0,59218 1,68866 22 38 0,52448 0,85142 0.61601 1,62336 22
39 0,50979 0,86030 0,59258 1,68754 21 39 0,52473 0,85127 0,61641 1,62230 21
40 0,51004 0,86015 0,59297 1,68643 20 40 0,52498 0,85112 0,61681 1,62125 20
41 0,51029 0,86000 0,59336 1,68531 19 41 0,52522 0,85096 0,61721 1,62019 19
42 0,51054 0,85985 0,59376 1,68419 18 42 0,52547 0,85081 0,61761 1,61914 18
43 0,51079 0,85970 0,59415 1,68308 17 43 0,52572 0.85066 0,61801 1,61808 17
44 0,51104 0,85956 0,59454 1,68196 16 44 0,52597 0,85051 0,61842 1,61703 16
45 0,51129 0.85941 0,59494 1,68085 15 45 0,52621 0.85035 0,61882 1,61598 15
46 0,51154 0,85926 0.59533 1,67974 14 46 0,52646 0,85020 0,61922 1,61493 14
47 0,51179 0,85911 0,59573 1,67863 13 47 0,52671 0,85005 0,61962 1,61388 13
48 0,51204 0,85896 0,59612 1,67752 12 48 0,52696 0,84989 0,62003 1,61283 12
49 0.51229 0,85381 0,59651 1,67641 11 49 0,52720 0,84974 0,62043 1,61179 11
50 0,51254 0,85866 0,59691 1,67530 10 50 0,52745 0,84959 0,62083 1,61074 10
51 0,51279 0,85851 0,59730 1,67419 9 51 0,52770 0,84943 0,62124 1,60970 9
52 0,51304 0,85836 0,59770 1,67309 8 52 0,52794 0,84928 0,62164 1,60865 8
53 0,51329 0,85821 0,59809 1,67198 7 53 0.52819 0,84913 0,62204 1,60761 7
54 0,51354 0,85806 0,59849 1,67088 6 54 0,52844 0,84897 0,62245 1,60657 6
55 0,51379 0,85792 0,59888 1,66978 - 5 55 0,52869 0,84882 0,62285 1,60553 5
56 0,51(404 0,85777 0,59928 1,66867 4 56 0,52893 0,84866 0,62325 i;60449 4
57 0,51429 0,85762 0,59967 1,66757 3 57 0,52918 0,84851 0,62366 1,60345 3
58 0,51454 0,85747 0,60007 1,66647 ‘ 2 58 0,52943 0,84836 0,62406 1,60241 2
59 0.51479 0.83732 0,60046 1,66538 1 59 0,52967 0,84820 0.62446 1.60137 1 ,
60 0,51504 0,85717 0,60086 1,66428 0 60 0,52992 0,84805 0,62487 1,60033 0 '
COS sin ctg tg e COS sin Ctg tg t
5 9® 58°
32е 33*
sin cos tg ctg sin cos tg ctg
0 0,52992 0,84805 0,62487 1,60033 60 0 0,54464 0,83867 0,64941 1,53986 60
t 0,53017 0,84789 0,62527 1,59930 59 1 0,54488 0,83851 0,64982 1,53888 59
2 0,53041 0,84774“ 0,62568 1,59826 58 2 0,54513 0,83835 0,65024 1,53791 58
I) 0,53066 0.84759 0,62608 1,59723 57 3 0,54537 0,83819 0,65065 1,53693 57
4 0.53091 0,84743 0.62649 1,59620 56 4 0,54561 0,83804 0,65106 1,53595 56
В 0,53115 0,84728 0,62689 1,59517 55 5 0,54586 0,83788 0,65148 1,53497 55
(1 0,53140 0,84712 0,62730 1,59414 54 6 0,54610 0,83772 0,65189 1,53400 54
7 0,53165 0,84697 0.62770 1,59311 53 7 0,54635 0.83756 0,65231 1,53302 53
8 0.53189 0,84681 0,62811 1,59208 52 8 0,54659 0,83740 0,65272 1,53205 52
В 0,53214 0,84666 0,62852 1,59105 51 9 0,54683 0,83724 0,65314 1,53107 51
10 0,53238 0,84650 0,62892 1,59002 50 10 0,54708 0,83708 0,65355 1,53010 50
11 0,53263 0,84635 0.62933 1,58900 49 If 0,54732 -0,83692 0,65397 1,52913 49
12 0,53288 0,84619 0,62973 1,58797 48 12 0.54756 ' 0,83676 0,65438 1,52816 48
13 0,53312 0,84604 0,63014 1,58695 47 13 0,54781 ' 0,83661 0,65480 1,52719 47
14 0,53337 0,84588 0,63055 1,58593 46 14 0.54805 0,83645 0,65521 1,52622 46
15 0,53361 0.84573 0.63095 1,58490 45 15 0,54829 0,83629 0,65563 1,52525 45
16 0,53386 0.84557 0,63136 1,58388 44 16 0,54854 0,83613 0,65604 1,52429 44
17 0,53411 0,84542 0,63177 1,58286 43 17 0.54878 0,83597 0,65646 1,52332 43
18 0,53435 0,84526 0,63217 1,58184 42 18 0,54902 0,83581 0,65688 1,52235 42
19 0,53460 0,84511 0,63258 1,58083 41 19 0,54927 0,83565 0,65729 1,52139 41
20 0,53484 0,84495 0,63299 1,57981 40 20 0,54951 0,83549 0,65771 1,52043 40
21 0,53509 0,84480 0,63340 1,57879 39 21 0,54975 0,83533 0,65813 1,51946 39
22 0,53534 0,84464 0,63380 1,57778 38 22 0,55000 0,83517 0,65854 1,51850 38
23 0.53558 0,84448 0,63421 1,57676 37 23 0,55024 0,83501 0,65896 1,51754 37
24 0,53583 0,84433 0,63462 1,57575 36 24 0,55048 0,83485 0,65938 1,51658 36
*>fs 0,53607 0,84417 0,63503 1,57474 35 25 0,55072 0,83469 0,65980 1,51562 35
26 0,53632 0,84402 0,63544 1,57372 34 26 0,55097 0,83453 0,66021 1,51466 34
27 0,53656 0,84386 0.63584 1,57271 33 27 0,55121 0,83437 0,66063 1,51370 33
28 0,53681 0,84370 0,63625 1,57,170 32 28 0,55145 0,83421 0,66105 1,51275 32
29 0,53705 0.84355 0,63666 1,57069 31 29 0,55169 0,83405 0,66147 1,51179 31
30 0,53730 0,84339 0,63707 1,56969 30 30 0,55194 0,83389 0,66189 1,51084 30
31 0,53754 0,84324 0,63748 1,56868 29 31 0,55218 0.83373 0,66230 1,50988 29
.32 0.53779 0,84308 0,63789 1,56767 28 32 0,55242 0,83356 0,66272 1,50893 28
33 0,53804 0,84292 0,63830 1,56667 27 33 0,55266 0,83340 0,66314 1,50797 27
.34 0,53828 0,84277 0,63871 1,56566 26 34 0,55291 0,83324 0,66356 1,50702 26
.35 0.53853 0.84261 0,63912 1,56466 25 35 0,55315 0,83308 0,66398 1,50607 25
36 0,53877 0,84245 0.63953 1,56366 24 36 0,55339 0,83292 0,66440 1,50512 24
37 0,53902 0,84230 0,63994 1,56265 23 37 0,55363 0,83276 0,66482 1,50417 23
38 0,53926 0,84214 0,64035 1,56165 2.2 38 0,55388 0,83260 0,66524 1,50322 22
39 0,53951 0,84198 0,64076 1,56065 21 39 0,55412 0,83244 0,66566 1 50228 21
40 0,53975 0,84182 0,64117 1,55966 20 40 0,55436 0,83228 0,66608 1,50133 20
41 0,54000 0,84167 0,64158 1,55866 19 41 0,55460 0,83212 0,66650 1,50038 19
42 0,54024 0,84151 0,64199 1,55766 18 42 0,55484 0,83195 0,66692 1,49944 18
43 0,54049 0,84135 0,64240 1,55666 17 43 0,55509 0,83179 0,66734 1,49849 17
44 0,54073 0,84120 0,64281 1,55567 16 44 0.55533 0,83163 0,66776 1,49755 16
45 0,54097 0,84104 0,64322 1,55467 15 45 0,55557 0,83147 0,66818 1,49661 15
46 0,54122 0-84088 0,64363 1,55368 14 46 0,55581 0,83134 0,66860 1,49566 14
47 0,54146 0,84072 0,64404 1,55269 13 47 0,55605 0.83115 0,66902 1,49472 13
48 0,54171 0,84057 0,64446 1,55170 12 48 0,55630 0,83098 0,66944 1,49378 12
49 0,54195 0,84041 0,64487 1,55071 11 49 0,55654 0.83082 0,66986 1,49284 It
50 0,54220 0,84025 0,64528 1,54972 10 50 0,55678 0,83066 0,67028 1,49190 10
51 0,54244 0,84009 0,64569 1,54873 9 51 0,55702 0,83050 0,67071 1,49097 9
52 0,54269 0,83994 0,64610 1,54774 8 52 0,55726 0,830.34 0,67113 1,49003 8
53 0,54293 0,83978 0,64652 1,54675 7 53 0,55750 0,83017 0,67155 1,48909 7
54 0,54317 0,83962 0,64693 1,54576 6 54 0,55775 0,83001 0.67197 1,48816 6
55 0,54342 0,83946 0,64734 1,54478 5 55 0,55799 0,82985 0,67239 1,48722 5
56 0,54366 0,83930 0,64775 1,54379 4 56 0,55823 0,82969 0,67282 1,48629 4
57 0,54391 0,83915 0.64817 1,54281 , 3 57 0.55847 0,82953 0,67324 1,48536 3
58 0,54415 0,83899 0,64858 1,54183; 4 2 58 0,55871 0,82936 0,67366 1,48442 2
59 0,54440 0,83883 0,64899 1,54085 1 59 0.55895 0,82920 0,67409 1,48349 1
60 0,54464 0,83867 0,64941 1,53986 0 60 0,55919 0,82904 0,67451 1,48256 0
COS sin ctg tg f COS sin ctg tg •
5’ О 56е
34» 35®
sin COS tg ctg | ' | sin cos tg ctg |
0 0.55919 0,82904 0,67451 1/.8256 60 0 0,57358 0.81915 0.70021 1,42815 60
1 0,55943 0,82887 0,67493 1,48163 59 1 0.57381 0,81899 0.70064 1,42726 59
0.55968 0,82871 0,67э36 1,48070 58 2 0,57105 0,81382 0.70107 1,42638i 58
3 0,55992 0.82855 0.67578 1,47977 3/ 3 0,57429 0,81565 0,70151 1,12530! 57
4 0,56016 0,82839 0.67620 1.47885 56 4 0.57453 0,81848 0,70194 1,42462 56
5 0,56040 0.82822 0.67663 1,47792 .)D 5 0,57477 0,81832 0.70238
6 0.56061 0.82806 0.67705 1,17699 54 6 0.57501 0,70281 1,42286 51
7 0,56088 0.82790 0,67748 1,47607 53 7 0.57524 0.81798 0,70325 1,42198 53
8 0,56112 0,82773 0,67790 1,47514 52 8 0,57548 0,81782 0,70368 1,12110 52
9 0,56136 0,82757 0,67832 1,47422 51 9 0,57572 0,81765 0,70412 1,42022 51
10 0,56160 0,82741 0.67875 1,47330 50 10 0,57596 0,81718 0,70455 1.41934 50
11 0.56184 0,82724 0.67917 1,47238 49 11 0.57619 0.81731 0,70499 1,41847 49
12 0.56208 0,82708 0.67J60 1,47146 48 12 0.57643 0,81714 0.70542 1,41759 48
13 0,56232 0.82692 0.68002 1.4705,3 47 13 0.57667 0.81698 0,70586 1,41672 47
14 0,56251) 0,82675 0.68045 1,46962 Л6 14 0.57691 0.81681 0,70629 1,41584 46
15 0.56280 0.82659 0.68088 1,46870 45 15 0.57715 0.81664 0.70673 1,41497 45
16 0,56305 0.82343 0.68130 1,46778 44 16 0.57738 0,81647 0,70717 1,41409 44
17 0,56329 0.82626 0.68173 I,'-6686 '13 17 0,57762 0.81631 0,70760 1,41322 43
18 0.06353 0,82610 0.68215 1,46595 42 18 0,57786 0.81614 0,70801 1,41235 42
19 0,56377 0.82593 0.68258 1.46503 41 19 0,57809 0.81597 0,70848 1,41148 41
20 0,56401 0.82577 0.68301 1,46'. 11 40 20 0,57833 0,81580 0,70891 1,41061 40
21 0,56425 0,82561 0.68343 1,46320 39 21 0,57857 0,81563 0.70935 1,40974 39
22 0,56149 0.82544 0,68386 1,46229 38 22 0.57881 0.81546 0,70979 1.40887 38
23 0,5647.3 0,82528 0.68429 1,46137 37 23 0.57904 0.81530 0.71023 1,40800 37
24 0,56457 0.82511 0.68471 1,46046 36 24 0.57-528 0.81513 0.71066 1,40714 36
25 0.56521 0.82495 0,68514 1,45955 35 25 0,57952 0.81496 0,71110 1.40627 35
26 0,56515 0,82478 0,68557 1,'i586'i 34 26 0,57976 0,81479 0.71154 1,40540 34
27 0,56569 0.82462 0.68600 1,45773 33 27 0.57999 0.81462 0.71198 1/10 '.54 33
28 0,5659.3 0.82446 0,68612 1,45682 32 28 0.58023 0,81445 0.71242 1,40367 32
29 0.56617 0.82429 0.68685 1,45592 31 29 0.58017 0.81428 0.71285 1.40981 31
30 0,56641 0.82413 0.68728 1,45501 30 30 0.58070 0.81412 0,71329 1,40195 30
31 0.56665 0.82396 0.68771 1,45'410 29 31 0,58094 0.81395 0.71373 1,40109 29
32 0.5668) 0.82380 0.68814 1,45320 28 32 0.58118 0.81378 0,71417 1,40022 28
33 0.56713 0.82363 0,68857 1,45229 27 33 0.58141 0,81361 0.71461 1,39936 27
34 0.56736 0.82347 0.68900 1,45139 34 0.58165 0.81314 0.71505 1,39850 26
35 0.56/60 0,82330 0.68942 1,45049 25 35 0,58189 0,81327 0.71549 1,39764 25
36 0,56784 0,82314 0.68985 1,44958 24 36 0,58212 0,81310 0.71593 1,39679 24
37 0.56808 0.82297 0.69028 1.44868' 23 37 0,58236 0,81293 0.71637 1.39593 23
38 0.56832 0,82281 0.69071 1,44778 22 38 0,58260 0.81276 0.71681 1.39507 22
.39 0.56856 0.8226'. 0.69111 1,44688 21 .39 0.58283 0.8Г’59 0.71725 1.39121 21
40 0,56880 0.82248 0,69157 1,44598 20 40 0,58307 0.81212 0.71769 1,39336 20
41 0.56904 0.82231 0.69200 1.44508 19 41 0.58331 0.81225 0.71813 1,39250 19
42 0,56928 0.82214 0.69243 1.44418 18 12 0,58354 0.81208 0.71857 1,39165 18
43 0.56952 0.82198 0.69286 1.44329 17 43 0.58378 0,81191 0,71901 1,39079 17
44 0.5.6976 0,82181 0.6932.) 1,44239 16 41 0,58401 0.81174 0.71946 1,38991 16
45 0,57000. 0,82165 0.69372 1.14149 15 45 0.58425 0.8.1157 0.71990 1,38909 15
46 0,57024 0.82148 0.69416 1,4 060 14 46 0,58419 0.81140 0.72034. 1,38324 14
47 0,57047 0.82132 0.69459 1,43970 13 47 0.58472 0.81123 0.72078 1,38738 13
48 0.57071 0,82115 0.69502 1,13881 12 48 0.58496 0.81106 0.72122 1,38653 12
49 0,570‘)5 0.82098 0.69545 1,'3792 IL 49 0.58519 0.8108.) 0.72167 1,38568 It
50 0,57119 0.82082 0,69588 1,43703 10 50 0.58543 0.81072 0,72211 1,38484 10
51 0,57143 0.82065 0.69631 1,13614 9 51 0.58567 0.81055 0.72255 1,38399 9
52 0,57167 0,82018 0,6.1675 1,43525 8 52 0.58590 0.81038 0.72299 1,38314 8 .
53 0.57191 0.82032 0.69718 1,43436 7 53 0.58614 0.81021 0.72341 1,38229 7
.54 0.57213 0.82015 0.69761 1,43347 6 54 0.58637 O-8IOO4 0.72388 1,38145 6
55 0,57238 0,81999 0.69804 1,43258 5 55 0.58661 0,80987 0.72132 1,38060 5
56 0.57262 . 0.81982 0,69847 1,43169 4 56 0,58684 0.80970 0,72477 1.37976 4
57 0.57286 0.81965 0,69891 1,43080 3 57 0.58708 0.809.53 0.72521 1,37891 3
58 0,57310 0.81949 0.69934 1,42992 2 58 0.58731 0.80936 0.72565 1,37807 2
59 0,57334 0.81932 0.69977 1,42903 1 59 0.58755 0.80919 0.72610 1,37722 1
60 0,57.358 0,81915 0,70021 1,42315 0 60 0.58779 0.80902 0.72654 1,37638 0
cos sin ctg tg t COS sin ctg tg
55» 54»
36° з;°
! sin cos tg ctg sin COS tg Ctg
о 0,58779 0.80902 0.72654 1.37638 60 0 0,60182 0,79864 0,75355 1,32704 60
1 0,58802 0.80885 0,72699 1,37554 59 i 0.60205 0,79846 0,75401 1,32624 59
2 И),58826 0,80867 0.72743 1,37470 "58 2 0,60228 0,79829 0.75447 1,32544 58
3 00'58849 0,80850 0,72788 1.37386 57 3 0.00251 0,79811 0.75492 1,32464 57
4 "0,58873 0.80833 0.72832 1,37301 56 4 0,60274 0.79793 0,75538 1,32384 56
0'58896 0,80816 0,72877 1,37218 5b 5 0.60298 0,79776 0,75584 1,32304 55
(1 0'58920 0.80799 0.72921 1,37134 54 6 0,60321 0,79758 0.75629 1,32224 54
7 0,58943 0.80782 0.72966 1,37050 53 7 0.60344 0.79741 0,75675 1,32144 53
8 0,58967 0.80765 0,73010 1.36967 52 8 0,60367 0,79723 0,75721 1,32064 52
9 0,58990 0,80748 0.73055 1,36883 51 9 0-60390 0.79706 0,75767 1,31984 51
10 0,59014 0,80730 0,73100 1,36800 50 10 0,60414 0,79688 0,75812 1,31904 50
II 12 0.59037 0,80713 0,73144 1,36716 49 11 0.60437 0,79671 0.75858 1,31825 49
0,59061 0.80696 0.73189 1,36633 48 12 6,604 60 0,79653 0.75904 1,31745 48
13 0'59084 0,80679 0,73234 1,36549 47 13 0,60483 0.79635 6,75950 1,31666 47
Н 1Г) 0 59108 0.73278 1,36466 46 14 0,60506 0,79618 0.75996 1,31586 46
0'59131 080644 0,73323 1,36383 45 15 0.60529 0,79600 0,76042 1,31517 45
16 0,59154 0,80627 0,73368 1,36300 44 16 0,60553 0,79583 0.76088 1,31427 44
17 0,59178 0-80610 0,73413 1,36217 43 17 0,60э76 0,79565 0,76134 1,31348 43
18 0,59201 0,80593 0,73457 1,36134 42 18 0,60599 0,79547 0.76180 1,31269 42
19 0,53225 0.80576 0,80558 0,73502 1.36051 41 19 0,60622 0.79530 0,76226 1,31190 41
20 0,59248 0,73547 1,35968 40 20 0,60645 0,79512 0,76272 1,31110 40
21 0 59272 0.80541 0,73592 1,35885 39 21 0.60668 0,79494 0,76318 1,31031 39
22 0Й9295 0,80524 0,73637 1,35802 38 0,60691 0.79477 0,76361 1,30952 3d
23 0'59318 0^80507 0.73681 1,35719 37 23 0,60714 0,79459 0,76410 1,30873 37
24 0'59342 0.80489 0,73726 1,35637 36 24 0.60738 0,79441 0.76456 1,30795 36
0 80472 0,73771 1,35554 35 25 0,60761 0,79424 0,76502 1,30716 35
26 0 59389 0'80455 0,73816 1,35472 34 26 0,60784 0.79406 0,76548 1,30637 34
27 0^59412 0.80438 0,73861 1,35389 33 27 0.60807 0.79388 0,76594 1,30558 33
28 0,59435 0.80420 0.73906 1,35307 32 28 0,60830 0,79371 0.76640 1,30480 32
29 0,59459 0-80W3 0,73951 1,35224 31 29 0,60853 0.79353 0.76686 1,30401 31
30 0,59482 0,80386 0,73996 1,35142 30 30 6,60876 0,70335 0,76733 1,30323 30
31 0,59506 0.80368 0.74041 1,35060 29 31 0.60899 0,79318 0,76779 1,3024', 29
32 0,59529 0.80351 0,74086 1,34978 28 32 0,60922 0.79300 0,76825 1,30166 28
33 0,80334 0.74131 1,34896 27 33 0.60945 0.79282 0,76871 1,30087 27
б ’59576 0 80316 0,74176 1,34814 26 34 0.60968 0,79264 0.76918 1,30009 26
35 6'59599 0.80299 0,74221 1,34732 25 35 0,60991 0,79247 0,76964 1,29931 25
36 0 59622 0.80282 0,74267 1,34650 24 36 0.61015 0,79229 0,77010 1,29853 24
37 0,59646 0.59669 030264 0,74312 1,31568 23 37 0.61038 0,73211 0,77057 1,29775 23
38 0.80247 0,74357 1,34487 22 38 0.61061 0.79193 0.77103 1,29696 22
39 0^59693 0'80230 0,74402 1,34405 21 39 0,61084 0,79176 0,77149 1,29618 21
40 0,59716 0,80212 0,74447 1,34323 20 40 0-61107 0,79158 0,77196 1,29541 20
41 0 59739 0 80195 0.74492 1,34242 19 41 0.61130 0,79140 0,77242 1,29463 19
42 0’59763 0,80178 0.74538 1,34160 18 42 0.61153 0.79122 0,77289 1,29385 18
43 0,59786 0,80160 0.74583 1,34079 17 43 0.61176 0.79105 0,77335 1,29307 17
44 б £9809 0,80143 0.74628 1,33998 16 44 0.61199 0.79087 0,77382 1,29229 16
45 0,59832 0'80125 0,74674 1,33916 15 45 0.61222 0,79069 0,77428 1,29152 15
46 0.53856 0.80108 0.74719 1,33835 14 46 0.61245 0.79051 0,77475 1,29074 14
47 0.59879 0.80091 0,74764 1,33754 13 47 4 0-61268 0,79033 0,77521 1,28997 13
48 0,59902 0,80073 ' 0,74810 1,33673 12 48 0.01291 0,79016 0,77568 1,2891'0 12
49 0,59926 0,80056 0,74855 1,33592 11 49 0.61314 0,78998 0,77615 1,28842 11
50 0^59949 0,80038 0,74900 1,33511 10 50 0,61337 0,78980 0,77661 1,28764 10
51 0,59972 0,80021 0,74946 1,33430 9 51 0,61360 0,78962 0,77708 1,28687 9
52 0,80003 0,74991 1,33349 8 52 0,61383 0,78944 0,7775'4 1,28610 8
53 0^60019 0.79986 0,75037 1,33268 7 53 0,61406 0,78926 0,77801 1,28533 7
54 0,60042 0.79968 0,75082 1,33187 6 54 0,61429 0,78908 0,778'48 1,28456 6
55 0,60065 0,79951 0,75128 1,33017 5э 0,61451 0,78891 0,77895 1,28379 5
56 0,60089 0,79934 0,75173 1,33026 4 56 0,61474 0,78873 0,77941 1,28302 4
57 0,60112 0.79916 0.75219 1,32946 3 57 0.61497 0,78855 0.77988 1,28225 1,28148 3
58 0,60135 0,79899 0,75264 1,32865 .2 58 0,61520 0,78837 0,78035
59 0,60158 0,79881 0,75310 1,32785 1 59 0,61543 0,78819 0,78082 1,28071 1
60 060182 0,79864 0,75355 1,32704 0 60 0,61566 0,78801 0,78129 1,27994 0
COS sin ctg tg r cos sin ctg tg i
5 3° 52°
38» 39°
г sin COS tg ctg r sin cos tg Ctg
0 0,61566 0,78801 0,78129 1,27994 60 0 0,62932 0,77715 0,80978 1,23490 60
1 0,61589 0,78783 0,78175 1,27917 59 1 0,62955 0,77696 0,81027 1,23416 59
2 0,61612 0,78765 0,78222 1,27841 58 2 0,62977 0,77678 0,81075 1,23343 • 58
3 0,61635 0.78747 0,78269 1,27764 57 3 0.63000 0,77660 0,81123 1,23270 • 57
4 0,61658 0.78729 0,78316 1,27688 56 4 0,63022 0,77641 0,81171 1,23196 56
5 0,61681 0,78711 0,78363 1,27611 55 5 0,63045 0,77623 0,81220 1,23123 55
6 0,61704 0,78694 0,78410 1,27535 54 6 0.63068 0,77605 0,81268 1,23050 54
7 0.61726 0,78676 0,78457 1,27458 53 7 0,63090 0.77586 0.81316 1,22977 53
8 0,61749 0.78658 0,78501 1,27382 52 8 0,63113 0,77568 0.81364 1,22904 52
9 0,61772 0,78640 0,78551 1,27306 51 9 0.63135 0,77550 0,81413 1,22831 51
10 0,61795 0,78622 0,78598 1,27230 50 10 0,63158 0,77531 0,81461 1,22758 50
и 0,61818 0,78604 0,78645 1,27153 49 11 0,63180 0.77513 0,81510 1,22685 49
12 0,61841 0,78586 0,78692 1,27077 48 12 0,63203 0,77494 0,81558 1,22612 48
13 0.61864 0,78568 0,78739 1,27001 47 13 0.63225 0,77476 0,81606 1,22539 47
14 0,61887 0,78550 0,78786 1,26925 46 14 0,63248 0.77458 0,81655 1,22467 46
15 0,61909 0,78532 0,78834 1,26849 45 15 0,63271 0,77439 0.81703 1,22394 45
16 0,61932 0,78514 0,78881 1,26774 44 16 0.63293 0,77421 0,81752 1,22321 44
17 0,61955 0.78:196 0,78928 1,26698 43 17 0,63316 0,77402 0,81800 1,22249 43
18 0,61978 0.78478 0,78975 1,26622 42 18 0,63338 0,77384 0.818'i9 1,22176 42
19 0,62001 0,78460 0,79022 1,2654 6 41 19 0,0331,1 0.77366 0,81898 1,22104 41
20 0,62024 0,78442 0,79070 1,26471 40 20 0,63383 0,77347 0,81946 1,22031 40
21 0,62046 0,78424 0,79117 1,26395 39 21 0,63406 0,77329 0,81995 1,21959 39
22 0,62069 0.78405 0,79164 1,26319 38 22 0,63428 0,77310 0,82044 1,21886 38
23 0,62092 0,78387 0.79212 1,26244 37 23 0,63451. 0,77292 0,82092 1,21814 37
24 0,62115 0,78369 0,79259 1,26169 36 24 0,63473 0,77273 0,82141 1,21742 36
25 0,62138 0,78351 0,79306 1,26093 3b 25 0,63496 0,77255 0,82190 1,21670 35
26 0.62160 0,78333 0,79354 1,26018 34 26 0,63518 0,77236 0,82238 1,21598 34
27 0.62183 0,78315 0,79401 1,25943 33 27 0,63540 0,77218 0,82287 1,21526 33
28 0,62206 0,78297 0,79449 1,25867 32 28 0,63563 0,77199 0.82336 1,21454 32
29 0,62229 0,78279 0,79496 1,25792 31 29 0.63585 0.77181 0.82385 1,21382 31
30 0,62251 0,78261 0,79544 1,25717 30 30 0,63608 0,77162 0,82434 1,21310 30
31 0,62274 0,78243 0,79591 1,25642 29 31 0,63630 0,77144 0,82483 1,21238 29
32 0,62297 0,78225 0,79639 1,25567 28 32 0,03653 0,77125 0,82531 1,21166 28
33 0,62320 0,78206 0,79686 1,25492 27 33 0.63675 0,77107 0.82580 1,21094 27
34 0,62342 0,78188 0,79734 1,25417 26 34 0,03698 0.77088 0,82629 1,21023 26
35 0,62365 0.78170 0,79781 1,25343 25 35 0.63720 0,77070 0,82678 1.20951 25
36 0,62388 0.78152 0,79829 1,25268 24 36 0,63742 0,77051 0 82727 1,20879 24
37 0,62411 0,78134 0.79877 1,25193 23 37 0,63765 0.77033 0,82776 1,20808 23
38 0,62433 0,78116 0,79924 1,25118 22 38 0,63787 0,77014 0,82825 1,20736 22
39 0,62456 0,78098 0,79972 1,25044 21 39 0,63810 0,76996 0,82874 1,20665 21
40 0,62479 0,78079 0,80020 1,24969 20 40 0,63832 0,76977 0,82923 1,20593 20
41 0.62502 0,78061 0,80067 1,24895 19 41 0.63854 0,76959 0,82972 1,20522 19
42 0,62524 0,78043 0,80115 1,24820 18 42 0,63877 0,76940 0,83022 1,20451 18
43 0.62547 0,78025 0,80163 1,24746 17 43 0,63899 0,76921 0,83071 1,20379 17
44 0,62570 0,78007 0,80211 1,24672 16 44 0,63922 0,76903 0.83120 1,20308 16
45 0,62592 0,77988 0,80258 1,24597 15 45 0,63944 0,76884 0,83169 1,20237 15
46 0,62615 0,77970 0,80306 1,24523 14 46 0.63966 0.76866 0,83218 1,20166 14
47 0,62638 0,77952 0,80354 1,24449 13 47 0,63989 0,76847 0,83268 1,20095 13
48 0,62660 0,771)04 0,80402 1,24375 12 48 0.64011 0,76828 0,83317 1.20024 12
49 0,62683 0.77916 0,80450 1,24301 11 49 0,64033 0,76810 0,83366 1,19953 11
50 0,62706 0,77897 0,80498 1,24227 10 50 0,64056 0,76791 0,83415 1,19882 10
51 0,62728 0,77879 0,80546 1,24153 9 51 0,64078 0,76772 0,83465 1,19811 9
52 0,62751 0,77861 0,80594 1,24079 8 52 0,64100 0,76754 0,83514 1,19740 8
53 0,62774 0,77843 0,80642 1,24005 7 53 0,64123 0,76735 0,83564 1,19669 7
54 0,62796 0.77824 0,80600 1,23931 6 54 0,64145 0,76717 0,83613 1,19599 6
55 0,62819 0,77806 0,80738 1,23858 5 55 0,64167 0,76698 0,83662 1,19528 5
56 0,62842 > 0,77788 0,80786 1,23784 4 56 0,64190 0,76679 0,83712 1,19457 4
57 0,62864 0,77769 0,80834 1,23710 3 57 0,64212 0,76661 0,83761 1,19387 3
58 0,62887 0,77751 0,80882 1,23637 2 58 0,64234 0,76642 0,83811 1,19316 2
59 0,62909 0,77733 0,80930 1,23563 1 59 0,64256 0,76623 0,83860 1,19246 1
60 0,62932 0,77715 0,80978 1,23490 0 60 0,64279 0,76604 0,83910 1,19175 0
cos sin ctg tg r cos sin ctg tg r
51 50’
40° 4f
4 sin cos tg ctg r sin cos tg ctg
0 0,64279 0,76604 0.83910 1,19175 60 0 0,65606 0,75471 0.86929 1,15037 60
1 0>301 0,76586 ОЙЗЭбО 1,19105 59 1 0,65628 0,75452 0,86980 1,14969 59
0’64323 0,76567 0,84009 1.19035 58 2 0,65650 0,75433 0,87031 1,14902 58
3 0,64346 0,76548 0,84059 1,18964 57 3 0,65672 0,75414 0,87082 1,14834 57
4 0'64368 0,76530 0,84108 1,18894 56 4 0,65694 0,75395 0,87133 1,14767 56
0,64390 0,76511 0,84158 1,18824 55 5 0,65716 0,75375 0,87184 1,14699 55
6 0,64412 0'76492 0,84208 1.18754 54 6 0,65738 0,75356 0,87236 1,14632 54
7 0,64435 0,76473 0,84258 1,18684 53 7 0,65759 0,75337 0,87287 1,14565 53
8 0,64457 0,76455 0,84307 1,18614 52 8 0,65781 0,75318 0,87338 1,14498 52
9 0'64479 0,76436 0,84357 1,18544 51 9 0,65803 0,75299 0,87389 1 14430 51
10 0,64501 0,76417 0,84407 1,18474 50 10 0,65825 0,75280 0,87441 1,14363 50
11 0,64524 0,76398 0,84457 1,18404 49 11 0,65847 0,75261 0,87492 1,14296 49
12 0 '64546 0,76380 0,84507 1,18334 48 12 0,65869 0,75241 0,87543 1,14229 48
13 0,64568 0’76361 0,84556 1,18264 47 13 0,65891 0,75222 0,75203 0.87595 1,14162 47
14 0,64590 0,76342 0,84606 1,18194 46 14 0,65913 0,87646 1,14095 46
15 0,64612 0.76323 0,84656 1,18125 45 15 0,65935 0,75184 0,87698 1,14023 45
16 0,64635 0,76304 0,84706 1.18055 44 16 0,65956 0,75165 0,87749 1,13961 44
17 0 64657 0,76286 0,84756 1,17986 43 17 0,65978 0,75146 0,87801 1,13894 43
18 0,64679 0,76267 0,84806 1,17916 42 18 0,66000 0,75126 0,87852 1,13828 42
19 0^64701 0,76248 0,84856 1,17846 41 19 0,66022 0,75107 0,87904 1,13761 41
20 0,64723 0,76229 0,84906 1,17777 40 20 0,66044 0,75088 0,87955 1,13694 40
21 0,64746 0,76210 0,84956 1,17708 39 21 0,66066 0,75069 0,88007 1,13627 39
22 0 64768 0,76192 0,85006 1,17638 38 22 0,66088 0,75050 0,88059 1,13561 38
23 0,64790 0,76173 0,85057 1,17569 37 23 0,66109 0,75030 0,88110 1,13494 1,13428 37
24 0 64812 0,76154 0,85107 1,17500 36 24 0,66131 0,75011 0,88162 36
25 26 0,64834 0,76135 0,85157 1,17430 35 25 0,66153 0.74992 0,88214 1,13361 35
0,64856 0,76116 0,85207 1,17361 34 26 0.66175 0,74973 0,88265 1,13295 1,13228 34
27 0.64878 0,76097 0,85257 1,17292 33 27 0,66197 0,74953 0,88317 33
28 0'64901 0,76078 0,85308 1,17223 32 28 0,66218 0,74934 0,88369 1,13162 32
29 0,64923 0,76059 0,85358 1,17154 31 29 0,66240 0,74915 0,88421 1,13096 31
30 0,64945 0,76041 0,85408 1,17085 30 30 0,66262 0,74896 0,88473 1,13029 30
31 0,64967 0,76022 0,85458 1,17016 29 31 0,66284 0,74876 0,88524 1,12963 29
32 0,64989 0,76003 0,85509 1,16947 28 32 0,66306 0,74857 0,88576 1,12897 28
33 0,65011 0,75984 0,85559 1,16878 27 33 0,66327 0,74838 0,88628 1,12831 27
34 0,65033 0,75965 0,85609 1,16809 26 34 0,66349 0,74818 0,88680 1,12765 26
35 0,65055 0,75946 0,85660 1,16741 25 35 0,66371 0,74799 0.88732 1,12699 25
36 0,65077 0,75927 0,85710 1,16672 24 36 0,66393 0,74780 0,88784 1,12633 24
37 0,65100 0,75908 0.85761 1,16603 23 37 0,66414 0,74760 0,88836 1,12567 23
38 0,65122 0,75889 0,85811 1,16535 22 38 0,66436 0,74741 0,88888 1,12501 22
39 0,65144 0,75870 0,85862 1,16466 21 39 0,66458 0,74722 0,88940 1,12435 21
40 0,65166 0,75851 0,85912 1,16398 20 40 0,66480 0,74703 0,88992 1,12369 20
41 0,65188 0,75832 0,85963 1,16328 19 41 0,66501 0.74683 0,89045 1,12303 19
42 0,65210 0,75813 0,86014 1,16261 18 42 0,66523 0,74664 0,89097 1,12238 18
43 0,65232 0,75794 0,86064 1,16192 17 43 0,66545 0,74644 0,89149 1,12172 17
44 0,65254 0,75775 0,86115 1,16124 16 44 0,66566 0,74625 0,89201 1,12106 16
.45 0,65276 0,75757 0,86166 1,16056 15 45 0,66588 0,74606 0,89253 1,12041 15
46 0,65298 0,75738 0,86216 1,15887 14 46 0.66610 0,74586 0,89306 1,11975 14
47 0,65320 0,75719 0,86267 1,15919 13 47 0,66632 0,74567 0.89358 1,11909 13
48 0,65342 0,75700 0,86318 1,15851 12 48 0,66653 0,74548 0,89410 1,11844 12
49 0,65364 0,75680 0,86368 1,15783 11 49 0,66675 0,74528 0,89463 1,11778 11
50 0,65386 0,75661 0,86419 1,15715 10 50 0,66697 0,74509 0,89515 1,11713 10
51 0,65408 0,75642 0,86470 1,15647 9 51 0,66718 0,74489 0,89567 1,11648 9
52 0,65430 0,75623 0,86521 1,15579 8 52 0,66740 0,74470 0,89620 1,11582 8
53 0,65452 0,75604 0,86572 1,15511 7 53 0,66762 0,74451 0,89672 1,11517 7
54 0,65474 0,75585 0,86623 1,15443 6 54 0,66783 0,74431 0,89725 1,11452 6
55 0,65496 0,75566 0,86674 1,15375 5 55 0,66805 0,74412 0,89777 1,11387 5
56 0,65518 0,75547 0,86725 1,15308 4 56 0,66827 0,74392 0,89830 1,11321 4
57 0,65540 0,75528 0,86776 1,15240 3 57 0,66848 0,74373 0,89883 1,11256 3
58 0,65562 0,75509 0,88827 1,15172 2 58 0,66870 0,74353 0,89935 1,11191 •9
59 0,65584 0,75490 0,86878 1,15104 1 59 0,66891 0,74334 0,89988 1,11126 1
60 0,65606 0,75471 0,86929 v 1,15037 0 60 0,66913 0,74314 0,90040 1,11061 0
cos sin etg tg z COS sin ctg tg t
4f ° 48»
42° &
с sin 60S tg Cig I * | sin cos tg Ctg |
0 0,66913 0,74314 0,90040 1,11061 60 0 0,68200 0.73135 0,93252 1,07237 60
1 0,66935 0.74295 0,90093 1,10996 59 1 0.68221 0,73116 0.93306 1,07174 59
2 0,66956 0,7',276 0,50146 1,10931 58 2 0.68242 0.73096 0,93360 1,071128, ' 58
3 0,66978 0.71256 0,96199 1,10867 57 3 0.68264 0.73076 0,93415 1,07049. 57
4 0,66999 0,74237 0.9(1251 1,10802 50 4 0.68285 0.73056 0,03469 1,06987 56
ч 0,67021 0,74217 0,90304 1,10737 55 5 0.68306 0.73036 0,93524 1.06925 55
6 0,67043 0.74198 I) .903)7 1,10672 5'v 6 0.68327 0.73016 0.93578 1,06862 54
7 0,67064 0,74178 0,90410 1,10607 53 7 0.68349 0.72996 0,93633 1,06800 53
8 0,67086 0,74159 0.90463 1,10543 52 8 0.68370 0,72976 0,93688 1,06738 52
9 0,07107 0.74139 0,90516 1,10478 51 9 0,68391 0.72957 0,93742 1,06676 51
10 0,67129 0,74120 0,90569 1,10414 50 10 0.68412 0,72937 0,93797 1,06613 50
и 0,67151 0.74100 0.90621 1,(0349 49 11 0.68434 0.72917 0,93852 1,06551 49
12 0,67172 0.74080 0,90674 1,10285 48 12 0,68455 0,72897 0,93906 1,06489 48
13 0.67104 0.74061 0,90727 1,10220 47 13 0.68476 0.72877 0,93961 1,06427 47
и 0,67215 0,74041 0.90781 1,10156 46 14 0.68497 0.72857 0,94016 1,06365 4 6
15 0,67237 0,7)022 0,90834 1,10091 45 15 0.68518 0.72837 0.91071 1,06303 45
16 0,67258 0.74002 0.90887 1,10027 44 16 0,68539 0,72817 0,94125 1,06241 44
17 0,07280 0.73983 0,90940 1,09963 43 17 0.68561 0,72797 0,94180 1,06179 43
18 0,67301 0.73063 0.90.993 1,0:5899 42 18 0.68582 0.72777 0,94235 1,06117 42
19 0,67323 0,73944 0,91046 1,09834 41 19 0,68603 0.72757 0,94290 1,06056 41
20 0,67344 0,73924 0,91039 1,09770 40 20 0,68624 0.72737 0,94345 1,05994 40
21 0,67366 0.73901 0.91153 1,09706 39 21 0,68645 0,72717 0,94 \ 00 1.05932 39
22 0,67387 0,73885 0.91266 1,086.2 38 22 0.68666 0,72697 0.94455 1,05870 38
23 0,67409 0.73865 0,91259 1,00578 37 23 0.68688 0.72677 0,94510 1,05809 37
24 0.67430 0.73846 0,91313 1,09514 36 24 0.68709 0,72657 0,94565 1,05747 36
0,67452 0,73826 0.91366 1,09450 35 25 0.68730 0,72637 0.94620 1,05685 35
26 0,67473 0.73806 0,91419 1,09386 34 26 0.68751 0,72617 0,94676 1,05624 34
27 0,67495 0,73787 0,91473 1,09322 33 27 0,68772 0,72597 0.91731 1,05562 33
28 0,67510 0,73767 0.91526 1,09258 32 28 0,68793 0.72577 0.94(86 1,05501 32
29 0,67538 0.73747 0,91580 1,09195 31 2!) 0.68814 0,72557 0,94841 1,0’439 31
30 0,6755:1 0,73728 0,91633 1,09131 30 30 0,68835 0,72537 0,94856 1,0э378 30
31 0,67580 0.73708 0.91687 1,09067 29 31 0,68857 0,72517 0.94952 1,05317 29
32 0.1>7602 0.73088 0.91740 1,09003 28 32 0.68878 0.72497 0,95007 1,05255 28
33 0.67623 0 73(169 0,91794 1,08940 27 33 0.68899 0,72477 0,95002 1,05194 27
34 0,1>7(И5 0.73649 0,91847 1.08876 26 34 0,68920 0.72457 0,95118 1,05133 26
35 O.iJC.iX) 0,7362!) 0,91901 1,08813 25 35 0,68941 0.72437 0,95173 1,04072 25
36 0,(i76.s8 0.73610 0.91955 1,08749 27 36 0,68962 0.72417 0,95299 1,05010 24
37 0.6776.4 о,7.та.о 0.92008 1,08686 23 37 0,68983 0,72397 0.95284 1,04949 23
38 0,67730 0,73570 0.92062 1,08622 22 38 0.69004 0.72377 0,953'10 1,04888 22
39 0.6775? 0.73551 0,92116 1.08559 21 ЗЭ 0.69025 0.72357 0,95395 1,94827 21
40 0,67773 0.73531 0,92170 1,08496 20 40 0,69046 0,72337 0,95451 1,04766 20
41 0.677. >5 0,73511 0,922’’') 1,08432 19 41 0,69067 0,72317 0.95506 1,04705 19
42 0,67816 0.73491 0,92277 1,08369 18 42 0,69088 0.72297 0.95562 1,04(544 18
43 0.67837 0.7347:! 0,923:11 1,08306 17 43 0,69109 0.72277 0.95618 1.04583 17
44 0.67851) 0.73А52 0,923.45 1,08243 16 44 0,69130 0.72257 0,95673 1,04522 16
45 0,67880 0,7343:! 0.02'1.3!) 1,08179 15- 45 0.69151 0.72236 0,95729 1,04461 15
46 0.67901 0,73412 () !):'..V.).3 1,08116 14 46 0.69172 0.72216 0,95785 1,04401 14
47 0,67923 0,73393 1,08053 13 47 0.6У193 0.72196 0.95841 •1,04340 13
48 0.67944 0.73373 DJ'.WI 1,07990 12 48 0.69214 0,72176 0,95897 1,04279 12
49 0,67365 0.73353 0,92655 1,07927 11 49 0.69235 0,72156 0.95952 1,04218 It
50 0,67987 0,73333 0,9127(Ю 1.07804 to 50 0.69256 0.72136 0,96008 1,04158 10
51 0.68008 0.73.314 0,92763 1.07801 j 51 0.69277 0.72116 0.96064 1,04097 9
52 0,68029 0.73294. 0.92817 1,07738 8 52 0.69298 0.72095 0,96120 1,04036 8
53 0.68051 0.73274 0,1)2872 1,07570 i ч;-{ 0.60319 0.72075 0,96176 1,03976
54 0.68072 0.73254 0.92926 1,07613 6 ‘)4 0.69340 0,72055 0.96232 1.03915 6
55 0.68093 0,73234 0.921)80 1,07550 5 55 0.69361 0.72035 0.96288 1,03855 5
56 0,68115 0)73215 0,93034 1,07487 4 5G 0.69382 0.72015 0,96344 1.03794 4
57 0.68136 0.73195 0,93088 1,07425 3 57 0.69403 0.71995 0.96400 1.03734 о
58 0.68157 0.73175 0,93143 1,07362 2 58 0.69124 0.71974 0.96457 1,03674 •>
59 0,68179 0.73155 0.93197 1,07299 1 59 0,694'.5 0.71954 0.96513 1,03613 1
60 0.68200 0,73135 0.93252 1,07237 0 60 0.69466 0.71934 0.96569 1,03553 0
СОЗ sin Ctg tg t COS sin ctg tg •
47° ' • 46®
44° 44°
t In cos lor 'О ctg t sin cos tg ctg I
а 0,01)400 0,71934 0,96569 1,03553 60
i (|«(>487 0,71914 0,96625 1,03493 59 31 0,70112 0,71305 0,98327 1,01702 29
•> 0,01)308 0,71894 0,96681 1,03432 58 32 0,70132 0,71284 0,98384 1,01642 28
0,0952!). 0,71873 0,96738 1,03372 57 33 0,70153 0,71264 0,98441 1,01583 27
4 0,09549 0,71853 0,96794 1,03312 56 34 0,70174 0,71243 0,98499 1,01524 26
к 0,(59570 0,71833 0,96850 1,03252 55 35 0,70195 0,71223 0,98556 1,01465 25
0 0,69591 0,71813 0,96907 1,03192 54 36 0,70245 0,71203 0,98613 1,01406 24
7 0,09612 0,71792 0,96963 1,03132 53 37 0,70236 0,71182 0,98671 1.01347 23
II 0,69633 0,71772 0,97020 1,03072 52 38 0,70257 0,71162 0,98728 1,01288 22
0 0,69654 0,71752 0,97076 1,03012 51 39 0,70277 0,71141 0,98786 1,01229 21
К) 0,69675 0,71732 0,97133 1,02952 50 40 0,70298 0,71121 0,98843 1,01170 20
11 0,09696 0,71711. 0,97189 1,02892 49 41 0,70319 0,71100 0,98901 1,01112 19
12 0,69717 0,71691 0,97246 1,02832 48 42 0,70339 0,71080 0,98958 1,01053 18
13 0,69737 0,71671 0,97302 1,02772 47 43 0,70360 0,71059 0,99016 1,00994 17
и 0,69758 0,71650 0,97359 1,02713 46 44 0,70381 0,71039 0,99073 1,00935 16
15 0,69779 0,71630 0,97416 1,02653 45 45 0,70401 0,71019 0,99131 1.00876 15
1(1 0,69800 0,71610 0,97472 1,02593 44 46 0,70422 0,70998 0,99189 1,00818 14
17 0,6'9821 0,71590 0,97529 t,02533 43 47 0,70443 0,70978 0,99247 1,0075.9 13
18 0,69842 0,71569 0,97586 1,02474 42 48 0,70463 0,70957 0,99304 1,00701 12
10 0,69862 0,71549 0,97653 1,02414 41 49 0,70484 0,70937 0,99362 1,00642 11
20 0,69883 0,71529 0,97700 1,02355 40 50 0,70505 0.70916 0,99420 1,00583 10
21 0,69904 0,71508 0,97756 1,02295 39 51 0,70525 0,70896 0,99478 1,00525 9
22 0,69925 0,71488 0,97813 1,02236 38 52 0,70546 0,70875 0,99536 1,00467 8
23 0,69946 0,71468 0,97870 1,02176 37 53 0,70567 0,70855 0,99594 1.00408' 7
24 0,69966 0,71447 .0,97927 1,02117 36 54 0,70587 0.70834 0,99652 1,00350 6
25 0,69987 0,71427 0,97984 1,02057 35 55 0,70608 0,70813 0,99710 1,00291 5
26 0,70008 0,71407 0,98041 1,01998 34 56 0,70628 0.70793 0,99768 1,00233 4
27 0,70029 0,71386 0,98098 1,01939 33 57 0,70649 0,70772 0.99826 1,00175 3
28 0,70049 0,71366 0,98155 1,01879 32 58 0,70670 0,70752 0,99384 1,00116 2
29 0,70070 0,71315 0,98213 1,01820 31 59 0,70690 0,70731 0,99942 1,00058 1
, 30’ 0,70091 0,71325 0,98270 1,01761 30 60 0,70711 0,70711 1,00000 1,00000 0
СОЗ sin ctg tg COS sin | ctg | tg •
45 О 45°
РЕШЕНИЕ ТРЕУГОЛЬНИКОВ И МНОГОУГОЛЬНИКОВ
Прямоугольные „треугольники (рис. 1)
1
в
Рис.
Задано а, а.
Найти Ь, с, F.
6 = actga;
а с =—----•
sin а ’
„ а3 . .
F = — - ctg а.
Задано Ь, а.
Найти а, с, F
a=b tg а; b
С =----г- •
cos а ’
Ъ2
F=-2~tga.
tga = -?~; а = 90® — Р;
Задано с, а.
Найти a, b, F.
а= с sin а; Ъ = с cos а; _ с2 .
^2 ^2
F = -% sin а cos а = sin 2а.
2
Задано а, Ь.
Найти а, р, с, F.
tga = -|-; а = 90® —Р; tgp=4; Р=90®-а;
а Ъ sin а ~ cos а
F=^-
2 '
Задано а, с.
Найти а, р, b, F.
sin а= —: а = 90® — Р; с
cosp = -^-; Р = 90° — а;
Ь = угс2—а2 =У(c-f-a) (о —а) =с cos а —с sin Р;
V(с + а) (в — а.) —~£ас sin Р’
Косоугольные треугольники
1-й слуяай (общий)
Задано a, b, у.
Найти с, а, Р,К
Задано а, Р, V или а, а, р. Найти Ъ, с, F,
а=180’-(Р+у);
ф== 180s — (a-J-y);
7 = 180° — (а-]-Р).
с =]/а2-)-Ь2—2aJ> cosy J
a sin у с w
sin а
sinP
6 sin у. с ’
F
х a sin у
® а — b — a cos у ’
tgp=_2|EX_ а — Ъ cos у ’
ab sin у
" 2
Ъ — а Sii1i Р — а s*n Р . — sin а ~ sin (Р 4- у) ’
__а sin у ____ a sin у ~~ sin а ~ sin (Р + у) ’
р — 0,2 s*n Р s*n V____________!_________
— 2 sin а 2 (ctg р+ctg у)
а2
2-й случай
а>Ь (поэтому Р острый); р<а (рис. 2).
Задано а, Ь, а.
Найти ₽, У, с, F.
с = a cos Р 4- & cos а = а s-ln -•= & cos а ± Уя2— &2 sin2 а ; sina
sin Р =-& S1fln СТ ; cosp = ±yrl— sin2p ; у = 180э — (а +Р)»
Рис. 2
8-й случай
а. Треугольник не вполне определен, возможны два решения: р §90э (рис. 3) . п & sin 01 п ЧГ'.----------------------------;—5-=-,
sin р = —-—; cos р = ± У1 —sin3 р ,
аХа. Т = 180«-(а + Р)5Р;
Найти с = Ь cos а ± ]Лг3 —&3sin3a;
Р, у, с, F. , . , .
„ ab sin у be sin а I 2 2
Рисй 3
Выражение углов треугольника через стороны и полупериметр
Задано а, &, с. Найти а, р, у, F, Полупериметр Р =-------------------------х-.
а bi-\-ci —a2 a if Р(Р — а)
cosa=—2ь-с—; cost=У —ьа—;
. a if (P-b) (Р-с) . 2F
sin тг= I/ -----Р-----sina=-r-;
2 У be be ’
a2 + c2~b2 Р -./> (P-Ь) cosp=----------- COS = I/ -------—;
1 2ac 2 у ас ’
• P if(P-a) (P—e) . a 2F
sin4 = l/ 3---—------sinp=------;
2 у ас ас ’
&2j_a3 —с2 у ifP (Р — с) cosv —----; cosy = 8/ —*—7---------•
' 2ab 2 У ab ’
У if(P-a) (P — b) . 2F
cos -f = 1/ 3----f-----; sin у = —j-;
2 У ab ‘ ab ’
F=VP (P — a) (P—b) (P—c).
52
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
4. Правильный многоугольник
п — число сторон;
с — сторона многоугольника;
R — радиус описанного круга; г — радиус вписанного круга; F — площадь многоугольника;
• 180° „7. 180° „ с . 180°
с — 2й sm -— = 2^tg — ; R — : sm — = г : cos
п п 2 п
п О В Г F
3 1,732В 3,464г 0.577с 2,000г 0,289с 0,500В 0,433с2 1,299В2 5,196г2
4 1,414В 2,000г 0,707с 1,414г 0,500с 0,7072? 1,000с2 2,000В2 45000г2
5 1,176В 1,453 г 0,851с 1,236г 0.688с 0,809В 1,721с2 2,378В2 3,633г2
6 1,000В 1,155г 1,000с 1,155г 0.866с 0э8ббЛ ' 2,598с2 2,598В2 3,464г2
7. 0,868В 0,963г 1,152с 1,110г 1,038с 0,901В 3,635с2 2,736В2 3,371г2
8 0,765В 0,828г 1,307с 1,082г 1,207с 0,924В 4,828с2 2,828R2 3,314г2
9 0,684 R 0,728г 1,462с 1,064 г 1,374с 0,940В 6,182с2 2,893в2 3,276г2
1(1 0,618В 0,650г 1,618с 1,052г 1,539с 0,951В 7,694с2 2,939В 2 3,249г2
И. 0,564В 0,587г 1,775с 1,042г 1,703с 0,960В 9,364с2 2,974В2 3,230г2
12 0,518В 0.536г 1,932с 1,035г 1,866с 0,966В 11,196с2 3,OOOR2 3,215г2
16 0,3<)0В 0,398г 2,563с 1,020г 2,514с 0,981В 20,109с2 3,062R2 3,183г2
20 0,313В 0,317г 3,196с 1,013г 3,157с 0,988В 31,569с2 3,0907?» 3,168г2
24 0,261В 0.2бЗг 3,831с 1,009г 3,798с 0.9912? 45,575с2 3,106R2 3,160г2
32 0,196В 0,197г 5,101с 1,005г 5.077с 0,9952? 81.225с2 3.121R2 3,152г2
48 0.1,'ИП 0,131г 7,645с 1,002г 7,629с 0,998/? 183,08с2 3,133В2 3,14бг2
64 0,098В 0,098г . 10,190с 1,001г 10,1/8с 0,99977 3^э,69С2 3,137В2 3,144г2
ТРИГОНОМЕТРИЧЕСКИЕ ЗАВИСИМОСТИ
5. Тригонометрические формулы приведения
Тригонометрическая функция — a 90° ± a 180° ± a 270° ± a 360° ± a
sin cos tg ctg — sin a + cos a — tga — ctg a . H- cos a к1п a T cig a Tig a zf sin a — cos a ± tga ± ctg a — cos a ± sin a T ctg a ч tg a sin (± a) cos (± a) tg (± a) ctg (± a)
6. Выражение одной тригонометрической функции через другую функцию того же угла
Тригонометрическая функция sin a cos a tg a ctg a
1g a 1
sin a = cos a = tga = ctg a = V 1 — cos2 a V i + tg2 a 1 V 1 + ctg2 a ctg a
Vi — si n2 a sin a У 1 — cos2 a V 1 + tg2 a Vi + ctg2 a 1
V 1 — sin2 a V t — fins a sin a cos a cos a V 1 — cos2 a 1 tga ctg a
Основные тригонометрические формулы
sin2a+cos2a=l;
sin (a ± Р) = sin a cos р ;h cos a sin P;
cos (a zt P) = cos a cos p T sin a sin p;
tg (a ± P) = (tg a ± tg P) : (1-Г tg a tg p);
ctg (a st p) = (ctg a ctg p + 1); (ctg p ± ctg a);
2 sin 2a = 2 sin a cos a=— -—---- •
ctga+tga ’
cos 2a=cos2 a— sin2a = 1 — 2 sin2 a=2 cos2 a — 1;
„ 2 tg a 2
tg 2a=— = —---------------;---•
1 — tg2 a ctg a—tg a ’
. „ ctg a — 1 1 . . , 4
ctg 2а==-ут7++~ = 2"(c,g a~ tg a);
sin ~ (1 — cos a) = -- (/l + sin a — /l - sin a );
cos ~ (1+cosa) = (/l + sin a +V1 — sin a)>
. a sin a 1 — cos a ,r—t-----------. .. ,-------
tg У = = —++;~ = У (1 - cos a): (1 + cos a) ,
1 -j- CUo (X bill (X
. a sin a 1+cosa 1/-7T—,-----------:—7r~,----г.
ctg "7г = -5-:------------= И (1 + cosa) : (1+cosa),
b 2 1 — ctg a sin a ' 1 ' 1 '
2sin2a = l — cos 2a; 2cos2a = l+cos2a.
ПЛОСКИЕ ФИГУРЫ
7. Длины дуг, стрелки, длины хорд, площади сегментов при радиусе, равном единице
При пользовании таблицей при радиусах, не равных единице, следует умножить la, h и с на величину радиуса, а площадь сегмента умножить на квадрат радиуса ___
При данной длине дуги I и стрелке h находим г = I : 1„, где 1„ — длина дуги, соответствующая данному отношению I : h при г — 1. Если т — радиус круга и а — центральный угол в градусах, то получаем:
длина хорды с = 2r sin = V2rli — Л2;
а \ в . а „ , , а
СОЗ ' 2J = '2'ts Т = r sln Т = г
длина дуги ! = Яг pjj; = 0,017453га
стрелка h —
с2
-2 _______
4
площадь сегмента
Центральный угол в градусах Длина дуй Стрелка Л 1 h Длина хорды с Площадь сегмента Центральный угол в градусах Длина дуги /о Стрелка Л 1 h Длина хорды с Площадь сегмента
1 2 3 4 5 6 7 0,0175 0,0349 0,0524 0,0698 0,0873 0,1047 0,1222 0 1396 0,0000 0,0002 0.0003 0,0006 0.0010 0,0014 0,0019 0 0024 458,36 229,19 152,79 114,60 91,69 76,41 0,0175 0,0349 0,0524 0,0698 0,0872 0,1047 0,00000 0.00000 0'00001 0.00003 oiooooe 0.00010 21 22 23 26 0.3665 0.3840 0.4014 0.4189 0.4363 0Л538 0,0167 0,0184 0,0201 0,0219 0.0237 0,0256 21,95 20,90 20,00 19,17 18.47 17,71 0,3645 0,3816 0,3987 0.4158 0/>329 0,4499 0,00408 0,00468 0,00535 0,00607 0,00686 0,00771
64,01 0,1221 0.00015 27 0.4712 0,0276 17,06 0,4669 0,00862
з 56,01 0,1395 0.00023 28 0.4887 0.0297 16,45 0,4838 0.00961
9 0,1571 0,1749 0 1920 о;ооз1 0,0038 50,96 0,1569 0,00032 29 0.5061 0,0319 15.89 0,5008 0,01087
10 45,87 0,1743 0,00044 30 0.5236 0,0341 15,37 0,5176 0.01180
11 0,0046 41,70 0.1917 0,00059 31 0.5411 0,0364 14,88 0,5345 0,01301
<2 0 2094 0,0055 38,23 0,2091 0,00076 32 0.5oS5 0,0387 14,42 0,5513 0,01429
13 0,2269 0,2443 0,2618 0,2793 0,2967 0,3142 0,3316 0,3491 6 0064 35,28 0,2264 0,00097 33 0.5760 0,0412 13,99 0,5681) 0.01566
14 0 0075 32,78 0.2437 0,00121 34 0.5934 0,0437 13,58 0,5847 0,01711
15 0,0086 30,60 0,2611 0,00149 35 0.6109 0,0463 13,20 0,6014 0 ,и!йб4
16 0,0097 28,04 0.2783 0,0,181 36 0,6283 0.0489 12,84 0,6180 0,02027
17 б’ОИО 27,01 0,2956 0,00217 37 0,6458 0,0517 12,50 0,6346.. 0,02198
18 0 0123 25,35 0,3129 0,00257 38 0,6632 0,0545 12,17 0,651 Г 0.02378
19 0,0137 0,0152 24,17 0,3301 0,00302 39 0,6807 0.0574 11,87 0,6676 U ,025бй
20 22,98 0,3473 0,00352 40 0,0981 0,0603 11,58 0,6840 0,02767
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
41 0,7156 0.0633 11,30 0,7004 0,02976 89 1,5533 0,2867 5,42 5,36 1,4018 0.27675
42 0,7330 0,0664 11,04 0,7167 0,03195 90 1,5708 0,2929 1,4142 0,28540
43 0,7505 0,0696 10,78 0.7330 0,03425 91 1,5882 0,2991 5.31 1,4265 0.29420
44 0,7679 0,0728 10,55 0,7492 0,03664 92 1,6057 0,3053 5,26 1,4387 0,30316
45 0,7854 0,0761 10,32 0.7654 0,03915 93 1,6232 0,3116 5,21 1,4507 0,31226
46 0,8029 0,0795 10,10 0,7815 0,04176 94 1,6406 0,3180 5,16 1,4627 0,32152
47 0,8203 0,0829 9,80 0,7975 0,04448 95 1,6580 0,3244 511 1,4746 0,33093
48 0,8378 0,0865 9,69 0,8135 0,04731 96 1,6755 0,3309 5,06 1,4863 0.34050
49 0,8552 0,0900 9,50 0,8294 0,05025 97 1,6930 0.3374 5.02 1,4979 0.35021
50 0,8727 0,0937 9,31 0,8452 0.05331 98 1,7104 0,3439 4.97 1,5094 0.36008
51 0,8901 0,0974 9,14 0,8610 0,05649 99 1,7279 0,3506 4 93 1,5208 1,5321 0.37009
52 0,9076 0,1012 8,97 0,8767 0,05978 100 1,7453 0,3572 4 89 0,38026
53 0,9250 0,Ю51 8,80 0,8924 0,06319 101 1,7628 0,3639 484 1,5432 0.39050
54 0,9425 0,Ю90 8,65 0,9080 0,06673 102 1,7802 0,3707 4*80 1.5543 0.40104
55 0,9599 0,И30 8,49 0,9235 0,07039 103 1,7977 0,3775 4,76 1,5652 0,41166
56 0,9774 0,И71 8,35 0,9389 0,07417 104 1,8151 0,3843 4 72 1,5760 0.42242
57 0,9948 0,1212 8,21 0,9543 0,07808 105 1,8326 0,3912 4’68 1,5867 0,43333
58 1,0123 0.1254 8,07 0,9696 0,08212 106 1,8500 0,3982 4 65 1,5973 0,44439
59 1,0297 0,1296 7,94 0,9848 0,08629 107 1,8675 0.4052 4’61 1,6077 0,45560 Я н
60 1,0472 0,1340 7,81 1,0000 0,09059 108 1,8850 0,4122 4>7 1,6180-» 0,46695 ф
61 1,0647 1,1384 7,69 1,0151 0.09502 109 1,9024 0,4193 4,54 1 6282 0,47845 й
62 1,0821 1,1428 7,56 1,0301 0,09358 110 1,9199 0,4264 4,50 1,6383 0,49008 я
63 1,0996 1,1474 7,46 1,0450 0,10428 111 1,9373 0,4336 4,47 1.6483 0,50187 S
64 1,1170 1,1520 7,35 1,0598 0,10911 112 1,9548 0,4408 4,43 1,6581 0,51379 а
65 1,1345 1,1566 7,24 1,0746 0Д1408 113 1,9722 0,4481 4,40 1,6678 0,52586 в
66 1,1519 1,1613 7,14 1,0893 0,11919 114 1,9897 0,4554 4,37 1,6773 0,53807
67 1,1694 1,1661 6,04 1,1039 0,12443 115 2,0071 0,4627 4,34 1,6868 0,55041 4
68 1,1868 1,1710 6,94 1,1184 0,12982 116 2,0246 0,4701 4,31 1,6961 0,56289
69 1,2043 0,1759 6,85 1,1328 0,13535 117 2,0420 0,4775 4,28 1,7053 0,57551 из
70 1,2217 0,1808 6,76 1,1472 0,14102 118 2,0595 0,4850 „ 4,25 1,7143 0,58827 й
71 1,2392 0,1859 6,67 1,1614 0,14683 119 2,0769 0,4925 4,22 1,7233 0,60116
72 73 1,2566 0,1910 6,58 1,1756 0,15270 120 2,0944 0,5000 4,19 1,7321 0,61418
1,2741 0,1961 6,50 1,1896 0,15889 121 2,1118 0,5076 4,16 1,7407 0,62734
74 1,2915 0,2014 6,41 1,2036 0,15514 122 2,1293 0,5152 4,13 1,7492 0,64063
75 1,3090 0.2066 6,34 1,2175 0,17154 123 2,1468 0,5228 4,11 1,7576 0,65404
76 1,3265 0,2120 6,26 1,2312 0,17808 124 2,1642 0,5305 4.08 1,7659 0,66759
77 1,3439 0.2174 6,18 1,2450 0,18477 125 2,1817 0,5387 4,05 1,7740 0,68125
78 1,3614 0.2229 6,11 1,2586 0,19160 126 2,1991 0.5460 4.03 1 7820 0.69505
79 1,3788 0,2284 6,04 1,2722 0,19859 127 2,2166 0,5538 4,00 1 7899 0,70897
80 1,3963 0;2340 5,97 1,2856 0.20573 128 2,2340 0.5616 3,98 1 7976 0,72301
81 1,4137 0.2396 5,90 1,2989 0,21301 129 2,2515 0,5695 3,95 1 8052 0,73716
82 1,4312 0,2453 5,83 1,3121 0,22045 130 2,2689 0.5774 3,93 1,8126 0,75144
83 1,4486 0,2510 5,77 1,3252 0.22804 131 2,2864 0,5853 3,91 1,8199 0,76584
84 1,4661 0,2569 5,71 1,3383 0.23578 132 2,3038 0.5933 3,88 1,8277 0,7В 034
85 1,4835 0,2627 5,65 1,3512 0,24367 133 2,3213 0,6013 3,86 1,8341 0,79497
86 1,5010 0,2686 5.59 1,3640 0,25171 134 2,3387 0,6093 3,84 1,8410 0.80970
87 1,5184 0,2746 5,53 1,3767 0,25990 135 2,3562 0,6173 3,82 1,8478 0.82454
88 1,5359 02807 5,47 1,3893 0,26825 136 2,3736 0,6254 3,80 1,8545 0,83949 ел ел
Продолжение табл. 7 w
Центральный угол в градусах Длина дуги ^0 Стрелка h 1 h Длина хорды с Площадь сегмента Центральный угол в граду- „ сах Длина дуги ^0 Стрелка h 1 ~h Длина хорды с Площадь сегмента
137 2,3911 0,6335 3,77 1,8608 0,85455 159 2,7751 0,8178 3,39 1,9665 1,20835
138 2/±086 0.6416 3,75 1,8672' 0,86971 160 2,7925 0.8264 3,38 1,9696 1,22525
139 2,4260 0,6498 3,73 1,8733 0,88497 161 2,8100 0,8350 3,37 1,9726 , 1,24221
140 2,4435 ' 0,6580 3,71 1,8794 0,90034 162 2,8274 0,8436 3,35 1,9754 1,25921
141 2,4609 0,6662 3,69 1,8853 0,91580 163 2,8449 0,8522 3,34 1,9780 1,27626
142 2,4784 0,6744 3,67 1,8910 0,93135 164 2,8623 0,8608 3,33 1,9805 1,29335
143 2,4958 0,6827 3,66 1,8966 0,94700 165 2,8798 0,8695 3,31 1,9829 1,31049
144 2,5133 0,6910 3,64 1,9021 0,96274 166 2,8972 0,8781 3,30 1,9851 1,32766
145 2,5307 0,6993 3,62 1,9074 0,97858 167 2,9147 0,8868 3,28 1,9871 1,34487
14В 2,5482 0,7076 3,60 1,9126 0,99449 168 2,9322 0,8955 3,27 1,9890 1.36212
147 2,5656 0,7160 3,58 1,9176 0,01050 169 2,9496 0,9042 3,26 1,9908 1,37940
148 2,5831 0,7344 3,57 1,9225 1,02658 170 2.9671 0,9128 3,25 1,9924 1,39671
149 2,6005 0,7328 З.ээ 1,9273 1,04275 171 2,9845 0.9215 3,24 1,9938 1,41404
150 2,6180 0,7412 3.53 1,9319 1,05900 172 3,0020 0.9302 3,23 1,9951 1,43140
151 2,6354 0,7496 3,52 1,9363 1,07532 173 3,0194 0,9390 3,22 1,9963 1,44878
152 2,6529 0.7581 3,50 1,9406 1,09171 174 3,0369 0,9477 3,20 1,9973 1,46617
153 2,6704 0,7666 3,48 1,9447 1,10818 175 3,0543 0,9564 3,19 1,9981 1,48359
154 2,6878 0.7750 3,47 1,9487 1,12472 176 3,0718 0,9651 3,18 1,9988 1,50101
155 2,7053 0,7836 3,45 1,9526 1,14132 177 3,0892 0,9738 3,17 1,9993 1,51845
156 2,7227 0,7921 3,44 1,9563 1,15799 178 3,1067 0,9825 3,16 1,9997 1,53589
157 2,7402 0,8-006 3,42 1,9598 1,17472 179 3,1241 0,9913 3,15 1,9999 1,55334
158 2,7576 0,8092 3,41 1,9633 1,19151 180 3,1416 1,0000 3,14 2,0000 1,57080
Пример 1. Вычислить радиус окружное™, у которой при стрелке h = Из таблицы определяем I» 1,6930, так как, согласно указанию в табл. 7, г = -/ '•0 = 2 мм длина дуги 1 1° = — 5>9 ММ. 1,6930 = 10 мм. Находим ~ -4--
Пример 2. Вычислить стрелку h дуги у окружности радиусом г =50 мм при центральном h = 0,0341 • 50 = 1,705 мм. угле а = 30 °. Из таблицы находим
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
ПЛОСКИЕ ФИГУРЫ 57
8. Вычисление элементов плоских фигур
F— площадь; Р— полу периметр; L—длина окружности; I—длина дуги; п — число Сторон многоугольника; R — радиус описанной окружности; г — радиус вписанной окружности; О — центр тяжести; р — радиус кривизны; и х0 — величины, определяющие положение центра тяжести.
Прямоугольник
Параллелограмм
Трапеция
F = Ь- = е2; b = 0,7071 d = VF ;
d = 1,414/F= 1,414 а;
О — в точке пересечения диагоналей;
а ,/а~
Уо = ~2 J Vol = -у У 2
F = ab = a Vda — а2 = Ъ У~й2 — Ь-;
d = Ya2 b2; а — Vd2 — Ь‘‘ — ;
Ъ = /d2 - а2 = — ; а
О — в точке пересечения диагоналей;
Ъ
j? j?
F = аЪ; а = -=~; Ь ——; о а
О-в точке пересечения диагоналей;
а
Уо = у
Р — -у- (а + 6 + с), тогда
F = /Р (Р — а) (Р —Ь)(Р — с);
О-в точке пересечения медиан;
1 , Vo = -g- Л;
4Bt=B,C; СА,=>А,В- BCt^CtA
„ _ (а + Ъ) h _ h 2b + а Р I) , Vo Q ~~ ,
А и d С>
F = 2,598с2 = 2,598/?2 = 3,464г2;
« = е=« г = 0,866с = 0,866/?;
О — в геометрическом центре;
Уо = 0,866/?; yol=R
Шестиугольник
Правильный многоугольник
а = 360° : п; (5 = 180 — а;
г = '|/я2-^; с = 2Г«2 - г2;
О — в геометрическом центре;
Уо = 0,92'1/?.
Для восьмиугольника
F = 2,828/?2; г = 0,924/?; с = 0,765/?
ж2 + и2 = г2;
F = Лг2 = 3,1416г2 = 0,7854</2;
L = 2яг = 6,2832г = 3,1416d;
г = L : 6,2832 = / F; 3,1416 = 0,564 УЁ;
d = L ; 3,1416 = V/*’ : 0,7854 = 1,128 /Е; О — в центре круга
Vo = г
Полукруг
F = ~ = 1,5708г2 = 0,3927d2;
У„ = ^ = 0,4244г
Сектор
1 = Га'18О— = О’"745™ = V ;
р = -’-'-1 =0,003727аг2; а = ^2®., 2 г
2F 57296Z 2гс
r~T~ а ’ Va~ 31
с = 2ГЛ(2г-Л); F = 4 [г! - с (г - ?>)];
с2 4- 4М
г = Т. ; I = 0,0t745ra; on
, 1 г-.------ 57.236!
h=r------— с2; a = ——— ;
2 г
__ °2
~ 12F
F ~.n (R2 — r2) = 3,1416 (R2 — r2) = «= 3,1416 (R 4- r) (R — r) = 0,7854 (d2 — d‘i> = = 0,7854 (d 4- di) (d — d^]
О — в геометрическом центре;
?/о — R
05
d
г = («2 - г2) = °’00873“ <Я2 - г2) =
=таг d2 ~ dD=°’002I8“ (d2 -d!);
Кольпевой сектор
X2 у2
a2 ~Г~& = L
Приближенная величина периметра 2P = 3,1416 /2 (a2 + b2)
Более точная величина периметра
2Р = 3,1416 j/2 (a* + b2) — (а ~ b)2 ;
F — TCab = 3,1416ab;
О— в центре пересечения осей;
у0 = b; FO = FiO = Уа2 — Ь2;
ri + г == 2a;
Ъ2 полупериметр Р F±M = “ ;
радиус кривизны в точке Р
/аг — Ь2
эксцентриситет е ---------
Длина дуги всего эллипса г 3 (а 4- Ь) г—т 1
I st Л —-“2----Vab
60
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
ПОВЕРХНОСТИ И ОБЪЕМЫ ТЕЛ
9. Вычисление поверхностей и объемов тел
Фигура * Поверхность Г*. Боковая поверхность м Расстояние до центра тяжести Хо. ?/0 Объем V
1 rf _ М == 2nrh = ndh h Wo = -2- v = nrsh ла8 . =—Л
I А
Цплинцр
F = сумме площадей треугольников -Б -р площадь основания 1 , Wo= 7Гй V — площадь ft основания х у
& н *
/дтX\
Пирамида
М = внутренняя -J--{- внешняя поверхности h уо = у V = nil (гг — г?)
j 1 1 ! -с
h
L
d Поль й?
4 й Ц илиидр
М = лг (Л 4- hi) h + ht У о = —т—1 + 1 г2 tg2 а + 4 /1 + ht к = лг2!ЦА
-5*1 4= л Кососр езани! =? .
>1Й цилиндр
ПОВЕРХНОСТИ И ОБЪЕМЫ ТЕЛ
Поверхность F. Боковая поверхность М
Расстояние до центра тяжести х0, Vo
Объем V
4
V = -5- nr3 =
Jed3
F — 4лг? = nd2
п lapoBoi Г L^- Г .сегмеш М = 2nrh — = А(е= +W) Уо = з (2г - /1)2 4 Зг — Л V == (r — J h \ ,/cz, -Т) = Л'<8 + + 6 )
/7 jo л 1 |\ 1 L * А И М = лге = = 71Г VТг -р № у»=4h V = -y r2n
Конус
Ч1__о д ТлЕ Усеченна» /ф1 -fc |\1 1 пирами да F сумме площадей трапеций верхнего и нижнего оснований h Vo= X X /в4~з^г/1 4~3fi - /2 “F VSzfi 4~ Л v = 4 (/»+ h + + V/7/Г) (/1 — верхнее основание; /2 — нижнее основание)
Фигура « Поверхность F. Боковая поверхность м Расстояние до центра тяжести *0, 1/0 Объем V
М = лс (г 4- ’’1) ’Л=4Х /г2 + 2Г1г -f-3rs\ Г2 -1- Г1Г r S у V = (г2 + г| + , , nh + ’’’•*) -3
о 5 /'сече! .0 V | * r*A =^1 {НЫЙ конус
* F = n2Dd = = 9,8696Dd п . d Vo — К 4“ ~2~ V = 2n2Rr! = = l9,739Rr*
- R - ft .
^1
—
л сести.
Тор Э — центр тян
ЭЛЕМЕНТЫ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
10. Значения модуля продольной упругости Е, модуля сдвига G и коэффициента Пуассона д
(при температуре ~ 20 °C)
Материал Модуль, кгс/см2 Коэффициент Пуассона д.
Е G
Сталь углеродистая (2,04-2,1).10» 8,1-10» 0,24—0,28
» легированная 2,1-10» 8,1-10% 0,25—0,30
Стальное литье 1,75-10» —.
Чугун серый (0,8 —1,5)-10» 4,540% 0,23—0Щ
Чугун серый модифицированный (СЧ28-48— СЧ38-60) (1,24-1,6),10» (5,24-7,0)408 —
Медь холоднотянутая 1,3-10» 4,9-108 —
» прокатная 1,5-10® 4,0-108 0,31—0,34
Медное литье 0,84-10» —
Бронза оловянная (Бр. ОЦС6-6-3, БрОФ10-1 и др.) (0,75 4-1,24) -10» — 0,32—0,35
Бронза безоловянная (Бр.АЖ9-4Л, Бр.АЖН10-4-4Л) (1,05 4-1,2)-10» —•
Бронзовое литье 1,05-10® 4,2-108
Бронза фосфористая катаная 1,15-10» 4,2-10* 0,32—0,35
Латунь марганцовистая катаная 1,1-10» 4,0-10» 0,36
Латунь алюминиевая (ЛАН5 9-3-2) ЛАЖ60-1-1) (1,0 4-1,05)-10» (3,74-4,0)-106 0,32—34
Латунь холоднотянутая (0,90 — 1,0)40» (3,54-3,7)-108 0,32—0,42
Алюминий’ катаный 0,59-10» (2,6 — 2,7)408 0,32—0,36
Дюралюминий катаный 0,71-10» 3,7-10%
Алюминиевые сплавы (0,70 —0,72)-10». 2,7-103 0,32
Магниевые сплавы (0,40—0,45)-10» 0,34
Текстолит поделочный (6—10)40* — —
Винипласт листовой 0.4-10* —
Органическое стекло (2,9 — 4,1)40* 0,35—0,38
Капрон (1,4 — 2,0)40* —
Фторопласт-4 (0,47-4),85)40* — —
If. Осевые моменты инерции, моменты сопротивления и радиусы инерции плоских фигур
Форма поперечного сечения Осевой момент инерции J, см* Момент сопротивления W, см3 Радиус инерции i, си.
Круг У! X т _ . _ nd1 nr* Jx~Jy~ 64 ~ 4 : 3 х — Jy О,О5<2‘ У¥ х vy у “ 32 4 * Wx = Wy °’1'^ ..dr 1х~гу~ 4 — 2
л Коль #| _ йГ=2^ ЦО д X dt ~ С = ТТ н4 II II и II и и II | Э “н* сл | *. I о* Ъ f 7 1 ~ i. 1 о •% " 0 Wx = Wy=J&<1-ci>’ Wx = Wy =К 0,ld3 (1 - с<) ix = iy = 4l/^+^
Тонг о стенное к к*. |ррм| РУТО X вое кольцо Л 8*= То /Г -к » а I1 W =,W wx ny 4 ’ Wx — ztR23 f=i,=-^= = 0,3535 У 2/2
1 £& П=2г ,
ЭЛЕМЕНТЫ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
о
Продолжение табл. И
Форма поперечного сечения Осевой момент --тг-т J. см* Момент сопротивления, VV, см» Радиус инерции i, см
Полу Ttpyr У X IL J* = 0,00686^ =& ; I.:-*; И7Ж == 0,0239<Z3; лйл r ,л ~ hnin 0,132d;
г0 = Lr = — O/i ол 24r jy 128 W„ — -7.-Г- «ь О,Озс?3 У 6% S2/~ 4
KpyrOBOi 3 сегмент S ! x c; j«3 jft Ju = u 8" sin - a; U= Jx w — x _1/*U {min — гх ~ f
<ч> й/_ £ v“=i€= ик c , T s O'/Л 180= a rl_ — sin a Jy 8 [a" 180= 2 . .a] — sm a —g- sm a sis1 — " X T — Vq Примечании; о • a c = 2r sm -g- i s=nr№
Круговой сектор X 1\сс 4 . а 180“ 1>0 = тг8тт — г i* ( a° . . ' J« = T/ w + sinV T r' / a” У . 64 . , « 180“\ я sm2 x : 9 2 na“ / Jy = Т (Л 180= ~ slD ®) «” II II to! 4 * .1, 5 x'4') + 1 s„ s. r 15 pU Йа U ”'S • I
I 1
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
3 Анурьев В. И., т. 1
Продолжение табл. 11 о?
Форма поперечного сечения Осевой момент инерции J, см4 Момент сопротивления W, см3 Радиус инерции 1, см
Эллине Л Jx = 52! 0,7854ab=j Jy = 525 =ь 0,7854a’b Wx = ~-^ 0,7854аЬ’; W = 522 = 0,7854а2Ь У i ’ 1х~ 2«! 1 У 2
В 2а. j 8
4 kO к вадрат у; -X 3 — J — 5! х '’у 02 ь» ту __ ту _ _ 1 =, i -L == 0,289b х у у^12
х Ь t
Полый квадрат М— bi - т 1 Jx у 12 ь« — ы w = W — 1 X У 60 С = 1и = 01289тЛЬ2 + Ь| Л У » Л • <'
- Ц X f
ь
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
co
Полый тонностенный к У у tn •<4 в ад р ат jx=jy=4B3s 4 Wx-Wy^B4 i =г Д-?-=°,408В х V у 6
Квадрат, поставленный на ребро । У|Х tJ 3 -J Jx - Jy 12 b’ wv = W.. = = 0,118b1. x у 6 /2 При срезании верхнего и нижнего уголков на величину Ъ /Г с = ——— момен® сопротивле-1о ння увеличивается до W& = 124b1 ^ = ^ = 0,289»
Полый квадрат, поставленный на ребро 'у' М — b| Jx Jy , 12 b4— bi W = w = х У 6 /12Ь 1х = гу = °’2*9 У Ьг - 1>1
ЭЛЕМЕНТЫ’ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
&>
со
Продолжение табл. 11
Форма поперечного сечения Осевой момент инерции J, см4 Мо'мент сопротивления W, см3 . Радиус инерции i, см
При 1* мо> й 1 5 ГГОЛЬН л в ик Ьа* . Jx^ 12 ’ *7у~'1Т w =^- v X 6 ’ w = у S iY= -^- = 0,289a; x /12 i„=™ = 0,289b y /12
Прямоугольник повернутый Jz = (a2 cos2 а 4- Ь2 sin2 а) a2 cos2 a 4- b2 sin2 a a cos a 4- b sin a iz = 0,289 X X /b2 cos2 a 4- b2 sin2 a
. Пол1 пр? 7 Я- шо jz Г/ /ГОЛ! £ и эНИК ba’ — Ь,<з5 Jx 12 ab3 — а.Ьз Jy ГГ~ 3 H IS Й §. r g? 1 j? 1 _P Д3" Д- я —0» n=l/' У 12 (ba—b,^) 1=1/ ab’-Ojbe y 12 (ba - bj^j)
1 j
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
о
Продолжение табл. 11
Форма поперечного сечения Осевой момент инерции J, см1 Момент сопротивления W, см’ Радпус инерции г, см
Поставленный на треугольник У *3г ~^$7/ ~|х h ребро X 1 _ __ hb» Jx~ 48 W = x 24 {х=4 К4 =°да>
Трапеция . а , pi ] Дж 1* Шш* 1 и j __ № (b2 -J- ^ba -J- а8) Jx 36 (b 4- a) При вычислении напряжений в точках верхнего основания Лг (Ь» + 4Ьа + о8) Wx^ 12(?.Ь4-а) ! в точках нижнего основания W ~ Да (Ь2 4-4Ьа4- а8) ^х 12 (Ь 4- 2а) . Л 'х 6 (Ь 4- а) х X V 2 (Ь2 4- iba 4- а»)
L ъ t h Ь + 2а С<> 3 6 4- а
Трапеции . h _ '*ч1— _ Т,Ч. 1 р“ h e* ~~~ °*. Jx ~ 48 b — a ш h Ъ* — а* lvx 24 Ь2 — Ьа ix^.y^ * г 24
1
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
ЭЛЕМЕНТЫ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
s(’4S — Ч) Ч — s4 (тч + ч)
(VTq Tgg) gT Л = fl}
8ЧЧ + еч’ч
!±Л“''
Q9
Т 1 1
сЧ Ч + 8ЧЧ
Од _ 1Ч 4- ч х ! ---------------л
ЦОЯО1СОЯ хинхбэя Bici/
.1(г
v Ух1
хс номоиоа хинжин шгП
(ЧХЧ7, + тчч)
(ч + тчг) чтчг + 1чч
____________51_________
A'4Z — Ч) Ч ~ СЧ + Ч) sQ
. Ла _ Tg -|_ JlA gig, 4.
8\ Ч /
+ — “«) ’чч +
,______СТ_______ к _
вЧ'чг-Нчч г
еинэьэо аонтийоут
—SI— =rtf еЧТЧ + гЧЧ
! f»a —’ч + -^-')чтЧ + 8\ Ч )
+ - “С +
8\ Ч /
+ —t — = хг
«ч ч + ечч
(ч'ч + тчч) г_____
(ч + Ечг) чтч + ечч
Йаед.
Продолжение табл. 11
12, Геометрические характеристики жесткости и прочности дня ходовых сечений при кручении прямого бруса
Форма поперечного сечения бруса Момент инерции при кручении JK, см4 Момент сопротивления при кручении WK, см3 Положение точки, в котооой возникает наибольшее напря’жение мк Х~—-т—, кгс/см2 ^к
Круглое d _ тгЯ4 ^=JP=-^°’W4 или v-^p^nr^1-57'4 RK = 1Vp = <-~°>2da или тггЗ vzK = wp=-2i-=’1‘57i” Наибольшее напряжение возникает по всех точках у контура поперечного сечения
Кольцо ~ d □ cli ~ = 05 а т Т /4 JK—: *^р ~ ес*4) или Jp^O.ld4 (1-а*) 'Tff73 ^K = lVp=-^^(l-a3) ИЛИ VyK^V7p^Os2d3 (I-ffi*) Наибольшее напряжение возникает во всех точках у наружного контура поперечного сечения
ЭЛЕМЕНТЫ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
Форма поперечного сечения бруса Момент инерции при кручении J,., см‘ Момент сопротивления при кручении У7К, см» Положение точки, в которой возникает наибольшее напряжение Мк Т = -щ—• кгс/см’ "к
Тонн зстенное кольцо кдАГ _ — •'к “ 4 ^к- 2 Все точки находятся в одинаковых условиях (приближенно)
-с d '
Незамкнутое тонкостенное кольцо » < 0,ld JK = -3- Лйз» W'1; = i Ш Наибольшее напряжение в точках qA. В точках В напряжение
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
Круглое сечение с лыской
ds W ™ —— *к 8
2,6 А
Наибольшее напряжение возникает в середине плоского среза (точка А).
В углах т = О
Круглое с круговым вырезом
1> = 2В
4 = ^4 Значег W =-^- ше коэффиииентов К; и Е в зависим Наибольшее напряжение возникает по дну канавки (точка Л) г ости от ti
Г В 0 0,005 0,1 0,2 0,4 0,6 0,8 1,0 1,5
К, 1,57 1,56 1,56 1,46 1,22 0,92 0,63 0,38 0,07
Ki 0,64 1,22 1,22 1,23 1,31 1,52 1,91 2,63 7,14
Сплошное эллиптическое
9
2а
•^К="-ЛТЬ‘
тт т Л’М, -
Наибольшее напряжение в тонкая А.
Напряжение в точках В тшах т —---------------
ЭЛЕМЕНТЫ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
а
Форма поперечного сечения’бруса Момент инерции при кручении JK, ем4 Момент сопротивления при кручении JK, смэ Положение точки, в которой возникает наибольшее напряжение мк Т = -тт;— , кгс/см4 Й7К
Прямоугольное 51 JK = рпь» Значе! ТУК = аЫЯ не коэффициентов а, |3 и у в завися? Наибольшее напряжение возникает в серединах длинных сторон сечения (в течках A)t в точках В напряжение мк Т — (ту)тах — гк к г ГОСТИ ОТ -g
В
“F" ь 21 Т 1,00 1,20 1,25 1,50 1,75 2,00 2,50 3,00 4,00 5,00 6,00 8,00 10,00 Свыше 10
а 0.208 0,219 0,221 0,231 0,239 0,246 0.258 0,267 0.282 0,291 0.299 0,307 0,312 0,333
h 1 (3 0,141 0,166 0,172 0,196 0.214 0,229 0,249 0,263 0,281 0.291 0.299 0,307 0,312 0,333
V 1.00 0,93 0.91 0.86 0,82 0.79 0,77 0,75 0.74 0.74 0,74 0.74 0,74 0,74
о
Правильный шест! ЕОСЬМИУГОЛЬН! I- или к JK = K'h2F. Для шестиугольника К'= 0,133. Для восьмиугольника К' = 0,130. F — площадь сечеиия 1V}. = KhF. Для шестиугольника К = 0,217 Для восьмиугольника К = 0,233 В середине сторон. В углах т = 0
авносторонний треуго &£/'' ''ь 5 х — льнпк 9 , _ Ь* h* к 46.19 25.98 М 2J„ = 0Д)5Ьз = = В середине сторон. В углах г = 0; _ мк ттах—w~~
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
IS. Расчетные данные для типовых балок постоянного сечения
В таблице приведены: реакции А, (левой опоры) и В, Mg (правой опоры), выражение изгибающего момента Мж = Мж (z) в про-
извольном сечении с координатой z (начало координат совпадает с центром тяжести левого торца балки—см. схему 1), наибольший изгибающий момент Мжтах (в кгс. см), уравнение упругой линии v — v (z); значения наибольшего прогиба отах (в см) и углов поворота (h. и 62 соответственно крайнего левого сечения и крайнего правого сечения балки в радианах.
Для каждой балки в таблице представлены также форма упругой линии и эпюра изгибающих моментов. Внешние нагрузки обозначены: М —момент в вертикальной плоскости, совпадающей с осью бруса г (в кгс-см); Р — сосредоточенная сила (в кге) и q — интенсивность распределенной нагрузки (в кгс/см), действующие в той же плоскости; Е — модуль продольной упругости (в кгс/см2); Jx — осевой момент инерции поперечного сечения относительно оси х (в см4).
Схема закрепления балки, форма упругой линии, эпюра изгибающих моментов
Реактивные силы и моменты опор
Изгибающий момент в произвольном сечении, наибольший изгибающий момент
Уравнение упругой пинии, наибольший прогиб, углы поворота крайних сечений балки
Схема 1
Mz ИП»
V—2EJ’ V^=~2EJ~- П»Иг = 1> x
А = Р\
MA = P1
Pl’
2EJx
ЭЛЕМЕНТЫ СОПРОТИВЛЕНИЯ МАТЕРИАЛОВ
Схема закрепления балки, форма упругой линии, эпюра изгибающих моментов
Реактивные силы и моменты опор
Изгибающий момент в произвольном сечении, наибольший изгибающий момент
Уравнение упругой линии, наибольший прогиб, углы поворота крайних сечений балки
А « qI;
^ятая ~ 2 9,2
” = тйЬ;(2гг3-зг223 -4' <7?*
Umax^-'ggj” ири2-?1
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
Схема закрепления балки, форма упругой линии, эпюра изгибающих моментов
Реактивные силы и моменты опор
Изгибающий момент в произвольном сечении, наибольший изгибающий момент
Уравнение упругой линии, наибольший прогиб, углы поворота крайних сечений балки
Схема 8
М„ = — Р ~ X I
(О < Z < I);
Мх = -Р (l + a-z) (l<z < а + !);
^яшах “ £а
V~ S£Jx
1 Pal в £JX
Схема 9
,, a'z
Мх=‘-Ч-2Т
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
9 (! + a — z)2
(I <: z <6 l + a);
'^Jx
+ aj(z— — -i (z — ;
I qa2l 12" H JX
Схема закрепления балки, форма упругой линии, эпюра изгибающих моментов Реактивные силы и моменты опор Изгибающий момент в произвольном сеченип, наибольший изгибающий момент Уравнение упругой линии, наибольший прогиб, углы поворота крайних сечений балки
л м 4- Схема 13 11 || to £ II to tol ьэ L ~|S Ь, _ н _ , в « « ° II . | /л *-|§ *!§ II /Л г г 1 N>| - 1 ь* >гг >гГ'х (' <— | N Г4 м Г г’ Z’, „ Г П2Т b=^7L^-“+4z-s)1’ MV I ®max 21GE Jx прИ 2 3 ‘ @! = 0a = 0
Чг 42 I Ms a c
-^м
• Г&&.ь ^uiiiinw
I'A/ '**UJ
А Чг Cxe.v sa 14 P Чг 1 Mb в A=B =| P; = Pl Г " «- |СО “!ж/\ 1 ? 1 ь.1 ~ -4“° ы|га у/ | «м V/ j и V/ У, s Is»"' 1 1 1 °- LS£JX <4z’ Згг’> (° ^|)! Pl? I ^max^ 192£<s приг=2; e, = ea = 0
p
EL .
PC jjF" - Pt '3
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ-
*|« I!
<ч II
И
S Г
II
II
е со Ч~ С4 е й.
со с5 II
II Q 'Ч
ч! 1 §
Й4
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ
Для определения допускаемых напряжений в машиностроении применяют следующие основные методы.
1. Дифференцированный — запас прочности находят как произведение ряда частных коэффициентов, учитывающих надежность материала, степень ответственности детали, точность расчетных формул н действующие силы и другие факторы, определяющие условия работы деталей.
2. Табличный — допускаемые напряжения принимают по нормам, систематизированным в виде таблиц (табл. 14—20). Этот метод менее точен, но наиболее прост и удобен для практического пользования при проектировочных н проверочных прочностных расчетах.
14. Допускаемые напряжения * для углеродистых сталей обыкновенного качества в горячекатаном состоянии
Допускаемые напряжения **, кгс/см2
Марка стали (ГОСТ 380-71) при растяжении Щр1 при изгибе (°из1 при кручении (гкр] при срезе [тср[ при тии j смя-тем]
• I II III I II III I II III I И III I II
Ст2 1150 860 600 1400 1000 800 850 650 500 700 500 400 1750 1200
СгЗ 1250 900 700 1500 1100 850 950 650 500 750 500 400 1900 1350
(Ы 1400 950 750 1700 1200 950 1050 750 600 850 650 500 2100 1450
Ст5 1650 1150 900 2000 1400 1100 1250 900 700 1000 650 550 2500 1750
Стб 1950 1400 1100 2300 1700 1350 1450 1050 800 1150 850 650 2900 2100
к Горский Л. И., Иванов-Емин Е. Б., Кореновский А. И. Определение допускаемы! напряжений при расчетах на прочность. НИИМАШ./М., 1974.
Римскими цифрами обозначен вил нагрузки: I статическая; II — переменная,
действующая от нуля до максимума и от максимума до нуля (пульсирующая); III—знакопеременная (симметричная).
В работе конструкторских бюро и при расчета^ деталей маннит в данном справочнике применяются как дифференцированный, так п табличный методы, а также п комбинация их. В табл. 17—19 приведены допускаемые напряжения для нетиповых литых деталей, на которые не разработаны специальные методы расчета и соответствующие им допускаемые напряжения. Типовые детали (например, зубчатые и червячные колеса, шкивы) следует рассчитывать по методикам, приводимым в соответствующем разделе справочника или в специальной литературе.
Приведенные допускаемые напряжения предназначены для приближенных расчетов только на основные нагрузки. Для более точных расчетов с учетом дополнительных нагрузок (например, динамических) табличные значения следует увеличивать на 20—30%.
Допускаемые напряжения даны без учета концентрации напряжений и ра«меров детали, вычислены для стальных гладких полированных образцов диаметром 6—12 мм и для необработанных круглых чугунных отливок диаметром 30 мм. При определении наибольших напряжений в рассчитываемой детали
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ 85 нужно номинальные, напряжения нН0М и тном умножать на коэффициент концентрации ка или
стах = ^‘а°номттах = ^х ‘пом-
Для пластичных (незакаленных) сталей при статических напряжениях (I сид нагрузки) коэффициент концентрации не учитывают. Для однородных сталей (ов > 130 кгс/мм2, а также в случае работы их при низких температурах) коэффициент концентрации, при наличии концентрации напряжения, вводят в расчет и при нагрузках I вида (к >1). Для пластичных сталей при действии переменных нагрузок и прп наличии концентрации напряжений эти напряжения необходимо учитывать.
Для чугунов в большинстве случаев коэффициент концентрации напряжений приближенно принимают равным единице при всех видах нагрузок (I—HI).
При расчетах на прочность для учета размеров детали приведенные табличные допускаемые напряжения для литых деталей следует умножать на коэффициент масштабного фактора, равный 1,4—5.
Приближенные эмпирические зависимости пределов выносливости для случаев нагружения с симметричным циклом:
для углеродистых сталей:
при изгибе = (0,40 ч- 0,46) ов;
цри растягкенпи плп сжатпп o_ip = (0,65 -н 0,75) o_f!
при кручении T_f — (0,55 ч- 0,65) o_i;
для легированных сталей:
при изгибе G_t = (0,45 ч- 0,55) <тв;
при растяжении или сжатии o_fp = (0,7 -ь 0,9) о_л;
при кручении T_f = (0,5 ч- 0,65) o_f;
для стального литья:
прп изгибе G_i = (0,35 ч- 0,45) оя;
при растяжении пли сжатии <j_ip = (0,65 ч- 0,75) о_Г, при кручении T_i = (0,55 0,65) дд.
“Механические свойства и допускаемые напряжения антифрикционного чу туна:
предел прочности при изгибе 30—25 кгс/мм2: допускаемые напряжения при изгибе: 950 кгс/см2 для I, 700 кгс/см2 — II, 450 кгс/см2 — III, где I, II, III —> см. таил. 14.
Ориентировочные допускаемые напряжения для цветных металлов на растяжение п сжатее, кгс/см2: 300—1100 — для меди, 600—1300 — латуни, 500— 1100 — бронзы, 250—700 — алюминия, 700—1400 — дюралюминия.
15. Механические свойства и допускаемые напряжения углеродистых качественных конструкционных сталей 2?
Марка стали (ГОСТ 1050-74) Термообработка *- Предел прочности при^растя-! жении ст* Предел текучести <jt Предел выносливости Допускаемые напряжения **, нгс/см=
; при растяжении О^р при изгибе о-i при кручении Т-1 при растяжении [стр1 при изгибе [аиз] при кручении 1ткр] при срезе [тср] при смя-™и [стсм]
кгс/мм8 I II III I II III I II III I II III I II
08 н 33 20 12 15 9 1100 800 600 1300 950 750 800 600 450 600 450 350 1650 1200
10 II Ц-В59 34 40 21 25 12,5 14,5 15,5 18 9,5 И 1100 1300 800 900 600 700 1450 1550 1000 1150 750 900 800 1000 600 650 450 550 650 700 450 500 350 400 1650 1950 1200 1350
15 И Ц—В59 38 45 23 25 13,5 16 17 20 10 12 1250 1450 850 500 650 800 1500 1750 1100 1250 850 1000 950 1100 . 650 800 500 600 750 850 500 600 400 450 1850 2100 1250 750
20 н Ц—В58 42 50 25 30 15 18 19 22,5 11,5 13,5 1400 1650 1150 1150 950 900 1700 2000 1200 1400 950 1100 1050 1250 700 750 550 550 850 1000 600 600 450 450 2100 2400 1750 1750
' 25 Н Ц—В58 46 55 28 35 17 20 21 25 12,5 15 1500 1800 1100 1300 850 1000 1800 2100 1300 1600 1050 1250 1100 1350 800 950 600 750 900 1100 650 800 500 600 2200 2700 1650 1950
30 Н У 50 (50 30 35 18 21,5 22,5 27 13,5 16 1650 2000 1150 1400 900 1050 2000 2400 1400 1750 1100 1350 1250 1500 900 1050 700 800 1000 1200 650 850 550 650 2400 3000 1750 2160
35 Н У В35 54 «5 100 32 38 65 19 23 36 24 29 45 14,5 17,5 27 1800 2100 3300 1250 1500 2300 950 1150 1800 2100 2600 4000 1550 1850 2900 1200 1450 2200 1350 1600 2500 900 1100 1650 700 850 1350 1100 1300 2000 750 900 1400 550 700 1100 2700 5200 5000 1900 2200 3500
40 Н У В35 58 70 100 34 40 65 21 25 36 26 31,5 45 15,5 19 27 1900 2300 3400 1300 1600 2300 1050 1250 1800 2300 2700 4000 1650 2000 2900 1300 1550 2200 1400 1700 2500 1000 1200 1750 750 950 1350 1150 1400 2000 800 1000 1400 600 800 1100 2800 3400 5000 2000 2400 3500
45 н У М35 61 75 80 36 45 65 27 32,5 27.5 34' 40,5 16,5 20,5 24,5 2000 2400 3000 1400 1700 2100 1100 1350 1600 2400 2900 3600 1750 2150 2600 1350 1700 2000 1500 1850 2300 1050 1300 1659 800 1000 1200 1250 14,0 1850 850 1050 1250 650 800 950 3000 3600 4500 2100 2600 3100
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
Марка стали ! (ГОСТ 1050-74) Термообработка * 6 ! £ р<§ 1; 2, К rtRs £ - м Р *=» ф й8й Предел текучести ат Предел выносливости Допускаемые напряжения**, кгс/см2
'при растяжении о__1П при изгибе <j-i при кручении Т-1 при растяжении 1°р] при изгибе [<7ИЗ] при кручении IW при срезе [тСр] при смя-тии рем]
кгс/мм8 I II III I II III I II III I II III 1 11.
45 В42 В48 ТВЧ56 90-120 120 75 70 95 45 32,5 43 27 40,5 54 34 24,5 32,5 20,5 3000 4000 2400 2100 2800 1700 1600 2100 1350 3600 4800 2900 2600 3400 2100 2000 2700 1700 2300 3000 1850 1600 2100 1300 1200 1600 WOO 1850 2400 1450 1250 1700 1050 950 1300 800 4500 6000 3600 3100 4200 2600
50 Н У 04 90._; 38 70 23 32,5 29 40,5 17,5 24,5 2100 3000 1400 2100 1150 1600 2500 3600 1850 2600 1450 2000 1600 2300 1100 1800 850 1200 1250 1850 850 1250 650 950 3100 4500 2200 3100
20Г Н В 46 57 28 42 16,5 20,5 20,5 25,5 12,5 15 1500 1950 1000 1300 800 1000 1800 2300 1300 1650 1000 1250 1100 1450 800 1000 600 750 900 1150 G50 800 500 600 22.00 2900 1600 1900
зог и в 55 68 32 56 20 24,5 25 30,5 15 18 1800 2300 1300 1600 1000 1200 2100 2700 1600 1950 1250 1500 1350 1700 950 1200 750 900 1100 1400 800 1000 600 750 2700 3400 1900 2400
40Г н В45 60 84 36 59 22 35 27 38 16 23 2000 2800 1400 1900 1100 1500 2400 3300 1750 2400 1350 1900 1500 2100 1050 1500 800 1150 1200 1700 850 1200 650 950 3000 4200 2100 2900
50Г н в 66 82 40 56 23,5 30 29,5 37 17,5 22 2100 2700 1500 1900 1150 1500 2600 3300 J850 2500 1450 1850 1600 2500 1100 1550 750 1100 1300 1650 900 1050 700 750 3200 4100 2200 2900
65Г н У М45 75 90 150 44 70 125 27 32,5 53 34 40,5 67 20 24,5 40 2400 3000 5000 1750 2100 3500 1350 1600 2600 2900 3600 6000 2100 2600 4300 1700 2000 3300 1850 2300 3800 1300 1600 2600 1000 1200 2000 1450 1850 3000 1050 1250 2100 800 950 1600 3600 4500 7000 2600 3100 5200
* Условные обозначения термической обработки в табл. 15—17: О —отжиг; Н — нормализация; У —улучшение; Ц —- цементация; ТВЧ —закалка с нагревом т. в. ч.; В —закалка с охлаждением в воде; М—закалка с охлаждением в масле; НВ —твердость по Бринеллю. Число после М, В, И или ТВЧ — среднее значение твердости по НВ.С, * * Римскими цифрами обозначен вид нагрузки, см. табл. 14.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ И МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ 87
16, Механические свойства п допускаемые напряжения легированных конструкционных сталей gg
Марка стали ГОСТ Термообработка * Предел прочности при растяжении ав Предел текучести ат Предел выносливости Допускаемые напряжения **, кгс/см2
: при растяже-। пни а_1р прп изгибе ! °’* ! £ при рсстяже- НИИ [<7Р] при изгибе Риз] при кручении Кир] при срезе [тср] при смятии [°см1
кгс/ммг I II III I II III I II III I II III I 1 И
10Г2 09Г2С 10ХСНД 4543-71 5058—65 5058—65 н 43 50 54 25 35 40 17,5 19 21,5 22 24 27 12,5 14 15,5 1400 1700 1850 1100 1200 1400 900 950 1100 1700 2000 2200 1350 1500 1600 1100 1200 1350 1050 1250 1400 750 900 1000 600 700 800 850 1000 1100 650 700 800 500 550 650 2100 2500 2800 1650 1800 2100
20Х 4543—71 со 1 60 70 85 so 50 63 21 28 34 26 35 15 20 24 1900 2400 2900 1350 1750 2100 1050 1400 1700 2300 2900 3500 1650 2200 1450 1300 1750 2100 1400 1800 2200 1000 1300 1550 750 1000 1200 1150 1450 1750 850 1050 1250 600 800 950 2809 3600 4300 2000 2600 3200
40Х н У М39 М48 63 80 110 130 33 65 90 ПО 25 32 44 52 31 40 55 65 18 23 32 38 2000 2700 3800 4400 1550 2000 2800 3300 1250 1600 2200 2600 2400 3200 4500 5300 1900 2500 3400 4100 1550 2000 2700 3200 1500 2000 2800 3300 1150 1500 2000 2400 900 1150 1600 1900 1200 1600 2300 2700 950 1150 1650 1950 750 900 1300 1500 3000 4000 5600 6700 2300 3000 4200 4900
45Х н У М48 6:5 95 140 35 75 120 26 38 56 32 70 18,5 27 40 2100 3200 4800 1690 2400 3500 1300 1900 2800 2500 3800 5700 1050 2900 4300 1600 2300 3500 1550 2400 3600 1150 1750 2600 900 1350 2000 1250 1900 2900 950 1350 2000 750 1050 1600 3100 4800 7200 2'00 3600 5200
50Х Н М43 65 150 35 130 26 60 32,5 75 18,5 43 2100 5000 1600 3700 1300 3000 2500 6000 2000 4600 1600 3700 1600 3700 1200 2700 900 2100 1250 3000 900 2200 700 1700 3100 7500 2400 5500
35Г2 н В, НВ249 53 80 37 65 25 31,5 40 18 23 2(100 2700 1550 2000 1250 1600 2400 3200 1900 2500 1600 2000 1500 2000 1150 1450 900 1150 1200 1600 950 1150 750 900 3300 4000 2300 3000
40Г2 Н М, НВ 331 67 112 39 95 27 54 33,5 66 19,5 38 2200 3800 1700 3100 1350 2700 2600 4600 21.00 3800 1700 3300 1650 2900 1200 2300 950 1900 1300 2300 950 1800 750 1500 3300 5800 2500 4600
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
2600 3300 ; 2000 3300 0058 2600 3800 4606 4100 00 0003 3400 6100 3600 3800 6100 2900 4600 3000 3000 5 со coco
5g 2800 4500 СО § 3 6400 5500 6800 7500 4800 8200 § 5200 8200 3900 6200 000*>. 000*7 OOTS 008>/
800 950 600 1050 g 800 1150 1400 1250 1350 1700 1050 1950 § 950 2000 900 1350 \ 1 ; 900 ' 900 1 §1
1000 1250 Ю Ю ер °? § 1000 1450 1850 1600 1800 2150 1350 2400 ю 1300 2500 ! 1 1150 I 1750 1150 1150 <*ю
1400 1750 0081 021Т §3 1400 2000 2600 2200 2700 ! 3000 , 1900 3300 8 2000 3300 1550 2500 0091 0091 1900 2000
1000 1200 750 1300 05М 0001 1800 1600 1700 2100 OOvS ooei ю 1450 2л 00 1100 1.700 1150 1150 СО
io ю 0591 0001 ю 1250 1850 2300 2000 2300 2700 1700 3100 ю ю 1850 3100 1400 2200 О О Og
1750 2200 1400 2300 2400 1700 2500 3200 2800 3400 3800: 2400 4100 00Й 2600 4200 1909 3100 ’ 2000 2000 1 2400 2500
оок; 0СД1 1300 2209 2300 1750 2500 3100 2700 : 3200 3600 2200 ! 4000 2400 2500 4000 1950 3000 2000 2000 2300 2500
2100 1450 1650 2800 0008 2100 3100 , 3900 3400 4100 4500 2800 5000 3000 3100 5000 0018 0076 2500 2500 1 2800 3100
2700 3500 2300 3600 3900 2700 ; 4000 i 1 О о 0009 ОО^с 3800 6000 4100 6600 0067 0018 х_ 3200 3200 3800 4100
1400 1700 1050 1800 Ю со 1400 2000 2500 2200 1 ! 2600 2900 0088 OOSf 1900 2000 3200 1600 2400 1600 1600 2н?3
1750 2100 1350 2200 1 со С4 1750 2500 3100 2700 3300 3600 . 2300 4100 2400 2500 4100 1950 3100 0008 ооог 2400 2600
2300 2900 1900 3000 3200 2300 3300 4300 3700 4500 5000 3200 5500 3200 3400 5500 2600 4100 ' 2700 2700 СО ср
20 - 24,5 Ю '£> «гн 04 СР <м со ср 37,5 42 СР со <73-^ оз сэор С\1 22,5 34,5 со со С-3 <73 Гх сэ 73 со
S’Sl’ S8 Ср Ю ю о сою 03 Ю о ю 65 72,5 <ГОО ю_ сэо сф<р = = й ю
00 .* 04 <Л -нер й • 28 40 ю'4> <73 00 юю СР xHi со ер оо Й <73(73 СФСФ 00 о СФ
go Ю СО о <РОО 105 80 120 140 081 91 ю 85 140 46 100 S 3 о ю Г» СО
33 МО сз 70 100 125 110 130 145 90 160 ю 05 100 160 78 120 Зсо о о
н М, HS295 кй н П-М50 М43 Ц-М59 М40 М50 МЗО М50 й 05И шян ‘и Н М43 м Д-М59 У ТВЧ59
1 ^5^3—71
45Г2 ззхс DX88 18ХГТ ЗОХГТ 20ХГНР 40ХФА зохм 35ХМ 40ХН 12X112 <! СФ и
Продолжение табл. 16 g
Марка стали ГОСТ Термообработка * Предел прочности : при растяжении ов Предел текучести «т Предел выносливости Допускаемые напряжения, ** кгс/си*
при растяжении о_3р при изгибе (Г-i при круче-: НИИ Т-1 при растяже-НИИ [ор] при изгибе 1°из1 при кручении 1М при срезе [тср1 при смятии [°см]
кгс/мм2 I 11 Ш I II Ш I 11 ш 1 II III I 11
20Х2Н4А 4543—71 ТВЧ59 Ц-М59 М 68 НО 130 45 85 ПО 27 44 52 34 55 65 20 37,5 2300 3700 4400 1700 2700 3300 1350 2200 2600 2700 4400 5300 2100 3400 4000 1700 2700 3200 1700 2800 3300 1250 2000 2400 1000 1600 1900 1400 2200 2600 1000 1600 1900 800 1250 1500 3400 5500 6600 2600 4100 5000
20ХГСА м 1 80 65 32 40 23 2700 2000 1600 3300 2500 2000 2000 1450 1150 1600 1150 900 410(/ 3000
зохгс ЗОХГСА 0 У М46 60 110 150 36 85 130 24 44 60 30 55 75 17 32 43 2000 3700 5100 1500 2700 3800 1200 2200 3000 2400 4400 6200 1850 3400 4700 1500 2700 3800 1500 2800 3900 1100 2000 2700 850 1600 2100 1200 2200 3100 900 1600 2200 700 1250 1700 3000 5500 7600 2200 4100 5700
38X210 м и 80 90 70 75 32 36 40 45 23 26 2800 3100 2000 2400 1600 1900 3300 3700 2500 2900 2000 2400 2000 2300 1500 1700 1150 1350 1700 1850 1200 1400 950 1100 4100 4600 3000 3600
50ХФА 15959-69 м М46 130 150 110 130 52 60 65 75 34 36 4400 5200 3300 3800 2600 3000 5400 6200 4000 4700 3200 3800 3400 3900 2200 2400 1700 1800 2600 3100 1800 2000 1350 1450 6600 7700 5000 5700
50С2 60С2 60С2А М, HB3U М, НВ 269 М, HB2G9 120 130 160 110 120 140 48 52 64 60 65 80 34,5 34 46,5 4200 4400 5500 3000 3300 4000 2400 2600 3200 5000 5400 6600 3800 4000 5000 3000 3200 4000 3100 3400 4100 2200 2200 3000 1700 1700 2300 2500 2600 3300 1750 1800 2400 1350 1350 1850 6200 6700 8200 4500 5000 6000
ШХ15 801-60 О М62 60 220 38 170 24 46 30 66 18 33 2000 7400 1500 3500 1200 2300 2400 8900 1800 4800 1500 3300 1500 5500 иоо 2500 S00 1650 1200 4400 900 2000 750 1300 3000 11000 2200 5200
* Условные обозначения термообработки указаны в конце табл, 13. 11 Римскими цифрами обозначен вид нагрузки, см. табл. 14.
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
17. Механические свойства и допускаемые напряжения для отливок из углеродистых и легированных сталей
Марка стали ГОСТ Термо-обра-бот-ка * Предел прочности при растяжении ав Предел текучести ат Предел выносливости Допускаемые напряжения “, кгс/см2
при растяжении °-1р при изгибе <7-! при кручении Т-1 при растяжении [opJ при изгибе 1°из1 при кручении [акр] при срезе [аср1 при смятии [°см]
кгс/мм2 I 1 II ш I II ш I II Ш I II III I II
20Л 25Л ЗОЛ 35Л 45Л 55Л 20ГЛ 977—75 977—75 977—75 977—75 977-75 977—75 7832—65 Н 42 45 48 50 55, 60 55 22 24 26 28 32 35 30 12 12,5 13,5 14 15,5 17 15,5 17 18 19 20 22 24 22 10 11 11,5 12 13 14,5 13, 900 950 1000 1100 1250 1400 1200 630 650 700 740 840 920 830 480 500 530 560 630 680 630 1100 1150 1200 1300 1500 1700 1450 840 900 930 1000 1100 1250 1100 680 720 760 800 880 960 880 630 650 700 750 870 1000 850 500 520 550 600 650 740 650 400 440 460 480 520 580 520 500 520 550 600 700 750 650 400 420 440 470 530 550 500 320 350 360 380 420 430 400 1350 1450 1500 1650 1900 2100 1800 950 1050 1100 1200 1250 1500 1250
35ГЛ 7833-65 О в в 60 55 60 40 30 35 17 15,5 17 24 22 24 14,5 13 14,5 1600 1200 1400 950 830 920 680 630 680 1900 1450 1700 1300 1050 1250 960 880 960 1100 850 1000 760 650 740 580 520 580 880 650 750 600 500 550 460 400 430 2400 1800 2100 1500 1250 1500
40ГЛ 20ГСЛ н н 65 55 35 30 18 15,5 26 22 15,5 13 1400 1200 950 830 720 630 1700 1450 1250 1050 1050 880 1000 850 750 650 620 520 750 650 580 500 460 400 2100 1800 1400 12э0
ЗОГСИ и в 60 65 35 40 17 18 24 26 14.5 15,5 1400 1600 920 1000 680 720 1700 1900 1250 1350 960 1050 1000 1100 740 790 580 620 750 880 550 640 430 500 2100 2400 1500 1550
40ХЛ н м 85 65 53 50 24 18 34 26 20,5 16 1750 1650 1250 1000 950 720 2100 2000 1550 1400 1250 1050 1250 1150 1100 820 820 640 950 900 750 640 620 500 2600 2500 2000 1650
35ХГСЛ н в 60 80 35 60 17 22,5 24 32 145 19 1400 2000 920 1250 680 900 1700 2400 1250 1700 960 1300 1000 1400 740 980 580 760 750 1100 550 780 430 600 2(00 3000 1500 2000
зохмл У н 82 60 69 40 23 17 33 24 20 14,5 2300 1600 1300 950 920 680 2700 1900 1750 1300 1300 960 1600 1100 1050 760 800 580 1250 880 830 600 620 460 3500 2400 2100 1500
* Условные обозначения термической обработки приведены в конце табл. 15. “ Римскими цифрами обозначен вид нагрузки, см. табл. 14.
ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯМИ МЕХАНИЧЕСКИЕ СВОЙСТВА МАТЕРИАЛОВ 91
18. Механические свойства п допускаемые напряжения для отливок из серого чугуна
Предел прочности Предел выносливости Допускаемые напряжения *s кгс/см2
Марка чугуна (ГОСТ 1412-70) При изгибе Ли при растяжении ав при сжатии асж при кручении ткр при изгибе 0-1 при кручении Т-1 Форма сечения при изгибе Риз] при крученпи [ткр] при растяже-НИИ [ар] при сжатии Рсж]
кгс/мм2 1 И III X 11 ш 1 11 III I II Ш
© 700 400 300 530 300 220
СЧ 15-32 32 15 65 24 7 5 i 600 350 250 400 230 160 330 200 140 1450 S30 140
I 5С0 290 210 330 180 130
800 500 350 580 380 260
СЧ 18-36 30 18 70 26 8 6 1 660 410 300 430 270 200 400 250 180 1550 950 180
I 560 350 250 370 230 160 —
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
220 280 350
ПВО 1250 1550
й LQ О
со СО 03
•—1 чн 03
о
<х> 1Г>
с-4 03 со
о f— f—
1 п LQ
го со
о f—
НО со оз
<г 1Q
ООО ООО <"4 <—л
LQ >О ОЗ с-з сз о- СО Ш о
СО CJ СЗ 03 оз <Г СО СО
io со со ОЗ ОО 03 S й г2
чл cyj оз Щ СО СО О <Г СО
сз о о in о о 08 ОД' 01.
О <р <Г О ьо <J* И? <р
BBS 0S0 0S^ 520 430 350 оя 00S 009
ООО
4.СЗ СО СО
Ю <Н 5 О ю Г- СО 1TJ
ООО о 15
СО С- СО о со ср О со г-
S’ и н О и Н т SES8
00 о £
О й -У
СО о ш
оз оэ со
ю
1"» со
оз оЗ со 03
о со -Я'
-4<
ч-Н «d<
со
03 03 ОЗ
to м tf
и и и
Продолжение табл. IS
Марка чут уна (ГОСТ 1412—70) Предел прочности Предел выносливости Форма сечения Допускаемые напряжения *, кге/см3
при изгибе сиз при растяжении % при сжатии асж при кручении хкр при изгибе а-! при кручении T-i при изгибе [°иа1 при кручении 1ткр] при растяжении [ар] при сжатии [°си;1
кгс/мм2 I II ш I II III I II III I 11 III
© 1150 800 000 S50 600 480
СЧ 32-52 52 32 110 39 14 и 1 950 650 500 650 450 350 700 480 370 2400 1650 370
I 800 550 420 550 370 300
© 1250 850 650 900 650 500
СЧ 36-56 56 36 120 40 15 11,5 1 1000 700 550 650 470 370 7S0 550 420 J2G00 1850 420
№К£ de 870 600 450 550 400 300 л
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
ГС> g }рами обозначен вид нагрузки, см. табл. 14.
о ста S
OD g
ГС) S
ш г2
<х> g
Ю СО со 650 500 450
650 470 400 800 600 550
1 1000 750 630 1100 800 IJ750
650 550 450 009 004 088
850 700 600 1050 850 750
ООО 0001 0OSI 1400 1150 woo;
© ® н. О Ег Н
1Л S
t© S
со
о <"
S о * Римскими ЦИ1
СЧ 40-60 ^9-55 ЬЭ
19. Механические свойства и допускаемые напряжения для отливок из ковкого чугуна со
Марка чугуна Предел прочности ! Предел текуче- , ' сти ат Предел выносливости Форма сечения Допускаемые напряжения *, кгс/смг
при растяжении <гп 13 при изгибе еиз при кручении ткр при срезе ТСР при изгибе 0-1 при растяжении а_1р при кручении Т-1 при изгибе Риз] при кручении [ткр] при растяже-ПНИ [Ор1 при сжатии [°сж1 при смятии [°см1
кгс/мм2 I 1 II I III I II III I II III I II III I II
1050 580 400 G50 400 360
а^а 1000 550 370 520 370 290
КЧЗО-6 30 49 34 27 19 9 5,5 8 850 390 250 950 400 250 1250 580
1 и 950 500 350 450 320 250
0 I 800 430 300 450 320 250
е 1150 £50 450 700 500 400
+ 1100 000 420 560 400 320
КЧЗЗ-8 33 53 34,5 29 21 10 6 9 950 420 270 1050 430 270 1400 630
1000 5S0 400 500 350 285
И I 850 500 340 500 350 280
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
5 g CO фрами обозначен вид нагрузки, см. табл. 14.
о in in Ю
СП cn g
о co 1П о
о in g
g § co
о о Гл
g § g
430 340 300 300 450 300 310 310 550 440 380 380
550 440 3S0 380 570 450 400 400 650 520 450 450
OSS OSS 009 004 800 640 550 550 850 680 coo 600
500 470 450 380 500 470 450 380 600 550 530 450
700 050 GOO 520 720 650 i 630 i l 550 009 004 0«4 008
1200 1100 1050 900 1 1250 1150 1100 950 1300 1200 1150 1000
@ ф I K> □ 3 Hi □ I e + I H gg QI
1ГЭ, oS 3 ch
l.O crT in. oo
ir^ Zh 1Л co
СЧ СЛ ?J Й
cn So
1O CO Й <•<
Jo co о | * Римскими ЦП,
CO co in
КЧ35-10 КЧ37-12 о iA g
4 Анурьев В. И., т. 1
ОБЩЕТЕХНИЧЕСКИЕ СВЕДЕНИЯ
20. Допускаемые напряжения для пластмассовых деталей
Пластмассы Разрушающее напряжение при к ратк о временных статическ их испытаниях по стандартной методике, кгс/см2 Рекомендуемые допускаемые напряжения при кратковременных нагрузках, кг с/см2
°р. с % °и [°р- с] 1°р] Ри1
Текстолиты 2200 700 1000 1500 450 650
С/геклотскстолит . . . 300 450 650 600 350 480
Капрон 700 600 800 350 300 400
Поливинилхлорид . . 850 500 1000 420 250 500
Полиформальдегид. . 1300 600 1000 650 360 500
Поликарбонат .... 800 700 850 370 350 420
Полипропилен .... 600 350 500 250 170 220
Фторопласт-4 .... 200 100 180 80 60 70
ОРИЕНТИРОВОЧНЫЕ КОЭФФИЦИЕНТЫ ТРЕНИЯ
21. Коэффициенты трения при покое и скольжении
Трущиеся материалы Коэффициент трения
покоя скольжения
без смазки со смазкой без смазки со смазкой
Сталь — сталь 0,15 0,1-0,12 0.15 0.05—0,1
Сталь — мягкая сталь — — — 0,2 0,1—0,2
Сталь — чугун 0.3 0,18 0,05—0,15
Сталь — бронза 0,12 0,08-0,12 0,10 0,07—0.10
Сталь — текстолит —— — 0,02—0,05
Чугун — бронза —— 0,15—0,2 0,07—0,15
Бронза — бронза — 0,1 0,2 0,07—0,1
Резина — чугун — — 0,8 0,5
Металл — дерево ......... 0.5—0,6 9,1—0,2 0,3—0,6 0,1-0,2
Кожа —металл 0,3—0,5 0,15 0,6 0,15
22. Коэффициенты трения при слабой смазке для стального вала по подшипникам
Материал подшипника Коэффициент трения Материал подшипника Коэффициент трения
Серый чугун Антифрикционный чугун .... Бронза Баббитовая заливка ....... Текстолит 0,15—0,20 0,12-0,15 0,10—0,15 0,07—0,12 0,15-0,25 Полиамиды, капрон Нейлон ....... Пластик древесный слоистый . . Фторопласт без смазки Резина при смазке водой .... 0,15—0,20 0,10—0,20 0,15—0.25 0.04—0,06 0,02—0,06
23. Коэффициенты трения скольжения по стали бронзы Бр. СЗО и подшипниковых пластмасс
Бронза Бр. СЗО Нейлон Древесный * слоистый пластик ДСП-Б Лигнофоль
0,004 0,03—0,055 0,04—0,08 0,01-0,05 0,004
* В числителе — при смазке минеральным маслом, в знаменателе — при смазке водой.
ОРИЕНТИРОВОЧНЫЕ КОЭФФИЦИЕНТЫ ТРЕНИЯ
24. Коэффициент трения и износ капрона и металлов
Материал Коэффициент трения Абсолютный износ, г Материал Коэффициент треяая Абсолютный износ, г
Капрон Брохюа БрОЦС6-6-3 . . • 0,055 0,158 0,002 0,022 Латунь Л63 .... Сталь 45 0,127 0,113 0.05'4 0,053
25. Коэффициент трения качения ели плечо трения качения К
Трущиеся тела /С, см
Мягкая сталь — мягкая сталь Закаленная сталь—закаленная сталь . . . . Дерево — сталь 0,005 0,001 0.04 .
ОПРЕДЕЛЕНИЕ ТВЕРДОСТИ МЕТАЛЛОВ И СПЛАВОВ
С достаточной степенью точности для большинства сталей (углеродистых, никелевых, хромистых и др.) можно считать, что ов « 0,35 НВ.
При измерении твердости шариком диаметром D = 10 мм иод нагрузкой Р = 3009 кгс с выдержкой t = 10 с число твердости но Бринеллю сопровождается символом НВ, например, НВ 400. При других условиях измерения обозначение НВ дополняется индексом, указывающим условия измерения в следующем порядке: диаметр шарика, нагрузка и продолжительность выдержки. Например, НВ 5 (250) 30—200 означает число твердости по Бринеллю 200 при испытании шариком D = 5 мм под нагрузкой Р = 250 кгс, приложенной в течение t = 30 с.
Измерение твердости по Бринеллю ГОСТ 9012—59, Роквеллу ГОСТ 9013—59, Виккерсу ГОСТ 2999—59 (табл. 26).
26. Сравнительная таблица твердости металлов и сплавов (ориентировочно)
1 Бринелль ИВ Роквелл НВ.С Виккерс HV Бринелль НВ Роквелл HRC Виккерс HV | Бринелль НВ Роквелл HR С Виккерс HV | Бринелль НВ Роквелл HRC Виккерс ffVj
1Д 144 202 201 302 33 305 495 51 551
ко —— 147 207. 18 209 311 34 312 512 52 587
149 149 212' 19 213 321 35 320 532 54 606
153 152 217 20 227 332 36 335 555 50 640
158 154 223 21 221 340 37 344 578 58 694
159 159 229 22 226 351 38 361 600 59 746
163 162 235 23 235 364 33 380 627 61 803
1(56 165 241 2-4 240 375 40 390 652 63
170 171 248 25 250 387 41 401 65 940
174 __ 174 255 26 255 402 43 423 67 1021
179 177 262 27 261 418 44 435 69 1114
183 183 269 28 272 430 45 460 72 1220
137 186 277 29 278 444 47 474
192 190 286 30 285 460 48 502
196 — 1Й7 293 31 291 477 49 534 1 — — —
4*
ДОПОЛНИТЕЛЬНЫЕ источники
1. Горский А. И,, Иванов-Эмин Е. Б., Кореновский А. И. Определение допускаемых напряжений при расчетах на прочность. И., НИИМАШ, 1974. 28 с.
2. Королев П. Г. Сопротивление материалов. Справочник по расчетно-проектировочным работам. Киев, Издательское объединение «Вшца школа», Головное изд-во, 1974. 286 с.
3. Справочник металлиста. В 3-х т. Изд. 2-е, перераб. Под ред. И. С. А черпана. М., «Машннострос'ние», 1965. 1007 с.
4. Справочник металлиста. В 5-ти т. Над. 3-е. Т.1. Под ред. С. А. Чорпав-Ского л В. Ф. Рсщикова. М., «Машиностроение», 1976. 768с.
5. Расчеты на прочность в машиностроении. Т. 1, 2. л'., Машгиз, 1958. Авт.: С. Д. Пономарев, В. Л. Бидерман, К. К. Лихарев и др.
6. Феодосьев В. И. Сопротивление материалов. М., «Наука», 1970. 544 с.
7. Выгодский М. Я. Справочник по элементарной математике. Изд. 23-е., М., «Наука», 1974. 416 с.
ГЛАВА И
МАТЕРИАЛЫ
ОСНОВНЫЕ ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
Обозначения Термины Размерность
"в ’Ф б б, аи %-О/? ["pl ["из! ("еж! Пом] [тср! [Ч.р! НВ ПВО HV Предел прочности при растяжении (временное сопротивле-нне) Предел текучести , » выносливости при изгибе с симметричным цикло?.! Относительное сужение сечения . Относительное удлинение образца при разрыве Относительное удлинение при разрыве короткого образца (длиной, равной пяти диаметрам) Относительное удлинение при разрыве длинного образца (длиной, равной десяти диаметрам) Ударная вязкость Напряжение от пробной нагрузки Напряжение от испытательной нагрузки Допускаемое напряжение при растяжении То же, прп изгибе ». » сжатии » » смятии . Допускаемое напряжение при срезе То же, при кручении Твердость по Бринеллю ». а Роквеллу (шкала С) а » Виккерсу кгс/мм2 » кге /см8 % % % % кге • м/см2 кгс/мм2 кгс/см8 » » >? кгс/мм8 »
СТАЛИ
ОСНОВНЫЕ УКАЗАНИЯ ПО ВЫБОРУ МАРКИ СТАЛИ
При выборе сталей необходимо учитывать их свойства, условия работы цеталей и конструкций, характер нагрузок и напряжений.
Назначая марку стали, следует руководствоваться следующим.
1. По возможности шире использовать стали: углеродистую обыкновенного качества СтЗ, автоматную А12 и углеродистые конструкционные 15, 35 и 45. Автоматная сталь хорошо обрабатывается, по склонна к красноломкости, т. е. к хрупкости при горячей механической обработке. Из стали СтЗ и автоматной стали изготовляют детали, для которых пе требуется большая прочность.
2. В сварных конструкциях применять углеродистые стали марок СтО, СтЗ, Ст5, Стб, 15, 35,?45', 50Г. Сварка легированных сталей несколько затруднена из-за склонности к закалке околошовной зоны и образованию в ней хрупких структур (требуется специальная технология сварки).
3. Марганцовистые стали в состоянии проката или после нормализации имеют повышенную прочность и упругость. Ошт относительно дешевы п пригодны для изготовления деталей, которые должны иметь повышенную прочность, вязкость и сопротивляемость износу.
4. Легированные термически обработанные стали обладают более высоким комплексом механических свойств, чем углеродистые. Они лучше прокаливаются. При закалке легированные стали охлаждают в масле, что значительно уменьшает опасность образования закалочных трещин. Стали, содержащие никель, молибден и вольфрам, следует применять, если их нельзя заменить ста? лямп, содержащими кремний, марганец и хром.
УГЛЕРОДИСТАЯ СТАЛЬ ОБЫКНОВЕННОГО КАЧЕСТВА
(по ГОСТ 380—71)
В зависимости от назначения сталь подразделяют на три группы:
А — поставляемую по механическим свойствам;
Б — поставляемую по химическому составу;
В — поставляемую по механическим свойствам и химическому составу.
1. Механические свойства стали группы А
Марка стали Временное сопротивление кгс/мм3 Предел текучести, кгс/мм2, для толщин, мм
до 20 св. 20 до 40 св. 40 до 100 св. 100
нс менее
СтО Не менее 31 — — — —
Ст1кп 31-50 — — — —
Ст1пс Ст1сп 32—12 — — — —
Ст2кп 33—42 22 21 20 19
Ст2пс Ст2сп 34—44 23 22 21 20
СтЗкп 37—47 24 23 22 20
СтЗпс СтЗсп 38—49 25 24 23 21
Ст4кп 41-52 26 25 24 23
Ст4пс Ст4сп 42—54 27 26 25 24
Ст5пс Ст5сп 50-64 29 28 27 26
Стбпс Стбсп Не менее 60 32 31 30 30
В зависимости от нормируемых показателей сталь каждой группы подразделяют на категории:
1, 2, 3 группы А;
1, 2 группы Б;
1, 2, 3, 4, 5, 6 группы В.
Чем выше номер категории, тем больше нормируемых показателей. Номер . категории указывают в конце марки стали.
Сталь изготовляют следующих марок:
группы А — СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб (табл. 1);
группы Б — БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5, БСтб;
группы В — ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5.
Буква А в обозначении марки не указывается.
Для обозначения степени раскисления к марке стали добавляют индексы: кп — кипящая, пс — полуспокойная, сп — спокойная.
ГОСТ 380—71 предусматривает соответствующие свойства и для сталей группы Б и В.
Замена марок сталей ГОСТ 380—60 на ГОСТ 380—71 в технической документации на машины, механизмы, конструкции. При наличии ссылок иа ГОСТ 380—60 без указаний марки стали производится замена ссылкой па ГОСТ 380—71. При ссылке с указанием марки стали следует руководствоваться общей частью данного ГОСТа и табл. 2.
2. Сопоставление марок сталей по ГОСТ 380—60 п ГОСТ 380—71
ГОСТ 380-60 ГОСТ 380—71 ГОСТ 380—60 ГОСТ 380—71
Группы стали Обозначение марок Группы стали Категории Обозначение марок Труп-пы стали Обозначение марок Группы стали Категории Обозначение марок
А Ст. Зсп А 1 2 3 СтЗсп СтЗсп2 СтЗепЗ в ВМСт.Зсп ВКСт.Зсп в 3 ВСтЗспЗ
Б МСт.Зсп КСт.Зсп Б 1 БСтЗсп
ВМСт.Зсп ВКСт.Зсп 4 ВСтЗсп4
МСт.Зсп КСт.Зсп 2 БстЗсп2
ВМСт. Зсп ВКСт.Зсп 5 ВСтЗсп5
в ВМСт.Зсп ВКСт.Зсп В 1 ВСтЗсп
ВМСт.Зсп ВКСт.Зсп 6 ВСтЗспб
ВМСт.Зсп ВКСт.Зсп 2 ВСтЗсп2
СТАЛЬ КОНСТРУКЦИОННАЯ ПОВЫШЕННОЙ II ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ (по ГОСТ 1414—75)
По видам обработки сталь различают: горячекатаную, калиброванную, сталь круглую со специальной отделкой поверхности — серебрянку.
По состоянию материала сталь изготовляют: без термической обработки, термически обработанную — Т; нагартовапиую — Н (для калиброванной стали и серебрянки).
В зависимости от назначенпя (здесь приводится подгруппа б) — для холодной механической обработки (обточки, строжки, фрезерования и т. д.). Назначение стали (подгруппу) указывают в заказе.
В зависимости от химического состава приводится только углеродистая сернистая сталь марок А12, А20, АЗО, А35 и А40Г.
Сталь А12 и сталь А20 изготовляют без термической обработки.
По форме н размерам горячекатаную сталь (размером до 100 мм) изготовляют по ГОСТ 2590—71, ГОСТ 2591—71 и ГОСТ 2879—69, калиброванную (размером до 60 мм) — ио ГОСТ 7417—75, ГОСТ 8559—75, ГОСТ 8560—67 и серебрянку — по ГОСТ 14955—69.
Пример обозначения горячекатаной круглой стали диаметром 48 мм, обычной точности проката В, углеродистой сернистой марки АЗО, для холодной механической обработки (подгруппа б), поставляемой в термически обработанном состоянии Т:
48—В ГОСТ 2590—71 ^Руг АЗО—б—Т ГОСТ 1414—75
104 МАТЕРИАЛЫ
3. Механические свойства п твердость горячекатаной и калиброванной термически не обработанной углеродистом сернистой стали
Марка стали Размеры, М2,1 Вид обработки Временное сопротивление, нгс/мм2 Относительное удлинение 6g, % Относительное сужение 4>, % Твердость НВ, не белее
не менее
А12 42 22 34 160
А20 Горячекатаная без 46 20 30 168
АЗО А35 размеры термической обработки 52 52 15 15 25 23 185 261
А40Г 60 14 20 26’7
AI2 30 и менее 52 7 217
А12 Св. 30 Калиброванная 47 7 217
А20 Все размеры 54 7 217
АЗО То же нагартованная 55 6 223
А35 tt 58 6 229
УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ (по ГОСТ 1050—74)
Классификация. По видам обработки сталь делят на горячекатаную и кованую; калиброванную; круглую со специальной отделкой поверхности — серебрянку.
По требованиям к испытанию механических свойств сталь делят на категории 1, 2, 3, 4 и 5 (табл. 4). Категорию стали указывают в заказе; при отсутствии указаний поставляют сталь 2-й категории.
По состоянию материала сталь изготовляют: без термической обработки, термически обработанную — Т; нагартованную — И (для калиброванной стали и серебрянки).
В зависимости от назначения горячекатаную и кованую сталь делят на подгруппы: а — для горячей обработки давлением; б — для холодной механической обработки (обточки, строжки, фрезерования и т. д.) по всей поверхности; в — для холодного волочения (подкат). Назначение стали (подгруппу) указывают в заказе.
В обозначении марки стали цифры означают среднее содержание углерода в сотых долях процента, буква Г — содержание марганца (около 1%).
Марки стали: 08, 15, 20, 25, 30, 35, 40, 45, 50, 55, 58, 60, 65, 70, 75, 80, 85, 60Г, 65Г, 70Г.
Примеры обозначений.
Сталь горячекатаная обычной точности прокатки В диаметром 50 мм, марки 30, 2-й категории, подгруппы б, без термической обработки:
. В—50 ГОСТ 2591—71
МГУг 30—2—б ГОСТ 1050—74
То же, полосовая, толщиной 36 мм, шириной 90 мм, марки 45, 4-й категорий, диаметр заготовки, подвергаемой термической обработке, 60 мм; подгруппы б; термически обработанная Т:
36 X 90 ГОСТ 103—76
Полоса 45.4(60у6.т Г0СТ Ю50—74
Сталь калиброванная диаметром 10 мм, класса точности 4 по ГОСТ 7417—75, марки *35, нагартованная—Н, 5 категории, качества поверхности группы Б по ГОСТ 1051—73;
10~4 Г0СТ 7417-75
№ 35-11-5-Б ГОСТ 1050—74
Технические требования. Механические свойства на растя-жензе и ударную вязкость стали 2-й категории приведены в табл. 5.
4. Категории сталей
Категория Требования к испытанию механических свойств Вид обработки стали
1 2 3 4 5 Без испытания на растяжение и ударную вязкость С испытанием на растяжение и ударную вяз-хгоеть на образцах из нормализованных заготовок размером 25 мм (диаметр или сторона квадрата) С испытанием на растяжение па образцах из нормализованных заготовок указанного в заказе размера, но не более 100 мм С испытанием на растяжение и ударную вязкость на образцах из термически, обработанных (закалка + отпуск) заготовок указанного в заказе размера, но не более 100 мм С испытанием на растяжение на образцах из сталей в нагартованном пли термически обработанном состоянии (отожженной или высоко-отпущенной) Горячекатаная, кованая, калиброванная и серебрянка Горячекатаная, кованая, калиброванная и серебрянка Горячекатаная, кованая и калиброванная То же Калиброванная
Нормы механических свойств, указанные в табл. 5, относятся к стали диаметром или толщиной до 80 мм. Для стали диаметром или толщиной свыше 80 мм допускается снижение относительного удлинения на 2%.
5. Механические свойства стали 2-й категории
Марка стали Термическая обработка заготовок Предел текучести Временное сопротивление разрыву Относительное удлинение 66 Относительное сужение Ударная вязкость °н- КГС'М/СМ*
кгс/мм2 %
не менее
08 Нормализация 20 33 33 69
10 То же 21 34 31 55 — .
15 23 38 27 55 —
20 а 25. 42 25 55
25 № 28 46 23 50 9
30 № 30 50 21 50 8
35 }> 32 54 20 45 7
40 п 34 58 19 45 6
45 ». 36 61 16 40 5
50 » 38 64 14 40 4
55 Я 39 66 13 35 —
69 й 41 69 12 35
65 », 42 71 10 30 и г
70 43 73 9 30
75 Закалка + отпуск 90 110 7 30
80 То ;ке 95 НО 6 30
85 », 100 115 6 30
60Г Нормализация 42 71 11 35 II II
65Г й 44 75 9 __ — 14
7СГ а 46 80 8 — —
Для стали марок 25—85, 60Г, 65Г, 70Г допускается снижение временного сопротивления на 2 кгс/мм2 по сравнению с нормами, указанными в табл. 5, при одновременном повышении норм относительного удлинения на 2%.
Нормы механических свойств стали 3 и 4-й категории устанавливаются соглашением сторон.
Механические свойства калиброванной стали 5-й категории приведены в табл. 6.
Нормы механических свойств стали марок, не приведенных в табл. 6, устанавливаются соглашением сторон.
Твёрдости . сталей приведены в табл. 7.
106
МАТЕРИАЛЫ
В. Механические свойства калиброванной стали 5-й категории
Марка стали Временное сопротивление разрыву, кгс/мм2 Относительное удлине- •• мне ё6 Относительное сужение 'Ф Временное сопротивление разрыву, КГС/ММ2 Относительное удлинение 65 Относительное сужение 'Ф
% %
Наг-лртовзнная Отожженная или высокоотпущснная
Не менее
10 15 20 25 30 35 40 45 50 42 45 50 55 57 60 62 65 67 8 8 7 7 7 6 6 6 6 50 45 АО 40 35 35 35 30 30 30 35 40 42 45 48 52 55 57 28 23 21 19 17 15 14 13 12 55 55 50 45 45 40 40 40
7. Твердость HIS сталей диаметров! пли толщиной свыше 5 мм
Марка стали Сталь горячекатаная и кованая для холодной механической обработки (подгруппы б) Сталь калиброванная
без термообработки после отжига пли высокого отпуска нагартованная . отожженная или высоко-отпущенная
не более
08 131 179 131
10 143 187 143
15 149 197 149
20 163 207 163
25 170 217 170
30 179 229 179
35 207 229 187
40 217 187 241 197
45 220 197 241 207
50 241 207 255 217
55 255 217 269 229
СО-65 255 229 269 229
70 269 229 269 229
75; 80 285 241 269 241
85 302 255 269 255
(ЮГ 269 229 269 229
65Г—70Г 285 229 269 229
В зависимости от требований к испытанию механических свойств сталь поставляют ио категориям, указанным в табл. 8.
Категорию стали указывают в заказе. При отсутствии указаний поставляют сталь 2-й категории.
Сортамент стали:
горячекатаной круглой марок 08—60 по ГОСТ 2590—71;
горячекатаной сортовой марок 65—85 и 65Г—70Г диаметром до 60 мм — ГОСТ 2500—71;
горячекатаной квадратной — ГОСТ 2591—71;
горячекатаной шестигранной — ГОСТ 2879—69;
горячекатаной полосовой — ГОСТ 103—76 и ГОСТ 9137—59;
кованой круглой и квадратной — ГОСТ 1133—71;
калиброванной круглой — ГОСТ 7417—75;
серебрянки — ГОСТ 14955—69.
СТАЛИ 107
8. Категории поставок в зависимости от испытания механических свойств
Категория Требования к испытанию механических свойств Вид обработки стали
1 Без испытания механических свойств на растяжение и ударную вязкость Горячекатаная, кбваная, калиброванная и серебрянка
2 С испытанием механических свойств на растяжение и ударную вязкость То же
3 С испытанием механических свойств на растяжение Горячекатаная, кованая и калиброванная
4 С испытанием механических свойств на растяжение и ударную вязкость на образцах из термически обработанных (закалка + отпуск) заготовок указанного в заказе размера, но не более 100 мм То же
5 С испытанием механических свойств на растяжение на образцах, изготовленных из сталей в нагартованном или термически обработанном состоянии (отожженной илы высоко-отпущенной) Калиброванная
ПОДШИПНИКОВАЯ СТАЛЬ
Подшипниковую сталь изготовляют марок ШХ15 п ШХ15СГ диаметром или толщиной до 250 мм.
В обозначении марок стали буквы и цифры означают: Ш — подшипниковая; X — легированная хромом; 15 — содержание хрома (1,5%); СГ — легированная кремнием и марганцем.
Сталь изготовляют в прутках и мотках.
По форме, размерам и предельным отклонениям сталь соответствует:
ГОСТ 2590—71 — горячекатаная круглая;
ГОСТ 103—76 — горячекатаная полосовая;
ГОСТ 14955—69 — круглая холоднотянутая сталь со специальной отделкой поверхности 4-го класса точности;
ГОСТ 7417—75 — сталь калиброванная.
Отожженная горячекатаная, калиброванная и холоднотянутая сталь со специальной отделкой поверхности имеет твердость:
/75179—207 для ШХ15, 7/5179—217 — ШХ15СГ.
ГОСТ предусматривает химический состав марок сталей.
ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ (по ГОСТ 4543—71)
В обозначении марок (табл. 9) двузначные цифры слева указывают среднее содержание углерода в сотых долях процента, цифры после букв (табл. 10) — процент примерного содержания соответствующего элемента в целых единицах. Отсутствие цифр означает содержание легирующего элемента до 1,5%.
Сталь выпускают горячекатаную и кованую диаметром или толщиной go 250 мм.
В зависимости от химического состава и свойств сталь делят на категории: качественную, высококачественную — А, особо высококачественную — Ш.
В зависимости от назначения проката горячекатаную сталь делят на подгруппы:
а — для горячей обработки давлением и холодного волочения (подкат);
б — для механической обработки по всей поверхности.
В соответствии с заказом сталь поставляют как в термически обработанном состоянии (отожженную, высокоотпущенную или нормализованную с высоким отпуском), так и без термообработки.
зохгс 20ХГСА 18ХГ 35ХМ ! ЗОХМА XOS 1 45Х Х0'7 ХОК 20Х Марка стали
|о См. СТр. 116 i оо <g> СО См. стр | См. стр. 114 Температура, СС Закалка | Термообработка
Масло Масло Масло Среда охлаждения
СП 8 О СП СЯ 8 Температура, °C | Отпуск
i Вода 1 или масло Воздух или масло gsW §§§ 5 в Вода или масло Среда охлаждения
00 ст S О’ о? 8 СП [ не менее S ч Предел текучести
О о 8 С© СЛ S О о Временное сопротивление разрыву
S LC 5 й со £ £ <О еч Относительное удлинение
о О ё о< О' Относительное сужение
'сп 1 to *- -4 Ударная вязкость,-. кге-м/см2
ьэ О § £ Ь5 ЬЭ со у О Si 5 Твердость в отожженном или отпущенном состоянии НВ, не более
го Ст S? Ел го ел то О’ £ Размеры сеченпя заготовок для термообработки (круг или квадрат), мм
То же, а также зубчатые колеса, оси, валы, ролики, муфты, болты Ответственные штампованные п сварные детали и сварные узлы, штоки, дышла Валы, оси, шатуны, коленчатые валы, требующие большой износостойкости Ведущие валы, оси, ответственные болты Ответственные валы, зубчатые колеса, упорные кольца То же, а также ответственные болты, шпильки, гайки Оси, катки, валики, балансиры, зубчатые колеса Примерное назначение
9. Механические свойства термйчесин обрабатываемой легированной стали некоторых марок
rnmidaxvM
801
20ХН* 860 760-810 Вода или масло 180 Вода или масло 60 8.0 14 50 8 197 15 Зубчатые колеса, шлицевые валики, шпонки
40ХН См. стр. 115 229
45ХН 820 Вода или масло 530 Вода или масло 85 105 10 45 7 207 25 Ответственные штампованные сварные детали и сварные узлы, штоки, . дышла
50ХН 90 110 9 40 5
ЗОХНЗА Масло 80 100 10 50 8 241 Зубчатые колеса, шлицевые валики, шпонки
* Температура 860“ С относится к первой закалке, для второй закалки температура 760—810“ G.
Примеры обозначений.
Сталь горячекатанная обычной точности прокатки, полосовая, толщиной 20 мм, шириной 75 мм, качественная, марки 20ХНМ, для холодной механической обработки (подгруппа б), без термообработки:
20 X 75 ГОСТ 103—70
и°Л0Са 20ХИМ-6-ГОСТ 4543—71 н
Сталь калиброванная, диаметром 15 мм, класса точности 4, высококачественная марки 40ХНМА, поставляемая в нагар- Э тованном состоянии Н, с контролем механических свойств М, качества поверхности Б по ГОСТ 1051—73:
, 16—4-ГОСТ 7417—75
Круг 40ХНМА-Н-М-В-ГОСТ 4543—71
По ГОСТ 4543—71 изготовляют стали н Других марок.
10. Буквенные обозначения легирующих элементов в марках сталей и сплавов
Название элемента Марганец Кремний Хром Никель Молибден Ванадий Вольфрам Титан Алюминий
Стандартное обозначение Г С X Н М Ф В Т ю
Сортамент стали: горячекатаной круглой — ГОСТ 2590—71, горячекатаной квадратной — ГОСТ 2591—71, полосовой — ГОСТ 103—76, серебрянки — ГОСТ 14955—69, круглой калиброванной ГОСТ 7417—75, ГОСТ 1133—71,
ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ СТАЛЬ (по ГОСТ 1435—74)
Стандарт распространяется на углеродистую инструментальную горячекатаную, кованую, калиброванную сталь серебрянку.
Марки стали: У7, У8, У8Г, У9, У10, У11, У12, У13, У7А, У8А, У8ГА, У9А, У10А, У11А, У12А, У13А.
К группе качественных сталей относятся марки стали без буквы А, к группе высококачественных сталей, более чистых по содержанию серы и фосфора, а также примесей других элементов — марки стали с буквой А.
Буквы п цпфры в обозначении марок стали означают: У — углеродистая, следующая за ней цифра — среднее содержание углерода в десятых долях процента, Г — повышенное содержание марганца.
Сталь поставляют термически обработанной. По требованию заказчика сталь можно поставлять без термической обработки.
В заказе должно быть указано, для какой обработки предназначена сталь. Сталь, предназначенную для горячей осадки п высадки, испытывают па осадку в горячем состоянии.
Сортамент. По форме, размерам и предельным отклонениям сталь соответствует требованиям: кованая круглого и квадратного сечений — ГОСТ 1133—71; горячекатаная круглого сечения — ГОСТ 2590—71; горячекатаная квадратного сечения — ГОСТ 2591—71; полосовая горячекатаная — ГОСТ 4105—75 и ГОСТ 103—76; кованая — ГОСТ 4405—75; калиброванная круглая — ГОСТ 7417—75; калиброванная квадратная — ГОСТ 8559—75; серебрянка — ГОСТ 14955—69.
11. Группы и назначение стали
У8,
У13
Марки стали
У7, . ...
У8Г, У9, У1 0, У11, У12,
Назначение стали Группа стали Марки стали Назначение стали
Для продукции всех видов (кроме патентированной проволоки и ленты) 5 У7, У8, У8Г, У9, У10, УН, У12, У13; У7А, У8А, У8ГА, У9А, У10А, У12А У13А Для горячекатаных листов и лент, в том числе и термически обработанных толщиной до 2,5 мм (кроме патеытиро-ваяной ленты), а также для горячекатаной, кованой и сортовой стали и холоднотянутой шлифованной стали (серебрянки)
В а Ей
1
У7А, У8А,-У8ГА, У9А, У10Д, У11А, У1-А, У13А
12. Твердость термически обработанной стали
Марка стали Твердость термически обработанной стали НВ, не более Твердость образцов после закалки
Температура закалки, °C, и среда охлаждения HRC, но менее
У7, У7А У8, У8А У8Г, У8ГА 187 800—820, вода 780—800, вода 62
У9, УЗА УК), У10А ' 192 197 760—780, вода
У11, УИА, У12, У12А У13, У13А 207 217
КАЧЕСТВЕННАЯ КАЛИБРОВАННАЯ СТАЛЬ (по ГОСТ 1051—73)
Круглая калиброванная сталь изготовляется углеродистая и легированная качественная конструкционная; автоматная; углеродистая инструментальная; коррозиоппостойкая; жаростойкая; теплоустойчивая и жаропрочная.
Химический состав стали и макроструктура должны соответствовать требованиям ГОСТ 1050—74, ГОСТ 4543—71, ГОСТ 1435—74, ГОСТ 1414—75, ГОСТ 5949—75 и ГОСТ 20072—74.
СТАЛИ Hl
В соответствии с заказом калиброванную сталь изготовляют в нагартован-яом или термически обработанном состоянии (отожженная, высокоотпущенная, нормализованная, нормализованная с отпуском, закаленная с отпуском, закаленная). Сталь изготовляют группы качеств поверхности А с классом точности 3 и За, Б и В — За, 4 и 5.
Группу качества поверхности стали и класс точности указывают в заказе. Сортамент стали круглой диаметром от 5 до 100 мм — по ГОСТ 7417—75. ГОСТ предусматривает квадратную шестигранную и полосовую сталь.
Пример обозначения углеродистой конструкционной круглой стали диаметром 8 мм, За класса точности по ГОСТ 7417—75, марки 45, нагартованной Н, с качеством поверхности группы В:
8—За ГОСТ 7417—75 hplJS 45 ВЦ ГОСТ 1051—73
СТАЛЬ КРУГЛАЯ СО СПЕЦИАЛЬНОЙ ОТДЕЛКОЙ ПОВЕРХНОСТИ — СЕРЕБРЯНКА
(по ГОСТ 14955—69)
Установлены следующие группы отделки поверхности:
А — полированная с шероховатостью поверхности ве нпже Ra —0,32 мкм;
Б — шлифованная или полированная с шероховатостью поверхности ие ниже Ra = 0,63 мкм;
В — шлифованная с шероховатостью поверхности не ниже Ra —1,25 мкм;
Г — шлифованная с шероховатостью поверхности не ниже Ra = 2,5 мкм;
Д — шлифованная или ободранная в процессе изготовления, а также шлифованная (шероховатость поверхности не проверяется).
Пример обозначения круглой стали (серебрянки) диаметром 5 мм, группы В, 3-го класса точности, марки У10А:
Серебрянка 5-В-3-У10А ГОСТ 14955—69
Серебрянку 2-го и 2а классов точности поставляют по соглашению сторон.
Серебрянку поставляют в на'гартованном или термически обработанном состоянии в соответствии с заказом.
Труппа отделки поверхности должна быть указана в заказе.
13. Диаметры и предельные отклонения серебрянки Размеры, мм
Диаметр серебрянки* Класс точности
2 2а 3 За 4
0,20—0.30 0,35—0,6 0,65—0,95 1,0—3,0 3,1-6,0 6,1—10,0 10,25—18,0 18,5—30 шеог-оеоеоео о О О •—< v-< v-< Сч! | сооосоо 1 сбосбоо’ Н 1 1 1 1 1 —0,008 —0,010 —0,012 -0,014 —0,018 —0,022 —0,027 —0,033 -0,013 -0,015 —0,018 —0,020 —0,025 —0,030 —0,035 —0,045 —0,020 —0,025 —0,030 —0,040 —0,048 —0,058 —0,070 —0,084 —0,060 —0.080 —0,100 —0,120 —0,140
* Диаметр серебрянки брать из ряда: 0,2—3,0 с интервалом 0,05; 3,1—10,0 лом 0,1; 10,25—13,75 с интервалом 0,2а; 14; 14,5; 15; 15,5; 16; 16.5; 17; 18; 18,5; 21; 22; 23; 24; 25; 26; 27; 28; 29; 30. с пнтерва-19; 19,5; 20;
14. Характеристика поверхности по группам
Группа отделки поверхности Класо точности Параметр шероховатости поверхности по ГОСТ 2789—73 Ra, мкм Группа отделки поверхности Класс точности Параметр шероховатости поверхности по ГОСТ 2789—73 Ra, мкм
А 2, 2а, 3 Не нпже 0.32 г 2а, 3, За, 4 Не ниже 2,5
Б 2, 2а, 3, За Не ниже 0,63 Д 2, 2а, 3, За, 4 Не проке-
В 2, 2а, 3, За, 4 Не ниже 1,25 ряется
НАЗНАЧЕНИЕ КОНСТРУКЦИОННЫХ СТАЛЕЙ ОСНОВНЫХ МАРОК
15, Области применения
Марка стали Термическая обработка Механические свойства Область применения
СтЗ Без термической обработки См. табл. 1 Сварные конструкции; детали, работающие с малой нагрузкой без трения; кожухи, щитки, крышки, прокладки
А12 Жидкостная цементация или цианирование Поверхность 11RC 56 ... 62 Мелкие малонагруженные детали, к которым предъявляются требования шероховатости поверхности и сопротивления износу; винты, гайки, оси, кольца
15 Цементация, закалка в воде, отпуск При сечении 1 до 50 мм: ов = 45 55; от = 25 4- 30; б > 20; ф 5= 50; HRC 56 ... 62 Малонагруженные мелкие и средние детали простой конфигурации, работающие в условиях трения; валки, втулки, упоры, пальцы; оси
35 Без термической обработки См. табл. 6 Малонаг ружейные детали: оси, тяги, койьца, рычаги, фланцы
Закалка в воде, отпуск Поп сечении до 20 мм: onsA 100; о-т > 65; 6 > 8; ф > 30; HRC 30 ... 40 Мелкие средненагруженные детали, к которым предъявляются требования повышенной прочности; втулки, валики, винты, штифты, упоры, кольца
Жлдкостна я цементация или цианирование Малонагруженные летали, к которым предъявляются требования сопротивления износу; установочные винты, оси и детали крепежа
А46Г Без термической обработки См. табл. 3 Ходовые винты металлорежущих станков
45 Улучшение (закалка с высоким отпуском) При сечении до 100 мм: о,. > 75; > 45; б 13; ф > 35; <4, > 5; ЙВ 192 ... 285 Средненагруженные детали, работающие при небольших скоростях и средних удельных давлениях: валы, работающие в подшипниках качения, шлицевые валы, шпонки, втулки, вилки
МАТЕРИАЛЫ
45 Закалка с нагревом т. в. ч. с глубиной закаленного слоя 1,8—2,2 мм, отпуск ов= 90 4- 12.0; от = 70 4- 90; в-= 7; 1114s 20; HRC 38 . . . 46 Детали средних размеров несложной конструкции, к которым предъявляются требования повышенной прочности и твердости: ролики, валики, цапфы, винты, собачки и др.
HRC 50 ... 80 Детали средних и крупных размеров, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости: зубчатые колеса, шпиндели и валы, работающие в подшипниках скольжения при средних окружных скоростях. При требовании повышенной прочности сердцевины изделия (средних размеров) материалы должны быть улучшены перед закалкой с нагревом т. в. ч.
Закалка в масле, отпуск ов > 90; от = 65; б > 15; 1|> > 40; HRC 30 ... 40 Мелкие тонкостенные детали сложной конфигурации
Закалка в воде или в щелочном растворе При сечении до 20 мм: ов > 120; от > 95; 6^6; HRC 40 . . . 50 Детали средних размеров несложной конфигурации: стопоры, фиксаторы, храповики, упоры, валики
У10 Без термической обработки —• Ходовые винты прецизионных станков
Закалка в воде или в щелочном растворе, отпуск HRC 58 ... 62 Центры к станкам, втулки
50Г2 Нормализация НВ 187 . , 230 Крупные малонагруженные детали тяжелых машин: зубчатые колеса, шпиндели и валы, работающие в подшипниках каченпя
Закалка в масле, отпуск высокий При сечении до 80 мм: on>96; от>70; б 9; 11) д= 40 НВ 250 * . . ООО Средненагружениые крупногабаритные детали тяжелых машин, к которым предъявляются требования общей повышенной прочности: зубчатые колеса; шпиндели и валы, работающие в подшипниках качения
1 Имеется в виду наибольший размер в сечении.
СТАЛИ
Марка стали Термическая обработка Механические свойства
65Г Закалка в масле, отпуск —
При сечении до 20 мм: ов> 150; от> 125; б> 5; 10; о., =» 59; ЯВС 42 ... 48
20Х Цемснтапия, закалка в масле, отпуск При сечении до 40 мм: ов > 85; от > 63; 6 > 10; О 5s 40; ан > 6; о..! 59; Сердпевииа НВ > ,212 Поверхность ЯВС 56 ... 62
40Х Закалка в масле, высокий отпуск При сечении до 50 мм; ов= 80 ~ 95; от = 60 -с- 75; б> 10; ф == 4050; ан > 6; 0—1 = 36; НВ 230 .. . 280 При сечении до 100 мм: оЕ > 75; От > 52; б >15; Ц> > 50; ан > 6; НВ 230 ... 285
Закалка в масле, отпуск НВС 34 ... 42
Область применение
Детали, к которым предъявляются требования высокой износоустойчивости и высоких пружинящих свойств, например цанг, высокая твердость (HRC 58 . . . 62) относится к головке цанги; на хвостовой (пружинящей) части твердость URC 42 , , , 48
Детали, работающие при знакопеременных нагрузках; крупные пружины, пружинящие кольца и шайбы, фрикционные диски
Детали средних размеров с твердой износоустойчивой поверхностью при достаточно прочной и вязкой сердцевине, работающие при больших скоростях и средних удельных давлениях: зубчатые колеса, кулачковые муфты, втулки, направляющие планки, плунжеры, копиры, шлицевые валики, шпиндели и валы, работающие в подшипниках скольжении
МАТЕРИАЛЫ
Детали с общей повышенной прочностью; работающие при средних скоростях и средних удельных давлениях: зубчатые передачи, червячные валы, шлицевые валы, промежуточные оси, шпиндели и валы, работающие в подшипниках качения
Сильно нагруженные шпиндели и валы, работающие в подшипниках качения, клапаны, шаровые упоры, храповые колеса
о» S t4 -~?4Q и® 1! II *- СС С V» о О . © й С5 ° и °- СО Детали, работающие при средних окружных скоростях, высоких удельных давлениях и небольших ударных нагрузках: зубчатые колеса, шпиндели, втулки, кольца, рейки» роторы гидронасосов
Закалка с нагревом т. в. ч. с глубиной закаленного слоя 1,8—2,2 мм, отпуск <Tl ~-г 56 НЕС 50 ... 54 Детали, к которым предъявляются требования высокой поверхностной твердости и повышенной износоустойчивости: зубчатые колеса, валы, оси. При требовании повышенной прочности сердцевины изделия материалы должны быть улучшены перед закалкой с нагревом т. в. ч.
45Х Закалка, высокий отпуск НВ 230 .. . 280 Крупногабаритные детали с общей повышенной прочностью, работающие при средних скоростях и средних удельных давлениях, валы в подшипниках качения, зубчатые колеса, червячные валы, шлицевые валы
При сечении до 100 мм: ов > 35; ит > 60; д 10; ф 40; ан ~ 36; НВ 230 .. . 300 Детали, работающие при средних скоростях, удельных давлениях и ударных нагрузках: валы, вращающиеся в подшипниках качения, валики, зубчатые колеса
40ХН Закалка в масле, отпуск При сечении до 40 мм: св = 160; от 140; 6 > 7; <р Js 40; asi > 4; HRC 48 ... 54 Мелкие и средние детали, работающие при высоких удельных давлениях и ударных нагрузках, при требовании высокой прочности и повышенной пластичности: зубчатые колеса, кулачковые муфты, червяки
18ХГТ Цементация, закалка в масле, отпуск При сечении до 50 мм: Ор>Ю0; о 80; 6> 9; ф 50 °Н Сердцевина НВ 240 ... 300 Поверхность ВВС 56 ... 62 детали работающие при больших скоростях, средних и высоких удельных давлениях, при наличии ударных нагрузок: валы, вращающиеся в подшипниках скольжения, зубчатые колеса, червяки, кулачковые муфты, втулки. Применяют при требовании высокой поверхностной твердости и износоустойчивости, если необходима более высокая прочность и вязкость, чем у стали 20Х
СТАЛИ
Продолжение табл. 15
Марка стали Термическая обработка Механические свойства Область применения
12ХНЗА Цементация, закалка в масле, отпуск При сечении до 100 мм: ов > 85; от > 70; б> 10; ф> 50; аа > 8; o_t я= 39. Сердцевина НВ 260 Поверхность HRC 58 ... 62 Сильно нагруженные детали с высокой поверхностной твердостью, износоустойчивостью и вязкой сердцевиной, работающие при больших скоростях и ударных нагрузках: шпиндели и валы в подшипниках скольжения; зубчатые колеса сложной конфигурации, гильзы, кулачковые муфты, червяки
38Х2Ю Азотирование При сечении до 60 мм: ов > 95; от > 80; б > 12; ф> 50; Оц > 8. Сердцевина НВ 260. Поверхность HV 870 . . . 1020 Детали очень высокой твердости п износоустойчивости при незначительной деформации: копиры, эксцентрики, плунжеры
ШХ15 Закалка в масле, отпуск Ов «= 220; От«=170; 0,5; о.,! = 66,5; HRC 58 ... 64 Детали с высокой твердостью и износоустойчивостью: статоры лопастных-насосов, копиры, ролики, собачки храпового механизма, пальцы
35ХМ Закалка в масле, высокий отпуск НВ 280 .. . 300 Зубчатые колеса, обрабатываемые в улучшенном состоянии, для точных передач
Закалка в масле, отпуск При сечении до 40 мм: Ов > 160; От > 140; б> 12; ф> 38; o_t = 65; HRC 45 ... 53 Зубчатые колеса, шпиндели, работающие в условиях больших нагрузок и скоростей, где большое значение имеет предел выносливости
ов, от, 0-1 в кгс/мм’, б и ф в %.
МАТЕРИАЛЫ
СТАЛИ 117
СТАЛЬ ИЗНОСОУСТОЙЧИВАЯ В УСЛОВИЯХ АБРАЗИВНОГО ТРЕНИЯ
Высокомарганцовистая износоустойчивая сталь марки 110Г13Л, содержащая 0,9—1,3% С и 11,5—14,5% Мп, применяется для сильно изнашивающихся деталей (корпусы и щеки дробилок, плпты шаровых мельниц, траки гусеничных тракторов, железнодорожные крестовины и сердечники стрелочных переводов). Изделия получают в виде отливок, выбиваемых из форм при температуре около 1100° Си сразу же закаливаемых в воде; обработке обычным режущим инструментом пе поддаются. Если отливку полностью охладить в форме, то можно обработать ее обычным режущим инструментом, после чего ее нужно нагреть до 1100° С и закалить в воде.
СТАЛЬ С ОСОБЫМИ ТЕПЛОВЫМИ СВОЙСТВАМИ
Сталь инвар марки Н-36, содержащая 35—37% Ni, при температуре от <—50 до 4-100° С имеет коэффициент линейного расширения, близкий к нулю. При температуре выше 100° С этот коэффициент быстро растет и при температуре, большей 275° С, превосходит коэффициент линейного расширения обыкновенных сталей. Из инвара изготовляют детали точных измерительных приборов и аппаратов.
Сталь платинит марки Н-42, содержащая 42% Ni, имеет коэффициент линейного расширения, равный коэффициенту линейного расширения стекла; применяют для электроламп, биметаллических термостатов и др.
Сталь элинвар, содержащая 36,5—38,5% Ni, имеет постоянный модуль упругости, не зависящий от температуры; применяют для изготовления пружин часов и хронометров, а также деталей измерительных приборов.
ТВЕРДЫЕ СПЕЧЕННЫЕ СПЛАВЫ
Твердые спеченные сплавы вольфрамовой группы, предназначенные для быстроизнашивающихся деталей машин, приборов, приспособлений, приведены в табл. 16.
36. Сплавы и их механические свойства
Марка сплава Предел прочности при изгибе, кгс/мм2, не менее Плотность, г/см3 Твердость ИВА, не менее Марка сплава Предел прочности при изгибеt кгс/мм2, но менее Плотность, г/см3 Твердость HR А, не менее
ВК6 150 14,6-15,0 88,5 ВК25 200 12,9—13,2 82
ВК8 160 14,4—14.8 87.5 ВК10-КС 175 14,2-14,6 85
вкю 165 14,2—14,6 87,0 BK20-KG 205 13,4—13,7 82
ВК15 180 13,9—14,1 86 ВК20К 155 13,4—13,7 79
ВК20 195 13,4—13,7 84
17. Применение сплавов для бесстружковой обработки металлов, быстроизнашивающихся деталей машин, приборов и приспособлений
Марка сплава Область применения
BR6 Быстроизнашивающиеся детали машин, приборов, измерительный инструмент, работающие без ударных нагрузок Быстроизнашивающиеся детали машин, приборов, измерительный инструмент, работающие при небольших ударных нагрузках Быстроизнашивающиеся детали машин, приборов, измерительный инструмент, работающие при ударных нагрузках средней интенсивности При штамповке, высадке, обрезке, вытяжке углеродистых и качественных сталей при ударных нагрузках малой интенсивности
ВК8
ВКЮ
ВКЮ
ВК20 При штамповке, высадке, обрезке углеродистых и качественных сталей
при ударных нагрузках средней и высокой интенсивности
Марка сплава Область применения
ВК25 ВБ10-КС BK20-KG ВК20К При штамповке, высадке, обрезке углеродистых и качественных сталей при ударных нагрузках высокой интенсивности При штамповке, высадке, вытяжке легированных и специальных сталей при ударных нагрузках малой интенсивности При штамповке, высадке, обрезке легированных и специальных сталей и сплавов при ударных нагрузках средней интенсивности При объемной штамповке и высадке при обычной и повышенной температурах углеродистых легированных и специальных сталей при ударных нагрузках высокой интенсивности
ГОСТ 3882—74 содержит марки твердых спеченных сплавов для обработки' материалов резанием и для оснащения горного инструмента, а также для волочения, калибровки и прессования труб и прутков из стали и цветных металлов.
СМЕСП ПОРОШКОВ ДЛЯ НАПЛАВКИ (по ГОСТ 11546—75)
Механические смеси порошков предназначены для дуговой наплавки пе-плавящпмся электродом износостойкого слоя на детали машин и оборудования, работающие в условиях интенсивного абразивного изнашивания.
Основой смесей является железо, легирующими компонентами — углерод, хром, кремний, марганец, бор. Насыпная плотность 2,7—3,6 г/см3.
Смеси порошков для наплавки упаковывают в металлические банки, на которых нанесены цветовые полосы: розовая для марки С-2М, две белые — ФБХ 6-2, одна голубая — БХ, две голубые — КБХ.
В заказе указывают марку стали и ГОСТ.
18. Твердость иаплавлсивого слоя и назначение смеси порошков
Марка HBCi не менее Назначение
С-2М 54 Наплавка дробильных аппаратов, ножей бульдозеров и грейдеров, ковшей экскаваторов и драг, шнеков кирпичных прессов, лопастей глиномешалок, катков, поддонов и отвалов бегунковых смесителей, коксовыталкивателей и т. п.
ФБХ6-2 53 Наплавка горнодобывающего и торфоперерабатывающего оборудования, работающих в условиях интенсивного абразивного изнашивания с умеренной ударной нагрузкой
БХ 63 Наплавка лопастей глиномешалок, деталей кирпичных прессов, пресс-форм для брикетирования угля и торфа, лопастей вентиляционных дымососов, деталей земснарядов, колец дезинтеграторов и тому подобных деталей
КБХ 60 Наплавка лопастей глиномешалок, деталей кирпичных прессов, пресс-форм для брикетирования угля, зубьев одноковшовых и роторных экскаваторов, ножей бульдозеров и грейдеров, лопастей вентиляционных дымососов, лопаток дробеметов и т. п.
ПОРОШКИ ИЗ СПЛАВОВ ДЛЯ НАПЛАВКИ (по ГОСТ 21448—75)
Порошки из сплавов предназначены для наплавки п напыления износостойкого слоя на детали машин и оборудования, работающие в условиях воздействия абразивного изнашивания, коррозии, эрозии, при повышенных температурах пли в агрессивных средах.
В зависимости от химического состава порошки из сплавов для наплавки изготовляют марок: ПГ-С27, ПГ-Cl, ПГ-УС25, ПГ-ФБХ6-2, ПГ-АШ, Г1Г-СР4, ПГ-СР2 и ПГ-СРЗ.
Основой химического состава порошков трех последних марок является никель. Основой порошков остальных марок является железо.
В зависимости от гранулометрического состава порошки из сплавов для наплавки изготовляют следующих классов: крупный (К), средний (С), мелкий (М), и очень мелкий (ОМ).
В условном обозначении порошков из сплавов для наплавки сначала указывают марку по химическому составу, затем класс по гранулометрическому составу.
Например, порошок из сплавов для наплавки марки ПГ-С27 крупный имеет обозначение:
ПГ-С27-К ГОСТ 21448—75
19. Твердость наплавленного слоя и назначение порошков
Марка (тип) HRC, не менее Назначение
ПГ-С27 (ПН-У40Х28И2С2ВМ) 53 Наплавка деталей металлургического и энергетического оборудования, сельскохозяйственных машин и других, работающих в условиях абразивного изнашивания при температуре до 500 °C с умеренными ударными нагрузками
ПГ-С1 (ПН-У30Х28Н4С4) 51 Наплавка деталей металлургического оборудования, сельскохозяйственных машин и т. д., работающих в условиях абразивного и газоабразивного изнашивания
ПГ-УС25 (ПН-У50Х38Н) 55 Наплавка деталей сельскохозяйственных машин и других, работающих в условиях интенсивного изнашивания без ударов
ПГ-ФБХ6-2 (ПН-У45Х35ГСР) 52 Наплавка деталей угледобывающего и торфоперерабатывающего оборудования, работающих в условиях абразивного изнашивания
ПГ-АН1 (ПН-У25Х30СР) 54 Наилазка деталей металлургического оборудования, сельскохозяйственных и строительных машин и других, работающих в условиях абразивного изнашивания с умеренными -дарами
ПГ-СР4 (ПН-ХН80С4Р4) 55 Наплавка и напыление деталей, подвергающихся интенсивному изнашиванию при температурах до 600 ФС и воздействию агрессивных сред
Каждую банку с порошком маркируют краской-эмалью с нанесением по образующей банки полос, см. ГОСТ 11546—75.
ПРУТКИ ДЛЯ НАПЛАВКИ (по ГОСТ 21449—75)
Прутки предназначены для наплавки износостойкого слоя на детали машин и оборудования, работающие в условиях- воздействия абразивного изнашивания, ударных нагрузок, коррозии, эрозии при повышенных температурах или агрессивных средах.
20. Твердость наплавленного слоя и назначение прутков
Марка (тип) HR С, не менее Иазначение
Пр-С27 (ПрН-У45Х28Н2СВМ) 52 Наплавка деталей, работающих в условиях интенсивного абразивного изнашивания с умеренными ударными нагрузками при температурах до 500° С
Пр-С1 (ПрН-У30Х28Н4СЗ) 50 Наплавка деталей, работающих в условиях абразивного изнашивания
Пр-С2 (ПрИ-У20Х17Н2) 44 Наплавка деталей, работающих в условиях абразивного изнашивания с ударными нагрузками. Наплавка штампового и прессового инструмента для холодной обработки металлов давлением
Пр-ВЗК (ПрН-У10ХК63В5) 40 Наплавка деталей, работающих в условиях абразивного изнашивания, эрозии, нагрева до 750° С, воздействия химически активных сред, ударных нагрузок и трения металла по металлу
Пр-ВЗК-Р (ПрН-У20ХК57В10) 46 Наплавка деталей, работающих в условиях абразивного изнашивания, эрозии, нагрева до 800° С, воздействия химически активных сред и трения металла по металлу
В зависимости от химического состава прутки для наплавки изготовляют марок: Пр-С27; Пр-Cl; Пр-С2; Пр-ВЗК; Пр-ВЗК-Р.
Прутки изготовляют литымп.со шлифованной или необработанной поверхностью; прутки марок Пр-ВЗК и Пр-ВЗК-Р — только шлифованными.
Размеры пруткрв:
диаметр 4 мм, длина 300 и 350 мм;
« 5 и 6 мм « 350 и 400 мм;
« 8 мм « 450 и 500 мм.
В заказе указывают марку прутка и ГОСТ.
ТЕПЛОУСТОЙЧИВАЯ СТАЛЬ
(по ГОСТ 20072—74)
Сталь предназначена для изготовления деталей, работающих в нагруженном состоянии при температуре до 600° С в течение длительного времени.
Классификация. По видам обработки сталь подразделяют на горячекатаную; кованую; калиброванную; калиброванную шлифованную.
По состоянию материала сталь подразделяют на термически необработанную, термически обработанную — Т; нагартованную — И (для калиброванной стали).
В зависимости от назначения горячекатаную и кованую сталь подразделяют на подгруппы: а — для горячей обработки давлением; б — для холодной механической обработки (обточки, строжки, фрезерования и другой обработки по всей поверхности); в — для холодного волочения (подкат).
Назначение стали (подгруппу) указывают в заказе.
Примеры обозначений:
Горячекатаная квадратная сталь со стороной квадрата 30 мм, обычной точности проката В, марки 20ХЗМВФ, предназначенная для холодной механической обработки (подгруппа б), без термической обработки:
я ВЗО ГОСТ 2591—11
Квадрат 20ХЗМВФ-б ГОСТ 20072—74
Горячекатаная, полосовая сталь толщиной 36 мм, шириной 90 мм, марки 20Х1М1Ф1БР-Ш, предназначенная для холодной механической обработки (подгруппа б), термически обработанная (Т):
_ 30 x 90 ГОСТ 103—76
Полоса 20Х1м1Ф1Бр_ш.б_Т ГОСТ 20072—74
Калиброванная круглая сталь диаметром 25 мм, класса точности 4, марки 12Х1МФ, нагартованная (II), качества поверхности группы В:
25-4 ГОСТ 7417—75
hpyS 12Х1МФ-Н-В ГОСТ 20072—74
Технические требования. Горячекатаную и кованую Сталь перлитного классаг,в соответствии с заказом поставляют термически обработанной (отожженной, отпущенной или нормализованной с высоким отпуском) или без термической обработки.
Горячекатаную и кованую сталь мартенситного класса поставляют термически обработанной (отожженной, отпущенной или нормализованной с высоким отпуском).
Калиброванную сталь в соответствии с заказом поставляют термически обработанной или нагартованноп (за исключением стали марки 20ХЗМВФ)*
Химические элемента в марках стали обозначены следующими буквами: Б — шюбий, В — вольфрам, М — молибден, Н — никель, Р — бор, Т — титан, Ф — ванадий, X — хром.
Наименование марок сталей состоит из обозначения элементов и следующих за ними цифр. Цифры, стоящие после букв, указывают среднее содержание легирующего элемента в целых единицах, кроме элементов, присутствующих в стали в малых количествах. Цифры перед буквенным обозначенном указывают среднее или максимальное (при отсутствии нижнего предела) содержание углерода в стали в сотых долях процента.
Сталь, полученную методом электрошлакового переплава, дополнительно обозначают через тире в конце наименования марки буквой Ш.
Механические свойства стали приведены в табл. 21.
21. Механические свойства стали
Марки стали Рекомендуемые режимы термической обработки Предел текучести 1 Временное соиро-i тивление | Относительное . удлинение б5 Относительное । сужение поперечного сечения Ударная вязкость а кгс ’ м н> сма
Закалка, нормализация, отжиг Отпуск или старение
Температура нагрева, СС Среда охлаждения Температура нагрева, °C Среда охлаждения
кгс/мм2 %
не менее
12МХ 20Х1М1Ф1БР (20ХМФБР, ЭП44) 25X1 МФ (ЗИЮ) 25Х2М1Ф (ЭИ723) 20ХЗМВФ (ЭИ 415, ЭИ579) Нормализация 910—930 Нормализация 1030—1050 Закалка: I вариант 880-900 II вариант 930—950 Нормализация 1030—1050 Закалка 1030—1060 Воздух и Масло а Воздух Масло 670-690 Ступенчатый отпуск 600/3 ч 700—720/6 ч 640—660 620-660 680-720 660-700 Воздух 24 68 75 68 68 75 42 80 90 80 80 90 21 14 14 16 12 12 45 50 50 50 50 40 6 6 6 6 5 6
15X5 (Х5) 12X8 ВФ (1Х8ВФ) Отжпг 840—860 Отжиг 840—860 G печью — — 17 40 24 22 50 10
Нормы механических свойств относятся к образцам, отобранным от прутков диаметром или толщиной до SO мм вкл. При испытании прутков диаметром или толщиной свыше 90 до 150 мм допускается понижение относительного удлинения на 2%, относительного сужения на 5% и ударной вязкости на 10% по сравнению с нормами, указанными в табл. 21. Для прутков диаметром или толщиной 151 мм и выше допускается понижение относительного удлинения па 3%, относительного сужения на 10% и ударной вязкости на 15%,
Вариант термической обработки и механических свойств (I или И) стали марки 25Х1МФ
оговаривается в ваказе.
Твердость горячекатаной и кованой отожженной, отпущенной или нормализованной с высоким отпуском стали:
НВ <2 I 229 -I 223 I 229 I 269 I 217 [ 217
Марки..........I 20Х1М1Ф1БР I 25Х1МФ | 25Х2М1Ф | 20ХЗМВФ [ 15X5 [ 12Х8ВФ
22. Рекомендации по применению теплоустойчивой стали
Марка стали Назначение Рекомендуемая температура применения Срок работы Температура начала интенсивного окалинооб-юазования, °C
12МХ Трубы пароперегревателей,' трубопроводов и коллекторных установок высокого давления, поковки для паровых котлов и паропроводов, детали цилиндров газовых турбин 510 Весьма длительный 570
20Х1М1Ф1БР (ЭП44) Крепежные детали турбин и фланцевых соединений паропроводов и аппаратуры 500-580
25 XI МФ . (ЭИ10) Болты, плоские пружины, шпильки и другие крепежные 510 Весьма длительный 600
25Х2М1Ф (ЭИ723) Плоские пружины, болты, шпильки и другие крепежные 520-550 То Ж0 600
20ХЗМВФ (ЭИ415, Э11579) Роторы, диски, поковки, болты. Трубы высокого давления для химической аппаратуры и гидрогенизационных установок 500-560 Длительный 600
15X5 1^Х8ВФ (1Х8ВФ) Трубы, детали насосов, лопатки турбомашин, подвески котлов Трубы печей, аппаратов и коммуникаций нефтезаводов 600 —• 650 г
500 Длительный 650 .
Приме ч аняе. Под длительным сроком работы условно понимают время службы
детали от 1000 до 10 000 ч (в отдельных случаях до 20 000 ч), под весьма длительным
сроком работы — время значительно более 10 000 ч (обычно oj 50 000 до 100 000 ч).
ГОСТ 20072—74 содержит и другие марки стали.
Сортамент стали:
ГОСТ 2590—71 —для горячекатаной круглой;
ГОСТ 2591—71 и ГОСТ 4693—57 — для горячекатаной квадратной;
ГОСТ 1133—71 —для кованой круглой и квадратной;
ГОСТ 103—76 и ГОСТ 4405—75 — для горячекатаной полосовой;
ГОСТ 7417—75 —. для калиброванной и калиброванной шлифованной круглой.
СТАЛЬ СОРТОВАЯ КОРРОЗИОННОСТОЙКАЯ, ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ (по ГОСТ 5949—75)
Горячекатаная и кованая сталь изготовляется диаметром или толщиной до 200 мм для подгруппы а — механической обработки (точения, строгания, фрезерования и др.).
Химический состав стали по ГОСТ 5632—72.
Сортамент: горячекатаной круглой — по ГОСТ 2590—71, горячекатаной и кованой полосовой — но ГОСТ 4405—75.
СТАЛИ
23. Механические свойства стали
Марка стали Рекомендуемые режимы термической обработки заготовок образцов Временное сопротивление Предел текучести Относительное удлинение б5 Относительное сужение Ударная вязкость, кгс-м/см’
кгс. мм2
13Х14НЗВ2ФР I. Закалка с 1040—1060° С, охлаждение на воздухе или в масле, отпуск при 640—680 °C, охлаждение на воздухе 95 75 14 55 9
2. То же, отпуск при 540—580° С 115 90 12 50 7
10Х1Ш23ТЗМР 1. Закалка с 1100—1170° С, выдержка 2—5 ч, охлаждение на воздухе или в масле, старение при 750— 800“ С (16—25 ч), охлаждение на воздухе 90 60 8 10 3
12Х18Н10Т 2. Закалка с 950—1050“ С, выдержка 2—5 ч, охлаждение в масле, старение при 730—780° С в течение 16 ч, дополнительное старение 10—16 ч, охлаждение на воздухе 100 70 10 12 3
Закалка с 1020—1100° С, охлаждение на воздухе, в масле или воде 52 20 40 55 —
12Х18Н12Т То же 55 20 40 55
12Х25Н16Г7АР Закалка с 1050—1150° С4 охлаждение на воздухе 70 33 40 45
24. Рекомендации по применению стали
Класс и порядковый номер марки по ГОСТ 5632—72 Марка Примерное назначение Рекомендуемая температура применения, СС Срок работы Температура начала интенсивного ока-линообра-зования4 ®G
1-16 6—3 6-31 6-37 6-48 13Х14НЗВ2ФР (Х14НВФР) 10X11H23T3MP (Х12Н22ТЗМР) 12Х18Н10Т (Х18Ш0Т) 12Х18Н12Т (Х18Н12Т) 12Х25Н16Г7АР Высоконагруженные детали, в том числе диски, валы, стяжные болты и другие детали, работающие в условиях повышенной влажности Пружины и детали крепежа Детали выхлопных систем, трубы, детали из листа и сорта То же Детали из листа и сорта, работающие при умеренных напряжениях 550 700 600 600 950 Весьма длительный Ограниченный Весьма длительный То же Ограниченный 700 850 850 850 1050—1100
ГОСТ предусматривает также другие марки, подгруппы, формы стали и виды ее изготовления. В скобках приведены прежние обозначения марок.
СТАЛИ ВЫСОКОЛЕГИРОВАННЫЕ И СПЛАВЫ КОРРОЗИОННОСТСЙКИЕ, ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ (по ГОСТ 5632—72)
В зависимости от основных свойств стали и сплавы подразделяют на группы:
I — коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии (атмосферной, почвенной, щелочной, кислотной, солевой), межкристаллитной коррозии, коррозии под напряжением и др.;
25. Примерное назначение коррозпоппостойинх сталей п сплавов I группы
Номер марки Марки Назначение Примечание
1—12 20X13 (2X13) 08X13 (0X13) Детали с повышенной пластичностью, подвергающиеся ударным Наибольшая коррозионная стойкость достигается после
3-2 нагрузкам (клапаны гидравлических прессов), а также изделия, подвер- термической обработки (закалка с отпуском) и полиро-
2—4 12X13 (1X13) гаюгциеся действию слабоагрессивных сред (атмосферные осадки, водные растворы солей органических кислот при комнатной температуре и ДР*) вания. Сталь марки 08X13 можно применять также после отжига
1-17 25X1ЗН2 (2Х14Н2, ЭИ474) То же Обладает лучшей обрабатываемостью на станках по сравнению с приведенными выше
1-13 30X13 (3X13) Пружины, карбюраторные иглы, клапанные пластины компрессоров Сталь применяют после закалки и низкого отпуска со
1-14 40X13 (4X13) То же шлифованной и полированной поверхностью, обладает повышенной твердостью
1-19 95X13 (9X18, ЭИ229) Втулки п другие детали, подвергающиеся сильному износу Сталь применяют после закалки с низким отпуском
3-4 08Х17Т (0Х17Т, ЭИ645) Рекомендуется в качестве заменителя стали марки 12Х18Н10Т для конструкций, не подвергающихся воздействию ударных нагрузок при температуре эксплуатации не ниже -^20° С. Применяют для сварных конструкций Применяют в качестве заменителя стали марок 12Х18Н9Т и 12Х18Н10Т
3-S 15Х25Т (Х25Т, ЭИ439) Рекомендуется в качестве заменителя стали марки 12Х18Н10Т для сварных конструкций, не подвергающихся действию ударных нагрузок при температуре эксплуатации не ниже —20° С для работы в агрессивных средах Эксплуатировать в интервале температур 400—700° С не рекомендуется
,з—7 15X28 (Х28, ЭИ349) То же и для спаев со стеклом Сварные соединения склонны к межкристаллитной коррозии
1—18 20X17Н2 (2X17Н2) Рекомендуется как высокопрочная сталь для тяжелонагруженпых деталей, работающих на истирание и на удар в слабоагрессивных средах Обладает высокой твердостью (свыше HRC 45)
5-4 12Х21Н5Т (1Х21Н5Т, ЭИ811) Сварные и паяные конструкции, работающие в агрессивных средах Сталь обладает более высокой прочностью по сравнению со сталью 08Х22Н6Т и лучшей способностью к пайке по сравнению со сталью 08Х18Ш0Т
6—18 15Х17АГ14 (Х17АГ14, ЭП213) Рекомендуется как заменитель стали марки 12Х18Н9 для изделий, работающих в средах слабой агрессивности. Хорошо сопротивляется атмосферной коррозии
6—25 12Х18Н9 (Х18Н9) Применяют в виде холоднокатаного листа и ленты повышенной Сварные соединения, выполненные другими метода-
6—29 08Х18Н10 (0Х18НЮ) прочности для различных деталей п конструкций, свариваемых точечной сваркой, а также для изделий, подвергаемых термической обработке (закалке) ми, кроме точечной сварки, склонны к межкристаллитной коррозии
6—31 6—27 12Х18НЮТ (Х18НЮТ)’ 12Х18Н9Т (Х18Н9Т) Сварная аппаратура в разных отраслях промышленности. Сталь марки 12Х18И9Т рекомендуется применять в виде сортового металла и горячекатаного листа, не изготовляемого на станах непрерывной прокатки
II — жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550° С, работающие в ненагруженном или слабонагружен-ном состоянии;
III — жаропрочные стали и сплавы, способные работать в нагруженном состоянии при высоких температурах в течение определенного времени и обладающие при этом достаточной жаростойкостью.
В зависимости от химического состава сплавы подразделяют на классы по основному составляющему элементу: сплавы на железоникелевой основе; сплавы на никелевой основе.
Химические элементы в марках стали обозначены следующими буквами: А — азот, Б — ниобий, В — вольфрам, Г — марганец, Д — медь, Е — селен, М — молибден, Н — никель, Р — бор, С — кремний, Т — титан, Ф — ванадий, Ю — алюминий, К — кобальт, X — хром, Ц — цирконий.
Наименование марок сталей состоит из обозначения элементов и следующих за ними цифр. Цифры, стоящие после букв, указывают среднее содержание легирующего элемента в целых единицах, кроме элементов, присутствующих в стали в малых количествах. Цифры перед буквенным обозначением указывают среднее или максимальное (при отсутствии нижнего предела) содержание углерода в стали в сотых долях процента. Букву А (азот) ставить в конце обозначения марки не допускается.
Наименование марок сплавов состоит только из буквенных обозначений элементов, за исключением никеля, после которого указываются цифры, обозначающие его среднее содержание в процентах.
Примерное назначение коррозионностойких сталей и сплавов приведено в табл. 25.
26. Примерное назначение жаростойких сталей и сплавов II группы
Номер марки Марки Назначение ; Рекомендуемая максимальная температура применения в течение длительного времени (до Ю ООО ч) Температура начала интенсивного окалино-образования в воздушной среде й, °C Примечание
2—1 15Х6СЮ (Х6СЮ, ЭИ428) 08Х18Н10 (0Х18НЮ) 12Х18Н9 (Х18Н9) Детали котельных установок, трубы — 800 —
6-29 6-25 Трубы, детали печной арматуры, теплообменники, муфели 806 850 Неустойчивы в серосодержащих средах. Применяются в случаях, когда не могут быть применены безнпкелевые
6—48 12Х25Н16Г7АР (Х25Н16Г7АР, ЭИ835) Детали газопроводных систем, изготовляемые из тонких листов, ленты, сортового проката 1050 ПО Рекомендуется для замены жаростойких сплавов на никелевой основе
8—4 . ХН60Ю (ЭИ559А) Детали газопроводных систем, аппара- 1200 Более 1250
.8—6 орие ХН78Т (ЭИ435) •* Температура нтвровочно. Детали тазопроводных систем, сортовые детали, трубы начала интенсивного 1100 окалинооб] 1150 ?азовани> Неустойчива в серосодержащих средах I в воздушной среде дана
27. Примерное назначение жаропрочных стилей И сплавов III группы
Номер марки Марка и обозначение Назначение Рекомендуемая температура применения, °C Срок работы Температура начала интенсивного ока-липообразова-ния, °C Примечание
1-2 1-3 15Х5М (Х5М) 15Х5ВФ (Х5ВФ) Корпуса и внутренние элементы нефтеперерабатывающих аппаратов и крекинговых труб, детали насосов, .задвижек, крепеж 600 Весьма длительный 650 —
' 1-16 13Х14НЗВ2ФР (Х14НВФР, ЭИ736) Высоконагруженные детали, в том числе диски, валы, стяжные болты, лопатки и другие детали, работающие в условиях повышенной влажности 559 То же 700
3-2 08X13 (0X13, ЭИ496) Лопатки паровых турбин, клапаны, болты п трубы 500 9 750 —
6—3 10X11H23T3MP (Х12Н22ТЗМР, ЭПЗЗ) Пружины п детали крепежа 700 Ограниченный 850 —*
2-5 14Х17Н2 (1Х17Н2, ЭИ268) Рабочие лопатки, диски, валы, втулки 400 Длительный 800
G—46 20Х23Н18 (Х23Н18, ЭИ417) Детали установок в химической и нефтяной промышленности; газопроводы, камеры сгорания 1000 0 1050 В интервале ООО—800°С склонна к охрупчиванию из-за образования о-фазы
6-48 12Х25Н16Г7АР (Х25Ш6Г7АР, ЭИ835) Листовые и сортовые детали, работающие при умеренных напряжениях 950 Ограниченный 1050—1100 Заменяет сплавы ХН75МБТЮ (ЭИ602) и ХН78Т (ЭИ435)
7-4 ХН38ВТ (ЭИ703) Листовые детали, работающие при умеренных напряжениях 950 То же 1050 Заменяет сплав ХН78Т
8—5 ХН70Ю (ЭИ652) Листовые детали, газопроводы, работающие при умеренных напряжениях 1100 а 1200 —
8—15 ХН56ВМТЮ (ЭП199) Высоконагруженные цетали, штуцера, фланцы, листовые детали 800 в 1050 •—
Под кратковременным сроком работы условно понимают службу детали до 100 ч, под ограниченным сроком работы— от 100 до 1000 ч, под длительным сроком работы — от 1000 до 10 000 ч (в отдельных случаях до 20 000 ч), под весьма длительным сроком работы— время, значительно большее 10 000 ч (обычно От 50 000 до 100 000 ч). Рекомендуемая температура применения, срок работы, температура начала интенсивного окалинообразования даны ориентировочно. ГОСТ 5032—72 предусматривает также другие марки I, II и III групп сталей.
МАТЕРИАЛЫ
ЛИСТОВАЯ ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ ОБЩЕГО НАЗНАЧЕНИЯ (по ГОСТ 1542—71)
Горячекатаная и холоднокатаная листовая конструкционная качественная И высококачественная легированная сталь толщиной до 4,0 мм включительно Поставляется в листах.
Листы изготовляют из стали марок 60Г, 65Г, 70Г, 20Х, ЗОХ, 35Х, 40Х, ЮГ2, 12Г2.16Г2, 38ХА, ЗОХМ, ЗОХМА, 20ХГСА, 25ХГСА, ЗОХГС, ЗОХГСА, 85ХГСА и 25ХГФ.
Листы поставляют в термически обработанном (отожженном или отпущенном) состоянии.
28. Механические свойства листов в отожженном или отпущенном состоянии
Относительное удлинение, %
Марка стали Временное X
сопротивление. Сю
кгс/мм2 не менее
60Г 55—80 12 14
65Г 60—85 10 12
70Г 65—90 8 10
10Г2, 12Г2 40—58 20 22
25ХГСА 50-70 15 18
ЗОХГС, ЗОХГСА 50—75 14 16
16Г2 50-65 16 18
Размеры листов горячекатаной стали — по ГОСТ 19903—74, холоднокатаной стали — по ГОСТ 19904—74.
горячекатаная ТОЛ СТО ЛИСТОВА я качественная УГЛЕРОДИСТАЯ И ЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ (по ГОСТ 1577—70)
Листы изготовляют из стали марок 08кп, 08пс, 08, Юка, Юпс, 10, 15кп, Юпс, 15, 20пк, 20пс, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 15Г, 20Г, ЗОГ, 40Г, 50Г, 60Г, 65Г, 70Г, 10Г2, 35Г2, 40Г2, 46Г2, 50Г2, 20ХД38ХА, 40Х, 45Х.
Листы из стали 08пс, 08пк, 08, Юкп, Юпс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20 поставляют толщиной от 4 до 160 мм включительно, из стали марок 20Х, 40Х, 38ХА, 45Х — толщиной от 4 до 25 мм включительно, а из стали всех остальных марок — толщиной от 4 до 60 мм включительно.
Листы толщиной до 60 мм включительно поставляют в термически обработанном состоянии: отожженными, нормализованными, высокоотпущенными или без термической обработки в соответствии с заказом.
Термическая обработка листов толщиной более 60 мм производится по соглашению сторон, нормы твердости таких листов устанавливаются также по соглашению сторон.
Твердость листов, поставляемых в соответствии с заказом без термической обработки, из стали марок 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 60Г, 65Г, 70Г должна соответствовать требованиям ГОСТ 1050—74 для горячекатаной стали. Твердость листов из стали марки 15Г должна быть не более НВ 163, из стали 20Г —не более НВ 167, стали ЗОГ — не более НВ 207, 40Г — не более НВ 229, 50Г — не более НВ 255.
Твердость листов толщиной до 60 мм в отожженном состоянии:
нв . . 131
Марки 08
137 143 156
10 15 20
170 179
25 30 ; 20Г; 20Х
187
35; 40; ЗОГ
197 207
45; 10Г2 50; 40Г; 35Г2;
38ХА
217
55; 50Г;
40Х;
40Г2
229
60—70; 45Г2; 50Г2;
60Г-70Г; 45Х
Механические свойства листов толщиной до 60 мм включительно в состоянии поставки приводятся в табл. 29.
29. Механические свойства нормализованных и горлчекаташшх листов толщиной до 60 мм
Марка стали Временное сопротивление Ogf кгс/мм2 Относительное удлинение б5< % Марка стали Временное сопротивление ав# кгс/мм2 Относительное удлинение 65, %
не более не более
08кп 08; ОЗпо Юкп 10; Юно Юкп 15; 15по 20кп 20; 20по 25 30 32 (28) 32 (28) 33 (28) 34 (30) 35 (31) 38 (33) 39 (35) 42 (38) 45 (41) 49 (44) 34 32 32 32 30 (31) 30 27 (28) 28 25 (26) 24 35 40 45 50 15Г 20Г 10Г2 65Г 70Г 53 (49) 57 (53) 60 (56) 64 (59) 43 (39) 45 (41) 45 (41) 7э 80 21 (22) 20 (21) 18(19) 16 (17) 28 (29). 27 (29) 28 (29) 10
В скобках приведены величины отожженных, высокоотпущениых листов или листов со станов непрерывной прокатки.
Сортамент — по ГОСТ 19903—74.
СТАЛЬ ЛИСТОВАЯ УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ
И ОБЫКНОВЕННОГО КАЧЕСТВА ОБЩЕГО НАЗНАЧЕНИЯ (по ГОСТ 16523—70)
Горячекатаную и холоднокатаную углеродистую сталь качественную п обыкновенного качества толщиной до 3,9 мм включительно и шириной не менее 500 мм поставляют в листах и рулонах.
Листовую углеродистую сталь общего назначения подразделяют:
по видам продукции при поставке па листы, рулоны;
по нормируемым характеристикам на категории: 1, 2,. 3, 4 и 5;
по качеству отделки поверхности на группы: особо высокой отделки — I, высокой отделки — II, повышенной отделки — III, обычной отделки — IV (чем выше группа, тем ниже качество отделки);
по способности к вытяжке (сталь категорий 1 и 5) на глубокую — Г (кроме стали марки ВСт1), нормальную — Н.
Листы и рулоны изготовляют:
из углеродистой качественной стали марок 05кп, 08кп, 08пс, 08, Юкп, 10пс, 16, 15кп, 15пс, 15, 20кп, 20нс, 20, 25, 30, 35, 40, 45 и 50;
из углеродистой стали обыкновенного качества марок СтО, Ст1, Ст2, СтЗ, Ст4, БСтО, БСт1, БСт2, БСтЗ, БСт4, ВСт1, БСт2, ВСтЗ, ВСт4 (кипящей, спокойной и полуспокойной) и марок Ст5, БСт5, ВСт5 (спокойной и полуспокойной), БСтЗГпс и БСтбГпс.
В зависимости от нормируемых характеристик сталь поставляют по категориям, приведенным в табл. 30.
Сталь 1—5-й категорий поставляют в термически обработанном состоянии.
Пример обозначения холоднокатаного листа из стали 20 размером 1,0 X X 1000 X 2000 мм, с допуском по толщине по классу Б, 4-й категории по нормируемым характеристикам, III группы отделки поверхности:
тт... Б 1,0x1000x2000 ГОСТ 19904—11
Лист х, к 4-111-20 ГОСТ 16523—70
Для горячекатаного листа из стали СтЗ размером 2,0 X 1000 X 2000 с допуском по толщине по классу В, 3-й категории, III группы отделки поверхности:
В 2,0x1000x2000 ГОСТ 19903—74
Лист З-Ш-СтЗ ГОСТ 16523—70
СТАЛИ
30. Категории сталей
Категория стали Марки стали Нормируемые показатели Группа отделки поверхности
Химический состав Временное сопротивление и относительное удлинение Испытание на изгиб на 180° в холодном состоянии I II III IV
1 Любая марка стали при содержании углерода не более 0,23% — — X — х X X
2 БСтО, БСт1, БСт2, БСтЗ, БСт4 (всех степеней раскисления) X — X — X X X
3 ' Ст1, Ст2, СтЗ, Ст4 (всех степеней раскисления); Ст5 (полуспокойная, спокойная) — X X — X X X
4 08, 10, 15, 20, 25, 30, 35, 40, 45, 50, ВСт1, ВСт2, ВСт4 (всех степеней раскисления) X X X X X X X
5 08, 10, 15, 20, ВСт! (всех степеней раскисления) X X X X X X X
Знак X означает, что характеристика нормируется, знак — означает, что характеристика не нормируется. ГОСТ предусматривает другие марки сталей и нормируемые показатели.
Механические свойства стали толщиной 0,4 мм и более для качественной стали приведены в табл, 31.
31. Механические свойства качественной стали толщиной 0,4 мм и более
Марка Стали Временное сопротивление, кгс/см2 Относительное удлинение д4, %, не менее Марка стали Временное соцротивление, кгс/см2 Относительное удлинение б4, %, не менее
горячекатаной толщиной холоднокатаной толщиной горяче- катаной толщиной холоднокатаной толщиной
до 2 мм вкл. св. 2 до 3,9 мм вкл. до 2 мм вкл. св. 2 до 3,9 мм вкл. до 2 мм вкл. св. 2 ДО 3,9 мм вкл. | до 2 мм 1 вкл. св. 2 ДО ' 3,9 мм вкл.
08пс, 08, Юкп Юпс, 10 15кп, 15по 15, 20кп 20пс, 20 25 28-40 30—42 32—45 34—47 36—51 40—55 24 24 23 23 22 21 26 26 25 2i 23 22 25 25 24 23 22 28 28 27 25 24 23 30 35 40 45 50 45—S0 .50—65 52—67 56—70 55—73 19 17 10 14 12 20 18 17 15 13 20 18 17 15 13 21 19 18 16 14
ГОСТ предусматривает механические свойства других марок сталей.
Сортамент стали: горячекатаная листовая — по ГОСТ 19903—74, холоднокатаная — по ГОСТ 19904-74.
б Анурьев В. И., т. 1
ТОЛСТОЛИСТОВАЯ И ШИРОКОПОЛОСНАЯ УНИВЕРСАЛЬНАЯ УГЛЕРОДИСТАЯ СТАЛЬ ОБЫКНОВЕННОГО КАЧЕСТВА
(по ГОСТ 14637—
Сталь обыкновенного качества поставляют в листах и рулонах. Сталь группы А, Б и В’ (ГОСТ 380—71) изготовляют в горячекатаном состоянии, а по соглашению сторон сталь группы А и Б поставляют в термически обработанной состоянии (нормализация, отпуск и др.).
Широкополосную универсальную сталь поставляют с необрезной (катаной) кромкой. - J
Размеры и предельные отклонения листов — по ГОСТ 19903—74, широко^ полосной — по ГОСТ 82—70.
КРУГЛАЯ И КВАДРАТНАЯ ГОРЯЧЕКАТАНАЯ И ШЕСТИГРАННАЯ КАЛИБРОВАННАЯ СТАЛЬ (ПО ГОСТ 2590—71, 2591—71, 856Q—67)
32. Сортамент сталп
d, а, ши Масса 1 м стали, кг d, а, мм Масса 1 м стали, кг d, а, мм Масса 1 м стали, кг
круглой квадратной шестигранной круглой квадратной шестигранной Круглой квадратной шестигранной
• 5 0,154 0,196 0,170 26 4,17 5,30 4,59 65 26,05 33,17 28,70
6 0,222 0,283 0,245 27 — — 4,96 70 30,21 38,46 33,30
7 0,302 0,385 0,333 28 4,83 6,15 5,33 75' 34,68 44,15 38,24
8 0,395 0,502 0,435 30 5,55 — 6,12 80 39,46 50,25
9 0,499 0,636 0,551 32 6,31 6,96 85 44,55 56,72
10 0,617 0,785 0,680 34 7,13 9,07 7,86 90 49,94 63,58
И 0,746 0,95 0,823 36 7,99 10,17 8,81 95 55,64 70,85
12 0,888 _ 1,13 0,979 38 8,90 11,34 9,82 100 61,65 78.50
13 1,04 1,33 1,150 40 9,87 12,56 10,88 105 67,97
14 1,21 1,54 1,330 41 — 12,81 1,40 ! 110 74,60
15 1,39 1,77 1,530 42 10.87 13,85 11,99 120 88,78
16 1,58 2,01 1,740 45 12,48 15,90 13,77 125 96,33 Не уста-
17 1,78 2,27 1,960 46 — — 14,4 130 104,20 навля-вается
18 2,00 2,54 2200 48 14,21 18,09 15,66 140 120,84
19 2,23 2,82 2,45 50 15,42 19,63 16,99 150 138,72
20 2,47 3,14 2,72 53 17,32 . 22,05 19,10 160 157,83-
21 2,72 3,46 3,00 55 — 20,60 170 178,18
22 2,98 3,80 3,29 58 19,33 26,40 21.32 180 199,76
24 3,55 4,52 3,92 60 22,19 28,26 24,50 190 222,57
25 3,85 4,91 4,25 63 24,17 31,16 26,98 200 246,62
Обозначения: d — диаметр круглой стали или вписанной окружности для тгестп-гранпой сталп; а — сторона квадрата.
Лредусматрпваются также размеры: 23; 29; 31; 33; 35; 37; 39; 52; 93; 115; 135; 145 мм.
11о ГОСТ 2591—71 прутки со стороной квадрата до 100 мм включительно поставляют С острыми углами; свыше 100 мм — с закругленными (Д yj 0,15 а).
Круглые и квадратные горячекатанные прутки поставляют из сталей марок по ГОСТ 330—71 и по техническим условиям ГОСТ 535—58, а также из сталей марок по ГОСТ 5058—65.
Круглую и квадратную сталь по точности проката изготовляют: высокой точности — А, повышенной точности — Б, обычной точности — В.
ГОСТ 8560—67 предусматривает размеры шестигранника а = 3 -е 100 мм; шестигранники изготовляют трех классов точности: За — ОСТ НКМ 1027, 4 — ОСТ 1024 и 5 — ОСТ 1025, Шестигранные калиброванные прутки поставляют из сталей марок по ГОСТ 1051—73,
Примеры обозначений:
горячекатаной круглой стали марки СтЗ диаметром 50 мм обычной точности; (В): В50 ГОСТ 2590—71
Нруг СтЗ ГОСТ 535—58
горячекатаной квадратной стали СтЗ при. стороне квадрата 60 мм обычной точности (В):
• „ „ В60 ГОСТ 2591—71
Квадрат r()CT 535_5S
шестигранной калиброванной стали 45 размера 25 мм, 5-класса точности:
m 25-5 ГОСТ 8560—67
Шестигранник
КОВАНАЯ КРУГЛАЯ И КВАДРАТНАЯ СТАЛЬ
(по ГОСТ 1133—71)
Диаметр или сторопа квадрата кованой стали, мм: 40; 42; 45; 48; 50; 52; 55; 58; 60; 63; 65; 68; 70; 73; 75; 78; 80; 83; 85; 90; 95; 100; 105; 110; 115; 120; 125; 135; 140; 145; 150; 155; 160; 165; 170; 175; 180; 185; 190; 195; 200.
Примеры обозначений:
круглой стали марки У10 диаметром 40 мм:
10 ГОСТ 1133—71 Груз у10 Г0СТ US5_74
квадратной стали марки У12 со стороной квадрата 60 мм: т„ а 60 ГОСТ 1133—71 Квадрат yJ2 Г()ст 143у_74
КАЛИБРОВАННАЯ КРУГЛАЯ СТАЛЬ
(по ГОСТ 7417—75)
Калиброванную круглую сталь изготовляют холоднотянутой и холоднокатаной.
33. Размеры калиброванной круглой стали
Диаметр* а мм Отклонения, мм, для стали классов точности Диаметр*, мм Отклонения, мм, для стали классов точности
3 За 4 5 • 3 За 4 5
3,0 3,1—6 6,1—10 10,2—18 18 ,э—“30 —0,020 —0,025 —0,030 —0.035 —0,045 —0,040 -0,048 —0,058 —0.070 —0,084 —0,060 —0,080 —0,100 —0,120 -0,140 —0,120 -0,160 -0,200 —0.240 -0,280 31-50 52—65 67-80 82—100 —0.050 —0,060 -0,100 —0,120 —0,170 —0,200 —0.200 —0,230 —0,340 —0,400 —0,400 -0,460
* Диаметры в указанных пределах брать из ряда: 3,1; 3,2; 3,3; 3,4; 3,5; 3,6; 3,7; 3,8; 3.9; 4,0; 4,1; 42; 4.4; 4,5; 4,6; 4,8; 4,9; 5,0; 5,2; 5,3; 5,5; 5,6; 5,8; 6,0; 6,1; 6,3; 6,5; 6,7; 6.9; 7,0; 7,1; 7,3; 7,5; 7,7; 7,8; 8,0; 8,2; 8,5; 8,8; 9,0; 9,2; 9,3; 0,5; 9,8; 10,0; 10,5; 10,8; И; 11,2; 11,5; 11,8; 12,0; 12,5; 12,8; 13,0; 13,5; 14,0; 14,2; 14,5; 14,8; 15,0; 15,2; 15,5; 15,8; 16.0; 16,2; 16,5; 16.8; 17,0; 17,2; 17,5; 17,6; 17.8; 18,0; 18.5; 19,0; 19,5; 20,0; 20,5; 21,0; 21,5; 22-42 с интервалом 1 мм; 44; 45; 46; 48; 49; 50; 52; 53; 55; 56: 58; 60; 61; 62; 63; 65; 67; 69; 70; 71; 73; 75; 78; 80; 82; 85; 88; 90; 92; 95; 98; 100,
132 МАТЕРИАЛЫ
Пример обозначения калиброванной стали марки 45 диаметром 10 мм, класса точности 4, качества поверхности группы В по ГОСТ 1051—73:
„ 10-4 ГОСТ 7417—75
PVS 45-В ГОСТ 1051-73
Прутки поставляют длиной:
от 2 до 6,5 м из качественной углеродистой автоматной, низколегированной и легированной стали;
от 1,5 до 6,5 мм—из высоколегированной стали.
ГОРЯЧЕКАТАНАЯ СТАЛЬНАЯ ЛЕНТА
(по ГОСТ 600S—74)
Ленту получают горячей прокаткой пли продольной резкой горячекатаной листовой стали.
Размеры ленты, мм:
Толщина............. 1,2 1,4; 1,5 1,6; 1,8 2; 2,2 2,5 3; 3,5 4; 4,5; 5
Ширина.............. 20—28 20—50 20—50 20—85 20—200 20—220 200—220
Указанные пределы ширины брать из ряда: 20; 22; 25.; 28; 30; 32; 36; 40; 45; 50; 60; 63; 65; 70; 75; 80; 85; 90; 100;. 110; 120; 130; 150; 160;- 170; 175; 190; 200; 215; 220.
Предельные отклонения по ширине должны соответствовать:
I л 6
„io Ю1 '— Дпя лентис с катаной кромкой шириной до 60 мм;
, 1 л к
J-p’o % ширины — для ленты с катаной кромкой шириной свыше 60 мм;
-}-2,0 мм — для разрезной ленты.
Предельные отклонения по толщине для ленты с катаной кромкой: мм—для лент шириной от 20 до 100 мм; мм— » » » св. 100 до 150 мм;
”г2’?§ мм— » » » св. 160 до 220 мм.
—•v>vv
Лейту изготовляют из углеродистой стали обыкновенного качества марок БСтО — БСт5 первой или второй категории всех степеней раскисления по ГОСТ 380—71’.
Пример обозначения горячекатаной ленты толщиной 3,5 мм, шириной 50 мм из стали марки БСт2пс:
Лента 3,5 X 50БСт2пс ГОСТ 6009—74
ПОЛОСОВАЯ ГОРЯЧЕКАТАНАЯ И КОВАНАЯ ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ (ПО ГОСТ 4405—75)
Сортамент распространяется на инструментальную углеродистую и легированную сталь. Маркл стали п технические требования — до ГОСТ 1435—74 и ГОСТ 5950-73.
34. Сортамент полосовой сталп, мм
3X12 6x45 10X50 16x30 22x30 35x55
3x20 6x50 10x60 16x32 22x35 35x60*
3X25 6x60 10x65 16x35 22 x 45** 35x65*
3X30 6x65 10x80 16x38 22 x 50** 35x70*
4хЮ 7X12 10X90 16x40 24 X 45** 35x75*
4X12 7X14 10X100 16x45 24x65* 35x80*
4x14 7X18 10x120 16X50 25x30 35X120*
4x15 7X30 10x140 16x60 25x35 35X145*
4x16 7x35 10x160 16x65 25x38 40x60*
4x18 7X40 12x16 16X80 25x40 40x80*
4x20 8X12 12x20 16X100 25x50** 40x100*
4x25 8X14 12x22 16X130 25x55 40x120*
4x30 8x16 12x25 16X160 25x60** 40X160*
4X35 8X18 12x28 18x22 25x75* 40x200*
4x40 8X20 12x30 18x25 25x80* 40x210
4x45 8x22 12x35 18x27 25x85* 40x300
5x10 8X25 12x40 18x30 25x100* 45 X 80*
5x12 8x27 12x45 18X34 25x110* 45x90*
5x14 8X30 12x50 18X35 25x135 50x100*
5x15 8x35 12x60 18x42 25x150 50x150*
5X16 8x40 12x65 18X60 25x200 50x160*
5X20 8x45 12x75 20x22 30x35 , 50x170*
5x25 8x50 12x90 20X25 30x40**’ 50X200*
5x30 8X60 12x100 20x30 30 x 45** 50x250*
5x35 8x65 12x120 20X32 30х5С** 55x80*
5x40 8X80 12x140 20X35 30x60* 60 X 80*
5x45 8X100 12x160 20x38 30x90* 60x90*
6X10 8X120 14x16 20x40** 30x95* 60x120*
6x12 9X25 14x20 20x45** ЗОхЮО* 60x150*
6x14 9X30 14x22 20x47** 30x110* 60Х18С*
бх 16 10x14 14x25 20X50** 30x120* 60x240*
6x18 10x16 14x30 20x60** 20x125* 60x300*
6x20 10x18 14x35 20x70** 30x130* 75x100*
6x22 10x20 14x40 20X80** 30X150* 75X125*
6x25 10x25 15x22 20x90** 30x170 75x150*
6x28 10x30 15x40 20x100** 30X180 75x200*
6x30 10x35 16x20 20x120 30x200 75x250*
6x35 10x40 16x22 20x160 32x160* 75x300*
6x40 10X45 16x25 20x180 35x50 80x300*
* Размеры сечения только для кованой инструментальной стали.
'** Размеры сечения общие для горячекатаной и кованой инструментальной стали.
Размеры без звездочек только для горячекатаной инструментальной стали.
Длина полос: горячекатаных от 2 до 6 м, кованых 1,5 м.
Пример обозначения полосовой стали марки У10 толщиной 14 мм, шириной 40 мм
Полоса
14X40 ГОСТ 4405— 75
У10 ГОСТ 1435—74
Стальную горячекатаную полосу (по ГОСТ 103—76) см. Приложение 1.
ПРОКАТНАЯ ШИРОКОПОЛОСНАЯ УНИВЕРСАЛЬНАЯ СТАЛЬ
(по ГОСТ 82—70)
По ребровой кривизна полосы поставляют двух классов: повышенной точности изготовления — класс А и обычной точности изготовления —• класс Б.
Материал для изготовления широкополосной стали и технические требования — по ГОСТ 14637—69 и другим стандартам.
Горячекатаную широкополосную сталь изготовляют шириной 6; 7; 8; 9; 10; И; 12; 14; 16; 18; 20; 22; 25; 2g; 30; 32; 36; 40; 45; 50; 55; 60 мм.
Длины каждого размера ширины брать из ряда: 200; 210; 220; 240; 250; 260; 280; 300; 320; 340; 360; 380; 400; 420; 450; 480; 500; 530; 560; 600; 630; 650; 670; 750; 800; 850; 900; 950: 1000; 1050 мм.
Пример обозначения широкополосной универсальной стали марки СтЗсп толщиной 20 мм, шириной 500 мм с ребровой кривизной по классу А:
„ Л20'/.500 ГОСТ 82—70
Полоса Ст8сп ГОСТ 14637_6&
ЛИСТОВАЯ ГОРЯЧЕКАТАНАЯ СТАЛЬ
(по ГОСТ 19903—74)
Листовую горячекатаную сталь шириной 500 мм и более изготовляют в листах толщиной от 0,5 до 160 мм и рулонах толщиной от 1,2 до 12 мм.
Листовую сталь подразделяют —
по точности прокатки: повышенной точности — А, нормальной точности — Б;
по плоскостности: особо высокой плоскостности — ПО, высокой плоскостности — ПВ, улучшенной плоскостности — ПУ, нормальной плоскостности — ПН;
по характеру кромки: с необрезной кромкой — НО, с обрезной кромкой — О,
35. Размеры стальных горячекатаных листов, мм
Минимальная и максимальная длина листов при щирине
Толщина листов* 700 1000 1500 1800 2000 2500 3000 и 3600
0,5—0,9 1,0 1,2-1,4 1,5—1,8 2,0-2,8 3—5 6-7 8—10 11-12 13—25 26—40 42—100 1420 1420 2( 2000 2000 00 2000— 2000—6000 2000- 2000—6000 2000- 3000 6000 -6000 гооо—6000 -6000 -6500 1500—12 000 3000— 3500—9000 1 ГОСТ предусматри щину листов до 160 м ширины и интервалы толщин 0,5—160 мм, листы определенных ских) размеров толщ 160 мм 12 000 1 — 4000—9000 4000—9000 4000—11 000 вает ^ол-и, другие длин для а также (складской 0,5— - 3600—9500 3500—8000
* Толщины листов в уназанных пределах брать из ряда: 0,5; 0,55; 0,6; 0,65; 0,7; 0,75; 0,8; 0.9; 1,4 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,5; 3,8; 3,9; 4,0; 4,5; 5; 6; 7; 8; 9; 10; И; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 25; 26; 28; 30; 32; 34; 36; 38; 40; 42; 45; 48; 50; 52; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100. ;
ГОСТ 19903—74 предусматривает толщину листов свыше 100 до 160 мм, другие ширины листов и их минимальную и максимальную длину, а также сталь в рулонах толщиной 1,2—12,0 мм, шириной 500—1800 мм.
ЛИСТОВАЯ ХОЛОДНОКАТАНАЯ СТАЛЬ
(по ГОСТ 19904—74)
Листовую холоднокатаную сталь шириной 500 мм и более изготовляют в листах толщиной от 0,5 дО 5,0 мм и в рулонах толщиной от 0,5 до 3,0 мм.
Листовую сталь подразделяют:
по точное ти прокатки: повышенной точности — А, нормальной точности — Б;
по плоскостности: особо высокой плоскостности — ПО, высокой плоскостности — ПВ, улучшенной плоскостности — ПУ, нормальной плоскостности >— ПН;
по. характеру кромки: с необрезной кромкой — НО, с обрезной кромкой = О,
38. Размеры-стальных листов, им
Толщина листов* Минимальная и максимальная длина лис-сов при ширине
500 700 800 900 1000 1250 1400 1500 1800 2000 и 3000
0,5 1000 2500 1400 2500 1500 2500 1500 3000 1500 3000 — — — — —
0,55—0,65 1000 2500 1400 2500 1500 2500 1500 3000 1500 3000 1500 3500 — — — —
0,70; 0,75 1000 2500 1400 2500 1500 2500 1500 3000 1500 3000 1500 3500 2000 4000 — — —
0,8—1,0 1000 3000 1400 3000 1500 3000 1500 3500 1500 3500 1500 4000 2000 4000 — —
1,0-1,3 1000 3000 V 1400 \Ю00 1500 3000 1500 3500 1500 3500 1500 4000 2000 4000 2000 4000 2000 4200 —
1,4-2,0 1000 3000 1400\ 3000 1500 3000 1500 3000 1500 4000 1500 6000 2000 6000 2000 6000 2500 6000 •
2,2; 2,5 1000 3000 1400 3000 1500\ 3000 1500 3000 1500 4000 2000 6000 2000 6000 2000 6000 2500 6000 2500 6000
2,8—3,2 1000 3000 1400 3000 1500 3000 1500 3000 1500 4000 2000 6000 2000 6000 2000 6000 2500 2700 2500 2700
3,5—3,9 ГОСТ предусматривает другие ширины листов и их максимальную и минимальную Длину, а также сталь в рулонах толщиной 0,5— 3,0 мм8 шириной 500—1800 мм г листов в указанных пределах дополн 8; 3,0; 3,8; 4,2. 2000 4500 2000 4500 2000 4750 2500 2700 2500 2700
4,0—4,5 2000 4500 2000 4500 2000 4500 1500 2500 1500 2500
4,8; 5,0 Толщине 1,5; 1,6; 1,7; 1 2000 4500 стельно 2000 4500 брать 2000 4500 из ряда 1500 2300 0,6; 0. 1500 2300 9; 1,2;
136
материалы
ПРОКАТНАЯ УГЛОВАЯ РАВНОПОЛО'ЩАЯ СТАЛЬ
(ио ГОСТ 8509-^22)- г„
- По точности прокатки сталь изготовляют: А — высокой точности, Б>— обычной точности.
37. Размеры и справочные величины для осей
s 0.^1 . • Обозначения:-
X- I .1 Л . х Ь — ширина полки; d — толщина полки; R — радиус внутреннего закругления; т — радиус закругления полки; J — момент инерции; г — радиус инерции; z0 — расстояние от центра тяжести до наружной грани полки.
У 1 ъ ''Уо 4 X/
к
Номер профиля ь d Я т Площадь сечения, см2 Справочные величины для осей ZOi см Масса 1 м профиля, кг
X — X х0 — Хо Vo — Vo Xi—Xi
мм о ^8 о 1 ^хо шах» см4 гхо max' см 1 Jуо min' । см4 гуо min* см Jxi< см*
2 20 3 4 3,5 1,2 1,13 1,46 0,40 0,50 0,59 0,58 0,63 0,78 0,75 0,73 0,17 0,22 0,39 0,38 0,81 1,09 0,60 0,64 0,89 1,15
2,5 25 3 4 3,5 1,2 1,43 1,86 0,81 1,03 0,75 0,74 1,29 1,62 0.95 0,93 0,34 0,44 0,49 0,48 1,57 2,11 0,73 0,76 1,12 1,46
2,8 28 3 4,0 1,3 1,62 1,16 0,85 1,84 1,07 0,48 0,55 2,20 0,80 1,27
3,2 32 3 4 4,5 1,5 1,86 2,43 1,77 2,26 0,97 0,96 2,80 3,58 1,23 1,21 0,74 0,94 0,63 0,62 3,26 4,39 0,89 0,94 1,46 1,91
3,6 36 3 4 4,5 I,5 2,10 2,75 2,56 3,29 1,10 1,09 4,06 5,21 1,39 1,38 1,06 1,36 0,71 0,70 4.64 6,24 0,99 а,04 1,65 2,16
4 40 3 4 5 5,0 1,7 2,35 3,08 3,79 3,55 4,58 5,53 1,23 1,22 1,20 5,63 7,26 8,75 1,55 1,53 1,54 1,47 1,90 2,30 0,79 0,78 0,79 6,35 8,53 10,73 1,09 1,13 1,17 1,85 2,42 2,97-.
4,5 45 3 4 5 5,0 1,7 2,65 3,48 4,29 5,13 6,63 8,03 1,39 1,38 1,37 8,13 10.50 12,70 1,75 1,74 1,72 2,12 2.74 3,33 0,89 0,89 0,88 9,04 12,10 15,30 1,21 1,26 1,30 2,08 2,73 3,37
5 50 3 4 5 5,5 1.8 2,96 3,89 4,80 7,11 9,2) 11,20 1,55 1,54 1,53 И,30 14,60 17,80 1,95 1,94 1,92 2,95 3,80 4,63 1,00 0,99 0,98 12,40 16,60 20,90 1,33 1,38 1,42 9 3? зН 3,77
5,6 56 4 5 6,0 2,0 4,38 5,41 13,10 16,00 1,73 1,72 20.80 25,40 2,18 2,16 5,41 6,59 1,11 1,10 23.30 29.20 1,52 1,57 3.44 4,25
6,3 63 4 5 6 7,0 2,3 4,96 6,13 7,28 18,90 23,10 27,10 1,95 1,94 1,93 29,90 36,60 42,90 2,45 2,44 2,43 7,81 9,52 11,20 1.25 1,25 1,24 33,10 41,50 50-00 1,69 1,74 1,78 3,90 4,8Г 5,72
7 70 4,5 5 6 7 8 8 2,7 6,20 6,86 8,15 9,42 10.70 29,0 31,9 37,6 43,0 48,2 2,16 2,16 2.15 2,14 2,13 46,0 50,7 59,6 68,2 76,4 2,72 2,72 2.71 2,69 2,68 12,0 13,2 15,5 17,8 20,0 1,39 1,39 1,38 ' 1,37 1,37 51,0 56,7 68,4 80.1 91,8 1,88 1,90 1,94 1,99 2,02 4,87 5,38 6,39 7,39 8,37
СТАЛИ
- -137
Продолжение табл. 37
Номер ь <г Я Г * 6 5 Справочные величины для осей про-
X — X х0 — х0 Уо — Уо ЭС1—Хя
профиля ММ М g в °. О я Ч 5 й Е Jx, см* о •сЭ И св S гхотах» см 5 Е Ж) ‘щш § ZO| см Масса 1 филя, KI
5 7,39 39,5 2,31 62,6 2,91 16,4 1,49 69.6 2,02 5,80
6 8,78 46,6 2,30 73,9 2,90 19,3 1,48 83,9 2,06 6,89
7,5 75 7 9 3,0 10,10 53,3 2,29 84,6 2,89 22,1 1,48 98,3 2,10 7,96
8 11,50 59,8 2,28 94,6 2,87 24,8 1,47 113,0 2,15 9,02
9 12,80 66,1 2,27 105,0 2,86 27,5 1,46 127,0 2,18 10,10
5,5 8,63 52,7 2,47 83.6 3,11 21,8 1,59 93,2 2,17 6.78
8 80 6 9 3,0 9,38 57,0 2.47 90.4 3,11 23,5 1,58 102,0 2,19 7,36
7 10.80 65.3 2,45 104,0 3,09 27,0 1,58 119,0 2,23 8,51
8 12,30 73,4 2,44 116,0 3,08 30,3 1,57 137,0 2,27 9,65
6 10,60 82,1 2,78 130,0 3,50 34,0 1,79 145,0 2,43 8,33
7 10 3,3 12,30 94,3 2.77 150,0 3,49 38,9 1,78 169,0 2,47 9,64
8 13,90 106,0 2,76 168,0 3,48 43,8 1,77 194,0 2,51 10,90
9 15,60 118,0 2,75 186,0 3,46 48,6 1,77 219,0 2,55 12,20
6,5 12,80 122,0 3,09 193,0 3,88 50,7 1,99 214,0 2,68 10,10
7 13,80 13Г0 3,08 207,0 3,88 54,2 1,98 231,0 2,71 10,80
8 15,60 147,0 3,07 233,0 3,87 60,9 1,88 265,0 2,75 12,20
10 100 10 12 4,0 19,20 179,0 3,05 284,0 3,84 74,1 1,96 333,0 2,83 15,10
12 22,80 209,0 3,03 331,0 3,81 86,9 1,95 402,0 2,91 17,90
14 26,30 237,0 3,00 375,0 3,78 99,3 1,94 472,0 2,99 20,60
16 29,70 264,0 2,98 416,0 3,74 112,0 1,94 542,0 3,06 23,30
11 '110 7 12 4,0 15.20 176,0 3,40 279,0 315,0 4,29 72,7 2,19 2,18 308.0 2,96 11,90
8 17,20 198,0 3,39 4,28 81,8 353,0 3,00 13,50
8 19,7 294 3,87 467 4,87 122 2,49 516 3,36 15,5
9 22,0 327 3,86 520 4,86 135 2,48 582 3,40 17,3
12,5 125 10 14 4,6 24,3 360 3,85 571 4,84 149 2,47 649 3,45 19,1
12 28,9 422 3.82 670 4,82 174 2,46 782 3,53 22,7
14 33,4 482 3,80 764 4,78 200 2,45 916 3,61 26,2
16 37,8 539 3,78 853 4,75 224 2,44 1051 3,68 29,6
9 24,7 466 4,34 739 5.47 192 2,79 818 3,78 19,4
14 . 140 10 14 4,6 27,3 512 4.33 814 5,46 211 2,78 911 3,82 21,5
12 32,5 602 4,31 957 5,43 248 2,76 1097 3.90 25,5
10 31,4 774 4,96 1229 6,25 319 3,19 1356 4,30 24,7
11 34,4 844 4,95 1341 6,24 348 3,18 1494 4,35 27,0
12 16 37,4 913 4,94 1450 6,23 376 3,17 1633 4,39 29,4
1S 160 14 5,3 43,3 Ю46 4,92 1662 6,20 431 3,16 1911 4.47 34,0
16 49,1 1175 4,89 1866 6.17 485 3.14 2191 4,55 38,5
18 54,8 1299 4,87 2061 6,13 537 3.13 2472 4.63 43.0
20 60,4 1419 4,85 2248 6,10 589 3,12 2756 4,70 47,4
и 5,3 38,8 1216 5,60 1133 7.06 500 3,59 2128 4,85 30,5
18 180 12 16 42,2 1317 5,59 2093 7,04 540 3,58 2324 4,89 33,1
12 47,1 1823 6,22 2896 7.84 74J 3,99 3182 5,37 37,0
13 50.9 1961 6,21 3116 7.83 805 3.98 3452 5,42 39,9
14 54,6 2097 6,20 3333 7,81 861 3,97 3722 5.46 42,8
20 200 16 18 6,0 62,0 2363 6,17 3755 7,78 970 3,96 4264 5.54 48,7
20 76.5 2871 6,12 4560 7,72 1182 3,93 5355 5,70 60,1
25 94,3 3466 6,06 5494 7.63 lio8 3,91 6733 5,89 74,0
30 111,5 4020 6,00 6351 7,55 1688 3,89 8130 6.07 87,6
ГОСТ 8509—72 предусматривает также номер профиля 20 и 25.
Пример обозначения угловой равнополочной стали размером 50x50X3 мм, марки СтЗсп, обычной точности прокатки (Б):
Уголок E-50XS0X3 ГОСТ 8509-TS,
СтЗсп ГОСТ 535—58""
ПРОКАТНАЯ УГЛОВАЯ НЕРАВНОПОЛОЧНАЯ СТАЛЬ (по ГОСТ 8510—72)
По точности прокатки сталь изготовляют: А —высокой точности; Б,—обычной точности.
38. Размеры и справочные величины для осей
‘tj У/ х иЬ о 2? Z ' K'j X Обозначения; В — ширина большей полки; Ъ — ширина меньшей полки; d — толщина полки; В — радиус внутреннего закругления; г — радиус закругления полки; J — момент инерция; г—радиус инерции; xOs Vo — расстояние от центра тяжести до наружных граней полок.
о kW- г ±_Л7
* Л ;|* 4
Номер профиля в b d в г Площадь сечения, см2 Справочные величины для осей Угол наклона оси tg а Масса 1 м профиля, кг
х—X У — У Xi-Xi У1 —У1 и — и
мм о о И ** ч* S о о •J3* S о о |ЩШ lflp Хо,- см Az min’ см* В *§ S S и
2,5/1,6 25 16 3 3,5 1,2 1,16 0,70 0,78 0,22 0,44 1,56 0,86 0,43 0,42 0,13 0,34 0,392 0,91
3,2/2 32 20 3 4 3,5 1,2 1,49 1,94 1,52 1,93 1,01 1,00 0,46 0,57 0,55 0,54 3,26 4,38 1,08 1,12 0,82 1,12 0,49 0,53 0,28 0,35 0,43 0,43 0,382 0,374 1,17 1,52
4/2,5 40 25 3 4 - 4,0 1,3 1,89 2,47 3,06 3,93 1,27 1,26 0,93 1,18 оло 0,69 6,37 8,53 1,32 1,37 1,58 2,15 0.59 0,63 0,56 0,71 0,54 0,54 0,385-0,381 1,48 1,94
4,5/2,8 45 28 3 4 5,0 1,7 2,14 2,80 4,41 5,68 1,43 1,42 1,32 1,69 0,79 0,78 9,02 12,10 1,47 1,51 2,20 2,98 0,64 0,63 0,79 1,02 0,61 0,60 0,382 0,379 1,68 2,20
5/3,2 50 32 3 4 5,5 1,8 2,42 3,17 6.17 7,98 1,60 1,59 1,99 2,56 0,91 0,90 12,40 16,60 1,60 1,85 3,26 4,42 0,72 0,76 1,18 1,52 0,70 0,69 0,403 0,401 1,90 2,49
5,6/3,6 56 36 • 4 5 6,0 2,0 3,58 4,41 11,40 13,80 1,78 1,77 3,70 4,48- 1,02 1,01 23,20 23,20 1,82 1,86 6,25 7,91 0,84 0,88 2,19 2,66 0.78 0,78 0,406 0,404 2,81 3,46
- / •
6,3/4,0 63 40 4 5 6 8 7,0 2,3 4,04 4,98 5,90 7,68 16,30 19,90 23,30 29,60 2,01 2,00 1,99 1,96 5,16 6,26 7,28 9,15 1,13 1,12 1,11 1,09 33,00 41,40 49,90 66,90 2,03 2,08 2,12 2,20 8,51 10,80 13,10 17,90 0,91 0,95 0,99 1,07 3,07 3,72 4,36 5,58 0,87 0,86 0,86 0,85 0,397 0,396 0,393 * 0,386 3,17 3,91 4,63 6,03
7/4,5 70 45 5 7,5 2,5 5,59 27,80 2,23 9,05 1,27 | 56,70 2,28 15,20 1,05 5,34 0,98 0,406 4,39
7,5/5 75 50 5 6 8 8,0 2,7 6,11 7,25 9,47 34,80 40,90 52,40 2,39 2,38 2,35 12,50 14,60 18,50 1,43 1,42 1,40 69,70 83,90 91,12 2,39 2,44 2,52 20,80 25.20 34,20 1,17 1,21 1,29 7,24 8,48 10,90 1,09 1,08 1,07 0,436 0,435 0,430 4,79 5,69 7,43
8/5 80 50 5 6 8,0 2,7 6.36 7,55 41.60 49,00 2,56 2,55 12,70 14,80 1,41 1,40 84.60 102,00 2,60 2,65 20,80 25,20 1,13 1,17 7,58 8,88 1,09 1,08 0,387 0,386 4,99 5,92
9/5,6 90 56 5.5 6,0 8,0 9 3,0 7,86 8,54 11,18 65,3 70,6 90,9 2,88 2,88 2,85 19,7 21,2 27,1 1,58 1,58 1,56 132 145 194 2,92 2,95 3,04 32,2 35,2 47,8 1,26 1,28 1,36 11,8 12,7 16,3 1,22 1,22 1,21 0,384 0,384 0,380 6,17 6,70 8,77
10/6,3 100 63 6,0 7,0 8,0 10,0 10 3,3 9,59 11,10 12.60 15/50 98,3 113,0 127,0 154,0 3,20 3,19 3,18 3,15 30.6 ЗоЛ 39,2 47,1 1,79 1,78 1,77 1,75 198 232 266 333 3,23 3,28 3,32 3,40 49,9 58,7 67,6 85,8 1,42 1,46 1,50 1,58 18,2 20.8 23,4 28,3 1,38 1,37 1,36 1,35 0,393 0,392 0,391 0,387 7,53 8,70 9,87 12,10
11/7 110 70 6.5 8Ю 10 3,3 11,40 13,00 142,0 172,0 3,53 3,51 45.6 54,6 2,00 1,98 286 353 3,55 3,61 74,3 92,3 1,58 1,64 26,9 32,3 1,53 1,52 0,402 0,400 9,98 10,90
12,5/8 125 80 7,0 <8.0 10.0 12,0 И 3,7 14,10 16,00 19,70 23,40 227,0 256,0 312,0 365,0 4,01 4,00 3,98 3,95 73,7 83,0 100,0 117,0 2.29 2/28 2,26 2,24 452 518 649 781 4,01 ' 4,05 4,14 4,22 119,0 137,0 173,0 210,0 1,80 1,84 1,92 2,00 43,4 48,8 59,3 69,5 1,76 1,75 1,74 1,72 0,407 0,406 0,404 0,400 11,00 12.50 15'50 18,30
14/9 140 90 8.0 10,0 12 4,0 18.00 22,20 364,0 444,0 4,49 4,47 120,0 146,0 2,58 2,56 727 911 4,49 4,58 194,0 245,0 2,03 2,12 70,3 85,5 1,98 1,96 0,411 0,409 14,10 17,50
16/10 160 100 9,0 10,0 12,0 14,0 13 4,3 22,90 25,30 SO .00 34,70 606,0 667,0 784.0 897,0 5,15 5,13 5.11 5,09 186,0 204,0 239.0 272,0 2.85 2/84 2,82 2,80 1221 1359 1634 1910 5,19 5,23 5.32 5,40 300,0 335,0 405,0 477,0 2,23 2,28 2,36 2,43 110,0 121,0 142,0 162,0 2.20 2,19 2,18 2,16 0,391 0,390 0,388 0,385 18,00 19,80 23,60 27,30
18/11 180 110 10.0 12,0 14 4,7 28.30 33,70 952.0 1123.0 5.80 5.77 276.0 324.0 3.12 3,10 1933 2324 5,88 5.97 444.0 537,0 2.44 2,52 165.0 194,0 2,42 2,40 0.375 0,374 22.20 26,40
СТАЛИ
ГОСТ 8510—72 предусматривает также номер профиля 20/12,5 и 25/16.
Пример обозначения угловой неравнополочнсй стали размером 63x40x4 мм, марки Ст2сп обычной точности прокатки (Б);
‘Б-63Х40К4 ГОСТ 8510—12 f*.
Уг0МК ' Ст2сп ГОСТ 53~5—58--------- g
ГНУТЫЕ СТАЛЬНЫЕ РАВНОПОЛОЧНЫЕ (по ГОСТ 19771—74) И НЕРАВНОПОЛОЧНЫЕ (ПО ГОСТ 19772—74) УГОЛКИ
Гнутые уголки изготовляют из холоднокатаной и горячекатаной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной.
Размеры, площадь поперечного сечения, справочные величины для осей и массы из стали с временным сопротивлением разрыву не более 47 кгс/мм2 приведены в табл. 39 и 40. Для сталей с временным сопротивлением разрыву более 47 кгс/мм2 справочные величины для осей примерно на 5% менее приведенных в таблицах или см. ГОСТ 19771—74 п ГОСТ 19772—74.
39. Размеры и справочные величины для осей равнополочных уголков (ГОСТ 19771—74)
Обозначения:
*сь у Х-; А и — ширина полки: и — s — гс „ s — толщина полки; п s отношение расчетного R — радиус кривизны; свеса полки к толщине полки. . J — момент инерции; г — радиус инерции; х0> Уо — расстояния от центра тяжести до наружных поверхностей полок;
'уг
ь 8 К, не более п Площадь поперечного сечения, см3 Справочная величина для осей Масса 1 м, кг
X — X (у — у) Хо — Хо Уо — Уо Х1 — Xt (Vt — ?'1)
мм Jx(Jy), см‘ (1у)> см JXt, см‘ *хй* см Jya, СИ* *Уо» СМ Jxt CM* Хо (Уо)1 CM
25 1,5 2,0 2,5 2 3 3 14,3 10,0 7,4 0,71 0,92 1,14 0,44 0,56 0,67 0.79 0,78 0,77 0.71 0.92 1,И 1,00 1,00 0,92 0,16 0,20 0,24 0,48 0,47 0,46 0,78 1,04 1,31 0,70 0,72 0,74 0,56 0,73 0,98
32 1,5 2,0 2,5 2 3 3 18.3 13,5 10,2 0.91 1,20 1,48 0,94 1,22 1,48 1,01 1,00 1,00 1,53 1,99 2,42 1.29 1,28 1,28 0,35 0,45 0,53 0,62 0,61 0,60 1,64 2,19 2,75 0,88 0,90 0,92 0,72 0.95 1,10
36 2,0 2,5 3,0 3 3 4 15.5 12,2 9.7 1,36 1,69 2.00 1,76 2,14 2.51 1,13 1,13 1,12 2,86 3,49 4.11 1,45 1,44 1,43 0.66 0.80 0,91 0,69 0.69 0,68 3,12 3,90 4,70 1,00 1,02 1,04 1,07 1,33 1,57
МАТЕРИАЛЫ
Illi I I I II
1 1 ' 1 1 1 1 1
40 2,0 2,5 3,0 3 3 4 17,5 13,1 11,0 1,52 1,89 2,24 2,43 2,98 3,50 1,26 1,25 1,25 3,96 4,84 5,71 1,61 1,60 1,60 0,92 1,19 1,29 0,78 0,77 0,76 4,28 5,34 6,43 1,10 1,12 1,14 1,20 1,48 1,76
50 2,5 3,0 3 4 17,4 14,3 2,39 2,84 5,96 7,02 1,58 1,57 9,60 11,42 2,01 2,00 2,26 2,63 0,97 0,96 10,40 12,54 1,37 1,39 1,88 2,23
55 3,0 4 16,0 3,14 9,44 1,73 15,32 . 2,20 3,56 1,06 16,68 1,52 2,46
60 3,0 • 4,0 4 6 17,7 12,5 3,44 4,50 12,36 15,96 1,89 1,83 20.03 2е;об 2,41 2,40 4,69 5,38 1,17 1,14 21,65 28,92 1,64 1,70 2,70 3,53
70 3,0 4,0 4 6 21,0 15,0 4,04 5,30 19,88 25,79 2,22 2,20 32,15 41,95 2,82 2,81 7,60 9,62 1,37 1,35 34,36 45,88 1,89 1,95 3,17 4,16
80 3,0 4,0 5,0 4 6 7 24,3 17,5 13,6 4,64 6,10 7,55 29,96 39,00 47,70 2,54 2,53 2,51 48,39 63,31 77,64 3,23 3,22 3,20 11,52 14,70 17,76 1,58 1,55 1,53 51,27 68,43 85,65 2,14 2,20 2,24 3,64 4,79 5,92
100 4,0 5,0 6,0 6 7 9 22,5 17,6 14,2 7,70 9,55 11,33 77,58 95,31 112,19 3,17 3,16 3,15 125,54 154,50 182,66 4,04 4,02 4,01 29,63 36,06 41,72 1,96 1,94 1,92 133,54 167,07 200,70 2,69 2,74 2,79 6,05 ’ 7,49 8,89
120 4,0 , 5,0 6,0 6 7 9 27,5 21,6 17,5 9,30 11,55 13,78 135,69 167,19 197,46 3,82 3,80 3,79 215,13 270,48 320,48 4,85 4,84 4,83 52,27 63,91 74,44 2,37 2,35 2,33 230,65 288,49 346,44 3,19 3,24 3,29 7,30 9,06 10,78
160 4.0 5'0 6,0 7,0 6 7 9 9 37,5 29,6 24,2 , 20,6 12,50 15,55 18,53 21,53 326,65 403,77 478,84 553,20 5,11 5.09 5i08 5,07 525,99 651,31 774,21 894,76 6,49 6,47 6,46 6,44 127,04 156,24 183,48 211,65 3.19 ЗД7 3,15 3,13 548,47 683,32 820,33 957,51 4,12 4,24 4,29 4,33 9,81 12,20 14,55 16,90
СТАЛИ
Примеры обозначений:
Уголок равнополочный размером 120x120x5 мм из стали марки ВСтЗкп2 по ГОСТ 380—71:
,7... 120X120X5 ГОСТ 19111—14
уголок ВСт3кпг ГОСТ 11414—16
То же, размером 50x50x2,5 мм, из стали марки Юпс по ГОСТ 1050—74:
,7 50X50X2,5 ГОСТ 19111—14
Юпс ГОСТ 11414—16
ГОСТ 19771—74 предусматривает также уголки Ь = 50, е = 4; Ь = 80, е = 7 в §
АО. Размеры и справочные величины для осей неравнополочных уголков (ГОСТ 19772—74)
Обозначения:
В — ширина большей полки;
Ь — ширина меньшей полки;
s — толщина полки;
R — радиус кривизны;
J — момент инерции;
г — радиус инерции;
«о» Уо — расстояния от центра тяжести до наружных поверхностей полок;
В — s —R
П1 -----------► — отношение расчет-
ного свеса большей полки к толщине профиля;
b — s — R
щ --------------отношение расчетного
свеса меньшей полки к толщине профиля,
R, не более Справочные величины для осей 9
В b 8 2 в* X — X У — У Xt - -Х1 Vi- Уи х0 - -х0 У 3 — Уо
мм nt па Площадь г речного се НИЯ, см2 3 S о Jh 3 о 3* S о •J35 S о ио Wi S о 3 о В S о • *© В S о S О jS 8 ъя Масса 1 и
25 20 1,5 2,0 2 3 14,3 10,0 11,0 7,5 0,63 0,82 0,41 0,52 0,80 0,79 0,23 0,30 0,61 0,60 0,78 1,05 0,77 0,80 0,40 0,54 0,51 0,54 0,53 0,68 0,92 0,91 0,11 0,13 0,41 0,40 0,65 0,66 0,50 0,65
32i 25 1,5 2,0 2,5 2 3 3 19,0 13,5 10,6 14,3 10,0 7,8 0,81 1,06 1,32 0,87 1,12 1,35 1,03 1,02 1,01 0,47 0,61 0,73 0,76 0,76 0,75 1,64 2,19 2,74 0,97 1,00 1,02 0,68 1,05 1,31 0,62 0,64 0,66 1,11 1,44 1,75 1Д7 1,16 1,16 0,28 0,28 0,34 - 0,53 0.52 0,51 0,62 0.62 о;ез 0,64 0.84 1,03
25 1,5 2,0 2,5 2 3 3 24,3 17,5 13,8 14,3 10.0 7,8 0,93 1,22 1,51 1,58 2,06 2,50 1,30 1,30 1,29 0,50 0,65 0,79 0,74 0,73 0,72 3,20 4,27 5,34 1,32 1,34 1,37 0.78 1,05 1,32 0,55 0,57 0,59 1,81 2,36 2,88 1,40 1,39 1,38 0.27 0.35 0,41 0,54 0,54 0,52 0,42 0,42 0,42 0,73 0,96 1,19
40 32 2,0 2,5 3,0 3 3 4 17,5 13,8 11,0 13,5 10,6 - 8,3 1,36 1,69 2,00 2,25 2,76 3,23 1,29 1,28 1,27 1,31 1,59 1,87 0.98 0,97 0,97 4,27 5,34 6,43 1,21 1,24 1,26 2,19 2,74 3,31 0,80 0,85 0.89 2,96 3,61 4,25 1,47 1,47 1,46 0,61 0.74 0,85 0,67 0.66 0,65 0,65 0,6э 0,65 1,07 1,33 1,57
1
МАТЕРИАЛЫ
2,5 3 17,8 12,2 2,04 5,32 1,61 2,37 1,08 10,43 1,58 3,90 0,87 6,49 1,79 1,20 0,77 0,53 1,60
50 36 3,0 4 14,3 9,7 2,42 6,26 1,61 2,79 1,07 12,52 1,61 4,71 0,89 7,66 1,78 1,39 0,76 0,54 1,90
4,0 6 10,0 6,5 3,14 7,97 1,59 3,55 1,06 16,74 1,67 6,32 0,94 9,82 1,77 1,70 0,73 0,54 2,47
60 40 3,0 4 17,7 11,0 2,84 10,73 1,94 3,97 1,18 24,63 1,96 6,45 0,93 12,61 2,11 2,09 0,86 0,47 2,23
70 50 3,0 4 21,0 14,3 3,44 17,73 2,27 7,80 1,50 34,34 2,20 18,56 1,18 21,54 2,50 4,00 1,08 0,53 2,70
4,0 6 15,0 10,0 4,50 22,90 2,25 10,04 1,49 45,84 2,26 16,81 1,23 27,94 2,49 5,01 1,05 0,53 3,53
4,0 6 17,5 13.2 5,42 35,95 2,57 20,06 1,92 68,40 2,45 33,51 1,57 46,52 2,93 9,48 1,32 0,63 4,26
80 03 5,0 7 13,6 10.2 6,70 43,88 2,56 24,43 1,91 85,58 2,49 42,00 1,62 56,91 2,91 11,40 1,30 0,63 5,26
6,0 9 10,8 8,0 7,91 51,24 2,54 28,49 - 1,90 102,83 2,55 50,57 1,67 66,76 2,90 12,96 1,28 0,64 6,21
4,0 6 20,0 15,0 6,10 51,53 2,90 27,92 2,14 97,34 2,74 45,92 1,72 66,03 3,29 13,42 1,48 0,62 4,79
оп 7Л 5,0 7 15,6 11,6 7,55 63,07 2,89 34,09 2,12 121,78 2,79 57,53 1,76 80,96 3,27 16,20 1,46 0,62 5,92
6,0 9 12,5 9,2 8,93 73,88 2,88 39,88 2,11 146,28 2,85 69,23 1,81 95,21 3,26 18,55 1,44 0,62 7,01
7,0 9 10,6 7,7 10,33 84,61 2,86 45,55 2,10 170,85 2,89 81,01 1,85 109,00 3,25 21,15 1,43 0,62 8,11
5,0 7 17,6 13,6 8.55 88,35 3,21 51,23 2,45 166,99 3,03 85,7 2,01 115,55 3,68 24,02 1,68 0,65 6,71
,6,0 9 14.2 10.8 10.13 103,79 3,20 60,11 2,43 200,55 3.09 103,10 2,06 136,23 3,67 27,67 1,65 0,65 7,95
100 ои 7,0 9 12,0 9,1 11,73 119,11 3,18 68,82 2,42 234,19 3,13 120,56 2,10 156,29 3,65 31,63 1,64 0,65 9,21
8,0 12 10,0 7,5 13,21 132,84 3,17 76,73 2,41 267,97 3,20 138,18 2,16 175,35 3,64 34,23 1,61 0,66 10,37
6,0 9 17,5 14,1 12,53 185,64 3,85 118,98 3,08 346,30 3,58 200,84 2,56 250,80 4,47 53,81 2,07 0,70 9,84
120 100 7,0 9 14,9 12,0 14,53 213,65 3,83 136,71 3,07 404.29 3,62 234,65 2,59 288,62 4,46 61,75 2,06 0,70 11,41
8,0 12 12,5 10,0 16,41 239,47 3,82 153,18 3,05 462,45 3,69 268,65 2,65 325,05 4,45 67,61 2,03 0,70 12,88
7,0 9 20,6 15,6 19,08 509,24 5,16 278,82 3,82 957,11 4.84 457,50 3,06 653,38 5,85 134,68 2,66 0,62 14,98
160 125 8,0 12 17,5 13,1 21,61 573,52 5,15 313,85 3,81 1094,33 4,91 523,50 з,и 738,19 5,84 149,18 2,63 0,62 16,96
СТАЛИ
Примеры обозначений:
Уголок неравнополочный размером 80x63X4 мм из стали марки ВСТЗкп2 по ГОСТ 380—71!
,7 80X63X4 ГОСТ 19772—74
Уголок ВСт3кп2 ГОСТ 11474-76
То же, размером 32 x 25 x 2 мм, из стали марки 10 пс по ГОСТ 1050—741
„ 32X25X2 ГОСТ 19772-74
ysoMK '4-IV-lOna ГОСТ 11474-76 '
144 МАТЕРИАЛЫ
Технические требования. Сталь для холодногнутых профилей должна соответствовать сталям марок с временным сопротивлением разрыву не более 60 кгс/мма. Марки стали: по ГОСТ 380—71 до марки Ст4 включительно всех групп и степеней раскисления, ио ГОСТ 1050—74 и ГОСТ 5058—65,
БАЛКИ ДВУТАВРОВЫЕ (по ГОСТ 8239—72)
41. Размеры и справочные величины для осей
Условные обозначения]
высота балки; г — радиус закругления ,
ширина полки; полки;
толщина стенки; J — момент инерции;
средняя толщина пол- W — момент сопротивления; ки; S — статический момент по-
радиус внутреннего лусечения;
закругления; г — радиус инерции
ГОСТ предусматривает также номера балок 45—60
а Л ь 8 t R Г И я щ рт ф Справочные величины для осей
X— X У — У
Номер бал Масса 1 м, ММ Площадь с j см2 • § н Wx’ сш’ . ! 3 о К •с* SJ О Е ад § VT „ сма V О
10 9,46 100 55 4,5 7,2 7.0 2,5 12,0 198 39,7 4,06 23,0 17,9 6,49 1,22
12 11,5 120 64 4.8 7.3 7,5 3,0 14,7 350 58,4 4,88 33,7 27,9 8,72 1,33
14 13,7 140 73 4,9 7,5 8,0 3,0 17,4 572 81,7 5,73 46,8 41,9 11,5 1,5э
18 15,9 160 81 5,0 7,8 8,5 3,5 20,2 873 109 6,57 62,3 58,6 14,5 1.70
18 18,4 180 90 5.1 8,1 9,0 3,5 23,4 1 290 143 7,42 .81,4 82,6 18,4 1,88.
18а 19,9 180 100 5,1 8,3 9,0 3,5 25,4 1 430 159 7,51 89,8 114 22,8 2,12
20 21,0 200 100 5.2 8,4 9,5 4,0 26,8 1 840 184 8,28 104 115 23,1 2,07
20а 22,7 200 110 5,2 8,(1 9,5 4,0 28,9 2 0.30 203 8,37 114 155 28,2 2,32
22 24,0 220 110 5,4 8,7 10,0 4,0 30,6 2 550. 232 9,13 131 157 28,6 2,27
22а 25.8 220 120 5,4 8,9 10,0 4,0 32,8 2 790 254 9.22 143 206 34,3 2,50
24 27,3 240 115 5,6 9.5 10,5 4,0 34.8 3 460 289 9,97 163 198 34,5 2,37
24а 29,4 24» 125 5,6 9,8 10,5 4,0 37,5 3 800 317 10,1 178 260 41,6 2,63
27 31,5 270 125 6,0 9,8 11.0' 4,5 40,2 5 010 371 11,2 210 260 41,5 2,54
27а 33,9 270 135 8,0 10.2 11,0 4,5 43,2 5 500j 407 11,3 229 337 50,0 2,80
30 36,5 300 135 6,5 10,2 12,0 5,0 46,5 7 080 472 12,3 268 337 49,9 2,69
30а 39,2 300 145 6,5 10.7 12.0 5,0 49,9 7 780 518 12,5 292 436 60,1 2.95
33 42,2'. 330 140 7,0 11.2 13,0 5,0 53,8 9 840 597 13,5 389 419 59,9 2,79
36 48,6 360 145 7,5 12,3 14,0 6,0 61,9 13 380 743 14,7 423 516 71,1 2,89
40 57.0 400 155 8,3 13,0 15,0 6,0 72,6 19 062 953 16,2 545 6<J7 83,1 3,03
Пример обозначения двутавровой балки № 30 из стали марки СтЗ;
Деумавр
30 ГОСТ 8289-72
Cm3 ГОСТ Sift-58
ШВЕЛЛЕРЫ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ (по ГОСТ 8240—72)
Швеллеры изготовляются с уклоном внутренних граней полок и с параллельными гранями полок
42. Размеры и справочные величины для осей швеллеров
Обозначения)
h — высота;
b — ширина полки;
я — толщина стенки;
t — толщина полки;
Я — радиус внутреннего закругления;
г — радиус закругления полки;
J ~ момент инерции;
W — момент сопротивления;
г — радиус инерции;
S — статический момент полусечения;
Zo — расстояние от оси у — у до наружной грани стенки
Уклон внутренних граней полок должен быть не более 10%
гдлсра h 6 S t Д г Т1 ь Справочные величины для осей
X — X* V— У
1 Комер ЕК мм Площадь с | НИЯ, см2 1 : Масса 1 м, % § а £ 3 о 3 о « ОД J , см4 3 & 3 о и N
5 50 32 4,4 ' 7.0' 6,0 2,5 3.5 6,16 4,84 22,8 9,1 1,92 5,59 5,61 2,75 0,954 1,16
6>5 65 36 4,4 7,2 6,0 2,5 3,5 7,51 5,90 48,6 15,0 2,54 9,00 8,70 3,68 1,080 1,24
8 80 40 4,5 7,4 6,5 2,5 3,5 8,98 7,05 89,4 22,4 3,16 13,30 12,80 4,75 1,190 1,31
10 100 46 4,5 7,6 7,0 3,0 4,0 10,9 8,59 174,0 34,8 3,99 20,40 20,40 6,46 1,370 1,44
12 120 52 ’ 4,8 7.8 7.5 3,0 4.5 13,3 10,4 304,0 50,6 4,78 29,80 31,20 8,52 1,530 1,54
14 140 4,9 8,1 8,0 3,0 4,5 15,6 12,3 491,0 70,2 5,60 40,80 45,40 11,00 1,700 1,67
. ка. 140 б2 4,9 8,7 8,0 3,0 4.5 17,0 13,3 545,0 77,8 5,66 45.10 57.50 13,30 1,840 1,87
16 160 64 5.0 8,4 8,5 3,5 5,0 13,1 14,2 747,0 93,4 6,42 54,10 63,30 13,80 1,870 1,80
СТАЛИ
СП
Продолжение табл. 42
Жюра h Ь S t В г Г1 зече-' а 1 м, кг Справочные величины для осей
X—X* У~ У
В 1адь < см2 % % "S О 3 а
Номе WFM Плои НИЯ, О СЗ S а о Jh ад о о №
16а 160 68 5.0 9,0 8,5 3,5 5,0 19,5 15,3 823,0 103,0 6,49 59,40 78,80 16,40 2,010 2,00
18 180 70 5Д 8,7 9,0 3,5 5,0 20,7 16,3 1090,0 121,0 7,24 69,80 86,00 17,00 2,040 1,94
18а 180 74 5,1 9,3 9,0 3,5 5,0 22,2 17,4 1190,0 132,0 7,32 76,10 87,80 105,00 20,00 2,180 2,13
20 200 76 5,2 9,0 9,5 4,0 5,5 23,4 18,4 1520,0 152,0 8,07 113,00 20,50 2,200 2,07
20а 200 80 5,2 9,7 9,5 4,0 5,5 25,2 19,8 1670,0 167,0 8,15 95,90 139,00 24,20 2,350 2,28
22 220 82 5,4 9,5 10,0 4,0 6,0 26.,7 21,0 2110,0 192,0 8,89 110,00 151,00 25,10 2,370 2,21
22а 220 87 5,4 10,2 10,0 4,0 6,0 28,8 22,6 2330,0 212,0 8,99 121,00 187,00 30,00 2,550 2,46
24 240 во 5,6 10,0 10,5 4,0 6,0 30,6 24,0 2900,0 242,0 9,73 139,00 208,00 31,60 2,600 2,42
24а 240 95 5,6 10,7 10,5 4,0 6,0 32,9 25,8 3180,0 265,0 9,84 151,00 254,00 37,20 2,780 2,67
' 27 270 95 6,0 10,5 11,0 4,5 6,5 35,2 27,7 4160,0 308,0 10,90 178,00 262,00 ’ 37,30 2,730 2,47
30 300 100 6,5 11,0 12,0 5,0 7,0 40,5 31,8 5810,0 387,0 12,00 224,00 327,00 43,60 2,840 2,52
33 330 105 7,0 И,7 13,0 5,0 7,5 46,5 36,5 7980,0 484,0 13,10 281,00 410,00 51,80 2,970 2,59
36 360 110 7,5 12,6 14,0 6,0 8,5 53,4 41,9 10820,0 601,0 14,20 350,00 513,00 61,70 3,100 2,68
40 400 115 8,0 13,5 15,0 6,0 9,0 61,5 48,3 15220,0 761,0 15,70 444,00 642,00 73,40 3,230 2,75
* Для швеллеров с параллельными гранями полок справочные величины для осей и расстояния Zo увеличены до 10%; точные л анные
см. ГОСТ 8240-72.
Пример обозначения швеллера М 20 о уклоном внутренних граней полок из стали марки СтЗ:
МАТЕРИАЛЫ
Швеллер
гагост 8240—72
Cm3 ГОСТ 535—58
То же, с параллельными гранями полок (П) из стали марки СтЗ: 20П ГОСТ 8240—72
ШвеЛМр - ГОСТ 535-58 '
ШВЕЛЛЕРЫ СТАЛЬНЫЕ ГНУТЫЕ РАВНОПОЛОЧНЫЕ [по ГОСТ Б278--75)
Стальные гнутые равнополочные Швеллеры изготовляют на профилегибочных станах из холоднокатаной и горячекатаной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной,
43. Размеры и справочные величины осей для стали с ов ие более 47 кгс/мм2*
X у! У ffi Обозначениа5 Н- W — момент сопротивлении; 1 J — момент инерции; ! у г — радиус инерции; -4- Sx — статический момент полу селения; z0 — расстояние от оси у — у до наружной поверхности стенки; У) 1 b-s-R М—п = -——— — отношение расчетного свеса попки к толщине швеллера; \ b j 1 8 у . ' П!= -5——отношение расчетной высоты к толщине швеллера.
Л Ъ в R, не более п т Площадь сечения, см2 Справочные величины для осей
X — X V— У z0-, см Масса 1 м, кг
яя § W'jj, см» 8 Jk 1 й со § VT2/f см’ S •г»5’
32 20 2 3 7,5 11,0 1,29 2,00 1,25 1,24 0,74 0,51 0,38 0,63 0,66 1,03
25 2 3 3 4 10,0 6,0 11,0 6,0 1,49 2,14 2,45 3,26 1,53 2,04 1,28 1,23 0,89 1,23 0,95 1,30 0.58 0,83 0.80 0,78 0,87 0,93 1Д7 1,68
32 2 2,5 3 3 13,5 10,6 11,0 8,4 1,77 2,18 3,08 3,63 1,92 2,30 1.31 1,30 1,10 1,34 1,88 2,28 0.93 1,15 1,03 1,02 1,19 1,21 1,39 l,7t
СТАЛИ
Продолжение табл. 43.
h b п S R, не более п П1- Площадь сечения, см2 Справочные величины для осей Ж о Масса 1 м, кг
X —- X V— У
мм § а 3 о Н § Ja § “а ад 3 о *5» W , СМ» Ж о
40 20 2 3 7,5 15 1,45 3,40 1,70 1,53 1,02 0,35 0,40 0,62 . 0,60 1,14
32 2,5 3 10,6 11,6 2,38 6,18 3,09 1,61 1,79 2,50 1,20 1,02 1,12 1,87
40 2,5 3 3 4 13,8 11,0 11,6 8,7 2,78 3,28 7.58 8,67 3,79 4,34 1,65 1,63 2,17 2,51 4,63 5,37 1,83 2,15 1,29 1,28 1,47 1,51 2,18 2,57
50 25 32 4 2,5 6 3 3,75 10,6 7,5 15,6 3,40 2;63 11,43 10,38 4,57 4,15 1,83 1,98 2,85 2,42 1,93 2,72 1,15 1,25 0,75 1,02 0,83 1,02 2,67 2,07
40 2,5 3 3 4 13.8 и,о 15,6 12,0 3,03 3,58 12,64 14,55 5,06 5,82 2,04 2,02 2,90 3,37 5,05 5,88 1,92 2,26 1,29 1,28 1,36 1,39 2,38 2,81
50 3 4 4 6 14.3 10,0 12.0 7,5 4,18 5,40 17,87 22,04 7,15 8,82 2,07 2,02 4.08 5,15 10,89 13,72 3,44 4,44 1,61 1,59 1,84 1,91 3,28 4,24
60 32 40 3 3 4 4 8,3 11,0 15,3 15,3 3,40 3,88 18,31 22,21 6.10 7/10 2,32 2,39 3,62 4,30 3,38 6,31 1,52 2,33 1,00 1,27 0,97 1,30 2,67 3,04
50 3 4 4 6 14,3 10,0 15.3 10,0 4,48 5,80 27,90 33,72 9,03 11,24 2,46' 2,41 5,16 6,55 11,68 14,81 3.57 4,62 1,61 1,60 1,73 1,79 3.51 4,56
60 4 4 6 17,7 12,5 15,3 10,0 5,08 6,60 31,97 40,00 10,66 13,33 2,51 2,46 6,01 7,67 19,26 24,55 5,03 6,53 1,95 1,93 2,17 2,24 3,99 5,18
80 . 32 3 4 4 6 8,3 5,5 22,0 15,0 4,00 5,16 36,39 45,16 9,10 11,29 3,02 2,96 5,47 6,91 3,73 4,70 1,59 2,04 0,97 0,95 0,85 0,90 3,14 4,05
40 3 4 4 6 11,0 7,5 22,0 15,0 4,48 5,80 43,51 54,41 10,88 13,6 3,12 3,06 6,39 8,13 7,00 8,88 2,45 3,17 1,25 1,24 1,44 1,20 3,51 4,56
I' I I I I
МАТЕРИАЛЫ
80 50 3 4 4 6 14,3 10,0 22,0 15,0 5,08 6,60 52,41 65,98 13,10 16,50 3,21 3,16 7,55 9,65 13,00 16,60 3,76 4,88 1,60 1,58 1,54 1,60 3,99 5,18
во 3 4 4 6 17,7 12,5 22,0 15,0 5,68 7,40 61,30 77,54 15,32 19,38 3,29 3,23 8,70 11,17 21,46 27,53 5.31 6,92 1,94 1,93 1,96 2,02 4,46 5,81
40 3 4 11,0 28,7 5,08 73,76 14,75 3,81 ' 8,78 7,53 2,53 1,22 1,03 3,99
•чЛ 3 4 14,3 28,7 5.68 87,88 15,57 3,93 10.24 14,05 3,90' 1,57 1,39 4,47
4 6 10,0 20,0 7,40 111,44 22,29 3,88 13,15 18,01 5,07 1,56 1,45 5,81
100 ЙЛ 3 4 17,7 28,7 6,28 111,99 20,40 4,03 11,69 . 23,25 5.52 1,92 1,79 4,93
4 6 12,5 20,0 8,20 129,89 25,98 3,98 15,07 29,93 7,20 1,91 1,84 6,44
ЙЛ 4 6 17,5 20,0 9,80 166,77 33,35 4,12 18,91 66,07 12,43 2,59 2,68 7,70
5 7 13,6 15,2 12,09 201,14 40,23 4,08 23,06 80,47 15,29 2,58 2,74 9,49
50 4 6 10,0 5,0 8,20 171,72 28,62 4,57 11,71 19,15 5,21 1,53 . 1.33 6,44
5 7 9,6 19,2 11,09 239,63 39,94 4,67 23,60 38,73 9,10 1,87 1,74 8,71
120 0U 6 9 7,5 15,0 13,06 275,47 45,91 4,59 27,44 44,95 10,70 1,85 1,80 10,25
4 6 17,5 25,0 10,60 252,49 42,08 4,88 24,01 70,65 12,84 2,58 2,50 8,32
ои 5 7 13,6 19,2 13,09 305,80 50,97 4,83 29,35 86,20 15,81 2,57 2,55 10,28
5 7 9,6 23,2 12,09 345,47 49,35 5,34 29,40 40,80 9,32 1,84 1,62 9,49
140 ии 6 9 7,5 18,3 14,26 398,68 66,95 5,29 34,27 47,46 10,97 1,82 1,67 11,20
80 5 7 13,6 23,2 14,09 436,63 62,38 5,57 36,15 91,13 16,23 2,54 2,38 11,06
40 5 7 5,6 27,2 11,09 355,32 44,41 5,66 27^95 13,23 4,25 1,09 0,89 8,71
4 6 10,0 35,0 9,81 343,12 42,42 5,91 26,06 20,87 5,41 1,46 1,14 7,70
50 5 7 7,60 27.2 12,09 415,41 51,93 5,86 31,82 25,29 6,63 1,45 1.19 9,49
6 9 5,83 21,7 14,26 479,22 59,90 5,80 37,08 29,35 7,80 1,43 1,24 11,20
4 6 12,5 35,0 10,60 391,80 48,97 6,08 29,18 34,98 7,72 1,82 1.47 8,32
100 во 5 П ' 9,6 27,2 13,09 475,49 59,44 6,03 35,70 42,56 9,49 1,80 1,52 10,28
6 9 7,5-| -15,46 550,41 68,80 5,97 41,60 49,68 11,18 1,79 . 1,57 12,14
QA 5 7 13,6 27,2 15,09 595.66 74,46 6,28 43,45 95,40 16,57 2,51 2,24 11,85
си 6 9 10,83 21,67 17,86 692,78 86,60 6,23 51,90 111,72 19,59 2,50 2,30 14,02
100 5 7 17,6 27,2 17,09 715,82 89,48 6,47 51,20 176,70 20,36 3,21 3,03 13,42
СТАЛИ
о
Продолжение табл. 43
h ь Й, не более п П1 Площадь сечения, см* - Справочные величины для осей S О N Масса 1 м, кг
X — X у — у
1 и 3 о 3 О я о И ад % о см2 8
180 50 4 6 10,0 40,0 10,60 457,43 50,82 6,57 31,16 21,53 5,48 1,42 1,07 8,32
60 4 5 6 7 12,5 9,6 40,0 31,2 .11,40 14,09 519,39 631,70 57,71 70,19 6,75 6,69 34,68 42,49 36,19 44,06 7,84 9,63 1,78 1,77 1,38 1,43 8.95 11,06
80 5 6 7 9 13,6 10,8 31,2 25,0 16,09 19,08 784,86 914,79 87,21 101,64 6,98 6,93 51,24 60,17 99,15 116,23 16,86 19,94 2,48 2,47 2,12 2,17 12,63 14,96
100 5 6 7 9 17,6 14,2 31,2 25,0 18,09 21,46 938,03 1096,52 104,23 121,84 7,20 7,15 59,99 70,61 184,04 216,45 25.85 30,63 3,19 3,18 2,88 2,93 14,20 16,84
200 * 47 КГС/ 50 60 4 5 6 7 10,0 9,6 45,0 3>,2 11,41 15,09 592,95 816,09 59,30 81,61 7,21 7,35 36,67 49,79 22,11 45,38 5,54 9,75 1,39 1,73 1,01 1,35 8,95 11,80
80 5 6 7 9 13,6 10,8 35,2 28,3 17,09 20,26 1006,26 1174,93 100,63 117,49 7,67 6,61 , 59,54 70,00 102,45 120,22 17,10 20,24 2,45 2,44 2,01 2,06 13,42 15,91
100 ГОСТ п ММ2, 5 6 зедусма" 7 9 гривает 17,6 14,2 также 35,2 28,3 размерь 19,09 22,66 й сира 1196,42 1400,82 вечный ве: 119,64 140,08 1НЧИНЫ ДЛГ 7,92 7,86 осей и 69,29 81,64 з стали с в 190,62 224,37 ременным С 26,26 31,14 опротивлен 3,16 3,15 ием раз] 2,74 2,79 рыву Пв 14,99 17,79 более
МАТЕРИАЛЫ
ГОСТ предусматривает и другие размеры h, Ь и з.
Пример обозначения швеллера гнутого равнополочного с высотой 100 мм, шириной полки 50 мм и толщиной 3 мм, изготовленного из стали СтЗкп по ГОСТ 380—71;
100X50X3 ГОСТ 8278—75 СтЗкп ГОСТ 11474—16
Швеллер
Предельные отклонения высоты швеллера, мм: t± 1 для А до 50 мм, ± 1,5 для h свыше 50 до 100 мм, ± 2 мм для h свыше 100 до 150 мм, ± 2,5 для h свыше 150 мм.
Швеллеры изготовляются длиной от 3 до 12 м: мерной длины; кратной мерной длины; немерной длины,
Марки стали и технические требования по ГОСТ 11474—76,
СТАЛИ 151
РЕЛЬСЫ КРАНОВЫЕ (по ГОСТ 4121-^76)
Стальные крановые рельсы специальных профилей применяют для подкрановых путей и подъемных кранов.
44. Типы и размеры рельсов
Размеры, мм
Л
«•
Предельные отклонения, мм
Тип рельса ь bj h
КР70 КР80 КР100 +1,0 -2,0 +5,0 -3,0 ±1,0
КР120 КР140 +1,0 —2,5 +1,0 —3,5 ±1,2
Типы рельсов Ь bi bi S Л Л» В Вл
КР70 70 76,5 120 28 120 32,5 35.0 24 400 23 38
КР80 ,80 . 87,0 . .130 32 130 26 400 26 44
КР100 Гоо 108,0 150 38 150 40,0 30 450 30 50
КР120' 120 129,0 170 44 170 45,0 35 500 34 56
КР140 140 150,0 170 60 170 50,0 40 700 40 60
6
8
8
8
10
Г1
6
6
8
8
10
г
1,5 1,5 2 2
3
Длина рельсов: мерная — 9,0; 9,5; 10; 10,5; 11; 11,5; 12 м; немернаяот 4 до 12 м.
Длина рельса оговаривается в заказе.
Рельс изготавливают из углеродистой, мартеновской или кислородно-конверторной стали, химический состав приведен в ГОСТе,
45. Справочные данные для осей ж—ж и
Тиша репьем Площадь поперечного сечения рельса, емз Расстояние до центра тяжести, см Моменты инсриии, см* | Моменты сопротивления, см2 । Масса 1 м, кг
в ЦТ _ — У1 И. S.I6J р 0 . £ а. &
01 №
КР70 67,22 5,93 6,07 1083,25 319,68 1402,92 178,33 178,46 53,28 167,54 52,77
КР80 81,84 6,47 6,53 1523,69 468,55 1992,24 233,37 233,34 72,08 218,71 64,24
КР100 113,44 7,63 7,37 2805,88 919,52 3725,40 367,86 380,72 122,66 350,92 89.05
КР120 150,69 8,63 8,31 4794,22 1671,96' 6466,18 551,69 576,92 196,70 535,59 11829
КР140 186,24 8,75 8/25 5528,27 2608,71 8135,98 632,07 670,09 306,91 673,89 146,98
Механические свойства металла рельсов: временное сопротивление 75 кгс/мм2; предел Гекучести 38 кгс/мм2; относительное удлинение в 10%, твердость НВ 207,
Пример обозначения рельса с шириной головки 0 = 100 мм:
Рельс 1-.Р 100 ГОСТ 4111—70
РЕЛЬСЫ ДЛЯ НАЗЕМНЫХ И ПОДВЕСНЫХ ПУТЕЙ
(по ГОСТ 19240—73)
Рельсы двухголовые, тавровые и типа Р5 предназначены для наземных и подвесных путей.
46. Размеры, мм, и расчетные величины рельсов
Двухголовый
Типа Р5
S
4 5"
-ар-0,5 -------г-Х
Тавровый
Л7
R3
лг^.7 га
Параметры Двухголовые Тавровый Типа Р5
Площадь поперечного сечения, см2 Момент инерции, см4, относительно: • горизонтальной оси вертикальной оси Момент сопротивления, см3, относительно: горизонтальной оси горизонтальной оси (верх) горизонтальной оси (низ) вертикальной оси Расстояние центра тяжести до подошвы, см Масса 1 м, кг 29,10 913.88 23,03 114,23 11,52 22,84 11,92 50,38 44,95 9,37 30,98 10,96 1,63 9,36 5,91 22,16 2,87 7,76 9,45 1,51 2,34 4,64
Двухголовые и тавровые рельсы поставляют: мерной длины, кратной мерной длины, немерной длины. Длину рельсов устанавливают по соглашению сторон.
Рельсы типа Р5 поставляют длиной 6 м. Допускается поставка рельсов немерной длины от 1,5 до 4,6 м. Рельсы поставляют без фрезеровки торцов.
Марки стали рельсов и технические требования — по ГОСТ 535—58 и другим действующим стандартам, оговоренным в заказе.
Примеры обозначений двухголового рельса из Стали СтЗ:
„ - „ ГОСТ 19240—73
Рельс двухголовый...
то же, таврового рельса из стали СтЗ:
„ „ ГОСТ 19240—73
Рельс тавровый
во же, рельса типа Р5 из стали СтЗ:
„ ГОСТ 19240—73
Рельс Р5 Cms гост 53S__S3
ОТЛИВКИ ИЗ КОНСТРУКЦИОННОЙ нелегированной стали
(по ГОСТ 977—75)
зависимости от назначений и требований, предъявляемых к литым деталям, отливки разделяют на три группы:
I — общего назначения: для деталей, конфигурация и размеры которых определяются только конструктивными и технологическими соображениями;
II — ответственного назначения: для деталей, рассчитываемых на прочность и работающих .при статических нагрузках; контролируется предел текучести иди временное сопротивление и относительное удлинение;
СТАЛИ
153
III — особого ответственного назначения: для деталей, рассчитываемых па прочность и работающих при циклических и динамических ударных нагрузках; контролируется предел текучести или временное сопротивление, относительное удлинение и ударная вязкость.
Все группы контролируют по химическому составу и внешнему виду отливок. Нормирование других контролируемых свойств устанавливается нормативно-технической документацией на конкретную продукцию.
Конфигурация и размеры отливок должны соответствовать чертежам, утвержденным в установленном порядке.
Литейные уклоны — по ГОСТ 3212—57.
Отливки должны подвергаться термической обработке.
Механические свойства стали для отливок с толщиной стенок до 100 мм после окончательной термической обработки приведены в табл. 47.
Примеры обозначений:
отливка I группы из стали марки 25Л:
Отливка 25Л-1 ГОСТ 977—75
отливка II группы из стали марки 25Л:
Отливка 25Л-П ГОСТ 977—75
то же, III группы из стали марки 35ХГСЛ:
Отлиека 35ХГСЛ-Ш ГОСТ 977—75
47. Марки сталей и их механические свойства после термообработки
Марка стали Предел текучести Временное сопротивление Относительное удлине-1 ние Ьб Относительное сужение Ударная вязкость Предел текучести Временное сопротивле- I ине Относитель-. ное удлине-; ние Относительное сужение Ударная вязкость
кгс/мм2, не менее %, не менее кто • м/см2, не менее кгс/мм2, не менее %, не менее КГС‘М/СМ2, не менее
Норма л и з а ц и я или нормализация с отпуском Зака л к а и от п у с к
15Л 20 40 24 35 5,0
20Л 22 42 • 22 35 5,0
25Л 24 45 19 30 4,0 30 50 22 33 3,5
ЗОЛ 26 48 17 30 3,5 30 50 17 30 3,5
35Л 28 50 15 25 3.5 35 55 16 20 3,0
40Л 30 53 14 25 3,0 35 55 14 20 3,0
45Л 32 55 12 20 3,0 40 60 10 20 2,5
50Л 34 58 11 20 2,5 40 75 14 20 3,0
55Л 35 60 10 18 2,5 47 86 15 20 2,5
20ГЛ 28 50 18 25 5.0 — —л —
20ФЛ 30 55 18 35 5,0 __
35ГЛ 30' 55 12 20 3,0 35 60 14 30 5,0
30 ГС Л 35 60 14 25 3,0 40 65 14 30 5,0
35ХГСЛ 35 60 14 25 3,0 __ —
20ДХЛ 40 50 12 30 3,0 55 65 12 30 4,0
45 Ф Л 40 60 12 20 3,0 50 70 12 20 3,0
ГОСТ предусматривает и другие марки сталей, а также рекомендуемый режим термообработки.
Цифры и буквы в обозначении марок означают: две первые цифры — среднее содержание углерода в сотых долях процента; С — кремний, Г — марганец, X — хром, Д — медь, Ф ванадий, Л — литейная.
ОТЛИВКИ ИЗ КОНСТРУКЦИОННОЙ ЛЕГИРОВАННОЙ СТАЛИ
(по ГОСТ 7832—65)
Цифры и буквы в наименованиях марок означают: двузначные числа —• среднее содержание углерода в сотых долях процента; Л — литейная, значение других букв — см. табл. 47.
Марка стали устанавливается заказчиком и указывается в чертеже.
При отсутствии особых указаний в чертеже или в технических условиях заказа допускаемые отклонения по размерам и весу отливок, а также припуски на механическую обработку должны соответствовать ГОСТ 2009—55, а литейные уклоны — ГОСТ 3212—57. •
Отливки должны подвергаться термической обработке, обеспечивающей механические свойства, указанные в табл. 48. Вид и режим термической обработки устанавливаются предприятием-изготовителем.
Требуемые механические свойства для отливок с толщиной стенок более 100 мм устанавливаются техническими условиями заказа.
По соглашению сторон допускается увеличение норм прочности при соответствующем снижении норм пластичности и вязкости.
По соглашению сторон допускается установление в качестве сдаточной характеристики относительного сужения вместо относительного удлинения.
48. Механические свойства сталей отливок
Марка стали Предел текучести, 5КГС/ММ2 Временное сопротивление, кге/мм2 Относительное удлинение, % Относительное сужение, % Ударная вязкость, кгс • м/см8
не менее
Нормализация и отпусв
20ХМЛ 25 45 18 30 3,0
20ГЛ 30 55 18 25 5,0
35ГЛ 30 55 12 20 3,0
20ГСЛ 30 55 18 30 3,0
08ГДНФЛ 35 45 18 30 5,0
ЗОГСЛ 35 60 14 25 3,0
35ХГСЛ 35 60 14 25 3,0
40ГЛ 35 65 12 30 3,0
13ХНДФТЛ 40 50 18 30 5,0
35ХМЛ 40 60 12 • 20 3,0
12ДН2ФЛ 55 65 12 20 3,0
ЗОХНМЛ 55 70 12 20 3,0
12ДХН1МФЛ 65 80 12 20 3,0
Закалка и отпуск
27ГЛ 45 65 10 20 5,0
36ГЛ 35 «0 14 30 5,0
ЗОГСЛ 40 65 14 30 5,0
32Х06Л 45 65 10 20 5,0
40 ХЛ 50 65 12 25 4,0
40ХНЛ 50 70 12 25 4,0
40ГФЛ 54 85 8 — __
35ХМЛ 55 70 12 25 4,0
35НГМЛ 60 75 12 25 4,0
35ХГСЛ 60 80 10 20 4,0
ЗОХНМЛ 65 . 80 10 20 4,0
40ХНТЛ 70 90 10 20 4,0
12ДХН1МФЛ 80 100 10 20 3,0
Пример обозначения марки стали ЗОГСЛ:
Сталь ЗОГСЛ ГОСТ 7832—S5
СТАЛЬНЫЕ ПЛЕТЕНЫЕ ОДИНАРНЫЕ СЕТКИ
(по ГОСТ 5336—67)
Сетки применяют для ограждений и просеивания материалов. Изготовляют их с ромбической ячейкой -Рис квадратной ячейкой; малой плотности — М и нормальной плотности — Н.
Сетки изготовляют из низкоуглеродистой светлой пли оцинкованной проволоки по ГОСТ 14964—69.
С ромбической ячейкой
СТАЛИ
49. Номера и размеры сеток
С квадратной ячейкой
Номер сетки Ширина сетки, мм
3-8 1000
10-15 1000; 1500
20-30 1000; 1500; 2000
35—100 1500; 2000
С ромбической ячейкой
Номер сетки* Диаметр проволоки, мм Живое сечение сетки, % Плотность Масса 1 м2 сетки, кг
3 1,0 41,8 н 5,40
1,0 53,6 3,98
1,2 46,5 5,74
5 1,0 1,2 61,5 55,9 н 3,12 4,52
6 1,0 1,2 66,5 61,0 н 2,59 3,73
1,0 74,5 69,8 м 1,93
8 1,2 н 2,78 .
1,4 65,5 н 3,80
10 1,2 1,4 75,3 71,5 н 2,20 3,0
1,2 79,0 м 1,82
12 1,4 76,3 73,3 н 2,48
1,6 н 3.24
1,4 80,0 1,97
15 1,6 77,5 м 2,57 3,25
1,8 76,0
С квадратной ячейкой
Номер сетки* Диаметр проволоки, мм Живое сечение сетки. % Плотность Масса 1 м2 сетки, кг
20 1,6 2,0 85,0 81,4 м 1,71 2,66
25 2,0 2,5 84,7 81,8 м 2,15 3,36
30 2,0 2,5 87,2 84,5 м 1,81 2,82
35 2,0 2,5 91,0 87,0 м 1,56 2,44
45 2,0 2,5 3,0 91,0 84,4 87,0 м 1,20 1,87 ' 2,70
50 2,5 3,0 90,0 88,8 м 1,68 2,42
60 3.0 4,0 90,5 87,2 м 2,00 3,56
80 4,0 90,3 м 2,76
100 4,0 5,0 92,5 90,5 м 2,18 3,40
* Номер сетки соответствует номинальному размеру стороны ячейки в свету.
Примеры обозначений:
сетки с ромбической ячейкой № 12 из Светлой проволоки диаметром 1,6 мм:
Сетка Р-12—1,6 ГОСТ 5336—67
сетки с квадратной ячейкой № 20 из оцинкованной проволоки диаметром 2,0 мм;
Сетка 20—2,0—0 ГОСТ 5336—67
Примечание. Сетки проволочные тканые с квадратными ячейками из цветных металлов — по ГОСТ 6613—73 на стр. 217, сетки проволочные тканые с квадратными ячейками контрольные и высокой точности — по ГОСТ 3584—73 на стр. 219.
СТАЛЬНЫЕ КАНАТЫ
Стальные канаты
(ПО ГОСТ 3067-74, 3068 - 74 , 3070—74 и 3071-74)
Канаты двойной свивки с точечным касанием проволок в прядях: типа ТК с металлическим сердечником — пе ГОСТ 3067—74 и ГОСТ 3068—74, типа ТК с одним органическим сердечником — по ГОСТ 3070—74 и ГОСТ 3071—74.
Приведенные стандарты не распространяются на канаты для ответственных и интенсивно работающих установок.
Канаты изготовляют:
по назначению каната — грузовые;
по механическим свойствам проволоки: высшей марки — В, первой марки — I, второй марки — II;
по виду покрытия поверхности пр о.в о л о к и: из светлой проволоки, из оцинкованной проволоки для условий работы: легких — ЛС; средних — СС; жестких — ЖС;
по направлению свивки каната: правой свивки, левой свивки — Л;
по сочетанию направлений свивки элементов к atf ата: крестовой свивки, односторонней свивки — О;
по способу свивки: раскручивающиеся — Р, нераскручпваю-щиеся — Н.
Технические требования — по ГОСТ 3241—66.
Основные размеры п параметры канатов приводятся в табл. 50, 51.
Стальные канаты
(по ГОСТ 3062-69, 2688-^Г, 3081-69)
Канаты спиральные с линейным касанием проволок в прядях типа ЛК-0 по ГОСТ 3062—69.
Канаты двойной свивки с линейным касанием проволок в прядях: типа ЛК-Р с одним органическим сердечником — по ГОСТ 2688—69, типа. ЛК-0 с металлическим сердечником — по ГОСТ 3081—69.
Канаты изготовляют:
по назначению каната: грузовые (служащие для транспортирования грузов и других целей) — Г, бензельные (служащие для перевязок) — Б (ГОСТ 3062—69), грузолюдсКпе (служащие для транспортирования людей) — ГЛ (ГОСТ 3081-69); '
по механическимсвойствам проволоки: высшей марки — В; первой марки — I, второй марки — II, бензельный — Б (ГОСТ 3062—69); по виду покрытия поверхности проволоки: из светлой проволоки, из оцинкованной проволоки для условий работы легких — ЛС, средних — СС, жестких — ЖС;
по направлению свивки каната: правой свивки; левой свивки — Л;
по с ол етанию направлений свивки элементов каната П?ОСТ2688—69 и 3081—69); крестовойсвивки, односторонней свивки—О; по способу свив к п: раскручивающиеся — Р, нераскручивающиеся —н.
Длина каната устанавливается в заказе; при отсутствии указания канат изготовляют длиной не менее 200 м.
Технические требования — по ГОСТ 3241—66.
Основные размеры и параметры канатов приведены в табл. 52, 53, 54.
50. Размеры и параметры канатоз по ГОСТ 3067—74 и 3068—74
ГОСТ 3067—74 Конструкция
6X19 (1 + 6 + 12) + 1X19 (1 + 6 + 12) .
ГОСТ 3068-74
Конструкция 6X37 (1 + 6 + 12 + 18) + 4- 1X37 (1 + 6 + 12 + 18)
Диаметр, мм i> о <=> к Маркировочная группа по временному сопротивлению разрыву, кгс/мм2
п
проволоки К R сб о •чН вГ 6ч 140 160 180 200 220
в и сб сб
центральной В слоях ПЛ (И с про S й Расчетное разрывное усилие, кгс, не менее
каната прово-:ок -—к g 1Л £1 о м с© о css а ’асчетная синя все? [М2 So Й и н И о Сб Й со о сб уммар-ое всех роволок канате а g о Й § й tf Сб сб О Д’ сб S м g И 8 ooS а* аната целом уммар-ое всех роволок канате аната целом уммар-ое всех роволок канате аната целом уммар-ое всех роволок канате аната целом
г— н WH В О К Д й и и ОДДЕ й в ой Ди й и о Д Д й к со О Д Д й й и
Канаты стальные по ГОСТ 3067 —74
3.1 0.22 0.20 4.22 37,8 — — — 759 607 844 675 928 742
3.4 0.24 0.22 5,10 45,7 — — — —— 918 734 1 020 816 1120 896
3.7 0.26 0.24 6,07 54.4 — — 1 090 872 1 210 968 1335 1065
4.0 0.28 0.26 7,12 63,9 __ —. 1 280 1 020 1 420 1 135 1565 1250
4.3 0,30 0,28 ' 8,26 74,1 85,0 —.• • — — 1 485 1 185 1 650 1 320 1815 1395
4.6 0,32 0.30 9,47 ' — — 1 705 1 360 1 895 1 515 2085 1605
5,2 0,36 0,34 12,15 109,0 — — 1 940 1 550 2 185 1 745 2 430 1 870 2670 2000
5,8 0,40 0,38 15,17 136,5 2 425 1 940 2 730 2 180 3 030 2 330 3335 2500
6,2 0.45 0.40 16,95 152,0 — —— 2 710 2165 3 050 2 440 3 390 2 610 3725 2790
7.6 0.55 0,50 26,41 31,92 237.0 __ 4 225 3 380 4 750 3 655 5 280 3 960
8.4 0,60 0.55 286,5 — __ 5 105 4 080 5 745 4 420 6 380 4 785
9.2 0,65 0.60 37,94 340.5 — 6 070 4 855 6 825 5 255 7 585 5 685
9,9 0,70 0.65 44.50 399,5 7 120 5 695 8 010 6 165 8 900 6 675
10.5 0.75 0.70 51,80 465,0 7 250 5 800 8 285 6 625 9 320 7 175 10 350 7 760
12.0 0.85 0.80 67,>31 604.0 9 420 7 535 10 750 8 600 12 100 9 3J5 13 450 10 050 — —
СТАЛИ
сл
Диаметр, а IM О § 10 м кг Маркировочная группа пр временному сопротивлению разрыву, кгс/мм2
— 1.
проволоки Я ° сб 140 160 180 200 2, i0
Сб 2
центральной в слоях «и масс 0 КЗ! Расчетное разрывное усилие, кгс, не менее
каната о c'j ® .л Ч и я К Р, Сб о Й Й й у eg и g «8 , и о g И и £8 к а - я Й Ф 1 И ° Н я « Я сб В • Hog _ я Сб о
о И ® к й я о сб к со, 2 й s Й Я и Й S3 2 и ° й Й Я £) Й Я ® § и S и ° и Я и я ь R 2 ф
н К SS о щ Н « S В S ® о g ₽.о ft* И и 0S?s Я g 2 к Е у сб * и 3 S Ф О к >,О ft* и tr
t- ts Р я Рн О о И В й к я о ffl В й И Я бвви К Я оВЕЙ к « и В В й К Р
13,5 0.95 0.90 85,12 763,5 11900 9 520 13 600 10 850 15 300 И 750 17 000 12 750 ——
15.0 1,05 1,00 105,02 942,0 14 700 И 750 16 800 13 400 18 900 14 550 21 000 15 750 —
16,5 1,15 1,10 127,01 1140,0 17 750 14 200 20 300 16 200 22 850 17 550 25 400 19 050 — —
18,5 1,30 1,20 151,80 1365,0 21 250 17 000 24 250 19 400 27 300 21 000 30 350 22 750
20,0 1,40 1,30 178,02 1600,0 21 900 19 900 28 450 22 750 32 000 24 600 35 600 26 700 — —
24.5 1,70 1,60 269,22 2415,0 ’ 37 650 30 100 43 050 34 400 48 450 37 300 53 800 40 350
26,0 1,80 1,70 303,81 2725,0 42 500 34 000 48 600 38 850 54 650 42 050 60 750 45 550 — —
Канаты стальные по ГОСТ 3068 -74
4,7 0,24 0,22 9,89 87,7 - 1 780 1335 1975 1480 2175 1630
5,1 0,26 0,24 11,76 104,5 __ 2 115 1 585 2 350 1 760 2585 1935
5,5 0,28 0,26 13,81 122,5 — 2 485 1 860 2 760 2 070 3035 2275
5,9 0,30 0,28 16,02 142,5 2 880 2 160 3 200 2 400 3520 2505
6,4 0,32 0,30 18,38 23,59 163,0 3 305 2 475 . 3 675 2 755 4040 2875
7,2 0,36 0,34 209,5 — — 3 770 2 875 4 245 3 180 4 715 3 355 5185 3560
8,0 0,40 * 0.38 29,46 261,5 4 710 . 3 530 5 300 3 975 5 890 4 195 6480 4455
8.6 0,45 0,40 32,79 291,0 5 245 3 930 5 900 4 425 6 555 4 670 7210 4955
10.5 0,55 0,50 51,16 454,0 __ 8 185 6 135 9 205 6 555 10 200 7 010 __
13,0 0,65 0,60 73,56 652,5 11 750 8 810 13 200 9 405 14 700 10 100
15.0 0.75 0,70 100,06 887,5 14 000 10 500 16 000 12 000 18 000 12 800 20 000 13 750 _— __
17.0 0,85 0,80 130.65 1160,0 18 250 13 650 20 900 15 650 23 500 16 700 26 100 17 900
19,0 0,95 0,90 165,28 1470,0 23 100 17 300 26 400 19 800 29 750 21 150 33 050 22 700
22,0 1,05 1,00 203,98 1810.0 28 550 21 400 32 600 24 450 36 700 26 100 40 750 28 000 __
23,5 1,15 1,10 246,75 2190,0 34 500 25 850 39 450 29 550 44 400 31 600 49 350 33 900 — —
25,5 1,30 1,20 294,30 2610,0 41 200 30 900 47 050 35 250 52 950 37 700 ‘37 300 40 450
27,5 1,40 1,30 345,26 3065,0 48 300 36 200 55 200 41 400 62 100 44 200 42 050 47 450 — —
30,0 1,50 . 1,40 400,30 3550,0 56 000 42 000 64 000 48 000 72 050 51 300 80 050 55 000 —
В головке таблицы число 252 в скобках означает количество проволок в слоях для канатов по ГОСТ 3068— 74.
Канаты, разрывное усилие которых указано справа от жирной линии изготовляют только из светлом проволоки.
ГОСТ 3007- -74 предусматривает диаметры канатов 33,5 и 39,5; ГОСТ 3068 — <4 — диаметры 32—16 и маркировочные группы по
временному сопротивлению 240 и 260 кгс/мм
МАТЕРИАЛЫ
51. Размеры и параметры канатов по ГОСТ 3070—74 и 3071—74
Диаметр, мм Е1 д S о а ;са него Маркировочная группа по временному сопротивлению разрыву, кгс/мм2
проволоки 140 160 180 200 220
«И Расчетное разрывное усилие, кге, не менее
центральной В слоях
каната И 8 Сб « и к S ' К О 2 ж Я aKsS я уммар-ое всех роволок канате , Я К Я суммарное всех проволок в канате я & Н
6 проволок 108 (216) проволок о К к -а’о 'а счет 000 м аната Pg* g ° Р уммах ОС ВС( ровол кана аната цело] S ° S <3 “ * уммах :ое вс( :ровол кана Й Я сб У Й о ЕС tf ГС
Н О “ с- й Н й К со К СО U й ЙИ к и О К йй к и К И S
Канаты стальные по ГОСТ 3070 -74
3,3 0,22 0,20 3,62 35.5 651 553 724 615 796 676
3,6 3,9 0.24 0,22 4,38 42,9 — 788 669 876 744 963 818
0,26 0,24 5,20 51,0 —— __ —, 936 795 1 040 884 1140 969
4.2 0.28 0,26 6,10 59,8 1 095 930 1 220 1 035 1340 1135
4,5 о.зо 0.28 7,07 69,3 1 270 1 075 1 410 1 195 1555 1285
4,8 0,32 0,30 8,12 79,6 — 1 460 1 240 1 620 1 375 1785 1475
5,5 0,36 0,34 10,42 102,6 — — 1665 1415 1875 1 590 2 080 1720 2290 1860
5.8 0,38 0,36 11,67 114,5 1865 1 585 2100 1 785 2 330 1 925 2565 2080
6,5 0,45 0,40 14,53 142.0 1 320 1 970 2 615 2 220 2 905 2 400 3195 2595
8,1 0,55 0,50 22,64 222,0 ___ 3 020 3 075 4 075 3 370 4 525 3 675
9,7 0,65 0.60 32,52 319,0 — 5 200 4 420 5 850 4 840 6 500 5 280 —г —
13,0 0.85 0.80 57,70 565,5 8 075 6 860 9 230 7 845 10 350 8 560 11 500 9 340 —— —
14.5 0.95 0.90 72,96 715,0 10 200 8 670 И 650 9 900 13 100 10 800 14 550 11 800 —
16.0 1,05 1,00 90.02 882,5 12 600 10 700 В Ш 12 200 16 200 13 400 18 000 14 600 —
17,5 1,15 1,10 108,86 1070,0 15 200 12 900 17 400 14 750 19 550 16 150 21 750 17 650 — —
1,30 1,20 130,11 1275,0 18 200 15 450 20 800 17 650 23 400 19 350 26 000 21 100
19.5 21,0 1,40 1,30 . 152,58 1495,0 21 350 18 100 24 400 20 700 27 450 22 700 30 500 24 750 — —
о
Продолжение табл. 51
Диаметр, мм Л о § и сб о д’» Маркировочная группа ио временному сопротивлению разрыву, кгс/мм2
проволоки 0 140 160 180 200 220
г и я Я р я Расчетное разрывное усилие, кгс, не менее
централь- в слоях
каната ной го g?,s . tn S Р , и § 2 м . *§s 1 * п “
a g r Й я У О 3 S » я мм ар е все »овол капа' S w И c5 gg Ч Й g и ° й s и а Я ш о к
6 108 (216) £ s s S к Ф Н • 5*0 Я Я S § Я КГ Сб ф S О’ S з Я и- g Й § И S Э я 2 у g К S 2 я а- сб о Й з Я Q1 к КГ
проволок проволок ф о Рч О ч Я о я Рч — S Р- „ О Я R и сб К я СД К й сб К и ft о Я Д и я я о И с и Я и use и Сб к И
22,5 1,50 1,40 176,86 1735,0 24 750 21 000 28 250 • 24 000 31 800 26 300 35 350 28 700
24.0 1,60 1.50 202,92 1990.0 . 28 400 24 100 32 450 27 э50 36 500 30 200 40 550 32 900
25.5 1,70 1,60 230,76 2265.0 32 300 27 450 36 000 31 350 41 500 34 300 46 150 37 450 —
27,0 1,80 1,70 260,41 2555,0 36 450 30 950 41 650 35 400 46 850 38 750 52 050 42 250 — ’ —
Канаты Стальные по ГОСТ 3071- -74'
5,0 0.24 0.22 8,48 82.5 1 525 1 250 1 695 1 385 1865 1525
5,4 0.26 0.24 10,08 98Д __ __ 1 810 1 480 2 015 1 650 2215 1815
5.8 0.28 0,26 11,84 115.5 — 2 130 1 745 2 365 1 935 2600 2130
6,3 0,30 0.28 13,73 134,0 __ — — 2 470 2 025 2 745 2 250 3020 2390
6,7 0.32 0.30 15,75 1эЗ,а — — 2 835 2 320 3 150 2 580 3465 2745
7,6 0,36 0,34 20,22 197,0 — — 3 235 2 650 3 635 2 980 4 040 3 200 4445 3440
8,5 0,40 0,38 25,25 246.0 4 040 3 310 4 545 3 725 5 050 4 000 5555 4305
9,0 0,40 28,10 273,5 4 495 3 685 5 055 4 145 5 620 4 455 6180 4785
11,5 0.55 0,50 43,85 427,0 — __ 7 0t5 5 750 7 890 6 255 8 770 6 795 —
13,5 0.65 0,60 63,05 613,5 — — 10 050 8 240 11300 8 960 12 690 9 765
15,5 0,75 0,70 85,77 834,5 12 000 9 840 13 700 И 200 15 400 12 200 17 150 13 250 — —
22.5 1,05 1Д5 . 1,00 174,84 1705,0 24 450 20 000 27 950 22 900 31450 24 900 34 950 27 050 — —
24,5 1,10 211,50 2060,0 29 600 24 250 33 800 27 700 38 050 30 150 42 300 32 750 — —
27,0 1,30 1,20 252,26 2455,0 35 300 28 900 40 350 33 050 45 400 36 000 50 450 39 050
29,0 мо 1,30 295,93 2880,0 41400 33 900 47 300 38 750 53 250 42 200 59 150 45 800 — —.
В головке таблицы число 216 в скобках означает количество проволок в слоях для канатов по ГОСТ 3071 — 4. . ГОСТ 3071—74
Канаты, разрывное усилие которых указано справа от жирной линии, изготовляют только из светлой проволоки
предусматривает диаметры канатов 33,5—66,5.
ГОСТ 3070—74 предусматривает группы по временному сопротивлению 240 и 260 кгс/мм-4.
Пример обозначения каната диаметром 13,0 мм, из светлой проволоки марки I, левой односторонней свивки» нераскручивйюще-
гося, с маркировк ой по временному сопротивлению разрыву 180 кгс/мм2 по ГОСТ 3070—74
Канат 13-1-Л-О-Н-180 ГОСТ 3070—74^ »
1 Пример обозначения каната диаметром 11,5 мм из проволоки марки I, оцинкованной по группе СС левой односторонней свивки, рас-
кручивающегося, с маркировочном группой по временному сопротивлению разрыву 1Ь0 кгс/мм*5» по ГОСТ 3071—74:
Канат 11-5-ГСС-Л-О-Р-160 ГОСТ 3071 —7^ 1:
5 Н й 13
а
О)
Анурьев В. II.,
52. Размеры и параметры канатов по ГОСТ 3062—69
ГОСТ предусматривает также диаметры каната 0,65—1,8 мм
Диаметр, мм Расчетная площадь сечения всех проволок, мм2 Масса 1000 м смазанного каната, кг Маркировочная группа по временному сопротивлению разрыву, кгс/мм2
каната проволоки 120 140 160 180 200
центральной в слое Расчетное г азрывное усилие, кг з, не менее
суммарное всех проволок в канате каната в целом суммарное всех проволок в канате каната в целом суммарное всех проволок в канате каната в целом суммарное всех проволок в канате каната в целом суммарное всех проволок в канате каната в целом
1 проволока 6 проволок
2,00 0,70 0,65 2,38 20.7 380 349 428 388 476 428
2,20 0.75 0.70 2,75 23,9 385 354 440 404 495 449 550 495
2,40 0,85 0.80 31,1 __ 501 460 572 526 644 584 716 644
2,80 0.95 0,90 4,53 39,4 634 583 724 660 815 740 906 815
3,00 1,05 1,00 5,58 48,5 __ — 781 718 892 820 1 000 911 1 115 1000
3,40 1,15 1,10 6,74 58,6 —- 943 867 1 075 991 1 210 1 100 1 345 1210
3,70 1,30 1,20 8,11 70,5 __ 1 135 1 040 1 295 1 190 1 455 1 320 1 620 1455
4,00 1,40 1,30 9,50 82,5 — — 1 330 1 220 1 520 1 395 1 710 1 550 1 900 1710
4,30 1,50 1,40 11,00 1 540 1 415 1 760 1615 1 980 1 795 2 200 1980
4,60 1,60 1,50 12,61 109,6 1 765 1 620 2 015 1 855 2 265 2 060 2 520 2265
4,90 1,70 1,60 14,33 124,6 __ 2 005 1 845 2 290 2 105 2 575 2 340 2 865 2575
5.20 1,80 1,70 16,16 140,5 — 2 260 2 080 2 585 2 375 2 905 2 640 3 230 2905
5,50 1,90 1,80 18,10 157,5 — — 2 530 2 330 2 895 2 660 3 255 2 955 3 620 3255
6.10 2,10 2,00 22,31 194,0 3 120 2 870 3 565 3 280 4 015 3 645 4 460 4015
6.70 2,30 2,20 26,96 234,5 3235 2975 3 770 3 470 4 310 3 965 4 850 4 405 5 390 4850
7,30 2,50 2,40 32,05 278,6 3845 3535 4 485 4 125 5 125 4 715 5 765 5 235 6 410 5765
8,00 2,80 2,60 38,01 330,5 4560 4195 5 320 4 895 6 080 5 590 6 840 6 210 7 600 6840
8,60 3,00 2,80 44,01 382,1 5250 4855 6 160 5 665 7 040 6 475 7 920 7 190 8 800 7920
9,20 3,20 3,00 50,45 438,5 6050 5565 7 060 6 495 8 070 7 425 9 080 8 245 10 050 9080
9,80 3,40 3,20 57,33 498,5 6875 6325 8 025 7 380 9 170 8 435 10 300 9 365 — —
10,50 3,60 3,40 64,65 562,0 7755 7135 9 050 8 325 10 300 9 515 И 600 10 450 —
11,50 ' 4,00 3,80 80,61 700,5 9670 8895 11250 10 350 12 850 11 850 14 500 13 050 — —
СТАЛИ
53. Размеры и параметры канатов по ГОСТ 2688—69
ГОСТ предусматривает также диаметры каната 30,5—56 мм
Диаметр, мм Расчетная площадь сечения всех прово-( лок, мм2 Масса 1000 м смазанного каната, кг Маркировочная группа по временному сопротивлению разрыву, кгс/мм2
120 140 160 180 200
каната проволоки
Расчетное разрывное усилие, кгс, не менее
центральной 1-го слоя (внутреннего) 2-го слоя (наружного) суммарное всех проволок в канате каната 1 в целом суммарное всех проволок в канате каната , в целом 1 суммарное всех проволок в канате | каната : в целом 1' суммарное всех проволок в канате каната в целом суммарное всех проволок в канате i 1 каната в целом
6 проволок 36 проволок 36 проволок 36 проволок
4,1 0,30 0.28 0,22 0,30 6,55 64,1 1 175 1 000 1 310 1 440
4,8 0,34 0.32 0,26 0,33 8,61 84,2 —а. __ — — 1 545 1 315 1 720 1 420
5,1 0,36 0,34 0.28 0,36 9,76 95,5 —. __ .— __ 1 755 1 490 1 950 1 615
5,6 0,40 0.38 0,30 0.40 11,90 116,5 —а. __ __ 2140 1 820 2 380 1 965
6,9 0.50 0,45 0,38 0,50 18,05 176,6 __ 2 885 2 450 3 245 2 685 3 610 2 930
8,3 0,60 0.55 0,45 0,60 26.15 256,0 __ 4 180 3 555 4 705 3 895 5 230 4 245
9,1 0,65 0,60 0,50 0,65 31,18 305,0 -, _— 4 985 4 235 5 610 4 640 6 235 5 065
9,9 0.70 0,65 0,55 0,70 36.66 358,6 __ __ 5 865 4 985 6 59э 5 455 7 330 5 955
11,0 0.80 0.75 "0.60 0,80 47,19 461,6 __ 7 550 6 415 8 490 7 025 9 435 7 665
12,0 0,85 0,80 0,65 0,85 53,87 527,0 — — __ 8 615 7 325 9 695 8 020 10 750 8 750
13,0 0.90 0.85 0,70 0.90 61,00 596,6 8 540 7 255 9 760 8 295 10 950 9 085 12 200 9 910
14,0 1,00 0,95 0,75 1,00 74,40 723,0 — 10 400 8 850 И 900 10 100 13 350 11 050 14 850 12 050
15,0 1,10 1,00 0,80 1,10 86,28 844,0 12 050 10 250 13 800 И 700 15 500 12 850 17 250 14 000
16,5 1,20 1,10 0,90 1,20 104,61 1025,0 —« — 14 600 12 400 16 700 14 200 18 800 15 550 20 900 16 950
18,0 1,30 1,20 1,00 1,30 124,73 1220,0 17 450 14 800 19 950 16 950 22 450 18 550 24 900 20 250
19,5 1,40 1,30 1,05 1,40 143,61 1405,0 — — 20 100 17 050 . 22 950 19 500 25 800 21 350 28 700 23 300
21,0 1,50 1,40 1,15 1,50 167,03 1635,0 23 350 19 850 26 700 22 700 30 050 24 850 33 400. 27 100
22,5 1,60 1,50 1,20 1,60 188,78 1850,0 26 400 22 450 30 200 25 650 33 950 28 100 37 750 30 650
24,0 1,70 1,60 1,30 1,70 215,49 2110,0 __ __ 30 150 25 600 34 450 29 300 38 750 32 050 43 050 35 000
| 25,5 1,80 1,70 1,40 1,80 244,00 2390,0 __ 34 150 29 000 39 000 33 150 43 900 36 300 48 800 39 650
1 28.0 2,00 1,90 1,50 2,00 297,63 2911 0 — 41 650 35 400 47 600 40 450 53 550 44 300 59 500 • 48 350
МАТЕРИАЛЫ
54. Размеры и параметры канатов й& ГОСТ 3081—€9
о> *
ГОСТ предусматривает также диаметры каната 31,5—45,5 мм.
Диаметр, мм Расчетная площадь сечения всех проволок, i мм2 ' Масса 1000 м смазанного каната, кг Маркировочная группа по временному сопротивлению разрыву, кгс/мм2
каната проволоки сердечника проволоки в пряди 140 | 160 180 | 200
Расчетное разрывное усилие, кгс , не менее
центральной в слое центральной 1-го слоя 2-го слоя (наружного) суммарное всех проволок в канате каната в целом суммарное всех проволок в канате каната в целом суммарное всех проволок в Канате каната В Целом суммарное всех проволок в канате каната в целом
7 проволок 42 проволоки 6 проволок 54 проволоки 54 проволоки
6,4 0,28 0,26 0,55 0.28 0.50 18,01 165,5 3 240 2 680 3 600 2 925
7,7 0.32 0,30 0.70 0.34 0.60 26.77 245,5 -.. 4 815 3 985 5 350 4 350
8,6 0.36 0,34 0,75 0,38 0,70 34,07 312,5 5 450 4 63U 6 130 5 070 6 810 5 535
10.0 0,45 0,40 0.90 0.45 0,80 4э.94 421.5 7 350 6 245 8 265 6 840 9 185 7 465
11,5 0,50 0,45 1,00 0.50 0.90 57,72 529,5 9 235 7 845 10 350 8 595 11 500 9 375
12,5 0,55 0,50 1.10 0.55 1,00 70.85 650,0 11 300 9 635 12 750 10 550 14 150 И 500
14.0 0,60 0,55 1,20 0,60 1,10 85,32 782,5 — — 13 650 И 600 15 350 12 700 17 050 _ 13 850
15,0 0,65 0,60 1,30 0.65 1,20 101,15 927,6 16 150 13 750 18 200 15 050 20 200 16 <100
18,5 0,70 0,65 1,40 0,70 1,30 118,31 1085,0 — —- 18 900 16 050 21 250 17 600 23 650 19 200
17,5 0,75 0,70 1,50 0,75 1,40 136,84 1255.0 19 150 16 250 21 850 18 600 24 600 20 350 27 350 22 200
19.0 0,80 0,75 1,70 0.85 1,50 161,76 1485,0 22 600 19 200 25 850 21 950 29 100 ' 24 050 32 350 26 250
20,5 0,85 0.80 1,80 0,90 1,60 183,28 1681.0 25 650 21 800 29 300 24 900 32 950 27 250 36 650 29 750
21,5 0,90 0,85 1,90 0.95 1.70 206.14 1891,0 2S 850 24 500 32 950 28 000 37 100 30 700 41 200 33 450
0,95 0,90 2,00 1,00 1,80 230,35 2115,0 32 200 27 400 36 850 31 300 41 450 34 300 46 050 37 400
25.0 1,00 0,95 2,20 1,10 2,00 279,03 2560,0 39 050 33 200 44 600 37 900 50 200 41 550 55 800 45 300
27,0 1,10 1,05 2,40 1,20 2,20 336,50 3086,0 47 100 40 000 53 800 45 750 60 550 50 100 67 300 54 650
29,5 1,20 1,15 2,60 1,30 2,40 399,36 3665,0 55 900 47 500 63 850 54 300 71850 59 450 79 850 64 850
СТАЛИ
Канаты, разрывное усилие которых указано справа от жирной линии, изготовляют только из светлой проволоки.
Пример обозначения спирального каната диаметром 6,10 мм, грузового назначения, пз светлой проволоки марки В, правой свивки, нераскручивающегося, с маркировочной группой по временному сопротивлению разрыву 160 кгс/мм2:
Канат 6,10-Г-В-Н-160 ГОСТ 3062-69
То же, каната диаметром 5,20 мм, грузового назначения, из проволоки марки I, оцинкованной по группе СС, левой свивки, раскручивающегося, с маркировочной группой по временному сопротивлению разрыву 160 кгс/мм2;
Канат 5,20-Г-1-СС-Л-Р-160 ГОСТ 3062—69
Пример обозначения каната диаметром 12,0 мм, грузолюдского назначения, из светлой проволоки марки В, левой односторонней свивки, нераскручивающегося, с маркировочной группой по временному сопротивлению разрыву 180 кгс/мм2:
Канат 12,0-ГЛ-В-Л-0-Н-180 ГОСТ 2688—69
То же, каната диаметром 28,0 мм, грузового назначения, из проволоки марки I, оцинкованной по группе ЖС, правой крестовой свивки, раскручивающегося, с маркировочной группой по временному сопротивлению разрыву 140 кгс/мм2:
Канат 28,0-Г-1-ЖС-Р-140 ГОСТ 2688-69
Пример обозначения каната диаметром 10.0 мм грузолюдского назначения, пз светлой проволоки марки В, правой крестовой свпвкп, нераскручивающегося, с маркировочной группой по временному сопротивлению разрыву 200 кгс/мм2:
Канат 10,0-ГЛ-В-Н-200 ГОСТ 3081—69
То же, каната диаметром 27,0 мм грузовою назначения, из проволоки марки I, оцинкованной по группе ЛС, левой односторонней свивки, раскручивающегося, с маркировочной группой по временному сопротивлению ра’зрыву 140 кгс/мм2:
Канат 27,0-Г-1-ЛС-Л-0-Р-140 ГОСТ 3081—69
СТАЛЬНАЯ НИЗКОУГЛЕРОДИСТАЯ ПРОВОЛОКА
(ОБЩЕГО НАЗНАЧЕНИЯ
(по ГОСТ 3282—74)
Проволоку изготовляют:
а) по виду обработки: термически обработанную — О, термически необработанную;
б) по виду поверхности: светлую (термически необработанную пли термически обработанную в защитной атмосфере) — С, черную (с окалиной после термической обработки) — Ч, оцинкованную 1-го класса — 1Ц, оцинкованную 2-го класса — 2Ц;
в) по временному сопротивлению разрыву (только для термически необработанной проволоки): I группы — I, II группы — II.
Проволоку изготовляют диаметром: от 0,16 до 10,0 мм — без покрытия; от 0,20 до 6,0 мм — с покрытием.
Диаметр проволоки, мм: 0,16; 0,18; 0,20; 0,22; 0,25; 0,28; 0,30; 0,32; 0,35; 0.36; 0.37; 0,40; 0,45; 0,50; 0,55; 0,56; 0,60; 0,63; 0,70; 0,80; 0,85; 0,90; 0,95; ill; 1,2; 1,3; 1,4; 1,6; 1,8; 2,0; 2,2; 2,5; 2,8; 3,0; 3,2; 3,6; 4,0; 4,5; 5,0; 5,5; 5,6; 6,0; 6,3; 7,0; 8,0; 10,0.
Для стопорения крепежных деталей применяют проволоку диаметром 0,5—4,0 мм. Наиболее употребительны диаметры 0,8; 1,2 и 1,6 мм.
Термическая обработка, вид поверхности, класс цинкового покрытия, группа временного сопротивления должны оговариваться в заказе.
Примеры обозначений:
Проволока диаметром 1,2 мм, термически обработанная, светлая:
Проволока 1,2-О-С ГОСТ 3282—74
то же, диаметром 1,0 мм, термически обработанная, черная:
Проволока 1,0-0-Ч ГОСТ 3282—74
то же, диаметром 0,8 мм, термически необработанная, I группы:
Проволока 0,8-1 ГОСТ 3282—74
то же диаметром 1,2 мм, термически необработанная, 2-го класса, II группы:
Проволока 1,2-2Ц-П ГОСТ 3282—74
то же, диаметром 1,2 мм, термически обработанная, 1-го класса:
Проволока 1,2-0-1Ц ГОСТ 3282—74
Проволока должна быть изготовлена из стали по ГОСТ 14085—68. Допускается изготовление проволоки из низко углеродистой стали по ГОСТ 1050—74 и ГОСТ 4231—70.
55. Механические свойства проволоки
Диаметр проволоки, мм Временное сопротивление, кгс/мм2, проволоки Относительное удлинение на базе 100 мм б, %, термически обработанной проволоки, не менее
термически обработанной термически обработанной
1-й группы, не более 2-й группы без покрытия оцинкованной
От 0,16 до 0,45 Св. 0,45 » 1,00 » 1,00 ». 2,50 140 120 110 70-140 70—120 70-100 30-50 15 12
Св. 2,50 до 3,60 » 3,60 >> 5,00 а 5,00 » 6,00 100 90 80 65-95 60—90 50—80 20 18
Св. 6,00 до 8,00 » 8,00 в 10,00 80 75 50—80 45-70 —
ПРОВОЛОКА ИЗ УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ (по ГОСТ 17305—71)
Проволоку холоднотянутую, термически необработанную, изготовляют из стали марок 08кп; 10; Юпс; 15кп; 15пс; 20; 20пс; 20кп; 25; 30; 35; 40; 45; 50.
Диаметры проволоки, мм: 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2.
1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 2,2; 2,5; 2,8; 3,0; 4,0; 4,5; 6; 7.
56. Механические свойства проволоки
Диаметр проволоки, мм Временное сопротивление разрыву, кгс/мм2 (не менее), сталей марок
08кп 10, Юкп, Юпс 15, 15кп, 15пс 20, 20кп, 20пс 25, 30, 35 40, 45, 59
9.32—0.7 50 55 60 100 110
0,8—1,0 45 50 55 90 100
1.1—2,0 45 50 55 80 90
2,1-5,0 40 45 50 70 80
5,3—7,0 35 40 45 60 70
Пример обозначения проволоки диаметром 5 мм из стали 40:
Проволока 5-40 ГОСТ 17305—71
Проволоку диаметром 0,5—4 мм применяют и для стопорения крепежных деталей.
НИЗКОУГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ ПРОВОЛОКА
(по ГОСТ 792—67)
Проволоку изготовляют: без покрытия — светлую КС, с покрытием оцинкованную КО.
Диаметры проволоки: 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2.2; 2,6; 3,0; 3,6; 4,0; 4,5; 5,0; 6,0 мм.
Временное сопротивление разрыву для проволоки всех диаметров не менее: 40 кгс/мм2 — для светлой, 37 кгс/мм2 — для оцинкованной,
Примеры обозначений:
проволоки светлой диаметром 1,2 мм:
Проволока КС 1,2 ГОСТ 792—67
то же, оцинкованной диаметром 2 мм:
Проволока КО 2,0 ГОСТ 792—67
В обозначении для проволоки, подвергнутой испытанию на электрическое сопротивление, после слова «Проволока» добавляют букву Э. Например, проволока светлая диаметром 1,0 мм для токопроводящей жилы:
Проволока ЭКС 1,0 ГОСТ 792-67
Проволоку применяют и для стопорения крепежных деталей.
ДОПОЛНИТЕЛЬНЫЕ источники
Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная. Технические условия — ГОСТ 7350—77.
Сталь низколегированная конструкционная. Марки и общие технические требования — ГОСТ 5058—65.
Сталь листовая волнистая — ГОСТ 3685—71.
Листы и рулоны из тонколистовой низколегированной стали. Марки и технические требования — ГОСТ 17066—71.
Сталь низколегированная сортовая и фасонная — ГОСТ 19281—73.
Сталь тонколистовая коррозионно-стойкая, жаростойкая и жаропрочная — ГОСТ 5582—75.
Лента стальная холоднокатаная из инструментальной и пружинной стали — ГОСТ 2283—69.
Жесть белая горячекатаная горячего лужения — ГОСТ 17718—72.
Отливки из высоколегированной стали со специальными свойствами. Марки и технические требования — ГОСТ 2176—67.
Отливки из хладостойкой и износостойкой стали. Общие технические условия — ГОСТ 21357—75.
Сетки проволочные тканые с квадратными ячейками общего назначения — ГОСТ 12184-66.
Сетки проволочные тканые фильтровые. Технические условия — ГОСТ 3187-76.
, Сетки пз стальной рифленой проволоки с квадратными ячейками — ГОСТ 33€fe—70.
ЧУГУН
ОТЛИВКИ ИЗ СЕРОГО ЧУГУНА (по ГОСТ 1412—/70)" 20
При выборе марки чугуна (табл. 57) следует иметь в виду, что с уменьшением скорости охлаждения отливок (с увеличением толщины их стенок и массы) механические свойства чугуна понижаются (табл. 58).
Область применения серого чугуна наиболее распространенных марок приведена в табл. 59.
57. Марки и механические свойства чугуна
Марка чугуна Предел прочности, кгс/мм2 . Стрела прогиба, мм, при расстоянии между опорами, мм Твердость НВ
при растяжении при изгибе 600 300
не менее
СЧ 00 — — — —
СЧ 12-28 12 28 6 2,0 143—229
СЧ 15-32 15 32 8 2,5 163—229
СЧ 18-36 18 36 170—229
СЧ 21-40 21 40 170—241
СЧ 24-44 24 44 170—241
СЧ 28-48 28 48 9 3,0 170-241
СЧ 32-52 32 52 187-255
СЧ 36-56 36 56 197-269
СЧ 40-60 40 60 3,5 207—269
СЧ 44-64 44 64 10 229—289
58. Твердость, предел прочности при растяжении и изгибе (рекомендуемые) для отливок из серого чугуна с различной толщиной стенок (по данным ЦНИИТМАШа;
Толщина стенок, мм Обозначение механических свойств Механические свойства чугуна марок
СЧ 15-32 СЧ 18-36 СЧ 21-40 СЧ 24-44 СЧ 28-48 СЧ 32-52 СЧ 36-56
°в 22 26 28 32
10 аи 52 55 59 61 X X X
НВ 207-250 207—248 255 269
ав 19 23 25 28 32 34
20 аи 46 49 52 55 58 60 и
НВ 190—217 194—228 234 248 269 —
ав 15 18 21 24 28 32 36
30 32 36 40 44 48 52 56
НВ 163—229 191—212 207—235 241 269 —
Продолжение табл. 58
Толщина стенок, мм Обозначение механических свойств Механические свойства чугуна
СЧ 15-32 ' СЧ 18-36 СЧ 21-40 СЧ 24-44 СЧ 28-48 СЧ 32-52 СЧ 36-56
ав 14 16 19 22 . 27 30 32
40 аи 32 35 39 44 48 52 54
НВ 146-190 183—188 197—212 197—228 248 — 269
50 ав аи 12 28 14 35 17 35 20 40 24 44 28 48 29 50
ав 11 13 16 19 23 26 28
60 аи 26 28 33 37 41 46 ,47
НВ 130—180 156—183 176—207 — — — —
ав 10 12 15 18 21 21 26
70 23 26 30 34 39 43 44
НВ 120-170 — — — — — —
°в 9 11 13 17 20 24 24
80 аи 22 24 28 32 37 41 42
НВ 110-160 — — — — — —
100 Q Q к » 7 20 9 22 11 24 15 30 18 33 20 38 20 38
Знак х означает, что чугун отбелен.
53. Область применения серого чугуна наиболее распространенных марок
Марка чугуна Требования к деталям Изготовляемые детали
СЧ 32-52 Условные напряжения изгиба примерно до <ти = 500 кгс/см2 Условные удельные давления между трущимися поверхностями > 20 кгс/см2 Высокая герметичность Станины ножниц и прессов, блоки и плиты многошпиндельных станков, патроны токарных станков, зубчатые колеса Направляющие плиты, станины с направляющими револьверных, автоматических, токарных п других интенсивно нагруженных станков; муфты, кулачки Гидроцилиндры, корпусы гидронасосов, компрессоров и золотников высокогр давления
СЧ 24-44 Жаростойкость и повышенная прочность Кокильные формы4 выхлопные трубы, фитинги
Продолжение табл. 59
Марка чугуна Требования к деталям Изготовляемые детали
СЧ 21-40 Условные напряжения изгиба примерно до аи = 300 кгс/см2 Условные удельные давления между трущимися поверхностями > 5 кгс/см2 (> 1,5 кгс/см2 в отливках массой более 10 т) пли подверженность поверхностной закалке Высокая герметичность Станины долбежных станков, вертикальные стойки фрезерных, строгальных и расточных станков Станины с направляющими большинства металлорежущих станков, зубчатые колеса, маховики, тормозные барабаны, диски сцепления гидроцилипдры, гильзы, корпусы гидронасосов, золотников и клапанов среднего давления (до 80 кгс/см2)
СЧ 18-36 Средняя прочность и хорошая о б раб аты в а ем ость Корпусные детали
СЧ 15-32 Условные напряжения примерно до аи = 100 кгс/см2 Удельные давления между трущимися поверхностями 5 кгс/см2 Основания большинства станков, ступицы, корпусы клапанов и вентилей и другие детали сложной конфигурации при недопустимости большого коробления и невозможности получения их старения Тонкостенные отливки с большими габаритными размерами небольшой массы Салазки, столы, корпусы задних бабок, корпусы маточных гаек, зубчатые колеса, кронштейны, люнеты, вилки переключения, шкивы, пл аншай бы
СЧ 12-28 Слабонагруженные детали: износ не имеет большого зна- чения; деформации (коробления) должны бытымияимальны Корыта, крышкп, кожухи Основания с привертнымп направляющими, плиты, стойки, подшипники, втулки
СЧ 00 Неответственные детали Грузы, простые опоры
Детали из чугуна марок СЧ 32-52 и СЧ 21-40, которые должны обладать преимущественной износоустойчивостью в трущейся паре, рекомендуется ставить сопряженно с деталями из чугуна соответственно СЧ 21-40 и СЧ 15-32, за исключением следующих случаев:
а) когда обе детали в трущейся паре должны быть в равной мере износоустойчивы и основной деталью является верхняя;
б) когда условия эксплуатации создают возможность абразивного износа.
В этих случаях обе составляющие трущейся пары следует изготовлять из чугуна одной марки.
ОТЛИВКИ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
(по ГОСТ 7293—70)
Получение отливок из чугуна с шаровидным графитом обеспечивается добавкой в расплавленный чугун магния или других специальных присадой.
Механические свойства и структура чугуна обеспечиваются либо в литом состоянии, либо путем термообработки. Отливки сложной конфигурации поставляют после снятия литейных напряжений.
Высокопрочный чугун предназначен для отливок конструкционного назначения взамен сталии ковкого чугуна. Прочность его при нагреве до 450—500° С снижается медленнее, чем углеродистой стали. Он удовлетворительно обрабатывается резанием; легко сваривается с помощью газовой сварки с применением стержней из чугуна, содержащего'магний, причем прочность шва не отличается
от прочности основного металла. Высокопрочный чугун хорошо воспринимает термическую обработку, которая может в значительных. пределах изменять структуру и свойства отливок.
60. Марки и механические свойства высокопрочного чугуна
Временное Предел Относитель- Ударная
сопротивление текучести j. ное удлине- вязкость, Твердость
Марка чугуна разрыву, кгс/мм2 кгс/мм2 кие, % кгс-м/см2 НВ
не менее
ВЧ 38-17 38 24 17 6,0 140—170
ВЧ 42-12 42 28 12 4,0 140—200
ВЧ 45-5 45 33 5 3,0 160—220
ВЧ 50-2 50 . 38 2 2,0 180—260
ВЧ 60-2 60 40 2 2,0 200—280
ВЧ 70-3 70 40 3 3,0 229—275
ВЧ 80-3 80 50 3 2,0 220—300
ВЧ 100-4 100 70 4 3,0 302—389
ВЧ 120-4 120 90 4 3,0 302—369
ОТЛИВКИ ИЗ ЖАРОСТОЙКОГО ЧУГУНА (по ГОСТ 7769—75)
61. Механические свойства чугуна при 20’ С
Марка чугуна Предел прочности, кгс/мм2, не менее Стрела прогиба i=300 мм, не менее Твердость НВ Марка чугуна Предел прочности, кгс/мм2, не менее Стрела прогиба 1—300 мм, не менее Твердость НВ
при изгибе при растяжении при изгибе при растяжении
ЖЧХ 36 18 2,5 207—286 ЖЧЮ2ХШ 60 40 3,0 187—364
ЖЧХ2 - 32 15 2,5 207—286 ЖЧЮ7Х2 18 12 1,5 240—286
ЖЧХЗ 32 2,0 228—364 ЖЧЮбСэ 24 12 1,0 240—300
ЖЧХ16 70 35 3,0 400—450 ЖЧ1О22 24 12 2,0 2,0 140—286
ЖЧХЗО 50 30 2,0 364—550 ЖЧЮ22Щ 40 30 241-364
ЖЧС5 ЖЧС5Ш П рг 30 [меча 15 30 н и я: 2,0 140—300 ЖЧЮЗО 35 20 2,5 364-550
1. В обозначении марок чугуна буквы ЖЧ означают жаростойкий чугун, ОС тальные
буквы — легирующие элементы: X — хром, С —кремний, Ю —алюминий; буква Ш указывает, что графит в чугуне имеет шаровидную форму. Цифры, стоящие после букв, указывают примерное содержание легирующего элемента в целых единицах. Отсутствие цифры означает, что содержание элемента до 1,0%.
2. Чугун марок ЖЧХ, ЖЧХ2, ЖЧХЗ, ЖЧС5Ш и ЖЧЮ2ХШ модифицируется 75%-ным ферросилицием или другими графитизирующими присадками. ,
Термическая обработка для снятия внутренних напряжений проводится по согласованию изготовителя с потребителем.
Отливки должны обладать жаростойкостью — способностью оказывать сопротивление окалинообразованивд (не более 0,5 г/м2-ч увеличения массы) и росту (не более 0,2%) при температуре эксплуатации.
е' Конфигурация и размеры отливок должны соответствовать чертежам, утвержденным в установленном порядке.
Предельные отклонения по размерам и массе, а также припуски на механическую обработку должны соответствовать ГОСТ 1855—55, а для марок ЖЧХ16, ЖЧХЗО, ЖЧС5Ш, ЖЧЮ22Ш и ЖЧЮЗО — ГОСТ 2009—55.
Примерные области применения и условия эксплуатации отливок приведены в табл. 62.
62. Примерные области применения и условия эксплуатации отливок из жаростойкого чугуна
Марка чугуна условия эксплуатации Области применения
жчх ЖЧХ2 жчхз ЖЧХ16 жчхзо ЖЧС5 ЖЧС5Ш ЖЧЮ2ХШ ЖЧЮ7Х2 ЖЧЮ6С5 ЖЧЮ22 ЖЧЮ22Ш жчюзо Повышенная коррозионная стойкость в газовой, воздушной, щелочной средах, в условиях трения и износа. Жаростойкий в воздушной среде до 500 °C То же,- но жаростойкий в воздушной среде до 600 °C То же, но жаростойкий в воздушной среде до 650 °C Жаростойкий в воздушной среде до 900 °C, износостойкий при нормальной и повышенной температурах, устойчивый против воздействия неорганических кислот большой концентрации Кислотостойкий, жаростойкий в воздушной среде до 1100 °C. Устойчивый в’сернистых средах против абразивного износа. Высокая прочность при нормальной и повышенной температурах Жаростойкий в топочных газах и воздушной среде до 700 °C То же, ио жаростойкий в воздушной среде до 700 °C Жаростойкий в воздушной среде до 650 °C, высокая прочность Жаростойкий в воздушной среде до 750 °C, стойкий против истирания Жаростойкий в воздушной среде до 800 °C, коррозионностойкий в среде, содержащей соединения серы Жаростойкий в среде, содержащей серу, пары воды. В воздушной среде жаростойкий до 1000 °C То же, но жаростойкий в воздушной среде до 1100 °C. Высокая прочность при нормальной и повышенной температурах Жаростойкий в воздушной среде до 1100 °C, стойкий против износа Колосники агломерационных машин, детали коксохимического оборудования, сероуглеродистые реторты, детали газовых двигателей и компрессоров, горелки, кокиля, стеклоформы, выхлопные коллекторы дизелей Детали контактных аппаратов химического оборудования, детали стекломашин Детали термических печей, электролизеров, колосники, детали стекломашин Арматура химического машиностроения, печная арматура, детали цементных печей Сопла песко- и дробеметных аппаратов, детали защитного кожуха алюминиевых электролизеров, детали химической аппаратуры, работающие в цинковом расплаве Колосники, бронеилиты для печей отжига цементной промышленности Газовые сопла, подовые плиты термических печей Детали печного оборудования, ролики чистовых клетей листопрокатных станов Детали печной арматуры Отливки, работающие при температурах до 800 °C, стоек при резких сменах температуры Детали арматуры котлов, дистаи-ционирующие детали пароперегревателей котлов, детали обжиговых колчеданных печей, нагревательных кольцевых печей, колосники агломерационных машин Детали печей обжига колчедана
В заказе указываются номер чертежа отливки, марка чугуна, количество и масса отливок и ГОСТ.
ОТЛИВКИ ИЗ АНТИФРИКЦИОННОГО ЧУГУНА
Отливки из антифрикционного серого чугуна предназначены для работы в подшипниковых узлах трения. В случае применения антифрикционного чугуна в подшипниках требуется соблюдение следующих условий: а) тщательного монтажа (точное сопряжение трущихся поверхностей и отсутствие перекоса); б) непрерывной хорошей смазки; в) увеличения зазоров на 15—30% (а при наличии значительного нагрева подшипника в работе —до 50%) по сравнению с установленными для бронзы; приработки на холостом ходу и постепенного повышения нагрузки до расчетной; г) недопустимости искрения; д) твердости Поверхности шипа (цапфы, шейки) выше твердости вкладыша па 20—30 единиц НВ.
По ГОСТ 1585—70 изготовляют чугун марок АЧС-4 и АЧС-6, а также ковкий антифрикционный чугун марок АЧК-1 и АЧК-2.
Приводимые для некоторых марок чугуна два предельных значения для р и соответственно для v (табл. 63) указывают допустимые сочетания значений каждого из этих показателей.
Для промежуточных значений v, не указанных в таблице, допускаемые pv определяют интерполированием; например, для вкладыша из чугуна АЧВ-1 при v = 3 м/с
, 120—25 „ ,, .
pv = 2 j -j-----• 2 72 кгс • м/(см2 • с);
72 р = = 24 кгс/см2.
о
Приводимые значения р, v и pv (табл. 63) являются самыми общими и не-отнасятся к режиму жидкостного трения.
63. Марки антифрикционного чугуна (по ГОСТ 1585—70) и предельные режимы работы деталей в узлах трения
Марка чугуна Твердость отливки НВ Основная характеристика н назначение Удельное давление Р, кгс/см8 Окружная скорость и, м/с рг, КГС’М/(СМ2« с)
не более
АЧС-1 130-262 Серый чугун Легированный хромом п медью, предназначенный для работы в паре с закаленным пли нормализованным палом 25 90 5 0.2 125 18
АЧС-2 180-229 Легированный хромом, никелем, титаном и медью, предназначенный для работы в паре с закаленным или нормализованным валом 90 1 0.2 3 18-3
АЧС-3 160-190 Легированный титаном и медью, предназначенный для работы в паре с яезакаленным валом 60 0,75 45
Высокопрочный чугун
АЧВ-1 210—260 0 шаровидным графитом (обработан магнием), предназначенный для работы в паре с закаленным или нормализованным валом 10 200 8 1 80 200
ДЧВ-2 167-197 То же, но для работы в паре с незакаленным валом 5 120 5 1 25 120
МОДИФИЦИРОВАНИЕ ЧУГУНА
Модифицирование заключается в обработке жидкого чугуна небольшпмиколп-чествами присадок (спликокальция, ферросилиция, силнкоалюмвния,магнпяи др.\.
Модифицированием конструкционного серого чугуна достигается:
повышение прочности (ов =30 = 40 кгс/мм2) при сохранении хорошей обрабатываемости;
повышение износостойкости;
повышение коррозионной стойкости;
повышение плотности;
однородность свойств в разных частях отливок с резкими переходами в сечениях;
снижение внутренних напряжений в отливках.
ДОПОЛНИТЕЛЬНЫЙ источник
Отлпвки из коррозионностойкого г! жаропрочного чугуна — ГОСТ 11849 76.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 173'
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
ОЛОВЯННЫЕ И СВИНЦОВЫЕ БАББИТЫ
(по ГОСТ 1320—74)
Оловянные и свинцовые баббиты в чушках применяют для заливки подшипников и других деталей.
64. Условия применения баббитов и примерное назначение
.Марка баббита Характеристика нагрузки Удельное давление р, кгс/см2 Окружная СКОРОСТЬ, V, м/с Напряженность работы кгс-м/(см2-с) Рабочая температура, °C Примерное назначение
Б88 Спокойная ударная 200; 150 50 750 75 Подшипники, работающие при больших скоростях и высоких динамических нагрузках. Подшипники для быстроходных и среднеоборотных дизелей. Нижние половины крейцкопфных подшипников малооборотных дизелей
Б83, Б83С Спокойная ударная 100; 75 50 750; 500 70 Подшипники, работающие при больших скоростях и средних нагрузках. Подшипники турбин, крейцкопфные, мотылевые и рамовые подшипники малооборотных дизелей, опорные подшипники гребных валов
БН Спокойная Ударная 100; 75 30 300; 200 70 Подшипники, работающие при средних скоростях и средних нагрузках. Подшипники дизелей, компрессоров, судовых водопроводов
Е16 Спокойная 100 30 300 70 Моторно-осевые подшипники электровозов, путевых машин, детали паровозов и другое оборудование тяжелого машиностроения
БС6 Ударная 150 — — 70 Подшипники автотракторных двигателей
65. Фиэшю-механнческие свойства оловянных п свинцовых баббитов
Марка баббита Плотность, г/см2 Твердость по Бринеллю НВ 5/82, 5/60, НВ 2, 5/15, Предел текучести при сжатии Предел прочности при сжатии Температура, еС
6/60 при 20 °C кгс/мм2 начала расплавления плавления заливки
Б88 7,35 27—30 320 380—420
Б83 7,38 27—30 8-8,5 11-12 240 370 440—460
Б83С 7,4 27—30 ___ 230 400 440-460
БН 8,55 27-29 7—7,4 12.5-13 240 400 480—500
Б16 9,29 30 8,6 14.7 240 410 480—500
БС6 10,05 15-17 — —• 247 280 —•
ОЛОВЯННО-ФОСФОРИСТАЯ ЛИТЕЙНАЯ БРОНЗА Бр. ОФ10-1
Бронза отличается хорошими механическими антифрикционными, коррозионными и литейными свойствами. Применяют в ответственных конструкциях для подшипниковых втулок и вкладышей, венцов червячных колес при терми-' чески обработанных червяках.
В качестве антифрикционного материала-, если имеется хорошая смазка и скорость скольжения v не более 5 м/с, может работать при спокойной нагрузке до 80 кгс/см2; в случае ударной нагрузки снижается до 60 кгс/см2.
pv может быть до 72 кгс • м/(см2 • с) при v до 10 м/с (где р — удельное давление — кгс/см2, v — скорость скольжения — м/с)
66. Химический состав и основные механические свойства бронзы Бр. ОФ10-1 (по ОСТ 1.90054—72)
Химический состав, % Способ ЛИТЬЯ Предел прочности при растяжении, ЕСГС/ММ2 Относительное удлинение dj % Твердость НВ 10/1000/30
Олово Фосфор Примеси Медь
9—11 0,4,—1,0 0,9 Остальное В землю 22 3 80
В кокиль 25 3 90
67. Физические и технологические свойства бронзы Бр. ОФ10-1
Температура плавления, °C................................... 934
Плотность, г/см3 .......................................... 8,76
Коэффициент линейного расширения а • 10» при температуре, °C: 20 .......................................................... 17
20—300 .................................................. 18,4
Теплопроводность, кал/(см • с • °C) ........................ 0,117
Модуль нормальной упругости Е, кгс/мм2 .................... 10 300
Относительное сужение ф, %: литье в кокиль ........................................... 10
питье в землю.............................................. 3
Покровный флюс..........................................Древесный уголь
Предел текучести, кгс/мм2:
литье в кокиль ......................................... 20
литье в землю............................................. 14
Ударная вязкость, кгс • м/см2: ' литье в кокиль ....................................... 0,9
литье в землю ........................................... 0,6
Предел прочности при срезе бронзы, литой в кокиль, тСр, кгс/мм2................................................ 34
Коэффициент трения: со смазкой.............................................. 0,008
без смазки............................................. , 0,10
Температура литья, °C .............................. . П50
Линейная усадка, %......................................... 1,44
ОЛОВЯННЫЕ БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
(по ГОСТ 5017—74)
Оловянные бронзы, обрабатываемые давлением, предназначены для изготовления полуфабрикатов.
Марки и примерное назначение сплавов указаны в табл. 68.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 68. Марки и примерное назначение сплавов
Марка Примерное назначение
БрОФ7-0,2 БрОФб,5-0,4 ВрОФ6,5-0,15 ВрОЦ4-3 БрОЦС4-4-2,5; БрОЦС4-4-4 Прутки, применяемые в различных отраслях промышленности Проволока для пружин, деталей, лент и полос, применяемых в машиностроении Ленты, полосы, прутки, применяемые в машиностроении,- подшипниковые детали Ленты, полосы, прутки, применяемые в электротехнике, машиностроении, проволока для пружин и аппаратуры химической промышленности Ленты и полосы, применяемые для прокладок во втулках и подшипниках
Размеры прутков — по ГОСТ 6511—60
БЕ30Л0ВЯННЫЕ БРОНЗЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
(по ГОСТ 18175—
69. Марки и виды полуфабрикатов
Марка Виды полуфабрикатов
БрА5 БрА7 БрАМц9-2 БрАМц10-2 БрАЖ9-4 * БрАЖМцЮ-3-1,5 БрАЖНЮ-4-4 БрБ2 БрВНТ1,7 БрБНТ1,9 БрКМцЗ-1 ** БрКШ-3 БрМцб Плиты, листы, полосы, ленты и трубы- Ленты и полосы Полосы, листы, прутки, проволока и поковки Поковки Трубы, прутки и поковки Трубы, прутки, проволока и поковки Прутки, трубы и поковки Ленты, полосы, прутки и проволока Трубы, ленты, полосы, прутки и проволока То же Проволока, полосы, лепты и прутки Прутки и поковки Поковки
* Применяют для антифрикционных! деталей (втулки, вкладыши подшипников) и зубчатых колес. * * Обладает хорошей актифрикционпостью, коррозионной стойкостью, высоким пределом упругости, выносливостью; хорошо куется и сваривается. Изготовляют пневматическую аппаратуру, заслонки, дымовые фильтры, пружины.
ПРУТКИ ОЛОВЯННО-ЦИНКОВОЙ БРОНЗЫ
(по ГОСТ 6511—60)
Тянутые, круглые, квадратные, шестигранные и прессованные круглые пруткп применяют в различных отраслях промышленности.
Прутки изготовляют из оловяпио-цинковой бронзы по ГОСТ 5017—74. >
70. Круглые тянутые прутки Размеры, мм
Диаметр прутков * Классы точности Диаметр прутков * Классы точности
4 ‘5 4 5
Отклонения Отклонения
5—6 6,5-10 11-18 —0.08 —0,10 —0,12 —0,16 —0,20 —0,24 19—30 32—40 —0.14 —0,17 —0,28 —0,34
* Указанные пределы диаметров брать из ряда: 5; 5,5; 6,0; 6,5; 7,0; 7,5; 8,0; 8,5-9,0; 9,5; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 23; 24; 25; 26; 27; 28; 29, 30; 32; 35; 38; 40.
71. Киадратшле и шестигранные прутки
Размеры, мм
Диаметр * вписанной окружности Классы точности Диаметр * вписанной окружности Классы точности
4 5 4 5
Отклонения Отклонения
1 1 1 —0.08 —0.10 —0Д2 III ООО ЪгЪс—. л-оо 19—30 32—35 —0.14 —0,17 -0.28 —0,34
* Указанные пределы диаметров вписанной окружности брать из ряда: 5; 5,5: 6; 7; 8; 9; 10; И; 12; 14; 17; 19; 22; 24; 27; 30; 32; 36.
72. Круглые прессованные прутки класса точности 9
Размеры, мм
Диаметр прутков Отклонения Указанные пределы диаметров брать из ряда: 42; 45; 48; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 120
• 42—50 55—80 85—120 •«-Г 1 1 1
Примеры обозначений:
Пруток из бронзы марки БрОЦ4-3 тянутый круглый, диаметром 20 мм:
Пруток БрОЦ4-3-т-кр20 ГОСТ G511—60
то же, квадратный, диаметром 12 мм:
Пруток БРОЦ4-3-т-кв 12 ГОСТ 6511—60
то же, шестигранный, диаметром 22 мм:
Пруток БрОЦ4~3-т-ш 22 ГОСТ 6511—60
то же, прессованный, диаметром 80 мм:
Пруток БрОЦ4-3-пр 80 ГОСТ 6511—60
БРОНЗОВЫЕ ПРУТКИ (по ГОСТ 1628—72)
Тянутые, прессованные и горячекатаные круглые прутки из безоловянных бронз (по ГОСТ 18175—72) применяют в различных отраслях промышленности.
круглые тянутые и прессованные прутки изготовляют повышенной (П) и нормальной (Н) точности.
Пруткп повышенной точности (П) изготовляют пз бронзы БрАМц9-2.
Способ изготовления и марки бронз круглых прутков:
тянутых: БрАМц9-2; БрКМцЗ-1;
прессованных: БрАМц9-2; БрАЖ9-4; БрАЖН10-4-4; БрАЖМц10-3-1,5;
БрКМцЗ-1; БрКН1-3;
катаных: БрКМцЗ-1.
ЦВЕТНЫЕ МЕТАЛЛЫ II СПЛАВЫ 177
Диаметры круглых прутков, мм:
тянутых — 5; 5,5; 6; 6.5; 7; 7,5; 8; 8,5; 9; 9,5; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 24; 25; 27; 28; 30; 32; 35; 36; 38; 40;
прессованных: 16; 17; 18; 20; 21; 22; 23; 25; 28; 30; 32; 35; 38; 40; 42; 45; 48; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 120; 130; 140; 150; 160;
катаных; 30; 32; 35; 38; 40; 42; 45; 48; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100.
Примеры обозначения:
Пруток из бронзы марки БрАМц9-2, тянутый, круглый, диаметром 12 мм, повышенной точности изготовления:
Пруток БрАМц9-2 т-кр-12-П ГОСТ 1628—72
Пруток из бронзы марки БрАЖ9-4, прессованный, круглый, диаметром 50 мм, нормальной точности изготовления:
Пруток БрАЖ9-4 пр-кр-50-Н ГОСТ 1628-72
Пруток из бронзы марки БрКМц 3-1, катаный, круглый, диаметром 32 мм:
Пруток БрКМц 3-1 кат-кр-32 ГОСТ 1628—72
Механические свойства прутков приведены в табл. 73.
73. Механические свойства прутков
Марка бронзы Способ изготовления прутков Диаметры прутков, мм Временное сопротивление разрыву, кгс/мм8 Относительное удлинение, % Твердость НВ
не менее
БрАМц9-2 Тянутые 5—22 24—40 55 12 15 —1
Прессованные 25-45 48-120 50 48 15 20 —
БрАЖ9-4 Прессованные 16-120 130-160 55 50 15 12 110-180
БрАЖМц 10-3-1,5 16-160 60 12 130—200
БрАЖН 10-4-4 20—160 65 5 170—220
БрКМц 3-1 Тянутые 5—12 13-40 50 43 10 15 —
Катаные Прессованные 30—100 40 35 15 20
БрКН 1-3 Прессованные 20—80 50 19 —
ГОСТ 1628—72 предусматривает квадратные и шестигранные тянуты© прутки повышенной и нормальной точности.
ПРОВОЛОКА ИЗ кремне-марганцовой бронзы (по ГОСТ 5222—72)
Проволока круглого и квадратного сечения из кремне-марганцовой бронзы БрКМц 3-1 (ГОСТ 18175—72) предназначена для изготовления упругих элементов .
Круглую проволоку из бронзы изготовляют повышенной (п) и нормальной точности.
Поставляют проволоку в твердом (неотожженном) состоянии.
Плотность сплава — 8,47 г/см3.
Размеры проволоки:
диаметр круглой: 0,1; 0,12; 0,15; 0,18; 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,55; 0,6; 0,65; 0,7; 0,75; 0,8; 0,85; 0,9; 0,95; 1; 1.1; 1,2;. 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 2; 2,2; 2,3; 2,4; 2,5; 2,6; 2,8; 3; 3,2; 3,5; 3,8; 4,2; 4,5; 4,8; 5; 5,5; 6; 6,5; 7; 7,5; 8; 8,5; 9; 9,5; 10;
диаметр квадратной: 0,6; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,5; 3; 3,5.
Примечание. За диаметр проволоки квадратного сечения принимают диаметр вписанной окружности, т. е. расстояние между параллельными гранями проволоки.
Примеры обозначений:
проволока из бропзй! марки БрКМцЗ-1, круглая, диаметром 0,50 мм, нормальной точности изготовления:
Проволока БрКМцЗ-1 0,50 ГОСТ 5222—72
то же, диаметром 3,0 мм, повышенной точности изготовления:
Проволока БрКМцЗ-1 3,0 п ГОСТ 5222—72
то же, квадратная, диаметром 2,0 мм:
Проволока БрКМцЗ-1 кв.2,0 ГОСТ 5222—72
Проволока должна выдерживать навивание десяти витков на цилиндрический стержень: круглая на стержень диаметром, равным двойному диаметру проволоки; квадратная — на стержень диаметром, равным тройному диаметру проволоки.
74. Механические свойства проволоки
Диаметр проволоки, мм Временное сопротивление разрыву,, кгс/мм2 Относительное удлинение ^10, %
не м енее
0.1-1,0 90
1,1-2,6 90 0,5
2,8-4,2 85 1,о
4.5—8,0 83 1,5
8,5—10,0 78 2,0
МЕДНО-ЦИНКОВЫЕ СПЛАВЫ (ЛАТУНИ)
Специальные медно-цинковые сплавы содержат добавки свинца, железа, марганца, алюминия и олова. Двойные и специальные латуни достаточно устойчивы против общей коррозии, но в напряженном состоянии очень чувствительны к коррозионному разрушению. Для снятия внутреннего напряжения изделия необходимо подвергать отпуску при 280—300° С, что в значительной степени предохраняет сплавы от коррозионного разрушения. По технологическому признаку медно-цинковые сплавы делят на литейные и обрабатываемые давлением.
МЕДНО-ЦИНКОВЫЕ ЛИТЕЙНЫЕ СПЛАВЫ (по ГОСТ 17711—72} 75. Химический состав1 в % и область применения
Наименование и марка латуни Медь Алюминий Железо Марганец о « о R О Свинец Всего примесей Примерное назначение
Алюминиевая ЛА67-2»5 66—68 2-3 — — — — 3,4 Коррозионно-стойкие детали машиностроения
Алюминиево-жслезомарган-цовая ЛАЖМц66-6-3-2 64—68 4-7 2-4 1,5-3 — — 2,1 Гайки нажимных винтов, работающие в тяжелых условиях массивных червячных винтов
Ма рганцово-свинцовая ЛМцС58-2-2 57-60 — —’ 1,2-2,5 — 1,5—2,5 2,5 Подшипники,-втулки и другие антифрикционные детали
Марганцовая ЛМЦ58-2Л 57—60 — — 1-2 —- —' 2,0 Упорные и опорные подшипники. Детали, подвергаемые лужению, заливке баббитом
Апюминиево-железиая ЛАЖ60-1-1Л 58—61 0,8-1,5 0,8-1,5 0,1—0,6 0,2—0,7 — 0,7 Арматура, втулки, подшипники
Марганцово-ОЛОВЯИНО-СВИН-цовая. ЛМцОС58-2-2-2 57-60 —’ — 1,5—2,5 1,5-2,5 0,5-2,5 1,5 Зубчатые колеса
Маргапцово-жслезная ЛМцЖ55-3-1 53-58 0,5-1,5 3—4 —• 2,0 Детали несложной конфигурации ответственного назначения, работающие при температуре до 300 °C, массивные детали
Свинцовая ЛС59-1Л 57—61 — — — — 0,8-2,0 2,0 Фасонное литье, втулки для ро-ликоп одшипни-ков
1 Остальное цинк.
Во ГОСТ 17711—72 изготовляв® также латуни марок ЛК 80-Зл, ЛМцНЖА 60-2-1-1-1, ЛС 59-1ЛД.
ЛКС 80-3-3, I
МАТЕРИАЛЫ
76. Физические и механические свойства *
Марка латуни Вид ЛИТЬЯ Предел прочности при растяжении, кгс/мм2 Относительное удлинение 66, % Твердость НВ
не менее
ЛА67-2,5 В кокиль В землю 40 30 15 12 90 2
ЛАЖМцбб-6-3-2 В кокиль В землю Центробежное 65 60 70 7 7 7 160 160
ЛМцС58-2-2 В кокиль В землю 35 25 8 10 80 70
ЛМц59-2Л В кокиль В землю Центробежное 35 20 100
ЛАЖ60-1-1Л В кокиль В землю 42 38 18 20 90 80
ЛМцОС58-2-2-2 В кокиль В -землю 30 30 4 6 100 90
ЛМцЖ55-3-1 В кокиль В землю Под давлением 50 45 40 10 18 10 100 90 90
ЛС59-1Л Центробежное 20 20 30
* Плотность латуни всех марок 8,5 г/см3.
МЕДНО-ЦИНКОВЫЕ СПЛАВЫ (ЛАТУНИ), ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ (по ГОСТ 15527—70)
Медно-цпнковые сплавы, обрабатываемые давлением, предназначены для изготовления полуфабрикатов.
77. Марки сплавов и их назначение
Наименование и марка сплава * Примерное назначение
Латунь Л68 Латунь Л63 Латунь алюминиево-желез-пая ЛАЖ60-1-1 Латунь железо-мапганцовая ЛЖМц59-Г-1 Латунь марганцовая ЛМцэ8-2 Латунь марганцово-алюми-пиевая ЛМцА57-3-1 Латунь оловянная ЛО62-1 Латунь свинцовая ЛС59-1 Листы, ленты, полосы, трубы, прутки, проволоки Листы, ленты, полосы, трубы, прутки, фольга, проволоки Трубы, прутки Полосы, трубы, прутки, проволоки Листы, ленты, полосы, прутки, проволоки Поковки Листы, полосы, трубы, прутки Листы, ленты, полосы, трубы, прутки, проволоки
* Первые две цифры в марке означают среднее содержание в процентах меди.
ГОСТ предусматривает также марки Л96, Л90, Л85, Л80, Л70, Л60, ЛА77-2, ЛАН59-3-2, ЛО90-1, ЛО70-1, ЛОБО-1, ЛС63-3, ЛС74-3, ЛС64-2, ЛС60-1, ЛС59-1В, ЛЖС58-1-1, ЛК80-3, ЛМшбЗ-0,05, ЛАМШ77-2-0.05, ЛОМш70-1-0,05, ЛАНКМц75-2-2,5-0,5-0,5,
ЛАТУННЫЕ ПРУТКИ (по ГОСТ 2060—73)
Тянутые и прессованные латунные прутки круглого, квадратного и шестигранного сечения применяют в различных отраслях промышленности.
Тянутые круглые прутки изготовляют высокой (В), повышенной (П) и нормальной (Н) точности; тянутые квадратные и шестигранные — повышенной (П) и нормальной (Н) точности.
Прессованные прутки круглые, квадратные и шестигранные изготовляют повышенной (П) и нормальной (Н) точности.
78. Способы изготовления и марки прутков
Способ изгото-вления прутков Профиль прутков Марки латуни по ГОСТ 15527—70
Тянутые Прессованные Круглые, квадратные и шестигранные То же Л60, Л63, ЛС59-1, ЛО62-1, ЛЖС5-1-1, ЛМц58-2 и ЛЖМц59 1-1 Л60, Л63, Л062-1, ЛС59-1. ЛМц 53-2, ЛЖМЦ59-1-1, ЛАЖ60-1-1
По состоянию материала тянутые прутки изготовляют: из сплавов марок Л60, Л63, ЛС59-1 — мягкими, полутвердыми; из сплавов марок ЛО62-1, ЛМц-2, ЛЖМц 59-1-1 — полутвердыми.
Диаметры прутков, мм:
тянутых: 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5; 7; 7,5; 8; 8,5; 9; 9,5; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 22; 23; 24; 25; 27; 28; 30; 32; 35; 36; 38; 40; 41; 45; 50; прутки круглые тянутые высокой точности изготовляют только диаметром 3—10 мм; прессованных: 10; 11; 12; 14; 16; 18; 20; 22; 23; 24; 25; 27; 28; 30; 32; 35; 36; 38; 40; 41; 42; 45; 46; 48; 50; 55; 60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 120; 130; 140; 150; 160; прутки круглые прессованные повышенной точности изготовляют диаметром только 10—50 мм, прутки квадратные и шестигранные прессованные повышенной точности — диаметром только 22—32 мм, нормальной точности — 22—100 мм.
Примечание. Для квадратных и шестигранных прутков под диаметром подразумевается диаметр вписанной окружности.
Примеры обозначений прутков. Пруток из латуни марки Л60, тянутый, круглый, высокой точности изготовления, твердый, диаметром 10 мм:
Пруток Л60 т. кр. В.Т-Ю ГОСТ 2060—73
то же из латуни марки ЛС59-1 тянутый, круглый, нормальной точности изготовления, мягкий, диаметром 20 мм:
Пруток ЛС59-1 т. кр. Н.М-20 ГОСТ 2060—73
то же, из латуни марки ЛС59-1, тянутый, квадратный, повышенной точности изготовления, твердый, диаметром 15 мм:
Пруток ЛС59-1 т. кв. П.Т-15 ГОСТ 2060—73
то же, из латуни марки ЛО62-1; тянутый, шестигранный, нормальной •точности изготовления, полутвердый, диаметром 25 мм:
Пруток ЛО62-1 т. ш. Н.ПТ-25 ГОСТ 2060—73'
182 МАТЕРИАЛЫ
то же, из латуни марки ЛМц58-2, прессованный, круглый, Повышенной точности изготовления, диаметром 18 мм:
Пруток ЛМц 58-2-пр. кр. П.-18 ГОСТ 2060-73
то же, из латуни марки ЛЖМц 59-1-1, прессованный, шестигранный, нормальной точности изготовления, диаметром 75 мм, мерной длины 2500 мм:
Пруток ЛЖМц 59-1-1-пр. ш. Н.-75 X 2500 ГОСТ 2060—73
то же, из латуни марки ЛАЖ60-1-1, прессованный, круглый, повышенной точности изготовления, диаметром 30 мм:
Пруток ЛАЖ60-1-1-пр. кр. П.-ЗО ГОСТ 2060—73
Прутки марок Л63 и ЛС59-1 применяют во всех областях промышленности.
79. Механические свойства прутпов
Марка латуни Прутки Диаметр прутков^ мм Временное сопротивление разрыву, кгс/мм8 не м Относительное удлинение 5ю j % енее Твердость НВ Плотность, г/см’
Л60 Прессованные Тянутые мягкие Тянутые полутвердые Тянутые твердые 10—160 3—50 3-40 3-12 30 34 40 48 30 30 17 9 80 100 130 8,40
Л63 Прессованные Тянутые мягкие Тянутые полутвердые Тянутые твердые 10—160 3-50 3—40 3-12 30 30 38 45 30 40 15 10 ~70 100 130 £. 8,40
ЛС59-1 Прессованные Тянутые мягкие Тянутые полутвердые Тянутые твердые 10—160 3—50 От 3 до 12 Св. 12 » 20 а 20 » 40 3-12 37 34 42 40 40 50 18 22 8 12 15 5 80 100 130 8,45
ЛО62-1 Прессованные Тянутые полутвердые 10—160 3—50 37 40 20 15 А 100 8,45
ЛМц58-2 i Прессованные Тянутые полутвердые 10—160 3—12 13—50 40 45 42 25 20 20 130 125 8,50
ЛАЖ60-1-1 Прессованные 10—160 45 18 —- 8,2
ЛЖМц 59-1-1 Прессованные Тянутые полутвердые 10—160 3—12 Св. 12—50 44 50 45 28 15 17 130 130 8,5
ЛЕНТЫ ЛАТУННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ (по ГОСТ 2208^75)'
Размеры лент
Толщина, мм: 0,05; 0,06; 0,07; 0,08; 0,09; 0,10; 0,12; 0,14; 0,15; 0,16; 0,17; 0,18; 0,20; 0,25; 0,30; 0,35; 0,40; 0,45; 0,50; 0,55; 0,60; 0,65; 0,70; 0,75; 0,80; 0,85; 0,90; 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0
Ширина, мм: 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 23; 24; 25;
26; 28; 30; 32; 34; 35; 36; 38; 40; 42; 45; 46; 47; 48; 50; 51; 52; 55; 57; 60;
63; 65; 68; 70; 75; 80; 85; 90; 95; 100; 105; 109; НО; 112; 120; 124; 125; 128;
130; 134; 140; 150; 160; 163; 168; 170; 180; 190; 200; 210; 220; 230; 260; 280;
300; 320; 340; 360; 380; 400; 420; 450; 480; 500; 530; 560; 600.
80. Размеры лент в зависимости от состояния и марки латуни, мм
Марка латуни Состояние материала Толщина Ширина
Л90 Л85 Л80 лез лаз Мягкий И ПОЛУ’ТВерДИЙ 0,14—0.22 0,25—0,45 0,5—2,0 10-200 10—250 20—600
Л90 Л85 Л80 Твердый 0,10—0,22 0,25-0,45 0,5—2,0 10—300 10—600 20—600
Л68 Л63 Твердый 0,05—0.09 0,10—0,22 0,25—0,45 0,5—2,0 10-175 10—300 10—600 20—600
Л 68 Л63 Особотвердый 0,14—0.22 0,25—0,45 0,5-1,0 10—300 10-600 20-600
- Л63 Четвертьтвердый 0,14—0,22 0,25—0,45 0,5—2,0 10—200 10—250 20—600
ЛС59-1 ЛМц58-2 Мягкий 0,14—0,40 0/15—1,4 10-175 20—280
ЛС59-1 ЛМц58-2 Твердый 0,10—0,40 0,45—1,4 1,5-2,0 10—175 20—280 20—180
' ЛС59-1 Особотвердый 0,35-1,2 20—300
ЛМц58-2 Полутвердый 0,14—0,40 0,45—1,4 10-175 20-280
Длина лент, м:
для толщин 0,05—0,5 мм не менее 20;
» » 0,55—1,0 » » 10;
» » 1,1—2,0 » » 7.
Примеры условных обозначений.
Условные обозначения проставляют по следующей схеме:
состояние материала
точность изготовления
сечение
способ изготовления
При этом применяют следующие сокращения: холоднокатаная — Д; прямоугольного сечения — ПР; нормальной точности — Н; повышенной точности — П; мягкая — М; четвертьтвердая — Ч; полутвердая — П; твердая — Т; особотвердая — О; немерной длины — НД; антимагнитная — А.
Лента холоднокатаная; прямоугольного сечения, нормальной точности изготовления, мягкая, толщиной 0,20 мм, шириной 150 мм, немерной длины, из латуни марки ЛМц 58-2:
Лепта ДПР НМ 0,20 X 150 НД ЛМц58-2 ГОСТ 2208—75
то же, повышенной точности изготовления, полутвердая, толщиной 0,50 мм, шириной 175 мм, немерной длины, нз латуни марки Л63:
Лента ДПРПП 0,50 X 175 НД Л63 ГОСТ 2208—75
то же, нормальной точности изготовления, особотвердая, толщиной 0,30 мм, шириной 100 мм, пемерной длины, из латуни марки Л68:
Лента ДПРНО 0,30 X 100 НД Л68 ГОСТ 2208—75
то же, четвертьтвердая, толщиной 0,25 мм, шириной 109 мм, немерной длины, из латуни марки Л63, антимагнитная:
Лента ДПРНЧ 0,25 X 109 НД Л63А ГОСТ 2208—75
Ленты изготовляют из латуни марок Л90, Л85, Л80, Л68, Л63, ЛС59-1 и ЛМц58-2 по ГОСТ 15527—70.
81. Механические свойства лент
Марка латуни Состояние материала Временное сопротивление разрыву, кгс/мм2 Относительное удлинение 6, %, не менее
Л 68 Мягкий 30—38 42
Полутвердый 35—48 20
Твердый 44—55 10
Особотвердый Не менее 53 —
Л63 Мягкий 30-42 38
Четвертьтвердый 35—48 20
Полутвердый 42—55 10
Твердый 50-63 4
Особотвердыи Не менее 60 —
Й1С58-1 Мягкий 35-50 25
Твердый 47-65 5
Особотвердый Не менее 60 3
ЛМц 5 8-2 Мягкий 39—50 30
Полутвердый 43-60 15
Твердый Не менее 58 4
ЛАТУННЫЙ ЛИСТЫ и ПОЛОСЫ (по ГОСТ 931—70)
Изготовляют горячекатаные и холоднокатаные листы н холоднокатаные полосы.
Горячекатаные листы изготовляют:
по ширине и длине: 600 X 1500 и 1000 X 2000 мм;
по толщине: 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 25 мм.
Холоднокатаные листы изготовляют:
по ширине и длине: 600 X 1500, 600 X 2000, 800 X 2000 и 1000 X 2000 мм; по толщине: 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; 1,3; 1,35; 1,4; 1.5; 1,6; 1,65; 1,8; 2,0; 2,2; 2,5; 2,75; 3; 3;5; 4; 4,5; 5; 5,5; 6; 6,5; 7; 7,5; 8; 9; 10; 11: 12 мм.
Холоднокатаные листы из латуни марок ЛМц 58-2 п ЛО62-1 толщиной от 1 мм и более изготовляют всех размеров, а из латуни ЛС59-1 толщиной 3 мм и более — размером 600 X 1500 мм.
Холоднокатаные полосы изготовляют:
по ширине: 40, 42, 45, 48, 50, 52, 55, 60, 63, 65, 70, 75, 80, 85, 90. 95, 100, 105, 110, 120, 125, 130, 140, 150, 160, 170, 180, 190, 200, 210, 220, '230, 240, 250, 260, 280, 300, 320, 340, 360; 400, 420, 450, 480, 500 мм,
по толщине: 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1; 1,2; 1, 3; 1,35; 1,4; 1,5; 1.6; 1,65;
1,8; 2; 2,25; 2,5; 2,75; 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5; 7; 7,5; 8; 9; 10 мм.
Полосы из латуни марок ЛО62-1, ЛС59-1 и ЛМц 58-2 изготовляют толщиной 1 мм и более.
Полосы повышенной точности изготовляют 1—10 мм.
Полосы шириной от 40 до 100 мм поставляют толщиной до 4 мм.
Примеры обозначении листов и полос:
лист пз латуни марки Л63, горячекатаный, толщиной 5 мм, шириной 600 мм, длиной 1500 мм:
Лист Л63 Гк 5 X 600 X 1500 ГОСТ 931-70
то же, пз латуни марки ЛМц 58-2, холоднокатаный, мягкий толщиной 4 мм, шириной 1000 мм, длиной 2000 мм:
Лист ЛМц58-2 М 4 X 1000 X 2000 ГОСТ 931-70
то же, из латуни марки Л68, полутвердый, толщиной 4 мм,шириной 1000 мм, длиной 2000 мм:
Лист Л68 Пт 4 X 1000 X 2000 ГОСТ 931-70
то же, пз латуни марки ЛО 62-1, твердый, толщиной 6 мм, шириной 1000 мм, длиной 2000 мм:
Лист ЛО62-1Т 6 X 1000 X 2000 ГОСТ 931—70
полоса из латуни марки Л6-3, мягкая, нормальной точности, толщиной 0,8 мм, шириной 100 мм, длиной 800 мм:
Полоса Л63 М-Н 0,8 X 100 X 800 ГОСТ 931—70
то же, пз латуни марки Л68, полутвердая, повышенной точности, толщиной 1,2 мм, шириной 300 мм, длиной 1200 мм:
Полоса Л68 Пт-П 1,2 X 300 X 1200 ГОСТ 931—70
то же, из латуни марки ЛС59-1, твердая, повышенной точности, толщиной 4 мм, шириной 500 мм, длиной 1600 мм:
Полоса ЛС59-1 Т-П 4 X 500 X 1600 ГОСТ 931—70
то же. пз латуни марки Л63, четвертьтвердая, нормальной точности, толщиной 2,5 мм, шириной 400 мм, длиной 1000 мм, из латуни марки Л63:
Полоса Л63 ЧТ-Н 2,5 X 400 X 1000 ГОСТ 931—70
Горячекатаные листы изготовляют пз латуни марок Л63, ЛО62-1 и ЛС59-1 (по ГОСТ 15527-70).
Холоднокатаные листы и полосы изготовляют из латуни марок Л90, Л85, Л80, Л68, Л63, ЛМц58-2, ЛО62-1 и ЛС59-1 (по ГОСТ 15527—70).
По состоянию материала листы и п о л о с ы и з гонг о в л я ю т:
из латуни марок Л90, Л85, Л80, ЛМц58-2 — мягкими, полутвердыми и твердыми;
из латуни марки ЛС59-1 — мягкими и твердыми;
из латуни марки Л68 — мягкими, полутвердыми, твердыми и особотвердыми;
из латуни Л63 — мягкими, полутвердыми, твердыми, четвертьтвердыми и особотвердыми; ’
из латуни марки ЛО62-1 — твердыми.
Особотвердыми поставляют только листы и полосы толщиной до 2 мм вкл.
Мягкие листы и полосы протравляют.
Механические свойства листов и полос приведены в табл. 82.
82. Механические свойства листов и полос
Марка латуни Состояние материала Временное сопротивление разрыву* кгс/мм2 Относительное удлинение 6, %
не менее
Холоднокатаные
Л68 Мягкое (М) Полутвердое (Пт) Твердое (Т) Осооотвердое 30 35 44 53 42 20 10
• Л63 Мягкое (М) Четвертьтвердое (Чт) Полутвердое (Пт) Твердое (Т) Особотвердое 30 35 42 50 60 38 20 10 4
ЛС59-1 Мягкое (М) Твердое 35 47 25 5
ЛМц58-2 Мягкое (М) Полутвердое (Пт) Твердое (Т) 39 43 60 30 15 3
ЛОЙ2-1 Твердое (Т) 40 5
Л63 ЛО62-1 ЛС59-1 Горячена т а н ы е 30 35 37 30 20 18
Плотность латунных листов 8,5 г/см3.
ЛАТУННАЯ ПРОВОЛОКА (по ГОСТ 1066—75)
Проволока предназначена для общего применения.
Размеры проволоки, мм:
круглой — 0,10; 0,11; 0,12; 0,13; 0,14; 0,15; 0,16; 0,17; 0,18; 0,19; 0,20; 0,21; 0,22; 0,24; 0,25; 0,26; 0,28; 0,32; 0,34; 0,36; 0,38; 0,40; 0,42; 0,45; 0,48; 0,50; 0,'ёЗ; 0,56; 0,60; 0,63; 0,67; 0,70; 0,75; 0,80; 0,85; 0,90; 0,95; 1,00; 1,05; 1,10; 1,15; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 2,1; 2,2; 2,4; 2,5; 2,6; 2,8; 3,0; 3,2; 3,4; 3,55; 3,6; 3,7; 3,8; 3,9; 4,0; 4,2; 4,3; 4,35; 4,45; 4,5; 4,8; 5,0; 5,3; 5,4; 5,6; 6,0; 6,3; 6,7; 7,0; 7,5; 8,0; 8,5; 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0;
квадратной и шестигранной (диаметр вписанной окружности, т. е. расстояние между параллельными гранями проволоки) — 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6; 7; 8; 9; 10; 11; 12.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 83. Классы точности изготовления проволоки
Размер прово-локи, мм Форма сечения Точность изготовления по ГОСТ 2771—57
повышенная нормальная
0.10—0.30 0,32-12,0 Круглая За За 4
3,0—12,0 Квадратная и шестигранная 4 5
При отсутствии в заказе указания на точность изготовления проволоку изготовляют нормальной точности.
При обозначении проволоки применяют следующие сокращения: холодно-деформированная — Д; квадратная — КВ; шестигранная — ШГ; нормальная — 1-1; повышенная — П; мягкая — М; полутвердая — П; твердая —Т.
Пример обозначения проволоки круглой, нормальной точности, мягкой, диаметром 0,30 мм, пз сплава марки Л80:
Проволока ДКРНМ 0,80 Л80 ГОСТ 1066-75
84. Марки, состояние поставки и точность изготовления проволоки
Марка сплава Форма сечения Размер, мм Состояние Точность изготовления
Л80 Л68, Л63 ЛС59-1 Круглая То же Квадратная, шестигранная [Круглая Квадратная, шестигранная 0,25—0,30 0,32—5,0 0,10—0,30 3,0—12,0 2,0-12,0 3,0-12,0 Мягкая, полутвердая То же Мягкая, твердая Мягкая, полутвердая, твердая Мягкая, полутвердая, твердая Мягкая, полутвердая, твердая Нормальная Нормальная, повышенная Нормальная Нормальная, повышенная То же То же
85. Механические свойства проволоки
Марка сплава Размер, мм Временное сопротивление разрыву, кгс/мм2 Относительное удлинение, %t не менее
мягкой полутвердой твердой мягкой полутвердой твердой
Л80 0,20—5,0 30 35 25 15 .
Л 68 0,10—0.18 38 70-95 20 ——
0,20—0,75 35 40 70—95 25 5
0,80—1,40 32 38 60-80 30 10
1,50—12,0 30 35 55—75 • 40 15
ЛОЗ 0,10-0,18 35 75—95 18
0,20—0.50 35 45 70—95 20 5 —
0,55-1,0 35 45 70—90 26 5 —
1,10-4,8 35 40 60—80 30 10
5-12 32 36 55—75 34 12 __
ЛС59-1 2-4,8 35 40 50—65 30 10 5
5—12 35 40 45-65 30 12 8
АНТИФРИКЦИОННЫЕ ЦИНКОВЫЕ СПЛАВЫ
(по ГОСТ 21437—75)
Цинковые антифрикционные сплавы предназначены для производства монометаллических и биметаллических изделий и полуфабрикатов методами литья и обработки давлением.
86, Химический состав, %
Марка сплава Алюминий Медь Магний Марка сплава Алюминий Медь Магний
ЦАМ9-1,5Л ЦАМ9-1,5 9—11 1-2 0,03—0,06. ЦАМ10-5Л ЦАМ10-5 9-12 4-5,5 0,03—0,06
Примесей не более 0,35%; остальное цинк.
8 7. Механические свойства сплавов
Марка сплава Предел прочности при растяжении, кгс/мм2 Относительное удлинение 6, % Твердость НВ
не менее
Литейные сплавы
ЦАМ9-1.5Л 25 1,0 95
ЦАМ10-5Л 25 0,4 100
Сплавы, обрабатываемые давлением
ЦАМ9-1.5Л I 30 10 85
ЦАМ10-5 35 4 90
88. Примерное назначение цинковых антифрикционных сплавов и условия работы изделий из них
Марка сплава Примерное назначение сплава Условия работы изделий
Удельнан нагрузка, кгс/см8 Скорость скольжения, м/с Температура, °C
не более
ЦАМ 9-1,5Л Для отливки монометаллических вкладышей, втулок, ползунов и т. д. • Для получения биметаллических изделий с металлическим каркасом методом литья 100 200 8 10 80 100
ЦАМ 9-1,5 Для получения биметаллической ленты со сталью и дюралюминием методом прокатки с последующей штамповкой вкладышей 250 15 100
ЦАМ 10-5Л Для отливки подшипников и втулок различных агрегатов 100 8 80
ЦАМ 10-5 Для получения прокатанных полос для направляющих скольжения металлорежущих станков и других изделий 200 8 80
СПЛАВЫ АЛЮМИНИЕВЫЕ ЛИТЕЙНЫЕ (по ГОСТ 2685—75)
Сплавы предназначены для изготовления фасонных отливок.
89. Химический состав литейных сплавов
Группа сплавов Марка сплава Алюминий Магний Кремний Марганец Медь Титан Примеси, не более
Железо*
3, О, В к Д
I (сплавы на основе системы алюминий — кремний) АЛ2 АЛ4 АЛ9 Основа То же и 0.17—0.3 0,2—0,4 10,0—13.0 8.0—’10,5 6,0-8,0 0,2—0,5 J 1 1 0,70 0.60 0,60 1,00 0.90 1,00 1,50 1,00 1,50
II (сплавы на основе системы алюминий — кремний — медь) АЛЗ АЛ5-1 АК5М7 (АЛ10В) Основа То же S3 Li о сл <Л 4,5-5.5 4.5-5.5 4,5-6,5 0,6-0,9 1,5-3.0 1,0-1,5 6,0—8,0 0,08-0,15 0,60 0.30 1,20 1,20 0.30 1,20 1,60 0,30
III (сплавы на основе системы алюминий — медь) АЛ7 АЛ1Э Основа То н;е — — 0,6-1,0 4,0—5.0 4,5—5,3 0,15—0,35 1,00 0,20 1,00
IV (сплавы на основе системы алюминий — магний) АЛЗ Основа 9,5—16,0 — — — — 0,30 0,30 —-
* См. примечание 1 к табл. 90.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
МАТЕРИАЛЫ
90. Механические свойства сплавов
Группа сплавов Марка сплава Способ литья Вид термообработки Временное сопротивление, кгс/мм3 Относительное удлине-ние# °/ /0 Твердость НВ
не менее
I АЛ2 К • 16 2 50
д —. 16 1 50
к Т2 15 3 50
д Т2 15 2 50
АЛ4 3, 0, в, к, д 15 2 50
к, д Т1 20 1,5 70
к, км Tti 24 3 70
АЛ9 3, 0, в, к 16 2 50
д 17 1 50
3, о, в, к, д Т2 14 2 45
км Т4 19 4 50
3, 0, в Т4 18 4 50
к, км Т5 21 2 60
3, о, в Т5 20' 2 60
II АЛЗ к 17 0,5 65
3, 0, в — 14 0,5 65
3, о, в, к Т1 17 —. 70
3, 0, в, к Т2 15 1 65
3, 0, в Т5 22 0.5 75
к Т5 25 0,5 75
3, о, в, к Т7 21 1 .70
3, 0, в, к Т8 18 2 65
д — 16 0,5 65
АЛ5-1 3, о, в, к Т1 18 0.5 65
3, 0, в Тэ 28 0,5 70
к, км Тб 30 1 70
3, о, в, к Т7 21 1 65
АК5М7 3 13 -г— 80
(АЛ10В) к —. 16 — 80
к Т1 17 90
3 Т1 15 — 80
III АЛ7 3, 0, в Т4 20 6 60
к Т4 21 6 60
з, 0, в Т5 22 3 70
к . Т5 23 3 70
АЛ 19 з, 0, в Т4 30 8 , 70
3, 0, в Тб 34 4 90
IV АЛЗ 3, 0, в, к Т4 29 9 60
ГОСТ предусматривает и другие марки сплавов.
Примечания:
1. Условные обозначения способов литья: 3—литье в песчаные формы; О —литье в оболочковые формы; В — лптье по выплавляемым моделям; К — литье в кокиль; Д — литье под давлением; М — модифицирование.
2. для марок сплавов, указанных в скобках, буква В в конце обозначения марки означает, что сплавы изготовляют из лома и отходов.
3’. Условные обозначения видов термической обработки:
Т1 — искусственное старение без предварительной закалки;
Т2 — отжиг;
Т4 — закалка;
Т5 — закалка и кратковременное (неполное) искусственное старение;
Тб — закалка п полное искусственное старение;
Т7 — закалка и стабилизирующий отпуск;
Т8 — закалка и смягчающий отпуск.
Механические свойства сплавов, прошедших термическую обработку, не указанную в табл. 90, должны соответствовать требованиям стандартов или технических условий на отливки.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 81. Характеристика и примерное назначение сплавов
Марка сплава Характеристика и примерное назначение
АЛ2 Плотность 2,65. Жидкотекучесть, стойкость против усадочных трещин и герметичность хорошие. Жаропрочность удовлетворительная. Коррозионная стойкость выше средней, обрабатываемость резанием пониженная, коэффициент усадки небольшой, уровень рабочей температуры не более 200° С. Применяют для ответственного литья: ползунов, планшайб, шкивов, роторов вентиляторов, корпусов переносных пневматических инструментов, тонкостенного литья
АЛЗ Обрабатываемость резанием, свариваемость и коррозионная стойкость удовлетворительные, уровень рабочей температуры не более 275° С. Применяют для деталей малой и средней нагруженности; корпуса и арматура приборов
АЛ4 Плотность 2,65. Жаропрочность и стойкость против усадочных трещин хорошие. Герметичность выше среднего. Коррозионная стойкость и обрабатываемость резанием удовлетворительные, уровень рабочей температуры не более 200° С. Применяют для отливки изделий крупных и средних сложностей по конфигурации высоконагружениых деталей ответственного назначения
АЛ5-1 Обрабатываемость резанием, свариваемость и коррозионная стойкость удовлетворительные, уровень рабочей температуры не более 2э0° С, Применяют для отливки средненагруженных корпусных деталей
АЛ7 Обрабатываемость резанием хорошая, свариваемость и коррозионная стойкость пониженные, уровень рабочей температуры не более 225“ С. Применяют для отливки несложной формы средненагруженных деталей
АЛ8 Обрабатываемость резанием хорошая, свариваемость удовлетворительная, коррозионная стойкость отличная, уровень рабочей температуры невысокий, значительно ниже других приводимых марок. Применяют для отливок высоконагружениых деталей, а также для деталей, воспринимающих повышенные вибрационные нагрузки
• АЛ9 Плотность 2,65. Жаропрочность и стойкость против усадочных трещин хорошие. Герметичность выше среднего. Коррозионная стойкость и обрабатываемость резанием удовлетворительные, уровень рабочей температуры не более 200° С. Применяют для детален сложной конфигурации при средней нагруженности, а также для сварйвания деталей
АЛ10В Литейные качества и обрабатываемость резанием хорошие, коррозионная стойкость удовлетворительная, уровень рабочей температуры не более 250° С. Применяют для различных машиностроительных деталей
АЛ 19 Обрабатываемость резанием и свариваемость хорошие, коррозионная стойкость пониженная, рабочая температура не более 300° С. Применяют для деталей относительно простой формы, работающих в условиях повышенных статических и ударных нагрузок
ПРОФИЛИ ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
(по ГОСТ 8617—75)
Профили подразделяют:
по назначению:
общего назначения пз алюминия марок АДО, АД1 и алюминиевых сплавов марок АМц, АД31, АДЗЗ, АМг2, АМгЗ, АВ, Д1, Д16, 1915 и 1925;
по состоянию материала:
без термической обработки горячепрессованные — обозначаются маркой сплава без дополнительных знаков (АДО, АД1, АМц, АД31, АДЗЗ, АМг2, АМгЗ, АВ, Д1, Д16, 1915, 1925);
отожженные — М (Д1М, Д16М, 1915М, 1925М);
закаленные и естественно состаренные — Т (АД31Т, АДЗЗТ, АВТ, Д1Т, 1915Т, 1925Т);
92. Механические свойства профилей
Состояние поставки профиля Марка сплава и состояние испытываемых образцов Толщина стенки ПрофиЛЯе мм Временное сопротивление, : кгс/мм2 Предел текучести о0>2, кгс/мм2 Относительное удлинение б, %
Без термообработки АДО, АД1 Все толщины 6 20,
То же АМц То же 10 16
» АД31Т С 13 7 13
Закаленные и естественно состарен-
ные АД31Т 9 13 7 13
Закаленные и искусственно соста-
-реяные АД31Т а 20 15 8
Не полностью закаленные и искус-
ственно состаренные АД31Т5 а 16 12 8
Без термообработки, закаленные и
естественно состаренные АДЗЗТ » 18 11 15
Закаленные и искусственно соста-
ренные АДЗЗТ1 » 25 21 6
Без термообработки АМг2 » 15 6 13
То же АМгЗ а 26 13 13
» АВТ а 18 14
Закаленные и естественно состарен-
ные АВТ >j 18 14
Закаленные и искусственно соста-
ренные АВТ1 № 30 23 10
Отожженные Д16М, Д1М < 30 —— 10
» 1915М 28 18 12
Закаленные и естественно состарен-
ные 1915Т 35 22 10 1
Отожженные, закаленные и есте-
ственно состаренные ....... 1925М 9 < 30 «— 12
1925Т а 35 20 10
Закаленные и естественно состарен-
ные 1915Т1 » 38 25 8
Без термообработки Д1Т До ю 34 19 12
Св. 10 до 20 36 20 10
Св. 20 37 21 10
Закаленные п естественно состарен-
ные Д1Т До Ю 34 21 12
Св. 10 до 20 36 22 10
Св. 20 37 23 10
^ез термообработки Д16Т До 5 38 27 10
Св. 5 до 10 40 27 10
Св. 10 41 29 10
Закаленные и естественно состарен-
ные Д16Т До 5 38 28 10
Св. 5 до 10 40 28 10
Св. 10 42 29 10
Без термообработки 1915 До 12 32 20 10
То же 19I5TI До 12 35 20 9
закаленные и искусственно состаренные — Т1 (АД31Т1, АДЗЗТ1, АВТ1);
на полностью закаленные и искусственно состаренные—Т5 (АД1Т5); По методам испытаний:
с контролем механических свойств и макроструктуры;
без контроля механических свойств и макроструктуры.
Профили поставляют длиной от 1 до 6 м при площади поперечного сечения до 0,8 см2, от 1 до 8 м—при площади поперечного сечения свыше 0,8 до 1,5 см2; от 1 до 10 м—при площади поперечного сечения свыше 1,5 до 200 см2.
Профиля немерной, мерной или кратной мерной длины поставляют в пределах размеров, приведенных выше.
Химический состав профилей —по ГОСТ 4784—74.
Сортамент: Полоса заготовочная ПЧ—ГОСТ 13616—68, зет нормальный II500—ГОСТ 13620—68, двутавр П200—ГОСТ 13621 — 68, тавр П130 — ГОСТ 13622—68, швеллер равнотолщинный П300—ГОСТ 13623—68, угольник равнобокий П50—ГОСТ 13737—68, угольник разностенный неравнобокий 1152 —ГОСТ 13738—68.
Механические свойства профилей, определяемые на образцах, вырезанных и долевом Направлении, приведены в табл. 92.
ПРУТКИ, ПРЕССОВАННЫЕ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (по ГОСТ 21488—76)
Прутки подразделяют:
а) по форме сечения: круглые — КР, квадратные — КВ;
б) по точности изготовления: нормальной точности—Н, повышенной точности — П;
в) по состоянию материала:
без термической обработки (горячепрессованные) — обозначаются маркой сплава без дополнительных знаков (АДО, АД1, АМц, АМцС, АД31, АДЗЗ, АМгЗ, АМг5, АМгб, Д1, Д16, В95, АК4, АК6, АК8), отожженные—М (АМгЗМ, АМг5М, АМгбМ);
закаленные и естественно состаренные — Т (АД31Т, АДЗЗТ, Д1Т, Д1.6Т); закаленные и искусственно состаренные — Т1 (АД31Т1, АДЗЗТ1, В95Т1, АК4Т1, АК6Т1, АК8Т1);
г) по виду'прочности:
нормальной прочности — обозначаются маркой сплава без дополнительных знаков (Д1, Д1Т, Д16, Д16Т, В95, В95Т1, АК6, АК6Т1, АК8, АК8Т1), повышенной прочности—ПП, (АВТ1ПП, Д1ПП, Д1ТПП, Д16ПП, Д16ТПП, В95ПП, В95Т1ПП, АК6ПП, АК6Т1ПП, АК8ПП, АК8Т1ПП).
ГОСТ предусматривает также марки АВ, 1915, 1925, АМг2, АК4-1.
Примечания:
1. Прутки в закаленном и естественно или искусственно состаренном состоянии изготовляют диаметром не более 100 мм. Изготовление прутков диаметром более 100 мм в закаленном, естественном пли искусственно состаренном состоянии производят по соглашению изготовителя с потребителем.
2. Прутки повышенной прочности изготовляют диаметром не болев: 300 мм—круглые, 150 мм—квадратные.
Химический состав прутков—по ГОСТ 4784—74.
По длине прутки изготовляют:
а) немерной длины: от 1 до 6 м—при диаметре от 5 до 10 мм, от 1 до 5 м — при диаметре св. 10 до 50 мм, от 0,5 до 4 м —при диаметре св. 50;
6i) мерной и кратной мерной длины в пределах немерной.
Плотность алюминиевого сплава марки В95 принимают равной 2,85 г/см3.
При отсутствии в наряд-заказе указания о точности и виде прочности изготовления прутки изготовляют нормальной точности и прочности.
Примеры обозначений:
пруток из сплава марки Д16, закаленный и естественно состаренный (Т), нормальной прочности, круглый (КР), диаметром 50 мм, нормальной точности (Н) изготовления, немерной длины (НД):
Пруток Д16Т .КР.50НУ.НД ГОСТ 21488—76
7 Анурьев В. И., т. 1
194 МАТЕРИАЛЫ
то же, квадратный (КВ), диаметром 50 мм, повышенной точности (П) изготовления, длиной 2500 мм:
Пруток ДНТ.НВ. 50Пу2500 ГОСТ 21488—76
то же, повышенной прочности (ПП), круглый (КР), диаметром 50 мм, нормальной точности изготовления, немерной длины (НД):
Пруток Д16Т.ПП.КР. 50НУ.НД ГОСТ 21488—76
S3. Размеры круглых прутков, мм
Диаметр * Отклонения, мм, точности изготовления Диаметр * Отклонения, мм, точности изготовления
н П н П
5] 6 -0,48 -0,30 52-80 -1,20 -0,74
7-10 —0,58 —0,36 85-120 —1,40 —1,00
11—18 -0,70 -0,43 125-185 —1,60 —.
19-30 -0,84 —0,52 190—250 —2,00
32-50 —1,00 -0,62 260-300 —2,50
* Размеры диаметров в указанных пределах брать из ряда; 7; 8; 9; 10; И; 12; 13;
14; 15; 16; 17; 18: 19; 20: 21 ; 22: 23: 24; 25; 26; 27; 28; 30; 32; 34; 35; 36; 38; 40; 42; 45; 46;
48: 50: 52: 55; 58: 60; 65: 70; 75; 80; 85; 90; 95 ; 100; 105; 110; 115; 120; 125: 13С 135; 140; 145;
150; 155; 160; 165; 170; 175; 180; 183; 190; 200; 210; 220; 230; 240; 250; 260; 270; 280; 290; 300 мм.
94. Размеры квадратных прутков, мм
Диаметр вписанной окружности, * мм Отклонения, мм точности изготовления Диаметр вписанной окружности, * мм Отклонения, мм точности изготовления
Н П Н П
7-10 -0,58 -0,36 75-80 —1,20 —1,00
11-18 —0,70 —0,43 85-90 -1,40 -1,00
19-30 —0.84 —0,52 100—120 —1.40 —
32—50 -1,00 —0,62 130-150 -1,60 —
52-70 -1,20 —0,74
* Размерь диаметров вписанной окружности брать из ряда: 7; 8; 9; 10; 11; 12; 13;
14: 15; 16; 17; 18; 19; 20; 22; 24; 25; 26; 27; 28; 30; 32; 34; 36; 38; 40; 42; 44; 46; 48; 50; 52;
55; 58; 60; 65; 70; 75; 80; 85; 90; 100; 110; 120; 130; 140; 150 мм.
ГОСТ предусматривает также н шестигранные прутки.
95. Размеры закруглений квадратных прутков, мм
Диаметр вписанной окружности Радиус закругления, не более Диаметр вписанной окружности Радиус закругления, . не более
До Ю,0 Св. 10,0 до 25.0 » 25.0 » 50,0 1,0 2.0 2,5 Св. 50,0 до 100,0 » 100,0 у 150,0 . - 3,0 3,5
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
S3. Механические свойства прутков нормальной прочности при растяжении
Марка алюминия и его сплава Состояние материала Состояние испытываемых образцов Диаметр прутка, мм Временное со-' противление раз-! рыву, кгс/мм2 Предел текуче-| сти, кгс/мм2 1 Относительное 1 удлинение, 65, 1 %
не менее
АДО АД1 Без термической обработки Без термической обработки 5—300 6 25
Амп,' АМцС Без термической обработки Без термической обработки 5-300 10 — 20
АД31 Без термической обработки Закаленные и естественно состаренные Закаленные и искусственно состаренные 5-300 5-300 14 20 7 15 13 8
Закаленные и естественно состаренные Закаленные и искусственно состаренные Закаленные и естественно состаренные Закаленные и искусственно состаренные 5-100 5—100 14 20 7 15 13 8
АДЗЗ Без термической обработки Закаленные и естественно состаренные Закаленные и искусственно состаренные 5—300 5—300 13 27 11 23 15 10
Закаленные и естественно состаренные Закаленные и искусственно состаренные Закаленные и естественно состаренные Закаленные и искусственно состаренные 5—100 5-100 18 27 11 23 15 10
АМгЗ Без термической обработки и отожженные Без термической обработки и отожженные 5-300 18 8 13
АМг5 Без термической обработки и отожженные Без термической обработки и отожженные 5—300 27 12 15
АМгЗ Без термической обработки и отожженные Без термической обработки и отожженные 5-300 32 1S 15
Д1 Без термической обработки Закаленные н естественно состаренные Закаленные п естественно состаренные Закаленные и естественно состаренные Г—130 135-300 5-100 38 36 38 22 20 22 12 10 12
Д16 Без термической обработки Закаченные и естественно состаренные 5—22 24—130 135—300 40 43 42 23 30 28 10 10 8
Закаленные и естественно состаренные Закаленные и естественно состаренные 5-22 24—100 40 43 23 30 10 10
В 95 Без термической обработки Закаленные и искусственно состаренные 5—22 24—130 140-300 50 54 52 40 43 43 6 6
у*
Марка алюминия и его сплава Состояние материала Состояние испытываемых образцов гаметр прутка, [ Временное сопротивление разрыву, кгс/мм2 Предел текучести, кгс/мм2 1 Относительное /удлинение .6,,’ %
«1 те менее
В95 Закаленные и искус- Закаленные и пскус- 5—22 50 40 8
ственно состаренные ственно состаренные 24—100 54 43 6
АК4 Без термической обработки Закаленные и искусственно состаренные 5—300 36 — 8
Закаленные и искусственно состаренные То же 5-100 36 —* 8
Без термической обработки Закаленные и искусственно состаренные 5—300 36 — 12
АК6 Закаленные и искусственно состаренные То же 5-100 36 — 12
АК8 Без термической обработки Закаленные и искусственно состаренные 5—150 155—300 46 44 — 10 8
Закаленные и искусственно состаренные То же 5—100 46 — 10
97. Механические свойства прутков повышенной прочности при растяжении
Марка алюминии» вого сплава Состояние материала Состояние испытываемых образцов Диаметр прутка, мм ; Временное со-' противление раэ-i рыву, кгс/мм2 Предел текуче-i сти, кгс/мм2 Относительное удлинение б8> %
не менее
21 Без термической обработки Закаленные и естественно состаренные 5—-300 43 28 8
Закаленные и естественно состаренные 5—100 43 28 8
Д16 Без термической обработки Закаленные н естественно состаренные 5—300 46 33 8
Закаленные и естественно состаренные 5—100 46 33 8
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 197
Продолжение табл. 97
Марка алюминиевого сплава Состояние материала Состояние испытываемых образцов Диаметр прутка, мы Временное сопротивление разрыву, кгс/мм2 Предел текучести, кгс/мм2 Относительное удлинение %
не хменее
В 95' Без термической обработки Закаленные и искусственно состаренные 5—22 24-130 135—300 52 5S 54 41 44 44 7 6 5
Закаленные и искусственно состаренные 5—22 24-100 52 56 41 44 7 6
АК6 Без термической обработки Закаленные и искусственно состаренные 5—300 38 27 10
‘Закаленные и искусственно состаренные 5—100 38 27 10
АК8 Без термической обработки Закаленные и искусственно состаренные 5-300 47 34 8
Закаленные и искусственно состаренные 5-100 47 34 8
ЛИСТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (по ГОСТ 21631—76)
Листы изготовляют из алюминия марок А7; А6, А5, АО, АДО, АД1 и алюминиевых сплавов марок Д12, АМц, АМцС, АМг2, АМгЗ, АМгб, АМгб, АВ, Д1, Д16, В95.
Листы подразделяют:
а) по способу изготовления:
ыеплакпрованные из сплавов марок Д12, АМц, АМцс, АМг2, АМгЗ, АМг5, АМгб, АВ и алюминия марок А7, А6, А5, АО, АДО, АД1 обозначают маркой сплава без дополнительных знаков;
плакированные из сплавов марок АМгб и Д16 с технологическим плакированием— Б (АМгбБ, Д16Б);
плакированные из сплавов марок Д1, Д16, В95 с нормальным плакированием — А (Д1А, Д16А, В95А);
плакированные из сплавов марок АМгб и Д16 с утолщенным плакированием У (АМгбУ, Д16У);
198 МАТЕРИАЛЫ
б) по состоянию м а-т е р и ал а:
без термической обработки (дополнительного обозначения не присваивается) — А7, А6, А5, АО, АДО, АД1, АМц, АМцС, АМг2, АМгЗ, АМгб, АМгб, АМгбБ, АВ, Д16А и В95А.
Примечание. Листы, изготовляемые без термической обработки, могут быть подвергнуты отжигу;
отожженные (М) — А7М, А6М, А5М, АОМ, АД1М, Д12М,, АМцМ, АМцСМ, АМг2М, АМгЗМ, АМг5М, АМгбМ, АМгбБМ, АМгбУМ, АВМ, Д1АМ, Д16БМ, Д16АМ, Д16УМ и В95АМ.
Примечание. Отожженные листы из алюминия и алюминиевых сплавов можно поставлять без термической обработки, если они удовлетворяют требованиям, предъявляемым к отожженным листам по механическим свойствам, качеству поверхности и выкатки;
пагартованные (Н) — А7Н, А6Н, А5Н, АОН, АДОН, АД1Н, АМцН, АМцСН и АМг2Н;
закаленные и естественно состаренные (Т) — АВТ, Д1АТ, Д16БТ, Д16АТ и Д16УТ;
закаленные и искусственно состаренные (Т1) — АВТ1 и В95АТ1;
пагартованные после закалки и естественного старения (TH) — Д16ВТН, Д16АТН;
в) по качеству отделки поверхности на группы;
высокой отделки — I (А7, А6, А5, АО, АДО, АД1, АМц, АМг2);
повышенной отделки — II (А7, А6, А5, АО, АДО, АД1, АМц, АМцС, Д12, Амг2, АМгЗ, АМг5, АМгб, АМгбБ, АМгбУ, АВ, Д1А, Д16Б, Д16А, Д16У, В95А);
обычной отделки (без дополнительного обозначения) — А7, А6, А5, АО, АДО, АД1, АМц, АМцС, Д12, АМг2, АМгЗ, АМгб, АМгб, АМгбБ, АМгбУ, АВ, Д1А, Д16Б, Д16А, Д16У и В95А.
Примечание. Листы высокой группы отделки (I) изготовляют толщиной до 4,0 м;
г) по точности изготовления по толщине:
повышенной точности — П;
нормальной точности — без дополнительного обозначения.
Листы поставляют мерной или кратной мерной длины в пределах длин, установленных табл. 98, с интервалом 500 мм.
В случае отсутствия в наряд-заказе указания о точности изготовления и группе отделки листы из алюминия и алюминиевых сплавов изготовляют нормальной точности и обычной отделки.
Пр им еры.обозначений:
Лист из сплава марки АД1, без термической обработки, обычной отделки поверхности, нормальной точности изготовления, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм:
Лист ЛД1-5 X 1000 X 2000 ГОСТ 21631—76
то же, отожженный, толщиной 5 мм, шириной 1000 мм, длиной 2000 мм:
Лист АД1М-5 X 1000 X 2000 ГОСТ 21631—76
то же, полунагартованный, повышенной отделки поверхности, нормальной точности изготовления:
Лист АД1 1!Д1-11-5 X 1000 X 2000 ГОСТ 21631-76
то же, нагартовашшй, повышенной отделки поверхности, повышенной точности изготовления:
Лист. АД1Н-11-П-5 X 1000 X 2000 ГОСТ 21631—76
98. Размеры листов, мм, в зависимости от марки сплава, плакирования и состояния материала
Марка алюминия, алюминиевого сплава и плакирование Толщина листа Ширина листа Длина листа
е 3 ®врмичес ‘ А7, AS, А5, AS кой обработ От 5,0 до 10,5 к и 600, 800, 900, 1000 2000
АДО, АД1 600, 800, 900
АДО, АД!, АМц, АМцС, АМг2, АМгЗ, АМгЗ, АМгЗ, АМгЗБ, АВ, АД1, Д16А 1000, 1200, 1400, 1500, 1600, 1800, 2000 От 2000 до 7000
В95А 1000, 1200, 1425, 1500, 2000
Отожженные
А7, AS, А5, АО, АДО, АД! От 0,3 до 10,5 600, 800, 900, 1000 2000
АДО, АД1, АМц, АМцС АВ, АМг2 От 0,5 до 4,0 1000, 1200, 1400, 1500, 1600 От 2000 до 4000
Св. 4,0 до 10,5 1000, 1200, 1400, 1500, 1600, 1800, 2000 От 2000 до 7000
АМгЗ, АМг5, АМгб, АМгЗБ Св. 0,7 до 10,5
АМгЗ У Св. 0,7 до 5,5 1000, 1500, 1400, 1800, 1600, 2000 От 2000 до 7000
Д12 От 0,5 до 4,0 1200, 1500 От 3000 до 4000
Д1А, Д16Б, Д16А Св. 0,7 до 4,0 Св. 4,0 до 10,5 1000, 1200, 1400, 1500, 1600, 1800, 2000 От 2000 до 7000
Д16У Св. 0,7 до 4,0 1200, 1500
Р95А Св. 0,7 до 4,0 Св. 4,0 до 10,5 1000, 1200, 1425, 1500, 2000
В95-2А От 1,0 до 10,5 1200, 1400, 1500
Марка алюминия, алюминиевого сплава и плакирование Толщина листа Ширина листа Длина листа
Полунагартованные
АМц, АМцС, АМг2, АМгЗ Св. 0,7 до 4,0 1000, 1200, 1400, 1500, 1600, 1800, 2000 От 2000 до 7000
Св. 4,0 до 10,5 От 2000 до 4000
Д12 От 0,5 до 4,0 1200, 1500 От 3000 до 4000
Нагартованиые А7, А6, А5, АО, АДО, АД1 । От 0,3 до 10,5 600, 800, 900, 1000 2000
АДО, АД1 От 0,5 до 4,5 1000, 1200, 1400, 1500, 1600. 1800, 2000 От 2000 до 4000
Св. 4,5 до 10,5 От 2000 до 7000
АМц, АМцС, АМг2 Св. 0,7 до 4,0 От 2000 до 7000
Св. 4,0 до 10,5 От 2000 до 4000
Закаленные и есте АВ, Д1А, Д16Б, Д16А ственно сос Св. 0,7 до 10,5 таренные 1000, 1200, 1400, 1500, 1600, 1800, 2000 От 2000 ДО 7200
Д16У От 0,5 до 4,0 1200, 1500
Закаленные и иску АВ )ствен но сос Св. 0,7 до 10,5 таренные 1000, 1200, 1400, 1500, 1600, 1800, 2000 От 2000 до 7000
В8!>Л Св. 0,7 до 4,0 1000, 1200, 1425. 1500, 2000 От 2000 ДО 7200
Св. 4,0 до 10,5
Нагартованиые после зака Д16Б и Д16А л к и и естест От 1,5 до 7,5 венного старения 1000, 1200, 1 От 2000 1400, 1500 до 7200
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 99. Толщина плакирующего слоя
Толщина листа, мм Толщина планирующего слоя на каждой стороне листа, % от номинальной толщины листа, при плакировании
технологическом нормальном утолщенном
не более нс менее
От 0.5 до 1,9 Св. 1,9 » 4.0 в 4,0 а 10,5 1,5 4,0 2,0 2,0 Я,0 4,0
100. Механические свойства образцов, вырезанных из листов в состоянии поставки в направлении поперек прокатки
Марка алюминия, алюминиевого сплава и | плакирование Состояние материала листов Обозначение сплава и состояние материала Толщина листа*, мм Временное сопротивление, кгс/мм2 Предел текучести а013, кгс/мм’ Относительное удлинение б, %, при 1 —11,3 VF
не менее
А7, А6, А5, АО, АДО, АД1 Отожженные А7М, ASM, А5М, A0M, АДОМ, АД1М Св. 0,9 до 10,5 6 — 28
Полунагарто-ванные А71/2Н, А61/2Н, А51/2И, А01/2Н, АД01/2Н, АД11/2Н От 0,8 ДО 4,5 10 6
Нагартованпые А7Н, А6Н, А5Н A0H, АД0Н, АД1Н Св. 0,8 до 3,5 а 3,5 » 10,5 15 13 4 5
Без термической обработки А7, А6, А5, АО, АДО, АД1 От 5,0 до 10,5 7 15
АМц, АМцС Отожженные АМцМ, АМцСМ Св. 0,7 до 3,0 а 3,0 а 10,5 9 — 22 20
Полунагарто-ьанные АМЦ1/2Н АМЦС1/2Н От 0,5 до 3,5 Св. 3,5 » 10,5 15 5 6
Нагартованпые АМцН, АМцСН Св. 0,8 до 1,2 » 1,2 а 10,5 19 3 4
Без термической обработки АМц, АМцС От 5,0 до 10,5 10 10
Д12 Отожженные Д12М От 0,5 до 4,0 16 — 14
Полунагарто-ванные Д121/2Н От 0,5 до 4,0 22,5 3
Марка алюминия, алюминиевого сплава и плакирование Состояние материала листов Обозначение сплава и состояние материала Толщина листа*, мм Временное сопротивление, кгс/мм2 । Предел текучести кгс/мм2 Относительное удлинение б, %, при 1 = 11,3 VF
не менее
АМг2 Отожженные АМг2М Св. 1,0 до 10,5 17 — 18
Полунагарто-ванные АМг21/2Н Св. 1,0 до 5,0 й 5,0 10,5 24 23 15 14 6
Нагартованиые АМг2Н Св. 1,0 до 10,5 27 22 4
Без термической обработки АМг2 От 5,0 до 10,5 18 — 7
АМгЗ Отожженные АМгЗМ Св. 0,6 до 4,5 » 4,5 », 10,5 20 19 10 8 15
Пол у нага рто-ванные АМг31/2Н Св. 1,0 до 5,0 й 5,0 » 10,5 25 24 20 18 7 6
Без термической обработки АМгЗ От 5,0 до 6,0 Св. 6,0 й 10,5 19 8 12 15
АМгЗ Отожженные АМг5М Св. 0,6 до 4,5 й 4,5 ft 10,5 28 15 13 15
Без термической обработки АМг5 От 5,0 до 6,0 Св. 6,0 й 10,5 13 12 15
АМгбВ Отожженные АМгбБМ, АМгбМ Св. 0,6 до 10,5 32 16 15
Без термической обработки АМгбБ, АМгб От 5,0 до 10,5
АМгбУ Отожженные АМгбУМ От 2,0 до 5,5 28 . 13 15
АВ Отожженные АВМ От 0,5 до 5,0 Св. 5,0 » 10,5 15 — 20 15
Закаленные и естественно состаренные АВТ Св. 0,6 до 3,0 » 3,0 » 5,0 й 5,0 й 10,5 20 20 18 20 18 16
Закаленные и искусственно состаренные АВТ1 От 0.5 до 5,0 Св. 5,0 й 10,5 30 10 8
Без термической обработки . АВ От 5,0 до 10,5 18 14
От 5,0 до 10,5 30 7
Марка алюминий, алюминиевого сплава и плакирование Состояние материала ЛИСТОВ Обозначение сплава и состояние материала Толщина листа*, мм В ременное сопротивление, кгс/мм2 Предел текучести о(| кгс/мм2 Относитель-; ное удлине- ние б, %, 1 при 1 == 11,3 /F
не менее
ди Отожженные Д1АМ От 0,5 до 10,5 15-23 — 12
Закаленные и естественно состаренные Д1АТ От 0,5 до 1,9 Св. 1,9 » 10,5 37 38 19 20 15
Без термической обработки Д1А От 5,0 до 10,5 36 19 12
Д16В Отожженные Д16БМ От 0,5 до 10,5 15—24 — 10
Закаленные и естественно состаренные Д16БТ От 0,5 до 1,5 Св. 1,5 » 6,0 » 6,0 а 10,5 45 29,5 13 11 10
Нагартованные после закалки и естественного старения Д16БТН От 1,5 до 3,0 Св. 3,0 » 7,5 48,5 36,5 10 8
Д16А Отожженные Д16АМ От 0,5 до 10,5 15-23 — 10
Закаленные и естественно состаренные Д16АТ От 0,5 до 1.9 Св. 1,9 » 6,0 » 6,0 » 10,5 41,5 43,5 43,5 27,5 28 28 13 11 10
Без термической обработки Д16А От 5,0 до 10,5 42 26 10
Нагартованные после закалки и естественного старения Д16АТН От 1,5 до 1,9 Св. 1,9 » 7,5 43,5 46,5 34 35 10 8
Д16У Отожженные Д16УМ От 0,5 до 4,0 13-23 — 10
Закаленные и естественно состаренные Д16УТ От 0,5 до 1,9 Св. 1,9 » 4,0 37 41,5 23,5 27,5 13
В95А Отожженные В95АМ От 0,5 до 10,5 25 - 10
Марка алюминия, алюминиевого сплава и плакирование Состояние материала листов Обозначение сплава и состояние материала Толщина листа*, мм Временное сопротивление, кгс/мм2 Предел текучести <т0 2, кгс/мм2 Относитель-1 ное удлине-i ние 6, %4 i при 1=11,3 /Е
не мене
В95А Закаленные и искусственно состаренные В95АТ1 От 0,5 до 1,9 Св. 1,9 » 6,0 » 6,0 >1 10,5 49 50 50 41 42 42 7 7 6
Без термической обработки В95А От 5,0 >> ±0,5 50 ’ 42 6
* Толщину листов в указанных пределах брать из следующего ряда: 0,3- 0,4' 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,2; 1,5; 1,6; 1,8; 1,9;'2,0;'2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5! 8,0; 8,5; 9,0; 9,5; 10,0; 10,5 мм.
Марки АВ, Д1А и Д16А — без термической обработки, механические свойства указаны по закаленным и естественно состаренный образцам для испытания.
На некоторые обозначения сплава а состояния материала ГОСТ предусматривает толщины листов до 1 мм, а также ГОСТ предусматривает марки алюминиевых сплавов ММ. BJ5-2, и ВД1.
Плотность сплава марки В95 2,85 г/см’. Плотность алюминия всех марок принимать с коэффициентом 0,95, остальные марки алюминиевых сплавов — с коэффициентом 0,926— 0,982 (точный коэффициент приведен в ГОСТе).
101. Механические свойства при растяжении
Марка сплава Состояние испытываемых образцов Толщина листа, мм Временное сопротивление, кгс/мм3 Предел текучести ао,2’ кгс/мм3 Относительное удлинение 6, %, при 1 = 11,3 /Е
не менее
. Д1А Закаленные и естественно состаренные От 0,5 до 1,9 Св. 1,9 » 10,5 36,0 19,0 20,0 15,0
Д16Б От 0,5 до 1,5 Св. 1,5 » 6,0 в 6,0 а 10,5 43,5 28,0 13,0 11,0 10,0
Д16А От 0,5 до 1,9 Св. 1,9 а 10,5 40.0 42,0 26,0 27,0 15,0 12,0
Д16У От 0,5 до 1,9 Св. 1,9 >± 4,0 35,5 40,0 22,5 26,0 13,0
В95А Закаленные и искусственно состаренные От 0,5 до 1,0 Св. 1,0 >1 6,0 й 6,0 » 10,5 48,0 49,0 49,0 40,0 41,0 41,0 7,0 7,0 6,0
t АВ Закаленные и естественно состаренные Св. 0,6 до 3,0 » 3,0 » 5,0 а 5,0 » 10,0 18,0 18,0 16,0 20.0 18,0 16,0
Закаленные и искусственно состаренные От 0.5 до 5,0 Св. 5,0 >1 10,5 28,0 10,0 8,0
102. Преееовочвая полоса П4 иа алюминия и алюминиевых сплавов (по ГОСТ 13616—68) Размера полос, мм
Полосы изготовляют из алюминия марок АДО, АД1 и XXwSSxxx» алюминиевых сплавов марок АМц, АМг2, Д1, Д16, АВ. у | АД31, АДЗЗ, АМгЗ ПО ГОСТ 4784-65
Номер профиля В В г, не более Номер профиля н В г, не более Номер профиля н В г, не более
106 112 5 50 89 1 406 410 416 420 18 30 80 160 200 2.0 2,0 3,0 3,0 666 672 34 40 110 2
132 134 140 142 144 6 50 50 80 100 120
730 734 742 746 748 752 754 758 40 50 60 80 90 100 110 120 175 2,0 2,0 5,0 3,0 1,5 2,0 5,0 2,0
432 440 444 450 454 456 458 460 20 30 50 60 80 100 120 175 200 2,0 3,0 2,0 2,0 1,5 3,0 3,0 2,0
192 198 208 214 218 222 8 20 40 60 80 100 120 1 1 1 1 1,5 1,5
782 786 790 794 45 70 100 125 160 2,0 2,0 3.0 3,0
476 480 482 486 488 22 65 90 110 170 200 2,0 3,0 2,0 3,0 3,0
238 246 248 258 260 262 10 40 50 60 80 100 120 1,0
802 808 814 820 824 826 50 60 80 100 120 150 170 2
508 510 516 24 50 70 160 2,0 2.0 3,0
266 10 150 2,0
568 572 26 50 105 2
282 288 292 296 300 304 306 12 25 40 50 100 120 140 160 2,0
842 844 846 848 852 854 856 858 55 60 70 85 110 120 135 190 200 3,0 3,0 2.0 2,0 2,0 3,0 2,0 3,0
586 590 28 50 115 2,0 3,0
600 602 606 610 614 624 630 634 636 640 642 30 40 50 55 70 80 100 120 140 160 200 220 2,0 2,0 5,0 2,0 2,0 2,0 2,0 2,0 3,0 2,0 2,0
308 310 12 190 200 3,0
872 876 880 882 886 888 890 60 70 80 90 100 120 150 190 2
336 340 344 14 45 80 100 2,0 1,5 2,0
370 378 380 390 404 16 25 40 60 200 25 2
958 962 80 90 120 2,0
654 658 32 100 200 2
Пример обозначения заготовочной полосы из сплава Д1 в закаленном и естественно состаренном состоянии с размерами 5X50:
П4-106 ГОСТ 13616—68 Д1Т ГОСТ 8617—75
Л олоса
ГОСТ 13616—68 предусматривает и другие размеры полос Н = 4 4-100 мм. Технические требования — по ГОСТ 8617—75.
ЛЕНТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (по ГОСТ 13726—68)
Лепты изготовляют:
из алюминия марок А7, А6, А5, АО п А по ГОСТ 11069—741
из алюминия марок АДО и АД1 по ГОСТ 4784—74;
из алюминиевых сплавов марок АМц п ММ по ГОСТ 4784—74.
Ленты поставляют:
отожженные (мягкие) — М (А7М, А6М, А5М, АОМ. AM, АДОМ, АД1М, АМцМ);
нагартовапные — Н (А7Н, А6Н, А5Н, АОН, АН, АДОН, АД1Н, АМцН)
Толщина лепт: 0,3—2 мм с интервалом 0,1 мм.
Ширина лент: 40—1000 мм; до 500 мм с интервалом 5 мм, свыше 500 мм — с интервалом 100 мм.
Длина лепт не менее 10 м.
Пример обозначения ленты марки А5, отожженной, толщиной 0,5 мм, шириной 100 мм:
Лента А5М-0.5 X 100 ГОСТ 13726-68
то же, негартованной:
Лента А5Н-0,5 X 100 ГОСТ 13726—68
Толщина лент и предельные отклонения по толщине следующие:
Толщина ленты, мм............0,3—0,7 0,8—0,9 - 1—1,4 1,5—2
Предельные отклонения, мм, по тол-
щине при ширине ленты от 40 до 600 мм.................... —0,05 —0,08 —0,1 —0,15
Механические свойства образцов, вырезанных из лент в состоянии поставки, приведены в табл. 103.
103. Механические свойства образцов, вырезанных в состоянии поставки
Марки алюминия п алюминиевого сплава Состояние поставки Толщина ленты, мм Временное сопротивление, кгс/мм2 Относительное удлинение 6, %, при 1 = 11,3/Г
не менее
А7, А6, А5, АО, А, АДО и АД1 Отожженные 0,25—0,5 0.6—0,9 1,0-2,0 в 20 25 28
АМц Отожженные 0,25—0 7 0,8-2,0 9 18 22
А7, А6, А5, АО, А, АДО и АД1 £ Нагартованиые 0,25-0,8 0,9-2,0 15 3 4
АМц Нагартованиые 0.25-0,5 0,6-0,8 0,9—1,2 1,3-2,0 19 1 2 3 4
ММ Нагартовапные 0,25—2,0 Не испытываются
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 207
УГОЛЬНИК РАВНОБОКИЙ П50 (по ГОСТ 13737—68)
Угольники изготовляют из алюминия марок АДО и АД1 и алюминиевых сплавов марок АМц, АМг2, АМгЗ, АМг5, АМгб, АВ, Д1, Д16, АД31, АДЗЗ и В95 по ГОСТ 4784-74.
Технические требования — по ГОСТ 8617—75.
104. Размеры и справочные величины для осей
J7
У
А,
Обозначения!
1ИЕ8
J —момент инерции;
г — радиус инерции;
У о — расстояние от центра тяжести.
У1 У
и
» н А р* Q Справочные величины для осей
я ё Х-Х-, Y—Y X-Xt У—У, и -и
Номер пре дол Площадь < НИЯ, см2 Масса 1 м J = J , х V' см4 if II II ^ит1п* см‘ min» см
32 15 3 3 1,5 0,234 0,067 0,154 0,434 0,340 0,476 0,067 0,286
38 18 1.5 2 0,75 0,524 0,149 0,160 0,553 0,290 0,498 0,064 0,351
68 20 2 2 1 0,764 0,218 0,284 0,610 0,530 0,567 0,115 0,388
94 25 3,2 3,2 1,6 1,509 0,430 0,851 0,751 1,660 0,733 0,349 0,481
116 30 2 2 1 1,164 0,332 1,012 0,932 1,789 0,817 0,406 0,591
122 30 3 3 1.5 1,720 0,490 1,439 0,915 2,684 0,851 0,584 0,583
148 35 3 3 1,5 2,000 0,570 2,338 1,076 4,261 0,976 0,944 0,684
173 40 2,5 2,5 1,25 1,944 0,554 3,017 1,246 5,301 1,084 1,211 0,789
184 40 3,5 3,5 1,5 2,604 0,768 4,075 1,230 7,447 1,119 1,647 0,782
188 40 4 4 2 3,057 0,871 4,550 1,220 8,483 1,134 1,845 0,777
212 45 5 5 2,5 4,277 1,219 7,957 1,364 15,107 1,293 3,241 0,870
230 50 5 5 2,5 4,777 1,361 11,107 1,525 20,710 1,418 4,505 0,971
244 50 6.5 6 3,25 6,110 1,741 13,773 1,501 26,971 1,470 5,657 0,962
254 60 5 5 2,5 5,777 1,646 19,704 1,847 35,773 1,668 7,950 1,173
258 60 6 5 3 6,855 1,954 23,012 1,832 42,931 1,705 9,340 1,167
2/4 70 7 8 1 9,443 2,691 43,337 2,142 80,754 1,991 17,609 1,366
310 80 8 8 4,5 12,21 3,480 72,483 2,436 135,16 2,266 29,379 1,551
320 90 9 10 4,5 15,518 4,423 116,67 2,742 217,47 2,549 47,294 1,746
ГОСТ предусматривает также другие номера профилей.
Пример обозначения равнобокого угольника из сплава марки Д1 в закаленном в есто-мвенно состаренном состоянии, конструкционного, размером 15x15x3;
Угольник
П50-32 ГОСТ 13737—eg
Д1ТК ГОСТ 8317—75
ШВЕЛЛЕР РАВНОТОЛЩИННЫЙ П300 ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ
СПЛАВОВ (по ГОСТ 13623—68)
Швеллеры изготовляют из алюминия марок АДО, АД1 и алюминиевые сплавов марок АМц, АМг2, ДГ, Д16, В95, АВ, АД31, АДЗЗ, АМг5, АМгЗ, АМгб по ГОСТ 4784-74.
105. Размеры и справочные величины для осей
, , 5
Обозначения:
хо, Ш — координаты центра Технические требова-тяжести; ния — ио ГОСТ 8617—75,
Ух, Y — момент инерции;
Wx, Wy — MOMetrr сопротивления;
ix, iy — радиус инерции.
о Н В в Г fl О о « Справочные величины дпя осей
о а 2 « л й tt0 Св * Св х0 Уо ух ГУ уу X wy 1У
За И-& К ® Kff Св -ай ММ СМ* см’ см
52 15 25 1,5 2 0,75 0,795 0,20 12,5 4,55 0,17 0,77 0,16 0,62 0,46 0,99
94' 18 40 3 3 1,5 2,129 0,61 20,0 5,27 0,58 4,76 0,46 2,38 0,52 1,50
108 20 30 2 2 0,75 1,335 0,38 15,0 6,38 0,52 1,89 0,38 1,26 0,63 1,19
112 20 35 2,5 2,5 1,25 1,770 0,50 17,5 6,15 0,66 3,25 0,47 1,86 0,61 1,36
156 25 25 5 0,5 0,5 3,25 0,93 12,5 10,18 1,89 2,69 1,28 2,15 0,76 0,91
164 25 32 2,5 2,5 0,5 1,925 0,55 16,0 8,26 1Д5 3,13 0,69 1,96 0,78 1,28
168 25 40 3 3 1,5 2,549 0,73 20,0 7,92 1,50 6,20 0,88 3,10 0,77 1,96
182 25 55 5 5 3 4,819 1,37 27,5 7,59 2,43 19,76 1,40 7,18 0,71 2,03
192 25 70 3 3 1,5 3,449 0,98 35,0 6,24 1,79 23,68 0,95 6,77 0,72 2,62
236 30 45 3 4 — 3,040 0,87 22,5 9,60 2,70 9,95 2,81 4,42 0,94 1,79
250 30 55 3 3 1,5 3,299 0,94 27,5 8,81 2,80 15,28 1,32 5,56 0,92 2,15
262 30 70 4 4 2 4,931 1,40 35,0 8,27 3,83 34,56 1,76 9,88 0,88 2,65
296 35 60 4 4 2 4,950 1,41 30,0 15,70 3,53 27,11 2,25 9,04 0,84 2,34
306 35 80 4,5 5 3 6,414 1,83 40,0 9,60 6,74 59,13 2,65 14,78 1,03 3,04
326 40 45 3 4 0,5 3,638 1,04 22,5 13,74 5,96 12,32 2,27 5,48 1,28 1,84
334 40 70 5 5 2,5 7,080 2,02 35,0 12,30 10,49 51,98 3,79 14,85 1,22 2,71
338 40 80 4 4 2 6,131 1,75 40,0 11,32 9,11 59,31 3,18 14,83 1,22 3,11
366 45 75 5 5 2,5 7,831 2,23 37,5 13,90 15,03 67,43 4,83 17,98 1,39 2,93
338 50 100 5 5 2,5 9,610 2,74 50,0 14,10 23,81 103,70 16,89 20,74 1,57 3,28
ГОСТ предусматривает также и другие номера профилей.
Пример обозначения равнотолщинного швеллера из сплава марки Д1 в закаленном и естественно состаренном состоянии, конструкционного, размерами 15x25x1,5;
Пзоо-аг гост 1зв2з—вв Д1Т К ГОСТ 8617—75
Швеллер
ДВУТАВР П200, ПРЕССОВАННЫЙ ИЗ АЛЮМПНПЯ И АЛЮМПНИЕВЫХ СПЛАВОВ (по ГОСТ 13621—68)
Двутавр изготовляют из алюминия марок АДО, АД1 и алюминиевых сплавов марок АМц, АМг2, Д1, Д16, В95, АВ, АД31, АМгЗ, АДЗЗ, АМг5 и АМгб по ГОСТ 4784-74.
106. Размеры и справочные величины для осей
Обозначения?
ха, ?/о — координаты центра тяжести; Технические требования — по ГОСТ 8617— 75. Ух, Yy — момент инерции;
Wx, Wy — момент сопротивления;
г„, С, — радиус инерции.
•* v
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
Номер Н В 1 61 Г Г1 Площадь сечения, см8 Масса Ло Уо ух Yv У ^x ly
профиля мм 1 м, кг мм СМ* см’ CM
18 30 30 1,5 2 2 1 1,616 0,460 15,0 15,0 2,615 0,882 1,743 0,588 1,272 0,739
22 35 30 2 2,5 2,5 1,25 2,140 0,610 15,0 17,5 4,499 1,099 2,571 0,733 1,450 0,717
30 40 50 2 3,5 3,5 1,75 4,239 1,208 25,0 20,0 12,477 7,138 6,238 2,855 1,716 1,298
36 50 50 2,5 4 4 2 5,153 1,469 25,0 25,0 23,154 8,139 9,262 3,256 2,120 1,257
42 57 93 7 8 3 1,5 17,789 5,070 46,5 28,5 94,351 106,966 33,106 23,003 2,303 2,452
46 60 70 3 5 5 2,5 8,661 2,468 35,0 30,0 57,082 27,975 19,027 7,993 2,567 1,797
48 68 38 2,5 2,5 2 — 3,509 1,000 19,0 34,0 25,929 2,295 7,626 1,208 2,718 0,809
68 86 95 9 8 3 1,5 21,539* 6,139 47,5 43,0 258,397 114,332 60,092 24,070 3,464 2,304
Пример обозначения двутавра из сплава марки Д1 в закаленном и естественно состаренном состоянии, конструкционного, размерами ЗОх ЗОх 1,5 х 2;
П200 — 18 ГОСТ 13621—68
Дериавр гост self_7s о
ЗЕТ НОРМАЛЬНЫЙ П500 ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ (по ГОСТ 13620—68)
. Зет изготовляют из алюминия марок АДО, АД1 и алюминиевых сплавов марок АМц, АМг2, Д1, Д16, В95, АВ, АД31, АДЗЗ, АМгЗ, АМг5, АМгб по ГОСТ 4784-74.
107. Размеры и справочные величины для осей
Обозначения)
т», у» — координаты центра тяжести; Технические требования — по ГОСТ 8617—75, Jx, Jy — момент инерции;
Wy — момент сопротивления;
гж, iy — радиус инерции.
Номер профиля н в S Г Г1 Площадь сечения, см2 Масса 1 м, кг Справочные величины для осей
Уо 4 Jv Wx wv гу
мм
мм СМ4 CM3 CM
8 12 14 16 18 46 48 50 56 70 20 25 25 25 30 40 40 40 40 50 15 18 18 20 23 25 20 25 25 25 35 1,5 2 2,5 3 3.5 2,5 2 2 3 5 1,5 1,5 2 2 3,5 2 1,5 1,5 3 4 2 2 2.5 3 2,5 2,5 2 2 3 4 5 0,5 1 1,25 1,5 1,25 1 1 1,5 2 2,5 0.721 1.048 1,320 1.609 2,267 1,770 1.353 1,553 2.209 3,011 5,180 0.21 0,30 0.38 0.46 . 0.65 0,50 0,39 0.44 0,63 0.86 1.48 14,25 17,25 17.00 19,00 21,25 24,00 19,25 24,25 24,00 23,5 33,0 10.0 12,5 12,5 12,5 12,5 15,0 20,0 20,0 20,0 20,0 25,0 0,46 1,08 1,29 1.60 2,07 2,66 3,51 4,24 5,87 ..7,44 20,20 0.29 0.67 0,80 1,34 0.25 2,27 0,94 1,88 2,71 . 3,38 11,73 0,46 0.87 1,04 1,28 1,65 1,77 1,76 2.12 2.94 з;?2 8,08 0,20 0.39 0.47-0,71 1,06 0,95 0,49 0,78 1,13 1,44 3,56 0,80 1,02 ' 0.99 1,00 0,96 1,23 1,61 1,65 1,63 1.57 1,97 0,63 0,80 0,78 0.91 1,00 1,13 0,83 1,10 1,11 1,06 1,51
МАТЕРИАЛЫ
Пример обозначения нормального зетового профиля из сплава марки Д1, в закаленном и естественно состаренном состоянии, конструкционного, размерами 20X15X1,5X1,5:
Зет
П500—8 ГОСТ 13620—68
Д1ТК ГОСТ 8617—75
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
МЕДЬ
108. Марки и примерное назначение меди (по ГОСТ 859—78)
Марка меди Содержание меди, %, не менее Примерное назначение
М0н 99,95 Проводники тока и сплавы высокой чистоты
Ml, М1р 99,90 Проводники тока, прокат и высококачественные бронзы, не содержащие олова
М2, М2р 99,70 Высококачественные полуфабрикаты (кроме проводников тока) и сплавы на медной основе, обрабатываемые давлением
М3, МЗр 99,5 Прокат и сплавы на медной основе обычного качества, а также прочие литейные сплавы
Температура плавления для меди всех марок 1083° С. ГОСТ 859—78 соответствует СТ СЭВ 226—75. ГОСТ и СТ СЭВ предусматривают и другие марки меди.
СОРТАМЕНТ И ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ЛИСТОВУЮ МЕДЬ (по ГОСТ 495—70)
Толщина холоднокатаных листов, мм: 0,4; 0,5; 0.6; 0,7; 0,8; 0,9; 1; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,8; 2; 2,2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 6,5; 7; 8; 9; 10; 11; 12.
Толщина горячекатаных листов, мм: 3; 3,5; 4; 4,5; 5; 6; 7; 8; 9; 10- 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 22; 24; 25.
Холоднокатаные листы поставляют мягкими (отожженными) и твердыми (неотожженными).
Листы изготовляют из меди Ml, М1р, М2р, М3, МЗр.
Примеры обозначений:
лист марки М2 горячекатаный размером 6 X 600 X 1500 мм:
Лист М2 Гк 6 х 600 х 1500 ГОСТ 495—70
лист марки М3 твердый холоднокатаный размером 1 х 1000 х 2000 ммз
Лист М3 Т 1 X 1000 х 2000 ГОСТ 495—70
СОРТАМЕНТ МЕДНЫХ КРУГЛЫХ ПРУТКОВ (по ГОСТ 1535-71)
Диаметры горячекатаных круглых прутков, мм: 32, 35, 38, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100.
Диаметры тянутых прутков, мм: 3; 3,5; 4; 4,5; 5; 5,5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 20; 21; 22; 24; 25; 27; 28; 30; 32; 33; 35; 36; 38; 40; 41; 45; 46; 50.
Прутки тянутые изготовляют мягкими (отожженными) — М, полутвердыми — ПТ, твердыми — Т; по точности: высокой — В, повышенной — П, нормальной — Н. ±.
ГОСТ 1535—71 предусматривает размеры прутков прессованных круглых и тянутых квадратных и шестигранных.
Прутки изготовляют из меди марок Ml, Mlp, М2, М2р, М3 и МЗр. Медь марки Ml применяют только для изготовления токопроводящих деталей.
Примеры обозначений:
пруток из меди М2, горячекатаный, диаметром 35 мм:
Пруток М2-гк.-35 ГОСТ 1535-71
пруток из меди М2, тянутый, круглый, нормальной точности, твердый, диаметром 10 мм:
Пруток М2-т.кр.-Н-Т-10 ГОСТ 1535—71
МЕДНАЯ РУЛОННАЯ ФОЛЬГА ДЛЯ ТЕХНИЧЕСКИХ ЦЕЛЕЙ (по ГОСТ 5638—75)
Фольгу изготовляют из меди марок МО, Ml и М2 по ГОСТ 859—66 и поставляют твердой.
109. Размеры, мм, и масса фольги
Толщина Допускаемые отклонения по толщине Ширина, мм Масса 1 м2, р
нормальной точности повышенной точности
0,015 ± 0,002 20—210 с града-цией 5 мм 133,5
0,020 -4-0.002 -оЖ -4-0,002 —0,003 178,0
0,030 0,040 0,050 +0,003 —0,007 +0,002 —0,006 20—230 с градацией 5 мм 267,0 356,0 445,0
Плотность меда принята 8,9 г/см5.
Примеры обозначений:
фольга холоднокатаная, прямоугольного сечения, нормальной точности изготовления, твердая, толщиной 0,020 мм, шириной 50 мм из меди марки М2:
Фольга КПРНТ 0,020 X 50 М2 ГОСТ 5638-75
то же, повышенной точности изготовления, толщиной 0,030 мм, шириной 75 мм из меди МО:
Фольга КПРПТ 0,030 X 75 МО ГОСТ 5638—75
ТИТАН И ТИТАНОВЫЕ СПЛАВЫ, ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ (по ГОСТ 19807—74)
Титан и титановые сплавы, обрабатываемые давлением, предназначены для изготовления полуфабрикатов.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 110. Марки и химический состав*, %
Марка •гитана или титанового сплава Алюминий Марганец Молибден Ванадий Цирконий Хром Кремний Железо Примеси, не более
ВТ1-00 <0,3 0,578
ВТ 1-0 < 1,0 — — —— 0,840
ОТ4-0 0,2-1,4 0,2-1,3 — — — — — 1,362
ОТ4-1 1,0-2,5 0,7-2,0 —-, — — I. * 1,362
ОТ4 3,5-5,0 0,8-2,0 —— — — — — 1.362
ВТ5 4,3-6,2 — — — — — —- — 1,415
ВТ5-1** 4,3—6,0 —_ —_ — 1,365
ВТ6 5,3—6,8 — 3,5-5,0 — — — —— 1,415
ВТЗ-1 5,5-7,0 —- 2,0—3,0 — — 0,8-2,3 0,15-0,40 0,2-0,7 1,145
ВТ9 5,8-7,0 2,8-3,8 0,8—2,0 0,20-0,35 — 0.865
ВТ14 3,5—6,3 —_ 2,5-3,8 0,9-1,9 — — — —— 1,365
ET1S 1,8-3,8 — 4,5—5,5 4,0—5,5 — — — — 1,515
ВТ20 5.5—7,5 0,5—2,0 0,8-1,8 1,5—2.5 — — — 1,065
ВТ22 4,4-5.9 — 4,0—5,5 4,0—5,5 0.5-2,0 — 0.5-1,5 1,115
ИТ-7М 1,8-2,5 — —«- 2,0—3,0 — — — 0.966
ПТ-3 В 3,5-5,0 — — 1,2-2,5 — — — — 1,268
* Титан — основа.
** Олово—2,0 -3,0%.
ОСНОВНЫЕ ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ТИТАНА И ТИТАНОВЫХ СПЛАВОВ
В табл. 111 приведены свойства сплавов в отожженном состоянии при температуре 20° С.
111. Показатели п марки сплавов
Показатели БТ1-0 ВТ1-00 ВТЗ-1 втз
Плотность, г/см» Предел прочности, кгс/мм2: при растяжении прп срезе Предел, кгс/мм2: выносливости пропорциональности текучести Твердость ЯВ, кгс/мм2 Относительное удлинение, % Относительное сужение, % Ударная вязкость, кгс • м/см2 Модуль упругости, кгс/мм2 Модуль сдвига, кгс/мм2 Коэффициент Пуассона Коэффициент линейного расширения, 1*/С Теплопроводность, кал/(см • с.°С) 4,52 40—55 Й 130—180 20 4,52 20-40 25 130-180 25 4,50 95-120 65 48 70—85 85—110 260—340 10—16 25—40 3-6 11500 4300 0,3 8,6 • 0,019 4,40 70—95 65 45 55—80 60—85 269 10—15 30-45 3-6 10500 4250 03 10-« 0,018
ПРУТКИ КАТАНЫЕ ИЗ ТИТАНОВЫХ СПЛАВОВ (по ОСТ 1 90173—75)
Прутки поставляют в горячекатаном состоянии без термической обработки. Допускается изготовление прутков волочением.
Механические свойства прутков при нормальной температуре, определяемые на образцах, вырезанных в долевом направлении волокна, приведены в табл. 112.
Механические свойства прутков при повышенной температуре, определяемые на отожженных образцах, вырезанных в долевом направлении волокна, указаны в табл. 113.
Диаметры прутков и их предельные отклонения, мм:
диаметры: 10-12 14—18 20—25 28-48 50-60
отклонения] 4-0,4 —0,6 4-0.6 —0,8 4-0.6 —1,0 4-0.6 —14. 4-0 >8 —1,4
МАТЕРИАЛЫ
112. Механические свойства прутков прп нормальной температуре
Марка сплава Состояние испытываемых образцов Диаметр, мм Предел прочности при растяжении, кгс/мм^ Относительное удлинение, % Относительное сужение, % Ударная вязкость, кгс • м/см2 Диаметр отпечатка при определении твердости НВ
ВТ1-00 втьо ОТ4-0 ОТ4-1 ОТ4 Отожженные 10-60 30—45 40-55 50—65 60-75 70-90 25 20 20 15 11 55 50 45 35 30 12 10 7 4,5 4 4,9-5.5 4.7—5.2 4,2—4,8 3,8—4,3 3,6—42
Отожженные 10—60 100-125 10 30 3 3,2—3,7
ВТЗ-1 Закаленные и состаренные До 40 Св. 40 Не менее 120 6 20 16 2 1,8 3—3,3
ВТ5 ВТ5-1 Отожженные 10-60 75-95 80—100 10 25 5 4 3,4—4,0 3,4—3,9
ВТ6 Отожженные Закаленные и состаренные 10-60 85—100 Не менее 105 10 6 30 20 4 3 3,4—3,9 3,2-3,5
В T9 Отожженные До 50 105-125 30 3 3,2—3,7
Св. 50 25
ВТ14 Отожженные Закаленные и состаренные 10—60 90—107 Не менее 112 10 6 35 12 5 2,5 3,3—3,8 3,1-3,4
ВТ20 Отожженные Менее 25 95—115 10 3 3,3—3,6
25 и более 95—110 4
ВТ22 Отожженные До 35 Св. 35 110-125 10 9 30 25 3 3,1—3,6
Закаленные и состаренные До 40 Св. 40 Не менее 130 7 6 18 16 2 1,8 3,1-3 3,1—3,3
113. Механические свойства прутков при повышенной температуре с длительностью испытания не менее 50 ч
Марка сплава Температура испытания, °C Предел прочности при растяжении, кгс/мм2 Длительная прочность (напряжение), кгс/мм2
ВТЗ-1 400 450 70 65 70 58
ВТ9 500 70 60
ВТ20 350 500 70 58 68 48
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ' 215
Указанные в табл. 112 пределы диаметров брать из ряда 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 35; 38; 40; 42; 45; 48; 50; 53; 55 и 60 мм.
По длине прутки поставляют:
а) номерной длины от 1 до 4 м для диаметров от 10 до 18 мм и длиной от 1 до 6 м для диаметров от 20 до 60 мм;
б) мерной и кратной длины в пределах немэрпой.
Допускается поставка прутков диаметром от 10 до 30 мм связанными п прутки. В этом случае конец каждого прутка окрашивают в цвет, приведенный в табл. 114.
114. Марки сплава и цвета окраски прутков
Марка стали Цвет окраски прутка Марка стали Цвет окраски прутка
ВТ1-00 ВТ1-0 ОТ4 ОТ4-0 ОТ4-1 ВТ20 ВТ14 Белый + черный Белый Зеленый Зеленый + белый Зеленый + черный Черный + желтый Черный + красный ВТЗ-1 ВТ9 ВТ5-1 ВТ6С ВТ5 ВТ22 Красный Голубой Желтый Коричневый Коричневый + белый Коричневый + зеленый
ЛИСТЫ ИЗ ТИТАНОВЫХ СПЛАВОВ (ПО ОСТ 1 90042—.71) 115. Марки п размеры листов, мм
Марка Толщина* Ширина Длина**
ВТ1-00 ВТ1-0 ОТ4-0 ОТ4-0 1; 1,5 2—10 0,8-2,5 3—10 600 600; 700; 800 600; 700; 800 600; 700; 800 1250—2000 1500—3000 1500 и 2000 1500-3000
ОТ 4-1 1 1,5 2, 3 6—10 600 600; 700; 800 600; 700; 800; 1000 600; 700; 800; 1009 . 1250—2000 1500 и 2000 1500—4000 1500-4000
ОТ4 1; 1.5 2—10 600; 700; 800 600; 700; 800; 1000 1500 и 2800 1500—3000
ВТ5-1 ВТ6 1; 1.5 2—10 600 600; 700; 800 1500 и 2000
ВТ14 1-2 3-10 600 600; 700; 800 1500 и 2000
ВТ20 1; 1,5 2-10 600 680; 700 1500 и 2000
* Толщину листов в указанных пределах брать из ряда: 1; 1,5; 2; 3; 4; 5; 6; 8; 10 ММ. * * Листы из сплавов ВТ1-00, ВТ1-0 и ОТ4-0 толщиной до 1,5 и листы из сплава ОТ4-1 толщиной 1 мм и шириной 600 мм поставляют мерной длины в пределах, указанных в таблице, с интервалом 50 мм. Листы из сплавов ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1 и ОТ4 толщиной 2—10 мм поставляют мерной длины в пределах, указанных в таблице, с интервалом 200 мм.
ОСТ содержит и другие размеры листов.
Пример обозначения листа из титанового сплава ВТ1-0, толщиной 1 мм, шириной 600 мм и длиной 1500 мм;
Лист ВТ1-0 1X000X1500 ОСТ1 90042— 71
ПЛИТЫ ИЗ ТИТАНОВЫХ СПЛАВОВ
(по ОСТ 1 90024—71)
Размеры плит из сплавов ВТ1-00, ВТ1-0, ОТ4-0, ОТ4-1 и ОТ4 приведены в табл. 116.
116. Размеры плит, мм
Марка сплава Толщина плит Максимальная длина плит при ширине
600; 700; 800; 900; 1000; 1200 1300 1400 1500 1600
12-28 7000 7000 7000 6500 6000
29-32 7000 6500 6000 5500 5500
33—35 6500 6000 5500 5000 5000
ВТ1-0, 36—38 6000 5500 5000 4500 4500
ВТ1-00, 39—40 5500 5000 4500 4500 4000
ОТ4-0, 41-42 5500 5000 4500 4000 4090
ОТ4-1, 43—45 5000 4500 4000 4000 3500
ОТ4 46-48 4500 4000 4000 3500 3500
49—50 4500 4000 3500 3500 3000
51—52 4560 4090 3500 3000 3000
53—55 4000 3500 3000 3000 2500
56-58 3500 3500 3000 2500 2500
59-60 3500 3000 3000 2500 2500
Размеры плит из титановых сплавов БТ6С, ВТ5-1, ВТ14, ВТ6 приведены в табл. 117.
117. Размеры плит, мм
Марка сплава Толщина плит Максимальная длина плит при ширине
600 700 800 900 1000
12-18 5500 5500 5500 5500 5500
19—20 5500 5500 5500 5500 4500
ВТ6С, 21-25 5500 5500 5000 4500 3800
ВТ5-1. 26—30 5000 4500 4000 3500 3000
ВТ14, 31—35 4000 3500 3000 3000 2500
В Тб 36—40 4000 3000 3000 2500 2200
41—45 3000 3000 2500 2000 1900
4£-50 3000 2500 2500 2000 1500
51-55 2800 2500 2090 2000 1300
56—50 2700 2200 2000 1500 1200
Примечания: 1. Плиты из сплава ВТ5-1 поставляют шириной 600, 700 и 800 мм, максимальной длиной до 3000 мм и толщиной до 35 мм.
2. Плиты поставляют номерной длины от 1000 мм до значений, установленных в таблице. Мерную длину плит устанавливают в пределах немерной с интервалом 300 мм.
Плиты поставляют в горячекатаном состоянии с нетравленой поверхностью. По требованию потребителя плиты поставляют с травленой поверхностью.
Плиты из сплава ВТ5-1 толщиной до 20 мм и длиной до 2600 мм изготовляют с обработкой поверхности абразивом п последующим травлением, а толщиной более 20 мм и длиной более 2600 мм — нетравленными и без абразивной обработки.
Механические свойства плит, определяемые на образцах, вырезанных поперек прокатки, приведены в табл. 118.
ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ 217
118. Механические свойства плит, определяемые на образцах, вырезанных посерей прокатки
Мариа сплава Состояние нспытыва емых образцов Толщина# ММ Временное сопротивление разрыву# кгс/мм2 Относительное удлинение, % не м Поперечное сужение, % енее
ВТ1-00 В состоянии поставки 12—60 30—45 14 30
ВТ1-0 12—35 36—60 40—55 13 27
ОТ4-0 12-20 50—65 12 24,
21—60 И
ОТ4-1 12-20 60—75 10 21
21—60 9
ОТ4 12-20 70—90 8 20
21—60 7
ВТ5-1 12—20 75—95 6 16
21—60 5
ВТ14 Отожженные 12—69 85—105 7 25
Закаленные и состаренные Не менее НО 4 10
ВТ6С* Отожженные 12—20 21—60 85—100 7 16
Закаленные и состаренные 12-30 Не менее 105 6 12
В Тб** * Удар ** Удар Отожженные ная вязкость но м ная вязкость не м 12—60 еиее 5 йгс м/с енее 3 иге м/с 90—110 м2- м2# 6 16
СЕТКИ ПРОВОЛОЧНЫЕ ТКАНЫЕ С КВАДРАТНЫМИ ЯЧЕЙКАМИ НОРМАЛЬНОЙ ТОЧНОСТИ
(по ГОСТ 6613—73)
Сетки предназначены для фильтрации и других целей.
Сетки изготовляют из мягкой отожженной проволоки. Для сеток № 004-016 применяют бронзу марки Бр. ОФ 6,5-0,4 по ГОСТ 5017—74 или никель марки НП2 по. ГОСТ 492—73, для сеток <№ 0071-2,5 — полутомпак марки Л80 по ГОСТ 15527—70.
МАТЕРИАЛЫ
119. Основные параметры и размеры сеток
Саржевое переплетение
Номера сеток Размер стороны ячейки в свету Диаметр проволоки Живое сечение, % Масса 1 м2 сеток, кг
полутои-паковых бронзовых никелевых
м м
004 : 0,040 0,030 32 0,18 0.18
0045 0,045 0,036 30,9 0,23 0,23
005 0.050 0,036 33,8 0,21 0,21
0056 0,056 0,040 34,0 0,23 0,24
0063 0,063 0,040 37,4 . 0,22 0,22
0071 0,071 0,050 34,4 0,28 0,29 0,29
008 0,080 0,050 37,9 0,26 0,27 0,27
009 0,090 0,060 36,0 0,33 0,34 0,34
01 0,100 0,060 39,1 0,31 0,32 0,32
0112 0,112 0,080 34,0 0,47 ' 0,47 0,47
0125 0,125 0,080 37,2 0,43 0,44 0,44
014 0,140 0,090 37,0 ОАЭ 0,49 0,50
018 0,160 0,100 37,9 0,53 0,54 0,55
018 0,180 0,120 36,0 о'бб 0,62
02 0,200 0,120 39,1
0224 0.224 0,120 42,4 0,58 П 54
025 0,250 0,120 45,6 .
028 0,280 0,140 44,4 О’,64 —
0315 0,315 0,160 44,0 0.75 0,08 0,63
0355 0,355 0,160 47,0
04 0,400 0,160 51,0
045 0,450 0,200 47,9 0,85 1,15 1 06
05 0,500 0,250 44,4
056 0,560 0,250 47,8
063 0,630 0,300 45.9 1,33 1,24 1,13 1,70 1,58 1,35 1,64 1,38 1,15
07 0,700 0,300 49,0
08 0,800 0,300 53,0
09 1 1,25 0,900 1.000-1,250 0,400 0,400 0,400 47,9 51,0 57,3 — —
1.6 1,600 0,500 58,0
2,0 2,000 0.500 64,0
2,5 2,500 0,500 70,0 — —
Ширина сеток:
1000 мм для сеток № 004-0063;
100Р; 1300; 1500 мм для сеток № 0071-014;
1000; 1500 мм для сеток № 016-2,5.
Минимальная длина отрезка сетки не менее 1 к -» цля № 004-056 и не менее 1,5 м — для № 063-2,5.
Пример обозначения полутомпаковой сетки № 05:
Сетка полутомпаковая 05ГОСТ6613—73
СЕТКИ ПРОВОЛОЧНЫЕ ТКАНЫЕ С КВАДРАТНЫМИ ЯЧЕЙКАМИ КОНТРОЛЬНЫЕ И ВЫСОКОЙ ТОЧНОСТИ (по ГОСТ 3584—73)
Проволочные тканые сетки с квадратными ячейками изготовляют контрольные (К) и высокой точности (В) с размером стороны ячейки в свету от 0.04 цо 2,5 мм. .
120. Основные размеры и параметры сеток
Номер сетки Размер стороны ячейки в свету, мм Диаметр проволоки, мм Количество ячеек на 1 см2, шт. Живое сечение сетки, % Масса 1 м2 сеток, кт
полутом-паковых бронзовых
004 0,040 0,030 20420,0 32,7 0,18
0045 0,045 0,036 15252,0 30,9 0,23
005 0,050 0,036 13526,0 33,8 0,21
0056 0,056 0.04 10858,0 34,0 0,23
0063 0,063 0,04 9428,0 37,4 0,22
0071 0,071 0,05 6823,0 34,4 0,28 0,29
008 0,080 0,05 5914,0 37,9 0,26 0,27
009 0,090 0,06 4435,0 36,0 0,33 0,34
01 0,100 0,06 3906,0 39,1 0,31 0,32
0112 0,112 0,08 2714,0 34,0 0,47 0,47
0125 0,125 0.08 2381,0 37,2 0,43 0,44
014 0,140 0,09 1829,0 37,0 0,49 0,49
016 0,160 0,10 1482,0 37,9 0,53 0,54
018 0,180 0,12 1109,0 36,0
02 0,200 0,12 980,0 39,1 0,62 —
0224 0,224 0,12 847,0 42,4 0,58
025 0,250 0,12 729,0 45,6 0,54
028 0,280 0,14 566,0 44,4 0,64 —-.
0315 0,315 0,16 445,0 44,0 0,75
0355 0,355 0,16 376,0 47,0 0,68
04 0,400 0,16 320,0 51,0 0.63 —-.
045 0,450 0,20 237,0 47,9 0,85 .
05 0,500 0.25 177,0 44,4 1,15
056 0,560 0,25 151,0 47,8 1,06
063 0,630 0,30 116,0 45,9 1,33
07 0,700 0,30 100,0 <49,0 1,24
08 0,800 0,30 83,0 53,0 1,13 —
09 0,900 0,40 59,1 47,9 1,70 -
1 1,000 0,40 51,0 51,0 1,58 -
1,25 1,250 0,40 37,2 57,3 1,35
1,6 1,600 0,50 22,6 58,0 1,64
2.0 2,000 0,50 16,0 64,0 1,38
2,5 2,500 0,50 11,2 70,0 1,15 —
Ширина сеток 1000 мм.
Длина сеток не менее: 1 м для № 004—009; 1,5 м для Ks 01—056; 2 м для № 063—2.5, Пример обозначения:
Сетка полутомпаковая контрольная № 05:
Сетка полутомпаковая 05 К ГОСТ 3584—73
то же, высокой точности JM» 05:
Сетка полутомпаковая 05 В ГОСТ 3584—73
Контрольные сетки предназначены для контроля различных материалов по размеру частиц при дроблении, измельчении и обогащении, сетки высокой точности — для разделения по размеру зерен дробленых материалов и других целей.
Сетки изготовляют из мягкой отожженной проволоки.
Для изготовления сеток № 004-016 применяют бронзу марки БрОФ 6,5— 0,15 по ГОСТ 5017—74, для сеток № 0071-2,5 — полутомпак марки Л80 по ГОСТ 15527—70.
Переплетение проволок в сетках должно быть простое. Для сеток № 004-04 допускается саржевое переплетение (см. ряс. к табл. 120).
Основные размеры п параметры сеток приведены в табл. 120.
ДОПОЛНИТЕЛЬНЫЕ источники
Профили прессованные из алюминия и алюминиевых сплавов. Угольник разностенный не равнобокий П52. Сортамент — ГОСТ 13738—68.
Профили прессованные из алюминия и алюминиевых сплавов. Сортамент— ГОСТ 13622-68.
Плиты горячекатаные из титанового сплава ВТ20. Технические условия — ТУ 1-5-245—74.
Листы из титана и титановых сплавов. Технические условия — ГОСТ 22178-76.
Прутки катаные из титановых сплавов с механической обработанной поверхностью — ТУ 1-5-240—73 и ТУ 1-5-242—73.
Профили прессованные из магниевых сплавов — ГОСТ 19657—74.
• Алюминий и сплавы алюминиевые деформируемые — ГОСТ 4784—74, Прутки круглые из монель-металла — ГОСТ 1525—75.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
ДРЕВЕСНЫЕ СЛОИСТЫЕ ПЛАСТИКИ (по ГОСТ 13913—68)
Пластики (табл. 121) изготовляют прямоугольной формы в виде листов толщиной менее 15 мм и плит толщиной 15 мм и более.
121. Размеры пластиков, мм
Марка Тип пластика Длина ПТирттяй Толщина
Листы ДСп-В Цельные 700; 1150; 1500 950 1; 1,5; 2; 2,5; 3: 4| 5; 6; 7; 8; 10; 12
1500 1200
Составные 2400 950 3; 4; 5; 6; 7; 8; 10; 12
4800; 5600 1200
Плиты ДСП-В; ДСП-В; ДСП-Б-м ДСП-В-м Цельные 750 700; 1150; 1500 1200 1500 750 950 1200; 1500 1200 От 15 до 60 с градацией через 5 мм
а Плиты ДСП-Б; ДСП-В Составные 2400 4800; 5600 950 1200
Плиты ДСП-Г; ДСП-Г-м 758 2400 750 950
ГОСТ 13913—68 предусматривает также марки пластика ДСП-A; ДСП-В-э; ДСП-В-э;
ДСП-Б-т.
Листы и плиты, склеенные из целых по длине листов шпона, называют цельными, а листы и плиты, склеенные из несколышх листов шпона по длине, уложенных внахлестку или встык, называют составными.
. Длина листов и плит пластиков должна определяться по направлению волокон древесины рубашек.
122. Физико-механические свойства плит пластика
Показатели ДСП-В ДСП-В дсп-г ДСП-Б-м ДСП-В-м ДСП-Г-м
цельные составные цельные составные составные цельные цельные составные
Объемная масса, г/см3, не менее ......................
Влажность, %, ве более . . .
1,30
1,23
7
Водопоглощение, %, ве более ва 24 ч толщиной, мм:
15-20...................
25—50 ..................
55—60 ..................
3
2
1
Разрушающее напряжение, кгс/см’, не менее:
при растяжении вдоль волокон рубашек..........
при сжатии вдоль волокон рубашек................
при статическом изгибе вдоль волокон рубашек при скалывании по клеевому слою .............
Ударная вязкость вдоль волокон рубашек, кгс • см/см2, не менее .................
Твердость торцовой поверхности, кгс/мм2, ве менее . . .
2600
1600
2800
80
80
2200
1550
2600
70
70
1400
1250
1800
70
20
1100
1200
1500
60
30
1250
1500
70
2000
1300
2200
60
1300
1000
1400
50
25
1000
840
17
123. Физико-механические свойства листов пластика марки ДСП-В
Показатели Значения показателей при толщине, мм
1-2,5 3—5 | 6—7 | 8—12 3—5 | 6-7 j 8—12
цельных составных
Объемная масса, г/см’, не менее . . Влажность, %, в пределах ..... Водопоглощение за 24 ч, %, не более Разрушающее напряжение при растяжении, кгс/см2, не менее: вдоль волокон поперек волокон под углом 45° 15 1600 1,28 3—8 10 | 7 | 5 1500 1350 800 1,25 10 | 7 | 5 1400 1100 700
222 МАТЕРИАЛЫ
124. Примерное назначение пластиков
Марка Назначение
ДСП-В; ДСП-В Конструкционный и антифрикционный материал. Кроме того, ДСП-Б применяют в дейдвудных подшипниках
дсп-г Конструкционный (зубчатые колеса) и антифрикционный (втулки и вкладыши подшипников и др.) материал
ДСП-Б-к; ДСП-В-м; ДСП-Г-м Самосмазывающий антифрикционный материал. Ползуны лесопильных рам и другие аналогичные детали
КОНСТРУКЦИОННЫЙ ТЕКСТОЛИТ (по ГОСТ 5—72)*’
Конструкционный текстолит представляет собой слоистый прессованный материал, состоящий из нескольких слоев хлопчатобумажной ткани, пропитан-иой термореактивными смолами.
125. Марки текстолита и их назначение
• Марка текстолита Масса 1 м2 ткани, г, не более Назначение
птк пт ПТМ-1 ПТМ-2 180 275 829 200 Зубчатые колеса, втулки, подшипники скольжения, ролики, прокладки, панели и другие изделия технического назначения Вкладыши подшипников прокатных станов и другие изделия технического назначения
Текстолит марок ПТ К и ПТ выпускают 1-го и 2-го сорта.
lie. Обозначений марок текстолита по ГОСТ 5—72 и 5—52
ПоГОСТ 5-72 По ГОСТ 5—52 По ГОСТ 5—72 По ГОСТ 5—52
ПТК, 1-й Сорт ПТК. 2-й сорт ПТ, 1-й сорт птк пт ПТ, 2-й сорт ПТМ-1 ПТМ-2 ПТ-1
Пример обозначения текстолита марки ПТ толщиной 3 мм 1-го сорта и марки. ПТМ-1 толщиной 20 мм:
Текстолит ПТ-3, сорт 1 ГОСТ 5—72
Текстолит ПТ М-1-20 ГОСТ 5—72
Номинальная толщина листов текстолита:
для шрок НТК и ПТ: 0,5; 0,7; 0,8; 1,0; 1,2; 1,5; 1,8; 2.0; 2,2; 2,5; 3,0; 3,5; 4,0; 4,5; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 22; 25; 27; 30; 32; 35; 38; 40; 43; 45; 50; 55; 60; 65; 70 мм;
для марок ПТМ: 20; 22; 25; 27; 30; 32; 35; 38; 40; 43: 45; 50; 55; 60; 65; 70 мм. Кроме того, для марки ПТМ-1—15 мм.
Размеры листов текстолита по ширине и длине ве менее 450 X 600 им,
* С 1 января 1979 с. вводится в действие ГОСТ 6-78.
Для всех марок текстолита допускается механическая обработка: обточка, фрезеровка (распиловка) и сверление без образования третий и сколов.
Физико-механические показатели текстолита приведены в табл. 127.
127. Физико-механические показатели
Цвет
Наименование показателей
НТК ПТ ПТМ-1 ПТМ-2
1-й сорт 2-й сорт 1-й сорт 2-й сорт
Прогиб листа, мм/м, не более.................
Плотность, г/см8 ............................
Разрушающее напряжение, кгс/см2, ве менее: при изгибе ..................................
при растяжении.....................
, при сжатии: перпендикулярно слоям ...............
параллельно слоям.........................
Ударная вязкость, кге см/см2, не менее.....
Твердость, кгс/см2, ие менее.................
Сопротивление раскалыванию вдоль нитей основы, кге, не менее...............................
Теплостойкость по Мартенсу, СС, ве менее .... Водопоглощение, %, не более.......... . . . .
Модуль упругости при растяжении, кгс/см2 . . . Относительное удлинение при разрыве, % .... Коэффициент трения: без смазки............................. .
со смазкой .... ..........................
Разрушающее напряжение, кгс/см2: при изгибе для листов толщиной 2—9 мм . . . при растяжении для листов толщиной: 1—2 мм ......................................
более 2 мм..............................
Ударная вязкость, кгс-см/см2, для листов толщиной: 1—1,8 мм ....................................
2—3,5 мм.................................
4—5 мм....................................
6—7 мм....................................
8—9 мм................................ .
Действие кислот: концентрированных . .........................
разбавленных . ...........................
Действие щелочей: концентрированных . .........................
разбавленных..............................
От светло-желтого до темно-коричневого 4 | 8 1,3-1,4
1500
1000
2550
1550
37
300
140 0.7
10
1400
2300
1300
35
130 0,9
1450
900
2400
1400
37
280 140 0.7
(404-65). Ю8
1400
400
950
8
7
4
3
2
1100
680
1200
2000
1200
130
1,0
0,32 0,02
1200
400
680
8
7
4
3
2
Не стоек Стоек
Не стоек Относительно стоек
2000
1200
2800
320
130
1200
30
1,0
4
8
8
ГОСТ предусматривает также теплофизическве, электроизоляционные и термостойкие показатели текстолита,
КОНСТРУКЦИОННЫЙ СТЕКЛОТЕКСТОЛИТ
(по ГОСТ 10292—74)
Конструкционный стеклотекстолит представляет собой слоистый прессовочный материал, изготовленный иа основе модифицированных смол резольиого типа и стеклянных конструкционных тканей (ГОСТ 19170—73).
В зависимости от связующего и назначения стеклотекстолит выпускают марок:
ВФТ-С — на основе связующего ВФТ со стабилизирующей добавкой, применяют как конструкционный материал с повышенной теплостойкостью в. влагостойкостью;
КАСТ-В — на основе связующего ВФБ-1 со стабилизирующей добавкой, применяют как конструкционный и теплоизоляционный материал;
КАСТ-Р — на основе связующего БФ-3 и БФ-8, применяют как констру^ циопный материал; *
КАСТ — на основе связующего БФ-3, применяют как конструкционный материал.
Толщина листов стеклотекстолита и предельные отклонения приведены в табл. 128.
128. Толщина и предельные отклонения листов стеклотекстолита
Размеры, мм
Толщина листов* Отклонение для марон Толщина листов* Отклонение для марок
ВФТ-С КАСТ-В ВФТ-С КАСТ-В
0,5 0,8 ±0,2 ±0,15 11 ±1,5 ±1,1
1; 1,2 ±0,2 ±0,20 11,5 12 . 12,5 13 13,5 14 14,5 . ±1,5 ±Г,2 ±1,3 ±1,4
1,5 2,0 ±0,3 +0,20 ±0,25
2,5 3,0 3,5 ±0,4 ±0,25 ±0,30 ±0,35
15 16 17 18; 19 ±2,0 1Л 1Л +11 f 11
4; 4,5 5; 5,5 ±0,5 ±0,6 ±0,45 ±0,5
6 6,5 ±0,7 ±0,60
20 ±2,5 ±2,5
7 7,5 8 8,5 ±0,8 ±0,70 ±0,80
21—24 25 26—29 30 ±2,5 ±J.5 ±3,0
9 9,5 ±0,9 ±0,9
35 40-50 60—90 ±3,0 ±3,5 ±4,0 +5.0
10 10.5 ±1,0 ±1,0
* Пределы толщин 21—24 брать из ряда 21; 22; 23; 24. Пределы толщин 28—29 брать из ряда 26; 27; 28; 29.
Стеклотекстолит марки КАСТ-Р изготовляют толщиной 1,5 ± 0,2; марки КАСТ — толщиной 0,5 и 0,8 с отклонением ± 0,15 и толщиной 1,2 ± 0,2.
“Листы стеклотекстолита веек марок изготовляют шириной 800; 900; 1000; 1100 и 1150 и 2400 мм.
Пример обозначения стеклотекстолита марки КАСТ-В толщиной 9,0 мм:
Стеклотекстолит КАСТ-В-9,0 ГОСТ 10292—74
Физико-механические показатели стеклотекстолита приведены в табл. 129.
Дополнительные показатели стеклотекстолита марок ВФТ-С и КАСТ-В приведены в табл. 130,
а
Анурьев В.
129. Фпзико-мехапические показатели конструкционного стеклотекстолита
СО
Показатели ВФ1-С при толщине, мм КАСТ-В при толщине, мм
0,8—111,2—3 3,5-5 5,5-10 11—35 0,5 | 0,8 | 1,0 1,2 | 1,5 | 2,0 2,5 3,0 3,5 | 4,0 | 4,5
Разрушающее напряжение, кгс/см2, не менее: при изгибе по основе при растяжении: по основе по утку при сжатии параллельно слоям .... Ударная вязкость, кгс • см/см2, не менее: по основе по утку Водопог лощение, %, не более ....... Не оппепеляется 2500 Не оппепеляется
4000 1600 4000 1600 4000 1600 3200 1600 Не ОП- 2950 2950 2900 реде- 1600 1600 1600 ляется 2800 3050 3050 1550 1600 1600 3000 1600 2900 1550 2900 2900 2900 1550 1550 1550
уци пе определяется
2,2 90 65 1,5 125 100 1,3 1,0 Не определяется То же ' 0,8 | 2,2 | 2,2 | 2,0 60 70 75 50 50 55 2,0 2,0 1,8 90 60 I,8 90 65 I,8 115 115 Не ОП- 85 90 реде- ляется 1,8 1,7 1,6
1
Показатели КАСТ-В при толщине, мм
5,0 5,5 6,0 7,0 8,0 | 9,0 | 10 | И | 12 | 13 | 14 15 17 ' 20 25 30
Разрушающее напряжение, кгс/см2, не менее: при изгибе по основе при растяжении: по основе по утку при сжатии параллельно слоям . . . Водопог лощение, %, не более 2900 1050 1,4 2900 1500 м 2900 1500 1,4 2500 1450 1,3 Те определяется 2400 2200 2150 2150 2150 2150 2150 1400 1 1300 1 1250 | 1250 | 1200 | 1200 | 1200 Те определяется 1,2 | 1,2 | 1,2 | 1,0 | 0,9 | 0,9 | 0,9 1350 050 0,9 1350 Не о 600 0,8 1350 предел То же 1 550 0,8 1300 яется 600 0,7 1300 600 0,6
Показатели КАСТ-В при толщине, мм КАСТ-Р при толщине, 1® КАСТ при толщине, мм
35 40—90 1,5 0,5 0,8 1,2
Разрушающее напряжение, кгс/см2, не мсыео: при изгибе по основе при растяжении: по основе по утку при сжатии параллельно слоям .... Водопоглощение, %, не более 1300 Не опрс То 550 0,6 1300 меняется же 550 Не опреде- ляется 3000 1700 1,4 Не определяется 3000 3700 | 1.650 1 1700 Не определяется | 3,0 j 2,8 31/0 1650 2,4
ьэ ьэ СП
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
МАТЕРИАЛЫ
130. Показатели стеклотекстолита марок ВФТ;С и КАСТ-В
Показатели. ВФТ-С КАСТ-В -
Модуль упругости при растяжении, кгс/см2, не менее: 2,1- 105
по основе
по утку 1,7-105
Модуль упругости сдвига в плоскости листа под углом 45° к основе и утку, кгс/см2, не менее: 0,34.105
по основе 0.40-105
по утку Коэффициент Пуассона: 0,26-10» 10,29-109
по основе 0,15 0,11
по утку 0,09 0,08
Коэффициент теплопроводности, Вт/(м-‘С):
при 20 °C, 100 “С, 150 °C 0,37; 0,38; 0,39 0,29; 0,31; 0,33
Коэффициент линейного расширения в интервале темпе-
ратур 20—100 °C, 1/43 (7,9—8,7) 10-» (8,1-9,1) 10-»
Плотность стеклотекстолита не более: 1,85 г/см3 для марок ВФТ-С, КАСТ-В, КАСТ-Р; 1,9 г/см» — для КАСТ.
Для всех марок стеклотекстолита допускается механическая обработка (распиловка, сверление, обточка) без образования трещин и сколов при условии, если в процессе токарной н фрезерной обработки применять инструменты, соответствующие нормалям МН4256—63, МН4261—63, ГОСТ 20317—74.
Разрезку стеклотекстолита необходимо выполнять алмазными отрезными кругами (ГОСТ 10110—71) диаметром 150—400 мм. толщиной 1—2,2 мм при скорости резания 50—60 м/мин и подаче 900 мм/мпн.
ЛИСТЫ ИЗ НЕПЛАСТИФИЦИРОВАННОГО ПОЛИВИНИЛХЛОРИДА (ВИНИПЛАСТ ЛИСТОВОЙ)
(по ГОСТ 9839—71)
Листы из непластифпцированного поливинилхлорида применяют при изготовлении химической аппаратуры, в строительной промышленности, в автомобильной, фото-электропромышленности и других отраслях народного хозяйства.
Температурный диапазон эксплуатации листов от О до 60° С.
Допускается нижний предел эксплуатации до минус 50° С только в тех случаях, когда листы не подвергают механическим воздействиям (удар, вибрация и т. д.).
Листы нестойки к действию ароматических и хлорированных углеводородов, кетонов, сложных эфиров и концентрированной азогной кислоты. При обработке листов возможно возникновение электрического заряда.
В зависимости от назначения и метода изготовления листы выпускают марок:
ВН — непрозрачные, неокрашенные или окрашенные, изготовленные методом прессования;
ВНЭ — непрозрачные, неокрашенные, изготовленные методом экструзии;
ВП — прозрачные, бесцветные или окрашенные, изготовленные методом прессования или экструзии;
ВД — декоративные, однотонные,, изготовленные методом прессования или экструзии и применяемые в качестве облицовочного материала.
Цвет окрашенных листов устанавливают по соглашению сторон.
Толщина листов: ВН в пределах 1—20 мм; ВНЭ и ВП — 1,5 мм; ВД — 1,3 мм.
Указанные пределы составляют следующий ряд, мм: 1,0; 1,5; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 5,5; 6,0; 6,5; 7,0; 7,5; 8; 9; 10>4аг1'5; 18; 20.
Ширина листов 500 мм, длина 1300 мм.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 227
Пример обозначения листов марки ВН, дайной 1300 мм, шириной 500 мм, толщиной 2,0 мм:
Листы винипласта ВН 1300 X 500 X 2,0 ГОСТ 9639—71
Физико-механические показатели приведены в табл. 131.
131. Физпко-мсханичгскпе показатели листов
/Показателя
Плотность, г/см® ........................
Предел текучести при растяжении, кгс/см2, не менее............................ . .
Температура размягчения по Вика, сС, не ниже...............................
Изменение размеров при прогреве. %, не более.................................
ЛИСТЫ ИЗ УДАРОПРОЧНОГО ПОЛИСТИРОЛА
И АКРИЛОНИТРИЛБУТАДИЕНСТИРОЛЬНОГО ПЛАСТИКА (по ГОСТ 19784—74)
Листы из ударопрочного полистирола пли акрплонитрилбутадпенстироль-пого пластика общетехнического назначения изготовляют методом непрерывной шнековой экструзии.
Температура эксплуатации листов, пе испытывающих механических нагрузок, .от минус 40 до плюс 60° С.
В зависимости от степени вытяжки при формовании листы подразделяют па два типа: I и И.
Тип I — предназначен для изготовления крупногабаритных пластмассовых изделий с глубокой вытяжкой, например: внутренних шкафов холодильника, ванн, емкостей и т. п.
Тип II — предназначен для изготовления изделий с небольшой вытяжкой и использования в качестве облицовочного и поделочного материала.
В зависимости от материала листы выпускают двух марок':
А — из ударопрочного полистирола;
Б—пз акрилонптрилбутадиенстпрольного пластика.
' Листы марки А выпускают высшего и 1-го сортов.
• В зависимости от отделки лицевой стороны листы изготовляют глянцевыми или матовыми.
Цвет листов должен соответствовать цвету экструзионного гранулята. Листы марки А выпускают светло-голубого или белого цвета; листы марки Б — белого с оттенком слоновой кости. Допускаются изготовление листов других цветов по соглашению с потребителем.
Кроме букв, в обозначении листа указывают тип, размер и сорт для листов марки А.
Пример обозначения листа из акрилопитрплбутадиенстпролыюго пластика (марки СНП-2 по ГОСТ 13077—67) размерами 5 X 1200 Х.1450 мм:
ПБ 5у1200у1450 ГОСТ 19784—74
Лист СНП-2 ГОСТ 13077—67
Размеры листов, мм:
толщина 1,4—2 с интервалом 0,1 мм и свыше 2 до 6 мм с интервалом 0,25 мм; допускается изготовлять толщиной до 10 с интервалом 0,25 мм;
длпна 700—1500 с интервалом через 10 мм, ширина 700—1000 и 1250—1450 с интервалом 50 мм.
Физико-механические показатели приведены в табл. 132.
228 МАТЕРИАЛЫ
132. Физпко-иеханичгские показатели листов г::’ а И
Показатели Марка
А Б
Ударная вязкость в направлении экструзии нрп взнос 20 °C, кгс-см/см2, не менее . . . Разрушающее напряжение при растяжении вдоль экструзии, кгс/см2, не менее . Относительное удлинение при разрыве, %, не менее . . . Усадка в направлении экструзии, %, не более; для листов толщиной от 1,4 до 3,0 мм св 3 А до 5 0 мм 30 180 20 15 • 12 10 40 380 10 18 15 12
' св 5,0 до 10,0 мм
Примечание. Для листов толщиной свыше 4 мм разрушающее напряжение при растяжении вдоль экструзии гее должно бить менее 100 кгс/см*.
Требования безопасности. Углы оборудования, в которых производится нагрев листов, должны быть снабжены дополнительной местной вытяжной вентиляцией.
Листы из ударопрочного полистирола и йкрплояптрилбутадиенстирольного пластика загораются при поднесении открытого огня. '
При изготовлении п переработке листов возможно накопление иа них статического электричества. При этом напряжение электрического поля при электризации может достигать 150 В/м. С целью защиты от статического электричества оборудование для изготовления и переработки листов должно иметь надежное заземление п должны быть приняты меры, предупреждающие накопление заряда иа поверхности.
Листы из ударопрочного полистирола и акрплоиитрилбутадпенстирольного пластика прп непосредственном контакте ве оказывают вредного действия иа организм человека.
Более подробно о требованиях безопасности сказано в ГОСТе.
СТЕКЛО ОРГАНИЧЕСКОЕ КОНСТРУКЦИОННОЕ
(по ГОСТ 15809—70)
Органическое стекло предназначено в качестве конструкционного материала для приборостроения и агрегатостроенпя и для изготовления изделий технического назначения в машпиостроепин и других отраслях промышленности.
В зависимости от назначения конструкционное органическое стекло выпускают марок:
СОЛ — стекло органическое пластифицированное;
СТ-1 — стекло органическое непластифпцированное;
2-55 —- стекло органическое сополимерное.
Конструкционное органическое стекло изготовляют в виде листов прямоугольной формы с обрезанными краями, мм:
шириной и длиной 400 X 500; 500 X 650; 700 X 800; 850 X 950; 1000 X 1100;
1100 X 1100;
толщиной 0,8; 1,0; 1,5; 2,0; 2,5; 3; 4; 5; 6; 7; 8; 10; 12; 14; 16; 18; 20; 22; 24.
Органическое сополимерное стекло марки 2-55 толщиной 0,8—3 мм не выпускается.
ГОСТ 15809—70 предусматривает и другие ширину и длину.
Пример обозначения стекла марки СОЛ толщиной 5 мм, шириной 1000 мм и длиной 1100 мм:
СОЛ 5 X 1000 X 1100 ГОСТ 15809—70
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
133. Физико-механические свойства конструкционного органического стекла
Показатели СОЛ СТ-1 2-Я
Плотность при 20 °C, г/см3 Температура размягчения, °C, не менее . . . Ударная вязкость, кгс-см/см2, не менее! для толщины 3—4 мм для толщин 5 мм и более Разрушающее напряжение, кгс/см2: при растяжении, не менее при статическом изгибе при сжатии Относительное удлинение при разрыве, %, не менее Усадка при прогреве, % Модуль упругости при растяжении, кгс/см2, не менее Зодопоглощение за 10 суток, % Маслостойкость и бензостойкость за 24 ч, % Светопрозрачность, %, не менее Светостойкость, %, не более 1,18 92 9,5 18,5 670 1200 1300 . 2,8 3,5 29 000 2 91 2,2 ' 1,18 113 10 16,5 790 1400 1400 3,3 3,5 29 500 1,2 2 01 2,2 1.19 133 3 15 850 1400 1500 ‘ Р 35 00® М 90 2,5
Примечания: 1. Разрушающее напряжение при растяжении, относительное удлинение при разрыве, модуль упругости, термостойкость для органического стеала толщиной до 6 мм включительно не определяют. 2. Для органического стекла марки GT-1 толщиной 0,8—2,5 мм температура размягчения должна быть не менее 108 °C.
ЦЕЛЛУЛОИД (по ГОСТ 21228-75)
Целлулоид предназначен для применения в приборостроительной и други® отраслях промышленности.
Целлулоид марки А прозрачный, белый однотонный и рекомендуется для изготовления изделий технического назначения. Целлулоид выпускают 1-го и 2-го сортов, отличающихся требованиями к внешнему виду.
Цвет окрашенного целлулоида устанавливают по соглашению ивготовителя с потребителем в соответствии с образцом, утвержденным в установленном порядке.
Целлулоид выпускают в виде листов прямоугольной формы, неполированных и полированных с одной или двух сторон, линейных размеров (табл. 134Ц
134. Размеры листов целлулоида, мм
Длина х ширина Толщина Отклонения
Не менее 1300x550 От 0,30 до 0,80 Св. 0,80 » 1,20 » 1,20 » 1,80 » 1.80 » 2,40 » 2,40 » 3,0 » 3,00 » 5,00 ±0,05 ±0,08 ±0,12 ±0,15 ±0,20 ±0,25
Условное обозначение состоит пз названия материала «целлулоид», марки, указания прозрачности (и), полировки (1 — с одной стороны, 2—с двух сторон), толщины листа в миллиметрах, цвета или номера образца по цвету, сорта.
В обозначении непрозрачного и неполированного целлулоида буквенное и цифровое обозначение не указывают.
Пример обозначения целлулоида марки А, прозрачного, полированного с одной стороны, толщиной 1,20 мм, белого цвета, 1-го сорта:
Целлулоид Ап 1,1,20, белый, 1 сорт, ГОСТ 21228—75
230 МАТЕРИАЛЫ
135. Фиаяно-механические свойства целлулоида
Показатели Марка А
Прозрачный Белый
Разрушающее напряжейие при растяжении, кгс/см2, ве менее, для листов толщиной, мм; от 0,30 до 0.50 св. 0,50 » 1,00 . » 1,00 а 1,50 Относительное удлинение при разрыве, %, не менее, для листов толщиной, мм: от 0,3 до 0,5 св. 0,5 » 1,5 Сопротивление изгибу 450 ’ 420 зао 18 18 Не должен лом арен 350 15 аться и давать
Требования безопасности. Целлулоид не является токсичным материалом^ но при его горении выделяется большое количество токсичных газов (окись углерода, окпслы азота и цианистые соединения).
Целлулоид пожароопасен, легко загорается от открытого пламени, склонен к тепловому и химическому самовозгоранию, при нагревании до 80° С загорается от искры. Температура воспламенения 100° С, самовоспламенения 140° С, самонагревания 50° С.
Работы, связанные с целлулоидом, следует проводить в помещениях, снабженных приточно-вытяжной вентиляцией, с соблюдением требований пожарной безопасности и промышленной санитарии; необходимо применять меры защиты от статического электричества.
В помещениях, где проводится работа с целлулоидом, не допускается скопление пыли п целлулоидной крошки; должно быть исключено попадание прямых солнечных лучей.
АСБЕСТОЦЕМЕНТНЫЕ ЭЛЕКТРОТЕХНИЧЕСКИЕ ДУГОСТОЙКИЕ ДОСКИ (по ГОСТ 4248—68)
Асбестоцементные доски применяют для изготовления деталей электрических машин и аппаратов, подвергающихся действию высоких температур и электрической дуги (стенки искрогасительных камер, перегородки вблизи мест возникновения электрической дуги и др.). Доски выпускают с обработанной или необработанной лицевой поверхностью марок: 350; 400; 450; 500.
Размеры досок, мм
Длина х ширина....................
Толщина: обработанных......................
необработанных ...........
................... 1000X 700 и 1200x800
............... . 10; 12; 15; 20; 25; 30;
35; 40 .................. 6; 8; 10; 12; 15; 20;
25; 30; 35; 40
Физик о-м еханические свойства
Марка досок ................................... 350
Предел прочности при изгибе, кгс/см2 ............350
400 450 500
400 450 500
15
Водопоглощаемость (по отношению к массе высушенных досок), %..................................... . .
Пример обозначения асбестоцементной необработанной доски марки 400, длиной 1200 мм, шириной 800 мм, толщиной 15 мм: Доска асбестоцементная необработанная 400-1200 X 800 X 15 ГОСТ 4248—68.
ЭЛАСТИЧНЫЕ ФРИКЦИОННЫЕ АСБЕСТОВЫЕ МАТЕРИАЛЫ (ПО ГОСТ 15960—70)
Эластичные фрикционные асбестовые материалы (табл. 136) выпускают в виде накладок по чертежам, согласованным между потребителем и поставщиком, в виде отрезков прямой ленты длиной до 1000 мм, а также в виде ленты длиной до 8000 мм и толщиной до 8 мм в рулонах.
По согласованию с потребителем допускается выпускать в рулонах ленты ТОЛЩИНОЙ 10 мм.
136. Марки и области применения асбестовых материалов
Марка Применение
ЭМ-1 Тормозные и фрикционные узлы строительно-дорожных и подъемно-трапспортных машин и механизмов; лебедок и тормозов механических прессов с поверхностной температурой трения до 200 "С при давлении до 15 кгс/сы2 и при отсутствии масла на поверхности трения
ЭМ-2 Тормозные узлы тракторов и других сельскохозяйственных машин; фрикционные узлы экскаваторов с поверхностной температурой .трения до 200 °C при давлении до 25 кгс/см2 и при отсутствии масла на поверхности трения
ЭМ-3 Тормозные узлы мотороллеров и мотоциклов с поверхностной температурой трения до 200° G при давлении до 8 кгс/см2 и при отсутствии масла на поверхности трения
137. Физико-механические свойства асбестовых материалов
Показатели ЭМ-1 ЭМ-2 ЭМ-3
Коэффициент трения, не менее; по чугуну СЧ 15-32 0,39 0,37 .
по стали 20 — — 0,40
по стали 45 . 0,44 0,40
Линейный износ при постоянном моменте трения, мы, не более: по чугуну СЧ 15-32 0,10 0,20 .
по стали 20 — — 0,25
по стали 45 0,12 0,50 —
Водопоглощаемость, %, не более 1,0 1,5 1,5
Маслопоглощаемость, %, не более 1,0 1,5 2,0
138. Размеры левт, мм
Ширина Толщина Ширина Толщина
5 6 8 10 5 6 8 10
30 35 40 45 50 55 60 65 ++++++++ ++++++++ ++++++ + 4- 70 80 90 100 120 140 160 4- 4 + +++++ +++++++
' Пример обозначения ленты марки ЭМ-1 толщиной 5 мм и шириной 90 мм; Лента ЭМ-1 5 X 90 ГОСТ 15960—70
Асбестовый материал марки ЭМ-2, выпускаемый Тамбовским заводом АРТИ, допускается поставлять с маслопоглощаемостью не более 2%. Накладки выпускают шлифованными без отверстий под заклепки; ленты не шлифуют.
АСБЕСТОВЫЕ ТОРМОЗНЫЕ ЛЕНТЫ
(по ГОСТ 1198—69)
Ленты (табл. 139—141) изготовляют пз асбестовых нитей и латунной проволоки диаметром не менее 0,16 мм. Пропитка лент типа Б — битумно-масляпая, типа В — масляная.
139. Типы лепт п области их применения
Тип- и вид пропитки Применение
Б (битумно-масляиая) Тормозные механизмы тракторов, экскаваторов, машин специального назначения; различных лебедок, пневмоколесных кранов, самоходных шасси комбайнов; планетарно-фрикционных механизмов породопогрузочных машин и других тормозных и фрикционных узлов с поверхностной температурой трения до 130 сС, при давлении до §0 кгс/см2 и при отсутствии масла на поверхности трения
В (масляно-смоляная) Малонагруженные тормозные механизмы крапов, лесопильных рам, деревообрабатывающих сганков, автоматов для резки кирпича и других тормозных и фрикционных узлов с поверхностной температурой -трения до 300 °C при давлении до 11,5 кгс/см2 и прп отсутствии масла па поверхности трения
ГОСТ 1198—СО предусматривает также лепту типа А для тормозных устройств якорношвартовых механизмов судов.
Длина лент в рулоне не более 50 м.
Пример обозначения ленты Б толщиной 5 мм и шириной 40 мм:
Лента асбестовая тормозная тип В 5 X 40 ГОСТ 1198—69
140. Физико-механические свойства лент
Показателя Тип
Б В
'Коэффициент трения: по чугуну, не менее . • по стали 45, не меыее Лилейный износ при постоянном моменте трения, мм, ве более: по чугуну по сталп . Волопоглощаемооть, % , Маслопоглощаемость, % 0.45 1,45-1,65 0,15 0,2 6-9 6-9 0,42 1,2-1,4 0,12 - 0,12 12 16
Ширина и толщина лент, мч
Ширина Толщина
• 5 6 7 8 9 10 12
2013? 30; 35 40; 45 50; 55; 60; 65; 70; 75 80; 85; 90; 95 100; 105; 110 Ф +++++ ++++ 1 ++++ + 4“ +++ ф
ГОСТ предусматривает также ленту типа Б толщиной 4—25 мм и шириной 13—250 мм, ®ида В толщиной до 25 мм и шириной до 200 мм.
ФРИКЦИОННЫЕ ИЗДЕЛИЯ ИЗ РЕТИНАКСА
, (по ГОСТ 10851—73)
Армированные и пеармированпые фрикционные изделия (тормозные колодки, вкладыши, секторы и др.) из ретинакса изготовляют на основе асбеста, смолы и других компонентов.
Фрикционные изделия применяют в узлах трепня авиационных колос, буровых лебедок и других машин и механизмов.
142. Марки п область их применения
Марки Характеристика массы Область применения
А Б Асбосмоляная композиция с включением латунной проволоки (типа ФК-1СЛ) Асбосмоляная композиция (типа ФК-24а) В фрикционных узлах трения в паре с чугуном марки ЧНМХ с поверхностной температурой тре-. кия до 1100 сС, при скорости скольжения до 50 м/с и давлении до 25 кгс/сМ2 В фрикционных узлах трения в паре с серым чугуноаЬи легированными сталями с поверхностной температурой трения до 700 6С, при скорости скольжения до 10 м/с и давлении до 15 кгс/см2
Примечание. Применение изделий э условиях, не предусмотренных табл. 142, допускается после промышленных испытаний и согласования результатов с отраслевым научно-исследовательским институтом Министерства нефтеперерабатывающей и нефте-♦хилшческой промышленности СССР.
Пример обозначения тормозной колодки, деталь КТ 16-260, марки А: Колодка тормозная А КТ 16-260 ГОСТ 10851—73
То же, вкладыша, деталь 32-801, марки Б:
Вкладыш Б 32-801 ТОСТ 10851—73
аз. Физике-механические показатели изделии пз ретинакса
Наименование показателей А Б
Государственный Знак качества 1-я категория^ качества
Плотность, г/см3 2,4—2.8 2,1.3- -2,45
Твердость, кгс/мма Коэффициент трения при испытании в парс С чугуном СЧ 15-32 (ГОСТ 1412—70), не 35—56 Z.O— 50
менее Линейный износ в паре с чугуном СЧ 15-32, 0,32 0,33 0,32
мм, не более Предел прочности при срезе, кгс/см2, не 0,19 0,16 ОДО
менее ........ Разрушающее напряжение при сжатии, 230 255 195
кгс/см2, не менее Коэффициент теплопроводности, ккал. (м-ч-"С) 500 710 575
0,52 0,50
ГОСТ приводит фрикционную теплостойкость, а также, коэффициенты трения для изделий из ретинакса при работе в паре с чугуном марок ЧНМХ и СЧ15-32 и со сталью 40ХН в зависимости от температуры испытаний.
АСБЕСТОВЫЕ ТКАНИ (по ГОСТ 6102—67)
Ткани марок АТ4, АТ7, АТ11 (табл. 144) применяют в качестве теплоизоляционного и прокладочного материала, марки АТ9 — в качестве теплоизоляционного материала.
МАТЕРИАЛЫ
144. Размеры и физико-механические показатели асбестовых тканей
Марка * Ширина Толщина Разрывная нагрузка полоски 50x100 мм, кгс, не менее Максимально допустимая температура экеплуата-ции4 °C Масса 1 мг4 г
ММ по основе по утку
АТ4 1040; 1350; 1550 2,5—3,5 44 14 400 1400—1850
АТ7 1520 2,2-2,5 85 60 450 1450-1600
АТ9 1500 1,9—2,0 70 36 450 1050-1200
АТ11 1040; 1350; 1550 2,6—3,5 44 14 450 1400—1850
ГОСТ 6102—67 предусматривает и другие марки тканей.
Длина куска ткани не менее 25 м при массе 1 м2 до 1600 г; 15 м при массе 1 м2 более 1600 г.
Пример обозначения асбестовой ткани марки АТ4:
Ткань асбестовая АТ4 ГОСТ 6102—67
АСБЕСТОВЫЕ ТЕПЛОИЗОЛЯЦИОННЫЕ ЛЕНТЫ (ЛАТ) (по ГОСТ 14256—72)
Лепты марки ЛАТ применяют для теплоизоляции трубопроводов и других элементов приборов и машин, работающих при температуре до 400° С.
145. Размеры и область применения ленты
Толщина . Ширина Разрывная нагрузка по основе на ширину ленты, кг4 не менее Масса 1 м4 г, не более Область применения
мм
0,5 20 25 30 . 175 8 13 14 Не определяется 18 18 21 105 Для теплоизоляции покрытий трубопроводов, приборов и узлов аппаратов, работающие при температуре до 400 ‘G
ГОСТ 14256—72 предусматривает также марки электроизоляционных лент.
Пример для обозначения ленты марки ЛАТ толщиной 0,5 мм и шириной 175 мм:
Лента асбестовая теплоизоляционная ЛАТ 0,5 X 175 ГОСТ 14256—72
АСБЕСТОВАЯ БУМАГА (по ГОСТ 2630—69)
Бумагу марки БТ применяют для теплоизоляции; ее выпускают в рулонах шириной и толщиной 670 X 0,5; 950 X 0,65; 1150 X 1,0 мм. Допускается изготовлять бумагу листами 950 Х'ЮОО, толщиной 1,5 мм. Масса 1 м2 в г, не более: 850 для толщины 0,5 и 0,65 мм; 1250 для толщины 1,0 мм; 1850-для толщины 1,5 мм.
Обозначение асбестовой теплоизоляционной бумаги толщиной 0,65 мм, шириной 950 мм: _ . , .
Бумага асбестовая БТ 0,65 X 950 ГОСТ 2630—69
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 235
АСБЕСТОВЫЙ КАРТОН (по ГОСТ 2850—75)
Асбестовый картон применяют в качестве огнезащитного, термоизоляционного материала, а также материала для уплотнения соединений приборов, аппаратуры и коммуникаций. "
146. Марки и назначение марок
Марки и наименование Рекомендуемые области применения
КАОН-1; КАОН-2 (картон асбестовый общего назначения) Для теплоизоляции при температуре изолируемой поверхности до 500 °C, для уплотнения соединений приборов, аппаратуры и коммуникаций
КАП (картон асбестовый прокладочный) В качестве мягкого сердечника в комбинированном уплотнении для стыков: головка — блок цилиндров карбюраторных и дизельных двигателей с максимальным давлением сгорания в цилиндрах до 70 кгс/см2, головка блока — выпускной коллектор карбюраторных двигателей
147. Размеры листов картона, мм
Марка Толщина Ширина Длина
КАОН-1 2; 2,5; 3; 3,5; 4; 5; 6;' 8; 10 900 800 900 1000 900 1000 1000 1000
КАОН-2 КАП 3; 3,5; 4; 4,5 1,3; 1,6; 1,9: 2,5 740 460 980 780
Пример обозначения картона марки КАОН-1 длиной 900 мм, "шириной 900 мм и толщиной 2 мм:
Картон асбестовый КАОН-1—900-900—2 ГОСТ 2850—75
148. Физико-механические свойства
Показатели КАОН-1 КАОН-2 КАП
Плотность, г/смэ Предел прочности при разрыве, кгс/см2, не менее: в продольном направлении в поперечном направлении Влажность, %, не более Огнестойкость 1,0-1,4 12 6 3 Не долже 1,0—1,4 15 9 10 в гореть и обуг 1,0-1,3 25 15 2,5 ливаться
ПРОКЛАДКИ ПЛОСКИЕ ЭЛАСТИЧНЫЕ (по ГОСТ 15180—70)
Плоские прокладки из паронита предназначены для фланцевых соединений трубопроводов, соединительных частей и магистральных фланцев арматуры, машин, приборов, аппаратов и резервуаров на Ру до 64 кгс/см2 и Dy до 1200 мм.
ГОСТ предусматривает также Dy до 1200 для прокладок типа А, до 800 мм для типа Б и В, а также не рекомендуемые условные проходы.
Материалы прокладок — парэппт по ГОСТ 481—71 в зависимости от назначения.
Пример обозначения прокладки типа А для фланцев 2)у = 100 мм на Ру = 10 и 16 кгс/см2:
Прокладка А-100-16 ГОСТ 15180—70
То же, типа Б и В для фланца £>у = 80 мм на Ру от 10 до 64 кгс/см2:
Прокладка Б-80-64 ГОСТ 15180—70 Прокладка В-80-64 ГОСТ' 15180—70
ТЕРМОИЗОЛЯЦИОННЫЙ ПРОКЛАДОЧНЫЙ КАРТОН
(по ГОСТ 20376—74)
В зависимости от назначения картон изготовляют двух марок: Т-1 и Т-2. Толщина картона 2; 2,5; 3 мм для марки Т-1 п 1,5 мм для марки Т-2.
Ширина рулона 900 мм.
Картон марки Т-1 выпускают тисненым, марки Т-2 — тисненым, дублированным бумагой.
Пример обозначения термоизоляционного, прокладочного картона марки Т-1 толщиной 2 мм тропического исполнения:
Картон Т-1-2,0-Т ГОСТ 20376-74
150. Технические показатели картона
Показатели Т-1 Т-2
Содержание шерсти, %, не менее Объемная масса, г/см3, не более Предел прочности при растяжении в поперечном направлении, кгс/см2, не менее Впитываемоеть воды при 20° С в течение 30 мин при полном по* гружении, %, не более Влажность, % 0,5 12 10 10 ±2 50 0,5 15 10 ±2
ЛЕНТА ИЗ ФТОРОПЛАСТА-4 ПРОКЛАДОЧНАЯ
(по ГОСТ 18999—73) —s>~ ГОС Tg YtZ2e? " £'О
Лепта из фторопласта-4 получена из заготовки методом строжки.
Лента из фторопласта-4 прокладочная предназначена для изготовления прокладочного и изоляционного материала, стойкого к сильным агрессивным средам, работающего при температурах от минус 60 до плюс 250° С, в различных, атмосферных условиях.
Размеры ленты, мм:
толщина — 0,2—3 с интервалом 0,2 мм; отклонение ± 10% от толщины; ширина — 40; 50; 60; 70; 80; 90; 100; отклонение ± 2 мм; длина не менее 200. Лента из фторопласта соответствует следующим требованиям и нормам:
внешний вид — лента должна' быть матовая, гладкая, без разрывов и трещин, от белого до светло-серого цвета;
разрушающее напряжение при растяжении не менее 180 кгс/см2;
относительное удлинение при разрыве ие менее 180%.
ФТОРОПЛАСТОВЫЙ УПЛОТНИТЕЛЬНЫЙ МАТЕРИАЛ
(по ТУ 6-05-1570—72)
Фторопластовый уплотнительный материал (ФУМ) представляет собой профилированные изделия из неспеченного фторопласта-4Д (ГОСТ 14906—69).
ФУМ предназначен для использования в качестве химически стойкого само-смазывающегося набивочного и прокладочного материала, работающего при температурах от минус 60 до плюс 150° С и давлении среды до 64 кгс/см2.
Материал ФУМ выпускают следующих марок:
ФУМ-В — для различных агрессивных сред общепромышленного типа,, содержит смазку «В»;
ФУМ-Ф — для специальных условий работы, содержит смазку «Ф»;
ФУМ-0 — для_ особочистых сред п сильных окислителей, не содержит смазки. ’ .
ФУМ изготовляют трех профилей: круглый диаметром от 1 до 8 мм; квадратный от 3 X 3 до 8 X 8 мм; прямоугольный от 2 X 4 до 2 X 8 мм. Интервал размеров через 1 мм.
Отклонения по размерам сечения материала ФУМ не более ± 10%. Минимальная длина куска ФУМ — 1 м.
Примеры обозначения:
материал фторопластовый уплотнительный марки «В» квадратного сечения 3X3 мм:
ФУМ-В 3x3
то же, марки «О» круглого сечения 5 мм:
ФУМ-0 5
МАТЕРИАЛЫ
151. Технические показатели ФУМ
Показатели ФУМ-В ФУМ-Ф ФУМ-О
Внешний вид Разрушающее напряжение при растяжении, кгс/см8, не менее Относительное удлинение при разрыве, %, не менее ..... Цвет матер того. Допуск пых пятен и 24 94 нала от белог ается наличие полос 20 50 о до кремова-мелких тем- 20 30
Техника безопасности и промышленная санитария. ФУМ в условиях назначения является нетоксичным материалом, совершенно безопасным для здоровья.
Содержащаяся в материале ФУМ смазка «В» представляет смесь парафиновых нетоксичных углеводородов, входит в материал в количестве 13—14%, имеет температуру вспышки 187° С и температуру воспламенения 290° С.
Запрещается применять ФУМ при температуре выше + 150° С, так как при температуре свыше + 200° С начинается разложение фторопласта-4Д с выделением газообразных токсичных продуктов фтор-фосгена, фтористого водорода и других фтороорганических соединений: предельно допустимая концентрация фтористого водорода — 0,5 мг/м3.
При работе с ФУМ запрещается курение, применение открытого огня и проведение сварочных работ, которые могут явиться источником разложения фторопласта-4Д.
ПАРОНИТ (по ГОСТ 481—71)
Листовой пароцит получают из смеси асбестовых волокон, растворителя, каучука и наполнителей; предназначен для изготовления прокладок различных конфигураций.
Паронит общего назначения — марка ПОН — применяют для уплотнения плоских разъемов неподвижных соединений с давлением рабочей среды не более 40 кгс/см2.
Физико-механические показатели. Поглощение воды не более 14%; предел прочности при разрыве в поперечном направлении не менее 60 кгс/см2; предельная температура, С°: для пресной воды 250, для водяного пара 450, для Воздуха от минус 50 до плюс 100.
Шероховатость уплотняемых мест соединения металлических поверхностей должен быть не грубее 7?z=40 мкм.
Размеры листов, мм. Длина х ширина: 400 X 300; 500 X 500$ 750 X 500$ 1000 X 750; 1500 X 1000; 1500 X 1500; 3000 X 1500.
Толщина: 0,4; 0,6; .0,8; 1,0; 1,5; 2; 3; 4; 5; 6.
Пример обозначения листов паронита марки ПОН толщиной 0,6, шириной 500 и длиной 750 мм:
Паронит ПОН 0,6 X 500 X 750 ГОСТ 481—71
ГОСТ 481—71 предусматривает также паронит марок: ПМБ — маслобен-зостойкий. ПА — армированный сеткой, ПЭ — электролизерный.
КАРТОН ПРОКЛАДОЧНЫЙ И УПЛОТНИТЕЛЬНЫЕ ПРОКЛАДКИ ИЗ НЕГО (по ГОСТ 9347—.74)
Картон предназначен для изготовления уплотнительных прокладок во фланцевых и других соединениях.
Картон выпускают марок: А—пропитанный, Б —непропитапный. '
Картон марки А толщиной до 0,8 мм включительно вырабатывают в листах и рулонах, картон толщиной 1,0 мм и 1,5 мм — в листах; картон марки Б
толщиной ао 0,5 мм включительно — в рулонах, картон от 0,8 мм-и более —. в листах.
Толщина, мм:
картона марки А — 0,3; 0,5; 0,8; 1,0; 1,5;
картона марки Б — 0,3; 0,5; 0,8; 1,0; 1,25; 1,5; 1,75.
152. Технические показатели картона
А Б
Показатели Толщина, мм
От 0,3 до 0,8 От 1,0 ДО 1,5 От 0,3 до 0,5 От 0,8 ДО 2,5
Объемная масса, г/см3, не менее Бпитываемость за 6 ч при полном погружении, %, не более: воды бензина масла Предел прочности при растяжении в поперечном направлении, кгс/см2, не.менее Влажность 1 . . 0,75 60 35 35 1,4 12 ±2 0,75 60 30 30 1,4 12 ±2 0,70 150 2,0 10 0,75 120 1,6 ±2
В заказе указываются наименование картона, его марка, толщина и ГОСТ.
АСБЕСТОВЫЕ ШНУРЫ (по ГОСТ 1779—72) ‘
Асбестовые шпуры применяются для теплоизоляции и уплотнения неподвижных деталей машин и аппаратов.
153. Марки, размеры и применение
Марка Диаметр, мм Способ изготовления Область применения
ШАОН — шнур ас- 0,75; 1,0; 1,5; 2,0; Кручение асбесто- Теплоизоляция И
бестовый общего назначения 2,5; 3; 4; 5; 6; 8; 10; 12 вой пряжи в несколько сложений или обвивание сердечника асбестовой пряжей Оплетение асбестовыми нитями сердечника с наполнением углекислой магнезией уплотнения до 400 °C
ШАМ — шнур асбестовый магнезиальный 12; 15; 18; 20; 22} 25; 28; 32 Уплотнение до 425 °C
Ш АЛТ — шнур ас- 0,75; 1,0; 1,5; 2,0; Кручение асбесто- Теплоизоляция и
бестовый повышенной теплостойкости 2,5; 3; 4; 5; 6; 8; 10; 12; 15; 18; 20; 22 вой пряжи в несколько сложений или обвивание сердечника (чесальной лепты из ровницы) асбестовой пряжей уплотнение до 350 0 с
ГОСТ предусматривает также другие марки шнура.
Пример обозначения асбестового шнура общего назначения диаметром 3 мм:
Шнур асбестовый ШАОН 3 ГОСТ 1779—72
То же, шнура асбестового магнезиального:
Шнур асбестовый магнезиальный ШАМ 3 ГОСТ 1779—72
ТЕХНИЧЕСКИЙ ПОЛУГРУБОШЕРСТНЫЙ ВОЙЛОК
(по ГОСТ 6308—71)
Войлок изготовляют следующих видов:'
а) для сальников, применяемых для задержки смазочных масел в местах трения и предохранения мест трения от попадания в иих воды и пыли; условное обозначение ПС; объемная масса 0,38 г/см3;
б) для прокладок, предохраняющих детали машин от истирания, загрязнения, ударов, сотрясений, и для звукопоглощаемости. Войлок для прокладок в зависимости от степени уплотнения изготовляют двух марок: А — с объемной массой 0,34 г/см3, Б — с объемной массой 0,28 г/см3 (для мягких прокладок), условное обозначение соответственно ППрА и ППрБ;
в) для фильтров, применяемых для фильтрации масел; условное обозначение ПФ; объемная масса 0,24 г/см3.
В условное обозначение войлока входит наименование войлока по виду шерсти (полугрубошерстный), назначению (сальник, прокладка, фильтр), толщине, а также номер стандарта.
Пример условного обозначения войлока полугрубошерстного толщиной 10 мм:
для сальников
Войлок ПС10 ГОСТ 6308—71
для прокладок марки А
Войлок ППрАЮ ГОСТ 6308—71
для фильтров
Войлок ПФ10 ГОСТ 6308—71
Выпускают также войлок технический тонкошерстный (ГОСТ 288—72) и грубошёрстный (ГОСТ 6418—67).
ПРЕССОВОЧНЫЙ МАТЕРИАЛ АГ-4
(по ГОСТ 20437—75)
Прессовочный материал АГ-4 изготовляют на основе модифицированной фенолоформальдегидпой смолы в качестве связующего и стеклянных нитей в качестве наполнителя.
Прессовочный материал АГ-4 предназначен для изготовления прямым или литьевым прессованием, а также намоткой с последующим отверждением изделий конструкционного и электротехнического назначения повышенной прочности, пригодных для работы при температуре от минус 196 до плюс 200° С и в тропических условиях.
В зависимости от внешнего вида пресс-материал АГ-4 изготовляют следующих марок:
В — стекловолокнит из неориентированных отрезков стеклянных однонаправленных нитей марки БС6-200 по ГОСТ 10727—73, пропитанных связующим, в брикетах массой не более 20 кг;
С — стеклолента на основе стеклянных крученых комплексных нитей марок БС6-6, 8x1x2 или БС5-6 X 1 X 2 по ГОСТ 8325—70 или по ГОСТ 5.983—71, пропитанных связующим:
НС — стеклолента на основе стеклянных комплексных нитей 40 и 80 текс, выработанных из стекла алюмоборосилпкатного состава диаметром элементарной идти 6—10 мкм, пропитанных связующим.
Пресс-материал АГ-4 марок С и НС выпускают в рулонах, на катушках или в виде срезов с барабана.
Длина, ширина и толщина ленты пресс-материала АГ-4 марок С и НС устанавливается по соглашению сторон. При этом ширина ленты марки С должна быть 15—350 мм, а марка НС — 15—120 мм.
Пример обозначении пресс-материала АГ-4, марки В: Пресс-материал АГ-4В, ГОСТ 20437—75 (в случае окрашенного материала указывается цвет).
Цвет пресс-мате риала АГ-4 всех марок должен быть желтым различных оттенков. По соглашению сторон допускается выпускать пресс-материал АГ-4 окрашенным.
154. физико-механические показатели
Показатели В а на
Разрушающее напряжение, кгс/сма, не менее: при растяжении при изгибе . при сжатии ..................... при сжатии: в направлении ориентации стеклонитей в направлении, перпендикулярном к ориентации стеклонитей Ударная.вязкость, кгс-см/см2, не менее Содержание влаги и летучих веществ, % Содержание связующего, % Модуль упругости при растяжении в направлении ориентации стеклянных нитей, кгс/см2, не менее . . Предел прочности при скалывании в направлении ориентации стеклянных нитей, кгс/см2, не менее . . Коэффициент линейного расширения при 25—150 °C, 1ЛС: в направлении ориентации стеклянных нитеи . . . при взаимно перпендикулярном расположении стеклянных нитей Коэффициент линейного расширения при 25—200 °C, 1/°С - Средняя удельная теплоемкость при 25—250 °C, ккал/(кг-°С) Маслостойкость и бензостойкость, % Кислотостойкость, %, не более Водопоглощение, %, не более Плотность, г/см3 . Расчетная усадка при прессовании, %, не более . . . Теплостойкость по Мартенсу, *С, не менее 1500 1300 ~50 ZI 38 + 2 12,4.10-» 0,28 +0. 0, 0,1 1,7- 0,1 28 5 500 4 500 2 000 800 200 2-5 3 + 2 350 000 150 5-10-» 8,5-10-» 0,28 05 1,9 5 0 5000 4500 2000 500 250 2-5 30 + 2
КАПРОНОВАЯ ПЕРВИЧНАЯ СМОЛА (по ОСТ 6-06-14—70)
Капроновая смола представляет собой продукт полимеризации капролактама (ГОСТ 7850—74). Изготовляет Барнаульский комбинат химического волокна им. Ленинского комсомола.
Смолу применяют для переработки в пластмассовые изделия. Выпускают ее пеэкстрагированную и экстрагированную двух марок: А — для пресс-материалов, Б — для литья.
Смола капроновая первичная — вещество нетоксичное, негорючее. Температура плавления 180—220° С.
При переработке не выделяет вредных веществ.
155. Технические требования
Показатели Экстрагированная Неэкстраги-рованная
А | Б
Внешний вид Блестящая или матированная, жилка, пла-
Цвет стинка или лепесток От белого до светло-желтого От белого
Относительная вязкость в серной кислоте 2,2-3,0 до желтого 1,95-2,5
Содержание низкомолекулярных соединений, % Содержание влаги, %, не более 3 j 1,5 1 13
5
ЛИТЬЕВОЙ ПОЛИАМИД (ПО ГОСТ 10589—73)
Литьевой полиамид 610 (полиамид 68) предназначен для изготовления литьем под давлением различных изделий конструкционного и электроизоляционного назначения.
Изделия из литьевого полиамида 610 можно эксплуатировать без снижения механических свойств при температуре от минус 60 до плюс 70° С. Для изделий, работающих без механических нагрузок, верхний температурный предел может быть повышен до плюс 100° С.
Литьевой полиамид 610 стоек к действию углеводородов, органических растворителей, масел и щелочей, грибостоек и стоек к солнечной радиации.
156. Показатели литьевого полиамида 610
Показатели Нормы
Плотность, г/смэ Содержание воды, %, не более Температура плавления, °C Число вязкости, -мл/г . Изгибающее напряжение, кгс/см2, не менее Разрушающее напряжение, кгс/см2: 1,09-1,11 0,2 215-221 , 130—190 450
при растяжении при срезе Предел текучести при сжатии, кгс/см3 . Твердость, кгс/мм3 Модуль упругости при растяжении, кгс/см2 Относительное удлинение при разрыве, %, не менее Коэффициент трения по стали Теплостойкость по Мартенсу, °C ' 500-600 400—500 700—900 10-15 (l^V)^ 0,26-0,32 55-60
Теплостойкость при изгибе, °C: при о = 18,5 кгс/см2 . при о = 4,5 кгс/см2 , Коэффициент линейного расширения при 20—200 °C, 1/°С ........ Водопоглощение максимальное, % Усадка при литье под давлением, % Ударная вязкость, кге-см/см2 на образцах с надрезом при минус 65 “С 65 160 11,7-10-4 3,3 0,8-1,5 2,0-4,0
Цвет гранул: белый—высшего сорта, светло-желтый—,1-го сорта.
ЛИТЬЕВЫЕ СОПОЛИМЕРЫ ПОЛИАМИДА (по ГОСТ 19459—74)
Литьевые сополимеры полиамида марок АК-93/7, АК-85/15, АК-80/20 представляют собой продукты совместной поликонденсации соли АГ и капролактама в соотношениях 93 : 7, 85 : 15, 85 : 20.
Литьевые сополимеры полиамида предназначены для изготовления литьем под давлением различных изделий конструкционного назначения, применяемых в машиностроении, электротехнической промышленности, приборостроении и в других отраслях народного хозяйства как заменители цветных металлов.
Температурный диапазон эксплуатации изделий из литьевых сополимеров полиамидов — от минус 50 до плюс 70° С. Литьевые сополимеры полиамида стойки к действию углеводородов, органических растворителей, масел разбавленных и концентрированных растворов щелочей. Они растворяются в концентрированных минеральных кислотах, муравьиной и уксусной кислотах, в фенолах.
Показатели литьевых сополимеров полиамида приведены в табл. 157.
Пример обозначения литьевых сополимеров полиамида:
Сополимер полиамида литьевой АК-85115 ГОСТ 19459—74
157. Показатели литьевых сополимеров полиамида
Показатели АК-93/7 АК-85/15 - АК-80/20
Плотность, г/см8 1,14 238 1000—1200 0,24-0,25 55-60 220—230 50-55 9 1,13 224 700—900 0,22-0,23 50-60 210-220 45-50 9-10 1,13 212 700-900 0,22-0,23 50-60 200-210 45—50 10-11
Температура плавления, °C, не ниже Разрушающее напряжение при сжатии, кгс/см2 .... Коэффициент трения по стали при скорости скольжения 3 м/мин и нагрузке 3 кгс/см2 Теплостойкость, °C: по Мартенсу по Вика . . .
Температура размягчения, °C, при напряжении изгиба 18,5 кгс/см2 Водопоглощение максимальное, %
Показатели общие для всех марок:
цвет гранул от белого до светло-желтого;
число вязкости не менее 130 мл/г;
разрушающее напряжение, кгс/см2, не менее:
при растяжении 600—700; при срезе 550—600;
твердость по Бринеллю 1000—1200 кгс/см2;
усадка при литье под давлением 1,4—1,8%.
Режим литья образцов из сополимеров полиамида приведен в табл. 158.
158. Режим литья образцов из сополимеров полиамида
Параметры АК-93/7 АК-85/15, АК-80/20 АК-93/7 АК-85/15, АК-80/20
Бруски Диски
Температура литьевой массы, °C Время выдержки под давлением в пресс- форме, с Время охлаждения, с Давление литья, кгс/см2 Температура пресс-формы, “С 250-270 240-260 15- 15- 600- 40- 250-270 20 -20 -1200 -60 249-260
Во избежание деструкции продукт должен находиться в прессовом цилиндре литьевой машины не более 15 мин.
Требования безопасности. Литьевые сополимеры полиамида не оказываю® вредного влияния иа организм человека.
В процессе переработки литьевых сополимеров, осуществляемой при 240— 270° С, не происходит разложения и выделения вредных веществ.
При температуре выше 300° С литьевые сополимеры полиамида разлагаются с выделением окиси углерода, углекислого газа и аммиака.
Для защиты работающих от действия вредных газов и пыли и уменьшения степени загрязнения воздуха помещения этими выделениями в цехе должна быть общеобменная вентиляция, состоящая из вытяжной и приточной систем, а ряд производственных агрегатов и рабочих мест (литьевые машины и Др.) должны быть оборудованы местной вытяжной вентпляцпей.
ФТОРОПЛАСТ-4 (по ГОСТ 10007—7'2)
Фторопласт-4 предназначен для изготовления изделий и пленок, обладающих высокими диэлектрическими свойствами, стойкостью к сильным агрессивным средам и работающих при температуре до плюс 260 ° С.
В зависимости от физико-механических свойств различают три сорта фторопласта-4: _1-й, 2-й, 3-й.
Фторопласт-4 должен соответствовать нормам, указанным в табл. 159.
159. показатели сортности
Показатели
Внешний вид
Цвет- пластины
Плотность, г/см5, не более .... Разрушающее напряжение при растяжении, кгс/см2, не менее: кеаакаленного образна...........
закаленного образца..........
Относительное удлинение при разрыве, .%, не менее: незакаленного образца.........
закаленйого образца..........
Термостабильность, я, ие менее . .
Нормы для сортов
1-го 2-го 3-го
Легко комкующийся порошок белого цвета без видимых посторонних включений
Белый, однород- От оелого до От белого до
ный по окраске серого, однородный по окраске серого
2,19 2,20 Не определяется
ЙО 210 Не определяется
Не опре теляется 250
350 350 Не определяется
Не определяется 300
, 100 100 15
Пример обозначения фторопласта-4 сорт 1:
Ф-4, сорт 1 ГОСТ 10007—72
Справочные показатели фторопласта-4 приведены в табл. 160.
Химически стоек ко всем минеральным и органическим кислотам,' щелочам, органическим растворителям, окислителям и другим агрессивным средам.
. Но стоек к расплавленным щелочным металлам или растворам их в аммиаке, элементарному фтору и трехфторпстому хлору при повышенных температурах.
160. Справочные показатели фторопласта-4
Показатели Нормы
Температура, 'С:
П.ТТЙР.ТТРНИЯ кристаллитов 327
етрк.тглнанпя- яморсГжьгу тчастьюв . —Г>п
рдлппжопигт Св. 415
наибольшей скорости кристаллизации 300—315
Рабочая температура при експлу атации, '-G:
тиякг.имялтчняст . . . 260
—269
Теплопроводность, Вт/(м-”С) 0,25
Т^ПГГЛТТПТ’.ТТЛЩАИШ1 ЯЯ 24 ЕГ ? . . .
ОгТЯТ/ТПИЛС "УПТТГИПРЯПР 0Z . . . 250 350
Усадка при выпечке (в зависимости от давления таблетирования, уело-
внй выпечки и молекулярной массы), % * . . . 3—7
Коэффициент линейного расширения а-Ю6, 1ДС, при температуре, СС.
prp SLrw иуп АЙ ггл mithvp. 1П 8
(>Н ]ииттур 10 ТТЛ птгтпп 20 ... 8—25
В 20 ПО 50 25-11
в 50 110 11
а 110 а 120 11-15
е 120 » 200 15
» 200 » 210 15-21
» 210 В 280 • • Рлртпчрртт» . 21 Не гори®
Закаливать можно только изделия с толщиной стенки не более 6 мм.
Изделия после спекания п охлаждения, особенно те, которые подвергались закалке, нельзя немедленно подвергать механической обработке.
Для стабилизации размеров рее изделия после охлаждения оставляют при комнатной температуре на 2—4 суток, и только после этого измеряют те изделия, которые применяют без обработки, или передают заготовки на дальнейшую механическую обработку. Изготовленные по соответствующей технологии изделия можно эксплуатировать при температуре до 260° С.
Прессованием получают заготовки простой формы — пластины, диски, цилиндры, втулки, кольца и т. п., которые в большинстве случаев подвергают дальнейшей механической обработке для придания изделиям более сложной формы и точных размеров. Однако существуют методы прессования из порошка фторопласта-4 изделий сложной конфигурации, как, например, сильфоны, втулки с фланцами, стаканы с днищами и т. и.
Если изделия эксплуатируют при низких температурах и к точности и стабильности их размеров не предъявляют очень строгих требований, можно применять штампование изделий из фторопласта-4, разогретого до 380° С, в вида заготовок, по форме более или менее близких к форме готового изделия.
Работу с фторопластом-4 следует проводить в соответствии с принятыми санитарными правилами в помещениях, оборудованных приточно-вытяжной вентиляцией.
Включение открытых нагревательных приборов (электроплиток) или приборов с поверхностями, нагретыми выше 250 °C, разрешается только в вытяжных шкафах при включенной вентиляции.
В производственных помещениях не допускается курение.
Подробнее о технике безопасности см. ГОСТ.
ПРЕСС9ВОЧНЫЕ ФЕНОЛЬНЫЕ МАССЫ (по ГОСТ’5689—73)
Термореактивпые прессовочные фенольные массы (фенопласты) получают в результате совместной обработки фенолоальдегидных смол или их модификаций, наполнителей, окрашивающих веществ и других добавок.
В зависимости от состава и назначения фенопласты делят на типы, группы и марки (табл. 161).
ГОСТ предусматривает типы фенопластов: специальный безаммиачный Сп и электроизоляционный Э, а также типы фенопластов с электрическими показателями, приведенные в таблице.
Марки фенопластов, предназначенных для эксплуатации в районах с тропическим климатом, указаны в ГОСТ 15963—70.
Обозначение марок фенопластов состоит из названия материала «фенопласт», обозначения группы, смолы и наполнителя.
Пример обозначения фенопласта группы ЖЗ черного цвета, изготовленного на фенольной новолачной смеси 010 с наполнителем 62:
Фенопласт ЖЗ-010-62 черный ГОСТ 5689—73
Фенопласты выпускают в виде порошков, кроме фенопластов групп У1, У2, У5 и Уб, выпускаемых в виде волокнистых масс.
Фенопласты типов О, Вх, Ж должны таблетироваться на типовых таблеточных машинах, а фенопласты групп У1, У2, У5 и Уб — на гидравлических прессах.
Требования безопасности и производственной санитарии — по ГОСТ 5689—73.
Физпко-химические показатели фенопластов приведены в табл. 162.
МАТЕРИАЛЫ
161. Типы, группы и марки фенопластов
Группа Обозначение группы Марка Основной наполнитель , Рекомендуемые , методы переработки
Новолачная без электрических показателей Тип 02 (02) — общего назначен 02-040-02 (К-15-2) 02-030-02 (К-20-2) 02-010-02 (К-18-2ЦС) ля 0 Органический Компрессионное и литьевое прессование
Новолачная с высокой водостойкостью 04 (05) 04-010-12 (К-18-2М) 04-010-02 (К-18-2В)
Новолачная с повышенными механическими показателями 05 (03) 05-010-02 (К-18-2 — цветной)
Новолачная графитированная 08 (08) . 08-010-72 (К-18-2Г)
Новолачная со средней ударной вязкостью 010 (010) 010-200-07 (К-18-7)
Новолачная кислотостойкая Тип Вх2 (Вх2) — елагохимстойки Вх2-0 90-68 (К-18-60) Вх2-0 90-69 (К-18-23) й Вх Органический и минеральный Компрессионное прессование
& Новолачная водостойкая с повышенными механическими показателями ВхЗ (ВхЗ) ВхЗ-090-14 (К-18-81) Органический
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ ‘ 247
Продолжение табл. 161
Группа Обозначение группы Марка Основной наполнитель Рекомендуемые методы переработки
Новолачная водостойкая с высокой ударной вязкостью Р-..Л (Вх4) Вх4-080-34 (ФКПМ-15Т) Минеральный Компрессионное прессование
Резольная водокислотостойкая • Вхб (Вх8) Вхб-342-70 (К-214-71) Органический
Резольная с электрическими показателями Ти У1 (Вл1) п — ударопрочный У1-301-07 (Волокши) У Компрессионное и литьевое прессование
Резольная без электрических показателей У2 (Вл2) У2-301-07 (Волокнит) • Органический
Резольная с высокими показателями теплостойкости и ударной вязкости . V4 (РлЗ) У5-301-41 (К-6) /• Минеральный Компрессионное прессованно
Резольная с высокими показателями теплостойкости и механических свойств УЗ (УЗ) Уб-301-41 (К-6В)
Новолачная с ВЫСОКИМИ показателями текучести и водостойкости Ти ЖЗ (ЖЗ) гь — жаростойкий ЖЗ-010-62 (К-18-22) Минеральный Компрессионное и литьевое прессование
182. Физнко-химичг-юз-г
Показатели 02-040-02, 02-030-02,• 02-010-02 04-010-12, 04-010-02 05-010-02 08-010-72 6
Цвет Однотонный (красный, зеленый, желтый и другие) пли цветная смесь Черный Однотонный (красный, зеленый, желтый и другие) ИЛИ цветная смесь Черный веодно-тонный Черный или другого цвета веодно-(ГОВНЫЙ
Плотность, г/см3, не более 1,45 1,40 1,40 1,40 1,40
Насыпная плотность, г/см3, не менее 0,50 0,50 0,53 - 0,50 —
Ударная вязкость на образцах без надреза, кгс-см/см2, не менее 5 6 6 6 5
Разрушающее напряжение, кгс/см2:
при изгибе, не менее. . . 600 700 700 700 600
при сжатии 1000 — — — —
при растяжении 350 — — — —
Теплостойкость по Мартенсу, “С, ве менее 125 135 130 130 130
Водопоглощение, мг, не бо-лее 60 35 55 40 40
Текучесть, мм 120—190 00-190 30—190 120-200 120-200
Усадка, % 0,4—0,8 0,4-0,8 0,4-0,8 0,5-0,7 • 0,5-0,8
Модуль упругости, кгс/см2 (70 4- 80). 10» — — — —
Твердость, кгс/см2 ..... 2500-3000 — — — —
Маслостойкость, % 0,03 ' — — —
Бензостойкость, % ..... . 0,05 — — —
Теплостойкость, ккал/(кг-°С) 0,32-0,33 — — — —
Коэффициент линейного расширения, 1/°С 4,5-10-»— 5,3-10-4 — — — —
Рабочая температура, СС . . — •— — —
показатели фенопластов
С5 0О О 70 СО S3 к и P5PQ -•S’ и га с4 со И га У1-301-07, У2-301-07 У5-301-5.1 ув-301-11 ЖЗ-9Ю-52
Черный неодво-тонный От темнозеленого до черного неодно-тонный Черный неоднотонный От светл< вого нес ^-коричнево днотонный го до тем? о-коричзе- Черный неодно-топный
1,60 1,50 1,75 1,35 1,45 1,95 1,95 1,85
0,65 0,75 0,80 0,30 0,16 — — 0,80
4,5 6 8 5 9 20 22 3,5
550 600 350 550 800 850 850
1500-1600 1100—700 10С0 1000 800 800 1050
280 — — 300 300 250 250 280
125 125 115 130 140 200 200 140
20 15 20 20 90 200 150 10
90—190 00-180 90—180 00—1S0 40—140 Не менее 110 110-200 160—200
0,4—0,3 0,4-0.8 0,3-0,3 0,6-1,0 0,3-0,в 0,1— 0,3 о,1-оз 0,2—0,7
(7О-?175)х Х10’ (56 — 184) X ХЮ» — — Не менее 60-103 Не мене в 70 • 10» (70 + SO) X Х№
3000—3800 2700—3100 — . 2500 3000 3000 3000-5000
0,03 0,03 — 0,03 — —
0,02 0,03 —- — 0,03 — —
0,30-0,34 028 0,28 —
—1 — — — 3,0—3,5 2.5 —
— — — — От —40 до 4-110 От —40 ДО +130 От —40 до 4-120
ЛИСТОВАЯ ФИБРА (по ГОСТ 14613—69)
Листовую фибру в зависимости от назначения изготовляют следующих марок (табл. 163):
ФТ—фибра техническая; предназначена для изготовления деталей в маши-' построении, электромашиностроении и. приборостроении;
ФЭ— фибра электротехническая; применяют в электромашиностроении в качестве изоляционного материала.
ГОСТ 14613—69 предусмотрена также фибра марок ФК, ФП, ФИК и ФСВ.
Фибру толщиной 0,6—8 мм вырабатывают монолитной; 8—12 мм—монолитной или клееной; свыше 12 мм—клееной.
163. Физико-меганпческио свойства фибры
Показатели ФТ ФЭ
Предел прочности при растяжении*, кгс/см2, при толщине фибры, мм; 0,6-0,9 1,0-2,0 ;..... 2,2—3,0 3,5-5,0 6,0-35,0 Объемная масса, г/см’, не менее Цвет * В числителе — в продольном направлен 630 450 700 450 900 600 350 500 300 МО -1,20 Красный, черный, темно-серый, коричневый, естественного волокна ии, в знаменателе — в 700 450 750 450 750 1,0—1,2 Естественного волокна поперечном.
Размеры листов фибры, мм:
монолитной—длина 1700—2300, 850—1500; ширина 1100—1400, 550—850;
клееной—длина 1600—1900; ширина 400—700.
Толщина листов, мм:
ФТ и ФЭ—0,6; 0,7; 0,8; 0,9; 1; 1,1; 1,2; 1,3; 1,4; 1,5; 1,7; 2; 2,2; 2,5; 3; 4; 4,5j 5; 6; 7; 8; 9; 10; 11; 12;
ФТ—3,5; 13; 14; 15; 16; 17; 18; 19, 20; 22; 25.
В заказе указывают наименование фибры, ее марку и толщину.
ФИБРОВЫЕ ТРУБКИ (по ГОСТ 11945—68)*
Монолитные фибровые трубки (табл. 164, 165) марки К применяют в качестве конструкционного материала, марки ОП—в качестве теплоизоляционного и облицовочного материала, а также как трубки общего назначения.
164, Диаметры, мм
Диаметр Градации по внутреннему и наружному диаметрам, мм
впутрСч- наружный
6-9,5 8,5-13 0,5
10-25 13,5-31,5 1,0
26 и выше 32,5 и выше 1,5
165. Толщина стенок трубок, мм
Внутренний диаметр Толщина стенки Внутренний диаметр Толщина стенки
минимальная максимальная минимальная максималь- ная
6—7 1,25 6 21-30 3 8,5
7,5-14 1,25 7 39,5—51,5 4 9
15-20 1,5 8 53-80 6 10
* С 1 января 1979 г. вводится в действие ГОСТ 11945—78.
Трубки не должны растрескиваться, расслаиваться и давать сколы при механической обработке (распиливании, резавии резцом, сверлении, обтачивании и фрезеровании) при условии соблюдения установленного режима обработки, согласованного с поставщиком.
Трубки изготовляют цвета естественного волокна, черного, синего, или красного.
166. Механические свойства трубок
Показатели К оп
Плотность, г/сма Предел прочности при растяжении вдоль оси, кгс/см2, не менее Влажность, %, не более 1,3 500 10 1,3 350 10
Пример обозначевия фибровой трубки марки К, синего цвета, с наружным диаметром 16 мм, внутренним диаметром 10 мм, длиной 350 мм:
Трубка К синяя 16 X 10 X 350 ГОСТ 11945—68
Естественный цвет в обозначении трубок не указывается.
КАПРОНОВЫЕ КАНАТЫ (по ГОСТ 10293—67)
Канаты по прочности делят на две группы: повышенную и нормальную.
167. Размеры и технические данные канатов
Размеры каната, мм Число каболок в канате Масса 100 м каната, кг Коэффициент использования разрывной нагрузки каболок в канате Разрывная нагрузка, кге, не менее
повышенная нормальная
Длина окружности Диа-' метр каболки каната в готовом виде каболки каната в готовом виде .
25 7,9 12 4,3 0,705 140 1 180 120 1010
30 9,6 15 5,4 0,690 140 1450 120 1240
35 11,1 21 7,5 0,685 140 2 010 120 1 730
40 12,7 21 10,0 0,683 190 2 720 160 2 260
50 15,9 33 15,7 0,682 190 4 265 160 3 600
60 19,1 48 22,8 0,660 190 6 020 160 5 070
70 22,2 66 30,8 0,650 190 8 150 160 6 850
80 25,5 87 40,2 0,640 190 10 580 160 8 900
90 28,7 78 53,6 0,620 290 14 000 250 12 100
100 31,8 93 64,2 0,600 290 16 200 250 13 950
115 36,6 126 87,0 0,585 290 21 400 250 18 400
125 39,8 147 101,0 0,570 290 24 050 250 20 800
150 47,8 210 145,0 0,565 290 34 410 250 29 600 ,
175 55,7 285 197,0 . 0,565 290 46 700 250 40 260
200 63,7 360 248,0 0,565 290 58 990 250 50 850 '
Длину каната устанавливают по согласованию с заказчиком. Если длива каната заказом не обусловлена, то его изготовляют длиной не менее 100 м.
КОНВЕЙЕРНЫЕ РЕЗИНОТКАНЕВЫЕ ЛЕНТЫ (по ГОСТ 20—76)
Резинотканевые ленты применяют на ленточных конвейерах с плоскими или желобчатыми ролпкоопорами для траиспортировавия сыпучих, кусковых или штучных грузов.
Ленты изготовляют следующих видов: общего назначения, морозостойкие, теплостойкие, повышенной теплостойкости, пищевые и негорючие (для угольных шахт).
МАТЕРИАЛЫ
168. Типы, характеристика и иазиачеиие лент
Тип ленты Характеристика ленты Назначение Лента
1 С двусторонней резиновой обкладкой и защитной тканевой прокладкой под резиновой обкладкой рабочей поверхности Транспортирование высокоабразивных кусковых (куски размером до 500 мм) грузов Общего назначения,. Морозостойкая
2Р С двусторонней резиновой обкладкой Транспортирование абразивных среднекусковых (до 350 мм) грузов Общего назначения. Морозостойкая
С двусторонней резиновой обкладкой Транспортирование абразивных, малоабразивных и неабразивных средне- и мелкокусковых (куски размером до 156 мм) грузов. Транспортирование среднекусковых углей (куски размером до 500 мм) и породы (куски размером до 300 мм) подземными конвейерами угольных шахт Общего назначения. Морозостойкая. Повышенной теплостойкости. Теплостойкая. Пищевая. Негорючая для угольных шахт
3 С. односторонней резиновой обкладкой Транспортирование малоабразивных неабразивных мелкокусковых (куски размером до 80 мм), сыпучих и штучных грузов Общего назначения. Пищевая
4 Одно- и двухпроклацоч-ная с двусторонней резиновой обкладкой Транспортирование мелкокусковых (куски размером до 80 мм), сыпучих а мелкоштучпых грузов Общего назначения. Пищевая
169. Классы прочности обкладок и условия эксплуатации
Тип ленты Класс прочности резины наружных обкладок Температура транспортируемого груза и окружающего воздуха, “С
1 А, Б От минус 45 до ПЛЮС 60
1М В » >>. 60 » 60
2Р А, Б, В » » 45 » 60
2РМ В в в 60 » в 60
2РШ г, С >? в 25 в в 60
2 Б, В » » 45 в ». 60
С к в 25 » » 60
2М В » в 60 в » 60
2ПТ* с Не более плюс 200
2Т* с » » » 100
211 с От минус 25 до ПЛЮС 60
2.ИТ г, а ». », 25 » в 60
3 в » В 45 » 60
с » ». 25 >> >а 60
зп С » » 25 >8 в 60
4,4 П с у а 25 в в 60
*,Для этих лент температура окружающего воздуха не регламенти К? руется.
Ленты типов 1, 2Р и 2 имеют резиновые обкладки рабочей и нерабочей поверхности и резиновые борта;
ленты типа 3 — резиновую обкладку рабочей поверхности;
ленты типа 4 — резиновые обкладки рабочей и нерабочей поверхностей.
Условное обозначение ленты должно содержать буквенные и цифровые, индексы, обозначающие тип и вид ленты, ее ширину в мм, число тканевых прокладок каркаса, сокращенное наименование ткани, толщину (расчетную) рези
новых обкладок на рабочей п нерабочей сторонах ленты в мм, класс обкладочной резины и обозначение стандарта.
Примеры обозначений.
Лента конвейерная типа 1, общего назначения, шириной 1400 мм, с четырьмя прокладками из ткани типа ТК-300, с рабочей обкладкой толщиной 6 мм и нерабочей — 2 мм из резины класса А:
1-1400-4-Т К-300-6.2-А ГОСТ 20—76
То же, типа 2, теплостойкая, шириной 1000 мм, с восемью прокладками пз ткани типа БКНЛ-150, с рабочей обкладкой толщиной 4,5 мм и нерабочей 2 мм из резины класса С:
2Т-1000-8-БКНЛ-150-4,5-2-С ГОСТ 20—76
То же, типа 2, повышенной теплостойкости, шириной 650 мм, с шестью прокладками из ткапп БКН Л-65, с рабочей обкладкой толщиной 6 мм и нерабочей 2 мм из резины класса С:
2ПТ-650-6-БКНЛ-65-6-2-С ГОСТ 20—76
То жо>. негорючая для угольных шахт, типа 2, шириной 800 мм, с четырьмя прокладками из ткани БКНЛ—100, с рабочем обкладкой толщиной 4,5 мм и нерабочей 2 мм из резины класса С:
2Ш-800-4-БКНЛ-100-4,5-2-С ГОСТ 20—76
То же, морозостойкая, типа 2Р, шириной 1200 мм, с тремя основными и двумя уточными прокладками пз ткани К-10-2-ЗТ, с рабочей обкладкой толщиной 6 мм п нерабочей 2 мм из резины класса В:
2PM-1200-3-2-K-10-2-3T-6-2-B ГОСТ 20—76
То же, типа 4П, пищевая, шириной 600 мм, с одной прокладкой из ткани ТК-100, с рабочей обкладкой толщиной 2 мм и нерабочей 1 мм из резины класса С: 4П-600-1-ТК-100-2-1-С ГОСТ 20-76
То же, типа 3, общего назначения, шириной 1400 мм, с четырьмя прокладками из ткани БКН Л-65, с рабочей обкладкой толщиной 3 мм из резпны класса С: 3-1400-4-БКПЛ-65-3-С ГОСТ 20—76
То же, типа 3, общего назначения, шириной 800 мм, с тремя прокладками из ткани ТА-100, без обкладок:
3-800-3-ТА-100 ГОСТ 20-76
170. Число тяговых прокладок леыт в зависимости от ширины
Ширину лонты, указанную в скобках (табл. 170). не применять при новом проектировании. ГОСТ предусматривает ширину лент до 3000 мм.
Предельные отклонения по ширине лент:
для лент до 650 мм включительно с открытыми нарезными бортами ±1,0%;
для лент шириной до 650 мм включительно с резиновыми бортами ±2,0%;
для лент шириной более 650 мм ±1,5%.
Длина лент типа 1 не менее 140 м, лонг типа 2Р, 2 и 3 — не менее 80 м, лент типа 4 —-не менее 30 м.
Толщина наружных резиновых обкладок приведена в табл. 171, толщина тканевых прокладок — в табл. 172, номинальная прочность тяговой прокладки — в табл. 173, показатели допустимой рабочей нагрузки тяговой прокладки — в табл. 174.
171. Толщина (расчетная) наружных рениновых обкладок в зависимости от типа и вида лент
Тип ленты Номинальная толщина наружных обкладок классов прочности
Лента А Б В Г ! с
1 Общего назначения Морозостойкая 6,0 4,5 2,0’ 2,0 8J). 6,0 4,5 2,0’ 2,0’ 2,0 6.0 4.5 2,0’ 2,0 — —
2Р Общего назначения Морозостойкая Негорючая для угольных шахи 6,0. 4,5 2,0’ 2,0 8,0. 6,0 4,5 2,0’ 2,0’ 2,0 6£. 4,5 2,0’ 2,0 6,0 4,5 2)0’ 2,0 6,0. 4,5 2,0’ 2,0 6,0. 4,5 2,0* 2,0 .
'2 Общего назначения' Морозостойкая Повышенной теплостойкости Теплостойкая Пищевая Негорючая для , угольных шахт — 8Д. 6J) 4,5.33) 2,0’ 2,0; 2ft’ 1,0 6,0. 4,5 3,0 2,0’ 2,0’ 1,0 6Д 41». 3,0 2,0’ 2,0’ 1,0 4,5 3,0 2,0’ 1,5 3,0 1,5 10,0 8j0. вл 2,0’ 2,0’ 2,0 4,5 3,0 2,0’ 1,0 3,0 1,0 4,5. 3,0 2,0’ 1,5
3 Общего назначения Пищевая — — 2,0 — 3,0; 2,0 3,0; 2,0
4 ра Общего назначения Пищевая Примечание. I бочей поверхности, в числителе знаменателе приведена ном — толщина ие^ ияальная толщ >абочей поверх: ина резин зосты лент 3,0 2,0 1,0 1.0’ 1,0’ 1,0 3,0. 23), 1,0 1,0’ 1,0’ 1,0 эвой обкладки м.
172. Толщины (расчетные) тканевых прокладок каркаса лепты
Размеры, мм
Номинальная прочность прокладки по основе кгс/см2, не менее Толщина (расчетная) тканевой прокладки Предельные отклонения
из синтетического волокна в основе и утке из комбинированных нитей
с резиновой обкладкой без резиновой обкладки
400 300 200 150 100 2,0 1,9 1,4 1,3 1,2 । I I2-2- 1 । 122 + 0,25
55 —' — 1,15 ±0,15
Толщина (расчетная) ленты должна быть равна сумме толщин (расчетных) тканевых прокладок и толщин (расчетных) наружных резиновых обкладок.
Предельные отклонения леят по толщине: 1 мм для лент толщиной до 10 мм, 10% для пент толщиной более 10 мм.
173. Номинальная прочность тяговой прокладки по оснозе н утку в зависимости от типа ткани каркаса
Тил ткани Номинальная прочность тяговых прокладок, кгс/см ширины прокладки
по основе по утку
Ткань с нитями основы и утка из синтетических волокон 400 300 200 150. 100 75 50 65 65 60
Ткань с нитями основы и утка из комбинированных волокон 150 100 55 60 40 20
174. Показатели максимально допустимой (расчетной) рабочей нагрузки тяговой прокладки в аависимости от среднего угла установки конвейера, вида ленты и числа тяговых прокладок каркаса
Лента Угол установки конвейера (по осям концевых барабанов), градусы Число тяговых прокладок Максимально допустимая рабочая (расчетная) нагрузка тяговой прокладки в зависимости от номинальной прочности прокладки, кгс/см ширины
400 300 200 150 100 55
Общего назначения, морозостойкая, пищевая и До 10 До 5 50 36 25 18 12 7
Более 5 45 32 22 16 И 6
негорючая для угольных Более 10 До 5 45 32 22 16 И 6
шахт Более 5 40 30 20 15 10 5,5
Теплостойкая Любой Любое 30 20 15 10 5,5
Повышенной теплостойкости и — 15 10 7,5 5 2,8
Максимально допустимую (расчетную) рабочую нагрузку ленты по основе следует рассчитывать, умножая величину максимально допустимой (расчетной) рабочей нагрузки одной тяговой прокладки по основе на ширину ленты в>ми (см) и число тяговых прокладок каркаса.
Основные правила эксплуатации конвейерных лент
Конвейер должен быть оборудован устройствами, предотвращающими попадание материала между лентой и барабанами, а также между лентой и роликами.
Резинотканевые ленты следует стыковать методом вулканизации, используя клеи холодного или горячего отверждения по инструкциям, выпущенным-не ранее 1967 г. разработчиками и изготовителями лент. Ленты следует стыковать, используя прослоечные, обкладочные резины и клеи, указанные в паспорте — ярлыке, прикрепленном к внутренней поверхности последнего витка лепты.
Ленты из тканей типов БКНЛ-65, БКНЛ-100, ТА-100 и ТК-100, БКНЛ-150 и ТА-150 шириной до 1200 мм допускается стыковать механическими способами по инструкциям соответствующих министерств и ведомств, согласованным с разработчиком лент.
При транспортировании конвейером грузов кусками размером свыше 80 мм (кроме угля) загрузочные пункты необходимо оборудовать амортизирующими устройствами.
Ход натяжного устройства конвейера с учетом выбранного тппа ленты (?н) в метрах вычисляют по формуле
Iji—KzL,
где К — коэффициент, зависящий от угла наклона конвейера; К = 0,85 для конвейеров с углом наклона до 10°; К = 0,65 для конвейеров с углом наклона более 10°; в —нормируемый показатель удлинения лепты по основе при нагрузке, составляющей 10% номинальной прочности образца, % (в соответствии с дап-ними табл. 8 ГОСТа); L — длина конвейера, м.
ДЕКОРАТИВНАЯ ФАНЕРА (ГОСТ 14614—69)
Фанера склеена пз трех плп более листов лущеного шпона п облицована пленочными покрытиями в сочетании с декоративной бумагой или без бумаги.
Декоративную фанеру применяют как отделочный материал в строительстве и промышленности.
Декоративную фанеру подразделяют:
по количеству облпцованпых сторон на одностороннюю и двустороннюю;
по внешнему виду поверхности облицовочного покрытия на глянцевую и полуматовую.
Декоративную фанеру изготовляют двух сортов: 1-го п 2-го.
Марки и вид облицовочных покрытий указаны в табл. 175.
175. Марки и вид облицовочных покрытий
Марка Вид облицовочного покрытия
й ДФ-1 Прозрачное (бесцветное или окрашенное), не укрывающее текстуру натуральной древесины
ДФ-2 Непрозрачное, с декоративной бумагой, имитирующей текстуру ценных пород древесины, или с другим рисунком
ДФ-3 Прозрачное, повышенной водостойкости (бесцветное или окрашенное), не укрывающее текстуру натуральной древесины
ДФ-4 Непрозрачное, повышенной водостойкости, с декоративной бумагой, имитирующей текстуру ценных пород древесины, или с другим рисунком
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ 257
176. Длина и ширина листов фанеры, мм
Длина (или ширина) Ширина (или длина) Длина (или ширина) Ширина (или длина) Длина (или ширина) Ширина (или длина)
2440 1525 ' 1220 1830 1220 1525 725
1525 1525 1220 1220 1220 725
2135 1525
Длину листа декоративной фанеры устанавливают по направлению волокон древесины рубашки.
Толщина листов фанеры, мм: 1,5; 2; 2,5; 3; 4; 5; 6; 8; 10; 12.
Абсолютная влажность фанеры не превышает 10%.
Предел прочности декоративной фанеры при скалывании по клеевому слою после вымачивания в воде в течение 24 ч должен соответствовать: для березы — 12 кгс/см2; для ольхи, липы, тополя, осины, сосны, лиственницы—10 кгс/см2.
За величину предела прочности при скалывании по клеевому слою для декоративной фанеры, рубашки и серединки которой состоят из разных древесных пород, принимается норма, установленная для породы, имеющей меньший предел прочности при скалывании.
В заказе указывают марку, сорт, размеры фанеры и ГОСТ.
ДРЕВЕСНОСТРУЖЕЧНЫЕ ПЛИТЫ * (по ГОСТ 10632—70)
Древесностружечные плиты изготовляют методом горячего прессования древесных частиц, смешанных со связующим веществом.
В зависимости от физико-механических свойств плиты марок ПТ-1, ПТ-3, ПС-1 и ПС-3 изготовляют двух групп: А, Б.
По качеству поверхности плиты подразделяют на два сорта: I и II.
Марки плит, их характеристика, конструкция и вид обработки приведены в табл. 177.
Размеры плит даны в табл. 178.
Физико-механияескпе свойства плит указаны в табл. 179.
Примерное назначение плт различных марок приведено в табл. 180,
177. Марки нлт и их техиическая характеристика
Марка Характеристика Конструкция плит Вид обработки
ПТ-1, ПТ-3 ПС-1, ПС-3 Плоского прессования тяжелые Плоского прессования средней плотности Древесные частицы в алите расположены параллельно ее пласти Шлифованные и нешлифованные
178. Размеры плит, им
Марка плит Длина Ширина Марка нлит Длина Ширина
ПТ-1 ПС-1 1800—3000 1800-3000 1200 1500 ПТ-3 ПС-3 3500 3660 1750 1830
Толщина: 10; 13; 16; 19; 22; 25.
* С 1 января 1978 г. вводится в действие ГОСТ 10632— 77-
9 Анурьев В. И., т. 1
МАТЕРИАЛЫ
179. Физико-механические свойства плит
Показатели
Плотность, г/см3...........................
Влажность, %...............................
Разбухание по толщине за 24 ч, %, не более: повышенной водостойкости...................
при обычной водостойкости ..............
Предел прочности, кгс/см2, не, менее: при статическом изгибе............... ...
при растяжении перпендикулярно пласти плиты ..................................
ПТ-1 и ПТ-3 ПС-1 п ПС-3
Группы •
А Б . А Б
660—880 8+2 15 20 215 | 170 3,5 500—650 8±2 15 20 170 | 130 3,0
Для групп А и Б модуль упругости при статическом изгибе, кгс/см2: ПТ-1 — 32 000 ПТ-3 — 46 ОСО, ПС-1 и ПС-3 — 23 000.
Твердость, кгс/мм2: ПТ-1 — 2,8, ПС-1 и ПС-3 — 2.
Ударная вязкость, кгс • см/см2: ПТ-1 — 5,2, ПС-1 и ПС-3 — 4,3.
180. Примерное назначение плит
Марки и группы плит Назначение
ПТ-1, ПС-1 ПТ-3, ПС-3 А Конструкционный материал в строительстве, производстве мебели, в радиотехнической промышленности, машиностроении и т. п.
Б Конструкционный п отделочный материал в производстве мебели, в машиностроении и других отраслях
ГОСТ содержит другие марки и группы плит. В заказе указывают марку, группу, размеры и сорт плит.
ТЕХНИЧЕСКАЯ КОЖА (по ГОСТ 1898—48) 181. Назначение кожи в зависимости от ее группы и типа
Группа Тип Назначение Характер отделки Толщина в точке, определяемой стандартом, мм
Кожа для деталей машин —4 Кожа для манжет и прокладок: (тяжелая легкая Манжеты компрессорные уплотнительные, поршневые, насосные, автотракторные, тормозных систем и пр.; прокладки, кольца и клапаны; сальниковая набивка; муфты бесшумных систем и пр. Манжеты; пластины; мембраны газоуплотнительные, накладки и пр. Лицо гладкое, бахтарма строганая Лицо гладкое, бахтарма строганая 2,6 и более 1,5-2,5
РЕЗИНОВЫЕ И РЕЗИНО-ТКАНЕВЫЕ ПЛАСТИНЫ (по ГОСТ 7338-77)
Вулканизованные резиновые и резино-тканевые пластины предназначены для изготовления деталей, служащих для уплотнения неподвижных соединений, предотвращения трения между металлическими поверхностями, а также для восприятия ударных нагрузок в машинах и агрегатах.
Пластины изготовляют двух типов: I — резиновые (рис. 1); II — резинотканевые (рис. 2).
Пластины выпускают в виде листов и рулонов. Толщина пластины типа I не менее 0,5 мм. Толщина пластины типа II не менее 2 мм. Число тканевых слоев в пластине типа II определяется общей толщиной пластины и толщиной приме-
Рис. 1. Резиновая
пластина
Рис. 2. Резинотканевая пластина:
I — резина; 2 — ткань
няемой ткани, но не более одного тканевого слоя на каждые 2 мм толщины пластины.
Число тканевых слоев и тип ткани определяют по соглашению между изготовителем и потребителем.
Толщина пластин, мм: 0,5; 1,0; 1,5; 2; 3; 4; 5; 6; 7; 8; 9; 10; 12; 14; 16; 18; 20; св. 20 до 60 с интервалом 5 мм. Пластины толщиной 0,5—1,5 мм выпускают только в рулонах; пластины остальных толщин — в листах и рулонах.
182. Длина и ширина листовых пластин в зависимости от толщины Размеры, мм
Толщина Ширина Длина
От 2,0 до 10,0 Св. 10,0 » 20,0 >> 20,0 й 35,0 » 35,0 й 60,0 От 250 до 1000 От 250 до 3000 » 250 » 1500 s 250 » 1000 а 250 а 750
183. Рабочие среды пластин
Группа Подгруппа
Номер группы рабочей среды Наименование Номер подгруппы рабочей среды Наименование
1 2 3 4 5 9 Вода и растворы солей Щелочи Кислоты Жиры, масла, эмульсии Жидкие углеводородные соединения н топливо Газы и пары 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8 2.6 3.6 4.8 5.7 5.8 9.9 Вода и растворы солей с концентрацией до предела насыщения Промышленная и сточная вода, растворы солей без твердых частиц Нейтральная, промышленная и сточная вода и растворы солей Нейтральная промышленная и сточная вода, растворы солей без твердых частиц Сточная вода без органических растворителей Сточная вода без органических растворителей и смазочных веществ Пресная вода Морская вода Щелочи концентрации не более 20% Кислоты концентрации не более 20% Масла на нефтяной основе Бензин Топлива на основе нефтепродуктов Воздух, инертные газы и азот
Qlr
МАТЕРИАЛЫ
184. Марки, условии вксплуатации и степени твердости пластин
Марка пластины 0 Степень твердости пластины Условия эксплуатации
Номер группы рабочей среды Температура, °C
Тепломорозокислотощелоче-стойкая ТМКЩ Мягкая (М) И 2; 3; 9 От —45 до +90
Средней твердости; (С) (СО От —30 до +60 От —60 до +60
Повышенной твердости! (П) (П,) От —30 до +80 От -60 ДО +80
Ограниченно-маслобензо-стойкая ОМБ Мягкая: (М) (МО 4; 5 От —30 до +80 От —40 ДО +80
Средней твердости! (СО От -30 ДО +80 От -40 ДО +80
Повышенной твердости; (П) (Пх) От -30 . ДО +80 От —40 до +80
Повышенно-маслобензо-стойкая ПМБ Мягкая (М) Средней твердости (С) Повышенной твердости (П) 4; 5 От —40 ВО +80
Примечание. Пластину марки ОМБ рекомендуется применять в узлаХ| в которых требование герметичности по рабочей среде не регламентируется.
Рулонные пластины толщиной 0,5—1,5 мм имеют ширину от 200 до 1350 мм; длину от 500 до 30 000 мм при толщине 0,5—1,0 мм и от 500 до 10 000 мм при толщине 1,5 мм. '
Кроме того, ГОСТ предусматривает ширину и длину рулонов толщиной свыше 1,5 мм.
Пример условного обозначения пластины типа I, марки ТМКЩ, средней твердости, толщиной 3 мм, шириной 250 мм, длиной 500 мм, работоспособной в среде воздуха при температуре от —30 до +60° С, поставляемой в виде листа:
Пластина I, лист, ТМКЩ-С-ЗХ 250 X 500-9.9 ГОСТ 7338—77
то же, работоспособной в среде воздуха при температуре от —60 до +60° С, поставляемой в виде листа:
Пластина I, лист, ТМКЩ-С^-ЗХ 250X500-9.9 ГОСТ 7338—77
Пример условного обозначения пластины типа I, марки ОМБ, мягкой, толщиной 3 мм, шириной 250 мм, длиной 500 мм, работоспособной в среде масел
на нефтяной основе при температуре от—30 до +80° С, поставляемой в виде листа:
Пластина I, лист, ОМБ-М-ЗХ 230X500-4.8 ГОСТ 7338—77
то же, работоспособной в среде масел иа нефтяной основе при температуре от —40 до +80° С, поставляемой в виде листа:
Пластина I, лист, ОМБ-МгЗХ250х500-4.8 ГОСТ 7338—77
Пример условного обозначения пластины типа II, марки ПМБ, мягкой, с тремя тканевыми прокладками, толщиной 12 мм, шириной 800 мм, работоспособной в среде бензина при температуре от —40 до +80° С, поставляемой в виде листа:
Пластина II, лист ПМБ-М-3-12Х 800-5.7 ГОСТ 7338—77
Общие рекомендации по применению деталей из пластин
При изготовлении деталей режущий инструмент следует смачивать водой или мыльной эмульсией.
При изготовлении деталей на станках смачивание должно осуществляться 'непрерывно. Для смачивания режущего инструмента керосин, бензин, масла и другие разрушающие резину вещества не применяют,
Рис. 3.
Рис. 4
На деталях допускается скос боковых поверхностей до 0,5 мм. Все неровности после изготовления должны шлифоваться.
Рекомендуемые конструкции посадочных мест указаны на рис. 3—8.
Для уплотнения узлов, работающих под давлением свыше 1 кгс/см2, детали рекомендуется устанавливать в закрытые посадочные места (рис. 3, 5—8). Закрытые посадочные места обеспечивают более высокую надежность и стабильность
Рис. Б
Рис. 6.
работы деталей. При этом необходимо, чтобы объем посадочного места равнялся объему детали или превышал его, а деталь прилегала к поверхности посадочного места со стороны, противоположной действию давления рабочей среды.
Для уплотнения узлов, работающих под давлением до 1 кгс/см2, а также для защиты узлов от попадания пыли и влаги разрешается устанавливать деталь в открытые посадочные места (см. рис. 4).
При изготовлении деталей рекомендуются следующие отношения ширины Ь детали к высоте h (рис. 9): для открытых посадочных мест — от 2 до 5; для закрытых посадочных мест — от 1 до 3. Рекомендуемая высота h детали не менее 2 мм.
262 МАТЕРИАЛЫ
185. Физико-механические показатели марок пластин
ТКМЩ ОМБ ПМБ
Наименование показателей Степень твердости
М G П М с п М С П
Предел прочности при
разрыве, кгс/см2, не менее 40 50 65 45 50 70 60 90 95
Относительное удлинение при разрыве, %, не менее Относительное остаточное 300 250 200 400 300 200 250 250 200
удлинение после разрыва, %, не более . . . 25 25 20 35 30 15 25 30 20
Твердость по Шору . . . 40—55 50—65 65-80 35—50 50-65 65—85 45—60 55-70 70-85
При выборе конструкции посадочного места необходимо учитывать поджатие детали при сборке е,'%, которое вычисляют по формуле
(A—kt) 100
е-------,
где h — высота детали, мм; hi — глубива посадочного места, мм.
Поджатие должно составлять 15—35% и распределяться равномерно по всему периметру детали.
Параметры шероховатости уплотняемых поверхностей посадочного мест должны быть не ниже Rz — 40 мкм.
При монтаже следует исключить перекосы и смещение детали.
При монтаже деталей в закрытых посадочных местах следует применять смазку ЦИАТИМ-221 по ГОСТ 9433—60 в количестве 20% от массы детали. Для деталей, устанавливаемых в открытых посадочных местах, смазка не допускается.
Растяжение деталей по внутреннему диаметру d должно быть не более 5%.
Острые кромки, соприкасающиеся с деталью при монтаже, должны быть притуплены радиусом или фаской 0,5 мм.
При монтаже деталей в резьбовых соединениях вращение металлических уплотняемых поверхностей относительно деталх! не допускается.
В открытых посадочных местах поверхности детали не должны выступать за боковую поверхность фланца и должны быть защищены от воздействия прямых солнечных лучей.
В закрытых посадочных местах зазор по сопрягаемым поверхностям не должен превышать 0,3 мм.
ДОПОЛНИТЕЛЬНЫЕ источники
Текстолит электротехнический листовой — ГОСТ 2910—74.
Гетинакс электротехнический листовой — ГОСТ 2718—74.
Стеклотекстолит электротехнический листовой — ГОСТ 12652—74.
Стекло органическое листовое для остекления самолетов — ГОСТ 10667—74.
Стержни электротехнические текстолитовые круглые — ГОСТ 5385—71.
Миканит прокладочный — ГОСТ 6121—75.
Накладки сцепления фрикционные асбестовые — ГОСТ 1786—74.
Резина. Классификация резин, предназначенных для изготовления резиновых технических изделий,— ГОСТ 19198—73.
Резина листовая для изделий, контактирующих с пищевыми продуктами,— ГОСТ 17133-71.
Детали резиновые для автомобильного, тракторного, дорожного п сельскохозяйственного машиностроения — ТУ38 005—204—71.
Клей синтетический «Марс» —РСТ Латв. ССР 63—76.
Земляков И. П. Прочность деталей из пластмасс. М., «Машиностроение»^ 1972.
Полиэтилен высокого давления. Технические условия — ГОСТ 16337-77Е,
Полиэтилен низкого давления. Технические условия — ГОСТ 16338-77.
ГЛАВА III
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
, (пр ГОСТ 2789-73 И ГОСТ 2.309-73).
1. Требования к шероховатости поверхности должны быть обоснованными и устанавливаться исходя из функционального назначения поверхности. Если требования к шероховатости поверхности не установлены, то шероховатость этой поверхности контролю не подлежит.
2. Требования к шероховатости поверхности должны устанавливаться путем указания числового значения (наибольшего, номинального или диапазона значений) параметра (параметров) и значений базовой длины, на которой происходит определение параметра.
В экономически обоснованных случаях при использовании уже действующей технической документации (выпущенной до введения в действие настоящего стандарта) допускается применять до 1980 г. классы шероховатости поверхности, приведенные в табл. 1.
Классы шероховатости поверхности (табл. 1) определены по числовым значениям параметров На и 7?z при нормированных базовых длинах.
При необходимости должны дополнительно устанавливаться требования к направлению неровностей поверхности, к виду или последовательности видов обработки, к шероховатости отдельных участков поверхности. Типы направлений неровностей поверхности выбирают по табл. 2.
3. При использовании номинальных числовых значений параметров шероховатости должны быть установлены допустимые отклонения. Допустимые отклонения средних значений параметров шероховатости в процентах от номинальных значений следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
4. Параметры шероховатости (один или несколько) выбирают из приведенной номенклатуры:
Ra — среднее арифметическое отклонение профиля;
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота неровностей профиля;
S — средний шаг неровностей;
tp — относительная опорная длина профиля, где р — значение уровня сечения профиля.
5. Числовые значения параметров шероховатости (наибольшие, номинальные пли диапазоны значений) выбирают из табл. 3, 4 и 5.
6. Относительная опорная длина профиля tp: 10, 15; 20; 30; 40; 50; 60; 70; 80; 90%.
7. Числовые значения уровня сечения профиля р выбирают из ряда: 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от Rmax.
8. Числовые значения базовой длины I выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Схема шероховатости поверхности и ее элементы показаны на рис. 1, где I — базовая дайна; т — средняя линия профиля; Sm — средний шаг неровностей профиля; S — средний шаг неровностей профиля по вершинам; Hi max — отклонения пяти наибольших максимумов профиля; Hi min — отклонения пяти наибольших минимумов профиля; тах — расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и^не пересекающей профиль; min — расстояние от низших точек пяти наибольших минимумов до этой же линии; Rmax — наибольшая высота неровностей профиля; у —, откло-
нения профиля в системе М- tp — относительная опорная длина профиля; р — уровень сечения профиля.
Структура обозначения шероховатости поверхности приведена на рис. 2. При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки.
В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак по рис. 3,а.
В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, сверлением, шлифованием, полированием, травлением и т. п., применяют знак по рис. 3, б.
1. Классы шероховатости поверхности
Классы Разряды Параметры шероховатости, мкм Базовая
шероховатости поверхности Rz длина 1, мм
1 2 3 - - От 320 до 160 » 160 » 80 » 80 >> 40 8,0
4 5 — От 40 до 20 й 20 й 10 2,5
6 а б в От 2,5 до 2,0 » 2,0 » 1,6 й 1,6 » 1,25 0,8
7 ч а б в От 1,25 до 1,00 » 1,00 » 0,80 й 0,80 » 0,63
8 а б в От 0,63 до 0,50 » 0,50 » 0,40 » 0,40 >> 0,32
9 а б в От 0,32 до 0,25 » 0,25 » 0,20 » 0,20 » 0,16 =
10 а б в От 0,160 до 0,125 » 0,125 » 0,100 » 0,100 » 0,080 0,25
11 а б в От 0,080 до 0,063 » 0,063 » 0,050 » 0,050 » 0,040
12 а б в От 0,040 до 0,032 » 0,032 ;> 0,025 » 0,025 » 0,020
13 а б в — От 0,100 до 0,080 » 0,080 й 0,063 й 0,063 » 0,050 0,08
14 а б в — От 0,050 до 0,040 й 0,040 » 0,032 » 0,032 s 0,025
2. Типы направлении неровностей
Типы направлений неровностей Схематическое изображение . Условное обозначение на чертеже Пояснение
Параллельное 5 Параллельно линии, изо-сражающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Перпендикулярное Перпендикулярно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
ю
Перекрещивающееся \/х Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Произвольное Ум 7///Z7, Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования
Кругообразное Приблизительно круглообразно но отношению к центру поверхности, к шероховатости которой устанавливаются требования
Радиальное Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования
Условные обозначения направления неровностей приводят на чертеже при необходимости.
8. Среднее арифметическое отклонение профиля На, мим
100 10.0 1,00 0,100 0,010
«(₽0 8,0 0,80 0,080 0,008
63 6,3 0,63 0,063 ___
50 5,0 0,50 0,050
40 4,0 ’ 0,40 0,040
32 3,2 0,32 0.032
25 2,5 0,25 0.025 - --
20 2,0 0,20 0,020
16,0 1,60 0.160 0.016
12,5 1,25 0,125 0,012
4. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей « профиля Rmax, мкм
1000 100 10,0 1,00 0,100
800 80 8,0 0.80 0,080
— 630 63 6.3 0.63 0,063
— 500 50 5,0 0.50 0.050
— 400 40 4,0 0,40 0,040
—— 320 32 3,2 0.32 0,032
— 250 25,0 2,5 0.25 0,025
— 200 20,0 2,0 0,20 —,
1600 160 16,0 1,60 0,160 ,
1250 125 12,5 1,25 0,125 —
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, объемной штамповкой, прокатом, волочением и т. и., а также"поверхности, не обрабатываемой по данному чертежу, применяют знак по рис. 3, в.
Рис. 1. Схема шероховатости поверхности и ее элементы
Значение параметра шероховатости указывают в обозначении шероховатости: для параметра На — без символа, например, 0,5;.
для остальных параметров — после соответствующего символа, например: Rmax 6,3; Sm 0,63; hn 70; S 0,032; Rz 32.
Параметр (параметры') ВидоВработки поверхности и (или), шероховатости поГОСТ2789-73 №*ие дополнительные указания^
Знак
Полка знака
, БазоВал.длина по ГОСТ2789-73
„Условное обозначение направления неровностей
Рис. 2. Структура обозначения шероховатости поверхности
В примере /so 70 указана относительная опорная длина профиля tp = 70% при уровне сечения профиля р — 50%.
Если чрезмерно малая шероховатость поверхности нежелательна (например, она не способствует удержанию смазки на трущихся поверхностях в подшипниках
скольжения), приводят пределы значений параметра шероховатости, размещая их в две строки, например:
1,00; Rz 0,080; Rmax Q,80; Iso 50 и т. п.
0,63; 0,032 0,32 70 и т. п.
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.
Вазовую длину в обозначении шероховатости поверхности не указывают, если требования к шероховатости нормируют указанием параметра Ra или Rz и определение параметра должно производиться в пределах базовой длины, соответствующей значению параметра в табл. 1, содержащей характеристики классов шероховатости.
V х/ У
a) fi) в)
Рис. 3. Знаки шероховатости поверхности
Полировать ШаВрить
VM V
Рис. 4. Указание необходимого вида обра« ботки
Вид обработки поверхности указывают в обозначении шероховатости только в случаях, когда он является единственным, применимым для получения требуемого'качества поверхности (рис. 4).
Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа по примеру, указанному на рис. 5.
В упрощенном обозначении используют знак V и строчные буквы русского алфавита в алфавитном порядке без повторений и, как правило, без пропусков.
Если шероховатость одной и той же поверхности различна на отдельных участках, то эти участки разграничивают сплошной тонкой линией с нанесением
Рис. 5. Упрощенное обозначение шероховатости поверхностей с разъяснением в технических требованиях
соответствующих размеров И обозначений шероховатости (рис. 6, а). Через заштрихованную зону линию границы между участками не проводят (рис. 6, б).
Обозначение шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и т. п., если на чертеже не приведен их профиль, условно наносят на линии делительной поверхности (рис. 7, а, б, в).
Обозначение шероховатости поверхности профиля резьбы наносят по общим правилам при изображении профиля (рис. 8, а) или условно на выносной линии для указания размера резьбы (рис. 8, б, в, г, д, ж), на размерной линии или на ее продолжении (рис. 8, е).
Есци шероховатость поверхностей, изображения которых образуют контур, должна быть одинаковой, то обозначение шероховатости наносят один раз с надписью «По контуру» на полке соответствующего знака (рис. 9).
Обозначение одинаковой шероховатости поверхности сложной конфигурации допускается приводить в технических требованиях чертежа со ссылкой на буквенное обозначение поверхности, например: «Шероховатость поверхности А — RzlO». При этом буквенное обозначение поверхности наносят на полке линии-выноски, проведенной от утолщенной штрихпунктирной линии (рис. 10),
Рис. 6. Разграничение различных участков шероховатости на одной поверхности
Рис. 7. Обозначение шероховатости поверхности зубьев детали без указания их профиля
Рис. 8. Обозначение шероховатости поверхности профиля резьбы
Рис. 10. Обозначение одинаковой шероховатости поверхности сложной конфигурации
Рис. 9. Обозначение шероховатости поверхности контура детали
270 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
5. Средний шаг неровностей Зт и средний шаг неровностей по вершинам 8, мм
10.0 1,00 0,100 0,010
И!.. 8,0 0,80 0,080 0.008
__ 6,3 0,63 0,063 0,006
5,0 0.50 0,050 0,005
4,0 0,40 0,040 0.004
3,2 0,32 0,032 0,003
2,5 0,25 0,025 0,002
2,0 0,20 0.020
__ 1,60 0,160 0,0160 1 J
12,5 1,25 0,125 0,0125 —
СОПРЯГАЕМЫЕ ПОВЕРХНОСТИ
Подвижные стыки (табл. 6—11) по рабочему движению разделяют на Следующие:
а) направляющие соединения, которые определяют направления и траекторию перемещения деталей и узлов станка и их взаимное расположение; различают направляющие скольжения и направляющие качения;
б) торцовые опоры — соединения торцовых поверхностей вращающихся деталей (подпятники), определяющие положение вращающихся частей в направлении оси вращения.
Неподвижные стыки — Соединения прилегающих поверхностей деталей, определяющие точность взаимного расположения в собранном виде. Поверхности, образующие неподвижные стыки, разделяют на следующие виды:
а) привалочные плоскости корпусных деталей и прокладок (табл. 12);
б) торцовые поверхности тел вращения, определяющие точность расположения деталей относительно оси вращения и в направлении ее (табл. 13).
Разъемные стыки (табл. 14—19) — соединения, определяющие точность фиксируемых положений перемещающихся деталей и узлов машины в направлении их движения. Поверхности, образующие разъемные стыки, разделяют по виду и конструктивным признакам на следующие:
а) индексирующие поверхности делительных и установочных устройств и механизмов (делительные диски, фиксаторы, упоры и т. д.);
б) поверхности столов машин, станков, станочных принадлежностей и приспособлений.
Шероховатость посадочных поверхностей валов для шарпко- п роликоподшипников на закрепительных или закрепптелыю-стяжных (буксовых) втулках должна быть не ниже Ra = 2,5 мкм.
6. Поверхности направляющих станков
Класс точности станков Направляющие
скольжения качения
легкие средние тяжелые легкие средние тяжелые
Параметр шероховатости Ra по ГОСТ 2789-73, мкм
Особо точные 0,32 0,32 0,63 0,10 0,16 0,32
Особой высокой точности 0,63 0,32
Повышенной точности Высокой точности 0,32 0,63 1,25 0,16 0,32 0,63
Нормальной точности 0,63 1,25 2,5 0,32 0,63 1,25
СОПРЯГАЕМЫЕ ПОВЕРХНОСТИ
7. Поверхности торцовых опор
Торцовое биение, мкм Параметр шероховатости поверхности Ra, мкм Торцовое биение, мкм Параметр шероховатости поверхности Ra, мкм
До 8 » 10 » 16 0,16 0.32 I 0,63 До 25 » 40 1,25 2,5
8. Поверхность осей и валов под уплотнения
Уплотнение Скорость, м/с
до 3 св. 3 до 5 св. 5.
Резиновое Полировать 1.П0Г' V Полировать 0£/ Полировать 0,25/ V
Лабиринтное Жировые канавки Параметры шероховатости Bz = 20 и Ва = 2,5 мкм
Войлочное Полировать 1.00J V При скорости до 4 м/с
9. Поверхности мест посадки шарико- и роликоподшипников
. Посадочные места Класс точности подшипников Параметр шероховатости поверхности Ra, мкм, при номинальном диаметре, мм
до 80 св. 80 до 500
Валов Н и П В п А С 1,25 0,63 0,32 2,5 1,25 0,63
Отверстий корпусов Н 11 П В, А и С 1,25 0.63 2,5 1,25
Торцов заплечиков Валов и корпусов Н и П В, А и G 2 5 1,25 2.5 2,5
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ 10. Поверхности зубьев зубчатых колее и червиков
Степень точности колес Параметры шероховатости, мкм
зубчатых колес червяков
ци линдрических конических червячных
3 __ Ra = 0.63 Ra = 0,16
4 Ra = 0,63 Ba = 0,63 Ra = 0,16
5 Ra = 0,63 Ra = 0,63 Ra = 1,25 Ra = 0,32
6 Ra = 1,25 Ra = 1,25 Ra — 1,25 Ra = 0,63
7 Ra = 1,25 Ra — 1,25 Ra ~ 1,25 Ra = 1,25
8 Ra = 2,5 Ra = 2,5 Ra = 2,5 Ra == 2,5
9 Ra = 2,5 Rz = 20 —- —
11. Поверхности нарезки ходовых винтов и гаек
Класс точности кодовых винтов Параметры шероховатости Ra, мкм Класс точности ходовых винтов Параметры шероховатости, мкм
Ходовые винты Гайки ходовых винтов Ходовые винты Гайки кодовых винтов
0 0,32 0,63 3 Ra = 2,5 Ra — 2,5
1 0.63 0.63 4 Ra = 2,5 Rz = 20
2 1,25 1,25 -
12. Привалочные плоскости корпусных деталей
Наименьший размер, мм Параметр шероховатости поверхности,- мкм, при точности расположения} мкм
ЦО 10 цо 25 ДО 63
100 Ra = 0,63 Ra — 1,25 Ra = 2.5
400 Ra = 1,25 Ra — 2,5 Rz = 20
1200 Ra — 2,5 Rz = 20 Rz = 40
13. Торцы гильз, стаканов, регулировочных колец и др.
Точность расположения поверхности, мкм Параметр шероховатости поверхности Ra, мкм
До 6 0.63
» 10 1,25
Св. 10 2,5
14. Индексирующие поверхности делительных дисков, фиксаторов и упоров
Точность индексации, мкм Параметр шероховатости Ra поверхности, мкм Точность индексации, мкм Параметр шероховатости Ra поверхности, мкм
й До 4 » 6 » 10 0,080 0,160 0,32 До 25 » 63 Св. 63 0,63 1,25 2,5
Точность индексации относится к месту соединения фиксирующих поверхностей.
15. Поверхности столов станков
Размерная характеристика станка Параметр шероховатости поверхности Ra, мкм
Шлифовальные станки^ прочие станки малых размеров и станочные принадлежности .... Станки средних размеров Тяжелые станки 0,63 1,25 2,5
16. Поверхности при посадках о точным центрированием * валов в отверстиях! (цилиндрических и конических)
Радиальное Параметр шероховатости поверхности Ra, мкм Радиальное биение, мкм Параметр шероховатости поверхности Ra, мкм
биение , мкм
вала отверстий вала отверстий
До 2,5 0,040 0.080 До Ю 0,32 0,63
4 0,080 0.160 » 16 0,63 1,25
в 6 0,160 0,32 а 25 1,25 2,5
* Назначают для точного взаимного расположения соединяемых деталей.
Параметры шероховатости рабочих поверхностей во фрикционных передачах
Шкивы плоско- и клиноременпых передач с диаметром, мм:
до 120........................................... Ra = 1,25 мкм
» 300 ........................................... Ra = 2,5 в '
СВ. 300 ..............•.......................... Rz - 20 а
Колеса (катки) в зависимости от условий рабо-
ты, габарита, материала и др....................Ra = 0,63 4- Ra = 0,160 мкм
Тормозные барабаны диаметром более 500 мм, муфты, диски, колодки............................... Ra = 1,25 мкм
17. Поверхности кулачков и копиров
Точность профиля, мкм Параметр шероховатости поверхности, мкм, кулачков, копиров, работающих
с ножами с роликами
До 8 » 16 » 40 Св. 40 Ra = 0,32 Ra — 0,63 Ra = 1,25 Ra = 2,5 Ra = 0,63 Ra = 1,25 Ra = 2,5 Rz =20
18. Параметры шероховатости поверхности и конических соединений в зависимости от степеней точности
Степень точности по ГОСТ 8008—58 Размер меньшей опоры угла или образующей конуса, мм
до 5 | св. 5 до 50 | св. 50 до 200
2 3 4 5-6 7-8 9 10 Ra = 0,080 Ra = 0,160 Ra = 0,32 Ra = 1,25 4- 0,63 Ra — 1,25 Rz = 20 Rz = 40 — 0,080 Ra = 0,63 Ra — 1,25 Ra = 2,5 Rz = 40 Rz =80
ШАБРЕНЫЕ ПОВЕРХНОСТИ
Параметры шероховатости шабреных поверхностей, имеющих специфическим рельеф, и обозначение на чертеже выбирают по табл. 19. В таблице указаны параметры шероховатости шабреных поверхностей и соответствующие нм параметры шероховатости поверхностей, обработанных другими механическими способами. Например, для направляющей, обработанной шлифованием, на чертеже указывают шероховатость поверхности. Если направляющую такой же точности обработать шабрением, то по табл. 19 можно найти обозначение шероховатости, глубину шабрения не более 6 мкм, 16 пятен. Таким образом, обозначение на чертеже шабреной поверхности примерно на 1 параметр ниже, чем при каком-либо механическое виде обработки.
274 ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
19. Сравнительные данные механически обработанных и шабреных поверхностей
Параметр шероховатости Ra, мкм механически обработанных поверхностей Обработка шабрением
Обозначение на чертежах шабреной поверхности Глубина шабрения, мкм Количество пя-retf в квадрате со сторож ной 25 мм
0,160 ЩаБрить До 2 Не менее 32
0,32 Шайрить У п 3 То же 25
0,63 UJoSptimb 1}00j у о 6 s 16
1,25 Шабрить ZOJ v я 10 я 10
2,5 UJaffpumb Rz20/ V в 20 в 8
ПРИГОНЯЕМЫЕ ПОВЕРХНОСТИ
К посадкам пригоняемых поверхностей деталей относятся соединения выше 1-го класса точности — регулируемые (изменение размера одной из сопрягаемых деталей), пригоняемых и селекционная сборка деталей. Их данные приведены в табл. 20.
20. Пригоняемые валы и отверстия (цилиндрические, конические, приаматические)
Величина зазора, натяга (соединения регулируемые и пригоняемые), мкм Допуск сортировки групп при селекционной сборке, мкм Параметр шероховатости поверхности Ва, мкм,
вала отверстия
До 2,5 Св. 2,5 до 4 ?> 4 » 6,5 » 6,5 » 10 » 10 » 16 >> 16 » 25 » 25 » 40 2 3 5 8 12,5 20 0,040 0,080 0,080 0,160 0,32 0,32 0,63 0,080 0,160 0,32 0,063 0,063 0.063 1,25
ПОВЕРХНОСТИ ОТВЕРСТИЙ И ВАЛОВ В СИСТЕМЕ ОТВЕРСТИЯ И ВАЛА
21. Поверхности отверстий и валов в системе отверстия в зависимости от класса точности
Класс точности Обозначение полей допусков Размеры, мм
от 1 до 3 св. 3 до 6 CB. 6 до 10 св. 10 ДО 18 св. 18 св. 30 до 30 до 50 CB. 50 до 80 св. 80 до 120 CB. 120 до 180 св. 180 до 260 CB. 260 до 360 св. 360 до 500 CB. 500 до 630 св. 630 до 1000
Параметры шероховатости поверхностей, мкм
2 Отверстие А Ra = 0,63 Ra = 1,25 Ra = 2,5 j Rz = 20 Rz = 40
Вал Гр Ra = 2,5 | Rz = 20 —
Пр Ra = 2.5 | Rz = 40
г я Ra = 0,63 Да = 1,25 Ra = 2,5 Rz = 20
я
с Ra = 2,5 Rz = 20
д
X Ra = 0.63 Ra = 2.5 Rz = 40 —
л Ra = 1,25 1 Ra — 2,5 Rz = 40
2а Отверстие Ra = 1,25 Ra = 2,5 Rz — 20 j Rz ~ 40
Вал П'Р2а Ra = 0,63 Ra = 1,25 | Ra ~ 2,5 Rz= 20 Rz = 40
3 Отверстие А3 Ra = 1,25 Ra = 2,5 Rz =20 Rz = 46 Rz = 80
вал Пр23 — Ra = 2,5 Rz = 20 Rz = 4o| Rz = 80
Пр13
С, Ba = 1,25 Ra = 2,5 Rz = 20 Rz = 40 Rz = 80
Ra — 2,5
ш3 Ra — 2,5 Rz = 20 Rz = 40
4 Отверстие А-4 Rz ~ 20 Rz = 40 Rz = 80
Вал С4
х>
Л4 Rz = 20 Rz = 40 Rz = 80
ш.
5 Отверстие Ав Rz = 40 Rz = 18 Rz = 160
Вал С* Rz = 40 Rz = 80 Rz = 160
Хь
7 Отверстие А? Rz = 80 Rz = 160 Rz = 320
СОПРЯГАЕМЫЕ ПОВЕРХНОСТИ
22. Поверхности валов и отверстий в системе вала в зависимости от класса точности
Класс точности Обозначение полей допусков Размеры, мм
от 1 ДО 3 св. 3 до 6 CB. 6 до 10 CB. 10 ДО 18 CB. 18 ДО 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 св. 180 до 180 до 260 св. 260 до 360 св. 360 до 500 св. 500 св. 630 до 630 до 1000
Параметры шероховатости поверхностей, мкм
2 Вал В Да = 0,63 Ra = 0,63 Ra = 1,25 Ra = 2,5 Rz = 20
Отверстие Гр Ra = 0,63 Ba = 1,25 Ra = 2,5 Rz = 20 —
Пр Ra — 2,5
г Ra = 1,25 Ла = 2,5 Rz = 20
н Ra = 0,63 Ra = 1,25 Ra = 2,5
п Ra = 0,63 Ba = 1,25
с Ла = 2,5 Rz — 20
д
X Ла = 0,63 Ra = 1,25 Ла = 2,5
л Ra= 1,25 Rz = 20 -
2а Вал В2а Ra = 0,63 Ra = 1,25 Ла = 2,5 | Rz = 20
Отверстие П»\а Ra = 1,25 Ra = 2,5 Лх = 20 —
3 Вал в3 Ra = 1,25 Ra = 2,5 Rz = 20 Rz = 40
Отверстие с3 Ra — 2,5 Rz =20 Rz = 40 Rz = 80
х3
ш, Ra = 2,5 | Rz = 20
4 Вал в, Ra = 2,5 | Rz = 20 Rz = 40 Rz = 80
Отверстие ct Rz = 20
xt
л3
пц
5 Вал Вь Rz = 20 | Rz = 40 Rz = 80
Отверстие С5 Rz = 40
Х3 Rz = 80 —
7 Вал Bi . Rz = 40 | Rz = 80 Rz = 160
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
ТИПОВЫЕ ПОВЕРХНОСТИ
ТИПОВЫЕ ПОВЕРХНОСТИ
23. Поверхности деталей и их параметры шероховатостей
Параметры шероховатости, мкм Типовые поверхности и детали
Rz = 320 и Rz = 160 Bz = 80 Bz = 40 Bz = 20 Ra = 2,5 Ra =ь 1,25 Ra = 0,63 Ra = 0,32 Ra = 1,60 Ba = 0,080 Ra = 0,040 Нерабочие контуры деталей Отверстия на проход крепежных деталей Выточки, проточки Отверстия масляных каналов на силовых валах Разделка кромок под сварку Внутренний диаметр шлицевых соединений (не шлифованных) Свободные несопрягаемые торцовые поверхности валов, муфт, втулок Торцовые поверхности под подшипники качения Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными Шаровые поверхности ниппельных соединений Нанавки под уплотнительные резиновые кольца для подвижных и неподвижных торцовых соединений Радиусы скруглений на силовых валах Поверхности осей для эксцентриков Опорные плоскости реек Поверхности разъема герметичных соединений без прокладок или со шлифованными металлическими прокладками Наружные диаметры шлицевого соединения Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников и др.) с допуском зазора — натяга 25—40 мкм Цилиндры, работающие с резиновыми манжетами Отверстия подшипников скольжения Трущиеся поверхности малонагруженных деталей Притираемые поверхности в герметичных соединениях Поверхности зеркала цилиндров, работающих с резиновыми манжетами Торцовые поверхности поршневых колец при диаметре менее 240 мм Валы в пригоняемых и регулируемых соединениях с допуском зазора— натяга 7—25 мкм Трущиеся поверхности нагруженных деталей. Посадочные поверхности 2-го класса точности с длительным сохранением заданной посадки: оси эксцентриков, точные червяки, зубчатые колеса Сопряженные поверхности бронзовых зубчатых колее Рабочие шейки распределительных валов Штоки и шейки валов в уплотнениях Шейки валов; 1-го класса точности диаметром свыше 1 до 30 мм, 2-го класса — свыше 1 до 10 мм Валы в пригоняемых и регулируемых соединениях (Шейки шпинделей, золотники) с допусками зазора — натяга 16—25 мкм Отверстия пригоняемых и регулируемых соединений (вкладыши подшипников) с допуском зазора — натяга 4—7 мкм Трущиеся элементы сильнонагруженных деталей Цилиндры, работающие с поршневыми кольцами Поверхности, работающие на трение, от износа которых зависит точность работы механизмов Валы в пригоняемых и регулируемых соединениях с допуском зазора — натяга 2,5—6,5 мкм Отверстия пригоняемых и регулируемых соединений с допуском зазора — натяга до 2,5 мкм Рабочие шейки валов прецизионных быстроходных станков и меха-ниэмов Зеркальные валики координатно-расточных станков и др.
213 [ШЕРОХОВАТОСТЬ ПОВЕРХЙОСТЕЙ
СВОБОДНЫЕ ПОВЕРХНОСТИ
Открытые поверхности (видимые при наружном осмотре машины)
Поверхности деталей Параметры шероховатости, мкм
Прецизионные шкалы с оптическим отсчетом Шкалы нормальной точности, лимбы . Выступающие части быстровращающихся деталей: концы и фланцы шпинделей, валов Рукоятки, ободы маховиков, штурвалы, ручки, стержни, кнопки . . . Головки винтов, торцы валов, фаски, канавки, закругления Поверхности указателей, таблиц Поверхности механически обработанных корпусных деталей с наибольшим размером в мм: ДО 100 св. Ю0 до 400 » 400 до 1200 Поверхности фланцев и крышек негерметичных соединений Разъем подшипников скольжения Ra = 0,040 Ла = 0,63 Ra = 1,25 Ra = 0,32 (полировать) Rz = 4и~Ли=2,5 Ra = 0,63 (полировать) Ra = 2,5 Rz = 20 Яг = 40 flz = 40 Яг = 40
Закрытые поверхности (не видимые при наружном осмотре машины)
Поверхности деталей Параметры шероховатости Rzt мкм
Поверхности, механически обрабатываемые Подошвы и основания станин, корпусов, лащ несопрягаемые поверхности, механически обработанные 80-20 80
ПОВЕРХНОСТИ В ЗАВИСИМОСТИ ОТ МЕТОДОВ ОБРАБОТКИ
24. Шероховатость поверхности отливок
Вид литья Металлы Параметры шероховатости поверхностей отливок, мкм
В песчаные формы Черные металлы Цветные металлы Rz = 320 — Rz = 160 Яг = 320 — Яг = 80
В кокиль Черные металлы Цветные сплавы Rz = 320 — Rz = 40 Rz = 160 - Rz = 20
По выплавляемым моделям Черные металлы Цветные сплавы Rz = 80 — Rz = 20 Rz = 80 - Ra = 2,5
Литье в оболочковые формы Черные металлы Цветные сплавы Яг = 160 —Яг = 40 Rz = 80 — Rz = 20
Под давлением Алюминиевые сплавы Медные сплавы Rz 40 — Ra — 2,5
ПОВЕРХНОСТИ В ЗАВИСИМОСТИ ОТ МЕТОДОВ ОБРАБОТКИ 25. Шероховатость поверхности при механических методах обработки
Обрабатываемые поверхности Методы обработки Параметры шероховатости
Яг Яа Ttz
620 \)бо 80 §5 N ч *8 1 1
Наружные цилиндрические Обтачивание Предварительное
Чистовое 7
Тонкое
Шлифование Предварительное
Чистовое 7
Тонкое
Притирка Грубая
Средняя & 7
Тонкая - ШШ'/А
Отделка абразивным полотнам 7 7< {< Z
Обкатывание роликом 2
Шлифование -отделка (суперфиниширование')
Внутренние цилиндрические Растачиваете Предварительное
Чистовое
Тонкое г 2
Сверление л $ d
Зенкерование Черновое (по корке)
Чистовое
Развертывание Нормальное 7
Точное Л
Тонкое 'А
Протягивание '/
внутреннее шлифование Предварительное 7,
Чистовое г 'Л
Калибрование шариком
Притирка Грубая & /.
Средняя
Тонкая 7( 2
Шлифование-притирка (хонингование) Нормальное ъ //
Зеркальное //
Плоскости Строгание Предварительное '/г|
Чистовое' //
Тонкое
Цилиндрическое фрезерование Предварительное г
Чистовое г/
Тонкое р
Торцовое фрезерование Предварительное '/
Чистовое 7
Тонкое
Торцовое точение Предварительное 7/ И 7
Чистовое Г % /у 2 /.
Тонкое — у 2
Плоское шлифование Предварительное /х '/
Чистовое 7.
Притирка Грубая — —
Средняя
Тонкая Cd 7
ГЛАВА IV
ДОПУСКИ И ПОСАДКИ
ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Взаимозаменяемость — свойство независимо изготовленных деталей (или узлов) занимать свое место в узле (или машине) без дополнительной обработки их при сборке и выполнять свои функции в соответствии с техническими требованиями к работе данного узла (или машины).
Неполная или ограниченная взаимозаменяемость определяется подбором или дополнительной обработкой деталей при сборке.
Система отверстия — совокупность посадок, в которых предельные отклонения отверстия одинаковы (при одном и том же классе точности и
Рис. 1. Схемы допусков и посадок с зазорами:; а — основная; б упрощенная
одном и том же номинальном размере), а различные посадки достигаются путем изменения предельных отклонений валов. Во всех стандартных посадках системы отверстия нижнее отклонение отверстий равно нулю.
Система вала — совокупность посадок, в которых предельные отклонения валов одинаковы (при одном и том же классе точности и одйом и том же номинальном размере), а различные посадки достигаются путем изменения предельно^ отклонений отверстий. Во всех стандартных посадках системы вала верхнее отклонение равно нулю.
В целях повышения уровня взаимозаменяемости изделий, развития кооперирования и специализации производства, сокращения номенклатуры нормального инструмента установлены поля допусков валов и отверстий предпочтительного применения.
Характер соединения (посадки) определяется разностью размеров отверстия и вала.
Действительный размер — размер, установленный измерением с допустимой погрешностью.
Отклонение — алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Верхнее и нижнее отклонение — соответственно алгебраическая разность между наибольшим или наименьшим предельным и номинальным размерами.
Допуск — разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Поле допуска — поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
На рис. 1 представлены схемы допусков и посадок. Нулевая лини я— линия, соответствующая номинальному размеру. Положительные отклонения откладываются вверх, а отрицательные — вниз от нулевой линии. Поле допуска изображается зоной между линиями, соответствующими верхнему и нижйему предельным отклонениям.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК СЭВ
(по СТ СЭВ 144-75, 145-75 и 177-75)
Для обеспечения взаимозаменяемости деталей и узлов машин и приборов страны — члены СЭВ разработали и внедряют единую систему допусков и посадок СЭ’В (ЕСДП СЭВ). Эта система охватывает нормы взаимозаменяемости (номинальные геометрические параметры, допуски и посадки) всех типов соединений и оформляется в виде стандартов СЭВ, которые обязательны для применения в экономических отношениях между странами СЭВ и будут применяться в народном хозяйстве СССР и других странах СЭВ.
В СССР вышеуказанные стандарты СЭВ вводятся в действие с 1977 г. Они определяют систему допусков и посадок для гладких соединений (цилиндрических и плоских с параллельными плоскостями), а также допуски и предельные отклонения для несопрягаемых гладких элементов. Стандарты СЭВ,.соответствуют международной системе допусков и посадок — системе ИСОу. К 1980 г. стандарты СЭВ должны заменить применяющуюся в СССР с и с т е м у д о-п ус ков и посадок ОСТ, приведенных в табл. 20—22.
Основу ЕСДП СЭВ составляют ряды допусков, называемые квалитетами (их 19: 01, 0, 1,2, ... 17, см. табл. 1), и ряды основных отклонений, определяющих положение полей допусков относительно нулевой линии, показанных на рис. 2. Квалитеты от 01 до 5 в основном предназначены для калибров. Поля допусков образуются сочетанием основного отклонения (положения поля) и допуска (величины поля) и обозначаются буквой основного отклонения и числом — номером квалитета. Для обозначения валов применяют строчные латинские буквы, для отверстий — прописные. Наборы полей допусков и соответствующие им предельные отклонения установлены различными в трех диапазонах номинальных размеров: от 1 до 500 мм и свыше 500 до 3150 мм — по СТ СЭВ 144—75, свыше 3150 до 10 000 мм — по СТ СЭВ 177—75. СТ СЭВ 144—75 предусматривает поля допусков и предельные отклонения и для номинальных размеров до 1 мм.
Предельные отклонения валов и отверстий, образующих посадки, приведены в табл. 3-5; 7-9; 12-14; 17-19.
При размерах от 1 до 500 мм для преимущественного применения выделены предпочтительные поля допусков, отмеченные в таблицах прямоугольниками.
Предельные отклонения на чертежах могут указываться: условными обозначениями, например, 18Я7; 12е8; числовыми значениями, например, 18+o,oi8; 12zg;g||; комбинированным способом, например, 18Я7(+“’018,; 12е8 (е§;§У).
Посадки образуются сочетанием полей допусков вала и отверстия. Примеры 4О III яп Е8 указания посадок: 18—g-: 12-г=-.
во ’ Л 7
Стандарты СЭВ рекомендуют применять преимущественно посадки в системе отверстия (основное отверстие обозначается буквой Я) и в системе вала (основной вал обозначается буквой h ) — см. табл. 2, 6, 10, 11, 15, 16.
Рис. 2. Положение полей допусков относительно нулевой линии
Кроме посадок, указанных в таблицах, разрешается применять и другие обоснованные сочетания стандартных полей допусков валов и отверстий.
Система допусков и посадок ОСТ. ОСТы на период перехода на ЕСДП СЭВ могут применяться только для ранее спроектированных изделий. Практически каждому полю допусков по ОСТ можно подобрать близкую замену из ЕСДП СЭВ, что обеспечивает переход на новую систему без нарушения взаимозаменяемости. Во вс^х случаях, когда предельные отклонения по ЕСДП СЭВ не выходят за соответствующую границу поля по ОСТ более, чем на 10%, можно считать, что при замене характер посадки практически не изменится и обеспечиваются все исходные требования взаимозаменяемости. Взаимное расположение полей допусков по ОСТ и ЕСДП СЭВ при этих предельных условиях показано на рис. 3. Как правило, замены, удовлетворяющие этому условию, не нуждаются в дополнительном анализе или проверке, если исходная посадка пли поле допуска по системе ОСТ полностью обеспечивали требования к изделию.
Предельные отклонения для наиболее употреблявшейся части системы ОСТ в диапазоне размеров от 1 до 500 мм и в классах точности от 1 до 9 приведены в табл. 20—22. В них указаны ближайшие замены полями допусков по СТ СЭВ 144—75. Более подробные сведения о заменах допусков и посадок системы ОСТ и другие сведения о порядке перехода с системы ОСТ на ЕСДП СЭВ приведены в рекомендациях по внедрению СТ СЭВ 144—75 и СТ СЭВ 145—75.
Назначение посадок. Посадки выбирают в зависимости от назначения п условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия.
В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибрового инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например
Поле допуска Заменяющие поля по по ОСТ ЕСДП СЗВ
Рис. 3. Основные отклонения по ЕСДП СЭВ
подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками. '
Допуски отверстия и вала в посадке не должны отличаться более, чем на 1—2 квалитета. Больший допуск, как правило, назначают для отверстия.
Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения, тепловых посадок. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы.
Краткая характеристика и примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1—500 мм. Посадки с зазором. Скользящие посадки (сочетание отверстия Н с валом h) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке илл регулированип, для центрирования неподвижно скрепляемых деталей.
Посадку H&/h5 применяют для особо точного центрирования, например, для пиноли в корпусе бабки станка.
Посадку H1/h& применяют: а) для сменных зубчатых колес в станках; б) в соединениях с короткими рабочими ходами, например, для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/gb); в) для соединения деталей, которые должны легко передвигаться при затяжке; г) для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления); д) для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку Hb/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки Я8//г8; H9/h9 применяют для неподвижно закрепляемых
деталей при невысоких требованиях к точности механизмов, небольших нагрузках п необходимости обеспечить легкую сборку (зубчатые колеса, муфты, шкивы
и другие детали, соединяющиеся с валом на шпонке; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях (перемещающиеся зубчатые крлеса, зубчатые торцовые муфты).
Посадку ЯП/Ml -используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка Hl/gfj характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машипы), точного направления или при коротких ходах (клапаны в клапанной коробке). Другие примеры применения: соединение шатунной головки с шейкой коленчатого вала, посадка клапанных коромысел в механизме распределения двигателя, сменные кондукторные втулки, для установки изделий на пальцах приспособлений. В особо точных механизмах применяют посадки H&lgb и даже НЪ/gi.
Посадку Hl/fl применяют в подшипниках скольжения прп умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей, центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направления толкателей в двигателях внутреннего сгорания. Более точную посадку этого типа — Нб/fd используют для точных подшипников, золотниковых пар гидравлических передач легковых автомобилей.
Посадки HSIffy H8/f9; Н9/f9 применяют для подшипников скольжения при нискольких или разнесенных опорах, для других подвижных соединений и центрирования при относительно невысоких требованиях к соосности (крупные подшипники в тяжелом машиностроении, посадки сцепных муфт, поршней в цилиндрах паровых машин, направление поршневых и золотниковых штоков в сальниках, центрирование крышек цилиндров).
Посадки 111fel\ Hl/е8; //8/е8 и Я8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках.
Посадки ff8/d9; in/ddi применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа H7/d8; H8/d8 применяют для крупных подшипников при высокой частоте вращения.
Из числа грубых посадок с зазором в 10—12 квалитетов наиболее предпочтительной является посадка HU/diA, применяемая для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т. п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие, — если требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
«Посадка НЦп& (типа глухой) даст наиболее прочные соединения. Примеры применения: а) для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте; б) посадка установочных колец йа валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов. В приборостроении используется для передачи небольших нагрузок без дополнительного крепления (посадки осей, втулок, шкивов и др.). Сборка производится под прессом.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК СЭВ
1. Допуски для размеров до 10 000 мм (по СТ СЭВ 145-—75 и СТ СЭВ 177—-75)
Квалитеты
Номинальные 01 0 1 | 2 3 4 5 6 7 8
размерь^ ММ
Допуски, мкм
До 3 0,3 ' 0.5 0,8 1,2 2 3 4 6 10 14
Св. 3 до 6 0,4 0.6 1 1.5 2.5 4 5 8 12 18
» 6 » 10 0,4 0.6 1 1,5 2,5 4 6 9 15 22
» 10 » 18 0.5 0,8 1,2 2 3 5 8 и 18 27
й 18 >> 30 0,6 1 1,5 2.5 4 6 9 13 21 33
й 30 й 50 0,6 1 I’5 2,5 4 7 11 16 2d 39
й 50 » 80 0,8 1,2 3 5 8 13 19 30 46
й 80 » 120 1 1,5 2,5 4 6 10 15 22 35 54
» 120 » 180 1,2 2 3.5 5 8 . 12 18 25 40 63
>> 180 » 250 2 3 4,5 7 10 14 20 29 46 72
i> 250 » 315 2,5 4 6 8 12 16 23 32 52 81
» 315 » 400 3 5 7 9 13 18 25 36 57 89
400 g 500 4 6 8 10 15 20 27 40 63 97
>) 500 » 630 4,5 6 9 и 16 22 30 44 70 110
й 630 » 800 5 7 10 13 18 25 35 50 80 125
i> 800 й 1 000 5,5 8 11 15 21 29 40 56 90 140
й 1000 » 1 250 6,5 о 13 18 24 34 46 66 105 165
1250 й 1 600 8 и 15 21 29 40 54 78 125 195
» 1600 !> 2 000 9 13 18 25 35 48 65 92 150 230
» 2000 » 2 500 и 15 22 30 41 57 77 110 175 280
» 2500 » 3 150 13 18 26 36 50 69 93 135 210 330
3150 » 4 000 16 23 33 45 60 84 115 165 260 410
» 4000 й 5 000 20 28 40 55 74 100 140 200 320 500
й 5000 » 6 300 25 35 49 67 92 125 170 250 400 620
й 6300 » 8 000 31 43 62 84 115 155 215 310 490 760
8000 и 10 000 38 53 76 105 140 195 270 380 600 940
Продолжение табл. 1
Номинальные Квалитеты
9 10 И 12 13 14 15 16 17
размеры, ММ Допуски
мкм ММ
До 3 25 40 60 0,12 0.14 0.25 0.40 0,6 1,0
Св. 3 до 6 30 48 75 0,14 0,18 0,30 0.48 0,75 1,2
» 6 » 10 36 58 90 0,15 0.22 0,36 0,58 0.9 1,5
й 10 >> . 18 43 70 110 0,18 0,27 0,43 0,70 1,1 1.8
>> 18 » 30 52 84 130 0.21 0,33 0,52 0.84 1,3 2,1
» 30 » 50 62 100 160 0,25 0.39 0,62 1,00 1,6 1.9 2.5
» 50 » 80 74 120 190 0,30 0,46 0,74 1,20 1,40 3,0
80 » 120 87 140 220 0.35 0,54 0,87 2,2 3,5
Й 120 й 180 100 160 250 0.40 0,63 1,00 1,60 2,5 4,0
Й 180 » 250 115 185 290 0,46 0,72 1,15 1,85 2,9 4,6
». 250 » 315 130 210 320 0,52 0,81 1,30 2,10 3,2 5,2
й 400 140 230 360 0,57 0,89- 1,40 2,30 3,6 5,7
й 400 » 500 155 250 400 0,63 0,97 1,55 2,50 4,0. 6.3
» 500 й 630 175 280 440 0,70 1,10 1,75 2,80 4,4 7,0
>> 630 » 800 200 320 500 0,80 1,25 2,00 3,20 5,0 8,0
» 800 » 1 000 230 360 560 0.90 1,40 2,30 3,60 5,6 9,0
» 1000 » 1 250 260 420 660 1,05 1,65 2.60 4,20 6,6 10,5
й 1250 » 1 600 310 500 780 1,25 1,95 3,10 5,00 7.8 12 5
» 1600 » 2 000 370 600 920 1,50 2,30 3,70 6,00 9,2 15.0
й 2000 » 2 500 440 700 1100 1,75 2,80 4,40 7.00 11,0 17,5
й 2500 » 3 150 540 860 1350 2,10 3,30 5,40 8,60 13,5 21,0
>> 3150 » 4 000 660 1050 1650 2,60 4,10 6,00 10,5 16,5 26,0
» 4000 » 5 000 800 1300 2000 3,20 5,00 8,00 13,0 20,0 32.0
Й 5000 >> 6 300 980 1550 2500 4,00 6,20 9,80 15.5 25,0 40,0
6300 й 8 000 1200 1950 3100 4,09 7,60 12,0 19.5 31,0 49,0
» 8000 » 10 000 1500 2400 3800 6,10 9,40 15,0 24,0 38,0 61,0
2. Система отверстии. Рекомендуемые
Основное отверстие Квали- <, тот вала Основные откло
а b с d ° * ! А
Посадки с зазором'
Н5 i Н5 gi J?5 и
Н6 5 не g5 715
6 не Ю
Н7 6
Н7 #6
7 Н7 е7 1 /7 1
8 Н7 с8 Н7 <78
Н7 е8'
' Н8 7 Н8 /7
Н8
8 Н8 с8 Н8 d8 Н8 /8
Н8 е8 Н8 Л8
9 Н8 е9 Н8 /9
Н8 d9 Н8 hi)
Н9 8 " Н9 е8 Н9 /8 _Н9 Л8
9 Н9 е9 Н9 /9 _Н9 А9
Н9 “сЕГ
НЮ 10 НЮ <710 НЮ АЮ
НИ И ни all ни ьи 7711 сП
НН <711 I НИ 1 Л.11
ню 12 Н12 Ы2 Н12 А12
□ — предпочтительные посадки.
ОТВЕРСТИЯ
посадки при размерах от 1 до 500 мм
нения валов
Й т п р т 8 t. и Z
Переходные посадки Посадки с натягом
Н5 Н5 Й4 Н5 тп4 НЬ п4
не V не Й5 Н6 пй HG п5 НО рэ г5 Я6 SD
Н7 Н7 feO Н7 тпО Н7 пб I fl'L 1 р'о Н7 I Гб 1 Н7 s6 Н7_ tQ
Н7 87 in ul
Н8 Н8 hl Н8 т7 778 п7 т si
u8 Н8 х8 Н8 z8
Посадка Н1 /тб (типа тугой) несколько слабее посадки типа глухой (меньше натяги, повышается вероятность получения зазора), ее применяют при необходимости изредка разбирать соединение. С предельными отклонениями по иб выполняют посадочные места под подшипники качения в тяжелом машиностроении, цилиндрические штифты, но поле допуска тб не вошло в число предпочтительных, так как перекрывается соседними полями иб и /сб.
Посадка Н1 /кб (типа напряженной) в среднем дает незначительный зазор (1—5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), для втулок подшипников и вращающихся на валах зубчатых колее и др.
Посадка Н1 //6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Более точные или грубые переходные иосадки имеют примерно тот же характер, что и описанные одноименные посадки, и используются соответственно при высоких или пониженных требованиях к точности центрирования.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге была обеспечена прочность соединения и передача нагрузки, а при наибольшем натяге — прочность деталей. Для применения посадок с натягом, особенно в массовом производстве, рекомендуется предварительная опытная проверка.
Посадку Н1]рб применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки Я7/г6; Я7/йб; //8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Hl/ul и Я8/и8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки Я8/.г8 и НЪ/ъб характеризуются относительно большими натягами и допусками натяга, применяются в тяжелонагруженных соединениях или при материалах с относительно небольшим модулем упругости.
Посадки с натягом высокой точности Я6/р5; Яб/г5; H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например, посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров. Для несопрягаемых размеров допуски назначают по табл. 1 в зависимости от функциональных требований. Поля допусков обычно располагают в плюс для отверстий (обозначают буквой Н и номером квалитета, например, ЯЗ, Я9, 7/14), в минус для валов (обозначают буквой h и номером квалитета, например, h3, h9, МА) и симметрично относительно нулевой линии (плюс—минус половина допуска обозначают, напри-
Й /7’3 /7’9 /Т14 \ п
мер, ±—g—; ±—£—; ±——I. Симметричные поля допусков для отверстии могут быть обозначены буквами Js (например, Js3, Js9, Js14), а для валов — буквами у (например, /s3; /s9; /s14).
Допуски по 12—17 квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности.
Многократно повторяющиеся предельные отклонения в этих квалитетах разрешается не указывать у размеров, а оговаривать общей записью.
СИСТЕМА ОТВЕРСТИЯ
3. Предельные отклонении основных отверстий при размерах от 1 до 500 мм, мкм
Номинальные размеры, мм Поля допусков
Hi Й5 Н6 1 Н7 1 1 Н8| 1 Нд 1 йю 1 2711 1 Н12
От 1 до 3 +0 +10 0 4-14 0 4-2э 0 +40 0 +60 0 4-юо 0
Сй. 3 до 6 4-4 0 +0 +i2 + 18 0 +30 0 +48 0 +75 0 4-120 0
Св. 6 до W +6 0 +9 0 +15 0 +22 +36 0 +58 0 +90 0 4-150 0
Св. 10 до 18 +05 %8 Ч1 +18 0 +27 0 +43 0 +70 0 +1Ю + 180 0
Св. 18 до 30 4-6 0 %9 4-13 0 4-21 0 +33 0 +52 0 +84 0 +130 4-210 0
Св. 30 до 50 +16 0 +25 0 4-39 0 +62 0 +100 0 +160 0 +250 0
Св. 50 до 80 %8 +13 0 +19 0 +30 0 +46 0 +74 0 +120 0 +190 0 4-300 0
Св. 80 до 120 4-10 0 1э 0 4*22 0 ' +35 0 +54 0 4-87 0 +140 0 +220 0 +350 0
Св. 120 до 180 4-12 0 +18 0 +25 0 +40 0 +63 0 +100 0 +160 0 4-250 0 +400 0
Св. 180 до 250 4-14 0 +20 0 +29 0 4-48 0 +72 0 +115 0 +185 +290 0 +460 0
Св. 250 до 315 410 +23 0 +32 0 +52 0 +81 0 4-130 0 +210 0 4-320 0 +520 0
Св. 3.15 до 400 +18 0 +25 0 +36 0 +57 0 +89 0 +140 0 +230 0 +360 0 +570 0
Св. 400 до 500 +20 0 4-27 0 +40 0 +63 0 +97 0 4-155 0 +250 0 +400 0 +630 0
□ — предпочтительные поля допусков.
10 Анурьев В. И., т. 1
4, Предельные отклонения валов в посадках с зазором и переходных при размерах от 1 до 500 мм, мкм (система отверстия)
Номинальные размерЫ| мм Квалитеты
4 5
Поля допусков
«4 hl <4 Js hi m4 g5 Л5' J's5 0’5) fe5
От 1 до 3 -2 —5 -0 4-1,5 -1,5 Д-З 0 +5 4-2 -2 0 4-2,0 -2,0 4-2 —2
Св. 3 до 6 —4 —8 0 4-2,0 —2,0 +5 + 1 +8 +4 —4 —9 0 —5 +2,5 -2,5 4-3 —2 +6 +i
Св. G до Ю -5 —9 0 —4 4-2,0 -2,0 +5 +1 +10 4-6 —5 -11 0 —6 +3,0 —3,0 4 +7 +1
Св. 10 до 18 —6 —и 0 —5 4-2,5 -2,5 4-6 +1 4-12 4-7 —6 —14 0 —8 +4,0 -4,0 —3 +9 +1
Св. 18 до 30 —7 -13 0 —6 +з,о -3,0 +8 4-2 4-14 4-8 —7 -16 0 —9 ±1! 4 +» +2
Св. 30 до 50 —9 —16 0 —7 +3,5 -3,5 +9 +2 4-16 +9 —9 —20 4i +5,5 -5,5 4-6 —5 +« 4-2
i^b. 50 до 80 —10 -18 0 —8 +4,0 -4,0 +« 4-2 + 19 + 11 —10 -23 0 —13 4-6,5 -6,5 4-6 —7 4-15
Св. 80 до 120 —12 -22 0 —10 +5,0 -5,0 4-13 4-3 4-23 4~13 -12 -27 0 —15 +7.5 -7,5 +6 —9
Св. 120 до 180 -14 —26 0 -12 +6,0 -6,0 + 15 +3 +27' +15 -14 —32 0 —18 +9,0 -9,0 4i +31
Св. 180 до 250 —15 —29 0 —14 + 7,0 -7,0 +18 +4 +31 4-17 -15 —35 0 —20 + 10,0 -10,0 ±13 t244
Св. 250 до 315 —17 -33 0 -16 +8,0 —8,0 +2’ +4 +36 +20 —17 —40 0 —23 4-36 —11,5 +7 —16 +27 +4
Св. 315 до 400 -18 —36 0 —18 +9,0 —9,0 +22 4+ +39 4-21 —18 —43 0 —25 4-12,5 —12,5 +7 -18 +29 4-4
Св. 40Й до 500 —20 -40 0 —20 +Ю,0 -10,0 4-25 4-5 +43 4-23 —20 —47 0 -27 +13,5 -13,5 4-7 —20 +32 +5
Номинальные размеры, мм Квалитеты
5 1 6
Поля допусков
т5 п5 /6 1 S6 И | 1 is61 (1'6) 1 1 •тб 1 1
От 1 До 3 -И Ф1 —6 -12 —2 -8 0 —6 +3,0 -3,0 +4 —2 +8 +2 Ф1°
Св. 3 до 6 +9 +4 +13 +8 -10 -18 —12 0 —8 ' 4-4,0 —4,0 ±2 ф? +12 +4 +16 +8
Св. 6 до Ю +12 +0 +16 +10 -13 —22 —5 -14 0 -9 +4,5 —4,5 +7 —2 +10 ' +1 +15 +6 + 19 +ю
Св. 10 до 18 +15 +7 +20 +12 -16 —27 —6 —17 0 -11 +5,5 ±i +12 +1 + 18 +7 +23 +12
Св. 18 до 30 4-17 +8 +24 +15 -20 -33 —7 -20 0 -13 +6,5 —6,5 +? —4 +15 +2 +21 +8 +28 +15
Св. ВО до 50 +20 +9 +28 +17 —25 -41 —9 —25 0 -16 +8.0 -8,0 ±г ФГ +25 +9 +33 +17
Св. 50 до 80 +24 +И +33 +20 —30 —49 -10 -29 0 -19 +9,5 -9,5 +12 —7 +21 +2 +30 +11 +39 • +20-
Св. 80 до 120 4-28 + 13 +38 +23 -36 -58 -12 —34 0 -22 +11,0 -11,0 +13 —9 +25 +3 +35 +13 +45 +23
Св. 120 до 180 +33 + 15 +45 +27 -43 -68 -14 —39 0 —25 + 12,5 -12,5 ±1'1 +28 +3 +40 4-15 +52 +27
Св. 180 до 250 +37 +17 +51' +31 -50 —79 -15 -44 0 —29 -1-14,5 -14,5 ±11 +33 +4 +«, +17 +60 +31
Св. 250 до 315 +43 +20 +57 +34 -56 -88 -17 —49 0 —32 +16,0 -16,0 +16 —16 +36 +4 +52 +20 +66 +34
Св. 315 до 400 +46 +21 +62 +37 -62 —98 —18 -54 0 -36 +18,0 -18,0 +18 -18 +40 + 4 +57 +21 +73 +37
Св. 400 до 500 +50 +23 +67 +40 —68 —108 —20 -60 0 -40 +20,0 -20,0 +20 -20 +45 +5 +63 +23 +80 +40
Номинальные размеры, мм Квалитеты
в 7 8
Поля допусков
el М 1 И 1 07) kl т7 п7 с8 d8
От 1 до 3 -14 —24 -6 -16 0 —10 ±5 4-6 —4 + 10 0 — +14 +4 См. стр. 294, 295 —20 —34
Св. 3 до 6 -20 —32 —10 —22 0 —12 4-6 —6 4-8 —4 Ф13 ФГ +20 +8 -30 -48
Св. 6 до 10 —25 -40 —13 -28 0 —15 +7 —7 4-ю —5 +16 +i +21 -f-б +25 +10 —40 -62
Св. 10 до 18 -32 —50 -16 —34 0 -18 +9 —9 +12 -6 Ф19 ф25 4-30 +12 —50 —77
Св. 18 до 30 —40 —61 -20 —41 0 —21 + 10 —10 4-13 —8 +23 +2 +29 4-8 +36 + 15 —65 -98
Св. 30 до 50 —50 -75 -25 —50 0 —25 + 12 -12 + 15 —10 4-27 ’ 4-2 • 1 +34 +9 4-42 4-17 -80 -119
Св. 50 до 80 -60 -ВО -30 -60 0 -30 4-15 —15 +18 -12 +32 +2 +41 + 11 4-50 4-20 —100 -146
Св. 80 до 120 -72 —107 —36 -71 0 -35 +17 —17 4-20 —15 + 38 +3 +48 + 13 4-58 4-23 —120 —174
Св. 120 до 180 -85 -125 -43 -83 0 —40 +20 —20 +22 -18 if 4-55 4-15 +67 +27 -145 —208
Св. 180 до 250 —100 -146 —50 -96 0 —46 +23 —23 +25 -21 +50 +4 +63 +17 4-77 4-31 -170 —4.42
Св. 250 до 315 —110 —162 -56 —108 0 —52 +26 -26 +26 -26 +56 +4 +72 +20 +86 +34 —190 —271
Св. 315 до 400 —125 —182 —62 — 119 0 —57 +28 -28 +29 -28 +61 +4 +78 +21 +94 +37 —210 —299
Св. 400 до 500 -135 —198 -68 -131 0 -63 +3! —31 -1-31 —32 +68 +5 +86 +23 +103 +40 -230 —327
Номинальные размеры^ мм Квалитеты
8 | 9 | 10
Поля допусков
/8 />.8 е9 /9 dlO МО
е8 1 d9l
От 1 до 3 —14 —28 —6 -20 0 -14 —20 -45 —14 -39 —6 -31 0 —25 —20 —60 0 -40
Св. 3 до 6 —20 —38 . —10 -28 0 -18 -30* —60 —20 -50 -10 —40 0 —30 —30 -78 0 —48
Св. 6 до Ю -25 —47 —13 —35 0 -22 —40 -76 -25 -61 . -13 -49 0 —36 -40 —98 0
Св. Ю до 18 -32 -59 -16 —43 0 —27 -50 —93 —32 —75 -16 —59 0 -43 —50 —120 0 —70
Св. 18 до 30 —40 —73 —20 —53 0 —33 —65 -117 —40 —92 —20 —72 0 —52 —65 —149 0 —84
Св. 30 до 50 -50 -89 -25 -64 0 -39 —80 -142 —50 -112 —25 -87 0 —62 —80 —180 0 —100
Св. 50 до 80 —60 —106 —30 —76 0 -46 —100 —174 -60 -134 —30' —104 0 —74 —100 —220 0 —120
Св. 80 до 120 —72 -126 -36 -90 0 —54 -120 —207 —72 -159 -36 -123 0 -87 -120 —260 0 -140
120 до 180 -85 -148 -43 -106 0 -63 -145 —245 -85 -185 -43 -143 0 —100 —145 —305 0 —160
Св, 180 до 250 —100 -172 -50 -122 0 —72 —170 —285 —100 —215 —50 —-165 0 -115 —170 —255 0 -185
Св. 250 ДО 315 —110 -191 —56 —137 0 -81 -190 -320 —110 -240 —56 -186 0 —130 —190 —400 0 —210
Св. 315 до 400 -125 -214 —62 —151 0 -89 —210 -350 -125 —265 —62 —20? 0 —140 -210 —440 0 —230
Св. 400 до 500 -135 —232 -68 -165 0 —97 —230 —385 -135 -290 —68 —223 0 -155 —230 —480 0 —250
Номинальные размеры, мм Квалитеты
8 11 12
Поля допусков
с8 all Ml сП 1 d11 ( 1 M1 1 М2 Л12
От 1 до 3 -60 -74 -270 -330 -140 —200 —60 —120 —20 —80 0 —60 —140 —240 0 -100
Св, 3 до 6 -та -88 —270 —345 —140 —215 -70 —145 -30 —105 0 —75 -140 —260 0 —120
Св. 6 до 10 —80 -102 -280 —370 —150 —240 -80 —170 —40 -130 0 —90 —150 —300 0 —150
Св, 10 ДО 18 —95 -122 —290 —400 -150 —260 —95 -205 —50 —160 0 -110 —150 —330 0 —180
Св. 18 до 30 -110 —143 -300 -430 —160 -290 —110 —240 —65 -195 0 -130 —160 —370 0 —210
Св. 30 до 40 -120 -159 —310 —470 —170 —330 —120 —280 -80 -240 0 -160 —170 —420 0 —250
Св. 40 до 50 -130 -16Э —320 —480 —180 —340 —130 —290 —180 ,—430
Св. 50 до 65 -140 —186 -340 -530 -г-190 -380 —140 -330 —100 —190 0 —190 -190 -490 0 -300
Св. 65 до 80 —150 -196 —360 —550 -200 —390 —150 —3i0 -200 —500
Св. ^0 до 100 -170 -224 -380 —600 —220 —440 -170 —390 —120 —340 0 —220 —220 -570 —240 —590 0 —350
Св. 100 до 120 -180 -234 -410 —630 —240 —460 -180 —400
Номинальные размеры, мм Квалитеты
8 И 12
Поля допусков
с8 all Ml ell 1 d11 1 М2 М2
Св. 120 до 140 —200 —263 —460 —710 —260 -510 —200 —450 -145 -395 0 -250 —260 —660 0 —400
Св. 140 до 160 —210 —273 -520 -770 —280 —530 —210 —460 —280 -680
Св. 160 до 180 —230 -293 -580 -830 -310 -560 —230 -480 -310 -710
Св. 180 до 200 —240 -312 —660 —950 -340 —630 -240 —530 -170 -460 0 —290 —340 -800 0 -460
Св. 200 до 225 —260 -332 —740 —1030 -380 -670 -260 —550 -380 -840
Св.' 225 до 250 —280 —352 —820 —1110 —420 —710 —280 —570 —420 —880
Св. 250 до 280 —300 —381 —920 —1240 -480 —800 —300 —620 —190 —510 0 —320 —480 -1000 0 —520
Св. 280 до 315 —330 —411 —1050 —1370 -540 —860 —330 —650 —540 -1060
Св. 315 до 355 -360 —440 —1200 -1560 —600 —960 —360 -720 —210 -570 0 —360 —600 -1170 0 -570
Св. 355 до 400 -400 —488 -1350 —1710 —680 —1040 -400 -760 —680 —1250
Св. 400 до 450 —440 -537 -1500 —1800 -760 -1160 —440 —840 —230 —630 0 —400 -760 —1390 0 -630
Св. 450 до 500 -480 -577 -1650 -2050 -840 —1240 -480 -880 -840 — 1470
□ — предпочтительные поля допусков. ( ) — дополнительные (ограниченного применения) поля допусков. Преаельные отклонения основных отверстий приведены в табл. 3.
5. Предельные отклонения валов в посадках с натягом при размерах от 1 до 500 мм, мкм (система отверстия)
Номинальные размеры, мм Квалитеты ,
4 1 5 1 6 1 7 1 8
Поля допусков
?14 р5 г5 s5 1 р6( 1 1 И 16 s7 и 7 118 х8 z8
От 1 до 3 -J-4 +10 +6 +14 +10 +18 +14 +12 +6 +16 +10 +20 +14 — +24 +14 +28 +18 +32 + 18 +34 +20 +40 +26
Св. 3 до 6 4-12 4-8 +17 +12 +20 +15 +24 + 19 +20 +12 +23 +15 +27 +19 — +31 +19 +35 +23 +41 +23 +46 +28 +53 4-35
Cd. 6 до 10 +14 + 10 +21 4-15 +2э +19 +29 +23 +24 +15 +28 + 19 +32 +23 — +38 +23 +43 +28 4-50 +28 +56 +34 +64 +42
Св. 10 до 14 + Г7 4-12 +26 +18 +31 4-23 +36 +28 +29 + 18 +34 +23 +39 4-28 — +46 +28 +51 +33 +60 +33 +67 +40 +77 4-50
Св. 14 до 18 +34 +23 +39 +28 +46 +28 +51 +33 +60 +33 +72 +45 +87 +60
Св. 18 ДО 24 +21 4-15 +31 +22 +37 +28 +44 +35 +35 +22 +41 +28 +48 4-35 — +56 +35 +62 4-41 +74 +41 +87 +54 +106 +73
Св. 24 до 30 +41 +28 +48 +35 +54 +41 +56 4-35 4-63 +48 +81 + 48 +97 +64 +121 +88
Св. 30 до 40 +24 +17 +37 +26 +45 +34 +54 4-43 +42 +26 +50 +34 +59 4-43 +64 +48 +68 +43 +85 +60 +99 +60 +119 +80 +151 +112
Св. 40 до 50 +50 +34 +59 4-43 +70 +54 +68 +43 +95 +70 +109 +70 +136 4-97 +175 +136
Св. 50 до 65 4-28 4-20 +45 +32 +54 +41 +66 +53 +51 +32 +60 +41 +72 +53 +85 +66 +83 +53 +117 +87 +133 +87 +168 + 122 +218 + 172
Св. 115 до 80 +56 +43 +72 +59 +62 +43 +78 +59 +94 +75 +89 +59 +132 +102 +148 +102 +192 +146 +256 +210
Св. 80 до 100 4-33 +23 +52 +37 +66 +51 +86 +71 +59 4-37 +-Э1 +93 +71 +113 +91 +106 +71 +159 4-124 +173 4-124 +232 +178 +312 +258
Св. 100 до 120 +69 +54 +94 +79 +76 4-54 +101 +79 +126 +104 +114 +79 +179 +144 +198 +144 +264 4-210 +364 +310
Номинальные размеры^ мм Квалитеты
4 5 6 7 8
Поля допусков
п4 р5 г5 s5 м гб | !1 /6 s7 u7 u8 х8 z8
Св. 120 до 140 -4-39 4-27 +61 +43 +81 +63 +110 +92 +68 +43 +88 +63 +117 +92 +147 4-122 +132 +92 +210 +170 +233 +170 +311 +248 4428 4-365
Св. 140 до 160 +83 +65 4118 4100 +90 +65 +125 + 100 +159 +134 + 140 +100 +230 4-190 +253 +190 +343 +280 4478 4415
Св. 160 до 180 +86 +68 +126 +108 +93 4-68 +133 +108 +171 +146 +148 +108 4250 4210 +273 4-210 +373 +310 +528 +465
Св. 180 до 200 -4-45 +31 +70 +50 497 477 +142 +122 +79 +50 4Ю6 477 +151 +122 + 195 +166 +168 +122 +282 4-236 +308 4-236 +422 +350 4592 -j-520
Св. 200 до 225 +100 +80 +150 +130 4109 480 +159 4-130 +209 +180 +176 4-130 +304 4-258 +330 +258 4457 4385 +647 +575
Св. 225 до 250 +104 +84 +160 +140 +113 +84 +169 +140 +225 +196 +186 + 140 +330 +284 +356 +284 + 407 +425 +712 +640
Св. 250 до 280 +50 +34 479 456 +117 +94 +181 +158 488 456 +126 +94 +190 +158 +250 4-218 +210 +158 +367 +315 +396 +315 4^56 4475 +791 +710
Св. 280 до 315 +121 +98 +193 4-170 +130 +98 +202 +170 4272 4240 +222 +170 +402 +350 +431 +350 4606 4-525 4871 4790
Св. 315 до 355 -{-55 4-37 +87 +62 + 133 + 108 +215 +190 +98 4-62 +144 +108 +226 + 190 +304 +268 +247 +190 +447 +390 +479 +390 +679 +590 +989 +900
Св. 355 до 400 +139 +114 +233 +208 + 150 +114 4244 4208 4330 4294 4265 4208 +492 +435 +524 -j-435 +749 4-660 +1089 -j-lOOO
Св. 400 до 450 4-60 440 4^5 468 +153 +126 4259 4232 + 108 +68 +166 +126 4272 4232 +370 +330 +295 +232 +553 4-490 +587 +490 +837 +740 +1197 +1100
Св. 450 до 500 +159 + 132 4279 4-252 +172 + 132 4292 4252 4400 4360 +315 4-252 +603 +540 4637 4540 4917 4820 41347 41250
□ — предпочтительные поля допусков. Предельные отклонения основных отверстий приведены в табл. 3.
система
в. Система вала. Рекомендуемые посадки
Основной вал Квалптет отверстия' Основные откло'
А в с D Е F G H
Посадки с зазором'
hi 5 G5 Л4 H5 Л4
hi 6 G6 Л5 H6 Л5"
Л6 7 Fl G7 "Л6' Н7 hQ
8 D8 Л6 Е8 "лв” F8 hx>
hl 7 Fl hl
8 D8 Л7 Е8 ~Л7~ FS hl HS hl
h8 8 D8 Л8 Е8 Л8 FS h8 HS Л8
9 09 Л8 Е9 Л8 F9 Л8 H9 Л8
Л9 9 09 Л9 В9 Zi9 F9 Л9 H9 Л9
10 - 010 Л9 010 "Л9
ЛЮ 10 010 ЛЮ НЮ ЛЮ
Ml И All ЛИ .ВИ "ли СИ "ли Oil ли НИ Л11
t М2 12 В12 М2 И12 Л12
□ — предпочтительные посадки,
ВАЛА
при размерах от 1 до 500 мм
нения отверстий
Js К м N P R 8 T и
Переходные посадки Посадки с натягом
Js5 ~hT К5 hi М5 hi hi
~Тй Кв Л5 Мб 65 N6 Я5 hb
66 К 7 h6 Ml he лв P7 hS R1 he 87 he T1 Л6
Js8 "Д' КЗ НГ MS hl NS hl vs 67
- *
1
300 ДОПУСКИ И ПОСАДКИ
7. Предельные отклонения основных валон при размерах от 1 до 500 мм, мкм
Номинальные размеры, мм Поля допусков
Л4 Л5 j /16 | м Л8 ЛЮ 1 Ы1 Л12
От 1 до 3 0 —3 0 —4 0 —6 0 -10 0 —14 0 —25 0 —40 0 —60 0 —100
Св. 3 до 6 0 —4 0 0 -8 0 —12 0 —18 0 -30 0 -48 0 -75 0 —120
Св. в до 10 0 0 —6 0 —9 0 —15 0 0 -36 0 —58 0 -90 0 —150
Св. 10 до 18 0 —5 0 —8 0 —11 0 —18 0 —27 0 -43 0 -70 0 —110 0 —180
Св' 18 до 30 0 —6 0 —9 0 —13 0 —21 0 —33 0 —52 0 -84 0 —130 0 —210
Св. 30 до 50 0 -7 0 —11 0 -10 0 —25 0 —39 0 -62 0 — 100 0 —160 0 —250
Св. 50 до 80 0 —8 0 —13 0 —19 0 —30 0 —46 0 —74 0 —120 0 —190 0 —300
Св. 80 до 120 0 -10 0 -15 0 -22 0 -35 0 -54 0 -87 0 —140 0 -220 0 -350
Св. 120 до 180 0 -12 0 -18 0 —25 0 -40 0 —63 0 -100 0 -160 0 -250 0 -400
Св. 180 до 250 0 -14 0 -20 4 0 —29 0 -46 0 -72 0 —115 0 -185 0 —290 0 —460
Св. 250 до 315 0 —10 0 -23 0 —32 0 -52 0 -81 0 —130 0 —210 0 —320 0 -520
Св. ЗЙ до 400 0 -18 0 -25 0 —36 0 -57 0 -89 0 —140 0 -230 0 —360 0 —570
Св. 400 до 500 0 -20 0 —27 0 -40 0 —63 0 -97 0 —155 0 —250 0 - 403 0 —630
□ — предпочтительные поля допусков.
8. Предельные отклонения отверстий в посадках с зазором и переходных при размерах от 1 до 500 мм, мкм (система вала)
Номинальные размеры мм Квалитеты
5 6
Поля допусков
G5 Н5 К5 М5 G6 ,Н6 (J6)
От 1 до 3 +2 -2,0 —2,0 0 -4 —2 -6 +8 +2 —4 +3,о —3,0 +4,0 -4,0
Св. 3 до 6 +9 +4 0 +2,5 -2,5 0 —5 -3 -8 +12 +4 ±1
Св, 6 до 10 +11 +5 +о6 + 3,0 -3,0 —4 -10 +14 +5 +о9 +4,5 --4,5
Св. 1(1 до 18 +14 +6 +4,0 -4,0 ±1 —4 —12 +17 +6 +11 0 ±1 +5,5 -5,5
Св. 18 до 30 +16 +7 +о9 +4,5 —4,5 -5 -14 -4-20 +7 +6,5 -6,5
Св. 30 до 50 +20 -1-9 +J1 +5,5 -5,5 —5 -16 +25 +9 +16 0 +10 —6 +8,0 -8,0
Св. 50 до 80 +23 +10 +13 0 +6,5 -6,5 +?0 —6 —19 +29 + 10 +19 0 + 13 -6 +9,5 -9,5
Св. 80 до 120 +27 -1-12 +15 0 +7,5 -7,5 +2 -13 -8 -23 +34 +12 +22 0 +16 —6 +и,о -11,0
Св. 120 до 180 +32 +14 + 18 0 +9,0 -9,0 +3 -15 -9 -27 +39 +14 +25 0 +18 —7 +12,5 --12,5
Св. 180 до 250 +35 + 15 +20 0 + 10,0 -10,0 +2 — 18 -И -31 +44 +15 +29 0 +22 —7 + 14,5 -14,5
Св. 250 до 315 +40 +17 +23 0 + И,5 -11,5 +3 —20 -13 -36 +49 + 17 +32 0 +25 —7 +16,0 -16,0
Св. 315 до 400 + 43 +18 +25 0 + 12,5 -12,5 -14 -39 +54 + 18 +36 0 +29 —7 + 18,0 -18,0
Св. 400 до 500 4-47 +20 +27 + 13,5 -13,5 —25 -16 -43 +60 +20 +40 0 +33 —7 +20,0 -20,0
Номинальные 4 размеры, мм Квалитеты
6 7
Поля допусков
Кб М6 N6 F7 G7 1 Я7 1 (J7) 1 К7 |
От 1 до 3 0 -6 —2 -8 Z10 + 16 +8 + 12 +2 +q ±1 4-5 —э 0 -10
Св. 3 до 8 -1 -9 -5 -13 +22 + 10 +16 +4 +^2 ±68 ±^ ±1
Св. 6 до Ю ±7 -3 —12 -7 -10 +28 + 13 + 15 | 0 I ±? —7 ±?о
Св. 10 до 18 ±i -4 —15 —9 -20 +34 +18 + 18 : 0 4-ю —8 ±9 +6 —12
Св. 18 до 30 ±ii -4 -17 -и -24 +41 +20 +28 +7 +о21 . 4-12 —9 4-10 —10 +» -15
Св. 30 до 50 +!з —4 —20 -12 -28 +50 +25 +34 4-9 4-25 ! 0 + 14 -И ±11 +7 -18
Св. 50 до 80 +4 -15 -5 -24 -14 -33 +00 +30 +40 + 10 +30 0 + 18 -12 ±11 ~+9 -21
Св. 80 до 120 +4 -18 —6 -28 —16 -38 + 71 +30 +47 4-12 +35 0 4-22 -13 + 17 —17 4-Ю —25
Св. 120 до 180 +4 .—21 -8 -33 -20 -45 +83 +43 + 54 + 14 + 40 0 +20 -14 +20 -20 4-12 —28
Св. 180 до 250 . +5 -24 -8 -37 -22 -51 4-96 -1-50 +01 +15 +46 0 +30 -16 +23 -23 + 13 -33
Св. 250 до 315 + 5 -27 -9 -41 -25 —57 +108 +50 +69 4-17 +52 0 4-36 -16 +20 —20 +10 -30 ,
Св. 315 до 400 -29 -10 —46 —26 -62 +119 +62 +75 4-18 +57 0 +39 -18 +28 -28 + 17 -40
Св. 400 до 500 -f-8 -32 -10 -50 -27 -67 +131 4-68 +83 4-20 +03 0 +43 -20 +31 -31 + 18 -45
Номинальные размеры, мм Квалитета
7 8
Поля допусков
Ml HV7J D8 Е8 1 F8 | 1 Н8 | (J8) Js8 КЗ
От 1 до 3 -2 -12 -4 -14 +34 +20 +28 +V +20 + 14 0 +6 -8 ±7 0 -14
Св. 3 до 6 0 -12 -16 +48 +30 +38 +20 +28 +ios i + 18 0 +10 -8 ±1 +5 -13
Св. 6 до 10 0 -15 -4 -19 +62 +40 +47 -j-25 +35 +13 . +22 0 +12 -10 ±11 +6 -16
Св. 10 до 18 0 -18 -5 -23 4-77 +50 +59 +32 +43 +16 +27 0 i -12 +13 -13 +8 -19
Св. 18 до 30 0 -21 —7 -28 4-98 -1-65 +73 +40 4-53 4-20 +33 0 +20 -13 +16 -16 +10 -23
Св. 30 до 50 0 —25 -8 -33 +119 +80 +89 +50 +64 +25 +39 0 +24 -15 . +19 -19 +12 —27
Св. 50 до 80 0 -30 —9 -39 +146 +100 +106 -j-60 +76 \ +30 : +46 ! 0 +28 -18 +23 -23 + 14 -32
Св. 80 до 120 0 -35 -10 —45 + 174 + 120 +126 +72 +90 ' 4-36 ; +54 0 +34 —20 +27 -27 + 16 -38
Св. 120 до 180 0 -40 -12 -52 +208 + 145 +148 +85 +106 ' +43 +63 0 +41 —22 +31 -31 +20 -43
Св. 180 до 250 0 -46 -14 -60 +242 + 170 + 172 + 100 tso2 + 47 -25 +36 -36 +22 -50
Св. 250 до 315 0 —52 -14 -66 +271 +190 + 191 + 110 + 137 +56 +81 0 +55 -26 4-40 -40 +25 -56
Св. 315 до 400 0 -57 -16 -73 +299 +210 +214 +125 + 151 +62 +89 0 +60 -29 +44 -44 +28 -61
Св, 400 до 500 0 -63 -17 -80 +327 +230 +232 + 135 +165 +68 +97 0 +66 -31 +48 -48 +29 -68
Номинальные размеры, мм Квалитеты
8 9 10
Поля допусков
мз N8 D9 £9 7'9 1 W9 | D10 НЮ
От 1 до 3 — -18 -4-45 4-20 +39 + 14 +31 +6 +25 0 +60 +20 +40 0
Св. 3 до 6 +2 -16 —2 —20 +60 +30.. +50 +20 4 40 4Ю +30 0 +78 4-30 +48 0
Св. 6 до 10 + 1 -21 -3 -25 -4-76 +40 +61 +25 +49 + 13 +36 0 +98 +40 -г58 0
Св; 10 до 18 +2 —2э -3 -30 +93 +50 +7э +32 +59 + 16 +^3 +120 +50 +70 0
Св. 18 до 30 +4 -29 -3 -36 +117 +65 +92 +40 +72 +20 +52 0 +149 +65 +84 0
Св. 30 до 50 +5 -34 -3 -42 + 142 +80 + 112 + 50 +87 +25 +62 0 +180 +80 +100 0
Св. 50 до 80 +5 —41 —4 -50 +174 + 100 + 134 +60 +104 +30 +74 0 +220 +100 +120 0
Св. 80 до 120 +6 —48 -4 -58 +207 +120 +159 +72 +123 +36 +87 0 +260 +120 +140 0
Св. 120 до 180 +8 -55 . —4 -67 +245 + 145 + 185 +85 + 143 +43 + 100 0 +305 + 145 +160 0
Св. 180 до 250 +9 —63 -5 -77 +285 + 170 +215 +100 +165 +50 +115 0 +355 + 170 +185 0
Св. 250 до 315 ±72 -5 -86 +320 + 190 +240 + 110 +186 +56 +130 0 +400 + 190 +210 0
£в. 315 до 400 4-И -78 -5 —94 +350 +210 +265 + 125 +202 +б2 +140 0 +440 +210 +230 0
Св. 400 до 500 4-И -86 —6 -103 +385 +230 +290 + 135 +223 +68 +155 0 +480 +230 +250 0
Номинальные размеры, мм Квалигеты
И 12
Поля допусков
АН ВИ СИ D11 1 НИ I В12 Н12
От 1 до 3 4-330 +270 +200 + 140 + 120 +60 4-80 4-20 ' 4-60 0 +240 +140 +100 0
Св. 3 до 6 4-345 -4-270 +215 +140 4-145 +70 + 105 +30 Ч5 4-260 4-140 4-120 0
Св. 6 до 10 +370 +280 +240 +150 +170 +80 + 130 +40 +90 0 +300 -1-150 +150 0
Св. 10 до 18 -400 -290 +260 + 150 4-205 4-95 4-160 4-50 4-110 0 +330 4-150 4-180 0
Св. 18 до 30 f-430 -300 +290 4-160 +240 +110 + 195 -1-65 +аз° 1-370 -160 +210 0
Св. 30 до 40 +470 +310 +330 4-170 +280 + 120 +240 +80 +160 0 [-420 -170 +250 0
Св. 40 до 50 +480 +320 4-340 4-180 +290 +130 +430 +180
Св. 50 до 65 +530 +340 4 -380 |-190 +330 +140 +290 + 100 +190 0 +490 + 190 + 300 0
Св. 65 до 80 +550 +360 1-390 -200 +340 4-150 +500 4-200
Св. 80 до 100 +600 +380 -440 -220 +390 +170 +340 +120 4-220 0 4-570 4-220 4-350 0
Св. 100 до 120 +630 +410 -460 -240 +400 4-180 +590 +240
Св. 120 до 140 1-710 -460 +510 4-260 4-450 4-200 +395 -J-145 4-250 0 -660 L260 +400 0
Св. 140 до 160 1-770 -520 +530 -1-280 +460 +210 4-С80 4-280
Св. 160 до 180 +830 +580 1-560 -310 +480 +230 +710 +310
Св. 180 до 200 +950 +660 1-630 -340 +530 4-240 +460 +170 +290 0 4-800 4-340 4-460 0
Св. 200 до 225 +1030 +740 +670 +380 +550 -J-260 +840 +380
Св. 225 до 250 +1110 -1-820 +710 +420 + 570 +280 4-830 4-420
Св. 250 до 280 +1240 +920 +800 +480 -J-620 +300 4-510 + 190 4-320 0 4-1000 4-480 +520 0
Св. 280 до 315 +1370 +1050 +860 4-540 +650 +330 4-1060 -1-540
Св. 315 до 355 4-1560 +1200 4-960 +000 4-720 4-360 +570 +210 4-360 0 + 1170 4-600 4-570 0
Св. 355 до 400 4-1710 +1350 41040 -680 +700 +400 +1250 +680
Св. 400 до 450 4-1900 +1500 -4-1160 4-760 +840 4-440 4-630 4-230 4-400 0 +1390 +760 4-630 0
Св. 450 до 500 +2050 +1650 1-1240 -840 4-880 +480 +.1470 +840
| | — предпочтительные поля допусков.
( ) _ дополнительные (ограниченного применения) поля допусков.
Предельные отклонения основных валов приведены в табл. 7.
9. Предельные отклонения отверстий в посадках с натягом в системе вала при размерах от 1 до 500 мм, мкм (система вала)
Номинальные размеры, мм Квалитеты
5 6 7 8
> Поля допусков
^5 Р6 1 рТТ В7 S7' Т7 из
От 1 до 3 -4 —8 -6 —12 —6 -16 . -10 -20 -14 —24 — -18 -32
Св. 3 до 6 -7 -12 —17 -8 —20 -11 —23 — 15 -27 — -23 -41
Св. 6 до 10 -8 -14 -12 —21 —9 —24 -13 -28 —17 -32 -28 -50
Св. 10 до 18 -9 -17 -15 —26 -И -29 -16 -34 —21 -39 - -33 —60
Св. 18 до 24 -12 -21 -18 -31 -14 -35 -20 -41 -27 -48 — -41 — 74
Св, 24 до 30 —33 -54 -48. -81
Св. 30 до 40 -13 -21 -37 -17 -42 -50 -34 -59 -39 -64 -60 -99
Св. 40 до 50 -34 -59 -45 —70 -70 -109
Св. 50 до 65 -15 -28 -26 —45 -21 -51 -30 —60 -42 —72 —55 —85 -87 -133
Св. 65 до 80 -32 -62 -48 -78 -64 -94 — 102 —148
Св. 80 до 100 -18 —33 -30 -52 -24 -59 -38 — 73 -58 —93 -78 -113 -124 —178
Св. 100 до 120 -41 —76 -66’ —101 —91 -126 -144 -198
Св. 120 до 140 -21 -39 -36 -61 -28 -68 -48 —88 —77 -117 -107 -147 -170 -233
Св. 140 до 160 —50 —90 -85 —125 -119 -159 — 190 —253
Св. 160 до 180 —53 -93 -93 -133 -131 -171 —210 —273
Св. 180 до 200 —25 -45 —41 -70 -33 -79 -60 — 106 -105 — 151 — 149 -195 —236 ---308
Св. 200 до 225 -03 -109 -113 — 159 -163 —209 —258 —330
Св. 225 до 250 -67 -ИЗ -123 -169 -179 -225 —284 -356
Св. 250 до 280 —27 —50 -47 —79 -36 -88 -74 -126 -138 —190 -198 -250 -315 -396
Св. 280 до 315 —78 -130 —150 -202 -220 —272 - -350 -431
Св. 315 до 355 —30 —55 -51 -81 -41 -98 -87 -144 — 169 -226 -247 -304 —390 —479
Св. 355 до 400 -93 -150 —187 -244 —273 -330 —435 —524
Св. 400 До 450 -33 —60 -55 -95 -45 -108 —103 —166 -209 -272 —307 -370 —490 -587
Св. 450 до 500 — 109 -172 —229 —292 -337 -400 —540 -637
| Т — предпочтительное поле допуска.
Предельные отклонения основных валов приведены в табл. 7.
СИСТЕМА ВАЛА
10. Посадки в системе отверстия при размерах свыше 500 до 3150 мм
1 Основное 1 отверстие £ si «« и ч Zj сб А № Основные отклонения валов
С cd d е 1 8 h tn n p s * v
Посадки с зазором Посадки переходные Посадки с натягом
нй 6 Н_6 g4 HO /16 HQ jQ Js HQ kQ HQ mQ HQ nQ
Н1 6 Н1 14 Hl g4 Hl hQ Hl is6 Hl кв Hl H7 n6 H7 рб И7 rd Hl ~s6 Hl 16 Hl tiO
7 Н7 el Н1 /7~ Hl И? Hl hl Hl V Hl kl H7 nl H7 Pl H7 rl Hl si Я7 tl H7 ul Hl i)l
Н8 7 Н8 е7 Н8 /7 H8 gl H8 hi H8 js7 H8 kl H8 nl H8 Pl H8 rl H8 si H8 tl H8 ul H8 vl
8 Н8 d8 И8 ' е8 Н8 /8 H8-08 H8 18 H8 u8 H8 v8'
HQ 8 Н9 <28 Н9 е8 Н9 /8 H9 /18 H9 18 HQ u8 HSi »8
9 Н9 <29 И9 еЗ Н9 H9 H9
НЮ 10 НЮ dlO H10 /110
НИ- И НИ сП ни cdll ни dll ни Ml
Я12 12 H12 h!2
11. Посадки в системе отверстия при размерах свыше 3150 до 10 000 мм
v 2? с я и ft ® a. aS алитет ia Основные отклонения валов
с ed d e h P r s 1 t и
О o д Н £ сб А № Посадки с зазором Посадки с натягом
H6 6 HQ hQ П6 рв r6 HQ sQ H6 16 HQ uQ
H7 7 Hl el Hl /7 Hl hl pl Hl rl' Hl si Hl ' 11 Hl ul
H8 8 Н8 d8 H8 e8 H8 /8 H8 h8
H9 9 HQ dQ HQ e9 HQ hQ
H10 10 НЮ с10 H1Q cd 10 ню dlO H10 hll)
Hll 11 НИ сП ни cdll НИ hli
Примечание. Переходные посадки не предусмотрены.
12. Предельные отклонения основных отверстий при размерах свыше 500 до 10 000 мм, мкм
Номинальные размеры, мм Поля допусков
Н6 Н7 Я 8 Н9 ню НИ Я12
Св. 500 до 630 +44 0 +70 0 +110 0 +175 0 +280 0 +440 0 +700 0
Св. 630 до 800 4-50 0 +80 0 +125 +200 0 +320 0 4-500 0 +800 0
Св. 800 до 1000 +56 0 +90 0 +140 0 +230 0 +360 0 +560 0 +900 0
Св. lOOO’fco 1250 +60 0 +105 0 +165 0 +260 и +420 0 +660 0 +1050 0
Св. 1250 до 1 600 +78 0 +125 0 +195 0 +310 0 +500 0 +780 0 +1250 0
Св. 1600 до 2 000 +92 0 + 150 0 +230 +370 0 +600 0 +920 0 +1500 0
Св. 2000 до 2 500 4-110 0 +175 0 +280 0 +440 0 +700 0 +1100 0 +1750 0
Св. 2500 до 3 150 +135 0 +210 0 +330 0 +540 0 +860 0 +1350 0 +2100 0
Св. 3150 до 4 000 +165 0 +260 0 +410 0 +660 0 +1050 0 +650 0 +2600 0
Св. 4000 до 5 000 +200 0 +320 0 +500 0 +800 0 +1300 0 +2000 0 +3200 0
Св. 5000 до 6 300 +250 0 +400 0 +620 0 +980 0 +1550 0 +2500 0 +4000 0
i Св. 6300 до S 000 +310 0 + 490 0 4-760 0 +1200 0 +1950 0 +3100 0 +4900 0
Св. 8000 до 10 000 +380 0 +600 0 +940 0 +1500 0 +2400 0 +3800 +6100 0
13. Предельные отклонения валов в посадках с зазором и переходных при размерах свыше 500 до 10 000 мм, мкм (система отверстия)
Номинальные размеры, мм Квалитет Квалитет Квалитеты
6 7 8 9
Поля допусков Поля допусков Поля допусков
/6 <6 Л6 46 йгб пб el /7 gl hl ft 7 n7 d8 е8 /8 /18 <29 е9 /9 П9
Св. 500 до 630 —76 —120 —22 —66 0 —44 4-22,0 —22,0 4-44 0 4-70 4-26 4-88 4-44 —145 —215 —76 -146 —22 —92 0 —70 +35 —35 +70 0 +114 -j-44 -260 —370 —145 —255 —76 —186 0 —110 —260 —435 —145 —320 —76 —251 0 —175
Св. 630 до 800 —80 —130 —24 —74 0 —50 +25,0 —25,0 +50 0 +80 +30 +100 +50 —160 —240 —80 —160 -24 —104 0 —80 +40 —40 +80 0 +130 +50 -290 -415 —160 —285 -80 —205 0 —125 —290 —490 —160 —360 -80 —280 0 -200
Св. 800 до 1000 —86 -142 —26 -82 0 -56 +28,0 —28,0 +56 0 +90 +34 +112 +56 —170 —260 —86 -176 -26 —116 0 -90 +45 -45 +90 0 +146 +56 —320 —460 —170 -310 —86 —226 0 —140 —320 —5э0 —170 —400 -86 —316 0 —230
Св. 1000 до 1250 -98 —164 -28 -94 0 —66 +33,0 -33,0 4-66 0 4-106 4-40 4-132 4-66 —195 -300 -98 —203 -28 —133 0 —105 +52 —52 +105 0 +171 4-66 -350 -515 —195 —360 -98 -263 0 —165 -350 —610 —195 —455 —98 —358 0 -260
Св. 1250 до 1 600 -110 —188 —30 —108 0 —78 +39,0 -39,0 4-78 0 +126 +48 +156 +78 —220 —345 —110 —235 -30 —155 0 —125 +62 —62 +125 0 +203 +78 —390 —585 —220 -415 —110 —305 0 —195 —390 —700 —220 —530 -110 —420 0 —310
Св. 1600 до 2 000 —120 —212 —32 —124 0 -92 +46,0 —46,0 4-92 0 +150 +58 +184 +92 —240 —390 —120 -270 —32 —182 0 —150 +75 —75 +150 0 +242 +92 —430 —660 -240 -470 —120 —350 0 —230 —430 —800 —240 —610 -120 —490 0 —370
Св. 2000 до 2 500 —130 —240 —34 —144 0 —110 4-55,0 —55,0 4-110 0 +178 -1-68 +220 + 110 —260 —435 —130 —305 —34 —209 0 -175 +87 -87 +175 0 +285 +110 —480 —760 —260 —540 —130 -410 0 —280 -480 —920 —260 -700 -130 —570 0 —440
Св. 2500 до 3 150 -145 -280 -38 —173 0 —135 +67,5 —67,5 4-135 0 +211 +76 4-270 4-135 —290 —500 —145 —355 —38 —248 0 -210 +105 —105 +210 0 +345 +135 —520 —850 —290 -620 —145 —475 0 —330 —520 —1060 —290 —830 —145 —685 0 —540
Св. 3150 до 4 000 — 0 -165 — — — — —320 —580 —160 —420 — 0 —260 — — — —580 —990 —320 —730 —160 —570 0 -410 —580 -1240 -320 —980 — 0 —660
Св. 4000 до 5 000 — — 0 —200 — — — — —350 -670 —175 —495 — 0 —320 — — —640 —1140 —350 —850 —175 -675 0 —500 —640 —1440 —350 —1150 0 —800
Св. 5000 до 6 300 — — 0 —250 — — — — —380 —780 —190 —590 — 0 —400 — — — —720 -1340 —380 —1000 —190 -810 0 —620 —720 —1700 -380 —1360 — 0 —980
Св. 6300 до 8 000 — — 0 —310 — — — — -420 —910 —210 -700 0 —490 —• — -800 —1560 —420 —1180 —210 —970 0 —760 —800 —2000 —420 —1650 0 —1200
Св. 8000 до 10 000 — — 0 —380 — — — — —460 —1060 —230 —830 — 0 —600 — — — —880 —1820 —460 —1400 —230 —1170 0 —940 —880 —2380 —460 -1960 — 0 —1500
СИСТЕМА ВАЛА
Номинальные размеры, мм Кв а литеты Номинальные размеры, мм К ва литеты
10 И 12 10 11 12
Поля допусков Поля допусков
с10 cd 10 dlO МО ell cdll dll ;M1 М2 с10 cdlO did /110 ell cdll dll Ml М2
Св. 500 до 560 — — —260 —540 0 —280 —520 —960 —370 —810 —260 —700 0 —440 0 —700 Св. 2500 до 2 800 — —520 —1380 0 —860 —2 200 —3 550 —1050 —2400 —520 0 —1350 0 —2100
Св. 560 до 630 —580 —1020 —390 —830 Св. 2800 до 3 150 —2 500 —3 850 —1150 —2500 —1870
Св. 630 до 710 — — —290 —610 0 —320 —640 —1140 —430 —930 —290 —790 0 —500 0 —800 Св. 3150 до 3 550 -2 800 —3 850 —1250 —2300 —580 —1630 0 —1050 —2 800 —4 450 —1250 —2900 0 —1650 —
Св. 710 до 800 —700 —1200 —450 —950 Св. 3550 до 4 000 —3 100 —4 150 —1350 —2400 —3 100 —4 750 —1350 —3000
Св. 800 до 900 — — —320 —680 0 —360 —780 —1340 —500 —1060 —320 —880 0 —560 0 —900 Св. 4000 до 4 500 —3 500 —4 809 — 1500 —2800 0 —1300 —3 500 —5 500 —1500 —3500 — 0 —2000
Св. 900 до 1000 —1940
—860 —1420 —520 —1080 Св. 4500 до 5 009 —3 900 —5 290 —1600 —2900 —3 900 —5 900 —1600 —3600
Св. 1000 до 1120 — —350 —770 0 —420 —940 -1600 —580 —1240 -350 —1010 0 —660 0 —1050
Св. 5000 до 5 600 —4 300 —5 850 —1750 —3300 —720 -2270 0 —1550 —4 300 —6 800 -1750 —4250 — 0 —2500
Св. 1120 до 1250 —1-050 —1710 —600 —1260
Св. 5600 до 6 300 —4 800 —6 350 —1850 —3400 —4 800 —7 300 —1850 —4350
Св. 1250 до 1400 — — —390 —890 0 -500 — 1150 — 1930 -660 —1440 —390 —1170 0 —780 0 —1250
Св. 6300 до 7 100 —5 400 —7 350 —2100 —4050 —800 —2750 0 —1950 —5 400 —8 500 —2100 —5200 — 0 —3100
Св. 1400 до 1600 —1300 —2080 —720 —1500
Св. 7100 до 8 000 —6 290 —8 150 22.00 —6 200 —9 300
Св. 1600 до 1800 — —430 —1030 0 — 600 —1450 —780 —430 -1350 0 —920 0 —1500 —4150 —5300
Св. 8000 до 9 000 —5 800 —9 200 —2400 —4800 -880 —3280 0 —6 800 —10 600 —2400 —6200 — 0
Св. 1800 до 2000 — 1600 —2520 —820 — 1740
Св. 9000 до 10 000 —7 600 —10 000 —2600 -5000 —7 600 —11 400 —2600 —6400
Св. 2000 до 2240 — —480 -1180 0 —700 —1800 —2900 —920 —2020 0 —1100 0 -1750
—1580 Предельные отклонения основных отверстий приведены в табл. 12.
Св. 2240 до 2500 —2000 —3100 —980 —2080
ДОПУСКИ II ПОСАДКИ
14. Предельные отклонения валов в посадках с натягом при размерах свыше 500 до 10 000 мм, мкм (система отверстия)
Номинальные размеры* мм Квалитеты
6 | 7 | 8
Поля допусков
рб гб зб 16 гсб р7 г7 | s7 t7 u7 v7 ts гс8 v8
Св. 500 цо 560 +122 4-194 4-150 +324 +280 +444 +400 +644 +600 +148 +78 +220 +150 +350 +280 +470 +400 +670 4-600 +810 +740 +510 +400 +710 +600 +850 +740
Св. 5S0 до 630 4-78 +199 4-155 +354 +310 +494 +450 +704 +660 +225 4-155 +380 +310 +520 4-450 +730 4-660 +890 +820 +560 +450 +770 +660 +930 +820
Св. 630 до 710 +138 +88 +225 +175 +390 +340 +550 +500 +790 +740 +168 +255 +175 +420 +340 +580 +500 +820 +740 +1000 +920 +625 +500 +865 +740 + 1045 +920
Св. 710 до 800 +235 + 185 +430 +380 +610 +560 4-890 4-840 +88 +265 +185 +460 +380 +640 4-560 +920 +840 +1080 +1000 +685 +560 +965 +840 +1125 +1000
Св. 800 до 900 4-156 +266 +210 +486 +430 +676 +620 +996 +940 + 190 +100 +300 +210 +520 +430 +710 +620 + 1030 4-940 +1240 +1150 +760 +620 +1080 +940 +1290 +1150
Св. 900 до 1000 +100 +276 +220 +526 +470 +736 +680 +1106 +1050 +310 +220 +560 +470 +770 +680 + 1140 ь +1050 +1390 +1300 +820 +680 +1190 +1050 +1440 +1300
Св. 1000 до 1120 4-186 4-120 +316 +250 +586 +520 +846 +780 +1216 + 1150 +225 +оэ5 4-250 +625 +520 +885 +780 +1255 +1150 +1555 +1450 +945 +780 +1315 +1150 +1615 +1450
Св. 1120 до 1250 +326 +260 +646 4-580 +906 +840 +1366 + 1300 +120 +365 +260 +685 +580 +945 4-840 +1405 +1300 +1705 +1600 +1005 +840 +1465 +1300 +1765 +1600
Св. 1250 до 1400 +218 +140 +378 +300 +718 +640 +1038 +960 +1528 +1450 +265 +425 +300 +765 +640 +1085 +960 +1575 +1450 +1925 +1800 +1155 +960 +1645 +1450 +1995 +1800
Св. 1400 до 1600 +408 +330 +798 +720 +1128 +1050 +1678 +1600 +140 +455 +330 +845 +720 +1175 +1050 +1725 + 1600 +2125 +2000 +1245 +1050 +1795 +1600 +2195 +2000
Св. 1600 до 1800 +462 +370 +912 +820 +1292 4-1200 +1942 +1850 +320 +520 +370 +970 +820 +1350 +1200 +2000 + 1850 +2450 +2300 +1430 +1200 +2080 +1850 +2530 +2300
Св. 1800 до 2000 + 170 +492 4-400 + 1012 +920 + 1442 +1350 +2092 4-2000 +170 +550 +400 +1070 +920 +1500 +1350 +2150 +2000 +2650 +2500 +1580 +1350 +2230 +2000 +2730 +2500
S п i-З И g
Номинальные ^размеры, мм Квалитеты
6 8
Поля допусков
рб гб s6 16 uQ р7 г7 s7 П ul г>7 18 «8 w8
Св. 2000 цо 2 240 +305 + 195 +550 +440 +шо +1000 +1610 +1500 +2 410 +2 300 +370 +195 +615 +440 + 1175 +1000 +1675 +1500 +2 475 +2 300 +2975 +2800 +1780 +1500 +2580 +2300 +3080 +2800
Св. 2240 до 2 500 +570 +460 +1210 +1100 +1760 +1650 +2 610 +2 500 +035 +460 +1275 +1100 +1825 +1650 +2 675 +2 500 +3275 +3100 +1930 +1650 +2780 +2500 +3380 +3100
Св. 2500 до 2 800 +"75 +240 +685 -j-550 +1385 +1250 +2035 +1900 +3 035 +2 900 +450 +240 +760 +ээ0 +1460 +1250 +2110 +1900 +3 110 +2 900 +3710 +3500 +2230 +1900 4-3230 +2900 4-3S30 +3500
Св. 2800 до 3 150 +715 +580 +1535 +1400 +2235 +2100 +3 335 +3 200 +790 +580 +1010 +1400 +2310 +2100 +3 410 +3 200 +4110 +3900 +2430 +2100 +3530 +3200, +4-230 +3900
Св. 3150 до 3 550 +455 +290 +845 +680 +1765 +1000 +2565 +2400 +3 765 +3 600 +590 +290 +940 +080 +1860 +1600 +2660 +2400 +3 860 +3 600 — — — —
Св. 3550 до 4 000 +885 +720 +1915 +1750 +2705 +2600 +4 165 +4 000 +980 +720 +2010 +1750 +2800 +2600 +4 260 +4 000
Св. 4000 до 4 500 +500 +360 +1040 +840 +2200 +2000 +3200 +3000 +4 800 +4 600 +680 +360 +1160 +840 +2320 +2000 +3320 +3000 +4 920 +4 600 Предельные отклонения основных, отверстий приведены в табл. 12.
Св. 4500 до 5 000 +1100 +900 +2400 +2200 +3500 +3300 +5 200 +5 000 +1220 +900 +2520 +2200 +3620 +3300 +5 320 +5 000
Св. 5000 до 5 600 +690 -4- 440 +1300 + 1050 +2750 +2500 +•3950 +3700 +5 850 + 5 600 +840 +440 +1450 +1050 +2900 +2500 +4100 +3700 +6 000 +5 600
Св. 5600 до 6 300 +1350 +1100 +3050 +2800 44350 +4100 +6 650 +6 400 +1500 +1100 +3200 +2800 +4500 +4100 +6 800 +6 400
Св. 0300 до 7 100 +830 +540 + 1610 +1300 +3510 +3200 +5010 +4700 +7 510 +7 200 +1030 +540 +1790 +-1300 +3690 +3200 +5190 +4700 +7 690 +7 200
Св. 7100 до 8 000 +1710 +1400 +3810 +3500 +5510 +5200 +8 310 +8 000 +1890 +1400 +3990 +3500 +5690 +5200 +8 490 +8 000
Св. 8000 до 9 000 +1080 +680 +2030 +1650 +4380 +4000 +6380 +6000 +9 380 +9 000 +1280 +680 +2250 +1050 +4600 +4000 +6600 +6000 +9 600 +9 000
Св. 9000 до 10 000 +2130 +1750 +4780 +4400 +6980 +6600 +10 380 +10 000 +2350 +1750 +5000 +4400 +7200 +6600 +10 600 +10 000
ДОПУСКИ И ПОСАДКИ
СИСТЕМА ВАЛА 313
15. Посадки в системе вала при размерах свыше 500 до 3150 мм
Основной вал! Квалитет отверстия Основные отклонения отверстий
с CD D E F G H Js К M N p R S T и
Посадки с зазором Посадки переходные Посадки с натягом
/16 6 C6 /16 I№ hS J/-/16 £6 Л6 MG /16 7V6 /16
7 El /16 £7 /16 G7 h6 Hl /16 J 7 s /16 Kl /16 Ml /16 Nl hG P7_ 7i6 Rl /16 SI h6~ tt_ 716
/>7 7 El hl F7 717 G1 hl Hl hl V hl Kl hl Ml /17 Nl hl Pl hl Rl hl SI hl Tl hl
8 D8 /17 E8 hi F8 hl' HZ hl US hl
/18 8 D8 /18 £8 718 £8 /18 H8 /18 US Л8
9 D9 /18 £9 ~/i8~ F9 Л8_ H9 ~h8
лэ 9 £9 /i9 £9 F9 719 H9 /i9
лю 10 DIP MO H10 Л10
/ill И 011 /ill CD11 Dll HU
/ill Ml Ml
М2 12 H12 /112
16. Посадки в системе вала при размерах свыше 3150 до 10 000 мм
Основной вал Квалитет ^отверстия Основные отклонения отверстий
С CD D E F
Посадка с зазором
Л6 6 HG hG
hl 7 El hl Fl hl Hl hl
Л8 8 D8 7i8 E8 h8 F8 hS H8 Л8
Л9 9 £9 7i9 /i9 H9 /i9
hlO 10 СЮ ЛЮ CPU) ЛЮ £10 /tlO HlO /110
Л11 11 СИ /ill CPU ЛИ HU ЛИ
Примечание. Посадки переходные и с натягом не предусмотрены.
314 ДОПУСКИ И ПОСАДКИ
17. Предельные отклонения основных валов при размерах свыше 500 до 10 000 мм, мкм
Номинальные размеры, мм Поля допуjков
, АО /17 | Л8 ЛЭ МО Ml М2
Св. 500 до 030 0 —44 0 —70 0 -ПО 0 —175 0 -280 0 -440 0 —700
Св. 630 до 800 0 —50 0 -80 0 —125 0 -200 0 —320 0 -500 0 -800
Св. 800 до 1 000 0 -56 0 -90 0 -140 0 —230 0 -360 0 -500 0 -900
Св. 1 000 до 1 250 0 —66 0 -105 0 —165 0 —260 0 -420 0 -660 0 -1050
бв. 1 250 до 1 600 0 --78 0 -125 0 —195 0 —310 0 —500 0 —780 0 -1250
Св. 1 600 до 2 000 0 -92 0 -150 0 -230 0 —370 0 — 600 0 -920 0 -1500
Св. 2 000 до 2 500 0 -но 0 —175 0 —280 0 —440 0 —700 0 —1100 0 -1750
Св. 2 500 до 3 150 0 —135 0 —210 0 —330 0 —540 0 -860 0 —1350 0 -2100
Св. 3 150 до 4 000 0 -165 0 —260 0 —410 0 —060 0 -1050 0 -1650 0 -2600
Св. 4 000 до 5 000 0 -200 0 —320 0 —500 0 -800 0 -1300 0 -2000 0 -3200
Св. 5 000 до 0 300 0 —250 0 —400 0 —G20 0 —980 0 -1550 0 -2500 0 —4000
Св. 6 300 до 8 000 0 -310 0 —490 0 -760 0 —1200 0 -1950 0 -3100 0 —4900
Св, 8 000 до 10 000 0 —380 0 —000 0 -940 0 ' -1500 . 0 -2400 0 —3800 0 -6100
СИСТЕМА ВАЛА
0, 0091т — 09?+ 0961+ 088+ 08gs+ 0 , 076т 0Eg+ ош+ 097+ 0071+ 088+ 028l+ — 0 009+ — оег+ 088+ 09i+ 090?+ — — — ose+ — 0000? oil GOOS — ’аЭ
0 , 002l+ —• 03?+ 0g9T+ 008+1 0 , 000S+|09',+ о?з+ 0£б+ 03?+ 08??+ 008+ 0991T — — - 0 , 067+ — ois+ ooz+ 03?+ 016+ — 013+ __ 0008 ОЙ 00S9 аз
0 08б+ — 08S+ ош+ 03i+| 0 oois+|teo+ 061+1 08g+ 0I8+|000l+ 03i+ 0?g?T — — — — 0 60>+ — 06l+ 069+ 08g+ 08Z+ — — — — + 092+ O0S9 ОИ 000 s ’83
0 , 008+ — ose+ osn+ o?s+ 0???+ 0 009+ sat+Joss-+ si9+joes+ 01’9+ 07П+ — — — — 0 o?s+ — Si}± ьь?+ 098+ 029+ — — — 0 ooz+ — OOOS ОИ 000? еэ
0 , 099+ — 028+ 086+ 085+ о?з?+ 0 „ 0?f+ 091-+ 0£S+ 03б+ 06i+ 089+ 066— — — — — 0 , 992+ — 09?+ 0+— 03g+ 0'88+ —* — — S9l+ - 000? ОИ 0918 •63
0 , 079+ S7i+ 989+ oez+ 088+ 029+ 0901+ о oss+ S7+ 9'7+ 062+ оеэ+ 03s+ 0S8+ 978“ 981 982- OL— 012— 0 901-90l+ 0, oiz+ 8g+ s?s+ S?l+ sss+ 062+ 009+ 0'2" 9£1- иг-92,- 9£l“ 0 S“'9— S‘L9+ 0 , 9£l+ 8g+ gi?+ OSTg ОИ 0092 *аЭ
0 , 077+ 0£l+ O'St 092+ 00i+ 097+1 0 , 02б+ 082+ 0gl+ 0i?;r 092+ 079+ 0?8+ 09i+ 083- 0П- g?z-89- 9LI— 0 2,8— 28+ 0 , Sil+ 7g+ 602+ 0£l+ 908+ 092+ eg?+ 022 on- 821- 89— on-0 0‘99— 0 , on+ 7S+ 77l+ 0053 ОИ 000 г •яэ
0 , OZS+ 02l+ 067+ 07ь+ 0T9-t- 0E7+ 008+ 0 , 0£5+ 0Sl+ OSg+ 07?+ 0L?+ 087+ 099т 272-26— 802— 89“ 091— 0 ^~T Gi+ 0 , 09l+ 3g+ 38l+ 02l+ 022+ 053+ 06g+ 781- 26— 091— 89“ 26“ 0 0‘9?— O‘9?+ 0 , 26т 7S+ ?g?+ 0002 ot? ооэ? •аз
0 , ois+ 0T?+ os?+ озз+ oss+ 068+ 00i+ 0 , 961+ 0T?+ sos+ озз+ S??+ 06£т 989+ £02— 8L~ Ш-8?- 921— 0 29” 29+ 0 , 92l+ 08+ 99l+ 0?l+ SgS“r 022-f 97£t 9SI— Si” 921“ 87" 8'-0 0‘6g-0‘6g+ 8' + 0g+ 80?+ 0091 on 0921
0 092+ se+ 8Sg+ 961+ 9C7+ ose+ 0(9+ 0 , 99l+ 86+ £98+ 96j+ 09S+ 09S+ 9is+ UI“ 99“ 971- 07— 901— 0 29" 29+ b , 901 + 82+ ggl+ 86+ EOS+ sci+ksi— oog+ 99— 901— 07— 99“ 0 0(££-o‘ss+ 0, 99+ 8б+ ?б+ OSS? of 0001 •аз
0 osz+ 98+ 918+ on+ 00?+ 03g+ oss+ 0 , 071+ 98+ 922+ ou+ ois+ oze+ 097+ 95?-9S- 77.1 — 58- 06— 0 s?-s?+ 0 , 06+ Ж+ 9П+ 98+ 9Zj+ 02l+ 092т 211- 99— 06-?g- 99“ 0 0‘8J-0‘8g+ $e+ 92+ 28+ 000? ОИ 098 •03
0 , 00<?+ 08+ 08s+ 09l + 098+ 062+ 067+ 0 92l+ 08+ 902+ 09l+ 58s+ оег+ S??+ OgT-OS- Olios— 08— 0 07— 07+ 0 , 08+ ?г+ ?0l+ 08+ 09l+ 09l+ 072+ 001-09“ 08-os— 09— 0 0‘92“ 0‘9g+ Q, 09+ 72+ 7L+ 008 ОИ огэ •63
о , szj+ 9L+ 192+ S7l+ 028+ 09Z+ Sg?+ 0 on+ 92,+ 98?+ S??+ sss+ 09g+ 0ig+ 7H~ 77- 96— 9Z— 0L— 0 S£— ss+ о , 0i+ 22+ 2б+ 9i+ 9??+ C?l+ s?s+ 88— 77“ 0L- 92— 77— 0 о+гт огг+ 0 1 5?^- j 25+ 99+ 0£9 ОЙ DOS ’аЭ
6H 6.J 6Я 6(7 8H 8J SS 8СГ LN LVI LN LSf LH LS LN LS 9LJ 9ЛГ 9.V 9 s г sa 8Э
аояэАвои airon SOHO^UOf Н1ГОД аоиэлиос niiOjj 4KCl3KSV(l
6 L 9 ЭННЧИ8ВИИО H
Ш-ОЬИИВЯЯ a-aiEirssH laimreaH
(шее тайн ‘им ооо op of oos эппчаэ »du ззчнгохэ&эп и r^odosee э хшйГеэоп я иихэЛэязьз кияэнапяло а>1чнч:л?а<^п -gj
Номинальные размеры, мм Квалитеты Номинальные размеры, мм Квалитеты
10 1 11 12 10 И 1 12
Поля допусков Поля допусков
сю сою О10 НЮ СИ CDI1 DII НИ Н12 СЮ CD10 DI0 Н!0 СИ CDH ' D11 НН | Н12
Св. 500 до 560 - — -1-540 -t-260 4-280 0 +960 +520 +810 +370 +700 4-260 +440 0 +700 0 Св. 2500 до 2800 — — +1380 +520 +860 0 +3550 +2200 +2400 +1050 +1870 +520 +1350 0 +2100
Св. 560 до 630 +1020 -.-580 +830 +390
Св. 2800 до 3150 +3850 +2500 +2500 +1150
Св. 630 до 710 — — 4-610 4-290 +320 0 +1140 +640 +930 4-430 +790 +290 +500 0 +80°
Св. 3150 до 3 550 +3 850 4-2800 +2300 +1250 +1630 4-580 +1050 +4450 +2800 +2900 +1250 — +1650 —
Св. 710 до 800 +1200 +700 +950 +450
Св. 3550 до 4000 4-4150 4-3100 +2400 +1350 +4750 +3 100 +3000 +1350
Св. 800 до 900 — — 4-680 4-320 +360 0 +1340 4-780 +1060 +500 +880 +320 +560 0 +900
Св. 4000 до 4 500 +4800 +3500 -4-2800 +1500 +1940 +640 +1300 0 +5500 +3500 +3500 J-1500 — +2000 0 —
Св. 900 до 1000 +1420 +860 +1080 4-520
Св. 4500 до 5000 +5200 +3900 +2900 +1600 +5900 4-3900 +3600 +1600
Св. 1000 до 1120 — — 4-770 -4-350 +420 0 +1600 4-940 -4-1240 +580 +1010 4-350 4-660 0 +1050 0
Св. 5000 до 5600 +5850 4-4 300 +3300 +1750 +2270 +720 +1550 0 +6800 +4300 +4250 +1750 — +2500 —
Св. 1120 до 1250 +1710 +1050 +1260 +600
Св. 5600 до 6300 +6 350 + 4800 Л3400 +1850 +7300 +4800 +4350 -4-1850
Св. 1250 до 1400 — — 4-890 4-390 4.500 +1930 4-1150 +1440 +660 +1170 +390 4-780 0 +1250 0
Св. 6300 до 7100 +7 350 +5400 +4050 +2100 +2750 4-800 +195° +8 500 +5400 +5200 4-2100 — +3100 —
Св. 1400 до 1600 +2080 +1300 +1500 +720
Св. 7100 до 8000 + 8150 +6200 +4150 +2200 +9300 4-6200 +5300 +2200
Св. 1600 до 1800 — — 4-1030 4-430 +600 +2370 + 1450 +1700 +780 +1350 4~43О +920 0 +1500 0
Св. 8000 до 9000 +3280 +880 +2400 0 +10600 4- 6800 +6200 +2400 — +3800 —
Св. 1800 до 2000 +2520 +1600 +1740 +820 +9200 +6800 +4800 +2400
Св. 9000 до 10000 +10000 + 7600 +5000 +2600 +11400 + 7600 +6400 +2600
Св. 2000 до 2240 — — 4-1180 -[-480 +700 0 +2900 + 1800 +2020 4-920 +1580 +480 +1100 0 +1750 0
Предельные отклонения основных валов приведены в табл. 17.
Св. 2240 до 2500 +3100 +2000 +2080 4-980
316 ДОПУСКИ И ПОСАДКИ
19 Ппедельиые отклонения отверстий для посадок с натягом при размерах свыше 500 до 10 000 мм, мкм (система вала)
Номинальные размеры, мм Квалитеты 1 Номинальные размеры, мм Квалитеты
7 8 7 | 8
Поля допусков Поля допусков
Р7 В7 S7 7-7 U 8 Р7 В7 S7 7-7 U8
Св. 500 до 560 -78 -148 -150 —220 -280 —350 — 400 -470 —600 -710 Св. 1250 до 1400 -140 —300 —425 —640 -765 -960 —1085 -1450 —1645
Св. 1400 до 1600 —330 —455 -1600 -1795
Св. 560 до 630 —155 —225 -310 —380 -450 -520 -660 —770 -720 —845 —1050 -1175
Св. 1600 до 1800 -170 -320 —370 -520 -820 —970 —1200 —1350 —1850 -2080
Св. 630 до 710 -88 -168 -100 -190 —175 -255 -340 —420 —500 -740 865
Св. 1800 до 2000 -400 -550 920 -1350 -1500 —2000
Св. 710 до 800 Св. 800 до 900 -185 -265 -210 -300 —380 -460 -430 -520 —560 —640 —620 —710 -840 -965 —940 —1080 -1070 -2230
Св. 2000 до 2240 -195 -370 -440 -615 -1000 —1175 —1500 —1675 —2300 -2580
Св. 2240 до 2500 -460 —635 -1100 - 1275 —1650 -1825 -2500 —2780
Св. 900 до 1000 -220 -310 -470 -560 -680 -770 -1050 -1190
Св. 2500 до 2800 —240 -450 -550 -760 -1250 -1460 -1900 -2110 —2900 -3230
Св. 1000 до 1120 -120 -225 -250 - 355 -520 -625 -780 —885 -1150 -1315
Св. 2800 до 3150 -580 —790 -1400 -1610 —2100 -2310 -3200 —3530
Св. 1120 до 1250 -2(50 -365 —580 --685 —840 -945 -1300 -1465 Св. 3150 до 10000 — —
Предельные отклонения основных валов приведены в табл. 17.
СИСТЕМА ДОПУСКОВ И ПОСАДОК ОСТ
20. Предельные отклонения основных валов и валов в посадках переходных и с зазором в системе отверстия для диаметров от 1 до 500 мм, мкм
Обозначения поля допуска вала Номинальные размеры, мм сб о И
от 1 до 3 ’ св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 « о О К св. 50 до 80 св. 80 до 120 1 св. 120 до 180 ! св. 180 1 до 260 св. 260 до 360 св. 360 до 500 Ближайше поле допус по СТ СЭЕ '144—75
rt +10 +6 +13 +8 +16 +9 4-20 4-11 +24 +13 +28 +16 4-33 4-19 +38 +23 +45 +26 +52 + 30 +58 +35 +65 +40 п5
t’ +10 +5 +12 +6 +15 + ? +17 +8 -1-24 4-ю 4-28 +12 +32 +14 +36 +16 +40 +18 +45 +20 т5
Ht +6 +1 410 +2 +12 +2 +14 +2 +16 +3 +19 +22 +4 +25 +4 +28 +4 +32 +5 k5
+i ±1 ±1 +6 -3 ±1 +1 +10 +11 -8 +13 —9 +15 —10 '4
с, = в. 0 -4 0 —5 0 -6 0 -8 0 —9 0 -и 0 -13 0 -15 0 --18 0 -20 0 —22 0 -25 hi
Д1 -3 -8 -4 —9 —5 -И —6 -14 -7 -16 -9 -20 -10 -23 -12 -27 —14 —32 -16 -36 -18 —40 -20 —45 g5
Обозначения поля допуска вала Номинальные размерь^ мм Ближайшее поле допуска по СТ СЭВ 144—75
j от 1 до 3 S3. 3 до S Й о О ti св. Ю до 18 оо _ ^сгз лэ о о 1=Г i С-9 сп 0£ ев. 50 i до 80 Й о О tl ОРТ 021 ’Е0 св. 180 до 260 св. 260 до 360 га о W
X, —6 Л2 —10 -18 -13 —22 -16 -27 -20 -33 -25 -41 —30 —49 -36 .--58 - 43 -68 —50 -79 -56 -88 -68 -108 /6
г 4-13 4-6 tr -Р20 +10 4-24 4-12 +30 +15 4-35 +18 +40 4-20 +45 4-23 +52 +25 +60 +зо +70 4-35 +80 +40 пб
т 4-10 +4 -tf £9 +23 4-8 +7 +30 +10 + 35 +12 +40 +13 +45 + 15 +50 +15 +60 +20 шб
R i? +12 +2 +17 4-2 +20 -Й 4-23 +3 +26 +з +30 4+ +35 +4 +40 4-4 +45 45 +6
п 3 -3 +5 -5 +6 -Л +7 -7 +3 -8 1-10 10 +12 -1> +14 -14 +16 -16 +18 -18 +20 —20 +6
С = В 0 -6 0 -.8 0 -Л0 0 -12 0 -14 0 -17 0 -20 0 23 0 '.-27 0 -30 0 —35 0 -40 06
а - 9 -4 -12 —5 -Л5 -6 -18 -8 -22 -Л0 -27 -12 -32 -15 -38 18 -45 -22 -52 —26 -60 -30 -870 <+
X 8 -18 -10 -22 -13 -27 -16 -33 20 -40 50 -30 -60 -40 -75 .—50 —90 -60 -105 — 70 — 125 -80 -140 /7
л -42 —2э -17 — 35 —23 —45 -30 --53 ..-40 —70 ’ -50 -85 —65 -105 -80 -125 —100 -155 -120 -180 -140 -210 —170 -245 р8
ш --18 - -35 -25 ---45 -85 -60 --45 -75 -60 ..-95 - 75 Л15 -95 -145 -120 -175 - 150 -210 -180 -250 -210 -290 -250 -340 с!8
тх Отклонения приведены в табл. 22 сЗ
^2а +15 -1-6 1? iio +30 +12 4-36 + 15 t-17 + 50 +20 +58 +23 +67 4-27 +78 4-31 +90 +36 +102 4-40 п7
'^а - +16 +4 +29 -4-8 4 34 -1-9 441 4-11 +48 + 13 +55 +15 4-64 4-17 +74 +20 4-85 +23 т7
«2а + ю +1 +“ + 19 -1-1 +23 +2 -1-27 4-2 +32 4-2 438 +3 +43 4-3 -1-58 4-4 +67 +5 1<7
л2а н +! tr + 12 -6 +13 -8 +15 +10 +18 -12 +20 -15 4-22 -18 4-24 -23 + 31 -31
0 -9 0 —12 0 -15 0 —18 0 -21 --25 0 --30 0 -35 0 —40 0 -47 0 —54 0 -62 111
aW' —6 --20 -Л0 —28 -13 -35 -16 —43 -20 -53 —25 -64 -30 -76 -36 —90 - -43 -106 —50 —122 -56 -137 -68 -165 f8
Сд — В 3 0 - 20 0 —25 0 -30 и —За 0 —4.5 0 -50 0 -60 0 -70 0 -80 0 —90 0 -100 0 -120 88; Ml
х3 1 —7 -.32 -11 —44 —15 —55 —20 —70 —25 -85 -100 -40 -120 —50 -140 —60 -165 ‘—75 —195 —90 —225 —105 —255 /9; ей
СИСТЕМА ДОПУСКОВ И ПОСАДОК ОСТ 319
Продолжение табл. 20
Обозначения поля допуска вала Номинальные размеры, мм Ближайшее поле допуска по СТ СЭВ 144—75
от 1 до 3 св. 3 до 6 СВ. 6 до 10 св. 10 до 18 св. 18 ДО 30 св. 30 до 50 св. 50 до 80 св. 80 I до 120 1 св. 120 до ISO- I св. 180 ! до 260 1 св. 260 до 360 св. 360 до 500
ш, —17 -50 -25’ -65 -35 -85 -45 -105 —60 -130 -75 -160 -95 -195 -120 -235 -150 -285 -180 -330 -210 -380 -250 -440 аэ
^'за=£.за 0 -40 0 -48 0 -58 0 -70 0- -84 0 -100 0 -120 0 -140 0 - 160 0 -185 0 —215 0 -250 Л10
0 -60 0 -80 0 -100 0 -120 0 -140 0 -170 0 -200 0 -230 0 -260 0 -300 0 -340 0 -"-380 ЛИ
X, -30 -90 -40 -120 -50 -150 -60 -180 -70 -210 -80 ' -250 -100 -300 -120 —350 —130 -400 -150 -•450 -170 —500 -190 •570 dll
л. -60 -120 —80 -160 -100 -200 -120 -240 -140 -280 —170 —340 — 200 -400 —230 -460 —260 -530 -300 -600 -340 -680 -380 —760 Mt; ell
ш. —120 —180 -160 -240 -200 -300 -240 -360 —280 —420 -340 —500 —400 —600 —460 -700 -530 -800 —600 -900 -680 -1000 -760 -1100 all; Ml
41 II о 0 -120 0 -160 0 -200 0 -240 0 —280 0 —340 0 —400 0 —460 0 —530 0 -600 0 —680 0 -760 Л12
Xi -60 -180 -80 -240 -100 -300 -120 -360 —140 -420 -170 -500 -200 -600 —230 -700 —260 -800 -300 —900 —340 -1000 —380 -1100 М2
в, 0 -250 0 -300 0 —360 0 —430 0 —520 0 -620 0 -740 0 -870 0 —1000 0 -1150 0 —137,0 0 -1550 Л14
см, +120 -120 +150 -150 +200 -200 +200 -200 +300 -300 +300 —300 +400 -400 +400 -400 +500 -500 +600 -600 +700 - 700 4-800 -800 /814Х
в. 0 -400 0 -480 0 -580 0 —700 0 -840 0 —1000 0 -1200 0 -1400 0 -1600 0 -1900 0 - 2200 0 -2500 Л15
см. +?.оо -200 +200 -200 +300 -300 +300 -300 6400 -400 4-500 -500 +600 -600 +700 -700 +800 -800 +1000 —1000 +-1100 -1100 +1200 -1200 /а15х Х(+Л15\ 4“ 2 J
В» 0 -600 0 —750 0 —900 0 -1100 0 -1300 0 -1600 0 -1900 0 —2200 0 —2500 0 — 2900 0 -3300 0 -3800 Л16
см, +300 -300 +400 -400 +500 -500 +500 -500 4-600 -600 +800 -800 +1000 —1000 +1100 -1100 +1200 -1200 4-1500 —1500 + 1700 -1700 4-2000 - 2000 /s16x / . 7T16\
Вщ — 0 -1200 0 -1500 0 —1800 0 —2000 0 -2500 0 —3000 0 -3500 0 -4000 0 —4600 0 —5400 0 -6300 —
см„ — +600 -600 +700 -700 +900 -900 +1000 -1000 4-1200 -1200 4-1500 —1500 +1700 -1700 4-2000 -2000 +2300 —2300 4-2700 -2700 + 3000 -3000 —
Примечания: 1. Подчеркнуты поля допусков основных валов. 2. Отклонения основных отверстий приведены в табл. 21.
21. Предельные отклонения основных отверстий и отверстий в посадках переходных и с зазором в системе вала при раамерах от 1 до 500 мм, мкм
О^зна-чёйдя поля допуска отверстия Номинальные размеры, мм Ближайшее поле допуска по СТ СЭВ i 144-75
от 1 до 3 св. 3 до 6 св. 6 до 10 св. 10 до 18 св. 18 до 30 1 св. 30 ; до 50 св. 50 до 80 св. 80 до 120 св. 120 ДО 180 св. 180 до 260 св. 260 до 360 св. 360 до 500
Г1 -4 -10 -5 -13 -6 -16 -8 -20 —10 —24 -12 -28 —14 —33 —17 -38 -20 -45 -23 -52 -27 —58 -30 -65
Т± -2 -8 -2 -10 -3 -12 -4 -15 -4 -17 —5 -20 —5 -24 -6 -28 —7 -32 -8 -36 —9 -40 —10 -45 Мб
н, +1 -5 +1 —7 ±10 ±?2 +2 -14 +2 -16 ±19 -f-3 -22 43 _ —2э +4 -28 ±32 Кб
nt ±1 +5 —3 ±1 ±1 ±1 49 —7 4Ю —8 ±|2 +14 -10 +16 -и +18 -13 4зо -15 <s6
С, = А, +9о 4-11 0 Ч3 +18 0 +21 0 4-24 0 +27 0 430 0 +35 0 Н6
Д1 ±1° Г +17 +6 +25 +9 429 410 +34 4-12 4-39 414 +43 +16 +48 4-18 +55 +20 G6
х, 4 16 +6 +22 +10 +34 +16 +41 +20 +50 +25 460 430 +71 +36 +83 -f-43 +96 +50 +108 +56 4-131 4-68 F1
г -2 -13 -3 -16 —4 -20 -5 -24 —6 -30 —7 -35 -8 -40 -10 -45 -12 -52 —15 -60 -18 -70 -20 -80 Л’7
т 0 -10 0 -13 0. -16 0 -19 0 -23 0 -27 0 -30 0 -35 0 -40 0 -45 0 -50 0 -60 Ml
н ±? +4 -12 ±14 46 —17 +7 -20 +8 -23 +9 -26 +10 -30 411 -Зэ +12 -40 +15 -45 К7
п ±73 ±1 411 —5 ±^3 +16 —7 +18 -8 +20 -10 +23 -12 427 -14 430 -16 +35 —18 +40 -20 V
С = А +10 0 +13 0 416 0 +19 0 +23 0 427 0 +30 0 +35 0 +40 0 +45 0 +50 0 4-60 0 Hl
д +13 4- з +17 +4 +21 +5 +25 4-е +30 4-8 +35 4-ю +50 +15 +60 4-18 470 422 +80 +26 +90 4зо G1
X 4-22 +8 +27 +10 4-33 4-13 +40 +16 +50 +20 +60 +25 +70 4-30 +90 +40 +105 4-50 +120 4-бо +140 +70 +160 4-80 Fl-FS
Л +30 +12 +40 +17 + 50 +23 +60 4-30 -+80 4-40 +95 4-50 +115 4-65 +140 4-80 +170 4-100 +200 +120 +230 +140 +270 +170 DS
ш -+38 +18 4-50 4-25 +65 +35 +80 4-45 +105 4-60 +125 4-75 +155 +95 +190 +120 +230 4-150 +270 +180 +310 +210 4365 4250 ES
t г * 2а —1 -15 -2 -20 —3 —25 —3 -30 -3 -36 -3 -42 —4 -50 -4 -58 —4 -67 -5 -78 —6 -90 —7 —102 NS
— 4^ -21 +2 -25 44 -29 +5 -34 +5 -41 +6 -48 +8 -55 49 —64 +10 -74 +10 -85 MS
— — 46 -16 4-8 —19 НО -23 +12 -27 +14 —32 +16 -38 +20 -43 422 —51 +26 -58 +28 -67 K8
СИСТЕМА ДОПУСКОВ И ПОСАДОК ОСТ 321
Продолжение табл. 21
Обозначения поля допуска отверстия Номинальные размеры, мм Ближайшее поле допуска по СТ СЭВ . 144—75
от 1 до 3 св. 3 до 6 01 0“ 9 жо + СО и £. с к С00 И о С К св. 30 до 50 и .о о К ё 8 св. 120 до 180 св. 180 до 260 св. 260 до 360 св. 360 I до 500 1
П2Я ±7 + '12 -10 + 15 —12 +20 -13 +24 -15 +28 -18 +34 —20 +41 —22г +49 —24 +57 —27 +64 —31 V
С2з~ -2а +14 0 + 18 0 +22 0 +27 0 +33 0 +39 0 +46 0 +54 0 +63 0 +73 0 +84 0 +95 0 Н8
С3 = А3 +20 0 +25 0 +30 0 +35 +45 0 +50 0 +60 0 +70 0 +80 0 +90 0 +100 0 +120 0 Н8; Н9
^3 +32 +7 +44 + 11 + 55 + 15 +70 +20 +85 +25 +100 +32 +120 +40 +140 +50 +165 +60 + 195 +75 +225 +90 +255 + 105 F9; Е9
ш3 +50 + 17 +65 +25 +85 +35 +105 +45 +130 +60 +160 +75 +195 +95 +235 + 120 +285 + 150 +330 + 180 +380 +210 +440 +250 Л9; ТИО
Чг'Аа +40 0 +48 0 -+58 0 +70 0 +84 0 +100 0 + 120 0 +140 0 + 160 0 +185 0 +215 0 +250 0 НЮ
С4 = А, +60 0 +80 0 +100 0 +120 0 + 140 0 +170 0 +200 0 +230 0 +260 0 +300 0 +340 0 +380 0 НН
Х4 ' +90 4-30 +120 +40 + 150 +50 + 180 +60 +210 +70 +250 +80 +300 +100 +350 +120 +400 + 130 +450 + 150 +500 +170 +570 +190 НИ
Л4 +120 +60 +160 +80 +200 +100 +240 + 120 +280 +140 +340 -1-170 +400 +200 +460 +230 +530 +260 +600 +300 +680 +340 +760 +380 В11; СП
Ш4 +180 +120 +240 +160 +300 +200 + 360 +240 +420 +280 +500 +340 +600 +400 +700 +460 +800 +530 +900 +600 +1000 +680 +1100 +760 All; ни
С5 = As +120 0 + 160 0 +200 0 +240 0 +280 0 +340 0 +400 0. +460 0 +530 0 +600 0 +680 0 +760 0 Hl 2
X, +180 +60 +240 +80 +300 +100 +360 +120 +420 +140 +500 + 170 +600 +200 +700 +230 +800 -j-260 +900 +300 +1000 +340 + 1100 +380 В12
A j +250 0 +300 0 +360 0 +430 0 +520 0 +620 0 +740 0 +870 0 + 1000 0 + 1150 0 +1350 0 +1550 0 Hit
Ад +400 0 +480 0 +580 0 +700 0 +840 0 +1000 0 + 1200 0 +1400 0 +1600 0 +1900 0 +2200 0 +2500 0 H15
• А о +600 0 +750 0 +900 0 + U0O 0 +1300 0 +1600 0 +1900 0 +2200 0 +2500 0 +2900 0 +3300 0 +3800 0 Hl 6
10 — +1200 0 +1500 0 +1800 0 +2100 0 +2500 0 +3000 0 +3500 0 +4000 0 +4600 0 +5400 0 +6300 0 —
{ Примечания: 1. Подчеркнуты поля допусков основных отверстий. 2. Откло-.1 иепия основных валов приведены в табл. 20. 3. Отклонения для полей допусков СМ,, I СМ3, СМ, приведены в табл. 20.
И Апурьев В. И., т. 1
22. Предельные отклонения валов и отверстий в посадках с натягом и тепловой при размерах от 1 до 500 мм, мкм
Поля допусков Номинальные размеры, ум Ближайшее поле допуска по СТ СУ В 144-75
от 1 до 3 св. 3 до 6 д 2-о И св. 10 до 18 св. 18 до 24 св. 24 ДО 30 св. 30 до 40 св. 40 до 50 О и о О К св. 65 до 80 св. 80 до 100 св. 100 | до 120 ! св. 120 до 140 св. 140 до 150 05 О 5 к св. 160 до 180 св. 180 до 220 св. 220 до 260 св. 260 До 310 св. 310 до 360 св. 360 до 440 i св. 440 до 500
| Валов I Пр2, +20 +15 +24 +19 +29 +23 +36 +28 +44 +35 +44 +35 +54 +43 +54 +43 +66 +53 +59 +86 +71 +94 +79 + 110 +92 +118 +100 + 118 + 100 +126 +108 — — — — — — е5
Пр1, +17 +12 +20 +15 +25 +19 +31 +23 +37 +28 +37 +28 +45 +34 +45 +34 +54 +41 +56 +43 +66 4-51 +69 +54 +81 +63 +83 +65 +83 +65 +86 +68 — — — — — .г5
Гр +27 +17 +33 +20 +39 +23 +48 +29 +62 +39 +62 +39 +77 +50 +87 4-60 +105 +75 +120 +90 +140 +105 +160 +125 +190 +150 +190 +150 +220 +180 +220 +180 +260 +215 +300 +25э +350 +300 +400 +350 +475 +415 э4й +485 и7
Пр +18 +12 +23 +15 +28 +18 +34 +22 +42 +28 +42 +28 +52 +35 +52 +35 +65 +45 +65 +45 +85 +60 +90 +70 4-110 +80 +110 +80 +125 +95 +125 +95 +145 +115 +165 +135 +195 +160 +220 +185 +260 +220 +300 +260 г 6; s6
Нл +16 +10 +21 +13 +26 +16 +32 +20 +39 +25 +39 +25 +47 +30 ±30 +55 +35 +55 +35 +70 4-45 -j-4o +85 +58 +85 +58 +85 +58 +85 +58 +105 +75 +105 +75 +135 +100 +135 +100 +170 +130 +170 +130 рб; гб
Тх -60 —74 —70 —88 —80 —102 —95 -122 —110 —143 —ПО -143 —120 —159 —130 —169 —140 -186 —150 —196 —170 —224 —180 —234 —200 —263 —210 —273 —210 —273 -230 —293 —260 —332 —290 -362 —330 —411 —360 —441 —410 —507 —480 —577 с8
Пр22а +32 +18 +41 +23 +50 +28 +60 +33 +74 4-41 +81 +48 +99 +60 +109 +70 +133 +87 +148 +102 +178 +124 +198 +144 +233 +170 +253 +190 +253 +190 +273 +210 +308 +236 +356 +284 +431 +350 +471 +390 +557 +460 +637 +540 м8
пР12а +24 +15 +31 +19 +38 +23 +46 +28 +56 |+56 +35 1+35 +68 +43 +68 +43 +83 +53 +89 +59 +106 +71 4-114 +79 +132 +92 +140 +100 + 140 +100 +148 + 108 +168 +122 +186 +140 +222 +170 +242 + 190 +283 +220 +315 +252 f7
Пр33 — 1+100 - 1+70 +115 +80 +1451+145 +1001+100 +165 4-115 +175 4-125 +210 4-150 +225 + 165 +260 4-280 +180;+210 +325 +245 +325 +245 +3551 +355 -4-2751 +275 +410 +320 +450 +360 +515 +415 +565 +465 +670 +550 +740 +620 28; х8
ХГр2з — — 4-70 +40 +80 +45 +1001+100 4-55 1+55 +115 +65 +125 4-75 +1501+165 +90 1+105 +195 +125 +210 +140 +245 +165 +245 +165 +275 +195 +275 +195 +325 +235 +365! +420 4-275] +320 +470 +370 +550 +430 +620 +500 х8; и8
Пр1, — +30 +65 +35 +75 +40 +95 +50 +95 +50 +110 +60 +110 +60 +135 475 +1351+160 +75 1+90 +160 +90 +185 +105 +185 +105 +200 +120 +200 +120 +230 +140 +250 +160 +285 +185 +305 4-205 +360 +240 +Зу5 +245 «8; s7
1 Отверстий j Гр —13 —27 —15 —33 —17 —39 -22 —48 -30 -62 -30 —62 —40 —77 -50 -87 —65 —105 -80 —120 -93 —140 —ИЗ —160 —137 —190 —137 —190 -167 —220 —167 —220 —200 —260 —240 —300 —285 —350 —335 —400 —395 —475 —465 —545 Т7; U8
Пр —8 —18 —10 —23 —12 -28 —15 —34 —19 —42 -19 -42 —25 —52 —25 —52 —35 -65 —35 -65 —50 —85 -60 —95 —70 —110 —70 —ПО —85 -125 —85 —125 —100 —145 —120 —165 —145 —195 —170 —220 —200 —260 —240 —300 RT, 87
ПР22а —18 —32 —23 -41 -28 -50 —33 —60 —41 —74 —48 —81 -60 —99 —70 —109 —87 —133 —102 -148 —124 —178 —144 —198 —170 —233 —190 —253 —190 —253 —210 —273 —236 —308 —284 —356 —350 —431 —370 —471 —460 —557 —540 —637 US
. Отклонения основных отверстий приведены в табл. 21, основных валов — в табл. 20.
322 ДОПУСКИ И ПОСАДКИ
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ 323
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ (по ГОСТ 8908—58)
23. Предельные отклонения углов в зависимости от степени точности
б — допуск угла в угловых величинах;
а — допуск угла в линейных величинах
Интервалы длин меньшей стороны угла или образующей конуса, мм Отклонения Предельные отклонения углов ± (значения а/2 в мкм) для степеней точности
1 2 3 4 5 6 7 8 9 10
До 3 6/2 а/2 40" 0,6 Г 0,9 1'30" 1,4 2'30" 2,3 4' 3,6 6' 5,4 10' 9 25' 22,5 1® 54 2°30' 135
Св. 3 до 5 6/2 30" 50" 1'15" 2' 3' 5' 8' 20' 50' 2®
а/2 0,4 0,8 0,7 1,3 1,1 1,9 1,8 3 2,7 4,5 4,5 7,5 7,2 12 18 . 30 45 75 108 180
Св. 5 до 8 6/2 25" 40" 1' 1'30" 2'30" 4' 6' 15' 40' 1’30'
а/2 0,6 1 1 1,6 1,5 2,4 2,3 3,6 3,8 6 6 9,6 9 14,4 22,5 36 60 96 135 216
Св. 8 до 12 6/2 20" 3-0" 50" 1'15" 2' 3' 5' 12' 30' 1°15'
а/2 0,8 1,2 1,2 1,8 2 3 3 4,5 4,8 7,2 7,2 10,8 12 18 28,8 43,2 72 108 180 270
Св. 12 до 20 6/2 15" 25" 40" 1' 1'30" 2'30" 4' 10' 25' 1°
а/2 0,9 1,5 . 1,5 2,5 2,4 4 3,6 6 5,5 9 9 15 14,5 24 36 60 90 150 216 360
Св. 20 до 32 6/2 12" 20" ‘30" 50" 1'15" 2' 3' 8' 20' 50»
а/2 1,2 1,9 2 3,2 4,8 5 8 7,5 12 12 19 18 29 48 77 120 192 300 480
Интервалы длин меньшей стороны угла или образующей конуса, мм Откло-нения Предельные отклонения углов -ь (значения а/2 в мкм) для степеней точности
1 2 3 4 5 6 7 8 9 10
6/2 10" 15" 25" 40" 1' 1'30" 2'30" 6' 15' 40'
Св. 32 до 50 а/2 1,6 2,5 2,4 3,8 4 6 6,5 10 9,5 15 14,5 22,5 24 37,5 57,5 90 144 225 384 600
6/2 8" 12" 20" 30" 50" 1'15" 2' 5' 12' 30'
Св. 50 до 80 а/2 3,2 3 4,8 5 8 7,5 12 12,5 20 19 30 30 48 75 120 180 288 450 720
6/2 6" 10" 15" 25" 40" 1' 1'30" 4' 10' 25'
Св. 80 до 120 а/2 2,4 3,6 4 6 6 9 10 15 16 24 24 36 36 54 96 144 240 360 600 900
• 6/2 5" 8" 12" 20" 30" 50" 1'15" 3' 8' 20'
Св. 120 до 200 а/2 3 5 4,8 8 7 12 12 20 18 30 30 50 45 75 108 180 288 480 720 1200
6/2 4" 6" 10" 15" 25" 40" 1' 2'30" 6' 15'
Св. 200 до 320 а/2 4 6,5 6 9,5 10 16 15 24 25 40 40 64 60 96 150 240 360 576 900 1440
6/2 3" 5" 8" 12" 20" 30" 50" 2' 5' 12'
Св. 320 до 500 а/2 4,8 7,5 8 12,5 13 20 19 30 32 50 48 75 80 125 192 300 480 750 1152 1800
6/2 3” 4" 6" 10" 15" 25" 40" 1'30" 4' ю-
Св. 500 до 800 а/2 7,5 12 10 16 15 24 25 40 37,5 60 62,5 100 100 160 225 360 600 960 1500 2400
6/2 2" 3" 5" 8" 12" 20" 30" 1'15" 3' 8-
Св. 800 до 1250 а/2 8 12,5 12 19 20 31 32 50 48 75 80 125 120 187,5 300 469 720 1125 1920 3000
Св. 1250 ДО 2000 4 6/2 2" 3" 4" 6" 10" 15" 25" г 2'30" 6'
а/2 12,5 20 19 30 25 40 37,5 60 62,5 100 94 150 156 250 375 600 938 1500 2250 3600
При наличии специальных конструктивных требований допускается несимметричное расположение предельных отклонений угловых размеров с сохранением величины допуска, приведенной в таблице.
ДОПУСКИ НА УГЛОВЫЕ РАЗМЕРЫ
24. Применение степеней точности иа угловые размеры деталей
Степень точности Детали Методы обработки
2 Высшей точности наружные конусы, предназначенные для соединений, требующих герметичности Тонкое шлифование с последующей ДОВОДКОЙ
3 Высшей точности внутренние конусы То же
4 Высокой точности, требующие хорошего центрирования; центрирующие концы ва-* лов (осей) под зубчатые колеса и отверстия в зубчатых колесах высоких степеней точности Шлифование, развертывание и точение высокой точности
5-6 Высокой точности, передающие на конусном соединении большие крутящие моменты; фрикционные конусы и втулки; штифты конусные (1 : 50) и отверстия для них То же и слесарная обработка высокой точности
7-8 Нормальной точности: конусы фрикционных деталей е последующей подгонкой зубчатых конических колес, центрирующие концы осей, штифты конические (1 : 50) нормальной точности» направляющие планки кареток Точение на токарных и револьверных станках обычной точности, фрезерование высокой точности с применением делительных механизмов, шлифование с установкой на столе и в приспособлении, развертывание
9 _ Невысокой точности, передающие движение, стопорящие и т. п.: угловые пазы, звездочки фиксаторов, втулки стопорные к поводкам, храповые и фрикционные остановы, прессованные детали Получистовое точение, чистовое фрезерование по разметке, строгание в приспособлении, зенкование, шлифование
10 Размеры, к точности которых не предъявляется высоких требований (свободные размеры) Грубая обработка на станках всех видов, литье, прессование пластмасс, гибка в гибочных штампах высокой ТОЧНОСТИ
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ОТКЛОНЕНИЯ ФОРМЫ
1. Неплоскостностъ (отклонение от плоскостности) — наибольшее расстояние от точек реальной поверхности до прилегающей плоскости (рис. 4).
2. Непрямолинейностъ (отклонение от прямолинейности) — наибольшее расстояние от точек реального профиля до прилегающей прямой (рис. 5). Элементарными (простейшими) видами неплоскостпостп и непрямолинейности являются вогнутость (рис. 6, а) и выпуклость (рис. 6, б).
3. Нецилиндричность (отклонение от цилипдричности) — наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра (рис. 7). Нецилиидричность включает в себя некруглость (рис. 8) и отклонение профиля продольного сечения (рис. 9).
Элементарными видами некруглости являются овальность (рис. 10, а), за величину которой принимают разность между наибольшим и наименьшим диаметрами сечения, т. о. удвоенную величину некруглости, и огранка (рис. 10, б).
Элементарными видами отклонения профиля продольного сечения являются конусообразпость (рис. 11, а), бочкообразпость (рис. 11, б), седлообраз-ность (рис. 11, в), изогнутость (рис. 11, г).
За величину конусообразное™, бочкообразное™ и седлообразное™ принимают разность между наибольшим и наименьшим диаметрами продольного сечении, т. е. удвоенную величину отклонения профиля продольного сечения.
Количественно изогнутость’оценивается так же, как отклонение нрофилн продольного сечения.
терхшхгпь
Рис. 4. Неплоскостноеть
Неплоскостноеть
Прилегающая^ плоскость
Прилегающая прямая Заданная длина
Реальный профиль Непрямолинейнвсть
Рис. 5. Непрямолиней-
Рис. В. Виды неплоскостности и непрямолинейности:
a t— вогнутость; б s— выпуклость
Прилегающий. цилиийр
Реальная поверхность
кость
Прилегающая окружность
Некруглость
Реальный, профиль
Рис. 9. Нецилиндрнч-ность — отклонение профиля продольного сечения
Рис. 8. Нецилиндрич-кость — вид некруглости
Рис. 7. Нецилнпдрич-ность
Рис. 10. Вид некруглости:' а — овальность; б огранка
Рис. 11. Виды отклонения профиля продольного сечения:
a g- конусообразность; б — бочкообразпость; е — седлообразность; г—изогнутость
ОТКЛОНЕНИЯ РАСПОЛОЖЕНИЯ
4. Непараллелъностъ (отклонение от параллельности) плоскостей — разность наибольшего и наименьшего расстояний между прилегающими прямыми на заданной длине и ширине (рис. 12).
5. Непараллелъностъ (отклонение от параллельности) прямых и плоскости — разность наибольшего и наименьшего расстояний между прилегающими прямыми на заданной длине (рис. 13).
6. Непараллелъностъ (отклонение от параллельности) осей поверхностей вращения (или прямых в пространстве) — непараллельность проекций осей на их общую теоретическую плоскость,
проходящую через одну ось и одну из точек другой оси (рис. 14).
7. Перекос осей (или прямых в пространстве) — непараллельность проекций
Прилегающие плоскости Реальные поверхности
^Непараллелыют=А-В
Рис. 12. Непараллельность плоскостей
Заданная вяи.ча
Непараллельность
Рис. S3. Непараллельность прямых и плоскости
осей на плоскость, перпендикулярную к общей теоретической плоскости и проходящую через одну из осей (рис. 14).
8. Непараллелъностъ (отклонение от параллельности) оси поверхности вращения и плоскости — разность наибольшего и наименьшего расстояний между прилегающей плоскостью и осью поверхности вращения на заданной длине (рис. 15).
Рис. 14. Непараллельность осей по-верхностей вращения и перекос осей (или прямых в пространстве)
Непириллельнооть^А-В
Рис. 15. Непараллель-ность оси поверхности вращения и плоскости
9. Неперпендикулярностъ (отклонение от перпендикулярности) плоскостей, осей или оси и плоскости — отклонение угла между плоскостями, осями или
Рис. 16. Неперпендикулярность плоскостей, осей или оси и плоскости
Базовая ось
Рис. 17. Торцовое биение
осью и плоскостью от прямого угла (90°), выраженное в линейных единицах на заданной длине (рпс. 16). Отклонение от перпендикулярности определяется от прилегающих поверхностей или линий.
Примечание к пп. 4—9. Если длина, к которой следует относить отклонение расположения, не задана, то оно должно определяться на всей длине рассматриваемой поверхности. _
10. Торцовое биение — разность наибольшего и наименьшего расстояний* от точек реальной торцовой поверхности, расположенных на окружности заданного диаметра, до плоскости, перпендикулярной к базовой оси вращения (рис. 17).
Несоосность
Рис. 18. Несоосность относительно базовой поверхности
ОИщая ось
Несоосность относительно общей, оси.------------
Радиальное ВиеНие = ~Атах ~Amin —т
Рис. 20. Радиальное биение
Рис. 19. Несоосность относительно общей оси
Если диаметр не задан, то торцовое биение определяют на наибольшем диаметре торцовой поверхности.
' 11. Несоосность (отклонение от соосности) относительно базовой поверхности — наибольшее расстояние между осью рассматриваемой поверхности и. осью базовой поверхности на всей длине рассматриваемой поверхности или расстояние между этими осями в заданном сечении (рис. 18).
12. Несоосность (отклонение от соосности) относительно общей оси — наибольшее расстояние от осп рассматриваемой поверхности до общей оси двух или нескольких номинально соосных поверхностей вращения в пределах длины рассматриваемой поверхности (рис. 19).
Общей осью двух плп нескольких поверхностей при контроле соосности калибром является ось калибра (иесоосностью ступеней калибров в данном определении пренебрегаем).
Смещение оси
Рис. 23. Смещение оси от номинального расположения
Рис. 21. Непересечение осей
Рис. 22. Несимметричность
За общую ось двух поверхностей при контроле соосности универсальными Средствами измерения принимают прямую, проходящую через эти оси в средних сечениях рассматриваемых поверхностей.
Примечание. Несоосность относительно общей оси целесообразно оговаривать при двух разнесенных поверхностях или при числе поверхностей более двух, если одна из этих поверхностей не является базовой.
13. Радиальное биение — разность наибольшего п наименьшего расстояний от точек реальной поверхности до базовой оси вращения в сечении, перпендикулярном к этой оси (рис. 20).
Радиальное биение является результатом смещения центра (эксцентриситета) рассматриваемого сечения относительно оси вращения (эксцентриситет вызывает вдвое большее по величине радиальное биение) и некруглости.
Примечая и е. Для' поверхностей вращения, образующая которых непараллельна базовой оси (папример, конических), оговаривают биение в направлении, перпендикулярном к рассматриваемой поверхности.
14. Непересечение осей (отклонение от пересечения) — кратчайшее расстояние между осями, номинально пересекающимися (рис. 21).
15. Несимметричность (отклонение от симметричности) — наибольшее расстояние между плоскостью симметрии (осью симметрии) рассматриваемой поверхности и плоскостью симметрии (осью симметрии) базовой поверхности (рис. 22).
16. Смещение оси (или плоскости симметрии) от номинального расположения — наибольшее расстояние между действительным и номинальным расположениями оси (или плоскости симметрии) на всей длине рассматриваемой поверхности. Если заданы базы, то номинальное расположение определяют относительно баз (рис. 23).
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ (по ГОСТ 10356—63)
Предельные отклонения формы и расположения поверхностей должны назначаться при наличии особых требований, вытекающих из условий работы, изготовления или измерения деталей. В остальных случаях отклонения формы и расположения поверхностей ограничиваются полем допуска на размер или регламентируются в нормативных материалах на допуски, не проставляемые у размеров.
Предельные отклонения формы и расположения поверхностей приведены в табл. 25—28, рекомендации по выбору степеней точности и примеры их назначения — в табл. 29 и 30.
25. Предельные отклонения формы цилиндрических поверхностей
Интервалы номинальных диаметров, мм Предельные отклонения, мкм, при степени точности *
III IV V VI VII VIII IX X
До 6 0.8 1,2 2 3 5 8 12 20
Св. 6 до 18 1,2 3 5 8 12 20 30
» 18 » 50 1,6 2,5 4 6 10 16 25 40
» 50 » 120 2 3 5 8 12 20 30 50
» 120 » 260 2,5 4 6 10 16 25 40 60
» 260 » 500 3 5 8 12 20 30 50 80
» 500 » 800 4 6 10 16 25 40 60 100
» 800 » 1250 5 8 12 20 . 30 50 80 120
» 1250 » 2000 6 10 16 25 40 60 100 160
* ГОСТ 10356—63 предусматривает также I и II степени точности.
Примечания: 1. Величины, приведенные в таблице, следует непосредственно использовать в качестве предельных значений нецилиндричности, некруглости, отклонения профиля продольного сечения, огранки, изогнутости. Для получения предельных значений овальности, конусообразное™, бочкообразнорти и седлообразное™ указанные в. таблице величины необходимо удвоить с последующим округлением результата до ближайшего предпочтительного числа, приведенного в этой таблице.
2. При отсутствии указаний о продольных отклонениях формы цилиндрических поверхностей эти отклонения ограничиваются полем допуска на диаметр.
ДОПУСКИ И ПОСАДКИ
26. Предельные отклонения от плоскостности и прямолинейности
Интервалы номинальных длин, мм Предельные отклоненияj мкм^ при степени точности*
III IV V VI VII VIII IX X
До Ю 0,6 1 1,6 2,5 4 - 6 10 16
Св. 10 до 25 1 1,6 2,5 4 6 10 16 25
а 25 а 60 1,6 2,5 4 6 10 16 25 40
а 60 а ISO 2,5 4 6 10 16 25 40 60
а 160 » 400 4 6 10 16 25 40 60 100
а 400 а 1000 6 10 16 25 40 60 100 160
а 1000 а 2 500 10 16 25 40 60 100 160 250
а 2500 а 6 300 16 25 40 60 100 160 250 400
а 6300 а 10 000 25 40 60 100 160 250 400 600
1 ГОСТ 10356—63 предусматривает также I п И степени точности. Допускается нормирование плоскостности числом пятен на заданной площади при контроле «на краску».
27. Предельные отклонения от параллельности и перпендикулярности и предельные значения торцового биения
Интервалы номинальных размеров, Предельные отклонения, мкм, при степени точности1
III IV V VI VII VIII IX X XI XII
мм
До 10 1 1,6 2,5 4 6 10 16 25 40 60
Св. 10 до 25 1,6 2,5 4 6 10 16 25 40 60 100
а 25 а 60 2,5 4 6 10 16 25 40 60 100 160
а 60 а 160 4 6 10 16 .25 40 60 100 160 250
а 160 а 400 6 10 16 25 40 60 100 160 250 400
а 400 а 1000 10 16 25 40 60 100 160 250 400 600
а 1000 а 2 500 16 25 40 160 100 160 250 400 600 1000
а 2500 >j 6 300 25 . 40 60 100 160 250 400 600 1000 1600
а 6300 а 10 000 40 60 100 160 250 400 600 1000 1600 2500
* ГОСТ 10356—63 предусматривает также I и II степени точности.
Примечания: 1. По; номинальным размером понимается длина, на которой
задаете^ предельное отклонение от параллельности и перпендикулярности, или диаметр,
на котором задается предельное торцовое биение.
2. При отсутствии указаний о предельных отклонениях от параллельности эти
отклонения ограничиваются полем допуска на расстояние между поверхностями, их
осями или плоскостями симметрии.
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 28. Предельные значения радиального биения
Интервалы номинальных размеров, мм Предельные значения, мкм, при степени точности1
III IV V VI VII VIII IX X
До 6 Св. 6 до 18 8 18 а 50 » 50 » 120 » 120 а 260 а 260 » 500 а 500 » 800 а 800 » 1250 » 1250 а 2000 1 ГОСТ 10356—63 пред Примечание. Д. тричности в случае, если величины должны умень шего предпочтительного 3 4 5 6 8 10 12 16 20 усматри 1Я полу они ого шаться числа, г 5 6 8 10 12 16 20 25 30 вает так> чения вариваю двое с п риведеш 8 10 12 16 20 25 30 40 50 ке I и I тредельн гея неза оследую того в эт 12 16 20 25 30 ,40 50 60 80 степеш ых siiai висимым дим ОКр ой табли 20 25 30 40 50 60 80 100 120 точност тений н допуско углепием це. 30 40 50 60 80 100 120 160 200 и. есооспос и, указа резулы 50 60 80 100 120 160 200 250 300 ги и нс ппые в т ата до б 80 100 120 160 200 250 300 400 500 симме-аблице лижай-
29. Рекомендации по применению степени точности (ориентировочные)
Степени точности Изделия
I, II Прецизионные станки и приборы для линейных и угловых измерений (в том числе и для контроля формы и расположения поверхностей)
III, IV Станки и приборы для линейных и угловых измерений повышенной точности. Узлы машин и приборов с особо высокими требованиями к точности, плотности и др. (например, подшипники, плунжерные пары)
V, VI Станки нормальной точности. Машипы и приборы повышенной точности или работающие в тяжелых режимах (высокие давления4 нагрузки, скорости)
VII, VIII Машины и приборы средней точности, работающие в средних и легких режимах
IX, XII Малоответственные поверхности и поверхности при использовании компенсаторов. Вспомогательные и ручные механизмы
332 допуски и посадки
30. Примеры назначения степеней точности й способы обработки для их достижения *
Степени ' точности по ГОСТ 10356—63 Примеры применения Способы обработки
III, IV Неплоскостноеть, непрямолинейность Направляющие станков повышенной точности. Столы плоскошлифовальных, фрезерных и других станков высокой точности Доводка, шлифование, шабрение повышенной точности
V, VI Направляющие станков нормальной точности. Рабочие поверхности столов станков повышенной и нормальной точности. Направляющие точных машин и приборов. Поверхности плоских соединений в шестеренчатых и винтовых насосах Шлифование, обтачивание повышенной точности
VII, VIII Направляющие кривошипных и гидравлических прессов; ползуны. Упорные подшипники машин малой мощности. Базовые поверхности кондукторов и других технологических приспособлений. Опорные поверхности корпусов подшипников. Разъемы корпусов редукторов, масляных насосов, опорных подшипников валопроводов Грубое шлифование, фрезерование, строгание, протягивание, обтачивание
IX, X Кронштейн и основания вспомогательных и ручных механизмов. Опорные поверхности машин, устанавливаемых на клиньях и амортизирующих прокладках. Присоединительные поверхности арматуры, фланцев станков (с использованием мягких прокладок) Грубое фрезерование, строгание, обтачивание, долбление
III, IV Отклонение формы цилиндрических поверхностей Некруглость Посадочные поверхности подшипников качения классов С и А и отверстия в корпусах под эти подшипники Подшипниковые шейки шпинделей станков повышенной точности. Цапфы подшипников жидкостного трения в прокатных станах. Рабочие поверхности плунжерных и золотниковых пар (при высоких давлениях). Поршневые пальцы автомобильных двигателей Тонкое точение, шлифование, алмазное растачивание, хонингование
1 Более полная таблица имеется в статье М. А. Палей «К применению предельных отклонений формы и расположения поверхностей по ГОСТ 10356—63». «Стандартизация», 1964, AS 1.
Продолжение табл. 30
Степени точности по ГОСТ 1035G-63 Примеры применения Способы обработки
V, VI Посадочные поверхности подшипников качения классов В, П и Н, а также валов и корпусов под них. Подшипниковые шейки станков нормальной точности. Подшипниковые шейки коленчатых валов и вкладыши редукторов, паровых турбин, насосов. Цилиндры автомобильных двигателей. Рабочие поверхности золотниковых пар при средних давлениях. Поршни и цилиндры гидравлических устройств, насосов и компрессоров при средних давлениях и уплотнениях поршневыми кольиами. Поверхности соединений втулок е цилиндрами и корпусами в гидравлических системах высокого давления, втулок с головками шатуна двигателей Шлифование, точение, хонингование, растачивание повышенной точности, развертывание, протягивание
VII, VIII Поршни и гильзы тракторных двигателей. Поршневые кольца автомобильных и тракторных двигателей. Гильзы дизелей и газовых двигателей. Отверстия под втулки в шатунах дизелей, компрессоров, тракторных двигателей Грубое точение, шлифование, развертывание, протягивание, растачивание, сверление повышенной точности
IX, X Подшипники скольжения при легких условиях работы (лебедки, краны). Поршни и цилиндры насосов низких давлений с мягкими уплотнениями Грубое точение, растачивание, сверление
III, IV Непараллельность Основные поверхности токарных автоматов и фрезерных станков высокой точности; токарных, шлифовальных и расточных станков повышенной точности. Особо точные направляющие приборов управления и регулирования Доводка, шлифование, шабрение
V, VI Рабочие поверхности станков нормальной точности. Плоскости подштамповой плиты прессов, Направляющие пазы и планки приборов и механизмов высокой точности. Опорные торцы крышек и дистанционные кольца под подшипники классов С и А. Ось отверстий и торцы корпусов и рабочих шестерен, винтов в насосах. Базовые плоскости блока, рамы и картеры двигателей Шлифование, фрезерование повышенной точности, координатное растачивание, сверление
VII, VIII Рабочие поверхности прессов и молотов. Плоскости плит штампов. Рабочие поверхности кондукторов средней точности. Опорные торцы крышек и колец для подшипников классов В, Пи Н. Оси отверстий в головках шатуна. Оси расточек под гильзы в блоке двигателя. Осн отверстий в корпусах зубчатых передач 7—10-й степеней точности Фрезерование, строгание, протягивание, рас- ‘ тачивание
Степени точности по ГОСТ 10356—63 Примеры применения Способы обработки
IX, X ' Торцы крышек подшипников крупных машин (тяжелое машиностроение). Шатунные шейки и ось коленчатого вала дизелей и газовых двигателей. Оси передач в лебедках, ручных приводах. Оси отверстий в упругих втулочно-пальцевых втулках Грубое фрезерование, фрезерование, растачивание, сверление повышенной точности
III, IV Неперпен дик у л я р н ость, торцовое биение Основные поверхности токарных и шлифовальных. станков нормальной и повышенной точности, токарных автоматов и полуавтоматов, фрезерных станков высокой точности. Заплечики валов под подшипники качения класса С Доводка, шлифование, шабрение повышенной точности
V, VI Основные поверхности токарных автоматов и фрезерных станков нормальной и повышенной точности. Торцы корпусов, рабочих шестерен, винтов и роторов насосов высокого давления. Заплечики валов под подшипники классов А и В и корпусов под подшипники классов С и А. Фланцы валов и соединительных муфт двигателей. Опорные торцы цилиндров машин и двигателей Шлифование, шабрение, фрезерование, строгание, растачивание повышенной точности
VII, VIII Направляющие и базовые поверхности холодновысадочных и отрезных автоматов. Торцы станочных втулок. Заплечики валов корпусов под подшипники качения классов П и Н. Торцы ступиц и распорных втулок. Оси отверстий в корпусах конических редукторов при сопряжениях по С и Д. Ось отверстия под палец, в автомобильных и тракторных поршнях Шлифование, фрезерование, строгание, долбление, растачивание
IX, X Торцы подшипников валов в ручных лебедках и приводах. Оси отверстий корпусов конических редукторов при сопряясениях X и Ш. Зубчатые венцы колес с обработанными зубьями в сельскохозяйственных машинах. Оси цапф крестовины и вилок шарнирных передач в сельскохозяйственных машинах Обтачивание, грубое фрезерование, строгание, растачивание
III, IV Несоосность, радиальное биение Рабочие поверхности шпинделей, столов и станков повышенной и нормальной точности, токарных автоматов и полуавтоматов высокой и повышенной точности. Посадочные шейки валов под зубчатые колеса 4 и 5-й степеней точности. Быстроходные валы при частоте вращения 3000—10 000 об/мин. Конус иглы форсунки Тонкое шлифование, точение, внутреннее шлифование с одной установка
ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ 335
Продолжение табл. 30
Степени точности по ГОСТ 10356—63 Примеры применения Способы обработки
V, VI Рабочие поверхности токарных автоматов и полуавтоматов нормальной точности. Втулки станочные повышенной точности. Посадочные поверхности валиков и осей точных приборов и механизмов. Посадочные поверхности валов под вубчатые колеса 6 и 7-й степеней точности. Опорные шейки коленчатого и распределительного валов автомобильных двигателей Быстроходные валы повышенной точности Шлифование, обтачивание повышенной точности, внутреннее шлифование, р астачивание с одной установки
VII, VIII Посадочные шейки валов под вубчатые колеса 8 и 9-й степеней точности. Коренные шейки коленчатого вала дизелей и газовых двигателей. Шейки распределительного вала тракторного двигателя. Быстроходные валы нормальной точности (до 1000 об/мин). Фаска клапана и гневдо под клапан в автомобильных двигателях. Зубчатые колеса с обработанными зубьями в сельскохозяйственных машинах Грубое шлифование, обтачивание, растачивание
IX, X Посадочные шейки валов под зубчатые колеса 10 и 11-й степеней точности. Посадочные поверхности гильзы цилиндра тракторных двигателей. Пояски и канавки для колец автомобильного поршня Обтачивание, растачивание пониженной точности
УКАЗАНИЕ НА ЧЕРТЕЖАХ ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Предельные отклонения формы и расположения поверхностей указывают на чертежах в виде условных обозначений или текста в технических требованиях. Применение условных обозначений предпочтительно.
Знаки условных обозначений отклонений формы поверхностей приведены в табл. 31.
Знаки условного обозначения отклонений расположения поверхности приведены в табл. 32.
Наклон линий в знаках неплоскостности, нецилиндричности, непараллель-. ности и биения должен быть приблизительно равен 75°. Пересекать рамку какими-либо линиями не допускается.
1. При условном обозначении данные о предельных отклонениях формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две или три части (рис. 24, 25), в которых помещают:
в первой — знак отклонения по табл. 31 или 32;
во второй — предельное отклонение в миллиметрах;
в третьей — буквенное обозначение базы или другой поверхности, к которой относится отклонение расположения; если баз несколько, то вписывают все их обозначения.
Рамку располагают горизонтально. Допускается вертикальное расположение рамки, если в горизонтальном положении она затемняет чертеж.
2. Рамку с данными о предельных отклонениях формы или расположения поверхностей соединяют с элементом, к которому относится предельное отклонение, прямой или ломаной линией, закапчивающейся стрелкой. Когда предельное отклонение относится к поверхности или ее профилю, рамку соединяют с кои-
ДОПУСКИ И ПОСАДКИ
31. Знаки условного обозначения отклонении формы поверхностей
Наименование отклонения Знак
краткое полное
Неплоскостность Отклонение от плоскостности О
Непрямолинсйность Отклонение от прямолинейности
Нецилиндричность Отклонение от цплиндрпчности |ol
Некруглость Отклонение от круглости □
— Отклонение профиля продольного сечения (относится к цилиндрической поверхности) кыэьгоиая го*г»гяа
32. Знаки условного обозначения отклонений расположения поверхностен
Наименование отклонения Знак
краткое полное
Непараллельность Отклонение от параллельности 11
Нсперпепдикулярность Отклонение от Перпендикулярности 1
Несоосность Отклонение от соосности .J”
— Торцовое биение
. — Радиальное биение
Нспсресе^енпе осей Отклонение от пересечения осей
Несимметричность Отклонение от симметричности адгеу
-- Смещение осей от поминального расположения
УКАЗ. НА ЧЕРТЕЖЕ ПРЕДЕЛЪН. ОТКЛОН. ФОРМЫ И РАСПОЛОЖ. ПОВЕРХН. 337 турной линией поверхности или ее продолжением. При этом соединительная линия не должна быть продолжением размерной липин (рис. 26, 27).
Когда предельное отклонение относится к осп или плоскости симметрии, соединительная линия должна быть продолжением размерной линии (рис. 28). В случае недостатка места стрелку размерной линии допускается совмещать со стрелкой соединительной линии (рис. 29).
0/1
Рис. 24. Рамка, состоя-I щая из двух частей
Рис. 26. Рамка, соединенная с контурной линией поверхности
Рис. 27. Рамка, соединенная с продолжением контурной линии поверхности
// 0,1 А
Рис. 25. Рамка, состоя* щая из трех частей
Когда отклонение относится к общей оси или плоскости симметрии и из чертежа ясно, для каких поверхностей данная ось является общей, рамку соединяют с осью (рис. 30). Направление отрезка соединительной линии, заканчивающегося стрелкой, должно соответствовать направлению линии измерения отклонения.
Рис. 28. Рамка, соединенная с продолжением размерной линии
стрелки размерной линии в случае недостатка места
3. Рамку с данными о предельных отклонениях расположения поверхностей соединяют также с базой прямой или ломаной линией, заканчивающейся зачерненным треугольником. Когда базой является поверхность или ее профиль, то основание треугольника располагают на контурной линии поверхности
Рис. 31. База — поверхность или ее про-филь
(или плоскость симметрии)
Рис. 32. База — ось (или плоскость симметрии)
Рис. 33. База — общая ось
или на ее продолжении (рпс. 31). При этом соединительная линия не должна быть продолжением размерной линии.
Когда базой является ось (илй плоскость симметрии), то соединительная линия должна быть продолжением размерной липни (рис. 32). В случае недостатка места стрелку размерной липни допускается заменить треугольником, обозначающим базу.
Когда базой является общая ось (или плоскость симметрии) и из чертежа ясно, для каких поверхностей ось является общей, то треугольник располагают на оси (рис. 33)*.
Если базой является ось центровых отверстий, то рядом с обозначением базовой оси делают надпись: «Ось центров» (рис. 34).
4. Треугольник, обозначающий базу, должен быть равносторонним с высотой, приблизительно равной размеру шрифта размерных чисел.
Рис. 34. База — ось центровых отверстий
Рис. 35. Замена треугольника стрелкой
5. В случаях, когда пет необходимости выделять как базу ни одну из поверхностей, треугольник заменяют стрелкой (рис. 35).
6. Когда соединение рамки с базой или с другой поверхностью, к которой или затемняет чертеж, то поверхность обозначают прописной буквой, вписываемой в третью часть рамки. Эту же букву вписывают в квадратную рамку, которую соединяют с обозначаемой поверхностью линией, заканчивающейся зачерненным треугольником, если обозначают базу (рис. 36), или стрелкой, если обозначаемая поверхность не является базой (рис. 37). Базы
обозначают буквами, но использованными на чертеже для других обозначений.
7. Величина предельного отклонения формы или расположения поверхностей, указанная в рамке (рис. 38), относится ко всей длпне поверхности. Если
относится отклонение расположения, затруднено
Рис. 36. Обозначаемая поверхность — база
Рис. 37. Обозначаемая поверхность — не база
0,1
0,1/200 х 100
0,16
0,1/100
Рис. 41. Предельные отклонения, относящиеся ко всей поверхности и к заданной длине
Рис. 38. Отклоне- Рис. 39. Отклонение, Рис. 40. Отклонение, от-
ние формы или относящееся к любо- носящееся к любому
расположения по- му участку поверхно- участку заданной пло-
верхности, отио- сти заданной длины щади
сящееся ко всей длинеповерхности
предельное отклонение относится к любому участку поверхности заданной длины (или площади), то заданную длину (или площадь) указывают рядом с предельным отклонением и отделяют от него наклонной чертой (рис. 39 и 40), которая не должна касаться рамки. Если необходимо назначить предельные отклонения на всей длине поверхности и на заданной длине, то отклонение па заданной длине указывают под отклонением на всей длпне (рпс. 41).
Если предельные отклонения формы или расположения одной и той же поверхности детали на разных участках неодинаковы, то между этими участками проводят границу сплошной тонкой линией с нанесением соответствующих размеров (рис. 42). Через зону штриховки границу между поверхностями с разными предельными отклонениями не проводят.
8. Зависимые допуски (предельные отклонения) расположения поверхностей обозначают условным знаком (рис. 43), который помещают после предельного отклонения (рис. 44).
Условное обозначение зависимого. допуска в тексте допускается заменять словами: «допуск зависимый».
Когда не указан вид допуска расположения, его считают независимым.
и расположения поверхности неодинаковы
Рис. 43. Знак обозначения зависимого допуска (предельного отклонения) расположения поверхности
JT 0,1 (м)
Рис. 44. Расположение знака зависимого допуска
9. Указание о зависимых допусках расположения допускается делать общей записью в технических требованиях, например: «Все предельные отклонения от соосности и симметричности зависимые».
Если зависимые допуски расположения составляют большинство, то независимые допуски допускается обозначать знаком (рис. 45), который помещают после предельного отклонения (рис. 46), а в технических требованиях делать запись, например: «Все предельные отклонения от соосности и симметричности зависимые,, кроме обозначенных знаком» (см. рис. 45).
Рис. 45. Знак обозначения независимого допуска
Рис. 47. Предельные отклонения осей от номинального расположения
Рис. 48. Знак независимого допуска, помещенный после предельного отклонения
10. При указании предельных отклонений на смещение осей от номинального расположения линейные и угловые размеры, определяющие номинальное расположение осей, указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки (рис. 47).
11. Если предельные отклонения формы или расположения поверхностей указывают текстом в технических требованиях, то он должен содержать: наименование отклонения (предпочтительно краткое);
указание поверхности (или другого элемента), для которой задается предельное отклонение (для этого используют буквенное обозначение поверхности или конструктивное наименование, определяющее поверхность);
предельное отклонение в миллиметрах.
В технических требованиях, относящихся к отклонениям расположения, дополнительно указывают базы, относительно которых задается отклонение, и оговаривают зависимые допуски расположения.
При одинаковых требованиях, относящихся к поверхностям с разными номинальными размерами, предельные отклонения формы или расположения допускается указывать ссылкой на степень точности по ГОСТ 10356—63.
Примеры указания на чертежах предельных отклонений формы и расположения поверхностей приведены в табл. 33.
33. Примеры указания на чертежах отклонений формы и расположения поверхностей
условным обозначением
xzzza_
П . Уо.Изоо
текстом в технических требованиях
Неплоскостноеть по-верхи. А не более 0,06 мм
Неплоскостноеть по-верхн. А не более 0,25 мм на всей длине и не более 0,1 мм на длине 300 мм
Неплоскостноеть поеерхн. А не более 0,004 мм, вогнутость не допускается
Отклонение поверхностей А от общей прилегающей плсстгости не более 0,1 мм
Непрямолинейность по-вг'рхн. А не более 0,25 мм на всей длине и не более 0,1 мм на длине 300 мм
Непрямолинейность образующей поеерхн. А не более 0,1 мм па блине 300 лм€
Непрямолинейность поверхн. А в поперечном направлении не более 0.04 мм, в продольном направлении 0,1 мм
не более
Непрямолинейность, образующей конуса не более 0,01 мм
условным обозначением
текстом в технических требованиях
Нецилиндричность по-верхн. А не более 0,01 мм
Некруглость поверхн. А ее более 0,03 мм
£У 0.01 О \0,(Ш
Нецилиндричность поверхн. Л не более 0,01 мм., некруглость — не более 0,004 мм
Некруглость конуса не более 0,01 мм
Отклонение профиля продольного сечения поверхн. А не более 0,01 мм
Некруглость и отклонение профиля продольного сечения поверхн. А не болев 0,01 мм
Нецилиндричность поверх.. А не более 0,01 л!М на длине 20 мм, изогнутость — не более 0,1 мм на всей длине
s яня 5 з Я щ О а> £ « £ О
В 4 К й
условным обозначением
текстом в технических требованиях
Овальность и конусо-образность отверстия не
более 0,02 мм
А
Яепараллельностъ поверхн. А и Б не более 0,1 мм
Непараллельностъ поверхн. Б, включая ее не-плоскостность, относительно поверхности А не 1 более 0,025 мм
Пег. араллельностъ поверхн. Б относительно поверхн. А не более 0,01 мм на длине 100 мм
Непараллельностъ общей прилегающей плоскости поверхностей Б относительно поверхн. А не более 0,1 мм
Непараллельностъ поверхн. Б, В, Г относительно поверхн. А не более 0,1 мм
О
§ ’Я cd s
© А)
Е К
S §
условным обозначением
текстом в технических требованиях
Непараллельноеть оси отв. относительно поверхн. А не более 0,01 мм
Непараллельноеть об-г-.рй оси отверстий относительно поверхн. А не более 0,01 мм
344 ДОПУСКИ И ПОСАДКИ
Указания предельных oticлонений па чертежах
условным обозначением
текстом в технических требованиях
Несимметричность паса относительно по-верхи. А не более 0,05мм
Несимметричность поверхностей Б относительно оси отверстия не более 0,04 мм
Несимметричност ь отв. относительно общей плоскости симметрии пазов не более 0,1 мм (допуск зависимый)
Яепересечение осей отверстий не более 0,06 мм
Торгщвсе биение поверхн. Б относительно оси поверхн. А не более 0,1 мм на диаметре 50 мм
Неплоскостность поверхн. Б не более 0,025 мм. Торцовое биение поверхн. Б относительно оси отв, не более 0,04 мм
условным обозначением
текстом в технических требованиях
Радиальное биение поверхн. Б и В относительно оси отв, не более 0,01 мм
Радиальное биение поверхн. В относительно общей оси поверхн. А и Б не более 0,04 мм
Радиальное биение конуса относительно оси поверхн. А не более 0,01 мм
Биение конуса относительно оси отв. в направлении, перпендикулярном к образующей ко-
нуса, не более 0,01 мм
Радиальное биение отв. В относительно octi поверхн. Б при опоре на поверхн, А не более 0,01 мм
Торцовое биение по-'верхн, Г относительно той же оси не более 0,016 мм
УКАЗ.. НА ЧЕРТЕЖЕ ПРЕДЕЛЫТ.ОТКЛОН. ФОРМЫ И РАСПОЛОЖ. ПОВЕРХН. 347
Продолжение табл. 33
x>s
Указания предельных отклонений на чертежах
условным обозначением
текстом в технических требованиях
Смещение осей отв. от номинального расположения не более 0,1 мм (допуск зависимый)
Смещение осей отв. от номинального расположения не более 0,1 мм. База—отв. А (допуск зависимый)
По мере необходимости в технических требованиях на чертежах, кроме приведенных в табл; 33, могут быть оговорены и другие нужные указания, например:
... непрямолинейность допускается только в продольном (поперечном) направлении;
... отклонение от цилиндричности (конусность) допускается только в сторону переднего торца;
... неперпендикулярность допускается только в сторону увеличения (уменьшения) угла;
... разпостенность не более ... и т.п.
Допускаемые отклонения указывают на полную длину рассматриваемой поверхности или па условную длину 100, 300, 400, 500 мм и более. Если длина 'не задана, то допускаемые отклонения относят ко всей длине рассматриваемой поверхности.
ВИДЫ ДОПУСКОВ
Допуски расположения охватывающих и охватываемых поверхностей могут быть двух видов — зависимыми и независимыми.
Зависимым называют допуск расположения, величина которого зависит не только от заданного предельного отклодепия расположения, но и от действительных отклонений размеров рассматриваемых поверхностей.
При зависимых допусках должны, быть заданы предельные отклонения расположения, соответствующие наименьшим предельным размерам охватывающих поверхностей (отверстий) и наибольшим предельным размерам охватываемых поверхностей (валов).
* По ОСТ 5.0002-70.
34. Предельные отклонения от соосности в двухопорных соединениях с посадками А/Х (зависимые допуски)
ЛЫ1ЫЙ у мм 2 Расстояние между наружными торцами опор I , мм
§ s w si & о и_ св. 50 до 100 св.100 до 150 св. 150 до 200 св. ДО 200 250 св. 250 до 300 св. 300 до 400 св. ДО 400 500 св. до 500 600 св. 600 до 800 св. 800 до 1000 св. 1000 до 1250! св. 1250-св. 1500 св. 175о|св. 2000 до 1500] до 1750j до 2000] до 2500 св. 2500 до 3000 св. 3000 до 3500
ина гетр S S Допускаемые отклонения от соосности, мкм
S S о ц О « £ ют •1ИЩ до Ар до дв до дв до дв до дв до дв до дв до )дв А() дв Aq ,дв до 1 Ав |Д° дв до Ав дв Aq Ав Aq дв до дв
Св. 6 до 10 0,013 6 10 18 55 35 28 17 80 50 25 40 25 12 110 60 35 56 30 17' 140 80 45 75 40 25 160 95 5э 85 45 30 1
Св. 10 до 18 0,016 10 18 30 22 10 12 5 50 25 15 25 12 8 1 75 40 1 22 38 20 12 105 55 30 55 28 15 13С 70 40 65 35 20 1551 80 85] 45 50( 25 21С 115 7С 10г 6С 35 1
Св. 18 до 30 0,020 15 30 50 15 8 38 15 20 8 — 60 25 15 30 15 8 85 38 20 45 20 10 105 50 25 55 25 15 130 60 38 65 30 18 175 85 45 90 45 22 215 105 60 110 5э 30 265 13С 75 135 65 38 35С 175 ЮС 17; 9( 5С
Св. 30 до 50 0,025 25 50 80 — — 25 12 40 15 20 8 60 25 15 30 12 8 75 35 18 38 18 10 95 40 2э 45 20 12 125 60 35 65 30 18 160 75 45 80 38 22 18С 95 55 100 45 28 260 125 75 13С 65 40 325 161 100 165 80 50 400 200 125 200 100 65
Св. 50 до 80 0,030 40 80 120 — — 15 8 — .28 15 40 15 20 8 55 20 28 10 65 28 15 35 15 8 90 40 25 45 20 12 115 55 30 60 2S 15 140 6э 40 70 35 20 190 90 55 95 45 30 240 115 75 120 60 38 300 150 95 150 50 365 180 115 190 90 60 215 140 215 105 70
Св. 80 до 120 0,040 60 120 180 — — — — 20 10 30 15 45 22 60 30 28 10 75 30 15 40 15 8 95 45 22 50 29 12 120 55 30 60 28 15 165 75 45 85 40 25 210 95 60 105 50 30 265 125 80 135 65 40 320 155 100 160 80 50 375 185 115 ЧЮ 95 60 450 215 130 225 105 70 525 265 170 275 135 85
Св. 120 до 180 0,050 80 180 250 — — — — 25 12 38 18 45. 25 70 25 - 35 12 90 38 45 18 110 45 22 55 25 12 150 70 35 75 35 18 190 90 50 100 45 25 250 11.5 70 125 60 35 300 140 85 150 70 45 350 165 100 175 85 50 400 190 115 200 100 60 500 2э0 150 250 125 75 600 300 190 300 150 90
Св. 180 до 260 0,060 110 225 325 — 111 — m — — — 35 18 50 25 70 25 35 15 90 35 45 18 125 55 30 65 28 15 165 70 45 85 35 22 200 90 60 100 50 30 250 115 75 125 60 38 300 140 90 150 70 50 350 165 110 175 8з 55 425 200 140 225 100 70 500 250 175 275 125 95
Св. 260 до 360 0,070 140 275 400 — 45 22 60 30 90 45 110 45 55 22 140 60 38 75 30 18 190 80 50 1001 40 Too 70 115 50 35 270 120 8э 135 60 40 300 140 100 150! 390 75 190 50‘125 200 100 65 475 160 250 115 80
Св. 360 до 500 0,080 160 325 475 — — — — — __ — — — — 40 20 55 зо| 75 38| 115] 40 60 20 140 5э 70 30 180 75 45 90i 40 22 225 100 50 115 50 25 265 120 75 135 60 35 300 140 90 150 70 45 380 180 115 200 90 60 450 225 140 250 115 75
Обозначения: До — отклонение отверстия; Дв — отклонение вала.
со
ДОПУСКИ И ПОСАДКИ
35, Предельные отклонения от соосности в двухогорных соединениях с посадками А/Д (зависимые допуски)
Номинальный диаметр, мм Зазор наименьший Z, мм Ширина опоры, мм Расстояние между наружными торцами опоры L, мм
св. 50 до 100 св, 100 до 150 СВ. 150 до 200 св. 200 до 250 св. 250 до 300 св. 300 до 400 св. 400 до 500 св. 500 до 600 св. 600 до 800 св. 800 до 1000 св.1000 до 1250 св. 1250 до 1500 св. 1500 до 1750 св. 1750 до 2000 св. 2000 до 2500
Допускаемые отклонения от соосности, мкм
до дв до дв до дв до дв до до 1 ^0 дв до дв до дв до дв до дв до дв “° дв До дв до дв
Св 6 6 90 10 32 15 42 20 54 30 60 32 70 40
ДО 10 0,005 10 13 7 20 10 23 10 30 15 35 17 50 25
18 — — 10 5 13 6 17 10 20 10 30 15
Св. 10 10 20 10 28 14 40 20 48 24 58 30 78 40
ДО 18 0,006 18 10 5 15 7 20 10 26 13 32 17 42 22
30 — — — — 8 4 11 ь 15 10 9 26 13
Св 18 15 15 8 24 12 34 18 42 22 52 26 70 36 85 44
до 30 0.008 30 6 3 10 6 15 8 20 10 24 -12 34 18 42 22
50 — — — 6 3 8 4 10 6 15 18 9 24 12
Св. 30 25 16 8 24 12 30 15 38 18 50 26 64 32 76 40
до 50 0,010 50 6 3 10 5 14 7 16 9 24 12 30 1э 38 18
80 — — — — — — 6 3 7 4 10 5 14 7 18 9 22 10
Св. 50 40 . 16 8 22 и 26 14 36 18 46 24 56 28 76 38
до 80 0,012 80 . __ 6 3 8 4 И 6 16 8 22 И 26 14 36 18
120 — — — — — — — — — — 6 3 10 5 12 6 16 8 22 12
Св. 80 60 16 8 22 10 28 15 35 18 44 22 62 32 78 40
ДО 120 0,015 120 И 4 11 5 16 8 20 10 28 15 35 18
180 — — — — — — — — — — — — 5 3 8 4 И 5 16 9 22 11
Св. 120 80 __ 16 9 95 12 32 16 40 20 54 27 68 36 90 45
до 180 0,018 180 .— 9 4 13 в 16 9 25 12 32 16 41 21
250 — — ,— __ 9 4 12 6 18 9 2э 12
Св. 180 ПО 13 6 18 9 26 13 33 16 46 24 60 32 74 37 92 46
до 260 0,022 225 . 9 5 16 7 20 10 26 13 33 18 42 22
325 — — — -— — — — .— — — —- — — — — — — и 5 16 8 22 И 28 14
Св. 260 140 16 8 22 И 33 16 41 20 52 28 70 37 80 42 100 50
до 360 0,026 275 16 8 22 11 30 15 37 18 45 22
400 - 14 6 16 8 26 13 30 14
Св. 360 160 15 7 20 И 28 14 43 22 52 26 67 33 83 42 98 50 110 55
до 500 0,030 325 15 7 20 10 28 15 37 18 44 22 57 28
475 — — — — — — — — — — - — — — — — — — .— — — 16 8 18 9 26 13 33 16
Обозначения: До — отклонение отверстия; Дв — отклонение вала.
УКАЗ. НА ЧЕРТЕЖЕ ПРЕДЕЛЕН. ОТКЛОН. ФОРМЫ И РАСПОЛОЖ. ПОВЕРХН. 349
36. Допускаемые отклонения от соосности в двухопорных
Номинальный диаметр, мм Зазор наименьший 2, ММ Ширина опоры, мм Расстояние между наружными
св. 50 до 100 св. 100 до 150 "св. 150 до 200 св. 200 до 250 св. 250 до 300 св. 300 до 400 св. 400 до 500
Допускаемые отклонения
*0 ^в Ав до ^в ^в ^в ^0 ^в Ло Ац
Св. 6 ДО Ю 0,015 6 10 18 70 45 35 20 100 60 30 50 30 15 135 45 70 40 20 160 100 55 95 50 30 200 120 70 105 55 35 240 160 95 125 80 50
Св. 10 до 18 0,020 10 18 30 30 15 15 8 75 36 20 35 18 12 по 60 30 60 30 15 150 85 45 80 40 22 200 105 60 100 55 30 230 130 75 120 65 35 315 170 100 155 85 50
Св. 18 до 30 0,025 15 30 50 25 12 60 25 30 12 90 40 20 50 20 10 130 60 30 65 30 15 160 85 40 80 40 20 200 90 50 100 50 28 260 130 75 130 65 35
Св. 30 до 50 0,032 25 50 80 — — 40 20 65 25 30 12 90 40 20 45 20 10 115 50 28 60 25 15 140 65 36 75 30 18 200 90 55 100 45 28
Св. 50 до 80 0,040 40 80 120 - ~~ 25 12 45 22 65 25 35 12 85 35 45 18 100 45 25 55 22 12 140 65 38 70 35 20
Св. 80 до 120 0.050 60 120 180 — - — — 30 15 45 22 65 30 85 30 40 15 115 45 30 60 22 15
Св. 120 До 180 0,060 80 160 250 - — — — — — 36' 18 55 28 70 35 100 30 50 15
Св. 180 до 26С 0,075 НО 225 325 — — — — __ — — — 55 28 85 40
Св. 260 до 360 0,090 140 275 400 - - — — — — — — — — 70 35
C Св. 360 до 500 0,105 160 325 475 - — — — — — — — - — 70 30
Обозначения: До - отклонение отверстия; Дв — отклонение вала.
торцами опоры L, мм
св. 500 св. 600 св. 800 св. 1000 св. 1250 св. 1500 св. 1750 св. 2000 св. 2500 св. 3000
до 600 до 800 до 1000 до 1250 до 1500 до 1750 до 2000 до 2500 до 3000 до 3500
от соосности, мкм
до дв до дв до дв до дв до дв до дв до дв до дв до дв до дв
390 200
210 110 260 135
130 65 150 80
325 165 390 195 510 260 660 330
160 80 200 100 260 130 325 165
90 45 110 60 150 75 200 100
240 120 300 150 400 200 450 250 630 315 750 380
115 60 140 75 200 100 240 120 300 150 360 180
70 35 85 45 120 60 150 75 200 100 225 120
180 90 230 110 300 150 375 200 470 250 570 300 650 350 750 400
85 45 100 55 140 70 1S0 90 235 120 285 140 315 160 375 200
50 25 "65 30 90 45 120 60 150 75 180 90 220 110 270 135
145 75 100 90 250 125 315 160 400 200 475 250 550 300 650 32.5 800 400
65 30 85 40 110 60 145 75 200 100 230 120 270 140 315 160 400 200
36 18 50 25 70 35 90 45 120 60 150 75 175 90 200 105 250 135
130 65 160 80 220 110 280 140 350 175 420 220 500 270 570 300 700 350 850 400
55 28 70 35 100 50 130 65 165 85 200 100 240 120 2,80 140 350 18(1 420 200
— — 30 15 55 28 75 35 100 50 120 60 145 75 170 85 220 ПО 265 135
1.05 55 135 70 195 90 240 120 300 150 370 185 450 225 500 250 625 325 750 400
55 28 85 40 105 55 140 75 170 85 200 100 240 120 300 145 330 200
— — — — 4.5 22 70 35 85 45 ПО 55 135 65 150 75 200 100 250 125
90 50 120 60 170 85 225 110 290 145 350 175 450 225 475 250 60(1 300 700 350
— — .— 70 35 100 50 130 65 165 85 195 100 225 120 275 15( 361 180
— — — — — — 55 30 80 40 105 55 135 65 150 80 195 ЮС 240 120
ео 45 120 60 165 85 225 110 290 145 350 175 400 200 480 240 60С зос 700 400
___ — ___ — 60 30 85 45 120 60 150 75 180 90 215 110 291 14; 350 175
— — — — — — 50 25 70 35 90 50 110 60 135 70 181 90 225 110
37. Допускаемые отклонения от соосности к двухопорпых
Номинальный диаметр, мм Зазор наименьший Z, мм Ширина опоры, мм Расстояние между паруя:ными
св. 50 до 100 св. 100 • до 150 св. 159 до 20 J св. 200 до 250 св. 250 до 300 св. 300 до 400 св. 400 до 500
Допускаемые отклонения
до Дв до Дв До Дв До Дв до дв до Дв до дв
Св. 6 ДО 10 0,05 6 10 18 210 135 75 110 6о 35 310 190 100 160 103 45 420 230 135 220 120 70 540 310 170 290 160 100 620 370 210 330 180 130
Св. 10 ДО 18 0,06 10 18 30 100 50 50 25 250 130 60 125 65 35 380 200 100 200 100 50 525 280 150 260 140 80 600 385 200 385 170 100 700 400 250 360 220 125 1000 580 350 550 300 175
Св. 18 до 30 0,07 15 30 50 75 35 185 75 90 35 300 130 60 150 70 35 400 185 100 200 90 50 500 240 130 250 120 65 600 300 160 300 150 80 800 400 225 400 200 ПО
Св. 30 до 50 0,08 25 50 80 — — 100 50 180 70 90 35 250 110 55 125 55 28 330 150 80 165 75 40 400 180 100 200 90 50 550 250 150 275 125 75 —
Св. 50 до 80 ОДО 40 80 120 — — 70 35 125 65 180 70 90 35 240 100 120 50 300 125 75 150 65 35 400 180 105 200 90 55
Св. 80 до 120 0,120 60 100 180 - — — — 80 40 130 65 175 90 220 80 ПО 40 310 130 160 65 120 45 —
Св. 120 до 180 0,130 80 160 250 — — — — — — 90 45 130 65 170 85 240 90
Св. 180 до 260 0,150 110 325 — — — — — — — — — 120 60 185 95
Св. 200 до 360 0,170 140 400 — — — - - — — __ - — — 150 75
i, Св. 360 до 500 0,190 160 325 475 — — — — — — — — — — — — 135 65
Обозначения: До — отклонение отверстая; др — отклонение вала.
торцами опор L, мм
св. 500 до 600 св, 600 до 800 св. 800 до 1000 св. 1000 I св. 1250 до 1250 до 1500 св. 1500 до 1750 св. 1750 до 2000 св. 2000 до 2500 св. 2500 до 3000 св. 3000 до 3500
от соосности, мкм
до дв до а- до Дв до дв До Дв до дв до дв до дв до дв до дв
1000 500 1200 600 1600 800
500 250 600 300 800 400
300 150 360 180 480 240
700 350 825 425 1000 550 1400 700 1700 850
330 165 400 200 550 275 700 350 850 425
200 100 240 120 320 160 400 200 500 250
525 250 625 325 850 450 1000 550 1350 650 1650 ' 850 1900 950
240 120 300 150 400 200 525 250 630 325 775 400 900 450
140 70 180 90 260 130 340 170 420 210 525 250 600 300
400 200 500 250 675 ^25 850 425 1050 1300 650 1500 750 1750 875 2200 1100
175 90 220 110 310 160 400 200 525 250 650 300 750 350 850 425 1050 525
100 50 130 • 65 200 100 260 130 340 170 400 200 480 240 550 275 700 350
310 160 380 200 550 275 700 350 875 450 1050 525 1200 625 1375 700 1700 900 2J00 1100
130 65 170 85 240 120 310 160 400 200 500 250 600 300 700 350 875 450 1050 550
— — — — 135 70 185 90 240 120 300 150 360 180 420 200 525 275 650 350
250 125 300 150 440 220 560 275 700 350 850 425 1000 500 1150 575 1450 725 1750 875
— 120 60 185 90 250 125 325 160 4(Х) 200 475 240 550 275 700 350 850 425
— — — — 105 55 150 75 200 100 250 125 300 150 350 175 450 223 550 275
200 100 250 125 350 175 475 225 600 300 725 375 875 450 1000 525 1250 650 1500 750
__ 150 75 200 100 275 135 350 175 420 210 480 250 ВОС зос 725 375
— — — — — 125 60 170 85 225 115 260 130 325 165 420 210 525 265
185 100 250 125 360 180 475 225 600 300 725 375 875 450 юоо 525 1250 650 1506 750
—— 135 85 185 100 260 130 330 165 400 200 475 225 600 зос 725 375
140 75 190 90 240 120 280 140 380 200 475 225
12 Анурьев В. И., т. 1
При отклонениях действительных размеров от указанных выше предельных значений (в пределах полей допусков на размеры) допускается превышение проставленных на чертеже предельных отклонений расположения на величину, компенсированную отклонениями размеров (см. табл. 34—37).
Независимым называют допуск расположения, величина которого определяется только заданным предельным отклонением расположения и не зависит от действительных отклонений размеров рассматриваемых поверхностей .
Предельные отклонения расположения поверхностей (независимые допуски) приведены в табл. 34—37.
Абсолютные значения, приведенные в таблицах отклонений, включают отклонения формы.
Предельные отклонения от соосности. 1. Допускаемые отклонения от соосности в двухопорных соединениях (рис. 48) приведены в табл. 34—37.
Рис. 48. Отклонения от соосности в двухопорных соединениях
Рис. 49. К определению допускаемого отклонения от соосности в ступенях отверстия и вала
2. Приведенные в табл. 34—37 предельные отклонения от соосности в двухопорных соединениях с посадками А/Х; А1Д', As/Xs; Л4/Х4 определены по формуле
• 77?
ДС = ДО + ДБ = Л-^-Rz,
где До — допускаемое отклонение отверстия, мм; Дв — допускаемое отклонение вала, мм; L — расстояние между наружными торцами опор, мм; Ъ — ширина (толщина) опоры, мм; z — суммарный зазор в ступенях соединения, мм; К — коэффициент использования наименьшего зазора.
3. Коэффициент использования зазора R принят: 0,5 для посадок 2-го класса; 0,6 для посадок 3-го класса; 0,7 для посадок 4-го класса.
Примечание. Для соединений, где необходимо обеспечить только собираемость, в зависимости от условий сборки коэффициент R может быть увеличен до 0,8.
4. Суммарное допускаемое отклонение (см. рис. 48) в табл. 34—37 распределено:
отклонение от соосности в ступенях отверстия До = 60 -5- 70%;
отклонение от соосности в ступенях вала Дв = 30 -f- 40%.
5. Допускаемые отклонения от соосности в двухопорных подвижных соединениях определяют расчетом.
Пример. Определить допускаемые отклонения от соосности в ступенях отверстия и вала в соединении с размерами и допусками (рис. 49).
При заданных ходовых посадках по 3-му классу точности принимаем К - 0,6.
Подставив в приведенную формулу значения отклонений прп минимальном зазоре, будем иметь
дс = Ю20-^4~^—0,6-0,04 = 0,18,
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ 355 что соответствует данным табл. 36, где полученные расчетом отклонения распределены:
для ступеней отверстия До = 0,12 мм;
для ступеней вала Дв = 0,06 мм.
Примечание. При различной ширине опор b и величине зазора z
Z расчет ведется при наименьших значениях .
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ
Стандарт распространяется на детали, соединяемые болтами, винтами, шпильками и другими крепежными деталями с параллельным расположением осей отверстий для крепежных деталей.
Соединения крепежными деталями выполняют двух типов (рис. 50):
А — зазоры для прохода крепежных деталей предусмотрены в обеих соединяемых деталях. К типу А относят, например, соединения болтами, заклепками;
Б — зазоры для прохода крепежных деталей предусмотрены лишь в одной из соединяемых деталей. К типу Б относят, например, соединения винтами, шпильками.
Тип А
Тип Б
Рис. 50. Типы соединения крепежными деталями: г — наименьший зазор между отверстием и крепежной деталью
Допуски расположения осей отверстий должны указываться одним из двух способов:
а) предельным смещением осей отверстий от номинального расположения;
б) предельными отклонениями размеров, координирующих оси отверстий.
У отверстий, предназначенных для соединения одной пары деталей, указание предельного смещения осей от номинального расположения предпочтительно.
Допуски расположения осей отверстий для крепежных деталей рекомендуется задавать зависимыми для гладких отверстий и независимыми для резьбовых отверстий.
Расположение осей отверстий для крепежных деталей, независимо от способа указания допусков, может контролироваться, либо комплексно, путем определения смещения осей от номинального расположения (например, калибрами), либо поэлементно, путем определения отклонений размеров, координирующих оси отверстий.
В случае расхождений в оценке годности изделий по результатам комплексного и поэлементного контроля расположения осей отверстий арбитражными считаются результаты комплексного контроля.
При зависимых допусках расположения контроль калибрами расположения предпочтительнее.
Предельные смещения осей отверстий от номинального расположения. Величины предельных смещений осей отверстии от поминального расположения должны выбираться из приведенного ниже ряда и в зависимости от зазора для прохода крепежных деталей, типа соединения, условий сборки и т. д.
Ряд величин предельных смещений 'осей отверстий от номинального расположения, мм: 0,05; 0,06; 0,08; 0,10; 0,12; 0,16; 0,20; 0,25; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3.
Предельные отклонения размеров, координирующих оси отверстии. Предельные отклонения размеров, координирующих оси отверстий, должны назначаться при расположении отверстий в системе прямоугольных координат по табл. 38 или при расположении отверстий в системе полярных координат по табл. 39 в зависимости от характера расположения отверстий и соответствующего предельного смещения осей отверстий от номинального расположения А.
Предельные отклонения размеров, координирующих оси отверстий, указанные в табл. 38 и 39, допускается увеличивать в одном из координатных направлений при условии, что предельные отклонения в другом координатном направлении будут уменьшены настолько, чтобы смещение осп от номинального расположения не превзошло исходной предельной величины А.
Рис. 51. Предельные отклонения в системе прямоугольных координат
Рис. 52. Предельные отклонения в системе полярных координат
Примечание. Приведенные в табл. 38 и 39 предельные отклонения размеров, координирующих оси отверстий, соответствуют условию, когда допускаются одинаковые отклонения осп отверстия в обоих координатных направлениях. В этом случае круговое поле допуска на смещение оси от номинального расположения, имеющее радиус г = А, заменяется вписанным в него квадратным полем (рис. 51, Дж = Ду), а в системе полярных координат приближенно квадратным полем (рис. 52, ДЯ = 7?Да).
' На рис. 51 и 52 штриховыми линиями показаны примеры изменения соотношения между предельными отклонениями в двух координатных направлениях. В данном случае отклонение Дж увеличено до Дж' за счет соответствующего уменьшения отклонения Ду до Ду' (рис. 51) и отклонение Да увеличено до Да' за счет соответствующего уменьшения отклонения Д7? до АЛ' (рис. 52).
Методические указания по выбору предельных смещений осей отверстий от поминального расположения. Расчетная величина предельного смещения осей отверстий от номинального расположения (Драсч) при одинаковых допусках расположения осей отверстий для обеих соединяемых деталей определяется по следующим формулам:
для соединений типа А Драсч = 0,5 z';
для соединений типа Б Драсч = 0,25 z', где z' — часть наименьшего зазора z между отверстием и крепежной деталью, которая может быть использована для компенсации смещения осей отверстий от поминального расположения.
Зазор z' определяют путем уменьшения зазора z на величину, необходимую для обеспечения легкости сборки и регулирования взаимного положения соединяемых деталей, а также для компенсации других погрешностей расположения поверхностей соединяемых и крепежных деталей, например, несоосности поверхностей крепежной детали (если опа выполняется ступенчатой), непер-пендикуляриости осей отверстий к опорной плоскости (если она не компенсируется конструктивными средствами, например, мягкими прокладками и пор-
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ 357 мируется отдельно). При условии использования всей величины зазора между отверстием и крепежной деталью для компенсации смещения z' = z.
В качестве предельного смещения осей отверстий от номинального расположения, указываемого на чертеже, должно приниматься стандартное значение по ряду величин, указанных па стр. 354, соответствующее расчетному значению. Если стандартное значение не совпадает с расчетным, то следует принимать ближайшее к расчетному, как правило, меньшее, стандартное значение.
Пример 1. Определить допуски расположения осей четырех отверстий ф 12,5 Л 5 под болты М12 (рис. 53, а).
Для компенсации смещения осей может быть использован зазор, равный 60% от гарантированного (z' = 0,6 z).
Гарантированный зазор равен z = 12,5 — 12 = 0,5 мм, z = 0,6 z = 0,6 X X 0,5 = 0,3 мм.
Для соединения типа А получаем расчетное значение смещений осей от номинального расположения:
Apac4 = 0,5z' = 0,5 • 0,3 = 0,15 мм.
В качестве предельного смещения осей, указываемого на чертеже, принимаем ближайшее к расчетному по ряду величин, указанных на стр. 354, смещение А = 0,16 мм. Пример указания этого допуска приведен на рис. 53, б.
Если на чертеже вместо предельного смещения осей отверстий от номинального расположения указывают предельные отклонения размеров, координирующих оси отверстий, то согласно табл. 38 для четырех отверстий, расположенных в два ряда, должны назначаться предельные отклонения на размеры Li и L2, а также па размеры по диагонали между осями отверстий. При этом согласно табл. 38 для А = 0,16 мм отклонения размеров Lt и L2 равны ±0,22 мм, а отклонения размеров по диагонали ±:0,30 мм. Пример указания этих отклонений приведен на рис. 53, е.
Отклонение размеров по диагонали между осями двух любых отверстий — не более ±0,30 мм (допуск зависимый).
Пример 2. Определить допуски расположения четырех отверстий 0 9 А, йод винты М8 (рис. 54, а). Для компенсации смещения осей может быть использован весь гарантированный зазор (z' = z).
Гарантированный зазор равен z=z' = 9 — 8 = 1 мм.
Для соединения типа Б получаем
Арасч = 0,25г'= 0,25 • 1 =0,25 мм.
ДОПУСКИ И ПОСАДКИ
38. Предельные отклонения размеров, координирующих оси
Характер расположения отверстий Эскиз Нормируемые отклонения размеров, координирующих оси отверстий
Одно отверстие, координированное относительно плоскости (при сборке базовые плоскости соединяемых деталей совмещаются) Отклонение размера между осью отверстия и плоскостью
Два отверстия, координированные одно относительно другого L д, Отклонение размера между осями двух отверстий
Три и более отверстий, расположенных? в один ряд 1. Отклонение размера между осями двух любых отверстий* *1 2. Смещение осей отверстий от общей плоскости —
шея /7 1 носкость £1
t-2 _
Три или четыре отверстия, расположенные в два ряда
1. Отклонение размеров
П
2. Отклонение размеров по диагонали между осями двух любых отверстий
Одно отверстие, координированное относительно двух взаимно перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются)
Отклонение размеров и
Отверстия, координированные одно относительно другого и расположенные в несколько рядов
1. Отклонение размеров ^1» ^-'2, Гз; Г>4
2. Отклонение размеров ио диагонали между осями двух любых отверстий
*1 Если вместо отклонения размера между осями, двух любых отверстий лорми пого отверстия пли базовой плоскости (т. е. размеров L,; Ъг и т. д.), то величина пре
*2 ГОСТ 14140—69 предусматривает также Д = 0,01.0; 0.016; 0,025 ; 0,04; 4; 5; 6; 8 мм.
Допуски расположения осей отйёрстий для крйпежйых деталей 359 отверстий (система прямоугольных координат), мм
Предельное смещение оси от номинального расположения Л* 2
0,05 0,06 0,08 0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 о’ео 0,80 1,0 11’2 1 ‘’8 2,0 [2,5 3
Предельные отклонения размеров, координирующих оси отверстий (±)
0.05 0,06 0,08 0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0' 2,5 3
0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 2,5 3 4 5 6
0,07 0,08 0,11 0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,6 2,2 2,8 3,5 4
0,035 0,04 0,055 0,07 0,08 0.11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,8 2,0
0.07 0,08 0,11 0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,6 2,2 2,8 3,5 4,0
0.10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,0 2,0 2,5 3 4 5 6
0,035 0,04 0,055 0,07 0,08 0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1.8 2,0
0,035 0,04 0,055 0,07 0,08 0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,8 2,0
0,10 руют дельь 0,12 ся ил юго о 0,16 и кон ТКЛОР 0,20 троп ения 0,25 иругс дол> 0,30 тся кна 0,40 ЭТКЛС )ЫТЬ 0,50 пени увел! 0,60 я ра. щена 0,80 змерг ВДВ 1,0 в от эе. 1,2 к аж/ 1,6 1ОГО 2,0 отве/ 2,5 )СТИЯ 3 до о 4 ДНОГ 5 э баз 6 о-
39. Предельные отклонения размеров, координирующих
Характер расположения отверстий Эскиз Нормируемые отклонения размеров, координирующих оси отверстий Предельное смещение оси от номинального расположения Д*2
б Л (+), ММ
8R (±), мм
Hr я отверстия, координированные одно относительно другого 1 й центрального базового элемента * \ а 7'* 1. Отклонение радиуса окружности центров (±6Н) Номинальные размеры, мм
диаметров D радиусов В
2. Отклонение угла между осями отверстий (± 6а) Св. 6 до 10 » 10 » 14 » 14 й 18 » 18 » 24 » 24 » 30 й 30 й 40 Св. 3 до 5 й 5 » 7 » 7 » 9 й 9 й 12 » 12 » 15 й 15 »- 20
Три и более отверстий, координированных одно относительно другого я Zu । 1. Отклонение диаметра окружности центров (ч- СП) 2. Отклонение центрального угла между осями двух любых отверстий (± ба) Св. 40 до 50 а 50 ’> 65 » 65 а 80 ». 80 » 100 » 100 » 120 » 120 ». 1.50 » 150 a 1S0 а 180 » 250 а 250 в 310 Св. 20 до 25 й 25 » 32 » 32 » 40 » 40 » 50 » 50 » СО й 60 й 75 й 75 », 80 » 90 » 125 й 125 й 155
° V • / d xJy j j J
Три и более отверстий, координированных одно относительно другого и центрального базового элемента А 1. Отклонение радиуса окружности центров (±6Я) База-поверхность А 2. Отклонение центрального угла между осями двух любых отверстий (± ба) Св. 310 до 400 я 400 » 500 » 500 а 630 в 630 в 800 » 800 » 1000 >> 1000 в 1250 » 1250 в 1600 а 1600 в 2000 Св. 155 до 200 в 200 в 250 в 250 а 315 в 315 ». 400 в 400 » 500 а 500 в 625 а 625 » 800 в 800 в 1000
0 V'^ 3~уТГо(2
** Если вместо отклонения центрального угла между осями двух любых отверстий отверстия и осью базового отверстия (т. е. углов <Xi, а2, а3), то величина предельного
**2 ГОСТ 14140—69 предусматривает также Д —0,010; 0,016; 0,025 ; 0,04; 4; 5; 6; 8 мы.
ДОПУСКИ РАСПОЛОЖЕНИЯ ОСЕЙ ОТВЕРСТИЙ ДЛЯ КРЕПЕЖНЫХ ДЕТАЛЕЙ 361 оси отверстий (система полярных координат), мм
0,05 0,06 0,08 0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2 2,5 3
0,07 0,08 0,11 0,14 0,16 0,22 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,6 2,2 2,8 3,5 4,0
0,035 0,04 0,055 0,07 0,08 0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,70 0,80 1,1 1,4 1,8 2,0
ба (+)
1° 1’10' 1’40' 2° 2’20' 3° 4’
40' 50' р 1’20' 1’40' 2’ 2’40' 3’20' 4е
30' 35' 45' 1° 1’10' 1°30' 2° 2°20' 3’ 4’
22' 28' 35' 45' 55' 1’10' 1’30' 1’50' 2’20' 3° 3’40' 4’30'
18' 22' 28' 35' 45' 55' 1’10' 1’30' 1’50' 2’20' 3® 3’40' 4’30'
14' 16' 22' 28' 35' 45' 55' 1’10' 1°20' 1’50' 2°20' 2’40' 3’40' 4°30'
10' 12' 16' 20' 25' 30' 40' 50' 1° 1’20' 1’40' 2* 2’40' 3°20' 4’30'
8' ю- 12' 16' 20' 25' 30' 40' 50' Iе 1’20' 1’40' 2* 2’40' 3’20' 4«
6'' 8' 10' 12' 16' 20' 25' 30' 40' 50' 1’ 1*20' 1’40' 2* 2®40' 3°20' 4’
5' 6' 8' 10' 12' 16' 20' 25' 30' 40' 50' 1’10' 1°20' 1’40' 2» 2’40' 3°20' 4’
4' 5' 7' 9' И' 14' 18' 22' 28' 35' 45’ 55' 1’10' РЗО' 1®50' 2°20' 3’ 3’40' .4’30'
3'30'' 4'30" 6' 7' 9' 12' 14' 18' 22' 28' 35' 45' 55' 1’10' 1’30' 1’50' 2°20' 3’ 3°40'
3' 4' 5' 6' 7' 9' 12' 14' 18' 22' 30' 35' 45' 55' 1’10' 1°30' 1’50' 2’20' 3°
2' 2'30" 3'30" 4'30" 6' 7' 9' И' 14' 18' 22' 28' 35' 45- 55' 1’10' 1’30' 1’50' 2°20'
2' 2'30" 3' 4' 6' г 9' 10' 14' 16' 20' 25' 35' 40' 55' 1’10' 1’30' 1’50'
2' 2'30" 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 30- 40' 50' 1° 1’20'
2- 2'30" 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 35' 40' 50' 1’
2' 2-30" 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 35' 40' 50'
2' 2'30" 3'30" 4' 5' 7' 8' И' 14' 16' 20' 25' 35- 40'
2' 3' 3'30" 4'30" 6' 7 9' 12' 14' 18' 22' 28' 35'
2' 2'30" 3' 4' 5' G' 8' 10' 14' 16' 20' 25'
2' 2'30" 3' 4' 5' 7' 8' 10' 12' 16' 20-
2' 2'30" 3' 4' 5' 6' 8' 10' 12' 16'
нормируются или контролируются отклонения центральных углов между осью каждого отклонения (6а) должна быть уменьшена вдвое.
Полученное значение Лрасч соответствует приведенному в ряде величин на стр. 354 и принимается в качестве предельного смещения, указываемого на рис. 54, 6.
Если на чертеже указывают предельные отклонения размеров, координирующих оси отверстий, то согласно табл. 39 для отверстий, расположенных по окружности, и координированных одно относительно другого, должны назначаться предельные отклонения для диаметра окружности центров и для центрального угла между осями двух любых отверстий. При этой согласно данным табл. 39 для Л = 0,25 мм предельное отклонение для диаметра окружности центров равно ±0,35 Мм, а отклонение центрального угла между осями двух любых отверстий (диаметр окружности центров 50 мм) равно ±50'. Пример указания этих отклонений приведен на рис. 54, в.
Отклонение центрального угла между осями двух любых отверстий не более ±50 (допуск зависимый).
Предельные смещения осей отверстий от номинального расположения следует назначать для соединения одной пары деталей при числе отверстий свыше двух. Этот способ указания рекомендуется также применять при зависимых допусках расположения и в других случаях, когда экономически целесообразно применение кондукторов и калибров расположения.
Предельные отклонения координирующих размеров следует назначать прп числе поверхностей менее трех (растяжение между двумя отверстиями или между отверстием и плоскостью, или для размеров, определяющих расположение всей группы поверхностей относительно других элементов детали).
Предельные отклонения координирующих размеров могут указываться в рабочих чертежах вместо смещения осей, если по условиям изготовления и контроля*’ необходимо знать непосредственно предельные отклонения осей по координатным направлениям. Этот способ указания допусков расположения целесообразен и для допусков, которые легко выдерживаются разметкой, и где применение кондукторов и калибров расположения экономически целесообразно, например, при больших расстояниях между центрами отверстий, при малых партиях деталей и др.
Допуски и посадки деталей из пластмасс по ГОСТ 11710—71 приведены па стр. 468—473.
ДОПОЛНИТЕЛЬНЫЕ ИСТОЧНИКИ
Припуски и допуски поковок пз углеродистой и легированной стали, изготовляемые свободной ковкой, — ГОСТ 7062—67.
Отливки стальные фасонные. Допускаемые отклонения по размерам и весу и припуски на механическую обработку — ГОСТ 2009—55.
Отливки из серого чугуна. Допускаемые отклонения по размерам п ве<«у и припуски на механическую обработку — ГОСТ 1855—55.
Разработка и внедрение единой для стран — членов СЭВ системы допусков и посадок. Материалы первого всесоюзного симпозиума. Издательство стандартов. М., 1976.
Рекомендации по внедрению СТ СЭВ 144—75 и СТ СЭВ 145—75 на допуски и посадки гладких соединений с размерами до 3150 мм. ВНИИНМАШ, М., Издательство стандартов, 1976.
Мягков В. Д. Допуски ц посадки. Справочник. Изд. 4-е, 1966.
Г Л А В A V
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ЛИНЕЙНЫЕ РАЗМЕРЫ, УГЛЫ, КОНУСЫ
1. Нормальные линейные размеры (по ГОСТ 6636—69)
Стандарт устанавливает ряды нормальных линейных размеров (диаметров, длин, высот и др.) в интервале 0,001—20000 мм.
Размеры, мм
Ряды Дополнительные размеры Ряды Дополнительные размеры Ряды Дополнительные размеры
Ra 5 Ra 10 Ra 20 Ra 40 На 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20|Ra 40
1,о 1,0 1,0 1,0 1,05 1,25 1,35 1,45 1,55 1,65 1,75 1,85 1,95 2,05 2,15 2,30 2,7 2,9 3,1 3,3 3,5 3,7 3,9 4,0 4,0 4,0 4,0 4,2 4,1 4,4 4,6 4,9 5,2 5,5 5,8 6,2 6,5 7,0 7,3 7,8 8,2 8,8 9,2 9,8 10,2 10,8 11,2 11,8 12,5 13,5 14,5 15,5 16 16 16 16 17 16,5 17,5 18,5 19,5 20,5 21,5 23,0 27 29 31 33 35 37 39 41 44 46 49 52 55 58 62
1,1 1.1 1,15 4,5 4,5 ' 4,8 18 18 19
1,2 1,2 1,2 1,3 5,0 5,0 5,0 5,3 20 20 20 21
1,4 1,4 1,5 5,6 5,6 6,0 22 22 24
1,6 1,6 1,6 1,6 1,7 6,3 6,3 6,3 6,3 6,7" 25 25 25 25 26
1,8 1,8 1,9 7,1 7,1 7,5 28 28 30
2,0 2,0 2,0 2,1 8,0 8,0 8,0 8,5 32 32 32 34
2,2 2,2 2,4 9,0 9.0 9,5 36 36 38
2,5 2,5 й 2,5 2,5 2,6 10 10 10 10 10,5 40 40 40 40 42
2,8 2,8 3,0 11 И И,5 45 45 48
3,2 3,2 3,2 3,4 12 12 12 13 50 50 50 53
3,6 3,6 3,8 14 14 15 56 56 60
Продолжение табл. 1
Ряды Дополнительные размеры Ряды Дополнительные размеры Ряды Дополнительные размеры
Ra 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40 Ra 5 Ra 10 Ra 20 Ra 40
63 63 63 63 67 65 70 73 78 82 88 92 98 102 108 112 115 118 135 145 155 160 160 ICO 160 170 165 175 185 195 205 215 230 270 290 310 330 350 370. 390 400 400 400 400 420 410 440 460 490 515 545 580 615 650 690 730 775 825 875 925 975
71 71 75 180 180 190 450 450 480
80 80 80 85 200 200 200 210 500 500 500 530
90 90 95 220 220 240 560 560 600
100 100 100 100 105 250 250 250 250 260 630 630 630 630 670
ПО 110 120 280 280 300 710 710 750
125 125 125 130 320 320 320 340 800 800 800 850
140 140 150 360 360. 380 900 900 950
При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra следует предпочитать ряду Да 10 и т. д.).
Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.
2. Нормальные углы (по ГОСТ 8908—58)
1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд 3-й ряд
0е 0° 0® 10’ 10° 70°
0°15' 12 75° 75
0’30' 0 30 15° 15 15 80
0 45 18 85
1“ 1 20 20 90е 90 90
1 30 22 100
2 2 25 по
2 30 30 30 30 120 120 120
3 3 35 135
4 40 150
5 5 5 45 45 45 ISO
6 50 270
7 55 360
8 8 60 60 60
9 65
ГОСт'вЧ)?^™ распРостРаняется на Угловые размеры конусов (нормальные конусности но При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.
3G6
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
3. Нормальные конусности общего назначения (но ГОСТ 8593—57)
— r 1 , ****«- Конусность К есть отношение разности диаметров двух поперечных' сечений конуса к расстоянию между ними: . D — d _ . яС—К = - = 2 tg а.
Конто Угол Угол Исходное Примеры применения
ность к 1; онуса 2сс наклона а значение
1: 50 ° 8'45" 0°34'23" 1 : 50 Конические штифты, установочные шпильки, концы насадных рукояток
1 : 30 54 35 0 57 1 1 : 30 Конусные шейки шпинделей
1 : 20 2 51 51 1 25 56 .1 : 20 Метрические конусы в шпинделях станков, оправки
1: 15 3 49 6 1 54 33 1 : 15 Коническое соединение деталей при усилиях вдоль оси. Соединение поршней со штоками
1.: 12 46 19 2 23 9 1 : 12 Закрепительные втулки шарико- и роликоподшипников
1 : 10 43 29 2 51 45 1 : 10 Конические соединения деталей при усилиях, перпендикулярных к оси и вдоль нее. Концы валов электрических и других машин. Регулируемые втулки подшипников шпинделей
1 : 8 9 10 3 34 35 1 : 8 —
1 : 7 10 16 4 5 8 1 : 7 Пробки кранов для арматуры
1 : 5 И 25 16 5 42 38 1 : 5 Ле.ко.* разнимающиеся соединения дета- ' лей при перпендикулярных it оси усилиях.‘у Конические фрикционные муфты
1: 3 18 55 29 9 27 44 1 : 3 Конусы муфт предельного момента
1 : 1.SG6 30 15 30° Фрикционные муфты приводов, зажимные цанги, головки шинных болтов
1 : 1,207 kt 22 30 45 Уплотняющие конусы для легких ниппельных винтовых соединений труб
1 : 0,866 00 30 60 Центры станков и центровые отверстия
1 : 0,652 7Е 37 30 75 Внутренний конус у нажимных гаек ..вдаюдипепиях труб низкого давления , t’ *
1 : 0,500 9( 45 90 Концы обрабатываемых валов и валиков. Конусы вентилей и клапанбв. Центровые отверстия для тяжелых работ
1 : 0.289 12 60 120 Внутренние фаски нарезаниях отверстий. Конусы под набивку сальников. Дроссельные клапаны ’"
Конусь Морзе от J1 й 1 до Mi 6 Конусы в шпинделях; станков. Хвостовики инструментов. Оправки ,
ЛИНЕЙНЫЕ РАЗМЕРЫ, -УГЛЫ, КОНУСЫ к. Укороченные конусы инструментов (по ГОСТ 9953—67)
Размеры, мм
Наружные конусы
Внутренние конусы
Исполнение 2
Исполнение 7
-->31
д J-1 а А
-----------ВН:
1,-^
Обозначение конуса Морзе D Di (справочный) d d, G /а а Ь с
В7 7,067 7,2 6,5 6,8 И 14 3 3 0,5
В10 10.094 10.3 9,4 9,8 14,5 18 3,5 3,5 0,5
В12 12,065 12,2 11,1 11,5 18,5 22 3,5 3,5 0,5
В16 15,733 16 14,5 15 24 29 5 4 1
В18 17,780 18 16,2 16,8 32 37 5 4 1
В22 21,793 22 19,8 20,5 40..5 45,5 5 4,5 1,5
В24 23,825 24,1 21,3 22 50,5 55,5 5 4, э 1,5
5. Конусность наружных и внутренних конусов
Обозначение конуса Морзе Конусность Угол конуса 2а
В7 1 : 19,212 = 0,05205 2®59'54"
BIO; В12 ' 1 : 20,047 = 0,4988 2 51 26
В16; В18 1 : 20,020 = 0-04995 2 51 41
В22; В24 . 1 : 19,922 = 0,05020 2 52 32
В32 1 : 19,254 = 0.05194 2 58 31.
В45 1 : 19,002 = 0.05263 3 00 53
6. Рекомендуемая форма концов укороченных конусов Размеры, мм
Исполнение 2
* Размеры для справок.
Обозначение конуса Морзе (1з (отклонение по А?) ^5 1 к, не менее
В12 6,4 8 8,5 3,5 1,53
В18 10.5 12,5 13,2 4.5 1,90 •—•
В24 13,0 15.0 17.0- 6,0 2,30 0.0
В32 17.0 20,0 22;(1 8.0 3,20 0.6
В 4 5 21,0 26,0 30,0 10 5,50 1.1
7. Предельные отклонения угла конуса и формы конических поверхностей (по ГОСТ 2848—75) со
Обозначение конусов Длина измерения угла конуса L, мм Предельные отклонения угла конуса, мкм, на длпне конуса Предельные отклонения формы конуса, мкм
Непрямойинейность образующей | Некруглость
Степени точности
АТ6 | АТ7 АТ8 АТ6 АТ7 АТ8 АТ6 АТ7 j АТ8
Метрических 4 6 25 35 8 10 12 16 20 25 1,6 2,0 2,5 3,0 4 5 4 6 10
Морзе 0 1 40 а2 10 16 25 2,5 4,0 6 5 8 12
2 • 64 3,0 5,0 8
з 79 12 20 30 6 10 16
4 < 100 16 25 ' 40
о 126 4,0 6,0 10
6 174 5,0 8,0 12 8 12 20
Метрических 80 180
100 212 20 | 30 50
120 244 25 40 60
160 308 8,0 10,0 16 10 16 25
200 372 30 50 j 80
Укороченных 0а 14 6 10 16 1,2 2,0 3 3 5 8
1а 1Ь 18 22 1,6 2,5 4
2а 29 8 12 j 20 2,0 3,0 5
2Ь 37 10 16 25
За 4э.5 2,5 4,0 6 4 6 10
ЗЬ 4Ь 55,5 57,5 12 20 30
5Ь 71 3,0 -j 5.0 8
Примечания: 1. Отклонения угла конуса от номинального размера располагать: в «плюс» — для наружных конусов, в «минус» — для внутренних. 2. ГОСТ 2848—75 для наружных конусов предусматривает также степени точности АТ4 и АТ5.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Пример, обозначения конуса Морзе 3, степени точности АТ8: Морзе 3 АТ8 ГОСТ 2848—75
То же, метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 2848—75
То же, укороченного крнуса 2Ь, степени точности АТ6: Морзе 2b АТв ГОСТ 9053—67
ЛИНЕЙНЫЕ РАЗМЕРЫ, УГЛЫ, КОНУСЫ 369
8. Предельные отклонения размеров внутренних конусов (по ГОСТ 2848—75)
\d5(d) *5
проточки d6 (d) — по*
Диаметр цилиндрической ------ ... ,
А4; расстояние от торца до окна /„ — по В9; длина окна h - по А9; длина /8 — по А.».
Примечания: 1. Размер d относится только к укороченным конусам.
2. Несимметричность плоскостей окна конуса — не более 0,08 мм. Допуск зависимый
Обозначение конусов Отклонения, мкм
Морзе
0; 1 +450 +270
2; 3 +500 +280
4; 5 +560 +290
6 +630 +300
Обозначение конусов Отклонения, мкм
Метрических
4 +410 +270
6 +450 +270
80 +630 +300
100; 120 +700 +310
160 +710 +320
200 +800 +340
Смещение z торца втулки относительно плоскости диаметра D (рисунок табл. 8):
Обозначение конусов z, мм, не более
Метрические 4, 6 0,5
Морзе 0, 1, 2, 3, Оа, la, lb, 2а, 2Ь, За, ЗЬ 1,0
4, 5, 4Ъ, 5 6 1,5 2,0
Метрические 80, 100, 120 160, 200 2,0 3,0
9. Конусы шпинделей и оправок с конусностью 7 : 24 (по ГОСТ 1594 5—70) Размеры, мм
Обозначение конусов D d L (сир авочный)
$,17Г50,г
10 15,87 9,5 21,8
* ft? 15 19,05 11,2 26,9
25 25,40 13,8 39,8
30 31,75 17,4 49,2
35 38,1 21,4
40 44,45 25,3 65,6
45 57,15 32,4 . 84,8
Пример обозначения конуса 25 . •. 50 69,85 39,6 103,7
с конусностью 7 : 24: 55 88,90 50,5 131,6
Конде 25 ГОСТ 15945—70 60 107,95 60,2 163,7
65 133.35 75,0 200,0
70 165,10 92,9 247,5
75 203,20 114,3 304,8
ФАСКИ, ГАЛТЕЛИ И РАДИУСЫ' ЗАКРУГЛЕНИЙ
10. Радиусы закруглений и фаски Размеры мм
Размеры радиусов и фасок распространяются на. детали, изготовляемые из металла и пластмасс, по не распространяются на размеры радиусов, закруглений (сгиба) гнутых деталей, фасок на резьбах, радиусов проточек для выхода резьбообразующего инструмента, фасок и радиусов закруглений шарико- и роликоподшипников и на их сопряжения с валами и корпусами.
При выборе размеров радиусов и фасок 1-й ряд следует предпочитать 2-му.
11. Входные фаски деталей с неподвижными посадками Размеры, мм
л Фаска Размеры фаски при посадках
— о Гр, Пр, Ил, Г, Т Пр23 Яр23 пРз,
До 50 а А 0,5 1 1 1,5 1,5 2 2 2,5
Гк-М
50—100 а А 1 1,5 2 2,5 2 2,5 3 3,5
Фаски делать только с одной стороны деталей. При 11 1) допускается увеличе- ние фасок до ближайшего (большего) размера 100—200, а А 2 2,5 3 3,5 4 ' 4,5 5 6
250—500 а А 3,5 4 4,5 7 8 8,5 10
12. Радиусы закруглений сопряженных валов и втулок
Размеры, мм
D г Г1
10—18 0,0 1
20—28 1,6 2
30—40 2,0 2,5
48—68 2,5 3
70—100 3 4
105—150 4 5 '
155—200 5 6
210—250 6 8
13. Галтели вала и корпуса под шарико- и роликоподшипники Размеры, мм
Подшипник
Корпус или Вал
гном 0,2 0,3 0,4 0,5 1 1,5
Г1 0,1 0,2 0,2 0,3 0,6 1.
гном 2 2,5 3 3,5 4 5
Г1 1 1,5 2 2 2,5 3
В таблице приведен наибольший размер галтели.
КАНАВКИ
14. Канавки для посадки подшипников качения Размеры, л/м
15. Канавки для выхода червячных фрез при нарезании шевронных колес
В
Нормальный модуль mn, мм Ширина канавки Ь, мм, при угле наклона зубьев по делительному цилиндру Нормальный модуль мм Ширина канавки Ь, мм, при угле наклона зубьев по делительному цилиндру
св. 15 до 25° СВ. 25 до 35° СВ. 35 до 45° св. 15 до 25° св. 25 до 35° св. 35 до 45°
1 20 99 24 5 60 65 70
1,5 24 26 28 6 70 75 80
2 28 30 34 7 /а 80 85
2,5 34 £6 40 8 85 90 95
3 38 40 45 9 95 105 110
3,5 45 50 55 10 100 110 115
4 50 55 60 12 115 125 135
4,5 55 60 65
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ 16. Канавки для выхода долбяков
Канавки для выхода зуборезных долбяков у деталей наружного п внутреннего зацеплений с’прямымп и косыми зубьямп по ГОСТ 13754—С-8, 13755—68 и 6033—51 устанавливаются двух исполнений профиля: 1 — прямоугольный; 2 — трапецеидальный.
Размеры, мм
Исполнение 1 Исполнение 2
Наружное Внутреннее Наружное Внутреннее
rt =ri-0)5
Ь найм. —
Модуль Исполнение 1 Исполнение 2
при при косых зубьях при при косых зубьях наихм. г
прямых зубьях 6 = 15° Р = 23° прямых зубьях р = 15° р = 23°
1 1,25—1,5 1.75—2 ' 2,25 5 6 7 1 1 13 1 13 14 3 4 5 G 0,5
2,5 2,75-3 3,25 3.5—4 6 7 8 6,5 7,5 9 10,5 0,5 0.5 1.0 1,0
4.25—4,5 5 7 8 9 10 13 14 12 13
5,5 6 6.5 8 9 10 15 16 18 1,0
7 8 9 9 10 11 18 20 22,5
10 11 12 10 -12 13 12 15 16 25 ' 28 30 1,6
р = 15° и р — 23° — углы наклона винтовой линии долбяка.
Для деталей зубчатых (шлицевых) эвольвентпых (ГОСТ 6033—51) в отверстиях размер а, уменьшается вдвое, а на валах а — па 1/3.
17. Канавки для выхода шлифовального круга прп плоском шлифовании (по ГОСТ 8820—69) Размеры, мм
, л ^Припуск . Припуск на шлифование мДн let bi hi Ri
2 3 5 1,6 2 3 0,5 1,0 1,6
КАНАВКИ 373
18. Канавкп для выхода шлифовального круга при круглом шлифовании (по ГОСТ 8820—69)
Шлифование по наружному цилиндру
Исполнение 1 Исполнение 2
Припуск на шлифование
Шлифование по наружному торцу
Шлифование по внутреннему торцу
Шлифование по наружному цилиндру и торцу
Исполнение 1 Исполнение 2
бб^^припуск на
тлифоВанив
Шлифование по внутреннему цилиндру и торцу
Шлифование по внутреннему цилиндру
Размеры, мм
ь Наружное шлифование di Внутреннее шлифование d2 h ’ R d
1 1,0 d — 0,3 d + 0,3 0.2 0,3 0,5 0,2 0,3 До 10
2 d — 0,5 d + 0,5 0,3 0,5 0,3 До 10
3 1,0 0,5 Св. 10 до 50
5 1,6 0,5 Св,. 50 до 100
8 d ~ 1 d+ 1 0,5 2,0 1 » 100
10 3,0 1 » 100
Если на одной детали имеется несколько диаметров под шлифование, то канавки принимают одинакового размера.
В деталях, где применение канавок по прочностным признакам нецелесообразно, допускаются скругления радиусами по табл. 10.
ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ (по ГОСТ 10549-63} /’
Стандартом устанавливаются размеры сбега резьбы (при отсутствии проточки) при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, формы и размеры проточек для выхода резьбообразующего инструмента, размеры фасок — для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.
Стандарт не распространяется на концы установочных винтов.
КОНС'П’УHT1IВПЫЕ ЭЛЕМЕНТЫ
19, Размеры сбегов, ледорезов, проточек и фасок для метрической резьбы
Размеры, мм
TunI
Сфера R
Тип II упрочненный
При выполнении наружной метрической резьбы на проход рекомендуется применять резьбообразующий инструмент с углом заборной части 20°; при выполнении резьбы, л упор и нормальных недорезе й ширине проточек типов In U —с углом заборной части 30°, при уменьшенном недорезе и узкой проточно — с углом заборной части 45°
Сбег Недорез 1 Проточка Фаска c
'I шах *2 шах типа I типа и — г и
резьбы при угле заборной части инструмента | альпый 1 ьшенный нормальная узкая 1) г <i3 сопряжен j i утпопней n с проточно II всех други аев
Шаг 20° 30° 45° с умен: Ь Г ’5 0 г 11 \ при C BH бой I типа S &§
6.35 «Л 0/(5 0.5 0.G 11 д 11.8 1.25 :i'?5 & * 35 ч У 5Л б 0.6 0.7 0.8 1,0 1,2 1,3 /I 5’8 3,2 3,5 4,5 5.5 И 11.0 0.4 0.5 0,5 0,6 0.7 0,8 0,8 0.9 1,2 i’r .1,6 .2.0 2,а з,о 3,5 ц £,0 5.5 О.6 6,0 0.3 О.я 0.3 0.4 0.4 0,5 0.5 0.6 0,7 .0,9 1.0 1.2 1,4 1,6 1,0 — •«) 3,0 32. Й 0 aS 1 Ф 1.0 1.0 1.6 Д) 2.0 3,0 3,0 4,0 4.0 4,0 5,0 «,о Gfi 10’0 10.0 /’.0 0.6 0S 0.8 1,0 1,0 1,6 1,6 1,6 2,0 Зф 4.0 4,0 5.0 30 6.3 6д Sji 8,0 ь 1.0 1,0 1,6 1Л> 2,0 2.0 3.0 3.0 4.0 4,« 4,0 SJ) С.0 6,0 8.0 8.0 10,0 10.0 12;о 12,0 0.3 0,3 0.5 0.3 0.5 0.5 1.0 1,6 1,0 1.0 1.0 16 1,6 2д' 3.0 3.0 ЗЛ’ 3,0 0.2 0,2 0,3 0,3 0,3 0,3 0,5 0,5 0.5 0,5 0.5 i’.o g й 1.0 ОС-ОС О С. (2- ГСЛОС5 Г j—н- 1 1 | оЬсЪсс о’ое oilici ocibcjoo 1 0,3 0,3 0,5 0.5 0.5 0.5 1.0 1,о 1,0 1.0 1Д 1,0 1.5 1,5 2.0 2,0 0.2 0.2 0,3 л'з 0,3 0.5 0,5 0,5 0,5 0,5 0,5 0.5 0.5 1,0 1.0 1,0 1,0 1 । 1 1 1 1 1 2,0 зЗ 3,0 3,0 4.0 4,0 5.5 7,0 7,0 8.0 8.5 с/ d d d d d d d. d a d. d d d d d d d d. d <1 — 0.6 — 0.0 — 0.7 - 0,8' - 0.9 — 1,° - 1.2 — 1.2 — 1.5 - '-'j 2.5 — 3,0 - J,S - 5,® -Гс - 7,o ООО ©*.»c»s.wpwp| I I J I I J I cno’C’ bbi см оЗ-’ч ’Ъ«ос>| о 0.3 0,3 0,3 0.5 0.5 0,5 1.0 1.0 1.0 ; а । 1,6 ! 2-0 22> 2.5 3,0 3.0 4.0 4,0 4,0
1 Надере;
Под н доводом резьбы г.чнгшастся ч личина неварезанной части детали меж?.у копцо и бч •• окоркой поверхность я; дата/:.:.
Радиус сферы It равен шлшпалм’ому диаметру рее..6...
Д' оускаетем примени вместо лр-> лчек типа I при 5 2 симметричные проточки (бел
фаски; <. раш >сом закруглил с ибезх схорсн, равны-- г.
ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ II ФАСКИ 375
Продолжение табл. 19
Для внутренней резьб ы
’азмсры, мм
Тип!
Тип II
Сбег Недорез Проточка
Фаска ct
‘Зшах . 4 max тип I тш п ШЙ c ,ьбой гтпа II И
.|~1
О 1ЫЙ S3 1ый £ нормальная узкая d >ЯЖ Й-Р КОЙ
ст д Ь- о cr и
g
А. ст 3 ст 01 г « CT
Шаг redoii умен о умен bt Г Г г 01 г « £ A ЛСТ G CX о для СИ уч
0,35 0,8 0.5 о 1,8 0.3. .
0.4 0.9 0.G Z 1.8 — — — — — ' — 0,3
0,45 1,1 0.7 2 1,8 — — — — — — — — 0,3
0,5 1.2 0.8 3.5 3 2.0 0.5 0.3 1,0 *: о.з 0.2 — - 0.3 —1 0.5
0.0 1,5 1,0 3.5 3 .. — __ —- — — —. - — 0.5
0.7 1,8 1,2 3,5. 3 — — — — .— — — — — 0,5
0.75 1,9 1,3 /< '} о 3,0 * 1,0 0.5 1.6 * 0.5 0.3 . — d • 0.4 — 1.0
0,8 2.1 1.4 4 3.2 — — — — — — - — — — 1.0
1 2.7 1.8 5 3,8 4,0 1,0 0.5 2,0 0,5 0.3 .3,6 2,0 d 4- 0.5 2.0 1.0
1.25 3 3 •\2 Г, 3.8 5.0 1,6 0.5 3,0 1,0 0.5 1 j d 4- 0-5 2.1
I '' 4.0 6.0 4.5 ft п 1,6 1.1> 3.0 1,о 0.5 3,6 d- -0.7 I ,J
1,75 :.7 3.2 7.0 7,0 1,6 1.0 4.0 1,0 0,5 6,2 3,5 d - - 0.7 3,o 1.6
- 3 Г; 3.7 8,0 6,0 8,0 2.0 1,0 4.0 1,0 0.5 6,5 3,5 •H - t.o 3.0 2,0
7.0 Zj. • 10.0 7.5 10 3,0 1.0 5,0 1.6 0.5 8.9 • d - - 1.0 4,0 / 55
3 . — 3/7 — 9.0 10 3,0 1,0 6,0 1,0 ПЛ 6.5 d - 1,2 4,9 2 5
,j - 2__. 6,6 10.5 10 3,0 1,0 7,0 1,6 1,0 13,1 7,5 (1 - 1.2 5,5 2 5
7 Г» . 12 3.0 1,0 8,0 1,о 14,3 8.0 0 - - 1.5 5.5 3,0
4,5 — 8,5 — i 1.1> 14 з.о 1,0 10 3,0 1,0 16.G : i.. • - 1,5 7,0 3,0
5 ' о ч __ 16.0 1V 3.6 1,0 10 3,0 1.0 J <6 10.5 ci - 1.8 7,0 4."
. 1(1 3,0 1.0 12 . 3.0 1,0 is.'i in; (l + 1.8 S/1
6 16 3,0 1.0 12 з.о 1,0 i.1, '.4 8,5 •1.0
проточек дана для диаметров 6 мм и боле
* Ширина
При выполнении внутренней метрической резьбы в .р при нормальных яедорсяе и ширине проточки типа I рекомендуется применять тк^а.бинбрачующий инструмент с длиной заборной части не более тр<-х шагов, при уменьшенном .'•дорс.ы и проточке тина 1Г - - не более двух Шагов. !'.t?,i.ieni.ie гея для внутренней ме . на чес кой г сквозных ..•гы1?стилх
у ри-лп чикать сбег до. шести' шагов, а в глухих отпер--чп.чх. уе.с •аып’.;> ячдпрез на ле.- г .а.а, если это допустимо ПО усЛхПннД. Gone: нунции,
20. Размеры сбегов, ледорезов, проточек и фасок для трубной цилиндрической резьбы
Для наружной резьбы
Размеры, мм
Обозначение размера резьбы, дюймы Число ниток на 1" Сбег Недорез Проточка Фаска с
h max г2 max нормальная узкая б?3
при угле заборной части инструмента нормальный уменьшенный ь г Г1 Ъ г Г1
20° 30°
1/в 28 1,6 1,0 2,5 1,6 2,5 1.0 0,5 1,6 0,5 0,3 8,0 1,о
8/8 10 2,4 1,5 4,0 2,5 4,0 2,5 1,0 0,5 11,0 14,5 1,6
*/з 5 А ’/1 ’А 14 3,2 2,0 5,0 3,0 5,0 1,6 3,0 18,0 20,0 23,5 27,0 2,0
1 1‘/. 13/в й 2^4 3 2l/s 4 5 в 11 V’ 4,1 2,5 6,0 4,0 6,0 1,0 4,0 29,5 34,0 38,0 40.5 44,0 50.0 56,0 62,0 71,5 78,0 84.0 96,5 109,0 134,5 160,0 2,5
При выполнении наружной трубной цилиндрической резьбы на проход, а также в упор прп нормальных недорезе и ширине проточки рекомендуется применять резьбообразующий инструмент с углом заборной части 20°, а при уменьшенном недорезе и узкой проточке — с углом заборной части 30°.
ВЫХОД РЕЗЬБЫ, СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ 377
Продолжение табл. 20
Для внутренней резьбы Размеры, мм
с,*45'
с,*45
Обозначение размера резьбы, дюймы Число ниток на Vе Сбег Нсдорез Проточка Фаска .С1
!3шах *4 шах нормальная узкая d4
нормальный уменьшенный нормальный уменьшенный bi г П bi г Г1
*/з 28 2,2 1,4 4 2,5 4 1,0 0,5 2,5 1,0 0,5 10,0 1,о
’А 8/з 19 3,3 2,0 5 3,0 5 1,6 3,0 13,5 17,0
V* 5А 3/4 7 /а 14 4,8 3,0 8 5,0 8 2,0 1,0 5,0 1,6 21,5 23,5 27.0 31,0 1,6
1 13/8 */2 -1 /г 5 6 И 6,0 4,0 10 6,0 10 3,0 6,0 1,0 34,0 39,0 43,0 45.0 48,5 54,5 60.5 66.5 76.0 82;5 89,0 101,0 114.0 139.5 165,0
При выполнении внутренней трубной цилиндрической резьбы в упор и нормальных недорезе и ширине проточки рекомендуется применять резьбообразующий инструмент с длиной заборной части не более трех шагов, а при уменьшенном недорезе и узкой проточке — с длиной заборной части не более двух шагов.
21 Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы ио ГОСТ 6211—60
Размеры, мм
Для наружной резьбы Для внутренней резьбы
Обозначение размера резьбы, дюймы Число ниток на 1" Наружная резьба Внутренняя резьба Фаска с
Сбег 11тах при угле заборной части инструмента 20° Недорез 12ти Проточка Сбег ^3 max Недорез г4 шах Проточка
ь г Г1 ci., !>1 Г Г1 d4
1/а 28 2,0 3,5 2 0.5 0,3 8,0 3,0 5,5 3 1,0 0,5 1,0 10,0 1,о
’/4 3/8 ’/2 ’/4 19 14 3,0 3,5 5,0 6,5 3 4 1,0 0,5 11,0 14,0 18.0 23,5 4,0 5,5 8,0 11,0 5 7 1,6 13,5 17,0 21,5 27,0 1,6
1 1*Л ix/s 2Х/2 3 4 5 6 И 4,5 8,0 5 1,6 29,5 38.0 44,0 56.0 71,0 84,0 109,0 134,5 160.0 7,0 14,0 8 2,0 34,0 42,5 48,5 60.0 76,0 88,5 114,0 139,5 165,0 2,0
ВЫХОД РЕЗЬБЫ. СБЕГИ, НЕДОРЕЗЫ, ПРОТОЧКИ И ФАСКИ 379
22. Размеры сбегов, недорезов, проточек и фасок для конической дюймовой резьбы с углом профиля 60° по ГОСТ 6111—52
Размеры, мм
23. Размеры проточек п фасок для наружной п внутренней трапецеидальной одноходовой резьбы
Размеры, мм
Для многоходовой трапецеидальной резьбы ширину проточки принимают равной ширине проточки одноходовой резьбы, шаг которой равен ходу многоходовой резьбы. Размеры остальных элементов принимать по табл. 23.
Шаг резьбы Проточка Фаска C = Ci
b г П ЙЗ d4
2. 3 3 5 1,0 1,6 0,5 d — 3,0 d - 4,2 d + 1,0 1,6 2,0
4 6 1,6 1,0 d - 5,2 d + 1,1 2,5
5 6 8 10 2.0 3,0 d — 7,0 d — 8,0 <*4-1,6 3,0 3,5
8 10 12 16 3,0 d - 10,2 d - 12,5 d + 1,8 4,5 5,5
12 18 d — 14,5 d + 2,1 6,5
16 20 25 5,0 2,0 d — 19,5 d — 24,0 d -f- 2,8 d + 3,0 9,0 11,0 •
24 30 40 d — 28,0 d ~ 36,5 d 4- 3,5 13,0 17,0
40 48 50 60 d — 44,5 d - 52,8 d + 4,0 21,0 25,0
Общие указания: 1. Нормальные проточкп и недорезы должны иметь предпочтительное применение. Узкие проточки и уменьшенный недорез допускается применять в обоснованных случаях. Ширина узких проточек для внутренней резьбы может быть уменьшена до 1,5 шага.
2. Допуски на диаметр и ширину проточки назначают исходя из конструктивных Требований к изготовляемым деталям.
3. Для наружной и внутренней метрических резьб допускается применять фаски под углом между образующей и осью конуса менее 45°, а при изготовлении гаек — под углом 60° и глубиной, приближенно равной глубине резьбы.
4. Для крепежных деталей одного диаметра с разными шагами резьбы допу-(кается делать концевую фаску одного размер^щринятую по наибольшему шагу резьбы." , ,' " 'а'
ОТВЕРСТИЯ
24. Отверстия под нарезание метрической резьбы
Диаметры отверстия под нарезание метрической резьбы по ГОСТ 9150—59, в сером чугуне по ГОСТ 1412—70, в сталях по ГОСТ 380—71, ГОСТ 1050—74, ГОСТ 4543—71, ГОСТ 10702—63, ГОСТ 5632—72 (кроме сплавов на никелевой основе), в алюминиевых литейных сплавах по ГОСТ 2685—75, в меди по ГОСТ 859-66.
Размеры п предельные отклонения диаметров отверстий резьб с крупным шагом
Размеры, мм
Диаметр резьбы Шаг резьбы Диаметр отверстия йод резьбу с полем допуска
4Н5Н; 5П; 5Н6Н; 6Н; III 6G; 7G 4Н5Н; 5Н 5Н6Н; 6Н; 6G 7Н; 7G
Номинал Отклонения
2,5 3 3,5 ’4 4,5 5 6 8 10 12 0.45 0.5 0,6 0,7 0.75 - 0,8 1 1,25 1,5 1,75 2,05 2,50 2,90 3,30 3,70 4,20 4,95 6,70 8,43 10,20 2,07 2,52 2,93 3,33 3,73 4,23 5,0 6,75 8,50 10,25 +0,07 +0,08 +0,08 +0,08 +0,11 +0,09 +0,17 +0,17 +0,19 +0,21 +0,09 +0,10 +0.11 +0,12 +0.17 +0,19 +0,20 +0.20 +0,22 +0,27 +0,14 +0,15 +0Д6 +0,22 +0,18 +0,26 +0,26 +0,30 +0,36
14 16 2 11,90 13,90 11,95 13,95 +0,24 +0,30 +0,40
18 20 22 2,5 15.35 17,35 19,35 15,40 17,40 19,40 +0,30 +0,40 4-0,53
24 27 3 20.85 23,85 20,90 23,90 +0,30 +0,40 +0,53
30 33 36 3,5 3,5 4 26,30 29,30 31,80 26,35 29,35 31,85 +0,36 +0,48 +0,62
39 42 45 , 4 4,5 4,5 34,80 37,25 40,25 34,85 37,30 40,30 +0,36 +0,41 +0,41 +0,48 +0,55 +0,55 +0,62 +0,73 +0,73
48 52 5 42,70 46,70 42,80 46,80 +0,45 +0,60 +0,80
56 60 5,5 50,20 54,20 50,30 54,30
64 68 6 57,70 61,70 57,80 61,80
ГОСТ предусматривает отверстия для резьб с крупным шагом d = 1,6 2 мм.
382 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
25. Размеры и предельные отклонения диаметров отверстий резьб с мелким шагом Размеры, мм
Диаметр резьбы d Шаг резьбы Р Диаметр отверстия под резьбу с полем допуска
4Я5Я; 5Я; 5Я6Я; 6Я; 7Я 6G; 7G 4Н5Н; 5Я 5Я6Я; 6Н; 6G 7Н; 1G
Номинал Отклонения
2,5 3 3,5 0,35 2,15 2,05 3,15 2,17 • 2,67 3,17 +0,05 +0,07 —
!к 4,5 5 5-5 0,5 3,50 4,00 4.50 5,00 3,52 4,02 4.52 5.02 4-0,08 +0,10 +0,14
G 0.5 0,75 5,50 5,20 5,52 5,23 4-0.08 +0,11 +0,10 +0,17 +0,14 +0,22
8. 0.5 0,75 1 7,50 7,20 6,95 7.52 7,23 7,00 +0.08 +0.11 +0,17 +0.10 +0.17 +0,20 +0,14 +0,22* +0,26
10 0.5 0.75 1 1 1,25 9,50 9,20 8.95 8,70 9,53 9.23 9,00 8,75 +0.08 +0.11 +0.17 +0.17 +0,10 4-0.17 +0.20 +0,20 +0.14 +0.22 +0.26 +0,26
12 0.5 0.75 1,25 1.5 11.50 11,20 10.99 10.70 10,43 11,52 11.23 11(00 10.75 10,50 +0 08 4-0.11 +0.17 +0.17 +0,19 +0,10 4-0.17 +0,17 +0.20 +0,22 4-0.14 +0.22 +0,26 +0,26 +0,30
14 0.5 0.75 1 1,25 1,5 13,50 13,20 12.95 12.70 12,43 13.52 13,23 13,00 12,75 12,50 +0.08 + 0,11 +0.1.7 +0.17 +0,19 +0,10 4-0.17 +0,20 +0,20 +0,22 +0,14 +0,22 +0.26 +0.26 +0,30
16 0,5 0.75 1 1,5 15,50 15,20 14,95 14,43 15,52 15.23 15,00 14,50 +0.08 +0,11 4-0.17 +0,19 +0,10 +0.17 +0,20 +0,22 - 40,14 -0,22 -0,26 -0,30
18 0.5г 1 1,5 2 17,50 17.20 16.95 16(43 15.90 17.52 17,23 17,00 16,50 15,95 +0.08 4-0.11 -J-0.17 +0.19 +0,24 4-0,10 +0,17 +0.20 4-0.22 +0,30 (-0.14 -0,22 -0.26 -0,30 -0,40
20 0,5 0.75 1 1,5 о 19,50 19,20 18,95 18.43 17,90 19,52 19.23 19,00 18.50 17,95 +0.08 4-0.11 4-0.17 . - +0.19 -5-0.24 +0.10 +0.17 +0.20 +0.22 4-0,30 (-0,14 1-0.22 -0.26 -0.30 -0,40
Продолжение табл. 25
Диаметр резьбы d Шаг реаьбы Диаметр отосрстии иол реаьОу с нолем допуска
4Н5Н; 577; 5И6Н; 677; 777 6G; 7G 4Нс Н; ЬН 5Я6Н; 677; 6G 7И; 7G
Номинал Отклонения
0.5 21,50 21.52 +0.08 +0.10 +0,14
0,75 21,20 21,23 ДО .11 —0.17
22 1 20,95 21,00 +0,17 -0,20 +0,26
1,5 . 20.43 20.50 +0,19 -0,22 +0,30
19,90 19,95 +0,24 +0,30 +0,40
0.75 23,20 23,23 + .11 +0,17
1 22.95 23,00 -0,17 —0,20 +0.26
24 1.5 22,43 22,50 -0,19 —0.22 +0,30
2 21,90 21,95 - Ю.24 +0,30 +0,40
0,75 26,20 26,23 +о,11 +0,17 +0.22
27 1 25,95 26,00 +0.17 +0.20 +0,26
1,5 25.43 25,50 - -0.19 +0,30
2 24,90 24,95 +0,24 +0,30 +0,40
0,75 29.20 29,23 +0.11 +0.17 +0.22
1 28,95 29,00 +0.17 +0,19 +0.20 +0,26
30 1,5 28,43 28,50 +0,22 +0,30
2 27,90 27,95 +0,24 +0.30 +0,40
3 20,85 26,90 +0.30 +0,40 +0,53
0,75 32.20 32,23 +0.11 +0,17 +0,2Й
1 31,95 32.00 — -0,17 +0,20 +0,26
33 1,5 31,43 31,50 +0,19 +0.22 +0,30
2 30.90 30,95 +0.24 +0,30 +0,40
3 29,85 29,90 +0,30 +0,40 +0,53
1 34,95 35,00 +0.17 +0,20 +0.26
36 1,5 34.43 34,50 +0.19 +0.22 +0,30
9 33,90 33,95 ' +0,24 +0,30 +0,40
3 32,85 32,90 +0,30 +0,40 +0,53
1 37.95 38.00 1-0.17 +0,20 +0.26
39 1,5 37,43 37,50 — -0.19 +0.22 +0.30
36,90 36.95 -0,24 +0.30 +0,40
3 35,85 . 35,90 -0,30 +0,40 +0,53
1 40,95 41,00 -0.17 +0.20 +0.26
1,5 40.43 40.50 +0,1.9 --0,22 --0,30
42 2 39.90 39,95 — -0.24 л-0,30 —0,40
3 38,85 38,90 +0,30 -0,49 --0,53
4 37,80 37,85 +0,36 +0,48 +0,62
1 1,5 43,95 43,43 44,00 43,50 +0.17 +0.19 +0.20 -0,22 +0.26 +0.30
45 2 42,90 42,95 +0,24 -0,30 4-0,40
3 41,85 41,90 +0,30 - :+0 +0,53
4 40,80 40,85 +0,36 +0,48 +0,62
ГОСТ предусматривает отверстия для резьб с мелким шагом d = 1,6 -+ 200 мм и для d 3-го ряда.
ГОСТ предусматривает методику определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости.
26. Диаметры отверстий под нарезание дюймовой конической резьбы по ГОСТ 6111-52
Размеры отверстий под нарезание резьбы распространяются на металлы и сплавы, не обладающие повышенной вязкостью.
Размеры, мм
СразВертыванием Без развертывания на конус на конус
Размер резьбы, дюймы Число ниток на Г' Шаг резьбы S Внутренний диаметр резьбы dr Диаметр отверстия с развертыванием на конус Глубина сверления 1 Диаметр отверстия без развертывания на конус
de d0
Номинал Отклонения Номинал Отклонения Номинал Отклонения
V» */» 27 0,941 6,389 8,766 6.00 8,30 4-0Д6 4-0,20 6,39 8,76 -|-0,09 13 14 6,3 8,7 +0,14
/8 18 1,411 11,314 14,797 10.70 14,25 4-0,24 11,31 14,80 +0,13 20 21 11,2 14,7 +0,24
*/а ’/4 14 1,814 18,321 23,666 17.50 22,90 4-0,28 18,32 23,66 +0,17 26,5 18,25 23,50 +0.24 +0,28
д М‘/« И1/. 2,209 29,694 38,451 28,75 37,43 4-0.28 4-0,34 29,69 33,45 33,5 34,5 29,6 38,5 +0.28 +0,34
IV. 44,520 43,50 4-0,34 44,52 34,5 44,5 +0,34
27. Диаметры отсерстпй под нарезание трубной цилиндрической резьбы
Диаметры отверстий под ня резание трубной цилиндрической резьбы по ГОСТ 6357__73
в изделиях из сталей по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74, ГОСТ 5058—S5 и ГОСТ 5032—72 (кроме сплавсз на никелевой основе) и меди ио ГОСТ 859—6S.
Размеры и продельные отклонения диаметров отверстий
Размеры, мм
Номинальный размер резьбы, дюймы • Число ниток на 1'* Шаг Диаметр отверстия ‘под резьбу Номинальный размер резьбы, дюймы 1 Число ниток ' на 1" | Шаг Диаметр отверстия под резьбу
Номинал Отклонение для классов точности Номинал Отклонение для классов точности
А В А В
Vs 28 0,507 8,62 +0,10 +0,20 2*/. 27s 27* 3 37, 37> 3=/, 4 4*/г 5 5‘/з 6 11 2,309 62,80 72,27 78,62 84,97 91,07 97.42 103,77 110,12 122,82 135 52 148,22 160,92 +0,22 +0,43
V. 7, 19 1,337 11,50 15,00 +0,12 +0,25
1/2 7, V» 7s 14 1,814 18,68 20,64 24,17 27,93 +0,14 +0,28
1 IV, 1‘/. IV, IV, 11 2,309 30,34 35 СО 39,00 41,41 44,90 50,84 56,70 +0,18 -1-0,36
ГОСТ 21348—75 допускает под нарезание трубной цилиндрической резьбы применять отверстия других диаметров, ‘полученных на основания экспериментальных данных.
28. Отверстия под нарезание трубной конической резьбы (по ГОСТ 21350—75)
Отверстия предназначены под нарезание трубной конической резьбы по ГОСТ 6211—69 В Изделиях из сталей по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74. ГОСТ 5058—75, ГОСТ 5032—72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859—66.
Размеры, мм
Резьба, дюймы Число ниток -на 1" Шаг Р Отверстие с развертыванием на конус Отверстие без наз-вертываиия на конус Глубина сверления 1
dc <4 de
Номинал Отклонение Номинал Номинал Отклонение
’/а 28 0,907 8,10 +0,20 8,57 8,25 +0,20 15
13 Аяурьев В. И., т. 1
Предолжсни? табл. 28
Резьба дюймы Число ниток j на 1" Шаг Р Отверстие с развертыванием на конус Отверстие без развертывания на конус Глубина сверления 1
dc dc
Номинал Отклонение Номинал Номинал 'Отклонение
*/4 1,337 10,80 +0,24 11,45 11,05 ‘ -0,24 20
, s/« 19 14,30 14,95 14,50 24
' г!г 1,814 17,90 4-0,24 18,63 18,10 + 0,23 29
14 23,25 4-0,28 24,12 23,60 31
1 29,35 4-0.28 30,29 29,65 +0,28 37
IV* 2,309 37,80 4-0,34 38,95 38,30 4-0,34 40
1Уг 11 43,70 4-0,34 44,85 44,20 4-0.34 42
2 55,25 4-0,40 56,66 • 56,00 4-0,40 44
Для резьб с номинальным размером свыше 2" номинальные диаметры отверстий а„ и их предельные отклонения должны быть равны установленным ГОСТ 6211—69 для внутреннего диаметра резьбы.
Допускается под нарезание трубной конической резьбы применять отверстия других диаметров, полученных на основании акспериментальных данных.
29. Сквозные отверстия под крепежные детали
Сквозные отверстия под болты, шпильки и заклепки применяет' для соединения деталей с зазорами.
Л. Диаметры сквозных отверстии
Размеры, мм
Диаметры стержней к репеж-ных деталей Диаметры сквозвых отверстий d Диаметры стержней крепежных деталей Диаметры сквозных отверстий d
1-й ряд - 2-й ряд 3-й ряд 1-й ряд. 2-й ряд> 3-й ряд
2,0 2,5 3,0 4,0 5,0 6,0 7.0 8,0 10,0 12.0 2,2 2.7 3,2 4,3 5,3 6,4 7,4 8,4 10,5 13,0 15,0 17,0 2,4 2,9 3,4 4,5 5.5 6,6 7,6 9,0 11,0 14,0 16,0 18,0 2,6 3,1 3,6 4,8 5,8 7.0 8,0 10.0 12,0 15,0 17,0 19,0 18 20 22 24 27 30 33 36 39 42 45 48 19 21 23 25 28 31 34 37 40 43 46 50 20 22 24 26 30 33 36 39 42 45 48 52 21 24 26 28 32 35 38 42 45 48 52 56
Примечания: 1. 3-й ряд отверстий не допускается примени"; #ля заклепочных соединений. 2. Предельные отклонения диаметров отверст для 1-го ряда — по Н12; для 2-го и 3-то рядов — по Н14.
Рекомендации но выбору рядов сквозных отверстий. Типы соединений указаны на рис. 1.
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой- ниже таблице.
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного
перемещения деталей, а также для соединений, к которым предъявляются лишь
требования собираемости, во с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу м^жду головкой и стержнем.
Рис. 1. Типы соединений крепежными деталями
Б. Рекомендуемые ряды сквозных отверстий
Количество и расположение отверстий
Способ образования отверстий
Тип соединения
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их расположение
Обработка отверстий по кондукторам
1-й ряд
Отверстия располож.счгы в один ряд и координированы относительно оси отверстия или базовой плоскости
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности X 1-й ряд !
II 2-й ряд ;
Отверстия (с числом до четырех) расположены в два ряда и координированы относительно их осей
Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
Отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей
Пробивка отверстий штампами повышенной точности, литье под давлением и литье по вы-гп-г^лнемым к м повы-Ш-'KHOIL «ОЧ*о а
I и II
13-
Количество и расположение отверстий Способ образования отверстий Тип соединения Рекомендуемый ряд сквозных отверстий
Отверстия располо-жены по окружности f Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности I 3-й ряд
30. Отверстия под установочные винты
Размеры, мм
J L_L_A_ . _ | ф г & Г Ш
Диаметр резьбы винта dl (отклонение по А-з) <?2 (отклонение по At) Л j Л-i | Лэ Лд (справочный)
Отклонение ± -1 Aj
2,5 3 4 5 6 8 10 12 16 20 24 1,7 2,0 2,5 0,5 I’5 7 9 12 15 18 t t t 1 I 1 1 1 1 1 1,0 1,2 1,6 1,6 2,0 2.5 з;о 4,0 4,0 6,0 6.0 1,0 1,0 1,2 1,6 2.0' 2,5 2.5 I ! 1 СОСОйЛЛ-Сй | j | 0,8 1,0 1,2 1,7 2,2 3.0 3,5 4,5 6.0 7£ 9,0
31. Отверстия сквозные продолговатые для белтов, винтов м шпилек Размеры, мм
a 8 10 12 16 20 24 30 36 42 48
крепежа В 7 10 12 14 18 24 28 35 42 48 56
L* 10-20 12—40 14—45 18-45 20-60 25—80 32—100 40—125 45-125 50-125 60—125
Л 28; 32 Размер L в -указанных пределах брать из ряда: ; 36; 40; 45; 50; 55; 60; 70; 80; 90; 100; 110; 125. , 0; 12; 14; 16; 18; 20; 22; 25;
32. Центровые отверстия с углом ионуса 60°
Размеры, мм
Форма А - Форма Д Форма Т * Размеры для справой.
' Д Го \
" ’j -Ж-
D а <2 , «2 d3 (отклонение по А,) 1, не менее it 1, (отклонение по СМ,) li
4 5 6 10 14 ' 20 30 40 60 80 100 120 1,0 (1,25) 1,0 2,0 2,5 3,15 4 (5) 6,3 (8) 10 12 2,12 2,65 3,35 4,25 5,30 6,70 8,50 10,60 13,20 17,00 21,20 25,40 3,15 4,00 5,00 6,30 8,00 10,00 12,50 16,00 18,00 22,40 28,00 33,00 7,0 9,0 12,0 16,0 20,0 25,0 32,0 36,0 1,3 1,6 2,0 2,5 3.1 3,9 5,0 6,3 8,0 10,1 12,8 14,6 0,97 1,21 1,52 1,95 2,42 3,07 3,90 4,85 5,98 7,79 9,70 11,60 1,27 1,60 1,99 2,54 3,20 4,03 5,06 6,41 7,36 9,35 11,66 13,80 . ьэьо ооо . . . 1 Vc5 GO О’t-о "CCGOC5 1 1 1
ОТВЕРСТИЯ
ГОСТ предусматривает также О = 2+ ЗиииЛ = 160 + 360 мм.
Размеры, заключенные в скобки, применять не рекомендуется. Размеры D рекомендуемые.
Отклонение для D —. 4 по СМ, и для ks = 5 + 120 мм по СМ,.
Пример обозначения центрового отверстия формы А диаметром <? — 1 мм;
w
Ота. уентр, AJ ГОСТ 11021—7Л jp
390 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
S3. Центровые отверстия с метрической резьбой Размеры, мм
Форма Д’ Форма Н * Размеры для справок.
D для форм d dj (отклонение ио Ат) «2 d„ 1 не более /1 (отклонение по СМ8) не более ^3 (отклонение по СМ8)
F II
8 М3 3,2 5 2,8 1,56
10 16 М4 4,3 6,5 8,2 3.5 1,90 4,0 5,5 2,4
12,5 20 М5 5,3 8,0 11.4 4,5 2,30 3,3
16 25 М6 6,4 10,0 13,3 5,5 3,00 6,5 4,0
20 32 М8 8,4 12,5 16,0 7,0 3,50 8,0 4,5
25 40 М10 . 11,0 15,6 19.8 s;o 4,00 10,2 5,2
32 50 М12 13,0 18,0 22,0 10,0 4,30 11,2 5,5
40 63 М16 17,0 22.8 28,7 11,0 5.00 12,5 6.5
63 80 М20 21,0 28,0 33,0. 12,5 6.00 14,0 7,5
100 М24 25,0 36,0 43,0 14,0 9,50 16,0 11,5
ГОСТ предусматривает также центровые отверстия с углом конуса 75".
Пример обозначения центрового отверстия формы F с диаметром резьбы d = М3:
Отв. центр. F М3 ГОСТ 14034—74
Технические требования. Длина конической поверхности Z, в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена до 0,5 1±.
Шероховатость посадочных поверхностей центрового отверстия должна быть не более Ra = 2,5 мкм; шероховатость поверхности резьбы и предохранительных фасок — не более Rz = 80 мкм по ГОСТ 2789—73-.
Резьба — по ГОСТ 9150—59, поле допуска 1Н — ио ГОСТ 16093—70.
Применение форм центровых отверстий:
Форма А — в случаях, когда после обработки необходимость в центровых отверстиях отпадает, и в случаях, когда сохранность центровых отверстий в процессе их эксплуатации гарантируется соответствующей термообработкой.
Форма В — в случаях, когда центровые отверстия являются базой для-многократного использования, а также в случаях, когда центровые отверстия сохраняются в готовых изделиях.
Форма Т — для оправок и калибров пробок.
Форма F и Н — для монтажных работ, транспортирования, хранения и термообработки деталей в вертикальном положении. 1
Назначение центровых отверстий формы А, В и Т в зависимости от массы изделий (заготовок):
Масса изделия, кг, не более d, мм Масса изделия, кг, ле более dt мм . Масса изделия, кг, не более ds мм
50 80 90 100 2 2,5 3,15 4 200 360. 500 800 5 6,3 8 10 1500 2500 12 16
ГОСТ 14634—74 предусматривает также и другие.формы и размеры.центровых отверстий.
РАЗМЕЩЕНИЕ ОТВЕРСТИЙ НОД 'ЗАКЛЕПКИ И -Б0ЛТЫ В ПРОКАТ. ПРОФИЛЯХ 391 РАЗМЕЩЕНИЕ (ОТВЕРСТИЙ ПОД ЗАКЛЕПКИ И БОЛТЫ
В ПРОКАТНЫХ ПРОФИЛЯХ
34. Отверстия в угловых профилях по ГОСТ 8509—72 а ГОСТ 8510—72
Размеры* мм
2omS.Of цди
При установке заклепок в два ряда в цепном порядке для всех угловых профилей (кроме профилей с шириной полки 125 и 140 мм) размеры A, at и Di можно при-цимать такими же* как при шахматном расположении.
При стыковании двух угловых профилей размеры а, At D и£>х определяют индивидуально в соответствии с требованиями на изготовление стальных конструкций.
Ь; В Однорядное расположение отверстий Двухрядное расположение отверстий
цепное шахматное
а ®ном а4 А Р1 ном Of А Dl нои
20 .13 4,5
25 15 5,5 — __ __
28 15 6,5 __
32 18 6,5 __
38 20 9,0
40 22 11,0 __
45 25 11,0 __
50 30 13,0 . 18 22 6,5 18 20 6,5
58 30 13,0 18 25 6,5 18 20 6,5
63 35 17,0 20 32 9,0 20 28 9,0
70 40 20,0 25 32 9,0 25 28 9,0
75 45 21,5 28 32 9,0 30 28 9,0
80 45 21,5 28 32 9,0 30 35 11,0
90 50 23,5 30 40 11,0 30 40 13
100 55 23,5 35 40 11,0 40 40 13
110 60 26 35 55 15,0 . 40 45 15,0
125 70 26 45 55 1-5,0 55 35 23,5
140 45 70 20,0 ., 60 40 26
1S0 __ 55 75 21,5 60 70 23,5
180 — — 55 90 26,0 65 80 26,0
35. Отверстия в двутавровых балках по ГОСТ 8239—72 Размеры, мм
№ профиля Полка Стенка
.<4 А ° ПОИ Ai наиб. Q пом
10 12 14 16 18 20 22 24 27 30 33 36 40 32 36 45 45 50 55 60 60 70 75 80 80 80 9,0 9,0 11,0 13,0 13,0 17,0 20,0 20,0 21,5 23,5 23,5 23,5 23,5 40 48 60 80 80 100 100 120 150 170 200 220 260 30 36 40 40 50 50 60 60 60 65 35 70 70 9,0 13,0 13,0 .13,0 17,0 17,0 21,5 21,5 21,5 23,5 23,5 23,5 23,5
*4 I 4
1
[КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ Зв. Отверстия в швеллерах по ГОСТ 8240—72 Размеры, мм
tomSD,
Допуски на размеры а, a,, A, At, D и Dt назначают индивидуально в зависимости от точности стальных конструкций и условий изготовления последних
№ профиля Полка Степка Хз профиля Полка Стенка
а ° пом А наиб. «1 ®ном а ®ном А наиб. Of ° 1 ном
5 20 9,0 20 45 23,5 80 60 23,5
6,5 20 9,0 22 50 26.0 90 65 26,0
8 25 11,0 — 24 50 26,0 110 65 2-3.0
10 20 11,0 34 33 9,0* 27 60 26,0 130 70 26,0
12 30 17,0 44 38 13,0 30 60 26,0 160 70 26.0
14 35 17,0 56 42 15,6» 33 60 26.0 190 . 70 26,0
16 35 20,0 60 50 17,0* 36 70 26,0 210 75 . 26,0
18- 40 20,0 70 55 20,0 40 70 26,0 250 75 26.0
* При применении заклепок наибольшие номинальные диаметры отверстий могут'
быть увеличены на 2 мм.
ПРОФИЛЬ ДЕТАЛЕЙ, ПРИМЫКАЮЩИХ К ПРОКАТНЫМ ПРОФИЛЯМ В СВАРНЫХ КОНСТРУКЦИЯХ
37. Профиль деталей, примыкающих к угольникам по ГОСТ 8599—72 и ГОСТ 8510—72
Размеры, мм
Продолжение табл. 37
Равно-полочный угольник Неравпо-полочный угольник d Равнополочный угольник Неравнополочпый. угольник Л±1 О Г
ь в ь а±1 а±1
28 32 32 36 36 32 32 20 20 3 3 4 3 4 25 29 28 33 32 17 16 29 28 4 4 5 4 5 4 1
40 40 45 45 45 50 50 50 40 40 45 45 50 50 25 25 28 28 32' 32 3 4 3 4 5 3 4 5 37 36 42 41 40 47 46 45 22 21 25 24 29 28 37 33 42 41 47 46 4 5 4 5 6 4 5 6 5
56 56 3S 3,5 ' 4 5 53 52 51 33 32 31 53 52 51 4 5 6 6
63 63 40 4 5 6 8 59 58 57 36 35 34 32 59 58 57 55 5 6 7 9 7
70 70 70 LO1O J | I ! ill 4,5 5 6 7- 8 66 65 64 63 62 SSI 1 1 t | | 1 1 1 слог 5 6 7 8 9 8 1,5
75 X5 75 75 75 80 80 80 80 75 75 75 80 80 50 50 50 50 50- 5 6 7 8 9 5 5,5 6 7 8 70 69 68 67 66 75 74 73 72 45 44 42 45 44 70 69 67 75 73 6 7 8 9 10 6 6 7 8 9 9
90 90 90 90 90 90 90 9(Г 56 56 56 56 5.5 6 7 8 9 84 83 82 81 51 51 50 48 85 85 84 82 7 7 8 9 10 10
100 100 100 100 100 100 100 100 100 63 63 63 63 63 6 6.5 7 8 10 94 94 93 91 58 58 57 56 54 95 95 94 93 91 7 7 8 9 И 12 2
100 100 100 по 110 и-о но 110 70 70 70 12 14 16 6,5 т 8 89 87 85 104 103 64 64 63 104 104 103 13 15 17 8 8 9 12
Равно-полочный угольник Неравно-полочный угольник d Равнополочный угольник Неравнополочный : угольник С г
ъ в ь а±1 а±1 «1±1
125 80 7 74 119 8
125 125 80 8 118 73 118 9
125 —. — 9 117 10
125 12а 80 10 116 71 116 11
125 125 80 12 114 69 114 13
125 —— —. 14 112 —. —. 15 14 *>.
125 —. 16 ПО __ 17
— 140 90 8 —. 83 133 9
140 —. — 9 132 .— 10
140 140 90 10 131 81 131 11
140 — — 12 129 — — 13
160 100 9 92 152 10
160 160 100 10 152 91 151 и
1G0 — 11 151 .— 12
160 160 100 12 150 89 149 13
160 160 100 14 148 87 । 147 15
160 —. -Г- 16 146 ___ 17 IS з
160 — —— 18 144 __ .— 19 10
160 —. 1 1 II 20 142 - - 21
—— 180 110 10 —— 103 173 11
180 . 1 1 II — И 171 —- 12
180 180 110 12 170 101 171 13
•*8. Профиль-деталей, примыкающих к двутавровым балкам по ГОСТ 8239—72 и швеллерам по ГОСТ 8210—72
Размеры, мм
ПРОФИЛЬ деталей* примыкающих к прокатным ПРОФИЛЯМ 395
Продолжение табл. 38
профиля а ± 1 е т Тип I Тип II
П-1 71,-80’5 i-1 0 Li ± 2 hi ± 1
20 47 186 7,0 176 1® 20
22 52 4,5 2 206 7,0 195 6 178 21
24 55 225 7,5 213 196 22
27 60 5 255 7,5 242 6 224 23
30 64 5;5 2,5 285 7,5 271 7 250 25
33 66 5,5 312 9,0 298 7 276 27
за 68 6,0 3,0 340 10,0 326 8 302 29 31
40 73 380 364 338,
'Размеры профиля детале й, примыкающих к швеллерам
5 28 38 6,0 38 22. 14
6,5 32 6 1,5 52 6,5 47 4 37- 14
8 36 68 6,0 60 50 15
10 42 87 6,5 80 68 16
12 47 1,5 107 99 4 86 i 17
14 53 1,5 127 6,5 118 5 104 ! 18
16 59 2,0 147 136 5 122 19
18 65 7 2,0 167 155 6 140 ’ 20
20 72 2,0 186 7,0 173 6 158 21 j 23
22 78 2,0 206 192 7 174
24 85 8 2,0 226 7,0 210 7 192 . : 24
27 S0 8 ?. 2,5 255 7,5 239 8 220 25
30 94 9 2,5 ' 285 7,5 268 8 246 27
33 100 9 2,5 314 8,0 295 9 2?2 ! 29
' 36 104 10 3,0 342 9,0 323 10 300 30
. 40 103 380 10,0 360 10 334 33
Профиль типа I применяют в тех случаях, когда по расчету соединения на прочность Гребуетса приварка примыкающих деталей- к полкам двутавра или швеллера.
Допускается принимать i- — О,
ЗЭ. Форма ребер жесткости о прокатных профилях
Размеры, на
Ребра жесткости типа I применяют прп нагрузке, приложенной к обеим полкам профиля. При одной нагруженной полке устанавливают ребра типа II.
МЕСТА ПОД ГОЛОВКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ, ПАЗЫ Т-ОБРАЗНЫВ 397 МЕСТА ПОД КЛЮЧИ И ПОД ГОЛОВКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ,
ПАЗЫ Т-ОБРАЗНЫЕ
49. Размеры ключа и под ключ Размеры, мм
Размеры ключа
Размеры под ключ
Охватываемые Охватывающие
Номинальные размеры 8; s2; 8> Отклонения размеров ключа Отклонения размеров под ключ.
охватывающих 8 охватываемых Si охватывающих S2 охватывающих 8В
нормальной точности трубой точности повышенной точности нормальной точности грубой точности
2,5*; 3,0* — — —0,049 — — +0,09 +0,93
3,2 +0,08 +0:02 — -0,048 -0,16 4-0Л2 + 0;С4
4,0; 5,0; 5,5 Н-0Д2 -f-0.02
6,0* +0,15 +0,03
7,0 -0,053 -020 + 0.15 +9,05
8,0 ' +0,18 +0,03 -0,33
10 +0.19 +о> +0,24 +0,04
* Допускается применять только для изделий с углублением под ключ и для ключей под это углубление. ГОСТ 6424—73 предусматривает также номинальные размеры 50— 225 мм.
Номинальные размеры S; Sil S, ' Sa Отклонения размеров ключа Отклонения размеров под ключ
охватывающих 8 охватываемых Si охватывающих S2 охватывающих 4 8,
нормальной точности грубой точности повышенной точности нормальной точности грубой точности
12; 13 +0,24 -f-0,04 4-0,30 4-0,04 -0,120 -0,24 -0,43 — +0,18 +0,06
14 +0,27 +0,05 4-0,35 4-0,05
17 4-0,30 +0.05 +0.40 +0,05
19; 22; 24 +0,36 . -р0,06 4-0,46 +0.06 -0,140 -0,28 -0,52 +0,21 +0,07
27; 30 +0,48 +0,08 4-0,58 4-0,08 -0,84
32 -0,170 -0,34 -1,00 -1,00 +0,25 +0,05
36,0; 41,0; 46,0 +0,60 +0,10 4-0,70 4-ОДО
41. Места под гаечные топочи Размеры, мм
Aae^L j1 лДк t ,
„«К, г я -*++*-
1
с/ **
миаянл
у'/'1/*/ 777777777 j 7777 1
Зев ключа 8 А Е=К м L Li R D Ах Зев ключа $ А , Е^К м L Ес R D At.
5,5 7 8. 10 12 13 14 17 19 21 27 12 14 17 20 24 26 28 34- 36 42 48 52 5 8 10 10 11 13 14 15 16 19 7 8 9 11 13 14 15 17 19 24 25 28' 20 26 30 36 45 45 48 52 60 78 85 16 20 24 28 34 34 36 33 /;5 55 60 65 10 13 15 18 22 23 24 26 30 36 38 42 20 99 26 26 30 32 36 40 16 18 20 22 26 30 32 36 40 30 32 36 41 46 50 55 60 65 1 70 75 58 62 68 80 90 95 105 110 120 130 140 20 24 26 30 32 36 38 42 45 48 30 32 36 40 45 48 52 55 60 65 70 98 100 ПО 120 140 150 160 170 185 200 .210 75 80 85 90 105 110 120 130 145 160 170 48 50 55 60 63 72 80 85 92 08 105 » О1 О П о Й Л | 1 1 | io с© «? е- со 1 1 1 1 45 48 52 60 65 70 78
МЕСТА ПОД ГОЛОВНИ КРЕПЕЖНЫХ ДЕТАЛЕЙ, ПАЗЫ Т-ОБРАЗНЫЕ 399 ' 42, Места под шестигранные головки болтов, шестигранные гайки;
под шайбы плоские и пружинные
Размеры, мм
3
под шайбы
П2 под шайбы
а
10
12
16
м о
И
ДИ gg S “
5,5
7
8
10
12
14
14
17
17
19
22
24
D*
8
10
12
14
18
20
20
24
24
26
30
32
D**
10
12
12
14
20
26
28
34
10
14
16
18
20
24
28
28
30
34
38
10
14
16
18
20
24
28
i в о!
о Л в а:
12
14
16
18
24
30
34
40
20
24
30
36
42
48
н дИ ЙВ-
27
30
32
36
41
46
50
55
55
65
65
75
О*
36
40
42
45
52
60
65
70
70
80
80
05
D**
40
50
60
70
85
05
О.
45
48
52
60
65
70
80
80
90
00
100
о!
42
48
60
70
80
100
45
55
65
80
90
100
А 3
i и Итз
3
4
6
8
* Размеры О под шестигранные головки болтов, шестигранные гайки, шайба пружинные.
* * Размеры D под плоские шайбы.
ГОСТ 12876—67 предусматривает d = 1,6 е 2,5, а также нерекомендуемые d.
Размер h устанавливается конструктором.
При глубине fi, превышающей Vs высоты головки болта (гайки), размеры Z> следует брать по табл. 41. Допускается размеры D под шестигранные головки болтов и под. шестигранные гайки применять равными О ио д шайбы (если это допустимо по условиям коистр ук-ции).
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
43. Места вод головки винтов Размеры, мм
Я
, Г ’
Отверстия сквозные dt под винты принимаются по ГОСТ 11284-75.
Между опорной: и цилиндрическими поверхностями допускается радиус закругления не более 0,3 мм.
Размеры Н, и Н4 даны для нормальных и легких пружинных шайб по ГОСТ 6402—70.
В обоснованных случаях допускается увеличение размеров D, flt. И., И3 я И,; допускаемые отклонения на эти размеры по А,.
Диаметр резьбы d Винты с цилиндрической и полукруглой головкой Винты с потайной и полупотай-ной головкой и шурупы D
1-й ряд* 2-й ряд* Hi н, Hi Ht
D
2 ' 2,5 3 4,3 5 6,5 — — 1,4 1,7 2 2 2,5 3 — 4,6 5,6 6,5
-4 ' 5 6 8 10 И | 12 4 5 6 5,5 7 8 2,8 3,5 4 4 5 6 12 15 18 8.3 10,3 12,3
8 10 12 14 17 19 15 18 20 8 10 12 11 13 16 5 6 7 7,5 9 11 20 24 26 16,5 20 24
14 22 24 14 18 8 12 30 28
16 26 28 16 20 9 13 34 31
18 28 30 18 23 10 15 36 35
20 £ 32 34 20 25 11 16 40 39
* Применяют при сквозных отверстиях по 1-му и 2-му ряду ГОСТ 11284—75.
ГОСТ 12876—67 предусматривает а от 1 до 48 мм.
МЕСТА ПОД ГОЛОВКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ, ПАЗЫ Т-ОБРАЗНЫЕ 401
44. Места под головки заклепок Размеры, мм
Диаметр стержня Заклепки с потайной головкой Заклепки с по-лупотайной головкой
d а° D а° D
D Гч/ \Х7 а Ь Ф 2 2,5 3 3,6 4,2 4,8 120 6,0 7,0 8,0
*^^4- г/ 1 3,5 4 5 90 5,6 6,4 8,2 9.5 10.5 13,0
6 8 9,7 13,3 90 11,0 15,0
10 12 75 16,4 ' 19,4 75 17,0 20,0
ГОСТ 12876—67 предусматривает также диаметр стержня от 1 до 1,6 и сверх 12 до 36 им.
45. Пазы Т-образпые обработанные (по ГОСТ 1574—75)
Пазы применяют для металлорежущих станков, приспособлении и принадлежностей к ним.
Размеры, мм
Ч 77/ 1 Ci Jr Ч ' Предельные отклонения размера а (ширина паза) — по А, А3, А4, А5 и А-, в зависимости от назначения паза. Шероховатость боковых поверхностей, определяемых размером а, должна быть не более Rz 20 по ГОСТ 2789—73. Допускается занижение дна паза на величину не более <>,5 мм на ширине а. Допускается вместо фасок / и g выполнять скругление угла радиусом, не превышающим размеры фасок.
а 6 С /1 е / g
Номинал Отклонение Номинал Отклонение Не более Не менее Не более
5 10 +1 3 +0,5 10 8 1 0,6 1
6 8 10 12 11 14,5 16 19 +1,5 +1,5 +2 +2 5 7 7 8 +1 13 18 21 25 9 12 13 16
14 18 22 28 23 30 37 46 +2 +3 +4 9 12 16 20 +2 28 36 45 56 19 24 31 38 1,6 0,6 1 1 1 1,6 1,6 2,5 2,5
36 42 48 54 56 68 80 90 +4 +4 +5 +5 25 32 36 40 +3 +3 +4 +4 ‘ 71 85 95 106 48 58 65 75 2,5 1 1,6 2 2 2,5 4 6 6
4(а
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ'
РИФЛЕНИЯ
46. Рифления прямые и сетчатые (по ГОСТ 21474—75)
Размеры, мм
Прямое Сетчатое Профиль рифления
в направлении А
Рифления прямые для всех материалов
Ширина В Диаметр накатываемой поверхности
до 8 св. 8 до 16 св. 16 ДО 32 св. 32 до 63 св. 63 до 125 св. 125
Шаг рифлений Р
До 4 Св. 4 до 8 » 8 » 16 0,5 0,5 0,6 0,6 0,6 0,6 0,8 0,6 0,6 0,8 0,8 1,0
Св. 16 до 32 » 32 0,6 0,8 1,0 1,0 1,2 1,2 1,6
Рифление сетчатое
С Материал ‘заготовки Ширина накатываемой поверхности В Диаметр накатываемой поверхности
до 8 св. 8 ДО 16 св. 16 до 32 св. 32 до 63 св. 63 д© 125 св. 125
Шаг рифления Р
Цветные металлы До 8 Св. 8 до 16 » 16 » 32 » 32 0,5 0,6 0,6 0,8 0,8 0,8 0,6 0,8' 1,0 1,0 0.8 0,8 1,0 1,2 ill®
Сталь До 8 Св. 8 до 16 » 16 8 32 » 32 0,6 0,8 0.8 0,8 0,8 1,0 1,0 1,6 0,8 1,0 1,2 1,2 0,8 1,0 1,2 1,6 2,0 '
ь
Шаги профилей Р брать из рядов:
прямых — 0,5; 0,6; 0,8; 1,0; 1,2; 1,6 мм;
сетчатых — 0,5; 0 6; 0,8;. 1,0; 1,2; 1,6; 2,0 мм.
Высота рифления л: для стали 0,25—ОДР, для цветных металлов и сплавов 0,25‘—0,5Р. ц — 70 для рифлений по стали, а = 90° для цветных металлов1 и-- сплавов.
Пример обозначения прямого рифления с шагом Р = 1,0 мм:
Рифление прямое 1,0 ГОСТ 21414—15
То же, для сетчатого рифления:
Рифление сетчатое 1,0 ГОСТ 21414—15
РАДИУСЫ ГИБКИ И РАЗДЕЯКА УГОЛКОВ 403
47. Рифление дня прессовых соединений металлических деталей с пластмассовыми
Оси отверстий в текстолите, гетинаксе и фибре должны быть расположены перпендикулярно волокнам материала.
Минимальная толщина детали из пластмасс при запрессовке должна быть 3.5 мм,
РАДИУСЫ ГИБКИ И РАЗДЕЛКА УГОЛКОВ
48. Радиусы гибки листового материала
Материал Отожженные листы Наклепанные листы
Расположение линии изгиба
поперек ВДОЛЬ поперек | вдоль
волокон проката
Алюминий Латунь Л68 . Медь Сталь 10 Сталь 20, СтЗ Сталь 35, Ст5 Сталь 45 Дю ралюминий: мягкий закаленный Мн». ООО слъи I I 1 1 CqCqCQ * 1 1 ' 0.2S 0.2S 0,2S 0.4S 0,5S 0,8S IS 1,58 3S ,0,3S 0.4S IS 0,4S 0,5S 0,8S IS 1,58 3S 0.8S 0,8S 28 0,8S IS 1,58 1,78 2,58 4S
В таблице приведены наименьшие внутренние радиусы гибки г, они установлены по предельно допустимым деформациям крайних волокон.
Развернутая длина изогнутого участка детали из листового материала при изгибе на угода
А = л (г + kS) ,
где h — числовой коэффициент, определяющий положение нейтрального слоя при гибке (табл. 49).
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
49. Х^оэффпциент, определяющий положение нейтрального слоя при гибке Размеры, мм
8 1 2 3 4 5 6 8 10
Г k
1 0,35
2 0,375 0,350
3 0.398 0,382 0,350
4 0,415 0,374 0,360 0.358
5 0,428 0,386 0.367 0,357 0.350
6 0,440 0,398 0.375 0.363 0,355 0.350
8 0,459 0,415 0,391 0,375 0,365 0,358 0.350
10 0,470 0,429 0,405 0,387 0,375 0,366 0.356 0,350
12 0,480 0,440 0,416 0,399 0,385 0,375 0.362 0.355
16 0,459 0.433 0.416 0,403 0.392 0,375 0.365
20 оде 0,470 0,447 0,430 0,415 0.405 0.388 0,375
25 — — 0,460 0,443 0,430 0,417 0,402 0,387
28 0,500 0,466 0,450 0.433 0,425 0,408 0,395
30 — 0,470 0,455 0,440 0,430 0,412 0,400
Примечания:
1. Наименьшие гпутрсг структивной необходимости.
2. При гибке под углом к направлению проката следует брать средние промежуточные значения в зависимости от угла наклона линии изгиба.
3. При изгибе заготовок, полученных вырубкой или резкой без отжига, радиусы гибки следует брать как для наклепанного металла.
4. При гибке нужно устанавливать заготовку заусенцами внутрь изгиба во избежание возникновения трещин.
внутренние радиусы
гибки
следует применять
лишь в случае кон-
59. Минимальные радиусы гибки металлов круглого (ЛО и квадратного (Л2) сечений Размеры, мм
Л"* В~В wj. Zmgt- 7F *=*' В случае конструктивной недопустимости искажения профиля, согласно сечениям Л — А и В— В4 радиусы гибки принимают Rj. l,5d иК2 1,5а Диаметр круга d или сторона квадрата а Марки металла
СтЗ; 20 Ст5; 45 60Г> 60С2 М3; лоз
Ri Rz Hi Rz Ri Нд
2 2,5 3 4 5 6 8 9 10 12 14 16 18 20 22 25 28 30 0,6 1 1 3 8 10 10 13 16 18 18 20 25 3 4 10 16 20 22 25 30 3 4 5 10 13 16 18 20 22 25 30 30 6 8 10 16 20 22 25 30 5 6 13 16 18 22 22 25 30 30 35 40 0,6 0,6 1 1 2 2 3 6 6 8 10 10 13 13 16 16 18
51. Разделка уголковой стали при гибке 1’азмеры, мм
1 РазВертка <Х s'" v л
Размеры профилей Г Угол гибки, градусы
30 45 60 75 * 90 105 120 135
!1 11 G 11 !2 1 h h h fa li fa fi
20X20X3 3 9 2 14 4 20 5 26 G 34 7 44 8 59 9 82 11
25X25X4 32 x 32x4 36X3BX4 40x40x4 45x45x4 50x50x4 t 11 15 17 20 22 25 3 17 23 27 30 34 38 5 22 32 37 42 48 53 6 32 43 49 55 63 71 8 42 56 64 72 82 92 10 55 73 84 94 107 120 11 73 97 111 125 142 160 13 102 135 155 174 198 222 15
63X63X6 75 x 75 x6 Q 31 37 4 48 53 6 66 80 9 88 106 10 114 138 13 149 180 15 198 239 17 275 333 20
ШТРИХИ ШКАЛ
52. Штрихи для делительных шкал на деталях машин Размеры, мм
LiunnPiiiiiiUHiiiiiimir--b 0 12 5 45678 9101412 0 5 10 15 20 25 30 0 3 6 9 12 \ 7, Цй1Ш1и1й1Ш1Ы1ШЕ2± ^^Г.2а за —Hi—- '‘Q* ») Ъ) f J
Типы шкал Виды штрихов Длина штрихов !х, f2 при Ъ
до 1 св. 1 ДО 2 св. 2 ДО 3 св. 3 до 5 св. 5
а Для последовательных (рядовых) отметок 1 3 5 S 6 8
б Для последовательных отметок, разделенных пополам li — S — 8 10
в Для отметок с интервалом в три, пять и десять делений 1г — 8 — 10 12
Ширину штрихов при Ъ< 3 мм принимают 0,1 мм; при Ь> 3 мм—0,2 мы с допуском +0,03 мм. \
Разница в длине штрихов в пределах одной шкалы не должна превышать следующих значений: при длине штрихов до 3 мм — 0,2 мм; св. 3 до 5 мм — 0,3 мм; св. 5 мм — 0,5 мм.
КОНЦЫ ШПИНДЕЛЕЙ СТАНКОВ И ХВОСТОВИКИ ИНСТРУМЕНТОВ
53. Резьбовые концы шпинделей токарных етаиков (по. ГОСТ 1686.8—71)
Распространяются на концы шпинделей токарных, токарно-винторезных, токаj но револьверных станков и делительных универсальных головок.
Размеры, мм
d di (отклонение по С) (отклонение по с6) L 1 С
М20х2,5 21 30 20 7 1,6
М27ХЗ 28 38 26 10 1,6
МЗЗХЗ,5 35 45 32 11 2
М39Х4 40 50 35 14
М45Х4,5 48 60 40 15 2
М52Х5 55 70 45 17 2
М6ОХ5,5 62 78 50 19 - 2
Резьба — по ГОСТ 9150—59, поле допуска с посадкой 6g — по; ГОСТ 1609.1— 70.
Проточка типа I узкая — по ГОСТ 10549—63.
Канавка для выхода шлифовального круга — ио ГОСТ 8820—69. Допускается взамен канавки выполнять переходный радиус 1,5 мм.
Для делительных универсальных головок отклонениз размера d, — по С,.
54. Концы шпинделей агрегатных станков *
Концы шпинделей многошппндельных коробок и силовых головок агрегатных станков многопшипдельных резьбонарезных головок (насадок) сверлильных станков, предназначенные для установки в них вспомогательного инструмента.
Размеры, мм
d (отклонение по А) D ь (отклонение по А3) d 4- ti (отклоне-ние<1ПОА6) 1 I. 1„ d.
5 14 25 4 15,6- 70 20 15 — М8Х1
80 20 15
20 32 5 21,9 120 25 20 — М10Х1
19 20 20
‘ 26' 40 6 28,3 120 25 20 . 20 1112X1,25
; ' & 36 50 8 38,6 120 25 20 20 М t2xi,25
44 65 12 46,9 130 25 25 25 М1вх1;5
60 90 16. 63,6 150 30. 30 30 1120X1,5
80 110 20 84,3 170 30 30 30 М20х1,5
Концы шпинделей допускается изготовлять с окнами для облегчения смены инструмента.
• С 1 января 1978 г. вводится ГОСТ 13876—76.
концы шпинделей: станков и «хвостовики инструментов 407
55. -Концы!шлифовальных шпинделей для посадки фланцев шлифовального инструмента *
Размеры, мм
Конструкция I ,
Конструкция И
Общие размеры Конструкция I Конструкция II :
D 0 Ь (отклонение по ПШ) h (отклонение по Н6) d ! L Резьба d. в. Резьба d, d4 а Li Li 1*4
16 0,6 — — — 16 М10 18 М8 8,5 2 24 22 4,5
20 0,6 — — — — 20 М12 18 М8 8,5 2 24 22 4,5
25 1 3 3,5 16 16 25 М16 24 М10 10,5 4 35 32 6
32 1 4 6,0 19 20 32 MIS 24 М12 12,5 4 35 32 6
40 1,6 5 7,2 22 25 40 М24 36 М16 17 5 45 42 8
50 1,6 6 7,8 25 32 50 М24 36 М16 17 . 5 45 42 8
65 1,6 6 83 28 40 65 МЗбхЗ 50 М24 25 6,5 65 62 11
80 2 8 10,5 32 50 80 МЗбхЗ 50 М24 25 6,5 65 62 И
Направление резьбы должно быть противоположным направлению вращения шпинделя. Допускается применение призматических шпонок по ГОСТ 8789—68 с шириной Ь. Разрешается крепление фланцев на шпинделе и без шпонки.
Длину конуса L можно увеличивать в 1,25 раза.
* С 1 января 1978 г. вводятся ГОСТ 2323—78,
56. Концы шпинделей с конусностью 7 : 24 и оправок фрезерных станков (по ГОСТ 836-72)
Стандарт распространяется на концы шпинделей оправок с конусностью 7 : 24 и конусом Морзе для фрезерных станков.
Размеры, им
Симметричность паза относительно осп В должна быть выдержана с допуском: С, 03 мм для концов шпинделей с конусами 30; 40 и 45;
0,04 мм — с конусами 50; 55 и 60;
0,05 мм —с конусами 65 и 70.
1 — конец шпинделя (размеры конуса по ГОСТ 15945—70, допуски на размер d — по Ais па размер D — по -Aga); 2 — шпонка — по табл. 60; 3 — винт (ГОСТ 11738—72).
не менее
21 М12
27 М16
152,400
221,440
280,0
335,0
120,6
177,8
220,0
265,0
±0,200
М12 265
М16 315
Пример обозначения конца шпинделя с конусом 30:
Конец шпиабеля 30 ГОСТ 336—72
КОНЦЫ ШПИНДЕЛЕЙ СТАНКОВ И ХВОСТОВИКИ ИНСТРУМЕНТОВ 409
57. Концы шпинделей с копусазш Морзе (конус по ГОСТ 2847—67)
Размеры, мм
g |/17
—
Обозначение концов шпинделей с конусами Dt (отклонение по С3) т S (отклонение по А5) найм. г Ln не менее
3 4 50; 60 70; 80 10 12 24 32 £2 47 6 8 10 12
Пример обозначения конца шпинделя с конусом Морзе 3: Конег», шпинделя 3 ГОСТ &S(i—-72
58. Концы оправок с конусностью 7 : 24 (конус по ГОСТ 15945—70) Раз?леры, мм
8
Центр, отв.
Симметричность паза относительно оси А выдерживается с допуском;
0,05 — для концов оправок с конусами 30; 40; 45;
0,01 — с конусами 50; 55; 60;
0,15 — с конусами 65; 70»
Обозначение концов оправок с конусами -01 d5 h Л, ± 0,4 11 1, ц г— 0,5 ь (откл оне-ние по ДГ4) г
30 50 16 3 1,6 70 50 50 8 16,0 15,9
40 70 24 5 1,6 95 60 67 10 22,5 15,9 1
45 80 30 6 3,2 ПО 70 86 10 29,0 19,0 1
50 100 38 8 3,2 130 00 105 12 35,0 25 Л 2
55 130 48 9 3,2 168 90 130 12 45.0 25,4 2
60 160 58 10 3,2 -210 110 165 15 60.0 •25,4 2
65 200 72 12 4,0 250 160 206 15 72,0 32.0 2
70 250 00 14 4,0 300 160 256 15 86,0 32,0 2
Пример обозначения конца оправки с конусом 30:
Конец оправки SO ГОСТ 830—72
59. ДКонцы справок с конусом Морзе (кодусшо ГОСТ 2847—67)
Размеры, мм
Пример обозначения конца оправки с конусом Морзе 3: Конец оправки 3 ГОСТ 836—72
60. Шпонки
Размеры, мм
К концам шпинделей с конусами К концам шпинделей о конусами 60, 65, 70
30, 40, 45, 50, 55
Концы шпинделей с коиусами s Ь d — h di hi наиб. ht I, не более
30 40 15,9 7 12 16 — 17 20 —
45 19 9 14 19 — 20 —
50; 55 25,4 13 20 25 — 26 —
60 А 22 46 12
65 32 17 26 32 25 58 16,5
70 40 30 68 19,0
Твердость шпонки НПСЗЬ ... 38.
Пример обозначения шпонки для конца шпинделя с конусом-301 Шпонка 30 ГОСТ 836—72
КОНЦЫ ШПИНДЕЛЕЙ СТАНКОВ И ХВОСТОВИКИ ИНСТРУМЕНТОВ 411
Технические требования. 1. Параметры шероховатости Ra наружных и внутренних конических поверхностей концов шпинделей и оправок не должны быть ниже: 0,32 — для станков классов точности И и П;
0,160 — для станков класса точности В.
Параметры шероховатости передних торцов концов шпинделей не должны: быть ниже:
0,63 — для станков классов точности II и П;
0,32 — для станков класса точности В.
2. Проверку точности конических базирующих поверхностей концов шпинделей и оправок фрезерных станков классов точности Н, П и В производить комплексными калибрами.
3. В шпинделях и оправках предельные отклонения размеров резьб по ГОСТ 16093—70 степени точности:
7Н — для станков классов точности Н и П;
6Н — для станков класса точности В на размер d2 и 7Н на размер d3 (табл. 56).
4. Твердость концов шпинделей и конических отверстий с конусами 30 и 40 и конусами Морзе 3 и 4 не должны быть ниже HRC 54, для остальных концов шпинделей и конических отверстий твердость HRC 57...63 (кроме резьбы)..
Твердость концов оправок с конусами Морзе и конусностью 7:24-— HRC 52...56.
5. Неуказанные предельные отклонения размеров: охватывающих — па А7, охватываемых — по В7, прочих СМ7.
6. Для копировально-фрезерных станков размеры D2, d2, А и Е/2 (табл. 56) не регламентируются.
61. Xвост овики инструментов
Хвостовики инструментов изготовляют двух типов: I — с квадратом, И — с лысками.
Размеры, мм
Тип!
: Диаметры хвостовиков d а* Л* 4: ‘ найм. J Ь О
наименьшие наибольшие предпочтительные для применения
3,35 3,75 3,55 2,80 (3,15) 5 3,85 6
3,75 4,25 4,00 3,15 6(5) 4,35 6 —
: № 4,75 4,50 3,55 (3,35) 6(5) . 4,87 6 —
4,75 5,30 5,00 4,00 7(5) 5,42 8 —
5.30 6,00 5,60 4,50 7(5) 6,12 8 —
6,00 If 6,70 6,30 5,00 8(5) 6,85 8 0,5
* В:скобках;-— размеры: типа II, отличные от размеров типа
Продолжение табл: 81
Диаметры хвостовиков а* д* е найм. Ь 0
наименьшие наибольшие пр е дп опт итс ль I гые для применения
6,70 7,50 7,10 5,60 8 (5) 7,65 8 0,5
7.50 8,50 8,00 6,30 9(7) 8,65 10 0,5
8,50 9,50 9.00 7,10 Ю (7) 9,65 10 0,5
9,50 10,60 10,00 8,00 11(7) 10,78 10 0,5
10,60 11,80 11,20 9,00 12 (7) 11,98 10 0,5
11,80 13,20 12,50 10,00 13 (9) 13,38 12 1,0
13,20 15,00 14,00 11,20 14 (9) 15,18 12 1,0
15,00 17,00 18,00 12,50 16 (9) 17,18 12 1,0
17,00 19,00 18,00 14,00 18 (9) 19,21 12 1,0
19.00 21,20 20,00 10,00 20 (9) 21,41 12 1,0
21,20 23,60 22,40 18,00 22 (И) 23,81 16 1,0
23,60 26,50 25,00 20,00 24 (11) 26,71 16 1,0
28,50 30,00 28,00 22,40 26 (11) 30,21 16 1,0
30,00 33,50 31,50 25,00 28 (14) 33,75 16 1,о
33,50 37.50 35,50 28,00 31 (14) 37,75 16 1,5
37,50 42,50 40,00 31,50 34 (14) 42,75 16 1,5
42,50 47,50 45,00 35,50 38 47,75 — —
47,50 53,00 50,00 40,00 42 53,30 — —
Технические требования. 1. Предельные отклонения:
диаметра хвостовика d инструмента для машинной работы — по С3 ОСТ 1013, для ручной работы — по С5 ОСТ 1015;
размера а квадрата — по табл. 62, размера а между лысками — по С4
G2. Огюпжепве размера а квадрата
Размер квадрата Предельное отклонение на собственную величину размера а
Св. 3 до 6 —0,045 -0,12
Св. 6 до Ю —0,06 —0.15
Св. 10 до 18 -0,07 —0.18
Св. 18 до 30 —0.08 —0,21
Св. 30 до 50 -0,09 —0,25
ОСТ 1014;
расстояния h до лыски — по В„ ОСТ 1010;
длины лыски Ь— по А § ОСТ 1010;
размера а отверстия под квадрат: повышенной точности — по Хц ОСТ 1024, обычной точности — по Х5 ОСТ 1025.
2. Смещение квадрата относительно оси хвостовика (кроме ручных работ) не должно превышать допуска на изготовление квадрата.
3. Смещение оси симметрии лысок от оси хвостовика не должно превышать допуска на изготовление размера между лысками. .
НАПРАВЛЯЮЩИЕ СТАНКОВ
НАПРАВЛЯЮЩИЕ СТАНКОВ
413
63. Типы и профили сечений направляющих
Направляющие
охватываемые 1
охватывающие 2
Характеристика и применение
Направляющие треугольные симметричные
Повышенная точность перемещения движущихся частей вследствие меньшего влияния износа, чем у направляющих других типов. Саморегули-руемая компенсация износа.
Охватываемые направляющие обеспечивают хорошие условия удаления стружки.
Охватывающие направляющие хорошо сохраняют смазку.
Применяют с прижимными регулировочными планками и без них
Направляющие треугольные несимметричные
(Характеристика такая же, как для симметричных)
Применяют при значительной разнице между вертикальными и горизонтальными усилиями, действующими на направляющие
Направляющие прямоугольные
Просты в изготовлении.
Воспринимают большие нагрузки.
Регулировку осуществляют планками и клиньями
Направляющие остроугольные двусторонние («ласточкин хвост»)
Применяют прп малых размерах по высоте.
Регулировку осуществляют клиньями и планками.
Плохо работают на отрыв при больших опрокидывающих моментах
’ Рекомендуемые для малых скоростей перемещештя.
2 Рекомендуемые для малых и больших скоростей перемещения.
й*. Треугольные направляющее Размеры, мм
Типы направляющих н 6 8 10 12 16 20 25 32 40 50 60 80 100
12 16 20 25 32 40 50 60 80 100 125
Охватываемые
нх 14 18 22 28 36 45 55 70 90 110 140 — —
16 20 25 32 40 50 60 80 100 125 160
СЙХ...
Чч[^ В я
h 7 9 11 13 17 21 27 34 42 53 63 84 104
Симмет-
ричные Ь 2 2 3 3 5 5 8 8 10 10 12 16 20
Охватывающие В 0,6 0,6 0,6 0,6 1,6 1,6 1,6 1.6 2,5 2,5 2,5 2,5 4
|« g—Ч
у 3
при а= 90’ 12 16 20 24 32 40 50 64 80 100 120 160 200
В
а а = 120’ — — — — — 86,6 110,9 138,6 173,2 207,9 277,1 346,4
КОНСТРУКТИВЫ ЫЕ ЭЛЕМЕНТЫ
Типы направляющих н 10 12 16 20 25 32 40 50 60 80 100 125 160
20 25 32 40 50 60 80 100 120 — — — —
Охватываемые Bi 22 28 36 45 55 70 90 110 140 — — —
,н .0 25 32 40 50 ео 80 100 125 160 — — — —
в h 11 13 17 21 27 34 42 53 63 84 104 129 165
Ь 2 2 3 3 5 5 8 10 12 16 20 20 25
В 0,4 0,4 0,6 0,6 0,6 0,6 1,0 1,0 1,0 2,5 2,5 2,5 2,5
Несиммет- при (3 = 30* 23,1 27,7 37 46,2 57,7 73,9 92,4 115,5 138,6' 184,8 230,9
ричяые
в s ₽ = 25* 26,1 31,3 41,8 52,2 65,3 83,5 104,4 130,5 156,6 208,9 261,1 326,4 417,7
Охватывающие
а р == 20е — — — __ 77,8 99,6 124,5 155,6 186,7 248,9 311,2 388,9 497,9
1- . 0 . г.
_ Л/ м при (3 = 30* 0,50 0,50 0,75 0,75 1,25 1,25 2,00 2,50 3,00 4,0 5,0
Z4X я-
а а ₽ = 25» 0,36 0,36 0,55 0,55 0,90 0,90 1,45 1,80 2,15 2,9 3,6 3,6 4,5
ТП7д a g = 20’ — — — — 0,60 0,60 0,95 1,20 1,45 1,9 2,4 2,4 3,0
Размер Ht — рекомендуемый; размер В — справочный.
НАПРАВЛЯЮЩИЕ СТАНКОВ
сл
65. Основные размеры профилей охватываемых п охватывающих направляющих Размеры, мм
66. Основные размеры профилей охватываемых и охватывающих направляющих типа «ласточкин хвост»
Размеры, мм
67. Фаски и канавки для выхода инструмента прямоугольных направляющих с прижимной планкой
Размеры, мм
I fx Ч5а I H 8; 10; 12; 16 20; 25; 32; 40 50; 60 80: 100
h 1,6 2,0 3,0 5,0
hi = г 0,5 1,0 1,6 2,0
, z b 2,0 3,0 5,0 8,0
0 1,6 2,0 2,5 3,0
Л Ci 1,0 1,6 2,0 2,5
НАПРАВЛЯЮЩИЕ СТАНКОВ 417
68. Фаски и канавки для выхода инструмента прямоугольных направляющих Размеры, мм
. В 0 I В Ъ h = г С С1
Л ' Ь <! ’в сх.45 До 50 Св. 50 до 100 » 100 » 200 » 200 » 400 3 4 5 6 0,5 1,0 1,6 2,0 1,0 1,6 2,0 3,0 1,0 1,0 1,6 2,0
69. Фаски и канавки для выхода инструмента остроугольных направляющих типа «ласточкин хвост»
Канавки изготовляют двух исполнений: 1 — прямоугольной формы; 2 — трапециевидной формы.
Размеры, мм
Исполнение 1 и 6; 8; 10 12; 16 20 . 25; 32; 40 50; 60 80
✓ Z/ZZzzzz t - t
Ь = /1 2,0 3,0 4,0 5,0 6,0 8
г 0,5 1,0 1,0 1,6 1,6 2
Исполнение 2 с 1,0 1,6 2,0 2,5 4,0 7 ;
0,5 0,5 1,0 1,6 2
С2 0,7 1,0 1,4 1,8 2,8 5 ;
70. Прижимные планки
Прижимная планка
14 Анурьев В. И., т. 1
Прижимные планки применяют для прямоугольных направляющих скольжения станков.
В зависимости от величины опорных площадок прижимные планки изготовляют трех исполнений:
1 — устанавливаемые без регулировочных планок и клиньев;
2 — устанавливаемые вместе с регулировочными планками;
3 — устанавливаемые вместе с клипьягйг.
Размеры, мм
Продолжение табл. 70
Примеры применения прижимных планок
Планки, устанавливаемые без регулировочных .планок и клиньев Планки, устанавливаемые с регулировочными бланками Планки, устанавливаемые с регулировочными клиньями
ЙК Ш, LL 'Кх BIS
LI j .L)
Bi =н Исполнение в А ъ ь, ъ2 Ьэ d h с
i 1 2 3 12 16 20 8 10 10 3 4,5
5 1 2 3 16 20 25 10 12 12 4 5,5
, 6 1 2 3 20 25 32 12 15 15 5 2 6,6 0,5 1,0
8 1 2 3 25 32 40 15 20 20 7 .9,0
10 1 2 3 32 40 50 20 25 25 9 11
12 1 2 3 40 50 60 25 30 30 11 13
16 1 2 3 50 60 70 70 30 35 45 35 14,5 17
20 1 2 2 3 60 70 80 80 35 45 50 40 18,5
25 1 2 2 3 80 S0 100 100 45 55 60 50 23,5 3 22 1,0
32 1 2 2 3 3 100 по 125 ПО 125 50 70 75 60 65 25 15 15 15 15 25 20 25 20 20 30,5 26 2,5
1 2 2 3 125 140 160 160 65 85 95 80 15 35 30 40 35 37,5 33
50 1 2 3 140 180 180 80 105 95 35 45 40 47,5 5 39 1,5
60 1 3 160 - 200 95 ПО 15 20 40 57,5 45
НАПРАВЛЯЮЩИЕ СТАНКОВ 419
71. Планки регулировочные прямоугольные
Планки применяют для прямоугольных направляющих скольжения металло- и деревообрабатывающих станков.
Размеры, мм
н . Номинал 8 10 12 16 20 25 32 40 50 60 80 100
0 Ъ Y/// Отклонения —0.3 —0,6 —0,5 —0,8
В ±0,2 Ряды 1 2 2,5 3 4 ' 5 6 8 8 10 10 12 12 15 15 18 20 25 25 30
С 1,0 1,6 2,5
Толщину планок В выбирают по 1-му и 2-му ряду в зависимости от материала, длины планок, воспринимаемых усилий и расстояния между регулировочными винтами.
72. Пример выполнения регулировочных планок Размеры, мм
73. Планки регулировочные остроугольные
Планки применяют для остроугольных направляющих скольжения типа «ласточкин хвост».
Размеры, мм
420, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
74. Примеры применения остроугольных регулировочных планок Размеры, мм
н 6 8 10 12 16 20 25 32 40 50 60
h 3,3 2,7 4,2 3,8 5 6 8,5 7,5 10 12 16 20 25 30
Ъ 1-й ряд 2-й ряд — 5 5 6 6 8 8 10 10 12 10 12 12 15 15 18 15 18 18
d М3 М4 М5 Мб М8 М10 М10 М12 М16 М16 М20 М20 М24
s 0,5 0,8
Типы винтов и гаек, а также форма зенковок и сверлений под винты не регламентируются.
75. Планки регулировочные односкосные
Планки применяют для остроугольных направляющих скольжения (типа «ласточкин хвост».
Размеры, мм
g Н (отклонение по С6) 20 25 32 40 50 60 80
а:
(я eol+ н о to 20 33 20 36 25 46 32 58 32 64 40 79 45 96
в’ -1
76. Примеры применения регулировочных планок
Регулировочные планки изготовляют с гладкими и резьбовыми отверстиями под крепежные винты.
Размеры, мм
НАПРАВЛЯЮЩИЕ СТАНКОВ
421
77. Рекомендуемые расстояния между направляющими, мм
Типы направляющих
Прямоугольные
А Высота направляющих Н
8 10 11 16 20 25 32 чо 50 60 80 100
ffl 77,
тт
60 7,
7/7 7, 77,
80 7Л /7 77.
00 77.
im 7/. Ч У/
110 /// 7/> 77. 77
эт 7/ 77. 77
140 7/. 7// 77. 7Л
160 <77, 77 7а
180 /// 7/ Г// 7, 7,
?по 77 77 {/7 ?7, 77 ч
??п 7 77 7, /7,
?60 7/. 77 т7, /7 77,
?80 77 77, 7/, V7,
6?0 77, 7/, 7/, 7/, 7,
660 77, 7/, 77 77 77
цоо 77, 77, 77, //, 7/.
460 77, 77, 77, 77, 77,
600 77 /7 77
660 7, 7/,
610 77 777 77 ч
710 <77. 77 777 7
800 77 7/ 77 77 V/
ООП 77 %
1000 ,7/
11?0 7 7
72 к? %
т 77 7
1600 7 %
I860 %
2000 2
78. Измерение расстояния между боковыми гранями остроугольных направляющих типа «ласточкин хвост» с помощью цилиндрических роликов
Размеры, мм
Охватываемые направляющие Охватывающие направляющие
Ъ — номинальная толщина планки плюс зазор. Для направляющих с регулировочным клином вместо размера Ь принимают толщину тонкого конца клина.
t F - /55'’ н d F=l,4S05d Н d F=l,4605d
% ж rv
у t 2,5 3,65 20 12 17,53
jWz ж 5 3 4,38 25 15 21,91
у £ 6 3,5 5,11 32 18 26,29
я %?”
Z is 8 5 7,30 40 25 36,51
• J 8,76 43,82
10 50 30
F — 0,7 12 7 10,22 60 35 51,12
или
F-0,7(^-7) 16 9 13,14 80 50 73,02
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
НАПРАВЛЯЮЩИЕ СТАНКОВ
79. Элементы размеров угловых пазов, измеряемых по роликам Размеры, мм
Для типа А, Г Для типа Д Для типа Б, В
Xd = 4- ctg 27"30' = -у t’92098’ Xd = tg 27°30' =~2 °’76733; Xd = 4 tg 27°30'= "Г 0,52057
Для типа Д Для типа А, Б, В, Г
X = И tg 15° = Н-0,26735 X = Н tg 35» = Н-0,70021
d Xd для типа ‘ Я X для типа
А, Г Б, В Д А, Б, В и Г Д
2,5 2,401 0,651 0,959 4 2,801 1,072
3 2,881 0,781 1,150 5 3,501 1,340
3,5 3,362 0,911 1,343 6 4,201 1,608
5 4,802 1,301 1,918 8 5,602 2,144
6 5,763 1,562 2,302 10 7,002 2,680
7 6,723 1,822 2,686 12 8,403 3,215
9 8,644 2,343 3,453 16 11,203 4,287
13 12,486 3,384 4,988 20 14,004 5,359
18 17,289 ' 4,685 6,906 25 17,505 6,699
25 24,012 6,507 9,502 32 22,407 8,574
30 28,815 7,809 11,510 40 ’ 28,008 10,718
50 35,010 13,398
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
80. Направляющие качения
Схема и характеристика
d — длина направляющих;
Н — ход;
L — длина планок.
Направляющая для ограниченной длины перемещения. Тела качения заключены поодиночке или группами в отверстия жесткого сепаратора или без сепаратора и перемещаются вперед и назад по постоянной прямолинейной траектории, всегда находясь в нагруженном состоянии
Шариковая направляющая для прямолинейного перемещения. Шарики, заключенные в обойму, катятся между направляющими планками, положение одной из планок регулируется с помощью клипа. Конструкцию применяют при небольших нагрузках
Открытые направляющие салазок на шариках и роликах
Призматические направляющие на роликах и иглах
Открытые направляющие иглах различных диаметров
салазок на
Столы с направляющими типа «ласточкин хвост» и с плоскими направляющими на роликах
КРЕПЛЕНИЕ К ФУНДАМЕНТУ
КРЕПЛЕНИЕ К ФУНДАМЕНТУ
81. Элементы станин под крепление к фундаменту Размеры, мм
82. Приливы и отверстия в опорных плитах под фундаментные болты
Размеры, мм
d MW M12 M16 M20 M24 M30 M36 M42 M48
dt . 16 20 24 30 38 52 60 65 72
d„ 20 25 30 40 45 65 80 SO 10
5 6 8 10 12 15 18 21 24
* Для болтов диаметром более М36 допускается изготовление отверстий di я dz газовой резкой с шероховатостью более указанной на рисунке.
426 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
83. Приливй на наклонных поверхностях под фундаментные болты Размеры, мм
d М10 М12 М16 М20 М24 мзо М36 М42 М48
D 38 45 55 70 80 100 110 130 155
Dt 38 45 58 65 75 105 115 125 130
В 40 50 60 80 90 110 120 140 160
' Высота 4 4 4 6 6 8 8 10 12
прилива 4 6 6 8 8 10 10 12 16
h 6 8 8 10 10 12 12 16 20
8 10 10 12 12 16 16 20 25
' 10 12 12 16 16 20 20 25 32
ПЕТЛИ И ЖАЛЮЗИ
84. Размеры петель- и жалюзей, мм
Петли Жалюзи
Винт — -
d гост S D R 1 Si t г (1 = Н 1» L
5 1491—72 1 7 ' 1,75 5 1 16 6 7 15 100; 125
10,5 11,0 21,5 22,0 150 250
9052—69 и 3,5 10 1,5 25 9
6 2 14 4,5 12 2 30 30 35 9 12 12 И 14 14 22 28 28 200 175 300
РЕЗЬБЫ
МЕТРИЧЕСКАЯ РЕЗЬБА
85. Основные размеры метрической резьбы, мм (по ГОСТ S150—59)
Форма впадины резьбы болта, если нет указаний, не регламентируется и может быть как закругленной, так и плоско срезанной- Закругленная форма впадины резьбы болта является предпочтительной. Исходным при проектировании резьбообразующего инструмента является скругление или срез на расстоянии -g— О,IMP от вершины остроугольного профиля. Обязательное закругление впадины резьбы болта должно быть указано в технических требованиях или в конце обозначения резьбы должна быть добавлена буква Я, например, М12--6g-R
й, йи й2 — диаметры резьбы болта;
D, £>,, D2 — диаметры резьбы гайки;
Н = 0,866025Р;
Н2 = Я = 0,541266Р;
О
Р = = 0,144р.
О
Шаг резьбы Р Диаметр резьбы Высота профиля Шаг резьбы Р Диаметр резьбы Высота профиля я.
наружный d = D средний d2 = D2 внутренний dt = Dt наружный d — D средний d2= D2 внутренний dt = Di
0,40 0,45 0,50 0,60 0,70 0,75 0,80 1 1.25 1,5 1,75 2,5 2,5 2,5 3 3.5 3,5 4 4 4.5 4,5 5 5,5 5.5 6 6 ! С круши 2,0 2.5 3 (3.5) 4 (4:5) 5 6 8 10 12 (14) 16 (18) 20 /22' 24" (Д) ‘•0 (ф об (39) 42 (*"') 48 (52) 56 (60) .64. (68) гм шагом 1.74 2 ДОЗ 2,675 3,110 3,546 4,013 4.480 5.350 7.188 9,026 10,863 12,701 14,701 16,376 18.376 20.376 22,051 ЙЖ 27.727 30,727 33.402 36)402 39)077 42,077 44,752 48.752 52,428 56.428 60.103 64,103 1,567 2.013 2,459 2,850 3,242 3,688 4.134 4,918 6,647 8.376 10.106 11,835 13,835 15.294 17,294 19.294 20,752-. . 23 752 26.211 29,211 31.670 34,670 37.129 49.129 42,587 46,587 50.046 6i ,э0э 0’16 0,243 0’70 0.325 0.379 0.406 0.433 0,541 0,676 0,812 0.947 1,082 1,082 1,353 1.353 1,353 1,624 1,624 1,894 1.894 1 2,165 I 2,165 2,435 2?Л)6 2,706 ' 2.977 2,577 3,247 3.247 0,35 а мель 2,5 3 (3,5) им шагом 2,273 • 2,773 3,273 2,121 2,621 3,121 0,189
0,5 4 (4,5) 5 6 8 10 12 (14) 16 (18) 20 (22) 3,675 4,175 4.675 5,675 7,675 9.675 11,675 13,675 15,675 17,675 19:675 21.675 3,453 3,959 4,459 5,459 7.459 9)459 11,459 13,459 15.459 17.459 13,459 21,459 0,270
0,75 6-Я 10 12 (14) (18) (22) (27) 30 (33) 5,513 7,513 9,513 11,513 13.513 •5.515 > &3 29,513 32.513 5Д88-7.188 <1&8 '1,188 13.188 15.188 17.’88 19,188 21,188 : ЗД88 0,406 ; J
♦ С 1 января 1978' г. эажисн-ОТ G8B 1'80— 75 и 182—75.
Продолжение табл. 85
Шаг резьбы р Диаметр резьбы Высота профиля Hi Шаг резьбы Р' Диаметр резьбы Высота профиля Hi
наружный d = D средний d2 = D2 внутренний di = Dt наружный d = D средний d2 = Z)2 внутренний dj = Di
1,0 8 10 12 (14) 16 (22) 24 (27) 30 (33) 36 <W (80) 64 (68) 72 (76) 80 7,350 9,350 11,350 13,350 15.350 17,350 19,350 21,350 23,350 26,350 29,350 32,350 35,350 38,350 41,350 44,350 47,350 51,350 55,350 59,350 63,350 67.350 71,350 75,350 79,350 6,918 8,918 10,918 12,918 14,918 16,918 18,918 20.918 22,918 25.918 28,918 31,918 34,918 37,918 40,918 43,918 46,918 50,918 54,918 53,918 62,918 66,918 70,918 74,918 78,918 0,541 2,0 (IS) 20 ф? (45) 48 (52). 56- (60) 64 (68) 72 (76) 80 а (105) 110 (115) (120) 125 (130) 140 (150) 160 (170) 180 (190) 200 16.7Q1 18.701 20.701 22,701 25.701 28,701 31,701 34,701 37.701 40,701 43,701 46,701 ' 50,701 54,701 58,701 62,701 66,701 70.701 74.701 78,701 83,701 83,701 93,701 98,701 103,701 108,701 113,701 118,701 123,701 128,701 138,701 148,701 158.701 168,701 178,701 188,701 198,701 15,835 17,835 19,835 21.835 24,835 27,835 30,835 33,835 36,835 39,835 42,835 45.835 49,835 53,835 57,835 61,835 65,835 69,835 73,835 77.835 82,835 87,835 92,835 9 / ,835 102,835 107.835 112,835 117.835 122,835 127,835 137,835 /447,835 157,835 167,835 177.835 187,835 197,835 1,082
1,25 10 12 (14) 9,188 11,188 13,188 8,647 10,647 12,647 0,676
1,5 i 12 (14) 16 (18) . 20 24 27 30 (33) 36 (39) 42 (45) 48 • 56 <W (85) 90 (95) 100 (, (105) НО (115) (120) 125 ' (130) 140 (150) 11,026 13,026 15,026 17.026 19,026 21,026 23,026 26,026 29,026 32,026 35.026 38,026 41,026 44,026 . 47,026 51,026 55,026 59,026 63,026 67,026 71,026 75.026 79,026 84,026 89.026 94,026 99,026 104,026 109,026 114,026 119.026 124,028 129,026 139,026 149,026 10,376 12.376 14,376 16,376 18,376" 20,376 22,376 25,376 28,376 31,376 34,376 37,376 40,376 43,376 46,376 .50,376 54,376 58,376 62,376 66.376 70,376 74.376 78,376 83,376 88,376 93,376 98,376 103,376 108,376 113,376 118,376 123,376 128,376 138,376 148,376 0,812
3,0 (30) & 36 (3S) 42 (45) 48 (5Э 56 (76) 80 (85) 90 (95) 100-(105) НО (И5) (120) 125 (130) 140 (150). 160 (170) 180 (190) 200 28,051 31,051 34,051 37.051 40,051 43,051 46,051 50,051 54,051 58.051 62,051 66.051 70,051 74.051 78,051 83,051 88.051 93,051 08.051 103,051 108.051 113.051 118.051 123,051 128.051 138.051 148.051 158,051 168.051 178,051 188,051 198,051 26,752 29,752 32,752 35.752 38,752 41,752 44.752 48,752 52,752 56,752 60,752 64,752 68,752 72,752 76,752 81,752 86,752 91,752 96.752 101.752 106,752 111,752 116,752 121,752 126.752 136,752 146,752 156,752 166.752 176,752 186,752 196,752 1,624
РЕЗЬБЫ
Диаметр резьбы
Шаг резьбы Р наружный d = D средних! d-2 = Ds внутренний d.^D, Высота профиля Ht
(42) 39,402 37,670
(45) 42.402 40,670
(48) 45,402 43,670
(52) 49,402 47,670
(56) 53.402 51,670
(60) 57,402 55,670
64 61,402 59.670
4,0 72 69,402 67,670 2,165
(76) 73,402 71,670
• 80 77,402 75,670
(85) 82,402 80,670
90 87,402 85,670
(95) 92,402 90,670
100 97,402 V 95,670
Диаметр резьбы
Шаг резьбы Р наружный d = D средний внутренний Высота профиля Н.
(105). 102,402 100,670
110. 107,402 10-5,670
(115) 112,402 110,670
(120) 117,402 115,670
125 122,402 120,670
(130). 127,402 125,670
140 137,402 135,670
(150) 147,402 145,670
¥ 160 - 157,402 155,670 2,165
(170) 167,402 165,670
180 • 177,402 175.670
(190) 187.402 185,670
200 197,402 195,670
ГОСТ 9150—59 предусматривает шаги резьб Р = 0,2 + 6 мм, наружный диаметр <1 = 1 + 600 мм и 3-й ряд наружных диаметров.
Без скобок приведены диаметры 1-го ряда, которые следует предпочитать диаметрам 2-го ряда, заключенным в скобках.
Обозначение резьб:
с крупными шагами обозначают буквой М и размером диаметра (М24, М64 н т. д.);
с мелкими шагами— буквой М, размером диаметра и шага через знак умножения (М24 х2, М64 X 2 и т. д.).
ДОПУСКИ МЕТРИЧЕСКИХ РЕЗЬБ
Допуски метрических резьб по ГОСТ 16093—70 распространяются па мет-ричеекпо резьбы с диаметрами 1—600 мм с профилем и основными размерами ио ГОСТ 9150-59.
Стандарт устанавливает предельные отклонения резьб в посадках скользящих и с. зазорами.
Расположение полей допусков, степени точности и их обозначения. Расположение полей допусков болтов указано на рис. 2, гаек — на рис. 3.
Отклонения отсчитывают от номинального профиля резьбы, показанного па рис. 2 и 3 утолщенной линией.
Расположение полей допусков резьбы относительно номинального профиля определяется основным отклонением — верхним" для болтов и нижним — для гаек. •
ГОСТ разработан с учетом рекомендаций ИСО Р965 и СЭВ РС2272—69:
Установлены следующие ряды основных отклонений, обозначаемые буквами латинского алфавита (строчной — для болта и прописной — для гайки): для резьбы болтов — h, g, е, d; для резьбы гаек — И, G.
Установлены следующие степени точности, определяющие допуски диаметров резьбы болтов и гаек и обозначаемые числами:
Диаметры болта:
наружный.....................................
средний .....................................
Диаметры гайки: внутренний .........................................
средний ........................................
Степени точности
5; 6; 7
4; 5; 6; 7
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение. Напрнмер: 6fe, 6g, 6Я.
430
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
S) d
Ряс. 2. Расположение полей допусков болтов:
» — с основным отклонением по h\ б — с основным отклонением по g, е, d — нймяиальныЯ наружный диаметр; dt — номинальный внутренний диаметр; ds — номинальный средний диаметр резьбы
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра,, помещаемого на первом месте, и обозначения поля допуска наружного диаметра для болтов и внутреннего — для гаек. Например:
1h 6ft
| |, Поле, допуска наружного диаметра болта_______
[_______Поле допуска среднего диаметра болта______
5/7 6Н
I |______Поле допуска внутреннего диаметра гайки
I_______Поле допуска среднего диаметра гайки______
Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то оно в обозначении поля допуска резьбы не повторяется. Напрпмер:
I | Поле допуска наружного диаметра болта
I______Поле допуска среднего диаметра болта
6Н
[ |____Поле допуска внутреннего диаметра гайки
|Поле допуска среднего диаметра гайки
Л — с основным отклонением II; б — с основным отклонением G : D — номинальный наружный диаметр; — номинальный внутренний диаметр; D2—-номинальный средний диаметр
Обозначение поля допуска резьбы следует за обозначением размера резьбы.
Примеры обозначения нолей допусков:
резьбы с крупным шагом — болта М12 — 6g; гайки М12 — 6Я;
резьбы с мелким шагом — болта М12 X 1 — 6g; гайки М12 X 1—6Н;
болта с обязательным закруглением впадины — М12 — 6g — R.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта. Йапример: М12 — GH/&g‘, М12 X 1 — QH/bg.
Длины свинчивания. Длины свинчивания подразделяют на три группы: S (малые), N (нормальные) и L (большие) в соответствии с указанными в табл. 86.
Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
Длина свинчивания, к которой относится допуск резьбы, при необходимости должна быть оговорена в технических требованиях или указана в обозначении резьбы в следующих случаях:
а) если она относится к группе L;
б) если она относится к группе S, но меньше, чем вся длина резьбы.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
М12 — 7g 6g — 30
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ .
86. Группы длин свинчивания и их размеры, мм
Шаг Р Номинальный диаметр резьбы d Длины свинчивания
8 N L
0,35 Св. 1,4 до 2,8 » 2,8 » 5,6 ДО 0,8 ». 1,0 Св. 0,8 до 2,6 », 1,0 » 3,0 Св. 2,6 » 3,0
0,4 Св. 1,4 до 2,8 До 1,0 Св. 1,0 до 3,0 Св. 3,0
0,45 Св. 1,4 до 2,8 До 1,3 Св. 1,3 до 3,8 Св. 3,8
0,5 Св. 2,8 до 5,6 » 5.6 » 11,2 ». 11,2 » 22,4 До 1,5 » 1,6 » 1,8 Св. 1,5 до 4,5 » 1,6 » 4,7 » 1,8 » 5,5 Св. 4,5 » 4,7 » 5,5
0,6 Св. 2,8 до 5,6 До 1,7 Св. 1,7 до 5,0 Св. 5,0
0,7 Св. 2,8 до 5,6 До 2,0 Св. 2,0 до 6,0 Св. 6,0
0,75 Св. 2.8 до 5,6 » 5,6 » 11,2 » 11,2 » 22,4 » 22,4 » 45,0 До 2,2 » 2,4 » 2,8 » 3,1 Св. 2,2 до 6,7 » 2,4 » 7,1 » 2,8 » 8,3 » 3,1 » 0,5 Св. 6,7 » 7,1 » 8,3 » 9.5
0,8 Св. 2,8 до 5,6 До 2,5 Св. 2,5 до 7,5 Св. 7,5
1 Св. ,5,6 до 11,2 » 11,2 » 22,4 » 22,4 » 45,0 » 45,0 » 90,0 До 3,0 » 3,8 » 4,0 ». 4,8 Св. 3,0 до 9,0 » 3,8 » 11,0 » 4,0 » 12,0 » 4,8 » 14,0 Св. 9,0 » 11,0 » 12,0 » 14,0
1,25 Св. 5,6 до 11,2 й 11,2 ». 22,4 До 4,0 >/ 4,5 Св. 4,0 до 12,0 й 4,5 >> 13,0 Св. 12,0 » 13,0
1,5 Св. 5,6 до 11,2 » 11,2 » 22,4 № 22,4 » 45,0 » 45.0 » 90,0 8 90,0 » 180,0 До 5,0 » 5,6 » 6,3 » 7,5 » 8,3 Св. 5,0 до 15,0 » 5,6 » 16,0 » 6,3 » 19,0 » 7,5 » 22,0 » 8,3 » 25,0 Св. 15,0 » 16,0 » 19,0 » 22,0 » 25,0
1,75 Св. 11,2 до 22,4 До 6,0 Св. 6,0 до 18,0 Св. 18,0
2 Св. 11,2 до 22,4 » 22,4 » 45,0 » 45,0 » 90,0 » 90,0 » 180,0 » 180,0 » 355,0 До 8,0 » 8,5 » 9,5 » 12,0 № 13,0 Св. 8,0 до 24,0 » 8,5 » 25,0 » 9,5 » 28,0 » 12,0 » 36,0 » 13,0 » 38,0 Св. 24,0 » 25,0 » 28,0 » 36,0 » 38,0
2,5 Св. 11,2 до 22,4 До 10,0 Св. 10,0 до 30,0 Св. 30,0
3 Св. 22,4 до 45,0 » 45,0 » 90,0 » 90,0 » 180,0 » 180,0 ». 355,0 До 12,0 » 15,0 » 18,0 » 20,0 Св. 12,0 до 36,0 » 15,0 » 45.0 8 18,0 л 53,0 » 20,0 » 60,0 Св. 36,0 » 45,0 » 53,0 » 60,0
3,5 Св. 22,4 до 45,0 До 15,0 Св. 15,0 до 45,0 Св. 45,0
4 Св. 22,4 до 45,0 » 45,0 » 90,0 » 90,0 » 180,0 » 180,0 » 355,0 До 18,0 » 19,0 » 24,0 а 26,0 Св. 18,0 до 53,0 » 19,0 » 55,0 ft 24,0 » 71,0 tt 26,0 ft 80,0 Св. 53,0 » 56,0 » 71,0 8 80,0
Поля допусков. Поля допусков болтов и гаек указаны в табл. 87.
В соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков болтов и гаек установлены в трех классах точности: Точном, среднем и грубом.
В рекомендации ЙСО Р965 имеются следующие указания о выборе классов точности:
класс «точный» — для прецизионных резьб, когда необходимо минимальное колебание характера посадки;
класс «средний» — для общего применения;
класс «грубый» — для случаев, когда могут возникнуть производственные ратруднония, например, для резьбы на горячекатаных прутках или в длинных глухих отверстиях.
87. Классы точности и поля допусков резьб
Классы точности Поля допусков резьб
болтов гаек
Точный Средний Грубый 4/i eh; eg*; ее; ed 8h; 8 g* 4H5H енен; 6ff*; 6G TH*; 1G
* Поля допусков предпочтительного применения.
В обоснованных случаях разрешено применять поля допусков, которые образованы сочетанием полей допусков разных классов точности на средний Диаметр и диаметр выступов (наружный диаметр болтов пли внутренний диаметр таек). Например: для болтов — 4fe6fe; 8/г6«; 8g6g; для гаек — ЬН, 1Н&Н.
При длинах свинчивания, относящихся к группе 5, применение класса точности «грубый» не рекомендуется.
При длинах свинчивания, относящихся к группе L, допускается применение дополнительных полей допусков, указанных в табл. 88.
88. Дополнительные поли допусков для длин свинчивания группы L
Класс точности Дополнительные поля допусков для длин свинчивания группы L
болтов гаек
Точный 5ff6ff
Средний 77i6/i; 7g6g; 7«6в 7ff; 7G
Допускаются любые сочетания полей допусков резьбы болтов и гаек, установленных ГОСТом.
Предельные отклонения. Предельные отклонения диаметров резьбы болтов должны соответствовать указанным в табл. 89 и 90, а гаек — в табл. 91.
Допуски среднего диаметра резьбы являются суммарными и ограничивают сумму отклонений собственно среднего диаметра, шага и половины угла профиля резьбы.
Нижнее отклонение внутреннего диаметра болта стандартом не устанавливается, по косвенно ограничивается формой впадины болта.
89. Предельные отклонения резьбы болтов степени ТочндсТн 4 н 6
Г" Шаг бы, Р, мм Номинальный диаметр резьбы й,.мм Предельные отклонения диаметров резьбы болтов (мкм) полей допусков
4 h 6 h 6 g 6 e 6 d
верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее
d, ds d d2 d, db d2 d d2 d, dlf d2 d d2 d, dt, dj d d2 d, d„ d2 d d3
0.35 Св. 1,4 до 2,8 ». Т,8 » 5,6 0 —53 -40 -42 0 -85 -63 -67 -19 -104 —82 —86 — — — — — — ‘
0,4 Св. 1,4 до 2,8 -60 —42 —95 -67 —19 —114 -86 — — — —
0,45 -63 -45 —100 -71 -20 -120 -91 — — — __
0,5 Св. 2,8 до 5,6 » 5.6 » 11,2 » 11,2 » 22,4 -67 —45 —53 —56 -106 —75 —85 -90 -20 -126 —95 —105 —110 —50 —156 -125 -135 -140 . — — —
0,6 Св. 2,8 до 5,6 —80 -53 -125 -85 —21 -146 —106 —53 —178 -138 — — —
0,7 -00 —56 -140 —90 —22 —162 -112 -56 —196 —146 — —
0,75 Св. 2,8 до 5,6 » 5,6 » 11,2 » 11,2 » 22,4 а 22,4 а 45,0 -90 -56 —63 —67 -71 -140 —90 -100 -106 -112 —22 -162 -112 -12.2 ' —128 —134 -56 —196 -146 -156 -162 -168 — — till
0,8 Св. 2,8 до 5,6 -95 -60 -150 —95 -24 -174 -119 —60 —210 -156 — — —
1,0 Св. 5.6 до 11,2 » 11.2 » г22.4 » 22,4 >> 45,0 « 45,0 » 90,0 -112 1 1 hl CO oo -q -q OOUH- -180 -112 -118 -125 -140 -26 -206 -138 -144 —151 -166 -60 -240 tNJCOin® 1—- GM Illi —90 -270 -202 —208 -215 -230
1,25 Св. 5,6 до 11,2 а 11,2 » 22,4 -132 —75 —85 ' -212 -118 -132 -28 —240 —146 —160 -63 —275 —181 —195 —95 -307 —213 -227
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Шаг резьбу, _Р} мм Номинальный диаметр резьбы d, мм Предельные отклонения диаметров резьбы болтов (мкм) полей допусков
4 h 6 h 6 g 6 e 6 d
верхнее нижнее верхнее нджнее верхнее нижнее верхнее нижнее верхнее нижнее
d, dt, d2 d d. d, di, dz d di d, d>, d ds d, d}, d2 d da d, d1# d2 d dz
1,5 Св. 5,6 до 11,2 а 11,2 » 22,4 а 22,4 а 45,0 а 45.0 а 90,0 а 00,0 а 180,0 0 —150 ILi i i о емс co co a о о w 0 -236 —132 —140 —150 —160 -170 -32 -268 —164 -172 —182 —192 —202 -67 -303 —199 —207 —217 —227 —237 —95 —331 Г-1Л 1Л 1Л (Pl CO IO "CT (MCM P-iOIC-J 1 1 1 1 1
1,75 Св. 11,2 до 22,4 —170 -95 -265 —150 -34 —299 -184 —71 -336 -221 -100 -365 —250
2,0 Св. 11,2 до 22,4 в 22,4 а 45,0 а 45,0 а 90.0 а 90,0 а 180,0 а 180,0 а 355,0 —180 —100 -106 —112 —118 —132 —280 —160 —170 —180 —190 —212 -38 —318 1.1 1 1 1 tO CO 1:0 to I-». СЛГОе*©® О GO GO GO GO -71 -351. 1 1 1 1 1 IO I-C www CO CT> tn co -100 —380 —260 -270 —280 —290 -312
2,5 Св. 11,2 до 22,4 —212 -106 -335 —170 -42 -377 -212 —80 -415^- --250' -106 -441 —276
3,0 Св. 22.4 до 45,0 а 45.0 » 90.0 а 00,0 а 180,0 а 180,0 а 355,0 -236 —125 —132 —140 —160 —375 -200 -212 -224 -250 -48 —423 -248 —260 —272 -298 —85 —460 —285 -297 —309 —335 -112 -487 Illi CO co co co ст- -co ro i-W CT5 to
3,5 Св. 22,4 до 45,0 - 265 —132 -425 —212 -53 —478 -265 ' -90 -515 -302 -118 -543 -330
4,0 Св. 22,4 до 45.0, » 45.0 » 90.0 » 90.0 »- 180.0 й 180,0 а 355,0 —300 -140 —150 —IGO -180 —475 1111 ro t® ro to •GO tn COtO о o-o -60 —535 Illi CO CO CO Ю CO О o ст. —95 —570 Illi CO CO CO CO -0 CO UIUIH'O -125 —600 Illi co coco 0-4 OS cj-< CP <-* О
РЕЗЬБЫ
90. Предельные отклонения резьбы болтов степени точности 7 и 8 ф.
Предельные отклонения диаметров резьбы болтов (мкм) полей допусков
Шаг Р, мм Номинальный диаметр^резьбы d, мм 7ft6h 7g6g 7e6e 8h (для S 0,8) 8Ji67i (для S < 0,8) 8g
верхнее нпжнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее
d, dn d2 d d2 d, di, d2 d d3 d, di, ^2 d d2 d, di, d3 d dg d, di, d2 d d2
0,35 Св. 1,4 до 2,8 » 2,8 » 5,6 0 -85 -80 -85 -19 -104 —99 —104 — — — (0) (-85) (-100) (-106) — — —
0,4 Св. 1,4 до 2,8 -95 -85 -19 -114 -104 — — — (-95) (—106) — — —
0,45 -100 -90 -20 -120 —110 — — — (-100) (-112) — —
0,5 Св. 2,8 до 5,6 » 5,6 » 11,2 » 11,2 >> 22,4 -106 -95 -106 -112 -20 -126 -115 —126 —132 . -50 —156 -145 —156 —162 (—106) (-118) (-132) (-140) — — —
0,6 Св. 2,8 до 5,6 -125 —106 -21 -146 —127 -53 -178 -159 (-125) (-132) — — —
0,7 —140 -112 —22 —162 -134 -56 -196 —168 (-140) (-140) __ — __
0,75 Св. 2.8 до 5,6 » 5,6 » 11,2 » 11,2 » 22.4 » 22,4 » 45,0 -140 -112 -125 -132 -140 -22 -162 -134 -147 —154 -162 -56 —196 —168 -181 —188 —196 (-140) (-140) (-160) (-170) (-180) —
0,8 Св. 2,8 до 5,6 -150 -118 -24 -174 —142 -60 —210 —178 0 —236 -150 —24 —260 -174
1,0 Св. 5,6 до 11,2 » 11,2 » 22,4 » 22,4 » 45,0 » 45,0 » 90,0 -180 -140 -150 —160 -180 -26 -206 —166 -176 —186 —206 -60 —240 —200 —210 —220 —240 -280 -180 -190 —200 —224 —26 -306 -206 —216 -226 —250
1,25 Св. 5,6 до 11,2 », 11,2 » 22,4 —212 -150 —170 —$0 -178 -198 -63 —275 —213 -335 —190 —212 - -28 -363 -218 -240
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Продолжение табл. 90
Шаг Номинальный Предельные отклонения диаметров резьбы болтов (мкм) полей допусков
7Л 6А 1g sg 7e 6e 871 (для S 8/i Qh (для 8 0.8) <0,8) 8g
р, мм диаметр резьбы d, ым верхнее нижнее верхнее нпжнее верхнее нижнее верхнее нижнее верхнее нижнее
d, di, d2 d d2 d, d15 d2 d d2 d, d1} d2 d d2 d, d1( d2 d d2 d, dt, d2 d d2
1,5 Св. 5,0 до 11,2 » 11,2 » 122,4 » 22.4 » '45.0 » 45.0 » 90,0 » 90,0 » 180,0 —236 -170 -180 —190 —200 —212 -32 -268 —202 -212 —222 —232 -244 -67 —303 -237 -247 —257 —267 —270 -375 -212 -224 —236 -250 —265 —32 -407 -244 —256 —268 —282 —297
1,75 Св. 11,2 до 22,4 —265 —190 —34 —299 —224 —71 -336 -261 —425 —236 -34 -459 —270
2,0 Св. 11,2 до 22,4 » 22,4 » 45,0 » 45,0 » 90.0 » 90.0 » 180 ;о » 180,0 8 355,0 -280 —200 —212 —224 —236 —265 -38 —318 -238 —250 —262 —274 —303 -71 —351 —271 —283 -295 —307 —336 -450 1 1 1 1 1 CO CO ЬЭ VC ; co О Ct> о сл сл о о сл а -38 -488 —288 —303 —318 —338 —373 РЕЗЬБЫ
2,5 Св. 11,2 до 22,4 0 —335 -212 —42 -377 —254 —80 —415 -292 0 -530 —265 -42 —572 —307
3,0 Св. 22/1 до 45.0 » 45,0 » 90.0 » 90,0 « 180.0 а 180,0 а 355,0 ’ -375 —250 -265 -280 —315 -48 -423 —298 —313 —328’ —363 -85 —460 -335 —350 —365 —400 -600 -315 —335 —355 —400 -48 -648 —363 —383 —403 -448
3,5 Св. 22,4 до 45,0 —425 -265 —53 -478 -318 -90 —515 —355 —670 —335 -53 -723 —388
4,0 Св. 22,4 до 45,0 » 45,0 » 90.0 » 90.0 а 180,0 а 180,0 а 355,0 -475 —280 —300 —315 -355 -60 -535 -340 -360 —375 -415 -95 —570 —375 —395 -410 —450 —750 -355 -375 —400 —450 -60 —810 —415 —435 —460 —510
Примечание. Предельные отклонения, указанные в скобках, назначать не рекомендуется.
91. Предельные отклонения резьбы гаек
Номинальный диаметр резьбы d, мм Предельные отклонения диаметров’ резьбы гаек (мкм) полей допусков
Шаг Р. мм 4Н5Н 5Н6Н 6Н 6G 7Н 7G
нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее
Л, Pi, ^2 £>2 Pi О,£>1, вг о2 Di £>2 Пг О2 £>i £>,£>!, d2 £>2 £>i
0,35 Св. 1,4 до 2,8 >> 2,8 » 5,6 0 +53 +56 +80 0 +67 +71 +100 0 4-85 4-90 +100 +19 +104 +109 +119 — — — — — —
0,4 Св. 1.4 до 2,8 -{-56 +90 +71 +112 +90 +112 +19 +109 +131 — — — — — —
о,^±5 +60 +100 +75 +125 +95 + 125 +20 +115 +145 — — — — — —
0,5 Св. 2,8 до 5.6 » 5,6 » 11,2 » 11,2» 22,4 +63 +71 +75 +112 4-80 4-90 +95 +140 +100 + 112 +118 +140 +20 +120 4-132 4-138 +160 0 +125 4-140 +150 +180 +20 4-145 +160 +170 +200
0,6 Св. 2,8 до 5,6 +71 +125 +90 +160 +112 +160 +21 +133 +181 +140 4-200 +21 4-161 +221
0,7 4-75 +140 +95 +180 +118 +180 +22 +140 +202 +150 +224 +22 +172 +246
0,75 Св. 2.8 до 5,6 » 5.6 » 11,2 » 11,2 » 22,4 S 22,4 » 45,0 +75 +85 4-90 +95 +150 +95 4-106 +112 +118 +190 +118 +132 +140 + 150 +190 +22 +140 + 154 +162 +172 +212 +150 +170 +180 + 190 +226 +22 +172 + 192 т-202 +212 +258
0,8 Св. 2,8 до 5,6 +80 +160 +100 +200 +125 +200 +24 +140. +224 +160 +250 +24 +184 +274
1,0 Св. 5,6 до 11,2 » 11,2 » 22,4 » 22,4 » 45,0 » 45,0 » 90,0 +95 +100 +106 +118 +190 +118 +125 —132 +150 4-236 +150 + 160 +170 +190 +236 +26 +176 +186 +196 +216 +262 +190 +200 +212 +236 +300 +26 +216 4-226 +238 +262 +326
1,25 Св. 5,6 до 11,2 » 11,2 » 22,4 +100 +112 +212 +125 +140- +265 +160 +180 +265 +28 +188 +208 +293 +200 4-224 +335 +28 +228 +252 ,+363
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Шаг Р, ММ - Номинальный диаметр резьбы 2, мм Предельные отклонения диаметров резьбы гаек ''мкм) полей допусков
4Н 5Н 5Н 6Н 6Н 6G 7Я 7G
нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее нижнее верхнее
D,DU и, Di Р.О1, ь2 О2 О1 0,0., О2 О, Pi Рг Dt Di D, Pi, Рг Di Р,Пи Р2 Di
1,5 Св. 5,6 до 11,2 й 11,2 » 22,4 » 22,4 » 45.0 й 45,0 » 90.0 й 90,0 й 180,0 0 +112 + 118 + 125 +132 + 140 +236 0 +140 +150 +160 + 170 +180 +300 0 +180 +190 +200 +212 +224 +300 +32 +212 +222 +232 +244 +256 +332 0 +224 —-236 —250 +265 +280 +375 +32 +256 +268 +282 +297 +122 +407
1,75 Св, 11,2 до 22,4 + 125 +265 +160 +335 +200 +335 +34 +234 +369 +250 +425 +34 +244 +459
2,0 Св. 11,2 до 22,4 » 22,4 » 45,0 » 45,0 » 90,0 » 90,0 » 180,0 а 180,0 » 355,0 +132 +140 +150 + 1С0 +180 +300 +170 + 180 +190 +200 +224 +375 +212 +224 +236 +250 +280 +375 +38 +250 +262 +274 --288 +318 +413 +265 +280 +300 +315 4-355 +475 +38 +303 +318 +338 +353 +393 +513
2,5 Св. 11,2 до 22,4 +140 +355 +180 +450 +224 +450 +42 +266 +492 +280' +560 +42 +322 +602
3,0 Св. 22,4 до 45,0 » 45,0 » 90.0 » 90,0 » 180,0 а 180,0 в 355,0 +170 +180 +190 +212 +400 +212 +224 +236 +265 +500 +265 +280 +300 + 335 +500 +48 +313 +328 +348 +383 +548 +335 +355 +375 +425 +630 +48 +383 +403 +423 +473 +678
3,5 Св. 22,4 до 45,0 +180 +450 +224 +560 +280 +560 +53 +333 +613 +355 +710 +53 +408 +763
4.0 Св. 22,4 до 45,0 » - 45,0 » 90.0 » У0,0 й 180.0 а 180-0 й 355.0 +19.0 +200 4-212 4-236 +475 +236 +250 +265 +300 +600 +300 +315 +335 4-375 +600 +60 +360 +375 +395 +435 +660 +375 +400 +425 +475 +750 +60 +435 +4С0 +485 +535 +810
РЕЗЬБЫ
При неоговоренной форме впадины резьбы болта рекомендуется, чтобы впадина не выходила sa линию плоского среза на расстоянии 11 /8 от вершины остроугольною профиля (рис. 4, а).
При оговоренной закругленной впадине резьбы болта радиус кривизны впадины ни в одной из точек не должен быть менее 0,1 Р (рис. 4, б).
Рис. 4. Форма впадин:' а — неоговоренная форма впадины; 1 — номинальный профиль; 2 — зона, в которой рекомендуется располагать впадину болта; б — закругленная впадина; 1 — номинальный профиль; 2 — верхний предельный профиль; з — нижний предельный Профиль
Верхнее отклонение наружного диаметра гайки настоящим стандартом но устанавлив ается.
Предельные отклонения резьб с защитными покрытиями. Предельные отклонения резьб до нанесения защитного покрытия должны соответствовать ГОСТ 16093—70, если применяемые толщины покрытий яе требуют больших величин основных отклонений.
Если заданы предельные отклонения размеров резьб до нанесения покрытия и не сделано других оговорок, то размеры резьбы после нанесения покрытия не должны выходить за пределы, определяемые номинальным профилем резьбы и соответствующие основным отклонениям h для болта и Н для гайки.
Замену допусков резьб в ранее разработанной технической документации рекомендуется производить в соответствии с табл. 92.
92. Замена допусков резьб
Болты Гайки
Поле допуска по ранее действовавшим стандартам Поле допуска по ГОСТ 16093—70 Поле допуска по ранее действовавшим стандартам Поле допуска по ГОСТ 16093-70
Кл. 1 Уг Кл. 1 4Н5Н
Кл. 2 ГОСТ 6g Кл. 2 ГОСТ 6Н
Кл. 2а 9253-59 6g Кл. 2а 9253—59 6Я
Кл. 3 8g Кл. 3 1Н
Кл. 2аД ' ГОСТ 6g Кл. ЗХ ГОСТ 6G
Кл. ЗЛ 10191-62 бе 10191—62
В тех случаях, когда для ранее установленных допусков резьб требуются замены, отличающиеся от указанных в табл. 90, в технической документации должны быть приведены обозначения соответствующих полей допусков по ГОСТ 16093-70.
ГОСТ 16093—70 предусматривает допуски для шагов Р = 0,2 н- 3 и Р = 4 для d свыше 355 до 600 мм, а также для Р = 4,5 -ь 6 мм.
КОНИЧЕСКАЯ ДЮЙМОВАЯ РЕЗЬБА С УГЛОМ ПРОФИЛЯ 60’ (по ГОСТ 611te52)
93. Размеры дюймовой резьбы с углом профиля G01, мм
Обозначение размера, дюймы Число ниток на 1'' Шаг резьбы Р Длина резьбы Диаметр резьбы в основной плоскости Внутренний диаметр резьбы у торца трубы Рабочая высота витка ^2 Труба Муфта
рабочая от торца трубы до основной плоскости 12 средний ^2, ^2 наружный d, D внутренний di, Pi !з не менее С D h (включая сбег) d
для оп равок
V1. 27 0,941 6,5 4.064 7,142 7,895 6,389 6,135 0,753 8 10,5 1 8,05 13 10 6,3
27 0,941 7,0 4,572 9,519 10,272 8,766 8,480 0.753 8,5 11,0 1 10,42 14 11 8,7
18 1,411 9,5 5,080 12,443 13,572 11,314 10,977 1,129 12 15,5 1,5 13,85 20 15 11,2
18 1.411 10,5 -6,096 15,926 17,055 14,797 14,416 1,129 13 16,5 1,5 17,33 21 16 14,7
14 1,814 13,5 8,128 19,772 21,223 18.321 17,813 1,451 16,5 21,0 1,5 21,56 26,5 21 18,25
3/4 14 1,814 14,0 8,611 25,117 20,568 23,666 23,128 1,451 17 21,5 1,5 26,91 26,5 21 23,5
1 111/г 2,209 17,5 10,160 31,461 33,228 29,694 29,059 1,767 21,5 26,5 2,0 33,69 33,5 26 29,6
1’/4 И1/, 2,209 18,0 10,668. 40,218 41,985 38,451 37,784 1,767 22 27,0 2,0 42.44 34,5 27 38,5
1‘/3 11>/, 2,209 18,5 10,668 46,287 48,054 44,520 43,853 1,767 22,5 27,5 2,0 48,54 34,5 27 44,5
РЕЗЬБЫ
Стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков. Шаг резьбы, измеряют параллельно оси резьбы. Биссектриса угла профиля перпендикулярна оси резьбы. Размер а'т — справочный, а — отверстие под резьбу см. табл. 26. Число витков с полным йрофилем в резьбовом сопряжении стандартом не устанавливается, но не должно быть меньше двух. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная илосяость резьбы совпадает с торцом муфты. Уменьшение длины сверления (размера Z6) допускается при обеспечении достаточной прочности и плотности соединения и использовании для получения резьбы стандартного инструмента.
Пример обозначения конической резьбы 3/4" • К3/4".
ТРУБНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА (по ГОСТ 6357—73)'
Трубную цилиндрическую резьбу применяют в трубопроводах, цилиндрических резьбовых соединениях, а, также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211—69.
94. Размеры трубной цилиндрической резьбы, п
№,960!(№ №,6Ы)327Р №,137329?
При выборе размеров резьб 1-й ряд следует предпочитать 2-иу
\ ocb PSlhlW.
Обозначение резьбы, дюймы Число ниток на 1" Шаг Р Диаметр резьбы Рабочая высота профиля h Радиус закругления R
1-Й рад 2-й РЯД наружный d = D средний di = D% внутренний dt = Dt
*/. 28 0,907 9,728- 9,147 8,566 0,581 0,125
•/. — 19 1,337 13,157 16,662 12,301 15,806 11,445 14,950 0,856 0,184
^1^1 б7« 7» 14 1,814 20,955 22,911 26,441 30,201 ’ 19,793 21,749 25,279 29,039 18,631 20,587 24,117 27,877 1,162 0,249
1 i‘7< 2 3 3V2 с !7з Г‘/8 17а 27а 27а 6 зу4 37а 473 5*/г 11 2, ЗОЭ 33,249 37,897 41,910 44,323 47,803 53,746 59.614 65,710 75.184 81,534 87,884 93,980 100,330 106,680 113,030 • 125.730 138,430 151,130 163,830 31,770 36,418 40.431 42,844 46,324 52,267 58,135 64,231 73,705 80,055 86,405 92,501 98,851 105,201 111,551 124,251 136,951 149,651 162,351 30,291 34,939 38,952 41,365 44,845 50(788 56,656 62,752 72,226 78,576 84,926 91 022 97,372 . 103,722- . 110,072 122,772 135,472 148,172 160,872 1,479 0,317
РЕЗЬБЫ 443
Допуски. Для трубной цилиндрической резьбы установлены два класса точности—А н В.
Предельные отклонения диаметров резьбы указаны в табл. 95.
95. Предельные отклонения диаметров резьбы
Отклонения отсчитывают от поминального профиля резьбы в направлении, перпендикулярном к оси резьбы.
Допуски среднего диаметра являются суммарными, включающими отклонения собственно среднего диаметра резьбы и диаметральные компенсации отклонений шага и половины угла профиля.
Предельные отклонения внутренней резьбы, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211—69, должны соответствовать классу точности А или величинам, установленным в ГОСТ 6211-69.
Номинальный размер резьбы, дюймы Наружный диаметр Средний диаметр Внутренний диаметр
Труба d Муфта Ра Труба d2 Муфта Dt
Предельные отклонения, мкм
нижнее* верхнее * * нижнее * верхнее**
класс А класс В класс А класс В
7а -214 +107 +214 -107 -214 +282
’/а -250 +125 +250 -125 -250 +445
*/i 7» 7. 7а —284 +142 +284 -142 -284 + 561
. 1 17а 17. 13/а 17, -360 +180 +3S0 —wo -360. +640
Продолжение табл. 95
Технические требования. 1. Допускается выполнять вершину профиля резьбы с плоским срезом в пределах, ограниченных соответственно допусками наружного диаметра резьбы трубы и внутреннего диаметра резьбы муфты.
2. В случаях, когда закругление вершины профиля резьбы обязательно, это должно оговариваться в конструкторской документации.
3. Для внутренней резьбы, предназначенной для соединения с наружной конической по ГОСТ 6211—69, закругление вершины профиля обязательно.
4. Для наружных резьб класса точности В с закругленными вершинами профиля резьбы допускается выход за ннжний предел поля допуска наружного диаметра при условии соблюдения требований п. 1.
Резьба обозначается буквами Труб., номинальным размером и классом точности, например: Труб. 2" кл. А.
Требования к внутренней цилиндрической резьбе, предназначенной для соединения с наружной конической резьбой. Профиль и размеры резьбы — но ГОСТ 6357-73.
Предельные отклонения среднего диаметра резьбы — по. ГОСТ 6357—73, класс точности А, пли по табл. 100.
Примечание. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы длина свинчивания равна (2. 1 V/4 I1/® 2 . 21/» 3 4 6 « •»* Номинальный размер резьбы, дюймы
£ £ СО го ОО Число ниток на 1"
2,309 1,814 1,337 0,907 Шаг резьбы Р
Л* СО VO ГО ГО h-ь ОО Н^ОО £ W 'сл'го ОСО О “qi рабочая It 1 Длина 1 резьбы
10.4 12,7 12,7 15,9 17,5 20,6 25,4 28,6 28,6 со со сл То от торца резьбы до основной плоскости А
31,770 40,431 46,324 58,135 73,705 86,405 111,551 136,951 162,351 19,793 25,279 12,301 15,806 9,147 средний d2= D2 Диаметр резьбы । в основной ПЛОСКОСТИ ; 1
33,249 41,910 47,803 59,614 75,184 87,884 113,030 138,430 163,830 20,955 26,441 13,157 16,662 9,728 наружный d = D
30,291 38,952 44,845 56,656 72,226 84,926 110.072 135,472 160,872 18,631 24,117 11,445 14,950 8,566 внутренний di = Z>,
29,641 38,158 44,051 55,662 71,132 83,638 108,484 133,684 150,084 18,119 23,523 | 11,070 i 14,550 8,316 Внутренний диаметр резьбы и торца трубы (справ.) dT
Sa 1,162 0,856 0,581 Рабочая высота витка
0,317 0,249 0,184 0,125 Радиус закругления г
РЕЗЬБЫ
ТРУБНАЯ КОНИЧЕСКАЯ РЕЗЬБА (по ГОСТ 6211—69)
Шаг резьбы в табл. 96 задан параллельно оси резьбы. Биссектриса угла профиля перпендикулярна оси резьбы.
Для соединений наружной конической резьбы с внутренней цилиндрической резьбой муфтовой арматуры по ГОСТ 6527—68 применяют укороченную коническую резьбу с размерами Z, и 1г, указанными в табл. 97.
Допускается нарезать на трубах укороченную коническую резьбу для соединений трубопроводов из водогазопроводных труб по ГОСТ 3262—75 при давлениях Fy по 10 кгс/см2
Пример обозначения конической трубной резьбы 3/4": .
KTpy6 3Л" ГОСТ 6211—69
То же укороченной резьбы:
Кгруб 3/л" укор. ГОСТ 6211—69
Допуски. Коническую трубную резьбу проверяют по среднему диаметру коническими резьбовыми калибрами по ГОСТ 7157—69.
97. Укороченная коническая резьба, мм
Размер резьбы, дюймы V. ’/» ‘/а •/4 1 1*/< 1*/а 2 2‘/2 3
1а, но менее . . • h ........ 4 7,7 4,5 8,2 4,5 9,5 6 11 7 13,4 8 14,4 10 16,4 и 18,5 12 21,2 14,5 23,7
98. Осевое смещение основной плоскости б!2 трубы и муфты относительно номинального расположения
Осевое смещение трубы
Осевое смещение муфты
ПЖКОЕП&
РЕЗЬБЫ
Поминальный размер резьбы, дюймы */8 ’Л-3/» *Л-’/4 1—2 2«/г—6
Смещение основной плоскости резьбы б(2, мм Трубы ±0,9 ± 1,3 ±2,3 ±3,5
Муфты ± 1,1 ± 1,7 ± 2,3 ±2,9
Примечание. При любом действительном значении 12 в пределах допуска, указанного в табл. 98, разность действительных размеров Z, и 12 для наружной резьбы должна быть не менее разности номинальных размеров h и 12, указанных в табл. 96.
99. Отклонения половины угла профиля, угла уклона и отклонения по шагу резьбы
Предельные отклонения
иоловины угла профиля угла уклона <р резьбы шага резьбы на длине до 25 мм
наружной внутренней
± 45» Н-10* —5' Н-5' -10* ± 0,04 мм
Указанные предельные отклонения являются исходивши для проектирования резьбо-Обрааующего инструмента и факультативными для изделий.
100. Отклонения среднего диаметра резьбы
Номинальный размер резьбы, дюймы */2-’/4 1-2 21Д-6
Отклонения среднего диаметра цилиндрической внутренней (кчп,бы, мм ± 0,071 ±0,104 ± 0,142 ±0,180 ±0,217
Продельные отклонения среднего диаметра соответствуют величинам Осетию смещения 612 основной плоскости резьбы муфты, указанным в табл. 98 и пересчитанным на отклонения диаметров.
11 римеры обозначений внутренней цилиндрической резьбы, предназначенной для соединения с наружной конической резьбой:
с предельными отклонениями по классу точности А ГОСТ 6357—73 диаметром 2":
Труб. 2" кл. А
С предельными отклонениями по табл. 100:
Труб. 2” ГОСТ 6211—69
448 КОНСТРУКТИВНЫ^"'ЭЛЕМЕНТЫ
ТРАПЕЦЕИДАЛЬНАЯ ОДНОЗАХОДНАЯ РЕЗЬБА (по ГОСТ 9484—73)
102. Диаметры и шаги резьб, мм
Диаметр резьбы d Шаг Р Диаметр резьбы d Шаг Р
1-й ряд 2-й ряд 3-й ряд 1-й ряд 2-й ряд З-й ряд
8 2; 1,5 60 55 12; 8; 3
10; 12 14 3; 2 80 70 75; 65 10; 4 -
16; 20 18 4; 2 100 90; 100 85; 95 12; 5
26 99,- 28 24 8; 5; 2 120 140 130; 150 6
32; 40 36 30; 34; 38; 42 10; 6; 3 160 180 170 190 8 8
50 44; 48 52 46 12; 8; 3 12; 8 200 220 210 10
ГОСТ предусматривает также резьбы для диаметров до 640 мм и шаги Р = 1,5 и 16 40 мм.
При выборе диаметров следует предпочитать 1-й ряд 2-му, а 2-й — 3-му.
103. Профиль и основные размеры резьбы Размеры, мм
Н= 1,866Р; d„ = d — 0,5Р; -П4= d + 2ас;
Н, = 0,5Р; d3 = d —2Н2; D = d;
Д, = + ас; = d - Р; d1 = Dt
р Нх н2 “с Pl, не более не более
1,5 0,75 0,90 0,15 0,075 0,15
2 1,00 1,25 0,25 0,125 0,25
3 1,50 1,75 0,25 0,125 0,25
. 4 2,00 2,25 0,25 0,125 0,25
2,50 2,75 0,25 0,125 0,25
6 3,00 3,50 0,50 0,250 0,50
8 4,00 4,50 0,50 0,250 0,50
10 5,00 5,50 0,50 0,250 0,50
12 6,00 6,50 0,50 0,250 0,50
Примечания: /
1. di и D — диаметры воображаемых цилиндров, ограничивающие прямолинейные участки боковых сторон профиля.
2. Профиль вершины резьбы винта и впадины гайки предпочтительно выполнять с радиусами Ri и Кг или фасками с размерами, не превышающими 0,5а .
Для накатанной резьбы профиль впадины резьбы винта допускается выполнять закругленным, сопрягающимся с боковыми сторонами профиля (рис. 5). При этом начало закругления не должно быть выше di, а внутренний диаметр может быть уменьшен на величину 0,15Р.
Резьба обозначается буквами «Трап», номинальным диаметром и шагом.
Пример обозначения трапецеидальной одноза-ходпой резьбы с поминальным диаметром 40 мм и шагом 6 мм:
Трап 40 X 6 ГОСТ 94^4-73
Для левой резьбы добавляется слово «лев»:
Трап 40 X 6 Лев ГОСТ 9484—73 -
РЕЗЬБЫ
104, Диаметры резьб Размеры, мм
р d; В бЦ = D-г di B^J di- о* Р d; D d3 — di Bt; dj Dt
8 7,00 5,5 6,0 8.5
10 9,00 7.5 8,0 10.5 120 117,00 113,0 114,0 121,0
12 11,00 9,5 10.0 12,5 6,0 130 127,00 123,0 124,0 131,0
14 13,00 11,5 12.0 14,5 140 137,00 133,0 134.0 141,0
16 15,00 13,5 14,0 16,5 150 147,00 143,0 144,0 151,0
2,0 18 17,00 15,5 16,0 18.5
20 19.00 17,5 18,0 20.5
22 21,00 19.5 20,0 22,5 24,5
24 23,00 21,5 22,0 л
26 2э,00 23,5 24,0 21» .•)
28 27,00 25,5 26,0 28,5 22 18.00 13,0 14,0 23,0
24 20.00 15,0 16,0 25,0
26 22,00 17,0 18,0 27,0
• 28 24,00 19,0 20,0 29,0
10 8,50 6,5 7,0 10.5 44 40,00 35,0 36,0. 45,0
12 10,50 8,5 9,0 12,5 46 42,00 37,0 38,0 47,0
,4 12,50 10,5 11,0 14,5 48 44,00 39,0 40,0 49,0
30 28,50 26.5 27.0 30,5 8,0 50 46,00 41,0 42,0 51,0
32 30,50 28’,5 29';0'- 32.5 52 48,00 43,0 44,0 53,0
34 32,50 30,5 31,0 34,5 55 51,00 46,0 47,0 52.0 56,0
36. 34.50 32,5 33,0 36,5 60 56,00 51,0 61,0
38 36,50 34,5 35,0 38,5 100 156,00 151,0 152,0 161,0
3,0 40 38,50 36,5 37,0 40.5 170 166,00 161,0 162,0 171,0
42 40.50 38,5 39,0 42,5 180 176,00 171,0 172,0 181,0
44 42,50 40.5 41,0 44,5 190 186,00 181,0 182,0 191,0
46 44,50 42.5 43,0 46,5
48 46,50 44,5 45.0 48,5
50 48,50 46,5 47.0 50,5
52 50,50 43,5 49,0 52,5
55 53,50 51,5 52.0 55.5
60 58,50 56,5 57,0 60,5 • 30 25,00 19,0 20,0 31,0
32 27,00 23,00 21,0 23,0 22,0 24,0 33,0 35,0
4,0 16 18 20 65 70 75 80 14,00 16,00 18.00 63,00 68,00 73,00 78,00 11,5 13,5 16,5 60,5 12.0 14,0 • 16,0 61.0 66.0 71,0 76,0 16.5 18.5 20.5 65,5 70.5 75.5 80,5 10,0 36 38 40 42 65 70 75 80 200 210 220
31,00 33,00 35,00 37,00 60,00 65,00 70,00 75,00 195,00 205.00 215,00 25,0 27,0 29,0 31,0 54,0 59,0 64,0 69,0 189,0 19Э.0 209,0 26.0 28 Л 30.0 32,0 55,0 60,0 65,0 37,0 39,0 41,0 43,0 66,0 71,0
70.5 75,5 76,0 81,0 201,0 211,0 221,0
70,0 190.0 200,0 210,0
22 19,50 16,5 17,0 22.5 1
24 21,50 18.э и).о 21,5
26 23,50 20.5 21,0 26,5
28 25.50 • 22,5 23,0 28.5 38,00 31,0 45,0
5,0 85 90 82,59 79,5 80.0 85.5 44 32,0
87,50 84,5 83.0 90.0 46 40,00 33,0 34;о 47.0
95 92,50 8;) .5 90.0 95 5 48 42.00 35,0 36,0 49 Л
100 97.50 94.5 95 0 100.5 50 44,00 37,0 38,0 51,0
110 107,50 104,5 105,0 110,5 ' 12,0 60 85 46.00 49,00 54,00 79,00 33,0 42,0 47,0 72,0 40,0 43,0 48.0 73,0 53,0 56,0 61,0 86,0
80 84.00 77.0 78,0 91,0
30 27.00 23,0 24,0 31,0 • 9э 100 89,00 94.00 82.0' 87.0 8:5,0 88,0 96,0 101,0
32 29,00 25,0 2i), 0 со, 9 по 10'1.00 97.0 98.0 111,0
6,0 34, 31,00 27,0 28,0 3.),0 240 234,00 227,0 90 Й п 241,0 251,0 261,0 281,0
36 38 40 42 33,00 35.00 37.00 39,00 29,0 31.0 33,0 35.0 30-0 32,0 34,0 33,0 37.0 " 39,0 ' 41.0 43,0 250 260 280 244,00 254.00 274,00 237,0 247,0 267,0 238Д) 248,0 268.0
15 Анурьев В. II., т. 1
о
о
Рис. 7. Расположение полей допусков гаек
Для многозаходных трапецеидальных резьб применяют тот же профиль, что п для одпозаходных.
Примеры обозначения трапецеидальной трехзаходпоп резьбы
Трап, 40 X (3 X 6) ГОСТ 9484—73
Трап 40 X (3 X 6) лев ГОСТ 9484-73
Допуски трапецеидальной однозаходпой резьбы (по ГОСТ 9562—75) *. Расположение полей допусков винтов указано на рпс. 6, гаек — на рис. 7.
Отклонения отсчитывают от номинального профиля резьбы, показанного на рис. 6 и 7 утолщенной линией, в направлении, перпендикулярном к оси резьбы.
Основные отклонения диаметров резьбы и степени точности указаны в табл. 105.
Обозначение поля допуска резьбы состоит только из обозначения поля допуска среднего диаметра, т. е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение. Например: 7г, 8с, 8Я.
Обозначение поля допуска резьбы следует за обозначением размера резьбы. Примеры обозначения полей допусков: винта Трап 40 X 6 — 7е, гайки Трап 40 X 6 — 7Н, винта с левой резьбой Трап 40 X 6 — 7е лев.
Посадку в резьбовом соединении обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска впита. Например. Трап 40 X 6 = 7Н!7е.
Длины свинчивания. Установлены две группы длин свинчивания N (нормальная) и L (большая) в соответствии с табл. 106. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
Длина свинчивания, относящаяся к группе L, при необходимости должна быть оговорена в технических требованиях или указана в обозначении резьбы.
Пример обозначения резьбы с длиной свинчивания 85 мм, относящейся к группе L;
Трап 40 X 6 = 7е = 85
• Поля допусков. Поля допусков винтов и гаек указаны в табл, 107.
В соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков винтов и гаек установлены в двух классах точности: среднем и грубом.
105. Основные отклонения диаметров резьбы п степени точности
Диаметр резьбы Основные отклонения Степени точности
Винтов Наружный d Средний d2 Внутренний dj h h, е, с h 4, 6 7, 8, 9 7, 8, 9
Гаек Наружный Средний Di Внутренний Di Н н <55 j GO~5f L-Г
Примечания: 1. 6-ю степень точности наружного диаметра винтов следует применять только для резьб, изготовляемых накатыванием. 2. Степень точности внутреннего Анаметра винта должна соответствовать степени точности его среднего диаметра-
• ГОСТ 9562—75 отменен е 1 января 19.78 г. ГОСТ 9562—60 восстановлен н шидасн до 1 января 1981 г. Допуски по ГОСТ 9562—60 см. Приложение.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
106. Группы длин свинчивания
Шаг Р, мм Интервалы номинальных диаметров резьбы d, мм Длина свинчивания, им
N L
2 Св. 5.6 до И,2 » 11,2 » 22,4 а 22.4 » 45 Св. 6 до 19 » 8 » 24 ' » 8 а 25 Св. 19 а 24 а 25
3 Св. 5.6 до 11,2 « 11,2 » 22,4 й 22,4 » 45 s 45 » 00 Св. 10 до 28 » 11 » 32 » 12 » 36 » 15 » 45 Св. 28 а 32 в 36 а 45
4 Св. 11,2 до 22,4 в 45 » 90 Св. 15 до 43 « 19 » 56 Св. 43 а 56
5 Св. 11,2 до 22,4 » 22,4 » 45 » 45 » 90 » 90 » 180 Св. 18 до 53 » 21 » 63 » 24 » 71 » 28 » 85 Св. 53 а 63 й 71 в 85
6 Св. 22,4 до 45 » 90 » 1S0 Св. 25 до 75 » 86 » 106 Св. 75 й 106
8 Св. 11,2 до 22,4 а 22,4 » 45 » 45 » 90 » 90 » 180 U 180 » 355 Св. 30 до 85 » 34 » 100 » 38 » 118 » 45 » 132 » 50 » 150 Св. 85 » 100 1> 118 я 132 . в 150
10 Св. 22,4 до 45 • » 45 » 90 » 180 » 355 Св. 42 до 125 » 50 » 140 а 63 » 130 Св- 125 а 140 б 190
12 Св. 22,4 до 45 » 45 » 90 » 90 » 180 а 180 а 355 Св. 50 до 150 » 60 » 170 » 67 » 200 й 75 » 224 Св. 150 » 170 р 200 а 224
107. Поля допусков и классы точности
Классы точности Поля допусков
винтов гаек
при длинах свинчивания
N L N
Средний Грубый 7h, 1е 8е, 8с 8е 9с TH 8Н 8Н ‘.ill
Пр им ечапис. При повышенных требованиях к точности для длин свинчивания rpynnui L допускается назначать поля допусков, установленные для нормальных длин свинчивания.
Предельные отклонения диаметров резьбы винтов указаны в табл. 108 и 109, гаек — в табл. 110.
Верхнее отклонение наружного диаметра резьбы гайки стандартом не устанавливается.
108. Предельные отклонения диаметров резьбы винтов
Шаг р, мм Интервалы номинальных диаметров резьбы d, мм Предельные отклонения диаметров резьбы винтов, мкм, полей допусков
7/1 7e 8e
верхнее нижнее верхнее нижнее верхнее нижнее
d, dit d9 d d. da d, dt di d d> di dt da d, d di da
1,5 Св. 5,6 до 11,2 0 -150 -170 -280 0 -67 —150 —237 -280 0 -67 —150 -279 —400
2 Св. 5.G до 11,2 » 11,2 » 22,4 » 22,4 й 45 -180 —190 —200 -212 -310 -320 -340 -71 -180 -261 —271 —283 -310 —320 —340 —71 -180 —307 -321 —336 —440 —460 -480
3 Св. 5,6 до 11,2 » 11,2 » 22,4 » 22,4 >> 45 » 45 » 90 —236 1 r- N Ю О 1 (Ncioaoa Illi Show CO CO <P Illi —85 -236 —297 —309 —335 —350 йн § cq COCO Illi -85 -236 -350 -365 —400 —420 Illi слеп спел
4 Св. 11,2 до 22,4 » 45 о 90 -300 - 265 —300 , —430 —470 -95 -300 —360 -395 —430 —470 —95 -300 -430 —470 —610 -660
5 Св. 11,2 до 22,4 » 22,4 » 45 » 45 » 90 » 90 й 180 -335 cookio <r t co <o co । Illi —460 —480 —530 —550 -106 —335 tO lA Illi -106 —335 —CO CO CO CO tn ST 1Л Ю Illi -660 —680 —740 —770
6 Св. 22,4 до 45 » 90 й 180 —375 —335 -375 -540 -590 —118 -375 —453 —493 —540 -590 -118 —375 —543 —593 -770 —830
8 Св. 11,2 до 22,4 » 22,4 » 45 » 45 » 90 » 90 » 180 » 180 в 355 -450 1 1 1 1 1 1 rf* -S' co co 1 OUICCJiy —580 —GOO —630 —660 —700 —132 -450 | сл СЛ O’ tri ** OO СЛ CC O CO LC -q -q -q 1 1 1 1 1 §Sg8g —132 -450 -582 —607 -632 —662 -692 -830 -860 —890 —930 —1150
10 Св. 22,4 до 45 » 45 а 90 » 180 » 355 -530 —400 —425 -500 —650 —680 -780 -150 -530 -550 —575 -650 —650 —680 —780 -150 -530 -650 —680 —780 —920 —960 —1080
12 Св. 22,4 до 45 » 45 » 90 » 90 » 180 » 180 » 355 -GOO -425 —475 —500 —530 OOCC Oinoci CO t— L- 02 Illi -170 -600 -595 —645 —670 -700 —G90 —750 —790 —820 -170 -600 —700 —770 —800 —840 —1000 —1080 -1120 -1170
Шаг Pi ми Интервалы номинальных диаметров резьбы rf» мм Предельные отклонения диаметров резьбы винтов, мкм, полей допусков
8с 9o
верхнее нижнее верхнее нижнее
d, d, dj d d3 d, d, d di d3
2 Св. 5.6 до 11,2 в 11,2 в 22,4 а 22,4 в 45 -150 —180 -386 —400 -415 —440 -460 -480 -150 -180 -450 —465 —485 —520 —540 —570
3 Св. 5,6 до 11,2 а 11,2 » 22,4 а 22,4 а 45 а 45 а 90 -170 -236 -435 —400 —485 —505 —500 —520 —560 —590 -170 —226 —505 -525 -570 —505 —590 —610 —670 —700
4 Св. 11,2 до 22,4 а 45 в 90 -190 —300 —525 -565 -610 -660 -190 —300 -615 —665 —690 —780
5 Св. 11,2 до 22,4 в 22,4 а 45 д- 45 а 90 « и 90 в 180 -212 -335 —567 —587 —635 —662 —660 —680 —740 —770 —212 -335 -662 —687 -742 —762 -780 —810 —880 -900
6 Св. 22,4 до 45 в 90 в 180 0 -236 —375 —661 -711 —770 —830 0 —236 -375 —766 —836 -900 —990
8 Св. 11,2 до 22,4 » 22,4 & 45 р. 45 » 90 » 90 ft 180 u 180 ft 355 —265 -450 —715 -740 —765 —795 -825 —830 -860 —890 —930 —1150 -265 —450 —825 —865 —895 —935 -975 —960 —1020 —1050 ' -1100 —1150
10 Св. 22,4 до 45 а 45 а 90 в 180 в 355 -300 -530 -800 —830 -930 -920 —960 —1080 —300 —530 -930 —970 —1100 —1090 —1140 -1300
12 Св. 22,4 до 45 a 45 а 90 В 90 » 180 в 180 в 355 -335 -600 —865 —935 ’ —965 -1005 —1000 —1080 -1120 -1170 -335 -600 —1045 -1085 —1135 - —1185 —1220 —1270 -<1340 ’ -^00
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Шаг Pt мм Интервалы номинальных диаметров резьбы d, мм Предельные отклонения диаметров резьбы гаек, мкм; полой допусков
7Н 8H 9 Я
нижнее верхнее нижнее верхнее нижнее верхнее
Di, D,_, Dt d2 D, Dlt D2, Dt Dt Pil Я2, Я4 D, Dt
2 Св. 5,6 до 11,2 а 11,2 а 22,4 в 22,4 а 45 0 4-250 •4-265 4-280 +236 0 +315 +335 +355 4-236 0 +400 +425 +450 4*238
3 Св. 5,6 до 11,2 » 11,2 а 22,4 и 22,4 в 45 4-280 4-300 4-335 4-315 +355 +375 +425 +315 +450 +475 +530 +315
4 Св. 45 до S0 а 11,2 & 22,4 и 45 в 90 +355 +355 +400 +375 +450 4-450 4-500 4-375 +560 4“t*60 4-6ЗО +375
5 Св. 11,2 до 22,4 а 22,4 о 45 и 45 а 90 я 90 а 180 4-375 4-400 4“4э0 4*475 +450 +475 +500 +560 +600 +450 1 +600 +630 +670 +750 +450
6 Св. 22,4 до 45 а 90 я 180 +450 +509 4*500 +560 +630 +500 +710 +800 +500
8 Св. 11,2 до 22,4 а 22,4 а 45 я 45 s 90 й 90 й 180 й 180 s 355 +475 +500 +5S0 +560 +600 +630 +600 +630 +070 +710 +750 +630 +750 +800 +850 +900 +950 +630
10 Св. 22,4 до 45 » 45 » 90 а 180 и 355 +530 4-5d) 4-670 +710 - +670 +710 +850 +710 4-850 4-900 4-IO6O +710
12 Св. 22,4 до 45 а 45 » 80 а 90 a 1S0 а 180 .а 355 +560 +G30 +670 +710 +800 +710 •4-800 +850 +900 +800 +900 +1000 +1060 +1120 +800
РЕЗЬБЫ
Рего.иендуемые замены "допусков резьб по ГОСТ 9362—69. Замену допусков резьб по ГОСТ 9562—60 допусками по g;
ГОСТ 9562—75 рекомендуется производить в соответствии с табл. 111 для винтов и табл. 112 для гаек. о»
Допускаются иные замены из числа полей допусков, установленных в стандарте.
111. Замена допусков резьб для винтов
Класс точности резьбы винтов по ГОСТ 9562—60 Заменяющее поло допуска Соотношение между отклонениями Соотношение между допусками Соотношение между отклонениями и допусками при других заменах
Кл. 1 7в Верхнее отклонение кл. 1 равно нулю. Верхнее отклонение ноля допуска 7е смещено внутрь поля допуска кл. 1 на 30%. Нижнее отклонение поля допуска 7е выходит за поле допуска кл. 1 при Р С 12 мм на 25—35% При Р 12 мм допуски приблизительно одинаковые (разница не более 10%) Если увеличение зазора, вызванное заменой кл. 1 на поле допуска Чг, нежелательно, то возможна замена на поле допуска 7h. В этом случае поле допуска 7h полностью вписывается в поле допуска кл. 1. Разница в допусках та же, что и при замене на поле допуска* 7е
Кл, 2 7е Верхнее отклонение поля допуска Че смещено внутрь поля допуска кл. 2 в среднем на 12%. Нижнее отклонение поля допуска 7е смещено внутрь поля допуска кл. 2 на 10—25% Допуск 7е меньше допуска кл. 2 при Р < 10 мм на 25—30%, а при Р > 10 мм на 35-40% Если значительное сокращение допусков, вызванное заменой кл. 2 на поле допуска 7с, нежелательно, то возможна замена на поле допуска 8е. В этом случае разница верхних отклонений та же, что п при замене на поле допуска 7с, а нижнее отклонение поля допуска 8е практически не выходит за пределы кл. 2. Допуски при Р = 10 мм приблизительно одинаковые (разница не более 10%), а при Р > 10 мм допуск 8е меньше допуска к л. 2 в среднем на 20%
Кл. 3 8о Верхнее отклонение поля допуска 8с смещено внутрь поля допуска кл. 3 в среднем на 30%. Нижнее отклонение поля допуска 8с практически не выходит за поло допуска кл. 3 Допуск 8с па 25—30% меньше допуска кл. 3 Если увеличение гарантированных зазоров, вызванное заменой кл. 3 на поле допуска 8с, нежелательно, то возможна замена на поле допуска 8е. В этом случае смещение верхнего отклонения поля допуска 8е внутрь поля допуска кл. 3 не превышает 15%, нижнее отклонение лежит в поле допуска кл. 3, а соотношение между допусками то же, что и при замене на поле допуска 8е
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
Продолжение табл. til
Класс точности резьбы винтов по ГОСТ 9562—60 Заменяющее поле допуска Соотношение между отклонениями Соотношение между допусками Соотношение между отклонениями и допусками при других заменах
Кл. ЗХ 8о Верхние отклонения полей допусков 8с и кл. ЗХ практически совпадают (разнила не более 10%). Нижнее отклонение поля допуска 8с смещено внутрь поля допуска кл. ЗХ па 25—40% Допуск 8с на 25—35% меньше допуска кл. ЗХ При длинах свинчивания L возможна замена кл. ЗХ на поле допуска 9с. В этом случае соотношение верхних отклонений то же, что и при замене на поле допуска 8с, нижнее отклонение поля допуска 9с при Р < 8 мм практически не выходит за пределы кл. ЗХ, а при Р > 8 мм смещено внутрь поля допуска кл. ЗХ на 15—20%. Допуег; 9с на 10—20% меньше допуска кл. ЗХ
Примечание. Допуски наружного диаметра винтов по ГОСТ 9562—75 при Р^8мм больше допусков по ГОСТ 9562—60 па 80—20%, при Р — 10 — 16 мм допуски приблизительно одинаковые (разница не более 10%).
112. Замена допусков резьб для гаек
Класс точности резьбы гаек по ГОСТ 9562—60 Заменяющее поле допуска Соотношение между отклонениями Соотношение между допусками Соотношение между отклонениями и допусками при других заменах
Кл. 1 1Н Нижние отклонения совпадают (равны пулю) Допуски 1Н больше допусков кл. 1 при Р < 10 мм в среднем на 30%, при Р > 10 мм—на 10-20% —
Кл. 2 111 Нижнпе отклонения совпадают (равны нулю) Допуски 7 И при Р 10 мм приблизительно совпадают (разница не более 10%), а при Р > 10 мм меньше допусков кл. 2, но не более чем на 20% При длинах свинчивания L возможна замена кл. 2 на поле допуска 8Н. В этом случае допуски 7Н при Р 10 мм больше допусков кл. 2 в среднем на 20%, а при Р > 10 мм допуски приблизительно одинаковые (разница не более 10%)
Кл. 3 8Н Нижнпе отклонения совпадают (равны пулю) Допуски 8Я при Р < 10 мм приблизительно совпадают (разница не более 10%), а при Р > 10 мм меньше допусков кл. 3, но не более чем на 20% Прн длинах свинчивания L возможна замена кл. 3 на поле допуска 9.'1. В этом случае допуски SH при Р < 10 мм больше допусков кл. 3 в среднем на 20%, а при Р > 10 мм допуски приблизительно одинаковые (разница не более 10%)
136 Ус?'11 м е 4 а 11 и е' Допуски внутреннего диаметра гаек по РОСТ 9562—75 при Р = 2 - - 24 мм больше допусков по ГОСТ 9562—60 на
РЕЗЬБЫ
458 КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
УПОРНАЯ РЕЗЬБА (по ГОСТ 10177—62)
Стандарт распространяется на одноходовые упорные резьбы общего назначения и устанавливает их диаметры, шаги, профиль, основные размеры, допуски.
КПД упорной резьбы выше, чем трапецеидальной; применяется при больших односторонних осевых нагрузках (в прессах, домкратах п др.),
113. Профиль и основные размеры резьб Размеры, мм
Шаг резьбы Р Глубина резьбы Н, Рабочая высота профиля Hi Радиус F Шаг резьбы Р Глубина резьбы Н, Рабочая высота профиля Hi Радиус F
2 1,736 1,5 0,249 12 10,415 9 1,491
3 2,603 2,25 0,373 16 13,884 12 1,988
4 3.471 3 0,497 20 17.355 15 2,485
5 4,339 3.75 0,621 24 20,826 18 2,982
6 5,207 4,5 0,746 32 27,769 24 3,977
8 6,942 6 0,994 40 34,711 30 4,971
10 8,678 7.5 1,243 & 41,653 36 5,9®
Н4. Диаметры резьб в зависимости от шага
Ципт и гайка Винт Гайка Винт и гайка Винт Гайка Винт и гайка Впит Гайка
Диаметр резьбы, мм Диаметры резьбы, ММ Диаметр резьбы, мм
И S И
Ы И ф wt ей а О ф
СС 3 и Ф & • й ^-.=3 &S S3 и ф й й § £-< Я И
й й 013 м И И S3 М. » р и Р S3 C'TS Я я S3 й
Р = 2 мм Р = 3 мм р = i Ъ1Ы
10 8,500 6,528 7 32 29,750 26,794 27.5 70* 67,000 63,058 64
12 10,500 8,528 9 36* 33,7а0 30,794 31,5 80 77,000 73,058 74
14*. 12.500 10,528 11 40* 37,750 34,794 35,5
1S 14,500 12,528 13 44 41,750 38,794 39,5 р 5 мм
18* 16,500 14,528 15 50 47.750 44,794 45,5 22* 18,250 13,322 14,5
20 18,500 16,528 17 55* 52.750 49,794 50,5
22* 20,500 18,528 19 60 57,750 54,794 55,5 26 22,250 17.322 18,5
26 24,500 22,528 23 28* 24,250 19,322 20,5
2S* 26,500 24,528 25 90* 86,250 81,322 82,5
100 96,250 91,322 92,5
110* 106,250 101,322 102,5
Винт и гайка Винт Гайка Винт и гайка
Диаметры резьбы ММ‘ Диаметры
едкий й лч едний
и Ь Й и ра И и й S и Рч <Я О "а
6 мм р= 1
32 27,500 21,586 23 44* 35,000
36* 31,500 25,586 27 50 41,000
40 35,500 29,586 31 55* 46,000
120 115,500 109,586 1-11 60 51,000
140* 135,500 129,586 131 90* 81,000
100 91,000
Р — S по* 101,000
250 241,000
16,000 8,116 10 280* 271,000
26 20,000 12,116 14 «32 U 311,000
28* 22,000 14,116 16 360* 351,000
44* 38,000 30,116 32 400 391,000
50 44,000 36,116 41,116 38
55* 49,000 43 Р = 1
60 54,000 46,116 48
160 154,000 146,116 148 70* 58,000
180* 174,000 166,116 168 80 68,000
120 108,000
140* 128,000 148,000
160
32 24,500 14,644 17 450* 438,000
36* 28,500 18,644 21 500 488,000
40 32,506) 22,644 25
70* 62,500 52,644 55 Р= 2
80 72,500 62,644 65
200 192,500 182,644 185 90* 75,000 1
220* 212,500 202,644 205 100 85,000
* Второй ряд диаметров
Винт Гайка Винт I гайка| Винт | Гайка
резьбы, мм Диаметры резьбы, ММ
внутренний di внутренний Di наружный d средний ! d2 । внутренний dj внутренний £>i
110* 95,000 75,290 80
180* 165,000 145,290 150
23,174 26 200 185,000 165,290 170
20,174 32 220* 205,900 185,290 100
34,174 37 560* 545,000 525,290 530
39,174 42
69,174 72 == 24 ММ
79,174 89.174 82 92 120 102,000 78,348 84
229Д 74 232 КС* 122,000 98,348 104
259,174 262 160 142,000 118,348 124
209,174 302 250 232,000 208,338 214
339,174 342 28С* 262,000 238,348 244
379,174 382 606* 582,000 558,348 564
16 ми Р = ‘•2 мм
180» 156,000 1 124,462 J 132
42,232 46 200 176,000 144,462 152
52,232 56 220* 196,900 | 164,462 1 172
92,232 96
112,232 116 Р = 0 мм
132,232 422,232 136 496 250 220,000 180,578 190
472,232 476 280* 250,000 210,578 220
р = -8 мм
0 мм 320 284,000 236,694 248
55,290 60 360* 324,000 276,694 288
65,290 70 400 364,000 316,694 328
Первый ряд следует предпочитать второму. ГОСТ предусматривает также диаметры третьего ряда. Зазоры по среднему и наружному диаметрам определяются допусками на резьбу (см. табл. 115). Резьбы должны обозначаться буквами Уп, диаметром и шагом, например:
Уп S0XJ6
Отклонения отсчитывают от соответствующих номинальных значений диаметров резьбы в направлении, перпендикулярном к оси винта (рис. табл. 115).
Верхнее отклонение наружного диаметра ганки настоящим стандартом не нормируется.
Класс точности резьбовых соединений определяется величиной полного допуска среднего диаметра (табл. 115).
Для шага резьбы и углов наклона профиля предельные отклонения по каждому из элементов в отдельности не устанавливаются. Поль >ш допуск по среднему диаметру резьбы Ь представляет сумму трех слагаемых: собственно допуска ио среднему диаметру, компенсации ошибок шага и компенсации ошибок углов наклона профиля путем уменьшения среднего диаметра винта или увеличения среднего диаметра гайки на величину
3,1756Р + О,46Р (бр + 0,756у),
где 8Р — отклонение (абсолютная величина) по шагу резьбы, определяемое как отклонение величины расстояния между любыми двумя витками в пределах длины свинчивания (высоты гайки) от номинальной величины шага, мкм; Р — шаг резьбы, мм; бр — отклонение (абсолютная величина) угла наклона стороны профиля на 30°, минуты; бу — отклонение (абсолютная величина) угла наклона стороны профиля на 3°, минуты.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
115. Допуск резьбы и длина свинчивания
Поля допусков Располонсение полей допусков по среднему
Виаметру резьбы (пример для резьба З’пЗОхЗ)
& Винт Гайка
»ный диаме мм Наружный диаметр d Внутренний диаметр С?! Средний диаметр d3 Внутрен-1 яий диа-1 метр Di I Наружный диаметр d WW ВНИ1ГК J
1 Отклонения, мкм сЗ ► я 5
Номинал! резьбы d, нижи. — Ъ я §2
И в верхи. — с' go И 1 верхи. я я 1 ! верхи. 1 кл. 2 кл. я + верхи. НИЖЕ. верхи. + е нижа. Максш свннчи
2 10-16 18—28 240 280 360 420 350 375 220 240 280 300 570 790 810 240 280 20 30
3 .40—44 48—50 52-00 340 340 400 500 500 600 455 470 470 290 300 305 360 375 380 600 890 900 905 340 340 400 35 45 50
4 65—80 400 600 485 355 445 640 995 400 50
3 22—28 85-110 280 460 420 700 0 550 640 0 350 410 440. 510., 670 1020 1080 0 280 460.. 0 50 60
6 30-42 120-150 340 530 500 800 610 710 400 450 ~ 490 565 700 1100 1150 340 530 55 70
8 22—28 44—50 52—60 160—180 280 340 400 530 420 500 61)0 ьои 695 740 740 810 445 470 470 525 555 500 590 650 760 1205 1230 1230 1285 280 340 400 530 65 90 95 100
10 30—42 65-80 200—220 340 400 600 500 ООО 000 7'?5 845 880 515 540 565 635 675 705 830 1345 1370 1395 340 400 600 90 100 110
§ S сб S Номинальный диаметр резьбы d, мм Винт Гайка Максимальная длина свинчивания, мм
Наружный диаметр d Внутренний диаметр d. Средний диаметр d2 Внутренний диаметр £>i Наружный диаметр d
Отклонения, мкм
верхи. нижи. •—с" I И и Л о К и й 1 верхи. нижи. — Ь нижи. верхи. Ч-Ъ" я я вепхн. + е к i м
1 кл. 1 2 кл |
12 44—50 52—60 85-110 250 280—260 380—400 340 400 460 600 680 760 500 600 700 900 100!) 1100 0 925 925 950 1040 1070 1100 0 590 590 010 665 685 695 710 Ч'Л 760 830 855 870 890 1480 1480 1500 1555 1575 1585 0 340 400 460 600 680 760 0 110 115 120 125 130 \
16 65—80 120-170 420—500 400 530 760 600 800 1100 1110 1175 1280 705 745 820 890 940 1025 1020 1725 1765 1840 400 530 760 135 145
. 20 85—110 180—220 520—580 460 600 900 700 900 1350 1280 1345 1450 820 860 930 1025 1075 1160 1140 1.860 2000 2070 460 600 900 145 170
24 120-170 250 280—300 600 530 600 680 900 800 900 1000 1350 1460 1510 1530 1625 985 970 980 1040 1170 1210 1225 1300 1270 2205 2240 2250 2310 530 600 680 900 175 185 200
32 180—220 600 900 1580 1015 1270 1520 2535 600 .250
40 250 280-300 600 680 900 1000 2095 2110 135.0 1350 1675 1690 1780 3120 3130 600 680 270 280
48 320—360 380—400 680 760 1000 1100 2400 2410 1535 1545 1920 1930 2030 3565 3575 680 760 —
Разность Ь — [ЗД75.Р6 + 0,46Р (6Р + 0,75 бу)] представляет собой ту часть полного допуска по среднему диаметру, которая может быть использована как допуск по среднему диаметру при наличии ошибок по шагу и углам наклона профиля.
При раздельной проверке шага, углов наклона профиля и среднего диаметра фактическое отклонение по среднему диаметру не должно быть менее требующегося для компенсации ошибок шага и углов наклона профиля.
При проверке резьбовых изделий предельными калибрами нет надобности проверять отдельно отклонения шага резьбы и угла наклона профиля, таг? как этп элементы резьбы косвенно контролируются проходными и непроходными калибрами. .
Устанавливаются следующие классы точности:
а) для гайки — один класс точности;
б) для винта — 1-й и 2-й классы точности (кл. 1 и кл. 2).
Свпнчиваемость проверяемых только предельными калибрами резьбовых соединений с допусками по настоящему стандарту гарантируется при. условии, что фактические длины свинчиваемых изделий не превышают длины используемых при контроле калибров более чем па 25%.
Стандартные длины свинчивания, с учетом которых назначают длины прободных резьбовых калибров, указаны в табл. 115.'
Примечание. Для случаев, когда фактические длины свинчивания и длины калибров будут существенно отличаться от указанных норм (в большую' сторону), назначают специальные допуски или же используют калибры с увеличенной длиной нарезанной части.
Допуски резьб обозначают условными обозначениями класса точности винта, например:
Уп 80 X 16 кл. 1
Уп 80 X 16 кл. 2
МЕТРИЧЕСКАЯ РЕЗЬБА НА ДЕТАЛЯХ ИЗ ПЛАСТМАСС (ПО ГОСТ 11709—71)
Стандарт устанавливает профиль, основные размеры и допуски метрических резьб для диаметров от 1 до 180 мм на деталях из пластмасс, соединяемых с металлическими и пластмассовыми.
Профиль и основные размеры. Профиль резьбы указан на рис. 8. Форма впадины резьбы болта, если не сделано специальных оговорок, не регламентируется и может быть как плоскосрезанной, так и закругленной. Исходным при
Рис. 8. Профиль резьбы
проектировании резьбообразующего инструмента является срез пли закругление па расстоянии J//6 = 0,1447’ от вершины остроугольного профиля.
На выступах резьбы болта и гайки допускаются закругления кромок радиусом г/ не более Я/16 = 0,0547’ (рис. 8).
Диаметры и шаги резьб — по ГОСТ 8724—58. Не рекомендуется применять для пластмассовых деталей шаги 0,51 0,75 и 1 мм для диаметров соответственно свыше 16; 18 и 36 мм.
Основные размеры резьб с крупными и мелкими шагами — поГОСТ 9150—59.
Для резьб диаметрами от 3 до 8 мм допускается применение особо крупных шагов. Применение резьб с особо крупными шагами допускается для деталей из металлов, соединяемых с деталями из пластмасс.
Осиовныо размеры резьб с особо крупными шагами указаны в табл. 116.
11в. Основные размеры резьб с особо крупными шагами
Размеры, мм
Шаг резьбы Р Диаметр резьбы Высота профиля Ht
наружный d = D средний da == Dg внутренний di = Pi
0,8 3 2,480 2,134 0,433
1 3,350 2,918 0,541
5 4,026 ° 373
1,5 6 5.026 4.376 0,812
8 7,026 6,376
Допуски. Расположение полей допусков резьб болтов должно соответ-ствовать указанному на рис. 9, резьб гаек — на рис. 10. Отклонения отсчитывают от номинального профиля резьбы, показанного на рис. 9 и 10 утолщенной линией в направлении, перпендикулярном к оси резьбы.
Рис. 9. Расположение полей допусков болтов
Допуски диаметров резьб, если нет особых оговорок, относятся к наибольшему значению нормальной длины свинчивания пли ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
Классификация резьб по длинам свинчивания — по ГОСТ 16093—70. Для резьб с особо крупными шагами классификация по длинам свинчивания дана в табл. 117.
117. Классификация резьб по длинам свинчивания
Шаг резьбы Р, мм Наружный диаметр резьбы d, мм Длины свинчивания, мм
S N L
1 1,5 4 5 До 3 а 4,6 Св. 3 до 9 а 4,6 а 13,8 Св. 9 а 13,8
В соответствии с требованиями, предъявляемыми к точности резьбового соединения, поля допусков резьб болтов и гаек установлены в трех классам точности: среднем, грубом и очень грубом.
Поля допусков резьб на деталях из пластмасс указаны в табл. 118.
При длинах свинчивания, относящихся к группам 5 и L, допускается применение дополнительных полей допусков, указанных в табл. 119.
Предельные отклонения полей допусков резьб, указанных в табл. 118 в 119, должны соответствовать ГОСТ 16093—70, а также табл. 120 и 121.
118. Поля допусков резьб на деталях из пластмасс
Класс точности Поля допусков болтов Поля допусков гаек
Средний 6ft.; 6g 6Я; 6G
Грубый 8/1; 8g 7Н; 7G
Очень грубый IO/18/1 &Н8Н
119. Дополнительные поля допусков прп длинах свинчивания групп S и L
Клаес точности Длины свинчивания 8 Длины свинчивания L
Поля допусков болтов Поля допусков гаек Поля допусков болтов Поля допусков гаек
Средний Грубый Очень грубый 7A.G/i; 9/i8/i; Si'gSg CH; SG 8Н; 8G 7ЛСЛ; 7g£g 9А8Я; 9g’8«' 7Я; 7G 8Н; 8G
120. Предельные отклонения полей допусков для болтов
Шаг резьбы Р, мм Номинальный диаметр резьбы d, мм . Предельные отклонения диаметров резьбы болтов, мкм, для полей допусков
9Л8Л* 107i8n*
Ния d сние d2 Верхние d, dt, d2 H№ d кние d, Нит d -шне dg,
1 Св. 5,6 до 11.2 а 11,2 » 22,4 в 22,4 в 45 -280 ! 1 I ЬОЮ М !\Э -26 -306 1 1 1 to to to 05 СЛ «31100 —280 —280 —300 —315
1,25 Св. 5,6 до 11,2 а 11,2 а 22,4 —335 —236 —265 —28 -363 -264 -293 —335 —300 —335
1,5 Св. 5,6 до 11,2 » 11,2 » 22,4 а 22,4 а 45 в 45 а 90 а 90 а 180 —375 —265 —280 —300 —315 —335 —32 —407 -297 -312 —332 -347 —367 —375 —335 —355 —375 —400 —425
1,75 Св. 11,2 до 22,4 —425 —300 —34 —459 -334 -425 —375
2 Св. 11,2 до 22,4 а 22,4 » 45 а 45 » 90 а 90 а 180 -450 1111 СО СО СС СО СП СП СП СЛ —38 -488 CO CO CO CO co co co Illi -450 -400 —425 —450 —475
2,5 Св. 11,2 до 22,4 —530 —335 —42 -572 —377 —530 -425
3 Св. 22,4 до 45 а 45 ?> 90 а 90. а 180 -600 —400 —425 -450 -48 —648 —448 —473 —498 -600 —500 —530 -560
3,5 Св. 22,4 до 45 —670 -425 —53 —723 -478 —670 -530
4 Св. 22,4 до 45 в 45 » 90 в 90 » 180 —750 —450 —475 —500 —60 —810 1 1 1 СП СП СЛ «31 CO octo —750 1 1 1
4,5 Св. 22,4 до 45 —800 -475 —63 -863 —538 -800 —600
5 Св. 45 до 90 —850 —500 —71 —921 -571 -850 —630
5,5 Св. 45 до 90 —900 —530 -75 -975 —605 —900 —670
6 * Св. 45 до 90 в 90 a ISO Зерхнее отклонение d, dt d„ -950 >авно щ —560 —600 дао. -80 -1030 —640 -680 —950 —710 —750
ГОСТ 11709—71 предусматривает диаметры свыше 2,8 до 5,6 мм, а также предельные отклонения попей допусков резьб с особо крупными шагами, не указанные в ГОСТ 10093—70 птабп. 120 п 121.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
121. Предельные отклонения полей допусков для гаек
Шаг резьбы мм Номинальный диаметр резьбы dt ым Предельные отклонения диаметров резьбы гаек, мкм, для полей допусков
8Н* 8G 9Н8Н*
Верхние Нижние Верхние Верхние
D, D. D, Dlt Di Di Dt Di Dt
1 Св. ' 5,6 до 11,2 » 11,2 а 22,4 s 22,4 в 45 4-236 4-250 4-265 4-375 4-26 4-262 4-276 4-291 4-401 -J-300 4-315 +335 +375
1,25 Св. 5,6 до 11,2 а 11,2 и 22,4 4-250 4-280 4-425 4-28 4-278 4-308 4-453 +315 +355 +425
1,5 Св. 5,6 до 11,2 в 11,2 » 22,4 в 22,4 » 45 е 45 в 90 в 90 в 180 1-280 -300 -315 -335 -355 4-475 4-32 4-312 4-332 --347 4-367 4-387 4-507 1-355 -375 -400 -425 -450 +475
1,75 Св. 11,2 до 22,4 4-315 4-530 4-34 4-349 4-564 +400 4-530
2 Св. 11,2 до 22,4 Св. 22,4 ДО 45 в 45 » 90 в 90 в 180 -335 -355 -375 -400 4-600 4-38 4-373 4-393 4-413 4-438 4-638 I -425 -450 [-475 -500 +600
2,5 Св. 11,2 до 22,4 4-355 4-710 4-42 4-397 4-752 +450 +710
3 в 22,4 а 45 в 45 в 90 в 90 а 180 4-425 4-450 4-475 4-800 4-48 4-473 4-498 4-523 4-848 +530 4-560 +500 +800
3,5 Св. 22,4 ДО 45 4-450 4-900 4-53 4-503 4-953 +560 +900
4 Св. 22,4 до 45 » 45 в 90 в 90 в 180 4-475 4-500 4-530 4-950 4-60 4-535 4-560 4-590 4-1100 +600 +630 +670 +950
4,5 Св, 22,4 до 45 4-500 4-1060 4-S3 4-563 4-1123 +630 +1060
5 Св. 45 ДО 90 4-530 4-1120 4-71 4-601 4-1191 +670 -J-1120
5,5 Св, 45 до 90 4-560 4-И80 4-75 4-635 4-1255 +710 +1180
6 * I Св. 45 до 90 в 90 а 180 Тижнсе отклонение D, D!t D2 4-600 4-630 равно 4-1250 нулю. 4-80 4-680 4-710 4-1330 +750 +800 +1250
ГОСТ 11709—71 предусматривает диаметры свыше 2,8 до 5,6 мм, а также предельные отклонения попей допусков резьб о особо крупными шагами, не указанные в ГОСТ 16093—70 и табл. 119.
Допуск среднего диаметра является суммарным и ограничивает сумму отклонений среднего диаметра, шага и половины угла профиля.
Нижнее отклонение внутреннего диаметра резьбы болта данным стандартом не устанавливается, но косвенно ограничивается формой впадины по ГОСТ 16093—70.
Верхнее отклонение внутреннего диаметра резьбы болта и нижнее отклонение наружного диаметра резьбы гайки полей допусков, указанных в табл. 118 и 119, — по ГОСТ 16093-70.
Верхнее отклонение наружного диаметра гайки настоящим стандартом не устанавливается.
Допускаются любые сочетания полей допусков болтов и гаек, установленных настоящим стандартом.
Приводимые предельные отклонения резьб деталей из пластмасс относятся к температуре 4-20° С и относительной влажности воздуха 65%.
Контроль деталей, изготовленных литьем под давлением и прессованием, должен производиться после выдержки в течение не менее 12 ч с момента изготовления.
Обозначение резьбы^
резьба с особо крупными и мелкими шагами обозначается буквой «М», диаметром и шагом, например: М5 X 1,5, М24 X 2, М64 X 2;
резьба с крупными шагами -= буквой «М» и диаметром, например: М24, М64.
Обозначение полей допусков болтов и гаек и посадки по ГОСТ 16093—70.
Рекомендации по изготовлению резьбы на деталях
из пластмасс
Методы получения резьбы. Получение резьбы на деталях из пластмасс в процессе прессования или литья под давлением является наиболее экономичным при массовом и крупносерийном производстве.
Изготовление резьбы па деталях из пластмасс резанием целесообразно в следующих случаях:
при изготовлении резьбы в деталях из листовых материалов и прутков)
в индивидуальном производстве при выполнении ремонтных работ;
для обеспечения высокой точности (6, 7-й степени) при больших и нормальных длинах свинчивания.
Резьба в этом случае или нарезается полностью, или калибруется после формования ее литьем или прессованием. Наиболее целесообразно изготовлять резанием внутреннюю резьбу с применением метчиков.
Выбор степени точности резьбы. Степень точности необходимо выбирать с учетом эксплуатационных требований, предъявляемых к резьбовому соединению. При этом следует учитывать:
1) поля допусков класса точности «средний» предназначены для резьбовых деталей повышенной точности, к которым предъявляются требования по соосности соединяемых деталей, герметичности (с использованием специальных паст) п др.;
2) поля допусков класса точности «грубый» рекомендуются для нагруженных резьбовых соединений. В этих соединениях не рекомендуется сопрягать детали из хрупких и упругопластичпых материалов, так как прочность соединений при этом снижается в 3—5 раз;
3) поля допусков класса точности «очень грубый» предназначены для сла-бонагруженных резьбовых соединений деталей из пластмасс и соединений, в которых одна деталь .металлическая. Соединения типа металл — пластмасса будут иметь большую прочность, чем соединения типа пластмасса — пластмасса.
Достижимая точность резьбы при лптье п прессовании для материалов с различной величиной расчетного колебания усадки указана в прпложеппи к ГОСТ 11709—71.
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами.
Расчет прочности обычно связывают с длиной свинчивания. Длина должна быть оптимальной, т. е. чтобы прочность витков была равна прочности стенок пластмассовой детали. Больше этой величины длину брать не следует, так как вследствие осевой усадки с увеличением длины точность резьбы значительно' снижается, уменьшается п прочность. Но при одной и топ же длине свинчивания прочность резьбы зависит от величины шага. Наиболее прочной по результатам испытаний для реактопластов с порошкообразным и волокнистым наполнителем является резьба с шагом 1,5 мм. Резьбы с большими шагами имеют несколько меньшую прочность, но в таких резьбах нужно увеличить толщину стейки, что нежелательно.
Резьбы с шагом менее 1,5 мм вследствие переобогащеппя витков смолой, особенно у вершин и поверхности, имеют значительно меньшую (в несколько раз) прочность.
Однородность материала при литье резьбовых деталей из термопластов не изменяется, но прочность резьб с малыми шагами падает вследствие соскакивания витков при сравнительно небольших радиальных деформациях детали. Наибольшая прочность отмечена у резьб с шагом 2—3 мм.
В резьбах, получаемых резанием, максимальная прочность для реактопластов с порошкообразным наполнителем достигается при шаге 1,5 мм.
Прочность нарезанных резьб в стекловолокните, текстолите, полиамидах возрастает с увеличением шага до 2,5 мм.
Нарезанные резьбы диаметром до 10 мм прочнее резьб, полученных литьем и прессованием.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
(по ГОСТ 11710-71)
Стандарт устанавливает допуски и посадки на гладкие детали из пластмасс, сопрягаемые с металлическими пли пластмассовыми деталями.
Для металлических деталей, соединяемых с пластмассовыми, рекомендуется по соответствующим ОСТам применять следующие поля допусков:
Л2а, А3, Лза и А4— для охватывающих поверхностей (отверстий);
В2а, В3, Вза и В4 — для охватываемых поверхностей (валов).
Для пластмассовых деталей, соединяемых с металлическими ляп пластмассовыми деталями, а также для ответственных несопрягаемьтх пластмассовых деталей рекомендуется применять следующие поля допусков:
для охватываемых поверхностей (валов)
Прт2а, Л’2а............по ОСТ НКМ 1018
Нд.....................по табл. 122
вз= сз, Ха, Ш3 ... по ОСТ 1013
Пр2аа, П-р13.х, Н3,х . . по табл. 122
В-, = С„.................по ОСТ НКМ 1017
оа а<*
Прг4, Яр/4, IEj4, Ш2х ...............по табл. 122
В4 = С4, Л'4.............по ОСТ 1014
С,„, X.., С„.............по табл. 122
для охватывающих поверхностей (отверстий)
А = ... по ОСТ НКМ 1026
6 cl 4 0. Z '.1
Н3 ....................по табл. 122
Ла= Cs, Х3, Ш3 ... по.ОСТ 1023
Ярг„„, Пр1 t Н-.. . . по табл. 122
Л,„ = С ................по ОСТ НКМ 1027
0.1 od
Яр2,, яр/,, Шп,, Ш1.,
‘ 4» 4» 4> 4*
Ш.2^..................по табл. 122
Л , = С4, X.,...........по ОСТ 1024
X „, С„............по табл. 122
4cV 4d’ 6
Допуски иа неответственные размеры деталей из пластмасс назначать по 7, 8, 9 и 10-му классам точности ОСТ 1010.
Предусматриваемые на пластмассовых деталях уклоны должны быть расположены в поле допуска.
Предельные отклонения полей допусков охватываемых и охватывающих размеров деталей из пластмасс приведены в табл. 122.
Рекомендации по выбору посадок приведены в табл. 123 и 1,24,
122. Предельные отклонения охватываемых 1 размеров (валов) деталей из пластмасс. Система отверстия
Номинальные диаметры, мм 17р2за Пр1,а |П„а | Пр14 | 1Лп, Ш14 Ш24 сьа— Ащ *.1а
Предельные отклонения, мм
верхи. верхи. + нижи, ч- и И & £+ нижи. + верхи. । + ! верхи. + нижи. + верхи.; + ! нижи. + верхи. И й в 1 и 1 верхи. НИЖИ. ' BepxH.j 1 НИЖИ. НИЖИ. верхи. нижи. I нижи.
От 1 до 3 25 66 26 — — 40 170 110 120 60 270 330 — — — — 100 140 240 140
Св. 3 » 6 30 83 35 — — 48 215 140 155 80 270 345 485 560 860 935 120 140 260 180
Св. 6 » 10 3G 100 42 — — 58 260 170 187 97 280 370 505 595 900 990 150 150 300 220
Св. 10 » 14 » 14 » 18 43 120 130 50 60 — — 70 316 348 206 238 240 260 130 150 290 400 520 630 920 1030 180 150 330 270
Св. 13 » 24 » . 24 » 30 52 157 172? 73 88 — — 84 428 475 298 345 318 348 188 218 300 430 540 670 960 1090 210 160 370 330
Св. 30 » 40 » 40 » 50 62 212 236 112 136 108 197 68 97 too 600 680 440 520 434 485 274 325 310 320 470 480 560 580 720 740 1000 1050 1160 1210 250 170 180 420 430 390
Св. 50 » 65 » 65 » 80 74 292 330 172 210 266 122 146 120 840 QGO 650 770 595 670 405 480 340 360 530 550 600 640 790 830 1100 1150 1290 1340 . 300 190 200 490 500 460
Св. SO » J00 » 100 » 120 87 ЗС8 450 258 310 318 350 178 210 140 1160 1320 940 1100 805 910 585 690 380 410 600 630 680 740 900 960 1250 1350 1470 1570 350 220 240 570 590 540
Св. 120 » 140 » 140 » 160 » 160 » 180 100 525 575 625 365 415 465 408 440 470 248 280 310 160 J 550 1700 1850 1300 1450 1600 1050 1150 1250 800 «00 1000 460 520 580 710 770 830 820 940 1050 1070 1190 1300 1500 1700 1850 1750 1950 2100 400 260 280 310 660 680 710 630
Св. ISO » 200 » 200 » 22а » 225 » 260 115 705 700 825 526 575 640 570 610 350 385 425 185 2090 2200 2490 1800 2000 2200 1440 1540 1640 1150 1250 1350 660 740 820 950 1030 1110 1200 1350 1500 1490 1640 1790 2150 2400 2650 2440 2690 2940 460 340 380 420 800 840 880 720
Св. 260 ’> 310 » 310 » 360 130 965 1115 750 900 715 805 500 590 215 2940 3340 2600 3000 1940 2240 1600 1900 1000 1200 1340 1540 1800 2200 2140 2540 3200 3800 3540 4140 520 500 600 1020 1120 810
1 Для охватывающих размеров (отверстий) системы вала величину отклонения «нижи.» принимать как «верхи.» охватываемых размеров (валов) системы отверстия, а «верхи.» — как «нижн.» охватываемых размеров и брать с обратным знаком. Для охватываемых размеров (валов) нижнее отклонение Hg) Hga и верхнее отклонение С'4а = А4, Cg = Ag равно нулю. Для охватывающих размеров (отверстий) верхнее отклонение Hg, И„л и нижнее отклонение С.а = В4а, Се = Bg равно нулю.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
123. Рекомендации по выбору посадок с натягом и переходных посадок
Характер соединения Характеристика пластмасс Примеры применения и марки пластмасс Посадки в соединениях деталей из пластмасс и металла Посадки в соединениях деталей из пластмасс Параметры шероховатости поверхности деталей из металла а мкм
Модуль упругости 10» кгс/см» Коэффициент линейного расширения на 16С МО-5 Система отверстия Система вала
С зазором или натягом — — Все марки пластмасс. Отверстия под подшипники качения текстильных машин. Зубчатые колеса, шкивы с дополнительными креплениями Аз. -А а ‘tr t jrr " з за tol Й5 и [се, й| Й5 се ее се |й> Аза. ,Дза_ дза вза Bz20—В al ,25
То же — Полиамидные смолы марок АК-7, П-68; поликапролактам, поликапроамид. Зубчатые колеса, шкивы с дополнительными креплениями A A a , sa Др^за Др2за f^sa. ДАд. Вда Вдц nplga Пр1за’ Пр2за Ba=2,5
С натягом Св. 70 До 1,85 Стеклопласты A>a Д-'Аа ДАа в2а Д?,2га ДГ,2°а
То же Св. 70 Св. 1,85 до 2,5 Пресс-материал АГ-4, фенопласты. Графитопласт марок ДЭЗ и Аф-ЗТ. Соединения специального назначения Аа Др1за Др*за вз А'Аа др!за
То же Св. 20 ДО 70 Св. 2,5 цо 3,5 Волокнит, текстолит, графитопласт марки ДЭЗ и ЗТ. Втулки подшипников прокатных станов, транспортных устройств _ ^3 Пр2за Др2за вз Др2за Др2за
То ж) Св. 20 цо 40 10-11' Полиамидные смолы марок АК-7, П-68. Полиформальдегид, поликарбонат. Вторичный капрон. Втулки подшипников скольжения ^за Пу\ Bt ipit B?20-fia2,5
То же До 20 15-20 Поликапролактам. Поликапроамид. Втулки подшипников литьевых, текстильных, сельскохозяйственных и транспортных устройств •^за. At , Пр24’ Пр24 Пр24 Пр24 АГ “АГ Пр2, ДР14 Пр24’ Пр24’ др2. Лр14
Рекомендации распространяются на соединения, работающие при температуре +20 °C и относительной влажности воздуха 65%. При эксплуатации соединения с натягом деталей из пластмасс и металла в других условиях при выборе величин натяга необходимо учитывать изменение размеров деталей от воздействия температуры и среды. Шероховатость поверхности деталей из пластмасс не оказывает существенного влияния на прочность соединения с натягом.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
124. Рекомендация по выбору посадок с вавором
Эксплуатационная среда X ар актеристика пластмасс Примеры применения и марки пластмасс Посадки в соединениях деталей из пластмасс и металла Посадки в сосдипе-НИЯХ деталей из пластмасс Параметры шероховатости поверхности деталей из металла, мкм
Коэффициент литейного расширения на PC l-10~3 Водо-поглощение за 24 ч, % Система отверстия Система вала
Температура эксплуатации, ’С
—30 4-30 4-50 +80 —30 4-30 4-50 +80
Воздух, масло, бензин, вода Все марки пластмасс, применяемые в машиностроении Для соединений с точным центрированием и точным направлением, при которых проворачивание и продольное перемещение деталей устраняются дополнительным креплением (шпонки, шлицы). Зубчатые колеса, шкивы при эксплуатации а различных условиях о Ада csa Ci tol Cl co [co rt к « сэ tol О *» j*. A3 . Аза сз Сза. As х„ As , Х3 , Шз’ Bs’ Шз В, Ва= 1,25
То же, в механизмах низкой точности (крышки, ваглушки и др.) А» Х4а A. A„ 5 . 5_ *4* ВЪ •l p to! si jcs i <о[ «о Si 10 с rtf а ’Г М* US S Ва = 2,5
То же До 2,0 До 0,15 Подвижные соединения деталей из стеклопластов (стеклотекстолит, КАСТ-8, стеклово-локнит марки АГ-4) И СО MW w to p IP N| {ь co [ад A3 шз ZL B3 Ы >1 co [co 1 , «I со со}, со IN Ва=0,63
Воздух, бензин, масло Св. 2,0 до 4,0 Св. 0,15 до 0,6 Подшипники скольжения из волокнита, текстолита, фенопластов Ills As Ш, At Ш3 x3 в, ш, в* tol *• r Шз. Х4 Ша' Х^
Вода То же То же — w (» At x4 — ш% B3 X,
Воздух, бензин, масло Св. 4,0 Св. 0,6 Подшипники скольжения из полиамидов (поликапролактам, полиамидные смолы марок АК-7, П-68, полиформальдегид, поликарбонат, поликапроамид и др.) IN; s 1м hl B4 + -e! 1» hl B4 HI и IF» А Р ]Р 1 §1 § |#Ь
Вода То же То же — % A4S At mni Al a4 m2* ~~ Ala B4 Шп 4 B4 Ш1. Ш2. Ш2. 4 , 4 . 4 B4 ' B4 ’
* Рекомендации относятся к соединениям, работающим на воздухе, в бензине и масле.
ДОПУСКИ И ПОСАДКИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС
125. Достижимые классы точности для деталей пз пластмасс, изготовляемых литьем под давлением и прессованием
Величина технологического угла уклона
15' 1 30
Класс точности 0’ Наибольшая высота детали, мм, в направлении разъема пресс-формы Материал с колебанием расчетной усадки, %
4 | 15 30 4 1 15
Номинальные диаметры, мм
3 — | — 1 — 1 — До 0,10
6—120 10-50 | — | _ | „ 1 1 — До 0,10
1—150 — 1 — I “ 1 — 1 — Св. 0,10 до 0,16
120-260 — — i — i 6-180 — До 0,10
4 50—260 — — —
50—120 3-80 — — — Св. 0,10 до 0,16
4; 4а 1—50 — — — Св. 0,16 до 0,25
4а 1—360 1-260 1-180 — 1—260 До 0,10
1—120 1—120 1—30 1—80 Св. 0,10 до 0,16
— 1—260 1-260 1-120 » 0,10 » 0,16
6 1—500 1—120 1-120 1-5 1! 0,16 » 0,25
1-120 — — — — — ». 0,25 » 0,40
— ЗСО—500 360—500 3—30 120—500 360—500 г—зо 120—500 а 0,10 а 0,16
180—500 180—500 80—50 3—50 120-500 3—500 » 0,16 » 0,25
7 80—360 50—360 1—180 6—180 50—180 6—180 » 0,25 » 0,40
1—120 1-180 1-80 1—80 » 0,40 » 0,60
1-18 1-6 — » 0,60 » 1,00'
3G0-50 360—500 180—500 180—500 180—500 180—500 | » 0,25 » 0.40
8 120-300 80—360 80—260 1-260 80—260 1-260 | й 0,40 » 0,60
18—120 6—120 1-120 10-800 1-120 10-80 » 0,60 » 1,00
1-18 1-18 — 1-6 Св. 1
360-500 300—500 260—500 2G0—500 260—500 260—500 I Св. 0,40 до 0,60
9 120-200 120—2110 120-260 80—180 120—260 80—180 | а 0,60 » 1,00
18-120 18-120 1—80 1—80 6—80 | 1—80 Св. 1
10 260—500 120—260 260—500 120-2G0 260—500 80-260 180—500 80—230 260—500 80-260 | 180—500 80—260 Св. 0,60 до 1,00 Св. 1
Расчетная усадк^ при формовании определяется по ГОСТ там специальных эх^спсримситальных последований. 5689—73 или по результа-
Точность изготовления деталей из пластмасс литьем под давлением и прессованием. При изготовлении деталей из пластмасс литьем под давлением п прессованием в металлических формах различные элементы деталей оказываются неодинаковой точности. Наиболее высокую точность приобретают элементы деталей, оформляемые в одной части формы (только в матрице или только пуансоном). Размеры элементов деталей, зависящих от подвижных частей формы, п также размеры элементов деталей, оформляемые в двух и более частях формы, характеризуются большей погрешностью.
Точность размеров деталей из пластмасс зависит от величины колебания усадки материала, усадочной деформации детали и уровня размерной стабильности материала. Кроме того, при оценке точности размеров деталей из пластмасс необходимо учитывать и влияние технологических уклонов, которые могут назначаться на поверхности детали, параллельные направлению замыкания формы.
Классы точности для размеров элементов деталей, оформляемых в одной части формы, приведены в табл. 125. Погрешность от технологического уклона подсчитана при известном угле уклона а и высоте элемента детали Н по формуле Дук = 277 tg а.
Предельные отклонения размеров деталей пз пластмасс относятся к температуре —1-20° С и относительной влажности воздуха 65%.
Точность изготовления деталей из пластмасс резанием (табл. 126). Обработка деталей из пластмасс резанием применяется: когда сложную конфигурацию детали трудно выполнить в металлической форме без значительного усложнения формы, для повышения точности размеров деталей после формования, при изготовлении деталей из пластмассовых полуфабрикатов.
Г2в. Достижимые классы точности при обработке деталей из пластмасс резанном
Наименование материалов Наружное и внутреннее шлифование Двукратное развертывание Чистовое точение Чистовое растачивание Однократное развертывание 1 Сверление 1 Чистовое фрезерование Черновое точеные Черновое фрезерование
Достижимые классы точности для номинальных размеров, мм
3—100 3—40 10—200 3—40 JI 10—ЗОЮ 10—500
Полиметилметякрилат, винипласт, прсос-порошки с различными наполнителями, пресс-материалы волокнистые (текстильные, асбестовые, стеклянное волокно), слоистые пресс-материалы 2 2 2а 2а; 3 2а 3; За За 4; 4а; ( 4; 4а; 6
Полистирол, фторопласт 2а 2 3 з 2а За 4 4а; 6 4а; 6
ДОПОЛНИТЕЛЬНЫЕ ИСТОЧНИКИ
Концы шпинделей сверлплытых и расточных станков — ГОСТ 2701—72.
Концы шлифовальных шпинделей с внутренними центрирующими поверхностями — ГОСТ 2324-67.
Корпусы приборные радиоэлектронных и электротехнических изделий.
Отверстия вентиляционные. Конструкция и размеры — ГОСТ 16841—71.
Детали деревянные. Основные соединения. Типы и размеры — ГОСТ 9330-67.
Резьба с натягом. Допуски — ГОСТ 4608—65.
ГЛАВА VI
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ ЛИТЫХ ДЕТАЛЕЙ
Толщина стенок литых деталей. Толщину стенок деталей из Серого чугуна при литье в песчаные формы определяют по графику (рис. 1}.
Приведенный габаритный размер N детали из серого чугуна и углеродистой стали рассчитывают по формуле
21 + b+h
3
где I, Ь, h — соответственно длина, ширина и высота детали, м.
График построен для деталей с приведенным габаритным размером более 0,5 м. При меньшем габаритном размере, а также в некоторых случаях выполнения особо тонких сечений (типа радиаторов, ребристых цилиндров и др.) толщину стенок допускается уменьшать до 2 мм.
Рис. 1. График для определения толщины стенки детали из серого чугуна
Рис. 2. График для определения толщины стенки детали из углеродистой стали
Толщину стенок деталей из модифицированного чугуна принимают на 15— 20% большей, чем для деталей из серого немодифицировапного чугуна.
Толщина внутренних стенок должна быть меньше наружных па 10—20%.
Толщину стенок чугунных отливок можно принимать по табл. 1,
1. Толщина станов чугунных отливок
Приведенный размер, мм Толщина стенки, мм Приведенный размер, мм Толщина стенки, мм
наружный внутренний наружный внутренний
0,75 1,0 8 6 2,5 18 14
10 8 3,0 20 16
1,5 12 10 3,5 22 18
1,8 14 12 4,5 25 20
2,0 к; 12
Толщину стенок деталей из углеродистой стали, отливаемых в песчаные формы, можно определять по графику (рис. 2), который распространяется на детали с приведенным габаритным размером 0,5 м. При меньшем габаритном размере минимальная толщина стопок допускается до 5 мм. Степки деталей из
легированных сталей пониженной жидкотекучести делают толще на 20—30%,. Чем стенки однотипных деталей из углеродистых сталей. Внутренние стенки U стальных деталях делают на 20—30% тоньше наружных.
Толщину стенок отливок из цветных металлов можно принимать по табл. 2,
2. Наименьшая толщина стенок отливок пз цветного металла при лнтье в песчаные формы
Размеры, мм
Материал Характеристика отливок Наименьшая толщина стенок
Бронза оловянная С протяженностью стенки;
до 50 3
св. 50 до 100 5
» 100 » 250 6
к 250 в 600 8
Специальные бронзы и лату- Мелкие 6
НИ Средние 8
Алюминиевые сплавы Мелкие с протяженностью стеики:
до 200 3—5
св. 200 до 800 5—8
Магниевые сплавы Мелкие 4
Средние с протяженностью стенки до 400 6
Переходы и сопряжения. Для получения высококачественных отливок отношение толщин стенок при переходе от одного сечения к другому должно быть не больше 4:1.
Выполнять переходы от одного сечения к другому галтелями допустимо для
всех деталей при соотношении сопрягаемых толщин г£2Л (рис.З). Радиус
й
галтелей принимают:
для отливок из чугуна, алюминиевых и магниевых сплавов R = 0,3 А;
для етливок из стали и медных сплавов R = 0,4 h.
Рис. 3. Переход в виде галтели
Рис, 4. Клиновое сопряжение
. Переходы сечений при соотношении -—• > 2 рекомендуется выполнять с уче-si
том характера нагрузок на детали при эксплуатации: для деталей, не испытывающих ударных нагрузок, галтелями с радиусом, указанным выше; для деталей, подвергающихся ударным нагрузкам, в виде клинового (рис. 4) или ступенчатого сопряжения, причем длину участка перехода от одной толщины к другой
принимают или—
ч — - 1
Сплавов И I : ап пли
Примеры сопряжений, величина радиусов закругления и уклонов приведены в табл. 3—10.
1
- -j- для детален из чугуна, алюминия и магниевых
s — «1 1
—-=— для деталей из стали и медных сплавов. £ О
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ
3. Примеры угловых сопряжений
Рис. 5. График для определения радиуса галтели г при сопряжении элементов литой детали из стали и медных сплавов
Рис. 6. График для определения радиуса галтели г при сопряжении элементов литой детали из чугуна, алюминиевых и магниевых сплавав
4. Значения h п I (к табл. 3)
s: >2,5 1,8-2,5 1,25-1,8
h 0,7 (s — st) 0,8 (s — а,)
1 Сталь и медные спласы > 5 h
Чугун, алюминиевые и магниевые сплавы > 4 Л
Определяют. по графику (рис. 5 и 6), округляют п-г принимают по ряду предпочтительных чисел (ГОСТ
66 3 6—69)
5. Примеры тавровых сопряжений
Общие требования при конструировании литых деталей. При конструировании литых деталей необходимо уменьшать габаритные размеры детали и особенно ее высоту; обеспечивать плавность перехода от малых сечений к большим; устранять местное скопление металла; предотвращать появление трещпп, короб-ленпе, а также усадочные рыхлоты и раковины; исключать тонкостенные ребра, глубокие впадины, щели.
ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ в. Значения h и I (к табл. 5)
s : $1 >2,5 1,8-2,5 1,25-1,8
h 0,7 (8- 81) 2 0,8 (s — st) 2 8 — 8, 2
1 Сталь и медные сплавы > 10 h
Чугун, алюминиевые и магниевые сплавы > 8 h
т Определяют по графику (рис. 5 и 6), округляют и принимают по ряду предпочтительных чисел (ГОСТ 6636-69)
7. Ребра жесткости
н »1 D Т1
у $ 0,5 $ 0,8 s 1,5 s 0,5 а 0,25 s
i as | г Стенки с ребрами посередине
п, «5 0,5 s 3 1,25 S 0,3 S 0,25 s
£ L т Степки е ребрами ио краям
X 4
Д /^7 Ч । —\jrzZ i, $ Кольцевое сече-ние с ребрами — 0,8 « 1,25 s 0,5 s 0,25 s
Размеры s и Л принимают конструктивно.
Толщина наружных ребер не должна превышать 0,8 и внутренние — 0,6—0,7 толщина сопрягаемой стенки.
8. Радиусы закруглений наружных углов Размеры, мм
Эскиз р, Pl, р, г при а, «1 и «2
до 50 св. 50 до 70 св. 70 до 105 св. 105 до 135 св. 135 до 165 св. 165
< X ггХЧ'7 Х-₽-Л£ ГТ / J-п ± ffA До 25 Св. 25 до 50 » • 50 » 150 s 150 а 250 q 250 » 400 q 400 а 600 в 600 >з 1000 в 1000 » 1600 Б 1600 » 2500 в 2500 а 2 2 4 4 6 6 - 8 10 12 16 2 4 4 6 8 8 12 16 20 25 2 4 6 8 10 12 16 20 25 32 4 6 8 12 16 20 25 32 40 50 6 10 16 20 25 32 40 50 60 80 8 16 25 32 40 50 60 80 100 120
Р, Р(, Р2 — меньший габаритный размер плоскости детали, перпендикулярный к образующей цилиндрической поверхности скругления;
а. ап а2 — двугранный угол между сопрягаемыми поверхностями;
г — радиус скругления.
9. Наружные и внутренние радиусы закруглений Размеры, мм
10. Величина уклона в зависимости от высоты элемента детали
Эскиз /г, мм а ~7Г 3
gl L А До 25 1 : 5 11*>30*
Св. 25 до 500 1: 10 1:20 5’30» 3’
,аа
Св, 500 1: 50 1*
Рис. 7. Расностенность и ребра
жесткости
Рис. 9. Устранение узких углублений
Рис. 10. Придание крышкам, работающим при нагреве, сферической формы
Рис. 11. Ребра в чугунных деталях, работающие на сжатие
Неправильно
Рис. 12, Ребра жесткости, расположенные на прямых участках стенок, а не в местах их изгиба
Рис. 13. Конструкции без отъемной части модели (бобышки)
Пример 1. Устранение возможности образования усадочной раковины ;ш счет равностенности и ребра жесткости (рис. 7).
Пример 2. Устранение излишнего металла в сопряжении (рис. 8).
Пример 3. Устранение узких продольных и кольцевых углублений (рис. 9).
Пример 4. Придание крышкам, подвергающимся температурному нагреву при работе, сферической формы с внутренними ребрами (рис. 10).
Пример 5. Ребра в чугунных деталях должны работать на сжатие, а не ин растяжение (рис. И).
Пример 6. Ребра располагать на прямых участках элементов литой детали, по допуская их в переходах стенок (рис. 12).
Толщина ребер должна быть меньше, в крайнем случае не превышать толщину стенки детали.
Пример 7. Конструирование деталей по возможности без отъемных частей модели (в данном примере — бобышек, рис. 13).
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Общие требования. При конструировании необходимо обеспечить требования к качеству детали, уменьшить и облегчить механическую обработку, исключить её в труднодоступных местах.
Пример 1. Конструирование точных и соосных отверстий в детали Сквозными, допускающими обработку на проход с одной установки (рис. 14).
Пример 2. Исключение глухих отверстий, особенно с обеих сторон детали (рис. 15).
Пример 3. Устранение глубоких отверстий, превышающих десять диаметров сверла (рис. 16).
Пример 4. Согласование радиуса паза г с радиусом фрезы R и диаметром установочного кольца D на оправке фрезы (рис. 17); предусмотрение необходимого зазора А между обрабатываемой деталью и установочным кольцом (А — не менее 3 мм).
Пример 5. Уменьшение площади обработки Сопрягаемых поверхностей (рис. 18).
Пример 6. Создание бобышки для нормального врезания и выхода Сверла, чтобы устранить его увод или поломку (рис. 19).
Пример 7. Расположение обрабатываемых частей детали таким образом, чтобы была возможна их обработка, например, сверление и нарезание резьбы (рис. 20).
Пример 8. Детали имеют надежную опору для обработки, обрабатываемые поверхности расположены на одном уровне, что обеспечивает выполнение операции на проход (рис. 21).
Особенности конструирования деталей из титановых сплавов. Марки титановых сплавов ВТ1-0, ВТ-00, ВТЗ-1, ВТ5 имеют низкую теплопроводность, высокую вязкость, склонность к наклепу, большой коэффициент трения (0,5). Для их обработки применяют инструмент из алмазов, эльбора, твердых сплавов, износостойких быстрорежущих сталей.
При конструировании и обработке деталей, испытывающих знакопеременные (циклические), а также силовые нагрузки, следует учитывать повышенную чувствительность титановых сплавов к надрезам и другим дефектам поверхности. Подобно надрезам к разрушению деталей приводят и различные выточки, отверстия, пазы.
На обрабатываемых поверхностях деталей, испытывающих при эксплуатации циклические, а также силовые нагрузки, не допускаются забоипы, плены, прижоги, царапины, риски. Эти и другие дефекты поверхности являются концентраторами напряжений и могут привести к образованию глубоких трещин п разрушению деталей.
Для повышения прочностных свойств деталей шлифование по возможности следует заменять тонким точением или фрезерованием, так как при шлифовании
16 Анурьев В. И., т. 1
Неправильно
Правильно
Неправильно Правильно
Рис. 14. Соосные отверстия, обработанные на проход с одной установки
Рис/ 15. Исключение глухих от- Рис. 16. Устранение глубоких сверлений
верстий
Рис. 18. Уменьшение обработки сопрягаемых поверхностей
Неправильно . Правильна
Неправильно Допустимо Правильно
Правильно
Рис. 19. Создание бобышки для устранения увода или поломки сверла
' КЛЗАНИЯ ПО КОНСТРУИР. ДЕТАЛЕЙ,ПОЛУЧАЕМ.МЕХАНИЧ. ОБРАБОТКОЙ 483 на обработанной поверхности имеются микронеровности, которые могут явиться । оицешграторами напряжений.
Не следует применять галтели небольших радиусов при сопряжении диаметров. Радиус галтелей должен быть не менее 0.2 мм. Следует предусматривать иноке зачистку заусенцев п скругление острых кромок.
Неправильно Правильно
Рис. 20. Способы предусматривания возможности сверления отверстия и нарезания резьбы
Неправильно
Правильно
Рис. 21. Обеспечение надежной опоры и обработки на проход
Так как титановые сплавы труднообрабатываемые, в конструкциях деталей рекомендуется применять отверстия диаметром более 1,5 мм, резьбы более М2. У деталей из титановых сплавов, подвергаемых покрытиям, острые кромки должны быть скруглены радиусом до 0,25—0,35 мм.
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ
Выбор стали и вида термической обработки, обеспечивающих технологичность детали.
Детали, подвергаемые значительному износу, должны иметь высокую твердость в соответствующих местах и требуемые механические свойства сердцевины.
Повышенная твердость поверхности на заданную глубину может быть получена местной или общей закалкой поверхности с нагревом ТВЧ или газовым пламенем, а также химико-термической обработкой (цементацией с последующей закалкой, цианированием или нитроцементацией с последующей закалкой и азотированием).
Необходимо подбирать сталь такой марки, которая при данном сечении обеспечивает требуемую прочность при наибольших допустимых температурах отпуска. Это дает возможность изготовлять детали с наименьшими напряжениями.
При подборе стали для деталей, работающих при знакопеременных нагрузках, необходимо учитывать, что усталостная прочность резко снижается от наличия в деталях растягивающих напряжений и структурной неоднородности после термической обработки. В этом случае выбирают, сталь, допускающую закалку в масле или на воздухе с отпуском не ниже 400° С.
Закалка объемная. 1. Общей объемной закалке следует подвергать углеродистые и легированные стали. Углеродистые конструкционные стали при закалке с отпуском обеспечивают высокую прочность (временное сопротивление разрыву <тв > 80 кгс/мм2) при толщине детали до 40 мм, но обладают низкой ударной вязкостью. Применение углеродистых сталей рационально для деталей простой формы, допускающих охлаждение в воде при их закалке.
Закалка в воде деталей сложной конфигурации создает значительные внутренние напряжения, приводящие к короблению, а иногда и к трещинам. Вследствие ограниченной прокаливаемостп углеродистых сталей получается неравномерная твердость по сеченшо детали.
2. Для деталей сложной формы и больших сечений применяют легированные стали, обладающие более высокими механическими свойствами и лучшей прока-ливаемостыо.
3. Детали сложной формы, если ие требуется их повышенная прочность, целесообразно изготовлять из низколегированных сталей, применяя охлаждение в масле или в расплавленных солях.
4. Объемная закалка может быть общая и местная.
5. Для углеродистых конструкционных и инструментальных сталей при пониженных требованиях к механическим свойствам сердцевины и для легированных сталей при повышенных требованиях рекомендуется объемная закалка как наиболее простая и наименее трудоемкая термическая обработка по сравнению с другими способами получения необходимой твердостп деталей.
6. Чем выше назначаемая твердость, тем вероятнее появление трещин от остаточного напряжения. Сложные детали, значительные деформация и коробление которых недопустимы (например, ответственные зубчатые колеса, длинные валы и т. п.), нужно изготовлять из стали, обеспечивающей необходимые механические свойства при закалке в масле (марки ШХ15, 40Х, 65Г). В масле также необходимо закаливать детали сложной конфигурации, переменного сечения, с острыми углами, глубокими пазами и резкими переходами (двойные и блочные зубчатые колеса, зубчатые колеса с длинными и массивными ступицами; зубчатые колеса, изготовленные совместно с валами, валы с фланцами, шлицевые валы, червяки и др.). Такие детали, если они не подвергаются цементации, следует изготовлять из стали марок 65Г, П1Х15 и 40Х. Детали, закаливаемые в воде, следует изготовлять из стали марок 40—45 не ниже. Сталь 35 закаливается слабо (особенно при содержании углерода на нижнем пределе), при сечении до 20 мм •твердость не превышает HRC 40.
Стали широко применяемых марок имеют после обычной закалки и низкого отпуска примерно следующие значения твердости:
Марка стали........................... 45 65Г У8 У10 40Х
HRC .................................. 50 62 62 63 50
Твердость термически обрабатываемых деталей должна устанавливаться с разницей не мепее 5 и не более 12 единиц HRC. Повышенная разница должна назначаться для деталей, имеющих большие габаритные размеры, п мепее ответственных.
Изотермическая закалка является прогрессивным и перспективным впдом термической обработки, обеспечивающим хорошее сочетание твердости, пластичности и ударной вязкости при минимальном короблении деталей.
Одним из наиболее эффективных видов изотермической обработки является светлая закалка в щелочах деталей 2-го и 3-го классов точности без последующей пескоструйной очистки. Светлую закалку применяют преимущественно для мелких п средних деталей (ограничение связано с габаритными размерами щелочных ванн).
Закалка с нагревом ТВЧ и газовым пламенем. 1. Местная закалка ТВЧ является наиболее рациональным способом повышения твердостп поверхности деталей машиностроения.
Поверхностную закалку с нагревом ТВЧ применяют в случае, когда требуются высокие механические свойства по всему сечению детали. При этом поверхностный слой получит высокую твердость и новую структуру, а сердцевина сохранит исходные свойства.
2. Легированные стали прп необходимости сочетания высоких механических свойств п высокой твердости поверхности рационально подвергать общей объемной закалке с отпуском, а затем местной поверхностной закалке с йат$й-ном ТВЧ.
3. При закалке с нагревом ТВЧ коробление, обезуглероживание и окалпно-образовапие минимальны, а поверхностный слой более тверд, чем при закалке с нагревом в печп. Для участков детали, обрабатываемых ТВЧ, не требуются специальные предохранительные меры (омеднение, лужение, припуск на механическую обработку, предохранительная обмазка) в отличие от местной цемейта-ции, нитроцементации и азотирования.
4. Нагрев ТВЧ позволяет осуществлять местный отпуск и регулировать твердость поверхности детали.
5. Поверхностная закалка деталей ТВЧ является прогрессивным способом термической обработки, отличающимся высокой производственной культурой, технологичностью процесса и повышением качества деталей. Преимуществом итого способа является возможность размещения установок в станочных линиях и автоматизации процесса закалки. Для отработки режимов термической обработки ТВЧ необходимо предусматривать изготовление деталей-образцов (кондукторов).
При назначении конструктором закалки ТВЧ технические требования чертежа должны быть согласованы со специалистом по термической обработке.
6. Поверхностной закалке с нагревом газовым пламенем подвергают детали из конструкционных углеродистых и легированных сталей после соответствующей термической и механической обработки. Глубина закаленного слоя 1—6 мм.
В деталях, подвергающихся циклическим нагрузкам, при закалке газовым пламенем и ТВЧ не допускается обрыв закаленного слоя, чтобы в зоне перехода к пезакалениому слою ие произошло разрушения.
7. Закалка с нагревом газовым пламенем отличается минимальным короблением и отсутствием значительного окисления поверхности детали. Такой обработке подвергают крупные детали в индивидуальном производстве, где методы объемной закалки неприменимы, а нагрев ТВЧ ограничивается мощностью уста-попок и трудностью изготовления кондукторов прп сложной форме закалки.
Химико-термической обработке подвергают детали из конструкционной углеродистой и легированной стали с малым содержанием углерода, при требовании высокой износостойкости поверхности и высокой вязкости сердцевины и сочетании с высокой прочностью.
Все виды поверхностного упрочнения химико-термической обработки повышают усталостную и коррозионно-усталостную прочность как углеродистой, так и легированной стали.
Цементация является трудоемким и дорогостоящим процессом с длительным технологическим циклом. Ее рационально применять для деталей, работающих на трение при больших давлениях, когда требуется большая глубина твердого поверхностного слоя (не менее 0,5 мм). Глубина слоя цементации (без учета припуска на шлифование) может быть до 1/]s наименьшей толщины Детали в цементируемых местах, но не более 2 мм. Цементовать рекомендуется на глубину с интервалами 0,5—0,8; 0,8—1,2; 1,2—1,6 и 1,6—2 мм.
Если требуется высокая износостойкость поверхности и не требуется повышенная прочность сердцевины (удовлетворяют механические свойства стали П нормализованном состоянии), а также при необходимости избежать деформации прп закалке следует применять цементацию с местной закалкой поверхности ТВЧ.
Для цементуемых деталей следует использовать сталь марок 20, 20Х, 18ХГТ (табл. 11). Сталь 20 применяют только для неответственных деталей, допускающих закалку в воде.
11. Твердость цементованной стали различных марок
Место измерения твердости HRC стали марок
20 20Х 18ХГТ
Цементованная поверхность Сердцевина 54—60 55-62 15-25 56-63 30-40
Сталь марок 20Х, 18ХГТ применяют для деталей, которые после цементации закаливают в масле. Важным преимуществом стали 18ХГТ по сравнению со сталью 20Х является то, что после закалки сердцевина цементованной детали приобретает более высокие твердость и предел текучести; это очень важно для тяжелонагруженных зубчатых колес и других деталей.
Цианирование применяют для деталей, работающих на трение при небольших давлениях, когда нужно получить высокую твердость поверхности (HRC г. 55) и минимальное коробление. Глубина цианироваииого слоя не более 0,3 мм.
Цианирование — дорогостоящий процесс, для которого требуется специальное оборудование.
Нитроцементацию применяют для деталей, работающих на трение при разных давлениях, глубина слоя от 0,2 до 1 мм. Износостойкость нитроцементо-вашюй поверхности на 20—30% выше износостойкости цементованной поверхности.
Нитроцементация с последующей закалкой сопровождается меньшими деформациями деталей, чем цементация с закалкой.
Преимущество нитроцементации по сравнению с цементацией и азотированием заключается в скорости процесса н одновременном насыщении стали углеродом и азотом.
Азотирование рекомендуется применять для деталей со Сложной конфигурацией, работающих на износ без больших давлений, когда не допускаются значительные коробления и требуется особо твердый поверхностный слой.
Азотированный слой повышает коррозионную стойкость, износостойкость и усталостную прочность стальных деталей в условиях повторно-переменных нагрузок. Твердость поверхностного слоя азотированных стальных деталей в 1,2—1,5 раза больше, чем цементованных и закаленных.
Не следует прерывать азотированный слой в местах концентрации напряжений (галтели, сверления, шпоночные пазы, смазывающие канавки, места переходов сечений).
' При азотировании происходит незначительное увеличение размеров детали за счет объема азотированного слоя. Процесс является завершающей операцией технолотического цикла, за которой следуют окончательное шлифование и притирка деталей.
Когда на детали воздействуют высокие контактные пли ударные нагрузки (> 70 кгс/мм2), применять азотирование не рекомендуется вследствие хрупкости азотированного слоя и незначительного его сопротивления ударным нагрузкам.
Технологический цикл процесса азотирования 25—80 ч. При этом требуется специальное оборудование, и стоимость азотирования дороже других видов химико-термической обработки.
Особенности конструирования термически обрабатываемых деталей. При объемном или поверхностном упрочнении методом закалки или химико-термической обработки в деталях возникают внутренние напряжения. Характер и величина напряжений зависят от вида термической обработки, выбранной марки стали и ряда конструктивных особенностей. При неправильном сочетании этих трех факторов термическая и последующая механическая обработка деталей затрудняется. В отдельных случаях получается брак или детали поступают в эксплуатацию в напряженном состоянии.
Общие конструктивные требования к деталям. 1. Форма детали должна предусматривать устранение возможности возникновения концентрации напряжений и чрезмерных деформаций. При термической обработке концентрация напряжений появляется в местах резких изменений формы детали (шпоночные пазы, вырезы, подрезы, грубо обработанные поверхности и сварочные швы).
2. Детали по должны иметь острых углов, тонких концов и выступов.
3. Стенки полых деталей должны быть одинаковой толщины.
4. Сечение детали должно быть по возможности симметричным. Большая асимметрия может привести при закалке к значительной деформации и ДЙже к разрушению детали.
5. Внутренние углы и резкие переходы деталей должны быть закруглены, чтобы избежать образования закалочных трещпн. У деталей, закаливаемых в воде, радиусы закруглений должны быть не менее 0,5 мм, а у деталей, закаливаемых в масле, — не мепео 0,25 мм. Прп меньших радиусах закруглений необходимы специальные меры для защиты деталей в углах и в местах резких переходов от трещипообразовапия, что усложняет и удорожает термообработку.
6. У деталей, подвергаемых закалке с внутренней поверхности, необходимо обеспечить возможность удаления образующегося при закалке пара (рис. 22). II противном случае нельзя гарантировать получения на внутренних поверхностях требуемой твердости, не исключены коробление и трещины.
Если закалка поверхности отверстия не обязательна, то его защищают от охлаждения пробкой из огнеупорной массы. Для этого на чертеже детали делают указание (рис. 23) или соответствующую запись помещают в технических требованиях.
На внутренних поверхностях, в глухих отверстиях, выемках цементуемых деталей не рекомендуется назначать высокую твердосзь.
Влияние разных размеров сечений детали. Резкая разница в размерах отдельных сечений детали — разница в их массе — вызывает при закалке большие напряжения, приводящие к короблению и к образованию трещин (рис. 24).
На рис. 25 показана деталь пз сталп 40Х. При ее закалке в месте перехода от вала к фланцу возникали трещины. Увеличением радиуса в месте перехода дефект не устранили. Увеличив толщину фланца (при сохранении R 20), устранили образование трещин.
Коробление можно уменьшить усилением тонкой стороны профиля и ослаблением массивной (рис. 26). При изменении сечепий в детали следует избегать резких переходов от тонких сечений к Толстым. В детали по рис. 27, а прп закалке возникают трещины вследствие наличия острых углов и неуравновешенных сечений. Если нельзя заменить деталью с плавным переходом от тонких сечений к толстым (рис. 27, 6), следует применять конструкцию, состоящую пз двух частей (рис. 27, в).
Деталь, показанная на рис. 28, — из стали 35ХМ. При закаливании в месте перехода от фланца к втулке (R 25) возникали трещины. Увеличение радиуса по давало положительных результатов. Введение плавного перехода от большого сочопия к меньшему устранило образование трещин.
Отверстия в топких выступах и стенках с переменным сечением не допускаются, так как это приводит к образованию трещин. Если по конструктивным соображениям нельзя увеличить толщину стенок до толщины основного сечения, то деталь следует подвергать местной или поверхностной закалке, оставляя стенку незакаленной (рис. 29).
При невозможности получения требуемой твердости или прочности на заданных толщинах детали в отдельных случаях необходимо делать дополнительные отверстия, уменьшая массу. Это увеличит прокаливаемость и обеспечит требуемую прочность детали.
Деталь по рис. 30, а изготовлена из стали 08Х18Н10Т. При термической обработке она в месте большего сечения не обеспечивала требуемых механических спойств. Сверление дополнительного отверстия 0 70 (рис. 30, 6) уменьшило сечение, что дало требуемые механические свойства. Но в местах пересечения этих отверстий по острым углам возникали трещины. Снятие фасок в месте пересечения двух отверстий0 70 (рис. 30, в) позволило термически обработать детали без образования трещин.
Не рекомендуется назначать жесткие допуски, так как не всегда удается правкой или рихтовкой исправить деформированную деталь из-за образования трещин.
Деталь по рис. 31 — из стали 20Х с цементацией впадины на глубипу 0,8—1,2 мм и закалкой до твердости HRC 50...56, с допуском на коробление 0,3 мм. Нетехнологичная конфигурация детали при термической обработке приводила к короблению. Рихтовка при малом допуске на коробление да-вада трещины на цементованной поверхности. Введением большего допуска па коробление (0,5 мм) брак ликвидирован без изменения конфигурации детали.
Влияние острых углов канавок, надрезов и грубо обработанных поверхностей. При закалке острые углы, канавки, надрезы являются местами концентрации напряжений. Создаваемые напряжения могут образовать трещины. Влияние этих факторов тем сильнее, чем выше требуемая твердость.
Неправильно
Правильно
Рис. 22. Обеспечение удаления образующегося пара при закалке внутренней поверхности детали
Внутреннюю ' поверхность не закаливать
Неправильно
Рис. 24. Исключение разностенности детали
Рис. 23. Указание на чертеже в случае незакали-вания внутренней поверх ности детали
Неправильно
Рис. 26. Усиление тонкой стороны и ослабление массивной части детали
Правильно'
Рис. 25. Устранение разницы в размерах сечений для избежания трещин
а — с трещиной вследствие острых углов и неуравновешенных сечений; б — с плавными переходами; в — состоящая из двух частей
Рис. 28. Плавный переход от большего сечения к меньшему ,
Правильна
Правильно
' Неправильно
Закалить целиком'
Рис. 29. Равнотолщинная деталь с объемной закалкой и разнотолщинная деталь с местной или поверхностной закалкой
В местах резких переходов должны быть галтели или максимально допустимые радиусы. Например, червяк из стали 45 с закалкой до твердости HRC 45...50 подавался на термическую обработку с крайними неполными витками нарезки, что давало возле них трещины, которые проходили во внутрь детали. Ври скруглении неполных витков после закалки трещин не было. Скругления особенно важны для внутренних углов детали, являющихся концентраторами больших напряжений. Величина радиусов желательна не менее 2 мм.
Неправильно
Правильно.
Рис. 30. Дополнительные отверстия для уменьшения неравномерности масс детали
Влияние концентраторов напряжений может быть снижено за счет выбора марки стали (рис. 32, 34, 35); выбора вида химико-термической обработки (рис. 35); снижения твердости.
Примеры. У детали по рис. 32 из стали 45, с твердостью HRC 45...50 по размеру 12, при закалке в воде образовывались трещины по шпоночному пазу. Замена стали 45 сталью 40Х позволила производить закалку в масле, что и устранило образование трещин.
Детали по рис. 33 из стали У7 при закалке в воде коробились (загибало плоскость А по радиусу /?). Переход на изготовление детали из стали 40Х с закалкой в масле устранил брак по короблению.
т Г 200 п г gezyiW*'
Рис. 31. Жесткие припуюж не обес-печивают исправления деформированной детали правкой или рихтовкой
Рис. 32. Замена марки стали устранила образование трещин по шпоночному пазу
Детали (рпс. 34) пз стали 20Х с цементацией на глубину 0,3—0,5 мм с закалкой до твердости IIRC 45...50 при динамических нагрузках в процессе эксплуатации разрушались. При замене стали 20Х на сталь 40Х с закалкой до топ же твердости детали не стали разрушаться.
Детали (рис. 35) изготовляли из стали 20Х с цементацией на глубину 1,2— «1,6 по размеру 82 мм и закалкой до твердости HRC 50...55. При термической обработке детали сильно деформировались и в результате разрушались при правке. При замене стали 20Х на сталь 38Х2МЮА с азотированием до твердости HV
900 на глубину 0,3—0,5 мм по тому же размеру 82, т. е. при замене марки стали и вида химико-термической обработки, брак был устранен.
При поверхностном упрочнении (цементации, азотировании, закалке ТВЧ) острые углы или недостаточные закругления краевых поверхностей приводят к скалыванию упрочненного слоя.
Рис. 33. Замена марки стали исключила коробление (загиб плоскости А по радиусу R)
Рис. 34. Замена марки стали и вида термообработки устранила разрушение детали при дина*; мических нагрузках
Рис. 35. Замена марки стали и вида термообработки устранила большую деформацию детали с разрушением при правке
Рис. 36. Снятие фасок по всему контуру пазов устранило их скалывание при работе детали
Рпс. 37. Рис. 38. Рис. 39.
Рис. 37. При расположении цементуемого слоя перпендикулярно направлению волокон происходит его скалывание
Рис. 38. На закаливаемых деталях расстояние между центрами ближайших отверстий илн от центра до края детали не менее двух диаметров отверстий
Рис. 39. При местной закалке расстояние от центра отверстий до ближайшей зоны закалки не менее полутора диаметров отверстия
Детали (рис. 36) из стали 38Х2МЮА азотировали до твердости HV 700 на глубину 0,3 мм с хрупкостью 3-го балла шкалы ВИАМ. При работе кромки пазов скалывались. Снятие фасок по всему контуру паза после азотирования устранило скалывание кромок во время работы.
При резком охлаждении ненадежных переходов сечений детали применяют различные покрытия (асбестом, глиной, проволокой и пр.).
Для деталей из проката или поковки необходимо учитывать расположение волокон в заготовке. При расположении цементованного слоя перпендикулярно направлению волокон происходит его скалывание.
Деталь (рис. 37) изготовлена из стали 12ХНЗА. Заготовку вырезали из листового материала. Поверхность по 0 265 и 0 198 цементовали на глубину 1,6—2,0 мм. Закаливали до твердости HRC 56—62. При эксплуатации детали происходило откалывание цементованного слоя. С изменением направления волокон при изготовлении детали из поковки откалывание устранено.
Для пружин, подлежащих термической обработке, следует предусматривать материал без глубоких рисок, образующих трещины; т. е. применять прутки или проволоку повышенной точности.
Влияние несбалансированных напряжений. Конструктивные факторы, нарушающие симметрию внутренних напряжений при термической обработке:
несимметрично расположенные отверстия в одной из плоскостей детали; отверстия разных размеров и формы, создающие разную массу металла; несимметрично расположенные упрочненные поверхности.
Нарушение симметрии внутренних напряжений приводит к короблению деталей, а в отдельных случаях и к трещинам.
Размещать отверстия на закаливаемых деталях нужно так, чтобы расстояние между центрами ближайших отверстий или от центра до края детали было не менее двух диаметров отверстий (рис. 38).
Для уравновешивания напряжений следует стремиться к созданию симметрии в конструкции, обеспечивающей равномерность расположения масс металла по контуру детали. Это достигается дополнительными облегчающими отверстиями, выемками, окнами и т. п.; составлением деталей из отдельных частей; симметричным расположением упрочняемых поверхностей, допуская в некоторых случаях упрочнение нерабочих поверхностей.
Конструирование деталей, подвергаемых местной (зональной) закалке. При Сложной конфигурации детали назначать по возможности только местные высокие твердости.
Границей зоны закалки считается место, до которого простирается участок детали, имеющей твердость, оговоренную на чертеже.
Отклонение размера закаленной зоны зависит от метода нагрева под закалку, а также от толщины детали и ориентировочно может быть принято равным 1—2,5 толщины детали. Длина переходной зоны зависит от технологии нагрева и может составлять 1,5—2 толщины детали.
Если местную закалку применяют для предотвращения поломки деталей при клепке или затягивании болтом, то расстояние от центра отверстия, через которое проходит заклепка или болт, до ближайшей границы зоны закалки должно быть не менее полутора диаметров отверстия (рис. 39).
При твердости закаленной зоны менее HRC 45 опасность поломки при клепке невелика, если термическая обработка произведена правильно, в таком случае вводить местную закалку не следует.
Деталь должна иметь только две зоны: 1) закаленную и отпущенную до заданной твердости; 2) незакаленную.
Наличие нескольких закаленных зон с регламентированными различными значениями твердостп крайне нежелательно. Поэтому рекомендуется такие детали подвергать закалке и отпуску для получения твердости, средней из указанных значений, а те части, где требуется повышенная твердость, дополнительно подвергать поверхностной закалке (рис. 40).
При местной объемной закалке зона закалки должна прилегать к краю детали. Термическая обработка червячного вала, показанного в качестве примера, связана с излишними затратами труда. Желательно продлить закаленную
зону до одного из концов детали. Если этого сделать нельзя, следует предусмотреть возможность поверхностной закалки середины при нагреве ТВЧ пли, в крайнем случае, замены цельной детали сборной (рис. 41).
При местной цементации возможно различное соотношение и расположение цементованной и пецементованиой зон. Однако введение дополнительной операции — защиты отдельных мест от цементации — удорожает производство. Поэтому желательно, где это допустимо, производить цементацию всей детали, подвергая ее затем местной закалке.
При упрочнении химико-термической обработкой поверхностей большой длины возникает деформация детали. В отдельных случаях следует назначать
НИС НИС НИС НИС 38..45 НИС ТВЧ
ЗО.ЛЗ 42.55 50-60 50-60
Рис. 40. Устранение нескольких закаленных зон с различными значениями твердости
Рис. 41. Термическая обработка средней части детали трудоемка. Целесообразно продлить закаленную зону до одного из концов детали
местную закалку, что уменьшает коробление, наличие же мягкого участка позволяет осуществлять правку детали.
Особенности конструирования сварных деталей, подвергаемых закалке. Не рекомендуется назначать высокую твердость в местах сварки (не более, HRC 40).
На чертежах или в технических требованиях на сварные детали с термической обработкой всего объема или поверхности (включая места сварки) следует предусматривать контроль сварных швов на отсутствие дефектов: трещин, раковин и шлаковых включений. Действие концентратора напряжений усиливается, если в области шва делаются канавки или отверстия.
Места сварки необходимо удалять от мест резких переходов по сечениям детали на расстояние не менее 10 мм, в противном случае суммарные напряжения — сварочные и термические — приводят к образованию трещин.
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ
ПО КОНСТРУИРОВАНИЮ ДЕТАЛЕЙ
ИЗ ПЛАСТМАСС
Общие требования на конструирование деталей из термопластичных и термореактивпых пластмасс, изготовляемых методом прессования и литья под давлением.
Реактопласты (термореактивные пластмассы) при нагревании необратимо переходят в неплавкое и нерастворимое состояние, теряя свою пластичность. Термопласты (термопластичные пластмассы) же и после нагревания сохраняют плавкость и растворимость.
Конфигурация детали должна обеспечивать возможность легкого извлечения ее из пресс-форм;
во избежание очень сложных конструкций в ряде случаев целесообразна изготовлять две наиболее простые детали с последующей сборкой;
следует обеспечивать максимальную прочность детали при минимальной массе, даже если это вызывает некоторое усложнение конфигурации детали (например, введение робер жесткости);
необходимо, чтобы после прессования деталь не нуждалась в дополнительной механической обработке или чтобы механическая обработка была минимальной (снятие облоя);
УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС 493 следует добиваться наиболее удобного расположения облоя на детали для удаления его механическим способом. Периметр, по которому образуется облой, должен иметь простую конфигурацию и быть доступным для механической обработки.
Толщина стенок оптимальна от 1 до 4 мм. Минимальные толщины стенок деталей из термопласта и реактопласта приведены в табл. 12.
12. Минимальная толщина стенок деталей Размеры, мм
Максимальные размеры детали Минимальные толщины стенок детали из
термопласта реактопласта
От 3 до 6 0,25- -0,4 0,3-1,0
Св. 6 » 18 0,4 - -0,6 0,5-1,0
» 18 » 50 0.5 - -1,0 1,0-1,5
» 50 » 80 1,0 - -1,5 1,5—2,0
и 80 » 140 1,5 - -2,0 2,0—3,0
Большие или меньшие значения толщин стенок, указанные в таблице, следует принимать в зависимости от технологических свойств материала.
, Оформление толщин стенок показано на рнс. 42.
Наличие в деталях резких переходов от одной поверхности к другой вызывает неравномерную усадку, создающую значительные внутренние напряжения, которые, в свою очередь, приводят к короблению детали, образованию вздутий и трещин. По возможности следует выдерживать одинаковую толщину стенок
Неправильно
Неправильно
Неправильно Правильно
Неправильно Правильно
Рис. 42. Оформление толщин стенок деталей
в изделии. Величина разностениости детали не должна превышать 30% номинальной толщины стенки.
Радиусы закруглений. 1. Наличие радиусов закруглений на наружных п внутренних поверхностях детали облегчает течение материала в форме, упрощает изготовление, уменьшает износ, увеличивает прочность детали, уменьшает ее коробление.
Оптимальный радиус внутреннего закругления для детали из тер-йюреактивпых пластмасс составляет 1,0 мм, термопластичных пластмасс 0,6 мм.
Оптимальный радиус наружного закругления для деталей из термореактивных пластмасс составляет 1 мм, термопластичных — от 0,6 до 1,6 мм.
2. Номинальные радиусы закруглений следует выбирать из ряда: 0,5; 1,0; 1,6; 2,0; 2,5; 3; 4; 5; 6; 8; 10; 12; 16; 20; 25 мм.
3. На наружной и внутренней сторонах деталей необходимо предусматривать радиусы закруглений, которые следует брать по рпс. 43.
4. Радиусы закруглений у основания бобышек и различных выступов должны соответствовать рис. 44.
5. Радиусы закруглений не следует назначать на поверхностях, находящихся в плоскости разъема пресс-формы и на наружных кромках деталей или от-' верстий, образующихся в местах соединения оформляющих элементов пресс-форм.
6. Допускается закругление острых кромок деталей радиусом до 0,3 мм или снятие фаски размером 0,3 X 45°, если в чертеже отсутствуют специальные указания.
Рис. 43. Радиусы закруглений наружной и внутренней стороны деталей
Рис. 44. Радиусы закруглений бобышек и выступов
Ребра жесткости. 1. Ребра жесткости повышают механическую прочность тонкостенных деталей и противодействуют короблению.
2. Ребра жесткости на всем протяжении по возможности должны иметь одинаковую форму сечепия, закругления как у основания, так и вершины, конусность в направлении прессования. Толщина ребра должна составлять 60-— 80% толщины стенки.
3. Необходимо, чтобы ребро жесткости не доходило до опорной поверхности или до края примыкающего к нему элемента детали на 0,5—1,0 мм, это исключает выступание ребер жесткости за пределы опорной поверхности при короблении упрочняемой поверхности (рис. 45).
4. Рекомендуемые размеры ребер жесткости в зависимости от толщины стенки приведены в табл. 13.
5. Примеры правильного оформления ребер жесткости днищ и боковых стенок деталей приведены на рис. 46.
13. Виды и размеры ребер жесткости, мм
Эскиз h R Г
G От 1,8 S до 2,4 S От 1,8 S до 2,40 S 0,188
6 » 1,0 S » 3,0 8 » 0,25 S » 0,35 S 1,5
в » 0,7 8 » 1,0 S » 0,50 S » 0,60 S От 0,5 S до 0,6 8
г До 2,5 S а 0,50 S а 0,60 S к 0,5 S » 0,6 S
6. При наличии плоскостей длиной более 300 мм необходимо вводить выступы па поверхности детали, расположенные в направлении разъема пресс-формы, или применять гофрировку (рис. 47).
7. Исходя из конструкционных свойств пластмасс ребра жесткости необходимо располагать так, чтобы они в процессе эксплуатации изделия находились в сжатом состоянии.
Рис. 45. Ребра жесткости не доходят до .опорной поверхности детали
Рис. 46. Ребра жесткости днищ и боковых стенок деталей
Технологические уклоны. 1. Наличие технологических уклонов позволяет значительно облегчить выталкивание деталей из формы после окончания цикла изготовления. Технологические уклоны могут иметь одновременно и конструктивное назначение (рис. 48).
2. Технологические уклоны внутренних поверхностей и отверстий должны быть больше уклонов наружных поверхностей из-за различного характера усадки этих поверхностей.
Рис. 47. Гофрировка и выступы деталей
Неправильно Правильно
Рис. 48. Технологические уклоны деталей
14. Значения уклонов
Поверхности Уклон
Наружные Внутренние Отверстия глубиной до 1,5 d Ребра жесткости, выступы 15’; 30’; !• 30’; 1°; 2® 15’; 30’; 45’ 2°; 3°; 5°- 10°; 15*
3. Уклоны для различных поверхностей детали приведены в табл. 14.
4. Предусматриваемые на деталях уклоны должны располагаться в поле допуска, заданного на соответствующий размер.
5. Отверстия, оформленные в пресс-форме, должны иметь уклон в направлении разъема. В отверстиях, предназначенных для сопряжения изделий по иосадке, оптимальным является уклон 1° на сторону. Минимально допустимым является уклон 10' на сторону.
Если отверстий больше трех, значение уклона возрастает.
Армирование и соединение деталей. Пластмассы характеризуются низкими контактной прочностью, теплопроводностью, ^прочностью при повышенных температурах, электропроводностью, Поэтому прп необходимости : _____ __________ __________, ___
не обладают пластмассы, их конструируют с арматурой (вставками из других материалов).
1. Соединение пластмассовых деталей можно осуществлять с помощью самонарезающих винтов, ввинчиваемых непосредственно в отверстие пластмассовой детали. Но такой способ не следует применять при частых сборках и раз
малым сопротивлением сдвигу (срезу), получения изделий со свойствами, которыми
борках узла. Диаметр отверстия под самонарезающие винты должен быть равен среднему диаметру резьбы винта.
2. Для деталей из термореактивных пластмасс в конструкции арматуры следует предусматривать задерживающие элементы в виде рифления, а для дета-’" лей из термопластичных пластмасс — отверстия, лыски, вырезы и другие задерживающие элементы без острых кромок.
3. При использовании паяной арматуры следует применять припои, температура плавления которого выше температуры прессования детали не менее чем на 15° С.
Рис. 49. Арматура с прямыми и сетчатыми рифлениями
Рис. 50. Арматура с предотвращением затекания пластмассы на резьбу
4. Круглую арматуру следует ставить в пластмассе с нанесением на обра-вующую поверхность цилиндра сетчатого плп прямого рифления (в последнем случае — с канавкой, как это показано на рис. 49).
Рифление препятствует проворачиванию запрессованной арматуры вокруг оси. Рифление не следует доводить до торца арматуры, расположенного заподлицо с поверхностью пластмассы,
15. Шаг накатки в противном случае на торце- арматуры происходит «завал» кром-
Диаметр арма- Шаг рифления, мм ки, что приводит при прессованпи к образованию облоя под арматурой (рис. 49). 5. Величина шага рифления должна быть достаточно большой, чтобы противодействовать проворачиванию и вытаскиванию арматуры при воздействии на
туры, мм прямой сетчатый
До 8 Св. 8 до 16 в 16 в 32 в 32 0.8 1.0 1.2 1,2 0,8 1,0 1,2 1,6
нее нагрузки. Величина шага рифления приведена в табл. 15.
6. При закреплении арматуры с прямым рифлением канавка на арматуре должна располагаться по середине накатанного участка (рис. 49).
7. Для предотвращения затекания пластмасс на резьбу крепление арматуры следует выполнять по рис. 50.
Неправильно Правильно
Рис. 51. Арматура с па-резанной резьбой
Неправильном^ h Правильно H>h
Рис. 52. Крепление арматуры в выступах детали
8. При опрессовапип арматуры с наружной резьбой не следует резьбу доводить до пластмассы плп продолжать в ней, а необходимо оставлять между концом резьбы и поверхностью детали гладкий участок длиной 1,5—2,0 мм, иначе пластмасса затечет в резьбу (рис. 51).
УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС 497 16. Средняя толщина слоя пластмассы вокруг металлической арматуры
f Диаметр опрессовываемой арматуры, мм Толщина слоя пластмассы, мм
•У между арматурой и стенкой bi между арматурой и, краем изделия S над арматурой b
S. . До 3 Св. 3 до 6 » 6 » 10 в 10 » 18 а 18 а 30 1,5 2,5 3,5 . 5,0 . 6,0 2,0 3,0 4,5 5,5 . . 7,0 2 3 4 5 6
9. Арматура, расположенная в выступах или утолщениях детали, должна иметь высоту Н опрессованной части больше высоты выступа или утолщения h (рис. 52).
10. Во избежание выпучивания материала над арматурой в стороны от нее (между арматурой и поверхностью детали) следует соблюдать расстояние, приведенное в табл. 16.
11. Плоская арматура может быть закреплена в пластмассе с помощью отверстий различной формы, выемок и т. д. (рис. 53).
Ряс. 53. Крепление плоской Рис. 54. Скручива- Рис. 55. Крепление
арматуры ние плоской арма- плоской арматуры на
туры поверхности детали
12. В тех случаях, когда нежелательно уменьшать сечение плоской арматуры, ее при закреплении в пластмассе следует изгибать или скручивать (рис. 54).
13. Плоскую арматуру, располагаемую на поверхности прессуемой детали, следует закреплять в пластмассе посредством скосов больших граней (рис. 55).
Рис. 56. Арматура, поддерживаемая знаками
Рис. 57. Расплющивание арматуры из проволоки
14. При расположении арматуры перпендикулярно, направлению прессования в конструкции детали следует предусматривать технологические отверстия d, образуемые знаками, поддерживающими арматуру во избежание ее прогиба и смещения (рис. 56).
15. Для обеспечения простого и надежного закрепления в пластмассе проволочной арматуры следует применять расплющивание (рис. 57) или гибку (рис. 58) опрессовываемой части арматуры.
16. Арматура, иа которой покрытие повреждено до основного металла, при выполнении технологических операций должна быть защищена от коррозии, дополнительным покрытием (облуживанием, лакировкой и т. д.). ,
Оформление отверстий. 1. Точность отверстий зависит от характера их расположения, а также от того, являются ли они глухими или сквозными. Величину соотношения диаметра и глубины отверстий следует назначать по табл. 17.
17. Рекомендуемые соотношения диаметра отверстия и его глубины
Тип отверстий Метод получения отверстий Глубина отверстия
Сквозные Литье пол давлением Компрессионное прессование Сверление h ю а h С5 3,75 а h^2d при d < 1 мм
Глухие Литье под давлением Компрессионное прессование Литьевое прессование /А/А/А ГС йЛ’а. Си
2. Предпочтительны цилиндрические отверстия постоянного диаметра, но могут применяться и ступенчатые отверстия, состоящие из отверстий различных' диаметров и конфигураций, как показано на рис. 59.
3. Для компенсации изменения можосевых расстояний вследствие температурных и усадочных деформаций в изделиях следует предусматривать овальные отверстия, как показано на рис. 60.
4. Минимальная величина перемычки между отверстиями Ъ, расстояние от края изделия до отверстия Ьх, отношение максимально допустимой глубины
Рис. 58. Гнутая арматура из проволоки
Рис. 59. Цилиндрическое и ступенчатые отверстия
отверстия
отверстия к его диаметру и минимально допустимая толщина дна глухого от-верстий 5 приведены в табл. 18.
5. При расположении отверстий по краям изделия на расстояниях, меньших, чем указаны в табл. 18, следует отверстие заменять пазом, как показано на рис. 61.
6. При конструировании пазов в деталях следует иметь в виду склонпость деталей к короблению, а также то, что. точность ширины паза ниже точности отверстия с диаметром того же размера.
Оформление торцов деталей буртиками. 1. Для увеличения прочности и жесткости торцов следует предусматривать на них небольшое утолщение (буртик). Тонкие края имеют малую прочность и выкрашиваются. Чрезмерное утолщение края приводит к образованию трещин и деформации детали в результате неравномерной усадки при отверждении. Примеры офсрмлепиякраев деталей буртиками приведены на рис. 62.
18. Рекомендуемые размеры элементов отверстия, мм
ь Ь1 а Отношение глубины отверстия к его диаметру S
для отверстий по краям изделия h/d для отверстий по центру изделия -т- а
0,8-1,0 0,8-1,0 1,0-1,2 1,2-1,5 1,2—1,8 2,0-2,2 2,2—2,5 2,5—3,0 1,25 1,50 1,75 2,25 2,75 3,25 3,75 4,50 Св. 3 до 4 » 4 » 5 » 5 » 6 » 8 » 10 » 10 » 12 » 12 » 14 » 14 » 18 в 18 » 2,3 2,5 2,8 3,4 3,8 4,2 4,6 5,0 3,5 3,8 4,2 5,1 5,5 6,0 6,5 7,0 1,00 1,25 1,50 2,00 2,50 2,50 3,00 3,00
2. Буртики необходимо делать по всему периметру изделия непрерывными, так как в местах разрыва возникают напряжения, приводящие к растрескиванию изделия (рис. 63). Высота буртика h не должна превышать удвоенной толщппы стейки. Минимально допустимая высота, буртика 0,8—1,0 толщины стенки.
Неправильно
Рис. 61. Паз вместо отверстия
Рис. 62. Оформление краев деталей буртиками
Рифления. 1. При изготовлении детали С рифленой поверхностью необходимо предусматривать возможность удобного съема детали и простую технологию получения формующих элементов формы.
2. Рифления на деталях должны быть прямыми, параллельными направлению выталкивания (рис. 64), так как применение сетчатых рифлений требует разъемной матрицы, сложной и дорогостоящей в изготовлении.
3. Технологичным профилем прямых рифлений является полукруглый •профиль, определяемый радиусом Д, шагом рифления 5 = (4 4- 6) R п высотой профиля h = 0,75 (рис. 64).
4. Ребро рифления не должно выполняться вровень с краем детали. Между одним концом ребра и краем детали всегда должно быть расстояние а, необходимое для облегчения процесса изготовления формующих элементов (рис. 64).
Другой конец ребра должен упираться в цилиндрический поясок.
5. Радиус R, определяющий профиль рифления, выбирается в зависимости от радиуса Ri детали (рис. 64), значения которого приведены в табл. 1EL Прим^ няемые радиусы обозначены знаком плюс.
Рис. 63. Буртик по всему периметру изделия
Рис. 64. Вертикальное рифление деталей
Поднутрения. 1. В деталях по возможности следует избегать поднутрений. Если поднутрения устранить невозможно, то в отдельных случаях целесообразно одну деталь с поднутрением заменить сборкой из двух (и более) простых деталей.
2. Незначительные изменения конструкции детали позволяют устранить поднутрения на наружных и на внутренних поверхностях детали (рис. 65).
Неправильно Правильно
Рис. 65. Устранение поднутрений на детали
Неправильно
Рис. 66. Образование опорных поверхностей
. Опорные поверхности. 1. Опора детали на всю площадь основания нерациональна, так как прессованием или литьем под давлением трудно получить одинаковый уровень для всех точек основания.
. . 2. Сплошную опорную поверхность следует заменять отдельными опорными площадями или опорой по периметру. Вокруг отверстий и арматуры следует выполнять выступы или буртики (рис. 66). '
Оформление резьбы. 1, Резьбы получаются следующими способами: прессованием или литьем под давлением;
запрессовыванием резьбовой арматуры в пластмассовую деталь; механической обработкой.
2. Внутренняя резьба в изделиях из пластмасс оформляется резьбовыми знаками.
Для упрочнения резьбы на изделии и на знаке начало и конец резьбы на резьбовом знаке оформляются до полного профиля, а резьба ограничивается участками цилиндрической поверхности тиа (по рис. табл. 20).
Зависимость длины участка цилиндрической поверхности т от шага резьбы Р приведена в табл. 20.
20. Зависимость -ш от Р
Размеры, мй
/77. 4— .г, iff Шаг резьбы Р Длина участка т
Е ли/ Iе 0,50 0,75 1,00 1,25 1,50 2,00 0,50—1,00 0,75-1,50 1,00-2,00 1,10—2,20 1,25—2,50 1,5—3,0
3. Участки цилиндрической поверхности т должны быть предусмотрены и в случае, если диаметр выхода резьбы D больше диаметра резьбы (рис. 67).
4, Наружная резьба в изделиях из пластмасс обычно оформляется резьбовыми кольцами. Для упрочнения резьбы на изделии и на кольце начало и конец резьбы оформляются до полного профиля, а резьба ограничивается участками
Рис. 67. Участок цилиндрической поверхности m при D больше диаметра резьбы
Рис. 68. Ограничение резьбы цилиндрическими участками at
И Ш1
цилиндрической поверхности а} и тп,.. Цилиндрическая поверхность щ выполняется длиной 0,5—1 мм и диаметром, равным наружному диаметру резьбы. Цилиндрическая поверхность выполняется длиной, равной 1—2 шагам резьбы Р± (рис. 68).
5. В изделиях с последовательно расположенной наружной или внутренней резьбой разного диаметра шаг резьбы следует проектировать одинаковым, что упрощает конструкцию пресс-формы и позволяет оформить резьбу одним резьбовым знаком.
В технически обоснованных случаях допускается наличие в изделии последовательно расположенной резьбы разного шага. В этом случае внутренняя резьба оформляется комбинированным резьбовым знаком, а наружная — за счет применения разъемных матриц.
6. Резьбу малых диаметров (менее 10 мм для наружной резьбы и менее 4 мм для внутренней) иногда получают механической нарезкой, однако такая резьба менее устойчива к износу и обладает меньшей прочностью.
Рис. 69. Внутренняя резьба:' а — для диаметров до 10 мм;
б — свыше 10 мм
Рис. 70. Наружная резьба
7. В изделиях из слоистых пластмасс не следует проектировать резьбу параллельно слоям наполнителя.
8. Допускаются следующие наименьшие значения диаметров резьбы, получаемой прессованием или литьем под давлением:
а) для порошкообразных пресс-материалов 2,5 мм;
б) для волокнистых пресс-материалов 4 мм;
в) для слоистых пластиков 5 мм;
г) для термопластичных пластмасс 2 мм.
Неправильно Правильно
Рис. 71. Резьбовые детали с выступами для свинчивания
Рис. 72. Резьбовые детали с углублениями для свинчи. вания
9. Профиль, основные размеры и допуски метрической резьбы следует выбирать по ГОСТ 11709—71; длину свинчивания в зависимости от диаметра резьбы — по ГОСТ 16093—70.
0,5-0.75
Рис. 74. Резьбовая арматура с лабиринтными канавками
10. Для предохранения от поломки первой нитки резьбы и для обеспечения вывинчивания резьбового зпака из формуемой детали внутреннюю резьбу в деталях из пластмасс необходимо выполнять по рис, 69, наружную = по рис. 70.
2i. Классы точности для нссопря-гаемых размеров деталей
Расчетная усадка материала при формовании, % Классы точности по ОСТ 1010
До 0,10 7
Св. 0,10 до 0,18 7
а 0,16 » 0,25 8
» 0,25 » 0,40 8
» 0,40 » 0,60 9
а 0,60 а 1,00 9
11. Необходимо обеспечивать возможность свинчивания деталей со знака или вывинчивания из резьбового кольца после прессования. Для этого на деталях следует предусматривать шлицы, рифленую поверхность, отверстия, выступы и т. д. (рис. 71 и 72).
12. В тех случаях, когда требуется высокая прочность резьбы или предполагается частая разборка резьбовых соединений, необходимо резьбу изготовлять в запрессованной арматуре (рис. 73).
13. Для предотвращения затекания пластмассы в резьбу открытых резьбовых втулок рекомендуется применять кольцевую лабиринтную канавку вокруг арматуры (рис. 74).
14. Сколы резьбы не должны превышать 0,2 длины окружности витка на заходной части и 0,05 длины на каждом из последующих витков.
15. Не следует проектировать глухую резьбу глубиной более четырех диаметров вследствие возможного растрескивания изделия.
Точность изготовления деталей из пластмасс. Классы точности для несо-ирягаемых неответственных размеров деталей, получаемых литьем под давлением и прессованием, следует принимать по табл. 21.
При назначении указанного в таблице цость возникновения погрешности за счет
класса точности не учтена возмож-технического уклона.
ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПО КОНСТРУИРОВАНИЮ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ, СВЯЗАННЫЕ СО СБОРКОЙ
Требования к конструкции машины. При конструировании машины необходимо предусматривать следующее:
разделение машины на сборочные единицы, обеспечивающие их независимую параллельную сборку;
минимальную трудоемкость операций взаимного соединения сборочных единиц в процессе общей сборки машины;
удобство выполнения операций сборки (в частности, применения механи-вированных средств).
Разделение машины на технологические сборочные единицы должно удовлетворять следующим требованиям:
1) количество технологических сборочных единиц, на которые может быть разделена машина, должно быть небольшим. Вместе с тем сборочная единица не должна состоять из слишком большого количества сборочных элементов и отдельных деталей, так как это приводит к чрезмерному усложнению сборочных единиц;
2) сборочные единицы, требующие каких-либо испытаний или обкатки, должны непременно выделяться в законченную сборку;
3) сборочные единицы не должны требовать даже частичной разборки при установке на машину;
4) следует избегать подачи на общую сборку деталей, не включенных в какие-либо сборочные единицы (исключениями являются детали, очень большие по габариту или весу, а также соединительные и крепежные детали);
5) предусматривать специальные элементы для транспортировки машины (отверстия, приливы, грузовые цапфы, рым-болты и др.)
Уменьшение трудоемкости сборки может быть достигнуто разными путями, в частности путем правильного выбора методов фиксации крепежных элементов (рис. 75, 76).
Способ а (рис. 75) следует применять, когда требуется частая разборка соединения п вместе с тем достаточно надежная фиксация крепления. Он допускает использование механизированного инструмента.
Способы б и в пригодны при ручном труде. Они обеспечивают надежную фиксацию крепления.
Способ г дешев и допускает механизацию труда, почему и получил широкое распространение. Однако он менее надежен, чем первые два.
Способ а (рис. 76) рекомендуется, если необходимо определить положение детали с прочным прижатием к выступу вала или установить ее с определенным зазором.
Способы б и в применяют при установке детали на валу при незначительных осевых усилиях в направлении кольца, а также при установке детали с необходимым зазором. При способе в используют запорное кольцо по МН 470—61 или
Рис. 75. Способы фиксации крепежных элементов
упорное концентрическое по ГОСТ 13940—68 и эксцентрическое кольцо по •ГОСТ 13942—68.
Способ г рекомендуется для предотвращения радиального и осевого смещения детали. Необходимо совместное сверление п развертывание отверстия в устанавливаемой детали и валу под конический штифт.
Очень важно исключить какие-либо доделочные работы в процессе общей сборки машины (доработка «по месту», обработка «в сборе»), так как они плохо поддаются механизации и обычно сопровождаются большими затратами времени.
Необходимо по возможности предусматривать такую компоновку узлов и такие способы их взаимного соединения, при которых каждый из последовательно устанавливаемых узлов налагался бы сверху (т. е. без каких-либо перемещений узла снизу вверх, вдоль или под углом к уже установленным узлам).
Рис. 76. Способы установки изделия крепежными деталями
Требования к конструкции сборочных единиц. При конструировании сборочных единиц должно быть предусмотрено:
1) обеспеченно возможности компоновки из стандартных и унифицированных частей;
2) обеспечение удобного доступа для механизации процесса сборки, контроля, регулировки-и проведения других работ по техническому обслуживаете;
3) максимальпое сокращение количества применяющихся в сборочной единице деталей (при сохранении заданных функций);
4) максимальное сокращение объема пригоночных работ;
5) максимально возможное число постоянных соединений вместо разъемных;
6) применение специальных приемов облегчения сборочных работ и средств транспортировки.
В отношении транспортировки и удобства сборки сборочных единиц в основном действительны те же требования, что и в отношении общей сборки машины.
Постоянные соединения, как правило, отличаются меньшей трудоемкостью, чем разборные. Поэтому всюду, где это возможно, необходимо применять вместо болтовых соединений заклепочные или сварные, вместо заклепочных — сварные, вместо подвижных соединений с фиксацией деталей с помощью тех или иных фиксирующих элементов — неподвижные, прессовые и т. д.
Требования к конструктивному выполнению деталей. Конструктивное выполнение деталей должно удовлетворять следующим общим требованиям:
Рис. 77. Сопряжение круглых дета-лей по двум или несколькими поверхностям
Неправильно Правильно Неправильно Правильно
1) конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
2) детали машины должны быть по возможности взаимозаменяемыми;
3) места расположения крепежных деталей должны быть доступны для сборочного инструмента;
4) крупногабаритные и тяжелые детали должны иметь устройство для их транспортировки.
Требования, предъявляемые в связи со сборкой конструктивному выполнению деталей, в полном их объеме должны выявляться в каждом конкретном случае на основе анализа собираемости той или иной проектируемой сборочной единицы машины.
Примеры приемов облегчения сборочных работ. Пример 1. Если две круглые детали сопрягаются одна с другой по двум или нескольким поверхностям,
Неправильно
Рис. 78. Последовательное соединение комплектов деталей
то им необходимо придавать такие линейные размеры, при которых начальный контакт каждой пары сопрягающихся поверхностей осуществлялся бы не одновременно, а последовательно (рис. 77).
Пример 2. Последовательное соединение отдельных «сборок» (комплектов деталей) (рис. 78).
Пример 3. Посадочные поверхности должны иметь минимально необходимые линейные размеры с тем, чтобы были минимальными и перемещения деталей по этим поверхностям в процессе сборки (рис. 79).
Пример 4. Предусмотрен уступ для предотвращения проворачивания болта прп навинчивании гайки (рис. 80).
Пример 5. Применение сегментной шпонки, если ее надо вынимать из вала (рис. 81).
Пример 6. Применение кольцевой канавки (рис. 82) рекомендуется для не-фиксируемых деталей, если допускается ослабление сечения валика. '
Неправильно
Рис. 79. Посадочные поверхности с минимально необходимыми линейными размерами
Правильно
Рис, 80. Предотвращение проворачивания болта при навинчивании гайки
Рис. 81. Применение сегментной шпонки при Рис. 82. Детали с кольцевой канавкой вынимании ее из вала
Вариант 1 Неправильно Правильно
Рис. 84. Устройства для разъединения деталей с плотной посадкой
Вариант 2 Неправильна
Вариант 1
Не рекомендуется Рекомендуется' Неправильно
Рис. 85. Возможность крепления деталей
Вариант 2
Правильно '
Пример 7. Предусмотрены способы удаления подшипников из их гнезд (рис. 83).
Устройство для разборки деталей с плотной посадкой (рис. 84):
вариант 1 — при завертывании винта фланец сходит с центрирующей выточки, для деталей из легких сплавов предусматривается пятка;
вариант 2 — введение рячага в зазор по окружности фланца позволяет разжать детали.
Рис. 86. Установка комплектов деталей без разборки или с частичной разборкой
Крепление деталей (рис. 85):
вариант 1 — крепление стойки и станины выносится в легкодоступные места;
вариант 2 — для закладки и завертывания болтов и гаек предусматривается достаточно места.
Конструкция сборочной единицы должна состоять по возможности из отдельных «сборок» (комплектов деталей), устанавливаемых на место без разборки или с частичной разборкой (рис. 86).
Рекомендуемый вариант сборочной единицы позволяет собранный со всеми деталями вал ставить на место целиком, для этого наружный диаметр подшипника взят больше наружного диаметра зубчатого колеса. Для привертывания левой крышки предусмотрены отверстия в ступице шкпва.
ДОПОЛНИТЕЛЬНЫЕ источники
Правила обеспечения технологичности конструкции изделий — ГОСТ 14202-73-14204-73.
Технологичность конструкций. Справочное пособие. Изд. 3-е. Под ред. проф. С. Л. Ананьева и канд. техн, наук В. П. Купровича. М., «Машиностроение», 1969.
Анисимов Н. Ф., Благов Б. Н. Проектирование литых деталей. Справочник М., «Машиностроение», 1967. 272 с.
Требования безопасности и производственной санитарии см. «Справочник по технике безопасности и производственной санитарии», т. V. Общие положения, правила, конструкции, нормы. Раздел V. Л., «Судостроение», 1964.
Орлов П. И. Основы конструирования. В 3-х кн. М., «Машиностроение», кн. 1. 1977. 623 с. '
И’ Осповы конструирования. В 3-х кн. М., «Машиностроение»,
Г Л AB A VII
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ (ПО ГОСТ 1759-70)
1. Механические свойства болтов, винтов п шпплек из углеродистых и легированных сталей
Класс прочности ** Временное сопротивление, кгс/мм’ Предел текучести, кгс/мм2, не менее I Относительное удлинение б5, % Ударная вязкость, кге • м/c^i2 Твердость по Бринеллю НВ Напряжение от пробной нагрузки Gnt кгс/мм3 Марка стали
иаим. иаиб. (справ.) не менее найм. наиб, (справ.)
3.6 34 49 20 25 Не регламентируется 90 150 18,8 СтЗкпЗ, СтЗсп, 10
• 30 10 кп
4.6 40 55 24 25 5,5 110 170 22,6 ' 20
4.8 32 14 справ. Не регламентируется 29,1 10, Юкп
5.6 50 70 .30 20 5 140 215 28,2 30, 35
5.8 40 10 справ. Не регламентируется 36,4 10*2, Юкп*2, 20, 20кп СтЗспЗ, СтЗкп
' 6.6 60 80 36 16 4 170 245 33,9 35, 45, 40Г
6.8 48 8 справ. Не регламентируется 43,7 20, 20кп
6.9 54 12 справ. 47,5
8.8 80 100 64 12 6 225 300 58,2 35*’, 35Х, 38ХА, 45Г
10.9 100 120 90 9 4 280 365 79,2 40Г2, 40Х, ЗОХГСА, 16ХСН
12.9 120 140 108 8 4 330 425 95,0 35 ХГСА
14.9 140 160 126 7 3 390 Не регламентирует^ ся 111,0 40ХНМА
* * Класс прочности обозначен двумя числами. Первое число, умноженное на 10, определяем величину минимального сопротивления в кгс/ммя; второе число, умноженное на 10, определяет отношение предела текучести к временному сопротивлению в %; произведение чисел определяет величину предела текучести в кгс/мм2 (для класса прочности 3,6 значения приблизительные). * 2 Для болтов, винтов и шпилек с диаметром резьбы до 12 мм включительно. * ’ Для болтов, винтов и шпилек с диаметром резьбы до 16 мм включительно.
Для изготовления изделий классов прочности 4.8; 5.8 и 6.8 допускается применение автоматных сталей.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА БОЛТЫ, ВИНТЫ, ШПИЛЬКИ И ГАЙКИ 509
2. Механические свойства raext из углеродистых и легированных сталей
Класе прочности* Напряжение от испытательной нагрузки ор, кгс/мм2, не менее Твср НВ не б дость HRC олее Марка стали
4 5 6 8 40 50 60 80 302 33 СтЗкпЗ, СтЗспЗ 10, Юки, 20 15, 15кп, 35, Ст5 20, 20кп, 35, 45
10 12 100 120 353 38 35Х, 38ХА 40Х, ЗОХГСА,
14 * Класс напряжения от 140 трочности обозн испытательной 375 | 40 йен числом, которое при уми нагрузки в кгс/мм2. 35ХГСА,. 40ХНМА ожении на 10 дает величину
ГОСТ 1759—70 предусматривает также марки коррозпонпостойких, жаропрочных, жаростойких и теплоустойчивых сталей.
При поставке гаек допускается заменять гайки низких классов прочности гайками более высоких классов прочности (если запрещение замены не оговорено в заказе). При этом твердость поставляемых гаек не должна превышать значений, указанных для заменяемого класса.
3. Механические свойства болтов, винтов и шпилек из цветных сплавов
Условное обозначение группы* Временное сопротивление,* кгс/мм2 Предел текучести, кгс/мм2 Относительное удлинение % Твердость по Бринеллю НВ Марка материала или сплава*
не менее
31 27 12 15 Не регламентируется АМг5
32 32 Не регламентируется 12- 75 Латунь ЛС59-1, латунь Л63
33 Латунь ЛС59-1, латунь Л63 антимагнитные
34 50 Не регламентируется Бронза БрАМц9-2
35. Бронза БрАМц9-2 антимагнитная
36 38 20 10 Д1Т, Д16Т
* Относятся также к гайкам.
4. Виды и условные обозначения покрытий болтов, винтов, шпилек и гаек
Обозначение Виды покрытий Обозначение Виды покрытий
00 Без покрытия 06 Фосфатное с промасливанием
01 Цинковое с хроматированием 07 ОловгЖное
02 Кадмиевое с хроматированием 08 Медное
03 Никелевое; многослойное — 09 Цинковое
медь — никель 10 Окисное анодизанионное с хро-
04 Многослойное—медь— никель— матированием
хром 11 Пассивное
05 Окисное 12 Серебряное
Вид покрытия для определенного материала выбирают по ГОСТ 14623—69.
Технические требования к покрытиям, толщины покрытий и размеры резьб под покрытия устанавливаются по соглашению между потребителем и изготовителем»
Допускается применять другие виды покрытий.
Схема 1
Болт 2М12ХЛ,25.6%Х60.58.С,029 ГОСТ
Болт 2 Ml 2 1,25 6g 60 58 С 02 9 ГОСТ
номер размерного стандарта
толщина покрытия
обозначение вида покрытия
указание
о применении
спокойной
стали
класс прочности или группа
длина болта
поле допуска резьбы
мелкий шаг резьбы
диаметр резьбы
исполнение
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА БОЛТЫ, БИНТЫ, ШПИЛЬКИ И ГАЙКИ 511
Рекомендуемые условные обозначения болтов, винтов, шпилек и гаек. Болты, впиты и шпильки из углеродистых сталей классов прочности 3.6—6.9, гайки из углеродистых сталей классов прочности 4—8 и изделий из цветных сплавов следует обозначать по схеме 1.
При обозначении изделия, изготовленного из автоматной стали, после числа, обозначающего класс прочности, указывается буква А.
Болты, винты и шпильки классов прочности 8.8, 10.9, 12.9, 14.9 и гайки классов прочности 10, 12, 14, изделия из коррозионностойких, жаростойких, жаропрочных п теплоустойчивых сталей, а также изделия, материал или покрытие которых не предусмотрены ГОСТ 1759—70, следует обозначать по схеме 2.
Поле допуска 8/Z, крупный шаг резьбы, исполнение 1, вид покрытия 00 (без покрытия) в обозначении не указываются.
Толщина многослойного покрытия в обозначении указывается общей, суммарной для всех компонентов; например: покрытие МЗНЗХ1 обозначается 047,
Схема 2
Болт 2M12Xl,2S.egX60.S8.35X Тив ГОСТ ...
Болт 2 М12 1,25 eg 60 88 35Х Ти 6 ГОСТ
номер размерного стандарта
толщина покрытия
обозначение вида покрытия
марка стали или сплава
класс прочности или группа
длина болта
поле допуска резьбы
мелкий шаг
резьбы
диаметр резьбы
исполне-
ние
БОЛТЫ
5. Болты повышенной точности
Болты с шестигранной головкой — ГОСТ 7805—70, болты с шестигранной уменьшенной головкой — ГОСТ 7808—70.
Размеры, мм
ГОСТ 7805-70
d = 2 ± '48
ГОСТ 7808-70
d •• 8 4- 48...
Г), = (0,90-^0,95) S
! Резьба d d, 2 2,5 3 4 5| s 1 8 10 12 16 20 24 30 36 42 48
j Шаг резь-! бы крупный мелкий 0,4 0,45 0,5 0,7 0,8 1 1,25 1 1,5 1.25 1,75 1,25 2 1,5 2,5 1,5 3 2 3,5 2 4 3 4,5 3 5 3
'Отклонение | d! -0,1.2 . -0,16 -0,2 -0,24 —0,28 -0,34 .
I 1 Отклонение 4 5 -0,lf 5,5 1 8 -0,2 10 13 — 17 1,24 19 24 --0,28 30 36 -1 46 ,34 55 65 -0,40 75
I | Отклонение — — — — — 12 Л -0,24 17 22 - 0 27 ,28 32 41 —0,34 50 60 | 70 -0,40
1 Н | Отклонение 1,4 1,7 ±0 2 ,12 2,8 3,5 4 +0,1 5,5 5 7 8 ±0,18 10 13 | 15 + 0,21 19 23 26 ,26 30
i Н, • Отклонение — - — 6 Л5 7 | 9 ±0,18 11 13 +0,21 17 20 23 +0,26 26
Г 1 f 4,4 5,5 6,0 7,7 . 8,8 - ><4 13,2 18,9 15,5 21,1 18,9 26,8 24,5 33, с 30.2 40,3 35,8 51,6 45,9 61,7 56,1 73,0 67,4 84,3 78,6
Продолжен® табл. 5
Резьба d = 2 2,5 3 4 5 6 8 10 12 16 20 24 30 42 48
пс менее г не более 0,10 0,30 0,20 0,35 0,25 0,40 0,4 0,6 0,6 1,1 0,8 1,2 1,0 1,7 1,2 1,8 1,6 2,3
(12 ()тклопение — 1,0 1,2 2.0 +0, 2,5 2,5 3,2 4 4 4 +0 4 ,48 5 5 5
Отклонение — 1,4 1,8 2,0 ±0,20 2,8 3,5 ±0,25 5 6,5 7,5 ±0,30 9,5 11,5 13 ±0,35 15
1)0 ГОСТ 7805-70 по ГОСТ 7808 -70 g и 1 1 jeiuie оси roj 0,25 юзки относительно оси сте 0,30 | 0,35 0,30 | 0,35 ржня 0,40 1 0,40 0,50 0,50
ГОСТы предусматривают также п другие исполнения, варианты исполнений и нерекомендуемые диаметры и длины болтов.
Пример обозначения болта исполнения 1, диаметром резьбы d = 12 мм, длиной I = 60 мм 'и крупным шагом резьбы, поле допуска 8g, класса прочности 5.8, без покрытия:
Болт М12 х’60,58 ГОСТ 7805—70
то же, исполнения 3, с мелким шагом резьбы, поле допуска 6g, класса точности 10,9, из стали 40Х, с покрытием 01 толщиной 6 мкм:
Болт ЗМ12 X 1,25.6g X 6O.lO9.4oX 016 ГОСТ 7808—70
Резьба — по ГОСТ 9150—59, поля допусков 8g или 6g — по ГОСТ 16093—70.
Допускается по соглашению между изготовителем и потребителем изготовлять: болты я полем допуска 1Л, бе и 6<7 и с шагом резьбы 2 мм для номинальных диаметров 36—48 мм.
По ГОСТ 7808—70 допускается изготовлять болты исполнения 1 С высотой головки, рапной Н.
Технические требования — по ГОСТ 1759—70.
6. Болты нормальной точности
Болты с шестигранной головкой — ГОСТ 7798—70, болты с шестигранной уменьшенной
ГОЛОВКОЙ — ГОСТ 7796—70
Размеры, мм
ГОСТ 7798-70
d = 6 4- 48 ГОСТ 7796—70
d = 8 4- 48
D, = (0,90 4-0,95) S
17 Анурьев В. И., 1
Резьба d = di 6 8 ‘ 10 12 16 20 24 30 36 42 si
Шаг резьбы крупный велкий 1 1,25 1,0 1,5 1, 1,75 25 2,0 1 2,5 ,5 3 3,5 4,0 4,5 3 5,0
Отклонение dt -0,30 -0,36 -0,43 -0,52 -0,62
S Отклонение 10 -0,36 13 17 1,43 19 24 —0,52 30 36_ 46 1,0 55 65 -1,2 75
Sf Отклонение — 12 14 -0,43 17 22 —0 27 ,52 32 41 -1,о 50 60 70 1,2
Н Отклонение 4 +0 5,5 ,24 7 8 ±0,29 10 13 Htc 15 ,35 19 23 ± 25 ),42 30
Н, Отклонение — 5 ±1 6 ,24 7 9 ,29 Н 13 ±0,35 17 20 23 ±0,42 26
D Г>1 10,9 14,2 13,1 18,7 15,3 20,9 18,7 28,5 24,3 33,3 29,9 39,6 35,0 50,9 45,2 60,8 55,4 72,1 66,4 83,4 77,7
не менее г не более 0,25 0,6 0,4 1,1 0,8 1,6 0,8 22 1.0 2,7 j 32 1,2 3,3 1,6 4,3
d i Отклонение 2 2,5 +0,4 32 4 +0,48 5
h Отклонение 2 | 2,3 ±0,2 3,5 4 ±251 5 6,5 7,5 ±0,30 9,5 11,5 13 ±0,35 15
ВО ГОСТ во ГОСТ С 7798-70 7796-70 мещен 0,4 ие оси головки относительно оси 0,45 | 0,6 0,45 | 0,6 стержня 0,7 | 0,7 0,8 0,8
ГОСТы предусматриваю® другие исполнения, варианты исполнений, нерекомендуемые диаметры и длины болтов.
Болты, для которых расположено над ломаной пинией, допускается изготовлять с дли ной резьбы до головки: ото допущение распространяется только на болты по ГОСТ 7798—7( и ГОСТ 7796—70.
Пример обозначения болта исполнения 1, диаметром резьбы d *= 12 мм, длиной Z = 69 мм, ® крупным шагом резьбы о полем допуска 8g, класса прочности 5.8 без покрытия:
Болт М12 X 60.58 ГОСТ 7708—70
то же, исполнения 3, в мелким шагом резьбы с полем допуска tig, класса прочности 10.9, из стали 40 X, с покрытием 01 -толщиной 6 мкм:
Болт ЗМ12 X 1,25.6g X 60.109.49Х.016 ГОСТ 7796—70
Резьба метрическая — по ГОСТ 0150—59, поля допусков 8g или 6g по ГОСТ 16093—70,
По соглашению с изготовителем допускается производить болты с полем допуска 4Л,' бе в fid.
По ГОСТ 7793—70 допускается изготовлять болты исполнения 1 о высотой головки, равной Я.
Технические требования » по ГОСТ 1759—70,
7. Длины болтов по ГОСТ 7805—79 при d = 2 4- 5
Размеры, мм
1 1а * при d
поминал отклонение 2 2,5 3 4 5
3 +0,2 X X — — —
4 5 6 ±0^5 X X X
8 Ю +0,30 X X
12 14 10 +0,35 X 10 10 X 10 10 X 12 12 ххз XXX
20 25 +0,40 — 10 12 14 16
* Знаком х отмечены болты с резьбой н
1 ta * при d
номинал отклонение 2 2,5 3 4 5
30 35 40 45 50 55 60 65 70 75 80 на всей +0,40 +0,50 ±0,60 цлине стерн шя. — 12 14 14 14 16
Длина для болтов d свыше 5 мм приведена в табл. 8.
8. Длины болтов по ГОСТ 7798—70, 7790—70, 7808—70, 7805—70 * Размеры, мм
1 Длина резьбы /0 при d (знаком X отмечены болты с резьбой по всей длине)
6 8 10 12 16 20 24 30 36 42 48
8 X X
10 X X X — — — —
12 X X X — —
14 X X X X — — —
16 X X X X — —. —. __
20 Xs X X X X — —
25 18 X X X X X —-
39 18 22 X X X X
За) 18 22 26 30 X X X
40 26 30 X X X X — — —
45 30 38 X X X — — —
50 38 X X X X .
55 18 22 26 38 46 X X X X —
60 30 46 X X X X -
65 38 54 X X X X
70 46 54 X X X X
75 66 X X
1 Длина резьбы !0 при <1 (знаком X отмечены болты с резьбой по всей длине)
6 8 10 12 16 20 24 30 36 42 48
80 S0 18 22 26 30 38 46 54 66 X 78 78 78 хх х 8 X X X X
100 —
110 —
120 130 140 150 78 90 102
160 170 180 ISO 200 32 36 44 52 60 72 84 96 108
220 240 260 —
280 300 * —
* Для ГОСТ 7805—70 длины болтов при d = 2 4- 5 мм в табл. 7.
6. Откидные болты (по ГОСТ 14724—69)
Размеры, мм
Отклонения размеров, не ограниченных допусками: охватывающих — по А/, охватываемых — по В?; прочих и/г (А? = -Б?)-
Отклонение от перпендикулярности оси отверстия головки к оси стержня болта — по X1I степени точности ГОСТ 10356—63
Обозначение болтов d 1 D d j d3 (отклонение по Аг4) ъ (отклонение по Х4) ^0 г Д*1 Масса,*2 кг
нормальная увеличенная
7002—0558 0540 0560 Мб 50 60 70 12 6 6 8 20 35 4 0,3 0,013 0,015 0,017
0562 0563 0564 0565 0566 М8 50 60 70 80 90 16 8 8 19 25 35 45 45 55 55 0,3 0,024 ’ 0,028 0,032 0,036 0,040
Обозначение болтов d 1 D di сЦ (отклонение по Х4) 0 (отклонение по XJ нормальная 0 увеличен- ная Г Д*1 Масса,*2 кг
1 1 ” 7002—0569 0570 0571 0572 0573 0574 М10 со 70 80 100 110 20 10 10 12 30 50 50 60 СО 70 70 4 0,4 0,048 0,054 0,0и0 0,066 0,073 0,079
0577 0578 0570 й 0580 0581 0582 0583 М12 70 80 90 100 110 195 140 20 12 10 14 40 55 65 65 75 75 75 90 С 0.4 0,068 0.077 0,086 0,094 0.103 0.117 0,130
0586 0587 0588 0589 0590 0591 0592 0593 М1й 80 90 100 110 125 140 160 180 28 16 12 1 18 50 65 75 75 75 90 ПО 110 0,5 0.151 0,1.,7 0.183 0.198 0,222 0.246 0,277 0,309
0596 0597 0598 0599 0600 0601 М20 100 110 125 140 160 180 34 20 16 22 Г 50 80 80 80 95 110 ПО 6 0,6 0,291 0.316 о;353 0,390 0.435 0,485
0607 1 0608 0609 0610 7002—0611 ** д *2 д: М24 эпуск 1Я 6oj 125 140 РЮ 180 200 аемое ггов с 42 смея нор? 24 сине :альп 20 ОСИ ГОЛОВК1 ОЙ ДЛИНОЙ I 25 ОТНОСИТСЯ! )езьбы. СО СО 70 70 70 >но оси 80 95 ПО ПО 110 отверст! 10 1Я. 0,7 0.509 одоз 0,628 0,699 0,770
ГОСТ 14724—69 предусматривает я другие размеры.
Материал — сталь 45. Твердость HRC 33 ... 38.
Резьба — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 10093—70.
Покрытие— Хим. Оке. прм (обозначение покрытия по ГОСТ 9.073—77). Допускается приме..Ьпие других видов защитных покрытий.
Остальные' технические требования — по ГОСТ 1759—70.
Пример обозначения откидного болта с нормальной длиной резьбы l0, d = MG, I — 50 мм:
Болт 7002—0558 ГОСТ 14724—69
то же, с увеличенной длиной резьбы 70:
’ Болт 7002—0558 У ГОСТ 14724—69
518 КРЕПЕЖНЫЕ ИЗДЕЛИЯ
10. Болты к станочным обработанным пазам {ГОСТ 13152—67) и болты быстросъемные к ставочным пазам (ГОСТ 12201—66)
Размеры, мм
ГОСТ (3152-67 ГОСТ 12201—61
Обозначение болтов по ГОСТ Ширина станочного паза а £ D^H h По ГОСТ 13152—67 По ГОСТ 12201-61
13152-67 12201-66 1 Ь (отклонение по Св) Масса, КР h В е Масса, иг
7002—2489*1 7002-0355 40 25 0,040 0,037
2493 0356 50 25 0,046 0,044
2497 @357 60 30 0,051 0,050
2501 —• 12 М10 70 25 7 30 18 0,057 30 10 1,5
2505 0358 80 30 0,063 0,056
2507 —*• 90 30 0,070 —
2509 — 100 1,0 30 0,076 —
2519 0359 50 (0,6) 25 0,070 0,064
8523 0360 60 30 0 076 0,073
8527 —• 70 30 0.086 —
8531 0361 - 80 30 0,095 0,090
2533 — 90 40 0,103 «—
2535 0362 и М12 100 28 8 40 22 0,112 40 12 1,5 0,108
Е&7 •W- ПО 40 0,121 —•
2539 — 120 40 0,130
— 0363 125 40 — 0,129
2541 — 130 40 0,138 —
2543 — 140 40 0,147 —
Обозначение болтов по ГОСТ Шприца По ГОСТ 13152—67 По ГОСТ 12201—61
13152—67 12201-66 станочного паза d L п=н h г»? 1 Ъ (отклонение по Cs) Масса, кг h В С Мас-cat кр
7002—2551 2555 2559 2561 2563 2565 2567 2569 2571 2573 2575 2577 7002—0365 0366 0367 0368 0369 0370 18 М16 60 70 80 90 100 110 120 125 130 140 150 160 180 36 10 1,0 35 35 50 50 50 50 50 50 50 50 50 50 50 28 0,148 0,164 0,180 0,193 0,209 0,225 0,240 0,256 0,272 0,288 0.303 0,335 50 16 2 0,142 0,175 0,206 0,245 0,283 0,332
2589 2591 2593 2595 2597 2599 2601 2603 2605 2607 2609 0372 0373 0374 0375 0376 22 №0 80 90 100 110 120 125 130 140 150 160 180 200 42 14 1,0 40 50 50 50 50 50 50 50 50 50 60 60 34 0,303 0,324 0,349 0,373 0,398 0,423 0,447 0,472 0,497 0,540 0,589 60 20 2,5 0,296 0,344 0,406 0,468 0,540
2617 2619 2621 2623 2625 2627 2629 2631 2633 7002-2635 0379 0380 0381 0382 28 М24 90 100 110 120 125 130 140 150 160 180 200 55 18 1.6 60 60 60 60 60 60 60 60 60 80 80 44 0,554 0,589 0,625 0,660 0,696 0,731 0.767 0,802 0.862 0,933 75 24 2,5 0,520 0,604 0,697 0,802
** Приведены обозначения для исполнения 1, обозначение для исполнения 2 — дующее четное число, например: 7002—2489 для исполнения 1 при <1 = М10иБ 7002—2490 для исполнения 2 при d — М10 и Б = 40. *2 Размеры г в скобках — для болтов быстросъемпых по ГОСТ 12201—66. сле-= 40;
ГОСТ 13152—67 предусматривает d = М8 -я М48, L = 25 -я 400 мм; ГОСТ 12201—66 предусматривает d = М8 ч- МЗО, L = 32 -я 360 мм.
Материал болтов к пазам станочным — сталь 45. Твердость HRC 35...40. При длине болта L более 75 мм калить до твердости HRC 35...40 только головку.
Материал болтов быстросъемных — сталь 35.
Предельные отклонения размеров, не ограниченных допусками: охватываемых — по й7, прочих ±1/2 (Л7 = В7).
Резьба — по ГОСТ 9150—59, поле допуска 8g по ГОСТ 16093—70,
Покрытие — Хим. Оке при (обозначение по ГОСТ 9.0-73—77).
Примеры обозначений:
болта к пазам станочным исполнения 1, d = М10 и L = 4Q мм3
Болт 7002—2489 ГОСТ 13152—S7
болта быстросъемного d = М10 и L = 40 мм:
Болт 7002—0355 ГОСТ 12201—вв
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
11. Болты конические повышенной точности (по ГОСТ 15163—69)
Размеры, мм
ГОСТ 15163—69 предусматривает также длины I = 20 и нерекомендуемые.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 6g или 8g — по ГОСТ 16093—70.
Допускается изготовлять болты со сферическим концом (высотой сферической части, равной с) и болты без шлица.
Допуски на угловые размеры конуса болта по 6-й степени точности ГОСТ 8908—58.
Механические свойства соответствуют классам прочности 5.8—12.9 для болтов из углеродистых и легированных сталей и группам 23—26 для болтов из жаропрочных и корро-еиопностойких сталей.
Технические требования—по ГОСТ 1759—70.
Резьба d 4 5 6 8 10 12 16
Шаг резьбы 0,7 0,8 1 1,25 1 1,5 1,25 1,75 1,25 2 1,5
D (отклонение по Bsa) h dt I, Ь h с г 5 12 2,5 1,5 1 1,4 0,8 0,3 6 14 3,5 1,5 1,2 1,7 1 0,3 8 16 4,5 1,5. 1,6 2 1,2 0,4 10 18 6 2 2 2,5 1,6 0,4 12 20 7 2 2,5 3 1,6 0,5 14 25 9 3 3 3,5 1,6 0,6 20 30 12 4 4 4 2 0,8
Смещение оси стержня относительно оси конуса 0,2 0,25 0,3
шлица относительно оси конуса 0,35 0,45 0,5
1* 25—65 25-70 25-80 30—80 30—90 30-90 40-90
70’ ^Р9а0ЗМеР 1 В указа1”,ых пР°Делах брать из ряда; 25; 30; 36; 40; 45; 50; 55; 60; 65;
Примеры обозначений:
болта d — 12 мм, I — 60 мм, класса прочности 5.8 с крупным шагом резьбы 1,75 мм, с полем допуска 8g, без покрытия:
Болт. М12 х 60.58 ГОСТ 15163—69
го же, класса прочности 10.9 с мелким шагом резьбы 1,25 мм, с полем допуска 6gft с покрытием Q1;
Болт М12 X 1,25.6g X 60.Ю9.01 ГОСТ 15163—69
12. Болты повышенной точности с шестигранной уменьшенной головкой для отверстий из-под развертки (ГОСТ 7817-72) Размеры, мм
Исполнение 2
Диаметр резьбы d - 6 8 10 12 16 20 24 30 36 42 48
Шаг резьбы 1 - 1,25 1 1,5, 1,j5 1,75 1,25 2 1,5 2,5 1,5 3 2 3,5 2 4 3 4,5 3 5 3
S н D, не менее d2 1з (23 Отклонение от пересечения осей стержня и отверстия 7 10 4 11,0 4,0 1,5 0, 1,6 0,20 9 12 5 13,2 5,5 1,5 5 2,0 0,20 и 14 6 15,5 7,0 2,0 0,6 2,5 0,20 13 17 7 18.9 8,5 2,0 0,8 3,2 0,25 17 22 9 24,5 12,0 3,0 1 4,0 0,30 21 27 11 30,2 15,0 4,0 ,0 4,0 0,30 25 32 13 35,8 18.0 4,0 5,0 0,45 32 41 17 45,9 23,0 5,0 1,2 6,3 0,45 38 50 20 56.1 28.0 6,0 1. 6,3 0,45 44 60 23 67,4 33,0 7,0 6 8,0 0,50 50 70 26 78,6 38,0 8,0 8.0 0,50
БОЛТЫ
!.лыгое
резьбовой части относительно оси стержня
головки относительно оси стержня
0,30
0,35
0,40
0,50
Продолжение табл- 12 сд
Длина болта h к h 1, 11 1г l2 *1 ^a It k t2 h ^2 k k h li k
20 8
25 19.5 13
30 - 24.5 18 24,5 15
35 29.5 23 29,5 20 29,b 17 13
40 34.5 25 34,5 22 34,5 20 33 18
45 39.5 30 39,5 27 39,5 25 38 23 17 —
50 44.5 35 44.b 32 44,b 30 45 28 41 22
55 49-5 40 49,5 37 49,5 35 48 33 46 27 ™ 23
ео Ь4.э 4b 54,5 42 54,5 40 53 38 51 32 50 28 . 22
65 59,5 50 59.5 47 59,5 45 58 43 56 37 55 33 27
70 64,5 Ь5 64,5 52 64,5 50 63 48 61 42 60 38 59 32 . —
75 69,5 60 69,5 b7 69,5 55 68 53 66 47 65 43 64 37 25
• 80 — —— 74,5 62 74,5 60 73 58 71 52 70 48 69 42 30 __
90 — — — — 84,5 70 83 68 81 62 80 58 79 52 76 40 — 35
100 — — — — 94,5 80 93 78 91 72 90 68 89 62 86 50 84 45 —. —
110 — — — — 104,5 85 103 82 101 78 100 72 99 65 96 60 94 55 91 45
120 — — — — 114,5 95 113 92 111 88 110 82 109 75 106 70 104 65 101 55 100 50
130 — — — — — — 123 102 121 98 120 92 119 85 116 80 114 75 111 65 110 60
140 — — •— — — — 133 112 131 108 130 102 129 95 126 90 124 85 121 75 120 70
150 — — — —- . — .— 143 122 141 118 140 112 139 105 136 100 134 95 131 85 130 80
160 — — — — — •—• 153 132 151 128 150 122 149 115 146 110 144 105 141 95 140 90
170 — —— — — — — 163 142 161 138 160 132 159 125 156 120 154 115 151 105 150 100
180 — — — — — — 173 152 171 148 170 142 169 135 166 130 164 125 161 115 160 110
190 181 158 180 152 179 145 176 140 174 135 171 125 170 120
200 — — — — —• — — 191 168 190 162 189 155 186 150 184 145 181 135 180 130
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ГОСТ предусматривает нерекомендуемые d и Z, а также I свыше 200 мм.
„„ ?₽ЖтН9ое(^тк?йиенЛя<₽азме₽<^; ПОЛ3 9СТ 1023; S — по ОСТ 1025; Н и 1, — по СМ, ОСТ 1010, й2 е- по В, ОСТ 1010; г < 1 — ПО В, ГОСТ 3047—66, r> 1 — по В4 ОСТ 1024; d„ — по А, ОСТ 1010; ! — по СМ8 ОСТ 1010.
В технически обоснованных случаях допускается применять болты с предельными'отклонениями на размеры Л, по посадке И ОСТ 1012. В атом случае к условному обозначению добавляется буква Н.
Солта исполнения 1 диаметром резьбы d •= 12 мм, с крупным шагом резьбы с полем допуска 8g, длиной I = 60 мм, класса, прочноста э.о* оез покрытия^ *
Болт М12 X во. 58 ГОСТ 7817—72
„ то :1™СЛ.ииполнения 2, диаметром резьбы 12 мм с мелким шагом с полем допуска 6g, длиной I «= 60, класса прочности 10,9 из стали 40Х,
с покрытием их тплтцинпи у я
то же, по посадке И: ' Б°Лт Х ™СТ 7817-72
Болт Н2М12 х 1,25.в£Х60.109.40Х.019 ГОСТ 7817—72.
П'Т Д°пУсков 8« и™ ба ПО ГОСТ 16093—70 (для резьб с крупными и мелкими шагами);
КЛ 3 до ГОСТ 8820-611Р 6 ем б0ЛТЫ яопУскаетса изготовлять с канавкой для выхода шлифовального круга. Форма и размеры канат»
Технические требовании = по ГОСТ 1759^70,
БОЛТЫ
13. Болты фундаментные Размеры, мм
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g- по ГОСТ 16093-70.
Покрытие резьбовой части — Хим. Око (но ГОСТ 9.073-77).
Длина поверхности покрытия должна превышать длину резьбы не менее чем на 20 мм.
d * 1 la В 9 Длина развертки4 справ. Масса, кг
М12 300 «00 166 82 1,6 361 461 0,32 0,41
М16 300 400 50 170 86 30 2 360 460 0,57 0,73
М20 300 500 174 80 359 559 0,89 1,40
Н24 400 600 245 145 2,5 505 705 1,94 2,71
ИЗО 500 700 800 *0 SO 150 so 604 804 904 3,35 4,46 5,02
М36 600 800 900 256 156 3 703 903 1003 5,62 7,20 8,10
Материал — сталь СтЗ. Допускается изготовление из стали других марок с механиче» евими свойствами не ниже механических свойств стали СтЗ.
14. Фундаментные болты е закладным стержнем и колодцем Размеры, мм
gzSO,
р;
d М12 М16 M20 M24 M27 M30 M36 М42 Ы48
so 35 45 50 55 60 70 89
1 25 30 35 45 50 55 60 65 70
h 100 120 140 180 200 220 250 280 320
h 40 50 CO 70 80 90 100 120 150
R 16 18 20 22 24 26 28 30 32
с 1,6 2 2 2,5 2,5 2,5 3 3 4
I*1 165 200 230 290 330 370 410 450 500
£0 100 110 120 130 -140 150 160 170
I. 20 20 20 20 30 30 30 30 30
*•4 16 20 25 30 34 36 42 48 50
н 80 90 100 110 120 130 140 150 160
в 100-150 100-150 100-150 100—200 100-250 150-300 250 -350 300-450 350-500
•.А2 max’ кгс 1700 2600 4100 cooo 78C0 WOO 14040 20350 28500
L*3 200-300 250-600 300-800 350-1000 500-1000 600-1200 800—1400 1000-1500 1200-1500
болта.
* i Ь1 -- длила развертки крючка
* s Ртах — допускаемая нагрузка на болт.
* 3 Размер L в указанных пределах брать из
ряда:
.: 200, 250, S00, 350, 400; 500, 600, 800,
1000, 1200, 1400, 1500.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Материал фундаментных болтов и закладных стержней — сталь 35.
Допускается изготовление фундаментных болтов из калибхзованпсго проката по ГОСТ 7417—75, а также из других материалов, механические свойства которых не ниже механических свойств стали 35. В этом случае допускаемая нагрузка на болт Рпоп должна быть рассчитана конструктором. а
Резьба —по ГОСТ 9150—59, после допуска 8g —по ГОСТ 16093—70.
Методика расчета фундаментных болтов. 1. Фундаментные болты рассчитывают на растяжение с учетом предварительной затяжки, характеризуемой коэффициентом 1,35, по уравнению
1.35Р =-^-ав.
2. Внутренний диаметр резьбы болта 4 определяют по формуле
<4 = 1,31
г 1ар]
где Р — полное усилие, растягивающее болт, кгс; [ар] — допускаемое напряжение на растяжение материала болта, кгс/см2.
3. Глубину закладки болта в бетон принимают равной 15—20 диаметрам болта, что обусловливает равнопрочность его при работе на разрыв и на выдергивание из бетона.
15. Фундаментные болты с анкерной плитой
Размеры, мм
1 — шпилька резьбовая, 2 — плита анкерная, 3 — шайба по ГОСТ 11371—68, 4 — гайка по ГОСТ 5915—70-
Плита
Плиты изготовляют из стали ВСтЗпсдля эксплуатации при температуре окружающего воздуха до минус 40 °C.
А
d М12 М16 М20 М24 мзо М36 М42 М48
h 30 40 50 60 70 80 90 100
Н, не менее 200 250 300 - 350 450 550 650 750
L* ЗСО -800 400—100С 500—1100 600-1209 700—1300 800—1300 900—1600
b 10 14 16 18 20 22 25 28
di 16 20 24 30 32 36 38 42 44 48 54
А 50 70 80 100 170 120 200 150 240 170 190
Масса плиты, кг 0,18 0,50 0,75 1,31 3,97 2,1 6,1 8,65 9,68 5,32 7,43
* Размер L в указанных пределах брать 1000; 1100; 1200; 1300; 1400; 1500; 1600. из ряда: 300; 400; 500; 600; 7 00 800; 900;
винты
16. Винты нормальной точности
Ё1ППЫ с цилиндрической головной (ГОСТ 1491-72), с полукруглой головкой (ГОСТ 17473-72), с полупотайной головкой (ГОСТ 17474— 72), с цогаьной головкой (ГОСТ 17475—72)
Размеры, мм
ГОСТ 1491—72 ГОСТ 17473-72
V О/) /кполнвнив I Ислолнвниег
ГОСТ 17474-72 ГОСТ 17475-72
d, =» среднему диаметру резьбы.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение табл. 18
Резьба d «. d/ 2 25 3 4 5 6 8 10 12 16
Шаг резьбы крупный мелкий 0,4 0,45 0,5 0,7 0,3 1,0 1,25 1,0 1,5 1,25 1,75 1,25 2,0 1,5
D Dt Н Ht Н2, не более Hi н» г г.. rt h hi hi hi ГОСТ 1491-72 3,3 3,8 1,4 1,4 1,7 0,7 1,0 0,3 3,2 3,2 0,7 0,9 0,7 0,5 Отклот 4,5 4,7 1,7 1,7 2,15 0,9 1,25 0,3 4,0 4,0 0,9 1,1 0,9 0,7 геииа от соо 0,1, 5,5 5,6 2,0 2,1 2,5 1,0 1,5 0,3 4,8 4,5 1,0 1,2 1,1 0,9 сности ocef 7,0 7,4 2,8 2,8 3,4 1,4 2,0 0,35 6,4 6,0 1,4 1,8 1,4 1,1 головки и 8,5 92 3,5 3,5 4,3 1,8 2,5 0,5 8,0 7,0 1,7 2,3 1,8 1,2 шлица отв 0 10 11,0 4 4,2 5,1 2,1 3,0 0,6 9,6 8,5 2,0 2,3 2,2 1,5 осительно о ,3 | 13 14,5 5 5,6 6,8 2,8 4,0 1,1 12,8 11,5 2,5 2,5 2,8 2,0 ои стержня 16 18,0 6' 7 8,5 3,5 5,0 1,1 16 14 3,0 3,5 3,5 2,5 0,4 18 21,5 7 8 9,5 4,0 5,5 1,6 19 19 3,5 4,2 4,0 2,5 24 28,5 9 х 11 12 5,0 7,0 1,6 26 26 4,0 5,0 4,5 3,5 0,5
ГОСТ 17473-72 ГОСТ 17474—72 ГОСТ 17-475-72 0,15 0,3 0,4 05
см
винты
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
17. Длины винтов по ГОСТ 1491—72, 17473—72, 17475—72
Размеры, мм
1 (отклонение Длина резьбы 1а при d (знаком х отмечены впиты с резьбой на всей длине стержня), не менее
ОСТ 1010) 2 2,5 3 4 5 6 8 10 12 16-
3 4 5 6 X X X 1 XXX х 1 1 1 —
8 9 10 11 X X X — —
12 14 10 20 X 10 10 U 11 11 X X 12 12 X X X 14 X X X 16 X X X
25 30 25' 40 11 12 4 X 22 22 22 X X 26 26 X 30 30 XXX I
45 50 55 60 — 14 16 18 22 26 38
65 70 75 80 12 12
18. Длины винтов по ГОСТ 17474—72
Размеры, мм
1 (отклонение по СМ9 ОСТ 1010) Длина резьбы 10 при d (знаком х отмечены винты о резьбой на всей длине стержня), не менее
2,5 3 4 5 6 8 10 12 16
3 4 5 6 X X X X X X X — — — — — — —
8 9 (, 10 И X X X X X
12 14 16 20 X 10 10 X X 11 11 X X X 12 X X X 14 X X
винты 529
Продолжение табл. 18
1 (отклонение по СМ9 ОСТ 1010) Длина резьбы г0 при d (знаком х отмечены винты с резьбой на всей длине стержня), не менее
2 2,5 3 4 5 6 8 10 12 16
. ~25 30 35 40 — 11 12 12 14 14 14 16 18 X 22 хххй X XXX 1
45 50 55 60 65 70 75 80 — — — 16 18 18 18 22 26 30 хххй
— — 22 26 38
ГОСТы предусматривают также другие исполнения, нерекомендуемые диаметры и длины, Л = 1 + 1 ,6; <1 = 20; I = 90 + 120.
Пример обозначения:
винта исполнения 1, с диаметром резьбы d = 12 мм, с крупным тагом резьбы, с полем допуска 8g, длиной I = 50 мм, класса прочности 5.8 без покрытия:
Винт М12 X 50.58 ГОСТ 1491—72
то же, исполнения 2, с мелким шагом резьбы, с полем допуска 6g, длиной I = 50 мм, класса прочности 10.9, из стали 40Х, с покрытием 01 толщиной 9 мкл:
Винт 2М12 X 1,25.6g X 50.109.40Х.119 ГОСТ 1491—72
Резьба — по ГОСТ 9150—59; поля допусков 8g и 6g — по ГОСТ 16093—70, Технические требования — по ГОСТ 1759—70.
Предельные отклонения винтов приводятся в табл. 19.
19. Предельные отклонения винтов
Параметры
Отклонения
Диаметр стсря;ня d, ......................
Диаметр головки D, Dt.....................
Ширина галида: меньше <..................................
равно или больше 1.....................
Глубина шлица />, I:,: меньше 1...................................
равно или больше I.....................
Высота головки Н, Н,. Н,: меньше 1 .................................
равно или больш 1......................
В„ ОСТ 1025*
В, ОСТ 1010
± 0,15
А, ОСТ 1010
±0,15
СМ, ОСТ 1010
В. ГОСТ 3047—66
В, ОСТ 1010
* Для стержней диаметром d, = 0 4- 20 мм предельные отклонения должны быть в пределах допуска иа наружный диаметр резьбы.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
20. Винты с квадратной головкой и буртиком (по ГОСТ 1488—75)
Размеры, мм
.ГОСТ предусматривает I до 110 мм.
Пример обозначения винта диаметром резьбы 1 = 10 мм, с крупным тагом резьбы, с повей Допуска 8g, длиной 1 = 2» мм, класса, прочности 5.8, без покрытия:
Винт MIO X 25.58 ГОСТ 1488—75
то же, с мелким шагом резьбы, с полем допуска 6g, длиной I = 25 мм, класса прочности 5,8, из стали 35Х, с покрытием 01:
Винт MU X 1,25—в X 25.58.3SX.01 ГОСТ 1488—75
Резьба — по ГОСТ 9150—59, поля допусков 6g, 8g — по ГОСТ 1609$—70.
Предельные отклонения угловых размеров — по 10-й степени точности ТОСТ 8008—58.
Технические требования ио ГОСТ 1759—70.
21. Бинты с цилиндрической головкой и шестигранным углублением под ключ (по ГОСТ 11738—72)
Размеры, мм
d — dt 4 5 6 8 10 12 16 20 24 30 36
Шар резьбы крупный 0,7 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4
мелкий — — — 1 1,25 1,25 1,5 1,5 2 2 3
dt (отклонение по В6) 4 5 6 8 10 12 16 20 24 30 36
D (отклонение по В5) 7,0 8,5 10 13 16 18 24 30 36 45 54
Н (отклонение по В7) 4 5 6 8 10 12 16 20 24 30 36
8 (отклонение по А\) 3 4 5 6 8 10 14 17 19 22 27
Vt D, h (отклонение по СМ,.) 3,5 3,8 2,2 4,6 4,9 2,8 5,8 6,1 3,5, 6.9 7,2 4,5 9,3 9,7 6 11,5 12,0 7 16,2 16,7 9 19,6 20,4 11 21,9 22,7 13 25,4 26,2 18 31.2 32,0 21
ht не более 2,6 3,4 4,0 5,5 7 8 10 13 15 20 24
V не менее 0,20 0,25 0,40 0,60 0,80 1,0
не более 0,35 0,5 0,6 1,1 1,6 2,2 2,7 3,2
Предельное смещение относительно оси , стержня оси головки 0,36 0,43 0,52 0,62 0,74
оси шестигранного углубления 0,25 0,30 0,36 0,43 0,52
Г£ 0,4 0,5 0,8 1,0 1,6 2,0
КРЕПЕЖНЫЕ ИЗДЕЛИЯ 22. Длины винтов по ГОСТ 11738—72
1 (отклонение по Длина резьбы 1„ при d (знаком х отмечены по всей длине стержня) ВИНТЫ з резьбой
СМ.) 4 5 6 8 10 12 16 20 24 30 36
8 10 12 14 X X X X XXX | 1 1 XX 1 — — — ' —
16 20 25 30 X 14 14 14 X 16 16 16 X X 18 18 X X X 22 X X X X X X X X X 1 1 1 X — —
35 40 45 50 14 14 16 18 22 X X 38 38 X X X X X X X X
55 60 65 70 18 18 26 30 46 1 х X XIII
75 80 90 100 — 22 22 54 66 X X 78 78
110 120 130 140 Допускается изготовлять винты с диаметром стержня, приблизительно равным среднему диаметру резьбы. Форма диа внутреннего шестигранника произвольная Допускается вместо радиуса г» делать фаску сх450; с = rt Предельное отклонение 5-< по В6. Допускается уклон граней внутреннего шестигранника не более 3°. 30 30 36 38 38 44 46 46 52 52 54 54 60 60 66 66 72 72 78 78 84 84
150 160 170 180 1111 44 44 52 60 72 84
ГОСТ предусматривает также нерекомендуемые диаметры резьб и d — 42; 48 и Z до оОО мм.
Пример обозначения винта диаметром резьбы <1=12 мм, с крупным шагом резьбы, с полем допуска 8g, длиной I — 40 мм, класс прочности 8.8, без покрытия:
ь Винт М12 X to.88 ГОСТ 11738—72
то же, с мелким шагом резьбы, с полем допуска 6g, длиной I = 40 мм, класса прочности 10.9, из стали 40Х, с покрытием 01 толщиной 9 мкм:
Винт М12 X 7,25.5g X 40.109.t0X.019 ГОСТ 11738—72
Резьба — по ГОСТ 9150—59; поле допусков 8g или 6g — по ГОСТ 10093—70.
Технические требования — по ГОСТ 1759—70.
Механические свойства винтов должны соответствовать классам прочности:
до МЗО — 4,8; 5.6; 5.8; 6.8; 8.8; 10.9 и 12.9;
свыше МЗО — 6.6; 8.81 10,9 и 12.9,
винты
23. Впиты певыпадающие с пилилдрической (ГОСТ 10336—63) и полукруглой (ГОСТ 10341—63) головками
533
ГОСТ 10336—63
Her, ип пение 1
RzW
Размеры, мм
ГОСТ 10341-63
RzW,
Г
.j— Д
т—V Л /
* р L. и
— —
Л/ °0
1 ' t
1 1 \
1- ] . — V
Резьба d 2,5 3 4 5 6 8 10 12
Шаг резьбы 0,45 0,5 0,7 0,8 1,0 1,25 1,5 1,75
di Отклонение 1,6 2,0 -0,12 2,8 3,5 4,0 -0,16 5,5 7,0 —0 9,0 ,20
/□ Отклонение 3 ± 0,40 4 5 -1- 0,48 6 8 | 10 ± 0,58 12 ± 16 ),70
D Отклонение 4,5 —0 5,5 ,30 7,0 8,5 —0,36 10 13 16 —0,43 18
I?! Отклонение 4,5 —0 5,5 ,30 7,0 —0 9,0 ,36 10,5 13 -0,43 16 18,5 -0,52
Н Отклонение 1,7 ± 0,12 2,0 -г 2,8 ),25 3,5 4,0 ± 5,0 3,30 6,0 7.0 ±0,36
н, Отклонение 2,1 ± 2,5 0,25 3,2 4,0 ± 4,5 ),30 6,0 7,5 ± 9,0 3,36
Ъ Отклонение 0,6 | 0,8 +0,15 1,0 1,2 1,6 1 2.0 +0,25 ’ 2,5 3,0
h Отклонение 0,9 ± 0,10 1,0 1,4 1,7 -4- 2,0 0,25 2,5 3,0 3,5 ± 0,30
/ч - Отклонение 1,0 -0,3 1,3 / 1,6 2,0 2,3 _ 2,8 3,5 3,2 3,8 —0,6
R Hi С 2== г, не более 2,3 1,3 0,8 2,8 1,5 1,0 0,2 3,5 2,0 1,2 4,5 2,5 1,6 0 5,3 3,0 2,0 ,4 6,5 4,0 2,5 0 8,0 5,0 3,0 ,5 9,3 6.0 4,0 0.6
Несимметричность головки 0,20 0,25 0,3 0 40
шлица °, 0,3 0,4 0,6 0,8
1* 6—16 6—60 8-60 10—80 12—80 j 25—80 25-80 32-80
* Размер 1 в указанных пределах брать из ряда: 6; 8; 10; 12; 16; 25; 32; 40; 50; СО; 80.
ГОСТ 10336—63 предусматривают также исполнения 2 и 3.
ГОСТ 10336—63 и ГОСТ 10341—63 предусматривают нерекомендуемые длины винтов.
Пример обозначения винта исполнения 1 диаметром d = 8 мм, с крупным шагом резьбы, с полем допуска 8g, длиной I = 25 мм, класса прочности 5.8 без покрытия:
Винт М8 X г.5.33 ГОСТ ЮЗЗв—вЗ
то же, с полем допуска 6g, класса прочности 8.8, из стали 35Х, с покрытием 01 толщиной 9 мкм:
Винт М3 — ffg X 25.88.35Х.019 ГОСТ 10341—63
Резьба — по ГОСТ 9150—59, поля допусков 8g или 6g по ГОСТ 16093—70.
Технические требования — по ГОСТ 1759—70.
24. Винты невыпадающие с шестигранной головкой (ГОСТ 10338—63), с цилиндрической головкой и шестигранным углуолением под ключ (ГОСТ 10342—63), с лыской под ключ (ГОСТ 10343—63)
Размеры, мм
ГОСТ 10338-63
Vm
СХН5
V
^=(0,9090,95)5
ГОСТ 10342-63
'twutm исполнения \ „ „„„
eonoSkli • Резьба — по ГОСТ 9150—59, поля ПОПТ< сков 8g или 6g — по ГОСТ 16093—70.
Технические 1759—70.
требования — по ГОСТ
ГОСТ 10343—63
С *45
Jjjf.
t
Резьба 6 S 10 12 16 20
Шаг резьбы 1 1,25 1,5 1,75 . 2,0 2,5
df Отклонение — 5,5 0,16 7 — 9 Э,20 11 — 14 3,24
535
Продолжение табл. 24
8 10 12 16 20 25
Отклонение ±0,58 ±0,70 ±0,8
2 2,5 3 4 5
Отклонение ± 0,25 ±0,30 —
S 10 13 17 19 24 30
Отклонение —0,20 -0,24 -0,28
5 6 8 10 14
Отклонение + ),08 + 3,10 ±0,12 —
+0,24 +0,30 +0,36
8, 4,5 6 7,5 9 12
« Отклонение —0,16 -0,20 -0,24 —
' н 4 5,5 7 8 10 13
Отклонение ±0,30 ± 0,36 ±0,43
Hl 6 8 10 12 16
Отклонение ± 0,48 ! 0,58 ± 0,70 —
н, 8 10 12 16 20
Отклонение ),36 ± 0,43 ± 0,52 —
D 11,0 14,4 18,9 21,1 26,8 33,6
D, 10 13 16 18 24
Отклонение** -0,2 —0,24 -0,28 —
Отклонение*2 —0,36 —0,43 —0,52 —
Оз 6,1 7 9 9,7 12 16,7
Ds 5,8 6,9 9,2 11,5 16,2 —
Dt 6 8 10 12 16
Отклонение —0,16 -0,20 -0,24
с 2 2,5 3 4 5 6
ct 1,о 1,2 1,5 1,8 2,0
0,4 0,5 0,6 0,8
г, или фаска 0,5 0,8 1,0
fl 3,5 4,5 6 7 9
hi, не более 4 5,5 7 8 10 —
1,6 2,0 2,5 3,0 4,0
Отклонение ± 0,25 ± 0,30 —
Несимметричность головки относительно оси стержня
по ГОСТ 10338—63 и 0,4 0,6 0,8 1,0
по ГОСТ 10342-63
ГОСТ 10343-63 0,3 0,4 0,5 —
;*-> 20-80 25-100 25—100 32-100 50—100 50-100
По ГОСТ 10342 -63.
*2 По ГОСТ 10343 -63.
** Размер 1 в указанных пределах брать из ряда: 20 25; 32; 40; 50; 60; 80; 100,
ГОСТ предусматривает также нерекомендуемые длины винтов.
Пример обозначения винта диаметром резьбы d — 8 мм, с крупным шагом резьбы с полем попуска 8g, длиной I = 28 мм, класса прочности 5.8, без покрытия;
Винт М8 X 25.58 ГОСТ 10338 — 63
то же, по ГОСТ 10342—63, с полем допуска 6g, длиной 1 = 25 мм, класса прочности 8.8, из стали 35Х, с покрытием 01 толщиной 9 мкм:
Винт М8 — 6g X 25.88.35Х.019 ГОСТ 10342—63
ГО же, по ГОСТ 10343—63:
Винт MS 6g X 25.88.35Х.013 ГОСТ 10312—63
Рис. 1. Примеры применения певыпадающих винтов в зарубежной практике
Рис. 2. Примеры применения невыпадающих винтов в отечественном машиностроении:
а — при толщине прикрепляемой детали менее двух шагов резьб и винта; б — при толщине прикрепляемой детали более двух шагов резьбы винта
* Размер а > 1„ ((„ — длина резьбы)
Конструктивная особенность и применение невыпадающих винтов. В отличие от крепежных винтов общего назначения диаметр глад,кой части стержня невыпадающих винтов равен примерно 0,7 диаметра резьбы.
Невыпадагощие винты имеют большое применение в зарубежной практике. Там кроме невыпадающпх винтов с гладким стержнем диаметром меньше внутреннего диаметра резьбы применяют обычные винты с отверстием в стержне и штифтом в нем, как показано на рис. 1.
В отечественном машиностроении невыпадающие випты (рис. 2) наиболее широко используются и откидных деталях, водонепроницаемых и взрывобезопасных крышках и заглушках, а также при установке приборов, панелей как в комбинации с фиксирующими втулками, так и без них и в других подобных случаях.
винты
537
Конструкция и размеры невыпадающих винтов, изображенных в примерах на рис. 2 приведены в табл. 23 и 24. Для невыпадакпцпх винтов с цилиндрической полукруглой головкой (рис. 2) стандарт предусматривает также исполнения ГОЛОВКИ II И III.
Невыпадающпе винты могут быть с цилиндрической головкой и сферой на ней, с потайной п полупотайпой головкой и с цилиндрической накатанной головкой.
Диаметры и длины невьшадающпх винтов всех типов объединены в единые ряды, отличающиеся только диапазоном применения. Для винтов некоторых типов диапазоны расширены с учетом перспективного использования их. Принята единая форма резьбового конца винта — «усеченный конус».
25. Винты установочные с квадратной головкой п цилиндрическим и засверленным концами
Размеры, мм
ГОСТ 1482-75
ГОСТ 1485-75
Резьба d
Шаг резьбы
крупный мелкий
S (отклонение по Б-„)
В (отклонение по СЛД)
D (отклонение по В,)
dt (отклонение цо В,)
d2 (отклонение no С Ms')
г, не более
1, (отклонение по А8)
Несоосность головки относительно стержня I*
7
6
9
4,5
3
0,4
3 0,36 12-35
8
7
10
6
5
0,4
4 0,36 14-40
10 12 16 20
1,5 1,75 2 2,5
1,25 1,25 1,5 1,5
10 12 17 22
8 10 14 18
13 16 22 28
7,5 9 12 15
6 8 10 14
0,5 0,6 0,8 1,0
4,5 6 7,5 7,5
0,о<> 0.43 0,43 0,52
16-50 20-60 25—80 35-100
* Размер I в указанных пределах брать из ряда: 12; 14; 16; 20; 25; 30; 35 - 40 ' 45 ' 50-55; 60; «5; 70; 75; 80; 80; 100 мм. ’ ’ ’ ’ ’
Пример обозначения винта диаметром резьбы d = 10 мм, с крупным шагом резьбы,, с полем допуска 8g, длиной I — 25 мм, класса прочности 4.8, без покрытия;
Винт MIO X 23.48 ГОСТ 1482—75
то же, с мелким шагом резьбы, с полем допуска 6g, длиной I — 25 мм, класса прочности 8.8, из стали 35А с покрытием 05:
Винт М10 X 1,25 — 6g X 25.88.35Х.05 ГОСТ 1485—75
Резьба — по ГОСТ 9150—59, поля допусков 6g, 8g— по ГОСТ 16093—70.
Не указанные предельные отклонения угловых размеров — по 10-й степени ГОСТ 8908—58.
Технические требования — по ГОСТ 1759—70.
ТОЧНОСТИ:
26. Винты установочные с ионическим, плоским и цилиндрическими концами Размеры, мм
сл ё
ГОС? 1478—75
ДвяМ
ГОСТ 1477-75
ГОСТ 1478-75
КОО,
tr.OS
Batiks
Вирипнт исполнения
Ceos' Tqjacnu
—
d = г*» 2 2,5 3 4 5 8 8 10 12
Шаг резьбы . 0,4 0,45 0,5 0,7 0,8 1 1,25 1 1,5 1,25 1,75 1,25
Ь*2 (отклонение для Ь 0,3—1 мм плюс 0,15; для b > 1 мм по АО k (отклонение для h < 1 мм плюс 0,3; для Л > 1 мм по СМ,) 11 (отклонение по As) G (отклонение по А,) с г, dt (отклонение по ВО Несимметричность шлица относительно стержня I*3 для ГОСТ 1476—75 (отклонение по СМ,) I*3 для ГОСТ 1477—75, то же I*3 для ГОСТ 1478-75 в 0,3 0.9 0,3 0.12 3-10 3-8 0.4 м 0,3 0.12 4-14 4-12 0,5 1,2 0,5 ОДО 4-16 4—14 0,6 1,4 0,5 — / 0,30 6-20 6-20 0,8 1,8 2,5 1,0 0,3 3,5 0,30 6—25 8—25 8-25 1,0 2,0 2,5 3,0 1,0 0,4 4,5 0,36 8—30 8—30 10-35 Т,2 2,5 3,0 4,0 1,6 0,4 6,0 0,36 10-40 10-40 10-40 1,6 3,0 4,0 4,5 1,6 0,5 7.5 0,36 12—50 12—50 12-50 2,0 3,5 5,0 6,0 1,6 0,6 9,0 0,43 12-50 12—50 16-50
*1 Шлицевой конец со сферой, равной г, является допускаемым вириаптом исполнения. *2 Для пиитов по ГОСТ 1478—75 отклонение по А, для Ь > 1. ** Размер 1 в указанных пределах брать из ряда: 3; 4; 5; 6; 8; 10; 12; 14; 16; 20; 25; 30; 40 ; 45; 50 ММ.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Пример обозначения винта диаметром резьбы d = 10 мм, с крупным шагом резьбы, с полем допуска 8g, данной Z = 25 мм, класса прочное™ 4.8, без покрытая;
Виит MIO X 25.48 ГОСТ 1476—73
то же, с мелким шагом резьбы, с полем допуска 6g, длиной I = 25 мм, класса прочности 8.8, из стали 35Х с покрытием 053
Винт MIO X 1,25 — 6g X 25.88.35Х.05 ГОСТ 1476—75
Резьба — по ГОСТ 9150—59, поля допусков 6g, 8g — по ГОСТ 16093—70.
Неуказанные предельные отклонения угловых размеров — по 1С-й степени точности ГОСТ 8908—58.
Для винтов М2-М5 по ГОСТ 1476—75 допускается нажимной конец в виде усеченного конуса в пределах допуска на длину винта.
Технические требования = по ГОСТ 1759--70.
27. Винты установочные с шестигранным углублением под ключ и коническим, плоским, цилиндрическим концами
Размеры, мм
ГОСТ 8878—75
С к К*
Резьба по ГОСТ 9150—59, поля допусков 6g, 8g — по ГОСТ 16093-70.
Неуказанные предельные отклонения размеров отверстий — по Aj ОСТ 1010.
Неуказанные предельные отклонения угловых размеров — по 10-й степени точности ГОСТ 8908—58.
Форма дна шестигранника — произвольная.
Технические требования — по ГОСТ 1759-70.
Резьба d 10 12 16 20 24
,, „ „ крупный 1,5 1,75 2 2,5 3,0
Шаг резьбы мелкий 1,25 1,25 1,5 1,5 1,5
8 (отклонение по ХГ) 5 6 8 10 12
D, не менее 5,8 6,9 9,2 11,5 13,8
Dt 6,1 12 9,7 12,0 14,3
b (отклонение по СМ А 5 7 9 11 13
hi 6 8 10 13 15
It (отклонение по Ая) 4 5 6 7 8
is (отклонение по Ав) 4,5 6 7,5 7,5 9
О 1,6 1,6 2,0 2,5 2,5
di (отклонение по В;) 7,5 9 12 15 18
г, не более 0,5 0,6 0,8 1,0 1.0
Несимметричность шестигранного угпубпе- 0,36 0,43 0,43 0,52 0,52
ния н стержня
!• (отклонение по СМ() 14-70 16-80 20-90 25—100 30-100
* Размер ! в указанных пределах брать вз ряда: 14; 16; 20; 25; 30; 35; 40; 45; 50! 551 60; 65; 70; 75; 80; 90; 100 мм.
Пример обозначения винта диаметром резьбы & = 10 мм, с крупным шагом резьбы, • полем допуска 8g, длиной I = 25 мм, класса прочности 4.8, без покрытия:
Винт MIO X 25.48 ГОСТ 8878— 75
то же, о мелким шагом резьбы, с полем допуска 6g, длиной I = 25 мм, класса прочности 8.8, из стали 35Х, с покрытием 05:
Винт Ы10 X 7,25 - X 25.88.35Х.05 ГОСТ 8878—75
540 КРЕПЕЖНЫЕ ИЗДЕЛИЯ
28. Винты регулирующие с квадратным отверстием под ключ (по ГОСТ 13397—88)
Размеры,’ мм
Ы).
1 X/ Материал — сталь 40Х. Твердость — HRC 3,5 ... 40. Отклонения размеров, не ограниченных допусками;
Ча. ,
в охватывающих — по А,, охватываемых — по zl7, остальных ±>/2 (А, = В,). Покрытие — Хим. Оке, прм (по ГОСТ 9.073—77). Технические требования — по ГОСТ 1759—70).
Обозначение винтов л н D D, S (отклоне-f НИС по XJ С Отклонение смещения оси отверстия относительно осн винта Масса 100 Шт., кг
6000—0451 0452 0453 0454 0561 0502 0563 0564 6000—0565 Ml 0X1 mi oxi М12Х1.25 M14xl,5 М16Х1.5 М20Х1.5 М22Х1,5 М27Х2 МЗЗХ2 4 6 8 8 10 10 10 14 14 4,1 4.1 5.5 6.8 8,3 10,9 10,9 13,7 16,5 4.3 4,3 5.7 7,4 9 12 12 15 18 3 3 4 5 6 8 8 10 12 1 1 1,6 1,6 1,0 1,6 1,6 2 0,3 0,3 0,4 0,4 0,4 0.5 0,5 0,5 0,6 0,17 0,36 1,50 0.80 1,30 1,97 2,48 5.80 7,77
Пример обозначения винта d = М27 X 2:
Винт 6000-0564 ГОСТ 13897—68
ШУРУПЫ
29 Ш’.ТЛ’ПЫ с полукруглой головкой (ГОСТ 1144—70) и с потайной головкой “ (ГОСТ 1145—70)
Размеры, мм
ГОСТ 1144—70
ГОСТ 1145—70
d 2 2,5 3 4 5 6 8 10
dt не более 1,4 1,7 2,1 2,8' 3,5 4.2 5,6 7,0
i 1,0 1,25 1,25 1,75 2,0 2,5 3,5 4,5
ь 4 6 8 - 10 12 16 20
н 1,4 '1,7 2Д 2,8 3,5 4,2 5.6 7,0
Н1 1,0 1,25 1,5 2,0 2,5 3,0 4,0 5.0
0,2 0,3 о,з 3,35 0,5 0,6 1Д 1,1
ШУРУПЫ
d 2 2,5 3 4 5 6 8 10
’’i 3,2 4.0 4,8 6,4 8,0 9.6 12,8 16,0
Г 2 1,6 2,0 2,4 3,2 4,0 4,8 6.4 8,0
Ь 0,5 0,5 0,8 1,0 1,2 1,6 2,0 2,5
h 0,9 1,1 1,2 1,8 2,3 2.5 3,5 4.0
hl 0.5 0,7 0,9 10-30 1,1 1,2 1.5 2,0 50—120 2,5
I* 7-13 7-25 10-00 13-70 16-100 80—120
* Размер 1 в указанных пределах брать 45; 50; 60; 70; 80; 90; 100; 110; 120 мм. пз ряда: 7; 10; 13; 16; 20; 25; 30 35; 40;
В указанных пределах до / = 20 включительно изготовляют шурупы с 10 до головки (Б) Б е 1,^1 0,6/ (А).
Примеры обозначений шурупов с полукруглой головкой диаметром 3 мм, длиной 20 мм:: исполнения 1, с длиной резьбы 10 не менее 0,6/ из иизкоуглеродистой стали без покрытия: Шуруп А 3 X 20 ГОСТ 1144—70
исполнения 1, с резьбой до головки, из низко углеродистой стали, с цинковым покрытием,. Для легких условий.эксплуатации:
Шуруп Б 3 X 20.09.1 ГОСТ 1144—70
исполнения 1, с длиной резьбы 10 не менее 0,6/, из коррозиоиностойкой стали, без покрытия:
Шуруп А 3 X 20.2 ГОСТ 1144—70
Шурупы изготовляют пз иизкоуглеродистых сталей марок Ст1, Ст2, 08, Юки; из коррозионностойких сталей; из латуней по ГОСТ 12920—67.
Условные обозначения материалов:
низкоуглеродистые стали (в обозначении ие указывают).................0
коррозиопностойкие стали ............................................2
латуни ............................................................. 3
Виды, условные обозначения и толщины покрытий приведены в табл. 30.
30. Виды, обозначения и толщины покрытий шурупов
Вид покрытий Материал Условия эксплуатации и обозначения Условное обозначение покрытий
легкие 1 средние 2 жесткие 3 очень жесткие 4
Толп щна koi не ь срытий, 1енее мкм,
Вез покрытия — 00
Цинковое с хроматированием Низкоугле- Ц6 Ц9 Ц9 Ц15 01
Кадмиевое с хроматированием родистая Кдб Нд9 Кд 12 Кд15 02
Многослойное: медь — никель сталь М6НЗ М6НЗ М9НЗ М12ИЗ 03
Никелевое Латунь И6 Н6 Н9 Н12 03
Многослойное: никель — хром НЗХ1 Н6Х1 Н9Х1 Н12Х1 04
Окисное Низкоугле- Не регламентируется 05
Фосфатное с промасливанием родистая Не регламентируется 06
Цинковое сталь Ц6 Ц9 — — 09
Пассивное (химическое) Коррозионно-стойкая сталь Не регламентируется | 11
Характеристика условий експлуатацпи — по ГОСТ 14007—68.
Допускается применять и другие виды покрытий.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ШПИЛЬКИ РЕЗЬБОВЫЕ
81. Шпильки с ввинчиваемыми концами нормальной и повышенной точности
Размеры, мм
Нормальной точности с
ввинчиваемыми концами;
It — id по ГОСТ 22032—76
It ~ l,25d по ГОСТ 22034-76
It = l,6d по ГОСТ 22036-76
7, = 2d по ГОСТ 22038-76
RzW,
RzW,
It = 2, bd ПО ГОСТ 22040-70
Rz4fy ZZJssBZZZTZ zzt ijzz— ———p—77 r‘ t~
RzW,
У
Повышенной точности соответственно по ГОСТ 22033—76, 22035—76, 22037—76, 22039-76, 22041-76.
Шероховатость поверхности указана для шпилек нормальной точности, для повышенной точности параметр шероховатости на длине I, Rz — 20
d = d( 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Шаг Г» крупный мелкий 0,5 0,7 0,8 1 1,25 1 1,5 1 1,75 ,25 2 1 2,5 ,5 3 3,5 4 4,5 3 5
Длина в винчи- d 3 4 5 6 8 10 12 16 20 24 30 36 42 48
ваемого резь- l,25d 4 5 6,5 7,5 10 12 15 20 25 ,30 38 45 52 60
бовсго конца l,6d 5 6,5 8 10 14 16 20 25 32 38 48 56 68 76
Ь 2d 6 8 10 12 16 20 24 32 40 48 RO 72 84 95
2,5d 7,5 10 12 16 20 25 30 40 50 60 75 88 105 .120
d
Длина гаечного конца 1ц (предельное отклонение -|-2-Р)
12 14
16
20
25
30
35
40
45
50) 55
60) 65 ТО; 75
80
85, 90
100) ПО 120
X
X X
X
12
14
16
18
26
30
X X X 38
46
54
66
X X X 78
X X X 90
X X
X X
130 140—200*
18
20
24
28
32
36
44
52
60
72
84
36
X 108
220
240
49
57
65
73
85
97
109
121
X
X
X
X
X
X
X
X
X X
X
X X
X
X X X
X
X
X
• В указанны® предела! брать из ряда? 140) 150) 160) 170) 180) 190) 200 мм.
Виаком X отмечены шпильки с длиной гаечного конца = I — 0,5d.
Для шпилек нормальной точности отклонения: d, — по В,; I, по AiD; I по С®. ВВЯ повышенной точности d, по В,; 8, по А»; 4 — по CMS.
ГОСТы предусматривают 4t =» 2; 2,5 мм; К до 300 мм и нерекомендуемые d и 1,
Пример обозначения шпильки диаметром резьбы d = 16 мм, с крупным шагом Р <= 2 ют, • яолем допуска 6g, длиной 8 = 120 мм, с длиной ввинчивания резьбового конца I, = 1,254, нормальной точности, класса прочности 5.8, без покрытия;
Шпилька WH0—6g X 120.SS ГОСТ 22034—70
то же, с мелким шагом Р = 1,5 мм, класса прочности 10.9, из стали марки 40Х, с покпы* идем 02 толщиной 6 мкм; v
Шпилька Ml 6 X 1,S—6g X 120.109.40Х.00 ГОСТ — 22034—70
Резьба ₽» по ГОСТ 9150—59, поле допуска 6g — по ГОСТ 16093—70.
5ОВ<®ХНОСТЬ глаДкой части стержня d, не обрабатывается при изготовлении шпилек иэ калиброванного проката.
йл™ рл63к°й части стержни со сбегом резьбы гаечного конца 7. должна быть не ие> ЖсО у$Эи«
Допускается ио еоглашению между изготовителем и потребителем изготовлять?
в) резьбу а полем допуска 8g по ГОСТ 16093—7');
?,®зьбу ° аа®ягом по ГОСТ 4608—65 на ввинчиваемом конце шпильки, с указанием ©8 игом в условном обозначении шпильки.
Технические иребования &= по ГОСТ 1759—70,
32. Шпильки нормальной (ГОСТ 22042—76) п повышенной '(ГОСТ 22043—76) точности для деталей с гладкими отверстиями
Размеры, мм
Для шпилек нормальной точности отклонения: <7, — по В7; I — по СМ,; для повышенной точности di — но Bn; Z — по СМ,.
Между ступенчатыми линиями резьба на шпильках выполняется по всей длине; по заказу потребителя допускается резьба по всей длине для всех шпилек.
ГОСТы предусматривают также d — 2; 2,5 мм, I до 500 мм и нерекомендуемые d и 1.
Пример обозначения шпильки диаметром резьбы d = 10 мм, с крупным шагом резьбы Р = 1,5 мм, е полем допуска 6g, длиной Z = 200 мм, класса прочности 5.8, без покрытии:
Шпилька М10—Bg X 200,58 ГОСТ 22042—73
то же, ^мелким шагом резьбы Р — 1,25 мм, класса прочности 8.8, из стали марки 35Х. о покрытием 02 толщиной 0 мкм:
Шпилька М10 X 1,25—eg X 200.88.35Х.02в ГОСТ 22012—73
Резьба— по ГОСТ 9150—59, поле допуска 6g — по ГОСТ 16093—70.
Поверхность гладкой части стержня не обрабатывается при изготовлении шпилек из калиброванного проката.
Допускается по соглашению между изготовителем и потребителем изготовлять резьбу с полем допуска 8g по ГОСТ 16093—70.
Технические требования — по ГОСТ 1759—70.
ГАЙКИ
33. Шестигранные гайки нормальной точности
Гайки шестигранные — ГОСТ 5915—70. гайки шестигранные низкие — ГОСТ 5916—70, гайки шестигранные с уменьшенным размером под ключ— ГОСТ 15521—70, гайки шестигранные низкие с уменьшенным размером под ключ —ГОСТ 15522—70.
Размеры, мм
ГОСТ 5915—70
RzSO.
d = 6*2 -? 48
М
Испмнение 2
ди»асе
ГАЙКИ
ГОСТ 15521—70
Dt = (0,90 -i-
сл
Резьба А 2 2,5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Шаг .резьбы крупный мелкий 04 0,45 0,5 0,7 0,5 0,8 * 0,5 1,0 0,75*2 1,25 1,0 1,5 1,25 1,75 1,25 2 1,5 2,5 1,5 3 2 3,5 2 4 3 4,5 3 5 3
и- 8 г Отклонение 1 4 5 -0,3 5,5 7 8 —0,3В 10 13 -0 17 ,43 г 19 24 —0,52 30 38 46 1,0 55 65 -1,2 75
О z 8{ § Отклонение н — — — — — — 12 -0,43 17 22 -С 27 ,52 32 41 -1,0 50 60 70 1,2
1759—70. D Di 4,4 5,5 6 7,7 8,8 10,9 14,2 13,1 18,7 15,3 , 20,9 18,7 26,5 24,3 33,3 29,9 39,6. 35 50,9 45,2 60,8 55,4 72,1 66,4 83,4 77,7
а S R н Отклонение с — — — — — 5 —0,75 6,5 8 -0,90 10 13 -1 16 ДО 19 24 -1,30 29 34_j 38 ,68
ст ' С ; Hi !О1Кл мнение 1,2 « 2,0 0,4 2,5 3 4 5 —0,75 6 7 3 —0 ,90 10 12 14 16 1Д 18
Л*‘ по ГОСТ 5915—70 и по ГОСТ 5916-70 Д,*» по ГОСТ 15521-70 и по ГОСТ 15522—70 0,3 0,4 0,45 0,45 0,6 0,6 0,7 0,7 0,8 0,8
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Продолжение табл. 33
Резьба d 2 2,5 3 .4 5 6 8 10 12 16 20 24 30 36 42' 48
Масса*3 1000 стальных гаек исполнения 1, СР
по ГОСТ 5915—70 — — — — — 2,44 5,13 11,4 15,4 33,2 62,6 107 224 376 624 956
по ГОСТ 5916—70 0,11 0,22 0,31 0,62 0,89 0,95 4,01 8,48 10,6 19,6 34,7 55,4 110 182 294 443
по ГОСТ 15521—70 — — — — 4,07 6,26 10,4 24,0 43,3 71,2 151 277 755 765
по ГОСТ 15522—7Q — — — — — — 3,10 4,65 7,10 16,3 26,1 43,1 84,7 127 217 341
*>Д и Д1 — предельные смещения осей отверстий относительно граней. *2 Для d = 6 мм по ГОСТ 5915—70 гайки с мелким шагом не изготовляют. *3 Для гаек из алюминиевого сплава величины, указанные в таблице, следует умножить на коэффициент 0,356 фициснт 1,08. из латуни—на коэф-
ГАЙКИ
ГОСТы предусматривают также нерекомендуемые размеры гаек,
ГОСТ 5916—70 предусматривают d = 1,6 мм.
Пример обозначения гайки исполнения 1, диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Я, класса прочности а, без покрытая;
Тайна М12.5 ГОСТ 5915—70
то же, исполнения 2, е мелким шагом резьбы с полем допуска ОН, класса прочности 12, из стали 40Х, с покрытием 01 толщиной 6 мкм;
Гайка 2М12 X 1,25.вН.12.40Х.01в ГОСТ 15522^70
Резьба — по ГОСТ 9150—59; поля допусков 7Н или еН — по ГОСТ 16093—70,
Допускается по соглашению между изготовителем и потребителем изготовлять гайки с полем допуска 4Н5Н, 6G и 7G,
Технические требовании = по ГОСТ 1759—70,
34. Шестигранные ганки повышенной точности сг*
Гайки шестигранные — ГОСТ 5927—70, гайки шестигранные низкие —ГОСТ 5929—70, гайки шестигранные с уменьшенным размером под 00 ключ —ГОСТ 2524—70, гайки шестигранные низкие с уменьшенным размером под ключ —ГОСТ 2526—70.
Размеры, мм
ГОСТ 5929—70
ГОСТ 5927—70
<7 = 2 4-48
d = 8—48 = (0,904-0,95)8 ГОСТ 2526—70
ГОСТ 2524-70
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
d = 8 4- 48
Продбля<енйё табл. 34
Резьба d 2 2,5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Шаг резьбы крупный мелкий 0,4 0,45 0,5 0,7 0,8 1 1,25 1,0 1,5 1,25 1,75 1,25 О 1,5 2,5 1,5 3 2 3,5 2 4 3 4,5 3 5 3
S Отклонение 41 5 -0,16 5,5 7 8 -0,20 10 13 -0 17 ,24 19 24 —0,28 30 36 -0 46 ,34 55 65 -0,40 75
Отклонение — — — — 12 14 —0,24 17 22 -0 27 ,28 32 41 -0,34 50 60 -0 \ 70 ,40
D Dt 4,4 5,5 6 7J 8,8 11,0 14,4 13,2 18,9 15,5 21,1 18,9 26,8 24,5 33,6 30,2 40,3 35,8 51,6 45,9 61,7 56,1 73,0 67,4 84,3 78,6
и Отклонение 1,6 2 —0,25 2,4 3,2 4 -0,30 ; 5 6,5 8 -0,36 10 13 -С 16 ,43 19 24 -0,52 29 34 — 38 ),62
И, Отклонение — 1 — 1 — 1 5 | 6 —0,30 7 I 8 | 9 -0,36 10 12 14 -С 16 ,43 18
А*1 по ГОСТ 5927—76 и по ГОСТ 5929—70 Д,*1 по ГОСТ 2524—70 и по ГОСТ 2526—70 0,2 0,25 0,30 0,30 0,35 0,35 0,40 0,40 0,50 0,50
ГАЙКИ
Резьба Л 2 2,5 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Масса*2 1000 стальных гаек КР
по ГОСТ 5927-70 0,14 0,27 0,38 0,80 1,21 2,44 5,13 11,4 15,4 33,2 62,6 107 225 377 624 956
по ГОСТ 5929—70 — — — — — — 4,01 8,48 10,6 19,6 34,7 55,4 110 182 294 443
по ГОСТ 2524—70 — — — — — — 4,07 6,26 10,4 24,0 43,3 71,2 151 277 755 765
по ГОСТ 2526-70 *(А и Д1 - п ределы тые смег цення о сей отвс рстий о тноситед 3,09 1ьно гра 4,65 ней. 7,10 16,3 26,1 43,1 85 128 217 341
*2 Для гаек из алюминиевого сплава величины, коэффициент 1,08. указанные в таблице, следует умножать на коэффициент 0,356, из латуни — на
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ГОСТы предусматривают также нерекомендуемые размеры.
ГОСТ 5927—70 предусматривает d = 1,6 мм.
Допускается по соглашению между изготовителем п потребителем: изготовлять гайки с полем допуска 6G п 7G, а для гаек по
ГОСТ 5927—70 и ГОСТ 5929—70 изготовлять для диаметров резьб 36—48 с шагом резьбы 2 мм.
Пример обозначения гайки диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 777, класса прочности 5, без покрытия:
Гайка М12.5 ГОСТ 5927—70
го же, с полем допусна 6Н, класса прочности 6, из стали А12, без покрытия:
Гайяа №2. 6Н.6.А ГОСТ 5929—70
го же, с мелким шагом резьбы с полем допуска 6Н, класса точности 12, из стали марки 40Х, с покрытием 01 толщиной 6 мкм: Гайка М12 X 1,25.вН.12.МХ.01в ГОСТ 2524—70
Резьба — по ГОСТ 9150—59; поля допусков 7Н или 6Я — по ГОСТ 16093—7Q.
Технические требования — по ГОСТ 1759—70.
35. Прорезные шестигранные гайки
Гайки шестигранные прорезные с уменьшенным размером под ключ (повышенной точности) — ГОСТ 2528—73 и гайкн шестигранные прорезные низкие с уменьшенным размером под ключ (повышенной точности) — ГОСТ 5935—73,
Размеры, мм
ГАЙКИ
Резьба 4 8 10 12 16 20 24 30 36 42 48
Шаг крупный 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5
резьбы мелкий 1 1,25 1,25 1,5 1,5 2 2 3 3 3
S 12 14 17 22 27 32 41 50 60 70
Н 9,5 12 15 19 22 27 33 38 46 50
Hi 7 8 10 12 13 15 18 20 23 25
D> 13,2 15,5 18,9 24,5 30,2 35,8 45,9 56,1 67,4 78,5
Резьба d 8 10 12 16 20 24 30 36 42 48
Число прорезей 6 8
Ь (отклонение по /.-) 2,5 2,8 3,5 4,5 4,5 5,5 7 7 9 , 9
h (отклонение по В7) 6,5 8 10 13 16 19 24 29 34 38
ht (отклонение по 5,) 4 5 6 7 8 9 И 13 14 16
Шплинт 2Х20 2,5x25 3,2X25 4X32 4X36 5x40 6,3x50 6,3хсо 8X70 8x80
Несимметричность** 0,24 0,28 0,34 0,40
Несоосность*2 0,30 0 35 0,40 0,50
Масса*3 1000 стальных гаек КГ
ГОСТ 2528-73 5.42 8,64 16,03 32,55 57,77 96,76 201 360 621,9 962,8
ГОСТ 5935- 73 3,768 5,659 10,36 19,63 32,79 51,72 105,1 183,3 293,1 459,9
*’ Прорези относительно оси резьбы.
*2 Оси отверстия относительно граней.
*’ Для гаек из алюминиевого сплава величины, указанные в таблице, следует умножать на коэффициент 0,356, для гаек из ла-
тун и — на коэффициент 1,08
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Пример обозначения гайки диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Н, класса прочности 5 без .покрытия: ’
Гайка М12.5 ГОСТ 2528—73
то же, с мелким шагом резьбы с полем допуска 6Н, с покрытием 01 толщиной 9 мкм:
Гайка 111! X 1.25.6Н.5.019 ГОСТ 5935—73
Резьба — по ГОСТ 9150—59, поля допусков — по ГОСТ 16093—70, Допускается выполнение фаски со стороны прорези.
Технические требования — вд ГОСТ 1759—70,
Гайки шестигранные прорезные и корончатые (нормальной точности) — ГОСТ 591S—73, гайки шестигранные прорезные и корончатые (повышенной точности) — ГОСТ 5932—73, гайки шестигранные прорезные и корончатые низкие (нормальной точности) ГОСТ 5919—(3, гайки шестигранные прорезные и корончатые низкие (повышенной точности) — ГОСТ 5933—73.
Размеры, мм
ГОСТ 5918-73 и ГОСТ 5932—73
ГОСТ 5919—73 и ГОСТ 5933-73
Hz 80
. Исполнение!
HcnonneHueZ
Исполнение 1
ГАЙКИ
<J = 6 4- 48
7), = (0.904- 0,95) S
Резьба d 4 5 6 8 10 12 16 20 24 30 36 42 48
Шаг резьбы крупный мелкий 0,7 0,8 1,0 1,25 1,0 1,5 1,25 1.75 1,25 1,5 2,5 1,5 3 2 3,5 4 3 4,5 3 5
3 (отклонение по В7 для <5 < 30, по Ва для S > 30) 11 7 5 8 6 10 7,5 13 9,5 17 12 19 15 24 19 30 22 36 27 46 33 55 38 65 46 75 50
Резьба d 4 5 6 8 10 12 16 20 24 30 36 42 48
н, 6 7 8 10 12 13 15 18 20 23 25
Л > 7,7 8,8 10,9 14,2 18,7 20,9 26,5 33,3 39,6 50,9 60,8 72,1 83,4
-Di > Число прорезей 7,7 8,8 11 14,4 18,9 21.1 6 26,8 33,6 40,3 51,6 61,7 73,0 8 84,3
Ь 1,2 1,4 2 2,5 2.8 3,5 4,5 4,5 5.5 7 7 9 9
h 3,2 4 5 6,5 8 10 13 16 19 24 29 34 38
К — 3,5 5 6 7- 8 9 И 13 14 16
D. Шплинт: — • — — — — 17 22 28 34 42 50 58 65
исполнение 1 1X12 1,2x12 1,6x16 2x20 2,5X25 3,2x32 4x36 4x40 5x45 6,3x60 6,3x70 8x80 8x90
исполнение 2 Масса* 1000 CTf 1ЛЬНЫХ Ге 3,2x25 1СК испол 4X32 нения 1, 4x36 КГ 5x40 6,3X50 6,3X60 8X70 8X80
по ГОСТ 5918—73 и ГОСТ 5932-73 1,099 1,633 3,226 6,861 15,45 22,55 43,18 81,44 142,5 291,2 488,2 800,5 1192
по ГОСТ 5919—73 и ГОСТ 5933-73 — 2,473 4,789 10,12 14,59 20,08 46,32 76,35 152,6 248,9 378,2 570,5
* Для гаек из алюминиевого сплава величины, указанные в таблице, следует умножить на коэффициент 0,356, для гаек из латуни — на коэффициент 1,08.
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ГОСТ предусматривает также нерекомендуемые размеры гаек.
Пример обозначения гайки исполнения 1, диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Я, класса прочности 5, без покрытия;
Гайка М12.5 ГОСТ SS18—73
ю же, исполнения 2 с мелким шагом резьбы с полем допуска 6Н, с покрытием 01 толщиной 9 мки
Гайка 2 М12 X l,2S.CH.6.0I9 ГОСТ S932—73
Резьба — по ГОСТ 9150—59, поля допусков 7Н или 6Н по ГОСТ 16093—70.
По ГОСТ 5932—73 и ГОСТ 5933—73 допускается по соглашению между изготовителем и потребителем изготовлять гайки с диаметром резьбы 36—48 и с шагом 2 мм.
Технические требования по ГОСТ 1759—70,
37. Гайки высокие и особо высокие повышенной точности
Гайки шестигранные высокие — ГОСТ 15524—70 и гайки шестигранные особо высокие — ГОСТ 5931—70
Размеры, мм
ГОСТ 15524—70
ГОСТ 5931—70
d = 8 4- 48
d = 3 4- 48
D1 = (0,90 4- 0,95) S
Резьба d 3 4 5 6 8 10 12 16 20 24 30 36 42 48
Шаг резь бы крупный 0,5 0,7 0,8 1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5
мелкий — — — 1,0 1,25 1,25 1,5 1,5 2 2 3 3 3
S Отклонение 5,5 -0,16 7 8 —0,20 10 13 -( 17 ,24 19 24 -0,28 30 36 -( 46 ,34 55 65 —0,4( 75
" D Н Отклонение 6 3,6 7,7 4,8 —0,30 8,8 6 11 7,5 — 14,4 9,0 ,36 18,9 12 — 21,1 15 ,43 26,8 19 33,6 24 -0,52 40,3 28 51,6 36 61,7 42 -0,62 73,0 50 84,3 58 -0,74
Я! Отклонение 12 15 —0,43 18 24 -( 30 ),52 38 — 45 ,62 54 63 —0,7^ 71
Смещение оси отверстия относительно граней 0,2 0,25 0,30 0,35 0,40 0,50
по ГОСТ 15524-70 по ГОСТ 5931-70
Масса * 1000 стальных гаек , кг
0,56 1,18 1,80 3,39 7,60 16,9 25,0 41,2 93,2 162 335 554 931 1451
— — — — 9,65 16,3 30,1 59,9 117 202 421 715 1179 1781
* Для гаек из алюминиевого сплава величины, указанные в таблице, следует умножить на коэффициент 0,356, из латуни — на коэффициент 1,08.
ГОСТ предусматривает также нерекомендуемые размеры гаек.
Пример обозначения гайки диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Н, класса прочности 5, без покрытия:
7 Гайка М12.5 ГОСТ 15524—70
То же, с полем допуска 6Н, класса прочности 6, из стали А12, без покрытия:
Гайка М12.вН.6АГОСТ 5931—70
то же, с мелким шагом резьбы с полем допуска СИ, класса прочности 12, из стали 40Х, с покрытием 01 толщиной 6 мкм:
Гайка М12 X 1,25.вН.12.40Х.01в ГОСТ 15524—70
Резьба по ГОСТ 9150—59, поля допусков 6Н или 7Н — ио ГОСТ 16093—70.
Допускается по соглашению между изготовителем и потребителем изготовлять!
гайки с полем допуска 4Я5И, 6G и 7G, а также гайки с диаметром резьбы 36—48 с шагом 2 мм
Технические требования — по ГОСТ 1759—79.
Предельные отклонения прорезных и корончатых шестигранных гаек, мм. Общее для гаек. Несимметричность прорези относительно оси резьбы; 0,2 для d до 6 вкл., 0,24 для d = 8-5-10; 0,28дляй == 12±20; 0,34 для d == 24-5-30: 0,4 для d = 36-5-48.
Ширина прорези Ь — по А 7.
Для гаек по ГОСТ 5918-73 п ГОСТ 5919—73
Несоосность оси отверстия относительно граней: 0,40 для d до 6 вкл.; 0,45 Для'd = 8-5-10 мм; 0,60 для d = 12-5-20; 0,70 для d = 24-5-30; 0,80 для d = 36ч-4-48.
S cS 30 — по В.; для S > 30 — по Вй; Н, Нь h, hi — по В», D2 — по Вя. Для гаек по ГОСТ 5932—73 п ГОСТ 5933—73
Несоосность оси отверстия относительно граней: 0,25 для d до 6 вкл.; 0 30 для d = 8-5-10; 0,35 для d = 12-5-20; 0,40 для d = 24-5-30; 0,5 для d = 36-5-48.
S — по Z?5; Н, fflt h, hi я D2 — по В7.
38. Ганки шестигранные с буртиком и ео сферическим торцом Размеры, мм
Гайки со сферическим торцом по ГОСТ 14727—69
Обозначение по ГОСТ Общие размеры Гайка по ГОСТ 8918—69 Гайка по ГОСТ 14727—69 •
8918—69 14727—69 d S (отклонение по Cs) н D Di h Масса, кг г Масса, кг
7003—0301 0302 0303 0304 0305 0336 0307 0303 озо-ч 0310 7003-ОЗМ 7003—0271 0273 0275 0277 0279 0231 0283 0285 0287 0289 7003—0290 М6 М8 мю М12 М16 М20 М24 мзо М36 М42 М48 10 14 17 19 24 30 36 46 55 65 75 9 12 15 18 24 30 36 45 54 63 72 11,5 16,2 19,6 21,9 27.7 34,6 41,6 53,1 63,5 75,0 86,3 14 18 22 2э 30 38 58 68 80 90 2 2 3 3 4 5 5 6 7 8 8 0,005 0,013 0,026 0.033 0,068 0,1.34 0,223 0.460 0317 1,304 1,948 7 9 И 14 18 26 32 33 45 52 9 12 15 18 22 27 40 50 58 67 0,004 0,011 0,021 0,031 0,060 0.120 0,206 0,419 0,715 1,170 1,800
ГОСТ 14727—09 предусматривает также исполнение 2.
Материал — сталь 40Х. Твердость HRC 33...38.
„ Разм?Рпв- нс ограниченных допусками: охватывающих—по Ай охватываемых — по В,; прочих ±1/2 (А, = в.)'
Отклонения от перпспиикупярпоет'и поверхностей А относительно оси резьбы — по VIII степени точности ГОСТ 10356—63.
Резьба — по ГОСТ 9150—59, поле допуска 7Н по ГОСТ 16093—70.
покрытие Хим. Оке ирм (обозначение — по ГОСТ 9.073—77). Допускается применение
других вяддЬ защитных покрытий. ' 1
Технические требования — по ГОСТ 1759—70.
Пример обозначения шестигранной гайки с буртиком размером d — Мб;
Пример обозначения шестигранной ром d = MG;
Гайка ,7003—0301 ГОСТ asia—oo
гам;;;; со сферическим торцом исполнения 1,
разме-
ГАЙКИ
39. Колпачковые гайки (по ГОСТ 11860—73)
Размеры, мм
Исполнение 2
Исполнение 1
*30'
RzW
RzZO с?
h/Z
геаиии*.
Л,-(0,301-0,35)3
‘‘'Размер P=D/Z для справок
Диаметр резьбы d 3 4 5 6 8 10 12 16 20 24
Шаг крупный 0,5 0,7 0,8 1 1,25 1,5 1,75 2 2,5 3
резьбы мелкий — —• — — 1 1,25 1,25 1,5 1,5 2
S (отклонение по Ь’с) 5,5 7 8 10 13 17 19 24 30 36
D, не менее 6,0 7,7 8,8 и 14,4 18,9 21,1 26,8 33,6 40,3
И (отклонение по В7) 7,5 9 10 12 15 18 22 28 34 38
h (отклонение по В О 2,4 3,2 4 5 6,5 8 10 13 16 19
D2 (отклонение по В7) 5 6 8 10 13 16 18 23 28 34
1 (отклонение по СМ.) 5 6 7 8 11 13 16 21 26 29
ч 2 3 3,8 4 6 7 9 13 16 19
m = di — — 1 ,5 2
Масса 1000 стальных га- 0,875 1,527 2,122 4,111 9,424 17,69 26,08 46,63 89,62 144,7
ек, кг
** Предельные отклонения по В7.
*2 Предельные отклонения по А6.
ГОСТ предусматривает и нерекомендуемые размеры.
Примеры обозначений гаек исполнения 1 с d = 12 мм, класса прочности 5, с крупным шагом резьбы с полем допуска 7Н, без покрытия:
Гайка М12.5 ГОСТ 11860—73
то же, исполнения 2, группы 23, из стали 20X13, с мелким шагом резьбы с полем допуска 6Н, с покрытием 08 толщиной 9 мкм:
Гайка 2 М12 X 1,25.6Н.23.20X13.089 ГОСТ 11860 — 73
Резьба — по ГОСТ 9150—59, поля допусков 7Н или ОН — по ГОСТ 16093—70.
Размеры уменьшенного недореза резьбы — по ГОСТ 10549—63.
Технические требования — по ГОСТ 1759—70.
558 КРЕПЕЖНЫЕ ИЗДЕЛИЯ
40. Самостопорящиеся шестигранные гайки с нейлоновым кольцом
Гайки не рекомендуется применять для работы при температуре свыше 90° С, а также в тех случаях, когда может произойти перерезание нейлонового кольца (наличие лысок* отверстий и т. щ на резьбовой части стержня).
Размеры, мм
Резьба d М5 Мб М8 М10х1,25 М12Х1,25 (М14х1,5) М16х1,5
R Tij — — — 1 0,6 ± 0,1
8 Отклонение 8 -С 10 22 13 17 0,27 19 22 —0,33 24
Отклонение 7,3 —ОД 8,7 12,0 13,6 16,1 0,2 18,0 19,5
D, не менее 8,8 11,0 14,4 18,9 21,5 24,5 26,8
di Отклонение 7,85 -С 9,90 ,20 12,53 16,04 0,24 18,70 20,60 —0,28 22,30
Отклонение 7,60 —( 9,00 ),20 11,90 14,85 0,24 17,30 19,20 —0,28 20,90
d3 Отклонение 7,00 8,30 +0,1 10,60 13,80 +0,12 16,10 18,10 | 19,85 +0,14
h Отклонение 2,0 | 3,1 —0,25 3,9 3,6 3,9 —0,30 4,1
2,9 3,1 4,9 4,8 5,4 6,0 5,9
d, Ъ 4,1 7,0 2 5,4 8,25 ,0 7,0 10,8 9,3 13,8 3,0 10,7 16,2 3,5 12,8 18,1 4 143 193 ,0
Материал кольца — капрон.
Механические свойства гаек, изготовленных из углеродистых сталей, классы прочности 5 и 8 — по ГОСТ 1759—70.
Покрытия и его толщина — по ГОСТ 9.073—77.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 6Н — по ГОСТ 16093—70.
Цикл полного завертывания состоит из нескольких оборотов и заканчивается, когда резьба болта выходит из гайки на 4 витка.
Остальные технические требования — по ГОСТ 1759—70 для гаек повышенной степени точности.
41. Круглые гайки с радиально расположенными отверстиями (по ГОСТ 8381—73) Размеры, мм
Чотв. if
СХЧв 2 фаски.
Рефление сетчатое
Резьба —по ГОСТ 9150—59, поля допусков 6Н или 7Н — по ГОСТ 16093-70.
Допускается изготовление гаек без накатки.
Поверхности отверстий под ключ стальных гаек должны иметь твердость HRC 36...42.
Стальные гайки должны быть подвергнуты объемной термической обработке до твердости HRC 26...32.
Допускается стальные гайки изготовлять без термической обработки.
Неперпендикулярность опорной поверхности гайки относительно оси резьбы — по X степени точности ГОСТ 10356-63.
Непараллельноеть опорных поверхностей гайки — по X степени точности ГОСТ 10356—63.
Остальные технические требования— по ГОСТ 1759—70.
* Размер D до накатки
« л . Шаг резьбы D Н dj h бие-OCTII ьно
2 о» S л Отклонение ф о R О эолее (Т) щ С5 м л £ Б л S й * ф
и Б О [S 2 ё к елкий по Вв по В? по А6 по А, ф № ф сп S к Э а S Е-i w И Ф © у 'асса Ю0 га
К ко к Е ф с ft ft К К] s
2 0,4 — 5,5 2,0 1,0 1,2 0,3 0,1 0,6 0,15 0,304
2,5 0,45 — 7,0 2,2 1,2 1,5 0,3 ОД 0,6 0,2 0,532
3 0,5 — 8,0 2,5 1,5 1,7 0,3 0,1 0,6 0,2 0,75
4 0,7 — 10 3,4 1,5 2,0 0,3 0,1 0,6 0,2 1,69
5. 0,8 — 12 4,2 2,0 2,3 0,5 0,2 0,8 0,2 2,96
6 1,0 — 16 5,0 3,0 3,5 0,5 0,2 0,8 0,2 6,16
8 1,25 1,о 20 5,0 3,0 4,5 0,8 0,4 1 0,25 9,67
19 1,5 1,25 25 6,0 3,5 4,5 0,8 0,4 1 0,25 18,64
12 1,75 1,25 28 6,0 3,5 5,0 0,8 0,4 1 0,25 23,01
16 2,0 1,5 32 7,0 4,0 6,0 1,2 0,6 1 0,25 32,33
20 2,5 1,5 36 8,0 4,0 6,0 1,2 0,6 1 0,25 44,72
* Масса приведена для
стальных
гаек с
крупным шагом.
Пример обозначения гайки с диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 7Н, класса прочности 5, без покрытия:
Гайка М12.5 ГОСТ 8381—13
то же, с мелким шагом резьбы с полем допуска 6Н, класса прочности 12, из стали 40Х о покрытием 02 толщиной 9 мкм:
42. Круглые гайки с отверстиями на торце под ключ (ГОСТ 6393—73) и шлицевые (ГОСТ 11871—73)
Размеры, мм
ГОСТ 6393—73
ГОСТ 11871—73
Общие размеры ГОСТ 6393—73 ГОСТ 11871—73
d Шаг резьбы D * (отклонение по ВБ) D* с, не более и h С1, не более Масса 1000 гаек, кг ь h Масса 1000 гаек, кг
Отклонение
Отклонение
по А, по А.
по Аъ по В, по А,
6 8 10 12 1 1 1,25 1,25 16 18 (22) 22 (24) 26 9,5 13(14) 15 (16) 18 0,6 3~ 3 3 -( 4) 8(6) 8 8 5 5 5 0,4 0,4 0,4 9,55 18.67 26,33 2 3,5 4 4 1,6 2,0 2,0 2,0 1,56 7,31 13,97 16,40
14 16 18 20 1,5 28 30 32 34 20 22 24 27 0,6 1,0 1,0 1 3 3,5 3,5 3,5 8 5 0,4 29,52 32,14 35,68 38.76 4 5 5 5 2,0 2,5 2,5 2,5 18,88 20,50 22,52 27.42
22 24 27 30 38 42 45 48 30 34 (33) 34 (36) 39 (38) 1 3,5 4 4 4.5 8 (10) 10 10 10 5 5 5 7 0,4 0,4 0,4 0,6 49,11 76 „62 83,99 90,89 5 2,5 45,74 56,31 62,35 69,52
33 36 52 55 42 48 (т5) 4.5 10 7 0,6 104,7 113,9 6 .3 75.87 83,49
560 КРЕПЕЖНЫЕ ИЗДЕЛИЯ
39 42 1 48 56 (52) 1 ч з 90,03 104,5
1,5 60 65 4,5 6 10 7 0,6 136,5 159.5 6
45 48 52 56 1,5 1,5 1,5 2 70 75 80 85 56 64 (60) 64 (65) 72 (70) 1 1 1 1,6 6 6 6 8 10 12 12 12 0,6 0,6 0.6 1 186,1 261Д 290,7 318,8 6 8 8 8 3 4 4 4 117,2 174,1 197,0 218,6
60 64 68 72 ео 95 100 105 72 (75) 80 80 (85) 90 8 8 8 9 12 12 15 15 8 8 8 И 1 349,7 386,4 530,7 533.5 8 8 10 10 4 4 5 5 245.4 276,8 409,9 414,5
76 80 85 90 2 110 115 120 125 90 (95) 100 105 110 1,6 9 15 15 15 18 И 579,4 626,7 660,3 836,7 10 10 10 12 5 5 5 6 454,0 495,2 522,6 688,6
95 100 105 110 180 135 140 150 110 (115) 120 125 130 9 9 18 18 и и 1 1 877,0 891,6 12 12 12 14 6 6 6 7 720,9 75о,1 786,9 1099
.115 120 125 Размеры, п = 4 для 155 135 160 140 165 | 145 указанные в скобках, <2 = 6-f- ЮО, п — 6 дл относятся к я d свыше гайкам по 100 мм. ГОСТ 1187 1—73. — 14 7 1145 1190 1235
ГАЙКИ
ГОСТ 11871—73 предусматривает также <2 = 4; 5 и <2 = 130 с- 200 мм.
Пример обозначения гайки с диаметром резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм с полем допуска 7Ы, класса прочности 6, без покрытия:
Гайка М16 X 1,5.6 ГОСТ 6393—73
то же, с диаметром резьбы <2 = 56 мм, с мелким шагом резьбы 2 мм с полем допуска 6Н, из стали 35Х, с покрытием 01 толщиной 9 мкм:
Гайка М56 X 2.6Н.35Х.019 ГОСТ 6393—73
Пример обозначения гайки нормальной точности с диаметром резьбы d = 16 мм, с мелким шагом резьбы 1,5 мм с полем допуска 7Н, класса прочности 6, с покрытием 05:
Гайка М16 X 1,5.6.05 ГОСТ 11871—73
то же, повышенной точности с диаметром резьбы d = 64 мм, с мелким шагом резьбы 2 мм с полем допуска 6Н, из стали марки 35Х, с покрытием 01 толщиной 9 мкм.
Гайка ПМ64 X 2.6Н.35Х.019 ГОСТ 11871—73
П р и м е ч а н и е. Гайки по ГОСТ 6393—73 и 11871—73 с диаметром резьбы до 48 мм следует обозначать по ГОСТ 1759—70. с диаметром резьбы свыше 48 мм — по ГОСТ 18126—72.
Общие технические требования для гаек по ГОСТ 6393—73 и ГОСТ 11871—73:
резьба — по ГОСТ 9150—59, поля допусков 7Н и 6Н — по ГОСТ 16093—70;
твердость поверхностей отверстий под ключ и поверхностей шлицев стальных гаек — HRC 36...42;
стальные гайки подвергают объемной термической обработке до твердости HRC 26...32. Допускается изготовление и без термической обработки.
Остальные технические требования для гаек с диаметром резьбы до 48 мм — по ГОСТ 1759—70, с диаметром резьбы свыше 48 мм________
по 1’ОСТ 18126—72.
По 1 ОСТ 6393—72: поля допусков: 6Н—для гаек повышенной точности, 7Н или 6Н —для гаек нормальной точности—по ГОСТ 16093—70- сл для гаек нормальной точности поле допуска 7Н следует предпочитать полю допуска 6Н, ’ с»
Л
43. Круглые гайки со шлицами на торце (по ГОСТ 10657—73)
Размеры, мм
№.. л
V м
'2ttamL
Резьба — по ГОСТ 9150—59, поля допусков 6Н или 7 Н — по ГОСТ 16093—70.
Неперпендикулярность опорной поверхности гайки относительно оси резьбы — не более 1°.
Остальные технические требования— по ГОСТ 1759—70.
Диаметр I резьбы d 1 Шаг резьбы D (отклонение по Вь) Н (отклонение по ВО Ь (отклоне-1 ние по А,) h (отклонение по В7) О Радиальное 1 биение по- г верхности А относительно оси резьбы • Несимметричность прорези относительно оси В Масса 1000 стальных гаек4 кр
крупный мел- i кий
3 0,5 6,0 2,5 1,2 1,6 0,2 0,15 0,15 0,414
4 0,7 — 8,0 3,6 1,4 2,2 0,4 0,2 0,3 1,040
5 0,8 — 10 4,0 2,0 2,5 0,4 0,2 0,3 1,830
6 1 — 11 5,0 2,8 2,7 0,6 0,2 0,4 2,530
8 1,25 1 14 6,5 3,0 3,5 0,6 0,2 0,4 5,260
10 1,5 1,25 18 8,0 3,5 4,5 0,6 0,2 0,4 11,03
12 1,75 1,25 22 10 4,0 6,0 0,8 0,25 0,5 21,06
16 2,0 1,5 27 12 4,0 8,0 0,8 0,25 0,5 36,27
20 2,5 1,5 32 14 5,0 9,0 1,0 0,25 0,6 56,32
ГОСТ предусматривает также d = 1 ч- 2,5 мм.
Пример обозначения гайки с диаметром резьбы d = 12 мм, с крупным шагом резьбы с полем допуска 1Н, класса прочности 5, с покрытием 01 толщиной 9 мкм:
Гайка М12.5.019 ГОСТ 10657—73
то же, с мелким шагом резьбы с полем допуска 6Н, из материала группы 32, из латуни марки Л63, с покрытием 03 толщиной 9 мкм:
Гайка М12 X 1,25.6Н.32.Л63,О39 ГОСТ 10657—73
44. Гайки с контрящим винтом (по ГОСТ 12460—67)
Размеры, мм
KW.
Смещение осей отверстий от номинального расположения — не более 0,1 мм.
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по А7, охватываемых — по В,, прочих ±'/г (А, = В7)
Резьба —по ГОСТ 9150—59, поле допуска TH—ио ГОСТ 16093—70.
Обозначение О « 5^ кло-по As) по -72 К
гайки * D (от: некие ч Й5 с1г (от некие а 'У ЕЦ g Винт ГОСТ 17475 Массг
7003—0133/001 16x1,5 36 24 13 22 0,05
-0134/001 18x1,5 38 24 3,5 4 14 22 0,06
-0135/001 20X1,5 40 27 10 М4 5 15 1,7 2,5 24 М4х8—011 0,07
—0136/001 22x1,5 42 30 16 25 0,07
—0137/001 24x1,5 45 34 4 5 17 28 0,08
—0138/001 27X1,5 48 34 19 30 0,09
—0139/001 30x1,5 52 38 20 32 0,12
-*-0140/001 33x1,5 55 42 4,5 22 34 0,13
—0141-/001 36x1,5 60 48 6 24 36 0,16
—0142/001 39X1,5 63 48 6 25 2,2 3 38 М5Х10—011 0,17
—0143/001 42x1,5 65 56 27 40 0,17
—0144/001 45x1,5 70 56 5,5 28 42 0,20
—0145/001 48x1,5 75 64 30 45 0,22
—0146/001 52X1,5 80 64 33 48 0,26
х —0147/001 56x2 85 72 6,5 35 50 0,38
—0148/001 60x2 90 72 8 38 55 0,42
-0149/001 —0150/001 64x2 68X2 95 100 80 80 16 7,5 Мб 7 40 42 2,5 4 58 60 М6Х14—ОН ’ 0,46 . 0,51
—0151/001 72x2 105 90 44 63 0,55
—0152/001 76x2 110 90 47 65 0,60
—0153/001 80x2 115 100 9 10 49 5 68 0,73
-0154/001 85x2 120 100 52 5 70 0.77
—0155/001 90x2 125 110 18 М8 9 54 3,5 6 72 М8Х16-011 0,81
—0156/001 95x2 130 110 56 6 75 034
7003—0157/001 100X2 135 120 59 6 78 0,88
Материал — сталь 45. Твердость НВС 30...35. Покрытие— Хим, Оке прм (по ГОСТ 9.073—77). Остальные технические требования — по ГОСТ 1759—70.
* Обозначение гайки в сборе с винтом, как и обозначение гайки, но без дробного числа 001, например: обозначение гайки <1x18x1,5 с контрящим винтом;
Гайка 7003—0134 ГОСТ 12460—67
обозначение гайки d=18xl,5:
Гайка 7003—0134/001 ГОСТ 12460—67
45. Гайки-барашки (по ГОСТ 3032—76) Размеры, мм
Размеры гаек, заключенные в скобку применять не рекомендуется.
* Размер для справок
Номинальный з 4 диаметр резьбы
12 (14) 16 (18) 20
Шаг резьбы Р: крупный 0,5 0,7
мелкий — —
1,25
1,0
1,5 1,75
1 25
2 2 2,5 2,5
1,5
h (отклонение
по СМ8)
Л1 b
Ь, т
Масса 1000 стальных гаек*
7
6
20
8
3
5
1,2
1,5
3,0
1,52
8
7
24
10
4
6
1,5
2,0
4,0
2,74
45
38 100
48
20
28
9,0 И 15,0
311
* С крупным шагом.
Пример обозначения гайки-барашка диаметром резьбы <1 = 10 мм, с крупным шагом резьбы, из стали марки 35, без покрытия:
Гайка М10.35 ГОСТ 3032—76
то же, с мелким шагом резьбы, из латуни Л63, с покрытием 03 толщиной 6 мкм:
Гайка М10 X 1.23.Л63.036 ГОСТ 3032—76
Технические требования. Резьба — по ГОСТ 9150—59; поле допуска 6П—по ГОСТ 16093-^70. По требованию потребителя резьба должна быть изготовлена с полем допуска 5Н6Н. С согласия потребителя допускается поле допуска TH.
Неперпеидикулярность опорной поверхности гайки относительно оси резьбы — не более
Предельные отклонения размеров, получаемых штамповкой, — по II классу точности ГОСТ 7э05—74, литьем — по II классу точности ГОСТ 2009—55.
Несооспооть оси резьбового отверстия относительно оси конуса — 0,8 мм.
Гайки-барашки должны изготовляться из материалов по ГОСТ 1759—70, стали марок 25Л, 35Л, 45Л — по ГОСТ 977—75 и ковкого чугуна.
Остальные технические требования — по ГОСТ 1759—70.
ШАЙБЫ
46. Технические требования на шайбы (по ГОСТ 18123—72)
Станцапт распространяется на круглые шайбы (ГОСТ 11371—68, 6958—68, 10450—68, 9649—66), косые (ГОСТ 10906—66) и стопорные (ГОСТ 11872—73, ГОСТ 13463—77—13466—77).!
Материалы и их обозначения и обозначения покрытий.
Материалы Покрытия
Вид Условное обозначение вида Марка ГОСТ Условное обозначение марки (группы) Наименование
Углеродистые стала 0 08, 08кп, 10, Юкп 1050—74 01 Без покрытия Цинковое с хроматированием Кадмиевое с хроматированием Многослойное—медь— никель—хром Окисное Фосфатное с промасливанием Цинковое
СтЗ, СтЗки 380—71 02
15 20 35 45 1050-74 03 04 05 06
Легированные стали 1 4ЭХ, ЗОХГСА 4543—71 и
Коррозпоняо-стойкие стали 2 12Х18Н0Т 12Х18Ш0Т 5632—72 21 Без покрытия Медное Окисно-фосфатное
20X13 22
Латуни 3 Л63 ЛС59-1 15527—70 32 Без покрытия Никелевое Многослойное никель — хром Оловянное Окисно-фосфатное Серебряное
Л63 антимагнитная 33
Бронза БрАМц9-2 18175-72 34 Без покрытия Никелевое Окисно-фосфатное Серебряное
Медь М3 859—66 38
Алюминиевые сплавы АМг5 4784—74 31 Без покрытия Окисное анодизационное с хроматированием
Д1 Д16 35
АД! 37
Отклонение геометрической формы:
неплоскостноеть шайб — не более 10% толщины шайб;
неперпендикулярность боновых поверхностей к опорным:
круглых шайб толщиной свыше 3 мм —• нс более 6° — исполнение 1,3° — исполнение 2;
для косых шайб — не более 5°.
Круглые шайбы исполнения 2 допускается изготовлять без фаски или со скруглением кромок радиусом, равным с.
Но заказу потребителей шайбы могут изготовляться термически обработанными.
Шайбы по ГОСТ 11371—68, 6958—68, 10450—68 исполнения 2 допускается изготовлять без фаски или со скруглением кромок радиусом, равным с.
Рекомевдуемые условные обозначения шайб. Шайбы круглые, косые, стопор^ выо следует обозначать но схеме 3.
Схема 3
Шайба 2.12.01.059 ГОСТ 18123—72
Шайба 2 12 01 05 9 ГОСТ
Номер стандарта на размеры
Толщина покрытия
Условное обозначение покрытия
Условное обозначение группы материала
Диаметр стержня
Псполневпе
Наименова-
вис детали
Схема 4
Шайба 2.12.08X18U12T.T и 9 ГОСТ 18123—72
Шайба 2 12 08Х18Н12Т Ти 9 ГОСТ
Наименова-
ние детали
Схема 4
Обозначение по ГОСТ 9.073 — ТЯ
Шайбы, материал и покрытие которых не предусмотрены Настоящим стандартом, следует обозначать по схеме 4.
Исполнение 1, толщину косых шайб, вид покрытий 00 (без покрытия) в обозначении не указывают.
Толщина шайб по ГОСТ 10450—68 и ГОСТ 6958—68 вводится в обозначение только в случаях применения шайб толщиной, не указанной в таблице па размеры. Пример:
Шайба 2.12X4.01.059 ГОСТ 18123-72.
47. Увеличение шайбы (ГОСТ 6958-68), шайбы (ГОСТ 11371-68), уменьшенные шайбы “(ГОСТ 10450—68) -/
Het НгЯр - Л я пение! Zl\f -•’£ toy Rz h 80 \/ ст \v9 пненив Z схщ>‘ В технически обоснованных случаях допускается при- •*— меление шайб с наружными диаметрами: по ГОСТ 6958— —63 _ 14; 22; 28; 34; 38; 45; 50 и 52 мм вместо 16; 24; 30; 36; 42; 48; 55 и 60 мм, по ГОСТ 10450—68 — 16; 27; Г 32; 36; 38; 42; 48 и 70 вместо 5,5; 28; 34; 37; 39; 44; 50 и 72 мм, по ГОСТ 11371—68 при изготовлении шайб из *4 проволоки, прутков или труб — 12; 17; 36; 40; 45 и 67 мм х- вместо 12,5; 17,5; 37; 39; 44 и 66 мм. Технические требования — по ГОСТ 18123—72,
Диаметр стержня крепежной детали Шайбы увеличенные Шайбы Шайбы уменьшенные
Q из О Масса 1000 стальных шайб, кг Q из О Масса 1090 стальных шайб, кг Q из и Масса 1000 стальных шайб, кг
2 2,5 3 4 5 6 8 10 12 14 16 18 20 22 24 27 30 36 42 48 2,2 2,7 3,2 4,3 5,3 6.4 8)4 10,5 13 15 17 19 21 23 25 28 . 31 37 43 50 6 • 8 10 12 16 18 2'Г" 30 36 42 48 55 80 65 70 80 90 100 120 140 1 1 1 1,2 1,6 1,6 2 3 '3 3 4 4 5 5 6 6 6 8 8 8 0,3 0,3 0,3 0,3 0,4 0,4 0,5 0.8 0,8 0,8 1,0 1,0 1,2 1,2 1,6 1,6 1,6 2,0 2,0 2,0 0,192 0,350 0,533 0,928 2,25 2,79 6,23 14,6 20,8 28,5 49,6 65,7 97,4 114 158 208 264 426 619 843 5 6,5 7 9 10 12,5 17 21 24 28 30 34 37 39 44 50 56 66 78 92 0,3 0,5 0,5 0,8 1,0 1,6 1,6 2,0 > 2,5 2,5 2,5 3,0 3,0 3,0 4,0 4,0 4,0 5,0 7,0 8,0 0,3 0,4 0,4 0,5 0,6 0,8 0,8 0,8 1,0 1,0 1,0 1,2 1,2 1,6 1,6 2.0 0,078 0,108 0,119 0,308 0,443 0,853 2,32 4,08 6,27 10,3 11,3 13,7 22,9 24,5 32,3 52,9 67,1 110 157 276 4,5 5 6 8 10 12 15,5 18 21 24 28 30 34 37 39 44 50 60 72 84 0,3 0,5 0,5 0,8 0,8 1,0 1,6 1,6 2,0 2,0 2,0 2,5 2.5 2> 2,5 2,5 3,0 3,0 4,0 6,0 0,3 0,4 0,4 05 0,5 0,5 0,6 0,6 0,6 0,6 0,6 0,8 0,8 1,0 1,6 9,029 0,055 0,079 0,225 0.360 о;ез8 1,67 2,13 3,36 4,33 6,10 8,30 11,0 12,9 13,8 17,8 28,5 41,3 82,2 168 1
ГОСТы предусматривают диаметры стержней крепежных деталей менее 2 мм.
Примеры обозначений:
увеличенной шайбы исполнения 1, диаметром 12 мм, установленной толщины, из материала
группы 01, с покрытием 05:
Шайба 12.01.05 ГОСТ 6958—68
то же, исполнения 2, допускаемой толщины 4,0 мм, из материала группы 04, о покрытием 01 толщиной 6 мкм:
Шайба 2.12 X 4.04.016 ГОСТ 6958—68
уменьшенной шайбы исполнения 1, диаметром 12 мм, установленной толщины, из материала
группы 01, с покрытием 05:
Шайба 12.01.05 ГОСТ 10450—68
шайбы исполнения 2, допускаемой толщины 4 мм, из матери: та группы 04, с покрытием 01 толщиной 6 мкм:
Шайба 2.12 X 4.04.016 ГОСТ 11371—63
568 КРЕПЕЖНЫЕ ИЗДЕЛИЯ
48. Шайбы для осей с буртиком (по ГОСТ 9649—66)
Шайбы применяют в шарнирных соединениях механизмов общего назначения.
Размеры, мм
ftzbOj 0X45°
Допускается изготовление шайб из прутка без обработки по диаметру D. Допускается взамен фаски скругление кромки шайб радиусом, равным с. В соединениях с износоустойчивыми втулками размер может быть соответственно увеличен. Технические требования — по ГОСТ 18123—72.
I
1 о
d D 8 с Смещение отверстия d относительно наружной поверхности В Масс# 1000 стальных шайб исполнения 1, кг
Номинал Отклонение исполнения Номинал Отклонение исполнения Номинал О ткло-неиие исполнения 2
1 2 1 2
3 +0,40 +0,12 8 -0,9 —0,36 1,0 -0,25 0,6 0,4 0,340
4 5 6 +0,48 +0,16 10 И 12 -0,9 —1,1 -1,1 —0,36 —0.43 -0,43 1,0 1,0 1,4 0,519 0,592 0,999
8 10 +0,58 +0,20 14 16 -1,1 -0,43 1,4 1,о 0.4 0,5 1,219 1,441
12 16 +0,70 +0,24 18 22 —1,1 —1,3 -0,43 —0,52 2,0 1,6 0,5 0,6 2,200 2,812 -
20 24 25 28 30 +0,84 +0,28 30 34 36 40 42 —1,3 -1,6 —1,6 —1,6 —1,6 —0.52 —0162 -0,62 —0,62 -0,62 3,0 3,0 4,0 4,0 4,0 —0.25 -025 —0.30 —0.30 —0,30 2,0 0.6 0.7 6,7 0.7 0,7 9,249 11,10 16,55 20,12 21,31
32 36 40 45 50 +1,0 +0,34 45 50 55 60 70 -1,6 -1,6 -1,9 -1,9 -1,9 —0,62 —0,62 -0,74 —0,74 —0,74 4,0 5,0 5,0 5,0 6,0 -0,30 2,5 0,7 0,8 0.8 0.8 0,8 24,69 36.11 43;92 48,55 88,78
55 60 +1,2 +0,40 75 80 -1,9 -1,9 —0,74 6,0 —0,30 3,0 0,8 96,18 103,6
ГОСТ предусматривает также d до 100 мм.
Пример обозначения шайбы исполнения 1, диаметром d — 20 мм, из материала группы 61 с покрытием 05:
Шайба 1.20.01.05 ГОСТ 0640—66
то же, исполнения 2:
Шайба 2.20.01.05 ГОСТ 0640—66
49. Концевые шайбы (по ГОСТ 14734—69) Размеры, мм
Шайбы
Исполнение 1 Исполнение 2 cxf5
Рекомендуемые концы валов и крепление шайб
Пример применения
Исполнение 2
Исполнение 1
Обозначение шайб Исполнение D Н А+0,2 d di d2 С Масса, кг По й, (отклонение по А2а> 1 h Исполнение 1 Исполнение 2 Штифт по ГОСТ 3128—70
Винт по ГОСТ 17745-72 Болт по ГОСТ 7798—70
7019—0621 1 28 4 7,5 5,5 10,3 3,5 0,6 0,018 20—24 М5 3 16 10 м?х 12—055 — ЗПр22аХ10
0622 0623 1 2 22 5 9,0 6,6 12,3 4,5 1,0 0,029 0,030 24—28 Мб 4 18 12 Мбх 16-055 М6Х16—055 4Пр22аХ12
0624 0625 1 2 36 10,0 12,3 0.037 0,038 28—32
0626 0627 1 2 40 12,3 0,046 0,047 32—36
0628 0629 1 2 45 12,0 12,3 0,059 0,060 36—40
ШАЙБЫ 56»
Продолжение табл. 49 е;
Обозначение шайб Исполнение D н А ±0,2 d Й! С Масса, кг Do d. (отклонение по ^2а) 1 h Исполнение 1 Винт по ГОСТ 17745-72 Исполнение 2 Болт по ГОСТ 7798-70 Штифт по ГОСТ 3128—70
0630 0631 1 2 50 5 16,0 ' 6,6 12,3 4,5 1,0 0,074 0,075 40—45 Мб 4 18 12 Мбх 16—055 М6Х16—055 4np22aX12
0632 0633 1 2 56 12,3 0,094 0,095 45—50
0634 0635 1 2 63 6 20 9 16,5 5,5 1,6 0,141 0,143 50-55 М8 5 22 16 М8Х 20—055 М8Х20—055 5Пр22дХ16
0636 0637 1 2 67 16,5 0,160 0,162 55—60
0638 0639 1 2 71 25 16,5 0,180 0,182 60—65
0640 0641 1 2 75 16,5 0.202 0,204 65—70
0642 0643 1 2 85 16,5 0,261 0,263 70-75
0644 7019—0645 1 2 90 16,5 0,294 0,296 75—80
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Материал — сталь 45.
Отклонения размеров, не ограниченных допусками: охватывающих — по А7; охватываемых — по В,; прочих ±1/2 (А, = В,), Покрытие — Хим. Оке. при (по ГОСТ 9.073—77). Допускается применение других видов защитных покрытий,
Пример обозначения концевой шайбы исполнения 1, D = 28 мм:
Шайба 101»—0621 ГОСТ 14134—6Э
50. Концевые шайбы с двумя болтами для торцового крепления деталей Размеры, мм
WWWW///
f \'\.-'Мх5Й "* 1 Способ стопорения болтов, указанный на
TTJ^ - // 3i ,, Резьба — по ГОСТ 9150—59, поле допуска 34 L 8g —по ГОСТ 16093—73.
cd
Т"
а D h di е не более Болт
От 35 до 40 Св. 40 » 45 » 45 » 50 50 55 60 6 9 20 20 25 4 М8х20
Св. 50 до 60 » СО » 70 » 70 » 80 » 80 » 90 70 80 90 110 8 8 10 10 14 30 36 40 45 5 М12Х30
Св. 90 до 100 » 100 » 110 » ПО » 120 » 120 » 130 120 125 140 150 12 18 50 55 60 65 М16Х36
Материал — сталь 45.
51. Торцовое крепление дисками на валах
Применяется для крепления на вадах деталей привода (шестерен, звездочек, шкивов и др.) с помощью торцовых дисков и плоской шайбы.
Размеры, мм
Для вала диаметром 20—55 мм
Диа-метр вала D S dl 1 с в L Si 11 А Я = 8а ь h hi Масса, кг
диска шайбы
20 30 4 7 3 7 1 14 15 10 6,5 9 1 2,5 3 25 0,002 0,002
25 36 4 9 4 9 1 18 19 11 8.5 11 1 3,5 3 30 0,034 0,003
30 40 4 11 5 11 1 23 24 12 10,5 14 1 4,5 3 36 0,045 0,004
36 45 4 11 5 11 1 23 24 12 10,5 14 1 4,5 3 36 0.065 0.004
40 50 6 13 5 15 1,6 25 30 13 14.5 17 1 4,5 5 44 0,087 0.008
45 55 6 13 5 15 1,6 25 30 13 14.5 17 1 4,5 5 44 0,10 0,008
50 60 6 13 5 15 1,6 25 30 13 14,5 17 1 4,5 5 44 0,13 0,008
55 65 6 17 6 20 1,6 30 40 14 19,5 21 1,2 5,5 8 55 0,14 0,012
Для вала диаметром 60—100 мм
Диск Шайба Пример применения
Диаметр вала D 8 dt L В 1 ll Масс диска а, кг шайбы
60 65 70 70 75 80 5 и 60 20 14 32 0.14 0,17 0,18 0,013 0,013 0,0t3
75 80' 85 85 90 100 5 8 13 85 24 17 50 0,21 0,24 0,48 0,019 0,019 0,019
' 90 95 100 105 110 115 8 0,53 0.59 0,64 0,0t9 0,019 0,0t9
Материал — сталь СтЗкп.
52. Упорные быстросъемные шайбы и канавки для них (по ГОСТ 11648—75) Размеры, мм
Шайба
Рекомендуемые канавки
d (отклонение по Hl2) —-О К 3 S В (отклонение по Н14) ь Номинал 1 г Г! Диаметр вала dQ di (отклонение по ЛИ) bi ь2
Номинал 1 Отклонение 1 Отклоне- пие Номинал Отклонение Номинал Отклонение 1
1.6 4 0,4 к 0,04 1,8 1,3 1,3 -г 0,06 0.4 От 2 до 2,5 1,6 0,5 0,06 0,4 0,14
2,0 6 0.4 -еО.04 2,4 1,7 2.1 -к 0,06 0,4 Св. 2,5 » 4 2,0 0,э 0,06 0,8 0,14
( 3,0 9 0,6 л-0,05 3,6 2,6 3,3 + 0,08 0,6 » 4 » 6 3,0 0,/ 0,07 1,2 0,25
1 5.0 р 0.8 л-0.05 5.5 4.4 4.4 ±0,08 0,6 » 6 » 8 5,0 0,9 0,07 1,2 0,25
ШАЙБЫ 573
Продолжение табл. 52
d (отклонение по Н12) D (отклонение по М2) S В (отклонение по Н*4) ь Г Г! Диаметр вала d0 dt (отклонение по ЛИ) ь,
W S S И , Отклонение Номинал Отклонение Номинал Q И о R Н g о и Номинал I Отклоне-, ние
7,1 15 1,0 ±0,07 8,0 6,2 5,6 ±0,08 0,6 Св. 8 до 10 7,0 1,1 0,12 1,2 0,25
9,0 18 1,2 ±0,08 10,0 8,0 6,8 ±0,10 0,6 » 10 » 12,5 9,0 1,4 0,12 2,0 0,25
12,0 24 1,2 ±0,08 13,0 10,8 9,5 ±0,10 0,6 » 12,5 » 16 12,0 1,4 0,12 2,5 0,25
15,0 30 1,6 ±0,11 16,0 13,5 12,0 ±0,12 0,6 » 16 » 20 15,0 1,8 0,12 3,5 0,30
Пример обозначения шайбы внутренним диаметром d = 5 мм из бронзы БрКМцЗ-1, с покрытием 07 толщиной 6 мкм:
, Шайба в.БрКМцЗ = 1.07.8 ГОСТ 11848—75
Технические требования. Шайбы изготовляют из углеродистой качественной конструкционной стали марки 65Г плп из безоловянной бронзы марки БрКМцЗ-1 по ГОСТ 18175—72.
Шайбы следует изготовлять с покрытием.
Выбор покрытия — по ГОСТ 14623—69. Толщину покрытии назначать в соответствии с ГОСТ 9.073—77 по соглашению изготовителя с потребителем.
Неплоскостноеть шайб — не более 0,1 мм.
Несоосность осп наружного диаметра относительно оси внутреннего диаметра для d s£ 5 мм — не более 0,04 мм, для d > 5 мм — не более 0,05 мм.
Несимметричность паза А относительно осп внутреннего диаметра для <Z 7 мм — не более 0,05 мм; для d > 7 мм — не более 0,1 мм; несимметричность выступа Б — не более 1°.
Стальные шайбы должны иметь твердость HV 390...502, бронзовые—ие менее HV 186.
Допускаемые осевые нагрузки на шайбы приведены в табл. 53.
53. Допускаемые осевые нагрузки на упорные шайбы
d (отклонение по Н12), мм Допускаемая осевая нагрузка на шайбу, кгс, не более d (отклонение по Н12), мм Допускаемая осевая нагрузка на шайбу, иге, не более
для dc mim для dc max для domin для d о шах
стальную бронзовую 1 стальную бронзовую стальную | бронзовую стальную бронзовую
1,6 7 5 10 8 7,1 60 50 140 100
2,0 10 6 35 25 9,0 80 60 240 180
3,0 30 20 70 60 12,0 100 80 280 220
5,0 45 35 110 90 15,0 120 100 440 350
Пример обозначения шайбы о d = 5 мм из бронзы БрКМцз-1 с покрытием 07 толщиной 6 мкм;
Шайба 5БрКМцЗ-1.07.6 ГОСТ 11648—75
54. Шайбы сферические и конические Размеры, мм
Шайба сферическая по ГОСТ 13438-68
W., ,
Шайба коническая по ГОСТ 13439—68
Справочная высота шайб
Ш/Г' 1
МО
Примеры применения сферических и конических шайб
Обозначение шайб Общие размеры Сферическая шайба Коническая шайба
сферических конических Диаметр под стержень D Н d ь bi г Масса, кг D/ di bi ’ Масса, кг
7019-0391 7019-0411 6 12 4 6,4 2,4 1 9 0,001 11 7 2,8 0,002
0392 0412 8 17 5 8,4 3,5 1 12 0,003 16 10 3,5 0,004
0393 0413 10 21 6 10,5 4,0 1 15 0,005 20 12 4,2 0,007
0394 0414 12 24 7,2 12,5 4,5 1,2 18 0,008 22 15 5,0 0,010
0395 0415 16 30 8,5 16,5 5,3 1,2 22 0,012 28 19 6,2 0,019
0396 0416 20 36 10,5 21 6,3 1,6 27 0,021 33 24 7,5 0,026
0397 0417 24 44 13,5 25 8 2 32 0,042 41 28 9,5 0,056
0398 0418 30 56 17 31 10 2,5 40 0,082 52 35 12 0,126
0399 0419 36 68 22 37 14 4 50 0,166 64 42 15 0,222
4000 0420 42 78 26,5 43 16 5,5 58 0,250 74 48 18 0,365
7019-0401 7019—0421 48 92 35 50 21 8 67 0,525 85 56 22 0,641
Материал— сталь 45. Твердость HRC 40...45.
Отклонения размеров, не ограниченных допусками: охватывающих — по А,; охватываемых — по В,, прочих ±1/2 (А, = В7).
П<Й1рытие — Хпм. Оке прм (обозначение покрытия — по ГОСТ 9.073—77). Допускается применение других защитных покрытий.
Пример обозначения сферической шайбы под стержень диаметром 6 мм;
Шайба 7019—0391 ГОСТ 13438—68
то же, конической шайбы;
Шайба 7019—0411 ГОСТ 13439—68
ШАЙБЫ
55. Пружинные шайбы (по ГОСТ 6402—70)
Линейные размеры, мм
Н-23-15%
Пружинные шайбы изготовляют из стали 65Г, термостойкие пружинные шайбы — из стали 30X13 (по ГОСТ 5632—72) или других сталей с физико-механическими показателями не ниже физико-механических показателей сталей ’V указанных марок. В технически обоснованных случаях допу-К скается изготовление из бронзы БрКМцЗ-1 (по ГОСТ 5222—72) или других цветных металлов.
S’ Твердость стальных шайб HRC 40...50, бронзовых не ме-нее HRB 90.
/ Масса в таблице приведена для шайб из сталп 65Г.
Проволока стальная для пружинных шайб — ГОСТ 11850—72.
Диаметр болта4 винта4 шпильки d Шайбы Расчетная упругая сила шайб из стали 65Г, кге
Легкие (Л) Нормальные (Н) Тяжелые (Т) Особо тяжелые (ОТ) Л н Т от
Я ь Масса 1000 штч кг гО II Масса 1000 шт., кг гО II Масса 1000 шт., кг 11 Масса 1000 шт., кг
2 2,1 — 0,5 0,016 0,6 0,024 1,6 3,5
2,5 2,6 — — — 0,6 0,028 0,8 0,039 — — — 2,1 7,2 —
3 3,1 0,6 1,0 0,061 0,8 0,062 1,0 0,101 — — 0,9 4,7 12,3 —
4 4Д 1,0 1,4 0,190 1,2 0,189 1,4 0,267 — — 5,1 13,9 26,9 —
5 5,1 1,2 1,6 0,318 1,4 0,315 1,6 0,424 — — 6,9 16,1 28,7 —
6 6,1 1,4 2,0 0,560 1,6 0,487 2,0 0,801 — — 8,3 18,8 49,2 —
8 8,1 1,6 2,5 1,046 2,0 0,998 2,5 1,638 — — 7,1 25,2 66,4 —
10 10,1 2,0 3,0 1,940 2,5 1,945 3,0 2,914 3,5 4,422 11,5 39,3 87,0 168
12 12,1 2,5 3,5 3,369 3,0 3,357 3,5 4,723 4,0 6,369 20,9 56,6 111 197
14 14,2 3,0 4,0 5,391 3,5 5,355 4,0 7,196 4,5 9,361 33,3 77,1 138 229
16 16,3 3,2 4,5 7,392 4,0 8,022 4,5 10,41 5,0 13,16 31,0 101 168 265
18 18,3 3,5 5,0 10,06 4,5 11,40 5,0 17,39 5,5 17,80 34,3 128 202 305
20 20,5 4,0 5,5 14,12 5,0 15,75 5,5 19,43 6,0 23,58 49,3 157 238 348
22 22,5 4,5 6,0 18,99 5,5 20,92 6,0 25,35 7,0 35,73 67,2 190 279 542
24 24,5 5,0 7,0 27,21 6,0 27,12 7,0 38,14 8,0 51,43 83,5 227 444 787
27 27,5 5,5 8,0 38,55 7,0 41,76 8,0 56,15 9,0 73,10 93,0 336 601 996
30 30,5 6,0 9,0 52,64 8,0 60,87 9,0 79,07 10 100,1 103 470 783 1229
36 36,5 — — — 9 91,03 10 114,9 12 172,7 510 808 1770
42 42,5 — — —• 10 129,7 12 193,9 560 1243 —
43 48,5 — — — 12 215,2 . — — — — — 906 —
Примеры обозначений шайбы для болта, винта, шпильки диаметром резьбы 12 мм;
легкой из бронзы БрКМц 3-1 без покрытия:
Шайба 1231 БрКМц 3-1 ГОСТ 6402—70
нормальной из стали 65Г с кадмиевым покрытием толщиной 9 мкм;
Шайба 12 65Г 02 9 ГОСТ 6402—70
тяжелой из стали 30X13 с пассивным покрытием:
Шайба 12Т30Х13 11 ГОСТ 6402—70
особо тяжелой из стали 65Г, покрытие никелевое толщиной 3 мкм с подслоем меди толщиной 12 мкм:
Шайба 120Т 65Г 03 М12 III ГОСТ 6402—70
58. Стопорные многолапчатые шайбы (по ГОСТ 11872—73)
Стопорные многолапчатые шайбы предназначены для стопорения круглых шлицевых гаек.
Размеры, мм
~НЧ— Г)=з -е—• А
Диаметр резьб d (отклонение по А5) D | D, b I h 1; (отклонение по А7) г, не более £ Масса 1000 шайб, кг
отклонение по
5 6 8 10 5,2 6,2 8,5 10,5 16 18 24 26 8,0 9,5 14 16 1,5 1,8 3,0 3.5 2,0 2,5 2,5 3 3,2 4,2 5.5 7,0 0,2 0,8 0,8 1,0 1,0 0,433 0,573 1,560 1,850
12 14 16 18 12,5 14,5 16,5 18,5 28 30 32 34 18 20 22 24 3,8 3,8 4,8 4,8 3 3 3 4 9,0 И 13 15 0,2 0,2 0.5 0,5 1,0 2,070 2,200 2,612 2,786
20 22 24 27 20,5 22,5 24,5 27,5 37 40 44 47 27 30 33 36 4,8 4,8 4,8 43 4 4 4 5 17 19 21 24 0,5 3,247 3,770 4,770 . 4,822
30 33 36 39 30.5 33,5 36,5 39,5 50 54 58 62 39 42 45 48 4,8 5,8 5,8 5,8 5 27 30 33 36 1,0 1,6 1,6 1,6 5.136 9.598 10,32 11.04
42 45 48 52 42,5 45,5 48,5 52.5 67 72 77 82 52 56 60 65 5,8 5,3 73 7,8 5 5 5 6 39 42 45 49 0.5 0,5 0,8 0,8 1,6 12,78 14,65 18.17 20,45
56 60 64 68 57 61 65 69 87 92 97 10*2 70 75 80 85 7,8 73 7,8 9,5 6 53 57 61 65 0,8 22,29 24,79 27,46 31,74
72 76 80 85 73 77 81 86 107 112 117 122 90 95 100 105 9,5 7 69 73 76 81 34,77 37,97 41,47 43,35
«0 S5 100 105 91 96 101 106 1?7 132 137 142 110 115 120 И,5 86 91 96 101 1,0 2,0 58,52 60,86 63,20 65.54
110 115 120 125 111 116 121 126 152 157 162 167 130 135 МО 145 13,5 106 111 116 121 73,06 75,40 78.70 80.08
ГОСТ предусматривает такя;е диаметр резьбы 4, 130—200 мм.
Пример обозначения стопорной многолапчатой шайбы для круглой шлицевой гайки с диаметром резьбы 64 мм, из материала группы 01, с покрытием 05:
Шайба 64.01.05 ГОСТ 11872—73
то же, пз материала группы 02, с покрытием 02 толщиной 9 мкм:
Шайба 64,02.029 ГОСТ 11872—73
57. Шайбы стопорные
19 Анурьев В.
Стопорные шайбы с ланкой и носком предназначены для устранения самоотвинчиванвя шестигранных гаек и болтов с шестигранной головкой
Размеры, мм
ШАЙБЫ
Общие размеры Шайба с лапкой по ГОСТ 13463-77 Шайба с носком по ГОСТ 13465—77 Гнездо для носка
3 1© л ч и D П ОТКЛ. 1 откл. , И и i L Х-2 ОТКЛ. I S ч эткл. ч и
& о о « Пред. «5? 5 у *1 Д*2 о {Ц ев Пред. О сЛ «_ Рн - io' tc*4
3 ей ОТКЛ. по С-е? о ОТКЛ ПО о Bit;
S и I ( по Л 14 « о Й 02 Й Ч в св г й § V3 Ч в Эк ОН ) V . « О и о < Й
3 3,2 5,5 It 5 0,25 3 12 0,189 7,5 4,5 2,4 0,124 4,3 3
4 4,3 7 5 6 0,5 0,5 0,5 0,3 4 14 0,283 0,387 8,5 5,5 2,4 0,166 5,3 3 5
5 5,3 8 6 7,5 0,3 5 16 10 7 3,4 1 0,232 6,8 4
6 6,4 10 7,5 9 0,8 0,5 0,5 6 18 0,875 1,574 11,5 7,5 3,4 0,524 7,3 4
8 8,4 14 9 и 1,0 0,5 1 0,3 8 20 12,5 8,5 3,4 1,061 8,1 4 6
10 10,5 17 10 13 1,0 1,2 1 10 22 2,338 14 10 4,4 1,468 9,6 5
12 13 19 12 15 12 28 3,185 16 12 4,4 1,667 11,5 5 6
(14) 15 22 12 17 1,0 1,2 2 12 28 3,480 18 12 4,4 2,051 11,5 5 6
16 17 24 15 20 15 32 4,595 20 15 5,4 1,6 2,579 14,5 6 8
(18) 19 27 18 22 1,2 2 18 36 6,048 24 18 6 3,363 17,5 7
20 21 30 18 24 1,0 1,2 2 0,4 18 36 6,432 24 18 6 3,888 17,5 7 8
(22) 23 32 20 25 1,6 3 20 42 7,839 26 20 7 4,307 19,5 8
24 25 36 20 28 1,0 3 20 42 6.688 26 20 7 1,6 5,359 19,5 8 8 1
(27) 28 41 24 30 1,6 1,6 24 4'8 18,57 28 22 8 2 11,03 21,2 9 8 i
30 31 46 26 32 1,6 26 52 28,33 32 25 И 2 13,76 24,2 9 10 >
36 37 55 30 38 30 60 30,55 38 30 И 19,76 29,2 12 10 ’
42 43 65 36 42 1,6 2 4 0,5 36 70 42,53 44 36 и 2 27.17 35,2 12 10
48 50 75 40 50 40 80 55,30 50 40 12 40,23 39,2 14 12
Пред откл. размеров от 1 мм I более по j 16; размеров менее 1 мм ±0,1.
*2 Д — предельные смещения оси окружности диаметром D и осей симметрии носка и Лапок относительно отверстия диаметром d„
сп
со
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
Пример обозначения стопорной шайбы с диаметром резьбы 10 мм, из материала группы 01, покрытием 01 толщиной 6 мкм;
Шайба 10.01,016 ГОСТ 13463—77
то же с предельным отклонением по Ва, из материала группы 01, с покрытием 05
Шайба 10.Bt,.01.05 ГОСТ 13465—77
В технически обоснованных случаях диаметр отверстий можно принимать равным номинальному диаметру резьбы с пред. откл. — йо В12.
Допускается изготовлять шайбы с предварительно отогнутыми лапками под углом ^15° до диаметра П, с радиусом гибки 1.6 мм.
Технические требования = по ГОСТ 18123—72.
58. Шайбы стопорные уменьшенные
Уменьшенные стопорные шайбы с носком предназначены для устранения самоотвинчидания шестигранных гаек и болтов о шестигранной головкой, с уменьшенным размером под ключ.
Размеры, ми
Шайбы с лапкой по ГОСТ 13464—77 Шайбы с носком по ГОСТ 13466—77 Мч “1 «о 1 А ~''" ' - v/ few--тоЛ--V Эскиз гнезда для носка см. табл. 57.
РО? 4 А Д — предельные смещения оси окружно-
4 л | 1 сти диаметром и и осей симметрии лапок
01’Н juiirejibt * Для 1U UCli U1I5C1 г и R пред Л7ГИП U1 откл. размер ЭВ от
1 I и боле е по js 16; размеро в менее 1 мм
Vzl lit л
•а ТЕЗ Размер ы, заключе lAKOMAHUVfil иные в Р.Я скобки, при-.
Fg
Общие размеры Шайба с лапкой по ГОСТ 13464—77 Шайба с носком по ГОСТ 13466—77 Гнездо для носка
Диаметр резьбы d, (пред, откл. но В 12) D в Д (пред, откл. по 7/5) 6 г* д Bi (пред, откл. по hl 4) L (пред, откл. по ^15) Масса 1000 шт., кг В, (пред, откл. по М4) L В* Масса 1000 шт., кг А (пред. I откл. по 1 V5) d2 (пред, откл. по Н14) 1 ь / h (пред. 1 откл. по JT15)
Пред, откл. по ft!4 Пред, откл. по 0/5
6 8 10 6 8 10 10 12 14 6 7 8 9 И 13 0,8 1.0 1,0 0,5 0,5 1,0 о? 6 7 8 12 14 18 0,673 1,109 1,518 3,4 3,4 4,4 11,5 12,5 14 7,5 8.5 10 1,0 1,6 1,6 0.548 0,843 1,069 7,3 8,1 9,6 4 4 5 6
12 (И) 16 12 14 18 17 19 22 10 и 12 15 17 18 1,0 1,2 1,2 1,0 1,2 1,2 0,2 0,25 0,25 10 И 12 20 24 26 2,077 3,146 3,809 4,4 4,4 5,4 16 16 20 12 12 15 1,6 1,433 1,913 2,572 11,5 11,5 14,5 5 5 6 6 6 8
(18) 20 (22) 24 I 18 20 1 22 24 24 27 30 32 14 16 18 19 20 22 24 25 1,2 1,2 1,6 1,6 1,6 0,25 14 16 18 19 30 32 34 38 4,765 5.862 7.061 8,056 6 6 7 7 24 24 26 26 18 18 20 20 3,069 3,639 4.565 4,778 17,5 17,5 19,5 19,5 7 7 8 8 8
ШАЙБЫ
Пример обозначения стопорной шайбы о диаметром резьбы 10 мм, из материала группы 01, с покрытием 01 толщиной 1,6 мкм: Шайба 10.01.016 ГОСТ 13464—77
Допускается изготовлять шайбы с предварительно отогнутыми лапками под углом 15° до диаметра D, с радиусом гибки 1,6 мм. W. Технические требования — по ГОСТ 18123—72. S
59. Косые шайбы (по ГОСТ 10906—66)
Уклон и высота Н — по ГОСТ 5157—53
Размеры, мм
fffOnpaS zSL. Я < < VL (V)
J- JL ^5- fizta)
в _
Диаметр резьбы болта d в Ht справ. Допускаемое смещение оси отверстия Масса 1000 шт., кг
Номинал Отклонение Номинал Отклонение
8 8 10 6,6 9 It +++ ООО л-'оо'сс СО СТ. Ci 16 16 20 +1,0 -1,5 4.0 4,9 5,1 0,43 0,40 0,52 8:6 7.5 12.2
12 14 . 16 13 15 17 -)-0,43 30 -М,о —1,7 5,7 0,52 34,3 32,4 30,1
18 20 22 19 22 24 4-0,52 40 4-1,о —1,9 6,2 0,02 04.1 59Л 55,9
24 27 26 30 50 +1,4 -1,9 6,8 105.1 95,7
Пример обозначения косой шайбы для болта о диаметром резьбы 20 мм, из материала группы 01, без покрытия:
Шайба 20.01 ГОСТ 10906—66
ко же, с покрытием 05:
Шайба 20.01.05 ГОСТ 19906—66
Шайбы должны изготовляться из полосовой стали по ГОСТ 5157—53.
Технические требования — по ГОСТ 18123—72.
60. Рекомендуемое применение косых шайб для швеллеров и двутавровых балок
Размеры, мм
Номинальный диаметр резьбы болта В Наименьшие номера профилей Номинальный диаметр резьбы болта В Наименьшие номера профилей
швеллеров по ГОСТ 8240—72 балок двутавровых по ГОСТ 8239—72 швеллеров по ГОСТ 8240—72 балок двутавровых по ГОСТ 8239—72
6 16 5 12 18 16 22а
8 16 5 20 40 18 24а
10 20 8 14 22 20 а 30а
12 14 16 30 10 12 14 18 18 18а 24 27 50 22а 40 40 60
61. Рекомендуемые размеры Н при получении профиля шайб способом
4 механической обработки или штамповки
в 16 20 30 40 50
н 4 5 6 7 9
Отклонения Н — по В-, параметр шероховатости поверхностей не ниже Rz = 80 мкм.
62. Шайбы замковые ШЕЗ
Шайбы замковые ШЕЗ имеют удлиненную форму с загнутым концом (фартуком). Их применяют как стопорное устройство, предохраняющее от осевого смещеппя детали конструкций, не требующих предварительной затяжки. При установке шайбу заводят в проточку штыря или вала до упора, после чего с помощью специального ключа пли легкими ударами прогибают середину перемычки фартука до совмещения ее с буртиком вала (рпс. 3 и 4).
Разбирая узел, тем же ключом, отверткой или рычагом выпрямляют перемычку и снимают шайбу.
При правильном выполнении операций установки и снятия шайбы, изготовленные из пластичного материала (например, из стали 10), могут быть использованы до 20 раз.
Для обеспечения правильной работы шайбы необходимо выбрать продольный зазор между шайбой и валиком.
Примеры применения шайбы ШЕЗ приведены на рис. 5, а—в.
Размеры, мм
РизЗертм 'tfl.V)
Рг32Л
Мести прпеиЗа ’фартука. при. ДГ
зтыкитш
Г-Л. Г Z
? 8
2
Bi
Шифр шайбы Номинальный диаметр валика 1 h L Lt s В ва гг r2 Г» Допу-скаемая осевая нагрузка, кгс Масса 100 шт. кг
ШЕЗ-4 4-5 4+0,5 2 14 li 1.0 8 5 3,1 1,8 0,3 5,5 100 0,05
ШЕЗ-6 6-8 6+0,5 3 17 5 1,0 12 8 4,1 3,0 0,4 8,0 150 0,1
ШЕЗ-10 10-13 Ю±0,5 4 25 9 1,0 18 13 8,1 46 0,5 12,0 230 0,2
ШЕЗ-14 14-17 13+0,8 4 32 12 1,6 24 17 10,2 5.5 0,6 16,0 550 0,5
ШЕЗ-18 18-20 17±0,8 5 38 16 1,6 28 20 14,2 6,0 0,7 18,0 700 0,6
ШЕЗ-22 22-24 21±0,8 5 44 20 2,0 32 24 18,2 6,0 0,8 20,0 1030 0,9
ШЕЗ-25 25—28 24+0,8 6 50 23 2,0 38 28 20,2 7,5 1,0 24,0 1180 1,2
ШЕЗ-ЗО 30—32 28+0,8 6 56 26 2,0 42 32 24,2 7,5 1,0 26,0 1400 1,5
ШЕЗ-36 36-38 33+0,8 7 64 32 2,5 48 38 28,2 8,0 1,5 29,0 2130 2,4
ШЕЗ-40 40—42 37+0.8 7 70 35 2,5 52 42 32,2 9,0 1,5 31,0 2350 зд
ШЕЗ-45 45-48 43+0,8 8 78 40 2,5 60 48 36,2 10,0 1,5 36,0 2580 3,7
ПТ Е 3-50 50-52 46+1 8 85 44 3,0 66 52 40,3 10,0 2,0 40,0 3500 5,1
ШЕЗ-55 55—60 53±1 8 98 50 3,0 76 62 45,3 11,0 2,0 45,0 3800 5,8
ШЕЗ-65 65-70 63+1 9 112 58 3,0 86 72 55,3 11,0 2fl 50,0 4200 6,5
ШЕЗ-75 75-80 73+1 9 124 68 3,0 96 82 65,3 13,0 3,0 55,0 6430 11,3
ШЕЗ-85 85-90 83+1 10 138 78 3,0 110 92 75,3 15,0 3,0 64,0 7250 14,2
ШЕЗ-95 95—100 93+1 10 148 88 3,0 120 102 85,3 17,0 3,0 69,0 8250 14,9
Материал — сталь марок Ст 2 или 10.
В технически обоснованных случаях шайбы можно изготовлять из корро-вионностойкой стали и сталей с особыми физическими свойствами по ГОСТ 5632—72, а также из алюминиевых сплавов АМц и АМг по ГОСТ 4784.4'74.
Рис. 3. Шайбы ШЕЗ до замыкания
Рис. 4. Шайбы ШЕЗ после замыкания
Рис. 5. Примеры применения шайб ШЕЗ
Антикоррозионное покрытие указывают в заказе.
Допуски на свободные размеры — по 7-му классу точности ОСТ 1010.
Допускаемое смещение осей внутреннего и внешнего контуров: 0,3 мм для ШЕЗ-4 — ШЕЗ-18; 0,4 мм для ШЕЗ-22 — ШЕЗ-95.
Допускаемая осевая нагрузка указана для стали Ст2; коэффициент запаса ~ 4.
При штамповке шайб необходимо иметь в виду, что гибка фартука должна выполняться поперек волокон проката.
Фартук шайбы гнуть в сторону, противоположную завалу от штамповки. Размеры валиков и проточек под шайбы ШЕЗ указаны в главе I, том II.
Пример обозначения шайбы замковой ШЕЗ для валика диаметром 6—8 мм:
Шайба ШЕЗ-6 МН 787—вО
ШПЛИНТЫ И ШТИФТЫ
63. Технические требования на шплинты разводные по ГОСТ 397—66
д и Материал Покрытия Обозна-
1 Номера гр: Риц Номера подгрупп Рекомендуемые марки Группы* Номера подгрупп Наименования и обозначения по ГОСТ 9.073—77 (толщина слоя покрытия не регламентируется) чения (общие) материала и покрытий
0 Низкоуглеродистые стали 00 Стали с содержанием углерода не свыше 0,20% по ГОСТ 380-71 и ГОСТ 1050—74 Н А Н А П п 0 1 2 3 4 5 6 Без покрытия Цинковое хроматированное Ц. хр. Кадмиевое хроматированное Кд. хр. Никелевое многослойное МН Хромовое многослойное МНХ или MX Окисное Хим. Оке. Фосфатное Хим. Фос. Не обозначается 001 002 003 004 005 006
2 Сталь коррозионностойкая 21 12Х18Н10Т по ГОСТ 5632-72 м, п 0 6 Без покрытия Травление с последующим пассивированием 210 216
6 Цветные металлы и сплавы 62 Л63 по ГОСТ 15527—70 1И 0 3 4 Без покрытия Никелирование однослойное Н Хромовое многослойное MX или од- нослойное X 620 623 624
7 Легкие металлы и сплавы 71 АМц по ГОСТ 4784—74 Н, А 0 1 Без покрытия Окисное, наполненное раствором хромпика,. Ан. оке. хр. 710 711
* А — атмосферостойкие; Н — стойкие для работ в неотапливаемых помещениях" П — стойкие для работ в отапливаемых помещениях; М — стойкие при воздействии минеральных масел и консистентных смазок.
64. Разводные шплинты (по ГОСТ 397—66) Размеры мм
СП 05
ГОСТ предусматривает условный диаметр шплинта 0,6; 0,8 и от 13 до 20 мм, а также нерекомендуемые размеры
Условный диаметр шплинта, равный диаметру отверстия 1 1.2 1.6 2 2,5 3,2 А 5 6,3 8 10
и 0,9 1,9 Ъ ч 1,6 1,0 2.25 3,0 2,5 1,3 2,8 3.5 2,э 1,8 3,8 5,0 2,5 2,2 4,7 6,0 2,5 2,7 5,7 7,5 4 3,6 7,1 9,0 4 4,6 9,1 11,5 4 5,6 11,1 14 4 7.5 13,5 16 4 9,5 17,5 21 6
Рекомендуемый диапазон диаметров валов, болтов и винтов Св. 3,6 ДО 4,5 Св. 4,5 ДО 5,5 Св. 5,5 до 7 Св. 7 ДО 9 Св. 9 до 11 Св. 11 ДО 14 Св. 14 ДО 20 Св. 20 до 28 Св. 28 ДО 40 Св. 40 до 55 Св. 55 До 80
1* 6—25 8-16 8—40 8-45 10-50 12-60 16-70 16-80 20-110 50-160 70—220
* Размер I г. указанных пределах брать пз ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 60; 70; 80; 90; 100; 110; 125’, 140; 160; 180; 200; 220 мм.
Пример обозначения шплинта с условным диаметром 5 мм, длиной 28 мм, из материала подгруппы 00, с покрытием по подгруппе 1: Шплинт в X 28-001 ГОСТ 30/—(1в
Го яте, из материала подгруппы 21, с покрытием по подгруппе 6:
Шплинт й X 28-216 ГОСТ 397—вв
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
65. Цилиндрические штифты с засверленными концами (заклепочные) (по ГОСТ 10774—75)
Штифты предназначены для соединения неразборных конструкций.
Размеры, мм
Лримерн применения
Исполнение 1
Исполнение 2 — без фасок на концах
й,
(отклонение
по В 7)
а
(отклонение по С3)
Л. не менее
L* (отклонение по В,)
2,0 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0 20,0 25,0
1,0 1,6 2,0 2,0 3,0 4,0 5,0 6,0 8,0 11,0 15,0 19,0
1,5 1,8 2,0 3,0 4,0 5,0 6,0 8,0 12,0 12,0 14,0
0,4 0,5 0,6 0,7 0,8 1,0 1,2 1,6 1,8 2,0 2,5 3,0
0,5 0,5 0,5 1,0 1,0 1,5 1,5 2,0 2,0 3,0 3,0 4,0
0,6 0,6 1,0 1,0 1,5 1,5 2,0 2,5 3,0 4,0 5,0 6,0
6—22 8-28 8-32 10-40 12-50 14-60 16-80 20-100 25-140 30-200 36-200 45-200
О
Л
* L в указанных пределах брать из ряда: 6; 8; 10; 12; 14; 16; (18); 20; (22); 25; (28); 30; (32); 36; 40; 45; 50; 55; 60; 65; 70; 80; S0; 100; ПО; 120; 140; 160; 180; 200 мм. В скобках нерекомендуемые длины.
Материал — сталь марок 45 и А12.
Пример обозначения штифта диаметром 8 мм, длиной 45 мм, из материала класса прочности 8.8 без покрытия;
Штифт 8 X 45.88 ГОСТ 10774—75
то же, исполнения 2, диаметром 8 мм, длиной 45 мм, из материала класса прочности 8.8, е покрытием 01, толщиной покрытия 6 мкм:
Штифт 2.8 X 45.88.016 ГОСТ 10714—75
Размеры Л и Л, рекомендуемые.
Соосность оси отверстий относительно оси штифта — по 7-му классу точности.
Вид и условные обозначения покрытия — по ГОСТ 1759—70.
66. Штифты цилиндрические для глухих отверстий (по ГОСТ 12207—66)
Размеры, мм
со <35
4 _ RzW. , ч
Отклонения размеров, не ограниченных допусками: охватывающих — по А,, охваты-"SX ТТЛ ТЗ _1_ 4 /о z Л D \
7Т
*ед| - jsaviuruA. ни л-»7, иричид », 1/ it Покрытие — Хим. Оке. гптлг Гпл ГОСТ 9.072—77k
гг~ Г
,! Г//////777777 ' Резьба—по ГОСТ 9150—59, поле допуска 7Н — по ГОСТ 16093—70.
1 * 1
Обозначения штифтов d (отклонение по Яр22а) г d. ll /а h С Cl Масса, кг Обозначения штифтов d (отклонение по ГГ₽22а) 1 di il h h С Cl Масса, кг
7031-0718 0719 0720 0721 0722 0723 8 20 25 32 40 50 60 М5 ‘ 9 12 7,5 1,2 0,6 0,006 0,008 0,011 0,014 0,018 0,022 7031-0736 0737 0738 0739 0740 0741 16 40 50 60 80 ' 100 125 М10 16 20 15,5 2,0 1,0 0,051 0,066 0.082 0.114 0,146 0,185
7031-0724 0725 0726 0727 0728 0729 10 25 32 40 50 60 80 Мб 10 14 9,5 1,6 0,6 0,012 0,016 0,022 0,028 0,034 0,040 7031-0742 0743 0744 0745 0746 0747 20 50 60 80 100 125 160 М12 18 25 19 2,5 1,6 0,101 0,126 0,175 0,225 0.286 0,373
7031-0730 0731 0732 0733 0734 0735 12 32 40 50 60 80 100 М8 12 16 11,5 1,6 1,0 0,022 0,029 0,038 0,047 0,065 0,083 7031-0748 0749 0750 0751 0752 0753 25 60 80 100 125 160 200 М16 24 30 24 3 1,6 0,164 0.261 0,336 0,434 0,569 0,724
КРЕПЕЖНЫЕ ИЗДЕЛИЯ
ГОСТ 12207—66 предусматривает d = 4 е* 6.
Материал — сталь 45. Твердость HRC 30...35.
Пример обозначения штифта цилиндрического для глухих отверстий d = 16 мм, 2 = 60 май
Штифт 7031-0738 ГОСТ 12207—Св
ШПЛИНТЫ И ШТИФТЫ
67. Штифты цилиндрические и конические Размеры, мм
Штифты цилиндрические по ГОСТ 3128—70
ШО
^=*4
<7=^ 7J-
сх45
Штифты конические по ГОСТ 3129—70
С *4-5
^50
* Размер для справок; подсчитывают по формуле ^=d+T-
а V ч 2 0,3 2,5 0,5 3 0,5 4 0,6 5 0,8 6 1,0 •8 1,2 10 1,6 12 1,6 16 2 20 2,5
4*1 5*i 6*1 8*1 10*1 . 12*1 16*1 20*1 25*1 30*1 40*1
5*1 6*1 8*1 10*1 12*1 14*1 20*1 25*1 30*1 36*1 45*1
6*S 8*1 10*1 12*1 14*1 16*1 25 30 36 40 50
8 10 12 14*1 16 20 30 36 40 45 55
10 12 14 16 20 25 36 40 45 50 60
12 14 16 20 25 30 40 45 50 55 65
14 16 20 25 30 36 45 50 55 60 70
16 20 25 30 36 40 50 55 60 65 80
20 25 30 36 40 45 55 60 65 70 90
1 25 30 36 40 45 50 60 65 70 80 100
30 36 40 45 50 . 55 65 70 80 90 110
36 4(Г 45 50 55 60 70 80 90 100 120
40*1 45 50 55 60 65 80 90 100 110 140
50*1 55 60 65 70 90 100 НО 120 160
60*1 65 70 80 100 110 120 140 180
70 80 00 110 120 140 160 200
80*1 90 10Q 120 140 160 180 220
ЮС** 110 140 160 180*2 200 250
120*1 160*1 180*2 200*2 220 280
220*2 25Q*2
штифтов.
цилиндрических
для
*> Только _____ . .
*’ Только для- ковическия штифтов.
ГОСТ 3128—70 и ГОСТ 3129—70 предусматривают d = 0,6 ч* 50 и нерекомендуемые.
Пример обозначения цилиндрического штифта d = ЮГ, I = 60 мм:
Штифт ЮГ X 60 ГОСТ 3128—70
то же, d = IOC's (J?3), I — 60 мм:
Штифт 10С. X вО ГОСТ 3128—70
Пример обозначения конического штифта d — 10 мм, Z = 60 мм!
Штифт 10 X во ГОСТ 3129—70
Технические требования для цилиндрических и конических штифтов. Материал — сталь 45.
Термическая обработка штифтов оговаривается в заказе.
Допускается в технически обоснованных случаях антикоррозионное покрытие штифтов.
Отклонения длины I штифтов — по Z?7.
Технические требования для цилиндрических штифтов. Допускается изготовление одного из торцов штифтов с вогнутостью высотой, равной не болео половины фаски.
Допускается изготовление штифтов с предельными отклонениями по Г со сферическими концами, с высотой сферы, равной величине фаски с.
Технические требования для конических штифтов. Отклонения на угловые размеры конуса — по 6-й степени точности ГОСТ 8908—58.
Допускается изготовление штифтов со сферическими концами, с высотой сферической части, равной величине фаски с.
Допускается изготовление торцов штифтов с вогнутостью высотой не более величины фаски.
68. Конические штифты с внутренней резьбой (по ГОСТ 946 4—70) Размеры, мм
Резьба — по ГОСТ 9150—59, поле допуска 7Я - по ГОСТ 16093-70.
Термическая обработка штифтов оговаривается в заказе.
В технически обоснованных случаях допускается антикоррозионное покрытие штифтов.
Размеры сбегов и недорезов резьбы и фасок — по ГОСТ 10549—63.
Предельные отклонения на угловые размеры конуса — по 6-й степени точности ГОСТ 8908—58.
Размер d,* для справок; подсчитывается . , . , I — (с 4- с.)
по формуле d, = d -|--"5о~~ ’ ‘
М4 8
10
1,0
0,5 25-60
Мб 10 14
12 16
М8 М10
2,0
1,0
6—1001 40—120
М12 М18
18 24
25 30
2,5 3
1,6 50—1601 60—200
32 | 40 м:о
30
4 | 5
2,0 70-2501 80-280!
50 М24
40
50
6,3
90-280
60
8
2,5 110—280
* Размер I в указанных пределах брать из ряда: 25; 30; 36; 40; 45; 50; 55; 60, 65; 70; 80; 90; 100; 110; 120; 140; 160; 180; 200; 220; 250; 280 мм.
ГОСТ 9464—70 предусматривает нерекомендуемые размеры.
Материал — сталь 45.
Пример обозначения конического штифта с внутренней резьбой d = 10 мм, I — 60 мм)
Штифт 10 X вО ГОСТ 91в1—70
ШПЛИНТЫ И ШТИФТЫ
69. Штифты конические с резьбовой цапфой <по ГОСТ 9465— 70) Размеры, мм
1 L 4 Масса 100 5 стальных 6 штифтов, к 8 г, при d 10 12
60 НО 120 140 160 — — — — 65,05 69,94 79,72 89,49 92 100 114 128
Материал — сталь 45.
Пример обозначения конического штифта с резьбовой цапфой d = 10 мм, Z = 40 мм a L = 80 мм;
Штифт 10 X 40 X SO ГОСТ 0465 — 70
Термическая обработка штифтов оговаривается в заказе.
В технически обоснованных случаях допускается антикоррозионное покрытие. Резьба — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
Размеры сбегов и недорезов резьбы — по ГОСТ 10549—63.
Отклонения на угловые размеры конуса — по 6-й степени точности ГОСТ 8908—58,
Отклонения размеров L, I, llf dt — по В,.
Отклонения резьбовой части стержня 1„ — не более двух шагов резьбы.
Отклонения диаметра d штифтов — по С.)а.
Допускается изготовление штифтов со сферическими концами, с высотой сферической части, равной величине фаски с, а также малый торец штифтов с вогнутостью высотой не более фаски
Диаметр ненарезанной части стержня может находиться в пределах номинального диаметра резьбы.
70. Конические разводные штифты (по ГОСТ 19119—73)
Размеры, мм
Размер d,* для справок; подсчитывается по формуле dL = d-\----,
d (отклонение по Сда) h (отклонение по В,) Ъ (отклонение по А,) с
1* (отклонение по В,)
5 6
12 15
1,0
0,8 I 1,0 40—90 50—100
1,2 60—140
10
25
1,6 70-160 |
12 16
30 40
2,0
I 2,0 80-200 100-250
* I брать в указанных пределах из ряда: 40; 45; 50; 55; 60; 70; 80; 90; 100; 120; 140; 160; 200; 250 мм.
Материал — сталь 45.
' Пример обозначения конического разводного штифта диаметром d — 10 мм, длиной ! = 100 мм:
Штифт 10 X 100 ГОСТ 10119—73
Допускается в технически обоснованных случаях антикоррозионное покрытие штифтов!, Предельные отклонения на угловые размеры конуса — по 6-й степени точности ГОСТ 8908—58.
Смещение прорези Ъ относительно оси штифта — не более 0,3 мм.
Допускается изготовление штифтов со сферическими концами, с высотой сферической, части, равной величине фаски с.
СТОПОРЕНИЕ КРЕПЕЖНЫХ ДЕТАЛЕЙ
СТОПОРЕНИЕ КРЕПЕЖНЫХ ДЕТАЛЕЙ
При любом способе стопорения резьбовые соединения должны быть плотно натянуты.
71. Способы и рекомендации стопорения
Средства и способ стопорения Характеристика и рекомендации стопорения
Стопорение, повышайте на опорных торцах голов Шайба пружинная по ГОСТ 6402—70 Гайки шестигранные исполнения I и II нормальной точности по ГОСТ 5915—70 и повышенной точности по ГОСТ 5927—70. Гайки низкие исполнения I и II нормальной точности по ГОСТ 5916—70 и повышенной точности по ГОСТ 5929—70 Гайки круглые шлицевые по ГОСТ 11871-73 Стопорение, устапавли между алементами ре Шайбы стопорные с лапкой по ГОСТ 13463-77 Шайбы стопорные с носком по ГОСТ 13465-77. Примеры применения см. табл. 57. _ : е силы трения в резьбе, ок, винтов, болтов и гаек Вид стопорения конструктивен и удобен при монтаже. Применяют для неразборных и редко разбираемых соединений (с правой резьбой), при ограниченных вибрациях, на резьбовых соединениях от М2 до М48 мм. Допускается применение под винты с полукруглой и цилиндрической головкой. Не рекомендуется применять для стопорения резьбы внутри механизмов, имеющих подвижные соединения, и в соединениях, находящихся в труднодоступных местах для контроля и замены шайб Применяют на резьбовых соединениях от М2 до М48 мм в тех случаях, когда требуется частая разборка или регулировка соединения, а также при ограниченных виорациях. В качестве контргайки применяют гайки низкие и нормальной высоты. Высоту контргайки назначают в зависимости от величины воспринимаемой нагрузки В качестве контргаек применяют в различных механизмах на концах и в середине валов от М4 до М200 мм ватощее жесткую связь эьбового соединения Применяют в тех случаях,- когда гайка (или головка болта) находится вблизи от края детали. Соединение допускает разборку в период эксплуатации или ремонта. Рекомендуется применять в условиях вибрации для болтов, винтов и шпилек от М3 до М48 мм. Применяют в тех случаях, когда гайки (или головки болта) расположены вдали от края детали и возможно сверление отверстия для носка шайбы. Рекомендуется применять в условиях вибрации для болтов, винтов и шпилек от М3 до М48 мм. Применяют также и при торцовом креплении различных деталей на валах диаметром от 110 до 300 мм
Средства и способ стопорения
Характеристика и рекомендации стопорения
Шайбы стопорные многолапчатые по ГОСТ 11872—73.
Примеры применения см. т. 2, гл. II
Стопорная планка
Применяют для стопорения кругам шлицевых гаек по ГОСТ 11871—73 на торцовой части валов (осей) с резьбой от М4 до М200 мм.
Стопорение обеспечивает высокую надежность при вибрационных нагрузках. Применяется для наиболее нагруженных резьбовых соединений.
Необходимость фрезерования паза на резьбовом конце вала несколько усложняет стопорение по сравнению с шайбами по ГОСТ 13463-77
Применяют для стопорения в условиях вибрации при торцовом креплении деталей на валах диаметром от Ы) до 150 мм
Крепление (например фланцевых деталей) может быть одновременно несколькими планками, как указано в примере применения
Заыиво&ка
Примеры применения
Шплинты по ГОСТ 397—68
Л
Стопорение резьбовых соединений с помощью прорезных или корончатых гаек создает повышенную надежность
Применяют на резьбовых соединениях от М3 до М48 мм в наиболее ответственных и редко разбираемых и подвергающихся повышенной вибрации. Такое резьбовое соединение допускает подтяжку па Vs оборота при диаметре до 36 ым и па */ю оборота при диаметре Js 36 мм.
Установка шплинта в прорезную или корончатую гайку бывает трех видов:
по рис. а, где разведенные концы шплинта заделаны в соседние прорези гайки, рекомендуется для наиболее ответственных соединений;
по рис. б, где длинный конец шплинта отгибается на торец резьбового стержня, а короткий — на боковую грань гайки;
по рис. в, где оба конца шплинта отгибаются на гайку, рекомендуется для малоответственных соединений, устанавливаемых в закрытых местах.
Длина шплинта должна быть достаточной для соответствующего вида стопорения.
Недостатки стопорения: недопустимость частых разборок и сборок резьбового соеди-неипя
Средства и способ стопорения
Характеристика и рекомендации стопорения
Кольцо замковое для стопорения по ГОСТ 2833-^
Применяют для стопорения винтов на установочных кольцах по ГОСТ 2832—64. Этот вид стопорения силовых нагрузок не несет, он применяется внутри механизмов и в основном предназначен для регулировки. изделия
Вязка мягкой проволокой Примеры применения
Применяют для стопорения болтов диаметром от М4 до М48 мм и винтов с цилиндрической головкой от М4 до М12 мм в редко разбираемых соединениях. Направление обвязки болтов (винтов) должно способствовать затягиванию резьбовых соединений.
Стопорение достаточно надежно в условиях ударных нагрузок а вибрапий, но не рекомендуется применять внутри механизмов.
Размер проволоки подбирают в зависимости от отверстий в стандартных болтах и винтах с учетом условий заделки концов.
Проволоку следует вводить в отверстия головок болтов и винтов так, чтобы натяжение при закручивании концов проволок создавало момент, действующий в направлении завинчивания резьбы. Концы проволоки отрезают на расстоянии 5—8 мм от головки и, если надо, защищают от коррозии.
Варианты стопорения:
по‘рис. а —для двух болтов;
по ряс. б — стопорение болтов торцовых шайб;
по рис. в — стопорение винтов фланцевых соединений
Для вязки стопорения крепежных деталей применять мягкие проволоки: низкоуглеродистую—по ГОСТ 3282—74, низкоуглеродистую качественную — по ГОСТ 792—67, углеродистую конструкционной стали — по ГОСТ 17305—71, латунную — по ГОСТ 1066—75. Данные проволока приведены в гл. II.
Средства и способ стопорения
Характеристика и рекомендации стопорения
Стопорение резьбовых соединений посредством прихватки электросваркой
Примеры применения
Приварка головки болта, гайки или шпильки обладает максимальной надежностью при вибрационных и силовых нагрузках. Применяют на резьбовых соединениях от Мб до М48 мм.
Выбор сварочных материалов и контроль сварки оговаривается на чертеже или в технических требованиях.
Недостатки стопорения: иеразборность соединения и возможность деформации.
На рисунке приведены варианты стопорения крепежных деталей электросваркой
Стопорение резьбовых соединений посредством кернения
Кернение с торца
Торцовая часть за-нерненного болта Диаметр резьбы болтов и гаек, мм
От 4 до 8
Свыше 8
Кернение болта (шпильки) применяют па резьбовых соединениях от М3 до МЗО мм и в том случае, когда в процессе работы не требуется поджатия соединения.
Кернение с торца применяют при выступающей части резьбового конца над гайкой до 1,5 шага резьбы и производят под углом 30° к осп резьбового стержня.
Если резьбовой конец выступает над гайкой более чем на 1,5 шага резьбы, то применяют боковое кернение, которое производят под углом 45° к оси резьбового стержня.
В обоих видах кернения высота фаски на резьбовом стержне в расчет не принимается.
По рис. а глубина кернения должна быть примерно на 0,5—1 мм больше высоты выступающей части болта над гайкой.
По рис. б глубина кернения должна быть примерно 1,5—2,0 мм.
Недостатки стопорения: иеразборность соединения, а также невозможность применения в механизмах и приборах, чувствительных к ударам (кернению). Следует учитывать помеху кернения под 45° при монтаже.
Средства и способ стопорения
Характеристика и рекомендации стопорения
ДОПОЛНИТЕЛЬНЫЕ ИСТОЧНИКИ
Болты усиленные к пазам станочным обработанным, конструкция и размеры - ГОСТ 12459-67.
Болты откидные — ГОСТ 3033—73.
Винты установочные с шестигранной головкой и ступенчатым концом — ГОСТ 1483—75.
Впиты установочные с квадратной головкой и закругленным концом — ГОСТ 1486—75.
Винты установочные с плоским концом — ГОСТ 1477—75.
Вингы с потайной головкой невыпадающие. Размеры — ГОСТ 10339—63.
Впиты с цилиндрической головкой и сферой невыпадающие. Размеры — ГОСТ 10337-63.
Винты с полупоташюй головной невыпадающие. Размеры — ГОСТ 10340— 63.
Винты с накатанной головкой невыпадающие. Размеры — ГОСТ 10344—63.
Винты с накатанной высокой головкой. Размеры — ГОСТ 21331—75.
Впиты с накатанной низкой головкой. Размеры — ГОСТ 21332—75.
Впиты с цилиндрической скругленной головкой (нормальной точности) — ГОСТ 11644—75.
Винты с полупотайной головкой и крестообразным шлицем. Размеры — ГОСТ 11651—65.
Винты с потайной головкой и крестообразным шлицем. Размеры — ГОСТ 11652—65.
Гайки шестигранные особо высокие (нормальной точности). Конструкция и размеры — ГОСТ 15525—70.
Шайбы для фланцевых соединений — ГОСТ 9065—75.
Штифты цилиндрические пасечные — ГОСТ 10773—75.
ГЛАВА VIII
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
1. Рукоятки с шаровой головкой Размеры, мм
Обозначение рукояток Исполнение L D р. И h d (отклонение по А) dt dt di 3 (отклонение но Х4) Г Масса, КР
7061-0001 Заготовка 63 16 10 — 1,6 0,042
0002 0003 1 2 7 12,0 5,0 8 2,9 — — — 0,036
0004 0005 3 4 — М8 — — 0,036
0006 0007 5 6 — — 7,0 5 0,037
7061-0008 Заготовка 80 20 13 9 — 0,088
Обозначение рукояток Исполнение L D Н h d (отклонение по Л) dt О 2 di 3 (отклонение ПО А4) Г Масса, кг *
7061-0009 0010 1 2 80 20 13 9 14,5 6,0 10 2,9 “ — — 1,6 0,074
ООН 0012 3 4 — М10 — — 0,076
0013 0014 5 6 — — 9,9 7 0,077
0015 Заготовка 100 25 16 11 — — — — — — — 2,5 0,164
0016 0017 1 2 19,0 8,0 12 3,9 — — — 0,141
0018 0019 3 4 — М12 — — 0,142
’ 0020 0021 5 6 — — 12,7 9 0,144
0022 Заготовка 125 32 20 14 — — — — — — — — 0,327
0023 0024 1 2 24 10 16 4,9 — — 2,5 0,278
0025 0026 3 4 — М16 — — 0,285
0027 0028 5 6 — — 15 11 0,297
0029 Заготовка 160 40 25 18 — — — — — — — 4 0,665 0,564
0030 0031 1 2 30 12,5 20 5,8 — —
0032 0033 3 4 — М20 — — 0,577
0034 7061-0035 5 6 — — 19,3 14 0,591
При сборке отверстие dt под штифт просверлить насквозь и развернуть с отклонениями по Л. ti
Материал — сталь 45.
Твердость головок рукояток исполнений 5 и 6 — HRC 35...40.
Отклонения размеров, не ограниченных допусками: охватывающих — по Л7; охватываемых — по В7; прочих ±1/2 (А, = В,).
Поле допуска резьбы 7Н.
Покрытие наружных поверхностей рукояток всех исполнений — Х18.М (обозначение покрытая — по ГОСТ 0.073—77). Допускается применение других видов защитно-декора-нивных или защитных покрытий.
2. Рукоятки цилиндрические и с шаровой ручкой Размеры, мм
Рукоятки цилиндрические по ГОСТ 8923—69
Исполнение!
по ГОСТ
Рукоятки с шаровой ручкой по ГОСТ 8924-69
Рукоятка по ГОСТ 8924—69
Исполнение 2 BOB
43
исполнение)
1-г
Исполнение)
После покрытия
а&е Вариант исполнения 2
Для L сбыте 140мм п
<ы1Н0 Сгрерап--^
----------Вариант исполнения 2 для £'=2.5и/т}
Ч>)-10 f
Обозначе-. ние цилиндрических рукояток по ГОСТ 8923—69 Обозначение рукояток с шаровой ручкой по ГОС Обозначение рукоятки, деталь 1 Т 8924—69 Обозначение ручки шаровой, деталь 2 по МН 6-64 Общие размеры Рукоятка по ГОСТ 8923—69 Рукоятка-деталь 1, по ГОСТ 8924—69
Исполнение а (отклонение по ПР2аа) di D 1, 1, S (отклонение по СБ) L L1 Di Масса, кг l2 1 h Масса, кг
7061-0059 0060 . 7061-0101 0102 7061-0101/001 0102/001 II П22 1 2 8 М8 10 2,5 8 Г 63 73 — 0,042 63 М8 10 10 0,034 0,033
0061 0062 0103 0104 0103/001 0104/001 1 2 8 М8 2,5 8 ? 80 90 0,052 80 0,044 0,043
0063 0064 0105 0106 0105/001 0106/001 1 2 8 М8 2,5 8 7 100 110 0,064 100 0.057 0,056
0065 0066 0107 0108 0107/001 0108/001 1 2 10 мю 12 2р, 8 10 80 92 0,077 0,075- 82 12 0,064 0,063
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
Продвижение табл. 2
Обозначение цилиндрических РУКОЯТОК по ГОСТ 8923— 69 Обозначение рукояток с шаровой ручкой Обозначение рукоятки, деталь 1 Обозначение ручки шаровой, деталь 2 по МН 6—64 Общие размеры Рукоятка no ГОСТ 8923—69 Рукоятка-деталь I, no ГОСТ 8924—69
Исполнение d (отклонение по Пр2за) D I, s (отклонение no Cs) L Li Di Масса, кг Lj I Масса, кг
по ГОСТ 8924-69
0067 0068 0109 ОНО 0109/001 0110/001 II П22 1 2 10 МЮ 12 2,5 S io 100 112 — 0.094 0,093 102 M8 12 10 0,081 0,080
0069 0070 0111 0112 0111/001 0112/001 1 2 10 мю 2,5 7 io 125 137 0,117 0,115 127 0,104 0,103
0071 0072 0113 0114 011.3 001 0114/001 II ИЗО 1 12 Ш2 16 2,5 io s 100 115 0,167 0,165 too M10 15 12 0,135 0,132
0073 0074 0115 0116 0115/001 0116/001 1 2 12 М12 2,5 10 12 125 140 0,207 0,204 125 0,174 0,171
0075 0076 0117 0118 0117/001 0118/001 1 2 12 М12 10 12 140 155 0.230 0,228 140 0,198 0,195
0077 0078 ОНО 0120 0119/001 0120/001 1 2 12 М12 2,5 10 12 1® 175 20 0,282 0,280 160 0,229 0,226
0079 0080 0121 0122 0121/001 0122/001 II П40 1 2 16 М16 20 3 io 14 140 160 — 0,369 0,364 137 M12 20 15 0,294 0,289
0081 0082 0123 0124 0123/001 0124/001 1 2 16 М16 3 10 14 160 180 25 0,460 0,455 157 0,343 0,338
0083 0084 0127 0128 0127/001 0128/001 1 2 16 М16 7 10 14 200 220 0.560 0,555 197 0.442 0J437
0085 . 0086 0129 0130 >0129/001 {<1130/001 1 2 16 М16 7 10 14 250 270 0,683 0,678 247 0,565 *0,560
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТЭД^Н УЗЛЫ
Обозначение цилиндрических рукояток по ГОСТ 8923-69 Обозначение рукояток с шаровой ручкой Обозначение рукоятки, деталь 1 Обозначение ручки шаровой, деталь а по МН 6—64 Общие размеры Рукоятка по ГОСТ 8923—6!) Рукоятка-деталь 7, по ГОСТ 8924—69
Исполнение d (отклонение по Пр22а) d, D 1 s (отклонение по C6) L Lt Dt Масса, кг La d $ 1 h Масса, кг
It G
ПО ГОСТ 8924—69
0087 0088 0131 0132 0131/001 0132/001 П П50 1 20 М20 25 4 12 19 160 185 32 0,749 0,739 152 М12 25 15 0.467 0,457
0089 0090 0133 0134 0133/001 0134/001 1 2 20 М20 4 12 19 200 225 0,903 0,893 192 0,621 0,611
0001 0092 0135 0136 0135/001 0136/001 1 2 20 М20 4 12 19 250 275 1,095 1,085 242 0,814 0,804
0093 7061-0094 0137 7061-0138 0137/001 7061-0138/001 1 20 М20 4 12 19 320 345 1,366 1,356 .312 1,084 1,074
ГОСТ 8923—69 предусматривает также рукоятки с £ = 40 и 50 мм.
Материал — сталь 45.
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по А,', охватываемых — по В7; прочих ±1/2 (Л, = В7).
Резьба метрическая — по ГОСТ 1)150—59, ноле допуска 8.у— по ГОСТ 16093—70.
Покрытие рукояток (кроме поверхностей аие,) — Х18.М. (обозначение покрытия — по ГОСТ 9.07.3—77). Допускается применение других видов защитных покрытий.
При сборке резьбовой конец под шаровую ручку (деталь 2) смазать эпоксидной смолой или клеем, предназначенным для склеивания пластмассовых и металлических поверхностей.
Допускается применение стальной шаровой ручки (деталь 2).
Пример обозначения цилиндрической рукоятки исполнения 1, d = 8 мм, L = 80 мм:
Рукоятка 7061-0061 ГОСТ 8923—69
то же, рукоятки исполнения 2, d, = М8, L = 80 мм:
Рукоятка 7061-0062 ГОСТ 8923—69
то же, варианта рукоятки исполнения 2:
Рукоятка 7061-0062 В ГОСТ 8923—69
Пример обозначения рукоятки с шаровой ручкой исполнения 1, d = 8 мм, L — 63 мм:
Рукоятка 7061-0101 ГОСТ 8924—69
То же, варианта рукоятки исполнения 2, dt — 8 мм, L = 63 мм:
Рукоятка 7061-0102 В ГОСТ 892-1—69
то же, рукоятки исполнения 2 со стальной шаровой ручкой:
Рукоятка 7061-0102 Ст. ГОСТ 8924—69
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
3. Ручки фасонные (по нормали машиностроения МН 4—64) Размеры, мм
Пластмассовые ручки
Исполнение I
При сворке развальцё?шт\^
~Дшскается_. ИспОЛНВНиВ И резьбу о сквозном отверстии с торца
закернить
ИЫ!‘
Стальные ручки
Стержень
СТАНДАРТНЫЕ Й НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Общие размеры Пластмассовой ручки Стальной ручки Стальной ручки и стержня Стержня
L D d (отклонение по С5) Й! Г Г1 1 для исполнения Di d2 Масса, кг d2 rfg Гз Масса, кг Ц С X D d3 Lt для исполнения h h I. S (отклонение по Сь) Ъ bi Масса, кг
I II I II
48 15 6 Мб 5 30 27 10 12 15 10 32,1 12 9 6 0,014 10 8 4,0 0,5 0,04 5 3 1 2 10 5 8 52 48 ь 12 5 8 2 4 0,008
60 19 8 М8 6 38 35 12 15 18 12 39,4 15 12 8 0,030 12 10 5,5 0,08 6 4 1,5 2,5 12 6,5 10 65 58 5 15 7 10 5 0,02
75 24 10 МЮ 8 48 40 15 18 22 15 49,6 18 16 10 0,060 16 13 7,0 0,17 8 5 17 8,5 12 82 76 6 20 9 14 8 0,04
95 30 12 М12 10 60 52 22 ~25~ 28 20 63,2 22 20 15 0,115 20 16 9,0 0,8 0,33 10 6 20 10 14 98 90 8 25 и 17 3 10 0,07
120 38 16 М16 12 75 58 28 32 36 25 77,1 28 25 18 0,235 25 20 12 0,62 14 8 2 3 25 14 18 125 115 И 30 14 19 15 0,155
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
МН4-64 предусматривает также стальные ручки фасонные I. = 25; 32 и 38.
Материал ручек — пластмасса марки У2-301-07 черного цвета по ГОСТ 568S—73 (допускается изготовление ручек другого цвета), сталь 15 или 35 или сталь А12. Материал стержня — сталь 35 или сталь А12.
Отклонения на размеры, не ограниченные допусками — по 7-му классу точности.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
Следует применять защитное покрытие стальной ручки; покрытие стержня — Хим. Оке прм (обозначение покрытия по ГОСТ 9.073—77),
Пример обозначения ручки фасонной пластмассовой исполнения I, L = 75; L = 22;
Ручка I П75 X 22 МН4-64
то же, стальной исполнения II, L = 75, Z = 15:
Ручка II 75 X 15 МН4—64
Пример обозначения стержня исполнения I для ручки L = 75; I = 22:
Стержень I 75 X 22/1 МН4—64
то же, исполнения II для ручки L = 75; I = 15:
Стерженъ II 75 X 151/МН4—64
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ 4. Рукоятки вращающиеся Размеры, мм
Стальные
поисОпоне Исполнение Т разОат^йейать з % j
Пластмассовые
Иежяейие I При сборке
i Исполнение И
рсзЗзлщеЯать
Исполнение П
Лтскагтся резьбу S скОозном^ отОережи с торци зокернить
/Лопцскоется neibSii 0 CKltnmrt. отверстии emofufi закернити
Ь D а (отклонение по С8) Л1 1 для исполнения Масса рукоятки, кг
I II пластмассовой стальной
60 19 8 М8 . 12 15 18 12 0,04 од
75 24 10 М10 15 18 22 15 0,06 0,13
95 30 12 М12 22 25 28 20 0,15 0,37
120 & 33 16 М16 28 32 36 1 25 0,28 0,63
Пример обозначения вращающейся пластмассовой рукоятки исполнения I, L = 75,1 I = 22:
Рукоятка I П75 X 22 МН 5—6-1
то же, стальной исполнения II, L — 75, I — 15:
Рукоятка II 75 X 15 МН 5—64
Ручка. Деталь 1
Размеры, мм
Общие размеры Пластмассовая ручка Стальная ручка
я 2> d (отклонение но А4) d+0-з Т Г1 г» Z h ь+0,. Di О2 (д I» С Масса, кг Dr Dt za 0 u к CT? й
60 19 8 9,4 6 38 35 50 39,4 1,6 15 12 8 6 1 0,01 12 10 6 1 0,06
75 24 10 11,6 8 48 40 65 49,6 18 16 10 8 0,02 16 13 8 0,12
85 30 12 13,8 10 60 52 80 63,2 2,0 22 20 15 10 1 0,04 20 16 10 1,5 0,24
120 38 16 18,0 12 75 58 100 77,1 28 25 20 15 1, s|o,07 25 20 12 0,42
Материал — сталь 15, 35 пли А12,
Предельные отклонения на размеры, не ограниченные допусками, по 7-му классу ТОЧНОСТИ ОСТ 1010.
Следует применять защитное покрытое стальной ручки,
Питчер обозначения ручки пластмассовой L = 75:
1 Ручка П75/1 МН 5—64
so же, стальной;
Ручка 75/1 МН 5—64
Стержень. Деталь 2
600 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Продолжение
Ручка L D d (отклонение по С3) . 31 к и °g <h Lt Для исполнения 1 для исполнения 1± G S (отклонение по Сб) b+o,i С X Г | Масса,, кг
1 II I II
75 16 10 МЮ 7 10 7,7 85 85 15 18 22 15 8 5 8 14 1,2 1,5 2,5 0,6 0,04
95 20 12 М12 9 12 9 110 102 22 25 28 20 10 6 10 17 1,8 0,9 0,10
120 25 16 М16 12 16 13 140 130 28 32 36 25 12 8 15 19 2 3 0,21
Материал — сталь 35 или А12.
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g—по ГОСТ 16093—70,
Покрытие — Хим. Оке прм (по ГОСТ 9.073—7'7).
Пример обозначения стержня исполнения I для рукоятки L = 75, I = 22j
Стержень I 75 X 22/2 МН 5—64
Кольцо-замок. Деталь 3
Размеры, мм
г=~ Ручка О D а k Длина заготовки Масса, кг
t /ft 60 7,2 1 4,5 21,1 0,01
>7/ 75 9,0 43 26,3 0,02
95 120 10,8 t4,6 1,4 5,t 5,7 32,9 44,2 0,03 0,05
Материал — проволока класса П по ГОСТ 9389—75, Отклонения на размеры — по 7-му классу точности.
Пример обозначения кольца-замка 0 = 9:
Кольцо 75/3 МН 5—64
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ
б. Шаровые ручки (по иормали машиностроения МН 6—64) Размеры, мм
Стальные
RzZO.
Пластмассовые
Исшнение!
Исполнение^
сфера
iz
Ч,
После
покрытия
Общие размеры
Пластмассовая ручка
12
16
22
30
40
50
.01+0,5
10
12
15
18
20
й.
й2
BJ. иВ
М5
Мб
М8
М10
М12
М12
13
17
10
12
14
14
23
31
10
16
18
42
12
24
52
12
24
2,5
0,25
0,25
0,50
0,50
1,0
1,0
0,5
0,5
1,0
1,0
2,0
2,0
0,8
0,8
1,2
1,2
1,8
1,8
А*
•~чч
.и
0,001
0,003
0,006
0,0.18
0,041
0,083
Стальная ручка
13
16
18
30
30
14
14
24
24
1,5
2,5
Масса, кг
0,01
0,02
0,03
0,10
0,25
0,50
D
8
6
7
и
5
6
8
- и
7
9
г
Ь
2
2
3
3
3
Ъ cftyi
о
8
7
9
1
3
3
Материал — пластмасса — прессовочный материал марки 05-010-02 по ГОСТ 5689—73, сталь 15 или 35.
Отклонение на размеры, не ограниченные допусками, — по 7-му классу точности.
Резьба метрическая — по ГОСТ 0150—59, поле допуска 7Я — по ГОСТ 16003—70.
Пластмассовые ручки I и II исполнения устанавливать на рычаг, смазанный эпоксидной смолой.
Рукоятки к ручке — ГОСТ 8924—69 (табл. 2).
В обозначение ручек вводится обозначение их цвета: черный — П; красный ПК; белый ПБ.
Пример обозначения шаровой пластмассовой ручки черного цвета, исполнение I, D = 50;
Ручка Про МНв—64
Пример обозначения дщррвоД стальной ручки D — 56;
Ручка SO МНС—£4
603 СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
6. Ручки рычагов управления
Размеры, мм
RZ80,
W),
Материал ручки рычагов — пластмасса-этрол.
Материал втулки — сталь калиброванная.
ттт , 17-5 ГОСТ 8560-67
Шестигранник -^-fOCT 1051-73
Ручку исполнения I навинчивать на рычаг, смазанный эпоксидной смолой. Отклонение на размеры, не ограниченные допусками, — по 7-му классу точности. Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Н — по ГОСТ 16093 —70. Остальные технические требования па ручку — по ГОСТ 927—55.
Покрытие втулки— Хим. Оке прм (по ГОСТ 9.073—77).
7. Рукоятки кривошипные
Размеры, мм
(МО, , «
V (V)
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ 609
Продолжение табл. 7
L 8 е D d (отклонение по As) d, R И h л, л2 в Lt 1 1, 1, о С1 С2 Масса, кг
100 12Й1 16,5 24 8 18 32 26 10 5 5 16 97,0 20 3,0 1,0 0,5 1,5 1,0 0,17
125 «tg;? 19,0 28 10 21 40 30 12 6 6 20 122,5 25 4,0 1,5 0,5 2,0 1,0 0,27
160 23,0 32 10 25 50 34 12 7 8 20 155,5 25 4,0 1,5 0,5 2,0 1,0 0,39
200 26,0 37 12 28 65 38 14 8 10 24 195,5 32 5,0 2,0 1,0 2,0 1,5 0,67
250 22+м 30,0 42 12 32 80 43 14 9 12 24 243,0 32 5,0 2,0 1,0 2,0 1,5 0,84
320 24K:f 33,0 47 16 36 100 48 16 10 16 28 312,5 40 6,0 2,0 1,0 2,5 1,5 1,40
Материал — сталь марок 35 п Ста.
8. Рукоятки переключения Размеры, мм
Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Я —по ГОСТ 16033—70.
М18х1,5 МЮ
1,0 6X30 0;2|
22 М22Х1,5 М12
28 М27Х1.5 МЮ
1,5 6X40
1,5 8X50 1-g
Материал — чугун СЧ 32-52
20 Анурьев В. И., т. 1
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ 8. Звездообразные рукоятки Размера, мм
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности.
Наружные нехромированные поверхности рукоятки покрыть грунтовкой ГФ-020 по ГОСТ 4056—63. Загрунтованные поверхности красить при монтаже под цвет изделия.
d (отклонение по Аз)
Штифт с конический, ГОСТ 3129—70
Масса, кг
Материал — чугун СЧ 15-3,2.
Пример обозначения рукоятки D = 80:
Рукоятка вО ПН 3333—64
3x20
4x25
0,3
0,5
0,95
10. Фиксаторы с вытяжной ручкой (по ГОСТ 13160—67)
Фиксаторы с вытяжной ручкой предназначены для применения в делительных приспособлениях.
Размеры, мм
Отверстия под штифты в деталях 1 и 4 обработать при сборке с отклонениями по А.
D
Обозначение фиксаторов Исполнение d Ь Масса, КР Деталь 5 | Деталь 4 деталь з Деталь 6 Деталь 7
Штифт цилипдриче-,ский по ГОСТ 3128—70 Пружина по ГОСТ 13165-67 Штифт конический по ГОСТ 3'129-70 Кнопка по табл. 13
7037-0001 0062 1 2 6 83 0,108 0,107 2ГК10 6С.Х60 7039-2011 2X12 D = 25
0063 , 0064 1 8 85. 0,110 0,109
L 0065 0066 1 2 10 87 0,112 0,110
0067 0068 1 2 12 1Пс 1 0,243 105 | 0,240 ЗГХ16 8С.Х80 7039-2014 3X14 D = 32
0069 7037-0070 1 2 16 1 °-258 109 1 0,253
. Пример обозначения фиксатора с вытяжной ручкой исполнения 1, размером d — 6 мм Фиксатор 7037—0061 ГОСТ 13160—67
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ 011
Продолжение ®абл. 10
Фиксатор, деталь 1
Размеры, мм
Щ'м <ЙД
ь
L
Для с!ЛО
11
<зГ:5
Исполнение 1 v'v’
l* Дм d-Ш И™Л!М
0,6*45'
Обозначение фиксаторов Исполнение d D £ dt (отклонение по As) di 1 I» 1. 1. ъ о Г Масса» КР
(отклонение поД)
7037-0061/001 0062/001 1 2 6 10 22 в 1,9 6 4 10 6 51д5 1±6 0,6 0,009 0,008
0063/001 0064/001 1 2 8 24 8 6 1,5 2 0,6 0,011 0,010
0065/001 0066/001 1 2 10 — 26 — 8 — 3 0,013 0,011
0067/001 0068/001 1 2 12 16 36 8 2,9 12 10 22 17 3 3 1 0,034 0,031
0069/001 7037-0070/001 1 2 16 — 40 — 13 — 4 — 0,047 0,044
Пример обозначения фиксатора исполнения 1, размером й = 6:
Фиксатор 7037—0001/001 ГОСТ 13160—67
Материал — сталь 20Х; твердость HRC 55...60; цементировать на глубину 0,8—1,2 мм, отверстия й, и йа от цементации предохранить.
Допуски на угловые размеры по 4-й степени точности ГОСТ 8908—58.
Предельные отклонения размеров, не ограниченных допусками; охватывающих по охватываемых = по В71 прочих ±1/2 (А, = В7),
С12 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Продолжение табл. 10
Предельное значение радиального биения поверхности диаметра d относительно поверхности диаметра D — по IV степени точности ГОСТ 10356—63.
Покрытие — Хим. Оке прм (но ГОСТ 9.073—77).
Втулка, деталь 2
Размеры, мм
Отклонения размеров, не ограниченных допусками: охватывающих —ио А?, охватываемых — по В-,, прочих ±1/2 М7=В7).
Предельное значение радиального биения поверхности диаметра В относительно поверхности диаметра d — по IV степени точности ГОСТ 10350—63.
Покрытие — Хим. оке. при (по ГОСТ 9.073—77).
Обозначение втулок d (отклонение по А) D (отклонение по Г) Hi D2 С^2 L 1 11 ^2 h Ь С Масса, кг
7037-0001/002 10 16 15 20 9 6,3 55 25 40 28 и 2,5 3 0,054
7037-0067/002 16 22 21 26 11 8,5 65 32 45 40 17 3-5 с 0,112
Пример обозначения втулки размером d — 10 мм:
Втулка 7037-0061/002 ГОСТ 13100—07
Материал — сталь 45. Твердость HRC 40 ... 45.
11. Ручки переключения с фиксатором Размеры, мм
Гип1
ГипЛ Ручка шаровая
д, Di ^паиб 4н!аиб 1ъ 11 (2 !з
24 30 80 90 55 15 5 65
28 40 100 110 70 18 6 80
32 50 125 135 90 22 8 100
РУКОЯТКИ, РУЧКИ, ФИКСАТОРЫ 613
Продолжение табл. И
Втулка
Размеры, мм
D Dt d+o,3 dt L l+i 11 1г 1з Масса, кг
24 22 20 18 М8 46 25 42 22 6 0,095
28 20 24 22 М12 60 30 55 30 8 0,175
32 30 28 26 М12 78 ОУ 72 40 10 0,340
Материал — сталь марок Ст5, 35 и А12.
Стержень
Размеры, мм
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
D d dt (откл. -0,2) dg d3 d4 4й L 1 h гГ 8— 0,88 Масса, кр
(ОТК и по чоне- УЯ А3)
22 М18х1,5 16,0 18-0.1 1и-0,3 12 14 10 49 15 t 30 19 0,038
25 М22х1,5 19,8 22~ол -0.8 14 16 12 57 18 5 36 22 0,065
30 М27х1,5 24,8 26-ол -о.з 16 20 14 7G 22 6 46 27 0,120
Материал — сталь марок Сто, 35 и А12.
614
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Фиксатор
Размеры, мм
KzgO,
VM .
Калить
После закалки очистить или пронитровать
Резьба метрическая — по ГОСТ 9150—59, поле допуска'8^ —по ГОСТ 16093—70.
d (отклонения по С3) (отклонения по ^з) (?2 d3 L 1 h 1& /4 8—0,24 С С1 Масса, кг
14 10 М8 8 74 12 9,0 9 7 4 11 1,2 1,0 0,045
16 12 М12 10 90 17 10,5 И 8 5 14 1,8 1,5 0,085
20 14 М12 12 108 20 12,5 14 10 6 17 1,8 1,5 0,140
Материал — сталь 45. Твердость HRC 42.
Пружина
Размеры, мм
D+ d t L Полное число витков Длина заготовки Масса, КГ
12,0 1,0 3,2 34 12 415 0,003
14,5 1,2 3,8 40 12 520 0,004
17,5 1,6 4,5 48 12 605 0,009
Материал — проволока стальная углеродистая пружинная, кл. II — по ГОСТ 9389—75
КНОПКИ
12. Кнопки
Размеры, мм
Исполнение!
Ц63.
После покрытия
Az 40, V(\/J
Исполнение!!
ОДО.
КОД
Допускается резеоу и сквозном отверстии с торца, зекераите
I При сворке раДшьцевать
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности ОСТ 1010.
Поле Допуска резьбы 7Н — по ГОСТ 16093—70.
Покрытие — Мб.Н9.ХЗ.б (обозначение покрытия —по ГОСТ 9.073—77).
а d, d-2 d3 d4 l для исполнения 11 ^2 h r Г1 Г2 c X Масса, кг
I 11
20 Мб 6 12 4 8 6 8 3 3,6 ' 8 25 2,5 5,5 1 2 0,025
25 М8 8 16 5,5 10 8 10 3 4,5 10 32 3,0 7,5 1,5 2,5 0,050
32 М10 10 20 7 12 10 13 4 5,5 13 40 4,0 9,5 1.5 2,5 0,10
40 Ml? 12 25 9 16 13 16 5 6,5 16 50 5,0 12 1.5 2,5 0,20
50 М16 16 32 12 20 16 20 6 9,0 21 63 6,0 15 2 3 0,38
Материал — сталь 15 или 35.
кнопки
13. Кнопки с рифлением
Размеры, мм
С1£>
Йспатыиа!
!Ш, Л итмениел у {у}
ПреВВаритепт сверление S>. ^пов кониисский штифт. л, ^иСисрлите и. развернут» при сворке
Пяле покрытия \ns~i',onmwi/
Ct
1га
Сфера.
Ршрление прямое uiasl ‘
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности.
Покрытие — М6.Н9.Х3.6 (обозначение покрытия — по ГОСТ 9.073—77).
Резьба метрическая — по ГОСТ 9150—59. поле допуска 7Н — по ГОСТ 18093—70.
D в (отклонение по А,) н d® da h - I h li в Cl r Штифт конический, ГОСТ 3129-70 Maceaj Kp
f 12 16 3 4 10 14 М3 М4 6 8 1,5 5 8 7 9 5,5 7,5 2,5 4 0,5 0,5 12 16 0,8 1,6x6 1,6X8 0,005 0,003
20 25 S в 18 22 М5 Мб 10 12 1.9 10 12 12 16 9,0 11 6 6 оз 0,7 20 25 1.0 2X10 2X12 0,015 0,030
32 40 8 Ю 28 34 М8 М10 15 20 2,8 16 20 20 25 14 18 8 10 1,0 1,0 32 40 1,5 3X15 3X20 0,060 0,120
50 12 40 М12 25 3.8 24 so 24 12 1,5 1,5 50 2 4x25 0,280
Материал — сталь 15 или 35.
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
14. Кнопки поворотные
Размеры, мы
Материал кнопок: пластмасса — прессовочный материал марки 05-010-02 черного или красного цвета но ГОСТ 5689—73, чугун СЧ 21-40; материал втулки — сталь СтЗ или сталь Ст5.
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности.
Наружные поверхности чугунных кнопок покрыть грунтовкой ГФ-020 по ГОСТ 405G—G3. Загрунтованные поверхности красить под цвет изделия.
Покрытие втулки — Хим. Оке при (по ГОСТ 9.073—77).
В обозначения кнопок вводится обозначение их цвета: черный — II, красный — ПК; белый ПБ.
Пример обозначения кнопки пластмассовой белого цвета D — 65;
Кнопка ПБ 65 МН 12—64
Пример обозначения кнопки чугунной D = 65:
Кнопка 65 МН 12—64
Обозначение втулки;
Втулка 80/1 МН 12—64
МАХОВИЧКИ
15. Маховички без спиц
Размеры, мм
Ручки к маховичкам — по нормали МН 4—64.
Наружные нехромированные поверхности металлических маховичков покрывают грунтовкой ГФ-020 по ГОСТ 4056—63. Загрунтованные поверхности окрашивают при монтаже под цвет изделия.
Отклонения свободных размеров — по 7-му классу точности.
Резьба метрическая—по ГОСТ 8150—50, поле допуска 7Н — по ГОСТ 16093—7Q.
D в d (отклонения по А) di di о. 1> (отклонения по ПШ^ Ь1 bi 1 (отклонения ио As) L Н
65 12 8 М5 16 50 3 5 10 9,1 14 25
80 15 10 М5 20 62 3 6 10 И,1 16 28
100 18 12 МО 24 78 4 7 12 13,6 18 32
D К С Г Fi R Ri 8 <й Масса чугунного маховичка, кг
65 2,5 1,5 4 8 1,5 6,0 26 0,5 0,5 0,210
80 2,5 2,0 5 11 2,0 7,5 32 0,5 0,5 0,400
' 100 3,0 2,0 6 15 2,0 0,0 41 1,0 0,5 0,870
Материал — чугун СЧ 15-321 сплав алюминиевый марок АЛ 15В и АЛ16В — поГОСТ 2685-75.
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ' 16. Маховички со спицами (по нормали машиностроения МН 8—64)
Размеры, мм
МН 8—64 предусматривает также металлические маховички D = 400 и 500 мм, а также пластмассовые D = 125 ч- 320 мм.
Материал — чугун СЧ 15-32, сплав алюминиевый АЛ15В или АЛ16В—по ГОСТ 2685—75, Отклонения па размеры, не ограниченные допусками, — по 7-му классу точности.
Пример обозначения маховичка чугунного D = 250:
Маховичок 250 МН 8—64
то же, алюминиевого:
Маховичок АЛ250 МН 8—64
В случае необходимости применения металлических маховичков с ручкой попользуется платин гв.
Допускается изготовление металлических маховичков с резьбовым отверстием под ручку, при этом в обозначении взамен d3 указывают диаметр резьбы, например:
Маховичок 250 X М12 МВ 8—64
Допускаемое радиальное и торцовое биение на металлическом ободе 0,25 мм.
Наружные нехромировапные поверхности металлических маховичков покрывают грунтовкой ГФ-020 по ГОСТ 4056—63. Загрунтованные поверхности красят при монтаже под цвет изделия.
НАХОЙИЧКИ 619
17. Маховички со спицами и с выемкой на ободе (по нормали машиностроения МН 9—64)
Размеры, мм
D d (отклонение по А) d1 da н L в d + ti (откло- нение ПО Аб) Ъ (отклонение по А3) Е Г
250 320 25 30 45 55 60 72 50 55 28 34 25 28 27,6 32,6 и 13 8 8 28 32 12,5 14
D Г1 Г2 Г& Гб Г7 к fei k2 а Количество спиц Масса чугунного маховичка, кг
250 320 24 28 4 5 8 9 10 11,5 12 13 4,5 4 5,5 6 12 14 16 18 5 6 9° 7°31' 3 3 2,5 6,0
МН 9—64 предусматривает также маховички металлические D — 400 и 500 и пластмассовые D = 250 и 320 мм.
Материал — чугун СЧ 15-32, сплав алюминиевый АЛ15В или АЛ16В — но ГОСТ 2685—75.
Отклонения на размеры, не ограниченные допусками, — по 7-му классу точности.
Допускается радиальное и торцовое биение на металлическом ободе 0,25 мм.
Наружные нехромированные поверхности металлических маховичков покрывают грунтовкой ГФ-020 по ГОСТ 4056—63.
Загрунтованные поверхности красят при монтаже под цвет изделия.
Пример обозначения маховичка чугунного D = 250:
Маховичок 250 МН 5—64
то же, алюминиевого;
Маховичок АЛ250 МН 9—64
ШТУРВАЛЬНЫЕ ГАЙ
18. Штурвальные гай
Размеры,
Гайки штурвальные по ГОСТ 14728—69
Рукоятки штурвальные по ГОСТ 14741—69
Обозначение гайки штурвальной Обозначение гайки Обозначение рукоятки штурвальной Обозначение корпуса Исполнение
D Di d2
7003-0321 0322 7003-0321/001 7001-0140 0147 7061-0146/001 0147/001 1 2 160 24 45
0323 0324 0323/001 0148 0149 0148/001 0149/001 1 2 200 30 55
0325 0326 0325/001 0150 0151 0150/001 0151/001 1 2 250 36 63
0327 0328 0327/001 0152 0153 0152/001 0153/001 1 2 300 42 70
0320 7003-0330 0329/001 0154 7061-0155 0154/001 7061-0155-001 1 2 380 52 85
Общие
17 М12
21 М16
Материал — сталь 45. Твердость гайки HRC 30...35.
Отклонения размеров, не ограниченных допусками: охватывающих — по А7; охватываемых — по В,; прочих ±1/2 (А, = В,).
Резьба метрическая — по ГОСТ 9150—59, поле допуска 7Н — по ГОСТ 16093—70.
Покрытие — Хим. Оке прм (обозначение покрытия — по ГОСТ 9.073 —77). Допускается применение других видов защитных покрытий.
Допускается применение рукояток со стальными шаровыми ручками.
При сборке в корпусе отверстие de под штифт просверлить насквозь и развернуть с отклонением по Й2а-
При сборке резьбу рукоятки (деталь 1) смазать эпоксидной смолой или клеем, предназначенным для склеивания металлических поверхностей.
Пример обозначения штурвальной гайки исполнения 1, d = Ml 2:
Гайка 7003.—0321 ГОСТ 14723—69
то же, гайки с рукоятками со стальными шаровыми ручками:
Гайка 7003-0321 Ст ГОСТ 14728—69
КИ И СТУПИЦЫ
кп и рукоятки км
Корпус. Деталь 1 — ио’ГОСТ 14741—69
Гайка. Деталь 2 — ПО ГОСТ 14728-69
Исполнение 1 V /V)
размеры Корпус. Деталь 1 Гайка. Деталь 2
а. h hi h2 fig а d, h. Масса, кр Рукоятка по ГОСТ 8924-69 d Масса, кг Обозначение рукоятки
по ГОСТ 8924—69 по ГОСТ 8923-69
8,5 16 16 9 3 М12 12 3,9 6 0,190 0,193 7061-0102 М12 0,193 7061-0102 7061-0060
10,5 22 20 10 M1S 16 4,9 8 0,354 0.361 0108 М16 0,361 0108 0066
13 28 32 23 12 М20 20 5,8 10 0,573 0,585 0114 М20 0,585 0114 0072
М24 25 7,8 12 0,711 0,742 0116 М24 0,742 0116 0074
17 43 28 14 4 МЗО - 7,8 16 1,345 1,415 7061-0124 МЗО 1,415 7061-0124 7061-0082
то же, гайки а — Ml2:
Гайка 7003-0321/001 ГОСТ 14728—69
Пример обозначения штурвальной рукоятки исполнения 1, D = 160 мм;
Рукоятка 7061-0146 ГОСТ 14741—69
то :ке, штурвальной рукоятки со стальными шаровыми ручками;
Рукоятка 7061-0146 Ст ГОСТ 14741—69
со же, корпуса исполнения 1, d = 12 ми:
Корпус 7061-0146/001 ГОСТ 14741—69
Исполнение!
Стержень
19. Ступицы с горизонтальным стержнем
Разм-ры, мм
о
Исполнение IT
Предварительное сверление под конический штифт. Сверлите цасквзгь иразвернуть при сворке
/ .
Ручья шаровая
Верхние и Соковые поверхности полировать и хромировать; допускается применение полированных нехромирован-ных ступиц.
D d (отклонение по А) Й! й2 (отклонение по А) d3 dt dA de H h h2 I h c ci Штифт по ГОСТ 3129—70 Масса, кг
dt dr,
32 18 М16 12 Ml 2 17 6 3 48 23 12 10 26 3,0 1,5 2 6x30 3x30 0,23
40 22 М20 16 М16 21 6 4 60 28 15 12 33 3,5 1,5 2,5 6x40 4x40 0,45
50 28 МЗО 20 М20 2G 8 5 75 38 18 15 42 4,5 2 3 8x50 5x50 0,87
СТАНДАРТНЫЕ II НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Материал — сталь 35.
20. Ступица крестовая Размеры, мм
А-А
Vi'v)
Допускается выполнение ступицы со шпоночной, канавкой вместо отверстия под штифт
Предварительное сверление под конический штифт.
Сверлить насквозь и развернуть при сворке
Верхние и боковые поверхности полировать и хромировать или только полировать.
D d (отклонения ио А) di d2 d3 d4 Н Л ht ъг С Ci ШтиФт по ГОСТ 3129—70 Масса, КГ -
65 18 М20 М12 17 6 30 18 7 10 2,0 1,5 6X70 0,55
80 22 М24 М16 21 6 36 22 9 12 2,5 1,5 6x80 0,98
100 28 мао М20 28 8 44 27 И 15 3,0 2,0 8X100 1,85
ШТУРВАЛЬНЫЕ ГАЙКИ И СТУПИЦЫ
Материал4— сталь марки Ст5 или чугун СЧ 32-52.
к
21. Сту£шцы рукояток переключения без фиксатора и с фиксатором Размеры, мм
Материал — чугун СЧ 32-52.
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
22. Ступица рукояток переключения
Размеры, мм
Для ступиц без фиксации MiSopcmue ФЮА^ не делать
Предварительное сверление
под конический штифт. Спеллить насквозь и развернуть при сдирке
Шарик мтг зт-ва
Стержень ' Ручка, шаровая Шейда, термически обработанная
Дружина фиксатора
Верхние и боковые поверхности полировать и хромировать или только полировать.
’ В свободном состоянии Q6uu.ee число витков л-Длина развертки L-265
D d (отклонения по А) rfi ds da l Н Л Л. С Штифт по ГОСТ 3129—70 Масса ступицы, кг
стальной чугунной
65 18 Ml 2 17 6 24 30 18 10 2.0 6X70 0,63 0,58
80 22 М16 21 6 32 36 22 12 2,5 6x80 1,13 1,04
Материал—.сталь марок Ст5 и 35 пли чугун СЧ 32-52.
ЗА.ЖИМЫ
23. Зажим для цилиндрических деталей Размеры, мм
Зажим Прихват Втулка
D
(отклонение А \ n0~d От С, £ а Ьт 1 Л 1. ь С L,
jg+ihOU От 20 до 28 18 25 28 30 35 40 55 GO 65 75 3 55 70 75 80 85 16 23 25 28 30 М8 20 2,5 1,2 18 25 28 30 35 8,5
2О4'0’1'"3 Св. 28 до 45 28 33 60 70 4 78 88 25 30 М10 25 3,0 1,5 28 35 10,5
25+<ыт От 40 до 50 38 80 4,5 105 35 М12 30 3,5 1,8 38 13,5
Материал — сталь 45. Твердость HRC 25 . . .30.
626 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
24. Зажимы для стальных
Винтовые зажимы используются для образования разъемных соединений стальных на
Размерит,
Обоз-наче- Диаметры ИЛЯЙТЛТ» Общий размер А Колодка, до
зажимов d к Номинал Отклонение Обозначение d L 1 В b h /it г
7 ОТ 5 ДО 7 18 7/1 9 38 18 20 12 14 8 6 6
10 Св 7 » 10 24 10/1 11 48 24 24 14 18 12 8 8
13 » 10 » 13 23 13/1 13 55 28 28 16 22 14 10 10
16 » 13 16 30 ±0,5 16/1 13 СО 32 30 16 24 16 11 10
19 » 1G » 19 3G 19/1 17 70 36 36 21 26 18 12 12
23 » 19 23 40 23/1 17 80 40 38 21 30 20 14 12
27 » 23 » 27 50. 27/1 22 S5 50 45 26 3G 25 18 1G
32 » 27 » 32 55 32/1 22 100 55 45 26 40 27 20 16
37 » 32 » 37 65 37/1 26 120 64 55 30 48 32 22 20
41 » 37 » 41 75 ±1,0 41/1 33 130 74 60 36 55 38 25 20
45 » 41 » 45 80 45/1 33 140 78 65 36 СО 42 28 20
52 » 45 » 52 90 52/1 33 150 85 75 42 65 42 28 25
62 » 52 » 62 105 62/1 39 180 95 90 47 73 42 30 25
Примеры обозначения:
зажима для канатов диаметром св. 19 до 23 мм:
Зажим 23 ГОСТ 13186—67
ЗАЖИМЫ
627
канатов (по ГОСТ 13185—67)
патов грузоподъемных устройств, захватных приспособлений и монтажной оснастки, мм
Скоба, деталь И
Колодка, деталь 1
(таль 1 Скоба, деталь 2 Гайка, деталь 3— Шайба пружинная, Масса
п ТА Масса, кг Обозначение (Г н 1 Масса, кг по ГОСТ 5915-70 деталь 4 — по ГОСТ 6402—70 зажима, кг
3,5 1,6 0,03 7/2 МВ 36 15 0,03 М8-011 8Н65Г 0,07
5 1,6 0,06 10/2 М10 50 20 0,06 М10-011 10Н65Г 0,14
6,5 1,6 0,12 13/2 М12 63 30 0,11 М12-011 12Н65Г 0,26
8 1,6 0,16 16/2 М12 70 30 0,15 М10-011 12Н65Г 0,32
9,5 2 0,24 10/2 М16 85 40 0,27 М16-011 16Н65Г 0,57
11,5 2 0,32 23/2 М16 95 40 0,3 М16-011 16Н65Г 0,69
13,5 2 0,61 27/2 М20 120 45 0,53 М20-011 20Н65Г 1,27
16 2 0,74 32/2 М20 125 45 0,6 М20—011 20Н65Г 1,56
18,5 2,5 1,0 37/2 М24 150 55 0,98 М2 4—011 24HG5P 2,33
20,5 2,5 1,7 41/2 мзо 170 60 1,76 М30-011 30Н65Р 3,97
22,5 2,5 2,0 45/2 мзо 180 60 1,9 М30-011 30Н65Г 4,54
26 3 3,4 52/2 мзо 210 70 2,4 М30-011 30Н65Г 6,35
31 3 5,45 62/2 М36 250 75 3,92 М36-011 36Н65Р 10,27
колодки для зажима 233
Колобка 2.7/2 ГОСТ 13186-^61 скобы для зажима 23!
Разрешается для стопорения гаек применять отгибные планки.
Детали зажимов должны изготовляться:
колодка — штамповкой из стали марки СтЗкп — по ГОСТ 380—71. Припуски, допусти» и штамповочные уклоны по второй группе — ГОСТ 7505—74. Допускается изготовление Ст-ливкой пз стали марки 25Л-П поТОСТ 977—75, предельные отклонения размеров отливок III класса точности — по ГОСТ 2009—55; скоба — из горячекатаной стали 30.
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по охватываемых — по В,, прочих ±1/2 (А, = В,).
Резьба метрическая — по ГОСТ 9150—59, поле допуска ,Sg — по ГОСТ 16093—70.
В деталях зажимов не должно быть плен, трещин и расслоений. Поверхности должны Сыть чистыми.
Все детали должны иметь цинковое хроматированное покрытие (по ГОСТ 9.073—77 толщиной не мепее 21 мкм для колодок и скоб и не менее 9 мкм для гаек п шайб; покрытие сплошное и гладкое, без пузырей и трещин.
Схема установки зажимов приведена в табл. 25.
25. Схема установки зажимов
Обозначение зажимов 7; Ю; 13; 16 19; 23; 27 32; 37 41; 45; 52; 62
Количество зажимов 3 4 5 6
20. Зажимы планочные для стальных канатов
Размеры, mi
г 2L 1 , л/,' 1 = в. Йь L 7 Резьба метрическая — по ГОСТ 9150—59 с полем допуска резьбы скобы bg — по ГОСТ 16093—70.
1 4
Диаметр каната dK cl — d. И L В h 1 Масса, кг
От Св. & V) до 5.5 5,5 » 6.5 6 14 30 28 15 10 12 12 С.045 0,052
Св. 6.5 до 8,5 » 8,5 » 11 10 2 2 50 55 45 25 16 20 18 20 0.23 0,26
КОЛЬЦА
Диаметр каната dK d — dl А н L В Л 1 Масса, кр
Св. 11 до 13 » 13 а 15 12 30 70 75 60 35 45 24 28 22 25 0.48 0,68
Св. 15 до 18.5 » 18.5 а 21,5 10 38 42 90 105 70 80 55 65 30 34 30 35 1.04 1,81
Св. 21,5 до 25.0 « 25,0 а 30,0 20 24 52 60 125 135 100 115 70 90 40 45 2.75 3,30
Материал — сталь СтЗ.
КОЛЬЦА 27. Запорные кольца
Примеры применения запорньи колец
Установка колец на ось Установка колец
или вал в отверстия
Номинальный диаметр оси или отверстия d d. D п Масса 1000 пи., КР Номинальный диаметр оси илй отверстия d а. D п Масса 1000 шт., КР
Номинал отклонение Номинал Отклонение
4 5 6 0,8 3,4 4,4 5,4 ±0,1 2,5 0,042 0,054 0,067 16 18 1,6 14,5 16,5 ±0,1 6,0 0.695 0.790
20 22 25 28 2,0 18,2 20,2 23,2 26,2 ±0,15 10,0 1,309 1,457 1.704 1,926
8 10 7,2 9,2 4,0 0,083 0,106
12 14 1,0 11 13 6,0 0,191 2,234 32 30 2,5 30 34 ±0,2 12,0 3,469 3,968
630 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ '
Продолжение табл. 27
Номинальный диаметр оси или отверстия а а. D п Масса 1000 шт., КГ Номинальный диаметр оси или отверстия d do .D п Масса 1000 шт., кг
Номинал Отклонение Номинал Отклонение
38 40 2,5 36 38 ±0,2 12 4,195 4,445 70 75 80 85 00 85 3,2 ст 72 77 82 87 82 ±<М 25 12.33 13,32 14,32 15,31 16.30 17,29
42 45 48 50 40 43 46 48 16 4,525 4,888 5,251 5,493
100 97 32 17,84
55 60 65 зд 52 57 62 ±0,3 20 3,68 10,67 11,66
Материал — проволока стальная углеродистая пружинная класса II — по ГОСТ 9389—75.
Оси с буртиком и проточкой под запорное кольцо для шарнирных соединений — по МН 469—61.
• Плоскостность кольца проверяется свободным прохождением его через калибр-щель, Допускаемая неплоскостность — не более 0,1 мм.
Кольцо должно входить в канавку вала без радиального зазора по внутреннему диаметру,
Пример обозначения кольца для <2 — 20 мм:
Кольцо запарное 20 МН 470—61
28. Проточки под запорные кольца Размеры, мм
Номинальный диаметр оси или. отверстия d Проточка наружная Г Проточка внутренняя
di л t найм.
Номинал Отклонение Поминал Отклонение
к 5 6 3,6 4,6 5,6 0,4 — — —
г,8 10 7,8 8,6 -од 8,4 10,4 92 11,2 1,6
• 12 13 14 11,4 12,4 13,4 0,6 12,6 13,6 14,6 ±0Д 13,5 14,5 15,5 2,5
16 18 15,0 17,0 1,0 17,0 19,0 18 20 3,0
КОЛЬЦА
Номинальный диаметр оси или отверстия d Проточка наружная г Проточка внутренняя
dt d2 du t найм.
Номинал Отклонение Номинал Отклонение
20 18,8 21,2 22,5
22 20,8 23,2 24,5
25 23,8 -0,2 1,2 26,2 +ол 27,5 4,0
28 26,8 29,2 ’ 30,5
30 28,8 31,2 32,5
32 30,5 33,5 35,5
33 34,5 37,5 39,5
38 36,5 39,5 1 41,5
40 42 38,5 40,5 -0,2 1,6 41,5 43,5 +0.2 43,5 45,5 5,0
45 43,5 46,5 48,5
48 46,5 49,5 51,5
50 48,5 51,5 53,5
55 53,0 57,5 60,0
60 58,0 62,5 65,0
65 63,0 67,5 70,0
70 68,0 72,5 75,0
75 80 73,0 78,0 -0,3 2,0 77,5 82,5 +0,3 80,0 85,0 6,0
85 83,0 87,5 90,0
90 88,0 92,5 95,0
.95 93,0 97,5 100,0
100 98,0 102,5 105,0
29. Пружинные упорные плоские наружные кольца и канавки для них
Пружинные упорные плоские наружные концентрические и эксцентрические кольца И канавки для них применяют для закрепления радиальных подшипников качения и других деталей на валах и в узлах различных машин.
Предусматриваются три группы отклонений от плоскостности колец: А, Б и В (соответственно более точные, точные и менее точные).
Кольца наружные концентрические по ГОСТ 13940—68 в зависимости от технологии из- ' готовляют двух исполнений:
1 — штамповкой (рисунок, сечение А—А, вид а);
2 — навивкой из стальной обрезной ленты (рисунок! вид а) и из стальной плющеной ленты (рисунок, сечение А—А, вид б).
di
сч й
с о?
Я а
8
9
10
12
15
17
18
20
25
6,6
8,5
9,5
0,1
и,*
14л
16.0
16.8
18,6
20,6
22,5
23,5
& = 30°± 5 V/w <L
вариант исполнения для В мм
л
в
в
ffiWi
Общие размеры
Канавка
Кольцо
<*2
^3
к
в
Размеры,
Кольцо нонцентриче
ь
ч а £ й
VZ'
S
К £ о
gal
С-1
И
S
щ
0,9 +0,07
1,2 +0.25
0,05 0,1 ОД 0,1 0,75
0,6 0.75 0,75
0,8* 1,0
•0.12
h 4
I ’ 0,25
-0,14
1,4
0,1
1,1
1,5
1,8
2,1
2,3
2,3
Отклонение исполнения
₽;
и
О
И
1
2
S с й
о
ч и ё
А> я
о =
EJ
5* Е
<ь в
Я с
106
152
169 1,0
196 1,0
339 1,0 514 1,0
647 "
1,2
815
1,2
1064
1170
1368
1426
1,2
0,1
0,2
0,2
0,2
6.4
11,0
13,8
15,7
+0,1
+0,12
+0.21
-0,90
16,5
18.2
20,2
22,1
23,1
+0Д4
1,7 и 1,7
2,0
2.0
3.2
з;2
4,0
0,3
0,8
2,0
2.0
3.0
4,0
4,0
5.0
5,0
±0,16 ±0,4 ±0,4
±0.4
±0,4
±о£: +1.5
—0.8
+1,5
—0,8
КОЛЬЦА
Наружные эксцентрические кольца по ГОСТ 13942—68
Размер h дан для стальных валов с ав 30 кгс/мм2. В случае применения материала с временным сопротивлением разрыву ов < 30 кгс/мм2 размер h рекомендуется увеличить.
Допускается радиус заменять фаской, равной величине х 45е.
Исполнение канавки с углом 60° указано для колец, закрепляющих подшипники или детали иа валу, воспринимающих односторонние нагрузки.
ГОСТ 13940—68 и ГОСТ 13942—68 предусматривают также диаметр вала d «= 4; Б: 6; 13; 14; 16; 19; 23; 26; 29; 37; 46; 54; 56; 62; 68; 72; 78; 82; 88; 92; 98; 102; 108 и 120 — 200 мм.
- ское Кольцо эксцентрическое
г2 Масса 1000 шт., кг d2 d4 (откл. + 0,4) b 1 Т2 7 г5 наиб. г справ. D найм. Масса 1000 шт., кг
Номинал Отклонение Номинал Отклонение ; R св И 1 Отклонение Номинал .J Отклонение | Номинал 1 1 Отклонение Номинал I Отклонение
— — 0.170 0,177 0,375 0,422 6.4 7.2 8.2 9,2 4-0,10 8,34 9,9 11 12^4 g с-1 о R8 2,0 2,0 1,5 1,3 1,9 2.0 2,1 —0,25 0,8 0.8 0,8 2,0 +0,07 +0,07 +0,07 +0,40 5,0 5,7 6.2 е;е —0,30 -0,30 —0,30 —0,36 2,9 3,1 3.2 1,6 2,0 2,0 2.0 1,5 1,0 0,33 0,45 0,5 0,5 15,6 16,3 17,7 18,0 0,140 0,440 0,460 0,490
0,58 (1,71 1,16 1,18 11,0 13,8 15,7 16,5 +0,12 14,4 17.4 19,7 20,7 -0,52 1,7 1.7 1,7 2,0 24 2,6 2,8 —0,25 -0,3 —0,3 -0,3 3,0 +0,40 7,6 9,1 10,1 10,С 4 111 1,8 1,8 1,8 2,0 2,0 2,0 2,5 2,5 0,5 0,6 0.6 0,7 20,6 23,7 25,8 27,6 0.520 о,;б39 1,058 1,117
1.85 2.02 2.18 2,86 1821 20,2 22,1 23,1 +0,14 23,0 25,0 27,5 28,5 2,0 3,2 3,2 3.6 з;е -0,3 11,5 12,5 13,6 14,1 -0,43 2.0 2Л 2,0 2,5 3,0 0,8 0.8 0,9 0,9 20,6 31,6 33,9 36,5 1,665 1,885 .2,004 2,684
Общие размеры Кольцо концептриче
Диаметр вала d Нанавка Кольцо d2 ^3 ъ 1
di В г наиб. h найм. Допускаемое осевое усилие, кгс (N ° Сб 10 JS ОС £ Номинал Отклонение исполнения | Номинал Отклонение | Номинал Отклонение - : Номинал Отклонение
Номинал 2 Ф о и Номинал] Откло-1 нение
1 2
28 30 32 34 26,5 28,5 30,2 32,2 —0,28 -0,28 —0,34 -0,34 1,4 0,25 0,1 2,3 2,3 2,7 2,7 1603 1 721 2 195 2 236 1,2 0,2 25,8 27,8 20,5 31,4 +0,28 +0,28 +0,34 +0,34 +0,21 —0,90 +0,21 -0,90 +0,26 -1,30 +0,26 —1,30 — — 4,0 -0,3 6,0 +1,5 -0,8 — —
35 36 38 33 34 36 —0,34 1,9 0,2 3 2 665 2 744 2 900 1,7 0,3 32,2 33,0 35,0 +0,34 +0,62 +0,62 +0,26 -1,30 5,0 6,0 8,0 8,0 +1,5 —0,8 +1,8 —0,9 +1,8 —0,9
40 42 45 48 37,5 39,5 42,5 45,5 3,8 3 896 3 998 4 292 4 586 36,5 38,5 41,5 44,5 +0,62 8,0 +1,8 -0,9
50 52 55 47,0 49,0 52,0 -0,34 -0,34 —0,40 2,2 4,5 5 703 5 938 6 291 2,0 45,8 47,8 50,8 +0,62 +0,62 +0,74 +0,26 -1,30 +0,26 —1,30 +0,37 —1,60 2,0 0,40 6,0 4,2
58 60 55 57 —0,40 6 644 6 879 53,8 55,8 +0,74 4-0)37 —1,60 8,0 10,0
65 70 75 62 67 72 2,8 0,3 7 467 8 055 8 644 2,5 0,4 60,8 65,6 70,6 2,5 7,0 —0,36 10 5,0
80 85 90 95 76,5 81,5 86,5 91,5 -0,40 -0,46 -0,46 -0,46 2,8 2,8 3,4 3,4 +0,25 +0,25 +0,3 +0,3 5,3 10 741 11426 12 ПО 12 798 2,5 2,5 3,0 3,0 75 79,5 84,5 89,5 +0,74 +0,74 +0,87 +0,87 +0,37 —1,60 +0,37 —1,60 +0,43 -2,20 +0,43 -2,20 2,5 2,5 3,0 3,0 8,0 8,0 8,5 8,5 5,6 5,6 6,0 6,0
100 105 НО 115 96,5 100 105 110 —0,46 3,4 +0,3 0,3 0,4 0,4 0,4 5,3 7,5 7,5 13 520 20 400 21 070 22 050 3,0 0,4 0,5 0,5 0,5 94,5 98,0 103 108 +0,87 +0,43 —2,20 3,0 8,5 8,5 9,5 9,5 12 4-2,2 — 1,10 6,0 6,7 6,7 6,7
* Для диаметра вала d = 7 отклонение для s равно — 0,07 м5м,. отклонение для d, равно
Для наружных концентрических колец по ГОСТ 13940—68: предельные отклонения раз на исходпйй материал; допускается утолщение сечения кольца не более 1/3 поля допуска ' Для наружных эксцентрических колец по ГОСТ 13942—68: форма ушков колец (выносной меньший предельный диаметр отверстия в корпусе, через которое можно свободно провести 1 А 9 мм приведен до разрезания колец; предельные отклонения размеров ЛИ:, — по С М7, Пример обозначения пружинного упорного плоского наружного концентрического щипница или детали на валу диаметром d = 30 мм: Кольцо 1А30 ГОСТ 13940—68
тоьЖе, навиваемого с отклонением от плоскости по группе Б: Кольцо 2Б30 ГОСТ то же, эксцентрического кольца с отклонением от плоскостности по группе А: Колмр Технические требования на пружинные упорные плоские кольца приведены на стр. 640,
Продолжение табл. 29
ское Кольцо эксцентрическое
Г 2 Масса 1000 шт., КГ i о 2 £ !3 5s ь 1 Г 2
Номинал Отклоне-1 ние -1 1 Номинал Отклонение Номинал Отклонение d4 (откл -+0 Номинал I Отклонение Номинал I Отклонение Номинал 1 Отклонение 1 г5 наиб. е справ. D найм. Масса 1000 п кг
3,13 25,8 + 0,28 31,8 2,0 4,0 15,5 — 0,43 2,5 1,0 1,о 39,2 2,892
3,34 3,53 27,8 29,5 + 0,28 + 0,28 33,8 36,1 2,0 2,5 4,0 4,4 3,0 + 0,40 16,5 18,0 -0,43 — 0,43 2,5 3,0 1,0 2,0 1,0 1,1 41,2 45,5 3,102 3,342
3,80 31,4 + 0,34 38,0 -0,62 2,5 4,4 19,0 — 0,52 з,о 2,0 1,1 47,6 3,552
— — 7,29 32,2 + 0,34 39,6 19,4 3,0 1,2 48,6 6,300
7,36 33, + 0,62 40,6 4,9 19,8 3,0 1,2 49,6 6,563
7,78 35 + 0,62 42,6 -0,3 20,8 1,4 51,6 6,063
8,11 9,51 9,14 9,87 36,5 38,5 41,5 44,5 +0,62 44,7 46,7 49,7 52,7 -0,62 — 0,62 -0,62 -0,74 2,5 5,5 22,1 23,1 24,6 26,1 -0,52 3,5 1,4 55,7 57,7 60,7 63,7 7.267 7+67 8,067 8,767
26,6 14,38 45,8 + 0,62 54,8 27,0 67,2 12,994
27,5 -0,52 14,98 47,8 + 0,62 56,8 6,0 28,0 1,5 69,2 13,494
29,2 15,88 50,8 + 0,74 59,8 — 0,74 6,0 + 0,48 29,5 4,0 2,0 72,2 14,284
30,8 31,8 16,80 17,24 53,8 55,8 + 0,74 63,4 65,4 6,5 31,4 32,4 — 0,62 1,7 76,2 78,2 15,084 15,494
34,6 37,0 39,5 -0,62 22 81 29,62 31,79 60,8 65,6 70,6 70,4 76,2 82,6 — 0,74 -0,74 -0,87 2,5 3,0 3,0 6,5 7,0 8,0 34,9 37,5 40,8 4,0 4,5 4,5 4,0 I,7 I,7 2,0 83,2 88,6 96,2 20,445 26,683 28,614
42,0 38,83 75 + 0,74 87,0 8,0 43,0 -0,62 4,5 2,0 101,2 34,914
44,3 47,2 41,40 52,40 79,5 84,5 + 0,74 + 0,87 01,5 88,1 -0,87 8,0 9,0 -0,36 45,3 48,3 — 0,62 — 0,62 4,5 5,0 2,0 2,2 106,2 113,2 37,114 47,615
49,6 55,20 89,5 + 0,87 103,1 3,0 9,0 50,8 -0,74 5,0 2,2 118,2 49,607
52,1 54,7 -57,2 59,7 — 0,74 56,40 74,60 78,30 81,90 94,5 98,0 103 108 + 0,87 108,1 113,0 118 128». -0,87 — 0,87 -0,87 — 1,0 9,0 10 10 10 8 + 0,58 53,3 55,5 58,0 60,5 — 0,74 5,0 5,5 5.5 3,0 2,2 2,5 2,5 2,5 123,2 130,2 135,2 140,2 50,671 66,871 70.071 73,270
+ 0,25 мм.
iviopa 7, — по СМ,, предельные отклонения колец исполнения 2 в пределах поля допуска-на исходный материал. ,.
алемент 1) выполняется в зависимости от принятой технологии изготовления колец, D — нЛ,-а г, —по СМ,. _
кольцо в разведенном состоянии при установке его в канавку вала; размер + для колец штампованного кольца с отклонением от плоскостности по группе А для закрепления под-
13940—63
АЗО ГОСТ 13942—68
30. Пружинные упорные плоские
Пружинные упорные плоские внутренние концентрические и эксцентрические кольца деталей в корпусах и в узлах различных машин.
Предусматриваются три группы отклонений от плоскостности колец: А, Б и В (coqt‘ Кольца внутренние концентрические по ГОСТ 13941—G8 в зависимости от технологии 1 — штамповкой (рисунок, вид п);
2 — навивкой из стальной обрезной лепты (рисунок, вид а) и из стальной плющёной
Разме
кнутревиие кольца и канавки для них
и канавки для них применяют для закрепления радиальных подшипников качения и других ветственно более точные, точные и менее точные).
изготовляют двух исполнений:
ленты (рисунок, ВИД б).
рЫ, мм
Размера дан для стальных корпусов сов> 30 кгс/мм2. В случае применения материала с временным сопротивлением разрыву ов < 30 кгс/мм2 размер h рекомендуется увеличить.
Допускается радиус л заменять фаской, равной величине ?’1х45°.
Исполнение канавки с углом 60° указано для колец, закрепляющих подшипники или детали в корпусе, воспринимающих односторонние осевые нагрузки.
Отклонение | Масса 1000 шт. кг о 4^ । Отклонение
0 6.53 0,57 0,01 15.J 16.2 17 :з 18,4 МН- : ^73^5^3
__ 0.75 0,85 0.90 0,85 1.47 1,52 1.59 1,67 19.6 21,8 22.8 23,8 24,9 25.3 2б’9 28,0 -0,14
1,81 1.97 2,12 2,88 3.04 30,2 34,5 37,8 38,8 39,8 40,8 -0,34
Кольпо эксцентрическое
С?3 ь 1 Г2 ^3 г. 7’г, наиб. е справ. D наиб
I Номинал I : Отклонение Номинал Отклонение 1 Номинал I Отклонение | Номинал Отклонение 1 Номинал Отклонение
12.1 1 з ) 13.9 15,0 +0,48 1,6 1,6 1.6 2,0 Д-0,25 2.0 2,0 2,2 —0,25 4,5 4,5 5,0 5,0 +0.3 б’6 6.8 7,4 —о.зо —0.30 —0.36 —0,36 1,6 1,8 1,8 1,8 1.5 1.5 2.0 2,0 1,о 0,5 6.9 7.9 8.0 8,6
10,2 18,2 19,2 19,8 -0.43 -0.52 -0,5: г-0.52 -1-2,0 +0,4 2.2 2А 6,0 7.5 8,5 9,0 9,4 —0,36 2,0 2,0' 2,5 2,1 0.5 0.6 0.6 0.7 8,8 10.7 1.1.7 12,4
20,8 21.9 22,3 23,4 0,52 2.7 2.7 ЗД 3,1 —0,25 —0.25 -0,3 —0,3 7 -f-0,58 10.0 10.5 10.8 н,з 12,6 РьО !,5.е 16.0 16.5 17.0 —0,43 2,0 2,0 2,3 2,3 2> 3,0 3,0 0.7 0.7 оз 0,8 13.5 1.4,3 14,3 15.0
25,6 27,6 2,0 2.0 2,5 3.1 3.1 3,5 -0,3 8 8 (} 10 2.5 з;Ь 3,0 1,0 1,0 2,0 0,8 G.8 0,9 17.0 №,6 18,6
32,6 33,0 3'4.0 35,0 -0,62 2,5 3 з;9 3,0 2,0 0,9 1.0 1,0 30 21.6 23,4 24.4
1 * При d = 14-'-145 мм пред. огкл. для В равно +0,25 мм; при d свыше 145 мм пред. 225] 230 240 | 210 215 220 175 .180 190 200 160 165 170 150 155 130 135 140 145 120 125 105 ПО 115 90 95 100 (X сх СЛ о 68 70. 72 75 58 60 62 65 tn спел Ci СЛ 1\? 85 >₽**•*> гл hi о Диаметр отверстия d | Общие размеры [ 638 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
231 236 246 215* 221 226 180 185 195 205 165 170 175 091 5Д :134 11,39 1144 149 СО >6> 109 114 119 93.5 98,5 103,5 83,5 88,5j 00 сл се н* Си Сл СЛ «г оо гл 49,5 53 i 42,5] 44,5 47,5; Номинал Канавка |
о ОООО + О чл О +0,4 О Ч© tR- Отклонение
Г5 со То ч» в*
+0,4 +0,3 о г наиб.
«0 СО <СО —Д Г1 СУ. Н1 со сл сссл Чл 3,8' |4,5 1 оо h найм.
53 500 54 800 56 900 ta zs | йог ! 009 И 34 790 35 770' 37 700; 39 400 3t 850 32 830, 33 810 29 8001 30 870, 20 697 214201 22 200 23 000 19 131 19 860 16 800 17 580 18 350] 12 583 13 340 13 940 11 200 11 897 СО ОО 00 оо е© о> >₽ ь* СО +- ГС -4 OiWcscAS 6 958 7 250 7 467 7 820 6 291 - 6 644 6 752 0Z0 9 4 042 4 298 4 527 Допускаемое осевое усилие# КГС
Ъ ьэ Чл t-l 8—0,12 Кольцо|
Чл О ч₽“ "сз fjaf наиб.
234,0 239,0 249,0 218,0; 224,0' 229,01 182,5 188,0 198,0 208,0 167,5 172,5 177,5 157,5 162,5 136,5 141,5 146,5 151,5 126,0 131,5| 1111,0, >116 1121,5 95,5 100,5 105,5 8S Член 72,5| 74,5 76,5; 79,5 62,2 64,2 66,2 69,2 56,2 59,2 60,2 50,6 54,2 43,5 45,5! 48,5] 1 Номинал А. Кольцо концентрическое
2, гл J. Чэ Чэ со со 1 О Ч» 1 о >8 L Отклонения Исполнения
ЧлЧ© 1 + о to +2,2 —0,43 1 + О-ь Ё° it 'w'oa ьз
Сй сл 5* о м СП 1 Номинал а»
о ос +0,4 1 Отклонение
Чл <о U1 оо ъ о VI Номинал О-
X 1 о Ъа I о Отклонение
05 | Сс СС СО 28 28 28j 30: Ь5 со S? о о со 16 16 16 18 18' Номинал
1 + 1 + , 1 -+ о"К? ' "со "от '+l,8j -0,9j Отклонение
СЭ СП ч» сисл оЪ сл 1
111,6 1114,1 119,1 103,6 106,0 109,1 86,0. 88,9 93,9] 98,9 78,7: 81,31 83,8 64,0 66,5 69,0 71,5| 59,0' 61,4: 51,3 53,8, 56,5 44,1 46,6, 49,1 39,0 41,6, 1 Номинал
ОТКЛ. 4-03 ММ,
г i КОЛЬЦА 639 Продолжение табл. 30
—0,87 ill 'bo'oo'^j -J -4 t₽- 1 © 1 Отклонение 1 Кольцо эксцентрическое 1
163,9 167.8 1763 151,0 156,1 159,1 114,0 117,2 124,2 130,1 иге 6168 И 98 GO CO W © 's'kc Оз © © СЛ СЛ GO © © ooTo Co'+-сл слсл *• 47,79 , 49,79 40,88 43,08 45,49 24,16 25,55 26,97 21.33 2.2,58 12,10 12,34 12,53 13,31 9,97 10.40 10,75 11,40 8,81 9,60 9,79 6,48 7,03 5,77 6,06 6,22 Масса 1000 шт., кг
234,0 239,0 249,0 218,0 224,0 229,0 182,5 188,0 198,0 208,0 167,5 172,5 177,5 157,5 162,5 1136,5 1141,5 146,5 1151,5 126,51 131,5 111,0 116,0 121,5 95,5 100,5 105,5 85,5 90,5 72,5 74,5 76,5 79,5 .62,2 64,2 66,2 69,2 56,2 59,2 60,2 50,6! 54,2 43,5| 45,5 48,5 Номинал
-1,15 J. © 1 1 1 *-©© © pOGO 1 © "s$ 1 О 1 T Отклонение
215,6 220,6 230,61 199,6 205,6 210,6 164,1 169,6 179,6 189,6 150,9 155 9 160,9 сл © '121,9 :126,9 1.31,9 136,9 1113,7, 116,9 100,0 103,2 108,7 84,5 89,5 94,5 76,3 81,3 64,9 65,3 67,3 70,3 54,6 56,6 58,6 61,6 ел сл >£> tO^-*Q0 © © © 43.8 47,4; rsv 1 Т6£ + 18 1 Номинал
+ сл '-ЬЪо i I i +1.0 + О *3 +0,74 +0,87 +0,74 +0,74 "too k₽- k₽-to +0,62 Отклонение
Ь w Ъ» cw cc СЛ © CO co to © bi w сл to СЛ Номинал «ь
+ о ++ © © v- +0,4 + © Отклонение
12.3 ! 11,0 © ©GO '»1СЛ 7,3 8,5 8,5 •s © О© СП сл € й Номинал сг
—0.43 ! 1 о *Са5 © 1111 ©о ©о 'co'oj'w'co © © © 1 * о "со Отклонение
сс СО Со W ю©© 28 28 28 30 м 00 bo t\5 о О GO СО GO © © © 14 14 12 12 14 Номинал
© 1 °;'. We+ |1-8‘0+ + о £ +4-© © S* о +0,70 о Отклонение
-W8.9 111,4 116,4 ,100,9 103,9 106,4 83,1 85 9 90,9 95,9 76,5 79,0 81,5 71,4 74,0 61,6 64,2 66,7 69,2 57,5 59,2 50,3 52,0 55,0 42,6 45,1! 47,6] 1 l‘0V c‘8g 32,41 33,0] 34,0] 35,5 27,3 28,3 29,3 30,8 24,2 25 8 26,3 21,7 23,5 © tc co Номинал
1 о 1 1 1 ©О© Go'^-aVj ~-j »₽- j*. 1 © i —0,62 1111 о©©© "© сл'сл'сл ГО fc to -0,52 Отклонение
СЛ © ел O'S' Ф-. 4=. co ©СЛ СО сл '' СЛ 3,0 3,5 0
сл о oe © * 3.0, 4,0 4,01 'CO Г4н
ы to © С5 г6 напб.
о» w w to to 05 00 © "ел 1,3' 0,5! 0,5| 0,51 СО 0 е справ.
197,0 202,0 212,0 181,4 187,4 192.0 .146,2 151,8 >161,8 171,6 134,0 139,0 144,0 124,5 129,0 106,2 >111,4 116,4 121,4 99,0 1101,4 85 88,4 94,0 70,5 75,5 80,5 63,5 67,0 52,2 53,4 55,4 58,4 42 44 46 49 36 39 40 32,6 34,5 25,8 27,8 30,7 D наиб.
ГОСТ 13941—68 и ГОСТ 13943—68 предусматривают также диаметр отверстия й = 8: 9; 10; 11; 12; 13; 19; 29; 34; 46; 48; 54; 78; 82; 88; 92; 98; 102; 108; 112 и 250 — 320 мм.
Для внутренних концентрических колец по ГОСТ 13941—68; предельные размеры Г — по СМ7, предельные отклонения толщины колец исполнения 2 — в пределах поля допуска на исходный материал.
_ Для внутренних эксцентрических колец по ГОСТ 13943—68; D — наибольший предельный диаметр вала, который позволяет свободно ввести кольцо в сжатом состоянии при установке его в канавку корпуса; предельные отклонения размеров г3 и т4 — по СМ,; при закреплении подшипника в корпусе детали кольцами d до 32 мм возможно трение ушков о внутреннее кольцо подшипника, в этом случае допускается подрезка плоскости ушков, размеры и форма подрезки стандартом не регламентируются.
Пример обозначения пружинного упорного внутреннего концентрического штампованного кольца с отклонением от плоскостности по группе А для закрепления подшипника или детали в корпусе с отверстием d = 30 мм: Кольцо 1А30 ГОСТ 13941—68
то же, навиваемого, с отклонением от плоскостности ио группе Б: Кольцо 2Б30 ГОСТ 13941—68
то же, эксцентрического кольца с отклонением от плоскостности по группе Б: Коль™ БЗО ГОСТ 13943—68
Технические требования иа пружинные упорные кольца приведены на стр. 640.
Технические требования на пружинные упорные плоские кольца и канавки для них. 1. Материал колец — сталь 65Г по ГОСТ 1050—74 или другие пружинные стали, обеспечивающие физико-механические свойства не ниже стали 65Г.
2. Твердость колец:
для валов и отверстий диаметром d до 38 мм — HRC 45...51;
» » » » d св. 38 до 200 мм — HRC 43...48;
» » » » d св. 200 до 320 мм HRC 40...45.
3. Радиусы кромок выполнять в пределах 0,1—0,3 мм для колец толщиной до 1.7 мм и 0,1—0,5 для колец толщиной свыше 1,7 мм.
4. Параметры шероховатости поверхностей колец по ГОСТ 2789—73:
для опорных боковых плоскостей, штампованных и навиваемых из стальной обрезной ленты, Ra = 2,5 мкм;
для опорных боковых плоскостей, навиваемых из стальной плющеной ленты, Яг = 20 мкм;
для поверхностей рабочего диаметра Rz = 40 мкм;
для нерабочих поверхностей Rz = 80 мкм.
5. Параметры шероховатости боковых поверхностей канавки должны быть не грубее Rz = 20 мкм, а дна канавки и боковой поверхности под углом 60” не грубее Rz = 40 мкм.
6. Разность ширин кольца эксцентрического в двух наиболее узких сечениях не должна превышать допуска на рабочий диаметр кольца.
7. Непараллельноеть боковых опорных поверхностей кольца не более половины предельных отклонений толщины кольца.
Неплоскостноеть колец не более приведенных в табл. 31.
8. По требованию потребителя вид ц толщина покрытия по ГОСТ 9.073—77 оговариваются в заказе.
31. Неплоскостноеть колец, мм
Диаметр вала или отверстия Группа отклонений от плоскостности колец
А Б В
Исполнение Исполнение Исполнение
1 2 1 2 1
До 2-У, Св. 25 до 60 » 60 » 100 0,05 0,07 0,10 0,12 0,15 0,20 0,17 0,25
Св. 160 0,10 0,15 0,20 0,25 0,39 0,35
21 Анурьев В. II.,
ДЕЛИТЕЛЬНЫЕ КОЛЬЦА» ЛИМБЫ И НОНИУСЫ 32. Кольца делительные, устанавливаемые на начало отсчета Размеры, мм
Торцовое биение поверхности В относительно оси отверстия не более 0.04 мм.
Маркируемую на лимбе цену деления устанавливают в зависимости от кинематической схемы и указывают при заказе.
D (отклонение по X) D„ (отклоне-А\ ние по } d2 О. £>4 D-* L Длина заготовки пружины L, /.-0,1 х-о,з и 12 С 11 f с ь S Число делений по окружности d (отклонение по А) Диаметр кольца D
32 40 30 38 32 20 27 18 16 20 22 27 17 18 3,5 8,5 9 10 1,0 8 50 8 10; 12 14? 16 32 32; 40 50
50 65 48 60 40 50 34 44 28 34 24 24 26 40 19 20 3,5 4.0 8,5 10,5 И 12 2 1,0 1,5 8 10 1,0 50; 100 18 20 50; 65 65
80 100 75 90 65 80 57 72 65 40 50 38 28 32 62 22 25 4,0 5.0 10,5 12,0 25 13 14 1.5 2,0 10 12 50; 100 100; 200 22 25 65; 80 80
125 160 110 135 100 125 92 112 80 100 50 65 62 32 38 102 25 30 5,0 7,0 12.5 14,5 25 30 14 16 2 3 2,0 3,0 12 14 1,5 100; 200 100; 200; 300 28 32; 35 80; 100; 125; 160; 200 100; 125; 160; 200
200 170 160 148 130 65 100 38 157 30 7.0 14,5 30 16 3 3,0 14 200; 300; 400 40 160; 200
ДЕЛПТЕЛЬНЬ1Е КОЛЬЦА, ЛИМБЫ II НОНИУСЫ
Шпоночный наз — по ГОСТ 8788—68.
Наружную поверхность подвергают матовому хромированию. Впадины рисок и цифр должны иметь темный тон.
Размеры штрихов — в гл. V, табл. 52
Лимбы для дросселей
Рис. 1
Рис. 2
"Ч/ (у)
Полировать и хромировать
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
33. Отсчетные лимбы
Размеры, мм
___ C-jJ
Исполнение! Исполнение И \/\\/)
Шпоночный паз — по ГОСТ 8788—68.
Торцовое биение поверхности Б относительно оси не более 0,04 мм.
Наружную поверхность подвергают матовому хромированию. Впадины рисок и цифр должны иметь темный тон.
Маркируемую на лимбе цену деления устанавливают в зависимости от кинематической схемы. На чертеже указывают направление отсчета' (по часовой стрелке или против). Размеры штрихов — в гл. V, табл. 52.
D (отклонения по X) Hi £>2 £>з L L1 ^2 / с Ф, градусы Число делений по окружности при отсчете перемещений d (отклонения по А) Диаметр лимба D
линейных угловых
25 32 40 16 20 25 14 18 22 26 32 16 18 20 8 9 10 4 2 1,0 60 50 — - 36 60 60 72 8 10 12 14 16 18 20 22 25 28 32; 35 40 25; 32 32; 40 40 40; 50 50 50; 65 65 65; 80 80 80; 100; 125; 160; 200 100; 125; 160; 200 160; 200
50 65 . 80 30 35 45 27 ' 32 42 42 52 65 22 25 28 И 12 14 6 7 8 3 1,5 60 45 45 50 100 36 60 60 60 72 72 72
100 125 55 55 50 50 85 ио 32 32 16 16 10 10 3 3 1,5 45 100 100 200 — 60 60 72 72 180 180
160 200 65 75 60 70 145 180 40 40 20 20 12 12 4 4 2,0 юо’ 200 200 300 300 400 72 180 180 360 360
ДЕЛИТЕЛЬНЫЕ КОЛЬЦА, ЛИМБЫ И НОНИУСЫ
Материал — сталь 45.
34. Нониусы угловые с отсчетом 5' и 2'
$
2отВ. ФЗА
<$
Tun A
Исполнение при L So 32 Вкл. Исполнение при! сбыте 32
0.J-0.5
К
У>
L
Тип б
2отб ФЗА
Тип шкалы Угловые отсчеты Число делений для исполнения шкалы Угол шкалы <р ^0 по хорде Примеры нанесения штрихов и цифр
1 II
I 5' 12 24 11 0.1917В Тип I И с п о л не н и е I и °. 30 «» 0 3" га -И ,а
П 5' 12 24 12 0.381(5 Л Тип II Исполнение I II so о № ц sf ? 4® eg
III 2' 15 30 29 0,50087? ТапШ Исполнение I И „ <0 2D 3D 40 *7
СТАНДАРТНЫЕ Й НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
21 Анурьев В.
Размеры нониуса, мм, со шкалой
Общие размеры, мм
В Ъ 01 е 3 d h Винт — по ГОСТ -Н90— I II III
Хорда к Хорда i© L 1 i‘2 Хорда К Хорда *0 L 1 к ia X erg да Хорда io L 1 ^2
40 20 9 6 4 6 2,5 М5Х12 0,64 7,668 20 7 — — 0,64 15,264 32 13 __ - 0,672 20,032 32 13 — —
50 0,80 9,585 0,80 19,08 0,84 25,04
63 1,008 12,077 1,008 24,04 1,058 31,55
80 1,28 15,336 1,28 30,528 45 — 23 8 1,344 40,064 45 - 23 8
100 25 12 5 1,60 19,170 32 13 — — 1,60 38,16 1,68 50,08
120 1,92 23,004 1,92 45,792 65 — 39 10 2,016 60,096 65 — 39 10
160 30 2,56 30,672 45 23 8 2,56 61,056 2,688 80,128 90 — 60 12
200 3,2 38,340 3,2 76,32 90 — СО 12 3,36 100,16 125 — 89 15
250 35 16 9 6 7 3,0 Мих 14 4,0 47,425 65 — 39 10 4,0 95.4 125 — 89 15 4,2 125,20 160 - 114 20
315 5,04 60,385 5,04 120,204 5.292 157,752
400 40 6,4 76,680 00 — 60 12 6,4 152,64 160 — 114 20 6,72 200,32 210 — 164
500 8,0 95,850 125 89 15 8,4 180,80 210 164 — — - — •—
ДЕЛИТЕЛЬНЫЕ КОЛЬЦА, ЛИМБЫ И НОНИУСЫ
Материал — сталь 45.
Все кромки, кроме рабочих, притупить.
Хромирование матовое. Епадпны рисок и цифр должны иметь темный топ.
Размен штрихов — в гл. V, табл. 52,
йл
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ 35. Нониусы линейные с отсчетом 0,1; 0,05 и 0,02 мм Размеры, мм
*1 Е •S 3 t £ Й L Д 1 д J +* Исполнение при L Sol -Л- 3. 1 . 1 . Ти 1 & ПЛ л. Исполнение при L свыше 32 ,3.1г. V°'!S'. 4,.
' оз-у Jt - 1 i
О-@-ф <» 44 .Рот!
.ДшШаиШ—- ФЗА
tp Ьг~Г
I е f ' §>( - s, у 3 1 1 ? А.,
£ «а с- Р-ф-4 ФЗА
. L _ L
Общие размеры
Ь Ь, е S d h Винт по ГОСТ 1490—72
16 20 9 6 4 6 2,5 М5Х12
25 30 12 5
35 40 16 9 6 7 3,0 Мбх 14
Размеры для исполнений шкал I—VI
। Исполне-: кие I шкалы Линейные отсчеты Число делений | Расстояние между штрихами Длина шкалы 10 L 1 h h Пример нанесения штрихов и цифр
I ОД 10 0,9 9 20 7 — — 1 ) мааава^ь
II 1,0 19 32 13 __ —
III 0,05 20 0,95 — — 0 25 50 75 1
IV 1,95 39 45 — 23 8
V 4 0,02 50 0,98 49 65 39 10 0 10 20 30 40 50 60 70 80 90 1 ||||||||1||!11||||1|}||1||||1|||1Н|Ш|||11|||11|1
VI 1,98 99 125 — 89 15
Материал — сталь 45.
Все кромки, кроме рабочих, притупить.
Хромирование - матовое.
Впадины рисок и цифр должны иметь темный тон. Размеры штрихов — в гл. V, табл. 52.
ТАБЛИЧКИ ДЛЯ МАШИН И ПРИБОРОВ
647
ТАБЛИЧКИ ДЛЯ МАШИН И ПРИБОРОВ
35. Круглые таблички (по ГОСТ 12970—67)
Размеры, мм
Исттете 1 Исттете 2,
Смещение осей отверстий d от номинального расположения не более 0,1 мм.
Допускается изготовлять таблички с другими размерами Пг> принятыми по ряду размеров D данного стандарта.
D (отклонение по В7) -01 Di 1 а (отклонение по Количество отверстий Масса 1000 стальных табличек, кг
Исполнение 1 Исполнение 2
15 10 1,21
20 14 1,92
25 18 — 2 3,03
' 32 25 0,8 2,4 5,00
40 32 20 7,79 5,82
50 40 25 12,23 9,15
63 53 32 17,65 12,60
80 71 40 31,45 23,57
100 00 50 03 4 4937 36,75
125 115 63 1,0 96,00 73,82
160 150 80 1,0 3,4 157,5 118,0
200 190 100 1,0 246,2 184,2
250 249 125 1,5 571,3 432,9
648 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
37. Прямоугольные таблички (по ГОСТ 12971—67)
Размеры, мм
Толщина 0.S
А_ L
Толщина О, S i
ГОСТ 12971—67 предусматривает L— 164-500 мм;
В = 6 4-140 мм; толщину 1,0 и 1,5 мм.
Допускается изготовление табличек без радиуса закругления г.
L (отклонение по В7) В (отклонение по В7) А А, Г d (отклонение по АД Количество отверстий Масса 1000 стальных табличек, кг
25 10 12 16 18 — 2,4 2,4 2 1,52 1,84 2,46
50 20 25 32 40 22 2,5 2,5 5 2 2 4 6,23 7,80 9,95
63 20 25 32 40 50 53 22 30 40 2,5 2,5 5 5 5 2,4 2 2 4 4 4 7,49 9,37 11,96 14,98 18,75
80 32 40 50 63 71 22 30 40 53 15,98 20,00 25,03 30,05
100 32 40 50 63 80 90 22 30 40 53 71 20,00 25,03 31,31 37,59 50,01
125 40 50 63 80 115 30 40 53 71 5 3,4 4 31,31 39,16 47,01 62,57
160 50 63 80 150 40 53 71 50,15 60,19 100,25
200 63 80 100 125 190 53 71 90 115 75,27 100.25 156,7 196,0
Пример обозначения прямоугольной таблички L = 50 мм, В = 20 мм; Табличка 50X20 ГОСТ 129Т1—67
ПРОБКИ II ЗАГЛУШКИ
ПРОБКИ И ЗАГЛУШКИ
38. Пробки резьбовые (по ГОСТ 12202—66)
Размеры, мм
V0
Яспопнение 2 R0.5
Предельные отклонения размеров, не ограниченных допусками: охватывающих — ио А,, охватываемых — по В,, прочих А 1/2 (А, = В7).
Поле допуска резьбы 8g — по ГОСТ 16093—70
Обозначение пробок d d, (отклонение по А6) Н h Ъ с Масса, кг
Исполнение 1 Исполнение 2 Исполнение 1 Исполнение 2
7009-0223 М8Х1 6 1,5 1,2 1 0,0022
0225 7009-0226 МЮх 1 5 1,6 6 2 2 1,6 1 0,0037 0,0034
0227 0228 М12Х1.25 7 1,6 8 2,5 3 2 1,5 0,0065 0,0054
0229 0230 М14Х1.5 8 2,Ь 10 3 4 2,5 1,5 0,0120 0,0100
0231 0232 М16Х1.5 10 2,5 10 3 4 2,5 1,5 0,0130 0,0120
0233 0234 М18X1,5 12 2,5 10 3 4 2,5 1,5 0,0199 0,0159
0235 0236 М20Х1.5 14 2,5 10 3 4 2,5 1,5 0,0250 0,0200
0237 0238 М22Х1.5 16 2,5 10 3,5 4 3 1,5 0,0290 0,0230
0239 0240 М24Х1.5 18 2.5 10 3,5 4 3 1,5 0,0345 0,0265
0241 0242 М27Х1.5 21 2,5 10 3,5 4 3 1,5 0,0440 0,0330
7009-0243 7009-0244 М30Х1.5 24 2,5 10 3,5 4 3 1,5 0,0540 0,0400
ГОСТ 12202—66 предусматривает d = Мб X 0,75 и d — МЗЗ ч- М48.
Материал — сталь 45. Твердость HRC 30...35.
Покрытие — Хим. Оке. прм (обозначение покрытия — по ГОСТ 9.073—77).
Пример обозначения резьбовой пробки исполнения 1, d = М10 х 1:
Пробка 7009—0225 ГОСТ 12202—66
39. Пробки с прокладками
Размеры, мм
Поле допуска резьбы 8g — по ГОСТ 16093—70.
а 1 L Ь i С D Di Па S di Из • Масса пробки, кг
М10Х1,0 10 18 2 2 1,0 16,2 13 18 14 8,5 20 10 0,017
М12Х1.25 12 22 3 2,5 1,5 19,6 16 20 17 10,2 22 12 0,028
М16Х1.5 13 24 3 2,5 1,5 21,9 18 25 19 13,8 28 16 0,045
М20х1,5 13 25 3 2,5 1,5 25,4 21 30 22 17,8 32 20 '0,069
М24Х1,5 13 28 4 2,5 1,5 31,2 26 34 27 21,8 36 24 0,078
М30Х1.5 15 32 4 2,5 1,5 36,9 30 40 32 27,8 42 30 0,168
М36Х1,5 17 36 4 2,5 1,5 41,6 34 45 36 33,8 48 36 0,238
Материал пробки — сталь СтЗ. Оксидировать. Материал прокладки — паронит.
40. Цилиндрические пробки с внутренним шестигранником
Пробки предназначены для герметичного закрытия каналов в гидросистемах и системах смазки.
Размеры, мм
Вариант исполнения
Резьба метрическая — по ГОСТ 9150—59, с полем допуска 8g по ГОСТ 16093—70.
Резьба d di D -Di S I h h Л, r Macea 100 ШТ., КГ
Номинал Отклонение
MlOxl 5 14 5,8 6,1 5 4-0,12 12 9 3,5 4 4,0 0,8
М12Х1.25 6 17 6,9 7,2 6 +0,04 14 10 4 5 4,75 1,3
М1ЙК1.5 8 22 9,2 9,7 8 +0,15 16 12 5 6 6,5 2,6
М20Х1.5 10 26 11,5 12,0 10 +0,05 18 14 7 8 8,5 4,3
М24Х1.5 14 30 16,2 16,7 14 +0,18 20 16 11 13 11,0 5,3
М27Х1.5 17 34 19,6 20,4 17 +0,06 22 18 15 16 13,0 8,1
М33х1,5 19 40 21,9 22,7 19 +0,21 25 20 16 18 15,0 13,8
М42Х1.5 24 50 27,7 28,5 24 +0,07 32 25 20 23 18,5 28,4
41. Конические пробки с внутренним шестигранником
Пробки предназначены для герметичного закрытия каналов в гидросистемах и системах смазки.
Размеры, мм
S
Резьба, дюймы
1 l'/4
Наружный диаметр резьбы d
Номи- Откло-пал пение
26,568
33,228
41,885
Технические требования на цилиндрические и конические пробки (табл. 40 и 41).
Материал — сталь марок Юкп, 35.
Покрытие — Хим. Оке прм (по ГОСТ 9.073—77).
ПРОБКИ И ЗАГЛУШКИ 651
Отклонение от перпендикулярности опорного торца головки пробок относительно оси резьбы не более 1° 30'.
Угол наклона граней внутреннего шестигранника не более 3°.
Выход резьбы, сбеги, недорезы, проточки и фаскн — по ГОСТ 10549—63.
42. Пробки резьбовые конические с квадратным углублением (по ГОСТ 12718—67)
Размеры, мм
.сх^5° Резьба по ГОСТ 12717-67, дюймы н S b 0 Масса 1000 шт. стальных, кг
1 ь
КГ >/4 КГ Vs КГ Vs КГ »/4 и 12 15 16 5 5+0,12 °’°+().04 й+0> 15 °+0.05 й+0> 15 °+0.05 19+0.18 ^+0.00 4 4 4 4,5 1,5 1,5 1,5 1,5 8,01 13,03 27,00 46,38
_ н ’
КГ 1 19 1А+0.18 5 2 91,83
Пример обозначения пробки с х^+010«
резьбой КГ 3/8": КГ 1>/4 20 1О+0.21 iy+0’07 5,5 2 149,78
Пробка КГ Vs" ГОСТ 12718—67
43. Пробки резьбовые конические с квадратной головкой (по ГОСТ 12719—67) Размеры, мм
«41° Резьба по ГОСТ 12717-67, дюймы н 1 8 11 d наиб. dt наиб. Ь С Масса 1000 шт. стальных, кг
л д бок ния П с ре Пре г ;
Ж
н . ся изготовление про-1утренпего углубле- бозначения пробки Г Vs": Vs" ГОСТ 12719—67
КГ Vs КГ Vs КГ Vs КГ >/3 КГ Vs КГ 1 КГ 11/4 14 18 20 24 26 31 34 8 И 12 15 16 19 20 7 -0.36 7-0,36 12-<ыз 14-0.43 17-0,43 19-0,52 22-0.52 8 10 12 14 14 10 12 15 20 26 6 8 9 11 S " £ 1 1 1 | 1 1,5 1,5 1,5 1,5 2 6,06 14,69 20,99 30,54 60,82 100,20 172,36
опускает без bi )имер о зьбой К бка КГ
44. Пробки резьбовые конические с шестигранной головкой (но ГОСТ 12720—67) Размеры, мм
.Л ** , ы тетея з отвер обозна! бой КГ обка К1 СТ 1272 Г Г_ д из IT ie 3/ о- Резьба по ГОСТ 12717—67, дюймы и h £ d, не более 11 D С Масса 1000 шт. стальных, КГ
Допу пробки Ирш ки с ре 1 СК бс ер зь Пр « 1 ГОТО 1Я <ия /8" -67 вляч про гь б- КГ Vs КГ Vi КГ »/» КГ 1/2 КГ »/4 15 20 21 25 26 4,5 5 5 5,5 6 12-0s43 14-0.43 19-0,52 22 -0,53 27 — 0,52 8 И 15 10 12 14 13’8-О,е 16+о,7 21>+о,з 25+о,9 31+1,0 1 1,5 1,5 1,5 1,5 9,80 15,13 31,42 51,60 82,23
45. Пробки резьбовые комические со шлицем (по ГОСТ 12721—67)
Размеры, мм
п
с* 45°
Rapepa
Допускается изготовление пробки с плоской головкой с фаской 45° при сохранении глубины.
Пример обозначения пробки с резьбой КГ 3/s":
Пробка КГ 3/s" ГОСТ 12721—67
Резьба по ГОСТ 12717—67. ДЮЙМЫ 1 R
КГ Vs 9 20
кг V, i 2,5 28
кг V, 14,5 35
КГ V, 18.5 42
кг V* 19 50
1,6
2,0
3,0
3,0
Масса 1000 шт. стальных, кг
4,87
1,5
1,5
1,5
10,09
19,29
66,68
о
2
3
4
5
5
Технические требования на резьбовые конические пробки. Пробки изютов-ляются из сталей марок 10, 35, А12, ковкого чугуна марки КЧ 35-10. латуни Л С 59-1, алюминиевого сплава. Пробки по ГОСТ 12719—67 допускается изготовлять из серого чугуна СЧ 18-36.
Параметры шероховатости поверхности резьбы пробок должны быть не грубее Rz = 20 мкм, остальных механически обработанных поверхностей — Rz = 40 мкм.
Литейные уклоны — не более 1°, литейные радиусы у пробок с резьбой до КГ 3/4" — не более 1 мм, а с резьбой св. КГ 3/4" — не более 2 мм.
Резьба коническая дюймовая с углом профиля 60° — герметическая по ГОСТ 12717-67.
46. Пробки для смазочных отверстий (по ГОСТ 12217—66)
Размеры, ыг,1
Исполнение II
Рифление п7еп
сетчатое М \/ (у)
Покрытие — Хпм. Оке прм (по ГОСТ 9.073—77).
Предельные отклонения размеров, нс ограниченных допусками: охватывающих — по А,, охватываемых — по В,, прочих ± 1/2 (А, = В7)
* Масса приведена для пробок исполнения II.
Материал — сталь СтЗ.
Пример обозначения пробки d — 6 мм, исполнения II:
Пробка 70М- 0004 ГОСТ 12217—86
ПРОБКИ И ЗАГЛУШКИ
47. Заглушки сферические (по ГОСТ 3111—67)
Размеры, мм
Гнездо под заглушку
D (отклонение по од к = 8 Масса 1000 ш;., кг В (отклонение ио С\) R ъ 3 Масса 1000 шт., кг
6 6 1 0,22 45 70 24,80
48 75 28.80
50 80 30,75
8 7 0,63 52 82 33,20
10 И 0.99 55 85 2 37,20
12 13 1,42 58 92 41,30
14 17 1,92 со 98 44,30
16 20 1,4 2.51 65 105 52,00
18 23 3,18 70 115 60,30
20 26 3,95
22 28 4,7-3
24 30 5,67 75 125 83,30
80 130 98,60
26 32 8.30 85 140 2,5 111,20
28 36 9,60 60 150 125,00
30 40 11,10 li> 1С0 139,00
32 45 12.55 —
35 50 2 14,90 100 175 184,86
38 55 17,70 105 185 203,00
40 60 19,70 110 200 223,50
42 65 21,70 115 215 244,00
Для определения массы заглушек из алюйишиесого сплава массу, указанную в таблице, следует умножить на коаффициепт 0,337:
Заглушки изготовляют из тонколистовой стали по ГОСТ 19904—74. Марки сталп: 08кп, 03, Юки, 10, 15кп и 15.
Допускается изготовление заглушек из листов алюминиевого сплава марки АМг2 по ГОСТ 21631—76.
Материалы и антикоррозионное покрытие заглушек долиты соответствовать ГОСТ 1759—70.
Пример обозначения заглушки с D = 20 мм, класса прочности 3.6, с покрытием 05:
Заглушка 20.30.05 ГОСТ 3111—67
то же, из материала группы 36, с покрытием 01:
Заглушка 20.36.01 ГОСТ 3111—67
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
ВИНТЫ ДЛЯ ПРУЖИН
48. Винт с ушком для пружины
Размеры, мм
6; 1 f a d. D К . 0 r l
-
\\1.1, м3 1,5 5 1,2 Op 1,0 5,0
»s> с*4-5?
M4 2,0 6 1,5 0,7 1,0 6,0
Joi, M5 2,5 7 2,0 0,8 1,5 7,5
Твердость HRC 30...40 M6 3,0 8 2,5 1,0 I,5 9,0
Оксидировать.
Поле допуска ГОСТ 16093—70 резьбы og — по MS 4,0 10 3,0 1 2 A,«и 2 12,0
Материал — сталь 35.
49. Винты с канавкой для пружин растяжения (по ГОСТ 12199-66);
Размеры, мм
Обозначение D d L T b h hi I s (отклонение no C6) c Масса,-кг
7009-0161 4,5 6 M4 16 0,3 1 1,6 ii 8 5 0,5 0,003
0162 5,5 8 M5 20 0,3 1,2 2 5 10 7 1 0,005
0163 7 10 M6 25 0,3 1,6 2 6 12 8 1 0,008
0164 9 12 M8 32 0,5 2 . 2,5 8 16 10 1,3 0,019
0165 9 12 M10 32 0,5 2 2,5 8 16 10 1,5 0,022
0166 11 16 MIO 40 0,8 2,5 3 10 20 14 1,5 0,036
0167 11 16 M12 40 0,8 2,5 3 10 20 14 1,5 0,037
0168 14 20 M12 50 0,8 3,2 4 12 20 17 1,5 0,076
7009-0169 18 25 M16 60 0,8 4 5 16 25 22 2 0,149
Материал — сталь 45. Твердость HRC 30...35.
Покрытие — Хим. Оке прм (по ГОСТ 9.073—77).
Поле допуска резьбы 8g — по ГОСТ 16093—70.
Предельные отклонения размеров, не ограниченных допусками; охватывающих = ПО А,, охватываемых — по В„ прочих ±1/2 (А7 = В7).
Пример обозначения винта D = ll мм, d = М10 мм:
ГРУЗОВЫЕ ВИНТЫ, СТЯЖНЫЕ МУФТЫ, ТАЛРЕПЫ 655
50. Винты с отверстием для пружин растяжения (по ГОСТ 12200—66)
Размеры, мм
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по А?, охватываемых — по В7, прочих ±1/2 (А, = Л7).
Пример обозначения <1 = 5 мм:
Винт 7009-0216 ГОСТ 12200—66
ГРУЗОВЫЕ ВИНТЫ, СТЯЖНЫЕ МУФТЫ
51. Рым-болты (по ГОСТ 4751—73)
Рым-болты предназначены для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах.
Размеры, мм
Для установки в одной плоскости, колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной до 1 мм — под рым-болты с резьбой М8-М12; не более половины шага резьбы — под рым-болты с резьбой свыше М.12.
656 . СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Продолжение табл. 51
<2 di d2 da da d-. b h A, h2 (отклонение no CM1C) I _ 11 I, T Масса, кг
не менее
М8 М10 М12 М16 М20 М24 МЗО М36 М42 М48 36 45 54 63 72 90 108 126 144 162 20 25 30 35 40 50 60 70 80 90 8 10 12 14 16 20 24 28 32 36 20 25 30 36 40 50 63 75 85 95 13 15 17 22 28 32 38 45 52 60 10 12 14 16 19 24 28 32 38 42 12 16 18 20 24 29 37 43 50 52 6 8 10 12 14 16 18 22 25 30 5 6 6 7 9 10 11 12 14 14 18 21 25 32 38 45 55 63 72 82 12 15_ 19 25 29 35 44 51 58 68 19 22 26 33 39 47 57 65 74 84 2 2 2 2 3 3 3 4 4 4 4 4 ‘e 6 8 12 15 18 20 22 0,05 0,12 0,19 0,31 0,50 0,87 1,58 2,43 3,72 5,54
ГОСТ предусматривает также d = М56 М100.
Пример обозначения рым-болта с резьбой М8 без покрытия: Рым-болт MS ГОСТ 4751—73
tro же, с покрытием 01 (цинковые с хроматированием) толщиной 9 мкм; Рым-болт М8.019 ГОСТ 4751—73
Грузоподъемность рым-болтов
Грузоподъемность на 1 рым-болт, кг, при направлении строп
под углом 45° от вертикальной оси рым-болта
в плоскости кольца
с отклонением от плоскости кольца
MS 120 80 40
M10 . 200 125 65
M12 300 175 90
M16 550 250 125
M20 - 850 325 150
M2|, 1250 500 250
M30 2000 700 350
M36 3000 1000 500
M42 4000 1300 650
M48‘ 5000 1650 800
При подъеме груза направление строп под углом от вертикальной осн рым-болта Свыше 45" не допускается.
ГРУЗОВЫЕ ВИНТЫ, СТЯЖНЫЕ МУФТЫ, ТАЛРЕПЫ 657
Технические требования. 1. Материал — сталь 20 или сталь 25 штамповкой. Допускается изготовление ковкой.
2. Штамповки пли поковки — по ГОСТ 8479—70, группа II.
3. Заварка илп заделка дефектов ве допускается.
4. Рым-болты после штамповки или ковки должны быть нормализованы п очищены от окалины.
5. Твердость нормализованных рым-болтов с резьбой М8-М48:
из стали 20 твердость НВ 105...149,
из » 25 » НВ 134...187.
6. На конце рым-болта центровые отверстия не допускаются.
7. Надрезы на обработанной части хвостовика не допускаются.
8. Отклонения от перпендикулярности оси рым-болта к опорной плоскости кольца не более: 0,10 мм на длине 100 мм для резьбы М8-М16;
0,5 мм » >> 100 » ' >> » М20 п выше.
9. Отклонение от перпендикулярности осн резьбы к опорной поверхности гнезда не более:
0,2 мм на'длине 100 мм для резьбы М8-М16;
0,1 мм » » 100 » » ». М20 и выше.
10. Рым-болты должны выдерживать при испытании на прочность нагрузку, равную удвоенной номинальной грузоподъемности.
11. Резьба метрическая — по ГОСТ 9150—59, для рым-болта поле допуска 8g, для гнезда под рым-болты 7Н — по ГОСТ 16093—70.
12. Рым-болты могут изготовляться с покрытием. Виды покрытий и условные обозначения — по ГОСТ 9.073—77.
52. Грузовые винты (цапфы) (по ГОСТ 8922—69)
Предназначены для подъема, опускания и удерживания на весу механических устройств.
Размеры, мм
А-А
г 2
Отклонения размеров, не ограниченных допусками: охватывающих — по А,; охватываемых — по В,: прочих ± 1/2 (А, = В7).
Размеры недорезов и фасок для резьбы — по ГОСТ 10549—63.
Резьба метрическая — по ГОСТ 9150— 59, поле допуска 8? — по ГОСТ 16093—70.
Покрытие — Хим. Оке прм (обозначение — по ГОСТ 9.073—77). Допускается применение других видов защитных покрытий.
Размеры гнезд под грузовые винты и остальные технические требования — по ГОСТ’ 4751—73 (табл. 51)
Обозначение винтов d L V Ds Й2 8 (отклонение • по Со) 1 h h. Г Г1 Допу-скаемая нагрузка, кге Масса, кг
7095-0021 М12 50 32 12 25 22 22 6 5 2 4 2 120 0,085
0022 М16 65 40 16 30 24 28. 8 6 2 6 2 200 0,170
0023 М20 80 45 20 36 27 32 . 10 8 3 8 2 300 0,314
0024 М24 95 55 25 45 36 38 10 10 3 8 3 480 0,562
0025 МЗО 110 65 30 55 41 45 12 10 3 10 4 720 0,918
0026 М36 125 70 36 60 46 52 12 12 4 10 4 1100 1,374
0027 М42 140 80 42 70 60 60 12 14 4 12 5 1650 2,056
7095-0028 М48 160 85 50 75 65 70 14 16 4 12 5 2420 2,977
Материал — сталь 20.
Пример обозначения грузового винта d — М12;
53, Груеовой болт
Размеры, мм
1 / Л а D L h 1г 1* С Грузоподъемность, кг Длина заготовки , 9 Масса, кг
1 М12 25 68 30 28 40,5 15 1,5 500 185 0,237
Свар М16 М20 32 40 84 112 40 42 35 40 50,0 68,0 18 24 1,8 2,0 1000 1500 240 0,455
г|а! 300 1,000
Материал — сталь 45.
Резьба метрическая — по ГОСТ 9150—59, поле допуска 8g — по ГОСТ 16093—70.
Грузовой болт испытывают на прочность нагрузкой, превышающей их поминальную грузоподъемность па 100%.
54. Муфты стяжные круглые
Размеры, мм
Тип Т ТМИ
d D 9 | d3 Отклонения по А, 1 0 If L
М12 М16 24 30 14 18 8 10 Тип I 18 + 1 24 + 1 1,0 1,0 Z --
М20 35 22 ; 12 Гип II 30 + 1 1,0 42 + 0,6 52 + 0,8 62 + 0,8 72 + 0,8 100 + 0,8 120 + 1,0 140 + 1,0 160+1,0
1 М24 40 26 16 36 + 1 1,5 CD ОО^О ОООО 1-Ж1+1+ ОО ОО Ъо'оооо'со to к-. О ООО О ООО Ж+1+1+ OOGO
МЗО 50 32 20 45 + 1 68 + 0,8 78 + 0,8 88 + 0,8 113 + 0,8 160 + 1,0 180 + 1,0 200 + 1,0 250+ 1,0
ТАЛРЕПЫ
а D <7, | й2 Отклонения по А7 г С h L
мзе 60 38 20 55 + 2 2,0 78 + 0,8 88 + 0,8 113 + 0,8 138 + 1,0 180 + 1,0 200 + 1,0 250 + 1,0 300 + 1,5
М42 70 44 26 60 + 2 85 + 0,8 ПО ±0,8 135 + 1,0 200 + 1,0 250 + 1,0 300+ 1,5
Материал — сталь 45.
ТАЛРЕПЫ (по ГОСТ 9690—71)
Талрепы по ГОСТ 9690—71 изготовляют следующих типов: ОШ — с открытой штампованной муфтой; ОС — с открытой сварной муфтой; ЗС — с закрытой сварной муфтой.
55. Основные параметры, масса и исполнение талрепов с открытой штампованной муфтой]
Исполнение ВВ (вилка — вилка)
L
Исполнение В У (вилка —ушко)
Исполнение УУ (ушко — ушко)
L
Исполнение ГУ (гак — ушко)
Продолжение табл. 55
Допускаемая нагрузка, тс 0,1 0,2 0,3 0,5 0,8 1,2 1,6 2,0 2,5 3,2 4,0 5,0 6,3
Масса, кг, не более: для исполнения ВВ » » ВУ » » УУ » » гг » » ВГ » .» ГУ 0,14 0,13 0.12 0.15 0Д4 0,13 0,37 0,35 0.33 0.50 045 0j42 0,50 0,45 0,42 0,70 0,60 0,56 0,92 0,90 0.85 1,28 1,10 1,10 1,10 1,00 0,95 1,45 1,26 1,20 1,90 1,85 1,80 2,40 2,15 2,10 2,26 2,10 2,00 3,00 2,80 2,70 3,80 3,60 3,40 5,80 5,60 5,40 6,90 6,60 6,20 12,80 12,30 11,90 B||i 11
5S. Основные параметры, масса и исполнение талрепов с открытой сварной муфтой
Исполнение ВВ (вилка — вилка)
Исполнение ВУ (вилка — ушко)
Исполнение УУ (ушко — ушко)
Допускаемая нагрузка, тс 2,0 2,5 3,2 4,0 5,0 6,3 8,0 10,0 12,5 16,0 20,0
Масса, кг, не более: для исполнения В В » » ВУ » й уу 3,6 3,5 з,з 4,2 4,0 3,8 6,0 5,9 5,6 7,1 6,8 6,4 12,8 12,3 11,9 14,0 13,7 13,3 20,8 20,0 13,1 23,6 22,7 21,8 33,4 32,4 31,4 42,9 40.8 38j 55.3 53,0 50,8
57. Основные параметры, масса и исполнение талрепов с закрытой сварной муфтой
Исполнение ВГ (вилка — гак!
Исполнение ВВ (вилка — вилка)
В Й
Допускается нагрузка, тс 0,1 0,2 0,3 0,5 0,8 1,2 1,6
Масса, кг, не более: для исполнения ВГ » ». ВВ 0,14 0,14 0,36 0,30 0,52 0,42 0,95 0,76 1,10 0,95 1,80 1,52 1,90
58. Основные размеры талрепов, мм
Допускаемая нагрузка, тс Резьба талрепа d Ход талрепа L — Li Исполнение
вв УУ гг ВУ вг гу
L в. L bi - ь, L L, 1 bi ь ь,
0,1 М6 75 230 155 ‘М 169 236 161 237 162 233 158 240 165
0,2 М8 112 324 212 344 232 360 248 334 222 342 230 352 240
0,3 М10 112 341 229 365 253 383 ' 271 353 241 362 250 374 262
0,5 Ш2 140 421 281 449 309 461. 321 435 295 441 301 455 315
0,8 М14 140 434 294 466 326 472 332 450 310 453 313 469 329
1,2 . М16 168 524 356 558 390 558 390 541 373 511 373 558 390
1.6 М18 168 542 374 582 414 — — 562 394 — — — —
2,0 ' М20 185 603 418 653 468 - — 628 443 — — —
2,5 М22 185 629 444 681 496 - - 655 470 — — — . —
3,2 М24 212 719 507 787 575 - — 753 541 — — - —
4,0 М27 212 757 545 821 609 — — 789 577 — - — —
5,0 МЗЗ 248 881 633 949 701 - — 915 667 - —
6,3 М36 248 900 652 976 728 - — 938 690 - — — -
8,0 М39 265 987 722 1083 818 - — 1035 770 — — -
10,0 М42 265 1027 762 1121 856 — - 1074 809 — — —
12,5 М48 290 1133 843 1231 941 — — 1182 892 - - — -
16,0 М52 290 1159 869 1261 971 — - 1210 920 - - — -
20,0 М56 308 1247 939 1391 1083 - - 1310 1011 - - - -
ТАЛРЕПЫ
Пример обозначения талрепов с открыток штампованной муфтой, с двумя вилками, на допускаемую нагрузку 10,и тс;
Талреп 10,0 ВВ-ОШ ГОСТ 9690 — 71
то же, с открытой сварной муфтой, с двумя ушками, на допускаемую нагрузку 4,0 тс:
Талреп 4,0 УУ-ОС ГОСТ 9690 — 71
то же, с закрытой сварной муфтой, с двумя вилками, на допускаемую нагрузку 0,8 тс:
Талреп 0,8 ВВ-ЗС 9690—71
59. Основные размеры деталей талреров, мм
Штампованная муфта
Вилка
Гак
На допускаемую нагрузку 1—0,5 тс
1 — вилка; 2 — ось с буртиком по ГОСТ 9650—71; 3 — шплинт по ГОСТ 397—66
Гак
На допускаемую нагрузку 0,8 и 1,2 тс
Нагрузка талрепа, тс ... 0,8 1,2
s4, мм.................. . 8 10
s5, мм...................18 20
s6, мм...................10 12.
в?, мм.....................22 26'
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Допу-екаем ая нагрузка талрепа, тс В b bi ^2 Ьз Ь4 D d di d2 d3 d5 n Ь2 Ls l4 L:t I 11 /J 14 1. h Ai A-2 s 31 s2 s3
ОД 22 9 10 10 16 14 10 Мб 5 6 4 7 10 IGO 86 86 86 to 13 54 19 20 20 15 5 6 2 4
0,2 30 12 — — 12 12 22 18 16 М8 8 8 5 14 17 — 150 116 120 137 15 14 80 24 34 34 26 6 — — 8 2 4
0,3 30 12 — — 14 14 22 18 20 М10 8 10 7 15 20 — 150 126 131 148 15 18 80 28 40 42 30 9 — 8 — 2 6
0,5 38 15 — — 16 16 25 25 22 М12 10 12 8 19 24 — 190 154 159 176 20 22 100 ' 34 47 45 36 10 — 10 — 3 6
0,8 38 15 — — 18 18 25 25 24 М14 10 14 9 — — — 190 162 168 184 20 27 100 40 59 48 41 11 24 26 10 — 3 6
1,2 49 20 — — 22 22 32 32 28 М16 12 16 и — — 4 230 195 204 217 25 31 122 47 60 55 46 14 26 30 13 — 3 6
1,6 49 20 — — 25 24 32 32 — М18 12 18 12 — — 4 230 208 215 — 25 36 122 55 — — — 15 — — 13 — 3 8
2,0 58 23 28 38 27 26 36 — — М20 — 20 14 — — 6 260 230 242 — 30 39 136 60 — -*- — -18 — — 15 12 — 8
2,5 58 23 28 38 30 30 36 — — М22 22 16 — — 9 2C0 248 257 — 30 47 136 70 — — — 20 — — 15 12 — 8
3,2 71 28 30 45 32 32 44 — — М24 — 25 18 — 9 310 282 298 — 40 49 162 80 — — — 22 — — 19 14 — to
4,0 71 28 30 45 36 36 44 — — М27 — 30 20 — 13 310 305 315 — 40 60 162 90 — — — 25 — — 19 14 — 10
5,0 94 38 40 60 40 40 60 — — мзз 32 23 — — 13 370 348 366 — 50 65 195 100 — — — 29 — — 25 18 — 12
6,3 94 38 40 60 44 44 60 — — М36 — 36 26 — — 13 370 365 380 — 50 72 195 105 — — — 32 — — — 18 — 14
8,0 — — 45 70 49 48 — — — М39 — 40 29 — — 14 410 408 427 — 60 81 218 120 — — — 36 — — — 20 — 16
10,0 — — 45 70 52 52 — — — М42 — 45 32 — — 14 410 430 446 60 94 218 130 — — — 40 — — — 20 — 18
12,5 — — 56 80 58 56 — — — М48 — 50 36 — — 16 460 472 492 — 70 101 242 140 — — — 45 — — — 22 20
16,0 — — 56 90 63 62 — — — М52 — 55 39 — — 18 460 494 510 — 70 109 242 150 — — — 48 — — — 25 22
20,0 — — 63 100 68 66 — — — М56 — 60 43 — — 21 500 541 560 — • 80 116 265 170 — — — 54 25 — 24
Талрепы ьч»
664 СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
60. Материалы деталей талрепов
Наименование деталей Марка стали
Муфта штампованная, вилка, ушко, гак, ось с буртиком Труба Струна открытой сварной муфты Гайки сварных муфт . ? , Шайба закрытой сварной муфты . 25 20 ВСтЗсп4 ВСтЗсп2 ВСтЗсп
Допускается применение других материалов, механические свойства которых не ниже свойств марок, указанных в табл. 60.
Качество материалов кованых деталей должно соответствовать категории прочности КП 25 по ГОСТ 8479—70. Для остальных деталей несущих элементов предел текучести стали — не менее 23 кгс/см2.
Допуски на размеры штамповок — по ГОСТ 7505—74.
Контргайки — по ГОСТ 5916—70 и по ГОСТ 10607—72.
Труба — по ГОСТ 8734—75.
Метрическая резьба — по ГОСТ 9150—59, поле допуска болтов — 8g, гаек — 7Н по ГОСТ '6093—70, сбеги — по ГОСТ 10549—63. Проточки в резьбах не допускаются.
Сварка должна проводиться электродами, механические свойства которых нс ниже электродов типа Э42А по ГОСТ 9467—75. Сварные швы зачищают.
В деталях талрепов не должно Сыть трещин, раковин и других пороков, влияющих на прочность.
Хвостовики вилок, ушек и гаков должны изготовляться-с правой и левой резьбой.
Есе детали талрепов должны иметь покрытия по ГОСТ 9.073—77, обеспечивающие эксплуатацию талрепов в обычных и тропических условиях.
ВТУЛКИ
Отклонения размеров, не ограниченных допусками: охватывающих — по А,, охватываемых — по В7, прочих Д.-1/2 (А7 = В-,).
Для втулок по ГОСТ 12214—66 и по ГОСТ 12215— 66 радиальное биение поверхности диаметра d относительно поверхности диаметра D в для втулки по ГОСТ 13157—67 радиальное биение поверхности D относительно конической поверхности по IV степени точности ГОСТ 10356—63.
6 Для втулок по ГОСТ 12214—66 и по ГОСТ 12215—66 торцовое биение опорного торца относительно поверхности диаметра d и для втулок по ГОСТ 13157—67 торцовое биение поверхности А относительно конической поверхности по V степени точности ГОСТ 10356—63.
Для втулок по ГОСТ 12214—66 и по ГОСТ 12215—66 покрытие Хим. Оке нрм и для втулок по ГОСТ 13157—67 покрытие Х18. гв (обозначение покрытий по ГОСТ 9,073—77). Размеры втулок приведены в табл. 61.
61. Втулки конические для фиксаторов (ГОСТ 13157—67), втулки с буртиком (ГОСТ 12214—66) и втулки (ГОСТ 12213—66) для фиксаторов и установочных пальцев
Размеры, мм
ГОСТ 13157—67
Rl40,, ,
гурьев В.
Обозначение втулок d* (отклонение по А) L И D (отклонение по Пр) Dt (отклонение по Х3) Г>2 h 1 г = с di b Ь1 Масса, кг
по ГОСТ 13137—о7 по ГОСТ 12214—06 по ГОСТ 12215—66 по ГОСТ 13157-67 по ГОСТ 12214-66 по ГОСТ 12215—66
7030-0122 7030-0172 к 6 6 8 8 И 1,6 1,2 0,2 1 0,002 0,002
7030-1061 0123 0173 6 8 8 10 10 13 2 1,5 0,6 5 — 1,5 1,5 0.004 0,004 0.003
1062 0124 0174 8 10 10 12 12 15 2 1,5 0,6 6,э 1,6 1,5 1,5 0,007 0.006 0,005
1063 0125 0175 10 12 12 16 16 20 3 1,5 0,6 8 1,6 2 о 0,015 0.013 0,012
1064 0126 0176 12 14 14 18 18 22 3 1,5 0.6 9.5 1,6 > Z 0,022 0,014 0.016
7030-1065 0127 0177 16 18 14 22 22 26 3 1,5 0,6 13 2 3 о 0,034 0.024 0,020
— 7030-0128 7030-0178 16 — 18 22 22 26 3 1,5 0,6 — — — — 0,029 0,025
* т in втулок конических по ГОСТ 13157— 67 d — отклонение по Аз.
ВТУЛКИ
ГОСТ 13157—67 предусматривает также d = 20 мм, ГОСТ 12214—67 предусматривает d — 2,5 мм и d = 20 50 мм.
Материал — сталь У8А. Твердость HRC 55...60.
Пример обозначения конической втулки для фиксатора размером d = 6 мм:
Втулка 7030-1061 18157—67
ОПОРЫ
62. Опоры постоянные с плоской и сферической головкой Размера, мм
Опора с плоской головкой —. по ГОСТ 13440—68
Опора со сферической головкой — по ГОСТ 13441—68
Обозначения опор
Общие размеры
Опора с плоской головкой
Опора со сферической головкой
с плоской головкой
со сферической головкой
D Н* L
d (отклонение ио Я»12а)
Масса, кг
Масса, кг
7034-0264 0267 0270 0274 0275 0279 0280 0284 0285 0290 0291 0295
7034-0296
7034-0314 0317 0320 0324 0325 0329 0330 0334 0335 0340 0341 0345
7034-0346
6
8
10
12
12
16
16
20
20
25
25
32
32
6
8
10
12
16
16
20
20
25
25
32
25
32
И 16 18 22 26 28 32 36 40 45 52 50 58
4
6
6
8
8
10
10
12
12
16
16
20
20
1
2
2
3
3
3
3
3
3 3
3
3 3
0,4 0,4 0,6 0,6 0,6
0,6 0,6 1,0
1,0 1,0 1,0
1,6
1,6
2
2
2
2
4
4
4
4
6 6'
6
6
0,6 0,002
0,6 0,005
1,0 0,008
1,0 0,015
1,0 0,018
1,0 0,032
1,0 0,039
1,6 0,063
1,6 0,074
1,6 0,127
1,6 0,154
1,6 0-218
1,6 0,265
0,002 0,005 0,008 0,015 0,018 0,031 0,037 0,060 0,072 0,121 0,148 0,206 0,253
♦ Для опоры с плоской головкой (ГОСТ 13440—68) отклонение по С или припуск на шлифовку при сборке или в комплекте. Для опоры со сферической головкой (ГОСТ 13441—68) отклонение по С5.
ГОСТ 13440—68 п ГОСТ 13441—68 предусматривают также D = 5 и 40 мм, Н = 3 т 60 мм.
Материал — сталь У7А для опор Л <12 мм; сталь 20Х для опор D > 12 мм. Твердость HRC 55...60. Опоры пз стали 20Х цементовать на глубину 0,8—1,2 мм.
Отклонения размеров, не ограниченных допусками: охватывающих — по А7; охватываемых — по В,; прочих ±1/2 (А, = В7).
Размеры канавок для выхода шлифовального круга — по ГОСТ 8820—69.
Покрытие — Хим. Оке прм (обозначение покрытия — по ГОСТ 9.073—77). Допускается применение других видов защитных покрытий.
Для опор по ГОСТ 13440—68 иеперпендикулярноеть опорного торца А относительно поверхности диаметром d — не более 0,01 мм (только для опор размером Н, изготовляемых с отклонением по С).
Прх^иер обозначения опоры с плоской головкой D = 6 мм, Н = 6 мм с предельными отклонениями Н и С;
Опора 7034—026-1 С ГОСТ 13-140—68
то же, с предельными отклонениями размера Н+0’|:
Опора 7034 — 0264 ГОСТ 13440—68
Пример обозначения опоры со сферической головкой D = 6 мм, Н = 63
Опора 7034—0314 ГОСТ 13431—63
ОПОРЫ
63. Регулируемые опоры с шестигранной головкой (по ГОСТ 4085—68) Размеры, мм
Пример применения
Обозначение опор
Обозначение опор
7035-0405
0406
0407
0408
0409
7035-0425 0426 0427 0428 0429
0410
0411
0412
0413
0414
0415
мю
0430 0431 0432 0433 0434 0435 0436
0416 0417
0418 0419 0420
0421 0422
0.040 0,044 0.048
0,8 0.0з1 0.055-0,0581 0,062
0437 0438 0439 0440
0441 0442 0443
32
0423 7035-0424
41
Пример обозначения регулируемой опоры с шестигранной головкой размерами d = Мб,
L — 16 мм:
Опора 7035—0401 ГОСТ 4085—68
Материал — сталь 45. Допускается замена иа сталь других марок с механическими свойствами не ниже, чем у стали 45.
Твердость головки HRC 40...45. Для опор размером L -2 50 мм допускается твердость на всей длине опоры HRC 33...38.
Предельные отклонения размеров, не ограниченных допусками: охватывающих — по Л7; охватываемых — по В7; прочих — —* 1/7 (А7 = В7).
Резьба метрическая — по ГОСТ 9150—59; поле допуска 8g — по ГОСТ 16093—70.
Покрытие — Хим. Онс при (обозначение покрытия — по ГОСТ 9.073—77). Допускается применение других видов защитных покрытий.
‘ШАРИКИ И РОЛИКИ
64. Шарики
Диаметр D: 1,5; 2,5; 3; 3,5; 4; 5; 5.5; 6; 6,5; 7; 8; 8; 10; 11; 12; 14; 15; 16; 17; 19 мм.
Технические требования на шарики — ГОСТ 3722—СО.
801 е^иал — сталь шарико- и роликоподшипниковая ио
ГОСТ
Твердость при диаметре до 45 мм B.RC 62...66, св. 45 мм PRC 60...66.
65. Цилиндрические ролики Размеры, мм
dxi <7X1 dxZ dxl dxl dxl c’Xl
X) - I 4x6 4X8 4X12 5X5 5X8 5X10 6x6 6x8 6x10 6X12 7X10 7X20 8x8 8X12 8x16 8X20 8X25 9X9 9X12 10X14 10x10 10X12 10X20 10x25 10X30 11 хп 12x12 12X16 13X38 14x14 14x20 14X28 15X15 16x47 18x18 18x26 20x20 22x34 24x24
г .
Материал — сталь шарико- и роликоподшипниковая по ГОСТ 801—60.
66. Ролики игольчатые (ио ГОСТ 6879—72) Размеры, мм
A- ;’L
«г, ЙР £p - R не менее и не более —
£ _ [/ Vf
dp LP Масса 1000 шт., кг йр Lp Масса 1000 шт., кг dp Lp Масса 1000 шт, кг
1,6 7.8 9,3 11,8 13,8 15,8 0,15 0,16 0,19 0,22 0,25 2,5 15,8 17,8 19,8 21,8 23,8 0,61 0,69 0,76 0,85 0,92 3,5 17,8 19,8 23,8 29,8 1,35 1,51 1,80 2,25
2 6.2 7,8 9,8 11,8 13,8 15.8 17.8 19,8 0,15 0J9 0,24 0,29. 0,34 0,39 0,45 0,49 3,0 9.8 11,8 13,8 15,8 17,8 19,8 21,8 23,8 27,8 29,8 0.54 0,65 0,76 0,87 0,99 1,10 1,22 1,32 1,54 1,62 4,0 19,8 23,8 29,8 39,8 1,97 2,37 2,95 3,90
5,0 24,8 19,8 39,8 44,8 49,8 3,64 4,62 6,15 6,94 7,50
2,5 7,8 9.8 11,8 13,8 0,30 0.38 0,45 0,53
3,5 13,8 15,8 1,05 1,20
16,0 49,8 59,8 11,05 13,25
Игольчатые ролики долиты изготовляться трех степеней точности:
Степень точности I с параметрами шероховатости поверхности Ra = 0,08 мкм
» » II » » » Ra = 0,160 мкм
» » III » » » Ra = 0,160 мкм
Материал — сталь ШХ15.
Твердость НДС 61...65.
Пример обозначения игольчатого ролика диаметром d,. — 2 мм, длиной L = 15,8 мм, степени точности II: ‘ 1
Ролик 2 X 15,8 II ГОСТ 0870—72
СУХАРИ, ОСЕДЕРЖАТЕЛИ, ПЕТЛИ
669
СУХАРИ, ОСЕДЕРЖАТЕЛИ, ПЕТЛИ
67. Сухари к обработанным станочным пазам (по ГОСТ 14730—69)
Размеры, мм
Материал — сталь 45. Твердость HRC 35...40.
Отклонение от перпендикулярности поверхности А относительно поверхности Г— по VIII степени точности ГОСТ 10356—63.
Смещение плоскости симметрии расположения поверхностей Д и Е и оси отверстия диаметра d относительно плоскости симметрии расположения поверхностей А и Б: при В 22 ие более 0,2 мм, при ё > 22 не более 0,3 мм.
Отклонение размеров, не ограниченных допусками: охватывающих — по А?, охватываемых — по В7; прочих ±*/2 (А, = В7).
Обозначение сухарей В (отклонение по А4) н Hi d Ь Л С с( Масса, кг
7004-2041 6 9 7 4 М5 1,0 0,4 0,003
2042 8 12 8 5 Мб 1,0 0,4 0,006
2043 10 14 11 6 М8 1,0 1,0 1,0 0,4 0,012
2044 12 18 14 7 мю 1,6 0,6 0,022
2045 14 22 16 8 М12 1,6 0,6 0,035
2046 18 28 20 10 М16 1,6 0,6 0,070
2047 22 34 28 14 М20 2,5 0,6 0,153
2048 28 44 34 18 М24 2,5 0,6 0,327
2049 36 54 45 22 МЗО 2,0 1,5 2,5 1,0 0,522
2050 42 65 52 26 М36 1,061
2051 48 75 ео 30 М42 4,0 1,0 1,609
7004-2052 54 85 68 34 М48 2,305
Резьба метрическая — по ГОСТ 9150—59, поле допуска 7£Г — по ГОСТ 16093—70.
Покрытие — Хим. Оке при (обозначение по ГОСТ 9.073—77). Допускается применение защитных покрытий других видов.
Пример обозначения сухаря к пазам станочным обработанным с В =• 6 мм.
Сухарь 7004-2041 ГЪСТ 14730—69
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ 68. Оседержатели (по нормали Гппроуглемаша) Размеры, мм
Диаметр оси D Оседержатели Прорезы
in ?| и L В S d Масса, кг Тип оседер-жателей Ъ н h С1 | Бол1
। Номинал 1 Отклонение Номинал Отклонение ' Номинал Отклонение Номинал Отклонение
30 .40 75 70 105 30 6 14 0,084 0,135 I II 7 +0,36 25 -0,52 5 ±о,3 25 +0,52 М12Х25
35 40 75 70 105 0,084 0,135 I II 30 27,5
40 50 95 80 125 40 8 0,182 0,298 I II 10 32 —0,62 32 +0,62
45 50 95 80 125 8 0,182 0,298 I II 37,5 10 15 ±0,4 35 +0,62
50 50 95 80 125 0,182 0,298 I II 42 37
55 50 95 80 125 0,182 0,298 I II 47,5 40
60 60 125 100 165 10 18 0,274 0,480 I II 12 +0,43 50 40 М16х35
65 60 125 100 165 0,274 0,480 I II 54,5 —0,74 42
70 60 125 100 165 0,274 0,480 I II 60 45
75 60 125 100 165 0,274 0,480 I II 65,5 48 +0,62
80 70 140 110 180 0.305 0,525 I II 70 50
90 70 140^ ИО ISO 0,305 0,525 I II 80 55 +0,74
100 <80 170 130 220 50 22 0,450 0,803 I II 87 -0,87 15 62 +0,74 М20Х40
Материал — сталь СтЗ. Сортамент: полоса — по ГОСТ 103—76.
Стопорение болтов для оседержателей I и II типов производится пружинной шайбой ПО ГОСТ 6402—70 или проволокой по ГОСТ 3286—75.
Оссдержателн следует устанавливать таким образом, чтобы они не воспринимали нагрузки осп. На каждый конец оси устанавливают по держателю,
СУХАРИ, ОСЕДЕРЖАТЕЛИ, ПЕТЛИ 69. Петли шарнирные Размеры, мм
Материал — сталь 35
н 50 65 80
8 2 2,5 3
1,5 2 2,5
Петли левые п правые исполнений I и II
Л-Л; Б-Б
1S Пополнение!
В-В
Исполнение I
Исполнение II
Петли исполнении III и IV
Размеры, мм
Материал — сталь СтЗ. Наружную поверхность петель полировать и оксидировать.
Ось петли Размеры, мм
н d L h
*^~~i** --Ж * L ! - Г* “ ^тт* Наружную поверхность оси оксидировать 50 64 5 50 65 2,0
60 6 79,5 2,5
Стержень и шайба
Размеры, мм
(отклонения ИО Ct) di L I It ft D 6
5 3 50 64 5,0 4 2,5 9 1,0
6 4 79,5 5,5 5 3,0 11 1,5
Материал: стержня — сталь 35, шайбы — сталь СтЗ.
КОУШИ
70. Коуши для стальных канатов (по ГОСТ 2224—72)
Стальные кованые и штампованные коуши предназначены для подъемно-транспортных устройств.
Размеры, мм
Коуши, предназначенные для эксплуатации при температуре окружающей среды не ниже минус 40 °C, изготовляют из стали СтЗпсЗ, а при температуре от минус 40 до минус 65 °C — из стали марки ВСтЗсп5.
Допускается изготовление коушей из стали других марок, обеспечивающих физико-механические свойства не ниже, чем для указанных марок стали.
Диаметр каната D В L Lt R S St Масса, кг
Св. 2,5 до 3,5 12 7 20 32 2,0 1,5 2,5 0,008
» 3,5 » 4,6 15 10 24 40 3,0 2,0 4,0 0,015
КОУШИ
Диаметр каната D В L Li R S St Масса, кг
Св. 4,6 до 5,7 » 5,7 » 7,0 » 7,0 » 8,6 в 8,6 » 10,2 » 10,2 '> 12,5 в 12,5 ». 15,5 » 15,5 » 18,5 в 18,5 » 22,0 » 22,0 » 25,5 в 25,5 » 30,0 20 25 30 34 40 45 56 63 75 85 и 12 14 18 20 24 28 32 38 42 33 41 50 56 65 74 92 104 125 142 50 62 74 84 100 115 144 160 190 225 3,5 4,0 5,0 6.0 7,0 9,0 10.0 12,0 14,0 16,0 2,0 2,0 2,0 3,0 3,0 3,0 4,0 4,0 5,0 5,0 4.0 51) 6,0 7,0 9,0 11,0 13,0 16,0 19,0 21,0 0.025 0,035 0,058 0,110 0,150 0,200 0,400 0,550 0.S70 1,320
ГОСТ предусматривает также коуши для канатов диаметром 2—2,5 п 30—82,5 мм.
Пример обозначения коуша £=45^:^ 222,_72
то же, коуша, предназначенного для эксплуатация при температуре окружающей среды
НИЯ5С минус 40 'С: хд rQCT S22i_72
Поковки коушей должны соответствовать группе I по 1 ОСТ 8479—70.
Поедсльныо отклонения размеров: D — по 21»; прочих — Clij по ОСТ 1010.
По требованию заказчика коуши должны иметь покрытие. Вид и толщина покрытия —« по ГОСТ 9.073—77,
71. Коушя судовые для стальных канатов (по ГОСТ 9689—72)
Судовые коуши для стальных канатов применяют в судовых устройствах, плавучих средствах и в других видах техники.
Коуши типа С изготовляют для стальных канатов.
Размеры, мм
Материал — сталь ВСтЗсп2. Допускается применение других марок стали, механические свойства которых не ниже свойств стали ВСтЗсп2.
Коуши изготовляют штамповкой или свободной ковкой на молотах с последующей гибкой.
Неуказанные ппедельпые отклонения размеров: для штамповок —по ГОСТ . 7505—74 по III группе точности; для поковок — по ГОСТ 7829—70.
Коуша должны иметь защитные покрытия, обеспечивающие их работу в обычных и тропических условиях.
Номинал
Отклонение
Номинал
Отклонение
0,1 0,2 0,5 0,8 1,2 1,6 2,0 2,5 4,0 6,3
3,3 4,2
6,7 8,3
9,7 11,5 13,5 15.5 19,5 26,0
6 11 +2.0 18
8 16 +2Д 27
10 22 +2.5 36
13 27 +2.5 45
15 30 +3,0 50
17 35 +3,0 58
19 41 -3.0 68
о 9 46 J-3,0 77
27 СО +3.0 105
36 73 +4,0 122
2,0 3,0
4,0 5,0
5,5 6,5 7,5
8,5
10,5 13,5
ГОСТ предусматривает также для канатов диаметром 2,2; 5,5; 17,5; 22,5; 29—65 мм и коуши типа Р для растительных канатов.
Пример обозначения коуша для стального каната на допускаемую нагрузку 1,0 ас: Коуш С 4,0 ГОСТ 9689—72
КОЛЕСА И ШИНЫ
ИОЛЕСА С МАССИВНЫМИ РЕЗИНОВЫМИ ШИНАМИ БЕЗРЕЛЬСОВОГО ТРАНСПОРТА (по ГОСТ 11112—70)
Колеса с массивными резиновыми шипами безрельсового транспорта с попускаемой статической нагрузкой на колесо от 25 до 4000 кге предназначены для передвижного оборудования.
72. Типы п исполнения колес
Типы Исполнения Наименование Примерные области применения
А Колесо со ступицей В ручных, или прицепных тележках, передвижном производственном или торговом оборудовании
А Б В Г Колесо Колесо Колесо Колесо со стержнем поворотное со стержнем поворотное с площадной поворотное с площадкой неповоротное В несамоходных тележках, стеллажах, таре, проборах, производственном или торговом оборудовании
ГОСТ предусматривает также исполнение Б.
73. Основные параметры и размеры колес типа 1, исполнения А
КОЛЕСА И ШИНЫ
74. Основные параметры и размеры колес тшга 2 Размеры, мм
Исполнение Б
Исполнение А
1 — стержень; 2 — кронштейн; з — колесо
1 — стержень; 2 — кронштейн; з — колесо
Исполнение В
Исполнение Г
е
Уту. dt
КЧотв. df
1 — площадка; 2 — кронштейн; з — колесо
1 — площадка; 2 — кронштейн; з — колесо
D В Н А, не более Л h L Li -^э di Допускаемая статическая нагрузка на колесо, кгс
40 60 20 60 80 20 30 16 50 — — — — 25
80 25 32 110 40 90 60 75 45 7 40 63
100 25 32 40 140 50 16 16 25 50 50 80 130 80 105 55 9 40 63 100
Продолжение табл. 74
D В н А, не более d h L L, a2 di Попускаемая статическая нагрузка на колесо, кге
125 25 32 40 50 170 63 16 16 25 25 50 50 80 80 130 130 130 ISO 80 80 80 130 105 105 105 160 55 55 55 100 9 9 9 11 40 63 100 160
160 32 40 50 60 210 80 16 25 25 50 80 80 130 ISO ISO 190 so 130 130 130 105 160 160 ICO 55 100 100 100 9 11 11 11 63 109 160 250
200 32 40 50 СО 80 230 100 16 25 25 50 100 100 190 130 ICO 100 It 63 100 190 250 400
250 60 80 100 320 125 250 400 630
320 60 100 125 400 160 270 ICO 230 150 13 4С0 630 1000
400 80 125 480 200 630 1000
500 80 100 600 250 630 1000
Пример обозначения колее типа 2, исполнения Г, диаметром D = 200 мм и допускаемой статической нагрузкой 250 кге:
Колесо 2Г-200-250 ГОСТ 11112—70
Технические требования и методы испытаний — по ГОСТ 13524—68.
Колеса с массивными резиновыми шинами безрельсового транспорта должны изготовляться по типовым чертежам Ульяновского научно-исследовательского и проектно-технологического института машиностроения (УНИПТИМАШ).
ШИПЫ МАССИВНЫЕ
(по ГОСТ 5883—76Е)
Массивные шины предназначены для самоходных п несамоходных тележек, погруэтгиков и иного колесного транспорта, а также для передвижного оборудования на колесах.
Шины изготовляют двух типов: дисковые, бандажные.
Дисковые шины имеют резиновый массив, привулканизованпыйк металлическому кольцу-бандажу. Бандажные шины напрессовывают на колесо с натягом.
Чертежи не определяют конструкцию колес и способ крепления массива. Беговая поверхность массивных шин может быть гладкой или с рисунком.
КОЛЕСА И ШИНЫ
75. Шины массивные дисковые Размеры, мм
Шипы дискового типа
1 — резиновый массив;
2 — обод колеса
Предельные отклонения ширины и наружного диаметра обода колеса до обрезинивания — но С4 (ОСТ 1014)
1 Обозначение пшны Наружный диаметр Ширина обода В Максимально допускаемая статическая нагрузка*, кгс • Обозначение пшны Наружный диаметр Ширина обода В Максимально допускаемая статическая нагрузка *, кгс
шины D обода £>! шины D обода -D,
40X20 40+2 16 20 25 200X32 160 32 63
60x20 С0±2 32 20 25 200x40 200x50 200+3 150 136 40 50 120 215
80x25 48 25 40 200x60 136 60 280
80X32 80-^2 40 32 63 200X80 136 80 400
100x25 68 25 40 250X60 136 60 325
100x32 100+2 60 56 32 63 250x80 136 80 465
100X40 40 100 250x100 250x125 250±3 178 100 125 630
125x25 03 25 40 178 800
125x32 125+3 85 32 63 250x160 178 160 1100
125x40 75 40 120
125x50 70 50 160 320X60 178 60 400
160x32 120 320 x 80 178 80 555
32 63
160x40 1G(H3 ио. 40 120 320x100 320+3 240 100 740
160x50 104 50 1S0 320x125 240 125 1000
160х 60 104 60 250 320X160 240 160 1300
* Для ведомых колес.
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ II УЗЛЫ 76. Шпны массивные бандажные
Размеры, им
Шина бандажного типа
В
Предельные отклонения: внутреннего диаметра бандажа до обрезинивания — по As; наружного диаметра и ширины бандажа до обрезинивания — по С4 (ОСТ 1014)
1 — резиновый массив;
2 — металлический бандаж
Обозначение шпны Наружный диаметр Ширина бандажа в Посадочный диаметр бандажа £>г Максимально допускаемая статическая нагрузка для ведомых колес, кге
шины D бандажа ,9,
200x50X126 200x00X126 200x80x126 200X100X126 200+3 136 50 60 80 100 120 215 280 400 525
250x00x168 250x80x168 250X100X168 250x125x108 250X160X168 250+3 178 60 80 100 125 160 168 325 465 630 800 1100
320x60x225 320x80x225 320x100x225 320x125x225 320x160x225 320+3 240 60 80 100 125 160 225 400 5а5 740 1000 1300
300x125X256 ЗСО+З 271 125 25? 1000
400x80x290 400x100x290 400x125x290 400X160x290 400X200X290 400+3 310 80 100 125 160 • 200 290 660 875 1150 1540 2000
450X125X330 450x160x330 450x200x330 450+3 350 125 160 200 330 1250 1700 2200
500x80x375 510x100 x 375 500x125x375 500x160x375 500x200x375 500+3 400 80 100 125 160 200 375 780 1050 1375 1840 2400
ГОСТ предусматривает также массивные бандажные шины с наружным диаметром 560, €30, 800 и 1000 мм,
Пример обозначения шины дискового типа с наружным диаметром 40 мм п шириной обода колеса 20 мм:
Шина массивная резиновая 40x20 ГОСТ 5883—76Е
То же, для шины бандажного типа с наружным диаметром 200 мм, шириной бандажа 50 мм и посадочным диаметром бандажа 126 мм:
Шина массивная резиновая 200X50X126 ГОСТ 5883—76Е
Физпко-механические показатели резины шин:
Предел прочности при разрыве, кгс/см2, не менее.................... 120
Относительное удлинение, %, не менее............................... 2з0
Твердость, условные единицы........................................G0—75
Истирание, см3/(кВт • ч), не более................................. 600
Основные условия эксплуатации шин. Массивные шины предназначены для эксплуатации на асфальтовых, бетонных, деревянных и грунтовых дорогах при температуре окружающей среды от плюс 55 до минус 45°С.
Нагрузки на шипы, указанные в табл. 75 и 76, установлены для скорости движения до 16 км/ч. Приведенные нагрузки для ведущих колес должны уменьшаться на 15%.
При эксплуатации шин не допускается:
пробуксовка шин, приводящая к быстрому износу резинового массива;
совместный монтаж на одну ось шпн разных размеров и с разным износом массива;
резкие изменения скорости передвижения (рывки, повороты на большой скорости, резкое торможение и т. д.).
Шины должны эксплуатироваться в условиях, исключающих их механическое повреждение.
При работе в горячих цехах шпны должны быть изолированы от непосредственного теплового излучения.
Не допускается эксплуатация шпн на. дорогах, загрязненных нефтепродуктами (маслами, смазками) и другими веществами, разрушающими резину.
РОЛИКИ РОЛЬГАНГОВ, БЛОКИ КАНАТОВ, ПРОФИЛЬ РУЧЬЯ БЛОКА, ТАЛИ РУЧНЫЕ
77. Ролики для конвейеров (рольгангов) стационарных непрпводных общего назначения
Ролики рольгангов, предназначенных для транспортирования штучных грузов в гори-вонталыюй плп Наклонной плоскостях.
Размеры, мм
D В L 1 d (отклонение но С3) d, (отклонение по Нн) Нагрузка статическая * на ролик, кге Масса, кг, не более
250 305 ‘2S0 • 300 1.9
51 320 400 375 455 350 430 17 40 200 2,5 ЗД
650 800 705 855 680 830 100 4,5 5,2
73 250 320 400 305 375 455 280 350 430 25 52 500 3,7 4,4 5,2
650 800 705 855 680 830 400 7,7 9,1
105 250 320 400 650 800 320 390 470 720 870 280 350 430 680 830 30 62 1000 6,8 7,7 8,9 12,5 14,6
* 1000 Расчет 1070 гая. 1030 800 17,5
Технические требования, Ролики должны изготовляться из Стальных бес-пюспых труб ио ГОСТ 8732—70 или электросварных ио ГОСТ 10704—76.
Биение обработанною ролика, мм:
Биение наружной рабочей поверхности ролика............ 0.23 0,35 0,40
Диаметр ролика....................................... 57 73 105
Ролики должны находиться в одной общей плоскости. Отклонение от плоско ст и, не более: .
Предельные отклонения, ми...........................
Диаметр ролика, мм..................................
0,60 57
0,70 0,85 73 105
Примечание. Под общей плоскостью понимается плоскость, в которой лежат верхние образующие всех роликов.
Болики в сборе должны легко вращаться вокруг своих осей без заеданий и заметного сопротивления вращению.
Подшипники качения должны быть надежно защшпепы от загрязнения.
Предельные отклонения наружного диаметра обработанного ролика не более С5 = Т?8.
Неуказанные предельные отклонения размеров — по СМ,.
;лойй для стальных канатов
Размеры, мм
D Dt (отклонение по С6) d„ а (отклонение по Г) а, (отклонение по А5) аг d3 н (0ТКЛ0-. некие по С5) h ht ^Я В (отклонение по А7) п В Г Т1 Т2 г3 С Масса*1, кг
380 От 9 до 11 Св. 11 » 14 » 14 » 18 344 330 324 220 100 105 150 45 50 10 10 18 22 28 22 27 34 32 40 50 3 4 6 6,0 7,5 9,5 12 20 25 12 16 20 2,5 3 3 6 1 12,0 13,0 16,0
450 От 11 до 14 Св. 14 » 18 а 18 s 23 406 394 378 250 125 130 180 45 60 12 12 22 28 36 27 34 45 40 50 65 4 6 8 7,5 9,5 12,5 20 25 32 16 20 25 3 3 4 21,0 23,0 26,5
530 От 11 до 14 Св. 14 » 18 » 18 » 23 8 23 s 28,5 486 474 458 440 300 160 170 230 45 70 14 14 22 28 36 45 27 34 45 55 40 50 65 80 4 6 8 10 7,5 9,5 12,5 15,5 20 25 32 40 16 20 25 32 3 3 4 6 10 1 1 1 2 32,5 34,0 40,0 47,0
630 От 14 до 18 Св. 18 » 23 » 23 » 28,5 574 558 540 380 200 210 280 70 75 16 28 36 45 34 45 55 50 65 80 6 8 10 9,5 12,5 15,5 25 32 40 20 25 32 3 4 6 1 1 48,5 52,0 58,0
750 От 14 до 18 Св. 18 » 23 >> 23 » 28,5 694 678 660 470 240 250 340 90 85 18 16 28 36 45 34 45 55 50 65 80 6 8 10 9,5 12,5 15,5 25 32 40 20 25 32 3 4 6 16 1 1 74,0 81,0 90,0
900 От 23 до 28,5 810 550 260 275 360 150 95 25 45 55 80 10 15,5 40 32 6 2 97,0
Масса приведена для чугунного литья.
СТАНДАРТНЫЕ И НОРМАЛИЗОВАННЫЕ ДЕТАЛИ И УЗЛЫ
Технические требования. 1. Блоки необходимо изготовлять из серого чугуна марки не ниже СЧ 15-32.
2. Для грузоподъемных машин весьма тяжелого режима, а также для машин, транспортирующих жидкий или раскаленный металл, блоки должны быть изготовлены из сталп марки не ниже 25Л-П ГОСТ 977—75 или из высокопрочного чугуна марки ВЧ 38-17 пли ВЧ 42-12 ГОСТ 7293—70.
3. Предельные отклонения размеров отливки и припуски па механическую обработку должны соответствовать для чугунного литья III класса точности ГОСТ 1855—55, для стального литья III класса точности — ГОСТ 2009—55.
4. Неуказанные литейные радиусы 3—5 мм.
5. Литейные уклоны 2—3°.
6. Отливки должны быть подвергнуты отжигу.
7. Нецилиндричность отверстия не должна превышать половины допуска на диаметр.
8. Разностенность обода, замеренная на участке внешних необработанных поверхностей на равных радиусах, должна быть не более 3 мм.
9. Блоки должны быть загрунтованы антикоррозионным грунтом под окраску.
10. Отверстия d и d± должны быть защищены от коррозии п окраски легко-смываемым покрытием.
79. Профиль ручья блоков для стальных канатов диаметром 3,5—11 мм
Профиль ручьез блоков не предназначен для прохождения канатных замков.
Размеры, мм
Предельные отклонения размеров отливки и припуски иа механическую обработку должны соответствовать для чугунного литья III классу точности по ГОСТ 1856—55, для стального литья — III классу точности по ГОСТ 2009—55
Диаметр канатов в в вг h ft. С г Г1 Т9 8
От 3,5 до 4,8 2,6 12 16 10 3 0,5 2 6 6
Св. 4,8 » 6,3 3,5 17 22 14 5 0,5 2,5 — 8 8
» 6,3 а 8,3 4,5 22 28 18 6 1,о 3 10 8
» 8,3 » И 6 27 35 22 7 1,0 3 1,5 12 10
Неуказанные предельные отклонения размеров механически обрабатываемых поверхностей: охватывающих — по А-,, охватываемых — по В7. прочих ±1/2 допуска 7-го класса.
Смещение ручьи относительно оси симметрии не более 1 мм.
Для грузоподъемных установок на горноразведочных работах отношение диаметра блока по дну ручья к диаметру каната равно 25—30,
80. Тали ручные шестеренные (по ГОСТ 2789—75)
Ручные подвесные тали с зубчатой цилиндрической передачей грузоподъемностью от 0,25 до 8,0 т изготовляют следующих типов: 1 — с подвеской груза па одной ветви цепи; 2 — е подвеской груза на двух ветвях цепи; 3 — с подвеской груза на трех ветвях цепи.
Основные параметры хе размеры талей
Тип 2
Тип 3
Тип тали Грузе-подъемность, т Высота подъ, ма, м П В Ъ L 1 Тяговое усилие на цепи механизма подъема, кгс Масса, КГ
мм, не более не более
1 0,25 0,50 1,00 2,00 3; 6; 9; 12 280 3:0 360 470 1С0 180 220 250 80 90 115 135 150 210 250 280 100 130 170 190 25 32 32 50 15 20 30 50
2 3,20 5,00 3; 6; S; 12 080 800 250 280 135 165 330 350 250 250 50 70 125
3 8.00 3; С; 9; 12 1000 280 165 530 370 50 170
Размер И указан для положения тали в стянутом состоянии.
Масса тали указана с цепями длиной, обеспечивающей высоту подъема 3 м.
Пример обозначения талы типа 1 грузоподъемностью 2,00 т и высотой подъема 3 м:
Таль 1-2-3 ГОСТ 2199—15
то же, типа 1 грузоподъемностью 0,25 т и высотой подъема 12 м:
Талъ 1-0,25-12 ГОСТ 2799—75
Технические требования — по ГОСТ 6899—75.
ДОПОЛНИТЕЛЬНЫЕ ИСТОЧНИКИ
' Рукоятка с накаткой — ГОСТ 14742 — 69.
Тали ручные и кошки. Общие технические требования — ГОСТ 6899—75.
Опоры шаровые — ГОСТ 12216—66.
Опоры регулируемые с шаровой головкой. Конструкции и размеры — 12481-67.
Днища отбортованные для сосудов, аппаратов и котлов. Основные размеры — ГОСТ 6533-68.
Талрепы с автоматическим стопорением — ГОСТ 19191—73.
Стропы грузовые — ГОСТ 19144—73—19146—73.
Крюки однорогие. Основные параметры и размеры — ГОСТ 6627—74.
Крюки однорогие с предохранительными замками. Конструкция и размеры-ГОСТ 12840—73. ,
Крюки пластинчатые однорогие и двурогие — ГОСТ 6619—65.
Конвейеры роликовые (рольганги) неприводные стационарные общего назначения - ОСТ 22-752-757-74.
Подшипники качения. Ролики цилиндрические короткие. Технические условия-ГОСТ 22 696—77.
Секции конвейеров роликовых неприводных переносного общего назначения. Типы, основные параметры и размеры — ГОСТ 15516—76.
Сильфоны однослойные измерительные металлические — ГОСТ 21482—76.
Втулки и кольца соединительные для металлических сильфонов. Конструкция и размеры. Технические требования — ГОСТ 21557—76.
Оправки цанговые. Типы и основные размеры — ГОСТ 21687-/г76.
Устройства транспортные конвейерные. Методы расчета и рекомендации по проектированию — ОСТ 11 069.004—75.
Барабаны транспортеров натяжные. Конструкция и размеры. Технические требования — ОСТ 26.09—1458—76.
Барабаны транспортеров приводные. Конструкция и размеры. Технические требования — ОСТ 26.09—1460—76.
ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
Лакокрасочные покрытия (масляные и эмалевые краски, а также нитроэмали) применяют для защитных и декоративных целей.
Масляные краски, приготовленные на маслах и олифах, выпускают разных цветов в пастообразном виде. Перед употреблением их разводят олифой до рабочей вязкости и наносят на изделие кистью или пульверизатором. Покрытия масляными красками обладают слабым глянцем.
Эмалевые краски готовят на лаках; различают эмали масляные, спиртовые и нитроэмали, приготовленные на лаках эфиров целлюлозы.
Эмали выпускают готовыми к употреблению. Масляные эмали наносят кистью или пульверизатором, а нитроэмали — преимущественно пульверизатором, так как они быстро высыхают.
Покрытия эмалями отличаются хорошим блеском и повышенной твердостью, устойчивы к изменению температуры от минус 40 до плюс 60 °C.
КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ (по ГОСТ 9.032—74?;
Лакокрасочные покрытия классифицируют по материалу покрытия, внешнему виду поверхности покрытия (класс покрытия, табл. 1) и по условиям эксплуатации (табл. 2). Виды и обозначения материалов покрытия — поГОСТ 9825—73.
1. Классы покрытий по показателям внешнего вида и нормы блеска
Класс покрытия и его обозначение Блеск, %, покрытий гладких однотонных*
высокоглянцевые глянцевые полуглявце-вые и полу-матовые матовые глубокоматовые
Первый — I Второй — II Третий — III Четвертый — IV Пятый — V Шестой — VI Не менее 70 Не менее 60 3 От 59 до 50 То же а От 49 до 20 То же » От 37 до 20 То же От 19 до 4 Не более 3 3
* ГОСТ предусматривает также покрытия рисунчатые (молотковые) п рельефные. Знак «—» означает отсутствие показателя в данном классе.
ГОСТ 9.032—74 кроме блеска предусматривает следующие показатели внешнею врда: включения, шагрень, потеки, риски и штрихи, волнистость, разнооттеночное! ь, неоднородность.
Обозначение покрытий. Обозначение покрытий состоит из сочетаний слов, букв и цифр и записывается в следующем порядке:
а) покрывной лакокрасочный материал по ГОСТ 9825—73, цвет, обозначение стандарта или технических условий на данный материал;
б) класс покрытия — табл. 1;
в) условия эксплуатации покрытия;
ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ 687
в части воздействия климатических факторов — группа условий эксплуатации по ГОСТ 9.009-73; J
в части воздействия особых сред — по табл. 2.
Допускается производить обозначение системы покрытия по ГОСТ 2. 310—68 в технологической последовательности (шпатлевка, грунтовка, покрывной материал, количество слоев).
Обозначения покрывного материала или системы покрытия, класса отделки и условий эксплуатации отделяют точками. Прп воздействии различных условий эксплуатации их обозначения разделяют знаком дефис.
Если лакокрасочному покрытию предшествует металлическое или неметаллическое неорганическое покрытие, то их обозначения разделяются косой чертой, причем на второе место ставится обозначение лакокрасочного покрытия. Например, кадмиевое покрытие толщиной 6 мкм, с последующей окраской красно-коричневой полпвинилбутпральной эмалыо ВЛ-515 по III классу, для эксплуатации покрытия при воздействии нефтепродуктов: кд б/эмалъ ВЛ-515 красно-коричневая ТУ У XII 138-59 III. 6/2
2. Классификация лакокрасочных покрытий, стойких в особых средах
Классификация покрытий Условия эксплуатации по характеру воздействующей среды или виду воздействия Обозначение условий эксплуатации
Водостойкие Специальные Масло-бсизоотойкие Маслостойкие Бензостойкие - Химическистойкие Термостойкие Электроизоляционные Примечани е. изоляционных покрытий сия, например, 8160°С, При необходимости условий эксплуатации д Морская, пресная вода и ее пары Пресная вода и ее пары Морская вода Рентгеновские и другие виды облучений, глубокий холод, открытое пламя, биологические воздействия и др. Минеральные масла и смазки, бензин, керосин и другие нефтепродукты Минеральные масла и смазки Бензин, керосин и другие нефтепродукты Различные химические реагенты Агрессивные газы и жидкости Растворы кислот Растворы щелочей Повышенные температуры от 60 до 500° С Электрический ток, коронные и поверхностные разряды К обозначению условий эксплуатации термостс добавляют значение предельной температуры 0200 °C. значение предельной температуры добавляют ругих покрытий, например, Z160°G, ®/’Ч50°С. 4 4/1 4/2 5 6 6/1 6/2 7 7/1 7/2 V 9 >йких и электроградусах Цель- и в обозначение
3. Примеры обозначения покрытий
Обозначение покрытия Требования к покрытию
Эмаль МЛ-152 синяя МРТУ 6-10- 642-70.il. Ж2 Покрытие синей эмалыо МЛ-152 по II классу, эксплуатирующееся на открытом воздухе в промышленной атмо-
Эмаль ХС-710 серая ГОСТ 9355-60. Лак ХС-76 ГОСТ 9355-60.IV7/2 Грунтовка ФЛ-ОЗк коричневая ГОСТ 9109-76.VI.Л сфере умеренного макроклиматического района Покрытие серой эмалью ХС-710 с последующей лакировкой лаком ХС-76 по IV классу, эксплуатирующееся при воздействии растворов кислот Покрытие грунтовкой ФЛ-ОЗк по VI классу, эксплуатирующееся в вентилируемом помещении в условиях умеренного макроклиматического района в сельской атмосфере
По преимущественному назначению (применительно к условиям эксплуатации покрытий) основные покрывные лакокрасочные материалы (лаки, эмали, краски) делят на группы (табл. 4).
688 ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
4. Группы лакокрасочных покрытий и преимущественное их назначение
Группа Обозначение в условий эксплуатации Назначение
Атмосферостойкие Ограниченно атмосфе-ростойкне Водостойкие Специальные Маслобензостойкие Химическистойкив Термостойкие Электроизоляционные 1 2 4 5 6 7 8 9 , Ча Стойкие к атмосферным воздействиям в различных климатических условиях, эксплуатируемые на открытых площадках Эксплуатируемые под навесом и внутри неотапливаемых и отапливаемых помещений Стойкие к действию пресной воды и ее паров, а также морской воды Обладающие специфическими свойствами: стойкие к рентгеновским и другим излучениям, светящиеся. тпрморегулирующие, противообрастатощие, для пропитки тканей, окраски кожи, резины, пластмасс и т. д. Стойкие к воздействию минеральных масел и пластичных смазок, бензина, керосина и других нефтяных продуктов, содержащих не более 20% ароматических соединений Стойкие к воздействию кислот, щелочей и других жидких химических реагентов и их паров Стойкие к воздействию повышенных температур Подвергающиеся воздействию электрических напряжений, тока, электрической дуги и поверхностных разрядов
МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ
ГРУППЫ УСЛОВИЙ ЭКСПЛУАТАЦИИ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ НЕОРГАНИЧЕСКИХ ПОКРЫТИЙ
Условия эксплуатации металлических и неметаллических неорганических покрытий, наносимых электролитическим (гальваническим), химическим, апо-дизациоппым, горячим, диффузионным, металлизационпым способами делятся на группы: легкая — Л, средняя — С, жесткая — Ж, очень жесткая — ОЖ.
Условия эксплуатации металлических и неметаллических неорганических покрытий в зависимости от содержания в атмосфере коррозионно-активных агентов, макроклиматического района (табл. 6) и условий размещений изделий приведены в табл. 5.
5. Группы условий эксплуатации покрытий
Содержание коррозионно-активных агентив в атмосфере на открытом воздухе Размещение изделий Группы условий эксплуатации для макроклиматического района
умеренного холодного тропического
сухого влажного
Серпистый газ не более 4 мт^(м2-сут); хлористые соли не более 0,3 мг'(м2«сут). Атмосфера примерно соответствует сельской, лесной, горной местности, вдали от промышленных объектов На открытом воздухе С с с Ж
Под навесом С с с Ж
В закрытых помещениях без искусственно регулируемых климатических условий с с с ж
В закрытых помещениях с искусственно регулируемыми климатическими условиями л л л л
Содержание коррозионно-активных агентов в атмосфера на открытом воздухе Размещение изделий Группы условий эксплуатации для макроклиматического района
уморенного холодного тропического
хого влажного
Сернистый газ 4—200 мг/(м2-сут); хлористые соли 0,3—2 мг/(м2-сут). Атмосфера примерно соответствует атмосфере промышленных объектов На открытом воздухе Ж ж с ож
Под навесом ж ж с ож
В закрытых помещениях без искусственно регулируемых климатических условий с с с ж
В закрытых помещениях с искусственно регулируемыми климатическими условиями л л л с
Сернистый газ 4—20 мг/(м2-сут); хлористые соли '2—2000 мг/(м2-сут). Атмосфера примерно соответствует морской На открытом воздухе ож ж — ож
Под навесом ож ж — ож
В закрытых помещениях без искусственно регулируемых 1?лиматическ.и.х условий ж ж — ж
В закрытых помещениях с искусственно регулируемыми климатическими условиями с с — с
6. Характеристики макроклиматических районов
Макроклиматический район Характеристики
С умеренным климатом Средняя максимальная температура ниже плюс 40° С, средняя минимальная температура выше минус 4 5° С
С холодным климатом Средняя минимальная температура ниже минус 45° С. Характеризуется также наличием инея, обледенения, ветров с мелкой снежной пылью
С тропическим влажным климатом Характерно одновременное действие высокой относительной влажности воздуха и высокой температуры. Сочетание температуры 20° С или выше и относительной влажности 80% и более наблюдается примерно 12 ч и более в сутки непрерывно .2—12 мес. в году. Для некоторых областей характерны также ливневые дожди, воздействие биологических факторов, интенсивная солнечная радиация, конденсация влаги. В отдельных районах возможно воздействие пыли
Микроклиматический район Характеристики
С тропическим сухим климатом Средняя максимальная температура воздуха выше плюс 40° С. В пего входят области, которые не отнесены к районам с влажным тропическим климатохМ. Характеризуется также интенсивной солнечной радиацией, значительным изменением температуры воздуха в течение суток, высоким содержанием песка и пыли в воздухе
ОБЩИЕ ТРЕБОВАНИЯ К ВЫБОРУ ПОКРЫТИЙ
На защитные и защитно-декоративные металлические и неметаллические неорганические покрытия, наносимые электролитическим, химическим, аподп-зационным, горячим, диффузионным, металлизационным и конденсационным способами, устанавливают следующие основные требования (при этом учитывают назначение и материал детали, условия эксплуатации (табл. 7), назначение, свойства п способ нанесения покрытия, допустимость контактов сопрягаемых металлов, экономическую целесообразность).
Минимальная толщина покрытия должна обеспечивать требуемую защитную способность покрытия или другие его специальные свойства.
Покрытия, предусмотренные для более жестких условий эксплуатации, в необходимых случаях могут применяться для более легких условий.
Допускаются способы защиты, соответствующие более легким условиям эксплуатации, чем приведенные в табл. 5, для определенных видов деталей и изделий:
при работе изделий в условиях, обеспечивающих отсутствие контакта изделий с внешней средой; под слоем смазки; прп специальном уходе за изделием; при сроках службы изделий более коротких, чем срок действия защитного покрытия.
Детали, работающие в масляной среде, не вызывающей коррозии, допускается применять без покрытий.
На детали, на которые по условиям сопряжения невозможно нанести покрытия с толщинами, указанными в технической документации, допускается наносить покрытия меньших толщин прп условии дополнительной защиты этих деталей.
В отдельных случаях места сопряжения в неразъемных соединениях до сборки следует покрывать грунтом, лаком пли клеем, а на места сопряжения в разъемных соединениях' наносить консервациониую смазку. Наружные части изделия после сборки необходимо покрывать грунтом, лаком, клеем или эмалыо. Эта дополнительная защита должна оговариваться в.конструкторской или техно-..дйЕической документации. -
Для' обеспечения требуемого сопряжения деталей в сборочных единицах допускается занижение размеров деталей до нанесения покрытий с учотоммная обходимой толщины,последних.,
Не' рекомендуется наносить электролитические пли химические покрытия на металлическую арматуру после частичной запрессовки ее в пластмассу.
Поверхность детали в глухих пип узких отверстиях, мелких каналах, зазорах и щелях, где электролитические покрытия могут отсутствовать, должна быть защищена от коррозии смазками или лакокрасочными покрытиями в зависимости от назначения детали п условий эксплуатации.
Наносить покрытия на разъемные сборочные единицы в собранном виде не допускается.
На детали, соединяемые в сборочные едпшщы свинчиванием, точечной сваркой, клецкой, запрессовкой и т. п., покрытия должны наноситься до сборки.
7. Основные виды защитных и защитно-декоративных покрытий для различных условий эксплуатации
Вид покрытия Условия эксплуатации по ГОСТ 14007—68
л с ж ож
Для стали
Цинковое электролитическое + + __х —1
Цинковое электролитическое:
с хроматированием . + + — ..
с фосфатированием и хроматированием ~ -
с хроматированием и лакокрасочным покрытием, . • . —— + — - — -
с фосфатированием и лакокрасочным покрытием . . . — 4- — - - -
с покрытием лаками — + - - ——
Цинковое горячее . + - - 42
Цинковое горячее:
с фосфатированием или хроматированием . — - + 4-2
с хроматированием и промасливанием — — - "Т 4-3
Цинковое металлизационное — — — + -н
Цинковое диффузионное — + 4-
Цинковое диффузионное с фосфатированием или хромати-
рованием —. + + +
Цинковое электролитическое с оксидированием в черный
цвет + + 4- +’
Кадмиевое электролитическое + + —1’ —X
Кадмиевое электролитическое с хроматированием или
фосфатированием ...... 3 + + +
Кадмиевое электролитическое с хроматированием или
фосфатированием и лакокрасочным покрытием 3 + - — +
Кадмиевое электролитическое с покрытием лаками .... 3 + - - +
Сплавом кадмий — цинк — — + — - 4“
Сплавом цинк — олово — - + — +
Оловянное электролитическое - - —
Оловянное электролитическое по подслою никеля .... — — + -и
Оловянное по подслою меди - - - - 4" +*
Оловянное с оплавлением — — — —
Оловянное горячее - — - - — - +*
Сплавом олово — свинец по подслою меди — — - - — - +
Сплавом олово — свинец по подслою никеля и меди • • • — — — — — +
Сплавом олово — никель по подслою меди — — — — —
Никелевое электролитическое + — — — _ +*
Никелевое химическое с пропиткой гидрофобизирующей
жидкостью + + — —-
Многослойные покрытия:
медь — никель 4- + 4- —-
никель — хром + + + 44
медь — хром + т — —
латунь — хром + + — —
Хромовое молочное Ч- +’ +•
Хромовое комбинированное - - + 4- +
Хромовое твердое — - т +’
Сплавом медь — цинк (латунь) — + —
Фосфатное - — —
Фосфатное с промасливанием + + —
Фосфатное с лакокрасочным покрытием + + + +
Хромовое диффузионное + + т
Окисное + —
Окиеное с лакокрасочным покрытием + + + +
Алюминиевое горячее + 4- +
Алюминиевое металлизационное — + 4- +
Для чугуна
Цинковое горячее с хроматированием или фосфатирова-
нием + — — — -« 42
Цинковое горячее с фосфатированием и промасливанием + — — 42
Цинковое металлизационное — - - — - ч-2
Цинковое металлизациопное с лакокрасочным покрытием —— — — - - 4-
Окисное — —— —1
Окисное фосфатное J-1 — — —
Фосфатное с промасливанием +1 +*
Вид покрытия
олово — свинец.............
олово — свинец с оплавлением олово — свинец горячее . . . . олово — висмут.............
олово — никель.............
Для меди и медных сплавов Никелевое электролитическое................
Никелевое химическое ......................
Никелевое черное...........................
Хромовое по подслою никеля ................
Хромовое черное по подслою никеля ..........
Хромовое молочное..........................
Хромовое черное по подслою никеля и хрома . . Оловянное электролитическое...........
Оловянное по подслою никеля................
Сплавом Сплавом Сплавом Сплавом Сплавом . . _ Пассивное..........................................
Пассивное с лакокрасочным покрытием................
Окисное химическое или анодизационное с промасливанием Окисное химическое с лакокрасочным покрытием.......
Для алюминия и его сплавов Никелевое по подслою меди..........................
Никелевое химическое ..............................
Хромовое...........................................
Хромовое по подслою никеля ........................
Хромовое по подслою меди и никеля .................
Окисное химическое: с хроматированием..................................
с промасливанием...............................
с хроматированием и лакокрасочным покрытием . . . Окисное с фосфатированием и лакокрасочным покрытием Окисное аиодизационное: наполненное водой..................................
с хроматированием . ...........................
с хроматированием и лакокрасочным покрытием . . . с промасливанием............................ .
наполненное водой с лакокрасочным покрытием . . . из хромового электролита с лакокрасочным покрытием твердое ........................................
твердое с лакокрасочным покрытием..............
эматалевое ....................................
с покрытием лаками.............................
Окисное электроизоляционное........................
Для цинка и его сплавов Никелевое по подслою меди..........................
Хромовое по подслою меди и никеля..................
Фосфатное с хроматированием........................
Фосфатное с хроматированием и лакокрасочным покрытием
Для магния и его сплавов
Окисное химическое с лакокрасочным покрытием .... Окисное аиодизационное с лакокрасочным покрытием . .
Условия эксплуатации по ГОСТ 141)07-«8
Л | С Ж | ОЖ
++ N ++ ++++++~Н~+++ + 1 ++ +++++ 1 + 1 ++++++++ 1 ++++++ ++ ++++ +++++++++++ ++I 1 +++++ + 1 + Н-Н-++++++1 +1++ + N + I+++++++++I+I + 1 I+++ 1 I++ +4-++++++-’++ I+++ 1 1 . ' + 1 1+1 -?++++++1 +1 1 1 + II +++ 1 1 +^ ++++++++11+ 111+ II
1 Допускается в технически обоснованных случаях.
2 Не допускается для изделий, предназначенных для работы
морокой атмосфере.
влажном тропическом
2 Не допускается для изделий, предназначенных для раооты в
3 Допускается для изделий, предназначенных для работы во климате.
* Не допускается для изделий, подвергающихся воздействию брызг морской воды.
8 Не допускается для изделий, предназначенных для работы в морской атмосфере. В технически обоснованных случаях допускается для изделий, предназначенных' для работы во влажном тропическом климате.
3 Не допускается для деталей, предназначенных для работы на открытом воздухе, а также под навесом во влажном тропическом и морском климатах.
! Не допускается для деталей, предназначенных для работы па открытом воздухе.
Примечание. Знак «+» означает, что покрытие допускается для данных условий эксплуатации. Знак «—», означает, что покрытие не допускается для данных условий эксплуатации.
В случае нарушения покрытий в процессе клепки или развальцовки места с нарушенным покрытием должны быть защищены лакокрасочными покрытиями. После этого дополнительно допускается обрабатывать сборочные единицы или отдельные их места гидрофобизирующей жидкостью.
На изделия, имеющие угловые, фасонные, радиусные и им подобные швы, выполненные газовой, электродуговой, аргонодуговой сваркой, и изделия, имеющие паяние соединения, допускается наносить электролитические и химические покрытия при условии непрерывности сварного шва но всему периметру, исключающей затекание электролита в шов.
На сборочные единицы с применением точечной или контактной сварки, сварки прерывистым швом или заклепочных соединений нанесение электролитических или химических покрытий до или после сварки или клепки допускается: когда соединения выполняют клеесварным способом без зазоров; в случае сварки или клепки по токопроводящему грунту; в случае предварительной герметизации шва; если конструкция соединения или специальные технологические отверстия обеспечивают удаление электролита.
При жестких и очень жестких условиях эксплуатации указанные покрытия рекомендуется наносить на детали до сварки или кленки. В этом случае кроме электролитических или химических покрытий на детали должны быть нанесены лакокрасочные или металлизацпонпые покрытия.
Для защиты от коррозии литых деталей из любых металлов и сплавов при всех условиях эксплуатации рекомендуется в первую очередь наносить лакокрасочные, металлизацпонпые и конденсационные покрытия. При легких условиях эксплуатации допускается наносить электролитические и химические покрытия на детали из черных и цветных металлов л сплавов (кроме алюминиевых и магниевых), отлитые любым методом.
При средних условиях эксплуатации допускается наносить электролитические и химические покрытия иа детали из стали, медных и цинковых сплавов, отлитые в кокиль, под давлением и по выплавляемым моделям.
Для всех металлов и сплавов при жестких и очень жестких условиях эксплуатации, а также для алюминия и магния при всех условиях эксплуатации и чугуна прп средних условиях эксплуатации наносить электролитические и химические покрытия на литые детали не рекомендуется.
Внутренние детали изделий, работающих в жестких и очень жестких условиях эксплуатации, прп затрудненном обмене воздуха между внутренним пространством изделия и внешней средой и наличии в указанном замкнутом пространстве органических материалов, способных при старении выделить летучие агрессивные вещества, не допускается покрывать цинком без дополнительной защиты лак ок р а сочи ыми покр ыти ямп.
При жестких и очень жестких условиях эксплуатации па изделия, предназначенные для работы во влажном тропическом климате, наносить кадмиевые покрытия рекомендуется, когда необходимо сохранить товарный вид покрытий, а цинковые, когда сохранение товарного вида покрытий не обязательно.
ВИДЫ, РЯДЫ ТОЛЩИН И ОБОЗНАЧЕНИЯ ПОКРЫТИЙ (ПО ГОСТ 8.073—77)
Приводимые в табл. 8—15 данные распространяются па металлические и неметаллические неорганические защитные, защитно-декоративные и специальные покрытия, получаемые на различных материалах.
Виды покрытий. Покрытия разделяют на виды в зависимости от совокупности первых двух или более признаков:
способа получения покрытия; материала покрытия; признаков, характеризующих физико-механические свойства покрытия; признаков, характеризующих декоративные свойства покрытия; вида дополнительной обработки покрытия.
8. Способы получения покрытий и их обозначения
Способ получения покрытия Обозначение Способ получения покрытия Обозц$ ЧСПИ8
Катодное восстановление * Анодное окисление Химический Горячий Диффузионный Металлизационный Ан** Хим *** Гор Диф Мет Конденсационный (вакуумный) Контактный , Контактно-механический Вживание Катодное распыление Кон 1й5нт Конт-мех Вж Кат-рао
* Способ получения гальванического двухслойного покрытия, подвергаемого последующей термической обработке для образования диффузионного слоя, обозначают ГТ (гальвано-термический способ), * * Способ получения покрытий, окрашивающихся в процессе анодного окисления алюминия и его сплавов, обозначают «Аноцвет» по ГОСТ 21484—76. * ** Химический способ получения окисных покрытий на меди и ее сплавах, коррозионно-стойких сталях, а также на углеродистых, низко- и среднелегированных сталях из кислых растворов обозначают Хим. Пас.
9. Обозначения материала покрытия, состоящего из одного металла
Материал покрытия Обозначение Материал покрытия Обозначение
Алюминий А Никель н *
Висмут Ви Олово О
Вольфрам В Палладий ид
Железо Ж Свинец с
Надглий Кд Серебро Ср
Кобальт Ко Сурьма Су
Марганец Мц Титан Ти
Медь м Хром X
Молибден Мо Цинк ц
* Никель с массовой долей серы 0,15 —0,20% обозначают Но.
Материал покрытия, состоящий из сплава, обозначают символами компонентов, входящих в состав сплава, разделяя их знаком дефис, и в скобках указывают максимальную массовую долю первого или первого и второго (в случае трехкомпопентного сплава) компонентов в сплаве, отделяя их точкой с запятой. Например, покрытие из сплава медь-ципк с массовой долей меди 50—60% и цинка 40—50% обозначают М—Ц (60); покрытие из сплава медь—олово—свинец с массовой долей меди 70—78%, олова 10—18%, свинца 4—20% обозначают м-о-с (78; 18).
Материал металлических неорганических покрытий обозначают сокращенным наименованием основных химических соединений, входящих в состав покрытия, по табл. 10.
10. Обозначения компонентов покрытия сплавами
Материал покрытия Обозна- Материал покрытия Обозна-
сплавами чение сплавами чение
й Алюминий-цинк А-Ц Никель—вольфрам н-в
Медь—олово (бронза) М-0 Никель—кадмий Н-Кд
Медь—олово—цинк М-О-Ц Никель—кобальт Н-Ко
Медь—цинк (латунь) м-ц Никель—фосфор Н-Ф *
* Обозначают при получении покрытия с заданной массовой долей бора (фосфора).
МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ 695
Продолжение табл. 10
Материал покрытия сплавами Обозначение Материал покрытия сплавами Обозначение
Никель—кобальт—вольфрам Никель—кобальт—фосфор Олово—висмут Олово—кадмий Олово—кобальт? Олово—никель Олово—свинец Н-Ко-В Н-Ко-Ф О-Ви О-Кд О-Ко О-Н О-с ** Олово=цинк Палладий—никель Серебро—медь Серебро—сурьма Серебро—палладий Цивк—никель о-ц Пд-Н Ср-М Ср-Су Ср-Пд ц-н
“В технологических нормативно-технических документах в обозначении материала покрытий, получаемых горячим способом из припоев, указывают марку припоя по ГОСТ 21996—76.
11. Обозначение материала неметаллических неорганических покрытий
Материал покрытия Обозначение Материал покрытия Обозначение
Окислы 0 кислы—Хроматы Окислы—Фториды 0 кислы—Станнаты Оке Оке Хром Оке Фтор Оке Стан Фосфаты Фосфаты—Фториды Фрориды—Хроматы—Фосфаты ' Фос Фос Фтор Фтор Хром Фос
При необходимости в обозначении материала покрытия указывают признак влектролита (раствора), из которого получено покрытие.
Окисное покрытие на алюминии и его сплавах: из электролита на основе хромового ангидрида...... . Оке хром
из электролита, содержащего серную, сульфосалициловую и ща-
велевую кислоты................................. Оке ещо
из электролитов, содержащих щавелевую кислоту, соли титана, циркония или таллия, а также из электролита, содержащего
хромовый ангидрид и борную кислоту.............. Оке эмт
из раствора, содержащего хромовый ангидрид и фториды .... Оке фтор из раствора, содержащего хромовый ангидрид, ортофосфорную
кислоту и фториды.............................. Оке фос фтор
Фосфатное покрытие на углеродистых, низко-и среднелегированиых сталях и чугуне:
из растворов, содержащих азотнокислый барий......... Оке фоо
12. Обозначения признаков, характеризующих физико-механические свойства покрытий
Признак покрытия по физико-механическим свойствам Обозначение Признак покрытия по физико-механическим свойствам Обозначение
Микропористое «Молочное» пор мол Твердое Электроизоляционное ТВ из
Условные обозначения признаков, характеризующих декоративные свойства покрытия, приведены в ГОСТ 21484—76.
ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
13. Виды дополнительной обработки покрытия и их обозначения
Вид дополнительной обработки покрытия Обозначение
Гидрофобизировапие Наполнение в воде Нанесение лакокрасочного покрытия Нанесение бесцветного лака Окрашивание, в том числе наполнение в растворе красителя Оксидирование Оплавление Пассивирование Пропитка (лаком, клеем, эмульсией и др.) Пропитка маслом Тонирование Фосфатирование Хроматирование Специальная обработка для получения требуемых декоративных свойств гфж ив лкп По ГОСТ 21484—76 ПО ГОСТ 21484—76 оке оил пас прп t/ripw ПО ГОСТ 21484—76 фос хр По ГОСТ 21484—76
Примечания: 1. Способ проведения дополнительной обработки в обозначении не указывают. 2. Фосфатирование в растворе, содержащем азотно-кислый барий, обозначают оке фос.
При пропитке маслом и нанесении лакокрасочного покрытия вместо обозначения вида дополнительной обработки допускается указывать марку материала, используемого для этой цели.
При указании конкретного лакокрасочного покрытия по металлическому или неметаллическому неорганическому покрытию их обозначение производят по ГОСТ 9.032-74.
При гидрофобизировании, при необходимости, допускается указывать вид дополнительной обработки и марку материала, используемого для этой цели.
При пропитке после обозначения «прп» указывают марку материала, используемого для этой цели.
Ряды толщин. Минимальную толщину покрытия на рабочей поверхности изделия (детали) выбирают из рядов толщин по табл. 14.
Рабочей (значимой) поверхностью является часть поверхности изделия (детали), к которой предъявляются требования по антикоррозионным, декоративным или специальным свойствам.
14. Ряды толщин покрытий
Металл покрытия Способ получения покрытий Ряды толщин покрытий, мкм
1. Цинк, медь, никель, хром и другие металлы и их сплавы 2. Алюминий, цинк, хромоникелевые сплавы Катодное восстановление, химический Металлизационный 0,5; 1; 3; 6; 9; 12; 15; 18; 21; 24; 30; 36; 42; 48; 60 30; 40; 50; 60; 80; 100; 120; 160; 200; 250; 300
Примечания: 1. Для покрытий по подпункту 1 толщину более 60 мкм принимают кратной 10. 2. Для покрытий по подпункту 2 толщину более 30 мкм принимают кратной 100.
^Максимальную толщину покрытия устанавливают по табл. 14: для покрытий металлами по подпунктам 1 и 2 максимальная толщина должна быть не более значения через одну числовую величину за установленным минимальным; например, для покрытий никелем при минимальной толщине 6 мкм максимальная толщина может быть до 12 мкм.
Для многослойных покрытий требования распространяются на каждый Слой покрытия.
В технически обоснованных случаях, например, для изделий (деталей) сложной конфигурации, допускается увеличение максимальной толщины покрытия без изменения минимальной толщины и увеличения норм расхода металла при условии обеспечения сопрягаемостп деталей и нормальной работы изделия (детали).
Максимальную толщину покрытий для деталей, к которым предъявляют требования по ограничению поля допуска, устанавливают по технической документации.
Обозначение покрытий. 1. В обозначении указывают вид покрытия и минимальную толщину. При необходимости в обозначении покрытия допускается указывать минимальную и максимальную толщины через дефис.
2. Обозначение покрытия производят в следующем порядке:
способ получения — по табл. 8; материал — по табл. 9—11 и п. 4;физико-механические свойства — по табл. 12; толщина — по табл. 14; декоративные свойства — по ГОСТ 21484—76; вид дополнительной обработки — по табл. 13.
В обозначении покрытий, полученных способом Хим. Пас, материал покрытия не указывают.
Обозначение защитно-декоративных покрытий с заданными декоративными свойствами производят по ГОСТ 21484—76.
3. В обозначении многослойных покрытий, в том числе покрытий, состоящих из слоев одного и того же материала, отличающихся по свойствам, указывают вид покрытия послойно в порядке нанесения, а также толщину каждого слоя.
4. Обозначения видов двух- и трехслойыых никелевых и двухслойного хромового покрытия:
Вид многослойного покрытия Обозначение
сокращенное полное
Двухслойное никелевое ' Трехслойное никелевое Двухслойное хромовое tt н И Я Н. пб. Н. б. Н. пб. Нс. Н. в Хмол. Хтв
Допускается для двух- и трехслойного никелевых покрытий применять сокращенные обозначения и указывать суммарную толщину покрытия.
5. Толщину покрытия по п. 1 табл. 14, равную или менее 1 мкм, в обозначении не указывают, если нет технической необходимости.
6. Покрытия, используемые в качестве технологического подслоя (папример, цинковое при цинкатной обработке алюминия и его сплавов, никелевое на коррозионно-стойкой стали, медное на сплавах меди, медное на стали, получаемое из цианистого электролита перед кислым меднением), в обозначении не'указывают.
7. Если покрытие подвергается нескольким видам дополнительной обработки, то все они указываются в технологической последовательности и обозначения отделяются точкой.
8. Марку материала, применяемого для дополнительной обработки покрытия, обозначают в соответствии с технической документацией.
9. Обозначение покрытия записывают в строчку, при этом обозначения способа получения и материала покрытия, толщины, декоративных свойств и вида дополнительной обработки отделяются точками; обозначения материала, признаков электролита (раствора), физпко-механпческих свойств и толщины точками не отделяются.
Обозначение способа получения и материала покрытия следует писать с прописной буквы, остальных признаков — со строчных.
Примеры обозначения покрытий приведены в табл. 15.
23 Анурьев В. И., т. 1
698 ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
15. Примеры обозначений покрытий
Покрытие Обозначение
Способ получения — катодное в Кадмиевое толщиной 15 мкм, хроматированное Кадмиевое толщиной 6 мкм, фосфатированное в растворе, содержащем азотнокислый барий, хроматированное и пропитанное маслом Хромовое твердое толщиной 24 мкм Хромовое двухслойное: «молочное» толщиной 24 мкм, твердое толщиной 12 мкм Никелевое толщиной 15 мкм, матовое, обработанное гидрофобизирующей жидкостью 136—41 Хромовое толщиной, равной или менее 1 мкм, блестящее с подслоем меди толщиной 15 мкм и трехслойного никеля толщиной 21 мкм Цинковое толщиной 3 мкм, фосфатированное для резьбовых деталей с шагом резьбы до 0,45 мм (с ограничением максимальной толщины) Покрытие сплавом медь—олово—свинец с массовой допей меди 7—78%, олова 10—18%, свинца 4—20% толщиной 9 мкм Покрытие сплавом олово—свинец с массовой долей олова 55—60% толщиной 3 мкм, оплавленное Кадмиевое толщиной 3 мкм по подслою никеля толщиной 9 мкм, хроматированное с последующей термической обработкой для образования диффузионного слоя * Способ получения — хим Никелевое толщиной 9 мкм, гидрофобизированное Никель-фосфорное с массовой долей никеля 88—94%, фосфора 6—12% толщиной 15 мкм Окисное с последующим нанесением лакокрасочного покрытия Фосфатное с последующим нанесением голубой эмали АС-182 по III классу для эксплуатации покрытия на открытом воздухе в умеренном макроклиматическом'райопе Окисно-хроматное с последующим нанесением лакокрасочного покрытия Окиспо-станнатное с последующим нанесением лакокрасочного покрытия Способ получения—анодно Окисное твердое толщиной 30 мкм, пропитанное маслом Окисное твердое, пропитанное маслом 137—02 Окисное, наполненное в растворе бихромата калия Окисное, окрашенное в бронзовый цвет в процессе анодного окисления Окисно-фторидное с последующим нанесением лакокрасочного покрытия Фторидно-хроматно-фосфатное Способ получения — го Оловянное Покрытие сплавом олово — свинец из припоя бессурьмя-нистого, изготовленного в виде чушки марки ПОС 40 Способ получения — металл Алюминиевое толщиной 60 мкм (Установление Кд 15. хр Кдб, оке фос. хр. прм Хтв24 Хмол24. Хтв12 И15. м. гфж. 138—41 ГОСТ 10834—76 М15. Нт21. X. б или М15, Н9. пб. Нс3. НО. б. X. б, ЦЗ-6. фос М-О-С (78; 18) 9 О-С (60) опл. ГТ. Н9. Кд 3. хр и ч е с к и й Хим. Н9. гфж Хим. Н-Ф (94)13 Хим. Оке, лкп Хим. Фос/Эмаль АС-182 голубая ГОСТ 19024—73. ПТ. Ж, Хим. Оке. Хром, лкп Хим. Оке Стан, лкп окисление Ан. Оке тв 30. прм Ан. Оке. тв. масло 137—-02 ТУ 6—02—897—74 Ан; Оке. хр Аиоцвет. бронзовый Ан. Оке. Фтор, лкп Ан. Фтор Хром Фоо р я ч и й Гор. О Гор. Припой Ч ПОС 40 ГОСТ 21931—76 д-за ц и о н и ы й Мет. А60
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ
Металлические покрытия могут быть анодными и катодными. Первые обеспечивают лучшую защиту, срок которой определяется лишь скоростью разрушения металла покрытия и пе зависит от его пористости. Катодные покрытия защищают основной металл только при отсутствии пор в покрытии.
1. Цинковое покрытие. Цинк электрохимически и механически защищает Сталь от коррозии при эксплуатации в атмосферных условиях при температурах
МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ G99 до 70°С, при более высоких температурах он защищает сталь только механически. Резко падают защитные свойства цинка в воде прп температуре выше 70°С.
Для повышения коррозионной стойкости цинковое покрытие подвергают хроматированию или фосфатированию. Без этих дополнительных покрытий цинковое применяют только в исключительных случаях: для снижения переходного электрического сопротивления на деталях для пайки. Хроматированные или фосфатированные цинковые покрытия имеют удовлетворительную коррозионную стойкость при контакте деталей с топливом, содержащим сернистые Соединения.
Для деталей, находящихся внутри изделий при затрудненном обмене воздуха между внутренним пространством и внешней средой и наличии в замкнутом пространстве органических материалов, которые при старении выделяют летучие агрессивные вещества, цинковые покрытия рекомендуется применять с дополнительной защитой их лакокрасочными покрытиями.
Влияние цинковых покрытий на механические свойства сталей зависит от способа их нанесения. При электрохимическом цинковании наиболее сильное паводороживание и связанное с этим охрупчивание основного металла происходит в цианистых электролитах. Электролитическое цинкование не допускается для деталей, изготовленных из сталей с прочностью более 140кгс/мма.
Допустимая рабочая температура для цинкового покрытия — до 300°С.
Микротвердость цинкового покрытия, наносимого электрохимическим способом, составляет 50—60 кгс/мм2.
Цинковое покрытие выдерживает развальцовку и гибку, не выдерживает запрессовку.
Назначение покрытий и применяемая толщина приведены в табл. 16.
16. Назначение цинкования и необходимая толщина покрытия
Цинкуемые детали Коррозионная среда Средняя расчетная толщина покрытия, мкм
Детали машин, крепеж и метизы Мелкие резьбовые детали* Бензопроводы, бензиновые и керосиновые резервуары Водяные резервуары» водопроводные трубы Наружна латмоофера Бензин, керосин Пресная вода прп температуре до 70 °C 10-35 Ю-з 20-50 50-100
* В зависимости от условий эксплуатация применяют более толстые слои цинка» соответственно изменяя средний диаметр резьбы.
17. Назначение кадмирования и необходимая толщина покрытия
Кадмпруемыс детали Коррозионная среда Средняя расчетная толщина покрытия, мкм
Точные детали, требующие плотной сборки я хорошей притираемостн Резьбовые детали для обеспечения их св иичив аемос ти Тонкостенные стальные вкладыши и втулки коленчатых валов Электрические контакты Влажная атмосфера, не загрязненная агрессивными газамя То же Атмосфера при хранения в заводских условиях 7-15 10-3 3+1 10—15
2. Кадмиевое покрытие. Кадмий пр своим защитным свойствам близок к щ’нку. В отгпчпе от последнего он плас гичон и потому незаменим : рн защите от коррозии ответственных резьбовых и сопряженных деталей'(табл. 17), узлы щлойах требуют плотной сборки. Цвет кадмиевого осадка серебристо-белый
П '5
- V
700 ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ с синеватым отливом, пе изменяющийся на воздухе. Кадмируют изделия из стали, чугуна, меди и медных сплавов.
Кадмий защищает сталь от коррозии в морской атмосфере и в морской воде электрохимически, в пресной воде — преимущественно механически. Покрытйе характеризуется прочным сцеплением с основным металлом.
Для повышения коррозионной стойкости кадмиевое покрытие подвергают хроматированию или фосфатированию. Без этого покрытие допускается применять только при необходимости снижения переходного электрического сопротивления на деталях (т. е. для сохранения электропроводности).
Кадмиевое покрытие не рекомендуется для деталей, работающих в контакте с топливами, содержащими сернистые соединения, а также в атмосфере, содержащей летучие агрессивные соединения, выделяющиеся из органических веществ (при высыхании олифы, масляных лаков и т. п.).
Влияние кадмиевого покрытия на механические свойства стали зависит от способа нанасення. При электрохимическом кадмировании из цианистых электролитов происходит иаводороживанпе п связанное с этим охрупчивание стали.
Допустимая рабочая температура для кадмиевого покрытия — до 250°С.
Микротвердость кадмиевого покрытия — 35—50 кге/мм2.
Кадмиевое покрытие хорошо выдерживает развальцовку, запрессовку, штамповку, свинчивание.
3. Никелевое покрытие. Никелевое покрытие является катодным но отношению к стали, алюминиевым и цинковым сплавам и обеспечивает их защит^у от коррозии механически.
Никелевые покрытия могут наноситься электрохимическим и химическим методами.
Электрохимическое никелевое покрытие применяется в качестве защитнодекоративного и защитного покрытия.
Для защиты от потускнения на электрохимическое никелевое покрытие наносят хромовое покрытие. Для повышения защитных свойств никелевого покрытия и покрытия никель — хром рекомендуется дополнительное гидро-фобизирование.
Черпое никелевое покрытие применяется для придания деталям специальных оптических и декоративных свойств. Покрытие имеет пизкую коррозионную стойкость и поэтому может быть использовано только в легких условиях эксплуатации.
Никелевое покрытие оказывает большое влияние на механические свойства сталей, при толщине покрытия 12 мкм предел выносливости сталей уменьшается почти в 2 раза.
Допустимая рабочая температура для матового электрохимического никелевого покрытия — до 650°С.
Микротвердость никелевого покрытия, наносимого электрохимическим способом, 200—400 кге/мм2, химическим 320—600 кге/мм2 без термической обработки и 650—900 кге/мм2 после термической обработки.
Никелевые покрытия плохо выдерживают развальцовку, со временем тускнеют.
4. Хромовое покрытие. Хромовое покрытие стали, алюминиевых и цинковых сплавов обеспечивает защиту от коррозии. Для повышения коррозионной стойкости хромовое покрытие подвергается фосфатированию с последующим гидрофобизпрованием.
В процессе хромирования происходит наводороживание и связанное с этим уменьшение пластичности стали. Хромовое покрытие снижает предел выносливости стали почти в 2 раза.
Для уменьшения влияния хрома на механические свойства сталей необходимо создавать сжимающие напряжения в поверхностном слое основного металла вибронаклепом, обдувкой корундовым песком, гидропескоструйной обработай п т. п. Эти операции обработки следует проводить перед хромированием деталей, изготовленных из высокопрочных низколегированных и коррозпонностойки? сталей.
Свойства (твердость, цвет и др.) хромовых покрытий зависят от режим, нанесения.
Износоустойчивое хромирование устойчиво против влажной атмосферы, азотной кислоты и растворов щелочей; длительное время сохраняет свой цвет и блеск; цвета побежалости на хроме появляются только при температуре свыше 400°С.
Осадки хрома пористы, электрохимической защиты не создают. Прочность сцепления хрома с основным металлом высокая. Часть слоя хрома можно удалять шлифованием.
Коэффициент трения хрома сравнительно низкий. Покрытия хорошо выдерживают нагрузку, равномерно распределенную по их поверхности, но разрушаются (скалываются) под действием сосредоточенных ударов.
Осадки хрома содержат микроскопическую сетку трещин, размеры которых зависят от режима хромирования и толщины покрытия.
Различают следующие основные типы хромовых покрытий:
молочное, обладающее наименьшей твердостью (4.50—600 кгс/мм2), хрупкостью и пористостью; в тонких слоях сетки трещин не выявляется, сравнительно легко полируется до зеркального блеска;
блестящее, обладающее разветвленной сеткой мелких трещин, твердое (750—1100 кгс/мм2) и хрупкое в толстых слоях, полирования не требует;
матовое, серого цвета, чрезвычайно твердое и хрупкое даже при небольшой толпшне, полированию поддается при больших затратах труда и времени.
Толщина покрытия в зависимости от назначения приведена в табл. 18.
18. Толщина покрытий при износостойком хромировании
Хромируемые детали Рабочая толщина покрытия, мкм
вновь изготовленных изделий при ремонте
Шейки валов, соединительные пальцы, валики, щеки кулис, шпиндели, трущиеся детали станков, шейки осей, рейки, червяки ц др. . Гильзы цилиндров Прессовые и плотные соединения, гнезда шарикоподшипников, восстановление размеров Поршневые кольца и цилиндры двигателей (микропори-сгое хромирование) . . 10-50 50—500 120—250 До 500 » 750 » 1000
Защитно-декоративное хромирование широко применяется в производстве автомобилей, мотоциклов и приборов. Процесс покрытия состоит в нанесении на поверхность изделия слоев металлов: меди, никеля, хрома, причем каждый из этих слоев, как правило, полируется.
Толщина покрытия хромом приблизительно 1 мкм. На изделия несложной формы, подверженные истиранию при работе (поручни, рукоятки), наносят слой покрытия хрома 8—40 мкм, причем без промежуточных слоев меди и никеля.
При многослойном (медь -ф- никель -ф- хром) покрытии деталей, поверхпость которых истирается (ручки штурвалов и др.), толщину хромового слоя увеличивают до 2—3 мкм.
5. Медное покрытие. Медное покрытие является катодным по отношению к стали, алюминиевым и цинковым сплавам, для защиты от коррозии как самостоятельное покрытие не применяется.
Допустимая рабочая температура медного покрытия — до 300°С.
Микротвердость медного покрытия, наносимого электрохимическим способом из цианистых электролитов, 120—150 кгс/мм2.
Медное покрытие обладает высокой электропроводностью, пластичностью, выдерживает глубокую вытяжку, развальцовку, хорошо полируется, облегчает приработку, притирку и свинчивание, в свежеосажденном состоянии хорошо паяется.
Средняя расчетная толщина меднения, мкм:
Для получения притирочных поверхностей деталей (шейки коленчатых валов, кулачковые валики, шлицевые соединения и др.) ...5—15
Для уменьшения зазоров и шума (покрытие зубчатых зацеплений и соединений)...........,.................................5—25
В качестве подслоя при многослойном защитно-декоративном никелировании или хромировании..................................3—40
Восстановление размеров деталей.........................До 3000
Перед оксидированием или химическим окрашиванием.......15—25
Защита от коррозии тонкостенных стальных вкладышей и втулок колен-
- " чатых валов.......’.....................................5—2
6. Оловянное покрытие. Оловянное покрытие в атмосферных условиях по отношению к стали является катодным, во многих органических средах —. анодным. Для оловянных покрытий характерна значительная пористость. Пористость тонких слоев олова (до 6 мкм) может быть снижена оплавлением покрытия.
Оловянное покрытие является анодным по отношению к меди и медиым сплавам, содержащим более 50% меди.
Допустимая рабочая температура оловянного покрытия 160сС.
Микротвердость оловянного покрытия 12—20 кгс/мм2.
Оловянное покрытие хорошо выдерживает развальцовку, штамповку, запрессовку, в свежеосажденном состоянии хорошо паяется, хорошо сохраняется прп свинчивании. В атмосферных условиях олово окисляется и желтеет (особенно при повышенных температурах), теряет способность паяться, оплавленное покрытие дольше сохраняет способность паяться.
На поверхности олова, нанесенного по подслою медп или латуни, образуются нитевидные токопроводящие кристаллы («иглообразование»), что может привести к нарушению работы приборов. Для исключения «иглообразования» олово наносят по подслою никеля.
7. Покрытие сплавом олово—висмут (С Содержанием висмута от 0,3 до 2,5%) по коррозионной стойкости сравнимо с оловянным покрытием.
Покрытие легко паяется и сохраняет способность к пайке более длительное время, чем оловянное или оловяпно-свинцовое покрытие.
Покрытие сплавом олово—висмут менее склонно к «иглообразованию», чем оловянное покрытие.
8. Латунное покрытие обладает низкой химической стойкостью, рекомендуется в качестве подслоя.
Покрытие паяется мягкими припоями с неактивными флюсами, непосредственно после осаждения, по истечении некоторого времени — с активными флюсами.
При конструировании деталей Следует учитывать изменение шероховатости поверхности прп металлических покрытиях (см. табл. 19).
9. Металлизацию распылением используют в основном для защиты изделия от коррозии, иногда и для декоративных целей. Материалами для покрытий служат олово, свинец, цинк, алюминий, кадмий, бронза п сталь различных марок, применяемые в виде проволоки диаметром 1—2 мм.
От действия атмосферы и воды стальные изделия защищают покрытиями из цинка, алюшшия и кадмия.
При металлизации мягкими металлами (свинец, кадмий) за один проход образуется слой толщиной 0,08 мм; при металлизации металлами с температурой плавления 900—1000°С, например медью н бронзой, за один проход получают слой толщиной 0,04 мм; при металлизации тугоплавкими металлами, например коррозионностойкой сталью, получают слой покрытия толщиной 0,025—0,03 мм.
Преимущества металлизации распылением следующие:
а) простота технологии и оборудования;
б) даозможность покрытия крупных конструкций и изделий в собранном виде;
в) металлизация изделий из различных материалов.
Недостатки:
а) пористость в тонких слоях, доходящая до 35% покрываемой площади (для получения практически плотных беспористых осадков необходимо увеличить толщину слоя или уплотнить покрытие лаком, эмалью, краской);
б) невысокая прочность сцепления покрытия с основным металлом. Большое влияние на прочность сцепления покрытий оказывает способ подготовки поверхности;
большие потери напыляемого металла.
19. Изменение шероховатости поверхности деталей после металлическпх покрытий
Способ покрытия Параметры шероховатости поверхности* мкм
до нанесения покрытия после нанесения покрытия
Цинкование Кадмирование Никелирование глянцевое Никелирование матовое Хромирование блестящее Хромирование матовое Оловянирование (лужение) Анодирование алюминия Оксидирование стали Фосфатирование Оксидирование меди и латуни На = 1,25 — 0,63 На = 1,25 — 0.63 На = 1,25 — 0,160 Rz 20 — На = 1,25 4- 0,160 Rz 20 Ra = 2 Ra = 2,5 — 1,25 Ra = 2,5 4- 0,32 - Rz 20 — Ra 2,5 Ra = 2,5 4- 0,32 Rz = 20 — На 1,25 Ra = 2,5 — 1,25 Ra = 0,160—'Kz 100* Ra 0,63 Ra = 160 4- Rz 100* 4 Ra 1,25 ,5 — 0,63 'Rz 20— Ra 1,25 Ra = 2,5 — 0,63 Rz = 40 -- 20 Ra = 2,5 -y 0,63
* Высокие показатели шероховатости поверхности после покрытия достигаются поли-рованием.
Влияние подготовки поверхности на прочность сцепления металлпзационпых покрытий и усталостную прочность деталей приведено в табл. 20.
20. Влияние способа подготовки поверхности па прочность сцепления металлпзационных покрытий и усталостную прочность детали при циклической знакопеременной нагрузке*
Способ подготовки поверхности Предел выносливости Прочность сцепления, кгс/см2
кгс/м2 . в % к шлифованной поверхности
Шлифование 25,2 100,0
Пескоструйная обработка 27,8 110,5 345
Обработка дробью 32,4 128,5 1040
Насечка зубилом 20,6 82,5 820
Накатка (прямая, косая, сетчатая) 30.8 121,0 1000
Нарезка треугольная 18,8 74,5 1800
Нарезка треугольная е последующей обработкой дробью 24,5 98,0 1900
Нарезка треугольная с прикаткой вершин . . 17 67,5 1560
Нарезка круглая 19,4 77,0 1670
Нарезка круглая с прикаткой вершин 18,8 74,5 1440
Нарезка кольцевых канавок 16,5 65,5 1400
Нарезка кольцевых канавок с прикаткой вершин . 15,3 61,0 ИЗО
Электроискровая обработка 20,3 80,5 1000
* Справочник машиностроителя. В 6-ти т. Т. 5, кн. 1. М. , Машгиз, 1963.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ НЕМЕТАЛЛИЧЕСКИХ НЕОРГАНИЧЕСКИХ ПОКРЫТИЙ
Оксидирование и фосфатирование заключается в создании на поверхности металла неорганической защитной пленки способом химической, плп электрохимической обработки изделий в специальных растворах.
1. Неметаллические неорганические покрытия, получаемые на деталях из алюминия и алюминиевых сплавов. Анодно-окисные п о к р ы •
т и я. При анодном окислении размеры деталей увеличиваются на 0,15 толщины покрытия (на сторону).
Качество анодно-окисного покрытия повышается с уменьшением шероховатости поверхности деталей..
Анодно-окисные покрытия, применяющиеся для защиты от коррозии, подвергаются наполнению в дистиллированной воде или в растворе бпхромата калия, в зависимости от их назначения. Эти покрытия являются хорошей основой для нанесения лакокрасочных покрытий, клеев, герметиков и т. п. Для придания деталям декоративного вида анодно-окисные покрытия наполняются в растворах различных красителей.
Анодно-окисные покрытия с толщиной 24—100 мкм (твердые анодно-окисные покрытия) являются износостойкими, а также обладают тепло- и электроизоляционными свойствами. Детали с твердыми анодно-окисными покрытиями могут подвергаться механической обработке.
Анодно-окисные покрытия имеют пористое строение, не электропроводны, хрупки и склонны к растрескиванию при пагревах выше 100°С или деформациях.
Анодно-окисные покрытия получают в сернокислом, хромовокислом, или щавелевокислом электролитах.
Покрытия, получаемые в хромовокислом электролите, более эластичны и с меньшей шероховатостью поверхности, чем из сернокислого электролита. При анодном окислении в сернокислом электролите шероховатость поверхности грубее на два параметра.
Анодное окисление в хромовой кислоте обычно применяется для защиты от коррозии деталей из алюминиевых сплавов, содержащих не более 5% меди, главным образом деталей, имеющих посадочные размеры 1 и 2-го классов точности.
Анодное окисление в щавелевокислом электролите рекомендуется для получения анодно-окисного покрытия, обладающего электроизоляционными свойствами.
При назначении анодно-окисных покрытий следует учитывать их влияние на механические свойства основного металла.
Для деталей, изготовленных из сплавов, содержащих более 3% меди, не рекомендуется применять покрытия Ан. Оке, эти. и Ан. Оке. из.
Для деталей, изготовленных из сплавов, содержащих более 5% меди, не рекомендуется применять покрытия Ан. Оке. тв.
Эматалпрованпю подвергаются детали пз малолегированных деформируемых алюминиевых сплавов с целью придания пм декоративного вида.
Рабочую поверхность деталей, подверженных истиранию, покрывают пленкой толщиной 0,015—0,025 мм.
Толщина пленки алюминиевого сплава приведена в табл. 21.
21. Толщина окисной пленки алюминиевого сплава в зависимости от легирующего элемента при прочих одинаковых условиях
Легирующий элемент Толщина плейки, мм Легирующий элемент Толщина пленки, мм
Хром Никель Медь Железо 0,001-0,002 0.013 0.014 0,015 Кремний Ванадий Марганец 0.01—0,02 0,012—0.021 0.014-0,024
^Рекомендация РС2456—70 (СЭВ) на анодные покрытия с различными наполнителями на алюминии и его сплавах, наносимые для защитных, декоративных и специальных целей, приводится в табл. 22.
Размеры оксидированной детали несколько увеличиваются (примерно на 1/8 толщины нанесенного оксидного слоя). Поэтому для деталей с малыми допусками необходимо опытным путем установить увеличение размеров при оксидировании и предусмотреть его при предварительной обработке.
Оксидированию подвергают и мелкие детали (заклепки, винты, шайбы и др.).
Толщина слоя, мкм Преимущественное применение
От 3 до 6 Св. 6 » 15 в 15 а 25 к 25 Под лаковые покрытия Применение при нормальной наружной атмосфере Применение при нормальной наружной атмосфере и механических воздействиях Твердое, особо износостойкое покрытие
Химические окисные покрытия. Химические окисные покрытия являются хорошей основой для нанесения лакокрасочных покрытий. Как самостоятельные они применяются для защиты от коррозии в легких условиях эксплуатации.
2. Неметаллические неорганические покрытия, наносимые на детали из малоуглеродистых и низколегированных сталей. Стальные изделия оксидируют для защиты от коррозии при эксплуатации их в легких условиях. Защитные свойства оксидных пленок при атмосферной коррозии повышают дополнительной обработкой маслами. Плепки обладают малым сопротивлением на истирание. Цвет покрытия в зависимости от режима процесса меняется от блестяще-черного до темно-серого.
Воронение — оксидирование термическим способом; применяют при отделке мелких стальных изделий.
Синение — оксидирование стальных полированных изделий термическим способом, применяют для обработки часовых стрелок, пружин, винтов и других подобных изделий.
Фосфато-окспдные покрытия (бесщелочное оксидирование) применяют при антикоррозионной и декоративной обработке поверхности изделий из углеродистой и коррозионностойкой стали, а также изделий из цинковых сплавов и по цинковым покрытиям. Сопротивление истиранию и коррозионная . стойкость таких покрытий значительно выше, чем оксидных. Толщина фосфатооксидной пленки колеблется от 1 до 4 мкм, при этом линейные размеры изделия не изменяются.
Фосфатирование относится к распространенному способу защиты поверхности стальных изделии от коррозии, не требующих декоративного вида. Твердость фосфатной пленки зачастую превосходит твердость меди и латуни, но не стойка против истирания.
В результате фосфатирования физические свойства металла (твердость, упругость, магнитные свойства) не изменяются, однако линейные размеры деталей увеличиваются на 5—8 мкм.
Узлы из фосфатированных деталей могут подвергаться электросварке.
Покрытия выдерживают кратковременный нагрев до 500°С.
Химические фосфатные покрытия. Фосфатные покрытия обладают сравнительно низкими защитными свойствами в связи с пористым строением. Для повышения коррозионной стойкости фосфатированные детали необходимо подвергать окраске, промасливанию, гидрофобпзированпю илп другой обработке в зависимости от условий эксплуатации.
Толщина фосфатного покрытия может быть 2—15 мкм в зависимости от технологии подготовки поверхности и нанесения покрытия.
3. Неметаллические неорганические покрытия, наносимые на детали из коррозионностойких сталей. Химические пассивные покрытия. Коррозионная стойкость деталей из коррозпоиностойких сталей определяется качеством пассивных покрытий. Качество пассивного покрытия определяется полнотой удаления окалины, содержанием хрома в поверхностном слое и технологией пасспвировапия.
Коррозионная стойкость деталей из коррозиопност-ойкпх сталей улучшается при уменьшении шероховатости поверхности.. Для механически обработанных деталей рекомендуются параметры шероховатости поверхности Ra — 0,63 мкм. Наибольшей стойкостью обладают механический (или) электрохимически полированные детали.
23. Покрытия типовых деталей
Дополнител ьные указания и примечания лей На детали, эксплуатируемые в морских условиях, цинковое покрытие не наносить tt О С о 5 ffl S й Й ж р. S с й К д as S. Н 5 Е 2 й й Н f-ч Н В ОЭ Д Д д K«g« И Ий§2и К А йч tl ВЦ Рч На ыесочленяемые поверхности деталей с точными размерами, а также нерезьбовые поверхности
1 Группы условий эксплуатации 1 СВ 3 - н > ч а ла S о S х в § Зо Е- S ° С х ста. 1 15-21 | 15—21 1 mi о ООО 36-48 15-21 36—48 15-21 1 1
жо Обозначение покрытия по ГОСТ 9.073—77 гированны Ц15.хр.лкп Ц15. фос. лкп 1 Кд 30.Хр Кд 30.хр. лкп Кд 30.фос* i Кд 30.фос/ । смазка 1 М36.Н15..Л1 М36.Н15.Х..Л2 1 1
। св 3 г. О Е v iS а j н е л е 15—21 I 15-21 1 OJ 03 F1 м 1111 1Г5 Ю 1Л 1Г5 24-36 9—15 24-36 9-15 1 1
Й Обозначение покрытия по ГОСТ 9.073-77 1 з в о- и cpej Ц15.хр. лкп 1 Ц15.фос. лкп 1 1 Кд 15.хр*1 Кд Ю.хр.лкп Кд 15.фос*1 Кд 15.фос/ смазка М24.Н9...»2 М24.Н9.Х 1 1
Толщина покрытия, мкм ы X, Н J 6-12 I 6-12 6-12 i 1 9-15 6—12 9-15 [ 6-12 I 6—9 ! 6-9
R Обозначение покрытия по ГОСТ 9.073-77 'глеродпст: Цб.хр ** 1 Цб.фос *i ! Цчб 1 1 О' « со’ И о я и со ш о а Л о и О со 4s л
Назначение покрытия талей пз > Защитное । 1 Защитно-| декоративное Защитное Защитно-декоративное Защитное
Вид покрытия крыти я де Цинковое । Цинковое черное Кадмиевое [ Никелевое Хромовое 1 цинковое
Типовые детали По Корпуса приборов, кронштейны, втулки, пластины Детали с резьбами и без резьб по 3 и За классам точности при диаметре и толщине до 5 мм
4 1 ! деталей с внутренними резьбами наносить лкп
Резьбовые крепежные детали с шагом резьбы ; 0,5—0,75 ьш Кадмиевое Защитное — — Кд 6-9.хр Кд 6-9.фос 6-9 6-9 Кд 6-9. хр Кд 6-9.фос 6-9 6-9
Хромовое Н6-9 X 6-9 Н6-9.Х 6-9 Н6-9.Х 6-9
Резьбовые крепежные детали с шагом резьбы св. 5 мм. Резьбовые крепежные детали с шагом резьбы 0,8 мм и более Цинковое Защитное ЦЭ.хр Ц9.фос 9-15 9-15 — — — —
Кадмиевое — — Кд 9.хр Кд 9.фос 9—15 9-15 Кд 9.хр Кд 9.фос 9-15 9-15
Хромовое Защитнодекоративное Н9.Х...*« 9-15 Н9.Х...*2 9-15 Н9.Х...*а 9-15
Детали типа осей, втулок, цилиндров, поршней Хромовое Для повышения износостойкости X тв 9 9-15 X тв 30 X тв 18/ смазка X тв. 18.фос/ ГКЖ-94 30—42 18-24 18-24 X тв 30 X тв 30/ смазка X тв 30.фос/ ГКЖ-94 30—42 30—42 30-42 Покрытие с дополнительным гидро-фобизированием применять только при трении с небольшими нагрузками
Химическое никелевое Хим.НЭ 9-15 Хим.Н24 24-36 Хим.Н24/ смазка 24-36
Детали типа зубчатых колес с п емент ов анной, азотированной, полированной поверхностью Фосфатное Защитное Хим. фос. + Хим.фос/ смазка 4- — —
Детали типа осей, втулок, цилиндров, поршней П о к Хромовое твердое р Ы Т И Я Д л Повышение износостойкости я деталей X тв 6 И 3 К 0 6-12 рро зионно X тв 9 т о й к 9-15 их сталей X тв 21 21-30
Хромовое черное Защитнодекоративное Хч 3-6 3-6 X мол 9.Хч 9—15 X мол. 21. Хч 21-30
Никелевое химическое Износостойкость Хим. Н6 6—12 Хим. Н9 9-15 Хим. Ш5 15-21
МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ 707
Типовые^, кетали Вид покрытия Назначение покрытия Группы условий эксплуатации Дополнительные указания и примечания
Л Толщина покрытия, мкм Ж Толщина покрытия, мкм ОЖ Толщина покрытия, мкм «
Обозначение покрытия по ГОСТ 9.073—77 Обозначение покрытия по ГОСТ 9.073—77 Обозначение покрытия по ГОСТ У.073—77
Детали, контактирующие с алюминиевыми сплавами: а) детали без точных размеров и резьб б) резьбовые детали Кадмиевое Защитное — — Кд 15.хр*1 Кд 3-6.хр 15-21 3-6 Нд 15.ХР*1 Кд 3-6хр. 15—21 3-6 —
Покрыт ия для деталей из меди и е е сплавов
Детали типа толкателей, втулок, тяг, шайб, пластин, корпусов приборов Никелевое Защитнодекоративное не...* г 6-12 Н9...*2 9-15 Н15...*2 15-21 —
Хромовое Н6.Х...* 2 6-12 Н9.Х... 9-15 Н15.Х...*2 15-21 —
Хромовое черное Хч 3 Нб.Хч 3-9 6-12 НЭ.Хч 9-15 Н15.Хч 15-21 —
Химическое никелевое Защитное Хим. Н6 6—12 Хим. Н9 9-15 Хим. Н15 15-21 Химическое никелирование реко-.мендуется для сложно профилированных деталей
Детали с резьбами и без резьб по 3 и За классам точности при диаметре или толщине до 5 мм Хромовое Защитно-декоративное Н6-9.Х 6-9 Н6-9.Х 6-9 Н6-9.Х 6-9
Никелевое Защитное Н6 6—12 Н9 9-15 Н9 9-15 Для обеспечения сопрягаемости деталей производить занижение размеров под покрытия
Защитнодекоративное Н6.Х 6-12 Н9.Х 9-15 Н9.Х 9-15
ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
Головки и выступающие части болтов с гайками покрывать лкп
Оловянное Защитное под пайку Об НЗ-6.06-9 6-12 3—6 6-9 09 НЗ-6.06-9 o>wc© 1 1 1 ФОМ-* сл 09 9-15
Цинковое Для исключения возможности контактной коррозии Цб.хр»1 6-12 — — — —
Кадмиевое — — Кд 9.хр*1 9-15 Кд Э.хр 9-15
Оси, втулки; детали, работающие на трение Хромовое Повышение износостойкости X ТВ 9 9-15 X тв. 9 9-15 X тв 21 21-30
Химическое никелевое Хим. Н6 6-12 Хим. Н9 9-15 Хим. Н15 15-21
Покрытия для деталей из титановых сплавов
Детали типа осей, втулок’, поршней, цилиндров Хромовое Повышение износостоп- X мол З.Х тв 9 3-9 9-15 X мол З.Х тв 9 3-9 9-15 Хмол З.Х тв 9 3-9 9-15 Химическое никелирование применять для деталей, работающих на
Химическое никелевое кости Хим. Н9 9-15 Хим. Н9 9-15 Хим.НЭ 9-15 трение при малых нагрузках
Хромовое Зашитно-декоративное X мол б.Хч Мб.Хч Хим.НЗ.МЗ.Хч 6-12 6-12 3-9 3-9 Хим мол б.Хч Мб.Хч Хпм.НЗ.МЗ.Хч 6-12 6-12 3-9 3-9 Хим мол б.Хч Мб.Хч Хиш.НЗ.МЗ.Хч 6-12 6—12 3-9 3-9 Для сложно-профилированных деталей
Детали из деформируемых сплавов. работающих на трение П Хитжческос никелевое о к р ы т к я Износостойкое л я детале Хим. Н18 й и з а 18—24 л ю м и а и я и его п л а в о в —
Хромовое твердое X ТВ 18 18-24 — —
МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ 709
Типовые детали Вид покрытия Назначение покрытия Группы условий эксплуатации Дополнительные указания и примечания
Л Толщина покрытия, мкм ж. Толщина покрытия, мкм ОЖ Толщина покрытия, мкм
Обозначение ПОКРЫТИЯ по ГОСТ 9.073—77 Обозначение покрытия по ГОСТ 9.073—77 Обозначение покрытия по ГОСТ 9.073—77
Детали, паяемые мягкими припоями Химическое никелевое Под пайку Хим. Н9 9-15 — — — Литейные сплавы металлическим покрытиям не подвергаются
Оловянно-висмутное Н12.О-ВИ6 12-18 6-12 — — — —
Оловянное Н12.О6 12-18 6-12 — — —
Детали из плакированных деформируемых сплавов типа Д16, Д19, АК4-1, В95 и литейных спла-вов типа АЛ 2, АЛ9 Анодноокисное Защитное Ан. Окс.хр Ан.Окс.хром + + Ан. Оке. хр. лкп*3 Ан. Оке. хром, лкп + + Ан. Оке. хр. лкп Ан. Оке. хром, лкп + + Детали из литейных сплавов, армированные нержавеющей сталью
Окисное Хим. Око + Хим. Оке. лкп** + —
Детали из непла-кированных деформируемых сплавов типа АМг1, АМц, АВ* АД1 Анодноокисное Защитно-декоративное Ан.Окс.упл Ан. Окс.кра-ситель 4- 4" Ан.Окс.кра-ситель лкп + — —
Защитное Ан. Окс.хр + Ан. Оке. хр. лки’* + Ан. Оке. хр. лки +
Окисное Хим. Око + Хим. Оке. лкп + — —
Детали из непла-кпрованных деформируемых сплавов типа Анодноокисное Защитное Ан. Окс.хр + Ан. око-хр. лкп + Ан. Оке. хр. лкп +
710 ЗАЩИТНЫЕ И ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ МЕТАЛЛОВ
Д16, ДЮ, Б95, Д1 Защитно-декоративное Ан.Окс.кра-ситель Ан.Окс.упл. + + — — —
Окисное Защитное Хим. Око + Хим.Оке. лкп + — — Химическое оксидирование применяется для мелких тонких деталей, контактирование которых затруднено
Детали из плакированных и не-плакированных деформируемых и литейных сплавов Анодноокисное Износостойкое Ан.Окс.тв...** Ан.Окс.тв...хр 30—80 30-80 Ан.Оке.тв... *г SP 3-80 — — '
Детали, подлежащие точечной сварке, пайке, притирке, не подвергать фосфатированию или хроматированию. После сварки и пайки на места с нарушенным покрытием наносить лкп. *2 Вместо многоточия в обозначении покрытий указываются признаки покрытия по физико-механическим свойствам по ГОСТ 9.073—77 (табл. 12). *3 В технически обоснованных случаях, если условия работы деталей и приборов не допускают наличия лкп, а появление незначительных коррозионных поражений не влияет на работоспособность изделий или не изменяет требуемых декоративных качеств покрытия, допускается применение покрытия без лакокрасочной защиты. Примечание. В таблице знак в—» означает недопустимость применения покрытий в данных условиях, знак в-}-» означает, что толщина покрытия не нормируется.
При конструировании изделий под покрытия следует учитывать следующее.
Сварные и паяные детали, на которые наносят покрытия электрохимическим и химическим способами, должны иметь по всему периметру непрерывные швы, исключающие затекание электролита в зазор.
Нс допускается нанесение покрытий электрохимическим и химическим способами на детали, имеющие зазоры, из которых невозможно удалить остатки электролита, а также на детали, сваренные роликовой или точечной сваркой.
На детали, соединяемые в сборочные единицы клепкой, запрессовкой и другими аналогичными способами, покрытия должны наноситься до проведения этих операций.
Не рекомендуется наносить покрытия на металлическую арматуру, частично запрессованную в пластмассу.
Резьбы под металлические покрытия должны выполняться с основными отключениями g, е, С, Н. Для деталей с тугой резьбой толщина покрытия должна быть 3—6 мкм вне зависимости от шага и диаметра резьбы. Калибрование резьбы после нанесения покрытий не допускается.
Детали из алюминия и его сплавов толщиной менее 0,8 мм не рекомендуется подвергать глубокому анодному окислению.
МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ
Покрытие Хим. пас не рекомендуется применять для детален из сталей с пониженным содержанием хрома (типа 12X13) или (и) с повышенным содержанием углерода.
4. Неметаллические неорганические покрытия, наносимые на детали из меди и медных сплавов.
Химические пассивные покрытия. Химические окисные покрытия на деталях из меди, медных сплавов применяют в тех случаях, когда нанесение металлических покрытий недопустимо. Пассивные покрытия имеют пористое строение. Для повышения коррозионной стойкости пассивированные поверхности рекомендуется гидрофобизировать.
Химические и анодно-окисные покрытия. Защитные свойства окисных покрытий невысоки и могут быть повышены пропиткой покрытий нейтральными маслами или путем гидрофобизирования.
Не рекомендуется оксидировать детали, подвергающиеся пайке и имеющие паяные соединения.
При работе деталей в маслах допускается применять оксидированные медные сплавы без дополнительной обработки.
Оксидные покрытия подвержены быстрому истиранию.
ДОПОЛНИТЕЛЬНЫЕ источники
Покрытия металлические и неметаллические неорганические. Технические требования — ГОСТ 3002—70.
Покрытия металлические и неметаллические неорганические. Требования к ^выбору видов и толщин — ОСТ 1 90171—75.
Покрытия металлические п неметаллические (неорганические). Выбор. Свойства и область применения — ОСТ 4.ГО—014.000.
Покрытия металлические и неметаллические неорганические защитно-декоративные.. Классификация. Обозначения. Требования к выбору — ГОСТ 21484— 76.
Климатические зоны СССР. Районирование по воздействию климата на технические изделия и материалы. Статистические параметры климатических факторов — ГОСТ 16350—70.
Б. В. Любимов. Защитные покрытия изделий. Справочник конструктора. Л., «Машиностроение», 1969.
ПРИЛОЖЕНИЕ
СТАЛЬНАЯ ГОРЯЧЕКАТАНАЯ ПОЛОСА
(ПО ГОСТ 103-76)
Стальные полосы общего назначения по точности прокатки изготовляют; А — повышенной точности, Б — нормальной точности, По серповидности полосы изготовляют класса 1 и 2.
1. Ширина, толщина и масса полое
Ширина полосы, мм Масса 1 м полосы, кг, при толщине мм
4 5 6 7 8 9 10 11 12 14 16 18 20 22 25 28
12 0,38 0,47 0,56 0,66 0,75 — —
14 0,44 0,55 0,66 0,77 0,88 — — — — — —
16 0,50 0,63 0,75 0,88 1,0 1,13 1,26 1,51 — — — — — —
18 ' 0,56 0,71 0,85 0,99 1,13 1,27 1,41 1,70 — — — — —
20 0,63 0.78 0,94 1,10 1,26 1,41 1,57 1,73 1,88 2,20 2,51 — — — — —
22 0,69 0,86 1,04 1,21 1,38 1,55 1,73 1,90 2,07 2,42 2,76 3,11 — —
25 0,78 0,98 1,18 1,37 1,57 1,77 1,96 2,16 2,36 2,75 3,14 3,53 3,52 — — —
28 0,88 1,10 1,32 1,54 1,76 1,98 2,20 2,42 2,64 3,08 3,52 3,96 4,40 4,84 —
30 0,94 1,18 1,41 1,65 1,88 2,12 2,36 2,59 2,83 3,30 3,77 4,24 4,71 5,18 — —
32 1,00 1,26 1,51 1,76 2,01 2,26 2,51 2,76 3,01 3,52 4,02 4,52 . 5,02 5,53 6,28 —
36 1ДЗ 1,41 1,70 1,98 2,26 2,54 2,83 3,11 3,39 3,96 4,52 5,09 5,65 6.22 7,06
40 1,26 1,57 1,88 2,20 2,51 2,83 3,14 3,45 3,77 4,40 5,02 5,65 6,28 6,91 7,85 8,79
45 1,41 1,77 2,12 2,47 2,83 3,18 3,53 3,89 4,24 4,95 5,65 6,36 7,06 7,77 8,83 9,89
50 1,57 1,96 2,36 2,75 3,14 3,53 3,92 4,32 4,71 5,50 6,28 7,06 7,85 8,64 9,81 10,99
55 1,73 2,16 2,59 3,02 3,45 3,89 4,32 4,75 5,18 6,04 6,91 7,77 8,64 9,50 10,79 12,09
60 1,88 2,36 2,83 3,30 3,77 4,24 4,71 5,18 5,65 6,59 7,54 8,48 9,42 10,36 11,78 13,19
63 1,98 2,47 2,97 3,46 3,96 4,45 4,95 5,44 5,93 6,92 7,91 8,90 9,89 10,88 12,36 13,85
65 2,04 2,55 3,06 3,57 4,08 4,59 5,10 5,61 6,12 7,14 8,16 9,18 10,20 11,23 12,76 14,29
70 2,20 2,75 3,30 3,85 4,40 4,95 5,50 5,89 6,04 6,59 7,69 8,79 9,89 10,99 12,09 13,74 15,39
75 2,36 2,94 3,53 4,12 4,71 5,30 6,48 7,06 8,24 9,42 10,60 11,78 12,95 14,72 16,48
80 2,51 3,14 3,77 4,40 5,02 5,65 6,28 6,91 7,54 8,79 10,05 11,30 12,56 13,82 15,70 17,58
85 2,67 3,34 4,00 4,67 5.34 6,00 6,67 7,34 8,01 9,34 10,68 12,01 13,34 14,68 16,68 18,68
90 2,83 3,53 4,24 4,95 5,65 6,36 7,06 7,77 8,48 9,89 11,30 12,72 14,13 15,54 17,66 19,78
95 2,98 3,73 4,47 5,22 5,97 6,71 7,46 8,20 8,95 10,44 11,93 13,42 14,92 16,41 18,64 20,88
100 3,14 3,92 4,71 5,50 6,28 7,06 7,85 8,64 9,42 10,99 12,56 14,13 15,70 17,27 19,62 21,98
105 3,30 4,12 4,95 5,77 6,59 7,42 8,24 9,07 9,89 11,54 13,19 14,84 16,48 18,13 20,61 23,08
НО 3,45 4,32 5,18 6,04 6,91 7,77 8,64 9,50 10,36 12,09 13,82 15,54 17,27 19,00 21,59 24,18
ПРИЛОЖЕНИЕ
Продолжение приложения
Ширина полосы, мм Масса 1 м полосы, кг, при толщине мм
4 | 5 6 7 8 9 10 И 12 14 16 18 20 22 25 28
120 3,77 4,71 5,65 6,59 7,54 8,48 9,42 10,36 11,30 13,19 15,07 16,96 18,84 20,72 23,55 26,38
125 3,92 4,91 5,89 6,87 7,85 8,83 9,81 10,79 11,78 13,74 15,70 17,66 19,62 21,59 24,53 * 27,48
130 4,08 5,10 6,12 7,14 8,16 9,18 10,20 11,23 12,25 14,29 16,33 18,37 20,41 22,45 25,51 28,57
140 4,40 5,50 6,59 7,69 8,79 9,89 10,99 12,09 13,19 15,39 17,58 19,78 21,98 24,18 27,48 30,77
150 4,71 5,89 7,06 8,24 9,42 10,60 11,78 12,95 14,13 16,48 18,84 21,20 23,55 25,90 29,44 32,97
160 5,02 6,28 7,54 8,79 10,05 11,30 12,56 13,82 15,07 17,58 20,10 22,61 25,12 27,63 31,40 35,17
170 5,34 6,67 8,01 9,34 10,68 12,01 13,34 14,68 16,01 18,68 21,35 24,02 26,69 29,36 33,36 37,37
180 5,65 7,06 8,48- 9,89 11,30 12,72 14,13 15,54 16,96 19,78 22,61 25,43 28,26 31,09 35,32 39,56
190 5,97 7,46 8,95 10,44 11,93 13,42 14,92 16,41 17,90 20,88 23,86 26,85 29,83 32,81 37,29 41,76
200 6,28 7,85 9,42 10,99 12,56 14,13 15,70 17,27 18,84 21,98 25,12 28,26 31,40 34,54 39,25 43,96
Ширина полосы, мм Масса 1 м волосы, кг при толщине, мм Ширина ПОЛОСЫ* мм Масса 1 м полосы, кг, при толщине, мм >
30 32 36 40 45 50 56 60 35 32 36 40 45 50 | 56 | 60
40 9,42 10,05 — — — — 00 23,55 25,12 28,26 31,40 35,32 39,25 43,96 47,10
45 10,60 11,30 12,72 — — 105 24,73 26.38 29,67 32,97 37,09 41,21 46,16 49,46
50 11,78 12,56 14,13 15,70 — — ——. 110 25,90 27,63 31,09 34,54 38,86 43,18 48,35 51,81
55 12,95 13,82 15,54 17.27 — — 120 28,26 30,14 33,91 37,68 42,39 47,10 52,75 56,52
60 14,13 15,07 16,96 18,84 21,20 — — 125 29,44 31,40 35,32 39,25 44,16 49,06 54,95 58,88
63 14,84 15,88 17,80 19,78 22,25 24,73 — 130 30,62 32,66 36,74 40,82 45,95 51,02 57Д4 61,23
65 15,31 16,33 18,37 20,41 22,96 25,51 — 140 32,97 35.17 39,56 43,96 49,46 54,95 61,54 65',94
70 16,48 17,58 19,78 21,98 24,73 — — — 150 35,32 37,68 42,39 47,10 52,99 58,88 65,94 70,65
75 17,66 18,84 21,20 23,55 26,49 — — 160 37,68 40,19 45,22 50,24 56,52 62,80 70,33 75'36
80 18,84 20,10 22,61 25,12 28,26 31,40 35,17 — 170 40,04 42,70 48,04 53,38 60,05 66,72 74,73 80,07
85 20,02 21,35 24,02 26,69 30,03 33,36 37.36 40,04 180 42,39 45,22 50,87 56,52 68,58 70,65 79Д2 84.78
90 21,20 22,61 25,43 28,26 31,79 35.32 39,56 42,39 190 44,74 47,73 53,69 59„66 67,12 74,58 83,52 89,49
95 22,37 23,86 26,85 29,83 33,56 37,29 41,76 44.74 200 47.10 50,24 56,52 62,80 70,65 78,50 87,92 94,20
ПРИЛОЖЕНИЕ
ГОСТ предусматривает предельные отклонения для полос общего назначения и полос для горячей и холодной штамповки гаек.
Полосы изготовляют длиной: от 3 до 10 м — из углеродистой стали обыкновенного качества, низколегированной и фосфористой; от 2 до 6 м — из углеродистой качественной и легированной стали.
Примеры обозначений:
полоса общего назначения нормальной точности прокатки Б, с серповидностью по классу 2, толщиной 10 мм и шириной 22 мм из стали СтЗкпб
Полоса 03-76
СтЗкп 6422—7'6
то же, повышенной точности прокатки А,
с серповидностью по классу 1, толщиной 10 мм и шириной 22 мм, из стали 0ЭГ2: „ А — 1 10Х22 ГОСТ 103— 76 Полоса — — ---——=
09Г2 ГОСТ 535—58
ПРИЛОЖЕНИЕ 715
ОЛОВЯННЫЕ ЛИТЕЙНЫЕ БРОНЗЫ (по ГОСТ 613-65)
2. Химический состав и механические свойства бронз
Марка бронзы Химический состав *, % Вид литья Механические свойства
Олово Цинк Свинец Всего примесей Предел проч-, ности при растяжении, 1 кгс/мм* Относитель-1 ное удлинение б, % Твердость НВ
не менее
Бр.ОЦС 5-5-5 4,0-6,0 4,0-6,0 4,0-6,0 1,3 В землю В кокиль 15 18 6 4 60 60
Бр.ОЦС 4-4-17 3,5—5,0 2,0-6,0 14,0-20,0 1,3 В землю 15 5 60
Бр.ОЦС 3,5-7-5 * Остальное В обозначена свинца (С) в %. 3,0-4,5 ледь. и марки Ц1 6,0—9,5 1фры ука; 3,0-6,0 бывают ср 1,3 еднее сс В землю В кокиль держание 15 18 олова (О) 6 4 цинка 60 60 (Ц),
3. Область применения брояз
Марка бронзы Область применения
Бр.ОЦС 5-5-5 Для антифрикционных и ответственных деталей, требующих большой точности и износостойкости. Подшипники главных шпинделей станков [для закаленных шпинделей pv до 40 кге • м/(см2 • с) при v = 3 4- 6 м/с, для незакаленных шпинделей pv до 50 кге • м/(см2 • с) при v до 3 м/с]; венцы червячных колес при незакаленном червяке
Бр.ОЦС 4-4-17 Втулки подшипников, гайки ходовых винтов [pv до 50 кге • м/(см2 • с) при V до 6 м/с]
Бр.ОЦС 3,5-7-5 Детали для тракторов и других машин
БЕЗОЛОВЯННЫЕ ЛИТЕЙНЫЕ БРОНЗЫ (по ГОСТ 493-54)
Бронзы применяют для фасонного литья.
Химический состав литейных бронз приведен в табл. 4; характеристика и применение бронз — в табл. 5; механические свойства — в табл. 6.
4. Химический состав * бронз, %
Марка бронзы Алюминий Железо Марганец Никель Свинец
Бр.АМп9-2Л 8-10 1,5-2,5
Бр.АЖ9-4Л 8-10 2-4 — — —
Бр.АЖС7-1,5-1,5 6-8 1-1,5 — — 1-1,5
Бр.АЖН1О-4-4Л 9,5-11 3,5-5,5 —- 3,5-5,5 —
Бр.АЖН 11-6-6 10,5-11,5 5-6,5 5-6,5 —
Бр.СЗО — 27-33
Бр.СН60-2,5 — — — 2,25-2,75 57—63
* Остальное медь.
ПРИЛОЖЕНИЕ
5. Характеристика и область применения бронз
а Марка бронзы Характеристика и примерное назначение
Бр.АМц9-2Л Втулки, зубчатые и червячные колеса, арматура, фасонные детали
Бр. АЖ9-4Л Обладает большой прочностью, твердостью и пластичностью (большей, чем оловянные бронзы), а также высокой износостойкостью при условии сопряжения с термически обработанной сталью (HRC 45). Пригодна для нижнего и среднего пределов нагрузок [pv = 75 кгс X X м/(смг с)]. Допускает ударную работу. Детали куют при 700—900 "С. Изготовляют втулки и вкладыши подшипников, работающие в сопряжении с термически обработанными валами при v до 2,5—5 м/с (при скоростях свыше 2,5 м/с смазка должна быть обильной); червячные колеса при термически обработанном червяке (HRC 45), больших нагрузках и невысоких скоростях; трущиеся диски и барабаны насосов; фрикционные диски; упорные кольца, гайки нажимных винтов
БрА.ЖС7-1,5-1,5 Применяют для фасонных деталей и ответственных подшипников
Бр.АЖН10-4-4Л Бр. АЖ11-6-6 Втулки, зубчатые колеса, червяки, фасонные детали (Бр.АЖН10-4-4Л применяют и для поковок)
.Бр.СЗО Высококачественный антифрикционный сплав с высоким пределом выносливости и теплопроводности служит для заливки стальных трубных заготовок, для изготовления втулок и подшипников, работающих при нагрузках pv 100 кгс • м/(см2 • с), высоких окружных скоростях 5—10 м/с и испытывающих значительную ударную нагрузку (допускаемое давление р = 150 4-250 кгс/см2; pv = 200 Ж 300 кгс • м/(см2 • с); необходима хорошая смазка (желательно под давлением), термически обработанные валы (HRC 45); фасонные детали
Бр.СН60-2,5 Фасонные детали
6. Механические свойства литейных бронз
Марка бронзы Литье Предел прочности при растяжении, кгс/см2 Относительное удлинение, % ' Твердость НВ
йе менее
Бр.АМцО-2Л В кокиль 40 20 80
Бр.АЖ9-4Л В землю 40 10 100
В кокиль 50 12 100
Бр.АЖС7-1,5-1,5 В землю 30 18 —
Бр.АЖН10-4-4Л Б кокиль 60 {5 170
Б&.АЖНИ-б-б В землю и в кокиль 60 2 250 .
Бр.СЗО В кокиль 6 4 25
Бр.СН60-2,5 В кокиль 3 5 14
Механические свойства относятся к бронзам, термически не обработанным.
ДОПУСКИ И ПОСАДКИ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ (по ГОСТ 9562-60)
7. Отклонения в зависимости от шага, диаметра и длины свинчивания
Винт | Гайка
5, D мм Я д о 1 Наружный диаметр d Внутренний диаметр с?з Средний диаметр <Ь, О, Внутренний диаметр Pi
3 ю шльная дл я* *1, мм Отклонение, мкм
i л со О а а нижнее _С*2 нижнее у*2 верхнее —Ъ' нижнее —Ъ" верхнее 4-ь*3 верхнее -Н?*8
! § я Классы
в и й $ а й F 1, 2, 3 зх 1 2иЗ зх 1 2 3 ЗХ 1 2 3
2 10-16 18-28 20 30 100 444 477 542 547 0 34 132 197 210 294 314 362 388 460 485 197 210 262 280 328 355 100
3 10-14 30-44 46-60 30 35 45 150 503 572 588 . 623 692 705 0 37 158 221 266 266 336 392 392 410 465 478 530 585 595 221 266 266 295 355 355 372 428 440 150
4 16-20 62-80 45 50 200 595 695 737 840 0 45 187 266 314 400 462 485 565 627 710 266 314 355 418 440 520 200
5 92—28 85—110 50 60 250 694 799 849 949 0 52 205 308 359 462 530 565 650 720 800 308 359 410 478 515 595 250
6 30—42 120-150 55 70 300 780 885 945 1050 0 56 234 349 398 522 585 635 720 800 885 349 398 465 530 578 660 300
8 22-28 44—60 160—190 65 00 100 400 883 931 1021 1083 1133 1223 0 67 268 390 413 461 590 620 682 720 758 830 920 960 1032 390 413 461 520 550 615 650 690 765 400
10 30—42 02—80 200—220 90 100 110 500 1006 1063 1106 1228 1288 1334 0 75 300 454 476 499 680 710 738 820 865 900 1042 1090 1128 454 476 499 605 635 665 745 790 825 500
12 44—60 85-110 240—300 110 120 130 000 1164 1202 1316 1406 1449 1576 0 82 328 518 536 593 772 800 835 948 978 1070 1190 1225 1330 518 536 593 69G 715 790 865 895 985 600
*> Приведены стандартные длины свинчивания, с учетом которых должны назначаться длины стандартных резьбовых калибров. Свинчиваемость резьбовых соединений, проверяемых только предельными калибрами, гарантируется при условии, что фактические длины свинчиваемых изделий не превышают длины используемых при контроле калибров более чем па 25%.
*2 Верхнее отклонение равно нулю.
*3 Нижнее отклонение равно нулю.
Примечание. Нижнее отклонение наружного диаметра гайки равно нулю, верхнее отклонение стандартом не нормируется.
Отклонения отсчитывают от соответствующих диаметров резьбы в направлении, перпендикулярном к оси винта.
Класс точности резьбовых соединений определяется величиной полного допуска среднего диаметра.
Устанавливаются следующие классы точности в системе отверстия:
а) для гайки — 1, 2 и 3-й классы точности (кл. 1, кл. 2, кл. 3);
б) для винта — скользящая посадка 1-го класса точности (кл. 1), посадка движения 2-го класса точности (кл. 2), посадка движения 3-Го классса точности (кл. 3), ходовая посадка 3-го класса точности (ЗХ).
Выбор класса точности для отдельных резьбовых соединений производится в зависимости от их назначения и ГОСТ 9562—60 не регламентируется.
Допускаются сочетания гаек и винтов разных классов точности.
Для шага резьбы и угла профиля предельные отклонения по каждому из элементов в отдельности не устанавливаются, так как они косвенно контролируются при проверке резьбовых изделий предельными калибрами.
Для резьбовых соединений, от которых требуется заданная точность расчетного перемещения гайки относительно винта (напрпмер, ходовые винты станков и механизмов), дополнительные требования в отношении точности тага устанавливаются техническими условиями и нормами точности соответствующих станков, механизмов и приборов.
Полный допуск (в мкм) по среднему диаметру резьбы
Ь = дЬ + 3,732 дР + 0,582 Р6
где 66'— часть полного допуска в мкм по среднему диаметру, которая может быть использована как собственно допуск по среднему диаметру при наличии ошибок по шагу и углу профиля;
&Р — отклонение в мкм (абсолютная величина) по шагу резьбы, определяемое как отклонение величины расстояния между двумя любыми витками в пределах длины свинчивания (высоты гайки от номинальной величины шага);
Р — шаг резьбы, мкм;
2
— среднее арифметическое абсолютных величин отклонений обеих по-
ловин угла резьбы от их номинальной величины в минутах.
При раздельной проверке шага, угла профиля и среднего диаметра фактическое отклонение по среднему диаметру не должно быть менее требующегося цля компенсации ошибок и угла профиля.
Примеры обозначения одноходовой резьбы:
Трап 36x6 кл. 1
Трап 36x6 кл. ЗХ
Пример обозначения многоходовой резьбы:
' Трап ЗбХ(Зхв) кл. 3 лев
Число ходов указывается перед шагом (в скобках).
Если на чертеже свинчиваемые детали показаны в собранном виде и им ю допуски по разным классам, то они обозначаются в виде дроби, числитель торой указывает класс точности гайки, а знаменатель — винта, например.
Трап 36x6 кл. 2[кл. 3
ПЕРЕЧЕНЬ ГОСТов, ОСТов и СТ СЭВ
ПЕРЕЧЕНЬ ГОСТов, ОСТов и СТ СЭВ
В 1-м томе справочника использованы ГОСТы, ОСТы и СТ СЭВ, действующие и утвержденные на 1 марта 1978 г.
ГОСТы
гост Стр. гост Стр. гост Стр. гост Стр,
2.309—73 264 1483—75 595 2848—75 368 5058—65 166
2.310—68 687 1485—75 537 2850—75 235 5157—53 580
5.983—71 240 1486—75 595 2879—69 106 5222—72 178
9.009—73 687 1488—75 530 2910—74 263 5264—69 525
9.032—74 696 2999—59 99 5336—67 154
9.073—77 693 1491—72 526 3002—70 714 5385—71 263
20—76 251 1535—71 211 3032—76 564 5582—75 166
82-70 133 1542—71 127 3033—73 595 5632—72 123
103—76 715 1574—75 401 3047—66 522 5638—75 212
288-72 240 1577 —70 127 3062—69 156 5689—73 245
380—60 103 1628—72 176 3067—74 156 5883—76Е 676
380—71 102 1759—70 508 3068—74 156 5915—70 545
397—66 583 1779—72 239 3070—74 156 5916—70 545
481-71 238 1786—74 263 3071—70 156 5918—73 553
492—73 217 1855—55 683 3128—70 587 5919—73 553
493—54 715 1898—48 258 3129—70 587 5927—70 548
495—70 211 2009—55 154 3241—66 156 5929—70 548
535—58 130 2060—73 181 3262—75 446 5931—70 555
613—65 71J 2176—67 166 3282—74 164 5932—73 553
792—67 166 2208—75 183 3286—75 670 5933—73 553
859—66 211 2224—72 672 3306—70 166 5935—73 551
977—75 152 2283—69 166 3584—73 219 5949—75 122
1050—74 104 2324—67 473 3685—71 166 5950—73 132
. 1051—73 ПО 2524—70 548 3722—60 668 6009—74 132
1066—75 186 2528—73 551 3882—74 118 6033—51 372
1133—71 131 2590—71 ,130 4056—63 610 6102—67 233
1144—70 540 2591—71 130 4085—68 667 6111—52 441
1145-70 540- 2630—69 234 4121—76 151 6121—75 263
1198—69 232 2685—75 189 4231—70 165 6211—69 445
1320—74 173 2688—69 162 4248—68 230 6308 —71 240
1412—70 166 2701—72 473 4405—75 132 6393-73 560
1414—75 103 2718—74 263 4543—71 107 6357—73 442
1435—74 ПО 2771—57 187 4608-65 473 6402—70 575
1476—75 538 2789—73 264 4693—57 122 6418—67 2<0
1477—75 538 2799—75 684 4751—73 655 6424—73 &7
1478—7.5 538 2832—64 593 4784—74 193 6511—60 1'75
1482—75 537 2847—67 409 5017—74 174 6527 —С8 ЧЧ7?
ГОСТ Стр. ГОСТ Стр. ГОСТ Стр. гост •Зр.
6533—68 685 8908—58 323 10341—63 533 12199—66 654
6613—73 217 8988—69 556 10342—63 534 12200—66 655
6619—65 685 8922—69 657 10343-63 534 12201—66 518
6627—74 685 8923—69 599 10344—63 595 12202—66 649
6636—69 364 8924—60 599 10356—63 329 12207—66 586
6870—72 668 9012—59 99 10450—68 565 12214—66 665
6958—68 565 9013—59 99 10540—63 565 12215—66 665
7062—67 363 9065—75 596 10549—63 373 12216—66 685
7242—70 679 9109—76 687 10589—73 242 12217—66 652
7293—70 169 9137—59 106 10607—72 664 12459—67 595
7338—77 258 9150—59 ' 427 10632—70 257 12460—67 563
7350—77 166 9253—59 440 10657—73 562 12481—67 685
7417—75 131 9330—67 473 10667—74 263 12652—74 263
7505—74 564 9347—74 238 10702—63 381 12717—67 651
7769—75 170 9355—60 687 Ю704—76 680 12718—67 651
7796—70 ~ 513 9389—75 606 10727—73 240 12719—67 651
7798—70 513 , 9433—60 262 10773-75 596 12720—67 651
7805—70 512 9464—70 588 10774—75 585 12721—67 652
7808—70 512 9465—70 589 10$?—73 233 12840—73 685
7817—72 521 9467—75 664 10906—66 580 12876—67 399
7829—70 673 9484—73 448 11069—74 206 12920—67 541
7832—65 153 9562—60 717 11074—75 539 12970—67 647
8239—72 144 9562—75 451 11075—75 539 12971—67 648
8240—72 145 9639—71 226 11112—70 674 13077—67 227
8278—75 147 9649—66 568 11284—75 400 13152—67 518
8325—70 240 9650—71 662 11371—68 565 13157—67 665
8381—73 559 9089—72 673 11474—76 143 13160—67 610
8479—70 657 9690—71 659 11546—75 118 13165—67 610
8509—72 136 9825—73 686 11644—75 596 13186—67 627
8510—72 138. 9953—67 367 11648—75 572 13438—68 574
8559—75 103 10007—72 243 11651—65 596 13439—68 574
8560—67 130 10110—71 226 11652—65 596 13440-68 666
8593—57 366 10177—62 458 11709—71 462 13441—68 666
8617—75 192 10191—62 440 11710—71 468 13463—77 577
8724—58 462 10292—74 223 11738—72 531 13464—77 579
8732—70 680 10293—67 251 11850—72 575 13465—77 577
£734—75 664 10336—63 533 11860—73 557 13466—77 579
8788—68 641 10337-63 595 11871—73 560 13524—68 676
8789- 68 407 10338-63 534 11872—73 576 13616—68 205
8820—69 372 10339—63 595 11945—68 250 13620—68 210
8878—75 539 10340—63 595 12184—66 166 13621—68 209
ГОСТ Стр. гост Стр. гост Стр. гост Стр.
13622—68 220 14964—69 154 19146—73 685 22033—76 542
13623—68 208 15163—69 520 19170—73 223 22034—76 542
13726—68 206 15180—70 235 19191—73 685 22035—76 542
13737—68 207 15521—70 545 19198—73 263 22036—76 542
13738—68 220 15522—70 545 19240—73 152 22037—76 542
13754—68 372 . 15516—76 685 *19281—73 166 22038—76 542
13755—68 372 15524—70 555 19459—74 242 22039—76 542
13897—68 540 15525—70 596 19657—74 220 22040—76 542
13913-68 220 15527—70 180 19771—74 140 22041—76 542
13940—68 632 15809—70 228 19772—74 142 22042—76 544
13941—68 636 15945—70 369 19784—74 227 22043—76 544
13942—68 633 15960—70 231 19807—74 212 22178—76 220
13943—68 636 15963—70 245 19903—74 134 ОСТы
14007-68 691 16093—70 429 19904—74 135
14034—74 14085-68 389 165 16350—70 16523—70 714 128 20072—74 21228—75 120 229 ост Стр.
14140—69 358 16841—71 473 20376—74 236 1010 412
14202—73 507 16868—71 406 20317—74 226
14203—73 507 17066—71 166 21331—75 595 1013 412
14204—73 507 17133-71 263 21332—75 596 1014 412
14256—72 234 17305—71 165 21348—75 385 1015 412
14613—69 250 17473—72 526 21350—75 385 НКМ1016 468
14614—69 256 17474—72 526 ‘ 21357—75 166 НКМ1017 468
573 17475—72 526 21437—75 188 1023 468
14637—69 14724—69 130 516 17711—72 17718—72 179 166 21448—75 21449—75 118 119 1024 1025 412 412
14727—69 556 17745—72 569 21474—75 40 НКМ1026 468
14728-69 620 18123—72 565 21482—76 685 НКМ1027 468
14730-69 669 18126—72 561 21484—76 714 ст сап
14734-69 "569 18175—7^ а 175 21488—76 118
620 18999—73 237 21631—76 197 СТ СЭВ Стр.
14741-269
14742—69 685 19119—73 590 21687—76 685
14906—69 237 19144—73 685 22032—76 542 144—75 281
14955—^69 111 19145—73 685 145—75 281
177—75 281
1 241—75 427
Б
Баббиты оловянные и свинцовые — Условия применения, назначение 173 — Фпзнко-механические свойства 173
Балки двутавровые — Размеры н справочные величины для осей 144
Балки типовые постоянного сечения — Прогиб 77—ЬЗ
— Углы поворота крайних сечений 77—83
— Управление упругой линии 77—83
Биение радиальное 328, 329 — Предельные значения 331
*----торцовое 328 — Предельные значе-
ния 330
Блоки для стальных канатов 681, 682 —
Профиль ручья 683
— Технические требования 683
Болты—Виды и условные обозначения покрытий 510
— Длины 515, 516
— Обозначения условные 511
Болты быстросъемные к станочным пазам 518, 519
'— — грузовые 658
— — пз углеродистой и легированной стали — Свойства механические 508
~ — из цветных металлов — Свойства механические 509
*----к станочным пазам обработанным 518.
519
«----нормальной точности 513, 514
----откидные 516, 517
— — повышенной точности 512
Болты конические повышенной точности 520
«— — повышенной точности с шестигранной уменьшенной головкой для отверстий пз-поц развертки 521, 522
Болты фундаментные 523 — Методика расчета 525 — Приливы и.отверстия в опорных плитах 425 — Приливы на наклонных поверхностях 426
=— — с анкерной плитой 525
—524 С5о-КЛ~ стеР>кнем и колодцем
Бронза кремяеыарганцовая — Проволока 178
•----оловянно-фосфоритная — Химический
состав, свойства 174
«----оловянно-цинковая — Прутки 175, 176
Бронзы безоловянные, обрабатываемые давлением — Марки и виды полуфабрикатов
Бронзы оловянные, обрабатываемые давлением — Марки и назначение 174, 175
Бумага асбестовая 234
В
Валы — Параметры шероховатости поверхности под уплотненна 269
Параметры шероховатости поверхности
при посадках с точным центрпрозаннем 273
Взаимозаменяемость — Понятие 280
----- неполная 280 — Обеспечение 281
Винипласт лиетозой 226, 227
Винты — Виды и условные обозначения покрытий 508
— Длины 528, 529
— Обозначения условные 511
— Отклонения предельные 529
Бинты грузовые 657
-----для пружин с ушком 65't
-----для пружин растяжения с канавкой 654
-----для пружин растяжения с отверстием 655
-----из углеродистых п легированных сталей — Свойства механические 508
— — из цветных металлов — Свойства механические 509
-----нормальной точности 526, 527
-----регулирующие с квадратным отвер-
стием под ключ 540
-----с квадратной головкой и буртиком 530
-----с цилиндрической головкой и шести-
гранным углублением 531 — Длины 532
-----ходовые — Параметры шероховатости поверхности нарезки 273
Бинты невыпадающие — Конструктивные
особенности 536, 537
— Применение 536, 537
----- с полукруглой головкой 533
-----с цилиндрической головкой 533
-----с цилиндрической головкой и шести-
гранным углублением под ключ 534, 535
----- с шестигранной головкой 534, 535
Бинты установочные с квадратной головкой
и цилиндрическим и засверленным концом 537
----- с плоским концом 538
—• — с цилиндрическим концом 538
-----с шестигранным углублением под
ключ и коническим, плоским, цилиндриче-
ским концами 539
Войлок технический полугрубошерстныи 240
Боронение 705
Втулки конические для фиксаторов 665
Г
Гайки — Риды п условные обозначения покрытий 510
-----пз углеродистых н легированных сталей — Свойства механические 509
— — колпачковые 557
-----круглые с отверстиями на торце под ключ 560, 561
-----круглые со шлицами на торце 562
— — круглые с радиально расположенными отверстиями 559
-----с контрящим винтом 563
----ходовых винтов — Параметры шероховатости поверхности 272
----штурвальные 62р, 621
Гайки-барашки 564
Гайки шестигранные высокие повышенной точности 555
----нормальной точности 545—547
— — особо высокие повышенной точности 555
----повышенной точности 548—550
----прорезные 551 , 552
----прорезные и корончатые 553, 554 — Предельные отклонения 556
----самостопорящиеся с нейлоновым кольцом 558
---- с буртиком 556
— — со сферическим торцом 556
Галтели вала и корпуса иод шэрико- п роликоподшипники 371
Гибка — Радиусы гибки 403, 404 — Разделка уголковой стали 405
д
Двутавр П200 прессованный пз алюминия п алюминиевых сплавов 209
Детали — Примеры приемов облегчения сборочных работ 505—507 — Торцовое крепление дисками на валах 571, 572 — Требования к конструктивному выполнению
' 505—507
Детали корпусные — Параметры шероховатости поверхностей 272
.---литые — Общие требования прп кон-
струировании 477 — Радиусы закруглений наружных и внутренних углов 479 — Ребра жесткости 478 — Сопряжения тавровые 477 — Сопряжения угловые 476 — Толщина стенок 474, 475 — Уклоны 479 «— — подвергаемые термической обработке — Выбор стали 483 — Особенности конструирования 486—491
• — — получаемые механической обработкой — Указания по конструированию 481—483
— — примыкающие к двутавровым балкам и швеллерам—Профиль 394, 395
----примыкающие к угольникам — Профиль 392—394
Детали из пластмасс — Армирование н соединение 495—498
• — Допускаемые напряжения 98
— Допуски и посадки 468—473
— Классы точности для несопрягаемых размеров 503
— Опорные поверхности 500
— Оформление отверстий 498
— Оформление резьбы 501
— Оформление торцов буртиками 499
— Радиусы закруглений 493
— Ребра жесткости 494
— Рекомендации по изготовлению резьбы 467, 468
— Рифления 499
— Технологические уклоны 495
Длина окружности 10—26
Допуски — Виды 347
----дЛя посадок с зазором и переходных при размерах 1 — 500 мм 290—295
----для посадок с натягом при размерах 1 — 500 мм 296, 297
----зависимые 347
— — на угловые размеры 323—325 — Предельные отклонения углов 323, 324 — Применение 325
— — независимые 347, 354
— — несопрягаемых размеров 288
— — расположения осей отверстий — Способы указания 355, 356
Доски асбестоцементные электротехнические дугосгойкие 230
Ж
Жалюзи 426
3
Заглушки сферические 653
Зажимы — Схема установки 628 -----для стальных канатов 626—628 -----для цилиндрических деталей 625
Закалка изотермическая 484
-----местная — Особенности конструирования деталей 491
— — объемная 483
-----с нагревом ТВЧ и газовым пламенем 484, 485
Зет нормальный П500 из алюминия и алюминиевых сплавов 219
И
Изделия крепежные—Технические требования 508—511
— Способы стопорения 591—595
Изделия фрикционные из ретияакса 233
Инвар 117
К
Канавки для выхода долбяков 372
-----червячных фрез при нарезании шевронных колес 371
-----шлифовального круга при круглом шлифовании 373
-----шлифовального круга при плоском шлифовании 372
Канавки для посадки подшипников качения
Канаты капроновые 251
-----стальные 156 — Примеры обозначения 164 — Размеры н параметры канатов 157—163
Картон асбестовый 235 •
-----прокладочный 238, 239
-----термоизоляционный про кладочный 236, 237
Квадрат — Вычисление элементов 57
Квалвтет — Понятие 281
Кнопки 614
----- поворотные 616
-----с рифлением 615
Кожа техническая 258
Колеса зубчатые — Параметры шероховатости зубьев 272
Колеса с массивными резиновыми шинами безрельсового транспорта 674—676
Кольца — Неплоскостность 640
-----делительные 641
-----запорные 629 — Проточки под них 630, 631
-----наружные 632—635
-----упорные плоские пружинные 636—»
639 — Канавки для них 636—639 — Технические требования 636
Кольцо — Вычисление элементов 59
Конусность наружных и внутренних конусов 367
— — общего назначения нормальные 366
Конусы — Поверхность и объем 61 — Пре-
дельные отклонения угла и формы 368
-----инструментов укороченные 367
-----усеченные 62
— — шпинделей и оправок 369
Концы оправок с конусностью 7 : 24 409
----- оправок с конусом Морзе 410
-----оправок фрезерных станков 408
-----резьбовые шпинделей токарных станков 406
-----шлифовальных шпинделей 407
— — шпинделей агрегатных станков 406
— — шпинделей с конусами Морзе 409
-----шпинделей с конусностью 7 : 24 408 Корни из натуральных чисел 10—26 -----из числа меньше единицы 9 Коуши для стальных канатов 672, 673 Коэффициент использования зазора 354 -----концентрации напряжений 85
-----масштабного Фактора 85
-----определяющий положение нейтрального слоя при гибке 404
— — Пуассона 62
— — трения 98. 99
Круг — Вычисление элементов 58 — Элементы сегмента при радиусе, равном единице 54—56
Кулачки — Параметры шероховатости поверхности 273
Л
Латуни 178, 180, 181
Лента пз фторопласта прокладочная 237
— — стальная горячекатаная 132
Ленты асбестовые теплоизоляционные 234
— — асбестовые тормозные 232
-----из алюминия и алюминиевых сплавов 206
— — конвейерные резинотканевые 251— 255
-----латуины0 общего назначения 183, 184
Листы из алюминия и алюминиевых сплавов — Классификация 1 $j7, 198 — Прессовочная полоса 205 — Размеры 199—201 — Свойства 201—2(J4
— — из непластифпцпрованного поливинилхлорида 226, 227
— — пз титановых сплавов 215
— — из ударопрочного полистирола п ан-рилонитрилбутадпенстпрольпогЬ пластика 227, 228
-----латунные 185, 186
Логарифмы десятичные 10—26
Лимбы для дросселей 642
— — отсчетные 64 3
Линия нулевая 281
М
Массы прессовочные фенольные 245—249
Материал АГ-4 прессовочный 240, 241
— — фторопластовый прокладочный 237, 238
Материалы эластичные фрикционные асбестовые 231
Маховички без спиц 617
-----со спицами 618
— — со спицами и с выемкой на ободе 619
Машина — Требования к конструкции 503
Медь — Марки и назначение 211
-----листовая — Сортамент и технические требования 211
Места под гаечные ключи 398
— — под головки крепежных деталей 399— 401
-----посадки шарико- и роликоподшипников — Параметр шероховатости поверхности 271
Металлизация распылением 702, 703
Металлы цветные — Допускаемые напряжения 85
Многоугольник правильный 52, 58
Модифицирование чугуна 172
Модуль продольной упругости 62 — — сдвига 62
Момеьт инерции осевой плоских фигур 63— 72
— — пнерцпи полярный 73—76
— — сопротивления осевой плоских фигур 63—72
-----сопротивления полярный 73—76
Муфты стяжные круглые 658
н
Накатка — см. Рифление
Наплавка—Порошки 118, 119
Направляющие качения — Схема и характеристика 424
Направляющие станков — Параметр шероховатости поверхности 270 — Расстояния между боковыми гранями 422
— Расстояния между направляющими 421
— Типы и профили сечений 413
— Фаски и канавки 416, 417
Направляющие станков прямоугольные 416
— — типа «латочкин хвост» 416
— — треугольные 414, 415
Напряжения допускаемые 84—98
Недорезы для резьбы конической дюймовой 379
-----метрической 374, 375
----- трубной конической 378
-----трубной цилиндрической 376, 377
Непараллельность осей поверхностей вращения 327
— — оси поверхности вращения и плоскости 327
----- плоскостей 326
-Г- — прямых II плоскости 326
Непересечение осей 329
Непернендикулярнозть осей или оси плоскости 327
-----плоскостей 327
Неплоскостность — Вилы 325, 326
Неирямолинейность 325
Несимметричность 329
Несоосность — Предельные отклонения 354
-----относительно базовой поверлноетн 328
— — относительно общей оси 32б
Нсцнлнндрпчность — Виды 325, 326
Нитроцементация 486
Нониусы линейны? 646
— — угловые 644, 645
О
Опоры постоянные с плоской п сферической головкой 666
-----регулируемые с шестигранной голоокой 667
Оправки — Концы 408, 409
Оседержатсли в70
Оси — Параметры шероховатости поверхности под уплотнения 271
Отверстия в двутавровых балках 391
— — в опорных плитах под фундаментные болты 425
— — в угловых профилях 391
— — в швеллерах 392
— — под нарезание метрической резьбы 381
— — под нарезание резьбы с мелким шагом 382, 383
-----под установочные винты 388
— —' сквозные под крепежные детали 386— 388
— — центровые 389, 390
Отклонение верхнее 281
— — нижнее 281
-----расположения поверхностей 325 — Знаки условного обозначения на чертежах 336, 337, 340—347
----формы поверхностей 325—329 — Зна-
ки условного обозначения на чертежах 336, 337, 340—347
Отклонения предельные — Обозначение на чертежах 281
-----от параллельности и перпендикулярности 339
.— — от плоскостности и прямолинейности 330
----- размеров внутренних конусов 369
-----угла конуса и формы конических поверхностей 368
— — формы цилиндрических поверхностей З2‘л
Отливки — Шероховатость поверхности 278
— — из конструкционной легированной стали 153, 154
— — из конструкционной нелегированной стали 152, 153
Отливки из чугуна антифрикционного — Марки и предельные режимы работы в узлах трения 171, 172
>----высокопрочного с шаровидным графи-
том — Марки и механические свойства 169, 170
«----жаростойкого—Марки и механиче-
ские свойства 170 — Применение 171
•----ковкого — Механические свойства и
допускаемые напряжения 96, 97
<— — серого — Допускаемые напряжения 92—95 — Марки и механические свойства 167, 168 — Применение 168, 169
п
Пазы Т-обрапные обработанные 401
— — угловые направляющих.— Размеры, измеряемые по роликам 422
Параллелограмм — Вычисление элементов 57
Пароннт 238
Петли 426
Петли шарнирные 671
Пирамида — Поверхность и объем 60
— м— усеченная — Поверхность и объем 61
Планки прижимные 417, 418
— — регулировочные 419, 420
Пластик акрплонптрилбутадиенстирольный— Листы 227, 228
Пластики древесные слоистые — Назначение
— Размеры, свойства 220, 221
Пластины резиновые п резинотканевые —
Марки и условия эксплуатации 260
— Размеры 259
— Применение 261
— Свойства 262
Пластмассы — Допускаемые напряжения 98
Платинит 117
Плиты древесностружечные 257, 258
— — пз титановых сплавов 216, 217
Плоскости припадочные корпусных детален —
Параметры шероховатости поверхности
Плошадь круга 10—26
Поверхности — Отклонение расположения 326 327 — Отклонение формы 325, 326, 329^ 330
__ „ валов н отверстий в системе вала 276
-----закрытые 278
_____зубьев зубчатых колес и червяков 272
_____индексирующие делительных дисков, фиксаторов и упоров -7- 0
-----конических соединений ~73
— — кулачков и копиров -/о
— — мест посадки шарико- и роликоподшипников 271
-----направляющих 270
-----нарезки ходовых винтов и аек „7-
— — осей и валов под уплотнения 271 -----отверстий и валов в системе отверстия
275
----- пригоняемые 274
-----рабочие во фрикционных передачах 273
-----свободные 278
-----сопрягаемые 270—273
— — столов станков 272
— — типовые 277
-----торцовые 272
— — торцовых опор 271
— — шабреные 273, 274
Покрытие металлическое кадмиевое — Назначение и необходимая толщина 699, 700
----- латунные 702
-----медные 701, 702
-----никелевое 700
----- оловянное 762
----- сплавом олово — висмут 702
-----хромовое 700, 701
-----цинковое — Назначение и необходимая толщина 698, 699
Покрытия лакокрасочные — Группы и преимущественное их применение 688 — Классификация Т86, 687 — Классы покрытий по показателям внешнего вида 684 — Обозначения 686, 687
— — металлические-------Группы условий
эксплуатации 688, 689 — Изменение шероховатости поверхностей после нанесения покрытий 703 — Обозначение компонентов покрытий сплавами 691 — Обозначение
материала, состоящего из одного металла 694 — Общие требования к выбору 690 — Примеры обозначений G98 — Ряды толщин
696. 697 — Характеристики макроклиматических районов 689, 690
— — неметаллические неорганические — Виды дополнительной обработки покрытий и их обозначение 69G — Группы условий эксплуатации 688, 689 — Обозначение признаков, характеризующих физико-механические свойства 695 — Общие требования к выбору 690
Покрытия защитные 686—712-—Основные виды для различных условий эксплуатации 691, 692
— Типовых деталей 706—711
Покрытия неметаллические неорганические знодпо-окпеныа 703, 704 — Толщина пленки 704
-----фосфато-оксидные 705
После допуска — Назначенце 283
— Основные определения 280
242 — Сополимеры 242
Полиамид литьевой 243
Поливинилхлорид иепластнфицг.рэваилый —
Листы 226, 227
Полистирол ударопрочный — Листы 227, 228
Полоса латунная 185, 186
— •— прессовочная кз алюминия и алюминиевых сплавов 205
— — стальная горячекатаная 713. 714
Полукруг — Вычисление элементов 58
Порошки из сплавов для наплавки 118, 119
Посадки с зазором и переходные — Система вала 301—305, 315, 316
— Система отверстия 290—295, 307, 309
Посадки с натягом — Система вала 206, 317
— Система отверстия 296, 297, 311, 312
Посадки стандартизованные — Сбоэначения полей допусков для диаметров or 1 до 500 мм 317—322
Предел выносливости сталей 85
Приливы под фундаментные болты в окопных плитах 425
—- на наклонных поверхностях 426
Пробки для смазочных отверстий 6.52
-----конические с внутренним шестигранником — Технические требования 650, 651
— с прокладками 649
— — резьбовые 649
.----нитпндртеские с внутренним шести-
гранником 650 — Технические требования 650, 651
Пробки резьбовые конические — Технические требования 652
-----с квадратной головкой 651
-----с квадратным углублением 651
— — со шлицем 652
— — с шестигранной головкой 651
Проволока из кремнемарганцовой бронзы 178
-----из углеродистой конструкционной стали 165, 166
----- лагунная 186, 187
--инзкоуглеродпстая качественная 166 -----стальная плзкоуглеродпстая общего назначения 164, 165
Прогиб балок постоянного сечения 77, 83 Прокладки плоские эластичные 237, 238 Проточки для резьбы конической дюймовой 379
— — метрической 374, 375 ш
----- трапецеидальной ЗЬО
— — трубной конической 378
-----трубной цилиндрической 376, 377
Профиль деталей, примыкающих к двутавровым балкам и швеллерам 394, 395
— — к угольникам 392—394
Профили прессованные из алюминия н алюминиевых сплавов 192, 193
-----прокатные — Форма ребер 396
Прутки бронзовые 177
----- для наплавки 119, 120
-----из оловянно-цинковой бронзы 175, 176
— катаные из титановых сплавов 213— 214
s----латунные 180—182
•----медные круглые 211, 212
— — прессованные из алюминия н алюминиевых сплавов 193—197
Прямоугольник — Вычисление элементов 57
Р
Размеры действительные 281
-----ключа и под ключ 397, 398
— — координирующих осей отверстий — Предельные отклонения 356, 358, 361
-----линейные нормальные 364, 365
-----угловые — Допуски 322—325
Ребра жесткости в прокатных профилях 396
Резьба дюймовая коническая — Диаметры отверстий под нарезание 384
-----коническая дюймовая с углом профиля 60° — Размеры 441 — Сбеги, недорезы, проточки и фаски 379
с— — метрическая — Длины свинчивания
432 — Классы точности и поля допусков 433 — Предельные отклонения 433 — 440 — Размеры 427—429 — Расположение полей допусков 429—431 — Сбеги, недорезы, проточки и фаски 374, 375 — Степени точности 429
*— — метрическая на деталях из пластмасс— Профиль и о( яовные размеры 462 — Допуски 463—4G7
«____на детали! из пластмасс — Рекомен-
дация по изготовлению 467. 468
-----с мелким шагом — Размеры и предельные отклонения диаметров отверстий 382, 333
-----трапецеидальная олпозаходяая — Диаметры к шаги 448, 449 — допуски 450, 457 — Прс^иль и основные размеры 44»
-----трубная коническая — Допуски 446 447 — Отверстия под нарезание 385, 386 —-Размеры 445 — Сбеги, недорезы, проточки и фаски 378
«----трубная цилиндрическая — Диаметры
отверстий пол нарезание 38э — Предельные отклонения диаметров 443, 444 ____
Размеры 442 —.Сбеги, недорезы, проточки и фаски 376, 377 — Технические требования 444
*----упорная — Допуски 460—462 — Про-
филь и основные размеры 458
Рельсы для наземных и подвесных путей 152 ----- крановые 151
Ретинакс — Изделия фрикционные 233
Рифление для прессовых соединений металлических деталей с пластмассовыми 403
1----прямое 402
----- сетчатое 402
Ролики для конвейеров стационарных непрв-водных общего назначения 680
----- игольчатые 668
-----цилиндрические 668
Рукоятки вращающиеся 604—606
-----звездообразные 610
-----кривошипные 608, 609
-----.переключения 609
-----с шаровой ручкой 599—601
-----цилиндрические 599—601
-----штурвальные 620. 621
Ручки переключения с фиксатором 612— 614
----- рычагов управления 608
-----фасонные 602, 603
•----шаровые 607
Рым-болты 655 — Грузоподъемность 6' 6 — Технические требования 657
С
Сборочные единицы — Требования к донст-рукции 504
Сегмент — Вычисление элемента 59
-----шаровой — Поверхность и обы «61
Сектор — Вычисление элементов 58
— — кольцевой — Вычисление элем нтов 59
«----шаровой — Поверхность н обч ?м 61
Серебрянка 111
Сетки проволочные тканые с квадратными ячейками высокой точности 219. 220
-----контрольные 219, 220
Сетки стальные плетеные одинарные 154, 155
Синение 705
Смещение осей 329 — Выбор предельных значений 326 — Пример определения 357 __ — отверстий от номинального расположения 355
Смола капроновая первичная 241
Соединения двухопорные — Предельные отклонения от соосности 348—350
-----конические — Параметры шероховатости поверхности 273
Сополимеры полиамида литьевые 242, 243
Сплавы алюминиевые литейные 189—191 — — жаростойкие 125 -----жаропрочные 125, 126 -----коррозионностойкие 123, 124 -----медно-цинковые 178 -----медно-цинковые литейные 179, 180 -----медно-цинковые, обрабатываемые дав-
лением 180, 181
-----твердые спеченные 117_
— — титановые — Листы 215 — Плиты 216, 217 — Прутки катшые 213—215
— — титановые, обрабатываемые давлением 212, 213
----- цинковые антифрикционные 188
Столь — Указеяия по выбору марки 101
-----высоколегированная — Группы 123,
125 — Назначение 124, 125
Сталь горячекатаная квадратная 130, 131
— — круглая 130, 131
----- листовая 134
----- полосовая <32, 133
----- толстолистэвая 127, 128
Сталь жаропроиная 122, 123, 125, 126
-----жаростойкая 122, 123, 125
— — износом стойчивая в условиях абразивного трения 117
Сталь инструментальная кованая 132, 133
— — полосовая 132, 133
углеродистая ПО калиброванная круглая 111,
Сталь
132
130, 131,
----- шестигранная 130, 131
Сталь конструкционная — Назначение 112—
-----легированная 167, 127. 128 — Допускаемые напряжения 88—90 — Механические свойства ь8—90, 108, 109 — Обозначение легирующих глементов 109 — Отливки 152, 153
•----нелегированная—Отлив кп 152, 153
— — повышенной и высокой обрабатываемости резанием .103, 104
— — углеродистая качественная 104—108—> Допускаемые напряжения 86, 87
— — углеродистая—Проволока 165, 166
Сталь коррозионностойкая 122, 123 — Назначение 124, 125
Сталь литейная легированная 91
— — углеродистая — Допускаемые напряжения и свойства 91
Стдль подшипниковая 107
Сталь прокатная угловая 136—139
-----широкополосная универсальная 134
Сталь с особыми тепловыми свойствами 117
— — теплоустойчивая 120—122
Сталь углеродистая инструментальная 110
*— — качественная 127, 128
— — качественная и обыкновенного качества общего назначения 128, 129
►— — конструкционная—Проволока 165, 166
— — конструнцпспная качественная 104— 108 — Допускаемые напряжения 86, 87
— — литейная — Допускаемые напряжения и свойства 91
— — обыкновенного качества 102, 103 —>
Допускаемые напряжения 84
{— — обыкновенного качества уннверсаль-!нан 130
:таль холоднокатаная листовая 135
Зтанипы станков — Элементы крепления к Фундаменту 425
Стекло органическое конструкционное 228 229
Стеклотекстолит конструкционный 223—226
Степени натуральных чисел 10—26
•Степени точности— Примеры назначения, способы обработки для их достижения 532—335
Рекомендации по применению 331
С -'улицы крестовые 623
— • — с горизонтальным стержнем 622
— - — рукояток переключения 624, 625
Стыки 270
Сухари к станочным пазам обработанным 669
Т
Таблички для машин и приборов круглые 647
— — прямоугольные 648
Тали ручные шестеренные 684, 685
Талперы — Материал 664 — Размеры основные 661 — Размеры основных деталей 660 -----с закрытой сварной муфтой 660 -----с открытой сварной муфтой 660 -----с открытой штампованной муфтой 659, 660
Твердость — Определение для металлов н сплавов 99 — Таблица сравнительная 99
Текстолит конструкционный 222, 223
Титан, обрабатываемый давлением 210
Ткани асбестовые 233, 234
Тор — Поверхность и объем 62
Трапеция — Вычисление элементов 57
Треугольник — Вычисление элементов 57 Треугольники — Решение 50, 51
Трубки фибровые 250, 251
У
Углы нормальные 365
— — поворота балок постоянного сеченпя 77—83
Уголки гнутые стальные неравиополочные 140, 142—144
— — равнополочные 140, 141, 144 Угольник равнобокий 207
У равнение упругой линии балок постоянного сечения 77—83
Ф
Фанера декоративная 256, 257
Фаски входные деталей с неподвижными посадками 370
Фаски для резьбы конической дюймовой 379 — — метрической 374, 375 ----- трапецеидальной 386 -----трубной конической 378
-----трубной цилиндрической 376, 377
Фенопласты — см. Массы прессовочные фенольные
Фибра листовая 250
Фиксаторы с вытяжной ручкой 610—612
Фольга медиан рулонная 212
Фосфатирование 705
Фторопласт-4 243—245
Функции тригонометрические 27—49, 52, 53
X
Хвостовики инструментов 411, 412 Хромирование защитно-декоративное 70S
-----износоустойчивое 701
ц
Целлулоид 229, 230
Цементация — Твердость цементованные сталей 485
Цианирование 480
Цилиндр — Поверхность п объем 60
Ч
Червяк — Параметры шероховатости 272
Чугун — Модифицирование 172
-----антифрикционный — Допускаемые
напряжения 85 — Отливки 171, 172
-----высокопрочный с шаровидным графитом — Отливки lij'.i, 17'1
----жаростойкий — Отливки 170, 17!
— — ковкий — Допускаемые ндг.ря» ения 96, 97
— — серый — Допускаемые напряя'"яия для отливок 82—аэ — ОалШ'КИ 166—100
in
Шайбы — Нагрузки осевые допускаемые 573 — Обозначения условяые 5об, 567 — Требования технические 565. 573
----для осей с буртиками 568
----замковые ШЕЗ 581, 582
----концевые 569, 570
----концевые с двумя болтами для торцового крепления деталей
----косые 580 — Применение для швеллеров и двутавровых балок 380
----пружинные 575
----стопорные 577—578
----стопорные многолапчатые 576
----стопорные уменьшенные с лапкой 579
—стопорные уменьшенные с носиком
----увеличенные 566
----уменьшенные 566
----упорные быстросъемпые и канавки для них 572, 573
Шар — Поверхность и объем 61
Шарики 668
Швеллеры равнотолщинные II300 из алюминия и алк-мпниевых сплавав 208
----стальные гнутые равнополочныэ 147— 150
----стальные горячекатаные 145, 146
Шероховатость поверхности 264 — Знаки 268
— Классы 26.5
— Обозначение 267—269
— Параметры 264, 266, 267, 270
— Схема 267
— Типы направлений неровностей 266
Шероховатость поверхности при механических методах обработки 279
Шестиугольник — Вычисление элементов 58
Шины массивные — Основные условия эксплуатации 679
----бандажные 678
----дисковые 677
Шнуры асбестовые 239
Шпильки — Виды и условные обозначения покрытии 510
— Обозначения условные 511
----вз углеродистых и легированных сталей — Свойства механические 508
----из цветных металлов — Свойства механические 509
Шпильки нормальной и повышенной точности с ввинчиваемыми концами 542, 543
—для деталей с гладкими отверстиями .’>44
Шпиндели агрегатных станков — Концы 406
----с конусами Морзе — Концы 409
----токарных станков — Концы 406
----фрезерных станков — Концы 408
----шлифовальные для посадки фланцев шлифовального инструмента — Концы 407
Шплинты разводные 584 — Требования технические 583
----цилиндрические с засверленными концами 585
Шпонки 410
Штфты —Требования технические 588
----конические 587
----цилиндрические 587
— — цилиндрические для глухих отверстий
Штифты конические с внутренней резьбой 588
----с резьбовой цапфой 589, 590
----разводные 588
Штрихи для делительных шкал — Виды и размеры 4115
Шурупы — Виды, обозначения и толщины покрытий 541
----с полукруглой головкой 540, 541
----с потайной головкой э46, 541
Э
Элинвар 117
Эллипс — Вычисление элементов 59
ИБ № 600
ВАСИЛИЙ ИВАНОВИЧ АНУРЬЕВ
СПРАВОЧНИК КОНСТРУКТОРА-МАШИНОСТРОИТЕЛЯ Т о м I
Редакторы Т. С. Грачева, Л. П. Рыжова. Художественный редактор П. П. Рогачев. Технический редактор Л. П. Гордеева. Корректоры Н. II. Шарунииа и II. М. Bopeihuai Переплет художника А. Я. Михайлова.
Подписано в печать с матриц 27.12.78. Т-22734. Формат 60>;90'/16. Бумага типографская Л, 1. Обыкновенная новая гарнитура. Печать высокая. Усл. печ. л. 45,5. Уч.-изд. л. 60,2. Тираж 130 000 экз. Зап. 420. Цена 3 р. 50 к.
Издательство «Машиностроение», 107885, Москва, ГСП-6, 1-й Басманный пер., д. 3.
Ордена Октябрьской Революции, ордена Трудового Красного Знамени Ленингпзй/'.ко.' производственно-техническое объединение «Печатный Двор» имени А. М. Горького «Союзполнграфпрома» при Государственном комитете СССР по делам издательств, полиграфии н книжной торговли. 197136, Ленинград, П-136, Гатчинская, 26.
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
21 37 38 '58 63 82 83 489 539 593 605 64.'» 674 719 720 727 Графа 6, 2-я сверху 6-я сверху 7-я сверху Графа 11, 27-я снизу Графа 5, 1-я сверху Графа 10, 15-я сверху Графа 2, 2-я сверху Графа 3, 1-я сверху 2-ч сверху Графа 4. 2-я снизу, числитель 2-я сверху, знаменатель Подпись под рис. 31 Нижний эскиз Графа 1, 2-я сверху Головка забл.. Ручка. Деталь!» графа 1 графа ? Головка, графа ? Табл. 72, графа 1, 1-я сверху 2-я сверху Графа 2, 9-я Сверху Графа 5, 19-я сверху Колонка 2, i-я сверху 10-я сверху 2,82068 2,82282 2,82347 2,52001 2,47500 0,42029 = 1,55г — лг*-" 4 0,М* РГ 3&EJX припуски ГОСТ 11074—75 ГОСТ 2833—65 D L ГОСТ 1490—72 I П 715 10581—73 Талперы 210 28208b 2,82347 282412 2,53001 2,47509 0,42929 = 1,155г __ лг: 4 0,18' Р1‘ 3MEJ х допуски ГОСТ 11075-75 ГОСТ 2833—77 L D ГОСТ 17475—72 1 713 10851—73 Талрепы 212
Поправка. В табл. 51 (Стр. 571. 572) эскизы писков поменять местями
8ги. 420